Embed Size (px)
Citation preview

UNIVERSIDAD METROPOLITANA
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
EVALUACIÓN GENERAL, REINGENIERÍA Y MEJORA DE LOS
PLANES DE MANTENIMIENTO PREVENTIVO EN LOS
SISTEMAS DE ENVASADO DE PEPSI COLA VENEZUELA C.A.
PLANTA CAUCAGUA
Gabriel Elías Hatem Kebe
Charbel Nasr Manassa
Tutor Académico: Ing. Antonio Borges
Tutor Industrial: Ing. Luís Vera
Caracas, Julio del 2004

DERECHO DE AUTOR
Quienes suscriben, en condición de autores del trabajo titulado
“EVALUACIÓN GENERAL, REINGENIERÍA Y MEJORA DE LOS
PLANES DE MANTENIMIENTO PREVENTIVO EN LOS SISTEMAS DE
ENVASADO DE PEPSI COLA VENEZUELA C.A. PLANTA CAUCAGUA”
declaramos que: Cedemos a titulo gratuito, y en forma pura y simple,
ilimitada e irrevocable a la Universidad Metropolitana, los derechos de autor
de contenido patrimonial que nos corresponden sobre el presente trabajo.
Conforme a lo anterior, esta cesión patrimonial sólo comprenderá el derecho
para la Universidad de comunicar públicamente la obra, divulgarla, publicarla
o reproducirla en la oportunidad que ella así lo estime conveniente, así como,
la de salvaguardar nuestros intereses y derechos que nos corresponden como
autores de la obra antes señalada. La Universidad en todo momento deberá
indicar que la autoría o creación del trabajo corresponde a nuestra persona,
salvo los créditos que se deban hacer al tutor o a cualquier tercero que haya
colaborado o fuere hecho posible la realización de la presente obra.
________________________ _________________________
Gabriel Elías Hatem Kebe Charbel Nasr Manassa
CI. 14.774.250 CI. 15.804.641
En la ciudad de caracas, a los 31 días del mes de Julio del 2004.

APROBACIÓN
Considero que el Trabajo de Grado titulado
“EVALUACIÓN GENERAL, REINGENIERÍA Y MEJORA DE
LOS PLANES DE MANTENIMIENTO PREVENTIVO EN LOS
SISTEMAS DE ENVASADO DE PEPSI COLA VENEZUELA C.A.
PLANTA CAUCAGUA”
elaborado por los ciudadanos
HATEM KEBE, Gabriel E.
NASR MANASSA, Charbel.
para optar al título de
INGENIERO MECÁNICO
Reúne los requisitos exigidos por la Escuela de Ingeniería Mecánica de la
Universidad Metropolitana, y tiene méritos suficientes como para ser
sometido a la presentación y evaluación exhaustiva por parte del jurado
examinador que se designe.
En la ciudad de Caracas, a los 9 días del mes de julio de 2004
Ing. Antonio Borges
Ing. Luis Vera

ACTA DE VEREDICTO
Nosotros, los abajo firmantes, constituidos como jurado examinador y reunidos en Caracas, el día 19 de Julio de 2004, con el propósito de evaluar el Trabajo de Grado titulado:
“EVALUACIÓN GENERAL, REINGENIERÍA Y MEJORA DE
LOS PLANES DE MANTENIMIENTO PREVENTIVO EN LOS
SISTEMAS DE ENVASADO DE PEPSI COLA VENEZUELA C.A.
PLANTA CAUCAGUA”
presentado por los ciudadanos:
GABRIEL ELÍAS HATEM KEBE
Carnet N° 9717566
Y
CHARBEL NASR MANASSA
Carnet N° 9812650
para optar al título de:
INGENIERO MECÁNICO
emitimos el siguiente veredicto:
Reprobado Aprobado Notable Sobresaliente
Observaciones:
_______________________________________________________________
_______________________________________________________________
__________________ _________________ __________________
Ing. Antonio Borges Ing. Beatriz Leal Ing. Luis Vera

DEDICATORIA
A Dios, a mis abuelos, a mis hermanas, y mis amigos,
pero en especial a mis padres porque confiaron
en mi cuando yo más lo necesitaba.
Gabriel Hatem
A Dios, a mis padres, a mis hermanos y amigos,
por su apoyo incondicional.
Charbel Nasr
AGRADECIMIENTOS
“Si quieren finalizar con éxito, récenle a la Virgen María; ella ayuda a quien se lo pide”.
En primer lugar, agradezco a Dios, a la Virgen y a San Charbel por darme
salud y siempre estar conmigo para ayudarme a tomar las correctas
decisiones en la vida y por darme la capacidad de distinguir qué son las cosas
que no puedo cambiar y tener el valor para cambiar lo que sí puedo.
A mi padre Marcel Nasr Sahun y a mi madre Therese Manassa de Nasr, por
su apoyo y por ser mi fuente de motivación ya que a cada día de mi vida y de
mi carrera me dieron fuerza, me enseñaron a discernir entre lo bueno y lo
malo y me impulsaron a ser la persona que soy hoy en día.
A mis hermanos Misho, Rita, Nino y Toni, por estar siempre allí conmigo,
enseñándome el verdadero valor de una familia.
Agradezco a mis mejores amigos Daniel Moreno, Domingo Mata, Gabriel
Hatem, Miguel Mouawad, Abelardo Raidi, Augusto Nitti, que los considero
como mis hermanos, por darme la oportunidad de conocer la verdadera
amistad.
A mi Tutor Acádemico, Profesor, Ing. Antonio Borges, por guiarme,
enseñarme y por su colaboración y disposición constante e incondicional.
A mi Tutor Industrial, Ing. Luis Vera por su apoyo, colaboración, orientación y
receptividad en todo momento.

A los Profesores Ing. José Manuel Marino, Ing. Oscar Rodríguez e Ing. Frank
Pietersz, por su orientación, colaboración y enseñanza.
Al Profesor, Ing. Germán Crespo, por el apoyo y las oportunidades brindadas
a lo largo de mi carrera.
Al Lic. Rafael Ríos Jefe de Recursos Humanos de Pepsi Cola Venezuela C.A.,
por permitir realizar este trabajo de grado en tan distinguida empresa, y todo
el personal que labora día a día en Planta Caucagua por el apoyo,
entendimiento, colaboración y comprensión el cual nos ofrecieron
desinteresadamente todo el año.
Charbel Nasr

“Te doy gracias, Dios mío, porque has sido la sombra fresca que me ha
cobijado durante toda mi vida”... Gabriel Hatem
Agradezco a Dios, a la Virgen y a mis abuelos Ovril, Josefina, Juan, por estar
todo el tiempo desde el cielo, monitoreando mis pasos así como,
protegiéndome y ayudándome a ser cada día una persona integra.
A mis Padres Henry y Yolanda por guiarme cada día hacia el camino de la
verdad, de la lucha, de la unión y por apoyarme en los momentos buenos y
malos por los que he pasado en mi vida, por confiar siempre en mí.
A mis hermanas Ana María y Emely por luchar conmigo cada momento, por
apoyarme y estar siempre a mi lado.
A mi abuela Ariette por el cariño y apoyo que siempre me brindó.
A mis hermanos del alma, Daniel Moreno, Domingo Mata, Miguel Mouawad,
Marcel Nasr y Abelardo Raidi, los que realmente conocen el significado de la
amistad, por siempre estar ahí cuando uno más los necesita si ningún tipo de
interés por el contrario, ofreciendo cada uno de ellos su amistad
incondicional.
A mi hermano y con quien tuve el gran honor de realizar este Trabajo de
Grado, Charbel Nasr, por todo el apoyo, la buena fe, el entendimiento que
tuvistes, lo bueno y lo malo que pasamos y seguiremos pasando juntos como
los hermanos que somos.

A una persona importantísima en mi vida como lo es Tiziana Di Clemente por
apoyarme, aguantarme, quererme y luchar conmigo siempre, así como, a su
madre la Lic. Gabriella Pagnoni por su apoyo y cariño incondicional y sincero.
A mi primo el Dr. Salomón Kube y su familia, por que sin su ayuda y apoyo
no habría logrado realizar este trabajo de grado en tan grandiosa empresa.
A mi gran amigo, profesor y honorable tutor académico Ing. Antonio Borges,
por la ayuda incondicional, la atención, el apoyo, la enseñanza y la amistad,
que durante el pasar del tiempo nos ha demostrado.
A nuestro Tutor Industrial Ing. Luís Vera por toda la atención, orientación,
ayuda, consejos, enseñanza, confianza, apoyo y responsabilidad, que durante
el transcurso de estos dos semestres aportó en nosotros.
Al Lic. Rafael Ríos Jefe de Recursos Humanos de Pepsi Cola Venezuela C.A. y
todo el personal que labora día a día en Planta Caucagua, por el apoyo,
entendimiento, colaboración y comprensión el cual nos ofrecieron
desinteresadamente todo el año.
A mis maestros y grandes amigos Ing. Frank Pietersz, Ing. Oscar Rodríguez,
Ing. José Manuel Marino e Ing. German Crespo por todo lo que lucharon,
luchan y lucharan para hacer de nosotros unos grandes ingenieros y
personas.
A mis tíos y primos Ray Hatem y Hatem Reyes por su constante esfuerzo por
apoyarnos y alentarnos a seguir adelante y triunfar. Un agradecimiento

especial a mi primo Ing. Elías Ray por todo lo que ha hecho y sigue haciendo
por mí.
A la familia Moreno y Mata por siempre estar ahí con nosotros y darnos el
cariño, y el apoyo que siempre fuimos acostumbrados a recibir por parte de
ellos.
A la familia Nasr por abrirme las puertas y darme la oportunidad de entrar
desinteresadamente, como un hijo más de la gran familia que conforman.
A mis amigos Nelson, Patty, Marco, Mariana, Jilse, Carlitos, Javier Moreno,
Javier Correa, July, Edmundo, Teo, Martin, Claudia y demás compañeros de
la universidad así como aquellas personas que me han apoyado, querido y
ayudado durante mi vida.
“Mil Gracias les doy a todos porque sin ustedes no hubiera sido ni la sombra
de la persona que soy ahora y no habría podido llegar tan lejos”
Gabriel E. Hatem K.

INDICE
LISTA DE TABLAS Y FIGURAS i
RESUMEN vi
CAPÍTULO I. 1
1. ESTUDIO PRELIMINAR 1
1.1. PLANTEAMIENTO DEL PROBLEMA 1
1.2. OBJETIVOS 5
1.2.1. OBJETIVO GENERAL 5
1.2.2. OBJETIVOS ESPECÍFICOS 6
1.3. JUSTIFICACIÓN 7
CAPÍTULO II. 9
2. MARCO DE REFERENCIA 9
2.1. RESEÑA HISTÓRICA 9
2.2. PEPSI COLA VENEZUELA C.A. 14
2.2.1. VISIÓN DE LA ORGANIZACIÓN 20
2.2.2. MISIÓN DE LA ORGANIZACIÓN 21
2.2.3. ESTRUCTURA ORGANIZATIVA 22
2.2.4. ORGANIGRAMA DE LA EMPRESA 24
2.3. DESCRIPCIÓN DEL PROCESO PRODUCTIVO 24
2.3.1. ASEGURAMIENTO DE LA CALIDAD 24
2.3.2. PLANTA DE TRATAMIENTO DE AGUAS BLANCAS 25
2.3.3. AGUAS SUAVES 25
2.3.4. AGUA FILTRADA 25
2.3.5. AGUA DE PROCESO 26 2.3.6. PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES 26
2.3.7. LOGÍSTICA 26
2.4. PROCESO DE ELABORACIÓN DE BEBIDAS GASEOSAS 27
2.4.1. MATERIA PRIMA 27
2.4.2. LOS CONCENTRADOS 28
2.4.3. SABORES 28
2.4.4. COLORES 28
2.4.5. ACIDULANTES 28
2.4.6. PRESERVATIVOS 29
2.4.7. AGENTES EDULCORANTES 29
2.4.8. LOS ENDULZANTES 29
2.4.9. AGUA Y SUS TRATAMIENTOS 30
2.4.10 ELABORACIÓN DEL REFRESCO 31
2.4.11 BRIX 32
2.4.12 CARBONATACIÓN 33
2.5. MANTENIMIENTO 36
2.5.1. CLASES DE MANTENIMIENTO 36
2.5.2. CLASES DE MANTENIMIENTO POR NIVELES 37
2.5.2.1. CORRECTIVO 37
2.5.2.2. PREVENTIVO 38
2.5.2.3. PREDICTIVO 38
2.5.3. PROCESO DE GESTIÓN 39
2.5.3.1. POLÍTICA DE MANTENIMIENTO 39
2.5.3.2. OBJETIVO DEL MANTENIMIENTO 39

2.5.3.3. GESTIÓN DEL MANTENIMIENTO 40 2.5.3.4. ORGANIZACIÓN DEL SERVICIO DE MANTENIMIENTO 40
2.6. MANTENIMIENTO PREVENTIVO 41
2.6.1. VENTAJAS DEL MANTENIMIENTO PREVENTIVO 42
2.6.1.1. CONFIABILIDAD 42
2.6.1.2. FIABILIDAD 42
2.6.1.3. MANTENIBILIDAD 42
2.6.1.4. DISPONIBILIDAD 43 2.6.2 DISMINUCIÓN DEL TIEMPO MUERTO, TIEMPO
DE PARADAS DE EQUIPOS / MÁQUINAS 43 2.6.3. CLASIFICACIÓN DE LAS FALLAS EN FUNCIÓN DEL
ORIGEN 43 2.6.4. CLASIFICACIÓN DE LAS FALLAS EN FUNCIÓN DE
LA CAPACIDAD DE TRABAJO 44 2.6.5. CLASIFICACIÓN EN FUNCIÓN DE COMO APARECE
LA FALLA 44
2.6.6. PROCESO DE REPARACIÓN 45 2.6.7. MAYOR DURACIÓN DE LOS EQUIPOS E
INSTALACIONES 46
2.6.8. REPARACIÓN DE AVERÍAS 47 2.6.9. DISMINUCIÓN DE EXISTENCIAS EN ALMACÉN Y
POR LO TANTO SUS COSTOS, PUESTO QUE SE JUSTAN LOS REPUESTOS DE MAYOR O MENOR CONSUMO 48
2.6.9.1. GESTIÓN DE REPUESTOS 48
2.6.9.2. COMPRA DE REPUESTOS 48
2.6.9.3. GESTION DE STOCKS 49 2.6.10. UNIFORMIDAD EN LA CARGA DE TRABAJO PARA
EL PERSONAL DE MANTENIMIENTO DEBIDO A UNA PROGRAMACIÓN DE ACTIVIDADES 49
2.6.10.1. GESTIÓN DE LARGO PLAZO (>1 AÑO) 50
2.6.10.2. GESTIÓN DE MEDIANO PLAZO (<1 AÑO) 50

2.6.10.3. GESTIÓN DE CORTO PLAZO (<1 AÑO) 51
2.6.11. MENOR COSTOS DE LAS REPARACIONES 51
2.6.11.1. LOS PRESUPUESTOS 52
2.7. VIBRACIONES MECÁNICAS 52
2.7.1. EL MANTENIMIENTO Y LAS VIBRACIONES 53
2.8 FASES DEL MANTENIMIENTO PREVENTIVO 53
2.9. RODAMIENTOS 54
2.9.1. CLASIFICACIÓN DE LOS RODAMIENTOS 55
2.9.2. MANTENIMIENTO 58
2.10. CADENAS 59
2.10.1. CLASIFICACIÓN 60
2.10.2. FALLO EN CADENAS Y RUEDAS 61
2.10.3. ERRORES EN EL MONTAJE 61 2.10.4. INCORRECTAS CONDICIONES DE SERVICIO Y
MANTENIMIETO 62
2.11. SISTEMAS NEUMÁTICOS 63 2.11.1. PRODUCCIÓN Y TRATAMIENTO DEL AIRE
COMPRIMIDO 64
2.12. REDUCTORES Y MOTORREDUCTORES 64
2.12.1. MANTENIMIENTO DE REDUCTORES 65
2.13. ENGRANAJES 66
2.13.1. TIPOS DE ENGRANAJES 66
2.13.1.1. ENGRANAJES CILÍNDRICOS RECTOS 66
2.13.1.2. ENGRANAJES CILÍNDRICOS HELICOIDALES 67 2.13.1.3. ENGRANAJES CILÍNDRICOS
BI-HELICOIDALES 68
2.13.1.4. ENGRANAJES CÓNICOS RECTOS 68
2.13.1.5. ENGRANAJES CÓNICOS HELICOIDALES 69

2.13.1.6. TORNILLO SIN FIN Y CORONA 70
2.13.2. FALLAS EN ENGRANAJES 70 2.13.2.1. DESGASTES ABRASIVOS Y CORROSIVOS
DE LOS ENGRANAJES 71
2.13.2.2. DESGASTE CORROSIVO 71 2.13.2.3. FALLA POR FATIGA SUPERFICIAL
(PITTING) 72 2.13.2.4. FALLAS POR ROMPIMIENTOS DE LOS
ENGRANAJES 73
2.14. BANDAS TRANSPORTADORAS DE TERMOPLÁSTICOS 74 2.14.1. ASPECTOS A TOMAR PARA LAS BANDAS
TRASNPORTADORAS 75
CAPITULO III. 76
3. MARCO METODOLÓGICO 76
3.1. METODOLOGÍA PARA MANTENIMIENTO PREVENTIVO 76
3.2. ANALISIS DE LA EFICIENCIA GLOBLAL DE LA PLANTA 87 3.2.1. CÁLCULO DE LA EFICIENCIA TANTO GLOBAL
COMO DE CADA LÍNEA DE PRODUCCIÓN 91 3.2.2. ELABORACIÓN DE GRAFICOS DE EFICIENCIA
TANTO GLOBAL COMO DE CADA LÍNEA DE ENVASADO 93
3.3. ANÁLISIS DEL IMPACTO MECÁNICO EN LA EFICIENCIA GLOBAL DE LA PLANTA 101
3.3.1. LÍNEAS DE ENVASADO 101
3.3.1.1. LÍNEA 3 101
3.3.1.2. LÍNEA 4 107
3.3.1.3. LÍNEA 5 112
3.3.1.4. LÍNEA 6 1163.3.2. ANÁLISIS DE LAS CAUSAS DE FALLAS MECÁNICAS
EN LOS EQUIPOS DE LAS LÍNEAS DE ENVASADO 120
3.3.2.1. FALLAS POR FALTA DE REPUESTOS 123

3.3.2.2. FALLAS POR FALTA DE INFORMACIÓN 126
3.3.2.3. FALLAS POR FALTA CAUSAS IMPREVISTAS 127
3.3.2.4. FALLAS POR AJUSTES EN PROCESO 128
3.4. ANÁLISIS DEL MANTENIMIENTO PREVENTIVO 1333.4.1. MANTENIMIENTO PREVENTIVO PLANIFICADO VS
HORAS HOMBRES DISPONIBLES 1343.5. REINGENIERÍA Y MEJORA DE LAS RUTINAS DE
MANTENIMIENTO PREVENTIVO 143
3.5.1. FRECUENCIA 144
3.5.2. CONTENIDO 148
3.5.3. DURACIÓN 149
3.5.4. HERRAMIENTAS 150
3.5.5. CAPACITACIÓN Y NIVEL DE LOS MECÁNICOS 1513.5.6. PROTOCOLO DE ENTREGA 152
CAPITULO IV. 154
4. CONCLUSIONES Y RECOMENDACIONES 154
4.1. CONCLUSIONES 154
4.2. RECOMENDACIONES 157
REFERENCIAS BIBLIOGRÁFICAS 159
APENDICE A 163
APENDICE B 167
APENDICE C 170
APENDICE D 174
APENDICE E 179

LISTA DE TABLAS Y FIGURAS
i
LISTA DE TABLAS Y FIGURAS
TABLAS
2-1. ÁREAS COMUNES PARA LAS LÍNEAS DE PRODUCCIÓN DE LA PLANTA 19
3-1. EJEMPLO DE TABLA DE CÁLCULO DE LOS MINUTOS DE PARADAS POR VARIABLES DESCONOCIDAS. 90
3-2. PRODUCCIÓN NOMINAL SEPTIEMBRE-DICIEMBRE 2003. 91
3-3. PRODUCCIÓN DIARIA SEPTIEMBRE-DICIEMBRE 2003. 92
3-4. EFICIENCIAS GLOBAL Y POR LÍNEA. SEPTIEMBRE-DICIEMBRE 2003. 92
3-5. MINUTOS DE PARADAS DE LAS LÍNEAS DE ENVASADO SEPTIEMBRE-DICIEMBRE 2003. 93
3-6. PARADAS DE LAS LINEAS DE ENVASADO IGUALADAS A UN TURNO DE TRABAJO SEPTIEMBRE-DICIEMBRE 2003. 95
3-7. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 3. 106
3-8. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 4. 111
3-9. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 5. 115
3-10. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 6. 119
3-11. PRINCIPALES CAUSAS DE FALLAS MECÁNICAS EN LOS EQUIPOS DE LÍNEA 3 Y 4. 121
3-12. PRINCIPALES CAUSAS DE FALLAS MECÁNICAS EN LOS EQUIPOS DE LÍNEA 5 Y 6. 122
3-13. LISTA MAESTRA DE HERRAMIENTAS PARA MANTENIMIENTO. 151

LISTA DE TABLAS Y FIGURAS
ii
FIGURAS
1-1. POSIBLES CAUSAS DE LAS DEFICIENCIAS EN EL MANTENIMIENTO. 3
2-1. RESEÑA HISTÓRICA DE PEPSI COLA COMPANY. 14
2-2. ORGANIGRAMA DE LA PLANTA PARA JULIO DEL 2004 ENFOCADA EN LA GERENCIA DE PRODUCCIÓN Y MANTENIMIENTO. 24
2-3. DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN Y DISTRIBUCIÓN DE PEPSI COLA VENEZUELA. 35
2-4. RODAMIENTOS RADIALES. 55
2-5. RODAMIENTO AXIAL. 55
2-6. RODAMIENTO DE CONTACTO ANGULAR. 56
2-7. RODAMIENTOS ROTULADOS. 57
2-8. RODAMIENTOS SEGÚN ELEMENTOS RODANTES. 57
2-9. RODAMIENTOS CON FALLA POR FATIGA. 58
2-10. COMPOSICIÓN DE UNA CADENA. 60
2-11. VISTA DETALLADA DE UNA CADENA. 62
2-12. SISTEMA NEUMÁTICO. 63
2-13. PRODUCCIÓN Y TRATAMIENTO DEL AIRE COMPRIMIDO. 64
2-14. ENGRANAJES CILÍNDRICOS RECTOS. 67

LISTA DE TABLAS Y FIGURAS
iii
2-15. ENGRANAJES CILÍNDRICOS HELICOIDALES. 67
2-16. ENGRANAJES CILÍNDRICOS BI-HELICOIDALES. 68
2-17. ENGRANAJES CÓNICOS RECTOS. 69
2-18. ENGRANAJES CÓNICOS HELICOIDALES. 69
2-19. TORNILLOS SIN FIN. 70
2-20. ENGRANAJES DAÑADO POR CORROSIÓN. 71
2-21. ENGRANAJES DAÑADO POR PITTING. 72
2-22. ENGRANAJES DAÑADO POR SOBRECARGA. 74
3-1. DIAGRAMA DE METODOLOGÍA DE MANTENIMIENTO PREVENTIVO. 76
3-2. GRÁFICA DE LA EFICIENCIA GLOBAL DE LA PLANTA CON CAUSAS DE PARADA. 94
3-3. GRÁFICA DE LA EFICIENCIA DE LA LINEA 3 DE LA PLANTA CON CAUSAS DE PARADA. 95
3-4. GRÁFICA DE LA EFICIENCIA DE LA LINEA 4 DE LA PLANTA CON CAUSAS DE PARADA. 96
3-5. GRÁFICA DE LA EFICIENCIA DE LA LINEA 5 DE LA PLANTA CON CAUSAS DE PARADA. 96
3-6. GRÁFICA DE LA EFICIENCIA DE LA LINEA 6 DE LA PLANTA CON CAUSAS DE PARADA. 97
3-7. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA GLOBAL DE LA PLANTA. 98
3-8. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 3 DE LA PLANTA. 99
LISTA DE TABLAS Y FIGURAS
iv
3-9. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 4 DE LA PLANTA. 99
3-10. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 5 DE LA PLANTA. 100
3-11. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 3 DE LA PLANTA. 100
3-12. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 3. 107
3-13. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 4. 111
3-14. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 5. 115
3-15. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 6. 120
3-16. PRINCIPALES CAUSAS DE FALLAS MECÁNICAS EN LOS EQUIPOS DE LA PLANTA. 123
3-17. COMPARACIÓN DE ÓRDENDES EMITIDAS vs. ÓRDENES ENTREGADAS. 124
3-18. COMPARACIÓN DE REPUESTOS PENDIENTES POR SU ORIGEN. 125
3-19. SITUACIÓN ACTUAL DEL CUMPLIMIENTO DE MANTENIMENTO EN PEPSI COLA VENEZUELA C.A. 129
3-20. PRIMER ESCENARIO: 50 % DE REDUCCIÓN DEL MANTENIMIENTO PREVENTIVO. 130
3-21. SEGUNDO ESCENARIO: 3 HORAS DIARIAS DE PARADAS DE LAS LINEAS OTORGADAS A MANTENIMIENTO. 131
3-22. TERCER ESCENARIO: 3 HORAS DIARIAS DE PARADAS DE LAS LINEAS Y REDUCCIÓN DEL 50 % DEL MANTENIMIENTO MECÁNICO. 132
3-23. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 3. 136
3-24. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 4. 137
LISTA DE TABLAS Y FIGURAS
v
3-25. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 5. 138
3-26. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 5 PROPUESTO. 139
3-27. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 6. 141
3-28. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 6 PROPUESTA. 142
3-29. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 3. 146
3-30. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 4. 146
3-31. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 5. 147
3-32. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 6. 147
RESUMEN
vi
RESUMEN
El proyecto consistió en determinar los problemas que arrastra la empresa
PEPSI COLA VENEZUELA C.A. específicamente Planta Caucagua con el
mantenimiento mecánico. Las tres (3) grandes fases de investigación son:
1.- ANALISIS GENERAL TANTO DE LA PLANTA COMO DEL DEPARTAMENTO
MECÁNICO: En esta fase de investigación, se trata de determinar los
causantes del impacto negativo sobre la eficiencia tanto de la planta como de
cada línea de envasado, así como mostrar el comportamiento del
departamento de mantenimiento mecánico dentro de la misma, incluyendo
fallas y causas en los equipos mecánicos, y el planteamiento de una serie de
soluciones para erradicar dichos problemas.
2.- ANALISIS DEL MANTENIMIENTO PREVENTIVO PARA LAS LÍNEAS DE
ENVASADO DE LA PLANTA: Donde se realiza un análisis exhaustivo de la
planificación del mantenimiento preventivo y de que manera afecta a la
empresa. Al igual que la fase anterior en esta se plantean escenarios
solución.
3.- REINGENIERÍA Y MEJORA DE LOS PLANES DE MANTENIMIENTO
PREVENTIVO: Se determinan las fallas que presentan las rutinas de
mantenimiento preventivo en las cuales se incluyen: frecuencia, contenido,
duración, herramientas necesarias, capacitación del personal, protocolo de
entrega, para así mejorar detalladamente dichas rutinas de mantenimiento.

CAPÍTULO I – ESTUDIO PRELIMINAR
1
CAPÍTULO I
1. ESTUDIO PRELIMINAR
1.1 PLANTEAMIENTO DEL PROBLEMA
Las líneas de envasado de PEPSI-COLA Venezuela C.A. al igual que todo el
sistema que conforma la planta, cuenta con tres (3) herramientas específicas
de mantenimiento como los son: Predictivo, Preventivo y Correctivo. Están
diseñados para mantener a cabalidad los equipos y reducir costos por fallas
comunes en las líneas de envasado. Dichos planes, en especial las rutinas de
mantenimiento preventivo, se llevan a cabo semanalmente los días Viernes,
Sábado, Domingo y Lunes, incluyendo dentro de los mismos una
programación diseñada por los directivos y supervisores de Producción y
Mantenimiento de la organización, para cubrir todas las necesidades del
sistema y con el tiempo justo para realizarlas.
En la actualidad la planta presenta fallas en el correcto cumplimiento de
dichas rutinas de mantenimiento preventivo, que trae como consecuencia
retraso, pérdida considerable de la producción programada y pérdidas
CAPÍTULO I – ESTUDIO PRELIMINAR
2
económicas para la organización que disminuyen el margen de utilidades en
el producto terminado y aumentan su costo.
Dicho problema es ocasionado por razones que se mencionarán a
continuación:
• Falta de conocimiento y preparación tanto de los operadores de
las líneas como del personal que realiza las rutinas de
mantenimiento.
• Falta de control de las mismas.
• Retraso en el tiempo de la elaboración de las rutinas a causa
de:
1. Falta de repuestos en inventario de almacén.
2. Retraso generado por el mismo personal de
mantenimiento a la hora de la elaboración de las rutinas.
3. Errores en el análisis de los repuestos o piezas de
recambio adecuados de las maquinarias como:
rodamientos, lubricantes, correas, cadenas, ejes,
motores, entre otros por falta de conocimientos al
respecto.
• Falta de evaluación detallada de todo el sistema de envasado a
la hora de realizar las rutinas de mantenimiento preventivo.
• Frecuencia con la que se realizan las rutinas.
CAPÍTULO I – ESTUDIO PRELIMINAR
3
• Falta de capacidad para realizar correctamente el arranque o la
parada a la hora de terminar o comenzar respectivamente las
rutinas de mantenimiento preventivo.
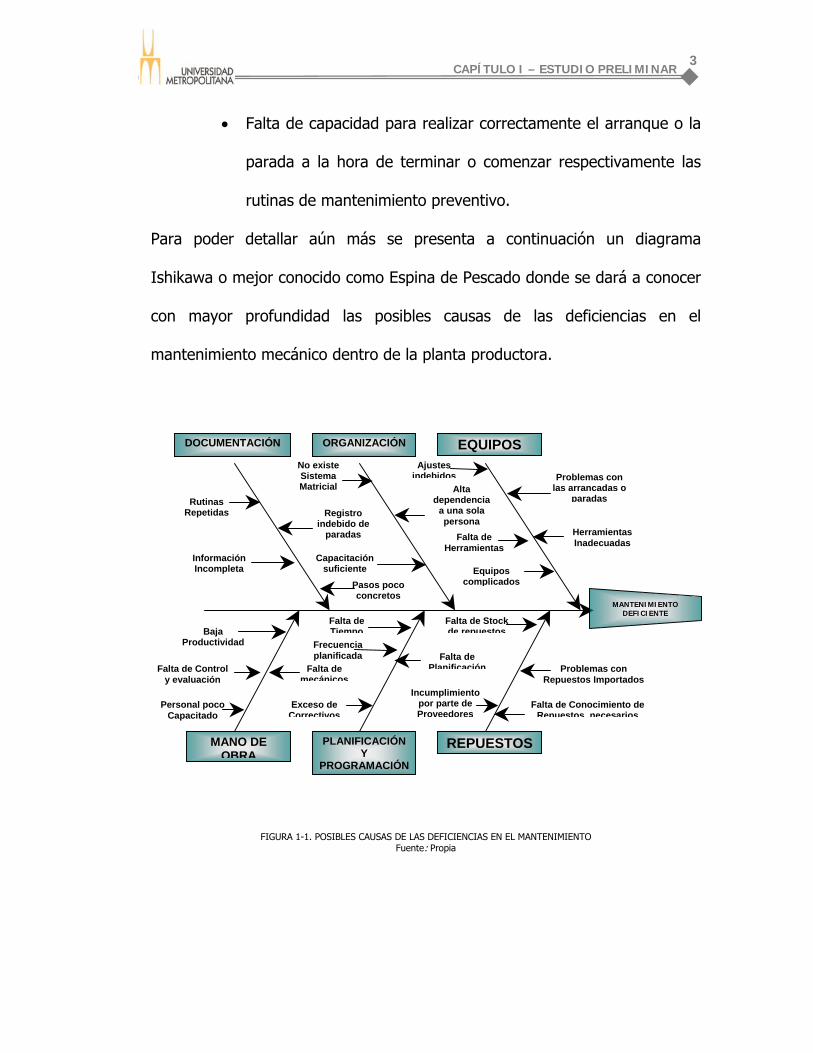
Para poder detallar aún más se presenta a continuación un diagrama
Ishikawa o mejor conocido como Espina de Pescado donde se dará a conocer
con mayor profundidad las posibles causas de las deficiencias en el
mantenimiento mecánico dentro de la planta productora.
FIGURA 1-1. POSIBLES CAUSAS DE LAS DEFICIENCIAS EN EL MANTENIMIENTO Fuente: Propia
MANTENIMIENTODEFICIENTE
DOCUMENTACIÓN ORGANIZACIÓN
MANO DE OBRA
PLANIFICACIÓN Y
PROGRAMACIÓN
REPUESTOS
EQUIPOS
Información Incompleta
Pasos poco concretos
No existe Sistema Matricial Alta
dependenciaa una sola persona
Capacitación suficiente
Rutinas Repetidas
Falta de Herramientas
Equipos complicados
Ajustes indebidos
Herramientas Inadecuadas
Baja Productividad
Exceso deCorrectivos
Falta de Tiempo
Falta de mecánicos
Incumplimiento por parte de Proveedores
Falta de Planificación Problemas con
Repuestos Importados
Falta de Stock de repuestos
Falta de Conocimiento de Repuestos necesarios
Frecuencia planificada
Problemas con las arrancadas o
paradas Registro
indebido de paradas
Personal poco Capacitado
Falta de Control y evaluación

CAPÍTULO I – ESTUDIO PRELIMINAR
4
Directamente, todo lo anterior mencionado se presenta por la falta de un
desarrollo investigativo que obtenga tanto las causas como la solución a los
problemas presentados. Como se ha mencionado en reiteradas ocasiones, el
punto primordial de toda industria es reducir sus costos y tratar que cada vez
sean menores sin disminuir la calidad. Si estos planes no se manejan de
manera correcta producen pérdidas constantes a la empresa dado que la
programación y la realización se hacen de forma asíncrona. De no cumplirse
ocasiona mayor número de interrupciones a lo largo de la producción y
paradas de emergencia que pueden expandirse por tiempos extensos que
afecten directamente la eficiencia y eficacia de la planta.
También debe tomarse en cuenta que hasta hace un (1) año las líneas no
contaban con el staff de manejo adecuado, es decir, la persona que estaba a
la cabeza de las mismas, el Superintendente de mantenimiento mecánico no
supo llevar las riendas, y poco a poco fue desorganizándose y deteriorándose
el mantenimiento en las líneas de producción, causando así caídas
considerables de la producción y fallas notables en la elaboración de los
mantenimientos. Actualmente el nuevo staff se está viendo obligado a
reorganizar todo el departamento de mantenimiento, y trabajando día y
noche para recuperar la eficiencia y la estabilidad del sistema mediante un
correcto manejo del departamento y todo lo que ello representa.

CAPÍTULO I – ESTUDIO PRELIMINAR
5
Cabe acotar que la situación actual de país afecta de manera directa el
mantenimiento, ya que a raíz del control de cambio se generan falta de
repuestos en el mercado por motivo que la mayoría de ellos son importados.
La reducción de personal capacitado a causa de la disminución del
presupuesto, que también han afectado de lleno la estabilidad de los
sistemas de producción de la planta, pero que día a día dichos inconvenientes
se viene solucionando, para llevar a dicha organización a ubicarse entre las
primeras plantas productoras de refresco en el mundo.
1.2. OBJETIVOS
1.2.1 OBJETIVO GENERAL
“Evaluar en forma general, hacer la reingeniería y mejorar los Planes de
Mantenimiento Preventivo en los sistemas de envasado de Pepsi Cola
Venezuela C.A. Planta Caucagua”

CAPÍTULO I – ESTUDIO PRELIMINAR
6
1.2.2 OBJETIVOS ESPECÍFICOS
• Diagnosticar la situación actual en el manejo y operación en las líneas
de envasado incluyendo como punto importante tanto la manera de
Arranque como la de Parada de las líneas de envasado.
• Evaluar la situación actual de la dirección y supervisión de los planes
de mantenimiento preventivo de las líneas de envasado.
• Evaluar a los operadores de cada línea de envasado.
• Analizar el diseño y operación de cada una de las máquinas y piezas
involucradas en los planes de mantenimiento preventivo.
• Evaluar en cada rutina de mantenimiento preventivo su contenido,
frecuencia, duración, calificación del personal y protocolo de entrega.
• Estudiar los manuales de operación y mantenimiento de cada una de
las máquinas involucradas en el proceso.
• Generar los procedimientos y métodos requeridos para la reingeniería
y mejora de las rutinas de mantenimiento preventivo y correcta
operación del sistema.
• Realizar los manuales de mejora de los procesos de mantenimiento
preventivo de cada una de las rutinas en las líneas de envasado del
sistema de producción.
CAPÍTULO I – ESTUDIO PRELIMINAR
7
• Implantar dicho proyecto a las rutinas actuales de mantenimiento
preventivo para la mejora del sistema de producción.
• Elaboración del Tomo de Tesis.
1.3. JUSTIFICACIÓN
En la actualidad se requiere que los costos de operación y mantenimiento
en las grandes industrias se disminuyan cada día más para poder así reducir
el valor final de los productos ofrecidos al mercado sin perder la calidad de
los mismos.
Esto trae como consecuencia el mejoramiento de los planes de
mantenimiento para así reducir la frecuencia de las paradas forzadas para
mejorar o mantener la eficiencia y eficacia de la planta y obtener las
utilidades implantadas como metas durante el año en curso.
Tomando en cuenta dicho análisis y reconociendo las fallas que se presentan
a la hora de realizar dichas rutinas, este proyecto tratará de presentar un
formato amplio de rediseño y mejora de estas rutinas así como en el
funcionamiento de los sistemas de envasado. De manera sencilla se otorgará
dicho trabajo investigativo para que tanto los operadores como el personal de
mantenimiento mecánico cuenten con la herramienta de adiestramiento y
preparación que indique los errores que frecuentemente se cometen y los

CAPÍTULO I – ESTUDIO PRELIMINAR
8
aspectos que se deben tomar en cuenta para realizar de manera correcta
dichas rutinas.
Será necesario estudiar a fondo los manuales de operación y mantenimiento
así como dedicar un tiempo considerable evaluando cada uno de los
componentes de las líneas de envasado y del personal encargado del mismo.
Esto traerá beneficios económicos a la empresa de gran magnitud así como,
será una herramienta indispensable para aquellas personas que
semanalmente estén encargadas de realizar las rutinas de mantenimiento
preventivo de forma correcta en las líneas de envasado y puedan disminuir
esfuerzos, tiempo y dinero de la organización.
CAPÍTULO II – MARCO REFERENCIAL
9
CAPÍTULO II
2. MARCO REFERENCIAL
2.1. RESEÑA HISTÓRICA
La historia de Pepsi Cola Internacional comienza en el año de 1898, con la
creación de un refresco en New Bern Carolina del Norte; se trata de la
creación de un farmacéutico local llamado Caled Bradham, quien ofrecía
consejo médico y medicina a la manera tradicional de los farmacéuticos del
siglo XIX, Bradham llevaba años mezclando aceites y extractos con
bicarbonato de sodio. Su meta era crear bebidas perfectas para la salud. En
el verano de 1.898 el farmacéutico, joven y lleno de energía, empezó a
vender una bebida bajo el nombre de Pepsi Cola. El negocio no tardó mucho
en florecer; primero, se empezó a vender en vaso, luego por galón y muy
pronto Bradham empezó a llevar barriles de 5 galones de jarabe para Pepsi
en su carreta. Llegó el momento de registrar la marca y formar una
compañía. Para el 1º de enero de 1.903 Caled Bradham era ya Presidente de
Pepsi Cola Company.

CAPÍTULO II – MARCO REFERENCIAL
10
Para 1.904 las ventas se duplicaban y el negocio de Bradham ya no cabía
en la farmacia; entonces fue necesario tener un edificio nuevo, mayor
producción de jarabe y una novedad: el embotellado. En 1.905 Bradham
vendió la primera franquicia para embotellar Pepsi a Henry Fauler de Carolina
del Norte. Con su espíritu empresarial y su visión de vendedor, Bradham
quiso vender Pepsi en todo el mundo por lo que registró la marca en Canadá
y México. 1.908 fue un gran año para Pepsi. En New Bern, se abrieron las
puertas del primer edificio corporativo oficial de Pepsi Cola Company. Por
primera vez Pepsi Cola se distribuía mediante el uso de vehículos auto-
motores. Para 1.910 Pepsi Cola se embotellaba en 250 plantas en los Estados
Unidos.
Con el estallido de la Primera Guerra Mundial, se racionó el azúcar, lo que
mermó el crecimiento de Pepsi. Después de la guerra, la crisis empeoró,
desplomándose el mercado del azúcar, y con él, Caled Bradham. En 1.920
sólo 2 de los 250 embotelladores seguían en el negocio; ese fue el fin para
Caled Bradham. Su compañía Pepsi Cola estaba en bancarrota. Durante la
bancarrota, un financiero de nombre R.C Megager, compró la marca y la
fórmula de Pepsi. Megager logró mantener viva la marca de Pepsi Cola
operando con sólo una planta embotelladora en Richmond Virginia. Sin
embargo, a los dos años de la gran depresión ya no pudo continuar; y se vio
obligado a vender la compañía.

CAPÍTULO II – MARCO REFERENCIAL
11
En 1931 otra marca de refrescos era el gigante del negocio, y tenía como
principal cliente a una compañía dulcera llamada Loft Candy Company con
1.400 fuentes de soda para todo el país. Su presidente era un hombre
llamado Charles Scott, quien, cansado de comprar jarabe a precios de
menudeo a esta compañía, que él consideraba inflexible, decidió comprar
otra marca y pensó en Pepsi. Cuando Scott empezó a preguntar sobre Pepsi
en 1.931, Megager le vendió la compañía entera. Con gran satisfacción, Scott
sacó por completo a la otra compañía de su cadena Loft para introducir Pepsi
Cola. De pronto, Pepsi se volvió más famosa que nunca, llegando más allá de
los sueños más fantásticos de Caled Bradham.
Durante 8 años, Charles Scott hizo grandes cosas para Pepsi Cola, pero lo
hizo con dinero y recursos de Loft Candy Company; por lo que en 1.936, Loft
demandó a Scott por la propiedad de Pepsi. Al final Loft derrotó a Scott. En
1936 un grupo de personas representando a Loft Candy Company, tomó el
control de Pepsi Cola, e inició el desarrollo de la publicidad a gran escala;
utilizando aviones que escribían en el cielo, anuncios espectaculares, y hasta
tiras cómicas en todo el país.
Entre 1.939 y 1.941 Pepsi compitió con la otra compañía, frente a frente
por todos los EEUU, pero había fuerzas que bloqueaban su crecimiento: La
Segunda Guerra Mundial. Después de la guerra, Pepsi volvió a la carrera
creando la división internacional. Muy pronto, Pepsi estableció su presencia

CAPÍTULO II – MARCO REFERENCIAL
12
en distintos países alrededor del mundo. En esos años surgió un nuevo líder,
un hombre que fue escalando posiciones dentro de la compañía; desde
vendedor de jarabe hasta presidente; su nombre: Don Kendall. Kendall fue el
que hizo famosa a Pepsi en el mundo entero. Sucedió en Moscú en 1.959
durante el encuentro entre Richard Nixon y Nikita Khrushchev. A insistencia
de Kendall, Nixon llevó a Khrushchev al kiosko de Pepsi para tomar un
refresco; fue el sorbo de Pepsi que recibió más publicidad.
El 23 de Enero de 1940, se obtiene la licencia para comercializar y
distribuir la gaseosa en Venezuela. Esa fue la primera concesión hecha por la
casa matriz fuera de Norteamérica. La filial cubana era la única que para
entonces funcionaba en el exterior como subsidiaria directa de la empresa
central. La primera planta embotelladora se inaugura en septiembre, en la
esquina de Marcos Parra de la ciudad de Caracas. En mayo de este mismo
año, la planta se traslada a Santa Eduvigis. En 1941, se inauguran dos
nuevas plantas, una llamada Gaseosas Orientales, en Barcelona; y otra en
Maracaibo, registrada con el nombre de Embotelladora Nacional. A partir de
allí, la organización comienza a expandirse, construyendo nuevas plantas y
depósitos de distribución. Llegaron a instalarse 20 plantas y
aproximadamente 46 centros de distribución.
Desde 1940 se inicia la operación en Venezuela, siendo en 1996 cuando
Pepsi-Cola Internacional establece una alianza estratégica con Empresas

CAPÍTULO II – MARCO REFERENCIAL
13
Polar para que ésta distribuya el producto y las empresas Coca-Cola Company
y Embotelladoras Hit de Venezuela anuncian su alianza
estratégica.
El 13 de Noviembre se establece la sociedad entre Pepsi-Cola
Internacional y el Grupo Polar, dándose inicio a una nueva historia de Pepsi
en Venezuela. De esta manera, la marca Pepsi se une a Sopresa, la Unidad
de Refrescos del Grupo Polar para ese entonces. A partir del 1ro de Octubre
del 2000, con el objeto de facilitar los procesos administrativos y hacerlos
más eficientes, las cinco compañías que conformaban la Unidad de Negocios
de Refrescos de Empresas Polar, se consolidan y adoptan el nombre de la
marca líder: Pepsi-Cola Venezuela C.A.
Hoy en día después de un siglo en el negocio, el espíritu Pepsi continua;
la compañía permanece joven y comprometida con el cambio. La voluntad de
trabajar duro y correr riesgos; y el valor para perseverar, es lo que mejor
define la historia y el futuro de Pepsi. Lo que comenzó hace ya 100 años en
una farmacia de la zona rural de Carolina del Norte en Estados Unidos, es
algo que actualmente se vende en aproximadamente 200 países y territorios
alrededor del mundo. Este éxito, es la historia de Pepsi Cola.
CAPÍTULO II – MARCO REFERENCIAL
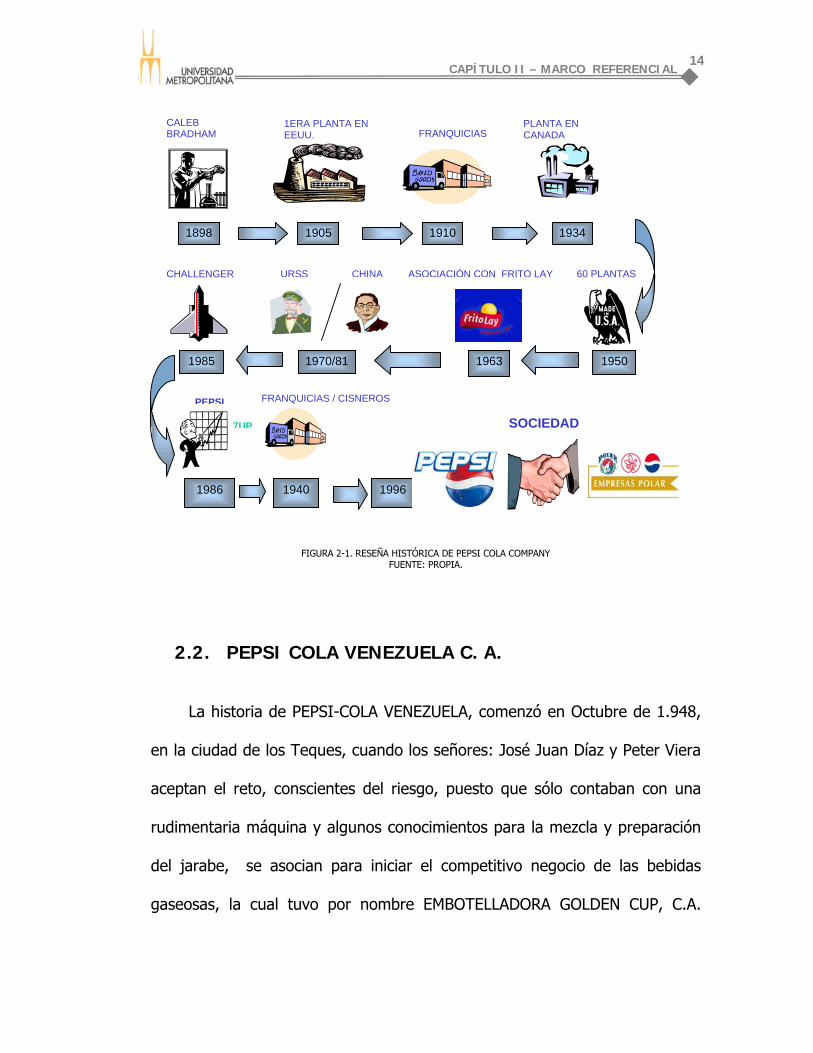
14
FIGURA 2-1. RESEÑA HISTÓRICA DE PEPSI COLA COMPANY FUENTE: PROPIA.
2.2. PEPSI COLA VENEZUELA C. A.
La historia de PEPSI-COLA VENEZUELA, comenzó en Octubre de 1.948,
en la ciudad de los Teques, cuando los señores: José Juan Díaz y Peter Viera
aceptan el reto, conscientes del riesgo, puesto que sólo contaban con una
rudimentaria máquina y algunos conocimientos para la mezcla y preparación
del jarabe, se asocian para iniciar el competitivo negocio de las bebidas
gaseosas, la cual tuvo por nombre EMBOTELLADORA GOLDEN CUP, C.A.
1898 1905 1934 1910
CALEB BRADHAM
1ERA PLANTA EN EEUU. FRANQUICIAS
PLANTA EN CANADA
19961940
PEPSI
7UP
FRANQUICIAS / CISNEROS
SOCIEDAD
1986
URSS CHINA 60 PLANTAS ASOCIACIÓN CON FRITO LAYCHALLENGER
1970/811985 1963 1950

CAPÍTULO II – MARCO REFERENCIAL
15
ubicada en Los Teques, Estado Miranda. Para aquel entonces ya existían
varias empresas en el país que, junto a las más grandes compartían el
mercado nacional. A comienzo de los años 70, se amplían las actividades
productivas, con la apertura de una nueva planta ubicada en Villa de Cura.
Estado Aragua.
Una de las actividades resultantes de esta empresa, es que fue pionera
en el lanzamiento de nuevos productos y empaques. En diciembre de 1.993
la organización “EMPRESAS POLAR”, adquiere el total de acciones de
“EMBOTELLADORA GOLDEN CUP, C.A.” y crea la PRODUCTORA DE
REFRESCO Y SABORES DE MIRANDA, C.A. (PRESAMIR, C.A.), en su interés
de diversificar aún más sus actividades y aprovechar la oportunidad para
incursionar en la industria refresquera.
La organización ha desarrollado una industria experta en la producción
de bebidas, con énfasis en el sector cerveza, sin embargo posee una
consolidada experiencia y gran destreza en el manejo de la logística de
empaques, procesos de llenado, distribución, acondicionamiento y
tratamiento de aguas, procesos físico-químicos, investigación aplicada,
microbiología, control de calidad, entre otros, habilidades claves para el éxito
en cualquier negocio de bebidas, por lo tanto, el negocio refresquero es una
diversificación natural de “Empresas Polar”.

CAPÍTULO II – MARCO REFERENCIAL
16
Ya la organización refresquera en manos del mencionado grupo, ha
comenzado a desarrollarse fuertemente y más aún cuando hacia finales de
1.996 se inició el embotellado de PEPSI-COLA con la cual se abarca mucho
más el mercado nacional. A principios del mes de octubre del año 2000 se
cambió la razón social de PRESAMIR C.A., PRESARAGUA C.A, PRESAZULIA
C.A, Y PRESANDES C.A., pasando a ser PEPSI-COLA VENEZUELA C.A.,
centralizando el departamento de nómina para todas las plantas
PEPSI-COLA VENEZUELA está siendo dirigida por un equipo dedicado a
tiempo completo a esta actividad. Una de las metas, es la de extender la
distribución tratando de aprovechar al máximo la capacidad instalada de
producción.
Hoy por hoy PEPSI-COLA VENEZUELA debe continuar en la lucha, con
inversiones que garanticen la más avanzada tecnología en equipos y
capacitando cada vez más a su personal, que son y han sido las bases fuertes
del éxito de esta industria del refresco desde su existencia.
La productora de refrescos y sabores de Miranda (PRESAMIR PLANTA
CAUCAGUA) pasó a ser PEPSI-COLA DE VENEZUELA a mediados del año
2000, Es perteneciente a la unidad estratégica de negocios de refrescos y
bebidas funcionales de Empresas Polar, está ubicada en la carretera nacional
vía Oriente, sector Los Cerritos, Complejo Industrial Tierra Ardiente,
Caucagua Estado Miranda.

CAPÍTULO II – MARCO REFERENCIAL
17
Pepsi-Cola Venezuela C.A., Planta Caucagua, Cuenta con una Parcela de
seis punto dos (6.2) hectáreas y un área de construcción aproximada de
veintisiete mil metros cuadrados (27.000) m2. Comenzó sus operaciones el
23 de marzo de 1.996, con una primera producción de 1.824 cajas de Pepsi y
con personal de treinta y ocho (38) personas aproximadamente.
En la actualidad cuenta con una producción mensual aproximada de un
millón seiscientas mil (1.600.000,00) cajas en las diferentes presentaciones,
un personal de cinco (5) Gerentes, ciento cuarenta (140) empleados y ciento
cuarenta y cuatro (144) obreros. La planta cuenta con siete (7) líneas de
producción que poseen la versatilidad para envasar de la forma siguiente:
• Línea 2: Para embotellar PEPSI y sabores GOLDEN en presentaciones
de mil (1000) ml.
• Línea 3: (línea combo) Para embotellar PEPSI, sabores GOLDEN y
7UP en presentaciones de doscientos sesenta y seis (266) ml,
trescientos cincuenta (350) ml y mil (1000) ml.
• Línea 4: Para envasar PEPSI, sabores GOLDEN, 7 up y SODA en latas.
• Línea 5: Para envasar en botellas PET de seiscientos (600) ml, PEPSI,
sabores GOLDEN y 7up.
• Línea 6: Para envasar PEPSI, Sabores GOLDEN y 7UP en botellas PET.
de dos mil (2000) ml. Además esta línea envasa botellas PEP. de
PEPSI, sabores GOLDEN y 7UP de ochocientos (800) ml.

CAPÍTULO II – MARCO REFERENCIAL
18
• Línea 7: Para envasar el jarabe, que luego es utilizado en las máquinas
surtidoras de refresco mezclándose directamente en las misma con el
agua dosificada y el gas carbónico, es decir, máquinas sifón de Pepsi.
• Línea 8: Es la que surte el gas carbónico para los tanques que al igual
que los anteriores, se integra al equipo de las máquinas surtidoras.
La línea 1 fue reemplazada ya que se encontraba bastante deteriorada y
presentaba severas fallas en todo momento provocando así, paradas
continuas que afectaban de lleno la producción y los costos adyacentes. Pero
por cuestiones legales de la empresa se mantuvo la numeración, como si la
misma existiera.

CAPÍTULO II – MARCO REFERENCIAL
19
La planta cuenta con otra área común para todas las líneas de producción
estas áreas son:
Sala de Máquina
Sección de Compresores.
Sección de Calderas.
Condensadores Evaporativos.
Torre de Enfriamiento.
Sala de Transformadores.
Sala de jarabe
1. Sala de preparación.
2. Sala de maduración.
Logística:
Despacho.
Almacén de materia prima.
Almacén General.
Almacén de repuestos.
Aseguramiento de la calidad:
P.T.A.B.
P.T.A.R.
Laboratorio Central.
TABLA 2-1. ÁREAS COMUNES PARA LAS LÍNEAS DE PRODUCCIÓN DE LA PLANTA.
FUENTE: PROPIA
Inmersos en los desafíos del siglo XXI, tras analizar donde están y donde
quieren estar, Empresas Polar asume el porvenir con una dirección clara,
tomando en cuenta los posibles escenarios económicos, sociales y políticos de
los próximos años.
CAPÍTULO II – MARCO REFERENCIAL
20
2.2.1. VISIÓN DE LA ORGANIZACIÓN
Seremos una corporativa líder en alimentos y bebidas, tanto en
Venezuela como en los mercados de América Latina, donde participaremos
mediante adquisiciones y alianzas estratégicas que aseguren la generación de
valor para nuestros accionistas. Estaremos orientados al mercado con una
presencia predominante en el punto de venta y un completo portafolio de
productos y marcas de reconocida calidad.
Promoveremos la generación y difusión del conocimiento en las áreas
comercial, tecnológica gerencial. Seleccionaremos y capacitáremos a nuestro
personal con el fin de alcanzar los perfiles requeridos, lograremos su pleno
compromiso con los valores de Empresas Polar y le ofrecemos las mejores
oportunidades de desarrollo.
La organización ha asumido una serie de compromisos con las partes
interesadas del negocio, es decir, aquellos públicos o grupos de personas con
los cuales se vincula de manera directa o indirecta. En todos los casos,
Empresas Polar tiene como objetivo fomentar valiosas relaciones de
colaboración y mutuo beneficio con cada una de ellas.
Una vez identificadas las necesidades de las partes interesadas del negocio,
se definió la misión de Empresas Polar. Así fue posible establecer cómo
CAPÍTULO II – MARCO REFERENCIAL
21
actuará la organización para alcanzar la Visión 2005, cumpliendo con los
requerimientos de todos lo involucrados.
2.2.2. MISIÓN DE LA ORGANIZACIÓN
Producir bebidas gaseosas, sodas, agua de excelente calidad,
garantizando un excelente proceso de elaboración de bebidas gaseosas,
integrando todos los recursos humanos y técnicos, para asegurar el
suministro del producto terminado con calidad, eficiencia y justo a tiempo,
satisfaciendo de esta manera la demanda. Además se preocupa por mantener
óptimas condiciones ambientales y fortalecer relaciones con la comunidad al
ser generadora de fuentes de empleo. Los objetivos generales de la
organización es la de brindar satisfacción al consumidor de que esta
adquiriendo un producto de óptima calidad, interviniendo así la calidad, la
productividad y las mejoras de sus procesos.
Satisfacer las necesidades de consumidores, clientes, compañías vendedoras,
concesionarios, distribuidores, accionistas, trabajadores, y suplidores, a
través de nuestros productos y de la gestión de nuestros negocios,
garantizado lo más altos estándares de calidad, eficiencia y competitividad,
con la mejor relación precio/valor, alta rentabilidad y crecimiento sostenido,

CAPÍTULO II – MARCO REFERENCIAL
22
contribuyendo con el mejoramiento de la calidad de vida de la comunidad y el
desarrollo del país.
2.2.3. ESTRUCTURA ORGANIZATIVA
La planta PEPSI-COLA VENEZUELA, C.A tiene una organización de tipo
funcional que esta dividida de la siguiente forma:
1) Gerencia de Planta: Es la que coordina y dirige todas las actividades
que se realizan en la planta. Recibe la información directa de cada gerencia
integrante de la organización y es quien asume el rol ejecutivo de todas las
propuestas y proyectos dentro de la empresa.
2) Gerencia de Producción y Mantenimiento:
a) Producción: Coordina, controla, supervisa, y hace seguimientos a la
preparación de los jarabes, dentro de los parámetros establecidos de calidad
y normas sanitarias.
b) Mantenimiento: Planifica, dirige, coordina y controla las actividades
encaminadas a lograr óptimas condiciones de la parte eléctrica y mecánica de
equipos y sistemas, a fin de garantizar la planificación de la producción.
CAPÍTULO II – MARCO REFERENCIAL
23
3) Gerencia de Logística: Se encarga de almacenar, reponer, despachar y
supervisar todas las actividades operativas de almacén general, con el fin de
asegurar los insumos requeridos de materia prima directa o indirectamente
de acuerdo a las requisiciones de compras.
4) Gerencia de Recursos Humanos: Coordina, ejecuta y supervisa los
procesos de Reclutamiento, Selección, Inducción, Promoción, Adiestramiento,
Desarrollo, Clasificación, Remuneración, Evaluación de Cargos y Bienestar
Social; asegurando el mejor recurso a la organización, altamente capacitado,
dentro de los lineamientos y políticas establecidas por la empresa.
5) Gerencia de Administración: Tiene como responsabilidad la supervisión
y el control de la compra de insumos, el procesamiento y almacenamiento de
información, el mantenimiento del sistema contable, financiero y fiscal, el
control legal y administrativo, las actividades dirigidas al desarrollo integral,
bienestar y protección del trabajador.
6) Gerencia de Control de Calidad: El objetivo de esta Gerencia es
asegurar que los procesos de elaboración, envasado y manejo de los refresco
sean realizados bajo las normas, especificaciones y parámetros de calidad
establecidos, con la finalidad de garantizar la calidad que exige la producción
y comercialización del producto, además se encarga de la recolección y el
tratamiento de las aguas blancas y residuales.

CAPÍTULO II – MARCO REFERENCIAL
24
2.2.4. ORGANIGRAMA DE LA EMPRESA
FIGURA 2-2. ORGANIGRAMA DE LA PLANTA PARA JULIO DEL 2004 ENFOCADA EN LA GERENCIA DE PRODUCCIÓN Y
MANTENIMIENTO. FUENTE: PROPIA
2.3. DESCRIPCIÓN DEL PROCESO PRODUCTIVO
2.3.1. ASEGURAMIENTO DE LA CALIDAD
Tienen como objetivo asegurar que el producto llegue al consumidor en
optimas condiciones, para ello su personal (analista y supervisores) realiza un
análisis físico - químico, microbiológicos e inspecciones, en los insumos,
materia prima, producto terminado y diferentes puntos de líneas.
Gerente de PlantaNelson Moreno
Especialista ElectrónicoAlberto Guanipa
Especialista de ProducciónUbaldo Gutiérrez
Especialista PETMiguel Mendoza
Superintendentede Mtto. Eléctrico
Moisés Reina
Asistente AdministrativoAna Ponte
Programador de Mtto.Mary Trini Peña
Superintendentede Mtto. Mecánico
Luís Vera
Jefe de Serviciosde Planta
Álvaro Reyes
Supervisor de Producción
Oscar Rodríguez
Mecánicos yElectricistas
Supervisores de Mtto
Gerente de Controlde Calidad
Nelson Barrios
Gerente de LogísticaY Distribución
Gregorio Gómez
Gerente de Produccióny Mantenimiento
Eduardo Rodríguez
Gerente de RRHH Rossibel Velazquez
Gerente de Administración
Sandra González
Mecánicos
Supervisores de Mtto
Electricistas
Supervisores de Mtto
Operadores y Obreros
Analistas deProducción

CAPÍTULO II – MARCO REFERENCIAL
25
2.3.2. PLANTA DE TRATAMIENTO DE AGUAS BLANCAS
Esta área se encarga de extraer el agua de cinco (5) pozos profundos y
aplicar tratamiento a las aguas suaves, filtradas, y de proceso utilizadas en la
producción.
2.3.3. AGUA SUAVE
Es utilizada para servicios de generación de vapor, pasteurización del
jarabe y lavado de los envases. A esta agua se le extraen los minerales no
deseados y luego se le agrega cloro, así se evitan daños a los equipos, se
optimiza el proceso de mantenimiento y se respetan los niveles requeridos de
limpieza.
2.3.4. AGUA FILTRADA
Es utilizada para labores comunes de limpieza de sanitarios y riego de
áreas verdes. Recibe un tratamiento de filtrado y cloración.

CAPÍTULO II – MARCO REFERENCIAL
26
2.3.5. AGUA DE PROCESO
Es utilizada para la elaboración propiamente dicha de los jarabes que
posteriormente se convierten en refrescos.
Para este último tipo de agua se exigen características fisicoquímicas y
condiciones de higiene muy especiales.
2.3.6. PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES
Realiza el tratamiento aeróbico de aguas sanitarias, químicas y orgánicas.
Este consta de un tanque receptor de todas las aguas producto de diversos
procesos denominado tanque calamidad donde se regula la entrada de agua
a las cuatro piscinas denominadas Reactores, donde el agua es tratada o
purificada por un lapso de ocho horas para pasar posteriormente a tres
tanques sedimentadores (tanques de contacto) llegando a un vertedero final
que va hacia el río de Caucagua.
2.3.7. LOGÍSTICA
Inmersos en los desafíos del siglo XXI, tras analizar donde están y donde
quieren estar, Empresas Polar asume el porvenir con una dirección clara,

CAPÍTULO II – MARCO REFERENCIAL
27
tomando en cuenta lo posibles escenarios económicos, sociales y políticos de
los próximos años.
La visión que define la esencia del futuro de la Empresa, se inspira en retos
concretos que permitirán seguir reafirmando el liderazgo de todos sus
productos, así como el de la organización.
2.4. PROCESO DE ELABORACIÓN DE BEBIDAS
GASEOSAS
El gusto, la apariencia, el olor y el sabor son básicamente las
características Para lograr un producto con alta calidad que exige el mercado,
por ello, una bebida gaseosa esta compuesta por: agua, azúcar,
concentrados, sabor, color, acidulantes, preservativos, carbonatación.
2.4.1. MATERIA PRIMA
El embotellado de bebidas de calidad requiere un amplio conocimiento y la
aplicación estricta de los principios básicos de la manufactura de bebidas
gaseosas, por lo tanto una bebida gaseosa esta formada por los siguientes
componentes.
CAPÍTULO II – MARCO REFERENCIAL
28
2.4.2. LOS CONCENTRADOS
El manejo de los concentrados debe ser de forma programada a fin de
mantener un volumen de unidades de bases de bebida, adecuado a la
capacidad de almacenamiento de los mismos y a la capacidad de producción.
2.4.3 SABORES
Son extractos alcohólicos, emulsiones, soluciones alcohólicas o sumos
frutales.
2.4.4. COLORES
Es la semejanza de la bebida en apariencia a la fruta o a la planta que
representa, utilizando agentes colorantes.
2.4.5. ACIDULANTES
Son ácidos usados en las bebidas para impartirle un sabor agrio que
neutraliza la dulzura del azúcar y hace resaltar el sabor asociado, los ácidos
ayudan a proteger las bebidas contra el deterioro.

CAPÍTULO II – MARCO REFERENCIAL
29
Todos los ácidos usados en las bebidas gaseosas deben ser grado comestible
y entre los más usados tenemos: ácido cítrico, ácido fosfórico, ácido
tartárico, todos inofensivos al organismo cuando son usados en las
concentraciones recomendadas.
2.4.6. PRESERVATIVOS
Su función es la de prevenir el deterioro causado por las encimas y bacterias
que existen en variados grados en todos los productos alimenticios.
2.4.7. AGENTES EDULCOLORANTES
Desde el punto de vista de las bebidas carbonatadas, los agentes
edulcorantes son sustancias que cuando se mezclan con el sabor;
proporcionan un justo y satisfactorio sabor dulce al producto terminado.
2.4.8. LOS ENDULZANTES
Suministran cuerpos que ayudan a transmitir el sabor y proporcionan energía
o valor alimenticio a la bebida. La más usada es el azúcar blanca o incolora,
derivado principalmente de la caña de azúcar.

CAPÍTULO II – MARCO REFERENCIAL
30
El azúcar; esta materia prima se debe analizar bajo los parámetros
establecidos a fin que cumplan los estándares Físicos-Químicos,
Microbiológicos y organolépticos. Además solo se debe utilizar para la
elaboración de productos (sabores GOLDEN, PEPSI y SEVEN up), los
proveedores de azúcar autorizados por Pepsi-Cola Internacional a fin de
asegurar la calidad de este insumo.
Las plantas al utilizar los proveedores de azúcar autorizados, no quedan
excluidas de realizar los análisis de inspección, recepción y control de calidad.
2.4.9. AGUA Y SUS TRATAMIENTOS
Agua y sus Tratamientos: el agua es el principal ingrediente de todas las
bebidas refrescantes, es por tal razón que su calidad es de vital importancia
para esta industria, muchos de los suministros de agua son aptos para el
consumo humano; sin embargo, no satisfacen la calidad para el proceso de
embotellado y por tal motivo requiere de un tratamiento adicional que
garantice:
Agua uniformemente constante.
Eliminación de sustancias coloidales y material en suspensión.
Eliminación de color, olor y sabor.
Aumento de la calidad.

CAPÍTULO II – MARCO REFERENCIAL
31
Eliminación de microorganismos.
El tratamiento de agua que garantiza todas estas condiciones se basa en
cuatro pasos fundamentales que son:
Reducción de alcalinidad.
Floculación o coagulación.
Sobrecolación.
Filtración.
a. El agua que se utiliza en los procesos de elaboración tanto de jarabes
como de bebidas carbonatadas, deben cumplir con los requisitos
organolépticos establecidos. Los rangos de aceptación para este insumo
están descritos en las especificaciones de control de calidad de PEPSI-
COLA INTERNACIONAL.
2.4.10. ELABORACIÓN DEL REFRESCO
El proceso de elaboración del refresco comienza con el tratamiento del
agua. El agua que interviene en el proceso es extraída de los pozos y
almacenada para su saneamiento, mediante diferentes procesos de filtración
y purificación. El agua ya procesada es mezclada con azúcar refinada, la cual
es cuidadosamente evaluada. Este proceso es realizado en la sala de jarabe.
La solución de azúcar y agua se controla para que esté dentro de los

CAPÍTULO II – MARCO REFERENCIAL
32
parámetros del sistema de jarabe simple, el cual comprende una tolva para el
azúcar, un tanque para el agua y un sistema de recirculación, la mezcla de
azúcar y agua es recirculada hasta completar la homogenización del líquido,
luego es pasado a los tanques de maduración para esperar por la última
etapa del proceso. En el tanque de sabores se agregan los acidulantes, los
cuales son mezclados con una proporción de agua y luego enviados al tanque
de maduración donde se encuentra esperando el jarabe simple, lo mismo se
hace con los saborizantes y luego los concentrados. Una vez agregadas todas
las partes a el tanque de maduración, se recircula durante 15 a 20 minutos y
se verifica que todos los parámetros físicos-químicos estén bajos las normas.
Finalizada esta fase, se procede a su envío al área de envasado. El jarabe es
suministrado, a través de bombas, a las diferentes líneas, allí es carbonatado,
ajustando sus características físicas-químicas y envasado. Todo este proceso
se realiza bajo las normas PEPSI - COLA INTERNACIONAL y GOLDEN
SABORES Y MARCAS. Es analizado por control de calidad mediante las
evaluaciones físicas y químicas.
2.4.11. BRIX
Se define como el porcentaje en peso de sacarosa en agua; la acidez, la
temperatura y el tiempo causan aumento de brix de las soluciones de

CAPÍTULO II – MARCO REFERENCIAL
33
sacarosas, proceso por el cuál se denomina “inversión”, término que indica
que la molécula compuesta de sacarosa se divide en dos moléculas simples:
glucosa y fructosa. El brix invertido por definición es el brix de una solución
totalmente invertida.
El Brix de la bebida se utiliza como un parámetro de control de calidad para
determinar si el equipo proporcionador está controlando con exactitud la
cantidad correcta de jarabe y agua. Cuando el término brix se aplica a la
bebida, se refiere al porcentaje en peso de sólidos totales disueltos.
2.4.12 CARBONATACIÓN
La finalidad del test de carbonatación es certificar si el producto contiene
la cantidad correcta de CO2. Cada sabor tiene patrones definidos de
carbonatación; es decir, hay una relación definida entre sabor y
carbonatación, por lo tanto cualquier variación de patrón ocasiona alteración
en las características del sabor.
Por definición, un volumen de gas equivale a la cantidad de anhídrido
carbónico, en CNTP (Condiciones Normales de Presión y Temperatura: 1
atmósfera y 0 °C al nivel del mar) disuelta en igual volumen de líquido.
En virtud de esta relación, se determina el CO2 contenido en la bebida,
midiendo la presión interna con un manómetro
CAPÍTULO II – MARCO REFERENCIAL
34
Al finalizar todo este complejo proceso de envasado se obtiene esa
maravillosa bebida refrescante con la mayor calidad y satisfacción del
consumidor final.

CAPÍTULO II – MARCO REFERENCIAL
35
FIGURA 2-3. DESCRIPCIÓN DEL PROCESO DE ELABORACIÓN Y DISTRIBUCIÓN DE PEPSI COLA VENEZUELA. FUENTE: PEPSI COLA VENEZUELA C.A.
CAPÍTULO II – MARCO REFERENCIAL
36
2.5. MANTENIMIENTO
“El mantenimiento es la actividad humana que conserva la calidad de
servicio que prestan las máquinas, instalaciones y edificios en condiciones
seguras, eficientes y económicas”1. El mantenimiento también se puede
definir de la siguiente manera como, las tareas necesarias para que un equipo
sea conservado o restaurado de manera que pueda permanecer de acuerdo
con una condición especificada.
2.5.1. CLASES DE MANTENIMIENTO POR NIVELES
Nivel 1: Ajustes y cambios previstos por el fabricante (a toda la línea de
producción).
Nivel 2: Arreglos y cambios de elementos desgastados (se detectan en
sesiones rutinarias y sensores).
Nivel 3: Averías y reparaciones menores que producen paros más o menos
largos.
Nivel 4: Aquí se aplica el mantenimiento preventivo y correctivo. Los paros
de producción son largos y se busca una solución para salir al paso. Después
ya se buscará el momento para aplicar el preventivo.
3636210 1 Definición dada por el Ing. Enrique Dounce en su Obra “La administración en el Mantenimiento”

CAPÍTULO II – MARCO REFERENCIAL
37
Nivel 5: Son reparaciones y modificaciones importantes que incluso
requieran ayuda fuera de producción.
Nivel 6: Se incorporan elementos de nueva tecnología en los equipos,
mejoras de estructura para aumentar la producción.
2.5.2. CLASES DE MANTENIMIENTO POR EL TIPO DE
ACCIÓN
2.5.2.1 CORRECTIVO
Trata de corregir las averías a medida que se van produciendo, siendo
normalmente el personal de producción el encargado de avisar y el de
mantenimiento de repararlo.
Paliativo: Es un arreglo de urgencia no definitivo para ahorrar
tiempo de paro.
Curativo: Es un arreglo definitivo en profundidad.

CAPÍTULO II – MARCO REFERENCIAL
38
2.5.2.2 PREVENTIVO
Tiene por objeto mantener la máquina en perfectas condiciones y eficiente,
mediante una mantención planificada y frecuente. Se realizan acciones
periódicamente con el fin de evitar fallos en los elementos (fallos mayores).
De uso: Es el mantenimiento de primer nivel y lo hace el propio
usuario, por lo que siempre se hace a tiempo. No es necesario llamar a
nadie ni interfiere en la producción. Requiere formación y delimitación
de las funciones del usuario.
Hard time (también llamado de ronda o sistemático): Se trata
de hacer revisiones a intervalos programados. Ésta revisión consiste en
poner la máquina a 0 horas, como si fuese nueva. Lo que se revisa son
los elementos de baja fiabilidad y alta mantenibilidad.
2.5.2.3 PREDICTIVO
Conocimiento del estado operativo del equipo que depende de
determinadas variables. Se recibe constante información mediante sensores;
temperatura, vibraciones, análisis de aceite, presión, pérdidas de carga,
consumo energético, caudales ruidos, dimensiones de cota, entre otros.

CAPÍTULO II – MARCO REFERENCIAL
39
La principal ventaja frente al preventivo es que se recibe información
instantánea y es posible también actuar en el momento.
El inconveniente es un alto costo, tanto de los materiales como la
implantación, ya que hay que monitorizar y establecer márgenes entre otros.
2.5.3. PROCESOS DE GESTIÓN
2.5.3.1. POLÍTICA DE MANTENIMIENTO
La política de mantenimiento se refiere, a la definición de objetivos técnico −
económico − humanos, referidos a los activos. La dirección es el
departamento que implanta la política de mantenimiento.
2.5.3.2. OBJETIVO DEL MANTENIMIENTO
El objetivo primordial del mantenimiento, es la optimización del rendimiento
técnico − económico de los activos (maquinaria, equipamientos, entre otros),
los cuales hay que traducirlos para cuantificarlos.

CAPÍTULO II – MARCO REFERENCIAL
40
2.5.3.3. GESTIÓN DEL MANTENIMIENTO
En esta gestión se adoptan medidas y se realizan las acciones necesarias
para el buen funcionamiento del mantenimiento. Se pueden establecer dos
niveles:
Nivel 1: en este nivel se toman las grandes decisiones y objetivos desde la
dirección general.
Nivel 2: Este nivel le corresponde al jefe de mantenimiento y va referido a
decisiones concretas, planificación y organización de las tareas diarias para
cumplir con los objetivos previstos.
2.5.3.4. ORGANIZACIÓN DEL SERVICIO DE
MANTENIMIENTO
“Es la composición, localización y arreglo de los recursos para hacer frente de
la mejor manera, a una carga de trabajo esperada.”2
Dentro de la organización debe haber una relación con producción y con la
función técnica (externa) y otra relación interna la cual es más centralizada
(una sola organización) que sirve al resto o descentralizada (por secciones,
departamentos, especialidades).
4040210 2 Definición según Norma COVENIN 3049-93.

CAPÍTULO II – MARCO REFERENCIAL
41
2.6. MANTENIMIENTO PREVENTIVO
La programación de inspecciones, tanto de funcionamiento como de
seguridad, ajustes, reparaciones, análisis, limpieza, lubricación, calibración,
que deben llevarse a cabo en forma periódica en base a un plan establecido y
no a una demanda del operario o usuario; también es conocido como
mantenimiento preventivo planificado (MPP).
Su propósito es prever las fallas manteniendo los sistemas de infraestructura,
equipos e instalaciones productivas en completa operación a los niveles y
eficiencia óptimos.
La característica principal de este tipo de mantenimiento es la de inspeccionar
los equipos o máquinas y detectar las fallas en su fase inicial, y corregirlas
en el momento oportuno.
Con un buen mantenimiento preventivo, se obtienen experiencias en la
determinación de causas de las fallas repetitivas o del tiempo de operación
seguro de un equipo, así como a definir puntos débiles de instalaciones,
máquinas, etc.

CAPÍTULO II – MARCO REFERENCIAL
42
2.6.1. VENTAJAS DEL MANTENIMIENTO PREVENTIVO
2.6.1.1. CONFIABILIDAD
Los equipos operan en mejores condiciones de seguridad, ya que se conoce
su estado, y sus condiciones de funcionamiento.
2.6.1.2. FIABILIDAD
Es la seguridad en el funcionamiento de un equipo, la probabilidad de que se
mantenga en correcto funcionamiento durante un periodo concreto.
2.6.1.3. MANTENIBILIDAD
Condición de un determinado elemento para mantenerse en servicio después
de haberse realizado un mantenimiento.

CAPÍTULO II – MARCO REFERENCIAL
43
2.6.1.4. DISPONIBILIDAD
Comportamiento de un elemento para realizar la función prevista en un
momento determinado en función de su fiabilidad y las condiciones de
mantenimiento.
2.6.2. DISMINUCIÓN DEL TIEMPO MUERTO, TIEMPO DE
PARADA DE EQUIPOS/MÁQUINAS
Para poder disminuir el tiempo de parada de los diversos equipos o
máquinas, se necesita estudiar a fondo las fallas que se pueden presentar
para poder atacarlas y evitar que vuelvan a ocurrir.
Las fallas son el deterioro en cualquiera de las piezas de un aparato que
impide el funcionamiento normal de éste (pérdidas energéticas,
contaminación, corrosión, desgaste, nivel productivo, falta de calidad).
2.6.3. CLASIFICACIÓN DE LAS FALLAS EN FUNCIÓN DEL
ORIGEN
Fallas debidas al mal diseño o errores de cálculo (12%).
Fallas debidas a defectos durante la fabricación (10,45%).

CAPÍTULO II – MARCO REFERENCIAL
44
Fallas debidas a mal uso de la instalación (40%).
Fallas debidas a desgaste natural y envejecimiento (10,45%).
Fallas debidas a fenómenos naturales y otras causas (27%).
2.6.4. CLASIFICACIÓN DE LAS FALLAS EN FUNCIÓN DE LA
CAPACIDAD DE TRABAJO
Fallas parciales: Éste tipo de falla afecta a una serie de elementos
pero se sigue trabajando con el resto.
Fallas totales: Aquí se produce el paro de todo el sistema.
Ambas fallas dependerán de la complejidad del equipo y si están en serie o
en paralelo.
2.6.5. CLASIFICACIÓN EN FUNCIÓN DE CÓMO APARECE LA
FALLA
Fallas progresivas: Son fallas que hacen prever su aparición
(desgastes, abrasión, desajustes).
Fallas repentinas: Estas fallas dependen de una serie de
coincidencias no previsibles, el más común es la rotura de una pieza.
CAPÍTULO II – MARCO REFERENCIAL
45
A continuación, se describe cómo atacar estas fallas para que los equipos
tengan un mayor ciclo de vida y un mejor desempeño.
2.6.6. PROCESO DE REPARACIÓN
Hay que realizar un análisis y búsqueda del origen de la avería, que a
veces resulta complejo, ya que hay que desmontar muchas piezas para ver la
causa, aquí entra el factor tiempo muerto, que tiene que ser mínimo para
poder disminuir el tiempo de parada del equipo o máquina y así obtener una
mayor producción.
En el tiempo de reparación influyen tres factores:
Organizativos: Se encuentra la dirección de la mano de obra,
adiestramiento y disponibilidad del personal, eficacia en la gestión de
repuestos y disponibilidad de documentación.
De diseño: Depende de la complejidad del equipo, peso de su
conjunto, diseño, normalización e ínter cambiabilidad de sus
componentes, facilidad de montaje y desmontaje.
De ejecución: Se considera la habilidad de la mano de obra,
herramientas empleadas, pruebas de los diferentes elementos
reparados y preparación de los trabajos.

CAPÍTULO II – MARCO REFERENCIAL
46
El proceso de reparación de la avería puede empezar antes de producirse,
formando e informando mediante cursos de capacitación al personal de
producción y mantenimiento. Hemos de prever los cambios para las
reparaciones mas habituales e incluso tener herramientas especiales.
2.6.7. MAYOR DURACIÓN DE LOS EQUIPOS E
INSTALACIONES
La duración de los equipos operativamente, aparte de estar ligado con el
buen mantenimiento que se les tiene que aportar, se tiene que tomar en
cuenta el ciclo de vida del mismo, que no es más que el plazo de tiempo
durante el cual un equipo conserva su capacidad de utilización. El período va
desde su compra hasta que es substituido o es objeto de restauración.
Para obtener una mayor duración de los equipos e instalaciones cada vez que
se presente una avería o falla, debe ser reparada de la mejor manera
posible, para así poder alargar el ciclo de vida del mismo y mejorar su
rendimiento.

CAPÍTULO II – MARCO REFERENCIAL
47
2.6.8. REPARACIÓN DE AVERÍAS
Son el conjunto de acciones que eliminan cualquier degradación que impida
el funcionamiento normal de un equipo o máquina. Desde el punto de vista
de la calidad se puede dividir en:
Primer nivel: Es el más bajo y lo que se pretende es que la máquina
siga funcionando a toda costa sin entrar en las causas.
Segundo nivel: Aquí se pregunta cuál es la causa de la avería y se
actúa sobre ella, así se puede asegurar que ése fallo no se producirá
más en cierto tiempo.
Tercer nivel: Se investiga cual es el origen de la causa de avería y se
actúa. Aquí se garantiza más tiempo de uso, hasta que vuelva a
producirse el incidente.
La elección de la reparación depende del análisis calidad − coste y del
momento de producción de la máquina.
CAPÍTULO II – MARCO REFERENCIAL
48
2.6.9. DISMINUCIÓN DE EXISTENCIAS EN ALMACÉN Y, POR
LO TANTO SUS COSTOS, PUESTO QUE SE AJUSTAN LOS
REPUESTOS DE MAYOR Y MENOR CONSUMO
2.6.9.1. GESTIÓN DE REPUESTOS
Las actividades incluyen:
Compra de repuestos.
Gestión de stocks.
Almacenamiento de repuestos.
2.6.9.2. COMPRA DE REPUESTOS
Actividades que incluye:
Definición técnica de la necesidad.
Estimación del plazo de entrega.

CAPÍTULO II – MARCO REFERENCIAL
49
2.6.9.3 GESTIÓN DE STOCKS
Los stocks se pueden definir como “Una acumulación de artículos y productos
en el tiempo y el espacio.”3
Las actividades principales son:
Inscripción del artículo en el catálogo de repuestos.
Determinar localización de los repuestos.
Definición, por artículo, del modo de reaprovisionamiento, y
parámetros Concernientes.
Análisis de necesidades y emisión de solicitudes asociadas.
Análisis de indicadores de gestión de stock.
2.6.10. UNIFORMIDAD EN LA CARGA DE TRABAJO PARA EL
PERSONAL DE MANTENIMIENTO DEBIDO A UNA PROGRAMACIÓN
DE ACTIVIDADES
Una persona o un pequeño grupo de personas no pueden llevar al mismo
tiempo actividades de corto, mediano y largo plazo, debido a que el corto
plazo (lo cotidiano) será siempre prioritario. Las actividades de mediano y
largo plazo serán pocas o no realizadas. 4949210 3 Ramos R.: Como Gestionar los Stocks. IMPI. Madrid, 1988.

CAPÍTULO II – MARCO REFERENCIAL
50
El perfil del personal de gestión y el de análisis es distinto. Cada uno debe
estar en su lugar.
2.6.10.1. Gestión de Largo Plazo (>1 año)
Las actividades esenciales del largo plazo son:
Definir criterios para recambio de equipos.
Definir indicadores de mantenimiento.
Seleccionar o no el uso de terceros.
2.6.10.2. Gestión de Mediano Plazo (<1 año)
Las actividades esenciales del mediano plazo son:
Repartir las actividades de mantenimiento entre los servicios.
Establecer un plan de mejoramiento permanente de la función de
mantenimiento, nuevos equipos o procesos, mejorar programas
preventivos, capacitación, entre otros.
Mejorar procedimientos organizacionales: describir las reglas que
aseguren calidad en el servicio; para ello se implementa:
1. Gestión Preliminar: políticas de mantenimiento de equipos,
preparación de intervenciones, gestión de stocks, etc.

CAPÍTULO II – MARCO REFERENCIAL
51
2. Gestión Posterior: informe de intervención, bitácora, análisis
técnicos económicos, etc.
Programa de capacitación del recurso humano.
2.6.10.3. Gestión de Corto Plazo (<1 año)
Las actividades esenciales del corto plazo son:
Programación de intervenciones en el corto plazo.
Control del presupuesto.
2.6.11. MENOR COSTO DE LAS REPARACIONES
Una función de mantenimiento, que busca la minimización del costo global de
operación necesita de las siguientes actividades:
Gestión a mediano y largo plazo.
Reflexión a mediano y largo plazo.
Gestión de repuestos.
El largo plazo es un horizonte superior a un año. El mediano plazo considera
entre 1 y 12 meses.
Para controlar una función, el agrupamiento de actividades no debe ser
arbitrario, debe ser consecuente con la naturaleza del ser humano.
CAPÍTULO II – MARCO REFERENCIAL
52
2.6.11.1. LOS PRESUPUESTOS
Para minimizar los presupuestos se tomarán primero datos sobre materiales,
mano de obra, tiempos y otros datos históricos, comparándolos a
reparaciones semejantes, aunque hay veces que el presupuesto no se acerca
a la realidad.
Hay técnicas de presupuesto en base cero, en el que se plantea para cada
presupuesto el nivel de gasto necesario para cada partida. Se plantea en
base a los siguientes aspectos:
Búsqueda del mejor precio a calidad y demora similares.
Evaluación de calidad de los proveedores, costo, calidad, demora.
Elaboración de un plan de acción para reducir el costo global de
mantenimiento.
2.7. VIBRACIONES MECÁNICAS
El estudio de las vibraciones mecánicas es una rama de la mecánica, y por
lo tanto de la ciencia, que estudia los movimientos oscilatorios de los
cuerpos, sistemas y de las fuerzas asociadas. El interés de las vibraciones
mecánicas llega al mantenimiento industrial de la mano del mantenimiento
preventivo, con el interés de alerta que significa un elemento vibrante en una

CAPÍTULO II – MARCO REFERENCIAL
53
máquina, y la necesaria prevención de las fallas que traen las vibraciones a
medio plazo.
2.7.1. EL MANTENIMIENTO Y LAS VIBRACIONES
El interés principal para el mantenimiento deberá ser la identificación de
las amplitudes predominantes de las vibraciones detectadas en el elemento o
máquina, la determinación de las causas de la vibración y la corrección del
problema que ellas representan. Las consecuencias de las vibraciones
mecánicas son el aumento de los esfuerzos y las tensiones, pérdidas de
energía, desgaste de materiales, y daños por fatiga de los materiales, además
de ruidos molestos en el ambiente laboral, entre otros.
2.8. FASES DEL MANTENIMIENTO PREVENTIVO
Inventario técnico, con manuales, planos, características de cada
equipo.
Procedimientos técnicos, listados de trabajos a efectuar
periódicamente.
Control de frecuencias, indicación exacta de la fecha a efectuar el
trabajo.

CAPÍTULO II – MARCO REFERENCIAL
54
Registro de reparaciones, repuestos y costos que ayuden a planificar.
2.9 RODAMIENTOS
A diferencia de otros cálculos de elementos de máquinas, los cojinetes de
rodamiento se seleccionan considerando la vida útil que se desea que tengan
y “se diseñan para soportar y ubicar los árboles o piezas rotatorias de las
máquinas.”4 Esto significa que la vida infinita no es posible de alcanzar y se
debe pensar que los rodamientos son elementos de desgaste que deben ser
reemplazados periódicamente para evitar daños al mecanismo en el cual
están montados. Éste reemplazo se realiza bajo el concepto de
mantenimiento preventivo, en donde el rodamiento es reemplazado justo
antes de que falle. La falla debe entenderse como un grado de desgaste tal
que provoca vibraciones en el eje, apreciables auditivamente por un zumbido
característico.
El rodamiento es un conjunto de esferas que se encuentran unidas por un
anillo interior y uno exterior, el rodamiento produce movimiento al objeto que
se coloque sobre este y se mueve sobre el cual se apoya.
5454210 4 AVALLONE, Eugene A. BAUMEISTER Theodore “Manual del Ingeniero Mecánico” 9ª Edición McGraw Hill 1999.

CAPÍTULO II – MARCO REFERENCIAL
55
2.9.1. CLASIFICACIÓN DE LOS RODAMIENTOS
• SEGÚN LA DIRECCIÓN DE LA CARGA QUE MEJOR SOPORTAN
Rodamientos Radiales: son aquellos que están diseñados
para resistir cargas en dirección perpendicular al eje.
FIGURA 2-4. Rodamientos Radiales. FUENTE: www.solomantenimiento.com
Rodamientos Axiales: Son aquellos que están diseñados para
resistir cargas en la misma dirección del eje.
FIGURA 2-5. Rodamiento Axial. FUENTE: www.solomantenimiento.com
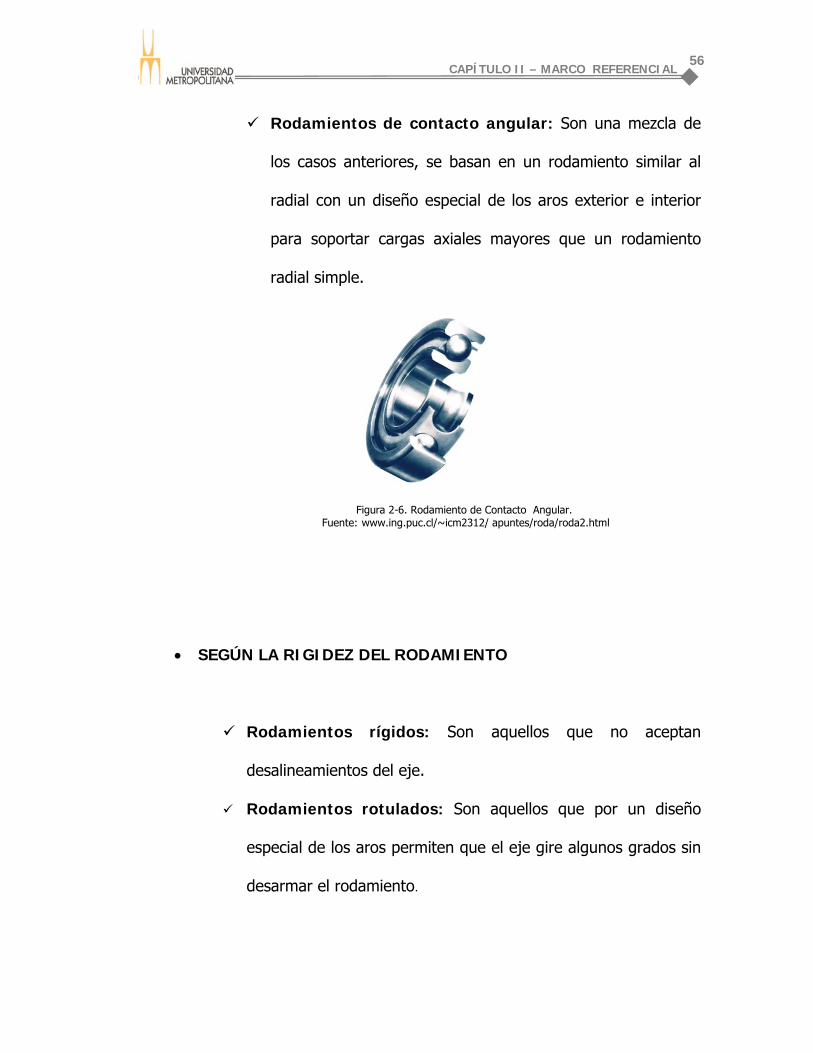
CAPÍTULO II – MARCO REFERENCIAL
56
Rodamientos de contacto angular: Son una mezcla de
los casos anteriores, se basan en un rodamiento similar al
radial con un diseño especial de los aros exterior e interior
para soportar cargas axiales mayores que un rodamiento
radial simple.
Figura 2-6. Rodamiento de Contacto Angular. Fuente: www.ing.puc.cl/~icm2312/ apuntes/roda/roda2.html
• SEGÚN LA RIGIDEZ DEL RODAMIENTO
Rodamientos rígidos: Son aquellos que no aceptan
desalineamientos del eje.
Rodamientos rotulados: Son aquellos que por un diseño
especial de los aros permiten que el eje gire algunos grados sin
desarmar el rodamiento.
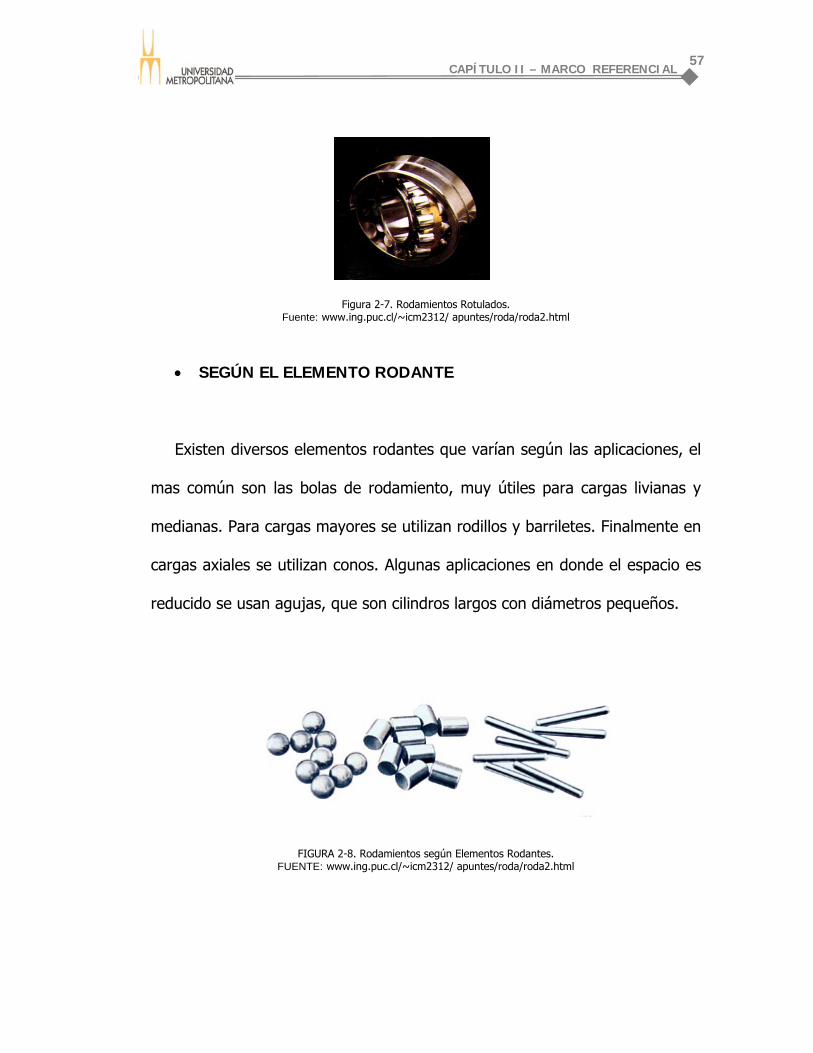
CAPÍTULO II – MARCO REFERENCIAL
57
Figura 2-7. Rodamientos Rotulados.
Fuente: www.ing.puc.cl/~icm2312/ apuntes/roda/roda2.html
• SEGÚN EL ELEMENTO RODANTE
Existen diversos elementos rodantes que varían según las aplicaciones, el
mas común son las bolas de rodamiento, muy útiles para cargas livianas y
medianas. Para cargas mayores se utilizan rodillos y barriletes. Finalmente en
cargas axiales se utilizan conos. Algunas aplicaciones en donde el espacio es
reducido se usan agujas, que son cilindros largos con diámetros pequeños.
FIGURA 2-8. Rodamientos según Elementos Rodantes. FUENTE: www.ing.puc.cl/~icm2312/ apuntes/roda/roda2.html

CAPÍTULO II – MARCO REFERENCIAL
58
La falla principal de los rodamientos es la fatiga superficial en las pistas de
rodadura y en los elementos rodantes.
FIGURA 2-9. Rodamientos con Falla por Fatiga. FUENTE: www.ing.puc.cl/~icm2312/ apuntes/roda/roda2.html
2.9.2 MANTENIMIENTO
Para que un rodamiento funcione de un modo fiable, es indispensable que
este adecuadamente lubricado al objeto de evitar el contacto metálico directo
entre los elementos rodantes, los caminos de rodadura y las jaulas, evitando
también el desgaste y protegiendo las superficies del rodamiento contra la
corrosión por tanto, la elección del lubricante y el método de lubricación
adecuados, así como un correcto mantenimiento, son cuestiones de gran
importancia.
Como todas las piezas importantes de una máquina, los rodamientos de
bolas y de rodillos deben limpiarse y examinarse frecuentemente. Los

CAPÍTULO II – MARCO REFERENCIAL
59
intervalos entre tales exámenes dependen por completo de las condiciones
de funcionamiento. Si se puede vigilar el estado del rodamiento durante el
servicio, por ejemplo escuchando el rumor del mismo en funcionamiento y
midiendo la temperatura o examinado el lubricante, normalmente es
suficiente con limpiarlo e inspeccionarlo a fondo una vez al año (aros, jaula,
elementos rodantes) junto con las demás piezas anexas al rodamiento. Si la
carga es elevada, deberá aumentarse la frecuencia de las inspecciones; por
ejemplo, los rodamientos de los trenes de laminación se deben examinar
cuando se cambien los cilindros.
2.10. CADENAS
“Una cadena es un componente confiable de una máquina, que transmite
energía por medio de fuerzas extensibles, y se utiliza sobre todo para la
transmisión y transporte de energía en los sistemas mecánicos. La función y
las aplicaciones de la cadena son similares a la de una correa.”5
Hay muchas clases de cadena, por ello es conveniente clasificar cada tipo de
cadena por el material utilizado en su composición o por el método de
construcción de ellas.
5959210 5 Fundamentos de Mecanismos y Máquinas para Ingenieros McGraw Hill Calero Pérez Roque.

CAPÍTULO II – MARCO REFERENCIAL
60
2.10.1. CLASIFICACIÓN
1. Cadena de hierro fundido.
2. Cadena de acero de molde.
3. Cadena forjada.
4. Cadena de acero.
5. Cadena plástica.
Dado el extenso tipo de cadenas la más usual y estudiada es la cadena de
acero, especialmente el tipo llamado cadena del rodillo, que pertenece al
grupo de mayor producción mundial y la más usada por los equipos que
estamos estudiando. La mayor parte, nos referiremos a la cadena del rodillo
simplemente como cadena.
Esta cadena tiene una placa interior, placa exterior, casquillo, pasador y
rodillo como se muestra en la figura 2-10.
FIGURA 2-10. Composición de una Cadena FUENTE: www.solomantenimiento.com

CAPÍTULO II – MARCO REFERENCIAL
61
2.10.2. FALLO EN CADENAS Y RUEDAS
En las cadenas los mecanismos de fallo más usuales son las roturas por
fatiga, los desgastes y la corrosión, también puede darse el caso de rotura
frágil en las placas o bridas, pero no es muy usual. El efecto principal del
desgaste es un alargamiento de la cadena.
Normalmente, se acepta que “una cadena debe ser reemplazada cuando el
alargamiento alcanza un 3 por ciento de la longitud total (a partir de este
valor la disminución de la sección de todos o algunos manguitos y bulones
puede conducir a la rotura de los mismos).”6
2.10.3. ERRORES EN EL MONTAJE
Entre las causas de fallo más frecuentes por este motivo pueden señalarse:
1. Cadena demasiado tensada (tensión inicial excesiva), que implica una
sobrecarga que puede conducir a roturas por fatiga y a desgastes excesivos.
2. Cadena demasiado floja (poca tensión inicial), que puede conducir a
desgastes excesivos y a roturas por fatiga.
3. Desalineamientos de las ruedas y de la cadena (defectos de paralelismo),
que conducen a desgastes anormales, tanto de los eslabones de la cadena,
como de las ruedas. 6161210 6 Fundamentos de Mecanismos y Máquinas para Ingenieros McGraw Hill Calero Pérez Roque.

CAPÍTULO II – MARCO REFERENCIAL
62
4. Colocación incorrecta de ramal tensado de la cadena.
5. Incorrecta manipulación de la cadena, previa a su montaje, que puede
conducir a la formación de cocas, lazos y nudos.
6. Sujeción incorrecta de las ruedas dentadas al árbol.
7. Fijación incorrecta de los cojinetes de apoyo.
FIGURA 2-11. Vista Detallada de una Cadena. FUENTE: www.solomantenimiento.com
2.10.4. INCORRECTAS CONDICIONES DE SERVICIO Y
MANTENIMIENTO
Entre las causas de fallo más frecuentes por estos motivos pueden
mencionarse:
1. Sobrecargas en servicio continuadas (esfuerzos mayores de los previstos)
o transitorias (choques, sobrecargas bruscas).
2. Velocidad de trabajo más alta de la prevista, que conduce a un desgaste
más rápido y a roturas por fatiga.
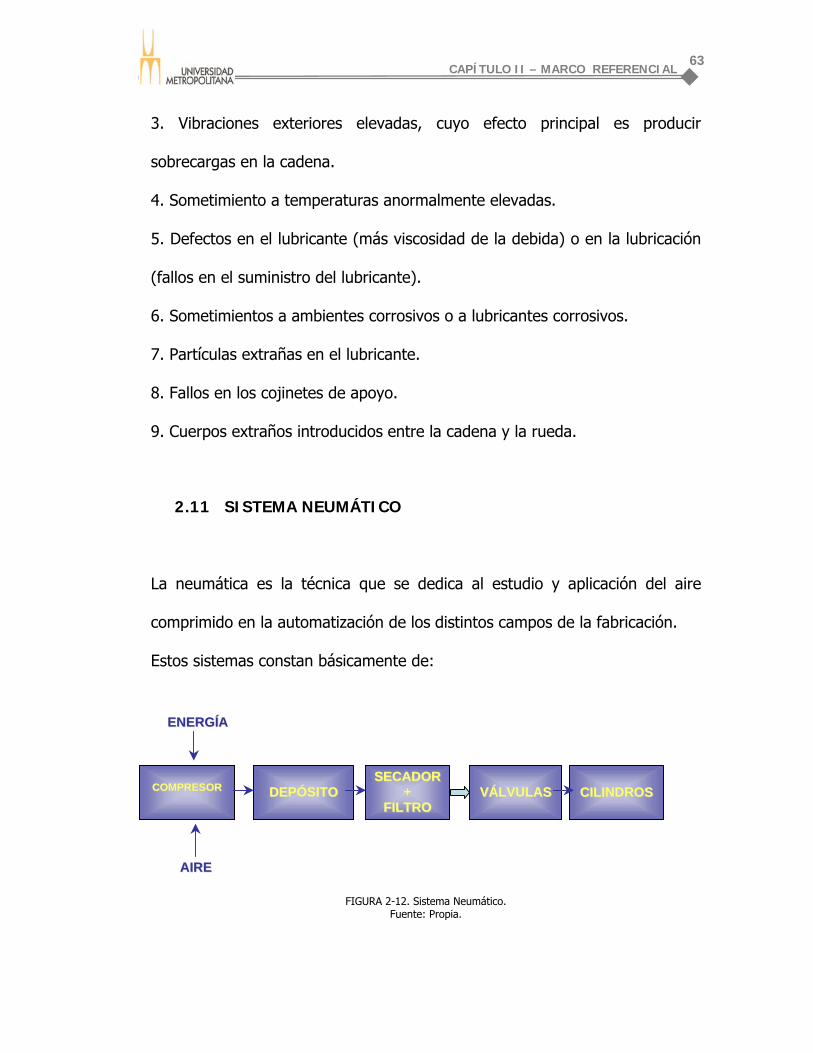
CAPÍTULO II – MARCO REFERENCIAL
63
3. Vibraciones exteriores elevadas, cuyo efecto principal es producir
sobrecargas en la cadena.
4. Sometimiento a temperaturas anormalmente elevadas.
5. Defectos en el lubricante (más viscosidad de la debida) o en la lubricación
(fallos en el suministro del lubricante).
6. Sometimientos a ambientes corrosivos o a lubricantes corrosivos.
7. Partículas extrañas en el lubricante.
8. Fallos en los cojinetes de apoyo.
9. Cuerpos extraños introducidos entre la cadena y la rueda.
2.11 SISTEMA NEUMÁTICO
La neumática es la técnica que se dedica al estudio y aplicación del aire
comprimido en la automatización de los distintos campos de la fabricación.
Estos sistemas constan básicamente de:
FIGURA 2-12. Sistema Neumático.
Fuente: Propia.
CCOOMMPPRREESSOORR
DDEEPPÓÓSSIITTOO
CCIILLIINNDDRROOSS
SSEECCAADDOORR++
FFIILLTTRROO
VVÁÁLLVVUULLAASS
AAIIRREE
EENNEERRGGÍÍAA

CAPÍTULO II – MARCO REFERENCIAL
64
ELEMENTOS BÁSICOS DE UN SISTEMA NEUMÁTICO
Se van a separar según: Producción y tratamiento del aire comprimido,
regulación y control y aplicación industrial.
2.11.1. PRODUCCIÓN Y TRATAMIENTO DEL AIRE
COMPRIMIDO.
Antes de manejar a propósito la sustancia hay que liberarla de impurezas
(azufre, óxidos, polvo, entre otros).
La producción y tratamiento puede ser:
FIGURA 2-13. Producción y Tratamiento del Aire Comprimido. Fuente: Propia.
2.12. REDUCTORES Y MOTORREDUCTORES
Los reductores y los motorreductores son elementos mecánicos muy
adecuados para el accionamiento de todo tipo de máquinas y aparatos de uso
industrial, que necesiten reducir su velocidad de una forma eficiente,
constante y segura.
CCOOMMPPRREESSOORR
RREEFFRRIIGGEERRAADDOORR
FFIILLTTRROO
AACCUUMMUULLAADDOORR
SSEECCAADDOORR

CAPÍTULO II – MARCO REFERENCIAL
65
2.12.1. MANTENIMIENTO DE REDUCTORES
Los engranajes, casquillos y rodamientos de los reductores y
motorreductores están lubricados habitualmente por inmersión o
impregnados en grasa lubricante alojada en la carcasa principal. Por lo tanto,
el mantenimiento pasa por revisar el nivel de aceite antes de la puesta en
marcha. La carcasa tendrá visibles los tapones de llenado, nivel y drenaje del
lubricante, que deben estar bien sellados. Debe mantenerse especialmente
limpio el orificio de ventilación; también debe respetarse el tipo de lubricante
recomendado por el fabricante, que suele ser el más adecuado a su
velocidad, potencia y materiales constructivos.
Según el tipo del reductor, se suele recomendar una puesta en marcha
progresiva, en cuanto a la carga de trabajo, con unas 50 horas hasta llegar al
100%. Asimismo, es recomendable el sustituir el aceite la primera vez tras
200 horas de trabajo, logrando incluso el decidir en ese momento un lavado
del reductor. A partir de ese instante, los cambios del lubricante deberán
efectuarse de acuerdo con las recomendaciones del fabricante, siendo plazos
habituales, cambios cada 2.000 horas de trabajo.

CAPÍTULO II – MARCO REFERENCIAL
66
En caso de disponer de reductores de repuesto, estos deben permanecer
completamente llenos del lubricante recomendado, para prevenir la oxidación
de los elementos internos, así como protegidos los acoplamientos.
2.13. ENGRANAJES
“Los engranajes se agrupan de acuerdo con las formas de dientes,
disposición de los árboles, paso y calidad”7. Los engranajes son, en general,
cilindros con resaltos denominados dientes, conformando ruedas dentadas,
las que permiten cuando giran, transmitir el movimiento de rotación entre sus
árboles o ejes colocados a una distancia relativamente reducida entre sí. Esta
transmisión se realiza mediante la presión que ejercen los dientes de una de
las ruedas, denominada motora sobre los dientes de la otra rueda,
denominada conducida, cuando engranan entre ambas.
2.13.1. TIPOS DE ENGRANAJES
2.13.1.1. ENGRANAJES CILÍNDRICOS RECTOS
Son aquellos en donde la sección de corte se mantiene constante a lo
largo de su sentido axial. Se utilizan mayoritariamente en situaciones en
donde no es posible compensar las fuerzas axiales producidas por los
6666210 7 AVALLONE, Eugene A. BAUMEISTER Theodore “Manual del Ingeniero Mecánico” 9ª Edición McGraw Hill 1999.

CAPÍTULO II – MARCO REFERENCIAL
67
engranajes cilíndricos helicoidales. Ejemplo: máquinas sencillas de trituración
de caña de azúcar, prensas mecánicas, entre otros.
FIGURA 2-14. Engranajes Cilíndricos Rectos. FUENTE: www.armartec.com/ acerca.html
2.13.1.2. ENGRANAJES CILÍNDRICOS HELICOIDALES
Son aquellos en donde se ha creado un ángulo entre el recorrido de los
dientes con respecto al eje axial, con el fin de asegurar una entrada más
progresiva del contacto entre diente y diente, reduciendo el ruido de
funcionamiento y aumentando la resistencia de los dientes del engranaje.
CAPÍTULO II – MARCO REFERENCIAL
68
FIGURA 2-15. Engranajes Cilíndricos Helicoidales. FUENTE: www.tec.uji.es/.../ Engranajes/EngrCilindr.html
2.13.1.3. ENGRANAJES CILÍNDRICOS BI-HELICOIDALES
Cumplen la función de dos engranajes cilíndricos helicoidales con hélice en
sentido contrario, unidos en el sentido axial, pueden ser con descargas o sin
descargas, dependiendo del modo de fabricación. Poseen las ventajas de los
cilíndricos helicoidales (bajo ruido y alta resistencia).
FIGURA 2-16. Engranajes Cilíndricos Bi-Helicoidales. FUENTE: www.tec.uji.es/.../ Engranajes.html
2.13.1.4. ENGRANAJES CÓNICOS RECTOS
Son utilizados para efectuar una reducción de velocidad con ejes a 90"
(perpendiculares).
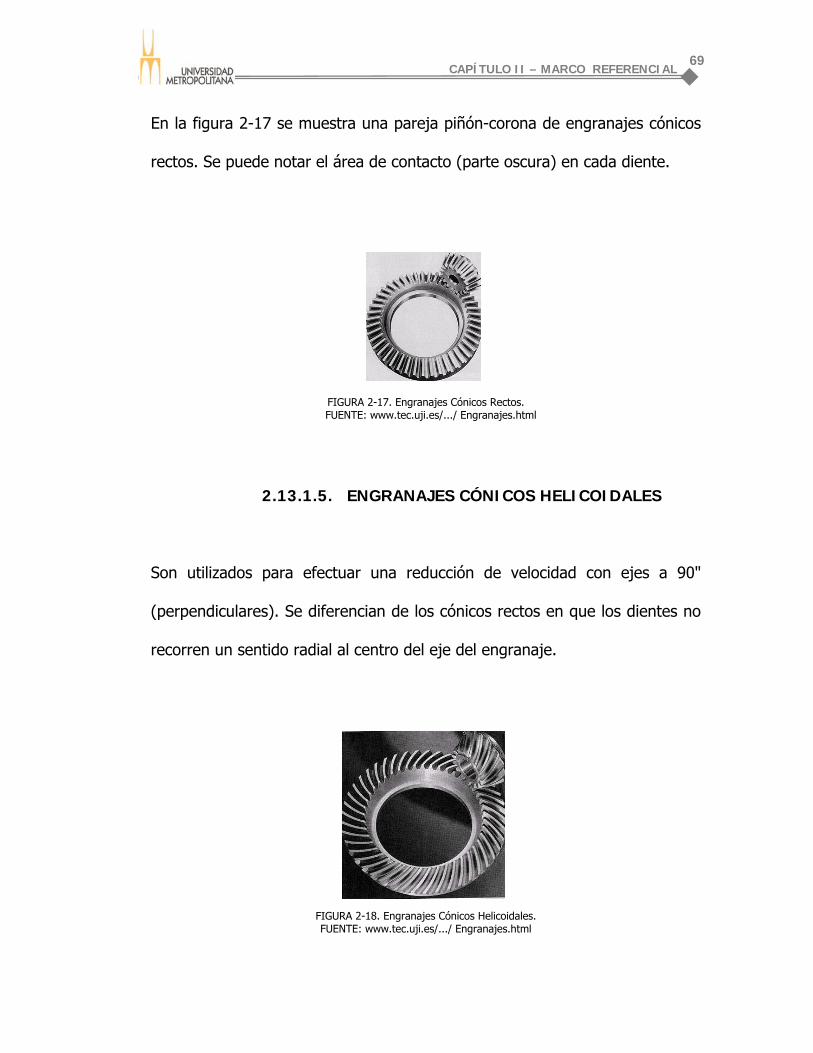
CAPÍTULO II – MARCO REFERENCIAL
69
En la figura 2-17 se muestra una pareja piñón-corona de engranajes cónicos
rectos. Se puede notar el área de contacto (parte oscura) en cada diente.
FIGURA 2-17. Engranajes Cónicos Rectos. FUENTE: www.tec.uji.es/.../ Engranajes.html
2.13.1.5. ENGRANAJES CÓNICOS HELICOIDALES
Son utilizados para efectuar una reducción de velocidad con ejes a 90"
(perpendiculares). Se diferencian de los cónicos rectos en que los dientes no
recorren un sentido radial al centro del eje del engranaje.
FIGURA 2-18. Engranajes Cónicos Helicoidales. FUENTE: www.tec.uji.es/.../ Engranajes.html

CAPÍTULO II – MARCO REFERENCIAL
70
2.13.1.6 TORNILLO SINFÍN Y CORONA
Permiten la transmisión de potencia sobre ejes perpendiculares y son
utilizados comúnmente por sus altas relaciones de transmisión (relación entre
la velocidad de entrada y la de salida), en comparación con los engranajes
cónicos.
FIGURA 2-19. Tornillos sin Fin. FUENTE: www.servilab.com.co/ pesp.html
2.13.2. FALLAS EN ENGRANAJES
“La capacidad de un engranaje se mide en términos de la resistencia
transversal del diente y la durabilidad de la superficie contra el desgaste por
picadura.”8
7070210 8 AVALLONE, Eugene A. BAUMEISTER Theodore “Manual del Ingeniero Mecánico” 9ª Edición McGraw Hill 1999.

CAPÍTULO II – MARCO REFERENCIAL
71
2.13.2.1. DESGASTE ABRASIVO Y CORROSIVO DE LOS
ENGRANAJES
Ocurre cuando existe material extraño que contamina la caja reductora y el
sistema de lubricación.
Para prevenir esta falla, es importante efectuar un mantenimiento adecuado
a las cajas reductoras mediante una revisión y recambio del lubricante. En
caso de que el sistema posea filtros, éstos deben revisarse y limpiarse.
2.13.2.2. DESGASTE CORROSIVO
La corrosión química y el desgaste corrosivo por lo general resultan de la
contaminación del sistema de lubricación.
FIGURA 2-20. Engranajes Dañado por Corrosión. FUENTE: www.scamecanica.com

CAPÍTULO II – MARCO REFERENCIAL
72
2.13.2.3. FALLA POR FATIGA SUPERFICIAL (PITTING)
La figura 2-21 muestra un engranaje cilíndrico recio que ha fallado por
fatiga superficial, también conocida como pitting. En este caso, el contacto
con los dientes del otro engranaje provoca este desprendimiento. Esta falla
ocurre cuando se ha sobrepasado del límite de resistencia a la fatiga del
material.
Si esta falla se presenta, es necesario efectuar un rediseño de los
engranajes en función de las cargas a soportar.
FIGURA 2-21. Engranajes Dañado por Pitting. FUENTE: www.scamecanica.com

CAPÍTULO II – MARCO REFERENCIAL
73
2.13.2.4. FALLAS POR ROMPIMIENTO DE LOS
ENGRANAJES
FRACTURA DE DIENTE
Constituye la fractura del diente completo o de parte del mismo debido a
sobrecargas, shock o por un proceso de fatiga producido a través de los
repetidos esfuerzos de flexión excesivos.
Para prevenir la fractura de dientes es necesario evaluar las causas que
originaron la sobrecarga. Si estas son permanentes, es necesario efectuar un
rediseño de la pareja de engranajes.
FRACTURA POR SOBRECARGA
Ocurren por fallas externas a los engranajes como desalineación o
desprendimientos de rodamientos por la falla de los mismos. Presenta una
apariencia como la de la figura 2-22, en donde las marcas de fatiga no son
visibles.

CAPÍTULO II – MARCO REFERENCIAL
74
Aunque su prevención es difícil, al efectuar una reconstrucción o
mantenimiento general, es necesario cambiar todos los rodamientos así como
evaluar la calidad del montaje.
Figura 2-22. Engranajes Dañado por Sobrecarga. FUENTE: www.scamecanica.com
2.14. BANDAS TRANSPORTADORAS DE TERMOPLÁSTICOS
Son bandas construidas con módulos y varillas de articulación
completamente plástica, accionada y arrastradas por engranajes de plástico,
las bandas de termoplásticos han revolucionado el transporte de productos
alimenticios e industriales.
Una gran solidez, excelente resistencia a la corrosión, accionamiento positivo,
características de fricción más bajas y resistencia a la abrasión, son algunas
de las cualidades inherentes de las bandas y accesorios de termoplásticos.
Estas bandas están construidas con módulos de plástico moldeado por
inyección, ensamblados para formar una unidad interconectada y unida
mediante varillas de articulación. Excepto por las bandas estrechas (de un
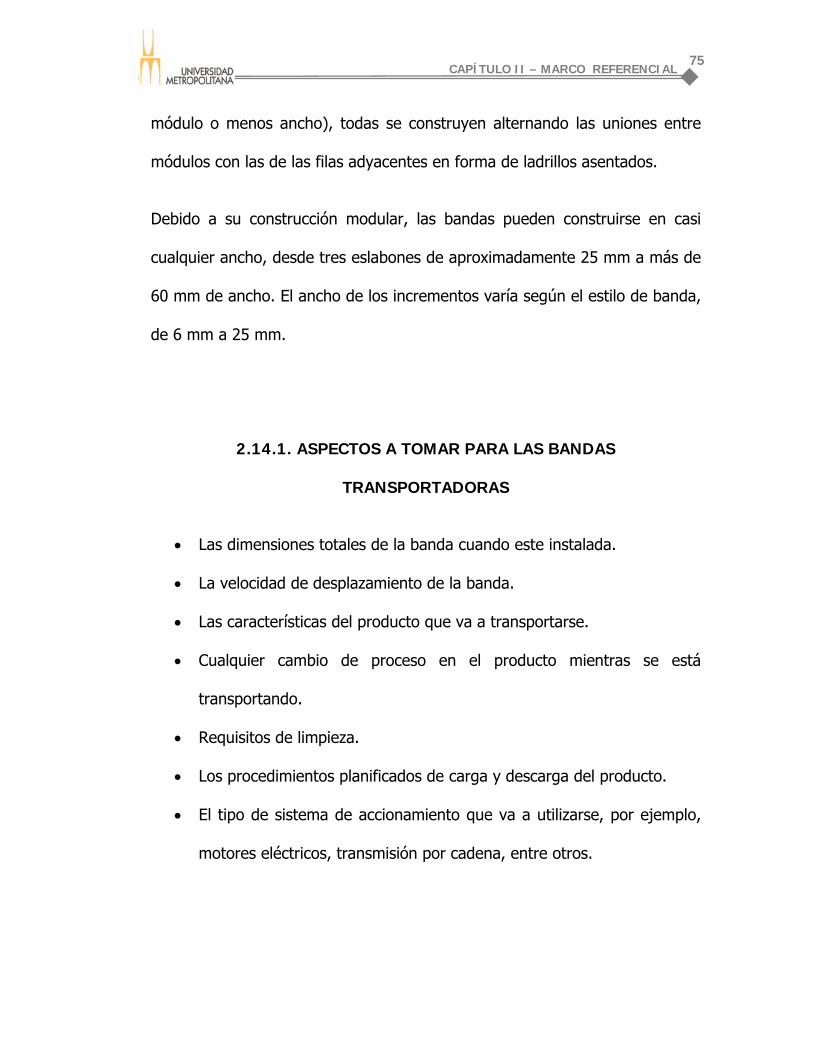
CAPÍTULO II – MARCO REFERENCIAL
75
módulo o menos ancho), todas se construyen alternando las uniones entre
módulos con las de las filas adyacentes en forma de ladrillos asentados.
Debido a su construcción modular, las bandas pueden construirse en casi
cualquier ancho, desde tres eslabones de aproximadamente 25 mm a más de
60 mm de ancho. El ancho de los incrementos varía según el estilo de banda,
de 6 mm a 25 mm.
2.14.1. ASPECTOS A TOMAR PARA LAS BANDAS
TRANSPORTADORAS
• Las dimensiones totales de la banda cuando este instalada.
• La velocidad de desplazamiento de la banda.
• Las características del producto que va a transportarse.
• Cualquier cambio de proceso en el producto mientras se está
transportando.
• Requisitos de limpieza.
• Los procedimientos planificados de carga y descarga del producto.
• El tipo de sistema de accionamiento que va a utilizarse, por ejemplo,
motores eléctricos, transmisión por cadena, entre otros.

CAPÍTULO II – MARCO REFERENCIAL
76

CAPÍTULO III – MARCO METODOLÓGICO
77
CAPÍTULO III
3. MARCO METODOLÓGICO
3.1. METODOLOGÍA PARA MANTENIMIENTO
PREVENTIVO
FIGURA- 3-1. DIAGRAMA DE METODOLOGÍA DE MANTENIMIENTO PREVENTIVO
Difusión del programa de trabajo.
Recopilar Información.
Seleccionar los equipos.
Recopilar información de los Equipos seleccionados.
Análisis de la información recopilada.
Observar funcionamiento de los Equipos durante la operación.
Análisis de la información recopilada.
Observar equipo durante lasparadas de mantenimiento.
Análisis de la información recopilada.
Desarrollar el mantenimiento predictivo
Presentar las modificaciones
Proponer la nueva frecuencia de mantenimiento.
Evaluar los resultados.
Implantar la nueva frecuencia.
CAPÍTULO III – MARCO METODOLÓGICO
78
FUENTE: PROPIA
PASO 1: Difusión del programa de trabajo
Difundir, explicar, aclarar y mostrar a la gerencia y al departamento de
mantenimiento los objetivos de este trabajo así como el procedimiento a
utilizar.
PASO 2: Recopilar Información
Recopilar programa maestro actualizado de mantenimiento preventivo tanto
de servicio como de inspección, así como la copia del programa mensual de
mantenimiento y el programa anual de paros de mantenimiento.
PASO 3: Seleccionar los equipos
El grupo de trabajo seleccionará el equipo ó equipos a los que se les revisará
su frecuencia de mantenimiento, ejemplos para realizar la selección:
Equipos críticos para la operación de la planta.
Equipos con mayor frecuencia de falla y demoras acumuladas.
Equipos con mayor frecuencia de mantenimiento ó con paros
programados más frecuentes.
CAPÍTULO III – MARCO METODOLÓGICO
79
PASO 4: Recopilar información de los equipos seleccionados
Demoras: demoras (fallas) de los equipos ocasionados por
Mantenimiento.
Historial de Equipo: verificar historial existente y complementarlo
con los datos existentes en el área.
Protocolos de Pruebas: registros de parámetros que nos indiquen
en que condiciones se encuentran los equipos y cuál es su
comportamiento y sus tendencias.
Métodos de Trabajo: verificar la existencia de métodos de trabajo.
Modificaciones: verificar que las modificaciones realizadas a los
equipos estén documentadas.
PASO 5: Análisis de la información recopilada
Con el grupo de trabajo revisar y analizar la información recopilada,
determinar las causas de las desviaciones presentadas en los equipos así
como su comportamiento, elaborar reporte y conclusiones.
Programas de Mantenimiento
Verificar cumplimientos de ejecución, las frecuencias de actividades
programadas, paros de mantenimiento y analizar las desviaciones
presentadas.

CAPÍTULO III – MARCO METODOLÓGICO
80
Demoras
Determinar y agrupar las demoras por tipo de causa y especialidad, analizar y
determinar las causas que las están provocando.
Historial de Equipo
Identificar y agrupar la información para que nos permita conocer cual a sido
el comportamiento del equipo.
Protocolo de Pruebas
Verificar el estado del equipo de acuerdo a sus parámetros de control,
complementar pruebas faltantes y establecer formatos estándar.
Métodos de Trabajo
Analizar el contenido de los métodos de trabajo, verificar que estén incluidas
todas las actividades que se debieron de realizar para garantizar el
funcionamiento del equipo, mínimo hasta la próxima intervención
programada.
Para esto debemos conocer cuáles partes de los equipos pueden fallar, así
como que tipo de falla se puede presentar, para así poder tomar las medidas
necesarias para que esto no ocurra.

CAPÍTULO III – MARCO METODOLÓGICO
81
Modificaciones
Analizar y comparar los resultados que se tuvieron con las modificaciones
realizadas con el desempeño que se tenía anteriormente, ¿son mejores?,
¿sigue igual?, ó empeoró.
Determinar
Tiempos Promedio entre fallas = Horas Operadas / Numero de Fallas.
Parámetro fundamental para determinar la frecuencia de
Mantenimiento.
Método de Trabajo: verificar que todas las actividades contempladas
dentro del procedimiento de trabajo sean realizadas, así mismo
observar que no existan dificultades en la interpretación y ejecución de
los trabajos señalados.
Equipo: analizar y determinar de acuerdo a lo observado, el estado en
el que se encontró el equipo:
1. ¿Requiere mantenimiento inmediato?
2. ¿Puede seguir trabajando en condiciones normales y confiables?
3. ¿Por cuánto tiempo más puede seguir operando?
4. ¿Bajo que condiciones?

CAPÍTULO III – MARCO METODOLÓGICO
82
PASO 6: Observar funcionamiento de los equipos durante la
operación
Realizar inspección del equipo durante la operación, verificar aplicación de los
métodos de trabajo para las inspecciones, analizar los datos de los
parámetros medidos, analizar el estado del equipo y área donde se
encuentra. Verificar posibles puntos potenciales de falla.
PASO 7: Análisis de la información recopilada
Con el grupo de trabajo revisar y analizar la información recopilada,
determinar las causas de las desviaciones presentadas en los equipos así
como su comportamiento, elaborar reporte y conclusiones.
Métodos De Trabajo
Analizar el contenido y aplicación de los métodos de trabajo, verificar que
estén incluidas todas las actividades que se deben revisar para garantizar el
funcionamiento del equipo, mínimo hasta la próxima intervención
programada (para esto debemos conocer cuales partes de los equipos
pueden fallar para tomar las medidas necesarias para que esto no ocurra).
Demoras
Revisar las demoras presentadas en los equipos y verificar que en los
métodos de trabajo establecidos estén contempladas las actividades que nos
pudieron evitar o prevenir la falla ocurrida. El grupo de trabajo decidirá
CAPÍTULO III – MARCO METODOLÓGICO
83
cuantas observaciones se realizaran para garantizar que lo observado sea
representativo.
PASO 8: Observar equipo durante los paros de mantenimiento
Determinar la factibilidad de aplicar las técnicas disponibles del
mantenimiento predictivo al equipo (análisis de vibraciones, termografía,
análisis de aceite y alineación con rayos láser) para que sea este el que
determine su mantenimiento y no en base a una fecha determinada.
Implementar una estrategia proactiva, esta estrategia está dirigida a localizar
las causas de falla ó controlarlas de tal manera que el efecto de estas causas
no se presente, enfocado a ampliar la vida del equipo.
Si se determina cuales son las causas básicas que están provocando las fallas
de los equipos ó sus componentes se podrá encontrar la solución mas eficaz
para que estas fallas no se vuelvan a presentar y consecuentemente se
estará en posibilidad de aplicar el mantenimiento preventivo en un periodo
mayor al que actualmente tiene ya que las causas que están provocando su
falla son ya conocidas y por lo tanto se tomarán las acciones
correspondientes para que estas no se presenten y por lo tanto el equipo
podrá trabajar con confiabilidad por un período mayor.
CAPÍTULO III – MARCO METODOLÓGICO
84
PASO 9: Análisis de la información recopilada
Equipos
Hacer un estudio detallado de las anomalías encontradas. Con base a las
observaciones realizadas al equipo trabajando (inspecciones) y durante el
mantenimiento (servicio), analizar qué fallas ó daños se detectaron y cuales
pudieron ser las causas que lo ocasionaron.
El grupo de trabajo decidirá cuantas observaciones se realizarán para
garantizar que lo observado sea representativo.
PASO 10: Desarrollar el mantenimiento predictivo/proactivo
Mano de Obra
De acuerdo a lo observado en la aplicación de los métodos de trabajo en las
actividades de mantenimiento, determinar la necesidad de capacitación ó
actualización del personal.
Equipo
De acuerdo al desempeño observado en el funcionamiento del equipo así
como en el análisis de fallas ocurridas y su historial determinar que cambios,
modificaciones o sustituciones hay que realizar para mejorar la confiabilidad
operativa del equipo.

CAPÍTULO III – MARCO METODOLÓGICO
85
PASO 11: Presentar las modificaciones requeridas para prolongar
las frecuencias de intervención del equipo de manera confiable
Método De Trabajo
Revisar, analizar y modificar si es requerido el contenido del método actual,
complementarlo con las actividades faltantes para garantizar un desempeño
confiable hasta la próxima intervención y eliminar actividades innecesarias
que solamente consuma recursos.
El seguimiento deberá ser con inspecciones durante la operación y los paros
de mantenimiento del equipo, por un período que nos garantice e indique
que la decisión tomada fue la correcta.
PASO 12: Proponer la nueva frecuencia de mantenimiento
De acuerdo al análisis realizado y a las modificaciones, adecuaciones ó
actualizaciones ya sea de los métodos de trabajo, al equipo mismo ó a la
calidad de la mano de obra, se debe proponer la nueva frecuencia de
mantenimiento, sin poner en riesgo la calidad del trabajo y la confiabilidad
del equipo y tomar en cuenta para determinar la nueva frecuencia el tiempo
promedio de falla actual.
CAPÍTULO III – MARCO METODOLÓGICO
86
Donde proceda, de acuerdo al análisis realizado, incorporar el mantenimiento
predictivo como complemento del preventivo, para que sea el estado del
equipo el que determine su intervención.
PASO 13: Evaluar los resultados
De acuerdo al seguimiento realizado al comportamiento del equipo con la
nueva frecuencia de mantenimiento preventivo, determinar si se están
logrando los objetivos trazados, si no, corregir las desviaciones que están
provocando que el equipo no tenga un desempeño aceptable.
Requisito
Para el logro del objetivo, es fundamental la plena participación y apoyo de la
dirección general, así como la colaboración y disposición del departamento de
mantenimiento.
La insuficiencia o el exceso de mantenimiento preventivo aplicado a los
equipos tendrá consecuencias negativas que afectaran tanto a disponibilidad
de los mismos como a la confiabilidad en la operación, por lo anterior, es de
vital importancia determinar la frecuencia óptima de mantenimiento a los
equipos y evitar caer en un sub-mantenimiento o en un sobre-mantenimiento
que en ambos casos reflejan altos costos y baja disponibilidad como se indica
a continuación:
CAPÍTULO III – MARCO METODOLÓGICO
87
SUB-MANTENIMIENTO (BAJO MANTENIMIENTO)
Bajo costo de mantenimiento preventivo.
Alto costo de mantenimiento correctivo.
Perdidas productivas por baja disponibilidad a causa de fallas en el
equipo.
Alto costo por consumo e inventario de refacciones.
SOBRE-MANTENIMIENTO (EXCESO DE MANTENIMIENTO)
Alto costo de mantenimiento preventivo.
Bajo costo de mantenimiento correctivo.
Pérdidas productivas por baja disponibilidad debido al exceso de paros
programados de mantenimiento al equipo.
Alto costo por consumo e inventario de refacciones.
Formar los grupos de trabajo el cual estará constituido con personal de
mantenimiento.
PASO 14: Implantar la nueva frecuencia
Después de haber comprobado que los cambios en la frecuencia de
intervención no afecta el desempeño del equipo, actualizar programa maestro
con la nueva frecuencia de mantenimiento preventivo.

CAPÍTULO III – MARCO METODOLÓGICO
88
3.2. ANALISIS DE LA EFICIENCIA GLOBAL DE LA PLANTA
En Pepsi Cola Venezuela C.A., específicamente Planta Caucagua, se realiza
un estudio diario de la producción, para determinar de que manera se
desenvuelve la misma y determinar los factores más notables que provocan
la deficiencia de la empresa. Para realizar dicho análisis, es necesario tomar
en cuenta todos los aspectos que actúan sobre la producción, provocando
paradas que representan baja en la productividad diaria. A continuación se
presenta una lista con cada uno de ellos:
a) Paradas por Operación: Son paradas ocasionadas por la materia
prima deforme o en mal estado, que generan fallas sobre cada equipo
que conforma la línea de envasado, el manejo de los operadores, la
falta del personal y las limpiezas no programadas.
b) Paradas por Servicios de Planta: Son paradas ocasionadas por
falta de suministro materia prima que dicho departamento administra,
como por ejemplo: aire comprimido tanto de alta como de baja
presión, CO2, Amoníaco (NH3), Soda Cáustica, Vapor, Jabón y agua
caliente, así como, fallas en los sistemas de refrigeración de jarabe, en
los Chillers y en el suministro eléctrico.

CAPÍTULO III – MARCO METODOLÓGICO
89
c) Paradas por Fallas Eléctricas: Son paradas ocasionadas por fallas
eléctricas o electrónicas en los equipos que conforman las líneas de
envasado.
d) Paradas por Fallas Mecánicas: Son paradas ocasionadas por fallas
mecánicas en los equipos que conforman las líneas de envasado.
Dichas paradas serán la base de la investigación de este trabajo
espacial de grado.
e) Paradas por Falta de Insumos: Son paradas causadas por falta de
la materia prima que forma parte del jarabe final para la elaboración
del refresco, como azúcar, agua filtrada y jarabe secreto. Cuando el
jarabe no ha cumplido su tiempo de maduración ocasiona retraso en
la producción planificada.
f) Parada por Aspectos Generales: Causadas por arranque ó paradas
de línea, durante una parada forzada, cambio de formato a causa del
cambio de producto a envasar, por control de calidad, por inventario,
por cambio de producto estándar, esto ocurre solo entre productos
Golden o entre Pepsi y Pepsi Light ya que conservan el mismo envase
y no requiere cambio de formato, simplemente se procede a la
limpieza de las tubería para darle cabida al nuevo producto a envasar,
por ajustar el equipo ó en último caso por limpiezas programadas.

CAPÍTULO III – MARCO METODOLÓGICO
90
g) Paradas por Variables Desconocidas: Son paradas que no se
encuentran registradas, pero por alguna razón, causan bajas de
velocidad en la producción y por ende no se concreta lo planificado.
Para obtener los minutos de parada por variables desconocidas se
procedió a calcularlos de la siguiente manera:
Se toma el total de horas trabajadas de la línea, y se le resta el total
de horas de paradas por las causas anteriormente mencionadas.
Este valor es multiplicado por la cadencia teórica que por motivos de
confidenciabilidad para la empresa es imposible nombrar he dicho
trabajo de grado.
Esto da como resultado la producción teórica, que al restarle la
producción real de la planta, se obtiene una diferencia de cajas no
producidas. Este resultado es dividido por la cadencia teórica por línea,
para así llevar a dicho valor a nº de horas. Como realmente se
desconoce información o justificación de dichas horas se le ha
denominado: Variables Desconocidas.

CAPÍTULO III – MARCO METODOLÓGICO
91
PARADAS POR FALLAS MECANICAS 10338 minutos PARADAS POR FALLAS ELÉCTRICAS 3050 minutos PARADAS POR INSUMO 10783 minutos PARADAS POR ASPECTOS GENERALES 12400 minutos PARADAS POR OPERACIÓN 3468 minutos PARADAS POR SERVICIO DE PLANTA 1352 minutos
TOTAL HORAS PARADAS 689,85 horas
TOTAL HORAS TRABAJADAS 1603 horas
HORAS NETAS DE PRODUCCIÓN DESCONTANDO PARADAS Y CAMBIOS 913,15 horas
Cadencia teórica 2.400 cajas/hora
PRODUCCIÓN TEÓRICA 2.191.560 cajas
PRODUCCIÓN REAL 1.818.034 cajas
DIFERENCIA CAJAS NO PRODUCIDAS 373.526 cajas
HORAS POR BAJA DE VELOCIDAD 155,64 horas
MINUTOS DE VARIABLES DESCONOCIDAS 9338,15 minutos
TABLA 3-1: EJEMPLO DE TABLA DE CÁLCULO DE LOS MINUTOS DE PARADA POR VARIABLES DESCONOCIDAS FUENTE: PROPIA
Una vez definidos los factores que afectan la productividad diaria de la
planta, se procede a obtener un análisis completo del comportamiento de la
producción y a la vez de la eficiencia global tanto de la planta como de cada
línea de envasado, tomando en cuenta un rango de meses, para obtener los
registros de la empresa entre Septiembre y Diciembre del año 2003, y
graficando los resultados obtenidos en el primer paso.

CAPÍTULO III – MARCO METODOLÓGICO
92
3.2.1. CÁLCULO DE LA EFICIENCIA TANTO GLOBAL COMO DE
CADA LÍNEA DE PRODUCCIÓN
Durante el progreso de producción diario, los analistas y operadores de
línea, registran y almacenan tanto electrónica como manualmente, los
resultados obtenidos. Toman en cuenta, la producción nominal9 y la
producción diaria10 con una seria de fórmulas y métodos que no son
revelables por la empresa. A continuación se presentan los resultados en
minutos de producción para los meses establecidos:
PRODUCCIÓN NOMINAL LINEA 3 LINEA 4 LINEA 5 LINEA 6 TOTAL
SEPTIEMBRE 515625 294833 281493 956320 2048271
OCTUBRE 540975 182042 164135 1036360 1923512
NOVIEMBRE 759600 413000 281438 1145560 2599598
DICIEMBRE 403838 287875 194518 583920 1470151
TOTAL P/L 2220038 1177750 921584 3722160 8041532
TABLA 3-2. PRODUCCIÓN NOMINAL. SEPTIEMBRE-DICIEMBRE 2003 FUENTE: PEPSI COLA VENEZUELA C.A.
9292210 9 Producción nominal: Es la producción planificada, es decir, la producción teórica. 10 Producción Diaria: Es la producción lograda diariamente.
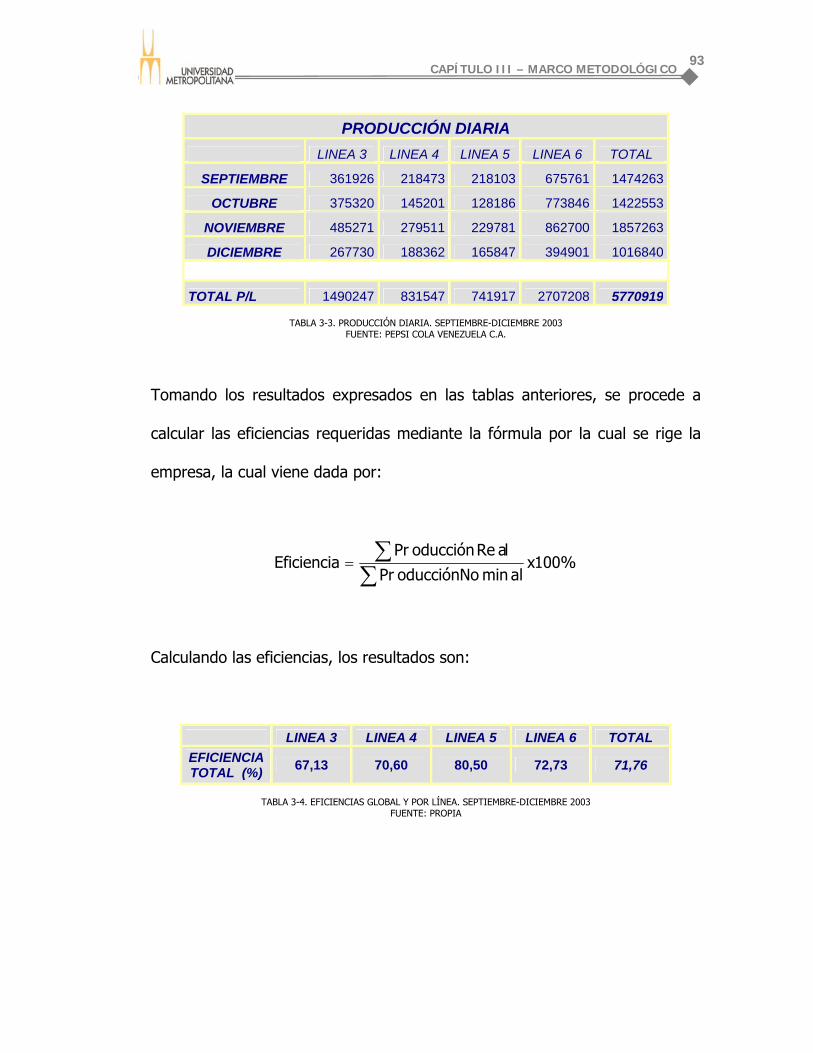
CAPÍTULO III – MARCO METODOLÓGICO
93
PRODUCCIÓN DIARIA LINEA 3 LINEA 4 LINEA 5 LINEA 6 TOTAL
SEPTIEMBRE 361926 218473 218103 675761 1474263
OCTUBRE 375320 145201 128186 773846 1422553
NOVIEMBRE 485271 279511 229781 862700 1857263
DICIEMBRE 267730 188362 165847 394901 1016840
TOTAL P/L 1490247 831547 741917 2707208 5770919
TABLA 3-3. PRODUCCIÓN DIARIA. SEPTIEMBRE-DICIEMBRE 2003 FUENTE: PEPSI COLA VENEZUELA C.A.
Tomando los resultados expresados en las tablas anteriores, se procede a
calcular las eficiencias requeridas mediante la fórmula por la cual se rige la
empresa, la cual viene dada por:
%100xalminoducciónNoPr
laReoducciónPrEficiencia
∑∑=
Calculando las eficiencias, los resultados son:
LINEA 3 LINEA 4 LINEA 5 LINEA 6 TOTAL EFICIENCIA TOTAL (%) 67,13 70,60 80,50 72,73 71,76
TABLA 3-4. EFICIENCIAS GLOBAL Y POR LÍNEA. SEPTIEMBRE-DICIEMBRE 2003
FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
94
3.2.2. ELABORACIÓN DE GRAFICOS DE EFICIENCIA TANTO
GLOBAL COMO DE CADA LÍNEA DE ENVASADO
Para elaborar los gráficos de eficiencia e ineficiencia, se debe tomar en
cuenta aspectos importantes que darán a conocer el gráfico requerido.
En primer lugar, se toman los respaldos de paradas registradas diariamente
en la base de datos de la empresa, para los meses establecidos. Se separan
por tipo y se obtiene un total de minutos, los cuales representarán, un
porcentaje de la ineficiencia para la planta.
MINUTOS DE PARADAS DE LAS LINEAS DE ENVASADO
LINEA MECÁ (min.)
ELÉCT (min.)
OPER (min.)
INSU (min.)
GRAL (min.)
S. P. (min.)
VAR. DES.
(min.)
TOTAL MINUTOS P/LINEA
LÍNEA 3 4936 3961 4051 2235 6100 1836 9850,8 32969,8
LÍNEA 4 2778 1004 1208 406 6369 504 1933,2 14202,2
LÍNEA 5 712 805 511 1503 3111 132 623,2 7397,2
LÍNEA 6 10338 3050 3746,4 10778 12801 1642 9338,2 51693,3
TOTAL
C/U 18764 8820 9516,4 14922 28381 4114 21745 106262,5
´ TABLA 3-5. MINUTOS DE PARADAS DE LAS LINEAS DE ENVASADO. SEPTIEMBRE-DICIEMBRE 2003
FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
95
Una vez reunidos los valores y conociendo la eficiencia global de la planta, la
ineficiencia de la misma se encuentra ubicada para los meses estudiados en
28,24 por ciento (%).
A partir de los valores obtenidos en la tabla anterior se construye la gráfica
de la eficiencia de la planta acompañada de las causas que hacen que esta
no se encuentre funcionando al 100%.
71,76%
0
10
20
30
40
50
60
70
80
90
100
%
1
FACTORES INFLUYENTES
IMPACTO SERVICIOS DE PLANTA 0.93%
IMPACTO POR OPERACIÓN 1.98%
IMPACTO ELÉCTRICO 2.37%
IMPACTO POR INSUMO 4,07%
IMPACTO MECÁNICO 4.99%
IMPACTO POR VARIABLESDESCONOCIDAS 5.85%
IMPACTO POR GENERAL 8.05%
EFICIENCIA TOTAL DE LA PLANTA 71.76%
FIGURA 3-2. GRÁFICA DE LA EFICIENCIA GLOBAL DE LA PLANTA CON CAUSAS DE PARADA. FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
96
LINEA MECÁ (%)
ELÉCT (%)
OPER (%)
INSU (%)
GRAL (%)
S. P. (%)
VAR. DES. (%)
Total/línea(%)
LÍNEA 3 4,92 3,95 4,04 2,23 6,08 1,83 9,82 32,87
LÍNEA 4 5,75 2,08 2,50 0,84 13,18 1,04 4,00 29,4
LÍNEA 5 1,88 2,12 1,35 3,96 8,20 0,35 1,64 19,5
LÍNEA 6 5,45 1,61 1,98 5,69 6,75 0,87 4,93 27,27
TABLA 3-6. PARADAS DE LAS LINEAS DE ENVASADO IGUALADAS A UN TURNO DE TRABAJO. SEPTIEMBRE-DICIEMBRE 2003 FUENTE: PROPIA
A continuación se presenta cada una de las gráficas que expresan el
comportamiento de cada línea por separado dando a conocer claramente la
eficiencia e ineficiencia de las líneas 3, 4, 5, 6 de la empresa.
67,13%
0
10
20
30
40
50
60
70
80
90
100
%
1
FACTORES INFLUYENTES
IMPACTO SERVICIOS DE PLANTA 1,83%
IMPACTO POR OPERACIÓN 4,04%
IMPACTO ELÉCTRICO 3,95%
IMPACTO POR INSUMO 2,23%
IMPACTO MECÁNICO 4.92%
IMPACTO POR VARIABLESDESCONOCIDAS 3,95%
IMPACTO POR GENERAL 6,08%
EFICIENCIA TOTAL DE LA PLANTA 67.13%
FIGURA 3-3. GRÁFICA DE LA EFICIENCIA DE LA LINEA 3 DE LA PLANTA CON CAUSAS DE PARADA. FUENTE: PROPIA
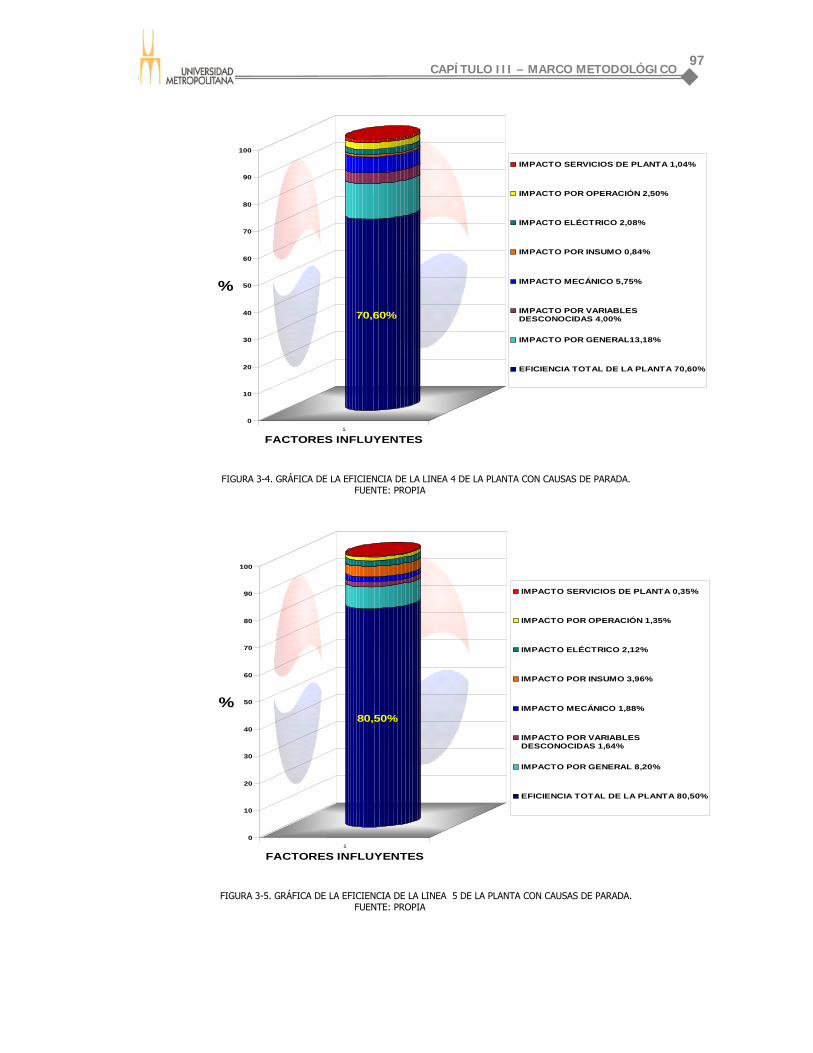
CAPÍTULO III – MARCO METODOLÓGICO
97
70,60%
0
10
20
30
40
50
60
70
80
90
100
%
1
FACTORES INFLUYENTES
IMPACTO SERVICIOS DE PLANTA 1,04%
IMPACTO POR OPERACIÓN 2,50%
IMPACTO ELÉCTRICO 2,08%
IMPACTO POR INSUMO 0,84%
IMPACTO MECÁNICO 5,75%
IMPACTO POR VARIABLESDESCONOCIDAS 4,00%
IMPACTO POR GENERAL13,18%
EFICIENCIA TOTAL DE LA PLANTA 70,60%
FIGURA 3-4. GRÁFICA DE LA EFICIENCIA DE LA LINEA 4 DE LA PLANTA CON CAUSAS DE PARADA. FUENTE: PROPIA
80,50%
0
10
20
30
40
50
60
70
80
90
100
%
1
FACTORES INFLUYENTES
IMPACTO SERVICIOS DE PLANTA 0,35%
IMPACTO POR OPERACIÓN 1,35%
IMPACTO ELÉCTRICO 2,12%
IMPACTO POR INSUMO 3,96%
IMPACTO MECÁNICO 1,88%
IMPACTO POR VARIABLESDESCONOCIDAS 1,64%
IMPACTO POR GENERAL 8,20%
EFICIENCIA TOTAL DE LA PLANTA 80,50%
FIGURA 3-5. GRÁFICA DE LA EFICIENCIA DE LA LINEA 5 DE LA PLANTA CON CAUSAS DE PARADA. FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
98
72,73%
0
10
20
30
40
50
60
70
80
90
100
%
1
FACTORES INFLUYENTES
IMPACTO SERVICIOS DE PLANTA 0,87%
IMPACTO POR OPERACIÓN 1,98%
IMPACTO ELÉCTRICO 1,61%
IMPACTO POR INSUMO 5,69%
IMPACTO MECÁNICO 5,45%
IMPACTO POR VARIABLESDESCONOCIDAS 4,93%
IMPACTO POR GENERAL 6,75%
EFICIENCIA TOTAL DE LA PLANTA 72,73%
FIGURA 3-6. GRÁFICA DE LA EFICIENCIA DE LA LINEA 6 DE LA PLANTA CON CAUSAS DE PARADA. FUENTE: PROPIA
En el caso de las paradas, también se logró diseñar una serie de gráficas para
comparar claramente cual de las causas genera mayor impacto sobre la
empresa, para los meses establecidos en el proceso investigativo. Al observar
tanto las gráficas anteriormente expuestas como las que a continuación se
presentan se puede proceder a emitir un análisis bastante acertado,
comparando la hipótesis que arrastran las autoridades de la planta con
respecto a los impactos en la eficiencia, con los resultados obtenidos en la
primera fase de la investigación.
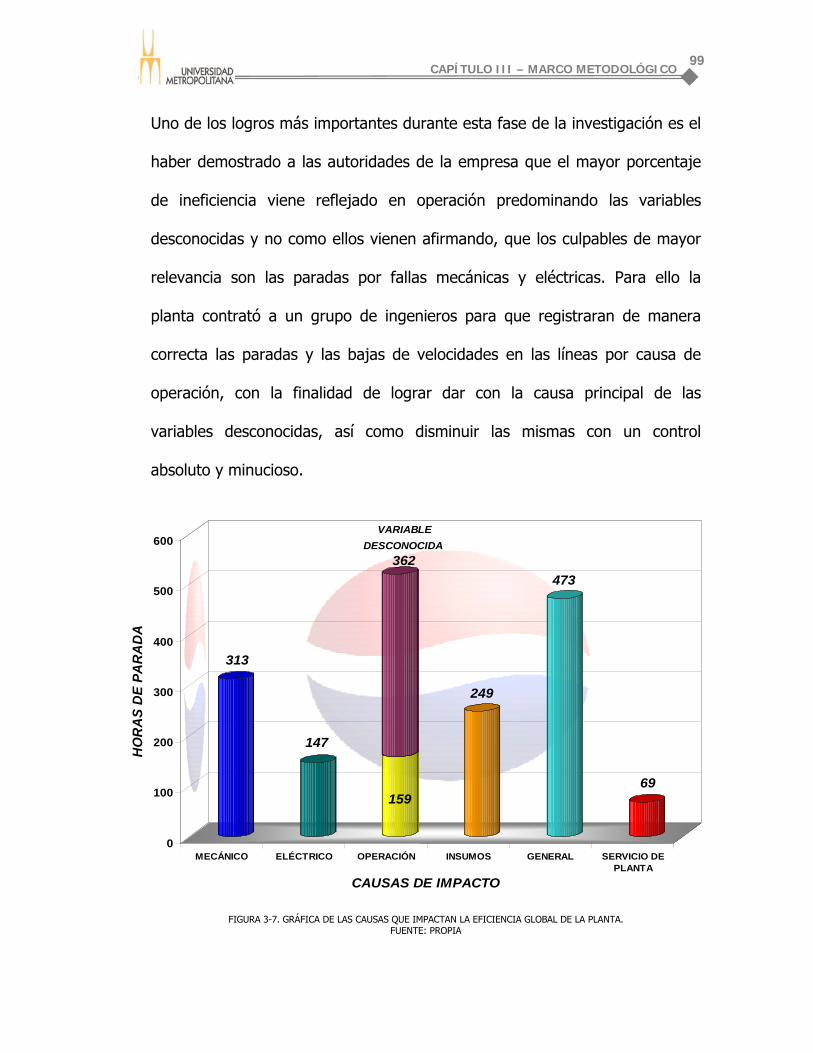
CAPÍTULO III – MARCO METODOLÓGICO
99
Uno de los logros más importantes durante esta fase de la investigación es el
haber demostrado a las autoridades de la empresa que el mayor porcentaje
de ineficiencia viene reflejado en operación predominando las variables
desconocidas y no como ellos vienen afirmando, que los culpables de mayor
relevancia son las paradas por fallas mecánicas y eléctricas. Para ello la
planta contrató a un grupo de ingenieros para que registraran de manera
correcta las paradas y las bajas de velocidades en las líneas por causa de
operación, con la finalidad de lograr dar con la causa principal de las
variables desconocidas, así como disminuir las mismas con un control
absoluto y minucioso.
313
147
159
VARIABLE DESCONOCIDA
362
249
473
69
0
100
200
300
400
500
600
HO
RA
S D
E PA
RA
DA
MECÁNICO ELÉCTRICO OPERACIÓN INSUMOS GENERAL SERVICIO DEPLANTA
CAUSAS DE IMPACTO
FIGURA 3-7. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA GLOBAL DE LA PLANTA.
FUENTE: PROPIA
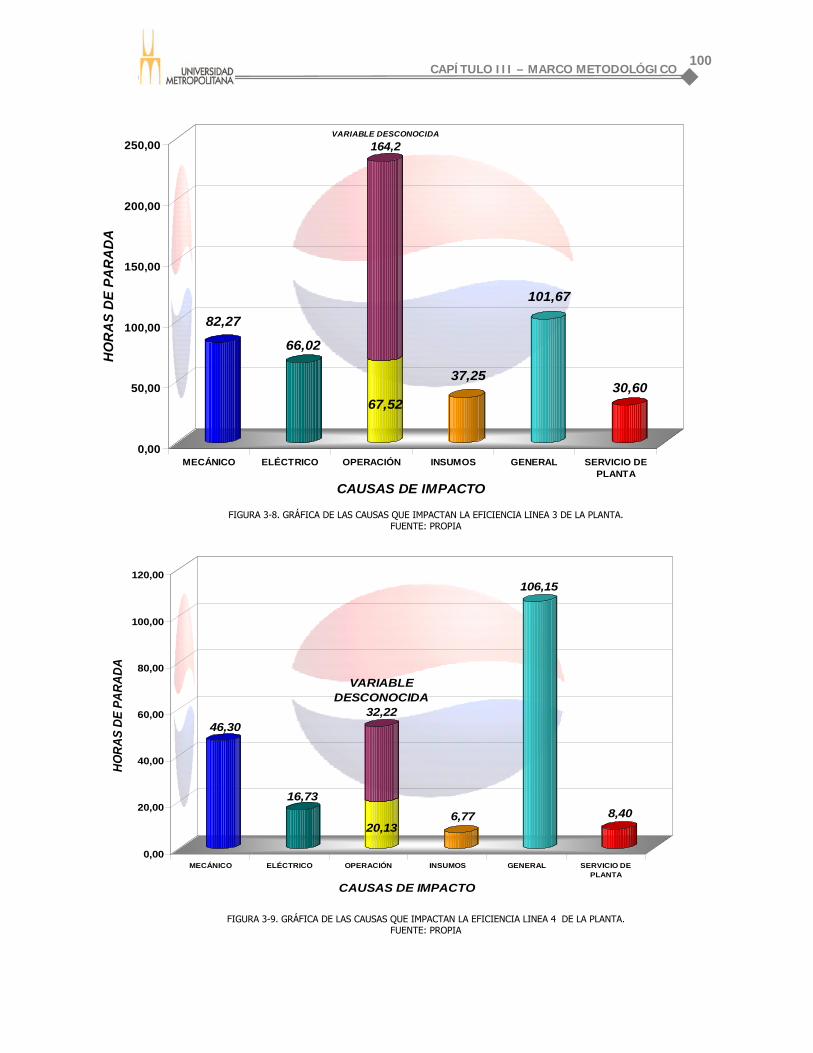
CAPÍTULO III – MARCO METODOLÓGICO
100
82,27
66,02
67,52
VARIABLE DESCONOCIDA
164,2
37,25
101,67
30,60
0,00
50,00
100,00
150,00
200,00
250,00
HO
RA
S D
E PA
RA
DA
MECÁNICO ELÉCTRICO OPERACIÓN INSUMOS GENERAL SERVICIO DEPLANTA
CAUSAS DE IMPACTO
FIGURA 3-8. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 3 DE LA PLANTA. FUENTE: PROPIA
46,30
16,73
20,13
VARIABLE DESCONOCIDA
32,22
6,77
106,15
8,40
0,00
20,00
40,00
60,00
80,00
100,00
120,00
HORA
S DE
PAR
ADA
MECÁNICO ELÉCTRICO OPERACIÓN INSUMOS GENERAL SERVICIO DEPLANTA
CAUSAS DE IMPACTO
FIGURA 3-9. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 4 DE LA PLANTA.
FUENTE: PROPIA
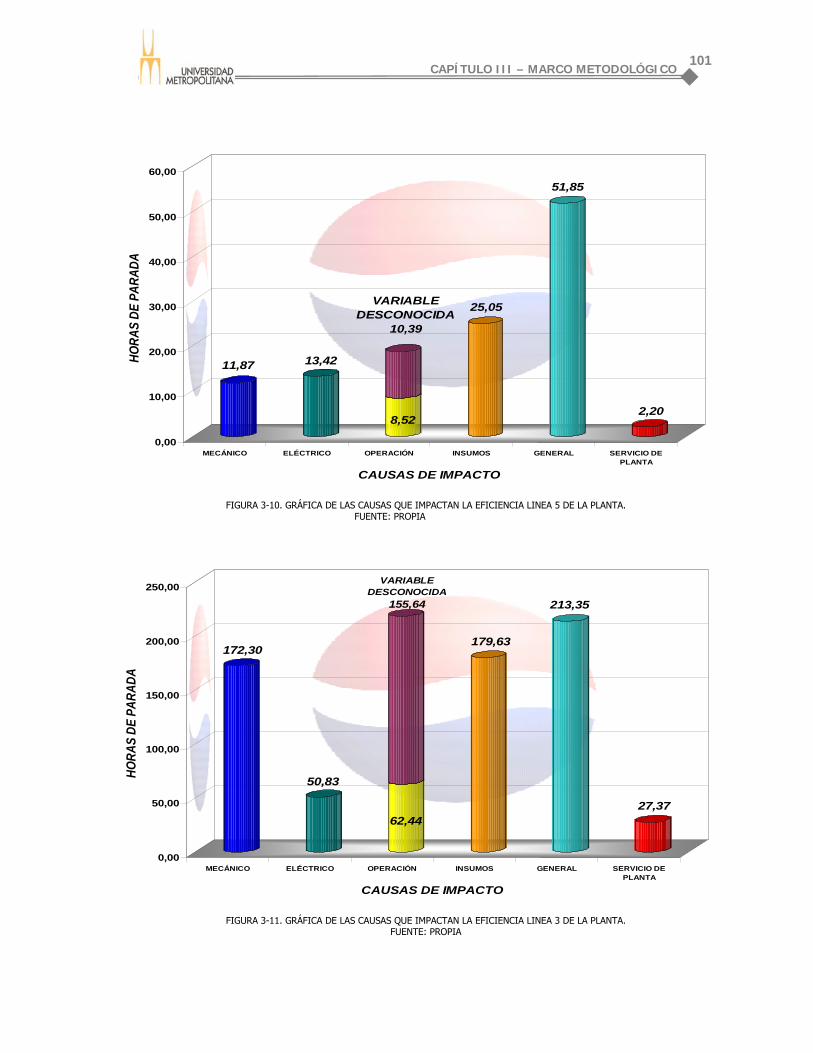
CAPÍTULO III – MARCO METODOLÓGICO
101
11,87 13,42
8,52
VARIABLE DESCONOCIDA
10,39
25,05
51,85
2,20
0,00
10,00
20,00
30,00
40,00
50,00
60,00
HORA
S DE
PAR
ADA
MECÁNICO ELÉCTRICO OPERACIÓN INSUMOS GENERAL SERVICIO DEPLANTA
CAUSAS DE IMPACTO
FIGURA 3-10. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 5 DE LA PLANTA.
FUENTE: PROPIA
172,30
50,83
62,44
VARIABLE DESCONOCIDA
155,64
179,63
213,35
27,37
0,00
50,00
100,00
150,00
200,00
250,00
HORA
S DE
PAR
ADA
MECÁNICO ELÉCTRICO OPERACIÓN INSUMOS GENERAL SERVICIO DEPLANTA
CAUSAS DE IMPACTO
FIGURA 3-11. GRÁFICA DE LAS CAUSAS QUE IMPACTAN LA EFICIENCIA LINEA 3 DE LA PLANTA.
FUENTE: PROPIA
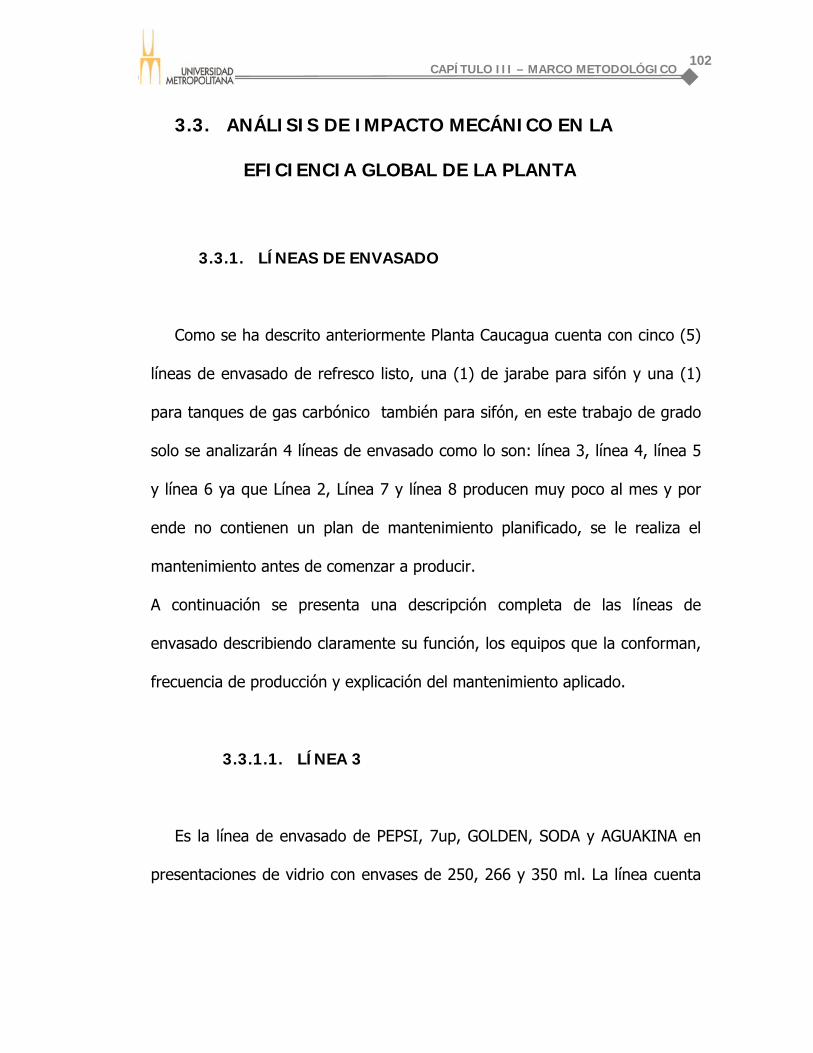
CAPÍTULO III – MARCO METODOLÓGICO
102
3.3. ANÁLISIS DE IMPACTO MECÁNICO EN LA
EFICIENCIA GLOBAL DE LA PLANTA
3.3.1. LÍNEAS DE ENVASADO
Como se ha descrito anteriormente Planta Caucagua cuenta con cinco (5)
líneas de envasado de refresco listo, una (1) de jarabe para sifón y una (1)
para tanques de gas carbónico también para sifón, en este trabajo de grado
solo se analizarán 4 líneas de envasado como lo son: línea 3, línea 4, línea 5
y línea 6 ya que Línea 2, Línea 7 y línea 8 producen muy poco al mes y por
ende no contienen un plan de mantenimiento planificado, se le realiza el
mantenimiento antes de comenzar a producir.
A continuación se presenta una descripción completa de las líneas de
envasado describiendo claramente su función, los equipos que la conforman,
frecuencia de producción y explicación del mantenimiento aplicado.
3.3.1.1. LÍNEA 3
Es la línea de envasado de PEPSI, 7up, GOLDEN, SODA y AGUAKINA en
presentaciones de vidrio con envases de 250, 266 y 350 ml. La línea cuenta
CAPÍTULO III – MARCO METODOLÓGICO
103
con operadores, analistas, supervisores, mecánicos correctivos, preventivos
electricistas y electrónicos.
Está planificado que la línea trabaje 10 turnos a la semana, es decir, dos (2)
turnos diarios de seis (6) de la mañana a diez (10) de lunes a viernes, dando
un total de diez (10) turnos semanales y se le aplique el mantenimiento los
días sábados y domingos.
La línea se encuentra conformada por los siguientes equipos:
• Despaletizador: Es el equipo encargado de recibir la paleta con los
vacíos11, y sacar piso por piso de la camada de cajas para colocarlas
en las vías transportadoras donde las mismas se organizan y se dirigen
hacia el desembalador.
• Desembalador: Una vez que las cajas se encuentre organizadas en
las vías, este equipo es el encargado mediante un juego de ventosas,12
de sustraer las botellas de las cajas para colocarlas en las vías
transportadoras donde se dirigen a la Lavadora de Botellas. Las cajas
vacías siguen por las vías hacia la lavadora de cajas para ser luego
utilizadas nuevamente para empacar las botellas llenas.
• Lavadora de botellas: Este equipo recibe las botellas sucias del
despaletizador y las lava con, agua, jabón, soda cáustica para luego
enviarlas bien limpias y desinfectadas a la llenadora de botellas, pero
103103210 11 Vacíos: Es el conjunto de cajas plásticas y botellas retornables vacías. 12 Ventosas: Son los chupones que sustraen las botellas por acción de aire comprimido.
CAPÍTULO III – MARCO METODOLÓGICO
104
antes pasan las mismas por equipos de inspección electrónicos para
apartar las botellas sucias o con restos de basura dentro de ellas.
• Lavadora de Cajas: Este equipo simplemente enjuaga con agua y
jabón las cajas sucias que vienen del despaletizador para reutilizarlas a
la hora de embalar las botellas llenas.
• Chiller: Es un sistema de enfriamiento del jarabe final constituido por
una válvula de expansión que enfría el amoníaco. Este luego pasa por
un intercambiador el cual recibe por su otro extremo el jarabe caliente
llevando esta a una temperatura entre once (11) y cinco (5) ºC, para
poder ser mezclado luego con el gas carbónico y no ocurran
reacciones en el proceso de llenado. También incluye dos (2) tanques
uno de almacenamiento del jarabe frío y el otro es un tanque
separador del amoníaco gaseoso y líquido.
• Llenadora de Botellas: Dicho equipo es el que se encarga de llenar
las botellas con el producto a envasar. Asimismo, tiene un equipo
integrado que se encarga de tapar las botellas inmediatamente estas
salgan de la llenadota. Se puede decir, que es un equipo combinado
Llenadora-Tapadora. Luego las botellas siguen por las vías
transportadoras hacia el embalador.

CAPÍTULO III – MARCO METODOLÓGICO
105
• Video Jet: Este equipo registra la hora a la que fue llenada la botella,
la planta en la que fue producida y la fecha de vencimiento del
producto la cual es de 70 días luego de su elaboración.
• Embalador: Es muy parecido al desembalador pero con la función de
organizar y colocar la camada de botellas en sus respectivas cajas para
luego ser enviadas al paletizador.
• Paletizador: Luego de que las botellas estén embaladas llega la
camada de cajas donde este equipo recoge nivel por nivel y las va
colocando en la paleta hasta completar 6 niveles. Luego mediante el
uso de montacargas estas paletas son organizadas en la planta para
ser distribuidas.
• Vías: Son las encargadas de transportar, las cajas llenas, las cajas
vacías y las botellas llenas y vacías.
Para analizar los principales equipos que presentan fallas mecánicas se
procedió al igual que el estudio anterior, a realizar una investigación en base
a los registros encontrados en la base de datos de la empresa para un rango
entre Septiembre y Diciembre del año 2003. Se diseñaron una serie de
gráficas que permiten determinar de manera sencilla y rápida cuales son los
equipos que presentan mayores problemas durante este de tiempo. Se tomó
el tiempo de parada de los equipos de cada línea y se fueron organizando en
la tabla 3-7. Como las líneas trabajan cantidades de turnos diferentes se tuvo

CAPÍTULO III – MARCO METODOLÓGICO
106
que diseñar un factor de conversión para llevar este análisis a un turno de
trabajo para todas las líneas y así, poder establecer parámetros de
comparación de los principales equipos que presentan fallas mecánicas de la
planta para luego tomar las medidas necesarias de mejoramiento y
corrección. Para dicho factor de conversión se tomó en cuenta el siguiente
procedimiento:
a. Se llevan las horas de paradas a minutos de paradas.
b. Luego dicho número se multiplica por 1,58 que es el factor de
proporcionalidad que leva los minutos a un turno de parada. Dicho
factor de proporcionalidad fue diseñado por el Superintendente de
Mantenimiento Mecánico.
c. Por último se debe dividir el valor final entre el número de turnos
que trabaja la línea semanalmente, que para este caso, es de 10
turnos semanales de producción, todo esto se requiere para llevarlo
a un valor adimensional por el cual se pueda comparar el
desenvolvimiento de los equipos por períodos iguales, ya que como
se menciona antes las líneas no trabajan la misma cantidad de
turnos a la semana y por ende, los equipos que trabajan más
turnos como es el caso de línea 6, presentaran equipos con
mayores fallas mecánicas.

CAPÍTULO III – MARCO METODOLÓGICO
107
LÍNEA 3 EQUIPOS PARADAS(MIN)
DESPALETIZADOR 8,532
DESEMBALADOR 61,146
EMBALADOR 40,29
LAVADORA BOTELLAS 47,084
LLENADORA 121,502
PALETIZADOR 100,962
TAPADORA 82,792
VIA CAJ. CON LLENO 78,526
VIA BOT. VACIAS LAVADAS 103,49
VIA BOT. VACIAS SUCIAS 24
VIA ENVASES LLENOS 86,426
VIA CAJ. CON VACIO 32,39
VIA CAJ. PLASTICAS 2,212
TABLA 3-7. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 3 FUENTE: PROPIA
Una vez conocidos los tiempos de parada de fallas mecánicas de línea 3 y
llevados a el factor unidimensional para equivaler los turnos de trabajo y
comparar de manera equitativa los equipos de la planta se procede a realizar
la gráfica, para observar de modo más claro los equipos que presentan
mayores fallas de la línea y poder tomar decisiones al respecto.

CAPÍTULO III – MARCO METODOLÓGICO
108
8,53
61,15
40,2947,08
121,50
100,96
82,7978,53
103,49
24,00
86,43
32,39
2,210,00
0
20
40
60
80
100
120
140
PAR
ADAS
DESPA
LETI
ZADO
R
DESEM
BALA
DOR
EMBA
LADOR
LAVA
DORA BO
TELL
AS
LLEN
ADORA
PALE
TIZA
DOR
TAPA
DORA
VIA
CAJ.
CON
LLEN
O
VIA
BOT.
VAC
IAS L
AVAD
AS
VIA
BOT.
VAC
IAS S
UCIA
S
VIA
ENVA
SES L
LENOS
VIA
CAJ.
CON
VACI
O
VIA
CAJ.
PLAS
TICA
S
CARB
OCOOLE
R
EQUIPOS
FIGURA 3-12. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 3
FUENTE: PROPIA
3.3.1.2. LÍNEA 4
Esta línea representa el sistema de envasado de latas. Envasa todos los
tipos de refrescos que elabora le empresa incluyendo la soda y la aguakina.
Las latas, conservan el mismo formato, es decir, las latas son iguales para
todos los sabores, por lo que, no es necesario que la línea genere paradas
por cambio de formato sino simplemente, se realiza la limpieza de las
tuberías en el caso de cambio de producto a envasar.

CAPÍTULO III – MARCO METODOLÓGICO
109
Está planificado que la línea trabaje de lunes a jueves de 6 a.m. a 4:30 p.m.
y se le aplica el mantenimiento desde el lunes hasta el jueves de 4:30 p.m. a
10 p.m. y los días viernes, sábados y domingos en los 2 turnos de
mantenimiento planificados diarios.
La línea está conformada por:
• Despaletizador: Es un equipo en forma de ascensor que recibe la
paleta con la camada de latas vacías por parte de los montacargas y
van suministrando las latas a las vías de latas vacías para estas pasar
por un enjuague rápido y así llegar a la llenadora. El equipo contienen
sensores que controlan que el mismo, suba nivel a nivel las latas.
• Warmer: Es simplemente un equipo que suministra agua a presión
para enjuagar las latas antes de proceder a entrar a la llenadora.
• Chiller: Es un sistema de enfriamiento del jarabe final constituido por
una válvula de expansión que enfría el amoníaco. Este luego pasa por
un intercambiador el cual recibe por su otro extremo el jarabe caliente
llevándolo a una temperatura entre once (11) y cinco (5) ºC, para
poder ser mezclado luego con el gas carbónico y no ocurran
reacciones en el proceso de llenado. También incluye 2 tanques uno
de almacenamiento del jarabe frío y el otro es un tanque separador del
amoníaco gaseoso y líquido.
CAPÍTULO III – MARCO METODOLÓGICO
110
• Llenadora: Dicho equipo recibe las latas vacías, y llena con el
producto del momento hasta un nivel ajustado por los operadores.
Una vez llenadas las latas el equipo las envía directamente a la
tapadora.
• Tapadora: Una vez que las latas salen llenas, llegan por las vías
inmediatamente a este equipo el cual, por presión coloca la tapa de la
lata y a la vez ciertas pestañas terminan de fijar la misma para que el
producto final quede bien sellado.
• Rinser: Una vez que el producto final sale de la tapadora va por las
vías hasta pasar por este equipo que se encarga de enjuagar las lastas
con agua para evitar que queden restos de refrescos fuera de la
misma y a su vez las seca parta poder embalarlas sin dañar el cartón
que las sostendrá.
• Hi-Cone: Ya secas las latas entran a dicho equipo el cual, les coloca el
plástico six pack que las agrupa en seis y las organiza en un grupo de
4 para sumar veinticuatro (24) latas encima del cartón para poder ser
embaladas en los paquetes conocidos en el mercado.
• Kister: Una vez organizadas encima del cartón este equipo les coloca
alrededor del paquete, el plástico que las fija.
• Horno: Es el encargado de calentar el plástico con la finalidad de
ajustar las latas al cartón como un solo paquete.
CAPÍTULO III – MARCO METODOLÓGICO
111
• Paletizador: Una vez empaquetadas las latas se transportan los
paquetes hacia el paletizador el cual, de la misma manera que el
despaletizador pero en forma contraria monta cada nivel en la paleta,
el equipo controlado por sensores desciende cada vez un nivel cuando
las cajas estén organizadas y montadas encima de las mismas.
• Vías: En esta línea se presentan tres vías transportadoras como los
son: Vías de transporte de latas vacías, vías de transporte de latas
llenas y las vías de transporte de las cajas de latas.
• Embalador: Por último una vez lista la paleta es colocada en este
equipo el cual la embala completa para ser distribuida sin peligro a
destruirse o caerse.
Al igual que línea 3, para está línea también fue diseñado el análisis gráfico
de las paradas por fallas mecánicas las cuales se ven expresadas
numéricamente en la tabla 3-8 y gráficamente en la figura 3-13. Se podrán
tomar conclusiones y decisiones observando detalladamente la gráfica de la
misma. A diferencia de línea 3, línea cuatro solo trabaja cuatro turnos a la
semana, es decir, que a la hora de llevar los minutos de paradas al valor de
equivalencia y equidad unidimensional, se debe calcular el valor multiplicando
1,58 que es el factor diseñado, por los minutos de parada, entre cuatro (4)
turnos de producción.
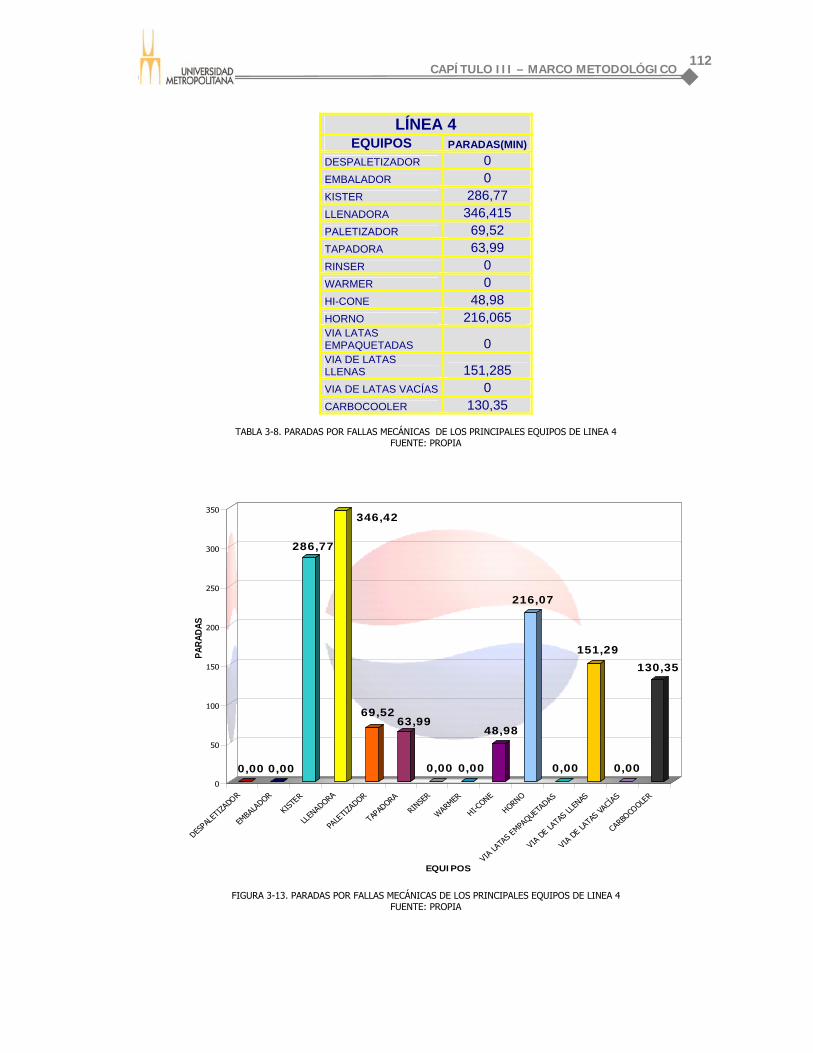
CAPÍTULO III – MARCO METODOLÓGICO
112
LÍNEA 4 EQUIPOS PARADAS(MIN)
DESPALETIZADOR 0 EMBALADOR 0 KISTER 286,77 LLENADORA 346,415 PALETIZADOR 69,52 TAPADORA 63,99 RINSER 0 WARMER 0 HI-CONE 48,98 HORNO 216,065 VIA LATAS EMPAQUETADAS 0 VIA DE LATAS LLENAS 151,285 VIA DE LATAS VACÍAS 0 CARBOCOOLER 130,35
TABLA 3-8. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 4
FUENTE: PROPIA
0,00 0,00
286,77
346,42
69,5263,99
0,00 0,00
48,98
216,07
0,00
151,29
0,00
130,35
0
50
100
150
200
250
300
350
PAR
ADAS
DESPA
LETI
ZADO
R
EMBA
LADOR
KIST
ER
LLEN
ADORA
PALE
TIZA
DOR
TAPA
DORA
RINSE
R
WARMER
HI-CONE
HORNO
VIA
LATA
S EMPA
QUETA
DAS
VIA D
E LAT
AS LL
ENAS
VIA D
E LA
TAS V
ACÍA
S
CARB
OCOOLE
R
EQUIPOS
FIGURA 3-13. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 4
FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
113
3.3.1.3. LÍNEA 5
Es una línea de envasado PET13. Puede producir diferentes tipos de
envases como: 2 litros, 1 ½ litros (litrón), 600 mililitros. Pero realmente se
dedica a los dos (2) últimos. En la actualidad dicha línea se encuentra en
período de actualización, es decir, se va modernizar dicha línea
incorporándole equipos iguales a los de línea 6 como el Robokombi, los Silos,
la Etiquetadora, las vías de transporte entre otros. Por esta razón solo se
podrá en el transcurso de este trabajo de grado realizar el análisis inicial con
el resto de las líneas, pero no se podrá hacer la reingeniería de los planes de
mantenimiento ya que la planta se encuentra en proceso de rediseño de las
mismas.
Línea 5 cuenta con los siguientes equipos para la producción:
• Despaletizador: Funciona de la misma manera que el despaletizador
de línea 4, en forma de ascensor, eleva nivel por nivel la camada de
botellas vacías. Las mismas se dirigen hacia el posicionador donde
comienza el proceso de envasado.
• Posimat: Se encarga de organizar las botellas vacías linealmente para
que entren de forma continua y fácil a las vías aéreas las cuales por
fuerza del aire las transporta hasta la llenadora.
113113210 13 PET: Polietilentereftalat. Plástico de gran resistencia utilizado para la fabricación de botellas.

CAPÍTULO III – MARCO METODOLÓGICO
114
• Chiller: Es un sistema de enfriamiento del jarabe final constituido por
una válvula de expansión que enfría el amoníaco. Este luego pasa por
un intercambiador el cual recibe por su otro extremo el jarabe caliente
llevándolo a una temperatura entre once (11) y cinco (5) ºC, para
poder ser mezclado luego con el gas carbónico y no ocurran
reacciones en el proceso de llenado. También incluye 2 tanques, uno
de almacenamiento del jarabe frío y el otro es un tanque separador del
amoníaco gaseoso y líquido. Como información general este chiller es
el más moderno de la planta ya que cuenta con un sistema de control
completamente digital.
• Rinser: Se encarga de enjuagar las botellas con agua y jabón antes
de proceder a llenar las botellas.
• Llenadora: Recibe las botellas vacías y enjuagadas y comienza el
proceso de llenado.
• Tapadora: Una vez llenas y pasadas por un sistema de control de
llenado proceden a ser tapadas enroscando en forma contraria a la
abertura corriente de las mismas. Luego vuelve a ser controlada para
evitar que pasen botellas sin tapa y por último son enviadas hacia el
Ocme.
• Ocme: Una vez listas las botella son enviadas hacia este equipo donde
el mismo las acumula en grupos de veinticuatro (24), las forra en

CAPÍTULO III – MARCO METODOLÓGICO
115
plástico y por medio de calor al igual que el horno de línea 4, calienta
el plástico para así mantener las botellas ajustadas y empaquetadas.
Por último son enviadas hacia el final de la línea donde un grupo de
personas acomodan manualmente las paletas para luego ser
embalada.
• Embalador: Una vez acomodadas las paletas, las mismas son
enrolladas en plástico para evitar futuros accidentes a la hora de su
distribución.
• Vías: Para esta línea existen tres (3) vías transportadoras. Las vías
aéreas de botellas vacías las cuales transportan las botellas por sus
picos por impulso del aire. Las vías de botellas llenas y las vías de
paquetes.
Esta línea labora cinco turnos a la semana de 6 a.m. a 2 p.m. y su
mantenimiento está planificado a elaborarse de lunes a viernes de 2 p.m. a
10 p.m. y un turno de mantenimiento los días sábados y domingos. Con
dicha cantidad de turnos se llevan los minutos al factor de proporcionalidad.
A continuación en la tabla 3-9 y la figura 3-14, se podrá observar, el
desenvolvimiento de los equipos mecánicos de la línea.

CAPÍTULO III – MARCO METODOLÓGICO
116
LÍNEA 5 EQUIPOS PARADAS(MIN)
DESPALETIZADOR 17,696
TAPADORA 50,244
EMBALADOR 0
RINSER 0
LLENADORA 53,404
POSIMAT 0
VIA AEREA DE BOTELLAS 0
VIA DE BOTELLAS LLENAS 8,216
VIA DE PAQUETES 0
CARBOCOOLER 12,64
OCME 4,424
TABLA 3-9. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 5 FUENTE: PROPIA
17,70
50,24
0,00 0,00
53,40
0,00 0,00
8,22
0,00
12,64
4,42
0
10
20
30
40
50
60
PAR
ADAS
DESPA
LETI
ZADO
R
TAPA
DORA
EMBA
LADOR
RINSE
R
LLEN
ADORA
POSI
MAT
VIA A
EREA
DE B
OTELL
AS
VIA
DE BO
TELL
AS LL
ENAS
VIA D
E PA
QUETE
S
CARB
OCOOLE
ROCM
E
EQUIPOS
FIGURA 3-14. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 5
FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
117
3.3.1.4 LÍNEA 6
Esta línea al igual que línea 5, está encargada de producir PET. Está en la
capacidad de producir 600 mililitros, litrón y 2 litros, pero como la línea
nombrada anteriormente se encarga de producir los primeros dos (2)
formatos y esta línea se encarga de producir el formato de dos (2) litros que
junto con la lata es lo que más se produce y vende la empresa.
Es la línea de producción más moderna de la planta hasta el punto que
cuenta con sistemas robóticos y un sistema de soplado de botellas muy
avanzado. Produce con mayor frecuencia que cualquier otra línea sólo se
detiene los lunes todo el día para realizar el mantenimiento debido. Opera
dieciocho (18) turnos de producción de martes a domingo veinticuatro (24)
horas al día.
El sistema que compone a esta moderna línea de producción esta constituida
por:
• SMI: Para empezar a producir en línea 6 primeramente se colocan las
preformas14 en las vías, y son trasladadas hacia el SMI el cual es un
equipo conformado por un horno que por resistencia eléctrica, calienta
dichas preformas para que luego mediante la sopladora se le pueda
dar la forma del troquel donde son infladas las botellas.
117117210 14 PREFORMAS: Forma de las botellas antes de pasar por el proceso de soplado.
CAPÍTULO III – MARCO METODOLÓGICO
118
• Sopladora: Una vez derretidas ligeramente las preformas pasan por
un troquel, el cual se encuentra adaptado a un sistema de inyección
de aire comprimido a 40 bar. Dicha presión permite realizar el soplado
de las botellas otorgándoles la forma deseada de la botella de
plástico.
• Silos: Una vez listas las botellas estas se trasladan por vías aéreas
hacia la etiquetadora, pero antes pasan por un sensor y si éste indica
que las vías se encuentran copadas por algún motivo, entonces las
botellas se mandan a unos Silos donde se almacenan y luego son
distribuidas en caso de que falte el producto.
• Posicionador: Si no se están soplando botellas sino, suministrando
por medio de los silos este equipo organiza y alinea las botellas para
colocarlas en las vías aéreas de forma correcta.
• Etiquetadora: Antes de comenzar el proceso de llenado este equipo
coloca las etiquetas a cada botella acompañada de un video jet de
láser, que registra, la planta productora, la hora de envasado, la fecha
de vencimiento y la línea por la cual fue producida en la etiqueta por
medio de rayos láser y no con tinta como el resto de las líneas.
• Llenadora: Recibe las botellas vacías y enjuagadas y comienza el
proceso de llenado.
CAPÍTULO III – MARCO METODOLÓGICO
119
• Tapadora: Una vez llenas y pasadas por un sistema de control de
llenado proceden a ser tapadas enroscando en forma contraria a la
abertura corriente de las mismas. Luego vuelve a ser controlada para
evitar que pasen botellas sin tapa y por último son enviadas hacia el
Ocme.
• Ocme: Una vez listas las botellas son enviadas hacia este equipo
donde el mismo las acumula en grupos de seis (6), las forra en
plástico y por medio de calor al igual que el horno de línea 4, calienta
el plástico para así mantener las botellas ajustadas y empaquetadas.
• Robokombi: Es un brazo robótico el cual recibe la camada de botellas
las junta y las va colocando en forma ordenada en la paleta final.
• Robopack: Es un brazo robótico el cual, coloca el cartón que va a
separar cada nivel de la paleta.
• Embalador: Una vez acomodadas las paletas, las mismas son
enrolladas en plástico para evitar futuros accidentes a la hora de su
distribución.
• Vías: Para esta línea existen tres (3) vías transportadoras. Las vías
aéreas de botellas vacías las cuales transportan las botellas por sus
picos por impulso del aire. Las vías de botellas llenas y las vías de
paquetes.

CAPÍTULO III – MARCO METODOLÓGICO
120
Para realizar el análisis de las fallas mecánicas de los equipos al igual que las
líneas antes mencionadas, sólo se debe tomar en cuenta que a diferencia de
las demás líneas, esta línea trabaja 18 turnos por lo que se sigue el mismo
lineamiento solo tomando este valor para dividir los minutos.
Para ellos se presenta a continuación en la tabla 3-10 los resultados
obtenidos:
LÍNEA 6 EQUIPOS PARADAS(MIN)
SMI 305,554 ETIQUETADORA 230,417 POSICIONADOR 0,000 LLENADORA 78,034 EMBALADOR 0,000 RINSER 0,000 ROBOKOMBI 39,763 ROBOPACK 1,141 SILOS 1,668 SOPLADORA 93,308 TAPADORA 25,192 VÍAS AEREA DE BOTELLAS 114,287 VIA DE BOTELLAS LLENAS 1,229
TABLA 3-10. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 6
FUENTE: PROPIA
A partir de estos resultados obtenidos se procede a construir el gráfico que
servirá de guía para resaltar las conclusiones y tomar las decisiones para
mejor el desenvolvimiento de la línea.

CAPÍTULO III – MARCO METODOLÓGICO
121
305,55
230,42
0,00
78,03
0,00 0,00
39,76
1,14 1,67
93,31
25,19
114,29
1,2310,53
0,000,000,000
50,000
100,000
150,000
200,000
250,000
300,000
350,000
PAR
ADAS
SMI
ETIQ
UETA
DORA
POSI
CIONAD
OR
LLEN
ADORA
EMBA
LADOR
RINSE
R
ROBO
KOMBI
ROBO
PACK
SILO
S
SOPL
ADORA
TAPA
DORA
VÍAS
AERE
A DE B
OTELL
AS
VIA D
E BO
TELL
AS LL
ENAS
VIAS
DE P
AQUET
ES
CARB
OCOOLE
ROCM
E
EQUIPOS
FIGURA 3-15. PARADAS POR FALLAS MECÁNICAS DE LOS PRINCIPALES EQUIPOS DE LINEA 6
FUENTE: PROPIA
3.3.2 ANÁLISIS DE LAS CAUSAS DE LAS FALLAS
MECÁNICAS EN LOS EQUIPOS DE LAS
LÍNEAS DE ENVASADO
Para descubrir los principales causantes de fallas mecánicas en los
equipos, se debió realizar un estudio profundo mediante el apoyo del
departamento de mantenimiento mecánico por medio de los supervisores de
línea y los mecánicos correctivos de las mismas, así como, de la base de
datos con la que cuenta la empresa de los registros de paradas, las cuales

CAPÍTULO III – MARCO METODOLÓGICO
122
presentan una breve descripción de lo ocurrido en la parada. Se fueron
registrando todos los datos obtenidos que se realizaron al igual que en el
punto anterior de análisis de los equipos, unas tablas de resultados donde,
los minutos fueron igualmente llevados a un valor adimensional equitativo a
un turno de parada para todas las líneas y así, lograr un resultado con
igualdad de condiciones. En las tablas 3-11 y 3-12 se presentan los
resultados obtenidos donde, bajo el proceso denso de investigación antes
mencionado, se logró concluir que existen cuatro (4) principales causas de
fallas en los equipos, como lo son:
a) Por falta de Repuestos.
b) Por falta de información con respecto al ¿Por qué? de la falla.
c) Por causas imprevistas para los mecánicos.
d) Por ajustes en proceso, es decir, por ajustes pendientes.
CAUSAS MINUTOS A 1 TURNO
REPUESTO L3 1285 203
NO INFORMACION L3 48 8
IMPREVISTO L3 1314 208
AJUSTE EN PROCESO L3 775 122
REPUESTO L4 1242 491
NO INFORMACION L4 0 0
IMPREVISTO L4 39,0 15
AJUSTE EN PROCESO L4 288 114
TABLA 3-11. PRINCIPALES CAUSAS DE FALLAS MECÁNICAS EN LOS EQUIPOS DE LÍNEA 3 Y 4 FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
123
CAUSAS MINUTOS A 1 TURNO
REPUESTO L5 342 108
NO INFORMACION L5 0 0
IMPREVISTO L5 5,00 2
AJUSTE EN PROCESO L5 112 35
REPUESTO L6 3148 276
NO INFORMACION L6 110 10
IMPREVISTO L6 635 56
AJUSTE EN PROCESO L6 4776 419
TABLA 3-12. PRINCIPALES CAUSAS DE FALLAS MECÁNICAS EN LOS EQUIPOS DE LÍNEA 5 Y 6 FUENTE: PROPIA
Se tomaron los equipos con mayores paradas por fallas mecánicas y se
registraron los motivos de las mismas, tomando en cuenta las causas antes
mencionadas como parámetro principal. A continuación en la figura 3-17 se
presentan los resultados obtenidos del proceso investigativo.

CAPÍTULO III – MARCO METODOLÓGICO
124
203
8
208
122
491
0 15
114
0
108
0 235
276
10
56
419
0
50
100
150
200
250
300
350
400
450
500PA
RADA
S
REPUESTO L3
NO INFO
RMACION L3
IMPREVIS
TO L3
AJUSTE EN P
ROCESO L3
REPUESTO L4
NO INFO
RMACION L4
IMPREVIS
TO L4
AJUSTE EN P
ROCESO L4
CAUSAS
REPUESTO L5
NO INFO
RMACION L5
IMPREVIS
TO L5
AJUSTE EN P
ROCESO L5
REPUESTO L6
NO INFO
RMACION L6
IMPREVIS
TO L6
AJUSTE EN P
ROCESO L6
CAUSAS
FIGURA 3-16. PRINCIPALES CAUSAS DE FALLAS MECÁNICAS EN LOS EQUIPOS DE LA PLANTA
FUENTE: PROPIA
3.3.2.1. FALLAS POR FALTA DE REPUESTOS
Las autoridades de la empresa consideraron esta causa como uno de los
mayores problemas que presenta el buen desempeño de la planta.
Consideran que la falta de stock de repuestos representa el principal
obstáculo en la eficiencia global y por lo cual se debe luchar por mejorar.
Claramente se puede observar en la figura 3-17 que está hipótesis no es
correcta, ya que solo se mantiene para las líneas 4 y 5 pero en el caso de las
líneas restantes los repuestos se encuentran por debajo de ser la mayor
causa de fallas.

CAPÍTULO III – MARCO METODOLÓGICO
125
Para profundizar más en esta causa se realizó un estudio analítico del estatus
general de compra comparando las solicitudes de repuestos hechas por la
Superintendencia de Mantenimiento Mecánico con los pedidos entregados por
el almacén de repuestos al departamento, y del origen de los repuestos
importados y nacionales. Dichos resultados se ven reflejado en las figuras 3-
18 y 3-19 donde se puede notar la diferencia clara entre los elementos a
comparar.
1 02
0
11
7
1
5 6 5
1816
29
23
42
3032
25
44
10
31
7
29
6
0
5
10
15
20
25
30
35
40
45
Núm
ero
de s
olic
itud
es
jul-02
ago-02
sep-02
oct-02
nov-02
dic-02
ene-03
feb-03
mar-03
abr-03
may-03
jun-03
jul-03
ago-03
sep-03
oct-03
nov-03
Meses
Estatus general compras
Ordenes Emitidas Ordenes Entregadas
FIGURA 3-17. COMPARACIÓN DE ÓRDENDES EMITIDAS vs. ÓRDENES ENTREGADAS FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
126
1
3
1 1
6
0
6 6
2
5
19
15
8
16
6
17
0
2
4
6
8
10
12
14
16
18
20
Núm
ero
de s
olic
itud
es
jul-02 ago-02
sep-02
oct-02
nov-02
dic-02 ene-03
feb-03
mar-03
abr-03
may-03
jun-03
jul-03 ago-03
sep-03
oct-03
nov-03
Solicitudes pendientes por origen
Pendiente Importado Pendiente Nacional FIGURA 3-18. COMPARACIÓN DE REPUESTOS PENDIENTES POR SU ORIGEN
FUENTE: PROPIA
Existe un problema más allá de la Gerencia de Producción y Mantenimiento
como lo es, el desempeño del departamento de compras, se puede observar
que prácticamente su eficiencia se encuentra en un cincuenta por ciento (50
%) ya que las órdenes emitidas superan por más de la mitad a las órdenes
entregadas. A su vez, se van acumulando con el pasar del tiempo, haciendo
casi imposible, que se cumplan las entregas programadas generando retraso
en los cambios planificados para los equipos que los necesiten y esto a su
vez, genera paradas indeterminadas en las líneas de producción.

CAPÍTULO III – MARCO METODOLÓGICO
127
En la gráfica anterior se puede ver el hecho de que los repuestos importados
fueron entregados antes que los repuestos nacionales, es decir, que también
existe problemas en las empresas fabricantes en el territorio nacional que
sirven como proveedoras de repuestos a PEPSI COLA VENEZUELA C.A. Las
empresas presentan problemas para adquirir materia prima, por la situación
que viene viviendo el país desde hace dos (2) años, con el control cambiario.
3.3.2.2. FALLAS POR FALTA DE INFORMACIÓN
Existen casos donde la línea se ha detenido indicando fallas en un equipo
específico. Cuando los mecánicos proceden de urgencia ha atacar la misma,
resulta que no se sabe cual es el motivo y pierden tiempo buscando y
tratando de solucionar el problema sin obtener resultados positivos. Al pasar
de los minutos la línea se normaliza y comienza nuevamente la arrancada de
la producción en condiciones normales. En otros casos los mecánicos de
turno, operadores y supervisores no registran las causas de la parada o si la
registran no lo hacen claramente. Esto trae como consecuencia que al
realizar un estudio intensivo como el que se ha venido realizando durante
este trabajo de grado, se dificultan las herramientas para la obtención de
resultados requeridos.

CAPÍTULO III – MARCO METODOLÓGICO
128
Cabe destacar que esta causa de fallas, es realmente insignificante, ya que
para el rango de meses establecidos para la investigación la causa de no
información, no ha jugado un papel relevante en la eficiencia de los equipos,
solo en las líneas 3 y 6 se presentan pequeños hallazgos de dicha causa, la
cual nos indica, que existen fallas con las personas involucradas con las
mismas a la hora de registrar bien las paradas.
3.3.2.3. FALLAS POR CAUSAS IMPREVISTAS
Como es normal en cualquier equipo mecánico del mundo, existe un
porcentaje en las fallas de los mismos que se presentan imprevistamente, ya
que, cuando se realizan los mantenimientos tanto correctivos como
preventivos no se atacan a fondo todas las piezas y los conjuntos que
conforman los equipos mecánicos. Al no utilizar equipos de inspección para
detectar fallas internas en las piezas mecánicas que realmente lo requieran
para ser sustituidas, sino confiar en los sentidos del ser humano para
revisarlas, se presentan desgastes que con el tiempo generan paradas al nivel
de provocar pérdidas considerables, tiempo y dinero para la empresa. Otra
causa que destaca, es el hecho de la falta de conocimiento y motivación de
los mecánicos ya que no realizan de manera detallada y completa las rutinas
de mantenimiento y las órdenes no están bien especificadas.

CAPÍTULO III – MARCO METODOLÓGICO
129
3.3.2.4. FALLAS POR AJUSTES EN PROCESO
Otro gran problema que presentan los equipos en esta empresa son los
ajustes en proceso. La mayoría de los casos, no es por ajustes en el
momento de la investigación, sino por falta de tiempo para planificar los
mantenimientos semanales, ya que la planta, le da mayor prioridad al
mantenimiento preventivo dejando de un lado al mantenimiento correctivo.
Esto trae como consecuencia que las correctivas se vayan acumulando con el
pasar del tiempo y provoque paradas de gran nivel para la planta. Para
sustentar lo antes mencionado se presenta la figura 3-19 la cual, representa
el escenario actual de la planta con respecto a la planificación versus el
cumplimento de las rutinas de mantenimiento preventivas y correctivas.
Todos los registros obtenidos, calculados y llevados a porcentaje para diseñar
la gráfica de la figura 3-19 se encuentran en el Apéndice A.

CAPÍTULO III – MARCO METODOLÓGICO
130
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
%
12/09/2003 19/09/2003 26/09/2003 03/10/2003 10/10/2003 17/10/2003 24/10/2003 31/10/2003 07/11/2003 14/11/2003 21/11/2003 28/11/2003 05/12/2003 12/12/2003Semana
HISTORICO DISTRIBUCIÓN ÓRDENES MTTO
% PREVENTIVO % CORRECTIVO % POSPUESTO
FIGURA 3-19. SITUACIÓN ACTUAL DEL CUMPLIMIENTO DE MANTENIMENTO EN PEPSI COLA VENEZUELA C.A. FUENTE: PROPIA
Para el escenario actual, solo se logra cumplir un cincuenta (50) por
ciento (%) del mantenimiento, esto trae como consecuencia que los
correctivos se acumulen con el pasar del tiempo. Los equipos al no realizarles
el mantenimiento requerido, comienzan a fallar con frecuencia, provocando
que los mecánicos de las líneas se vean obligados a reparar a medias los
equipos, para que aguanten hasta poder contar con el tiempo para planificar
el mantenimiento debido.

CAPÍTULO III – MARCO METODOLÓGICO
131
A raíz del problema que presentó la empresa, se plantearon una serie de
escenarios que otorgarán al departamento el tiempo necesario para cumplir
con el trabajo completo. A continuación se presentan dichos escenarios:
A. Reducir al cincuenta (50) por ciento (%) el Mantenimiento Preventivo: Se
refiere a lograr reducir el tiempo de planificación de las rutinas de
mantenimiento preventivo y otorgárselo al mantenimiento correctivo. A
continuación el resultado obtenido:
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
%
01/09/2003 15/09/2003 29/09/2003 13/10/2003 27/10/2003 10/11/2003 24/11/2003 08/12/2003
Semana
ESCENARIO PREVENTIVO REDUCIDO 50%
% PREVENTIVO % CORRECTIVO % POSPUESTO
FIGURA 3-20. PRIMER ESCENARIO: 50 % DE REDUCCIÓN DEL MANTENIMIENTO PREVENTIVO FUENTE: PROPIA
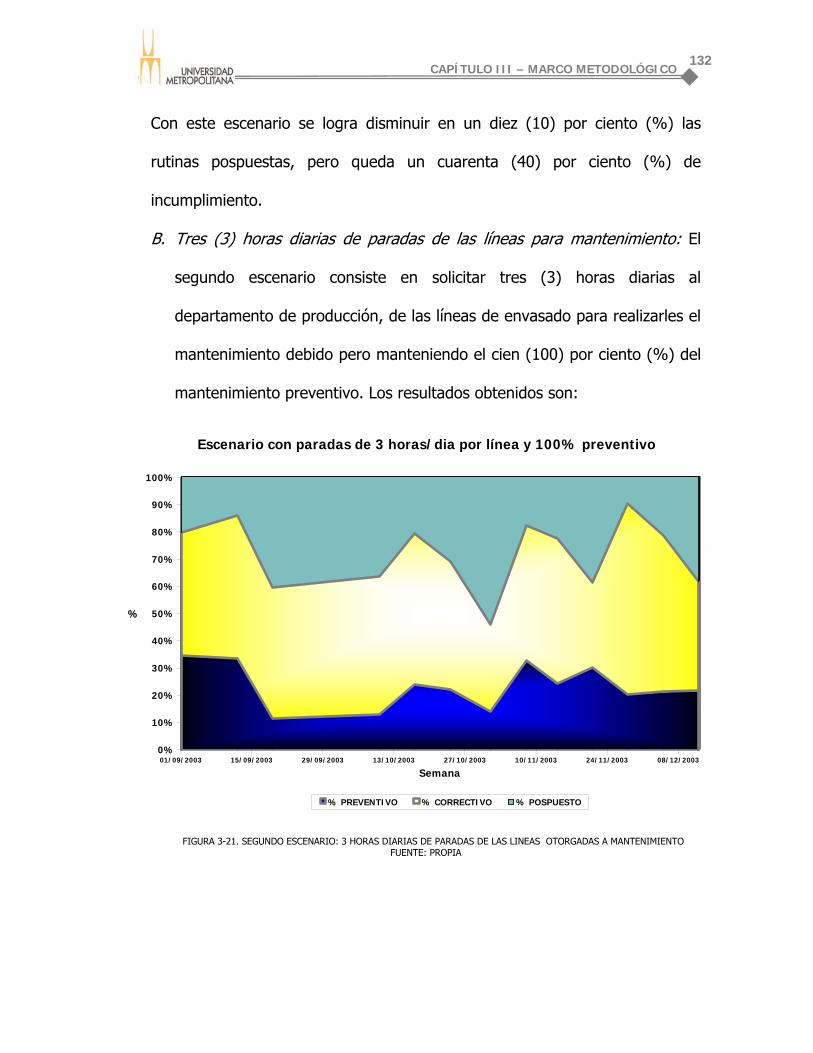
CAPÍTULO III – MARCO METODOLÓGICO
132
Con este escenario se logra disminuir en un diez (10) por ciento (%) las
rutinas pospuestas, pero queda un cuarenta (40) por ciento (%) de
incumplimiento.
B. Tres (3) horas diarias de paradas de las líneas para mantenimiento: El
segundo escenario consiste en solicitar tres (3) horas diarias al
departamento de producción, de las líneas de envasado para realizarles el
mantenimiento debido pero manteniendo el cien (100) por ciento (%) del
mantenimiento preventivo. Los resultados obtenidos son:
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
%
01/09/2003 15/09/2003 29/09/2003 13/10/2003 27/10/2003 10/11/2003 24/11/2003 08/12/2003
Semana
Escenario con paradas de 3 horas/dia por línea y 100% preventivo
% PREVENTIVO % CORRECTIVO % POSPUESTO
FIGURA 3-21. SEGUNDO ESCENARIO: 3 HORAS DIARIAS DE PARADAS DE LAS LINEAS OTORGADAS A MANTENIMIENTO FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
133
El aumento en dicho escenario es considerable. Se logra cubrir el setenta y
cinco (75) por ciento (%) del mantenimiento. Pero el veinticinco (25) por
ciento (%) es nocivo para una industria de este nivel.
C. Tres (3) horas diarias de paradas de las líneas para mantenimiento y
cincuenta (50) por ciento (%) de reducción del mantenimiento preventivo:
El tercer y último escenario consiste en solicitar tres (3) horas diarias al
departamento de producción, de las líneas de envasado para realizarles el
mantenimiento debido, y a la vez reducir a cincuenta por ciento (50 %) el
mantenimiento preventivo. Los resultados obtenidos son:
ESCENARIO PREVENTIVO REDUCIDO 50% Y PARADA 3 HORA/DIA X LINEA
0%
20%
40%
60%
80%
100%
120%
01/0
9/200
3
08/0
9/20
03
15/0
9/200
3
22/0
9/20
03
29/0
9/200
3
06/1
0/20
03
13/1
0/20
03
20/1
0/200
3
27/1
0/20
03
03/1
1/200
3
10/1
1/20
03
17/1
1/200
3
24/1
1/20
03
01/1
2/200
3
08/1
2/20
03
Semana
%
% PREVENTIVO % CORRECTIVO % POSPUESTO
FIGURA 3-22. TERCER ESCENARIO: 3 HORAS DIARIAS DE PARADAS DE LAS LINEAS Y REDUCCIÓN DEL 50 % DEL MANTENIMIENTO MECÁNICO
FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
134
Al presentar esta solución, el departamento cumpliría con un noventa y cinco
(95) por ciento (%) promedio del mantenimiento, es decir, el rendimiento
más alto que podría obtener la empresa en lo que respecta a mantención de
equipos. Lograría llevar a los equipos a una confiabilidad sumamente elevada.
3.4 ANÁLISIS DEL MANTENIMIENTO PREVENTIVO
Una vez analizado y evaluado el comportamiento general de la planta así
como el departamento de mantenimiento mecánico y además de haber
encontrado la solución a los problemas de la planta con respecto al
mantenimiento de los equipos, se procede a realizar un estudio intensivo del
mantenimiento preventivo, donde se incluye: un análisis del mantenimiento
planificado vs. la mano de obra disponible para realizarlas, la capacidad del
personal, la frecuencia, el contenido de las rutinas y la manera de realizarlas,
para así proceder como última fase del proyecto, a la reingeniería y mejora
de las rutinas o planes de mantenimiento preventivo.
Para Enero del 2004 se pudo conocer que Empresas Polar casa matriz de
Pepsi Cola Venezuela C.A., se encontraba creando una Gerencia de
Mantenimiento Corporativa, la cual, manejará todo lo que respecta al
mantenimiento de las empresas que forman parte de POLAR, para ello dicho
trabajo de grado, en especial está fase, servirá como parte de la base del

CAPÍTULO III – MARCO METODOLÓGICO
135
proyecto de reestructuración y mejora del mantenimiento de las empresas
filiales, ya que las mismas desean llevar lo que el benchmarking denominaría
Empresas de Clase Mundial. Para ingresar a esta distinguida mención las
empresas involucradas deben lograr ubicar la planificación y ejecución del
mantenimiento en un setenta (70) por ciento (%) mantenimiento preventivo
y treinta (30) por ciento (%) mantenimiento correctivo.
3.4.1 MANTENIMIENTO PREVENTIVO PLANIFICADO VS.
HORAS HOMBRES DISPONIBLES
En este objetivo se realizará una comparación entre las horas planificadas
de mantenimiento preventivo y las horas hombres disponibles de
mantenimiento con las que cuenta actualmente la empresa. Dicho estudio se
llevó a cabo para los meses de Octubre del 2003 y Septiembre del 2004, los
mismos representan el año fiscal de la empresa. Para ello, se requirió el
cronograma de rotación de turnos de equipos de mecánicos, la planificación
diseñada por el programador de mantenimiento para el año en curso y la
programación de vacaciones de las personas involucradas, este último fue
necesario para sustraer aquellas horas hombres disponibles que en su
momento se encontraban de vacaciones. Los datos requeridos para construir
los gráficos que a continuación se muestran, pueden ser observados en el

CAPÍTULO III – MARCO METODOLÓGICO
136
Apéndice B, los cuales indican las horas hombres disponibles y las horas de
mantenimiento preventivo planificadas.
Lo que se desea lograr, es presentar a las autoridades de la empresa, si
los turnos otorgados al departamento de mantenimiento mecánico son los
adecuados y suficientes, para esto, los gráficos, serán de ayuda para
comparar las horas hombres disponibles con las horas planificadas durante
todo el año. A raíz de este análisis se tomaran decisiones importantes con
respecto a la reorganización tanto de la planificación de la producción como
de la elaboración de los mantenimientos. ¿De qué manera? En algunos casos
el tiempo o personal será escaso. Una solución posible sería que el
departamento de producción reorganizara sus horarios y otorgara al
mantenimiento espacio de tiempo requerido, por supuesto, logrando cumplir
con las cantidades planificadas a producir semanalmente.
A continuación se presentan los gráficos antes mencionados:
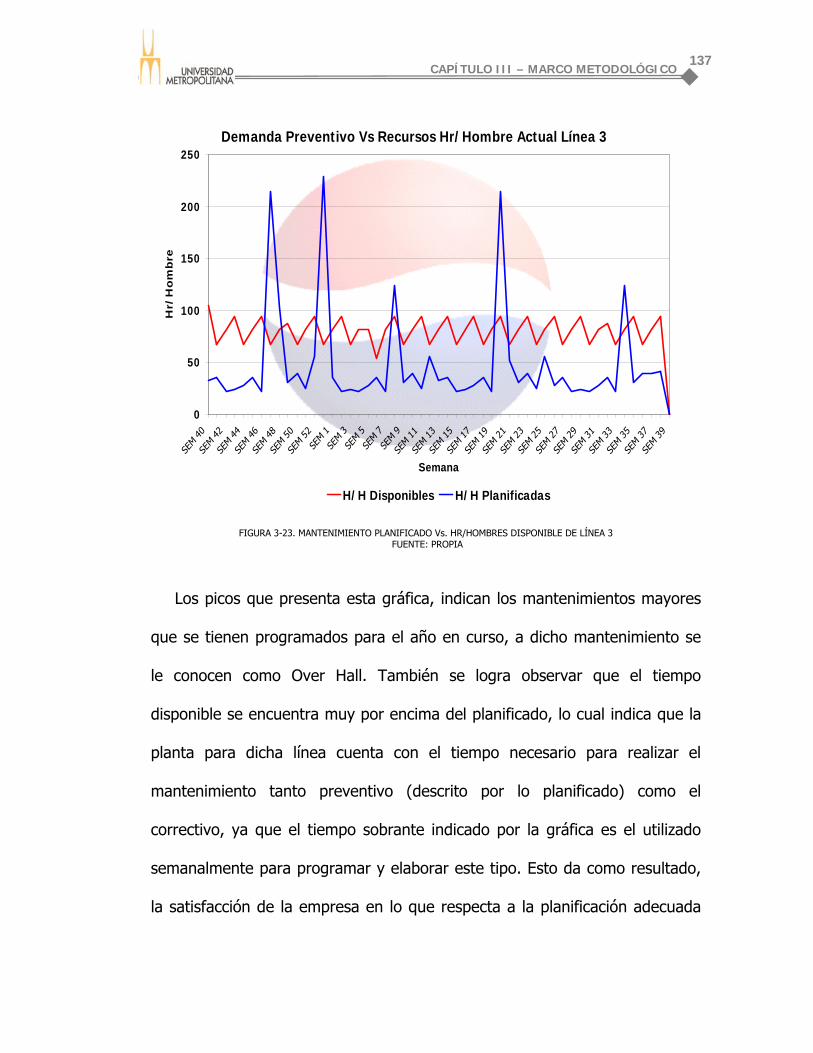
CAPÍTULO III – MARCO METODOLÓGICO
137
Demanda Preventivo Vs Recursos Hr/Hombre Actual Línea 3
0
50
100
150
200
250
SEM 4
0
SEM 4
2
SEM 4
4
SEM 4
6
SEM 4
8
SEM 5
0
SEM 5
2
SEM 1
SEM 3
SEM 5
SEM 7
SEM 9
SEM 1
1
SEM 1
3
SEM 1
5
SEM 1
7
SEM 1
9
SEM 2
1
SEM 2
3
SEM 2
5
SEM 2
7
SEM 2
9
SEM 3
1
SEM 3
3
SEM 3
5
SEM 3
7
SEM 3
9
Semana
Hr/
Ho
mb
re
H/H Disponibles H/H Planificadas
FIGURA 3-23. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 3 FUENTE: PROPIA
Los picos que presenta esta gráfica, indican los mantenimientos mayores
que se tienen programados para el año en curso, a dicho mantenimiento se
le conocen como Over Hall. También se logra observar que el tiempo
disponible se encuentra muy por encima del planificado, lo cual indica que la
planta para dicha línea cuenta con el tiempo necesario para realizar el
mantenimiento tanto preventivo (descrito por lo planificado) como el
correctivo, ya que el tiempo sobrante indicado por la gráfica es el utilizado
semanalmente para programar y elaborar este tipo. Esto da como resultado,
la satisfacción de la empresa en lo que respecta a la planificación adecuada

CAPÍTULO III – MARCO METODOLÓGICO
138
tanto de la producción como del mantenimiento así como, la confiabilidad
necesaria de esta línea.
Demanda Preventivo Vs Recursos Hr/Hombre Actual Línea 4
0
20
40
60
80
100
120
140
160
SEM 4
0
SEM 4
2
SEM 4
4
SEM 4
6
SEM 4
8
SEM 5
0
SEM 5
2
SEM 1
SEM 3
SEM 5
SEM 7
SEM 9
SEM 1
1
SEM 1
3
SEM 1
5
SEM 1
7
SEM 1
9
SEM 2
1
SEM 2
3
SEM 2
5
SEM 2
7
SEM 2
9
SEM 3
1
SEM 3
3
SEM 3
5
SEM 3
7
SEM 3
9
Semana
Hr/
Ho
mb
re
H/H Diponibles H/H Planificadas
FIGURA 3-24. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 4 FUENTE: PROPIA
Al igual que línea 3, está línea cuenta con una extensa disponibilidad para
planificar los mantenimientos correctivos, no requiere personal ni tiempo
extra para cumplir con los mismos. Está línea actualmente es la que mayor
confiabilidad presenta de toda la planta ya que se le hace mantenimiento
todos los días de la semana, esto trae un alto beneficio para los equipos ya
que se ajustan constantemente. Las paradas mecánicas que se generan en la

CAPÍTULO III – MARCO METODOLÓGICO
139
misma han disminuido a casi un sesenta por ciento (60 %) desde sus
comienzos en este año.
Demanda Preventivo Vs Recursos Hr/Hombre Línea 5 actual un turno mtto 6/2
0
50
100
150
200
250
300
350
400
SEM 4
0
SEM 4
2
SEM 4
4
SEM 4
6
SEM 4
8
SEM 5
0
SEM 5
2
SEM 1
SEM 3
SEM 5
SEM 7
SEM 9
SEM 1
1
SEM 1
3
SEM 1
5
SEM 1
7
SEM 1
9
SEM 2
1
SEM 2
3
SEM 2
5
SEM 2
7
SEM 2
9
SEM 3
1
SEM 3
3
SEM 3
5
SEM 3
7
SEM 3
9
Semana
Hr/
Ho
mb
re
H/H Disponibles H/H Planificadas
FIGURA 3-25. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 5 FUENTE: PROPIA
El problema de la planta comienza a partir de esta línea. En ella se presenta
todo lo contrario a las anteriores, lo planificado está por encima de lo
disponible o al menos en algunos meses por igual, esto trae como
consecuencia, que solo se logre al menos completar las rutinas de
mantenimiento preventivo, y se acumule constantemente las rutinas de
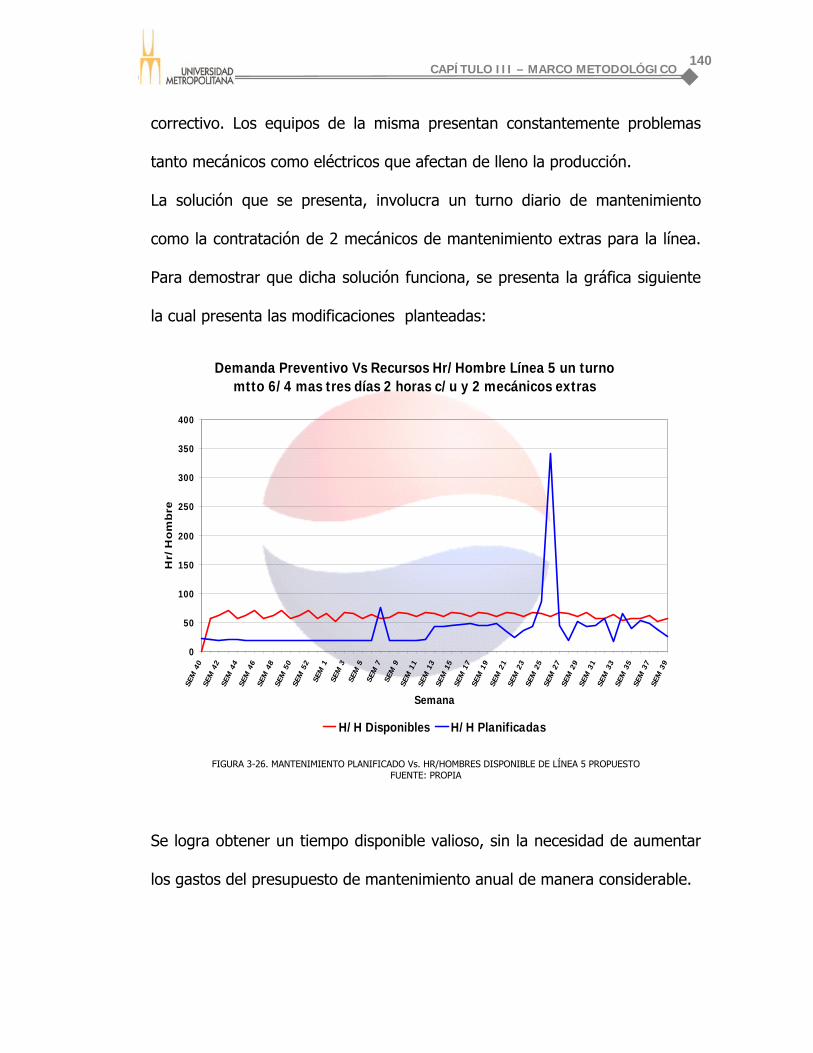
CAPÍTULO III – MARCO METODOLÓGICO
140
correctivo. Los equipos de la misma presentan constantemente problemas
tanto mecánicos como eléctricos que afectan de lleno la producción.
La solución que se presenta, involucra un turno diario de mantenimiento
como la contratación de 2 mecánicos de mantenimiento extras para la línea.
Para demostrar que dicha solución funciona, se presenta la gráfica siguiente
la cual presenta las modificaciones planteadas:
Demanda Preventivo Vs Recursos Hr/Hombre Línea 5 un turno mtto 6/4 mas tres días 2 horas c/u y 2 mecánicos extras
0
50
100
150
200
250
300
350
400
SEM
40
SEM
42
SEM
44
SEM
46
SEM
48
SEM
50
SEM
52
SEM
1SE
M 3
SEM
5SE
M 7
SE
M 9
SEM
11
SEM
13
SEM
15
SEM
17
SEM
19
SEM
21
SEM
23
SEM
25
SEM
27
SEM
29
SEM
31
SEM
33
SEM
35
SEM
37
SEM
39
Semana
Hr/
Ho
mb
re
H/H Disponibles H/H Planificadas
FIGURA 3-26. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 5 PROPUESTO FUENTE: PROPIA
Se logra obtener un tiempo disponible valioso, sin la necesidad de aumentar
los gastos del presupuesto de mantenimiento anual de manera considerable.

CAPÍTULO III – MARCO METODOLÓGICO
141
Al ser planteado este escenario ante las autoridades de la planta, las mismas
aprobaron de manera inmediata y satisfactoria lo ofrecido. Lo único que
faltaba para ser ejecutada era la aprobación de la Gerencia Corporativa de
Mantenimiento de Empresas Polar descrita con anterioridad. El gerente
general de la planta envió la propuesta a la gerencia, la cual aprobó a la
semana lo solicitado por Planta Caucagua.
A partir de esta solución se logró también otorgar 2 puestos de trabajo
extra, y reorganizar la manera por la cual la línea funcionará a partir del
momento en que se puso en pie el proyecto, el cual a partir de ese momento
la línea operaba lunes, miércoles, jueves y viernes de 6 a.m. a 4:30 p.m.
dejando los días martes de 6 a.m. a 4:30 p.m. y de 5 a 7 p.m. el resto de los
días para el mantenimiento de la misma.
No se han obtenidos resultados, ya que la línea se modernizó, estuvo parada
entre Enero y Junio del 2004, tiempo en el cual, fueron instalados una serie
de equipos nuevos que la colocan como la línea de punta de la empresa.
Por último se presenta el caso de línea 6 con la gráfica siguiente:

CAPÍTULO III – MARCO METODOLÓGICO
142
Demanda Preventivo Vs Recursos Hr/Hombre Actual Línea 6 un turno mtto.
0
50
100
150
200
250
300
SEM 4
0
SEM 4
2
SEM 4
4
SEM 4
6
SEM 4
8
SEM 5
0
SEM 5
2
SEM 1
SEM 3
SEM 5
SEM 7
SEM 9
SEM 1
1
SEM 1
3
SEM 1
5
SEM 1
7
SEM 1
9
SEM
21
SEM 2
3
SEM 2
5
SEM 2
7
SEM 2
9
SEM 3
1
SEM 3
3
SEM 3
5
SEM 3
7
SEM 3
9
Semana
Hr/
Ho
mb
re
H/H Disponibles H/H Planificadas
FIGURA 3-27. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 6 FUENTE: PROPIA
En este escenario, el mantenimiento preventivo se cumple a cabalidad, pero
el tiempo disponible para programar el resto del mantenimiento es muy
escaso, razón por la cual se plantea de manera similar a línea 5 un escenario
solución para la empresa, el cual viene constituido por un turno de
mantenimiento de 7 horas a la semana extra. Para obtener de manera gráfica
lo planteado, se presenta la siguiente figura:

CAPÍTULO III – MARCO METODOLÓGICO
143
Demanda Preventivo Vs Recursos Hr/Hombre Línea 6 dos turnos mtto
0
50
100
150
200
250
300
SEM 4
0
SEM 4
2
SEM 4
4
SEM 4
6
SEM 4
8
SEM 5
0
SEM 5
2
SEM 1
SEM 3
SEM 5
SEM 7
SEM 9
SEM 1
1
SEM 1
3
SEM 1
5
SEM 1
7
SEM 1
9
SEM
21
SEM 2
3
SEM 2
5
SEM 2
7
SEM 2
9
SEM 3
1
SEM 3
3
SEM 3
5
SEM 3
7
SEM 3
9
Semana
Hr/
Ho
mb
re
H/H Disponibles H/H Planificadas
FIGURA 3-28. MANTENIMIENTO PLANIFICADO Vs. HR/HOMBRES DISPONIBLE DE LÍNEA 6 PROPUESTA FUENTE: PROPIA
De igual manera tanto las autoridades de la planta como la Gerencia
Corporativa aprobaron la idea propuesta y se está ejecutando actualmente
dándole a la línea su mantenimiento los días Lunes como se ha venido dando
comúnmente y los días miércoles con el turno nuevo de 6 a.m. a 2 p.m. La
línea a presentado mejoras en los equipos que la conforman alrededor del
cuarenta (40) por ciento (%) con respecto a la estructura anterior. La
producción sigue intacta a diferencia de los días miércoles donde la línea
comienza a producir a partir de las 2:30 p.m.
CAPÍTULO III – MARCO METODOLÓGICO
144
3.5 REINGENIERÍA Y MEJORA DE LAS RUTINAS DE
MANTENIMIENTO PREVENTIVO
Una vez culminado el proceso investigativo con respecto al análisis del
departamento de mantenimiento mecánico en el desenvolvimiento de la
planta y de que manera se encuentra actuando el mantenimiento preventivo
dentro de ella incluyendo las modificaciones que esto ha arrastrado consigo
en la empresa, se procese a realizar la reingeniería y mejora de los planes de
las rutinas de mantenimiento preventivo de los equipos que conforman las
líneas de envasado de Planta Caucagua.
Los factores que se deben tomar en cuenta para la reingeniería y mejora de
los planes son: la frecuencia con las que se realizan cada una de ellas, el
contenido de las mismas, duración, las herramientas necesarias, capacitación
y nivel de los mecánicos encargados de realizarlas, y el protocolo de entrega
de las mismas.
Se desarrolló un cronograma de trabajo, el cual ha orientado el tiempo
restante del proyecto a la mejora de las líneas involucradas, dicho
cronograma se encuentra en el Apéndice C. Como la línea 6 es la línea más
compleja de todas se le concedió a ella ser mejorada sola, un mes de trabajo
por separado. En cambio línea 3 y 4 fueron trabajadas en paralelos.

CAPÍTULO III – MARCO METODOLÓGICO
145
Para realizar la reingeniería y mejora de las rutinas, los manuales de los
equipos, representaban la base para dicho reestructuración, pero se presentó
inconvenientes ya que los mismos no contaban con la información clara con
respecto al mantenimiento de cada equipo que en ellos se describía, por esta
razón, este tramo del proyecto se fundamentó en el trabajo de campo, es
decir, en base el conocimiento y la experiencia de las personas encargadas
del mantenimiento de los equipos de cada una. Los manuales fueron de
ayuda para recolectar las especificaciones técnicas de las principales piezas
que conforman los equipos mecánicos.
3.5.1. FRECUENCIA
El primer factor que debe ser corregido en un porcentaje considerable de
rutinas, es la frecuencia de las labores y hasta de las órdenes dentro de las
mismas. Las piezas que conforman los equipos mecánicos tienen una vida útil
tabulada, pero esto no quiere decir, que los mismos no puedan desgastarse
antes de lo establecido por falta de cuidado y mantenimiento. A muchos de
ellos, la frecuencia de inspección y mantenimiento puede ser establecida con
rangos más extensos, pero de forma contraria existen piezas fundamentales
que constantemente deben ser revisadas y ajustadas.
Las frecuencias con que se realizan los mantenimientos a los equipos son:
CAPÍTULO III – MARCO METODOLÓGICO
146
a) Semanal
b) Mensual
c) Trimestral
d) Semestral
e) Anual
Para línea 6 existen otros tipos de rutinas, muy específicas, por esta razón no
son nombradas.
Para determinar si existían fallas con la frecuencia en la elaboración de las
ordenes de mantenimiento, se realizó un trabajo en conjunto entre
supervisores, mecánicos de línea y los encargados del proyecto para
inspeccionar una a una el contenido de las rutinas, las cuales muchas de ellas
presentaban frecuencias repetidas, puntos dentro de ellas que eran imposible
de realizar en lo establecido, revisión de piezas con una frecuencia
innecesaria y frecuencias poco realizables o sin efecto.
A gran de parte de los equipos de las líneas, solo con elaborar una (1) ó dos
(2) de las cinco (5) frecuencias existentes basta para mantenerlos, pero
existen equipos de mucha importancia, como las llenadoras, tapadoras entre
otros, por lo que las cinco (5) frecuencias mantienen sus óptimas
condiciones.

CAPÍTULO III – MARCO METODOLÓGICO
147
624 Hrs.
0 Hrs.
112 Hrs.
24 Hrs.
252 Hrs. Mec. SemanalMec. MensualMec. TrimestralMec. SemestralMec. Anual
FIGURA 3-29. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 3
FUENTE: PROPIA
0 Hrs.
948 Hrs.
0Hrs.58 Hrs.
48 Hrs.
Mec. SemanalMec. MensualMec. TrimestralMec. SemestralMec. Anual
FIGURA 3-30. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 4
FUENTE: PROPIA
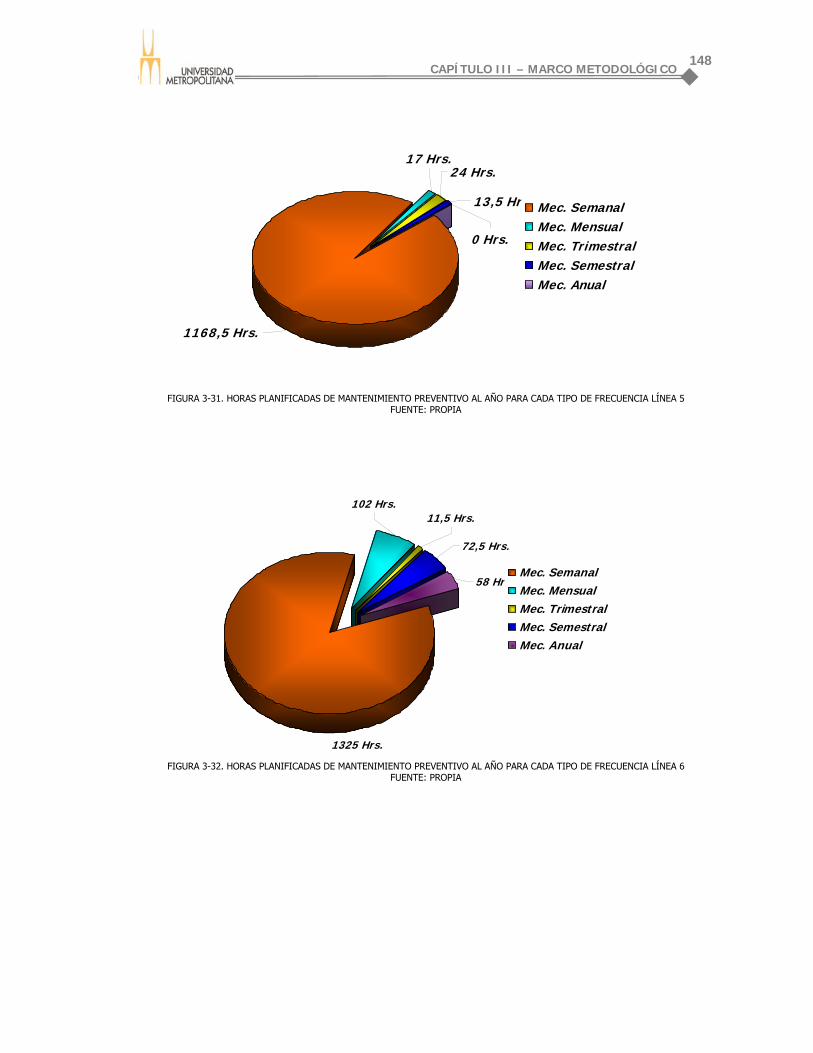
CAPÍTULO III – MARCO METODOLÓGICO
148
1168,5 Hrs.
0 Hrs.
13,5 Hrs.
24 Hrs.17 Hrs.
Mec. SemanalMec. MensualMec. TrimestralMec. SemestralMec. Anual
FIGURA 3-31. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 5
FUENTE: PROPIA
1325 Hrs.
58 Hrs.
72,5 Hrs.
11,5 Hrs.102 Hrs.
Mec. SemanalMec. MensualMec. TrimestralMec. SemestralMec. Anual
FIGURA 3-32. HORAS PLANIFICADAS DE MANTENIMIENTO PREVENTIVO AL AÑO PARA CADA TIPO DE FRECUENCIA LÍNEA 6
FUENTE: PROPIA

CAPÍTULO III – MARCO METODOLÓGICO
149
3.5.2. CONTENIDO
Uno de los mayores problemas que presenta la elaboración de las rutinas
de mantenimiento mecánico, es el contenido y descripción de las mismas. En
la mayoría de los casos los puntos a elaborar, no están dirigidos a ejecutar
una acción concreta, sino que el contenido de las mismas, llevan a los
mecánicos a efectuar revisiones rápidas y poco detalladas. Esto se debe a:
a) El contenido de las rutinas describe de manera poco detallada las
labores a ejecutar.
b) No se conocen las especificaciones técnicas del mantenimiento de
piezas fundamentales como: rodamientos, correas, cadenas,
engranajes y ejes.
c) Están poco dirigidas hacia ajustes y calibración, ocasionando
constantemente paradas generadas por falta de los mismos.
d) Contienen puntos que no corresponden a cada una de ellas como
es el caso de lubricación, muchas de ellas contienen rutinas de
lubricación pero en las mecánicas se repiten.
Se logró reformar a cada uno de los puntos, transformándolos a una acción
concreta, así como describiendo de manera clara y completa las
especificaciones técnicas de las piezas mecánicas involucradas. De igual
manera, le logró mejorar el contenido de las rutinas, enfocándolas hacia

CAPÍTULO III – MARCO METODOLÓGICO
150
inspección, ajuste y calibración de los equipos mecánicos. A partir del
momento que entren en vigencia las rutinas modificadas, cualquier tipo de
mecánico logrará realizar las rutinas de manera clara, completa y sencilla,
contando con puntos bien redactados y con las especificaciones necesarias
para efectuar un mantenimiento justo.
3.5.3. DURACIÓN
Este factor, afecta de manera directa tanto a las rutinas de mantenimiento
como a las horas hombres planificadas, es decir, de lograrse reducir o
mejorar estos tiempos, la planta podría contar con tiempo extra para
planificar el mantenimiento correctivo acumulado semanalmente. Al estar
incluidas labores incorrectas en cada frecuencia de mantenimiento, las
mismas aumentan el tiempo de ejecución, ya que cada actividad conlleva a
un segmento de tiempo necesario.
Al realizar las modificaciones tales como adición, eliminación, reubicación y
complementación de las actividades incluidas en cada rutina, las mismas
disminuyen o aumentan cuantiosamente el tiempo requerido para
efectuarlas. En la mayoría de los casos se logró reducir dicho tiempo para así,
otorgarle al departamento mecánico tiempo adicional para reubicar los planes
correctivos aplazados.
CAPÍTULO III – MARCO METODOLÓGICO
151
3.5.4. HERRAMIENTAS
En el momento que un mecánico comienza a efectuar una rutina de
mantenimiento, debe contar con un juego completo de herramientas, ya que
en la mayoría de los casos, se requiere el uso de las mismas. En Planta
Caucagua a cada mecánico se le es otorgado en el momento de ingreso a la
empresa una caja, la cual está constituida con un lista completa de las
herramientas necesarias para realizar cualquier tipo de labor. En la mayoría
de los casos, las herramientas son prestadas entre el personal que labora en
las líneas de envasado ocasionando así, el extravío persistente de las mismas.
Esto trae como consecuencia, en primer lugar, retraso por parte de los
mecánicos para efectuar el mantenimiento y en segundo lugar, el constante
gasto generado por la adquisición de herramientas nuevas por parte de los
mecánicos hacia la empresa.
Para resolver este problema, mediante información suministrada por los
principales mecánicos y supervisores de línea, se logró establecer una lista
maestra de herramientas necesarias para realizar cualquier tipo de
mantenimiento existente en la planta:

CAPÍTULO III – MARCO METODOLÓGICO
152
HERRAMIENTAS NECESARIAS
Juego de Dados Milimétricos
Juego de Dados en Pulgadas
Juego de Llaves Allen Milimétricos
Juego de Llaves Allen en Pulgadas
Juego de Destornilladores
Pinzas Saca Retenes
Alicate de Presión
Martillo pequeño de Bola
Juegos de llaves Hexagonales Milimétricas
Calibrador
TABLA 3-13: LISTA MAESTRA DE HERRAMIENTAS PARA MANTENIMIENTO FUENTE: PROPIA
Esta lista fue incluida en todas las rutinas de mantenimiento para así lograr,
que los mecánicos recuerden completar sus herramientas antes de comenzar
con la rutina.
3.5.5. CAPACITACIÓN Y NIVEL DE LOS MECÁNICOS
La Planta cuenta con un departamento de capacitación del personal, el
cual constantemente planifica cursos y charlas, en conjunto con las
compañías proveedoras, para preparar a los mecánicos con respecto al
manejo y mantenimiento de los equipos y piezas relacionadas con las líneas
de envasado.

CAPÍTULO III – MARCO METODOLÓGICO
153
Al analizar el grado de capacitación de los mecánicos, se llegó a la conclusión
que debían contar con un programa de aprendizaje mayor donde los mismos
se mantengan preparados y actualizados con el desarrollo de la tecnología de
los equipos y piezas mecánicas.
Para el caso del nivel de los mecánicos, la empresa ha clasificado el nivel de
los mecánicos y las labores que cada uno está en la capacidad de realizar.
Ésta descripción puede ser observada en el Apéndice D.
Las rutinas presentan un nivel de dificultad intermedio así que, solo para
algunos casos en especial se requieren mecánicos de alto nivel para
realizarlas. No existe mayor problema con este factor ya que, se encuentran
bien designados los mecánicos para cada tipo de mantenimiento.
3.5.6. PROTOCOLO DE ENTREGA
Una vez finalizada una rutina de mantenimiento, el mecánico encargado
debe revisar el trabajo y registrar en el programa SAP el cumplimiento y
cierre de la orden, ya que mensualmente, la empresa a partir de estos
registros maneja índices de gestión de mantenimiento y a la vez estudia la
eficiencia de cada departamento de mantenimiento de la empresa.
CAPÍTULO III – MARCO METODOLÓGICO
154
Esta manera arrastra un porcentaje de error que transgiversa los resultados,
ya que los mecánicos no registran los cierres, por olvido o por falta de
tiempo, ocasionando fallas en los resultados mensuales.
Por esta razón se propone una manera para mejorar el protocolo de entrega
donde las rutinas al ser finalizadas, cuenten con una revisión previa de los
supervisores para cerciorarse de estar bien ejecutada. Una vez tengan la
aprobación de los supervisores estos mismos se encargan de registrar el
cierre en la base de datos.
En el Apéndice E se encuentran una serie de rutinas modificadas de las tres
líneas de envasado donde se pueden observar las mejoras realizadas y donde
involucran los factores antes mencionados.
Se lograron reformar todas las rutinas de mantenimiento preventivo, muchas
fueron eliminadas y otras agregadas, pero de forma general se realizó la
reingeniería a todas. Esta reestructuración de las rutinas ha sido revisada y
aprobada tanto por los supervisores de línea como por el Superintendente de
Mantenimiento Mecánico. El 31 de Julio del 2004 será presentadas antes las
autoridades de la empresa para que aprueben la puesta en marcha de las
mismas.
CAPÍTULO IV – CONLUSIONES Y RECOMENDACIONES
155
CAPÍTULO IV
4. CONCLUSIONES Y RECOMENDACIONES
4.1. CONCLUSIONES
• La eficiencia de la planta se encuentra ubicada en 71.76 por ciento,
con una ineficiencia de 28.24 por ciento. El factor de mayor
impacto sobre la misma es el de operación con un 7.83 por ciento
de ineficiencia, la cual está conformada por operación y variables
desconocidas. Las mismas indican que la empresa presenta fallas
notables en el manejo y operación en las líneas de envasado. Estos
resultados descartan la hipótesis de las autoridades de la empresa,
las cuales indicaban al impacto mecánico y eléctrico como los
mayores causantes de paradas de las líneas de producción.
• El impacto mecánico representa el 4.99 por ciento de la
ineficiencia, ubicándose éste como segundo factor de mayor
impacto. Al realizar un análisis de las paradas de los equipos
mecánicos que conforman las líneas de producción, se presentan
tres principales causas de fallas de los mismos:

CAPÍTULO IV – CONLUSIONES Y RECOMENDACIONES
156
a. Por falta de repuestos: existe ineficiencia por parte del
departamento de compras para mantener un stock de
inventario al día.
b. Por falta de información: no se realizan los registros de
paradas.
c. Por ajustes en proceso: por falta de tiempo se acumulan
órdenes de mantenimiento correctivo ya que se le da
prioridad al mantenimiento preventivo, esto genera falta de
confiabilidad y por ende paradas en las líneas de producción.
Para solucionar este problema se presentó un escenario en
el cual se reduce en 50 por ciento el mantenimiento
preventivo y se solicitan tres horas diarias de paradas para
mantenimiento al departamento de producción.
• Según la planificación actual de mantenimiento con respecto a
las horas hombres disponibles, se logra determinar que tanto
línea 3 como línea 4 cuentan con tiempo suficiente para cumplir
con el mantenimiento programado y a su vez tiempo extra, el
cual puede ser empleado para programar los mantenimientos
correctivos que aparecen constantemente en los equipos
mecánicos. Para el caso de línea 5 y línea 6 las horas hombre
planificada se encuentran por encima de las horas hombre

CAPÍTULO IV – CONLUSIONES Y RECOMENDACIONES
157
disponible, se plantearon una serie de modificaciones que
ayudarán a la planta a cumplir con el mantenimiento
programado y no programado (correctivo) también.
• Las rutinas de mantenimiento presentan fallas por los siguientes
factores: frecuencia de realización, contenido, duración,
herramientas necesarias, capacitación y nivel de mecánicos y el
protocolo de entrega, las cuales fueron reformadas bajo un
trabajo en conjunto de supervisores, mecánicos y encargados
del proyecto.

CAPÍTULO IV – CONLUSIONES Y RECOMENDACIONES
158
4.2. RECOMENDACIONES
• Capacitar y controlar al personal que operan las líneas de producción,
para disminuir las paradas generadas por el mal manejo de los
equipos, para así generar un menor impacto de operación y variables
desconocidas en la eficiencia global de la planta.
• Mejorar la gestión de adquisición de repuestos, haciendo énfasis en la
eficiencia del departamento de compras para mantener un buen stock
y así no generar retrasos o paradas por falta de los mismos.
• Implantar el escenario propuesto (Tercer escenario del objetivo
4.3.2.4.) para lograr obtener el tiempo necesario y cumplir con las
necesidades de mantenimiento de las líneas de producción.
• Controlar el registro de paradas mecánicas de manera más detallada y
así lograr minimizar la falta de información de dichas paradas.
• Proveer y controlar el suministro de herramientas necesarias a cada
uno de los mecánicos involucrados en el mantenimiento. Esta
recomendación puede generar una disminución en el tiempo perdido
en búsqueda de herramientas que en promedio se calcula en 3.62
horas/día, lo que representa un total anual aproximado de 1267
horas/hombres perdidas.

CAPÍTULO IV – CONLUSIONES Y RECOMENDACIONES
159
• El personal existente en el departamento mecánico debe recibir mayor
entrenamiento técnico, así como cursos de actualización en las áreas
que desempeñan de tal manera que puedan llevar los equipos a su
máximo nivel de confiabilidad.
• Adquirir equipos de inspección de alta tecnología de piezas mecánicas
que funcionen por: inspección ultrasónica, por inspección termográfica
y por vibraciones, que ayuden a los mecánicos a poder ejecutar de
manera más rápida y segura la revisión de las piezas mecánicas que
conforman los equipos.
• Los supervisores deben revisar y controlar las rutinas ejecutadas por
los mecánicos, así como registrar en la base de datos de la empresa
las rutinas ya finalizadas.

REFERENCIAS BIBLIOGRÁFICAS
160
REFERENCIAS BIBLIOGRÁFICAS
• AVALLONE, Eugene A.; BAUMISTER, Theodore. (1999) “Manual
del Ingeniero Mecánico” 9a Edición. McGraw Hill.
• DUFFUAA, S. (1995) “Sistemas de Mantenimiento Planeación y
Control” Limusa, México.
• GATICA, R. (2000) “Mantenimiento Industrial. Manual de Operación
y Administración” Trillas, México.
• LLIS, Alfonso. (1984) “Técnicas de Investigación Bibliográficas”. 2a
Edición. Caracas, (Venezuela), Contexto-Editores.
• LIEBERMAN, G. (1997) “Introducción a la Investigación de
Operaciones” McGraw Hill, México.
• MATALOBOS, A. (1991) “Gestión de Inventario en Mantenimiento”
Ediciones IESA, Caracas.
• MORROW, L.C. (1986) “Manual de Mantenimiento Industrial”
CECSA, México.
• NAVA, J. (2001) “Teoría de Mantenimiento Fiabilidad” Universidad
de los Andes, Caracas.
• NAVARRO, P.M. (1997) “Gestión Integral de Mantenimiento”
Marcombo, México.
REFERENCIAS BIBLIOGRÁFICAS
161
• ROQUE, Calero Pérez. “Fundamentos de Mecanismos y Máquinas
para Ingenieros” McGraw Hill.
• SHIGLEY, Joseph E.; MISCHKE Charles R. (2002) “Diseño en
Ingeniería Mecánica” 6ª Edición. Mcgraw Hill.
SITIOS WEB CONSULTADOS
• AMENDOLA, L. (2001). Tips para la Gestión de Paradas de Planta
en Mantenimiento [en línea]. España: Universidad Politécnica de
Valencia. Disponible en:
http://internal.dstm.com.ar/sites/mm/ [2004, 7 Abril].
• ÁLVAREZ, G. (2004). ESTRATEGIAS PARA Implementar Proyectos
TPM. [en línea]. Colombia. Disponible en:
http://www.aciem.org/bancoconocimiento/E/Estrategiasparaimplem
entarproyectostpm/Estrategiasparaimplementarproyectostpm.asp?I
dArticulo=7119&CodMagazin=8&CodSeccion=88 [2004, 28 de
Mayo].
• CABRERA, J. (2004, 19 de Mayo). Queremos mejorar la
Confiabilidad Operacional. [en línea]. Cuba: Centro de estudio de
Innovación y Mantenimiento. Disponible en:

REFERENCIAS BIBLIOGRÁFICAS
162
http://www.cujae.edu.cu/centros/ceim/index.htm [2004, 3 de
Junio].
• INGALLS, P. [2002, 12 de Marzo]. Total Productive Maintenance.
[en línea]. Estados Unidos. Disponible en:
http://www.tpmonline.com/articles_on_total_productive_maintenan
ce/articles.htm [2004, 5 de Junio].
• MORA, E. [2002, 12 de Marzo]. Cómo Tener Éxito Implementando
TPM. [en línea]. Estados Unidos. Disponible en:
http://www.tpmonline.com/articles_on_total_productive_maintenan
ce/articles.htm [2004, 5 de Junio].
• MORA, E. [2002, 02 de Febrero]. El TPM Agente de Destrucción.
[en línea]. Disponible en:
http://www.tpmonline.com/articles_on_total_productive_maintenan
ce/articles.htm [2004, 5 de Junio].
• SILVA, F. (2004, 23 de Abril). Capital Humano en la Actividad del
Mantenimiento. [en línea]. Cuba: Centro de estudio de Innovación
y Mantenimiento. Disponible en:
http://www.cujae.edu.cu/centros/ceim/index.htm [2004, 3 de
Junio].
• TRODD, G. (2004). A discussion about Proactive Maintenance. [en
línea]. Estados Unidos. Disponible en:
REFERENCIAS BIBLIOGRÁFICAS
163
http://www.noria.com/learning_center/category_article.asp?articlei
d=131&relatedbookgroup=Lubrication [2004, 4 de Junio].
• WHITE, J. [2004]. Proactive Lubrication Management is Key to
Achieving Machine Reliability. [en línea]. Estados Unidos.
Disponible en:
http://www.noria.com/learning_center/category_article.asp?articlei
d=23&relatedbookgroup=ContaminationControl [2004, 4 de
Junio].
• http://internal.dstm.com.ar/sites/mm/sitios/default.asp [2004, 30
de Mayo].
• http://www.solomantenimiento.com/articulos/vibraciones-
mecanicas.htm [2004, 30 de Mayo].
• http://www.solomantenimiento.com/articulos/m-reductores-
motorreductores.htm [2004, 30 de Mayo].
• http://www.monografias.com/cgi-
bin/search.cgi?substring=0&bool=and&query=mantenimiento
[2004, 31 de Mayo].
APÉNDICE A
164
TTTAAABBBLLLAAASSS DDDEEE EEESSSCCCEEENNNAAARRRIIIOOOSSS DDDEEE MMMAAANNNTTTEEENNNIIIMMMIIIEEENNNTTTOOO MMMEEECCCÁÁÁNNNIIICCCOOO

APÉNDICE A
165
TABLA A-1. ESCENARIO HISTÓRICO
SEM
AN
A
H/H
DIS
PO
NIB
LES
H/H
PR
EVEN
TIV
O
H/H
CO
RR
ECTI
VO
H/H
PO
SPU
ESTA
S
% P
REV
ENTI
VO
% C
OR
REC
TIV
O
% P
OSP
UES
TO
12/12/2003 124 81 43 253 21% 11% 67%
05/12/2003 213 86 127 196 21% 31% 48%
28/11/2003 184 65 119 139 20% 37% 43%
21/11/2003 183 143 40 293 30% 8% 62%
14/11/2003 207 98 109 200 24% 27% 49%
08/11/2003 177 113 64 170 33% 18% 49%
01/11/2003 155 79 76 421 14% 13% 73%
24/10/2003 211 101 110 252 22% 24% 54%
17/10/2003 241 105 136 199 24% 31% 45%
10/10/2003 186 59 127 277 13% 27% 60%
19/09/2003 259 70 189 358 11% 31% 58%
12/09/2003 266 145 121 169 33% 28% 39%
01/09/2003 371 207 164 231 34% 27% 38%
TABLA A-2. ESCENARIO CON PARADAS DE 3 HORAS DIARIAS POR LÍNEA DE MARTES A JUEVES+PREVENTIVO REDUCIDO 100%
SEM
AN
A
H/H
PR
EVEN
TIV
O
H/H
DIS
PO
NIB
LES
TOTA
L
H/H
CO
RR
EC
H/H
REQ
UER
IDA
S
H/H
PO
SPU
ESTA
S
% P
REV
ENTI
VO
% C
OR
REC
TIV
O
% P
OSP
UES
TO
12/12/2003 81 232 151 377 145 21% 40% 38%
05/12/2003 86 321 235 409 88 21% 57% 22%
28/11/2003 65 292 227 323 31 20% 70% 10%
21/11/2003 143 291 148 476 185 30% 31% 39%
14/11/2003 98 315 217 407 92 24% 53% 23%
08/11/2003 113 285 172 347 62 33% 50% 18%
01/11/2003 79 263 184 576 313 14% 32% 54%
24/10/2003 101 319 218 463 144 22% 47% 31%
17/10/2003 105 349 244 440 91 24% 55% 21%
10/10/2003 59 294 235 463 169 13% 51% 37%
19/09/2003 70 367 297 617 250 11% 48% 41%
12/09/2003 145 374 229 435 61 33% 53% 14%
01/09/2003 207 479 272 602 123 34% 45% 20%FUENTE: Propia
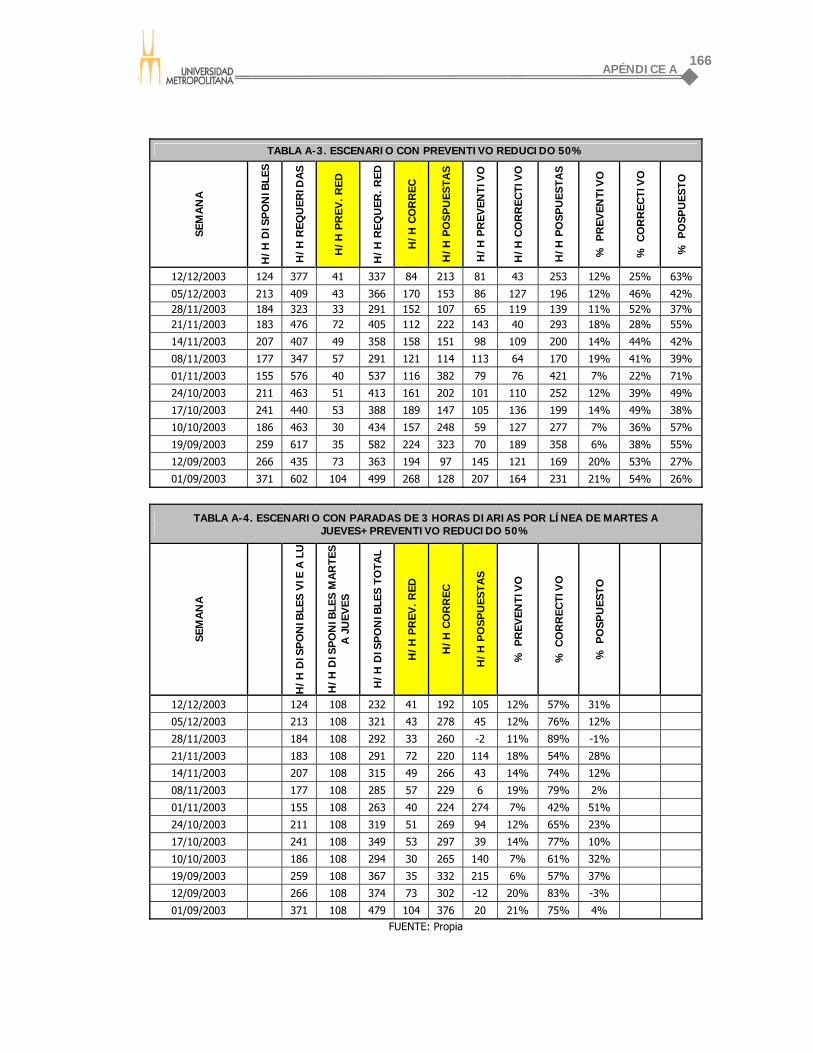
APÉNDICE A
166
TABLA A-3. ESCENARIO CON PREVENTIVO REDUCIDO 50%
SEM
AN
A
H/H
DIS
PO
NIB
LES
H/H
REQ
UER
IDA
S
H/H
PR
EV. R
ED
H/H
REQ
UER
. RED
H/H
CO
RR
EC
H/H
PO
SPU
ESTA
S
H/H
PR
EVEN
TIV
O
H/H
CO
RR
ECTI
VO
H/H
PO
SPU
ESTA
S
% P
REV
ENTI
VO
% C
OR
REC
TIV
O
% P
OSP
UES
TO
12/12/2003 124 377 41 337 84 213 81 43 253 12% 25% 63%
05/12/2003 213 409 43 366 170 153 86 127 196 12% 46% 42% 28/11/2003 184 323 33 291 152 107 65 119 139 11% 52% 37% 21/11/2003 183 476 72 405 112 222 143 40 293 18% 28% 55%
14/11/2003 207 407 49 358 158 151 98 109 200 14% 44% 42%
08/11/2003 177 347 57 291 121 114 113 64 170 19% 41% 39%
01/11/2003 155 576 40 537 116 382 79 76 421 7% 22% 71%
24/10/2003 211 463 51 413 161 202 101 110 252 12% 39% 49%
17/10/2003 241 440 53 388 189 147 105 136 199 14% 49% 38%
10/10/2003 186 463 30 434 157 248 59 127 277 7% 36% 57%
19/09/2003 259 617 35 582 224 323 70 189 358 6% 38% 55%
12/09/2003 266 435 73 363 194 97 145 121 169 20% 53% 27%
01/09/2003 371 602 104 499 268 128 207 164 231 21% 54% 26%
TABLA A-4. ESCENARIO CON PARADAS DE 3 HORAS DIARIAS POR LÍNEA DE MARTES A JUEVES+PREVENTIVO REDUCIDO 50%
SEM
AN
A
H/H
DIS
PO
NIB
LES
VIE
A L
U
H/H
DIS
PO
NIB
LES
MA
RTE
S A
JU
EVES
H/H
DIS
PO
NIB
LES
TOTA
L
H/H
PR
EV. R
ED
H/H
CO
RR
EC
H/H
PO
SPU
ESTA
S
% P
REV
ENTI
VO
% C
OR
REC
TIV
O
% P
OSP
UES
TO
12/12/2003 124 108 232 41 192 105 12% 57% 31% 05/12/2003 213 108 321 43 278 45 12% 76% 12% 28/11/2003 184 108 292 33 260 -2 11% 89% -1% 21/11/2003 183 108 291 72 220 114 18% 54% 28% 14/11/2003 207 108 315 49 266 43 14% 74% 12% 08/11/2003 177 108 285 57 229 6 19% 79% 2% 01/11/2003 155 108 263 40 224 274 7% 42% 51% 24/10/2003 211 108 319 51 269 94 12% 65% 23% 17/10/2003 241 108 349 53 297 39 14% 77% 10% 10/10/2003 186 108 294 30 265 140 7% 61% 32% 19/09/2003 259 108 367 35 332 215 6% 57% 37% 12/09/2003 266 108 374 73 302 -12 20% 83% -3% 01/09/2003 371 108 479 104 376 20 21% 75% 4%
FUENTE: Propia

APÉNDICE A
167
TABLA A-2. RESULTADOS OBTENIDOS A PARTIR DE LAS TABLAS ANTERIORES
19 número de mecánicos 2 número de mecánicos de vacaciones 1 número de mecánicos en amanecida 8 número asignado a línea 8 número de mecánicos flotantes
2,7 número de mecánicos flotante por turno
3,7 número de mecánicos disponible por parada de línea
3 horas de parada diaria por línea
9 horas /hombre ganadas para mtto. Por línea al día
3 días de paradas cortas de martes a jueves
27 horas/hombre adicionales por línea por paradas cortas de martes a jueves
4 número de líneas
108 horas/hombre adicionales de toda la planta por paradas cortas
FUENTE: PROPIA

APÉNDICE B
168
TTTAAABBBLLLAAASSS DDDEEE HHHOOORRRAAASSS DDDEEE MMMAAANNNTTTEEENNNIIIMMMIIIEEENNNTTTOOO PPPRRREEEVVVEEENNNTTTIIIVVVOOO
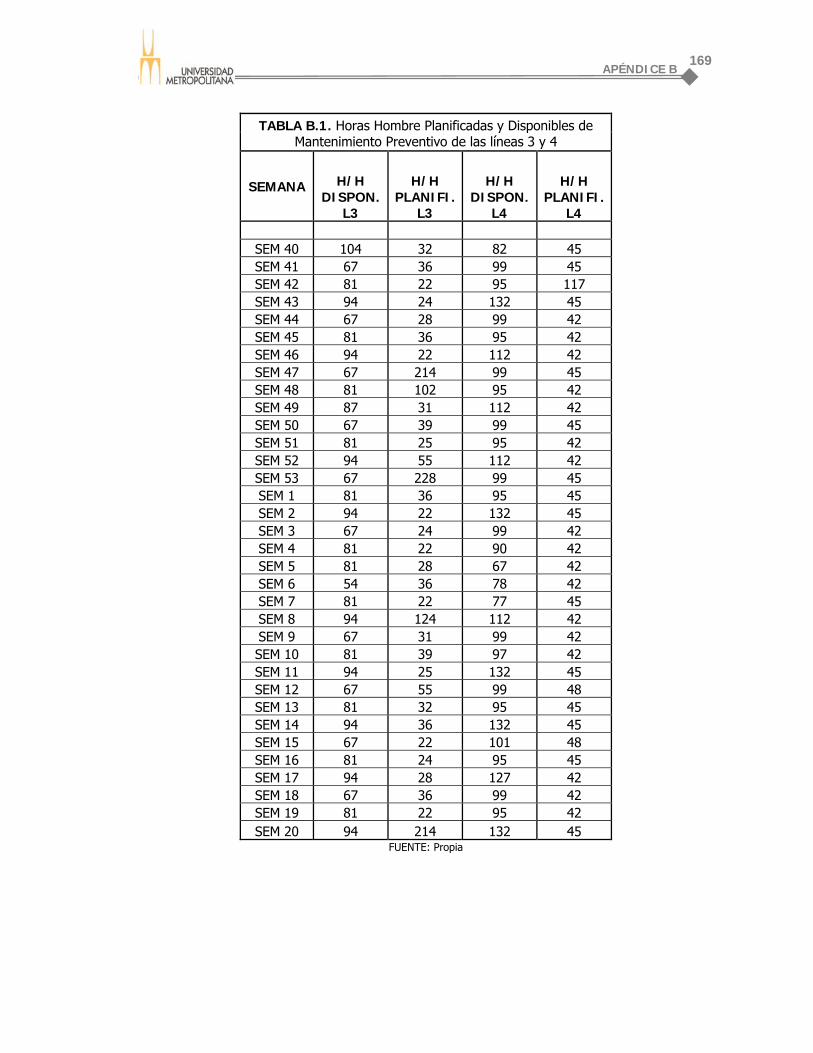
APÉNDICE B
169
TABLA B.1. Horas Hombre Planificadas y Disponibles de Mantenimiento Preventivo de las líneas 3 y 4
SEMANA H/H DISPON.
L3
H/H PLANIFI.
L3
H/H DISPON.
L4
H/H PLANIFI.
L4
SEM 40 104 32 82 45 SEM 41 67 36 99 45 SEM 42 81 22 95 117 SEM 43 94 24 132 45 SEM 44 67 28 99 42 SEM 45 81 36 95 42 SEM 46 94 22 112 42 SEM 47 67 214 99 45 SEM 48 81 102 95 42 SEM 49 87 31 112 42 SEM 50 67 39 99 45 SEM 51 81 25 95 42 SEM 52 94 55 112 42 SEM 53 67 228 99 45 SEM 1 81 36 95 45 SEM 2 94 22 132 45 SEM 3 67 24 99 42 SEM 4 81 22 90 42 SEM 5 81 28 67 42 SEM 6 54 36 78 42 SEM 7 81 22 77 45 SEM 8 94 124 112 42 SEM 9 67 31 99 42 SEM 10 81 39 97 42 SEM 11 94 25 132 45 SEM 12 67 55 99 48 SEM 13 81 32 95 45 SEM 14 94 36 132 45 SEM 15 67 22 101 48 SEM 16 81 24 95 45 SEM 17 94 28 127 42 SEM 18 67 36 99 42 SEM 19 81 22 95 42 SEM 20 94 214 132 45
FUENTE: Propia
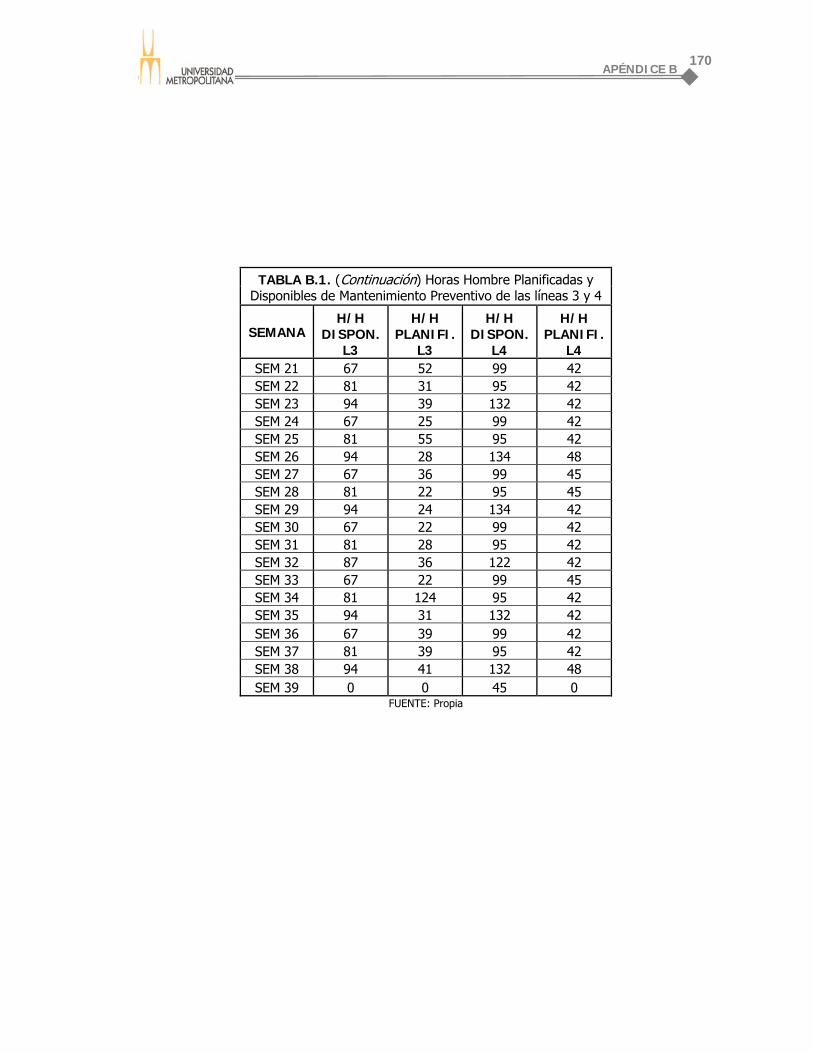
APÉNDICE B
170
TABLA B.1. (Continuación) Horas Hombre Planificadas y Disponibles de Mantenimiento Preventivo de las líneas 3 y 4
SEMANA H/H
DISPON. L3
H/H PLANIFI.
L3
H/H DISPON.
L4
H/H PLANIFI.
L4 SEM 21 67 52 99 42 SEM 22 81 31 95 42 SEM 23 94 39 132 42 SEM 24 67 25 99 42 SEM 25 81 55 95 42 SEM 26 94 28 134 48 SEM 27 67 36 99 45 SEM 28 81 22 95 45 SEM 29 94 24 134 42 SEM 30 67 22 99 42 SEM 31 81 28 95 42 SEM 32 87 36 122 42 SEM 33 67 22 99 45 SEM 34 81 124 95 42 SEM 35 94 31 132 42 SEM 36 67 39 99 42 SEM 37 81 39 95 42 SEM 38 94 41 132 48 SEM 39 0 0 45 0
FUENTE: Propia

APÉNDICE C
171
CCCRRROOONNNOOOGGGRRRAAAMMMAAASSS DDDEEE TTTRRRAAABBBAAAJJJOOO MMMAAARRRZZZOOO ––– JJJUUULLLIIIOOO 222000000444

APÉNDICE C
172
FIGURA X. Cronograma de trabajo de reingeniería y mejora de los planes de mantenimiento preventivo de línea 3 MAYO JUNIO
SEMANA 18 SEMANA 19 SEMANA 20 SEMANA 21 SEMANA 22 SEMANA 23 L M M J V L M M J V L M M J V L M M J V L M M J V L M M J VLÍNEA 3 3 4 5 6 7 10 11 12 13 14 17 18 19 20 21 24 25 26 27 28 31 1 2 3 4 7 8 9 10 11 DESPALETIZADOR DESEMBALADOR EMBALADOR LAVADORA DE BOTELLAS LAVADORA DE CAJAS
LLENADORA
PALETIZADOR
Vías Bot. Llenas Vías Bot. Sucias Vías Bot. Vacías
Vías Cajas
Trabajo de Investigación en Planta Reunión con Supervisores Elaboración de Informes
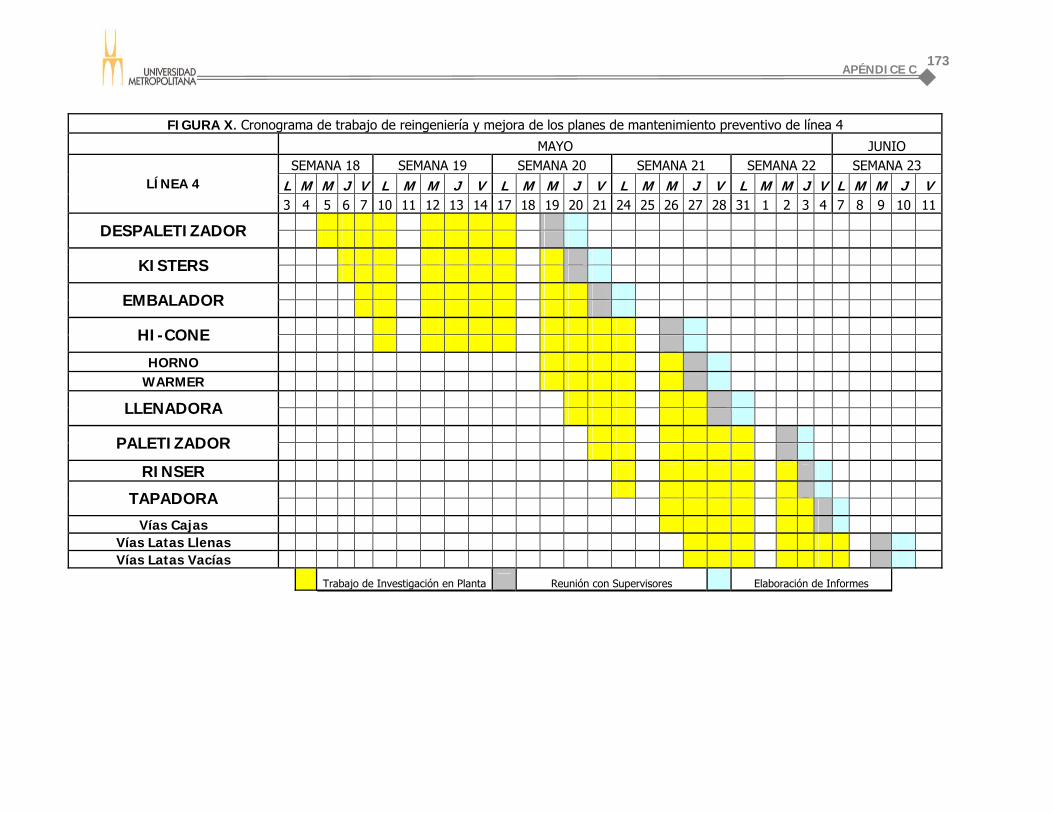
APÉNDICE C
173
FIGURA X. Cronograma de trabajo de reingeniería y mejora de los planes de mantenimiento preventivo de línea 4
MAYO JUNIO SEMANA 18 SEMANA 19 SEMANA 20 SEMANA 21 SEMANA 22 SEMANA 23
L M M J V L M M J V L M M J V L M M J V L M M J V L M M J VLÍNEA 4
3 4 5 6 7 10 11 12 13 14 17 18 19 20 21 24 25 26 27 28 31 1 2 3 4 7 8 9 10 11 DESPALETIZADOR KISTERS EMBALADOR HI-CONE
HORNO WARMER
LLENADORA PALETIZADOR
RINSER TAPADORA
Vías Cajas Vías Latas Llenas Vías Latas Vacías
Trabajo de Investigación en Planta Reunión con Supervisores Elaboración de Informes

APÉNDICE C
174
Figura X. Cronograma de trabajo de reingeniería y mejora de los planes de mantenimiento preventivo de Línea 6 JUNIO JULIO
SEMANA 24 SEMANA 25 SEMANA 26 SEMANA 27 SEM 28L M M J V L M M J V L M M J V L M M J V L MLÍNEA 6 14 15 16 17 18 21 22 23 24 25 28 29 30 1 2 5 6 7 8 9 12 13 SMI ETIQUETADORA
POSICIONADOR
LLENADORA
RINSER
ROBOKOMBI ROBOPACK
SILOS
SOPLADORA
VÍAS BOT. VACÍAS
VIAS PAQUETES
APÉNDICE D
175
PPPEEERRRFFFIIILLL RRREEEQQQUUUEEERRRIIIDDDOOO PPPAAARRRAAA MMMEEECCCÁÁÁNNNIIICCCOOOSSS YYY SSSUUUPPPEEERRRVVVIIISSSOOORRREEESSS
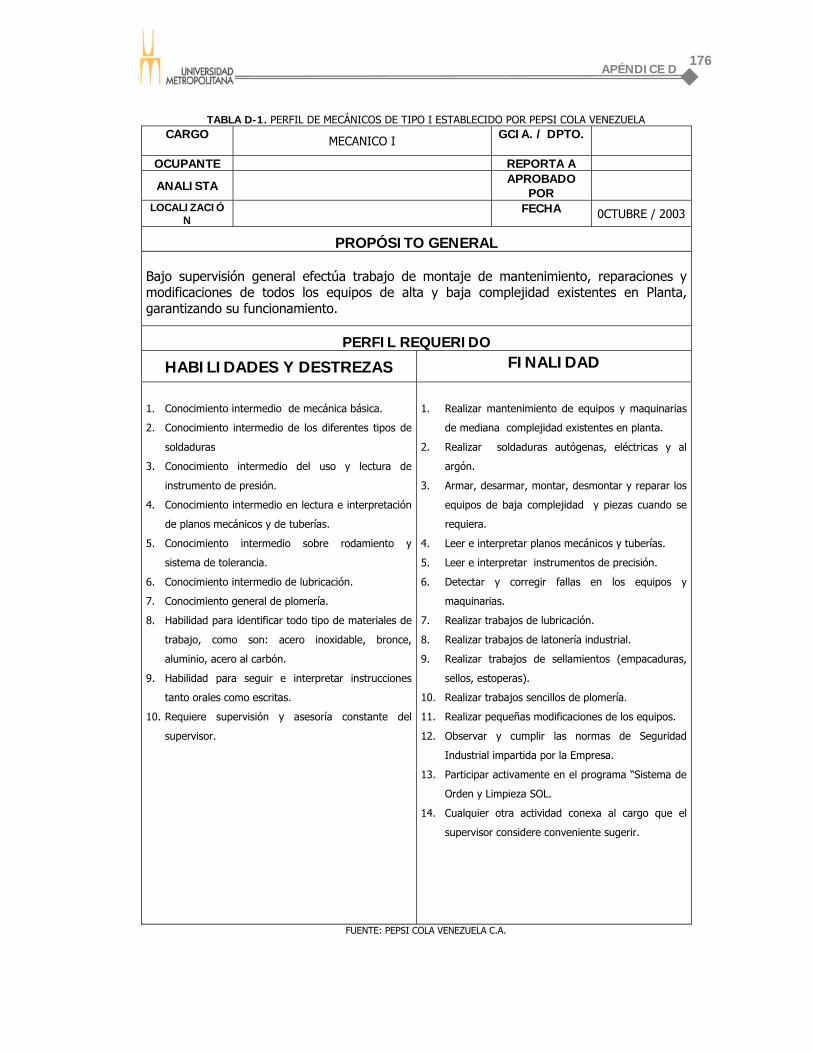
APÉNDICE D
176
TABLA D-1. PERFIL DE MECÁNICOS DE TIPO I ESTABLECIDO POR PEPSI COLA VENEZUELA CARGO
MECANICO I GCIA. / DPTO.
OCUPANTE REPORTA A
ANALISTA APROBADO POR
LOCALIZACIÓN
FECHA 0CTUBRE / 2003
PROPÓSITO GENERAL Bajo supervisión general efectúa trabajo de montaje de mantenimiento, reparaciones y modificaciones de todos los equipos de alta y baja complejidad existentes en Planta, garantizando su funcionamiento.
PERFIL REQUERIDO
HABILIDADES Y DESTREZAS FINALIDAD
1. Conocimiento intermedio de mecánica básica.
2. Conocimiento intermedio de los diferentes tipos de
soldaduras
3. Conocimiento intermedio del uso y lectura de
instrumento de presión.
4. Conocimiento intermedio en lectura e interpretación
de planos mecánicos y de tuberías.
5. Conocimiento intermedio sobre rodamiento y
sistema de tolerancia.
6. Conocimiento intermedio de lubricación.
7. Conocimiento general de plomería.
8. Habilidad para identificar todo tipo de materiales de
trabajo, como son: acero inoxidable, bronce,
aluminio, acero al carbón.
9. Habilidad para seguir e interpretar instrucciones
tanto orales como escritas.
10. Requiere supervisión y asesoría constante del
supervisor.
1. Realizar mantenimiento de equipos y maquinarias
de mediana complejidad existentes en planta.
2. Realizar soldaduras autógenas, eléctricas y al
argón.
3. Armar, desarmar, montar, desmontar y reparar los
equipos de baja complejidad y piezas cuando se
requiera.
4. Leer e interpretar planos mecánicos y tuberías.
5. Leer e interpretar instrumentos de precisión.
6. Detectar y corregir fallas en los equipos y
maquinarias.
7. Realizar trabajos de lubricación.
8. Realizar trabajos de latonería industrial.
9. Realizar trabajos de sellamientos (empacaduras,
sellos, estoperas).
10. Realizar trabajos sencillos de plomería.
11. Realizar pequeñas modificaciones de los equipos.
12. Observar y cumplir las normas de Seguridad
Industrial impartida por la Empresa.
13. Participar activamente en el programa “Sistema de
Orden y Limpieza SOL.
14. Cualquier otra actividad conexa al cargo que el
supervisor considere conveniente sugerir.
FUENTE: PEPSI COLA VENEZUELA C.A.
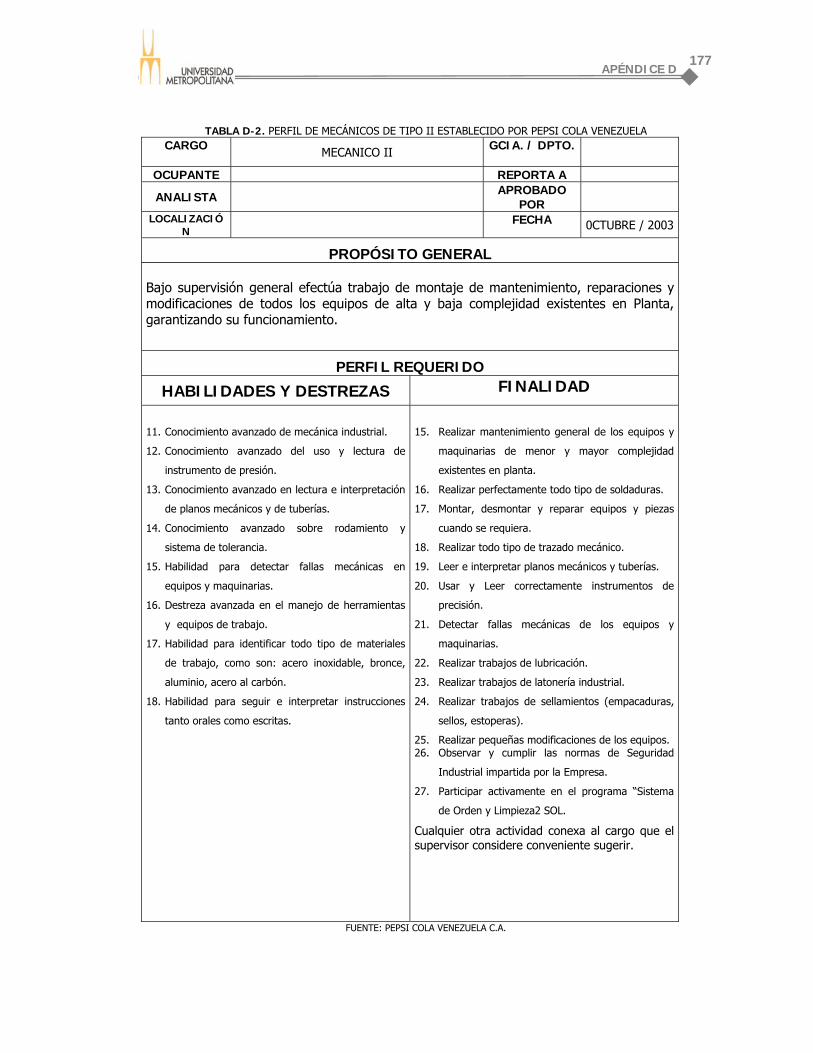
APÉNDICE D
177
TABLA D-2. PERFIL DE MECÁNICOS DE TIPO II ESTABLECIDO POR PEPSI COLA VENEZUELA
CARGO MECANICO II GCIA. / DPTO.
OCUPANTE REPORTA A
ANALISTA APROBADO POR
LOCALIZACIÓN
FECHA 0CTUBRE / 2003
PROPÓSITO GENERAL Bajo supervisión general efectúa trabajo de montaje de mantenimiento, reparaciones y modificaciones de todos los equipos de alta y baja complejidad existentes en Planta, garantizando su funcionamiento.
PERFIL REQUERIDO
HABILIDADES Y DESTREZAS FINALIDAD
11. Conocimiento avanzado de mecánica industrial.
12. Conocimiento avanzado del uso y lectura de
instrumento de presión.
13. Conocimiento avanzado en lectura e interpretación
de planos mecánicos y de tuberías.
14. Conocimiento avanzado sobre rodamiento y
sistema de tolerancia.
15. Habilidad para detectar fallas mecánicas en
equipos y maquinarias.
16. Destreza avanzada en el manejo de herramientas
y equipos de trabajo.
17. Habilidad para identificar todo tipo de materiales
de trabajo, como son: acero inoxidable, bronce,
aluminio, acero al carbón.
18. Habilidad para seguir e interpretar instrucciones
tanto orales como escritas.
15. Realizar mantenimiento general de los equipos y
maquinarias de menor y mayor complejidad
existentes en planta.
16. Realizar perfectamente todo tipo de soldaduras.
17. Montar, desmontar y reparar equipos y piezas
cuando se requiera.
18. Realizar todo tipo de trazado mecánico.
19. Leer e interpretar planos mecánicos y tuberías.
20. Usar y Leer correctamente instrumentos de
precisión.
21. Detectar fallas mecánicas de los equipos y
maquinarias.
22. Realizar trabajos de lubricación.
23. Realizar trabajos de latonería industrial.
24. Realizar trabajos de sellamientos (empacaduras,
sellos, estoperas).
25. Realizar pequeñas modificaciones de los equipos. 26. Observar y cumplir las normas de Seguridad
Industrial impartida por la Empresa.
27. Participar activamente en el programa “Sistema
de Orden y Limpieza2 SOL.
Cualquier otra actividad conexa al cargo que el supervisor considere conveniente sugerir.
FUENTE: PEPSI COLA VENEZUELA C.A.
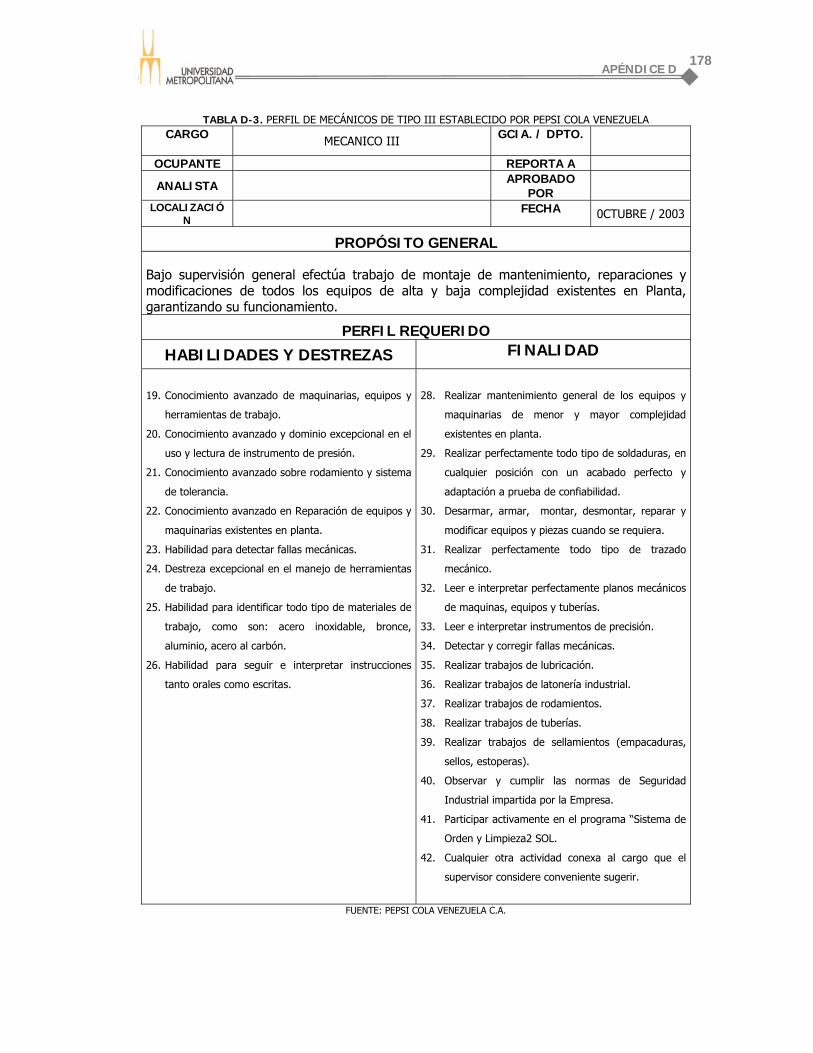
APÉNDICE D
178
TABLA D-3. PERFIL DE MECÁNICOS DE TIPO III ESTABLECIDO POR PEPSI COLA VENEZUELA CARGO
MECANICO III GCIA. / DPTO.
OCUPANTE REPORTA A
ANALISTA APROBADO POR
LOCALIZACIÓN
FECHA 0CTUBRE / 2003
PROPÓSITO GENERAL Bajo supervisión general efectúa trabajo de montaje de mantenimiento, reparaciones y modificaciones de todos los equipos de alta y baja complejidad existentes en Planta, garantizando su funcionamiento.
PERFIL REQUERIDO
HABILIDADES Y DESTREZAS FINALIDAD
19. Conocimiento avanzado de maquinarias, equipos y
herramientas de trabajo.
20. Conocimiento avanzado y dominio excepcional en el
uso y lectura de instrumento de presión.
21. Conocimiento avanzado sobre rodamiento y sistema
de tolerancia.
22. Conocimiento avanzado en Reparación de equipos y
maquinarias existentes en planta.
23. Habilidad para detectar fallas mecánicas.
24. Destreza excepcional en el manejo de herramientas
de trabajo.
25. Habilidad para identificar todo tipo de materiales de
trabajo, como son: acero inoxidable, bronce,
aluminio, acero al carbón.
26. Habilidad para seguir e interpretar instrucciones
tanto orales como escritas.
28. Realizar mantenimiento general de los equipos y
maquinarias de menor y mayor complejidad
existentes en planta.
29. Realizar perfectamente todo tipo de soldaduras, en
cualquier posición con un acabado perfecto y
adaptación a prueba de confiabilidad.
30. Desarmar, armar, montar, desmontar, reparar y
modificar equipos y piezas cuando se requiera.
31. Realizar perfectamente todo tipo de trazado
mecánico.
32. Leer e interpretar perfectamente planos mecánicos
de maquinas, equipos y tuberías.
33. Leer e interpretar instrumentos de precisión.
34. Detectar y corregir fallas mecánicas.
35. Realizar trabajos de lubricación.
36. Realizar trabajos de latonería industrial.
37. Realizar trabajos de rodamientos.
38. Realizar trabajos de tuberías.
39. Realizar trabajos de sellamientos (empacaduras,
sellos, estoperas).
40. Observar y cumplir las normas de Seguridad
Industrial impartida por la Empresa.
41. Participar activamente en el programa “Sistema de
Orden y Limpieza2 SOL.
42. Cualquier otra actividad conexa al cargo que el
supervisor considere conveniente sugerir.
FUENTE: PEPSI COLA VENEZUELA C.A.
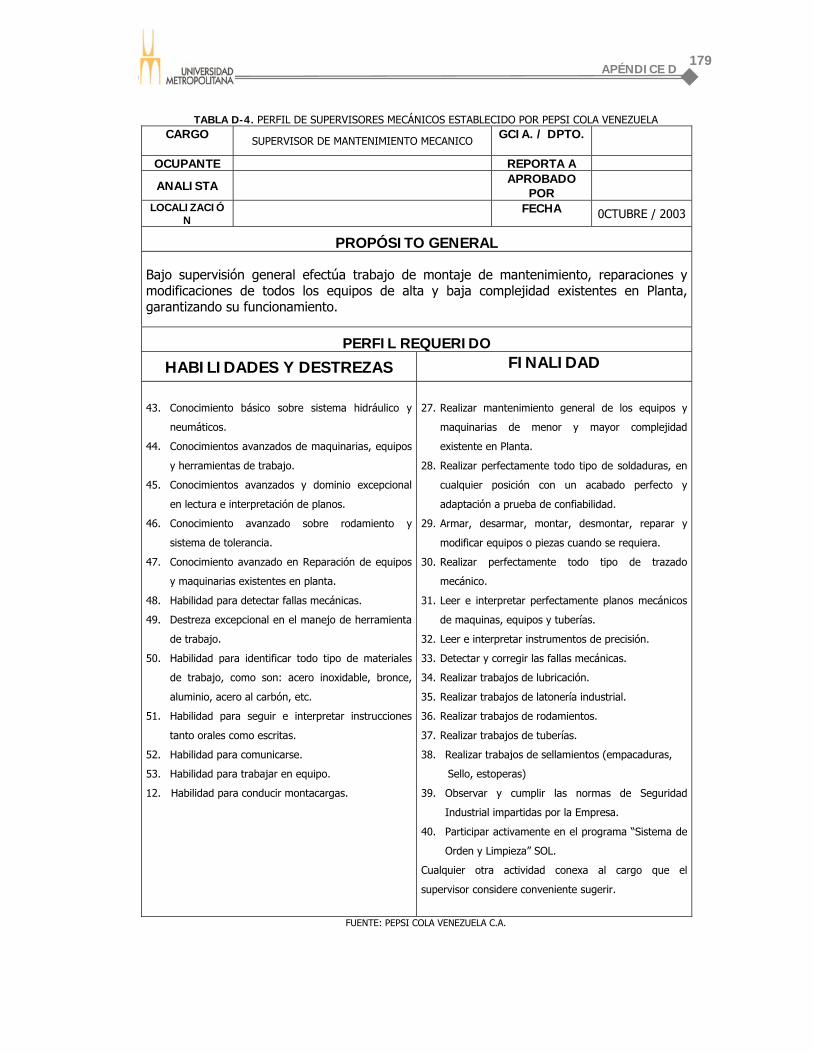
APÉNDICE D
179
TABLA D-4. PERFIL DE SUPERVISORES MECÁNICOS ESTABLECIDO POR PEPSI COLA VENEZUELA CARGO
SUPERVISOR DE MANTENIMIENTO MECANICO
GCIA. / DPTO.
OCUPANTE REPORTA A
ANALISTA APROBADO POR
LOCALIZACIÓN
FECHA 0CTUBRE / 2003
PROPÓSITO GENERAL Bajo supervisión general efectúa trabajo de montaje de mantenimiento, reparaciones y modificaciones de todos los equipos de alta y baja complejidad existentes en Planta, garantizando su funcionamiento.
PERFIL REQUERIDO
HABILIDADES Y DESTREZAS FINALIDAD
43. Conocimiento básico sobre sistema hidráulico y
neumáticos.
44. Conocimientos avanzados de maquinarias, equipos
y herramientas de trabajo.
45. Conocimientos avanzados y dominio excepcional
en lectura e interpretación de planos.
46. Conocimiento avanzado sobre rodamiento y
sistema de tolerancia.
47. Conocimiento avanzado en Reparación de equipos
y maquinarias existentes en planta.
48. Habilidad para detectar fallas mecánicas.
49. Destreza excepcional en el manejo de herramienta
de trabajo.
50. Habilidad para identificar todo tipo de materiales
de trabajo, como son: acero inoxidable, bronce,
aluminio, acero al carbón, etc.
51. Habilidad para seguir e interpretar instrucciones
tanto orales como escritas.
52. Habilidad para comunicarse.
53. Habilidad para trabajar en equipo.
12. Habilidad para conducir montacargas.
27. Realizar mantenimiento general de los equipos y
maquinarias de menor y mayor complejidad
existente en Planta.
28. Realizar perfectamente todo tipo de soldaduras, en
cualquier posición con un acabado perfecto y
adaptación a prueba de confiabilidad.
29. Armar, desarmar, montar, desmontar, reparar y
modificar equipos o piezas cuando se requiera.
30. Realizar perfectamente todo tipo de trazado
mecánico.
31. Leer e interpretar perfectamente planos mecánicos
de maquinas, equipos y tuberías.
32. Leer e interpretar instrumentos de precisión.
33. Detectar y corregir las fallas mecánicas.
34. Realizar trabajos de lubricación.
35. Realizar trabajos de latonería industrial.
36. Realizar trabajos de rodamientos.
37. Realizar trabajos de tuberías.
38. Realizar trabajos de sellamientos (empacaduras,
Sello, estoperas)
39. Observar y cumplir las normas de Seguridad
Industrial impartidas por la Empresa.
40. Participar activamente en el programa “Sistema de
Orden y Limpieza” SOL.
Cualquier otra actividad conexa al cargo que el
supervisor considere conveniente sugerir.
FUENTE: PEPSI COLA VENEZUELA C.A.

APÉNDICE E
180
EEEJJJEEEMMMPPPLLLOOOSSS DDDEEE RRRUUUTTTIIINNNAAASSS DDDEEE MMMAAANNNTTTEEENNNIIIMMMIIIEEENNNTTTOOO OOORRRIIIGGGIIINNNAAALLLEEESSS YYY MMMEEEJJJOOORRRAAADDDAAASSS
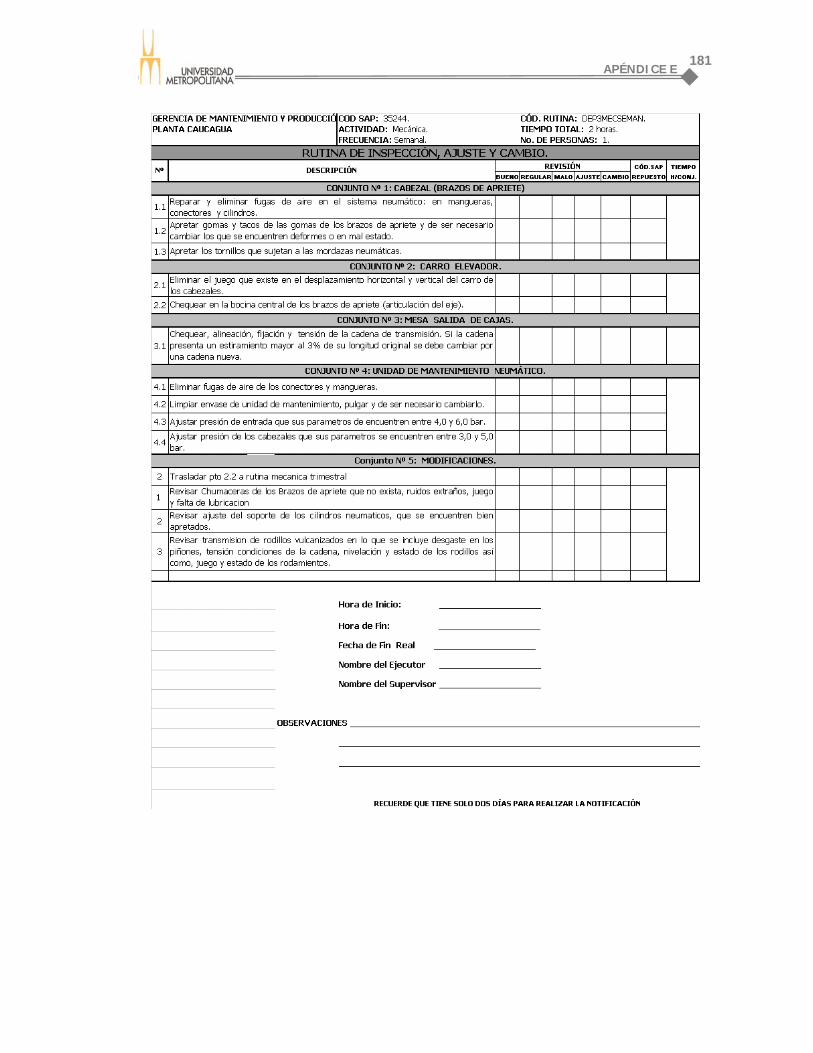
APÉNDICE E
181

APÉNDICE E
182

APÉNDICE E
183

APÉNDICE E
184

APÉNDICE E
185
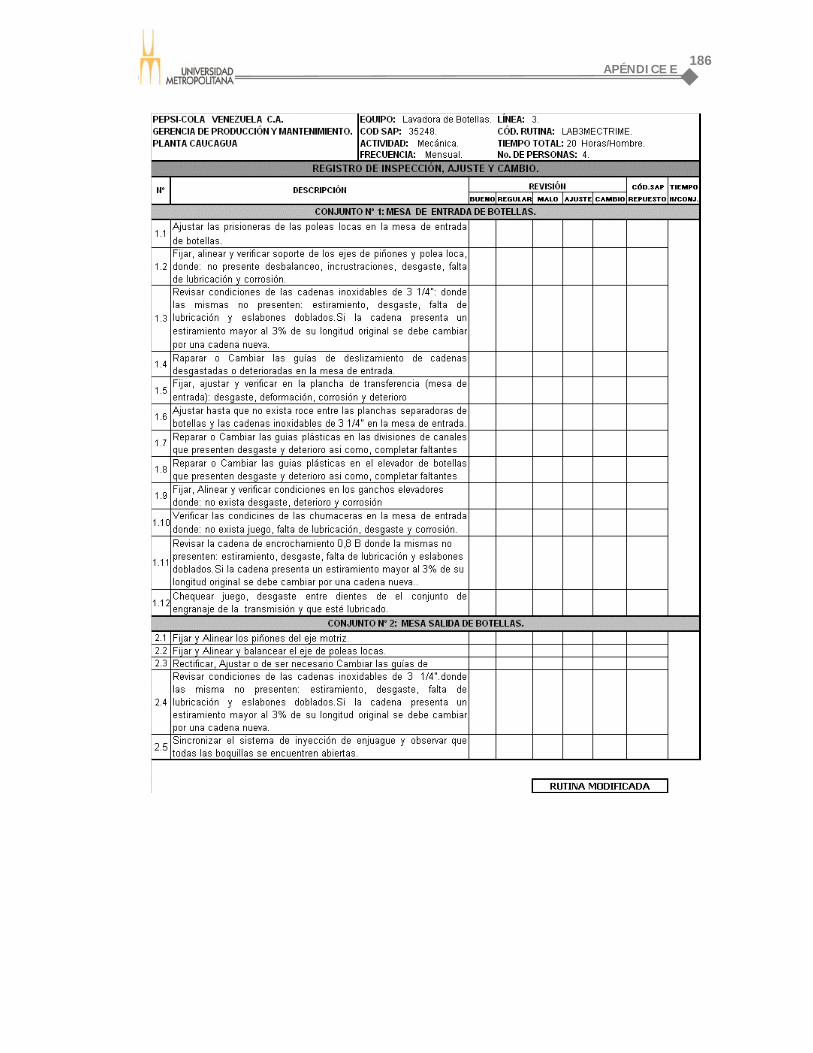
APÉNDICE E
186
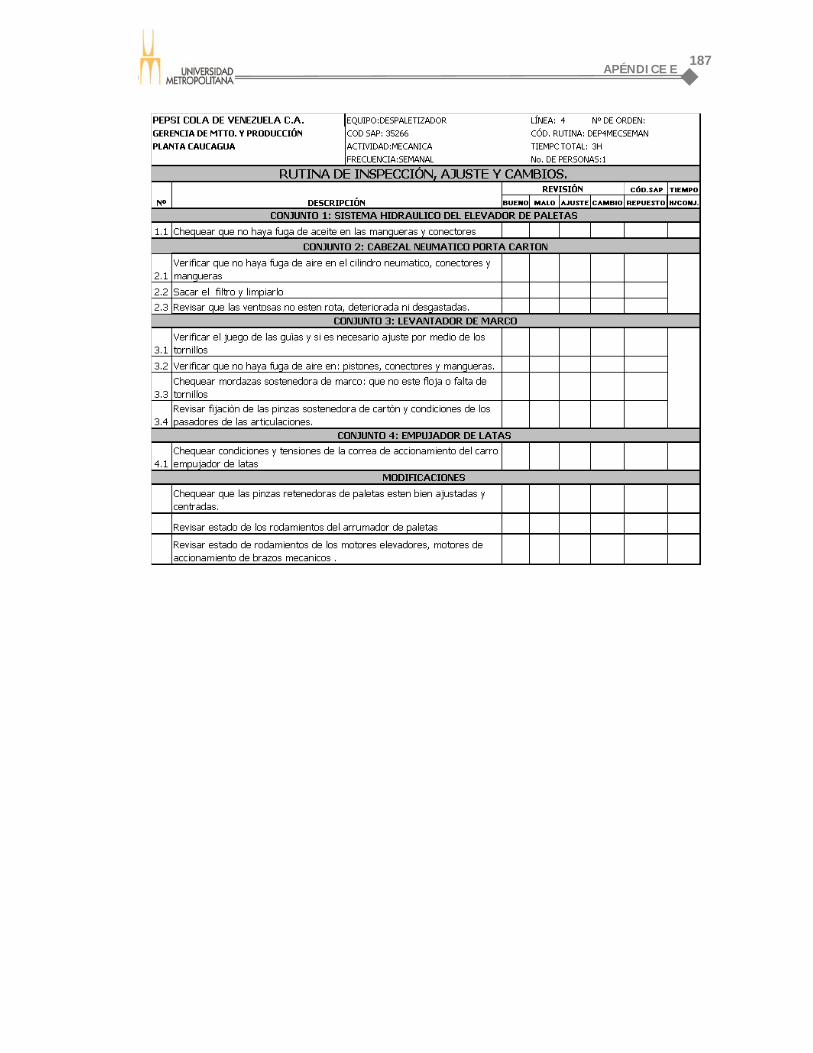
APÉNDICE E
187

APÉNDICE E
188