Embed Size (px)
Citation preview

REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA
EVALUACIÓN TÉCNICA-ECONÓMICA DE ESQUEMAS DE PROCESAMIENTO PARA
RECUPERACIÓN DE BENCENO A PARTIR DE GASOLINAS O HIDROCARBUROS
MEZCLADOS
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
para optar al Grado Académico de:
MAGÍSTER SCIENTIARUM EN INGENIERIA QUIMICA
Autor: Abir Chahrazad Borhot Moussa
Tutor: Charles Gutiérrez
Maracaibo, Febrero de 2013

Borhot Moussa, Abir Chahrazad. Evaluación Técnica–Económica de Esquemas de Procesamiento para Recuperación de Benceno a partir de Gasolinas o Hidrocarburos Mezclados. 2013. Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 203 p. Tutor Charles Gutiérrez.
RESUMEN
La planta Química Venoco El Tablazo, está destinada a producir 160 TMD de Benzol (concentrado de Benceno 85-95% p/p de pureza) mediante el proceso de destilación convencional a partir de gasolina de pirolisis (Pygas). Sin embargo a raíz de la necesidad de producir un benceno grado comercial (99.9%p/p) se pretende realizar la evaluación de varias tecnologías patentadas en el área de obtención de aromáticos a partir de hidrocarburos mezclados para seleccionar la mejor alternativa técnica y económicamente factible. Los objetivos incluyeron el desarrollo de una matriz de estudio de los diferentes esquemas de procesamientos y de los solventes usualmente utilizados para la extracción de aromáticos, incluyendo en los criterios de selección, purezas, rendimientos, costo, tipo de solvente y disponibilidad en el país, complejidad del proceso, entre otros. Por otro lado se usó un programa comercial de simulación junto con la selección del paquete termodinámico que represente el modelaje de los procesos, validando los parámetros de diseño utilizando las composiciones típicas de la corriente de Pygas de la planta QVCA, a fin de verificar las condiciones de operación, rendimientos y composición de los productos de extracción, entre otros criterios. Finalmente se realizó un estudio económico clase V, contemplando los indicadores de rendimiento de las opciones. Los resultados definieron 3 propuestas: proceso Carom, proceso Sulfolane y proceso UDEX, junto con los solventes tetraetilenglicol y el dióxido de tetrahidrotiofeno. Mediante el método del promedio ponderado se seleccionó la tecnología Carom por ser técnicamente eficiente en cuanto a que el proceso es adaptable a la materia prima Pygas, usa un solvente con alta capacidad y selectividad, obteniéndose porcentajes de recuperación de benceno y tolueno del 99.99% y xilenos del 95% además de ser financieramente rentable con un VPN>0, una TIR>25% y un PR de 1 año, siendo esto lo más apropiado a los intereses de la organización.
Palabras Clave: Aromáticos, Pygas, Carom, Sulfolane, Udex, evaluación técnica y económica.
Email: [email protected]

Borhot Moussa, Abir Chahrazad. Technical and economic evaluation of processing schemes for recovery of benzene from gasoline or mixed hydrocarbon. 2013. Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo, Venezuela. 203 p. Tutor Charles Gutiérrez.
ABSTRACT
The Química Venoco, El Tablazo plant, is designed to produce 160 TMD of Benzol (benzene concentrated 85-95% wt. purity) by conventional distillation process from pyrolysis gasoline (Pygas). However due to the need to produce a commercial grade benzene (99.9% wt.) is intended to perform the evaluation of several patented technologies in the area of production of aromatic hydrocarbon from mixed, to select the best alternative technically and economically feasible. The goals included the development of a matrix of studying different processing schemes and solvents usually used for aromatics extraction including in selection criteria, purity, performance, cost, type and availability of solvent in the country, complexity of the process, among others. Furthermore we used a commercial simulation program together with the package selection representing thermodynamic modeling processes, validating the design parameters using typical compositions of Pygas QVCA plant in order to verify the conditions of operation, performance and composition of the extraction products, among other criteria. Finally we present a study economic class V, contemplating the performance indicators of the options. The results identified three proposals: Carom process, UDEX process and Sulfolane process and with the solvents tetraethylenglycol and tetrahydrothiophene dioxide. By the method of weighted average Carom technology was selected as being technically efficient in that the process is adaptable to the raw material Pygas uses a solvent with high capacity and selectivity, yielding recoveries of 99.99% for benzene and toluene and 95% for xylenes, also be financially rewarding with a NPV> 0, an TIR> 25% and a PR of 1 year, this being the most appropriate to the interests of the organization.
Key Word: Aromatic, Pygas, Carom, Sulfolane, Udex, technical and economical evaluation.
Email: [email protected]

AGRADECIMIENTO
A Dios, por llenarme de bendiciones y regalarme la oportunidad de vivir cada día saludable. A mi madre Badia Moussa, por ayudarme a cumplir mis metas, por festejar mis triunfos, por llorar mis tristezas, por tu amor incondicional, por tus consejos, por recordarme que las decisiones que tomas son siempre para mi bien y por permanecer constantemente a mi lado cuidándome. Te dedico este logro a ti mami, eternamente agradecida por tenerte. A mi padre Emed Borhot, que desde el cielo me bendice cada vez que salgo a trabajar, gracias por ensenarme que solo el esfuerzo es proporcional al éxito, que siempre hay que sobresalir en todos los aspectos de la vida, que la felicidad se iguala al número de objetivos cumplidos, y que todo trabajo tiene su recompensa, te recuerdo todos los días al despertar, gracias papi. Que Dios te tenga en su gloria. A mi hermano Adnan Borhot, aunque solo te veo de vez en mes, tu amor y cariño me llenan de fuerzas para motivarme a crecer día a día. Eres mi ejemplo de valores hermano. Gracias por todo. A mi GRAN familia, por hacerme sentir amada y bendecida, especialmente a mi roomy Samira Borhot por cantarme mientras redactaba esta tesis, y a ti Amanda Merhi por mostrarme que por muy grande que sea un problema, lo único que podemos hacer es luchar y GANAR!!, gracias también por dejarme utilizar el wifi gratis. A mi socia y amiga Vanessa Pulido por iniciar y culminar este postgrado juntas, por hacerme feliz con sus ocurrencias, por tenerme paciencia en mis momentos críticos, por soportarme, por ayudarme y apoyarme día a día, por los viajes, por los negocios, por dejarlo todo cuando te necesito, por ser la hermana que nunca tuve, por mil y un cosas más. A mis amigos Verónica Carrillo (por invitarme a todas las reuniones sociales de Maracaibo mientras más necesitaba quedarme en casa), Maireus Venero (por visitarme aunque yo nunca lo haga), Andrea Sánchez (por servir de ejemplo con su doctorado en Tampa, haciéndome recordar que pudo haber sido más difícil sin la compañía de mi familia), Daniela Bolaños, (por regalarme un libro en pleno transcurso de la tesis que hacía que me olvidara del mundo mientras lo leía), Juan Diego Brito (por compartir a Vanessa y prestármela cuando más la necesito), Jesús Bravo, Angeliz y Andrea (gracias por no excluirme del circulo de amistad). A la ilustre Universidad del Zulia por permitirme cursar el postgrado de ingeniería Química, especialmente a mi tutor Charles Gutiérrez por cumplir con sus deberes como tutor y un poco más, por tenerme paciencia, por su dedicación y estar presente siempre, a la profesora Dora Finol por su apoyo incondicional y por motivarme con sus palabras de aliento. A la compañía Química Venoco, por permitirme ser parte de la gran familia Venoquera siendo mi segunda casa y por financiar el postgrado. En especial agradezco a mis amigos, Lenmar Badell por tenerme paciencia cuando repito mil veces su nombre en busca de ayuda, Rafael Villanueva por haber sido maestro precursor de mis inicios como ingeniero químico, Luisa Bolivar y Janeth Villalobos por brindarme su amistad y apoyo en todo momento. A todos los que de alguna forma contribuyeron en la planificación, desarrollo y culminación de este trabajo y que por cuestiones de espacio no pude nombrar, mil gracias.

TABLA DE CONTENIDO
Página
RESUMEN…………………………………………………………………................................ 3
ABSTRACT………………………………………………………………………….................... 4
AGRADECIMIENTO……………………………………………………….……….................... 5
TABLA DE CONTENIDO………………………………………….………............................... 6
LISTA DE TABLAS……………………………………………………...................................... 10
LISTA DE FIGURAS…………………………………………….………………….................... 12
INTRODUCCIÓN………………...………………………………………………………….…… 13
CAPÍTULO
I MARCO TEORICO…..……............................................................................ 17
1.1. Antecedentes de la investigación………………………………………………. 17
1.2 Descripción del proceso de la planta Química Venoco C.A.….…………….. 21
1.3. Bases teóricas de la investigación………………………................................. 33
1.3.1. Pygas............................................................................................... 33
1.3.1.1. Composición del Pygas…............................................... 34
1.3.1.2. Propiedades del Pygas…................................................ 34
1.3.2. Benceno........................................................................................... 35
1.3.3. Benzol…........................................................................................... 35
1.3.4. Veno SL / Veno LDP…..................................................................... 36
1.3.5. Venobooster CT / Veno HDP…........................................................ 36
1.3.6. Aspectos generales sobre los aromáticos………..………………….. 39
1.3.6.1. La industria petroquímica de los hidrocarburos
aromáticos en el siglo XXI. Origen y evolución: el BTX
39
1.3.6.2. Fuentes suministradoras de BTX…………………..…….. 41
1.3.6.3. Demanda de los BTX……........………………………...… 49
1.3.6.4. La producción de BTX en Europa Occidental….……….. 50
1.3.6.5. Evolución de la tecnología………………………………... 50
1.3.6.6. Futuro de la petroquímica de aromáticos…………….…. 51
1.3.7. Separación de hidrocarburos aromáticos BTX……………………… 51
1.3.7.1 Influencia del solvente en las volatilidades con la
destilación extractiva…………………...………………………………
55
1.3.7.2 Principios de la destilación extractiva……….... 57
1.3.7.3. Modo de acción del solvente…………….…………….... 58
1.3.8. Simulación………………………………………………………………. 59

1.3.8.1. Simulación de procesos……………………………………. 59
1.3.8.2. Ventajas de la simulación de procesos……….………….. 60
1.3.8.3. Modelaje…….……………………………………………….. 60
1.3.8.4. Simulador de procesos Hysys 3.2…….………………….. 61
1.3.8.5. Características generales de Hysys……………............... 62
1.3.8.6. Modelos termodinámicos………………………………..… 62
1.3.8.6.1. Clasificación básica……………………..…. 62
1.3.8.6.2. Ecuaciones de estado………………..……. 63
1.3.8.6.3. Coeficientes de actividad……..…………… 63
1.3.8.6.4. Correlaciones generalizadas………….…... 63
1.3.8.6.5. Electrolitos……........................................... 64
1.3.8.6.6. Polímeros……………………………........... 64
1.3.8.6.7. Paquetes especiales: Aminas.…….....…... 64
1.3.8.6.8. Paquetes especiales: Glicoles……………. 65
1.3.8.6.9. Paquetes especiales: alcoholes…………... 65
1.3.8.6.10 Paquetes especiales: Agua agria............... 66
1.3.9. Descripción de las tecnologías propuestas……………………..…… 67
1.3.9.1. Proceso Carom (Carbide Aromatic Extraction)………..… 67
1.3.9.2. Proceso Udex (Universal Dow Extraction)….………….… 74
1.3.9.3. Proceso Sulfolane (UOP)…….………………………….… 81
1.3.10. Definición de términos asociados a las etapas de un proyecto..... 87
1.3.10.1. Visualización o ingeniería preliminar………………..… 87
1.3.10.2. Ingeniería conceptual………………………………….. 87
1.3.10.3. Ingeniería de básica………………………………...….. 88
1.3.10.4. Ingeniería de detalle……………………………………. 89
1.3.10.5. Procura….…………….…………………………..…..… 89
1.3.10.6. Construcción……………………….…..……………….. 89
1.3.10.7. Arranque y puesta en servicio…....…………………… 90
1.3.10.8. Economía de proyecto……….…………………….….. 90
1.3.10.9. Análisis económico………………………….…………. 90
1.3.10.9.1 Propósito de un análisis económico…... 91
1.3.10.10. Estudio de mercado…………….…………….………... 92
1.3.10.11. Estudio técnico…………………………………………. 92
. 1.3.10.12. Estudio económico………………………………...…... 92
1.3.10.13. Concepto general de costos………………………..… 93

1.3.10.14. Clasificación de costos………………………………… 93
1.3.10.15. Procedimiento de análisis de precios o costos
unitarios………………………………………………………………
94
1.3.10.16. Estimación de costos…………………………………… 94
. 1.3.10.16.1 Tipos de estimados de costos………... 95
1.3.10.17. Análisis y confrontación del riesgo………………….… 96
1.3.10.18. Indicadores económicos……………….………………. 97
II MARCO METODOLOGICO……………………………………………………… 99
2.1. Análisis técnico de las tecnologías para la recuperación de BTX…………... 99
2.1.1. Estudio general de los esquemas de procesamiento………………. 99
2.1.2. Selección de los distintos solventes posibles para los procesos de
extracción con solvente o destilación extractiva……………………………… 101
2.2. Selección de las alternativas propuestas de esquemas de procesamientos
destinados a la producción de BTX…………………………………………….. 105
2.3. Determinación del modelo de simulación………………………………………. 106
2.3.1. Determinación del modelo termodinámico………………….……….. 107
2.3.2. Definición de componentes del sistema y características de las
corrientes principales……………………….………………………………….…
110
2.3.3. Bases y premisas para el desarrollo de la simulación……………… 112
2.3.4. Validación del esquema de procesamiento existente……………… 113
2.4. Evaluación técnico-económica de las alternativas propuestas……………… 114
2.4.1. Estimado de costos…………………..………………………………. 114
2.4.2. Selección de la mejor alternativa técnica y económica……..……... 117
III ANALISIS DE RESULTADOS…………………………………………………… 119
3.1. Estudio general y selección de las alternativas propuestas de esquema de
procesamientos destinados a la producción de BTX…………………………. 119
3.2. Selección de los distintos solventes posibles para los procesos de
extracción con solvente destilación extractiva………………………………… 129
3.3. Determinación del modelo de simulación……………………………………… 137
3.3.1. Determinación del modelo termodinámico…………………….…….. 141
3.3.2. Validación del esquema de procesamiento existente………….…… 142
3.4. Evaluación del impacto económico……………………………………………... 150
3.5. Selección de la mejor alternativa técnica y económicamente propuesta…… 153
CONCLUSIONES……………………………….................................................................... 156
RECOMENDACIONES………………………………………………………………………... 159

REFERENCIAS BIBLIOGRÁFICAS……………………………............................................ 160
APENDICES…………………………………………………………………………………..… 164
A Calculo de la solubilidad de solventes y algunos hidrocarburos……….…. 165
B Evaluación financiera de la tecnología Carom………………………………. 166
C Evaluación financiera de la tecnología Sulfolane…………………………… 167
D Contenido de hidrocarburos no-aromáticos en la corriente
extracto/Carom……………………………………………………………….…
168
E Contenido de hidrocarburos no-aromáticos en la corriente
extracto/Sulfolane……………………………………………………………….
169
F Contenido de hidrocarburos no-aromáticos en la corriente extracto/Udex 170
G Matriz de evaluación de tecnologías productoras de BTX……………….… 171
ANEXOS…………………………………………………………………………………………... 172
A Reporte de Hysys data sheet columna Carom caso diseño……………….. 173
B Reporte de Hysys data sheet columna Carom caso QVCA……………….. 177
C Reporte de Hysys data sheet columna Sulfolane caso diseño……………. 178
D Reporte de Hysys data sheet columna Sulfolane caso QVCA……………. 183
E Reporte de Hysys data sheet columna Udex caso diseño………………… 198
F Reporte de Hysys data sheet columna Udex caso QVCA…………………. 203

LISTA DE TABLAS
Tabla Página
1 Distribución de tanques de la planta de procesamiento de
Pygas. 27
2 Presión de vapor de los productos 28
3 Bombas del área de almacenaje de la planta de
procesamiento de Pygas 29
4 Equipos para el control de llenado de cisternas con los
productos terminados 29
5 Válvulas de seguridad del sistema de alivio y equipos
asociados 32
6 Composición típica del Pygas. El Tablazo 34
7 Propiedades físicas del Pygas. El Tablazo 34
8 Propiedades físicas del Benzol 35
9 Propiedades físicas del Veno SL 36
10 Propiedades físicas del Venobooster 37
11 Distribución de los componentes clave liviano y clave
pesado con alimentación Pygas 37
12 Capacidad mundial de producción de BTX 40
13 Volatilidades cercanas de algunos componentes 52
14 Aplicaciones del paquete de aminas 65
15 Modelos Termodinámicos 66
16 Efluentes del Proceso Carom – Unidad de extracción 72
17 Matriz de comparacion entre tecnologias para produccion
de BTX 105
18 Matriz de selección de modelos termodinámicos en la
industria 108
19 Composición típica de la alimentación de Pygas (gasolina
de pirólisis previamente hidrogenada) 111
20 Formato de matriz de comparación entre tecnologías 118
21 Matriz de comparación entre algunas tecnologías para
producción de BTX 122
22 Parámetros de solubilidad de ciertos solventes e
hidrocarburos individuales a 25ºC 130
23 Matriz de comparación entre solventes de tecnologías de 132

recuperación de hidrocarburos aromáticos
24 Variables especificadas para las columnas extractoras 139
25 Variables especificadas para las columnas extractoras caso
QVCA 140
26 Bases de diseño de la sección de extracción caso original 144
27 Bases de diseño de la sección de extracción caso QVCA 148
28 Inversión capital de las tecnologías de producción de BTX
seleccionadas 152
29 Costos de producción de las tecnologías de producción de
BTX seleccionadas 152
30 TIR y PR de las tecnologías de producción de BTX
seleccionadas 153
31 Matriz de comparación entre tecnologías 155

LISTA DE FIGURAS
Figura Página
1 Diagrama del área de fraccionamiento planta Quimica Venoco 27
2 El sector petroquímico de los aromáticos / Aplicaciones de los BTX 40
3 Capacidad mundial de producción por zonas geográficas 41
4 Principales fuentes para obtención de aromáticos 42
5 Principales fuentes para obtención de benceno 42
6 Reacciones típica 46
7 Reformado catalítico de naftas 46
8 Composición de aromáticos según las fuentes 47
9 Producción mundial de benceno por fuentes 47
10 Producción mundial de tolueno por fuentes 48
11 Producción mundial de xilenos por fuentes 48
12 Producción mundial de BTX por fuentes 49
13 Demanda mundial de aromáticos (MTM/ año) 49
14 Principios de la destilación extractiva 57
15 Tendencia de polarización de moléculas 59
16 Diagrama de proceso de la tecnología Carom 73
17 Diagrama de proceso de la tecnología UDEX 79
18 Diagrama de proceso de la tecnología UDEX mejorada 80
19 Concepto básico del proceso Sulfolane 85
20 Diagrama de flujo del proceso Sulfolane 87
21 Naturaleza y composición de la mezcla 109
22 Rango de presión 110
23 Grado de polimerización 110
24 Solvencia vs selectividad de algunos solventes 135
25 Diagrama de flujo de la columna de extracción del proceso Carom 138
26 Diagrama de flujo de la columna de extracción del proceso Sulfolane 138
27 Diagrama de flujo de la columna de extracción del proceso UDEX 139
INTRODUCCIÓN
A nivel mundial el suministro de hidrocarburos aromáticos (benceno, tolueno y xilenos), es
esencial debido a que son las materias primas fundamentales para la elaboración de productos
básicos masivos (commodities). El benceno es la base de producción industrial de ciclohexano
(industria de nylon) y de cumeno (base de la producción industrial de acetona y fenol), mientras
que los xilenos son los reactivos iniciales diversas cadenas petroquímicas, principalmente las
fibras sintéticas.
En Venezuela la empresa Pequiven (Petroquímica de Venezuela), es la única productora de
benceno en el país, específicamente en los complejos petroquímicos Morón y Ana María
Campos (El Tablazo), en la planta de BTX ubicada en la refinería El palito (Carabobo), En esta
refinería se produce benceno, tolueno y orto-xileno y en la planta de Química Venoco, ubicada
dentro de las instalaciones de El Tablazo (Edo. Zulia), se elabora concentrado de benceno al
85-95% de pureza denominado comercialmente Benzol 85 o 95.
La capacidad de producción de la planta de Química Venoco según diseño es de 160 TMD,
utilizando como materia prima Pygas (gasolina de pirólisis o gasolina hidrogenada, con
aproximadamente 50%p/p de benceno) provenientes de la sección de PSA (Pressure swing
absorption) de la planta de Olefinas II. Dicha planta forma parte de la única cadena de
producción de Benzol 85-95, Veno SL/LDP y Venobooster CT/HDP (nombres comerciales de
productos concentrados con benceno e hidrocarburos más livianos y pesados que el benceno)
en el complejo petroquímico Ana María Campos. De los productos nombrados anteriormente se
tiene un rendimiento aproximado de 20% Veno SL/LDP (más livianos que el benceno), 63 % de
Benzol (al 85 o 95% pureza de benceno) y 17% de Venobooster CT/HDP (más pesados que el
benceno).
La planta está definida bajo dos esquemas de producción:
El primer esquema se denomina BPV-101 y está diseñado para la obtención máxima de 140
TMD de tres productos distintos:
• Benzol 95 (95% de benceno)
• Veno LDP (light depleted Pygas, componentes más livianos que el benceno)
• Veno HDP (high depleted Pygas, componentes más pesados que el benceno)

14
El segundo esquema es definido como BPV-102 y está diseñado para producir 160 TMD de 3
productos distintos:
• Benzol 85 (85% de benceno)
• Veno SL
• Venobooster CT
Esta planta posee un área de procesos dividida en tres secciones de fraccionamiento (tren
de fraccionamiento) y una unidad de almacenamiento. La sección de fraccionamiento integra
tres columnas destiladoras, 04T-2 donde se fracciona el Pygas; 04T-3 es la encargada del
fraccionamiento de benceno y la 04T-4 destinada al fraccionamiento de los hidrocarburos
livianos.
En el área de fraccionamiento ocurre el proceso de separación de los componentes de la
mezcla de hidrocarburos (Pygas) mediante su vaporización parcial en la columna 04T-2. Los
componentes livianos (menor punto de ebullición que el benceno) que salen por el tope, son
enviados a la columna 04-T-4, mientras que los componentes pesados (mayor punto de
ebullición que el benceno) y el benceno que salen por el fondo, son enviados a la columna 04T-
3, donde es separado el benceno. Las columnas 04T-2 y 04T-4 trabajan en conjunto como una
sola torre fraccionadora, donde la columna 04T-2 opera como la seccion de agotamiento, y la
columna 04T-4 trabaja como la sección de recuperación. La distribución de varios componentes
en el tope o fondo de la columna es determinado por el punto de ebullición de cada
componente.
El primer paso de la separación es normalmente una destilación convencional para separar
la fracción en el intervalo de 80 – 145 ºC que se va a fraccionar, teniendo en cuenta las
temperaturas de ebullición de la fracción BTX y eliminando los extremos livianos y pesados. Si
los puntos de ebullición son muy cercanos entre ellos, la separación se vuelve difícil o
imposible. Para la composición típica de la corriente que sale del tope de la columna 04T-3
(Benzol 85) se conoce que el benceno es teóricamente inseparable del ciclohexano, de igual
forma la separación de benceno-hexano y benceno-heptano son muy difíciles de realizar, casi
imposible en estos casos, aun si se usan columnas con un muy alto número de etapas
Debido a la formación de azeótropo en mezclas de hidrocarburos entre algunos aromáticos,
nafténicos y parafínicos dentro de este intervalo de temperatura, no se puede obtener un

15
benceno más puro por medio de una destilación típica. Debido a la presencia de componentes
con puntos de ebullición cercanos al del benceno, siempre se tendrán trazas de ciclohexano,
tolueno y xilenos en la corriente de Benzol que sale por el tope de la columna 04T-3.
La planta de alquilación de Química Venoco (Guacara) consume benceno (99% pureza)
proveniente de la refinería El Palito, como materia prima principal para la producción de
alquilbencenos. El producto Benzol 95 no puede ser utilizado directamente en la planta de
alquilación, debido a que se tienen diversas impurezas como las olefinas polimerizables lo cual
haría que el factor de ensuciamiento varíe de forma potencial ascendente en los equipos
asociados al sistema productivo como son, torres fraccionadoras, intercambiadores de calor,
entre otros. Estas impurezas tienden a depositarse sobre la superficie de transferencia de calor
de los intercambiadores, reduciendo así el área, y por ende, disminuyendo la eficiencia de
dichos equipos.
El ensuciamiento en las unidades de producción de la planta de alquilación, repercute en la
calidad del producto final y disminuye la vida útil de los equipos de planta, aumentando así los
costos de mantenimiento de manera continua. Es por ello, que la planta de alquilación en caso
de limitaciones en el suministro interno de benceno, importa este producto ocasionando un
aumento importante en los costos de producción.
A pesar de que las especificaciones de la materia prima de la planta Química Venoco (El
tablazo) sean las adecuadas para la obtención de un benceno grado comercial (puro), no se
posee la tecnología correcta en la cual se pueda lograr un benceno al 99%. Se requiere otros
tipos de procesos que tengan en su filosofía de diseño el uso de un solvente polar que mejore
la pureza del producto, como es el caso de los procesos de extracción líquido-líquido y
destilación extractiva.
En la actualidad como consecuencia de la constante necesidad de optimizar los procesos
desarrollados como factor de ventaja competitiva, y del alto déficit de compuestos aromáticos
en la industria petroquímica, ha surgido el interés de evaluar técnica y económicamente la
factibilidad de implantar una nueva tecnología para mejorar la calidad de los productos de la
planta Química Venoco (El Tablazo) a través del estudio general de los esquemas de procesos
de recuperación de aromáticos a partir de gasolinas o hidrocarburos mezclados. Se evaluaron
las tecnologías y solventes principales del mercado mundial de extracción de aromáticos,
seleccionando la mejor alternativa a través de una matriz comparativa donde se especificaron

16
los fundamentos de cada proceso, la limitación con respecto a las materias primas, los costos
asociados a cada tecnología patentada, el tipo y disponibilidad del solvente en el país, entre
otros criterios de selección.
La validación de los parámetros de diseño de las tecnologías seleccionadas, desarrollando
el modelaje de cada proceso a través de programas comerciales de simulación según los datos
obtenidos por medio de la información disponible en las patentes, informes técnicos y
bibliografía referida de los licenciantes. A partir de los resultados arrojados por las simulaciones
caso diseño, se verificaron las nuevas condiciones de operación, rendimientos y composición
de los productos de extracción utilizando las composiciones típicas de la corriente de Pygas de
la planta QVCA.
Por último, se realizó la evaluación económica de los procesos a través de un estudio de
estimado de costos clase V, a partir de ciertos indicadores financieros, como el valor presente
neto (VPN), tasa interna de retorno (TIR) y periodo de recuperación de la inversión PR.
Finalmente, se seleccionó la alternativa de proceso más apropiada a los intereses de la
corporación mediante el método del promedio ponderado generando mayores oportunidades y
alternativas a la empresa Química Venoco para seleccionar la que mejor se adapte a su
sistema y una más rápida disponibilidad del mismo debido a sus especificaciones.
Los resultados esperados abarcan la obtención de un esquema de procesamiento de
recuperación de aromáticos el cual posea un alto rendimiento de benceno, alta calidad de
productos y bajos costos. Se espera que esta tecnología pueda ser reinstalada a partir de una
planta ya existente.

CAPÍTULO I
MARCO TEÓRICO
1.1 Antecedentes de la investigación
A inicio de los años 70, surgió un gran interés por encontrar nuevas fuentes para la
obtención de compuestos aromáticos (Benceno, Tolueno, Xilenos), teniendo como opciones
tres principales materias primas: gasolina de pirólisis, gasolinas reformadas y coque de hornos
de petróleo ligero (COLO). Actualmente la oferta mundial del benceno es liderada por la
gasolina de pirólisis con un 39%, seguida con un 33% a través de las gasolinas reformadas.19
La gasolina de pirolisis tiene un alto contenido de benceno y bajas fracciones de tolueno y
xilenos, los cuales a lo largo del proceso tendrían que separarse en una torre fraccionadora
B-T cuando se requiere un alto rendimiento de benceno. La gasolina de pirólisis puede contener
cantidades significativas de diolefinas (entre 3-5%) que la hacen inestable. Si estas poseen un
punto de ebullición bajo, se pueden eliminar por destilación; sin embargo, ya que las diolefinas
tienden a polimerizarse, estas son eliminadas del Pygas convirtiéndolas a olefinas y parafinas a
través de una etapa de hidrotratamiento.
Es por esto que se ha hecho de gran importancia el desarrollo de nuevas técnicas de
extracción de benceno en base a materias primas ricas en compuestos aromáticos y bajas en
compuestos olefínicos y diolefínicos. En consecuencia, se han venido estableciendo
tecnologías que ofrecen eficiencia y economía. Algunos esquemas de extracción desarrollados
son aptos para proporcionar oportunidades de negocios atractivas a las industrias
petroquímicas las cuales constantemente tratan de lograr un mayor aprovechamiento de las
fuentes energéticas, por lo que también han desviado parte de su interés al incremento de los
niveles de recuperación de ciertos compuestos que constituyen la materia prima de gran
variedad de sus procesos como los son el benceno, tolueno y xilenos.
Thompson y col 1 realizaron una invención fundamentada en que hidrocarburos aromáticos
son separados de una mezcla de aromáticos y no aromáticos como una fracción de nafta C6-C8,
a partir de la combinación de fraccionamientos preliminares, destilación extractiva de la fracción
de tope, y extracción con solvente de la fracción de fondo.

18
Se describe la separación de aromáticos a partir de corrientes de hidrocarburos, teniendo
como aporte la selección de varios procesos de destilación y la integración de un solvente que
tiene alta selectividad para los aromáticos como lo es el DEG (dietilenglicol). 2-4 También han
estudiado los procesos de destilación extractiva para la recuperación de aromáticos y la mejora
en la obtención de benceno y tolueno utilizando cualquier tipo de solvente que posea las
propiedades requeridas para el proceso. Se trabajó la reducción de los contaminantes solubles
en el solvente, utilizando métodos de control de la concentración de dichos contaminantes.
Estos relatan un proceso mejorado de control donde las impurezas presentes en el hidrocarburo
tienen un punto de ebullición mayor que el punto de ebullición final del producto aromático de
alta pureza, el cual es destilado del solvente rico del proceso de extracción.
Entre los resultados que se obtuvieron en la invención, se tiene una corriente final de
hidrocarburos aromáticos los cuales son fraccionados para recuperar individualmente el
benceno, tolueno, y especies C8 de hidrocarburos aromáticos. El benceno de la corriente final
representa el 99.9% del benceno original contenido en la alimentación, y este es recuperado
con una concentración de no aromáticos menor a 200 ppm. La corriente final contiene el 98.9%
de la corriente original de tolueno con una concentración de no aromáticos menor a 200 ppm, y
la corriente de C8 representa el 96.7% de la cantidad original de aromáticos y una concentración
menor a 1000 ppm de no aromáticos.
La contribución de este proyecto a la presente investigación se basó en la recolección de
información referente al método de extracción de aromáticos, así como también en la síntesis
del proceso en sí, el cual engloba destilaciones combinadas donde se pudo observar el
comportamiento y algunas condiciones de los equipos que intervienen en el proceso. La
metodología del diseño de la presente invención es de gran utilidad ya que contribuyó a definir
algunas operaciones básicas en el proceso de recuperación del solvente utilizado (Sulfolane).
Podrebarac y Foley 5 desarrollaron un proceso integrado para la recuperación del benceno
contenido en un fluido nafta de craqueado catalítico donde una fracción C6 que contiene
benceno concentrado es sometido a eterificación con alcohol (p.e. metanol y/o etanol) para
convertir las isoolefinas C6 en éteres los cuales serán separados a través de la destilación
fraccionada. Es posible que los éteres puedan ser disociados a isoolefinas y alcohol. El material
remanente en el benceno concentrado luego puede ser tratado para remover olefinas y
componentes sulfuro orgánico, de esta forma el benceno puede ser removido a través de la

19
extracción con solvente. Alternativamente, el benceno en el material remanente puede ser
sometido a hidrogenación.
Se estudió la producción de ciclohexano a partir de una corriente de petróleo nafta, la cual
es fraccionada en una zona de destilación para formar una fracción de tope que contiene
componentes C5 y livianos, una fracción intermedia que contiene benceno, metilciclopentano y
ciclohexano y una fracción de fondo que contiene componentes C7 y pesados. Se
fundamentaron también en un proceso para preparar alquiléter terciario, de acuerdo a que la
materia prima es alimentada a un sistema de reactor con destilación catalítica donde las
isoolefinas, en particular desde C4 hasta C7 isoolefinas de la alimentación reaccionan con un
alcano en presencia de una resina de intercambio iónico para producir productos como el
alquiléter terciario. (5-8) Se pudo verificar un proceso para la reducción de sulfuro en corrientes
de nafta, un proceso para el fraccionamiento en contracorriente y tratamiento de una corriente
de todo el rango de nafta donde el rango de ebullición de la corriente de nafta es primero
sometido a tioterificación simultánea o hidrogenación selectiva y separada en bajos, medios y
altos rangos de ebullición de nafta. El objeto de cumplir con estándares más altos para la
eliminación de azufre, por el tratamiento de los componentes de la alimentación de nafta con el
proceso que preserva los componentes olefínicos, mientras que la mayoría de manera
conveniente solo elimina los compuestos de azufre. 6-8
Entre los resultados más destacados se tiene que, luego de realizar varias corridas con un
simulador comercial, el producto de fondo de la columna de destilación contiene el producto
éter y los componentes más pesados C7. También se obtuvo que el producto tiofeno es
recuperado predominantemente en la corriente de benceno concentrado, que se puede
convertir en una unidad de hidrotratamiento de la corriente de nafta aguas abajo. De las olefinas
C6 aproximadamente la mitad de estas están en la forma iso (o 1/3 de estas olefinas si se
incluye las olefinas cíclicas), lo cual representa una recuperación significativa de material
olefínico que podrá no ser sometido a saturación en cualquier unidad.
La contribución principal para la siguiente investigación se basa en los tratamientos
primarios que pueden evaluarse antes de especificar el proceso de extracción de benceno, ya
que la fracción remanente C6 que contiene el benceno es sometida a hidrotratamiento para
saturar las olefinas remanentes (predomina las no isoolefinas) y remover el sulfuro orgánico
(tiofeno). Esto permite que se recupere el benceno a través de una extracción con solvente
como se explica la presente investigación.

20
Kuang-Yeu Wu y col 9 desarrollaron un proceso para recuperar hidrocarburos polares a partir
de hidrocarburos no polares, tales como los aromáticos de los no aromáticos, naftenos de las
parafinas e isoparafinas, a partir una alimentación de hidrocarburos mezclados que contienen
una cantidad medible de hidrocarburos pesados, este es un proceso mejorado de destilación
extractiva para recuperación del benceno, tolueno, y xilenos de corrientes de hidrocarburos C6-
C9. El solvente utilizado para recuperar y purificar los hidrocarburos aromáticos de la fracción de
petróleo es también regenerado y recuperado.
Desarrollaron un proceso para la recuperación de aromáticos con alta pureza a partir de una
mezcla de aromáticos y no aromáticos, que contiene grandes cantidades de no aromáticos. En
este trabajo se estudió el uso de los diversos métodos de destilación combinados, iniciando con
una extracción líquido-líquido, para luego utilizar la destilación extractiva con solvente
(Morpholine). Forte 11 desarrolló un método para la recuperación de hidrocarburos aromáticos,
donde se usó un solvente el cual tiene un alto porcentaje de selectividad para compuestos
como el benceno, en el proceso se obtiene un corte lateral de una fracción rica en
hidrocarburos aromáticos junto con el solvente, estos son sometidos a un columna stripper para
pasar la fracción obtenida por el corte lateral a una zona de rectificación, donde podrá estar en
reflujo junto con condensado acuoso. Los beneficios de obtener la fracción del corte lateral es la
obtención de aromáticos con menos de 100 ppm de solvente.
Por otro lado, estudiaron el proceso que incluye destilación extractiva y/o deshidrogenación
para recuperar estireno a partir de una alimentación de petróleo que contenga por lo menos
etilbenceno, estireno, mezclas de xilenos y uno o más componentes de hidrocarburos
aromáticos o no-aromáticos. La alimentación es separada en dos corrientes, la primera que
contiene relativamente una mayor concentración de etilbenceno para luego recuperar el
estireno y producir una corriente de producto que contenga únicamente estireno; y la segunda
corriente para deshidrogenar el etilbenceno remanente, para así recuperar el estireno adicional.
Esta separación se realizó con una combinación de destilación extractiva, destilación
azeotrópica, extracción líquido-líquido, separación con membrana. 9-11
Realizaron varias pruebas con diferentes solventes, en la primera prueba 6 g aproximados
de cumeno (con presencia de hidrocarburos aromáticos C9) fueron agregados a 100 g de
Sulfolane para obtener una solución homogénea. Para simular una extracción líquido–líquido de
una etapa, 100 g de esta solución fue mezclada con varias cantidades diferentes de agua

21
desionizada a temperatura ambiente. El cumeno y la fase acuosa del solvente fueron
separadas. La cantidad del cumeno medido para las diferentes corridas fueron: 13.16%,
66.02%, 84.01%, 90.93%, 92.87%, 93.35%. La segunda prueba se hizo con 1.37 g de
decahidronaftaleno (DCHN, hidrocarburos nafténicos, C10 el cual se agregó en 100 g de
Sulfolane para hacer una solución homogénea. La solución fue luego mezclada con 100 g de
agua desionizada en un separador a temperatura ambiente para permitir la separación del
DCHN y la fase acuosa con solvente. La cantidad recuperada DCHN fue: 23.17%, 47.24%,
66.32%,74.48%, 74.93%, 81.30%. La tercera y última prueba se realizó con una cantidad de
0.29 g de n-dodecano (n-C12P) la cual fue mezclada con 100 g de Sulfolane para tener una
solución homogénea, de nuevo, una mezcla con 100 g de Sulfolane es mezclado con diferentes
cantidades de agua desionizada en un separador a temperatura ambiente para separar el nC12P
y la fase del solvente acuoso. Las cantidades recuperadas del nC12P para las diferentes
corridas fueron: 32.69%,51.21%,74.90%,94.17%,94.45%
El trabajo de investigación planteado llevó consigo un soporte importante para el desarrollo
de la presente tesis ya que mostró las técnicas a seguir para la evaluación de un proceso de
extracción general, sin la necesidad de mantener un solvente único, así como también la
metodología en el diseño de fundamentos teóricos en cuanto a las variantes del proceso con
distintas alimentaciones y solventes.
1.2 Descripción del proceso de producción de la planta Química Venoco C.A.
La planta Química Venoco el Tablazo produce solventes aromáticos a partir de una gasolina
hidrogenada o gasolina de pirólisis (denominada Pygas o gasolina estabilizada), que es un
subproducto proveniente de las plantas de Olefinas I y II, ambas ubicadas en complejo
petroquímico Ana María Campos. Esta corriente rica en benceno, 50% p/p aproximadamente,
se procesa con el objeto de obtener tres fracciones las cuales están definidas en dos esquemas
de producción 16:
El primer esquema se denomina BPV-101 y está diseñado para la obtención máxima de 140
TMD de tres productos distintos:
Benzol 95 (95% de benceno)
Veno LDP
Veno HDP

22
El segundo esquema es definido como BPV-102 y está diseñado para producir 160 TMD de
3 productos distintos:
Benzol 85 (85% de benceno)
de Veno SL
de Venobooster CT
La planta tiene una capacidad de producción de 160 TM/D de producto total y está diseñada
para producir 28.1 TMD de Veno SL/ Veno LDP, 91.5 TM/D de Benzol y 40.4 TMD de
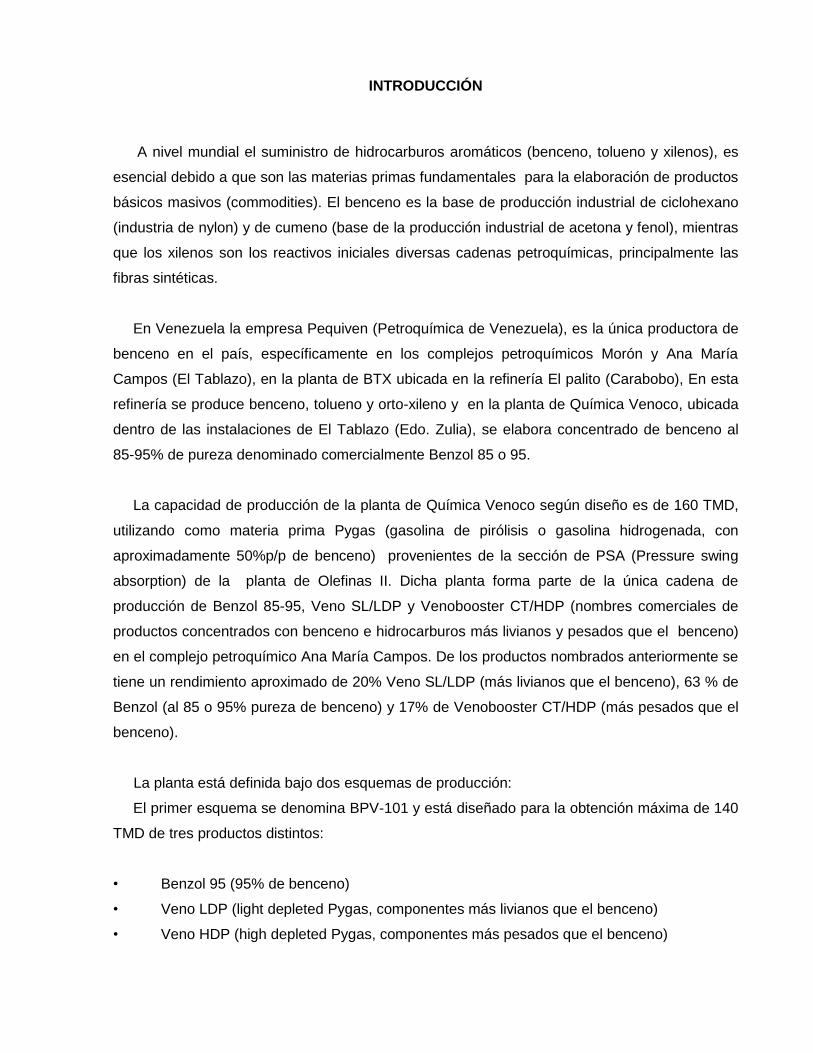
Venobooster CT/ Veno HDP. En la Figura 1 se presenta el diagrama de proceso de la planta
Química Venoco junto con algunas de las principales condiciones de operaciones manejadas
actualmente.
Para el procesamiento de esta gasolina se utiliza un tren de fraccionamiento constituido por
tres columnas de destilación. La gasolina de pirólisis (Pygas) proveniente de patio de tanques
(04TQ-104 y 04TQ-105) es enviada a la planta a través de la bomba 04P-101A/B, a
continuación pasa al decantador 04D-101 donde se elimina la posible humedad que tiene el
Pygas, para luego ser precalentada intercambiando calor con uno de los subproductos de la
planta, la fracción pesada proveniente de la torre de fraccionamiento 04T-3, en los
intercambiadores 04E-101A/B para luego ser calentada con aceite térmico en el calentador de
alimentación 04E-102.
A continuación el Pygas se mezcla con el producto de fondo de la torre 04T-4, de 32 platos y
es alimentado a la primera torre de destilación 04T-2 de 20 platos, en el plato de tope #1. Los
vapores provenientes de este plato alimentan por el fondo a la torre 04T-4 (plato #32). El
producto de tope de la 04T-4 (Veno SL/Veno LDP) es la denominada fracción liviana y va
directamente a almacenaje en los tanques 04TQ-106 y 04TQ103.
El fondo de la torre 04T-2 alimenta en el plato #32 a la torre de destilación 04T-3 de 40
platos, obteniendo el Benzol (85/95) por el tope, el cual es enviado a almacenamiento en los
tanques 04TQ-102, 04TQ-107, 04TQ-110, 04TQ-111, 04TQ-112. El producto de fondo
(Venobooster CT/Veno HDP) de esta torre, la fracción pesada es utilizada para
precalentamiento de la carga en el intercambiador 04E-101 A/B y a continuación es enfriado por
el 04E-304 hasta la temperatura de almacenaje y enviado a los tanques 04TQ-108 y 04TQ-101.

23
Área de procesos
Alimentación de Pygas
El Pygas es suministrado desde la planta de olefinas a una presión entre 0.345–0.689 bar
man, y pasa directamente al patio de tanques donde es almacenado en los tanques 04TQ-104 y
04TQ-105, (mientras un tanque recibe y recircula Pygas de Pequiven, el otro alimenta a planta).
El Pygas es transferido con la bomba 04P-101A/B (04FIT-101) y controlado (lazo 04FIR-101
con control 04FIC-101) por medio de la válvula 04FV-101 al acumulador 04D-101. La presión
de descarga de la bomba 04P-101A/B es de 6.89-8.27 bar man y es medida con el indicador de
presión 04PI-101. En el separador 04D-101 se decanta la humedad que pudiera estar presente.
Se tiene instalado el indicador de presión diferencial 04PDI-101, para monitorear la caída de
presión y detectar el ensuciamiento en el tiempo.
El Pygas después de salir del separador 04D-101 se precalienta en los intercambiadores de
calor 04E-101A/B con la corriente de fondo de la torre 04T-3 (fraccionada previamente) antes
de su envío a almacenaje, la temperatura de salida del Pygas del intercambiador 04E-101A/B
es medida con el indicador-transmisor de temperatura 04TIT-101, antes de su entrada al
calentador 04E-102, que opera con aceite térmico como medio de calentamiento, la
temperatura de salida del Pygas del calentador 04E-102 es medida con el transmisor-indicador
de temperatura 04TIT-102, que envía la señal primaria al controlador de temperatura 04TIC-
102, el flujo de aceite térmico es controlado (transmisor-indicador de flujo 04FIT-512 y
controlador 04FIC-512) con la válvula 04FIV-512. La temperatura de salida del aceite térmico se
registra con el transmisor-indicador 04TIT-512 (lazo 04TIR-512.)
El Pygas es enviado como alimentación a la torre 04T-2, previa mezcla con el producto de
fondo de la torre 04T-4. Después del punto de mezcla, se encuentra la medición y control de
temperatura con el transmisor 04TT-230 y controlador 04TIC-230, que envía una señal
secundaria al controlador-indicador de temperatura 04TIC-102 16.
Torres de destilación T-2 y T-4
La alimentación de Pygas y el líquido saturado del fondo de la torre 04T-4, son mezclados
antes de la entrada al plato superior de la torre 04T-2. La presión y temperaturas del producto

24
de tope de esta torre son medidas con el transmisor de presión 04PT-220 (lazo PIR-220) y
transmisor de temperatura 04TT-220 (lazo 04TIR-220) respectivamente.
El vapor saturado de tope de la torre 04T-2 es la alimentación de la torre 04T-4 en su plato
inferior. La presión y temperatura del fondo de la torre 04T-4 son medidas con el transmisor-
indicador de presión 04PIT-410 (lazo 04PIR-410) y transmisor-indicador de temperatura 04TIT-
410 (lazo 04TIR-410) respectivamente.
La presión de los vapores de tope de la torre 04T-4 es registrada con el transmisor de
presión 04PT-420 (lazo 04PR-420) antes de que sean condensados y subenfriados en el
intercambiador de calor 04E-402, que opera con agua como medio de enfriamiento. El líquido
de salida del intercambiador 04E-402 es enviado al acumulador 04D-401, en el cual se mide la
presión con el transmisor-indicador de presión 04PIT-441 (lazo 04PIR-441) y la temperatura con
el transmisor-indicador de temperatura 04TIT-441 (lazo 04TIR-441) donde posteriormente es
retirado con la bomba 04P-402A/B, cuya presión es medida con el indicador de presión 04PI-
402. El nivel del acumulador 04D-401 puede ser observado con el indicador de nivel 04LG-441.
El producto de salida de la bomba 04P-402A/B es enviado en dos direcciones:
- Reflujo al plato superior de la torre 04T-4. En este caso el flujo (transmisor-indicador de
flujo 04FIT-430 y lazo 04FR-430) es controlado (controlador-indicador de flujo 04FIC-
430) con la válvula 04FV-430 de acuerdo con la señal de temperatura del transmisor
04TT-420 (lazo 04TR-420 y controlador-indicador 04TIC-420), proveniente de los
vapores del tope de dicha torre.
- El producto Veno SL o Veno LDP se almacena en los tanques 04TQ-103 y 04TQ-106. El
caudal de salida (transmisor-indicador de flujo 04FIT-441 y lazo 04FIR-441) es
controlado con la válvula 04LV-441 (control 04LIC-441), de acuerdo con la variación de
nivel del acumulador 04D-401 (transmisor de nivel 04LT-441 y lazo 04LR-441).
El producto de fondo de la torre 04T-4 es enviado al tope de la torre 04T-2 con la bomba
04P-401A/B. La presión de descarga de esta bomba se mide con el indicador de presión 04PI-
401. El caudal (transmisor de flujo 04FT-230 y lazo 04FR-230) se controla (controlador 04FIC-
230) con la válvula 04FV-230, de acuerdo con el nivel de fondo (lazo 04LR-410 y controlador-
indicador 04LIC-410) de la torre (transmisor de nivel 04LT-410), antes de la mezcla con la

25
alimentación de Pygas proveniente del intercambiador 04E-102. El nivel de fondo de la torre
04T-4 puede ser observado en el indicador de nivel 04LG-410.
La presión y temperatura de fondo de la torre 04T-2 son medidas con el transmisor-indicador
04PIT-210 (lazo 04PIR-210) y transmisor-indicador 04TIT-210 (lazo 04TIR-210)
respectivamente, antes de que el líquido se envíe al rehervidor tipo kettle 04E-201, que opera
con aceite térmico como medio de calentamiento. La temperatura del rehervidor es medida con
el transmisor-indicador 04TIT-202 (control 04TIC-202) y controlada (04FIC-521) con el flujo de
aceite térmico (transmisor-indicador de flujo 04FIT-512) por medio de la válvula 04FV-521. El
nivel de fondo de la torre 04T-2 puede ser observado en el indicador de nivel 04LG-210.
El vapor saturado del rehervidor 04E-201 retorna a la torre, mientras que el nivel de líquido
saturado en el rehervidor se controla (controlador-indicador 04LIC-201) con el transmisor de
nivel 04LT-201 por medio de la válvula automática 04LV-201, antes de ir como carga a la torre
04T-3. El nivel de líquido del rehervidor 04E-201 puede ser observado en el indicador de nivel
04LG-201 16.
Torre de destilación T-3
La carga de benceno y más pesados entran a la torre 04T-3 en el plato # 34. La presión de
los vapores de tope de la torre es registrada con el transmisión de presión 04PT-320 (lazo
04PIR-320) antes de que sean condensados y subenfriados en el intercambiador de calor 04E-
302, que opera con agua como medio de enfriamiento.
El líquido de salida del condensador 04E-302 es enviado al acumulador 04D-301, en el cual
se mide la presión con el transmisor-indicador de presión 04PIT-341 (lazo 04PIR-341) y la
temperatura con el transmisor-indicador de temperatura 04TIT-341 (lazo 04TIR-341) y el líquido
es retirado con la bomba 04P-302A/B, cuya presión es medida con el indicador de presión 04PI-
302. El nivel del acumulador 04D-301 puede ser observado con el indicador de nivel 04LG-341.
El producto de salida de la bomba 04P-302A/B es enviado en dos direcciones:
- Reflujo al plato superior de la torre 04T-3. En este caso el flujo (transmisor-indicador de
flujo 04FIT-330 y lazo 04FR-330) es controlado con la válvula 04FV-330 (control 04FIC-
330) de acuerdo con la señal de temperatura del transmisor de temperatura 04TT-320
(lazo 04TR-320 y control 04TIC-320), proveniente de los vapores del tope de dicha torre.

26
- El Benzol (Benzol 85 / Benzol 95) que se almacena en los tanques 04TQ-102, 04TQ-
107, 04TQ-110, 04TQ-111 y 04TQ-112. El caudal de salida (transmisor-indicador de flujo
04FIT-341 y lazo 04FIR-341) es controlado con la válvula 04LV-341 (control 04LIC-341)
de acuerdo con la variación de nivel del acumulador 04D-301 (04LT-341 y el lazo 04LR-
341).
La presión y temperatura de fondo de la torre 04T-3 son medidas con el transmisor-indicador
de presión 04PIT-310 (lazo 04PIR-310) y transmisor-indicador de temperatura 04TIT-310 (lazo
04TIR-310) respectivamente, antes de que el líquido se envíe al rehervidor tipo kettle 04E-301,
que opera con aceite térmico como medio de calentamiento. La temperatura del rehervidor es
medida con el transmisor-indicador de temperatura 04TIT-302 y controlada (controlador-
indicador 04TIC-302) con el flujo (transmisor-indicador 04FIT-531 y control 04FIC-531) de
aceite térmico por medio de la válvula 04FV-531. El nivel de líquido del rehervidor 04E-301
puede ser observado con el indicador de nivel 04LG-301. La temperatura de aceite térmico se
mide con el transmisor-indicador 04TIT-531.
El producto de fondo de la torre 04T-3 es enviado al intercambiador de calor 04E-101 con la
bomba 04P-301A/B. La presión de descarga de esta bomba se mide con el indicador 04PI-301.
El caudal (instrumento 04FIT-301 y lazo 04FIR-301) se controla con la válvula 04LV-301 (lazo
04LR-301 y control 04LIC-301), de acuerdo con el nivel de líquido saturado en el rehervidor
04E-301 (transmisor de nivel 04LT-301.) El nivel de fondo de la torre 04T-3 puede ser
observado en el indicador de nivel 04LG-310.
A la salida del intercambiador 04E-101A/B, se mide la temperatura del Venobooster CT o
Veno HDP con el indicador 04TI-301, antes de la entrada al enfriador 04E-304, que opera con
agua como medio de enfriamiento. La temperatura de salida de este intercambiador se mide
con el indicador 04TI-304, antes de enviar el producto a los tanques de almacenaje 04TQ-101,
04TQ-108 y 04TQ-109 16.
27
Figura 1. Diagrama del área de fraccionamiento planta Química Venoco.16
Área de servicios
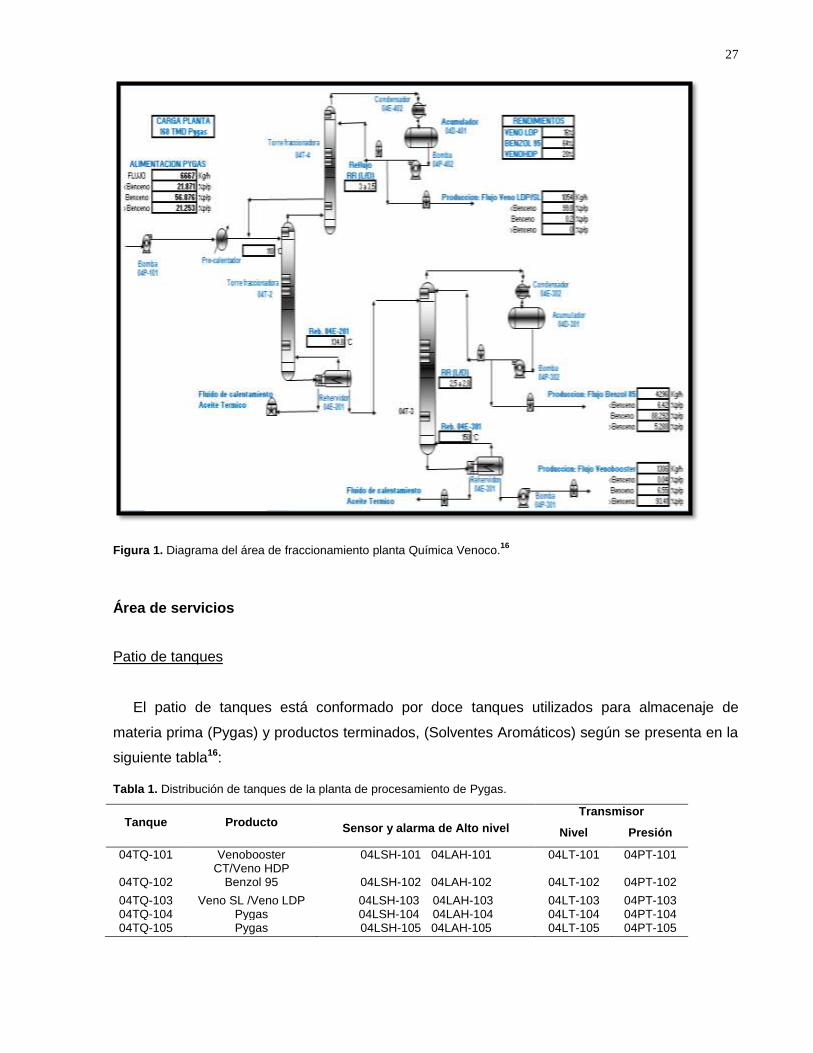
Patio de tanques
El patio de tanques está conformado por doce tanques utilizados para almacenaje de
materia prima (Pygas) y productos terminados, (Solventes Aromáticos) según se presenta en la
siguiente tabla16:
Tabla 1. Distribución de tanques de la planta de procesamiento de Pygas.
Tanque Producto Sensor y alarma de Alto nivel
Transmisor
Nivel Presión
04TQ-101 Venobooster CT/Veno HDP
04LSH-101 04LAH-101 04LT-101 04PT-101
04TQ-102 Benzol 95 04LSH-102 04LAH-102 04LT-102 04PT-102
04TQ-103 Veno SL /Veno LDP 04LSH-103 04LAH-103 04LT-103 04PT-103 04TQ-104 Pygas 04LSH-104 04LAH-104 04LT-104 04PT-104 04TQ-105 Pygas 04LSH-105 04LAH-105 04LT-105 04PT-105

28
Tabla 1. (Cont.) Distribución de tanques de la planta de procesamiento de Pygas.
Tanque Producto Sensor y alarma de Alto nivel
Transmisor
Nivel Presión
04TQ-106 Veno SL/Veno LDP 04LSH-106 04LAH-106 04LT-106 04PT-106 04TQ-107 Benzol 95 04LSH-107 04LAH-107 04LT-107 04PT-107
04TQ-108 Venobooster CT/Veno HDP
04LSH-108 04LAH-108 04LT-108 04PT-108
04TQ-109 Venobooster CT/Veno HDP
04LSH-109 04LAH-109 04LT-109 04PT-109
04TQ-110 Benzol 85 04LSH-110 04LAH-110 04LT-110 04PT-110 04TQ-111 Benzol 85 04LSH-111 04LAH-111 04LT-111 04PT-111 04TQ-112 Benzol 95 04LSH-112 04LAH-112 04LT-112 04PT-112
El sistema de venteo de los tanques se diseñó según la presión de vapor del producto para
mantener una presión positiva que reduzca considerablemente la emisión de vapores al
ambiente. En la tabla 2 se presentan los valores de presión de vapor de cada producto de
planta según los tanques y su logística de almacenamiento16.
Tabla 2. Presión de vapor de los productos.
Tanque Producto Presión Vapor bar(a) @32 °C Tipo de techo
04TQ-101 Venobooster CT/Veno
HDP 0.056 Cónico
04TQ-102 Benzol 95 0.18 Cónico
04TQ-103 Veno SL/Veno LDP 1.01 Cónico
04TQ-104 Pygas 0.46 Cónico
04TQ-105 Pygas 0.46 Cónico
04TQ-106 Veno SL/Veno LDP 0.46 Cónico 04TQ-107 Benzol 95 0.18 Cónico
04TQ-108 Venobooster CT/Veno
HDP 0.056 Cónico
04TQ-109 Venobooster CT/Veno
HDP 0.056 Cónico
04TQ-110 Benzol 85 0.18 Flotante 04TQ-111 Benzol 85 0.18 Flotante 04TQ-112 Benzol 95 0.18 Flotante
La alimentación de Pygas proveniente de la planta de Olefinas de Pequiven es medida con
un instrumento tipo coriolis 04FIT-100 que envía la señal al contador-indicador 04FIQ-100. Para
cada uno de los productos manejados se tiene una bomba asignada, encargada de transferir o
recircular el producto de los tanques, de acuerdo con lo presentado en la Tabla 3 16:

29
Tabla 3. Bombas del área de almacenaje de la planta de procesamiento de Pygas.
Producto Bomba Manómetro de descarga
Pygas 04P-103 04PI-105
Veno SL/Veno LDP 04P-102 04PI-102
Benzol 85/95 04P-105/108 04PI-103 Venobooster CT/Veno HDP 04P-104/107 04PI-104
El llenado de las cisternas con los productos terminados se controla con los instrumentos de
flujo y válvulas de control detallados en la Tabla 4:
Tabla 4. Equipos para el control de llenado de cisternas con los productos terminados16
.
Producto Instrumento de flujo Lazo de control Válvula de control
Veno SL/Veno LDP 04FT-102 04FIC-102 04FV-102 Benzol 85/95 04FT-105 04FIC-105 04FV-105 Venobooster
CT/Veno HDP 04FT-104 04FIC-104 04FV-104
Sistema de aceite térmico
El horno 04F-501 del Sistema de aceite térmico opera con gas como combustible. El flujo de
gas proviene del cabezal de Pequiven, cuya presión se mide con el indicador de presión 04PI-
804.
El gas se alimenta al tanque 04D-805 (equipado con un demister para evitar el paso de
condensado). La presión de este tanque se controla con el controlador 04PC-12 por medio de la
válvula 04PCV-805. El indicador de presión 04PI-805 sirve como indicación auxiliar de presión
del tanque.
El flujo de gas que se envía al horno se controla con la válvula 04PCV-503. La presión de
entrada y salida de esta válvula se mide con los indicadores 04PI-505 y 04PI-504
respectivamente. A la salida de esta válvula existen dos líneas:
- El gas que va a los quemadores del horno, controlado por la 04TV-501, encargada de
mantener la temperatura del aceite térmico. La señal de temperatura para este lazo
proviene del transmisor-indicador 04TIT-501. En la línea de gas a los quemadores se
encuentran las válvulas de doble bloqueo 04BSV-503A&B, el venteo 04BSV-503 C, el
sensor de alta presión de gas 04PSH-503 y el indicador de presión 04PI-503 para medir
la presión de entrada a los quemadores.

30
- El gas que va a los pilotos, controlado por la 04PCV-502. La presión de salida de esta
válvula se mide con el indicador 04PI-502. En la línea de gas a los quemadores se
encuentran las válvulas de doble bloqueo 04BSV-502 A&B.
En el horno existen sistemas auxiliares de seguridad tales como:
- Señales de temperatura de las chimeneas 04TE-504 A&B.
- Línea de barrido con aire para el hogar del horno, provista de la válvula solenoide
04XV-504.
- Sensores de bajo flujo de aceite térmico 04FSL-500 A&B.
El aceite térmico circulado en este sistema proviene del tanque 04D-501, el cual posee un
venteo para la humedad presente así como productos más livianos que el benceno presentes
en el aceite. El nivel del tanque se chequea con el 04LG-501. Del tanque succiona la bomba
04P-501A/B, que envía el aceite térmico al horno 04F-501 para su calentamiento. La presión de
descarga se mide con el 04PI-500 y el flujo total con el 04FIT-500.
Las temperaturas de entrada y salida del horno se miden con los indicadores 04TI-500 y
04TI-501 B, respectivamente.
El cabezal de aceite térmico alimenta los siguientes equipos:
- Válvula controladora 04PV-501, que mantiene la presión medida por el 04PT-501.
- Rehervidor 04E-201
- Precalentador 04E-102
- Rehervidor 04E-301
- Precalentador para arranques de planta 04E-401
El aceite térmico a la salida de estos equipos puede volver al tanque 04D-501 para su venteo
o directamente a la succión de la bomba 04P-501A/B 16.

31
Sistema de agua de enfriamiento
El agua cruda proveniente de Pequiven es tratada previamente con los filtros de arena
04FIL-601 o 04FIL-602, para la remoción de sólidos suspendidos. La presión de entrada y
salida de dichos filtros es medida con los 04PI-602 y 04PI-603, respectivamente.
A la salida de los filtros de arena se tienen los suavizadores 04D-601 o 04D-602, que se
encargan de remover la dureza total (calcio y magnesio) presente en el agua filtrada. La presión
de salida de los suavizadores es medida con el indicador 04PI-604.
Una vez suavizada el agua, se envía la reposición (necesaria por la evaporación y purga
continua) a la torre de enfriamiento 04CT-601, permitiendo la entrada por medio de un flotador
conectado a una válvula de paso.
El agua de enfriamiento es circulada por la bomba 04P-601A/B, cuya presión de descarga se
mide con el indicador 04PI-601. La condición de bajo nivel de la piscina es detectada con la
alarma 04LAL-601. La temperatura de salida y retorno de agua de enfriamiento a la torre es
medida con los 04TI-601 y 04TI-602 respectivamente.
El agua de enfriamiento es utilizada en los siguientes equipos:
- Condensador y subenfriador 04E-402. Su temperatura de salida se mide con el
indicador 04TI-642.
- Condensador y subenfriador 04E-302. Su temperatura de salida se mide con el
indicador 04TI-632.
- Enfriador 04E-304. Su temperatura de salida se mide con el indicador 04TI-634 16.
Sistema de aire comprimido
El suministro de aire de instrumentación y servicios a la planta es provisto por los
compresores 04C-701A/B (pueden trabajar de forma individual o en paralelo). Ambos
descargan al tanque pulmón 04D-701. La presión de dicho tanque es medida con el 04PI-701.
La presión de salida del 04D-701 es medida con el 04PI-702 y en caso de baja presión de
aire está será detectada con el sensor 04PSL-702 que activa la alarma 04PAL-702 16.

32
Sistema de alivio
El cabezal de alivio del área de procesos es recibido en el knock-out drum 04D-801, en el
cual se mantiene un sello de agua cruda que impida el regreso de vapores u oxígeno a este
cabezal. El nivel de líquido es chequeado con:
- Los sensores de bajo nivel (04LSL-801) y alto nivel (04LSH-801) que activan las alarmas
04LAL-801 y 04LAH-801, respectivamente.
- Visor de nivel 04LG-801.
La temperatura del 04D-801 puede ser medida con el 04TI-801. En caso de que se detecte
alto nivel, el líquido debe ser bombeado al tanque 04TQ-802, con el cuidado de mantener el
sello de agua en el 04D-801. En caso de que sea necesario, se debe reponer agua cruda. El
nivel del tanque 04TQ-802 es chequeado con el 04LI-36A.
Los vapores de salida del 04D-801 se unen a los vapores provenientes del sistema de
venteo de los tanques de almacenaje (04TQ-101; 04TQ-102, 04TQ-103; 04TQ-104; 04TQ-105;
04TQ-106; 04TQ-107; 04TQ-108 y 04TQ-109) para entrar al flare 04FL-801, para su venteo y
quemado. La presencia de nivel de líquido en el 04FL-801 es detectada con el 04LI-35. Para
asegurar un quemado de los vapores de hidrocarburo se mantiene una llama piloto encendida,
formada por una mezcla de gas (regulado con la 04PCV-14) y aire de instrumentación (04PCV-
15). Las presiones de ambos son medidas con los 04PI-64A y 04PI-64B respectivamente 16. En
la Tabla 5 se definen las válvulas de seguridad junto con sus equipos asociados.
Tabla 5. Válvulas de seguridad del sistema de alivio y equipos asociados.16
Válvulas de seguridad Equipo asociado
04PSV-101 04D-101 04PSV-701 04D-701 04PSV-341 04D-301 04PSV-441 04D-401 04PSV-501 04D-501
Sistema de efluentes
Al sistema de efluentes llegan productos provenientes de diferentes áreas:
- Mezcla de agua e hidrocarburo del tanque 04TQ-802.

33
- Agua e hidrocarburo, recolectados en las tanquillas del área de proceso, patio de
tanques y llenadero.
La mezcla de estos efluentes llega a la pileta 04S-803, de donde al alcanzar el nivel máximo,
se transfiere el producto con la bomba 04P-803 al separador API 04D-804. La presión de
descarga se mide con el 04PI-803. Del separador API se obtienen 2 corrientes:
- La inferior (agua) enviada a la red de efluentes del complejo.
- La superior (hidrocarburo) enviada a la pileta 04S-804, para su posterior transferencia al
tanque 04TQ-802 16.
1.3 Bases teóricas de la investigación
1.3.1 Pygas
También denominada gasolina hidrogenada, gasolina de pirólisis o dripoleno (nombre
comercial) es un hidrocarburo aromático líquido que contiene un 45-60% de concentrado de
benceno mientras que el otro porcentaje contiene hidrocarburos con puntos de ebullición
mayores y menores que el del benceno.
El Pygas es un subproducto recuperado en la planta de olefinas II del complejo petroquímico
Ana María Campos como resultado del craqueo térmico (rompimiento de moléculas por
sometimiento a elevadas temperaturas) del etano y propano, el cual son la alimentación a
dichas plantas, en los hornos de pirólisis para obtener las olefinas etileno y propileno.
El dripoleno posteriormente es enviado al sistema de hidrogenación donde es sometido a un
proceso de hidrogenación catalítica selectiva, (evitando hidrogenar las mono-olefinas y
aromáticos que le dan alto octanaje a la gasolina) para eliminar componentes inestables como
son las diolefinas y componentes estirenicos, por lo que hay una disminución del número de
bromo y al mismo tiempo del contenido de goma, que tienden a polimerizar a compuestos de
mayor peso molecular y materiales gomosos aún a condiciones ambientales, produciendo
ensuciamiento de equipos, taponamiento de líneas, entre otras.
34
Por último este producto final (dripoleno hidrogenado) es suministrado a las instalaciones de
química Venoco el Tablazo a través de las bombas P-6201 M/R a una presión
aproximadamente de 2 bar (g) como materia prima 16.
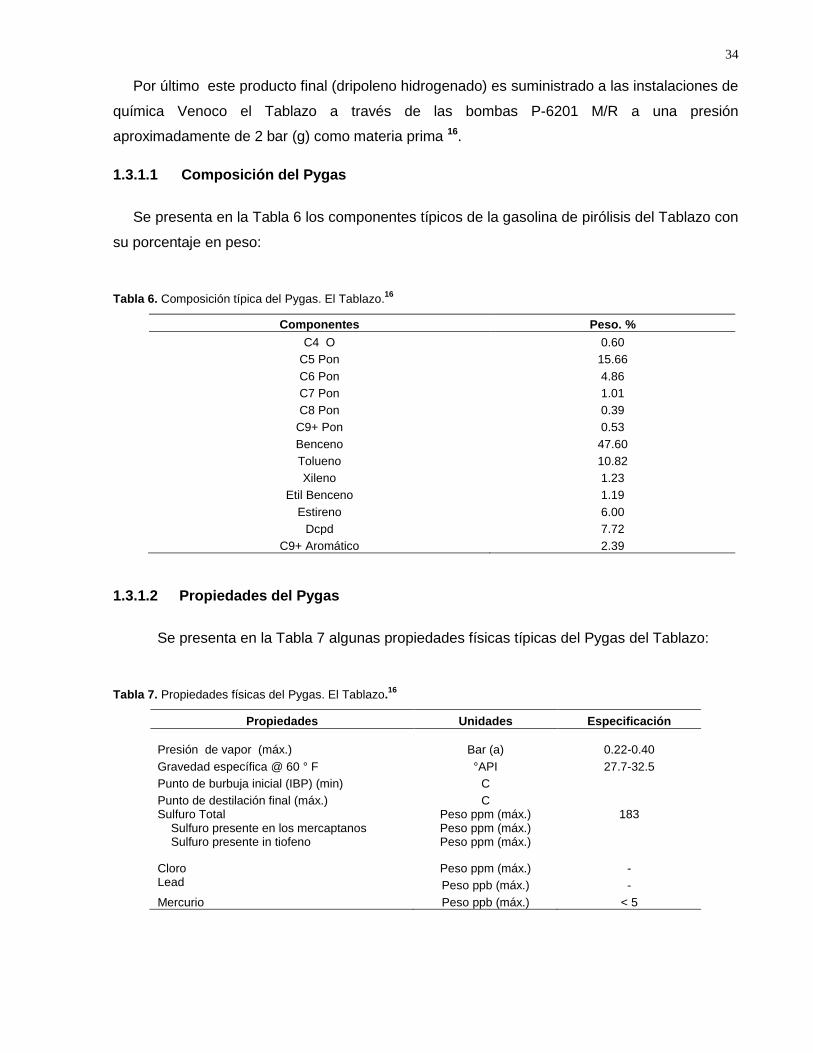
1.3.1.1 Composición del Pygas
Se presenta en la Tabla 6 los componentes típicos de la gasolina de pirólisis del Tablazo con
su porcentaje en peso:
Tabla 6. Composición típica del Pygas. El Tablazo.16
Componentes Peso. %
C4 O 0.60
C5 Pon 15.66
C6 Pon 4.86
C7 Pon 1.01
C8 Pon 0.39
C9+ Pon 0.53
Benceno 47.60
Tolueno 10.82
Xileno 1.23
Etil Benceno 1.19
Estireno 6.00
Dcpd 7.72
C9+ Aromático 2.39
1.3.1.2 Propiedades del Pygas
Se presenta en la Tabla 7 algunas propiedades físicas típicas del Pygas del Tablazo:
Tabla 7. Propiedades físicas del Pygas. El Tablazo.16
Propiedades Unidades Especificación
Presión de vapor (máx.)
Bar (a) 0.22-0.40
Gravedad específica @ 60 ° F °API 27.7-32.5
Punto de burbuja inicial (IBP) (min) C
Punto de destilación final (máx.) C Sulfuro Total Sulfuro presente en los mercaptanos Sulfuro presente in tiofeno
Peso ppm (máx.) Peso ppm (máx.) Peso ppm (máx.)
183
Cloro Peso ppm (máx.) - Lead Peso ppb (máx.) -
Mercurio Peso ppb (máx.) < 5

35
Tabla 7. (Cont.) Propiedades físicas del Pygas. El Tablazo16
Propiedades Unidades Especificación
Arsénico Peso ppb (máx.) < 10
Antimonio Peso ppb (máx.) <10
Fosforo Peso ppb (máx.)
Silicio Peso ppb (máx.) <5 Componentes carbonilicos Peso ppm (máx.) -
Orgánicos/cloruros Inorgánicos/Sales minerales Peso ppm (máx.) <30
Gomas existentes Mg/100 ml (máx.)
Agua Peso ppm (máx.) -
1.3.2 Benceno
El benceno es un hidrocarburo poli-insaturado de fórmula molecular C6H6, con forma de
anillo (se le llama anillo bencénico, o aromático, ya que posee un olor particularmente llamativo
para cierto tipo de individuos) y puede considerarse una forma poliinsaturada del ciclohexano.
En el benceno cada átomo de carbono ocupa el vértice de un hexágono regular, ocupa dos
valencias con los dos átomos de carbonos adyacentes, una tercera valencia con un átomo de
hidrógeno y la cuarta denominada “oculta” dirigiéndola hacia el centro del anillo hexagonal
formada en algunos casos de carbono y en otros de alguna base nitrogenada. El benceno es un
líquido incoloro de aroma dulce y sabor ligeramente amargo, similar al de la hiel. Se evapora al
aire rápidamente y es poco soluble en agua. Es sumamente inflamable, volátil y se forma tanto
en procesos naturales como en actividades humanas 17.
1.3.3 Benzol
Es un concentrado de benceno al 85-95% de pureza, tal como se muestra en la Tabla 8.
Este producto se utiliza como materia prima para la producción de derivados aromáticos 16.
Tabla 8. Propiedades físicas del Benzol.65
Propiedad Unidad Método Especificación
Contenido de Benceno Gravedad específica a 288.15 K (15 °C) Punto de inflamación TAG PIB Rango de destilación PF
% p/p ºC ºC ºC ºC
NVE 173 80.0 – 95.0 0.87 máx. -11 min 74 min 77-110 110 Max.)
VALORES TÍPICOS Propiedad Unidad Método Valor típico
Benceno % p/p NVE 173 85 Tolueno % w/w NVE 173 3.4

36
Tabla 8 (Cont.). Propiedades físicas del Benzol 65
1.3.4 Veno SL / Veno LDP
Este producto es un corte alifático de alta pureza. Puede ser utilizado en aplicaciones de
secado rápido (16); Sus propiedades físicas se pueden apreciar en la Tabla 9.
Tabla 9. Propiedades físicas del Veno SL.65
1.3.5 Venobooster CT/ Veno HDP
Es un corte aromático con alto contenido de tolueno, puede ser utilizado como solvente en la
formulación de thinners y resinas 16; Sus propiedades físicas se pueden apreciar en la Tabla 10.
Propiedad Unidad Método Valor típico
Destilación – PI ºC ASTM D86 74,5 Destilación – 5% ºC ASTM D86 76,5 Destilación – 10% ºC ASTM D86 76,5 Destilación – 50% ºC ASTM D86 77,5 Destilación – 95% g/ml ASTM D86 80 Destilación – PF ° ASTM D86 116 Densidad @ 288.15°K(15°C) ASTM D1298 0,8635
C5 y Menores (%p/p) 1 máximo Tolueno (%p/p) 1 máximo
C8 Aromáticos (ppm) 100 máximo No Aromáticos % 5 - 8 C11+ (%) 1 máximo Azufre (ppm) 200 máximo Cloruro (ppm) 1 máximo Índice de Bromo (mg/100g) 20.000 máximo
Propiedad Especificación
Rango de destilación, ºC 34-90
Densidad a 15 ºC, g/ml
0.7131
Gravedad Específica a 15 °C 0.68 máx.
Punto de Inflamación, (°C) - 49 mín.
Contenido de Benceno, (%p/p) 0.5 máx.
Contenido de Tolueno (ppm) 100
C8 Aromáticos (ppm) 10 máximo
Compuestos Alifáticos C4 - C6 55 %
Compuestos Alifáticos Cíclicos 32 %
Olefinas C5 - C6 12 %

37
Tabla 10. Propiedades físicas del Venobooster.65
Propiedad Especificación
Rango de destilación, ºC 104-194
Densidad a 15 ºC, g/ml
0.8802
Gravedad Específica a 15 °C 0.852
Punto de Inflamación TAG, °C 53
Contenido de Benceno, (%p/p) 0.5 máx.
Contenido de Tolueno 63 %
C8 Aromáticos (ppm) 10 máximo
Compuestos Alifáticos C11+ 10 %
Olefinas 30 %
Viscosidad a 40 ºC (cSt) 1.3
Punto de anilina Mixto 31
Índice de Refracción NVC 1.480
Cuando se diseña una columna de destilación, es necesario estudiar la alimentación hacia la
misma. Con los componentes en la alimentación ordenados dependiendo de su punto de
ebullición, el diseñador debe decidir entre cuáles dos componentes la separación debe
efectuarse. El componente más liviano que sale por el fondo de la columna es llamado “clave
liviano” y el componente más pesado que sale por el tope de la columna es llamado “clave
pesado”. La Tabla a continuación ilustra esta separación:
Tabla 11. Distribución de los componentes clave liviano y clave pesado con alimentación Pygas. 16
Componente Punto de ebullición °K (ºC) Componentes claves para diseñar
04T-2/04T-4
Metilciclopentano 344.96 (71.81) Clave liviano.
Benceno 353.15 (80) Componente distribuido
Benceno 353.15 (80) Clave pesado
04 T-03
Benceno 353.15 (80) Clave liviano.
Benceno 353.15 (80) Componente distribuido
Ciclohexeno 356.12 (82.97) Clave pesado
Los componentes clave liviano y los más livianos que éste irán hacia el tope de la columna.
Los componentes clave pesado y los más pesados que éste irán hacia el fondo de la columna.
La separación entre el clave liviano y el clave pesado no es completa. Siempre habrá algo del
clave pesado en el tope de la columna y algo del clave liviano en el fondo. Qué cantidad de
38
estos componentes irán hacia el tope o hacia el fondo, dependerá de la forma en que la
columna sea operada.
Una columna de livianos (columna principal) se opera para minimizar la cantidad del
componente clave liviano (Metilciclopentano, para la columna principal) en el fondo de la
columna. Eso se logra manteniendo una alta concentración del clave pesado en el tope de la
columna (benceno para el caso de la columna principal).
Por otro lado, la columna de alta ebullición (columna 04T-3) se opera para minimizar la
cantidad del clave pesado en el tope de la columna (ciclohexeno para el caso de la columna
04T-3).
Este se logra manteniendo una cantidad mayor del clave liviano en el fondo de la columna
(benceno para la columna 04T-3). La cantidad deseada de cada componente clave en cada fin
de la columna es ajustada para el diseño. La columna es entonces diseñada (número, diámetro
de platos, reflujo, presión y temperatura) para lograr la separación deseada.
Después que se construye la columna, la cantidad de estos componentes claves en el
producto de tope y fondo está cercanamente relacionada a cómo la columna es operada de
acuerdo con las condiciones de diseño (composición de la alimentación, reflujo, vapor, presión y
temperatura).
En operación normal, la composición de la alimentación puede variar. La presión en la
columna es ajustada dependiendo de otros equipos del proceso y generalmente no puede ser
variada. El operador tiene entonces la temperatura de alimentación, reflujo y relación de reflujo
como las variables principales para el control de la columna.
Cuando una columna se diseña para alcanzar una separación específica entre un
componente clave liviano y un componente clave pesado, la concentración de otras impurezas
en el producto de tope o fondo es dependiente de la concentración en la alimentación. Con
base en el punto de ebullición (si es menor que el del clave liviano) o hacia el fondo (si su punto
de ebullición es mayor que el del clave pesado). Algunos componentes pueden tener puntos de
ebullición cercana y/o entre los dos componentes clave y separarse por tanto en ambas
direcciones (tope o fondo).

39
La única indicación verdadera de una buena operación en una columna de destilación, es la
cantidad de componentes clave en el tope y en el fondo de la misma.
1.3.6 Aspectos generales sobre los aromáticos
1.3.6.1 La industria petroquímica de los hidrocarburos aromáticos en el siglo XXI. Origen
y evolución: el BTX
Lo que en la industria petroquímica se conoce como hidrocarburos aromáticos, bajo la
denominación de fracción BTX, es un conjunto de moléculas que podríamos considerar como
derivados básicos de benceno y formado por benceno, tolueno, orto-xileno, meta-xileno, para
xileno y etil-benceno. Desde un punto de vista histórico, este conjunto de moléculas formaron
parte fundamental de la fracción ligera del alquitrán producido en la destilación seca de la hulla
y recibieron la denominación genérica de aromáticos, constituyendo la materia prima básica de
la industria carbo-química.
Durante la segunda parte del siglo XIX y hasta los años 40 del siglo XX, la industria
carboquímica, asociada siempre a la siderúrgica, de donde obtenía fundamentalmente sus
materias primas, experimentó en Europa y EE.UU un desarrolló espectacular.
Hacia finales de los años 40, tiene lugar en EE.UU la primera obtención de hidrocarburos
aromáticos procedentes del petróleo al inventarse el reformado catalítico de naftas; con esta
tecnología se buscaba elevar el número de octano que exigían las gasolinas de aviación. Había
nacido la moderna petroquímica basada en naftas del petróleo y procesos catalíticos.
La progresión de la petroquímica es tan rápida que ya en los años 60 se asiste a la práctica
desaparición, por conversión de materias primas, de la antes poderosa industria carboquímica.
Actualmente, la petroquímica basada en naftas de petróleo aporta más del 96% de la
producción mundial de B.T.X. y permite soportar una muy diversificada y en constante
crecimiento industria petroquímica 19.
La amplia gama de aplicaciones que envuelven los principales aromáticos, benceno, tolueno
y xileno, se ilustra en la Figura 2 así como también la importancia de estos productos
intermedios a la industria química.

40
Figura 2. El sector petroquímico de los aromáticos / Aplicaciones de los BTX.19
Estos compuestos aromáticos y sus aplicaciones no poseen la misma capacidad de
produccion debido a las diferencias en las materias primas que provienen de distintas regiones
del mundo, a continuacion se refleja en la Tabla 12 los valores anuales de produccion de los
aromáticos principales y su porcentaje de utilizacion, por otro lado, se reflejan las capacidades
de produccion de los BTX en la Figura 3.
Tabla 22. Capacidad mundial de producción de BTX.19
Capacidad Kt /año Producción Kt / año % de utilización % Producción
EEUU y Canadá 22.414 18.176 81 32
Asia -Pacifico 21.127 17.796 84 29
Europa Oc. 13.531 11.235 83 19
Europa Este 8.985 4.454 50 13
Latinoamérica 3.902 3.356 86 5
Oriente Medio y África 1.781 1.370 77 2
Total mundial 71.740 56.387 79
PETRÓLEO
CARBÓN
BENCENO
TOLUENO
P-XILENO
O-XILENO
M-XILENO
PARAFINAS
LINEALES
C9+
AROMATICOS
CICLOHEXANO
ANH. MALEICO
ANH. FTALICO
ETILBENCENO
ESTIRENO
CUMENO FENOL
CLORO
BENCENO
ALQUIL BENCENO
TOLUENO
DISOCIANATO
NITROTOLUENO
DMT / PTA /
PET
OTROS
ADHESIVOS
DETERGENTES
EXPLOSIVOS
RESINAS
FIBRAS Y
PELICULAS
PINTURAS
BARNICES
ELASTOMEROS
DISOLVENTES
POLIMEROS
INTERMEDIOS TERMINADOS
PRIMARIOS

41
Figura 3. Capacidad mundial de producción por zonas geográficas.19
1.3.6.2 Fuentes suministradoras de BTX
Las principales fuentes de aromáticos (benceno, tolueno, xileno) son transformados de
reformado catalítico, gasolina de pirólisis del craqueo a vapor (steam-crackers) o de hornos de
coque de petróleo ligero (coke oven light oil) de las plantas de hornos de coque, así como se
muestra en la Figura 4. El reformado del reformado catalítico proporciona el suministro básico
de benceno, tolueno, xileno y aromáticos más pesados. La mayoría del tolueno y aromáticos
más pesados del reformado, son convertidos a bencenos y xilenos, y es principalmente usado
para la producción de p-xilenos. El suministro restante de aromáticos es producido a partir de la
gasolina de pirólisis y de COLO (coke oven light oil) 19.
Benceno, el cual tiene la mayor tasa de producción entre el tolueno y xileno, es
principalmente producido a partir de la gasolina de pirólisis, seguido del reformado. Un
significante porcentaje de benceno, es decir, 15% es también obtenido de la Hidroalquilación

42
(HDA) de aromáticos pesados y de la desproporción del tolueno (TDP). El porcentaje menor de
obtención, 5% aproximadamente del benceno, es obtenido a partir del COLO, tal como se
muestra en la figura 5.
Figura 4. Principales fuentes para obtención de aromáticos.17
Figura 5. Principales fuentes para obtención de benceno.17
En general, las fuentes de hidrocarburos BTX en los umbrales del siglo XXI son:
68%
29%
3%
Fuente mundial de aromaticos
Reformado catalitico gasolina de pirolisis COLO
47%
33%
15%
5%
Fuente mundial de benceno
gasolina de pirolisis Reformado HDA / TDP COLO
43
- Crackers de etileno/ propileno alimentados con nafta o gases del petróleo-nafta
pirolítica (gasolina de pirólisis): La gasolina de pirólisis es el subproducto de craqueo
por vapor de los gases de parafina, naftas, gasóleos y otros hidrocarburos utilizados
para hacer etileno. La gasolina de pirólisis puede contener hasta 5% de diolefinas. Esto
hace que el compuesto sea inestable. También contiene 60% en Aromáticos, de los
cuales 50% es benceno. Con el fin de eliminar las diolefinas, es posible destilarlas ya
que tienen un punto de ebullición más bajo, pero estas tienden a polimerizar, por lo que
primero tienen que ser convertidos a olefinas a través de hidrotratamiento. Esto
entonces, se puede utilizar para gasolina, o puede ser aún más hidrogenado para
saturar las olefinas y eliminar el azufre. El benceno se extrae a través de extracción con
disolvente y luego destilación común. Este proceso hace un 30% -35% de la producción
de benceno en el mundo.19
- El reformado catalítico de naftas en refinerías: El reformado catalítico se utilizó por
primera vez en la década de 1940. Este proceso representa el 30% de producción de
benceno en el mundo. El reformado catalítico implica la deshidrogenación de naftenos a
productos aromáticos, o la isomerización de alquilnaftenos y la deshidrogenación de
ellos. Las parafinas son también deshidrocicladas en aromáticos, pero la reacción es
lenta. La alimentación para este proceso es nafta, que puede ser directamente destilado,
hidrocraqueados, craqueado térmicamente, o craqueados catalíticamente. En primer
lugar la nafta es hidrotratada para eliminar el azufre, que puede estar presente.
Hidrógeno reciclado se añade entonces a la misma, se mezclan y se calientan. Esta
corriente se envía a los reactores catalíticos donde las parafinas se convierten en
compuestos aromáticos. El catalizador implicado en estos reactores es generalmente de
platino o renio cloruro. La corriente de salida, se compone de hidrógeno en exceso y un
reformado que es rico en compuestos aromáticos. Esta corriente se envía entonces a la
sección de separación del proceso. Aquí, el hidrógeno se separa del producto líquido, y
se recicla de nuevo a la alimentación inicial. El producto líquido, por otro lado, se
alimenta a un estabilizador. Un estabilizador separa los hidrocarburos ligeros, volátiles
del producto líquido. El líquido se envía entonces a un desbutanizador. El benceno, así
como tolueno y xilenos (todos los compuestos aromáticos llamados) son entonces
extraídos de este reformado estable. Se utilizan diferentes disolventes para extraer los
compuestos aromáticos de la corriente de reformado estabilizado. Los disolventes más
comunes utilizados son glicol y Sulfolane. 19
44
- La desproporción del tolueno, (TDP): Compuestos aromáticos alquilados se
transalquilan para producir benceno y bencenos alquilados. Un ejemplo de tal método es
el proceso Tatoray. En este proceso, el tolueno o tolueno y aromáticos C9 son
convertidos en benceno y xilenos.
2C6H5CH3 --------------> C6H6 + C6H4 (CH3) 2
C6H5 + C6H3 (CH3) 3 -------------> 2C6H4 (CH3) 2
El tolueno se envía a un separador para eliminar los gases. La corriente del producto
se envía entonces a través de torres de arcilla que separan el benceno, tolueno y xileno
utilizando destilación. El tolueno sin reaccionar también se recicla. Benceno de alta
pureza y xilenos se producen si la alimentación es C9 y C10 aromáticos, una mezcla de
benceno, tolueno y xilenos se produce y el rendimiento para el benceno es menor.
- Hidrodesalquilación de aromáticos pesados, (HDA): La hidrodesalquilación de
aromáticos se realiza usualmente con tolueno, aunque se utilizan más aromáticos
pesados, los aromáticos livianos también se utilizan. La reacción que tiene lugar es la
siguiente:
C6H5CH3 + H2 ------------> C6H6 + CH4
La reacción con más bencenos alquilados es:
C6H4 (CH3) 2 + H2 --------------> C6H5CH3 --------------> C6H6 + CH4
Hidrodesalquilación de tolueno puede ser operado bajo condiciones catalíticas o
térmicas. El tolueno se mezcla con aromáticos más pesados o parafinas de la columna
de fraccionamiento de benceno. Luego se calientan con un gas que contiene hidrógeno
a una presión específica. La corriente se mueve entonces pasado un catalizador
desalquilación contenido en el reactor. Aquí, el tolueno reacciona con el hidrógeno, y el
benceno y el metano son producidos. El benceno es entonces separado del metano
usando un separador, que opera a altas presiones. Aquí, el gas que contiene el metano
se elimina. El producto se envía entonces a una columna de fraccionamiento donde la
destilación se utiliza para recuperar el benceno. El benceno entonces se envía a
almacenar. El tolueno y otros subproductos aromáticos más pesados que no reaccionan
son reciclados de nuevo a la alimentación. Hay una tasa de 70 a 85 por ciento de
conversión de tolueno a benceno a través de este proceso.

45
- COLO (Coke oven light oil): (horno de coque de petróleo ligero) es un subproducto de
la industria del acero, que se obtiene durante la conversión térmica de carbón en coque.
Es un material compuesto altamente de aromáticos principalmente (~ 90% w) de
benceno, tolueno y xilenos. También contiene altos niveles de azufre, tales como tiofeno
(0,3 hasta 0,6% w), nitrógeno, tal como piridina (0,25% w) contaminantes y cantidades
significativas de compuestos aromáticos olefínicos, tales como estireno (1.5 2.5% w). La
eliminación de tiofeno, piridina, estireno de la materia prima cruda COLO por
fraccionamiento simple no son factibles puesto que sus intervalos de ebullición están
demasiado cerca a la de los compuestos aromáticos (deseados) para permitir la
separación precisa. Deben adoptarse precauciones para saturar los aromáticos di-
olefínicos tales como estireno antes de completar el fraccionamiento, ya que fácilmente
pueden sufrir polimerización por calentamiento y vaporización en presencia de oxígeno.
La calidad de la carga en los reformados catalíticos y en los crackers de etileno determina la
producción y concentración del BTX en el reformado y la nafta pirolítica.
Las reacciones básicas involucradas en estos procesos se dan en la Figura 6.
En la Figura 7, se ilustran las etapas básicas del reformado catalítico de naftas.
En las Figuras 8, 9, 10, 11 y 12 se ilustra la composición básica del BTX según su origen, así
como su distribución por productos a escala mundial.

46
Figura 6. Reacciones típica.19
Figura 7. Reformado catalítico de naftas.19

47
Figura 8. Composición de aromáticos según las fuentes.19
Figura 9. Producción mundial de benceno por fuentes.19

48
Figura 10.Producción mundial de tolueno por fuentes.19
Figura 11. Producción mundial de xilenos por fuentes.19

49
Figura 12. Producción mundial de BTX por fuentes. 19
(1) Incluye hidrodesalquilación, desproporción de tolueno y otros procesos de transformación.
1.3.6.3 Demanda de los BTX
En el mundo, aproximadamente 110 millones de toneladas de aromáticos BTX son
actualmente producidos anualmente. Un incremento en la demanda de por lo menos 4% anual
es predicho para el benceno tal como se muestra en la Figura 13, debido al crecimiento de los
mercados de consumo final como el poliestireno, policarbonato, resinas fenólicas, y nailon.
Figura 13. Demanda mundial de aromáticos (MTM/ año).17
Millones de toneladas métricas por año

50
El crecimiento estimado del consumo de tolueno en general es menor que el 3% anual. Su
mayor uso químico directo es el disocianato de tolueno (TDI), una materia prima para la
producción de poliuretano. La extracción de tolueno se incrementara así como el tolueno es
convertido en benceno y xileno vía desproporción 19.
1.3.6.4 La producción de BTX en Europa Occidental Europa juega un papel muy importante en esta industria con un 20% de la capacidad
mundial instalada, lo que significa una producción prevista para el 2002 de 18 millones de t/año
y con un crecimiento previsto del 40% sobre su capacidad actual. Por otro lado, la capacidad de
producción de derivados del BTX en Europa Occidental alcanza la cifra de 27 millones de t/año,
procedentes de 53 empresas 19.
1.3.6.5 Evolución de la tecnología La tecnología del BTX se puede considerar madura en los albores del siglo XXI. No
obstante, la mejora constante en catalizadores y la necesidad de incorporar como materias
primas básicas de la petroquímica tanto el gas natural como fracciones ligeras del petróleo
procedente del esquema de refino, como son naftas ligeras C5-C6 así como GLP (fracción C3-
C4), está dando lugar a futuras tecnologías que se encuentran en fase de aplicación inicial, de
evaluación económica o de investigación básica. Entre éstas, cabría resaltar 19:
- Alquilación: sustitución de ácidos (CLH, FH, etc.) por resinas intercambiadoras y zeolitas
modificadas (LAB, etil-benceno, cumeno, etc.).
- Tamices/membranas: superación del equilibrio químico (isomerización, p-xileno, etc).
Sustitución de la destilación tradicional por adsorciones selectivas (m-xileno, 2,6-dimetil
naftaleno, etc).
- Oxidación directa: obtención del fenol por oxidación directa del benceno o del ácido acético
por oxidación directa del n-butano.
- Reformado catalítico: transformación de naftas ligeras a aromáticos.

51
- GLP: transformación directa del GLP a aromáticos (procesos Cyclar de BP/UOP, aroforming
del IFP, etc.).
- Dismutación: conversión selectiva del tolueno a p-xileno y benceno (proceso MSTDP de
Mobil).
- Ecología/seguridad: eliminación de etapas peligrosas en los procesos de fabricación
(obtención del TDI a partir de carbamatos para eliminar el gas fosgeno).
- Avances tecnológicos en:
• Mejora de calidad.
• Reducción de contaminantes.
• Mejora de rendimientos y consumos.
• Mejora de almacenamiento, manipulación y transporte.
1.3.6.6 Futuro de la petroquímica de aromáticos
Esta poderosa rama de la petroquímica está experimentando un gran crecimiento, muy en
especial en los países en desarrollo, Oriente Medio, Asia e India. La tasa anual de crecimiento,
si se supera la crisis económica que padecen Asía y Japón fundamentalmente, se estima en el
4,3% hasta el año 2010, casi el doble de la esperada para los productos energéticos. Este
fuerte crecimiento se agudiza en los países emergentes. No obstante, el gran desarrollo del
sector está sometido a duros programas internacionales para la defensa del medio ambiente
(ECETOC, IARC, ECDIN, IRPTC, IPCS, etc.) en la que el “quinto programa de acción
medioambiental” tiene como objetivo reducir el impacto de esta industria 19.
1.3.7 Separación de hidrocarburos aromáticos BTX
Antes de efectuarse la separación de los aromáticos, la gasolina de pirólisis (procedente del
craqueo con vapor para la obtención de olefinas), se somete a una hidrogenación para eliminar
las olefinas polimerizables. La gasolina reformada se puede procesar directamente para la
separación de aromáticos. El primer paso de la separación es normalmente una destilación
para separar la fracción en el intervalo de 80 – 145 ºC que se va a fraccionar, teniendo en
cuenta las temperaturas de ebullición de los BTX y eliminando los extremos ligeros y pesados

52
según sus puntos de ebullición, Benceno 80 ºC, Tolueno 110 ºC, Etilbenceno 136 ºC, P-x 138
ºC, M-x 139 ºC, O-x 145 ºC.
Existen algunos límites de la destilación estándar, como se sabe, la destilación es un
proceso de separación basado en la diferencia de volatilidades entre los constituyentes que
serán separados.
La factibilidad de dicha operación depende de los puntos de ebullición que a menudo
caracteriza las volatilidades teniendo una diferencia suficientemente grande para hacer que la
separación sea posible. Si los puntos de ebullición son muy cercanos entre ellos, la separación
se vuelve difícil o imposible, se sabe que algunos componentes de las mezclas de
hidrocarburos tienen volatilidades muy cercanas, en algunas condiciones debido a la no-
idealidad. Muchos ejemplos de la petroquímica pueden ser tomados para ilustrar estas
dificultades de separación.
A continuación se presenta en la Tabla 13 la naturaleza de los componentes que tienen puntos
de ebullición similares y hacen imposible una separación estándar 19.
Tabla 33. Volatilidades cercanas de algunos componentes.21
Mezcla típica 1 Punto de ebullición °C
Isobuteno -6.9
1-buteno -6.3
1,3-butadieno -4.4
n-butano -0.5
Mezcla típica 2
Punto de ebullición °C
Metilciclopentano 71.8
Benceno 80.1
Ciclohexano 353.85 (80.7)
Se puede notar que el benceno es teóricamente inseparable del ciclohexano, también se
sabe que la separación del benceno-hexano y el benceno-n-heptano son muy difíciles de
realizar, casi imposible en estos casos, aun si se usa columnas con un muy alto número de
etapas. Si los constituyentes a ser separados pertenecen a diferentes familias químicas, es
posible forzar la destilación usando un solvente en mezcla con los productos procesados.

53
Debido a la formación de mezclas azeotrópicas entre algunos aromáticos, nafténicos y
parafínicos dentro de este intervalo, el paso siguiente es la separación de los aromáticos de los
no aromáticos con el empleo de disolventes por destilación azeotrópica, extractiva o mediante
extracción líquido-líquido.
La destilación azeotrópica, implica la adición de un disolvente polar como acetona o
metanol el cual aumenta la volatilidad de los no aromáticos, que salen por cabeza,
permaneciendo como colas los aromáticos; esta técnica resulta económica cuando el
contenido de aromáticos es alto (> 90 %) y por tanto la cantidad de no aromáticos a
separar es baja, como por ejemplo en la gasolina de pirólisis o en el benceno bruto
obtenido en la coquización del carbón.(20) Se basa en la formación de un azeótropo entre
los hidrocarburos No aromáticos y un solvente polar de bajo punto de ebullición. El
contenido de impurezas en la alimentación y la composición del azeótropo determinan la
cantidad de solvente requerido en el proceso. Este método debe ser aplicado a un
estrecho corte de alimentación, que contenga principalmente un solo tipo de aromático,
ya que se requeriría de una instalación independiente para cada uno de ellos, además
de que las variaciones en la composición de la alimentación y el tipo de impurezas a ser
removido modifican la composición del azeótropo, lo que conduce a una menor
eficiencia de purificación y le resta flexibilidad al proceso.
La destilación extractiva (DE) emplea la adición de un disolvente selectivo de
aromáticos (N-metilpirrolidona, Sulfolane, dimetilformamida, di-tri-tetra etilenglicol, etc.)
el cual modifica y disminuye la volatilidad relativa de los aromáticos, cambiando el
equilibrio líquido-vapor en la dirección deseada, generalmente, el disolvente añadido es
poco volátil y es usado en altas concentraciones, además debe crear fuerzas de
interacción con los compuestos aromáticos para cambiar sustancialmente los
coeficientes de actividad de cada compuesto, permitiendo realizar fácilmente la
separación en una columna de destilación, separándose los no aromáticos por cabeza y
como colas el disolvente y los aromáticos.
Se emplea principalmente cuando el contenido de aromáticos es del orden del 65 –
90 %, como en la gasolina de pirólisis, Sin embargo, la descripción del equilibrio entre
las fases líquido-vapor al añadir un solvente puede ser complicada y por esta razón se
deben realizar estudios experimentales para tener una visión clara del comportamiento
de equilibrio involucrado, hecho que desfavorece su empleo por lo que es de aplicación

54
más restringida, aunque algunos disolventes permiten la separación conjunta de p.ej.
benceno y tolueno.
(20) En este proceso el disolvente altera la presión de vapor de los componentes que
deben ser separados, la presión de vapor de los aromáticos se ve más afectada que las
de los no- aromático (menos solubles). La pureza del producto se ve afectada por una
serie de parámetros diferentes, incluida la selectividad del disolvente, el número de
etapas de separación, la relación de disolvente /materia prima y la relación de reflujo
interno en la columna destilación extractiva. Una comparación de la DE y los procesos
de ELL muestra que el diseño del proceso de DE tiene muchas ventajas sobre el de la
ELL, y por consiguiente reduce los gastos necesarios para el equipo y los servicios
públicos. Además, la DE también es capaz de procesar todas las materias primas, con
independencia del contenido de aromáticos. Especialmente para la recuperación de
benceno o el combinado de la recuperación de benceno y el tolueno, la DE es mucho
más económica que la ELL. Actualmente la DE ha reemplazado cada vez más la ELL.
La extracción líquido-líquido (ELL) es la técnica más extendida y la primera que se
utilizó industrialmente, pudiéndose extraer simultáneamente los aromáticos de una
mezcla en concentraciones muy diferentes. Los disolventes empleados son
prácticamente los mismos que en la destilación extractiva, pero debe evitarse la
miscibilidad de las dos corrientes. La extracción líquido-líquido ha sido reemplazada en
algunas aplicaciones por la destilación extractiva, obteniéndose un ahorro de energía y
de inversión, pero continúa siendo la técnica más utilizada para la separación de
aromáticos de las gasolinas reformadas.
Este proceso utiliza el hecho de que los compuestos aromáticos y los no aromáticos
con el mismo punto de ebullición, tienen diferentes grados de solubilidad en el solvente.
El proceso de extracción se efectúa en varias etapas, mediante el suministro de las dos
fases líquidas, es decir, solvente y materia prima, entran al extractor en un flujo en
contracorriente. El extractor debe estar diseñado para asegurar una buena tasa de
transferencia entre las dos fases. La ELL se utiliza principalmente para separar los
compuestos aromáticos en un amplio intervalo de ebullición, como benceno a xilenos, y
para la extracción de productos con contenido de compuestos aromáticos
comparativamente bajos. 20

55
Los equipos de extracción más representativos son columnas de pulverización, torres
de relleno y columnas de platos perforados. Uno de los más sencillos es la torre de
pulverización, la cual opera en contacto diferencial y no por etapas, teniendo lugar la
mezcla y sedimentación de forma simultánea y continua. El líquido menos denso se
introduce por el fondo y se distribuye en pequeñas gotas por medio de las boquillas. Las
gotas del líquido ligero ascienden a través de la masa de líquido más pesado que
desciende por la torre como una corriente continua. Las gotas se recogen en la parte
superior y forman la corriente del líquido más ligero que sale por la cima de la torre. El
líquido más pesado sale por el fondo de la torre. Hay una transferencia continua de
materia entre las fases, y la composición de las fases varía a medida que circula por la
torre. La velocidad de transferencia es relativamente baja en comparación con absorción
o destilación y una columna alta puede ser equivalente a sólo unas pocas etapas
ideales. Se puede aumentar la transferencia de materia en la torre, llenando la columna
con cuerpos de relleno tales como anillos o monturas.
1.3.7.1 Influencia del solvente en las volatilidades con la destilación extractiva
El rol del solvente es el de modificar las volatilidades naturales basados en las diferentes
afinidades de los componentes en la fase liquida. Por esto se crea artificialmente una diferencia
de volatilidades que hace posible la separación a través de la destilación.
El solvente utilizado en la destilación extractiva son componentes polares el cual crea una
sustancial diferencia de volatilidades en mezcla con hidrocarburos no polares, pero con más o
menos componentes polarizables.
Si se considera una mezcla a-b en donde agregamos un solvente S, el coeficiente de
equilibrio líquido-vapor (Kas, Kbs) está dado por las siguientes ecuaciones (20):
(1)
(2)
- Yas, Coeficiente de actividad de a en presencia de un solvente.
- Ybs, Coeficiente de actividad de b en presencia de un solvente.
- Pas y Pbs, presión de vapor de a y b a una temperatura considerable.
- P presión total.

56
Esta expresión del coeficiente equilibrio es válida para mezclas no-ideales a bajas presiones.
Si se expresa la volatilidad relativa de la sustancia “a” con respecto a “b” en la presencia de un
solvente “S” se tiene:
(3)
, es la volatilidad relativa natural de “a” con respecto a “b”, la mezcla a-b es
considerada ideal.
Todo sucede como si, en la presencia de un solvente, la diferencia de la volatilidad natural ba
* fuera corregida por la relación ss YbYa / .
Los valores mismos de ss YbYa , dependen del comportamiento de “a” y “b” en mezcla con el
solvente “S”. Si tomamos por ejemplo el caso de la mezcla n-heptano-benceno infinitamente
diluido en dimetilformamida a 298.15 °K (25 °C), se tiene:
217 nC
Bz = 1.4
= x 15 con
< 1
El nC7 el cual es menos volátil in su estado natural que el benceno, se torna mucho más
volátil en la presencia de un solvente. El valor de los coeficientes de actividades muestra que el
solvente tiene una moderada no idealidad con el benceno ( Bz =1,4) y una muy alta no-
idealidad con nC7 ( 7nC = 21).
La eficacia de una destilación extractiva con solvente, más allá de su influencia en las
volatilidades, depende de 2 características esenciales:
- Debe ser miscible en la fase liquida con la mezcla procesada en las condiciones de
operación del proceso.
- Debe ser no-volátil o no muy volátil con el fin de prevenir la evaporación del
disolvente con el producto principal; con respecto al producto procesado para
permanecer una concentración elevada en la fase liquida y para ser fácilmente separado
por las sustancias extractoras.
Además de esto debe tener una Alta selectividad, o habilidad para alterar de tal modo el
equilibrio vapor-líquido de la mezcla original que permita su fácil separación, pero que utilice,

57
sin embargo, pequeñas cantidades del disolvente. Por otro lado la Separabilidad es muy
importante, el disolvente debe poder separarse con facilidad de la mezcla a la cual se adicionó;
en particular, no debe formar azeótropo con las sustancias originales. Además es importante
considerar el costo, toxicidad, disponibilidad de solvente y otras características importantes.
1.3.7.2 Principios de la destilación extractiva
Iniciando con una mezcla de varios componentes denominados a,b,c,d,e, con volatilidades
similares, el diagrama a continuación muestra el efecto de un solvente S. las volatilidades en
presencia de un solvente se vuelven muy diferentes y el componente más pesados, aparte del
solvente, es el único que se busca separar 20.
Figura 14. Principios de la destilación extractiva.21
El nuevo arreglo de volatilidades permite realizar una primera separación denominada 1 en el
diagrama y conduce a:
- Un destilado o refinado incluyendo los componentes volátiles en presencia del solvente
(a-c-d-e)
+ Volátil + Volátil
b
e
c
a
S
b
a
c
d
d e
1
2
Volatilidades naturales sin solvente
Volatilidades en presencia de un solvente
Residuo o extracto
Destilado o refinado

58
- Un residuo o extracto en donde se tiene el componente “b” el cual se buscaba y el
solvente (b-s)
La primera separación se hace a menudo en una única columna de destilación extractiva,
luego por su puesto, “b” y “S” deben ser separados en una columna de destilación estándar
normalmente denominada “stripper” o regenerador de solvente (separación 2).
El esquema de un típico sistema de destilación extractiva contiene una columna de
destilación extractiva con solvente y otra columna regeneradora de solvente. El solvente
regenerado obtenido en el fondo de la columna “stripper” es reciclado después de intercambiar
calor con la columna extractiva donde este es inyectado cerca del tope de la columna, para que
esté presente en el reflujo interno. Los platos por encima del punto donde entra el solvente
tienen como objetivo limitar las pérdidas del disolvente en el destilado.
1.3.7.3 Modo de acción del solvente
El solvente usado en la destilación extractiva es un componente polar. Las moléculas del
solvente son eléctricamente neutrales en conjunto, pero actúa como reales dipolos eléctricos
pequeños.
Esta polaridad es debido a la presencia de átomos de oxigeno o nitrógeno en las moléculas
del solvente. Como función de esta polaridad, las moléculas con la más baja no-idealidad con el
solvente son las que son más polarizables. Sus volatilidades no son afectadas por el solvente.
De lo contrario, las moléculas no-polarizables tiene una fuerte positiva no-idealidad con el
solvente y por lo tanto tienen un fuerte incremento en sus volatilidades.
La polaridad de una molécula determina las fuerzas de interacción que se muestra en la fase
liquida con las moléculas del solvente. Esta fuerza de atracción de la molécula del solvente
polarizado conduce a retener estas moléculas en la fase liquida. Estas fuerzas de atracción son
mucho más débiles para las moléculas no polarizables, estos son por lo tanto menos
mantenidos en la fase liquida.

59
La tendencia de polarización está relacionada al grado de no-saturación de las moléculas.
La escala a continuación muestra comparativamente el comportamiento de varias familias de
hidrocarburos 20.
Figura 15. Tendencia de polarización de moléculas.21
Dependiendo del caso, se observa que los solventes de la destilación extractiva pueden
extraer los componentes más insaturados como, olefinas, aromáticos, di-olefinas y acetilenos.
1.3.8 Simulación
Consiste en evaluar numéricamente el modelo para condiciones específicas. El simulador de
procesos resuelve las variables desconocidas a partir de las conocidas o parámetros de
diseños deseados.17 La simulación es la representación de un proceso o fenómeno mediante
otro más simple, que permite analizar sus características.
1.3.8.1 Simulación de Procesos
La simulación de procesos es una de las más grandes herramientas de la ingeniería, junto a
las técnicas de optimización en la etapa de análisis de un proceso. Se utiliza para representar
un proceso que está ocurriendo o mediante otro que lo hace mucho más simple y entendible (20).
La simulación de procesos es el uso de un programa para modelar los procesos químicos de
forma cuantitativa mediante la resolución de modelos matemáticos que toman en cuenta los
balances de materia y energía, las reacciones de equilibrio y las expresiones cinéticas. Dichas
simulaciones se han convertido en una herramienta fundamental para los ingenieros químicos,
ya que mediante ella se pueden obtener nuevos procesos o equipos y evaluar u optimizar los
procesos existentes.
Usa las relaciones físicas fundamentales:
Parafinas Naftenos Olefinas aromáticas Di-olefinas Acetilenos
Moléculas menos polarizables = no -idealidad importante
Moléculas más polarizables = no -idealidad magra

60
- Balances de masa y energía
- Relaciones de equilibrio
- Correlaciones de velocidad (reacción, transferencia de masa y calor)
Predice:
- Flujos, composiciones y propiedades de las corrientes
- Condiciones de operación
- Tamaño de los equipos
Algunas aplicaciones son:
- Diseño y optimización de procesos
- Evaluación técnica de procesos
- Control de procesos (estrategias de control, entonación de controladores, etc.)
1.3.8.2 Ventajas de la simulación de procesos
- Reducción del tiempo de trabajo
- Permite al equipo de diseñadores probar rápidamente entre diferentes configuraciones
de equipos.
- Permite mejorar procesos existentes, ya que responde a la pregunta ¿Y qué ocurre
si…?. Puede variarse alguna condición del proceso y observar su comportamiento antes
de llevarlo al caso real, ya que esta representaría un riesgo para la planta.
- Determina las condiciones óptimas de proceso, respetando las restricciones.
- Asiste en la detección de cuellos de botella del proceso (23).
1.3.8.3 Modelaje
Es la representación matemática de fenómenos físicos. Un modelo es un conjunto de
ecuaciones que relacionan variables del proceso. Evalúa un proceso sin tenerlo físicamente (23).

61
1.3.8.4 Simulador de Procesos Hysys 3.2
Es un paquete de simulación de procesos desarrollado por Aspen Technology Inc.
(Aspentech); el cual puede crear rigurosos modelos, ya sea en estado estable o dinámico, para
plantas. Corresponde a la modalidad de los simuladores generales. Es una de los más
avanzados y completos programas de simulación de procesos de refinación de petróleo, de gas
natural y de procesos químicos en general, ya que tiene la capacidad de representar cualquier
configuración de operaciones unitarias, una amplia base de datos que incluyen un gran número
de componentes y alta variedad de modelos y flexibilidad en el manejo de los mismos,
corrientes, unidades y ciclos de recirculación termodinámicos avanzados.
Una de las ventajas de este paquete es que al realizar cálculos iterativos, permite visualizar
y modificar especificación de diseño o la secuencia de cálculo mientras el programa está
corriendo. Hysys, constituye un programa de simulación el cual es capaz de permitir predecir
el comportamiento de un proceso, utilizando relaciones básicas de ingeniería tales como
balances de masa y energía, equilibrio químico de fases, así como la cinética de las
reacciones.
Este programa proporciona datos termodinámicos confiables, condiciones de operación y
modelos de equipos descritos de forma rigurosa, con los cuales es posible simular de forma
representativa el proceso en estudio. Además de esto, Hysys es capaz de facilitar el mejor
diseño de una planta, e incrementar el funcionamiento de una planta ya existente.
Con Hysys se puede cambiar ciertas especificaciones de forma interactiva tales como,
configuración del diagrama de flujo, condiciones de operación, composición de alimentaciones,
con la finalidad de poder evaluar diferentes alternativas de posibles mejoras para el proceso (24) .
Este programa de simulación permite validar un amplio rango de tareas adicionales, como:
Análisis de sensibilidad en caso de estudio.
Generación de salidas gráfica y tabular de problemas
Realiza estimaciones y regresiones de propiedades físicas.
Selecciona modelos de simulación de acuerdo a la data de la planta.
Optimiza el proceso.
Representa los resultados de las etapas en forma de balances.

62
1.3.8.5 Características generales de Hysys
Entorno de simulación modular tanto para estado estacionario como para régimen dinámico.
- Desarrollado para su uso con PC.
- Interface gráfica de fácil uso (orientado a objeto).
- Posibilidad de adicionar código de programación con VISUAL BASIC.
- Interpreta interactivamente los comandos según se introducen en el programa. Por
tanto no necesita un botón de ejecución (run), aunque existe la posibilidad de plantear el
problema completo sin hacer cálculos y después ejecutarlo.
- Es un simulador bidireccional, ya que el flujo de información va en dos direcciones
(hacia delante y hacia atrás). De esta forma, puede calcular las condiciones de una corriente de
entrada a una operación a partir de las correspondientes a la corriente de salida sin necesidad
de cálculos iterativos 24.
1.3.8.6 Modelos termodinámicos
Para evaluar las propiedades termodinámicas (constante de equilibrio, entalpía, entre
otras) y las propiedades de transporte (viscosidad, entre otras), esto se engloba en los métodos
termodinámicos. La selección del modelo termodinámico apropiado es la base de toda
simulación y el mayor aporte del ingeniero de procesos. Para el cálculo de las propiedades
termodinámicas, los programas de simulación utilizan dichos modelos en los cuales se
combinan ecuaciones de estado para la fase vapor (23).
1.3.8.6.1 Clasificación básica
- Ecuaciones de estado
- Correlaciones generalizadas
- Coeficientes de actividad para fase líquida
- Electrolitos
- Polímeros
- Paquetes especiales: Glicoles, Amina, Alcohol, Agua Agria

63
1.3.8.6.2 Ecuaciones de Estado
Son las maneras empíricas de relacionar la presión, el volumen y la temperatura de un
gas o una mezcla de gases, y así calcular sus propiedades físicas y termodinámicas en un
amplio intervalo de valores de Presión y temperatura.
Se han desarrollado un gran número de ecuaciones para describir el comportamiento del
gas real. Estas ecuaciones utilizan de dos a diecisiete constantes cuyos valores difieren para
distintos gases. Las principales ecuaciones de estado son las siguientes (23):
- Benedict Webb Rubin(BWR) –Lee Starling(LS)
- Lee Kesler Plockler(LKP)
- Peng Robinson (PR)
- Soave Redlich Kwong(SRK)
- Huron Vidal (HV)
- Wong Sandler(WS)
- Hayden O’Connell(HOC)
- Boston Mathias(BM)
- Kabadi Danner(KD)
1.3.8.6.3 Coeficientes de actividad
- NRTL
- UNIFAC
- HaydenO’Connell
- Dortmund(DMD)
- UNIQUAC
- HaydenO’Connell
- Nothangel(NTH)
- ElectNRTL
- Van Laar
- Margulles
- Wilson
1.3.8.6.4 Correlaciones generalizadas
- Chao-Seader (CS)
- Braun K-10 (BK10)
- Grayson Streed (GS)

64
1.3.8.6.5 Electrolitos
- Sistemas acuosos, aminas, sales, ácidos, hidratos y equilibrio líquido-líquido.
- No es posible definir un método termodinámico para determinación de entalpías,
densidad, entre otras.
- Aplicación
- Presión 0–200 atm
- Temperatura0–200 ºC
- Gases disueltos 0–30 % molar
- Sistemas con aminas (presión 0–30 atm)
- Equipos limitados para la operación de estos sistemas
1.3.8.6.6 Polímeros
- Instalación especial
- Modelos termodinámicos
- Modelos de coeficientes de actividad y valores K
Teoría de FloryHuggins
Método UNIFAC-volumen libre
Modelo Lattice
- Ecuaciones de estado
- SAFT (Statistical-Associating Fluid Theory EOS)
- PHSC (Perturbed Hard-Sphere Chain EOS)
1.3.8.6.7 Paquetes especiales: Aminas
- Modelo usado para la remoción de H2S y CO2 de corrientes de alimentación de gas
natural. Los principales componentes para el análisis son: MEA y DGA, como
secundarios DEA y DIPA y terciario MDEA.
- Se presentan constantes de equilibrio para el equilibrio de las reacciones químicas de
disociación y para el equilibrio ácido-base.
- Método base Amina combinado con SRK-M.
- Valores K: Método de amina
- Entalpía de líquido: Método de amina

65
- Entalpía de vapor, entropía, densidad de vapor: Método SRKM
- Densidad de líquido: Método Ideal
Las aplicaciones se muestran en la Tabla 14:
Tabla 44. Aplicaciones del paquete de aminas23
MEA DEA DGA MDEA DIPA
P (bar) 1.72-34.47 6.89-69 6.89-69 6.89-69 6.89-69
T (ºC) 408.15
(<135)
408.15
(<135)
408.15 (<135) 408.15 (<135) 408.15 (<135)
% p/p amina 15-25 25-35 55-65 50 30
1.3.8.6.8 Paquetes especiales: Glicoles
Método empleado para la deshidratación de glicoles, usa el TEG como componente
principal, además de las parafinas ligeras el paquete puede usar, H2, N2, O2, CO2, H2S, ciclo-
parafinas y aromáticos.
El método termodinámico base empleado es el de SRK-modificado por Panagiotopoulos-
Reid, el cual ha sido regresionado con una excelente base de datos. (23)
- Valores K, entalpías, entropías, densidades de vapor: SRKM
- Densidades de líquido: Método API
1.3.8.6.9 Paquetes especiales: alcoholes
- Temperaturas recomendadas entre 50 y 110 ºC para sistemas agua-alcohol y 66–110 ºC
para otros sistemas.
- Presión por encima de 100 bar
- Método termodinámico base: NRTL
- Valores K: Método Alcohol
- Entalpías de líquido: Método Ideal
- Entalpía de vapor, entropías, densidades de vapor: Método SRKM
- Densidad de líquido: Método Ideal.

66
1.3.8.6.10 Paquetes especiales: Agua agria
- Método especial para predecir el equilibrio de CO2, NH3, H2S y H2O mediante datos
suministrados por Van Krevelen, Kenty Eisenberg, Edwards y col.
- Entropías de vapor y líquido, entalpía y densidad del vapor mediante SRK-
Panagiotopoulos-Reid
- Entalpía y densidad de líquido por método ideal.
- Temperatura: 266.48 – 338.15 ºK (-60 –65ºC)
Tabla 55. Modelos Termodinámicos.23
Aplicación Ecuación de Estado
Producción de gas
Plataforma de Separación PR-BM, RKS-BM
Transporte de gas y aceite por tuberías PR-BM, RKS-BM
Sistema de Depósitos PR-BM, RKS-BM
Sistemas de muy baja Presión BK10, CHAO-SEA,
Torres al vacío y atmosféricas de crudo GRAYSON
Refinería
Aplicaciones de media presión GRAYSON,PENG-ROB, RK-
SOAVE
Fraccionador de coque GRAYSON,PENG-ROB, RK-
SOAVE
Sistemas ricos en hidrogeno, reformación GRAYSON, PENG-ROB,RK-
SOAVE
y unidades de desasfaltización PENG-ROB, RK-SOAVE
desmetanización PR-BM, RKS-BM, PENGROB,
Separación de hidrocarburos RK-SOAVE
Procesamiento
De
Gas
procesamiento criogénico del gas PR-BM, RKS-BM, PENGROB,
separación con aire RK-SOAVE
deshidratación de gas con glicoles PRWS, RKSWS, PRMHV2,
absorción de gas ácido con metanol RKSMHV2, PSRK,
Petroquímica
Planta de Etileno CHAO-SEA, GRAYSON
Fracciones Ligeras PENG-ROB, RK-SOAVE
Aromáticos WILSON, NRTL, UNIQUAC
extracción de BTX WILSON, NRTL, UNIQUAC
Producción de éter MTBE,ETBE, TAME WILSON, NRTL, UNIQUAC
Planta de Etilbenceno PENG-ROB, RK-SOAVE
ácido Teraftálico WILSON, NRTL, UNIQUAC
Agua y Vapor
sistemas de vapor STEAMNBS, STEAM–TA
Enfriamiento STEAMNBS, STEAM–TA

67
1.3.9 Descripción de las tecnologías propuestas
1.3.9.1 Proceso Carom (Carbide Aromatic Extraction)
Union Carbide Corporation desarrolló e introdujo el proceso Carom en 1986 para actualizar
el existente Udex y unidades de extracción Tetra. El objetivo era aumentar la capacidad de
alimentación, mejorar la pureza del producto y la recuperación, y reducir el consumo de energía
por unidad de producto. El proceso Carom ahora es comercializado y licenciado por UOP. Siete
unidades Carom han sido licenciadas a partir de 2006. Seis de estas unidades se renuevan del
proceso Udex y unidades Tetra, y una es una nueva unidad que se inició en 1997.
En general es un proceso de dos etapas para remover hidrocarburos aromáticos de
corrientes de petróleo refinado. En la primera etapa, los aromáticos son removidos por
extracción líquido-líquido con un solvente (mezcla de polialquenglicoles y glicol éter) a
temperatura ambiente. En la segunda etapa, los aromáticos son separados del solvente por
destilación al vapor.
Carom utiliza un sistema de solvente de dos componentes que consiste de tetraetilenglicol
80-95% y 5-20% de un denominado “concentrado Carom” de éter de glicol co-solvente que
mejora la solvencia del solvente y aumenta la selectividad para el benceno (de acuerdo a las
patentes de UOP constan de un éter de glicol de la clase metoxitriglicol, toxitriglicol). La
composición del solvente se adapta a la composición específica de la alimentación. Usualmente
la mezcla del solvente de extracción contiene pequeñas cantidades de agua para balancear la
selectividad y capacidad del solvente a los hidrocarburos aromáticos, preferiblemente entre un
0.5 a 20% en peso de agua dependiendo de las condiciones de proceso que son operadas en
la zona de extracción y destilación. El esquema de proceso se muestra en la Figura 16.
El proceso utiliza un extractor seguida de una extracción caliente (stripper) del disolvente a
presión atmosférica. En principio consiste en extracción líquido - líquido de baja temperatura de
los hidrocarburos aromáticos en contacto con el solvente, mantenido bajo las condiciones de
operación del solvente extractor, esta zona de extracción con solvente provee un solvente rico
(fase extracto) que contiene hidrocarburos aromáticos y una cantidad mínima de no aromáticos,
y una fase de refinado que contiene no aromáticos. El termino fase del solvente rico, denota
una mezcla que contiene solvente e hidrocarburos aromáticos, donde la concentración de estos
aromáticos se incrementa con respecto a un regenerado o fase solvente pobre. Usualmente la
fase refinado es lavada con agua para remover solvente que puede estar en solución. Es similar

68
al viejo proceso UDEX en que emplea sólo dos columnas principales, un extractor y un
separador (stripper). En contraste con el proceso de Sulfolane, que utiliza una columna de
extracción-separación (stripping) y una columna de vacío separada para recuperar compuestos
aromáticos a partir del disolvente.
La alimentación de hidrocarburos aromáticos (materia prima) contiene entre 25-75% en
peso, una concentración de aromáticos tan alta como 95% son adecuadas en algunos casos
del proceso. La gasolina de pirólisis es una materia prima adecuada para este proceso, esta ha
sido hidrotratada para saturar las olefinas y diolefinas. El proceso consta de tres flujos de
circulación internos: disolvente, agua, y un reciclo de hidrocarburos. Las condiciones de
extracción utilizadas son correlacionadas para mantener en una fase liquida a la mezcla de
solvente e hidrocarburos introducidos en la zona de extracción. Una particular temperatura de
extracción puede proveer una mejora en el comportamiento de extracción, es decir se debe al
reconocimiento de que la mezcla del disolvente tiene alta capacidad de compuestos aromáticos
a baja temperatura, a pesar de que la tendencia general de la extracción con solvente tiene baja
solvencia a baja temperatura.
El solvente pobre, esencialmente libre de componentes de hidrocarburos, entra en la
columna extractora en la parte superior. Reflujo a la parte inferior de la columna, el cual es una
porción de la fracción de tope del separador. El solvente rico sale de la parte inferior de la
columna y se envía a la parte superior de la columna de separación (stripper). El separador
funciona a una presión menor que la columna de extracción. Después del flash o separación
inicial, el solvente rico se somete a una combinación de destilación extractiva y extracción con
vapor en la sección superior de la columna.
Cualquier no aromáticos contenidos en el solvente rico se eliminan o es removido como
extracto de vapores de tope junto con una pequeña cantidad de compuestos aromáticos. Según
el autor 42, los vapores de tope de la columna separadora (stripper) y el vapor desde el flash se
combinan en el condensador de tope. Las fases de hidrocarburos y el agua se decantan en el
acumulador y la fase de hidrocarburos envía como reflujo de nuevo a la parte inferior de la
columna de extracción. La fase de agua se une al agua de lavado gastado de la columna de
lavado de refinado para convertirse en el agua de extracción.
En el momento en el que el solvente rico alcanza el extracto lateral en la columna de
separación (stripper), los aromáticos sólo permanecen en solución. El corte lateral es una

69
corriente de vapor compuesta esencialmente de sólo los componentes aromáticos que se
envían a la sección de fraccionamiento de la planta (no mostrado). En la parte inferior (fondo)
de la columna de separación (stripper), el solvente pobre se enfría y entra en la parte superior
de la columna de extracción. 41,42
Sección de extracción (Extractor) 43
Según el autor el corte de tope BT proveniente del separador de reformado entra en la
columna de extracción líquido-líquido, a 74ºC (165º F). El reciclo de hidrocarburos livianos se
introduce cerca de la parte inferior de la columna extractora y sirve para respaldar a extraer no
aromáticos pesados del disolvente rico, al salir del extractor. Solvente pobre consiste en dos
componentes principales y una pequeña cantidad de agua:
Tetraetilenglicol 81,2% p/p, Carom concentrado éter de glicol (metoxitriglicol) 14,3% p/p Agua
4,5 % p/p.
Bandejas especiales distribuidoras (90 en este diseño) se utilizan para mantener
uniformemente dispersas gotas de solvente. En cada bandeja, la fase solvente e hidrocarburo
están en contacto íntimo y luego vuelven a separarse, de esta manera, El solvente extrae los
componentes aromáticos de los componentes de hidrocarburos de la alimentación y del reciclo
de hidrocarburos.
El solvente sale de la parte inferior del extractor rico en componentes aromáticos, y
sustancialmente todos los hidrocarburos no aromáticos salen de la parte superior del extractor
como refinado.
El refinado existente en la parte superior de la columna es lavado en agua en una pequeña
columna, C-203. El agua de lavado gastada se dirige al separador de agua C-204. El producto
de refinado se puede alimentar a una unidad de etileno, utilizado para fabricar solventes
especiales, mezclado con la gasolina o convertidos en compuestos aromáticos adicionales
usando la nueva tecnología zeolite reformado.
Los solventes ricos pasan al tambor de compensación de solvente rico, V-201, y se somete
al intercambio de calor con solvente pobre a 88ºC (190ºF) en la E-201. El solvente rico entra
entonces en la parte superior de la columna de destilación (stripper), C-202. Después de la

70
vaporización inicial, el solvente rico se somete a una combinación de destilación extractiva y
extracción con vapor en la sección superior de la columna.
Esencialmente todos los vapores de tope se condensan en el E-203. Las fases de
hidrocarburos y agua formados se separan en el acumulador de tope del stripper V-202. La fase
superior se convierte en el reciclo de hidrocarburo que va a la columna extractora. La fase de
agua se une al agua que sale del tope de la C-24 para convertirse en el agua de extracción
para C-202. En el momento en el que la fase solvente alcanza la extracción lateral mientras
desciende de la columna de separación (stripper), sólo los hidrocarburos aromáticos
permanecen en solución.
Una línea lleva solvente rico desde la parte superior de la sección de extracción de
agotamiento de la columna. Para mejorar la eficiencia energética global, el disolvente rico de la
sección superior se calienta en contra de solvente pobre desde 96 ºC (205 ºF) a 113 ºC (235 ºF)
en E-202. El solvente pobre se enfría desde 154 ºC (310 ºF) y 99 ºC (210 ºF).
En la sección inferior de la columna stripper C-202, el solvente rico es despojado de
compuestos aromáticos por la acción combinada de la temperatura del rehervidor de la columna
stripper y el vapor de arrastre inyectado cerca de la parte inferior de la columna. Los vapores
aromáticos son llevados hacia arriba por el vapor de arrastre a la zona de recuperación de
compuestos aromáticos en la zona media de la columna.
Los vapores extraídos que salen a través de una extracción lateral en esta zona son
hidrocarburos aromáticos esencialmente puros que contienen menos que 10 ppm en peso de
solvente. El extracto se enfría a 43 ºC (110 ºF) en E-204 y se transfiere al tambor de reflujo de
extracto V-203.
Una porción del extracto se devuelve a la zona de recuperación de compuestos aromáticos
como reflujo, y el restante se envía a la sección de fraccionamiento de aromáticos. El
condensado acuoso de V-203 es muy bajo en solvente y suministra agua de lavado limpia para
el refinado en C-203.
El fondo de la columna de destilación opera a 154 ºC (310 ºF). Solvente pobre del fondo libre
de hidrocarburo se enfría a temperatura del extractor en E-202 y E 201-por intercambio con

71
solvente rico antes de volver a la parte superior de la columna extractora. Una corriente
pequeña del solvente (1%) desde el fondo del separador se regenera en C-205.
Esto es una salvaguarda contra la degradación oxidativa del disolvente que resulta de la
posibilidad de fugas de aire en la unidad. Solvente degradado se retira periódicamente de la
parte inferior del regenerador. La regeneración se puede ejecutar de manera intermitente,
según se requiera.
Fraccionamiento de aromáticos 43
Benceno y tolueno de alta pureza, junto con cantidades menores de compuestos aromáticos
C8 son recuperados de la corriente de extracto en la sección de fraccionamiento de aromáticos.
El extracto se calienta a 107 ºC (225 ºF) en el E-301 y tratado con arcilla en V-301A o B para
asegurar que las especificaciones del color del ácido de lavado se cumplan por el producto de
benceno.
El tren de fraccionamiento es convencional. El benceno es removido del tolueno y xilenos en
la columna de benceno C-301. Los vapores de tope son condensados por aire en E-302 y el
fluye al acumulador V-302. Benceno puro es retirado cerca de la parte superior de la columna,
se enfría contra el agua en el E-202, y se envía al almacenamiento de productos fuera de sitio.
El calor despedido del calentador H-301 ofrece el rehervido para la columna C-301.
Tolueno y compuestos aromáticos se separan en la columna tolueno C-302. Los vapores de
tope son condensados por aire en E-304 y pasan al V-303. El producto neto tolueno se enfría
contra el agua. El producto de tolueno puede ser enviado a otros procesos en los complejos
aromáticos complejos (por ejemplo despropenacion, desalquilación) para producir productos
más valiosos, tales como benceno y xilenos.
La corriente de fondo de compuestos aromáticos C8 pueden ser enviados a un centro de
recuperación de xilenos (no incluido en este diseño), y también es adecuado para la mezcla de
gasolina.

72
En un complejo integrado de aromáticos, las columnas del benceno y el tolueno serían
comunes a todo el complejo y de este modo recuperar benceno, tolueno y xilenos a partir de
unidades de desproporción desalquilación también.
Materiales de construcción 43
Los solventes usados no son corrosivos en las condiciones relativamente suaves de operación
del proceso. Así, todo el equipo puede estar hecho de acero al carbono con la excepción del
rehervidor del regenerador de solvente, que está compuesto de acero inoxidable.
Aspectos ambientales 43
La sección de extracción de la unidad utiliza un ciclo cerrado de agua para evitar problemas
de desechos de aguas residuales. Un estimado de los efluentes del proceso se resume en la
Tabla 16.
Tabla 66. Efluentes del Proceso Carom – Unidad de extracción.57
Proceso Frecuencia Composición Disposición o manejo
típico
Regenerador de solvente
de fondo
2 a 4 vertederos por ano Productos de
descomposición disolvente
(polímeros y ácidos),
solidos.
Incineración
Columna de benceno
alimentada con arcilla
Cada 6 meses Arcilla usada (contiene
hidrocarburos)
Vertederos
Agua de tope de la
columna de benceno
Continuo Agua Tratamiento de aguas
residuales
Bombas sin sello y válvulas libres de fugas puede ser utilizado en servicio con alta
concentración de productos químicos tóxicos, como el benceno.

73
Figura 16. Diagrama de proceso de la tecnología Carom.43

74
1.3.9.2 Proceso UDEX (Universal Dow Extraction)
Antes de la introducción del proceso Sulfolane, comercialmente el proceso más popular
(durante la década de 1950) fue el proceso UDEX, desarrollado en conjunto por Dow Chemical
company y licenciado por UOP, mejorada por Dow y Union Carbide.
Un proceso para remover hidrocarburos aromáticos, benceno, tolueno y xilenos (BTX) de
hidrocarburos alifáticos y naftenos (clicloalcanos) a través de la extracción líquido-líquido con
una base de glicol como solvente o combinación de disolventes polares de alto punto de
ebullición (dietilenglicol y/o trietilenglicol, tetraetilenglicol) seguida de la destilación extractiva.
Inicialmente desarrollado para la recuperación de compuestos aromáticos BTX de reformado
catalítico, sin embargo su uso se extendió posteriormente a las gasolinas de pirólisis
hidrotratada y líquidos de hornos de coque.
El diagrama de flujo se muestra en la Figura 17. En este proceso el solvente de extracción,
se recupera por medio de la destilación de vapor, y las corrientes de refinado y extracto se
lavan con agua para remover el disolvente. Originalmente se usaba el dietilenglicol, sin
embargo fue remplazado por el trietilenglicol o mezclas de estos En las modificaciones
posteriores del proceso, tetraetilenglicol se utilizó como disolvente de extracción y una mezcla
de parafinas livianas y benceno como disolvente de lavado al extractor principal.
El agua condensada a partir de la destilación al vapor se utiliza para extraer el disolvente
residual de extracción, de las corrientes de refinado y extracto, de modo que la destilación para
secar el disolvente de extracción ha sido eliminada. Los sólidos se eliminan por el reciclo del
solvente de extracción por filtración, mientras que los ácidos y bases se eliminan por un sólido
lecho de adsorción. 56
Las mejoras importantes están relacionados con el uso de glicoles más pesados y
modificando apropiadamente las condiciones de operación. La más reciente descripción
publicada del proceso define una mezcla de glicoles - dietilenglicol (DEG) y dipropilenglicol
(DPG). Union Carbide encontró que con el trietilenglicol (TEG) no existía la necesidad de
controlar la composición. Sin embargo, tetraetilenglicol (TETRA) se encontró que era incluso
mejor.

75
Para comprender las mejoras, se debe considerar el esquema de flujo. La alimentación se
inserta en el medio de una columna de extracción, el solvente en la parte superior, y reflujo en
la parte inferior. Parte de la porción hidrocarburo del solvente rico se toma en el tope del
separador (stripper), el tope de la columna probablemente funciona como una extracción flash.
Esta porción se condensa y se devuelve al extractor como reflujo. El resto del extracto se
separa y se retira en forma de vapor desde un lateral de la columna. Vapores de agua y glicol
que se destilaron con los hidrocarburos separados, después de la condensación, se decantan y
se devuelve a la parte inferior del separador (stripper). Tanto el extracto y refinado se lavan con
agua. Existe también un sistema de limpieza de solvente y un sistema de tratamiento de arcilla.
El primer enfoque para extracción DEG utiliza un contenido de agua relativamente alto para
mejorar la selectividad. Como resultado, la solubilidad era baja, lo que requiere un gran flujo de
solvente. Una operación casi isotérmica era deseable debido a la alta capacidad calorífica del
disolvente. Pero la vaporización del agua durante la separación (stripper) llevó a cargas de calor
exorbitantes.
La extracción DEG era más costosa de lo que habría sido si el disolvente contiene menos
agua, dando una mayor solubilidad en el refinado y el uso de lavado a contracorriente para
compensar la pérdida de la selectividad. No es necesario que el disolvente hierva sí mismo,
sino sólo que los vapores deben estar disponible para la separación (stripper). El vapor
generado en la parte inferior del separador es más eficaz en la extracción, que el agua que
entra en la parte superior, por el efecto de varias etapas.
Debido a que los mismos glicoles tienen volatilidades bajas, la presión de vapor del solvente
es controlada por la fracción molar de agua, y a una fracción molar dada es una fracción en
peso menor para glicoles pesados. Los informes dicen que el punto de ebullición del DEG es
140 °C con 8% de agua en peso, 5% en peso en TEG, y 3,9% en peso en TETRA.
Las solubilidades más altas que resultan del uso de glicoles más pesados y menor contenido
de agua conducen a menores relaciones de disolventes, y menos agua conduce a cargas
térmicas más bajas. Las patentes dicen que el consumo de vapor redujo en un 50% en la
sustitución de mezclas de DPG/DEG por DEG por sí solo.
Los rendimiento de extracción comparados se reportan en relaciones de volumen de
solvente/alimentación de 10, 6, y 4 para

76
DEG, DPG/DEG, y TETRA, respectivamente, para una alimentación de gasolina de pirólisis.
Las ventajas de su uso se han demostrado comercialmente.
En comparación con la extracción de Sulfolane, la extracción de glicol ofrece un disolvente
más barato y aparentemente es algo más estable bajo condiciones de proceso. Se dice que
disfruta de menores tasas de regalías, un punto sobre el cual no tenemos información
cuantitativa, sin embargo, aún TETRA requiere un volumen de 50% más que el solvente que
Sulfolane, y el reflujo de extracción es mayor. La densidad es más baja, lo que sugiere que la
columna de extracción es mucho más grande.
Según el autor 53 de una de las patentes más importantes de este proceso en el que se
presenta una invención para el mejoramiento del proceso UDEX, basado en disminuir flash
vapor-líquido, reducir rata de reflujo, y usar el calor de entalpia producida en un punto como
fuente de energía usada para otro punto, disminuir consumo de energía mientras incrementa
significantemente la pureza y cantidad de los productos obtenidos.
La alimentación de hidrocarburos (11), (Pygas) a temperatura ambiente se precalienta con
refinado en un intercambiador de calor (12), y luego pasa por otro intercambiador de calor para
ser calentado (13) antes de enviarse a la columna de extracción (14).
En la columna extractora (14) un solvente pobre (a temperatura normal) entra por el tope de
la columna, por otro lado un reflujo de hidrocarburos (conteniendo casi todos los no aromáticos
separados de la columna stripper (30) del solvente rico que viene en la corriente (26), más una
cantidad sustancial de benceno y aromáticos pesados), se recicla al fondo de la columna de
extracción. El propósito de esta corriente es controlar la pureza de la corriente extracto (40).
Por el tope de la columna extractora sale una corriente de refinado, el cual hace intercambio de
calor en el intercambiador (12) para ser enfriado, y luego pasar por un enfriador (16).
Por el fondo de la columna sale una corriente de solvente rico generado por el contacto
descendiente de la corriente de solvente pobre (52) con el flujo ascendente de la corriente de
hidrocarburos alimentada (11) y la corriente de reflujo de no aromáticos (34). Este flujo en
contra-corriente extrae virtualmente todos los aromáticos y una cantidad equilibrada de no
aromáticos de la corriente ascendente de reciclo (34).

77
Mientras el flujo de la corriente de reciclo (34) se incrementa, un aumento similar debe verse
en la corriente 25 y 28 y/o 29, explicadas más adelante. Cualquier porción del aumento de la
corriente 25 o 28 no provee mejoras en la pureza, de hecho, aumento del flujo de la corriente 25
o 28 reduce la pureza, solo el aumento de la porción de flujo (29), entonces mejora la pureza
del extracto.
La manera como las corrientes 25,28 y 29 fueron generadas, ayuda explicar por qué
producen tan diferentes resultados. Corriente (25) y (28) fueron producidas por la entalpia de la
corriente de solvente rico (26). La corriente (29) es producida por separación (stripping) de
hidrocarburos no-aromáticos de la corriente (26) en el plato (B2) de la porción B de la columna
(stripper) (24), mientras el flujo de la corriente (29) incrementa, mayores no-aromáticos son
removidos.
La corriente de solvente rico (22) q sale por el fondo de la columna extractora (14), pasa a
calentarse a través del intercambio de calor (23) con el solvente pobre de la corriente (51) y se
envía al tambor flash (A) en el tope de la columna stripper (24). Mientras es físicamente parte
de la columna stripper (24) el tambor flash A es una unidad aislada y opera a mayor
temperatura que los platos de las porciones BC. Mientras esta corriente (22) se encuentra con
una presión menor en el tambor flash (A), alguno de los hidrocarburos disueltos en el solvente
se extraen de la columna como la corriente (25) la cual no contiene solvente (virtualmente).
El solvente que contiene disuelto hidrocarburos sale del tambor flash A como la corriente
(26), y entra en el plato de tope B1, como la presión es menor en la porción BC que el flash (A) ,
otra parte de hidrocarburos disueltos en la corriente 26 se extrae como la corriente de vapor
(28). La porción liquida de la corriente (26) que no se ha vaporizado, desciende hasta la porción
aislada B2 y se pone en contacto con el flujo ascendente de la corriente (29), como resultado
del contacto vapor-líquido entre las corrientes 26 y 29 en el plato B2, la corriente de vapor 29
separa casi todos los no-aromáticos de la corriente 26 y los saca de la columna (24).
La corriente vapor (28) y (29) fluye hacia la corriente (25) y la corriente combinada (125)
pasa a través de un condensador (32) y luego fluye al acumulador (33). Los hidrocarburos
condensados son reciclados al fondo del extractor (14) como la corriente (34), el propósito de la
corriente (34) es la de controlar la pureza del extracto (40).
78
En la porción C de la columna stripper (24) un vapor ascendente (30) separa los
hidrocarburos aromáticos disueltos de la corriente descendente de solvente rico (26), la
corriente (30) es generado por la combinación de la corriente (35) y la corriente de vapor (49) el
cual es generado por un rehervidor (36).
Virtualmente todos los no aromáticos son removidos en la sección superior de la porción B
de la columna stripper (24). Una primera porción del vapor (30) es removida como un corte
lateral en la corriente (37) y esta es enviada a un condensador (38) para luego pasar al
acumulador (39).
Los hidrocarburos aromáticos son removidos del acumulador (39) y este es separado en 3
corrientes, la primera corriente (41) se recicla para mezclarse con la corriente (37) que viene del
condensador (38), esto para asegurar la remoción de solvente. Una segunda corriente (2) se
envía al acumulador (43), y la tercera corriente (19) se alimenta al separador (20) para lavar la
corriente (45).
Algunos condensados en el acumulador (33) serán también agua la cual fluye al acumulador
(43) como la corriente de agua (44). La corriente (46) del acumulador (33) fluye a un
vaporizador de tubo y carcaza (47) donde una cantidad de la corriente (46) es convertida a
vapor, que genera la corriente (35).
Las mejoras recomendadas son las columnas de agua y el vaporizador (47) en la línea del
solvente rico (22) o (54). La porción (48) de la corriente descendiente (26) es enviada al
rehervidor (36) y regresada a la corriente vapor (49). La corriente de solvente pobre (50) el
producto neto de la columna (24) fluye por los tubos del vaporizador (47) reduciendo la
temperatura de la corriente de solvente pobre, luego esta fluye a un intercambiador (solvente
pobre/rico) (23) por la línea (51) y retorna al tope del extractor (14) como la corriente (52).
El solvente descendiente (52) en la columna extractora (14) se pone en contacto con el flujo
ascendente de la corriente de hidrocarburos extrayendo todos los aromáticos y una cantidad de
no aromáticos de la corriente (34), generando la corriente de solvente rico (22).

79
Figura 17. Diagrama de proceso de la tecnología UDEX.43

80
Figura 18. Diagrama de proceso de la tecnología UDEX mejorada.53

81
1.3.9.3 Proceso Sulfolane (UOP)
El proceso de UOP Sulfolane se utiliza para recuperar compuestos aromáticos de alta
pureza a partir de mezclas de hidrocarburos, tales como nafta de petróleo reformado
(reformado), gasolina de pirólisis (Pygas), o del horno de coque de petróleo ligero.
El proceso de Sulfolane toma su nombre del solvente usado: 1,1 - dióxido de tetrahidrotiofeno
[CH2]4S02, o Sulfolane. Sulfolane desarrollado como un solvente por Shell en la década de
1960 y sigue siendo el disolvente disponible más eficiente para la recuperación de compuestos
aromáticos. Desde 1965, UOP ha sido el agente de licencia exclusiva para el proceso de
Sulfolane. Muchas de las mejoras en los procesos incorporados en una unidad de Sulfolane
moderna se basan en las características de diseño y técnicas operativas desarrolladas por
UOP.
El proceso de Sulfolane se puede aplicar como una combinación de extracción líquido-
líquido (LLE) y destilación extractiva (ED) o, con una alimentación apropiada, destilación
extractiva solo. La elección es una función de la materia prima y los objetivos de procesamiento,
tal como se explica a continuación.
Algunas de sus patentes (US 3, 466,346, US 3, 466,344, 3, 445,381) muestran las mejoras
en la recuperación de una alta calidad de los hidrocarburos aromáticos a partir del solvente
extractor que contiene pequeñas cantidades de parafinas contaminantes. Las mejoras en el
proceso de Sulfolane han permitido la aplicación de solamente la destilación extractiva a las
alimentaciones que tradicionalmente han sido enviadas a una unidad de LLE / ED combinadas.
Con el mismo flujo de alimentación, una unidad de destilación extractiva es de
aproximadamente 80 por ciento del costo de instalación de una unidad combinada de LLE / ED.
La economía de uno contra el otro es en gran medida una cuestión de los servicios
industriales necesarios para alcanzar las especificaciones de producto de alta pureza en la
recuperación satisfactoria de BTX. La aplicación de la destilación extractiva se ve favorecida
cuando la alimentación de Sulfolane es rica en compuestos aromáticos. En tal caso, hay menos
refinado a vaporizar en el tope de la columna de destilación extractiva, el cual consume
energía.52

82
La opción más económica es una decisión económica y de ingeniería. Los factores a tener
en cuenta incluyen:
- Nuevo o renovar equipos
- El costo de los servicios
- Alimentación composición (rango de ebullición, no aromáticos, impurezas)
- Las especificaciones del producto
Selección del solvente
Sulfolane demuestra mejor solubilidad de aromáticos a una selectividad dada, que cualquier
disolvente comercial. La consecuencia práctica de estas diferencias es que una unidad de
extracción diseñada para utilizar solvente Sulfolane requiere un flujo de circulación menor de
solvente y por lo tanto consume menos energía. Además de mejor solubilidad y selectividad, el
solvente Sulfolane tiene tres propiedades físicas ventajosas que tienen un impacto significativo
sobre la inversión de la planta y el costo operativo:
- Gravedad específica alta (1,26). La gravedad específica alta permite que la alta capacidad de
aromático del Sulfolane se explote completamente mientras se mantiene una gran diferencia de
densidad entre el hidrocarburo y fases de disolvente en el extractor. Esta gran diferencia en las
densidades minimiza el diámetro requerido del extractor. La alta densidad de la fase líquida en
la sección de destilación extractiva también minimiza el tamaño del equipo requerido.
- Calor específico bajo-0.4 cal / (g° C) [0,4 Btu / (lb ° F)]. El bajo calor específico del solvente
Sulfolane reduce las cargas térmicas en los fraccionadores y reduce al mínimo el calor de los
intercambiadores del solvente.
- Punto de ebullición alto [287 ° C (549 ° F)]. El punto de ebullición de Sulfolane es
significativamente mayor que la del hidrocarburo aromático más pesado que debe
recuperarse, facilitando la separación de solvente del extracto aromático (52).
Concepto del proceso
El proceso de Sulfolane combina extracción líquido-líquido y destilación extractiva en la
misma unidad de proceso. Este modo de funcionamiento tiene ventajas particulares para la
recuperación de aromáticos:

83
- En los sistemas de extracción líquido-líquido, componentes livianos no aromáticos son
más solubles en el solvente que los no aromáticos pesados. Así, extracción líquido-
líquido es más eficaz en la separación de compuestos aromáticos a partir de los
contaminantes pesados que de los ligeros.
- En la destilación extractiva, componentes livianos no aromáticos son más fácilmente
eliminados del disolvente que no aromáticos pesados. Así, destilación extractiva es más
eficaz en la separación de compuestos aromáticos a partir de los contaminantes ligeros
que de los pesados. Por lo tanto, extracción líquido-líquido y destilación extractiva
proporcionar características complementarias.
Los contaminantes que son los más difíciles de eliminar en una sección son los más fáciles
de eliminar en el otro. Esta combinación de técnicas permite el tratamiento eficaz de las
alimentaciones con un rango mucho más amplio de ebullición que sería posible más que por
cualquiera de las técnicas sola.
El concepto de proceso básico se ilustra en la Figura 20. Solvente pobre se introduce en la
parte superior de la columna principal extractor y fluye hacia abajo. La alimentación de
hidrocarburos se introduce en la parte inferior y fluye en contracorriente hacia arriba, a la fase
de disolvente. Como la fase de disolvente fluye hacia abajo, éste se divide en gotitas finas y se
dispersa en la fase de hidrocarburo por cada bandeja o plato sucesivamente. El disolvente
absorbe selectivamente los componentes aromáticos de la alimentación. Sin embargo, debido a
que la separación no es ideal, algunas de las impurezas (no aromáticos) también se absorben.
La mayor parte de los hidrocarburos no aromáticos permanecer en la fase de hidrocarburos y
son rechazados de la columna extractora principal como refinado.
La fase de disolvente, que es rico en compuestos aromáticos, fluye hacia abajo desde el
extractor hacia el extractor de lavado a contracorriente. Aquí la fase de disolvente se pone en
contacto con una corriente de hidrocarburos livianos no aromáticos que provienen desde la
parte superior del separador (stripper). Los no aromáticos livianos desplazan las impurezas (no
aromáticos pesados) de la fase disolvente. Los no aromáticos pesados a continuación, vuelven
a entrar en la fase de hidrocarburo y dejan la columna principal (extractor) con el refinado.
El disolvente rico de la parte inferior del extractor de lavado a contracorriente, que contiene
solamente impurezas no aromáticos livianos, se envía entonces al separador de extracción

84
(stripper) para la purificación final del producto aromático. Las impurezas (no aromáticos
livianos) se eliminan en el tope del separador de extracción (stripper) y se recicla al extractor de
lavado a contracorriente. Una corriente purificada de compuestos aromáticos (extracto) se retira
en la fase de solvente en la parte inferior del separador de extracción (stripper). La fase de
disolvente se envía entonces a la columna de recuperación de disolvente, donde se separa el
producto de extracto del disolvente por destilación.
También se muestra en la figura 19 los coeficientes de actividad, o los valores de K, para cada
sección de la separación. El valor de K en la extracción es análogo a la volatilidad relativa en la
destilación.
El valor de Ki es una medida de la capacidad del disolvente para repeler componente i y se
define como la fracción molar del componente i en la fase de hidrocarburo Xi, dividida por la
fracción molar del componente i en la fase de disolvente Zi. Cuanto menor es el valor de Ki,
mayor es la solubilidad del componente i en la fase de disolvente. (52)
Descripción del flujo de proceso
Alimentación fresca entra en el extractor y fluye en contracorriente hacia arriba, a una
corriente de disolvente pobre, tal como se muestra en la Figura 20. A medida que la
alimentación fluye a través del extractor, los aromáticos son selectivamente disueltos en el
disolvente. Una corriente de refinado, muy bajo en contenido de aromáticos, se retira de la parte
superior del extractor.
El disolvente rico, cargado con aromáticos, sale del fondo del extractor y entra en el
separador. Los componentes no aromáticos con volatilidades más altas que la del benceno, son
separados completamente del disolvente por destilación extractiva y se retira por el tope junto
con una pequeña cantidad de compuestos aromáticos. Esta corriente de tope se recicla al
extractor, donde los no aromáticos livianos desplazan los no aromáticos pesados de la fase de
disolvente que sale del fondo del extractor.

85
Figura 19. Concepto básico del proceso Sulfolane.52
La corriente de fondo de separador (stripper), que está sustancialmente libre de impurezas
(no aromáticos), se envía a la columna de recuperación, donde el producto aromático se separa
del disolvente. Debido a la gran diferencia de punto de ebullición entre el disolvente Sulfolane y
el componente aromático más pesado, esta separación se lleva a cabo con una entrada de
energía mínima.
Para reducir al mínimo las temperaturas de disolvente, la columna de recuperación se hace
funcionar en vacío. El solvente pobre desde el fondo de la columna de recuperación se
devuelve al extractor. El extracto se recupera por el tope y se envía a las columnas de
destilación aguas abajo para la recuperación únicamente del benceno y de los productos de
tolueno.
La corriente de refinado sale de la parte superior del extractor y se dirige a la columna de
lavado de refinado. En la columna de lavado, el refinado se pone en contacto con agua para

86
eliminar el solvente disuelto. El solvente rico en agua se evapora en el separador de agua
(stripper) por intercambio con solvente caliente circulante y luego utilizado como vapor de
arrastre en la columna de recuperación. Solvente acumulado de la parte inferior del separador
de agua se bombea de nuevo a la columna de recuperación.
El producto de refinado sale del tope de la columna de lavado de refinado. La cantidad de
solvente Sulfolane retenido en el refinado es insignificante. El producto de refinado se utiliza
comúnmente para la mezcla de gasolina o aplicaciones de solventes alifáticos.
En condiciones de funcionamiento normales, el solvente Sulfolane se somete a una menor
degradación oxidativa.
Un pequeño regenerador de disolvente se incluye en el diseño de la unidad como protección
la posibilidad de una fuga de aire en la unidad. Durante el funcionamiento normal, una pequeña
estela de disolvente circulante se dirige al regenerador de solvente para la eliminación del
disolvente oxidado.
El producto extracto de una unidad Sulfolane puede contener pequeñas cantidades de
olefinas y otras impurezas que puedan afectar negativamente las pruebas de color con lavado
ácido de producto final benceno y tolueno. Para eliminar estas trazas de impurezas, el extracto
es tratado con arcilla antes del fraccionamiento.
Debido a que el tratamiento de arcilla se realiza en condiciones suaves, el consumo de
arcilla es mínimo. El extracto tratado se dirige a la sección de fraccionamiento de aromáticos,
donde benceno de alta pureza, tolueno, y algunas veces mezclas de xilenos se recuperan.
El diseño de la sección de fraccionamiento de aromáticos varía en función de las
necesidades de procesamiento particulares del refinado. El producto tolueno a menudo se
reciclan a una unidad de UOP Tatoray para la conversión en benceno y xilenos. Xilenos mixtos
pueden ser enviados directamente a la sección de recuperación de xileno de la planta para la
separación en para-xileno, orto-xileno, y productos de meta-xileno.

87
Figura 20. Diagrama de flujo del proceso Sulfolane.47

87
Cualquier aromáticos pesados en la alimentación se produce como un producto de fondos
de la sección de fraccionamiento. Los compuestos aromáticos pesados pueden también
mezclarse de nuevo en la piscina de gasolina de refinería o vendido como un componente de
mezcla de alto octanaje. Existen dos columnas principales en la unidad de destilación
extractiva: la columna de destilación extractiva y la columna de recuperación de disolvente (o la
columna del separador de disolvente). Alimentación de aromáticos se dirige a la columna de ED
e intercambia calor con el solvente pobre y entra en una etapa central de la columna de platos.
El disolvente pobre se introduce cerca de la parte superior de la columna de la ED.
La combinación de disolvente y aromáticos altera las volatilidades relativas de los
componentes a ser separados por el comportamiento no ideal de la mezcla. Esto es clave para
el proceso. La selectividad del disolvente hace a los aromáticos relativamente menos volátiles
que los no aromáticos, como se muestra en el gráfico inferior derecho de la figura 19 La pureza
del producto se puede lograr si hay una buena separación suficiente de valores de K entre el
aromático de numero de carbono más bajo y las especies de no aromáticos de numero de
carbono más altos.
1.3.10 Definición de términos asociados a las etapas de un proyecto
Un proyecto es una tarea específica a ser ejecutada dentro de los parámetros de costos y
calidad establecidos en un período determinado, el cual debe tener una definición de los
resultados deseados en términos de instalaciones finales y descripción de los trabajos. Las
etapas de un proyecto son 28:
1.3.10.1 Visualización o ingeniería preliminar
En esta etapa se establecen los objetivos y propósitos del proyecto, se desarrolla el alcance
del proyecto, se hace un estimado de costos clase V de toda la propuesta y al tener ésta, se
analiza la factibilidad económica, con el fin de proseguir o no con la propuesta.
1.3.10.2 Ingeniería conceptual
En esta fase se desarrolla cada opción propuesta, se efectúa un análisis técnico económico
de la misma y se selecciona aquella, que se considere más conveniente para satisfacer las

88
necesidades y requerimientos de la empresa, todo esto sobre la base de premisas y criterios
seleccionados para demostrar su factibilidad técnica, además de su rentabilidad.
Esta marcará la pauta para el desarrollo de la ingeniería básica y de detalle, se basa en un
estudio previo (estudio de viabilidad) y en la definición de los requerimientos del proyecto.
En este tipo de ingeniería se seleccionan los procesos, al igual que los diagramas de flujo del
mismo. El estimado de costo correspondiente en esta ingeniería está entre clase III y IV 28. Los
principales conceptos a analizar y estudiar en esta fase son:
- Productos y capacidad de producción
- Normativa y regulación
- Descripción del proceso de fabricación y requerimientos de usuario
- Descripción general de instalación.
- Plot plan, diagramas de bloques, distribución de salas, planes de flujos de materiales y
personas, planos de áreas clasificadas, diagramas de procesos básicos
- Estimación de requerimientos de servicios auxiliares
- Lista de equipos preliminar y dimensionamiento de los principales.
- Estimación económica de la inversión ± 30%
1.3.10.3 Ingeniería básica
En esta etapa la opción u opciones seleccionadas se evalúan exhaustivamente. Se
establecen los parámetros de diseño y la filosofía operacional, se desarrolla la programación
total del proyecto, el cronograma de realización y la valoración económica, un estimado de
costos clase II, que permite la formulación de presupuesto para el proyecto de inversión de
capital. 28
Se elaboran los diagramas de flujo, se dimensionan y especifican los materiales y equipos
principales, basándose en los balances de masa y energía para elaborar los planos y detalles
de construcción que se desarrollarán en la ingeniería de detalle. Las especificaciones de los
equipos principales de largo tiempo de entrega deben ser establecidas, y de ser posible,
ordenadas de acuerdo con la programación del proyecto.

89
Durante esta fase se definen los siguientes trabajos:
Revisión detallada de la ingeniería conceptual y requerimientos de usuario
Hojas de datos de todas las salas (críticas y no críticas)
Cálculo de cargas térmicas y caudal de aire en cada una de las salas
P&ID básico de aguas y HVAC
Distribución de puntos de uso de servicios
Revisión de Layout de salas, incluyendo áreas de servicios
Listas de consumos
Listas de equipos
La ingeniería básica se desarrolla en dos etapas: la primera consiste en la toma de
datos y elaboración de requerimientos de usuario y en la segunda se desarrolla el resto de
trabajos descritos anteriormente.
1.3.10.4 Ingeniería de detalle
Es la fase del proyecto concerniente a la elaboración de los planos detallados de las
ingenierías de procesos, civil, mecánica, electricidad e instrumentación, al mismo tiempo
comprende la elaboración del listado de todos los equipos, unidades, instrumentos y demás
requisiciones de compra para poner en marcha el proyecto, En este nivel de ingeniería la clase
de costo es de tipo I, y permite realizar ajuste en las partidas del presupuesto formulado o en
ejecución 28.
1.3.10.5 Procura
Es la selección y especificación de los equipos de forma que dé inicio al proceso de
adquisición o fabricación de los mismos mediante las bases de diseño 28.
1.3.10.6 Construcción
Esta etapa se refiere a la ejecución física de actividades en el sitio de la obra. En ella se
realiza un control de materiales utilizados en la obra, progreso físico de la misma, gasto de
inversión, tiempo de ejecución, etc. 28.

90
1.3.10.7 Arranque y puesta en servicio
Fase en la cual se ejecutan las pruebas de aceptación de la obra y se reciben y conforman
los trabajos terminados, verificando el correcto funcionamiento de máquinas, equipos y
sistemas. Se ejecutan las pruebas operacionales de garantía que son requeridas para la
aceptación de un proyecto. Dependiendo de la magnitud, complejidad y naturaleza del proyecto,
la secuencia de ejecución de cualquiera de las etapas o fases mencionadas, puede ser obviada
o alterada; y entre ello cabe señalar que este proyecto es sólo una ingeniería preliminar la cual
estudia el alcance que puede tener la propuesta escogida 28.
1.3.10.8 Economía de proyecto
La evaluación económica presenta uno de los pilares fundamentales en la toma de
decisiones de un proyecto, ya que de ella depende la selección de una determinada opción. Al
realizar una evaluación económica es importante conocer una buena aproximación de la
inversión inicial para determinar la factibilidad del proyecto. Todo esto se muestra en los
diferentes tipos de estimados de costos 28.
1.3.10.9 Análisis Económico.
La ingeniería económica es la aplicación de factores y criterios económicos para la evaluar
alternativas que consideran el valor del dinero en el tiempo al calcular una medida de un valor
económico específico de flujos de efectivo durante el periodo de tiempo específico.
En cuanto al análisis económico, para la realización de un proyecto se deben tomar en
cuenta algunas definiciones o conceptos. 28
Un proyecto es la búsqueda de una solución inteligente al planteamiento de un problema
tendente a resolver una necesidad humana. En esta forma puede haber diferentes ideas,
inversiones de diverso monto, tecnología y metodologías con diverso enfoque, pero todas ellas
destinadas a resolver las necesidades del ser humano en todas sus facetas.

91
La evaluación de una alternativa planteada como solución de un problema tiene como
objeto conocer su rentabilidad económica y social, de tal manera que asegure resolver una
necesidad humana en forma eficiente, segura y rentable. Solo así es posible asignar los
recursos económicos a la mejor alternativa.
La habilidad de desarrollar alternativas a menudo es tan importante como seleccionar
correctamente entre ellas la mejor, muchas veces la ingeniosidad, el sentido común reducen las
posibilidades, pero es con una investigación donde se reconocen más los factores limitantes
que obstaculizan poner en práctica cada alternativa, y solo las que superan estas limitantes
deben ser analizadas más en detalle, para elegir de entre estas la óptima.
La Ingeniería Económica según (expresa que a través del Análisis económico le permite
a los individuos, así como a los negocios, la industria y el gobierno, la evaluación de alternativas
descritas en términos económicos. Esta ingeniería constituye un factor fundamental en la toma
de decisiones.
Dichas decisiones implican los elementos básicos de flujos de efectivo, tiempo y tasas
de interés, entre otros. Esencialmente la Ingeniería Económica implica formular, estimar y
evaluar los resultados económicos cuando existan alternativas disponibles para llevar a cabo un
propósito definido.
1.3.10.9.1 Propósito de un Análisis Económico:
- El análisis económico permite pronosticar niveles de rentabilidad financiera y en otros
parámetros financieras de interés con la finalidad de saber si la inversión en un negocio
dado va a suministrar un mayor retorno que si dejamos los fondos en donde están.
- También se usa para entender como la rentabilidad se ve afectada por los cambios en
volumen, precios y costos (análisis de sensibilidad).
- De igual forma es utilizado para comparar el retorno de dos o más alternativos de
inversión.
92
1.3.10.10 Estudio de Mercado
Según Urbina 30, concibe que el estudio de mercadeo sea la primera parte de la investigación
formal del estudio. Consta de la determinación y cuantificación de la Oferta y la Demanda. Para
esto es recomendable la investigación de las fuentes primarias, pues proporciona información
directa, actualizada y mucho más confiable. El objeto general de esta investigación es verificar
la posibilidad real de penetración del producto en un mercado determinado.
El investigador de mercado, al final del estudio podrá “palpar” o “sentir” el riesgo que corre y
la posibilidad de éxito en dicho mercado. Por otro lado el estudio de mercado también es útil
para prever una política adecuada de precios. La mejor forma de comercializar el producto y
saber si existe un mercado viable para el producto que se pretende elaborar. Si es afirmativo el
estudio continúa.
Si es negativo, puede replantearse la posibilidad de un nuevo estudio más preciso y
confiable, si el estudio hecho ya tiene esas características, lo recomendable sería detener la
investigación.
1.3.10.11 Estudio técnico
El estudio técnico determinará el lugar, la tecnología adecuada para la producción, la
distribución del equipo para un procedimiento factible, el personal y turnos adecuados, así como
la división por áreas de trabajo. 31
1.3.10.12 Estudio económico.
Este determinará en cierta forma el tipo de tecnología a emplear, ya que si se cuenta se
podrá obtener el equipo adecuado para la producción. En este se presenta un cálculo de las
inversiones totales en moneda nacional y extranjera una estimación de los costos e
ingresos que resultarían del funcionamiento de la empresa y antecedentes que puedan ser
necesarios para evaluar el proyecto. 32

93
1.3.10.13 Concepto general de Costos
El costo es un recurso que se sacrifica o al que se renuncia para alcanzar un objetivo
específico. El costo de producción es el valor del conjunto de bienes y esfuerzos en que se ha
incurrido o se va a incurrir, que deben consumir los centros fabriles para obtener el producto
terminado, en condiciones de ser entregado al sector comercial. 28
Más que una ciencia exacta, se considera actualmente como una actividad de proyección o
predicción de costos. De hecho, las estimaciones de costos pueden ser comparadas con las
predicciones.
Predecir, la exacta cantidad y costo de los materiales, instalados por los trabajadores es una
tarea compleja. La cantidad de los materiales en la obra, puede diferir de las cantidades
estimadas, en virtud de: variaciones de diseño, re instalaciones y perdidas.
Las estimaciones de costo unitario de los materiales, puede varias debido a fluctuaciones en
los precios de las materias primas, condiciones de oferta, demanda e inflación. Así mismo, las
estimaciones sobre la mano de obra pueden diferir de las efectivas, debido a que los
trabajadores pueden estar realizando labores en los cuales no tienen suficiente experiencia,
están sujetos a condiciones físicas y mentales exigentes, el tiempo no es siempre el más
adecuado y se encuentran numerosos obstáculos en el sitio de la obra.
1.3.10.14 Clasificación de costos.
a) Por la concurrencia de los costos:
- Costos controlables: son aquellos costos sobre los cuales la gerencia tiene control, lo que
implica que puede decidir si los mismos se realizan o no. ejemplo la mayoría de los costos y
gastos de una empresa
- Costos incontrolables: son aquellos en que la gerencia no tiene autoridad sobre los mismos,
es decir, no está en capacidad de decidir sobre la ocurrencia o no de los mismos. Ejemplo
depreciación, algunos salarios etc.
b) Por su comportamiento:

94
- Costos variables: son aquellos que cambia o fluctúan en relación directa con una actividad o
volumen dado. Ejemplo materia prima, comisiones etc.
- Costos fijos: son los que permanecen constantes durante un periodo determinado sin importar
si cambia el volumen. , los salarios, depreciación, alquiler etc.
- Costos discrecionales: son susceptibles de ser modificados
- Costos fijos comprometidos o sumergidos: son los que no aceptan modificaciones por eso
también se le llama sumergidos ej. Depreciación.
- Costos semivariable o semifijos: son aquellos que están integrado por una parte fija una parte
variable ejemplo: la mayoría de los servicios públicos. Agua, comunicación, energía etc. 28
1.3.10.15 Procedimiento de Análisis de Precios o costos unitarios:
El análisis de Precios Unitarios es un proceso que incluye las siguientes condiciones:
- Calculo de la Cantidad de materiales por unidad de obra.
- Cotización de la cantidad de materiales al pie de la obra.
- Análisis de la cantidad de maquinarias y equipos de construcción.
- Cálculo del costo de funcionamiento o alquiler de maquinaria y equipos de construcción.
- Cálculo de cantidades y eficiencia de maquinaria y equipos.
- Cotización de precios de maquinarias al pie de la obra.
- Conformación de cuadrillas, requerimiento de personal con su especialidad y
rendimiento.
- Actualización del tabulador de salarios y cálculo de costos asociados a la mano de obra.
1.3.10.16 Estimación de Costos.
Uno de los factores primordiales en la elaboración de un proyecto tanto en la fase de diseño,
como en la de ejecución, son los costos generados. Los estimados de costos se elaboran en las
diversas etapas de un proyecto con la finalidad de conocer la factibilidad económica de éste y
establecer un margen para el control de gastos de inversión. Es por ello que existen diversos
tipos de estimados, los cuales se van elaborando a medida que se avanza en la realización de
cada fase del proyecto; de allí que cada estimado posea un margen de error característico
asociado a la etapa en la cual se generó.

95
Es importante señalar que en el presente trabajo se empleará un estimado de costo Clase V,
pero no dejando atrás la definición de los otros tipos de estimados 28.
1.3.10.16.1 Tipos de estimados de costos
- Estimado de costos Clase II
Es un pronóstico basado en especificaciones de diseño completadas (Ingeniería Básica), las
cuales son de un alcance suficiente como para definir íntegramente el proyecto para el diseño y
la ingeniería de detalle subsiguiente. Los principales componentes de equipos, edificios,
requerimientos de almacenaje, etc., han sido completamente especificados en lo referente a
tamaño, detalles críticos de diseño, materiales de construcción, distribución física, etc. La
probabilidad de que los costos finales resulten, dentro de más o menos 10% del estimado, es
del 80% 28.
- Estimado de costos Clase III
Es un pronóstico realizado después que la "base del diseño" del proyecto se ha completado
el 60 % de la Ingeniería Básica, y cuando se ha finalizado con los estudios para seleccionar el
tipo, tamaño y parámetros de diseño para las plantas de procesamiento y otras unidades y se
ha comenzado el trabajo de diseño de equipos básicos incluyendo las especificaciones de
diseño. La probabilidad de que los costos finales resulten, dentro de más o menos 10% del
estimado, es del 60%.
- Estimado de costos Clase IV
Se realiza cuando la Ingeniería Conceptual esta completada, y se ha avanzado en las
especificaciones del diseño básico. Además cuando también se han concluido los estudios para
la preselección, el tipo y tamaño de los equipos mayores, así como también se han preparado
los diagramas principales de flujo y los requerimientos de servicios profesionales. La
probabilidad de que los costos finales resulten, dentro de más o menos 10% del estimado, es
un 30%.28

96
- Estimado de costo clase V-Orden de magnitud
Es un estimado con una precisión del tipo orden de magnitud, el cual se utiliza en la
planificación a mediano plazo para establecer si los proyectos reúnen los méritos suficientes
para proseguir su desarrollo.
Se realiza en la fase preliminar o idea, basándose en una descripción muy general del
proyecto donde la información disponible se limita esencialmente al tipo de proyecto, tamaño,
posible ubicación, características de los insumos y gráficos de producción preliminares. En esta
fase no es necesario de ningún tipo de plano, diagramas o especificaciones que permitan
elaborar cómputos métricos, pero estas mismas pueden ofrecer información de mucha ayuda.
Para este trabajo se tomará en cuenta el costo de inversión de los equipos mayores del
proceso para en una fase posterior determinar un costo unitario, el cual permita dar una visión
de la magnitud global de la inversión. Por lo tanto, el costo puede estimarse empleando índices,
cotizaciones o asumiendo Las mismas inversiones de proyectos similares ya terminados,
haciendo los respectivos ajustes en función del tamaño, ubicación, inflación, o cualquier otro
requerimiento.
Es importante destacar que las estimaciones de costos en una etapa de pre-diseño, aunque
requiere información menos detallada que las estimaciones definitivas, son muy importantes
para determinar si un proyecto determinado ha de seguir su curso, y para la comparación de
diversas alternativas posibles.28
1.3.10.17 Análisis y confrontación del riesgo
Por lo general, la última parte tratada en el estudio de factibilidad es la evaluación
económica. Este enfoque puede aplicarse en economías inestables, a diferencia de otros
enfoques de aplicación más restringida. El resultado de una evaluación económica tradicional
no permite prever el riesgo de una posible bancarrota a corto o mediano plazo, lo que sí es
posible con esta perspectiva de análisis.

97
Finalmente, en todo proyecto debe haber una conclusión general, en la que se declare
abierta y francamente cuáles son las bases cuantitativas que orillan a tomar la decisión de
inversión en el proyecto estudiado.28
1.3.10.18 Indicadores Económicos.
Los indicadores económicos son valores estadísticos que reflejan el comportamiento de las
principales variables económicas, financieras y monetarias, obtenidos a través del análisis
comparativo entre un año y otro de un periodo determinado. Para realizar un análisis económico
se utilizan cuatro métodos básicos: el Valor presente Neto (VPN), la tasa Interna de Retorno
(TIR), el Valor Anual Uniforme Equivalente (VA) y la razón beneficio /costo (B/F). 33
En la selección de alternativa se llega a decisiones idénticas mediante los cuatro métodos
cuando estas se aplican al mismo conjunto de estimaciones de costos e ingresos, cuando las
comparaciones se realizan apropiadamente Dentro de los indicadores económicos se
encuentran:
- Tasa mínima de rendimiento (TRMin o T.M.R.)
Se define como la menor cantidad de dinero que se espera obtener como rendimiento de un
capital puesto a trabajar de manera de poder cubrir los compromisos de costos de capital. La
tasa mínima de rendimiento (T.M.R.) también suele expresarse en forma porcentual anual. Este
porcentaje expresa el excedente mínimo de los ingresos sobre los costos de cada año en
relación con la inversión, necesario para cubrir los compromisos derivados del uso de capital.
- Valor Presente Neto
El valor Presente Neto (VPN) es el valor monetario en bolívares de hoy que resulta de una
inversión actual y sus flujos netos a futuro, tomando en cuenta la tasa de interés pasiva del
mercado como un costo de oportunidad del capital a invertir. El criterio de evaluación de una
inversión con este indicador se considera aceptable si el VPN es mayor o igual a cero, es decir,
que la inversión rinde un beneficio superior al considerado como mínimo atractivo.
Si el valor presente neto es positivo, el valor financiero del activo del inversionista podrá
aumentar: la inversión es financieramente atractiva, se acepta.

98
Si el valor presente neto es cero, el valor financiero del activo del inversionista podrá
permanecer inalterado: la inversión es indiferente delante de la inversión.
Si el valor presente neto es negativo, el valor financiero del activo del inversionista podrá
disminuir: la inversión no es atractiva financieramente atractiva, no se acepta.
La comparación entre el VPN y las posibilidades de inversión indica cuál de ellas es la más
deseable: mientras mayor sea el VPN mayor será el aumento del valor financiero del activo del
inversionista.
(4)

CAPÍTULO II
MARCO METODOLOGICO
La metodología seguida para estudiar la factibilidad técnica – económica de los esquemas
de procesamiento para la recuperación de benceno a partir de gasolinas o hidrocarburos
mezclados, en virtud al cumplimiento de los objetivos establecidos al inicio del proyecto y para
la selección de los distintos métodos y las técnicas que posibilitarán la revisión bibliográfica,
recopilación de información teórica, de campo y posterior expresión de resultados, necesarios
para el seguimiento, desarrollo y evolución de la investigación, consiste fundamentalmente de
los siguientes puntos.
2.1 Análisis técnico de las tecnologías para la recuperación de BTX
2.1.1 Estudio general de los esquemas de procesamiento
Para seleccionar los procesos a evaluar se realizó un estudio bibliográfico con el fin de
conocer las características de los esquemas de procesamiento y poder justificar la selección del
más adecuado.
Este estudio se basó en la recopilación y análisis de datos técnico-económicos así como
también de la lectura y compresión de los diversos esquemas de procesos propuestos para la
extracción de aromáticos que incluyan dentro de su filosofía de operación la recuperación de
benceno, haciendo especial énfasis en el estudio teórico detallado del tren de fraccionamiento
de los compuestos benceno, tolueno y xilenos, tomando en consideración las características de
la corrientes de alimentación (materia prima), con la finalidad de evaluar la rentabilidad de estos
esquemas en base a las características de las corrientes de Pygas encontrado en el Tablazo.
.
La primera fuente de información para iniciar el análisis fue la búsqueda, compilación y
selección de todos los datos técnicos preliminares y datos de operación establecidos por diseño
de cada uno de los esquemas de procesos evaluados, así como los balances de masa
(corrientes de alimentación, productos, etc.). Fue necesario estudiar los diagramas de flujo de
proceso (PFD), así como los diagramas de instrumentación y tuberías (PI&D) (en caso de

100
disponerse de algún proceso). También se realizó la revisión de manuales de diseño, trabajos
de investigación, informes técnicos, patentes del proceso de obtención de aromáticos en las
cuales se describe la cantidad y características técnicas de los equipos instalados en el
proceso.
Existen varias técnicas para extraer compuestos aromáticos con alto grado de pureza, las
cuales se basan en principios físico-químicos, y son muy específicas en algunos tipos de
alimentación y condiciones de operación. Los procesos de extracción de BTX encontrados a
partir del listado de métodos comúnmente más empleados a nivel mundial fueron:
Arex / Leuna-Werke 36
Aromex / Koppers 37,38
Arosolvan / Lurgi 39
Basf / Scholven 40
Carom (Carbide Aromatic Extraction) / UOP 41-43
Tetra / Linde division de Union Carbide UOP 43,44
Distapex / Lurgi 45
Duo-Sol / Milwhite Co 46
Formex / Snam-Progetti 47
DMSO IFP / IFP 45
DMF / IFP 45
Mofex / Leuna-Werke 45
Morphilane / Krupp 48
Morphylex / Krupp-Koppers UHDE 43,49
Nuevo Morphylex / Krupp-Koppers UHDE 43,49
Propylane / Koppers 45
Sulfolane /desarrollado por SHELL- licenciado por UOP 47,50-52
UDEX / UOP-DOW 43,53
Posteriormente, se desarrolló una matriz de comparación de los diversos métodos de
extracción de BTX, con la finalidad de comparar la eficiencia, condiciones de operación,
rendimientos, entre otros aspectos reportados por cada uno de estos según los niveles
de recuperación de compuestos aromáticos.
101
2.1.2 Selección de los distintos solventes posibles para los procesos de extracción con
solvente o destilación extractiva.
La selección del solvente es comúnmente basada en una propiedad fundamental como lo
es la solubilidad y la selectividad que puedan tener en compuestos aromáticos, sin embargo en
el caso de la presente investigación, existen ciertos parámetros que son, además de los
mencionados, de gran importancia para la selección, tales como el costo y disponibilidad en el
país.
Los solventes evaluados se obtuvieron de la lista de solventes usualmente utilizados para
los procesos de obtención de aromáticos, entre estos se encuentran:
– Mono-di-tri o tetra etilenglicol/H2O, éter de glicol y mezclas (Carom, Tetra, UDEX) 41,42-
44,53
– Dióxido de tetrahidrotiofeno (Sulfolane) 47,50-52
– N-metilpirrolidona/H2O (Arosolvan, Distapex) 39,45
– Dimetilsulfoxido/H2O (IFP) 45
– Carbonato de propileno (Propilane) 45
– Propano-/Cresol o fenol (Duo-Sol) 46
– N-formilmorfolina + agua (Aromex, Formex, Morphilane, Morfilex) 37,38,43,47-49
– Mono-Dimetilformamida/H2O (Mofex, IFP) 45
– N-metil-e-caprolactama (Arex) 36
– Ácido nítrico, ácido sulfúrico (patentes) 36
Se especificaron los requerimientos del solvente para que un proceso de recuperación de
aromáticos sea viable, y se obtuvieron las condiciones con las que trabajan, así como las
premisas para su selección, Se definieron algunas características que deben presentar los
solventes como:
a) Características de solventes usados en la extracción con solvente (extracción
líquido-líquido):
- Alta capacidad como solvente (alta solvencia), que determina la cantidad a ser
empleada y por lo tanto el tamaño de las unidades.
- Alta selectividad para obtener un producto muy puro. La selectividad es la habilidad del
solvente para extraer aromáticos sin extracción de parafinas y naftenos, y cumple un

102
papel importante cuando la concentración de aromáticos y naftenos aumentan en la
alimentación, como es el caso de la gasolina de pirólisis.
- Debe formar una zona de inmiscibilidad con la alimentación a ser tratada para poder
separarlo rápida y fácilmente de la mezcla a la cual se adiciono.
- No debe ser corrosivo para los equipos
- No debe reaccionar con los componentes de la alimentación
- No debe ser toxico o por lo menos tener baja toxicidad.
- Térmicamente estable
- Debe tener una densidad diferente a la de la alimentación (alta densidad).
- Fácil adquisición
- Debe tener un punto de ebullición suficientemente más alto que los componentes de
modo que se realice fácilmente la separación del disolvente y el producto de los
residuos, pero de preferencia no tan alto que la exigencia de calor sensible del ciclo
disolvente resulte una fracción grande del consumo total de calor.
- Baja tensión superficial.
- Debe tener baja viscosidad
- Baja capacidad calorífica
- Considera el punto de congelamiento.
- Impacto ambiental.
b) Características de solventes usados en la destilación extractiva
- Alta selectividad de aromáticos para alterar el equilibrio líquido-vapor de la mezcla
original, producir un cambio sustancial en la volatilidad relativa de los componentes
permitiendo su separación.
- Debe crear fuerzas de interacción con los compuestos aromáticos para cambiar
sustancialmente los coeficientes de actividad de cada compuesto permitiendo una fácil
separación.
- Baja volatilidad con el fin de prevenir su evaporación y mantener una concentración
elevada en la fase liquida (debe tener un mayor punto de ebullición con respecto a los
componentes de la alimentación o mezcla original). A mayor diferencia entre los puntos
de ebullición del disolvente y los componentes que se obtienen como destilado, serán
necesarios una menor número de platos y caudal de reflujo en la columna de
recuperación del solvente (un delta de temperatura normal entre 30 °C y 50°C).
- Debe tener densidad diferente a la alimentación (Alta densidad)

103
- Se aplican las consideraciones de costos (debe estar disponible comercialmente a
costos razonables).
- Debe ser fácilmente separado de la mezcla a la cual se adiciono, no debe formar ningún
azeótropo adicional con la mezcla a separar.
- Capacidad para formar dos fases a temperaturas razonables.
- Buena estabilidad térmica.
- Debe ser no corrosivo.
- Debe ser no reactivo (no reacciona con los componentes de la alimentación para evitar
problemas con la recuperación y perdidas apreciables del mismo).
- Baja toxicidad del solvente.
- Baja capacidad calorífica
- Baja tensión superficial.
- Baja viscosidad
- Considera el punto de congelamiento.
- Impacto ambiental.
Un valor económico en la elección de un disolvente teniendo un equilibrio preferido entre
solubilidad y la selectividad, es tal que los efectos de estos solventes permitan una separación
dada a una flujo de recirculación mínima. Este valor debe, por supuesto, ser equilibrado contra
otros factores con lo que se pudo llegar a una decisión final para un proceso en particular,
realizando el análisis de costo y disponibilidad, la estabilidad térmica y química, punto de
ebullición, corrosión, calor especifico, calor de vaporización del disolvente, se encuentran entre
dichas consideraciones económicas.
El parámetro de solubilidad de Hildebrand 54 fue calculado para cada solvente según la
siguiente fórmula:
√
(5).
donde:
= Calor latente de vaporización (Cal / mol)
R= Constante de gases (cal mol-1 K-1)
T= Temperatura de ebullición del componente o cualquier temperatura a la cual se desea
evaluar. (K)
V = Volumen molar (cm3/mol)

104
El propósito de este apartado es mostrar que se pueden hacer ciertas predicciones sobre la
solubilidad de un compuesto determinado en un disolvente dado, mientras este valor se
acerque al de algún compuesto deseado, se puede decir que dicho compuesto es soluble en el
disolvente, es decir, tienen aproximadamente la misma fuerza de atracción intermolecular, y por
lo tanto serán miscibles. Los resultados de dichos parámetros fueron analizados y presentados
en la Tabla 22, del Capítulo III.
Por otro lado, se complementa el análisis de capacidad y solubilidad de los solventes usados
para la extracción de BTX, con una matriz de comparación, la cual se presenta en el Capítulo III
del presente trabajo bajo el formato desarrollado en la Tabla 23, donde se pudieron estudiar las
propiedades físicas relacionadas con la transferencia de materia entre fases, así como su
temperatura de ebullición, estabilidad térmica, solubilidad, reactividad entre otras propiedades
específicas de cada solvente, así como sus costos y disponibilidad en el país, estos datos
fueron relevantes al momento de seleccionar el mejor solvente que se adapte a los
requerimientos del sistema.
De acuerdo a las características de los solventes mencionados anteriormente cuando se
hizo referencia a la destilación extractiva y extracción líquido-líquido y tomando como
referencias las tablas desarrolladas en el capítulo III, donde junto con el análisis del parámetro
de solubilidad también se tomaron en cuenta otras propiedades físicas. Se pudieron seleccionar
5 posibles solventes para el proceso de obtención de benceno a estudiar, entre estos, Dióxido
de tetrahidrotiofeno (Sulfolane) y mezclas de mono-di-tri y tetraetilenglicol.
En nuestro caso para las simulaciones de la unidad de extracción con solvente Carom, Udex
y Sulfolane solo se usaron mezclas de tetraetilenglicol con un éter de glicol para el Carom,
tetraetilenglicol/H2O para Udex y dióxido de tetrahidrotiofeno para el último proceso
mencionado, debido a se disponía de todos los datos de interacción entre los compuestos en el
programa de simulación, además de varios datos de operación ubicados en la bibliografía
estudiada anteriormente.
105
2.2 Selección de las alternativas propuestas de esquemas de procesamientos
destinados a la producción de BTX
Se ejecutó a través de una matriz de comparación de los datos técnicos destacados como
son: el tipo de tecnología, la complejidad del proceso, solvente disponible, condiciones de
proceso (P, T, X), rendimientos, calidad de producto, entre otros.
La selección de la mejor alternativa técnicamente factible y económicamente rentable
proviene a partir de la revisión técnica de los diversos esquemas de procesos mencionados
anteriormente. Se seleccionaron en base a la similitud de los mismos, su confiabilidad, y
porcentaje de recuperación estimado por cada uno de sus licenciantes, a partir de una serie de
premisas establecidas donde se determinó cuál es la unidad de extracción del proceso capaz
de generar mayores recuperaciones de benceno, tomando en cuenta las condiciones del Pygas
proveniente de la planta de olefinas en el complejo petroquímico Ana María Campos.
Cabe mencionar que ya en esta etapa de selección, se pudo visualizar cuál de los
escenarios seleccionados técnicamente se perfila como el más conveniente, tanto desde el
punto de vista técnico y muy probablemente del económico. El estudio técnico se enfoca más
en el análisis y apoyan en la construcción de los escenarios y en su selección, mientras que el
estudio económico ayuda en la construcción del flujo de efectivo para la determinación de los
indicadores económicos que sirvieron para la selección de la mejor alternativa desde el punto
de vista monetario.
La estructura de la matriz de comparación entre las tecnologías mencionadas se puede
apreciar en la Tabla 17, bajo el siguiente formato:
Tabla 7. Matriz de comparación entre tecnologías para producción de BTX.
Proceso /
Empresa
Fundamentos del
proceso Solvente
Condiciones de
operación
Pureza /
Rendimientos
(%peso)
Limitaciones
- - - - - -
- - - - - -

106
A partir de la comparación de los aspectos más importantes, entre estos, condiciones de
operación, pureza, rendimientos, solvente y características de las corrientes típicas que aplican
a nuestra materia prima, la gasolina de pirólisis que se establecen una vez desarrollada esta
matriz, se seleccionaron tres esquemas de procesos para determinar sus desempeños con el
programa de simulación comercial y su posterior evaluación económica, estos son:
Alternativa 1: Carom (Carbide Aromatic Extraction) licenciado por UOP.
Alternativa 2: Sulfolane desarrollado por SHELL (licenciado por UOP).
Alternativa 3: UDEX de la empresa UOP-DOW.
2.3 Determinación del modelo de simulación
A partir del estudio de las tres (3) tecnologías seleccionadas anteriormente, se pudieron
comparar los esquemas de procesos de tal forma que se definieron las similitudes entre estos.
Las configuraciones de dichos procesos se asemejan entre si debido a que todas poseen una
sección de extracción la cual emplea una columna extractora líquido-líquido por donde entra la
alimentación de materia prima (Pygas, reformado catalítico, etc.) junto con el solvente en
contra-corriente para diluirse con los aromáticos y poder extraerlos por el fondo de la columna,
mientras que por el tope sale la corriente de refinado con los hidrocarburos no-aromáticos. La
segunda es una sección stripper donde se tiene la columna separadora solvente-aromático y se
obtiene un producto de tope con un contenido alto de BTX mientras que por el fondo se obtiene
un solvente casi puro con un contenido mínimo de hidrocarburos el cual será purificado en la
tercera sección de regeneración del solvente la cual consta de una columna donde el solvente
es lavado con agua y así poder ser recuperado y reenviado a la primera sección en la unidad de
extracción. Los procesos sucesivos a estas secciones dependen del tipo de producto deseado,
o de la pureza requerida, seguido a esto se puede encontrar columnas benceno-tolueno o
trenes de fraccionamiento para la obtención de un benceno, tolueno y xilenos grado comercial
al 99% y 97% respectivamente de pureza.
Por lo anterior y debido a que no se disponen los datos específicos de cada uno de los
equipos que engloban dichos esquemas productivos, para la presente investigación solo se
sometieron a evaluación en el simulador comercial a las columnas principales de cada proceso,
es decir, se elaboró el diagrama de flujo de la unidad extractora con solvente para cada
tecnología en el ambiente del simulador como se muestra en las Figuras 25, 26 y 27 ubicadas
en el Capítulo III.
El procedimiento se basó en la reproducción de los datos establecidos por diseño, por lo que
se usó la información de las especificaciones de las columnas extractoras, flujos y naturaleza

107
de los compuestos presentes en las corrientes principales así como las condiciones de
operación que definían los licenciantes de las tecnologías de cada uno de los esquemas de
proceso de producción de benceno a evaluar.
Se seleccionó el programa Hysys (Aspen Tech) por su versatilidad, facilidad de manejo y
principalmente, porque a diferencia de otros programas posee una amplia interface de análisis
como herramienta para llevar a cabo una evaluación general de procesos petroquímicos, y de
esta forma poder relacionar los datos por medio de funciones matemáticas, correlaciones y
algoritmos numéricos como procedimiento de la validación de estos resultados.
Se inició la estimación de los resultados a partir de datos de diseño originales, y luego se
procedió a evaluar las unidades de extracción variando la naturaleza y composición de la
materia prima, incluyendo así en el estudio a la gasolina de pirólisis como principal alimentación
a estas columnas. Por lo que se evaluaron los cambios a los que se someten dichas unidades
como número de platos, condiciones de operación entre otras variables significativas.
Para la elaboración de este punto se siguieron los siguientes pasos:
2.3.1 Determinación del método termodinámico
Para cualquier simulación de los procesos mencionados se requirió disponer del valor de las
propiedades fisicoquímicas y termodinámicas de las mezclas de compuestos que circulan entre
las unidades de la planta, y en todas las condiciones de composición, presión y temperatura
que puedan llegarse a verificar en la operación de la misma. Esto es prácticamente imposible y
se debió hacer uso de técnicas de predicción que permitan estimar esos valores. La adecuada
selección de estas técnicas fue crucial para un cálculo preciso de los equipos y las propiedades
de las corrientes de los procesos simulados.
Por lo anterior, se realizó una revisión bibliográfica de los diversos métodos termodinámicos
empleados en los diversos procesos de producción de aromáticos, haciéndose especial énfasis
en los procesos de extracción con solvente, tomando en cuenta las condiciones de operación
del sistema, corrientes de alimentación y composiciones establecidas por los licenciantes de las
tecnologías de producción de aromáticos. A fin de establecer el método de predicción más
adecuado para cada una de las simulaciones se abordó el tema en forma general, basado en
los criterios de selección y análisis que se indican en las figuras 21, 22 y 23 y en la Tabla 18

108
mostradas a continuación que orientan la gran precisión hacia la mejor selección de métodos
termodinámicos.
Tabla 88. Matriz de selección de modelos termodinámicos en la industria.23
Sistema Químico / Proceso Condiciones / problemas
conocidos Modelo termodinámico en uso
Hidrocarburos Livianos
Hidrocarburos puros y gases a cualquier temperatura y presión en caso de sistemas de alta sensibilidad y mezclas de gases industriales
- SRK/PR/BWRS
Sistemas polar-polar y/o polar-no polar los cuales no pueden ser
manejados por SRK o PR. -SRKM/SRKS
Recomendado para densidades de líquidos a temperaturas por debajo de la crítica.
- COSTALD
Sistemas Aromáticos
Sistema de presiónes menores a 2 atm -IDEAL
Presiónes mayores a 2 atm. - GS/ SRK/ PR
Densidades de líquidos -IDEAL/ API/COSTAL
Producción de éter MTBE,ETBE, TAME -WILSON, NRTL, UNIQUAC
Sistemas de Aromáticos/ no Aromáticos
Altas presiónes o cuando las composiciones de los gases súper críticos es > 5% molar
- SRKM/ PRM
Cuando los parámetros de interacción binaria no están disponibles.
-NRTL/UNIQUAC
Separación de aire Modelos propios, Peng-Robinson,
Soave-Redlich-Kwong
Proceso de gas Peng-Robinson, Soave-Redlich-
Kwong Tratamiento de gases
(endulzamiento) Datos experimentales, parámetros, modelos para mezclas de aminas
Kent-Eisenberg, electrolitos
Refino de petróleo Caracterización de las fracciones pesadas del petróleo
Peng-Robinson, Soave-Redlich-Kwong,
Chao-Seader, Grayson-Streed, Lee-Kessler-Plöcker
Petroquímica-VLE Datos experimentales, parámetros Peng-Robinson, Soave-Redlich-
Kwong, EOS + reglas de mezcla
Petroquímica-LLE Datos experimentales, parámetros, modelos para sistemas trifásicos (VLLE)
NRTL, UNIQUAC
Química Datos experimentales, parámetros NRTL, UNIQUAC, EOS + reglas de
mezcla
Electrolitos
Datos experimentales, parámetros, bases de datos, modelos para polielectrolitos
NRTL electrolítica, modelos propios
Vapor ASME, NBS Aplicaciones medioambientales Datos experimentales, parámetros UNIFAC + ley de Henry

109
La tabla presentada muestra algunos de los métodos habitualmente escogidos por la
industria actualmente. Por otro lado la bibliografía afirma otros procedimientos para la elección
del modelo termodinámico, como se siguió en los siguientes pasos 23:
En primer lugar se seleccionó el método según el tipo de componentes y condiciones de
operación de trabajo (hidrocarburos y gases de hidrocarburos, mezclas no polares, etc.).
Posteriormente se identificaron a partir de la naturaleza y composición de la mezcla de
componentes (polaridad, presencia de componentes supercríticos o gases disueltos, presencia
de electrolitos).
Figura 21. Naturaleza y composición de la mezcla.23
A continuación se seleccionó a partir del rango de presiones o condiciones de presión del
sistema, así como también la disponibilidad de parámetros de interacción, tipo de equilibrio
(líquido -vapor, líquido-líquido o líquido-líquido-vapor). Para luego depender del grado de
polimerización de los componentes.

110
Figura 22. Rango de presión.23
Figura 23. Grado de polimerización.23
2.3.2 Definición de componentes del sistema y características de las corrientes
principales
A partir del banco de datos que presenta el simulador se seleccionaron para la realización de
las simulaciones los componentes asociados a la materia prima, gasolina de pirólisis (corriente
de alimentación principal a la planta Química Venoco C.A.) mostrada en la Tabla 19, se
utilizaron tanto componentes hipotéticos como componentes puros para representar el sistema
que contiene un número elevado de componentes que tienen propiedades muy cercanas y

111
parecidas entre ellos, definiendo el peso molecular promedio, punto de ebullición promedio,
densidad promedio y estimando las propiedades desconocidas.
Para los componentes puros se seleccionaron los que tenían mayor concentración por cada
grupo de hidrocarburos y se sumaron los compuestos que puedan ser individualmente no
representativos pero que estando agrupados puedan tener importancia para los datos de
entrada de la simulación. Por otro lado se especificaron los flujos y las condiciones
termodinámicas de las corrientes principales que pasan a través de las columnas extractoras
representativas de los esquemas de proceso a ser validados a través del uso de los balances
de masa ubicados en los datos técnicos de cada tecnología estudiada.
Tabla 19. Composición típica de la alimentación de Pygas (gasolina de pirólisis previamente hidrogenada).16
Componentes Fracción Másica %
nC4 0.012
IC5 0.030
T2C5 0.054
33DMC4= 0.011
22DMC4 0.018
CYC5= 0.014
CYC5 0.084
2MC5 0.014
NC6 0.021
MCYC5 0.016
44DM1C5= 0.000
24DMC5 0.001
BENCENO 0.530
CYC6 0.007
CC6= 0.007
NC7 0.003
MCYC6 0.002
ECYC5 0.004
TOLUENO 0.110
34DMC6 0.002
NC8 0.002
ETILBENCENO 0.040
MXILENO 0.005
PXILENO 0.002
OXILENO 0.003
NC9 0.001
1M3EB 0.005
Para la simulación con datos de diseño de la tecnología Carom se utilizó una composición
de la materia prima típica de una alimentación de reformado catalítico previamente pre
fraccionado, donde la composición de tolueno es mucho mayor que la del benceno, estos

112
valores se muestran en la Tabla 26 del Capítulo III. El solvente utilizado es el tetraetilenglicol
mezclado con metoxitriglicol, el cual está disponible en la base de datos del simulador.
Para la columna extractora Sulfolane (caso original), la simulación se reprodujo con una
alimentación de gasolina de pirólisis que contiene 78% en volumen de aromáticos. Esta materia
prima es previamente hidrotratada por lo que no contiene olefinas insaturadas, los valores se
presentan en la Tabla 26 del siguiente Capítulo. El solvente utilizado fue el dióxido de
tetrahidrotiofeno o como su nombre comercial lo define, Sulfolane.
2.3.3 Bases y premisas para el desarrollo de la simulación
Se establecieron las siguientes bases y premisas bajo las cuales se llevó a cabo la simulación: Condiciones de operación
Los rangos de temperatura de las columnas extractoras se establecieron entre 35-93 °C
40-66 °C para los caso de las simulaciones con Pygas para garantizar una óptima
operación del sistema sin alteraciones en el producto a obtener.
Los diferenciales de presión de las columnas extractoras se establecieron en 0.01 bar
por cada plato según la hidráulica que contenga la columna.
La carga de alimentación de la columna extractora se estableció a partir de la
alimentación por diseño que tiene la actual planta Química Venoco, es decir, 160 TMD
de gasolina de pirólisis.
La carga de alimentación para las simulaciones caso diseño de las tecnologías Carom,
Sulfolane y Udex se definieron siguiendo las capacidades de diseño definidos por los
licenciantes.
La relación másica solvente-alimentación para el caso original de la columna Sulfolane
es del 4.1 mientras que para el proceso Carom y Udex es del 2.8; por otro lado las
relaciones solvente-alimentación para el caso Pygas QVCA de las columnas de Carom,
Sulfolane y Udex son 2.8, 1.5 y 3, respectivamente.
Criterios de diseño
Se consideró una corriente de Pygas y reformado catalitico para la alimentación con la
composición mostrada en las Tablas 19, 26 y 27.
Se seleccionó para la déterminación de las propiedades termodinámicas la ecuación de
NRTL para las columnas Carom y Udex.

113
Se seleccionó para la déterminación de las propiedades termodinámicas la ecuación de
UNIQUAC para el proceso Sulfolane.
Se definio una columna extractora de 90 platos tipo válvula para el proceso
Carom,Sulfolane y Udex en el caso de simulacion original de las tecnologias.
La recuperacion de benceno debe ser grado comercial mayor o igual al 99.99% p/p
La recuperacion de tolueno debe ser grado comercial mayor o igual al 99.99% p/p
La recuperacion de xileno debe ser grado comercial mayor o igual 95% p/p
Los flujos de las corrientes principales entrantes se encuentran en dirección contra-
corriente.
Se tomará los platos 68, 60 y 45 como platos de alimentación a la columna extractoras
Carom, Sulfolane y Udex respectivamente de acuerdo a cada uno de los procesos y
condiciones de temperatura de las corrientes a ser introducidas a la misma.
En la mayoría de las columnas se específicaron los flujos y composiciones de
alimentación (solvente, materia prima y reflujo),considerando el hecho de que se vario el
numero de platos y las presiónes y/o temperaturas de tope y fondo de dichas columnas.
2.3.4 Validación del esquema de procesamiento existente
Luego de establecido el método termodinámico que permita representar las simulaciones,
así como la naturaleza de los componentes asociado a las principales corrientes del proceso,
fue posible validar los datos de operación propuestos por los balances de masa de los
esquemas de procesamiento establecidos por los licenciantes, para luego de esta manera,
evaluar la eficiencia de los sistemas en cuanto a los niveles de recuperación de BTX con la
materia prima Pygas.
Para evaluar la eficiencia de cada sistema en cuanto a los niveles de recuperación de
benceno, se realizó una reconciliación de datos de las tecnologías descritas con los modelos de
simulación a ser utilizados una vez establecidos, se utilizaron las composiciones de
alimentación tal cual establecían los licenciantes de cada proceso así como la naturaleza de los
componentes asociados a las principales corrientes del proceso, para los procesos Sulfolane,
Carom y Udex. Las alimentaciones y condiciones de operación que se muestran en la Tabla 26
se utilizaron para la validación de los datos de operación propuestos para el esquema de
procesamiento establecido en esta investigación. Por otro lado, se simularon los mismos
procesos con la composición y flujo mencionados para el caso Pygas de la planta QVCA (ver
Tabla 27).

114
2.4 Evaluación técnico-económica de las alternativas propuestas
2.4.1 Estimado de costos
Se elaboraron los estimados de costos clase V para la previa visualización del presupuesto
que permitió determinar la pre-factibilidad económica de la inversión de cada proceso evaluado.
Se definieron de modo preliminar datos históricos de costos de cada tecnología evaluada y
sus unidades de producción principales, que se correlacionaron por sus capacidades de diseño
y se llevaron a la capacidad que posee la planta Química Venoco (160 TMD). De igual forma se
actualizaron estos costos al año actual (2012) por índices de precios (PEP, Chemical Engineer
CE), que se obtuvieron de proyectos ejecutados, suplidores, listas de precios, entre otros
Para el estimado de la inversión inicial y de producción de la unidad de extracción Carom que
procesa inicialmente 1051 T/D de reformado catalítico así como la unidad de extracción
Sulfolane que procesa 1710 T/D de gasolina de pirólisis, se requirieron presupuestos
preliminares de servicios industriales, condiciones y capacidad de equipos existentes y
secciones de procesamiento principales, costos directos e indirectos, costos de productos y
subproductos, insumos, entre otros criterios.
Debido a que el proceso UDEX también es licenciado por UOP de hecho este proceso fue el
predecesor del Carom que es una versión mejorada del proceso Udex. Basado a la similitud de
los procesos productivos, sus costos de instalación, equipos principales, solvente y
mantenimiento difieren muy poco entre sí, por lo que solo se compararon los costos entre las
tecnologías que tuviesen algún criterio especifico donde la comparación pudiese ser más
acertada. La opción 1 correspondiente a la tecnología Carom mientras que la opción 2
correspondiente a la tecnología Sulfolane.
La técnica de estimación de costo clase V usada fue el método de las curvas ajustadas
costos-capacidad cuyo fundamento establece el uso de datos históricos 58, se utilizó un modelo
matemático potencial para obtener un estimado de costo aproximado para diferentes tamaños
de una planta de un mismo tipo de producto o servicio. La ecuación de regresión establece una
correlación entre la variable dependiente (costo) y una o más variables independientes
(capacidad, peso, etc.).

115
Esta relación matemática refleja el incremento no lineal del costo con el tamaño de la
instalación o equipo, y muestra la economía de escala donde el costo por unidad de capacidad
decrece cuando incrementa el tamaño del proyecto. La ecuación de predicción se presenta a
continuación
(6)
donde,
C = costo de una planta
Q = capacidad de la planta
n = coeficiente o exponente
El valor del exponente para los diversos componentes, sistemas o plantas completas puede
obtenerse o derivarse de un diverso número de fuentes 61-64:Las organizaciones profesionales o
comerciales, las firmas consultoras y las compañías de equipos. En el caso de la presente
investigación el coeficiente fue obtenido a través de la tabla de datos Gallagher 58
Otra de las ecuaciones utilizadas que proporcionó una herramienta valiosa para estimar los
costos presentes a partir de información histórica fueron las relacionadas con los índices de
costos, estos se pueden obtener a partir de los índices de costos de plantas CE (Chemical
Engineer), índice de costos de construcción de la Engineers new record (ENR), el índice de
costos de equipos de la empresa Marshall & Swift (M&S); sin embargo, en nuestro caso se
usaron los índices de costos de la Process economic program (PEP) 59 para el año 2012=800 y
el de CE para el año 2012= 597.
La ecuación general para actualizar costos a través del uso de cualquier índice de costos
durante un periodo desde el tiempo t=0 (base) a otro momento t es:
(7)
donde:
Ct = Costo estimado en el momento presente
Co = Costo en el momento anterior to
It = Valor del índice en el momento t
Io = Valor del índice en el momento to

116
Posterior a esto se realizó la evaluación financiera tomando como referencia el método de
Valor Presente Neto (VPN) y la Tasa Interna de Retorno (TIR)
Para el método VPN se consideró lo siguiente:
VPN positivo, es un monto de utilidad sobre el monto mínimo requerido.
VPN igual a cero, es un proyecto marginalmente aceptable.
VPN negativo, plantea un proyecto cuya ejecución implica pérdidas económicas.
A través de la siguiente ecuación se determinó el valor presente neto :
Ii
QnVPN
n
)1( (8)
Donde:
:VPN Valor Presente Neto, $.
Qn: flujo de caja del año n, $.
:i Tasa de interés efectiva, % (10%)
:n Número de años a evaluar el proyecto.
:I Inversión inicial, $.
El método TIR determina la tasa de interés de una alternativa o tasa interna de rendimiento;
la TIR anula el VPN de una inversión (VPN=0) que es igual al valor equivalente de flujos de
entrada de efectivo al valor de flujos salientes de efectivo. Para determinarla, se utilizó la
siguiente ecuación:
Ii
Qnn
)1(0 (9)
Donde:
Qn: Ingresos del proyecto, $.
:i Tasa Interna de Retorno TIR, %
:n Número de años a evaluar el proyecto.
:I Inversión inicial, $

117
Si la TIR es mayor a la tasa de interés efectiva (25%), el rendimiento que obtendrá el
inversionista realizando la inversión es mayor que el que obtendrá en la mejor inversión
alternativa, por lo tanto se puede considerar que el proyecto es rentable, de lo contrario no
resulta viable económicamente. Cuando la TIR es igual a la tasa de interés, es indiferente entre
realizar la inversión o no.
Por último se calculó el plazo de la recuperación de la inversión. Se evaluó la rapidez con la
que se recupera la inversión, el número de años que pasan hasta que la suma de cobros
actualizados se iguala a la de los pagos actualizados. Este tiempo no tiene una base o criterio
especifico, serán los directivos de la corporación quienes evalúen si le es conveniente esperar
dicha cantidad de años para obtener las ganancias del nuevo proyecto de inversión. La
ecuación utilizada fue la siguiente:
PR = Io / Bn (10)
Donde:
PR: Periodo de recuperación
Io: Inversión Inicial ($)
Bn: Flujo neto anual ($/años)
Este tipo de estimado de costos se utilizó con el propósito de respaldar la toma de
decisiones en cuanto a cual tecnología maneja mejores opciones u oportunidades de inversión
dependiendo de la valoración cuantitativa y cualitativa resultante de dicha evaluación.
2.4.2 Selección de la mejor alternativa técnica y económica
Finalmente a partir del análisis técnico de las tecnologías, los estudios de los distintos
solventes para los procesos de extracción de aromáticos, la validación de los resultados de las
simulaciones de procesos, y los estimados de costos, se procedió a seleccionar la alternativa
de proceso más apropiada a los intereses de la corporación mediante el método del promedio
ponderado (Formato A-GT-PE-CD-I-5 declarado en el Sistema de gestión de Calidad de
PEQUIVEN, ver Tabla 20). Se definieron ocho criterios de selección y se asociaron a una letra
correspondiente a la fila donde se encontraban en la matriz presentada en el apéndice G, es
decir, el que corresponde a la fila A, será el criterio A, el de la fila B será el criterio B y así
sucesivamente. Luego se definió la importancia que tiene cada criterio y la importancia que
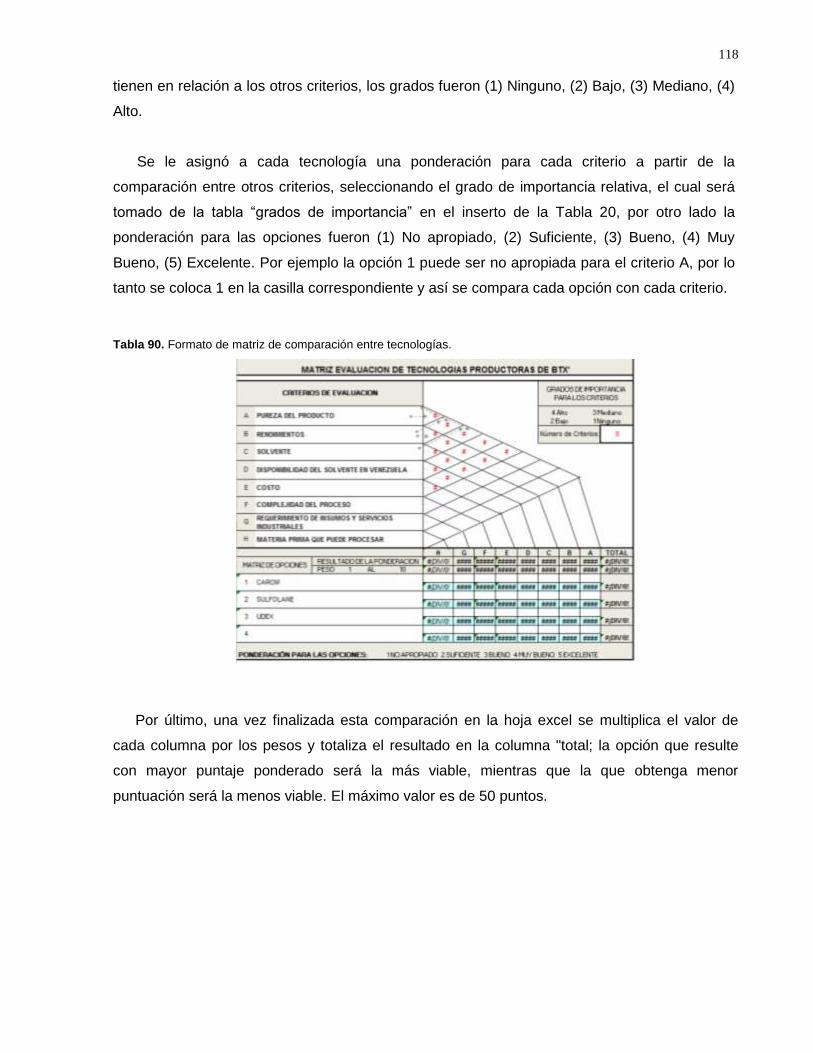
118
tienen en relación a los otros criterios, los grados fueron (1) Ninguno, (2) Bajo, (3) Mediano, (4)
Alto.
Se le asignó a cada tecnología una ponderación para cada criterio a partir de la
comparación entre otros criterios, seleccionando el grado de importancia relativa, el cual será
tomado de la tabla “grados de importancia” en el inserto de la Tabla 20, por otro lado la
ponderación para las opciones fueron (1) No apropiado, (2) Suficiente, (3) Bueno, (4) Muy
Bueno, (5) Excelente. Por ejemplo la opción 1 puede ser no apropiada para el criterio A, por lo
tanto se coloca 1 en la casilla correspondiente y así se compara cada opción con cada criterio.
Tabla 90. Formato de matriz de comparación entre tecnologías.
Por último, una vez finalizada esta comparación en la hoja excel se multiplica el valor de
cada columna por los pesos y totaliza el resultado en la columna "total; la opción que resulte
con mayor puntaje ponderado será la más viable, mientras que la que obtenga menor
puntuación será la menos viable. El máximo valor es de 50 puntos.

CAPÍTULO III
ANÁLISIS DE RESULTADOS
A continuación se presentarán los resultados obtenidos en el presente trabajo, los
cuales se mostrarán acorde a las fases para el desarrollo de investigación definidas:
3.1 Estudio general y selección de las alternativas propuestas de esquemas de
procesamientos destinados a la producción de BTX.
La selección de la tecnología a adquirir fue una de las primeras fases o etapas del proyecto,
puesto que, indudablemente la tecnología y el proceso de producción que se elijan influyen
directamente en la programación de la cuantía de inversiones, equipos, mobiliario de planta,
costos incurridos y beneficios generados del proyecto.
Es de gran importancia identificar y evaluar las alternativas disponibles antes de empezar un
nuevo proyecto o un proceso de optimización de una planta existente. Se encontraron una
gran diversidad de procesos disponibles en la bibliografía para plantas productoras de BTX, el
número de patentes permanece aumentando, sin embargo muchas de estas patentes nuevas
se diferencian unas de otras por pequeñas variaciones.
Los datos técnicos-económicos se ubicaron a partir de bases de datos de proveedores de
tecnologías, revistas técnicas especializadas, catálogos tecnológicos, entre otros; sin embargo,
alguno de estos procesos han sido licenciados, y otros son disponibles al público.
Para el procedimiento de selección de las tecnologías de producción de benceno se
definieron ciertos datos que condicionan la rentabilidad del esquema de procesamiento.
Ciertamente es difícil establecer una única técnica de comparación entre las tecnologías
establecidas, por lo que para definir un método de selección fue necesario delimitar un alcance,
tomando como referencia una serie de parámetros en el proceso de selección, así como
condiciones de operación con la finalidad de alcanzar bajos costos, y alta eficiencia en procesos
de obtención de benceno. Esta recolección de datos define para cada proceso lo siguiente:

120
- Fundamento del proceso: se basó en un resumen básico de la tecnología y su proceso
de producción, resaltando los puntos más importantes y fortalezas que le pudiesen dar
ventaja sobre otra tecnología.
- Tipo de solvente que utiliza: se definieron las características físicas del solvente que
utiliza cada tecnología, tal como fue explicado en los capítulos anteriores. Los procesos
que incluyen en su filosofía de producción la adición de un solvente que permita la
rápida separación de los componentes aromáticos con puntos de ebullición cercanos, y
que produzcan importante variaciones en la calidad del benceno, tienden a ser las
tecnologías más rentables en cuanto a la eficiencia de recuperación de aromáticos.
Sin embargo lo anterior va de la mano con la disponibilidad de dicho solvente en el
país, puesto que a pesar de que el solvente posea las características adecuadas para
nuestro proceso, es posible que no se encuentre disponible en el país. Esto conduciría a
elevados costos de producción, por lo tanto este parámetro condiciona significantemente
la selección de la tecnología
- Condiciones de operación: cada proceso posee su propia ideología de producción por
lo que se resumieron las condiciones de operación de las variables más importantes del
proceso. Estos parámetros asisten y van de la mano con la calidad del producto final si
son apropiadamente definidos.
- Rendimientos y porcentaje de recuperación de BTX (pureza): este factor fue uno de
los más importantes al momento de la selección. Se ubicaron los valores de
rendimientos y porcentaje de recuperación de BTX para cada tecnología descrita,
teniendo en cuenta que se pueden obtener altos rendimientos con baja pureza y
viceversa, alta pureza de productos con bajos rendimientos de producción, por lo que se
seleccionaron estos valores relacionados al equilibrio de altos rendimientos y altas
purezas de productos. En este caso se basó en definir el mínimo porcentaje que se
requiere recuperar de benceno en la corriente de aromáticos, por lo que con cada
tecnología se obtuvieron diferentes porcentajes de recuperación de BTX.

121
Esto facilitó el proceso de selección de la tecnología en cuanto a que las que no
obtuvieron un porcentaje en peso de recuperación igual o mayor a 99% de pureza de
benceno, 97 % tolueno y al menos 96% de xilenos, fueron eliminados de la elección.
- Limitaciones: se fundamentó en las restricciones de cada tecnología; en el estudio
minucioso de los procesos se pudieron encontrar ciertos parámetros o condiciones que
limitaban notablemente la selección de dicha tecnología, por lo que este factor se basó
en la identificación del rango de materias primas que pueden procesar, deficiencias en la
utilización de energía, equipos costosos, consumos excesivos, desventajas de su
utilización o enormes costos de producción que pudiesen eliminar inmediatamente la
elección del proceso productivo.
Luego de la recopilación de estos datos fue posible plantear una matriz de comparación de
los diversos métodos de extracción de BTX de acuerdo a los puntos descritos en los párrafos
anteriores, tal como se muestra en la Tabla 21.
En resumen se identificaron tres posibles esquemas de procesamientos las cuales engloban
todas las tecnologías estudiadas en esta investigación para la recuperación de BTX, como lo
son:
Esquemas de procesos con extracción líquido-líquido, incluyen tecnologías como: Arex,
Aromex, Arosolvan, Tetra, Duo-sol, Formex, DMSO, Mofex y Morfilex.
Esquemas de procesos con destilación extractiva, incluyen tecnologías como: Distapex,
DMF, Morphilane y Propylane.
Esquemas de procesos con extracción líquido-líquido seguida de una destilación
extractiva o columna stripper, incluyen tecnologías como: Nuevo Morphilex, Carom,
Sulfolane y Udex.

122
Tabla 101. Matriz de comparación entre algunas tecnologías para producción de BTX.
Proceso / Empresa Fundamentos del proceso Solvente Condiciones de operación
Pureza / Rendimientos (%peso)
Limitaciones
Arex/Leuna-Werke
Proceso para la remoción de hidrocarburos aromáticos a partir de corrientes de petróleo por extracción con solvente 1-metil piperidona (N-metil caprolactama) a 60 ° C. Desarrollado por Leuna Werke, Alemania.
N-metil-e-caprolactama
60 °C , Sin presión
No publicadas / No publicadas
Utiliza un proceso de refinación para el solvente, para que el solvente sea removido del extracto y refinado se debe agregar un gas amoniaco en la columna despojadora de solvente. Requiere en la alimentación preferiblemente debajo de 50 en peso de aromáticos pueden ir desde 20-55% aprox.
Aromex/Koppers
Un proceso para obtener hidrocarburos aromáticos a partir de reformado de petróleo por extracción con solvente diglicolamina (también llamada [2 - (2-aminoetoxi) etanol], y DGA). Desarrollado por Howe-Baker Engineers
N-formilmorfolina
80 °C, 2 Kpa , Relación de solvente en peso basado en materia prima 4.5-6
No publicada / Benceno 99.8, Tolueno 99, Xileno 96.
Utiliza como materia prima reformado de petróleo (gasolina reformada). Requiere en la alimentación debajo de 50% en peso de aromáticos
Arosolvan/Lurgi
Un proceso de extracción con solvente para producir los hidrocarburos aromáticos a partir de mezclas de petróleo, utilizando N-metil-pirrolidona (NMP), que contiene 12 a 14 por ciento de agua a de 20 a 40 ° C. Desarrollado por Lurgi, y utilizado por primera vez en Japón en 1961.
N-metilpirrolidona + H2O o etilenglicol (40 % peso)
20-40°C, 1 kpa, Relación de solvente en peso basado en materia prima 3.5-6
No publicada / Benceno 99.9, Tolueno 99.5, Xileno 95, componentes C9 60
Se realiza un retrolavado para rebuscar a los aromáticos puros, esta operación consiste en el reciclado de un exceso de parafinas en la etapa de extracción, que son los más ligero de la carga de alimentación siempre que una destilación extractiva permita su separación y reciclado. En el extracto, se desplaza a las pequeñas cantidades de parafinas pesadas disueltas, especialmente aquellos cuyos puntos de ebullición son comparables a las de los compuestos aromáticos. Requiere en la alimentación debajo de 50% en peso de aromáticos, pueden ir desde 20-55% aprox.
Basf/Scholven
Un proceso de pre-tratamiento para el Benzol, el producto formado mediante la hidrogenación de hulla. El Benzol se hidrogena a 300 a 400 º C usando un molibdeno o cobalto / catalizador de molibdeno. El producto es una mezcla de hidrocarburos aromáticos, adecuados para la separación mediante una variedad de procesos físicos. El proceso fue inventado
Hidrogenación usando molibdeno o cobalto / catalizador de molibdeno
300-400° C No publicadas / No publicadas
No publicadas

123
por BASF en 1925 y adoptado por Scholven-Chemie en 1950. Once plantas en Francia y Alemania adoptaron posteriormente el proceso.
Carom (Carbide Aromatic Extraction/UOP
Un proceso de dos etapas para la obtención de hidrocarburos aromáticos de las corrientes de refinación de petróleo. En la primera etapa, los compuestos aromáticos se eliminan por extracción líquido-líquido con un disolvente específico (una mezcla de polialquenglicoles y un éter de glicol) a temperatura ambiente. En la segunda etapa, los compuestos aromáticos se separan del disolvente por destilación al vapor. Desarrollado por Union Carbide Corporation; primero comercializado en 1986, y ahora con licencia de UOP.
Tetraetilenglicol / H2O / polialquenglicoles y/o éter de glicol)
70-90°C Relación de solvente en peso basado en materia prima 2.8
Benceno 99,99 (no-aromáticos impurezas: menor a 200 ppm), Tolueno : 99,9 (no-aromáticos impurezas: 600 ppm) / Benceno 99,9, Tolueno 99,8,
los aromáticos en la alimentación deben estar sobre 50 % peso entre 65-90% (std 60) (tolueno-std 15 y xilenos-std 2 "T y X en baja fracciones", benceno-std 50% peso)
Tetra/ Linde division de Union Carbide UOP
También llamado Tetra-extracción. Un proceso para la obtención de hidrocarburos aromáticos a partir de fracciones de petróleo por extracción líquido-líquido utilizando tetraetilenglicol. Desarrollado por Union Carbide Corporation como una mejora en el proceso * UDEX. En 1981, 30 unidades de tipo UDEX se había convertido a este proceso. Ahora, con licencia de UOP.
Tetraetilenglicol / H2O
No publicadas
Benceno 99,9 , Tolueno 99, Xileno 97 / Benceno 99-100 , tolueno 98- 99.2, xileno 94-96.5%, C9 65-96
Usa como alimentación reformado (mezcla de aromáticos, parafinas y naftenos. la composición de aromáticos requiere 20-50% aprox. Es aplicable preferiblemente a alimentaciones de hidrocarburos que contengan 10% en peso de aromáticos. La calidad del solvente es mantenida usando una combinación de filtración y adsorción para remover las impurezas acumuladas.
Distapex / Lurgi
Un proceso para la eliminación de hidrocarburos aromáticos de la gasolina de pirólisis o Benzol del horno de coque por destilación extractiva con adición de N-metil-pirrolidona. La temperatura de funcionamiento es de al menos 170 ° C. Desarrollado por Lurgi. Anunciada por primera vez en
N-metil-pirrolidona
Relación de solvente en peso basado en materia prima 4-5
Recuperación de aromáticos entre 98-99 / Benceno 95-98, Xileno 96.
la alimentación es un corte C6 obtenido por el fraccionamiento de gasolina de pirólisis , puede solo ser implementada directamente para producir benceno y xilenos a partir de cortes estrechos C6 y C8 donde su contenido de aromático sea por lo menos 70% peso , o mejor aún 80-90 %

124
1961, para 1993, 22 plantas habían sido construidas.
Duo-Sol / Milwhite Co
Un proceso para separar aromáticos de hidrocarburos alifáticos por partición entre dos disolventes. El primer disolvente (Selecto o Selectox) es una mezcla de fenol, ácido cresílico, el segundo es el propano líquido. Es un proceso ampliamente utilizado desasfaltado en el pasado. En este caso, el propano líquido se utiliza para el desasfaltado en combinación con selecto, es decir, una mezcla de fenol y ácido cresílico, a su vez, una mezcla de orto-, meta-y para-cresol, que simultáneamente desaromatiza el aceite. La extracción es operada en contracorriente, con el propano que se inyecta en la parte inferior de la torre, el Selecto en la parte superior y la alimentación en un punto en el medio. Desarrollado por la Sociedad Max B. Miller y licenciado por Milwhite.
Propano-/Cresol o fenol
No publicadas No publicadas / No publicadas
Recuperación del disolvente (selecto) se lleva a cabo en un sistema más complejo que se necesita, ya que es a su vez una mezcla de disolventes. El proceso Duo-Sol es más complejo para operar dado el uso de un sistema disolvente, y es menos fácil de convertir a dimensiones grandes. Por otro lado el l fenol y cresoles los representar un riesgo potencial debido a su toxicidad.
Formex/ Snam-Progetti
Un proceso para la extracción con solvente de hidrocarburos aromáticos del petróleo reformado, usando N-formil morfolina en 40 ° C. Desarrollado por SNAM Progetti-.
N-formilmorfolina
40°C, 1kpa, Relación de solvente en peso basado en materia prima 5-6.5
Benceno 99% / Benceno 100 , Tolueno 99, Xileno 95-98
Puede operar directamente con alimentaciones que contengan un contenido de no-aromáticos mayor a 25-30 % peso. Requiere una alimentación de aromáticos menor al 50% en peso.
DMSO IFP/IFP
Un proceso para la extracción con solvente de hidrocarburos aromáticos de mezclas de petróleo, usando Dimetilsulfoxido/H2O (DMSO). Desarrollado por el instituto francés de petróleo.
Dimetilsulfoxido/H2O (DMSO
20-35°C
No publicadas / Benceno 99.5, Tolueno 98.5, Xilenos 95, C8 (etilbenceno y xilenos) 95
Estos rendimientos solo se obtienen con una alimentación que contenga, 34% peso de benceno, 19% peso de tolueno, 17% peso de componentes C8 )etilbenceno y xilenos)

125
DMF / IFP
Un proceso para la extracción de hidrocarburos aromáticos de hidrocarburos mezclados usando destilación extractiva con dimetilformamida, esta como cualquier otro extractante convencional actúa al formar un azeótropo con los no aromáticos, el azeótropo en su mayoría de componentes puede ser roto por inyección de vapor y otras formas de azeótropo con agua. Desarrollado por el instituto francés de petróleo.
Dimetilformamida
Relación de solvente (en peso) basado en materia prima 3-5
Benceno impurezas 50-200 ppm / Benceno 95-99,5, Xilenos 96.
El proceso puede manejar alimentación con un rango de concentración de aromáticos de 20-97% y el pre-fraccionamiento sería necesario solo si la concentración de la alimentación está por debajo de 60% (se puede usar un contenido mínimo de 70% sin necesidad de pre-fraccionamiento)
Mofex/Leuna-Werke
Una extracción líquido-líquido procedimiento para eliminar los hidrocarburos aromáticos a partir de mezclas de hidrocarburos. El disolvente es una mezcla Monometilformamida / agua, operado a 20 a 30 ° C, de 0,1 a 0,4 bar. Desarrollado por Leuna-Werke.
Monometilformamida/H2O
20-30°C, 0.1 kpa No publicadas / No publicadas
La composición de aromáticos requiere 20-50% en peso aproximadamente.
Morphilane/Krupp
Un proceso para la remoción de hidrocarburos aromáticos a partir de mezclas de hidrocarburos por destilación extractiva. El disolvente añadido es N-formil morfolina. El proceso fue desarrollado por Krupp Koppers en 1960 y en 1994, 22 unidades habían sido construidas.
N-Formilmorfolina + H2O
0-3 % peso de H2O ,Relación de solvente en peso basado en materia prima 4.5-6
Benceno 99.95, Tolueno 99,9 / Benceno 95-99.5, Xileno 99
Opera con distintos rangos de alimentación, aplica a reformados, gasolina de pirólisis, coke oven light oil.
Morphylex/Krupp-Koppers UHDE
Usa extracción líquido-líquido como procedimiento para remover los hidrocarburos aromáticos a partir de mezclas de hidrocarburos. El disolvente es N-formil morfolina, la temperatura de funcionamiento es de 180 a 200 ° C. El proceso fue desarrollado por Krupp Koppers en la década de 1960 y el primero comercializado en 1972. Sólo una planta había sido construida a partir de 1994
N-Formil morfolina (NFM) + Agua
180-200 ° C / 4% de agua
No publicadas / No publicadas
Aplicada a reformados como alimentación, La composición de aromáticos requiere 20-50% en peso aproximadamente.

126
Nuevo Morphylex/ Krupp-Koppers UHDE
Un proceso para la remoción de hidrocarburos aromáticos a partir de reformado por extracción líquido-líquido con NFM y agua seguido una combinación de destilación extractiva/ columna de extracción de solvente.
N-Formil morfolina (NFM) + Agua
4-6 % agua
Benceno 99.999, Tolueno 99.99, EB y Xilenos 99.99 / Benceno 100, Tolueno 99.7, Xileno 94.
Aplicada a reformados como alimentación
Propylane/Koppers
Un procedimiento de destilación extractiva para remover hidrocarburos aromáticos hidrogenados de benceno crudo, usando carbonato de propileno. Desarrollado por Koppers.
Carbonato de propileno
Extracción primaria con carbonato de propileno 30-40 ° C. Extracción secundaria 115 ° C
Benceno 95, Tolueno 99,9 tolueno con parafinas y naftenos (pueden ser separados por simple destilación) / No publicadas
Requiere alimentaciones de alto contenido de benceno en aromáticos y permite operar con alimentaciones que contengan hidrocarburos parafínicos y nafténicos
Sulfolane/desarrollado por SHELL- licenciado por UOP
Un proceso para la eliminación de hidrocarburos aromáticos a partir de fracciones de petróleo por extracción líquido-líquido (solo con algunas alimentaciones se puede usar) y destilación extractiva o stripper utilizando Sulfolane (tetrametilensulfona; tetrahidrotiofeno 1,1-dióxido) a aproximadamente 190 ° C. Desarrollado por Shell Development Company en 1959 y la primera comercializada en 1962, ahora disponible a través de UOP. Se sustituye el proceso * UDEX. Sulfolane se usa para otro propósito en el proceso Sulfinol *.
Dióxido de tetrahidrotiofeno (Sulfolane) (1,1-dioxido de tetrahidrotiofeno)
50 - 100 °C, Relación de solvente en peso basado en materia prima 3 -6, H2O en el solvente 1,5% peso
Alta pureza de hidrocarburos aromáticos / Benceno 99.9, Tolueno 98-99.8 Xileno: 96-98, aromáticos pesados 65
Permite alimentaciones como gasolina de pirólisis (Pygas), fracciones de keroseno, petróleo reformado de nafta (reformado). Alimentación C6-C7 o Coke oven light oil (COLO). El proceso requiere 4 columnas largas más que las 2 columnas requeridas para el proceso UDEX, esto incrementa el costo de capital, el solvente puede convertirse corrosivo. Reemplazo de rehervidores y metalurgia exótica no son infrecuentes debido a esta naturaleza corrosiva. Columnas enteras se han tenido que reemplazar con el tiempo. El solvente Sulfolane tiene problemas con la estabilidad térmica , la temperatura de los intercambiadores debe estar por debajo de 450 °F (232 °C)
Udex / UOP-DOW
Un proceso para la remoción de hidrocarburos aromáticos a partir de fracciones de petróleo por extracción líquido-líquido con glicoles, seguido de destilación extractiva o columna stripper. El glicol utilizado originalmente era dietilenglicol, pero más tarde fue sustituido por este trietilenglicol y tetraetilenglicol. La extracción se lleva a cabo a 140 a 150 ° C bajo
Mono-di-tri o tetraetilenglicol / H2O y mezclas
100-130 °C, 5 a 7 kpa o bar, H2O en el solvente 2-10% peso
Aromáticos 96-99 / Aromáticos 91-99
Trabaja con alimentaciones como la gasolina de pirólisis. Alto consumo de energía.

127
una presión de 10 atm. Desarrollado conjuntamente por Dow Chemical Company y UOP en la década de 1940 y se utiliza a gran escala desde 1952. Reemplazado en gran medida por el proceso de Sulfolane * en la década de 1960.
Papeles y patentes nextant/nextant chemsystems
No publicadas
Ácido nítrico, ácido sulfúrico
No publicadas No publicadas / No publicadas
No publicadas

128
Los procesos que usan solo la extracción líquido-líquido son efectivos mientras la
alimentación de compuestos aromáticos esté generalmente por debajo del 50% p/p, si esto
no se cumple, la extracción líquido-líquido se torna inefectiva y no son económicamente
viables, en la presente investigación se descartaron las tecnologías que tienen como
filosofía de producción un proceso de extracción con solvente únicamente. Estas son:
Arex, Aromex, Arosolvan, Tetra, Formex, DMSO, Mofex, Morfilex.
Una comparación de la destilación extractiva (DE) y los procesos de extracción líquido-
líquido (ELL) muestra que el diseño del proceso de DE tiene muchas ventajas sobre el de
la ELL, y por consiguiente reduce los gastos necesarios para el equipo y los servicios
industriales. Además, la DE también es capaz de procesar la mayoría de las materias
primas, con independencia del contenido de aromáticos. Especialmente para la
recuperación de benceno o el combinado de la recuperación de benceno y el tolueno por
otro lado, la DE es mucho más económica que la ELL.
Sin embargo se han estudiado una combinación de estos procesos, obteniéndose
mejores rendimientos y pureza del producto deseado en donde la alimentación pasa en un
principio a una etapa de ELL y el extracto obtenido se pasa a una columna de destilación
extractiva o por una columna stripper para recuperar los aromáticos, Actualmente la ELL
seguida de la DE ha reemplazado cada vez más a los procesos que tengan únicamente la
DE o ELL por si solas. Por lo anterior no se tomaron en cuenta las tecnologías Distapex,
DMF, Morphilane y Propylane para el estudio propuesto en el presente trabajo.
Una limitante fundamental fue la recuperación del tipo de compuesto aromático (B,T,X)
así como la configuración del proceso (método de extracción) dependió de las materias
primas utilizadas y sus diferencias entre las composiciones con respecto al contenido de
parafinas, olefinas, nafténicos y aromáticos así como también diferencias en las
cantidades de impurezas tales como cloro, oxigeno, nitrógeno y componentes de azufre.
Por lo tanto solo se trabajó con tecnologías que permitiesen en su configuración el
procesamiento de alimentaciones típicas como la gasolina de pirólisis (Pygas) obtenidas
de los hornos de craqueo de plantas de olefinas. Por lo que finalmente no pudo estudiarse,
a pesar de tener en su diseño de producción, la ELL seguida de la DE, la tecnología
desarrollada por UHDE, Nueva Morfilex la cual solo procesa reformado catalítico.
Quedando aptas para el estudio detallado las tecnologías que contengan en su diseño
la extracción líquido-líquido seguida de la destilación extractiva o una columna stripper, y
las capaces de procesar la gasolina de pirólisis hidrogenada como materia prima original.

129
Cabe destacar que para el proceso de selección también se tomaron en cuenta los
disolventes comerciales utilizados para cada uno de los procesos, por lo que un estudio
minucioso se llevó a cabo para la evaluación de estos solventes. A partir de este análisis
se pudo seleccionar tres tecnologías, estas son:
Alternativa 1: Carom (desarrollada por Union Carbide, licenciado por UOP).
Alternativa 2: Sulfolane (desarrollada por Shell, licenciado por UOP).
Alternativa 3: UDEX (desarrollada en conjunto por DOW chemical y UOP).
3.2 Selección de los distintos solventes posibles para los procesos de extracción con
solvente o destilación extractiva.
En la búsqueda de los disolventes que potencialmente puedan ser útiles, de tal manera que
la selección de éste permita una secuencia de destilación o extracción eficaz y
económicamente viable, se tomaron en cuenta los registrados en las patentes y tecnologías
estudiadas anteriormente, estos son: Mono-di-tri o tetra etilenglicol/H2O, Dióxido de
tetrahidrotiofeno (Sulfolane), N-metilpirrolidona/H2O, Dimetilsulfoxido/H2O (IFP), Carbonato de
propileno, Propano-/Cresol o fenol, N-formilmorfolina/agua, Mono-Di-metilformamida/H2O, N-
metil-e-caprolactama, Ácido nítrico, Ácido sulfúrico.
La idoneidad de un disolvente para la extracción de compuestos aromáticos implica la
relación entre la capacidad del disolvente para absorber los compuestos aromáticos
(solubilidad) y la capacidad del disolvente para diferenciar entre compuestos aromáticos y no
aromáticos (selectividad).
Muchos de los solventes convencionales que muestran elevados valores de selectividad
suelen tener baja capacidad de extracción y viceversa. Un estudio de los disolventes polares
comunes utilizados para la extracción de aromáticos revela las similitudes cualitativas
siguientes:
- Cuando los hidrocarburos que contienen el mismo número de átomos de carbono se
comparan, la solubilidad disminuye en este orden: aromáticos > naftenos > olefinas > parafinas.
- Cuando los hidrocarburos en la misma serie homóloga se comparan, la solubilidad disminuye
a medida que aumenta el peso molecular.

130
- La selectividad de un disolvente disminuye mientras el contenido de hidrocarburos, o la carga,
de la fase de solvente incrementa.
A pesar de estas similitudes generales, diversos disolventes comerciales utilizados para la
recuperación de compuestos aromáticos tienen importantes diferencias cuantitativas.
Es bien sabido que la solubilidad de un componente se relaciona con un número de
propiedades termodinámicas del material en cuestión, por lo tanto, uno de los aspectos en la
selección de un disolvente debería estar basado en las características termodinámicas de la
sustancia que está siendo disuelta y el mismo solvente.
Una de tales características termodinámicas de los materiales es el concepto, introducido por
Hildebrand y Scott (64) (1962), de la solubilidad, un parámetro que caracteriza la densidad de
energía de la atracción intermolecular o la energía de cohesión. Cuando dos sustancias tienen
valores similares del parámetro solubilidad, es decir, tienen aproximadamente la misma fuerza
de atracción intermolecular, ellos serán miscibles.
El parámetro de solubilidad es ampliamente utilizado para dar una aproximación de
comportamiento de solubilidad. Se refiere a la densidad de energía cohesiva de un compuesto y
por lo tanto es una medida de la fortaleza de sus fuerzas de intermoleculares. A partir de la
ecuación 5 explicada en el Capítulo II, se desarrollaron los cálculos reportados a continuación
en la Tabla 22 (ver apéndices) de los parámetros de solubilidad de algunos solventes y se
compararon con los hidrocarburos aromáticos como benceno y tolueno, que contienen mayor
concentración y algunos no aromáticos como hexano y ciclohexano, contenidos en una
alimentación típica de Pygas:
Tabla 112. Parámetros de solubilidad de ciertos solventes e hidrocarburos individuales a 25ºC 54
Solvente ∆H
ʋ
Cal/mol
ν
cm3/mol
(ᵟ)^1/2
Cal/cm3
Monoetilenglicol o Etilenglicol 12310 55.8 14.5
Dietilenglicol 13560 95.2 11.6
Trietilenglicol 16270 134.2 10.8
Tetraetilenglicol 13540 173.2 8.7
Dimetilsulfoxido 10290 71.03 11.7

131
Tabla 122 (Cont). Parámetros de solubilidad de ciertos solventes e hidrocarburos individuales a 25ºC
Solvente ∆H
ʋ
Cal/mol
ν
cm3/mol
(ᵟ)^1/2
Cal/cm3
Dimetilformamida 10074 77 11.1
N-metilpirrolidona 13010 96 11.3
N-formilmorfolina 9223 88 9.9
Dióxido de tetrahidrotiofeno 14330 95.7 11.98
Carbonato de propileno 13180 94.8 11.52
Benceno 7290 89.5 8.6
N-hexano 7540 131.6 7.24
Ciclohexano 7895 108.7 8.18
Tolueno 7928 106.6 8.3
Se puede ver que el parámetro de solubilidad más cercano al del benceno y tolueno es el
del Tetraetilenglicol, y el más alejado es el del Etilenglicol; Esto quiere decir, que el benceno y
el tolueno son muy solubles en el tetraetilenglicol, siendo este solvente el más apropiado para
cumplir los requerimientos establecidos, en cuanto a la obtención de alta pureza de productos
aromáticos.
Sin embargo los solventes dietilenglicol, trietilenglicol, Dimetilsulfoxido, dimetilformamida, N-
metilpirrolidona, N-formilmorfolina, dióxido de tetrahidrotiofeno y carbonato de propileno, se
encuentran en un rango más o menos cercano del necesario para obtener la disolución del
soluto.
Por lo tanto a partir de consideraciones puramente teóricas, es posible dar una característica
de un líquido que expresa su solvencia, se puede asumir que la adición del DMSO, DMFA o
NMP al EG va a aumentar su solvencia. Es por esto que se realizan mezclas de di-tri y hasta
tetraetilenglicol para utilizarlos como solventes altamente selectivos de compuestos aromáticos
como el benceno.
Para un análisis más detallado de estos solventes con respecto a algunas características
importantes como volatilidad, capacidad, costo y disponibilidad en el país, se desarrolló una
matriz de comparación de estos solventes comerciales en la Tabla 23 presentada a
continuación:

132
Tabla 133. Matriz de comparación entre solventes de tecnologías de recuperación de hidrocarburos aromáticos.
Solvente Tecnolog
ía
Volatilidad / Temperatura de Ebullición
Toxicidad / Riesgo Ambiental
Estabilidad Térmica
Corrosión / Reactividad
Capacidad (solubilidad)
/ Selectividad
Costo Disponibilidad
en el país
Mono-di-tri o tetra etilenglicol/H2O y mezclas. (C2H62O2, C4H10O3, C6H14O4, C8H18O5 )
(Carom, Tetra, UDEX) (41) (42) (43) (44) (53)
Baja / 197,2 °C , 245°C , 277,3 °C, 307,9 °C
Baja (para humanos y animales en la piel tiene baja absorción, para los ojos es irritante), Toxicidad por inhalación es baja, es negativo a efectos cancerígenos, no toxico en niveles acuáticos / En el aire se degrada en 10 días, y en el suelo y agua se degradan de días a semanas. El tetraetilenglicol tiene riesgo ambiental debido a su alta presión de vapor. Son altamente biodegradable
Alta, estable bajo condiciones normales de almacenamiento y manipulación, no se polimeriza, es higroscópico.
Baja / Reacciona violentamente con ácido clorosulfonico, ácido sulfúrico, óleum, ácido sulfúrico, ácido perclórico, agentes oxidantes fuertes, produce ignición a temperatura ambiente con trióxido de cromo, permanganato de potasio, y peróxido de sodio.
Muy soluble en alcoholes alifáticos, glicol esteres, acetona e hidrocarburos aromáticos Completamente soluble en agua / Alta (89-91% en hidrocarburos aromáticos)
Monoetilenglicol 1200$ /Ton Dietilenglicol 1800$ /Ton trietilenglicol 2800$/Ton Tetraetilenglicol 3200$/Ton Medio-Bajo
Empresa PRALCA
1,1-Dióxido de tetrahidrotiofeno ((CH2)4SO2)
(Sulfolane) (47) (50) (51) (52)
Baja / 285 °C
Baja (para contactos con piel, para los ojos es poco irritante. Toxicidad por inhalación es alta, por ingestión es nocivo, es negativo a efecto cancerígeno). / Riesgo ambiental debido a su alta presión de vapor, genera emisiones a la atmosfera. No es fácilmente biodegradable. escasamente peligroso para las
Media estabilidad térmica hasta 252,8 °C (487 °F), pero tiene un alta tasa de descomposición más allá de dicha temperatura, una excesivamente por encima de esta hará que se craquee en un polímero
Alta-media / Puede reaccionar con oxígeno o agentes oxidantes Fuertes como los cloratos, nitratos, peróxidos, etc.
Miscible en benceno, tolueno y xilenos mezclados, ciclohexano, n-hexeno (25C) / Alta selectividad en hidrocarburos aromáticos.
8169$/Ton Empresa Shell

133
agua
oscuro y SO2.
N-metil-2-pirrolidona/H2O (C5H9NO)
(Arosolvan, Distapex) (39) (45)
Media / 202 °C
Media (Se absorbe fácilmente a través de la piel, humana y animal, la exposición dérmica también existe con contacto de la sustancia en fase vapor, es una sustancia irritante para la piel y las mucosas, neurotóxica y toxica para la reproducción, no es carcinógeno) / Tiene riesgo ambiental debido a su alta presión de vapor, es biodegradable, escasamente peligroso para las aguas.
Alta estabilidad térmica
Baja corrosión / no se conoce reacciones peligrosas
soluble en agua, hidrocarburos aromáticos, acetileno, olefinas y solventes orgánicos / No disponible
2800-3300 $/Ton
Importada (ISP, Quimica Delta mexico)
Dimetilsulfoxido/H2O (C6H6OS)
(IFP) (45)
Media / 189 °C
Media (irritante al contacto con la piel, riesgo de absorción, irritación en los ojos) / no degradable en agua, bajo potencial bioacumulativo, tiene riesgo ambiental debido a su alta presión de vapor
Media estabilidad térmica, Se descompone al calentar intensamente por encima de 150 °C (302 °F)
No disponible / Reacciona exotérmicamente con agua, violentamente con oxidantes fuertes como percloratos. Se debe evitar materiales alcalinos, hidruros, nitratos, halogenuros de halógenos, ácido perclórico,
Soluble en agua, etanol, acetona, algunos disolventes orgánicos en benceno a 20 °C (68°F)-30°C (86°F).
No disponible
Merck Chemicals (presentación laboratorio)
Carbonato de propileno (C4H6O3)
(Propilane) (45)
Baja / 241,7 °C
Baja (Son moderadamente irritantes de la piel y mucosas) / no se bioacumula.
Altamente Estable térmicamente, no se polimeriza ni se evapora
En presencia de vidrio no es corrosivo / reacciona con oxidantes Fuertes y ácidos.
Soluble en agua fría y muchos solventes orgánicos / No disponible
1500-1800 $/Ton
Importado
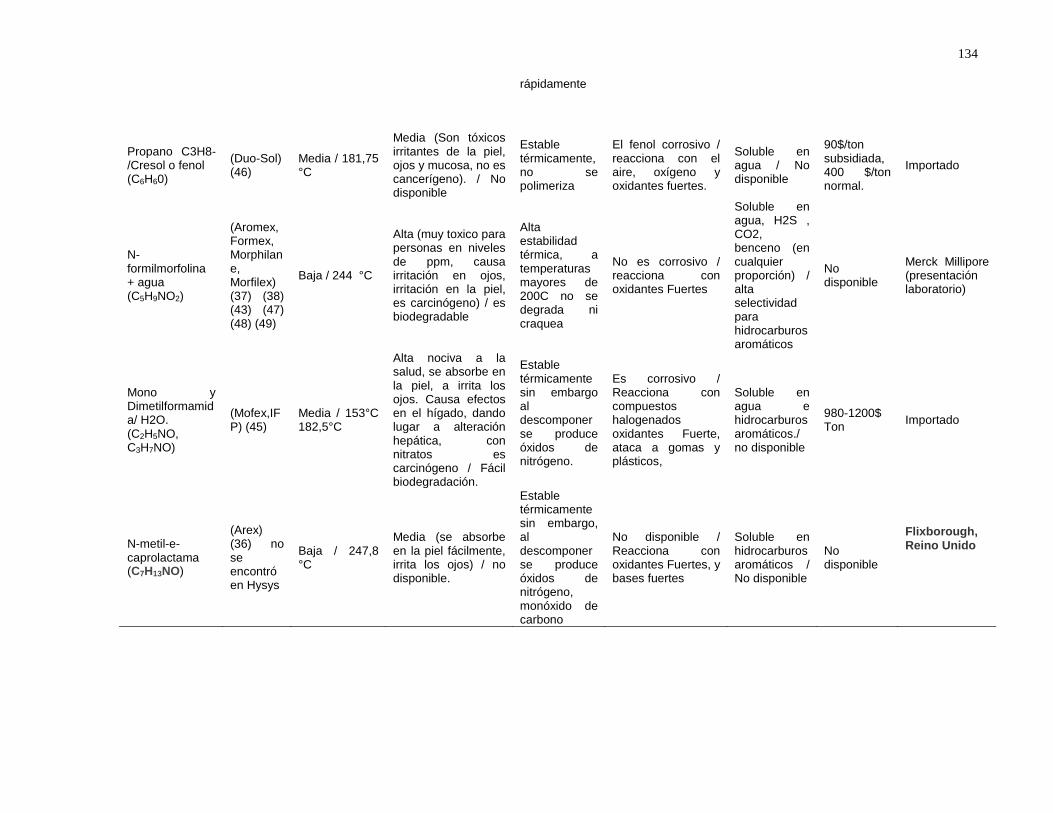
134
rápidamente
Propano C3H8-/Cresol o fenol (C6H60)
(Duo-Sol) (46)
Media / 181,75 °C
Media (Son tóxicos irritantes de la piel, ojos y mucosa, no es cancerígeno). / No disponible
Estable térmicamente, no se polimeriza
El fenol corrosivo / reacciona con el aire, oxígeno y oxidantes fuertes.
Soluble en agua / No disponible
90$/ton subsidiada, 400 $/ton normal.
Importado
N-formilmorfolina + agua (C5H9NO2)
(Aromex, Formex, Morphilane, Morfilex) (37) (38) (43) (47) (48) (49)
Baja / 244 °C
Alta (muy toxico para personas en niveles de ppm, causa irritación en ojos, irritación en la piel, es carcinógeno) / es biodegradable
Alta estabilidad térmica, a temperaturas mayores de 200C no se degrada ni craquea
No es corrosivo / reacciona con oxidantes Fuertes
Soluble en agua, H2S , CO2, benceno (en cualquier proporción) / alta selectividad para hidrocarburos aromáticos
No disponible
Merck Millipore (presentación laboratorio)
Mono y Dimetilformamida/ H2O. (C2H5NO, C3H7NO)
(Mofex,IFP) (45)
Media / 153°C 182,5°C
Alta nociva a la salud, se absorbe en la piel, a irrita los ojos. Causa efectos en el hígado, dando lugar a alteración hepática, con nitratos es carcinógeno / Fácil biodegradación.
Estable térmicamente sin embargo al descomponerse produce óxidos de nitrógeno.
Es corrosivo / Reacciona con compuestos halogenados oxidantes Fuerte, ataca a gomas y plásticos,
Soluble en agua e hidrocarburos aromáticos./ no disponible
980-1200$ Ton
Importado
N-metil-e-caprolactama (C7H13NO)
(Arex) (36) no se encontró en Hysys
Baja / 247,8 °C
Media (se absorbe en la piel fácilmente, irrita los ojos) / no disponible.
Estable térmicamente sin embargo, al descomponerse produce óxidos de nitrógeno, monóxido de carbono
No disponible / Reacciona con oxidantes Fuertes, y bases fuertes
Soluble en hidrocarburos aromáticos / No disponible
No disponible
Flixborough, Reino Unido

135
Comparando la extracción con solventes Sulfolane, NMP, DMSO, NFM y MMF, la extracción
con glicol ofrece un solvente más barato que es aparentemente de alguna forma más estable
bajo condiciones de procesos, sin embargo aún el proceso con glicol requiere
aproximadamente un volumen de solvente mayor que el Sulfolane, y la columna de extracción
es mucho más larga.
Por otro lado, a una solubilidad no muy alta, la selectividad de aromáticos en Sulfolane es
mucho mayor que en el tetraetilenglicol, sin embargo el glicol tiene mayor solubilidad en
aromáticos esto se traduce en fáciles extracciones. A mayor solubilidad se tiene menor
recirculación de solvente y un menor costo de operación.
Ambos procesos usan una combinación de extracción líquido-líquido y una destilación
extractiva o stripper para separar los aromáticos de los demás hidrocarburos, esto es debido a
la característica polar del solvente, tal cual se puede observar en la Figura 24. Mientras más
polar sean tendrán la mayor solvencia a una dada selectividad. Mientras la concentración de
aromáticos aumenta en el solvente, la solubilidad de los hidrocarburos no aromáticos en la fase
extracto también aumenta, esto resulta en un descenso de la selectividad del solvente y un
arrastre de algunos de los hidrocarburos no aromáticos con la fase extracto a la columna de
separación stripper, donde ocurre una destilación extractiva y se separa los no-aromáticos de la
mezcla solvente aromático.
Figura 24. Solvencia vs selectividad de algunos solventes.60

136
Un solvente con alta solvencia requerirá una tasa más baja de recirculación y por lo tanto
requiere un presupuesto de capital más bajo Sin embargo, esto es cierto sólo para el extractor y
columnas de destilación extractiva. Debido a que los disolventes con alta solvencia son difíciles
de eliminar de los productos, se requerirán equipos adicionales.
Debido a la alta afinidad de los solventes polares al agua y la baja solubilidad en la fase
refinado de los hidrocarburos no aromáticos, el solvente se recupera con un lavado de agua,
cuyo contenido es cuidadosamente controlado y es usado para incrementar la selectividad del
solvente. El agua contenida en los solventes poliglicoles se mantiene en el rango de 2 a 10 %
en peso, y en el solvente Sulfolane menor a 1,5 % en peso.
El solvente Sulfolane tiene problemas con la estabilidad termica y las temperaturas de los
equipos intercambiadores de calor debe ser limitada por debajo de los 252,8 °C, mientras que el
glicol tiene mayor estabilidad a altas temperaturas.
Cada solvente tiene sus propias ventajas, mientras algunos polares como el Sulfolane tienen
mayores valores de selectividad y solvencia (capacidad de extracción), lo que suponen una
reducción del número de etapas de extracción y de la relación solvente/alimento necesaria
(menores columnas extractoras y columnas de destilación extractiva), además de que tienen
mejor selectividad con los xilenos, en contraste con otros polares como los glicoles más
pesados que son menos corrosivos, son más fáciles de calentar con una menor presión, se
separan más fácilmente de los productos, tienen costos menores y se encuentran disponibles
en el mercado libre nacional.
Por lo tanto no se puede comparar completamente de forma general los procesos de
extracción entre sí. Por lo que se seleccionó el solvente con mayor facilidad de obtención, bien
sea por su disponibilidad en el país o por su costo, teniendo en cuenta el parámetro de
solubilidad anteriormente estudiado. Por lo anterior, solo se evaluaron los solventes a base de
glicoles, tetraetilenglicol, éter de glicol (metoxidiglicol) y el dióxido de tetrahidrotiofeno
(Sulfolane).
Finalmente se pudo seleccionar tecnologías para pasar a un segundo nivel de evaluación,
donde se desarrollaron los análisis más detallados en los programas comerciales de simulación,
explicados a continuación en el presente capítulo.

137
3.3 Determinación del modelo de simulación
Se desarrollaron los diagramas de flujo en el ambiente del simulador que representan las
principales columnas de las tres tecnologías seleccionadas como lo son: Los procesos Carom,
Udex y Sulfolane, mostrados en las Figuras 25, 26 y 27, con la finalidad de evaluar los
rendimientos y niveles de recuperación de BTX que se obtuvieron con cada uno de las
condiciones de procesos establecidos.
Se evaluaron únicamente las columnas principales de cada proceso debido a la similitud en
la configuración de los esquemas, en donde se aprecia la sección de extracción líquido-
líquido la cual es una de las unidades que más afecta la eficiencia del proceso debido a que es
donde se produce el contacto entre el solvente y la corriente de hidrocarburos mezclados para
extraer los compuestos aromáticos presentes, seguida de la sección de separación stripper
donde se separa el solvente de los aromáticos y la sección de regeneración del solvente para
recuperarlo y ser reciclado a la primera columna. Estas últimas secciones a pesar de que son
de gran importancia ya que rectifican la pureza del producto final, no son claves para definir
cuál de las tecnologías posee la unidad que mayor recuperación de BTX presenta ya que la
única sección donde ocurre la recuperación de los hidrocarburos aromáticos es en la unidad de
extracción líquido-líquido.
Por otro lado estas unidades son simples ya que la separación del solvente con los
hidrocarburos aromáticos es sencilla debido a la gran diferencia de puntos de ebullición entre
los componentes a separar, mientras que la sección siguiente es la regeneración del solvente
que es un lavado con agua, eliminando la complejidad del proceso debido a su alta solubilidad
con el agua.
Se reprodujeron los datos que se encontraban disponibles por diseño según los licenciantes
de las unidades extractoras de los procesos seleccionados, mientras que se estimaron las
demás variables de las corrientes donde se desconocían los balances de masa u otras
variables específicas. Los resultados de las simulaciones se presentaron más adelante en los
siguientes objetivos y de una forma general en los anexos de la presente investigación.

138
Figura 25. Diagrama de flujo de la columna de extracción del proceso Carom.
Figura 26. Diagrama de flujo de la columna de extracción del proceso Sulfolane.

139
Figura 27. Diagrama de flujo de la columna de extracción del proceso UDEX.
En la Tabla 26 se resumieron las bases de diseño usados para el desarrollo de la
simulación de cada columna, incluyendo sus alimentaciones originales, esto para validar los
niveles de recuperación de BTX a través del programa de simulación. Por otro lado se
definieron las variables especificadas en la Tabla 24, requeridas para estos sistemas.
Tabla 144. Variables especificadas para las columnas extractoras.
Columna Caso Variable Especificada Variable Manipulada
Extractora Carom Diseño Carga Carom 1051 T/D Solvente Tetraetilenglicol y metoxitriglicol Alimentación Reformado catalítico
-Número de platos - Composición y flujo másico de solvente en la corriente de entrada. - Composición y flujo másico de la corriente de alimentación y reflujo. - Temperatura y presión de las corrientes de entrada a la columna.
Temperatura y presión tope/fondo Extractora Sulfolane Diseño carga Sulfolane
1710 T/D Solvente Sulfolane Alimentación gasolina de pirólisis
Extractora Udex Diseño carga Udex 2200 T/D Solvente Tetraetilenglicol Alimentación Pygas
-Temperatura y presión tope/fondo -Relación solvente-alimento
Posterior a la validación de los datos de diseño de cada una de las columnas, se pudo
verificar la posibilidad de variar la naturaleza de la materia prima y su carga a una alimentación
típica de la planta Química Venoco (160 TMD de Pygas al 75% en peso de aromáticos
aproximadamente), ya que inicialmente las columnas fueron simuladas con sus alimentaciones

140
originales (reformado catalítico con 50% en peso de aromáticos y Pygas con 70%
aproximadamente en peso de aromáticos), con la finalidad de evaluar los cambios de algunas
variables de las columnas extractoras en cuanto a consumo de solvente, numero de platos,
cantidad de reflujo que se traduce en menores costos de inversión y mantenimiento.
Los diagramas de simulación permanecieron intactos, y solo se variaron las condiciones de
operación y algunos datos de diseño, en la Tabla 25 se resumen lo mencionado.
Tabla 155. Variables especificadas para las columnas extractoras caso QVCA.
Columna Caso Variable Especificada Variable Manipulada
Extractora Carom
Diseño Carga QVCA 160 T/D Solvente Tetraetilenglicol y metoxitriglicol Alimentación gasolina de pirólisis típica de la planta olefinas II.
Composición y flujo másico de solvente en la corriente de entrada Composición y flujo másico de la corriente de alimentación y reflujo.
Numero de platos Temperatura y presión tope/fondo Temperatura y/o presión de las corrientes de entrada a la columna. Relación solvente-alimentación
Extractora Sulfolane
Diseño carga QVCA 160 T/D Solvente Sulfolane Alimentación gasolina de pirólisis típica de la planta olefinas II.
Extractora Udex Diseño carga QVCA 160
T/D Solvente Tetraetilenglicol/agua Alimentación gasolina de pirólisis típica de la planta olefinas II.

141
3.3.1 Determinación del modelo termodinámico
La selección del correcto grupo de ecuaciones que puedan representar las propiedades
físicas y termodinámicas y el equilibrio de las fases fluidas es una etapa crítica para el éxito de
las simulaciones. Debido a la falta de un modelo termodinámico universal, se proporcionaron
unas instrucciones genéricas para la elección de los métodos. Se consideraron rangos de
temperaturas, concentración y presión, así como la naturaleza de las corrientes asociadas a los
procesos mencionados y las ecuaciones de estado usadas preferencialmente en la industria
petroquímica definidas en la Tabla 15.
La estrategia recomendada a seguir para escoger el modelo de coeficientes de actividad fue
comprobar que todos los parámetros de interacción binaria del sistema líquido-líquido existieran
en la base de datos de Hysys; si algún parámetro de interacción binaria no estaba en la base
de datos del simulador, se usó el método ELL-UNIFAC para estimarlos. Sin embargo cuando se
trataban de usar componentes hipotéticos para la simulación de la corriente de alimentación
Pygas (caso diseño planta QVCA) y se estimaban los parámetros de interacción binaria con los
métodos ELL-UNIFAC, un error fatal en los resultados se presentaban, esto es debido a que el
método UNIFAC no deja de ser un método de contribución de grupos que usa solo la estructura
química de la molécula para sus cálculos, que pueden no ser demasiado precisos.
Debido a que no existe un único modelo termodinámico capaz de abarcar todo el rango de
combinaciones posibles, la solución fue combinar los métodos termodinámicos en cuanto a que
se utilizó un modelo distinto para cada proceso, así pues un modelo de coeficientes de actividad
se usó para la columna extractora líquido-líquido de Carom y Udex y otra para la unidad de
Sulfolane.
Los métodos termodinámicos utilizados en los procesos de extracción líquido-líquido (ELL) y
correlación de los datos experimentales de los solventes, así como de sus propiedades físicas
para los balances de equilibrio de fases estudiados por medio de la herramienta de simulación
HYSYS 2006, fueron las ecuaciones NRTL (non random two liquid) y UNIQUAC (Universal
Quasi-Chemical Activity Coefficients) ya que fueron los que se ajustaban más al rango de
aplicabilidad de los sistemas en cuanto a temperatura, presión, tipo y cantidad de componentes
y a la naturaleza de la mezcla.

142
Debido a que para la evaluación y validación de las tecnologías seleccionadas para la
recuperación de aromáticos se van a emplear las mismas corrientes de alimentación que las
establecidas en el proceso de producción del caso diseño de planta Química Venoco en El
Tablazo, se hará uso del mismo método termodinámico (NTRL, UNIQUAC).
3.3.2 Validación del esquema de procesamiento existente
Uno de los criterios empleados con la finalidad de comparar las simulaciones de los
procesos fue el porcentaje de arrastre de hidrocarburos no-aromáticos a la corriente de extracto
(solvente rico), es decir, la cantidad de compuestos saturados alimentados que en lugar de ser
extraídos en al corriente de refinado, se disolvieron en el solvente y fueron removidos por el
fondo de la columna extractora. Esto indica la dependencia de la segunda sección del proceso
(separación de los hidrocarburos aromáticos del solvente) y el aumento de costos, ya que los
niveles de recuperación de aromáticos son mejorados en la segunda columna (stripper) del
proceso por lo que el requerimiento de más platos, servicios y energía afectan directamente el
capital. El cálculo se puede apreciar en el Apéndice D presentado más adelante.
Todos los procesos evaluados generaron un porcentaje de arrastre, de hecho, las patentes
estudiadas especifican que no existe un proceso en el cual no ocurra la transferencia de
compuestos no-aromáticos en la corriente extracto. La simulación del caso diseño de la
tecnología Carom generó un menor arrastre con 4.6%, en contraste con lo descrito para las
patentes de UOP donde específica un arrastre aproximado del 15%.
Para la simulación del caso diseño de la unidad de Sulfolane, la concentración de
hidrocarburos no-aromáticos en el solvente fue de 47.8%, dicho porcentaje iguala los datos
reportados por la compañía Shell-UOP. Por otro lado para la simulación del caso diseño de la
columna Udex se obtuvo un porcentaje de arrastre del 10.9%, que no se pudo comparar con
otros valores ya que no se encontró información acorde al límite de arrastre de componentes
saturados.
Otro de los criterios de comparación entre las simulaciones fue la cantidad de solvente que
se disolvía en la alimentación y era extraída por la corriente de refinado; a mayores pérdidas de
solvente, mayor será la cantidad de reposición anual, influyendo en los costos de producción de
la planta. Por otro lado, de esto depende la sección de regeneración del solvente en donde se
requerirán columnas de lavado de refinado de mayor capacidad para poder ser tratada con

143
agua y recuperar la pérdida de dicho solvente que será recirculado nuevamente a la columna
extractora.
Para la columna Carom simulada con reformado, la cantidad de solvente perdido en el
refinado fue de 256.2 kg/día para el tetraetilenglicol mientras que para el co-solvente (éter de
glicol) fue de 5272.32 kg/día. No se encontraron datos en las patentes de UOP para comparar
dichas perdidas.
Para el caso diseño de la columna Sulfolane simulada, la cantidad de solvente en el refinado
fue de 2458.6 kg/día. Contrario a lo referido en los datos de las patentes de Shell-UOP en
cuanto a que pueden llegar a tener una pérdida diaria de solvente de hasta 6541.2 kg/día. Por
otro lado la simulación caso diseño de la extractora Udex presento la menor cantidad de
perdida, con 227.9 kg/día extraídos por el refinado.
Por último, siendo este criterio uno de los más importantes, se analizó la cantidad de
hidrocarburos aromáticos que se disolvieron en el solvente y fueron extraídos por la corriente de
fondo de la columna (solvente rico o extracto). Todas las columnas en su caso diseño
presentaron una recuperación de BTX del 100%.
Para la evaluación de los esquema de procesos Carom y Sulfolane se contó con suficiente
información de los licenciantes, tanto de los balances de masa de las corrientes asociadas a la
unidad de extracción como de las otras secciones; mientras que por otro lado, para la
tecnología Udex solo se encontraron algunas patentes que mencionaban ciertos datos
importantes, tomando en cuenta esto, se consideró la información mostrada en la Tabla 26
unida a los resultados de la simulación para validar lo establecido por diseño. Las condiciones
de operación del extractor, relación de reflujo y composición del solvente se basaron en la
información más reciente de patentes UOP para la óptima selectividad de compuestos
aromáticos.
Las simulaciones se realizaron utilizando como métodos termodinámicos la ecuación NRTL
para los procesos Carom y Udex, y la ecuación UNIQUAC para el proceso Sulfolane.

144
Tabla 166. Bases de diseño de la sección de extracción caso original.
CAROM SULFOLANE UDEX
Columna extracción líquido-líquido
Capacidad de alimentación materia prima, T/D 1051 1710 2190
Temperatura de alimentación materia prima °C 74 100 95
Temperatura de alimentación solvente °C 77 100 25
Temperatura de alimentación reflujo °C 71 - 100
Temperatura de extracción (°C) (tope-fondo) 77-75.8 89.96-92.87 35-74.79
Presión de extracción Kpa (tope-fondo) 565.4-689.5 294.4-377.1 586.1-710.2
Numero de etapas 90 34 pies de sección 90
tipo de platos Bandejas especiales tipo
tamiz (Sieve tray)
RDC (Rotating Disk Contactor) (Rain-Deck trays) actúa como un
distribuidor/ torre empacada
Platos perforados (multietapa de tipo
reciprocante y contiene platos perforados)
Etapa de alimentación materia prima 68 60 45
Etapa de alimentación solvente 1 1 1
Etapa de alimentación del reciclo de hidrocarburos livianos
90 - 90
Relación en peso solvente-alimentación 2.8 4.1 4
Porcentaje de reciclo de hidrocarburos livianos - alimentación materia prima (%)
21.4 - 27.4
Porcentaje en peso de agua en el solvente (%peso)
4.5 0.624 7
Porcentaje en peso del Tetraetilenglicol o Sulfolane (% peso)
81.2 99.37 93
Porcentaje en peso del concentrado Carom o metoxitriglicol (% peso)
14.3 - -

145
Flujo y composición de materia prima
Componentes flujo Kg/hr % peso flujo Kg/hr % peso flujo Kg/hr %
peso Parafina C5 52 0.001
20022 0.281
1446 0.016 Parafina C6 7131 0.163 31247 0.343
Parafina C7 8105 0.185 10608 0.116 Parafina C8 3194 0.073 3592 0.039
Parafina C9 4 - - - Ciclopentano - - 4030 0.044
Metilciclopentano 260 0.006 692 0.008 Ciclohexano - - 132 0.001
Metilciclohexano 409 0.009 96 0.001 Benceno 4203 0.096 13039 0.183 20945 0.230
Tolueno 19479 0.445 30852 0.433 15426 0.169 Etilbenceno 374 0.009 - - - -
Xilenos 582 0.013 7339 0.103 3005 0.033 C9 aromáticos - - - -
Total 43792 71253 91217
Flujo y composición de solventes y co-solventes
flujo Kg/hr % peso flujo Kg/hr % peso flujo Kg/hr
% peso
tetraetilenglicol 99565 0.812 - - 339328 0.93
concentrado Carom o metoxitriglicol 17534 0.143 - - - -
agua 5518 0.045 1389 0.006 25541 0.07
Solvente Sulfolane dióxido de tetrahidrotiofeno - - 221359 0.994 - -
Total lb/hr 122617 222748 364870

146
Luego de verificar los datos de diseño de cada una de las columnas extractoras, se
simularon las unidades de extracción líquido-líquido considerando que estas utilizan como
alimentación las corrientes de gasolina de pirólisis hidrogenada, característica de las plantas de
olefinas I, II del Tablazo. En la Tabla 27 se muestran las variables establecidas para simular
estos sistemas.
Para la comparación de simulaciones se usaron los mismos criterios empleados en las
simulaciones de los casos diseño. El porcentaje de arrastre de hidrocarburos no aromáticos
dependió de la relación solvente-alimentación evaluada. La solubilidad mutua entre los
solventes y los hidrocarburos aromáticos limitó la relación que se pudo emplear.
Si la cantidad de solvente es pequeña en relación a la carga de materia prima, el solvente se
disolvía en la alimentación y era eliminado por el tope de la columna; Por lo contrario, si la
relación es elevada, la alimentación se disuelve en su totalidad en el disolvente saliendo por el
fondo de la columna.
Mientas la concentración de aromáticos en el solvente incrementa, la solubilidad de
hidrocarburos no aromáticos en la fase extracto también aumenta. Esto resulta en una
disminución de la selectividad del solvente, llevando un arrastre de los no-aromáticos con la
fase extracto a la segunda columna (stripper), donde estos compuestos son separados de la
mezcla aromáticos-solvente y enviados como reflujo a la columna extractora.
La columna Carom simulada para el caso QVCA presentó una concentración de
componentes saturados del 22.37% p/p en el solvente, con una relación de solvente-
alimentación de 2.8, manteniéndose la relación original usada por los licenciantes. Por otro
lado, en la columna Sulfolane se obtuvo el mayor arrastre con 51.8% p/p, mientras que la
relación permanecía baja, 1.5 comparada con la relación original de 4.1, lo cual ocasiona
arrastres mucho mayores.
Por último la columna Udex presento el menor arrastre con 16.36% p/p, esto se obtuvo con
una relación de 3, es importante mencionar que esta relación se maneja implícitamente con
costos de producción, ya que altas relaciones conllevan a altos costos de inventarios de
solvente, por lo que debe haber un equilibrio entre la relación mínima y el porcentaje de arrastre
permitido.

147
Las pérdidas de solvente en el refinado para la columna Carom simulada para el caso
QVCA, fue de 110.4 kg diarios para el tetraetilenglicol mientras que para el co-solvente (éter de
glicol) fue de 3526 Kg diarios, comparados con la simulación original estos valores fueron
menores para la materia prima Pygas que para el reformado catalítico.
Para el caso de la columna Sulfolane simulada, la cantidad de solvente en el refinado fue de
122.66Kg diarios, ni siquiera un 5% de la pérdida total obtenida de la simulación original
anteriormente explicada. Por otro lado la simulación caso diseño de la extractora Udex
presentó la menor cantidad de perdida, con 18.85 kg diarios extraídos por el refinado.
Debido a la alta afinidad de los solventes polares con agua y la baja solubilidad en
hidrocarburos no aromáticos, es beneficioso agregar agua a la extracción para mejorar la
selectividad del solvente a hidrocarburos aromáticos, sin reducir sustancialmente la solubilidad
y favorecer la formación de dos fases liquidas.
El contenido de agua en el solvente es muy controlada, en los glicoles se mantiene en un
rango de 2 a 10% en peso y en el Sulfolane es mantenida por debajo del 1.5%, ya que la
adición de mucha agua resultara en requerimientos de secciones para separar el agua el cual
contribuirá a incrementar el costo de capital, sin embargo este costo siempre será más bajo que
usar vapor como es el caso de la destilación extractiva.
Para la columna Carom y Udex el porcentaje de agua usado fue del 7% y para la columna
Sulfolane fue de 0.62%. Para las tres columnas la cantidad de hidrocarburos aromáticos
extraídos con materia prima Pygas presentaron una recuperación de BTX del 100%.
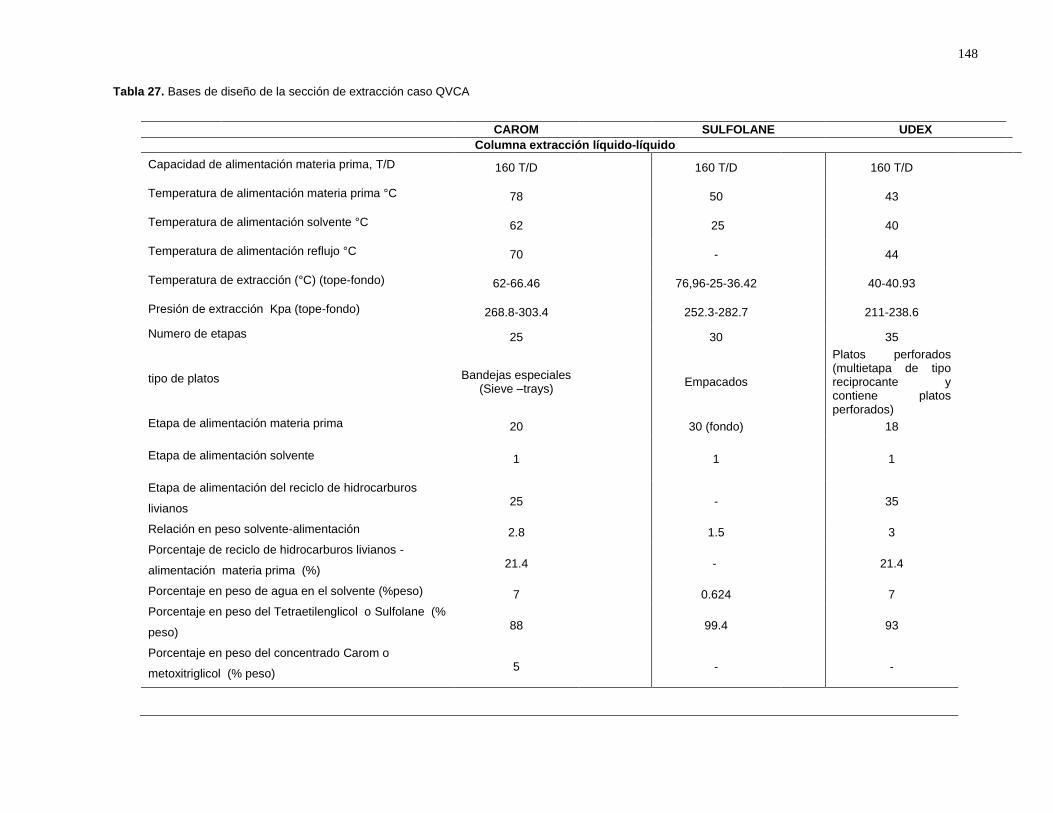
148
Tabla 27. Bases de diseño de la sección de extracción caso QVCA
CAROM SULFOLANE UDEX
Columna extracción líquido-líquido
Capacidad de alimentación materia prima, T/D 160 T/D 160 T/D 160 T/D
Temperatura de alimentación materia prima °C 78 50 43
Temperatura de alimentación solvente °C 62 25 40
Temperatura de alimentación reflujo °C 70 - 44
Temperatura de extracción (°C) (tope-fondo) 62-66.46 76,96-25-36.42 40-40.93
Presión de extracción Kpa (tope-fondo) 268.8-303.4 252.3-282.7 211-238.6
Numero de etapas 25 30 35
tipo de platos Bandejas especiales (Sieve –trays)
Empacados
Platos perforados (multietapa de tipo reciprocante y contiene platos perforados)
Etapa de alimentación materia prima 20 30 (fondo) 18
Etapa de alimentación solvente 1 1 1
Etapa de alimentación del reciclo de hidrocarburos
livianos 25 - 35
Relación en peso solvente-alimentación 2.8 1.5 3
Porcentaje de reciclo de hidrocarburos livianos -
alimentación materia prima (%) 21.4 - 21.4
Porcentaje en peso de agua en el solvente (%peso) 7 0.624 7
Porcentaje en peso del Tetraetilenglicol o Sulfolane (%
peso) 88 99.4 93
Porcentaje en peso del concentrado Carom o
metoxitriglicol (% peso) 5 - -

149
Flujo y composición de Materia Prima
Componentes flujo Kg /
hr % peso
nC4 80.003 0.012
IC5 253.344 0.038 T2C5 360.014 0.054
33DMC4= 80.003 0.012 22DMC4 120.005 0.018
CYC5= 93.337 0.014 CYC5 560.022 0.084
2MC5 100.004 0.015 NC6 140.005 0.021
MCYC5 120.005 0.018 44DM1C5= 0.000 0.000
24DMC5 6.667 0.001 BENCENO 3366.800 0.505
CYC6 46.668 0.007 CC6= 53.336 0.008
NC7 20.001 0.003 MCYC6 13.334 0.002
ECYC5 26.668 0.004 TOLUENO 780.031 0.117
34DMC6 13.334 0.002 NC8 13.334 0.002
ETILBENCENO 313.346 0.047 MXILENO 33.335 0.005
PXILENO 13.334 0.002 OXILENO 20.001 0.003
NC9 6.667 0.001
1M3EB 33.335 0.005
Total lb/hr 6667
Flujo y composición de solvente y co-solvente
flujo Kg / hr % peso flujo Kg / hr
% peso
flujo Kg / hr %
peso
tetraetilenglicol 16427 0.88 - - 18603 0.93
concentrado Carom o metoxitriglicol 1307 0.05 - - - -
agua 933 0.07 62 0.006 1400 0.07
Solvente Sulfolane dióxido de tetrahidrotiofeno - - 9939 0.994 - -
Total lb/hr 18665
10002 20003

150
3.4 Evaluación del impacto económico
En general el estudio contemplo la evaluación financiera en el que se determinó la viabilidad
del proyecto a través de los resultados de los indicadores de rentabilidad o rendimiento tales
como flujos de ingreso y egreso, precios vigentes del mercado, valor presente neto (VPN), la
tasa interna de retorno (TIR) y el periodo de recuperación de la inversión, para esto se realizó el
estimado de costo clase V el cual fue aplicado en base a tipos repetitivos de instalaciones de
plantas iguales a las elegidas para los cuales se contó con un buen historial de costos, el
análisis correspondiente a los esquemas de proceso seleccionados parcialmente a través del
estudio técnico anterior se presenta a continuación.
Alternativa 1: Carom (desarrollada por Union Carbide, licenciado por UOP).
Alternativa 2: Sulfolane (desarrollado por Shell, licenciado por UOP).
Alternativa 3: UDEX (desarrollado en conjunto por DOW chemical y UOP).
Debido a que la tecnología Udex fue la que abrió pasó a la Carom, el esquema de flujo
del Carom es similar al usado en el proceso Udex, con la diferencia de que el Carom toma
ventaja por usar un único solvente de dos componentes que cercanamente iguala el
rendimiento del solvente Sulfolane.
UOP se fusiono con la división CAPS de la Union Carbide, y como resultado de esta
unión, UOP ofrece ahora tanto el proceso Sulfolane como el Carom para extracción de
aromáticos y sigue apoyando y respaldando la mayoría de los procesos UDEX ya
instalados. El proceso Carom es ideal para renovar las nuevas unidades UDEX en cuanto
a una mayor capacidad, menor consumo de energía, o mejorar la pureza del producto,
debido a esto la compañía no publica actualizaciones de costos o historiales de costos
detallados de las plantas UDEX, por lo que no se realizó una evaluación económica
profunda de la tecnología, sin embargo a partir de algunos documentos técnicos (60) se
pudo estimar con cierta precisión que dicha tecnología tiende a ser menos costosa que la
Sulfolane.
La moneda constante para los cálculos de costos fue el dólar (US$) y su equivalencia
cambiaria oficial fue de 4.3 bs / US$.
Se contemplaron las siguientes inclusiones:

151
Costo capital de inversión:
- Equipos de límites de batería (columnas, tambores, intercambiadores, bombas)
- Costos directos de instalación
- Inversiones de servicios (agua de enfriamiento, vapor, electricidad, combustible, aire comprimido) y almacenamiento
- Costos indirectos
- Instalación de los límites de batería
- Contingencia (25%)
- Inversiones de los límites de batería
- Limites fuera del sitio instalado
- Costos de arranque de planta
Costos de producción
- Costos directos de operación
- Costos de mano de obra operacional, mantenimiento, y control de laboratorio
- Costo materiales (Inventario de solvente y materia prima)
- Servicios (agua de enfriamiento, vapor, electricidad, combustible, aire comprimido)
No se incluye lo siguiente:
- Adquisición y preparación del terreno
- Edificación
- Sistema contra incendio
- Preparación del terreno
- Facilidades para la generación y distribución de servicio
- Paradas de planta
- Intereses durante la construcción
- Impuestos municipales y estatales
Los ingresos del proyecto están relacionados con el rendimiento de producción de cada
tecnología y de los subproductos que puedan generar. Para definir esto, se igualaron las
ganancias netas anuales de las alternativas al ingreso estimado actual de la planta QVCA.
Produciendo rendimientos del 0.4% para el Benzol, 0.37% para los hidrocarburos livianos y
0.23% para los hidrocarburos pesados. De tal forma que se puedan evaluar financieramente las

152
opciones con el capital disponible. El precio estimado de venta del Benzol fue 1450$ por
tonelada.
La inversión capital estimada de cada tecnología previamente descrita se resume en la
Tabla 28:
Tabla 28. Inversión capital de las tecnologías de producción de BTX seleccionadas.
CAROM ($/a) SULFOLANE ($/a)
11 928 535 12 173 567
En los apéndices (B) se presentan los cálculos de la estimación de los costos totales de la
inversión capital para procesar 1051 T/D en Carom y 1724 T/D en Sulfolane, así como también
los cálculos de la estimación de costos de producción presentados en el resumen de la Tabla
29.
Tabla 29. Costos de producción de las tecnologías de producción de BTX seleccionadas.
CAROM ($/a) SULFOLANE ($/a)
45 296 981 48 809 425
Los costos de producción de la tecnología Sulfolane se ven fuertemente afectados por los
altos costos del solvente, 8169$ por tonelada, en contraste con los 3200$ por tonelada del
tetraetilenglicol.
El criterio de selección TIR se determinó a partir del VPN como se explicó en el capítulo
anterior, además de esto se estimó el tiempo requerido para recuperar la inversión o periodo de
recuperación (PR) el cual contribuyo a generar la información necesaria para hacer una
comparación con las demás alternativas de inversión, a partir de lo anterior se obtuvieron los
siguientes resultados:
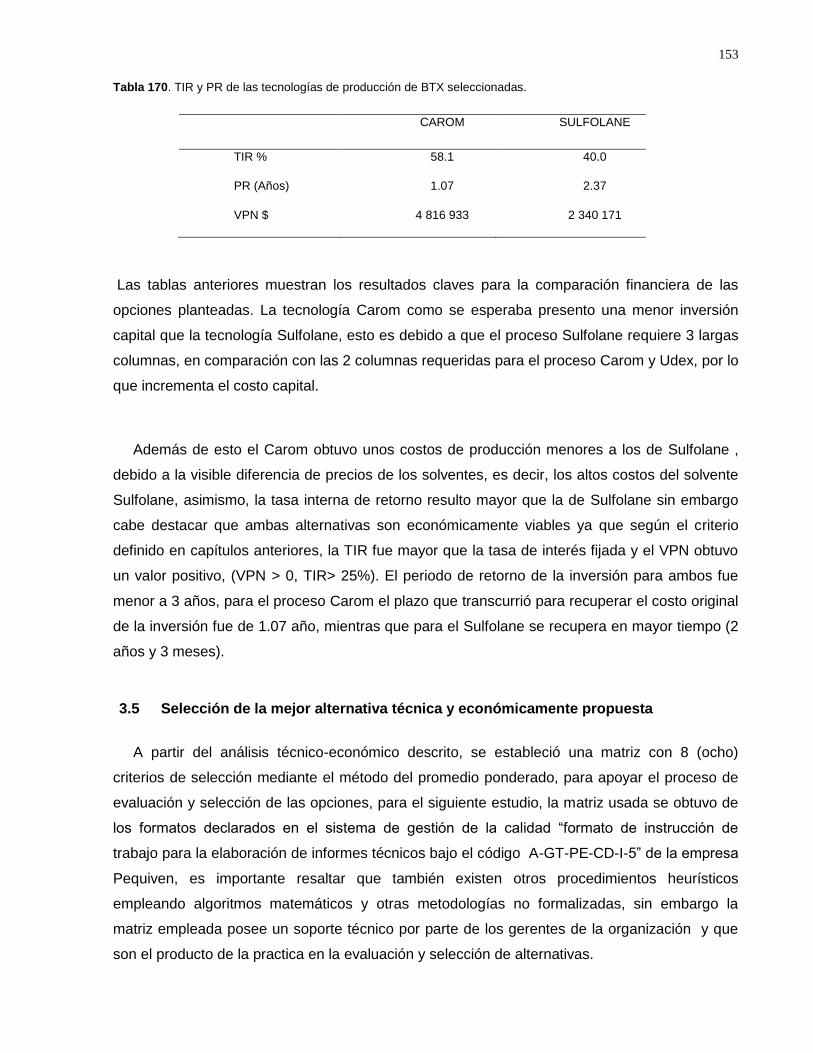
153
Tabla 170. TIR y PR de las tecnologías de producción de BTX seleccionadas.
CAROM SULFOLANE
TIR % 58.1 40.0
PR (Años) 1.07 2.37
VPN $ 4 816 933 2 340 171
Las tablas anteriores muestran los resultados claves para la comparación financiera de las
opciones planteadas. La tecnología Carom como se esperaba presento una menor inversión
capital que la tecnología Sulfolane, esto es debido a que el proceso Sulfolane requiere 3 largas
columnas, en comparación con las 2 columnas requeridas para el proceso Carom y Udex, por lo
que incrementa el costo capital.
Además de esto el Carom obtuvo unos costos de producción menores a los de Sulfolane ,
debido a la visible diferencia de precios de los solventes, es decir, los altos costos del solvente
Sulfolane, asimismo, la tasa interna de retorno resulto mayor que la de Sulfolane sin embargo
cabe destacar que ambas alternativas son económicamente viables ya que según el criterio
definido en capítulos anteriores, la TIR fue mayor que la tasa de interés fijada y el VPN obtuvo
un valor positivo, (VPN > 0, TIR> 25%). El periodo de retorno de la inversión para ambos fue
menor a 3 años, para el proceso Carom el plazo que transcurrió para recuperar el costo original
de la inversión fue de 1.07 año, mientras que para el Sulfolane se recupera en mayor tiempo (2
años y 3 meses).
3.5 Selección de la mejor alternativa técnica y económicamente propuesta
A partir del análisis técnico-económico descrito, se estableció una matriz con 8 (ocho)
criterios de selección mediante el método del promedio ponderado, para apoyar el proceso de
evaluación y selección de las opciones, para el siguiente estudio, la matriz usada se obtuvo de
los formatos declarados en el sistema de gestión de la calidad “formato de instrucción de
trabajo para la elaboración de informes técnicos bajo el código A-GT-PE-CD-I-5” de la empresa
Pequiven, es importante resaltar que también existen otros procedimientos heurísticos
empleando algoritmos matemáticos y otras metodologías no formalizadas, sin embargo la
matriz empleada posee un soporte técnico por parte de los gerentes de la organización y que
son el producto de la practica en la evaluación y selección de alternativas.

154
El arreglo matricial y los métodos para definir la matriz fueron explicados en el capítulo
anterior; los criterios de selección se usaron como método relevante de diseño para calificar las
diversas opciones planteadas.
En cuanto a los costos, el proceso Carom combina la separación extractiva para
recuperación de aromáticos y las operaciones de recuperación de disolventes en la misma
columna, como resultado, los costos de equipos son 10-15% más bajo para Carom que para
una unidad Sulfolane, de acuerdo con UOP. Por otro lado el proceso Udex a pesar de tener
mayores equipos, el solvente sigue siendo uno de los más baratos y por esto sus costos de
producción son bajos en comparación con el proceso Sulfolane.
Datos de la compañía SHELL y UOP muestran que el consumo de energía de estas
tecnologías varía significantemente para los procesos Udex, Carom y el proceso Sulfolane y
esto depende de la concentración de compuestos aromáticos en la materia prima. Alrededor
del 30% del requerimiento de vapor para el proceso Carom puede satisfacerse con vapor
residual de baja presión (50psig), y el requerimiento de calor restante podría ser cubierta por
vapor de media presión (150 psig), en contraste con una unidad de Sulfolane el cual requiere
de mayor presión de vapor (225psig) para todas sus necesidades energéticas. Por otro lado
esto es una desventaja para el proceso Udex ya que su proceso incluye un alto consumo de
servicios industriales y energía.
El solvente Sulfolane además de no encontrarse disponible en el país, puede ser corrosivo,
los reemplazo de rehervidores y metalurgia exótica son comunes debido a la naturaleza
corrosiva, columnas enteras se han tenido que remplazar en el tiempo. Debido al bajo costo
capital y a unidades de glicol naturalmente no corrosivas, el proceso Carom teniendo bajo
consumo de energía tiene una sustancial aplicación en el campo de recuperación de
aromáticos.
Es importante señalar que el Tetraetilenglicol además de ser menos toxico que muchos
solventes dipolares, no es inflamable en condiciones ambientales, no es irritante a la piel, no es
corrosivo ni cancerígeno, posee estabilidad térmica, poca reactividad y es biodegradable en
bajas concentraciones por lo que puede ser disperso en agua sin causar daños ambientales.
Por otro lado obtuvo el parámetro de solubilidad más cercano al benceno en el estudio anterior,
es altamente selectivo y se encuentra disponible en la empresa PRALCA ubicada en el Edo.
Zulia. La siguiente tabla muestra en resumen, los criterios de selección, las ponderaciones y
valoración de los criterios y por último la totalización de los pesos para cada opción.

155
Tabla 181. Matriz de comparación entre tecnologías.
De acuerdo a los resultados obtenidos basados en la factibilidad técnica- económica y en los
criterios mencionados, fue posible establecer que la opción más viable es la ofrecida por la
tecnología Carom, debido a que obtuvo el valor máximo de 46 puntos junto a un gran número
de ventajas en cuanto a que requiere una menor inversión, y es capaz de generar a su vez
mayores recuperaciones de BTX con una alta pureza del producto considerando alimentaciones
típicas de la gasolina de pirólisis del Tablazo, con una disposición nacional y costo del solvente
aceptables, bajo consumo de servicios industriales y una cantidad mínima de problemas
operativos reportados.
La tecnología Sulfolane por su parte a pesar de tener niveles de recuperación aceptables y
una pureza de producto mayor que la Carom, requiere de una mayor inversión, su solvente es
costoso y su disponibilidad en el país es nula, por otro lado la complejidad es alta por lo que se
han reportado mayores inconvenientes operacionales, con esto se clasifica como segunda
opción con un total de 40 puntos acumulados. Por último la tecnología Udex a pesar de
procesar la materia prima típica mencionada, poseer un menor costo de inversión que la
tecnología Sulfolane y usar el solvente que se encuentra disponible en el país, sus
requerimientos de insumos y servicios industriales son muy altos, además de que su
rendimiento y pureza a pesar de considerarse aceptables para especificaciones comerciales de
BTX, son menores que la tecnología Carom y Sulfolane.

156
CONCLUSIONES
1. Al estudiar las tecnologías para recuperación de BTX a partir de hidrocarburos
mezclados, se identificaron 3 esquemas de procesamiento típicos, extracción liquido-
liquido (tecnologías como Arex, Aromex, Arosolvan, Tetra, Formex, DMSO, Mofex,
Morfilex), destilación extractiva (tecnologías como Distapex, DMF, Morphilane,
Propylane) y la extracción liquido-liquido seguida de una destilación extractiva o
columna extractiva-stripper (tecnologías como Nuevo Morphilex, Carom, Sulfolane,
Udex).
2. Para la selección de las alternativas a evaluar técnica y económicamente se definieron
ciertos datos que condicionan la eficiencia y rentabilidad de los esquemas de producción,
estas fueron: el fundamento del proceso, el tipo de solvente que utiliza, las condiciones
de operación, los rendimientos y pureza de los productos y las limitaciones descubiertas
de cada tecnología.
3. Los procesos que usan solo la extracción liquido-liquido (ELL) son efectivos mientras los
aromáticos en la alimentación estén igual o por debajo del 50% en peso, de lo contrario
se torna inefectiva y no son económicamente viables, mientras que la destilación
extractiva (DE) muestra que su diseño reduce los gastos para equipos y servicios,
procesa la mayoría de las materias primas, sin depender del contenido de aromáticos.
4. Una combinación de los procesos donde la alimentación pasa a una etapa de ELL y el
extracto se pasa a una DE o extractiva-stripper, ofrece mejores rendimientos y pureza
del producto.
5. Las tecnologías seleccionadas para el estudio detallado fueron aquellas que contengan
en su diseño la extracción liquido-liquido seguida de la destilación extractiva o una
columna stripper, y las capaces de procesar la gasolina de pirolisis hidrogenada como
materia prima original, estas fueron: proceso Carom, proceso Sulfolane y proceso
UDEX.
6. Los solventes estudiados para su posterior selección y evaluación técnica-económica
fueron los usualmente utilizados para los procesos de obtención de aromáticos, entre
estos se encuentran, Mono-di-tri o tetra etilenglicol/H2O, éter de glicol y mezclas,
dióxido de tetrahidrotiofeno, N-metilpirrolidona/H2O, Dimetilsulfoxido/H2O, Carbonato

157
de propileno, Propano-/Cresol o fenol (Duo-Sol), N-formilmorfolina / H2O, Mono-Di-
metilformamida/H2O, N-metil-e-caprolactama, ácido nítrico, ácido sulfúrico.
7. Bajo el análisis del parámetro de solubilidad de los solventes y algunos hidrocarburos,
resulto que el valor más cercano al del benceno y tolueno fue el del tetraetilenglicol, por
lo que mientras más se acerquen estos valores, las fuerzas intermoleculares de
adhesión son mayores (más solubles), por otro lado el valor más alejado del parámetro
de solubilidad con respecto al benceno y tolueno fue el del etilenglicol.
8. La alta selectividad hacia los aromáticos, baja viscosidad y volatilidad, alta densidad,
buena estabilidad térmica, la no reactividad con otros componentes de la mezcla o
acción corrosiva, los bajos costos y la disponibilidad nacional fueron otros parámetros
claves como criterios para ser tomados en cuenta en la selección de los solventes a
evaluar minuciosamente, entre los elegidos se tuvo el Dióxido de tetrahidrotiofeno
(Sulfolane) y mezclas de mono-di-tri y tetraetilenglicol/H2O.
9. Los 3 esquemas seleccionados son bastantes semejantes ya que dentro de su
configuración de diseño emplean una ELL seguida de una columna extractiva-stripper,
finalizando con un lavado de solvente con agua para su posterior reciclo a la columna
principal, siendo la mayor diferencia la columna extractora debido a los diferentes tipos
de solventes usados, la variación en el número de etapas requeridas, uso de reflujo de
hidrocarburos livianos, por lo cual se concluyó que esta zona afecta de manera
significativa la eficiencia y viabilidad del proceso con respecto a niveles de
recuperación, requerimientos de solvente, costos de servicios y equipos al requerir una
columna más larga.
10. Se usó el método ELL-UNIFAC para estimar los parámetros de interacción binaria, Sin
embargo cuando se trataban de usar componentes hipotéticos para la simulación de la
corriente de alimentación Pygas (caso diseño planta QVCA), un error fatal en los
resultados se presentaban, esto es debido a que el método UNIFAC usa solo la
estructura química de la molécula para sus cálculos, que pueden no ser conocidos para
los pseudo-componentes.
11. Según el análisis de las simulaciones de las columnas extractoras con sus
alimentaciones originales, los resultados para cada tecnología al variar la
naturaleza de la materia prima y su carga a una alimentación típica de la planta

158
Química Venoco, se concluyó que para lograr esto se modificaron algunas
variables de diseño como, número de platos de la columna, cantidad del solvente
alimentado, presión tope/fondo de la columna, temperatura de extracción.
12. El programa de simulación Hysys represento satisfactoriamente a través de la
ecuación NRTL, las condiciones establecidas por los licenciantes de las
tecnologías Carom y Udex, mientras que la ecuación UNIQUAC represento a las
columnas extractoras del proceso Sulfolane obteniéndose las condiciones de
operación con desviaciones menores al 1%.
13. La realización de la comparación entre los indicadores económicos de los
escenarios, analizando los resultados desde el punto de vista económico indico que
los costos totales de la inversión capital para procesar 1051 T/D en Carom fueron
11928535 $/a, mientras que la TIR fue del 58.1% y el periodo de recuperación fue
de 1.07 años, por otro lado para procesar 1724 T/D en Sulfolane la inversión total
fue de 12173567 $/a, TIR del 40%, y periodo de recuperación de 2.37 años.
Concluyendo que la mejor opción fue la tecnología Carom a pesar de que el
proceso Sulfolane también resulto rentable.
14. En el análisis técnico establecido bajo la matriz de criterios de selección definidos
como: pureza, rendimientos, tipo de solvente y disponibilidad del solvente en
Venezuela, costo, complejidad del proceso, requerimientos energéticos e insumos
industriales, y materia prima procesada; se seleccionó el proceso Carom como la
mejor opción por obtener el mayor valor con 46 puntos.

159
RECOMENDACIONES
1. Realizar un análisis experimental de la solubilidad del tetraetilenglicol en una mezcla
multicomponente de hidrocarburos (típicos de una materia prima como la gasolina de
pirólisis obtenida de la planta de Olefinas I y II), estudiando mezclas modelos, evaluando
las variables que determinan el equilibrio liquido-liquido, controlando temperatura,
presión, concentración del disolvente, dichos resultados de laboratorio pueden ser
usados para extrapolar el comportamiento en mezclas industriales.
2. Evaluar técnica y económicamente el proceso de producción de BTX a partir de la
corriente de tope de la torre 04T-3 de la planta Química Venoco C.A. el cual es llamado
comercialmente Benzol 85 (composición de aromáticos 90% aprox.) como materia prima
opcional para ser alimentado a una columna de ELL y posterior a esto una DE.
3. Desarrollar un análisis de sensibilidad de los platos de alimentación de materia prima de
las torres extractoras definidas para el caso de la simulación con Pygas típico el
Tablazo, como método para determinar el efecto del proceso que supone en una mayor
recuperación o mayor pureza del producto, evaluando también los cambios en las
variables críticas del proceso de extracción.
4. Estudiar la relación óptima del solvente en la alimentación de las columnas extractoras
para el caso de la simulación con Pygas, evaluando la dependencia que se tiene con la
alta recuperación (rendimiento) o alta pureza (calidad).
5. Efectuar un estudio termodinámico en profundidad de los parámetros de interacción
binario de los componentes hipotéticos del Pygas, Caso simulación QVCA a fin de poder
probar métodos termodinámicos que involucren estructuras moleculares de dichos
componentes.
6. Realizar las simulaciones de cada una de las tecnologías seleccionadas incluyendo
todos los equipos que engloban el proceso, para validar los datos de pérdida de
solvente obtenidos por la teoría de sus licenciantes, a fin de conocer la relación de
reposición del solvente y junto con esto, costos de producción más detallados.

160
REFERENCIAS BIBLIOGRAFICÁS
(1) Thompson, H. L, Ridge, P. (1971). Recuperación de hidrocarburos aromáticos a partir de la destilación extractiva, extracción y diversas destilaciones, empresa Universal Oil Porducts, Estados Unidos. United State patent office 3723256. 1-8.
(2) Butler, R. M. (1963). Separación de aromáticos a partir de Corrientes de hidrocarburos. United State patent office 3114783.1-5. (3) Lavender H. M. Jr. (1956). Procesos de destilación extractiva para la recuperación de aromáticos,. United State patent office 2775627. 1-4. (4) Van Tassell H.M. (1975). Extracción con solvente con incremento de la pureza de los hidrocarburos polares. United States patent 3864245. 1-8. (5) Foley R. Podrebarac G. G. (2009). Remoción del benceno a partir de FCC nafta, United States patent 7501549. 1-7. (6) Davison J. W. (1968). Producción de ciclohexano a partir de nafta, United State patent office 3406217. 1-4. (7) Tamminen E. (2002). Proceso para preparar alquileteres .United State Patent 5536886. 1-9 (8) Podrebarac G. G. (2002). Proceso para sulfuro-reducción en corrientes de nafta. United State Patent 20030094399 1-8. (9) Kuang-Yeu W., (2010). Proceso de destilación extractiva para recuperación de aromáticos de corrientes petroleras. AMT international Inc, CPC corporation. United States patent 7666299.1-17. (10) Preusser G. (1978). Proceso para la recuperación de aromáticos con alta pureza a partir de una mezcla de aromáticos y no-aromáticos, United State patent 4081355. 1-6 (11) Forte P. (1991). Método para recuperar hidrocarburos aromáticos, United States Patent 5073669,1-11. (12) Fung Mee L, (1999). Proceso que incluye la destilación extractiva y/o deshidrogenación para producir estireno de alimentaciones petroleras que contengan etilbenceno/xileno mezclado. United State patent 5877385. (13) Durán, Luisa E. Rodríguez, F. (1995.). Diseño de proceso para recuperar Benceno a partir de Gasolina de Pirólisis estabilizada a producirse en las plantas de Olefinas del Tablazo. Especialización en Procesos Petroquímicos. Escuela de Ingeniería Química. Universidad de los Andes, Mérida, Venezuela. (14) Hernandez SampieriI R., Baptista L. y Colbs (2002). Metodología de la Investigación. Mc Graw Hill, 3era edición. México.
161
(15) Petroquímica de Venezuela (2012). [On-line]. Disponible en: http:// www.pequiven.gob.ve (16) Borhot A. (2009). Instructivo de operaciones de la planta Química Venoco El Tablazo. Maracaibo, Venezuela. 1-40. (17) Enciclopedia general Wikipedia (2012). [On-line]. Disponible en: http://www.Wikipedia.com. (18) Manual de operaciones de la planta MVC (2009). Gerencia técnica. Pequiven, Venezuela 1-150.
(19) López Bahamonde J. M. (2009). La industria petroquímica de los aromáticos en el siglo XXI, coordinación petroquímica CEPSA. 1-4. (20) Emmrich G, Krupp (1999). Uhde procesos para la recuperación de aromáticos, thyssen group technologies, Alemania. 1-34. (21) Instituto francés de petróleo (IFP) (2009). Instructivo de entrenamiento. Francia. 1-50. (22) Rodríguez M. (2009). Modelado y simulación en ingeniería química. [on-line] Disponible en: www.diquima.upm. (23) Gutiérrez C. (2011). Equipos para transferencia de fluidos y calor. Presentación postgrado ingeniería Química, Maracaibo, Venezuela. (24) Aspen-Hysys technology (2012). Tutoriales de Hysys. [On-line], Disponibles en: http//www.aspentech.com (25) Office Microsoft Excel (2010). Manual de Microsoft Office Excel. Marcombo ediciones técnicas. Primera edición 13-340. (26) Himmelblau D. (1971). Principios básicos y cálculos en ingeniería química, sexta edición. Prentice hall iberoamericana. 543-604. (27) Van Wylen. (2004). Fundamentos de termodinámica técnica, tercera edición. Editoria Mc Graw Hill. 70-130. (28) Leland Blank. (1999). Ingeniería económica. Segunda edición. McGraw-Hill Interamericana. 65-80. (29) Sapag Chain, N. (2003). Preparación y evaluación de proyectos. Cuarta edición, Mc Graw Hill. Mexico. (30) Baca Urbina G. (1999). Fundamentos de ingeniería económica-Estudio de mercado. Segunda edición, Mc Graw Hill. México D.F 250-390. (31) Cleland, D (1993). Manual para la administración de proyectos CECSA, primera edición. Mc Graw Hill. México
162
(32) Sapag Chain, N. (1989). Ingeniería económica, Primera edición. Pearson educación de México. 120-180. (33) Park C. S. (2000). Ingeniería económica contemporánea. Quinta edición. Prentice Hall. 450-800. (34) Shannon R.E. (2009). Teoría de modelos y simulación, Facultad de ingeniería Trillas. México (35) Escalante Fiscal R. (2000). Metodología de análisis para estudios de factibilidad técnica – económicas en sistemas. [On-line]. Disponible en: http//www.iie.org. (36) Leipzig B. (1977). Chemical Technology. Tercera edición. Grayson. Alemania. 29-573. (37) Jones, W. T, Payne, V (1973). Hydrocarbon Process. Volumen 1. Enciclopedia de tecnología química. Chevron research 52- 91. (38) Bailes, P. J. (1983). Handbook of Solvent Extraction, Lo, C. C., Baird, M. H. I., Hanson, C., Eds., John Wiley & Sons, Chichester, England, capítulo 18.2.4. Volumen 2. 68-250. (39) Müller, E (1973). Chemical Industry. London. Institute of chemical engineer. (40) Muder, R. (1963). Chemistry of Coal Utilization, Suppl. Vol.1. John Wiley & Sons, New York. 230- 647. (41) Forte P. (1985). Separation of aromatic and no aromatic components in mixed hydrocarbon feeds United States patents 4,498,980, New York 1-13. (42) Forte P (1991). Aromatic extraction process using mixed polyalkylene glycol / glycol ether solvents United States patent 5,022,981.1-11 (43) Gelbein A. (2008). Aromatic processes, Process economic program report 182 B, SRI consulting, Menlo Park, California. 2-267. (44) Vidueira, J. A. (1983). Handbook of Solvent Extraction, John Wiley & Sons, Chichester, England, capítulo 18.2.2. (45) Weissermel. K, Arpe H.J. (1997). Industrial organic chemistry, 3th edition, VCH Publishers, Weinheim, Germany, 260-320. (46) Unzelman, G. H, Wolf, C. J. (1967). Petroleum Processing Handbook, McGraw-Hill, New York, 3-90. (47) Oliver E. D. (1970). Aromatics BTX, reporte número 30 A, SRI Consulting process economic program, standford research institute. Menlo Park, California. (48) Dieh T. (2005). Uhde Morphylane extractive distillation ERTC Petrochemical Conference. Dortmund, Germany. (49) Franck, H.G, Stadelhofer, J. W. (1988). Industrial Aromatic Chemistry, Springer-Verlag, Berlin, 60-110.

163
(50) Fasselin G. (1969). Recovery of aromatic from multiple hydrocarbon stream United states patent 3422163, 1-8. (51) Vidueira J. A. (1994). Process for separation the separation of aromatic hydrocarbon from a hydrocarbon mixture, United State Patent 5310480, 1-8 (52) Wheeler, T. (1986). Handbook of Petroleum Refining Processes, tercera edición Robert Meyer, McGraw-Hill New York, 8-53. (53) Winter G.(2004). Apparatus and process for improved aromatic extraction from gasoline United State Patent 6303021, 6800253. 1-12 (54) Shcherbina A.E, tenenbaum (1973). Selectivity and solvency of mixed solvents. Consultants bureau, New York.1-198
(55) E Diaz, A Carruzo (2006). Determination of solubility parameters and thermodynamic properties in hydrocarbons-solvent systems by gas chromatography Brazilian journal of chemical engineer, Departamento de ingenieria química y tecnología ambiental Volumen 24, .Brasil. 293-306 (56) Green D.W. Perry R.H. (1984). Perry’s Chemical Engineers’ Handbook, Sixth Edition,15-3 (57) Gelbein A. (1997). SRI consulting Aromatic processes, Process economic program report 182A, Menlo Park California 2-260. (58) Amesti R. (2012). Presentación clases de estimación de costos. Universidad Rafael Urdaneta, Maracaibo. Venezuela 1-30. (59) Heinen R. (2012). PEP cost index methodology update, process Economic Program review. HIS. Santa clara, California. 1-23. (60) TTC Labs Process Engineering Excellence. (2012). [On-line]. Disponible en http://www.ttclabs.com (61) Peters K. Design and Economics For Chemical Engineers, Mc Graw Hill International editions, chemical and petroleum series. 4ta edición, editorial advisory Board. 925 (62) Basell W (2012). Preliminar and Plant Design in Chemical Engineering. 2da edición. 20-56. (63) Chemical Engineers ’ Handbook [On-line]. Disponible en http://www.che.psu.edu (64) Revistas técnicas especializadas, Chemical Engineering, la U.S. Environmental Protection Agency (Agencia de Protección Ambiental de EE.UU. [On-line]. Disponible en http://www.epa.gov. (65) Industrias Venoco (2012). [On-line]. Disponible en: http:// www.venoco.com

APÉNDICES

ANEXOS





























