Embed Size (px)
DESCRIPTION
Se evalua técnica y económicamente un compresor de desplazamiento positivo, reciprocante, utilizado para comprimir los gases de tope de una fraccionadora atmosférica.
Citation preview

I INTRODUCCION
En 1950 entró en servicio la unidad de destilación atmosférica DA-3, la
cual pertenece a la refinería de puerto la cruz. Desde que esta unidad
comenzó a operar los gases producidos en el proceso se queman en el
mechurrio.
En 1981 se instaló en la unidad de destilación atmosférica DA-3 un
compresor de gas, marca Ingersollrand, cuya capacidad fue muy superior
por ser accionado por un motor eléctrico, lo cual impedía el control del flujo
de gas a través del mismo.
Los compresores se utilizan mucho para el manejo de volúmenes de gas
que requieren elevación de presión, pero es necesario tomar en cuenta el
volumen a manejar durante el diseño, para evitar el fenómeno de oleaje, que
podría causar daños severos al compresor.
En el caso de la unidad DA-3 se tomó en consideración la variación del
flujo de gas y se instaló en el año 96 un compresor de desplazamiento
positivo que se llamo GB-3, accionado por una turbina a vapor.
El compresor GB-3 no fue puesto en servicio, lo que ha generado la
pérdida del aprovechamiento de gas de tope generado en el proceso de
destilación de petróleo en la unidad DA-3.
En este trabajo se tomó en consideración el caso del compresor GB-3,
para realizar un estudio de factibilidad técnico económica para poner en
servicio el compresor GB-3 al servicio de la unidad de destilación atmosférica
DA-3.
Durante la realización de este trabajo se recurrieron a técnicas como
entrevistas no estructuradas, recolección de datos de campo y la utilización
de recursos propios de PDVSA como el software Pro/II, que se utilizó para
simular el proceso de destilación y obtener las condiciones del mismo 1

esperadas con la incorporación del compresor de gas GB-3 en la unidad de
destilación atmosférica DA-3. También se utilizaron computadoras e
impresoras pertenecientes a PDVSA.
2

II PLANTEAMIENTO DEL PROBLEMA.
La unidad de destilación atmosférica N° 3 ( DA-3) comenzó a operar en
el año 1950, y desde esa fecha hasta la actualidad los gases producidos en
el proceso de destilación de petróleo son quemados en el mechurrio, de esa
forma se deja de percibir ingresos adicionales por no recuperar ese gas, al
mismo tiempo existe un impacto ambiental por las emanaciones de CO2
producidos por la combustión de los gases en el mechurrio.
En el año 1981 se instaló un compresor de gas, marca Ingersollrand,
recuperado de otra unidad para comprimir y recuperar parte del gas que se
quema en el mechurrio, cuya capacidad fue de 800 f3/h, es decir superior a
la capacidad de producción de gas de la unidad DA-3(404,2 f3/h). Este por
ser accionado con un motor eléctrico impedía el control del flujo de gas a
través del mismo, razón por la cual fue desmantelado.
En el año 1996 se instala un compresor de gas nuevo (GB-3). Este
compresor de desplazamiento positivo es accionado por una turbina a vapor,
lo cual permite el control del flujo de gas a través del mismo. Dicho
compresor no se ha puesto en servicio desde su instalación desde el año
1996, lo cual ha ocasionado la pérdida del aprovechamiento del gas de tope
producido en el proceso de destilación de petróleo en la unidad DA-3. El
compresor de gas GB-3, debido al tiempo en desuso ha sufrido corrosión
leve por falta de lubricación en las partes móviles. Además de ello, es
necesario calcular los costos de acondicionamiento del tambor V-9, la
revisión interna del compresor y revisión del sistema de control.
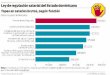
Cabe señalar que los gases que actualmente se queman en el mechurrio
ascienden a mas de 1,6 M toneladas métricas por mes, tal como se muestra
3

en la figura Nº 1. Es decir se dejan de percibir ingresos aproximados de 1,73
MM $ Anuales.
Es de aquí la necesidad de evaluar la factibilidad técnico económica
para poner en servicio el compresor de gas GB-3, de la unidad de destilación
atmosférica N° 3 (DA-3).
(MTm/MES)
Fig. 1. Toneladas métricas de gas quemadas en el mechurrio por mes.
4

III OBJETIVOS DE LA INVESTIGACIÓN.
III.1 Objetivo general.
Evaluar la factibilidad técnico-económica para poner en servicio el
compresor de gas GB-3, de la unidad de destilación atmosférica N° 3(DA-3)
III.2 Objetivos específicos.
1. Analizar la situación actual del proceso de destilación de petróleo en la
unidad DA-3.
2. Evaluar la disponibilidad de vapor de 180 psi, para que la turbina del
compresor de gas GB-3 opere sin afectar las demás turbinas en servicio en
la unidad destiladora N° 3.
3. Realizar simulación del proceso de destilación, mediante el software
Pro/II, con combinaciones de crudos Anaco Wax y Santa Bárbara.
4. Analizar la factibilidad técnica para poner en servicio el compresor de
gas GB-3.
5. Analizar la factibilidad económica para poner en servicio el compresor
de gas GB-3 en la unidad de destilación atmosférica DA-3.
5

IV JUSTIFICACIÓN DE LA INVESTIGACIÓN.
Con la puesta en servicio del compresor de gas en la unidad DA-3, se
podrá recuperar la fracción de gas licuado de petróleo (GLP) y nafta que
actualmente se quema en el mechurrio, generando ingresos esperados por
el orden del 1,73 MM$/Año, reduciendo el margen de refinación. Además de
ello se reducirán las emanaciones de CO2 producidas por la combustión de
los gases en el mechurrio reduciendo el impacto ambiental.
6

V MARCO TEÓRICO.
V.1 Reseña histórica
La Refinería Puerto la Cruz está ubicada en la costa nor-oriental del país
al este de la ciudad de Puerto La Cruz en el estado Anzoátegui; tiene
facilidades de acceso desde el Mar Caribe y está conectada por oleoductos
con los campos de producción de Oriente. La conforman las instalaciones de
Puerto La Cruz, El Chaure y San Roque. Entre sus roles principales están, el
suplir la demanda del Mercado Interno de la Región Sur-oriental del país, la
colocación de los productos excedentes en el Mercado de exportación y el
manejo y distribución de la producción de crudos del Oriente del país hacia
los mercados de exportación y a otras filiales. Cuenta con tres unidades de
destilación atmosférica, DA-1, DA-2 y DA-3.
La DA-3 es la unidad de destilación atmosférica que procesa los crudos
livianos, ésta pertenece a la Refinería Puerto La Cruz. Esta unidad entró en
servicio desde el año 1950 como refinería El Chaure a cargo de la compañía
Sinclair Venezuelan Oil, a orillas de la Bahía Bergantín y ésta fue diseñada
por Frederic Snare para procesar una carga de 35 MBD de crudos entre 22 y
30° API.
En 1968 fue modificado su diseño para 40 MBD, al instalarse dos
condensadores de productos de tope, para procesar crudos livianos y extra-
livianos, con una gravedad de 38 y 52° API.
En 1993, se reubicó el tambor preflash desde la salida del tren de
precalor a la mitad del mismo. Desde entonces, la unidad ha incrementado
su carga progresivamente, llegando a valores de 38 MBD.
Desde que la unidad DA-3 comenzó a operar en el año 1950, los gases
producidos en el proceso son quemados en el mechurrio. En 1981 se instala
7

en la unidad un compresor de gas fabricado por INGERSOLLRAND,
accionado por un motor eléctrico, recuperado del departamento de servicios
industriales, el cual resultó ser de una capacidad muy superior a la
necesaria, debido a que no se podía regular el flujo de gas a través de éste.
Por esta razón dicho equipo se sacó de operación lo que significó que todo el
gas que iba a ser comprimido continuara quemándose en el mechurrio. En
1989 se elabora un proyecto para la instalación de un nuevo compresor de
gas en la unidad DA-3. En febrero de 1996, con la parada programada de la
unidad, se instala el nuevo compresor de gas denominado GB-3, accionado
por una turbina con velocidad variable, el cual no ha sido puesto en servicio.
V.2 Propiedades de las mezclas de gases.
Mezcla de gases.
Los cálculos de compresión efectuados en mezclas de gases requieren
el cálculo del promedio o de pseudo valores de diferentes propiedades para
la mezcla de gases. Los valores de las propiedades requeridas son:
Peso Molecular (M)
El peso molecular, M, de un gas puro y el peso molecular promedio de
una mezcla de gases afectan la conversión de la relación de presión al
requerimiento de cabezal y la conversión de flujo másico a flujo volumétrico,
y en consecuencia, son de gran importancia en el diseño de servicios de
compresión. El peso molecular está relacionado con la constante universal
de los gases, R, cuyo valor es 1.9875 BTU/lbmol °R.
8

Factor de Compresibilidad (Z)
La compresibilidad de un gas refleja la desviación de las características
de este con respecto a la del gas ideal, y está definida por:
( 2.1)
Por lo tanto el volumen específico V de un gas real, no ideal es
( 2.2)
Donde V es volumen específico (ft2/lb), R constante universal de los
gases, T es la temperatura (°R), P es la presión (lb/ft2), M es el peso
molecular (lb/lbmol) Entonces, el flujo volumétrico actual, Q, es calculado por:
Q= W.V (2.3)
Donde Q es el flujo volumétrico real (ft3/hr), W es el flujo másico (lb/hr) y
V es el volumen específico (ft3/lb) La compresibilidad también afecta los
requerimientos de la carga politrópica o cabezal para un aumento de presión
dado, como se muestra en la expresión (2.4):
( 2.4)
Donde Hpoli es la carga politrópica o cabezal, M es el peso molecular, T1
denota la temperatura de entrada, T2 denota la temperatura de salida, P1 es
la presión de entrada, P2 es la presión de salida y n es la masa molar. En
esta expresión (2.4) se muestra que el cabezal es teóricamente dependiente
del factor de compresibilidad a las condiciones de entrada,
independientemente de la magnitud de la relación de presión o de las
propiedades del gas en las condiciones en la descarga. Aun cuando esto es
teóricamente correcto, en la práctica se ha encontrado que el uso de un
9

promedio del factor de compresibilidad a la entrada y a la descarga es más
confiable para propósitos de diseño de ingeniería que usar sólo el valor de la
entrada. La especificación del diseño deberá incluir el factor de
compresibilidad, Z, para la mezcla para las condiciones de entrada como
para la descarga (a una temperatura de descarga estimada)
Relación de Calor Específico.
Los términos de calor específico Cp/Cv=K utilizados para computar
exponentes de compresión y temperatura son como sigue:
a.- La relación de calor específico Cp/Cv=k se usa cuando se aplica la
teoría de compresión isentrópica (adiabática)
b.- La capacidad calorífica del gas ideal a presión constante, Cp°, y el
efecto isotérmico de presión sobre la capacidad calórica a presión constante
Cp, son usadas por el método de Edmister para evaluar el exponente de
aumento de temperatura, m. Estos términos están relacionados como sigue:
( 2.5)
Para gases ideales a baja presión y altas temperaturas (absolutas) Cp se
aproxima a cero y la diferencia de capacidad calorífica Cp-Cv se aproxima a
R. La especificación de diseño deberá dar el valor de la relación de calor
específico promedio, k, para la mezcla a las condiciones de entrada y de
descarga (usando una temperatura de descarga estimada)
Efecto del Reciclo en las propiedades de la mezcla gaseosa.
Si se elimina el condensado (luego de un enfriamiento) de la corriente de
reciclo alrededor de un compresor que maneje una mezcla gaseosa, el
peso molecular y otras propiedades del gas de reciclo cambian con respecto
10

a la “alimentación fresca”. Por lo tanto la mezcla del gas de reciclo y gas
fresco que maneja el compresor mientras esté en operación de reciclo es
diferente a la de la corriente principal del proceso, y esta diferencia puede
afectar significativamente la actuación de los compresores. El cambio de
peso molecular bajo condiciones de reciclo es especialmente significativo
cuando están involucradas dos o más etapas de compresión, ya que tienen
lugar múltiples enfriamiento y asentamiento. En este caso, se deberá
considerar hacer uso de reciclo intermedios alrededor de cada etapa, para
reducir el impacto del cambio del peso molecular. Los compresores de
desplazamiento positivo son mucho menos sensibles a cambios de
propiedades del gas que los compresores dinámicos, y en consecuencia no
requieren de un diseño de sistemas especiales para la operación del reciclo.
V.3 Compresores.
Teoría de la Compresión.
En los procesos de compresión, la relación de la presión absoluta P con
el volumen V viene expresado por:
PVn=C=constante ( 2.6)
La gráfica de la presión en función del volumen para cada valor del
exponente n se conoce como curva de compresión. Dado que el trabajo W
que se realiza para pasar de una presión p1 hasta una presión p2 a lo largo
de cualquier curva (Figura 2) es:
( 2.7)
11

De ello se desprende que la cantidad de trabajo necesario depende de
la curva de que se trate y aumenta a medida que se incrementa el valor de
n. La trayectoria que requiere la menor cantidad de trabajo consumido es
n=1, que es equivalente a la compresión isotérmica. Para la compresión
adiabática, n=k, que es la razón del calor específico a presión constante al
calor específico a volumen constante.
Puesto que la mayor parte de las máquinas compresoras tienden a
funcionar a lo largo de una trayectoria politrópica que se acerca a la
adiabática, la mayor parte de los cálculos compresores se basan en la
curva adiabática.
Fig. 2. Curvas de Compresión.
Algunas fórmulas basadas en la ecuación adiabática útiles en los
trabajos con compresores se muestran a continuación:
(2.8)
12

(2.9)
(2.10)
Cálculos de Condiciones Adiabáticas.
Carga y Caballaje del Compresor.
Para cualquier compresor el caballaje requerido es:
( 2.11)
( 2.12)
Donde (HP)g(ad) es el caballaje adiabático para el gas, hp; W es el flujo en
peso, lb/min; Had es la carga adiabática, (ft-lb)/lb; ad es la eficiencia
adiabática; zs es el factor de compresibilidad en las condiciones de succión,
zd es el factor de compresibilidad en las condiciones de descarga; Mw es el
peso molecular, Ts es la temperatura de succión, ºR: y rc es la relación de
presión, PdPs.
La temperatura de descarga adiabática, Td(ad), ºR, es
( 2.13)
Ciertos tipos de compresores funcionan muy cerca de las condiciones
adiabáticas; muchos otros tienen desviaciones importantes de las
adiabáticas y el ciclo de compresión se debe considerar como politrópico. En
este caso, las relaciones a considerar son:
13

( 2.14)
( 2.15)
donde HPg(poli) es el caballaje politrópico para el gas, hp, W es el flujo en
peso, lb/min, Hpoli es la carga politrópica, (ft- lb)/lb, poli es la eficiencia
politrópica, zs y zd son las compresibilidades de la succión y la descarga
respectivamente, Mw es el peso molecular, Ts es la temperatura de succión,
ºR, y rc es la relación de compresión.
El valor de la cantidad n en las diversas relaciones politrópicas se obtiene
con:
( 2.16)
Cuando se utilizan las tablas de las propiedades de los gases o el
Diagrama de Mollier para hacer los cálculos del compresor, la carga
adiabática, Had, se obtiene con:
( 2.17)
Donde h es la entalpía, Btu/lb.
Eficiencia adiabática.
La eficiencia adiabática ad también es útil como una medición de la
operación promedio de un compresor, con el propósito de determinar la
potencia. Sin embargo, esto no es siempre una verdadera indicación de la
eficiencia en cuanto a pérdidas internas.
La siguiente ecuación de eficiencia politrópica puede ser desarrollada:
14

( 2.18)
Esta ecuación politrópica revela la verdadera eficiencia aerodinámica de
un compresor para compresión de un gas ideal. Sin embargo, existen
limitaciones a esta ecuación, ya que el valor de k para algunos gases a las
condiciones de descarga puede variar significativamente el valor a las
condiciones de succión. La ecuación de entalpía (o Mollier) es el método más
aproximado para calcular la eficiencia aerodinámica para algunas
condiciones. En algunos casos esta es la única ecuación que puede proveer
resultados aproximados.
( 2.19)
V.4 Compresores Reciprocantes.
Los compresores reciprocantes pueden suministrar gas a presiones de
unas cuantas libras o presiones sumamente altas, tales como 35000 psi.
Comúnmente se presentan operaciones de paso sencillo o de pasos
múltiples, siendo general el uso de cilindros de doble acción. El principio de
operación de los compresores reciprocantes consiste en reducir el volumen
de gas que ha sido aislado en un cilindro (Ver figura 3).
15

Fig. 3. Principio de Operación de los compresores reciprocantes: a)pistón; b) succión; c) descarga.
El procedimiento de compresión en un compresor reciprocante simple es
el siguiente:
1. - Compresión durante la carrera hacia delante del pistón y descarga.
2. - Succión durante la carrera de regreso del pistón.
En un ciclo ideal, como el mostrado en la Figura 4, el volumen ocupado
por el gas debería ser nulo al final de la descarga y el flujo de gas
comprimido por ciclo debería ser equivalente al desplazamiento del pistón
16
c
a
b

Fig. 4. Diagrama P-V para un compresor reciprocante durante la carrera de succión.
Sin embargo, no todo el gas es expulsado al final de la carrera de
compresión y de descarga, debido a un volumen residual que está presente,
que incluye:
a.- Un volumen correspondiente al espacio muerto necesario entre el
pistón y el final del cilindro.
b.- Un volumen entre las válvulas de succión, descarga y el cilindro
(figura 5)
c.- Un posible volumen equivalente a los espacios adicionales.
El volumen residual, u, está completamente lleno de gases que van
desde la presión de descarga P2 hasta la presión de succión P1, durante la
carrera de retorno del pistón. De este modo el volumen descargado
efectivamente es v1-u1, y este es el desplazamiento. El flujo se reduce así
como el volumen residual se aumenta. Pero, el trabajo de comprimir el
volumen residual es recuperado, ya que la reducción en la eficiencia
volumétrica no tiene relación con la eficiencia energética.
También hay pérdidas debido a las fugas alrededor de las válvulas de
succión y descarga, así como a la caída de presión, calentamiento del gas y
fugas de pasta en los anillos del pistón, entonces, el diagrama actual de
compresión tiene una pequeña modificación, como se muestra en la figura 5.
Los compresores reciprocantes pueden ser del tipo lubricado o sin lubricar.
Si el proceso lo permite, es preferible tener un compresor lubricado, porque
las piezas durarán más.
17

Fig 5. Naturaleza de las pérdidas en un compresor reciprocante.
Hay que tener cuidado de no lubricar en exceso porque la carbonización
del aceite en las válvulas puede ocasionar adherencias y
sobrecalentamiento. Los problemas más grandes en los compresores son la
suciedad y la humedad, pues destruyen la película de aceite dentro del
cilindro.
V.5 Control de Procesos.
Los procesos se controlan con mayor precisión para dar productos mas
uniformes y de más alta calidad mediante la aplicación del control
automático, lo cual con frecuencia representa mayores ganancias. El control
automático tiene muchas ventajas en ciertas operaciones remotas,
peligrosas o rutinarias. Un sistema de control de lazo cerrado es la forma
más común de controlar un proceso, ya que la variable controlada es la que
18

se mide y el resultado de esta medición sirve para manipular cualquier otra
variable del proceso.
El lazo de control de flujo neumático que se muestra en la figura 6
comprende seis secciones principales que se deben considerar: controlador,
línea de transmisión a, válvula, placa de orificio, transmisor del diferencial de
presión y línea de transmisión b. Para este caso, las características de
válvulas representan el proceso que se está controlando; la circulación por la
válvula es la salida del proceso C y el diagrama de bloques del sistema se
representa en la figura 7.
Fig. 6. Circuito de control de un flujo de proceso.
Aquí, el controlador tiene un punto de ajuste R que es el valor deseado
para la señal de medición del proceso transmitida al controlador. Este mide la
diferencia o error entre el punto de ajuste y la señal de medición.
19
Controlador
Punto de Referencia
Transmisor de Presión Diferencial
Línea de Transmisión (b)
Placa de orificio
Flujo
Válvula decontrol
Línea de Transmisión a

Fig. 7. Diagrama de Bloques de un circuito de control de flujo especificando el equipo utilizado.
El controlador maneja el error E para producir una salida M que corrige
la posición de la válvula para hacer que el error se reduzca a cero.
Como resultado de la simplicidad de los procesos de flujo, la respuesta
ante este tipo de lazo de control es determinada por las limitaciones físicas
del instrumento: el transmisor, controlador y válvula. Debido a que la
respuesta es conocida y similar en todo los lazos, la respuesta de control
también es similar y fácil de analizar.
Elemento Primario.
El instrumento de medición diferencial más utilizado es el medidor de
orificios. Ha sido utilizado ampliamente en la industria para la medición de
grandes volúmenes de líquido o vapor. El orifico es una perforación con el
borde a escuadra perfectamente bien cortado en el que las paredes rectas
son perpendiculares a la cara plana corriente arriba de una placa delgada en
sentido transversal al canal. La corriente que sale por un orificio de esta 20
Modos de Control
Línea de transmisión (a) Características de la Válvula
Placa deOrificio
Transmisor P
Línea de Transmisión (b)
R
B
E
-+

índole alcanza su sección transversal mínima a una distancia corriente abajo
del orificio que varía en función de la relación entre el diámetro del orificio y
de la tubería.
En el caso de un orificio circular centrado en la tubería, el diferencial de
presión se mide casi siempre entre uno de los siguientes pares de tomas o
derivaciones de presión:
1. - Tomas de esquina: Los orificios estáticos se perforan uno en la
pestaña corriente arriba y otro en la pestaña corriente abajo, haciendo que
las aberturas queden tan cerca como sea posible de la placa de orificio.
2. - Tomas de radio: Los orificios estáticos se localizan a un diámetro de
tubería corriente arriba y ½ diámetro de tubería corriente abajo con relación a
la placa.
3. - Tomas de tubería: Los orificio estáticos se localizan a 2 ½ diámetros
de tubería corriente arriba y 8 diámetros de tubería corriente abajo con
relación a la placa.
4. - Tomas de brida: Los orificios estáticos se ubican a 1 pulgada
corriente arriba y 1 pulgada corriente abajo con relación a la placa.
6. - Tomas de vena contracta: El orificio estático corriente arriba
queda entre ½ y 2 diámetros de tubería desde la placa. La toma corriente
abajo se localiza en la posición de presión mínima.
Válvula de Control.
Una válvula de control es una restricción variable de flujo. La señal de
entrada de la válvula de control es la señal de salida de un controlador. La
válvula de control está construida de tal forma que el vástago (posición de
asiento) es proporcional a la señal de entrada. La relación entre el vástago y
área abierta al flujo es denominada la característica de la válvula.
21

Actuador de la Válvula.
El operador de la válvula es el dispositivo empleado para desplazar el
vástago. El actuador más común es el actuador neumático. El actuador
neumático es un dispositivo de resorte en el cual la presión controlada del
aire de entrada ejerce sobre el diafragma la fuerza suficiente para compensar
o contrarrestar una porción de fuerza del resorte.
Característica de la válvula.
La relación entre la posición del vástago y el área abierta para el flujo es
lo que se conoce como característica de la válvula. Esta relación es también
válida para la velocidad de flujo cuando el P a través de la válvula es
constante. En servicios de proceso, sin embargo, el P a través de la válvula
raras veces es constante. Varía con la velocidad de flujo debido a la
influencia que esta tiene en la fricción de la tubería y en el cabezal de la
bomba. De esta forma, la relación flujo-posición del vástago (conocida
también como característica efectiva de la válvula) es una función del
sistema al cual la válvula pertenece.
La característica de la válvula de los dos tipos de válvulas más comunes,
conocidas como lineal y de igual porcentaje, la curva teórica de igual
porcentaje no pasa por el origen cuando la apertura es cero. Sin embargo,
las válvulas reales son fabricadas con asiento ajustado. De esa forma, el
extremo inferior de la curva teórica se ajusta para hacerla pasar por el origen.
Posicionador de la válvula.
El posicionador es un amplificador neumático-mecánico con
retroalimentación que tiene una alta ganancia. La función de un posicionador
es forzar a la válvula de control a tomar una posición proporcional a la señal
de control. En principio, es un controlador de posición con la señal de control
22

siendo su punto de ajuste. El funcionamiento de un posicionador típico
consiste en comparar una señal de posición mecánica con una señal
neumática de control, y ajustar la salida del posicionador de tal manera que
se reduzca cualquier diferencia entre estas dos señales. La base de la
operación es un balance en el movimiento del fuelle que recibe la señal de
control contra el movimiento del vástago de la válvula. Si estos dos
movimientos no son proporcionales y opuestos en el brazo del balance, el
mecanismo lengüeta-tobera lo detecta y hace que el amplificador cambie la
presión del diafragma para obtener el balance necesario. Para permitir
ajustes en el desplazamiento de la válvula de incorporan uniones adecuadas,
así como para las acciones de rango partido y linearización.
V.6 Flujo en tuberías
Teorema de Bernoulli. Ecuación General de energía.
El teorema de Bernoulli es una forma de expresión de la aplicación de la
Ley de la Conservación de la Energía al flujo de fluidos en una tubería. La
energía total en un punto cualquiera, por encima del plano horizontal
arbitrario fijado como referencia
es igual a la suma de la altura geométrica, la altura debido a la presión y
la altura debido a la velocidad, es decir:
( 2.20)
Si las pérdidas por rozamiento se desprecian y no se aporta o se toma
ninguna energía del sistema de tuberías, la altura total H en la ecuación
anterior, permanecerá constante para cualquier punto del fluido. Sin
embargo, en la realidad existen pérdidas o instrumentos de energía que
deben incluirse en la Ecuación de Bernoulli. Por tanto, el balance de energía
puede escribirse para dos puntos del fluido. Nótese que la pérdida por
23

rozamiento en la tubería entre los puntos se expresa como la pérdida de
altura en metros del fluido. La ecuación se expresaría de la siguiente
manera:
( 2.21)
Todas las fórmulas prácticas para el flujo de fluidos se derivan del
teorema de Bernoulli, con modificaciones para tener en cuenta las pérdidas
debidas al rozamiento.
Flujo en Tuberías.
Las irreversibilidades en un flujo incompresible permanente a través de
un tubo se expresan mediante las pérdidas de carga o por medio de la caída
de la línea de cargas piezométricas. Esta línea se encuentra a una distancia
p/ por encima del centro del tubo y si z es la elevación del centro de la
tubería, entonces z+ p/ es la elevación de un punto cualquiera sobre la línea
de piezas piezométricas. De esta manera, los valores de z+ p/ a lo largo de
la tubería localizan a la línea de piezas piezométricas. Las pérdidas o
irreversibilidades ocasionan que esta línea vaya decayendo en la dirección
del flujo.
Los experimentos demuestran que para flujo turbulento, las pérdidas de
carga presentan cierto comportamiento de acuerdo a las condiciones de
trabajo:
1. Varían directamente con la longitud de la tubería.
2. Varían aproximadamente con el cuadrado de la
velocidad.
3. Varían aproximadamente con el inverso del diámetro.
24

4. Dependen de la rugosidad interior del tubo.
5. Dependen de las propiedades de densidad y viscosidad
del fluido.
6. Son independientes de la presión.
El factor de fricción f debe seleccionarse de tal modo que dé el valor
correcto para las pérdidas de carga; por lo tanto f no puede ser una
constante, sino que debe depender de la velocidad V, del diámetro D, de la
densidad, de la viscosidad y de ciertas características de rugosidad de la
pared.
La gran variedad en diseño de válvulas dificulta su clasificación completa.
Si las válvulas se clasifican según la resistencia que ofrecen al flujo, las que
presentan un paso directo del flujo, como las válvulas de compuerta, bola,
macho y de mariposa, conformando estas el grupo de válvulas de baja
resistencia. Las que tienen un cambio en la dirección del flujo, como las
válvulas de globo y angulares, están en el grupo de alta resistencia.
Los acoplamientos o accesorios para conexión se clasifican en
derivación, reducción, ampliación y desviación. Los accesorios como
conexiones tipo “T”, cruces, codos con salida lateral, etc., pueden agruparse
como accesorios de derivación. Los conectores de reducción o ampliación
son aquellos que cambian la superficie de paso de fluido. En esta clase están
las reducciones y los manguitos. Los accesorios de desvío, curvas, codos,
curvas en U, etc., son los que cambian la dirección del flujo.
Pueden combinarse algunos accesorios de la clasificación general antes
mencionada. Además hay accesorios como conexiones, y uniones que no
son resistentes al flujo motivo por el cual no son considerados aquí.
25

Pérdida de presión debido a Válvulas y Accesorios.
Aquellas pérdidas que ocurren en tuberías debido a la presencia de
codos, juntas, válvulas, etc., se llaman pérdidas menores. Este es un nombre
equivocado, porque pueden ser más importantes que las debidas a la fricción
en el tubo; de cualquier manera, tal es el nombre convencional. En casi todos
los casos, las pérdidas menores se determinan experimentalmente. Una
excepción importante es la pérdida de carga debida a una expansión brusca
en la tubería.
Cuando un fluido se desplaza uniformemente a lo largo de una tubería
recta, larga y de diámetro constante, la configuración del fluido indicada por
la distribución de velocidad sobre el diámetro de la tubería adopta una forma
característica. Cualquier obstáculo en la tubería cambia la dirección de la
corriente en forma total o parcial, altera la configuración característica del
flujo y ocasiona turbulencia, generando una pérdida de energía mayor de la
que normalmente se produce en un flujo por una tubería recta. Ya que las
válvulas y accesorios en una línea de tubería alteran la configuración de flujo,
producen una pérdida de presión adicional.
La pérdida de presión total producida por una válvula o accesorio
consiste en:
1. La pérdida de presión dentro de la válvula o accesorio.
2. La pérdida de presión en la tubería de entrada es mayor que la que se
produce normalmente si no existiera la válvula. Este efecto es pequeño.
3. La pérdida de presión en la tubería de salida es superior a la que se
produce normalmente si no hubiera válvula en la línea. Este efecto puede ser
muy grande.
26

Desde el punto de vista experimental es difícil medir las tres caídas por
separado. Sin embargo, su efecto combinado es la cantidad deseada y
puede medirse exactamente con métodos bien conocidos.
Coeficiente de resistencia K. Longitud equivalente L/D. Coeficiente
de flujo.
Las pérdidas de presión en un sistema de tuberías se deben a varias
características del sistema, que pueden clasificarse como sigue:
1. Rozamiento en las paredes de la tubería, que es función de la
rugosidad de la superficie interior de la misma, del diámetro interior de la
tubería y de la velocidad.
2. Cambios en la dirección del flujo.
3. Obstrucciones en el paso del flujo.
4. Cambios repentinos o graduales en la superficie y contorno de paso
del flujo.
La velocidad en una tubería se obtiene mediante la presión o altura
estática y el descenso de la altura estática o pérdida de presión debido a la
velocidad se define como altura de velocidad. El flujo por una válvula o
accesorio en una línea de tuberías causa también una reducción de la altura
estática, que puede expresarse en función de la altura de velocidad. El
coeficiente de resistencia K, en la ecuación:
( 2.22)
Se define como la pérdida de altura de velocidad para una válvula o
accesorio. Está siempre asociado con el diámetro al cual se refiere la
velocidad. En la mayor parte de las válvulas o accesorios, las pérdidas por
27

fricción, a lo largo de la longitud real de flujo, son mínimas comparadas con
las debidas a uno o más de los otros tres puntos mencionados.
Por ello, el coeficiente de resistencia K se considera independiente del
factor de fricción y del número de Reynolds, que puede tratarse como
constante para cualquier obstáculo dado (como válvulas y accesorios) en un
sistema de tuberías con cualquier condición de flujo, incluidas las de régimen
laminar.
La misma pérdida para una tubería recta se expresa por la ecuación de
Darcy:
( 2.23)
Es utilizada generalmente en cálculos de flujos en tuberías, h f es la
pérdida de carga o caída en la línea de cargas piezométricas a lo largo de la
longitud L de la tubería de diámetro D y con velocidad promedio V. El factor
de fricción f es el factor adimensional necesario para que la ecuación
produzca el correcto valor de las pérdidas. Todas las cantidades, excepto f,
se pueden determinar experimentalmente.
La ecuación de Darcy también puede escribirse de la siguiente forma:
( 2.24)
Debido a que: P=hLgn
De ecuaciones anteriores, tenemos que:
( 2.25)
La relación L/D es la longitud equivalente en diámetros de tubería recta
que causa la misma pérdida de presión que el obstáculo, en las mismas
condiciones de flujo. Ya que el coeficiente de resistencia K es constante para
cualquier condición de flujo, el valor de L/D de cualquier válvula o accesorio
28

dado debe variar de modo inverso al cambio del factor de fricción para las
condiciones diferentes de flujo. El coeficiente de resistencia K teóricamente
es una constante para todas las medidas de un cierto diseño o línea de
válvulas o accesorios, si todas las medidas fueran geométricamente
similares. Sin embargo, la similitud geométrica es difícil que ocurra; si lo
fuera, es porque el diseño de válvulas y accesorios se rige por costos de
fabricación, normas resistencia estructural y otras consideraciones.
Como se dijo antes, el coeficiente de resistencia K está siempre asociado
al diámetro por el que se establece la velocidad, según el término v2/2gn. Los
valores de factor K teóricos están asociados con el diámetro interno de los
números de cédulas de tuberías, para las diversas clases ANSI de válvulas y
accesorios.
V.8 Simulación PRO /II
SIMULADOR DE PROCESOS PRO/II de SimSci.
Pro/II es un programa de simulación de procesos de fácil comprensión que
opera bajo ambiente de WINDOWSTM combinando todas las herramientas
fuertes para simulaciones familiarizadas con la ingeniería de procesos. El
programa incluye una amplia variedad de componentes en la librería y los
métodos termodinámicos de predicción de propiedades con las más
avanzadas y flexibles técnicas de cálculos de operaciones unitarias, para
proporcionar al ingeniero de proceso las facilidades computarizadas de
29

cálculos referentes a balances de masa y energía necesarios para modelar
muchos de los procesos en estado estacionario. Pro/II es capaz de modelar
desde sencillas hasta complejas columnas de destilación. Para resolver cada
sistema o proceso se basa en balances de materia y energía y en
ecuaciones de equilibrio líquido - vapor.
Los métodos disponibles en Pro/II pueden ser clasificados dentro de seis
categorías:
Métodos ideales
Correlaciones generalizadas
Ecuaciones de estado
Métodos de actividad líquida
Paquetes especiales
Electrolitos.
El usuario puede escoger el método que mejor se aplique a un sistema en
particular, para efectos de este trabajo se escogió el método de ecuaciones
de estados debido a que se conocía las propiedades físico-químicas de los
gases. Al simulador se le debe suministrar toda la información posible sobre
las características de los equipos (número de platos de la columna, reflujos
internos, presión, ubicación de la alimentación y de los retiros,
intercambiadores de calor, etc.), alimentación (composición, temperatura,
flujo, etc.) y condiciones a la cual opera el proceso (parámetros de control,
límites de operación, etc.) que se vayan a simular. Mientras más precisos
sean los datos y mayor cantidad se suministren al programa, mejores serán
los resultados obtenidos.
Este paquete suministra resultados de flujo de las corrientes, de entalpía,
densidad, viscosidad, temperatura, presión, tanto de vapor como de
líquido, curvas de destilación (temperatura versus porcentaje de
destilado), entre otras.
30

Figura 8. Diagrama esquemático de los pasos a seguir en la simulación
con Pro/II
Además posee características únicas que ayudan en la construcción del
diagrama de flujo del proceso: botones, íconos y en algunos casos pantallas
de entrada bordeadas en seis colores usados para indicar el nivel de datos al
usuario (Tabla 1) .
31
Construcción del Diagrama de flujo
Definir las unidades de medida
Definir los componentes
Seleccionar el método termodinámico
Definir las corrientes de alimentación
Especificar las limitaciones del proceso
Correr la simulación, ver los resultados
INICIO
FINAL

COLOR SIGNIFICADO
ROJO Datos requeridos. Acciones o datos requeridos del usuario.
VERDE Datos opcionales.
AZUL Datos suministrados al sistema.
AMARILLODatos cuestionables. Peligro de que la información suministrada esté
fuera del rango normal.
GRIS Campo de datos no disponible.
NEGRO Datos de entrada no requeridos.
Tabla Nº 1. Código de colores usado por PRO/II.
El programa Pro/II trabaja en ambiente Windows 95 o NT y requiere de una
tarjeta o llave que se inserta en el puerto paralelo de 28 pines que poseen los
microcomputadores para poder tener acceso al uso del programa y a los
archivos creados por el mismo. Sin embargo los datos de los archivos
creados con Pro/II son compatibles con el paquete de MICROSOF OFFICE
V.9 Información técnica del compresor GB-3.
El compresor de gas GB3, modelo 14.0” x 11.0” ESH-1, cuyo fabricante
es la compañía Dresselldrand, mostrado en la figura 9, se instaló en la
parada programada de la unidad DA-3 en el año 1996, .
En servicio normal este compresor tiene un flujo de 414 scfm, con una
presión de descarga de 74,7 psi y una temperatura de 225 °f. Esta diseñado
para comprimir un gas con un peso molecular aproximado de 46,4 lb/lb-mol y
una densidad de 0,414 lb/m3. El factor de compresibilidad Z es de 0,97 y la
viscosidad de 0,014 cp.
32

CARACTERISTICAS DEL COMPRESOR DE GAS GB-3.
CYLINDER DATA AND PERFORMANCE SEPTEMBER, 1993
COMPRESOR TYPE: 14.0” x 11.0” ESH-1
Tabla Nº 2. Características de diseño del compresor GB-3.
El compresor GB-3 puede operar en dos modos diferentes, Double Actin
en el cual el compresor es capaz de comprimir con las dos caras del
embolo(tanto en la carrera de ida como de regreso) y Single Actin, en el cual
solo una de las caras del embolo estaría comprimiendo, para ello las válvulas
correspondientes a la otra cara estarían comunicadas sin hacerse trabajo de
compresión.
33

Fig. 9. Compresor de gas GB-3 de la unidad de destilación atmosférica
DA-3.
Incorporación del compresor de gas GB-3.
Los gases de tope, provenientes de la torre V-3, se condensan en las
cámaras E-12’s y posteriormente son retenidos en el tambor V-7. Una vez en
el tambor V-7 la fase líquida es succionada por la bomba P-101 y enviada a
la torre T-101 como alimentación. La fase gaseosa que en la actualidad pasa
a través de la válvula PIC-13040, para controlar la presión, será desviada
hacia un tambor conocido como V-9, donde se extraerá el posible
condensado presente en la corriente. Una vez garantizada la ausencia de
condensado el gas es succionado por el compresor de gas GB-3. El gas se
comprime de una presión aproximada de 9 psi a 70 psi y se inyecta a la fase
liquida que alimenta a la T-101 justo antes de entrar a la misma.34

En la descarga del compresor de gas GB-3 esta una válvula de
seguridad que conecta la corriente comprimida con el tambor V-9, con lo cual
se garantiza una protección del equipo en caso de una sobrepresión en la
descarga.
V.10 Filosofía de control
El compresor será impulsado por una turbina a vapor, la cual será
controlada por un gobernador electrónico, que recibirá la señal de presión del
tambor V-7.
Fig. 10. Sistema propuesto con la incorporación del compresor de gas GB-3.
Sistema de control.
En primer lugar se tomará como elemento primario de presión, el control
indicador de presión PIC-13 040, que ya está instalado para mantener la
presión en el V-7 de 7 psi aprox. Esta señal alimentará al tablero de control
WOODWARD 505(Fabricado por la Woodward Governor Company, Fort
Collins, Colorado, Usa)
35
GASOLINA ESTABILIZADA
GASOLINA SECUNDARIA
VAPOR 180#
LINEA DE VACIO
V-7
V-9
T-101
V-101PIC-13040
6”
3”6”
2”
GAS ESTABILIZADO AL V-2
2”
2”
FLARE
VENTEO
PIC 13002
E-104

El sistema de control Woodward 505 cuenta con una válvula
estranguladora de vapor en la entrada de la turbina del compresor de gas
GB-3. Una vez ajustado el set point (punto de ajuste o referencia), el
controlador compara la señal del elemento primario con el set point, enviando
una señal al actuador de la válvula estranguladora de vapor permitiendo o
restringiendo el paso de vapor hacia la turbina con lo cual se consigue un
consecuente control de la presión en el V-7. Por ejemplo, si se desea
mantener la presión del tambor V-7 en 9 psi, éste será el set point, luego si la
presión en el sistema aumenta por encima de 9 psi, el controlador tratará de
abrir la válvula estranguladora permitiendo un mayor flujo de vapor hacia la
turbina del compresor de gas GB-3, esta a su vez aumenta la velocidad y el
compresor succiona una mayor cantidad de gas, disminuyendo la presión en
el tambor V-7.
36

VI MARCO METODOLÓGICO
VI.1 Tipo de investigación.
La evaluación integral del compresor de gas en la unidad de destilación
atmosférica Nº 3(DA-3), se considera aplicada según el propósito de la
investigación, ya que se estudió un problema concreto y definido como lo es
la factibilidad técnica y económica de incorporar el compresor de gas GB-3 al
servicio de la unidad DA-3.
Desde el punto de vista del nivel de conocimiento se considera que la
investigación es descriptiva ya que se analizó, registro e interpretó los datos
que se encuentran en el sistema de la unidad de destilación y para lograr
esto se necesitó recurrir a las técnicas de recolección de datos con el fin de
obtener información necesaria para el desarrollo de la investigación.
Según la estrategia utilizada en el desarrollo de esta investigación es de
campo, ya que la información utilizada en el trabajo se recolectó en la
refinería de puerto la cruz.
VI.2 Técnicas de recolección de datos.
Las técnicas para la recolección de datos, se llevaron a cabo con la
finalidad de realizar una revisión detallada de la organización y sus
operaciones, permitiendo definir la situación problemática actual en el área
de destilación de la refinería de Puerto la Cruz.
Observación directa.
La potencia en las turbinas, las presiones de entrada y salida de vapor
con sus respectivas temperaturas fueron obtenidas mediante un trabajo de
campo en condición normal de operación, con una carga neta en la unidad
37

de 38 MBD, estos datos se utilizaron para calcular el consumo puntual de
vapor en las maquinas térmicas.
Entrevista no estructurada.
Se realizaron entrevistas no estructuradas en el departamento de
ingeniería de procesos y en el departamento técnico de laboratorio.
Revisión de documentos.
La recopilación de los datos necesarios para realizar el balance de vapor,
fue mediante la utilización de la aplicación sectsim de exel, ésta es una
aplicación para la obtención de valores puntuales de las variables del
proceso de destilación del sistema de control distribuido MOD 300.
Para obtener el consumo de vapor en los tambores de proceso en tres
meses se utilizo el sectsim, con lo cual se obtuvo un promedio;
La información técnica del compresor fue tomada de los antecedentes
que reposan en el Centro de Información Técnica de PDVSA, en la refinería
de Puerto la Cruz.
38

VII ANALISIS DE RESULTADOS
VII.1 Descripción actual del proceso.
La Unidad de Destilación Atmosférica N °3 (DA-3) procesa 38 MBD de
crudo con una gravedad entre 37 y 46 °API. El crudo es succionado de los
tanques de almacenamiento por las bombas P-1 y P-1 A, tal como se
muestra en la Figura Nº 11.
Fig. 11. Sistema de calentamiento del crudo en la unidad DA-3.
Posteriormente el crudo es precalentado en un tren de intercambiadores,
pasando a través de una torre pre-flash y luego entra al horno donde recibe
calor con el cual se vaporiza entre 70 y 80%. Después del horno, la corriente
de crudo previamente vaporizada, entra a la torre fraccionadora V-3 donde
se efectúa la separación de los diferentes productos(gasolina, kerosene,
diesel y residual)
Por el tope de la torre fraccionadora V-3 salen los gases que se
condensan en las cámaras E-12's y E-11's, luego la parte liquida(gasolina
39
288°F
1ER TREN DE PRECALENTAMIENTO
GASES
HORNO
2DO TREN DE PRECALENTAMIENTO
V-3
P-1TANQUE
PREFLASH
V-1

secundaria) es retenida en el tambor V-7 y succionada por la bomba P-101,
lo que constituye la alimentación de la torre estabilizadora T-101. La parte
gaseosa en el V-7 sale a través de una válvula de control(PIC-13040), estos
gases se queman en el quemador sin humo, tal como se muestra en la
Figura Nº 12.
Fig. 12. Sistema de producción en unidad DA-3.
La torre estabilizadora T-101 recibe la gasolina secundaria proveniente
del tambor V-7, antes de entrar a la torre esta gasolina se precalienta en la
cámara E-102, donde intercambia calor con residual producido en el
fraccionamiento. La torre T-101 posee un rehervidor(E-103), que controla la
temperatura del fondo de la torre en 285° F. Este rehervidor utiliza vapor de
180 psi para el calentamiento, tal como se muestra en la Figura Nº 13. El
sistema de estabilización de gasolina se utiliza para controlar la presión de
vapor o RVP y el punto inicial de destilación en la misma a través del
calentamiento de esta hasta lograr la evaporación de los componentes
40
T-101
KEROSÉNE
DIESELRESIDUAL
V-3 V-7
550ºF
505ºF
400ºF
P-7
P-101
P-8
QUEMADOR
E-12/11
CRUDO

livianos que contiene la gasolina es decir etano, propano, butano y otros
componentes livianos, que contribuyen en mayor proporción a generar la
presión de vapor.
La mecánica de trabajo en la estabilización de gasolina es de una
destilación común, es decir que se extraen los componentes livianos por el
tope y el residual es una gasolina de menor presión de vapor y de punto
inicial de destilación mayor.
41

Fig. 13. Sistema de estabilización de gasolina.
La gasolina es succionada del fondo de la T-101 enviada a almacenaje
como gasolina estabilizada previo enfriamiento en la cámara E-105. Los
gases del tope de la T-101 se enfrían al pasar por los condensadores de tope
E-104, la parte liquida es retenida en el tambor receptor V-101 y utilizado
como reflujo de tope a la torre T-101. La parte gaseosa sale a través de una
válvula de control(PIC-13075) y enviado al tambor compensador de gas V-2,
donde se mezcla con el gas natural proveniente de Anaco, la mezcla
obtenida se utiliza como gas combustible en el horno H-1.
42
TAMBOR V-2
TAMBOR V-101
DRENAJE
DE AGUA
T-101
GAS ESTABILIZADO
E-104
E-105
GAS NATURAL
P-103
GASOLINA A ALMACENAJE
GAS COMBUSTIBLE
E-103
GASOLINASECUNDARIA H-1

VII.2 Disponibilidad de vapor de 180 psi para el
funcionamiento del compresor GB-3.
A fin de evaluar la disponibilidad de vapor de 180 psi de tal manera que
el compresor de gas GB-3 opere sin afectar a las demás turbinas en la
unidad DA-3, se procedió a llevar a cabo un balance de masa en el sistema
abierto de vapor.
A tal efecto, en la figura Nº 14 se muestra un diagrama esquemático del
balance de masa.
Fig. 14. Balance de masa del sistema de vapor.
Para determinar la disponibilidad de vapor de 180 psi en la unidad
DA-3, se llevo a cabo un balance de masa de vapor. Por ello en la
figura Nº 14 se muestra un diagrama esquemático de dicho balance,
43
P-203
Caldera 4
Caldera 3
Caldera 2
EA
D
B
F
G
C

obteniéndose las siguientes ecuaciones.
A = C +B
C = A – B
C = D + E + F+G
G = C – D – E – F
G = A – B – D – E – F
Donde:
A : Es la producción total de vapor en planta de calderas; Producción
de vapor.
En el anexo N° 2 se muestra la producción de vapor de las calderas N°
2, 3 y 4,de las cuales se tomo la suma de los promedios individuales en un
intervalo de tres meses, lo cual corresponde a una producción total de
62864.69 lb/h, que para efectos del balance se denominará con la letra A.
B : Consumo de vapor por la turbina de la bomba de alimentación
de agua a las calderas ( P- 203 ).
La P-203 consume vapor directamente en la planta de calderas ya que
esta es la bomba de alimentación de agua de las mismas por lo tanto se
denota con l letra B y tiene un flujo de vapor de 2062 lb/h.
C : Consumo global por la planta destiladora y tanques de
almacenamiento de residual.
D : Consumo de vapor por los despojadores y torre fraccionadora.
En el anexo N° 3 se observa el consumo de vapor en el tambor
despojador de kerosén V-4(instrumento transmisor FI-13015), despojador de
diesel V-5(instrumento transmisor FI-13016), vapor al fondo de la torre
fraccionadora V-3(instrumento transmisor FIC-13010)
44

El consumo promedio de los despojadores y la torre fraccionadora V-3 es
de 10403,54 lb/h, que se denotará con la letra D.
E: Consumo de vapor por las turbinas de las bombas
frecuentemente en servicio en la unidad DA-3.
En la tabla N° 3 se observa que el consumo total de vapor es de 18529
lb/h por las turbinas en la unidad DA-3, correspondiendo este valor a la letra
E
F: Consumo de vapor por el rehervidor E-103.
G: Consumo de vapor suministrado a los tanques de
almacenamiento de residual, el cual no se conoce.
A fin de determinar G o consumo de vapor suministrado hacia los tanques de
almacenamiento de residual es necesario realizar un balance de masa en el
sistema abierto de vapor para, para determinar la producción actual de las
calderas en condiciones normales, lo cual ofrece una referencia para aprobar
o descartar el uso del compresor de gas GB-3, según la capacidad de
producción de las calderas generadoras de vapor en la unidad DA-3.
45

Tabla 3. CONSUMO DE VAPOR DE LAS TURBINAS EN LA UNIDAD DA-3
BOMBA SERVICIO Operación
POTENC
IA(HP)
CONSU
MO(Lb/h) FABRICANTE
P-1 A
ALIMENTACION DE
CRUDO C 200 4124
P-2 A
ALIMENTACION DE
CRUDO C 475 8198,5
COPPUS
MURRAY
P-2
ALIMENTACION DE
CRUDO D 507 MURRAY
P-6A REFLUJO DE TOPE C 125 2577,5
TERRY
STEAM
P-7 A SALIDA DE DIEDEL D 100
TERRY
STEAM
P-9 A RESIDUAL C 125 2577,5 TERRY
P-9B
REFLUJO
INTERMEDIO D 100 TERRY
P-15 SLOP D
P-16 CONDENSADO V-11 D
P-16 A CONDENSADO V-11 D
P-101 A
GASOLINA
SECUNDARIA D 117
COPPUS
TURBINE
P-102 A
GASOLINA
ESTABILIZADA D 41 COPPUS
P-103 A
REFLUJO DE TOPE
T-101 C 51 1051,62 COPUS
P-203
AGUA DE
ALIMENTACION C 100 2062 TERRY
P-204
AGUA DE
ALIMENTACION D 100 TERRY
Nota: La operación se denota con la letra “D” para las turbinas cuyo servicio es discontinuo y con la letra “C” para las que trabajan
frecuentemente. El consumo es el resultado de cálculos manuales en condiciones de operación
normal, debido a la ausencia de instrumentos de medición individuales.
46

Consumo de vapor en el rehervidor E-103.
Para obtener el consumo de vapor en el rehervidor E-103, de la torre
estabilizadora de gasolina T-101, se tomó como referencia el flujo de calor
necesario para mantener las actuales condiciones de operación. Para esto
se realizó la simulación de la torre estabilizadora con el programa Pro II, V.
5.10; De la simulación se obtuvo un flujo de calor de 4,2516 MM BTU/h.
Flujo de calor , Flujo másico , Temperatura
de entrada , Temperatura de salida , Diferencia de
temperatura, , Temperatura promedio
, Presión de entrada
.
El calor especifico se obtiene de la tabla 3-304, Pp 3-287 (3), con la
temperatura promedio y la presión de entrada. Para 481,33 K se obtuvo el
valor del Cp interpolando entre 450 K y 500 K, dando como resultado
.
Para el calculo de se empleó la expresión siguiente:
(3.1)
Luego queda que, .
47

El resultado de la operación anterior (12573,49 Lb/h) corresponde a la
cantidad de vapor que debe pasar a través del rehervidor E-103, para
mantener las condiciones de operación normal en la torre estabilizadora T-
101, sin la operación del compresor de gas GB-3, este valor se denotará
para efectos del balance con la letra F.
48

Los valores de los componentes para el balance global son conocidos
con la excepción del consumo de vapor por los tanques de almacenamiento
de residual “G”, estos valores son:
,de acuerdo al anexo Nº 1.
de acuerdo a la tabla Nº 3.
de acuerdo al anexo Nº 2.
de acuerdo a la tabla Nº 3.
de acuerdo a los cálculos manuales realizados.
Entonces:
(vapor necesario para calentar los tanques de residual)
El valor de G corresponde al consumo de vapor necesario para calentar
los tanques de almacenamiento de residual más las pérdidas generales del
sistema.
Las calderas que producen el vapor en la planta de servicios industriales
de la refinería El Chaure, están diseñadas para generar 35000 Lb/h de vapor
sobrecalentado a 180 psi.
49

La planta de servicios industriales cuenta con tres calderas lo cual
representaría un total de 105000 Lb/h de producción nominal de vapor.
Si se considera un consumo promedio de 62864,69 Lb/h de vapor se
tiene un excedente de 42135, 31 Lb/h, suficiente para utilizar la turbina del
compresor de gas GB-3.
Escenario futuro.
La incorporación de una caldera piro tubular, adicional al sistema de
vapor actual, permitirá absorber la carga de vapor producido para el
calentamiento de los tanques de almacenamiento de residual en el área del
Chaure. En este caso se trata del valor de G en el balance anterior(
) La turbina del compresor GB-3 deberá trabajar a una
potencia aproximada de 360 hp, que según el manual Cameron (5),
equivalen a .
El consumo de vapor promedio (62864,69 Lb/h) menos el consumo de
vapor para calentar los tanques( ) es 43568,03. Si a este
valor se adiciona el consumo de vapor en la turbina del compresor GB-3(
), totalizaría 49781,63 Lb/h, lo que implicaría una reducción de la
carga para tres calderas de 20954,89 Lb/h a 16593,87 Lb/h. Esta condición
permite una ventaja adicional, que es la operación de dos calderas
acuatubulares y una piro tubular, con una producción promedio de 24890,81
Lb/h para las calderas acuatubulares mientras se realiza mantenimiento
programado a la caldera que este fuera de servicio.
50

VII.3 Simulación del proceso de destilación mediante el
software Pro/II.
Para la evaluación del funcionamiento del compresor de gas GB-3 se
utilizo el programa de simulación Pro/II, para determinar el comportamiento
del sistema manteniendo en control las especificaciones de la gasolina
(actualmente el RVP entre 4,5 y 5,5 lb/in2, el punto inicial en 110 °F mínimo y
el 90% de destilación en 315 °F máximo)
En primer lugar se evaluaron las condiciones actuales, etapa que se
denomino caso base, luego se evalúo el sistema con el compresor en
funcionamiento que se llamo caso estudio. Para ambas etapas se
consideraron las condiciones siguientes:
Construcción del diagrama de la unidad DA-3
La elaboración del diagrama se realizó en primer lugar a mano alzada en las
actuales condiciones de la unidad DA-3 y con la ayuda de los planos
existentes de la unidad.
Una vez construido el dibujo o plano de la unidad de destilación
atmosférica DA-3 se elaboró uno similar con el programa PRO II, donde se
mostraron los intercambiadores de calor que forman parte del sistema de
precalentamiento. Se dibujó el tambor V-1, los intercambiadores que forman
la segunda etapa de calentamiento y el horno H-1. También se dibujaron los
respectivos tambores recolectores(V-7, V-4, V-5, V-101), así como también la
torre estabilizadora de gasolina T-101. Este dibujo se guardó como un
archivo de PROY., y se nombró caso base.
Luego se construyó otro dibujo similar pero se le anexó el compresor de
gas GB-3, que se muestra en la figura Nº 15.
51

Fig Nº 15. Diagrama de la unidad DA-3, elaborado con el simulador Pro/II, caso estudio.
Suministro de datos
Para suministrar los datos en el programa PRO II, se elaboró un mixer o
mezclador en la entrada de crudo que funcionó igual para el caso base y el
caso estudio, y se llamó Mix-1, tal como se muestra en la figura Nº 16. En el
Mix-1 se ingresaron los datos obtenidos del departamento técnico de
laboratorio, como son las composiciones de los productos en el intervalo
comprendido entre el 01/01/2001 al 03/05/2001. Se suministró como carga
de crudo 1541 BBL/h , 330 BBL/h de kerosene, 210 BBL/h de diesel y 449
BBL de residual, la composición de los gases(V-7, V-101).
52

Fig Nº 16. Mixer, Mix-1 del simulador Pro/II.
También se suministraron al programa las especificaciones requeridas
para cada producto(RVP, punto inicial, destilación en la gasolina; flash,
destilación en el kerosene y el diesel)
El suministro de vapor a los despojadores se tomó de la lectura
promediada de los transmisores de flujo FI-13015(flujo de vapor al
despojador de kerosene), FI-13016(flujo de vapor al despojador de diesel) y
FIC-13010(flujo de vapor al fondo de la torre T-101)
Para el caso estudio se elaboró un mixer para mezclar la corriente de
gasolina secundaria que alimenta a la torre T 101 con el gas comprimido
proveniente del compresor de gas GB-3 y se llamó M-1, tal como se muestra
en la figura Nº 17.
53

Fig Nº 17. Mixer, M-1 elaborado en el simulador Pro/II
Cromatografía.
Para este trabajo de investigación se realizo cromatografía a los gases
siguientes:
Gas combustible combinado: La muestra de gas se toma en la línea de
suministro de gas combustible al horno H-1, este gas es la combinación de
gas natural y gas estabilizado en el tambor V-2.
Gas estabilizado del tambor V-101: Este gas se produce al extraerlo de la
gasolina y se recoge en el tambor V-101, la muestra de este gas se toma
saliendo de este tambor, antes de entrar a otro llamado V-2.
Gas del tambor V-7: Los gases de tope se retienen en el tambor V-7
donde se separa el liquido del gas, y la muestra se toma en este tambor.
Este gas será comprimido por el compresor de gas GB-3.
Los resultados de los análisis de los gases son reportados a un sistema
de control de laboratorio que trabaja bajo la plataforma de WINDOWS.
54

Se tomaron los resultados correspondientes a tres meses de análisis con
los cuales se obtuvo un promedio de la composición de cada uno de los
gases.
Evaluación de diferentes escenarios
En primer lugar se evaluó el sistema con una carga de crudo 100%
Anaco Wax, con el cual el sistema corrió perfectamente en el caso base. No
así para el caso estudio, en donde se detectó un error en el sistema de
estabilización de gasolina. Durante la revisión se comprobó que el RVP
estaba muy bajo(3,7 psi). Consecutivamente se hicieron pruebas con 4; 4,5;
5 y 5,5 psi.
Luego se trabajo con crudo 100% Santa Bárbara, realizándose pruebas
similares. Se comprobó una disminución en la producción de gasolina de 590
BBL/h a 510 BBL/h.
Finalmente se trabajo con una proporción de 50 % Anaco Wax, 50%
Santa Bárbara.
El crudo Anaco Wax tiene una gravedad API aproximada de 42º,
mientras que el crudo Santa Bárbara es de 37º.
Para la evaluación del presente trabajo se considero prioritario el manejo
de las mezclas al 50% Anaco Wax/ Santa Bárbara, por ser la carga regular
en la unidad de destilación atmosférica DA-3.
Los resultados de la destilación simulada fueron los siguientes:
55

Para el caso base.
PRODUCTO BBL /HORAS
LPG 0
GASOLINA ESTABILIZADA 583,341675
KEROSENE 329,99997
DIESEL 210
RESIDUAL 458,998993
Para el caso estudio
PRODUCTO BBL/HORAS
LPG 7,47
GASOLINA ESTABILIZADA 585,581675
KEROSENE 329,99997
DIESEL 210
RESIDUAL 458,998993
VII.4 Análisis de factibilidad técnica para poner en servicio el
compresor de gas GB-3.
La diferencia entre ambos resultado es 7,47 BBL/h de LPG y 2,24 BBL/h
de gasolina estabilizada.
Durante la simulación se mostró que la producción de gas en el tambor
V-7 corresponde a un flujo de 336 f3/m. Este flujo de gas es la alimentación
del compresor GB-3, cuyo diseño según la tabla Nº 2 es de 404,2 F3/m.
56

La presión en el tambor V-7 es de 21, 8 psia, mientras que el compresor
esta diseñado para trabajar a una presión de succión de 21,5 psia.
La temperatura de entrada de los gases de tope al tambor V-7 es de
125ºF, mientras que el compresor está diseñado para 125º en condición
normal.
VII.5 Análisis de factibilidad económica para poner en
servicio el compresor de gas GB-3.
La justificación económica radica en la recuperación de la fracción de
GLP y nafta que actualmente se quema en el mechurrio.
Durante la operación normal de la unidad estabilizadora se evaluó como
sigue:
2,24 BBL/h de gasolina estabilizada los cuales representan 26,24 BBL/D,
a un precio de $ 27,00 por Barril; resulta en 708,48 $/D por concepto de
incremento de gasolina estabilizada.
7,47 BBL/h de LPG los cuales representan 179,28 BBL/D, el precio del
LPG es de $ 23,00 por Barril; de lo cual resulta en 4123,44 $/D.
Entre las dos corrientes suma un total de 4831,92 $/D, es decir 1,73
MM$/Año.
57

Evaluación de costo.
De una evaluación solicitada en el año 96 se obtuvieron los siguientes
valores:
El costo por consumo de vapor es de 6394 $/Año.
El costo por mantenimiento es de 1336,89 $/Año.
Costo total 7731,22 $/Año.
La inversión total del proyecto es de 233819,21 $ de los cuales se ha
ejecutado un 95,23 % es decir 222669,5 $, que se desglosa como sigue:
Descripción $ Ejecución. Compresor de gas reciprocante 195500 S Gobernador electrónico. 19000 S Válvula de control. 3500 S Fundaciones. 1336,89 S 200 m de tubería(2”) 2842,24 S 4 válvulas de bloque(2”) 551,87 S 50m de tubería aislada(1”) 438,5 S Instalación. 1604,27 N Acondicionamiento del tambor V-9. 4010,69 N 1 Válvula check de 2” 534,75 N Acople neumático……………………… …3000,00 N Revisión mecánica…………………………2000,00 N
Por lo antes expuesto se requería de una inversión de 11149,71 $ en el
año 96 para culminar el proyecto.
Actualmente han aumentado los costos para la culminación del proyecto,
además se requiere una evaluación por parte del fabricante para determinar
los costos actuales de reparación del mismo, pero a todo costo se supone un
monto inferior a 280 M $, es decir que sigue siendo atractiva la incorporación
del compresor GB-3 al servicio de la unidad DA-3.
58

De la investigación realizada se obtuvo una producción potencial de
vapor(42135, 31 Lb/h) suficiente para soportar el consumo de la turbina(7500
Lb/h) que acciona el compresor de gas GB-3, sin ocasionar perturbaciones
operacionales en la unidad de destilación atmosférica DA-3.
El flujo de gas que manejará el compresor está dentro del rango de
diseño del compresor de gas GB-3, es decir 336 f3 v/s 404,2, pero deberá
trabajar en mejor condición si la carga supera los 37MBBL/D.
Según los resultados obtenidos, es decir una ganancia neta de 1,73 MM
$ y un costo total inferior a 280 M $, se puede inferir que es rentable la
incorporación del compresor de gas GB-3 al servicio de la unidad de
destilación atmosférica DA-3.
59

VIII CONCLUSIONES
La situación actual del proceso de destilación en la unidad DA-3 indica
que se esta dejando de aprovechar 1,6 M toneladas métricas de gas que se
queman en el mechurrio y generan pérdida de oportunidades para la unidad
DA-3.
Existe disponibilidad de 42135, 31 Lb/h de vapor en el sistema y la
turbina del compresor solo usará 7500 lb/h, lo cual no representa una
variación significativa que perturbe las operaciones normales en la unidad de
destilación atmosférica DA-3.
Por medio de la simulación del proceso con el software Pro/II se obtuvo
un resultado satisfactorio con la mezcla de crudos 50% Anaco Wax y 50%
Santa Bárbara a fin de que el compresor trabaje de manera adecuada. Se
espera una producción de LPG de 7,47 BBL/h y 2,24 BBL/h de gasolina, con
una dieta de crudo mezclado en proporción 50% Anaco Wax y 50 % Santa
Bárbara.
El flujo de gas a comprimir está dentro del rango de diseño del
compresor de gas GB-3 de la unidad DA-3, ya que el estudio determinó que
se manejará un flujo de 20160 f3/ h que equivalen a 336 f3/m, mientras que el
compresor está diseñado para un flujo volumétrico de 404,2 f3/m en el modo
double actin, es decir comprimiendo en ambas fases de la carrera del
émbolo, se concluye por lo tanto que es técnicamente factible la
incorporación del compresor de gas GB-3 al proceso de destilación en la
unidad de destilación atmosférica DA-3.
Se espera obtener una ganancia de 4831,92 $/D por concepto de venta
de LPG y gasolina estabilizada, lo cual representaría un ingreso anual de
1,73 MM$/Año, mientras que el costo de mantenimiento y la recuperación
60

del compresor no supera los 250 M$, por lo cual se concluye que es rentable
aún cuando no se conozca el monto exacto del costo de la inversión.
IX RECOMENDACIONES.
Realizar una evaluación más detallada en el departamento de ingeniería
general de PDVSA.
Ejecutar la revisión mecánica interna del equipo por personal técnico de
PDVSA.
Adquirir acople neumático o verificar la existencia en almacén..
Colocar válvula check en la línea de descarga del compresor de 2” en el
punto de mezcla con la gasolina estabilizada.
Culminar la instrumentación del equipo.
Culminar acondicionamiento de tambor V-9.
61

X BIBLIOGRAFÍA
1. HERNÁNDEZ S., Roberto. FERNÁNDEZ C, Carlos. BAPTISTA L, Pilar.
(1991) Metodología de la investigación.
Editorial Mc Graw Hill. México.
2. MORLES, Víctor. (1992) Planeamiento y análisis de investigaciones.
Editorial El Dorado. Caracas.
3. PERRY, Robert H. Y otros (1992) Manual del ingeniero químico.
Editorial Mc Graw Hill. México.
4. HICKS, Tylers G. (1998) Manual de cálculos para las ingenierías.
5. WESTAWAY C. R., LOOMIS A. W. (1994) Cameron hydraulic data.
XVII Edition.
6. SIMULATION SCIENCES INC.(1997) Pro/II User Guide. Copryght ,USA.
62

ANEXOS
ANEXO 1
Producción total.
Tabla. Producción de vapor(Lb/h) de las calderas N° 2,3, 4, y total.
Nota: Los valores correspondientes a las fechas entre el 06-08-2001 y 13-08-2001 inclusive éstos, fueron omitidos
debido a la parada programada de este año.
PRODUCCION TOTAL DE VAPOR( Lb/h)
FECHA CALDERA 2 CALDERA 3 CALDERA 4
26-SEP-01 00:00:00 22306.61 20803.48 20799.09
25-SEP-01 00:00:00 21104.21 17533.80 21117.74
24-SEP-01 00:00:00 20988.63 18156.90 20922.04
23-SEP-01 00:00:00 21640.58 18765.07 22220.78
22-SEP-01 00:00:00 21918.27 18234.04 22659.61
21-SEP-01 00:00:00 21804.67 20088.35 20414.05
20-SEP-01 00:00:00 21691.28 18825.92 20652.05
19-SEP-01 00:00:00 21580.30 18562.38 22937.39
18-SEP-01 00:00:00 22317.41 20641.97 22011.52
17-SEP-01 00:00:00 23069.74 21014.10 21423.80
16-SEP-01 00:00:00 24731.06 20957.52 22379.35
15-SEP-01 00:00:00 24049.29 21677.52 22479.21
14-SEP-01 00:00:00 24357.77 23074.46 22442.18
13-SEP-01 00:00:00 24258.27 22554.45 23015.04
12-SEP-01 00:00:00 23921.21 20421.69 22705.64
11-SEP-01 00:00:00 22278.04 21689.18 22306.51
10-SEP-01 00:00:00 22856.92 22460.01 21723.93
09-SEP-01 00:00:00 23821.85 21092.00 21219.23
08-SEP-01 00:00:00 23740.33 20634.36 21253.03
07-SEP-01 00:00:00 22005.88 20158.45 20851.60
06-SEP-01 00:00:00 22474.59 19657.63 20467.72
05-SEP-01 00:00:00 22499.72 19739.75 20420.99
04-SEP-01 00:00:00 22318.39 20360.21 20416.98
03-SEP-01 00:00:00 22545.52 19884.43 20579.55
02-SEP-01 00:00:00 22973.81 18965.14 20459.89
01-SEP-01 00:00:00 22721.85 18663.62 20327.22
31-AUG-01 00:00:00 22065.17 19562.88 20071.29
30-AUG-01 00:00:00 21207.43 20011.18 20114.44
63

29-AUG-01 00:00:00 21473.62 19354.08 20923.74
28-AUG-01 00:00:00 21769.00 19242.53 20985.06
27-AUG-01 00:00:00 22202.22 18777.04 21257.55
26-AUG-01 00:00:00 22936.83 18119.42 21637.37
25-AUG-01 00:00:00 22555.37 17443.59 20967.64
24-AUG-01 00:00:00 22501.35 18349.57 21262.72
23-AUG-01 00:00:00 22607.74 17981.12 21745.52
22-AUG-01 00:00:00 22216.80 17811.86 20892.20
21-AUG-01 00:00:00 21301.38 19294.20 20956.82
20-AUG-01 00:00:00 21654.92 18228.71 20468.62
19-AUG-01 00:00:00 22953.48 17182.31 20596.00
18-AUG-01 00:00:00 22882.35 17640.04 21039.81
17-AUG-01 00:00:00 21955.76 19275.65 21632.18
16-AUG-01 00:00:00 22011.11 19819.49 21142.29
15-AUG-01 00:00:00 20953.35 20262.14 20811.90
14-AUG-01 00:00:00 20942.57 20334.33 20932.25
05-AUG-01 00:00:00 21511.47 17427.14 20092.21
04-AUG-01 00:00:00 20456.97 17827.42 20475.67
03-AUG-01 00:00:00 20276.57 18446.56 19591.47
02-AUG-01 00:00:00 21856.65 20494.32 19947.38
01-AUG-01 00:00:00 20815.86 19175.52 21289.37
31-JUL-01 00:00:00 22166.95 19266.75 21371.24
30-JUL-01 00:00:00 22203.20 19793.27 21619.69
29-JUL-01 00:00:00 20714.93 18489.16 21546.46
28-JUL-01 00:00:00 20645.21 18188.19 21690.51
27-JUL-01 00:00:00 21516.17 19728.04 20952.20
Producción promedio 22191.31 19484.13 21189.25
Producción promedio por caldera 20954,89
PRODUCCIÓN TOTAL 62864.69
64

ANEXO 2.
Consumo Total.
FECHA FI13015.PV (Lb/h) FI13016.PV (Lb/h) FIC13010.PV (Lb/h)
26-SEP-01 00:00:00 1706.68 930.40 7700.40
25-SEP-01 00:00:00 1650.69 964.19 7697.98
24-SEP-01 00:00:00 1657.59 968.19 7701.24
23-SEP-01 00:00:00 1619.21 932.58 7700.54
22-SEP-01 00:00:00 1635.64 942.57 7698.87
21-SEP-01 00:00:00 1651.22 946.44 7716.28
20-SEP-01 00:00:00 1638.04 948.85 7799.08
19-SEP-01 00:00:00 1638.84 945.56 7800.76
18-SEP-01 00:00:00 1645.76 976.68 7798.92
17-SEP-01 00:00:00 1617.18 982.64 7799.63
16-SEP-01 00:00:00 1551.47 985.18 7800.54
15-SEP-01 00:00:00 1488.89 991.91 7797.72
14-SEP-01 00:00:00 1483.86 869.45 7783.27
13-SEP-01 00:00:00 1490.65 753.31 7799.73
12-SEP-01 00:00:00 1567.94 827.34 7798.22
11-SEP-01 00:00:00 1682.29 811.78 7801.21
10-SEP-01 00:00:00 1708.51 808.80 7800.62
09-SEP-01 00:00:00 1730.16 822.23 7800.95
08-SEP-01 00:00:00 1698.84 724.19 7800.28
07-SEP-01 00:00:00 1805.99 753.61 7727.53
06-SEP-01 00:00:00 1847.64 828.46 7699.01
05-SEP-01 00:00:00 1833.77 816.13 7702.53
04-SEP-01 00:00:00 1799.40 822.86 7701.32
03-SEP-01 00:00:00 1717.30 816.88 7700.98
02-SEP-01 00:00:00 1648.73 804.13 7700.57
01-SEP-01 00:00:00 1658.67 813.58 7700.11
31-AUG-01 00:00:00 1652.90 808.36 7683.87
30-AUG-01 00:00:00 1644.21 794.34 7701.10
29-AUG-01 00:00:00 1632.98 778.72 7700.51
28-AUG-01 00:00:00 1565.06 784.71 7700.56
27-AUG-01 00:00:00 1514.16 762.68 7698.53
26-AUG-01 00:00:00 1597.33 769.16 7700.17
25-AUG-01 00:00:00 1572.51 726.83 7700.83
24-AUG-01 00:00:00 1653.86 766.47 7685.47
23-AUG-01 00:00:00 1749.49 805.27 7698.75
22-AUG-01 00:00:00 1747.62 786.07 7699.86
65

21-AUG-01 00:00:00 1779.22 817.97 7700.60
20-AUG-01 00:00:00 1751.97 791.45 7670.01
19-AUG-01 00:00:00 1734.82 872.13 7998.32
18-AUG-01 00:00:00 1691.09 848.89 8002.92
17-AUG-01 00:00:00 1716.50 879.07 8000.40
16-AUG-01 00:00:00 1714.32 891.58 8188.31
15-AUG-01 00:00:00 1748.09 932.55 8193.81
14-AUG-01 00:00:00 1751.08 931.77 8067.42
05-AUG-01 00:00:00 1742.72 941.04 7867.96
04-AUG-01 00:00:00 1768.73 950.07 7998.10
03-AUG-01 00:00:00 1780.12 953.35 7971.76
02-AUG-01 00:00:00 1740.27 925.77 8199.26
01-AUG-01 00:00:00 1769.07 940.49 8200.31
31-JUL-01 00:00:00 1773.08 939.67 8201.86
30-JUL-01 00:00:00 1765.91 930.28 8200.74
29-JUL-01 00:00:00 1809.97 924.89 8198.75
28-JUL-01 00:00:00 1845.87 920.63 8199.28
27-JUL-01 00:00:00 1843.94 912.12 8327.32
PROMEDIO 1689.48 868.04 7846.02
Tabla 2. Consumo de vapor en el rehervidor de la torre T-101, despojador de kerosén(FI-13015), despojador de
diesel(FI-13016) y torre V-3(FIC-13010) en la unidad DA-3.
Nota: Los valores correspondientes a las fechas entre el 06-08-2001 y 13-08-2001 inclusive éstos, fueron omitidos
debido a la parada programada de este año.
66

ANEXO 3
RESULTADOS SIMULACION CASO BASE
Stream Name UNID DIESEL-1 RESIDUAL-1 KERO-1 NSEC GAS-V101
Stream Description DIESEL RESIDUAL KEROSENE SECUND Phase Liquid Liquid Liquid Liquid Vapor Total Stream Rate LB-MOL/HR 252,297363 365,911987 511,823578 1679,08875 130,658081 LB/HR 63522,8008 147966,063 96067,9609 158606,125 6837,82373Std. Liq. Rate BBL/HR 210 458,998993 329,99997 619,80011 35,401413Temperature F 89,9999695 89,9999695 89,9999695 125 102,000008Pressure PSIG 40 40 40 8,00000095 55,0000038Molecular Weight 251,777496 404,376099 187,697418 94,4596481 52,3337212Enthalpy MM BTU/HR 2,28151774 6,22739697 2,96657062 7,32021046 1,28813982 BTU/LB 35,9165382 42,0866852 30,8799362 46,1534195 188,384598Mole Fraction Liquid 1 1 1 1 0Reduced Temperature 0,3998822 0,34840462 0,43858111 0,60639286 0,77420491Reduced Pressure 0,22228143 0,32844928 0,17411701 0,04736049 0,11403102Acentric Factor 0,63466913 0,87152874 0,53491277 0,31117404 0,17905456UOP K-Value 11,7824163 11,8632441 11,7262745 11,8950625 13,9908934Std. Liquid Density LB/BBL 302,489868 322,367218 291,115387 255,899124 193,151352 Sp. Gravity 0,8638584 0,92062461 0,83137488 0,73080337 0,55160666 API Gravity 32,2999916 22,199997 38,6999931 62,1225319 125,023377 Vapor Rate LB-MOL/HR n/a n/a n/a n/a 130,658081 LB/HR n/a n/a n/a n/a 6837,82373 FT3/HR n/a n/a n/a n/a 10239,1367Molecular Weight n/a n/a n/a n/a 52,3337212Z (from K) n/a n/a n/a n/a 0,91048741Enthalpy BTU/LB n/a n/a n/a n/a 188,384598CP BTU/LB-F n/a n/a n/a n/a 0,45599553Density LB/FT3 n/a n/a n/a n/a 0,66780919Th. Conductivity BTU/HR-FT-F n/a n/a n/a n/a 0,01080047Viscosity CP n/a n/a n/a n/a 0,00851263 Liquid
67

Rate LB-MOL/HR 252,297363 365,911987 511,823578 1679,08875n/a LB/HR 63522,8008 147966,063 96067,9609 158606,125n/a BBL/HR 212,436386 463,701721 334,236633 647,728027n/aMolecular Weight 251,777496 404,376099 187,697418 94,4596481n/aZ (from K) 0 0 0 0n/aEnthalpy BTU/LB 35,9165382 42,0866852 30,8799362 46,1534195n/aCP BTU/LB-F 0,44418737 0,43286011 0,45543343 0,51313615n/aDensity LB/BBL 299,02066 319,097839 287,425324 244,865601n/aSurface Tension DYNE/CM 30,8411388 33,8202019 28,5998669 18,4623089n/aTh. Conductivity BTU/HR-FT-F 0,06237692 0,05719895 0,0660119 0,06952115n/aViscosity CP 4,23905373 47,7795219 1,58930564 0,28727508n/a
68

RESULTADOS SIMULACION CASO BASE
Stream Name UNID GLP-V101 NAFTA-EST SBMAY2000 ALIM-T101Stream Description SB.AW-ASSAY Phase Liquid Liquid Liquid Liquid Total Stream Rate LB-MOL/HR 3,44864273 1543,87402 2439,61597 1679,08875 LB/HR 204,319122 151544,016 461825,156 158606,125Std. Liq. Rate BBL/HR 0 583,341675 1577,07996 619,80011Temperature F 102,000008 288,572784 89,9999695 226Pressure PSIG 55,0000038 56,4821892 40 58Molecular Weight 59,2462387 98,1582871 189,302399 94,4596481Enthalpy MM BTU/HR 0,00778825 20,7569752 17,7571259 15,9895582 BTU/LB 38,1180878 136,970017 38,449913 100,813057Mole Fraction Liquid 1 1 1 1Reduced Temperature 0,73686582 0,7598806 0,46056381 0,7111454Reduced Pressure 0,1274507 0,15276335 0,15752883 0,15169741Acentric Factor 0,19669378 0,32258463 0,50934094 0,31117404UOP K-Value 13,5237494 11,7987127 11,8508539 11,8950625Std. Liquid Density LB/BBL 204,318863 259,786346 292,835938 255,899124 Sp. Gravity 0,58349913 0,74190456 0,83628845 0,73080337 API Gravity 111,002502 59,2253418 37,6999931 62,1225319 Vapor Rate LB-MOL/HR n/a n/a n/a n/a LB/HR n/a n/a n/a n/a FT3/HR n/a n/a n/a n/aMolecular Weight n/a n/a n/a n/aZ (from K) n/a n/a n/a n/aEnthalpy BTU/LB n/a n/a n/a 0CP BTU/LB-F n/a n/a n/a n/aDensity LB/FT3 n/a n/a n/a n/aTh. Conductivity BTU/HR-FT-F n/a n/a n/a n/aViscosity CP n/a n/a n/a n/a Liquid Rate LB-MOL/HR 3,44864273 1543,87402 2439,61597 1679,08875
69

LB/HR 204,319122 151544,016 461825,156 158606,125 BBL/HR 1,05192447 701,354614 1598,58606 704,417481Molecular Weight 59,2462387 98,1582871 189,302399 94,4596481Z (from K) 0 0 0 0Enthalpy BTU/LB 38,118084 136,970017 38,449913 100,813057CP BTU/LB-F 0,57126904 0,68377137 0,45881906 0,5742783Density LB/BBL 194,233856 216,073563 288,896332 225,159531Surface Tension DYNE/CM 10,000021 10,2274313 26,9710197 12,7364254Th. Conductivity BTU/HR-FT-F 0,0691174 0,05401206 0,06329139 0,05972362Viscosity CP 0,13713536 0,15642975 1,11471188 0,19066978
70

ANEXO 4
RESULTADOS DE SIMULACION CASO ESTUDIO
Stream Name UNID GV7-1 KERO-1 DIESEL-1 RESIDUAL-1Stream Description GAS DEL V7 KEROSENE DIESEL RESIDUAL Phase Vapor Liquid Liquid Liquid Total Stream Rate LB-MOL/HR 36,89225388 511,823578 252,297363 365,911987 LB/HR 1809,966553 96067,9609 63522,8008 147966,063Std. Liq. Rate BBL/HR 9,723197937 329,99997 210 458,998993Temperature F 89,99996948 89,9999695 89,9999695 89,9999695Pressure PSIG 40 40 40 40Molecular Weight 49,06088257 187,697418 251,777496 404,376099Enthalpy MM BTU/HR 0,320722252 2,96657062 2,28151774 6,22739697 BTU/LB 177,197998 30,8799362 35,9165382 42,0866852Mole Fraction Liquid 0 1 1 1Reduced Temperature 0,808474779 0,43858111 0,3998822 0,34840462Reduced Pressure 0,093001261 0,17411701 0,22228143 0,32844928Acentric Factor 0,161246672 0,53491277 0,63466913 0,87152874UOP K-Value 14,2737751 11,7262745 11,7824163 11,8632441Std. Liquid Density LB/BBL 186,1495209 291,115387 302,489868 322,367218 Sp. Gravity 0,531610608 0,83137488 0,8638584 0,92062461 API Gravity 134,6722717 38,6999931 32,2999916 22,199997 Vapor Rate LB-MOL/HR 36,89225388n/a n/a n/a LB/HR 1809,966553n/a n/a n/a FT3/HR 3715,604492n/a n/a n/aMolecular Weight 49,06088257n/a n/a n/aZ (from K) 0,937256217n/a n/a n/aEnthalpy BTU/LB 177,1979828n/a n/a n/aCP BTU/LB-F 0,44116205n/a n/a n/aDensity LB/FT3 0,487123311n/a n/a n/aTh. Conductivity BTU/HR-FT-F 0,011023671n/a n/a n/aViscosity CP 0,008588791n/a n/a n/a Liquid Rate LB-MOL/HR n/a 511,823578 252,297363 365,911987
71

LB/HR n/a 96067,9609 63522,8008 147966,063 BBL/HR n/a 334,236633 212,436386 463,701721Molecular Weight n/a 187,697418 251,777496 404,376099Z (from K) n/a 0 0 0Enthalpy BTU/LB n/a 30,8799362 35,9165382 42,0866852CP BTU/LB-F n/a 0,45543343 0,44418737 0,43286011Density LB/BBL n/a 287,425324 299,02066 319,097839Surface Tension DYNE/CM n/a 28,5998669 30,8411388 33,8202019Th. Conductivity BTU/HR-FT-F n/a 0,0660119 0,06237692 0,05719895Viscosity CP n/a 1,58930564 4,23905373 47,7795219
72

RESULTADOS DE SIMULACION CASO ESTUDIO
Stream Name UNID GAS-V101 GLP-V101 NAFTA-EST ALIM-T101Stream Description Phase Vapor Liquid Liquid Liquid Total Stream Rate LB-MOL/HR 110,2994537 25,39443299 1539,613835 1772,96155 LB/HR 5502,918945 1570,606682 152527,4267 166156Std. Liq. Rate BBL/HR 29,28102684 7,47000078 585,581675 651,783752Temperature F 102,0000076 102,000008 290,358948 227,893555Pressure PSIG 55,00000381 55,0000038 56,4670906 73Molecular Weight 49,89071655 61,848465 99,0686264 93,7166367Enthalpy MM BTU/HR 1,043078542 0,23755924 21,2507076 16,9860668 BTU/LB 189,5501709 37,6620674 137,73616 102,229698Mole Fraction Liquid 0 1 1 1Reduced Temperature 0,79278183 0,71924561 0,75885612 0,71669519Reduced Pressure 0,111278258 0,12822558 0,15322059 0,18111607Acentric Factor 0,171264291 0,20464513 0,32540461 0,30891106UOP K-Value 14,25043297 13,2719946 11,7885752 11,9253359Std. Liquid Density LB/BBL 187,9348297 210,255478 260,471924 254,925324 Sp. Gravity 0,53670913 0,60045302 0,74386251 0,72802234 API Gravity 132,1437378 104,155403 58,7233238 62,8621674 Vapor Rate LB-MOL/HR 110,2994537n/a n/a n/a LB/HR 5502,918945n/a n/a n/a FT3/HR 8726,438477n/a n/a n/aMolecular Weight 49,89071655n/a n/a n/aZ (from K) 0,918351531n/a n/a n/aEnthalpy BTU/LB 189,5501709n/a n/a 0CP BTU/LB-F 0,454914421n/a n/a n/aDensity LB/FT3 0,630599856n/a n/a n/aTh. Conductivity BTU/HR-FT-F 0,011071209n/a n/a n/aViscosity CP 0,008647365n/a n/a n/a Liquid Rate LB-MOL/HR n/a 101,985664 1557,36206 1772,96155 LB/HR n/a 6307,65674 154285,719 166156
73

BBL/HR n/a 31,4395409 712,199158 743,189819Molecular Weight n/a 61,848465 99,0686264 93,7166367Z (from K) n/a 0 0 0Enthalpy BTU/LB n/a 37,6620636 137,73616 102,229706CP BTU/LB-F n/a 0,56322104 0,68312651 0,576069Density LB/BBL n/a 200,628357 216,633087 223,571655Surface Tension DYNE/CM n/a 11,0190611 10,2888145 12,4505587Th. Conductivity BTU/HR-FT-F n/a 0,06994822 0,05392511 0,05936598Viscosity CP n/a 0,15006754 0,1577194 0,18502727
74