Embed Size (px)
Citation preview
HAL Id: hal-02421297https://hal.archives-ouvertes.fr/hal-02421297
Submitted on 20 Dec 2019
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Experimental study of extruded powder metallurgyγ-TiAl based alloys
Zhao Huvelin, Mikael Perrut, Agnès Bachelier-Locq, Pierre Sallot
To cite this version:Zhao Huvelin, Mikael Perrut, Agnès Bachelier-Locq, Pierre Sallot. Experimental study of extrudedpowder metallurgy γ-TiAl based alloys. 123 HiMAT Conference on High Temperature Materials, Oct2019, NAGASAKI, Japan. �hal-02421297�
EXPERIMENTAL STUDY OF EXTRUDED POWDER METALLURGYγ-TIAL BASED ALLOYS
Z. Huvelin, M. Perrut, A. Bachelier-LocqDMAS, ONERA, Université Paris-Saclay, 92322 Châtillon, France
P. SallotSafran Tech, Materials & Processes, Rue des Jeunes Bois, Châteaufort,
78114 Magny-Les-Hameaux, France
ABSTRACT
In the context of research of lighter and/or stronger high temperature materials in order toimprove aeroengines, the present work shows an example of a powder metallurgy (PM)manufacturing route for TiAl alloys that could be used for low pressure turbine (LPT) bladesprocessing. In this frame, two different alloys, Ti-47Al-1Fe-1Zr-1Mo-0.2Si (at.%) FZM and Ti-43.5Al-4Nb-1Mo-0.1B (at.%) TNM-B1, were gas-atomized into powders, extruded, heat-treatedand mechanically tested.
INTRODUCTION
TiAl-based alloys have been recently introduced in low pressure turbines of aeroengines [1-3] andare usually manufactured by either casting route [1, 2] or forging route [3]. Their very highspecific strength makes them very competitive, even compared to Ni-based superalloys, andallows to reduce the weight of aerospace components such as blades [4]. Researchers are nowputting efforts to enhance their temperature capabilities or to reduce their manufacturing costs. Inthis work, the production of industrial parts in TiAl using powder metallurgy (PM) and extrusionis investigated as a possible alternative manufacturing route. Actually, the PM route shows someinterests due to improved chemical and microstructural homogeneities, better control of the grainsize, especially compared with the casting route [5].
This particular route has been tested for the FZM alloy (developed by ONERA [6]) and the TNM-B1 (developed by Leoben University and MTU [7, 8]). The three manufacturing steps and theirassociated parameters will be presented : EIGA (Electrode Induction melting Gas Atomisation)process, compaction of the powder by extrusion technique and final thermal treatments. Theoptimization of microstructures through the choice of these parameters, namely the thermaltreatments of the extruded samples, are beyond the scope of this paper, but the microstructureevolutions during the optimized process and the resulting mechanical properties of two differentmicrostructures for each alloy will be shown and discussed.
1. EXPERIMENTAL METHODS
The study starts from one industrially cast ingot for each alloy, from which were extracted threedifferent electrodes for the EIGA atomization process. An ALD gas atomization tower was usedwith argon gaz at a pressure of 16 bar for both alloys. Powders were handled in argon atmosphereso to fill 316L steel cans. After pumping and sealing operations, the cans were pre-heated at1200°C, then extruded by a 250 t press. Two-steps heat treatments were finally performed underargon atmosphere in horizontal furnaces. Observation of polished powders and samples were
performed by ZEISS (classical or FEG) SEM. Image analysis was performed from theseobservations in order to evaluate phase fractions. The tensile and creep specimens had gaugedimensions of 7 mm (diameter) and 50 mm (length). Tensile tests were performed in air at bothroom and 750°C temperatures using an INSTRON 5582 testing machine at a strain rate of3.6 x 10-4 s-1. The creep tests were conducted until rupture of the specimens at 800°C under aconstant stress of 175 MPa in air.
2. MICROSTRUCTURAL EVOLUTIONS THROUGH PROCESSING
The atomization process parameters were chosen so to obtain middle-sized grain powders (i.e. ad50 of around 100 µm). The main concern regarding the powder quality was to minimize argonabsorption into the powder grains, which could be characterized by the presence of pores inpolished powder grains. This has led to keep the grains in the range of 50-125 µm for the hotextrusion process.
2.1. As-extruded microstructures
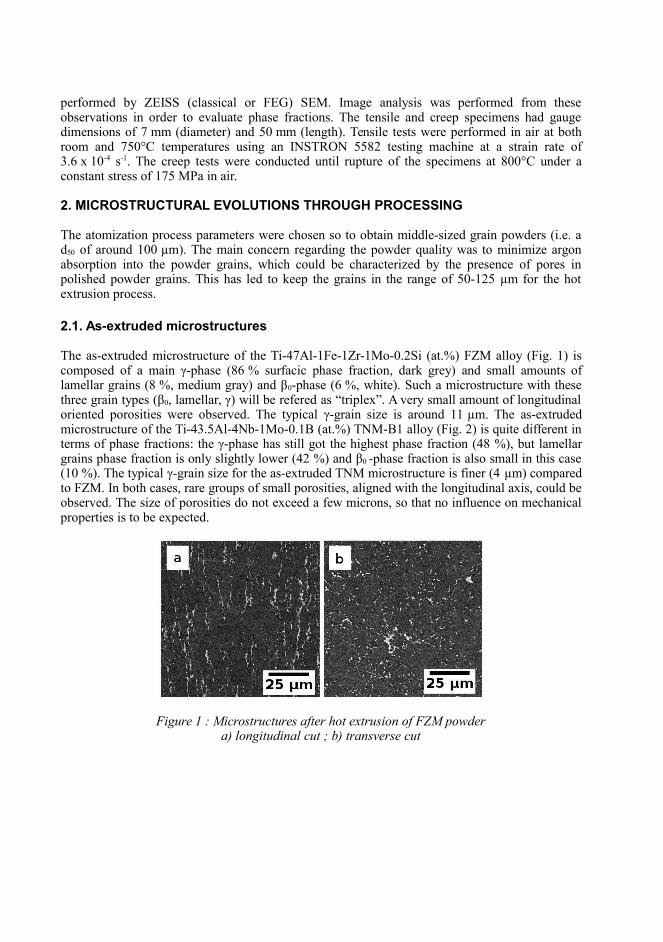
The as-extruded microstructure of the Ti-47Al-1Fe-1Zr-1Mo-0.2Si (at.%) FZM alloy (Fig. 1) iscomposed of a main γ-phase (86 % surfacic phase fraction, dark grey) and small amounts oflamellar grains (8 %, medium gray) and β0-phase (6 %, white). Such a microstructure with thesethree grain types (β0, lamellar, γ) will be refered as “triplex”. A very small amount of longitudinaloriented porosities were observed. The typical γ-grain size is around 11 µm. The as-extrudedmicrostructure of the Ti-43.5Al-4Nb-1Mo-0.1B (at.%) TNM-B1 alloy (Fig. 2) is quite different interms of phase fractions: the γ-phase has still got the highest phase fraction (48 %), but lamellargrains phase fraction is only slightly lower (42 %) and β0 -phase fraction is also small in this case(10 %). The typical γ-grain size for the as-extruded TNM microstructure is finer (4 µm) comparedto FZM. In both cases, rare groups of small porosities, aligned with the longitudinal axis, could beobserved. The size of porosities do not exceed a few microns, so that no influence on mechanicalproperties is to be expected.
Figure 1 : Microstructures after hot extrusion of FZM powdera) longitudinal cut ; b) transverse cut
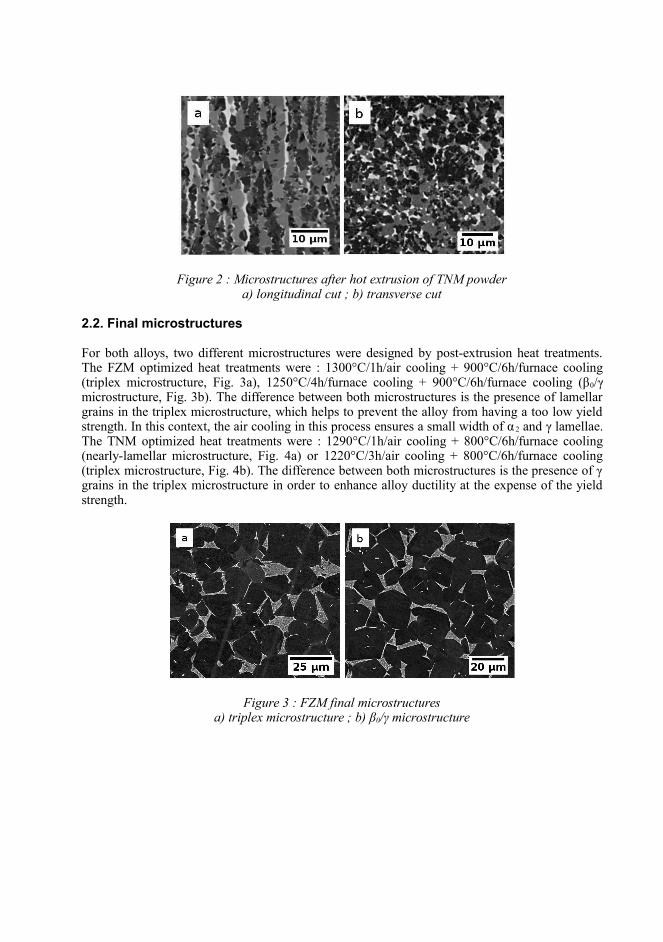
Figure 2 : Microstructures after hot extrusion of TNM powdera) longitudinal cut ; b) transverse cut
2.2. Final microstructures
For both alloys, two different microstructures were designed by post-extrusion heat treatments.The FZM optimized heat treatments were : 1300°C/1h/air cooling + 900°C/6h/furnace cooling(triplex microstructure, Fig. 3a), 1250°C/4h/furnace cooling + 900°C/6h/furnace cooling (β0/γmicrostructure, Fig. 3b). The difference between both microstructures is the presence of lamellargrains in the triplex microstructure, which helps to prevent the alloy from having a too low yieldstrength. In this context, the air cooling in this process ensures a small width of α 2 and γ lamellae.The TNM optimized heat treatments were : 1290°C/1h/air cooling + 800°C/6h/furnace cooling(nearly-lamellar microstructure, Fig. 4a) or 1220°C/3h/air cooling + 800°C/6h/furnace cooling(triplex microstructure, Fig. 4b). The difference between both microstructures is the presence of γgrains in the triplex microstructure in order to enhance alloy ductility at the expense of the yieldstrength.
Figure 3 : FZM final microstructuresa) triplex microstructure ; b) β0/γ microstructure
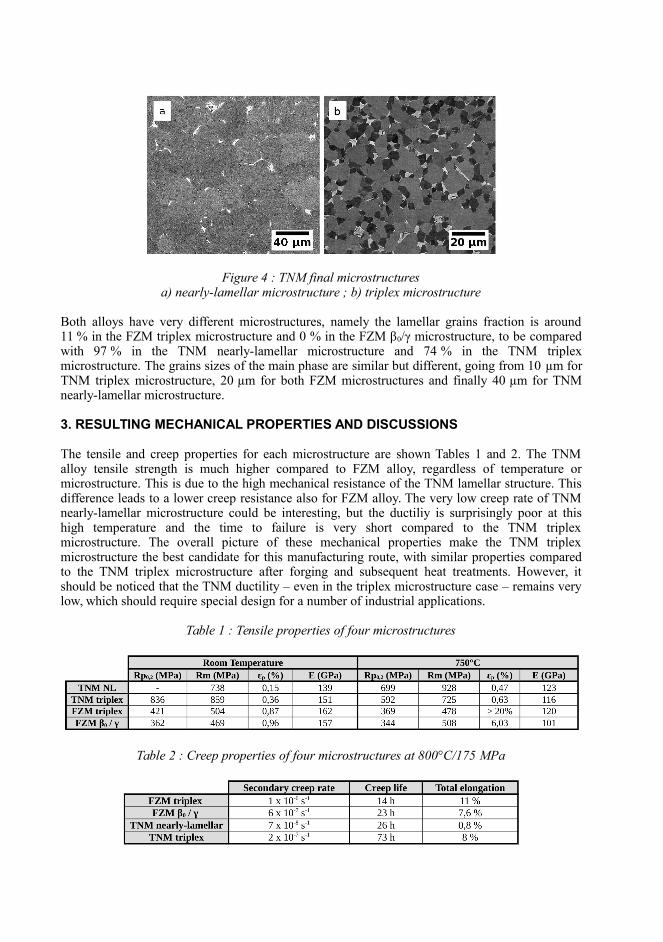
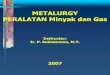
Figure 4 : TNM final microstructuresa) nearly-lamellar microstructure ; b) triplex microstructure
Both alloys have very different microstructures, namely the lamellar grains fraction is around11 % in the FZM triplex microstructure and 0 % in the FZM β0/γ microstructure, to be comparedwith 97 % in the TNM nearly-lamellar microstructure and 74 % in the TNM triplexmicrostructure. The grains sizes of the main phase are similar but different, going from 10 µm forTNM triplex microstructure, 20 µm for both FZM microstructures and finally 40 µm for TNMnearly-lamellar microstructure.
3. RESULTING MECHANICAL PROPERTIES AND DISCUSSIONS
The tensile and creep properties for each microstructure are shown Tables 1 and 2. The TNMalloy tensile strength is much higher compared to FZM alloy, regardless of temperature ormicrostructure. This is due to the high mechanical resistance of the TNM lamellar structure. Thisdifference leads to a lower creep resistance also for FZM alloy. The very low creep rate of TNMnearly-lamellar microstructure could be interesting, but the ductiliy is surprisingly poor at thishigh temperature and the time to failure is very short compared to the TNM triplexmicrostructure. The overall picture of these mechanical properties make the TNM triplexmicrostructure the best candidate for this manufacturing route, with similar properties comparedto the TNM triplex microstructure after forging and subsequent heat treatments. However, itshould be noticed that the TNM ductility – even in the triplex microstructure case – remains verylow, which should require special design for a number of industrial applications.
Table 1 : Tensile properties of four microstructures
Table 2 : Creep properties of four microstructures at 800°C/175 MPa

CONCLUSIONS
Two TiAl-based alloys were considered as candidates for a powder metallurgy hot extrusionmanufacturing route. Powders were produced by EIGA processing, and these powders wereextruded at high temperature. As-extruded microstructures were observed and a selection of two-steps heat treatment was performed, resulting in the design of two microstructures for each alloy.The evaluation of the mechanical properties shows that the triplex microstructure of the TNMalloy seems to be the best one, achieving a yield strrength of 592 MPa at 750°C and 73 h of creeplife at 800°C/175 MPa. However, there is still a need for improvement for higher strength andlonger creep life in the range 750°C – 850°C in order to challenge a use of TiAl-based lowpressure turbine blades at these temperatures.
ACKNOWLEDGMENTS
We are grateful to O. Godde, C. Rouaud and C. Lopes for materials processing (EIGA, hotextrusion and heat treatments). We also want to thank C. Delaunay (CEFIVAL company) and D.Locq for technical advices.
REFERENCES
[1] Bewlay, B.P. et al, “The Science, Technology, and Implementation of TiAl Alloys inCommercial Aircraft Engines,” MRS Symp. Proc. 1516, 2013, pp. 49-58.[2] Quillien, C. et al, “Introduction of γ Titanium Aluminides in Safran Aero Engines,”International Workshop on γ Alloy Technology, Toulouse, FR, June 2013.[3] Habel, U. et al, “Forged Intermetallic γ TiAl Based Alloy Low Pressure Turbine Blade in the‐Geared Turbofan,” Proceedings of the 13th World Conference on Titanium, Hoboken, NJ, USA,2016, pp. 1223-1227. [4] Kim, Y.W. and Dimiduk, D.M., “Progress in the understanding of γ titanium aluminides,”JOM, Vol. 43, No. 8 (1991), pp. 40-47.[5] Thomas, M. et al, “Cast and PM processing development in γ aluminides,” Intermetallics, Vol.13 (2005), pp. 944-951.[6] M. Thomas, A. Bachelier-Locq and S. Naka, European Patent 1 584 697 B1.[7] Clemens, H. et al, Adv. Eng. Mater., Vol. 10 (2008), pp. 707-713.[8] Schwaighofer E., “Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy,” Intermetallics, Vol. 44 (2014), pp. 128-140.






















![20Powder Metallurgy[1] BOM Muitobom Excelente Traduzido](https://img.pdfslide.tips/doc/110x75/55cf92be550346f57b99343b/20powder-metallurgy1-bom-muitobom-excelente-traduzido.jpg)