Embed Size (px)
Citation preview
FABRICACAO DE PROTOTIPO PARA REABILITACAO NERVOSA POR
MANUFATURA ADITIVA COM BASE LIQUIDA
Andre D’Aiuto Gutnik
Projeto de Graduacao apresentado ao Curso
de Engenharia Mecanica da Escola Politecnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessarios a obtencao do
tıtulo de Engenheiro.
Orientador: Anna Carla Monteiro de Araujo
Rio de Janeiro
Julho de 2017

FABRICACAO DE PROTOTIPO PARA REABILITACAO NERVOSA POR
MANUFATURA ADITIVA COM BASE LIQUIDA
Andre D’Aiuto Gutnik
PROJETO DE GRADUACAO SUBMETIDO AO CORPO DOCENTE DO
CURSO DE ENGENHARIA MECANICA DA ESCOLA POLITECNICA
DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSARIOS PARA A OBTENCAO DO GRAU DE
ENGENHEIRO MECANICO.
Examinado por:
Prof. Anna Carla Monteiro de Araujo, D.Sc.
Prof. Fernando Pereira Duda, D.Sc.
Prof. Rossana Mara da Silva Moreira Thire, D.Sc.
Eng. Fabio de Oliveira Campos, M.Sc
RIO DE JANEIRO, RJ – BRASIL
JULHO DE 2017

D’Aiuto Gutnik, Andre
Fabricacao de Prototipo para Reabilitacao Nervosa por
Manufatura Aditiva com Base Lıquida/Andre D’Aiuto
Gutnik. – Rio de Janeiro: UFRJ/ Escola Politecnica, 2017.
XII, 61 p.: il.; 29, 7cm.
Orientador: Anna Carla Monteiro de Araujo
Projeto de Graduacao – UFRJ/ Escola Politecnica/
Curso de Engenharia Mecanica, 2017.
Referencias Bibliograficas: p. 60 – 61.
1. Manufatura Aditiva. 2. Estereolitografia. 3.
Nervo condutores. I. Monteiro de Araujo, Anna Carla. II.
Universidade Federal do Rio de Janeiro, Escola Politecnica,
Curso de Engenharia Mecanica. III. Tıtulo.
iii

Aos meus pais, que me
proporcionaram uma educacao de
excelencia e sempre acreditaram
em mim.
iv

Agradecimentos
Primeiramente, gostaria de agradecer aos meus pais, Celso e Margarete, a minha
irma, Laura, e a minha avo, Edy, por todo o apoio nessa longa e ardua caminhada.
Agradeco por me aguentarem nos momentos de estresse e mau humor e por sempre
acreditarem em mim que seria possivel concluir essa etapa com exito. Devo tudo a
voces.
Gostaria de agradecer a minha namorada, Giulia, que me acompanhou na etapa
final da minha graduacao e tambem sempre me apoiou com muito amor e carinho
para que eu conseguisse realizar tudo com sucesso.
Quero agradecer a querida amiga Gigi, que mesmo distante sempre se preocupou
comigo e com meu desempenho academico e sempre me deu “aquela forca“ para que
eu fosse bem sucedido nos diversos desafios, incluindo este.
Gostaria de agradecer a todos os amigos que fiz na faculdade, principalmente
ao grupo Mecats, que fez dos momentos pesados, mais descontraıdos. Nossa uniao
foi fundamental para suportar essa caminhada tao difıcil. Espero que todos sejam
muito bem sucedidos em suas carreiras.
Quero agradecer a minha professora orientadora Anna Carla por despertar meu
interesse com um tema tao curioso e incomum, pela paciencia em me orientar e por
ter acreditado em mim que seria possıvel concluir este trabalho. Espero que tenha
muito sucesso em seu pos doutorado na Franca.
Por ultimo, quero agradecer ao doutorando Fabio Campos e ao mestrando Arthur
Wilson pela paciencia em me ensinar a usar os equipamenos dos laboratorios, pelas
dicas e sugestoes que facilitarama a execucao deste trabalho. Desejo aos dois muito
sucesso em suas caminhadas.
v

Resumo do Projeto de Graduacao apresentado a Escola Politecnica/ UFRJ como
parte dos requisitos necessarios para a obtencao do grau de Engenheiro Mecanico.
Fabricacao de Prototipo para Reabilitacao Nervosa por Manufatura Aditiva com
Base Lıquida
Andre D’Aiuto Gutnik
Julho/2017
Orientador: Anna Carla Monteiro de Araujo
Curso: Engenharia Mecanica
O projeto de nervo condutores e um assunto de extrema complexidade que exige
estudo aprofundado de diversos ramos da ciencia. Neste trabalho foi introduzido
o conceito desta tecnica de reabilitacao nervosa com uma revisao bibliografica que
contextualiza o leitor quanto aos avancos recentes do uso desta tecnologia. Foram
expostas as diversas estrategias e materiais ja estudados a fim de se ter uma ideia do
nıvel em que este assunto se encontra na atualidade. Foi entao proposta a utilizacao
do processo de fabricacao digital conhecido como estereolitografia como ferramenta
para fabricar as pecas, visto que e uma tecnologia emergente com grande potencial
na area biomedica devido a sua flexibilidade e praticidade em relacao a metodos de
fabricacao mais tradicionais. Apos a fabricacao, foi realizada uma breve analise do
produto em relacao as suas dimensoes, qualidade superficial e geometria.
Palavras-chave: Manufatura Aditiva, Estereolitografia, Nervo condutores.
vi

Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment
of the requirements for the degree of Engineer.
ADDITIVE MANUFACTURING FOR NERVOUS REHABILITATION
PROTOTYPE
Andre D’Aiuto Gutnik
July/2017
Advisor: Anna Carla Monteiro de Araujo
Course: Mechanical Engineering
Conductor nerve design is a subject of extreme complexity requiring in-depth study
of various branches of science. In this work, it was introduced the concept of this
technique of nervous rehabilitation with a bibliographical review that contextualizes
the reader regarding recent advances in the use of this technology. The various
strategies and materials already studied have been exposed in order to have an idea
of the level in which this subject is at present. It was then proposed to use the
digital manufacturing process known as stereolithography as a tool to manufacture
parts, as it is an emerging technology with great potential in the biometric area
due to its flexibility and practicality in relation to more traditional manufacturing
methods. After the manufacturing, a brief analysis of the product was carried out
in relation to its dimensions, surface quality and geometry
Keywords: Additive Manufacture, Stereolithography, Nerve conduits.
vii

Sumario
Lista de Figuras x
Lista de Tabelas xii
1 Introducao 1
2 Nervo Condutores 2
2.1 Nervos perifericos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2 Estrategias para a recuperacao nervosa . . . . . . . . . . . . . . . . . 4
2.3 Regeneracao do nervo dentro de um condutor . . . . . . . . . . . . . 7
2.4 Propriedades dos nervo condutores . . . . . . . . . . . . . . . . . . . 8
2.4.1 Dimensionamento e Geometria . . . . . . . . . . . . . . . . . . 8
2.4.2 Permeabilidade e porosidade . . . . . . . . . . . . . . . . . . . 8
2.4.3 Resistencia mecanica e flexibilidade . . . . . . . . . . . . . . . 9
2.4.4 Estrutura interna . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.4.5 Biocompatibilidade . . . . . . . . . . . . . . . . . . . . . . . . 10
2.4.6 Tempo de Degradacao . . . . . . . . . . . . . . . . . . . . . . 10
2.4.7 Condutividade . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.5 Materiais utilizados em nervo condutores . . . . . . . . . . . . . . . . 10
2.5.1 Materiais vivos naturalmente utilizados como nervo condutores 11
2.5.2 Polımeros naturais . . . . . . . . . . . . . . . . . . . . . . . . 13
2.5.3 Polımeros sinteticos . . . . . . . . . . . . . . . . . . . . . . . . 16
2.5.4 Polımeros sinteticos biodegradaveis . . . . . . . . . . . . . . . 16
3 Estereolitografia 18
3.1 Fotopolimerizacao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
3.2 Estereolitografia por escaneamento - SLA . . . . . . . . . . . . . . . . 20
3.3 Estereolitografia por projecao - DLP . . . . . . . . . . . . . . . . . . 20
3.4 Etapas do processo de estereolitografia . . . . . . . . . . . . . . . . . 21
3.5 Pos-Processamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
3.5.1 Aplicacao de solvente . . . . . . . . . . . . . . . . . . . . . . . 24
3.5.2 Pos-cura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
viii

3.5.3 Remocao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3.6 Contracao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3.7 Rugosidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
4 Fabricacao de Prototipos de Nervocondutores 28
4.1 Equipamento de estereolitografia . . . . . . . . . . . . . . . . . . . . 28
4.2 Parametros do processo de Estereolitografia . . . . . . . . . . . . . . 29
4.3 Materia-prima . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.4 Panorama das Geometrias . . . . . . . . . . . . . . . . . . . . . . . . 31
4.4.1 Tubo simples . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
4.4.2 Tubo com bifurcacao . . . . . . . . . . . . . . . . . . . . . . . 33
4.5 Planejamento de experimentoS . . . . . . . . . . . . . . . . . . . . . . 35
4.5.1 Tubos simples . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.5.2 Tubo com uma bifurcacao . . . . . . . . . . . . . . . . . . . . 39
5 Analise dos elementos fabricados 40
5.1 Equipamentos e Metodos . . . . . . . . . . . . . . . . . . . . . . . . . 40
5.1.1 Paquımetro . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
5.1.2 Rugosımetro . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
5.1.3 Camera microscopica . . . . . . . . . . . . . . . . . . . . . . . 43
5.2 Resultados- tubo simples . . . . . . . . . . . . . . . . . . . . . . . . . 44
5.3 Resultados tubo com uma bifurcacao . . . . . . . . . . . . . . . . . . 54
6 Conclusoes 57
Referencias Bibliograficas 60
ix

Lista de Figuras
2.1 Estrutura do tronco de nervo periferico . . . . . . . . . . . . . . . . . 3
2.2 Mecanismo de regeneracao espontanea . . . . . . . . . . . . . . . . . 4
2.3 Procedimento de sutura nas terminacoes nervosas . . . . . . . . . . . 5
2.4 Estrategias para recuperacao nervosa . . . . . . . . . . . . . . . . . . 5
2.5 Fases do processo de regeneracao dentro de um nervo condutor . . . . 7
2.6 Propriedades em projetos de nervo condutores . . . . . . . . . . . . . 8
2.7 Principais propriedades no projeto de nervo condutores . . . . . . . . 11
2.8 Estrutura Molecular do Colageno . . . . . . . . . . . . . . . . . . . . 14
2.9 Estrutura molecular da quitosana . . . . . . . . . . . . . . . . . . . . 15
2.10 Estrutura molecular do PHB e PHBV . . . . . . . . . . . . . . . . . . 16
2.11 Estrutura molecular do Poli acido glicolico (PGA) . . . . . . . . . . . 17
2.12 Estrutura molecular do PLGA . . . . . . . . . . . . . . . . . . . . . . 17
2.13 Estrutura molecular da Policaprolactona (PCL) . . . . . . . . . . . . 17
3.1 Reacoes e etapas da fotopolimerizacao (Adaptado de[13]) . . . . . . . 19
3.2 Esquema ilustrativo da formacao de ligacoes cruzadas no processo de
fotopolimerizacao (Adaptado de[13]) . . . . . . . . . . . . . . . . . . 19
3.3 Esquema de fabricacao SLA (Adaptado de [10]) . . . . . . . . . . . . 20
3.4 Esquema de fabricacao DLP [2] . . . . . . . . . . . . . . . . . . . . . 21
3.5 Comparacao entre SLA e DLP . . . . . . . . . . . . . . . . . . . . . . 21
3.6 Comparacao entre SLA e DLP . . . . . . . . . . . . . . . . . . . . . . 22
3.7 Etapas do processo de estereolitografia . . . . . . . . . . . . . . . . . 22
3.8 Desvio Medio Aritmetico Ra [4] . . . . . . . . . . . . . . . . . . . . . 26
3.9 Desvio Medio Rz [4] . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
4.1 Componentes do equipamento de estereolitografia - Projet 1200 . . . 29
4.2 Janela de configuracao de parametros de compensacao de contracao . 30
4.3 Formula estrutural em bastao do monomero de trietileno glicol dia-
crilato. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
4.4 Vistas e parametros de fabricacao . . . . . . . . . . . . . . . . . . . . 32
4.5 Modelo STL do tubo simples - 288 triangulos . . . . . . . . . . . . . 32
x

4.6 Vistas e parametros de fabricacao . . . . . . . . . . . . . . . . . . . . 33
4.7 Modelo STL do tubo com uma bifurcacao - 720 triangulos . . . . . . 34
4.8 Amostra 1: disposicao dos tubos na plataforma de impressao. Visu-
alizacao obtida no software Geomatic Print . . . . . . . . . . . . . . 36
4.9 Amostra 2: disposicao dos tubos na plataforma de impressao. Visu-
alizacao obtida no software Geomatic Print . . . . . . . . . . . . . . 36
4.10 Amostra 3: disposicao dos tubos na plataforma de impressao. Visu-
alizacao obtida no software Geomatic Print . . . . . . . . . . . . . . 37
4.11 Amostra 4: disposicao dos tubos na plataforma de impressao. Visu-
alizacao obtida no software Geomatic Print . . . . . . . . . . . . . . 38
4.12 Amostra 2: Tubos apos o processo de fabricacao - antes da pos cura . 38
4.13 Amostra 4: Tubos no interior da camara de pos cura . . . . . . . . . 38
4.14 Disposicao do tubo com uma bifurcacao na plataforma de impressao.
Visualizacao obtida no software Geomatic Print . . . . . . . . . . . . 39
4.15 Tubo com uma bifurcacao apos o processo de fabricacao . . . . . . . 39
5.1 Paquımetro utilizado nas medicoes dimensionais de tubos simples . . 41
5.2 Localizacao das medidas de diametro interno e diametro externo . . . 41
5.3 Rugosımetro utilizado para medicao de rugosidade superficial de tu-
bos simples . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
5.4 Posicionamento do tubo simples para medicao de rugosidade . . . . . 43
5.5 Metodo de aquisicao de imagens com camera microscopica . . . . . . 44
5.6 Graficos com comprimentos de todas as amostras de tubo simples . . 46
5.7 Parametros dos tubos 6 mm ao longo do comprimento . . . . . . . . . 47
5.8 Parametros dos tubos 4 mm ao longo do comprimento . . . . . . . . . 48
5.9 Diametros internos, externos e espessuras dos tubos de 6 mm . . . . . 50
5.10 Diametros internos, externos e espessuras dos tubos de 4 mm . . . . . 51
5.11 Diametros internos, externos e espessuras dos tubos de 2 mm . . . . . 52
5.12 Grafico de medicao de rugosidade . . . . . . . . . . . . . . . . . . . . 53
5.13 Graficos com resultados dos parametros de rugosidade . . . . . . . . . 53
5.14 Analise da qualidade do produto por imagens de microscopia . . . . . 55
5.15 Analise da qualidade do produto por imagens de microscopia . . . . . 56
xi

Lista de Tabelas
2.1 Nervo condutores fabricados com materiais naturais, suas carac-
terısticas e resultados (Adaptado de [11]) . . . . . . . . . . . . . . . 12
2.2 Nervo condutores fabricados com colageno Tipo I e aprovados pelo
FDA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.1 Relacao entre valores de rugosidade e qualidade do produto [4] . . . 26
4.1 Materia-prima - propriedades . . . . . . . . . . . . . . . . . . . . . . 31
4.2 Parametros de fabricacao das diversas amostras de tubo simples . . . 36
4.3 Parametros dimensionais do tubo com uma bifurcacao . . . . . . . . . 39
5.1 Dados de comprimento- tubo simples . . . . . . . . . . . . . . . . . . 45
5.2 Dados de comprimento- tubo simples . . . . . . . . . . . . . . . . . . 45
5.3 Dados referentes aos tubos 6 mm . . . . . . . . . . . . . . . . . . . . 49
5.4 Dados referentes aos tubos 4 mm . . . . . . . . . . . . . . . . . . . . 49
5.5 Dados referentes aos tubos 2 mm . . . . . . . . . . . . . . . . . . . . 49
5.6 Resultado de rugosidade para diversas amostras . . . . . . . . . . . . 53
5.7 Parametros medidos atraves do software ImageJ . . . . . . . . . . . . 54
xii

Capıtulo 1
Introducao
Lesao em nervos perifericos e um problema clınico que afeta pacientes em todas as
regioes do mundo. Anualmente, cerca de um milhao de pessoas sao afetadas por
esse tipo de lesao por diversos motivos, tais como acidentes automotivos, tumores,
efeitos colaterais de neurocirurgias e ate mesmo infeccoes virais [11]. Em geral, essas
lesoes sao causadas por danos resultantes principalmente de acidentes traumaticos ou
alguma desordem degenerativa mecanica, termica ou quımica. A gravidade da lesao
determina o resultado funcional e o comprometimento do paciente e suas funcoes
basicas. Se nao tratado de forma correta e precisa, a lesao pode ocasionar a perda
de comunicacao neural entre nervos sensoriais e motores e o sistema nervoso central
do indivıduo, comprometendo significativamente sua qualidade de vida [11].
Apesar de possuir capacidade de regeneracao, muitas vezes os nervos perifericos
nao sao capazes de se reconstruırem totalmente de forma espontanea. A fim de con-
tornar esse inconveniente, diversas estrategias que auxiliam a reconstrucao nervosa
tem sido objeto de estudo ao longo dos anos, incluindo o uso de nervo condutores
fabricados especificamente para determinado paciente. O desafio deste metodo, no
entanto, e utilizar materiais e metodos de fabricacao que sejam convenientes para
um resultado final satisfatorio.
O objetivo deste trabalho e desenvolver um prototipo de implante neurologico
para uso no reparo de ligacoes nervosas e analisar sua fabricacao por meio de ma-
nufatura aditiva em base lıquida - estereolitografia. O principal objeto de estudo
sera a fabricacao e analise de propriedades como tolerancia dimensional, rugosidade
superficial e qualidade do produto.
A fim de contextualizar o tema e revisar conteudo ja estudado nesta area, o
proximo capıtulo abordara as caracterısticas fisiologicas dos nervos perifericos, as
diferentes estrategias para o reestabelecimento das conexoes nervosas danificadas,
as caracterısticas que um nervo condutor manufaturado deve possuir e os materiais
ja estudados para os devidos fins.
1

Capıtulo 2
Nervo Condutores
Enxertos de nervos cilındricos tem sido utilizados para a reparacao de nervos desde
1879, com a primeira aplicacao de tubo de osso utilizado como protese [1]. No en-
tanto, devido a formacao da cicatriz, as experiencias falharam. Dentre as principais
vantagens da utilizacao de enxertos de nervos, podemos destacar a formacao de
cicatriz reduzida e a orientacao de regeneracao nervosa com menos tensoes.
Devido as limitacoes da reconstrucao de nervos por meio de enxertos, os pesqui-
sadores comecaram a concepcao de nervo condutores artificiais utilizando polımeros
sinteticos e biologicos como um tratamento alternativo. Um nervo condutor ideal
tem de ter propriedades tais como biocompatibilidade, biodegradabilidade, permea-
bilidade, flexibilidade, alta porosidade, neuroindutividade, neurocondutividade com
a superfıcie apropriada, e resistencia mecanica adequada. A combinacao de fatores
quımicos, fısicos e biologicos faz com que o design de um nervo condutor seja um
processo complexo que exige estreita colaboracao de bioengenheiros, neurocientistas
e neurocirurgioes [1].
Esse capıtulo tem como principal objetivo apresentar uma atualizacao sobre a
tecnologia de nervo condutores. Para isso, serao apresentadas suas principais carac-
terısticas e propriedades, assim como materiais ja testados e aprovados.
2.1 Nervos perifericos
O sistema nervoso periferico e composto por neuronios motores e sensoriais com seus
corpos celulares na medula espinhal e prolongamentos longos chamadas axonios, por
onde se transmite o influxo nervoso [5]. Cada axonio esta rodeado por uma camada
de tecido conjuntivo chamado endoneurium e o conjunto desses prolongamentos se
encontra no interior de um fascıculo, que por sua vez e rodeado pelo tecido perineu-
rium, como pode ser observado na Figura 2.1. Grupos de fascıculos se encontram
no interior de outro tecido, denominado epineurium.
Quando ha reconstrucao nervosa por sutura, esta ocorre por meio do epineurium,
2

que compreende cerca de 50% da area transversal de um nervo periferico [5]. A figura
2.1 ilustra a anatomia de um tronco de nervo periferico e alguns de seus principais
componentes.
Figura 2.1: Estrutura do tronco de nervo periferico
O primeiro evento que ocorre apos uma lesao do nervo periferico e uma serie
de processos celulares e moleculares chamados Degeneracao de Wallerian. Durante
esta etapa, a bainha de mielina e degradada e as extremidades do axonio sao seladas,
resultando na desintegracao de neurofilamentos e dos microtubos. Enquanto isso, o
metabolismo das proteınas e alterado, resultando no aumento da sıntese de materiais
regenerativos e celulas de Schwann. Estas celulas comecam a formar estruturas
com uma forma de tubo, conhecido como bandas de Bungner, a fim de fornecer
orientacao para a regeneracao do axonio [11]. Embora os axonios do sistema nervoso
periferico possam ser completamente regenerados, a recuperacao da funcao e muito
incomum e insatisfatoria, especialmente para grandes lacunas. Devido a este fato,
tecnicas microcirurgicas foram introduzidas a fim de melhorar a cicatrizacao deste
tipo de lesoes.[11] A figura 2.2 ilustra o sistema de reneracao nervosa que ocorre
espontaneamente e suas fases ao longo do perıodo de recuperacao, apresentando
confuguracoes quando esta ocorre com sucesso ou nao.
3

Figura 2.2: Mecanismo de regeneracao espontanea
2.2 Estrategias para a recuperacao nervosa
Como mencionado anteriormente, muitas vezes a regeneracao espontanea dos nervos
perifericos nao e capaz de promover uma reconexao satisfatoria entre as terminacoes
nervosas. Para contornar esse inconveniente, a solucao tradicional proposta por
neurocirurgioes e a reconexao das extremidades por meio de procedimento de sutura
(Figura 2.3), a fim de que haja regeneracao natural das celulas. No entanto, muitas
vezes essa tecnica nao e possıvel de ser executada devido a alta tensao atuante nos
pontos de sutura. Como alternativa a esse metodo, existem diversas estrategias para
restabelecer a conexao entre as extremidades [1]. A Figura 2.4 apresenta diversas
4
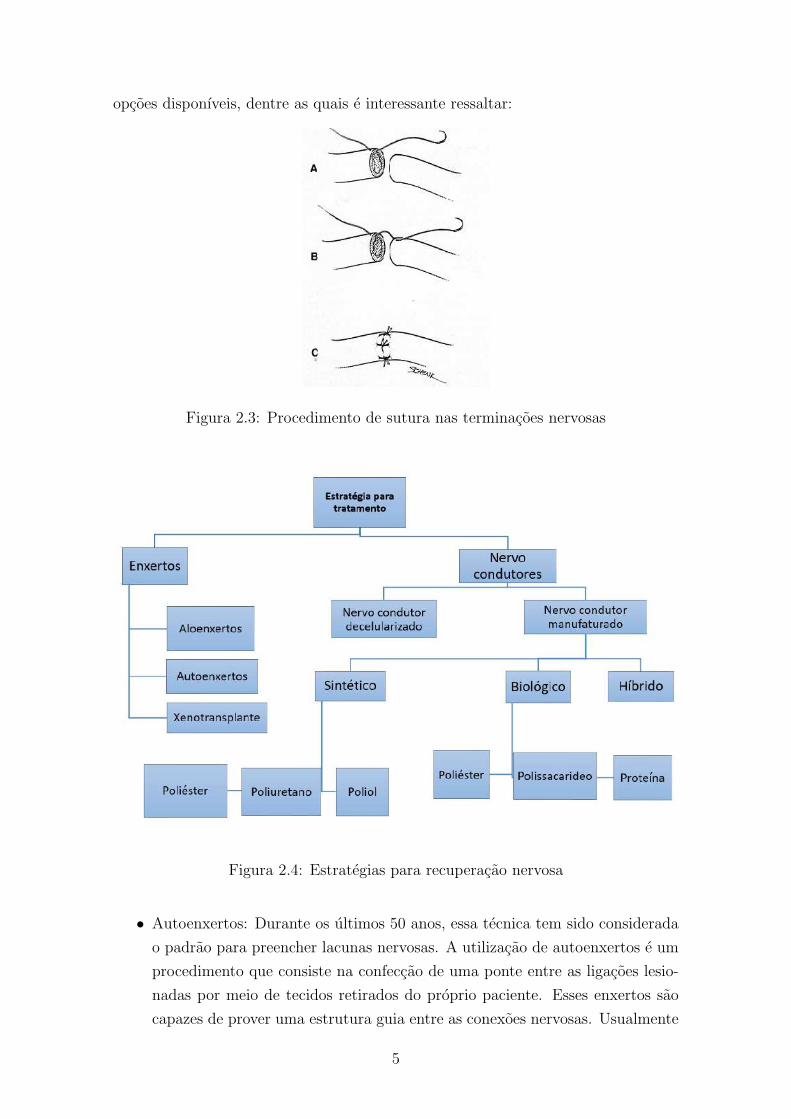
opcoes disponıveis, dentre as quais e interessante ressaltar:
Figura 2.3: Procedimento de sutura nas terminacoes nervosas
Figura 2.4: Estrategias para recuperacao nervosa
• Autoenxertos: Durante os ultimos 50 anos, essa tecnica tem sido considerada
o padrao para preencher lacunas nervosas. A utilizacao de autoenxertos e um
procedimento que consiste na confeccao de uma ponte entre as ligacoes lesio-
nadas por meio de tecidos retirados do proprio paciente. Esses enxertos sao
capazes de prover uma estrutura guia entre as conexoes nervosas. Usualmente
5

sao utilizados nervos menos importantes, como o sural ou o antebrachii medial
e lateral. Sua aplicacao e limitada para espacamentos (gaps) de aproximada-
mente 50 milımetros de comprimento. Apesar de muito utilizada, essa tecnica
apresenta as seguintes desvantagens: imcompatibilidade de tamanho do nervo
doador; inconsistencia fascicular entre o enxerto e uma das extremidades da
lesao; potencial para aparecimento de infeccoes e formacao de neuromas; ne-
cessidade de realizar uma segunda cirugia no paciente para a obtencao do
enxerto, o que leva a um maior tempo de recuperacao.
• Aloenxertos: Tecnica muito similar a do autoenxertos, com a diferenca de que
o enxerto e retirado de um outro indivıduo da mesma especie do paciente, na
maioria dos casos de cadaveres. A escolha da utilizacao de um aloenxerto de
nervo sempre vem depois de algumas limitacoes (por exemplo, comprimento)
de auto-enxertos de nervos. Uma das vantagens da utilizacao destes materiais
esta relacionada com o fato de que existe um abundante fornecimento de ner-
vos doadores. No entanto, o uso de aloenxertos apresenta limitacoes, incluindo
principalmente a rejeicao imunologica, o risco de contaminacao cruzada, in-
feccao secundaria e ate mesmo formacao de tumores.
• Xenotransplante: Enxerto cirurgico de tecido de uma especie para outra dis-
tinta. Por exemplo, um enxerto de um macaco para um humano. Nao e uma
tecnica muito utilizada e, como as demais citadas anteriormente, tambem apre-
senta uma serie de limitacoes.
• Nervo condutores: O desenvolvimento de nervos condutores teve como prin-
cipal motivacao a busca por uma alternativa ao uso dos metodos de rees-
truturacao mencionados anteriormente. Seu uso tem como principal objetivo
promover e guiar o crescimento dos axonios, facilitando a regeneracao nervosa.
Diversos tipos de implantes neurologicos ja estao no mercado, sendo produzi-
dos por diferentes tipos de materiais e por diferentes tecnicas de fabricacao. O
produto resultante das diversas combinacoes ocasiona em produtos com pro-
priedades fısicas variadas. Apesar das diferentes formas, busca-se sempre um
resultado similar aos dos auto-enxertos. Atualmente, o uso dos neurotubos e
restringido a lesoes menores que 30 milımetros e pequenos diametros [11]. Ape-
sar do recente avanco tecnologico nessa area, a aplicacao desse tipo de protese
ainda e bastante limitada. O estudo e desenvolvimento dessas proteses e mul-
tidisciplinar, contornando a fronteira da Medicina, Biologia, Engenharia de
Materiais e Engenharia Mecanica. E de suma importancia que cada uma des-
sas areas esteja suficientemente amparada tecnologicamente para a obtencao
de exito no produto final.
6
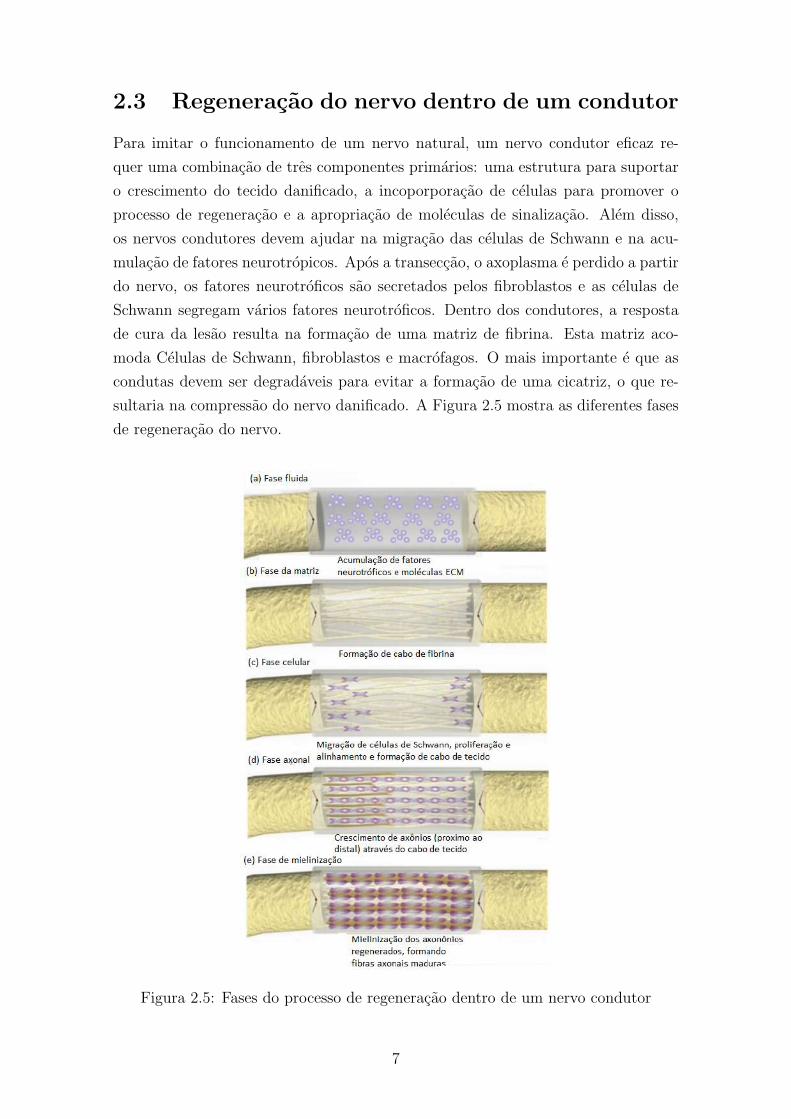
2.3 Regeneracao do nervo dentro de um condutor
Para imitar o funcionamento de um nervo natural, um nervo condutor eficaz re-
quer uma combinacao de tres componentes primarios: uma estrutura para suportar
o crescimento do tecido danificado, a incoporporacao de celulas para promover o
processo de regeneracao e a apropriacao de moleculas de sinalizacao. Alem disso,
os nervos condutores devem ajudar na migracao das celulas de Schwann e na acu-
mulacao de fatores neurotropicos. Apos a transeccao, o axoplasma e perdido a partir
do nervo, os fatores neurotroficos sao secretados pelos fibroblastos e as celulas de
Schwann segregam varios fatores neurotroficos. Dentro dos condutores, a resposta
de cura da lesao resulta na formacao de uma matriz de fibrina. Esta matriz aco-
moda Celulas de Schwann, fibroblastos e macrofagos. O mais importante e que as
condutas devem ser degradaveis para evitar a formacao de uma cicatriz, o que re-
sultaria na compressao do nervo danificado. A Figura 2.5 mostra as diferentes fases
de regeneracao do nervo.
Figura 2.5: Fases do processo de regeneracao dentro de um nervo condutor
7

2.4 Propriedades dos nervo condutores
Um dos grandes desafios na concepcao das proteses nervosas e agrupar diferentes pro-
priedades em um mesmo produto final, garantindo assim uma boa funcionalidadede
de sua implantacao no paciente. A Figura 2.6 [3] apresenta algumas caracterısticas
importantes para o desenvolvimento de uma protese de sucesso. Estas e outras serao
abordadas nesta sessao.
Figura 2.6: Propriedades em projetos de nervo condutores
2.4.1 Dimensionamento e Geometria
Primeiramente, e essencial que o nervo condutor possua as dimensoes necessarias
para acomodar o crescimento axonal entre as extremidades que apresentam lesoes.
Atualmente, estudos consideram ser possıvel implantar condutores para emendar
gaps de ate 30 milımetros de comprimento [7]. Considerando que nervos perifericos
humanos de diferentes tipos possuam aproximadamente entre 2 a 10 milımetros
de diametro, e que os nervos condutores devam ser cerca de 30% maiores que os
nervos para uma acomodacao livre de tensoes compressivas, deve ser possivel fabricar
condutas de 2.6 a 13 milımetros de diametro, aproximadamente. O dimensionamento
sera um dos maiores enfoques nos experimentos deste trabalho.
2.4.2 Permeabilidade e porosidade
A permeabilidade do condutor permite que este tenha acesso a nutrientes e oxigenio
necessarios para a regeneracao do nervo. Um condutor sem permeabilidade pode
8

acabar por isolar a regiao interna de recuperacao, tornando-a impropria. E im-
portante mencionar que parte do fluido no interior do tubo deve difundir para o
exterior, a fim de evitar um aumento de pressao no interior do condutor, devido a
retencao de fluidos. Portanto, essa propriedade permite que resıduos indesejaveis da
regeneracao sejam excluıdos do interior do tubo.
Alguns pesquisadores acreditam que o material utilizado tem de ser permeavel a
um peso molecular de ate 50 kDa. Uma vez que a permeabilidade do material esta
diretamente relacionada com a porosidade, relata-se que, idealmente, o tamanho de
poro deve ser de 5 a 30 micrometros, com valores preferenciais na gama de 10 a
20 micrometros. Com poros menores do que 5 micrometros, celulas e tecidos novos
nao conseguem atravessar a parede do tubo e acima de 30 micrometros o material
e muito permeavel a celulas inflamatorias, que podem comprometer a regeneracao
nervosa [7].
2.4.3 Resistencia mecanica e flexibilidade
Uma vez que o gap entre as terminacoes nervosas pode nao estar apenas em um
plano, e necessario que o condutor seja flexıvel o suficiente para se acomodar na
regiao de recuperacao nervosa. No entanto, o condutor deve fletir sem correr o risco
de colapsar. Um condutor rıgido demais pode causar distorcao, um flexıvel demais
pode falhar na recuperacao.
O modulo de Young de um nervo condutor deve tambem ser semelhante aos dos
nervos originais, a fim de assegurar a resistencia necessaria as cargas fisiologicas
comuns (65-155N para nervo ulnar e 73-220N para nervos medianos) e garantir
flexibilidade para evitar a compressao de fibras nervosas conforme essas forem cres-
cendo. Essas propriedades sao principalmente dependentes dos materiais escolhidos,
dimensoes, espessura da parede e diametro da fibra [11].
2.4.4 Estrutura interna
Estruturas intrınsecas, tais como filamentos, esponjas de colageno e tubos multicanal
podem melhorar a regeneracao e estabilizacao da matriz de fibrina que se forma no
interior do tubo de nervo e a orientacao de contato . Alem disso, a estrutura interna
fornece mais area de superfıcie para a fixacao das celulas e liberacao local de fatores
de crescimento incorporados. No projeto de nervo condutores com microarquitetura
modificada, e importante levar em conta que a estrutura interna pode afetar as
propriedades fısicas do tubo de nervo (por exemplo, permeabilidade e flexibilidade)
e reduzir a area de seccao transversal que esta disponıvel para a regeneracao.
9

2.4.5 Biocompatibilidade
Neste quesito, os nervo condutores sao avaliados considerando dois aspectos: com-
patibilidade de sangue e histocompatibilidade. O primeiro requer que o sangue nao
deva ser submetidos a hemolise ou danos dos seus componentes, que pode resultar
na coagulacao e formacao de trombos, quando em contacto com o tubo. O segundo
aspecto exige que nao haja efeitos secundarios toxicos a partir do dispositivo, os
quais podem contaminar o tecido circundante. A seccao seguinte aborda diversos
tipos de materiais ja utilizados em testes de nervo condutores, destacando o fator
biocompatibilidade.
2.4.6 Tempo de Degradacao
O tubo deve permanecer intacto durante as primeiras fases de regeneracao. A de-
gradacao deve comecar depois de algum tempo, dependendo do tamanho e tipo
de lesao, de uma forma muito lenta e sem inchaco, constricao ou resposta a corpo
estranho. O tempo de degradacao e um fator de extrema importancia e deve ser equi-
librado: deve demorar o suficiente para que a regeneracao dentro do tubo ocorra por
completo, mas deve ser rapido o suficiente para garantir que o condutor desapareca
quando a lesao for totalmente reparada, evitando assim respostas imunologicas no
corpo do paciente.
2.4.7 Condutividade
A condutividade pode acelerar a regeneracao. Alem disso, estimulacao eletrica pode
ser usada para orientar a regeneracao axonal. Atualmente, os polımeros conduto-
res nao sao frequentemente usados, provavelmente porque a maioria nao e biode-
gradavel. No entanto, com o desenvolvimento de novos polımeros, esses materiais
podem fornecer oportunidades interessantes para a reparacao do nervo.
A Figura 2.7 sintetiza as principais propriedades no projeto de nervo condutores
e sua importancia para um bom funcionamento dos mesmos.
2.5 Materiais utilizados em nervo condutores
A escolha do material na fabricacao e um passo importante no desenvolvimento de
um nervo condutor. Em geral, os materiais biodegradaveis sao preferidos aos nao
biodegradaveis, pois evitam tensoes compressivas.
Tubos nervosos biodegradaveis devem ser preferencialmente nao toxicos a fim
de evitar respostas imunologicas (alergias). Materiais biodegradaveis sinteticos sao
preferidos sobre os naturais a fim de se evitar essas reacoes nao desejadas no corpo
10

Figura 2.7: Principais propriedades no projeto de nervo condutores
do paciente, embora muitos materiais sinteticos tambem possam causar reacoes de
corpo estranho.
Diferentes materiais e metodos de fabricacao sao capazes de influenciar as pro-
priedades mencionadas anteriormente. O tempo de degradacao e um fator chave no
projeto, uma vez que esse tempo deve ser muito proximo ao tempo de regeneracao
nervosa, para que a recuperacao seja o mais eficiente possıvel.
E importante ressaltar que nao sao todos os materiais citados nessa seccao ca-
pazes de serem processados pelo metodo proposto neste trabalho - estereolitografia.
Esta secao tem como objetivo trazer um breve resumo e atualizacao sobre distintos
tipos de materiais ja testados e seus resultados, assim como materiais com grande
potencial de aplicacao que merecem futuras pesquisas [11].
2.5.1 Materiais vivos naturalmente utilizados como nervo
condutores
1. Vasos sanguıneos: existem relatos do uso de arterias e veias para preencher
lacunas nervosas desde meados do seculo IXX. A utilizacao de arterias foi
relatada pela primeira vez em 1891 com bons resultados, porem a falta de
doadores adequados ocasionou em uma queda na popularidade deste metodo
e a sua implementacao clınica nunca ocorreu de fato. Uma das principais
vantagens em utilizar veias e que estas sao extremamente abundante e induzem
11

menos a morbidade. No entanto, a possibilidade de entrarem em colapso
devido as suas paredes finas faz com que esse material nao seja eficiente em
sua aplicacao.
2. Musculos: Estudos demonstraram que condutores feitos a partir de musculo
podem levar a regeneracao do tecido nervoso. Quanto as vantagens da sua
utilizacao, pode-se destacar os componentes de matriz extracelular e longi-
tudinalmente orientadas, os quais sao uteis para aumentar a regeneracao do
nervo. Alem disso, existem numerosos locais a partir do qual o tecido muscular
pode ser colhido. No entanto, a realizacao de um procedimento para a retirada
deste material e um inconveniente, uma vez que faz com que o paciente passe
por uma cirurgia extra.
3. Tendoes: tendoes de cauda de rato ja foram usados para a regeneracao de ner-
vos. No experimento mais conhecido, uma lacuna do nervo de 10 milımetros
de comprimento foi reconstruıdo. Como este tipo de tendao possui componen-
tes extracelulares da matriz e tambem um arranjo longitudinal de colageno,
constitui um bom caminho para que as celulas aderem durante a regeneracao
do nervo.
A Tabela 2.1 mostra usos de materiais naturais na confeccao de nervo condutores
e seus resultados.
Tabela 2.1: Nervo condutores fabricados com materiais naturais, suas caracterısticase resultados (Adaptado de [11])
Ano Material Nervo Gap (mm) Animal Resultados
1982 Veia Ciatico 10 Rato Conducao restaurada apos 4 meses1984 Veia Ciatico 25 Rato Resultados satisfatorios1986 Arteria Peroneal 5 Rato Crescimento de uma minoria de axonios1986 Veia Femoral 14 e 2 Coelho Melhor remialinizacao no menor gap1992 Aortica Tibial 10 Rato Crescimento do nervo distal foi observado1992 Musculo Peroneal 50 Rato Recuperacao nao confiavel1994 Veia Ciatico 10 Rato Regeneracao de pequenos axonios
12

2.5.2 Polımeros naturais
Alguns polımeros naturais foram descobertos como bons materiais para a producao
de proteses nervosas. Os polımeros naturais derivados mais comuns usados na fa-
bricacao de nervo condutores sao colageno, quitosana e alginato, que sao descritos
a seguir.
1. Colageno: Os colagenos sao uma famılia de 26 proteınas, as quais tem uma
estrutura helicoidal tripla na forma de uma haste estendida. A molecula de
colageno e composta por uma sequencia de aminoacidos (Glicina, Prolina,
Hidroxiprolina, Hidroxilisina e mais dois radicais que variam). Sua molecula
pode ser visualizada na Figura 2.7.
O colageno, principalmente o tipo I, constitui 30% dos tecidos musculo-
esqueleticos dos mamıferos e e um dos polımeros naturais mais antigos a ser
utilizado como biomaterial [1]. Devido a este fato, ele tem sido utilizado em
implantes como curativos para feridas e pele artificial. E um material biode-
gradavel natural com elevada biocompatibilidade, baixa antigenicidade, que
e conhecido por promover o crescimento de neurites, a regeneracao do nervo
e ajuda a manter as funcoes biologicas das celulas. Alguns estudos tambem
mostraram que os filamentos de colageno incorporados em nervo condutores
feitos com materiais biodegradaveis ajudam a guiar as novas fibras nervosas
a medida que melhoram a permeabilidade e a area de superfıcie exposta ao
tecido circundante.
E um material que apresenta baixa resistencia mecanica, elevada absorcao
de agua e degradacao rapida, o que representa caracterısticas indesejaveis na
aplicacao de regeneracao nervosa. Devido a estes fatores, a integridade es-
trutural e comprometida e o inchaco pode comprimir o novo tecido nervoso
conforme seu crescimento avanca. Para superar tais desvantagens, algumas
tecnicas como a moldagem em solucao e a secagem por congelacao sao realiza-
das para atingir a resistencia mecanica e porosidade necessaria. A resistencia
mecanica tambem pode ser melhorada por reticulacao de colagenio entre os
grupos amina, que fornece estabilidade estrutural ao condutor. Dentre as
tecnicas utilizadas para a preparacao de condutas nervosas de colageno, os
mais relatados incluem moldagem por injecao e dip-coating, extrusao, elec-
trospinning, liofilizacao e reticulacao devido a micro-ondas. Ha uma serie de
produtos a base de colageno aprovados pela Agencia Federal do Departamento
de Saude e Servicos Humanos dos Estados Unidos (FDA) para serem utilizados
como enxertos de nervos. Estes sao apresentados na tabela 2.2, com algumas
de suas caracterısticas.
13

Figura 2.8: Estrutura Molecular do Colageno
Tabela 2.2: Nervo condutores fabricados com colageno Tipo I e aprovados pelo FDA.Tipo de dispositivo Nome do Produto Tempo de Degradacao Diametro Comprimento
Guia de nervo NeuraGen 36-48 meses 1.5-7 mm 2-3 cmGuia de nervo Neuroflex 4-8 meses 2-6 mm 2.5 cmGuia de nervo NeuroMatrix 4-8 meses 2-6 mm 2.5 cmCapa protetora NeuraWrap 36-48 meses 3-10 mm 2-4 cmCapa protetora NeuroMend 4-8 meses 4-12 mm 2.5-5 cm
2. Quitosana: A quitosana e um biopolımero cationico obtido da desacetilacao
alcalina de quitina, que e o polımero natural mais abundante depois da celu-
lose. A quitina e um componente encontrado no citoesqueleto de insetos e no
exoesqueleto de crustaceos. Sua molecula esta representada na Figura 2.8.
Ao longo dos anos, a quitosana tem sido amplamente utilizada em varias
aplicacoes biomedicas, principalmente por causa das suas propriedades
intrınsecas promissoras. Entre elas, e possıvel mencionar: biocompatibilidade,
biodegradabilidade, baixa toxicidade e nao-imunogenicidade, baixo custo e
grande disponibilidade. Recentemente, a quitosana comecou a ser utilizada
na fabricacao de nervo condutores para a regeneracao do nervo periferico com
algum sucesso. Os bons resultados obtidos podem ser devido a interacao fa-
voravel da quitosana com ambientes biologicos, isto e, a promocao da ligacao
celular, adesao, diferenciacao, sobrevivencia e a capacidade para criar uma
boa via para o crescimento de neurites e a capacidade para inibir a formacao
de tecido cicatrizado. Alem disso, essa substancia tem boa capacidade de for-
mar estruturas porosas interconectadas. Por outro lado, algumas propriedades
estruturais deste biopolımero nao sao adequadas para a construcao dos con-
dutores, sendo sua resistencia mecanica o ponto mais crıtico, sendo incapaz de
manter sua estrutura necessaria para orientar novas fibras. Normalmente, a
quitosana e submetida a uma reacao de reticulacao como, por exemplo, geni-
pin, para compensar a falta de resistencia mecanica. Alem disso, a porosidade
tambem e uma propriedade que tem que ser otimizada de modo a atingir o
valor adequado. A porosidade esta relacionada com o processo de fabricacao
do material a ser implantado. As tecnicas mais comuns utilizadas sao com
14

moldes de fundicao, feitos de aco inoxidavel e tecnicas de trico combinados
com liofilizacao.
Figura 2.9: Estrutura molecular da quitosana
3. Acido Algınico: tambem conhecida como alginato, e uma substancia encon-
trada na parede celular de algas marinhas. E um polissacarıdeo cuja estru-
tura e constituıda por dois monomeros de base beta-D-manuronila e alfa-L-
guluronila. As cadeias polimericas sao lineares e constituem-se essencialmente
de tres tipos de blocos com comprimentos distintos: blocos constituıdos apenas
por guluronila, blocos compostos apenas por manuronila e blocos alternando
um e outro monomero. O alginato e um material biocompatıvel, biodegradavel,
esterilizavel sem degradacao e as suas propriedades fısicas e reologicas podem
ser facilmente modificadas variando a razao dos monomeros e a proporcao do
peso molecular da cadeia de polımero. Possui uma boa compatibilidade ce-
lular, principalmente com as celulas de Schwann, o que faz ser um material
adequado ao uso em nervo condutores, na forma de gel, o qual e inserido no
lumen do canal para guiar as novas fibras nervosas. No entanto, o fracasso do
uso do alginato em testes in vitro faz com que esse material ainda nao seja
comumente utilizado em testes in vivo.
4. Polihidroxibutirato (PHB) e Polihidroxibutirato-co-valerato (PHBV): O PHB
e um polımero da classe dos poliesteres que, por ser sintetizado por micro-
organismos, e um material biodegradavel. Alem disso, o PHB e um mate-
rial nao toxico, insoluvel na agua, com boa permeabilidade a oxigenio e com
resistencia a tracao de aproximadamente 40 MPa (semelhante ao polipropi-
leno). Por ser resistente a degradacao hidrolıtica, sua degradacao ocorre em
um perıodo de 24 a 30 meses, tempo suficiente para que haja recuperacao ner-
vosa. Estas caracterısticas o tornam um material bastante interessante para
aplicacoes medicas, inclusive em nervocondutores. Seu copolımero com hidro-
xivalerato (PHBV), e mais flexıvel e possui menor temperatura de transicao
vıtrea e temperatura de fusao, o que o torna mais facil de processar que o
15

Figura 2.10: Estrutura molecular do PHB e PHBV
PHB. Estudos realizados comprovaram a eficacia do PHBV na reconstruicao
de um gap de 30 mm do nervo ciatico de um roedor [7].
2.5.3 Polımeros sinteticos
Os polımeros produzidos de forma sintetica podem ser dividos em dois tipos: nao-
biodegradaveis e biodegradaveis. A primeira categoria apresenta como vantagem
melhores propriedades mecanicas e suprem a necessidade para pequenos gaps, no
entanto podem causar respostas imunologicas inconvenientes, necessitando que se-
jam retirados posteriormente por cirurgia apos a recuperacao nervosa.
Alguns exemplos de polımeros nao-biodegradaveis ja testados na aplicacao em
nervo condutores sao silicone, politetrafluoretileno (PTFE) e o polipirrol. Devido
a essas circunstancias, sera abordado neste trabalho apenas o segundo tipo de
polımeros sinteticos: os biodegradaveis.
2.5.4 Polımeros sinteticos biodegradaveis
Esses materiais tem a capacidade de se degradarem por completo, desaparecendo
da estrutura regenerada e evitando compressoes e respostas imunologicas.
A seguir serao apresentados os principais polımeros com aplicacao em nervo
condutores, ja testados e aprovados pelo FDA [1].
1. Poli-acido glicolico (PGA): e um poliester biodegradavel, rıgido, termoplastico,
poroso, com alta cristalinidade. Foi o primeiro polımero sintetico a receber
aprovacao do FDA. Apesar das boas propriedades mencionadas, o PGA apre-
senta taxa de absorcao elevada, nao sendo bom para preencher grandes gaps.
Alem disso, algumas tecnicas de fabricacao, por exemplo a extrusao, compro-
metem a qualidade do material. Para contornar esse problema, e necessario que
o PGA seja combinado com outros materiais, tais como quitosana e colageno.
A Figura 2.11 apresenta a estrutura molecular do PGA.
2. Poli acido latico-co-acido glicolico (PLGA): e um copoliester alifatico feito de
acido glicolico e lactico que tem aprovacao FDA e tem sido usado como um ma-
16

Figura 2.11: Estrutura molecular do Poli acido glicolico (PGA)
terial de sutura ao longo dos anos. Diferentes proporcoes dos dois monomeros
permitem a adaptacao das propriedades do polımero (por exemplo, termo-
mecanica, molhabilidade, inchaco e degradacao), o que e uma vantagem do
PLGA sobre a PGA. A capacidade de manipular a razao de degradacao, que
permite adaptar o material para diferentes tipos e tamanhos de lacunas ner-
vosas, transforma PLGA um material muito atraente para a regeneracao do
nervo periferico. E um polımero biodegradavel e libera produtos acidos du-
rante sua degradacao, os quais podem gerar defeitos na regeneracao. Quanto
ao seu processamento, esse material pode ser facilmente fabricado por proces-
sos de injecao em molde. A Figura 2.12 apresenta a estrutura molecular do
PLGA.
Figura 2.12: Estrutura molecular do PLGA
3. Policaprolactona (PCL): e um poliester bioreabsorvıvel, hidrofobico e semi-
cristalino. Possui baixa temperatura de transicao vıtrea (60◦C) e baixa tem-
peratura de fusao (55◦C a 60◦C) Sua degradacao e propriedades mecanicas,
aliadas a sua boa compatibilidade tornaram este polımero muito atraente para
o campo biomedico. Testes in vivo, demonstraram uma boa performance com-
parada a outros polımeros, como o PHB.
Figura 2.13: Estrutura molecular da Policaprolactona (PCL)
17

Capıtulo 3
Estereolitografia
Do grego “stereon“ (solido), “lithos“ (pedra) e “graphy“ (escrita), a estereolitografia
e a tecnologia de manufatura aditiva que utiliza resinas termorrıgidas como materia
prima. Baseado no trabalho do inventor Charles Hulll, este metodo de fabricacao
digital foi implementado pela empresa americana 3d Systems Inc, a qual possui
a patente da tecnologia [6]. A estereolitrografia e o processo de fabricacao que
transforma polımeros fotosensıveis em estado lıquido em uma peca final no estado
solido. Para isso, o material e submetido a um feixe direto de laser ou raios UV,
os quais desencadeam o processo de polimerizacao e posteriormente o enrigecimento
e solidificacao do material. A peca fabricada e composta de uma serie de camadas
sobrepostas de pequenas espessuras que ao serem adicionadas em serie, constroem
uma forma tridimensional. Atualmente e a tecnologia de manufatura aditiva mais
utilizada.
Neste capıtulo serao abordados maiores detalhes da estereolitografia, como o
funcionamento e etapas do processo desde a concepcao do projeto ate a confeccao
do produto final.
3.1 Fotopolimerizacao
Para o melhor entendimento do funcionamento dos processos que ocorrem na estere-
olitografia, e importante a definicao dos termos fotopolımento e fotopolimerizacao.
Um fotopolımero e um polımero que, quando submetido a acao da luz - usualmente
UV -, sofre alteracoes em sua estrutura molecular, formando ligacoes cruzadas entre
as cadeias e formando assim estruturas reticuladas (ou tridimensionais). Uma vez
que essas novas ligacoes sao fortes, o material passa do estado lıquido ao solido,
adquirindo rigidez e resistencia mecanica.
A formacao das estruturas reticuladas e chamada de reacao de cura e ocorre
pelo processo de fotopolimerizacao. Para esta reacao ocorrer, e necessario que um
composto Iniciador (I ) reaja com a luz incidente (hv), formando assim um Radical
18

Livre (R), que induzem a formacao de ligacoes cruzadas. Este processo se chama
Iniciacao. A seguir, o Radical Livre reage com o monomero da cadeia, formando as-
sim um monomero reativo (Mn). A reacao e entao propagada no chamado processo
de Propagacao, na qual a cadeia polimerica cresce por meio da adicao de monome-
ros as especies iniciadoras. A ultima fase, chamada de Terminacao, pode ocorrer de
duas maneiras: a primeira e com o encontro de duas cadeias que estao se propa-
gando formando uma unica molecula - chamada combinacao. A segunda e quando
duas cadeias em crescimento reagem entre si formando duas cadeias sem radicais -
desproporcao.
A Figura 3.1 mostra as reacoes quımicas envolvidas nas fases do fenomeno da
fotopolimerizacao e a Figura 3.2 ilustra a formacao de ligacoes cruzadas entre as
cadeias durante o processo [9].
Figura 3.1: Reacoes e etapas da fotopolimerizacao (Adaptado de[13])
Figura 3.2: Esquema ilustrativo da formacao de ligacoes cruzadas no processo defotopolimerizacao (Adaptado de[13])
19
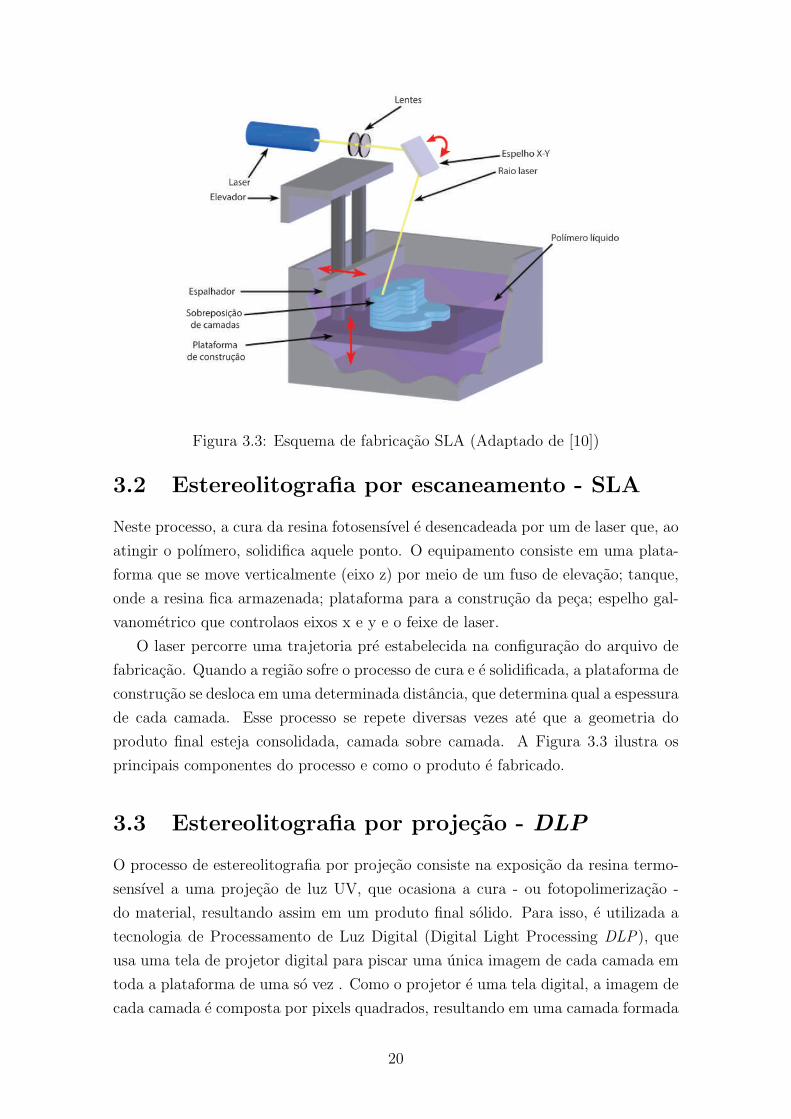
Figura 3.3: Esquema de fabricacao SLA (Adaptado de [10])
3.2 Estereolitografia por escaneamento - SLA
Neste processo, a cura da resina fotosensıvel e desencadeada por um de laser que, ao
atingir o polımero, solidifica aquele ponto. O equipamento consiste em uma plata-
forma que se move verticalmente (eixo z) por meio de um fuso de elevacao; tanque,
onde a resina fica armazenada; plataforma para a construcao da peca; espelho gal-
vanometrico que controlaos eixos x e y e o feixe de laser.
O laser percorre uma trajetoria pre estabelecida na configuracao do arquivo de
fabricacao. Quando a regiao sofre o processo de cura e e solidificada, a plataforma de
construcao se desloca em uma determinada distancia, que determina qual a espessura
de cada camada. Esse processo se repete diversas vezes ate que a geometria do
produto final esteja consolidada, camada sobre camada. A Figura 3.3 ilustra os
principais componentes do processo e como o produto e fabricado.
3.3 Estereolitografia por projecao - DLP
O processo de estereolitografia por projecao consiste na exposicao da resina termo-
sensıvel a uma projecao de luz UV, que ocasiona a cura - ou fotopolimerizacao -
do material, resultando assim em um produto final solido. Para isso, e utilizada a
tecnologia de Processamento de Luz Digital (Digital Light Processing DLP), que
usa uma tela de projetor digital para piscar uma unica imagem de cada camada em
toda a plataforma de uma so vez . Como o projetor e uma tela digital, a imagem de
cada camada e composta por pixels quadrados, resultando em uma camada formada
20
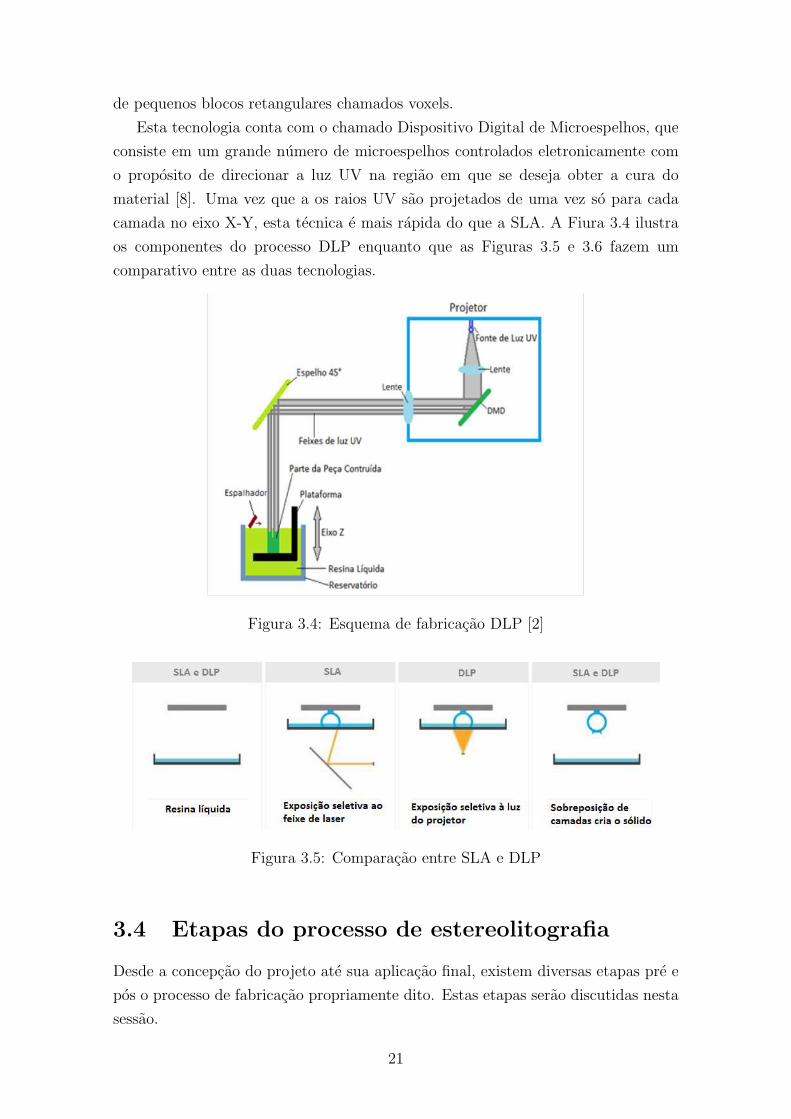
de pequenos blocos retangulares chamados voxels.
Esta tecnologia conta com o chamado Dispositivo Digital de Microespelhos, que
consiste em um grande numero de microespelhos controlados eletronicamente com
o proposito de direcionar a luz UV na regiao em que se deseja obter a cura do
material [8]. Uma vez que a os raios UV sao projetados de uma vez so para cada
camada no eixo X-Y, esta tecnica e mais rapida do que a SLA. A Fiura 3.4 ilustra
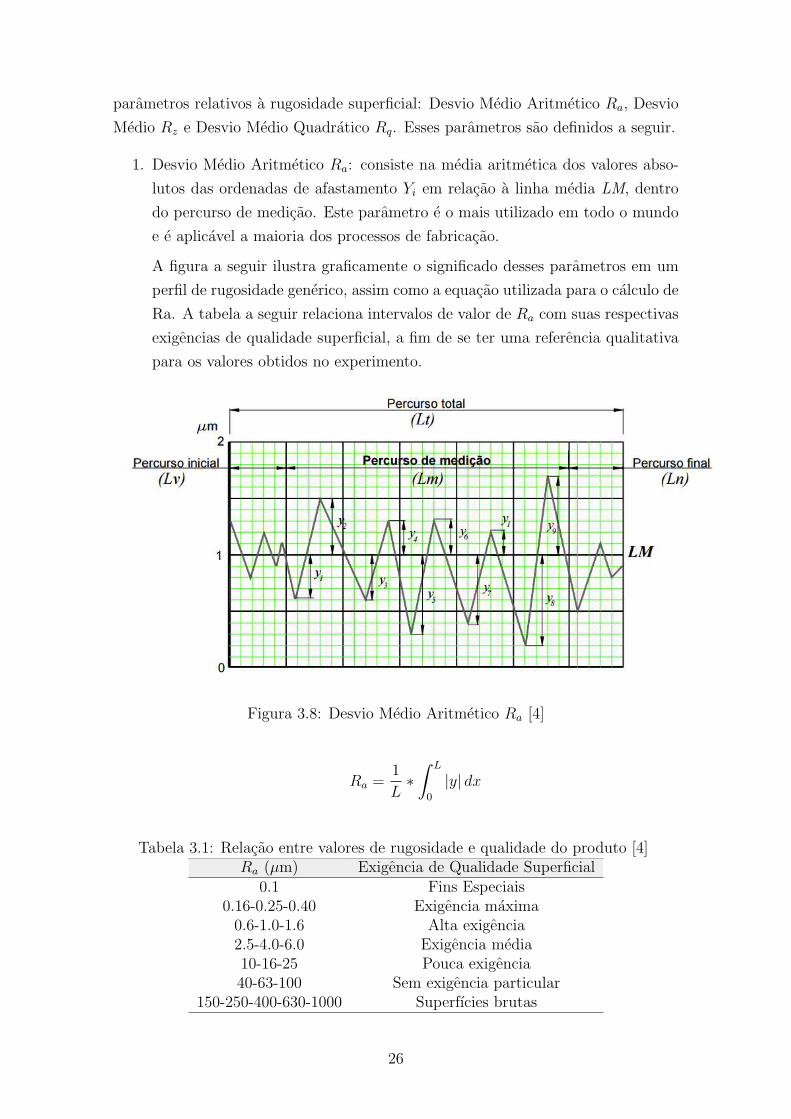
os componentes do processo DLP enquanto que as Figuras 3.5 e 3.6 fazem um
comparativo entre as duas tecnologias.
Figura 3.4: Esquema de fabricacao DLP [2]
Figura 3.5: Comparacao entre SLA e DLP
3.4 Etapas do processo de estereolitografia
Desde a concepcao do projeto ate sua aplicacao final, existem diversas etapas pre e
pos o processo de fabricacao propriamente dito. Estas etapas serao discutidas nesta
sessao.
21

Figura 3.6: Comparacao entre SLA e DLP
Figura 3.7: Etapas do processo de estereolitografia
1. Elaboracao do Modelo 3D : Existem diversas ferramentas para gerar o mo-
delo 3D em questao. As mais tradicionais sao os softwares CAD (Computer
Aided Drawing), os quais permitem desde desenhos a mao livre ate geracao
de modelos parametricos complexos. Atualmente existe uma vasta gama de
programas com este fim, cada um com suas peculiaridades e destinado a um
publico especıfico (engenheiros, arquitetos, designers, etc.).
Alguns exemplos de softwares bastante utilizados no mercado atualmente sao
Solidworks, Blender, Rhinoceros, Fusion 360, dentre outros. Apesar de muito
poderosos, essas ferramentas muitas vezes dependem da habilidade do dese-
nhista e portanto podem ser muito trabalhosas quando destinadas a areas
como a biomedicina. Com o avanco tecnologico recente, novas ferramentas
foram desenvolvidas para este fim, introduzindo o conceito denominado Enge-
nharia Reversa.
Ferramentas como Scanners 3D, escaneamento por fotografia e exames de ima-
gem (tomografias, ressonancias magneticas) podem ser utilizados para digitali-
zar um modelo fısico real e transforma-lo em modelos 3D editaveis, permitindo
assim, que o projetista trabalhe sobre um problema ja existente.
2. Arquivo STL: Apos a confeccao do modelo 3D, e necessario transforma-lo em
um arquivo tipo STL (Standard Triangle Language). Esse formato descreve a
geometria da superfıcie de um objeto tridimensional por meio de uma malha de
triangulos que tem cada um de seus vertices compartilhados com os triangulos
adjacentes. Essa configuracao e essencial para que, posteriormente, os softwa-
res de fatiamento possam dividir o solido nas diversas camadas de construcao.
22

Grande parte de programas CAD ja possuem opcao que exporta o modelo
automaticamente no modelo STL, no entanto tambem e possıvel gera-lo ma-
nualmente no formato binario ou ASCII. No caso de modelos gerados por meio
de escaneamento, fotografia ou exames de imagem, pode ser necessario uma
correcao de vertices desalinhados ou faces desencontradas. Para isso existem
programas especıficos de reparacao STL, alguns deles, inclusive, gratuitos.
3. Configuracao de Fabricacao: Esta e a etapa de comunicacao entre software e
hardware. O modelo STL e importado para algum software de configuracao, o
qual ira realizar a divisao em camadas (’fatiamento’) do modelo. Os principais
parametros dessa etapa sao: altura de camada, velocidade de impressao, uti-
lizacao de suportes, quantidade de preenchimento, dentre outros que variam de
acordo com a tecnica de fabricacao. Apos a configuracao desses parametros, o
software gera um algoritmo chamado G Code, que consiste em uma sequencia
de comandos que a maquina de estereolitografia ira executar para fabricar a
peca. Existem diversos programas de fatiamento no mercado, alguns gratuitos,
outros pagos. Determinadas maquinas conseguem ler codigos gerados apenas
por softwares especıficos de determinados fabricantes, uma vez que possuem
peculiaridades especıficas de hardware.
4. Construcao: O G Code gerado na etapa anterior e reconhecido pela maquina
e esta entao esta pronta para iniciar a fabricacao por manufatura aditiva. O
meio de fabricacao varia de acordo com o tipo de maquina e sua tecnica de
fabricacao. Como descrito anteriormente, usaremos a tecnica DLP - estere-
olitografia por projecao - onde cada camada e formada atraves do processo
de fotopolimerizacao da resina termorıgida por meio da cura realizar por pro-
jetor. O tempo de fabricacao pode variar bastante de acordo com tamanho
e geometria da peca, qualidade do produto, velocidade de fabricacao, dentre
outros parametros.
5. Pos-Processamento: Apos a materializacao da peca no processo de contrucao,
e necessario dar o acabamento final ao produto, a fim de eliminar quais-
quer resıduos, garantindo assim as tolerancias dimensionais e propriedades
desejaveis. Cada tecnologia de manufatura aditiva requer um pos processa-
mento especıfico. No caso da estereolitografia, as etapas de pos processamento
serao abordadas detalhademente a seguir.
6. Produto Final: A ultima etapa do processo de fabricacao como um todo e a
analise do produto final. Esta pode ser de distintas caracterısticas da peca,
tais como propriedades mecanicas, tolerancias dimensionais e geometricas, ru-
gosidade, biocompatibilidade. Para este fim, e necessario realizar os ensaios
23

com ferramentas adequadas, seguindo as devidas normas de testes e ensaios.
Com isso e possıvel determinar se o produto final possui as caracterısticas ne-
cessarias a sua aplicacao e como cada parametro de fabricacao pode influenciar
nessas propriedades.
3.5 Pos-Processamento
Ao final da primeira etapa de construcao do produto na maquina de estereolitografia,
a peca ja possui forma geometrica muito proxima do produto final, no entanto nao
apresenta rigidez e propriedades mecanicas desejaveis, necessitando passar por um
processamento de pos-cura. Alem disso, a peca parece “molhada“, indicando um ex-
cesso de resina que necessita ser removida. Portanto, as etapas de pos-processamento
de estereolitografia DLP utilizadas nesse estudo podem ser divididas em tres pro-
cessos: aplicacao de solvente, pos cura e remocao da peca.
3.5.1 Aplicacao de solvente
Ao fim do processo de construcao da peca, e possivel notar excesso de resina nao
fotopolimerizada no interior e na superfıcie da peca. Com o objetivo de garantir
precisao dimensional e geometrica no produto final posterior ao processo de pos-
cura, e necessaria a aplicacao de solvente - alcool isopropil ou alcool metılico -
para a remocao do excesso indesejavel. Neste trabalho sera utilizada a primeira
substancia. O solvente deve ser aplicado com cuidado para nao danificar a peca,
que apresenta bastante fragilidade nesta etapa. No mais, a quantidade de solvente
deve ser utilizada com cautela, uma vez que o excesso pode causar dilatacoes na
peca e a falta pode nao ser suficiente para limpa-la de forma eficiente.
3.5.2 Pos-cura
Devido ao formato parabolico dos pixels de luz UV utlizados na estereolitografia por
projecao (DLP), algumas regioes da resina nao sofrem o processo de cura durante
a fabricacao da peca, fazendo com que a mesma apresente propriedades mecanicas
defasadas. Para contornar esta questao, a peca e colocada na camara de pos-cura
da maquina, onde recebera uma dose extra de raios UV. O tempo de exposicao da
peca neste processo e funcao do tipo de resina utilizada, da potencia dos raios UV
e da massa da peca [12].
24

3.5.3 Remocao
Apos os procesos descritos acima, o produto esta pronto para sua remocao da pla-
taforma de impressao e uso final. Devido a proximidade da peca com a plataforma,
essa remocao deve ser feita com muita cautela, utilizando-se ferramentas como bis-
turis, alicates ou espatulas, que auxiliam na quebra dos suportes e da superfıcie de
aderencia entre a peca e a plataforma. A aplicacao de forca excessiva pode gerar
trincas ou fraturas na superfıcie da peca e comprometer sua qualidade final.
3.6 Contracao
O processo de fotopolimerizacao apresentado na sessao anterior acarreta na formacao
de ligacoes cruzadas entre as cadeias do polımero, transformando-o do estado lıquido
para estado solido. Essa nova configuracao molecular consiste de ligacoes covalentes,
as quais sao mais fortes que as forcas de Van der Waals, que predominavam no estado
inicial do material.
A maior intensidade das forcas intermoleculares ocasiona em uma aproximacao
das cadeias, diminuindo as dimensoes do produto final. Este fenomeno e conhecido
como contracao e seu efeito e intensificado com o aumento do grau de polimerizacao
do polımero. A contracao influencia principalmente as dimensoes no plano xy e
podem gerar tensoes distorsivas na peca.
O grau de polimerizacao e principalmente influenciado por fatores como estru-
tura quımica do material; temperatura de cura; intensidade dos raios UV ou laser;
concentracao de fotoiniciadores.
Uma vez que estes parametros sao fixos na maquina utilizada neste estudo, - Pro-
jet 1200 - os fatores de compensacao de contracao sao pre definidos pelo fabricante
do equipamento. Este fator sera apresentado adiante, na descricao experimental [2].
3.7 Rugosidade
Por mais preciso e delicado que seja o metodo de fabricacao utilizado, as superfıcies
do produto sempre estao sujeitas a ocorrencia de ondulacoes, asperezas, descontinui-
dades ou imperfeicoes geometricas. Essas irregularidades influenciam em aspectos
da peca como o desgaste superficial, aderencia de lubrificantes e/ou camadas prote-
toras ou isolantes, resistencia a fadiga e ate transferencia de calor. Devido a estes
fatores, e interessante analisar a rugosidade dos produtos fabricados por estereoli-
trografia a fim de se analisar qualitativamente este processo de fabricacao quanto a
esta propriedade. [4]
As medicoes abordadas nos proximos capıtulos tem como objetivo avaliar tres
25
parametros relativos a rugosidade superficial: Desvio Medio Aritmetico Ra, Desvio
Medio Rz e Desvio Medio Quadratico Rq. Esses parametros sao definidos a seguir.
1. Desvio Medio Aritmetico Ra: consiste na media aritmetica dos valores abso-
lutos das ordenadas de afastamento Yi em relacao a linha media LM, dentro
do percurso de medicao. Este parametro e o mais utilizado em todo o mundo
e e aplicavel a maioria dos processos de fabricacao.
A figura a seguir ilustra graficamente o significado desses parametros em um
perfil de rugosidade generico, assim como a equacao utilizada para o calculo de
Ra. A tabela a seguir relaciona intervalos de valor de Ra com suas respectivas
exigencias de qualidade superficial, a fim de se ter uma referencia qualitativa
para os valores obtidos no experimento.
Figura 3.8: Desvio Medio Aritmetico Ra [4]
Ra =1
L∗∫ L
0
|y| dx
Tabela 3.1: Relacao entre valores de rugosidade e qualidade do produto [4]Ra (µm) Exigencia de Qualidade Superficial
0.1 Fins Especiais0.16-0.25-0.40 Exigencia maxima
0.6-1.0-1.6 Alta exigencia2.5-4.0-6.0 Exigencia media10-16-25 Pouca exigencia40-63-100 Sem exigencia particular
150-250-400-630-1000 Superfıcies brutas
26

Figura 3.9: Desvio Medio Rz [4]
2. Desvio Medio Rz: e a media aritmetica dos cinco valores de rugosidade parcial,
obtidos dentro do percurso de medicao. A rugosidade parcial zi e a soma dos
valores absolutos da altura dos pontos maximos e mınimos do perfil, dentro
do percurso de amostragem.
Rz =z1 + z2 + z3 + z4 + z5
5
3. Desvio Medio Quadratico Rq: E a raiz quadrada da media doa quadrados
das ordenadas (y) do perfil efetivo em relacao a linha media (LM), dentro
do percurso de medicao. Este parametro e conhecido tambem como RMS
(Root Mean Square). Parametro bastante usado nos EUA, acentua o efeito
dos valores do perfil que se afastam da media.
Rq =
√1
L∗∫ L
0
Y 2dx
27

Capıtulo 4
Fabricacao de Prototipos de
Nervocondutores
Neste capıtulo sera abordada a metodologia completa do desenvolvimento de projeto
e fabricacao dos nervocondutores por estereolitografia. Cada etapa do processo sera
justificada e detalhada. Foram projetadas geometrias simplificadas baseadas nos
estudos utilizados.
4.1 Equipamento de estereolitografia
O equipamento utilizado neste trabalho e uma impressora de estereolitografia desk-
top ProJet R© 1200, desenvolvida e fabricada pela empresa norte-americana 3D Sys-
tems. A Figura 4.1 apresenta a maquina e todos os seus componentes. O equipa-
mento possui duas camaras: a primeira, onde ocorre o processo de estereolitografia
por exposicao de fundo, comporta uma plataforma (F) com comprimento de 43 mm
(eixo x) e largura de 27 mm (eixo y) e permite a fabricacao de pecas com ate 150 mm
de altura (eixo z). A segunda camara e a chamada estacao de pos cura (N), local
onde a peca permanece estatica no suporte (K) e recebe uma nova radiacao de raios
UV (L) a fim de garantir a completa cura do material. A maquina possui resolucao
de 0,056 mm (585 dpi) no plano xy e constroi as pecas com camadas sobrepostas
de dimensoes de 0,03 mm conforme o elevador (D) se desloca verticalmente pelas
suas guias (C). A velocidade de construcao vertical da maquina e de 14 mm/hora.
Todos o processos de construcao e pos cura devem ser realizados com as portas do
equipamento fechadas (B e M) e o progresso pode ser acompanhado pelo display
digital (A).
28

Figura 4.1: Componentes do equipamento de estereolitografia - Projet 1200
Para definir os parametros de fabricacao das pecas, foi utilizado o software Geo-
magic Print, fornecido pelo fabricante. O arquivo STL gerado no inıcio do processo
e alocado sobre uma “plataforma de impressao“ virtual e suas dimensoes e ori-
entacoes podem ser manipuladas de acordo com a intencao do projetista. Alem
disso, o software gera suporte nas regioes da peca onde nao ha apoio, a fim de
garantir a estabilidade do material e separar sua superfıcie inferior da mesa de im-
pressao, o que facilita na remocao da peca da plataforma. E importante ressaltar
que o software trabalha com um fator de compensacao para evitar possıveis erros
ocasionados por contracao de material no processo. Nesse estudo, foram utilizados
os fatores de 2,01% em x e 2,12% em y, como pode ser visto na Figura 4.2 . Esses
valores foram pre definidos e sao parametros default da impressora.
4.2 Parametros do processo de Estereolitografia
O equipamento utilizado e bastante limitado quanto a variacao de parametros de
fabricacao. O projetista tem liberdade para variar a orientacao e disposicao da pecas
na mesa de impressao; grau de sobre-cura; fatores de compensacao de contracao nos
eixos X e Y. A orientacao do produto na plataforma e de extrema importancia, pois
otimiza o processo quanto ao tempo de fabricacao, quantidade de material utilizada,
29

Figura 4.2: Janela de configuracao de parametros de compensacao de contracao
numero de suportes e acabamento superficial. Na grande maioria dos casos, procura-
se evitar ao maximo a quantidade de suportes e orientar as faces planas da peca na
mesa. No entanto, e importante ressaltar que cabe ao projetista analisar cada caso
e definir essas orientacoes, que podem nao ser tao triviais sempre.
Outros parametros importantes que afetam a qualidade do produto final sao:
espessura de camada; velocidade da plataforma; tipo de material utilizado; potencia
e resolucao do laser (SLA); potencia da luz UV (DLP); numero de espelhos da
maquina (DLP). No entanto, estes nao sao variaveis para o caso de estudo desta
maquina.
4.3 Materia-prima
A materia-prima utilizada neste projeto e o Visijet FTX Green, que e fornecido em
forma de cartuchos especıficos para este equipamento e tambem e fabricado pela em-
presa 3D Systems. O conteudo lıquido presente no cartucho consiste em monomeros
de Trietileno Glicol Diacrilato, que quando exposto a raios UV estabelece ligacoes
cruzadas, formando um polımero em estado solido. A Figura 4.3 ilustra a estrutura
molecular deste material e a Tabela 4.1 apresenta algumas de suas propriedades
fornecidas pelo fabricante. As propriedades mecanicas encontradas na tabela, como
resistencia a tracao, modulo de tensao, alongamento na ruptura e resistencia a flexao
sao referentes ao material no estado solido, apos o processo de fotopolimerizacao.
30

Figura 4.3: Formula estrutural em bastao do monomero de trietileno glicol diacri-lato.
Tabela 4.1: Materia-prima - propriedadesVisijet FTX Green
Substancia Trietileno glicol diacrilatoFormula Molecular C12H18O6
Peso Molecular 258,27 g/molCor Verde Escuro
Densidade 1, 04g/cm3
Resistencia a tracao (ASTM D638) 30 MPaModulo de Tensao (ASTM D638) 1700 MPa
Alongamento na Ruptura (ASTM D638) 10%Resistencia a Flexao (ASTM D638) 40 MPa
4.4 Panorama das Geometrias
Nesta secao serao apresentadas as geometrias desenvolvidas para a posterior fa-
bricacao, assim como seus principais parametros variaveis. Todos os modelos
geometricos foram confeccionados utilizando o software de modelagem 3D So-
lidworks e exportados para o modelo STL no mesmo programa. Para a visualizacao
da triangulacao, foi utilizado o software Netfabb da empresa americana Autodesk.
Um metodo de construcao de geometria interessante para o caso proposto neste
trabalho seria o de engenharia reversa, onde se obtem um modelo digital da lesao em
questao atraves de ferramentas de geracao de imagem, como scanners 3D, exames
de tomografia e ressonancia. A partir da aquisicao das imagens, e possivel que o
projetista crie a melhor solucao utilizando este material. No entanto, estes metodos
foram descartados devido a questoes funcionais. Para o escaneamento de geometrias
com a ordem de grandeza de dimensao vigente e necessario um equipamento de
alta qualidade, indisponıvel no momento de realizacao desde trabalho. Quanto aos
demais exames de imagens, estes nao geram imagens com definicao mınima suficiente
quando se trata de nervos perifericos. Devido a todos esses fatos, foi escolhido
realizar uma modelagem generica utilizando o software CAD.
31

4.4.1 Tubo simples
A primeira geometria escolhida como nervo condutor e a de um tubo simples, o qual
conecta duas extremidades de um nervo periferico qualquer, por meio de sutura
em suas extremidades. Estudos anteriores apontam que esses tubos sao bastante
convenientes no preenchimento de gaps de ate 30 milımetros de comprimento [7].
Para evitar possıveis tensoes compressivas no nervo durante sua regeneracao,
e conveniente que seu diametro interno seja aproximadamente 30% maior que o
diametro do nervo. A Figura 4.4 mostra os parametros do desenho, onde L e o
comprimento total do tubo, d o diametro interno, D o diametro externo e e a
espessura da parede. A Figura 4.5 mostra a triangulacao do modelo STL.
Figura 4.4: Vistas e parametros de fabricacao
Figura 4.5: Modelo STL do tubo simples - 288 triangulos
32

4.4.2 Tubo com bifurcacao
A configuracao de tubo com bifurcacao e uma composicao de dois tubos simples
- um tubo principal e um periferico - os quais possuem mesma origem formando
assim uma bifurcacao. A utilizacao de nervos condutores para restruturacao de
lesoes bifurcadas ainda e objeto de estudo profundo e portanto, praticamente nao e
utilizada.
Nas imagens a seguir, e possivel notar que com a adicao de bifurcacoes, o projeto
de desenho torna-se significativamente mais complexo, devido a presenca de novos
parametros que permitem uma vasta gama de diferentes combinacoes entre si.
A Figura 4.6 mostra esses parametros nas diferentes vistas do desenho, onde L e
o comprimento de cada tubo, D e o diametro externo, d o diametro interno, e a es-
pessura. A referencia (1) remete ao tubo principal, enquanto (2) ao tubo periferico,
como indica a figura. Apesar de ainda nao ser muito utilizado atualmente, e interes-
sante o estudo deste tipo de geometria, pois muitos nervos perıfericos apresentam
geometria semelhante a esta. Alem disso, e interessante realizar testes a fim de ver
a capacidade de fabricacao por estereolitografia de formas mais complexas.
Figura 4.6: Vistas e parametros de fabricacao
E interesante notar pela Figura 4.7 que o aumento da complexidade do tubo bi-
33

furcado acrescenta bastante informacao ao arquivo STL, exigindo um numero muito
maior de triangulos necessarios para descrever a superfıcie externa da peca.
Figura 4.7: Modelo STL do tubo com uma bifurcacao - 720 triangulos
34

4.5 Planejamento de experimentos
Os estudos de caso foram divididos em dois tipos, cada um com um objetivo prin-
cipal. Primeiramente, foram fabricadas as geometrias tubo simples, com variacoes
em suas principais dimensoes a fim de se realizar uma analise quantitativa desses
parametros. Esse experimento tem como principais objetivos analisar a capacidade
do equipamento de construir pecas ıntegras com suas respectivas dimensoes; analisar
o valor dessas dimensoes em torno das dimensoes nominais de projeto; e medir a
rugosidade superficial do produto fabricado.
Posteriormente, foi fabricado o tubo com uma bifurcacao com o objetivo de
verificar a capacidade de construcao de geometrias mais complexas e analisar a
qualidade da peca obtida.
4.5.1 Tubos simples
Neste experimento, foram fabricados diversas amostras de tubos simples, cada uma
com variacoes de diametros internos e espessura de paredes. Os comprimentos per-
maneceram constantes para todos os tubos de todas as amostras.
Para as tres primeiras amostras, foram escolhidos tres valores para o diametro
interno d dos tubos. Os valores de diametro externo D sendo 10% maior que o
diametro interno. As espessuras e podem ser calculadas com a seguinte equacao:
e =(D − d)
2
Com a fabricacao dessas primeiras amostras, foi percebido que os tubos mais
finos (e=0,1 mm) nao resistiram ao processo, se deformando ate a ruptura devido
a acao do peso proprio durante a remocao da plataforma da primeira camara. Foi
entao realizada a fabricacao da amostra 4, cujo diametro interno permaneceu pe-
queno (d=2 mm), porem com um acrescimo de diametro externo, e portanto, maior
espessura.
Com a integridade dos tubos da amostra 4 preservada para (e=0,2 mm), foi
executada uma ultima amostra de tubos simples. Nesta ocasiao, foram fabricados
tubos com diferentes diametros, mas espessuras de parede constante.
A Tabela 4.2 apresenta os valores dos parametros de fabricacao de todas as
amostras produzidas neste experimento.
Em todas as amostras, os tubos foram posicionados na vertical, com seu eixo
longitudinal paralelo ao eixo Z. Essa configuracao foi escolhida pois um numero
menor de suportes e necessario, otimizando o processo de fabricacao e garantindo
melhor acabamento superficial da peca, como mencionado anteriormente. Uma vez
que esse experimento nao tem objetivo de avaliar a influencia da disposicao das
35

Tabela 4.2: Parametros de fabricacao das diversas amostras de tubo simplesAmostra L (mm) D (mm) d (mm) e (mm) Replicas
10 2 2.2 0.1 110 4 4.4 0.2 1110 6 6.6 0.3 110 2 2.2 0.1 110 4 4.4 0.2 1210 6 6.6 0.3 110 2 2.2 0.1 110 4 4.4 0.2 1310 6 6.6 0.3 1
4 10 2 2.4 0.2 310 2 2.4 0.2 110 4 4.4 0.2 1510 6 6.4 0.2 1
pecas na mesa de impressao, as pecas foram posicionadas em diversas configuracoes,
como podem ser vistas nas imagens a seguir.
Figura 4.8: Amostra 1: disposicao dos tubos na plataforma de impressao. Visua-lizacao obtida no software Geomatic Print
Figura 4.9: Amostra 2: disposicao dos tubos na plataforma de impressao. Visua-lizacao obtida no software Geomatic Print
36

Figura 4.10: Amostra 3: disposicao dos tubos na plataforma de impressao. Visua-lizacao obtida no software Geomatic Print
Apos o posicionamento das pecas na plataforma de fabricacao do software, os
suportes (estruturas em amarelo) foram geradOs utilizando a configuracao default
do programa, a fim de introduzir o menor numero de estruturas em cada peca. Com
todos os parametros configurados, o software calcula o tempo de fabricacao. Para
todas as amostras apresentados acima, o tempo de fabricacao foi o de aproximada-
mente 48 minutos.
Decorrido esse tempo, a plataforma e retirada da maquina e passa pela pri-
meira etapa de pos-processamento: um processo cuidadoso de limpeza com alcool
isopropılico, a fim de se remover quaisquer excesso de material de sua superfıcie e
interior para a posterior pos-cura. A Figura 4.12 mostra as pecas apos o processo de
fabricacao, logo antes da limpeza. E possıvel notar que o produto aparenta ter um
aspecto “molhado“, com excesso de resina em sua superfıcie. Tambem e possıvel
observar, principalmente no menor tubo, que ha um deposito de material no seu
interior que deve ser removido, senao o mesmo sofre a pos cura, comprometendo o
funcionamento do produto.
Apos limpa, a plataforma e entao introduzida na camara de pos-cura, onde o
material recebe uma nova radiacao de raios UV, garantindo sua total fotopolime-
rizacao. A Figura 4.13 apresenta uma das amostras posicionadas na camara. Para
todas as amostras, o tempo de pos-cura foi de aproximadamente 35 minutos.
37

Figura 4.11: Amostra 4: disposicao dos tubos na plataforma de impressao. Visua-lizacao obtida no software Geomatic Print
Figura 4.12: Amostra 2: Tubos apos o processo de fabricacao - antes da pos cura
Figura 4.13: Amostra 4: Tubos no interior da camara de pos cura
38

4.5.2 Tubo com uma bifurcacao
Foi fabricada apenas uma unidade de tubo com uma bifurcacao. A orientacao da
peca em relacao a mesa de impressao foi escolhida a fim de garantir maior estabili-
dade da peca durante o processo de fabricacao e reduzir a quantidade e dimensoes
dos suportes, que ocasiona em menor tempo de producao e economia de material.
O tempo de producao foi de aproximadamente 33 minutos e apos a retirada do
produto da maquina, os processos de limpeza e pos cura foram realizados de forma
identica ao relatado na sessao anterior. A Figura 4.14 e a Tabela 4.3 apresentam a
orientacao da peca e suas dimensoes nominais, respectivamente. Esses parametros
foram suficientes para uma fabricacao ıntegra, logo nao foi necessario repetir o ex-
perimento.
Figura 4.14: Disposicao do tubo com uma bifurcacao na plataforma de impressao.Visualizacao obtida no software Geomatic Print
Tabela 4.3: Parametros dimensionais do tubo com uma bifurcacaoL1 (mm) d1 (mm) D1 (mm) L2 (mm) d2 (mm) D2 (mm) α (graus)
10 4 4.4 10 4 4.4 45
Figura 4.15: Tubo com uma bifurcacao apos o processo de fabricacao
39
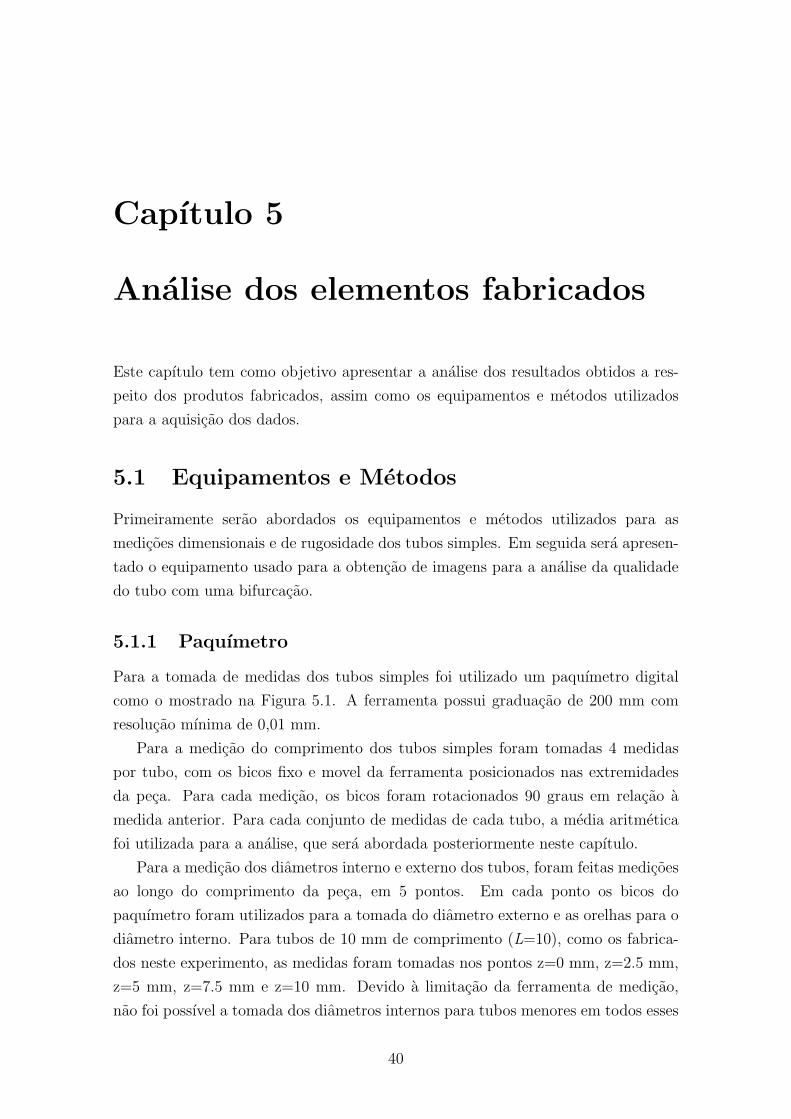
Capıtulo 5
Analise dos elementos fabricados
Este capıtulo tem como objetivo apresentar a analise dos resultados obtidos a res-
peito dos produtos fabricados, assim como os equipamentos e metodos utilizados
para a aquisicao dos dados.
5.1 Equipamentos e Metodos
Primeiramente serao abordados os equipamentos e metodos utilizados para as
medicoes dimensionais e de rugosidade dos tubos simples. Em seguida sera apresen-
tado o equipamento usado para a obtencao de imagens para a analise da qualidade
do tubo com uma bifurcacao.
5.1.1 Paquımetro
Para a tomada de medidas dos tubos simples foi utilizado um paquımetro digital
como o mostrado na Figura 5.1. A ferramenta possui graduacao de 200 mm com
resolucao mınima de 0,01 mm.
Para a medicao do comprimento dos tubos simples foram tomadas 4 medidas
por tubo, com os bicos fixo e movel da ferramenta posicionados nas extremidades
da peca. Para cada medicao, os bicos foram rotacionados 90 graus em relacao a
medida anterior. Para cada conjunto de medidas de cada tubo, a media aritmetica
foi utilizada para a analise, que sera abordada posteriormente neste capıtulo.
Para a medicao dos diametros interno e externo dos tubos, foram feitas medicoes
ao longo do comprimento da peca, em 5 pontos. Em cada ponto os bicos do
paquımetro foram utilizados para a tomada do diametro externo e as orelhas para o
diametro interno. Para tubos de 10 mm de comprimento (L=10), como os fabrica-
dos neste experimento, as medidas foram tomadas nos pontos z=0 mm, z=2.5 mm,
z=5 mm, z=7.5 mm e z=10 mm. Devido a limitacao da ferramenta de medicao,
nao foi possıvel a tomada dos diametros internos para tubos menores em todos esses
40

Figura 5.1: Paquımetro utilizado nas medicoes dimensionais de tubos simples
pontos ao longo do comprimento. A Figura 5.2 demonstra graficamente os pontos
das tomadas de medicao.
Figura 5.2: Localizacao das medidas de diametro interno e diametro externo
41

5.1.2 Rugosımetro
O equipamento utilizado para a medicao da rugosidade dos tubos simples e o per-
filometro Form Talysurf Intra serie 0120 da fabricante inglesa Taylor Hobson, um
equipamento com resolucao de 0.1 micrometro que fica localizado no laboratorio de
microusinagem avancada, proximo ao CEFCON - Figura 5.3. O apalpador usado na
maquina e o modelo 112-2011 com ponta de diamante de 2 µm de altura e angulo
de 90 ◦ entre as paredes.
Para a calibracao do equipamento, foi utilizada uma esfera padrao de raio 12,4941
mm, modelo 112-2062-02, serie M1853. O software utilizado e o Ultra Surface Finish
V5.
Figura 5.3: Rugosımetro utilizado para medicao de rugosidade superficial de tubossimples
Antes da medicao da rugosidade, e necessario realizar a calibracao do rugosımetro
utilizando a esfera especificada anteriormente. Este procedimento e realizado com
o posicionamento manual do apalpador no ponto mais alto da esfera com o auxılio
do sensor apresentado graficamente no software. O programa e entao acionado para
realizar o modo calibracao. Para a correta configuracao do equipamento, o software
deve dar como resultado de medida um valor igual ou muito proximo ao valor de
12,4941. Para a tomada das medidas, foi utilizado o comprimento de dados com
valor de 7 mm. A velocidade da medicao do apalpador foi configurada em 0.25
mm/s.
Apos esses ajustes, o tubo foi posicionado delicadamente sobre uma resina a fim
de manter sua estabilidade na posicao horizontal. O apalpador e entao posicionado
na superfıcie do tubo por meio de um volante que faz o ajuste fino de sua posicao. O
software indica graficamente a posicao ideal do apalpador conforme sua aproximacao
da peca. A Figura 5.4 ilustra o posicionamento relativo do tubo no rugosımetro.
42

Figura 5.4: Posicionamento do tubo simples para medicao de rugosidade
5.1.3 Camera microscopica
Para analise qualitativa dos tubos com uma bifurcacao, foram geradas imagens am-
pliadas de alta qualidade. Para este fim, o equipamento utilizado foi a camera
microscopica digital Dino-Lite Edge AM3715TB, a qual pertence ao laboratorio de
microusinagem avancada. Esta camera portatil conta com um conjunto de 8 leds,
possui capacidade de ampliacao de 20 a 220 vezes com resolucao de 640 x 480 pixels
a 30 FPS. Para a captura de imagens foi utilizado o software proprio do fabricante.
A peca e posicionada sob as lentes da camera, que tem sua posicao manipulada
manualmente pela guia vertical e seu suporte. Uma vez estabelecida a distancia
entre a camera e o objeto, a imagem e focalizada por meio do cursor de ajuste de
foco localizado proximo a extremidade da lente. O cursor e girado ate que a imagem
no software esteja com nitidez suficiente para a captura de imagem.
Apos a captura das imagens, o software ImageJ foi utilizado para uma breve
avaliacao das medidas da peca. Esse programa tem capacidade de executar analises
dimensionais por meio de imagens geradas por cameras fotograficas. A principal
motivacao para essa medicao e avaliar o angulo de abertura α entre o tubo prin-
cipal e sua bifurcacao, no entanto outras medidas tambem foram tomadas, como
comprimentos e diametros externos.
43

Figura 5.5: Metodo de aquisicao de imagens com camera microscopica
5.2 Resultados- tubo simples
Na primeira parte desta sessao, sao apresentados e analisados os dados dimensionais
a respeito do comprimento, diametros, espessura dos tubos simples. Posteriormente,
e feita uma analise sobre as medioes de rugosidade.
Resultados dimensionais
Para a analise dos comprimentos de todos os tubos, estes foram dividos nas diferentes
amostras e os valores apresentados nas Tabelas 5.1 e 5.2.
A partir dos quatro valores de comprimento medidos (L1, L2, L3 e L4 ), foram
obtidas medias de comprimento, desvios padrao e a diferenca percentual da media
em torno do valor nominal de projeto (L=10 mm). E possıvel notar atraves das
tabelas que as medias ficaram bastante proximas do valor nominal, sendo a maior
diferenca encontrada no tubo 6 mm da Amostra 1 (1.42%).
Os pequenos valores de desvio padrao para as quatro medidas indicam que os
comprimentos dos quatro pontos da secao circular sao proximos, ou seja, houve
pouco empenamento da secao do tubo. Algumas amostras com desvios padrao de
0.01 revelam uma otima tolerancia geometrica do equipamento para a fabricacao de
geometria cilındrica.
Os graficos da Figura 5.6 apresentam os dados das tabelas em torno do valor
nominal (linha vermelha). E importante relembrar que nao ha valores de tubos 2
mm nas tres primeiras amostras devido ao colapso da peca durante a fabricacao,
como relatado anteriormente
44

Tabela 5.1: Dados de comprimento- tubo simplesAmostra 1 Amostra 2 Amostra 3
6 mm 4 mm 6 mm 4 mm 6 mm 4mmL1 (mm) 10.19 10.06 10.03 9.99 10.12 10.00L2 (mm) 10.18 10.08 10.12 10.00 10.19 10.03L3 (mm) 10.09 10.07 10.13 9.97 10.11 10.06L4 (mm) 10.11 10.08 10.12 9.99 10.10 10.02
media (mm) 10.14 10.07 10.10 9.99 10.13 10.03desvio padrao 0.05 0.01 0.05 0.01 0.04 0.03diferenca (%) 1.42 0.72 1.00 -0.12 1.30 0.27
Tabela 5.2: Dados de comprimento- tubo simplesAmostra 4 Amostra 5
2 mm 2 mm 2 mm 6 mm 4 mm 2 mmL1 (mm) 9.89 10.06 9.98 9.99 9.89 10.00L2 (mm) 10.01 10.06 10.04 9.82 9.96 10.06L3 (mm) 10.02 10.07 10.04 10.01 10.09 9.98L4 (mm) 9.92 10.09 9.97 9.99 10.04 9.99
media (mm) 9.96 10.07 10.01 9.95 10.00 10.01desvio padrao 0.06 0.01 0.04 0.09 0.09 0.04diferenca (%) -0.40 0.70 0.08 -0.47 -0.05 0.08
As Figuras 5.7 e 5.8 apresentam graficos com valores dos diametros interno,
externo e espessura de paredes de diferentes amostras ao longo do comprimento z
dos tubos. Os tubos foram separados por diametros (6 mm e 4mm). Como discutido
anteriormente, os valores foram tomados para z=0, z=2.5, z=5, z=7.5 z=10 (mm).
Os tubo de 2 mm nao foram incluıdos nesta analise pois apenas duas medidas de
diametros foram tomadas devido a limitacoes tecnicas do paquımetro (z=0 e z=10).
Os tubos 4 mm nao foram medidos em z=5 devido a mesma limitacao.
A Figura 5.7a apresenta um comportamento oscilatorio de tres amostras em torno
da linha de valor nominal do diametro interno (linha vermelha). E interessante notar
que essas amostras apresentam valores ligeiramente superiores ao nominal no inicio
do comprimento, com uma acentuada queda no meio do comprimento, e posterior-
mente um acrescimo no final. Em contrapartida, os valores de diametro externo -
Figura 5.7 (b) apresentam um comportameto inverso, com quedas nos pontos z=2.5
e z=7.5 e aumento em z=5, onde ocorre uma “barriga“ positiva. Os graficos de es-
pessura - Figura 5.7 (c) - apresentam comportamento semelhante, uma vez que seus
valores consistem na metade da diferenca entre os valores dos graficos anteriores. A
imagem indica que esses tubos apresentam valores de espessuras maiores em pontos
proximos a metade do comprimento, chegando proximo ao seus valores nominais de
projeto.
45

Figura 5.6: Graficos com comprimentos de todas as amostras de tubo simples
Os tubos de diametro 4 mm apresentaram comportamento distinto aos de 6
mm, no entanto e claramente possıvel notar padroes em suas dimensoes. A Figura
5.8a apresenta uma queda dos valores de diametro interno proximo ao ponto z=2.5
em tres das quatro amostras analisadas. Apos esse ponto, todos os valores sobem,
chegando proximo aos valores nominais no final do tubo (z=10). A Figura 5.8b
apresenta quedas de valores para duas amostras e subidas para outras duas, porem
todas com comportamento oscilatorio suave abaixo da linha de valor nominal para
o diametro externo. Finalmente, a Figura 5.9c indica que todos esses tubos tambem
possuem um ponto de maior espessura, neste caso em z=2.5, com alguns valores
46

(a) Valores de diametro interno ao longo do comprimento do tubo.
(b) Valores de diametro externo ao longo do comprimento do tubo.
(c) Valores de espessura ao longo do comprimento do tubo.
Figura 5.7: Parametros dos tubos 6 mm ao longo do comprimento
muito proximos aos nominais, enquanto que em z=7.5 ocorrem as menores dimensoes
para este parametro.
47

(a) Valores de diametro interno ao longo do comprimento do tubo
(b) Valores de diametro externo ao longo do comprimento do tubo.
(c) Valores de espessura ao longo do comprimento do tubo.
Figura 5.8: Parametros dos tubos 4 mm ao longo do comprimento
Para uma avaliacao mais sintetizada dos diametros, os tubos foram novamente
agrupados por tamanho e uma media geral dos parametros foi calculada. Esses
valores se encontram nas Tabelas 5.3, 5.4 e 5.5.
48

A analise dos diametros internos e externos demonstrou um padrao de diminuicao
em relacao ao diametro nominal, com diferencas bastante satisfatorios (-0.19%, -
0.5%, -3,50%), assim como os os diametros externos (-3.26%, -3,18%, -2,08%), que
tiveram desvios mais significativos. No entanto, os desvios padroes ficaram baixos,
na ordem de centesimos de milımetro. E importante ressaltar que as diferencas de
medicao em torno do valor nominal podem ser influenciadas pelo metodo de medicao,
uma vez que este e feito manualmente e a aplicacao de forca excessiva no manuseio
do paquımetro causa a compressao dos tubos, ocasionando em uma reducao do valor
de diametro externo.
Os valores de espessura de parede tiveram diferencas significativas, muito su-
periores as outras dimensoes (-41%, -30%, 25%), pois e um parametro que varia
em funcao dos demais e, por se ter valores muito pequenos, e bastante sensıvel a
flutuacoes. As figuras a diante sao interessantes para entender melhor o comporta-
mento dessas dimensoes.
Os diametros e espessuras e suas medias podem ser visualizados nos graficos de
barra das Figuras 5.9, 5.10 e 5.11. As barras de erro refletem o desvio padrao dos
conjuntos de dados.
Tabela 5.3: Dados referentes aos tubos 6 mmTubos d=6mm
d(mm) D(mm) e(mm)Nominal 6 6.6 0.3Media 5.99 6.38 0.17
Desvio Padrao 0.09 0.05 0.03Diferenca -0.19% -3.26% -41.56%
Tabela 5.4: Dados referentes aos tubos 4 mmTubos d=4mm
d(mm) D(mm) e(mm)Nominal 4.00 4.40 0.20Media 3.98 4.26 0.14
Desvio Padrao 0.07 0.04 0.04Diferenca -0.5% -3.18% -30%
Tabela 5.5: Dados referentes aos tubos 2 mmTubos d=2mm
d(mm) D(mm) e(mm)Nominal 2.00 2.40 0.20Media 1.93 2.35 0.25
Desvio Padrao 0.12 0.02 0.07Diferenca -3.50% -2.08% 25%
49

Figura 5.9: Diametros internos, externos e espessuras dos tubos de 6 mm
Rugosidade
Foram escolhidos tres tubos de diametros diferentes de amostras distintas e reali-
zados tres ensaios de rugosidade em cada. Para cada parametro de rugosidade foi
50

Figura 5.10: Diametros internos, externos e espessuras dos tubos de 4 mm
extraıda a media dos resultados e graficos foram gerados para melhor comparacao
das amostras. A Tabela 5.6 expoe os resultados de medicao. E possivel ver um
exemplo de grafico resultante da medicao na Figura 5.12 e os graficos comparativos
na Figuras 5.13 .
51

Figura 5.11: Diametros internos, externos e espessuras dos tubos de 2 mm
Os valores paraRa eRz observados na tabela se mostraram bastante satisfatorios,
uma vez que se enquadram nas categorias de Exigencia maxima e Alta exigencia
apresentados anteriormente na Tabela 3.1, com valores de desvio padrao razoaveis.
52

Figura 5.12: Grafico de medicao de rugosidade
Tabela 5.6: Resultado de rugosidade para diversas amostrasRa (µm) Rq (µm) Rz (µm)
Amostra 1d=4 mm
0.3875 ±0.1086 05439 ±0.1420 2.5976 ±0.5912
Amostra 3d=6 mm
0.3949 ±0.1484 0.5371 ±0.1643 2.5714 ±0.9783
Amostra 4d=2 mm
0.5191 ±0.0572 0.7971 ±0.1230 3.5131 ±0.7338
Figura 5.13: Graficos com resultados dos parametros de rugosidade
53

5.3 Resultados tubo com uma bifurcacao
A analise do tubo com uma bifurcacao tem como objetivo obter um panorama geral
da geometria e verificar falhas no processo de fabricacao que comprometam sua
qualidade.
A Figura 5.14a mostra um defeito importante no tubo bifurcado, onde seu in-
terior ficou preenchido por uma fina camada. Provavelmente a causa deste erro foi
ocasionada por uma limpeza deficiente entre o final da etapa de fabricacao e o pro-
cesso de pos cura, que deixou resıduos no interior do tubo que foram curados. Este
fato ressalta a importancia de uma boa limpeza com solvente, processo fundamental
que foi abordado anteriormente neste trabalho. E possivel notar tambem nesta ima-
gem que o perfil circular desta extremidade ficou levemente distorcido, ocasionando
uma formula circular irregular. A Figura 5.14c apresenta uma geometria circular
muito mais proxima do desejado neste projeto, com resultado bastante satisfatorio.
Tabela 5.7: Parametros medidos atraves do software ImageJL1(mm) D1(mm) L2(mm) D2(mm) α (graus)
Valor Nominal 10 4.40 10 4.40 45Valor ImageJ 9.40 3.92 10.17 4.28 52.2
Diferenca -6% -10.90% 1.7% -2.73% 16%
As Figuras 5.15 mostram outras perspectivas do tubo com sua bifurcacao. A
Figura 5.15a apresenta um outro defeito grave na peca: fratura em sua extremidade.
A provavel causa deste defeito foi a ma remocao da peca da plataforma de fabricacao.
E de suma importante utilizar ferramentas delicadas que permitam a quebra dos
suportes sem aplicacao de forca excessiva. Uma possıvel acao para evitar este tipo
de defeito e o afastamento da peca da plataforma de impressao no eixo z, gerando
assim suportes maiores que sao mais faceis de serem removidos devido ao maior
espacamento. Este feito, no entanto, levara a um maior tempo de fabricacao e
maior gasto de materia prima.
As Figuras 5.14b e 5.14c apresentam vistas laterais das pecas, onde se pode ter
um panorama geral de sua geometria. A Tabela 5.7 compara os valores objetidos
atraves de medicao digital com os valores nominais de projeto. Nesta tabela, o
parametro principal de analise e o angulo α entre o tubo principal e sua bifurcacao.
Com uma diferenca de 16% entre os valores real e nominal, este angulo ficou mais
aberto do que o esperado. No entanto seriam necessarias diversas outras medicoes
em outros tubos fabricados para procurar algum padrao que relaciona essas medidas.
No panorama geral, o produto conseguiu preservar uma geometria bastante proxima
daquela idealizada no projeto, obtendo resultado razoavelmente satisfatorio.
54

Figura 5.14: Analise da qualidade do produto por imagens de microscopia
55

Figura 5.15: Analise da qualidade do produto por imagens de microscopia
56

Capıtulo 6
Conclusoes
O projeto de nervo condutores e um assunto de extrema complexidade que exige
estudo aprofundado de diversos ramos da ciencia. Neste trabalho foi introduzido
o conceito desta tecnica de reabilitacao nervosa com uma revisao bibliografica que
contextualiza o leitor quanto aos avancos recentes do uso desta tecnologia. Foram
expostas as diversas estrategias e materiais estudados a fim de se ter uma ideia do
nıvel em que este assunto se encontra na atualidade. Foi entao proposta a utilizacao
do processo de fabricacao digital conhecido como estereolitografia como ferramenta
para materializar as pecas, visto que e uma tecnologia emergente com grande poten-
cial na area biomedica devido a sua flexibilidade e praticidade em relacao a metodos
de fabricacao mais tradicionais.
O primeiro experimento - fabricacao de tubos simples - analisou qualitativamente
o comportamento dos parametros dimensionais e de qualidade superficial da peca.
Foi possıvel obter dados de desvios em relacao a dimensao nominal e padroes de
comportamento destes parametros. Pode-se concluir que o comprimento dos tubos
tiveram resultados muito satisfatorios, sendo muito proximos das dimensoes ideali-
zadas. Uma vez que o comprimento do gap e de suma importancia no projeto de
nervo condutores, vale ressaltar o sucesso deste experimento. Os diametros tiveram
leve desvio quanto a dimensao nominal, porem a descoberta de padroes ao longo do
comprimento permite contornar essa diferenca por meio de alteracoes no projeto, ou
de configuracao do equipamento, como o fator de contracao. As espessuras foram
as maiores afetadas na fabricacao, sendo necessario maiores ajustes nos desenhos
para garantir que tenham dimensoes para seu bom funcionamento. Pode-se concluir
que a espessura mınima que esses tubos podem ser fabricados por estereolitografia
e de 0.20 milımetros, visto que menores que isso colapsam devido ao proprio peso,
como relatado anteriormente. Quanto a qualidade superficial, os parametros de
rugosidade mostraram que essas pecas possuem qualidade relativamente boa neste
quesito, no entanto, a aplicacao em celulas nervosas exige rugosidade na ordem de
nanometros. Sendo assim, e necessario uma melhora substancial na rugosidade dos
57
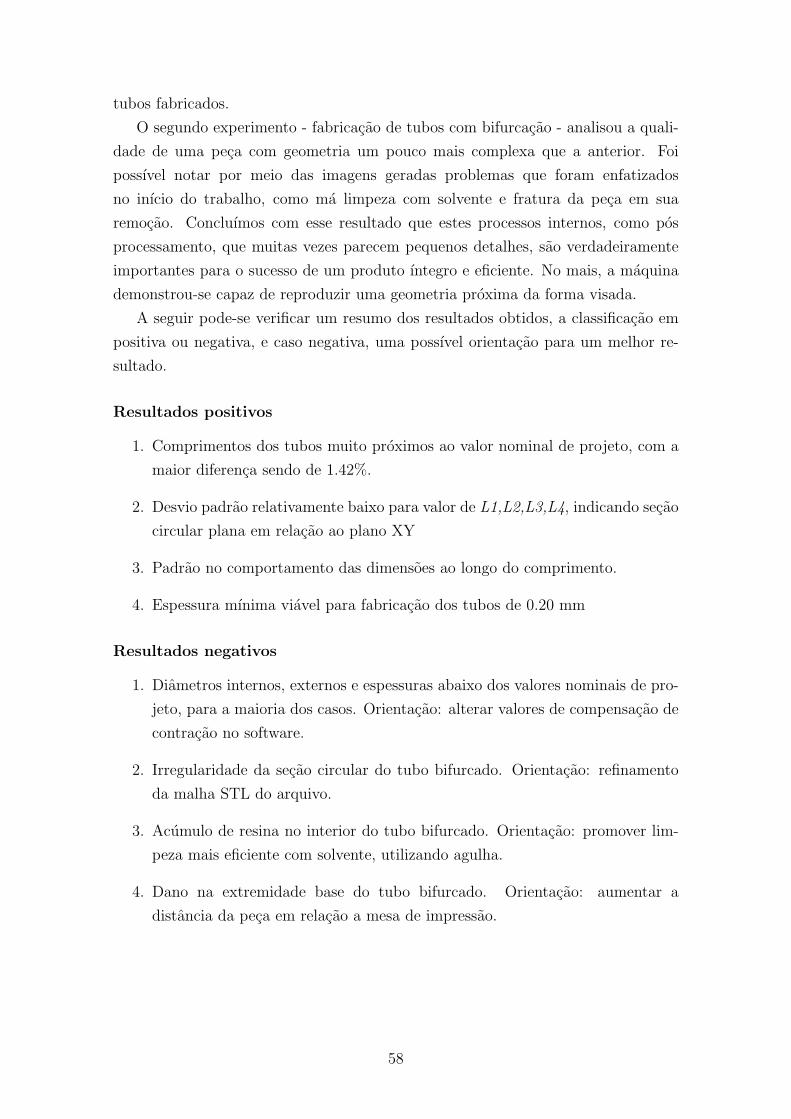
tubos fabricados.
O segundo experimento - fabricacao de tubos com bifurcacao - analisou a quali-
dade de uma peca com geometria um pouco mais complexa que a anterior. Foi
possıvel notar por meio das imagens geradas problemas que foram enfatizados
no inıcio do trabalho, como ma limpeza com solvente e fratura da peca em sua
remocao. Concluımos com esse resultado que estes processos internos, como pos
processamento, que muitas vezes parecem pequenos detalhes, sao verdadeiramente
importantes para o sucesso de um produto ıntegro e eficiente. No mais, a maquina
demonstrou-se capaz de reproduzir uma geometria proxima da forma visada.
A seguir pode-se verificar um resumo dos resultados obtidos, a classificacao em
positiva ou negativa, e caso negativa, uma possıvel orientacao para um melhor re-
sultado.
Resultados positivos
1. Comprimentos dos tubos muito proximos ao valor nominal de projeto, com a
maior diferenca sendo de 1.42%.
2. Desvio padrao relativamente baixo para valor de L1,L2,L3,L4, indicando secao
circular plana em relacao ao plano XY
3. Padrao no comportamento das dimensoes ao longo do comprimento.
4. Espessura mınima viavel para fabricacao dos tubos de 0.20 mm
Resultados negativos
1. Diametros internos, externos e espessuras abaixo dos valores nominais de pro-
jeto, para a maioria dos casos. Orientacao: alterar valores de compensacao de
contracao no software.
2. Irregularidade da secao circular do tubo bifurcado. Orientacao: refinamento
da malha STL do arquivo.
3. Acumulo de resina no interior do tubo bifurcado. Orientacao: promover lim-
peza mais eficiente com solvente, utilizando agulha.
4. Dano na extremidade base do tubo bifurcado. Orientacao: aumentar a
distancia da peca em relacao a mesa de impressao.
58

Sugestoes para trabalhos futuros
Este trabalho serve de consulta para futuras pesquisas utilizando o equipamento de
estereolitografia, principalmente na area de biomedicina. E interessante a realizacao
de futuros ensaios utilizando os materiais abordados neste texto, - principalmente
os biodegradaveis- com o fim de se produzir componentes que de fato possam ser
implantados em humanos e analisar seus resultados e desempenho. E importante
ressaltar que nem todos os materiais citados sao fotopolimerizaveis, ou seja, nao
sao capazes de serem processados por estereolitografia. Certos materiais necessitam
passar por modificacoes especıficas em sua estrutura a fim de se tornarem adequados
a este processo.
Sugere-se tambem o experimento com geometrias que apresentem porosidade e
permeabilidade, uma vez que sao caracterısticas importantes no projeto de nervo
condutores; o aumento do comprimento dos tubos (gaps); e testes para a obtencao
de melhores valores de rugosidade superficial. Vale ressaltar que e fundamental
a comunicacao entre as diversas areas da ciencia (Medicos, Engenheiros e outros
especialistas) para que assuntos interdisciplinares como este, os quais ainda sao
pouco explorados, possam evoluir cada vez mais no futuro.
E profundamente esperado que este assunto tenha despertado o interesse de futu-
ros intusiastas e sirva de inspiracao para que a humanidade crie solucoes tecnologicas
para problemas que tanto nos aflige em nosso cotidiano.
59

Referencias Bibliograficas
[1] Arslantunali, D., Dursun, T., Yucel, D., Hasirci, N., and Hasirci, V. (2014).
Peripheral nerve conduits: technology update. Medical Devices (Auckland,
NZ), 7:405.
[2] Coelho, A. W. F. (Projeto de Graduacao - Dep. Eng. Mecanica - Universidade
Federal do Rio de Janeiro, 2016). Estudo do processo e da qualidade de
peA§as fabricadas por estereolitografia.
[3] de Ruiter, G. C., Malessy, M. J., Yaszemski, M. J., Windebank, A. J., and
Spinner, R. J. (2009). Designing ideal conduits for peripheral nerve repair.
Neurosurgical focus, 26(2):E5.
[4] Flavio de Marco Filho, J. S. C. F. (1996). Apostila de Metrologia.
[5] Grinsell, D. and Keating, C. (2014). Peripheral nerve reconstruction after in-
jury: a review of clinical and experimental therapies. BioMed research
international, 2014.
[6] Groover, M. P. (2014). Introducao aos Processos de Fabricacao.
[7] Karimi, M., Biazar, E., Keshel, S. H., Ronaghi, A., Doostmohamadpour, J.,
Janfada, A., and Montazeri, A. (2014). Rat sciatic nerve reconstruction
across a 30 mm defect bridged by an oriented porous phbv tube with
schwann cell as artificial nerve graft. Asaio Journal, 60(2):224.
[8] Katal, G., Tyagi, N., and Joshi, A. (2013). Digital light processing and its future
applications. Int. J. Sci. Res. Publ., 3(4):1–8.
[9] Maira R Rodrigues, M. G. N. (2003). Fotopolimerizacao: Principios e Metodos,
volume 13.
[10] Natives, D. (2017). Disponivel em: http://www.3dnatives.com/es/impresion-
3d-por-estereolitografia-les-explicamos-todo/ Acessado em 18 de Julho de
2017.
60

[11] Pinho, A. C., Fonseca, A. C., Serra, A. C., Santos, J. D., and Coelho, J. F.
(2016). Peripheral nerve regeneration: Current status and new strategies
using polymeric materials. Advanced healthcare materials.
[12] Wang, W., Cheah, C., Fuh, J., and Lu, L. (1996). Influence of process parame-
ters on stereolithography part shrinkage. Materials & Design, 17(4):205–
213.
[13] Wikipedia (2017). Photopolymer — wikipedia, the free encyclopedia. [Acessado
em 10 de Julho de 2017 ].
61





























