Embed Size (px)
DESCRIPTION
Fabricación de productos de hule en la industria
Citation preview
3262 Fabricación de productos de hule
Participación en el total de la producción de la industria química
3261 Fabricación y revitalización de llantas
326211 fabricación de llantas y cámaras
El vulcanizado del caucho y su posterior desarrollo en neumáticos por Charles Goodyear fue un hecho sobresaliente que afectó nuestra calidad de vida en los pasados 150 años, incluyendo el desarrollo de automóviles que sin llantas vulcanizadas, no podrían funcionar. Las llantas o neumáticos, y por lo tanto, los automóviles son una parte importante de la sociedad moderna y, sin embargo no todos los países son capaces de producir automóviles, aunque no existan razones para que un país no sea capaz de producir sus propias llantas, particularmente si las plantas de producción de neumáticos en Taiwan, tal como la descrita en este estudio, son accesibles para inversionistas interesados en su establecimiento.Taiwan, la República de China, ha estado produciendo llantas por más de 30 años y durante este tiempo se ha convertido en la mejor industria de llantas. El ingreso generado por las llantas exportadas desde Taiwan sólo en el año 1984 excedió los 150 millones de dólares, haciendo obvia la importancia de esta industria, que no es el mayor productor de automóviles ni de caucho.
El futuro de la industria de neumáticos, a pesar de la disminución de los suministros de petróleo, es brillante. No obstante, de los recursos de potencia usados para propulsar nuestros carros, camiones, bicicletas, motocicletas y aeroplanos, los neumáticos permanecerán cumpliendo con la misma función de aquellas que existían en el pasado. Las ganancias generadas por las ventas de llantas brindarán de un negocio rentable a todo aquel que desee invertir en el equipo y la tecnología necesaria para establecer una planta de producción de neumáticos.
2. INFORMACIÓN GENERAL DEL PROCESO.
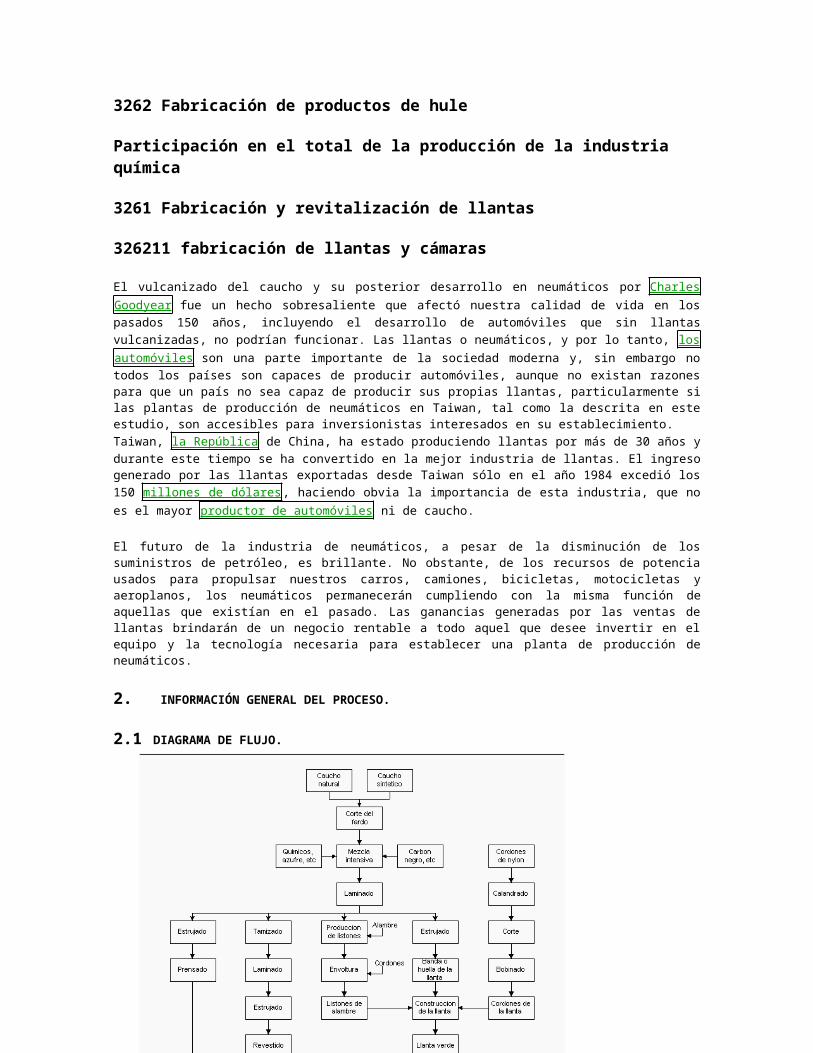
2.1 DIAGRAMA DE FLUJO.
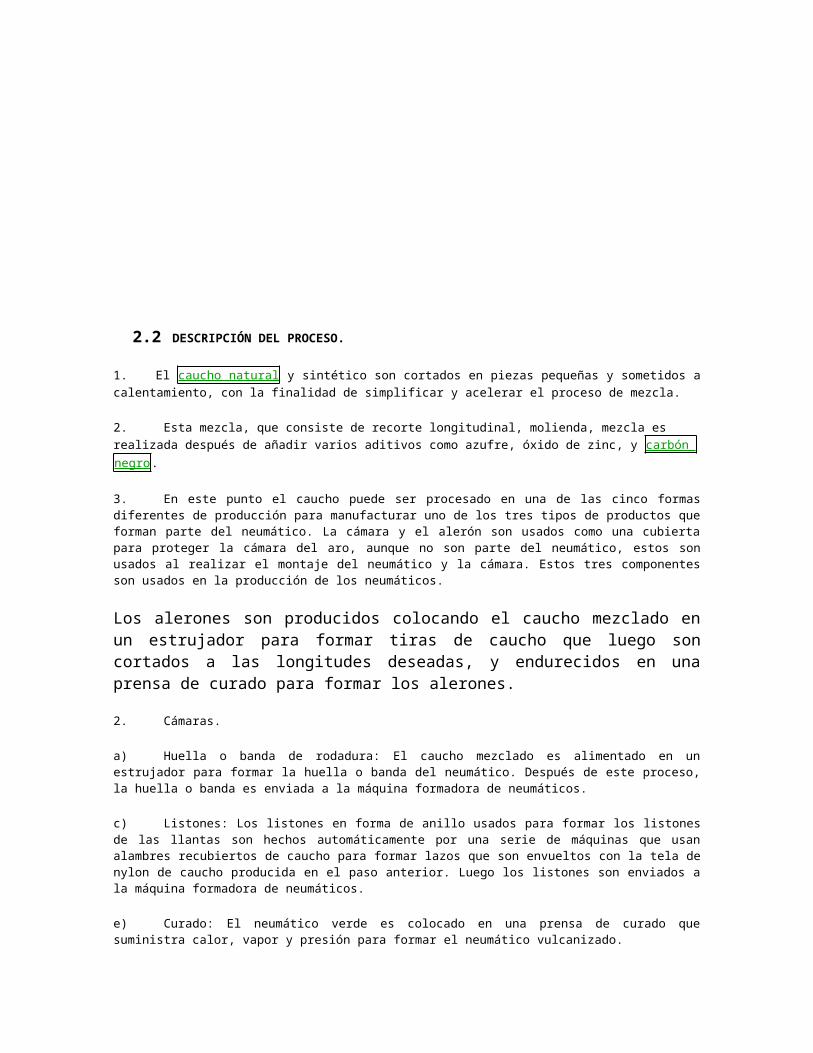
2.2 DESCRIPCIÓN DEL PROCESO.
1. El caucho natural y sintético son cortados en piezas pequeñas y sometidos a calentamiento, con la finalidad de simplificar y acelerar el proceso de mezcla.
2. Esta mezcla, que consiste de recorte longitudinal, molienda, mezcla es realizada después de añadir varios aditivos como azufre, óxido de zinc, y carbón negro.
3. En este punto el caucho puede ser procesado en una de las cinco formas diferentes de producción para manufacturar uno de los tres tipos de productos que forman parte del neumático. La cámara y el alerón son usados como una cubierta para proteger la cámara del aro, aunque no son parte del neumático, estos son usados al realizar el montaje del neumático y la cámara. Estos tres componentes son usados en la producción de los neumáticos.
Los alerones son producidos colocando el caucho mezclado en un estrujador para formar tiras de caucho que luego son cortados a las longitudes deseadas, y endurecidos en una prensa de curado para formar los alerones.
2. Cámaras.
a) Huella o banda de rodadura: El caucho mezclado es alimentado en un estrujador para formar la huella o banda del neumático. Después de este proceso, la huella o banda es enviada a la máquina formadora de neumáticos.
c) Listones: Los listones en forma de anillo usados para formar los listones de las llantas son hechos automáticamente por una serie de máquinas que usan alambres recubiertos de caucho para formar lazos que son envueltos con la tela de nylon de caucho producida en el paso anterior. Luego los listones son enviados a la máquina formadora de neumáticos.
e) Curado: El neumático verde es colocado en una prensa de curado que suministra calor, vapor y presión para formar el neumático vulcanizado.
3. DESCRIPCIÓN DE LA PLANTA.
3.1 CAPACIDAD DE PRODUCCIÓN.
Dado que la planta descrita en este estudio es capaz de producir neumáticos para diferentes tipos de vehículos, la capacidad de producción de la planta variará dependiendo del tipo de neumático que se produzca. Sin embargo, la planta con el equipo y la mano de obra descrito en este estudio es capaz de producir aproximadamente 1,000 neumáticos y 2,000 cámaras y alerones por 24 horas.
3.2 MATERIAS PRIMAS.
1. Caucho natural.
2. Caucho sintético.
3. Listones.
4. Cordones de nylon.
5. Carbón negro HAF.
6. Carbón negro ISAF.
7. Polvo de azufre.
8. Óxido de zinc.
9. Ácido esteárico.
10. Aceite aromático.
3.3 MANO DE OBRA REQUERIDA.
CLASIFICACIÓN DEL TRABAJO. N° DE PERSONAS.
Gerencia. 50
Operadores. 150 x 3 turnos = 450
TOTAL. 500
3.4 MAQUINARIA Y EQUIPO.
ITEMS. N° DE MÁQUINAS.
Cortador de fardos. 2
Mezclador intensivo. 2
Rodillos de mezcla. 17
Máquina de hornada. 2
Máquina y línea de calandrado. 1
Cortador bies. 1
Línea de calandrado exprimidor. 1
Máquina productora de bandas de rodamiento. 2
Estrujador. 3
Línea de bandas de rodamiento. 1
Máquina de producción de listones. 1
Máquina cortadora en tiras. 1
Máquina de empaque de listones. 2
Máquina Appexing. 2
Máquina de producción de alerones. 2
Máquina de producción de neumáticos. 7
Máquina de ventilación. 2
Prensa de bladder. 1
Prensa de curado de neumáticos ABM. 15
Inflador. 15
Moldes de neumáticos. 30
Máquina de recorte de neumáticos. 2
Línea de producción de cámaras. 1
Montaje de las cámaras. 3
Prensa de curado de cámaras. 12
Molde de las cámaras. 12
Prensado de alerones y bombeado de aceite. 2
Moldes de alerones. 4
3.5 EQUIPO DE INSPECCIÓN Y PRUEBA.
ITEMS. N° DE EQUIPOS.
Máquina de prueba de uniformidad de neumáticos. 1
Máquina de prueba de tambor. 1
Máquina de balanceado de neumáticos. 1
3.6 GASTOS GENERALES DE LA PLANTA.
1. Electricidad: 34,000 Kw.
2. Suministro de agua: 20 m3/Hr.
3. Agua caliente (200°C): 468,000 Kcal/Hr.
4. Aire comprimido: 20 m3/minuto.
5. Vapor: 10 m3/Hr, 16 Kg/Cm2.
3.7 LOCALIZACIÓN DE LA PLANTA.
Dado que la planta de producción de neumáticos y cámaras no produce o produce muy poca contaminación, esta puede ser ubicada en un lugar que proporcione un abastecimiento de necesidades básicas accesibles.
1. Cantidades adecuadas de los servicios mencionados en el punto 3.6, así como también facilidades para el tratamiento de agua y alcantarillado.
2. Caminos y medios de transporte adecuados para la distribución de los neumáticos.
3. Un lugar capaz de proporcionar una fuerza de trabajo de 500 personas.
3.8 ÁREA DEL TERRENO Y EDIFICIO.
Área del terreno: 310m (L) x 150m (A) = 46,500 m2.
Área construida de la planta: 282m (L) x 97m (A) = 27,354 m2.
3.9 DISTRIBUCIÓN DE PLANTA.
Información de proveedores:
Taiwan Turnkey Project Associationhttp://www.tpcc.org.tw/index-english.aspEmail: [email protected]
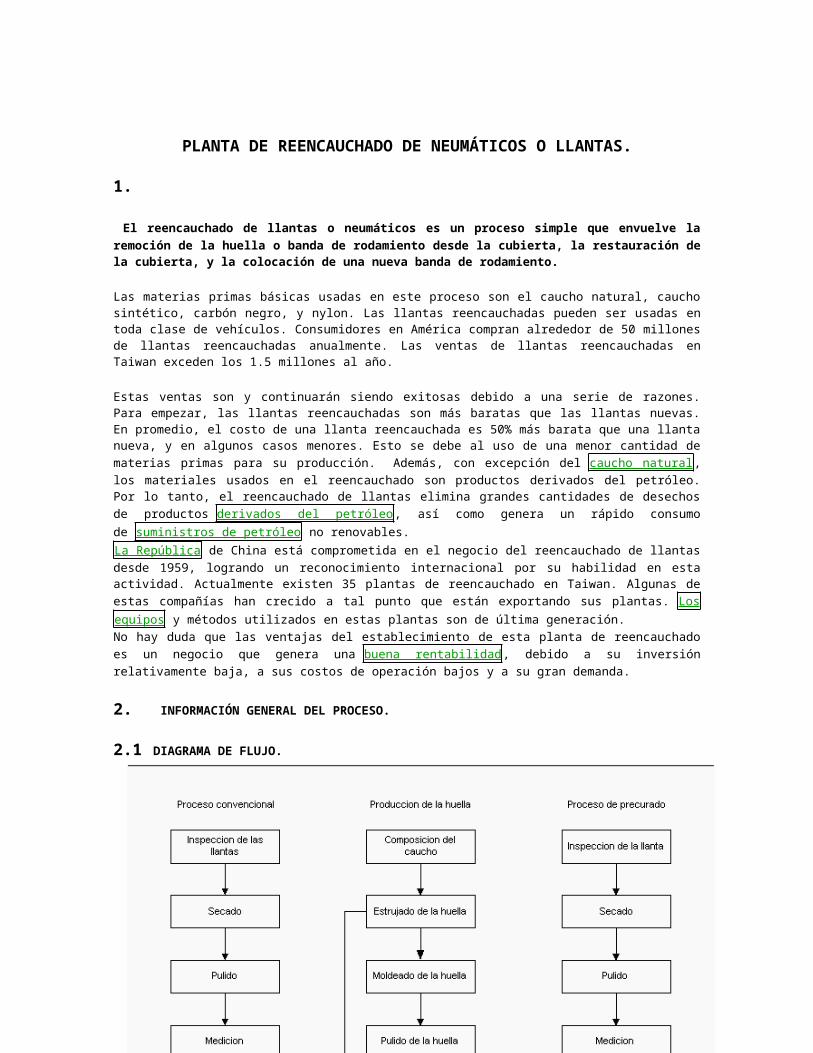
PLANTA DE REENCAUCHADO DE NEUMÁTICOS O LLANTAS.
1.
El reencauchado de llantas o neumáticos es un proceso simple que envuelve la remoción de la huella o banda de rodamiento desde la cubierta, la restauración de la cubierta, y la colocación de una nueva banda de rodamiento.
Las materias primas básicas usadas en este proceso son el caucho natural, caucho sintético, carbón negro, y nylon. Las llantas reencauchadas pueden ser usadas en toda clase de vehículos. Consumidores en América compran alrededor de 50 millones de llantas reencauchadas anualmente. Las ventas de llantas reencauchadas en Taiwan exceden los 1.5 millones al año.
Estas ventas son y continuarán siendo exitosas debido a una serie de razones. Para empezar, las llantas reencauchadas son más baratas que las llantas nuevas. En promedio, el costo de una llanta reencauchada es 50% más barata que una llanta nueva, y en algunos casos menores. Esto se debe al uso de una menor cantidad de materias primas para su producción. Además, con excepción del caucho natural, los materiales usados en el reencauchado son productos derivados del petróleo. Por lo tanto, el reencauchado de llantas elimina grandes cantidades de desechos de productos derivados del petróleo, así como genera un rápido consumo de suministros de petróleo no renovables.La República de China está comprometida en el negocio del reencauchado de llantas desde 1959, logrando un reconocimiento internacional por su habilidad en esta actividad. Actualmente existen 35 plantas de reencauchado en Taiwan. Algunas de estas compañías han crecido a tal punto que están exportando sus plantas. Los equipos y métodos utilizados en estas plantas son de última generación.No hay duda que las ventajas del establecimiento de esta planta de reencauchado es un negocio que genera una buena rentabilidad, debido a su inversión relativamente baja, a sus costos de operación bajos y a su gran demanda.
2. INFORMACIÓN GENERAL DEL PROCESO.
2.1 DIAGRAMA DE FLUJO.
2.2 DESCRIPCIÓN DEL PROCESO.
1. PROCESO DEL REENCAUCHADO DE LLANTAS.
Inspección: Cada llanta es inspeccionada para determinar si es o no reencauchada.
Pulido: La banda de rodamiento de las llantas viejas es removida con una cuchilla giratoria de alta velocidad.
Reparación: Después de pulido, el lugar dañado de la llanta es reparado y su envoltura queda lista para su cementado.
Cementado: La envoltura reparada es revestida con un cemento de caucho.
Construcción: La banda de rodamiento nueva es pegada sobre la envoltura cementada.
Curado: Las llantas son colocadas en moldes de curado (sistema convencional) o en tanques de curado (sistema precurado) Este proceso fusiona la nueva banda y la envoltura conjuntamente. Respecto al sistema convencional, este paso forma también la banda matriz de la llanta.
Inspección final: Cada una de las llantas es inspeccionada completamente, quedando lista para su comercialización.
2. PROCESO DE MANUFACTURA DE LA BANDA DE RODAMIENTO.
Compuesto de caucho: La banda de rodamiento nueva es producida de un compuesto de caucho (consiste de caucho natural, caucho sintético, carbón negro, y varios químicos)
Estrujado de la banda o huella de rodamiento: El compuesto de caucho es estrujado para formar la banda de rodamiento de la llanta. Este proceso de estrujado es el paso final del reencauchado convencional, observado en el proceso de curado.
Los siguientes pasos son aplicados sólo en el proceso de recauchutado por precurado.
Moldeado de la banda: Las bandas de rodamiento estrujadas son colocadas en unos moldes planos y luego calentados. Este proceso forma los patrones requeridos de la banda de rodamiento.
Pulido de las bandas: Las bandas precuradas son pulidas para asegurar una buena adhesión a la envoltura de las llantas.
Cortado de las bandas: Las bandas precuradas son cortadas a una longitud adecuada. Cementado: Una solución cementada y un pegamento amortiguador son aplicados a la banda precurada para su ensamble posterior sobre la envoltura de las llantas.
3. DESCRIPCIÓN DE LA PLANTA.
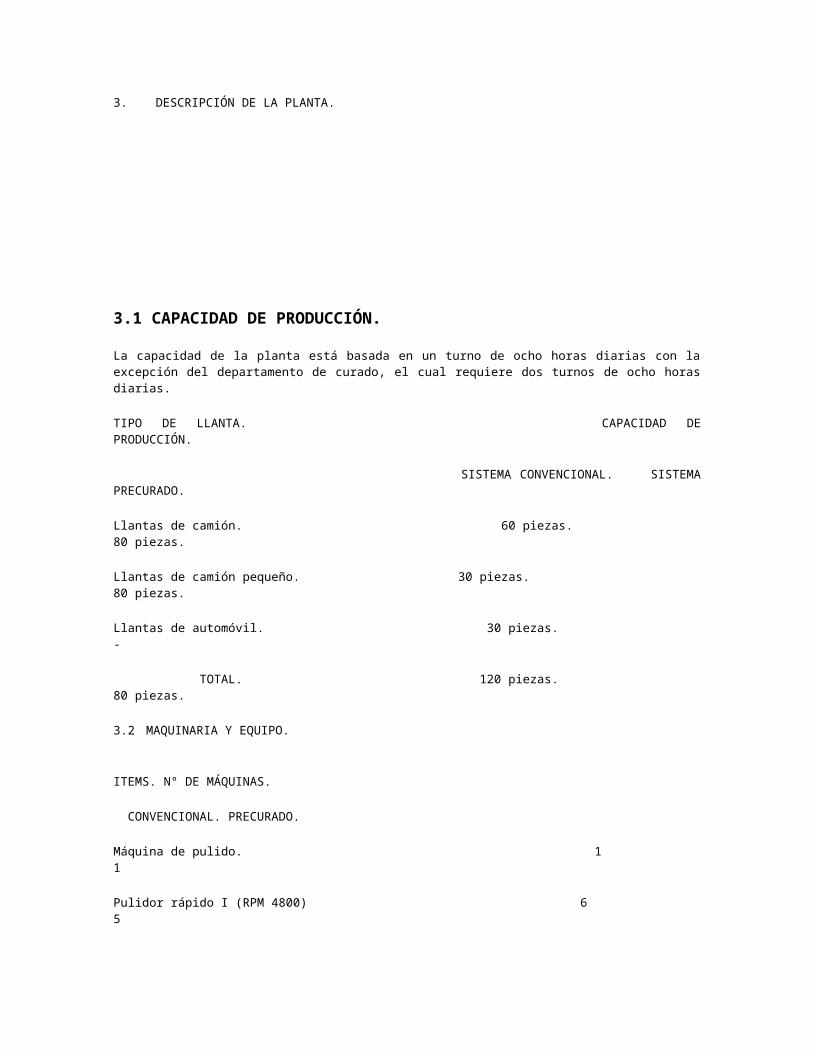
3.1 CAPACIDAD DE PRODUCCIÓN.
La capacidad de la planta está basada en un turno de ocho horas diarias con la excepción del departamento de curado, el cual requiere dos turnos de ocho horas diarias.
TIPO DE LLANTA. CAPACIDAD DE PRODUCCIÓN.
SISTEMA CONVENCIONAL. SISTEMA PRECURADO.
Llantas de camión. 60 piezas. 80 piezas.
Llantas de camión pequeño. 30 piezas. 80 piezas.
Llantas de automóvil. 30 piezas. -
TOTAL. 120 piezas. 80 piezas.
3.2 MAQUINARIA Y EQUIPO.
ITEMS. N° DE MÁQUINAS.
CONVENCIONAL. PRECURADO.
Máquina de pulido. 1 1
Pulidor rápido I (RPM 4800) 6 5
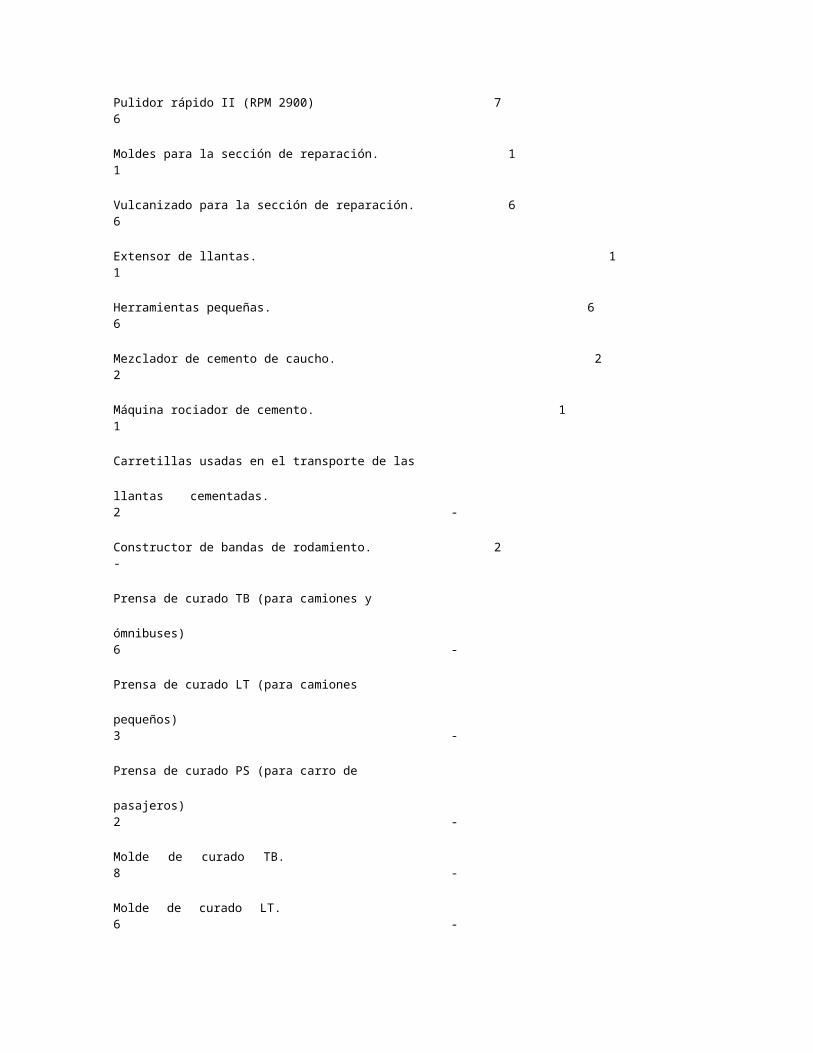
Pulidor rápido II (RPM 2900) 7 6
Moldes para la sección de reparación. 1 1
Vulcanizado para la sección de reparación. 6 6
Extensor de llantas. 1 1
Herramientas pequeñas. 6 6
Mezclador de cemento de caucho. 2 2
Máquina rociador de cemento. 1 1
Carretillas usadas en el transporte de las
llantas cementadas. 2 -
Constructor de bandas de rodamiento. 2 -
Prensa de curado TB (para camiones y
ómnibuses) 6 -
Prensa de curado LT (para camiones
pequeños) 3 -
Prensa de curado PS (para carro de
pasajeros) 2 -
Molde de curado TB. 8 -
Molde de curado LT. 6 -
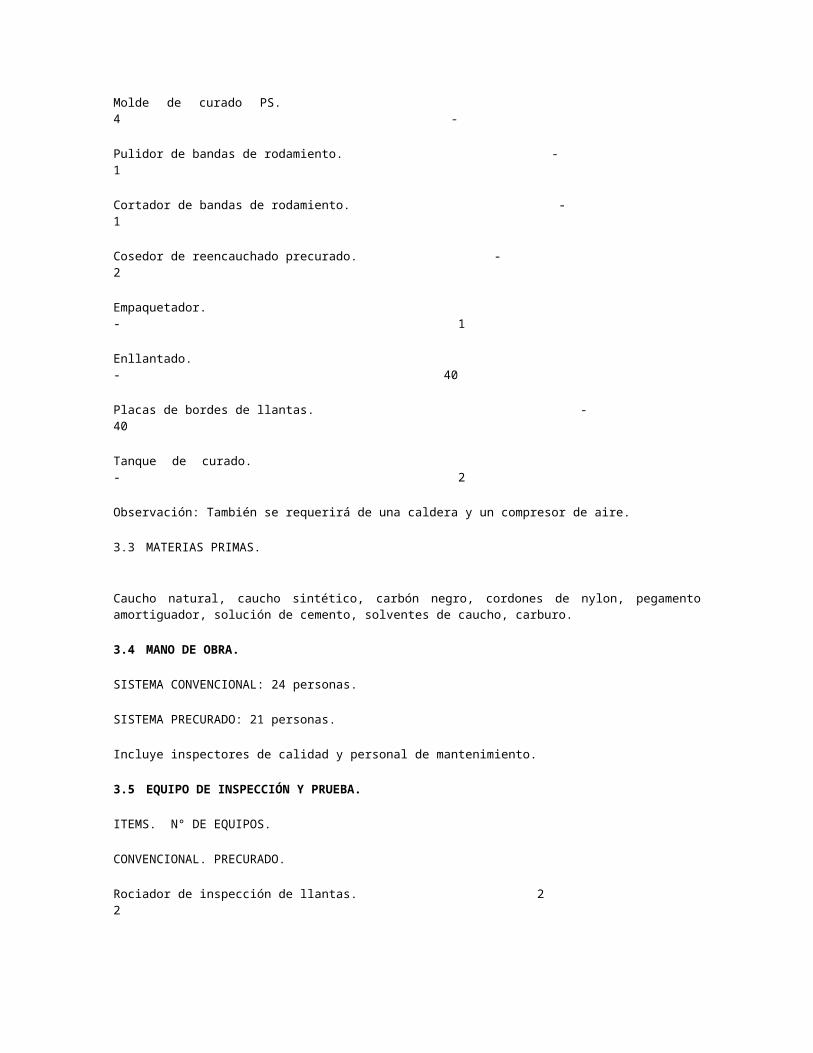
Molde de curado PS. 4 -
Pulidor de bandas de rodamiento. - 1
Cortador de bandas de rodamiento. - 1
Cosedor de reencauchado precurado. - 2
Empaquetador. - 1
Enllantado. - 40
Placas de bordes de llantas. - 40
Tanque de curado. - 2
Observación: También se requerirá de una caldera y un compresor de aire.
3.3 MATERIAS PRIMAS.
Caucho natural, caucho sintético, carbón negro, cordones de nylon, pegamento amortiguador, solución de cemento, solventes de caucho, carburo.
3.4 MANO DE OBRA.
SISTEMA CONVENCIONAL: 24 personas.
SISTEMA PRECURADO: 21 personas.
Incluye inspectores de calidad y personal de mantenimiento.
3.5 EQUIPO DE INSPECCIÓN Y PRUEBA.
ITEMS. N° DE EQUIPOS.
CONVENCIONAL. PRECURADO.
Rociador de inspección de llantas. 2 2
Probador de dureza del reencauchado. 1 1
Probador de temperatura de los moldes. 1 -
3.6 GASTOS GENERALES DE PLANTA.
Electricidad:
Sistema convencional: 150 Kw.
Sistema precurado: 150 Kw.
Suministro de agua:
Sistema convencional: 5 m3/Hr.
Sistema precurado: 3 m3/Hr.
Consumo de combustible promedio:
Sistema convencional: 65 L/Hr.
Sistema precurado: 33 L/Hr.
Consumo de vapor promedio:
Sistema convencional: 1,000 Kg/Hr.
Sistema precurado: 500 Kg/Hr.
Compresión de aire:
Sistema convencional: máx. 15 Kg/Cm2; 2,100 L/min.
Sistema precurado: máx. 10 Kg/Cm2; 1,230 L/min.
3.7 ÁREA DE TERRENO Y EDIFICIO.
Fábrica: 40m x 25m = 1,000 m2.
Almacén y oficinas: 40m x 5m = 200 m2.
Área total de la planta: 40m x 32m = 1,280 m2.
32622 Fabricacion de bandas y mangueras de hule y plastico
326220 FABRICACION DE BANDAS Y MANGUERAS DE HULE Y PLASTICO
El plástico es conocido como la sustancia que tiene la capacidad de ser moldeada bajo diversas circunstancias y creada a partir de la “adición de moléculas basadas en el carbono para producir otras de gran tamaño conocidas como polímetros” (info. historia)
Este producto, ha logrado incursionar en el mercado en sustitución del vidrio que en otra época se utilizaba con mayor frecuencia.
El plástico se divide en dos grandes grupos:
a) Plásticos en formas primarias y manufacturas de plástico
b) Caucho en forma primaria y manufacturera
México ocupa el primer lugar de consumo de plástico en Latinoamérica, Chile se ubica en el segundo lugar como consumidor de este producto. Se estima que en Europa Este y Oeste, el consumo de este material tendrá un incremento del 70%.
De acuerdo con el Ministerio de Comercio Exterior, (2007) En Europa, la industria del plástico ofrece empleo a 1.5 millones de personas, y sus ventas ascienden a un total de 159 000 millones de Euros.
La industria del plástico se ha insertado en el mercado mundial cubriendo gran diversidad de necesidades del consumidor, tanto en la construcción, como en el consumo de necesidades personales como es el calzado, la industria eléctrica, bienes del hogar, empaques y envases todo esto de acuerdo con las características de la elaboración de productos que cubran las necesidades del consumidor.
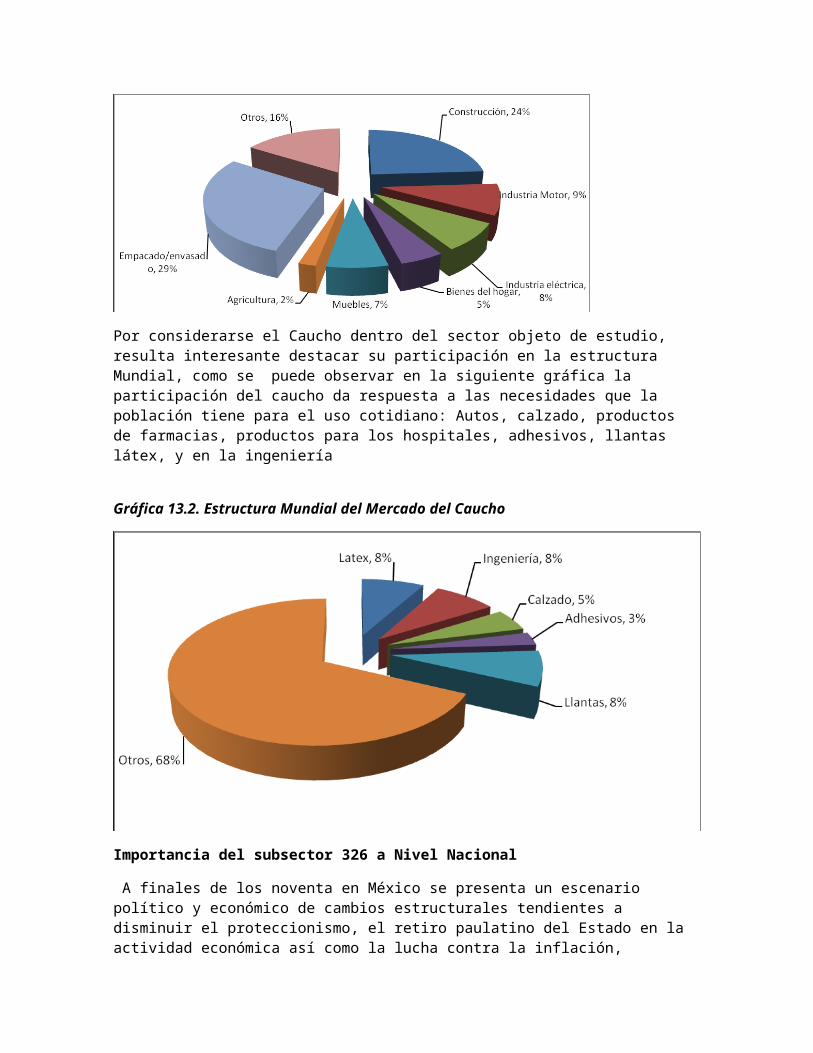
Como se observa en la gráfica siguiente, (13.1) en el mercado mundial predomina la producción para la construcción, para la industria motor, industria eléctrica, bienes del hogar, muebles, agricultura, empacado y embasado.
Gráfico 13.1. Estructura del Mercado Mundial del plástico
Por considerarse el Caucho dentro del sector objeto de estudio, resulta interesante destacar su participación en la estructura Mundial, como se puede observar en la siguiente gráfica la participación del caucho da respuesta a las necesidades que la población tiene para el uso cotidiano: Autos, calzado, productos de farmacias, productos para los hospitales, adhesivos, llantas látex, y en la ingeniería
Gráfica 13.2. Estructura Mundial del Mercado del Caucho
Importancia del subsector 326 a Nivel Nacional
A finales de los noventa en México se presenta un escenario político y económico de cambios estructurales tendientes a disminuir el proteccionismo, el retiro paulatino del Estado en la actividad económica así como la lucha contra la inflación, (Ernesto Henry 2003), circunstancia que ocasionó el encarecimiento del crédito de divisas.
En la década que de 1990, el sector manufacturero dejó de ser motor de crecimiento de los empleos debido en gran parte a la falta de integración al proceso de globalización, su limitado acceso al sistema financiero formal y el crecimiento del sector informal.
En este contexto los problemas predominantes se reflejan en el desempleo, deterioro del salario, quiebra masiva de pequeñas y medianas empresas con complicaciones graves en la producción. (Ernesto Henry 2003)
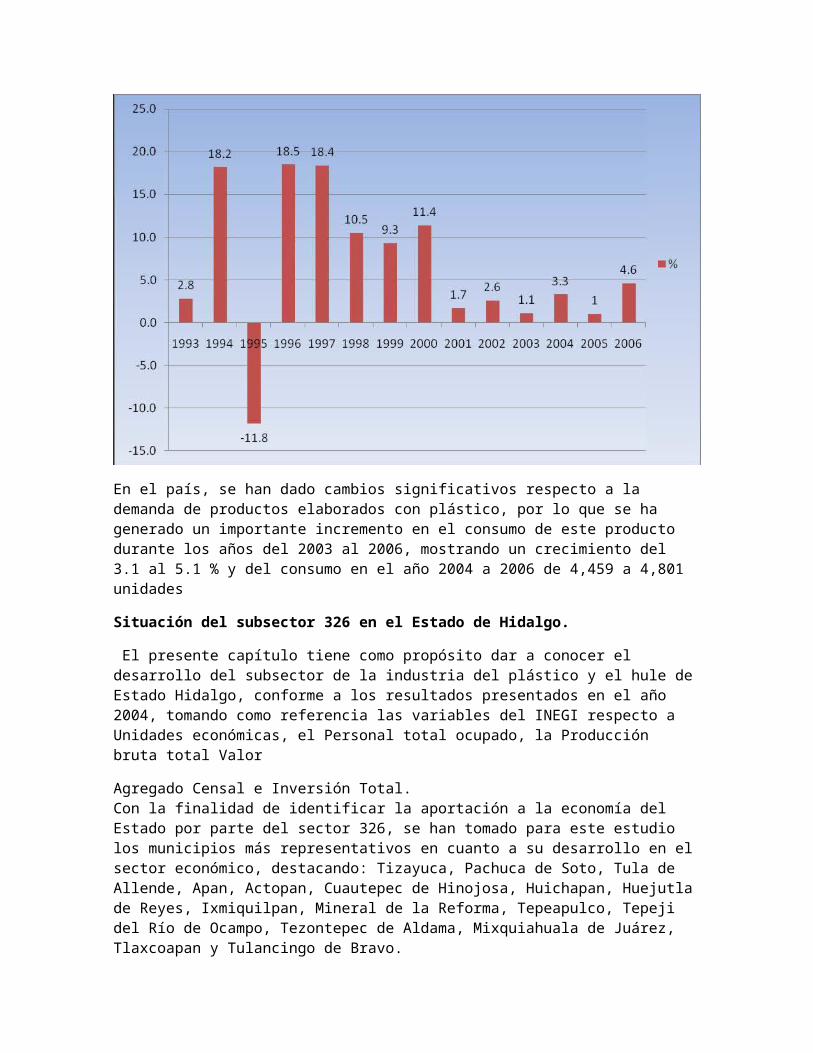
Referente a la industria del plástico esta situación se manifiesta en el año 2001, por un descenso significativo en su producción, sin embargo, en el periodo de 2004 al 2006 se presenta un incremento importante de un 3.3 al 4.6% (gráfica No.13.3) lo que representa un aumento importante de inserción en el mercado y como consecuencia aportaciones significativas a la economía Nacional, destacando la el incremento de oferta de trabajo.
Grafica No. 13.3. Producción de plásticos en México
En el país, se han dado cambios significativos respecto a la demanda de productos elaborados con plástico, por lo que se ha generado un importante incremento en el consumo de este producto durante los años del 2003 al 2006, mostrando un crecimiento del 3.1 al 5.1 % y del consumo en el año 2004 a 2006 de 4,459 a 4,801 unidades
Situación del subsector 326 en el Estado de Hidalgo.
El presente capítulo tiene como propósito dar a conocer el desarrollo del subsector de la industria del plástico y el hule de Estado Hidalgo, conforme a los resultados presentados en el año 2004, tomando como referencia las variables del INEGI respecto a Unidades económicas, el Personal total ocupado, la Producción bruta total Valor
Agregado Censal e Inversión Total. Con la finalidad de identificar la aportación a la economía del Estado por parte del sector 326, se han tomado para este estudio los municipios más representativos en cuanto a su desarrollo en el sector económico, destacando: Tizayuca, Pachuca de Soto, Tula de Allende, Apan, Actopan, Cuautepec de Hinojosa, Huichapan, Huejutla de Reyes, Ixmiquilpan, Mineral de la Reforma, Tepeapulco, Tepeji del Río de Ocampo, Tezontepec de Aldama, Mixquiahuala de Juárez, Tlaxcoapan y Tulancingo de Bravo.
La industria manufacturera del plástico y del hule en el Estado de Hidalgo, destaca la producción de: Fabricación de bolsas y películas de plástico flexible sin soporte, fabricación de perfiles, tubería y conexiones de plástico rígido sin soporte, fabricación de laminados rígidos de plástico sin soporte, espumas y productos de uretano, fabricación de botellas de plástico, fabricación y revitalización de llantas, fabricación de bandas y mangueras de hule y de plástico, fabricación de otros productos de hule.
Es importante destacar que en el Estado, la Industria del plástico se incrementa del 2003 al 2004 de 53 a 69 unidades económicas respectivamente, lo que representa la
posibilidad de mayor desarrollo económico, y de generar fuentes de trabajo. (INEGI, 2003, 2004)
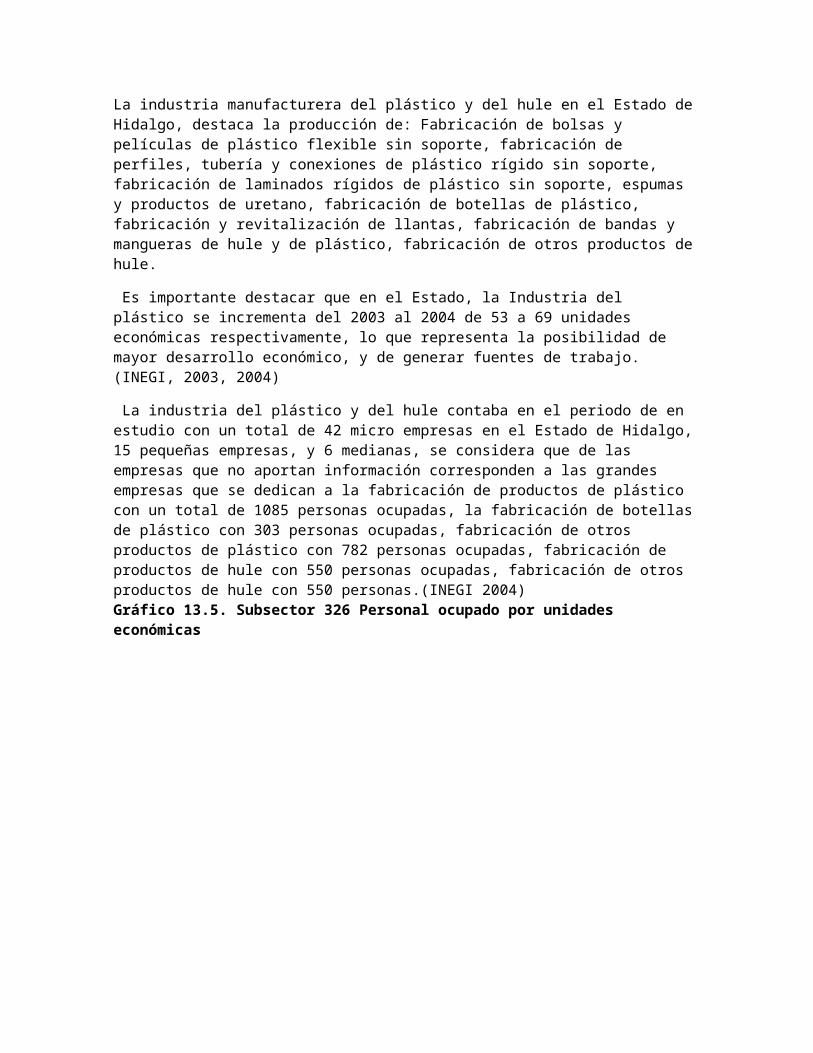
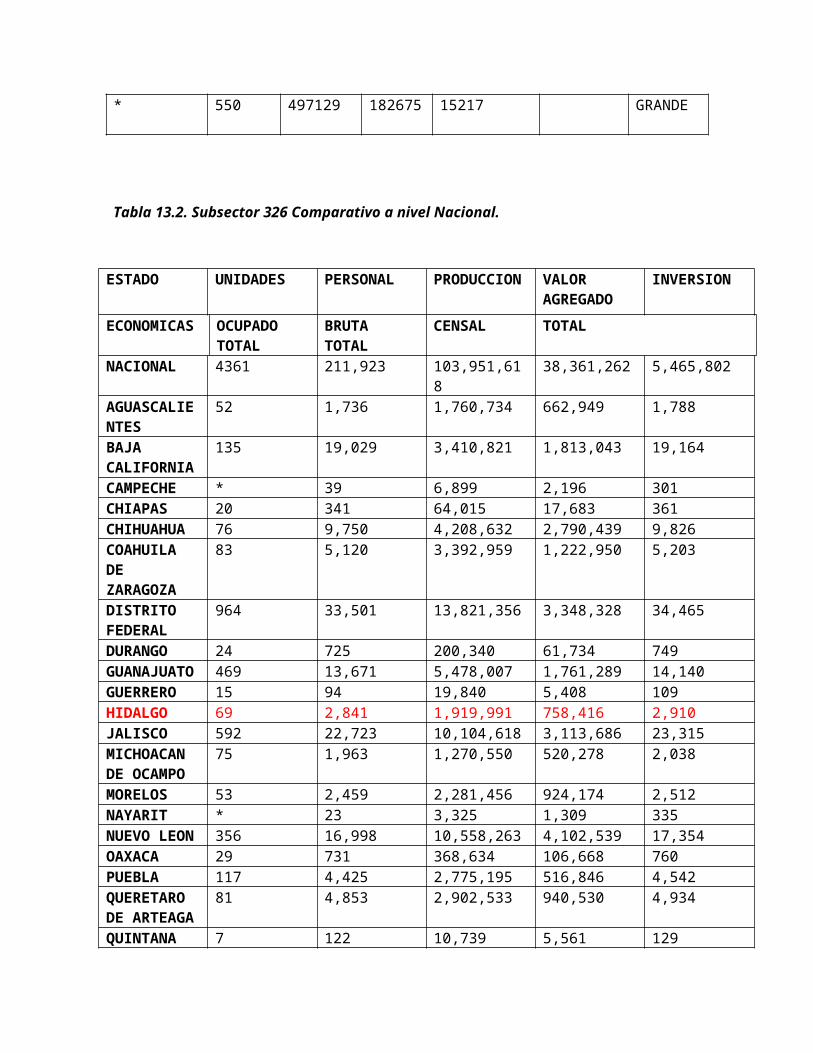
La industria del plástico y del hule contaba en el periodo de en estudio con un total de 42 micro empresas en el Estado de Hidalgo, 15 pequeñas empresas, y 6 medianas, se considera que de las empresas que no aportan información corresponden a las grandes empresas que se dedican a la fabricación de productos de plástico con un total de 1085 personas ocupadas, la fabricación de botellas de plástico con 303 personas ocupadas, fabricación de otros productos de plástico con 782 personas ocupadas, fabricación de productos de hule con 550 personas ocupadas, fabricación de otros productos de hule con 550 personas.(INEGI 2004) Gráfico 13.5. Subsector 326 Personal ocupado por unidades económicas
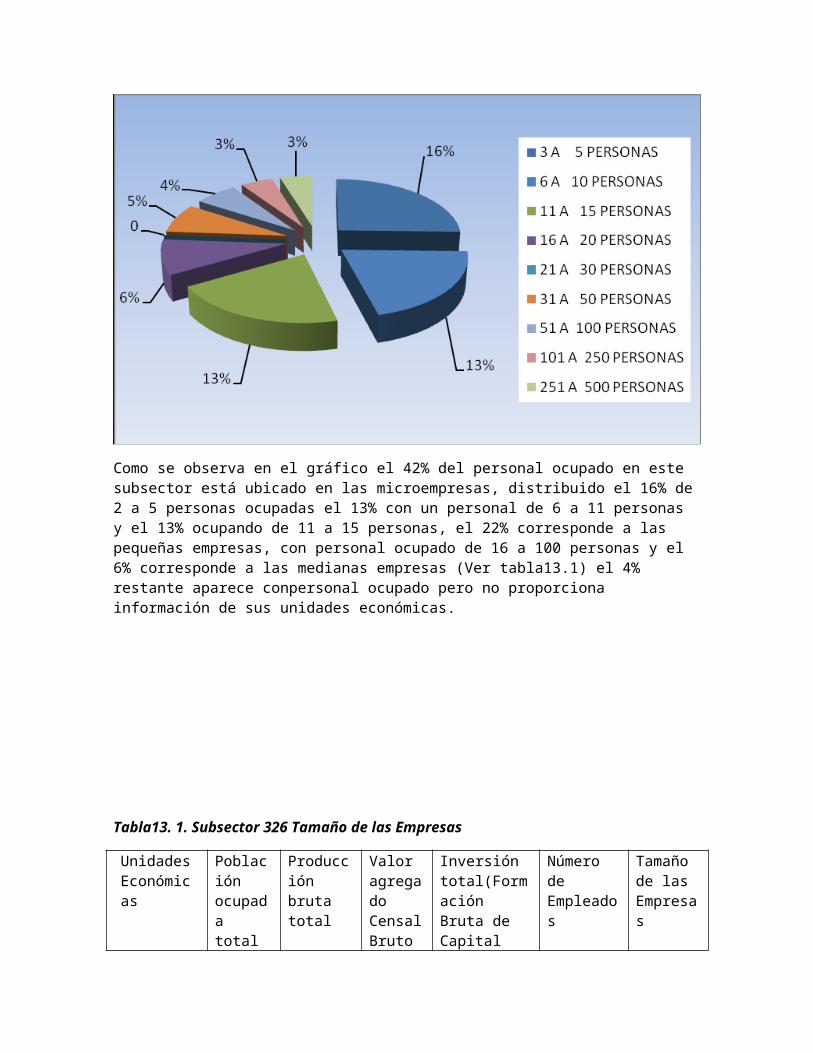
Como se observa en el gráfico el 42% del personal ocupado en este subsector está ubicado en las microempresas, distribuido el 16% de 2 a 5 personas ocupadas el 13% con un personal de 6 a 11 personas y el 13% ocupando de 11 a 15 personas, el 22% corresponde a las pequeñas empresas, con personal ocupado de 16 a 100 personas y el 6% corresponde a las medianas empresas (Ver tabla13.1) el 4% restante aparece conpersonal ocupado pero no proporciona información de sus unidades económicas.
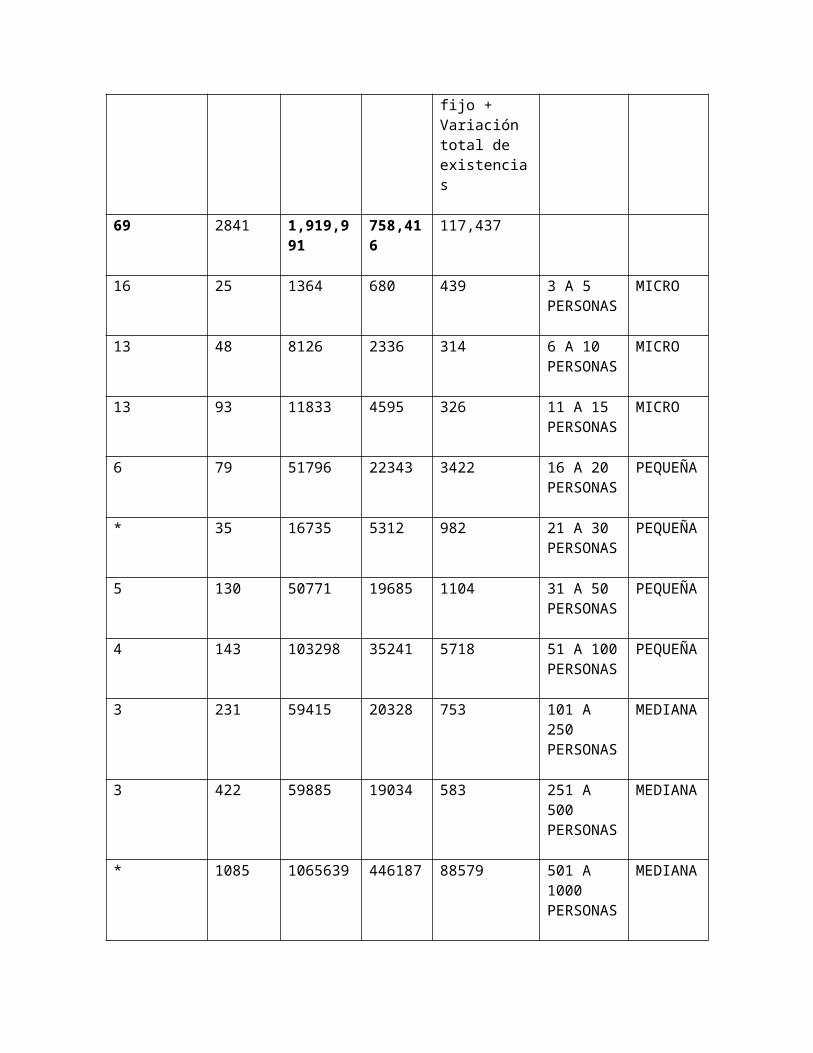
Tabla13. 1. Subsector 326 Tamaño de las Empresas
Unidades Económicas
Población ocupada total
Producción bruta total
Valor agregado Censal Bruto
Inversión total(Formación Bruta de Capital fijo + Variación total de existencias
Número de Empleados
Tamaño de las Empresas
69 2841 1,919,991 758,416 117,437
16 25 1364 680 439 3 A 5 PERSONAS
MICRO
13 48 8126 2336 314 6 A 10 PERSONAS
MICRO
13 93 11833 4595 326 11 A 15 PERSONAS
MICRO
6 79 51796 22343 3422 16 A 20 PERSONAS
PEQUEÑA
* 35 16735 5312 982 21 A 30 PERSONAS
PEQUEÑA
5 130 50771 19685 1104 31 A 50 PERSONAS
PEQUEÑA
4 143 103298 35241 5718 51 A 100 PERSONAS
PEQUEÑA
3 231 59415 20328 753 101 A 250 PERSONAS
MEDIANA
3 422 59885 19034 583 251 A 500 PERSONAS
MEDIANA
* 1085 1065639 446187 88579 501 A 1000 PERSONAS
MEDIANA
* 550 497129 182675 15217 GRANDE
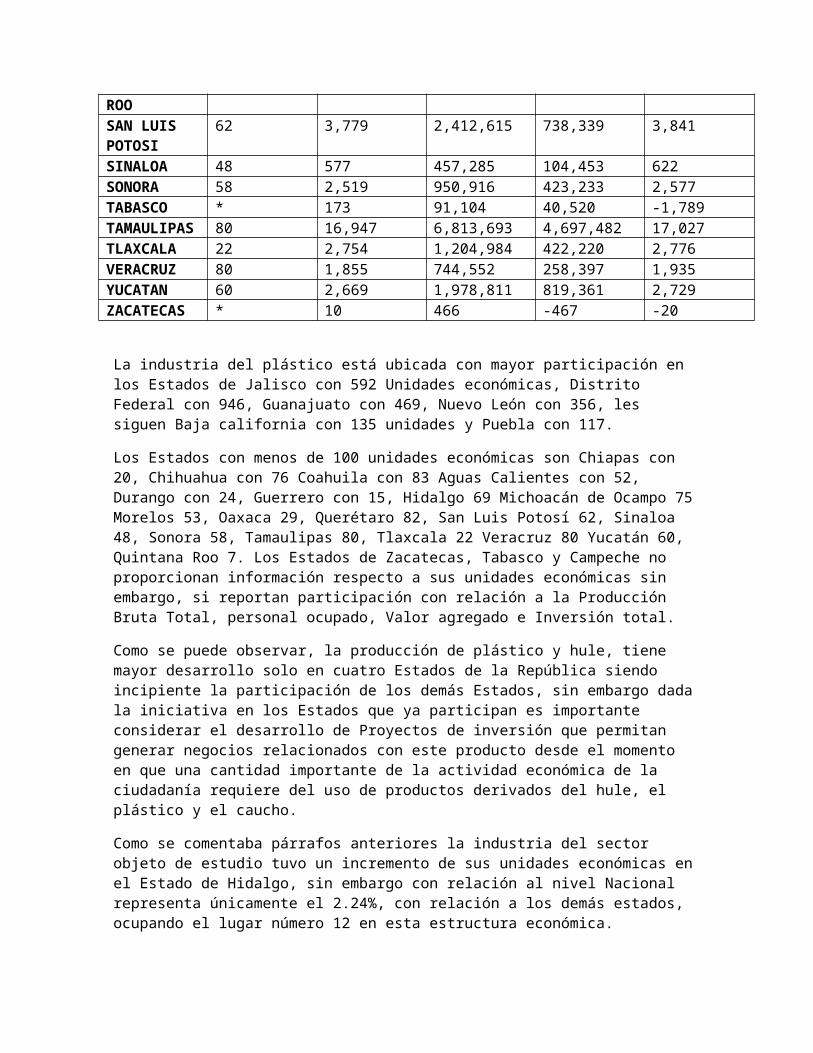
Tabla 13.2. Subsector 326 Comparativo a nivel Nacional.
ESTADO UNIDADES PERSONAL PRODUCCION
VALOR AGREGADO
INVERSION
ECONOMICAS
OCUPADO TOTAL
BRUTA TOTAL
CENSAL TOTAL
NACIONAL 4361 211,923 103,951,618 38,361,262 5,465,802AGUASCALIENTES
52 1,736 1,760,734 662,949 1,788
BAJA CALIFORNIA
135 19,029 3,410,821 1,813,043 19,164
CAMPECHE * 39 6,899 2,196 301CHIAPAS 20 341 64,015 17,683 361CHIHUAHUA 76 9,750 4,208,632 2,790,439 9,826COAHUILA DE ZARAGOZA
83 5,120 3,392,959 1,222,950 5,203
DISTRITO FEDERAL
964 33,501 13,821,356 3,348,328 34,465
DURANGO 24 725 200,340 61,734 749GUANAJUATO
469 13,671 5,478,007 1,761,289 14,140
GUERRERO 15 94 19,840 5,408 109HIDALGO 69 2,841 1,919,991 758,416 2,910JALISCO 592 22,723 10,104,618 3,113,686 23,315MICHOACAN DE OCAMPO
75 1,963 1,270,550 520,278 2,038
MORELOS 53 2,459 2,281,456 924,174 2,512NAYARIT * 23 3,325 1,309 335NUEVO LEON
356 16,998 10,558,263 4,102,539 17,354
OAXACA 29 731 368,634 106,668 760PUEBLA 117 4,425 2,775,195 516,846 4,542QUERETARO DE ARTEAGA
81 4,853 2,902,533 940,530 4,934
QUINTANA ROO
7 122 10,739 5,561 129
SAN LUIS POTOSI
62 3,779 2,412,615 738,339 3,841
SINALOA 48 577 457,285 104,453 622
SONORA 58 2,519 950,916 423,233 2,577TABASCO * 173 91,104 40,520 -1,789TAMAULIPAS
80 16,947 6,813,693 4,697,482 17,027
TLAXCALA 22 2,754 1,204,984 422,220 2,776VERACRUZ 80 1,855 744,552 258,397 1,935YUCATAN 60 2,669 1,978,811 819,361 2,729ZACATECAS * 10 466 -467 -20
La industria del plástico está ubicada con mayor participación en los Estados de Jalisco con 592 Unidades económicas, Distrito Federal con 946, Guanajuato con 469, Nuevo León con 356, les siguen Baja california con 135 unidades y Puebla con 117.
Los Estados con menos de 100 unidades económicas son Chiapas con 20, Chihuahua con 76 Coahuila con 83 Aguas Calientes con 52, Durango con 24, Guerrero con 15, Hidalgo 69 Michoacán de Ocampo 75 Morelos 53, Oaxaca 29, Querétaro 82, San Luis Potosí 62, Sinaloa 48, Sonora 58, Tamaulipas 80, Tlaxcala 22 Veracruz 80 Yucatán 60, Quintana Roo 7. Los Estados de Zacatecas, Tabasco y Campeche no proporcionan información respecto a sus unidades económicas sin embargo, si reportan participación con relación a la Producción Bruta Total, personal ocupado, Valor agregado e Inversión total.
Como se puede observar, la producción de plástico y hule, tiene mayor desarrollo solo en cuatro Estados de la República siendo incipiente la participación de los demás Estados, sin embargo dada la iniciativa en los Estados que ya participan es importante considerar el desarrollo de Proyectos de inversión que permitan generar negocios relacionados con este producto desde el momento en que una cantidad importante de la actividad económica de la ciudadanía requiere del uso de productos derivados del hule, el plástico y el caucho.
Como se comentaba párrafos anteriores la industria del sector objeto de estudio tuvo un incremento de sus unidades económicas en el Estado de Hidalgo, sin embargo con relación al nivel Nacional representa únicamente el 2.24%, con relación a los demás estados, ocupando el lugar número 12 en esta estructura económica.
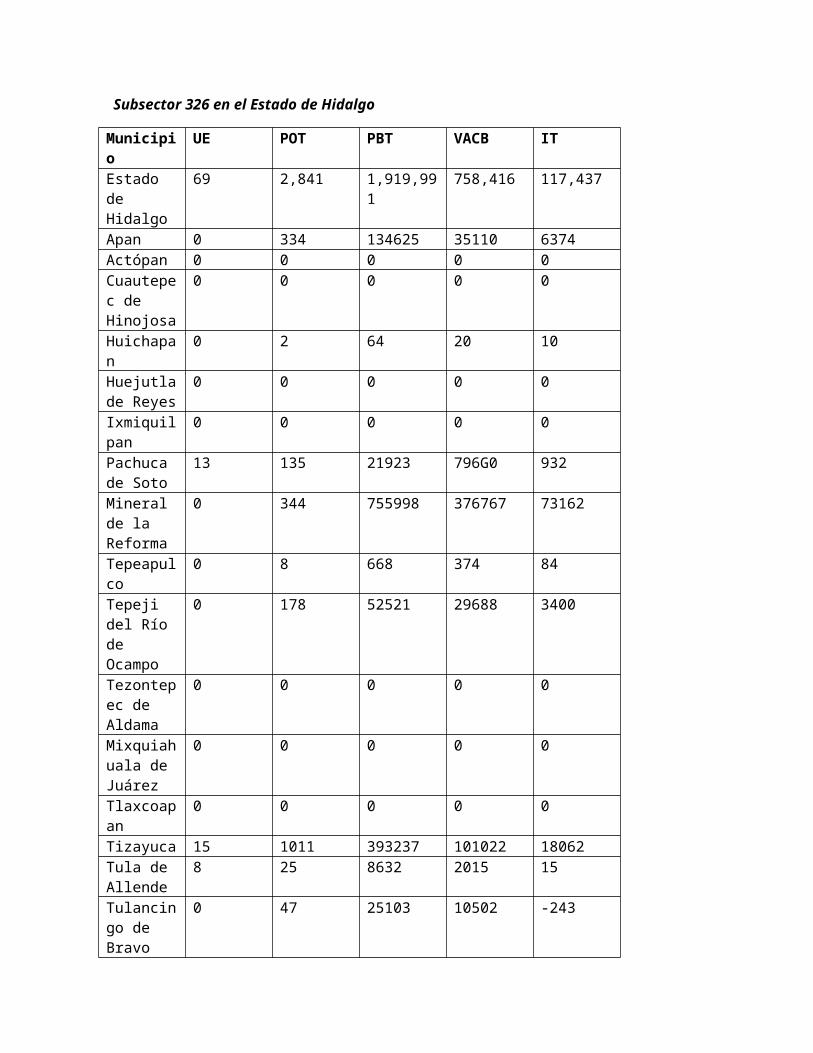
Subsector 326 en el Estado de Hidalgo
Municipio UE POT PBT VACB ITEstado de Hidalgo
69 2,841 1,919,991 758,416 117,437
Apan 0 334 134625 35110 6374Actópan 0 0 0 0 0Cuautepec de Hinojosa
0 0 0 0 0
Huichapan 0 2 64 20 10Huejutla de Reyes
0 0 0 0 0
Ixmiquilpan
0 0 0 0 0
Pachuca de Soto
13 135 21923 796G0 932
Mineral de la Reforma
0 344 755998 376767 73162
Tepeapulco
0 8 668 374 84
Tepeji del Río de Ocampo
0 178 52521 29688 3400
Tezontepec de Aldama
0 0 0 0 0
Mixquiahuala de Juárez
0 0 0 0 0
Tlaxcoapan
0 0 0 0 0
Tizayuca 15 1011 393237 101022 18062Tula de Allende
8 25 8632 2015 15
Tulancingo de Bravo
0 47 25103 10502 -243
Otros 36 757 527,220 194,958 15,641
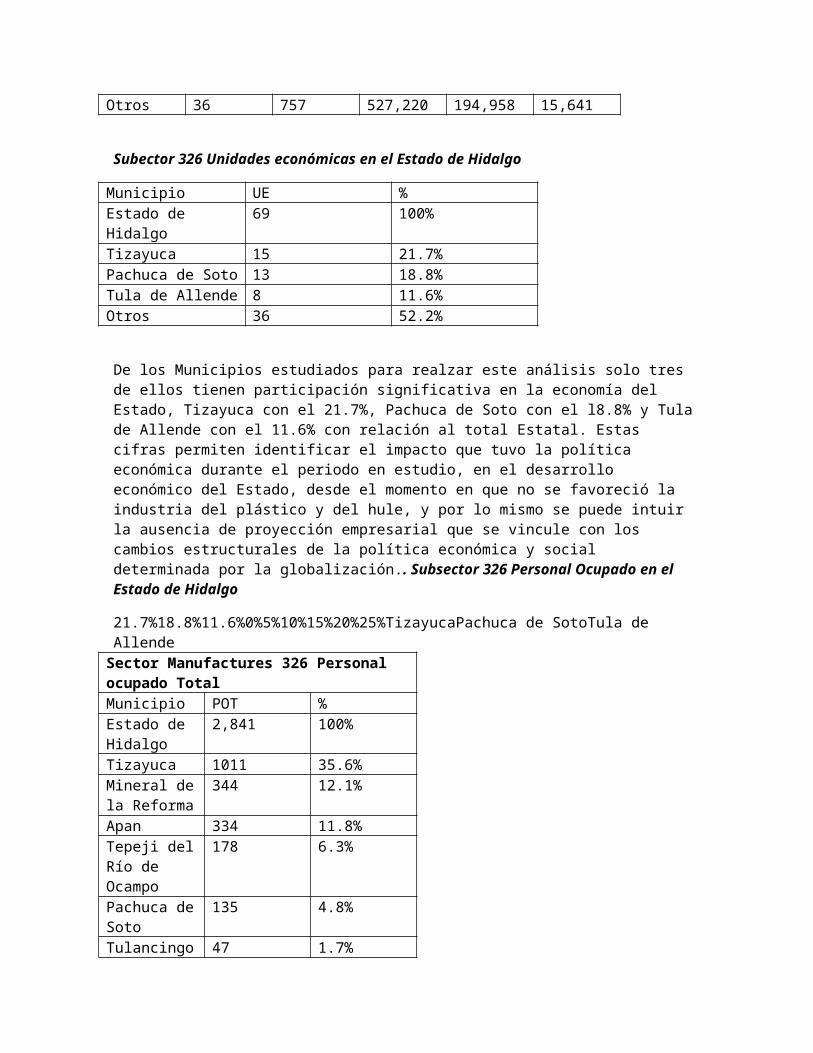
Subector 326 Unidades económicas en el Estado de Hidalgo
Municipio UE %Estado de Hidalgo 69 100%Tizayuca 15 21.7%Pachuca de Soto 13 18.8%Tula de Allende 8 11.6%Otros 36 52.2%
De los Municipios estudiados para realzar este análisis solo tres de ellos tienen participación significativa en la economía del Estado, Tizayuca con el 21.7%, Pachuca de Soto con el l8.8% y Tula de Allende con el 11.6% con relación al total Estatal. Estas cifras permiten identificar el impacto que tuvo la política económica durante el periodo en estudio, en el desarrollo económico del Estado, desde el momento en que no se favoreció la industria del plástico y del hule, y por lo mismo se puede intuir la ausencia de proyección empresarial que se vincule con los cambios estructurales de la política económica y social determinada por la globalización.. Subsector 326 Personal Ocupado en el Estado de Hidalgo
21.7%18.8%11.6%0%5%10%15%20%25%TizayucaPachuca de SotoTula de AllendeSector Manufactures 326 Personal ocupado TotalMunicipio POT %Estado de Hidalgo
2,841 100%
Tizayuca 1011 35.6%Mineral de la Reforma
344 12.1%
Apan 334 11.8%Tepeji del Río de Ocampo
178 6.3%
Pachuca de Soto
135 4.8%
Tulancingo de Bravo
47 1.7%
Tula de Allende
25 0.9%
Tepeapulco 8 0.3%Huichapan 2 0.1%Otros* 757 26.6%Referente a la variable personal ocupado, se identifica baja participación en el Estado, representada con el 1.51 % con relación al total Nacional, como lo muestra la gráfica 13.7 se tomaron en cuenta nueve municipios debido a que seis de ellos si proporcionaron información independientemente de que no se toman en el análisis de unidades económicas se observa que existen estas unidades pero no aparecen los datos en el registro del INEGI. Destaca la participación de Tizayuca en la generación de empleo, situación que no se da en el Municipio de Pachuca no obstante que registra un número importante de unidades económicas. Es importante considerar la participación de Apan y Mineral de la Reforma que ya se inician en esta actividad con un número importante de trabajadores, lo que permite deducir que independientemente de que no se tengan apoyos financieros, se tiene la iniciativa para fomentar el desarrollo de la industria, en este sentido, estos municipios se pueden considerar potenciales aéreas de desarrollo industrial en el Estado.
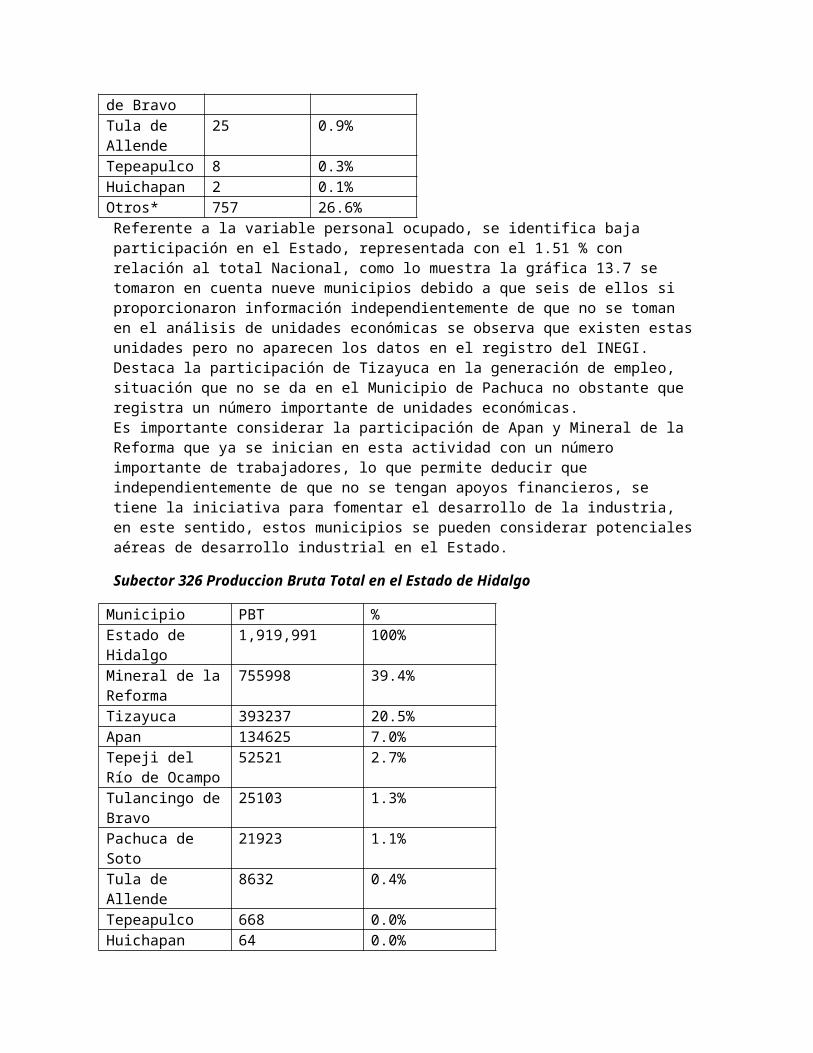
Subector 326 Produccion Bruta Total en el Estado de Hidalgo
Municipio PBT %Estado de Hidalgo
1,919,991 100%
Mineral de la Reforma
755998 39.4%
Tizayuca 393237 20.5%Apan 134625 7.0%Tepeji del Río de Ocampo
52521 2.7%
Tulancingo de Bravo
25103 1.3%
Pachuca de Soto 21923 1.1%Tula de Allende 8632 0.4%Tepeapulco 668 0.0%Huichapan 64 0.0%Otros 527,220 27.5%El Estado de Hidalgo participa durante el periodo en estudio, con $ 1, 919 991 de producción Bruta total, de los que se cuenta con la participación del Mineral de la Reforma
con el 40%, Tizayuca con el 39.4% y Apan con el 7%, seguidos de Tepeji del Rio de Ocampo con el 2.7%, como lo muestra el gráfico 13.8 los Municipios de Pachuca y Tulancingo de Bravo tienen participación incipiente en este sector, representada por el 1.1% , el municipio con menor participación es Tula de Allende, con un 0.4% del total Estatal. Lo anterior permite identificar que la participación de ese sector en la producción bruta total es incipiente a nivel Estatal así como a nivel Nacional desde el momento en que participa únicamente con él.1.84 con relación al total Nacional, situación que permite plantearse nuevas estrategias de negocio que lleven a este sector a ser más participativo.
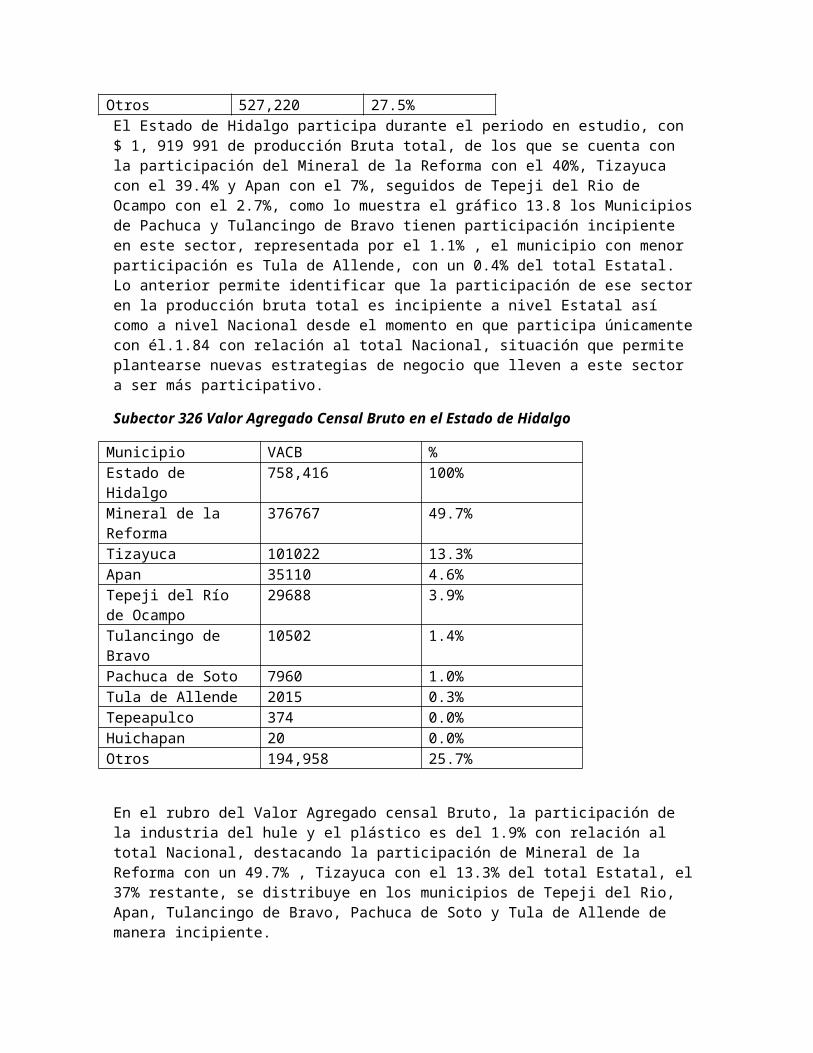
Subector 326 Valor Agregado Censal Bruto en el Estado de Hidalgo
Municipio VACB %Estado de Hidalgo 758,416 100%Mineral de la Reforma 376767 49.7%Tizayuca 101022 13.3%Apan 35110 4.6%Tepeji del Río de Ocampo
29688 3.9%
Tulancingo de Bravo 10502 1.4%Pachuca de Soto 7960 1.0%Tula de Allende 2015 0.3%Tepeapulco 374 0.0%Huichapan 20 0.0%Otros 194,958 25.7%
En el rubro del Valor Agregado censal Bruto, la participación de la industria del hule y el plástico es del 1.9% con relación al total Nacional, destacando la participación de Mineral de la Reforma con un 49.7% , Tizayuca con el 13.3% del total Estatal, el 37% restante, se distribuye en los municipios de Tepeji del Rio, Apan, Tulancingo de Bravo, Pachuca de Soto y Tula de Allende de manera incipiente.
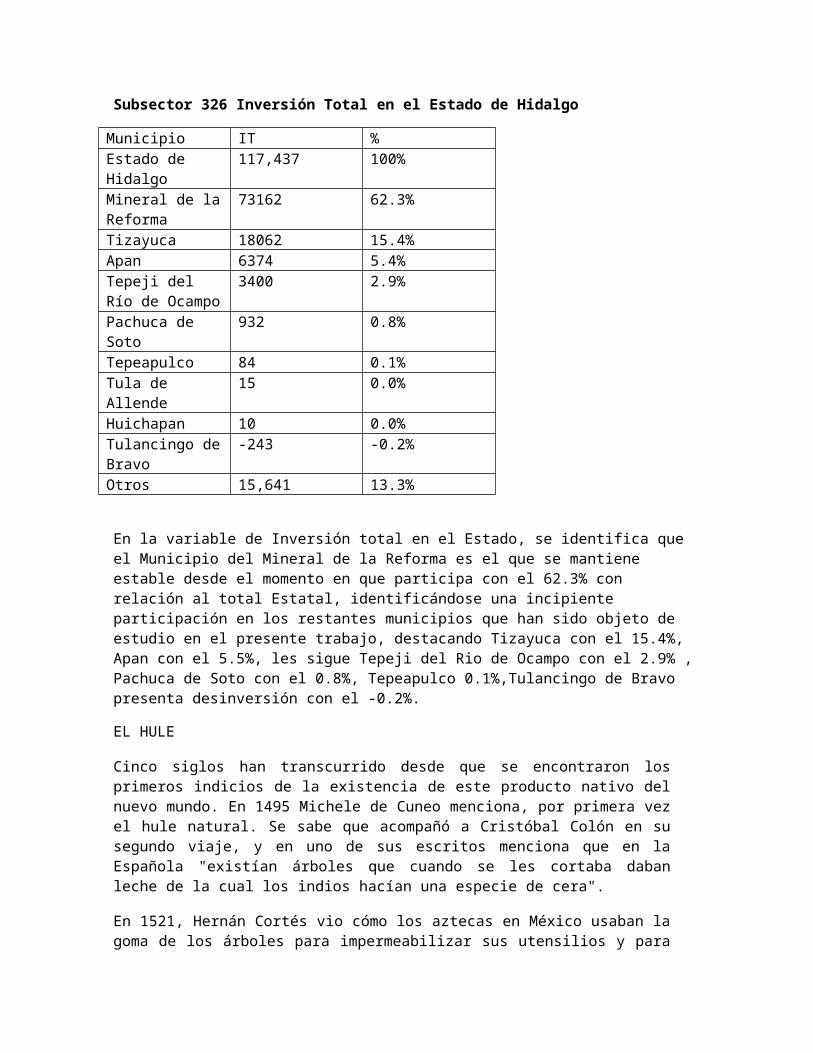
Subsector 326 Inversión Total en el Estado de Hidalgo
Municipio IT %Estado de Hidalgo
117,437 100%
Mineral de la Reforma
73162 62.3%
Tizayuca 18062 15.4%Apan 6374 5.4%Tepeji del Río de Ocampo
3400 2.9%
Pachuca de Soto 932 0.8%Tepeapulco 84 0.1%Tula de Allende 15 0.0%Huichapan 10 0.0%Tulancingo de Bravo
-243 -0.2%
Otros 15,641 13.3%
En la variable de Inversión total en el Estado, se identifica que el Municipio del Mineral de la Reforma es el que se mantiene estable desde el momento en que participa con el 62.3% con relación al total Estatal, identificándose una incipiente participación en los restantes municipios que han sido objeto de estudio en el presente trabajo, destacando Tizayuca con el 15.4%, Apan con el 5.5%, les sigue Tepeji del Rio de Ocampo con el 2.9% , Pachuca de Soto con el 0.8%, Tepeapulco 0.1%,Tulancingo de Bravo presenta desinversión con el -0.2%.
EL HULE
Cinco siglos han transcurrido desde que se encontraron los primeros indicios de la existencia de este producto nativo del nuevo mundo. En 1495 Michele de Cuneo menciona, por primera vez el hule natural. Se sabe que acompañó a Cristóbal Colón en su segundo viaje, y en uno de sus escritos menciona que en la Española "existían árboles que cuando se les cortaba daban leche de la cual los indios hacían una especie de cera".
En 1521, Hernán Cortés vio cómo los aztecas en México usaban la goma de los árboles para impermeabilizar sus utensilios y para hacer pelotas de juego. Los colonizadores españoles también la utilizaron como impermeabilizante. Sin embargo en Europa, durante los siguientes 300 años, sólo se empleó en la fabricación de pelotas y otras curiosidades.No fue sino hasta 1819 cuando el inventor inglés Thomas Hancock desarrolló el proceso con solventes, con lo que se inició la manufactura de artículos de hule en Inglaterra. Estos objetos incluían impermeables y botas de hule, todos ellos de baja calidad porque se hacían pegajosos en verano y quebradizos en invierno.
En 1839 Charles Goodyear descubrió accidentalmente que calentando el hule natural con azufre se podía obtener un sólido duro que no se fundía. Hancock, de manera independiente, llegó al mismo resultado y lo llamó "vulcanización".
No obstante, fue Goodyear el que depositó la primera patente sobre la vulcanización del hule natural con azufre (Patente U. S. 3633, junio 15, 1844). En 1876 Henry
Wickham, que se dedicaba a plantar cafetales, extrajo de contrabando 70 000 nueces de Hevea brasiliensis, de Brasil (que hasta la fecha tiene el monopolio de la
producción mundial de hule natural). Estas fueron germinadas en los jardines Kew de Londres. Posteriormente se enviaron y se plantaron en Ceilán, Malasia y Singapur.
Para 1900 los árboles cubrían más de 1600 hectáreas de esas tierras.
Chicles, llantas, pelotas y globos: elastómeros derivados del petróleo.
En 1888 el veterinario John Boy Dunlop, inventó los neumáticos para bicicletas con el hule natural. Al extenderse esta idea y aplicarse en la fabricación de llantas de autos se inició una nueva era en la industria hulera.
En 1910, la reciente invención del automóvil estimuló la producción de 94 000 toneladas al año de hule. En ese mismo año, el profesor Carl Dietrich Harries de la universidad alemana de Kiel descubrió que el sodio catalizaba la polimerización del 2,3-dimetilbutadieno, dando como producto el hule metilo sintético.
En 1927 los químicos alemanes desarrollaron el hule sintético llamado Buna S (butadieno-estireno) dirigidos por el profesor Karl Ziegler de la Universidad de Heidelberg en Alemania. En ese mismo año aparecieron también patentes sobre hules sintéticos hechos a partir de tricloroalcanos con polisulfuros alcalinos.
En 1931 la compañía Dupont anuncia el neopreno, que es un hule sintético desarrollado por Wallace H. Carothers. Este producto se obtiene a partir del cloropreno.
En 1942, cuando los Estados Unidos entraron en la segunda Guerra Mundial, quedaron aislados de sus proveedores tradicionales de hule natural, lo que los obligó a producir grandes cantidades de hule sintético. Para 1945, su producción de hule sintético ascendió a 700 000 toneladas, aunque en 1973 el consumo de hule natural en este país era aún tan bajo que sólo representaba el 22% del consumo total.
Pero esta situación cambió radicalmente cuando los árabes llevaron a cabo el embargo petrolero, lo que hizo que los precios del petróleo subieran rápidamente, con la consecuente alza en el precio de las materias primas petroquímicas. Este cuadro prevaleció durante más de diez años con el resultado de que la balanza se inclinara en contra de los hules sintéticos.
En 1985 la producción mundial de hule fue de 13.7 millones de toneladas, de las cuales 32% corresponde al hule natural.
Ahora regresemos a nuestro tema original y veamos de qué está compuesto el hule y con qué productos petroquímicos se ha logrado no sólo imitar sino aun llegar a mejorar las características de este producto natural.
El hule natural se compone principalmente de moléculas de isopreno que forman un polímero de alto peso molecular, mientras que el hule sintético o elastómero se produce comercialmente polimerizando mono-olefinas como el isobutileno y diolefinas como el butadieno y el isopreno. También se pueden obtener elastómeros por la copolimerización de olefinas con diolefinas como en el caso del estireno-butadieno (SBR).
Otra posibilidad la presenta la copolimerización de dos olefinas diferentes como el etileno-propileno, que poseen las propiedades características de los elastómeros.
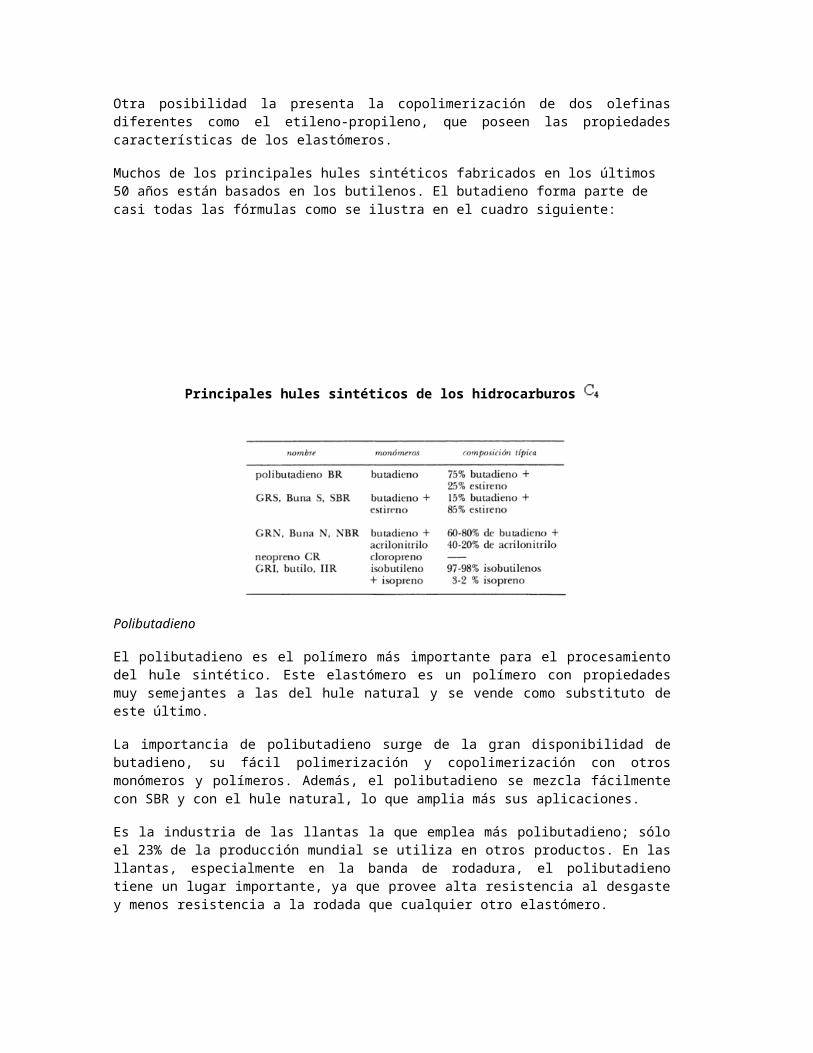
Muchos de los principales hules sintéticos fabricados en los últimos 50 años están basados en los butilenos. El butadieno forma parte de casi todas las fórmulas como se ilustra en el cuadro siguiente:
Principales hules sintéticos de los hidrocarburos
Polibutadieno
El polibutadieno es el polímero más importante para el procesamiento del hule sintético. Este elastómero es un polímero con propiedades muy semejantes a las del hule natural y se vende como substituto de este último.
La importancia de polibutadieno surge de la gran disponibilidad de butadieno, su fácil polimerización y copolimerización con otros monómeros y polímeros. Además, el polibutadieno se mezcla fácilmente con SBR y con el hule natural, lo que amplia más sus aplicaciones.
Es la industria de las llantas la que emplea más polibutadieno; sólo el 23% de la producción mundial se utiliza en otros productos. En las llantas, especialmente en la banda de rodadura, el polibutadieno tiene un lugar importante, ya que provee alta resistencia al desgaste y menos resistencia a la rodada que cualquier otro elastómero.
Su principal inconveniente se presenta cuando el piso está mojado. Para eliminar este obstáculo, se suele mezclar el polibutadieno con SBR 0 con hule natural en cantidades variables dependiendo de la aplicación.
Así por ejemplo, las llantas de los automóviles de pasajeros se fabrican con una mezcla de butadieno con SBR, mientras que las llantas de los camiones por lo general están constituidas por mezclas de polibutadieno con hule natural.
Hule butadieno-estireno (SBR)
Este elastómero, como lo vimos en el cuadro anterior, es un copolímero de butadieno con estireno conocido como SBR, GR-S o Buna S.Los hules de SBR se pueden clasificar en dos tipos: calientes y fríos, según las temperaturas de polimerización. Además, se subdividen en bajo, mediano y alto, de acuerdo al contenido de sólidos.
Los SBR calientes se polimerizan a 49-66°C y se fabrican principalmente con un contenido mediano de sólidos (42-50% en peso).
Los de alto contenido de sólidos (60-70% en peso) se usan para aplicaciones especiales, como bases de injertos para polimerizaciones a fin de obtener plásticos con alta resistencia al impacto.
Los de bajo contenido de sólidos (27%) se emplean en la fabricación de goma de mascar o chicle.
Así es que cuando se mastica un chicle de sabores, lo más probable es que se trate de un elastómero aromatizado con un éster con sabor de manzana, uva, tuttifrutti, etc., todos derivados del petróleo.
El SBR tiene múltiples aplicaciones: se usa para recubrimiento de cierto tipo de papel. En la fabricación de llantas se emplea para recubrir las cuerdas.
También encuentra aplicación en la fabricación de calzado, de bajoalfombras, de ligantes para las pinturas, de empaques, de recubrimiento de frenos, en las baterías como separador de placas, etc.
El SBR con alto contenido de estireno se suele mezclar con otros hules para darles resistencia a la abrasión.
Otros copolímeros de estireno-butadieno son muy útiles como resinas y como aceites secantes para pinturas, barnices y recubrimientos.
La capacidad instalada para producir el SBR en los países no comunistas es muy superior a su demanda. Ésta asciende a 5.15 millones de toneladas métricas. Muchas de estas plantas están operando al 50% de su capacidad.
Hule butadieno-acrilonitrilo
El hule butadieno-acrilonitrilo es un copolímero de butadieno con estireno. Las diferencias básicas entre los distintos tipos se deben principalmente a la concentración de acrilonitrilo en el hule y a la cantidad de estabilizador empleado.
Estos hules se conocen comercialmente como hules nitrilo, y según sus características se clasifican en hule GRN, Buna N y NBR.
Sus principales aplicaciones son como saturantes de papel, acabados de textiles y pieles, adhesivos, ligantes de fibras no tejidas, y para la preparación de espumas resistentes al aceite para producir lubricantes para baleros de uso pesado como los de los ferrocarriles.
Los hules nitrilo no se usan en la fabricación de llantas.
Neoprenos
Los neoprenos son hules sintéticos que se obtienen polimerizando el cloropreno, el cual se fabrica haciendo reaccionar el butadieno con cloro y tratando el producto de la reacción con potasa cáustica.
Los neoprenos se pueden copolimerizar con otros comonómeros que les imparten características físicas muy especiales. A continuación describiremos algunos de ellos.
Copolimerizados con ácido metacrílico usando como emulsificante al alcohol polivinílico, dan un producto con alta resistencia y elevada estabilidad mecánica y química que los hace útiles como adhesivos, recubrimientos, saturantes, etc.
Cuando los neoprenos se copolimerizan con acrilonitrilo, el producto obtenido tiene una alta resistencia plastificante, propiedad usada como ligante de asbesto y recubrimientos.
Hule butilo
El hule butilo es un copolímero de isobuteno con pequeñas cantidades (2-3%) de isopreno.
Este hule se usa principalmente para las cámaras de aire de las llantas. Su gran resistencia a la abrasión, a la ruptura, al calor, su añejamiento y su baja permeabilidad al aire hacen que el hule butilo sea el material ideal para esta aplicación.
En Estados Unidos el 75% del hule butilo se emplea en la industria llantera.
De acuerdo al Instituto Internacional de Productores de Hule Sintético (IISRP), la capacidad de producción mundial de hule butilo es de 690 000 toneladas métricas, de las cuales 110 000 se producen en países comunistas.
Polisopreno
El polisopreno cis-1,4 es el producto de la polimerización del isopreno. El hule natural contiene aproximadamente 85% de polisopreno cis-1,4 en su estructura molecular, que hace de este elastómero lo más cercano al hule de la Hevea brasillensis. Por lo tanto, puede ser intercambiado por esta última en la mayor parte de sus aplicaciones.
El aumento en el consumo de polisopreno como sustituto del hule natural depende de su competitividad en costos, los cuales a su vez están sujetos al precio del isopreno.
Si los precios del petróleo permanecen tan bajos como en 1985 se usará más nafta y gasóleos en las desintegradoras para producir olefinas, lo que incrementará la disponibilidad del isopreno, disminuyendo su costo.
La producción del polisopreno en el mundo es poco usual, pues la mayor capacidad instalada se encuentra en Europa oriental incluyendo a la URSS , y en ésta asciende a 950 000 toneladas métricas, lo que representa más del doble del resto del mundo, que produce sólo 390 000 toneladas métricas.
Esta discrepancia quizás se deba al deseo de disminuir la dependencia de los proveedores de hule natural, que son principalmente Brasil, Indonesia, Malasia y Liberia.
Las principales aplicaciones del polisopreno están en la industria automovilística.
Elastómero etileno-propileno EPR
Este hule se obtiene copolimerizando el etileno con propileno.
Su consumo en Estados Unidos es tan grande que posee el tercer lugar en importancia entre los hules sintéticos. En ese país, su producción durante 1985 fue de 214 800 toneladas métricas, mientras que en el resto del mundo occidental fue tan sólo de 430 000 toneladas métricas.
Actualmente este elastómero se usa en la industria llantera. Su principal aplicación es para hacer cámaras de aire y para la cara blanca de las llantas.
Otras aplicaciones en la industria automotriz son la fabricación de mangueras, bandas y cintas selladoras para las puertas.
El 75% del hule etileno-propileno se usa principalmente para hacer cubiertas de alambre y cables, polímeros modificados, techados, aditivos de aceites y algunos elastómeros plásticos.
De todas estas aplicaciones, la que ha adquirido mayor importancia últimamente es la empleada en la industria de la construcción, llamada techado de una sola capa.
El elastómero usado es un terpolímero de etileno-propileno-dieno (EPDM), en donde el dieno es una diolefina como el butadieno.
Actualmente se usan en Estados Unidos cerca de 30 000 toneladas métricas del elastómero para la construcción de este tipo de techos.
Sus principales ventajas son su alta resistencia a las condiciones de la intemperie. No es afectado por el ozono, es ligero y fácil de instalar (comparado con los techos preconstruidos), y es muy apropiado para colocarse sobre materiales sensibles al calor como el poliestireno expandido o la espuma de poliuretano usados como aislantes.
El hule etileno-propileno también se suele mezclar con polímeros como el polipropileno, para hacer un elastómero termoplástico que se usa principalmente en ciertas partes de las defensas de los automóviles, mangueras, empaques y partes del tablero de control.
También se usa para recubrir alambres y cables usados en servicio severo.
Selección de hules para aplicaciones especificas
La selección del tipo de hule que se usará en un artículo en particular depende de los requerimientos técnicos del producto, de las propiedades que se puedan alcanzar por medio de mezclas y de los factores económicos.
El principal empleo de los hules sintéticos es la fabricación de llantas para autos de pasajeros, camiones, aviones y maquinaria agrícola, como se mencionó anteriormente. Los hules usados en esta aplicación son el hule natural, el SBR, el polibutadieno, el polisopreno y el EPDM.
El hule natural, el hule butilo y el EPDM también se utilizan para elaborar las cámaras de las llantas.
Los principales requerimientos de una llanta de automóvil son: resistencia a la abrasión y a los cortes, poca resistencia a la rodada, resistencia a la ruptura, flexibilidad adecuada a la más baja temperatura de servicio, un alto coeficiente de fricción entre la llanta y la carretera para evitar que derrape, suficiente estabilidad del material en función del tiempo para que no ocurra deterioro excesivo en la vida normal de la llanta y una histéresis moderada para evitar que se desarrollen temperaturas excesivas durante el servicio.
En miles de productos que utilizan el hule, la elección del polímero depende, como en el caso de las llantas, de las propiedades requeridas, del servicio a que será sometido, y del precio del polímero.
En productos en donde se necesite un hule flexible, suave y altamente elástico como en el caso de las ligas, se prefiere el hule natural y el polisopreno.
Para las pelotas de golf sólidas, las excelentes propiedades de rebote del polibutadieno lo hacen el producto ideal para este uso.
Cuando se requiere de hule de calidad moderada como en el caso de la fabricación de suelas de zapatos, mangueras de jardín, tacones y tapetes, se emplea hule natural y SBR.
Pero para obtener un hule resistente a los aceites, como en cierto tipo de mangueras, empaques, tacones y suelas, diafragmas y bandas sinfín, es necesario usar otro tipo de elastómeros. La elección del hule depende del tipo de aceite, del grado de resistencia que se requiera y de otras propiedades necesarias en el uso.
Los elastómeros que se pueden tomar en cuenta son los neoprenos, los hules nitrilo, los polisulfuros, los poliuretanos, los fluoroelastómeros, etc. Estos últimos son hules para usos específicos que se suelen fabricar en menor volumen que los descritos anteriormente.
Cuando se requiere una alta resistencia al calor, los hules de silicón son los mejores. Los polímeros que también resisten las altas temperaturas son los fluoroelastómeros, seguidos de los acrilatos, EPDM, hule butilo, neopreno y hules nitrilo.
Cuando se desea flexibilidad a baja temperatura, los hules silicón son los mejores, seguidos de EPDM, polibutadieno, hule natural y SBR.
Todas las propiedades antes mencionadas pueden modificarse, a veces en intervalos muy amplios, por medio de la técnica de combinado o mezclado.
Así, por ejemplo, una manguera usada en los aviones para conducir aceite lubricante, puede requerir una buena flexibilidad a la temperatura más baja que se encuentre mientras esté en tierra (40°C), pero cuando esté en vuelo, tendrá que contener el aceite a 149°C. Aparentemente, el hule silicón es el adecuado para este uso, pues tiene una buena flexibilidad a bajas temperaturas y alta resistencia al calor; sin embargo, no tiene resistencia a los aceites, y por lo tanto no se puede usar en esta aplicación.
La mejor elección en este caso es el hule nitrilo, con un contenido mínimo de acrilonitrilo para llenar las especificaciones de resistencia al aceite, mezclado con otro hule que dé el máximo de resistencia al calor.
Existe un gran número de elastómeros para usos especializados, algunos de los cuales mencionaremos a continuación.
Hules acrílicos
Estos elastómetros se suelen fabricar a partir de etil, butil, o metoxi y etoxi-etil-acrilatos.
Tienen muy buena resistencia a los aceites y al calor, por lo que sus aplicaciones principales son la fabricación de sellos, empaques y mangueras.
Polietilenos clorosulfonados
El polietileno cristalino modificado con grupos sulfonilo y cloro nos da este tipo de hules. Sus características principales son su alta resistencia a la oxidación, calor, aceite y materiales corrosivos.
Puede mezclarse fácilmente y someterse a curado, lo que permite una amplia aplicación en recubrimientos de alambre y cables, partes automotrices, mangueras, techados y bandas.
Éteres copoliéster
Los polímeros de este grupo resultan de la condensación de los tereftalatos de polibutileno y los tereftalatos de politetrametilen eter glicol.
Son muy fuertes, resistentes a la abrasión, a los productos químicos, al petróleo. También soportan el calor en un amplio intervalo de temperaturas.
Se usan en la fabricación de mangueras, recubrimientos de alambre y cables, y en la fabricación de partes de automóvil.
Epiclorhidrinas
Los homo y copolímeros de la epiclorhidrina se usan en la fabricación de productos elastoméricos que tienen una baja permeabilidad a los gases, buena resistencia a los productos del petróleo y flexibilidad a baja temperatura.
Este producto se usa principalmente en partes del automóvil tales como juntas y mangueras.
Polímeros fluorados
Los polímeros que contienen flúor se hacen a partir de olefinas fluoradas con dos o tres átomos de carbono. Estas tienen una buena resistencia al calor, a los productos químicos y a la interperie, y además tienen excelentes propiedades mecánicas.
Se usan para piezas como juntas, empaques y mangueras sometidas a trabajo severo tanto en la industria automotriz como en los equipos de perforación de pozos petroleros y similares.
Polisulfuros
Éstos son los más antiguos entre los elastómeros especializados. Tienen alta resistencia al ozono, al oxígeno, a la luz solar y al hinchamiento provocado por los productos químicos. También poseen baja permeabilidad a los gases y líquidos, y excelentes propiedades a bajas temperaturas.
Se usan principalmente en la fabricación de selladores.
Copolímeros termopláticos en bloque
Casi todos estos hules están basados en el poliestireno y el polibutadieno, con un amplia variedad de tipos disponibles según los diversos usos.
Se utilizan principalmente como adhesivo, para recubrimientos, suelas de zapatos, juguetes, etc.
Uretanos
Estos elastómeros se conocen por su alta resistencia a la abrasión y por ser muy fuertes. Sus principales usos son la fabricación de volantes de camiones industriales, varios tipos de sellos, adhesivos y fibras.
Hule natural
El látex es una emulsión que está compuesta por partículas de hule suspendidas en agua. Estas partículas están compuestas de miles de moléculas de isopreno unidas químicamente, formando grandes cadenas o polímeros de isopreno. Para obtener el hule es necesario remover el agua que mantiene suspendidas a las partículas. El hule natural puro no tiene muchas aplicaciones ya que es muy sensible a los cambios de temperatura. Por ejemplo, si hace calor el hule se vuelve pegajoso en cambio si hace frío se vuelve rígido y quebradizo.
Hule sintético
Desde principios del siglo XX, el hombre buscó la manera de sintetizar el hule a partir de derivados del petróleo. Los primeros intentos por obtener hule sintético se realizaron en la Alemania nazi en 1937. Años después, en 1944, los Estados Unidos de Norteamérica -impulsados por la industria de la guerra también se interesaron por dicha síntesis y su posterior vulcanización.
Es muy importante remarcar, que tanto el proceso de vulcanización del hule sintético como el natural (proceso Goodyear) son contaminantes y contribuyen al calentamiento global, no así la vulcanización Olmeca. Reciclaje del Hule
Sin duda, el hule es un producto que ha rendido un enorme servicio a la humanidad durante más de un siglo y medio, es utilizado en el mundo para la elaboración de más de 40 mil artículos de consumo cotidiano y su demanda se incrementa con el desarrollo de los países y su población.
La fabricación de neumáticos consume el 60% de la producción mundial de hule, sea este natural o sintético. Ahora bien, en la producción total de neumáticos, el 70% corresponde a hule sintético y solo el 30% es de origen natural. La masiva fabricación de neumáticos y las dificultades para hacerlos desaparecer, una vez usados, constituye uno de los más graves problemas medioambientales de los últimos años en todo el mundo.
En la actualidad se pueden utilizar diversos métodos para la recuperación de neumáticos y la destrucción de sus componentes peligrosos. Acciones locales para impactos globales
Las medidas a adoptar, que de hecho están instrumentando sociedades comprometidas con la salud y el ambiente, son:
* Si al reciclaje. Los materiales que se obtienen tras el tratamiento de recuperación de los residuos de neumáticos, son aprovechables en la industria.
Algunos usos son los siguientes:
*componentes de las capas asfálticas que se usan en la construcción de carreteras
*alfombras
* aislantes acústicos
* aislantes de vibración
* campos de juego
* impermeabilizantes
* suelos de pistas de atletismo y ciclismo
* suelas de zapato Si a la aprobación de políticas locales que favorezcan la recolección y la implantación de industrias dedicadas a la tarea de recuperar o eliminar, de forma limpia, los componentes peligrosos de las llantas
*No a la eliminación de neumáticos por incineración. La quema de llantas produce en la combustión productos contaminantes muy perjudiciales para la salud humana y el medioambiente.
*No a los tiraderos incontrolados de basura. El almacenamiento inadecuado de los neumáticos provoca problemas de estabilidad en los tiraderos de basura, por la degradación química parcial que éstos materiales sufren por el intemperismo, ocasionando graves problemas de seguridad
EMPRESAS LÍDERES.
*****Kuriyama de México, S de RL de CV****
Listado de Productos que esta empresa ofrece:
abrazaderas para manguerasaccesorios para manguerasadaptadores para manguerasductosmanguerasmangueras agricolasmangueras autoenrollablesmangueras contra incendiomangueras de alta temperaturamangueras de cauchomangueras de cloruro de polivinilo (pvc)mangueras de descargamangueras de gomamangueras de hulemangueras de plasticomangueras de poliductosmangueras de poliuretano (pu)mangueras de precisionmangueras de ptfemangueras de pvcmangueras de radiadormangueras de siliconmangueras de succionmangueras de succionmangueras de teflonmangueras flexiblesmangueras flexibles de acero inoxidablemangueras helicoidalesmangueras hidraulicasmangueras hidraulicas para montacargasmangueras industrialesmangueras metal flexiblemangueras metalicasmangueras neumaticasmangueras para acetilenomangueras para airemangueras para alta presionmangueras para compresorasmangueras para gasmangueras para instalaciones electricasmangueras para oxigenomangueras para productos quimicosmangueras para sopleteomangueras termoplasticas
Acerca de Kuriyama de México, S de RL de CV:
Kuriyama de México es una empresa que forma parte del consorcio de Kuriyama of America, empresa líder en la distribución de mangueras y conexiones industriales de alta calidad, que desde 1968 se dedica a la manufactura y comercialización de estos productos en EU. Estamos ubicados en el municipio de Apodaca, N.L., a 15 minutos del aeropuerto internacional Mariano Escobedo de la ciudad de
Monterrey, en donde contamos con un almacen de 3,600 m2 para cubrir las necesidades de nuestros clientes. Le invitamos a visitar nuestra página de internet en donde usted podra acceder a nuestros catálogos en linea y conocer mas acerca de las especificaciones de nuestros productos
Carretera Miguel Alemán KM. 14.8Parque Industrial HasnaApodaca (Monterrey)N.L.66600MEXICO
Teléfono: +52 81 1086-1870
Teléfono 2: 01 800 822-5200
Fax: +52 81 1086-1869
****Auto Hule, S.A. de C.V.*****
Listado de Productos que esta empresa ofrece:
hule metal automotrizlinea automotrizmanguera flexiblemangueras
Acerca de Auto Hule, S.A. de C.V.:
CAUPLAS - Auto Hule: empresa líder en la fabricación de mangueras para el mercado automotor, Nuestra decisión " Para cada auto que se fabrica en el mundo, que Cauplas posea las mangueras " por lo que en Auto Hule encontrara la linea mas completa en manguera automotriz Así como la linea Dayco en bandas, poleas, tensores y manguera automotriz a industrial.
Cda. Acalotenco 237Col. San SebastianAzcapotzalcoMexico, D.F.02530MEXICO
Teléfono: 01800 467 2789
Teléfono 2: 01800 838 1693
****BESISA*****
Listado de Productos que esta empresa ofrece:
abrazaderas para manguerasabrazaderas para manguerasaccesorios para manguerasaccesorios para mangueras
Acerca de BESISA:
Fabricacion de ensambles de manguera de cualquier tipo, conexión, presión y diametro en manguera hidráulica, industrial, alimenticia, neumática o automotriz. Levantamiento en plantas o equipó para la construcción en campo. asesoria en la aplicación correcta de los productos en las marcas que reprecentamos.
ZEMPOALA 602-FINDEPENDENCIAMEXICODF03630MEXICO
Teléfono: 55 5672-1314
Teléfono 2:55 5672-1313, 5672-2108
****CAMPEX****
Listado de Productos que esta empresa ofrece:
mangueras de hulemangueras de pvcmangueras de siliconmangueras de teflon
Acerca de CAMPEX:
Mangueras sanitarias para la industria farmaceutica y alimenticia.
ALCANFORES 49-8 % LAS AGULAS Y CONDORLAS AGUILASMEXICOD.F.01710MEXICO
Teléfono: +52 55 5593-6976
****SPEED SERVICE****
DESCRIPCIÓN
Empresa Dedicada a la Venta de Bandas Tipo A, V, C, D, E, de Alta Capacidad, Lisas y Dentadas, para Velocidad Variable, etc.
INFORMACIÓN DE CONTACTO:
Tehoch Manzana No. 409 Int. 16 Col. Ciudad Azteca
Ecatepec de Morelos, México
México
Tel: (+55) 5775-5163
32629 fabricación de otros productos de hule
326290 Fabricación de otros productos de hule
El hule es empleado en la fabricación de correas transportadoras así como en las correas de uso industrial
Terminologia
• Precios constantes: cantidad de dinero dada a cambio de una mercancía o servicio, cuyo valor esta expresado a precios de un año base
• Precios corrientes: cantidad de dinero dada a cambio de una mercancía o servicio, calculada al momento de la operación
• Valor agregado bruto(a precios básicos): se define como el valor de la producción libre de duplicaciones, y es equivalente al gasto interno bruto
• A precio basico:se registran antes de sumarse los impuestos a los productos menos los subsidios.
1 - Participación en el total de la producción de la industria química
2- Número de trabajadores en la rama y participación en el total de la industria química
3 - Participación del Valor Agregado por rama en la producción total
4 - Empresas líderes.
*****Kuriyama de México, S de RL de CV****
Listado de Productos que esta empresa ofrece:
abrazaderas para manguerasaccesorios para manguerasadaptadores para manguerasductosmanguerasmangueras agricolasmangueras autoenrollablesmangueras contra incendiomangueras de alta temperaturamangueras de cauchomangueras de cloruro de polivinilo (pvc)mangueras de descargamangueras de gomamangueras de hulemangueras de plasticomangueras de poliductosmangueras de poliuretano (pu)mangueras de precisionmangueras de ptfemangueras de pvcmangueras de radiadormangueras de siliconmangueras de succionmangueras de succionmangueras de teflonmangueras flexiblesmangueras flexibles de acero inoxidablemangueras helicoidalesmangueras hidraulicas
mangueras hidraulicas para montacargasmangueras industrialesmangueras metal flexiblemangueras metalicasmangueras neumaticasmangueras para acetilenomangueras para airemangueras para alta presionmangueras para compresorasmangueras para gasmangueras para instalaciones electricasmangueras para oxigenomangueras para productos quimicosmangueras para sopleteomangueras termoplasticas
Acerca de Kuriyama de México, S de RL de CV:
Kuriyama de México es una empresa que forma parte del consorcio de Kuriyama of America, empresa líder en la distribución de mangueras y conexiones industriales de alta calidad, que desde 1968 se dedica a la manufactura y comercialización de estos productos en EU. Estamos ubicados en el municipio de Apodaca, N.L., a 15 minutos del aeropuerto internacional Mariano Escobedo de la ciudad de Monterrey, en donde contamos con un almacen de 3,600 m2 para cubrir las necesidades de nuestros clientes. Le invitamos a visitar nuestra página de internet en donde usted podra acceder a nuestros catálogos en linea y conocer mas acerca de las especificaciones de nuestros productos
Carretera Miguel Alemán KM. 14.8Parque Industrial HasnaApodaca (Monterrey)N.L.66600MEXICO
Teléfono: +52 81 1086-1870
Teléfono 2: 01 800 822-5200
Fax: +52 81 1086-1869
****Auto Hule, S.A. de C.V.*****
Listado de Productos que esta empresa ofrece:
hule metal automotrizlinea automotrizmanguera flexiblemangueras
Acerca de Auto Hule, S.A. de C.V.:
CAUPLAS - Auto Hule: empresa líder en la fabricación de mangueras para el mercado automotor, Nuestra decisión " Para cada auto que se fabrica en el mundo, que Cauplas posea las mangueras " por lo que en Auto Hule encontrara la linea mas completa en manguera automotriz Así como la linea Dayco en bandas, poleas, tensores y manguera automotriz a industrial.
Cda. Acalotenco 237Col. San SebastianAzcapotzalcoMexico, D.F.02530MEXICO
Teléfono: 01800 467 2789
Teléfono 2: 01800 838 1693
****BESISA*****
Listado de Productos que esta empresa ofrece:
abrazaderas para manguerasabrazaderas para manguerasaccesorios para manguerasaccesorios para mangueras
Acerca de BESISA:
Fabricacion de ensambles de manguera de cualquier tipo, conexión, presión y diametro en manguera hidráulica, industrial, alimenticia, neumática o automotriz. Levantamiento en plantas o equipó para la construcción en campo. asesoria en la aplicación correcta de los productos en las marcas que reprecentamos.
ZEMPOALA 602-FINDEPENDENCIAMEXICODF03630MEXICO
Teléfono: 55 5672-1314
Teléfono 2:55 5672-1313, 5672-2108
****CAMPEX****
Listado de Productos que esta empresa ofrece:
mangueras de hulemangueras de pvcmangueras de siliconmangueras de teflon
Acerca de CAMPEX:
Mangueras sanitarias para la industria farmaceutica y alimenticia.
ALCANFORES 49-8 % LAS AGULAS Y CONDORLAS AGUILASMEXICOD.F.01710MEXICO
Teléfono: +52 55 5593-6976
****SPEED SERVICE****
DESCRIPCIÓN
Empresa Dedicada a la Venta de Bandas Tipo A, V, C, D, E, de Alta Capacidad, Lisas y Dentadas, para Velocidad Variable, etc.
INFORMACIÓN DE CONTACTO:
Tehoch Manzana No. 409 Int. 16 Col. Ciudad AztecaEcatepec de Morelos, MéxicoMéxicoTel: (+55) 5775-516