Embed Size (px)
Citation preview
Fabricación y potencial
prebiótico de oligosacáridos derivados de
residuos solidos industriales
Alumno: Raúl L. Garcia Campos
Residuo solido.- Obtenido en la etapa de descascarado de las industrias de malteado, carece de valor añadido.• Cascara de cebada• Granos gastados• Granos fragmentados
Introducción
Debido a la naturaleza lignocelulósica de cáscara de cebada y su alto contenido de xilano (un polímero compuesto por unidades de xilosa), el residuo sólido es una fuente potencial de xilooligosacáridos (XOS).
Los XOS pueden ser producido mediante el procesamiento de materiales que contienen xilano con agua caliente.
La reacción autohidrólisis no es específica, y una variedad de procesos secundarios tienen lugar simultáneamente a la solubilización de xilano, incluyendo la liberación de compuestos fenólicos de bajo molecular, la neutralización de cenizas, y las reacciones que implican proteínas.
XOS muestran potencial como ingredientes para alimentos funcionales, que han sido clasificados como prebióticos emergentes debido a su potencial para este tipo de aplicaciones, aunque todavía les falta evidencia científica sólida.
Un prebiótico es un componente alimenticio no viable que confiere un beneficio para la salud asociado con la modulación de la microbiota intestinal.
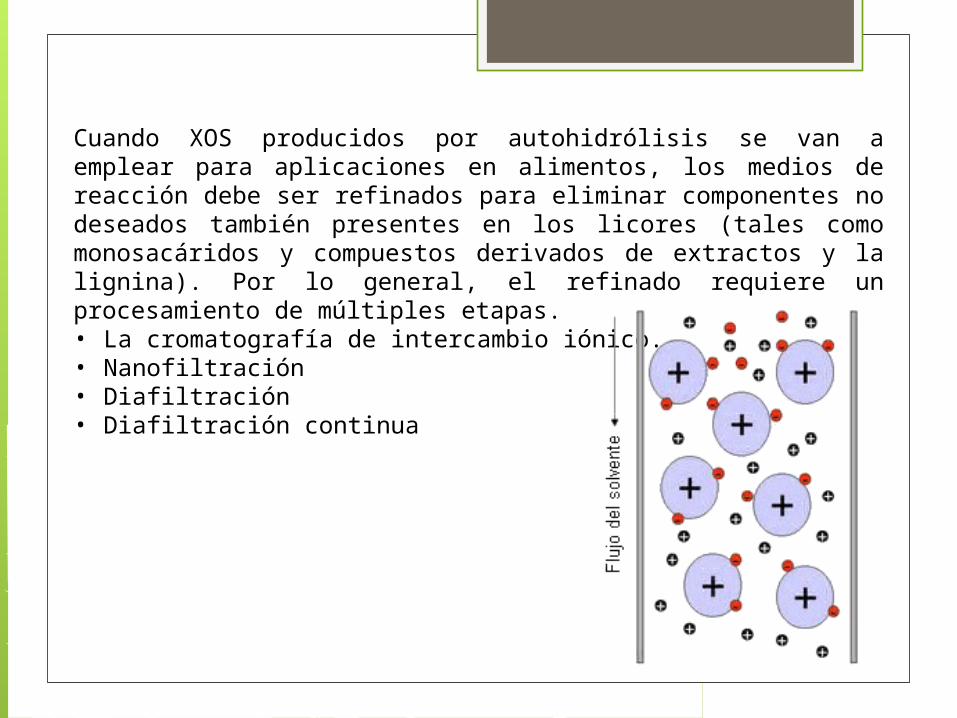
Cuando XOS producidos por autohidrólisis se van a emplear para aplicaciones en alimentos, los medios de reacción debe ser refinados para eliminar componentes no deseados también presentes en los licores (tales como monosacáridos y compuestos derivados de extractos y la lignina). Por lo general, el refinado requiere un procesamiento de múltiples etapas.• La cromatografía de intercambio iónico.• Nanofiltración• Diafiltración• Diafiltración continua

Este trabajo se refiere a: (a)La fabricación de los licores que contienen XOS por tratamiento
hidrotérmico en dos etapas de SW(b) El refinado de XOS presentes en los licores de procesamiento
hidrotérmico mediante tratamientos con membranas y resinas de intercambio iónico
(c) La fermentabilidad del producto purificado por inóculos fecal, para evaluar el potencial prebiótico de los productos purificados de manera diferente.
Materias primasEl residuo solido (proporcionado por una compañía cervecera local) se proyectó para separar los granos de cebada de fragmentos de granos y cáscaras de cebada, y esta última fracción (denominada WSB) fue empleado como materia prima para tratamientos de autohidrólisis. WSB se secó al aire, se homogeneizo en un solo lote, y se almaceno en un lugar seco y oscuro hasta su uso.

Cascara de cebada
+H2O 8:1
Reactor de acero
inoxidable 130 ° C
Enfriar filtrar
Lavar y secar
solidos
Segundo tratamient
o
Reactor y dilución iguales
185°C x 22 min
Enfriar y filtrar
Desarrollo
Procesamiento enzimático
• Se agrego una enzima comercial endoxilanasa• La actividad de la endoxilanasa en el concentrado se midió por
el ensayo de Megazyme (Megazyme International Ireland Ltd., Wicklow, Irlanda), basado en la despolimerización de Remazol Brilliant Blue (RBB) y convertidas en unidades de xilanasa (XU) utilizando el método proporcionado por la fabricante.
• La reacción enzimática se llevó a cabo durante 48 horas a pH 7 y 55 ° C usando una carga de xilanasa de 685 XU / kg de licor, en un sistema con agitación orbital (120 rpm).
Intercambio de iones• Los licores concentrados mediante el procesamiento enzimático
fueron tratados con Amberlite IRA 96 (un débil resina intercambiadora de aniones en forma OHA) para retirar compuestos no deseados.
• Las muestras resultantes se ensayaron para la concentración y se liofilizó para la posterior utilización como fuentes de carbono en experimentos de fermentación .
La fermentación de mezclas XOS
Los inóculos se hicieron a partir de heces frescas recogidas de un voluntario sano humano, que por lo general se ingiere una dieta normal y no presentaba enfermedades digestivas y no recibió antibióticos durante al menos 3 meses. Las heces se recogieron en viales estériles, que se sellaron y se mantuvieron a 37 ° C hasta que se prepara para la fermentación.
• El pH final del medio se ajustó a 6,8. • El medio se desoxigena • 8,0 ml de alícuotas se dispensaron en tubos de cultivo
herméticos • Por triplicado• Se incubaron a 37 º C durante 48 h• Las células fueron cosechadas a partir de muestras por
centrifugación y sobrenadantes, se filtraron para análisis por HPLC
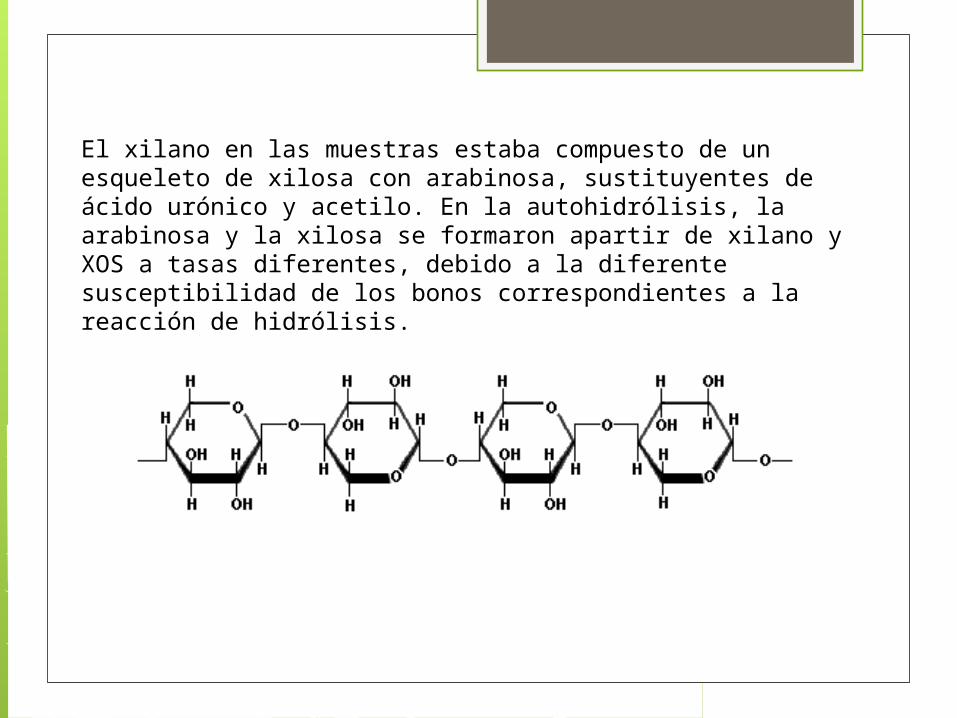
El xilano en las muestras estaba compuesto de un esqueleto de xilosa con arabinosa, sustituyentes de ácido urónico y acetilo. En la autohidrólisis, la arabinosa y la xilosa se formaron apartir de xilano y XOS a tasas diferentes, debido a la diferente susceptibilidad de los bonos correspondientes a la reacción de hidrólisis.
El contenido de almidón en la cáscarade cebada y componentes no sacáridos solubilizados en tratamientos hidrotérmicos indican que los XOS obtenidos en una unica etapa autohidrólisis se vería acompañado de una proporción relativamente alta de productos no deseados, haciendo que el refinado adicional de XOS fuera difícil y costoso.
Las propiedades de XOS obtenidos por medio de autohidrólisis (incluyendo la distribución de masa molar y el tipo, número y distribución de los sustituyentes) dependen tanto del tipo de materia prima empleada y de las condiciones de reacción.
ConclusionesLos residuos sólidos industriales que contienen cáscaras de cebada, granos gastados y los fragmentos de granos fueron tratados en dos etapas consecutivas por tratamiento hidrotérmico, para obtener líquidos de la reacción que contienen XOS. Tres XOS concentrados con diferente composición y / o distribución de peso molecular se obtuvieron mediante el procesamiento fisicoquímico de los licores, y se ensayaron como fuentes de carbono para la fermentación con inóculos fecales para evaluar su potencial prebiótico.
• Los productos metabólicos (succinato, lactato, formiato, acetato, propionato y butirato) confirmaron el potencial prebiótico de los diversos concentrados.





























