Embed Size (px)
Citation preview
COATING &CONVERTING
F A C H M A G A Z I N F Ü R D I E C O A T I N G - U N D C O N V E R T I N G - B R A N C H E
A l l e s r u n d u m d i e Ve r e d e l u n g u n d Ve r a r b e i t u n g v o n Pa p i e r, F i l m u n d Fo l i e
nim
ble
sh
ow
s &
me
dia
Gm
bH
• D
inke
lsb
üh
ler
Stra
ße
9 •
91
55
5 F
eu
ch
twa
ng
en
• G
erm
an
y •
in
fo@
c2
-ma
ga
zin
es.
co
m
Ausgabe 34
Juni / Juli 2012
Marktbericht: Verpackungsdruck (ab S. 31)
Converter des Monats: Huayuan Packaging (ab S. 55)
Events: Converting Summit 2012 (ab S. 48)
Schneiden & Wickeln
ww
w.c
2-d
euts
chla
nd.d
e
Printed electronicS
FachPack-VorSchauim FokuS: uSa

IT ’S HERE Elektronischer Messerhalter
Double E International ist exklusiver Vertriebspartner für die Schneidsysteme von Mario Cotta in Deutschland.
EOS: Electronic Operative SlittingDer erste patentierte, vollelektronische Messerhalter, bei dem alle Funktionen und Einstellungen (Scherwinkel, Eintauchtiefe, Positionierung und Andruckkraft) durch eine speziell hierfür entwickelte, intuitive MMI-Schnittstelle (Mensch-Maschine-Interface) geregelt werden. Auf diese Weise wird die Fehlerhäufigkeit drastisch reduziert. Unabhängig von den Fachkenntnissen des Personals, kann die Wiederholgenauigkeit der Arbeitsbedingungen garantiert werden.
doubleeint.com/eos
• Intelligentes,elektro-automatischesPositionier-System
• GeschlossenerRegelkreiszurEinstellungderseitlichenAndruckkraft
• PrädiktiveInstandhaltung
• ReduziertStillstandzeiten
• HerausnehmbareMesserkassette
• KeinePneumatikerforderlich
• ReduziertBedienfehler
• GleichbleibendhoheSchnittqualität
Franz-Lenz-Strasse 12E, D-49084 Osnabrück Tel: +49 (0)541/50626-0 Email: [email protected]: www.doubleeint.de
EOS-ad-Germany-HERE-2.indd 1 5/30/2012 1:27:44 PM

ED
ITO
RIA
LEDITORIAL
CHEFREDAKTEURINNora Hermann
www.c2-deutschland.de
Ausgabe 34
VERLAGnimble shows & media GmbHDinkelsbühler Straße 991555 FeuchtwangenTel.: 0 98 52 / 61 62 10Fax: 0 98 52 / 61 62 110
CHEFREDAKTEURINNora Hermann (V.i.S.d.P.)Tel.: 0 98 52 / 61 62 [email protected]
REDAKTIONBenedikt HofmannTel.: 0 98 52 / 61 62 [email protected]
HERAUSGEBERFranz [email protected]
ANZEIGENVERKAUFNina PirchmoserTel.: 0 98 52 / 61 62 [email protected]
PRODUKTIONNadine GebauerTel.: 0 98 52 / 61 62 [email protected]
VERTRIEBPetra KüstersTel.: 0 98 52 / 61 62 [email protected]
DRUCKStrube Druck & Medien OHG, Felsberg
TITELBILDHeliatek GmbH
C2 Deutschland, das Fachmagazin für die Coating- und Converting-Branche, erscheint im monatlichen Wechsel mit der englischsprachigen „Schwester-Zeitschrift“ C2 Europe.Diese Ausgabe von C2 Deutschland wird personalisiert an 6.500 Anwender und Anbieter der Coating- und Converting-Industrie verschickt.Ein Jahresabo (6 Ausgaben) kostet 96 Euro, in Kombination mit C2 Europe 170 Euro (12 Ausgaben).
Chinesische Zufälle
Jeder, der schon einmal in Dongguan war, wird bestätigen: Diese Stadt bietet nichts, was das Auge auch nur ein bisschen erfreuen könnte. Vom Flughafen Shenzhen erreicht man nach einer Odys-see über staubige Buckelpisten, vorbei an krachmodernen Industriebauten, die von den armseligen Hütten der Tagelöhner „umarmt“ werden, das riesige Industrie-gebiet der Millionenmetropole. Ein paar Hotels, Restaurants, Supermärkte – Ende.
Aber nein: Es gibt dort einen ganz besonderen „Tante Emma“-Laden! Nach einem langen Messetag suchte mein Mann dort etwas zum trinken, war sich aber angesichts der ausschließlich chinesischen Beschriftung der Getränke nicht ganz sicher, ob er nun Wasser oder Kokosmilch gegriffen hatte. Ein junger Mann, ebenfalls Kunde des Geschäfts, bot seine Hilfe an. Man kam ins Gespräch über dies und das, was man beruflich so mache und
was einen überhaupt nach Dongguan verschlagen habe. Leon, so sein Name, griff plötzlich ins Regal, hielt einen aufwän-dig mit Gold bedruckten und geprägten Standbeutel in der Hand und verkündete, genau diesen Beutel hätte seine Firma hergestellt. Und überhaupt würde man noch alle möglichen anderen Arten von Lebensmittelverpackungen fertigen und sei eigentlich einer der bekanntesten und größten Verpackungsproduzenten Chinas. Ja, ja, gerne könne man sich die Firma auch anschauen, am besten gleich jetzt. Um 22 Uhr? Kein Problem, man arbeite ohnehin im Drei-Schicht-Betrieb, sieben Tage die Woche. Und so entstand der Converter des Monats in dieser Ausgabe. Manchmal entdeckt man doch ganz unerwartet eine Blume in der Wüste.
IT ’S HERE Elektronischer Messerhalter
Double E International ist exklusiver Vertriebspartner für die Schneidsysteme von Mario Cotta in Deutschland.
EOS: Electronic Operative SlittingDer erste patentierte, vollelektronische Messerhalter, bei dem alle Funktionen und Einstellungen (Scherwinkel, Eintauchtiefe, Positionierung und Andruckkraft) durch eine speziell hierfür entwickelte, intuitive MMI-Schnittstelle (Mensch-Maschine-Interface) geregelt werden. Auf diese Weise wird die Fehlerhäufigkeit drastisch reduziert. Unabhängig von den Fachkenntnissen des Personals, kann die Wiederholgenauigkeit der Arbeitsbedingungen garantiert werden.
doubleeint.com/eos
• Intelligentes,elektro-automatischesPositionier-System
• GeschlossenerRegelkreiszurEinstellungderseitlichenAndruckkraft
• PrädiktiveInstandhaltung
• ReduziertStillstandzeiten
• HerausnehmbareMesserkassette
• KeinePneumatikerforderlich
• ReduziertBedienfehler
• GleichbleibendhoheSchnittqualität
Franz-Lenz-Strasse 12E, D-49084 Osnabrück Tel: +49 (0)541/50626-0 Email: [email protected]: www.doubleeint.de
EOS-ad-Germany-HERE-2.indd 1 5/30/2012 1:27:44 PM
Anruf unter +32 / 80 67 02 04 oder online auf www.meech.com
Elektrostatische Kontrolle fürIndustrie und Reinraum

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland
Process Solutions for Your Success
Polytype Converting AGwww.wifag-polytype.com
Pagendarm BTT GmbHwww.pagendarm.com
wifag//polytype Coating & Laminating Your partner for custom sized converting machinery Designed for your success Process optimization for challenging applications
Welcome to ICE ASIA, October 10-12, 2012 in Shanghai/China, booth 1 A 07
Ev
En
TsVERANSTALTUNGSKALENDER
Veranstaltung Datum Ort Veranstalter
2012
FachPackwww.fachpack.de
25.-27. September Messe Nürnberg Nürnberg Messe
ICE Asiawww.ice-x-asia.com
10.-12. Oktober Shanghai Mart, Shanghai, China Mack Brooks Exhibitions
MKVSwww.mkvs.de
22.-24. Oktober Sheraton München Arabellapark MKVS GbR
SPS/IPC/Driveswww.mesago.de/de/SPS/home.htm
27.-29. November Messe NürnbergMesago Messemanagement GmbH
2013
ICE Europewww.ice-x.com
19.-21. März Messe München Mack Brooks Exhibitions Ltd
ICE USAwww.ice-x-usa.com/
09.-11. April OCCC, Orlando (FL) Mack Brooks Exhibitions Ltd
Converflexwww.converflex.it
07.-11. Mai Fiera Milano Rho Centrexpo
C2 Deutschland | COATING & CONVERTING | Juni / Juli 12
9
20
26
31
39
InH
ALTINHALT
Post aus …7 Reine Luft für die „Stadt des Löwen“
Jens Kehrhahn berichtet aus seiner zweiten Heimat Singapur
Marktberichte & Analysen9 Vakuumabscheidung vs. Druckverfahren
Warum bei der Herstellung der derzeit effizientesten organischen Solarzelle die Vakuumabscheidung gegenüber klassischen Druckprozessen punktet
11 Es werde Licht!Wie hochmoderne OPV-Forschung und praxisorientierte Entwicklungshilfe Hand in Hand gehen können
13 „Was wir alleine nicht schaffen …“X10D will die Wettbewerbsfähigkeit der Organischen Photovoltaik verbessern
16 Halbleiter adéAGFA zeigt, dass Displays und Solarzellen auch ohne ITO auskommen
17 Einmal auf- und wieder abtragen, bitte!Mit Beschichtungstechnologien von nTact sollen sich auch komplexe Beschichtungsmuster für Printed Electronics einfach fertigen lassen
18 Atom für Atom, Schicht für SchichtDie Atomlagenabscheidung zeigt ihre Stärken dort, wo in flexibler Elektronik Barriereeigenschaften gebraucht werden
20 Eine Anlage – unbegrenzte MöglichkeitenVöllig unterschiedliche Produkte wie Batterie-Elektroden und organische Solarzellen können auf derselben Beschichtungsanlage gefahren werden
23 Ein Gigant auf ReisenDer weltweit breiteste Rollenschneider von Goebel wird jetzt nach China ausgeliefert
24 Drei „tolle Wickel-Schwestern“ auf ErfolgskursPSA Technology zieht positive Zwischenbilanz nach der Integration in die Edelmann Gruppe
26 Ein- oder Zweispindel – das ist hier die Frage!Wann Rollenschneider mit nur einer Welle gegenüber Zwei-Wellen-Lösungen die Nase vorn haben
29 Test bestanden und gekauftAtlas liefert neue Schneid- und Wickelanlage an Heukäufer Folien
31 Das Geheimnis der LotusblüteWestland nutzt die Tricks der Natur, um die Ursachen für Tonen und Cording im Nassoffsetdruck zu beheben
34 Die Lösung für kleine AuflagenMit digitaler Technik lassen sich auch Aufträge realisieren, die sich mit konventioneller Technologie nicht gerechnet hätten
37 Rosige Zukunft für Flexo-DruckJeremy Westcott stellt Edales neueste Maschinenentwicklung vor
Länderfokus39 „Floriert die europäische Converting-Branche,
geht es auch uns gut!“C2-Interview zu aktuellen Trends und Herausforderungen des US-Converting-Marktes
41 Der direkte Draht zum KundenWie der „American Way“ auch in Europa erfolgreich sein kann
43 Reibungslose IntegrationEin Jahr nach der Übernahme von INATEC durch die amerikanische ITW Dynatec wurden die meisten der gesetzten Ziele bereits erreicht

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland
InH
ALT INHALT
50
55
Einblick45 Dosiert wird mit dem Messer!
SAM Sungan Pagendarm präsentierte neue MPC-Auftragstechnik beim Open House in Korea
46 Warum „billig“ am Ende teuer sein kannC2 sprach mit Jan Eisby, Vetaphone A/S, über vermeintlich preiswerte Anschaffungen, verdeckte Folgekosten und realistische Preiskalkulationen
47 Das Herz einer AnlageMit der UNAV S.A. schickt sich ein weiteres Schweizer Unternehmen an, sich im Bereich der Herstellung von Beschichtungswerkzeugen zu etablieren
Messen und Veranstaltungen48 „Querdenken“ ausdrücklich erwünscht!
Der Converting Summit 2012 zeigte neue und ungewöhnliche Wege zum Umgang mit den Themen „Nachhaltigkeit und Effizienz“ auf
50 Restlos ausverkauft!Mehr als 1.400 Aussteller präsentieren auf der diesjährigen FachPack ihre Produkte und Lösungen
Converter des Monats55 Mit kleinen Beuteln zum großen Erfolg
Südchinesischer Verpackungsproduzent versorgt ganz China mit Standbeuteln
Feierabend-Report58 Keep on rockin’
Heiner Hausdorf und seine Passion für satte Grooves und harte Riffs

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 7
POST AUS ...
Reine Luft für die „Stadt des Löwen“Jens Kehrhahns zweite Heimat ist Singapur. Hier baut der Managing Director von WK Asia-Pacific mit großer Begeisterung das Asiengeschäft der Abluftreinigungs-Experten aus
C2: „Herr Kehrhahn, wie lange arbeiten Sie denn schon in Singapur?“
Jens Kehrhahn: „Seit Oktober 2010. Davor habe ich mit meiner Frau und meiner Tochter bereits neun Jahre auf Penang in Malaysia gelebt.“
C2: „Singapur gilt ja als echter ‚Schmelztiegel’. Sprechen Sie denn eine der dort üblichen Sprachen?“
J. Kehrhahn: „Leider nicht. Aber glücklicherweise genügt in Singapur Englisch, um sich zu verständigen. Meine Tochter allerdings lernt auf der Deutschen Schule seit knapp zwei Jahren Mandarin. Mittlerweile kann sie z. B. das Geplauder in Fahrstühlen verstehen, was zum Teil recht unterhaltsam ist, da die Einheimischen häufig nicht damit rechnen.“
C2: „Was genau gehört zu Ihren Aufgabenbereichen bei WK ASIA-PACIFIC ENVIRONMENTAL PTE.LTD.?“
J. Kehrhahn: „In meinen Augen bietet unser Unternehmen ein absolutes
Spitzenprodukt: Wir wandeln giftige Abluft durch spezielle Systeme, die wir kunden-spezifisch für Endverbraucher in allen Industriebereichen entwickeln und fertigen, in reine Luft um. Seit der Firmengründung 1959 haben wir uns auf diesem Gebiet einen großen Erfahrungsschatz erarbeitet.
Unser Produkt ist wirklich ‚am Puls der Zeit’! Denken Sie nur an das Ozon-Loch. Unsere Systeme können die VOC-Emissionen zu mehr als 99 % eliminieren! Aus diesem Grund ist es mir auch ein persönliches Anliegen, unsere 2003 in Malaysia begonnenen Tätigkeiten hier in Singapur zu einer echten Erfolgsstory werden zu lassen!“
C2: „Wie sieht Ihr Team aus?“
J. Kehrhahn: „Wir haben unser Team in zwei Jahren verdoppelt. Neben vier deut-schen Managern gehört inzwischen auch eine singapurisch-chinesische Fachkraft für den Bereich Buchhaltung/Administration dazu. Unser Verkaufsdirektor wird von einer malaysischen Malaysierin und einem chinesischen Malaysier unterstützt. Im technischen Bereich haben wir zwei
hervorragende thailändische Ingenieure (einer von ihnen hat in Deutschland seinen Dipl.-Ing. gemacht), einen chinesischen Technischen Zeichner sowie einen chinesi-schen Kollegen für technische Dienste und Wartung. Sie sehen, wir sind ein ziemlich ‚bunter Haufen‘ und spiegeln so auch die Realität in dieser Stadt und Region wider.“
Jens Kehrhahn mit seiner
Frau Junaitha Mastan
INNOVATION.SLITTING TECHAND VALVES.PRECISION.
DIENES WERkE GmbH & CO. kG . köLNER STRASSE 7 . 51491 OVERATH . DEuTSCHLAND/GERmANy . TELEfON: +49 2206 605-0 . [email protected] . WWW.DIENES.DE
unser umfangreiches Produktangebot ist
mit Scharfsinn bis in die kleinsten Details
für Ihre branche durchdacht und über-
zeugt sowohl durch absolute Präzision
als auch durch langlebige Qualität und
innovative Technik:
l Rundmesser l Langmesserl Messerhalter l Schneidsysteme
TELEfON: +49 2206 605-0
DuRCHDACHTE LöSuNGEN uND SERVICE füR IHRE bRANCHE.
SCHARfSINN.ENTDECkEN.
DD_AZ-Serie-C2-D-1.indd 1 09.07.12 12:16

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland8
POST AUS ...
C2: „Welches Potenzial bietet der Markt in Singapur/Asien aus Ihrer Sicht für WK?“
J. Kehrhahn: „Hier trifft für mich am ehesten der Spruch ‚The sky is the limit‘ zu. Der Bereich China und Südost-Asien bietet derzeit weltweit das größte Wachstums-potenzial. Deshalb will unser Unternehmen hier natürlich präsent und erfolgreich sein.“
C2: „Was ist für Sie der größte Unterschied zwischen ‚Arbeiten in Deutschland’ und ‚Arbeiten in Singapur?’ Was gefällt Ihnen dort besser?“
J. Kehrhahn: „Wer in dieser Region glücklich leben und erfolgreich arbeiten will, muss sich von Dingen wie starren Arbeits-zeiten oder gar gewerkschaftlich orientier-tem Denken lösen. Die selbst gesteckten Ziele umzusetzen funktioniert hier nur, wenn hohe Eigenmotivation und ambitioniertes Handeln im täglichen Leben mit Entschluss-kraft, Kreativität und Durchhaltevermögen gepaart sind. Singapur bietet in vielerlei Hinsicht eine erfrischende Vielfalt und dabei eine sehr angenehme, chinesisch-englisch
geprägte und zugleich hochmoderne Infrastruktur, die einem das Leben hier sehr angenehm macht. Vorausgesetzt natürlich, die beruflichen Dinge lassen einem ausreichend Zeit dafür... Entsprechend der chinesischen Sitte lassen sich die Menschen hier den Stress kaum anmerken, man behält seine Gefühle für sich. Die Singapurer sind eher zurückhaltend, aber fast immer ausgesprochen freundlich.“
C2: „Welche Ihrer Erwartungen (oder Vorurteile) bezüglich Singapur haben sich bestätigt und welche nicht?“
J. Kehrhahn: „Singapur ist hochmo-dern und teuer, es gibt jedoch neben vielen hochpreisigen Luxusläden auch immer irgendwo Geschäfte, die für ihre Waren hohe Rabatte ausloben… Grundsätzlich ist Shopping hier tatsächlich das Frei-zeitvergnügen Nr. 1! Nicht bewahrheitet hat sich die Vorstellung, dass hier alles ständig einer stets wahrzunehmenden Kontrolle unterliegt. Die Überwachung findet zwar mittels unzähliger, aber nicht auffälliger Kameras tatsächlich statt, das
macht Singapur aber auch zu einem sehr ‚sicheren Pflaster‘! So sieht man hier Frauen völlig selbstverständlich entlang dunkler Grünstreifen und auf Parkwegen joggen. Und wir lassen unsere hübsche 13-jährige Tochter allein Taxi fahren, ohne Angst haben zu müssen.“
C2: „Was war Ihr bisher schönstes oder kuriosestes berufliches und/oder privates Erlebnis in Ihrem Gastland?“
J. Kehrhahn: „Das ist mir fast ein biss-chen peinlich: Ich komme eigentlich aus Hamburg und wurde in Singapur zum größ-ten Fan bayerischer Speisen und Biere! In einer kleinen Restaurantkette namens ‚Brotzeit‘ wird hier klassisch-deutsches Sonntagsessen vom Feinsten angeboten!“
C2: „Gibt es auch etwas, was Sie in der Ferne vermissen?“
J. Kehrhahn: „Ja, ganz klar unsere Familie und Freunde daheim. Auch Skype kann eben ein direktes Miteinander nicht ersetzen.“

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 9
Für die Herstellung organischer Solarzellen kommen heute in der Regel verschiedene Druckverfahren
zum Einsatz. Die Heliatek GmbH mit Sitz in Dresden verfolgt jedoch einen völlig anderen Ansatz. Das Unternehmen stellte vor kurzem die weltweit erste Produktions-linie vor, mit der Solarzellen im R2R-Verfahren mittels Vakuumabscheidung kleiner Moleküle – Oligomere genannt – bei niedrigen Temperaturen hergestellt werden können. Laut Unternehmens-angaben liegt der größte Vorteil dieses Verfahrens darin, dass sich damit die Kosten der Massenfertigung organischer Solarzellen erheblich senken lassen. Außerdem bietet die neue Technologie, so Heliatek, eine deutlich verbesserte
Prozess- und Verfahrenskontrolle und gewährleistet eine höhere Effizienz und längere Lebensdauer des End-Produkts.
Zukunftsweisende KombinationAlles begann als gemeinsames Projekt
der Universitäten Dresden und Ulm, die im Falle der Dresdner physikalisches und der Ulmer chemisches Fachwissen in die Kooperation einbrachten. „Es ist schon etwas Besonderes, dass wir als einziges Unternehmen, das die Vakuumabscheidung zur Herstellung von Solarzellen nutzt, solche bahnbrechenden Rekorde aufstellen konnten. Wir hatten den großen Vorteil, dass wir bei der Forschung und Entwicklung nicht ganz von vorne anfangen mussten“, so Dr. Martin Pfeiffer,
PRINTED ELECTRONICS | MARKTBERICHT
Vakuumabscheidung vs. DruckverfahrenWarum bei der Herstellung der derzeit effizientesten organischen Solarzelle die Vakuumabscheidung gegenüber klassischen Druckprozessen punktet
YOUR PARTNER FOR CHALLENGING COATING PROJECTS!
OFFICE GERMANY: Grosse Elbstrasse 277a / Hamburg • Tel: +49-40-2000869-0 • [email protected]
Dr. Martin Pfeiffer

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland10
CTO von Heliatek. „Die Technologie ist bei der Produktion von OLEDs bereits weit verbreitet. Deswegen konnten wir auf bewährte Produktionslinien und zuverläs-sige Prozesse zurückgreifen und zügig neue Produktionskapazitäten aufbauen.“
Doch das Dresdner Unternehmen übernahm nicht nur eine bewährte Tech-nologie und übertrug sie auf einen neuen Markt, die eigentliche Innovation liegt in der Kombination von Vakuumabscheidung einerseits und R2R-Verfahren andererseits. Erste Erfahrungen mit diesem neuen Verfahren wurden im Fraunhofer IPMS Dresden im Rahmen des so genannten R2Flex-Projekts gesammelt. Darüber hinaus setzt Heliatek das bei anorgani-schen Dünnschicht-Photovoltaikzellen verwendete Laserstrukturierungsverfahren auch für die organischen Solarzellen ein.
Vertrauen in bewährte OLED-Technologie
„Sehen wir uns die OLEDs heute an, ist eine Entwicklung erkennbar, die auch in der Solar-Industrie möglich ist. In den letzten 20 Jahren wurden Druckverfahren und Vakuumabscheidung auf ihre Funktionalität bei der Produktion von OLEDs auf Herz und Nieren getestet“, erklärt Dr. Pfeiffer. „Angesichts der dabei gemachten Erfahrungen hat sich die Vakuumabscheidung von kleinen Molekü-len heute überall durchgesetzt. So basieren alle handelsüblichen OLED-Displays auf dieser Technologie. Die Hersteller von OLEDs für Beleuchtungsanwendungen begannen mit dem Druck von Polymeren, da sie dachten, das sei in der Massenpro-duktion viel billiger. Aber die führenden Unternehmen haben sich letztendlich doch zur Verwendung der kleinen Moleküle entschlossen und bereits die ersten Produkte auf den Markt gebracht.“
Doch ungeachtet der positiven Erfah-rungen der OLED-Industrie konzentrierten sich die Hersteller organischer Solarzellen bisher jedoch beinahe ausschließlich auf den Polymerdruck. Auch die meisten Institute forschten hauptsächlich in diese Richtung. „Ich denke, diese Konzentration auf die Polymersolarzellen wurde von der Hoffnung genährt, dass mit der wirklich günstigen R2R-Druckproduktion Arbeitsgeschwindigkeiten von bis zu 100 m/min erreicht werden könnten“, betont der Heliatek-Experte. „Aber wenn
wir uns die Kostenstruktur der PV-Module einmal genauer ansehen, wird deutlich, dass die Produktionskosten schon bei Geschwindigkeiten von 1 bis 2 m/min beinahe vollständig von den Materialkosten bestimmt werden. Solche Geschwin-digkeiten lassen sich auch mit dem Vakuumabscheidungsverfahren erreichen.“
Beeindruckende RekordserieDie innovative Fertigungsidee hat
dem sächsischen Unternehmen bereits beeindruckende Erfolge beschert. Erst im April 2012 machte Heliatek durch einen bemerkenswerten Weltrekord von sich reden: Ein unabhängiges Prüfverfahren bestätigte einer 1,1 cm² großen, im Abscheidungsverfahren hergestellten Tandemsolarzelle eine Zelleffizienz von 10,7 %. Dies ist bereits der vierte Weltre-kord in Folge, den Heliatek im Bereich der Effizienz organischer Photovoltaiktechnik aufstellt hat. Die letzte Bestmarke hatte das Unternehmen erst sechs Monate zuvor mit einer Zelleffizienz von 9,8% erzielt.
Experten halten mittlerweile einen Effizienzgrad von bis zu 20 % für theoretisch möglich. Doch das ist heute noch Zukunftsmusik: Die Spezialisten von Heliatek peilen zunächst einmal die 15 %-Marke an. „Dieser Effizienzgrad ist aus unserer Sicht realistisch. Wir haben auch schon ziemlich genau vor Augen, wie wir diesen Wert erreichen können“, ist sich Dr. Pfeiffer sicher. „Ich werde mich nicht an wilden Spekulationen über künftig Machbares beteiligen, aber ich bin ganz sicher, dass eine Effizienz zwischen 12 % und 15 % in Kombination mit einer ausgezeichneten Leistung bei schlechten Licht- und Temperaturverhältnissen eine perfekte Marktsituation für organische Photovoltaikzellen bereiten wird.“
Was die Effizienz einer Solarzelle ausmacht
Die Leistungsfähigkeit einer Solarzelle hängt im wesentlichen von drei Faktoren ab: dem Kurzschluss-Photostrom (Isc), der Leerlauf-Photospannung (Voc) und dem Füllfaktor (FF). Der Füllfaktor, der durch die Reinheit des verwendeten Materials und die Ladungsträgerbeweglichkeit definiert wird, hat mit 68 % mittlerweile einen Grad erreicht, der vor wenigen Jahren noch nicht für möglich gehalten wurde. In punkto Photospannung sind sich die Experten von
Heliatek sicher, die Energieniveau-Lage der Absorbermoleküle bei gegebener Bandbreite weitgehend optimiert zu haben.
„Beim Photostrom sehen wir das größte Optimierungspotenzial. Momentan lassen unsere besten Absorber blaues Licht mit Wellenlängen von rund 450 nm und Licht im Nah-Infrarotbereich mit Wellenlängen über 750 nm nahezu vollständig unge-nutzt“, führt Dr. Pfeiffer weiter aus. „Das wollen wir durch neue Materialien mit kom-plementären Absorptionsspektren ändern. Diese können dann in einer Tandemso-larzelle kombiniert werden. Aber die gute Nachricht ist, dass wir – auch wenn unsere Absorber derzeit noch auf den grünen und roten Spektralbereich beschränkt sind – in der Lage sind, die 10 %-Schwelle zu über-schreiten. Und damit sind wir mit unseren Möglichkeiten noch lange nicht am Ende.“
Großinvestitionen geplantHeliatek sieht sich nun für die breite
Markteinführung der organischen PV-Produkte bestens gerüstet. Im März weihte das Unternehmen seine erste Produktionsanlage zur Herstellung flexibler organischer Solarfolien in Dresden ein. Die Produktionslinie wurde in weniger als sechs Monaten errichtet, 14 Mio. Euro investiert. Der kommerzielle Produktionsstart der organischen Solarfo-lie „Energy-2-Go“ ist noch für den Herbst 2012 geplant. Vorrangiger Zielmarkt sind gebäudeintegrierte Photovoltaikanlagen (BIPV-Anlagen). Für den weiteren Ausbau der Geschäftstätigkeit plant Heliatek in nächster Zukunft die Investition von weiteren 60 Mio. Euro, die vor allem durch Fremdinvestoren, die von der Zukunft der Dresdner Technologie überzeugt sind, getragen werden sollen.
MARKTBERICHT | PRINTED ELECTRONICS
Sichtprüfung einer flexiblen Solarfolie

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 11
Es werde Licht!Wie hochmoderne OPV-Forschung und praxisorientierte Entwicklungshilfe Hand in Hand gehen können
Wenn Samuel Kimani in Mwiki heute Abend etwas Licht in sein kleines Häuschen bringen
will, kommt er nun endlich ohne die alte Kerosinlampe aus, die sein Heim bis vor kurzem mit stinkendem Qualm verräucherte. Heute schaltet der Kenianer einfach seine moderne LED-Lampe ein. Und auch das Aufladen seines Handy-Akkus ist nun kein Problem mehr: Er schließt es einfach an einen leuchtend gelben Kasten mit dem indigofarbenen Aufkleber an. Für Kimani bedeutet all dies eine Steigerung seiner Lebensqualität, die sich kaum mit Worten beschreiben lässt.
Doch wie kommt der Strom so plötzlich in die kleine Stadt in Zentralkenia, die fernab von jedem Elektrizitätswerk liegt? Die Antwort findet man auf dem Blechdach von Kinamis Hütte. Denn dort hat das briti-sche Unternehmen Eight19 Ltd. ein kleines Solarmodul installiert. „1,6 Mrd. Menschen, also mehr als ein Fünftel der Weltbevölke-rung, können nicht über ein Kraftwerk mit Strom versorgt werden. Diese Menschen müssen viel Geld für Kerosin ausgeben, um wenigstens ihre Grundbedürfnisse, wie
z. B. nach Licht, befriedigen zu können“, weiß Dr. Michael Niggemann, CTO bei Eight19. „Wir gehen einen neuen Weg und kombinieren moderne Solar- und Mobilfunktechnologie und können so Elektrizität direkt in die Häuser der Men-schen bringen, ohne von einer Anbindung ans Stromnetz abhängig zu sein.“
Kleine Module – große WirkungDas erst 2010 gegründete Unter-
nehmen hat sich auf die Entwicklung organischer Photovoltaik spezialisiert. Um grundlegende Funktionsprinzipien und deren Markttauglichkeit früh ermitteln zu können, hat Eight19 seine sogenannte Indigo-Technologie vorab mit herkömmlichen, nicht-organischen Photovoltaik-Modulen getestet.
Im Mai 2012 begannen schließlich die ersten Versuche mit OPV’s. Sie werden zukünftig u. a. wichtige Daten zur Leistungsfähigkeit organischer Photo-voltaikmodule in Regionen mit extremen klimatischen Bedingungen, wie z. B. Kenia, liefern. Der Schritt in die Entwicklungs-länder ist dabei bewusst gewählt: „Ja, wir
Das Unternehmen Eight19 ist ein Spin-Off des Forschungslabors von Prof. Sir. Richard Friend an der University of Cambridge. Der ungewöhnliche Firmenname leitet sich aus der Tatsache ab, dass das Licht der Sonne 8 Minuten und 19 Sekunden braucht, um die Erde zu erreichen.
InfORmATIOn
Power. Precision. Productivity. IT’S KAMPF TIME !Power. Precision. Productivity. IT’S KAMPF TIME !
Die Conslit Serie für vielfältige Anwendungen
phone +49 22 62 [email protected]
PRINTED ELECTRONICS | MARKTBERICHT
Samuel Kimani

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland12
waren auf der Suche nach geeigneten Solarmärkten. Der netzunabhängige Markt war neu und interessant, hier konnten wir etwas bewegen. Die Amortisationszeiten für Solartechnologie sind auf diesen Märkten sehr gut. Angesichts des in den meisten Entwicklungsländern im Überfluss vorhandenen Sonnenlichts ist die Nutzung der Sonnenenergie eine naheliegende Alternative zu Kerosin, Kerzen oder Wegwerfbatterien, die, Lampe für Lampe, mehr als das Hundertfache
einer vergleichbaren Stromversorgung im Westen kosten.“ Flexible OPV-Module, die bei gleicher Energieleistung mit weniger als einem Zehntel des Gewichts der starren, nicht-organischen Module auskommen, bringen nicht nur enorme Vorteile für die Installation auf vergleichsweise schwachen Dachkonstruktionen mit sich. Die Widerstandsfähigkeit und das geringe Gewicht der OPV-Module erleichtern auch den Transport in entlegene Gebiete.
Nutzer laden ihr Indigo-Gerät mit den Daten einer Scratchcard auf, die per SMS über ein gewöhnliches Mobiltelefon frei geschaltet wird. Dieses Modell ist für die Märkte, die Eight19 im Visier hat, beson-ders gut geeignet, denn die Mobilfunk-technologie ist auch in Schwellenländern weit verbreitet. „Die Verbindung von Handy und Photovoltaik ermöglicht in diesen Ländern ein völlig neues Geschäftsmodell, bei dem wir Solarstrom als Dienstleistung anbieten können“, erläutert Dr. Niggemann. „Das bietet vor allem den Menschen Vorteile, die sich die Abschaffungskosten konventioneller Solarprodukte nicht leisten können.“ Indigo-Systeme sind in verschiedenen Größen, mit Einsteigersystemen ab 3 W und bis zu einer Leistung von 100 W, verfügbar.
Warum Eight19 auf Druckverfahren setzt
Eight19 stellt seine OPV-Module durch Druckverfahren her. Die typische Schichtdicke liegt feucht zwischen 5- 20 µm und trocknet dann auf wenige Zehntel Nanometer ein. „Bei solchen Werten können natürlich schon kleine Änderungen der Schichtdicke, winzige Fehler oder Schäden die Leistungsfähigkeit der Anlage beeinträchtigen“, so der Fachmann. „Da die Module in mehreren Schichten gedruckt werden, wird zudem eine Architektur benötigt, die sicherstellt, dass neu aufgetragene Schichten nicht mit darunter liegenden interferieren. Laut Dr. Niggemann ist man gerade bei diesem Problem auf einem guten Weg.
Anders als andere Anbieter ist man bei Eight19 davon überzeugt, dass Druckverfahren gegenüber der Vakuum-bedampfung und anderen Verfahren die geeignetste Technologie für organische Solarmodule darstellen. Ein Grund dafür liegt darin, dass der Druck eine große Bandbreite an Schichtendicken ermöglicht.
Die Nanomorphologie dieser Schichten ist entscheidend für die Leistungsfähigkeit und Stabilität der OPVs. Beim Drucken ist der Beschichtungsvorgang von der Schichtenbildung, die erst während der Trocknung erfolgt, abgekoppelt.
„Durch Anpassung der Trocknungs-fähigkeit und der Zusammensetzung der Tinte können wir hohe Beschichtungs-geschwindigkeiten erreichen und das ist für die zukünftige Produktion organischer Solarmodule von wesentlicher Bedeutung. Das Ganze steht im Gegensatz zum thermi-schen Verdampfen, bei dem die Nanomor-phologie vorrangig während des Beschich-tungsvorgangs entsteht“, so Niggemann weiter. „Druckverfahren sind potenziell kostengünstiger und schneller als die Vakuumabscheidung. Im Vergleich zu einer konventionellen Photovoltaikanlage mit Silizium-Solarzellen liegen die Kosten für die Anlage selbst bei weniger als einem Zehntel der Investitionskosten. So können wir sehr preiswerte Solarmodule anbieten.“
Eight19 hat seine gesamte Produktion bis hin zur Beurteilung neuer Materialien auf flexible Substrate mit R2R-kompatiblen Verfahrensschritten ausgerichtet. Mit dieser Technologie erreicht das Unternehmen derzeit Zellwirkungsgrade von über 6 % auf R2R-fähigen Solarmodul-Architekturen. Das Unternehmen hat das erklärte Ziel, in zwei bis drei Jahren die Massenproduktion aufzunehmen. Auch wenn bis dahin noch manche Hürde zu nehmen sein wird, das Lächeln von Samuel Kimani, mit dem er fast die Leuchtkraft seiner Lampe überstrahlt, ist die beste Motivation.
Dr. Michael Niggemann
MARKTBERICHT | PRINTED ELECTRONICS
Zu Beginn der Versuche setzte Eight19 noch
konventionelle Solar-Module ein
Mittlerweile haben die ersten Studien mit
OPV-Modulen im Süd-Sudan begonnen
Die Module können auch auf einfachsten
Dachkonstruktionen angebracht werden

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 13
| MARKTBERICHT
Die Initiatoren des in dieser Form einzigartigen Projekts X10D haben es sich zum Ziel gesetzt,
Unternehmen aus allen Produktionsbe-reichen der organischen Photovoltaik (OPV) zusammenzubringen, Wissen zu bündeln und so den Marktdurchbruch dieser jungen Technik voranzutreiben.
C2 sprach mit Johannes Rittner, zustän-dig für den Bereich Mikrosystemtechnik bei der deutschen VD/VDE Innovation + Technik GmbH, die als Dienstleister im Innovations- und Technologiebereich tätig und am Projektmanagement von X10D beteiligt ist, und mit Tom Aernouts vom belgischen Forschungsinstitut für Nano-technologie und Energie (imec), das sich als Projektkoordinator von X10D engagiert.
C2: „Herr Rittner, die meisten unserer Leser werden das Projekt X10D nicht kennen. Was hat es damit auf sich?“
Johannes Rittner: „Ein Ziel ist es, die organische Photovoltaik mit Hilfe dieses Projekts so weiter zu entwickeln, dass sie wettbewerbsfähig wird und gegenüber anderen Produkten wie zum Beispiel Dünnschichtsolarzellen bestehen kann. Zu diesem Zweck wollen wir das Know-how und die Erfahrungen der führenden Forschungsinstitute und Start-up-Unternehmen in Europa bündeln. Dazu gehören akademische Partner genauso
wie Forschungszentren und kleine, mittelständische und große Unternehmen. Gemeinsam decken sie alle Segmente der gesamten Wertschöpfungskette ab: Materialentwicklung und Upscaling, Geräteentwicklung und Upscaling, großflächige Abscheideanlagen und -verfahren, neuartige Leiterbahnen, Laser-Scribing-Anlagen und Prozesse, Verkap-selungstechnologien, Energie, Betriebs-dauer- und Kostenanalysen und schließlich auch den Sektor der Endanwender.
Unser ganz praktisches Ziel besteht darin, eine effiziente, kostengünstige und stabile organische Tandemsolarzellen
zu entwickeln und damit marktfähige OPV-Module zu produzieren.“
C2: „Wie koordinieren Sie die teilnehmen-den Unternehmen und Institutionen?“
J. Rittner: „Die Größe, der multidiszi-plinäre Charakter und der Umfang von X10D erfordern in der Tat ein effizientes Management. Nur so können wir eventuell entstehende Probleme rechtzeitig erkennen und lösen, Ergebnisse bewerten und das Projekt bei Bedarf neu ausrichten. Unsere derzeitige Managementstruktur, bestehend aus einem Vorstand und einer Hauptversammlung mit je einem Vertreter jeder Organisation.“
C2: „Als eines Ihrer Hauptziele haben Sie das Erreichen einer Zelleffizienz von 12 % und eine Moduleffizienz von 9 % formuliert. Wie wollen Sie diese Leistungsmarken erreichen?“
Tom Aernouts: „Aktuell ist die schlechte Lichtabsorption eines der Hauptprobleme der organischen Photo-voltaik. Dadurch wird die Effizienz (PCE; power conversion efficiency) erheblich beeinträchtigt. Es muss also darum gehen, neue Materialien zu synthetisieren, um diese Lichtausbeute zu verbessern. Eine Kombination verschiedener Materiallagen in Tandemzellen sollte dann in der Lage
„Was wir alleine nicht schaffen …“X10D, ein europäisches Kooperationsprojekt, will die Wettbewerbsfähigkeit der Organischen Photovoltaik verbessern
PERFORMANCE AND INNOVATION
OFFICE GERMANY: Grosse Elbstrasse 277a / Hamburg • Tel: +49-40-2000 869-0 • [email protected] • www.sam-page.de
Die komplette Werksvormontage jeder Lieferung gehört zu unseren Arbeitsprin-
zipien. Alle Funktionen werden vor Auslieferung geprüft – auch im Beisein unserer
Kunden. So benötigen wir – nach erfolgtem Trockenlauf – für die Inbetriebnahme
eines 5-Walzen Auftragswerk beim Kunden nur einen Tag – das garantieren wir.
Das 5-Walzen Auftragswerk von SAM SUNGAN PAGENDARM liefert bis AB
2500mm und v= 800m/min perfekt
fl ächendeckende Beschichtungen –
von 0,5g /m2 bis 2g /m2.
PRINTED ELECTRONICS | MARKTBERICHT
Johannes Rittner

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland14
sein, auch das einfallende Licht mit einer Wellenlänge zwischen 350 und mindestens 850 nm zu nutzen. Diese Materialien müssen zudem langzeitstabil und unter normalen Produktionsbedingungen verarbeitbar sein. Sie sollten also schnell und in großen Mengen aufgetragen und mit umweltfreundlichen Lösungsmitteln gelöst werden können. Außerdem dürfen wir die Nachhaltigkeit der angestrebten Prozesse nicht vergessen. Leider existieren derzeit noch keine Materialien, die all diesen Kriterien entsprechen.
Damit ein Modul eine Effizienz von über 10 % erreicht, muss die der einzelnen Zellen 12 % betragen. Das ist auf geometrische Gegebenheiten zurückzuführen, die einen Verlust im photoaktiven Bereich verursachen und die Energieumwandlungseffizienz verringern, wenn für kleine Flächen ausgelegte Anlagen auf große Flächen skaliert werden. Man kann nicht erwarten, dass Einzelzellen
einen Effizienzgrad über 12 % erreichen. Das relativ enge Absorptionsspektrum des organischen Materials begrenzt den photogenerierten Strom einfach zu stark. Darum sind Effizienzgrade von über 12 % nur mit einem Tandem-Solarzellenkonzept zu realisieren. Bei einer Mehrfachsolarzelle werden einzelne Subzellen aus unter-schiedlichen Absorbern physisch überein-ander geschichtet. Abhängig vom Design kann dann entweder der Photostrom oder die Photospannung erhöht werden.“
C2: „Was ist Ihrer Ansicht nach der entscheidende Schritt bei dieser Entwicklung?“
T. Aernouts: „Die Skalierung von kleinflächigen Einzelzellen zu vollständigen Modulen, in denen unterschiedliche Zellen monolithisch auf ein und demselben Substrat verbunden sind, ist wahrscheinlich der entscheidende Schritt, um die Wettbewerbsfähigkeit gegenüber den konkurrierenden Technologien sicherzu-stellen. Durch das Moduldesign und die Dünnfilm-Abscheidetechniken können wir die Effizienz maximieren und gleichzeitig die Herstellungskosten minimieren.
Dabei muss das Moduldesign so beschaffen sein, dass wir möglichst wenig Verlust haben und einen möglichst hohen Lichtbereich abdecken. Das hängt besonders von der Strom- und Span-nungserzeugung in den einzelnen Zellen im Verhältnis zum Schichtwiderstand der Elektroden und den Kopplungsschemata ab. Außerdem sind wir auf Beschich-tungstechnologien angewiesen, durch die mehrere Schichten einheitlich und mit hoher Geschwindigkeit auf die Folie auf-getragen werden können. Gleichzeitig ist eine Hochgeschwindigkeitsstrukturierung
mit hoher Auflösung erforderlich, die durch Direktdruck oder Nachstrukturie-rung mit beispielsweise Laseranlagen erfolgen kann. Um das Prozessergebnis und die Qualität zu verbessern, sind Prozesskontrollen und Leistungstests in allen kritischen Phasen von Vorteil.“
C2: „Nicht zu vergessen das Problem der Betriebsdauer ...“
T. Aernouts: „Richtig, die bekannte Betriebsdauer der aktuell verfügbaren Produkte begrenzt den Umfang der Anwendungsmöglichkeiten auf bestimmte Nischenmärkte, in denen die Langlebigkeit nicht von großer Bedeutung ist. Auch wenn in den letzten Jahren eine wachsende Zahl von Publikationen über Qualitäts- und Leis-tungsverluste von OPV veröffentlicht wurde, sind weitere Untersuchungen erforderlich, um die eigentlichen Abbaumechanismen der OPV-Geräte besser zu verstehen. Außerdem benötigen wir hochwertige und günstige Verkapselungen, durch die wir die äußeren Einflüsse auf die OPV minimieren können. Extrapolationen, die auf kontrollier-ten Feldtests beruhen, sind ein wichtiges Mittel, um genaue Vorhersagen hinsichtlich der Betriebsdauer zu ermöglichen.“
C2: „Bei X10D haben Sie sich außerdem auf die Fahnen geschrieben, einen Preis von unter € 0,7/Wp anzusteuern. Wie realistisch ist das zum jetzigen Zeitpunkt?“
T. Aernouts: „Ja, in der Tat ist das eines unserer (Fern-)Ziele, auch wenn der Weg dorthin noch nicht ganz klar ist. Wir widmen einen großen Teil unserer Arbeit der Prozessentwicklung und dem dazuge-hörigen Scale-up. Für die verschiedenen Fertigungstechnologien werden Kosten-,
Klare Sache:Dicker Vorsprung bei dünnen Folien
www.goebel-darmstadt.de
Die Oberfl ächenspannung von Wasser ist wie eine Haut, die das Wasser zusammenhält. Ihre Kraft liegt bei 72,8 mN/m. Ihre Dicke zwischen 0,1 und 1 µm. Wäre Wasser nicht fl üssig, sondern fest – unsere Maschinen könnten es wie eine Folie auf Rolle wickeln.
Wir schneiden und wickeln empfi ndlichste Kunststofffolien mit höchster Präzision und Genauigkeit. Suchen Sie einen innovativen Partner für schwierige Aufgabenstellungen? Dann haben Sie ihn jetzt gefunden.
Klare Sache:Dicker Vorsprung bei dünnen Folien
rz_goebel_anz_a5_quer_de_en_111124.indd 2 24.11.11 11:49
MARKTBERICHT | PRINTED ELECTRONICS
Tom Aernouts

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 15
Klare Sache:Dicker Vorsprung bei dünnen Folien
www.goebel-darmstadt.de
Die Oberfl ächenspannung von Wasser ist wie eine Haut, die das Wasser zusammenhält. Ihre Kraft liegt bei 72,8 mN/m. Ihre Dicke zwischen 0,1 und 1 µm. Wäre Wasser nicht fl üssig, sondern fest – unsere Maschinen könnten es wie eine Folie auf Rolle wickeln.
Wir schneiden und wickeln empfi ndlichste Kunststofffolien mit höchster Präzision und Genauigkeit. Suchen Sie einen innovativen Partner für schwierige Aufgabenstellungen? Dann haben Sie ihn jetzt gefunden.
Klare Sache:Dicker Vorsprung bei dünnen Folien
rz_goebel_anz_a5_quer_de_en_111124.indd 2 24.11.11 11:49
PRINTED ELECTRONICS | MARKTBERICHT
Energie- und Betriebszyklusbewertungen durchgeführt. So wollen wir herausfinden, wo die Ansatzpunkte sind, um schließlich auf Gesamtkosten unter € 0,7/Wp für die Produktion der OPV-Module zu kommen.“
C2: „Noch eine letzte Frage: Wann denken Sie, werden Sie marktfähige Produkte anbieten können?“
T. Aernouts: „Die Marktentwicklung der OPV und somit auch der Erfolg von X10D, werden nicht nur von den Fortschritten innerhalb des Projekts abhängen, sondern auch von den Entwicklungen, die am Markt stattfinden. Die Kosten sind der wichtigste Faktor. Sie bestimmen, wann diese Technologie für den Massenmarkt ‚reif‘ ist. Ich denke, dass die Kostenanalysen, die wir im Rahmen unseres Projekts durchführen, detailliert zeigen werden, welche Märkte wir zu welcher Zeit bedienen können. Das rasante Wachstum und die guten Aussichten der Stromerzeugung mit OPV ist ein Fakt. Dieses Projekt wird dabei helfen, die zukünftige Rolle und das
Potenzial der organischen Photovoltaik innerhalb des PV-Markts zu verdeutlichen.“
J. Rittner: „Ein weitererer externer Fak-tor ist die Rolle der Politik. Momentan sind vor allem Subventionen ein starker Antrieb für den PV-Markt. Vorausgesetzt, diese Poli-tik ändert sich in naher Zukunft nicht, was man in Hinblick auf die ehrgeizigen Ziele der EU in Bezug auf erneuerbare Energien durchaus annehmen darf, wird das einen großen Einfluss auf die Entwicklung haben. Auf lange Sicht ist die OPV eine perfekte Technologie für subventionsfreie PV. Allerdings wird ihr kommerzi-eller Durchbruch von der Unterstützung durch die Öffentlichkeit und der Akzeptanz der Endanwender während der Markt-einführung abhängen. Nur so überstehen die Hersteller die Phase, wenn die Produktion
startet und große Geldsummen, investiert werden, bevor die ersten Gewinne realisiert werden können.“

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland16
Bevor die Digitalfotografie ihren Siegeszug antrat, zu Zeiten also, als noch jedes einzelne Bild
zählte und man voller Spannung darauf warten musste, endlich die entwickelten Schnappschüsse aus dem Fotoladen abholen zu können, war der Name AGFA jedem ein Begriff. Fotofilme des belgi-schen Marktführers begleiteten Generatio-nen von uns auf Einschulungen, Hoch-zeiten, Klassentreffen und in Urlauben.
Schon vor einiger Zeit hat die AGFA-Gevaert N.V. den Geschäftsbereich Foto-grafie abgestoßen. Doch das unschätzbare Wissen um Herstellungsprozesse und -verfahren ist nach wie vor vorhanden und bildete die Grundlage für zukunftweisende neue AGFA-Produkte in den Bereichen organische und gedruckte Elektronik.
„Unsere aktuellen Produkte beruhen teilweise auf unseren Entwicklungen für den Bereich antistatische Filme“, berichtet Dr. Frank Louwet, Leiter des Bereiches Produktmanagement bei AGFA Materials, im Gespräch mit C2. „So haben wir von 1998 bis 2002 mit unserem antistatischen PEDOT:PSS sehr innovative Wege beschrit-ten, aus denen eine Reihe neuer Produkte, von Folien bis hin zu Beschichtungslösun-gen, hervorgegangen ist.“ In einem eigens dafür eingerichteten Anwendungslabor wurden nicht nur die Materialien für die ein-zelnen Anwendungsbereiche getestet und optimiert, sondern die Belgier arbeiteten gemeinsam mit verschiedenen Unterneh-men und Instituten auch konsequent an der Entwicklung funktionsfähiger Prototypen.
Die so entstandene Produktlinie ist heute unter der Marke Orgacon gebündelt. Neben den Orgacon S300 genannten Beschichtungen gehören dazu auch Dispersionen der Serie ICP1000.
Alternative zu ITOEine der Grundideen und -ziele der
Entwicklung der Orgacon-Produkte ist die Überlegung der AGFA-Leute, den heut-zutage in vielen Displays und Solarzellen
verwendeten Halbleiter Indiumzinnoxid (ITO) durch bessere Alternativen zu ersetzen „Unsere Beschichtungen bieten in den verschiedenen Anwendungen gleich mehrere Vorteile“, so Dr. Louwet. „So können wir z. B. bei der flexiblen, organischen Photovoltaik durch geringere Herstellungskosten und eine größere Effizienz gepaart mit einem halbtransparen-ten Zellendesign punkten. Zudem sind die hohe mechanische Widerstandsfähigkeit und die gute Bedruckfähigkeit unserer Produkte weitere klare Vorteile, die besonders im Bereich der Touchscreen-Elektroden zum tragen kommen.“
Obwohl die Beschichtungen in ihren Eigenschaften in erster Linie für PET-Ober-flächen optimiert wurden, können sie im Grunde auf alle Folien aufgetragen werden. „Unsere aus dem leitfähigen Polymer PEDOT:PSS hergestellten Beschichtungen sind sofort einsatzfähig“, erläutert Dr. Lou-wet weiter. „Typische Auftragstechnologien sind Beschichtungen mit Breitschlitzdüsen sowie das Rollrakel- und Gravur-Verfahren.“
Um einen optimalen Oberflächenwi-derstand zu gewährleisten, ist in der Regel eine Trocknungstemperatur von 120 bis 130°C erforderlich. Sehr gute Ergebnisse können jedoch auch schon bei 100°C erzielt werden. „Dieselbe Flexibilität gilt auch für den Einsatz von Lösemitteln“, fügt Dr. Louwet hinzu. „Unsere Produkte sind grundsätzlich wasserbasiert. Benötigt ein Kunde aber beispielsweise eine Alternative auf Basis von Lösemitteln wie IPA, dann ist das auch kein Problem. Außerdem arbeiten wir mit einer Reihe von Tensiden,
anhand derer wir die Oberflächenspan-nung und die Benetzungseigenschaften präzise einstellen können.“
Mithilfe der Dispersionen der Serie ICP1000 können zudem, ausgehend von reinen PEDOT:PSS-Dispersionen, maßgeschneiderte und kundenspezifische Verbindungen zusammengestellt werden. Ergänzend bieten die belgischen AGFA-Experten für verschiedene opto-elektrische Anforderungen Dispersionen mit eigens darauf abge-stimmten Leistungsspektren an.
Potenzial für Anwendungen mit geringen Oberflächen - widerständen
Auch die PEDOT:PSS-basierten Orgacon-Produkte haben noch „Luft nach oben“. So sind sie beispielsweise für Oberflächenwiderstände unter 200 Ohm/sq heute noch nicht geeignet. „In dieser Widerstandsklasse gibt es aber auch mit ITO Schwierigkeiten, wenn es auf PET auf-getragen wird“, gibt Dr. Louwet zu beden-ken. Er und seine Kollegen verfolgen hier einen interessanten Ansatz: „Ja, wir setzen bei der Lösung auf ein Hybridsystem aus einem Metallleiter in Form eines transpa-renten Gitters kombiniert mit einer dünnen PEDOT:PSS-Beschichtung. So können wir große Flächen mit gleichmäßig geringer Oberflächenspannung entwickeln.“
Schon 2009 konnten AGFA Materials und das Holst Centre, mit Sitz in Eindhoven, Niederlande, erstmals unter Beweis stellen, dass diese Idee tatsächlich funktioniert und stellten die weltweit erste, großflächige, flexible OLED-Kachel her, die ohne ITO als transparente Elektrode auskommt.
Halbleiter adéEine Neuentwicklung von AGFA zeigt, dass Displays und Solarzellen auch ohne ITO auskommen
Eine mit vom Holst Centre mit Orgacon her-
gestellte, ITO-freie organische Leuchtdiode
MARKTBERICHT | PRINTED ELECTRONICS
Dr. Frank Louwet

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 17
| MARKTBERICHT
PERFORMANCE AND INNOVATION
OFFICE GERMANY: Grosse Elbstrasse 277a / Hamburg • Tel: +49-40-2000 869-0 • [email protected] • www.sam-page.de
Die komplette Werksvormontage jeder Lieferung gehört zu unseren Arbeitsprinzipien. Alle Funk-
tionen werden vor Auslieferung geprüft – auch im Beisein unserer Kunden. So benötigen wir –
nach erfolgtem Trockenlauf – für die Inbetriebnahme eines Auftragswerk mit Druckkammerrakel
PGS300/1/6 beim Kunden nur 1 Tag – das garantieren wir. Das Druckkammerrakel PGS300/1/6
von SAM SUNGAN PAGENDARM verfügt über ein rein mechanisches Klemmsystem der Rakel-
messer – das ist einfach und spart Zeit und Geld. Mit nur 1 dosierenden Blade werden excellente
Beschichtungsergebnisse erzielt, mit optisch perfekter Oberfl äche und ca. 0,25% max. Abweichung
längs und quer. Beispiel: „Clear on Clear“ (30µ PET/50µ PE)
bis 400m/min. Und noch 2 Vorteile: Halbierte Kosten
für Blades und fast die doppelte Standzeit der Rasterwalzen!
PRINTED ELECTRONICS | MARKTBERICHT
Einmal auf- und wieder abtragen, bitte!Mit Beschichtungstechnologien von nTact sollen sich auch komplexe Beschichtungsmuster für Printed Electronics einfach fertigen lassen
Never change a winning team. Oft muss diese Binsenweisheit für alle möglichen und unmöglichen
Gelegenheiten herhalten. Wohl auch, weil ein Fünkchen Wahrheit in ihr steckt. Einen Beweis dafür tritt das amerikanische Unternehmens nTact, eine DBA der FAS Holdings Group, LLC, an. Das auf Beschichtungssysteme und integrierte Prozesslösungen spezialisierte Unternehmen mit Sitz in Dallas, Texas, wendet im Bereich der organischen und gedruckten Elektronik sehr erfolgreich einen technologischen Ansatz an, mit dem es bereits vor Jahren im Bereich LCD-Bildschirme Erfolge verbuchen konnte. C2 sprach darüber mit Miguel Friedrich, Vizepräsident Vertrieb.
Erfahrungen aus LCD-Fertigung nutzen
„Als wir unsere Extrusions- oder Schlitzdüsen-Beschichtung entwickelten, haben wir Elemente aus einem typischen R2R-Schlitzdüsen-Verfahren auf ein Bogen-zu-Bogen-Verfahren für mikroelektronische Anwendungen übertragen. Erstmals haben wir diese neue Technologie dann bei der Produktion von LCDs genutzt“, berichtet Friedrich. „Abgesehen von der extrem guten Materialnutzung, war die Tatsache, dass sich unsere Technologie problemlos skalieren ließ, einer der Schlüssel unseres Erfolgs in den frühen 1990er Jahren“, resümiert Friedrich.
„Anfangs waren die Substrate, die wir verwendet haben, mit 5 bis 10 cm² sehr klein. Später haben wir die Anlagen dann für die Beschichtung von Platten mit einer Größe von 2,5 bis 3 m skaliert.“
Heute sind sich die nTact-Experten sicher, dass diese Skalierbarkeit auch ein Schlüsselfaktor für den Erfolg ihrer Produkte in der organischen und gedruckten Elektronik ist.
Anpassung an neue Herausforderungen
Doch auch wenn man in Dallas auf einen breiten Erfahrungsschatz zurückgrei-fen kann: Die Herausforderungen stecken
und steckten im Detail. Als besonders anspruchsvoll erwies sich die Frage der Beschichtungsdicke. „Bei den LCDs haben wir Schichten im unteren Bereich von ein oder zwei Mikron aufgebracht“, berichtet Friedrich. „Als wir dann begannen mit OLEDs zu arbeiten, mussten wir plötzlich Schichten in Stärken von 20 nm aufbrin-gen. Zudem mussten diese Beschichtun-gen auch noch extrem homogen sein.“ Eine weitere Herausforderung waren organische Lösungsmittel wie Toluol, die in vielen Anwendungen in der organischen und gedruckten Elektronik verwendet wer-den und eine extrem hohe Verflüchtigungs-rate haben. Als Ergebnis ihrer Forschungen und Neuentwicklungen präsentierte nTact jetzt mit „Selective Area Slot-Die Coating“ und „Selective Removal“ gleich zwei neue Technologien für die OLED-Fertigung.
Beschichtung nach Maß …Das selektive Beschichtungsverfahren
von nTact ist Friedrich zufolge in der Lage, die Beschichtung auf der gesamten Länge des Substrats mehrmals zu stoppen und problemlos wieder zu starten. „Das ist durch die genaue Kontrolle der Beschichtungsparameter möglich. Dazu zählt auch die Überwachung der Abgaberate, für die wir einen hochpräzisen Pumpenmechanismus verwenden“, sagt Friedrich. „Und natürlich müssen auch die Komponenten und Kontrollmethoden diesem Anspruch genügen, um in jedem
Miguel Friedrich

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland18
MARKTBERICHT | PRINTED ELECTRONICS
Atom für Atom, Schicht für SchichtDie Atomlagenabscheidung zeigt ihre Stärken dort, wo in flexibler Elektronik Barriereeigenschaften gebraucht werden
Es begann 1960. Prof. S. I. Koltsow, Wissenschaftler am Leningrader Technologieinstitut (LTI),
veröffentlichte erste Studien zu einer Technologie, die er „Molecular Layering“ nannte. Der Finne Dr. Tuomo Suntola war von der Theorie so fasziniert, dass er die Ideen des Russen weiterführte und schließlich Mitte der 1970er Jahre das sogenannte Verfahren der Atomlagenab-scheidung (kurz „ALD“ für Atomic Layer Deposition) präsentierte. Damit legte er die Grundlage für die heute bekannte Dünnfilm-Beschichtungstechnologie.
Schon Mitte der 1980er Jahre kam ALD, das technisch zu den Verfahren der chemischen Gasphasenabscheidung zählt, erstmalig für den Aufbau von
Zinksulfid-Phosphor-Schichten bei Dünnfilm-Elektroluminiszenz-Displays industriell zum Einsatz. Später wurde es u. a. in vielen Bereichen der Halbleiterfertigung gebräuchlich.
Das 2005 gegründete finnische Unternehmen Beneq Oy mit Sitz in Vantaa hat sich auf die Fertigung von Produktions- und Forschungsequipment für Dünnfilm-Beschichtungen spezialisiert und nutzt das ALD-Verfahren heute vor allem für die Bereiche organische und gedruckte Elektronik.
Homogenität und Qualität „Um das ALD-Verfahren zu verste-
hen, müssen wir uns einmal mit der Chemie befassen“, empfängt uns Mikko
Söderlund, Beneqs Anwendungsmanager der Barrierebeschichtungen am Rande der Münchner LOPE-C. „Beim ALD-Verfahren reagieren mindestens zwei chemische Dämpfe oder gasförmige Grundstoffe sequenzförmig auf der Substratoberfläche und erzeugen auf diese Weise einen festen Dünnfilm. Die meisten ALD-Beschichtungssysteme funktionieren nach dem Prinzip der durchfließenden, fortschreitenden Welle. Dabei strömt ein Inert-Trägergas durch das System. Diesem Trägerstrom werden in sehr kurzen Impulsen sogenannte Vorläuferstoffe injiziert. Das Trägergas leitet die Vorläuferstoff-Impulse als ‚Wellen’ durch die Reaktionskammer und anschließend in eine Vakuumpumpe.“
beschichteten Bereich eine saubere Vorder- und Hinterkante zu erhalten.“ Üblicherweise sind die beschichteten Streifen gleich breit und haben denselben Abstand zueinander, es sind aber auch asymmetrische Anordnungen möglich. Bei nTact legt man die Beschichtung auf dem Substrat so an, dass sie etwas größer ist als es die Applikation vorgibt. „So können wir sicherstellen, dass es an der Beschich-tungskante nicht zu ungleichmäßigen Schichtstärken kommt. Außerdem können wir so inhomogene Stellen ausgleichen, die sich manchmal ergeben, wenn mehrere Schichten aufeinander angepasst werden müssen“, erläutert Friedrich weiter.
… und gezieltes Wiederentfernen Für die Weiterverarbeitung hat nTact
ein patentiertes System zum partiellen Entfernen aufgetragener Beschichtungen, das sogenannte „Selective Removal“, entwickelt, durch das auch komplexe, nicht geradlinige Beschichtungen gefertigt werden können. Dieses System besteht aus einer Düse, die ein auf die Beschich-tung abgestimmtes Lösungsmittel auf die Substratoberfläche aufbringt. An den
gewünschten Stellen wird die Beschich-tung aufgelöst und anschließend von der Oberfläche des Substrats entfernt. „Dabei steht und fällt das Ergebnis natürlich unmittelbar mit der Wahl des richtigen Lösemittels“, unterstreicht Friedrich.
Selbstverständlich vollzieht sich dieser Prozess, ohne dass die Düse das Substrat berührt. Der Abstand zur Oberfläche sowie die Bewegungen des Geräts entlang der x- und y-Achse werden zu jeder Zeit überwacht. „Die Kombination aus Hochpräzisionskomponenten, der richtigen Einstellung und einem vollständig programmierbaren Prozess ermöglicht uns die hochpräzise Kontrolle des abge-gebenen Lösemittels und der Absaugung
durch den Vakuummechanismus. Sicher hat diese Technologie ihre Grenzen“, antwortet Friedrich auf unsere Frage, für welche Strukturen und Beschichtungen dieses Verfahren denn anwendbar sei. „Aus meiner Sicht ist es jedoch für komplexe ‚Makrostrukturierungen‘ mit einer Kenngröße von 1 mm oder mehr ideal.“
Laut nTact eröffnen diese beiden Inno-vationen des Unternehmens vollkommen neue Anwendungsgebiete. „Derzeit wird das ‚Slot Die Coating‘ hauptsächlich zur Aufbringung einzelner geschlossener Mate-rialschichten eingesetzt und als Mittel zur Herstellung von strukturierten Beschich-tungen schlichtweg übersehen“, erläutert der Fachmann. „Aber unsere selektive Beschichtungsmethode hat erfolgreich bewiesen, dass eine strukturierte Beschichtung aufgetragen und gleichzeitig ein hohes Maß an Gleichförmigkeit der Beschichtungsdicke und -oberfläche eingehalten werden kann. Außerdem können wir solche Ergebnisse mit einem breiteren Spektrum an Materialviskositäten und Filmdicken erzielen. Damit bietet die Technik eine interessante Alternative zur Inkjet- und Sprühbeschichtung.“
Ein Beispiel einer strukturierten Beschichtung

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 19
Die Vorteile dieses Verfahrens sieht Söderlund ganz klar in der Homogenität und Qualität des Beschichtungsfilms. „Da bei ALD Atomschicht für Atomschicht aufgebaut wird, entstehen sehr dünne Filme ohne ‚Pin-Holes‘, die hervorragende elektrische und optische Eigenschaften aufweisen und perfekt als Diffusionsbar-riere geeignet sind“, so der Experte.
Mittel der Wahl bei Barriereeigenschaften
Auf dem Gebiet der flexiblen Elektronik sind Feuchtigkeitsbarrieren Söderlund zufolge derzeit das Hauptanwendungsge-biet dieser Technologie. „Wir verwenden direkt abgeschiedene Beschichtungen für die Verkapselung organischer Leuchtdio-den und anderer feuchtigkeitsempfindlicher Bauelemente, um einen Wasser- und Wasserdampfschutz aufzubauen. Außer-dem sind wir dabei, eine Technologie für die Beschichtung flexibler Substrate mit Hilfe von ALD zu entwickeln, die dann bei feuchtigkeitsempfindlichen Anwendungen der flexiblen Photovoltaik wie CIGS, OPV und DCCS, eingesetzt werden kann.“
Bei Beneq besteht derzeit eine große Nachfrage nach der Dünnfilm-Verkapse-lungstechnologie und gleichzeitig lässt sich beobachten, dass die hergestellten Substrate immer größer werden. „Wir bieten daher ein Lab-to-Fab-Portfolio, das bei F&E-Systemen von 200 x 200 mm beginnt und bis zu Industriesystemen mit der Substratgröße Gen5 geht,“ erläutert Söderlund. „Derzeit konzentriert sich die Nachfrage auf starre Materialien. Doch die Photovoltaik- und OLED-Märkte sind sehr
wirtschaftlich orientiert und streben ganz klar flexible R2R-Herstellungsverfahren an, um die Kosten zu senken. Wir stellen fest, dass das Interesse an diesen Technologien rasant zunimmt.“ Beneq hat darauf mit der Einführung der neuen Systeme TFS 200R und WCS 500 reagiert.
Vom Versuch zur PilotanlageTFS 200R ist ein F&E-System, das
flexible Substrate bis zu 300 x 120 mm verarbeiten kann. In der Pilotanlage wird das flexible Substrat auf einem rotierenden Zylinder in der Reaktionskammer befestigt. Der Zylinder selbst ist von mehreren Längsdüsen umgeben, die jede für sich eine isolierte Gasatmosphäre über die gesamte Breite des Substrats bilden. Während sich der Zylinder dreht, durchläuft das Substrat verschiedene Gasatmosphä-ren und wird dabei beschichtet. „Mit Hilfe der TFS 200R-Anlage können wir erstmals in der Geschichte der ALD-Forschung das dynamische Verhalten verschiedener chemischer Vorläuferreaktionen unter-suchen, die Eignung des Verfahrens für konkrete Anwendungen testen und auch die Filmqualität in R2R-ALD-Anwendungen vorab bewerten“, unterstreicht Söderlund. Das System ist für eine maximale Substrat-geschwindigkeit von 300 m/min und eine Höchsttemperatur von 200°C ausgelegt.
Mit dem WCS 500 und einer jährlichen Beschichtungskapazität von 400.000 m² wagt Beneq dagegen den Sprung von der Forschung zur Pilotproduktion. Zwar kann die Anlage nach wie vor für F&E-Aufgaben eingesetzt werden, ist aber auch für die R2R-Produktion auf
flexiblen Bahnen von bis zu 500 mm Arbeitsbreite geeignet. Hauptbestandteil des Systems ist eine Vakuumkammer, in der sämtliche ALD-Reaktionen ablaufen.
Höhere Effizienz für flexible Solarzellen
Insbesondere bei der Herstellung von Dünnschicht-Solarzellen sieht Söderlund einen attraktiven weiteren Einsatzbereich: So lässt sich mit Hilfe der ALD-Technologie die Pufferschicht für CIGS-Solarzellen fertigen, eine aus Zinkoxysulfid Zn(O,S) bestehende Schicht, die die Effizienz der Solarzellen nachweislich steigert. „Durch den Einsatz der ALD-Technologie wird die bisher notwendige Flüssigphasenabschei-dung, die chemische Badabscheidung (CBD), überflüssig. Dadurch können wir natürlich die Produktionsabläufe deutlich einfacher und kostengünstiger gestalten“, betont Söderlund. Für diese Anwendung nutzt Beneq sein TFS 1200-System, das über eine dreiteilige Offline-Modulan-ordnung verfügt und Platten von 1200 x 1600 mm bei einem Durchsatz von 45 Stück pro Stunde und einer Gesamtkapazität von 670.000 m² pro Jahr beschichten kann.
„Wir möchten auch weiterhin zweigleisig fahren und Anlagen sowohl für die Fertigung starrer, organischer Leuchtdioden für die Beleuchtungs- und Displayindustrie als auch für den Bereich der flexiblen Substrate liefern. Zudem sind wir an einem sehr interessanten EU-Projekt zu flexiblen CIGS-Modulen beteiligt, bei dem diese Technologie für das Abscheiden der Pufferschicht auf flexiblen Substraten genutzt werden soll“, schließt Söderlund.
Der TFS 200R
PRINTED ELECTRONICS | MARKTBERICHT
Ein vom TFS 200R beschichtetes Muster
Mikko Söderlund

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland20
Eine Anlage – unbegrenzte MöglichkeitenKönnen völlig unterschiedliche Produkte wie Batterie-Elektroden und organische Solarzellen auf ein und derselben Beschichtungsanlage gefahren werden? C2 hat bei der Hamburger Kroenert GmbH & Co. KG, einem der führenden Beschichtungsanlagenbauer, nachgefragt.
Die Frage, wer zuerst da war, das „Huhn“ oder das „Ei“, ist bei der Auslegung einer Beschich-
tungsanlage schnell und eindeutig beantwortet: Das Produkt ist das Maß aller Dinge. Es entscheidet über die zu applizierende Schichtdicke, die Verar-beitungseigenschaften des Beschich-tungsrohstoffs, den Trocknungs- und Vernetzungsprozess und schlussendlich auch über das Handling des Substrats.
Die „Kunst“ besteht nun darin, nicht nur das Produkt, sondern auch die prozesstechnischen Schritte so genau zu kennen, dass sich auf dieser Grundlage das bestmögliche Beschichtungsanlagen-Layout definieren lässt. Dabei bilden theoretisches Wissen und praktische Erfahrungen eine unverzichtbare Grund-lage, die durch zusätzliche Beschichtungs-versuche ergänzt und abgerundet wird.
Eine der ersten Adressen für diese Tests und Versuche ist die Hamburger Kroenert GmbH & Co. KG, die mit ihrem Technology Center im Bereich Beschich-tungstechnik seit Jahren Maßstäbe setzt. „Mit unserer neuen Laborbeschichtungs-anlage LabCo können wir unseren Kunden eine Testanlage bieten, auf der auch die ganze Bandbreite neuer Produkte wie z. B. Elektroden für LI-Batterien und organische Solarzellen gefahren werden können“, stellt Dr. Tarik Vardag, Geschäftsführer des Unternehmens, im Gespräch mit C2 fest.“ „Das Anlagenkonzept der LabCo bietet uns eine solch große Flexibilität, dass wir mit nur geringfügigen Anpassungen jeweils völlig neue Produkte herstellen können“, ergänzt Frank Schäfer, Verkaufsdirektor Neue Produkte.
Wir haben die Hamburger Kroenert-Experten gebeten, die Flexibilität und Anpassungsfähigkeit ihrer LabCo anhand zweier Produkte – Elektroden für LI-Batte-rien einerseits und organischen Solarzellen anderseits – unter Beweis zu stellen.
VorbemerkungenAuch wenn die Endprodukte
Batterie-Elektroden und Solarzellen sehr verschieden sind – im Bereich Verfah-renstechnik haben sie eine wesentliche Gemeinsamkeit: Durch die präzise Appli-kation einer funktionellen Schicht auf ein sich bewegendes Substrat werden die geforderten Funktionen erzielt bzw. erhält das Substrat die Reaktionsschicht, die für die jeweilige Anwendung unabding-bar ist. Erst die Kombination aus Substrat und Beschichtung führt zu einem optimal einsetzbaren Produkt. Das Substrat stellt den Träger dar und definiert damit die physikalischen Eigenschaften wie z. B. Zugfestigkeit und Temperaturbe-ständigkeit. Die Beschichtung bringt dann die eigentliche Funktion des Produkts, wie z. B. Strom zu leiten, Ionen auszutauschen oder zu transportieren.
Vor allem die Verfahrenstechnik der Beschichtung und der Trocknung wird dabei maßgebend von der
Funktionschemie definiert, wobei auch das Substrat hinsichtlich seiner Reaktion auf Feuchtigkeit und Wärme einen nicht uner-heblichen Einfluss auf den Prozess hat.
Versteht man das Auftragssystem als Herzstück einer Beschichtungsanlage, so ist die Trocknungs- und Vernetzungstech-nologie der Kreislauf, ohne den es kein perfektes Endprodukt gäbe. Die spätere Trocknung und Vernetzung wird schon in die ersten Überlegungen zur Auslegung der Beschichtungseinheit mit einbezogen.
1. Elektroden für LI-BatterienWelche produktstechnischen
Parameter gelten für die Herstellung von Elektroden für LI-Batterien?
Bei der Herstellung einer Elektrode für LI-Batterien wird eine ruß- oder graphithaltige Beschichtungsmasse auf meist sehr dünne und nur wenig reißfeste Aluminium- oder Kupferfolien appliziert. Die Viskosität liegt dabei in einem Bereich von ca. 1.000-3.000 mPas.
Die LabCo-Laborbeschichtungsanlage im Hamburger Technology Center der Kroenert Gruppe
MARKTBERICHT | PRINTED ELECTRONICS

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 21
Die Beschichtungsmasse kann dabei Wasser basierend oder in einem Lösemittel gelöst sein und verfügt über thixotrope und pseudo-plastische Eigenschaften.
Welche verfahrenstechnischen Anforderungen an die zu applizie-rende Schicht gibt es dabei?
Die Beschichtungsmasse muss mit sehr hoher Genauigkeit in Längs- und Querrichtung aufgetragen werden. Die Applikation geometrisch definierter Strukturen erfolgt mit Schichtdicken von ca. 100-150 µm. Um die Qualität der Beschich-tungsmasse sicherzustellen, werden hohe Anforderungen an eine sensible Temperatur- und Luftsteuerung gestellt.
Wie sieht das optimale Beschichtungsverfahren für LI-Batterie-Elektroden aus?
Um die Batterieelektroden in Längsrich-tung den geometrischen Maßen der aus ihr herzustellenden Batterien anzupassen, ist eine intermittierende – also in Intervallen unterbrochene – Beschichtung das Mittel der Wahl. Für gewickelte Zellen entspricht die Länge der Intermittierung der Länge der gewickelten Elektrode.
Diese intermittierende Beschichtung kann wahlweise mit einer modifizierten Düsen- oder Kommabar-Technologie erzeugt werden. Auch wenn beide Verfahren üblich sind, bietet die Düsen-technologie den Vorteil eines komplett geschlossenen Beschichtungssystems, das den Einfluss verdampfender Lösungs-mittel auf das Applikationsverhalten der Beschichtungsmasse deutlich minimiert.
Andererseits ist für die Düsentechnologie eine hinreichend niedrige Viskosität erforderlich.
Geht es um die Verarbeitung höherer Viskositäten, stellt die Extrusionstechnolo-gie wiederum eine interessante Option dar.
Sind Streifen in Längsrichtung gefordert, können diese mit der Rasterwal-zentechnologie oder mithilfe des Übertrags durch abgesetzte Walzen erzeugt werden.
„All diese Verfahren können auf unserer modular aufgebauten LabCo gefahren werden“, unterstreicht Andrea Glawe, Entwicklungsleiterin der Kroenert Gruppe. „Wechsel von einem Walzen-auftrag zur Düsenbeschichtung sind jederzeit ohne aufwändige mechanische Anpassungen problemlos möglich.“
Welche Ansprüche stellt die Herstellung von Batterie-Elektroden an die Trockner-Auslegung?
Da die Trocknung einen sehr großen Einfluss auf die Qualität der späteren Elektrode hat, kommt es auf eine sehr genaue Luft- und Temperaturführung an. Denn eine falsche Trocknung kann unmittelbar zu Konzentrationsänderungen in der Beschichtungsschicht führen.
„Bei zu starker Trocknung im ersten Bereich des Trockners verdampfen die Lösungsmittel aus der Oberschicht zu schnell“, gibt Dr. Wolfgang Neumann, Leiter des Kroenert Technology Centers, zu bedenken. „In der Konsequenz kann dies zum Aufreißen der Beschichtungs-schicht oder durch Aufschwimmen der Zusatzstoffe mit dem Lösemittel auch zum Absetzen der Binder in die unteren Schichten führen. Beides kann
die Langzeitstabilität der Beschichtung nachhaltig beeinträchtigen.“
Um diese und ähnliche Probleme zu vermeiden und die LabCo optimal für die Trocknung von Funktionsschichten für Batterieelektroden auszulegen, gilt es nach Ansicht der Kroenert-Experten, folgende Komponenten zu bedenken:
In der ersten Zone des Trockners ist eine „Backofen ähnliche“ Flash-off-Luftführung mit wenig Luftbewegung bei möglichst gesättigter Luft sinnvoll.
Inerte Trockner bieten zahlreiche Vorteile hinsichtlich des Explosionsschutzes.
Um die Trocknerlänge zu reduzieren, sollte die Integration mittelwelliger IR-Technologie erwogen werden. Um eine optimale finale Trocknung zu erreichen, ist dies jedoch meist nur am Ende des Trockners sinnvoll.
PRINTED ELECTRONICS | MARKTBERICHT
Design einer LabCo für die Herstellung von Batterieelektroden
Versuche zur intermittierenden Batterieelektrodenherstellung im Technology Center von
KROENERT, BMB und DRYTEC

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland22
MARKTBERICHT | PRINTED ELECTRONICS
2. Organische SolarzellenWelche produktionstechnischen
Parameter gelten für die Herstellung von organischen Solarzellen?
Anders als bei Batterie-Elektroden – hier kommen sehr dünne und wenig reißfeste Folien zum Einsatz – ist das Substrat zur Fertigung organischer Solarzellen weniger problematisch, denn meist werden sehr stabile Polyesterfilme genutzt. Anders die Beschichtungslö-sung: Sie beinhaltet häufig kritische Lösemittel und führt wegen ihres sehr sauren pH-Werts zu einer verstärkten Korrosion der Anlagenkomponenten.
Welche verfahrenstechni-schen Anforderungen an die zu applizierende Schicht gibt es?
Auf das Substrat werden teilweise sehr genaue Schichten in schmalen Streifen übereinander appliziert. Dies stellt höchste Ansprüche an die Beschichtungsgenau-igkeit in Längs-und Querrichtung. Die aufzutragenden Schichten haben jeweils eine Schichtdicke von unter 10 µm nass.
Wie sieht das optimale Beschichtungsverfahren für organische Solarzellen aus?
Für die Applikation der sehr dünnen Schichten, die für die Herstellung organi-scher Solarzellen nötig sind, kommt in der Regel die Düsentechnologie zum Einsatz. Die besondere Herausforderung besteht hier darin, dass der Austrittsspalt der Düse als auch der Abstand zwischen Düse und Substrat an diese entsprechend dünneren Schichten angepasst werden muss.
„Auch Druckverfahren mittels Rasterwalzen bieten sich als Auftrags-technologie an“, unterstreicht Glawe. „Hier können wir durch eine gezielte Auswahl des Designs der Walze und der Dosiertechnologie ein sehr präzises Beschichtungsergebnis erzielen.“
Beide Verfahren eignen sich für die Ausführung einer Streifenbeschichtung.
„Außerdem können wir – dem Schicht-aufbau einer Solarzelle entsprechend – durch eine genaue Registersteuerung verschiedene Schichten exakt überein-ander ablegen“, ergänzt die Kroenert-Expertin. „Möglich wird dies, indem wir in der LabCo mehrere Beschichtungs- und Trocknungsprozesse hintereinander anordnen oder das zu beschichtende
Material zweimal oder häufiger durch die Anlage laufen lassen“, erläutert Neumann. Beide Varianten werden durch eine optimierte Warenbahnführung unterstützt.
Welche Ansprüche stellt die Herstellung von organischen Solarzellen an die Trockner-Auslegung?
Die zu trocknende bzw. zu vernetzende Funktionsschicht bestimmt die Auswahl der Trocknungstechnologie, die die Qualität des späteren Endprodukts
entscheidend beeinflusst. Die Bandbreite reicht dabei vom Kontaktrollentrockner, über den Schwebetrockner bis hin zur IR- und UV-Technologie.
Ist ein annähernd sauerstofffreier Pro-zess gefordert, so sind inerte Trocknungs-verfahren das Mittel der Wahl. „Zu diesem Zweck kann die LabCo mit inertisierbaren Trocknern ausgestattet werden, die eine hohe Dichtigkeit aufweisen und damit auch höchste Ansprüche an die Inertisierung erfüllen können“, so Neumann.
Inertisierbarer Laboranlagentrockner für die LabCo
Bead Coat - Schlitzdüsenauftragstechnologie zur Applikation von sehr dünnen Schichten

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 23
SCHNEIDEN & WICKELN | MARKTBERICHT
Wenn das kein Grund zum Jubeln ist! Die breiteste Rollenschneid-maschine der Welt, die in den
letzten Monaten von den Mitarbeitern der Goebel Schneid- und Wickelsysteme GmbH, Darmstadt, montiert wurde, steht nun kurz vor der Auslieferung an die China Soft Packaging Group. Das Unternehmen ist einer der größten asiatischen Verar-beiter von Kunststofffolien und sieht sich – sehr selbstbewusst – auf dem besten Wege, der „King of Film“ zu werden. Der-zeit produzieren die Chinesen 350.000 t Kunststofffolien pro Jahr. Ziel ist es, die Jahresproduktion um 50 % zu steigern. Entsprechend kräftig wurde in den letzten Monaten investiert. Neben BOPP-Anlagen von Brückner orderte Soft Packaging neun Schneid- und Wickelanlagen bei Goebel. Dazu gehören nicht nur sechs Rollen-schneider mit Arbeitsbreiten von 8,5 bis 9 m, sondern auch drei Anlagen vom Typ monoslit giant mit Arbeitsbreiten von 11 m.
Derzeit wird die erste dieser Maschinen für den Transport nach China in 15 große Kisten verpackt. In den größten von ihnen – sie haben eine Länge von 17 m und wiegen 34 t – werden das Maschinen-Untergestell, die Schneideinheit und das Einlaufgestell
der Anlage verschifft. Per Schwertransport wird der „Gigant“ in den nächsten Tagen den Hafen Hamburg erreichen. Dort wird die Anlage auf große Containerschiffe verladen. Fünf Wochen später erreichen die Kisten dann ihren Bestimmungsort, die Provinz Fujian Fuzhou, P.R. China. Nach der Wieder-Montage der Anlage im Werk des Kunden ist die Inbetriebnahme geplant. In dieser Zeit überwacht ein Team aus erfahrenen Goebel-Mitarbeitern den Aufbau und steht dem Kunden für eine Schulung vor Ort zur Verfügung.
Die monoslit giant setzt allein ange-sichts ihrer Größe Maßstäbe. Innerhalb von drei Monaten wurden mehrere Tausend Teile montiert und mehr als 3.000 m Elekt-rokabel verlegt. Ein besonders imponieren-des Bauteil ist die Untermesserwelle. Sie hat eine Länge von bis zu 11.370 mm. Die Welle hat 5.450 Nuten von jeweils 1 mm Breite, die auf die gesamte Walzenbreite verteilt sind. Beim Schneiden tauchen die Rasierklingen exakt in die Nuten ein. So können Fertigrollen in Arbeitsbreiten von 300 bis 3.300 mm beliebig im Raster von 2 mm geschnitten werden.
Der Rollenschneider kann Mutter-rollen mit einem Durchmesser von max.
1.500 mm aufnehmen und verarbeitet sie zu Fertigrollen mit einem max. Durchmes-ser von 1.200 mm. Die Abrollbreite kann der Kunde selbst wählen; sie liegt zwischen 9.400 und 10.400 mm. 18 Wickelstationen stehen künftig für eine 24h-Produktion zur Verfügung. Grundsätzlich können Foliendi-cken von 10 bis 80 µm verarbeitet werden. Der Testlauf in Darmstadt verlief aus Sicht von Goebel äußerst zufriedenstellend. „Über den gesamten Geschwindigkeits-bereich bis 1.500 m/min. ist die Maschine extrem laufruhig“, freut sich Dr. Hans-Peter Bauer, Leiter der Konstruktion. „Das ist für eine solche Rollenschneidmaschine einmalig.“ Auch der Geräuschpegel lag deutlich unter dem verlangten Wert.
Zusätzlich wurde die Maschi-nenperipherie und die interne Energieversorgung neu konzipiert. Die Aufstellung der Maschine kann nun auf glatten Böden erfolgen; aufwändige Fundamentarbeiten sowie Kabelkanäle gehören der Vergangenheit an.
Die monoslit giant
Ein Gigant auf ReisenDer weltweit breiteste Rollenschneider von Goebel wird jetzt nach China ausgeliefert
TEL. + 49 (0) 7159/30 49
FAX + 49 (0) 7159/53 68
E-MAIL:[email protected]
POSTFACH 1244D-71265 RENNINGEN
MENSCHICKTROCKENSYSTEME
• HerausragendeTrocknungsgleichmäßigkeit
• Große Trocknungsleistung
• Kompaktbauweise
• Energiesparend durchUmluftbetrieb undWärmerückgewinnung
• Produktgerechte, individuel-
le Konstruktion
• Zuverlässiger Betrieb sichert
hohe Verfügbarkeit
• Einfache Montage,Bedienung und Wartung
»C2« · 185 x 82 mm · Stand 12/08
MENSCHICKDURCHLAUF-DÜSENTROCKNER
für Folien, Papiere, Film, Klebebänder, Tapeten…

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland24
MARKTBERICHT | SCHNEIDEN & WICKELNMARKTBERICHT |
Bimec: der Name, der den Unterschied macht
Exzellent ist Bimec´s Standard
Bimec´s Ziel, die besten lieferbaren Rollenschneide- und Wickelmaschinen zu bauen, wird durch die Leidenschaft
und Geschicklichkeit der Mitarbeiter, der Zusammenarbeit mit den Kunden, der linear
strukturierten Produktion und der weltweiten Serviceunterstützung ermöglicht.
BIMEC S.r.l. - Via Monte Grappa, 920020 Vanzaghello - Mi - ItalyTel. +39 0331 307491Fax +39 0331 [email protected]
®
Drei „tolle Wickel-Schwestern“ auf ErfolgskursPSA Technology zieht positive Zwischenbilanz nach der Integration in die Edelmann Gruppe
Die PSA Technology GmbH, 1996 als PSA GmbH gegründet, gehört seit Januar 2011 zur weltweit
tätigen Edelmann Gruppe. Die Bitburger Fachleute zählen nicht nur zu den führenden Anbietern von Rollenschneid- und Wickelmaschinen, sondern sind durch die Einbindung in die Unterneh-mensgruppe Teil eines Netzwerks für Schneid- und Wickeltechnik, dessen Synergien nicht nur leere Worte sind.
Holger Meyer, Gesamtleiter Vertrieb von PSA Technology, nennt die Unter-nehmen schmunzelnd die „drei tollen Schwestern“. Gemeint ist damit zum einen die Edelmann Technology GmbH & Co. KG, Kleinwallstadt, einer der weltweit
führenden Hersteller von Wicklern, Umrollschneidanlagen sowie Tragwalzen-wicklern für die Nonwoven-Industrie. Zum zum anderen die BW Technology GmbH, Schloss Holte-Stukenbrock, die als technisches Entwicklungszentrum für alle Anwendungen im Bereich Wickel- und Schneidanlagen fungiert und außerdem alle Dienst- und Serviceleistungen für Maschinen der ehemaligen Bastain Winder Technologies übernimmt. Und schließlich die PSA Technology GmbH, die sich als Hersteller von automati-schen Abwicklungen, automatischen und vollautomatischen Aufwicklern mit Inlineschnitt, Offline-Systemen, vollautomatischen Kurzrollenwicklern,
halb- und vollautomatischen Rollenschneidern, automatischen Laminieranlagen, manuellen- halb- und vollautomatischen Hülsenschneidern sowie Lösungsanbieter für Verpackungs-anlagen einen Namen gemacht hat.
Attraktive Leistungsbreite„Als Unternehmensgruppe haben wir
uns in den letzten Monaten hervorragend entwickelt. Bis weit ins Jahr 2013 sind wir voll ausgelastet“, stellt Meyer fest. „Wir stoßen derzeit tatsächlich an unsere Kapa-zitätsgrenzen und werden in den nächsten Monaten ganz massiv neue Ingenieure und Techniker für die Bereiche mechanische und technische Konstruktion einstellen.“

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 25
SCHNEIDEN & WICKELN | MARKTBERICHT
Durch die Bildung der Dreier-Gruppe und die Bündelung erfahrener Teams im Bereich der Wickeltechnik ergibt sich eine beeindruckende Leistungsbreite: So lassen sich mit den Anlagen der Unternehmensgruppe Schnittbreiten von 10 bis 6.000 mm, von wenigen Laufmetern auf einer Fertigrolle bis zu Wickeldurch-messern von 3.600 mm und Arbeitsge-schwindigkeiten von bis zu 1.800 m/min realisieren. „Ich bin sicher, dass eine solche Bandbreite weltweit einmalig ist“, betont Meyer. „Somit haben wir einzigartige Möglichkeiten, selbst anspruchsvollste und komplexeste Maschinen speziell nach Kundenansprüchen zu konstruieren, zu entwickeln und herzustellen und können dabei sogar auf eigene CNC-Dreh-, Fräs,- und Bohrwerke zurückgreifen.“
Innovationen für anspruchsvollste Materialien
Aktuell vermelden die PSA-Leute mehrere interessante Großaufträge: So wird derzeit beispielsweise für Felix Schoeller, Weißenborn, ein automatischer Rollenschneider der Baureihe AllSlit gefertigt, der zukünftig hochwertigste Fotopapiere konfektionieren wird. Ange-sichts der besonderen Empfindlichkeit der anspruchsvollen Fotopapiere haben die Schneid- und Wickelexperten ihr spezielles Augenmerk auf die Warenführung gelegt. Hier konnten die Techniker und Ingenieure von ihren langjährigen Erfahrungen profitieren, denn Felix Schoeller arbeitet bereits mit einem vollautomatischen Rollenschneider vom Typ QuickSlit Spezial, der seinerzeit von PSA geliefert wurde. Diese Anlage ist mit einem automatischen Quertrenn- und Anlegesystem, einem Hülsenmagazin und einem Labelapplikator
für Hülsen- und Fertigrollen ausgestattet. Mit einigen dieser Details wird auch die neue AllSlit versehen sein. „Ein besonders highlight der neuen Maschine ist das Anlegesystem als sogenannter ‚Einstecker‘, der ein kratzerfreies- und präparationsloses Anlegen der sensiblen Warenbahn an eine neue Kartonhülse gewährleistet“, unterstreicht Meyer.
Eine weitere AllSlit wird schon in wenigen Wochen an die amerikanische Niederlassung der Kalle GmbH, Wiesbaden, ausgeliefert. Betreut wird der Kunde durch ein amerikanisches Partner-unternehmen der Wickeltechnik Gruppe.
„PSA Technology wurde bisher vom Markt in erster Linie als Anbieter von Rollenschneidern wahrgenommen. Durch unsere aktuellen Aktivitäten positionieren wir uns jedoch auch wieder verstärkt als Hersteller automatischer Inline-Schneidwickler. In diesem Bereich verfügt PSA über langjährige und bemerkenswerte Erfahrungen“, unterstreicht Meyer.
Diese werden zurzeit durch die Fertigung des Inline-Schneidwicklers der Baureihe AutoWoven I eindrucksvoll unter Beweis gestellt. Dabei handelt es sich um einen Wendewickler für Nonwoven
(Air Through Bonded and Spunlace), der inline hinter einer Produktionslinie auf einer Arbeitsbreite von 2.650 mm Fertignutzen bzw. Fertigrollen mit einer minimalen Schnittbreite von 38 mm auf einen Fertigrollendurchmesser von 1.200 mm herstellen wird. Besonders bemerkenswert ist aus Meyers Sicht das in der Anlage verbaute, inhouse konzi-pierte, hergestellte und programmierte vollautomatische Längsschneidsystem vom Typ AutoCut. Inline, also während der Produktion bei bis zu 200 m/min, werden bis zu 58 Scherenschnitt-Messereinheiten vollautomatisch in der Breite verstellt. Darüber hinaus ist die Maschine mit einer speziellen Wickelachsenaufnahme ausge-stattet, die eine Wickelwellendurchbiegung bei Mehrnutzenwicklung kompensiert. Dieses System ist bei PSA bereits seit 2007 im Einsatz und – so das Unternehmen – in dieser Form einzigartig im Markt.
Die Zahlen sind in der Tat beeindru-ckend: So kann die AutoWoven-Anlage auf einer Arbeitsbreite von 2.200 mm bei Mehrnutzenwicklung auf einer 3“ Friktions-wickelwelle Fertigrollengewichte von bis zu 2.000 kg fahren. Schon jetzt wurden wei-tere Inline-Schneidwickler der AutoWoven-Baureihe bei PSA in Auftrag gegeben.
Westland Gummiwerke GmbH & Co. KG
Westlandstraße 6 • 49324 MELLE • GERMANY
Telefon: +49 5422 702-245 • Fax: -567
http://www.westland.eu • [email protected]
SPEZIALIST FÜR WALZENSYSTEMEUND
FUNKTIONSOBERFLÄCHEN
12072505_westland_C2-Deutschland_34_210x76mm 25.07.2012 12:04 Seite 1
Bimec: der Name, der den Unterschied macht
Exzellent ist Bimec´s Standard
Bimec´s Ziel, die besten lieferbaren Rollenschneide- und Wickelmaschinen zu bauen, wird durch die Leidenschaft
und Geschicklichkeit der Mitarbeiter, der Zusammenarbeit mit den Kunden, der linear
strukturierten Produktion und der weltweiten Serviceunterstützung ermöglicht.
BIMEC S.r.l. - Via Monte Grappa, 920020 Vanzaghello - Mi - ItalyTel. +39 0331 307491Fax +39 0331 [email protected]
®
Eine AllSlit II AR 1600-15-6 von PSA Technology
Eine Maschine der AutoWoven I-Reihe

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland26
MARKTBERICHT | MARKTBERICHT | SCHNEIDEN & WICKELN
Das Wickeln von geschnittenen Einzelbahnen auf einer Wickelwelle ist ein bewährtes Konzept, das vor
allem hinsichtlich der Rollenendladung sowie bei der Hülsenbestückung und -positionierung große Vorteile bietet. Schaut man sich jedoch derzeit auf Fach-messen unserer Branche und in vielen Betrieben um, so sieht man fast nur noch sogenannte Zwei-Spindelmaschinen mit zwei übereinanderliegenden Wellen. Vor allem aus dem Bereich Flexible Packaging sind die Anlagen nicht mehr wegzu-denken. Hat dieses Wickelprinzip die Ein-Spindelmaschine abgelöst? Gehört der Zwei-Wellen-Lösung die Zukunft?
Wir sprachen darüber mit Alex Hylton, Vertriebsleiter der megapak GmbH & Co. KG, die u. a. die Exklusivvertretung für die italienische Euromac s.r.l. in Deutschland, Österreich und der Schweiz inne hat.
C2: „Herr Hylton, Ein- oder Zwei-Spindelmaschine? Gibt es darauf eine schnelle Antwort?“
Alex Hylton: „Wie so oft im Leben gibt es auch hier kein klares Ja oder Nein. Es kommt darauf an!“
C2: „Erklären Sie uns das bitte genauer!“
A. Hylton: „Nun, es kommt in erster Linie darauf an, welches Material primär auf einer Anlage verarbeitet wird. Für gewöhnlich finden wir Ein-Spindelwickler überwiegend in der Papier verarbeitenden Industrie, in der Aluminium verarbeitenden und Kunststofffolien-Industrie bilden sie jedoch eher die Ausnahme. Das liegt vor allem daran, dass sich Papiere – sogar wenn sie weiterveredelt, also metallisiert, silikonisiert, lackiert oder alu-kaschiert sind – in der Regel durch ein nahezu gleichbleibendes Dickenprofil über die gesamte Bahnbreite auszeichnen. Dadurch sind sie hervorragend für das Wickeln auf einer Welle geeignet. Eine oder zwei Bogenbreitstreckwalzen mit der richtigen Krümmung an der richtigen Stelle sorgen für ein kontrolliertes Separieren der einzel-nen Bahnen, bevor sie auf die Welle treffen. Somit bauen sich die Fertigrollen auch bei größeren Enddurchmessern sauber auf.“
C2: „Könnte man denn nun daraus schlussfolgern, dass Ein-Spindelmaschinen ausschließlich für die Verarbeitung von Papier geeignet sind? Wie sieht es mit Kunststofffolien aus?“
A. Hylton: „Die Entscheidung darüber ist vor allem eine Frage der Materialtoleranzen. Gerade in diesem Bereich hat sich in den letzten 15 Jahren unheimlich viel getan. Durch neue hochpräzise Düsen in der Folienherstel-lung, effiziente Dickenmess-Systeme, Reckanlagen, die produktionsbedingte Dickenunterschiede verstrecken, und verbesserte Folienrezepturen sind heute reduzierte Foliendicken möglich, ohne das dies zu Lasten der physikalischen Eigenschaften oder Leistungsmerkmale ginge. Daher haben Ein-Spindelmaschinen
durchaus auch sehr erfolgreich in der Folienverarbeitung Fuß gefasst!“
C2: „Können Sie uns hier ein Maschinenbeispiel nennen?“
A. Hylton: „Ja, das Modell TB-3.06 T1 von Euromac ist ein gutes Beispiel. Sie geht den Weg des Altbewährten und wickelt mit automatischer Wen-deaufwicklung alle Einzelnutzen auf eine Expansionsspannwelle. Die Maschine, die für maximale Bahnbreiten von 1.350 mm ausgelegt ist, arbeitet mit zwei Wickelwellen, die alternierend eingesetzt werden. Während eine Welle für die Rollenentladung und Neubestückung mit Hülsen bereit steht, ist die andere Welle in Betrieb und wickelt kontinuierlich weiter. Die effektive Stillstandszeit der Anlage
Ein- oder Zweispindel – das ist hier die Frage!Wann Rollenschneider mit nur einer Welle gegenüber Zwei-Wellen-Lösungen die Nase vorn haben
Alex Hylton
Metallisiertes PET, das auf eine Achse
gewickelt wird
TB-3.06 T1 mit elektromotorischem
Entladewagen

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 27
SCHNEIDEN & WICKELN | MARKTBERICHT
für den Rollenwechsel in der Aufwicklung liegt bei weniger als 30 Sekunden. Ein Rollenentladewagen, der im Automatikzyklus motorisiert von der Maschine selbst gesteuert werden kann, eröffnet dem Maschinenpersonal ein Zeitfenster für sinnvolle Tätigkeiten rund um die Maschine. Mit Hilfe des „direct-contact“ Positioniersystems mit Digitaldisplay können mehr als 20 Einzel-pneumatik-Messerhalter schnell und präzise manuell gestellt werden. Bei einem Mutterrollendurchmesser von 1.300 mm bietet der ein- und ausschwenkbare Vakuum-Klebetisch am Abwickler die nötige Hilfe beim rapportgenauen Verkleben zweier Bahnen, aber auch den nötigen Platz beim Einbringen der neuen Mutterrolle.“
C2: „Wie sieht Ihre Maschinenempfehlung aus, wenn einer Ihrer Kunden das Schneiden und Wickeln von zwei- oder dreilagigen Mehrfachverbunden plant? Geht das nur mit einer Zwei-Spindelmaschine?“
A. Hylton: „Nein, vor dem Hintergrund der besseren Primärfolien und der verbesserten Kaschiertechnik kann dafür durchaus auch eine Ein-Spindel die beste Wahl sein. Kommt es dennoch zu höheren Abweichungen in der Materialdicke oder auch zu sogenannten ‚langen Kanten‘, ist der Einsatz einer speziellen Welle mit innenliegender Friktion eine bewährte Möglichkeit, um nach wie vor kantengerade Rollen mit der richtigen Wickelhärte zu erhalten. Auch Kriterien wie das Rollengewicht in Kombination mit dem Hülsen-Innendurchmesser und der minimalen Schnittbreite spielen bei der Auswahl für ein Maschinenmodell natürlich eine wichtige Rolle. Genau bei solchen Fragen sind wir als megapak bei unseren Kunden intensiv beratend tätig, erörtern die Details vor Ort und wägen das Für und Wider gemeinsam ab.“
C2: „Noch eine letzte Frage: Wie wir hörten, planen Sie in den nächsten Monaten ein Open-House bei Euromac?“
A. Hylton: „Ja, richtig! Ende November, Anfang Dezember können die TB-3.06 T1 und andere Innovationen von Euromac in Villanova besichtigt werden.“
Wie schmal hätten Sie es gerne?

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland28
„Als Druckmaschinenherstellerentsprechen wir den Wünschennach größeren Druckbreiten undhöheren Geschwindigkeiten.Um dies zu realisieren, habenwir uns externes Know-how vonVenti Oelde ins Team geholt.Gemeinsam haben wir dasTrocknungskonzept geplant unddie benötigten Trockenhaubenund -aggregate ausgelegt. Ventiliefert uns heute passgenaueEinheiten, die wir nur nochelektrisch einbinden müs-sen. Fertig.“
Neue Löskommen
Ventilatorenfabrik Oelde GmbHPostfach 37 09D-59286 OeldeTelefon: 0 25 22/75-0Telefax: 0 25 22/[email protected]
Randstreifenabsauganlagen
Abgasreinigungsanlagen
Recyclinganlagen
Trocknungstechnik
Hallenbe- und Entlüftungsanlagen, Heizungs- und Klimatisierungsanlagen
Energierückgewinnungsanlagen
ungenvon Venti Oelde.
C2 Deutschland 34 06_07_12.qxp:104x297 11.05.2012 17:46 Uhr Seite
Ashe liefert neuste Generation des Diamond-Rollenschneiders nach Südafrika
Die in Pinetown, Südafrika, ansässige ACF Labels DLC hat jetzt ihren Maschinenpark um einen Rollen-schneider der Serie Diamond von Ashe Converting Equipment erweitert. ACF Labels gehört zum Consumer Flexibles Department der Afripack Goup und damit zu einem der erfolgreichsten Verpackungshersteller Afrikas. In den letzten Monaten hat das Unternehmen seine Produktionskapazitäten massiv erhöht und dabei u. a. in eine 8-Farben-Flexodruckanlage Miraflex CI von Windmöller & Hölscher investiert.
„Da wir bereits eine Ashe-Anlage in Betrieb haben und wir von deren Zuverlässigkeit und Produktivität überzeugt sind, fiel uns die Entscheidung für eine zweite Maschine nicht schwer“, stellt Greg Petzer, General Manager des Unternehmens, fest. Der neue, kompakte Rollenschneider wird zum Ende des dritten Quartals, pünktlich zum saisonbedingten Anstieg der Getränkenachfrage im vierten Quartal, anlaufen.
Seit der Premiere des Diamond-Modells auf der K 2007 hat sich der Rollenschneider zu einem echten Erfolgsmodell der britischen Maschinen-bauer entwickelt. Die Anlage ist für eine maximale Arbeitsgeschwindigkeit von 500 m/min ausgelegt und mit einer achslosen Abrollung ausgestattet, die mit einem elektrischen Rollenheber und einer digitalen Bahnkantenführung versehen ist. Ashes Diamond kann Abwickeldurchmesser von bis zu 1.000 mm und Aufwickeldurchmesser von bis zu 600 mm handeln. Dank der Spannungsisolierung, die über Vakuumwalzen gewährleistet wird, ist der Diamond-Rollenschneider für eine sehr breite Produktpalette einsetzbar. Darüber hinaus wird der Ashe-Rollenschneider mit einem kernlosen Randstreifenwickler versehen sein.
InfORmATIOn
Der Diamond-Rollenschneider von Ashe

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 29
SCHNEIDEN & WICKELN | MARKTBERICHT
Test bestanden und gekauftAtlas liefert neue Schneid- und Wickelanlage an Heukäufer Folien
„Um unsere Produktivität der steigenden Nachfrage unserer Kunden anzupassen,
hatten wir uns vor ein paar Monaten dazu entschlossen, einen bestehenden Rollenschneider durch eine neue Anlage zu ersetzen“, schildert Kurt Barth, Geschäftsführer der Heukäufer Folien GmbH die Ausgangslage. Heukäufer Folien wurde vor über 90 Jahren gegründet und ist heute einer der führenden Anbieter von flexiblen Verpackungsfolien, vor allem für Obst und Gemüse. Das Unternehmen deckt von der Extrusion über das Bedrucken bis hin zur Konfektionierung alle Fertigungsschritte flexibler Verpackungsfolien inhouse ab.
Am Rande der drupa hat das Hertener Unternehmen nun den Kauf einer Titan ER610 der Atlas Converting Equipment Ltd. bekannt gegeben. Die neue Anlage soll in diesen Wochen in Betrieb genommen werden. „Nach einer umfangreichen Marktanalyse und Berücksichtigung ver-schiedener Hersteller hat uns bei Tests die Leistungsfähigkeit des Titan-Rollenschnei-ders am meisten überzeugt“, so Barth weiter. „Der ER610 ist extrem kompakt und die perfekte Lösung für unsere Produkti-onsanforderungen. Durch diese Investition erwarten wir uns schon in den nächsten Monaten deutlich verbesserte Konfektions-möglichkeiten und eine weitere Erhöhung unserer Kapazitäten im Rollenschneiden.“
Die neue Anlage wird Materialien bis zu einer Bahnbreite von 1.350 mm und einer maximalen Arbeitsgeschwindigkeit von 450 m/min verarbeiten. Die Aufwickeldurch-messer können bis zu 610 mm betragen, die minimale Schnittbreite liegt bei 35 mm. Grundsätzlich ist die Titan-Anlage dafür ausgelegt, eine Vielzahl von flexiblen Materialien wie z.B. bedruckte, beschich-tete oder metallisierte Flachfolie von 20 bis 200 µ, Laminate und Papier von 30 bis 200 g/m² zu verarbeiten. Der Rollenschnei-der ist mit einem Laser-Sicherheits-Scan-ner, einem Statik-Kontrollsystem und einer Randstreifen-Absaugung ausgestattet.
Das pneumatisch kontrollierte Brems-system bietet eine akkurate Bahnspan-nungskontrolle, die digitale Bahnlaufrege-lung überwacht die seitliche Bewegung der Abrollung von +/- 50 mm.
Die Titan ER610, die jetzt bei Heukäufer in
Betrieb genommen wird
Bimec liefert dritten Rollenschneider an JG Service aus
Die italienische Bimec S.r.l., Van-zaghello (MI), hat jetzt einen dritten Rollenschneider an die JG Service AG ausgeliefert. Das Unternehmen, Spezialist für flexible Verpackungen, fertigt am Stammsitz Hohenwart Folien und Laminate für eine große Bandbreite an Anwendungen.
Der nun ausgelieferte Hoch-leistungsrollenschneider STM/83.3 soll vor allem zum Schneiden und Wickeln von Duplex- und Triplex-Folien eingesetzt werden. Die Anlage kann Mutterrollen mit einem maximalen Durchmesser von bis zu 1.000 mm verarbeiten und wickelt Fertigrollen mit einem maximalen Durchmesser von bis zu 800 mm auf. Die Bimec-Anlage ist mit einer kundenspezifischen Bürstenlösung zum Breitstrecken ausgestattet.
Eine genaue Messerpositionie-rung wird durch einen Laserpointer mit digitaler Anzeige gewährleistet. Eine Ausschubvorrichtung erleichtert das Entladen der fertigen Rollen.
InfORmATIOn
❚❚ Lackauftragswalzen❚❚ Tiefdruck-Presseure❚❚ Breitstreckwalzen
❚❚ Kaschierwalzengummierungen❚❚ Extrusions-Presseure❚❚ Bezüge❚für❚Coronawalzen
❚❚ Silikonbeschichtungen❚❚ ESA-Presseure❚❚ Flexodrucksleeves
Walzenbezüge für die Verarbeitung und Veredelung von Folie und Papier
Webersdorf 11A-5132 Geretsberg
www.kraiburg-walzen.at
Anzeige_C2.indd 1 11.04.10 10:45

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland30
MARKTBERICHT |
Trützschler eröffnet neues Bastian-Büro in Bielefeld
Im April diesen Jahres hat die Trützschler Nonwovens GmbH, Egelsbach, das Produktprogramm der Bastian Winder Technologies, Schloss Holte-Stukenbrock, übernommen. Vor wenigen Tagen wurden nun die neuen Büroräume in Bielefeld offiziell eröffnet und damit ein weiteres Zeichen für die Weiterführung der erfolgreichen Bastian-Technologie gesetzt.
13 ehemalige Bastian-Mitarbeiter projektieren und konstruieren am neuen Standort automatische Ab- bzw. Aufwickler, Umrollanlagen und Kurzrollenwickler für Vlies, Folie, Papier und Composites und nehmen diese beim Kunden auch in Betrieb. „Der Name Bastian steht für herausragende Qualität und Technologie. In Verbindung mit der Stärke unserer globalen Organisation bieten wir den Kunden nun einen optimierten Service, sowie eine individuelle Beratung bei Neukonstruktionen und auch bei Retrofits und Upgrades“, so Marc Wolpers, Geschäftsführer Vertrieb von Trützschler Nonwovens.
Die 1888 gegründete Trützschler Gruppe beschäftigt weltweit ca. 2.500 Mitarbeiter und befindet sich in Familienbesitz. Das Unternehmen unterhält acht Ferti-gungsstandorte in Deutschland, China, Brasilien, USA und Indien und verfügt über zusätzliche Servicestützpunkte in der Türkei, Usbekistan, Mexiko, Italien und Spanien.
InfORmATIOn
Anlässlich der Büroeröffnung besuchten die Geschäftsfüh-
rungen von Trützschler und Trützschler Nonwovens das
Wickler-Team in Bielefeld
Atlas Converting Equipment Ltd., Bedford MK42 7XT, UKT: +44 1234 852553 E: [email protected]
WIKU Plastic GmbH., D-90552 Röthenbach a. d. Pegnitz T: +49 911-500 094 E: [email protected]
www.atlasconverting.com
••
Rewind to the Future
Eine Vielzahl weiterer Funktionendes neuen TITAN SR9 unterstreichendie außergewöhnliche Leistung &Produktivität bei einer Geschwindigkeit biszu 1.000 m/min.
Reduzierung der Stillstandzeit + Reduzierung der Einstellzeit Aufwicklung + Reduzierung des Abfalls = mehr €€€ Gewinn
Reduzierung der Stillstandzeit• Geschwindigkeits-Beschleunigungs- Kontrolle (ASC)• Vorausberechnende Bremskontrolle (PSC) • Messerpositionier-Systeme (KPS3)
Reduzierung Einstellzeit Aufwicklung• Automatische Hülsenpositionierung (RCP3)• Automatisches Schneiden mit Bahnklemmung (RCC) • Automatisches Ankleben (ATD)
Reduzierung des Abfalls• Lineare Schneidvorrichtung (LTS) • Beweglicher Schneidtisch (MSTV)• Messerpositionierung nach Bahnkantensteuerung
(GKP2)
KPS3
RCP3
GKP2
Die neue Generation der Baureihe TITAN SR9 spart wertvolleMinuten während des gesamten Schneide- und Wickelprozesses.Durch sein modulares Konzept kann der TITAN SR9 genau fürIhre jetzigen Produktionsanforderungen ausgelegt werden unddurch einfache Erweiterung auf sich ändernde Bedingungenangepasst werden.
Der neue TITAN SR9-DT...jede Sekundezählt!
Der neue TITAN SR9-DT...jede Sekundezählt!
Titan SR9-DT 104x297 C2 Ad German_Layout 1 06/07/2012 08:20 Page 1
NEU PneumatischeSchalen-Spannwelle
IBD WICKELTECHNIK GMBH · Böllingshöfen 79 · D-32549 Bad Oeynhausen · Fon +49 5734 9602 - 0 · www.ibd-wt.com
Spannwellen Spannköpfe Bremsen Klapplager Bahnregelungen
Hülsenschonend durch maximale Auflagefläche Hülsenloses Wickeln möglich IBD Flachschlauch- / Aluminium Profil System Schalen ohne Verschraubung
Besuchen Sie uns im web www.ibd-wt.com
Halle 4Stand 651
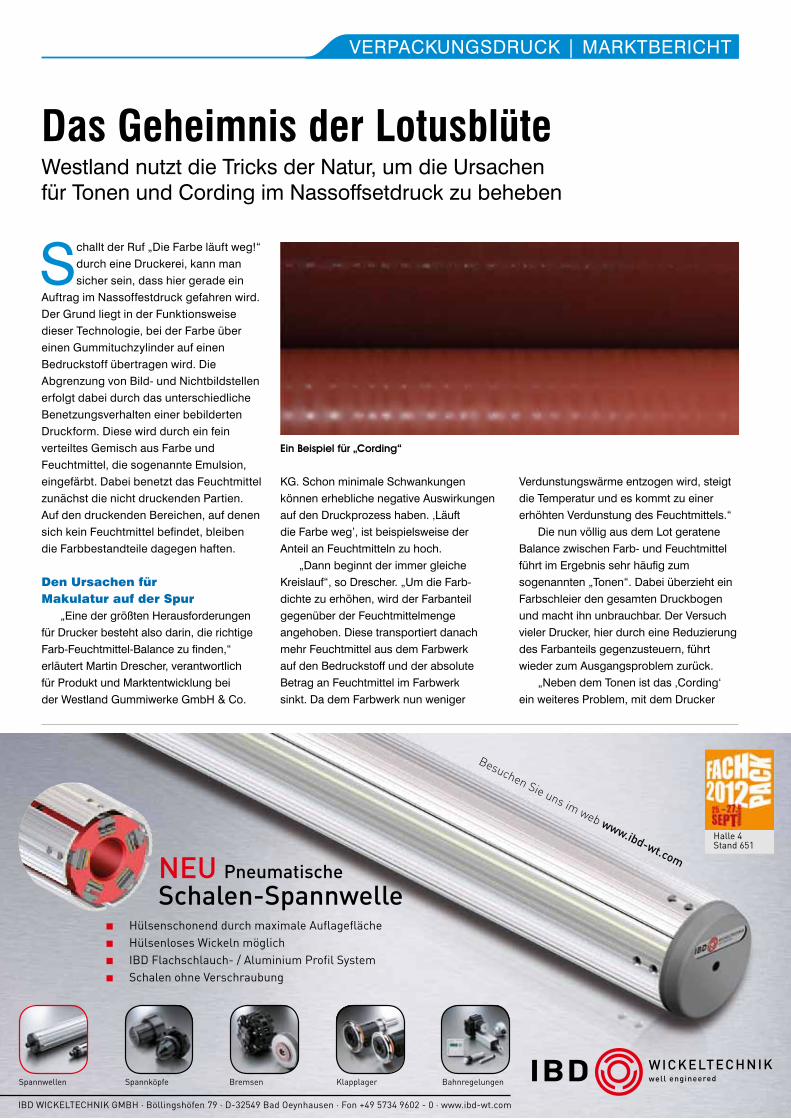
C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 31
Schallt der Ruf „Die Farbe läuft weg!“ durch eine Druckerei, kann man sicher sein, dass hier gerade ein
Auftrag im Nassoffestdruck gefahren wird. Der Grund liegt in der Funktionsweise dieser Technologie, bei der Farbe über einen Gummituchzylinder auf einen Bedruckstoff übertragen wird. Die Abgrenzung von Bild- und Nichtbildstellen erfolgt dabei durch das unterschiedliche Benetzungsverhalten einer bebilderten Druckform. Diese wird durch ein fein verteiltes Gemisch aus Farbe und Feuchtmittel, die sogenannte Emulsion, eingefärbt. Dabei benetzt das Feuchtmittel zunächst die nicht druckenden Partien. Auf den druckenden Bereichen, auf denen sich kein Feuchtmittel befindet, bleiben die Farbbestandteile dagegen haften.
Den Ursachen für Makulatur auf der Spur
„Eine der größten Herausforderungen für Drucker besteht also darin, die richtige Farb-Feuchtmittel-Balance zu finden,“ erläutert Martin Drescher, verantwortlich für Produkt und Marktentwicklung bei der Westland Gummiwerke GmbH & Co.
KG. Schon minimale Schwankungen können erhebliche negative Auswirkungen auf den Druckprozess haben. ‚Läuft die Farbe weg’, ist beispielsweise der Anteil an Feuchtmitteln zu hoch.
„Dann beginnt der immer gleiche Kreislauf“, so Drescher. „Um die Farb-dichte zu erhöhen, wird der Farbanteil gegenüber der Feuchtmittelmenge angehoben. Diese transportiert danach mehr Feuchtmittel aus dem Farbwerk auf den Bedruckstoff und der absolute Betrag an Feuchtmittel im Farbwerk sinkt. Da dem Farbwerk nun weniger
Verdunstungswärme entzogen wird, steigt die Temperatur und es kommt zu einer erhöhten Verdunstung des Feuchtmittels.“
Die nun völlig aus dem Lot geratene Balance zwischen Farb- und Feuchtmittel führt im Ergebnis sehr häufig zum sogenannten „Tonen“. Dabei überzieht ein Farbschleier den gesamten Druckbogen und macht ihn unbrauchbar. Der Versuch vieler Drucker, hier durch eine Reduzierung des Farbanteils gegenzusteuern, führt wieder zum Ausgangsproblem zurück.
„Neben dem Tonen ist das ‚Cording‘ ein weiteres Problem, mit dem Drucker
Ein Beispiel für „Cording“
Das Geheimnis der LotusblüteWestland nutzt die Tricks der Natur, um die Ursachen für Tonen und Cording im Nassoffsetdruck zu beheben
NEU PneumatischeSchalen-Spannwelle
IBD WICKELTECHNIK GMBH · Böllingshöfen 79 · D-32549 Bad Oeynhausen · Fon +49 5734 9602 - 0 · www.ibd-wt.com
Spannwellen Spannköpfe Bremsen Klapplager Bahnregelungen
Hülsenschonend durch maximale Auflagefläche Hülsenloses Wickeln möglich IBD Flachschlauch- / Aluminium Profil System Schalen ohne Verschraubung
Besuchen Sie uns im web www.ibd-wt.com
Halle 4Stand 651
VERPACKUNGSDRUCK | MARKTBERICHT

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland32
häufig zu kämpfen haben“, erklärt der Westland-Experte weiter. Die Ursachen dafür sind sehr komplex. Sie hängen mit der Oberflächenspan-nung, der Viskosi-tät, der Dichte und der Temperatur des Fluids zusammen. Auch die Dicke des durch den NIP gesetzten Films und die verwendeten Walzen haben einen großen Einfluss. Das entscheidende Kriterium ist allerdings die Geschwindigkeit der Walze. Wird sie erhöht, verändern sich die Bedingungen dramatisch: Im NIP-Einlauf steigt der Druck im Fluid erheblich, Abpress-, Abquetsch- und Rückflussvorgänge nehmen ihren Lauf. Im Ergebnis führen diese Prozesse zu unerwünschten Längsstreifen im Druck-bild, in der Konsequenz zu Makulatur.
Innovationen, von der Natur abgeschaut
„Mit all den genannten Problemen haben wir uns in den vergangenen Jahren intensiv beschäftigt und als Lösung unsere LotoTec-Technologie entwickelt,“ so Drescher weiter. „Diese Beschichtung zur Versiegelung von metallischen und elastomeren Walzenbezügen ähnelt in ihrer Funktionsweise dem aus der Natur bekannten Lotus-Effekt.“
Die Basis der Beschichtung bildet das Fluorelastomer FPM, ein Hochleistungs-polymer, das in wasserbasierender Phase auf einen elastomeren Bezug aufgetragen wird. Beim anschließenden Vulkanisie-rungsprozess entsteht die elastische Funktionsoberfläche. Laut Westland zeich-net sie sich durch eine hohe chemische Resistenz und Inertheit aus. Die chemische Resistenz verhindert beispielsweise das ringförmige Aufquellen der Walzen, das vielen Druckern Probleme bereitet. Außerdem ist die Oberfläche besonders öl-, oxidations- und temperaturbeständig.
„Kommen unsere WERODAMP-LT-Walzen, die mit LotoTec beschichtet werden, zum Einsatz, kann beispielsweise auf klassische hydrophile Dosier- und Schöpfwalzen verzichtet werden“, erklärt Drescher. „Zwar fördert die Oberfläche messbar weniger Wasser als herkömmliche Feuchtwalzen, durch den wesentlich glatteren Feuchtfilm wird jedoch das Freilaufen der Druckplatte mit deutlich weniger Wasser erreicht. So kann sich die Farb-Feuchtmittel-Balance schneller einstellen – ‚Die Farbe läuft weg‘
MARKTBERICHT | VERPACKUNGSDRUCK
LotoTec beschichtete Walzen in einer Druckmaschine

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 33
VERPACKUNGSDRUCK | MARKTBERICHT
gehört damit der Vergangenheit an. Ein weiteres Merkmal dieser Walze ist die Abquetschkraft von 20 mN/m – verglichen mit 50.000 mN/m bei hydrophilen Chrom- oder Keramikwalzen. Eine Rückspaltung des Feuchtmittels ist dadurch ausge-schlossen. Kann so auch das Cording verhindert werden? „Noch nicht ganz. Es zeigt sich, dass die Entnetzung der Oberfläche bei sehr hohen Druckge-schwindigkeiten zu langsam von statten geht. In einem solchen Fall kann es dann trotz der geringen Oberflächenspannung zu Cording kommen“, wirft Drescher ein, ist sich jedoch gleichzeitig sicher, „dass die WERODAMP-LT Feuchtwalze das Produkt auf dem Markt, das sich hinsicht-lich des Cordings am besten verhält.“
IPA-freier DruckVor allem auch beim IPA-freien
Druck soll die LotoTec Beschichtung Drescher zufolge klare Vorteile bieten. „Isopropanol (kurz IPA) als Netzmittel im Feuchtmittel erhöht den Wasserhaushalt im Farbwerk und erzeugt dadurch erheblichen Regelbedarf. Weil IPA, insbesondere bei
hoher Wasserhärte, die Löslichkeit der Kalziumsalze herabsetzt, fördert es auch das Blan-klaufen von Walzen. Entscheidend ist dabei, dass IPA für Temperaturschwan-kungen im Farbwerk verantwortlich ist und ein hohes Temperaturniveau verursacht.
Außerdem besitzt IPA eine hohe Verdunstungs-rate. Um dieser entgegenzuwirken, wird das Feuchtmittel mit hohem Energieaufwand gekühlt. Hier muss beim IPA-freien Druck deutlich weniger Energie eingesetzt werden. „Und ganz nebenbei wird die Emission von leicht verdunstenden organischen Verbindungen, den sogenannten VOCs, reduziert. Ganz im Sinne der Richtlinie1999/13/EG“, so Drescher.
Setzt man WERODAMP-LT-Walzen ein, wird der Feuchtmittel-Haushalt im Farbwerk entscheidend reduziert und der Freilauf der Druckplatte mit 25 % weniger Feuchtmittel möglich. „So bekommt der alkoholfreie Nassoffset eine Stabilität, die dem des konventionellen IPA gestützten Druckprozess weit überlegen ist“, ist sich Drescher sicher.
Im hauseigenen Labor forschen die Westlandexperten an neuen
Lösungen für den Verpackungsdruck
STAND 811
IHR TEAM IST TOP doch jeder Stop Ihrer Druckmaschine kostet Zeit und Geld
Mit unserer 44-jährigen Erfahrung und weltweitmehr als 8000 erfolgreich arbeitenden Maschinenfür den automatischen Rollenwechsel haben wiruns eine führende Marktposition imSchmalbahnbereich erarbeitet.
Einfachste Maschinenbedienung in Verbindung mithöchster Zuverlässigkeit der Non-Stop Funktionenwaren schon immer die besonderen Design-merkmale von Martin Automatic.
Aufgrund der fortlaufend steigendenMaterialkosten richtet sich der Fokus immer stärkerauf den nachhaltigen Einsatz von Rohstoffen beimProduktionsprozess.
• Verbessern Sie Ihren Materialeinsatz durchAbfallreduzierung
• Verbessern Sie Ihre Laufzeiten durchautomatische Rollenwechsel
• Verbessern Sie Ihre Produktqualität durchkonstante Druckgeschwindigkeit
• Verbessern Sie Ihre Produktionsleistung durchweniger Stillstände
• Verbessern Sie Ihre Leistung durch höhereMaschinenauslastung
www.martinautomatic.com
High Performance Splicing, Rewindingand Tension Control Systems
OUR EXPERIENCE. . .YOUR ADVANTAGE
MARTIN AUTOMATIC TECHNOLOGIE – FÜR EINE NON-STOP PRODUKTION VON DER STARTLINIE BIS INS ZIEL
Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland
Die Lösung für kleine AuflagenMit digitaler Technik lassen sich auch Aufträge realisieren, die sich mit konventioneller Technologie nicht gerechnet hätten
Nach der Vorstellung von Polytype’s neuem Digitaldrucker VIRTU Quantum auf der drupa 2012, sprach C2 mit Frédéric Pavesi, verantwortlich für die VIRTU-Linie,
und Jose Antonio Fernandes Suarez, Verpackungsberater des Unternehmens, über den aktuellen Stand der Technik und die Besonderheiten der neuen Technologie.
C2: „Welche Vorteile bietet der Digitaldruck der Verpackungsbran-che aus Ihrer Sicht im Vergleich zu anderen Druckverfahren?“
Jose Suarez: „Der Trend hin zu immer mehr kleineren Serien hat in den letzten Monaten stark zugenommen und stellt die Verpackungshersteller mittlerweile vor echte Probleme. Aus meiner Sicht punktet der Digitaldruck genau hier und erweist sich als Mittel der Wahl, wenn andere Verfahren schon längst unrentabel sind.
Der Stand der Technik ist im digitalen Druck schon so weit, dass wir Serien unter 5.000 Bögen (ca. 20.000 Schachteln) in der Kartonverpackungsbranche kostengünstig drucken können. Mittlerweile sind wir auch in der Lage, Bahnen mit einer Geschwin-digkeit von bis zu 150-200 m/min. zu bedrucken. Damit werden
beim digitalen Druck sowohl Bogeneinzug als auch Rollendruck-verfahren möglich.“
C2: „Was macht den Digitaldruck aus Ihrer Sicht besonders vielseitig?“
Frédéric Pavesi: „Das sind vor allem die sehr schnellen Auftragswechsel. Es sind keine Werkzeug-wechsel notwendig, keine Reinigung und beim Neustart entsteht kein Ausschuss, um den sich der Drucker kümmern muss.“
C2: „Welche Faktoren bestimmen die Länge der Auftragswechsel?“
J. Suarez: „Im Prinzip bestimmen einzig und allein die Kapazität und die Geschwindigkeit des Netzwerks, wie lange dies dauert. Es muss ja lediglich eine neue digitale Datei übertragen werden und schon kann es losgehen.“
C2: „In welchen Bereichen besteht aus Ihrer Sicht im Digitaldruck noch Verbesserungsbedarf?“
J. Suarez: „Vor allem die Architektur der Elektronik und der Softwaresteuerung müssen wir kontinuierlich verbessern, um das volle Potenzial der Druckköpfe und anderer Neuentwicklungen ausschöpfen zu können. Parallel dazu müssen die Tinten weiter-entwickelt und an andere spezifische Medien angepasst werden.“
C2: „Sollte man denn als Verpackungsdrucker bei hohen Auflagen überhaupt zum Digitaldruck greifen oder würden Sie dann eher andere Verfahren empfehlen?“
J. Suarez: „Die Erfahrung hat gezeigt, dass es in der Verpa-ckungsbranche wahrscheinlich in Zukunft mehrere Produktions- und Druckverfahren nebeneinander geben wird. Es bleibt eine Tatsache, dass andere Druckverfahren für Großserien wirtschaftli-cher sind als der digitale Druck. Im Prinzip geht es ja nur um eine Kosten-Nutzen-Rechnung für das jeweilige Projekt, die neben
MARKTBERICHT | VERPACKUNGSDRUCK
www.rotoflex.com
DIE INNOVATION
Ihre Maschinenführer werden es zu schätzen wissenDie neue VLI garantiert Ihnen größere Präzision undGeschwindigkeit bei der Inspektion, beim Schneiden und Rollenwickeln. Dies bedeutet für Sie eine effizientere Auftragsabwicklung und jederzeit perfekte Qualität. Geschwindigkeit und Präzision.
ES IST NICHT NUR DAS SAUSEN DER KLINGE,SONDERN AUCH DIE PRÄZISION DES SCHNITTS
Visit us in Stand 319
MACHEN SIE DEN SCHNITT? Informationen unter rotoflex.com/thecut
RF_C2Deutschland_German_LX_104x140.indd 1 7/30/12 10:46:10 AM
Jose Antonio Fernandez Suarez,
Polytypes Berater im Bereich
Verpackung

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 35
Punkten wie Druckverfahren und Medium auch die Seriengröße beinhaltet. Hier sieht es momentan immer noch so aus, dass kleinere Serien im Digitaldruck und größere Serien mit herkömmlichen Technologien wirtschaftlicher hergestellt werden können.“
C2: „Polytype konzentriert sich bei den Anlagenkonzepten auf die Verarbeitung von Wellpappe und Karton. Warum?“
Frédéric Pavesi: „Im Bereich der Großformatdrucker vermarkten wir die VIRTU-Serie nun schon seit fast vier Jahren. Die in diesem Bereich verkauften Anlagen bedrucken in den verschiedensten Marktsegmenten eine große Bandbreite von Medien, darunter auch Rohr- und
Becherverpackungen. Gerade bei Druck-verfahren, die für bestimmte Anwendungen optimiert sind, haben wir mittlerweile einen großen Erfahrungsschatz. Daher stellte sich die Frage von selbst, ob wir mit unseren VIRTU-Lösungen nicht auch die Nachfrage nach dem Druck von Kleinserien in anderen Verpackungs-segmenten effektiv bedienen könnten.
Nach einer gründlichen Analyse von Kartonverpackungen kamen wir zum Schluss, dass ein solches Gerät gerade beim Druck von Kleinserien auf dem Markt für Wellpappe, Mikrowellpappe und Kartonverpackungen Sinn machen würde.
Dieser sehr konzentrierte Ansatz mit unseren VIRTU-Maschinen war für uns von Anfang an als ein erster Schritt in der
VERPACKUNGSDRUCK | MARKTBERICHT
Der VIRTU Quantum ist ein großformati-ger Industriedrucker, der als Flachbett- und als R2R-Drucker verwendet werden und auf verschiedenen nicht elastischen Materialien wie Folie, Leinwand, Papier, Kunststoff, Kartonage, Dibond, Glas, Holz und Metall drucken kann. Die Anlage ist mit 48 Druckmodulen ausgestattet und kann mit sechs Farben und weißem CMYK Iclm SS bei einer Druckauflösung von 1.200 dpi in zwei oder einer Richtung betrieben werden. Mit Hilfe eines Vakuumtischs mit mehreren Kammern können die einzelnen Vakuumzonen mit verschie-denen Vakuumstärken individuell ein- und ausgeschaltet werden. Die Steuerung läuft unter einem Windows-Betriebssystem und bietet
dem Bediener durch schnell verständliche Symbole einen komfortablen Zugriff. Das Antriebssystem mit linearen Motoren erfordert minimalen Support und soll, so Polytype, verschleißfrei sein.Die Konfiguration des Druck-kopfs und ein ausgeklügeltes Meniskussystem sollen Polytype zufolge nur wenige Reinigungszyklen notwendig machen. Auf der zum Drucken eingelegten Spule kann man bereits ab etwa 20 cm vom ersten Schnitt an drucken. Der Drucker mit Spuleneinzug lässt sich ohne großen Zeitaufwand in einen Flachbettdrucker umwandeln, wobei zusätzliche Tische zum Bearbeiten extra langer
Kartonage benutzt werden können.Das optionale Einzug-System ermöglicht einen lückenlosen automatischen Einzug von festen Medien, wodurch die Produktivität gesteigert wird. Selbst extra langer Karton lässt sich ohne Schwie-rigkeiten handhaben. Ein spezielles Überwachungssystem soll eine konstant hohe Druckqualität sicherstellen.
InfORmATIOn
Frédéric Pavesi, Leiter der VIRTU-Linie
von Polytype
Der Digitaldrucker VIRTU Quantum von Polytype

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland36
Verpackungsbranche gedacht. Es ist auch ein erster Schritt in einer umfassenden Entwicklungsstrategie, zu der größere Forschungs- und Entwicklungsprojekte gehören wie etwa ein digitales Single-Pass-Verfahren für den Bogendruck, das gerade die letzten Tests durchläuft. Damit werden wir eine viel größere Bandbreite von Anwendungen in der Verpackungsbranche bedienen können.“
C2: „Sie bezeichnen die Breitformat-Tintenstrahldruckplattform des VIRTU Quantum als bahnbrechend. Warum?“
J. Suarez: „Der VIRTU Quantum basiert auf der bewährten industriellen VIRTU-Plattform (schwer, stabil, zuverlässig) und mit ihm bekommt der Kunde einen echten Industriedrucker, der mit sehr geringen Wartungskosten auch im Dreischicht-Betrieb drucken kann.
Er ist mit den meisten Standardgrößen bzw. mit mehreren Bogeneinzug-Postprint-Konvertierungsgeräten kompatibel. Außerdem ist der VIRTU Quantum mit der neuesten Generation von Dimatix-Druckköpfen ausgestattet, die auch bei höheren Druckgeschwindigkeiten eine sehr gute Auflösung gewährleisten.“
C2: „Inwieweit erfüllt er die Standards der Lebensmittelbranche?“
F. Pavesi: „Wir haben unseren VIRTU Quantum UV-Drucker zuerst der Mikrowell- und Wellpappen-Branche vorgestellt. Hier ist UV-Druck kein Problem,
da die Anwendungen weitgehend nicht für Lebensmittel bestimmt sind, bzw. das Endprodukt nicht direkt mit der Verpackung in Berührung kommt. Für Anwendungen in Zusammenhang mit der Lebensmittelbranche haben wir Tinten auf Wasserbasis entwickelt, die jetzt auf dem Markt erhältlich sind.“
C2: „Welche Herausforderungen sehen Sie, die im Digitaldruck noch bewältigt werden müssen?“
J. Suarez: „Als Polytype sehe ich uns, was diese Frage betrifft, hervorragend aufgestellt. Wir haben die Technologie, wir wissen, wie man Industriegeräte baut und wir sind dabei, beide Kompetenzen miteinander zu verbinden. Noch einmal, digitaler Druck ist ein ideales Mittel, um Kleinserien endlich gewinnbringend und zu einem guten Preis drucken zu können und gerade die kleinen Auflagen waren in der jüngeren Vergangenheit ein beständiger Trend in der Verpackungsbranche und werden es auch weiter bleiben.“
Nahansicht einer VIRTU-Anlage, die mit bis
zu 48 Druckköpfen bestückt werden kann
MARKTBERICHT | VERPACKUNGSDRUCK
CLEVERE IDEENFÜR IHREN ERFOLG
• Neues Design• Überkopfbahnführung, ideal für Anwendungen in der Lebensmittelindustrie• Unterschiedliche Schneidsysteme für verschiedene Materialien: manuelle, halb- oder
vollautomatische Messerpositionierung• Automatischer Rollenwechsel über Revolversystem: Fertigrollenwechsel ist in
weniger als 40 Sekunden möglich, daraus resultiert eine deutliche Reduktion der Stillstandszeiten
• Optional: Fertigrollenentladung halbautomatisch oder vollautomatisch über einHandlingsystem möglich
• Automatisch verfahrbarer Laser für schnelles und einfaches Positionieren der Hülsenauf dem Abwickler
• Bedienerfreundlich, ergonomisch angeordnete Siemens Touch-Screen Steuerung
ROLLENSCHNEIDER MIT REVOLVERKOPFSYSTEMFÜR AUTOMATISCHEN ROLLENWECHSEL,OPTIMAL FÜR HOCHGESCHWINDIGKEITSPRODUKTION
Via G. Brodolini 42/44Casale Monferrato (AL)I T A L Y
Tel +39 0142 [email protected]
Lindenstr. 549479 IbbenbürenTel. +49 (0) 5451 89 79 0
Fax. +49 (0) 5451 89 79 [email protected]
laemsystem
RB4
UNSER VERTRIEBS-SERVICEPARTNER FÜR DEUTSCHLAND UND DENDEUTSCHSPRACHIGEN RAUM. JETZT AUCH MIT DEUTSCHEM SERVICE
185x125_RB4_TED_Layout 1 29/05/12 15:58 Pagina 1

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 37
| MARKTBERICHT
Rosige Zukunft für Flexo-DruckJeremy Westcott, Leiter Verkauf und Marketing bei der Edale UK Limited, stellt im Gespräch mit C2 die neueste Maschinenentwicklung der Briten vor
C2: „Herr Westcott, warum sollten Verpackungsdrucker Flexo den anderen Druckverfahren vorziehen?“
Jeremy Westcott: „Zu den Vorteilen von Flexo gehören die kurzen Durchlauf-zeiten und die sich daraus ergebende Mög-lichkeit, auch kleine Auflagen wirtschaftlich zu drucken. Die geringen Stillstandzeiten, die durch die kurzen Einrichtungszeiten erreicht werden, führen außerdem zu geringeren Kosten für den Verbraucher. Dazu kommen noch ganz profane Dinge wie die Anschaffungskosten und die Kosten für die Wartung der Presse, die bei
Flexo einfach niedriger sind als bei anderen Verfahren. Auf der technischen Seite finde ich besonders wichtig, dass sich Flexo besonders leicht mit anderen Prozessen, wie zum Beispiel Litho, kombinieren lässt.“
C2: „Was macht die Vorteile von Flexo im Bezug auf Kleinserien aus?“
J. Westcott: „Hier sehe ich vor allem die angesprochenen kurzen Einrichtungs-zeiten und die reduzierten Kosten für den Verbraucher als Hauptargumente. Da Unternehmen um die neueste Werbung oder den neuesten Werbeslogan für ihre
Produkte konkurrieren, werden Drucker-hersteller zunehmend zu Kleinserien gedrängt, wodurch Einrichtungszeiten und Materialabfall unweigerlich immer wichtiger werden. Bei Kleinserien und regelmäßigen Auftragswechseln ist eine einfache Handhabung absolut entschei-dend. Das Druck- und Converting-System unserer Gamma-Serie wurde unter diesem Gesichtspunkt entwickelt. Durch die Flachbett-Stanzmaschine FDC-510, die direkt an die Maschinen angeschlossen ist, ist es außerdem möglich, Druck, Block-schnitt, Falzen und Prägen von Kartons in einem einzigen Arbeitsgang abzuarbeiten.“
Die Gamma Flexo-Presse mit vollem Servo-Antrieb und angeschlossener FDC-510
Flachbett-Stanzmaschine
SchaumschlägerWir mögen Aufmerksamkeit. Aber nicht um jeden Preis. Darum erzählen wir nichts, wir erklären. Und liefern solide technische Lösungen.
Ahauser Gummiwalzen.Den Schritt voraus!
Ahauser GummiwalzenLammers GmbH & Co. KGHeisenbergstraße 8D-48683 AhausTelefon: +49(0)2561 · 9385-0Telefax: +49(0)2561 · [email protected]
4. Anz.AGW_Schaumschläger_185x60.indd 1 24.02.12 11:45
VERPACKUNGSDRUCK | MARKTBERICHT
Jeremy Westcott

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland38
C2: „Warum haben sie sich dazu ent-schieden, vor allem den Markt für flexible und Karton-Verpackungen zu bedienen?“
J. Westcott: „Wir haben auf den Märkten für flexible Verpackung und Karton ein riesiges Wachstumspotenzial erkannt und seither ein Nischenprodukt erforscht und entwickelt, das den Flexo-Druck und einen angeschlossenen Flachbett-Blockschnitt kombiniert, was für diese Art von Produktion ideal ist.
Natürlich stellen wir auch Maschinen für eine breite Palette von anderen Anwendungen her, dazu gehören Etiketten, Schrumpfhülsen, Telekom-Wertkarten und RFID-Produkte. Neben unseren Produkten der gehobenen Klasse verfügen wir mit der Gamma und dem FDC-510 jetzt zusätzlich über kostengünstige Alternativen für diesen Sektor.“
C2: „Wodurch zeichnet sich Ihre Flexo-Technologie Ihrer Meinung nach besonders aus?“
J. Westcott: „Unsere modular aufgebauten Flexo-Pressen sind vor allem auf ‚Zukunftssicherheit‘ ausgelegt und so gebaut, dass sie jederzeit aufgerüstet werden können. Wenn die Anforderungen und die Nachfrage steigen, können zusätzliche Stationen wie digitale Prägung, Folierung und Laminierung hinzugefügt und andere Verfahren kombiniert werden.
Unsere Pressen können mit einem breiten Spektrum von Medien und
Oberflächen arbeiten. Die Gamma beispielsweise kann empfindliche Medien von 12 µ-Folien bis zu 600 µ-Karton hand-haben, so dass die Vielfalt an möglichen Anwendungen praktisch endlos ist. Durch die Fortschritte, die im Bereich Flexo in den letzten Jahren gemacht wurden, müssen sich die Ergebnisse heute nicht mehr vor dem Offset-Druck verstecken.
Dazu kommt noch, dass das Flexo-Verfahren viel schneller ist. So kann ein Auftrag in wenigen Tagen gedruckt, veredelt und an den Kunden ausgeliefert werden, was ganz nebenbei noch die Kosten für die Lagerhaltung senkt.“
C2: „Wird Flexo auch den anspruchs-vollen Standards der Lebensmittel- und Pharmabranche gerecht?“
J. Westcott: „Für diese Branchen spielt beispielsweise die Farbbestän-digkeit eine sehr große Rolle. Für die Lebensmittelbranche werden außerdem Tinten mit niedriger Migration verwendet. Für die Herstellung von Verpackungen für die Arzneimittel-Industrie eignet sich Flexo-Druck meiner Meinung nach ideal, da die Anforderungen für die Inline-Produktion in einem Arbeitsgang wie gemacht sind.“
C2: „Sie haben mehrmals über die große Flexibilität und die hohe Geschwindigkeit, die Flexo beim Auftragswechsel bietet, gesprochen. Können Sie das etwas genauer erläutern?“
J. Westcott: „Bei einem Auftrag mit Sechsfarb-Druck fallen bei der Einstellung der FL-350 nur 16 m Ausschuss an. Ein voller Farbwechsel einer Druckstation kann in weniger als 70 Sekunden durchgeführt werden. Die gleichen Zeiten gelten auch für die Gamma, hier bieten die Servo-Antriebe eine sehr genaue Bahnsteuerung, was zu einer sehr hohen Qualität beim Druck und Veredeln führt. Die Bereitstellung erfolgt rasch, da das Vorregistrierungssystem den Zylinder lokalisiert, bevor der Druck beginnt. Durch die Farbverwaltung in der Presse kann die Tintenpfanne auch dann entfernt werden, wenn der Druckkopf vollständig eingestellt ist.“
C2: „Denken Sie, dass der Flexo-Druck im Verpackungsdruck auch da erfolgreich sein kann, wo bisher andere Druckverfahren die ‚Platzhirsche‘ sind?“
J. Westcott: „Während der diesjährigen drupa hatten wir auf jeden Fall das Gefühl, dass Flexo immer beliebter wird. Ein Hauptgrund hierfür ist sicherlich die Qualität des Drucks, die es mittlerweile problemlos mit dem Offset-Druck aufnehmen kann. Wir haben auf der drupa eine Menge Verpa-ckungsfirmen getroffen, die Offset benutzen, und die sich stark für einen Wechsel zu Flexo interessierten, nachdem sie die Ergeb-nisse gesehen haben. Dazu kommen noch die schon angesprochenen Kostenvorteile von Flexo gegenüber Offset. Ich denke wirklich, dass Flexo sich in den nächsten Jahren sehr positiv entwickeln wird.“
Die Flachbett-Stanzmaschine FDC-510
MARKTBERICHT | VERPACKUNGSDRUCK
Eine Detailaufnahme der FL-350

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 39
USA | LänderfokUS
„Floriert die europäische Converting-Branche, geht es auch uns gut!“C2-Interview zu aktuellen Trends und Herausforderungen des US-Converting-Marktes
Neben dem eigenen Kontinent stellt der amerikanische Markt für viele europäische Converting-Unter-
nehmen – egal ob Maschinenbauer und End-User – den größten und attraktivsten Wirtschaftsraum dar. Doch welche Heraus-forderungen und Perspektiven bietet er wirklich? C2 sprach mit Bob Connelly, Präsident von AIMCAL und Geschäftsfüh-rer der Madico, Inc., und Dr. Ed Cohen, langjähriger Berater von AIMCAL.
C2: „Herr Connelly, Herr Dr. Cohen, nachdem auch die europäische Conver-ting-Branche unter den Auswirkungen der Weltwirtschaftskrise zu leiden hatte, zeigen aktuelle Umfragen von C2, dass der Großteil der befragten Unternehmen wieder äußerst positiv in die Zukunft blickt und teilweise bereits beachtliches Wachstum verzeichnet bzw. erwartet. Wie sieht die aktuelle Situation der amerikanischen Converting-Branche aus?“
Bob Connelly: „Ich denke, ‚vorsichtiger Optimismus’ beschreibt die Situation der amerikanischen Converting-Industrie am
besten. Allerdings wird dieser Optimismus durch die Tatsache gedämpft, dass wir uns im Jahr der amerikanischen Präsi-dentschaftswahl befinden, deren Ausgang noch zahlreiche Unwegbarkeiten mit sich bringen wird. Als AIMCAL nehmen wir ja regelmäßig an Branchenveranstaltungen und Messen auf beiden Kontinenten teil. Aus dieser Erfahrung kann ich sagen, dass unsere beiden Wirtschaftsräume doch sehr ähnlich ‚ticken’ und wir – mit kleinen Abweichungen – die gleichen Geschäftsansätze verfolgen. Ich würde sogar soweit gehen zu sagen, dass, wenn die europäische Converting-Branche floriert, es auch den Converting-Unternehmen in den USA gut geht.“
C2: „Gibt es aus Ihrer Sicht technolo-gische oder qualitative Unterschiede zwischen amerikanischen und europäi-schen Verfahren und Anwendungen?“
B. Connelly: „Nein, ehrlich gesagt, sehe ich keinen wesentlichen Unterschied, aber sehr wohl einige Feinheiten, die sicher auch damit zu tun haben, dass
die europäischen Ökonomien schon seit Jahrhunderten sehr erprobt und erfolgreich darin sind, sich im globalen Wettbewerb zu behaupten und darin den Amerikanern etwas voraus haben. Ich denke aber, dass es heute keine geographischen Grenzen mehr für neue Technologien gibt. Insofern sehen wir unsere Ausgabe als Industrieverband auch darin, international die besten Kommunikations- und Kon-taktmöglichkeiten zum Austausch neuer Technologien und Verfahren anzubieten.“
Dr. Ed Cohen: „Ja, das sehe ich ganz genauso. Technologie-Informationen werden heute zwischen amerikanischen und europäischen Unternehmen frei ausgetauscht, und das per Mail, Internet, Videokonferenz, Blogs, Fachzeitschriften, Tagungen oder Messen. Insofern können sich technologische Neuheiten heute schnell und ohne längere Übernahme-zyklen weltweit durchsetzen.“
C2: „Welche ist aus Ihrer Sicht die größte Herausforderung, der sich Maschinenbauer heute – nicht nur in den USA – stellen müssen?“
B. Connelly: „Nun, Maschinenbauer und Anwender sehen sich letztlich mit der gleichen wettbewerbsintensiven Ausgangssituation konfrontiert. Aus meiner Sicht ist für beide Seiten das ‚Hurry up and Wait‘-Phänomen eine der größten Heraus-forderungen. Dabei wechseln sich Phasen maximaler Produktionsleistung mit Phasen ab, in denen es bis zur Auftragserteilung oder der endgültigen Freigabe von Finanz-mitteln zum relativen Stillstand kommt. ‚Fetten’ Monaten folgen ‚magere’ … Konstante und kalkulierbare Produktions-zyklen gibt es unter diesen Bedingungen kaum noch. Daher kommt der Verwaltung von Ressourcen und Auftragsüberhängen eine besonders große Bedeutung zu.“
Dr. Ed CohenBob Connelly

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland40
Länderfokus | usA
Dr. E. Cohen: „Eine weitere Heraus-forderung sehe ich in der steigenden Nachfrage nach Pilotbeschichtungs- und Laboranlagen für kleine Volumen, zu niedrigen Preisen. Da diese Anlagen keine Standarddesigns sind, stellen sie höchste Ansprüche an eine flexible und effiziente Maschinenplanung.“
C2: „Als Industrieverband haben Sie einen hervorragenden Überblick über die neuesten Maschinen- und Produktlösungen. Was sind aus Ihrer Sicht die Haupttrends in den USA?“
B. Connelly: „Ich beobachte eine deutliche Entwicklung weg von der starken Fokussierung auf die Verpackungsindustrie hin zu attraktiven neuen Märkten, wie z. B. den Bereich Printed Electronics und Batteriefolien.“
Dr. E. Cohen: „Aus meiner Sicht kristal-lisieren sich mehrere Trends heraus: Zum einen besteht in einigen neuen Märkten ein erhöhter Bedarf an kostengünstigen und effizienten Beschichtungsmaschinen für R2R-Anwendungen. Angesichts der vielfältigen Produktanforderungen müssen diese Anlagen äußerst flexibel sein. Daher werden verstärkt modulare Beschichtungsanlagen, bei denen die Hauptkomponenten schnell und einfach ausgetauscht werden können, nachgefragt werden. Da
zukünftig noch dünnere Substrate und Beschichtungen zum Einsatz kommen werden, rechne ich mit neuen, extrem hohen Ansprüchen hinsichtlich der Maschinen- und Produktionsqualität.“
C2: „Welche Branchen sind für Maschi-nenbauer besonders vielversprechend?“
Dr. E. Cohen: „Naheliegenderweise bieten vor allem die Bereiche, in denen R2R-Verfahren zur Anwendung kommen, hervorragendes Wachstumspotenzial. Einige Beispiele dafür sind Solarplatten, Batterien, gedruckte Elektronikschaltkreise, Brennstoffzellen, smarte Etiketten und medizinische Anwendungen wie etwa Diagnose- und Überwachungspflaster sowie Medikamenten-Abgabesysteme.“
C2: „Welche Märkte sind geographisch aus Ihrer Sicht für die amerikanische Converting-Branche am attraktivsten?“
B. Connelly: „Ich sehe derzeit ganz klar die größte Nachfrage nach Maschinen und Anlagen in Asien.“
Dr. E. Cohen: „Berücksichtigt man die weltweit schwierigen aktuellen Wirtschaftsbedingungen, bin ich mir nicht sicher, ob es in diesem Sinne eine wirklich ‚attraktive’ Region gibt. Von den Wachs-tumsperspektiven her gesehen, ist Chinas Attraktivität sicherlich ungebrochen.“
C2: „In der europäischen Converting- und Verpackungsbranche gibt es eine breite Debatte über Themen wie Nachhaltigkeit, biologisch abbaubare Folien oder umweltfreundliche Ver-packungslösungen. Wird eine solche Diskussion auch in den USA geführt?“
B. Connelly: „Europäische Hersteller sind in diesen Fragen allen anderen eine Nasenlänge voraus und spielen eine abso-lute Vorreiterrolle. Das hat – wie bereits erwähnt – etwas mit der Reife und Kulti-viertheit der europäischen Gesellschaft und Geschäftswelt zu tun. Globale Endverbrau-cher haben jedoch in den letzten Monaten eine starke Rolle dabei gespielt, auch in den USA eine größere Aufmerksamkeit auf Fragen wie Nachhaltigkeit und umwelt-freundliche Verfahren und Materialien zu lenken. Als AIMCAL versuchen wir, diesen Prozess durch Schulungen und Diskus-sionsangebote aktiv mit zu gestalten.“
Dr. E. Cohen: „Ja, ich denke, diese Debatte steht mittlerweile auch in den USA auf der Tagesordnung. Es gibt inzwischen einen breiten Konsens darüber, dass es mehr umweltfreundliche Produkte und Verfahren geben muss! Die Nachfrage danach steigt stetig. Gleichzeitig aber gibt es in Amerika nach wie vor die weit verbreitete Annahme, wir würden über schier unbegrenzte Ressourcen verfügen, die keines besonderen Schutzes bedürfen. Die USA hat hinsichtlich des Umweltschutzes sicher eine sehr unschöne Geschichte, aber ich glaube, dass die derzeitige schwache Wirtschaftslage und die radikale Veränderung im Wettergesche-hen das Verständnis für die Notwendigkeit einer ‚grünen Wirtschaft’ erhöhen.“
AIMCAL wurde 1970 als internationaler Interessensver-band von Unternehmen, die in der Beschichtungsindustrie tätig sind, gegründet.
Madico ist einer der weltweit führenden Folienveredler mit Hauptsitz in Woburn (MA).
InfORmATIOn
Interessierte Besucher auf der ICE USA 2011

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 41
USA | LÄNDERFOKUS
Der direkte Draht zum KundenWie der „American Way“ auch in Europa erfolgreich sein kann
Im Gespräch mit C2 berichtet Helge Birkwald, Verkaufsleiter Europa der auf die Produktion von Komponenten
zur Bahnzugregelung spezialisierten Montalvo Corporation, über die Herausforderung, als amerikanisches Unternehmen einen effizienten Vertrieb in Europa aufzubauen und die Unter-schiede zwischen europäischer und amerikanischer Unternehmenskultur.
C2: „Herr Birkwald, 2010 hat Montalvo sei-nen europäischen Vertrieb vom klassischen System über Händler und Vertretungen auf einen direkten Verkauf umgestellt. Wie sieht Ihr bisheriges Fazit aus?“
Helge Birkwald: „Ja, die Umstellung fand Ende 2010 statt, wir arbeiten also seit gut 18 Monaten in dem neuen System und bis zu diesem Zeitpunkt wurden alle unsere Erwartungen übertroffen. Von unserem europäischen Vertriebs- und Supportbüro sind wir in direktem Kontakt mit Kunden in ganz Europa und darüber hinaus. Das Gebiet reicht von Schweden und Finnland im Norden über Russland, Polen, Ungarn und die Türkei im Osten bis hin zu Israel, Saudi Arabien und Nordafrika und wieder zurück nach Europa. Hier decken wir Spanien, Italien,
Schweiz, Österreich, Frankreich und natürlich Deutschland ab. In BeNeLux und Großbritannien arbeiten wir sehr gut mit den Handelsvertretungen Meefil (NL) und Arrowhive Equipment (GB) zusammen.“
C2: „Warum haben Sie sich dazu entschie-den, diesen Weg gerade im hart umkämpf-ten europäischen Markt zu gehen?“
H. Birkwald: „Montalvo ist zwar ein amerikanisches Unternehmen, aber mit
seinem 65-jährigen Jubiläum in diesem Jahr ist es auch ein globales Unternehmen. So haben wir neben dem Hauptsitz in Gorham, Maine, und der Vertriebszentrale Europa auch einen Vertriebsstandort in Shanghai. Ob hart umkämpft oder nicht, wir müssen in Europa ‚mitspielen‘. Unsere Kunden operieren weltweit und daher müssen auch wir unser gesamtes Angebot von der Bahnzugregelung über Ersatzteile bis hin zum technischen Support weltweit anbieten.“
C2: „Ist eine direkte Kundenbetreuung in Europa denn besonders wichtig?“
H. Birkwald: „Ich bin nicht sicher, ob eine direkte Kundenbetreuung in Europa tatsächlich von größerer Bedeutung ist als in anderen Märkten. Wir haben uns aus einer globalen Perspektive heraus dazu entschlossen, diesen Weg zu gehen. Weltweit suchen die Unternehmen verstärkt den direkten Kontakt zu Herstellern. Das Internet gewinnt auch bei der Warensuche immer mehr an Bedeutung. Dazu kommen die wachsenden sprachlichen Fähigkeiten rund um den Globus. Ich denke wir tun gut daran, diesen Trends Rechnung zu tragen und zu versuchen, den Kunden näher zu kommen. Das heißt ja nicht,
Helge Birkwald

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland42
Länderfokus | usA
dass wir grundsätzlich auf die Zusammenarbeit mit Händlern und Vertretungen verzichten. In den USA tun wir dies übrigens nach wie vor sehr erfolgreich.“
C2: „Haben Sie grund-sätzlich den Eindruck, dass sich Ihr Kundenkontakt durch die Vertriebsumstel-lung weiter verbessert hat?
H. Birkwald: „Ja, auf jeden Fall. Der direkte Draht zum Kunden ermöglicht uns nun eine kürzere Reaktionszeit auf Anfragen und bei technischen Dienstleistungen. So bekommt der Interessent unmittelbar die Antworten, die er sucht, oder das Angebot, das er benötigt. Umgekehrt bekommen wir bei Montalvo die Informationen vom Markt direkt und ungefiltert und können so unsere Produkte und Dienstleistungen noch besser und schneller den Markterfordernissen anpassen.“
C2: „Gibt es denn auch Teilbereiche, in denen es noch nicht so richtig ‚rund’ läuft?“
H. Birkwald: „Ich habe den Eindruck, die gesamte Umstellung ist sehr gut gelaufen. Es gibt höchstens noch kleinere Probleme. Die Kommunikation mit den Kunden und die gesamte Logistik sind mittlerweile eingespielt und erprobt. Haben unsere Kunden technische Probleme, können wir sehr kurzfristig vor Ort sein. Da wir mit erfahrenen Partnerfirmen zusammen arbeiten ist gewährleistet, dass wir europaweit präsent sind und überall den gleichen hohen Servicestandard bieten. Derzeit liegt unser Hauptaugenmerk auf der Anpassung der Kapazitäten, denn in Anbetracht der steigenden Nachfrage werden wir in den kommenden Jahren weiteres Personal benötigen. So suchen wir derzeit beispielsweise neue Mitarbeiter für den Vertrieb und Kundensupport in Deutschland.“
C2: „Welche Reaktionen gibt es von Seiten Ihrer Kunden auf die neue Vertriebs- und Service-Struktur?“
H. Birkwald: „Nun, die Maschinenbauer schätzen natürlich den direkten Kontakt, da
sich unsere Komponenten problemlos in deren Technik integrieren lassen müssen. Durch die kürzeren Kommunikationswege können wir Missverständnisse und Unklarheiten besser vermeiden. Der Einkauf freut sich auch über den direkten Handel, da die Zwischenhändlerkosten wegfallen. Diese Tatsache ist auch für Maschinenanwender und Produkti-onsbetriebe von großem Interesse.“
C2: „Welche Besonderheiten bietet der europäische Markt für ein amerikanisches Unternehmen?“
H. Birkwald: „Generell betrachtet bieten die Vielfalt von Sprachen und Kulturen in Europa und der Überseehandel an sich eine Vielzahl von Herausforderungen. Außerdem werden große Ressourcen für Detailaufgaben, z. B. die Konvertierung von Zoll ins metrische System, die technische Dokumentation, die von der EU bestimmten technischen Richtlinien oder die CE-Kennzeichnung, gebunden. Sicherlich gibt es zwischen Europa und den USA auch Unterschiede in punkto Qualität und Design. So wundern sich die Amerikaner beispielsweise oft über die sehr hohen Anforderungen an den europäischen Maschinenbau.“
C2: „Gibt es nach Ihrer Erfahrung grundsätzliche Unterschiede zwischen der europäischen und amerikani-schen Unternehmenskultur?“
H. Birkwald: „Europäische Unterneh-men sind typischerweise mehr am Detail interessiert, während die amerikanischen schnelle Lösungen suchen, ohne sich dabei in ‚nitty gritty‘-Kleinigkeiten zu verlieren. Ein anderer Unterschied liegt
in der Kommunikation. In Europa ist man direkter und kommt schneller zur Sache. In den USA ist man eher unverbindlich und redet schon mal um den ‚heißen Brei‘ herum. Was die Unternehmenskultur betrifft, so ist Montalvo eher untypisch. Wir sind seit über 50 Jahren auf dem Weltmarkt aktiv, entsprechend ist auch unsere Art zu handeln und zu kommunizieren interna-tional. So haben wir bei Neuentwicklungen nicht nur den amerikanischen Markt, sondern natürlich auch die Anforderungen der Europäer und der Chinesen im Blick.
Betrachtet man die Converting-Industrie an sich, sind die kulturellen Unterschiede ohnehin nicht so groß. Letztlich sind die Anforderungen weltweit immer die gleichen: Es geht um die Funktionalität der Maschinen, Materialqualität und Effizienz.“
C2: „Was heißt es eigentlich für Sie persönlich, als Europäer für ein ameri-kanisches Unternehmen zu arbeiten?“
H. Birkwald: „Das ist eine gute Frage! Ich selbst, als Deutscher mit Wohnsitzt in Dänemark, der aus einer international aktiven Familie stammt, hatte keine Probleme, mich auf eine amerikanische Firma einzustellen. In meinem konkreten Fall war die Firma Montalvo auch schon ‚Europa-erfahren‘. Das Besondere liegt im Grund in dem kulturellen Verständnis, besonders der zwei schon genannten Hauptpunkte: europäische Detailkultur / amerikanische ‚schnelle Lösungen‘ und in der Kommunikation ‚Europa direkt‘ / ‚USA indirekt‘. Das muss man wirklich verstehen, um Missverständnisse vermeiden und die Kollegen effektiv motivieren zu können. Nur so kann die Zusammenarbeit mit den Kunden reibungslos ablaufen.“
Der Firmensitz von Montalvo in Gorham, Maine
Kraftmessdosen aus Montalvos ES-Serie

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 43
USA | LänderfokUS
Reibungslose IntegrationEin Jahr nach der Übernahme von INATEC durch die amerikanische ITW Dynatec wurden die meisten der gesetzten Ziele bereits erreicht
Die Meldung, dass die Langenfelder INATEC GmbH von der amerikanischen ITW Gruppe übernommen wird, kam relativ überraschend. Ein
Jahr später zieht C2 gemeinsam mit Christof J. Schotten, Geschäftsführer der INATEC GmbH, eine erste Bilanz.
C2: „Herr Schotten, seit einem Jahr gehört INATEC nun zur ITW Gruppe. Wie sieht Ihre erste Zwischenbilanz aus?“
Christof J. Schotten: „Die Integration ist bereits abge-schlossen und INATEC wirklich gut in die weltweiten Prozesse eingebunden. Viele der erhofften Synergien haben sich schon im Ansatz bestätigt, einige sind sogar schon umgesetzt. So decken wir viele der Module, die wir bisher von Zulieferern bezogen haben, nun aus der eigenen Dynatec-Entwicklung und -Produktion ab.
Das erweitert natürlich die interne Wertschöpfung und bringt unseren Kunden Kosten- und Qualitätsvorteile. Ich muss allerdings auch zugeben, dass die Einbindung der INATEC-Produkte in die weltweite Vertriebs- und Serviceorganisation etwas länger dauert als erhofft. Hier musste und muss noch ein ziemlicher Trainingsauf-wand betrieben werden, damit unsere Schwesterfirmen in Europa, den USA und Asien und auch unsere Händler die Produkte und mögliche Anwendungen technisch verstehen. Dasselbe gilt für die Bemühungen, die Erfahrung, die wir über 20 Jahre aufgebaut haben, an die neuen Kollegen weiter zu geben.“
C2: „Wie sind die Aufgaben heute zwischen INATEC und dem Mutterkonzern verteilt?“
C. J. Schotten: „Durch unseren Umzug von Langenfeld in das Dynatec EMA Headquarters in Mettmann ist die Integration von INATEC abgeschlossen. Eine Aufgabenteilung in dem Sinne gibt es nicht mehr. Dafür aber sinnvolle Synergien. So haben wir die Produktion unserer weltweit vertriebenen Produkte nach Mettmann geholt. Entwicklung, Vertrieb, Marketing und After Sales Support sind mit Dynatec synchronisiert. Im weltweiten Konzern ist Dynatec Mettmann zusammen mit INATEC zum Zentrum der Entwicklung und Fertigung für den Geschäftsbereich Coating & Laminating geworden.“
C2: „Welche Synergien innerhalb der ITW Gruppe können Sie heute positiv nutzten?“

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland44
Länderfokus | usA
C. J. Schotten: „Neben den bereits angesprochenen Modulen, fertigt ITW Dynatec auch Schläuche und Schmelz-geräte im eigenen Haus. Hier bietet die Kombination mit unserer Auftragstech-nologie erhebliche Kostenvorteile und eine breite Palette an Kombinations- und Anwendungsmöglichkeiten für den Nutzer. Auf lange Sicht halte ich die gemeinsame Entwicklungsarbeit, die einen erheblichen Erfahrungsschatz auf beiden Seiten zu neuen Produkten und Lösungen für unsere Kunden zusammenbringt, aber für den wichtigsten Punkt.“
C2: „Bei der damaligen Übernahme wurde betont, dass besonders die INATEC-Breitschlitzdüsentechnik für das hochpräzise Aufbringen von geschlosse-nen Klebstofffilmen und Curtain Coating, weiter entwickelt werden sollte. Was hat sich seitdem in diesem Bereich getan?“
C. J. Schotten: „Zunächst war es das Ziel, diese Technologie in das Dynatec Portfolio zu integrieren und deren einzigar-tige Produkt- und Anwendungsvorteile mit Hilfe der bestehenden Strukturen für den weltweiten Markt zugänglich zu machen. Hier sind wir unter anderem in den asia-tischen und südamerikanischen Märkten
auf einem guten Weg. Zurzeit arbeiten wir parallel an weiteren Produktvarianten, die das Anwendungsspektrum erweitern und sinnvolle Ergänzungen zu dem bestehen-den Produkt darstellen. Damit sind wir in der Lage, das Thema Nachhaltigkeit und Kostenreduzierung bei der Herstellung von Etiketten, flexibler Verpackung und in anderen interessanten Märkten nochmals einen Schritt weiterzubringen.“
C2: „Wie sieht es für den Bereich der reaktiven Klebstoffe aus? Auch hier wurden ehrgeizige Ziele für den Ausbau globaler Märkte wie technische Textilien, Filter und Automotive formuliert.“
C. J. Schotten: „Diese Ziele sind nach wie vor im Fokus und wir sind ihnen einen guten Schritt näher gekommen. Die Inte gration des INATEC PUR-Beutel-schmelzers ist abgeschlossen. Neben der klebstoffschonenden Verarbeitung der Hotmelts direkt aus der Originalverpackung bietet die Anlage auch die Möglichkeit, niedrige Schmelztemperaturen durch Pressdruck zu fahren. Außerdem können die Beutel gewechselt werden, ohne dass die Maschine stillsteht. Es können auch zir-kulierende Auftragsköpfe für einen präzisen Auftrag und eine schonende Verarbeitung
des Klebstoffes eingesetzt werden. Wir ergänzen hier die Dynatec-Produktpalette im PUR-Segment sinnvoll und verkaufen das Produkt mittlerweile weltweit. Daneben arbeiten wir an wichtigen Entwicklungspro-jekten, die bestimmte Vorteile und Philo-sophien beider Unternehmen zu einem neuartigen Konzept vereinen sollen. Diese Dinge dauern naturgemäß etwas länger als ein Jahr, wir sind jedoch voll im Plan.“
C2: „Gibt es in einem amerikanischen Unternehmen eine andere Unternehmens-kultur oder einen anderen Umgang als in ausschließlich deutschen Firmen?“
C. J. Schotten: „Ja, die amerikanische Unternehmenskultur ist generell anders als die deutsche. Außerdem gibt es bei ITW, unserem Mutterkonzern, noch bestimmte Philosophien, die spezifisch für alle Unternehmen unter dem ITW-Dach verbindlich sind. Hierzu gehört 80/20, das Pareto-Prinzip, nach dem alle Ressourcen auf die wichtigsten Kunden und Märkte gerichtet sein sollten.
Generell sind amerikanische Unternehmen meiner Meinung nach daten- und faktenorientierter. Es gibt viele Statistiken und Prozesse und das Reporting ist ausgeprägter als bei uns. Dafür ist der Umgang weniger formal und recht unkompliziert. Unter dem Strich versuchen wir, die besten Eigenschaften der deutschen und der amerikanischen Unternehmenskulturen zu verbinden.“
Christof J. Schotten
Ein Beutelschmelzer von INATEC

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 45
SAM SUNGAN PAGENDARM | EINBLICK
Nach dem großen Erfolg des letzten Jahres lud die SAM Gruppe vor wenigen Wochen wieder zu einem Open House ein. Nationale und internationale Gäste von mehr
als 20 Firmen waren dem Ruf der Hamburger SAM Sungan Pagendarm GmbH nach Hwasung City, 50 km südwestlich der Hauptstadt Seoul, gefolgt und nutzten die Gelegenheit, neueste Silikon-, Lackier-, Extrusionsbeschichtungs-und Tiefdruckanlagen des Unternehmens in Augenschein zu nehmen.
Einer der Höhepunkte der dreitägigen Veranstaltung war die Präsentation der von den Experten von SAM Sungan Pagendarm entwickelten MPC-Auftragstechnik. Das neue Verfahren für hochpräzise Beschichtungen niedrigviskoser Massen auf wässriger und lösemittelhaltiger Basis wurde live an einer Laboranlage demonstriert. „Das MPC-Verfahren ist präziser, preiswerter in der Anschaffung und hat niedrigere Betriebskosten als jedes andere Rasterwalzenverfahren“, unterstreicht Ralph Pagendarm, Geschäftsführer des Unternehmens, einige Vorzüge der aktuellen Innovation. Dabei zeigten sich besonders die Kunden beeindruckt, die heute konventionell ihre niedrigviskosen Beschichtungen mit Rasterwalzen verarbeiten, unter Umständen mit Reinigungspro-blemen zu kämpfen haben oder die Rasterwalzen wegen häufiger Umstellungen des Beschichtungsgewichts oft wechseln müssen. „Das MPC-Verfahren beschichtet mit einer Glattwalze, auf deren Oberfläche die nasse Beschichtungsmenge mittels Düse und einem gravierten Messer aufgebracht und dann auf die Bahn über-tragen wird. Dosiert wird mit dem Messer!“, erläutert Pagendarm.
Noch in diesem Jahr plant das Hamburger Unternehmen ein Open House, das sich gezielt dieser neuen Technik widmet. „Wir haben hier auf unserem Open House schon extrem positive Resonanz auf unsere Innovation bekommen. Unsere Kunden haben besonders die hohe Fertigungsqualität bei SAM Korea gelobt, die einen Vergleich mit dem deutschen oder Schweizer Maschinenbau nicht zu scheuen braucht. Das Interesse ist riesig, vor allem im Verpackungsbereich.“
Kundenvorteil durch Vorab-MontageInsgesamt waren in Hwasung City fünf Maschinen in der
Endmontage bzw. kurz vor der Auslieferung zu sehen. Wie beim koreanischen Maschinenbauer und dem deutsch-koreanischen
Joint Venture üblich, wird jede Maschine vor Auslieferung komplett aufgebaut und einer umfangreichen inhouse-Erprobung unter-zogen. Das schließt nicht nur den Trockenlauf inkl. vollständiger Inbetriebnahme der Wickler ein, sondern umfasst auch die Erprobung der Auftragswerke. „Im Gegensatz zu zahlreichen europäischen Maschinenbauern sind wir davon überzeugt, dass sich der Aufwand des inhouse-Aufbaus wirklich auszahlt und durch kürzere Montagezeiten vor Ort einen deutlichen Nutzen für unsere Kunden mit sich bringt“, ist sich Dong-Seong Shin, Geschäftsführer von SAM Sungan Machinery, sicher.
Ein Blick in die Montagehalle von SAM Sungan Machinery
Dosiert wird mit dem Messer!SAM Sungan Pagendarm präsentierte neue MPC-Auftragstechnik beim Open House in Korea
Beheizte Klingenschieber mit und ohne Halter oder pneumatisch- beheizte Klingenhalter
Schlauchschlitzvorrichtung für Blasfolien auch mit beheizter Klinge
Verschiedene Industrie- und Cello-Klingenhalter für den Folienlängsschnitt
Vertrieb für Deutschland Süd:
BS Industrievertretungen
Burkhard Schaab e.K.
Gaußstrasse 5 / D-31787 Hameln Klemmertstraße 46 / D-71088 Holzgerlingen
Telefon: +49 (0) 51 51/674 53 Telefon: +49 (0) 70 31/74 49 46
Telefax: +49 (0) 51 51/674 63 Telefax: +49 (0) 70 31/60 49 65
Web: www.engel-hameln.de Web: www.bs-industrie.de
Mail: [email protected] Mail: [email protected]
Die Open-House-Besucher kamen aus ganz Asien

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland46
Warum „billig“ am Ende teuer sein kannC2 sprach mit Jan Eisby, Vetaphone A/S, über vermeintlich preiswerte Anschaffungen, verdeckte Folgekosten und realistische Preiskalkulationen
„Leute, achtet auf die Gesamtbe-triebskosten! Das ist schon seit Jahrzehnten unser Mantra, man
kann es gar nicht oft genug sagen“, stellt Jan Eisby, Sales Director der dänischen Vorbehandlungsexperten der Vetaphone A/S, Kolding, augenzwinkernd fest, als wir ihn am Rande der drupa 2012 treffen. Oft gehe es bei den Kaufentscheidungen der Kunden jedoch in erster Linie um den ‚nackten’ Preis einer Anschaffung, weiß er. „Aus meiner Erfahrung empfiehlt es sich jedoch, bei der Anschaffung einer Corona-Station nicht nur auf den Preis zu achten, sondern auch Fragen wie die Lebensdauer, Instandhaltungskosten und Stillstandszeiten, eben die Gesamt-betriebskosten zu berücksichtigen.“
Angesichts der hohen Leistungsan-forderungen an heutige Technik könne sich „Billig-Equipment“ dabei sehr schnell als Bumerang erweisen. „Eine Ausrüstung, die im ersten Augenblick preiswert erscheint, kann bei späteren Problemen ein Fass ohne Boden werden. Schnell kann man sich an einer solchen Investition auch gründlich ‚überheben’.“
Die dann auftretenden Stillstandszeiten seien nicht nur extrem ärgerlich, sondern dabei würden auch Ressourcen, Arbeits-zeiten und natürlich Geld verschwendet, argumentiert Eisby. „Um wettbewerbsfähig zu sein, ist es für unsere Kunden uner-lässlich, ihre Anlagen so lange und so oft wie möglich auf Höchstgeschwindigkeit laufen lassen zu können.“ Selbstbewusst
ist der Däne davon überzeugt, mit dem Schnellwechselmodul Quick Change genau die richtige Lösung dafür parat zu haben. „Wir haben in den letzten Monaten große Anstrengungen unternommen, Quick Change noch zuverlässiger zu machen und die Instandhaltung weiter zu vereinfachen.“
Nach Aussagen von Eisby gehören Instandhaltungszeiten für die Elektroden dank der robusten Wechselkassette Quick Change der Vergangenheit an. Darüber hinaus sorgt die automatische Leistungsdichteverteilung dafür, dass – unabhängig von sich ändernden Bahn-geschwindigkeiten – immer genau die richtige Corona-Leistung abgegeben wird.
Nach Aussagen von Eisby war die VE1C-Corona-Station eines der Vetaphone-Highlights der diesjährigen drupa, einer der erfolgreichsten überhaupt in der Unternehmensgeschichte. Noch nie habe man so viele direkte Aufträge generieren können wie diesmal. Bei unserem Besuch am Vetaphone-Stand sprach C2 mit zahlreichen Kunden der Vorbehandlungsexperten und fragte nach, inwieweit die hohen Ansprüche der Dänen der Realität Stand halten.
Zuverlässige ArbeitstiereBei Schur Flexibles, einem der führen-
den europäischen Hersteller von Flexiblen Verpackungen mit Produktionsstandorten in Dänemark, Deutschland, den Niederlan-den und Polen, gehört Vetaphone bereits seit den 1960er Jahren zu den „Haus-und
Hof“-Lieferanten. Alex Holst, Leiter des Extrusions-Departments, zeigt sich dabei besonders von der Beständigkeit und Haltbarkeit der Produkte überzeugt. „Die Corona-Anlagen von Vetaphone gehen einfach nicht kaputt. Sie arbeiten einfach immer weiter, 24 Stunden am Tag, sieben Tage die Woche, Jahr für Jahr. Und sollte tatsächlich einmal etwas nicht in Ordnung sein, können unsere eigenen Techniker das Problem in der Regel lösen. Wir haben bisher noch nie ein Corona-Modul auswechseln müssen, weil es kaputt war, sondern immer nur dann, wenn es durch eine Neuentwicklung abgelöst wurde.“ Die letzte, gerade erneuerte Vetaphone-Corona hatte sage und schreibe 26 Jahre lang ihren Dienst getan.
Im Jahr 2004 hat sich mit Hatzopou-lus, Thessaloniki, einer der größten griechischen Folienveredler erstmals für Vorbehandlungs-Equipment „Made in Denmark“ entschieden. Mittlerweile sind Vetaphone-Anlagen bei den Griechen Produktionsstandard. „Uns hat die robuste, einfache Konstruktion – besonders die der Schnellwechselkassette – überzeugt“, betont Ovidios Serb, Technischer Leiter des Unternehmens. „Bis heute wurden wir nicht enttäuscht! Im Gegenteil: Die Corona-Station hat sofort dazu beigetra-gen, einerseits die Instandhaltungskosten und -zeiten, andererseits auch die Fehlerquote unserer Produktion zu reduzieren. Warum sollten wir uns da für etwas anderes entscheiden?“
EINBLICK | VETAPHONE
Jan Eisby vor einer VE1C Corona-Anlage Vetaphone feierte die erfolgreichste drupa aller Zeiten

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 47
C2: „Herr Rossier, Sie haben UNAV 2006 gegründet. In der Coating- und Converting-Industrie sind Sie aber schon deutlich länger aktiv, nicht wahr?“
Pierre-André Rossier: „Ja, das stimmt. Ich habe hier in Fribourg als Projektmanager für Ilford Imaging, einen Anbieter hochwertiger Fotopapiere, gearbeitet und war später fünf Jahre lang Geschäftsführer der TSE Troller AG, Murgenthal. Nachdem ich TSE verlassen hatte, habe ich mich mit UNAV hier in Fribourg selbständig gemacht.
Ursprünglich lag unser Fokus auf der Beratung und Prozessentwicklung. Seit zwei Jahren bieten wir nun auch unsere eigenen Produkte, vor allem Beschichtungsdüsen – hier in erster Linie slot dies – an. Da wir uns in den letzten Monaten sehr gut entwickelt haben, wollen wir UNAV nun gezielt weiter ausbauen.“
C2: „Damit meinen Sie sicher nicht nur einen personellen Ausbau, sondern auch eine Erweiterung Ihres Portfolios?“
P.-A. Rossier: „Ja, richtig. Wir haben beispielsweise gerade damit begonnen, auch Beschichtungslinien und -stationen für die Beschichtung von Glas- und Substratplatten anzubieten.“
C2: „Heißt das, dass Sie die Beschich-tungsanlagen auch selbst fertigen?“
P.-A. Rossier: „Nein, wir konzipieren und designen diese Anlagen in enger Zusammenarbeit mit Partner und Zulieferern und natürlich Maschinen-bauunternehmen aus Deutschland, der Schweiz und Japan. Was wir aber liefern ist das Herzstück einer Beschichtungsanlage, den Kern des Ganzen wenn Sie so wollen, und das ist das präzise Beschichtungswerkzeug.“
C2: „Sind Sie dabei auf bestimmte Beschich-tungsverfahren oder Materialien spezialisiert?“
P.-A. Rossier: „Ja, bisher sind wir auf Schlitzdüsen und die damit realisierbaren Beschichtungsverfahren fokus-siert. Darüber hinaus bieten wir auch Beschichtungsdüsen für die Vorhangbeschichtung an und decken dabei eine breite Palette an realisierbaren Fließ-eigenschaften, Filmdicken und Beschichtungsgeschwindig-keiten ab. Kaskadendüsen für mehrschichtige Anwendungen runden unser Angebot ab. Der schnell wachsende Bereich der gedruckten Elektronik, organischen Photovoltaik und OLEDs mit seinen Anforderun-gen an sehr präzise, dünne Beschichtungen ist derzeit der interessanteste Markt für uns. In diesen Industriebereich haben wir bereits zahlreiche Beschichtungseinheiten ausgeliefert, die in große Beschichtungslinien verbaut wurden. Um auch den Bedarf nach kleineren Laborbeschichtern zu bedienen, sind wir gerade dabei, unsere Beschichtungswerkzeuge an diese Anforderungen anzupassen.“
C2: „Was einfach klingt, aber extrem anspruchsvoll ist…“
P.-A. Rossier: „Ja, Sie haben Recht. Kleinere Beschichtungseinheiten und -linien müssen die gleiche Präzision und Zuverlässigkeit bieten wie große Anlagen. Sind sie zudem noch für den Einsatz in F&E-Abteilungen gedacht, müssen
sie auch für eine große Bandbreite an Verfahren und Viskositäten geeignet sein. Dieser Bereich ist wirklich eine große und reizvolle Herausforderung für uns.“
C2: „Noch eine letzte Frage. Welche geografischen Märkte hat UNAV im Visier?“
P.-A. Rossier: „Neben dem Schweizer Markt sind dies vor allem Deutschland, BENELUX, Skandinavien und Großbritannien. Was den inter-nationalen Markt betrifft, ist Japan für uns von besonderer Bedeutung.“
UNAV | EINBLICK
Das Herz einer AnlageMit der UNAV S.A. schickt sich ein weiteres Schweizer Unternehmen an, sich im Bereich der Herstellung von Beschichtungswerkzeugen zu etablieren. C2 sprach mit Geschäftsführer Pierre-André Rossier über dessen ehrgeizige Pläne
Pierre-André Rossier (links) und Ingenieur Maurice Dupré
Eine der neuesten Schlitzdüsen von UNAV für
OLED-Anwendungen

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland48
Fast 100 Entscheidungsträger von Maschinenbauern, Anwendern und Zulieferern unserer Industrie versam-
melten sich vor wenigen Wochen wieder zum Converting Summit, dem Gipfeltref-fen der Branche im Hotel Hafen Hamburg!
Sie staunten nicht schlecht, als gleich die ersten Referenten der zweitägigen Kon-ferenz das Thema der Veranstaltung „Wege zu mehr Nachhaltigkeit und Effizienz“ gründlich gegen den Strich bürsteten. So sorgte bereits der Eröffnungsredner Prof. Michael Braungart mit den provokanten Thesen seiner „Cradle-to-Cradle“-Theorie für reichlich Gesprächsstoff. Braungart ist nicht nur Mitbegründer von Greenpeace, sondern auch ein äußerst kritischer Begleiter und „Querdenker“ der weltweiten Öko-Bewegung.
Prof. Peter Finke ging mit seiner inhaltlichen Kritik sogar noch weiter und beleuchtete die fatalen Folgen des immer leichtfertigeren Umgangs mit dem Begriff „Nachhaltigkeit“, der seiner Ansicht nach schon längst zur leeren Marketing-Plattitüde verkommen ist.
Auf diese Weise für das Konfe-renzthema sensibilisiert, folgten die Teilnehmer aus Deutschland, der Schweiz und den USA sehr interessiert den Vorträgen führender Vertreter aus Industrie, Unternehmen und Verbänden.
VERANSTALTUNG |
„Querdenken“ ausdrücklich erwünscht!Der Converting Summit 2012 zeigte neue und ungewöhnliche Wege zum Umgang mit den Themen „Nachhaltigkeit und Effizienz“ auf
In der Teilnehmerumfrage erhielt der Converting Summit 2012 hervorragende Noten. Hier das Ergebnis (Grundlage: 59 ausgefüllte Teilnehmer-Fragebögen; Bewertung entsprechend der Schulnoten: 1=sehr gut, 2=gut, 3=befriedigend, 4=genügend, 5=ungenügend):
1,7 Wie bewerten Sie den Converting Summit insgesamt?1,3 Wie hat Ihnen der Veranstaltungsort Hotel Hafen Hamburg gefallen?1,2 Wie waren Sie mit der Organisation des Converting Summit zufrieden?1,3 Wie hat Ihnen das Programm gefallen?
Diese Vorträge erhielten die besten Bewertungen:1,2 Effizienz durch Querdenken (Dieter Lange) 1,5 „Cradle to Cradle“: Das Konzept der optimierten Materialzirkulation und Öko-Effektivität (Prof. Dr. Michael Braungart1,6 Nachhaltig veredeln: Best Practise Beispiele aus der Converting-Branche (Dr. Hermann Onusseit)1,8 Produkte - Prozesse - Prognosen: Zukunftstrends in der Converting-Industrie (Franz Hermann)2,2 Nachhaltigkeit auf dem Prüfstand: Erfahrungen und Erkenntnisse eines deutschen Folienveredlers (Dr. Kurt Stark)
Schon jetzt vormerken: Der nächste Converting Summit findet vom 3.-5. Juli 2013 im Hotel Hafen Hamburg statt.
Nähere Informationen unter: www.c2-deutschland.de/summit
InfORmATIOn

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 49
Stimmige Inhalte – attraktives Rahmenprogramm
Ein Highlight des Summit war ohne Zweifel der Vortrag des bekannten Top-Coaches Dieter Lange, der auf extrem unterhaltsame und packende Art eingefahrene Denkmuster aufdeckte und Alternativen durch bewusstes Querdenken aufzeigte. „Die Resonanz auf diesen Vortrag war wirklich überwältigend. Darum haben wir Herrn Lange bereits jetzt zum Converting Summit 2013 eingeladen. Er wird dann einen Kurz-Workshop zum Thema ‚Verkaufen’ halten“, verrät Nora Hermann von Seiten der Veranstalter.
Wie gewohnt bot der Summit auch diesmal ein sehr vielfältiges, attraktives und abwechslungsreiches Rahmenprogramm. So nutzten mehr als 40 Teilnehmer die Gelegenheit zu einer Besichtigung des Airbus-Werks in Hamburg-Finkenwerder und konnten dabei erstmals auch mit dem A380 auf Tuchfühlung gehen. Die erste Halbfinal-Partie der Fußball-EM verfolgten die Summit-Besucher gemeinsam in der Electrolux-Lounge des FC St. Pauli. Das Galadinner der Konferenz fand in diesem Jahr auf dem legendären Dreimaster Rick-mer Rickmers im Hamburger Hafen statt. Auch wenn die Abendstimmung durch die Niederlage der deutschen Mannschaft gegen Italien etwas getrübt wurde, tat dies der Begeisterung über die besondere Stim-mung auf dem historischen Segelschiff und die vielfältigen Möglichkeiten zum Knüpfen neuer Kontakte keinen Abbruch.
Leider konnte auch die Unterstützung von
Guido und Thomas Lebbing (beide Lebbing
engineering & consulting) das Ausscheiden
der deutschen Nationalmannschaft nicht
verhindern
| VERANSTALTUNG
Auf Einladung von JHT und Neo System Tec
begrüßte der Entertainer und Clown
Wolfilino die Gäste an Bord.
Hier im Bild: Dr. Kurt Stark und Gregor
Schleicher (beide Buergofol)
Dr. Tarik Vardag und Michael Schmalz (beide Kroenert) beim Get-Together in der Electrolux-
Lounge des FC St. Pauli
Wie alle Referenten musste sich auch Dieter Lange den kritischen Nachfragen der
Konferenzteilnehmer (hier Christian Wiesner, Plasmawerk) stellen
Gregor Ungricht, Holger Meyer und
Clauss-Ulrich Höschele

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland50
MESSEN | VORSCHAU
Restlos ausverkauft!Mehr als 1.400 Aussteller präsentieren auf der diesjährigen FachPack ihre Produkte und Lösungen aus den Bereichen Verpackung, Technik, Veredelung und Logistik
Überall ist die Rede von der großen Krise. Staaten kommen nicht mehr mit ihren Schulden zurecht und die
Wirtschaft vieler Länder schwächelt. Die Verpackungsbranche jedoch scheint sich diesen Entwicklungen bisher entziehen zu können. Zumindest wirkt es so, wenn man mit den Veranstaltern der von 25. bis 27. September in Nürnberg statt-findenden FachPack spricht. Mit 1.400 Ausstellern waren die elf Messehallen bereits zehn Wochen vor Beginn der Veranstaltung komplett ausgebucht. „Dass es eng wird, haben wir schon im Frühjahr gemerkt und rechtzeitig eine weitere Halle eingeplant“, erklärt Heike Slotta, Leiterin Veranstaltungen beim Veranstalter NürnbergMesse GmbH. Mittlerweile ist auch diese zusätzlich elfte Halle vollständig belegt. NürnbergMesse rechnet mit gut 35.000 Fachbesuchern vor allem aus den Bereichen Nahrung/Genuss, Pharma/Kosmetik, Chemie, Druck/Papier/Pappe, verpackungs- bzw. logistiknahe Dienstleistungen, Kunststoff, Automobilbau und -zulieferung sowie Elektrogeräte/Komponenten.
Vielfältiges RahmenprogrammDoch nicht nur die Zahl der Aussteller
ist in diesem Jahr bemerkenswert, auch das Rahmenprogramm ist so breit gefächert wie noch nie. Dazu gehört unter anderem das Forum PackBox das sich mit den Trends und Entwicklungen in der Verpackungstechnik, dem Verpa-ckungsdruck als Kreativmotor, zielgrup-penspezifischem Verpackungsdesign und „Embedded Packaging“ beschäftigt. Außerdem werden Fragen wie „Sollten deutsche Verpackungsmaschinenbauer in China präsent sein?“, diskutiert.
Das Forum Wellpappe wird an zwei Messetagen ökologische Verpackungen in den Fokus rücken, während sich im The-menpark „Verpackung in der Medizintech-nik“ alles um Lösungen aus dem medizi-nisch-pharmazeutischen Umfeld dreht.
Ein für die Converting-Industrie interessantes Thema bündeln die Veranstalter unter dem Titel „Auspacken leicht gemacht“ auf rund 1.000 m² in Halle 8. Hier sollen zahlreiche Beispiele zeigen, wie der Spagat zwischen Pro-duktschutz und Nutzerfreundlichkeit für Industrie und Endverbraucher gelingen kann. Zu den Exponaten gehören Kartons aus Wellpappe mit integrierten Öffnungshilfen oder Sollbruchstellen, Schraubverschlüsse, die sich dank eines neuen Verfahrens problemlos aufdrehen lassen und Kunststoff-Fischdosen mit gesiegeltem Deckel, die beim Öffnen nichts verspritzen. Zu den Ausstellern zählen unter anderem das Fraunhofer-Anwendungszentrum für Verarbeitungs-maschinen und Verpackungstechnik
AVV, die Mondi AG, die MULTIVAC Sepp Haggenmüller GmbH & Co. KG und die Smurfit Kappa GmbH.
Jung und innovativWie schon 2010 macht die FachPack
jungen Unternehmen auch diesmal wieder ein besonderes Angebot: Unterstützt vom Förderprogramm des Bundesministeriums für Wirtschaft und Technologie (BMWi) konnten diese Ausstellungsfläche zu besonders günstigen Konditionen buchen. Aussteller, die dieses Angebot wahrgenommen haben, werden auf einem von NürnbergMesse organisierten und dem Ausstellungs- und Messe-Ausschuss der Deutschen Wirtschaft (AUMA) hin-sichtlich der Exportberatung unterstützten Gemeinschaftsstand vertreten sein.
Datum: 25.-27. September 2012Öffnungszeiten: 9-18 Uhr Dienstag, 25.09. und Mittwoch, 26.09. 9-17 Uhr Donnerstag, 27.09.Veranstaltungsort: Messezentrum Nürnberg, DeutschlandEintrittspreise: Tages-Eintrittsausweis: 30 € Dauer-Eintrittsausweis: 35 € Dauer-Eintrittsausweis im Vorverkauf: 30 €
InfORmATIOn

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 51
Wir präsentieren Ihnen hier ausgewählte Aussteller im Überblick:
Im Fokus des Fachpack-Auftritts von ACTEGA Colorchemie (7A-607) steht der Bereich „Wässrige Farbsysteme für saugende Bedruckstoffe“. Das Unternehmen präsentiert u. a. das hochkonzentriertes Grundfarbsystem ColorWell CWG sowie das Konzentrat-system ColorWell CWK. Abgerundet wird das Sortiment mit einer Auswahl an Verschnitten, Funktionsüberdrucklacken, Silber und Gold. Für den Bereich Flexible Verpackung hält ACTEGA das wässrige Konzentratsystem ColorFlex bereit.
Am Stand der Apex Group of companies (3-461) wird es nicht nur die beliebten “stroopwafels” geben,
sondern auch zahlreiche attraktive Neuheiten für den Flexodruckbereich. Mit GTT (Genetic Transfer Technology) und den HD Flexo zertifizierten Dosierwalzen GTT und XS bietet Apex ein Produkt für einen kontrollierbaren Punktzuwachs, gleichmäßige Einfärbung und damit einen stabileren Druckprozess. Ergänzt wird das Portfolio durch die Raster-walzen UltraCell und UltraCellPlus.
Unter dem Motto „green in motion“ bietet die Baumüller Holding GmbH & Co. KG (4A-635) effiziente Antriebssysteme für die Verpackungsbranche an. Mit der Kombination aus dem Servoumrichter b maXX 3300 und den DSD2-Motoren stellt das Unternehmen ein kostengünstiges und kompaktes System vor, das in Sachen Beschleunigungsvermögen und Start-Stop-Qualitäten überzeugen soll. Der b maXX 3300 verfügt über ein optionales Hand-bediengerät, das den Up- und Download von Datensätzen oder den Zugriff auf wichtige Parameter beim Umstellen oder im Servicefall erheblich vereinfacht. Die DSD2-Motoren sind nahezu rastmomentfrei und punkten mit hoher Überlastfähigkeit, ihr sehr gutes Drehmoment-Trägheitsverhältnis ermöglicht hohe Dynamik. Für höhere Sicherheitsanforderungen steht mit dem b maXX 5000 eine anreihbare, wirtschaftli-che Lösung zur Verfügung, die neben STO auch höherwertige Sicherheitsfunktionen wie z.B. SLS, SDI etc. abdeckt.
Ein weiteres Highlight sind die DSDi-Motoren, bei denen durch die Integration der Regelungs- und Leistungselektronik in den Motor der Verdrahtungsaufwand erheblich reduziert werden konnte.
Besonders interessant für das Verpacken und Abfüllen von Lebensmitteln oder Pharmazeutika ist der Baumüller ETA-Drive. Mit seinem aseptischen Design gewährt dieser Getriebemotor ein breites Anwendungsspektrum und verhindert die Ansammlung von Keimen bei nur geringen Reinigungskosten.
VORSCHAU | MESSEN
Mit GTT sollen auch feinste Punkte gleich-
mäßig und sauber gedruckt werden können
aluminum lids | recessed lids | polyester lidsin-mold-labels | transparent labels | paper labels
machines | punching tools | serviceseffi cient die-cutting solutions
die-cutting by BERHALTERit´s possible
Berhalter AG | CH-9443 Widnau | Switzerland | T +41 71-727 02 00 | F +41 71-727 02 01 | www.berhalter.com | [email protected]
realize your ideas ... ... we have the spirit
Der b maxx3300 von Baumüller

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland52
MESSEN | VORSCHAU
Die IBD Wickeltechnik GmbH (4-651), die in diesen Wochen ihr 20. Firmenjubiläum begeht, stellt dem Fachpublikum ihre gesamte Produktpalette an Spannwellen, Spannköpfen, Bremsen, Klapplagern und Bahnregelungen vor.
Innovia Films (4-517), einer der führenden Hersteller von biaxial orientierter Polypropylenfolie (BOPP) und Zellulose-Substraten mit Hauptsitz in Großbritannien, wird seine gesamte Angebotsbreite für Folienveredler, Markeninhaber und Endver-braucher präsentieren. Das Unternehmen stellt u. a. Hochbarriere- und beschichtete BOPP-Produkte sowie kompostierbare, auf Zellulose basierende Produkte, wie z. B. NatureFlex, vor. Die Folien kommen vor allem bei Verpackungen und Etikettierungen sowie Overwrap-Lösungen für Pralinen, Käse, Teebeutel, Shampoo, Zigaretten oder Bier zum Einsatz.
Das neue Mink Care-System steht im Fokus des Fachpack-Auftritts der August Mink KG (3-449), die sich seit mehr als 40 Jahren auf die Herstellung Technischer Bürsten spezialisiert hat. Die Oberfläche des Mink Care-Systems besteht aus unzähligen flexiblen Fasern, auf denen empfindliche Werkstücke zuverlässig getragen werden können. Das Fasermaterial Polyamid, in drei Faserhöhen
zu je zwei unterschiedlichen Faserdurch-messern, ermöglicht die Anpassung an eine Vielzahl unterschiedlicher Ansprüche: Kurze und relativ harte Beborstung für schwere Werkstücke, weiche Fasern für sehr empfindliche Oberflächen oder hohe Beborstung für Güter, die bereits mit Anbauteilen (z. B. Möbelfronten mit Schar-nieren, Bolzen oder Handgriffen) versehen sind. Diese Anbauteile tauchen in das flexible Faserfeld ein und weitere Bauteile können problemlos montiert werden.
Der Bürstenkörper ist flexibel und ermöglicht somit eine optimale Anpassung an gewölbte oder gebogene Oberflächen.
Jede gängige Werkbank bzw. handelsüblicher Arbeitstisch kann auch nachträglich mit einer schonenden und flexiblen Faseroberfläche des Mink Care-Systems versehen werden.
Die verschmutzten Zwischenräume der Faserbündel sind einfach durch Druckluft oder Wasser zu reinigen.
Unter dem Motto „Entdecken Sie die Welt von Mondi“ wird sich der internatio-nale Papier- und Verpackungsspezialist Mondi (7-266) auf der diesjährigen FachPack präsentieren. Außerdem ist Mondi auf der Sonderschau „Auspacken leicht gemacht“ (8-325 b) vertreten. In diesem Jahr stehen die Themen Intelligente und leichtgewichtige Produktlösungen und die „Green Range“-Produktfamilie im Mittelpunkt. Zu den innovativen Lösungen, die Mondi am Messestand zeigen wird, zählen u.a. der intelligente
SmartID Bag, der es einfach macht, den Industriesack zu authentifizieren und nachzuverfolgen. Weitere Produkthighlights sind leichtgewichtige Lösungen, wie z. B. „Modulo“, eine Schachtel, deren Design-konzept viele Kombinationen ermöglicht. „EcoVantage“ ist die neue Dachmarke für die leichtgewichtige Wellpapperohpapier-Produktreihe. Abgerundet wird die Produktpräsentation durch Verpackungen für die Konsumgüterindustrie, die einerseits verpackte Ware länger frisch hält und gleichzeitig die Marke durch hervorra-gende Bedruckbarkeit am Point-of-Sale
Spannkopf mit Adapter
Lebensbaum nutzt NatureFlex zur
Verpackung von Teebeuteln
Ein Mink Care-System-Oberfläche im Detail
Natureflex/Innovia Films-
C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 53
VORSCHAU | MESSEN
herausstechen lässt. Die genannten Produkte sind nur ein Ausschnitt aus der Messepräsentation.
Optischer Schwerpunkt des Messestandes ist der Mondi Globus, der die Besucher von weitem auf den Stand in Halle 7 aufmerksam machen soll.
Die MULTIVAC Sepp Haggenmüller GmbH & Co. KG (1-321) präsentiert in Nürnberg live eine automatisierte End-to-end-Tiefziehverpackungslinie für Industrie- und Konsum-güter aus dem Non-Food-Bereich, mit der Speicherkarten in tiefgezogenen Blister-Packungen verpackt werden. Herzstück der Linie ist das High-end-Modell R 535 mit einem innovativen Schubladensystem und elektrisch klappbaren Werkzeugen.
Die Speicherkarten werden mit dem Multi-Robot Hand-habungsmodul H 240 automatisiert in die tiefgezogenen Kavitäten eingelegt. Die Karten werden mit bis zu 240 Pick & Place-Zyklen aus jeder Position aufgenommen und per Vision System MVS orientiert abgelegt.
Mit einem Kartonzuschnitteinleger von Buhmann Systeme wird ein bedruckter Karton in die Blisterpackung eingelegt, bevor die Packungen mit einer flexiblen Deckelfolie versiegelt werden.
Der Siegelnahtscanner MVS überprüft die Qualität der Siegelnähte während des Verpackungsprozesses in der Verpackungsmaschine. Die berührungslose und verschleißfreie Inspektion verläuft vollautomatisch und erfasst 100 % aller Packungen. Der neue MVS ist für alle Folienmaterialien geeignet; mindestens eine der beiden Folien muss durchscheinend sein.
www.kunertgruppe.com
„Wir können das“
Auf Grundlage unserer Wickel- und Radialdruck-messung konstruieren wir exakt die passenden K-Hülsen für Ihren Bedarf.
„Für meine Folien brauche ich Hülsen, die auch unter hohen Belastungen beim Wickeln absolut stabil bleiben. Kann man so was nicht herstellen?“
Fach Pack 2012
Halle 5, Stand 5-141
Maßgeschneiderte Maschinen für individuelle Bedürfnisse!
Maßgeschneiderte Maschinen für individuelle Bedürfnisse!
B R U N H I L D E S T R . 1 1 • 3 2 5 4 7 B A D O E Y N H A U S E NT E L E F O N + 4 9 5 7 3 1 - 3 0 2 7 5 0T E L E F A X + 4 9 5 7 3 1 - 3 0 2 7 5 4 9
E M A I L I N F O @ S A N D E R M A S C H I N E N . D E
W W W . S A N D E R M A S C H I N E N . D E
Wir überzeugendurch Innovationund technisches Know-how!
4562K_SANDER_Ad_MaschUeb_103x140mm_D+GB.indd 1 19.01.2012 12:23:19 Uhr
Das Handhabungsmodul H 240 von Multivac
Eine 3D Darstellung des Mondi-Stands
Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland54
MESSEN |
Mit Hilfe eines Querbahnetikettierer mit Druckereinheit, die in die Tiefziehverpackungslinie integriert ist, wird das Etikett unmittelbar nach der Bedruckung auf die Packung gespendet. Mit dem Handhabungsmodul H 50 werden die Blister-Packungen am Ende der Linie vereinzelt und gestapelt.
Die Planatol Gruppe (2-302), zu der seit April 2012 auch Wetzel Adhesive Solutions gehört, präsentiert sich als Partner für Verpackungsklebstoffe. Planatol und Wetzel liefern Dispersions- und Hotmelt-Klebstoffe für Anwendungen wie Faltschachtelverklebung, Druckveredelung, Etiketten, Verschluss-systeme, Papiersackverklebung und vieles mehr. Die Klebstoffe sind auf High-Speed-Klebeprozesse und die unterschiedlichen Bedürfnisse der Verpackungsmittel herstellenden und abpa-ckenden Industrien zugeschnitten. Planatol und Wetzel bieten insbesondere auch für die Verklebung von bedruckten, lackierten oder beschichteten Substraten erprobte Speziallösungen.
Planatol verspricht den Besuchern zahlreiche Neuheiten und Innovationen, zu denen u.a. ein HMPSA mit reduziertem Fadenzug für Verschlusssysteme oder ein Kaltleim mit außergewöhnlicher Festigkeit für Schwersäcke gehören.
Im Zentrum des Messeauftritts der ROFIN-BAASEL Lasertech GmbH & Co. KG (7-157) steht die StarPack Reihe für den Lasereinsatz in der Verpackungsindustrie. Mit StarPack CW, StarPack WD, StarPack AP und StarPack Pouch lassen sich Anwendungen wie cross web / Freiform-Ritzen, Ritzen oder Perforieren in Bahnrichtung realisieren, die besonders im Bereich intelligenter Verpackungen gefragt sind.
Außerdem wird die neu gestaltete Systemsteuerung mit der Bedienoberfläche STARFLEX präsentiert.
Die TSC Auto ID Technology Co., Ltd. (3-555) stellt ihr Portfolio an Etikettendruckern vor. Messe-Highlights sind der neue mobile und leichte Alpha-3R, die jüngst gelaunchten Desktop-Drucker der TA200 Serie und die aktualisierte TTP-2410M Pro Serie für den industriellen Thermotransferdruck.
Scribing / Scoring forEasy Opening and Selective Weakening
Micro- and Macro Perforation
Multilayer and Mono Film Laser Processing
Laser Systems for Innovative Packaging Solutions
MLT - Micro Laser Technology GmbHBenzstr. 5b • 85551 Kirchheim • Germany
Tel.: +49 (0)89 / 90 11 96-700 • [email protected]
www.microlasertech.com
Machine Direction
Ideal Ventilation (OTR) for breathable film Modified Atmosphere Packaging (MAP)
Cross Direction / Free Contour
Replaces Tear Strip Pouches and Bags
Visit us in Hall 4 / Booth 4-417
Für die Glanzfolienkaschierung stellt Planatol eine Reihe neuer
Dispersionsklebstoffe vor

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 55
CONVERTER DES MONATS
Mit kleinen Beuteln zum großen ErfolgSüdchinesischer Verpackungsproduzent versorgt ganz China mit Standbeuteln
Im Laufe der vergangenen sechs Jahre hat das C2-Team für die Rubrik „Converter des Monats“ über 100
besonders innovative Firmen besucht, die Papiere, Filme und Folien veredeln. In der Regel werden diese Termine sorgfältig geplant und vorbereitet, manchmal bedarf es besonderer Überredungskünste, damit Türen sich öffnen. Bei dem Converter, den wir Ihnen in dieser Ausgabe vorstellen, handelt es sich jedoch um einen absolut ungewöhnlichen Zufall: C2-Herausgeber Franz Hermann lernte in einem kleinen Supermarkt in Dongguang einen freund-lichen Chinesen kennen, der ihm beim Übersetzen der in Mandarin verfassten Verpackungsbeschriftungen half. Beim Small-Talk entpuppte sich der junge Mann als Salesmanager von Dongguan Huayuan Packaging, einem der größten asiatischen Hersteller von Lebensmittel-verpackungen. Spontan und auf der Stelle wurde ein Besuch der Firma vereinbart (siehe auch Editorial dieser Ausgabe).
High-tech AusstattungAls wir nach einer abenteuerlichen
Fahrt gegen 22.00 Uhr bei Dongguang Huayuan Packaging, auch kurz Hoyu genannt, ankommen, herrscht vor dem Ein-gang Hochbetrieb: Es ist Schichtwechsel.
Da das Unternehmen sieben Tage die Woche im Drei-Schicht-Betrieb produziert, laufen die Maschinen auf Hochtouren. Bevor wir die Hallen betreten, reihen wir
ELSISOberflächeninspektions-system
NYSCANDruckinspektion
ELTENSBahnkraftmessung und Regelung
ELPADGrafisches Interface
FE 5002Farbliniensensor
Erhardt+Leimer GmbHAlbert-Leimer-Platz 186391 Stadtbergen, DeutschlandTelefon ++49 (0)821 24 35-627Fax ++49 (0)821 24 [email protected]
ICE AsiaStand 1-D01
Dongguan Huayuan Packaging (Hoyu) wurde 1998 im südchinesischen Dongguan gegründet. Das Unternehmen spezialisierte sich darauf, farbig bedruckte Kunststoff-Verpackungen herzustellen. Heutzutage werden auf einer Produktionsfläche von mehr als 20.000 m² mit vier Beschichtungsanlagen und über 80 Hochgeschwindigkeits-Druckmaschinen hochwertige Verpackungsmaterialien für nahezu alle Branchen produziert.
Um der wachsenden Nachfrage gerecht zu werden, wurde im Jahr 2002 mit Chengdu Huayuan Packaging eine weitere Fabrik in Zentralchina eröffnet. Am Stammsitz beschäftigt Huayuan 500 Arbeiter, hinzu kommen rund 300 Mitarbeiter in Chengdu.
InfORmATIOn
Außenansicht des Hoyu-
Firmengebüdes in Dongguan

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland56
CONVERTER DES MONATS
uns ein in die Menschentraube vor der Sicherheitsschleuse: „Da wir überwiegend Verpackungen für Lebensmittel herstellen, nehmen wir es mit der Hygiene sehr genau. Niemand darf unseren Betrieb ohne vorherige Desinfektion betreten“, erläutert Salesmanager Leon Li, unser Bekannter aus dem Supermarkt in Dongguan.
Mit Stolz verweist er darauf, das Hoyu die Zertifizierungen ISO 9001 und ISO 2000 hält und damit alle Produkte den hohen EU- und FDA-Standards entsprächen. Dass Hoyu sich nicht nur diesbezüglich an europäischen Standards orientiert, wird beim ersten Rundgang durch die Produktionshallen deutlich: Neben zahlreichen Anlagen von einheimischen Maschinenbauern befindet sich unter den über 80 Druck-, Beschichtungs- sowie Schneid- und Wickelanlagen auch eine nagelneue Nordmeccanica-Linie für lösemittelfreie Beschichtungen.
Produktionskapazität von mehr als 600 t pro Monat
„Auf dem chinesischen Markt zählen wir zu den größten Verpackungsproduzenten“, betont Li. „Die Produktionskapazität unserer beiden Fabriken in Süd- und Mittelchina liegt zusammen bei über 600 t pro Monat“. Die bei Hoyu gefertigten Verpackungen kommen vor allem bei Lebensmitteln, Produkten des täglichen Bedarfs, Kosmetik und Flüssigkei-ten zum Einsatz. In China erfreuen sich vor allem Standbeutel, in denen Lebensmittel und Hygieneartikel ohne Umverpackung angeboten werden, größter Beliebtheit. Achtet man im Straßenbild einmal bewusst darauf, so sieht man Einheimische daraus beim Stadtbummel, beim Warten auf den Bus oder beim Schwatz mit Freunden kleine Snacks naschen – von getrockneten Entenflügeln bis hin zu Nüssen und Gelee-würfeln. Entsprechend gehören Standbeutel aller Art zu den Hauptprodukten von Hoyu.
Salesmanager Leon Li mit typisch chinesi-
schen Standbeuteln Ein Mitarbeiter an einer Scheidanlage
Hoyu’s Top-ten Produkte: Standbeutel Reißverschluss-Standbeutel Vakuumtüten Erhitzbare Tüten Aluminium-Tüten Spotmetallisierte Tüten Trinktüten Reisverpackungen Regenbogen-Zellofantüten Flexible Shampoo- und
Seifenverpackungen Folien für die landwirt-
schaftliche Produktion und chemische Produkte
InfORmATIOn
Auf der C2-webseite (www.c2-deutschland.de) finden Sie unter der Rubrik C2 doku einen Filmbericht über Dongguan Huayuan Packaging
InfORmATIOn
Ein Blick auf Hoyu‘s 10-Farb-Druckanlage

C2 Deutschland | COATING & CONVERTING | Juni / Juli 12 57
CONVERTER DES MONATS
„Sehr gut kommt bei unseren Kunden auch ein neues Verfahren an, mit dem wir zu ausgesprochen niedrigen Kosten metalli-sierte Tüten herstellen: Das Basismaterial
dieser Tüten ist nicht wie sonst üblich Kunststoff, sondern Papier“, erläutert Li. „Der Metallisierungseffekt wird dadurch erzielt, dass wir eine separat produzierte Effektfolie
zunächst bedrucken und dann erst als Laminat auf die Papiertasche aufbringen.“
Qualitätskontrolle und Mitarbeiterqualifizierung werden groß geschrieben
Großer Wert wird bei Hoyu auf die Produktions- und Qualitätskontrolle gelegt: Alle drei Stunden – also acht Mal täglich – werden von allen aktuell gefahrenen Produkten Muster im mit japanischer Technologie ausgestatteten Labor getestet. Für die Mitarbeiterqua-lifikation werden in den firmeneigenen Schulungsräumen, die wie ein Univer-sitätslabor anmuten, regelmäßig Kurse und Weiterbildungen durchgeführt.
Hauptsache bunt: Standbeutel für
Süßigkeiten
Trinkbeutel ersetzen bei vielen chinesischen
Getränken die Flasche

Juni / Juli 12 | COATING & CONVERTING | C2 Deutschland58
„FEIERABEND-REPORT“
Keep on rockin’Heiner Hausdorf und seine Passion für satte Grooves und harte Riffs
Noch einmal hebt er an diesem Abend die Drumsticks, springt auf hinter seinem Schlagzeug und
setzt den knackigen Schlussakzent des letzten Songs. Booooom!!! Ein kurzer Moment Stille. Dann plötzlich bricht Jubel los, das Publikum johlt, klatscht und will immer noch mehr. Das war ein Abend genau nach seinem Geschmack – ein Abend voller Rock ‘n‘ Roll!
Der da am Schlagzeug saß und sich nun restlos ausgepowert aber glücklich in den Clubsessel fallen lässt, ist der Schweizer Heiner Hausdorf. Im „echten“ Leben ist er Key Account Manager der Christoph Burckhardt AG, die sich in den letzten Jahren weltweit einen hervorragenden Ruf als Anbieter hochprä-ziser Werkzeuge und Maschinen für das Fibrillieren und Perforieren erworben hat.
Seine „Karriere“ als Musiker begann eigentlich schon mit fünf Jahren, als er „auf allem herumhämmerte, was sich mir in den Weg stellte“ und man beschloss: Der Junge muss in die Rhythmusgruppe! Bis aus dem frühen Talent aber ein Schlagzeu-ger wurde, galt es jedoch erst einmal, die „klassische“ Ausbildung in Blockflöte und Flügelhorn zu überstehen... Mit 14 Jahren
gab es dann endlich den heiß ersehnten Privatunterricht im Schlagzeug spielen! Seitdem ist Hausdorfs Liebe zu Snare, Tom und satter Bassdrum nicht mehr erloschen.
Let’s play„Mit 16 habe ich meine erste Band
gegründet, mit der ich bis zum Militärdienst gespielt habe“, erinnert er sich. „Mit meiner nächsten Band war ich dann von 20 bis 24 zusammen.“ Vor nunmehr sechs Jahren – des ewigen Popgesülzes im Radio überdrüssig – entschied er: Unsere Generation braucht mehr Rock! Und so gründete er die Band, mit der er heute noch spielt und Konzerte gibt. Hausdorf und seine Jungs spielen klassischen Hard-rock, vor allem Metal der 80er Jahre. Songs von AC/DC, Black Sabbath, Metallica und Judas Priest gehören dabei genauso zu ihrem Repertoire wie etwa Titel von Green Day oder Rage Against the Machine.
Als Schlagzeuger bestimmt Hausdorf den Groove, er „pumpt“ den Sound der Band. „Ja, als Drummer bin ich der Dirigent und Taktgeber, nach dem sich alle richten.“ Wenn dann die Vibration spürbar ist, der Funke zum Publikum überspringt und sich alle von den harten Beats mitreißen
lassen, ist das „das höchste aller Gefühle“, schwärmt Hausdorf. Ein Gefühl, das ihm nur das Schlagzeug spielen geben kann.
Wie bei jedem Musiker gab es auch beim heutigen Sales Manager Momente, in denen er sich ausmalte, wie es wohl wäre, wenn … „Aber ich hab’ schnell erkannt, dass das Musik machen mein Hobby ist, aber nicht meine Profession“, stellt Hausdorf fest. Deshalb sind die gemeinsamen Stunden im Probenkeller und die Gigs in Clubs und auf Open Airs ein wunderbarer Ausgleich zu seiner Arbeit beim renommierten Basler Maschinenbau-Unternehmen. So gegensätzlich Job und Hobby auch erscheinen mögen, sind sie doch zwei Teile eines Ganzen, das ihn als Person ausmache, findet Hausdorf. Und so genießt er die Zeit mit seinen Jungs, die schon längst seine besten Freunde geworden sind, und taucht bald wieder ein in einen Abend voller Rock ‘n‘ Roll.
Heiner Hausdorf

C
M
Y
CM
MY
CY
CMY
K
Euromac003_per_stampa_2.pdf 1 29/03/12 15:55