Embed Size (px)
DESCRIPTION
simple homemade facing head for milling machine
Citation preview

Realizzazione di una fresa a spianare
diametro esterno 63mm a 4 inserti
Questo progetto è nato dalla necessità di munirmi di una fresa a spianare
versatile che sopperisse alla scarsa qualità di quella data in dotazione con la
macchina senza spendere molti soldi, che per un hobby rimarrebbero in buona
parte ingiustificati
Prima di procedere alla realizzazione è indispensabile (a parer mio) procurarsi
una buona scorta di inserti ECONOMICI che poi andranno destinati a questa
fresa, utile è ebay su cui si possono trovare a prezzi ragionevoli (15/20 € per
10pz, in utensileria alcuni inserti vengono quasi 10 euro l'uno...)
quelli che mi sono procurato io sono i seguenti:

Detto questo si passa ad affrontare i successivi problemi, ovvero la realizzazione
del cono morse idoneo alla propria macchina e il corpo fresa, nel mio caso la
macchina ha un cono morse 4 e la fresa in dotazione mi ha risolto non pochi
problemi essendo essa smontabile dal suo cono che ho così potuto riutilizzare per
la mia creazione
per il materiale con cui costruire la testina invece ho scelto un 42CD4 perchè per
mia fortuna lo avevo disponibile
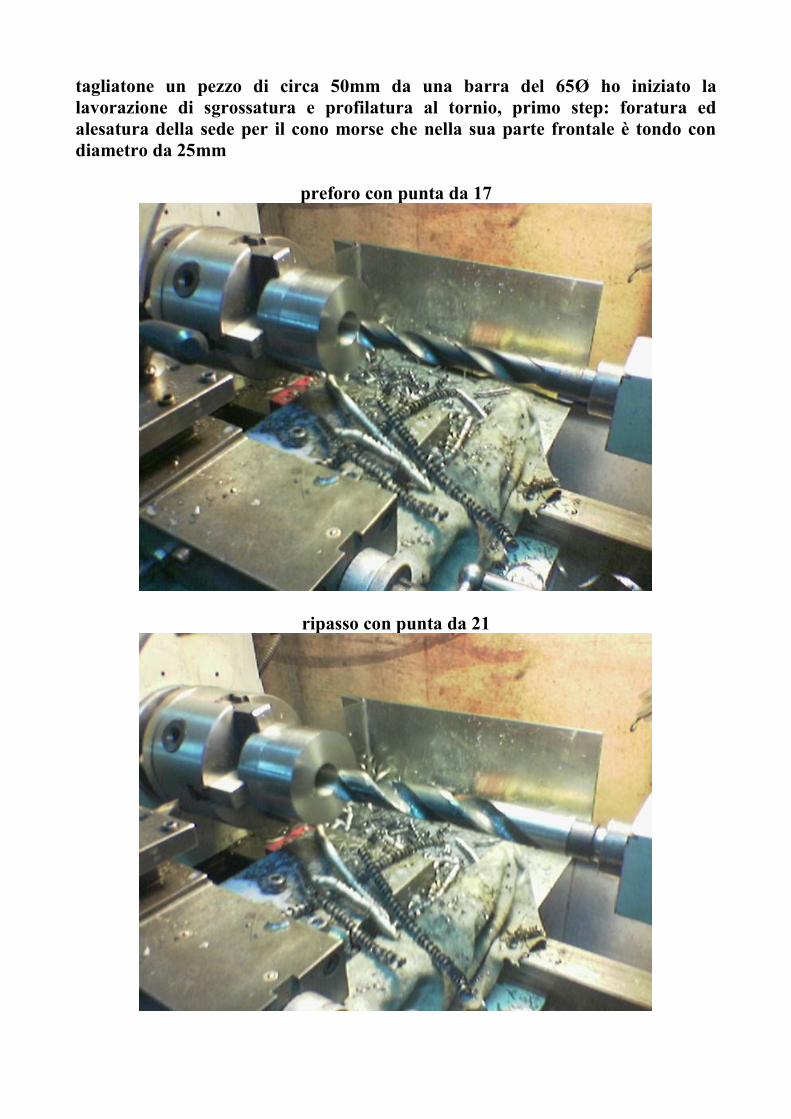
tagliatone un pezzo di circa 50mm da una barra del 65Ø ho iniziato la
lavorazione di sgrossatura e profilatura al tornio, primo step: foratura ed
alesatura della sede per il cono morse che nella sua parte frontale è tondo con
diametro da 25mm
preforo con punta da 17
ripasso con punta da 21
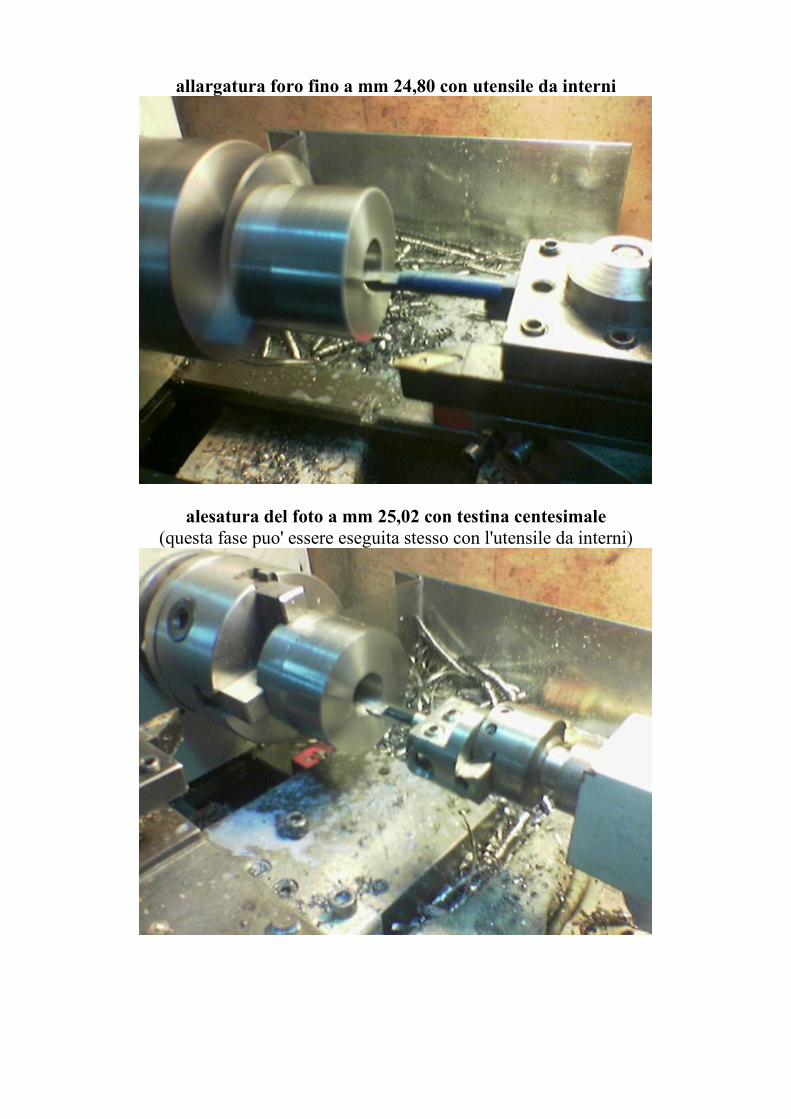
allargatura foro fino a mm 24,80 con utensile da interni
alesatura del foto a mm 25,02 con testina centesimale
(questa fase puo' essere eseguita stesso con l'utensile da interni)
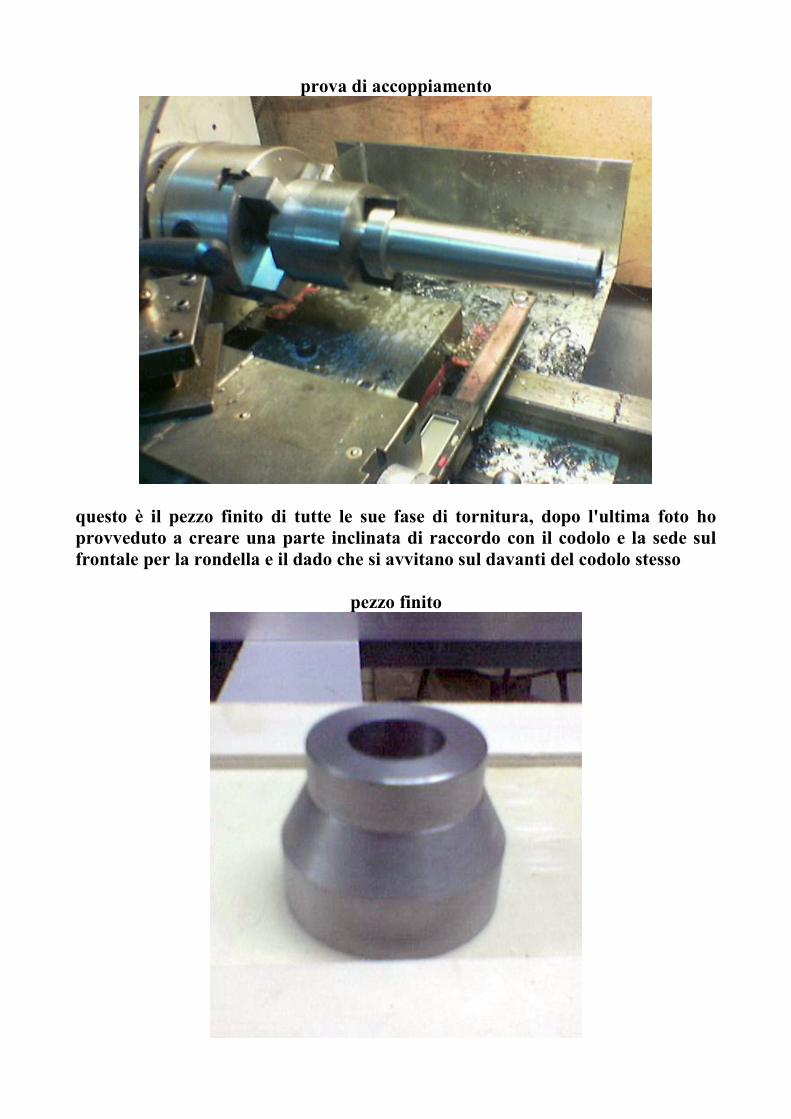
prova di accoppiamento
questo è il pezzo finito di tutte le sue fase di tornitura, dopo l'ultima foto ho
provveduto a creare una parte inclinata di raccordo con il codolo e la sede sul
frontale per la rondella e il dado che si avvitano sul davanti del codolo stesso
pezzo finito

altra vista
Qui termina il lavoro di tornitura
da questo punto in po si passa alla fresatrice
fresatura scassi per i trascinatori rettangolari del codolo

accoppiamento testina grezza-codolo
Inizio della creazione delle sedi per gli inserti, tutto il lavoro
da questo punto in poi è eseguito con il pezzo montato sul
divisore messo in posizione verticale
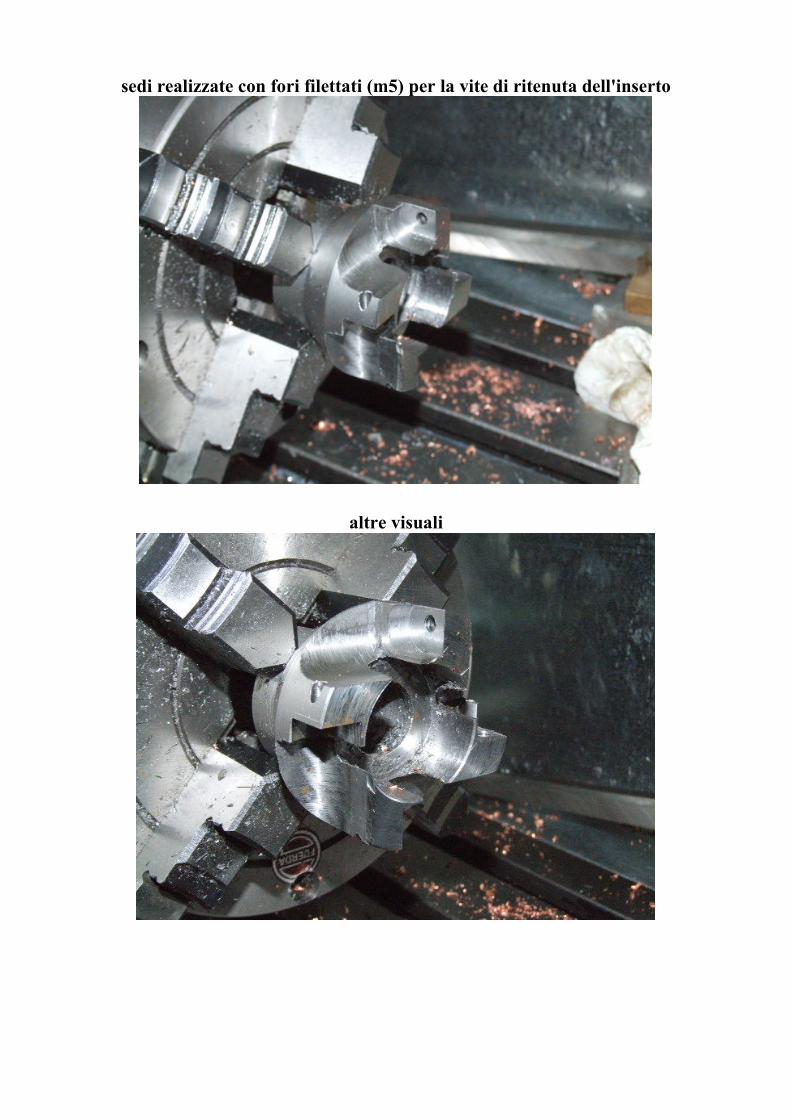
sedi realizzate con fori filettati (m5) per la vite di ritenuta dell'inserto
altre visuali
altre visuali
Il lavoro è terminato!

Fresa assemblata
dettaglio inserti
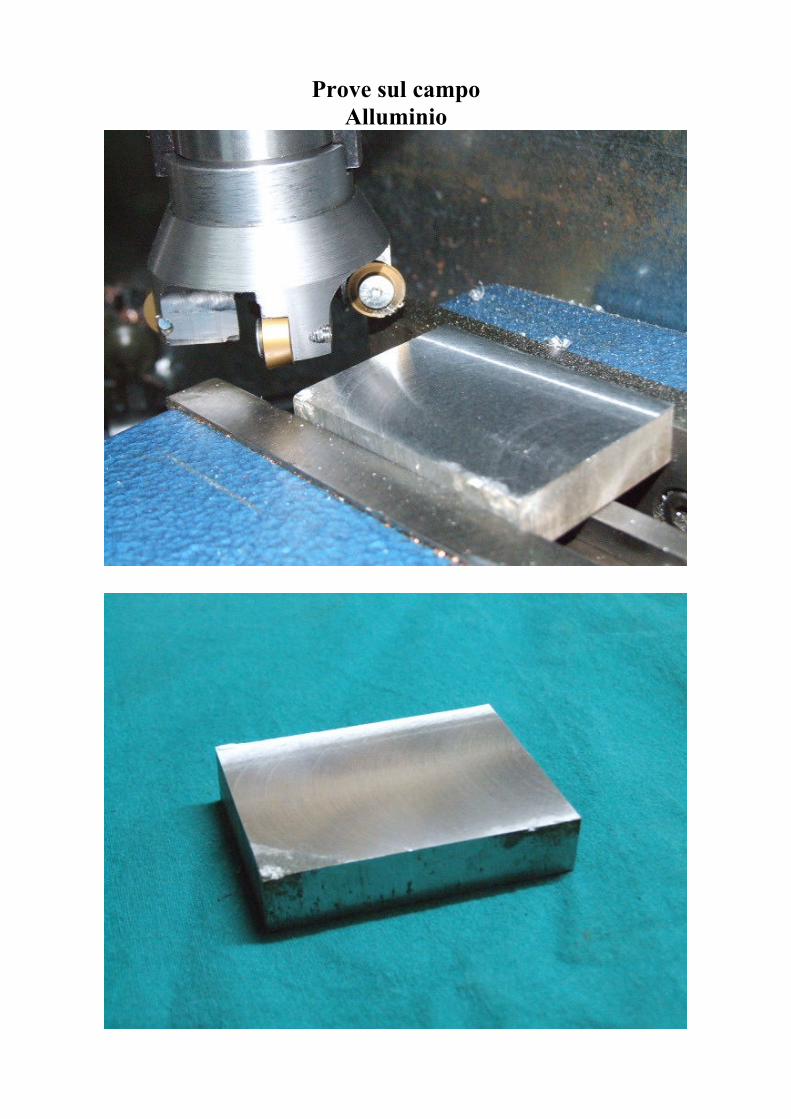
Prove sul campo
Alluminio
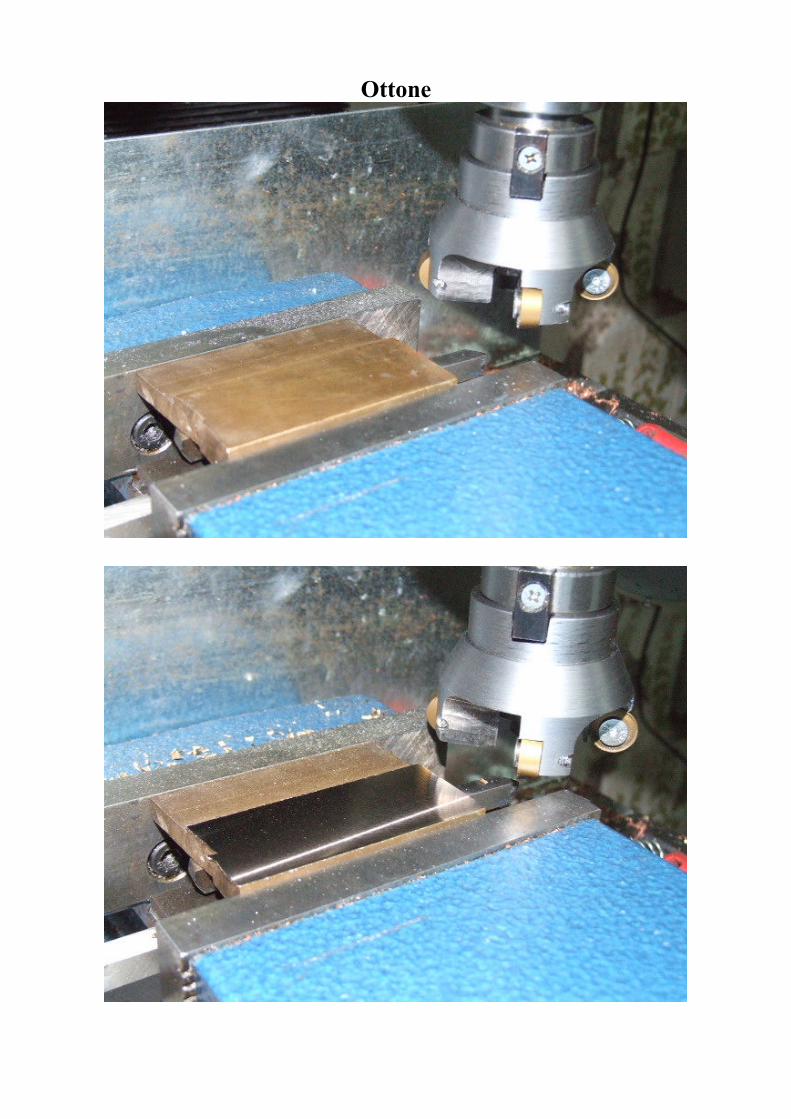
Ottone
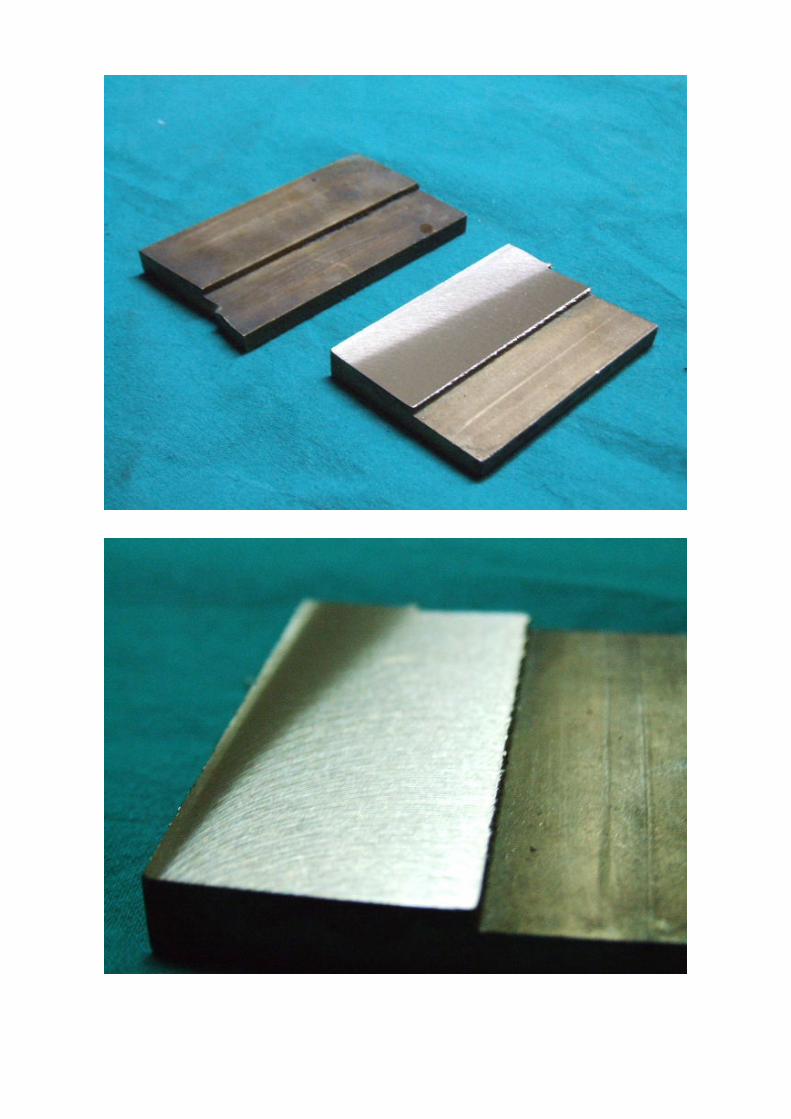

Ferro
Realizzazione a cura di
Luca Fagnano
email e contatto msn:
sito internet
www.lucafagnano.com





























