Embed Size (px)
Citation preview

Progetto H2 Filiera Idrogeno : Tecnologie e materiali per la
produzione e la distribuzione
dell’Idrogeno
Leonardo Tognotti
Facoltà di Ingegneria
06/07/2012 1
Tecnologie e sistemi per la produzione di idrogeno -
WP2- E.Biagini, M.Simone, C.Nicolella, L.Tognotti
Dipartimento di Ingegneria Chimica, Chimica industriale e Scienza dei
Materiali
Aspetti metallurgici e strutturali per lo sviluppo di veicoli
a idrogeno
- WP3- WP4.3- M.Beghini, L.Bertini, F.Frendo, C.Santus, R.Valentini
Dipartimento di Ingegneria Meccanica. Nucleare e della Produzione
Dipartimento di Ingegneria Chimica , Chimica Industriale e Scienza dei
Materiali
06/07/2012 2
Tecnologie e sistemi per la
produzione di idrogeno
• L’idrogeno non esiste in natura nella sua forma elementare ma deve essere separato da altri componenti o prodotto ex novo.
• Attualmente le infrastrutture necessarie per realizzare una economia basata sull’idrogeno non esistono.
• Necessità di valutare con approccio scientifico rigoroso le risorse materiali ed energetiche spese in ogni processo: – produzione
– stoccaggio
– distribuzione
– rifornimento
3

Ciclo dell’idrogeno
4
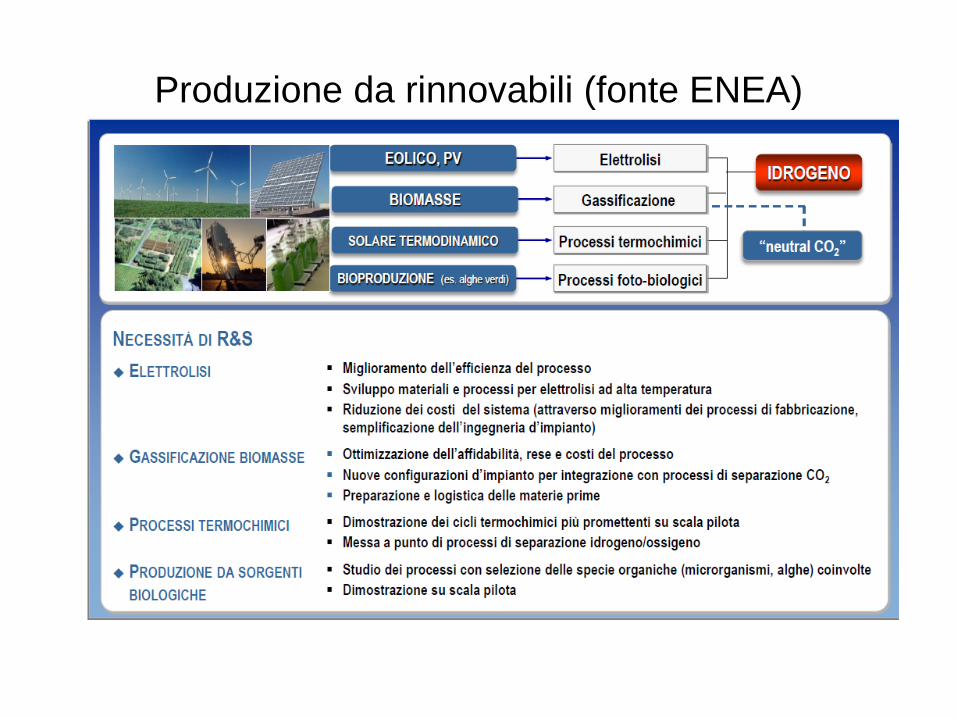
Produzione da rinnovabili (fonte ENEA)
5
Scopi della ricerca
1. studio di filiera (risorsa, trasformazione, stoccaggio)
2. potenzialità di produzione di idrogeno in Toscana (risorsa
→ H2)
3. studio di processi integrati: fattibilità e bilanci tecnico-
economici
• individuare i sistemi più idonei per attivare circuiti virtuosi che
coinvolgano le PMI sul territorio
• valutare i contesti in cui far sorgere l’opportunità della produzione
di idrogeno da fonti di energia rinnovabile
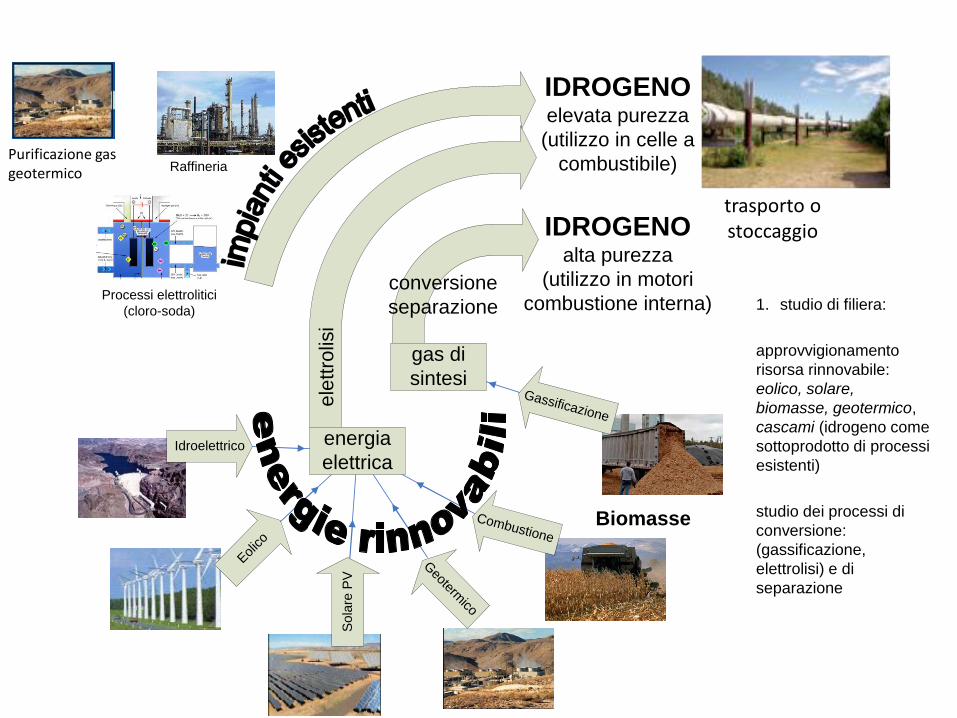
Idroelettrico
Biomasse
IDROGENOelevata purezza
(utilizzo in celle a
combustibile)
IDROGENOalta purezza
(utilizzo in motori
combustione interna)
ele
ttro
lisi
conversione
separazione
Raffineria
Processi elettrolitici
(cloro-soda)
energia
elettrica
Eolico
So
lare
PV
Geoterm
ico
Combustione
Gassificazione
gas di
sintesi
Purificazione gas geotermico
trasporto o stoccaggio
1. studio di filiera:
approvvigionamento
risorsa rinnovabile:
eolico, solare,
biomasse, geotermico,
cascami (idrogeno come
sottoprodotto di processi
esistenti)
studio dei processi di
conversione:
(gassificazione,
elettrolisi) e di
separazione
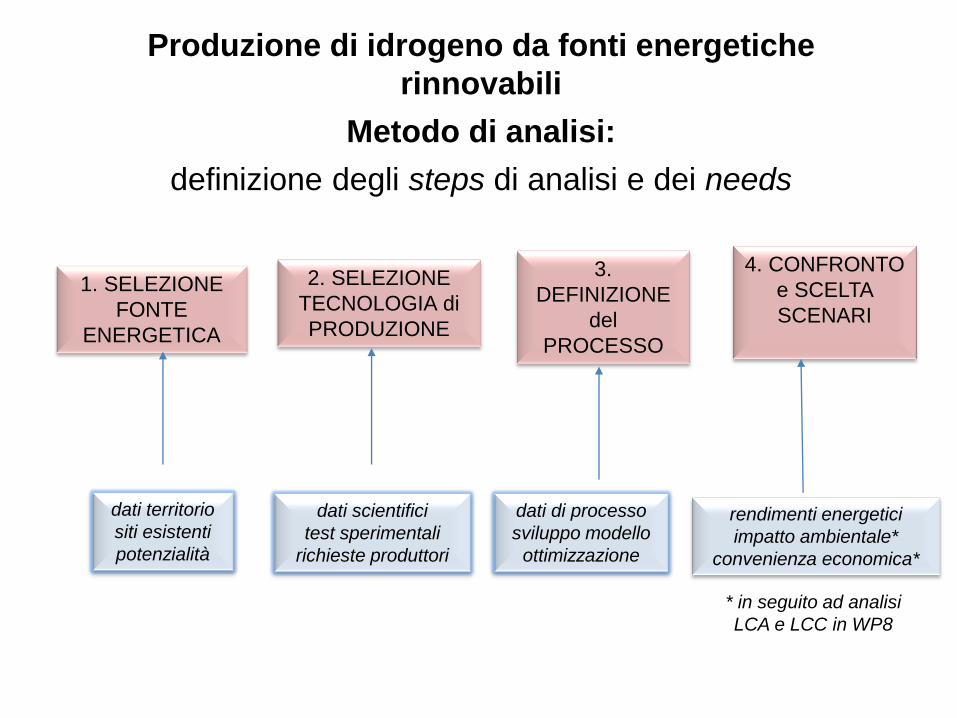
Produzione di idrogeno da fonti energetiche
rinnovabili
Metodo di analisi:
definizione degli steps di analisi e dei needs
1. SELEZIONE
FONTE
ENERGETICA
2. SELEZIONE
TECNOLOGIA di
PRODUZIONE
3.
DEFINIZIONE
del
PROCESSO
4. CONFRONTO
e SCELTA
SCENARI
dati territorio
siti esistenti
potenzialità
dati scientifici
test sperimentali
richieste produttori
dati di processo
sviluppo modello
ottimizzazione
rendimenti energetici
impatto ambientale*
convenienza economica*
* in seguito ad analisi
LCA e LCC in WP8
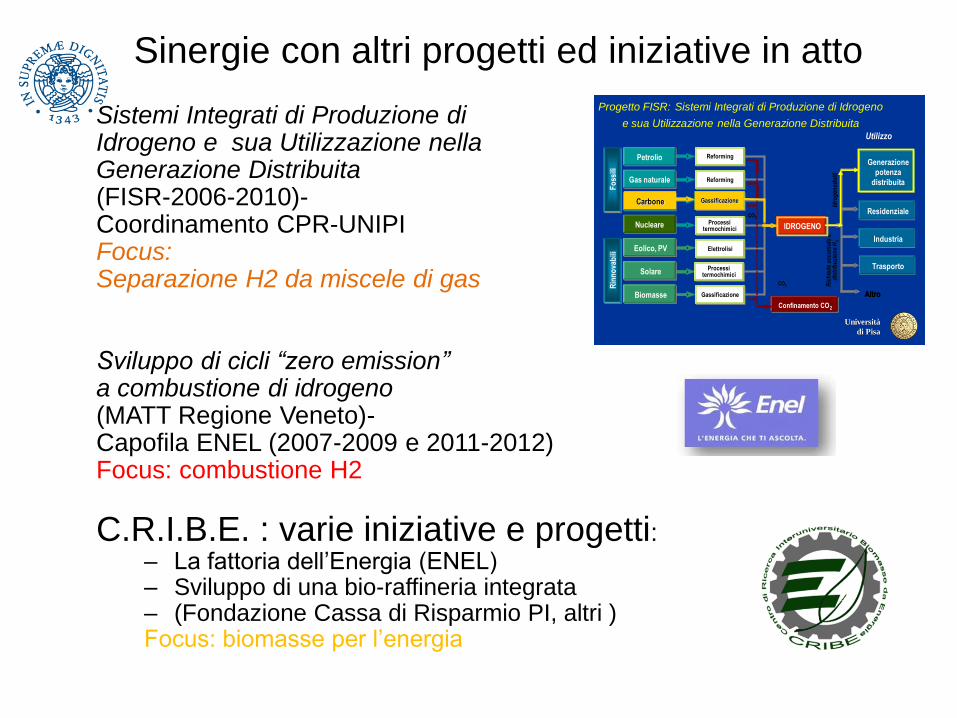
Sinergie con altri progetti ed iniziative in atto
Sistemi Integrati di Produzione di Idrogeno e sua Utilizzazione nella Generazione Distribuita (FISR-2006-2010)- Coordinamento CPR-UNIPI Focus: Separazione H2 da miscele di gas Sviluppo di cicli “zero emission” a combustione di idrogeno (MATT Regione Veneto)- Capofila ENEL (2007-2009 e 2011-2012) Focus: combustione H2
C.R.I.B.E. : varie iniziative e progetti: – La fattoria dell’Energia (ENEL) – Sviluppo di una bio-raffineria integrata – (Fondazione Cassa di Risparmio PI, altri ) Focus: biomasse per l’energia
9
Università
di Pisa
Confinamento CO2Confinamento CO2
Eolico, PVEolico, PV
SolareSolare
BiomasseBiomasse
Carbone
Nucleare
Petrolio
Gas naturale
Fo
ssili
Rin
no
vab
ili
GassificazioneGassificazione
ReformingReforming
ReformingReforming
ElettrolisiElettrolisi
GassificazioneGassificazione
Processi termochimici
Processi termochimici
Processi termochimici
Processi termochimici
Utilizzo
CO2
CO2ResidenzialeResidenziale
AltroAltro
IndustriaIndustria
Generazione
potenza
distribuita
Generazione
potenza
distribuita
IDROGENOIDROGENO
Idro
gen
od
ott
iR
ich
ied
e ac
cum
ulo
e
dis
trib
uzi
on
e H
2
TrasportoTrasporto
Progetto FISR: Sistemi Integrati di Produzione di Idrogeno
e sua Utilizzazione nella Generazione Distribuita
Carbone Gassificazione

Sinergie con il Centro Ricerca Interuniversitario
per le Bio Energie – CRIBE
Impianto di Bioraffineria
San Piero a Grado, Pisa
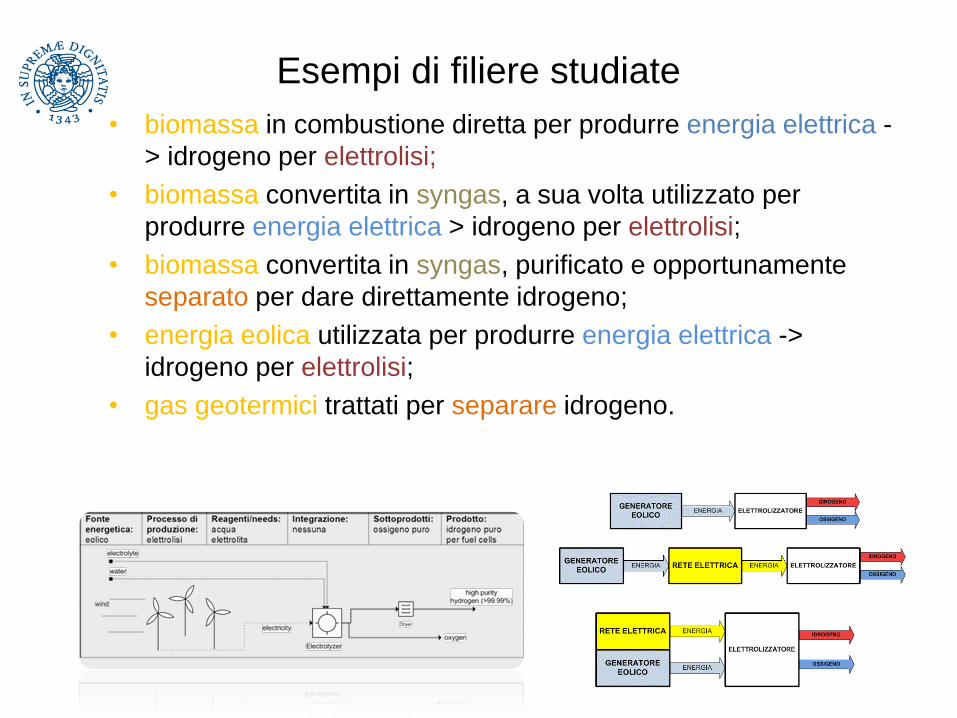
Esempi di filiere studiate
• biomassa in combustione diretta per produrre energia elettrica -
> idrogeno per elettrolisi;
• biomassa convertita in syngas, a sua volta utilizzato per
produrre energia elettrica > idrogeno per elettrolisi;
• biomassa convertita in syngas, purificato e opportunamente
separato per dare direttamente idrogeno;
• energia eolica utilizzata per produrre energia elettrica ->
idrogeno per elettrolisi;
• gas geotermici trattati per separare idrogeno.
11
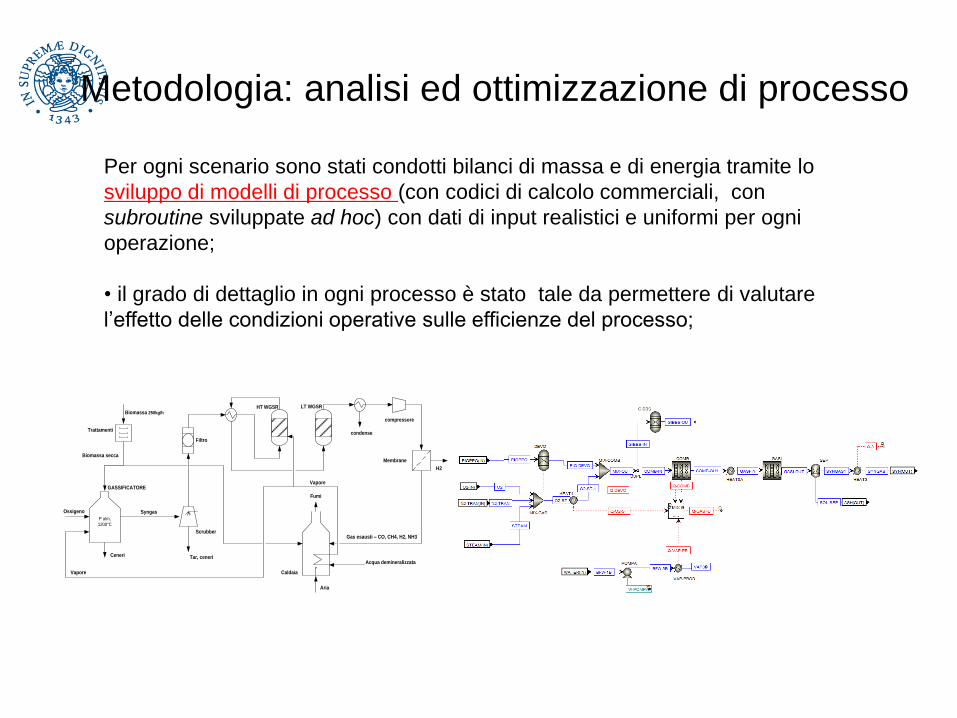
Per ogni scenario sono stati condotti bilanci di massa e di energia tramite lo
sviluppo di modelli di processo (con codici di calcolo commerciali, con
subroutine sviluppate ad hoc) con dati di input realistici e uniformi per ogni
operazione;
• il grado di dettaglio in ogni processo è stato tale da permettere di valutare
l’effetto delle condizioni operative sulle efficienze del processo;
Metodologia: analisi ed ottimizzazione di processo
Ossigeno
HT WGSR
Membrane
Trattamenti
compressore
Scrubber
Caldaia
Biomassa 250kg/h
Syngas
Tar, ceneri
Vapore
H2
Ceneri
Gas esausti – CO, CH4, H2, NH3
Vapore
Fumi
Aria
Biomassa secca
Filtro
LT WGSR
condense
Acqua demineralizzata
GASSIFICATORE
P atm,
1200°C
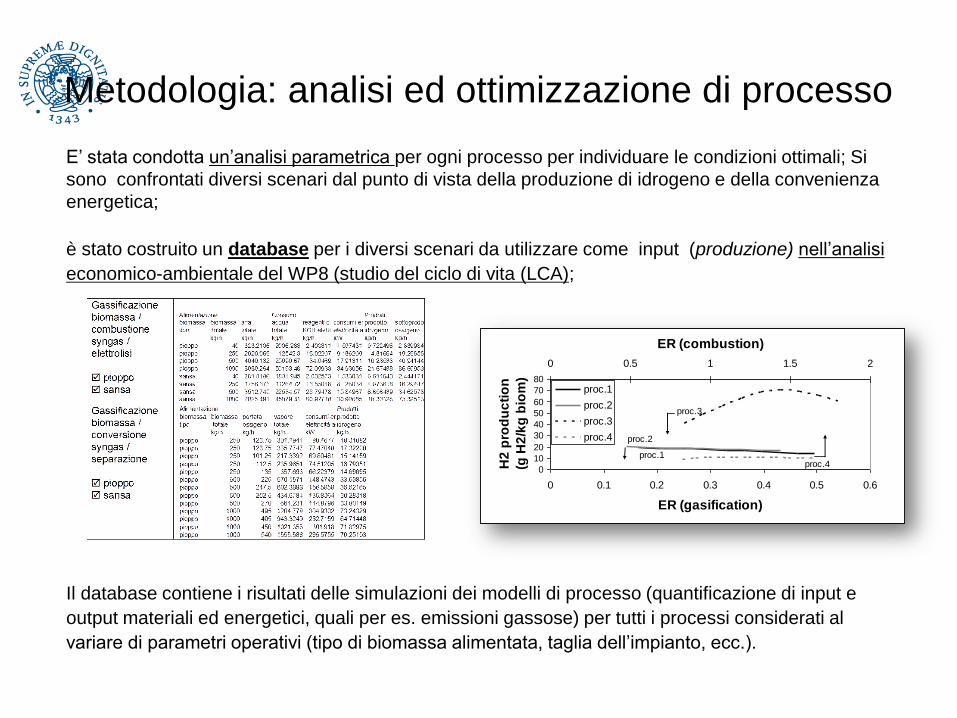
E’ stata condotta un’analisi parametrica per ogni processo per individuare le condizioni ottimali; Si
sono confrontati diversi scenari dal punto di vista della produzione di idrogeno e della convenienza
energetica;
è stato costruito un database per i diversi scenari da utilizzare come input (produzione) nell’analisi
economico-ambientale del WP8 (studio del ciclo di vita (LCA);
Il database contiene i risultati delle simulazioni dei modelli di processo (quantificazione di input e
output materiali ed energetici, quali per es. emissioni gassose) per tutti i processi considerati al
variare di parametri operativi (tipo di biomassa alimentata, taglia dell’impianto, ecc.).
Metodologia: analisi ed ottimizzazione di processo
0
10
20
30
40
50
60
70
80
0 0.1 0.2 0.3 0.4 0.5 0.6
ER (gasification)H
2 p
rod
uc
tio
n
(g H
2/k
g b
iom
)
0 0.5 1 1.5 2
ER (combustion)
proc.1
proc.2
proc.3
proc.4
proc.3
proc.1
proc.2
proc.4
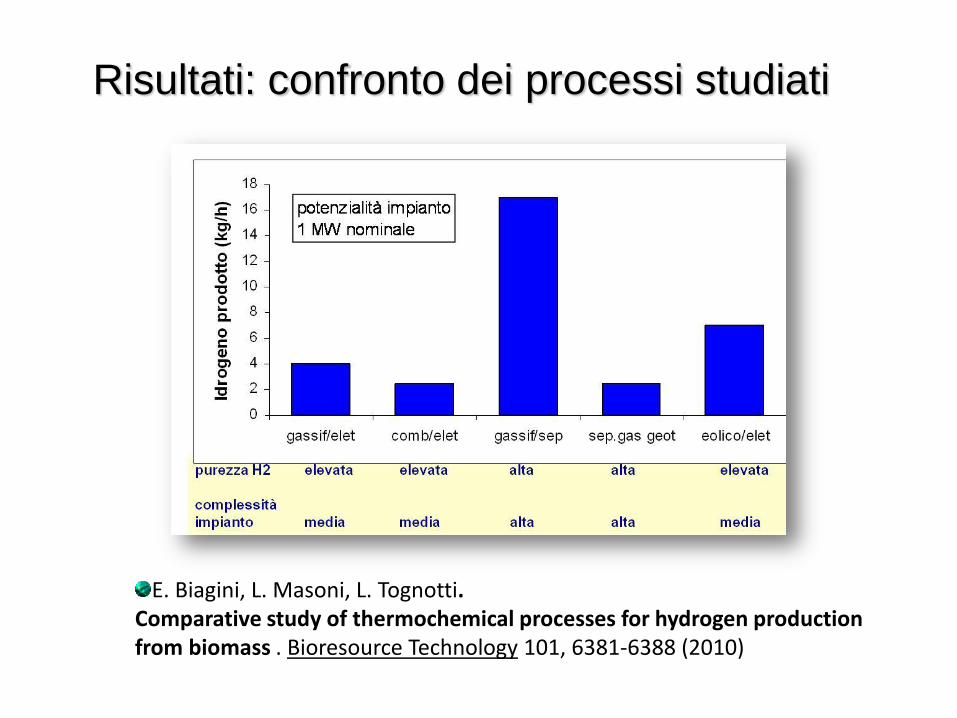
Risultati: confronto dei processi studiati
E. Biagini, L. Masoni, L. Tognotti. Comparative study of thermochemical processes for hydrogen production from biomass . Bioresource Technology 101, 6381-6388 (2010)
Scopi della ricerca
1. studio di filiera (risorsa, trasformazione, stoccaggio)
2. potenzialità di produzione di idrogeno in Toscana (risorsa → H2)
– survey delle risorse rinnovabili disponibili
– definizione delle filiere di produzione più promettenti
– valutazione della potenzialità di produzione di idrogeno in Toscana
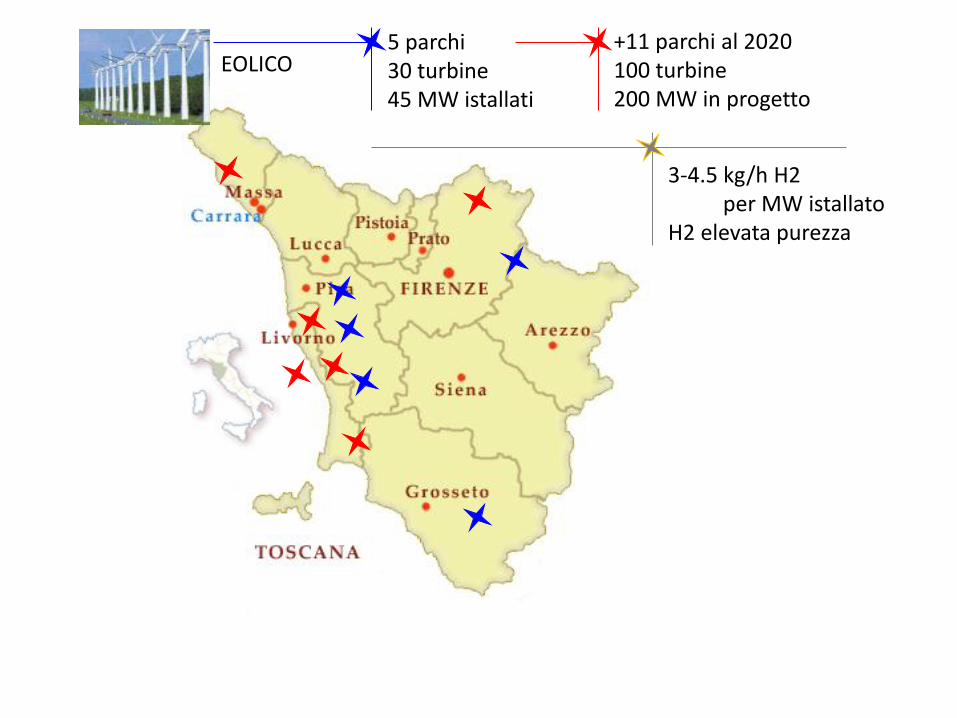
5 parchi 30 turbine 45 MW istallati
+11 parchi al 2020 100 turbine 200 MW in progetto
3-4.5 kg/h H2 per MW istallato H2 elevata purezza
EOLICO
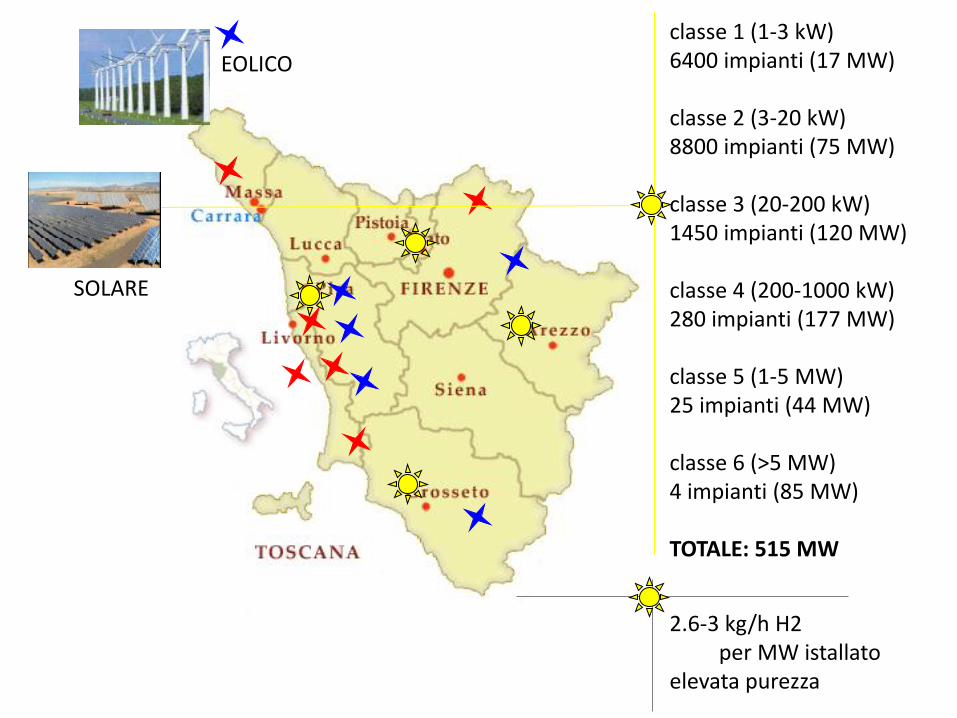
classe 1 (1-3 kW) 6400 impianti (17 MW) classe 2 (3-20 kW) 8800 impianti (75 MW) classe 3 (20-200 kW) 1450 impianti (120 MW) classe 4 (200-1000 kW) 280 impianti (177 MW) classe 5 (1-5 MW) 25 impianti (44 MW) classe 6 (>5 MW) 4 impianti (85 MW) TOTALE: 515 MW
2.6-3 kg/h H2 per MW istallato elevata purezza
EOLICO
SOLARE
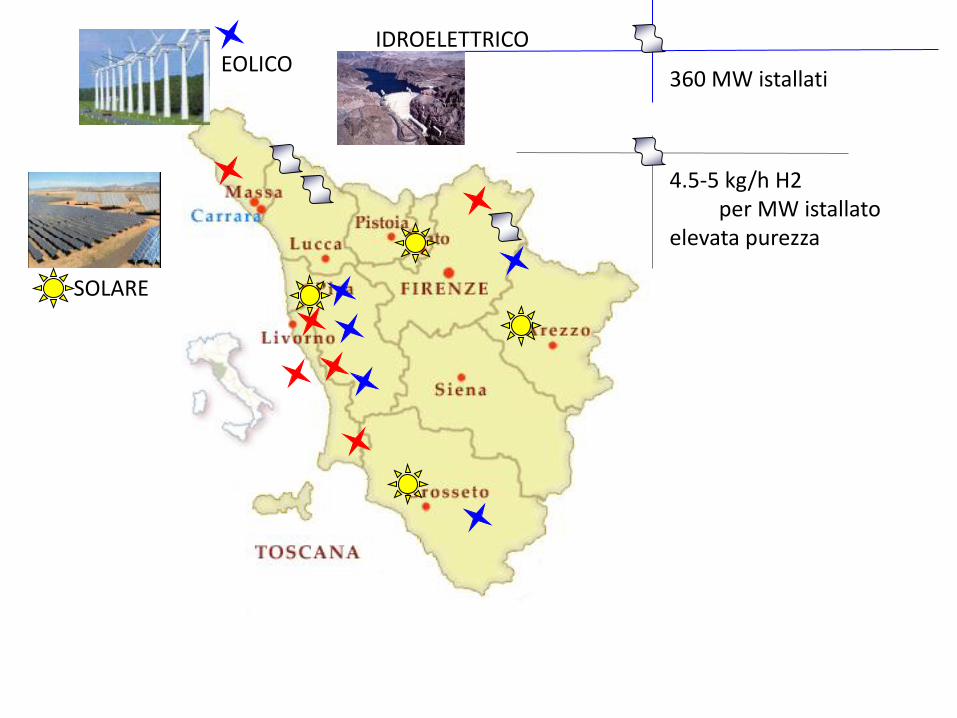
360 MW istallati
4.5-5 kg/h H2 per MW istallato elevata purezza
EOLICO
SOLARE
IDROELETTRICO
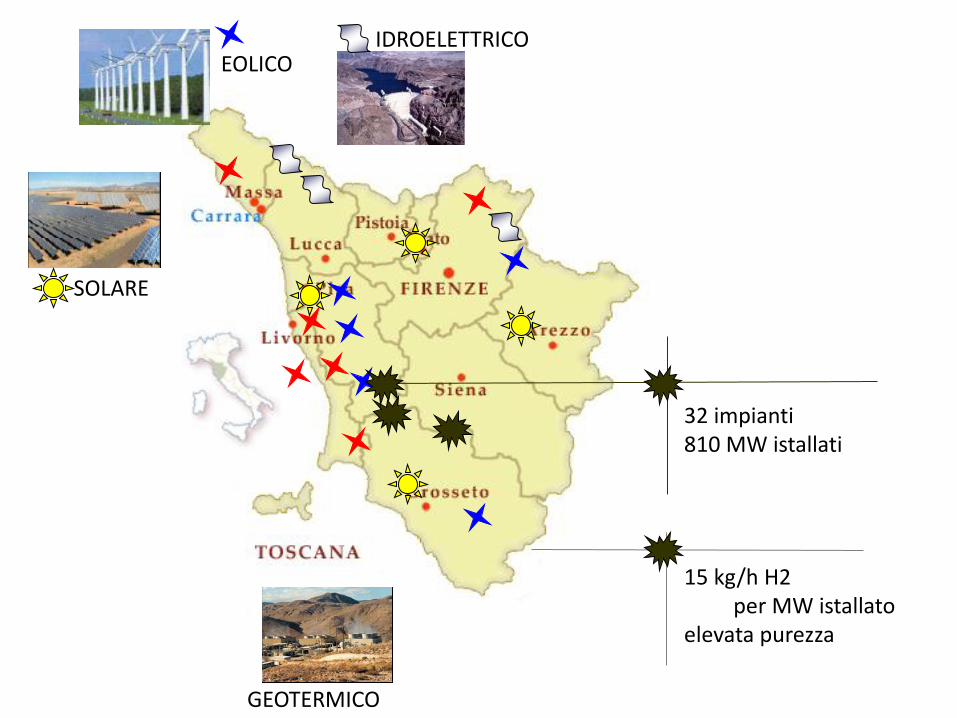
32 impianti 810 MW istallati
15 kg/h H2 per MW istallato elevata purezza
EOLICO
SOLARE
IDROELETTRICO
GEOTERMICO
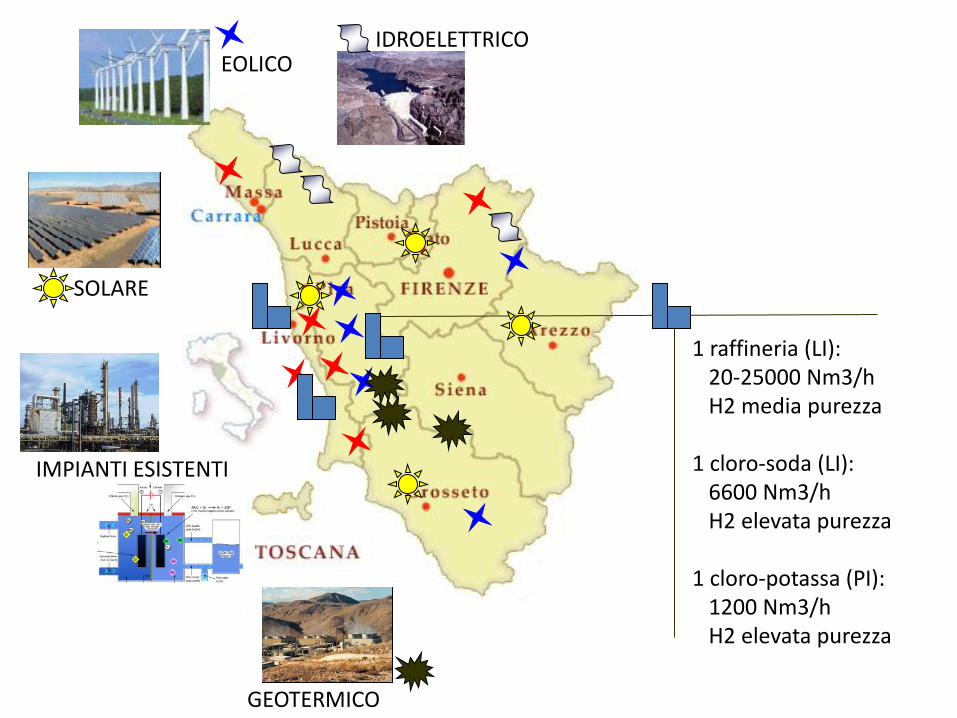
1 raffineria (LI): 20-25000 Nm3/h H2 media purezza 1 cloro-soda (LI): 6600 Nm3/h H2 elevata purezza 1 cloro-potassa (PI): 1200 Nm3/h H2 elevata purezza
EOLICO
SOLARE
IDROELETTRICO
GEOTERMICO
IMPIANTI ESISTENTI
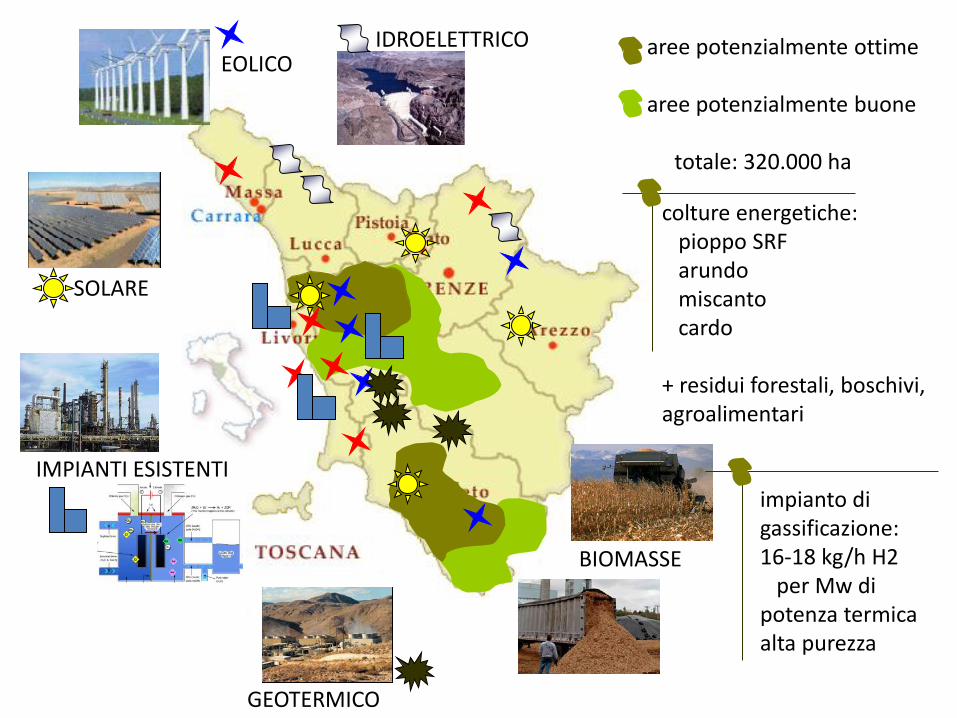
colture energetiche: pioppo SRF arundo miscanto cardo + residui forestali, boschivi, agroalimentari
EOLICO
SOLARE
IDROELETTRICO
GEOTERMICO
IMPIANTI ESISTENTI
BIOMASSE
aree potenzialmente ottime aree potenzialmente buone totale: 320.000 ha
impianto di gassificazione: 16-18 kg/h H2 per Mw di potenza termica alta purezza
Scopi della ricerca
1. studio di filiera (risorsa, trasformazione, stoccaggio)
2. potenzialità di produzione di idrogeno in Toscana (risorsa → H2)
3. studio di processi integrati: fattibilità e bilanci tecnico-economici
– necessità di definire processi integrati per utilizzo di sottoprodotti, cascami termici e diminuire i costi di filiera
– studio di alcuni processi integrati per la produzione di idrogeno da fonti rinnovabili (filiera corta)
– analisi preliminare dei costi di produzione di idrogeno per alcuni impianti integrati
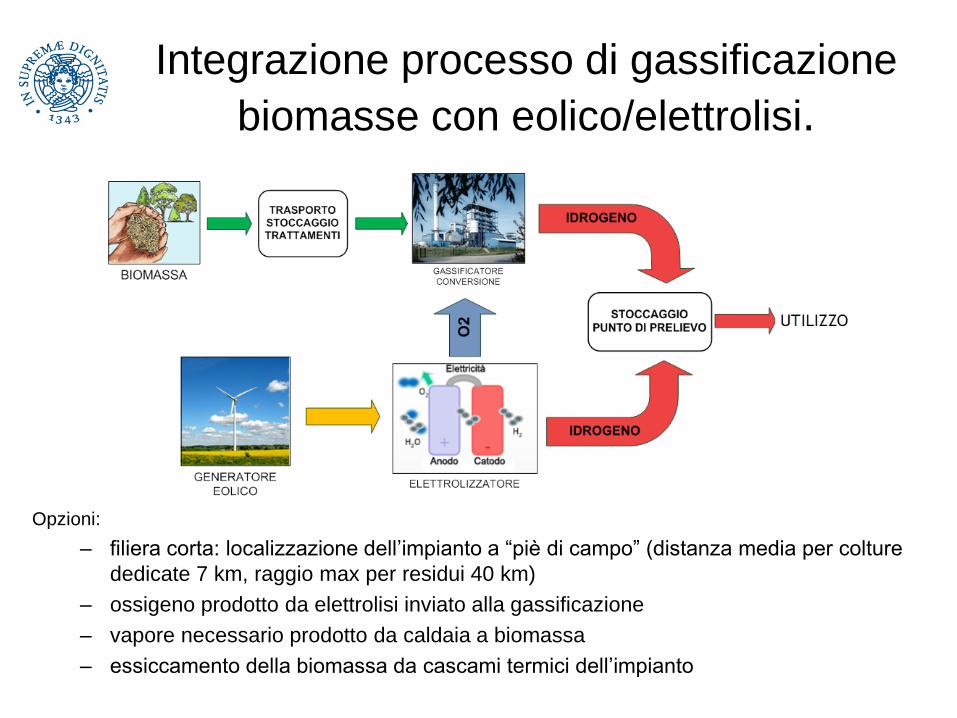
Integrazione processo di gassificazione
biomasse con eolico/elettrolisi.
Opzioni:
– filiera corta: localizzazione dell’impianto a “piè di campo” (distanza media per colture
dedicate 7 km, raggio max per residui 40 km)
– ossigeno prodotto da elettrolisi inviato alla gassificazione
– vapore necessario prodotto da caldaia a biomassa
– essiccamento della biomassa da cascami termici dell’impianto
Scenario di utilizzo
LAM (Linee Alta Mobilità) città di Pisa:
– 13 autobus (6 LAMRossa, 4 LAMVerde, 3 LAMBlu)
– 37540 km, percorrenza media annua per autobus
• H2 da elettrolisi → celle a combustibile
– richiesti 17.1 kg/h di idrogeno (5700 h di funzionamento dell’impianto)
• H2 da gassificazione → motore combustione interna
– richiesti 15.4 kg/h di idrogeno (7200 h di funzionamento dell’impianto)
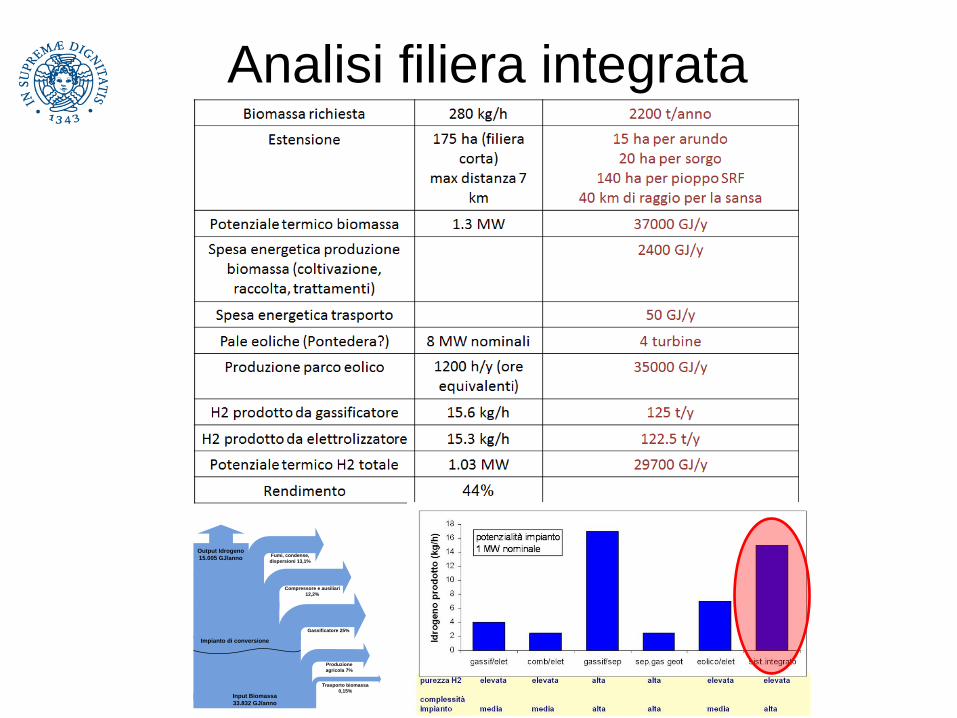
Analisi filiera integrata
Trasporto biomassa
0,15%
Produzione
agricola 7%
Gassificatore 25%
Compressore e ausiliari
12,2%
Fumi, condense,
dispersioni 13,1%
Input Biomassa
33.832 GJ/anno
Output Idrogeno
15.005 GJ/anno
Impianto di conversione
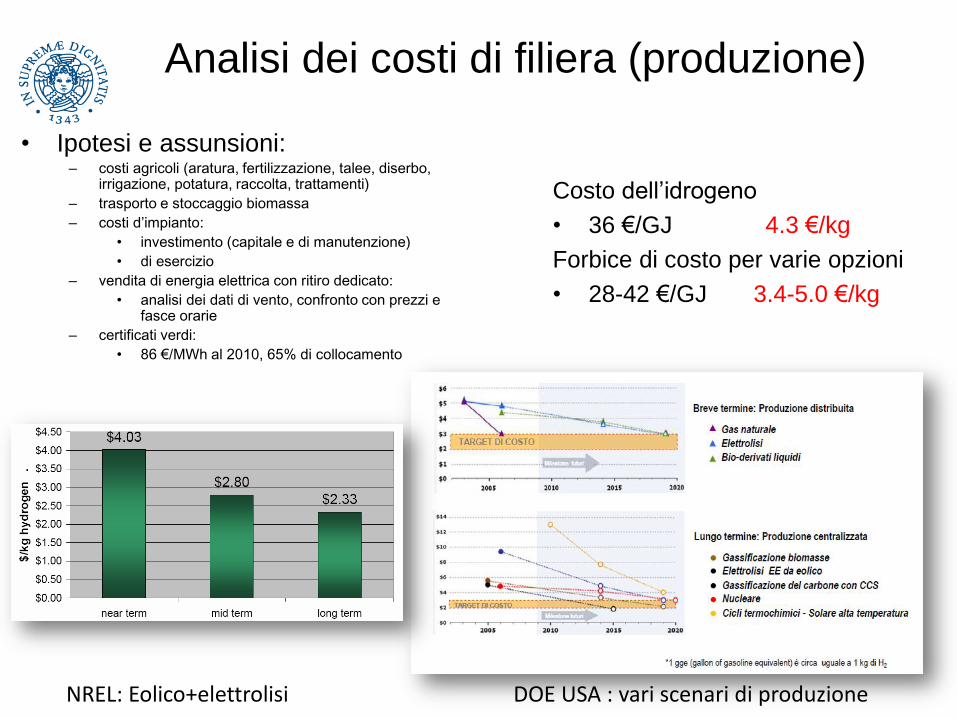
Analisi dei costi di filiera (produzione)
• Ipotesi e assunsioni: – costi agricoli (aratura, fertilizzazione, talee, diserbo,
irrigazione, potatura, raccolta, trattamenti)
– trasporto e stoccaggio biomassa
– costi d’impianto:
• investimento (capitale e di manutenzione)
• di esercizio
– vendita di energia elettrica con ritiro dedicato:
• analisi dei dati di vento, confronto con prezzi e fasce orarie
– certificati verdi:
• 86 €/MWh al 2010, 65% di collocamento
Costo dell’idrogeno
• 36 €/GJ 4.3 €/kg
Forbice di costo per varie opzioni
• 28-42 €/GJ 3.4-5.0 €/kg
NREL: Eolico+elettrolisi DOE USA : vari scenari di produzione
Principali prodotti della ricerca
D.2.1 Analisi dei processi produttivi e delle fonti energetiche di interesse per la
produzione di idrogeno sul territorio regionale- - Database
D.2.2 Monografia: Studio comparativo di processi per la produzione di idrogeno a
partire da biomasse
D.2.3 Studio di fattibilità tecnico-economica di un processo integrato per la produzione
di idrogeno per le conversioni energetiche di bordo ed il trasporto
• Sviluppo di metodologie sperimentali per lo studio della gassificazione delle
biomasse
• Sviluppo di strumenti software dedicati per la ottimizzazione di processi industriali
• Dodici tesi di laurea (triennale e magistrale)
• Una borsa post-doc
• Due dottorandi hanno collaborato alle attività
• Pubblicazioni: 5 su rivista, 12 a convegno, 1 monografia, possibile brevetto

Progetto H2 Filiera Idrogeno
Aspetti metallurgici e strutturali per
lo sviluppo di veicoli a idrogeno
M.Beghini, L.Bertini, F.Frendo, C.Santus, R.Valentini
Dipartimento di Ingegneria Meccanica. Nucleare e della Produzione Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza
dei Materiali

06/07/2012
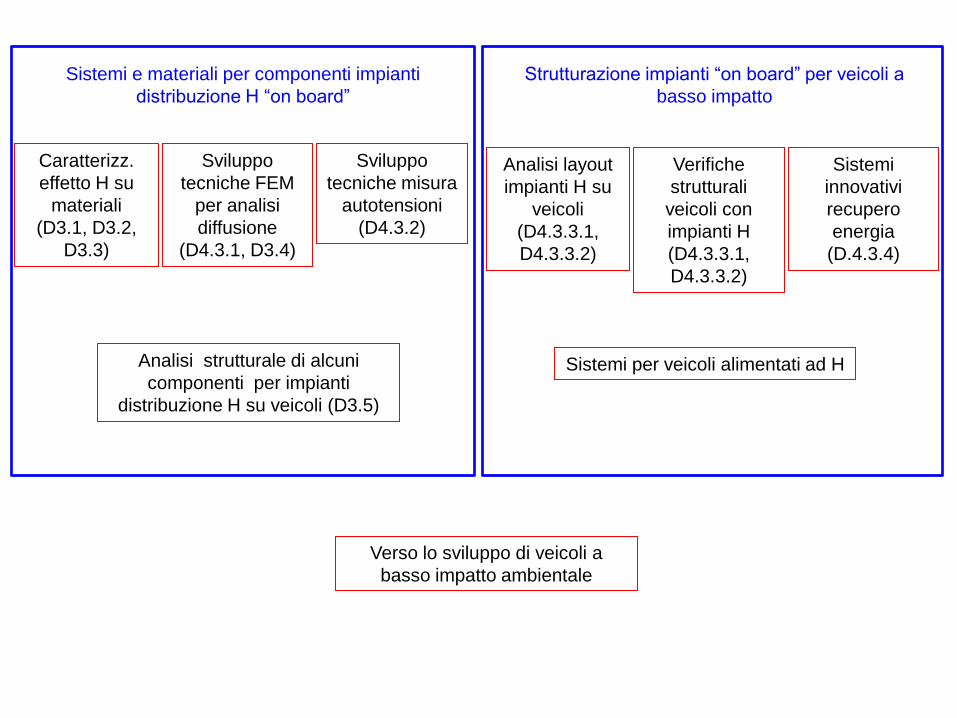
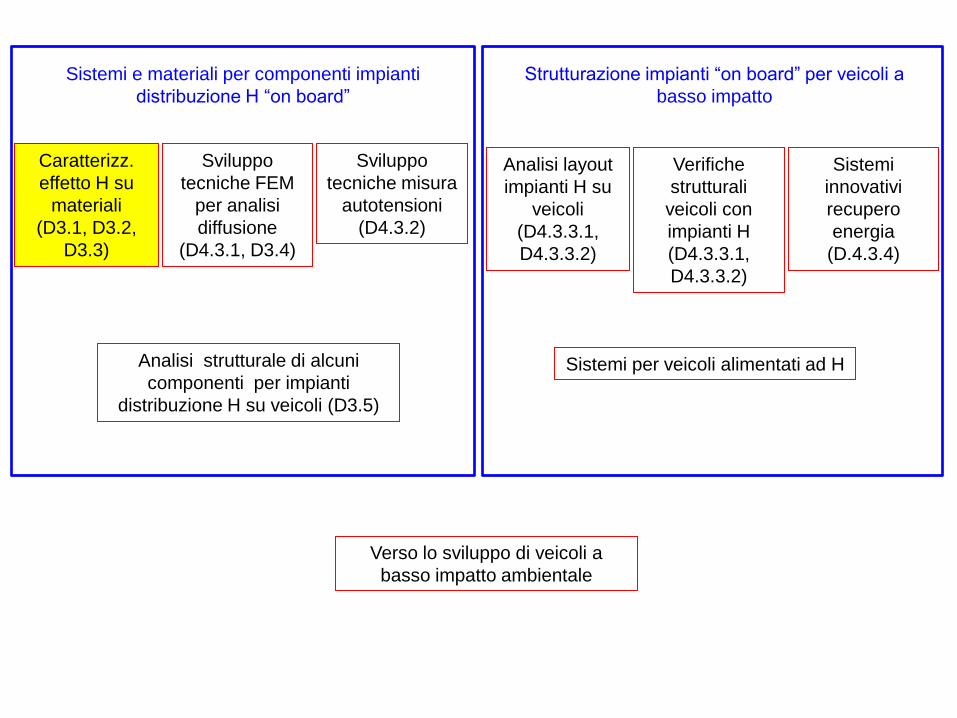
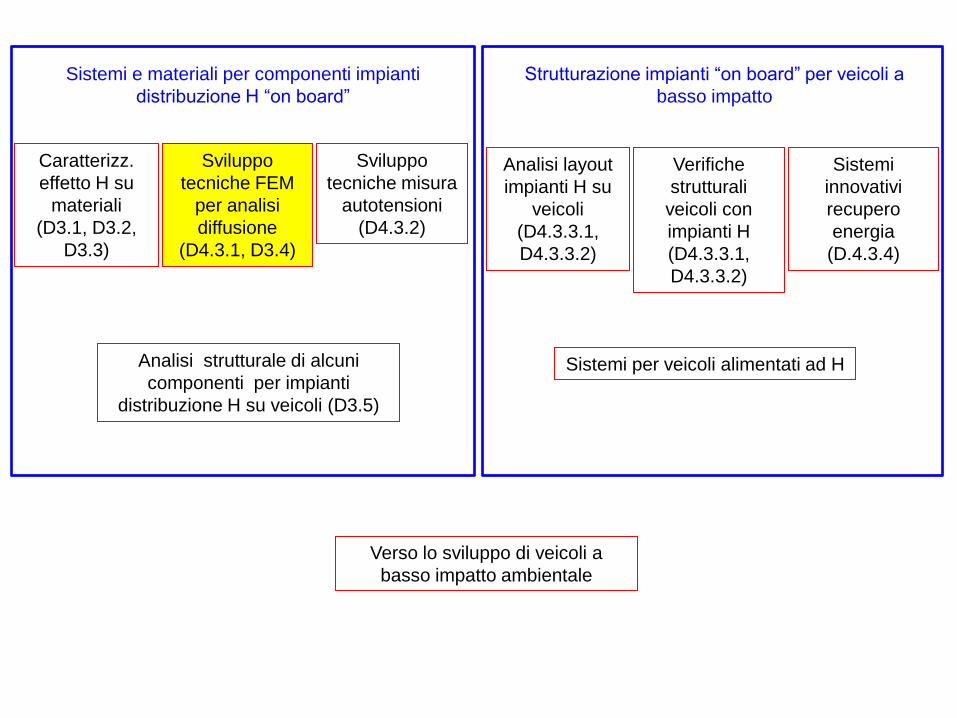
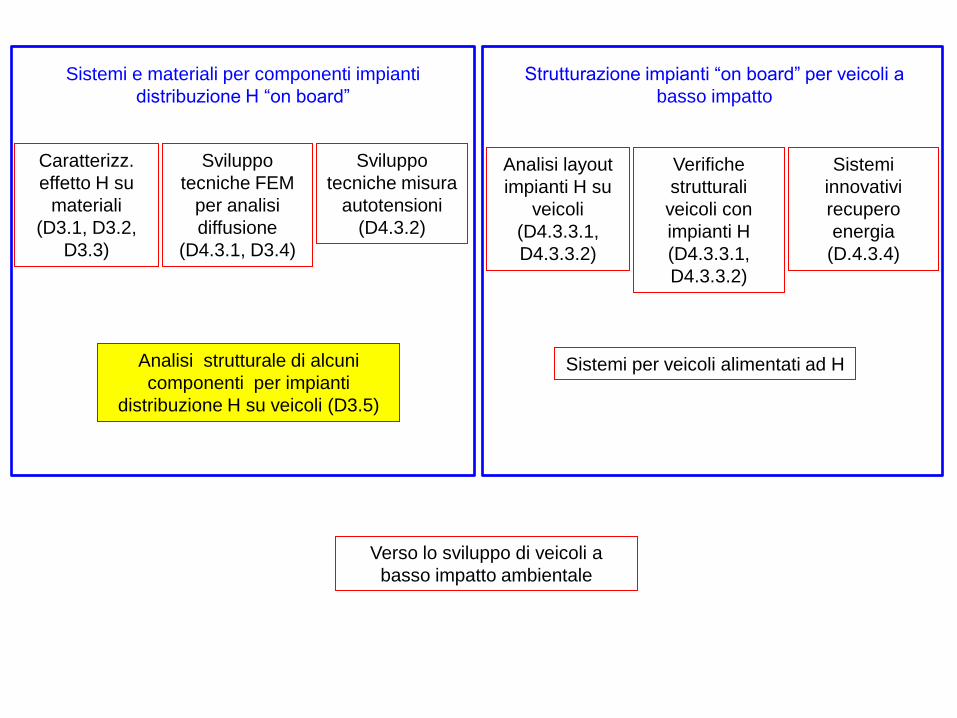
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
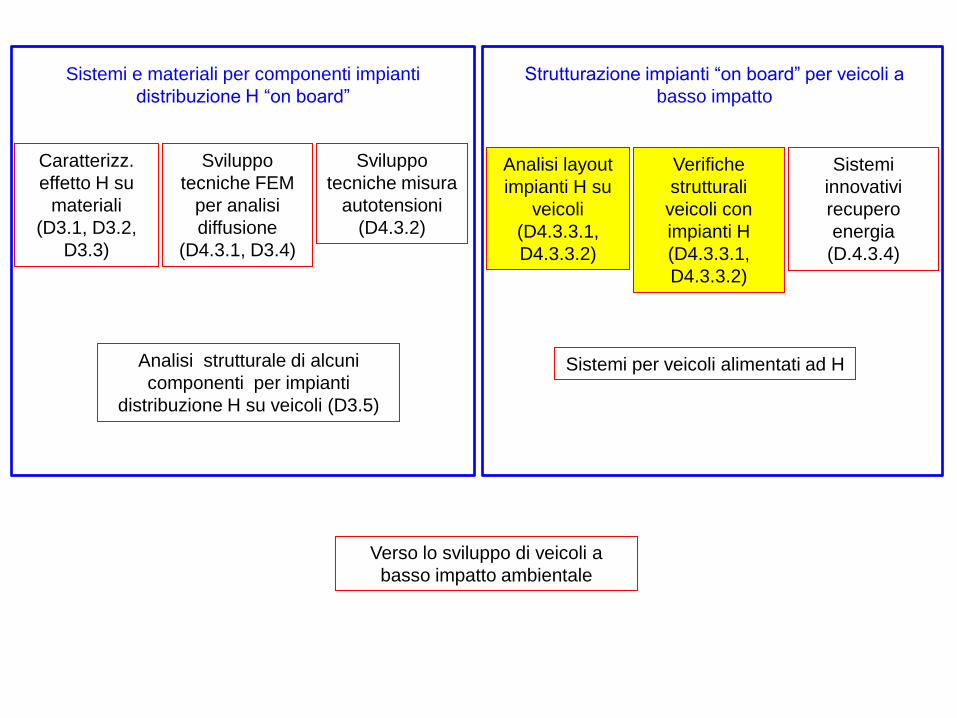
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
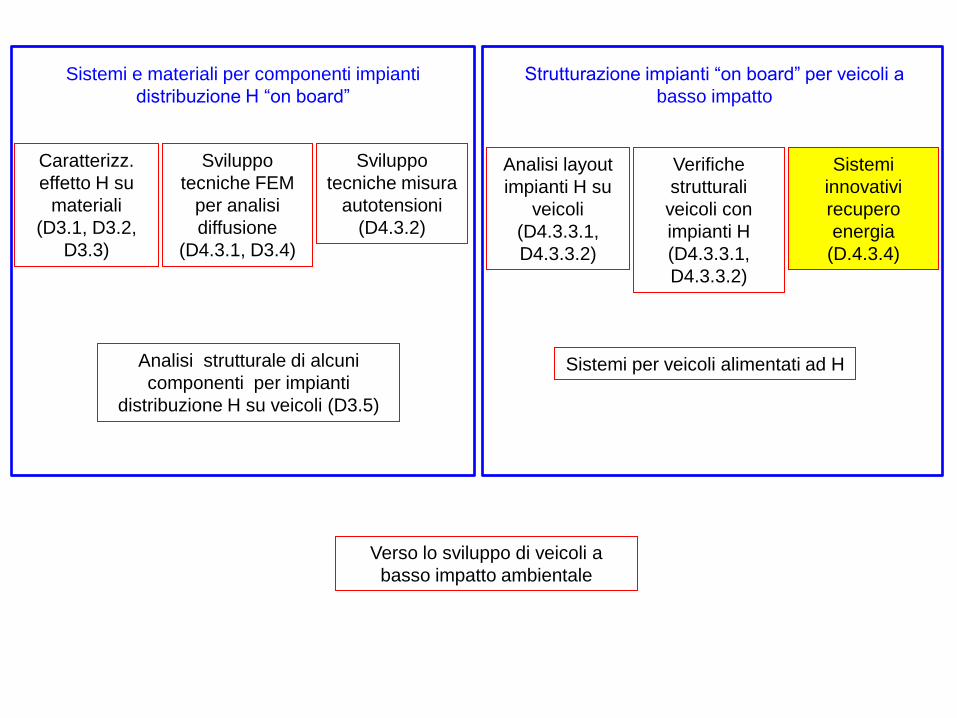
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale

Caratterizzazione della suscettività all’idrogeno dei materiali
impiegabili nel sistema di compressione e distribuzione
dell’Idrogeno
Bombole di idrogeno compresso per il sistema di stoccaggio
Tipiche bombole per H2:
- Bassa resistenza meccanica
- Elevati spessori
- Elevato peso
- API X52
Bombole per CH4:
- Maggiore resistenza meccanica
- Spessori inferiori
- Peso inferiore
- 1.12Cr0.25Mo
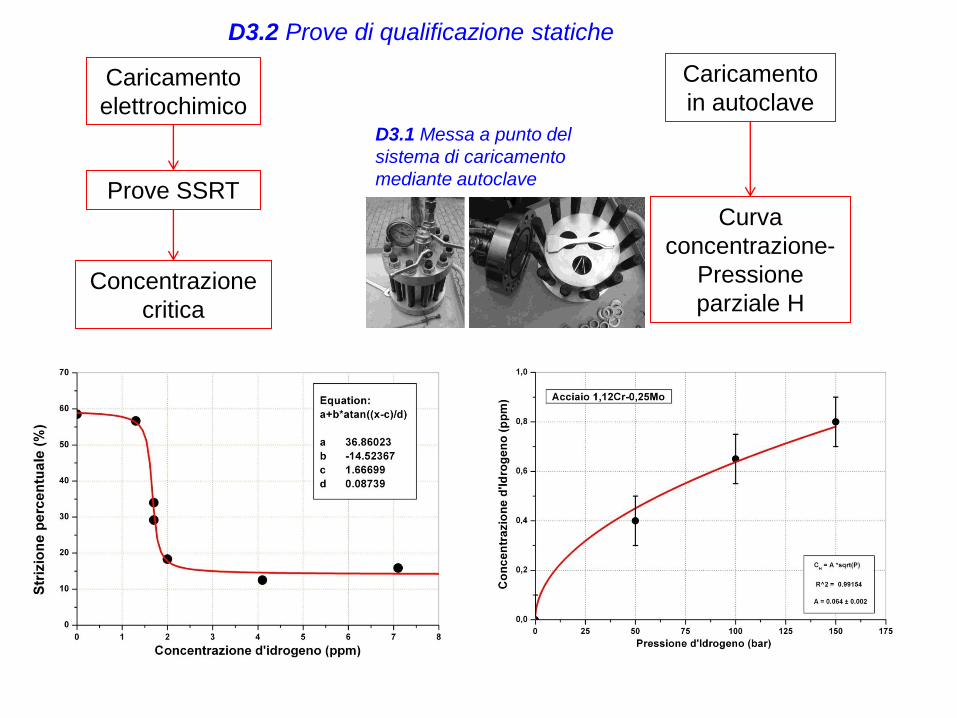
Caricamento
elettrochimico
Caricamento
in autoclave
Prove SSRT
Concentrazione
critica
Curva
concentrazione-
Pressione
parziale H
D3.1 Messa a punto del
sistema di caricamento
mediante autoclave
D3.2 Prove di qualificazione statiche
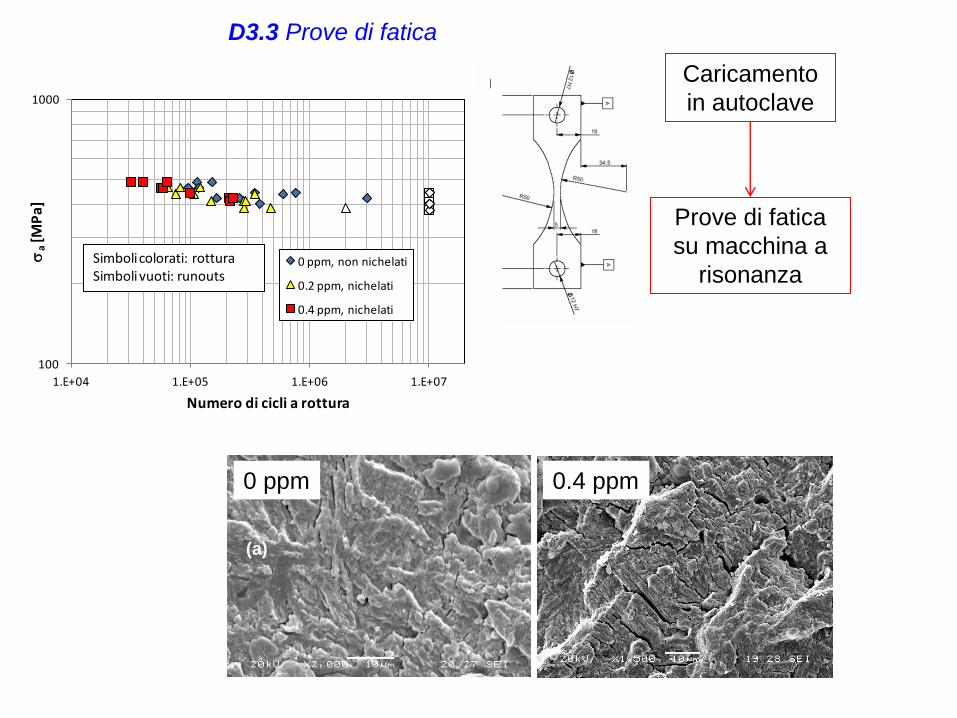
Caricamento
in autoclave
D3.3 Prove di fatica
Prove di fatica
su macchina a
risonanza
100
1000
1.E+04 1.E+05 1.E+06 1.E+07
sa
[MP
a]
Numero di cicli a rottura
0 ppm, non nichelati
0.2 ppm, nichelati
0.4 ppm, nichelati
Simbolicolorati: rotturaSimboli vuoti: runouts
(a)
(b)
(c)
0 ppm 0.4 ppm
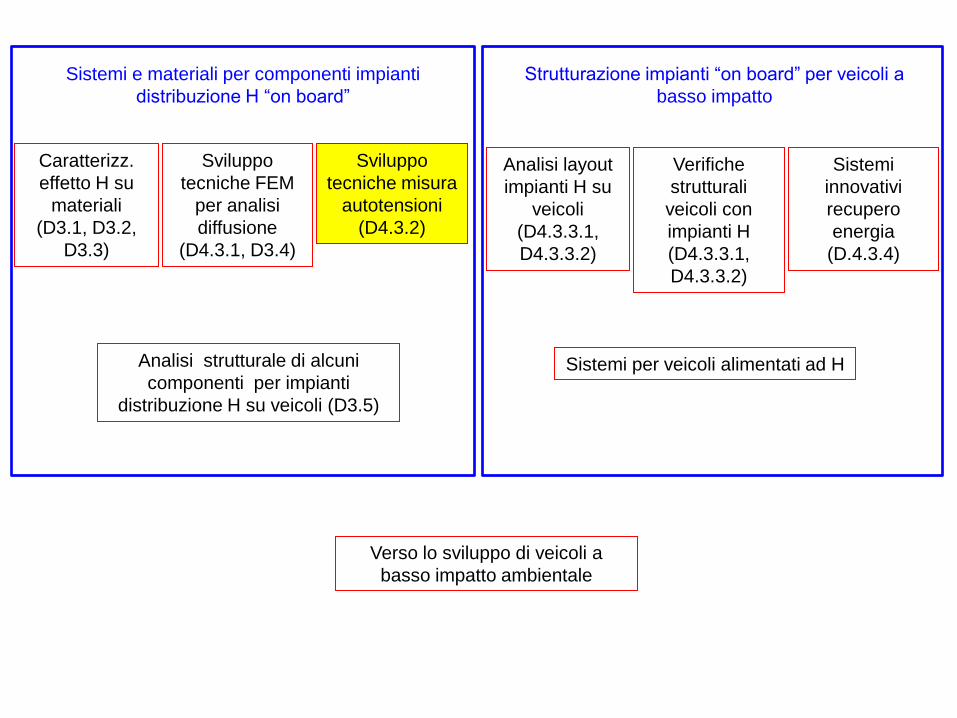
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale
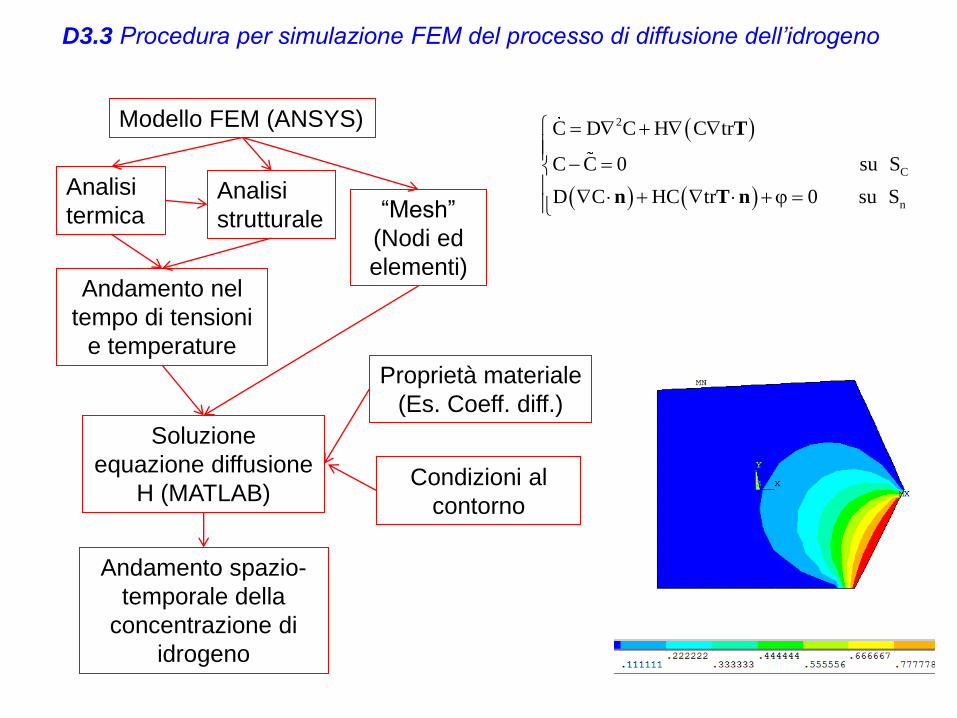
D3.3 Procedura per simulazione FEM del processo di diffusione dell’idrogeno
Modello FEM (ANSYS)
Analisi
termica Analisi
strutturale
Andamento nel
tempo di tensioni
e temperature
“Mesh”
(Nodi ed
elementi)
Soluzione
equazione diffusione
H (MATLAB)
Proprietà materiale
(Es. Coeff. diff.)
Condizioni al
contorno
Andamento spazio-
temporale della
concentrazione di
idrogeno
2
C
n
C D C H C tr
C C 0 su S
D C HC tr 0 su S
T
n T n
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale
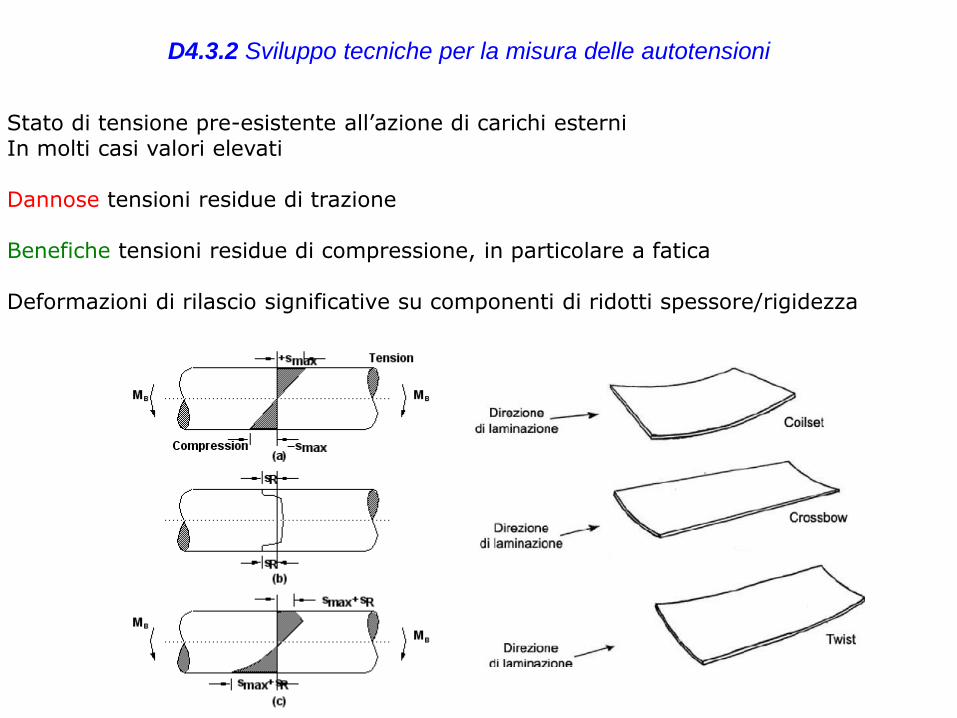
Stato di tensione pre-esistente all’azione di carichi esterni In molti casi valori elevati Dannose tensioni residue di trazione Benefiche tensioni residue di compressione, in particolare a fatica Deformazioni di rilascio significative su componenti di ridotti spessore/rigidezza
D4.3.2 Sviluppo tecniche per la misura delle autotensioni
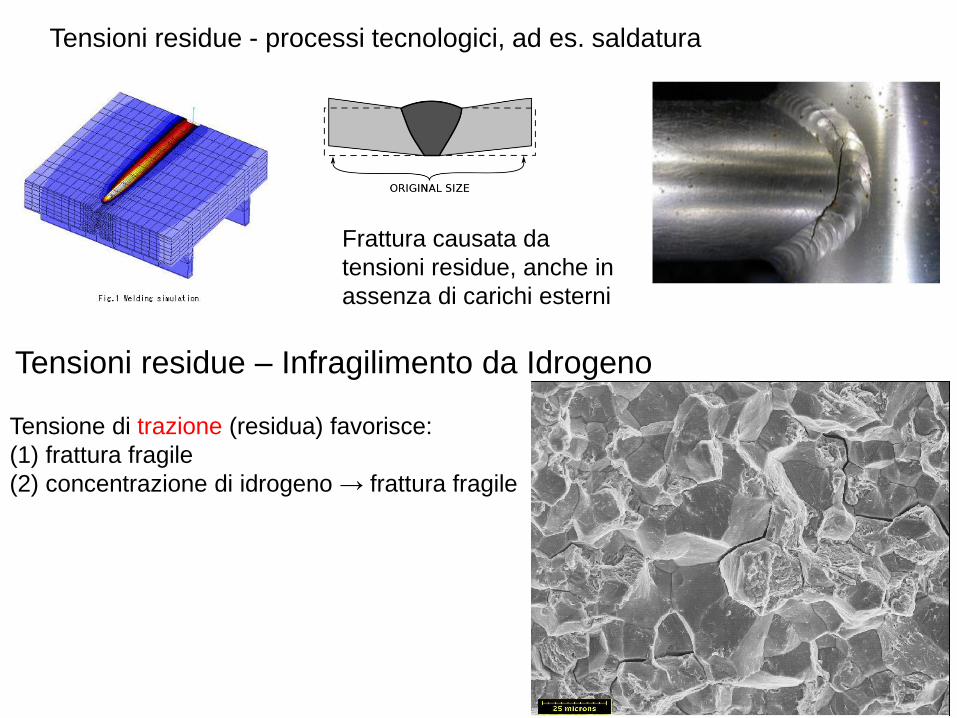
Tensioni residue - processi tecnologici, ad es. saldatura
Frattura causata da
tensioni residue, anche in
assenza di carichi esterni
Tensione di trazione (residua) favorisce:
(1) frattura fragile
(2) concentrazione di idrogeno → frattura fragile
Tensioni residue – Infragilimento da Idrogeno
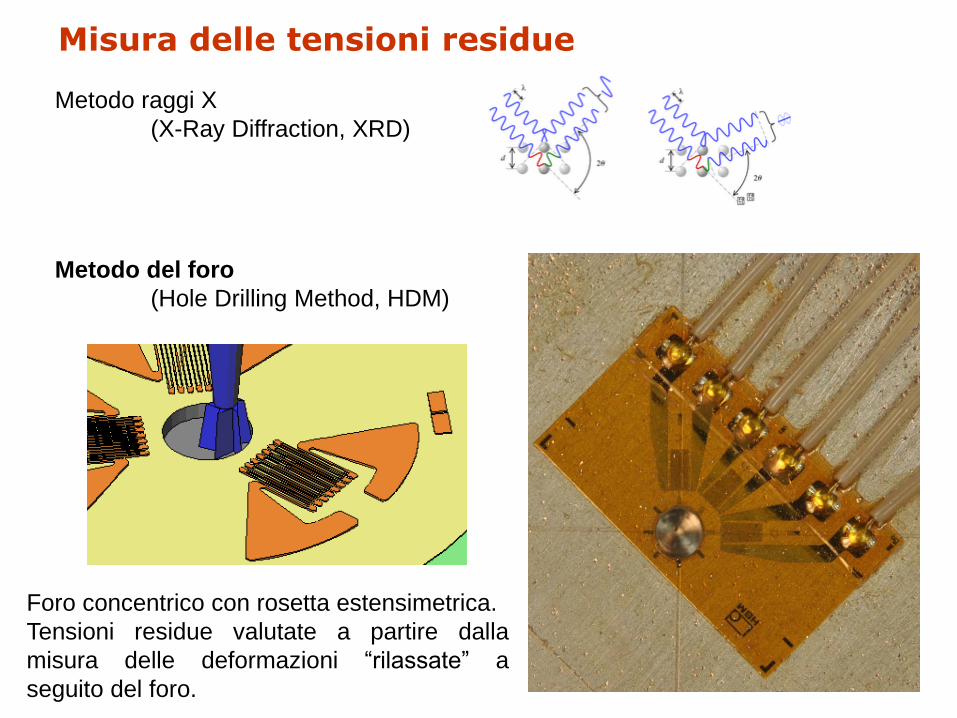
Misura delle tensioni residue
Metodo raggi X
(X-Ray Diffraction, XRD)
Metodo del foro
(Hole Drilling Method, HDM)
Foro concentrico con rosetta estensimetrica.
Tensioni residue valutate a partire dalla
misura delle deformazioni “rilassate” a
seguito del foro.

Attrezzatura acquisita – Metodo del foro
RESTAN – MTS 3000
Fornitore:
SINT Technology, Firenze / HBM
Caratteristiche:
- esecuzione automatica del metodo
- correzione ottica dell’eccentricità
- acquisizione in tempo reale misure
estensimetriche, def. rilassate
- turbina a aria compressa, 350 000 g/min
- foro diametro 1.8 mm
- profondità 2 mm
- risoluzione profondità 0.010 mm
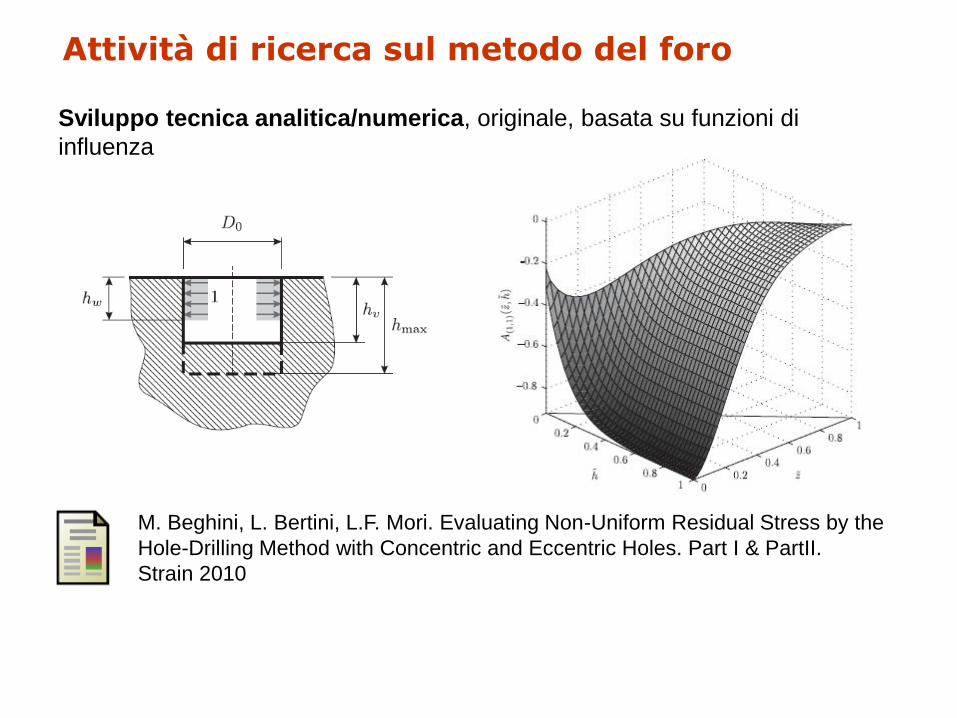
Attività di ricerca sul metodo del foro
Sviluppo tecnica analitica/numerica, originale, basata su funzioni di
influenza
M. Beghini, L. Bertini, L.F. Mori. Evaluating Non-Uniform Residual Stress by the
Hole-Drilling Method with Concentric and Eccentric Holes. Part I & PartII.
Strain 2010
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale
D3.5 Analisi del comportamento di alcuni componenti del sistema di
immagazzinamento e distribuzione.
Scopo dell’analisi : dimostrazione delle tecniche messe a
punto
Componenti selezionati:
•fasce elastiche compressori alternativi
•serbatoi di immagazzinamento
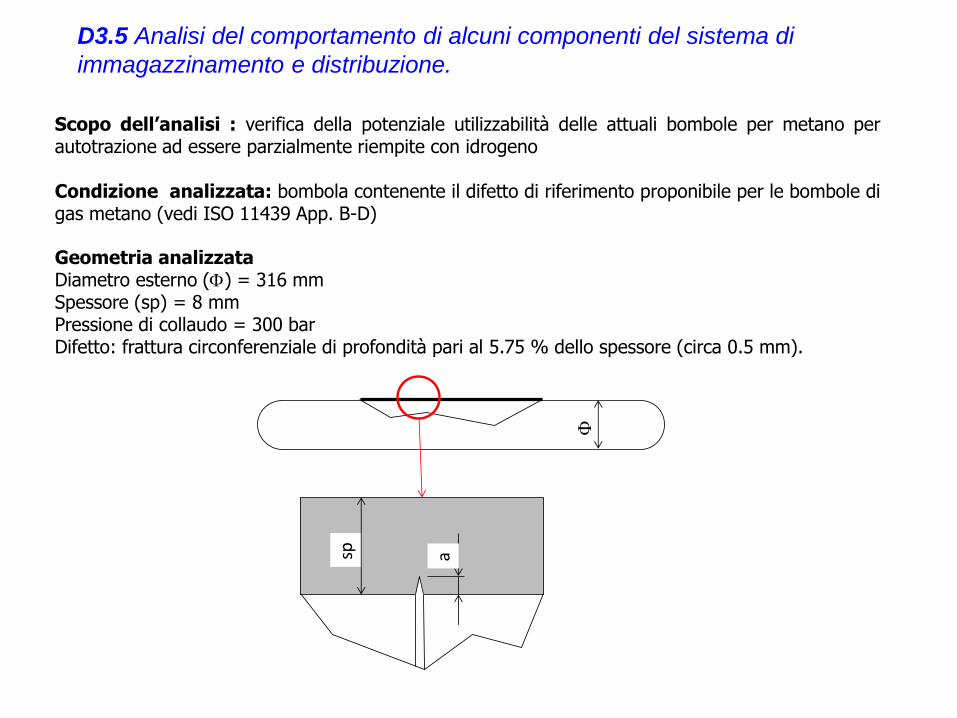
D3.5 Analisi del comportamento di alcuni componenti del sistema di
immagazzinamento e distribuzione.
Scopo dell’analisi : verifica della potenziale utilizzabilità delle attuali bombole per metano per autotrazione ad essere parzialmente riempite con idrogeno Condizione analizzata: bombola contenente il difetto di riferimento proponibile per le bombole di gas metano (vedi ISO 11439 App. B-D) Geometria analizzata Diametro esterno (F) = 316 mm Spessore (sp) = 8 mm Pressione di collaudo = 300 bar Difetto: frattura circonferenziale di profondità pari al 5.75 % dello spessore (circa 0.5 mm).
sp a
F
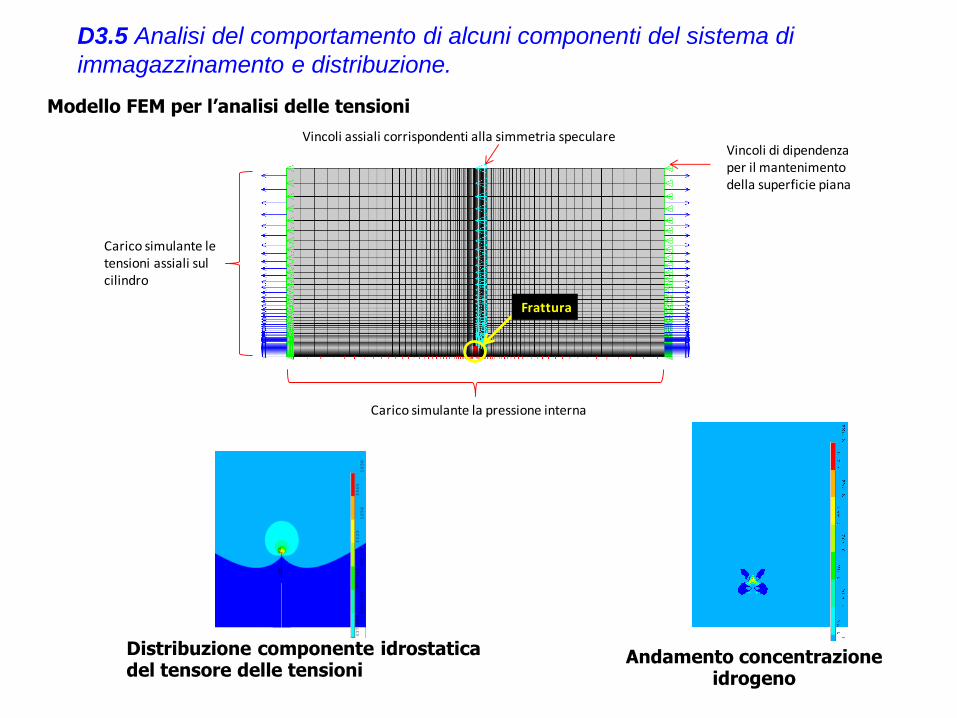
D3.5 Analisi del comportamento di alcuni componenti del sistema di
immagazzinamento e distribuzione.
Modello FEM per l’analisi delle tensioni
Carico simulante le tensioni assiali sul cilindro
Carico simulante la pressione interna
Vincoli assiali corrispondenti alla simmetria speculareVincoli di dipendenza per il mantenimento della superficie piana
Frattura
Distribuzione componente idrostatica del tensore delle tensioni
Andamento concentrazione idrogeno
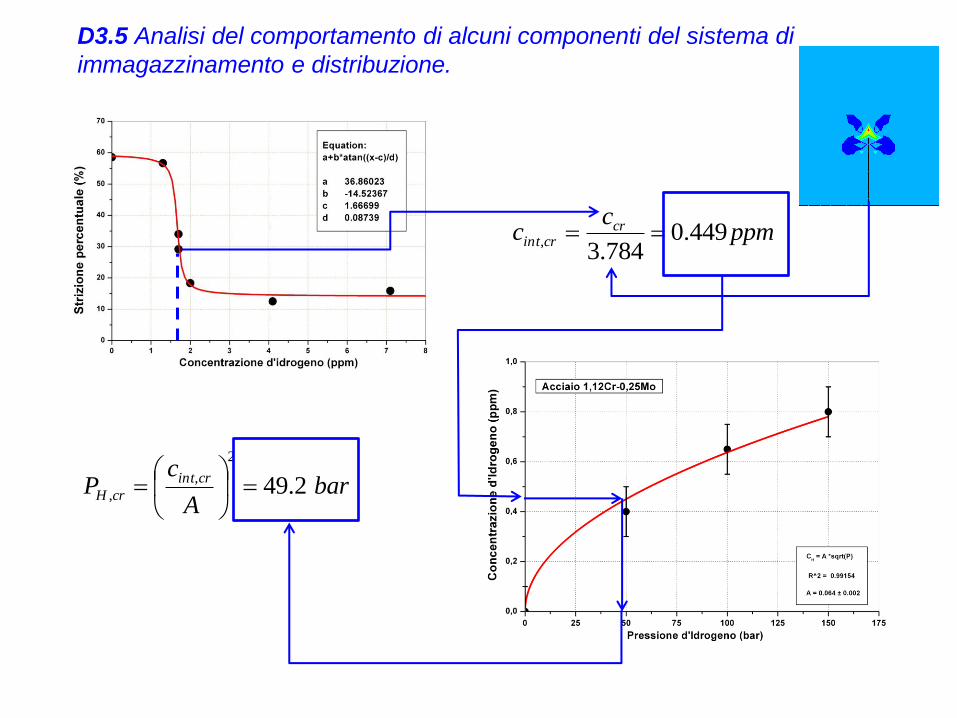
D3.5 Analisi del comportamento di alcuni componenti del sistema di
immagazzinamento e distribuzione.
barA
cP int,cr
crH 2.49
2
,
ppmc
c crcrint 449.0
784.3,
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale
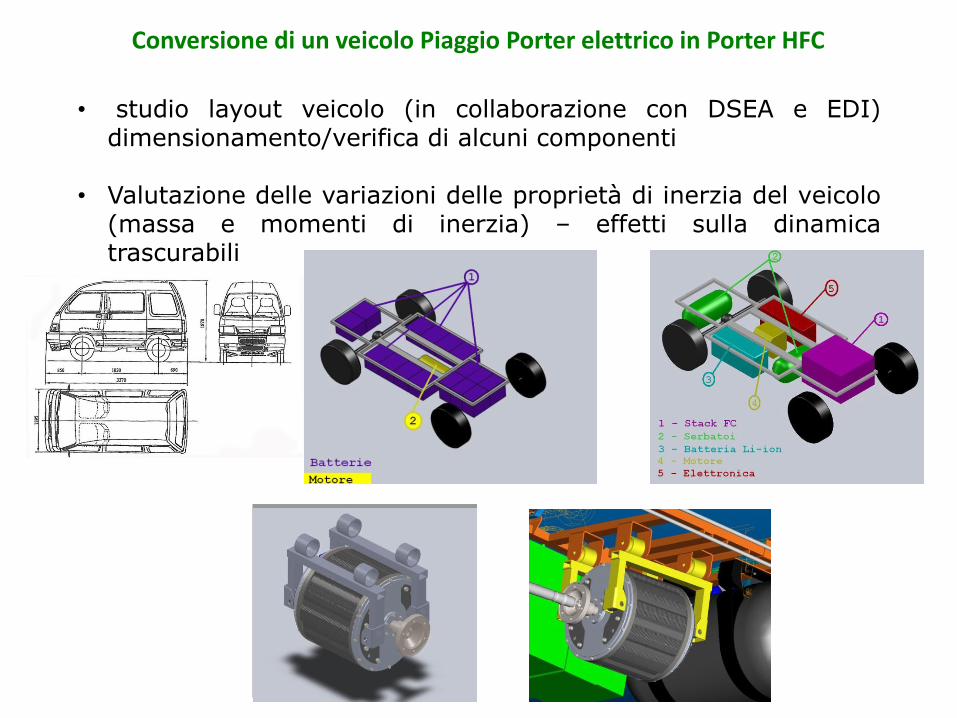
Conversione di un veicolo Piaggio Porter elettrico in Porter HFC
• studio layout veicolo (in collaborazione con DSEA e EDI) dimensionamento/verifica di alcuni componenti
• Valutazione delle variazioni delle proprietà di inerzia del veicolo (massa e momenti di inerzia) – effetti sulla dinamica trascurabili
Caratterizz.
effetto H su
materiali
(D3.1, D3.2,
D3.3)
Sviluppo
tecniche misura
autotensioni
(D4.3.2)
Analisi strutturale di alcuni
componenti per impianti
distribuzione H su veicoli (D3.5)
Sviluppo
tecniche FEM
per analisi
diffusione
(D4.3.1, D3.4)
Sistemi e materiali per componenti impianti
distribuzione H “on board”
Analisi layout
impianti H su
veicoli
(D4.3.3.1,
D4.3.3.2)
Sistemi
innovativi
recupero
energia
(D.4.3.4)
Sistemi per veicoli alimentati ad H
Verifiche
strutturali
veicoli con
impianti H
(D4.3.3.1,
D4.3.3.2)
Strutturazione impianti “on board” per veicoli a
basso impatto
Verso lo sviluppo di veicoli a
basso impatto ambientale
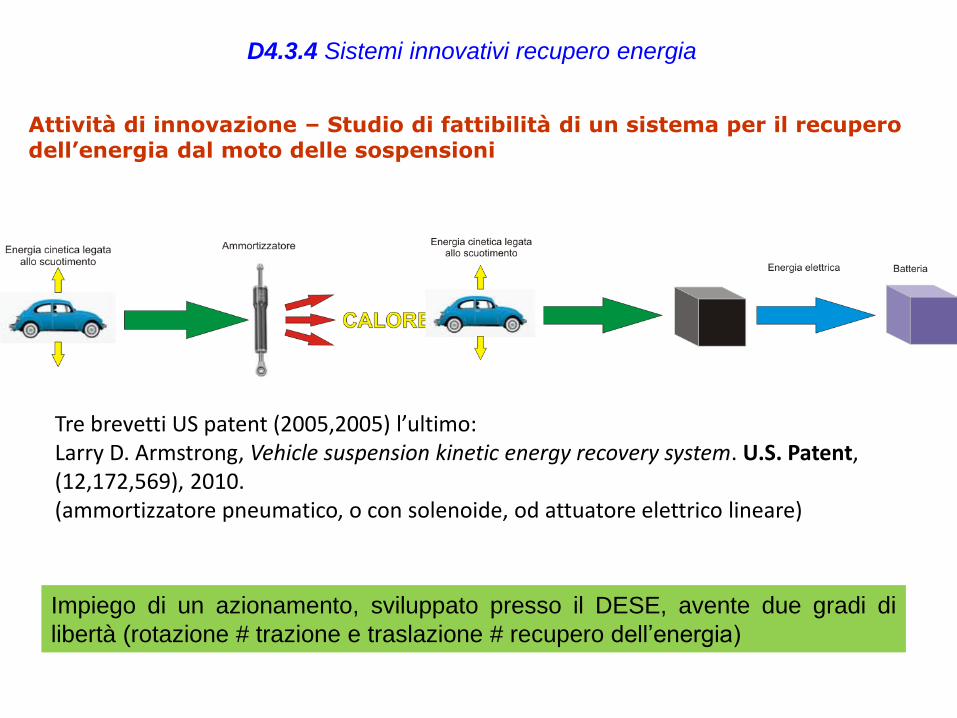
Attività di innovazione – Studio di fattibilità di un sistema per il recupero dell’energia dal moto delle sospensioni
Tre brevetti US patent (2005,2005) l’ultimo: Larry D. Armstrong, Vehicle suspension kinetic energy recovery system. U.S. Patent, (12,172,569), 2010. (ammortizzatore pneumatico, o con solenoide, od attuatore elettrico lineare)
Impiego di un azionamento, sviluppato presso il DESE, avente due gradi di
libertà (rotazione # trazione e traslazione # recupero dell’energia)
D4.3.4 Sistemi innovativi recupero energia
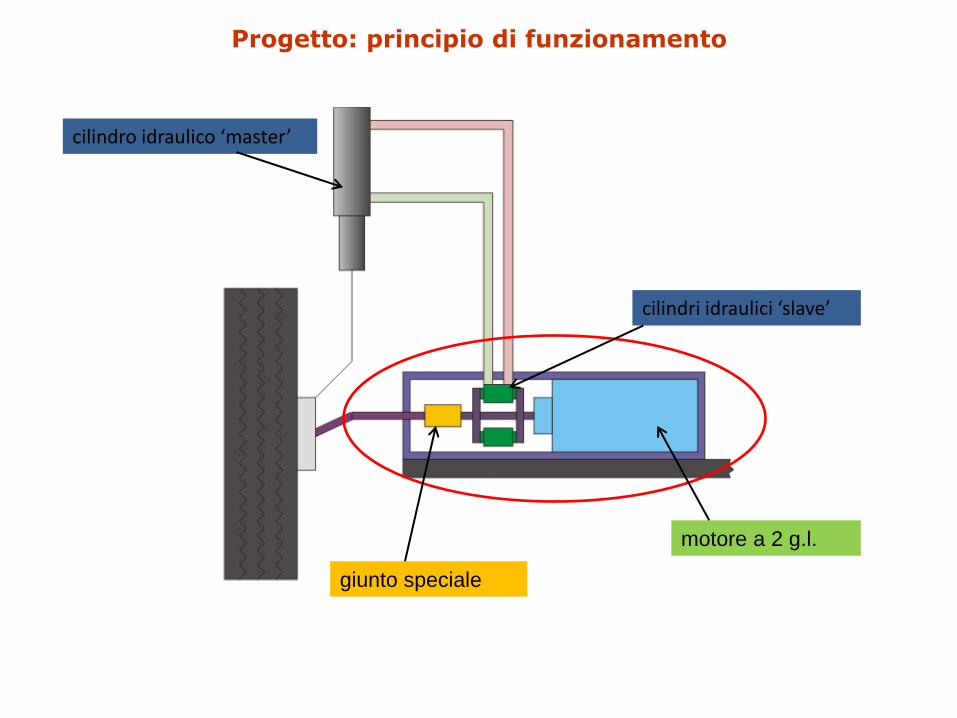
cilindri idraulici ‘slave’
cilindro idraulico ‘master’
giunto speciale
motore a 2 g.l.
Progetto: principio di funzionamento
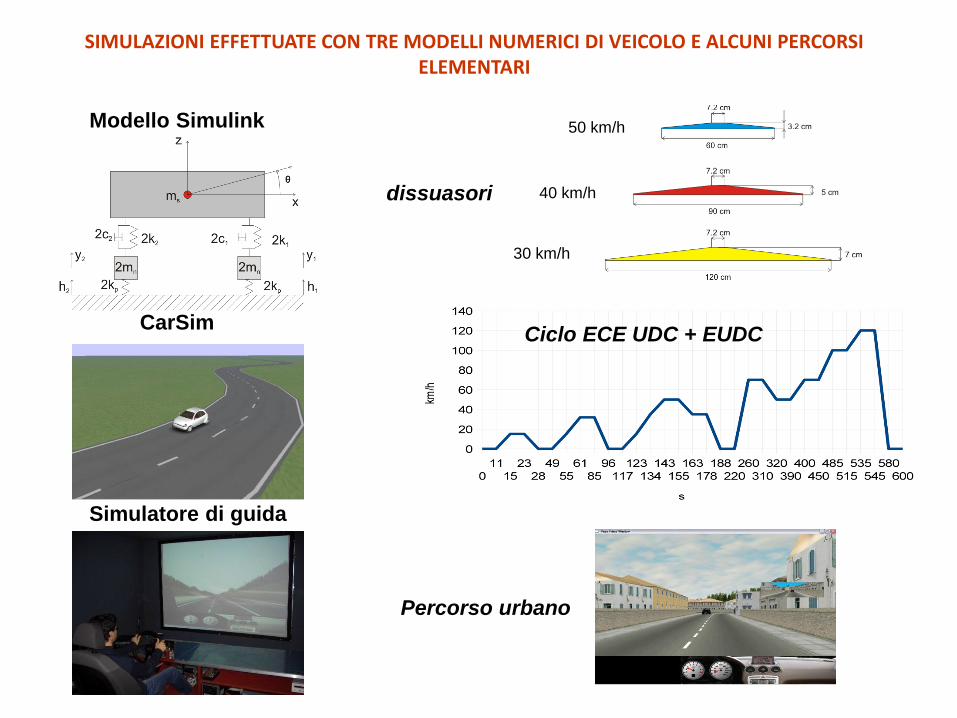
Modello Simulink
CarSim
Simulatore di guida
50 km/h
40 km/h
30 km/h
Percorso urbano
SIMULAZIONI EFFETTUATE CON TRE MODELLI NUMERICI DI VEICOLO E ALCUNI PERCORSI ELEMENTARI
Ciclo ECE UDC + EUDC
dissuasori
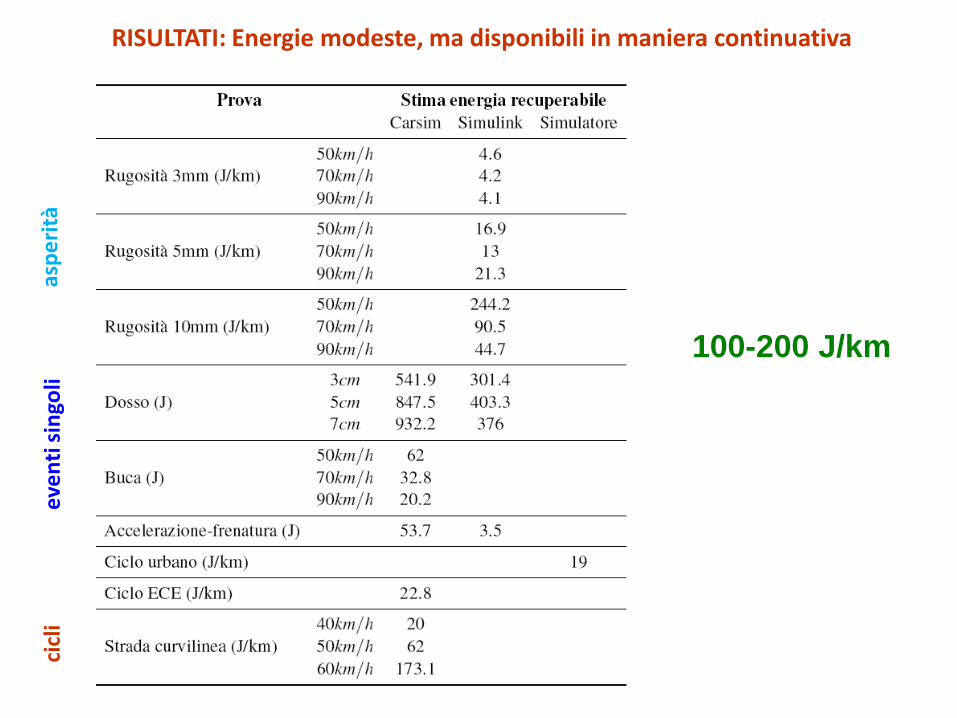
RISULTATI: Energie modeste, ma disponibili in maniera continuativa as
pe
rità
ci
cli
eve
nti
sin
goli
100-200 J/km
Principali prodotti della ricerca
• Database di curve di resistenza a fatica per acciai in presenza di idrogeno
• Sviluppo di una tecnica sperimentale per la misura delle tensioni residue
• Strumento software per il calcolo della concentrazione dell’idrogeno in
componenti strutturali, in presenza di uno stato di sollecitazione che potrà essere
impiegato anche in altri settori (es.: energia, petrolchimico)
• Esame di fattibilità per alimentare l’attuale parco auto a metano con una miscela
metano-idrogeno, con riduzione delle emissioni
• Fattibilità di sistema e progetto di massima per il recupero dell’energia dal moto
delle sospensioni
• Dieci tesi di laurea (triennale e magistrale)
• Una borsa post-doc
• Due dottorandi hanno collaborato alle attività
• Pubblicazioni: 5 su rivista, 6 a convegno, 1 monografia, possibile brevetto

06/07/2012 56
Criticità
– studi di filiera (analisi dei costi di dettaglio, fattori di scala, coinvolgimento skateholders locali)
– rivalutazione agricoltura (v. anche recupero terreni abbandonati) per fini energetici (2a generazione)
– Necessità di impianti dimostrativi
– Necssità di versatilità del processo (es. produzione di cippato o pellets, vendita di energia elettrica)
– Problema distribuzione
– Figura imprenditoriale “nuova” e operante su più settori (agricoltura, impiantistica)
58
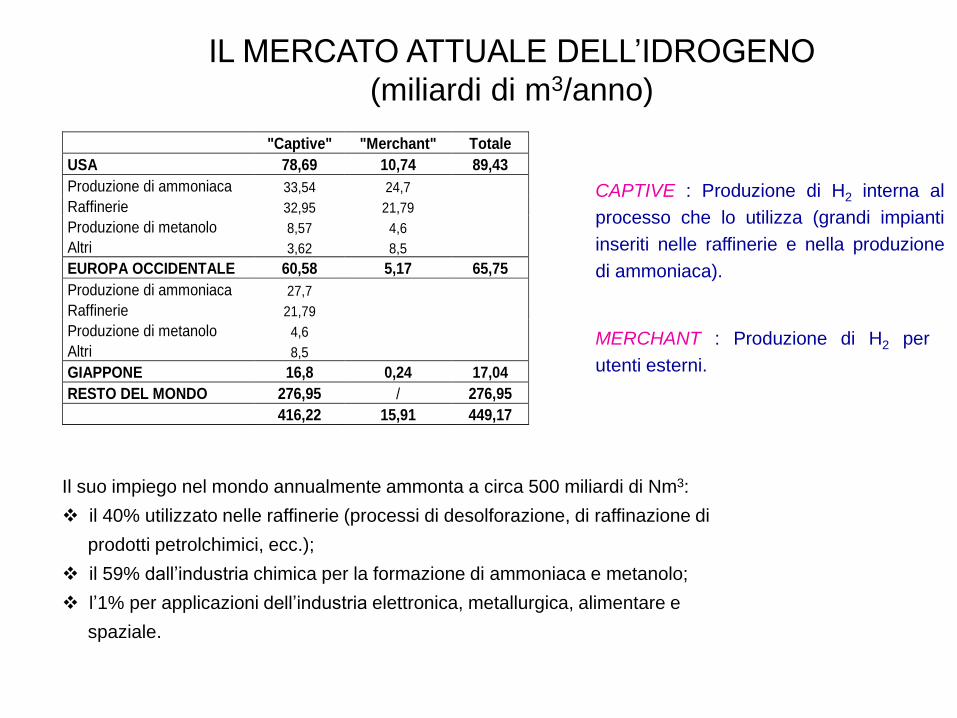
"Captive" "Merchant" Totale
USA 78,69 10,74 89,43
Produzione di ammoniaca 33,54 24,7
Raffinerie 32,95 21,79
Produzione di metanolo 8,57 4,6
Altri 3,62 8,5
EUROPA OCCIDENTALE 60,58 5,17 65,75
Produzione di ammoniaca 27,7
Raffinerie 21,79
Produzione di metanolo 4,6
Altri 8,5
GIAPPONE 16,8 0,24 17,04
RESTO DEL MONDO 276,95 / 276,95
416,22 15,91 449,17
IL MERCATO ATTUALE DELL’IDROGENO
(miliardi di m3/anno)
(Fonte: Parkison, 2001).
CAPTIVE : Produzione di H2 interna al
processo che lo utilizza (grandi impianti
inseriti nelle raffinerie e nella produzione
di ammoniaca).
MERCHANT : Produzione di H2 per
utenti esterni.
Il suo impiego nel mondo annualmente ammonta a circa 500 miliardi di Nm3:
il 40% utilizzato nelle raffinerie (processi di desolforazione, di raffinazione di
prodotti petrolchimici, ecc.);
il 59% dall’industria chimica per la formazione di ammoniaca e metanolo;
l’1% per applicazioni dell’industria elettronica, metallurgica, alimentare e
spaziale.
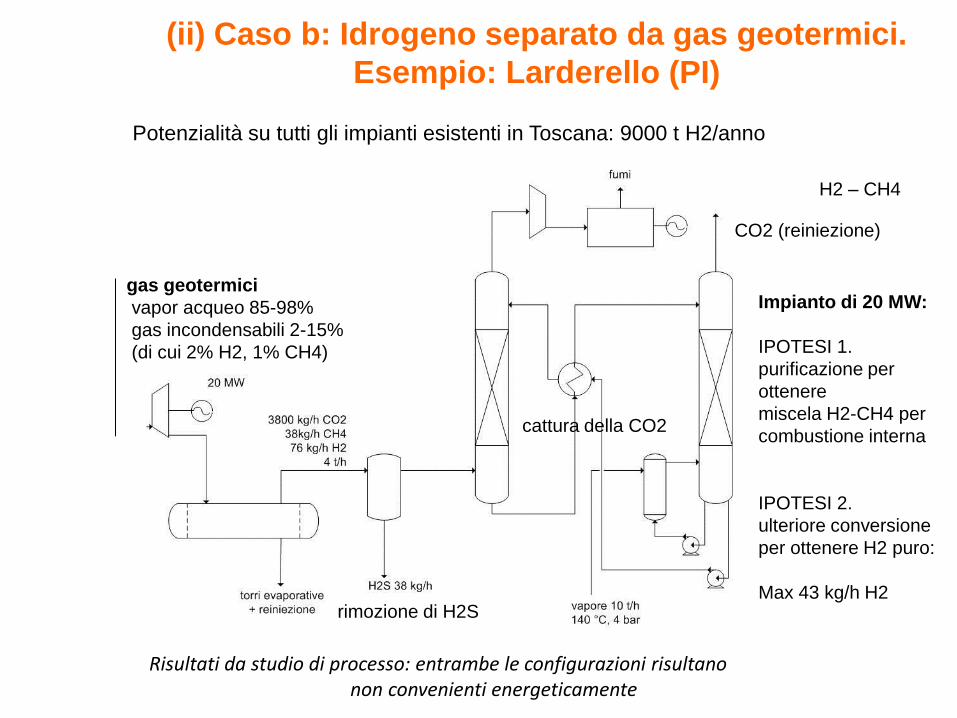
(ii) Caso b: Idrogeno separato da gas geotermici.
Esempio: Larderello (PI)
rimozione di H2S
cattura della CO2
H2 – CH4
gas geotermici
vapor acqueo 85-98%
gas incondensabili 2-15%
(di cui 2% H2, 1% CH4)
CO2 (reiniezione)
Impianto di 20 MW:
IPOTESI 1.
purificazione per
ottenere
miscela H2-CH4 per
combustione interna
IPOTESI 2.
ulteriore conversione
per ottenere H2 puro:
Max 43 kg/h H2
Risultati da studio di processo: entrambe le configurazioni risultano non convenienti energeticamente
Potenzialità su tutti gli impianti esistenti in Toscana: 9000 t H2/anno
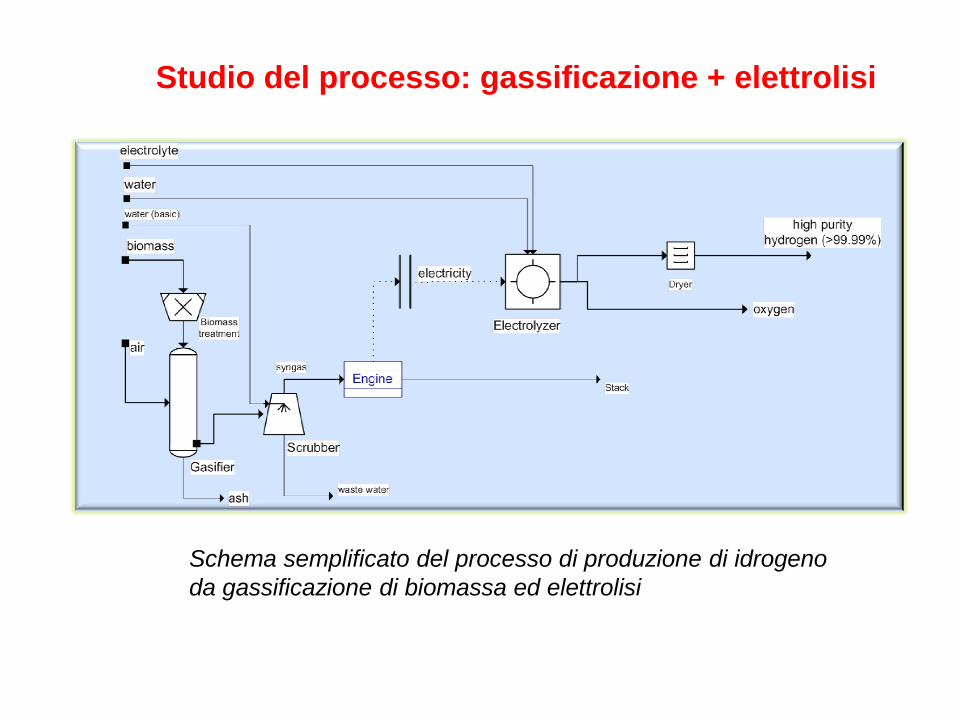
Studio del processo: gassificazione + elettrolisi
Schema semplificato del processo di produzione di idrogeno
da gassificazione di biomassa ed elettrolisi

Il processo di gassificazione in generale converte un combustibile solido in gas di sintesi
(che contiene principalmente CO e H2).
Il syngas deve essere purificato, convertito e separato
La resa del processo dipende dalla biomassa di partenza, dalla configurazione e
potenzialità del reattore di gassificazione, dalle condizioni operative, dai sistemi di pulizia e
recuperi termici.
Rispetto al caso precedente si richiede maggior complessità di impianto ed è necessario
ossigeno puro
Studio del processo: gassificazione + separazione
Electrolyzer
water
electrolyte
Oxygen
Gasifier
Ash
Syngas
Dryer
high purity hydrogen (>99.99%)
(steam)
CO shift
reactors
Waste water
(tar and ash)
water (basic)
H2 separation(PSA or membranes)
CO2 for recycle or sequestration
Stack
Biomass
treatment
Biomass
medium purity
hydrogen (>99%)
electricity production
electricity
wind
Scrubber
Engine
Geothermal plant
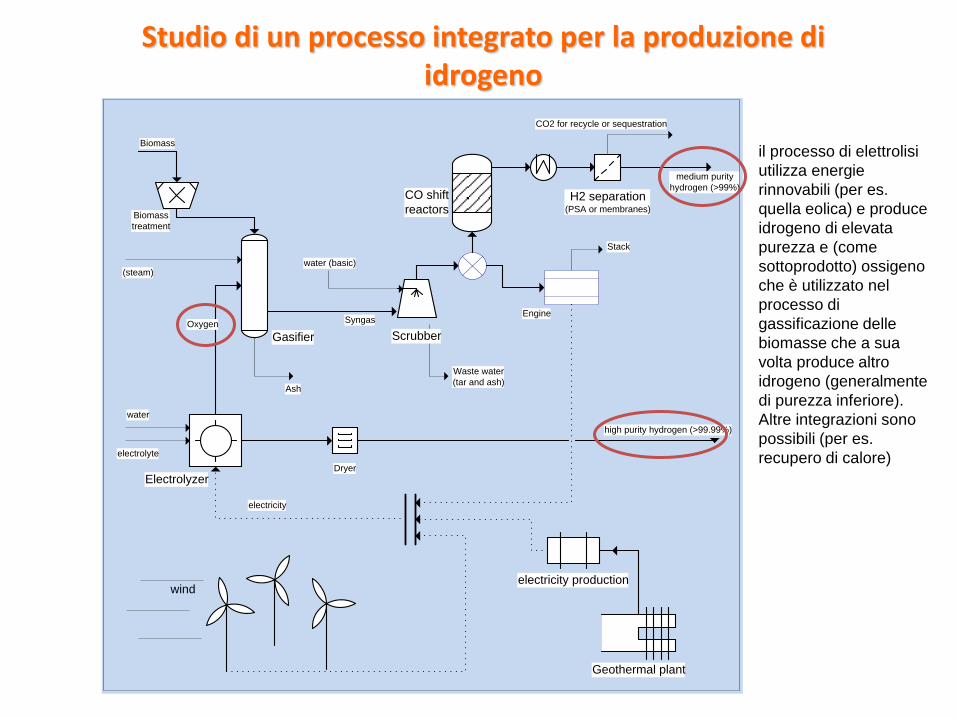
Studio di un processo integrato per la produzione di idrogeno
il processo di elettrolisi
utilizza energie
rinnovabili (per es.
quella eolica) e produce
idrogeno di elevata
purezza e (come
sottoprodotto) ossigeno
che è utilizzato nel
processo di
gassificazione delle
biomasse che a sua
volta produce altro
idrogeno (generalmente
di purezza inferiore).
Altre integrazioni sono
possibili (per es.
recupero di calore)
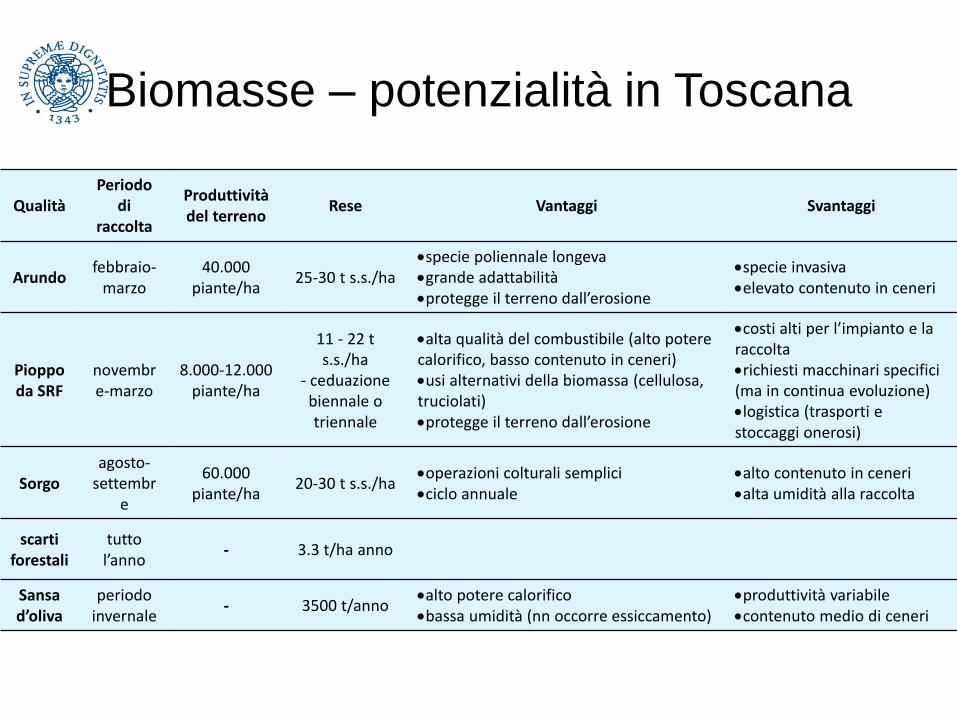
Biomasse – potenzialità in Toscana
Qualità
Periodo di
raccolta
Produttività del terreno
Rese Vantaggi Svantaggi
Arundo febbraio-
marzo
40.000 piante/ha
25-30 t s.s./ha
specie poliennale longeva grande adattabilità protegge il terreno dall’erosione
specie invasiva elevato contenuto in ceneri
Pioppo da SRF
novembre-marzo
8.000-12.000 piante/ha
11 - 22 t s.s./ha
- ceduazione biennale o triennale
alta qualità del combustibile (alto potere calorifico, basso contenuto in ceneri) usi alternativi della biomassa (cellulosa, truciolati) protegge il terreno dall’erosione
costi alti per l’impianto e la raccolta richiesti macchinari specifici (ma in continua evoluzione) logistica (trasporti e stoccaggi onerosi)
Sorgo
agosto-settembr
e
60.000 piante/ha
20-30 t s.s./ha operazioni colturali semplici ciclo annuale
alto contenuto in ceneri alta umidità alla raccolta
scarti forestali
tutto l’anno
- 3.3 t/ha anno
Sansa d’oliva
periodo invernale
- 3500 t/anno alto potere calorifico bassa umidità (nn occorre essiccamento)
produttività variabile contenuto medio di ceneri
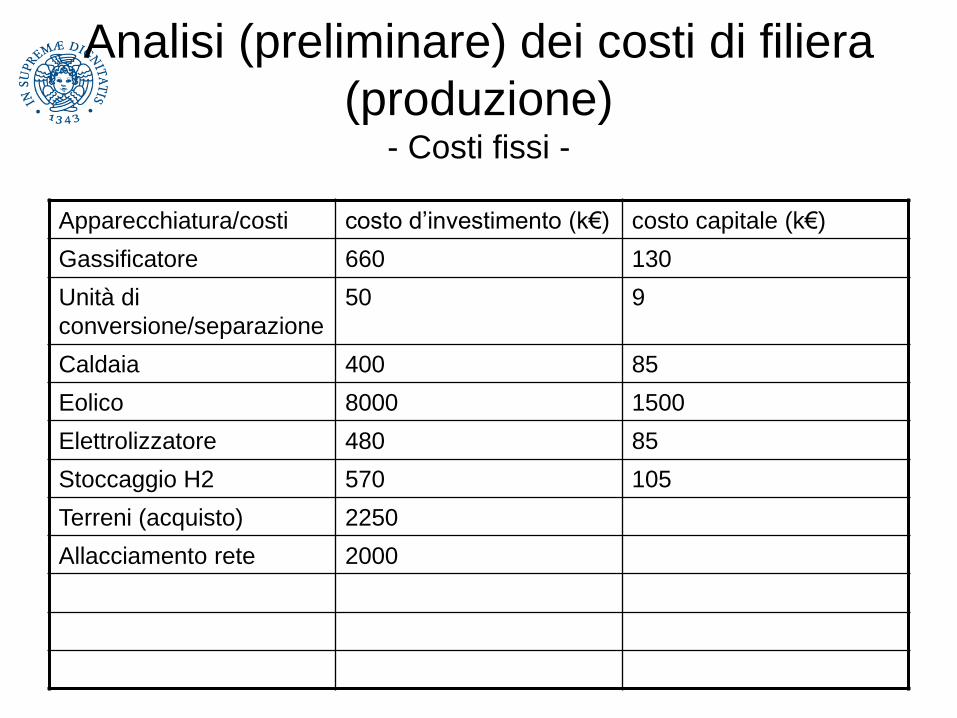
Analisi (preliminare) dei costi di filiera
(produzione) - Costi fissi -
Apparecchiatura/costi costo d’investimento (k€) costo capitale (k€)
Gassificatore 660 130
Unità di
conversione/separazione
50 9
Caldaia 400 85
Eolico 8000 1500
Elettrolizzatore 480 85
Stoccaggio H2 570 105
Terreni (acquisto) 2250
Allacciamento rete 2000
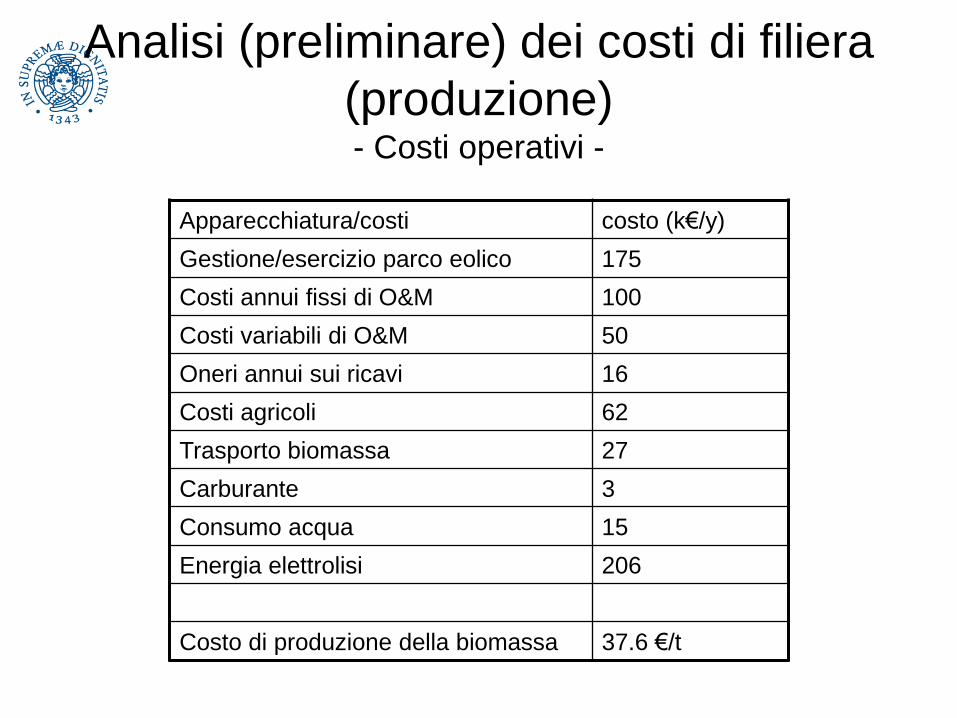
Analisi (preliminare) dei costi di filiera
(produzione) - Costi operativi -
Apparecchiatura/costi costo (k€/y)
Gestione/esercizio parco eolico 175
Costi annui fissi di O&M 100
Costi variabili di O&M 50
Oneri annui sui ricavi 16
Costi agricoli 62
Trasporto biomassa 27
Carburante 3
Consumo acqua 15
Energia elettrolisi 206
Costo di produzione della biomassa 37.6 €/t
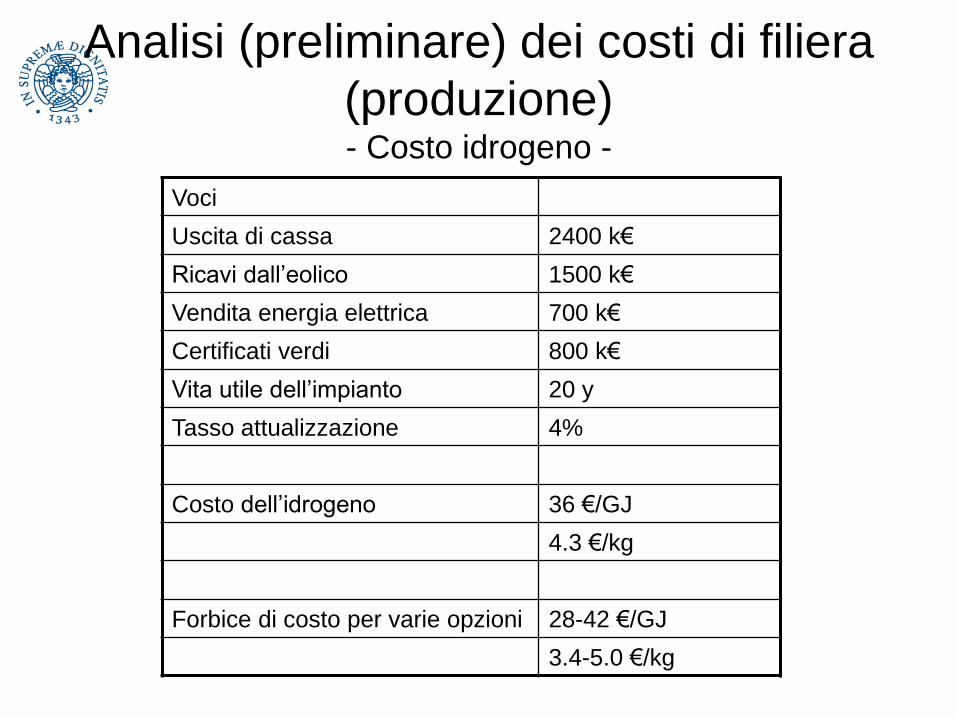
Analisi (preliminare) dei costi di filiera
(produzione) - Costo idrogeno -
Voci
Uscita di cassa 2400 k€
Ricavi dall’eolico 1500 k€
Vendita energia elettrica 700 k€
Certificati verdi 800 k€
Vita utile dell’impianto 20 y
Tasso attualizzazione 4%
Costo dell’idrogeno 36 €/GJ
4.3 €/kg
Forbice di costo per varie opzioni 28-42 €/GJ
3.4-5.0 €/kg
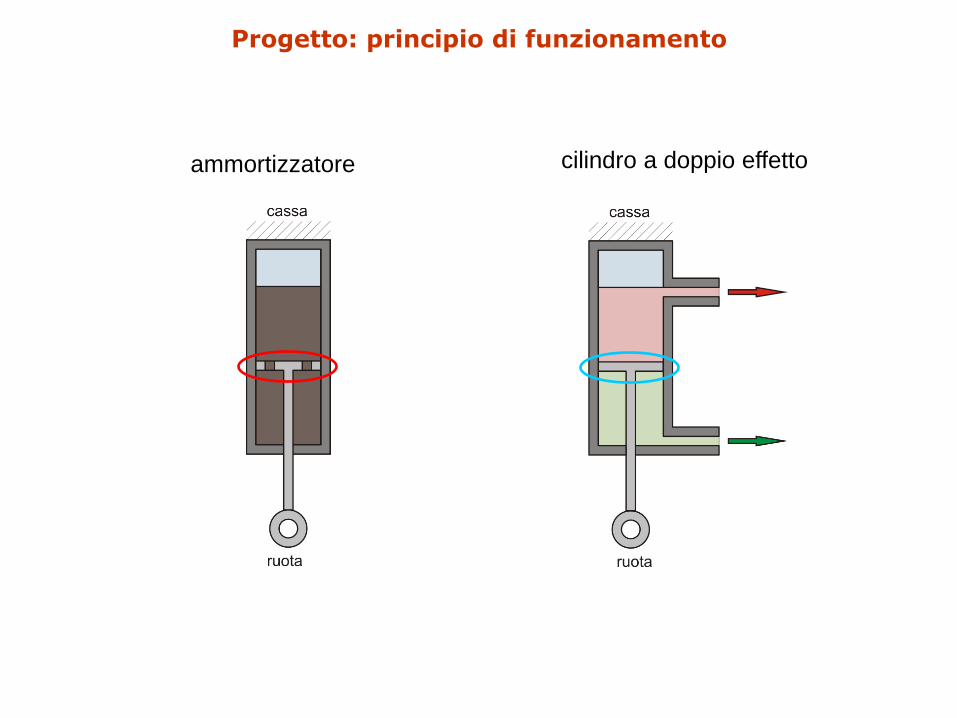
Progetto: principio di funzionamento
ammortizzatore cilindro a doppio effetto
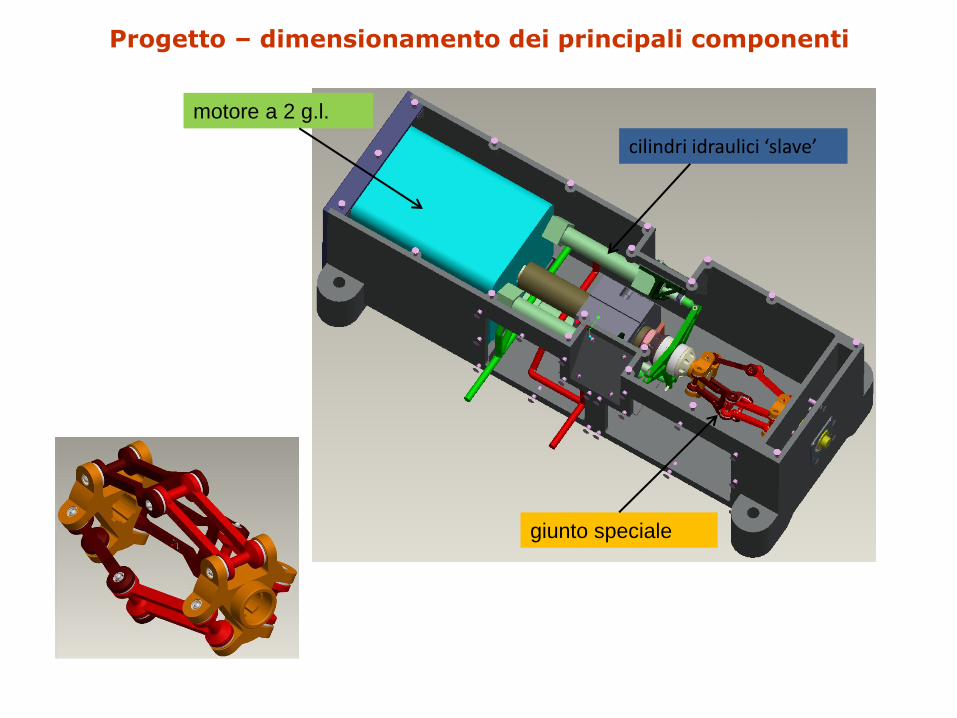
cilindri idraulici ‘slave’
giunto speciale
motore a 2 g.l.
Progetto – dimensionamento dei principali componenti





























