Embed Size (px)
Citation preview

FERMENTACIÓN INDUSTRIAL.

Proceso realizado en un fermentador o biorreactor, mediante el cual determinados sustratos que componen el medio de cultivo son transformados por acción microbiana en metabolitos y biomasa.La fermentación es un proceso de oxidación incompleto, siendo el producto final un compuesto orgánico. Estos productos finales son los que caracterizan los diversos tipos de fermentaciones.
Fermentación Aerobia: OXÍGENO
Fermentación Anaerobia: NITRÓGENO

Medios:- M. Sintéticos: quimicamente definidos.- M. Complejos: Origen animal o vegetal como
peptonas, extracto de levadura, macerado de maíz, extracto de soja. Quimicamente indefinidos y de composición variable.
Componentes:- Macronutrientes: Fuentes de C, N, S, P, K y Mg,
en g/l.- Micronutrientes: Elementos traza. Sales de Fe,
Mn, Ca, Zn, Co, en mg/l.- Factores de Crecimiento:vitaminas,
aminoácidos, acidos grasos, etc.
UPSTREAM

Medio de Cultivo:Conjunto de nutrientes, factores de crecimiento y otros componentes que crean las condiciones necesarias para el desarrollo de los microorganismos.
Diversidad metabólica Diversidad de medios
Esterilizacion: autoclave o filtración (termolábiles)

Constituyentes:
- Agar: Ag solidificante. Polisacárido de algas marinas. Las bacterias no lo degradan.
- Azúcares: Fuente de C, glucosa, lactosa, sacarosa.- Extractos: Preparados de órganos o tejidos animales o
vegetales, extracto de carne, levadura. Preparados con agua y calor
- Peptonas:Proteínas hidrolizadas, obtenidas por digestion química o enzimáticas de proteinas animalers o vegetales.
- Fluidos: Sangre, plasma o suero. Se añaden a otros medios.- Amortiguadores: Sales para mentener el pH en rangos
òptimos. Fosfátos de Na y K.- Indicadores de pH: Indicadores acido-base añadidos para
detectar el cambiuo de pH.- Agentes Reductores: Sustancias para crear condiciones
apropiadas. Cisteína, tioglicolato.- Agentes Selectivos: A determinadas concentraciones
seleccionan microorganismos. Cristal violeta, sales biliares.

Tipos de medios de cultivo.Por su consistencia:- Sólidos: Contienen agente gelificante (agar). Petri o
Slant- Líquidos: Caldos. Se preparan en tubos y matraces.
Por su composición:- Medios Generales: Desarrollo de gran variedad de
MO.- Medios de Enriquecimiento: Favorecen el desarrollo
de determinado grupo de MO.- Medios Selectivos: Crecimiento de un tipo de MO e
inhiben el desarrollo de los demás.- Medios Diferenciales: Énfasis en alguna propiedad
que un determinado MO posee.

Diseño del MedioElegir los componentes necesarios para lograr el crecimiento y formación de productos en el proceso.Conocer los proceso y operaciones previos y conocer los mecanismos bioquímicos que regulan la formación de productos.Requerimientos Nutricionales:Tipo de metabolismo celular:Autótrofos: Algas, bacterias que obtienen C del CO2Heterótrofos: Requieren compuestos orgánicos como fuente de C.Condiciones de Cultivo:Aerobio: oxigeno como aceptor de electronesAnaerobio: N, SO4, NO3 como aceptor de electrones.

Fuentes de nitrógeno:Inorgánica u Orgánica, síntesis de proteínas, ácidos nucleicos, pared celularMacronutrientes:P y S en forma de PO4 y SO4, para formar ADN, ARN, , aminoácidos azufrados. K y Mg, ligados al RNA. K actúa como coenzima y Mg es estabilizador de organelos y es cofactor.Micronutrientes:- Esenciales: Ca, Mn, Fe, Cop, Cu, Zn.- Poco esenciales: Na, Al, Si, Cl, Cr, Ni, Se, MoDifíciles de cuantificar y sus requerimientos aumentan cuando el cultivo se somete a “stress”.Factores de crecimiento:Aminoácidos, tiamina, riboflavina, niacina; la mayoría son constituyentes de coenzimas

Disponibilidad de los Componentes:Componentes susceptibles de ser usados por la célula.Concentración de iones metálicos modificada por quelación, para controlar el fenómenos se usa agentes quelantes, EDTA.Se debe tener en cuenta la naturaleza de los compuestos orgánicos que pueden actuar como ligandos y sobre todo del ion metálico considerado, es necesario controlar su concentración.
Materias Primas:Se debe considerar costos, disponibilidad y estabilidad en su composición química.Las materias primas fundamentales son las fuentes de C y N.

Formulación.
Se refiere a los aspectos cuantitativos de los medios.Tener una aproximación a la composición de la biomasa del microorganismo. Una composición elemental en peso seco es:
- Carbono: 46 – 48%- Nitrógeno: 7-12- Fósforo: 1 – 3- Azufre: 0.5 – 1- Mg: 0.5 – 1

COMPONENTE ELEMENTO/FUNCION
MASA. gr
Glucosa C, energía 22.7
NH4Cl N 4.37
KH2PO4 P + K 1.13
MgSO4.7H2O S + Mg 0.232
CaCl2.2H2O Ca 0.011
FeSO4.7H2O Fe 0.007
MnS.4H2O Mn 0.002
ZnSO4.7H2O Zn 0.002
CuSO4.5H2O Cu 0.0004
CoCl2.6H2O Co 0.0004
EDTA Quelante 0.394
Agua destilada 1 mlComposición de medio mínimo para Klebsiella aerogens

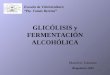
CINETICA DEL CRECIMIENTO MICROBIANO
Log X
T
1
23
4
56

Microbiología Industrial
Parte de la Microbiología que se ocupa de las aplicaciones industriales de los
microorganismos.
También son los procesos industriales catalíticos basados en el uso de
microorganismos.

Generalidades de la Fermentación.
Fermentación: Proceso realizado en un fermentador o biorreactor, mediante el cual determinados sustratos que componen el medio de cultivo son transformados por acción microbiana en metabolitos y biomasa.
Microorganismo Aumenta concentración. Medio Se va modificando
Resultado….. Formación de de nuevos productos como consecuencia del metabolismo.

Comportamiento de microorganismo es el resultado de la interacción entre el MO y el medio ambiente por los efectores: internos y externos.
Efectores Internos --------- Dotación genética
Efectores Externos -------- Expresión fenotípica
Influencia de los Efectores

METABOLITOS PRIMARIOS: moléculas de bajo peso molecular que intervienen, como productos finales o
intermediarios, en las distintas rutas metabólicas. Los más importantes desde el punto de vista industrial son los aminoácidos, nucleótidos,
vitaminas, ácidos orgánicos y alcoholes.
METABOLITOS SECUNDARIOS: moléculas sintetizadas por determinados microorganismos,
normalmente en una fase tardía de su ciclo de crecimiento. antibióticos, ciertas toxinas
(micotoxinas), alcaloides (ácido lisérgico), factores de crecimiento vegetal (giberelinas) y
pigmentos.

Efectores Internos
(Dotación genética)
Efectores Físicos
(temperatura, agitación, viscosidad, etc.)
Expresión Producto
(metabolitos)
Efectores Químicos
(nutrientes)

Selección, Mantenimiento y Mejoramiento de MO.
SELECCIÓN:- Cepa genéticamente estable.- Velocidad de crecimiento alta.- Cepa libre de contaminantes- Requerimientos nutricionales bajos.- Fácil conservación por periodos largos de tiempo- Fermentación completa en corto tiempo.- Alto rendimiento de producto y de fácil extracción

AISLAMIENTO:
a) A. Directo: El medio debe permitir una expresión máxima del material genético. Por ejm. Aislamiento en función de halos de inhibición
b) Enriquecimiento del cultivo: Consiste en incrementar en una población mixta el número de organismos de interés. Realizar subcultivos y evaluar la velocidad específica de crecimiento (µ)
µµ
S

Porque y para que conservar los cultivos?
• El cultivo (cepa microbiana o viral, línea celular, etc), es el elemento vital de la investigación o producción industrial
• Conservar implica mantener la viabilidad y propiedades genéticas del cultivo durante un determinado período de tiempo
• Consecuencias de una adecuada conservación: estabilidad de las cepas de producción, pureza, reproductibilidad de la investigación. Reposición

Conservación de cultivos
• Espacio físico e infraestrutura• Personal capacitado• Recursos económicos
Pérdida del cultivo
Potencial limitación de los métodos para conservar
Daño económico
Inversión

Potenciales ventajas del depósito de material biológico
Patente
Conveniencia logística del almacenamiento centralizado
Seguridad de abastecimiento del material ante pérdidas eventuales
Adecuada información de los riesgos ambientales y para la salud
Seguridad en la conservación

Esquema del proceso de conservación y sus etapas críticas
Aislamiento primario
Microorganismoviable
(genética/fenotípo)
Tipo de propáguloEstado fisiológico Proceso de conservación
Almacenamiento
Reactivación
2
3
cultivo 1

Métodos de conservación de cultivos
1. con crecimiento
transferencia seriada
2. con metabolismo limitado
agua destilada
bajo aceite mineral (control por O2)
3. con metabolismo detenido
3.1 Congelamiento (crioconservación)
3.2 Deshidratación
L-drying: secado desde la fase líquida, silicagel, celulosa (papel), suelo, perlas de porcelana
Liofilización (freeze-drying)

CRIOCONSERVACIÓN
Crioconservación es la conservación de
material biológico a muy bajas temperaturas
Rango -20 ºC a -196 ºC (nitrógeno líquido)
El nitrógeno líquido es la temperatura
práctica mas baja disponible. A la
temperatura de equilibrio, la difusión
molecular es extremadamente lenta y la
probablilidad de que ocurran reacciones
químicas es prácticamente nula

CRIOINJURIA
El proceso de congelamiento y descongelamiento produce
cambios en las céluas que pueden resultar letales
Los procesos perjudiciales son: formación de cristales de
hielo, exosmósis, aumento de la solubilidad de gases,
deshidratación, aumento de la concentración de osmolitos,
disminución del pH, alteraciones de la actividad enzimática,
acumulación de metabolitos, incremento del contacto entre
moléculas, ruptura de puentes de H, distorsión de
macromoléculas, solidificación, pérdidad de la integridad de
membranas, ruptura de emulsiones, etc
La formación de hielo intra o extracelular es quizás el evento
mas crítico de la crioinjuria.

INJURIA POR CONGELAMIENTO
Congelamiento rápido ( efecto hielo )
Hielo intracelular Daño mecánico
Hielo extracelular
Congelamiento lento (efecto soluto)
shrinkage (efecto soluto)
exosmósis

CRIOPROTECCIÓN
Control de la velocidad de enfriamiento
Balance óptimo entre el efecto soluto y la formación e hielo. En la práctica es aceptable 10 ºC/min. El descongelamiento debe
ser lo mas rápido posible
Incorporación de crioprotectores (CPs)
CPs que permean la pared y membrana celular
Me2SO ( Tp < 30 min), Glicerol, Metanol
Cps que permean la pared pero no la membrana
mono y disacáridos, aminoácidos, polímeros de bajo PM(PEG 600-1000)
Cps no permeantes
Polímeros de alto PM: proteínas, polisacáridos, PVP

El tipo de protección que ejerce el CPs depende de su permeabilidad
Todos los CPs son altamente hidrofílicos
CPs que permean totalmente ligan agua intracelular y reducen el efecto soluto
CPs semipermeables forman entre la pared y la membrana celular una capa que proteje la célula del daño mecánico
CPs no permeables se adsorben en la superficie celular incrementando la viscosidad local lo cual manteniendo el hielo en forma amorfa evitando daño mecánico

Empleo de CPs en criopreservación
Frecuencia de uso de CPsVirus: Me2SO, Suero sanguíneo, Sacarosa Glicerol
Bacterias: Me2SO, Suero sanguíneo, Sacarosa, Glicerol, leche descremada
Hongos: Me2SO, Glicerol
Algas: Me2SO, metanol, Glicerol, PVP
Protozoarios: Me2SO, Suero sanguíneo, Glicerol, Sangre desfibrinada
Rango de concentraciones de CPsMe2SO: 1-32 % (media 10 %)
Glicerol: 5-50 %
Sacarosa: 1-68 % (media 10 %)
Metanol: 2-10 % (media 5 %)
Tiempos de contacto CPs-célula: Glicerol, Metanol, Me2SO : 10-60 min a 0-10ºC

CONSERVACIÓN POR DESHIDRATACIÓN
Este método implica la remoción de agua de las células (humedad final típica: 0.06-5.0 % de agua).
La deshidratación puede llevarse a cabo desde la fase líquida (L-drying) o por sublimación desde el estado congelado (liofilización)
Las pérdida de viabilidad durante la deshidratación es principalmente atribuida a alteraciones de la membrana celular.
Las células deshidratadas son susceptibles al deterioro causado por oxígeno
El deterioro de las células durante la deshidratación puede ser controlado por el agregado de aditivos. Algunos forman una matriz amorfa que dispersa los componentes tóxicos que la célula puede liberar durante el secado. Otro protectores interactúan con las membranas, estabilizando su estructura en el estado anhidro
Los aditivos mas comunes son: leche descremada, aminoácidos (glutamato) y azúcares (sacarosa, trealosa)

Principios de la liofilización
muestra + protectores en ampollas
congelamientoetilenglicol + hielo seco (- 40 ºC)
etanol + hielo seco (-70 ºC)
Bomba de vacío de aceitetrampa de agua
manifold
vacío 30-60 militorrs
-70 ºC - 5 ºC
La muestra colocada en una ampolla estéril con un plug de algodón, se congela entre
- 40 ºC y -70 ºC. Una vez colocada la muestra en el manifold del equipo se comienza
con el vacío y se retira el enfriamiento. La temperatuyra sube hasta -5 ºC. A esta
temperatura y con un vacío entre 30 y 60 militorrs, el secado es rápido. El tiempo es
variable y depende del volumen de muestra. Al finalizar el proceso se sella la
ampolla al vacío

L-Drying
Preservación en suelo (sand loam) para microorganismos filamentosos
Secar suelo 6 hs a 150 ºC
Tamizar suelo seco mesh 10 y 20. Conservar en recipiente tapados
Colocar en tubos Pyrex de 13 x 100 mm suelo seco tamizado hasta una altura de 20
mm y tapar con plug de algodón recubierto de gasa
Autoclavar 60 min 3 días consecutivos y secar
Incorporar 1 ml de suspensión de esporos en agua ( no emplear caldo de cultivo)
Secar a temp ambiente (24 ºC) un mes
Conservar en frío
perlas de porcelana, papel de filtro, suelo
Impregnación en soporte Secado sobre silicagelMuestra

Consideraciones para la preservación de cultivos
Debe definirse claramente el medio de cultivo y el tipo de agua (destilada, deionizada, corriente) empleados.
Tener en cuenta el tipo de cultivo (agarizado, líquido, sólido), el estado fisiológico de las células al momento de la cosecha (cultivos líquidos cosechados en fase estacionaria suelen ser mas resistentes que los de fase logarítmica), si se emplean células con medio ó lavadas. Determinar si el agente protector es tóxico.
Definir condiciones de proceso: concentración de células, tiempo de secado, agregado de protectores
En procesos industriales la viabilidad no es lo único importante. La cepa debe mantener sus propiedades productivas. Desarrollar un test de producción o bioensayo
Durante la recuperación de la especie conservada deben determinarse: viabilidad, pureza, morfología, formación de producto, rasgos recombinates (plásmidos, resistencia a antibióticos, etc).

Comparación de algunos métodos de preservación
MétodoAlmacenamient
o (años)Ventajas Desventajas
Agar 0.5-2Simple, bajo costo,
equipamiento requerido bajo
Secado del agar, baja estabilidad genética, riesgo
contaminación
Aceite mineral 2-20bajo costo, equipamiento
requerido bajotrabajo moderado, baja
estabilidad genética
Congelamiento 4-5Equipamiento requerido bajo,
buena estabilidad genética
Requiere protectores, Alto costo de freezer (-80ºC).
Células pueden ser sensibles al O2
N líquido infinitoPreparación rápida, buena
estabilidad genéticaSuministro regular de N
líquido
Liofilización 15-20Bajo riesgo de
contaminación, buena a regular estabilidad genética
Alto costo de equipamiento
Agua 1-5Simple , bajo costo, bajo equipamiento requerido
Estabilidad genética regular
L-drying 3-10Simple , bajo costo, bajo equipamiento requerido
estabilidad genética?

• BIBLIOGRAFIA:
• Texto Base:
• CRUEGER, Wulf. CRUEGER, Anneliese. Manual de Microbiología Industrial. Editorial Acribia. Tercera Edición. Zaragoza, 2000.
• Textos Complementarios:
• PRESCOTT, Lansign. HARLEY,John. KLEIN, Donald. Microbiología. McGraw-Hill. Cuarta Edición.Madrid, 1999.
• RHODES,Alan. FLETCHER, Derek. Principios de Microbiología Industrial. Editorial Acribia. Zaragoza 1994.
• SCRAGG, Alan. Biotecnología para Ingenieros. Editorial Limusa. Primera Edición. México, 1997.
• www.ncbi.nlm.nih.gov (NCBI Data Base)• www.ejbiotechnology.info (Electronic Journal of Biotechnology)

Que es….Parte de la Microbiología que se ocupa de las aplicaciones industriales de los microorganismos (bienes y/o servicios). Son aquellos procesos industriales catalíticos basados en el uso de microorganismos.
Microbiología industrial Biotecnología Industrial

AREA MICROORGANISMOS
PRODUCTOS
SaludClostridium, Penicillium, Bacillus…..
Vacunas, vitaminas, penicilina - antibióticos, ….
AlimentosSaccharomyces, Lactobacillus, Penicillium
Levadura, yoghurt, vino, cerveza, vinagre….
Producción Vegetal
Rhizobium, Giberella Bioinsecticidas, ácido giberélico, inoculantes
Producción Animal
Candida, Aspergillus, Salmonella….
Proteína unicelular, vacunas
Insumos Industriales
Xanthomonas, Saccharomyces, Clostridium…
Etanol, enzimas, acid. Orgánicos, biopolímeros, acetona.
MineríaAcidithiobacillus, Pseudomonas…..
Biolixiviación, biooxidación
Servicios Aerobios sp, anaerobios sp…
Biorremediación de efluentes

Libro del Génesis (9: 20,21): “Noé se dedicó a la labranza y plantó una viña. Bebió del vino, se embriagó…”
6000 a.C.: Los sumerios y babilonios usaban levaduras para fabricar cerveza.
4000 a.C.: Los egipcios descubrieron la manera de fermentar pan con levadura.

Siglo XVII: Anthony von Leeuwenhoek (1632-1723) descubre el mundo microbiano con sus microscopios
primitivos.
Siglo XIV : Destilación de bebidas alcohólicas. Uso de bacterias de ácido
acético para fabricar vinagre, de bacterias de ácido láctico para conservar
la leche (yoghurt, kefir).
Siglo XIX: El desarrollo técnico de los microscopios permite demostrar el origen de los microbios y vencer la
creencia de la “generación espontánea”.

Ambroise Paré (1517-1590), el más célebre cirujano de su siglo, escribe: “Hallándome en una viña de mi propiedad, próxima al pueblo de Meudon, hice romper una enorme cantidad de grandes piedras sólidas. Dentro de una de ellas se encontró un grueso sapo vivo, sin que hubiera en la piedra la menor apariencia de abertura…
Observaciones y recetas sobre la “generación
espontánea”...

…Me maravilló el hecho de que este animal hubiese podido nacer, crecer y vivir allí. Pero el cantero me dijo que no había por qué asombrarse, pues varias veces había hallado animales de ésta y de otras clases en lo más recóndito de las piedras, sin que existiese el menor indicio de una abertura. Se puede explicar así el nacimiento y la vida de estos animales: son engendrados a partir de alguna sustancia húmeda de las piedras, cuya humedad, al entrar en putrefacción, produce tales seres.”

Van Helmont (1577-1644), el más grande fisiólogo de la época, sugiere lo
siguientes para obtener ratones: un vaso lleno de trigo se cubre con una camisa sucia, preferentemente de
mujer. “Un fermento originado en la camisa y transformado por el olor de
los granos, convierte el trigo mismo en ratones.” Esta metamorfosis dura
cerca de veintiún días, o sea el tiempo de gestación de ratón y nuestro
naturalista se asombre de su notable rapidez…

Francesco Redi (1626-1697): Médico italiano demostró que los gusanos de la carne son larvas de mosca y que no aparecen si la carne se guarda bien tapada.Lázaro Spallanzani (1729-1799): Naturalista
italiano, demostró que los microbios son transportados por el aire; los mismos no
invaden los frascos cerrados herméticamente.Nicolas-Francois Appert (1750-1841):
Desarrolla los primeros procedimientos de enlatado.
…”Ello, nos dice, es tanto más admirable cuanto que los ratones originados por el trigo y la camisa no son pequeños ni lactantes, ni minúsculos, ni deformes, sino muy bien formados y pueden saltar.”

Louis Pasteur (1822-1895): Sentó las bases de la futura industria
biotecnológica al demostrar que todos los procesos de fermentación eran el
resultado de la actividad microbiana.Edward Buchner (1860-1917): Descubre, dentro de las células microbianas, las
sustancias vitales responsables de todas las transformaciones químicas: las
enzimas.Hasta la primera guerra mundial, apenas progresó la idea de utilizar bacterias y levaduras para fabricar otra cosa que no fuera alcohol.
Sin embargo, las restricciones impuestas durante el conflicto anunciaron lo que puede llamarse como “segunda era biotecnológica.”

Hasta la primera guerra mundial, apenas progresó la idea de utilizar bacterias y
levaduras para fabricar otra cosa que no fuera alcohol.
Sin embargo, las restricciones impuestas durante el conflicto
anunciaron lo que puede llamarse como “segunda era
biotecnológica.”

La Guerra Mundial (1914-1918) supuso demandas biotecnológicas:
Proceso Neuberg para producir glicerol (para nitroglicerina)
mediante la “fermentación dirigida” de Saccharomyces cerevisiae.
Agregando álcali y bisulfito de sodio al depósito de fermentación alcohólica se fomentaba la
producción de glicerol.
Proceso Weizmann, usando Clostridium acetobutylicum, para la producción de disolventes como la acetona (fabricación de cordita).

Los descubrimientos de Pasteur, Robert Koch (1843-1910) y Alexander Fleming
(1928) revolucionaron el tratamiento de las enfermedades infecciosas con el descubrimiento de los antibióticos.
Durante la Segunda Guerra Mundial comienza la tercera era biotecnológica, por la necesidad de contar con ciertos
medicamentos para que las víctimas no murieran de sepsis bacteriana.

“Cuarta era biotecnológica” comienza a principios de la década de 1970, con el advenimiento de la Ingeniería Genética.
El descubrimiento de los sistemas de restricción y modificación en bacterias y la aplicación de las endonucleasas.
Los trabajos de Milstein y Kohler sobre la formación de hibridomas con
la posterior utilización para la producción de anticuerpos
monoclonales (1975).

Un hito ocurrió en 1982 cuando la compañía Eli Lilly consiguió la
aprobación de la (F.D.A) Food and Drug Administration de los
Estados Unidos de Norteamérica para la utilización de “insulina humana” clonada y producida en Escherichia coli. A esto siguieron los interferones,
hormonas de crecimiento humana y bovina, el antígeno de superficie del virus de la
hepatitis B, etc.

El desarrollo de un proceso de producción a gran escala (BIOPROCESOS), en forma exitosa, es el resultado de acelerar e intensificar un
concepto original, generalmente un
procedimiento de laboratorio o a pequeña escala.





La Ingeniería Genética actualmente permite aislar una cierta característica (contenida en uno o varios genes), y transferirla a otro organismo. Esto es lo que se conoce como biotecnología moderna.
La biotecnología médica permite el cultivo de tejidos in vitro y su implante en sustitución de tejidos dañados.
La biotecnología industrial permite el mejoramiento de técnicas de fermentación para optimizar la producción de antibióticos, enzimas, ácidos orgánicos, alimentos, nuevos materiales.
La biotecnología agrícola permite obtener plantas tolerantes a herbicidas, resistentes a insectos y enfermedades, así como plantas que pueden sobrevivir mejor a suelos difíciles (secos o salinos).
La biotecnología ambiental permite adaptar especies microbianas o vegetales a hábitats contaminadas para permitir la degradación de metales pesados, hidrocarburos, polímeros, recuperación de metales.
La biotecnología animal y vegetal permite la generación de micro fábricas de sustancias de interés como productos metabólicos, hormonas, enzimas, pigmentos.

El desarrollo Microbiológico /
Biotecnológico se centra en tres aspectos
fundamentales:Desarrollo de los organismos.
Desarrollo de medios de cultivo.
Ingeniería de la fermentación.