-
11.0 COMPRESSORS, BLOWERS AND FANS
In general, fans, blowers, and compressors can be
differentiatedby their discharge pressure. The type of equipment
may be similarin configuration.
11.0.1 ~
Fan discharge pressures are normally less than 2 psig.Fans are
classified ,as: centrifugal, straight blade,forward cumed blade,
backward curved blade and axialflow.
11.0.2 Blowers
In general, discharge pressure of blowers is 1 to 7
psig.Pressure may go as high as 15 psig for positivedisplacement
blowers.
Blowers may come in many configurations such as rotaryvane,
Centrifugal, screw, liquid ring (blade) , lobe,
andreciprocating.
11.0.3 Compressors
Normally anything over 7 psig is called a compressor.This, of
course, depends on application, equipment, andspecifications
involved in the service.
Positive displacement blowers/compressors are used forvolumes up
to about 3000-4000 ACFM and are suitable forvariable pressure.
Centrifugal blowers are used forvolumes greater than 4000 ACFM and
are suitable forvariable volume.
Compressors may be classified in two main categories -Dynamic
and Positive Displacement. Dvnamic compressorsdevelop a rise in
pressure by increasing the kineticenergy of the gas flow on a
continuous basis. The typeswithin this category include:
Blowers
Centrifugal (radial)
Axial
Positive displacement compressors perform work on the gasin a
repetitive non-continuous process. The types withinthis category
include:
D.G. A-2 Rev 4 11-11992
-
Reciprocating
Rotary
ScrewSliding VaneLiquid RingRoots (Straight Lobe) Blower
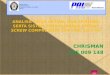
Approximate e application ranges in terms of inletcubic feet per
minute (ICFM) and discharge pressurefOr four categories of
compressors are shown inFigure 11-1.
Blowers are generally considered degeneratecentrifugal
compressors, i.e., 1Ow dischargepressures but up to very high flow
rates.
11.1 THERMODYNNICS OF COMPRESSION
11.1.1 Introduction
The principles of compression are based onthermodynamic CS.
Compressing gases involvescomplications that pumping liquids does
not. Thecompressible nature of gases requires us to accountfor
their more complex behavior through theapplication of thermodynamic
principles.
Understanding thermodynamics of compression ishelpful for the
following reasons:
Thermodynamic properties of the gas (or mixtureof gases) affect
the energy required to do thecompression. The energy requirements
affectboth the size of the driver and the mechanicaldesign of the
compressor. Both are criticaldesign factors.
The thermodynamic properties of a mixture ofgases can be
estimated based on the propertiesof the individual components.
These areprovided by Process Engineering.
In gases with water vapor, the water contentneeds to be
considered for 3 reasons; (1) itscontribution to mass flow, (2) its
physicalstate, and (3) its effect on chemicalproperties.
D.G. A-2 Rev 41992
11-2
-
11.1.2 Perfect Gas Law & ComDressibilit~
Equation 11-1 defines the behavior of a perfectgas in terms of
variables listed: pressure,temperature, volume, etc. This is a
helpfulstarting point, although few gases actually areperfect:
pV = WRT Eq . 11-1
where:
P = absolute pressure in pounds per square foot
v = volume in cubic feet
w = weight in pounds
R = RO/M = constant for specific gas
RO = Universal gas constant = 1545.3(ft-lb/lb mole R)
T = absolute temperature in degrees Rankine(OR)
M = molecular weight
For a continuous flow process, Equation 11-1 ismodified as
follows:
PQ = 10.73 WT Eq . 11-2M
where:
Q = actual voluxnetric flow rate in cubic feetper minute
(ACFM)
w = weight flow, pounds per minute and,
P = absolute pressure in psia
To correct for deviations from a perfect gas, acompressibility
factor, Z, is added toEquation 11-2. Z is an empirical factor to
correctthe equation for actual, real gases which deviatefrom
perfect. For example:
D.G. A-2 Rev 41992
11-3
-
D.G. A-2 Rev 41992
PQ = 10.73 wTZ Eq . 11-3M
At standard conditions (14.7 psia, 60F) the factor
(Z) of most gases is generally assumed to be 1.0.However, at
standard conditions, for example, normalbutane has a ZO value of
0.975 (ZO denotes the factorat standard conditions) .
Values for Z are available in charts for the gasbeing
compressed. If a chart is not available, orif the gas is a mixture,
generalized compressibilitycharts may be used. To use these charts,
it isnecessary to compute the so-called reduced pressureand
temperature as follows:
P, =
and:
T, =
P, =
P=
Pc =
T, =
T=
T, =
_P_P,
Eq . 11-4
_T_Tc
Reduced pressure
Actual absolute pressure, psia
Critical pressure of the gas, psia
Reduced temperature
Actual absolute temperature, R
Critical temperature of the gas, R
Eq . 11-5
The compressibility of some pure gases, notablysteam and
ammonia, cannot be accurately predictedusing the generalized
charts. However, steam tablesand charts for pure ammonia are
available. When thewater vapor or ammonia content of a mixture is
small(5 percent or less), the generalized charts may beused for the
mixture with relatively good accuracy.
For gas mixtures containing hydrogen or helium,effective values
of critical pressure andtemperature for helium and hydrogen must be
used toderive acceptable accuracy from the generalizedcharts.
11-4
-
11.1.3
D.G. A-2 Rev 41992
Gas Mixtures, Snecific Gravity, and Humidity
Gas Mixtures
Knowing the mole fractions in a mixture leads tocalculation of
several important properties of themixture:
the molecular weight, ~
molal specific heat, MCP(~)
the critical pressure, PC(.),and
critical temperature TC(~)
The mole fraction, X, of each component i is:
xi =:m
where:
Nm = Total moles in a mixture
Ni = number ofcomponent
The mixture properties
MCP(m)
Pc(m)
Tc(m)
%rn)
i
Eq . 11-6
moles of each individual
can then be calculated as:
Eq . 11-9
Eq . 11-10
11-5
-
ENGINEERING DESIGN GUIDE
A mole is actually a number of molecules (about6 X 1023). A mole
fraction is the ratio ofmolecules of one component in a mixture.
Forexample, if the mole fraction of methane in naturalgas is 0.90,
this means that 90 per cent of themolecules are methane. Since
volume fractions areequivalent to mole fractions, the mixture is
also 90percent (by volume) methane.
The mixture fractions could also be calculated on amass or
weight basis. The mole (volume) basis isused in compressor
calculations because it issimpler and less confusing.
The molal specific heat is used to determine the kvalue (ratio
of specific heats) as follows. The kvalue is often called the
adiabatic exponent, and isa value used in the calculation of
horsepower,adiabatic head, and adiabatic discharge temperature.The
k value is:
~= MCp(~) = MCP(~)k =
c, - ~/778 MCP(~)- 1.986Eq.11-11
MCP(~) L
where:
MCp(m) = Molal specific heat (heat capacity) ofmixture at
constant pressure
778 = conversion factor, ft-lb/Btu
Cp = Specific heat
c, = Specific heat
R= Universal gasmole R)
at constant pressure
at constant volume
constant = 1545.3 (ft-lb/lb
MCP(~) should be taken at the desired temperature(usually the
average of suction and dischargetemperature) . This aspect will be
covered InIsentropic (Adiabatic) Compression. Note that the kvalue
of the mixture must be determined by firstdetermining the molal
heat capacity of the mixture.It is a common mistake to multiply the
k values ofthe individual gas components by their respectivemole
fractions to determine the k value of themixture.
3DG Ml 1 OGl R...(XI Page 11-6
-
SDecific Gravitv
The specific gravity of the gas mixture isdetermined by dividing
the molecular weight of themixture by that of air.
%S.G. = 28 96
.
Eq. 11-12
Humiditv
For air compressors it is usually necessarY toaccount for water
vapor content. It is important toknow the moisture content
accurately when a processrequires a definite quantity of dry
air.Furthermore, the moisture in the inlet air affectsthe power
requirement and water drop-out inintercoolers and aftercoolers.
Note that water-vapor content must also be accountedfor as a
component in process streams, if present.In those cases, the
content is usually availablefrom the process group.
The following information discusses how to accountfor water
content in air.
Relative humiditv in percent, may be determined fromthe
following relationship:
P,% R.H. = ~ x 100
satEq . 11-13
where:
P = Partial pressure of actual water vaporcontent
Psat = Partial pressure of water vapor whenair is fully
saturated at thetemperature of interest (can be foundin steam
tables) .
Specific Humiditv is the ratio of the weight of thewater vapor
content to the weight of dry air at theexisting conditions of
pressure and temperature, andis determined as follows:
D.G. A-2 Rev 41992
11-7
-
S.H.
where:
w
w&
P
w, 18 P
-
Knowing Pv, the relative and specific humidities canbe
calculated with Equations 11-13 and 11-14. Thevolwetric or mole
percent of the water vapor can becalculated as follows:
Pmol % H20 = A x 100
P Eq . 11-16
The mole percent of dry air is then 100 minus themole percent of
the water vapor. The otherproperties of the mixture of air and
water vapor(molecular weight, MCP, etc.) may then be
calculated.
11.1.4 Flow Units
Flow through a compressor may be stated in a numberof different
ways:
MMscfd Moles/Hour (MPH) scfm ACFM Weight Flow
MMscfd
MMscfd denotes millions of standard cubic feet perday, where
standard means 14.7 psia and 60F.This notation is often used in gas
plant, gastransmission, and refinery applications.
Moles/Hour (MPH)
Process engineers often use MPH in material balancecomputations.
(A mole is a fixed quantity ofmolecules. This concept greatly
simplifies processcalculations.) A mole of any gas
occupiesapproximately 379.4 cubic feet at standardconditions (14.7
psia, 60F) , and it has a weight inpounds equal to the molecular
weight of the gas.For example, a mole of methane (C&) would
have avolume of 379.4 cubic feet at standard conditions,and that
volume would weigh 16.04 pounds. Knowingthe moles per hour, the
MMscfd may be determinedfrom:
MMscfd = MPH X 379.4 X 24 Eq . 11-17106
D.G. A-2 Rev 41992
11-9
-
D.G. A-2 Rev 41992
scfm
Scfm denotes standard cubic feet per minute, and isfrequently
used in compression work.
ACFM
Actual cubic feet per minute (ACFM) at the inlet,often called Q,
is related to the physical size ofthe compressor. Several design
parameters are basedon Q. ACFM at inlet is also abbreviated ICFM.
ACFMat the compressor discharge is sometimes ofinterest, and in
this manual it will be abbreviatedDCFM (discharge cubic feet per
minute) .
However, note that ICFM is the more appropriate termto use
whencases, ACFMIf there is
Scfm may be
Q,
referring to inlet condi~~ons. In manyis often used
interchangeably with ICFM.any doubt, be sure to get
clarification.
converted to ACFM, or Q by:
= ACFM
14.7 T, Z1. (scfm) x ~
x 520X ~Eq . 11-18
1
where:
PI,TI,ZI = Absolute pressure (psia) , absolutetemperature (R),
andcompressibility at the condition ofinterest.
Z. = Compressibility at standardconditions.
Weiqht Flow
Weight flow, w, may be calculated from anyconditions of interest
using the following equation(derived from Equation 11-3):
PI QIMw=
10.73 T, Z, Eq . 11-19
11-10
-
Weight flow can also be determined from scfm:
D.G. A-2 Rev 41992
w = 14.7 (scfm) M = (scfm) M10.73 (520) ZO 379.4 Z.
Eq . 11-20
ZO is often taken as 1.0 regardless of its actualvalue. It is
important to use the same value for ZOin all calculations. Although
the discrepancy wouldgenerally be no more than one or two percent
in asingle calculation, it could be compounded afterconversions are
made back and forth by severalparties involved with the compressor
project. Beconsistent.
When specifying compressors, it is best to useweight flow and
MMscfd or scfm, and to clarify thestandard conditions to everyone
involved.
Other Conventions for Standard Conditions
Standard conditions of 14.7 psia and 60F have beenreferred to in
foregoing paragraphs. This standardis prevalent in the USA in the
petroleum and naturalgas industries. API Standards use these
standardconditions - However, in working with aircompression
systems, Standard Air as adopted byASME is defined as air at a
pressure of 14.7 psia, atemperature of 68F, and a relative humidity
of 36%.These conditions correspond to an air density of0.0750
pounds per cubic foot.
In the metric system, the normal cubic meter perhour is a widely
used flow term. Normal refers toconditions of 760 mmHg Absolute
(14.7 psia) and OC(32F) - Weight flow is generally stated
inkilograms per hour. The S1 system uses kilopascalsfor pressure (1
kPa = 0.145 psi) . Other metricunits such as kilograms per s~are
centimeter orNewtons per square meter are used.
The matter of standard conditions is furtherconfused by the 1S0
conditions for base-rating acombustion gas turbine. These
conditions are 760 mmHg Msolute, 15C, and 60% relative humidity.
Therated flow through the compressor on the front endOf a gas
turbine is universally based on I.SOconditions.
...-.
-
11. 1.5
D.G. A-2 Rev 41992
Comparison of the Isothermal, IsentroDic andPolvtroDic
Processes
The two actual methods used to calculatethermodynamic
relationships are isentropic(adiabatic) and polytropic. These
calculations arethe basis for determining capacity, driver size,
andmechanical design. The following explains thedifferences and
when they are used.
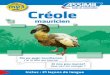
Figure 11-2 shows the compression paths of threetheoretical
processes: isothermal, isentropic, andpolytropic. The theoretical
work needed forisothermal compression is described by the areaABEF
. It can be seen that the isothermal work isappreciably less than
that of the isentropic areaABDF . Similarly, the isentropic area is
smallerthan the polytropic area ABCF.
These differences can be attributed to differencesin heat
transfer (cooling) . The isothermal processwould require continuous
cooling during compressionto negate all of the temperature rise. In
an actualcompressor the theoretical isentropic dischargetemperature
can sometimes be achieved by a moderateamount of cooling during
compression. Even so, theresultant process will not be purely
isentropic dueto other losses in an actual machine. Thepolytropic
path BC best represents an actual processwhere there is no cooling
during compression.
In practice, the isentropic and polytropic methodsof analysis
are both usable for designing andpredicting the performance of
compressors.
It turns out that the isentropic (adiabatic) methodis commonly
applied to positive displacementcompressors, because these machines
are oftenequipped with a cooling system that cools the casingor
cylinder during compression, making the actualtemperature rise
approach that of the theoreticaladiabatic process.
The polytropic process is typically applied todynamic
compressors in which there is no coolingduring the compression that
takes place in anyindividual stage- (There may be cooling
betweeneach stage or series of stages, but not within agiven
stage.)
11-12
-
Positive displacement and centrifugal compressorsare covered in
further detail in Section 11-2 and11-3.
11.1.6 Isothermal Com~ression
In an isotheml process, the temperature isunchanged during
compression. Although it isimpossible to build a machine that will
compressisothe~lly, isothermal performance is approachedas the
number of intercoolers, or other coolingdevises is increased-
Furthermore, although isothermal compression cannotactually be
attained in practice, it is often usedas the basis for comparison
with other compressionprocesses. The effect of the number of
coolers oncompression power will be covered under
PolytropicCompression.
The following equation applies to an isothermalcompression
process:
PI V, = P2 Vz = Constant Eq . 11-21
Head is a term often used for the work input tothe compression
process. The units of head arefoot-pounds (force) divided by pounds
(mass). Ingeneral practice, the unit of head is usually takenas
feet. The theoretical head for an isothermal
D.G. A-2 Rev 41992
process is:
Him = RT1 in r
where:
P~r
y= pressure
Equation 11-22 may becompression processescooling.
11-13
Eq . 11-22
ratio
used to evaluate otherwith various amounts of
-
11.1.7 Isentro~ic (Adiabatic) Compression
Adiabatic Relationshi~s
Isentropic means constant entropy. Adiabaticdescribes a process
wherein no heat is added orsubtracted. For the sake of this
discussion, it canbe assumed that isentropic and adiabatic are
thesame (although different thermodynamically) .
Adiabatic compression is commonly assumed forreciprocating, but
not centrifugal compressors-
In isentropic processes, the following relationshipsapply:
Plvlk= P2v2k= c Eq . 11-23
where:
c = constant
k = ratio of specific heats
~
H.~ =z~ + z~
kR~1 x r k -1)X 2 Eq . 11-24
k
where:
Had = adiabatic head, ft.
~
X = rk -1 Eq . 11-25
where:
x = factor used below
T2(Ihw) =T1(X+l) Eq . 11-26
where:
T2 (*W) = adiabatic discharge temperature(theoretical absolute
dischargetemperature assuming 100% adiabaticefficiency)
D.G. A-2 Rev 41992
.
-
D.G. A-2 Rev 4* 1992
x (1 x+~,d ) Eq . 11-27where:
?lad = adiabatic efficiency
T2 = Actual discharge temperature, R
w H~~Ghp = 3300(1 ~ad
where:
Ghp = gas horsepower
Notice that Equation 11-24 has beenaverage compressibility, (Zl
+ Zz)/2.fairly accurate approximation ofrequired.
Eq . 11-28
corrected by anAveraging is a
the correction
Because of the non-ideal (non-perfect) behavior ofmany gases,
the k exponent does not remain constantduring compression. For air,
diatomic gases, andinert gases, the change in k is small when
thepressures are moderate. However, for mosthydrocarbon gases, the
variance of k duringcompression is substantial. The usual
correctionis to calculate k using MCP at the average of
thecompressor (or stage) suction and dischargetemperature.
Using the MCP at atmospheric pressure and averagecompression
temperature for compressor head andpower calculations is
sufficiently accurate for mostapplications. However, for very high
pressures orother unusual conditions, further corrections
arenecessary. Such corrections will be covered underPolytropic
Compression.
11-15
-
D.G. A-2 Rev 41992
Adiabatic Efficiency
Since the change in entropy is not zero in an actualadiabatic
compression process, an adiabaticefficiency (~.~)is used in
Equations 11-27 and 11-28.In order to calculate MCP at average
compressiontemperature, it is necessary to estimate theadiabatic
efficiency to arrive at a dischargetemperature per Equation 11-27.
If the estimate isinaccurate, a second iteration may be
required.
Thermodynamic Diaqrams
Thermodynamic-property diagrams account directly fordeviations
of a real gas from ideal relationships.These diagrams are a plot of
gas properties,commonly including: enthalpy, entropy, pressure,
andtemperature. Occasionally, a special diagram isdeveloped for a
widely used gas mixture such as arefrigerant. However, note that
few charts areavailable for mixtures, and this method is
thereforenot commonly used for hydrocarbon mixtures.
When a diagram is used to predict changes of stateduring
compression, compressibility and variance ofk are not needed
because these variables are alreadyfactored into the diagrams. In
general, then, thismethod is more accurate than Equation 11-24 and
whencharts are available, it is certainly moreconvenient. Diagrams
are often used in compressorcalculations for heavier hydrocarbon
gases such aspropane and propylene that tend to
deviateconsiderably. Diagrams for many pure gases are
wellestablished.
The following equations pertain to the use ofdiagrams for
compressor calculations. Note that foran isentropic process, there
is no change inentropy, S.
s2(thm) -sl=O Eq . 11-29
where:
s2(thcQ) = s, = entropy at suction conditions,Btu/lb R
11-16
-
Ah{tim)
where:
h, =
h2(thc0) =
hz =
where:
h2 =
~ad =
= h2(IhuJ)- hl Eq . 11-30
enthalpy at suction conditions, Btu/lb
theoreticalpressure and
enthalpy at discharges,, Btu/lb
Eq . 11-31
actual enthalpy at discharge pressureand temperature, Btu/lb
adiabatic efficiency
Note that the actual discharge temperature T2 may nowbe found on
the thermodynamic diagram at the pointcorresponding to h2
Hti = (778)Ah(ti@)
The gas horsepowerEquation 11-28.
and Pz.
Eq . 11-32
may now be calculated by using
11.1.8 Polvtro~ic Com~ression
Polytropic compression is commonly assumed fordynamic
(centrifugal and axial) compressors.
The previous discussion of the adiabatic processshowed that its
relationships need mathematicalcorrections to make credible
predictions. Thecorrections are compromises between theory
andactual gas deviations, and they do not always yieldsufficiently
accurate predictions for some types ofapplications. Unfortunately,
even this processrequires adjustments to account for the
non-idealbehavior of many gases.
D.G. A-2 Rev 41992
11-17
--
-
D.G. A-2 Rev 41992
Polvtro~ic Relationships
The polytropic compression processmathematically
P*vl
where:
n
Tp
where:
~p
%
where:
%1,
= P2V2
as fo-llows: -
=C
= polytropic exponent
~k
= ~n
is described
Eq . 11-33
Eq . 11-34
= polytropic efficiency
RT1 * z, + z*=
n- ~x(r -1)X 2Eq . 11-35
n
= polytropic head, ft.
~T2 =Tlrn Eq . 11-36
wEq . 11-37
In E~ation 11-34, k is ordinarily taken at theaverage
compression temperature by most compressormanufacturers. Therefore,
when estimating ove ral 1flange-to-flange performance,use k at
averageflange-to-flange temperature to yield results veryclose to
those of stage-by-stage calculations. Inthe case of single-stage
machines, the differencebetween k at inlet temperature and
averagetemperature is generally very small. Accordingly,in this
manual, k at average compression temperaturewill be used.
11-18
-
A thermodynamic diagram can be used for a polytropiccalculation
by first determining the adiabatic headHtiusing Equations 11-30 and
11-32.~t, can then be determined by:
Polytropic head
%IY = Had & Eq . 11-38
The relationship between polytropic and adiabaticefficiencies
is:
Eq . 11-39
From the foregoing discussion, it should be obviousthat k is not
equal to n. In some of the earlycompressor publications, the k and
n exponents wereerroneously treated as the same value. This
errormay have been one of nomenclature. At any rate, itis important
to recognize that k is associated withthe adiabatic process, and n
with the polytropicprocess.
11.1.9 Miscellaneous Notes
Some gases have extraordinarily large deviationsfrom ideal
behavior near their critical conditionsor at high pressures. For
example, carbon dioxideat 1500 psia and 100F has a compressibility
factor,Z, of about 0.27. Furthermore, if the temperatureis
increased by only 20F, there is a 40 percentincrease in the
compressibility factor. If a smallamount of methane is mixed with
carbon dioxide, thecompressibilities change significantly,
andpredictions of these compressibilities bygeneralized charts is
not reliable.
There are a few compressor applications that mustdeal with
widely deviating gases. The values for Zand k vary so much that
conventional methods ofcalculations for the compressor gas
properties donot have sufficient accuracy. For these somewhatrare
occasions, various equations of state are used.There are a number
of these empirical relationshipsin existence, and each set of
relationships tends tohave some advantages over the other sets for
certaingas compositions.
D.G. A-2 Rev 41992
11-19
-
11.2 CENTRIFUGAL COMPRESSORS
11.2.1 Centrifugal Compressor Construction ~es
There are two types of compressors, defined byeither an axial
(horizontally split) or radial(vertically split) casing
construction.
The top half of the axially-split casing is removedto access the
internals. The stationary diaphragmsare installed individually in
the top and bottomhalf of the casing. Main process connections may
belocated either in the top or bottom half.
The axially-split down-connected casing has theadvantage of
allowing removal of the top half foraccess to the rotor without
requiring removal ofmajor process piping.
Radially-split or barrel compressors have a completecylindrical
outer casing. The stationary diaphragmsare assembled around the
rotor to make up an innercasing, and installed inside the outer
casing as aunit, contained by heads or end closures at eachend.
Some later designs hold the heads in place byuse of shear rings.
The internal assembly isfrequently referred to as the bundle.
On the radially-split casing, maintenance of therotor and other
internal parts (other than bearingsand shaft-end seals) involves
removal of at leastone head, withdrawal of the inner casing from
theouter pressure containing casing, and thendismantling of the
inner casing to expose the rotor.The inner casing and rotor can be
removed fromeither the up-or-down-connected radially-split
outercasing without disturbing process piping.
API 617 (Centrifugal Compressors) requires the useof the
radially-split casings when the partialpressure of hydrogen exceeds
200 psi.
Other factors which influence the axially/verticalsplit decision
include the absolute operatingpressure of the service and ease of
maintenance fora particular plant layout.
Both the axially and radially-split casing designsallow removal
of bearings and shaft-end seals formaintenance without disassembly
of major casingcomponents.
D.G. A-2 Rev 4 11-201992
-
Overhunq-ImDel ler ~es
Single-stage, overhung-impel ler (impeller locatedout-board of
the radial bearings, opposite thedriver end) designs are available
in pressureratings to approximately 2000 psi and capacities
to50,000 cfm and are usually used in gas transmissionpipelines.
Another type of centrifugal compressor is theintegrally-geared
configuration. This is anoverhung-impeller type built around a gear
box, withthe impellers attached to gear pinion shafts and
theimpeller housings mounted on the gear box.
Possibleconfigurations include two, three, four, and evenfive stage
designs with capacities to 30,000 cfm andpressures to 250 psig.
These have typically beenused as packaged-air or nitrogen
compressors. Theove ral 1 arrangement of thissignificantly between
manufacturers.
Major features of the integrallyinclude:
type varies
geared design
Open impellers - maximum head developed
volute diffusers for optimum efficiency
different pinion speeds to optimize impellerefficiency
11.2.2 Surqe
Surge is a condition of unstable flow within thecompressor
typified by rapid flow and pressureoscillations, rapidly rising
temperature, thrustreversals and often damage- Surge at full
operationcan be caused by process upsets, jammed valves,molecular
weight changes or intercooler failure, andat reduced operation by
start/stops or load changes.Surge is not limited to reduced
throughput and canoccur at full operation. It occurs when the
imposedpressure ratio exceeds the ability of the stage orstages to
generate the required head.
Surge control systems must cope with the
followingcircumstances:
Near the surge limit, head curves are very flat
D.G. A-2 Rev 41992
11-21
-
Small differentiallarge flow changes
Pressure changesapproaching surge
pressure changes can cause
can occur very quickly
Dedicated surge control systems are available todynamically
monitor surge approach and prevent surgeas well as to provide
optimum compressor operation.Controls for compressors in series
must beconfigured such that one stage doesnt force anotherinto
surge. Controls for compressors in parallelshould maintain both
machines an e~al distanceabove surge for optimum load sharing,
rather thanbase loading one machine or simply dividing the
flowequally.
Compressor performance can be controlled by avariety of means,
listed in increasing efficiency:
Discharge throttling - least efficient and mostwasteful
Suction throttling - common with electricdrivers
Adjustable guide vanes - gives greatest turndown
Speed variation - most efficient and sometimescombined with
adjustable guide vanes
Performance and surge controls can conflict in theirmanipulation
of the compressor operating point andmust be decoupled to operate
efficiently.Similarly, performance controls must respect
otherlimits such as maximum driver power, maximumdischarge pressure
and temperature, and minimum .suction pressure.
11.2.3 Stonewall
Another major factor affecting the theoretical head-capacity
curve is choke or stonewall. The termssurge and stonewall are
sometimes incorrectly usedinterchangeably, probably due to the fact
thatserious perfomnce deterioration is observed ineither case.
D.G. A-2 Rev 41992
11-22
-
A compressor stage is considered to be in stonewall,in theory,
when the Mach Number e~als one. At thispoint the impeller passage
is choked and no moreflow can be passed. Industry practice
normallylimits the inlet Mach N*er to less than 0.90 forany
specified operating point.
It is important to note the choke effect is muchgreater for high
molecular weight gas, especially atlow temperatures and lower k
values. For thisreason, maximum allowablelimited on high moleculara
corresponding reduction
11.3 POSITIVE DISPLACEMENT COMPRESSORS
compressor speed may beweight applications, within head per
stage.
Positive Displacement Compressor selection involves a greatdeal
of cooperation between the Process, Project/Systems andMechanical
Groups to select an optimum machine.
A major consideration (beyond the compression calculation)is the
number of compression stages. The number of stagesis governed by
the following factors:
1. Allowable discharge temperature
2. Rod loading
3. Existence of a fixed sidestream pressure level (whereflow is
added to or withdrawn from the main compressorflow)
4. Allowable working pressure of available cylinders
Discharge temperature is the most important factor affectingthe
number of stages. Class A and B reciprocatingcompressors are
generally limited to 300F for most gases.API 618 further limits the
discharge temperature ofhydrogen-rich gases to 275F- These limits
restrict thestage pressure ratios. It is often necessary to
increasethe nuxnber of stages so that intercoolers can be added
tokeep the discharge temperature within limits, whileachieving the
required overall pressure ratio.
D.G. A-2 Rev 41992
11-23
-
Adding intercoolers to a centrifugal compressor tends tosave
horsepower. With reciprocating compressors, however,there will
seldom be any benefit in adding intercoolersbeyond those needed to
maintain discharge temperaturelimits. The reasons are: (1)
reciprocating compressors arealready highly efficient, and adding
an intercooler addspressure drop which offsets the power savings,
and (2)addition of a stage requires additional cylinder(s)
,pulsation dampener(s) , knockout drum(s) and piping.
The rod-load limit can affect the number of stages since
thecombined rod loading is related to the differential
pressureacross the cylinder. Increasing the ntier of
stagesobviously reduces the differential pressure of each
stage.
Sometimes a compressor application has more than one suctionor
discharge pressure level. For example, in an oil fieldgas system,
the compressor may take different quantities ofgas from the
separator at two pressures, say 40 and 250psig. This machine could
also be rewired to deliver aportion of the gas at 1000 psig for gas
lift, and theremainder at 2500 psig for injection back into
theformation. In this case, these pressures would set theinterstage
pressures so that the sidestreams areaccommodated. Note also that
two stages might be requiredbetween the 40 and 250 psig levels
(depending on suctiontemperature and k value) to stay below the
dischargetemperature limits.
Allowable Workinq Pressure
Occasionally a given pressure ratio might be achieved in
onestage with satisfactory discharge temperature and rodloading,
but an actual cylinder does not exist to handleboth the capacity
(ICFM) and pressure. In these situations,it is necessary to use two
stages, or use two smaller singlestage cylinders depending on
hardware and economics.
11.4 PRESSURE PROFILES
Pressure profiles for vapor systems are prepared similar topump
hydraulic profiles. Low pressure systems can beparticularly
critical as pressure drops available are verylow. Many clients
require pressure profiles for plantcontrol as well as design.
D.G. A-2 Rev 41992
11-24
-
11.5
Determine pressure drops through e~ipment and piping fromvendor
data or estimates, arrangements and the Linesizeprogram or similar.
Elevation differences are often ignoredexcept in low available
pressure drop or high-pressure/high-density systems.
Some example pressure profiles follow.
Fans are used for low pressures, in general, for pressureheads
of less than 0.5 psi. They are usually classified asof the
centrifugal type or the axial-flow type. Both typesare used for
ventilating work, supplying draft to boilersand furnaces, moving
large volumes of air or gas throughducts , supplying air for
drying, conveying materialsuspended in the gas stream, removing
fumes, etc.
11.5.1
11.5.2
11.5.3
11.5.4
11.5.5
D.G. A-2 Rev 41992
Centrifugal fans. These are made in three generaltypes, the
straight-blade, or steel-plate, theforward-curved-blade fan, and
the backward-curved-blade fan.
Straight-blade fans have rotors of comparativelylarge diameter
with a few (5 to 12) radial bladesresembling paddle wheels. These
operate atcomparatively low speed. They are often used inexhaust
work, particularly where wastes are carriedin the air stream-
Forward-curved-blade fans are usually of the multi-blade (20 to
64) Sirocco type. The rotors are ofsmaller diameters and they
operate at higher speedsthan straight-blade units. They have less
stabilitythan backward cuwed blades.
Backward-cumed-blade fans are of the multi-blade(10 to 50) type.
Such fans have a wide range ofusefulness.
Axial-flow fans are made in two general types, disktype and
propeller type. Disk-type fans have plainor curved blades similar
to an ordinary householdfan. They are usually for general
circulation orexhaust work without ducts. Propeller-type fanshave
blades similar to aeronautical designs. Suchfans may be two
staged.
11-25
-
11.5.6 The theorylike thatdeveloped
of operation of a centrifugal fan is muchof a centrifugal pump,
the pressure
arising from two sources. These arecentrifugal force-due to the
rotation of an enclosedvolume of air or gas, and velocity imparted
to theair or gas by the blades and partly converted topressure by
the volute or scroll shaped fan casing.
The centrifugal force developed by the rotorproduces a
compression of the air or gas which, infan engineering, is called
the static pressure. Theamount of this static pressure developed
depends onthe ratio of the velocity of the ai-rtips of the blades
to the velocityentering the fan at the heel ofTherefore, the longer
the blades, thestatic pressure developed by the fan.
Operating efficiencies of fans are in
lea~ing theof the airthe blades.greater the
the ran~e of40 to 70-percent. Operating pressure is the s~ ofthe
static pressure and the velocity head of the airleaving the fan. It
is generally expressed ininches of water gauge, or in ounces per
square inch.
The horsepower of a fan is given by
144Q (P2-PI)Air hp =
33,000
= 0.000157Q X developed head,in. water
Shaft hp =air h~.
efficiency
where
Q = volume handled, ft3/minPI = inlet pressure, PsiaP* =
discharge pressure, Psia
D.G. A-2 Rev 41992
11-26
-
11 .5.7 Fan Performance. The performance of a centrifugalfans
varies with changes in conditions such astemperature, speed, and
density of the gas beinghandled. It is important to keep this in
mind inusing the catalog data of various fan manufacturers,since
such data are usually based on assumedstandard conditions, such as
70F and 29.92 in.barometric pressure, or 68F and 50 percent
relativehumidity. Corrections must be made for variationsfrom these
assumed standards.
When speed varies:
1. Capacity varies directly as the speed ratio2. Pressure varies
as the square of the speed ratio3. Horsepower varies as the cube of
the speed ratio
When temperature of air or gas varies:
Horsepower and pressure vary inversely as theabsolute
temperature (speed and capacity beingconstant)
When density of air or gas varies:
Horsepower and pressure vary directly as thedensity (speed and
capacity being constant)
11.5.8 Selection of Fans. It is common practice among
fanmanufacturers to publish complete data in tabularform showing
capacities, pressures, speeds, andhorsepowers of their fans under
standard conditionsof temperature and air density. These tables are
ofgreat use to the heating and ventilating engineerand to others
who specialize in fan engineering.Those who do not specialize along
these lines,should not attempt to select fans from these tables.The
proper course to follow is to put full dataconcerning the job to be
done in the hands of fanmanufacturers and allow them to specify the
fan theyare willing to guarantee to do the required work atthe best
obtainable economy. A comparison ofseve ral such proposals from
manufacturers willindicate the best choice.
D.G. A-2 Rev 41992
11-27
-
11.6 COMPRESSOR DESIGN & COMPRESSOR SYSTEM DESIGN
In order to provide preliminary data for vendor
quotations,compressor service conditions must be developed before
equipmentlayouts are available. While making the compressor
calculations,equipment design pressures can be determined by
development of thesystem profile.
The presentation of the compressor calculation sheet (Form
491)should be per this section unless specified otherwise by
job(Client) requirements.
For convenience and ease in maintaining records, Form 491 has
beenprepared to indicate the original calculation (I), the
purchasecalculation (II), and the final calculation
(III).Calculations(I) ,(II),(III) are generally made by the
ProjectEngineer. Calculation (I) may be prepared by Process
Engineering Ifor certain critical services.
Note: Calculation III will be done only for blowers
andcompressors in critical service. For non-critical
applications,Calculations I and II alone will be performed. After
CalculationII has been done and changes occur in plot plan or
system designby addition or deletion of equipment affecting a non
criticalcompressor circuit, the necessity of Calculation III shall
beexplored. A decision can be taken in a short time by
roughlysubstituting new values manually in Calculation II. If
resultsindicate even a doubt in the adequacy of contingency,
CalculationIII should be performed.
Compressors that are in critical service will be defined at
thebeginning of each project. These critical services
normallyinvolve more than one destination, multiple heat exchangers
inseries/parallel, and a multitude of control valves. my
inadequacyin flow or head of such applications will not allow
sustainedplant operation.
Typical critical services may include: Recycle compressor loops
High horse power compressors(500HP and above)
The following groups shall be consulted on identifying
criticalblower/compressor service applications:
Process Project Process Licenser (if any) Machinery
Project Engineering will facilitate identification of
criticalservice applications. I
ENGINEERING DESIGN GUIDE 3DG Mll 001 Rev. 01 Page 11-28A
-
Oriqinal Calculation (I)
The Project Engineer usually prepares the service
conditionsinformation for Calculation (I) on Form 491. Its
importantthat any alternate service conditions be shown on
thecompressor sheet, Form 491. These alternate serviceconditions
should be shown as a range of values (min., max.)as applicable to
barometric pressure, intake pressure,intake temperature, specific
gravity, intake volume,discharge pressure, etc. The Project
Engineer then assignsa drawing number to the Compressor Calculation
Sheet, andcompletes the calculation, system sketch, and
pressureprofile. The Project/Systems Engineer will prepare
thepressure profile in PSIA on the lower graph section of
thecalculation sheet showing the following:
1. Estimated compressor maximum discharge head
2. Estimated system pressure at normal flow condition
3. Estimated system pressure at relief based on normal flow
4. Estimated downstream equipment design pressure
It is important to remember that vendor information forvessels,
exchangers, heaters, etc., is normally notavailable at this stage.
Therefore, engineering judgment isrequired to set design pressures
for this equipment duringthe early stages.
ENGINEERING DESIGN GUIDE 3DG Mll 001 Rev. 01 Page 11-28B
-
Calculation (II)
The second phase of calculations is made by the Project Engineer
justprior to purchase of the compressors. Compressor quotations
have been Ireceived with estimated performance curves. In addition,
the quotedpressure drops for exchangers, etc., may be available.
Changes inequipment design pressures and rated compressor head
should be made asearly as possible and preferably prior to start of
vendors engineeringand fabrication to minimize extra costs and/or
delivery delays.
The difference between Calculations I and II are: Equipment
pressuredrops are based on equipment selected for purchase and
piping studies.After the Project Engineer has completed the
calculation and adjusted !the system pressure profile for the
actual compressor curves, the calculation sheet is issued as Design
Basis for Purchase.
For blowers/compressors in non-critical service where
Calculation IIIis not to be performed, special attention needs to
be paid to insurevendor pressure drop data is obtained for heat
exchangers, heaters,filters, flow orifices before Calculation II is
completed and issued.If for some reason vendor pressure drop data
is available only aftercompletion of Calculation II,assumed
pressure drop andcontingency. If an inadequacyperformed.
the vendor data shall be compared-to thethe difference verified
against theis determined, Calculation III shall be
Final Calculation (III)
Once equipment layouts and isometric drawings (by Project
inspection ofthe model) are available, the Project Engineer is
responsible forverifying the specified compressor service
conditions by using themanufacturers equipment pressure drops, and
line losses calculated bythe more rigorous methods outlined for
process lines. The line losscalculations and simplified isometric
of the piping system can also beprepared on Form 491. The pressure
profile is firmed up to indicatefinal design and is developed in
the Calculation (III). The dataconstitutes the final design.
Im~ortant Note Pertinent to all Three Calculations
It is most important to check compressor maximum head versus
mechanicaldesign pressure of all affected systems, specially when
revisions aremade to the system.
11.7 Criteria for Compressor Desiqn
11.7.01 Rated Flow
All compressors should be rated for 110% of normal flow. This
isBechtels standard practice and must be implemented,
unlessspecified otherwise by the Client.
ENGINEERING DESIGN GUIDE 3DG Mll 001 Rev. 01 Page 11-29
-
11.7.02 Pressure DroDs Throuqh Em iRment at Normal Flow
11.7.03
D.G. A-2 Rev 41992
(a)
(b)
(c)
(d)
Exchan~ers
A 5 nsi pressure drop per exchanger unit may beassumed.
Air Coolers
A 10 Dsi pressure drop may be assumed for highpressure, 2-5 Dsi
for low pressure and 0.5-2~ for atmospheric coolers:
Orifice Meters
A nominal pressure drop of 2 Dsito 100-inch meter orifice) will
beorifice meters.
Other Eau iumen~
used fo-rall
For equipment in which pressure losses varyconsiderably
(heaters, filters, etc.) consultProcess Engineering and Vendor
specifications.
Control Valves in Com~ressor Dischar~e Systems
The selection of the pressure drop through controlvalves is a
function of the dynamic losses in thesystem. The dynamic losses are
the pressure dropswhich vary with flow, such as through piping,
heatexchangers, and filters. (These do not include thepressure drop
through the control valves.)
In practice, the losses in most compressor dischargesystems are
in a range that result in using thebasis of 50% of the svstem
dynamic loss at normalflow. Pressure drop through equipment is
determinedbased on normal flow. A check should be made atrated flow
to insure a minimum of 10 psi controlvalve pressure drop is
available. If the checkreveals a deficiency, the Dressure dron at
ratedflow should be set ~t- 10 psi and the pr
-
11.7.04
11.7.05
D.G. A-2 Rev 41992
Line Friction Losses
Line losses may be calculated by using any of thecomputerized
fluid flow programs. For estimatingline losses, discharge lines,
assume1.0-1.5 psi/100 ft for pressures above 100 psig and10% of
discharge pressure for pressures below 100psig. Suction lines
1.0-1.5 psi/100 ft for above100 psig (including recycle lines)
and0.1-0.3 psi/100 ft for 1 atm - 50 psig. (Theselosses are
inclusive of all fittings.)
Adiabatic Horse~ower
A simple approximation of the horsepower forestimating purposes
may be obtained from theformula.
hp = 0.0044 pl Q in()
~
PI
where
P] = suction pressure in psia
P2 = discharge pressure in psia
Q = flow
A set of sampleis attached for
rate in ft3/min (actual)
calculations with pressure profilereference. See Attachments
11-1.
11-31
-
10s.
7----- AxIAL CENTR1~M RECIP.
m 5 + ~ ROTARY 4104 .
0za
g
i 103 d~g * a
--- .:
I{
x-%.
&*
m I-.=
GII
LI
102 I
Im, i 10, d I
------------- ---
\J
10102 = L03 10
*OS lo6
INLET CUeIC FEET PER NIW~ (ICFNI
Figure 11-1Compressor Application Ranges
F E Oc
Pv = coNsTnNT
Pv 9 cwsTANr
z~
z~
A B
Votlms
Figure 11-2Theoretical Compression Paths
-
w cclAttachment 11-19MCCT 1 or
TOTAL NO. OF 8HCCT8 --
~ILC NO. _
CALC. NO
QUALITY CLASSl~. ~
.
RECORD Or ORIGINAL ISSUE AND RCVIS?ONS
ncv.No. RcvfsIoN OCSCRIPTION OATS OR 10 CKR aL as C1ilcr
/55da ~uk PUH?H15E l-~qj &7P ~ w/G?+
.
RESUiTS OF CHECKER REVIEW
R CV IS ION N@CTCM OESCR lPTtON OR18.Issue
1.
~lNAL RCSULT NUMCRICAC OC~~ERCNCCSARC
lNt71AL
u PS16NlFlCANTo NO CORRCC710NS
NCC SSAaV OATS
~lNAL RCSULT NUMCRICAL OIFFCRCNCC8 lNtTtAL
Ps}~Nl~lcANT. NCCCSSARV CORRCC-
IONS MAVC CCM MADC. OATC
CWCCKMAOC V ATTACMCO ALTCRNATC lN8TtAL
CALCULATIONS. -OA7C
.
D.G. A-2 Rev 41992
11-32
-
1 Attachment AL-A
vQno fJV~
~a , . . . . .. . . . . . . . . .
I
GAs CORROSIVE . (eECAUSE orj &.tir f nl-lrmo\ 0 till Co
e