Embed Size (px)
Citation preview

FILIPPO SANTOLIA JUNIOR
DESENVOLVIMENTO DE UM SISTEMA DE PÁRA-CHOQUES DE
VEÍCULOS DE PASSEIO COM SISTEMA DE FIXAÇÃO OTIMIZADA
Trabalho de Conclusão de Curso
apresentado à Escola Politécnica da
Universidade de São Paulo para
obtenção do Título de Mestre em
Engenharia Automotiva (Mestrado
Profissionalizante)
São Paulo
2005

FILIPPO SANTOLIA JUNIOR
DESENVOLVIMENTO DE UM SISTEMA DE PÁRA-CHOQUES DE
VEÍCULOS DE PASSEIO COM SISTEMA DE FIXAÇÃO OTIMIZADA
Trabalho de Curso apresentado à Escola
Politécnica da Universidade de São Paulo
para obtenção do Título de Mestre em
Engenharia
Área de Concentração:
Engenharia Automotiva
Orientador:
Prof. Dr. Marco Stipkovic Filho
São Paulo
2005

As dificuldades fizeram-se
para serem vencidas.
(Barão de Mauá)

FICHA CATALOGRÁFICA
Santolia Junior, Filippo
Desenvolvimento de um sistema de pára-choques de veícu- los de passeio com sistema de fixação otimizada / F. Santolia Junior. -- São Paulo, 2005.
p.
Trabalho de curso (Mestrado Profissionalizante em Engenharia Automotiva). Escola Politécnica da Universidade de São Paulo.
1.Estrutura veicular (Evolução) – Brasil 2.Pára-choques (Fi- xação) 3.Plásticos I.Universidade de São Paulo. Escola Politécnica II.t.

AGRADECIMENTOS
Aos meus pais Filippo e Vera Lúcia, pela incansável trajetória de incentivo a
educação, por uma vida repleta de conselhos valiosos, dedicação, amor e exemplo de
união familiar e aos meus três irmãos Fernando, Andrea e Adriana pela força e
compreensão.
À Maria Eugênia, pelo apoio incessante, pelos conselhos valiosos nos
momentos mais importantes e por ter abdicado do seu tempo para me ajudar
incondicionalmente.
Ao professor Marco Stipkovic Filho e demais professores e funcionários pela
ajuda e profissionalismo.
Aos companheiros da General Motors do Brasil ao qual sou eternamente
grato por possibilitar uma atmosfera de trabalho onde nunca faltou amizade,
companheirismo e profissionalismo os quais foram fundamentais para minha
trajetória, expresso meus sinceros agradecimentos em especial aos Srs. Gerson
Pagnotta, Biagio Calderano, Álvaro Barbugiani, Afrânio Paiva, Sidney T. Oda,
Flávio P. Lima, Mário Camargo e Guido Candido.
Aos meus alunos e a Deus pela alegria, incentivo e ensinamentos valiosos.

RESUMO
O presente trabalho tem o objetivo de demonstrar, analisar e propor um
sistema otimizado de sistema de fixação de pára-choques em veículos de passeio.
Será demonstrado o sistema utilizado em veículos fabricados no Brasil desde os
anos 50, onde detalhadamente serão observados suas características relacionadas a
desempenho, estética e custo produtivo. Entretanto, será dado maior enfoque ao
processo evolutivo de pára-choques a partir do início da década de 80, onde se
verificou o início da manufatura de pára-choques em plástico, que ao longo dos
últimos anos confirmou-se como conceito adotado por quase que a totalidade das
montadoras. Notadamente, o sistema de pára-choques sofre mudanças contínuas
no seu aspecto estético, seguindo tendências de estilo mundial e, portanto
demanda novos sistemas de fixação que sejam robustos, propiciem fácil
manutenção e baixo custo. O trabalho demonstra o processo evolutivo do sistema
de fixação de pára-choques para veículos de passeio, onde é possível avaliar a
crescente demanda por qualidade nos últimos anos, principalmente num mercado
extremamente competitivo como o automotivo.
Serão avaliados os requisitos estéticos necessários atualmente e proposto
um sistema de fixação que atenda a esta necessidade. Os resultados obtidos
demonstrarão um produto final que satisfaça aos seus requisitos de qualidade e
demonstrará também a importância de se ao desenvolver produtos, ter seus
fornecedores como parceiros, além de uma estratégia de validação eficiente e
ferramentas adequadas de desenvolvimento técnico.

ABSTRACT
This report has the objective of demonstrate, analyze and propose an
optimized fascia attachment system on light vehicles. It will be demonstrated the
system used by vehicles manufactures in Brazil since the fifties, where it will be
displayed in details its characteristics related to performance, esthetics and
manufacturing cost. Meanwhile, the report will focus on fascias manufactured since
the beginning of eighties, where plastic fascias began to be manufactured and
actually, has become an adopted concept by the great majority of car manufacturers.
In a impressive way, the fascia system has continuous changes on its esthetics
aspects, following world stylish tendencies thus it requires new attachment system
which provide robustiveness, easy maintenance and low cost. The report will
demonstrate the attachment system evolutive process on passenger vehicles, where it
will be possible to evaluate the increasing demand for quality, mainly on a very
competitive market as the automotive.
It will be evaluated the esthetics requirements actually demanded and proposed an
attachment system which meets it. The obtained results will show a final product,
which meets quality targets, and demonstrate the importance of supplier’s
partnership, a efficient strategy and appropriate development tools, when new
products are developed.

SUMÁRIO
LISTA DE TABELAS
LISTA DE FIGURAS
LISTA DE ABREVIATURAS E SIGLAS
1. INTRODUÇÃO ............................................................................................... 01
1.1 Objetivos.................................................................................................
.
1.2 Estruturação.............................................................................................
03
04
2. BREVE HISTÓRICO DO PROCESSO EVOLUTIVO DO SISTEMA DE
PÁRA-CHOQUES EM VEÍCULOS DE PASSEIO
AUTOMOTIVOS................................................................................................
06
2.1 Introdução................................................................................................
2.2 Evolução estética.....................................................................................
2.2.1 Década de 50....................................................................................
2.2.2 Década de 60....................................................................................
2.2.3 Década de 70....................................................................................
2.2.4 Década de 80....................................................................................
2.2.5 Década de 90....................................................................................
2.2.6 Veículos produzidos no Brasil em 2005..........................................
2.2.7 Tendências estéticas automotivas....................................................
2.3 O pára-choque e suas novas utilidades....................................................
06
06
10
15
19
24
30
31
33
3. EVOLUÇÃO DA ESTÉTICA AUTOMOTIVA............................................
3.1 Influência das montadoras orientais na estética mundial..............................
35
35

3.2 Peculiaridades estéticas regionais.................................................................
3.2.1 Consumidor norte-americano..............................................................
3.2.2 Consumidor europeu...........................................................................
3.2.3 Consumidor asiático............................................................................
3.2.4 Consumidor brasileiro.........................................................................
3.3 Globalização da estética................................................................................
39
39
42
45
48
50
4. DESENVOLVIMENTO DO PROJETO DE PÁRA-CHOQUES..................
51
4.1 Introdução................................................................................................
4.2 Processo de criação.................................................................................
4.2.1 Requisitos funcionais e estéticos.......................................................
4.2.2 Criação em Estúdio...........................................................................
4.2.3 Personalização do produto................................................................
4.2.4 A geometria do pára-choque e a segurança veicular.........................
4.2.5 Desenvolvimento do desenho eletrônico do produto........................
4.2.6 Validação térmica e estrutural...........................................................
4.2.7 Processo de manufatura....................................................................
4.2.8 Validação em campo de testes..........................................................
4.2.9 A influência da exportação no desenvolvimento de pára-choques...
51
51
51
52
55
60
66
71
72
73
77
5. ESTUDO DE CASO E ANÁLISE CRÍTICA DO SISTEMA DE PÁRA-
CHOQUES..........................................................................................................
79
5.1 Breve histórico do desenvolvimento e progresso dos materiais
utilizados nos automóveis...................................................................................
5.2 O surgimento do plástico no setor automobilístico..................................
5.3 Incidências relativas à fixação do sistema de pára-choques.....................
5.4 O conceito da folga nula entre pára-choques e painéis metálicos.............
5.5 Análise crítica...........................................................................................
79
84
84
87
89

6. PROPOSTA DE SISTEMA DE FIXAÇÃO OTIMIZADO........................... 93
6.1 Introdução.................................................................................................
6.2 Função do sistema de fixação...................................................................
6.3 Composição do sistema de fixação...........................................................
6.4 Considerações importantes para a implantação do novo sistema.............
6.5 Diferencial do novo sistema......................................................................
93
95
97
99
100
7. ANÁLISE CRÍTICA DO SISTEMA DE FIXAÇÃO
PROPOSTO........................................................................................................
103
7.1 Desempenho técnico do sistema proposto...............................................
7.2 Comparativo econômico...........................................................................
7.3 Desempenho em qualidade e montagem..................................................
103
107
108
8. CONSIDERAÇÕES FINAIS E SUGESTÕES DE NOVOS TRABALHOS 110
8.1 Considerações finais.................................................................................
8.2 Sugestão de novos trabalhos....................................................................
110
112
REFERÊNCIAS BIBLIOGRÁFICAS
113
ANEXO A – E.U.A. Regulamentação Federal 581 118
ANEXO B – ECE R 26 Regulamentação Européia 127
ANEXO C – Norma de teste - CESVI 135

LISTA DE TABELAS
Tabela 3.1. Quadro resumo das três grandes revoluções industriais.................... 38
Tabela 4.1. Custo de mudanças de engenharia em várias etapas do PDP............. 66

LISTA DE FIGURAS
Figura 2.1. Desenho do pára-choque traseiro do Volkswagen Fusca fabricado
em 1959.................................................................................................................
07
Figura 2.2. Vista traseira do sistema de pára-choques do Volkswagen Fusca
fabricado em 1959.................................................................................................
09
Figura 2.3. Vista frontal do sistema de pára-choques do Volkswagen Fusca
fabricado em 1959.................................................................................................
10
Figura 2.4. Vista frontal do sistema de pára-choques do Karmann Guia
fabricado em 1968.................................................................................................
12
Figura 2.5. Vista frontal do sistema de pára-choques do Mercedes Roadster
fabricado em 1963................................................................................................
13
Figura 2.6. Vista frontal e traseira do Volkswagen Kombi fabricado em 1960.. 14
Figura 2.7. Vista frontal do Chevrolet Opala fabricado em 1976......................... 16
Figura 2.8. Vista frontal do Ford Corcel fabricado em 1970................................ 17
Figura 2.9. Vista frontal do Chevrolet Chevette fabricado em 1975.................... 19
Figura 2.10. Vista frontal do Puma GTB fabricado em 1981............................... 20
Figura 2.11. Vista frontal do Volkswagen Passat fabricado em 1980.................. 22
Figura 2.12. Vista lateral do Chevrolet Monza fabricado em 1982...................... 24
Figura 2.13. Vista lateral do Chevrolet Monza fabricado em 1992...................... 25
Figura 2.14. Vista lateral do Volkswagen Gol fabricado em 1994....................... 27
Figura 2.15. Vista frontal do Chevrolet Astra fabricado em 1998........................ 29
Figura 2.16. Volkswagen Fox e Chevrolet Celta ambos fabricados em 2005...... 30
Figura 2.17. Evolução do estilo do Chevrolet Corvette........................................ 32
Figura 2.18. Veículo conceito da Lincoln............................................................. 34
Figura 3.1. Cadillac Eldorado fabricado em 1953................................................ 40
Figura 3.2. Vista frontal e traseira do Chrysler Cirrus fabricado em 1999........... 41
Figura 3.3. Chevrolet Equinox fabricado em 2003............................................... 42
Figura 3.4. Peugeot 307 fabricado em 1975......................................................... 43
Figura 3.5. FIAT Punto fabricado em 1998.......................................................... 44
Figura 3.6. Opel Astra fabricado em 2005............................................................ 45

Figura 3.7. Honda Civic fabricado em 1973......................................................... 46
Figura 3.8. Honda Civic fabricado em 1984......................................................... 47
Figura 3.9. Toyota Avalon fabricado em 2005..................................................... 47
Figura 3.10. Volkswagen TL fabricado em 1970.................................................. 48
Figura 3.11. Chevrolet Monza fabricado em 1980................................................ 49
Figura 3.12. Chevrolet Meriva fabricado em 2005................................................ 49
Figura 4.1. Ilustrações de proposta de design........................................................ 54
Figura 4.2. Representação do Chevrolet Celta e seus acessórios.......................... 56
Figura 4.3. Pára-choque dianteiro e seus componentes........................................ 57
Figura 4.4. Vista explodida do conjunto do pára-choque dianteiro...................... 58
Figura 4.5. Ilustração de dimensões básicas do veículo...................................... 60
Figura 4.6. Freqüência de ferimentos em diferentes partes do corpo de
pedestres e partes do veículo que causam ferimentos em colisões entre veículos
e pedestres............................................................................................................
61
Figura 4.7. Esquema de teste de impacto traseiro a baixa velocidade.................. 62
Figura 4.8. Desenho esquemático do posicionamento das barreiras utilizadas
para teste de impacto.............................................................................................
63
Figura 4.9. Execução de modelo em clay para validação da superfície externa
do veículo..............................................................................................................
65
Figura 4.10. Vista explodida genérica de uma montagem de um pára-choque de
um veículo de passeio...........................................................................................
67
Figura 4.11. Regiões de encaixe aparente da capa plástica do pára-choque......... 69
Figura 4.12. Vista lateral do encaixe entre pára-choque traseiro e painel lateral
metálico................................................................................................................
70
Figura 4.13. Vista traseira e frontal da capa plástica dos pára-choques e
carroceria................................................................................................................
71
Figura 4.14. Análise térmica e vibracional............................................................ 72
Figura 4.15. Molde de injeção de pára-choques.................................................... 73
Figura 4.16. Vista frontal e traseira do teste de impacto em barreira de terra....... 75
Figura 4.17. Teste de penetração de lama.............................................................. 76
Figura 4.18. Teste de penetração de água.............................................................. 76
Figura 5.1. Região de montagem da lanterna e pára-choque traseiro.................... 86

Figura 5.2. Vista traseira do Chevrolet Impala fabricado em 2005....................... 88
Figura 5.3. Vista frontal do Chevrolet Impala fabricado em 2005........................ 89
Figura 5.4. Capa do pára-choque traseiro com reforço em plástico soldado......... 91
Figura 5.5. Capa do pára-choque traseiro sem reforço.......................................... 91
Figura 6.1. Aplicação de esforços no pára-choque................................................ 96
Figura 6.2. Encaixe lateral do pára-choque traseiro.............................................. 97
Figura 6.3. Capa plástica e componentes do sistema de fixação........................... 98
Figura 6.4. Vista da área de assentamento do suporte de fixação do pára-choque 100
Figura 6.5. Vista traseira da carroceria e suporte lateral e traseiro........................ 101
Figura 6.6. Detalhe do encaixe lateral da capa plástica com o suporte de fixação
do pára-choque.......................................................................................................
102
Figura 7.1. Comparativo da região de assentamento no sistema usual e proposto 106
Figura 7.2. Componentes do sistema de pára-choques traseiro............................. 108

LISTA DE ABREVIATURAS E SIGLAS
CAD/CAE – “Computer-aided design / computer-aided engineering” – projeto e
engenharia auxiliados por computador
CESVI - “Centro de experimentação e segurança viária”
Clay - Argila ou barro de cor marrom utilizado para modelagem de
superfícies e fabricação de modelos de design.
DFMA – “Design for manufacturability and assembly” – projeto para
manufaturabilidade e montagem
FMEA – “Failure mode and effect analysis” – análise do modo de falha e seus
efeitos
GCA - Global Customer audit
GM – General Motors – usada no sentido da GM global
GMB – General Motors do Brasil
JIT - Just In Time
ISO – “International organization for standardization” – organização
internacional para padronização
PDP - Processo de Desenvolvimento de Produto
RCAR - Research Council for automobile repair.
SAE - Society of automotive engineers
TPS - Toyota Production System

1
1 - INTRODUÇÃO
A definição do conceito de fixação de um sistema de pára-choques é de
extrema importância, pois ela é determinante para a qualidade que o conjunto de
pára-choque imprime no produto final. Verificando-se o fato de que atualmente os
veículos estão cada vez mais seguindo a tendência de linhas contínuas, sem
protuberâncias ao longo de sua superfície, é de fundamental importância que o
sistema de fixação de pára-choques não influencie estas linhas e que de certa forma,
torne quase imperceptível a ligação entre os painéis metálicos e a capa plástica da
qual se constitui o pára-choque atualmente. Deve-se ressaltar que as soluções
técnicas adotadas pela indústria automotiva nacional devem sempre focar em
mercados de exportação e, portanto possuir conceitos globalizados de qualidade e
custo.
É importante mencionar que com a intensificação da globalização na década
de 90, e conseqüentemente com o aumento significativo da concorrência no mercado
nacional e internacional, tanto veículos populares, na sua maioria com motores de 1.0
litro, quanto veículos mais sofisticados voltados à classe A e B possuem atualmente
os mesmos requisitos de qualidade e níveis de satisfação do cliente.
O pára-choque é comum em todos os veículos de passeio e devido ao
mercado consumidor cada vez mais acostumado a novidades freqüentes e a grande
quantidade de montadoras, constantemente sofre mudanças significativas no seu
conceito funcional e na sua aparência, ainda mais se tomarmos em consideração o
fato de que inúmeras montadoras desenvolvem este componente e, portanto, o
mesmo apresenta inúmeros conceitos construtivos.
Na década de 90, a indústria automobilística nacional começou a enfrentar o
desafio de competir com modelos de veículos de diversas montadoras, isso devido à
abertura do mercado que ocorreu no início da década e que mudou o mercado uma
vez que se passou a oferecer ao consumidor um número elevado de opções de
modelos. As montadoras enfrentam o desafio de manter e aumentar sua participação

2
no mercado com produtos inovadores, que possuam forte apelo estético e preço de
venda condizente com o poder aquisitivo do consumidor brasileiro. Segundo Sánchez
e Pérez (2002), companhias com produtos complexos e de alta tecnologia são as que
mais cooperam com o desenvolvimento tecnológico e também utilizam importantes
práticas para desenvolverem seus produtos.
Por apresentar localização estratégica, baixos custos produtivos e mão-de-
obra capacitada, o Brasil têm se consolidado desde a década de 90 como um centro
de exportação de veículos pequenos e médios para países emergentes, como por
exemplo: China, Índia, Argentina e países do oriente médio. Os conceitos estéticos
no que se refere à qualidade de fixações e encaixes são similares em todo o mundo,
devido à globalização da estética ocorrida nos últimos anos. Notadamente, a porção
estética externa e interna do veículo exerce grande influência no consumidor na hora
de decidir sua compra. Focado nesta situação, as montadoras buscam um
aprimoramento contínuo do visual do veículo.
Seguindo esta linha, o presente trabalho explora esta necessidade e efetua o
estudo da melhoria estética do sistema de pára-choques de um veículo de passeio,
através da interação estética do conjunto formado pelo pára-choque e lanterna.
Basicamente, esta melhoria é alcançada através da diminuição das folgas de encaixe
entre o pára-choque e a lente da lanterna, de tal forma que os dois componentes
indiquem uma continuidade de superfície, ajudando a evidenciar o efeito bolha1 que
é desejável na estética do veículo.
A diminuição das folgas entre o pára-choque e a carroceria é desejável,
porém apresenta uma série de restrições que levam as montadoras muitas vezes a
adotar conceitos de fixação conservadores que não comprometam o funcionamento
deste conjunto de alto valor agregado.
_________________ 1
Efeito bolha é um termo utilizado para descrever desenho de veículos com linhas contínuas e com curvas suaves,
sem degraus ou quebras bruscas de superfícies, assemelhando-se a uma bolha.

3
Os veículos até hoje em produção no mercado brasileiro conseguem atingir
folgas mínimas entre componentes que não apresentam riscos de quebra ou perda de
desempenho, por exemplo: as folgas entre painéis metálicos laterais e pára-choque
são iguais a zero e isto não apresenta risco algum, uma vez que ambos os
componentes apresentam resistência mecânica condizente com a folga nula
especificada. Já no caso das lanternas, as lentes podem ser danificadas caso colidam,
ou seja, pressionadas pelo pára-choque. Esta constitui a principal preocupação e
requer um estudo no sentido de se determinar que este componente de alto valor
agregado não seja danificado pela proximidade com o pára-choque em caso de
colisão a baixa velocidade.
Notadamente, o apelo estético desejado não é atingido somente pela
aparência que o pára-choque traseiro possui na sua ligação com a lanterna, mas
também com os painéis laterais metálicos e com a tampa do porta-malas.
1.1 Objetivo
O objetivo do trabalho é a criação de um sistema de fixação de pára-choques
em que se atinjam resultados satisfatórios em relação a custo, investimento, robustez,
durabilidade e qualidade estética. No intuito de entendermos os requisitos atuais de
qualidade e percepção estética, é feita uma análise da evolução do sistema de pára-
choques tanto pelo lado estético, como pelo lado funcional.
O propósito deste trabalho é apresentar um conceito de fixação de pára-
choque traseira que consiga satisfazer seus requisitos de funcionamento e estética
aliado a um custo produtivo que não exceda os padrões atuais.

4
1.2 Estruturação
O presente trabalho está estruturado da seguinte forma:
Capítulo 2: Apresenta o processo evolutivo da estética e da funcionalidade do
sistema de pára-choques desde os anos 50. Neste capítulo é abordado o conceito
estético e funcional do sistema, deixando claro que o sistema de pára-choques sofre
mudanças substanciais e contínuas devido a fatores ligados a economia, requisitos de
preservação ambiental e evolução estética.
Capítulo 3: São demonstradas as peculiaridades estéticas dos seguintes
mercados consumidores: norte-americano, europeu, asiático e brasileiro. Onde serão
avaliadas a evolução estética e as reações das montadoras frente à tendência de se
equalizar globalmente a estética dos veículos.
Capítulo 4: Neste capítulo será demonstrado o desenvolvimento do projeto do
sistema de pára-choques com o intuito de se verificar como são atingidos os
requisitos funcionais e estéticos do mesmo.
Capítulo 5: Na década de 80 e 90, os pára-choques sofreram uma evolução
substancial, antes eram feitos em metal e se iniciou sua produção em plástico
injetado. Este capítulo analisa o motivo e as conseqüências estéticas e funcionais que
o uso do plástico causou no processo de criação da estética automotiva. Também é
demonstrada a necessidade da evolução do sistema de fixação do mesmo à
carroceria.
Capítulo 6: Apresenta a proposta de um sistema de fixação para o pára-
choque traseiro de um veículo de passeio, detalhando-se os diferenciais do novo
sistema e suas condições para implantação.

5
Capítulo 7: Faz uma discussão comparativa do ponto de vista técnico,
econômico e dos ganhos em qualidade do sistema de fixação de pára-choques
proposto no capítulo 6, fazendo um paralelo com os sistemas usuais.
Capítulo 8: Relata as conclusões obtidas e recomendações para o
desenvolvimento de pára-choques de veículos de passeio. São também abordadas
recomendações de novos estudos referentes à melhoria do sistema de fixação de par-
choques visando o comprometimento de se atender a evolução estética e o
atendimento dos requisitos funcionais.

6
2 – BREVE HISTÓRICO DO PROCESSO EVOLUTIVO DO SISTEMA DE
PÁRA-CHOQUES EM VEÍCULOS DE PASSEIO
2.1 – Introdução
O presente capítulo trata do processo evolutivo pelo qual o sistema de fixação
de pára-choques passou frente à evolução estética, mudança de exigência dos
consumidores, restrições econômicas e requisitos ligados à funcionalidade.
É possível notar que o sistema de pára-choques é um dos componentes do
automóvel que mais possui diferenças estéticas ao longo dos anos. Isto pode ser
explicado pelo fato do mesmo se localizar em posição estratégica no veículo, ou seja,
exatamente onde o cliente mais tem acesso visual, sendo que a estética do conjunto
possui influência significativa na decisão de compra do cliente.
2.2 – Evolução estética
O sistema de pára-choques mostra uma evolução estética e funcional muito
acentuada desde os primeiros conceitos em metal, até os atuais integrados ao desenho
do veículo, causando o efeito de continuidade de superfícies. Abaixo será detalhado
o sistema de fixação de pára-choques de veículos produzidos no Brasil desde a
década de 50 até 2005:
2.2.1 – Década de 50
Estética:
Os anos cinqüenta foram um marco na indústria como nunca ocorrera, e
provavelmente, nunca ocorrerá novamente, segundo Keller (1994). Nesta época,
principalmente por volta de 1954 a 1958, as fábricas davam uma liberdade
praticamente irrestrita aos criadores de estilo.

7
O pára-choque não se encontra incorporado ao desenho da carroceria, ficando
na maioria dos modelos afastado dos painéis metálicos. Geralmente eram cromados e
possuíam formato com curvas e arredondamentos, conferindo um estilo clássico ao
conjunto estético geral do veículo.
O fato de serem afastados da carroceria sugeria ao cliente um mau uso do
sistema, onde muitas vezes, o pára-choque era utilizado para se apoiar pés ou até
mesmo pequenos volumes. Sendo este uso considerado até mesmo perigoso, pois a
geometria do pára-choque com excesso de arestas e cantos vivos podia causar
ferimentos. Ver Figura 2.1.
Figura 2.1. Desenho do pára-choque traseiro do Volkswagen Fusca fabricado
em 1959 (referência: Volkswagen).
Sistema de fixação:
O sistema de fixação é composto de uma alma metálica que liga o pára-
choque à carroceria do veículo através de parafusos. No intuito de não deixar os
parafusos aparentes, estas almas metálicas eram fixadas pelo lado de dentro do
veículo, sendo que se fazia necessário a vedação dos painéis com anéis de borracha.

8
Processo produtivo:
O processo de produção de pára-choques na década de 50 somente era
possível devido ao fato de que a indústria automotiva trabalhava com volumes muito
inferiores comparativamente aos atuais e as legislações em vigor na época eram
muito menos rigorosas no que se refere a cuidados com o meio-ambiente. Isso
porque, o pára-choque se compunha de peças estampadas em aço e com toda sua
grande superfície cromada, o que demonstra um processo crítico em termos de
contaminação por cromo e sua montagem no veículo era totalmente artesanal e lenta,
pois apresentava dificuldade de acesso aos parafusos de fixação e peso excessivo na
manipulação do mesmo.
Manutenção:
A manutenção era trabalhosa e exigia mão-de-obra qualificada do ponto de
vista artesanal, uma vez que os possíveis danos eram primordialmente causados por
riscos e amassados que por sua vez exigia um reparador com experiência até mesmo
artística, pois muitas vezes era necessário se corrigir encurvamentos e reparo no
brilho do cromo.
Peso:
Na década de 50, a indústria automotiva ainda não tinha tantas restrições
como atualmente no que se diz respeito a redução de peso, pelo motivo de não haver
concorrência forte como atualmente e os limites de poluição do ar naquela época não
eram severos a ponto de se exigir projetos com foco profundo em redução de peso
como atualmente.
Devido ao exposto acima, os pára-choques possuíam cerca de 10 a 13 kg,
representando uma dificuldade de manuseio muito grande, a geometria que
demonstra esta dificuldade pode ser observada na Figura 2.2.

9
Figura 2.2. Vista traseira do sistema de pára-choques do Volkswagen Fusca
fabricado em 1959 (referência: Volkswagen).
Durabilidade:
A durabilidade do sistema de pára-choques cromados é determinada
diretamente pelo comportamento relativo a manutenção por parte do do proprietário.
O cromo necessita de cuidados constantes e trabalhosos, entre eles se destaca o
polimento. A geometria do pára-choque, aliada ao seu processo produtivo
(estampado) gerava irregularidades na sua superfície, onde muitas vezes se
dificultava a penetração do cromo, gerando regiões mais suscetíveis ao surgimento
de oxidações.
Funcionalidade:
Nesta época, o pára-choque já possuía um forte apelo estético no conjunto do
automóvel, isso pode ser explicado pelo excesso de cromo aplicado nas suas peças,
porém, a utilização do cromo, aliada a geometria que o deixa afastado da carroceria
propicia uma utilização que demanda cuidados por parte do cliente. Por exemplo,
observando-se a geometria do pára-choque, ele pode ser utilizado para se apoiar
objetos diversos, porém, por ser cromados, riscos surgem com freqüência e o atrito
gerado pelo apoio destes objetos acelera o desgaste da camada de cromo levando o
pára-choque a apresentar oxidações prematuras.

10
Segurança:
O sistema de pára-choque utilizado na década de 50 apresenta um
comportamento inferior em relação à segurança devido aos seguintes aspectos:
- Sua geometria metálica obtida através do processo de estampagem
gera arestas cortantes que não ficam embutidas em nenhum outro
componente, podendo causar ferimentos na lavagem do veículo,
atropelamentos e manuseio, ver Figura 2.3.
- Seu perfil metálico, por isso rígido, não apresenta deformação
elástica em colisões a baixa velocidade, podendo desta forma
causar mais danos em caso de atropelamento ou colisões com
outros veículos.
Figura 2.3. Vista frontal do sistema de pára-choques do Volkswagen
Fusca fabricado em 1959 (referência: Volkswagen).
2.2.2 – Década de 60
Estética:
Na década de 60, observa-se que o apelo continua sendo forte para o uso do
cromo, porém, verifica-se que o mesmo já se encontra mais integrado ao desenho do

11
veículo. Na figura 2.4, o Karmann Guia fabricado em 1968 demonstra claramente a
tendência de incorporação dos pára-choques no conjunto estético do veículo. Nota-se
também que as superfícies dos pára-choques são mais sóbrias, gerando-se curvas
mais suaves, objetivando uma estética com menos detalhes comparativamente a
modelos fabricados nos anos 50. Esta evolução estética esta intimamente ligada à
importância que as montadoras observam do veículo no dia-a-dia das pessoas.
Os veículos, além de serem atrativos do ponto de vista estético, precisam ser
funcionais, ou seja, os clientes querem facilidades do produto, isto devido
principalmente ao rápido crescimento populacional dos centros urbanos que exigiam
veículos que oferecessem funcionalidades em relação à limpeza, facilidade de
manobras, entre outros e, portanto, o desenho do veículo se tornaria desta forma o
mais compacto possível, com diminuição de peças com desenho sobressalente,
evidenciando o primórdio do conceito do efeito bolha, que será muito mais
enfatizado a partir dos anos 90. Já nesta década, alguns modelos já apresentavam
grandes inovações, como por exemplo, o uso de pára-choques estampados em aço
pintados, como na figura 6. Esta inovação estética era utilizada principalmente em
carros conceito, não sendo largamente utilizado, pois a pintura aplicada em
componentes metálicos que possuem a função de pára-choques apresentava pouca
durabilidade devido à tinta não apresentar boa resistência em caso de colisões leves e
a situações do dia-a dia, como por exemplo: encostar os pára-choques em muros ou
postes em manobras de estacionamento.
A tinta voltaria a ser aplicada em larga escala em pára-choques a partir dos
anos 90.

12
Figura 2.4. Vista frontal do sistema de pára-choques do Karmann Guia
fabricado em 1968 (referência: Karmann Guia).
Sistema de fixação:
Notadamente, a preocupação estética com o sistema de pára-choques aumenta
isto leva a necessidade dos engenheiros desenvolverem sistemas de fixação cada vez
mais discretos e que não afetem o desenho do pára-choque. Tecnicamente, o sistema
de fixação é similar ao utilizado nos anos 50, fixação por parafusos na carroceria.
Processo produtivo:
Similar ao processo produtivo verificado nos anos 50.
A principal diferença se verifica no desenho dos pára-choques, que em sendo
mais envolventes e com curvaturas mais harmônicas exigiram maior precisão do
processo de estampagem.
Manutenção:
Podemos observar como exemplo o veículo Mercedes Roadster, na Figura
2.5, no qual o desenho do pára-choque apresenta curvatura similar à praticada na
década de 50, porém, pelo fato do mesmo apresentar maior proximidade da

13
carroceria, eventuais colisões a baixa velocidade poderiam afetar a carroceria, uma
vez que o pára-choque apresenta um comportamento plástico em virtude do aço
estampado utilizado na sua fabricação.
Figura 2.5. Vista lateral do sistema de pára-choques do Mercedes Roadster fabricado
em 1963 (referência: Mercedes-benz).
Peso:
Similar aos projetos executados na década de 50. Os projetos executados
nesta época mostraram pouca evolução no aspecto de economia de massa. O volume
de produção mundial de veículos era tal que ainda comportava veículos produzidos
de forma artesanal, muitas vezes com componentes pesados para serem manipulados
na linha de montagem.
No capítulo 5, será demonstrada a introdução crescente dos plásticos de
engenharia em aplicações automotivas.

14
Durabilidade:
O conceito de durabilidade permanecia ao mesmo mencionado na década de
50 no que se refere aos pára-choques metálicos e cromados, porém, como na década
de 60 alguns modelos possuíam pára-choques metálicos pintados, a sua manutenção
apresentava algumas diferenças, ver Figura 2.6.
Figura 2.6. Vista frontal e traseira, respectivamente do Volkswagen Kombi
1960 (referência: Volkswagen).
Sendo o pára-choque metálico pintado, seu reparo é simplificado em relação
ao cromado, uma vez que a reposição da camada de cromo requer um banho de
cromo utilizando-se das técnicas referentes à galvanoplastia, um processo mais caro
em relação à pintura. Já o reparo em pintura apresenta custos menores de reparo, e
sua reconstituição pode ser executada nos numerosos centros técnicos de pintura
automotiva.
Funcionalidade:
Nesta década, os pára-choques esboçam a tendência de se aproximar da
carroceria, porém, na sua maioria são meramente decorativos á não apresentam
comportamento elástico em colisões a baixa velocidade, por ainda serem feitos em
metal.

15
Segurança:
Idem a década de 50. O pára-choque ainda não apresenta uma geometria que
tenha o objetivo de atenuar ferimentos em caso de atingir um pedestre em baixa
velocidade e possui arestas cortantes em regiões de fácil acesso.
2.2.3 – Década de 70
Estética:
Os projetos realizados na década de 70 mostram em sua estética que a
utilização dos pára-choques metálicos estava condenada. Não somente pelos motivos
econômicos que serão mostrados no capítulo 5, mas também pela forte e inevitável
tendência mundial que integrava cada vez mais os componentes externos do veículo.
Podemos nesta década verificar que muitos modelos já apresentavam desenhos de
pára-choques sensivelmente menores, apesar de ainda serem estampados e cromados.
Dessa forma aplicando ao veículo um aspecto mais discreto dos pára-choques
comparativamente aos anos 50 e 60. A Figura 2.7 mostra o pára-choque dianteiro do
Opala fabricado em 1976 que possui o mesmo com perfil mais discreto e harmonioso
com a carroceria.

16
Figura 2.7. Vista frontal do Chevrolet Opala fabricado em 1976
(referência: GMB).
Sistema de fixação:
Similar ao praticado na década de 60, porém com menor robustez devido ao
tamanho reduzido do pára-choque. Fica evidenciada a preocupação crescente de se
ocultar o sistema de fixação, indo de encontro com a tendência de se incorporar o
pára-choque ao desenho do conjunto do automóvel.
Processo produtivo:
Similar às considerações feitas para a década de 50 e 60, exceto para o fato
do sistema ser menor, dessa forma propiciando uma facilidade adicional no sentido
de manipulação do mesmo no processo produtivo e na sua montagem no veículo.
Manutenção:
O desenho mais harmônico e o tamanho reduzido facilitaram a manutenção
do mesmo, pois já não se utilizavam mais, na maioria dos casos, os perfis curvos e
trabalhados da década de 50 e em alguns casos na década de 60. Por isso, o reparo

17
em relação a recuperação de amassados do mesmo era facilitado no sentido do
reparador não precisar restaurar geometrias curvas e complexas. Entretanto, os
inconvenientes da restauração do cromo permaneciam inalterados.
Peso:
Em virtude da geometria simplificada e quase que ausência de curvas
similares às décadas anteriores, o peso foi reduzido, porém, de forma pouco
substancial. Uma das características que demonstram a redução de peso é a
utilização, ainda que rara, de protetores de borracha, conforme pode se observar o
Ford Corcel na Figura 2.8.
Figura 2.8. Vista frontal do Ford Corcel fabricado em 1970
(referência: Ford).
Durabilidade:
Mesmas considerações apontadas na década de 50 e 60 no que se refere à
superfície cromada, porém, como mostrado na Figura 2.8, alguns modelos
começaram a utilizar protetores de borracha visando dessa forma proteger a
superfície cromada em pequenas colisões.

18
Funcionalidade:
Nesta época, o pára-choque já possuía um forte apelo estético no conjunto do
automóvel, isso pode ser explicado pelo excesso de cromo aplicado nas suas peças,
porém, a utilização do cromo, aliada a geometria que o deixa afastado da carroceria
propicia uma utilização que demanda cuidados por parte do cliente. Por exemplo,
observando-se a geometria do pára-choque, ele pode ser utilizado para se apoiar
objetos diversos, porém, por ser cromado, riscos surgem com freqüência e o atrito
gerado pelo apoio destes objetos acelera o desgaste da camada de cromo levando o
pára-choque a apresentar oxidações prematuras.
Segurança:
Pelo fato de na década de 70, os pára-choques apresentarem uma geometria
mais incorporada ao desenho do veículo, a presença de arestas cortantes já não é tão
evidente quanto nas décadas anteriores, porém, o mesmo continua a apresentar um
comportamento plástico em amassamentos e a sua geometria e rigidez apresentam
uma relação hostil para com o pedestre. Ainda na década de 70, não existia
preocupação com o nível de ferimento em caso de atropelamento.
A Figura 2.9 mostra o Chevrolet Chevette, fabricado em 1975. Neste modelo
pode-se observar o tamanho reduzido do pára-choque dianteiro e a curvatura que
acompanha a geometria da carroceria, dessa forma deixando evidente a tendência da
incorporação do pára-choque ao conjunto estético do veículo, já bastante
diferenciado dos modelos disponíveis nas décadas de 50 e 60, onde os pára-choques
eram elementos distantes da carroceria.

19
Figura 2.9. Vista frontal do Chevrolet Chevette fabricado em 1975 (referência:
GMB).
2.2.4 – Década de 80
Estética:
Nesta década fica evidente uma mudança sensível no conceito estético dos
pára-choques através do início da utilização das molduras em borracha e mais no
final da década, finalmente a fabricação de pára-choques em plásticos. Os motivos
que levaram a utilização do plástico não só nos pára-choques, mas em inúmeros
componentes automotivos serão discutidos no capítulo 5.
O uso de molduras de borracha nos pára-choques, definitivamente auxiliou os
projetistas a cada vez mais desenharem peças envolventes2. A flexibilidade da
borracha fez com que na década de 80, os pára-choques se tornassem cada vez mais
requintados e com aspecto envolvente, possibilitando uma maior variedade de formas
e perfis. Observando-se a Figura 2.10, pode-se observar o pára-choque dianteiro do
Puma, fabricado em 1981, onde já se observa que além, da utilização de molduras
feitas de borracha, os pára-choques são pintados na cor preta, já mostrando o fim do
uso dos pára-choques cromados.
_________________ 2
Peças envolventes: termo utilizado nos estúdios de desenho automotivo para designar componentes que possuem
geometria que acompanham as curvas do carro., ou seja, peças que cobrem uma grande área do veículo. Exemplo: pára-choques
do Chevrolet Celta e Volkswagen Fox, fabricados em 2005, ver figura 2.16.

20
Entretanto, o uso do cromo ainda persistiria nesta década em alguns
modelos como, por exemplo, o Volkswagen Passat fabricado em 1980, porém, o
mesmo também já apresentava molduras de borracha aplicadas sobre a superfície
cromada.
Figura 2.10. Vista frontal do Puma GTB fabricado em 1981 (referência:
Carros Antigos).
Sistema de fixação:
Devido à estética que induziu os pára-choques a ficarem praticamente
encostados na carroceria, o sistema de fixação ganhou um aspecto muito mais sóbrio
e praticamente fora da vista do cliente. Porém, o sistema continuava semelhante ao
de décadas passadas, onde a alma metálica do pára-choque era parafusada
diretamente na carroceria.
Processo produtivo:
Na década de 80, os volumes crescentes de produção demandavam um
processo de produção otimizado. No tocante a pára-choques, no início da década de
80 ainda eram comuns os pára-choques metálicos estampados, porém os mesmos já
apresentavam uma espessura de chapa inferior comparando-se com os modelos

21
produzidos principalmente na década de 50 e 60, desta forma contribuindo para a
otimização do tempo de conformação da chapa. Entretanto, a partir do final dos anos
80, a presença do plástico transformou profundamente o processo produtivo. Os
pára-choques manufaturados pelo processo de injeção plástica encurtaram o tempo
de fabricação. As conseqüências para o produto em função da utilização do plástico
injetado serão analisadas no capítulo 5.
Manutenção:
Em função do início da utilização dos pára-choques injetados em plástico, a
manutenção do mesmo se tornou mais fácil. Dependendo da gravidade do dano, a
substituição total do pára-choque não é considerada tão onerosa em comparação com
os antigos modelos feitos em aço cromado. Dessa forma, os pára-choques em
plásticos, caso sofressem pequenos danos, podiam ser reparados em oficinas
especializadas em reparos, mais especificadamente, solda de materiais plásticos. Na
década de 80, apesar do surgimento dos pára-choques em plástico, ainda não eram
feitos pára-choques plásticos pintados, na sua grande maioria, os pára-choques eram
injetados com matéria prima geralmente da cor negra. A utilização da tinta surgiria
na década de 90, pelo motivo evidente de se integrar cada vez mais o pára-choque ao
desenho do veículo.
Peso:
O surgimento das molduras de borracha e a diminuição da espessura das
chapas estampadas diminuíram consideravelmente o peso dos pára-choques. No
início da década, um pára-choque metálico com molduras de borracha, como o
Volkswagen Passat, mostrado na figura 2.11 pesava aproximadamente 8 kg, em
contrapartida, o mesmo modelo com novos pára-choques em plástico fabricados no
final da década de 80 pesava aproximadamente 5 kg.

22
Figura 2.11. Vista frontal do Volkswagen Passat fabricado em 1980
(referência: Volkswagen).
Durabilidade:
No caso dos pára-choques existentes no início da referida década, as
características de durabilidade são similares aos vigentes na década de 50, 60 e 70.
Porém os pára-choques injetados em plástico possuíam outras características de
durabilidade. Os pára-choques feitos totalmente em plástico não recebiam na década
de 80 nenhum tipo de pintura, desta forma expondo a matéria-prima plástica
diretamente as intempéries. Nesta época, era comum se observar veículos com seus
pára-choques originariamente injetados em plástico preto, começarem a apresentar
sinais de perda de cor, ou seja, o pára-choque adquiria uma tonalidade branca de
efeito estético indesejável. Esse efeito era devido a mistura utilizada na matéria-
prima do plástico de injeção, sendo que o mesmo não possuía nenhum tipo de aditivo
que oferecesse proteção contra raios ultra-violeta que eram os responsáveis pela
perda de cor do pára-choque.
Além desta ocorrência, os pára-choques injetados em plástico, com o passar
do tempo, perdiam uma parte da sua capacidade de se deformar elasticamente, pois o
mesmo se enrijecia com o tempo o tornando mais quebradiço. Estes problemas foram
praticamente eliminados na década seguinte quando os pára-choques começaram a

23
ser pintados, dessa forma protegendo o mesmo das intempéries e mesmo os sem
pintura, apresentaram um ganho substancial no que se refere à estabilidade da cor
original e na estabilidade das suas propriedades mecânicas, isso devido a evolução da
qualidade da matéria-prima e do surgimento de aditivos para plástico com
desempenho satisfatório.
Funcionalidade:
Na década de 80, finalmente o pára-choque começou a ter uma geometria que
além de exercer seu papel no conjunto estético do veículo, também mostrava sua
funcionalidade. Isto pode ser evidenciado através do início do uso de molduras de
borracha, firmando dessa forma o papel de proteção dos pára-choques em casos de
pequenas colisões.
O uso do plástico também permitiu aos projetistas uma maior flexibilidade no
que se refere as formas finais do produto. O pára-choque injetado podia oferecer
geometrias para exercer as seguintes funções, entre outras:
• Alojar a placa de licença.
• Aumentar a área coberta pelo pára-choque dessa forma
escondendo elementos estruturais, elementos da suspensão
entre outros que exerçam uma influência negativa em relação à
estética.
• Permitir, em caso de veículos utilitários, o apoio de pés para
acessar o interior do compartimento de carga.
• Agregar componentes como: sensor de estacionamento, faróis
de neblina, etc.
Segurança:
- A introdução dos pára-choques injetados possibilitou um grande avanço
principalmente no que se refere a relação com o pedestre. As peças plásticas

24
oferecem raios de construções que ofereciam segurança ao pedestre. Outra evolução
significativa foi a eliminação das arestas cortantes que eram muito comuns nos pára-
choques estampados em aço. O processo de injeção possibilita a geração de
geometrias envolventes, dessa forma, o pára-choque pode ‘abraçar’ a carroceria de
maneira a não permitir que o consumidor tenha acesso a áreas na carroceria que
possam apresentar arestas cortantes. Na Figura 2.12, observa-se na vista lateral do
Chevrolet Monza que os pára-choques se estendem até a abertura das caixas de roda,
essa geometria só foi possível graças à utilização do processo de injeção plástica na
confecção dos pára-choques.
-
A partir de então, os pára-choques iriam apresentar geometrias cada vez mais
envolventes, explorando cada vez mais as possibilidades oferecidas pelo processo da
injeção.
Figura 2.12. Vista lateral do Chevrolet Monza fabricado em 1982 (referência: GMB).
2.2.5 – Década de 90
Estética:
Após o surgimento do plástico nos pára-choques durante os anos 80, na
década de 90 observou-se a evolução estética que o plástico propiciou ao conjunto
estético do veículo. Na verdade, no início dos anos 90, mesmo ainda sem apresentar

25
pintura, os pára-choques injetados possuíam um desenho envolvente que apresentava
uma área coberta muito maior que as apresentadas nos anos 80.
Rapidamente novos conceitos foram explorados e os pára-choques injetados
ganharam definitivamente o mercado dos veículos de passageiros. Como exemplo,
pode-se observar na Figura 2.13 o Chevrolet Monza fabricado em 1992 que
apresentava pára-choques injetados na cor preta, sem pintura e com uma área de
cobertura muito maior comparativamente ao mesmo modelo fabricado em 1982, veja
a Figura 2.12.
Foi apenas uma questão de tempo para que os pára-choques pintados
surgissem com força total, sacramentando definitivamente o fim da era dos pára-
choques separados da carroceria. Ao contrário, a partir da utilização de pára-choques
pintados, a idéia de continuidade de superfície ficou muito acentuada e a cada novo
modelo lançado ficaria mais difícil perceber onde terminava o pára-choque e onde se
iniciava o painel metálico.
Figura 2.13. Vista lateral do Chevrolet Monza fabricado em 1992 (referência:
GMB).
Sistema de fixação:
Na década de 90, em virtude da acelerada evolução estética que o plástico
propiciou ao pára-choque, o sistema de fixação que evoluiu tão pouco nas últimas
décadas, também teve que mudar radicalmente nesta década. O tradicional sistema de
parafusamento na carroceria não era mais possível, uma vez que o mesmo não

26
propiciava uma precisão dimensional condizente com os requisitos estéticos da
época. Nesta fase os pára-choques começaram a possuir ajustes milimétricos com os
painéis metálicos e o conjunto ótico.
Devido ao exposto, foram desenvolvidos sistemas de encaixe, onde o
principal era assegurar o desenho original da capa plástica, pois em sendo o mesmo
de plástico, o mesmo se torna suscetível a deformações térmicas ou até mesmo
devido ao seu próprio peso. Nesta década surgiram inúmeros sistemas de fixação.
Particularmente, no caso dos pára-choques, cada novo projeto de veículo exige uma
nova conceituação do sistema de fixação, uma vez que o pára-choque sempre
apresenta novas geometrias que exigem estudos particulares de conceituação do
sistema de fixação.
Manutenção:
Com o fim da era dos pára-choques em aço cromado, o mercado de reparação
teve que na década de 80 e 90 aprender técnicas de reparação para peças plásticas.
No caso dos pára-choques, a manutenção dos mesmos pintados poderia ser feita
basicamente em uma oficina de pintura. Caso o dano seja maior, efetua-se a
substituição completa da capa plástica.
Existem muitas oficinas que fazem reparos em capas plásticas de pára-
choques, porém, a qualidade da pintura e do acabamento superficial requer que a
manutenção seja feita por especialistas. De certa forma, o trabalho meticuloso de se
recuperar superfícies com danos na pintura exige também uma habilidade manual no
sentido de se obter um refino no acabamento, porém, muito menos onerosa e
trabalhosa que a manutenção dos antigos pára-choques em aço cromados que
exigiam um duro trabalho de desamassar a peça estampada e recuperação do
acabamento superficial.
27
Peso:
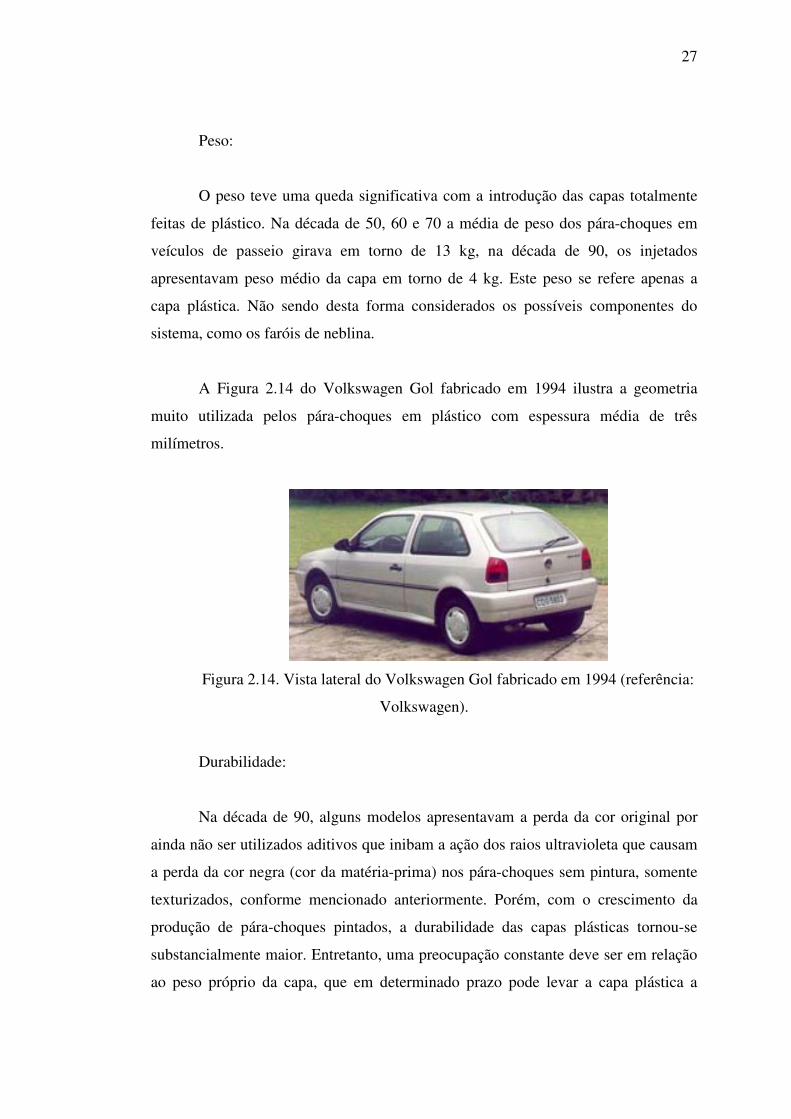
O peso teve uma queda significativa com a introdução das capas totalmente
feitas de plástico. Na década de 50, 60 e 70 a média de peso dos pára-choques em
veículos de passeio girava em torno de 13 kg, na década de 90, os injetados
apresentavam peso médio da capa em torno de 4 kg. Este peso se refere apenas a
capa plástica. Não sendo desta forma considerados os possíveis componentes do
sistema, como os faróis de neblina.
A Figura 2.14 do Volkswagen Gol fabricado em 1994 ilustra a geometria
muito utilizada pelos pára-choques em plástico com espessura média de três
milímetros.
Figura 2.14. Vista lateral do Volkswagen Gol fabricado em 1994 (referência:
Volkswagen).
Durabilidade:
Na década de 90, alguns modelos apresentavam a perda da cor original por
ainda não ser utilizados aditivos que inibam a ação dos raios ultravioleta que causam
a perda da cor negra (cor da matéria-prima) nos pára-choques sem pintura, somente
texturizados, conforme mencionado anteriormente. Porém, com o crescimento da
produção de pára-choques pintados, a durabilidade das capas plásticas tornou-se
substancialmente maior. Entretanto, uma preocupação constante deve ser em relação
ao peso próprio da capa, que em determinado prazo pode levar a capa plástica a

28
apresentar deformações dimensionais que possam influenciar negativamente no
conjunto estético do veículo.
Funcionalidade:
Em função da variedade de formas que se pode obter com o processo de
injeção plástica, o pára-choque passou a ser utilizado como por exemplo na fixação
de faróis de neblina, placas de licença, lavadores de farol, sensores de
estacionamento, aberturas para reboque, entre outras.
A geometria da capa plástica também passou a ser tal que auxiliasse o
consumidor nas suas tarefas junto ao veículo, como por exemplo, os pára-choques
traseiros possuem altura e geometria, em alguns casos, propicias para se apoiar
alguma carga antes de adentrar o porta-malas.
Segurança:
Na década de 90, os pára-choques passaram a exibir uma geometria muito
mais segura ao pedestre e ao usuário, na figura 2.15, o Chevrolet Astra fabricado em
1998 exibe um pára-choque injetado e pintado com curvas suaves e desenho
envolvente, praticamente eliminando qualquer área de contato com o consumidor que
venha a apresentar arestas cortantes, entre outras irregularidades que possam vir a
causar ferimentos.
Nesta época também, os requisitos de segurança começaram a ser largamente
discutidos principalmente nos Estados Unidos, Japão e Europa. Em virtude disso,
diversas regulamentações foram criadas nestes países, por exemplo, na Europa existe
a ECE R26. 02 (Anexo B), norma que determina os requisitos de projetos para o
exterior do veículo, esta norma disciplina a geometria dos componentes externos do
veículo que possam vir a causar ferimentos em caso de pequenas colisões, por
exemplo: grades, espelhos e outros componentes que de certa forma podem causar

29
ferimentos caso não apresentem requisitos mínimos de projetos ligados à contenção
de arestas cortantes, esforços excessivos de ruptura, entre outros.
O fato dos pára-choques serem produzidos em plástico permitiu uma outra
grande vantagem. Em casos de pequenas colisões, comuns em manobras de
estacionamento, o sistema apresenta um comportamento elástico, fazendo com que a
capa plástica retorne à sua geometria original após sofrer um esforço de compressão,
diferentemente aos anteriormente feitos em aço estampados, onde compressões
causadas por pequenas colisões resultavam em danos permanentes no pára-choque,
ou danos permanentes na carroceria, pois o sistema era incapaz de absorver
impactos.
A evolução do desenho dos pára-choques pode ser facilmente notada com
uma simples comparação: imagine um consumidor lavando a frente de um veículo
fabricado na década de 50, 60 ou 70 e imagine outro lavando um veículo fabricado
no final dos anos 90. O que é importante ressaltar, é que nos anos 90, muito mais
evidente do que a evolução do estilo é fundamental ressaltar o avanço em relação à
segurança.
Figura 2.15. Vista frontal do Chevrolet Astra fabricado em 1998 (referência:
GMB).

30
2.2.6 – Veículos produzidos no Brasil em 2005
A indústria automotiva nacional acostumada a nacionalizar veículos de suas
matrizes, aproveitou o conhecimento adquirido pela sua mão-de-obra e seus baixos
custos operacionais para sabiamente enfrentar a concorrência, principalmente das
novas montadoras que se instalaram no Brasil após a abertura do mercado no início
dos anos 90, segundo Silva (2004). Particularmente, o mercado brasileiro começou a
se mostrar maduro no que se refere ao gosto do público, portanto, veículos antes
nacionalizados não conseguiam satisfazer plenamente as necessidades do
consumidor brasileiro. O mercado local possui forte apelo ao baixo consumo, baixo
custo de aquisição e design sedutor, características não tão sólidas em mercados com
um maior poder aquisitivo como o europeu, norte-americano e japonês.
Frente a isso, podemos destacar a criação do veículo Chevrolet Celta, Figura
2.16, que foi desenvolvido pela General Motors do Brasil, que corresponde
plenamente aos requisitos mencionados acima. Além do poder criativo, as
montadoras instaladas no Brasil também mostraram sua capacidade de produzir com
qualidade ao exportar o Volkswagen Fox, Figura 2.16, para o mercado europeu.
Figura 2.16. Volkswagen Fox (A) e Chevrolet Celta (B),
ambos fabricados em 2005.
É importante ressaltar que os veículos produzidos no Brasil no ano de 2005
refletem a tendência mundial de design, onde se verifica a demanda por peças com
geometrias envolventes e pára-choques injetados em plástico e pintados. Esta
tendência de design norteou as referências de estilo em todos os estúdios de criação
A B

31
automotivos do mundo, sendo que o mesmo foi fruto de influências culturais e
econômicas.
2.2.7 – Tendências estéticas automotivas
Neste capítulo pode-se verificar a evolução do estilo que os veículos
apresentaram nas últimas décadas. Principalmente notar a forte tendência do efeito
bolha, onde cada vez mais os componentes do veículo devem possuir superfícies
contínuas e a quase não percepção da transição entre a capa plástica do pára-choque
e os painéis metálicos.
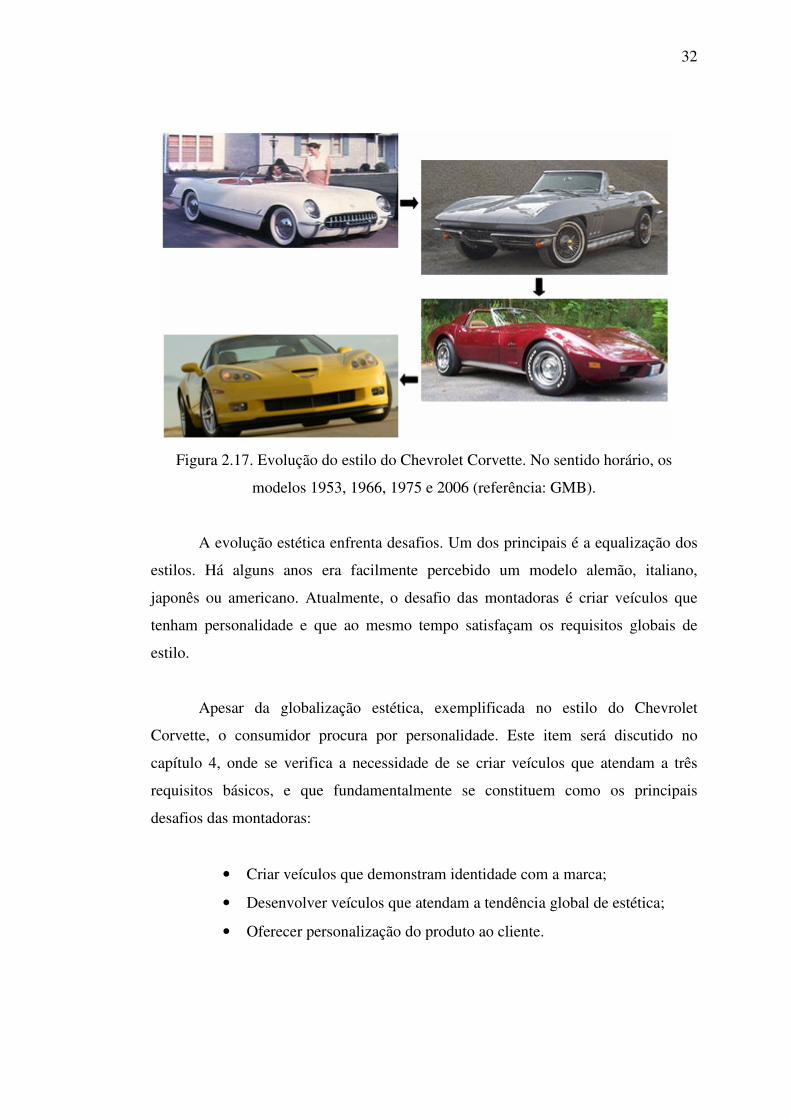
Na figura 2.17, observando-se o Chevrolet Corvette pode-se facilmente notar
esta tendência, onde na seqüência horária indicada pelas setas, temos a evolução
estética de um único modelo, de forma que podemos destacar o seguinte:
1953: pára-choques em aço estampado e cromado, afastado da carroceria;
1966: Ainda se utilizam os pára-choques cromados e estampados, porém, nota-se que
o mesmo esta mais incorporado ao desenho do veículo, apresentando curvas mais
envolventes;
1975: o pára-choque já se encontra incorporado ao desenho do veículo;
2006: a capa plástica quase se torna imperceptível e o desenho do veículo apresenta
linhas mais discretas.
32
Figura 2.17. Evolução do estilo do Chevrolet Corvette. No sentido horário, os
modelos 1953, 1966, 1975 e 2006 (referência: GMB).
A evolução estética enfrenta desafios. Um dos principais é a equalização dos
estilos. Há alguns anos era facilmente percebido um modelo alemão, italiano,
japonês ou americano. Atualmente, o desafio das montadoras é criar veículos que
tenham personalidade e que ao mesmo tempo satisfaçam os requisitos globais de
estilo.
Apesar da globalização estética, exemplificada no estilo do Chevrolet
Corvette, o consumidor procura por personalidade. Este item será discutido no
capítulo 4, onde se verifica a necessidade de se criar veículos que atendam a três
requisitos básicos, e que fundamentalmente se constituem como os principais
desafios das montadoras:
• Criar veículos que demonstram identidade com a marca;
• Desenvolver veículos que atendam a tendência global de estética;
• Oferecer personalização do produto ao cliente.

33
2.3 – O pára-choque e suas novas utilidades
O sistema de pára-choques exerce diversas funções importantes que vão
muito além de proporcionar uma estética agradável ao veículo, entre algumas
podemos citar:
• Prover fixação de componentes como placa de licença, farol de
neblina e lavador de farol;
• Oferecer proteção, através do seu limite elástico em caso de encostos
ou pequenas colisões, desta forma contribuindo para se proteger os
painéis metálicos;
• Proporcionar vazão de ar/água na direção e quantidade adequadas em
função dos requisitos do sistema de motorização. Esta vazão é
determinada pelas aberturas das grades de ventilação que são
incorporadas ao desenho do pára-choque;
• Possuir uma geometria que não ofereça risco de lesões ou arranhões
em situações do dia-a-dia, como: lavar o veículo, encostar
involuntariamente no pára-choque, etc.;
• Oferecer operações de manutenção simplificadas, principalmente o
acesso a componentes que ficam cobertos pelo pára-choque, por
exemplo: fixação de faróis, radiador, etc.
• Agregar estilo, funcionalidade e versatilidade.
Entretanto, num mercado competitivo como o automobilístico, a criatividade
dos projetistas é fundamental para seduzir o cliente. Diante disso, as montadoras
investem em novas propostas que superem a visão tradicional da função dos pára-
choques.
Um exemplo é dado através da figura 2.18, onde se observa um veículo
conceito da montadora norte-americana Lincoln, onde se observa que o pára-choque
traseiro esta incorporado ao assoalho traseiro do veículo, funcionando desta forma

34
com uma gaveta, facilitando o acesso do cliente ao compartimento de carga traseiro
do veículo.
Figura 2.18. Veículo conceito Lincoln com sistema de pára-choque traseiro
deslizante (referência: Autovision).

35
3 – EVOLUÇÃO DA ESTÉTICA AUTOMOTIVA
3.1 – Influência das montadoras orientais na estética mundial
Este capítulo mostra como a indústria automotiva oriental, notadamente
representada pelo Japão e Coréia do Sul, influenciou de forma definitiva a maneira
como os Estados Unidos e Europa projetam seus veículos. Nos itens abaixo é
possível ver em detalhes as peculiaridades regionais dos grandes e tradicionais
centros de desenvolvimento automotivo, representado por Ásia, Europa e Estado
Unidos. Esse histórico se faz importante, uma vez que devemos conhecer a cultura
estética de cada país a fim de entendermos melhor as razões da estética atual
utilizada nos veículos e o porquê do mercado asiático influenciar consumidores tão
patriotas e fiéis como os norte-americanos e entender como marcas tão tradicionais
mudaram radicalmente sua estética automotiva nos últimos anos.
É importante ressaltar o crescimento vertiginoso da quantidade de veículos
orientais em mercados tradicionais. Nos Estados Unidos, o mercado consumidor era
muito satisfeito com os veículos produzidos por três montadoras gigantes, são elas:
General Motors, Ford e Chrysler. Na Europa, o mercado consumidor era segmentado
de tal forma a se possuir um mercado disputado de forma acirrada entre FIAT,
Peugeot, Renault, Citroën, Volkswagen, BMW e Mercedes-Benz. Estas são as
principais e mais tradicionais montadoras européias, que viram seu mercado
consumidor ser invadido pelos veículos orientais, gerando uma verdadeira revolução
na forma de se projetar e produzir veículos.
Primeiramente, deve-se mencionar os motivos que levaram o consumidor de
mercados tradicionais a trocarem suas marcas de décadas de confiança por marcas
orientais com pouca tradição. As montadoras japonesas iniciaram uma verdadeira
revolução na maneira de se produzir veículos, notadamente iniciada pela Toyota e
seu sistema de produção, que ficou e ainda é famoso por estabelecer critérios
audaciosos de qualidade, baseados em operações com estoque zero e desperdício
quase que inexistente. Após a segunda guerra mundial, o mercado consumidor

36
japonês possuía baixo poder de compra e mão-de-obra com produtividade muito
inferior a norte americana. Era necessário se produzir veículos sem desperdícios,
com alta qualidade e no tempo correto. O TPS (Toyota Production System) surgiu
para vencer este desafio. É um sistema de produção com foco total na eliminação de
desperdícios na produção. Os esforços são concentrados apenas nas atividades que
agregam valor ao processo produtivo, onde o objetivo é sempre o consumidor final.
Identificar todas as atividades que são caracterizadas como desperdícios não é fácil,
para isso, duas ferramentas foram adotadas (Miyake, 2003):
-Just-in-Time (JIT): Produzir apenas o que é necessário, o quanto for necessário e
quando for necessário. Para tanto, muitas ações foram necessárias, principalmente,
adotar um fluxo de produção otimizado.
-Jidoka: Fazer com que qualquer problema na produção seja facilmente auto-
identificável e dessa forma parar a produção. Após isso se deve focar a causa raiz do
problema.
Fundamentalmente, o sistema acima descrito criado pela Toyota, elevou
rapidamente a qualidade de seus produtos e possibilitou a quebra de diversos
paradigmas, como por exemplo, o de que os consumidores norte-americanos jamais
iriam sentir desejo por um veículo oriental. Entretanto, não apenas a qualidade do
produto japonês seduziu consumidores de mercados tradicionais, mas outros fatores
como: aumento do custo da gasolina nos Estados Unidos e aumento da pressão em
relação a questões ambientais, e nesses dois pontos, os veículos norte-americanos
apresentavam sérios problemas. Além de serem movidos em sua grande parte por
motores com alta cilindrada e por conseqüência alto consumo, eles também
apresentavam índices elevados de poluição do ar (adaptado de Kobe, 2001).
Os japoneses e sul-coreanos também iniciaram a cultura dos veículos globais,
onde o desenho dos veículos era feitos de forma a agradar diversos mercados
consumidores. Isto foi o fato determinante para o sucesso da expansão oriental sobre
os mais tradicionais e fechados mercados consumidores. A estética que agradava a

37
todos parece ser algo difícil de entender, porém, a estética aplicada pelos japoneses
combinava soluções de estética que lembravam tanto veículos europeus e norte-
americanos, e isto era feito de forma extremamente competente, de tal forma que o
consumidor via os veículos japoneses com soluções de estética que condensavam as
melhores soluções das montadoras mais competentes e sedutoras em termos de
estética. Resumindo, os veículos de sucesso orientais, possuíam custo menor, pois
eram produzidos em larga escala, de forma a atender diversos mercados e ainda por
cima possuíam estética sedutora uma vez que proporcionavam o melhor da estética
mundial utilizando-se soluções de marcas consagradas como Audi, BMW, etc.
Os fatores mencionados acima mudaram o curso da indústria automotiva
mundial para sempre e todas as montadoras tradicionais amargaram perdas
substanciais e viram seus mercados até então estáveis, sofrerem grandes perdas para
os veículos orientais.
A influência das montadoras japonesas foi tal, que a Toyota estabeleceu um
novo parâmetro de produtividade na indústria não só automotiva, mas também de
outros bens de consumo (Ministério da Indústria, Desenvolvimento e Comércio
Exterior, 2005), a evolução da indústria mundial pode ser dividida em três grandes
revoluções, conforme mostrado na Tabela 3.1. Note que a Toyota é considerada a
responsável pela quebra de paradigma na produção industrial na terceira revolução.

38
Tabela 3.1. Quadro-resumo das três grandes revoluções industriais
(Ministério da Indústria, Desenvolvimento e Comércio Exterior, 2005).
PRIMEIRA
REVOLUÇÃO
SEGUNDA
REVOLUÇÃO
TERCEIRA
REVOLUÇÃO
ÉPOCA DE INÍCIO 1780 1913 1975
PAÍS LÍDER INGLATERRA ESTADOS UNIDOS JAPÃO
CARRO-CHEFE Indústria têxtil (algodoeira)
Indústria automobilística Indústria automobilística e eletroeletrônica
PARADIGMA MANCHESTER FORD TOYOTA
BASE DE "HARDWARE" (MATERIAL)
Máquina de fiar, tear mecânico, máquina a
vapor, ferrovia, descaroçador de algodão.
Eletricidade, aço, eletromecânica, motor a
explosão, petróleo, petroquímica.
Informática, máquinas CNC, robôs, sistemas
integrados, telecomunicações, novos materiais, biotecnologia.
BASE DE "SOFTWARE"
(ORGANIZACIONAL)
Produção fabril, trabalho assalariado
Produção em série, linha de montagem, rigidez,
especialização, separação gerência -
execução.
Produção flexível, ilha de produção, "just in
time", qualidade total, integração gerência -
execução.
TRABALHO Semi - artesanal, qualificado, "poroso",
pesado, insalubre.
Especializado, fragmentado, não -
qualificado, intenso, rotineiro, insalubre,
hierarquizado.
Polivalente, integrado, em equipe, intensíssimo,
flexível, estressante, menos hierarquia.
VOLUME DE INVESTIMENTOS
Baixo Alto Altíssimo
RELAÇÃO INTEREMPRESAS
Livre concorrência Monopólio, forte verticalização
Monopólio, forte horizontalização (terceirização),
formação de megablocos comerciais.

39
(Continuação) PRIMEIRA
REVOLUÇÃO
SEGUNDA
REVOLUÇÃO
TERCEIRA
REVOLUÇÃO
ESCALA Local, nacional, internacional
Nacional, internacional Internacional, global
DOUTRINA Liberalismo (Adam Smith), David (Ricardo)
Liberalismo até 30; Keynesianismo pós-30
Neoliberalismo
(Thatcher, Reagan)
PRODUTIVIDADE Grande elevação Grande elevação Grande elevação em ritmo vertiginoso
PRODUÇÃO Desencadeou ciclo de crescimento
Desencadeou ciclo de crescimento
Não desencadeou ciclo de crescimento
CONSUMO Grande expansão Grande expansão Tendência à estagnação
EMPREGO Forte expansão principalmente na
indústria
Forte expansão principalmente na grande indústria
Forte retração principalmente na indústria, trabalho parcial, precário,
Informal.
REAÇÃO DOS TRABALHADORES
Perplexidade, quebra de máquinas,
cooperativismo, primeiros sindicatos
Perplexidade, reforço dos sindicatos,
conquistas sociais (salários, previdência, jornada de trabalho)
Perplexidade, dessindicalização,
fragmentação, tendência à "parceria" assumida
ou conflitiva
3.2 – Peculiaridades estéticas regionais
3.2.1 – Consumidor norte-americano
Este mercado sofreu uma forte revolução estética após o fenômeno ocorrido
com a bolsa de valores em 1929. Isso gerou um forte avanço na criação de produtos
que ocasionassem um aumento no consumo de bens para estimular a economia.
Nessa fase, foram criados produtos de grande apelo ao público, notadamente os

40
grandes conversíveis com aparência que induzisse o consumidor a compra, como por
exemplo, o Cadillac Eldorado, 1953, veja a Figura 3.1.
Figura 3.1 – Cadillac Eldorado fabricado e, 1953 (referência: Autovison).
O “American way of life” 3 teve seu auge na década de 30, porém influenciou
definitivamente a criação de novos produtos, separando-se do estilo adotado pela
Europa, que será mostrado a seguir.
Os Estados Unidos apresentavam uma supremacia técnica e econômica, o que
permitia aos seus criadores de veículos gerarem novos produtos que tivessem como
prioridade o desempenho do motor e a sofisticação do acabamento interno. Em
virtude disso, nos anos 70 e 80, os veículos genuinamente norte-americanos
apresentavam as maiores dimensões externas, internas e geralmente com motores
com alta cilindrada devido ao acesso fácil ao petróleo.
____________________________________ 3
É o modo de vida norte-americano propagado pelos EUA durante a Guerra Fria, valorizando o capitalismo e
depreciando o socialismo.

41
Como exemplo, entre vários modelos, pode-se citar o Chrysler Cirrus 1999,
ver Figura 3.2, que apresenta pára-choques notadamente grandes e afastados da
carroceria com sistema eficiente de absorção de impacto, o que evidencia o rigor da
legislação norte-americana quanto ao desempenho em relação a colisões à baixa
velocidade.
Figura 3.2. Vista frontal e traseira do Chrysler Cirrus fabricado em 1999 (referência:
Autovision).
Nos anos 90, o mercado norte-americano se defrontou com a forte
concorrência vinda principalmente do oriente, o que levou as montadoras locais a
repensarem conceitos estéticos e técnicos. Nesta época, os estudos comparativos
entre os concorrentes ganharam força e atualmente se trata de uma ferramenta
essencial no desenvolvimento de novos produtos, ou seja, para se criar novos
produtos deve se atentar ao que a concorrência demonstra e identificar com detalhes
aquilo que realmente importa para o consumidor (Csillag, 1995). Com esse
raciocínio, a indústria automotiva norte-americana desenvolveu veículos mais
enxutos, com aparência que começam a se distanciar do estilo de veículos grandes,
até então, usualmente utilizado pelos projetistas norte-americanos, que
apresentassem estética que agradasse consumidores em várias regiões do mundo. E
principalmente, que possuíssem custos de manufatura acessíveis para concorrer com
os modelos mundiais que surgiam no mercado. Seguindo esse novo desafio, podemos
citar como exemplo, o Equinox LT 2003, que apesar de ser uma sport-utility norte-
americana, não apresentava as dimensões externas notadamente maiores que as
sport-utility fabricadas até então.

42
Pode-se notar que o desenho deste veículo, ver Figura 3.3, apresenta uma
estética mais discreta, não figurando elementos com grandes dimensões, como por
exemplo, os pára-choques que apresentam geometria mais integrada à carroceria,
gerando um aspecto visual enxuto e moderno, desta forma agradando ao perfil
exigente do consumidor que atualmente desfruta de uma gama muito elevada de
opções.
Figura 3.3. Chevrolet Equinox LT fabricado em 2003 (referência: Autovision).
3.2.2 – Consumidor europeu
Para melhor interpretar a evolução automotiva neste mercado, que possui
diversas escolas estéticas, vamos focar em dois importantes centros de
desenvolvimento automotivo: Itália e Alemanha.
Depois do final da II Grande Guerra o desenvolvimento do Design na Itália
foi enorme, mas tumultuoso. Com a ajuda econômica e a influência ideológica dos
EUA, visível, por exemplo, no enorme êxito e desenvolvimento da indústria
cinematográfica italiana, o país procurava ser moderno a qualquer preço, uma
tendência cuja origem pode ser datada do Futurismo4.
_________________ 4
Movimento fundado pelo poeta italiano Fillippo Tomasso Marinetti. O movimento, a velocidade, a vida moderna,
a violência, as máquinas e a quebra com a arte do passado eram as principais metas do futurismo.
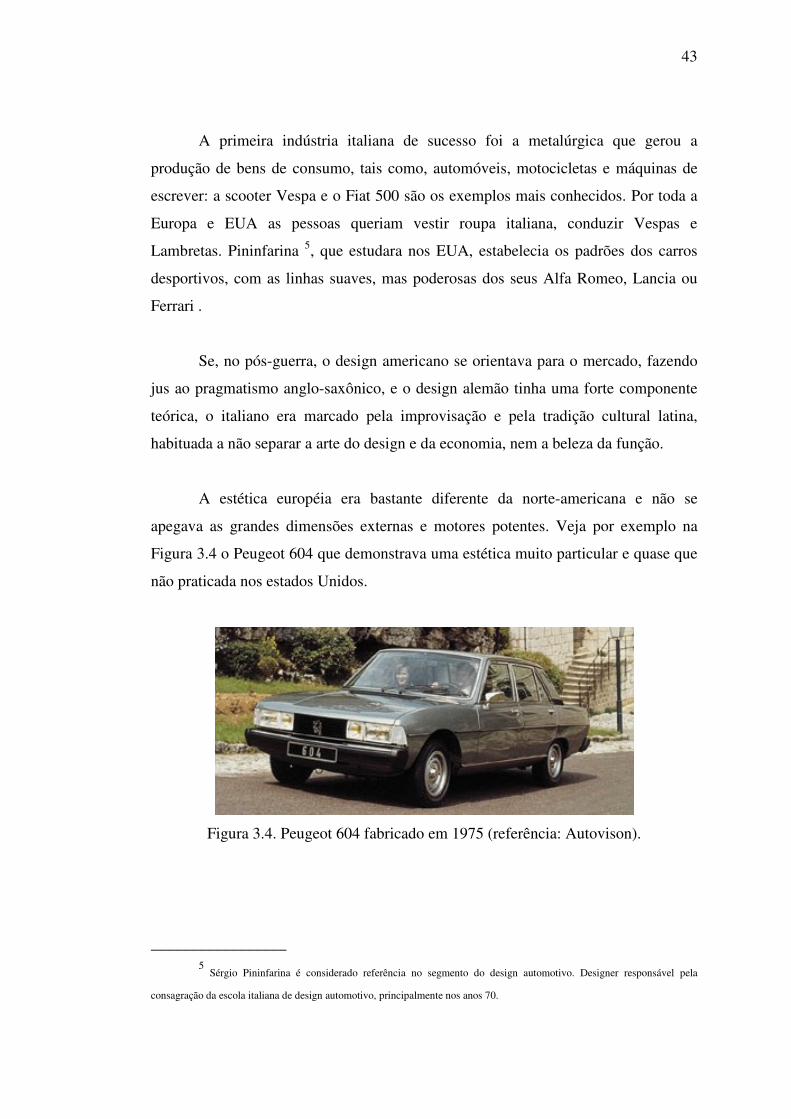
43
A primeira indústria italiana de sucesso foi a metalúrgica que gerou a
produção de bens de consumo, tais como, automóveis, motocicletas e máquinas de
escrever: a scooter Vespa e o Fiat 500 são os exemplos mais conhecidos. Por toda a
Europa e EUA as pessoas queriam vestir roupa italiana, conduzir Vespas e
Lambretas. Pininfarina 5, que estudara nos EUA, estabelecia os padrões dos carros
desportivos, com as linhas suaves, mas poderosas dos seus Alfa Romeo, Lancia ou
Ferrari .
Se, no pós-guerra, o design americano se orientava para o mercado, fazendo
jus ao pragmatismo anglo-saxônico, e o design alemão tinha uma forte componente
teórica, o italiano era marcado pela improvisação e pela tradição cultural latina,
habituada a não separar a arte do design e da economia, nem a beleza da função.
A estética européia era bastante diferente da norte-americana e não se
apegava as grandes dimensões externas e motores potentes. Veja por exemplo na
Figura 3.4 o Peugeot 604 que demonstrava uma estética muito particular e quase que
não praticada nos estados Unidos.
Figura 3.4. Peugeot 604 fabricado em 1975 (referência: Autovison).
_________________ 5
Sérgio Pininfarina é considerado referência no segmento do design automotivo. Designer responsável pela
consagração da escola italiana de design automotivo, principalmente nos anos 70.

44
Os veículos europeus apresentavam grande diferença estética e era simples
identificar um veículo com desenho italiano, francês ou alemão. Porém, em relação
aos pára-choques, pode-se afirmar que os mesmos seguiram a tendência mundial de
se incorporar cada vez mais ao conjunto estético do veículo.
Essa evolução pode ser observada no modelo FIAT Punto, ano 1998, ver
Figura 3.5, que demonstrava claramente a tendência de se atenuar cada vez mais à
relação entre os pára-choques e os painéis metálicos.
Com este exemplo, podemos verificar que recentemente ainda se podia olhar
um veículo europeu e saber com certeza de qual país ele era originado. Muito
recentemente, devido aos conceitos globais de manufatura e estratégias corporativas
de vendas, mesmo a forte estética dos grandes centros de desenho europeus estão
passando a utilizar, ao menos em seus veículos de produção em massa, conceitos
globais de estética automotiva.
Figura 3.5. FIAT Punto fabricado em 1998 (referência: Autovision).
Finalmente, demonstrando a importância da estética nos novos
veículos e a necessidade de se gerar produtos com padrão estético globalizado,
podemos citar o Opel Astra, 2005, Figura 3.6, que incorpora conceitos visuais que
fazem sucesso no mercado consumidor europeu.

45
Nota-se neste veículo, uma preocupação no sentido de se agregar valor
estético nas regiões chave para conquistar o cliente. Neste caso podemos verificar a
integração visual harmônica do veículo como um todo, principalmente do conjunto
pára-choque, faróis e painéis metálicos.
Figura 3.6. Opel Astra fabricado em 2005 (referência: Autovision).
3.2.3 – Consumidor asiático
A palavra de ordem na fase do pós-guerra era a de se reconstruir o Japão.
Numa primeira fase, no pós-guerra, tratou-se de reconstruir o país. A reconstrução
industrial fez-se tendo como principal preocupação a qualidade tecnológica dos
produtos, a preço competitivo. O que começou por ser, muitas das vezes, cópia de
produtos ocidentais, rapidamente derivou para a afirmação de uma tecnologia
própria, de vanguarda e viável, sobretudo a partir da segunda metade da década de
50, quando começaram a se preocupar com as exigências culturais dos mercados que
pretendiam atingir e passaram a enviar bolseiros para os EUA, Alemanha e Itália a
fim de aperfeiçoarem a sua formação em Estética. A indústria automobilística, de
motocicletas, fotográfica e eletrônica em geral constitui domínios em que o Japão se
impôs a partir dos anos 70. Dado ao seu caráter oriental, no Japão predomina o
trabalho de conjunto e não a afirmação individual. Esse trabalho era, até pouco
tempo, anonimamente feito nos gabinetes de Design das próprias empresas, dentre as
quais destacamos a Toyota, a Honda, a Canon e a Sony. Frente a isso, podemos citar

46
o Honda Civic 1973, ver Figura 3.7, que apresentava uma estética sem identidade
própria, ou seja, basicamente seguindo a escola estética européia e norte-americana.
Figura 3.7. Honda Civic fabricado em 1973 (referência: Autovision).
Um dos trunfos da indústria automobilística japonesa e mais tardiamente da
sul-coreana, foi a capacidade precoce de se perseverar em conceitos estéticos e
técnicos que fossem realmente de encontro com os anseios do consumidor. Isso foi
um dos pilares que tornaram os veículos japoneses fortes concorrentes em todo o
mundo. Seguindo essa linha evolutiva, podemos citar novamente o Honda Civic
CRX 1984, ver Figura 3.8, que apresentava um avanço estético considerável frente
ao produzido em 1973. Verifica-se que a estética desse veículo sugere uma tendência
de estilo norte-americana, indo de encontro ao estilo japonês de criar produtos que
satisfaçam o estilo predominante no mercado consumidor escolhido.
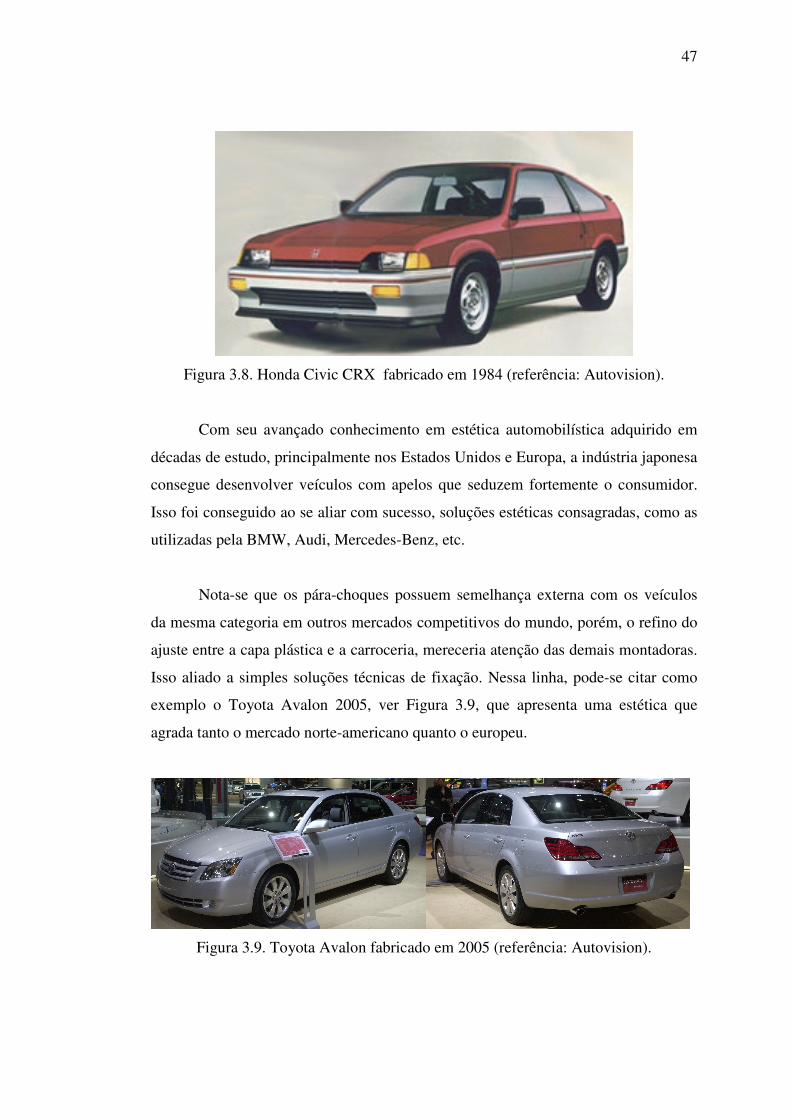
47
Figura 3.8. Honda Civic CRX fabricado em 1984 (referência: Autovision).
Com seu avançado conhecimento em estética automobilística adquirido em
décadas de estudo, principalmente nos Estados Unidos e Europa, a indústria japonesa
consegue desenvolver veículos com apelos que seduzem fortemente o consumidor.
Isso foi conseguido ao se aliar com sucesso, soluções estéticas consagradas, como as
utilizadas pela BMW, Audi, Mercedes-Benz, etc.
Nota-se que os pára-choques possuem semelhança externa com os veículos
da mesma categoria em outros mercados competitivos do mundo, porém, o refino do
ajuste entre a capa plástica e a carroceria, mereceria atenção das demais montadoras.
Isso aliado a simples soluções técnicas de fixação. Nessa linha, pode-se citar como
exemplo o Toyota Avalon 2005, ver Figura 3.9, que apresenta uma estética que
agrada tanto o mercado norte-americano quanto o europeu.
Figura 3.9. Toyota Avalon fabricado em 2005 (referência: Autovision).

48
3.2.4 – Consumidor brasileiro
O mercado automobilístico brasileiro sempre esteve acostumado a ver em
suas ruas veículos com desenho primordialmente europeu, que sempre foi mais bem
aceito pelo mercado local. Os veículos norte-americanos apresentavam um nível de
sofisticação, dimensões externas excessivas para a estrutura viária local e
motorizações não condizentes com o alto custo do combustível para o consumidor
brasileiro, sendo que desta forma, o brasileiro se acostumou a ter em suas ruas
modelos desenhados pela Volkswagen, Fiat e modelos Opel que eram
comercializados no Brasil com a marca Chevrolet, (Chinelato, 2004). Nesta fase,
podemos citar como exemplo o TL 1600, ano 1970, fabricado pela Volkswagen, ver
Figura 3.10. Observa-se que o desenho deste veículo, característico dos anos 60 e 70,
apresenta pára-choques metálicos cromados, que apresentavam peso excessivo e que
possuíam difícil manutenção, pois em muitos casos, eliminar amassados ou
arranhões exigia o trabalho artesanal de verdadeiros artistas para recuperar as formas
curvilíneas tão comuns naquela época.
Figura 3.10. Volkswagen TL fabricado em 1970 (referência: Volkswagen).
Nos anos 80, seguindo a tendência mundial, viu-se a invasão dos pára-
choques injetados em plástico, que propiciavam menor peso ao veículo, montagem
simplificada, melhor capacidade de absorver elasticamente impactos e menores
custos, entre outras vantagens. Entretanto, é necessário mencionar que os pára-
choques injetados que começaram a ser mundialmente utilizados em larga escala na

49
década de 80, era uma solução muito positiva para o avanço da estética veicular, uma
vez que possibilitava aos criadores, a geração de formas e estilos que antes eram
limitados com os pára-choques em metal cromado. Como exemplo, o Chevrolet
Monza, ano 1988, ver Figura 3.11, apresentou formas mais harmônicas e integradas
de seus pára-choques com a carroceria, graças à utilização de pára-choques injetados
em plástico.
Figura 3.11. Chevrolet Monza fabricado em 1980 (referência: GMB).
Indo de encontro com a tendência de se produzir veículos com forte harmonia
de linhas, onde quase não é perceptível a transição entre os pára-choques e os painéis
metálicos, conforme a Figura 3.6 e a 3.9, a indústria automotiva nacional, mostrando
sua vocação para desenhar veículos, desenvolveu o Chevrolet Meriva, ano 2005, ver
Figura 3.12 que mostra uma forte integração estética entre o pára-choque e a
carroceria.
Figura 3.12. Chevrolet Meriva fabricado em 2005 (referência: GMB).

50
3.3 – Globalização da estética
Se analisarmos as figuras 3.3, 3.6, 3.9 e 3.12, onde todos são modelos atuais
nos principais mercados consumidores, percebemos que a estética dos mesmos não
pode ser diferenciada através de uma personalidade regional, ou seja, um veículo
atual europeu pode ser confundido com um modelo japonês, e vice-versa.
Esta globalização faz com que as montadoras exerçam seu poder criativo no
sentido de adicionarem diferenciais no seu design.
O mercado consumidor maduro e exigente destes mercados exige produtos
que tenham identidade com o estilo de vida do comprador, face a isso, uma das
armas das montadoras para conquistar esse cliente é o surgimento cada vez mais
freqüente de séries exclusivas, com design voltado a atender a exigência de
determinados grupos de consumidores.
Essa necessidade de se criar veículos com a função de atender a
personalidade do consumidor exige das montadoras projetos flexíveis, permitindo ao
cliente montar o veículo de acordo com a configuração que o agrade. No capítulo 4,
será abordado o desafio dos projetistas em atender este requisito de personalização.

51
4 – DESENVOLVIMENTO DO PROJETO DE PÁRA-CHOQUES
4.1 – Introdução
O presente capítulo demonstra em linhas gerais o processo de
desenvolvimento dos pára-choques. Basicamente, o desenvolvimento deve atender a
dois grandes grupos de requisitos que são mencionados a seguir. Segundo Kaminski
(2000), o processo de desenvolvimento de produtos engloba projeto, fabricação e
avaliação do produto pelo consumidor, com o objetivo de transformar a necessidade
do mercado em produtos economicamente viáveis.
O projeto de um componente automotivo é um tipo de projeto que também
atende a uma definição clássica:
“Projeto é o processo de estabelecer requerimentos baseados nas necessidades
humanas, transformando-as em especificações de desempenho e funções, que são
então mapeados e convertidos (sujeitos a restrições) em soluções de desenho (usando
criatividade, princípios científicos e conhecimento técnico) que podem ser
produzidos e manufaturados economicamente”, segundo Evbuomwan et al. (1996).
4.2 – Processo de criação
4.2.1 – Requisitos funcionais e estéticos
REQUISITOS FUNCIONAIS – O sistema de pára-choques exerce diversas
funções importantes que vão muito além de proporcionar uma estética agradável ao
veículo, conforme mencionado no item 2.3.
A geometria do pára-choque e sua estruturação mecânica devem ser tais que
possam atender as funções citadas acima. Obviamente, esse comportamento esta
intimamente ligado aos requisitos que a montadora pretende oferecer ao seu produto
e as normas legais relacionadas a segurança em função do mercado no qual será

52
comercializado. No entanto, não será detalhado este assunto, uma vez que o objetivo
deste trabalho é mostrar os ganhos estéticos e de qualidade do novo sistema.
REQUISITOS ESTÉTICOS – Este em particular pode ser encarado como um
grande desafio, uma vez que a área do pára-choque é muito grande no veículo e sua
influência na estética final é muito importante. Notadamente, a superfície externa do
pára-choque deve representar a intenção do artista, porém, se torna um trabalho
desafiador à medida que esta estética deve atender aos requisitos de manufatura e
desempenho. Nesta fase é de suma importância a interação do estúdio de criação com
os engenheiros de produto e os de manufatura, no sentido de se efetivar a prática
positiva da engenharia simultânea. Em casos como esse, a engenharia reversa pode
ser fatal por provocar grandes atrasos no desenvolvimento de novos produtos. Uma
falha que não pode ser mais aceita, devido à alta concorrência enfrentada,
particularmente pela indústria automobilística.
É possível notar que o sistema de pára-choques é um dos componentes do
automóvel que mais possui diferenças estéticas ao longo dos anos. Isto pode ser
explicado pelo fato do mesmo se localizar em posição estratégica no veículo, ou seja,
exatamente onde o cliente mais tem acesso visual, sendo que a estética do conjunto
possui influência significativa na decisão de compra do cliente.
O sistema de pára-choques mostra uma evolução estética e funcional muito
acentuada desde os primeiros conceitos em metal, até os atuais integrados ao desenho
do veículo, causando o efeito de continuidade de superfícies.
4.2.2 – Criação em Estúdio
Segundo Siqueira (1992), a pesquisa de marketing, como instrumento auxiliar
de decisão, é utilizada no Brasil desde 1965. Embora seja uma técnica de obtenção
de dados “dependente da confiança dos que dela participam”, é uma importante fonte
de informação para o projeto de novos produtos.

53
De acordo com Macarrão (2004), baseado nas tendências do mercado, com o
intuito de aumentar sua penetração no mercado, a montadora toma a decisão de
iniciar o projeto de um veículo que supostamente irá agradar ao maior número
possível de pessoas.
O sistema de pára-choques constitui juntamente com os painéis metálicos
maiores, um dos itens da carroceria do veículo que exige maior tempo de projeto e
execução do ferramental de manufatura. Em virtude do tempo de execução do
projeto sofrer forte pressão para que seja diminuído, os engenheiros de produto
precisam cada vez mais conceituar componentes com eficiência e que demandem
pouco tempo e custo de validação. Antigamente, da aprovação de um conceito de
veículo até seu lançamento em mercado poderiam-se passar até dez anos. Hoje,
estamos limitados a três ou quatro anos, muitas vezes menos, dependendo da
extensão de novidades que o veículo apresenta (Howold e Hupfer, 2000).
O trabalho executado pelo estúdio constitui a fase mais importante de
conceituação do sistema de pára-choques. Nesta fase a interação do grupo de estilo
com o grupo de engenheiros de projeto deve ser total para que todos os requisitos
técnicos e manufatureiros sejam atendidos. Obviamente, a interação entre o artista
que executa as linhas da forma inicial do veículo e o engenheiro de projetos que
conceitua os aspectos técnicos da peça, deve ser entrosada de tal forma que não
ocorra uma restrição muito grande no processo de criação do veículo, ou seja, caso
seja permitido ao engenheiro contribuir de forma inadequada com seus requisitos, o
desenho do veículo seria levado para o lado da robustez e deixaria de lado o apelo
estético, que na verdade é o grande responsável por despertar o interesse do cliente
no produto. Desta forma, a interação entre engenharia e estúdio é feita de forma
equilibrada, onde os requisitos de ambos são discutidos levando o produto final a
apresentar uma aprovação em relação aos requisitos técnicos da engenharia, sem
comprometer a idéia original.
A criação em estúdio se configura na fase mais crítica do desenvolvimento do
pára-choque. Os engenheiros de projeto devem direcionar o trabalho do estúdio,

54
porém, deve-se influenciar o mínimo possível o poder criativo do mesmo. Ora, se por
um lado o estúdio desenvolve uma superfície que imprime ao produto todos os
requisitos necessários para o seu sucesso, por outro lado, a engenharia deve se
certificar que está superfície irá resultar num produto viável, que atenda aos
requisitos funcionais, legais e fabris.
Na Figura 4.1, ambos os conceitos desenvolvidos após o ano 2000, nota-se
uma forte tendência de se incorporar os componentes externos à forma principal do
veículo, ou seja, o veículo apresenta uma superfície única, onde exageradamente,
podemos dizer que se alguma pessoa passar as mãos sobre o mesmo partindo do
pára-choque dianteiro em direção ao pára-choque traseiro, não perceberá degraus, ou
grandes ressaltos, é a estética voltada à continuidade de superfícies, e esta estética se
configurou num dos principais desafios dos engenheiros nos últimos anos.
Figura 4.1 – Ilustrações de propostas de design. (referência:Autovision, 2005).
O trabalho de criação no estúdio é feito basicamente seguindo duas linhas de
informação:
- Tema estético a ser adotado pelo estúdio;
- Requisitos de projeto.
O tema estético resume aquilo que a marca quer passar de mensagem para o
consumidor, simplesmente quando o mesmo olha o produto final. Esta mensagem
pode gerar uma sensação de imponência, por exemplo, um pick-up, ou até mesmo
sofisticação, jovialidade, etc., dependendo do publico alvo do veículo.

55
4.2.3 – Personalização do produto
Outro fator importante é a identidade da marca, ou seja, o desejo das
montadoras é que o cliente olhe o veículo e descubra qual marca o produziu, isso
gera personalidade aos produtos, sendo dessa forma, uma ferramenta de fidelização.
A criação estética nos veículos exige uma observação atenta do mercado
consumidor de tal forma a satisfazer os desejos do cliente na data em que o produto
for lançado. Como exemplo, podemos citar a prática incorporada ao mercado
nacional de se personalizar seus veículos, ou seja, o cliente, cada vez mais atrás de
exclusividade, procura por itens de personalização que gerem um diferencial do seu
automóvel frente aos demais.
O mercado de acessórios responde por esse anseio de personalização que foi
efetivamente descoberto pelas montadoras a partir do final dos anos 90, quando o
modelo Chevrolet Celta foi lançado com uma variedade de itens de personalização
muito maior que seus concorrentes. Na figura 4.2, pode-se observar que os itens
numerados são itens de personalização que são adicionados pelo consumidor na hora
em que o mesmo é retirado pelo mesmo na concessionária.

56
Figura 4.2 – Representação do Chevrolet Celta e seus acessórios.
Na figura 4.2, o modelo Chevrolet Celta possui na foto superior a sua
configuração básica, e logo abaixo, é representada a variedade de acessórios
externos. São eles:
1. Molduras de proteção do pára-choque dianteiro;
2. Saia dianteira;
3. Farol de neblina;
4. Rodas;
5. Espelhos pintados na cor do carro;
6. Molduras de proteção lateral;
7. Saia lateral;
8. Molduras de proteção do pára-choque traseiro;
9. Maçanetas pintadas na cor do veículo;
10. Adesivos de coluna;
11. Bagageiro.

57
A personalização do veículo deve ser objeto de estudo na fase de
conceituação do veículo, evitando-se que se gere um visual sem harmonia,
prejudicando a estética original.
A estética dos pára-choques foi decisivamente influenciada pelo desejo de
personalização do veículo uma vez que o estúdio de criação se viu obrigado a
desenhar um pára-choque que pudesse oferecer diferentes opções de aparência, dessa
forma, um único veículo poderia apresentar diversos tipos de personalização em
função do desejo do consumidor. Como exemplo, podemos observar a figura 4.3
onde se demonstra a montagem de um pára-choque dianteiro e todas as suas opções
de montagem. Isso evidencia que se um veículo não oferecer opções de
personalização ao consumidor, o mesmo corre riscos de não ser um sucesso de
vendas por atender a uma parcela específica do mercado. Mais uma vez, devido ao
tamanho e a sua influência estética, os pára-choques têm sido um grande alvo dos
projetistas no sentido de oferecer diversas opções de aparência.
Figura 4.3 – Pára-choque dianteiro e seus componentes (referência: GMB).
Na figura 4.4 observa-se o pára-choque da figura 4.3 desmontado, onde se
evidencia a quantidade de componentes que podem imprimir diferentes aspectos
visuais ao pára-choque. No exemplo em questão, este pára-choque foi desenvolvido

58
para atender a um consumidor de maior poder aquisitivo, pois se trata de um pára-
choque com inúmeros componentes agregados. Para entender melhor, basta
compara-lo com o pára-choques do Chevrolet Celta, ver figura 4.2, onde o mesmo
possui todos os seus componentes integrados, formando dessa forma uma peça única,
tendo apenas como componentes adicionais, os acessórios que o consumidor têm
acesso nas concessionárias.
Figura 4.4 - Vista explodida do conjunto do pára-choque dianteiro
(referência: GMB).
Para melhor ilustrar a forte tendência de se personalizar os pára-choques e as
variações estéticas que o mesmo pode oferecer, vamos analisar as possibilidades de
montagem do pára-choque mostrado na figura 4.4. Segue abaixo os principais
componentes e suas respectivas funções estéticas:
1 – Emblema frontal: possui acabamento cromado. Esta peça está ligada à
personalidade da marca. No caso deste pára-choque, a geometria desta peça tem a
função de expressar sofisticação e personalidade;
59
2 – Inserto frontal: Esta peça possui acabamento cromado para a versão de
luxo ou acabamento pintado para versões básicas, desta forma sendo um componente
diferencial na estética do conjunto visual do veículo;
3 - Grade do radiador: Possui acabamento em pintura preta. Está peça
também possui geometria ligada à personalidade da marca.
4 – Grade inferior do radiador: Peça aplicada, com cor preta destoante da
pintura colorida da capa plástica do pára-choque. Gera um diferencial visual,
principalmente a modelos onde esta grade é incorporada à capa plástica e possui
mesma cor do conjunto;
5 – Grade do farol de neblina: Esta peça possui duas versões: com ou sem
farol de neblina, dependendo do nível de acabamento do veículo. Sendo, portanto um
elemento diferenciador do visual do veículo;
6 – Molduras de proteção: Não efetuam somente a função de proteger a capa
plástica do pára-choque, mas também oferece duas versões de acabamento: pintado
ou na cor preta com texturização.
7 – Capa plástica: Pintada na cor do veículo. A capa em si não oferece
variações estéticas. É a combinação visual dos seus componentes que darão o visual
final do veículo;
8 – Suporte de fixação: Apesar de não ser um elemento visual, possui a
função de garantir o encaixe entre a capa plástica e os painéis metálicos, sendo dessa
forma fundamental para a qualidade final do conjunto montado.
Além do tema estético, o pára-choque ao ser desenvolvido deve seguir uma
série de requisitos com o objetivo principal de torná-lo funcional, manufaturável e de
acordo com as normas legais em vigor nos países para o qual o veículo será
exportado.
Na figura 4.5, podemos observar um exemplo de ilustração orientativa ao
estúdio que limita seu poder criativo, garantindo que o veículo terá as características
necessárias para se atender seus potenciais clientes. Os requisitos gerados pela
engenharia de produtos e pela engenharia de manufatura geram um trabalho de

60
extrema ligação com o estúdio, observando-se dessa forma um exemplo claro de
engenharia simultânea.
Figura 4.5 – Ilustração de dimensões básicas do veículo (referência: Volkswagen)
Os requisitos de engenharia são estipulados basicamente pelos seguintes
fatores:
• Limites operacionais da planta que produzirá o veículo;
• Normas legais dos mercados de venda;
• Geometria da superfície ligada à funcionalidade.
Os itens acima são determinados pela engenharia de produtos, estúdio de
criação e engenharia de manufatura. Obviamente, na determinação da superfície do
pára-choque, as funções aos quais se destina o mesmo são de vital importância para a
realização do projeto, uma vez que as mesmas deverão estar incorporadas ao desenho
final do produto, aliando-se ao trabalho do estilista (Gustavsson, 2000).
4.2.4 – A geometria do pára-choque e a segurança veicular
Um item em particular, dos requisitos funcionais mencionados, exerce uma
preocupação especial nos projetistas: a segurança veicular. Em virtude dos veículos
cada vez mais serem produzidos focando diversos mercados de exportação, deve-se

61
projetá-lo para assegurar o atendimento as normas vigentes nos respectivos
mercados de exportação.
O papel do pára-choque quanto à segurança veicular é fundamental uma vez
que o mesmo é geralmente o primeiro ponto de contato do veículo em caso de
colisão frontal, ou atropelamento. Como exemplo, podemos citar os Estados Unidos
onde os veículos comercializados devem atender a norma FVMSS 581 (Anexo A) e a
Comunidade Européia segue a norma ECE R26 (Anexo B). Basicamente, estas
normas visam impor restrições em relação à geometria externa do veículo de forma a
minimizar ferimentos em caso de colisão, seja esta com o veículo em movimento ou
parado. A segurança dos pedestres em relação aos veículos se tornou nos últimos
anos um fator determinante ao se conceituar as formas externas do veículo e sua
interação com o pedestre. Ao se observar a figura 4.6, é possível se avaliar a
freqüência de ferimentos em diferentes partes do corpo e quais partes do veículo são
responsáveis pelos ferimentos. Nota-se que o pára-choque dianteiro é responsável
por 15,3 % dos ferimentos causados em atropelamentos, sendo que 44,2 % dos
ferimentos causados na região inferior dos membros inferiores do corpo são
atribuídos ao pára-choque (Kalliske e Friesen, 1999).
Figura 4.6. Freqüência de ferimentos em diferentes partes do corpo de pedestres e
partes do veículo que causam ferimentos em colisões entre veículos e pedestres
(Kalliske e Friesen, 1999).
A geometria dos pára-choques não esta apenas atrelada a peça plástica
propriamente dita, mas nos componentes internos que servirão como absorvedores de

62
impacto, em função da regulamentação aplicada em cada país, os veículos possuem
sistemas de absorção de impacto condizentes com o requerido.
Independentemente das regulamentações legais, existem órgãos responsáveis
por avaliar o comportamento do veículo em determinadas condições e dessa forma
auxiliar as companhias de seguro a melhorar o nível de informação no momento de
se determinar os custos com o seguro de um novo modelo. Notadamente, o preço do
seguro de um veículo, além de outros fatores, é determinado pela quantidade de
peças que são danificadas em caso de colisões realizadas em condições especiais.
Como por exemplo, podemos citar o procedimento de impacto traseiro realizado pela
CESVI (Anexo C). Este centro de experimentos tem como objetivo analisar, estudar
e propor melhorias referentes à prática da reparação automotiva, fornecendo
informações consistentes relativas ao comportamento de diferentes veículos. Na
figura 4.7, observa-se a porção traseira de um veículo de passeio e o dispositivo que
contém a barreira de impacto móvel, a seguir os principais componentes do teste. No
anexo C pode-se verificar o procedimento de teste.
r= 50 mm
MB= Barreira móvel (1000 kg)
H= altura da barreira (700 mm)
F= veículo a ser testado
h= distância da barreira ao chão (200 mm)
Figura 4.7. Esquema de teste de impacto traseiro a baixa velocidade. (RCAR, 2001).

63
Neste teste, as companhias de seguro podem estabelecer critérios de
comparação próprios para se estabelecer um parâmetro para se estipular os custos
referentes ao reparo do mesmo e consequentemente o custo do seguro.
A figura 4.8 mostra a importância de se verificar em fases preliminares do
projeto o atendimento às normas necessárias, pois, mudanças de geometria
substanciais podem inviabilizar o andamento do projeto, ou gerar custos substanciais
de retrabalho. Esta figura mostra resumidamente o posicionamento de barreiras de
impacto em locais importantes no que se refere à integridade estrutural do veículo.
Pode-se notar que as barreiras centrais “A” avaliam principalmente danos na
operação de abertura de capô e tampa traseira, integridade estrutural e danos ao
sistema do motor. Já as barreiras “B” avaliam principalmente a integridade do
sistema de iluminação, condições de operação das portas, etc. A explicação
mencionada visa informar as principais características de como se procede a testes de
avaliação pós-impacto. Obviamente, que estes testes possuem requisitos
diferenciados em função da norma legal ao qual será submetido o produto ou mesmo
a condições particulares de entidades não-governamentais.
Figura 4.8. Desenho esquemático do posicionamento das barreiras utilizadas para
teste de impacto (referência: CESVI).
Na determinação inicial da superfície do estúdio, é importante se avaliar o
comportamento da mesma frente às barreiras de impacto oficiais regulamentadas

64
pelo país ao qual o veículo será comercializado. A determinação da superfície do
pára-choque está integralmente ligada ao conceito estético do veículo em
desenvolvimento e, portanto, sua aparência é determinante para o visual final do
produto.
Segundo Yamada (1993), na fase inicial são construídos alguns modelos
sólidos em clay de um mesmo veículo em escala reduzida. Cada modelo construído
pode mostrar uma alternativa diferente. O autor afirma que as escalas mais utilizadas
são 1:10, 1:8, 1:5, 1:4, 3:8 ou 1:1.
A fase final de validação superficial do veículo produzido pelo estúdio é feita
em escala 1:1. A técnica utilizada é a modelação em clay, onde se pode verificar com
detalhes a aparência final de veículo. Nesta fase, é de suma importância a
participação e a aprovação de todos os departamentos ligados ao processo produtivo
do projeto. Entre eles podemos citar:
• Engenharia de produtos;
• Engenharia de qualidade do fornecedor;
• Auditoria de qualidade;
• Engenharia de manufatura;
• Engenharia de montagem (produção).
O modelo gerado em clay é submetido a um congelamento de superfície e são
feitas as avaliações finais referentes ao brilho do veículo, harmonia de componentes,
atendimento de requisitos legais ligados à geometria externa e atendimento ao desejo
do mercado consumidor alvo, através da realização de clínicas de avaliação. Nesta
fase podem ocorrer pequenas modificações para suavizar linhas, raios, contornos ou
detalhes em uma condição diferente do desenho que gerou a superfície usinada, é
realizado o caminho inverso à fabricação do modelo em clay.
Werner et al. (1998) e Corbo, Germani e Mardoli (2004) chamam este
processo de engenharia reversa. Para que o processo seja concluído, um novo modelo
pode ser construído. Os autores têm a mesma opinião com relação à conclusão do

65
processo. Para eles, um novo modelo ou produto deve ser fabricado a partir da
superfície modificada a fim de validar todo o processo.
Nesta etapa, eventuais mudanças de perfil da superfície podem ser fatais para
o cronograma do projeto, reforçando a importância de se realizar uma engenharia
simultânea em fases preliminares do projeto. Na Figura 4.9, o Cadillac ano modelo
2006, esta em fase final de execução do seu modelo em clay para posterior validação
da sua superfície, nota-se que existe uma preocupação com não apenas a geometria
da superfície em si, mas também, com o conjunto dos inúmeros componentes
externos do veículo, assegurando dessa forma que a intenção do estúdio esteja
atendida mesmo com as limitações impostas pelos requisitos funcionais.
Figura 4.9. Execução de modelo em clay para validação da superfície externa do
veículo. (referência: GMB)
Neste foco, para Volpato (1999), as principais finalidades dos protótipos são
aprendizagem, comunicação, integração, redução de tempo, de custo e dos riscos da
inovação, encurtando assim as etapas do PDP. Volpato (1999) mostra o custo médio
de uma modificação do produto necessária em cada uma das fases do PDP, ver tabela
4.1.

66
Tabela 4.1 – Custo de mudanças de engenharia em várias etapas do PDP. (Volpato,
1999).
Com o modelo sólido aprovado, se geram as superfícies matemáticas onde
todos os requisitos funcionais e estéticos são avaliados. Após esta fase o trabalho do
estúdio de criação esta praticamente terminado e a engenharia de produtos
juntamente com a engenharia de manufatura iniciam as atividades de geração dos
desenhos de projeto.
4.2.5 Desenvolvimento do desenho eletrônico do produto
Para Meerkamm e Wartzack (2001), o recurso da visualização virtual serve
como apoio ao projeto durante a fase do processo construtivo. Como para eles cerce
de 70% dos custos do produto são determinados no projeto, “entre o projeto e a
manufatura deve existir uma troca intensiva de informações nos planos de estrutura
construtiva, escolha de materiais e configuração das peças”. Segundo os autores, o
engenheiro projetista pode reduzir o custo do produto, principalmente nas fases
iniciais do processo de construção, pois “com o progresso do produto, diminuem as
chances de influenciar os custos”.
Com a superfície validada, iniciam-se os trabalhos de modelamento
matemático do mesmo, onde basicamente, a partir de uma superfície, será gerado um
sólido em três dimensões que representará o produto final (Bennett, Fenyes, Haering,
Koromilas, Neal e Zwiers, 1995). Neste trabalho, é importante submeter o pára-
choque as suas condições reais de montagem. Para isso, virtualmente, se faz
necessário uma montagem matemática de todos os componentes que possuem
alguma relação física ou térmica com o pára-choque. A correta montagem destes

67
componentes é de fundamental importância para se evitar interferências ou outros
problemas de montagem nas fases posteriores do projeto, onde se irão montar os
protótipos físicos.
Na figura 4.10, observa-se uma vista típica dos componentes importantes que
devem ser considerados durante a fase de modelamento matemático do pára-choque.
É importante ressaltar que nesta fase virtual devem-se considerar todas as variações
de montagem, simulando todas as possíveis variações de montagem e de manufatura,
gerando-se desta forma uma capa plástica capaz de absorver tais variações, desta
forma não ocorrendo deformações externas que possam comprometer o resultado
estético final do pára-choque. São feitos estudos focados na qualidade final do
produto, onde, por exemplo, podemos citar: DFMA e FMEA (Chrsyler, Ford e GM,
1998).
Figura 4.10. Vista explodida genérica da montagem de um pára-choque de veículo de
passeio. (referência GMB)

68
Na confecção do desenho matemático, também é de fundamental importância
à determinação do sistema de fixação a ser utilizado. Essa escolha deve levar em
consideração os seguintes fatores:
- características externas gerais do veículo: o sistema de fixação deve assegurar que a
intenção do estúdio de criação será atendida, gerando-se uma harmonia estética entre
a capa plástica dos pára-choques e os demais componentes externos do veículo.
- segmento do veículo: em função do segmento do veículo, se determinará o nível de
sofisticação do mesmo. Isso não está relacionado à qualidade, pois até mesmo os
veículos de menor custo, os chamados ‘populares’, em virtude do nível de exigência
do consumidor e da concorrência elevada, demandam níveis elevados de qualidade.
Este item aponta para o custo do sistema de fixação e seu conceito técnico, visando a
aplicação do mesmo, por exemplo: o conceito técnico de um veículo off-road no que
diz respeito ao sistema de fixação dos pára-choques deve ser diferente de um veículo
exclusivamente urbano. Ver Figura 4.11, onde é mostrada a região de encaixe entre
os faróis, pára-choque e painéis metálicos de um veículo de passeio.
- planta de montagem: o sistema de fixação deve ter sua ergonomia e acessibilidade
avaliada em função dos recursos disponíveis na planta onde o mesmo será montado.
É fundamental que se utilize uma sistemática de montagem e desmontagem
simplificada até mesmo para atender a necessidade de manutenção simplificada após
o veículo ter sido vendido.
- custo: o sistema de fixação deve ser tal que atenda a todos os requisitos funcionais e
estéticos e apresente o menor custo possível uma vez que o mesmo não é aparente ao
consumidor e, portanto, não possui valor agregado determinante na decisão de
compra do produto. (Csillag, 1995).

69
Figura 4.11. Regiões de encaixe aparente da capa plástica do pára-choque
(referência: GMB)
Conforme avaliado no capítulo 3, a tendência estética mundial em desenho de
automóveis atualmente demanda folgas nulas entre o pára-choque e os painéis
metálicos.
Particularmente, o pára-choque traseiro, possui geralmente, uma área maior
de contato com o painel metálico e, portanto, possui uma maior área onde um
encaixe com folga nula se faz necessário. Em virtude disso e para o correto
dimensionamento do sistema de fixação, deve-se avaliar as características e a
harmonia entre a superfície do painel lateral metálico e a superfície da capa plástica
do pára-choque. Veja a Figura 4.12, onde se verifica através das setas a necessidade
de se fixar a capa plástica no painel metálico. As setas indicam as distâncias a serem
utilizadas como pontos de apoio e fixação do pára-choque para que se atenda a todos
os requisitos do estúdio. Note-se que estas distâncias são variáveis de acordo com o
uso do veículo e com a aparência final desejada.
Obviamente, o sistema de fixação possui uma grande variedade de conceitos
técnicos utilizados por diversas montadoras, neste caso, uma ferramenta de projeto
tem sido largamente utilizada nos últimos anos e permite aos projetistas avaliarem e

70
situarem suas criações frente aos concorrentes. Trata-se da prática do benchmarking,
onde basicamente se procede a desmontagem, ou “teardown” dos veículos para
posterior avaliação (Csillag, 1995).
Figura 4.12. Vista lateral do encaixe entre pára-choque traseiro e painel
lateral metálico (referência: GMB).
Outro ponto importante é o resultado estético final da capa plástica do pára-
choque com todos os elementos visuais externos. Neste estudo, no caso do pára-
choque traseiro, se avalia a aparência externa do conjunto formado pelo pára-choque,
pneus, escapamento, carroceria e demais elementos aparentes. Essa avaliação é
subjetiva e visa assegurar que não existem discrepâncias estéticas, garantindo que a
capa plástica exerce a função de cobrir a carroceria do veículo de forma harmoniosa
e esteticamente agradável. Observando a Figura 4.13, visualiza-se o estudo
mencionado, onde se destaca a visibilidade de todos os componentes externos
traseiros atentando-se para que a avaliação seja feita numa angulação visual
condizente com a prática adotada pelo consumidor.
Neste estudo deve-se aliar os requisitos internos da montadora referente ao
ângulo de entrada e saída que o projeto requer. Entenda-se que os valores de ângulo
de entrada e saída podem variar em função do segmento ao qual deverá atender o
produto.

71
Figura 4.13. Vista traseira e frontal da capa plástica dos pára-choques e
carroceria (referência: GMB)
A capa do pára-choque frontal, em particular, deve ter seu sistema de fixação
conceituado de tal forma que permita uma manutenção facilitada por abrigar o motor
do veículo e todos os seus agregados.
4.2.6 Validação térmica e estrutural
Conforme afirmado por Thomke, St. E Fujimoto, T. apud Bullinger et al., o
uso de protótipos virtuais nas fases iniciais de um desenvolvimento, aperfeiçoa todo
o processo.
O pára-choque também deve sofrer uma análise virtual de dilatação térmica,
onde o mesmo é submetido a temperaturas máximas de operação. Nesta simulação, o
importante é observar se o conceito do sistema de fixação oferece robustez no
sentido de garantir a estabilidade dimensional (Santolia, 2005). É importante
ressaltar que nesta simulação são avaliadas principalmente as possíveis deformações
térmicas em regiões funcionais, ou em áreas de fixação de componentes, como por
exemplo, os faróis de neblina. Também são avaliadas deformações de superfície em
áreas críticas onde a percepção do cliente é mais sensível. Na Figura 4.14 (a),
observa-se que as dilatações dimensionais em virtude de variação de temperatura,
são mais notórias na região dos faróis, evidenciando a necessidade de uma solução

72
de projeto que elimine este problema, apesar da mesma não ser uma área funcional,
esta região é facilmente notada pelo consumidor.
(a) (b)
Figura 4.14. (a) Análise térmica; (b) Análise de freqüência de vibração (referência:
GMB).
As análises térmicas mencionadas acima, juntamente com a análise virtual de
freqüência de vibração, se constituem em simulações fundamentais para a capa
plástica. A análise de vibração, ver Figura 4.14 (b), irá identificar se todas as regiões
do pára-choque possuem sua freqüência de vibração dentro dos limites estabelecidos
pelo projeto, de forma a evitar problemas operacionais como: vibração excessiva do
farol de neblina ou da própria capa plástica, em condições normais de operação.
4.2.7 Processo de manufatura
O processo de manufatura é fundamental para o sucesso do produto, uma vez
que a manufatura será responsável pela qualidade do produto até o final do seu ciclo
de vida.
A ferramenta de injeção do pára-choque em plástico constitui-se numa
ferramenta complexa e cara, portanto, a validação da superfície do produto deve ser
rigorosa a fim de se evitar modificações no ferramental após sua usinagem. Para isso,
a principal ferramenta utilizada pela engenharia de manufatura é o DFM. Na Figura
4.15 pode-se observar parcialmente a ferramenta de injeção de um pára-choque.

73
Figura 4.15. Molde de injeção de pára-choques (referência GMB).
O processo de manufatura do pára-choque possui um controle de qualidade
rigoroso em função do nível de qualidade estética que se demanda neste componente
devido a sua importância estética (Santolia, 2005). Na fase inicial do desenho
matemático do pára-choque, a engenharia de projetos de moldes atua diretamente
com a engenharia de produtos de tal forma que os requisitos para a construção do
ferramental sejam incorporados no desenho do produto.
Particularmente, o ferramental de injeção do pára-choque possui dimensões
muito superiores comparativamente aos demais componentes plásticos do veículo.
Dessa forma, ressalta-se mais uma vez a importância da qualidade na execução do
projeto, pois retrabalhos nesta ferramenta de injeção podem-se tornar extremamente
onerosos e dependendo do retrabalho, pode-se comprometer a qualidade da
superfície final do produto.
4.2.8 Validação em campo de testes
Para o êxito do desenvolvimento de um projeto otimizado, utiliza-se
essencialmente as mesmas ferramentas importantes da engenharia de produtos tais

74
como a infra-estrutura – laboratórios, pista de testes, protótipos; as tecnologias –
CAD, CAE, e metodologias – análise do valor, geração de idéias (“brainstorming”),
comparativos entre veículos da concorrência (“benchmarking”), ferramentas de
suporte da engenharia, tais como QFD, DFMA; a pesquisa e desenvolvimento de
novos produtos e processos com enfoque na qualidade em projeto; os recursos
econômicos e humanos da empresa (Calderini, 1997). É importante ressaltar a
necessidade de uma boa estrutura organizacional com canal aberto de comunicação
entre as áreas envolvidas (Majeske; et al, 1997).
Posteriormente a conclusão do desenho matemático do produto, o pára-
choque sofre uma série de testes físicos e virtuais. Geralmente esta fase é
desenvolvida com componentes protótipos. Nesta fase é importante que os conceitos
do projeto sejam reproduzidos com fidelidade nos protótipos que serão submetidos
aos testes. Neste trabalho, o termo protótipo será utilizado para os componentes com
materiais especificados em desenho, ou materiais com características mecânicas
semelhantes, capazes de funcionar e serem testados. São os chamados protótipos
funcionais, segundo Macarrão (2004).
É importante que a montadora esteja sempre empenhada em otimizar o
processo de construção e validação de protótipos. Para Barroco (2002), a evolução
deste processo permite o desenvolvimento de projetos cada vez mais rápidos e
criativos, com o aprimoramento da qualidade, dentro dos objetivos estabelecidos.
Os procedimentos e a determinação de quais testes serão executados variam
em função do fabricante e também, principalmente dos requisitos a serem atendidos
no mercado ao qual o veículo será comercializado.
Como referência, podemos citar um teste que avalia a estruturação física da
capa plástica montada no veículo. Neste teste, basicamente, submete-se o veículo a
aplicação de cargas e se avalia a integridade física do mesmo e seus componentes.
Avalia-se também a integridade dos painéis metálicos.
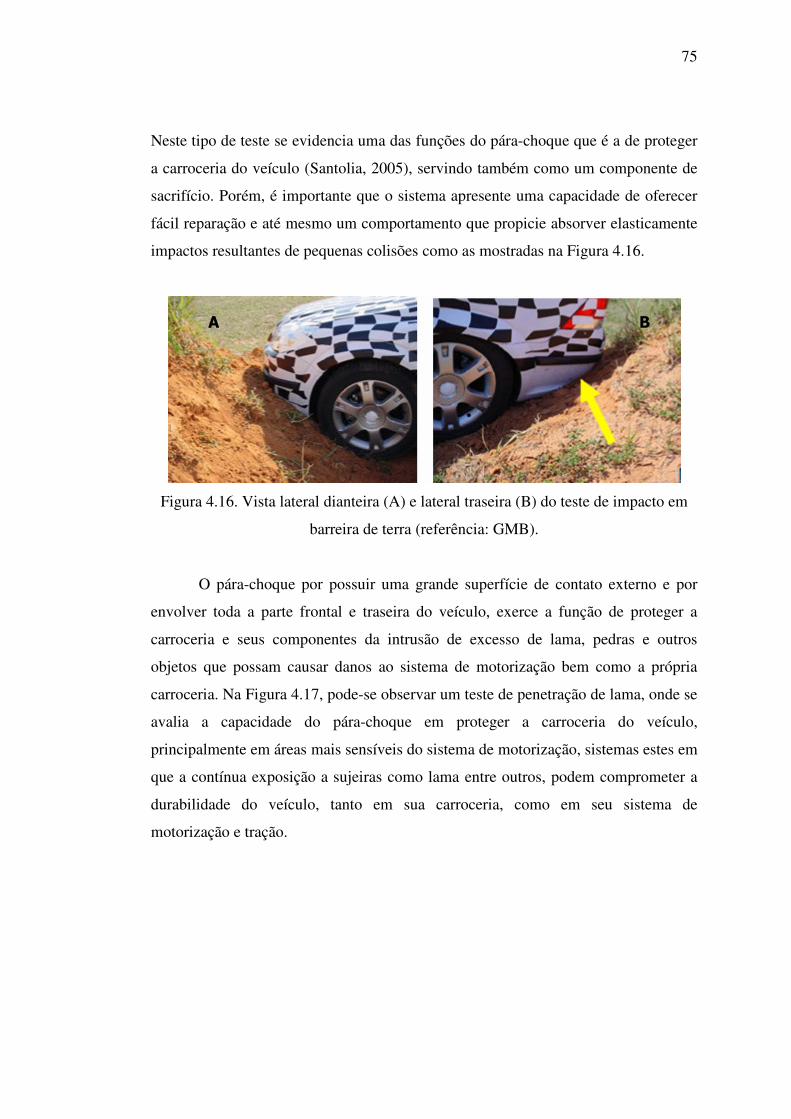
75
Neste tipo de teste se evidencia uma das funções do pára-choque que é a de proteger
a carroceria do veículo (Santolia, 2005), servindo também como um componente de
sacrifício. Porém, é importante que o sistema apresente uma capacidade de oferecer
fácil reparação e até mesmo um comportamento que propicie absorver elasticamente
impactos resultantes de pequenas colisões como as mostradas na Figura 4.16.
Figura 4.16. Vista lateral dianteira (A) e lateral traseira (B) do teste de impacto em
barreira de terra (referência: GMB).
O pára-choque por possuir uma grande superfície de contato externo e por
envolver toda a parte frontal e traseira do veículo, exerce a função de proteger a
carroceria e seus componentes da intrusão de excesso de lama, pedras e outros
objetos que possam causar danos ao sistema de motorização bem como a própria
carroceria. Na Figura 4.17, pode-se observar um teste de penetração de lama, onde se
avalia a capacidade do pára-choque em proteger a carroceria do veículo,
principalmente em áreas mais sensíveis do sistema de motorização, sistemas estes em
que a contínua exposição a sujeiras como lama entre outros, podem comprometer a
durabilidade do veículo, tanto em sua carroceria, como em seu sistema de
motorização e tração.
A B

76
Figura 4.17. Teste de penetração de lama (referência: GMB).
Outro exemplo de teste prático é o de intrusão de água. Neste teste, se avalia
a geometria da capa plástica e sua capacidade de evitar que sob determinadas
condições, adentre água no sistema coletor de ar do motor, podendo prejudicar o
mesmo, em muitos casos, permitindo a entrada de água dentro do cilindro do motor,
causando desta forma sérios danos ao mesmo.
Este teste é feito seguindo as regulamentações dos mercados aos quais o
veículo será exportado. Na Figura 4.18, observa-se um veículo de passeio realizando
teste de água.
Figura 4.18. Teste de penetração de água (referência: GMB).

77
4.2.9 A influência da exportação no desenvolvimento de pára-choques.
Desde o início do século XX o Brasil abriga montadoras estrangeiras e o
número aumentou muito nos últimos anos. Essa dinâmica propiciou ao país formar
uma mão-de-obra altamente especializada e com custos operacionais reduzidos frente
a países de primeiro mundo.
Obviamente, algumas montadoras visam apenas nacionalizar veículos,
enquanto que algumas, em virtude do exposto acima, decidiram investir pesadamente
em centro de tecnologia nacionais, tornando a indústria automotiva nacional capaz de
desenvolver e produzir veículos que atendam os requisitos de desempenho e
qualidade de mercados de países desenvolvidos.
Como exemplo, podemos citar o desenvolvimento do Chevrolet Celta e
Meriva, ambos desenvolvidos pelos engenheiros da montadora no Brasil. Também se
pode mencionar o Volkswagen Fox, onde a filial brasileira exporta este veículo para
o mercado europeu.
Frente a isso, o conceito de projeto de pára-choques e dos demais
componentes do veículo estão sob um grande desafio: desenvolver conceitos de
projeto que atendam as expectativas de ambos os mercados, local e exportação, sem
por isso, onerar o produto comercializado localmente.
Neste raciocínio, o conceito de intercambiabilidade se faz fundamental.
Alguns sistemas do veículo devem ser montados exclusivamente para determinados
mercados, portanto, se faz necessário projetar e atender as provisões de
intercambiabilidade em função dos requisitos do mercado consumidor.
Com o sistema de pára-choques o desafio é o mesmo. O sistema deve atender
diferentes mercados e na medida do possível, deve possuir exatamente o mesmo
sistema de fixação e estruturação. Isso demanda uma capacidade criativa muito
grande por parte da equipe de projetos, uma vez que deve-se desenvolver um peça

78
que atenda a requisitos estéticos e funcionais de países desenvolvidos e ao mesmo
tempo apresentar custo de projeto viável frente a realidade do mercado local.
Entretanto, a qualidade do produto desenvolvido pelas equipes de
especialistas em montadoras brasileiras voltados ao mercado local e exportação
apresenta grandes ganhos, uma vez que o pára-choque terá incorporado diversos
requisitos, dessa forma aumentando a qualidade do produto, principalmente no que
diz respeito ao seu conjunto estético.

79
5 ESTUDO DE CASO E ANÁLISE CRÍTICA DOS SISTEMAS DE PÁRA-
CHOQUES
5.1 Breve histórico do desenvolvimento e progresso dos materiais automotivos.
O automóvel é mais um sistema montado como um quebra-cabeças do que
um produto único propriamente dito. Como tal, sua melhor definição seria um
produto múltiplo projetado para funcionar de forma integrada e com todas as
sinergias existentes entre seus sistemas e subsistemas de materiais articulados. Clark
e Fujimoto (1991) nos fornecem uma definição nesse sentido “a car is a complex
‘fabricated-assembled’ product, comprising a large number of components,
functions, and process steps.” O desenvolvimento de um projeto de automóvel tem,
portanto características peculiares. Projetar complexidades significa ter que
solucionar diversos problemas a um só tempo, a partir de informações amplas e
detalhadas sobre todos os materiais, peças, sistemas e funções envolvidas, para se
atingir o desempenho almejado.
Historicamente, pode-se dizer que o automóvel teve seu nascimento
propiciado por todos os sistemas que o compõem, os quais só foram possíveis de ser
construídos a partir do desenvolvimento de materiais específicos para usos
industriais.
Assim, mesmo que a primazia de sua concepção inicial seja até hoje
disputada entre norte-americanos e europeus, uma coisa é certa: as idéias básicas, e
mesmo o motor a explosão, já existiam quase um século antes que se tenha notícia da
produção do primeiro automóvel em termos comerciais, no início deste século, pela
Renault, por exemplo. Sem a pretensão de contar toda a história do desenvolvimento
dos materiais automotivos, é interessante destacar o que se depreende da literatura
existente como principais marcos dessa evolução desde seu aparecimento.
Cronologicamente esses avanços estão distribuídos ao longo de nove grandes fases a
seguir (Medina, 2001):

80
1896-1906: O primeiro passo para a transição das carruagens e carroças para
o automóvel foi a obtenção de ferro e aço de alta qualidade seguido da borracha para
pneus. A tecnologia de fundição tornou o aço fundido disponível em termos
comerciais e possibilitou os processos de produção de grandes peças em moldes,
como juntas e eixos.
1907-1914: O automóvel se firma como meio de transporte: um produto do
estado-da-arte da tecnologia da época. Em 1910 a SAE faz as primeiras normas
técnicas para padronizar materiais automotivos como a 1050 do aço carbono 0,50%.
Nesse período a Ford começou a produzir (com tecnologia francesa do modelo
“coupé” de 1905 da Renault) aço ligado com vanádio que triplicou a resistência do
aço, rebaixou seu custo e reduziu o peso do automóvel. Em 1912, uma pequena
fábrica de carroceria começou a fazer estruturas de alumínio para automóveis. Ao
mesmo tempo os processos para construção dos sistemas elétricos foram
desenvolvidos.
1915-1925: Nessa época, de competição entre o transporte rodoviário e o
ferroviário de carga, os avanços da indústria automobilística demandavam uma maior
integração entre o desenvolvimento dos materiais e o projeto do automóvel. Uma
quebra de eixo de transmissão não poderia ser tolerada num transporte de carga, por
exemplo. Assim em 1915 projetistas e metalurgistas já discutiam sobre fadiga de
materiais, resistência mecânica e rigidez dos aços, preocupados em manter o peso
mínimo já alcançado pelo automóvel, garantindo economia, em termos de custo dos
materiais, e durabilidade. Data desse período o projeto inglês de um carro em
alumínio, mas o veículo pesava dois terços a mais do que os existentes. Nos Estados
Unidos já estava sendo usado o alumínio em conexões de eixos e na Europa já havia
blocos de motor em alumínio. Também o primeiro termoplástico começou a ser
usado nessa fase, que se encerra com a Du Pont inovando na produção de tintas e no
processo de pintura, o que se reduziu de dias para horas, com acabamento superior ao
processo antecedente, e maior variedade de cores.

81
1925-1939: É a era do modelo Ford T, da produção em massa e do aço
martensítico no lugar da liga ferro-carbono primitiva. O alumínio chegou aos pistões,
e saiu dos painéis exteriores em favor do novo aço. Nessa fase, a Volkswagen
projetou um carro com 18 kg de partes em magnésio, reduzindo seu peso em 50 kg,
cerca de 7% do total. Ainda em 1935, a Du Pont sintetizou o nylon, que só uma
década depois foi introduzido no automóvel. Foi também o começo da utilização do
aço inoxidável em radiadores, maçanetas, e frisos de faróis. Mas o baixo custo dos
cromados ganhou a competição. Começou a era dos cromados para partes de
acabamentos que chegou a durar cerca de 30 anos.
1939-1949: A chamada era moderna foi marcada pela moda dos plásticos
coloridos. Com a escassez da II Guerra Mundial os padrões da SAE foram
modificados para economizar materiais metálicos como aço, cobre magnésio e
alumínio. A falta de cobre especialmente forçou o desenvolvimento de ligas de zinco
e alumínio como substitutos do bronze.
1950-1960: Nessa fase, intensificou-se a produção e a evolução dos materiais
no sentido de melhor resistência mecânica e térmica, além da aparência final. A
demanda era por carros cada vez maiores e mais confortáveis. Transmissão
automática, ar condicionado, melhorias nos freios e na direção são marcas dessa
época. Do ponto de vista dos materiais, o que mais se destacou nessa era foi o início
do uso da fibra de vidro. Os termoplásticos começaram a ser reforçados para usos
estruturais em modelos esportivos. Em 1955, os carros continham aproximadamente
5% de plástico. Isso abriu o leque de escolha de materiais, com opções de materiais
mais leves, fortes e fáceis de serem moldados e montados. Outros materiais não
diretamente destinados ao automóvel foram incorporados com grande impacto pela
indústria automobilística. Foi o caso dos semicondutores, a partir de cristais de
germânio, dos transistores e dos micro chips, que possibilitaram os avanços da
microeletrônica, hoje cada vez mais miniaturizada. Já nessa época a indústria
automobilística nos Estados Unidos caminhava para um novo carro, com rádios
transistorizados e ignição eletrônica.

82
1960-1970: O primeiro salto tecnológico do período foi na potência do motor.
Em 1963 foi lançado o primeiro carro com motor de V8 de grande potência num
modelo compacto, protegido com materiais com tratamento térmico para resistir a
altas temperaturas. Os plásticos continuam ganhando espaço, passando, entre 1960 e
1970, de 11 para 45 kg num carro médio; no entanto seu uso maior era em funções
decorativas e de acabamento interior. Também nessa época houve o despertar nos
Estados Unidos para questões ambientais como a poluição do ar. A Califórnia
começou a investir em pesquisas para o desenvolvimento de catalisadores. Essa fase
iniciou mudanças radicais nos materiais automotivos.
1970-1985: Foram anos difíceis para a indústria automobilística norte-
americana e européia com o surgimento do modelo japonês de produção flexível.
Havia muito a fazer pelo rendimento dos motores e pela economia de combustível e
o caminho era o de projetos mais coesos com esses objetivos. O primeiro grande
marco no campo dos materiais foi a primeira geração de catalisadores feitos com
suporte cerâmico e metais do grupo da platina (índio, paládio...) revestidos também
com aço inoxidável. Mas os avanços continuaram a surgir como o soprador que
aumentou a alimentação, tornando a combustão mais eficiente, a ponto de manter a
compensar a perda de rendimento dos automóveis com catalisador mantendo os
mesmos níveis, de desempenho e economia, dos modelos sem catalisador. O segundo
marco pode ser visto como uma volta a preocupações da era inicial do carro, com
redução de peso e melhoria de desempenho associados. Desde o início do século
nunca foi dada tanta atenção a materiais mais leves, como alumínio, plásticos e até
zinco com revestimento de estanho, para reduzir o peso do veículo. Ou seja, as
dificuldades dessa época e o desafio ambiental (Clean Air Act da Califórnia em
1975) foram incentivos na busca de maior durabilidade, maior eficiência e menor
emissão de gases.
1981-1996: Eficiência computadorizada é o que marca produto e processo de
produção nessa fase. Os últimos 15 anos caracterizaram-se pela integração dos
componentes e dos materiais no carro como um todo. Os carros não são mais de
ferro, aço, alumínio, borracha e plásticos, mas também, e cada vez mais, compósitos,

83
fibra de vidro, eletrodos e sensores de zircônio. Os novos materiais começam a
realizar os sonhos de 25 anos atrás. Mas a competição é intensa e os materiais
tradicionais melhoram e se desenvolvem nessa luta. O ferro e aço ainda
representavam, em 1995, 67,5% do peso do automóvel médio contra 7,7% dos
plásticos e 5,8% do alumínio. O aço e a cerâmica competem no mercado dos
conversores catalíticos, mas pode haver uma combinação desses dois materiais para
um uso mais eficiente ainda nos conversores elétricos. Até mesmo o ferro fundido
passa a ter uma variante melhorada que é o chamado ferro nodular que, mesmo ainda
não totalmente explorado em suas potencialidades, tem o dobro de resistência à
fadiga que seus antecessores e torna possível produtos mais leves e resistentes para
uso em sedes de cilindros, por exemplo. Inovação em materiais na indústria
automobilística hoje, como já fez a Volkswagen em 1936, os produtores mundiais
estão buscando ligas de magnésio, alumínio e aços especiais, para reduzir o peso do
veículo e aumentar sua eficiência. Outra preocupação de fases anteriores que retorna
(de anos 50/60) é a melhoria do conforto, agora associada à preocupação com a
segurança. Nesses dois aspectos entraram novos materiais em funções que antes não
existiam; sensores para airbags, freios, cintos de segurança, controles de vidros e
portas e demais controles eletrônicos de funções eletromecânicas (ignição eletrônica,
injeção eletrônica, distribuidor etc.). Atualmente, a tendência mais marcante da
difusão de novos materiais na indústria automobilística é a da concepção integrada
do material/produto/processo. Ou seja, hoje, mais do que nunca, os materiais estão
sendo projetados para os automóveis para além da simples absorção de inovações
geradas em outras áreas, setores e ou funções, sob a forma de transferência de
tecnologias muitas vezes de difícil e demorada adaptação à realidade industrial do
automóvel.
Essa nova concepção do automóvel pode ser bem visualizada nos caminhos
de um processo cada vez mais integrado de seleção de materiais automotivos, cujos
principais fatores e critérios apresentamos a seguir.

84
5.2 O surgimento do plástico no setor automobilístico
A introdução do plástico na indústria automobilística, na década de 70, foi
decorrente da crise do petróleo e da necessidade de se produzir veículos mais leves, a
fim de reduzir o consumo de combustível, mas mantendo a qualidade final do
produto. Hoje em dia, no entanto, além da questão econômica, o plástico passou a
desempenhar papel imprescindível na composição dos automóveis por outras razões.
Ele possibilita designs modernos, redução de peso, aumento da segurança, redução
de custos e tempo de produção, além de ser imune à corrosão.
A indústria automobilística européia, por exemplo, utiliza anualmente cerca
de 2 milhões de toneladas de plástico. A média de aplicação do material por veículo
chega a 110 kg. Em média, cada 100 kg de plástico, segundo o estudo, substituem de
200 kg a 300 kg de peso provenientes de outros materiais, reduzindo o consumo
anual de combustível em 12 milhões de toneladas e a emissão de CO2 em 30 milhões
de toneladas. No Brasil, atualmente, cada veículo utiliza entre 60 e 90 quilos de
plástico, sendo 63% em equipamentos internos, 15% no corpo externo, 9% no motor,
8% no sistema elétrico e 5% no chassi. No final de década de 80, a média da
aplicação de plástico nos carros nacionais era de apenas 30 quilos (Medina, 2001).
A aplicação de plásticos nos automóveis aumenta na mesma proporção do
índice de satisfação de clientes e fabricantes com os resultados alcançados e vem
conquistando novos mercados. Tanques de combustível e motores de alguns veículos
já estão sendo fabricados em plástico.
5.3 Incidências relativas à fixação do sistema de pára-choques
Conforme exposto no capítulo 2, a tendência mundial de se produzir veículos
com pára-choques totalmente integrados a carroceria impõe um desafio em
particular: desenvolver sistemas de fixação que atendam a este requisito. A fixação
de pára-choques evoluiu no sentido de integrá-lo cada vez mais à carroceria. Isto
gera alguns pontos importantes que devem ser detalhadamente avaliados, quando do
projeto de um novo sistema de pára-choques. Estes fatores quando não observados
durante a fase de conceituação do projeto em geral, demandam elevados custos de

85
modificação no projeto. Entretanto, um sistema projetado sem que todos os requisitos
de projeto sejam atendidos de forma eficiente, pode levar este a oferecer um pára-
choque que apresente um detalhe estético indesejável, que em alguns casos
dificilmente apresente solução, ou também, ofereça à linha de montagem um
componente do veículo com sérias dificuldades ergonômicas na montagem e
manutenção.
Estes são alguns dos principais itens que afetam diretamente a qualidade
estética final do pára-choque, assim como sua manutenção, montagem e durabilidade
(Santolia e Stipkovic, 2005):
• Imperfeições no painel metálico estampado na região onde o pára-
choque será fixado;
• Acúmulo de massa de vedação entre painéis em regiões de
assentamento do pára-choque na carroceria;
• Fixações que comprometam a vedação contra líquidos e poeira no
interior do veículo;
• Sistemas de fixação que possibilitam o pára-choque se dilatar em
regiões perceptíveis quando exposto a altas temperaturas (de acordo
com as normas da montadora);
• Em caso de desmontagem e posterior montagem, o sistema deve
apresentar uma fidelidade estética;
• Sistema de fixação que em condições normais de uso, apresentam
baixo desempenho no sentido de se manter a aparência externa do
veículo;
• Geometria da peça estampada, que irá suportar a fixação do pára-
choque, não apresentar um desenho de superfície que propicie um
sistema de manufatura (estamparia) sem variações de forma.
Dentre os itens que desfavorecem um bom resultado final na montagem de
pára-choques, podemos citar como principais aqueles que são relativos ao conceito
inicial aplicado à geometria dos painéis metálicos. Na figura 5.1, podemos de forma

86
genérica ver três situações críticas de um conceito de projeto, que podem levar a um
processo de montagem trabalhoso e também não garantir o resultado estético
esperado.
Na Figura 5.1, podemos analisar uma fixação de pára-choques feita através de
suporte plástico que têm a função de suportar o peso do pára-choque na posição
definida pelo projeto. A forma de se fixar este suporte plástico é fundamental para se
garantir o correto posicionamento no veículo.
Figura 5.1 – Região de montagem da lanterna e pára-choque traseiro (referência:
GMB).
As três situações críticas de projeto, de acordo com a Figura 5.1 e de acordo
com Santolia e Stipkovic, 2005, são:
1- Planos de fixação do suporte plástico no painel metálico não possuem um
controle robusto com a fixação da lanterna, ou seja, pela geometria da peça
estampada, o processo de estampagem terá dificuldades para controlar a
posição relativa entre o furo de fixação do suporte plástico e lanterna.
A
Detalhe A

87
Podendo levar a resultados indesejáveis de ajuste visual entre pára-choque e
lanterna.
2- Os pontos de apoio e também de fixação do suporte plástico não possuem
planos ressaltados na peça estampada, o que leva a dificuldade de
assentamento da peça e consequentemente comprometendo a qualidade do
ajuste final entre lanterna e pára-choque.
3- O suporte plástico pode ter sua posição de projeto comprometida caso seus
planos de apoio e fixação estejam localizados próximos a borda do painel
metálico. Nestas regiões ocorre a aplicação de massas de vedação, podendo
provocar entupimento dos furos e comprometimento do ponto de apoio do
suporte plástico, uma vez que o mesmo poderá se apoiar por cima da massa
solidificada.
Outras ocorrências também são críticas e devem ser evitadas:
- Ajuste não harmonioso e inconstante entre a capa plástica, painéis metálicos
e lentes da lanterna.
- Deformação por calor.
- Após encaixe e desencaixe a peça representar a aparência original.
- Geometria que não protege a carroceria e seus componentes ( ex.: pedra e
lama).
5.4 O conceito da folga nula entre pára-choques e painéis metálicos
Conforme mostrado no capítulo 2, o desafio dos sistemas de fixação é atender
a um dos principais requisitos de estética dos veículos atuais: a folga nula entre o
pára-choque e os painéis metálicos.

88
Devido a flexibilidade das capas plásticas que possuem em média 3 mm de
espessura, o sistema de fixação deve ser tal que não deforme a capa plástica,
podendo desta forma causar ondulações esteticamente indesejáveis, uma vez que a
grande maioria dos pára-choques são pintados e portanto sua superfície revela
facilmente deformações dimensionais.
Um exemplo de encaixe entre capa plástica do pára-choque e painel lateral
pode ser observado na Figura 5.2, que mostra a vista traseira do Chevrolet Impala
2005, onde se percebe a folga nula mencionada. Pode-se observar também como a
superfície do pára-choque reflete a luminosidade de tal forma que pode revelar
pequenas deformações dimensionais.
Figura 5.2. Vista traseira do Chevrolet Impala fabricado em 2005
(Autovision, 2005).
O conceito de folga nula não é aplicado somente na traseira do veículo, mas
também na frente do mesmo. Observando-se a Figura 5.3, verifica-se a folga nula
entre a capa plástica e o pára-lama.
Entretanto, a folga nula deve ser aplicada com critério. Observando-se a
Figura 5.3 verifica-se que a folga entre a capa plástica e o capô apresenta um valor de
folga suficiente para que o capô não atinja a capa-plástica quando o mesmo se fecha.

89
Essa situação também é válida para a determinação da folga entre a tampa traseira e
o pára-choque.
A maior preocupação, no entanto é a integridade física dos faróis e lanternas
caso ocorra algum atrito ou impacto entre a capa plástica do pára-choque e a lente
dos mesmos. Em virtude disso, as montadoras realizam estudos de variação
dimensional no sentido de se obter folgas condizentes entre os mesmos, porém, sem
que ocorram deméritos na aparência, ou seja, deve-se atentar para que o conjunto
estético do veículo não seja comprometido uma vez que se possui folga nula do pára-
choque com os painéis metálicos e folgas maiores com as lentes dos faróis e
lanternas.
Figura 5.3. Vista frontal do Chevrolet Impala fabricado em 2005 (Autovision,
2005).
5.5 Análise crítica
Analisando-se as informações referentes a fixação do sistema de pára-choques,
observa-se que o principal desafio é o de se projetar sistemas de fixação que
garantam a integridade visual do veículo, respeitando a flexibilidade dos pára-
choques injetados em plástico.

90
Frente a isso, uma peculiaridade técnica deve ser mencionada e que novamente
adiciona méritos a indústria japonesa, neste caso principalmente representada pela
Toyota.
O fato de se exigir uma capa plástica com folga nula, exige uma estruturação
da peça uma vez que a mesma pode se resumir a uma grande peça plástica de
espessura aproximadamente 3 mm que permite uma grande flexibilidade.
Para garantir a rigidez após a montagem nas regiões de encaixe, algumas
montadoras utilizam sistemas de fixação onde se utilizam suportes de plásticos fixos
a carroceria e posteriormente o pára-choque é fixado nestes suportes plásticos.
Entretanto, algumas montadoras utilizam sistemas estruturais adicionais que
geralmente são soldados na superfície interna da capa plástica. Este reforço adicional
serve para garantir que a superfície externa do pára-choque não apresente nenhuma
deformação, como por exemplo, ondulações. Podemos observar esta configuração na
figura 5.4, onde a capa plástica apresenta um reforço soldado na parte interna da capa
plástica, resultando em aumento de peso e custo.

91
Figura 5.4. Capa do pára-choque traseiro com reforço em plástico soldado.
(Autovision, 2005)
A grande questão é que existem veículos que possuem capas lisas, conforme
mostrado na Figura 5.5, sem reforços soldados e muitos deles estão no mercado,
porém, o mesmo eventualmente apresenta os problemas mencionados anteriormente:
ondulações na superfície e a não garantia de um encaixe perfeito entre o pára-
choque, painéis metálicos e lentes do farol e lanterna.
Figura 5.5. Capa do pára-choque traseiro sem reforço (Autovision, 2005).

92
Concluindo, a situação ideal e desejada é a criação de um sistema de fixação
de pára-choques que não apresentem os inconvenientes mostrados no item 5.2. E que
não demandem reforços estruturais na capa plástica do pára-choque. No capítulo 6
será focada a criação de um sistema de fixação que atenda as necessidades expostas.

93
6 – PROPOSTA DE SISTEMA DE FIXAÇÃO OTIMIZADO
6.1 – Introdução
É importante ressaltar que o conjunto dos pára-choques exerce entre outras
uma função importante no projeto do veículo: a de proporcionar harmonia visual
entre a carroceria metálica e o conjunto plástico dos pára-choques. Em quase sua
totalidade, os pára-choques utilizados em veículos de passeio são plásticos fabricados
através do processo de injeção, isto permite aos projetistas uma liberdade grande no
que se refere aos conceitos técnicos referentes a fixação e aparência que serão
utilizados no projeto. A determinação do sistema de fixação não segue uma regra
específica para sua determinação, no entanto, alguns preceitos são importantes na sua
escolha:
- Nível de luxo do veículo: pelo fato do sistema de fixação poder ser
concebido de inúmeras maneiras, o seu custo pode variar substancialmente em
função da sofisticação do sistema desenvolvido. Atualmente, o sistema de fixação é
concebido da maneira mais simples possível, exigindo dos projetistas um poder
criativo muito elevado, pois, o sistema deve ser simples, porém, atender as
exigências visuais de um veículo de categoria superior. Um dos grandes desafios ao
se projetar pára-choques para veículos de luxo é a condição de se manter por um
longo período a aparência do sistema, ou seja, um veículo de luxo não pode
apresentar deformações no seu conjunto visual, pois na maioria das vezes, representa
uma forma de propaganda e uma demonstração de confiança e qualidade da marca,
portanto, o sistema de fixação deve ser robusto e permitir que mesmo em
manutenções simples, possa ser remontado e que sua condição estética seja mantida.
- Volume de produção: Este requisito, em linhas gerais mudou nos últimos
anos. Antes dos anos 90, as montadoras possuíam modelos de veículos projetados
para serem comercializados em regiões definidas e, portanto, seus modelos eram
concebidos de forma a atender os requisitos e limitações da planta que iria montar o
modelo, levando em consideração o seu volume estimado de produção. Porém, nos

94
últimos anos, a maioria dos modelos produzidos segue um objetivo único: possuir
um conceito global de manufatura, ou seja, permitir que o modelo seja produzido em
qualquer planta da montadora no mundo e que sua manutenção seja simples em
qualquer mercado consumidor. Em virtude do exposto e dos custos cada vez mais
competitivos, até mesmo os modelos de volume inferior (modelos luxuosos) devem
oferecer conceitos de fixação robustos, porém baratos e com processo de montagem
simplificado.
- Mercado de venda: Em virtude da forte globalização dos processos e
métodos produtivos dentro das montadoras, os projetistas devem atentar para a
utilização de conceitos globais de engenharia, porém, deve-se atender aos eventuais
requisitos específicos de manutenção de determinado mercado consumidor. Além do
mais, deve-se atentar para os métodos e processos utilizados pela planta que irá
montar o modelo.
- Experiências anteriores: Este se constitui numa das principais armas dos
projetistas quando da execução do projeto não apenas de pára-choques, mas de
qualquer outro sistema. O conhecimento de práticas aplicadas com sucesso em
projetos anteriores deve ser incorporado à criação de um novo sistema, bem como se
evitar a repetição de práticas que se mostraram ineficazes no passado. Um dos
grandes desafios das montadoras é a sua capacidade de armazenar todas as
experiências positivas e negativas praticadas em projetos anteriores de forma
organizada e de fácil acesso na execução de novos projetos.

95
6.2 – Função do sistema de fixação
Quando da conceituação do mesmo, é de fundamental importância que se
direcione o projeto a atender os requisitos funcionais e também avaliar os possíveis
problemas conforme descrito no capítulo 5, item 5.2. Basicamente, podemos dividir a
função do sistema de fixação em dois grupos, a saber:
ESTRUTURAL - Numa avaliação preliminar, em função da massa do veículo
e suas dimensões externas, deve-se determinar as possíveis solicitações mecânicas e
térmicas que poderão afetar a integridade estética do sistema, por isso o sistema deve
apresentar uma retenção contínua e robusta. Na Figura 6.1, verifica-se
simplificadamente o sentido de atuação de forças no pára-choque, e desta forma o
sistema de fixação deve atender esta solicitação. É importante ressaltar que essas
atuações de força podem ser provenientes tanto de solicitações mecânicas, quanto
térmicas. Observa-se que a seta C indica cargas provenientes do uso diário do pára-
choque, por exemplo: apoiar uma caixa que será colocada no interior do porta-malas,
ou se apoiar o pé para amarrar os sapatos. A seta B indica o sentido proveniente de
colisões à baixa velocidade, como em manobras de estacionamento, onde é
importante nessas situações, que a integridade estética do painel metálico seja
assegurada. A seta A demonstra solicitações das mais diversas, como por exemplo,
pequenas colisões em baixa velocidade. As três setas indicam que o pára-choque
pode sofrer solicitações em todas as direções, inclusive por baixo, ao se atritar com
uma lombada. E em todas essas situações o sistema de fixação deve se mostrar
eficiente.
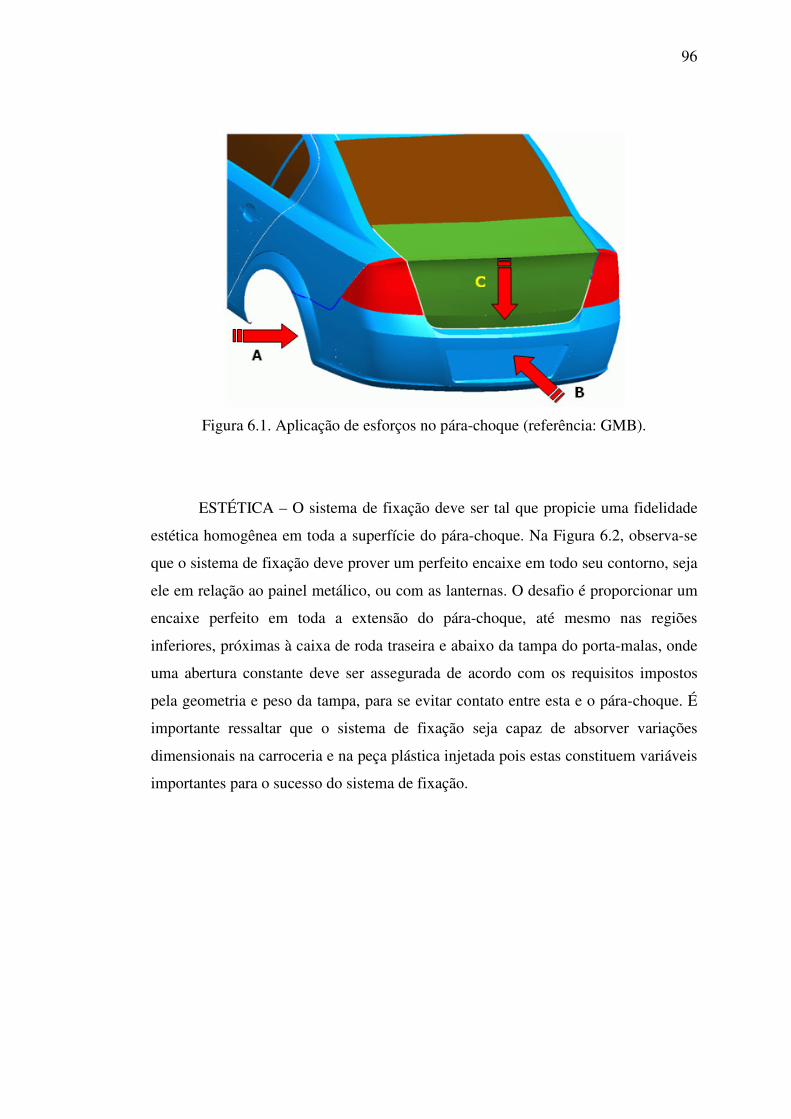
96
Figura 6.1. Aplicação de esforços no pára-choque (referência: GMB).
ESTÉTICA – O sistema de fixação deve ser tal que propicie uma fidelidade
estética homogênea em toda a superfície do pára-choque. Na Figura 6.2, observa-se
que o sistema de fixação deve prover um perfeito encaixe em todo seu contorno, seja
ele em relação ao painel metálico, ou com as lanternas. O desafio é proporcionar um
encaixe perfeito em toda a extensão do pára-choque, até mesmo nas regiões
inferiores, próximas à caixa de roda traseira e abaixo da tampa do porta-malas, onde
uma abertura constante deve ser assegurada de acordo com os requisitos impostos
pela geometria e peso da tampa, para se evitar contato entre esta e o pára-choque. É
importante ressaltar que o sistema de fixação seja capaz de absorver variações
dimensionais na carroceria e na peça plástica injetada pois estas constituem variáveis
importantes para o sucesso do sistema de fixação.

97
Figura 6.2 – Encaixe lateral do pára-choque traseiro (referência: GMB).
O sistema de pára-choques traseiro proposto visa atender fundamentalmente
aos seguintes requisitos:
- Sistema de fixação robusto e durável;
- Montagem e desmontagem simplificada;
- Aspecto visual de acordo com os requisitos do estúdio de criação;
- Custo de implementação factível;
- Resistência à colisão em baixa velocidade;
- Sistema de produção otimizado;
- Proteção a componentes internos.
6.3 Composição do sistema de fixação
O sistema, conforme mostrado na Figura 6.3 pode ser dividido nos seguintes
componentes:

98
Figura 6.3. Capa plástica e componentes do sistema de fixação (referência: GMB).
1 – Capa plástica: Peça com geometria desenvolvida para resistir elasticamente a
solicitações mecânicas e térmicas, de acordo com os requisitos do projeto. É
fundamental ressaltar que este conceito de fixação segue o requisito de se obter uma
folga nula com os painéis metálicos (exceto tampa do porta-malas), tanto na direção
vertical, quanto na horizontal, de tal forma que ao se passar à mão na fronteira entre
o pára-choque e o painel lateral, não se perceba nenhum desnivelamento.
Manufaturado em polímero com aditivo visando estabilidade dimensional.
2 – Espuma absorvedora de impacto: Dimensionada de forma a permitir a absorção
de impactos em condições determinadas.
3 – Suporte de fixação lateral: Este é o componente que apresenta a maior
contribuição para assegurar o atendimento e solução dos problemas apontados
anteriormente. As fixações das capas plásticas a ele são feitas por buchas de latão
localizadoras que permitem uma fixação com dimensional controlado, dessa forma
assegurando uma total harmonia com a superfície da lente da lanterna. Possui
geometria que propicia fixação contínua da capa plástica em todo o contorno do
painel metálico lateral e lanterna. Fixado à carroceria por rebites e apoiado em
1
2
3
4
5

99
superfícies estampadas de geometria controlada, que garante a fidelidade estética do
conjunto. Manufaturado em polímero injetado.
4 – Suporte de fixação traseiro: Este suporte elimina a utilização de parafusos abaixo
da tampa do porta malas. Manufaturado em polímero injetado.
5 – Molduras de proteção: Colocadas em altura e tamanho compatíveis para
assegurar proteção contra arranhões e pequenas colisões. Manufaturada em polímero
injetado.
6.4 Considerações importantes para a implantação do novo sistema.
Para a implementação do novo sistema de fixação com a utilização do suporte
plástico, é importante ressaltar que não apenas o suporte em si é responsável pela
estética final do pára-choque, mas também, é de fundamental importância que o
painel metálico que o irá fixar e localizar possua uma geometria que resolva os
problemas ilustrados e mencionados no capítulo 5.
Basicamente, através da Figura 6.4, podemos observar através das setas
indicativas que foram considerados planos de apoio controlados dimensionalmente
para fixação e localização do suporte plástico.

100
Figura 6.4. Vista da área de assentamento do suporte de fixação do pára-choque
(referência: GMB).
6.5 Diferencial do novo sistema
O sistema mostrado apresenta os seguintes diferenciais que propiciam uma
grande vantagem na sua utilização:
• Não há necessidade de reforços soldados ou incorporados na capa
plástica do pára-choque, pois o sistema de fixação propicia retenção
robusta nas áreas críticas de dilatação térmica e solicitação mecânica.
Entenda-se como crítica as regiões onde ocorre risco de perda da
função de algum componente ou deformação no componente em
região visível para o consumidor.
• Painéis metálicos com geometria baseada em planos ortogonais, o que
facilita o controle dimensional e soldagem do conjunto, assegurando o
correto posicionamento do suporte de fixação. Veja na Figura 6.5 que
os suportes A (lateral) e B (traseiro) são apoiados em planos conforme
mencionado.

101
• O suporte lateral propicia a fixação da capa plástica através de
insertos metálicos que criam uma harmonia entre a curvatura da capa
e lente da lanterna.
• O sistema de fixação oferece uma robustez após a montagem,
inclusive nas pontas da capa plástica, eliminando o risco de
deformações por excesso de calor ou solicitação mecânica, bem como
evita folgas na montagem, que podem ser verificadas ao se pressionar
com o dedo a capa plástica nas regiões de contato com os painéis
metálicos e com a lanterna.
Figura 6.5. Vista traseira da carroceria e suporte lateral (A) e traseiro (B).
• Conforme mostrado na Figura 6.6, pode-se observar o detalhe dos
furos de encaixe entre o pára-choque e o suporte plástico. Esta furação
é responsável por assegurar o correto posicionamento da capa plástica
tanto no eixo Y, como no eixo X. Este encaixe é de fundamental
importância para que a aparência do pára-choque atenda aos requisitos
do estúdio de criação.
• O suporte de fixação lateral, além de exercer o papel de posicionar a
capa plástica na posição determinada no projeto nos eixos Y e X,
também assegura uma sustentação vertical (eixo Z) de forma a
garantir que a capa plástica não apresente deformações visuais

102
decorrentes do seu próprio peso. Ou seja, o sistema exerce um apoio
contínuo em toda a superfície da capa plástica.
Figura 6.6. Detalhe do encaixe lateral da capa plástica com o suporte de
fixação do pára-choque ( referência: GMB).
103
7 – ANÁLISE CRÍTICA DO SISTEMA DE FIXAÇÃO PROPOSTO
7.1 Desempenho técnico do sistema proposto
Conforme mostrado no capítulo 5, algumas características do projeto são
fundamentais para que se assegure uma condição favorável para a montagem do
pára-choque e que sua integridade visual seja assegurada.
Para conhecermos o desempenho do sistema proposto no capítulo 6, vamos
analisar seu comportamento frente aos problemas mostrados no capítulo 5:
Problema 1:
Imperfeições no painel metálico estampado na região onde o pára-choque
será fixado;
Desempenho do novo sistema:
O painel lateral, conforme mostrado no capítulo 6, figura 6.4 apresenta
planos controlados de assentamento do suporte de fixação, garantindo que
o correto posicionamento do suporte seja garantido.
Problema 2:
Acúmulo de massa de vedação entre painéis em regiões de assentamento
do pára-choque na carroceria;
Desempenho do novo sistema:
A geometria dos painéis soldados foi feita de tal maneira em que as áreas
de recorte da chapa ficassem distantes dos pontos de assentamento do

104
suporte de fixação, evitando que acidentalmente seja adicionada massa de
vedação no plano de assentamento no painel metálico.
Problema 3:
Fixações que comprometam a vedação contra líquidos e poeira no interior
do veículo;
Desempenho do novo sistema:
O suporte de fixação apresenta espumas de vedação adesivadas nas
regiões de assentamento. Além disso, a superfície do suporte de fixação e
a superfície do painel metálico formam dois planos paralelos que
garantem a eficiência da vedação.
Problema 4:
Sistemas de fixação que possibilitam o pára-choque se dilatar em regiões
perceptíveis quando exposto a altas temperaturas (de acordo com as
normas da montadora);
Desempenho do novo sistema:
Conforme mostrado no capítulo 6, Figura 6.6, o novo sistema possui um
sistema de travamento em todo o contorno da capa plástica, garantindo a
integridade dimensional da peça em caso de exposição a altas
temperaturas, ou até mesmo em baixas temperaturas (de acordo com as
normas da montadora).

105
Problema 5:
Em caso de desmontagem e posterior montagem, o sistema deve
apresentar uma fidelidade estética;
Desempenho do novo sistema:
O dimensionamento do suporte plástico e seus encaixes, bem como a capa
plástica, onde ambos são injetados em plástico, possuem uma geometria
de encaixe que permite desmontagem sem danificar a geometria original.
Vale ressaltar que a desmontagem dos pára-choques possui poucas
chances de ser removido e novamente recolocado. Isso ocorre somente
em caso de colisão com danos irreparáveis a capa plástica, ou em algum
tipo de manutenção onde a remoção da capa seja requerida.
Problema 6:
Sistema de fixação que em condições normais de uso, apresentam baixo
desempenho no sentido de se manter a aparência externa do veículo;
Desempenho do novo sistema:
Conforme mostrado no capítulo 6, Figuras 6.3 e 6.6, observa-se que o
suporte de fixação plástico envolve toda a capa plástica na sua área de
encaixe com painel metálico lateral, lanterna e tampa do porta-malas,
desta forma assegurando a estabilidade dimensional.
Problema 7:
Geometria da peça estampada, que irá suportar a fixação do pára-choque,
não apresentar um desenho de superfície que propicie um sistema de
manufatura (estamparia) sem variações de forma, ver figura 6.4.

106
Desempenho do novo sistema:
Observa-se que existem planos de assentamento bem definidos, ver
Figura 7.1. Em B, observa-se que os planos 4, 5, 6 e 7 são definidos e que
possibilitam um controle dimensional robusto no processo de
estampagem e de solda entre os painéis metálicos. Em contrapartida, na
Figura A, os planos de apoio são inexistentes, dificultando tanto o
controle dimensional da peça estampada, portanto incorrendo em riscos
de falha dimensional da mesma e posterior deformação visual após a
montagem do pára-choque.
Figura 7.1 – Comparativo da região de assentamento no sistema usual (A) e do
sistema proposto (B).
107
7.2 Comparativo econômico
Em referência a questão do custo, é preciso salientar que o custo se refere a:
-Somatória dos preços individuais dos componentes;
-Investimento em ferramental de injeção e bancadas de montagem;
-Investimento em horas de projeto, laboratórios, pista de testes, etc.
É importante ressaltar que o valor de um projeto não está explícito somente
no custo do produto em si, mas também, no ganho ou perda em relação a
manutenção, custo de reparo em garantia, satisfação do cliente, ou seja, impressionar
o cliente e otimização do projeto. Ou seja, um novo projeto pode até mesmo ter custo
de componentes igual ou pouco diferente de um projeto anterior, mas seus ganhos
indiretos podem ser substancias (adaptado de Monteiro, 2002).
O sistema proposto no capítulo 6 possui os componentes a seguir:
1 – Capa plástica
2 – Espuma absorvedora de impacto:
3 – Suporte de fixação lateral:
4 – Suporte de fixação traseiro:
5 – Molduras de proteção.
Porém, o diferencial esta na execução da geometria dos suportes plásticos 3 e
4, onde a geometria nova possibilitou o controle dimensional da posição da peça
montada, dessa forma não se gerando custos adicionais.

108
Figura 7.2 – Componentes do sistema de pára-choques traseiro (referência: GMB).
Comparativamente, o novo sistema apresentou um custo similar ao antigo,
porém, seu ganho em qualidade, manutenção e montagem são substanciais, conforme
mostrado no item 7.3.
7.3 Desempenho em qualidade e montagem
O sistema proposto foi manufaturado e montado em 50 veículos protótipos
que foram submetidos a testes de durabilidade e avaliações de aparência realizadas
pela auditoria da qualidade da montadora.
O GCA (Global Customer Audit) é um sistema de medição de qualidade
interno que aponta as falhas visuais e operacionais dos veículos produzidos. Zero
ponto significa que não houve nenhuma falha. No caso, a avaliação foi aplicada em
referência ao aspecto visual do pára-choque traseiro. Basicamente isso é avaliado
verificando-se a condição estética entre a capa plástica e as lanternas, painéis laterais
metálicos e tampa do porta malas estão de acordo com o requerido em projeto.
1
2
3
4
5

109
O novo sistema apresentou o seguinte desempenho frente aos sistemas usuais:
Sistema de fixação proposto:
GCA: 0 (zero) pontos por veículo avaliado.
Sistema usual:
GCA: 2 (dois) pontos por veículo avaliado.
A montagem do novo sistema, em virtude das melhorias mostradas no item
7.1, possibilitou um ganho em torno de 20 % no tempo de montagem dos suportes
plásticos e do pára-choque, isto se deve principalmente a geometria melhorada dos
painéis metálicos.

110
8 – CONSIDERAÇÕES FINAIS E SUGESTÕES DE NOVOS TRABALHOS
8.1 Considerações finais
Particularmente a indústria automotiva nacional, vem enfrentando contínuos
desafios desde o seu surgimento. Um dos quais foi a abertura de mercado no início
dos anos 90 que possibilitou a entrada de modelos de veículos importados e
posteriormente a instalação de novas montadoras.
Esse cenário acirrou ainda mais o já competitivo mercado automotivo,
levando as montadoras a investir pesado na criação de novos produtos. Esta reação
das montadoras mais antigas no Brasil foi satisfatória, pois a General Motors,
Volkswagen, FIAT e Ford, conseguiram se manter no mercado com produtos
competitivos e com qualidade crescente.
Entretanto não bastou nacionalizar produtos de suas matrizes na Europa e
Estados Unidos. O mercado pedia mais do que isso, e a mão-de-obra especializada,
com custos operacionais reduzidos frente aos países desenvolvidos, permitiu ao
Brasil desenvolver projetos com foco nas características que o mercado exigia: custo
baixo, qualidade e excelente design.
Isto foi conseguido, conforme mencionado no capítulo 2, onde se pode
destacar a criação do Chevrolet Celta e do Chevrolet Meriva, sendo que este foi
desenvolvido no Brasil para atender também o mercado europeu. Deve-se destacar
também o Volkswagen Fox que é produzido no Brasil e exportado para a Alemanha.
Frente a esse amadurecimento da indústria automobilística nacional, se faz
necessário evoluir continuamente na pesquisa de novas tecnologias de design,
produção e garantia de qualidade, sempre com foco em custos condizentes com a
realidade do mercado.

111
Como exemplo disso, podemos citar no presente trabalho a importância que apenas
um componente exerce na estética final do veículo, no caso o pára-choque, onde no
capítulo 2 se fez necessário resgatar toda a evolução estética e principalmente
funcional deste componente para que o desenvolvimento do mesmo possa ser
embasado em experiências anteriores e que dessa forma possa se ter uma visão mais
clara da evolução desta peça.
Recomenda-se fortemente que todos os componentes do veículo sejam
profundamente estudados, principalmente no que se refere a sua evolução, pois só
desta maneira pode-se entender os reais motivos do componente existir, desta forma
permitindo um desenvolvimento focado nas reais atribuições funcionais e estéticas
do componente.
No capítulo 3, e sendo este um dos mais importantes para a efetivação do
projeto, foi de fundamental importância conhecer e avaliar o caminho da evolução
estética mundial, principalmente as peculiaridades dos mercados de exportação e
avaliar a sistemática da globalização da estética, porém, nunca ignorando os detalhes
e requisitos que cada mercado consumidor entende como fundamental.
No sentido de dar continuidade ao trabalho, sugere-se a realização de estudos
no sentido de se unificar o conceito de fixação entre veículos de luxo e veículos com
custos reduzidos, os chamados ‘populares’. Isto se deve ao fato de que o cliente
exige um encaixe perfeito entre o pára-choque e seus componentes, não importando
o nível de sofisticação do veículo. E o mesmo não quer pagar por um sistema de
fixação sofisticado, apenas quer um resultado visual final satisfatório. Indo de
encontro a isso, as montadoras precisam cada vez mais desenvolver ferramentas de
trabalho globais permitindo que uma montadora multinacional possa ter seu corpo
técnico integrado em todo o mundo, de forma a se reduzir custos de desenvolvimento
e possibilitando a criação de sistemas que atendam exatamente as necessidades de
qualquer mercado consumidor.
Frente a essa necessidade, é preciso que os projetos sejam concebidos de
forma a se garantir a excelência no que se refere ao atendimento dos requisitos pré-

112
estabelecidos. Para isto é fundamental a disseminação de uma cultura de contínua
pesquisa e aprimoramento que não é apenas obtido através da aplicação de
ferramentas de qualidade e projeto, mas fundamentalmente da integração entre
montadoras, universidade, centros de pesquisa e fornecedores.
8.2 Sugestão de novos trabalhos
• Avaliar o conceito de fixação dos faróis na região dos pára-choques e dessa
forma diminuir a distância entre a lente do farol e a capa plástica, porém,
deve-se avaliar o risco de quebra da lente em caso de oscilação dimensional,
principalmente causadas em colisões a baixa velocidade.
• Estudar a possibilidade de se fixar a carcaça da lanterna e farol diretamente
em alguma estrutura dos pára-choques, ou seja, fixar o conjunto ótico nas
capas plásticas, atentando-se para os requisitos de ruptura de lente, vibração e
desmontagem.
• Aplicar novos materiais nos pára-choques e nos suportes plásticos que
possam apresentar ganhos em termos de retenção e conseqüentemente
melhoria do ajuste da capa plástica com a carroceria.
• Avaliar o comportamento do sistema de fixação frente a grande demanda
atual por acessórios de aparência. Estes acessórios agregam massa à capa
plástica, porém, o sistema de fixação deve atender aos veículos sem
acessórios e garantir a estabilidade dimensional da capa plástica ao se
adicionar componentes estéticos. Entretanto, o sistema não poderá ser
superdimensionado, uma vez que o volume de veículos com acessórios é
reduzido frente aos com aparência original.

113
REFERÊNCIAS BIBLIOGRÁFICAS
ALL BRAND VEHICLES. Fotos de veículos em salões do mundo. Disponível em:
http://gm.a2mac1.com/Autoshows/AutoVision.asp?Menu=1&Service=1. Acesso em
04 junho 2005.
AUTOMOTIVE INDUSTRIES. Changes in the wind: modular mania. Southfield:
Cahner Publishing Group, 22p., November 1998. Suplemento.
BARROCO, M. S. Qualidade no processo de desenvolvimento do produto na
indústria automotiva. 2002. 135p. Trabalho de curso (mestrado profissionalizante)
– Escola Politécnica, Universidade de São Paulo. São Paulo, 2002.
BENNETT, J. A .; FENYES, P. A . ; HAERING, W. J.; KOROMILAS, C. A .;
NEAL, M. A .; ZWIERS, R. I. Developing rapid, integrated design systems, a
perspective from the integrated vehicle design analysis (IVDA) project. Warren:
GM Report no. EM-844, 1995.
BULLINGER, H.J., WARSCHAT, J., FISCHER, D. Rapid Product Development: an
overview. Computers in industry. [s.L.]; Elsevier Science BV. N. 42, 2000, p99-
108.
CALDERINI, M.; CANATAMESSA, M. Innovation paths in product
development: na empirical research. International Journal of Production
Economics, v.51, p1-17, 1997.
CARROS ANTIGOS. Fotos e informações sobre carros antigos. Disponível em: <
http://www.hubcapcafe.com/ocs/chevrolet.htm#1960>. Acesso em 10 fevereiro
2005.
CATÁLOGO DE PEÇAS – General Motors do Brasil, 2005. 1 CD-ROM.

114
CHINELATO, E. Desenvolvendo veículos populares a partir da necessidade do
consumidor com propostas de baixo custo variável. Trabalho de Curso
(Mestrado). Escola Politécnica da Univeridade de São Paulo. São Paulo, 2004.
CHRYSLER; FORD; GM Requisitos do sistema de qualidade QS-9000. São
Paulo: IQA-Instituto da Qualidade Automotiva, 1998.
CLARK, K.B.; FUJIMOTO, T. Product development performance: strategy,
organization and management in the world auto-industry. Boston: Harvard
Business School, 1991.
CSILLAG, J. M. Análise do valor. São Paulo: Editora Atlas, 1995.
GMB – GENERAL MOTORS DO BRASIL Desenvolvimento das atividades do
engenheiro de produto. São Paulo, 2004.
GUSTAVSSON, H. Improving quality through virtual development and testing.
Automotive Technology International. London: Sterling Publications Ltd. May
2000. p. 127-129.
HOWOLD, C., HUPFER, R. Integration of new methods and tolls for automotive
control unit development. Warrendale: SAE technical paper series. 2000-01-0392.
March 2000. 10p.
KALLISKE, I., FRIESEN, F. Improvements to pedestrian protection as
exemplified on a standard-sized car. Germany: Report. 283. march, 1999.
KAMINSKI, P. C. Desenvolvendo produtos com planejamento, criatividade e
qualidade. Rio de Janeiro: Editora LTC - Livros Técnicos e Científicos, 2000.

115
KAMINSKI, P. C. Notas de aula da disciplina PMC 5603 – Administração de
projetos e desenvolvimento de produtos com planejamento, organização e
qualidade. São Paulo: EPUSP, 2003.
KARMANN GUIA. Histórico, fotos e fichas técnicas. Disponível em:
<http://karmannguia.com. Acesso em 20 março 2005.
KELLER, M. Colisão GM, Toyota, Volkswagen: a corrida para dominar o
século XXI. Rio de Janeiro: Editora Campus, 1994. p. 273.
KOBE, G. Process of elimination. Automotive industries. Southfield: Cahners
Business Information, p.29-31, September 2001.
MACARRÃO, L. J.; KAMINSKI, P. C. Uma avaliação técnica e econômica do
uso de mock-ups e de prototipagem rápida no processo de desenvolvimento do
produto. In: 12° Congresso e Exposição Internacionais de Tecnologia da
Mobilidade, São Paulo, 18-20 novembro 2003. SAE Technical Paper Series nº 2003-
01-3640.
MAJESKE, K. D.; LYNCH-CARIS, T.; HERRIN G. Evaluating product and
process design changes with warranty data. International Journal of Production
Economics, v.50, p79-89, 1997.
MEDINA, H., V. Inovação em materiais na indústria automobilística. Tese de
doutorado. CETEM / MCT. Rio de Janeiro, 2001.
MEERKAMM, H.; WARTZACK, S. Potencial dos projetos orientados à
manufatura. Revista Máquinas e Metais. São Paulo: Aranda Editora. Ano XXXVII,
Nº 423, abril, p. 136-147, 2001.
MERCEDES-BENZ. Histórico, fotos e fichas técnicas. Disponível em:
<http://mercedesbenz.de. Acesso em 20 abril 2005.

116
MINISTÉRIO DA INDÚSTRIA, DESENVOLVIMENTO E COMÉRCIO
EXTERIOR. Dados sobre economia e energia a respeito do mercado de exportação
brasileiro. Disponível em: http://ecen.com/eee15/indsomar.htm. Acesso em 10 maio
2005.
MIYAKE, D. I. Notas de aula da disciplina PRO 5815 – Estratégias de
Manufatura. São Paulo: EPUSP, 2003.
MONTEIRO, C. A. Proposta de um modelo de análise da viabilidade técnica-
econômica-financeira para projetos na área automotiva. Trabalho de Curso
(Mestrado). Escola Politécnica da Univeridade de São Paulo. São Paulo, 2002.
N.F.O. EVBUOMWAN, S. SIVALOGANATHAN, A . JEBB, A Survey of Design
Philosophies, Models, Methods and Systems. [s.n.]; Journal of Engineering
Manufacture, 1996, p. 302.
SÁNCHEZ, A . M.; PÉREZ, M. P. Flexibility in new product development: a
survey of practices and its realtionship with the product´s technological
complexity. Technovation, 2002.
SANTOLIA, F. S. et al. Engenharia e análise de valor: estudo de caso de uma
aplicação em componente automotivo. In: CONGRESSO E EXPOSIÇÃO DE
TECNOLOGIA DA MOBILIDADE, 13., São Paulo, 2004. SAE Brasil 2004. São
Paulo: SAE, 2004 (Paper SAE 2004-01-3329).
SANTOLIA, F. S.; STIPKOVIC Fº, M. Otimização do Sistema de Fixação de
Pára-Choques Em Veículos de Passeio. In: CONGRESSO E EXPOSIÇÃO DE
TECNOLOGIA DA MOBILIDADE, 14., São Paulo, 2005. SAE Brasil 2004. São
Paulo: SAE, 2004 (Paper SAE 2005-01-269).
SILVA, C. Automóveis cada dia mais brasileiros. Jornal O Estado de São Paulo.
Caderno de economia, pB7, edição nº 40296, São Paulo, 2004.
117
SIQUEIRA, A . C. B. Marketing industrial: fundamentos para a ação business to
business. São Paulo: Atlas, 1992. 364p.
TEORIA DO DESIGN. Informações sobre a história do design na Europa, Estados
Unidos e Ásia. Disponível em:
<http://www.geocities.com/aljujolu/acercadoautoredositio.htm>. Acesso em 10
janeiro 2005.
VOLPATO, N. Prototipagem rápida / ferramental rápido no processo de
desenvolvimento de produto. Revista Máquinas e Metais. São Paulo: Aranda
Editora. Ano XXXV, Nº 401, junho, p. 76-89, 1999.
VOLKSWAGEN. Histórico, fotos e fichas técnicas. Disponível em: <http://vw.de.
Acesso em 10 março 2005.
YAMADA, Y. Clay modeling: techniques for giving three-dimensional form to
idea. Tokio: San’ei Shobo Publishing Co., 1993. 147p.
WERNER, A . et al. Reverse engineering of free-form surfaces. Journal of
Materials Processing Technology. 76, p. 128-132, 1998.

118
ANEXO A
C – DISTRIBUTED: Sept. 1999
FEDERAL REGULATIONS REG. 581
MOTOR VEHICLE REGULATION NO. 581 BUMPER STANDARD –
PASSENGER MOTOR VEHICLESPASSENGER VEHICLES
581–1–1 GM REFERENCE MANUAL – LEGAL STANDARDS
A–New Material Added R–Revised
EFFECTIVE — SEPTEMBER 1, 1978
42 FR 24056-60 5/12/77 (Issued 5/4)
42 FR 38909 8/1/77 (Issued 7/26)
43 FR 40229-32 9/11/78 (Issued 8/30)
47 FR 21820-40 5/20/82 (Issued 5/14)
48 FR 43331 9/23/83 (Issued 9/19)
63 FR 33193-217 6/17/98 (Issued 6/9/98)
64 FR 2858-62 1/19/99 (Issued 1/11/99)
64 FR 16359-61 4/5/99 (Issued 3/30/99)
A 64 FR 49092 9/10/99 (Issued 8/31/99)
§ 581.1 Scope.
This standard establishes requirements for the impact resistance of vehicles in low
speed front and rear collisions.
§ 581.2 Purpose.
The purpose of this standard is to reduce physical damage to the front and rear ends
of a passenger motor vehicle from low speed collisions.
§ 581.3 Application.

119
This standard applies to passenger motor vehicles other than multipurpose passenger
vehicles and low-speed vehicles as defined in 49 CFR part 571.3(b).
§ 581.4 Definitions.
All terms defined in 49 U.S.C. 32101 are used as defined therein. “Bumper face bar”
means any component of the bumper system that contacts the impact ridge of the
pendulum test device.
§ 581.5 Requirements.
(a) Each vehicle shall meet the damage
(b) criteria of §§ 581.5(c)(1) through 581.5(
(c) c)(9) when impacted by a pendulum-type test device in accordance with the
procedures of § 581.7(b), under the conditions of § 581.6, at an impact speed
of 1.5 m.p.h., and when impacted by a pendulum-type test device in
accordance with the procedures of § 581.7(a) at 2.5 m.p.h., followed by an
impact into a fixed collision barrier that is perpendicular to the line of travel
of the vehicle, while traveling Longitudinally forward, then longitudinally
rearward, under the conditions of § 581.6, at 2.5 m.p.h.
(b) Reserved.
(c) Protective criteria.
C– < (1) Each lamp or reflective device except license plate lamps shall be free of
cracks and shall comply with applicable visibility requirements of S5.3.1.1 of
Standard No. 108 (§ 571.108 of this chapter). The aim of each headlamp installed on
the vehicle shall be adjustable to within the beam aim inspection limits specified in
Table 1 of SAE Recommended Practice J599 AUG97, measured with the aiming
method appropriate for that headlamp. >

120
(2) The vehicle’s hood, trunk, and doors shall operate in the normal manner. (3) The
Vehicle’s fuel and cooling systems shall have no leaks or constricted fluid passages
and all sealing devices and caps shall operate in the normal manner.
(4) The vehicle’s exhaust system shall have no leaks or constrictions.
(5) The vehicle’s propulsion, suspension, steering, and braking systems shall remain
in adjustment and shall operate in the normal manner.
(6) A pressure vessel used to absorb impact energy in an exterior protection system
by the accumulation of gas pressure or hydraulic pressure shall not suffer loss of gas
or fluid DISTRIBUTED: Oct. 1984
FEDERAL REGULATIONS REG. 581
MOTOR VEHICLE REGULATION NO. 581 BUMPER STANDARD –
PASSENGER MOTOR VEHICLES OTHER THAN MULTIPURPOSE
PASSENGER VEHICLES
581–1–2
GM REFERENCE MANUAL – LEGAL STANDARDS
A–New Material Added R–Revised accompanied by separation of fragments from
the vessel.
(7) The vehicle shall not touch the test device, except on the impact ridge shown in
Figures 1 and 2, with a force that exceeds 2000 pounds on the combined surfaces of
Planes A and B of the test device.
(8) The exterior surfaces shall have no separations of surface materials, paint,
polymeric coatings, or other covering materials from the surface to which they are
bonded, and no permanent deviations from their original contours 30 minutes after
completion of each pendulum and barrier impact, except where such damage occurs

121
to the bumper face bar and the components and associated fasteners that directly
attach the bumper face bar to the chassis frame.
(9) Except as provided in § 581.5(c) (8) there shall be no breakage or release of
fasteners or joints.
(10) Reserved.
(11) Reserved.
§ 581.6 Conditions.
The vehicle shall meet the requirements of § 581.5 under the following conditions.
(a) General.
(1) The vehicle is at unloaded vehicle weight.
(2) The front wheels are in the straight ahead position.
(3) Tires are inflated to the vehicle manufacturer’s recommended pressure for the
specified loading condition.
(4) Brakes are disengaged and the transmission is in neutral.
(5) Trailer hitches, license plate brackets, and headlamp washers are removed from
the vehicle. Running lights, fog lamps, and equipment mounted on the bumper face
bar are removed from the vehicle if they are optional equipment.
(b) Pendulum test conditions. The following conditions apply to the pendulum test
procedures of § 581.7(a) and § 581.7(b).

122
(1) The test device consists of a block with one side contoured as specified in Figure
1 and Figure 2 with the impact ridge made of A1S1 4130 steel hardened to 34
Rockwell “C.” The impact ridge and the surfaces in Planes A and B of the test device
are finished with a surface
roughness of 32 as specified by SAE Recommended Practice J449A, June 1963.
From the point of release of the device until the onset of rebound, the pendulum
suspension system holds Plane A vertical, with the arc described by any point on the
impact line lying in a vertical plane (for § 581.7(a), longitudinal; for § 581.7(b), at an
angle of 30_ to a vertical Iongitudinal plane) and having a constant radius of not less
than 11 feet.
(2) With Plane A vertical, the impact line shown in Figures 1 and 2 is horizontal at
the same height as the test device’s center of percussion.
(3) The effective impacting mass of the test device is equal to the mass of the tested
vehicle.
(4) When impacted by the test device, the vehicle is at rest on a level rigid concrete
surface.
(c) Barrier Test Condition. At the onset of a barrier impact, the vehicle’s engine is
operating at idling speed in accordance with the manufacturer’s specifications.
Vehicle systems that are not necessary to the movement of the vehicle are not
operating during impact.
R – DISTRIBUTED: Jan. 1999
FEDERAL REGULATIONS REG. 581
MOTOR VEHICLE REGULATION NO. 581 BUMPER STANDARD –
PASSENGER MOTOR VEHICLES OTHER THAN MULTIPURPOSE
PASSENGER VEHICLES

123
581–1–3
GM REFERENCE MANUAL – LEGAL STANDARDS
A– New Material Added R–Revised
B–
§ 581.7 Test Procedures.
(a) Longitudina/ Impact Test Procedures.
(1) Impact the vehicle’s front surface and its rear surface two times each with the
impact line at any height from 16 to 20 inches, inclusive, in accordance with the
following procedure.
(2) For impacts at a height of 20 inches, place the test device shown in Figure 1 so
that Plane A is vertical and the impact line is horizontal at the specified height.
(3) For impacts at a height between 20 inches and 16 inches, place the test device
shown in Figure 2 so that Plane A is vertical and the impact line is horizontal at a
height within the range.
(4) For each impact, position the test device so that the impact line is at least 2 inches
apart in vertical direction from its position in any prior impact, unless the midpoint of
the impact line with respect to the vehicle is to be more than 12 inches apart laterally
from its position in any prior impact.
(5) For each impact, align the vehicle so that it touches, but does not move, the test
device, with the vehicle’s longitudinal centerline perpendicular to the plane that
includes Plane A of the test device and with the test device inboard of the vehicle
corner test positions specified in § 581.7(b).
(6) Move the test device away from the vehicle, then release it to impact the vehicle.
(7) Perform the impacts at intervals of not less than 30 minutes.

124
(b) Corner impact test procedure.
(1) Impact a front corner and a rear corner of the vehicle once each with the impact
line at a height of 20 inches and impact the other front corner and the other rear
corner once each with the impact line at any height from 16 to 20 inches, inclusive,
in accordance with the following procedure.
(2) For an impact at a height of 20 inches, place the test device shown in Figure 1 so
that Plane A is vertical and the impact line is horizontal at the specified height.
(3) For an impact at a height between 16 inches and 20 inches, place the test device
shown in Figure 2 so that Plane A is vertical and the impact line is horizontal at a
height within the range.
(4) Align the vehicle so that a vehicle corner touches, but does not move, the lateral
center of the test device with Plane A of the test device forming an angle of 60
degrees with a vertical longitudinal plane.
(5) Move the test device away from the vehicle, then release it to impact the vehicle.
(6) Perform the impacts at intervals of not less than 30 minutes.
A– < § 581.8 Exemptions.
A manufacturer of a passenger motor vehicle to which a bumper standard issued
under this part applies may apply to the Administrator.
(a) For rulemaking as provided in part 552 of this chapter to exempt a class of
passenger motor vehicles from all or any part of a bumper standard issued under this
part on the basis that the class of vehicles has been manufactured for a special use
and that compliance with the standard would unreasonably interfere with the special

125
use of the class of vehicle; or (b) To exempt a make or model of passenger motor
vehicle on the basis set forth in paragraph (a) of this section or part 555 of this
chapter. (c) An application filed for exemption on the basis of paragraph (a) of this
section shall contain the information specified in § 555.5 of this chapter, and set forth
data, views, and arguments in support that the vehicle has been manufactured for a
special use and that compliance with the bumper standard would interfere
unreasonably with the special use of the vehicle.
(d) An application filed for exemption under part 555 of this chapter shall be filed in
Accordance with the requirements of that part.
R – DISTRIBUTED: Jan. 1999
FEDERAL REGULATIONS REG. 581 MOTOR VEHICLE REGULATION
NO. 581 BUMPER STANDARD – PASSENGER MOTOR VEHICLES
OTHER THAN MULTIPURPOSE PASSENGER VEHICLES 581–1–4 GM
REFERENCE MANUAL – LEGAL STANDARDS
A–New Material Added R–Revised (e) The NHTSA shall process exemption
applications in accordance with § 555.7 of this chapter. An exemption granted a
manufacturer on the basis of paragraph (a) of this section is indefinite in length but
expires when the manufacturer ceases production of the exempted vehicle, or when
the exempted vehicle as produced has been so modified from its original design that
the Administrator decides that it is no longer manufactured for the special use upon
which the application for its exemption was based. The Administrator may terminate
an exemption in the manner set forth in §§ 555.8(c) and 555.8(f) of this chapter, and
for the reasons set forth in § 555.8(d) of this chapter. An exempted vehicle shall be
labeled in accordance with § 555.9 of this chapter. Information relating to an
application shall be available to the public in the manner specified in § 555.10 of this
chapter.
A – DISTRIBUTED: Jan. 1999
FEDERAL REGULATIONS REG. 581

126
MOTOR VEHICLE REGULATION NO. 581 BUMPER STANDARD –
PASSENGER MOTOR VEHICLES
OTHER THAN MULTIPURPOSE PASSENGER VEHICLES
581–1–5 GM REFERENCE MANUAL – LEGAL STANDARDS
A–New Material Added R–Revised

127
ANEXO B
country :ECE
designation :ECE R26.02
source :Add.25/Rev.1/Amed.2
Section: 1, 2, 3 4 and 6.
date : 16.08.00 E/ECE/324
E/ECE/TRANS/505 21 March 1997
AGREEMENT
CONCERNING THE ADOPTION OF UNIFORM TECHNICAL
RESCRIPTIONS
FOR WHEELED VEHICLES, EQUIPMENT AND PARTS WHICH CAN BE
FITTED AND/OR
BE USED ON WHEELED VEHICLES AND THE CONDITIONS FOR
RECIPROCAL RECOGNITION
OF APPROVALS GRANTED ON THE BASIS OF THESE PRESCRIPTIONS
(Revision 2, including the amendments entered into force on 16 October 1995)
__________
Addendum 25: Regulation No. 26
Amendment 3
02 series of amendments - Date of entry into force: 13 December 1996
Supplement 1 to the 02 series - Date of entry into force: 16 July 2000
UNIFORM PROVISIONS CONCERNING THE APPROVAL OF VEHICLES
WITH REGARD TO THEIR EXTERNAL PROJECTIONS
__________

128
Add.25/Rev.1/Amed.2
date : 16.08.00
1. SCOPE AND PURPOSE
1.1. This Regulation applies to external projections of category M1 vehicles 1/. It
does not apply to exterior rear-view mirrors or to the ball of towing devices.
1.2. The purpose of this Regulation is to reduce the risk or seriousness of bodily
injury to a person hit by the bodywork or bushing against it in the event of collision.
This is valid both when the vehicle is stationary and in motion.
2. DEFINITIONS
For the purposes of this Regulation:
2.1. "Approval of a vehicle" means the approval of a vehicle type withregard to its
external projections.
2.2 "Vehicle type" means a category of motor vehicles which do not differ in such
essential respects as: shape or materials of the external surface.
2.3. "External surface" means the outside of the vehicle including the bonnet, the lid
of the luggage compartment, the doors, the wings, the roof, the lighting and light-
signalling devices and the visible strengthening components.
2.4. "Floor line" means the line determined as follows: Successively position round a
laden vehicle a cone with a vertical axis the height of which is not defined, and with
a half angle of 30° in such a way that it contacts, constantly and as low as possible,
the external surface of the vehicle. The floor line is the geometric trace of these
points of contact. In determining the floor line, the jacking points, exhaust pipes or
wheels shall not be taken into consideration. The gaps of the wheel arches are
assumed to be filled in by an imaginary surface forming a smooth continuation of the
surrounding external surface. At both ends of the vehicle the bumper shall be taken
into consideration when establishing the floor line. Dependent upon the particular
vehicle the floor line trace may occur at the bumper section extremity or at the body
panel below the bumper. Where two or more points of contact occur simultaneously,
the lower point of contact shall be used to determine the floor line;"

129
2.5. "Radius of curvature" means the radius of the arc of a circle which comes closest
to the rounded form of the component under consideration;
2.6. "Laden vehicle" means the vehicle laden to the maximum permitted technical
mass. Vehicles equipped with hydropneumatic, hydraulic or pneumatic suspension or
a device for automatic leveling according to load shall be tested with the vehicle in
the most adverse normal running condition specified by the manufacturer. 1/ As
defined in annex 7 of the Consolidated Resolution on the Construction of Vehicles
(R.E.3) (document TRANS/SC1/WP29/78/Amend.3).
2.7. "Extreme outer edge" of the vehicle means, in relation to the sides of the vehicle,
the plane parallel to the median longitudinal plane of the vehicle coinciding with its
outer lateral edge, and, in relation to the front and rear ends, the perpendicular
transverse plane of the vehicle coinciding with its outer front and rear edges, account
not being taken of the projection:
2.7.1. of tyres near their point of contact with the ground, and connections for tyre
pressure gauges;
2.7.2. of any anti-skid devices which may be mounted on the wheels;
2.7.3. of rear-view mirrors;
2.7.4. of side direction indicator lamps, end outline marker lamps, front and rear
position (side) lamps and parking lamps;
2.7.5. in relation to the front and rear ends, of parts mounted on the bumpers, of
towing devices and of exhaust pipes.
2.8. "The dimension of the projection" of a component mounted on a panel means
the dimension determined by the method described in paragraph 2 of annex 3 to this
Regulation.
2.9. "The nominal line of a panel" means the line passing through the two points
represented by the position of the centre of a sphere when its surface makes its first
and last contact with a component during the measuring procedure described in
paragraph 2.2. of annex 3 to this Regulation.
3. APPLICATION FOR APPROVAL
3.1. Application for approval of a vehicle type with regard to its external projections

130
3.1.1. The application for approval of a vehicle type with regard to its external
projections shall be submitted by the vehicle manufacturer or by his duly accredited
representative.
3.1.2. It shall be accompanied by the following documents in triplicate:
3.1.2.1. Photographs of the front, rear, and side parts of the vehicle taken at an angle
of 30° to 45° to the vertical longitudinal median plane of the vehicle;
3.1.2.2. Drawings with dimensions, of the bumpers and, where appropriate,
3.1.2.3. Drawings of certain external projections and if applicable drawings of certain
sections of the external surface referred to in 6.9.1.
3.1.3. A vehicle representative of the type of vehicle to be approved shall be
submitted to the technical service responsible for conducting the approval tests. At
the request of the aforesaid technical service, certain components and certain samples
of the material used shall likewise be submitted.
3.2. Application for type approval with regard to luggage racks, ski racks or radio
receiving or transmitting aerials considered to be separate technical units
3.2.1. Application for type approval with regard to luggage racks, ski racks or radio
receiving or transmitting aerials considered to be separate technical units shall be
submitted by the vehicle manufacturer or the manufacturer of the aforementioned
separate technical units, or by their duly accredited representative;
3.2.2. For every type of any one of the devices referred to in paragraph
3.2.1. above, the application shall be accompanied by the following:
3.2.2.1. triplicate copies of documents specifying the technical characteristics of the
separate technical unit and the assembly instructions to be supplied with every
separate technical unit sold;
3.2.2.2. a specimen of the type of separate technical unit. Should the responsible
authority consider it necessary, it may request a further specimen.
4. APPROVAL
4.1. Approval of a vehicle type with regard to its external projections
4.1.1. If the vehicle type submitted for approval pursuant to this Regulation meets the
requirements of paragraphs 5. and 6. below, approval of that vehicle type shall be
granted.

131
4.1.2. An approval number shall be assigned to each vehicle type approved. Its first
two digits (at present 02 corresponding to the 02 series of amendments which entered
into force on 13 December 1996) shall indicate the series of amendments
incorporating the most recent major technical amendments made to the Regulation at
the time of issue of the approval. The same Contracting Party may not assign the
same number to another vehicle type.
4.1.3. Notice of approval or of extension or refusal or withdrawal of approval or
production definitely discontinued of a vehicle type pursuant to this Regulation shall
be communicated to the Parties to the 1958 Agreement applying this Regulation by
means of a communication form conforming to the model in annex 1 to this
Regulation.
4.1.4. There shall be affixed, conspicuously and in a readily accessible place
specified on the approval form to every vehicle conforming to a vehicle type
approved under this Regulation an international approval mark consisting of;
4.1.4.1. a circle surrounding the letter "E" followed by the distinguishing number of
the country which has granted approval 2/; 2/ 1 for Germany, 2 for France, 3 for
Italy, 4 for the Netherlands, 5 for Sweden, 6 for Belgium, 7 for Hungary, 8 for the
Czech Republic, 9 for Spain, 10 for Yugoslavia, 11 for the United Kingdom, 12 for
Austria, 13 for Luxembourg, 14 for Global Legal Database
4.1.4.2. the number of this Regulation, followed by the letter "R", a dash and the
approval number to the right of the circle prescribed in paragraph 4.1.4.1.
4.1.5. if the vehicle conforms to a vehicle type approved, under one or more other
Regulations annexed to the Agreement, in the country which has granted approval
under this Regulation, the symbol, prescribed in paragraph 4.1.4.1. need not be
repeated; in such a case the additional numbers and symbols of all the Regulations
under which approval has been granted in the country which has granted approval
under this Regulation shall be placed in vertical columns to the right of the symbol
prescribed in paragraph 4.1.4.1.
4.1.6. The approval mark shall be clearly legible and be indelible.

132
4.1.7. The approval mark shall be placed close to or on the vehicle data plate affixed
by the manufacturer.
4.1.8. Annex 2 to this Regulation gives examples of arrangements of approval marks.
4.1.9. The competent authority shall verify the existence of satisfactory arrangements
for ensuring effective control of the conformity of production before type approval is
granted."
4.2. Approval with regard to luggage racks, ski racks or radio receiving or
transmitting aerials considered to be separate technical units
4.2.1. If the type of separate technical unit submitted for approval pursuant to this
Regulation meets the requirements of paragraphs
6.16., 6.17. and 6.18. below, approval of that type of separate technical unit shall be
granted.
4.2.2. An approval number shall be assigned to each type of separate technical unit
approved. Its first two digits (at present 02 corresponding to the 02 series of
amendments which entered into force on 13 December 1996) shall indicate the series
of amendments incorporating the most recent major technical amendments made to
the Regulation at the time of issue of the approval. The same Contracting Party may
not assign the same number to another type of separate technical unit.
6. PARTICULAR SPECIFICATIONS
6.1 Ornaments
6.1.1. Added ornaments which project more than 10 mm from their support shall
retract, become detached or bend over under a force of 10 daN exerted at their most
salient point in any direction in a plane approximately parallel to the surface on
which they are mounted. These provisions shall not apply to ornaments on radiator
grilles, to which only the general requirements of paragraph 5 shall apply. To apply
the 10 daN force a flat-ended ram of not more than 50 mm diameter shall be used.
Where this is not possible, an equivalent method shall be used. After the ornaments
are retracted, detached or bent over, the remaining projections shall not project more
than 10 mm. These projections shall in any case satisfy the provisions of paragraph
5.2. If the ornament is mounted on a base, this base is regarded as belonging to the
ornament and not to the supporting surface.

133
6.1.2. Protective strips or shielding on the external surface shall not be subject to the
requirements of paragraph 6.1.1. above; however, they shall be firmly secured to the
vehicle.

134

135
ANEXO C
RCAR : January 1999 : Issue 1 Page 1 of 5
1.0 INTRODUCTION
This document details the minimum procedures required for carrying out low speed
15 km/h offset insurance crash tests for the purposes of determining a vehicle’s
damageability and repairability features.
2.0 SCOPE
This procedure applies to power driven passenger vehicles of up to 2.5 tonnes mass.
Other vehicles maybe similarly treated if required by the manufacturer or the test
house.
3.0 DEFINITIONS
3.1 Vehicle Restraint System
Interior fittings and devices intended to restrain theoccupants.
3.2 Airbag (Supplementary Restraint System)
A device installed to supplement safety belts a ndrestraint systems in motor vehicles,
i.e. systems which, in the event of a severe impact affecting the vehicle,
automatically deploy a flexible structure intended to limit, by compression of the gas
within it, the gravity of the contact of one or more parts of the body of the occupant
of the vehicle within the interior of the passenger compartment.
3.3 Vehicle Width
The distance between two planes parallel to the longitudinal median plane and
touching the vehicle on either side of the said plane at the vertical central line of the
vehicle. Rear view mirrors, side marker lamps, tyre pressure indicators, direction
indicators, position lamps and the deflected part of the tyre side walls immediately
above the point of contact with the ground should be excluded.
3.4 Adjustable Barrier/Former
A non-deformable device conforming to the dimensions shown in Appendix 1 and
1(a).
3.5 Overlap/Offset
The percentage of the vehicle’s front or rear width, as defined in 3.3, directly in line
with the edge of the adjustable barrier former or mobile barrier.

136
3.6 Mobile Barrier
A device conforming with the fixed dimensions shown on the drawing in Appendix
2. (The remaining dimensions are advisory only).
3.7 Unladen Kerb Mass
The mass of the vehicle in running order unoccupied and unladen, but complete with
full fuel complement (as described by the vehicle manufacturer), coolant, lubricant,
tools and spare wheel (if these are supplied as standard by the vehicle manufacturer).
4.0 TEST INSTALLATION AND PREPARATION OF THE TEST VEHICLE
FOR FRONT IMPACT
4.1 Testing Ground
The test area shall be large enough to accommodate the acceleration track, barrier
and technical installations necessary for the test. The last part of the track, for at least
5 meters before the barrier, shall be horizontal, flat and smooth.
4.2 Adjustable Barrier/Former
The barrier shall consist of an adjustable former, whose dimensions conform to those
shown in Appendix 1. The front face of the former shall be perpendicular to within
±1° of the direction of travel of the test vehicle. The former may be secured to a
fixed barrier, the front face of which is vertical to within ±1°, or may be anchored
directly to the ground, or placed on the ground with, if necessary, additional arresting
devices to restrict its movement. The mass of the barrier/former shall exceed twice
that of the vehicles under test.
4.3 Orientation of the Adjustable Barrier/Former
The orientation of the adjustable former shall be such that contact of the vehicle with
the former shall be on the steering column side.
4.4 Alignment of Test Vehicle to Former
The test vehicle shall overlap the face of the former by40% ±25 mm. [Appendix 1
and 1(a)]. Insurance Crash Test Procedure Research Council for Automobile
Repairs RCAR : January 1999 : Issue 1 Page 2 of 5
4.5 The Test Vehicle

137
The test vehicle shall be previously undamaged and representative of the series
production (usually the most popular model) and include all the equipment normally
fitted for that model. Some components may be replaced by equivalent masses where
the substitution clearly has no noticeable effect on the results.
4.6 The Test Vehicle Mass
4.6.1 For the test, the mass of the vehicle submitted shall be at least the unladen kerb
mass, increased by 75 kg to account for a dummy, as in 4.9.1. If this mass cannot be
achieved, the vehicle may be tested at the lower mass presented, with the agreement
of the manufacturer and the test house, and a note to this effect should be included in
the test report.
4.6.2 The test vehicle shall be ballasted to represent a full load of fuel as specified by
the manufacturer with a ±5% tolerance. Alternatively a fuel substitute may be
introduced into the fuel tank of the test vehicle.
4.6.3 All other fluid systems may be empty; however, the liquid mass should be
supplemented with ballast to achieve the test mass where appropriate. Air
conditioning systems containing environmentally unsuitable refrigerant should be
drained to protect the environment, and pressure checked after impact todetect any
potential leakage.
4.6.4 The mass of any on board test apparatus shall be offset by removing ballast or
components which have no effect on the test results.
4.6.5 The mass of any ballast or on board test apparatus or the removed components
shall not change each axle reference load by more than 5%, each variation not
exceeding 20 kg.
4.6.6 By agreement with the manufacturer and the test house, the vehicle may be
tested at a higher mass than determined by the provisions of 4.6, and a note to this
effect should be included in the test report.
4.6.7 The final total test mass of the vehicle resulting from the provisions of Section
4.6 shall be recorded in the test report.
4.7 Test Vehicle Passenger Compartment Adjustments
4.7.1 Position of Steering Wheel
The steering wheel, if adjustable, shall be placed in the midway position between the
limits of its range.

138
4.7.2 Glazing
The moveable glazing may be open or closed, in accordance with manufacturer or
test house requirements.
4.7.3 Gear Change Lever
The gear lever shall be in the neutral position.
4.7.4 Handbrake
The handbrake shall be in the “off” position. (With some test installations, a certain
amount of handbrake application to create drag is acceptable, provided there is a
provision to account for the deceleration which takes place when the test vehicle is
no longer under the influence of the propelling device, and that the calculation
for such deceleration is clearly noted in the test report).
4.7.5 Pedals
The pedals shall be in their normal position. However, if adjustable, they should be
in the mid position.
4.7.6 Doors
The doors shall be closed, but not locked. However, where special devices are
present that unlock doors in the event of impact, the doors may be locked in order to
test these devices if required.
4.7.7 Opening Roof (Sun Roof)
The sun roof shall be in the closed position.
4.7.8 Soft Top (Convertible)
The soft top shall be in the “up” position.
4.7.9 Head Restraints
Adjustable head restraints shall be in the uppermost
position.
Insurance Crash Test Procedure Research Council for Automobile Repairs
RCAR : January 1999 : Issue 1 Page 3 of 5
4.7.10 Seat Belt Upper Anchor Points
Adjustable seat belt upper anchor points shall be in the
mid position.
4.7.11 Seats
4.7.11.1 Position of Front Seats
139
Seats adjustable longitudinally shall be placed in the mid position or the nearest
locked position to the mid point. Seats adjustable for height shall also be placed
in the mid point.
4.7.11.2 Position of Front Seat Backs
Seat backs that are adjustable shall be placed such that the dummy is as close as
possible to that recommended by the manufacturer for “normal” use. In the absence
of any recommendation, the seat back shall be 25° towards the rear from vertical.
4.8 Ignition Switch
To determine whether or not the SRS system deploys, the ignition switch shall be
placed in the “on” position utilising the vehicle’s normal ignition key. For the
duration of the test the key may be temporarily secured in the “on” position with tape
or other self-adhesive material. The engine should not be running except where it is
used to propel the test vehicle.
4.8.1 Where the vehicle is fitted with an airbag(s) system, the diagnostic indicator
light in the instrument panel shall be observed long enough to establish that the
system is in working order when the ignition is switched “on”. (Normally the
diagnostic indicator light extinguishes after a few seconds to indicate that the system
is functional. This will also test electronic seat belt pre-tensioner systems where they
are fitted).
4.9 Dummies
4.9.1 A simple ballast dummy, corresponding to a 75 kg male, or an
anthropomorphic dummy, corresponding to a 50th percentile male, may be installed
at the driver’s position. Alternatively the vehicle may be ballasted by other means at
the driving position. The dummy/ballast mass shall be recorded in the test report.
4.9.2 The vehicle’s own restraint systems shall be utilised for dummy/ballast
restraint.
5.0 PROPULSION AND COURSE OF THE TEST VEHICLE
5.1 The test vehicle may be propelled by its own engine or by any other propelling
device.
5.2 At the moment of impact the test vehicle shall not be subject to the influence of
any additional steering or propelling device.

140
5.3 The course of the test vehicle shall be such that it satisfies the requirements of 4.3
and 4.4.
6.0 TEST SPEED
The test vehicle speed within 1 metre of impact with the barrier shall be 15+1-0
km/h. The actual impact speed shall be recorded in the test report.
7.0 MEASUREMENTS AND CHECKS TO BE MADE ON THE TEST
VEHICLE
7.1 External panel gap measurements may be taken before and after each impact in
accordance with the suggested recording form at Appendix 3. Alternatively, other
significant measurements may be taken with the agreement of the test house and the
manufacturer.
7.2 Accelerometers may be placed around the vehicle for data gathering purposes.
The base of the “B” post on both sides of the test vehicle may be utilised as a vehicle
reference point in the X direction. Accelerometers may also be placed on the airbag
ECU or any other position in accordance with the requirements of the test house or
manufacturer.
7.2.1 Accelerometers shall be rigidly mounted in the structure using a material which
does not interfere with signal transmission and does not impart any of its properties
into the signal. Filtration shall be to Class 60 of SAE J211 requirements.
7.3 Colour photographs shall be used to record images of the test vehicle before and
after each impact. A suggested pattern is shown in Appendix 4.
7.4 The test vehicle shall have such underbody dimensions checked and recorded as
are deemed necessary. Measurements shall be carried out before and after each
impact to determine any distortion. Any suitable measuring equipment may be used,
provided the same reference points are used each time and the equipment produces a
permanent record of the data. Insurance Crash Test Procedure Research Council for
Automobile Repairs
RCAR : January 1999 : Issue 1 Page 4 of 5
7.5 The test vehicle shall have its four wheel geometry checked before and after
impact. Any suitable measuring equipment may be used, provided it records all
relevant geometry figures and the equipment produces a permanent record of the
data.

141
7.6 Where the test vehicle is fitted with seat belt pretensioners, which operate when
the vehicle is subject to a frontal impact, the pretensioners shall be checked before
impact to see that they are capable of operation and after impact to determine
whether the mechanism has deployed. The condition after impact shall be noted in
the test report.
7.7 Where the test vehicle is fitted with an airbag system, the condition of the
airbag(s) after impact shall be noted in the test report.
8.0 TEST INSTALLATION AND PREPARATION OF THE TEST VEHICLE
FOR REAR IMPACT
The test installation and preparation of the vehicle shall be similar to that for the
front impact, but with the following additions:
8.1 The Mobile Barrier
8.1.1 The mobile barrier shall conform to the dimensions shown as “fixed” on the
drawing in Appendix 2. (The remaining dimensions are advisory only). The axles
shall be accurately aligned and secured to ensure a straight course.
8.1.2 The mobile barrier shall be equipped and/or restrained in such a way that after
the initial contact with the test vehicle no additional unintentional impact takes place
to the test vehicle.
8.1.3 The mobile barrier shall be propelled in accordance with 5.1 and shall comply
with 5.2.
8.1.4 The mobile barrier shall have a mass of 1000 kg ±5 kg.
8.2 The Test Speed
8.2.1 The mobile barrier test speed within 1 metre of the subject vehicle shall be
15+1-0 km/h. The actual test speed shall be recorded in the test report.
9.0 THE TEST VEHICLE
9.1 The test vehicle shall comply with 4.5, but mayhave already been the subject of a
frontal impact. It is forthe vehicle manufacturer or the test house to determine that
the test vehicle is able to withstand a further impact.This can usually be determined
by ensuring that thedamage sustained during the first impact will have no effect on
any results of the second impact.

142
9.2 The test vehicle shall be placed in the test area insuch a way that the rear of the
test vehicle presents itself for impact on the appropriate side by the mobile barrier, as
determined by the manufacturer or test house.
(Normally this will be opposite the steering column side, unless there is evidence to
show that the opposite side is more appropriate). The position shall ensure that the
mobile barrier overlaps the rear of the test vehicle by 40% ±25 mm. [Appendix 5 and
5(a)].
9.3 The test vehicle shall be stationary with its parking brake in the “off” position.
However, mechanisms may be required to control the forward movement of the test
vehicle due to its gain of momentum at the time of impact.
10.0 THE TEST REPORT
It is suggested that the test report contain the following information:
10.1 Manufacturer’s name.
10.2 Vehicle model.
10.3 Vehicle derivative (trim level).
10.4 Vehicle VIN (Vehicle Identification Number).
10.5 Test house identification number (if any).
10.6 Test house name and address.
10.7 Date and time of impact(s).
10.8 Actual impact speed(s).
10.9 Total impact mass of test vehicle. (Includes kerb mass, ballast mass, dummy
mass, and on board equipment).
10.10 Mass of test dummy.
10.11 Mass of ballast.
10.12 Mass of on board equipment.
Insurance Crash Test Procedure Research Council for Automobile Repairs
RCAR : January 1999 : Issue 1 Page 5 of 5
10.13 Front/Rear mass split.
10.14 Total vehicle width (as per 3.3).
10.15 Adjustable barrier offset from the centre in mm
(for front impact). [Appendix 1 and 1(a)].

143
10.16 Test vehicle offset from the centre in mm (for rear impact). [Appendix 5 and
5(a)].
10.17 Test vehicle tyre pressures.
10.18 Test vehicle kerb weight.
10.19 Test vehicle damage report(s), (front and rear), including the condition of the
airbag(s) and seat belt pretensioners, if fitted.
10.20 Photographs of damage (front and rear).
10.21 Four wheel alignment check (before impact).
10.22 Four wheel alignment check (after impact).
10.23 Test vehicle underbody measurements, as determined by a normal
commercially available alignment bench or measuring system (before impact).
10.24 Test vehicle underbody measurements, as
determined by a normal commercially available alignment bench or measuring
system (after impact).
10.25 A definitive list of the replacement parts, priced from the latest retail list with
no discount, required to reinstate the vehicle to its pre-accident condition for both the
front and rear impact.
10.26 A record of the number of hours (and the hourly charge) required to remove
the damaged parts and replace with new parts, and to repair those items capable of
repair, such that the vehicle is reinstated to its pre-accident condition for both front
and rear impacts.
10.27 Signature of senior engineer responsible for crash tests.
Optional
10.28 Transducer location charts (front and rear).
(Suggested format in Appendix 6).
10.29 High speed film specification chart for each camera. (Suggested format in
Appendix 7).
11.0 OPTIONS
11.1 The front and rear test may be recorded on video tape and/or 16 mm film.
Where high speed film is used, the cameras should be set to the vehicle
manufacturer’s or test house requirements (usually 500 - 1000 FPS).
11.2 The test vehicle may be painted on the outside

144
and underneath using non-reflective material to provide high quality high speed film
footage. Underbody components may be painted in differing colors to distinguish
them from each other.
11.3 The test vehicle may be marked up as required to provide reference points for
high speed film analysis.
The target markers shall be placed at 200 mm intervals along the length of the
vehicle and on other important areas, in accordance with the vehicle manufacturer’s
or test house requirements. Door openings may be marked in such a way that any
movement during the impact can be detected post impact.
11.4 The whole test procedure may be conducted utilizing a pendulum. However,
this device shall be capable of producing precisely the results that would have been
achieved using a conventional crash test facility, and preparation of the test vehicle
for both front and rear impacts shall be in accordance with this procedure.
11.4.1 The test report shall record the pendulum mass and the calculation to
determine the pendulum height required to reach the equivalent to 15+1-0 km/h
impact speed.
11.4.2 Provision shall be made to restrain the test vehicle after both front and rear
impacts, utilizing the pendulum.
11.5 Fully instrumented 50th percentile anthropomorphic dummies may be used for
the purposes of determining injury data at low speed.
11.6 The rear impact test may be carried out by propelling the test vehicle rearwards
into a barrier fitted with a specific attachment that is dimensionally compliant with
the fixed dimensions of the mobile barrier. The speed of the impact will vary with
the mass of the test vehicle and is determined by:
Insurance Crash Test Procedure Research Council for Automobile Repairs
where V = Test Speed in km/h M = Mass of Test Vehicle

145
Front impact test:

146
Evaluation report:





![Presentación del equip.o “Faerna”- pára Uit uhemeroteca-paginas.mundodeportivo.com/EMD02/HEM/...;1] IlMO;0] Presentación del equip.o “Faerna”- pára. - la temp.Oada .1958](https://img.pdfslide.tips/doc/110x75/5ea65104263a9d79c5383ca3/presentacin-del-equipo-aoefaernaa-pra-uit-uhemeroteca-1-ilmo0-presentacin.jpg)