Embed Size (px)
Citation preview

1 伊藤忠テクノソリューションズ株式会社
伊藤忠テクノソリューションズ株式会社
科学システム事業部
FINAS/STAR TPS 熱プロセスシミュレータ
2 伊藤忠テクノソリューションズ株式会社
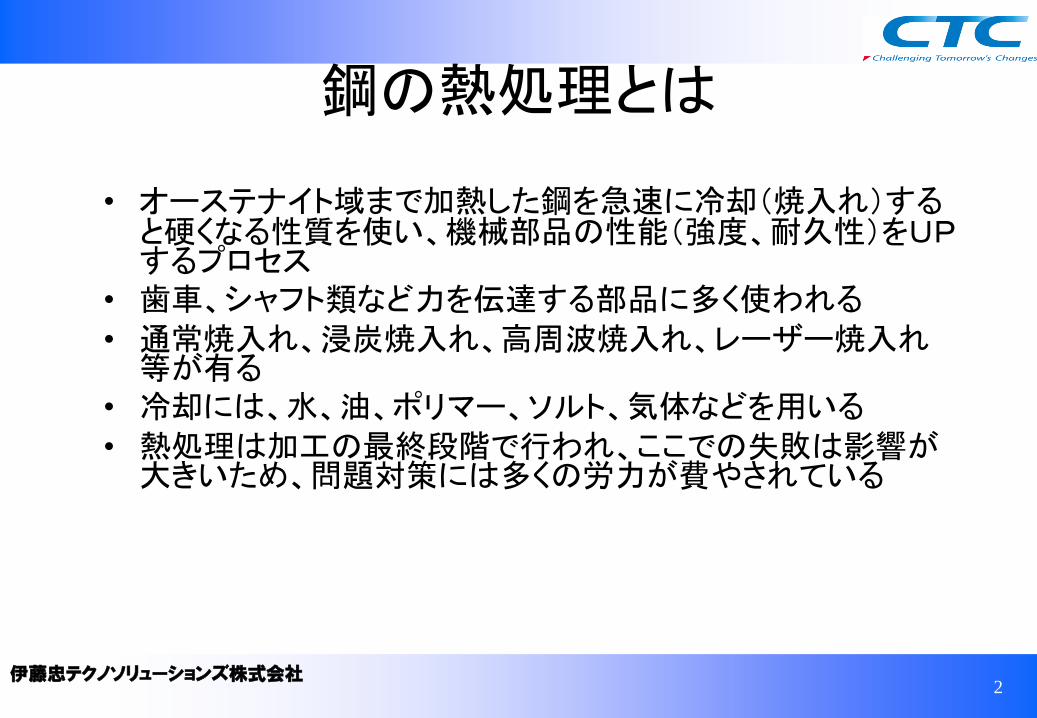
鋼の熱処理とは
• オーステナイト域まで加熱した鋼を急速に冷却(焼入れ)すると硬くなる性質を使い、機械部品の性能(強度、耐久性)をUPするプロセス
• 歯車、シャフト類など力を伝達する部品に多く使われる
• 通常焼入れ、浸炭焼入れ、高周波焼入れ、レーザー焼入れ等が有る
• 冷却には、水、油、ポリマー、ソルト、気体などを用いる
• 熱処理は加工の最終段階で行われ、ここでの失敗は影響が大きいため、問題対策には多くの労力が費やされている
3 伊藤忠テクノソリューションズ株式会社
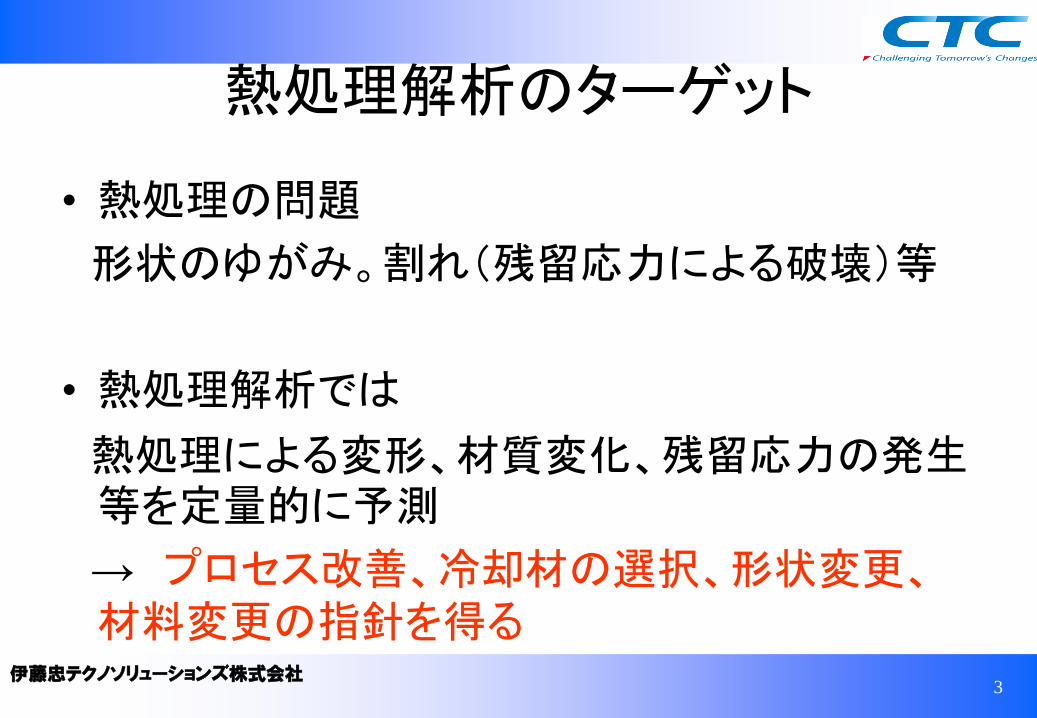
熱処理解析のターゲット
• 熱処理の問題
形状のゆがみ。割れ(残留応力による破壊)等
• 熱処理解析では
熱処理による変形、材質変化、残留応力の発生等を定量的に予測
→ プロセス改善、冷却材の選択、形状変更、材料変更の指針を得る

4 伊藤忠テクノソリューションズ株式会社
熱処理解析の課題
• 現状、材料データ、冷却条件の精度が十分でなく、少なからず合わせこみが必須で、特に変形量を合わせることは難しく、汎用的な形状、条件に対する精度良い予測は難しい
• また、窒化、真空浸炭、焼き戻し、球状化処理などシミュレーションが難しかったり、原理の良く分かっていない現象も有り、計算出来ないものも少なからず存在する
5 伊藤忠テクノソリューションズ株式会社
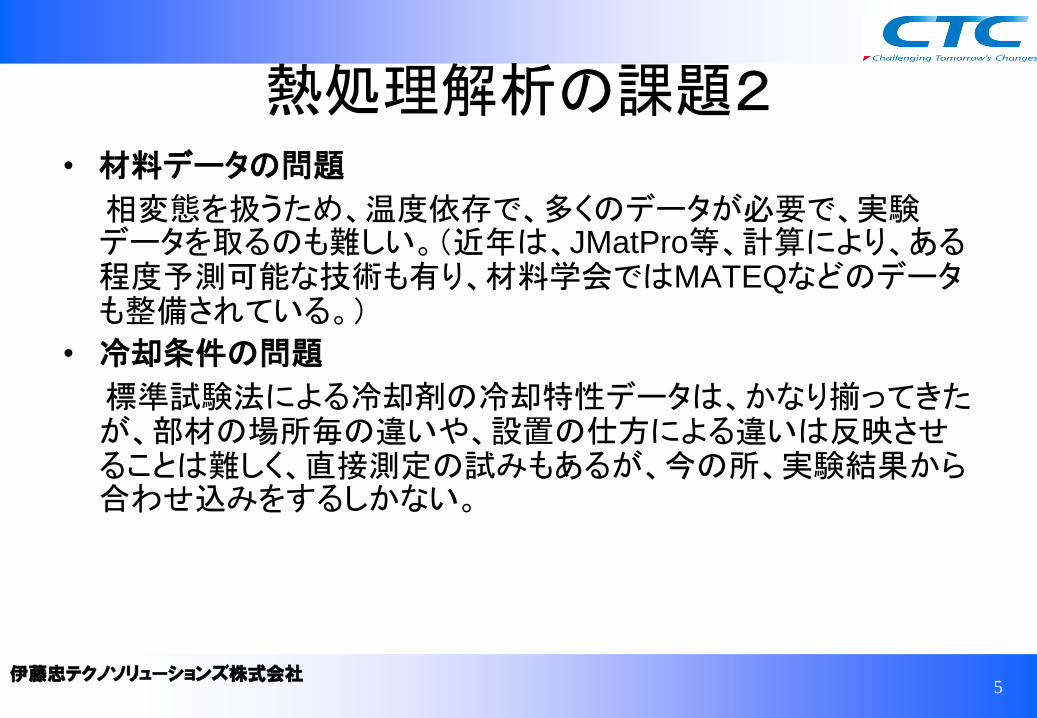
熱処理解析の課題2 • 材料データの問題
相変態を扱うため、温度依存で、多くのデータが必要で、実験データを取るのも難しい。(近年は、JMatPro等、計算により、ある程度予測可能な技術も有り、材料学会ではMATEQなどのデータも整備されている。)
• 冷却条件の問題
標準試験法による冷却剤の冷却特性データは、かなり揃ってきたが、部材の場所毎の違いや、設置の仕方による違いは反映させることは難しく、直接測定の試みもあるが、今の所、実験結果から合わせ込みをするしかない。
6 伊藤忠テクノソリューションズ株式会社
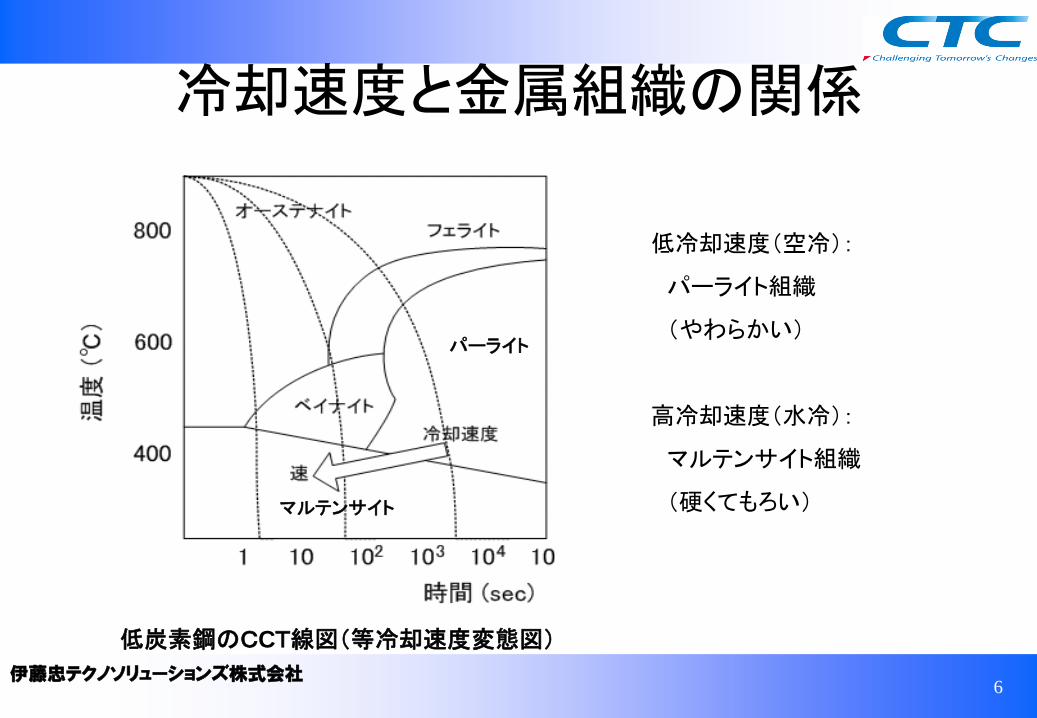
冷却速度と金属組織の関係
低炭素鋼のCCT線図(等冷却速度変態図)
低冷却速度(空冷):
パーライト組織
(やわらかい)
高冷却速度(水冷):
マルテンサイト組織
(硬くてもろい) マルテンサイト
パーライト
7 伊藤忠テクノソリューションズ株式会社
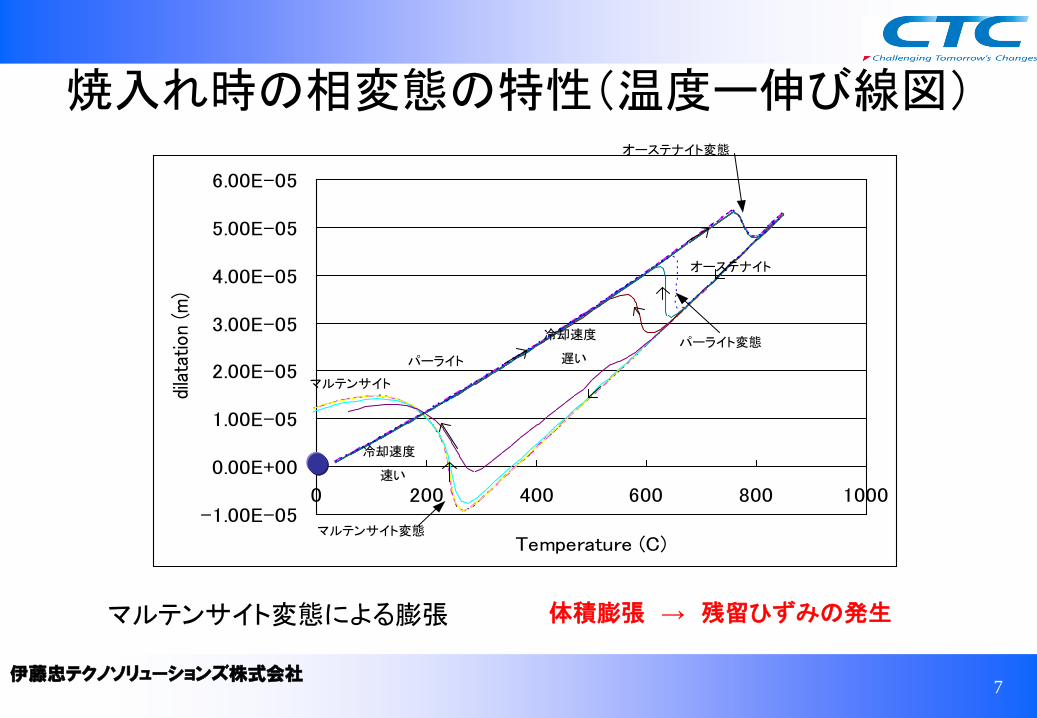
マルテンサイト変態による膨張 体積膨張 → 残留ひずみの発生
焼入れ時の相変態の特性(温度ー伸び線図)
-1.00E-05
0.00E+00
1.00E-05
2.00E-05
3.00E-05
4.00E-05
5.00E-05
6.00E-05
0 200 400 600 800 1000
Temperature (C)
dila
tatio
n (m
)
オーステナイト変態
オーステナイト
パーライト変態 冷却速度
遅い
冷却速度
速い
パーライト
マルテンサイト
マルテンサイト変態
8 伊藤忠テクノソリューションズ株式会社
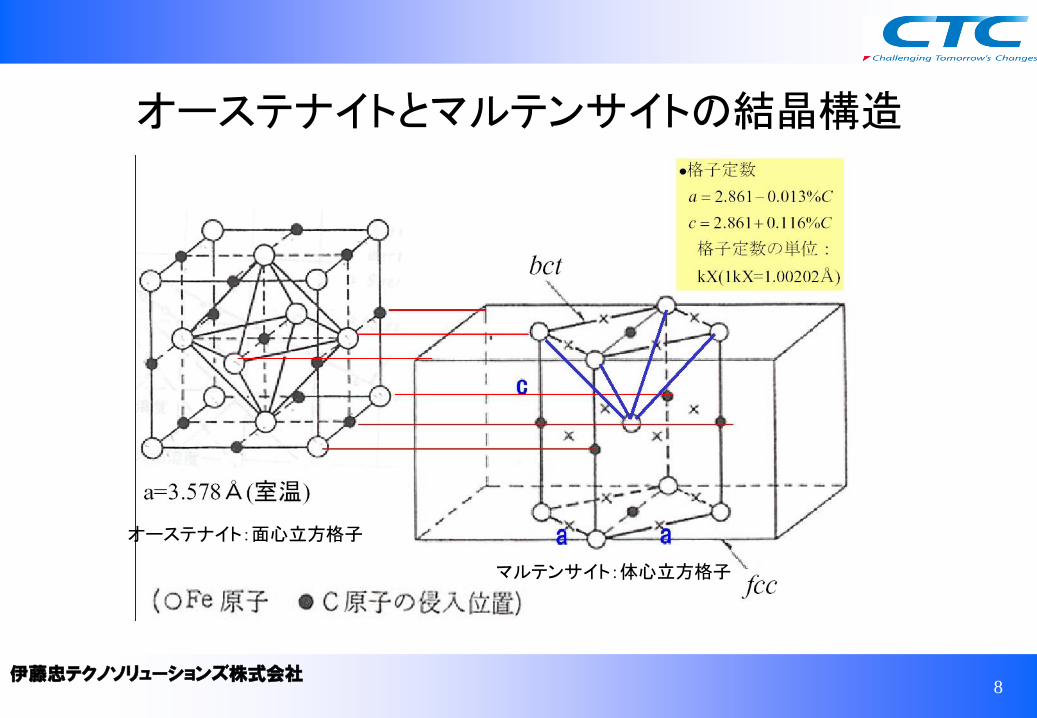
オーステナイトとマルテンサイトの結晶構造
オーステナイト:面心立方格子
マルテンサイト:体心立方格子
9 伊藤忠テクノソリューションズ株式会社
FINAS/STAR TPSとは
• 大規模非線形構造解析システムFINAS/STAR
に相変態計算機能を導入し、熱処理(鋼の焼入れ、焼き戻し)等の相変態を伴うプロセスの解析を可能にしたシステム
• 相変態を伴うプロセス中の変形、組織変化、残留応力の定量的予想が可能
• 熱、応力、拡散、相変態、電磁場(外部モジュール)の各ソルバーを連成させて計算
10 伊藤忠テクノソリューションズ株式会社
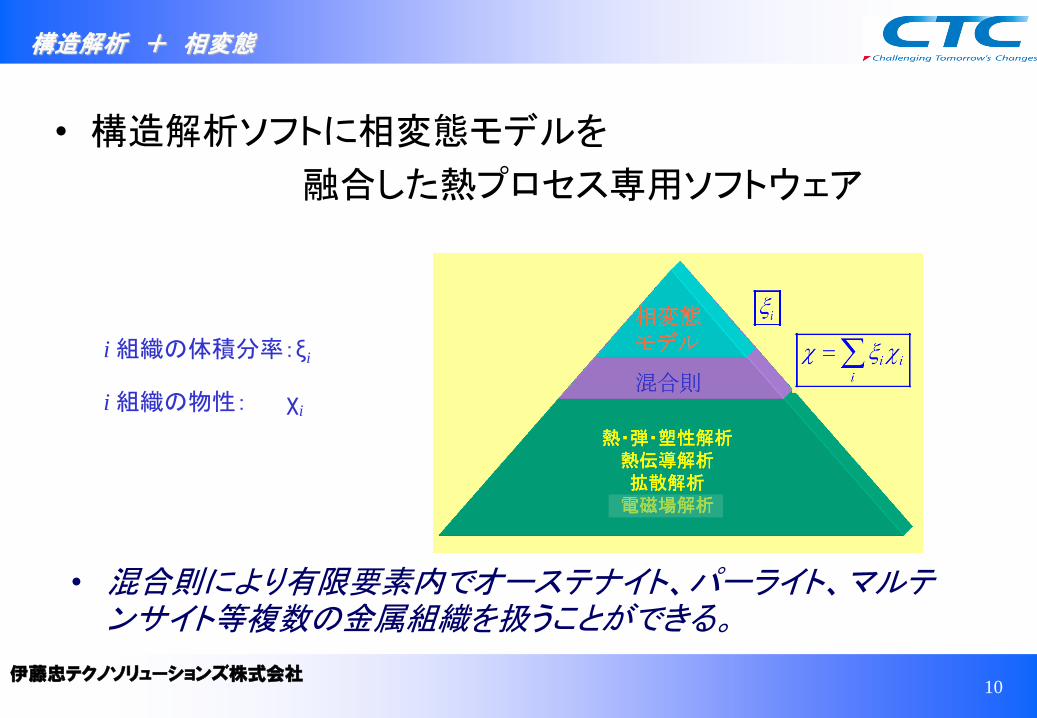
• 構造解析ソフトに相変態モデルを
融合した熱プロセス専用ソフトウェア
• 混合則により有限要素内でオーステナイト、パーライト、マルテンサイト等複数の金属組織を扱うことができる。
i 組織の体積分率:ξi
i 組織の物性: χi
構造解析 + 相変態
11 伊藤忠テクノソリューションズ株式会社
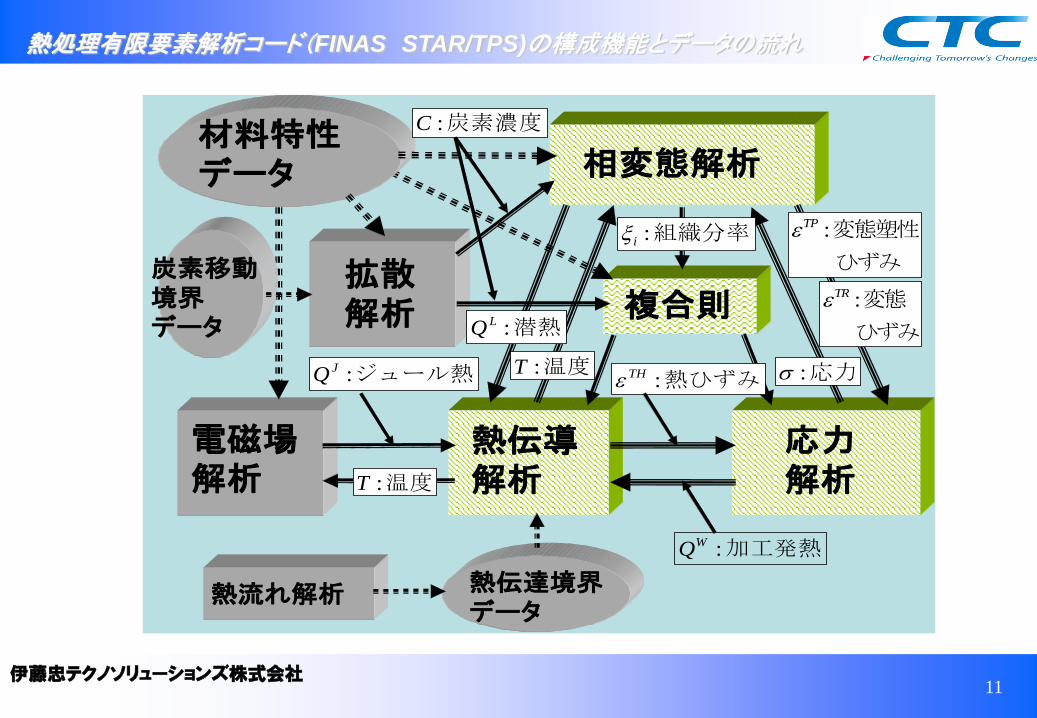
相変態解析
複合則
応力解析
熱伝導解析
電磁場解析
拡散解析
材料特性データ
熱伝達境界データ
炭素移動境界データ
熱流れ解析
:i 組織分率 :TP 変態塑性
ひずみ
:TR 変態
ひずみ
: 応力:TH 熱ひずみ
:WQ 加工発熱
:T 温度:JQ ジュール熱
:C 炭素濃度
:LQ 潜熱
:T 温度
熱処理有限要素解析コード(FINAS STAR/TPS)の構成機能とデータの流れ
12 伊藤忠テクノソリューションズ株式会社
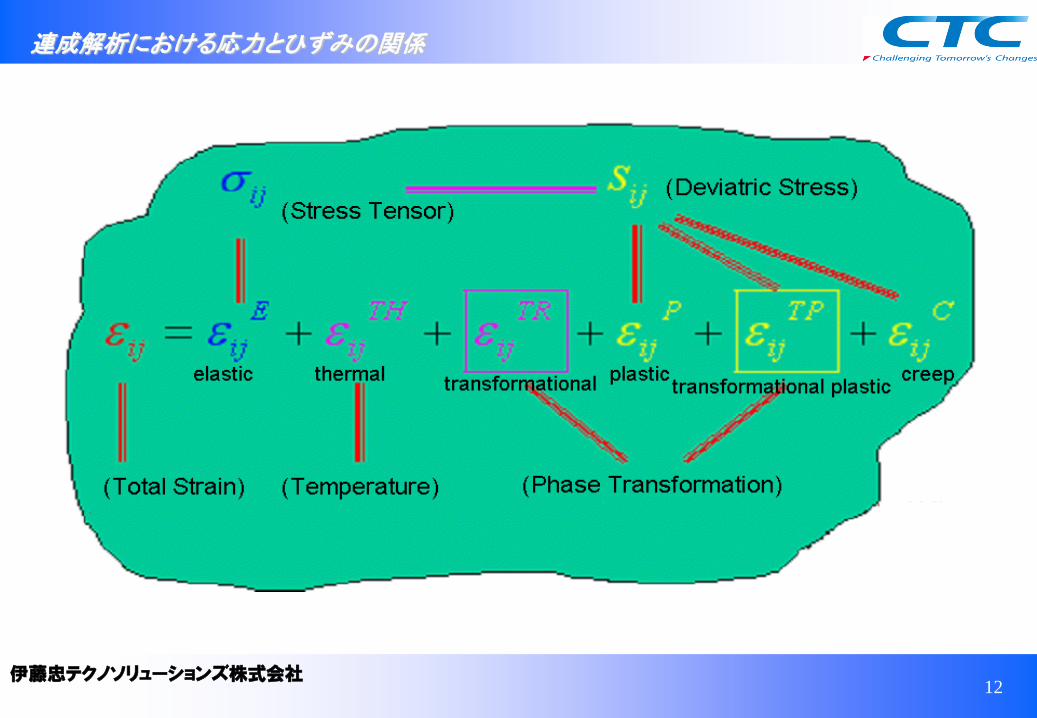
連成解析における応力とひずみの関係
13 伊藤忠テクノソリューションズ株式会社
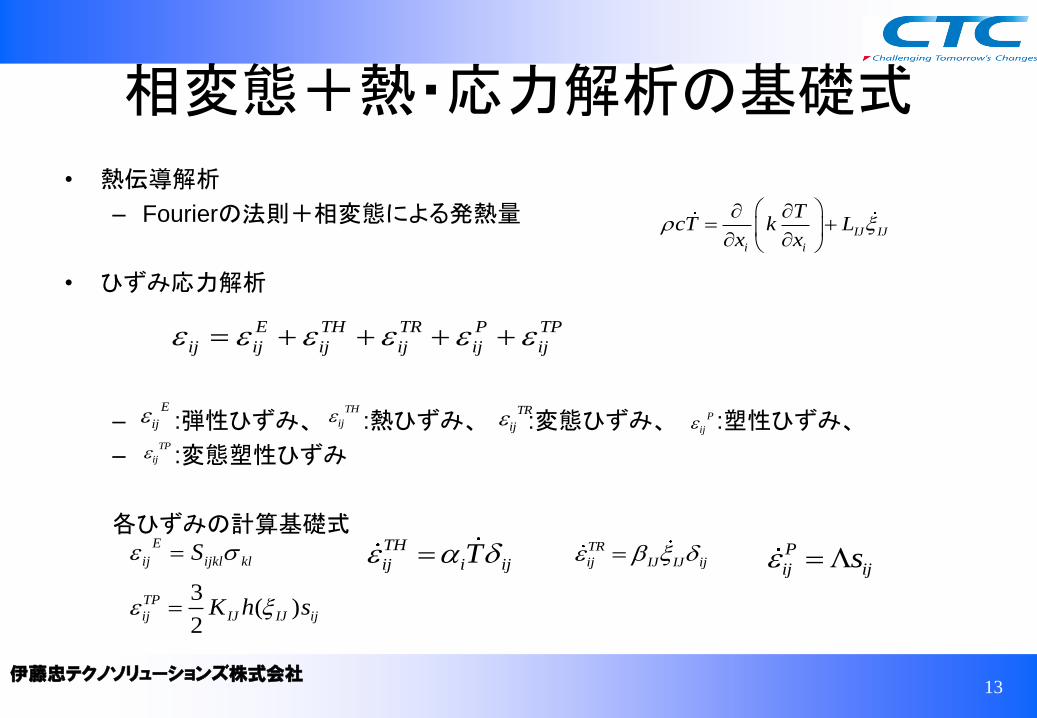
相変態+熱・応力解析の基礎式
• 熱伝導解析
– Fourierの法則+相変態による発熱量
• ひずみ応力解析
– :弾性ひずみ、 :熱ひずみ、 :変態ひずみ、 :塑性ひずみ、
– :変態塑性ひずみ
各ひずみの計算基礎式
IJ IJ
i i
TcT k L
x x
TP
ij
P
ij
TR
ij
TH
ij
E
ijij
E
ijTH
ijTR
ijP
ijTP
ij
E
ij ijkl klS P
ij ijs TH
ij i ijT
3( )
2
TP
ij IJ IJ ijK h s
TR
ij IJ IJ ij

14 伊藤忠テクノソリューションズ株式会社
焼入れ後30sの変態塑性ひずみ分布 断面変形の履歴
リングの浸炭焼入れ解析(軸対称系)により得られた変形・ひずみ
変態塑性の考慮
15 伊藤忠テクノソリューションズ株式会社
• 焼入れ – フェライト変態
– パーライト変態
– ベイナイト変態
– マルテンサイト変態(無拡散変態)
• 焼き戻し – マルテンサイト→低炭素マルテンサイト+炭化物
– 残留オーステナイト→焼もどしベイナイト
– 低炭素マルテンサイト→フェライト+セメンタイト
• オーステナイト化
(複数の変態が、各所で同時に発生する場合も考慮可能)
相変態の考慮
16 伊藤忠テクノソリューションズ株式会社
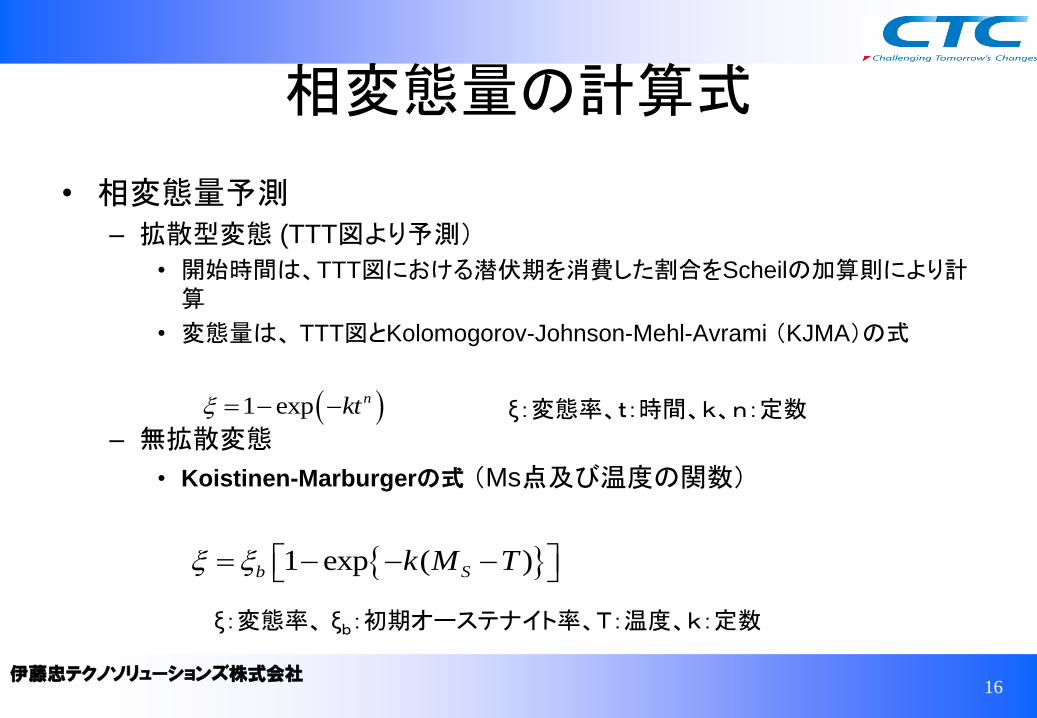
相変態量の計算式
• 相変態量予測
– 拡散型変態 (TTT図より予測)
• 開始時間は、TTT図における潜伏期を消費した割合をScheilの加算則により計算
• 変態量は、 TTT図とKolomogorov-Johnson-Mehl-Avrami (KJMA)の式
– 無拡散変態
• Koistinen-Marburgerの式 (Ms点及び温度の関数)
1 exp nkt
1 exp ( )b Sk M T
ξ:変態率、t:時間、k、n:定数
ξ:変態率、 ξb:初期オーステナイト率、T:温度、k:定数
17 伊藤忠テクノソリューションズ株式会社
• 熱・応力・拡散のソルバーにFINAS/STARを用いた新バージョンを開発中
• FINAS/STARに相変態ソルバーを一体化
• 64 bit版による大規模、高速化の実現
• FINAS/STARの豊富な機能により – 要素の生成・消滅、境界条件の切り替え、初期応力の考慮等が
可能になる予定
• 相変態ソルバーはオブジェクト指向で再構築し、効率化とメンテナンス性が向上 – 新たな相変態モデルの開発が容易に
新ソルバーの特徴
18 伊藤忠テクノソリューションズ株式会社
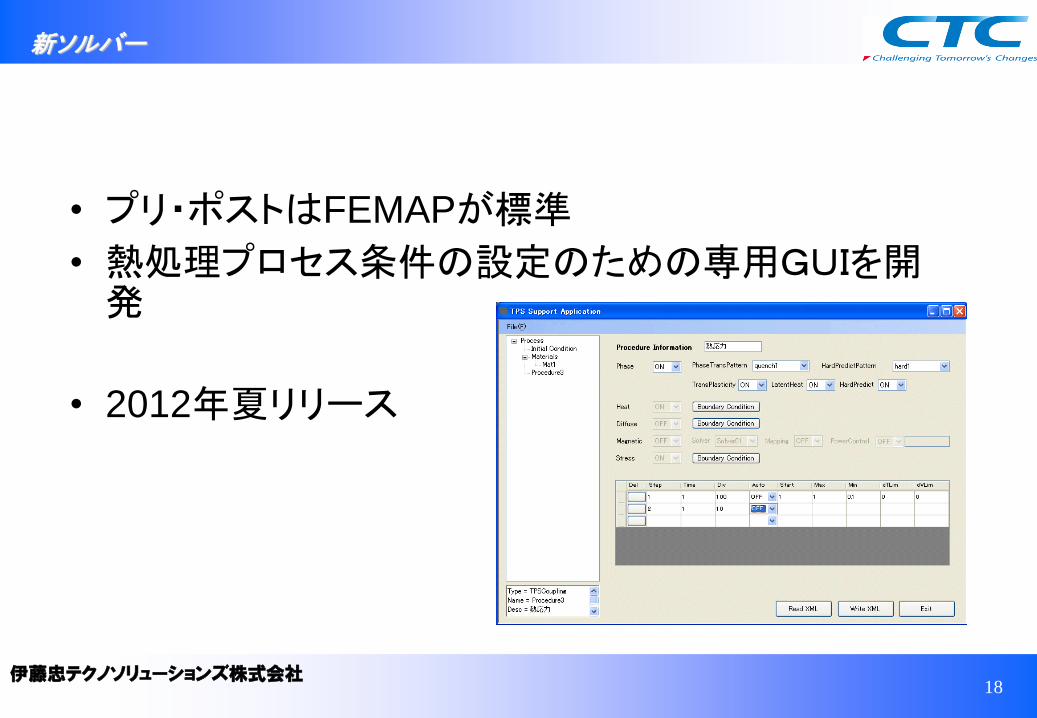
• プリ・ポストはFEMAPが標準
• 熱処理プロセス条件の設定のための専用GUIを開発
• 2012年夏リリース
新ソルバー
19 伊藤忠テクノソリューションズ株式会社
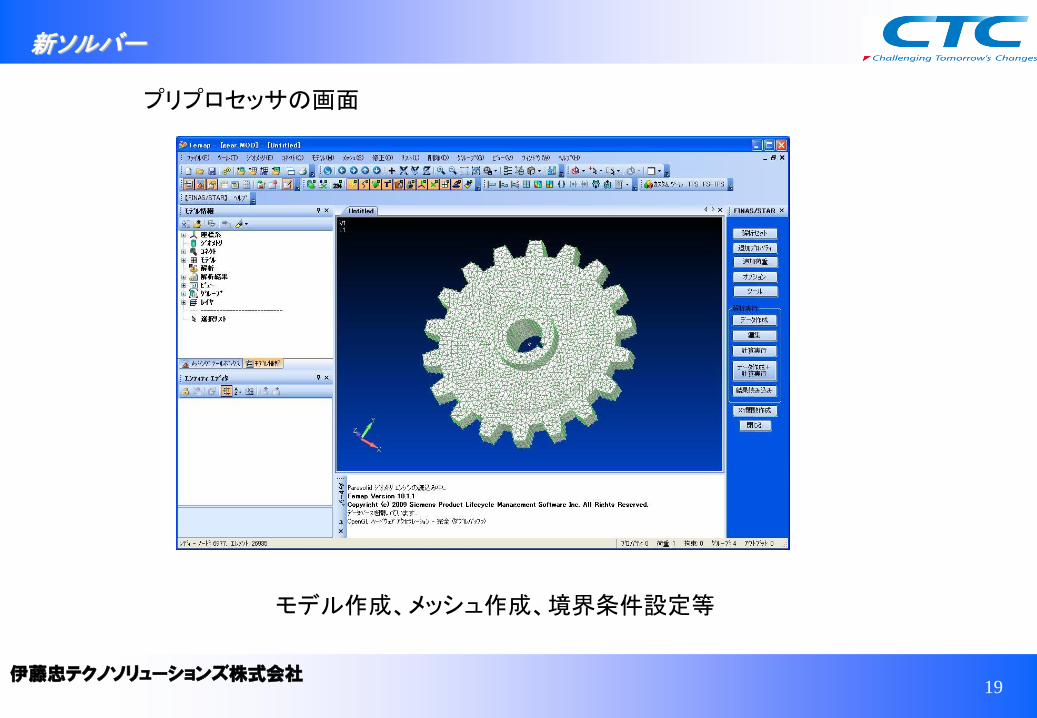
新ソルバー
プリプロセッサの画面
モデル作成、メッシュ作成、境界条件設定等
20 伊藤忠テクノソリューションズ株式会社
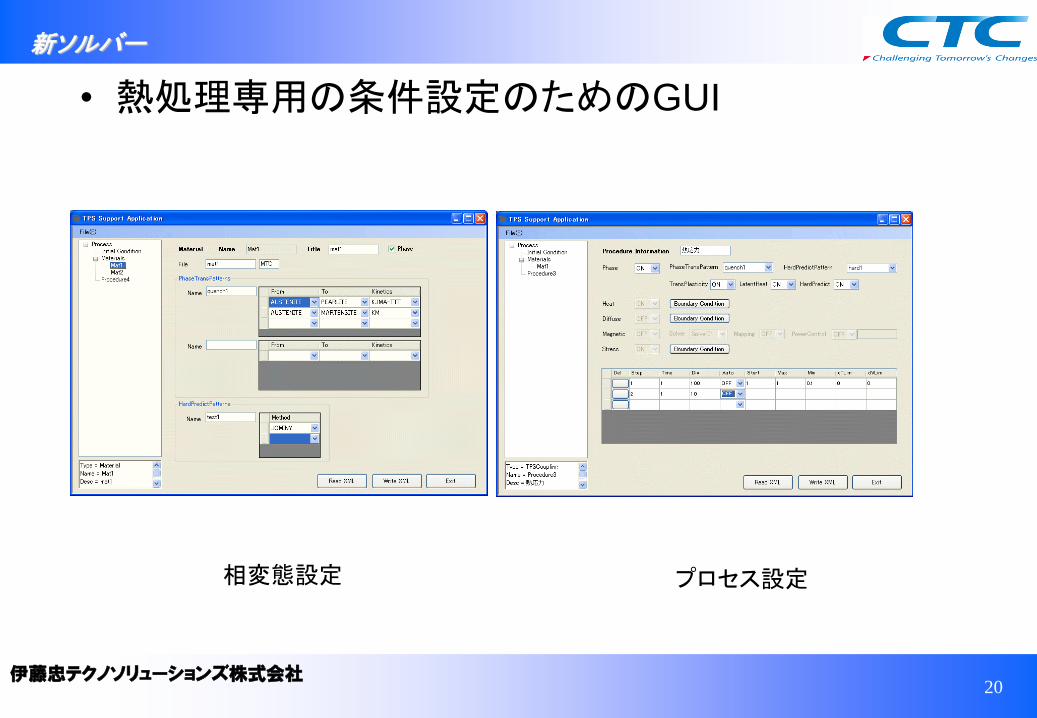
新ソルバー
• 熱処理専用の条件設定のためのGUI
相変態設定 プロセス設定

21 伊藤忠テクノソリューションズ株式会社
新ソルバー
ポスト画面
22 伊藤忠テクノソリューションズ株式会社
熱処理シミュレーションの
入力データ
23 伊藤忠テクノソリューションズ株式会社
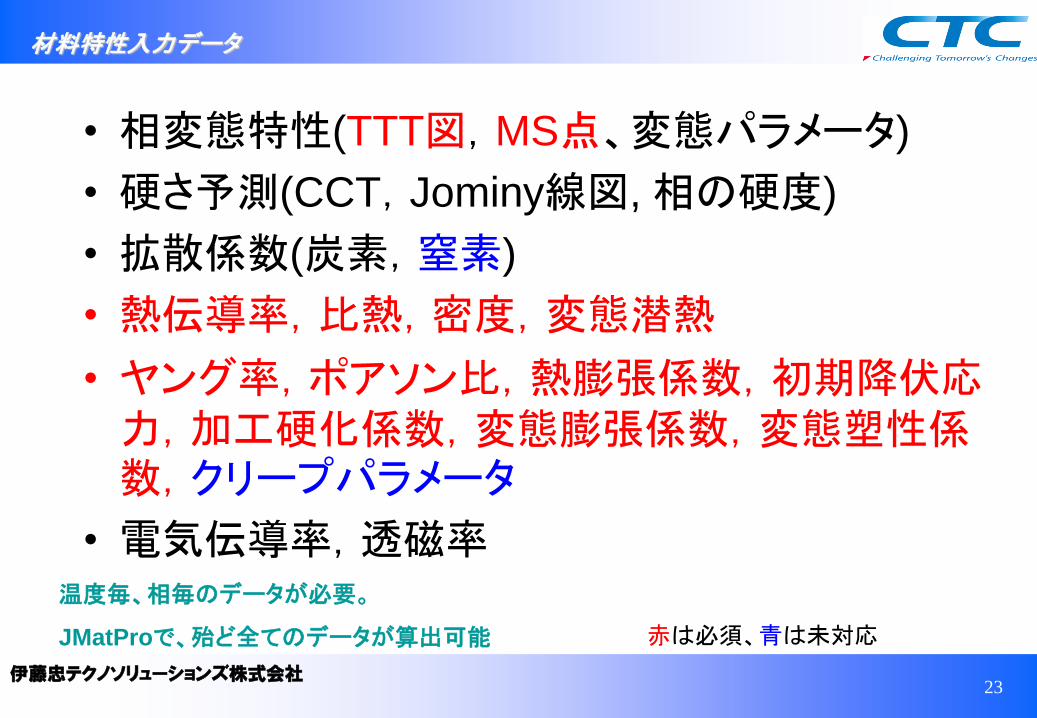
• 相変態特性(TTT図,MS点、変態パラメータ)
• 硬さ予測(CCT,Jominy線図, 相の硬度)
• 拡散係数(炭素,窒素)
• 熱伝導率,比熱,密度,変態潜熱
• ヤング率,ポアソン比,熱膨張係数,初期降伏応力,加工硬化係数,変態膨張係数,変態塑性係数,クリープパラメータ
• 電気伝導率,透磁率
赤は必須、青は未対応
材料特性入力データ
温度毎、相毎のデータが必要。
JMatProで、殆ど全てのデータが算出可能
24 伊藤忠テクノソリューションズ株式会社
JMatProとは
・金属材料の材料特性を計算予測するソフト
・英国 sente社製
・金属系毎に、温度依存、成分依存の熱力学データと、物性値データを持ち、以下の特性を計算予測
・ヤング率、ポアソン比、密度、硬さ、引張強度、熱膨張係数、熱伝導率、凝固時の各種状態量変化、CCT曲線、TTT曲線、MS点、Jominy
曲線等
・鋼の他、ステンレス、アルミ、ニッケル、チタン等のモジュールを持つ。
・鋼モジュールでは、ver.4より、熱処理用のデータを計算可能に
25 伊藤忠テクノソリューションズ株式会社
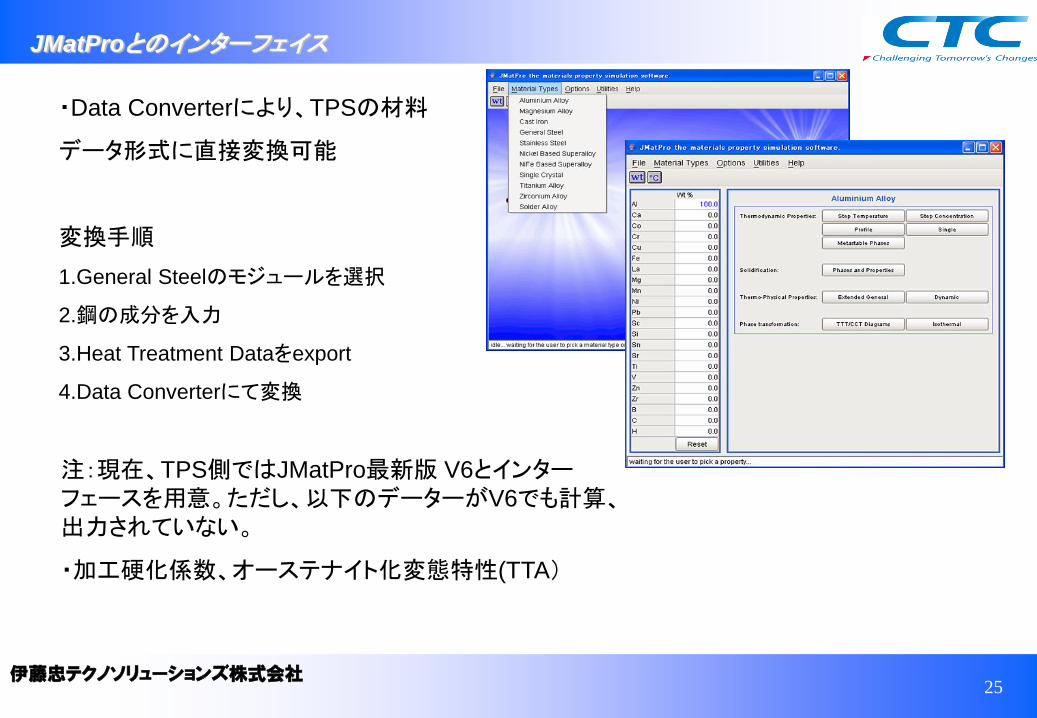
JMatProとのインターフェイス
・Data Converterにより、TPSの材料
データ形式に直接変換可能
変換手順
1.General Steelのモジュールを選択
2.鋼の成分を入力
3.Heat Treatment Dataをexport
4.Data Converterにて変換
注:現在、TPS側ではJMatPro最新版 V6とインターフェースを用意。ただし、以下のデーターがV6でも計算、出力されていない。
・加工硬化係数、オーステナイト化変態特性(TTA)
26 伊藤忠テクノソリューションズ株式会社
• プロセス条件
– 加熱時間、加熱温度、浸炭時間、焼入れ温度等
• 冷却材のデータ
– 水冷、油冷等の冷却材毎の熱伝達係数温度依存データ
– 部材の形状による場所毎の熱伝達係数
その他入力データ
27 伊藤忠テクノソリューションズ株式会社
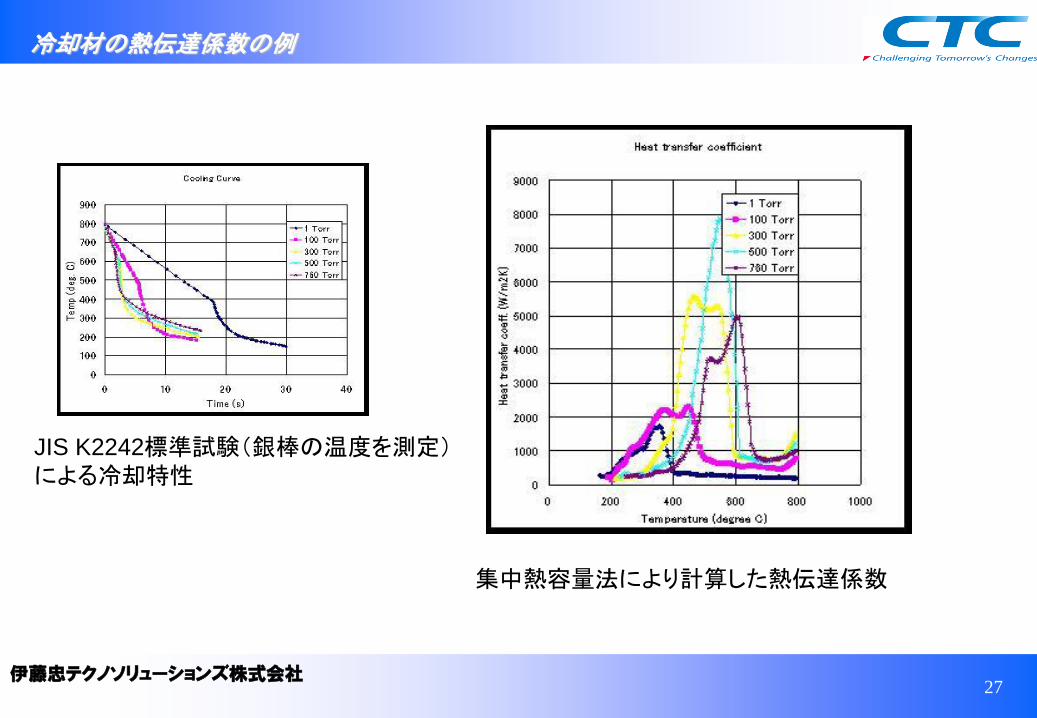
冷却材の熱伝達係数の例
JIS K2242標準試験(銀棒の温度を測定)による冷却特性
集中熱容量法により計算した熱伝達係数
28 伊藤忠テクノソリューションズ株式会社
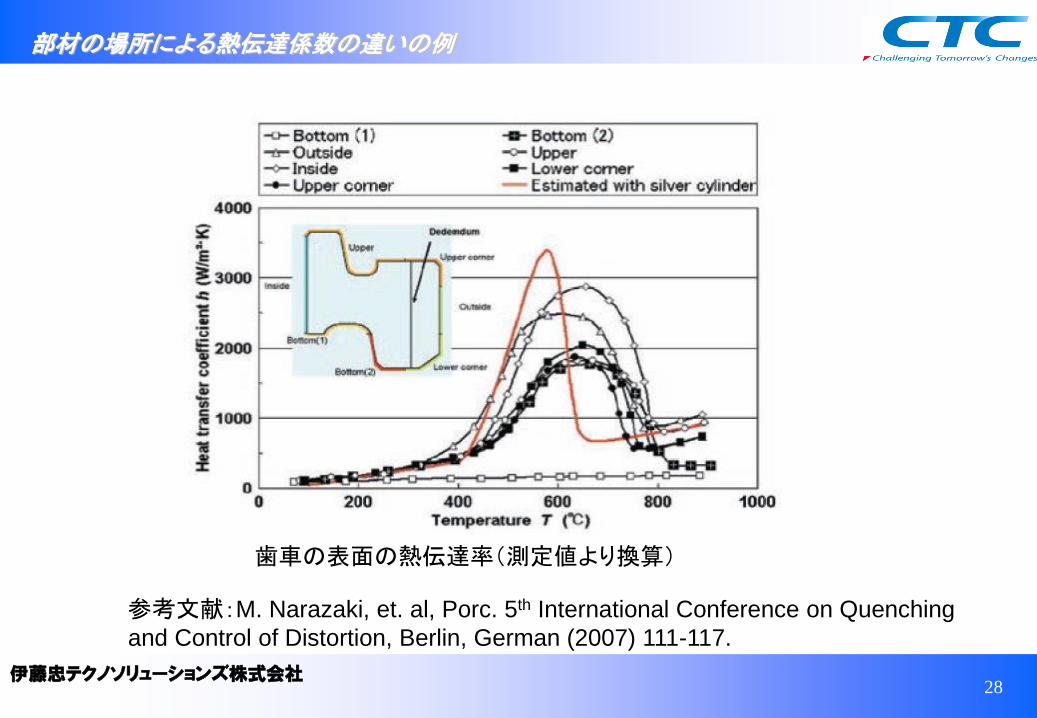
部材の場所による熱伝達係数の違いの例
歯車の表面の熱伝達率(測定値より換算)
参考文献:M. Narazaki, et. al, Porc. 5th International Conference on Quenching
and Control of Distortion, Berlin, German (2007) 111-117.
29 伊藤忠テクノソリューションズ株式会社
解析例
30 伊藤忠テクノソリューションズ株式会社
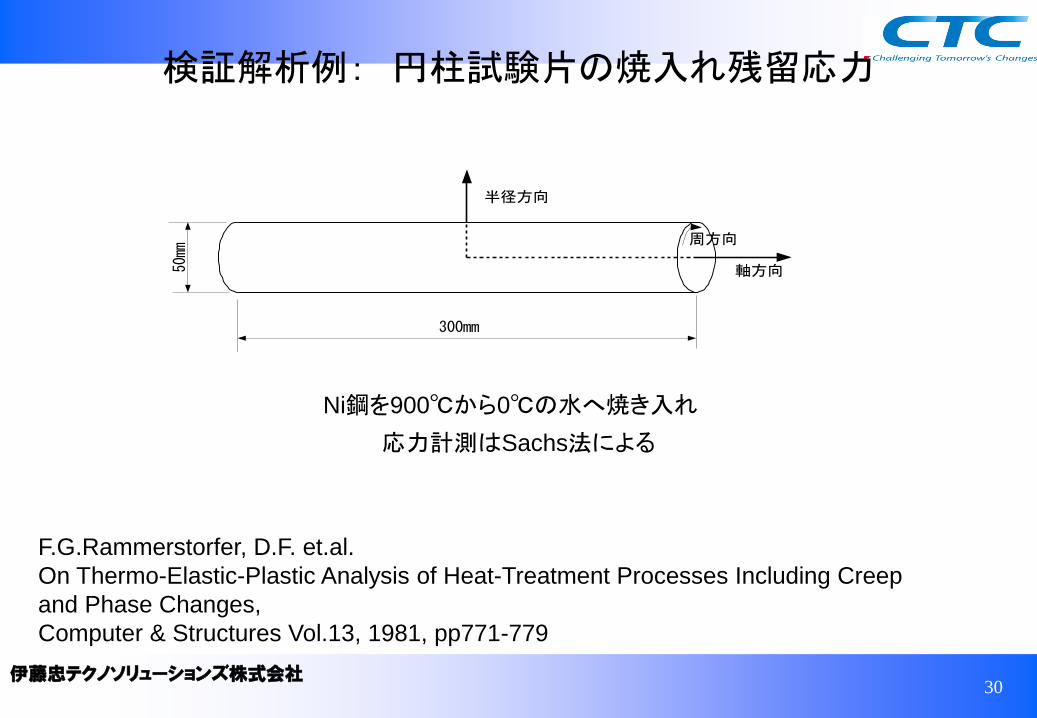
検証解析例: 円柱試験片の焼入れ残留応力
軸方向
半径方向
周方向
300mm
50mm
Ni鋼を900℃から0℃の水へ焼き入れ
応力計測はSachs法による
F.G.Rammerstorfer, D.F. et.al.
On Thermo-Elastic-Plastic Analysis of Heat-Treatment Processes Including Creep
and Phase Changes,
Computer & Structures Vol.13, 1981, pp771-779
31 伊藤忠テクノソリューションズ株式会社
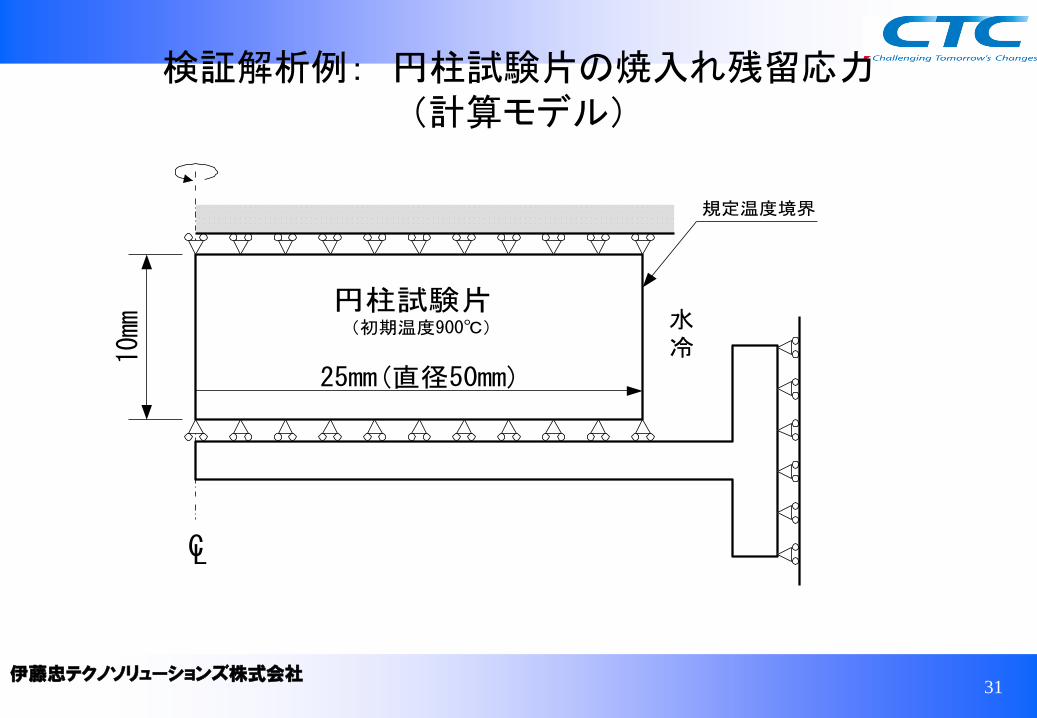
検証解析例: 円柱試験片の焼入れ残留応力
(計算モデル)
LC
水冷10
mm
25mm(直径50mm)
円柱試験片
規定温度境界
(初期温度900℃)

32 伊藤忠テクノソリューションズ株式会社
検証解析例: 円柱試験片の焼入れ残留応力
(FINAS/TPSによる計算、時刻毎の軸方向応力の分布図)
-600
-500
-400
-300
-200
-100
0
100
200
300
400
500
0 5 10 15 20 25 30
半径(mm)
応力
(MPa)
2s
6s
10s
14.7s
19.8s
25.9s
36.4s
44.9s
52.5s
500s
2s
6s
10s
14.7s
19.8s
25.9s36.4s
44.9s
52.5s500s

33 伊藤忠テクノソリューションズ株式会社
検証解析例: 円柱試験片の焼入れ残留応力
(実験とFINAS/TPSの計算結果との比較)
-800
-600
-400
-200
0
200
400
600
0 5 10 15 20 25 30
Radius (mm)
Str
ess
(MP
a)
軸方向(試験)
円周方向(試験)
半径方向(試験)
軸方向(計算)
円周方向(計算)
半径方向(計算)
CRC Solutions Corp.
半径 [mm]
応力
[M
pa]
34 伊藤忠テクノソリューションズ株式会社
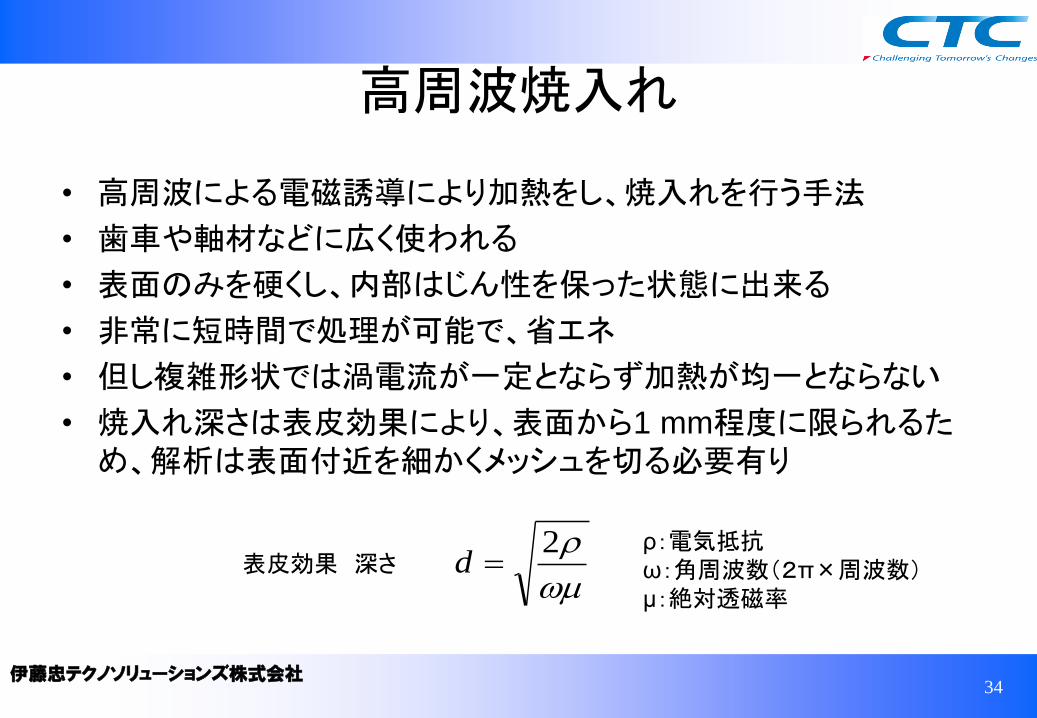
高周波焼入れ
• 高周波による電磁誘導により加熱をし、焼入れを行う手法
• 歯車や軸材などに広く使われる
• 表面のみを硬くし、内部はじん性を保った状態に出来る
• 非常に短時間で処理が可能で、省エネ
• 但し複雑形状では渦電流が一定とならず加熱が均一とならない
• 焼入れ深さは表皮効果により、表面から1 mm程度に限られるため、解析は表面付近を細かくメッシュを切る必要有り
2d
ρ:電気抵抗
ω:角周波数(2π×周波数)
μ:絶対透磁率
表皮効果 深さ
35 伊藤忠テクノソリューションズ株式会社
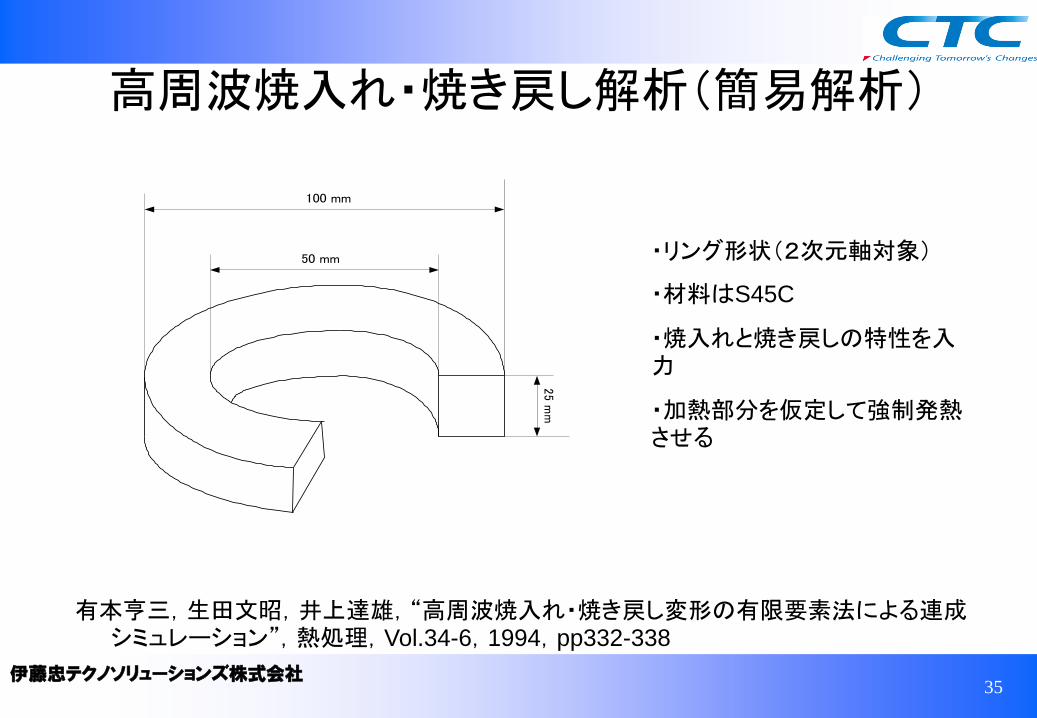
高周波焼入れ・焼き戻し解析(簡易解析)
有本亨三,生田文昭,井上達雄,“高周波焼入れ・焼き戻し変形の有限要素法による連成シミュレーション”,熱処理,Vol.34-6,1994,pp332-338
100 mm
50 mm
25 mm
・リング形状(2次元軸対象)
・材料はS45C
・焼入れと焼き戻しの特性を入力
・加熱部分を仮定して強制発熱させる
36 伊藤忠テクノソリューションズ株式会社
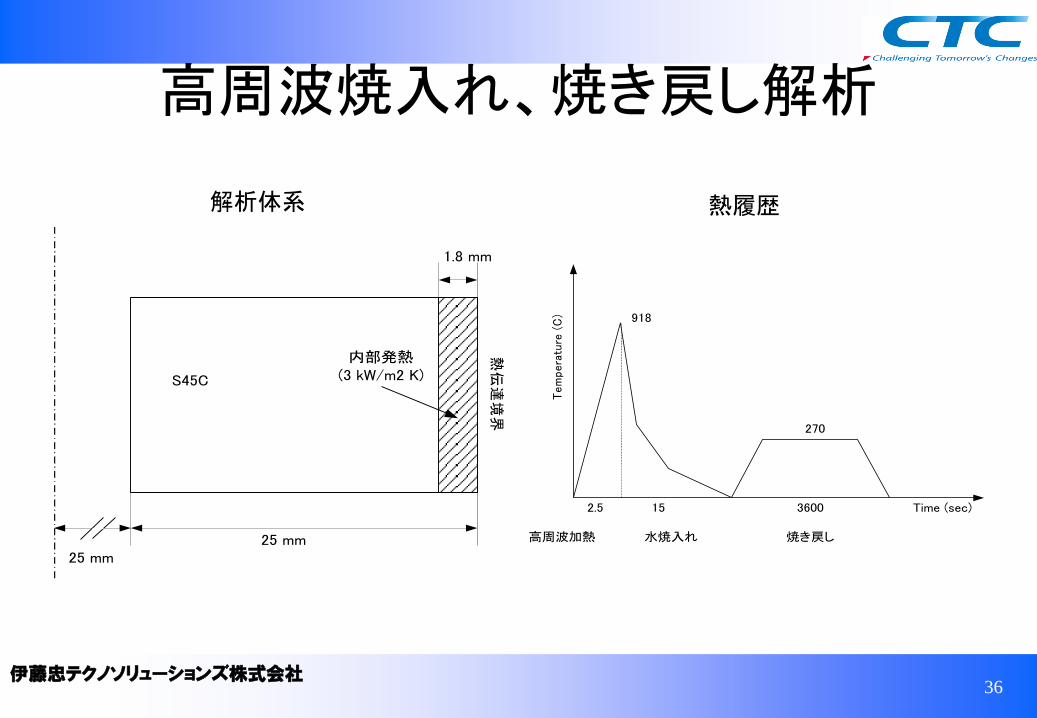
高周波焼入れ、焼き戻し解析
解析体系 熱履歴
内部発熱(3 kW/m2 K)
熱伝
達境
界25 mm
25 mm
1.8 mm
S45C
Time (sec)
Tem
pera
ture
(C
)
高周波加熱 水焼入れ 焼き戻し
918
270
2.5 15 3600

37 伊藤忠テクノソリューションズ株式会社
温度変化と変形(アニメーション)
38 伊藤忠テクノソリューションズ株式会社
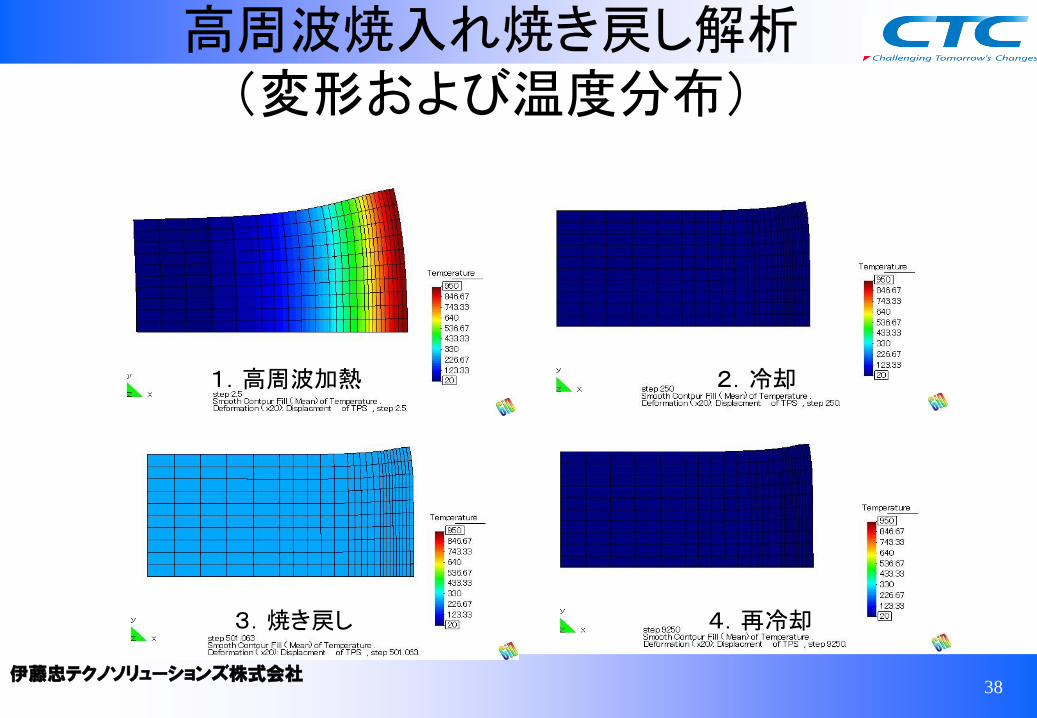
高周波焼入れ焼き戻し解析
(変形および温度分布)
1.高周波加熱 2.冷却
3.焼き戻し 4.再冷却
39 伊藤忠テクノソリューションズ株式会社
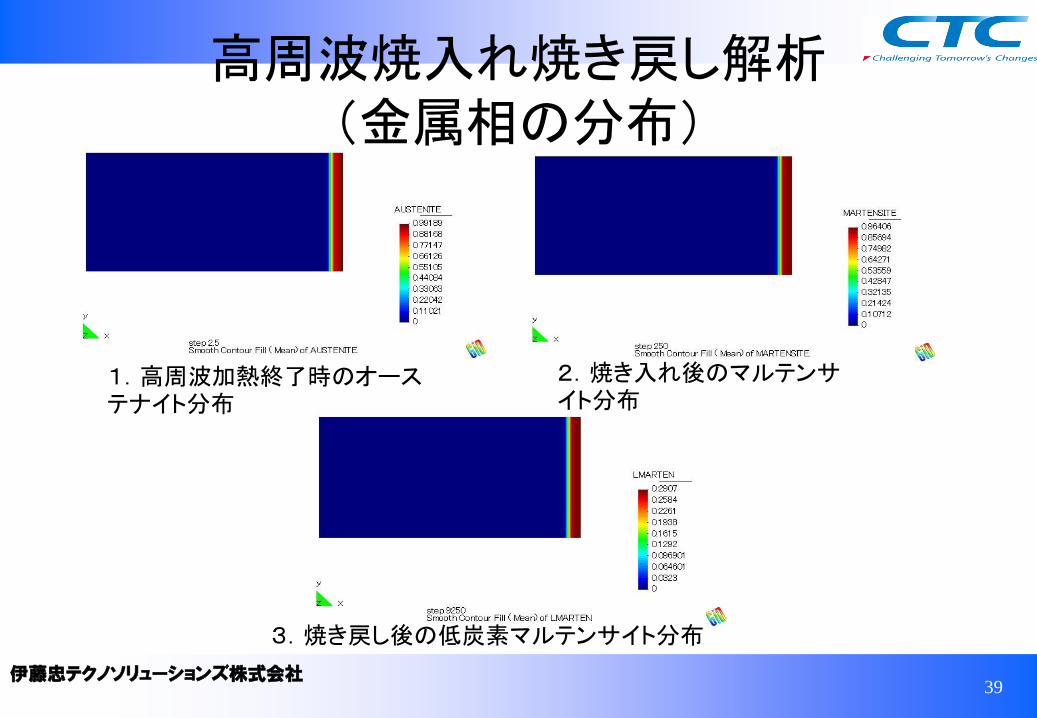
高周波焼入れ焼き戻し解析
(金属相の分布)
1.高周波加熱終了時のオーステナイト分布
2.焼き入れ後のマルテンサイト分布
3.焼き戻し後の低炭素マルテンサイト分布
40 伊藤忠テクノソリューションズ株式会社
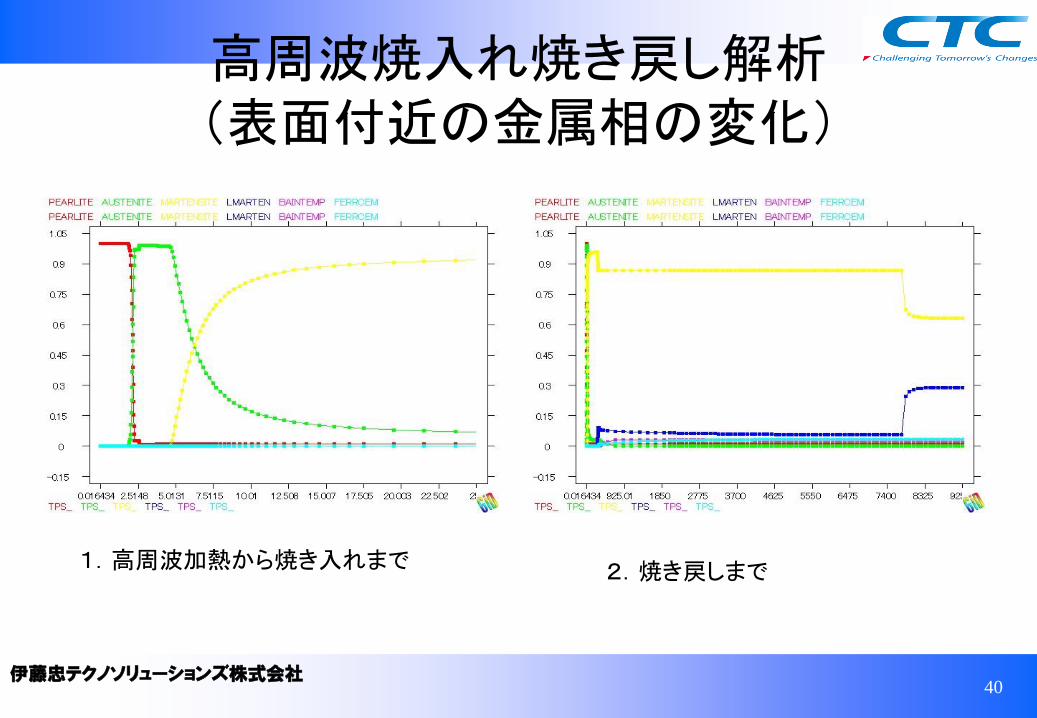
高周波焼入れ焼き戻し解析
(表面付近の金属相の変化)
1.高周波加熱から焼き入れまで 2.焼き戻しまで

41 伊藤忠テクノソリューションズ株式会社
高周波焼入れ焼き戻し解析
(焼入れ直後の残留応力の分布)
1.半径方向 2.軸方向
3.円周方向
42 伊藤忠テクノソリューションズ株式会社
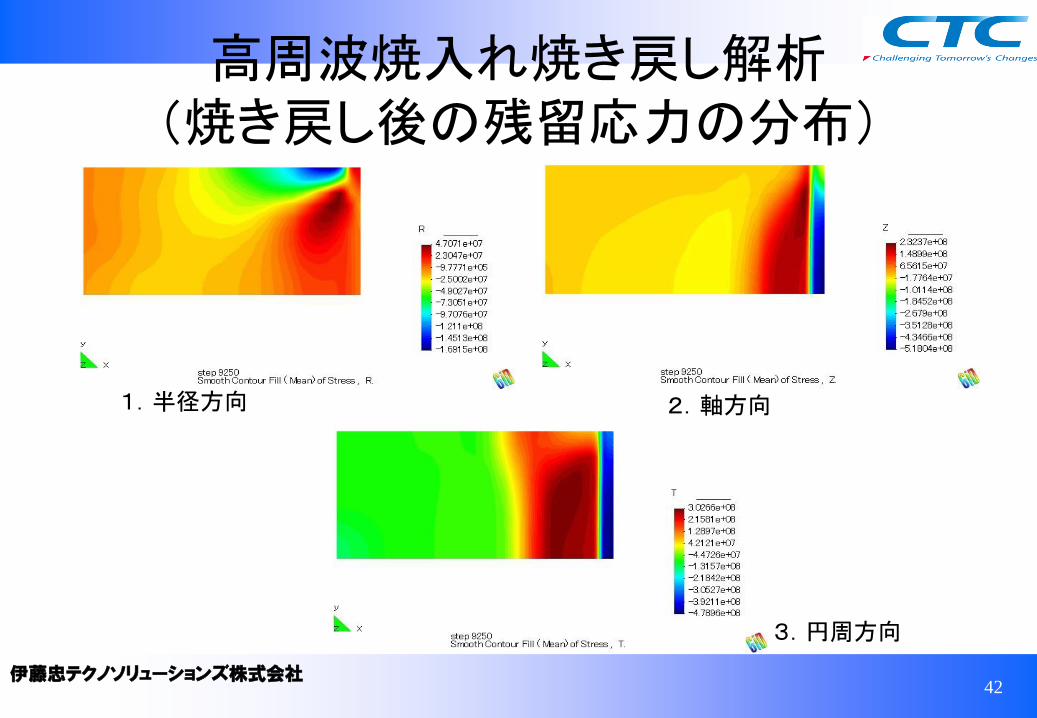
高周波焼入れ焼き戻し解析
(焼き戻し後の残留応力の分布)
1.半径方向 2.軸方向
3.円周方向
43 伊藤忠テクノソリューションズ株式会社
3次元高周波焼入れ解析
(電磁場と連成) • 平歯車の1歯分を取り出して計算
• 材料:S45C
• 入力パワー:2 KW 一定制御
• 加熱時間:2.8秒、その後水冷
• 加熱計算は、電磁場解析 + TPSの連成
• 冷却計算は、TPSのみ
参考文献:Tatsuo Inoue,Hiroyuki Inoue, Fumiaki Ikuta and Takashi Horino, Simulation of
Dual Frequency Induction Hardening Process of a Gear Wheel The 3rd International
Conference on Quenching and Control of Distortion, ASM Heat treating Society, March
1999
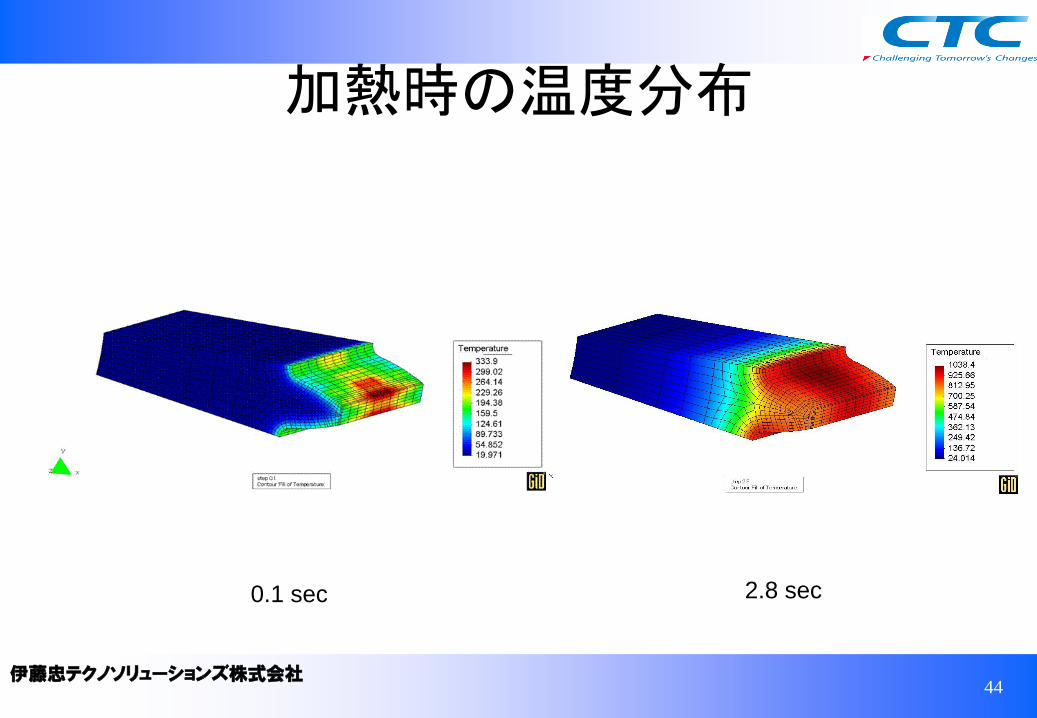
44 伊藤忠テクノソリューションズ株式会社
加熱時の温度分布
0.1 sec 2.8 sec

45 伊藤忠テクノソリューションズ株式会社
加熱終了時のAustenite量の分布
46 伊藤忠テクノソリューションズ株式会社
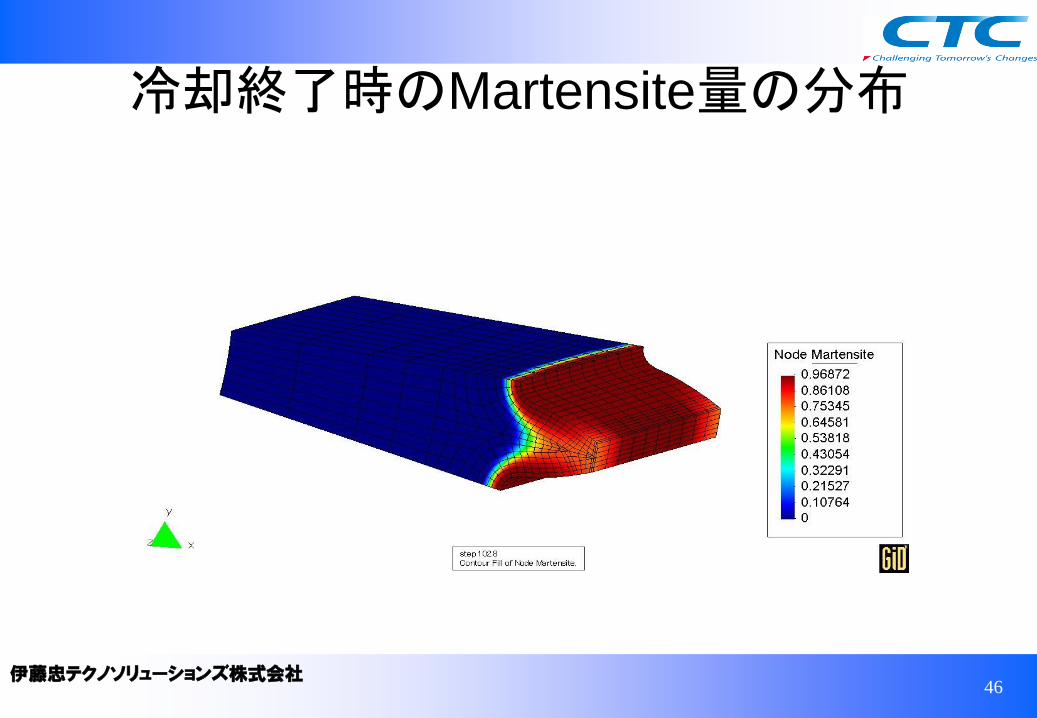
冷却終了時のMartensite量の分布
47 伊藤忠テクノソリューションズ株式会社
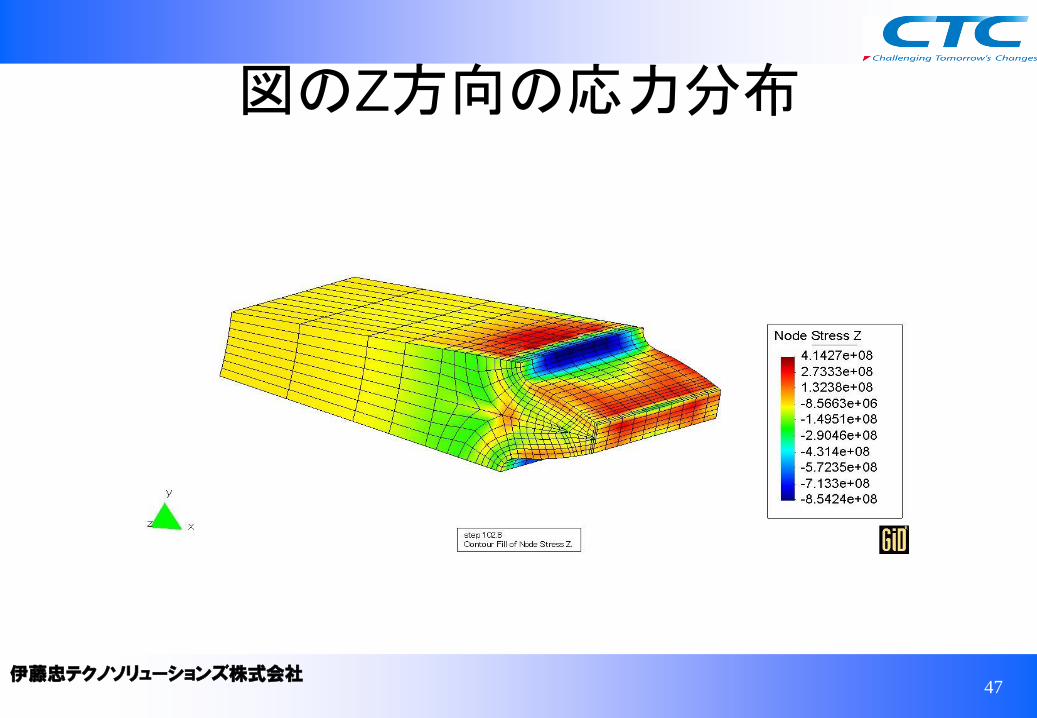
図のZ方向の応力分布
48 伊藤忠テクノソリューションズ株式会社
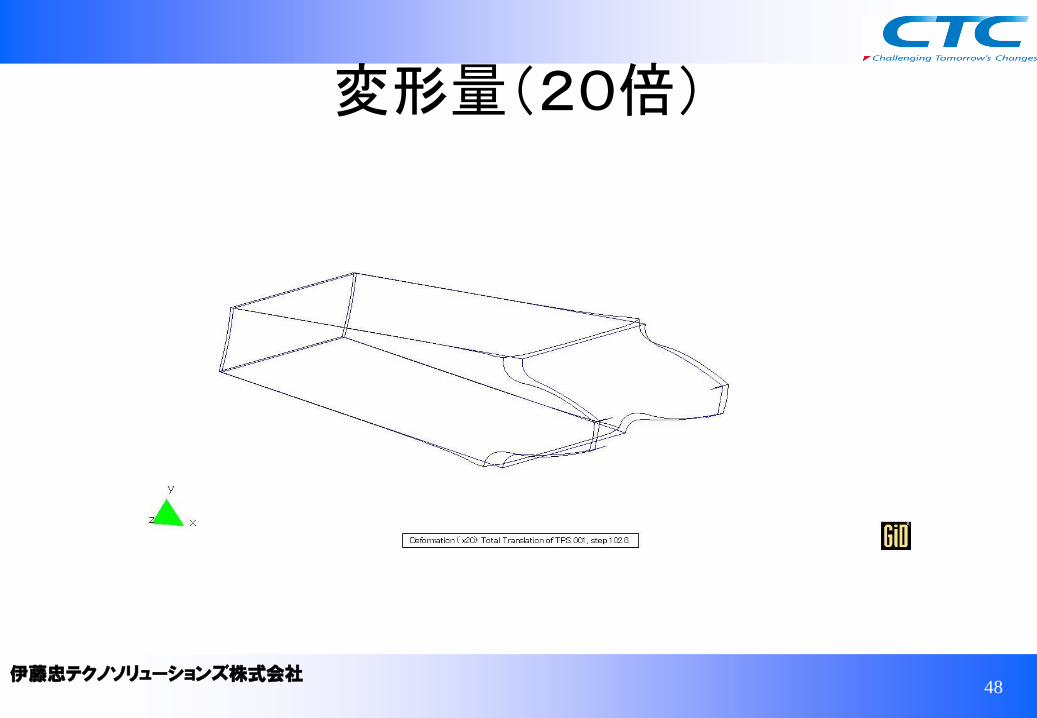
変形量(20倍)
49 伊藤忠テクノソリューションズ株式会社
ガス冷却による焼入れ解析
• ガス冷却とは
– アルゴン、窒素などの不活性ガスを使い冷却する方法
– 熱伝達率の温度依存性が少なく、蒸気膜や沸騰を伴わないので、複雑形状でも場所による冷却の差が出にくく、ゆがみ等が少ない
– 脱脂等も不要で環境にも優しい
– そのままでは十分な冷却速度が得られないので、加圧したり流速を上げたりする
50 伊藤忠テクノソリューションズ株式会社
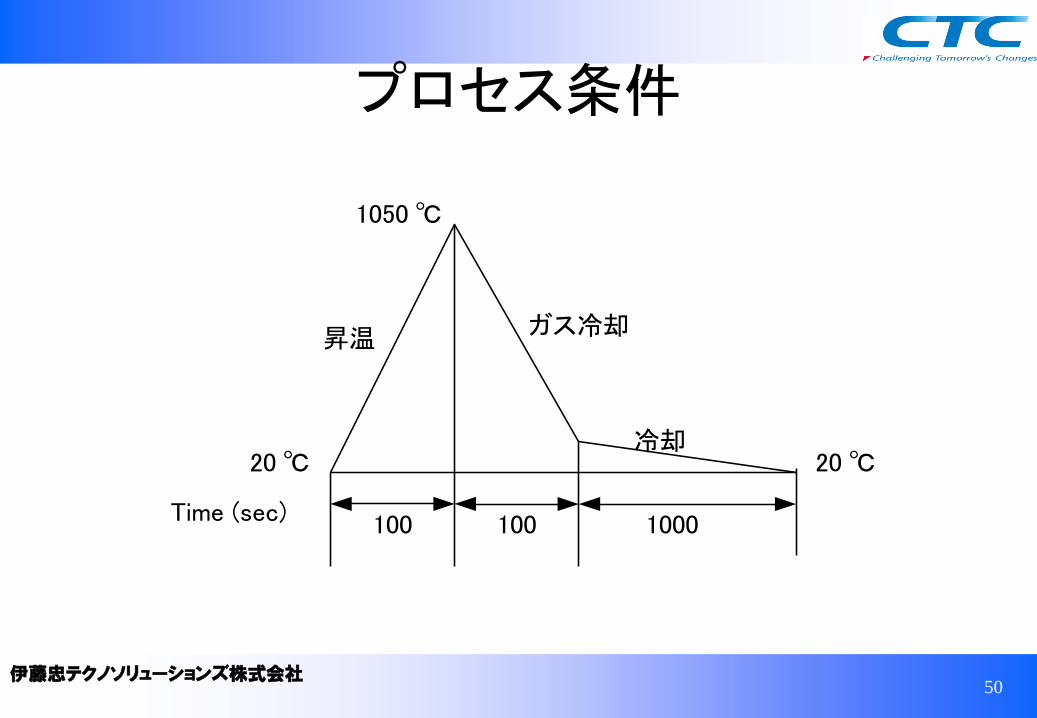
プロセス条件
℃20
℃1050
Time (sec) 100 100 1000
℃20
昇温 ガス冷却
冷却
51 伊藤忠テクノソリューションズ株式会社
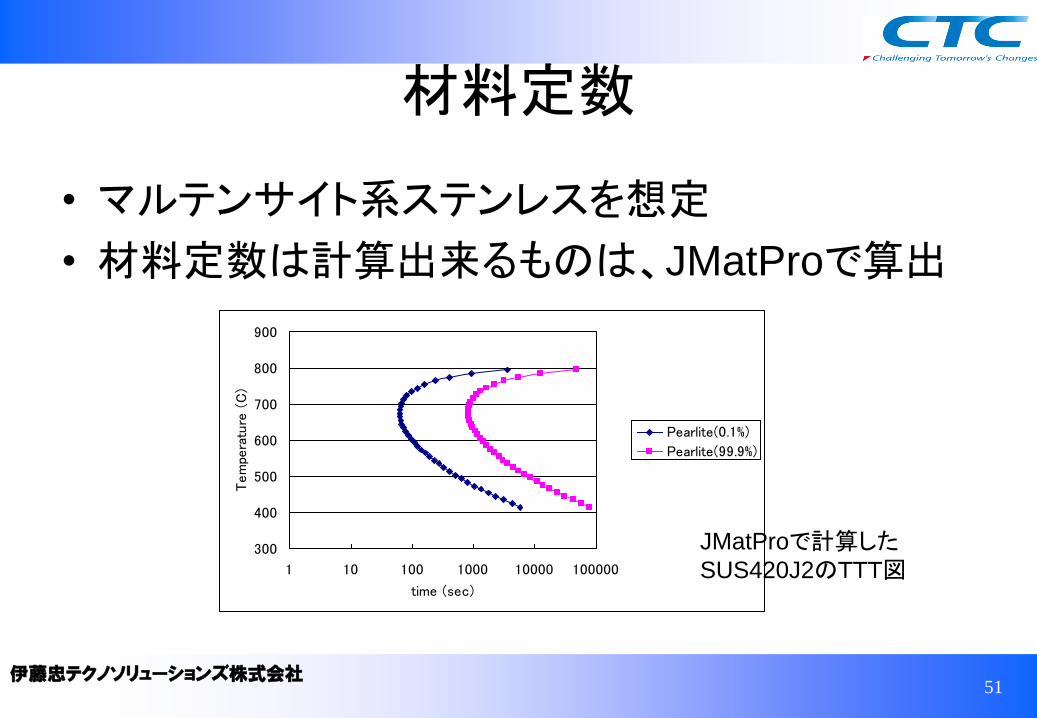
材料定数
• マルテンサイト系ステンレスを想定
• 材料定数は計算出来るものは、JMatProで算出
300
400
500
600
700
800
900
1 10 100 1000 10000 100000
time (sec)
Tem
pera
ture
(C
)
Pearlite(0.1%)
Pearlite(99.9%)
JMatProで計算したSUS420J2のTTT図
52 伊藤忠テクノソリューションズ株式会社
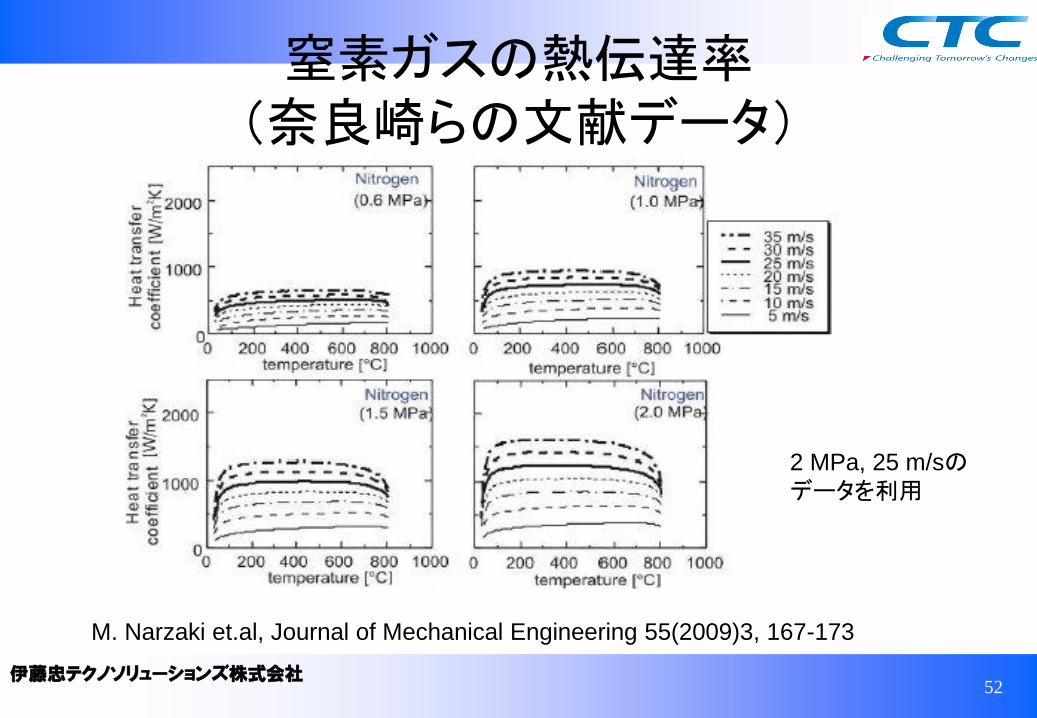
窒素ガスの熱伝達率
(奈良崎らの文献データ)
M. Narzaki et.al, Journal of Mechanical Engineering 55(2009)3, 167-173
2 MPa, 25 m/sのデータを利用
53 伊藤忠テクノソリューションズ株式会社
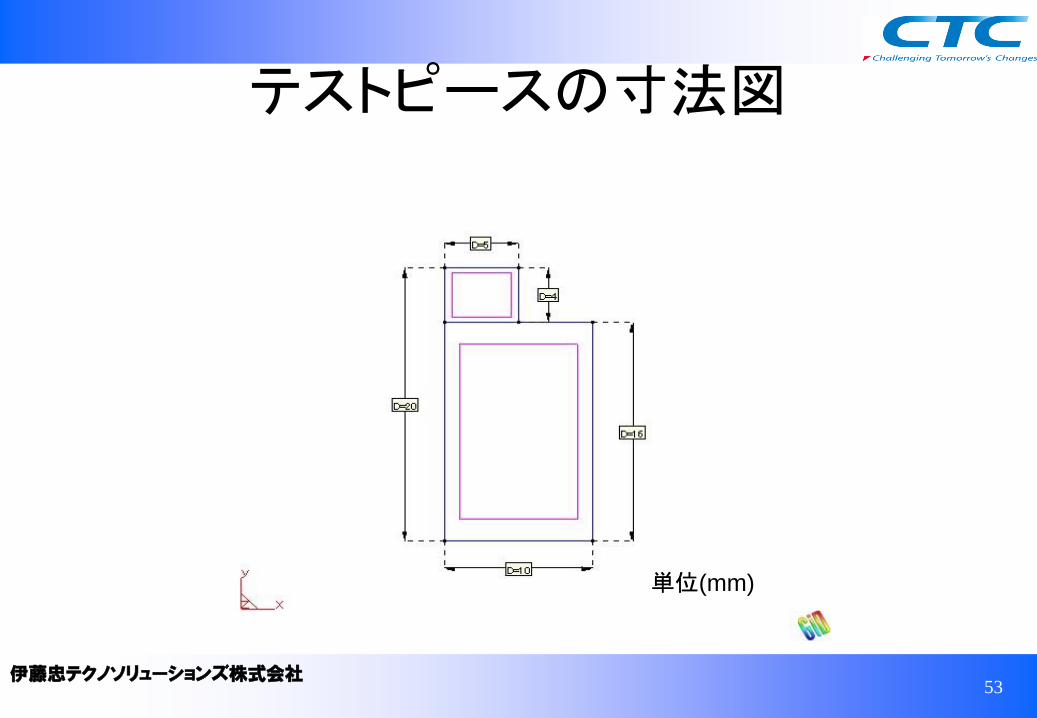
テストピースの寸法図
単位(mm)
54 伊藤忠テクノソリューションズ株式会社
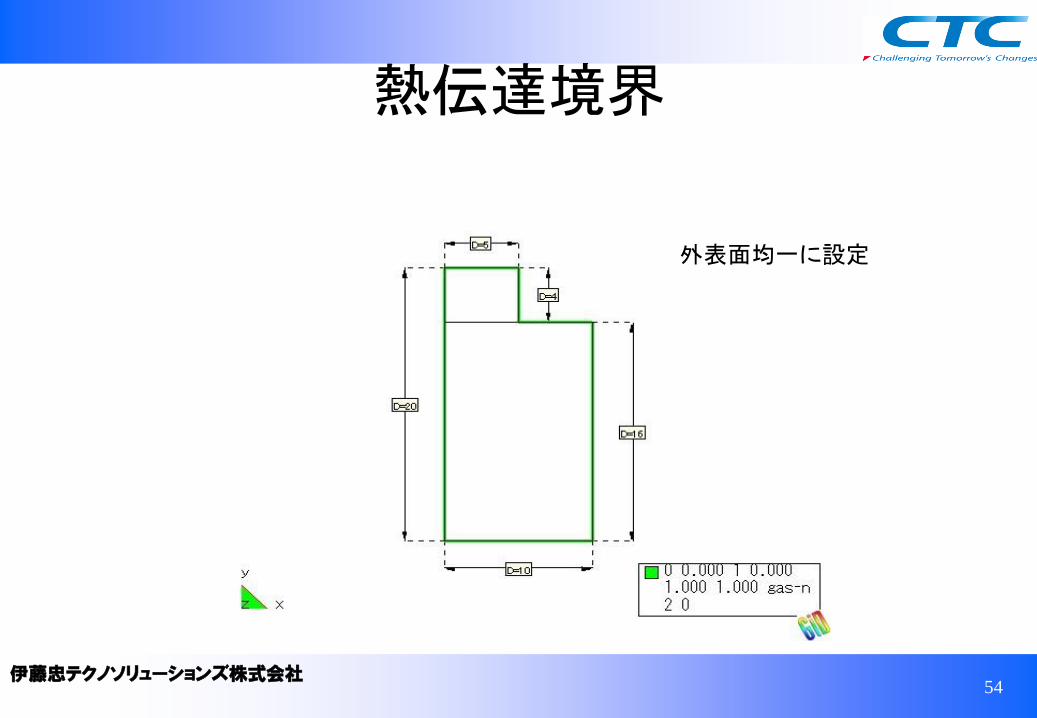
熱伝達境界
外表面均一に設定
55 伊藤忠テクノソリューションズ株式会社
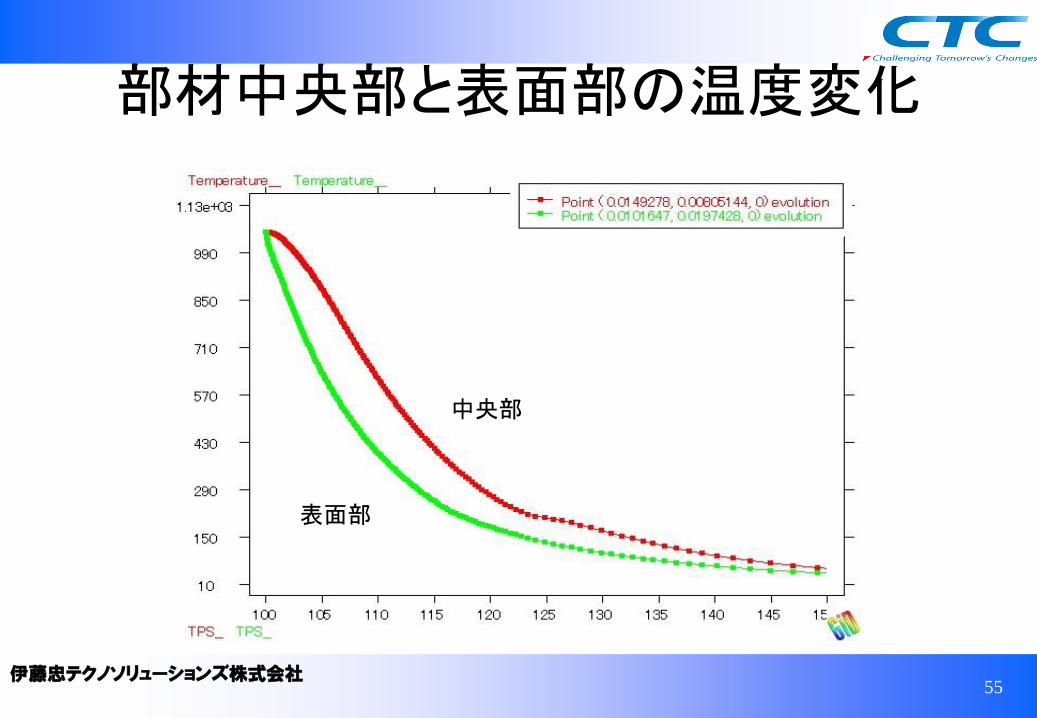
部材中央部と表面部の温度変化
中央部
表面部
56 伊藤忠テクノソリューションズ株式会社
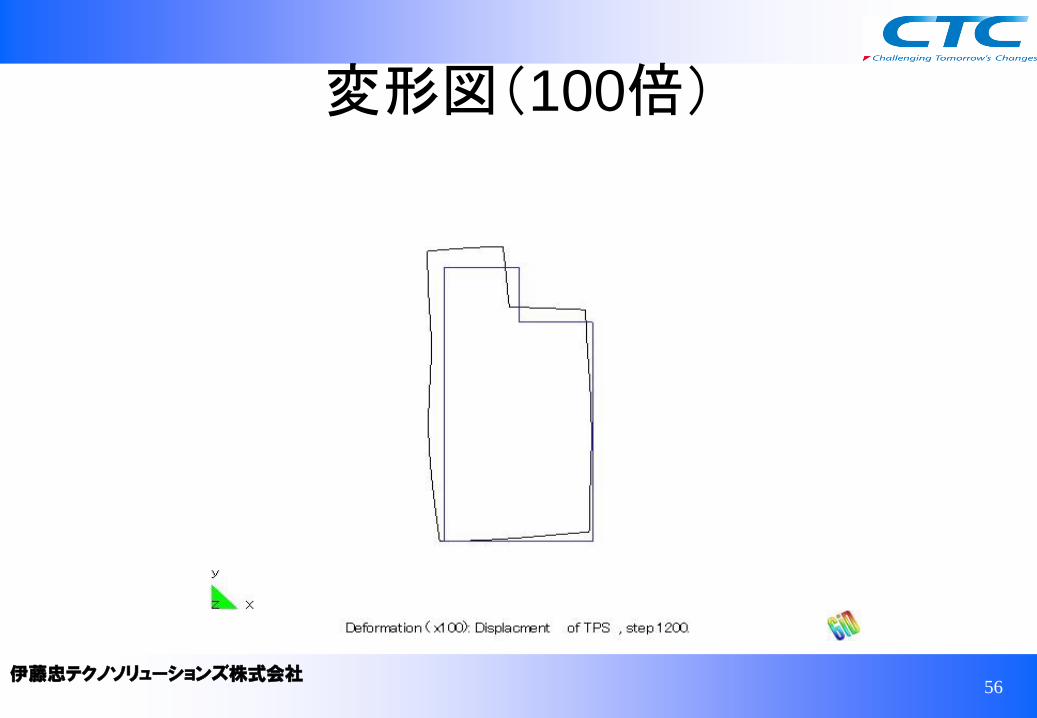
変形図(100倍)
57 伊藤忠テクノソリューションズ株式会社
浸炭焼入れ解析
• 部材をオーステナイト域まで加熱し、炉内に浸炭性ガスを流すことにより表面に炭素を侵入させ表面のみを硬化させる処理
• 歯車類一般に使われる
• 処理には数時間かかり、条件によっては異常浸炭の問題も起こる
• 浸炭による硬化相は1 mm程度のため、表面を細かく切る必要がある
58 伊藤忠テクノソリューションズ株式会社
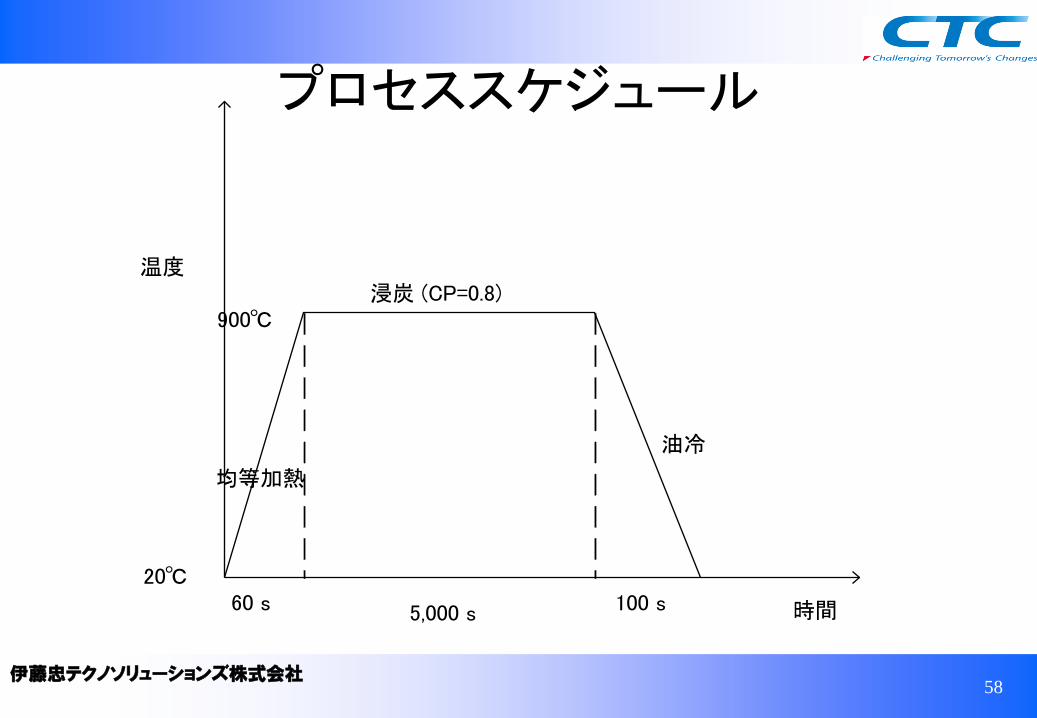
プロセススケジュール
℃20
温度
時間
℃900
均等加熱
浸炭 (CP=0.8)
油冷
60 s 5,000 s 100 s
59 伊藤忠テクノソリューションズ株式会社
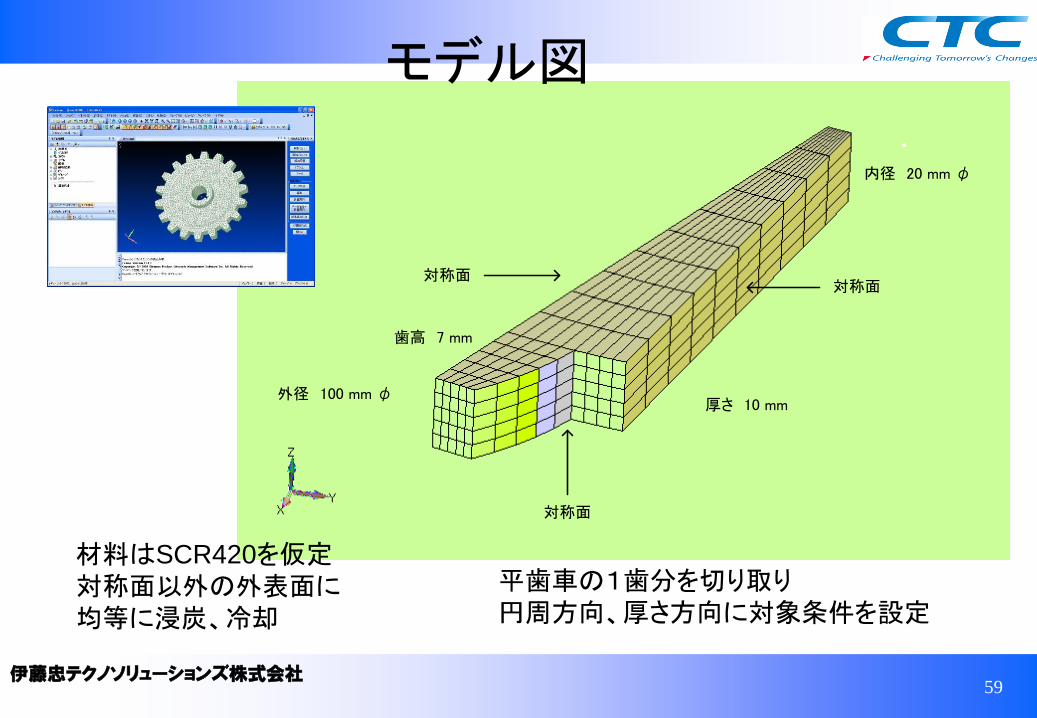
対称面
対称面
対称面
外径 100 mm φ
内径 20 mm φ
歯高 7 mm
厚さ 10 mm
モデル図
平歯車の1歯分を切り取り
円周方向、厚さ方向に対象条件を設定
材料はSCR420を仮定
対称面以外の外表面に
均等に浸炭、冷却
60 伊藤忠テクノソリューションズ株式会社
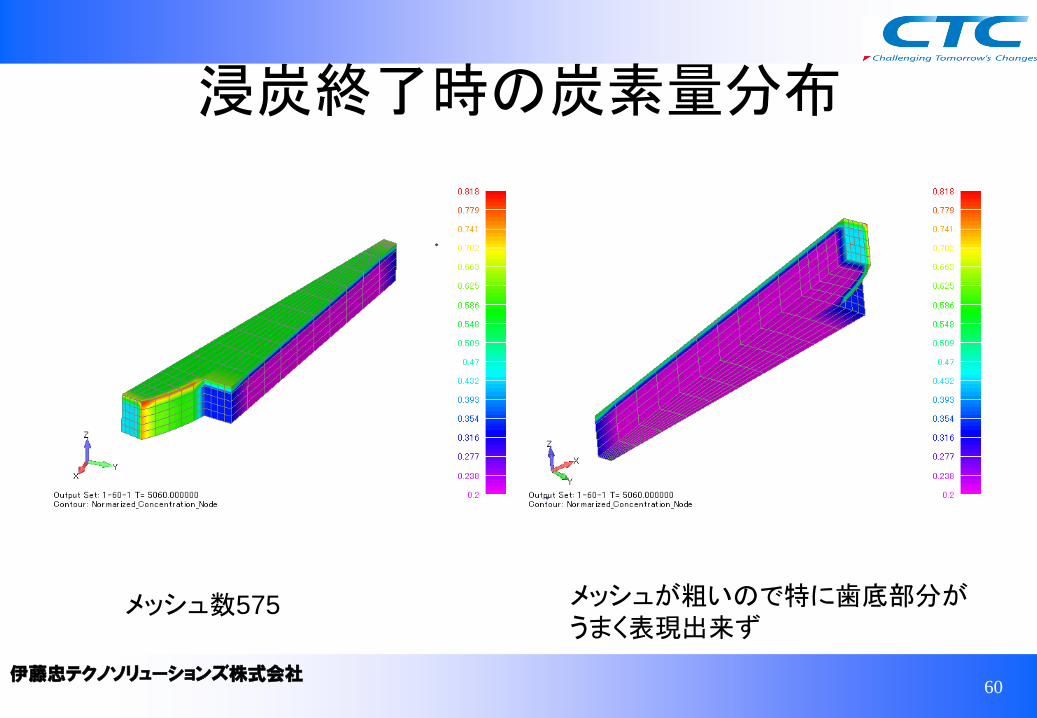
浸炭終了時の炭素量分布
メッシュが粗いので特に歯底部分が
うまく表現出来ず メッシュ数575
61 伊藤忠テクノソリューションズ株式会社
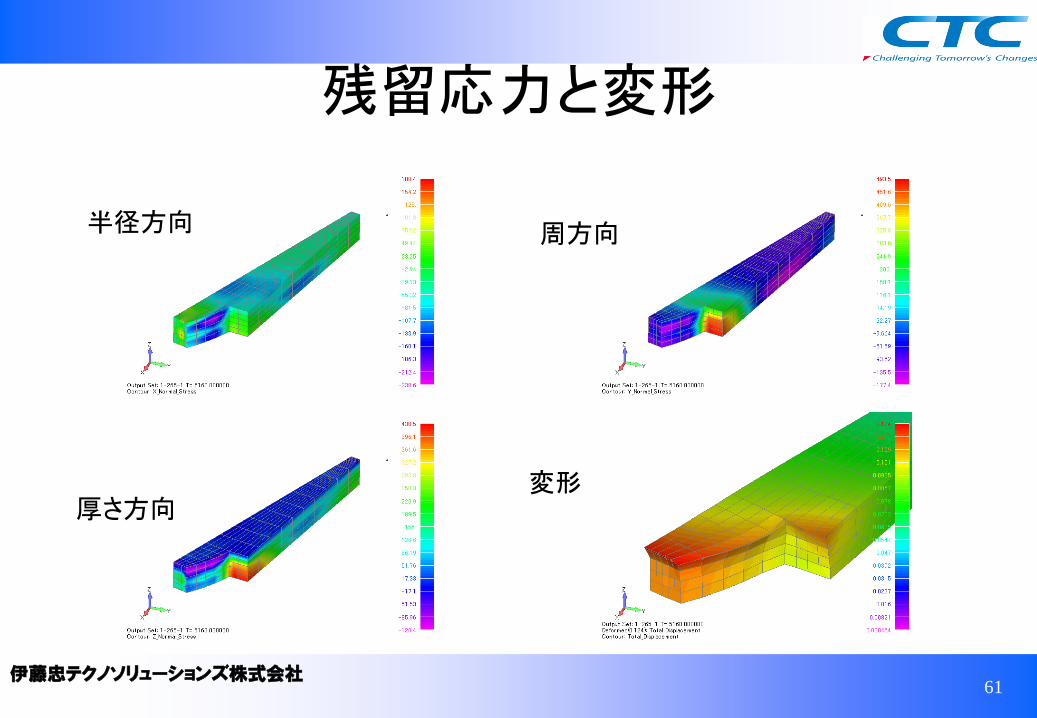
残留応力と変形
半径方向 周方向
厚さ方向 変形
62 伊藤忠テクノソリューションズ株式会社
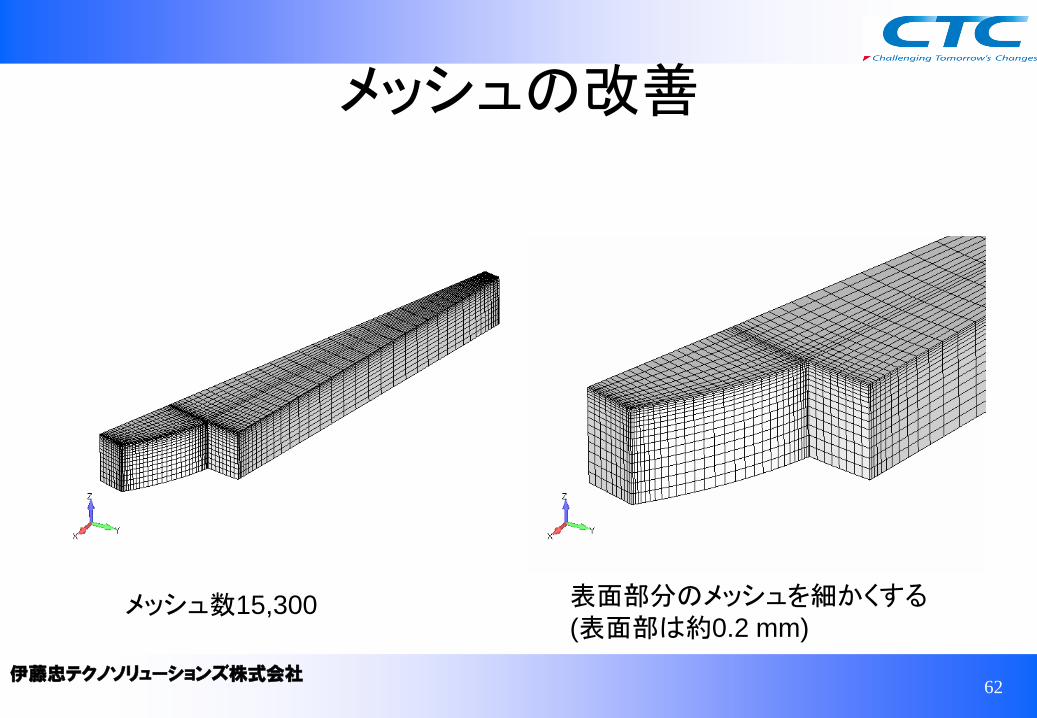
メッシュの改善
表面部分のメッシュを細かくする
(表面部は約0.2 mm) メッシュ数15,300
63 伊藤忠テクノソリューションズ株式会社
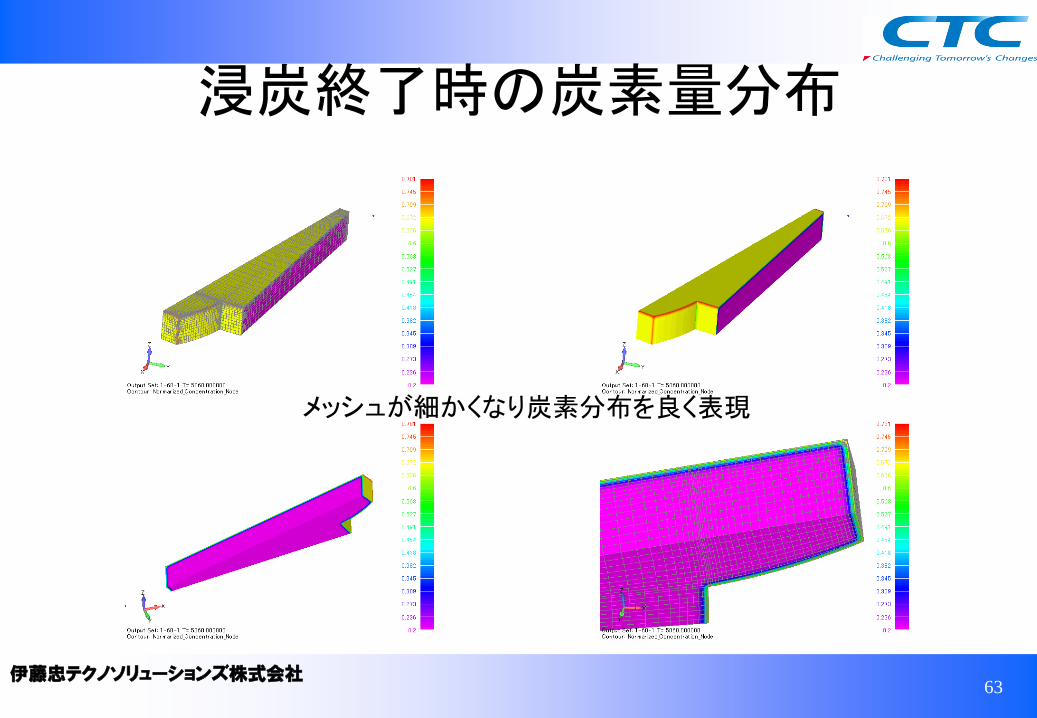
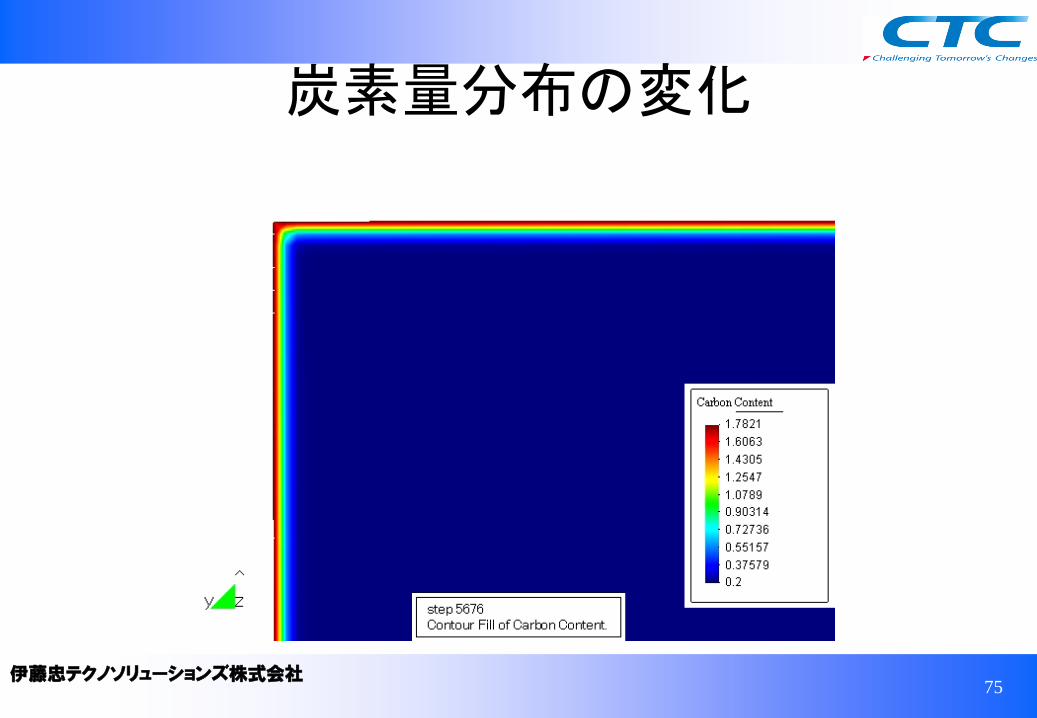
浸炭終了時の炭素量分布
メッシュが細かくなり炭素分布を良く表現

64 伊藤忠テクノソリューションズ株式会社
浸炭焼入れ後のマルテンサイト分布

65 伊藤忠テクノソリューションズ株式会社
浸炭焼入れ後の残留応力
半径方向
周方向
厚さ方向
66 伊藤忠テクノソリューションズ株式会社
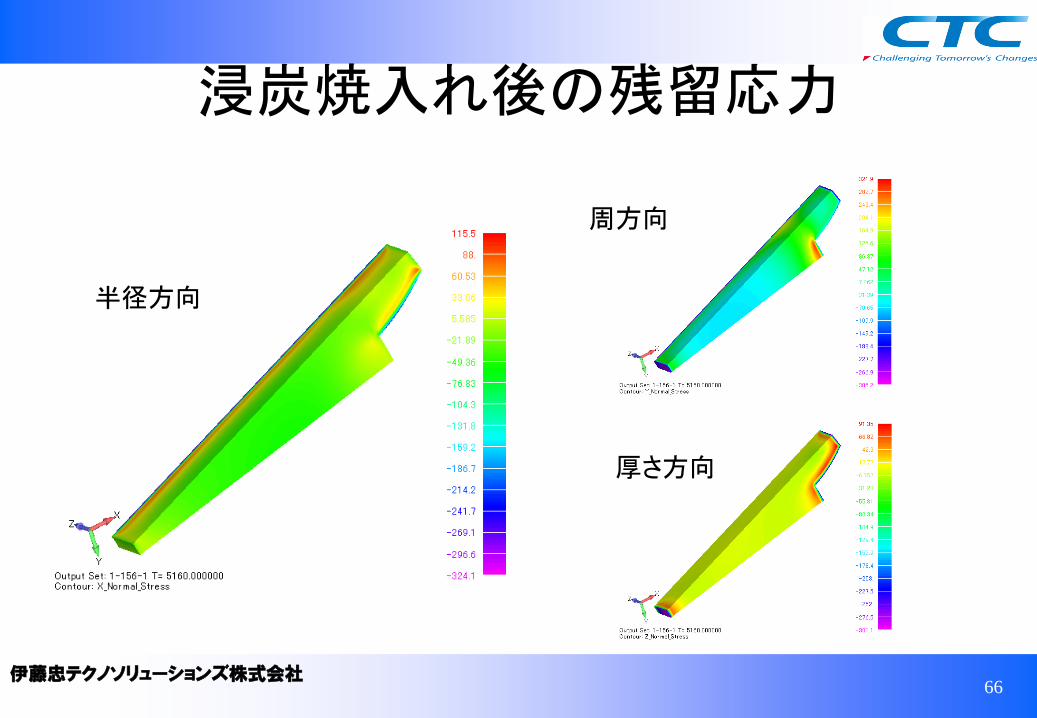
浸炭焼入れ後の残留応力
半径方向
周方向
厚さ方向
67 伊藤忠テクノソリューションズ株式会社
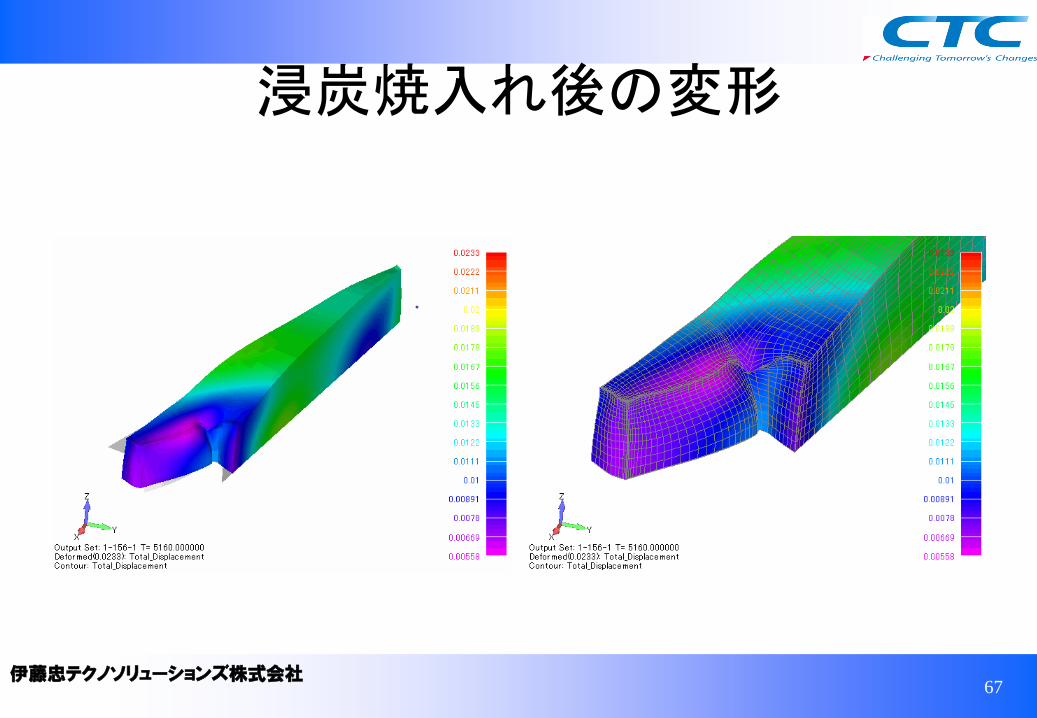
浸炭焼入れ後の変形

68 伊藤忠テクノソリューションズ株式会社
浸炭焼入れ後の変形
側面 上面
69 伊藤忠テクノソリューションズ株式会社
真空浸炭焼入れ解析
• 真空浸炭とは
– 真空中で加熱をし、アセチレン等のガスを流し表面を浸炭し、再び真空として拡散を行い、油焼入れを行う手法
– 短時間の処理が可能、表面酸化を防ぎ光輝性に優れる。
– 毒性ガスの使用量が少なく、CO2排出量も少なく、環境に優しい
– カーボンポテンシャルの制御が困難

70 伊藤忠テクノソリューションズ株式会社
真空浸炭解析の難しさ
• ガス浸炭の解析では、境界条件として、表面部のカーボンポテンシャル(CP値)を設定し、内部は拡散方程式を解くことで求めるが、真空浸炭で合わない
• 通常のガス浸炭の比べ、表面部の炭素濃度が同程度でも1.5倍程度の深さまで炭素が侵入し、そのメカニズムは良く分かっていない。
• 処理後の表面炭素濃度0.8%とすると、表面のCPを1.7%程度として浸炭し、拡散時のCPを0.7にすれば表面から脱炭がおこり、結果、実験に近い炭素濃度分布が得られる(フィッティング解析)
• 真空浸炭では、表面にはセメンタイト(Fe3C, 6.7wt% C)が生成し、それが拡散してゆくという報告も有り、あながち間違った推測ではないと思われる
71 伊藤忠テクノソリューションズ株式会社
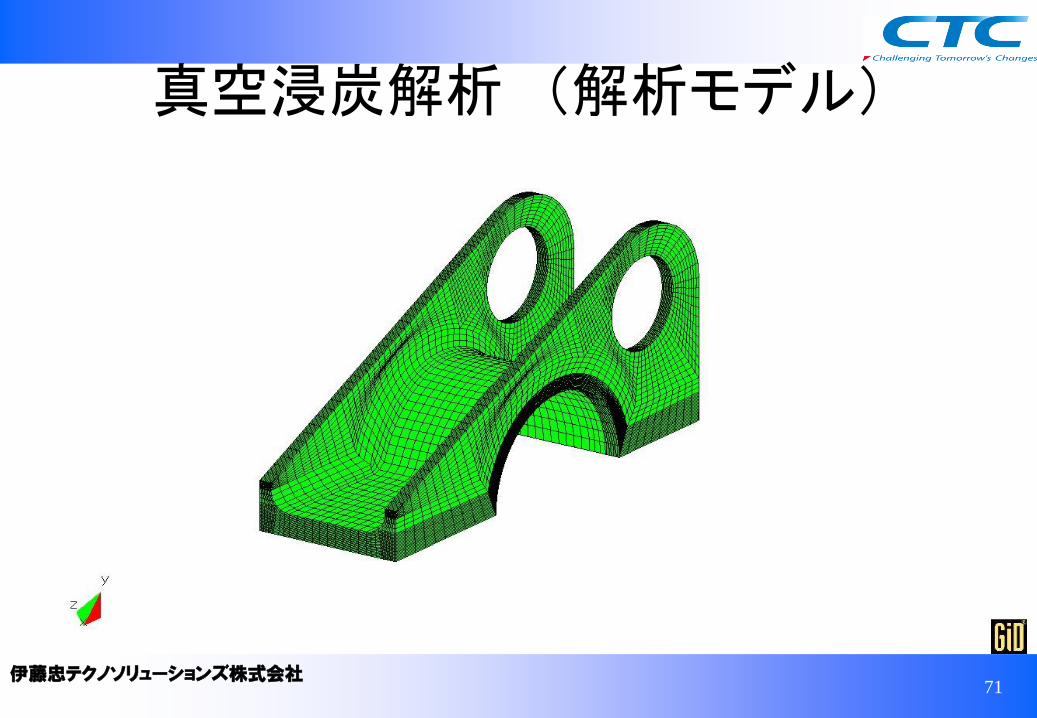
真空浸炭解析 (解析モデル)
72 伊藤忠テクノソリューションズ株式会社
計算条件
• 材料は、SCM鋼であるが、MS点だけ合わせてSCR鋼の値で代用
• 硬さ予測には、金属データブックのjominy曲線の炭素濃度の違うSCM度鋼の値を用いた
• 冷却条件は、真空浸炭焼入れ用油V2500の標準試験のデータを用い、場所による違いは無視し、全表面均一の冷却条件を設定した
• 浸炭時CP=1.7、拡散時CP=0.7で計算
73 伊藤忠テクノソリューションズ株式会社
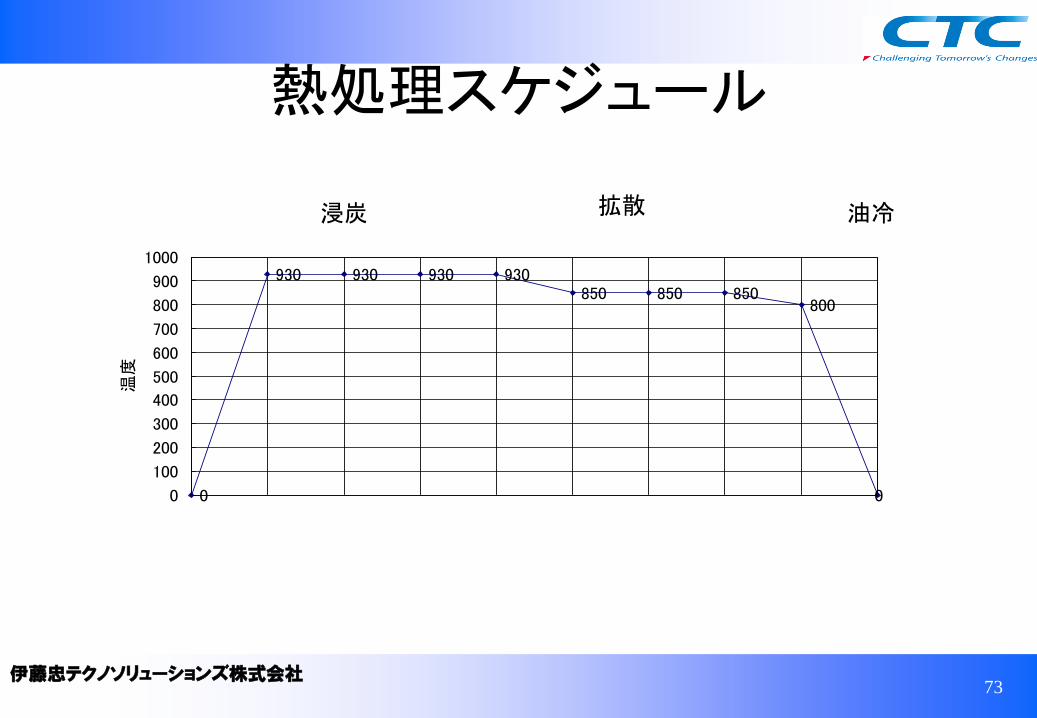
熱処理スケジュール
0
930 930 930 930850 850 850
800
00
100
200
300
400
500
600
700
800
900
1000
温度
浸炭 拡散 油冷

74 伊藤忠テクノソリューションズ株式会社
SCM鋼のJOMINY曲線
(金属データブックより)
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60
Jominy distance (mm)
HR
C
SCM415
SCM420
SCM435
SCM440
SCM445
75 伊藤忠テクノソリューションズ株式会社
炭素量分布の変化
76 伊藤忠テクノソリューションズ株式会社
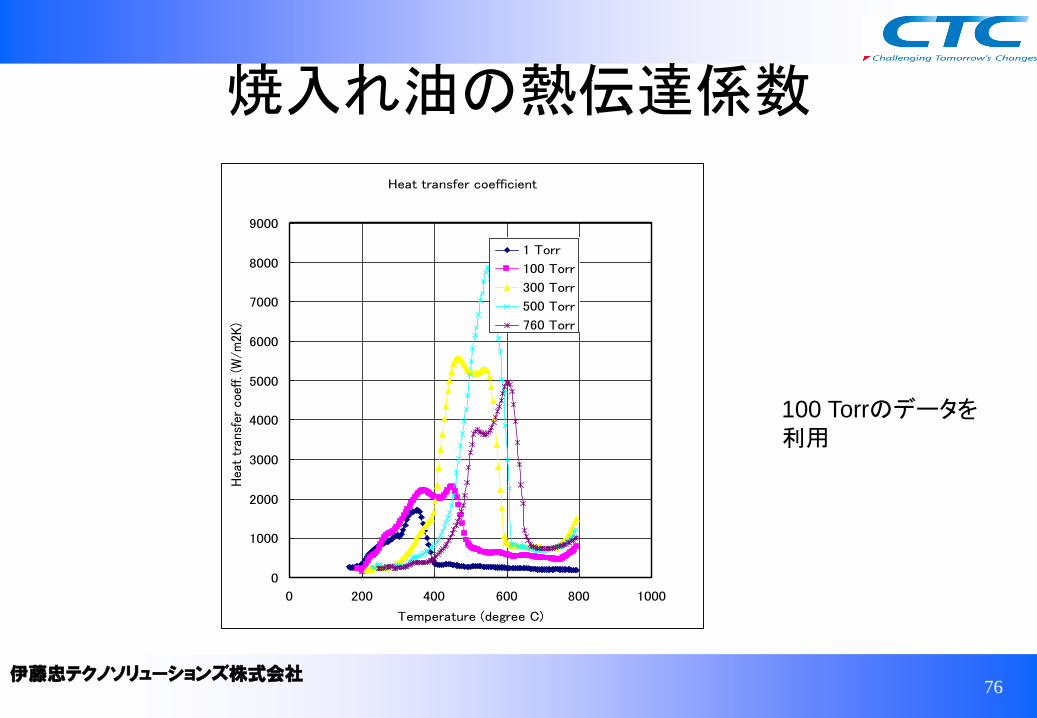
焼入れ油の熱伝達係数
Heat transfer coefficient
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0 200 400 600 800 1000
Temperature (degree C)
Hea
t tr
ansf
er c
oeff. (
W/m
2K)
1 Torr
100 Torr
300 Torr
500 Torr
760 Torr
100 Torrのデータを利用
77 伊藤忠テクノソリューションズ株式会社
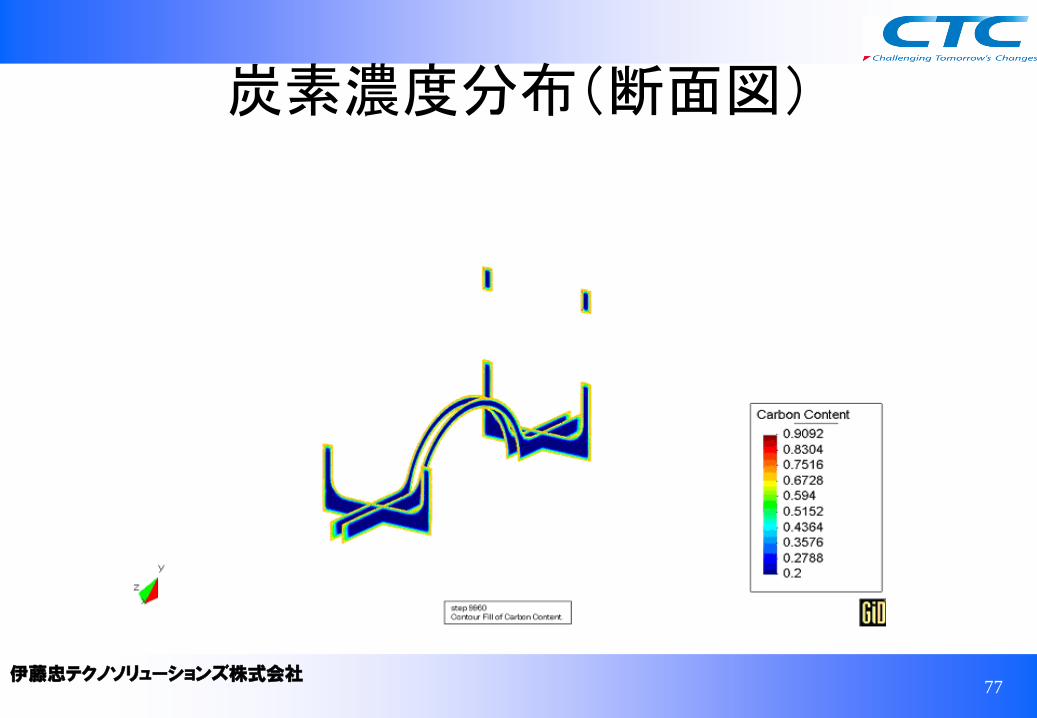
炭素濃度分布(断面図)
78 伊藤忠テクノソリューションズ株式会社
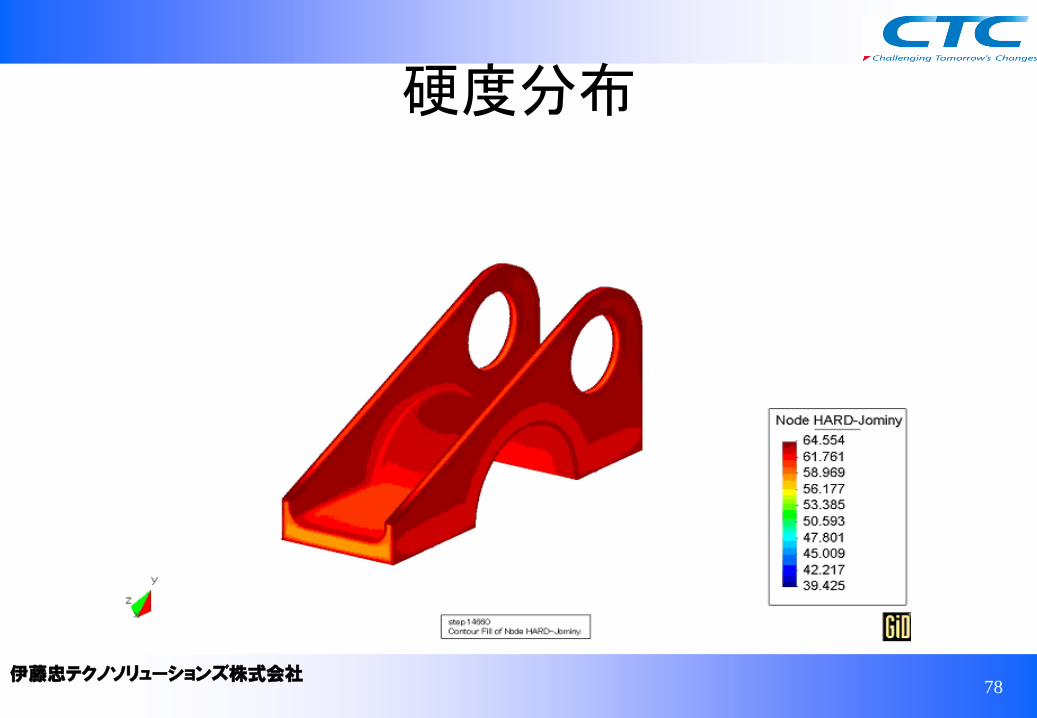
硬度分布
79 伊藤忠テクノソリューションズ株式会社
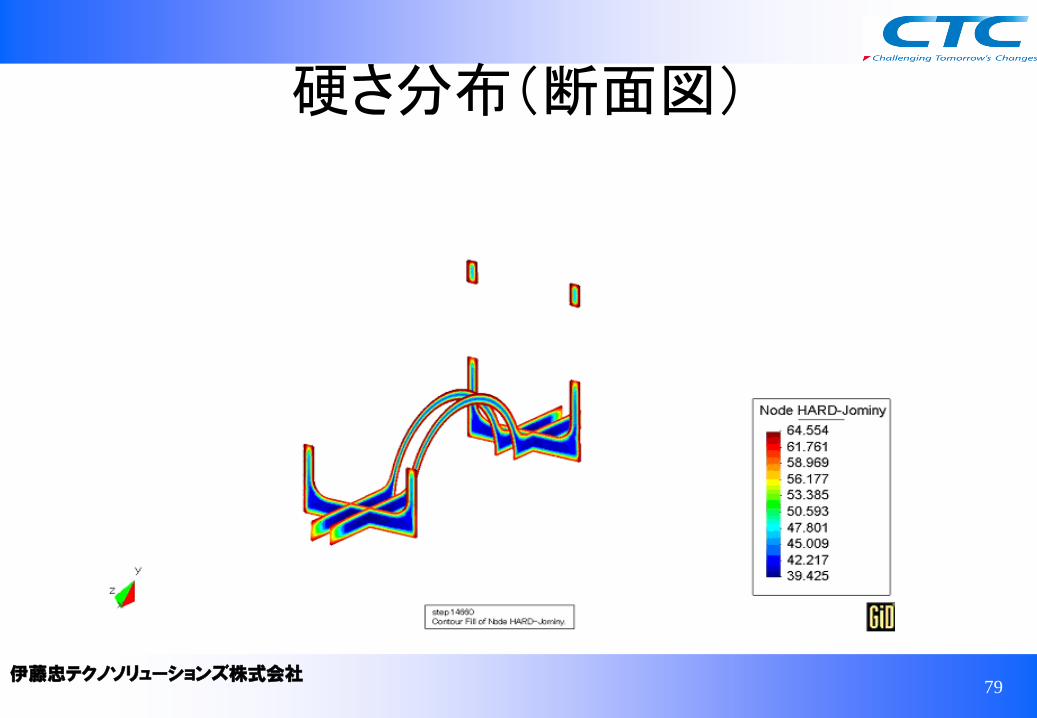
硬さ分布(断面図)
80 伊藤忠テクノソリューションズ株式会社
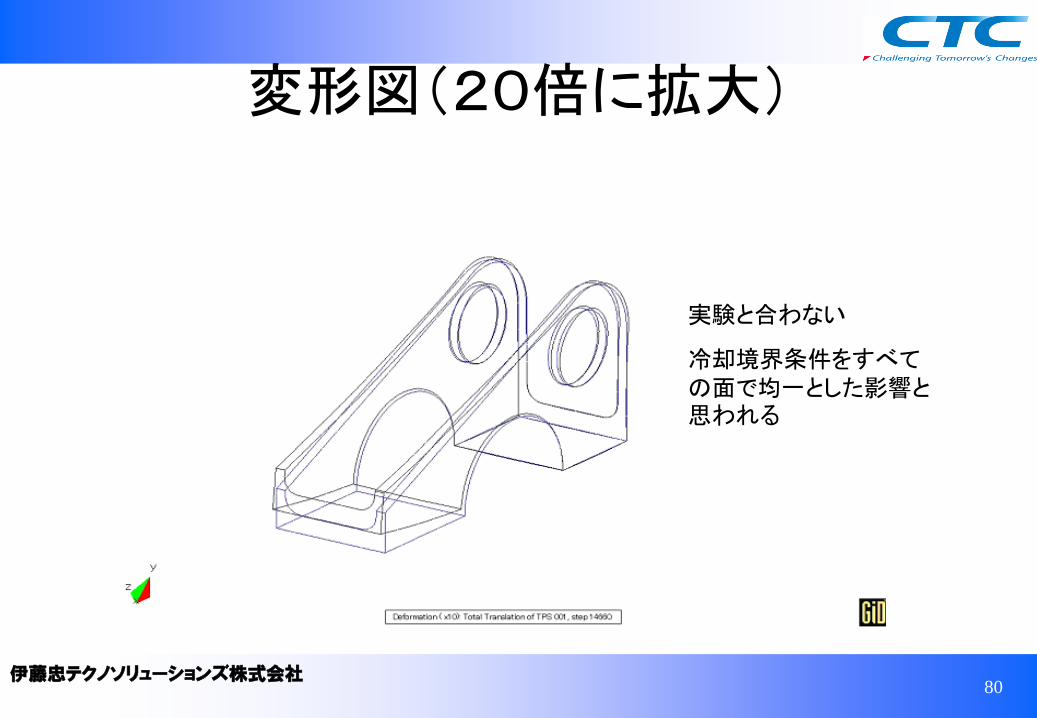
変形図(20倍に拡大)
実験と合わない
冷却境界条件をすべての面で均一とした影響と思われる
81 伊藤忠テクノソリューションズ株式会社
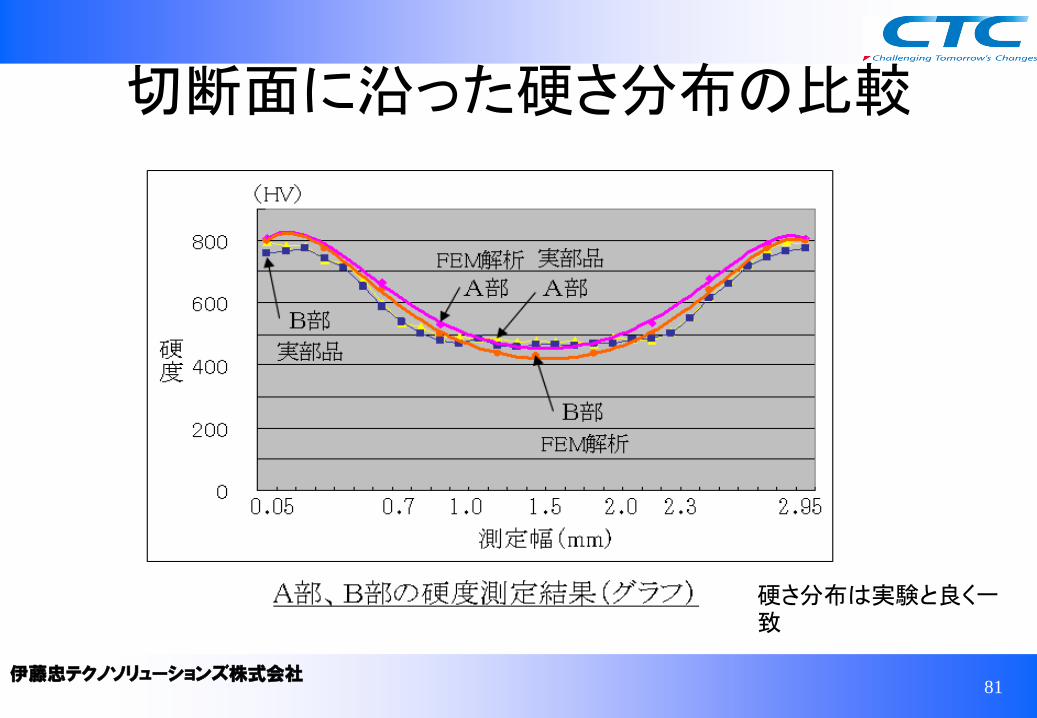
切断面に沿った硬さ分布の比較
硬さ分布は実験と良く一致
82 伊藤忠テクノソリューションズ株式会社
科学システム事業部 東京 東京都千代田区霞が関3-2-5 TEL:03-6203-7344/FAX:03-3539-5173 E-mail: [email protected] URL: http://www.eng-eye.com/ http://www.ctc-g.co.jp/
伊藤忠テクノソリューションズ株式会社