Embed Size (px)
Citation preview
PRA RANCANGAN PABRIK ASAM LAKTAT
DENGAN PROSES FERMENTASI DARI MOLASSE
KAPASITAS 5.000 TON/TAHUN
Diajukan Untuk Memenuhi Salah Satu Persyaratan
Guna Memperoleh Gelar Diploma IV Program Studi Teknik Kimia Industri
Disusun oleh :
Frisda 1508021
Anne Ditya Widya Putri 1508026
PROGRAM STUDI TEKNIK KIMIA INDUSTRI
SEKOLAH TINGGI MANAJEMEN INDUSTRI
KEMENTERIAN PERINDUSTRIAN REPUBLIK INDONESIA
2012

ABSTRAK
Asam Laktat atau 2-hydroxypropionic acid yang mempunyai rumus kimia CH3CH(OH)COOH,
adalah asam hidroksi karboksilat sederhana dengan atom karbon asimetris. Asam laktat dapat
dibuat melalui proses fermentasi karbohidrat seperti sukrosa, laktosa, manitol, pati dan dekstrin.
Melihat prospek pasar dan perkembangan konsumsi Asam Laktat di Indonesia untuk berbagai
sektor industri terutama industri makanan, farmasi dan kosmetik yang terus meningkat setiap
tahunnya dan melihat kebutuhan tersebut masih harus dipenuhi melalui impor, karena belum
adanya pabrik Asam Laktat didalam negeri maka perlu dicari alternatif untuk membangun pabrik
Asam Laktat sendiri.
Pabrik ini direncanakan didirikan di Kawasan Industri Surabaya, Jawa Timur, dengan kapasitas
produksi 3500 ton per tahun. Adapun pendiriannya dimulai pada awal tahun 2012 dan akan mulai beroperasi pada awal tahun 2015. Proses yang digunakan adalah proses fermentasi dari molasse
dengan bakteri Lactobacillus delbrueckii. Fermentasi dilakukan selama 21 jam pada T = 46 0C dan
P = 1 atm. Proses pembuatan asam laktat ini dilakukan secara semi kontinyu, dimana proses batch
dilakukan sampai tangki intermediate, setelah tangki intermediate dilakukan proses kontinyu. Pada
akhir proses produksi dihasilkan Asam Laktat dengan kemurnian 80%.
Unit utilitas dalam pabrik Asam Laktat dibagi menjadi beberapa unit, yaitu: unit penyediaan air,
unit penyediaan listrik, unit penyediaan bahan bakar, dan unit pengolahan limbah. Unit
pengolahan air dipabrik ini mengambil air baku PAM yan disediakan pengelola kawasan industri
dengan kapasitas 7967,3591 kg/jam. Total kebutuhan listrik berasal dari PLN sebesar : 691,4548
kW/jam, selain itu sebagai cadangan digunakan generator dengan kapasitas 600 kW sebanyak 1
buah. Adapun total kebutuhan biodisel : 12.226,006 kg/hari. Limbah yang dihasilkan berupa
limbah organik yaitu glukosa, fruktosa, bakteri dan nutrisi. Pengolahan ini bertujuan agar saat dibuang ke badan air tidak berbahaya atau mencemari lingkungan. Pengolahan limbah yang
dilakukan yaitu dengan proses lumpur aktif.
Bentuk badan hukum perusahaan ini adalah Perseroan Terbatas (PT) dimana struktur organisasi
yang dipakai adalah garis dan staf. Perusahaan ini dipimpin oleh seorang manager dengan jumlah
karyawan 121 orang.
Dari hasil analisa ekonomi yang dilakukan, diperoleh :
1. Pembangunan konstruksi dan instalasi pabrik dilakukan selama satu tahun sehingga
pabrik dapat beroperasi mulai tahun 2018.
2. Total Modal Investasi (TCI) : Rp. 466.998.587.947
- Modal sendiri ( 86,1% ) : Rp. 401.998.587.947
- Pinjaman bank ( 17,9% ) : Rp. 65.000.000.000 3. Suku bunga pertahun : 12 %
4. Jangka waktu pinjaman : 5 tahun (grace period 1 tahun)
5. Break Even point tahun pertama : 38,19 %.
6. Internal Rate of Return (IRR) : 34,91%
7. Minimum Payback Period (MPP) : 4 tahun 9 bulan
Dari hasil analisa ekonomi di atas dan jika di tunjang dengan perekonomian Indonesia yang stabil,
maka pabrik Asam Laktat dengan kapasitas 5.000 ton pertahun layak (feasible) didirikan.
Keyword: Asam laktat, 2-hydroxypropionic acid, Lactobacillus delbrueckii, BEP, MPP, IRR
DAFTAR ISI
LEMBAR PERSETUJUAN DOSEN PEMBIMBING
LEMBAR BIMBINGAN
KATA PENGANTAR
ABSTRAK
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
BAB I. PENDAHULUAN
I.1 Latar Belakang .............................................................................................................................................. 1
I.2 Tujuan Pendirian Pabrik ......................................................................................................................... 2
I.2.1 Tujuan Umum .......................................................................................................................... 2
I.2.2 Tujuan Khusus ......................................................................................................................... 3
I.3 Analisa Pasar dan Penentuan Kapasitas .............................................................................. 3
I.3.1 Perkembangan Produksi ................................................................................................. 3
I.3.2 Perkembangan Impor .......................................................................................................... 3
I.3.3 Perkembangan Ekspor ........................................................................................................ 4
I.3.4 Perkembangan Konsumsi ............................................................................................... 5
I.3.5 Prospek Pasar ............................................................................................................................. 5
BAB II. DESAIN PROSES
II.1 Proses-Proses Pembuatan Asam Laktat ............................................................................. 10
II.1.1 Secara Sintetis .......................................................................................................................... 10
II.1.2 Secara Fermentasi ................................................................................................................. 11
II.2 Pemilihan Proses ................................................................................................................................... 13
II.3 Sifat-Sifat Bahan Baku dan Produk ......................................................................................... 14
II.3.1 Bahan Baku Utama .............................................................................................................. 14
II.3.1.1 Molase ........................................................................................................................ 14
II.3.2 Bahan Baku Penunjang .................................................................................................... 14
II.3.2.1 Air .................................................................................................................................. 14
II.3.2.2 Asam Sulfat ........................................................................................................... 14
II.3.2.3 Kalsium Karbonat ............................................................................................. 15
II.3.3 Produk Utama ........................................................................................................................... 15
II.3.3.1 Asam Laktat .......................................................................................................... 15
II.3.4 Produk Samping ..................................................................................................................... 15
II.3.4.1 Kalsium Sulfat ..................................................................................................... 15
III.4 Deskripsi Proses ................................................................................................................................. 16
III.4.1 Persiapan ................................................................................................................................... 16
III.4.2 Fermentasi .............................................................................................................................. 17
III.4.3 Pemisahan Biomassa, Sisa Nutrisi dan Kotoran Lain ....................... 17
III.1.4 Pengasaman ......................................................................................................................... 18
III.1.5 Pengendapan ........................................................................................................................ 18
III.1.6 Pemurnian ................................................................................................................................ 18
III.2 Proses Flow Diagram ................................................................................................................... 19
BAB III. NERACA MASSA DAN ENERGI
III.1 Neraca Massa ........................................................................................................................................ 20
III.1.1 Neraca Massa Total ........................................................................................................... 20
III.1.2 Centrifuge 1 ( CF-01 ) ......................................................................................................... 22
III.1.3 Tangki Pengenceran ( TP-01 ) ...................................................................................... 22
III.1.4 Fermentor ( FR-01 )............................................................................................................... 22
III.1.5 Tangki Intermediate ( TI-01 )........................................................................................ 23
III.1.6 Centrifuge 2 ( CF-02 ) ......................................................................................................... 23
III.1.7 Tangki Acidifier ( TA-01 ) .............................................................................................. 24
III.1.8 Tangki Pengendapan ( TS-01 ) .................................................................................... 24
III.1.9 Evaporator ( EV-01 ) ............................................................................................................ 25
III.1.10 Partial Subcooler Condensor ( SK-01 ) ............................................................. 25
III.1.11 Flash Drum ( FD-01 ) ....................................................................................................... 25
III.1.12 Cooler ( C-01 ) ........................................................................................................................ 26
III.1.13 Subcooler Condensor ( SK-02 ) ............................................................................... 26
III.2 Neraca Energi ............................................................................................................................................. 26
III.2.1 Centrifuge 1 ( CF-01 ) ......................................................................................................... 26
III.2.2 Tangki Pengenceran ( TP-01 ) ...................................................................................... 27
III.2.3 Fermentor ( FR-01 )............................................................................................................... 27
III.2.4 Tangki Intermediate ( TI-01 )........................................................................................ 27
III.2.5 Centrifuge 2 ( CF-02 ) ......................................................................................................... 28
III.2.6 Tangki Acidifier ( TA-01 ) .............................................................................................. 28
III.2.7 Tangki Pengendapan ( TS-01 ) .................................................................................... 28
III.2.8 Evaporator ( EV-01 ) ............................................................................................................ 29
III.2.9 Partial Subcooler Condensor ( SK-01 ) ................................................................ 29
III.2.10 Flash Drum ( FD-01 ) ....................................................................................................... 29
III.2.11 Cooler ( C-01 ) ........................................................................................................................ 30
III.2.12 Subcooler Condensor ( SK-02 ) ............................................................................... 30
BAB IV. SPESIFIKASI PERALATAN PROSES
IV.1 Spesifikasi Centrifuge (CF-01) ................................................................................................... 31
IV.2 Spesifikasi Tangki Berpengaduk ( TP-01 ) ....................................................................... 33
IV.3 Spesifikasi Silo Penampung CaCO3 (T-03) ..................................................................... 37
IV.4 Spesifikasi Reaktor Fermentor (FR-01) ............................................................................... 38
IV.5 Spesifikasi Tangki Pengendapan (TS-01) .......................................................................... 39
IV.6 Spesifikasi Evaporator (EV-01).................................................................................................. 40
IV.7 Spesifikasi Flash Drum (FD-01) ................................................................................................ 44
IV.8 Spesifikasi Cooler (C-01)................................................................................................................. 46
IV.9 Spesifikasi Sub Cooler Condensor ........................................................................................... 50
IV.10 Spesifikasi Pompa (P-01) .............................................................................................................. 54
IV.10.1 Pompa (P-02) ........................................................................................................................... 55
IV.10.2 Pompa (P-03) ........................................................................................................................... 56
IV.10.3 Pompa (P-04) ........................................................................................................................... 57
IV.10.4 Pompa (P-05) ........................................................................................................................... 59
IV.10.5 Pompa (P-06) ........................................................................................................................... 60
IV.10.6 Pompa (P-07) ........................................................................................................................... 61
IV.10.7 Pompa (P-08) ........................................................................................................................... 63
IV.10.8 Pompa (P-09) ........................................................................................................................... 64
IV.10.9 Pompa (P-10) ........................................................................................................................... 65
IV.10.10 Pompa (P-11) ........................................................................................................................ 67
IV.10.11 Pompa (P-12) ......................................................................... 68
IV.10.12 Pompa (P-13) .......................................................................... 69
IV.10.13 Pompa (P-14) .......................................................................... 71
IV.10.14 Pompa (P-15) .......................................................................... 72
BAB V. UTILITAS
V.1 Unit Penyediaan Air ......................................................................................................................... 75
V.1.1 Penyediaan Steam ............................................................................................................... 75
V.1.2 Air Sebagai Media Pendingin ................................................................................... 76
V.1.3 Penyediaan Air Domestik ............................................................................................ 77
V.1.4 Penyediaan Air Proses ( Air Pengencer ) ........................................................ 78
V.1.5 Unit Pengolahan air ........................................................................................................... 79
V.2 Unit Penyediaan Listrik ................................................................................................................. 80
V.2.1 Listrik Untuk Penggerak Motor .............................................................................. 80
V.2.1.1 Peralatan Proses ............................................................................................... 80
V.2.2 Listrik Untuk Peralatan Penunjang ...................................................................... 81
V.3 Unit Penyediaan Bahan Bakar ................................................................................................... 82
V.3.1 Menghitung Kebutuhan Biodiesel Untuk Generator .............................. 82
V.4 Unit Pengolahan Limbah .............................................................................................................. 83
BAB VI. PLANT LAYOUT
VI.1 Lokasi dan Tata Letak .................................................................................................................. 85
VI.1.1 Pemilihan Lokasi.................................................................................................................... 85
VI.1.2 Tata Letak ................................................................................................................................ 90
VI.1.2.1 Tata Letak Alat Proses ............................................................................. 93
BAB VII. STRUKTUR ORGANISASI DAN MANAJEMEN PERUSAHAAN
VII.1 Struktur Organisasi dan Manajemen ................................................................................ 96
VII.2 Bentuk Badan Hukum Perusahaan .................................................................................... 96
VII.3 Struktur Organisasi Perusahaan ........................................................................................... 97
VII.4 Deskripsi Jabatan .............................................................................................................................. 99
VII.4.1 Rapat Umum Pemegang Saham ........................................................................... 99
VII.4.2 Dewan Komisaris ............................................................................................................. 99
VII.4.3 Dewan Direksi ..................................................................................................................... 99
VII.4.4 Tugas Manager Utama .............................................................. 100
VII.4.5 Tugas Manager Keuangan dan Umum ....................................... 100
VII.4.6 Tugas Manager Produksi dan Teknik ........................................ 100
VII.4.7 Staff Ahli ................................................................................................................................ 101
VII.4.8 Kepala Bagian ........................................................................................................................ 101
VII.4.8.1 Kepala Bagian Produksi ......................................................................... 101
VII.4.8.2 Kepala Bagian Teknik ............................................................................. 102
VII.4.8.3 Kepala Bagian Pemasaran dan Pembelian ...................... 102
VII.4.8.4 Kepala Bagian Keuangan ............................................... 103
VII.4.8.5 Kepala Bagian Umum.................................................... 103
VII.4.8.6 Kepala Bagian Seksi ...................................................... 104
VII.4.8.7 Kepala Regu .................................................................. 104
VII.5 Sistem Kepegawaian dan Sistem Gaji ................................................ 104
VII.6 Pembagian Jam Kerja Karyawan ........................................................ 105
BAB VIII. ANALISA EKONOMI
VIII.1 Dasar Analisa ................................................................................................................................... 107
VIII.2 Total Capital Investment ( TCI ) ...................................................................................... 108
VIII.2.1 Fixed Capital Investment ( FCI ) ........................................................................ 108
VIII.2.2 Working Capital Investment atau Modal Kerja ..................................... 109
VIII.2.3 Biaya Produksi Total ( TPC ) ................................................................................ 110
VIII.3 Komposisi Permodalan ............................................................................................................. 111
VIII.4 Hasil Analisa ...................................................................................................................................... 111
VIII.4.1 Break Event Point ( BEP ) ......................................................................................... 111
VIII.4.2 Perhitungan Laba Rugi ................................................................................................. 112
VIII.4.3 Minimum Payback Period ......................................................................................... 112
VIII.4.4 Internal Rate of Return ( IRR ) .............................................................................. 112
BAB IX. KESIMPULAN ........................................................................... 113
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 1.1 Impor Asam Laktat di Indonesia Tahun 2002-2010 ................................................ 4
Tabel 1.2 Ekspor Asam Laktat di Indonesia Tahun 2002-2010 ............................................... 5
Tabel 1.3 Perkiraan Analisa Regresi Linier ............................................................................................... 6
Tabel 1.4 Proyeksi Kebutuhan Asam Laktat Tahun 2011-2012............................................... 8
Tabel 2.1 Perbandingan Proses Pembuatan Asam Laktat ............................................................. 13
Tabel 3.1 Neraca Massa Total .............................................................................................................................. 20
Tabel 3.2 Neraca Masssa Pada Centrifuge ( CF-01 ) ..................................................................... 22
Tabel 3.3 Neraca Massa Pada Tangki Pengenceran ( TP-01 ) ............................................... 22
Tabel 3.4 Neraca Massa Pada Fermentor ( FR-01 ) ...................................................................... 22
Tabel 3.5 Neraca Massa Pada Tangki Intermediate (TI-01) .................................................. 23
Tabel 3.6 Neraca Massa Pada Centrifuge ( CF-02 ) ..................................................................... 23
Tabel 3.7 Neraca Massa Pada Tangki Acidifier ( TA-01 ) ...................................................... 24
Tabel 3.8 Neraca Massa Pada Tangki Pengendapan ( TS-01 ) ............................................ 24
Tabel 3.9 Neraca Massa Pada Evaporator ( EV-01 ) .................................................................... 25
Tabel 3.10 Neraca Massa Pada Partial Subcooler Condensor ( SK-01 ) ..................... 25
Tabel 3.11 Neraca Massa Pada Flash Drum ( FD-01 ) ............................................................... 25
Tabel 3.12 Neraca Massa Pada Cooler ( C-01 ) ................................................................................ 26
Tabel 3.13 Neraca Massa Pada Subcooler Condensor ( SK-02 ) ....................................... 26
Tabel 3.14 Neraca Energi Pada Centrifuge 1 ( CF-01 ) ............................................................. 26
Tabel 3.15 Neraca Energi Pada Tangki Pengenceran ( TP-01 ) .......................................... 27
Tabel 3.16 Neraca Energi Pada Fermentor ( FR-01 ) .................................................................. 27
Tabel 3.17 Neraca Energi Pada Tangki Intermediate ( TI-01 ) ........................................... 27
Tabel 3.18 Neraca Energi Pada Centrifuge 2 ( CF-02 ) ............................................................. 28
Tabel 3.19 Neraca Energi Pada Tangki Acidfier ( TA-01 ) .................................................... 28
Tabel 3.20 Neraca Energi Pada Tangki Pengendapan ( TS-01 ) ........................................ 28
Tabel 3.21 Neraca Energi Pada Evaporator ( EV-01 ) ................................................................ 29
Tabel 3.22 Neraca Energi Pada Partial Subcooler Condensor ( SK-01 ) .................... 29
Tabel 3.23 Neraca Energi Pada Flash Drum ( FD-01 ) .............................................................. 29
Tabel 3.24 Neraca Energi Pada Cooler ( C-01 ) ............................................................................... 30
Tabel 3.25 Neraca Energi Pada Partial Subcooler Condensor ( SK-02 ) .................... 30
Tabel 3.26 Spesifikasi Pompa .......................................................................................................................... 74
Tabel 5.1 Kebutuhan Steam Untuk Peralatan Utama ................................................................ 75
Tabel 5.2 Kebutuhan Air Pendingin Untuk Peralatan Utama ............................................ 76
Tabel 5.3 Kebutuhan Air Yang Harus Disediakan ...................................................................... 79
Tabel 5.4 Daya Peralatan Proses ................................................................................................................. 80
Tabel 5.5 Kebutuhan Listrik Secara Keseluruhan ....................................................................... 81
Tabel 5.6 Perbandingan Lokasi Pabrik Asam Laktat ................................................................ 84
Tabel 6.1 Matriks Pemilihan Lokasi Pabrik ...................................................................................... 86
Tabel 6.2 Jadwal Kerja Untuk Setiap Regu .................................................................................... 106
DAFTAR GAMBAR
Gambar 1.1 Grafik Konsumsi Asam Laktat ----------------------------------------------------------------------------- 7
Gambar 1.2 Konsumsi Asam Laktat Dunia Sampai Dengan 2008 --------------------------------- 9
Gambar 3.1 PFD Asam Laktat ---------------------------------------------------------------------------------------------------- 19
Gambar 3.2 Diagram Alir Neraca Massa -------------------------------------------------------------------------------- 20
Gambar 5.1 Siklus Cooling Water -------------------------------------------------------------------------------------------- 77
Gambar 5.2 Unit Pengolahan Air ----------------------------------------------------------------------------------------------- 80
Gambar 5.3 Unit Pengolahan Limbah ------------------------------------------------------------------------------------- 84
Gambar 6.1 Peta Lokasi Pabrik Asam Laktat -------------------------------------------------------------------- 89
Gambar 6.2 Tata Letak Pabrik ........................................................................................................................... 92
Gambar 6.3 Tata Letak Alat Proses ............................................................................................................. 94
Gambar 7.1 Struktur Organisasi Perusahaan ....................................................................................... 98
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa atas segala rahmat dan
bimbingan-Nya sehingga penulis dapat menyelesaikan Laporan Tugas Akhir ini
sebagai salah satu syarat untuk memperoleh gelar Diploma IV Program Studi
Teknik Kimia Industri di Sekolah Tinggi Manajemen Industri Kementerian
Perindustrian Republik Indonesia. Judul Tugas Akhir ini adalah Pra Rancangan
Pabrik Asam Laktat Dengan Proses Fermentasi Dari Molasse Kapasitas 5.000
Ton/Tahun.
Selama penyusunan laporan Tugas Akhir ini, penulis memperoleh bantuan
dan dukungan dari berbagai pihak, baik secara moril maupun material. Maka pada
kesempatan ini penulis ingin mengucapkan terima kasih secara khusus kepada :
1. Orang tua dan keluarga yang telah memberikan dukungan dan doa
2. Bapak Drs. Ahmad Zawawi, M.A,MM, Selaku Ketua Pimpinan
Sekolah Tinggi Manajemen Industri Kementerian Perindustrian RI.
3. Bapak Ir. DR. Gatot Ibnusantosa, DEA, selaku Ketua Jurusan Teknik
Kimia Industri dan dosen pembimbing di Sekolah Tinggi Manajemen
Industri.
4. Bapak Ir. Roosmariharso, MBA selaku asisten dosen pembimbing di
Sekolah Tinggi Manajemen Industri.
5. Ibu Lucyana Tresia, Sekertaris Jurusan Teknik Kimia Industri Sekolah
Tinggi Manajemen Industri.
6. Dosen-dosen dari kampus kami tercinta Sekolah Tinggi Manajemen
Industri yang selama ini telah memberikan referensi materi
perkuliahan kepada kami.
7. Partner yang sudah saling mendukung dan memberi semangat dalam
pengerjaaan laporan penelitian ini.
8. Rekan-rekan mahasiswa Teknik Kimia Industri angkatan 2008 Sekolah
Tinggi Manajemen Industri.
9. Dan pihak-pihak yang tidak disebutkan namanya satu persatu, yang
telah memberikan bantuannya hingga selesainya laporan kerja praktik
ini.
Kami menyadari sepenuhnya bahwa dalam menyelesaikan Laporan Tugas
Akhir ini banyak dijumpai kekurangan dan kelemahannya. Hal ini disebabkan
karena keterbatasan kemampuan dan pengetahuan yang kami miliki. Akan tetapi,
kami juga sadar bahwa belajar itu tidak mengenal batas ruang dan waktu. Entah
kapanpun dan dimanapun, kami tetap mengharapkan saran dan kritik yang
membangun demi kesempurnaan laporan ini dan demi majunya Ilmu Teknik
Kimia Industri.
Jakarta, Mei 2012
Penyusun,
BAB I
PENDAHULUAN
I.1 Latar Belakang
Salah satu ciri dari Negara berkembang adalah titik berat perekonomian
pada pengembangan sektor dunia industri. Seiring dengan perkembangan jaman
tersebut, Indonesia diharapkan dapat turut bersaing dengan Negara-negara lain di
dunia. Kemajuan yang sangat diharapkan adalah dalam industri kimia.
Perkembangan industri kimia diharapkan dapat merangsang pertumbuhan
ekonomi dan industri. Tujuannya adalah untuk memenuhi kebutuhan dalam
negeri, dan juga untuk memberikan lapangan pekerjaan bagi masyarakat
Indonesia sehingga dapat meningkatkan taraf hidup masyarakat. Pembangunan
industri juga ditujukan untuk memperkokoh struktur ekonomi nasional dengan
keterkaitan yang kuat dan saling mendukung antar sektor, meningkatkan daya
tahan perekonomian nasional, dan mendorong berkembangnya kegiatan berbagai
sektor pembangunan lainnya.
Dalam pembangunan sektor industri makin berperan sangat strategis
karena merupakan motor penggerak pembangunan. Sektor ini diharapkan
disamping sebagai penyerap tenaga kerja terbesar, penghasil devisa, juga sebagai
pemacu pertumbuhan ekonomi yang tinggi dalam upaya mencapai masyarakat
yang sejahtera. Hal ini akan dapat dicapai jika kita menyadari adanya peluang dan
tantangan dalam liberalisasi perdagangan dunia dan kemampuan kita untuk
mengatasi hambatan dalam pembangunan sektor industri. Untuk mencapai tujuan
tersebut di atas dapat dilakukan dengan mengurangi impor bahan-bahan kimia dan
memacu peningkatan pemanfaatan bahan industri dalam negeri (Anonim1. 2008.
www.leapedia.com).
Asam laktat atau 2-hydroxypropionic acid yang mempunyai rumus kimia
CH3CH(OH)COOH, adalah asam hidroksi karboksilat sederhana dengan atom
karbon asimetris. Asam laktat telah ditemukan pada tahun 1780 oleh seorang
kimiawan Swedia bernama Scheele, dalam susu asam. Asam laktat diproduksi
melalui fermentasi oleh Blondeau pada tahun 1847. Asam laktat dapat dibuat
melalui proses fermentasi karbohidrat seperti sukrosa, laktosa, manitol, pati dan
dekstrin. Protein terlarut, senyawa posfat, dan garam amonium juga dibutuhkan
sebagai sumber nutrisi bakteri.
Pembuatan skala industri asam laktat dimulai pada tahun 1881. Produksi
asam laktat dunia mengalami kenaikan perlahan secara wajar, dengan Jerman
sebagai produsen terbesar.
Sifat asam laktat yang dapat larut dalam air, dapat digunakan sebagai
bahan baku pembuatan polimer (Poly Lactic Acid), dan mempunyai kelarutan
yang tinggi pada sebagian besar garam, merupakan beberapa sifat yang
menguntungkan, sehingga asam laktat dapat diolah dan digunakan lebih lanjut
dalam industri makanan (sebagai pengatur pH, aroma), industri farmasi (sebagai
larutan pengental, pembuatan tablet), industri kosmetik (sebagai pencampur, zat
yang membuat kulit tampak bercahaya, zat anti jerawat) dan juga dalam industri
kimia (sebagai pengatur pH, penertal, zat pembersih).
Asam Laktat merupakan bahan baku yang cukup banyak dibutuhkan di
Indonesia, dan pada saat ini Indonesia masih mengimpor asam laktat dalam
jumlah yang cukup besar. Di Indonesia belum ada pabrik yang memproduksi
asam laktat, walaupun sebagian besar bahan bakunya terdapat di dalam negeri.
I.2. Tujuan Pendirian Pabrik
Tujuan dari pendirian pabrik asam laktat ini adalah untuk :
I.2.1 Tujuan Umum :
Mendapatkan keuntungan secara finansial.
Memenuhi kebutuhan dalam negeri akan kebutuhan asam
laktat
Memenuhi kebutuhan pasar luar negeri dengan cara
mengekspor agar menambah devisa negara.
Menimbulkan dampak yang positif bagi pertumbuhan
perindustrian, khususnya industri kimia Indonesia. Pabrik yang
akan didirikan merupakan pabrik pertama di Indonesia, dengan
demikian dapat terjadi perkembangan teknologi yaitu teknologi
dalam pembuatan asam laktat.
Membuka lapangan kerja baru yang secara tidak langsung
dapat meningkatkan kesejahteraan ekonomi masyarakat.
I.2.2 Tujuan Khusus :
Mengetahui lebih dalam tentang pendirian suatu pabrik
ditinjau dari segala aspek.
Menerapkan ilmu – ilmu yang didapat dibangku kuliah.
Mengetahui lebih rinci mengenai proses produksi, alat – alat
produksi, tata letak pabrik, dan analisa ekonomi dari
prancangan suatu pabrik kimia khususnya pabrik asam laktat.
I.3 Analisa Pasar dan Penentuan Kapasitas
I.3.1 Perkembangan Produksi
Seperti dikemukakan di atas bahwa hingga saat ini di Indonesia belum
terdapat pabrik yang memproduksi asam laktat. Sehingga kebutuhan asam laktat
di Indonesia dipenui dengan cara mengimpor dari negara-negara lain.
I.3.2 Perkembangan Impor
Asam laktat merupakan bahan baku yang dibutuhkan dan digunakan dalam
dunia industri, diantaranya sebagai pengasam pada industri makanan, dyes pada
industri tekstil, industri pengolahan logam, dan industri farmasi. Untuk
mencukupi kebutuhan di dalam negeri, asam laktat masih diimpor dari berbagai
negara, karena hingga saat ini di Indonesia belum terdapat pabrik asam laktat.
Berdasarkan sumber Departemen Perindustrian, data impor dan ekspor
asam laktat diklasifikasikan dengan no HS 291811000 untuk tahun 2002-2006 dan
no HS 2918110000 untuk tahun 2007-2011. Pada tahun 2003, impor asam laktat
mengalami penurunan sebesar 23,15% dibandingkan tahun 2002. Tahun
berikutnya impor mengalami kenaikan, yaitu pada tahun 2004, 2005, dan 2006,
berturut-turut yaitu sebesar 20,82%, 34,91%, dan 11,51%. Pada tahun 2007 terjadi
penurunan kembali sebesar 1,11%, pada tahun 2008, 2009 dan 2010 terjadi
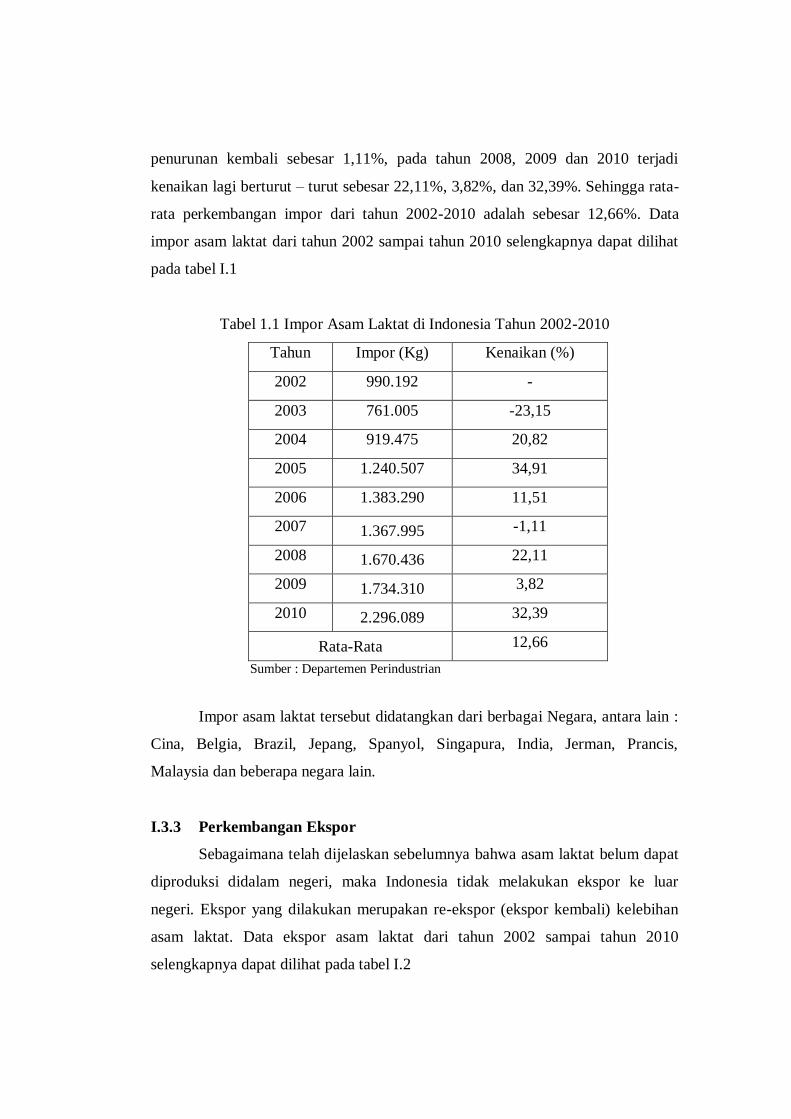
kenaikan lagi berturut – turut sebesar 22,11%, 3,82%, dan 32,39%. Sehingga rata-
rata perkembangan impor dari tahun 2002-2010 adalah sebesar 12,66%. Data
impor asam laktat dari tahun 2002 sampai tahun 2010 selengkapnya dapat dilihat
pada tabel I.1
Tabel 1.1 Impor Asam Laktat di Indonesia Tahun 2002-2010
Tahun Impor (Kg) Kenaikan (%)
2002 990.192 -
2003 761.005 -23,15
2004 919.475 20,82
2005 1.240.507 34,91
2006 1.383.290 11,51
2007 1.367.995 -1,11
2008 1.670.436 22,11
2009 1.734.310 3,82
2010 2.296.089 32,39
Rata-Rata 12,66
Sumber : Departemen Perindustrian
Impor asam laktat tersebut didatangkan dari berbagai Negara, antara lain :
Cina, Belgia, Brazil, Jepang, Spanyol, Singapura, India, Jerman, Prancis,
Malaysia dan beberapa negara lain.
I.3.3 Perkembangan Ekspor
Sebagaimana telah dijelaskan sebelumnya bahwa asam laktat belum dapat
diproduksi didalam negeri, maka Indonesia tidak melakukan ekspor ke luar
negeri. Ekspor yang dilakukan merupakan re-ekspor (ekspor kembali) kelebihan
asam laktat. Data ekspor asam laktat dari tahun 2002 sampai tahun 2010
selengkapnya dapat dilihat pada tabel I.2
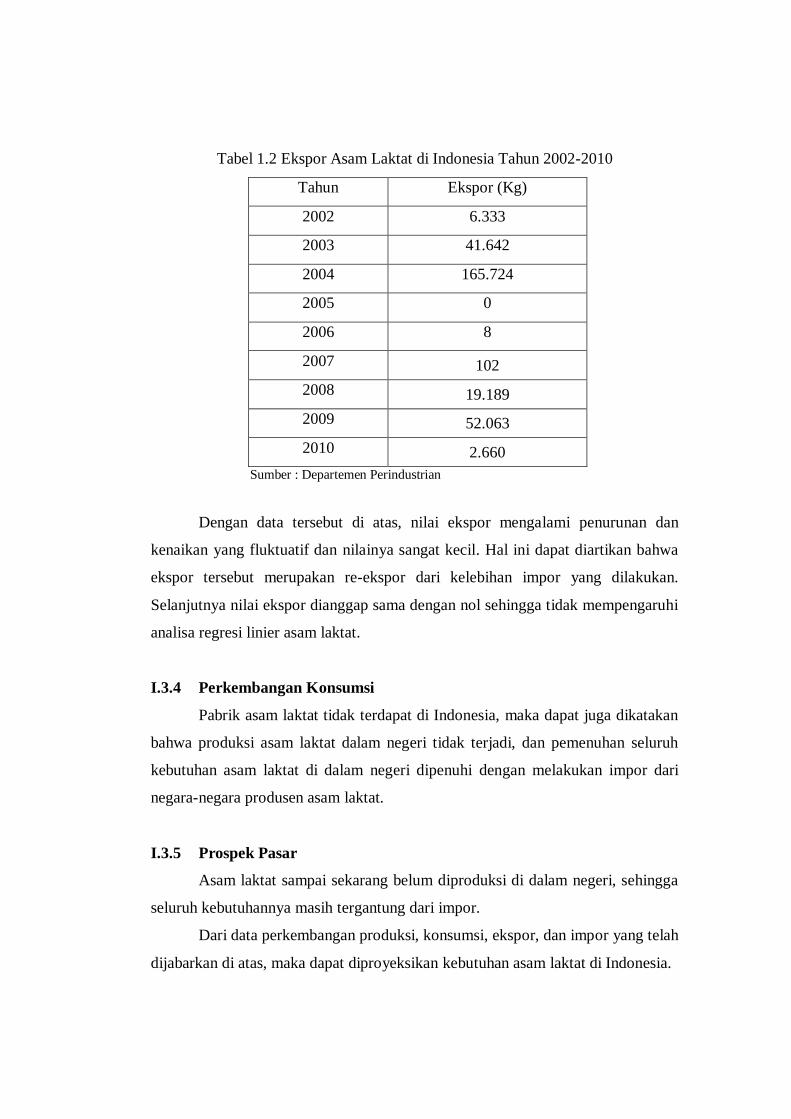
Tabel 1.2 Ekspor Asam Laktat di Indonesia Tahun 2002-2010
Tahun Ekspor (Kg)
2002 6.333
2003 41.642
2004 165.724
2005 0
2006 8
2007 102
2008 19.189
2009 52.063
2010 2.660
Sumber : Departemen Perindustrian
Dengan data tersebut di atas, nilai ekspor mengalami penurunan dan
kenaikan yang fluktuatif dan nilainya sangat kecil. Hal ini dapat diartikan bahwa
ekspor tersebut merupakan re-ekspor dari kelebihan impor yang dilakukan.
Selanjutnya nilai ekspor dianggap sama dengan nol sehingga tidak mempengaruhi
analisa regresi linier asam laktat.
I.3.4 Perkembangan Konsumsi
Pabrik asam laktat tidak terdapat di Indonesia, maka dapat juga dikatakan
bahwa produksi asam laktat dalam negeri tidak terjadi, dan pemenuhan seluruh
kebutuhan asam laktat di dalam negeri dipenuhi dengan melakukan impor dari
negara-negara produsen asam laktat.
I.3.5 Prospek Pasar
Asam laktat sampai sekarang belum diproduksi di dalam negeri, sehingga
seluruh kebutuhannya masih tergantung dari impor.
Dari data perkembangan produksi, konsumsi, ekspor, dan impor yang telah
dijabarkan di atas, maka dapat diproyeksikan kebutuhan asam laktat di Indonesia.
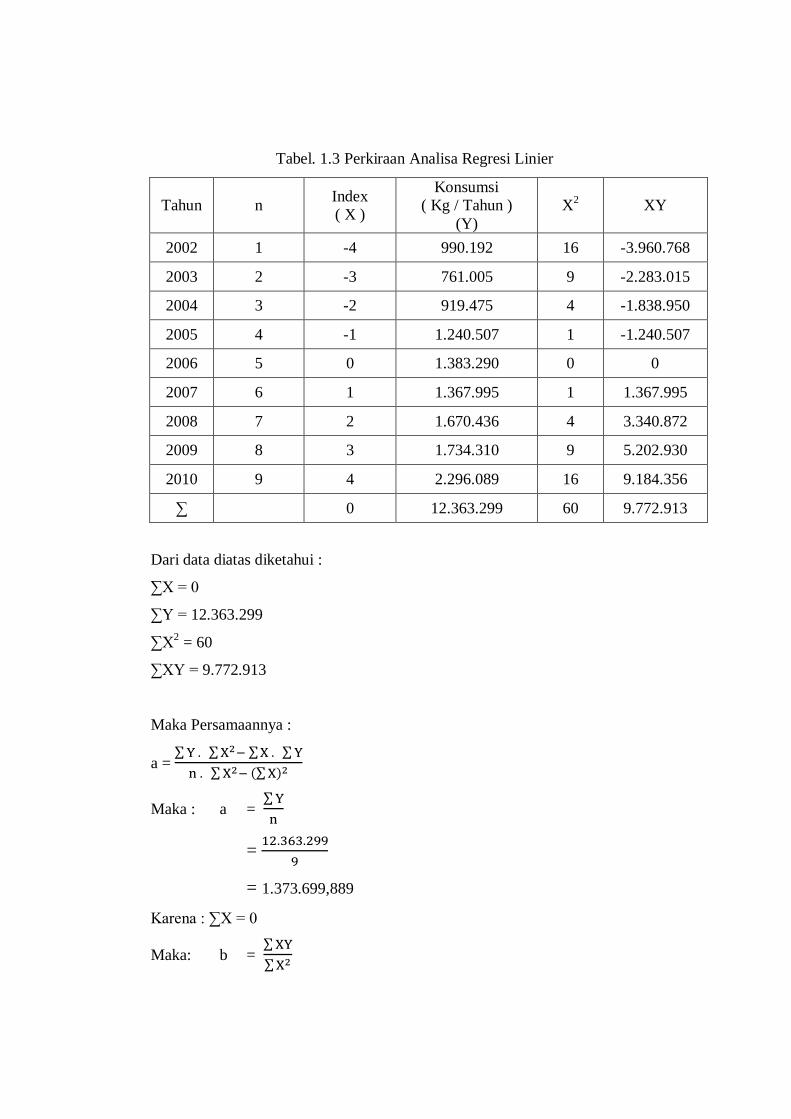
Tabel. 1.3 Perkiraan Analisa Regresi Linier
Tahun n Index
( X )
Konsumsi
( Kg / Tahun )
(Y)
X2 XY
2002 1 -4 990.192 16 -3.960.768
2003 2 -3 761.005 9 -2.283.015
2004 3 -2 919.475 4 -1.838.950
2005 4 -1 1.240.507 1 -1.240.507
2006 5 0 1.383.290 0 0
2007 6 1 1.367.995 1 1.367.995
2008 7 2 1.670.436 4 3.340.872
2009 8 3 1.734.310 9 5.202.930
2010 9 4 2.296.089 16 9.184.356
∑
0 12.363.299 60 9.772.913
Dari data diatas diketahui :
∑X = 0
∑Y = 12.363.299
∑X2 = 60
∑XY = 9.772.913
Maka Persamaannya :
a =
Maka : a =
=
= 1.373.699,889
Karena : ∑X = 0
Maka: b =
0
500000
1000000
1500000
2000000
2500000
Ko
nsu
msi
Tahun
konsumsi
Linear (konsumsi)
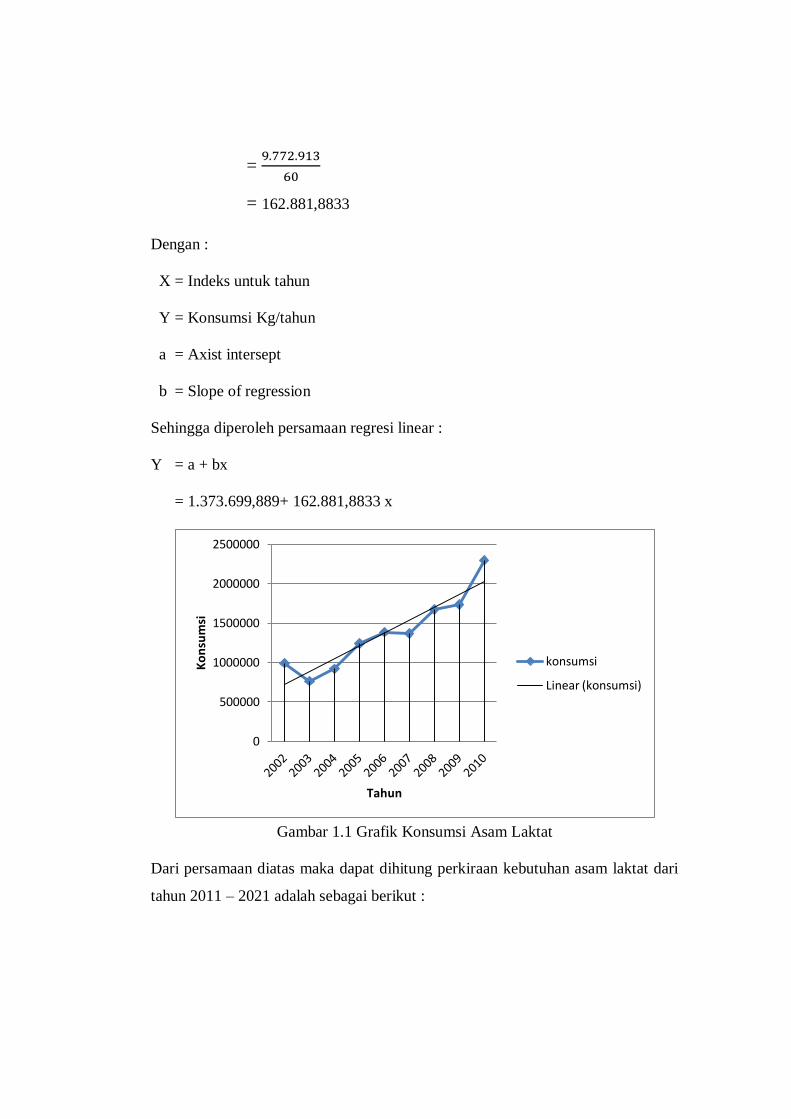
=
= 162.881,8833
Dengan :
X = Indeks untuk tahun
Y = Konsumsi Kg/tahun
a = Axist intersept
b = Slope of regression
Sehingga diperoleh persamaan regresi linear :
Y = a + bx
= 1.373.699,889+ 162.881,8833 x
Gambar 1.1 Grafik Konsumsi Asam Laktat
Dari persamaan diatas maka dapat dihitung perkiraan kebutuhan asam laktat dari
tahun 2011 – 2021 adalah sebagai berikut :
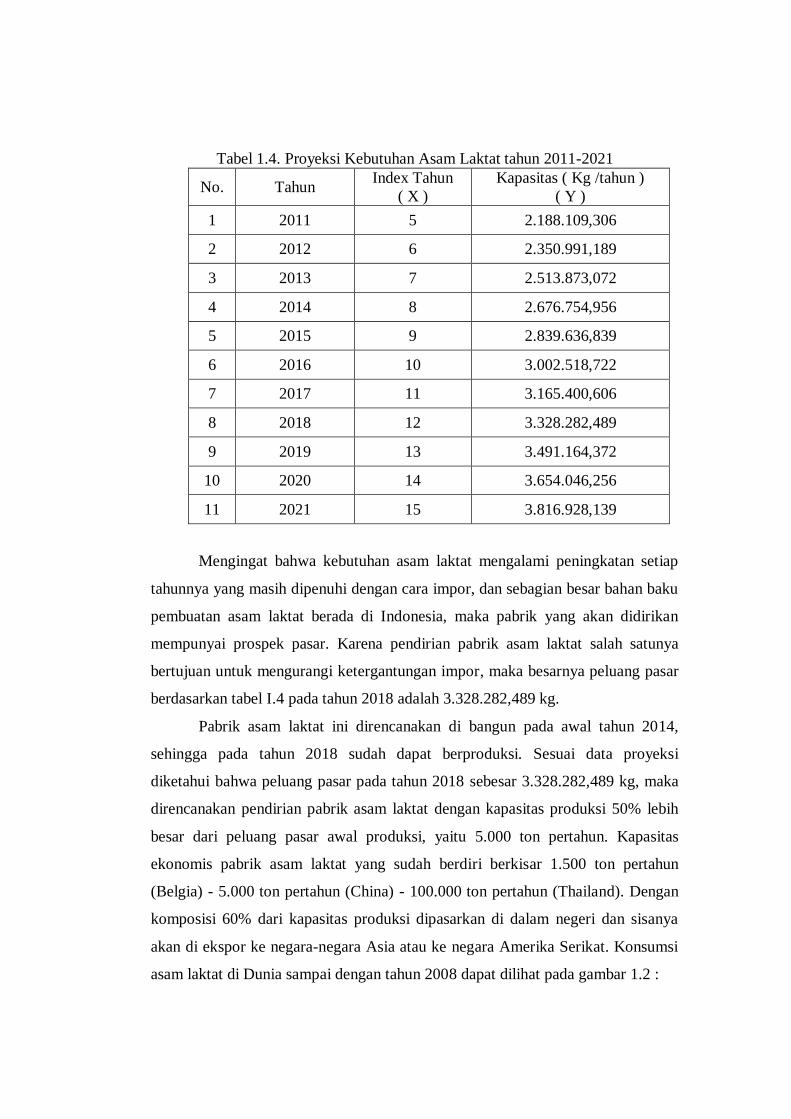
Tabel 1.4. Proyeksi Kebutuhan Asam Laktat tahun 2011-2021
No. Tahun Index Tahun
( X )
Kapasitas ( Kg /tahun )
( Y )
1 2011 5 2.188.109,306
2 2012 6 2.350.991,189
3 2013 7 2.513.873,072
4 2014 8 2.676.754,956
5 2015 9 2.839.636,839
6 2016 10 3.002.518,722
7 2017 11 3.165.400,606
8 2018 12 3.328.282,489
9 2019 13 3.491.164,372
10 2020 14 3.654.046,256
11 2021 15 3.816.928,139
Mengingat bahwa kebutuhan asam laktat mengalami peningkatan setiap
tahunnya yang masih dipenuhi dengan cara impor, dan sebagian besar bahan baku
pembuatan asam laktat berada di Indonesia, maka pabrik yang akan didirikan
mempunyai prospek pasar. Karena pendirian pabrik asam laktat salah satunya
bertujuan untuk mengurangi ketergantungan impor, maka besarnya peluang pasar
berdasarkan tabel I.4 pada tahun 2018 adalah 3.328.282,489 kg.
Pabrik asam laktat ini direncanakan di bangun pada awal tahun 2014,
sehingga pada tahun 2018 sudah dapat berproduksi. Sesuai data proyeksi
diketahui bahwa peluang pasar pada tahun 2018 sebesar 3.328.282,489 kg, maka
direncanakan pendirian pabrik asam laktat dengan kapasitas produksi 50% lebih
besar dari peluang pasar awal produksi, yaitu 5.000 ton pertahun. Kapasitas
ekonomis pabrik asam laktat yang sudah berdiri berkisar 1.500 ton pertahun
(Belgia) - 5.000 ton pertahun (China) - 100.000 ton pertahun (Thailand). Dengan
komposisi 60% dari kapasitas produksi dipasarkan di dalam negeri dan sisanya
akan di ekspor ke negara-negara Asia atau ke negara Amerika Serikat. Konsumsi
asam laktat di Dunia sampai dengan tahun 2008 dapat dilihat pada gambar 1.2 :
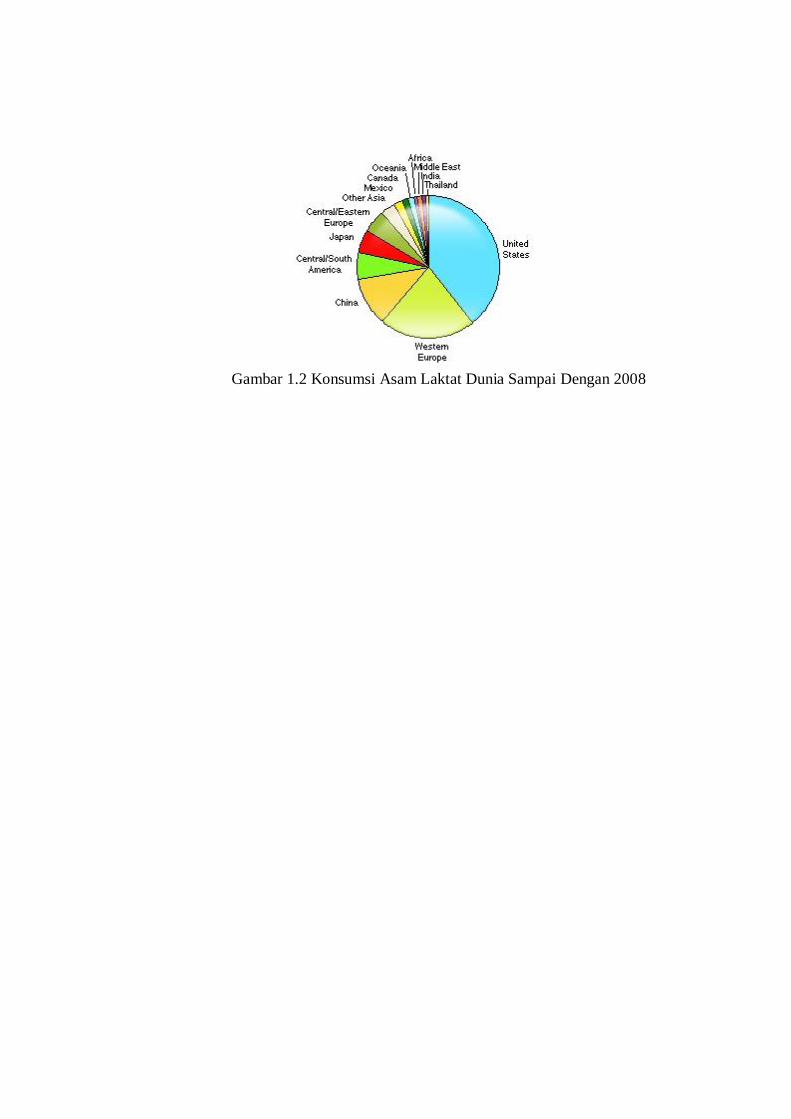
Gambar 1.2 Konsumsi Asam Laktat Dunia Sampai Dengan 2008
BAB II
DESAIN PROSES
II.1 Proses-Proses Pembuatan Asam Laktat
Pembuatan asam laktat dapat dilakukan melalui 2 cara, yaitu cara sintesis
dan cara fermentasi. Dalam beberapa tahun terakhir proses fermentasi lebih
sukses karena naiknya kebutuhan pasar asam laktat yang diproduksi secara
natural.
II.1.1 Secara Sintesis
Sejak tahun 1960-an, asam laktat telah diproduksi melalui proses sintetis.
Beberapa cara untuk memproduksi asam laktat sintetis dalam skala industri telah
ditemukan. Saat ini industri asam laktat sintetis melakukan proses produksi
dengan mereaksikan asetaldehida dengan hidrogen sianida melalui reaksi
hidrolisis menghasilkan laktonitril, reaksi sebagai berikut :
CH3 – CHO + HCN → CH3 – CH(OH) – CN
CH3 – CH(OH) – CN + 2 H2O → CH3 – CH(OH) – COOH + NH4Cl
Reaksi dari propana dengan dinitrogen tetraoxide pada 15 – 20 0C,
menghasilkan 1-nitropropan-2-ol yang dapat dihidrolisis dengan HCl atau H2SO4
untuk menghasilkan asam laktat.
CH3 – CH = CH2 → CH3 – CH(OH) – CH2 – NO2 → CH3 – CH(OH) – COOH
Hasil samping dari reaksi tersebut adalah nitrolactic acid (CH3-CH(ONO2)-
COOH) yang apabila diteruskan dengan reaksi saponifikasi dapat menghasilkan
asam laktat (yield 75-85%).\
N2O4 HCl
II.1.2 Secara Fermentasi
Asam laktat dihasilkan dari fermentasi glukosa oleh bakteri tertentu
melalui reaksi :
C6H12O6 CH3COCOOH CH3CHOHCOOH
Glukosa asam piruvat asam laktat
Banyak jenis karbohidrat yang telah dicoba untuk dijadikan bahan baku
untuk pembuatan asam laktat. Akan sangat bermanfaat bila bahan baku tersebut
mempunyai kriteria :
Murah
Tingkat kontaminasi yang rendah
Laju dari fermentasi yang tinggi
Asam laktat yang dihasilkan banyak
Sedikit atau tidak mengandung produk samping
Dapat difermentasi tanpa melakukan pretreatment
Dapat beroperasi sepanjang tahun
Di Amerika, gula jagung, molasses dan air dadih (kaldu) adalah bahan
baku utama dalam pembuatan asam laktat, sedangkan di Jerman, pati kentang
yang biasanya digunakan. Dilihat dari kesulitan proses, hasil fermentasi, grade
poduk yang diinginkan akan menentukan kemurnian relatif bahan, yang populer
adalah dekstrosa dan sukrosa.
Di Indonesia, jumlah produksi molase cukup besar dan sebagian besar
hasilnya belum dapat dimanfaatkan oleh industri dalam negeri. Produksi tebu
dapat menghasilkan 3 % molasse per ton tebu yang diolah.
Sejumlah organisme dapat memproduksi asam laktat melalui fermentasi.
Beberapa hanya memproduksi hanya asam laktat saja dan biasanya disebut
“homofermentatif”, sedangkan yang lainnya memproduksi asam volatile
tambahan yang diistilahkan sebagai “heterofermentatif”. Dua tipe berbeda asam
laktat fermentasi dinamai homolactic (pure lactic) fermentasi dan heterolactic
(mixed lactic) fermentasi. Bakteri homolactic seperti Lactobacillus delbuckii,
Lactobacillus bulgaricus, Lactobacillus Leichmannii, Lactobacillus casei,
Lactobacillus salivarius dapat digunakan. Bakteri heterolactic seperti
Lactobacillus brevis, Lactobacillus buchneri, Lactobacillus bifidus. Fermentasi
heterolacitic memproduksi banyak jumlah produk fermentasi yang lain, seperti
asam asetat, etanol, asam format, dan karbon dioksida, tergantung pada bahan
baku yang digunakan. Proses pembuatan asam laktat terdiri dari 3 tahapan proses,
yaitu :
1. Proses fermentasi
2. Proses Pemisahan
3. Pemurnian asam laktat
Pada awal proses, bahan baku molases akan difermentasi oleh bakteri
Lactobacillus delbrueckii. Proses fermentasi berlangsung di dalam tangki
fermentor dengan suhu 46-50 0C, tekanan 1 atm, dan pH = 5,7-6,3. Kedalam
tangki fermentor ditambahakan nutrisi untuk kelangsungan hidup bakteri dan
CaC03 agar pH larutan tetap dalam kondisi operasi. Proses operasi fermentasi
asam laktat berlangsung selama 21 jam. Selanjutnya dilakukan pemisahan, yaitu
pemisahan antara larutan produk dengan material biomassa (bakteri dan nutrisi).
Pemisahan dapat dilakukan dengan centrifuse sehingga larutan produk dapat
dipisahkan dari material biomassa. Proses selanjutnya adalah pemurnian asam
laktat, larutan asam laktat dipisahkan dari larutan produk sehingga akan
didapatkan larutan asam laktat dengan yield 90 % dari glukosa yang terfermentasi,
pada kemurnian 80 % asam laktat.
Proses fermentasi lainnya dapat menggunakan bakteri Enterococcus
faecalis, dengan menggunakan bahan baku gandum. Bahan baku terlebih dahulu
dihiodrolisis sehingga terbentuk glukosa yang selanjutnya difermentasi oleh
Enterococcus faecalis. Proses fermentasi berlangsung di dalam fermentor pada
suhu 38oC, tekanan 1 atm, ph 7, dengan penambahan nutrisi untuk kelangsungan
hidup bakteri dan CaCO3 untuk menjaga kestabilan pH. Fermentasi berlangsung
selama 27-33 jam dengan yield 95 %.
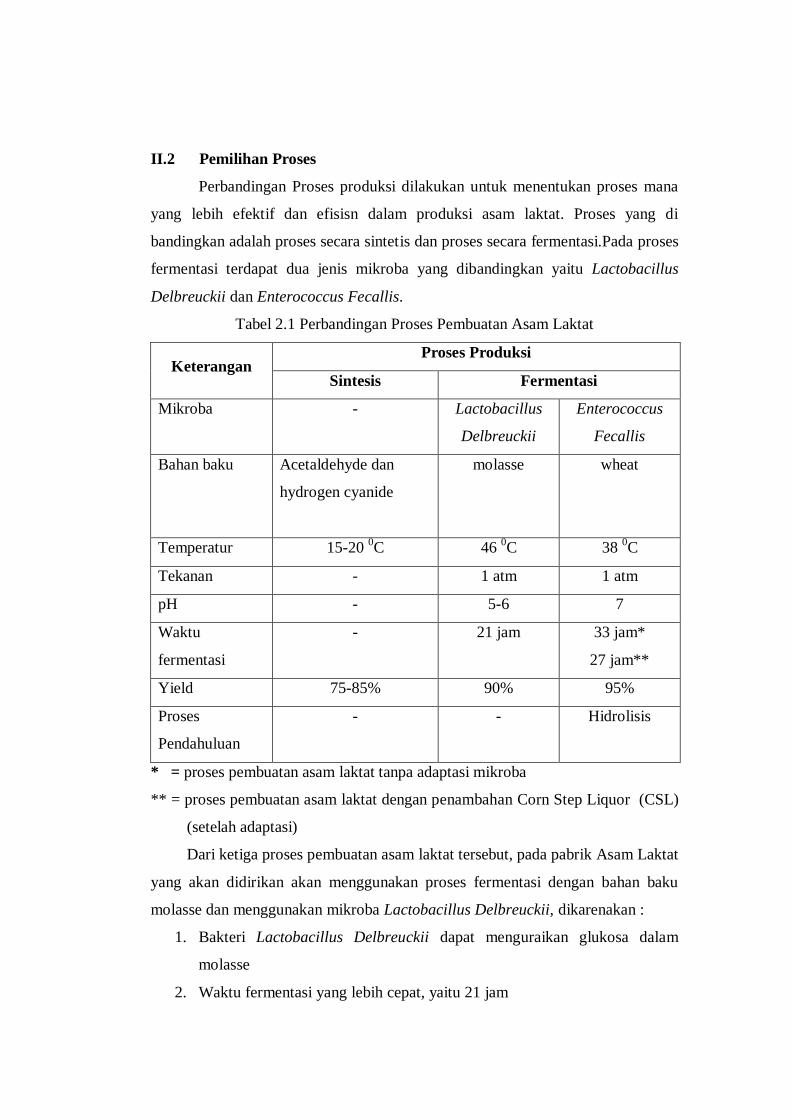
II.2 Pemilihan Proses
Perbandingan Proses produksi dilakukan untuk menentukan proses mana
yang lebih efektif dan efisisn dalam produksi asam laktat. Proses yang di
bandingkan adalah proses secara sintetis dan proses secara fermentasi.Pada proses
fermentasi terdapat dua jenis mikroba yang dibandingkan yaitu Lactobacillus
Delbreuckii dan Enterococcus Fecallis.
Tabel 2.1 Perbandingan Proses Pembuatan Asam Laktat
Keterangan Proses Produksi
Sintesis Fermentasi
Mikroba - Lactobacillus
Delbreuckii
Enterococcus
Fecallis
Bahan baku Acetaldehyde dan
hydrogen cyanide
molasse wheat
Temperatur 15-20 0C 46
0C 38
0C
Tekanan - 1 atm 1 atm
pH - 5-6 7
Waktu
fermentasi
- 21 jam 33 jam*
27 jam**
Yield 75-85% 90% 95%
Proses
Pendahuluan
- - Hidrolisis
* = proses pembuatan asam laktat tanpa adaptasi mikroba
** = proses pembuatan asam laktat dengan penambahan Corn Step Liquor (CSL)
(setelah adaptasi)
Dari ketiga proses pembuatan asam laktat tersebut, pada pabrik Asam Laktat
yang akan didirikan akan menggunakan proses fermentasi dengan bahan baku
molasse dan menggunakan mikroba Lactobacillus Delbreuckii, dikarenakan :
1. Bakteri Lactobacillus Delbreuckii dapat menguraikan glukosa dalam
molasse
2. Waktu fermentasi yang lebih cepat, yaitu 21 jam
3. Proses fermentasi tidak memerlukan perlakuan awal hidrolisis
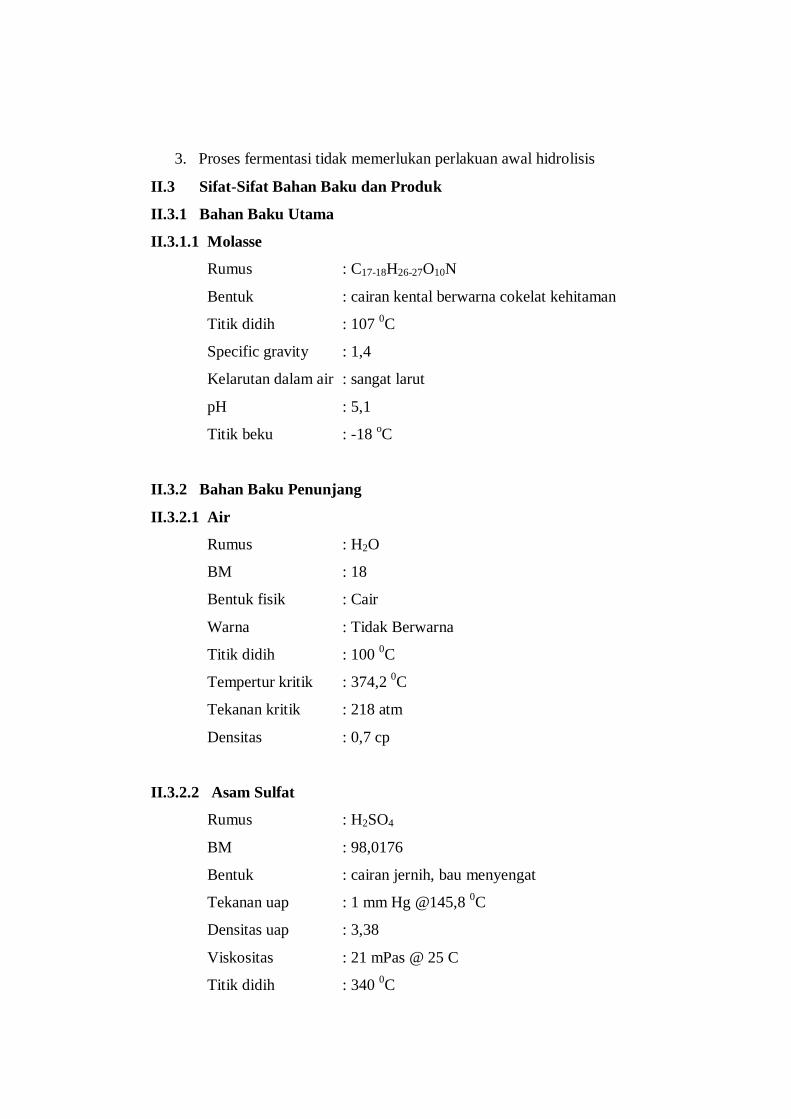
II.3 Sifat-Sifat Bahan Baku dan Produk
II.3.1 Bahan Baku Utama
II.3.1.1 Molasse
Rumus : C17-18H26-27O10N
Bentuk : cairan kental berwarna cokelat kehitaman
Titik didih : 107 0C
Specific gravity : 1,4
Kelarutan dalam air : sangat larut
pH : 5,1
Titik beku : -18 oC
II.3.2 Bahan Baku Penunjang
II.3.2.1 Air
Rumus : H2O
BM : 18
Bentuk fisik : Cair
Warna : Tidak Berwarna
Titik didih : 100 0C
Tempertur kritik : 374,2 0C
Tekanan kritik : 218 atm
Densitas : 0,7 cp
II.3.2.2 Asam Sulfat
Rumus : H2SO4
BM : 98,0176
Bentuk : cairan jernih, bau menyengat
Tekanan uap : 1 mm Hg @145,8 0C
Densitas uap : 3,38
Viskositas : 21 mPas @ 25 C
Titik didih : 340 0C
Titik beku : 10,35
Densitas cair : 1,86
Kelarutan : Larut
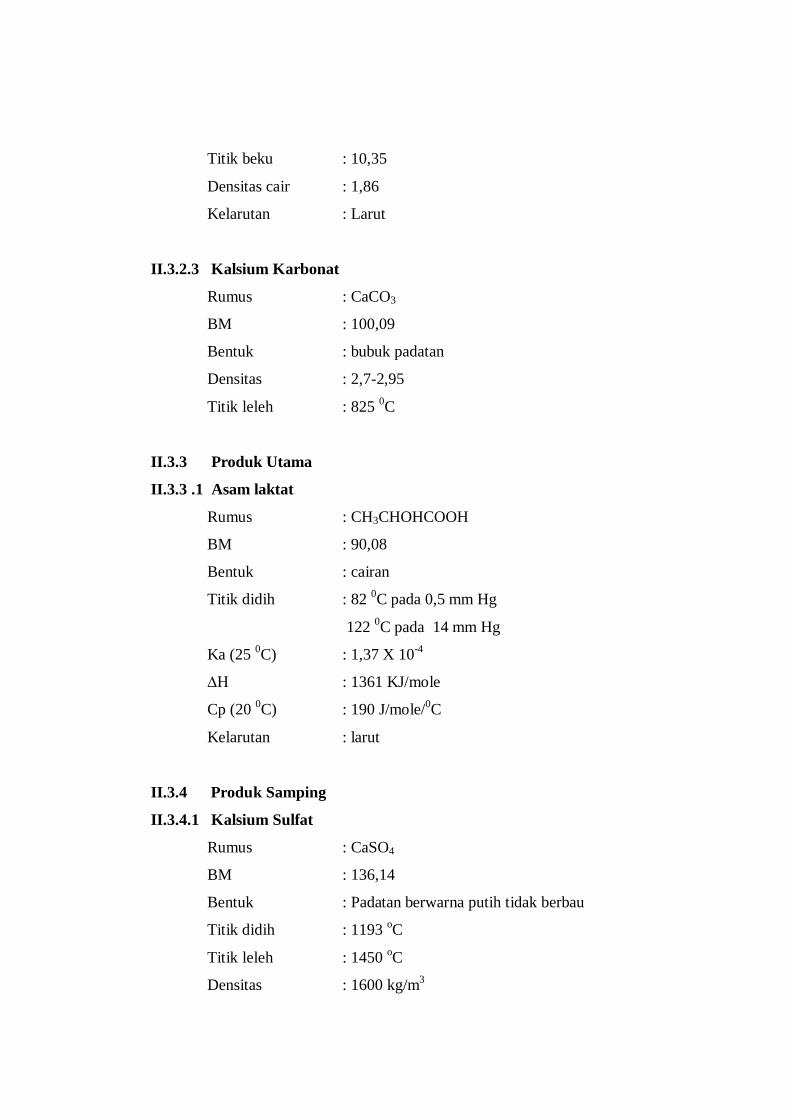
II.3.2.3 Kalsium Karbonat
Rumus : CaCO3
BM : 100,09
Bentuk : bubuk padatan
Densitas : 2,7-2,95
Titik leleh : 825 0C
II.3.3 Produk Utama
II.3.3 .1 Asam laktat
Rumus : CH3CHOHCOOH
BM : 90,08
Bentuk : cairan
Titik didih : 82 0C pada 0,5 mm Hg
122 0C pada 14 mm Hg
Ka (25 0C) : 1,37 X 10
-4
∆H : 1361 KJ/mole
Cp (20 0C) : 190 J/mole/
0C
Kelarutan : larut
II.3.4 Produk Samping
II.3.4.1 Kalsium Sulfat
Rumus : CaSO4
BM : 136,14
Bentuk : Padatan berwarna putih tidak berbau
Titik didih : 1193 oC
Titik leleh : 1450 oC
Densitas : 1600 kg/m3
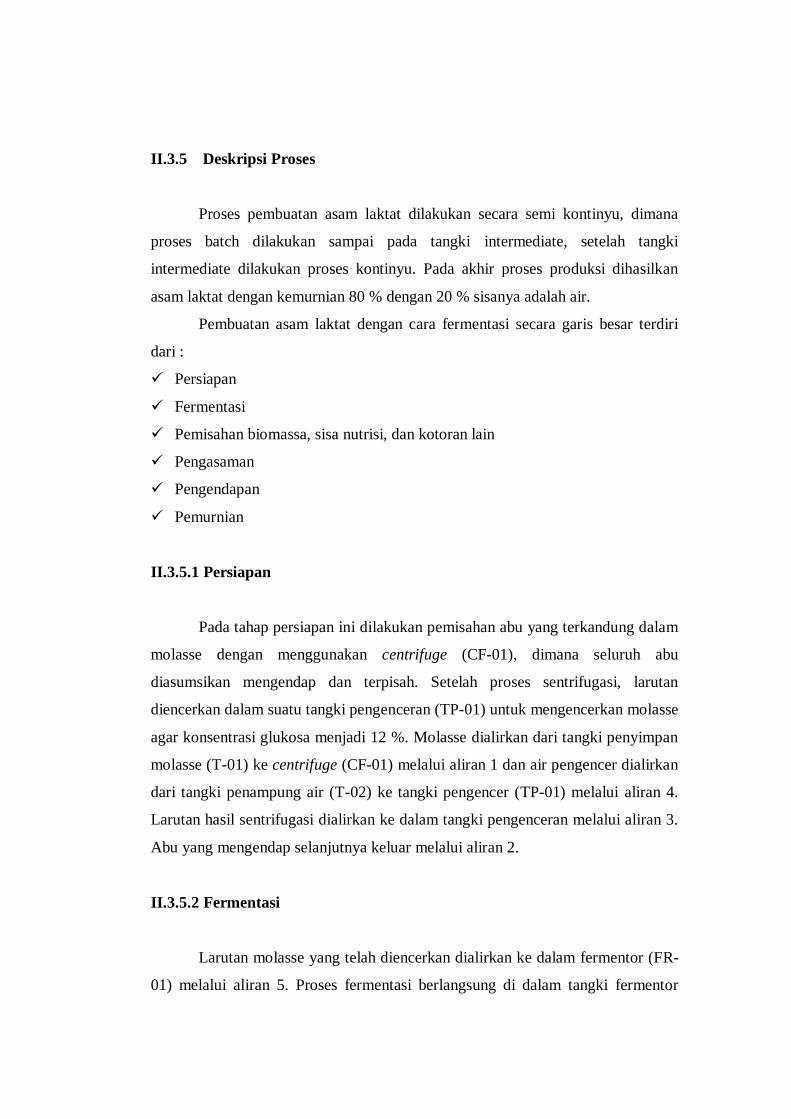
II.3.5 Deskripsi Proses
Proses pembuatan asam laktat dilakukan secara semi kontinyu, dimana
proses batch dilakukan sampai pada tangki intermediate, setelah tangki
intermediate dilakukan proses kontinyu. Pada akhir proses produksi dihasilkan
asam laktat dengan kemurnian 80 % dengan 20 % sisanya adalah air.
Pembuatan asam laktat dengan cara fermentasi secara garis besar terdiri
dari :
Persiapan
Fermentasi
Pemisahan biomassa, sisa nutrisi, dan kotoran lain
Pengasaman
Pengendapan
Pemurnian
II.3.5.1 Persiapan
Pada tahap persiapan ini dilakukan pemisahan abu yang terkandung dalam
molasse dengan menggunakan centrifuge (CF-01), dimana seluruh abu
diasumsikan mengendap dan terpisah. Setelah proses sentrifugasi, larutan
diencerkan dalam suatu tangki pengenceran (TP-01) untuk mengencerkan molasse
agar konsentrasi glukosa menjadi 12 %. Molasse dialirkan dari tangki penyimpan
molasse (T-01) ke centrifuge (CF-01) melalui aliran 1 dan air pengencer dialirkan
dari tangki penampung air (T-02) ke tangki pengencer (TP-01) melalui aliran 4.
Larutan hasil sentrifugasi dialirkan ke dalam tangki pengenceran melalui aliran 3.
Abu yang mengendap selanjutnya keluar melalui aliran 2.
II.3.5.2 Fermentasi
Larutan molasse yang telah diencerkan dialirkan ke dalam fermentor (FR-
01) melalui aliran 5. Proses fermentasi berlangsung di dalam tangki fermentor
(FR-01) dengan menggunakan bakteri Lactobacillus delbruecki yang dialirkan
dari tangki penyimpan bakteri (T-04) melalui aliran 7, yang kedalamnya juga
ditambahkan CaCO3 yang diumpankan dari silo penyimpan CaCO3 (S-01) melalui
aliran 8 dan nutrisi (malt sprouts) yang dialirkan dari tangki penyimpan nutrisi (T-
03) melalui aliran 6. Fermentasi berlangsung selama 21 jam pada temperatur
46C, tekanan 1 atm dan pada konsentrasi glukosa 12 %. Molasse yang
diumpankan ke dalam fermentor sebelumnya diencerkan dengan air sehingga
konsentrasi glukosa dalam fermentor menjadi 12 %. Penambahan CaCO3 untuk
mempertahankan pH agar tidak berubah-ubah menjadi semakin rendah, karena
kondisi hidup bakteri harus dipertahankan pada pH optimumnya yaitu pada pH 5-
6, sehingga dihasilkan juga kalsium laktat, karbon dioksida (CO2) dan air (H2O)
dari proses fermentasi. Karbon dioksida dikeluarkan ke udara melalui aliran 9,
sedangkan larutan hasil fermentasi dialirkan ke tangki intermediate (TI-01)
melalui aliran 10a. Tangki intermediate ini (TI-01) merupakan penampungan hasil
fermentasi sementara, yang akan diproses lebih lanjut secara kontinyu. Proses
kontinyu selajutnya dilakukan setelah 2 kali batch fermentasi.
II.3.5.3 Pemisahan biomassa, sisa nutrisi dan kotoran lain
Setelah proses fermentasi selesai, produk yang terbentuk harus dipisahkan
dari material-material pengotor yang terkandung di dalamnya. Melalui aliran 10b
larutan produk dialirkan dari tangki intermediate ke centrifuge (CF-02).
Pemisahan ini dilakukan dengan sentrifugasi untuk memisahkan larutan dengan
sisa-sisa kotoran terutama sisa-sisa biomassa (bakteri dan malt sprouts). Pada
proses sentrifugasi ini diasumsikan seluruh biomassa terpisah (aliran 11) dan
terpisah dengan larutan yang mengandung produk (aliran 12).
II.3.5.4 Pengasaman
Larutan hasil sentrifugasi melalui aliran 12 masuk ke dalam tangki
pengasaman (acidifier) (TA-01). Dalam tangki ini terjadi reaksi antara Ca-laktat
yang terbentuk dari hasil fermentasi, dengan H2SO4 (T-05) yang ditambahkan
melalui aliran 13, sehingga akan terbentuk asam laktat dan endapan CaSO4.
Campuran endapan dan larutan ini kemudian dialirkan melalui aliran 14 ke tangki
pengendapan (TS-01) untuk memisahkan larutan dari endapan.
II.3.5.5 Pengendapan
Larutan asam laktat dan endapan CaSO4 yang terbentuk di tangki
pengasaman (TA-01) melalui aliran 14 kemudian dialirkan ke dalam tangki
pengendapan (TS-01) untuk memisahkan endapan CaSO4 dengan larutan.
Selanjutnya larutan asam laktat tersebut dialirkan melalui aliran 16 untuk
kemudian dimurnikan, sedangkan endapan CaSO4 dikeluarkan melalui aliran 15.
II.3.5.6 Pemurnian
Larutan asam laktat yang berasal dari tangki pengendapan masih
mengandung asam laktat, air, fruktosa dan sisa glukosa, melalui aliran 16
diumpankan ke dalam evaporator (EV-01) untuk memisahkan asam laktat dan air
dengan glukosa dan fruktosa. Dalam evaporator, larutan dipanaskan dan diuapkan
sampai temperatur jenuh asam laktat yaitu 175C. Pada temperatur tersebut asam
laktat dan air akan menguap (titik didih air = 100 C, titik didih asam laktat = 175
C), sedangkan fruktosa dan glukosa akan tetap cair (titik didih glukosa > 300 C,
titik didih fruktosa > 300 C).
Asam laktat dan air yang menguap melalui aliran 18 kemudian masuk ke
dalam partial sub-cooler condenser (SK-01), dimana seluruh asam laktat dan air
akan didinginkan. Seluruh asam laktat diembunkan dan hanya sebagian kecil air
yang diembunkan, sehingga akan didapatkan asam laktat dengan kemurnian 80 %
dan 20 % sisanya adalah air. Asam laktat 80 % yang masih bercampur dengan uap
AAAAlaktat 80 % (aliran 21) dengan uap air (aliran 20). Asam laktat yang telah
terpisah dengan uap air
(aliran 21) kemudian didinginkan dengan menggunakan cooler (C-01) sampai
temperatur 30C untuk selanjutnya disimpan dalam tangki penampung (T-06)
melalui aliran 22.
Sisa uap air yang keluar dari flash drum (FD-01) melalui aliran 20
kemudian diembunkan dan didinginkan seluruhnya menggunakan sub-cooler
condenser (SK-02), dialirkan melalui aliran 23 dan kemudian ditampung dalam
tangki penyimpan air (T-02) untuk kemudian dapat digunakan kembali sebagai
bahan baku pada tangki pengenceran.
BAB III
NERACA MASSA DAN ENERGI
III.1 Neraca Massa
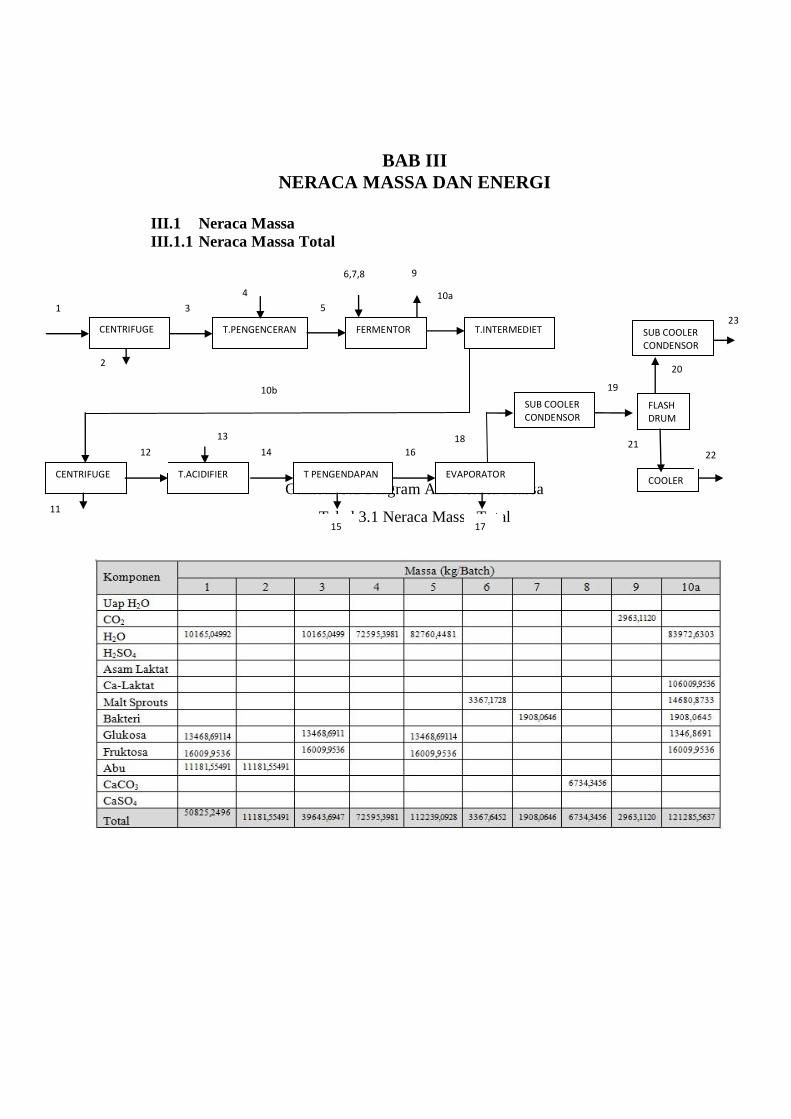
III.1.1 Neraca Massa Total
Gambar 3.1 Diagram Alir Neraca Massa
Tabel 3.1 Neraca Massa Total
CENTRIFUGE T.PENGENCERAN FERMENTOR T.INTERMEDIET
CENTRIFUGE T.ACIDIFIER T PENGENDAPAN EVAPORATOR
SUB COOLER CONDENSOR
FLASH DRUM
SUB COOLER CONDENSOR
COOLER
1
2
3
4
5
6,7,8 9
10b
11
12
13
14
15
10a
16
17
18
19
20
21 22
23
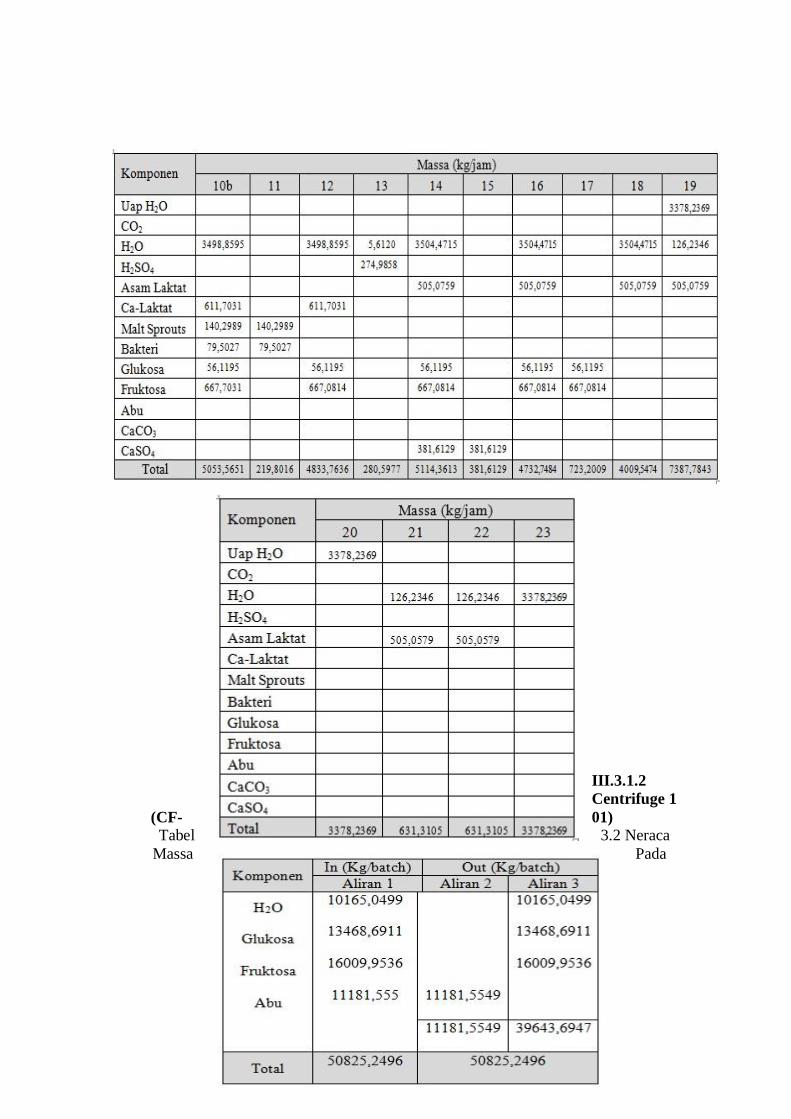
III.3.1.2
Centrifuge 1
(CF- 01)
Tabel 3.2 Neraca
Massa Pada
Centrifuge 1 (CF-01)
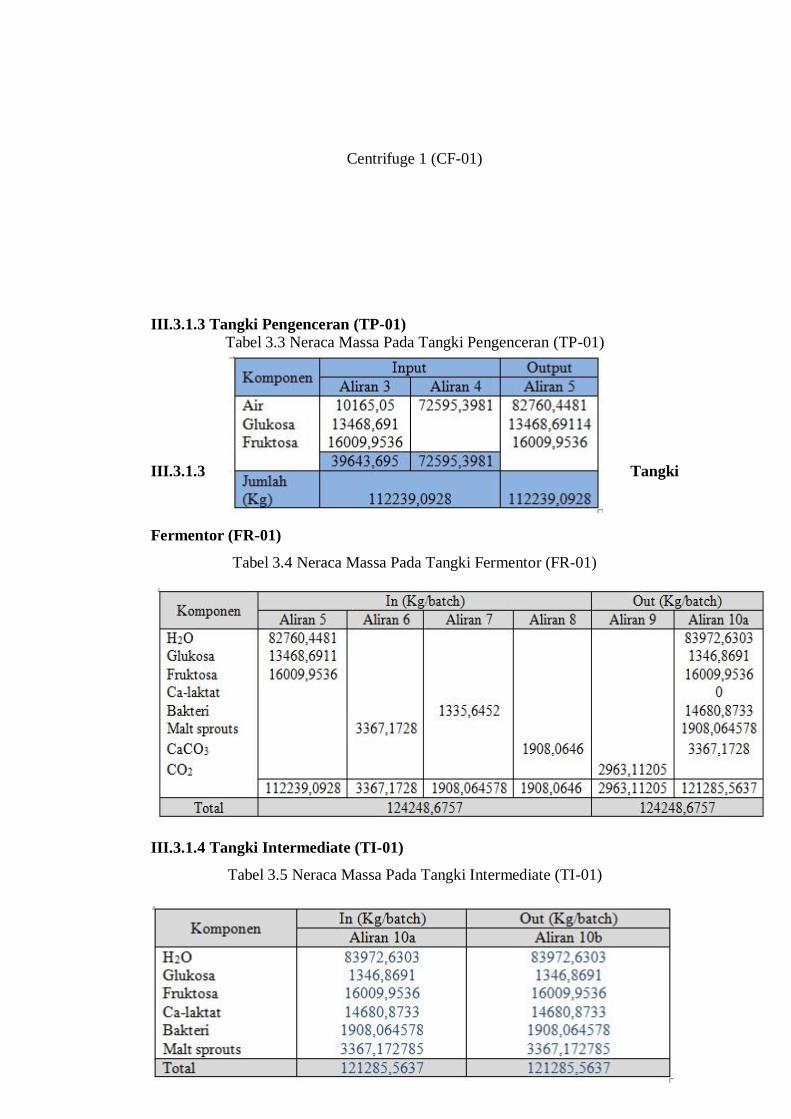
III.3.1.3 Tangki Pengenceran (TP-01)
Tabel 3.3 Neraca Massa Pada Tangki Pengenceran (TP-01)
III.3.1.3 Tangki
Fermentor (FR-01)
Tabel 3.4 Neraca Massa Pada Tangki Fermentor (FR-01)
III.3.1.4 Tangki Intermediate (TI-01)
Tabel 3.5 Neraca Massa Pada Tangki Intermediate (TI-01)
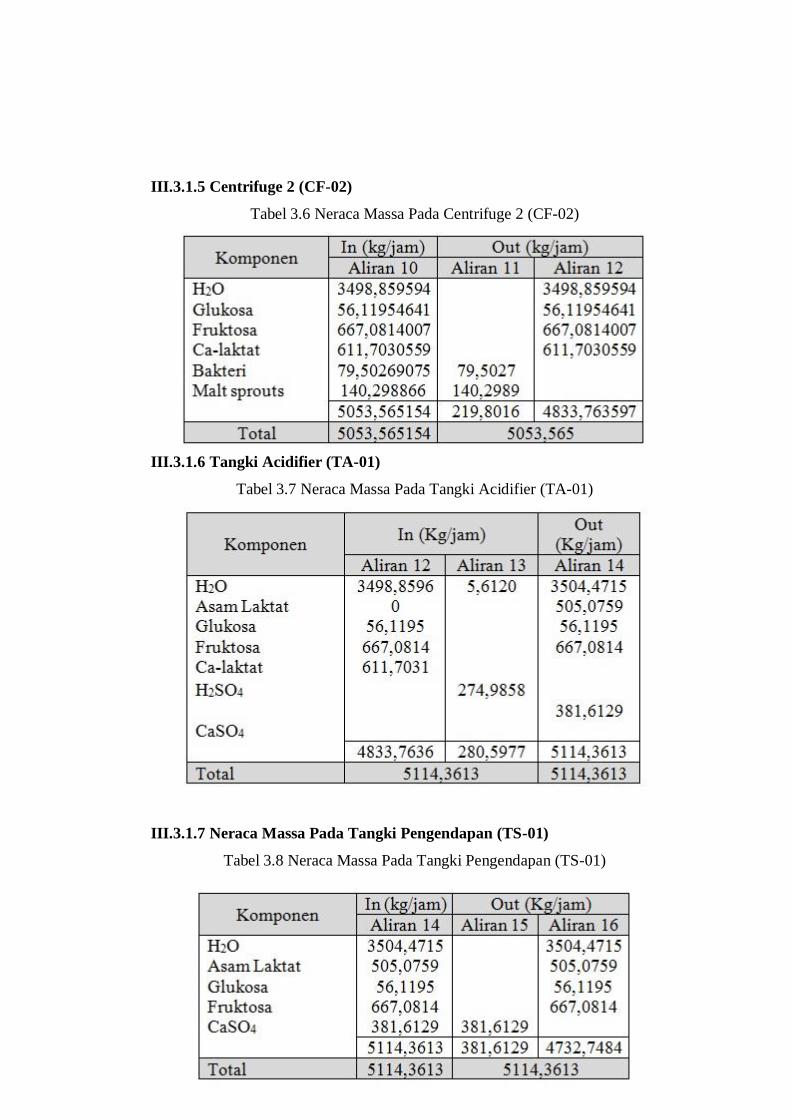
III.3.1.5 Centrifuge 2 (CF-02)
Tabel 3.6 Neraca Massa Pada Centrifuge 2 (CF-02)
III.3.1.6 Tangki Acidifier (TA-01)
Tabel 3.7 Neraca Massa Pada Tangki Acidifier (TA-01)
III.3.1.7 Neraca Massa Pada Tangki Pengendapan (TS-01)
Tabel 3.8 Neraca Massa Pada Tangki Pengendapan (TS-01)
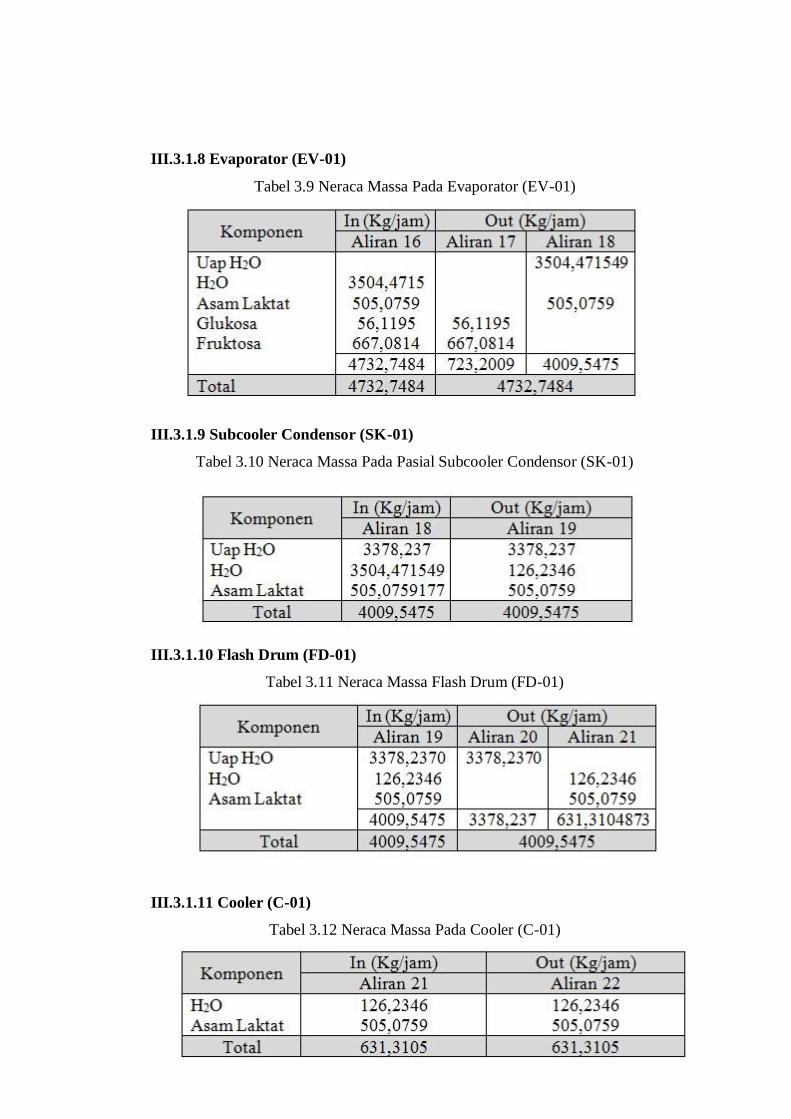
III.3.1.8 Evaporator (EV-01)
Tabel 3.9 Neraca Massa Pada Evaporator (EV-01)
III.3.1.9 Subcooler Condensor (SK-01)
Tabel 3.10 Neraca Massa Pada Pasial Subcooler Condensor (SK-01)
III.3.1.10 Flash Drum (FD-01)
Tabel 3.11 Neraca Massa Flash Drum (FD-01)
III.3.1.11 Cooler (C-01)
Tabel 3.12 Neraca Massa Pada Cooler (C-01)
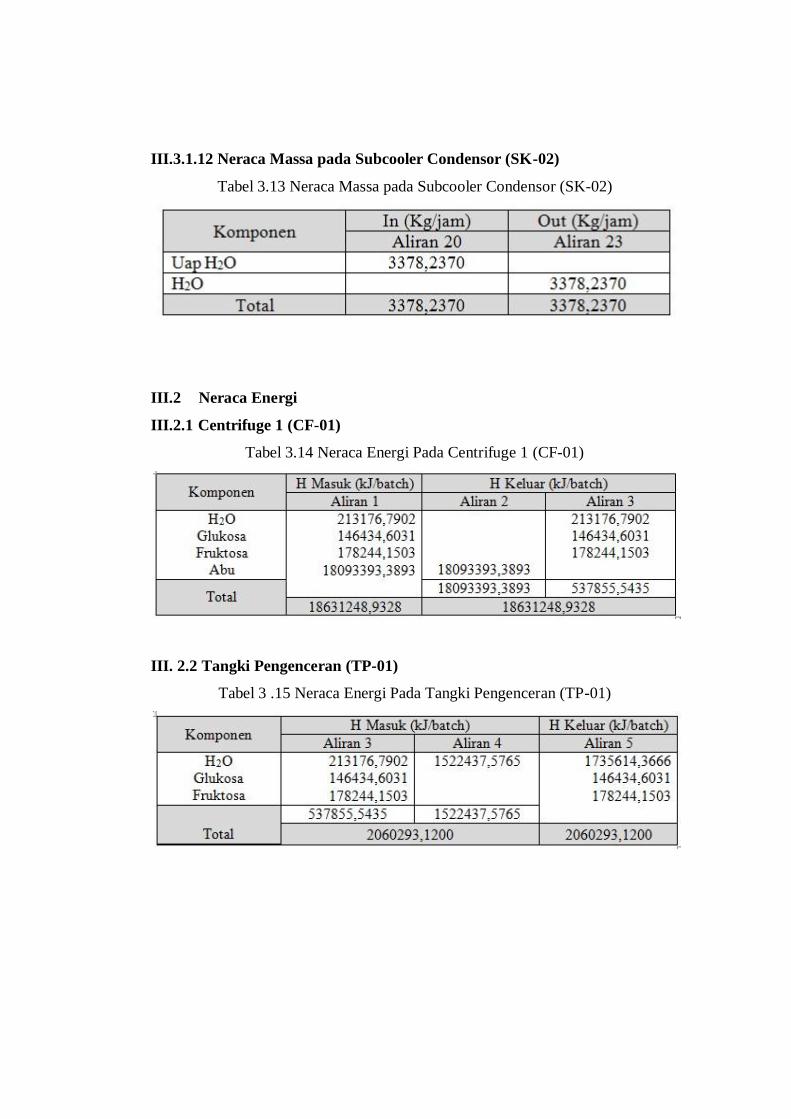
III.3.1.12 Neraca Massa pada Subcooler Condensor (SK-02)
Tabel 3.13 Neraca Massa pada Subcooler Condensor (SK-02)
III.2 Neraca Energi
III.2.1 Centrifuge 1 (CF-01)
Tabel 3.14 Neraca Energi Pada Centrifuge 1 (CF-01)
III. 2.2 Tangki Pengenceran (TP-01)
Tabel 3 .15 Neraca Energi Pada Tangki Pengenceran (TP-01)
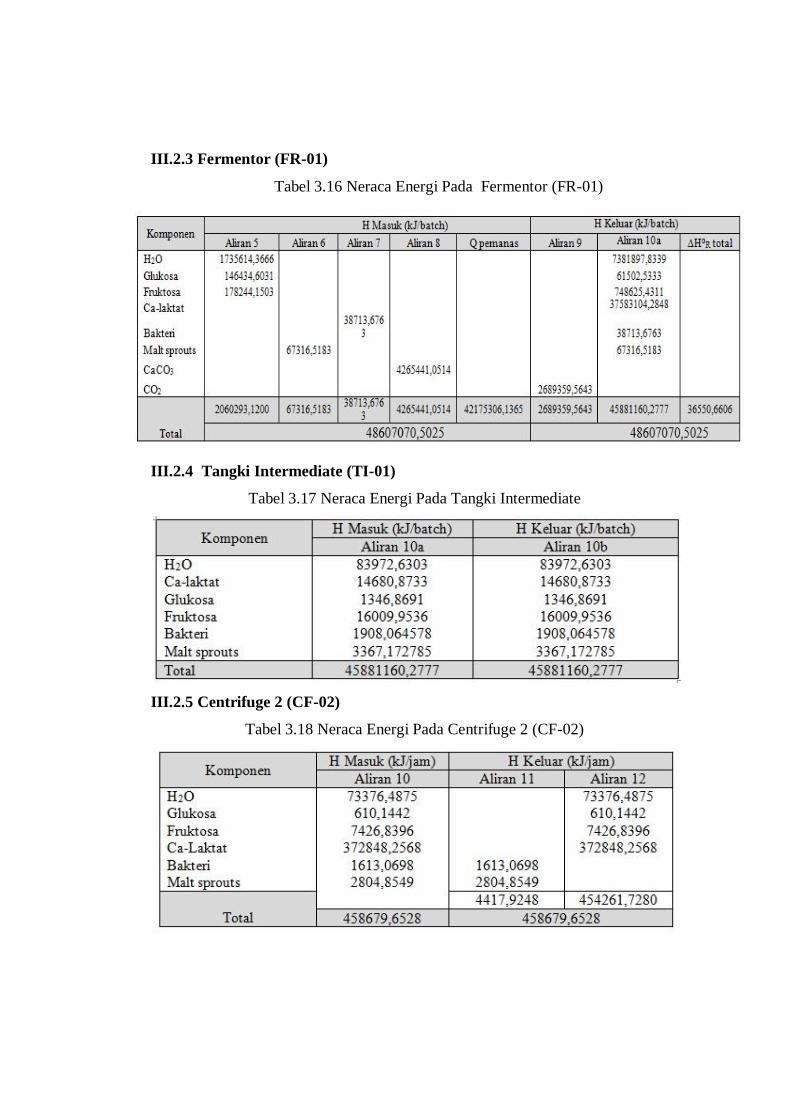
III.2.3 Fermentor (FR-01)
Tabel 3.16 Neraca Energi Pada Fermentor (FR-01)
III.2.4 Tangki Intermediate (TI-01)
Tabel 3.17 Neraca Energi Pada Tangki Intermediate
III.2.5 Centrifuge 2 (CF-02)
Tabel 3.18 Neraca Energi Pada Centrifuge 2 (CF-02)
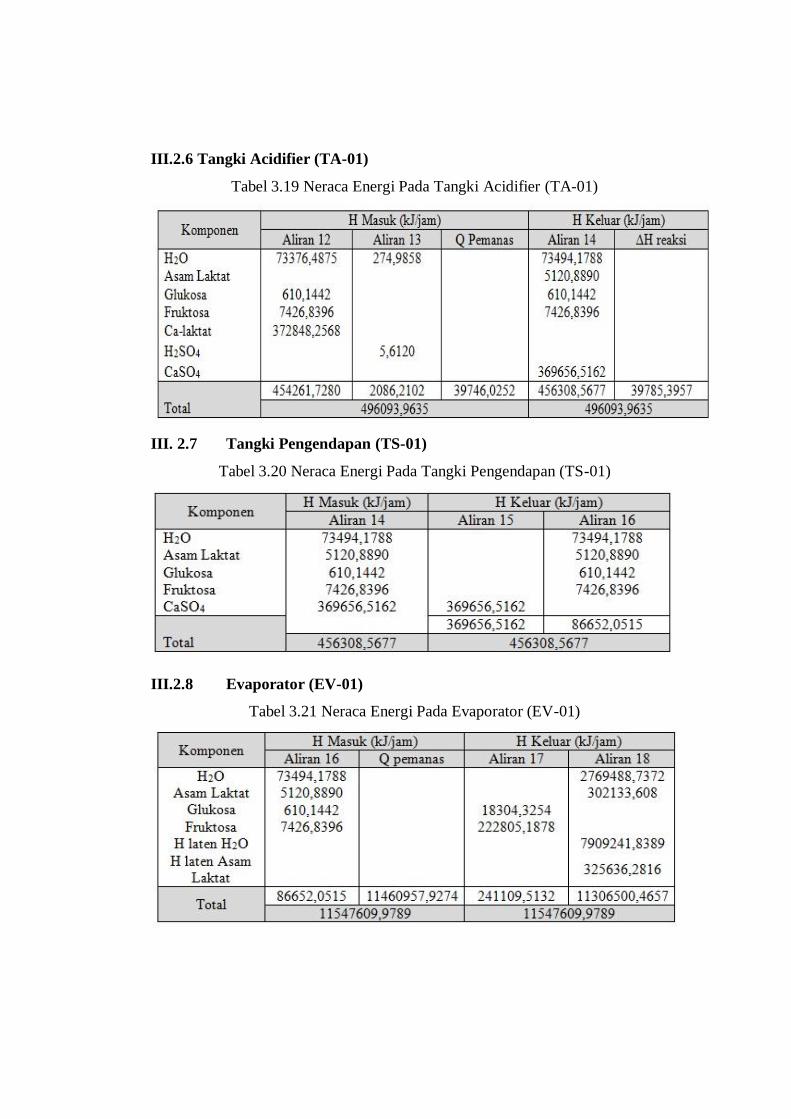
III.2.6 Tangki Acidifier (TA-01)
Tabel 3.19 Neraca Energi Pada Tangki Acidifier (TA-01)
III. 2.7 Tangki Pengendapan (TS-01)
Tabel 3.20 Neraca Energi Pada Tangki Pengendapan (TS-01)
III.2.8 Evaporator (EV-01)
Tabel 3.21 Neraca Energi Pada Evaporator (EV-01)
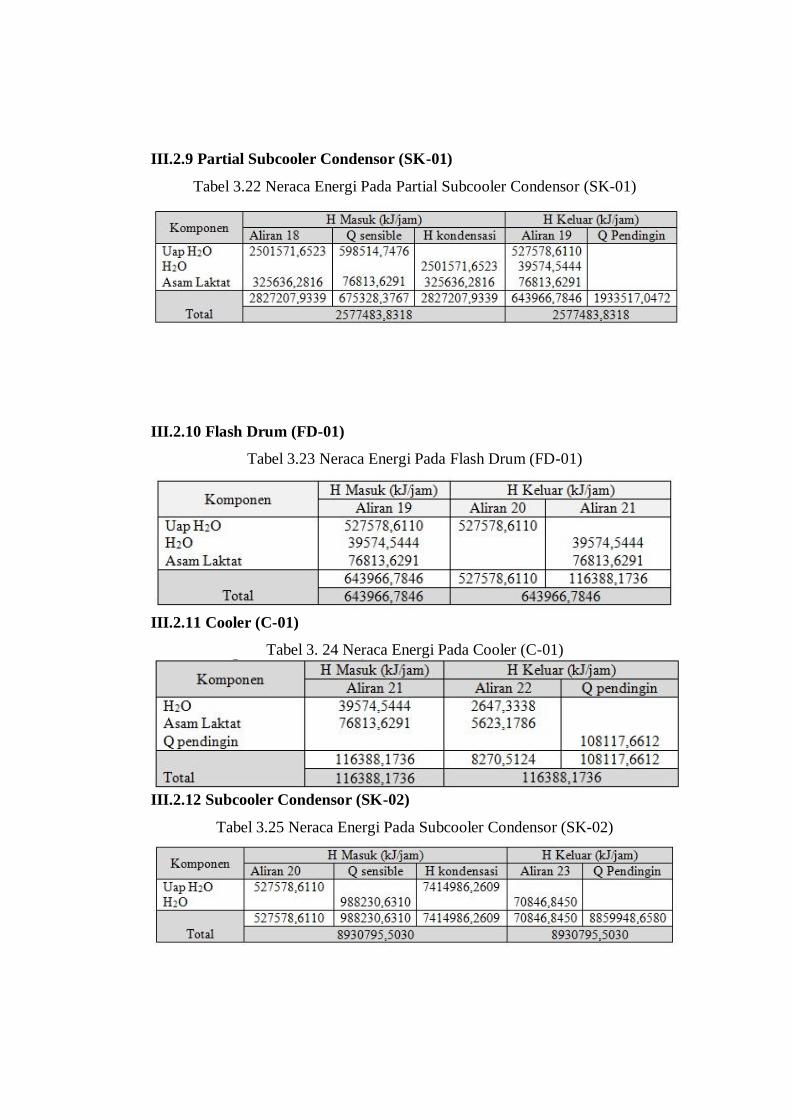
III.2.9 Partial Subcooler Condensor (SK-01)
Tabel 3.22 Neraca Energi Pada Partial Subcooler Condensor (SK-01)
III.2.10 Flash Drum (FD-01)
Tabel 3.23 Neraca Energi Pada Flash Drum (FD-01)
III.2.11 Cooler (C-01)
Tabel 3. 24 Neraca Energi Pada Cooler (C-01)
III.2.12 Subcooler Condensor (SK-02)
Tabel 3.25 Neraca Energi Pada Subcooler Condensor (SK-02)
BAB IV
SPESIFIKASI PERALATAN PROSES
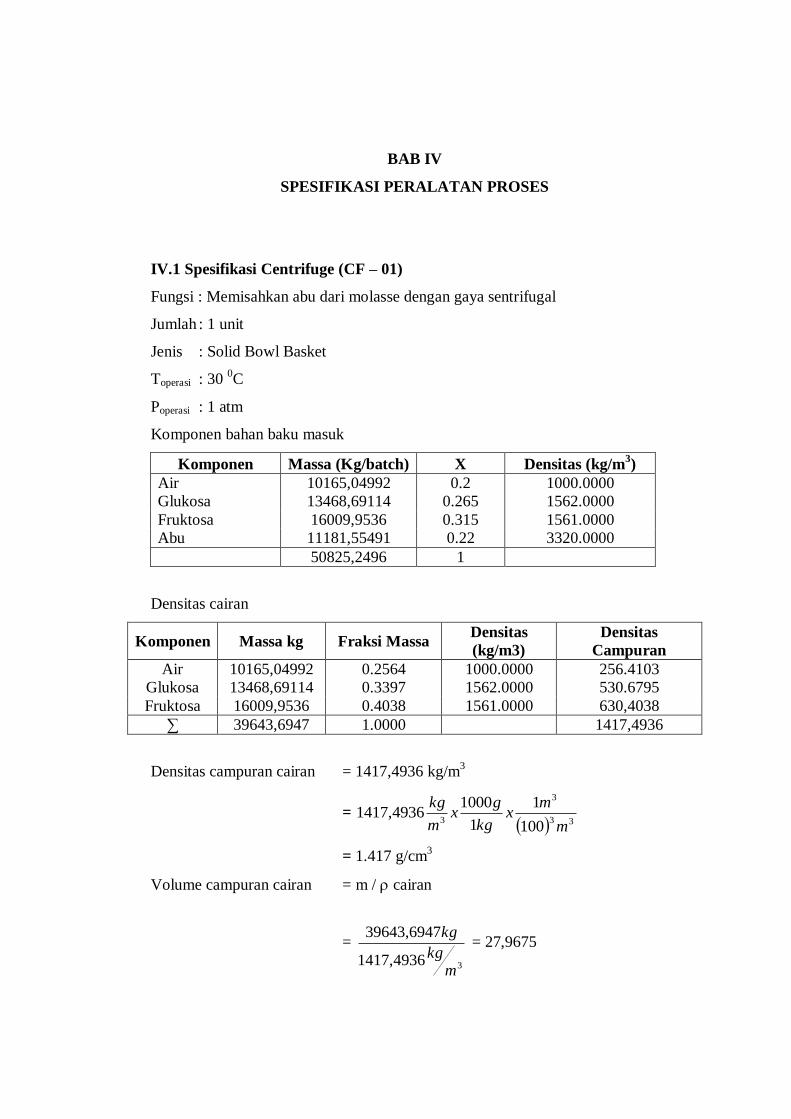
IV.1 Spesifikasi Centrifuge (CF – 01)
Fungsi : Memisahkan abu dari molasse dengan gaya sentrifugal
Jumlah : 1 unit
Jenis : Solid Bowl Basket
Toperasi : 30 0C
Poperasi : 1 atm
Komponen bahan baku masuk
Komponen Massa (Kg/batch) X Densitas (kg/m3)
Air 10165,04992 0.2 1000.0000
Glukosa 13468,69114 0.265 1562.0000
Fruktosa 16009,9536 0.315 1561.0000
Abu 11181,55491 0.22 3320.0000
50825,2496 1
Densitas cairan
Komponen Massa kg Fraksi Massa Densitas
(kg/m3)
Densitas
Campuran
Air 10165,04992 0.2564 1000.0000 256.4103
Glukosa 13468,69114 0.3397 1562.0000 530.6795
Fruktosa 16009,9536 0.4038 1561.0000 630,4038
∑ 39643,6947 1.0000 1417,4936
Densitas campuran cairan = 1417,4936 kg/m3
= 33
3
3100
1
1
10004936,1417
m
mx
kg
gx
m
kg
= 1.417 g/cm3
Volume campuran cairan = m / cairan
=
34936,1417
39643,6947
mkg
kg = 27,9675
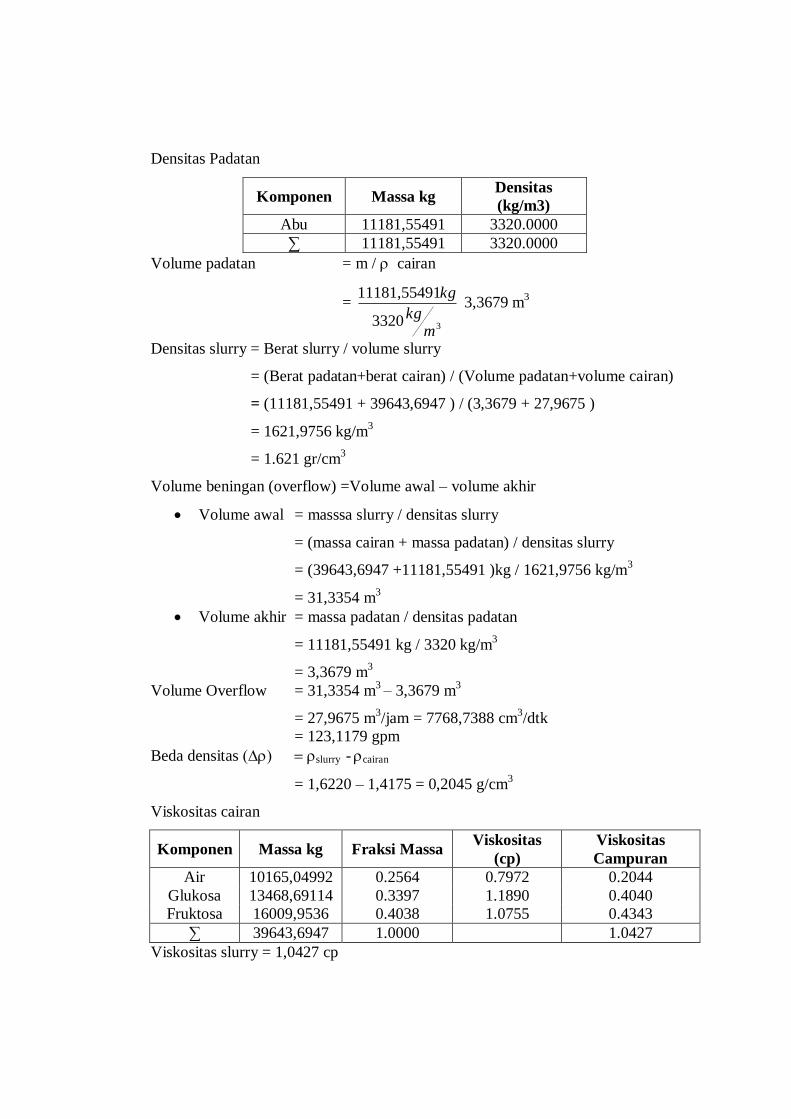
Densitas Padatan
Komponen Massa kg Densitas
(kg/m3)
Abu 11181,55491 3320.0000
∑ 11181,55491 3320.0000
Volume padatan = m / cairan
=
33320
111181,5549
mkg
kg 3,3679 m
3
Densitas slurry = Berat slurry / volume slurry
= (Berat padatan+berat cairan) / (Volume padatan+volume cairan)
= (11181,55491 + 39643,6947 ) / (3,3679 + 27,9675 )
= 1621,9756 kg/m3
= 1.621 gr/cm3
Volume beningan (overflow) =Volume awal – volume akhir
Volume awal = masssa slurry / densitas slurry
= (massa cairan + massa padatan) / densitas slurry
= (39643,6947 +11181,55491 )kg / 1621,9756 kg/m3
= 31,3354 m3
Volume akhir = massa padatan / densitas padatan
= 11181,55491 kg / 3320 kg/m3
= 3,3679 m3
Volume Overflow = 31,3354 m3 – 3,3679 m
3
= 27,9675 m3/jam = 7768,7388 cm
3/dtk
= 123,1179 gpm
Beda densitas (∆ slurry - cairan
= 1,6220 – 1,4175 = 0,2045 g/cm3
Viskositas cairan
Komponen Massa kg Fraksi Massa Viskositas
(cp)
Viskositas
Campuran
Air 10165,04992 0.2564 0.7972 0.2044
Glukosa 13468,69114 0.3397 1.1890 0.4040
Fruktosa 16009,9536 0.4038 1.0755 0.4343
∑ 39643,6947 1.0000 1.0427
Viskositas slurry = 1,0427 cp
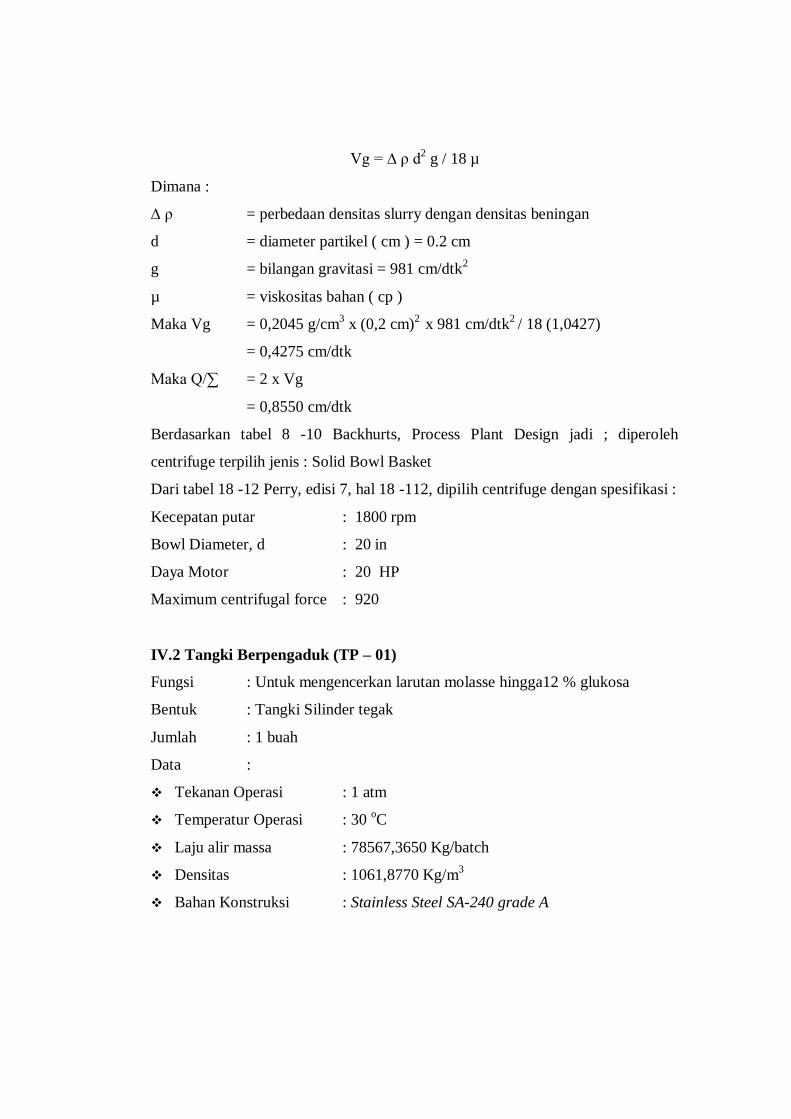
Vg = ∆ ρ d2 g / 18 µ
Dimana :
∆ ρ = perbedaan densitas slurry dengan densitas beningan
d = diameter partikel ( cm ) = 0.2 cm
g = bilangan gravitasi = 981 cm/dtk2
µ = viskositas bahan ( cp )
Maka Vg = 0,2045 g/cm3 x (0,2 cm)
2 x 981 cm/dtk
2 / 18 (1,0427)
= 0,4275 cm/dtk
Maka Q/∑ = 2 x Vg
= 0,8550 cm/dtk
Berdasarkan tabel 8 -10 Backhurts, Process Plant Design jadi ; diperoleh
centrifuge terpilih jenis : Solid Bowl Basket
Dari tabel 18 -12 Perry, edisi 7, hal 18 -112, dipilih centrifuge dengan spesifikasi :
Kecepatan putar : 1800 rpm
Bowl Diameter, d : 20 in
Daya Motor : 20 HP
Maximum centrifugal force : 920
IV.2 Tangki Berpengaduk (TP – 01)
Fungsi : Untuk mengencerkan larutan molasse hingga12 % glukosa
Bentuk : Tangki Silinder tegak
Jumlah : 1 buah
Data :
Tekanan Operasi : 1 atm
Temperatur Operasi : 30 oC
Laju alir massa : 78567,3650 Kg/batch
Densitas : 1061,8770 Kg/m3
Bahan Konstruksi : Stainless Steel SA-240 grade A
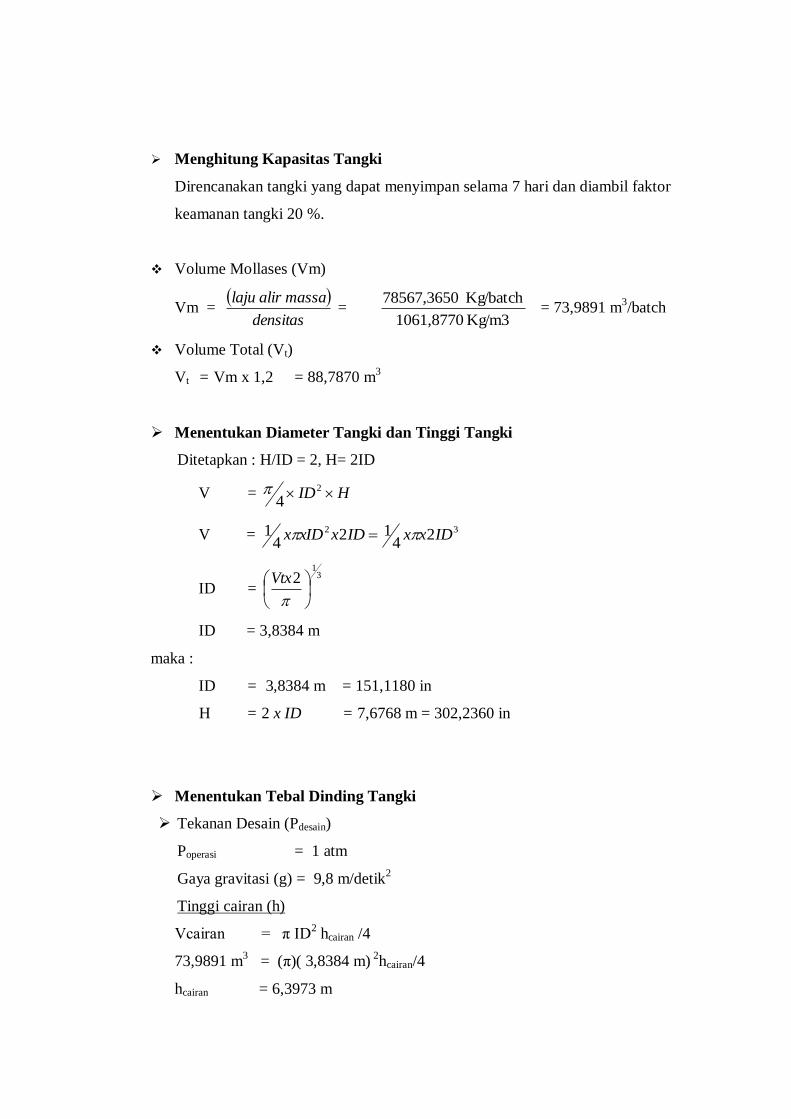
Menghitung Kapasitas Tangki
Direncanakan tangki yang dapat menyimpan selama 7 hari dan diambil faktor
keamanan tangki 20 %.
Volume Mollases (Vm)
Vm =
densitas
massaalirlaju =
Kg/m3 1061,8770
Kg/batch 78567,3650= 73,9891 m
3/batch
Volume Total (Vt)
Vt = Vm x 1,2 = 88,7870 m3
Menentukan Diameter Tangki dan Tinggi Tangki
Ditetapkan : H/ID = 2, H= 2ID
V = HID 2
4
V = 32 24
124
1 IDxxIDxxIDx
ID = 3
1
2
Vtx
ID = 3,8384 m
maka :
ID = 3,8384 m = 151,1180 in
H = 2 x ID = 7,6768 m = 302,2360 in
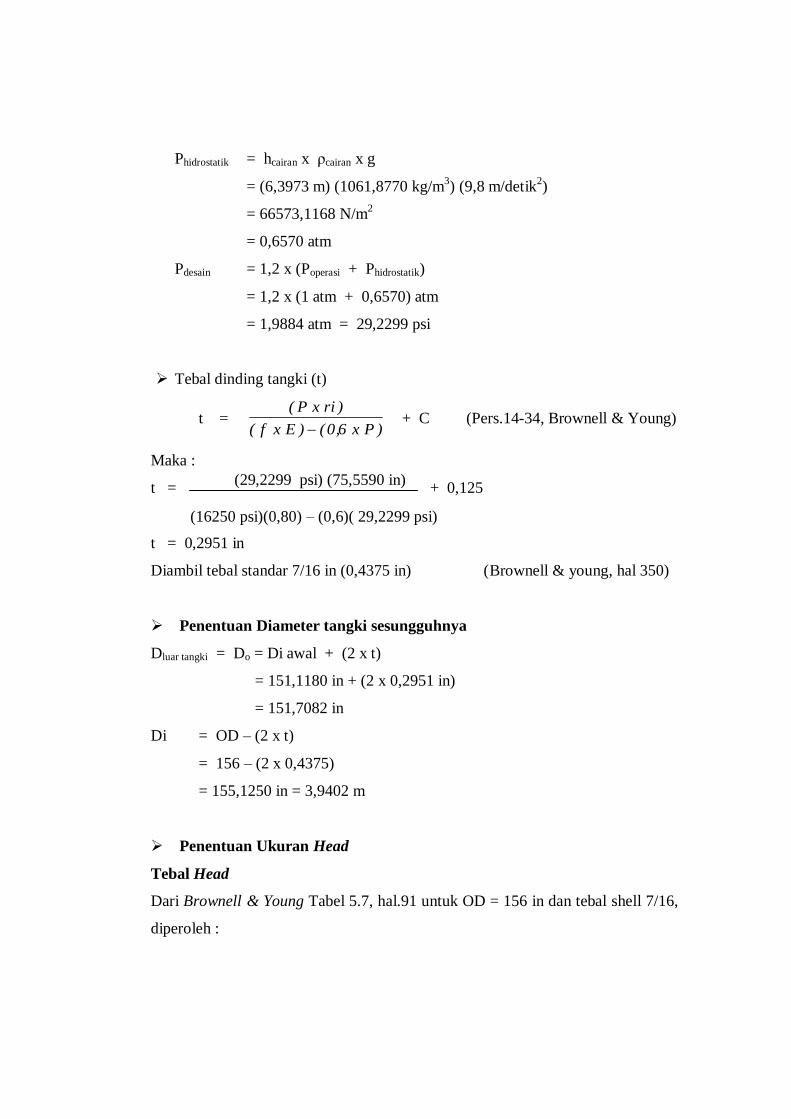
Menentukan Tebal Dinding Tangki
Tekanan Desain (Pdesain)
Poperasi = 1 atm
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
Vcairan = π ID2 hcairan /4
73,9891 m3 = (π)( 3,8384 m)
2hcairan/4
hcairan = 6,3973 m
(29,2299 psi) (75,5590 in)
(16250 psi)(0,80) – (0,6)( 29,2299 psi)
)
Phidrostatik = hcairan x ρcairan x g
= (6,3973 m) (1061,8770 kg/m3) (9,8 m/detik
2)
= 66573,1168 N/m2
= 0,6570 atm
Pdesain = 1,2 x (Poperasi + Phidrostatik)
= 1,2 x (1 atm + 0,6570) atm
= 1,9884 atm = 29,2299 psi
Tebal dinding tangki (t)
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
Maka :
t = + 0,125
t = 0,2951 in
Diambil tebal standar 7/16 in (0,4375 in) (Brownell & young, hal 350)
Penentuan Diameter tangki sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 151,1180 in + (2 x 0,2951 in)
= 151,7082 in
Di = OD – (2 x t)
= 156 – (2 x 0,4375)
= 155,1250 in = 3,9402 m
Penentuan Ukuran Head
Tebal Head
Dari Brownell & Young Tabel 5.7, hal.91 untuk OD = 156 in dan tebal shell 7/16,
diperoleh :
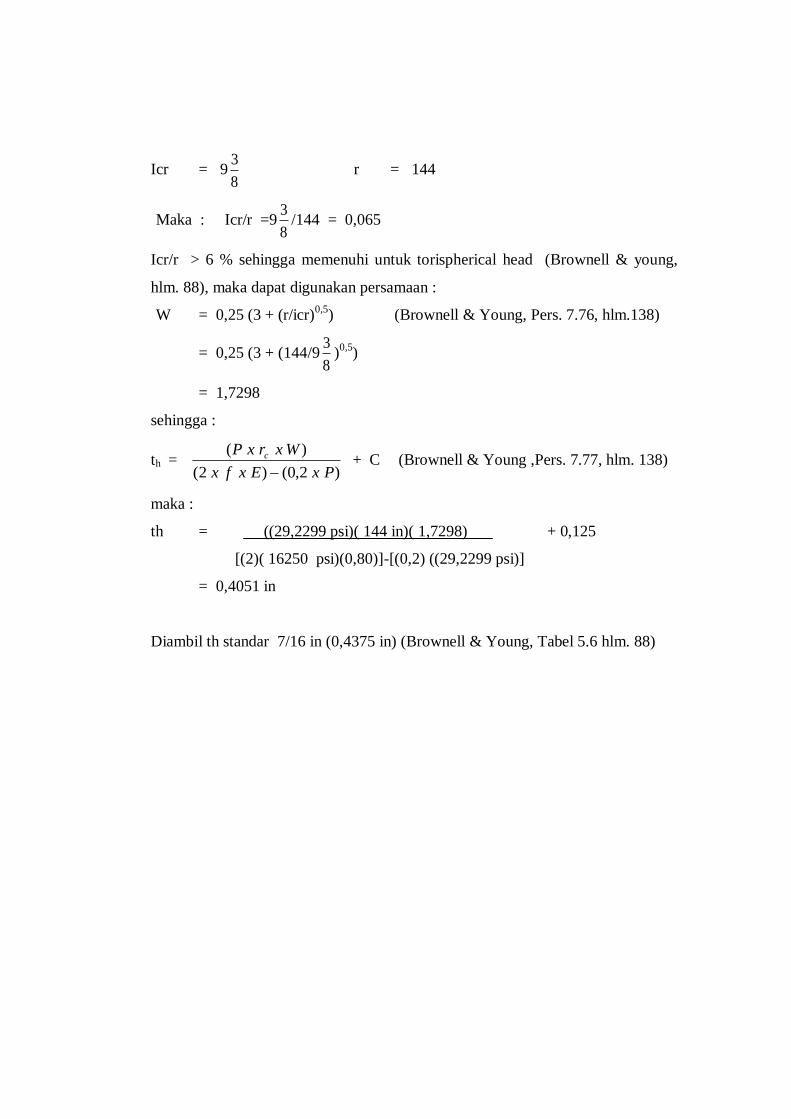
Icr = 98
3 r = 144
Maka : Icr/r =98
3/144 = 0,065
Icr/r > 6 % sehingga memenuhi untuk torispherical head (Brownell & young,
hlm. 88), maka dapat digunakan persamaan :
W = 0,25 (3 + (r/icr)0,5
) (Brownell & Young, Pers. 7.76, hlm.138)
= 0,25 (3 + (144/98
3)
0,5)
= 1,7298
sehingga :
th = )2,0()2(
)(
PxExfx
WxrxP c
+ C (Brownell & Young ,Pers. 7.77, hlm. 138)
maka :
th = ((29,2299 psi)( 144 in)( 1,7298) + 0,125
[(2)( 16250 psi)(0,80)]-[(0,2) ((29,2299 psi)]
= 0,4051 in
Diambil th standar 7/16 in (0,4375 in) (Brownell & Young, Tabel 5.6 hlm. 88)
d
-D-
H
hc (α
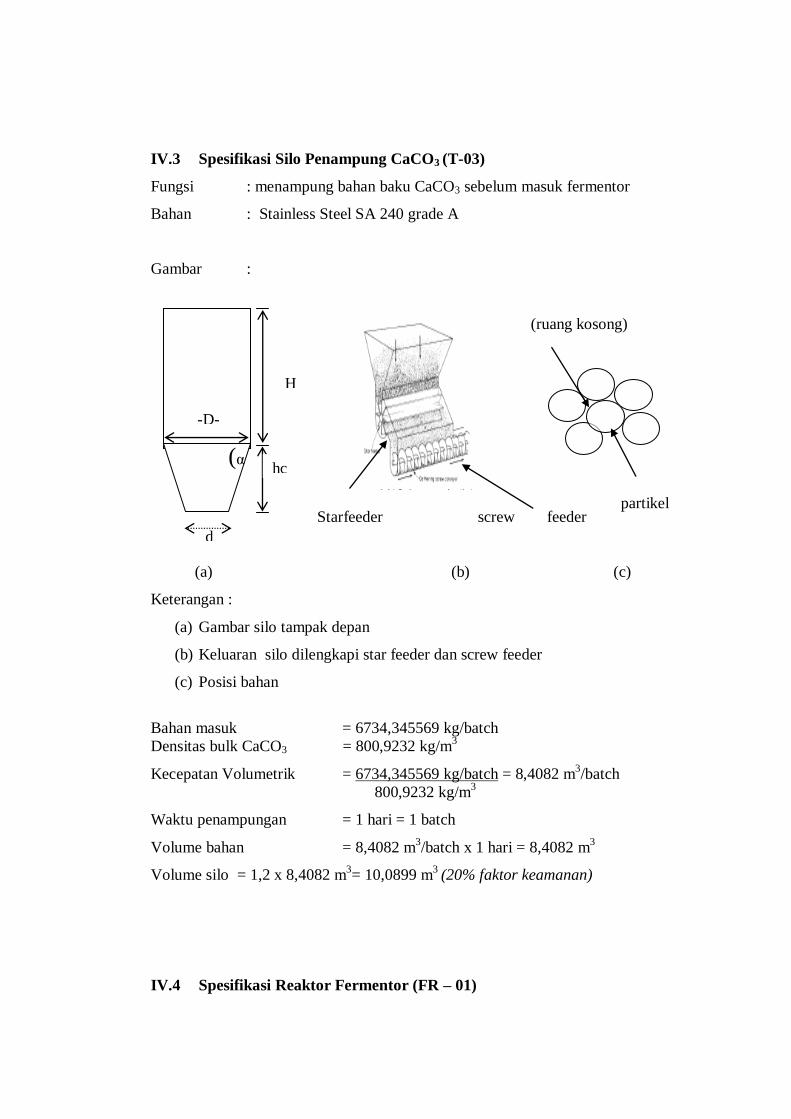
IV.3 Spesifikasi Silo Penampung CaCO3 (T-03)
Fungsi : menampung bahan baku CaCO3 sebelum masuk fermentor
Bahan : Stainless Steel SA 240 grade A
Gambar :
(ruang kosong)
Starfeeder screw feeder
(a) (b) (c)
Keterangan :
(a) Gambar silo tampak depan
(b) Keluaran silo dilengkapi star feeder dan screw feeder
(c) Posisi bahan
Bahan masuk = 6734,345569 kg/batch
Densitas bulk CaCO3 = 800,9232 kg/m3
Kecepatan Volumetrik = 6734,345569 kg/batch = 8,4082 m3/batch
800,9232 kg/m3
Waktu penampungan = 1 hari = 1 batch
Volume bahan = 8,4082 m3/batch x 1 hari = 8,4082 m
3
Volume silo = 1,2 x 8,4082 m3= 10,0899 m
3 (20% faktor keamanan)
IV.4 Spesifikasi Reaktor Fermentor (FR – 01)
partikel
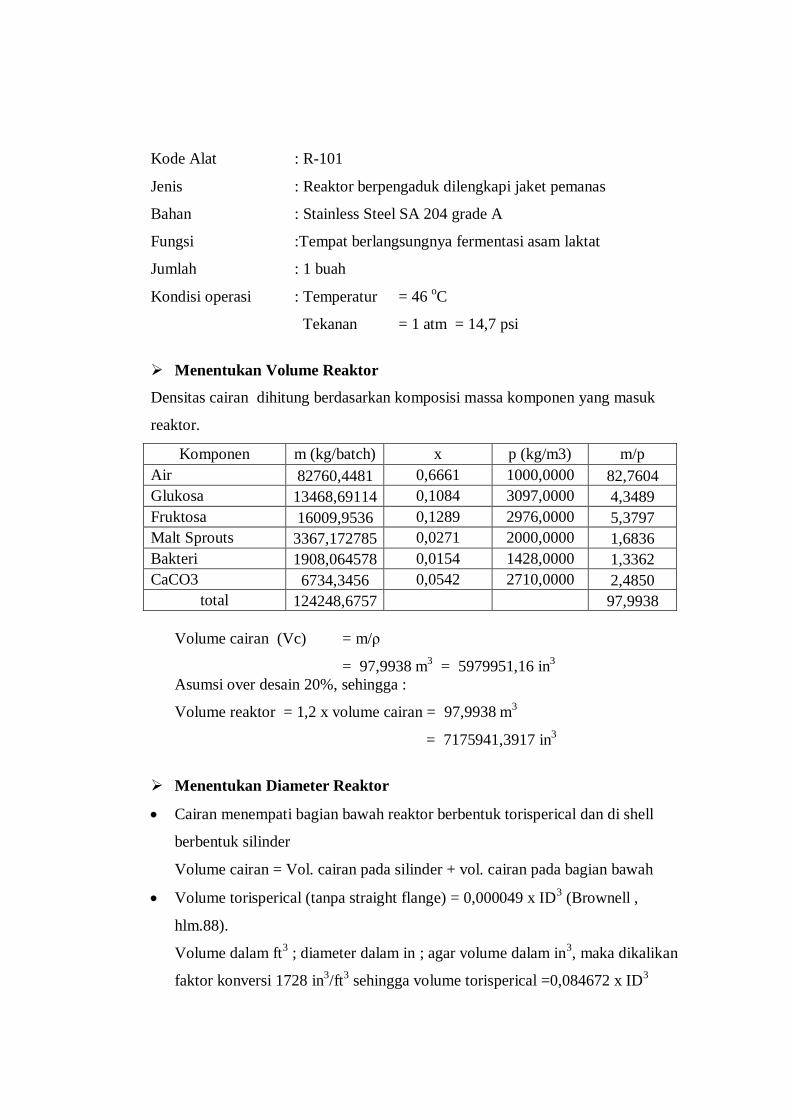
Kode Alat : R-101
Jenis : Reaktor berpengaduk dilengkapi jaket pemanas
Bahan : Stainless Steel SA 204 grade A
Fungsi :Tempat berlangsungnya fermentasi asam laktat
Jumlah : 1 buah
Kondisi operasi : Temperatur = 46 oC
Tekanan = 1 atm = 14,7 psi
Menentukan Volume Reaktor
Densitas cairan dihitung berdasarkan komposisi massa komponen yang masuk
reaktor.
Komponen m (kg/batch) x p (kg/m3) m/p
Air 82760,4481 0,6661 1000,0000 82,7604
Glukosa 13468,69114 0,1084 3097,0000 4,3489
Fruktosa 16009,9536 0,1289 2976,0000 5,3797
Malt Sprouts 3367,172785 0,0271 2000,0000 1,6836
Bakteri 1908,064578 0,0154 1428,0000 1,3362
CaCO3 6734,3456 0,0542 2710,0000 2,4850
total 124248,6757 97,9938
Volume cairan (Vc) = m/ρ
= 97,9938 m3 = 5979951,16 in
3
Asumsi over desain 20%, sehingga :
Volume reaktor = 1,2 x volume cairan = 97,9938 m3
= 7175941,3917 in3
Menentukan Diameter Reaktor
Cairan menempati bagian bawah reaktor berbentuk torisperical dan di shell
berbentuk silinder
Volume cairan = Vol. cairan pada silinder + vol. cairan pada bagian bawah
Volume torisperical (tanpa straight flange) = 0,000049 x ID3 (Brownell ,
hlm.88).
Volume dalam ft3 ; diameter dalam in ; agar volume dalam in
3, maka dikalikan
faktor konversi 1728 in3/ft
3 sehingga volume torisperical =0,084672 x ID
3
Volume shell = 1/4 x π x ID2 x h
Diambil H = 2 D sehingga, Volume shell = 1/2x π x ID3
Volume straight flange = 1/4 x π x ID2 x sf
Diambil sf =2 in
Volume reaktor tanpa tutup= (1/2 x π x ID3)+ (0,084672 x ID
3) +(1/4x πxID
2
x sf)
7.175.941,3917 in3 = (1/2 xπxID
3)+ (0,084672 x ID
3)+(1/4xπxID
2x 2)
Setelah di trial didapatkan ID = 162,7599 in = 4,1341 m
IV.5 Spesifikasi Tangki Pengendapan (TS – 01)
Fungsi : Untuk memisahkan larutan dari endapan CaSO4 sebelum
dialirkan ke proses selanjutnya
Bentuk : Tangki Silinder tegak (torispherical head) dengan bagian
bawah berbentuk kerucut
Jumlah : 1 buah
Data :
Tekanan Operasi : 1 atm
Temperatur Operasi : 30 oC
Laju alir massa : 4732,7484 Kg/jam
Densitas : 1006,8231 Kg/m3
Waktu tinggal : 1 jam
Q CaSO4 : 381,6129 kg/jam
Densitas bulk CaSO4 : 832,2546 kg/m3
Bahan Konstruksi : Stainless Steel SA-240 grade A
Menghitung Kapasitas Tangki
Direncanakan tangki yang dapat menyimpan selama 1 jam dan diambil faktor
keamanan tangki 20 %.
Volume campuran (Vc)
Laju alir volumetrik cairan =
densitas
massaalirlaju
= Kg/m3 1006,8231
Kg/jam 4732,7484 = 4,7007 m3/jam
Diketahui waktu tinggal 1jam
Volume cairan selama 1 jam = jamjamm 1/4,7007 3 = 4,7007 m3
Laju alir volumetrik endapan = endapanbulkdensitas
keluarendapanmassaalirlaju
= 3/2546,832
/6129,381
mkg
jamkg= 0,4585 m
3/jam
Volume endapan selama 1 jam = 0,4585 m3/jam x 1 jam = 0,4585 m
3
Volume Total (Vt)
Volume total = Volume cairan + Volume endapan
= 4,7007 m3 + 0,4585 m
3
= 5,1592 m3
Vt = 5,1592 x 1,2 = 6,1910 m3
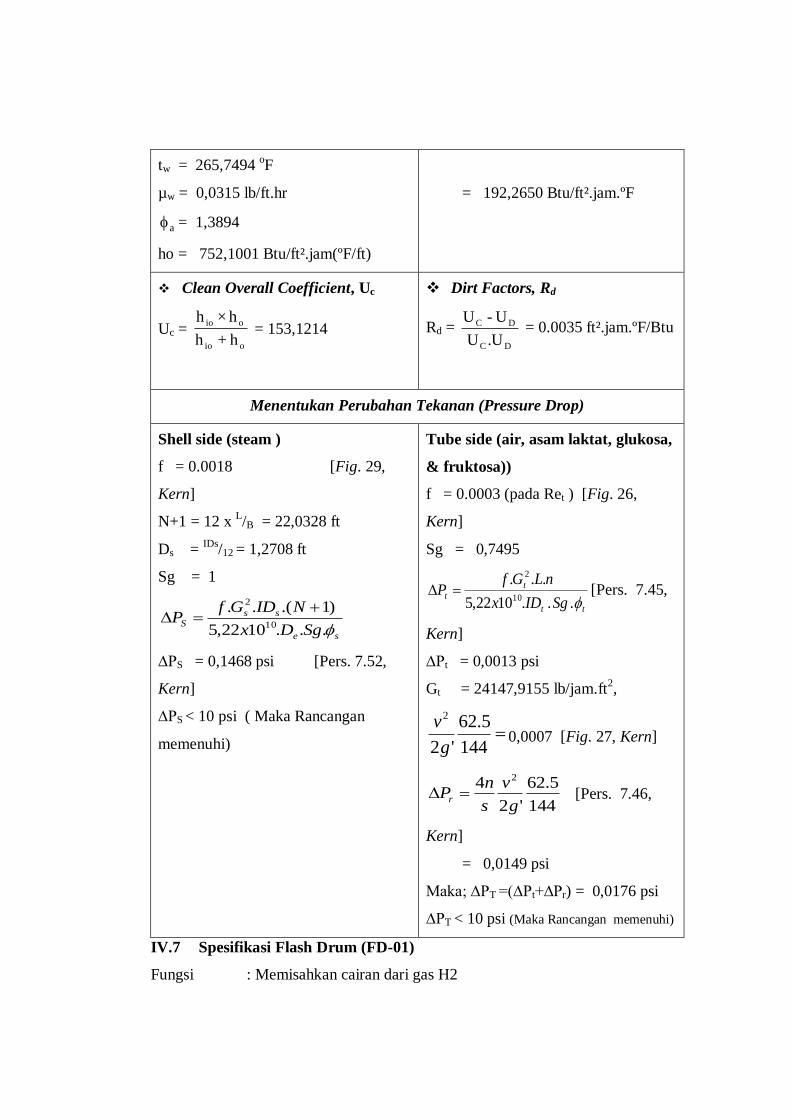
IV.6 Spesifikasi Evaporator (EV-01)
Fungsi : Memisahkan produk dari larutan glukosa dan fruktosa pada suhu
175 °C
Tipe : Vertical Heater.
Jenis : Shell and Tube Heat Exchanger = 1 atm
Fluida dingin
t1 = 30 °C = 86 °F
t2 = 175 °C = 347 °F
Fluida panas :
T1 = 200 °C = 392 °F
T2 = 200 °C = 392 °F
laju alir massa (Ws) = 4732,7484 kg/jam
= 10433,9118 lb/jam
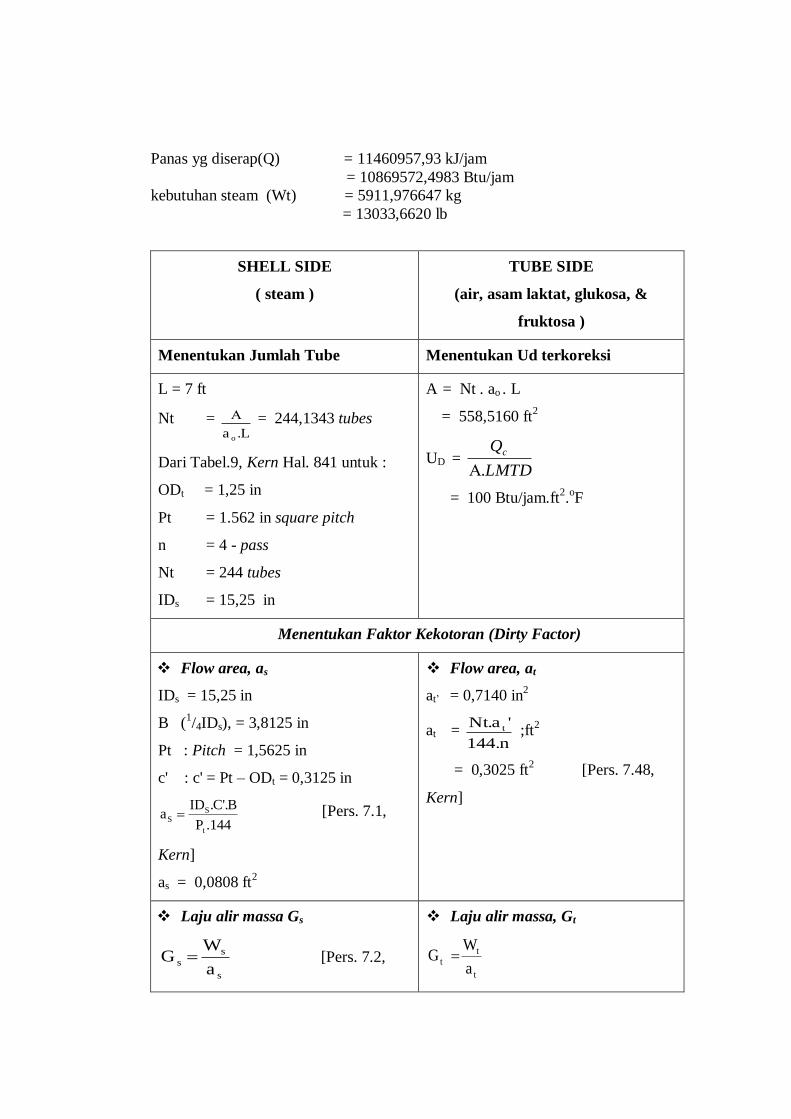
Panas yg diserap(Q) = 11460957,93 kJ/jam
= 10869572,4983 Btu/jam
kebutuhan steam (Wt) = 5911,976647 kg
= 13033,6620 lb
SHELL SIDE
( steam )
TUBE SIDE
(air, asam laktat, glukosa, &
fruktosa )
Menentukan Jumlah Tube Menentukan Ud terkoreksi
L = 7 ft
Nt = L.a o
= 244,1343 tubes
Dari Tabel.9, Kern Hal. 841 untuk :
ODt = 1,25 in
Pt = 1.562 in square pitch
n = 4 - pass
Nt = 244 tubes
IDs = 15,25 in
A = Nt . ao . L
= 558,5160 ft2
UD = LMTD
Qc
.
= 100 Btu/jam.ft2.oF
Menentukan Faktor Kekotoran (Dirty Factor)
Flow area, as
IDs = 15,25 in
B (1/4IDs), = 3,8125 in
Pt : Pitch = 1,5625 in
c' : c' = Pt – ODt = 0,3125 in
144.P
B'.C.IDa
t
SS [Pers. 7.1,
Kern]
as = 0,0808 ft2
Flow area, at
at’ = 0,7140 in2
at = n.144
'a.Nt t ;ft2
= 0,3025 ft2 [Pers. 7.48,
Kern]
Laju alir massa Gs
s
s
sa
WG [Pers. 7.2,
Laju alir massa, Gt
t
tt
a
WG
Kern]
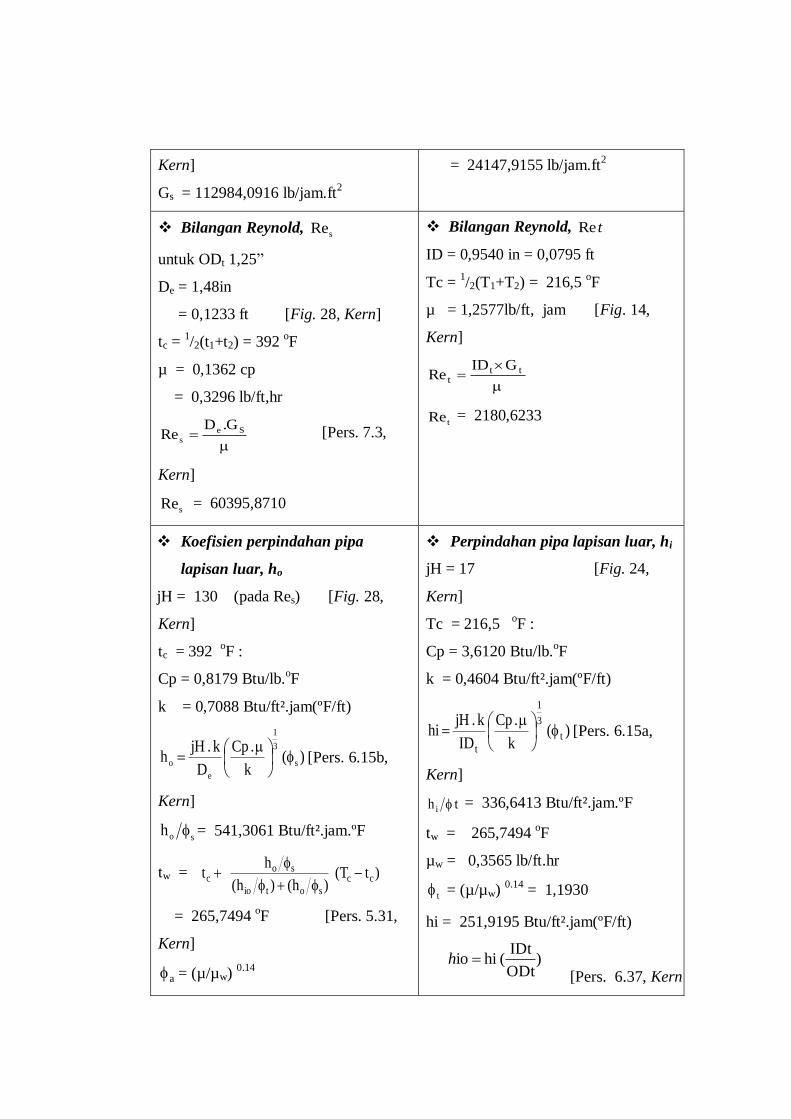
Gs = 112984,0916 lb/jam.ft2
= 24147,9155 lb/jam.ft2
Bilangan Reynold, sRe
untuk ODt 1,25”
De = 1,48in
= 0,1233 ft [Fig. 28, Kern]
tc = 1/2(t1+t2) = 392
oF
µ = 0,1362 cp
= 0,3296 lb/ft,hr
Se
s
G.DRe [Pers. 7.3,
Kern]
sRe = 60395,8710
Bilangan Reynold, tRe
ID = 0,9540 in = 0,0795 ft
Tc = 1/2(T1+T2) = 216,5
oF
µ = 1,2577lb/ft, jam [Fig. 14,
Kern]
tt
t
GIDRe
tRe = 2180,6233
Koefisien perpindahan pipa
lapisan luar, ho
jH = 130 (pada Res) [Fig. 28,
Kern]
tc = 392 oF :
Cp = 0,8179 Btu/lb.oF
k = 0,7088 Btu/ft².jam(ºF/ft)
)( k
. Cp
D
k . jH h s
3
1
e
o
[Pers. 6.15b,
Kern]
soh = 541,3061 Btu/ft².jam.ºF
tw = )tT()h()h(
ht cc
sotio
soc
= 265,7494 oF [Pers. 5.31,
Kern]
a = (µ/µw) 0.14
Perpindahan pipa lapisan luar, hi
jH = 17 [Fig. 24,
Kern]
Tc = 216,5 oF :
Cp = 3,6120 Btu/lb.oF
k = 0,4604 Btu/ft².jam(ºF/ft)
)( k
. Cp
ID
k . jH hi t
3
1
t
[Pers. 6.15a,
Kern]
th i = 336,6413 Btu/ft².jam.ºF
tw = 265,7494 oF
µw = 0,3565 lb/ft.hr
t = (µ/µw) 0.14
= 1,1930
hi = 251,9195 Btu/ft².jam(ºF/ft)
[Pers. 6.37, Kern] )
ODt
IDt( hi io h
tw = 265,7494 oF
µw = 0,0315 lb/ft.hr
a = 1,3894
ho = 752,1001 Btu/ft².jam(ºF/ft)
= 192,2650 Btu/ft².jam.ºF
Clean Overall Coefficient, Uc
Uc = oio
oio
h+h
h×h = 153,1214
Dirt Factors, Rd
Rd = DC
DC
U.U
U-U = 0.0035 ft².jam.ºF/Btu
Menentukan Perubahan Tekanan (Pressure Drop)
Shell side (steam )
f = 0.0018 [Fig. 29,
Kern]
N+1 = 12 x L/B = 22,0328 ft
Ds = IDs
/12 = 1,2708 ft
Sg = 1
se
ssS
SgDx
NIDGfP
...1022,5
)1.(..10
2
∆PS = 0,1468 psi [Pers. 7.52,
Kern]
∆PS < 10 psi ( Maka Rancangan
memenuhi)
Tube side (air, asam laktat, glukosa,
& fruktosa))
f = 0.0003 (pada Ret ) [Fig. 26,
Kern]
Sg = 0,7495
tt
t
tSgIDx
nLGfP
...1022,5
...10
2
[Pers. 7.45,
Kern]
∆Pt = 0,0013 psi
Gt = 24147,9155 lb/jam.ft2,
144
5.62
'2
2
g
v0,0007 [Fig. 27, Kern]
144
5.62
'2
4 2
g
v
s
nPr [Pers. 7.46,
Kern]
= 0,0149 psi
Maka; ∆PT =(∆Pt+∆Pr) = 0,0176 psi
∆PT < 10 psi (Maka Rancangan memenuhi)
IV.7 Spesifikasi Flash Drum (FD-01)
Fungsi : Memisahkan cairan dari gas H2
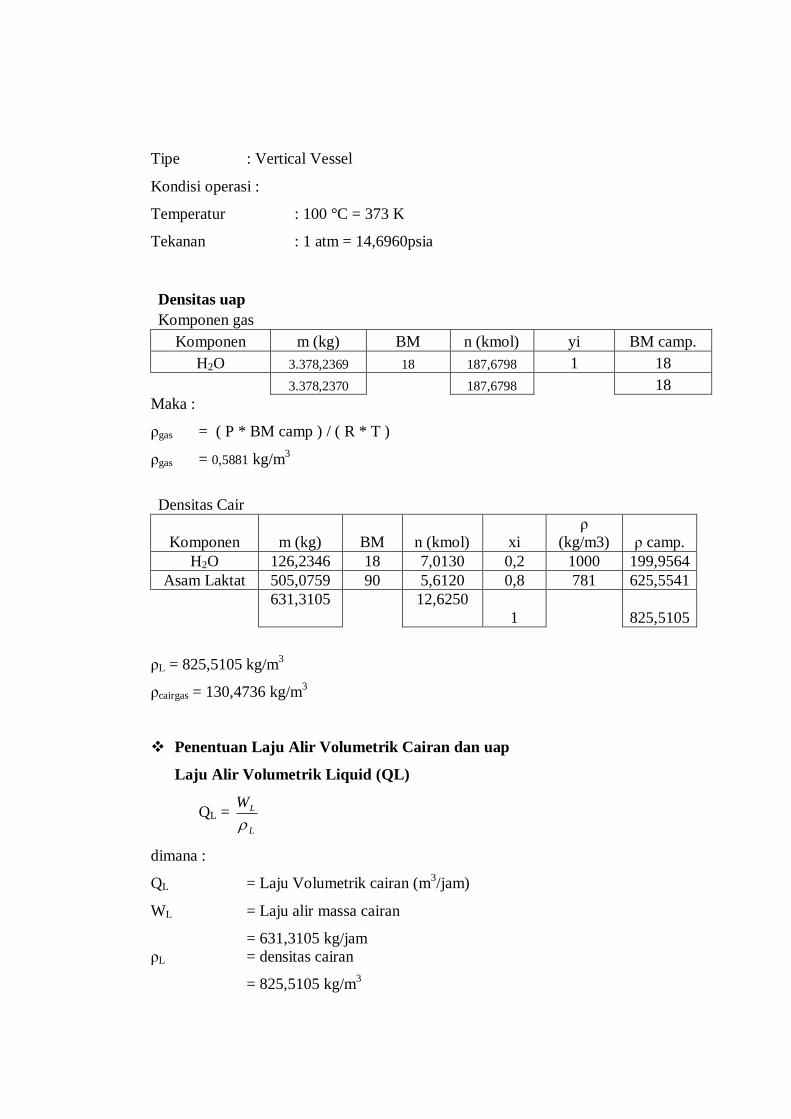
Tipe : Vertical Vessel
Kondisi operasi :
Temperatur : 100 °C = 373 K
Tekanan : 1 atm = 14,6960psia
Densitas uap
Komponen gas
Komponen m (kg) BM n (kmol) yi BM camp.
H2O 3.378,2369 18 187,6798 1 18
3.378,2370 187,6798 18
Maka :
ρgas = ( P * BM camp ) / ( R * T )
ρgas = 0,5881 kg/m3
Densitas Cair
Komponen m (kg) BM n (kmol) xi
ρ
(kg/m3) ρ camp.
H2O 126,2346 18 7,0130 0,2 1000 199,9564
Asam Laktat 505,0759 90 5,6120 0,8 781 625,5541
631,3105
12,6250
1 825,5105
ρL = 825,5105 kg/m3
ρcairgas = 130,4736 kg/m3
Penentuan Laju Alir Volumetrik Cairan dan uap
Laju Alir Volumetrik Liquid (QL)
QL = L
LW
dimana :
QL = Laju Volumetrik cairan (m3/jam)
WL = Laju alir massa cairan
= 631,3105 kg/jam
ρL = densitas cairan
= 825,5105 kg/m3
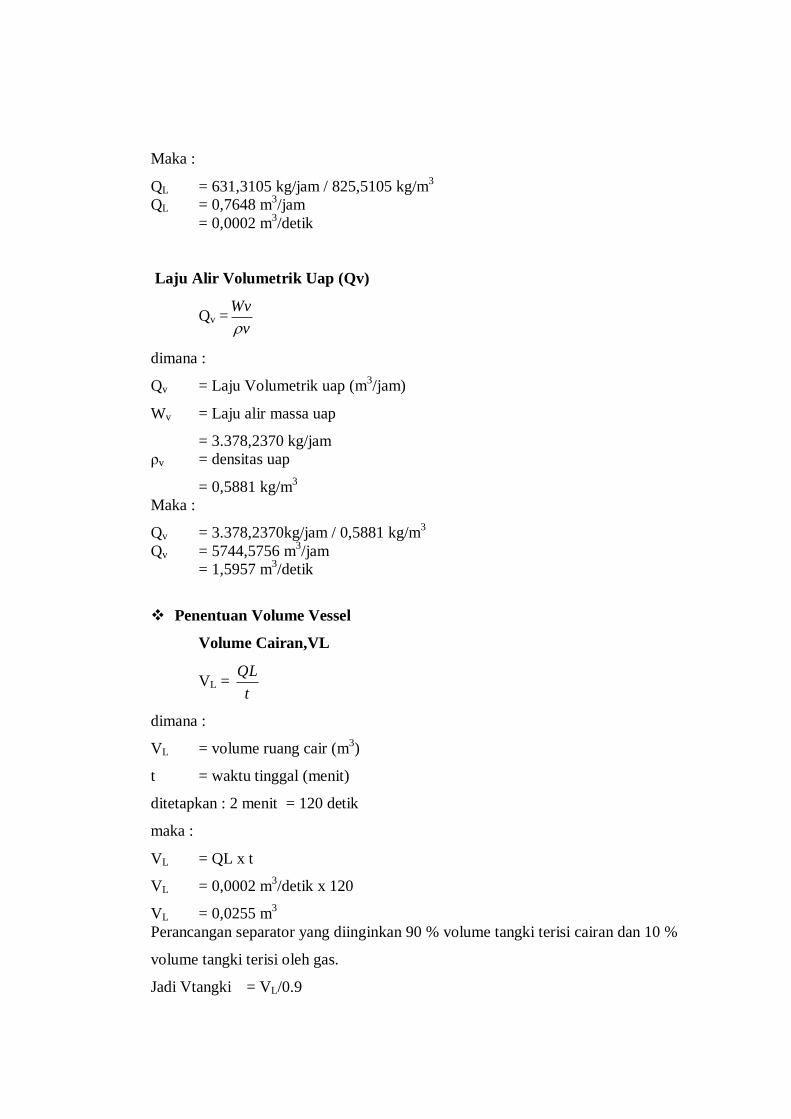
Maka :
QL = 631,3105 kg/jam / 825,5105 kg/m3
QL = 0,7648 m3/jam
= 0,0002 m3/detik
Laju Alir Volumetrik Uap (Qv)
Qv =v
Wv
dimana :
Qv = Laju Volumetrik uap (m3/jam)
Wv = Laju alir massa uap
= 3.378,2370 kg/jam
ρv = densitas uap
= 0,5881 kg/m3
Maka :
Qv = 3.378,2370kg/jam / 0,5881 kg/m3
Qv = 5744,5756 m3/jam
= 1,5957 m3/detik
Penentuan Volume Vessel
Volume Cairan,VL
VL = t
QL
dimana :
VL = volume ruang cair (m3)
t = waktu tinggal (menit)
ditetapkan : 2 menit = 120 detik
maka :
VL = QL x t
VL = 0,0002 m3/detik x 120
VL = 0,0255 m3
Perancangan separator yang diinginkan 90 % volume tangki terisi cairan dan 10 %
volume tangki terisi oleh gas.
Jadi Vtangki = VL/0.9
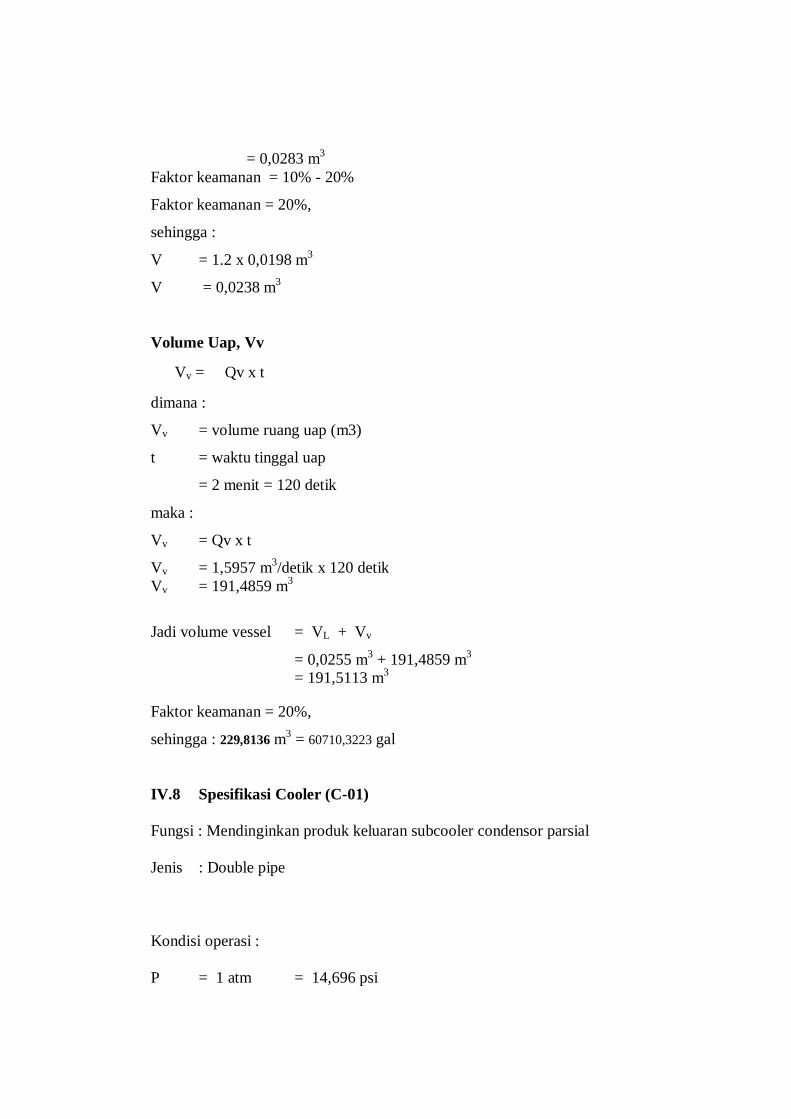
= 0,0283 m3
Faktor keamanan = 10% - 20%
Faktor keamanan = 20%,
sehingga :
V = 1.2 x 0,0198 m3
V = 0,0238 m3
Volume Uap, Vv
Vv = Qv x t
dimana :
Vv = volume ruang uap (m3)
t = waktu tinggal uap
= 2 menit = 120 detik
maka :
Vv = Qv x t
Vv = 1,5957 m3/detik x 120 detik
Vv = 191,4859 m3
Jadi volume vessel = VL + Vv
= 0,0255 m3 + 191,4859 m
3
= 191,5113 m3
Faktor keamanan = 20%,
sehingga : 229,8136 m3 = 60710,3223 gal
IV.8 Spesifikasi Cooler (C-01)
Fungsi : Mendinginkan produk keluaran subcooler condensor parsial
Jenis : Double pipe
Kondisi operasi :
P = 1 atm = 14,696 psi
A. Fluida dingin adalah air pendingin
t1 = 28 °C = 82,4 °F
t2 = 48 °C = 118,4 °F
Laju alir = kg/jam = 1992,4996 lb/jam
B. Fluida panas adalah larutan yang akan didinginkan
T1 = 100 °C = 212 °F
T2 = 30 °C = 86 °F
Laju alir = 441,9173 kg/jam = 974,2661 lb/jam
Panas yang dipertukarkan ( Q ) = 75682,3628 kJ/jam
= 71730,0377 Btu/jam
Menentukan Koefisien Transfer Panas
Inner Pipe : Steam
Alasan : Laju alir massa steam lebih besar dibandingkan dengan laju alir
larutan sehingga dipilih didalam pipe. (Sumber : Kern, hal
113)
Flow Area :
αp = 4
Dπ 2 (Sumber : Kern, hal 111)
Dimana :
D = IDp
= 2,067 in = 0,17225 ft
αp = 4
0,172257
22 2
= 0,0233 ft2
Mass Velocity (Gp) :
Gp = pαn
w
(Sumber : Kern, hal 111)
Dimana :
w = 2.846,4281 lb/jam
n = Jumlah aliran paralel
= 1
αp = 0,0233 ft2
Gp = 0233,0 1
2.846,4281
= 122.100,4048 lb/jam. ft2
Bilangan Reynold (Rep) :
Rep = μ
GD p (Sumber : Kern, hal 111)
Temperatur = 100,4 °F
μ = 0,6922 cp
= 1,6745 lb/ft.jam
Dimana :
D = IDp
= 1,38 in = 0,115 ft
Gp = 191751,1229 lb/jam. ft2
Rep = 1,6747
9191751,122115,0
= 13168,9203
Koefisien Transfer Panas (hio) :
Rep = 12.560,03205
Dari Fig. 24 Kern, hal 834 diperoleh :
jH = 48
Pada temperatur 100,4 °F diperoleh :
c = Specific heat
= 0,9992 Btu/lb. °F
k = Thermal conductivities
= 0,3599 Btu/ft.jam. °F
D = IDp
= 2,067 in = 00,17225 ft
hi = P
1/3
H φk
μc
D
kj
(Sumber : Pers. (6.15a), Kern, hal 111)
Dimana :
p =
0,14
wμ
μ
= 1 (Sumber : Kern, hal 111)
hi = 10,1723
1,67451,6690
0,115
0,359948
1/3
= 167,3856 Btu/jam.ft2. °F
P
hio
=
OD
IDhi
p
, karena p = 1, maka :
hio = OD
IDhi
(Sumber : Pers. (6.5), Kern, hal 105)
Dimana:
ID = IDp
= 2,067 in = 00,17225 ft
OD = ODp
= 2,38 in = 0,198 ft
hio = 2,38
2,067 167,3856
= 145,3723 Btu/jam.ft2. °F
IV.9 Spesifikasi Subcooler Condensor
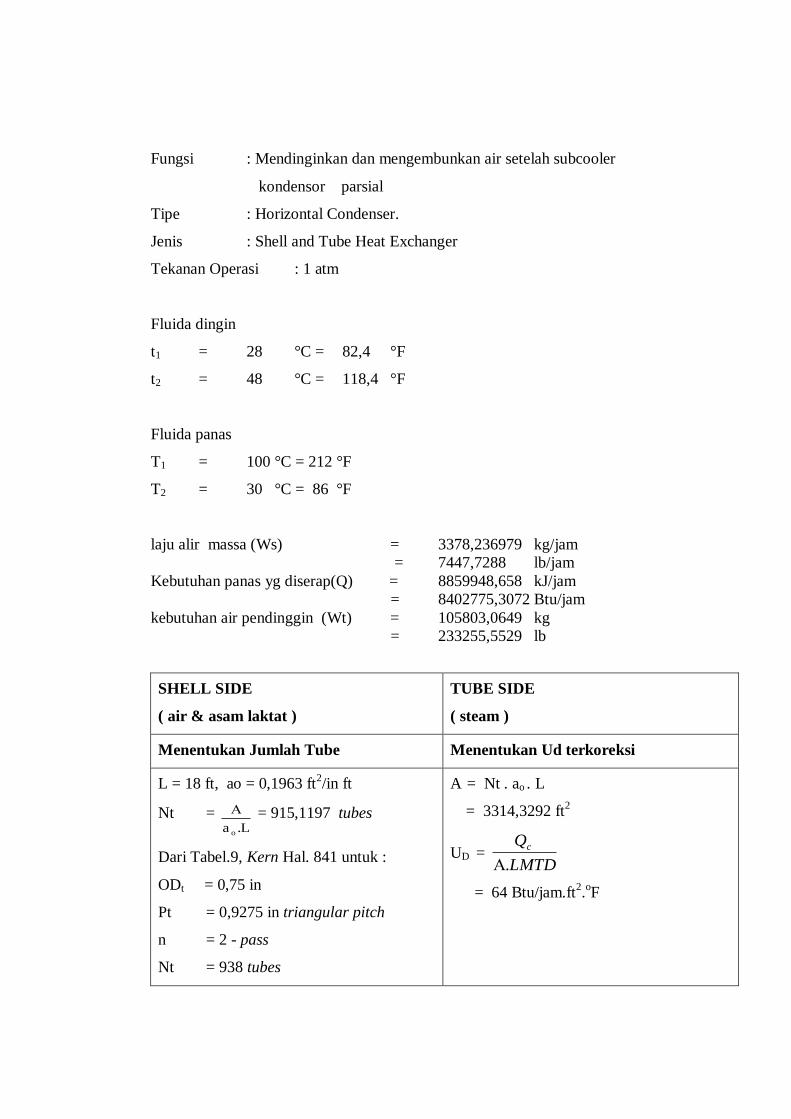
Fungsi : Mendinginkan dan mengembunkan air setelah subcooler
kondensor parsial
Tipe : Horizontal Condenser.
Jenis : Shell and Tube Heat Exchanger
Tekanan Operasi : 1 atm
Fluida dingin
t1 = 28 °C = 82,4 °F
t2 = 48 °C = 118,4 °F
Fluida panas
T1 = 100 °C = 212 °F
T2 = 30 °C = 86 °F
laju alir massa (Ws) = 3378,236979 kg/jam
= 7447,7288 lb/jam
Kebutuhan panas yg diserap(Q) = 8859948,658 kJ/jam
= 8402775,3072 Btu/jam
kebutuhan air pendinggin (Wt) = 105803,0649 kg
= 233255,5529 lb
SHELL SIDE
( air & asam laktat )
TUBE SIDE
( steam )
Menentukan Jumlah Tube Menentukan Ud terkoreksi
L = 18 ft, ao = 0,1963 ft2/in ft
Nt = L.a o
= 915,1197 tubes
Dari Tabel.9, Kern Hal. 841 untuk :
ODt = 0,75 in
Pt = 0,9275 in triangular pitch
n = 2 - pass
Nt = 938 tubes
A = Nt . ao . L
= 3314,3292 ft2
UD = LMTD
Qc
.
= 64 Btu/jam.ft2.oF

IDs = 33 in
Menentukan Faktor Kekotoran (Dirty Factor)
Luas permukaanyangdibutuhkan
untuk subcooling :
Q pendingin (air) = 6.201.964,0606 kJ/jam
= 5.881.942,7151 Btu/jam
Submergence = 83,6911 %
As = 1473,2003 ft²
Total Luas area yang dibutuhkan :
Ac = 3233,4839 ft²
Menetukan Clean Overall
Coefficient Design, UD :
Total Luas permukaan = 1582,4113 ft²
=22
Dirt Factors, Rd
Rd = DC
DC
U.U
U-U = 0.0328 ft².jam.ºF/Btu
[Pers. 6.13, Kern]
Rd 0,003 (rancangan memenuhi)
tA
QU D
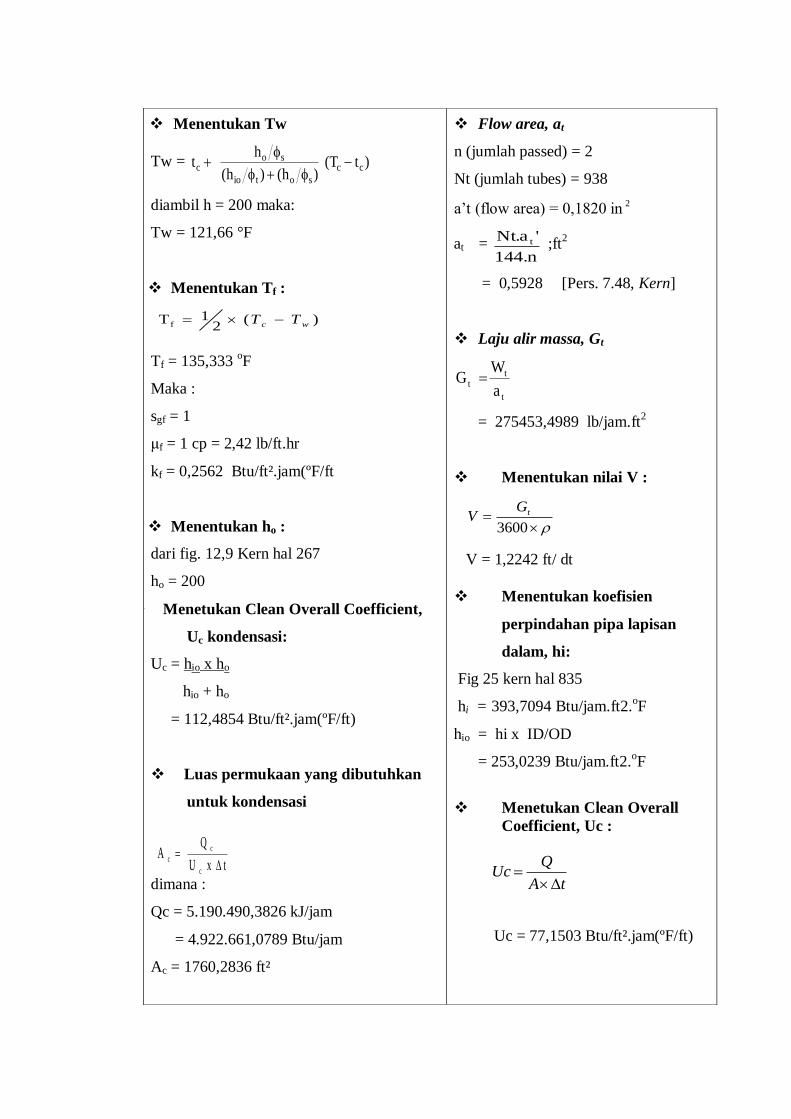
Menentukan Tw
Tw = )tT()h()h(
ht cc
sotio
soc
diambil h = 200 maka:
Tw = 121,66 °F
Menentukan Tf :
Tf = 135,333 oF
Maka :
sgf = 1
μf = 1 cp = 2,42 lb/ft.hr
kf = 0,2562 Btu/ft².jam(ºF/ft
Menentukan ho :
dari fig. 12,9 Kern hal 267
ho = 200
Menetukan Clean Overall Coefficient,
Uc kondensasi:
Uc = hio x ho
hio + ho
= 112,4854 Btu/ft².jam(ºF/ft)
Luas permukaan yang dibutuhkan
untuk kondensasi
dimana :
Qc = 5.190.490,3826 kJ/jam
= 4.922.661,0789 Btu/jam
Ac = 1760,2836 ft²
Flow area, at
n (jumlah passed) = 2
Nt (jumlah tubes) = 938
a’t (flow area) = 0,1820 in 2
at = n.144
'a.Nt t ;ft2
= 0,5928 [Pers. 7.48, Kern]
Laju alir massa, Gt
t
tt
a
WG
= 275453,4989 lb/jam.ft2
Menentukan nilai V :
V = 1,2242 ft/ dt
Menentukan koefisien
perpindahan pipa lapisan
dalam, hi:
Fig 25 kern hal 835
hi = 393,7094 Btu/jam.ft2.oF
hio = hi x ID/OD
= 253,0239 Btu/jam.ft2.oF
Menetukan Clean Overall
Coefficient, Uc :
Uc = 77,1503 Btu/ft².jam(ºF/ft)
tx U
Q A
c
c
c
)(2
1 T f wc TT
3600
tGV
tA
QUc
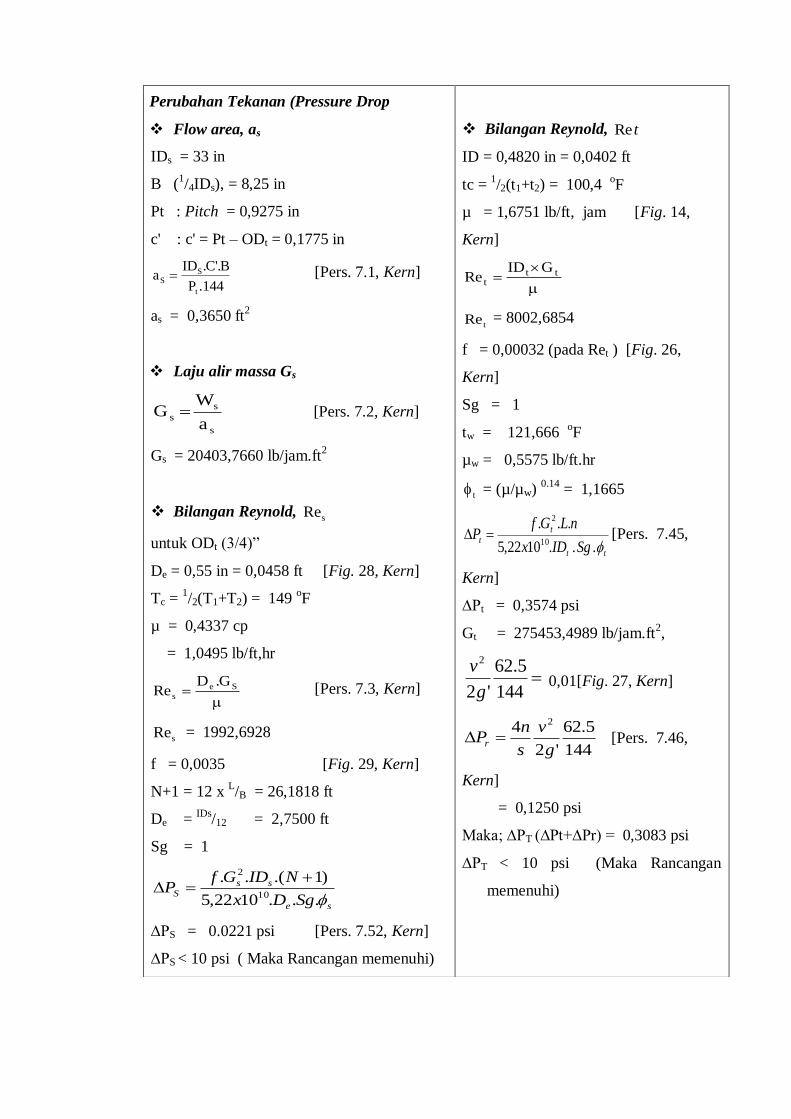
Perubahan Tekanan (Pressure Drop
Flow area, as
IDs = 33 in
B (1/4IDs), = 8,25 in
Pt : Pitch = 0,9275 in
c' : c' = Pt – ODt = 0,1775 in
144.P
B'.C.IDa
t
SS [Pers. 7.1, Kern]
as = 0,3650 ft2
Laju alir massa Gs
s
s
sa
WG [Pers. 7.2, Kern]
Gs = 20403,7660 lb/jam.ft2
Bilangan Reynold, sRe
untuk ODt (3/4)”
De = 0,55 in = 0,0458 ft [Fig. 28, Kern]
Tc = 1/2(T1+T2) = 149
oF
µ = 0,4337 cp
= 1,0495 lb/ft,hr
Se
s
G.DRe [Pers. 7.3, Kern]
sRe = 1992,6928
f = 0,0035 [Fig. 29, Kern]
N+1 = 12 x L/B = 26,1818 ft
De = IDs
/12 = 2,7500 ft
Sg = 1
se
ssS
SgDx
NIDGfP
...1022,5
)1.(..10
2
∆PS = 0.0221 psi [Pers. 7.52, Kern]
∆PS < 10 psi ( Maka Rancangan memenuhi)
Bilangan Reynold, tRe
ID = 0,4820 in = 0,0402 ft
tc = 1/2(t1+t2) = 100,4
oF
µ = 1,6751 lb/ft, jam [Fig. 14,
Kern]
tt
t
GIDRe
tRe = 8002,6854
f = 0,00032 (pada Ret ) [Fig. 26,
Kern]
Sg = 1
tw = 121,666 oF
µw = 0,5575 lb/ft.hr
t = (µ/µw) 0.14
= 1,1665
tt
t
tSgIDx
nLGfP
...1022,5
...10
2
[Pers. 7.45,
Kern]
∆Pt = 0,3574 psi
Gt = 275453,4989 lb/jam.ft2,
144
5.62
'2
2
g
v 0,01[Fig. 27, Kern]
144
5.62
'2
4 2
g
v
s
nPr [Pers. 7.46,
Kern]
= 0,1250 psi
Maka; ∆PT (∆Pt+∆Pr) = 0,3083 psi
∆PT < 10 psi (Maka Rancangan
memenuhi)

IV.10 Spesifikasi Pompa (P-01)
Fungsi : Memompa molasse dari T-01 ke CF-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1647,05 kg/m3 = 102,853 lb/ft
3
Laju alirmassa : G = 50825,249 kg/jam
= 112069,6753 lb/jam
Viskositas molasse ( ) = 1,234 cp
= 0,0008 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,3027 ft3/det)
0,45 x (102,853 lb/ft
3)
0.13
= 4,1600 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 6,0 in
Schedule number : 40
Diameter luar : 6,625 in
Diameter dalam : 6,0650 in = 0,5054 ft
Flow area per pipe : a = 28,9 in2 = 0,2007 ft
2
Daya Pompa
P = G x W
= 112069,6753 lbm/jam x 5,1131 ft lbf/lbm
= 573027,9896 ft lbf/jam
= 573027,9896 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0.2894 Hp
Q = 1089,6117 ft3/jam = 134,9394 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 134,9394 gpm diperoleh efisiensi
pompa sebesar = 50 %, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0.2894 Hp/0.5
= 0,5788 Hp
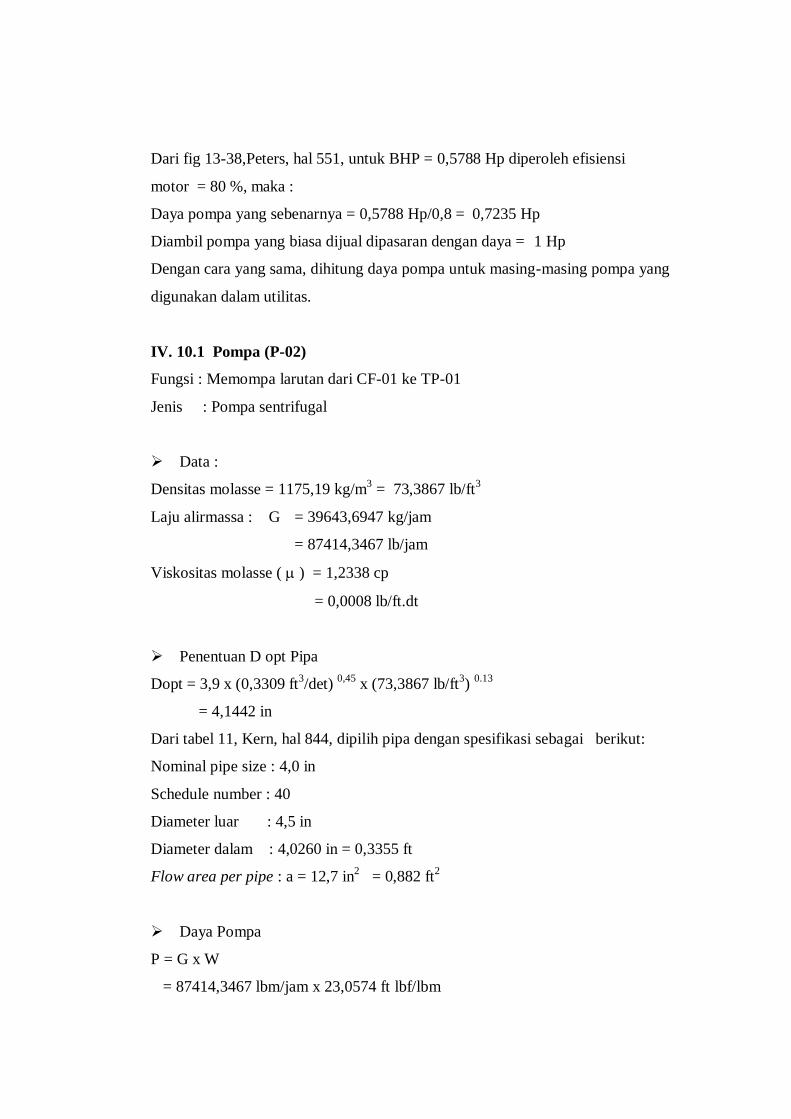
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,5788 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,5788 Hp/0,8 = 0,7235 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 1 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.1 Pompa (P-02)
Fungsi : Memompa larutan dari CF-01 ke TP-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1175,19 kg/m3 = 73,3867 lb/ft
3
Laju alirmassa : G = 39643,6947 kg/jam
= 87414,3467 lb/jam
Viskositas molasse ( ) = 1,2338 cp
= 0,0008 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,3309 ft3/det)
0,45 x (73,3867 lb/ft
3)
0.13
= 4,1442 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 4,0 in
Schedule number : 40
Diameter luar : 4,5 in
Diameter dalam : 4,0260 in = 0,3355 ft
Flow area per pipe : a = 12,7 in2 = 0,882 ft
2
Daya Pompa
P = G x W
= 87414,3467 lbm/jam x 23,0574 ft lbf/lbm
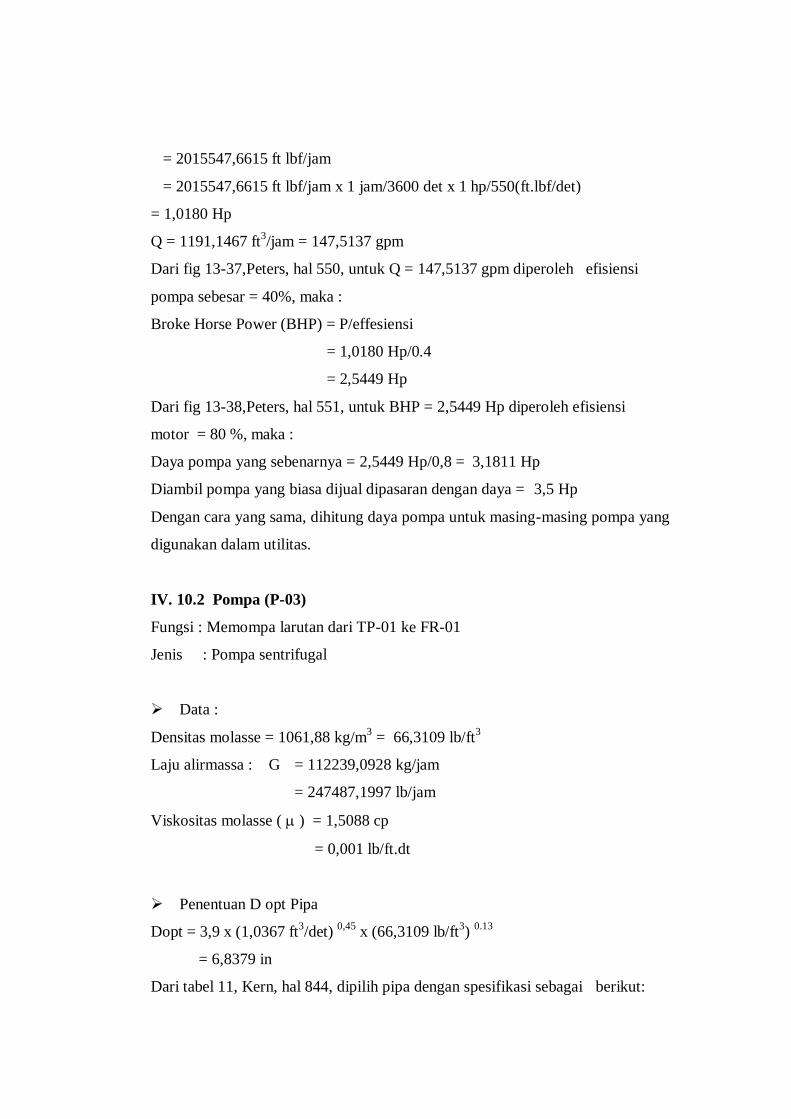
= 2015547,6615 ft lbf/jam
= 2015547,6615 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 1,0180 Hp
Q = 1191,1467 ft3/jam = 147,5137 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 147,5137 gpm diperoleh efisiensi
pompa sebesar = 40%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 1,0180 Hp/0.4
= 2,5449 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 2,5449 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 2,5449 Hp/0,8 = 3,1811 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 3,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.2 Pompa (P-03)
Fungsi : Memompa larutan dari TP-01 ke FR-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1061,88 kg/m3 = 66,3109 lb/ft
3
Laju alirmassa : G = 112239,0928 kg/jam
= 247487,1997 lb/jam
Viskositas molasse ( ) = 1,5088 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (1,0367 ft3/det)
0,45 x (66,3109 lb/ft
3)
0.13
= 6,8379 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 8,0 in
Schedule number : 40
Diameter luar : 8,6250 in
Diameter dalam : 7,9810 in = 0,6651 ft
Flow area per pipe : a = 50,0 in2 = 0,3472 ft
2
Daya Pompa
P = G x W
= 247487,1997 lbm/jam x 21,8604 ft lbf/lbm
= 5410160,1641 ft lbf/jam
= 5410160,1641 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 2,7324 Hp
Q = 3732,2236 ft3/jam = 462,2050 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 462,2050 gpm diperoleh efisiensi
pompa sebesar = 52%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 2,7324 Hp/0.52
= 5,2546 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 5,2546 Hp diperoleh efisiensi
motor = 82 %, maka :
Daya pompa yang sebenarnya = 5,2546 Hp/0,82 = 6,4081 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 6,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.3 Pompa (P-04)
Fungsi : Memompa larutan dari FR-01 ke TI-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1060,53 kg/m3 = 66,2266 lb/ft
3
Laju alirmassa : G = 121285,5637 kg/jam
= 267434,6680 lb/jam
Viskositas molasse ( ) = 1,5147 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (1,1217 ft3/det)
0,45 x (66,2266 lb/ft
3)
0.13
= 7,0835 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 8,0 in
Schedule number : 40
Diameter luar : 8,6250 in
Diameter dalam : 7,9810 in = 0,6651 ft
Flow area per pipe : a = 50,0 in2 = 0,3472 ft
2
Daya Pompa
P = G x W
= 267434,6680 lbm/jam x 18,6658 ft lbf/lbm
= 4991876,6316 ft lbf/jam
= 4991876,6316 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 2,5211Hp
Q = 4038,1768 ft3/jam = 500,0948 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 500,0948 gpm diperoleh efisiensi
pompa sebesar = 52%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 2,5211Hp/0.52
= 4,8484 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 4,8484 Hp diperoleh efisiensi
motor = 83 %, maka :
Daya pompa yang sebenarnya = 4,8484 Hp/0,83 = 5,8414 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 6 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.4 Pompa (P-05)
Fungsi : Memompa larutan dari TI-01 ke CF-02
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1060,53 kg/m3 = 66,2266 lb/ft
3
Laju alirmassa : G = 5053,5652 kg/jam
= 11143,1112 lb/jam
Viskositas molasse ( ) = 1,5147 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0457 ft3/det)
0,45 x (66,2266 lb/ft
3)
0.13
= 1,6949 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,0670 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Daya Pompa
P = G x W
= 11143,1112 lbm/jam x 5,8919 ft lbf/lbm
= 65654,1742 ft lbf/jam
= 65654,1742 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0332 Hp
Q = 168,2574 ft3/jam = 20,8373 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 20,8373 gpm diperoleh efisiensi pompa
sebesar = 30%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0332 Hp/0.3
= 0,1105 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,1105 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,1105 Hp/0,8 = 0,1382Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.5 Pompa (P-06)
Fungsi : Memompa larutan dari CF-02 ke TA-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1027,2115 kg/m3 = 64,1462 lb/ft
3
Laju alirmassa : G = 4833,7636 kg/jam
= 10658,4487 lb/jam
Viskositas molasse ( ) = 1,5147 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0462 ft3/det)
0,45 x (64,1462 lb/ft
3)
0.13
= 1,6784 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,0670 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Daya Pompa
P = G x W
= 10658,4487 lbm/jam x 9,5637 ft lbf/lbm
= 101934,5184 ft lbf/jam
= 101934,5184 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0515 Hp
Q = 166,1588 ft3/jam = 20,5774 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 20,5774 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0515 Hp/0.2
= 0,2574 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,2574 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,2574 Hp/0,8 = 0,3218 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.6 Pompa (P-07)
Fungsi : Memompa larutan dari TA-01 ke TS-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1116,4160 kg/m3 = 69,7167 lb/ft
3
Laju alirmassa : G = 5114,3613 kg/jam
= 11277,1667 lb/jam
Viskositas molasse ( ) = 1,6318 cp
= 0,0011 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0449 ft3/det)
0,45 x (69,7167 lb/ft
3)
0.13
= 1,6763 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,0670 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Daya Pompa
P = G x W
= 11277,1667 lbm/jam x 11,0994 ft lbf/lbm
= 125169,7998 ft lbf/jam
= 125169,7998 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0632 Hp
Q = 161,7570 ft3/jam = 20,0323gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 20,0323 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0632 Hp/0.2
= 0,3161 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,3161 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,3161 Hp/0,8 = 0,3951 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.7 Pompa (P-08)
Fungsi : Memompa larutan dari TS-01 ke EV-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1022,5109 kg/m3 = 63,8526 lb/ft
3
Laju alirmassa : G = 2163,5420 kg/jam
= 4770,6101 lb/jam
Viskositas molasse ( ) = 1,5220 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0208 ft3/det)
0,45 x (63,8526 lb/ft
3)
0.13
= 1,1707 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 1,25 in
Schedule number : 40
Diameter luar : 1,66 in
Diameter dalam : 1,3080 in = 0,1090 ft
Flow area per pipe : a = 1,5 in2 = 0,0104 ft
2
Daya Pompa
P = G x W
= 4770,6101 lbm/jam x 5,6098 ft lbf/lbm

= 26762,0281ft lbf/jam
= 26762,0281 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0135 Hp
Q = 74,7128 ft3/jam = 9,2526 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 9,2526 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0135 Hp/0.2
= 0,0676 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0676 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0676 Hp/0,8 = 0,0845 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.8 Pompa (P-09)
Fungsi : Memompa larutan dari SCK-01 ke C-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1160,0087 kg/m3 = 72,4389 lb/ft
3
Laju alirmassa : G = 631,3105 kg/jam
= 1392,0396 lb/jam
Viskositas molasse ( ) = 1,4040 cp
= 0,0009 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0053 ft3/det)
0,45 x (72,4389 lb/ft
3)
0.13
= 0,6459 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 0,75 in
Schedule number : 40
Diameter luar : 1,05 in
Diameter dalam : 0,8240 in = 0,0687 ft
Flow area per pipe : a = 0,5340 in2 = 0,0037 ft
2
Daya Pompa
P = G x W
= 1392,0396 lbm/jam x 6,0721 ft lbf/lbm
= 8452,6323 ft lbf/jam
= 8452,6323 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0043 Hp
Q = 19,2167 ft3/jam = 2,3798 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 2,3798 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0043 Hp/0.2
= 0,0213 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0213 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0213 Hp/0,8 = 0,0267 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.9 Pompa (P-10)
Fungsi : Memompa larutan dari C-01 ke T-07
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1160,0087 kg/m3 = 72,4389 lb/ft
3
Laju alirmassa : G = 631,3105 kg/jam
= 1392,0396 lb/jam
Viskositas molasse ( ) = 1,4040 cp
= 0,0009 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0053 ft3/det)
0,45 x (72,4389 lb/ft
3)
0.13
= 0,6459 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 0,75 in
Schedule number : 40
Diameter luar : 1,05 in
Diameter dalam : 0,8240 in = 0,0687 ft
Flow area per pipe : a = 0,5340 in2 = 0,0037 ft
2
Daya Pompa
P = G x W
= 1392,0396 lbm/jam x 24,7206 ft lbf/lbm
= 34411,9994 ft lbf/jam
= 34411,9994 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0174 Hp
Q = 19,2167 ft3/jam = 2,3798 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 2,3798 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0174 Hp/0.2
= 0,0869 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0869 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0869 Hp/0,8 = 0,1086 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.10 Pompa (P-11)
Fungsi : Memompa larutan dari SCK-02 ke T-02
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1000 kg/m3 = 62,4469 lb/ft
3
Laju alirmassa : G = 3378,2370 kg/jam
= 7449,0125 lb/jam
Viskositas molasse ( ) = 1,7179 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0331 ft3/det)
0,45 x (62,4469 lb/ft
3)
0.13
= 1,4408 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,067 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Daya Pompa
P = G x W
= 7449,0125 lbm/jam x 16,2129 ft lbf/lbm
= 120770,4277 ft lbf/jam
= 120770,4277 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0610 Hp
Q = 119,2855 ft3/jam = 14,7725 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 14,7725 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0610 Hp/0.2
= 0,3050 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,3050 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,3050 Hp/0,8 = 0,3812Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.11 Pompa (P-12)
Fungsi : memompa larutan dari T-02 ke TP-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1000 kg/m3 = 62,4469 lb/ft
3
Laju alirmassa : G = 72595,3981 kg/jam
= 160072,8529 lb/jam
Viskositas molasse ( ) = 1,7179 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,7120 ft3/det)
0,45 x (62,4469 lb/ft
3)
0.13
= 5,7294 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 6,0 in
Schedule number : 40
Diameter luar : 6,6250 in
Diameter dalam : 6,0625 in = 0,5052 ft
Flow area per pipe : a = 28,9 in2 = 0,2007 ft
2
Daya Pompa
P = G x W
= 160072,8529 lbm/jam x 23,5978 ft lbf/lbm
= 3777369,1770 ft lbf/jam
= 3777369,1770 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 1,9078 Hp
Q = 2563,3435 ft3/jam = 317,4489 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 317,4489 gpm diperoleh efisiensi
pompa sebesar = 50%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 1,9078 Hp/0.5
= 3,8155 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 3,8155 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 3,8155 Hp/0,8 = 4,7694 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.12 Pompa (P-13)
Fungsi : Memompa larutan dari T-04 ke FR-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1000 kg/m3 = 62,4469 lb/ft
3
Laju alirmassa : G = 1908,0646 kg/jam
= 4207,2824 lb/jam
Viskositas molasse ( ) = 1,0360 cp
= 0,0007 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0187 ft3/det)
0,45 x (62,4469 lb/ft
3)
0.13
= 1,1142 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 1,25 in
Schedule number : 40
Diameter luar : 1,66 in
Diameter dalam : 1,3080 in = 0,1090 ft
Flow area per pipe : a = 1,5 in2 = 0,0104 ft
2
Daya Pompa
P = G x W
= 4207,2824 lbm/jam x 24,3528 ft lbf/lbm
= 102458,9894 ft lbf/jam
= 102458,9894 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0517 Hp
Q = 67,3738 ft3/jam = 8,3437gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 8,3437gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0517 Hp/0.2
= 0,2587 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,2587 Hp diperoleh efisiensi

motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,2587 Hp/0,8 = 0,3234 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.13 Pompa (P-14)
Fungsi : Memompa larutan dari T-05 ke FR-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 2000 kg/m3 = 124,8938 lb/ft
3
Laju alirmassa : G = 3367,1728 kg/jam
= 7424,6160 lb/jam
Viskositas molasse ( ) = 1,0644 cp
= 0,0007 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0165 ft3/det)
0,45 x (124,8938 lb/ft
3)
0.13
= 1,1525 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 1,25 in
Schedule number : 40
Diameter luar : 1,66 in
Diameter dalam : 1,3080 in = 0,1090 ft
Flow area per pipe : a = 1,5 in2 = 0,0104 ft
2
Daya Pompa
P = G x W
= 7424,6160 lbm/jam x 24,6412 ft lbf/lbm
= 175526,9695 ft lbf/jam
= 175526,9695 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0886 Hp
Q = 59,4474 ft3/jam = 7,3621 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 7,3621 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0886 Hp/0.2
= 0,4432 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,4432 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,4432 Hp/0,8 = 0,5541 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,7 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 10.14 Pompa (P-15)
Fungsi : Memompa larutan dari T-06 ke TA-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1823,2 kg/m3 = 113,8532 lb/ft
3
Laju alirmassa : G = 280,5977 kg/jam
= 618,7180 lb/jam
Viskositas molasse ( ) = 17,1501 cp
= 0,01 lb/ft.dt
Penentuan D opt Pipa
Dopt = 3,9 x (0,0015 ft3/det)
0,45 x (113,8532 lb/ft
3)
0.13
= 1,1525 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 0,5 in
Schedule number : 40
Diameter luar : 0,84 in
Diameter dalam : 0,622 in = 0,0518 ft
Flow area per pipe : a = 0,304 in2 = 0,0021 ft
2
Daya Pompa
P = G x W
= 618,7180 lbm/jam x 10,4730 ft lbf/lbm
= 6479,8586 ft lbf/jam
= 6479,8586 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0033 Hp
Q = 5,4343 ft3/jam = 0,6730 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 7,3621 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0033 Hp/0.2
= 0,0164 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0164 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0164 Hp/0,8 = 0,0205 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
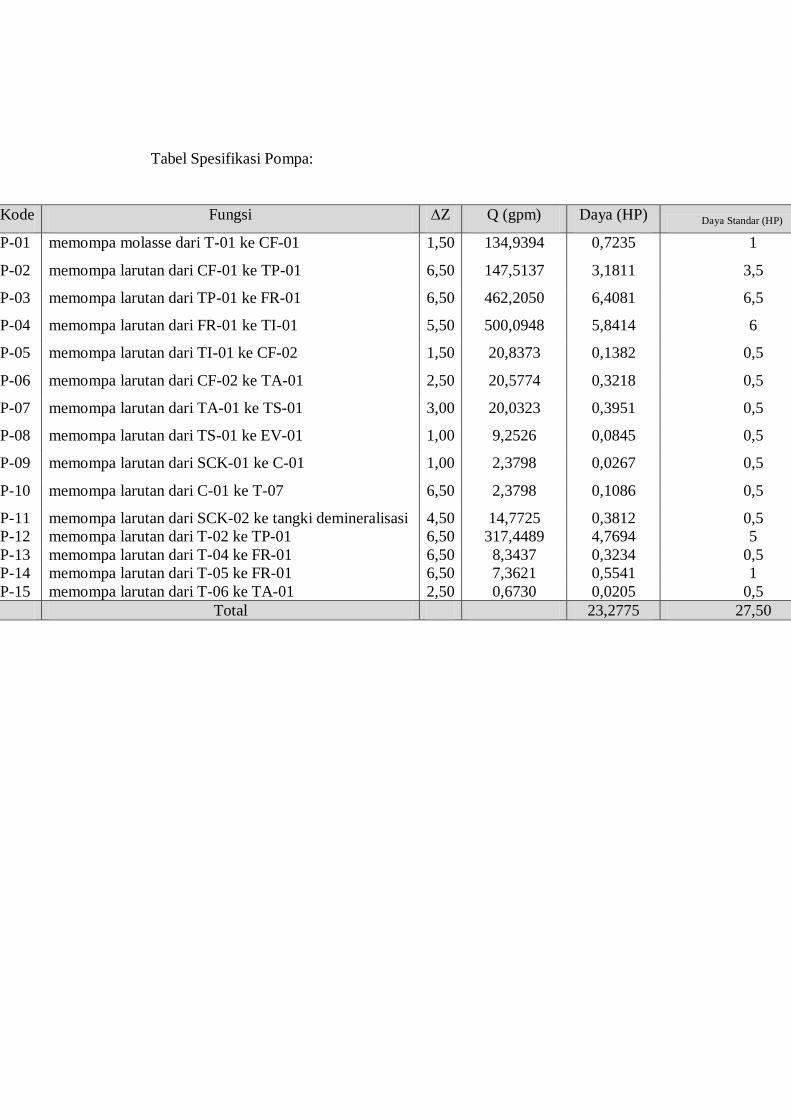
Tabel Spesifikasi Pompa:
Kode Fungsi ∆Z Q (gpm) Daya (HP) Daya Standar (HP)
P-01 memompa molasse dari T-01 ke CF-01 1,50 134,9394 0,7235 1
P-02 memompa larutan dari CF-01 ke TP-01 6,50 147,5137 3,1811 3,5
P-03 memompa larutan dari TP-01 ke FR-01 6,50 462,2050 6,4081 6,5
P-04 memompa larutan dari FR-01 ke TI-01 5,50 500,0948 5,8414 6
P-05 memompa larutan dari TI-01 ke CF-02 1,50 20,8373 0,1382 0,5
P-06 memompa larutan dari CF-02 ke TA-01 2,50 20,5774 0,3218 0,5
P-07 memompa larutan dari TA-01 ke TS-01 3,00 20,0323 0,3951 0,5
P-08 memompa larutan dari TS-01 ke EV-01 1,00 9,2526 0,0845 0,5
P-09 memompa larutan dari SCK-01 ke C-01 1,00 2,3798 0,0267 0,5
P-10 memompa larutan dari C-01 ke T-07 6,50 2,3798 0,1086 0,5
P-11 memompa larutan dari SCK-02 ke tangki demineralisasi 4,50 14,7725 0,3812 0,5
P-12 memompa larutan dari T-02 ke TP-01 6,50 317,4489 4,7694 5
P-13 memompa larutan dari T-04 ke FR-01 6,50 8,3437 0,3234 0,5
P-14 memompa larutan dari T-05 ke FR-01 6,50 7,3621 0,5541 1
P-15 memompa larutan dari T-06 ke TA-01 2,50 0,6730 0,0205 0,5
Total 23,2775 27,50
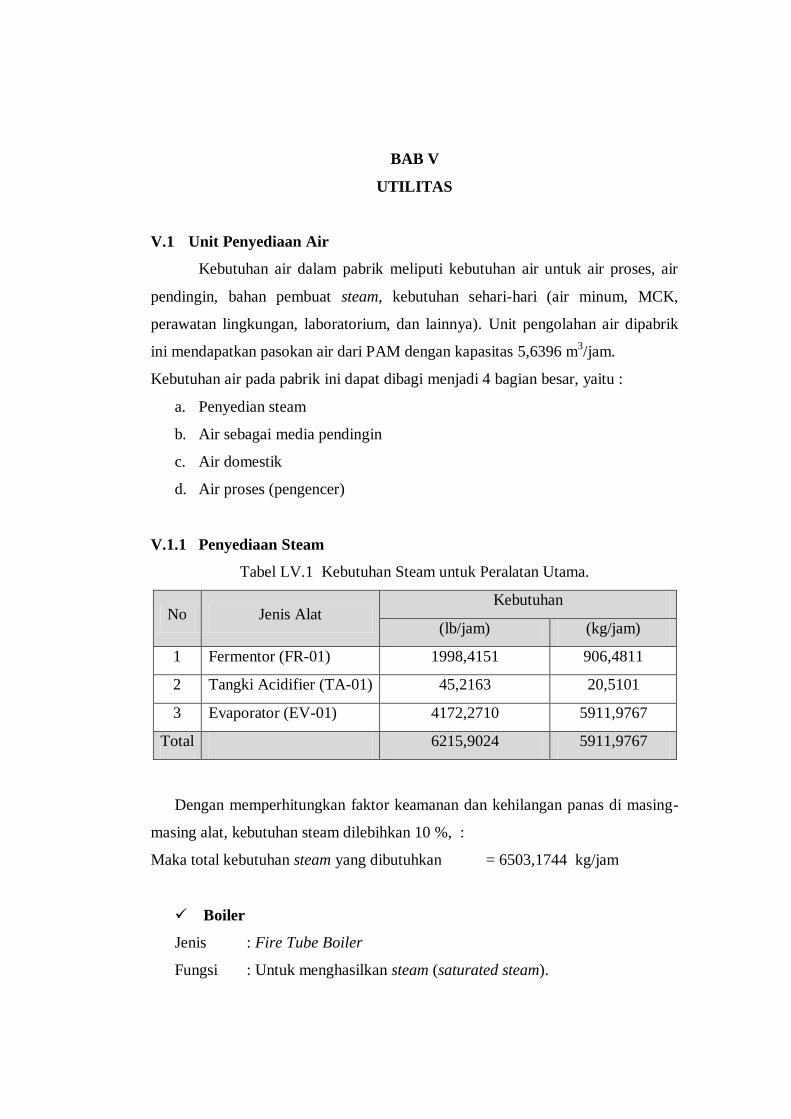
BAB V
UTILITAS
V.1 Unit Penyediaan Air
Kebutuhan air dalam pabrik meliputi kebutuhan air untuk air proses, air
pendingin, bahan pembuat steam, kebutuhan sehari-hari (air minum, MCK,
perawatan lingkungan, laboratorium, dan lainnya). Unit pengolahan air dipabrik
ini mendapatkan pasokan air dari PAM dengan kapasitas 5,6396 m3/jam.
Kebutuhan air pada pabrik ini dapat dibagi menjadi 4 bagian besar, yaitu :
a. Penyedian steam
b. Air sebagai media pendingin
c. Air domestik
d. Air proses (pengencer)
V.1.1 Penyediaan Steam
Tabel LV.1 Kebutuhan Steam untuk Peralatan Utama.
No Jenis Alat Kebutuhan
(lb/jam) (kg/jam)
1 Fermentor (FR-01) 1998,4151 906,4811
2 Tangki Acidifier (TA-01) 45,2163 20,5101
3 Evaporator (EV-01) 4172,2710 5911,9767
Total 6215,9024 5911,9767
Dengan memperhitungkan faktor keamanan dan kehilangan panas di masing-
masing alat, kebutuhan steam dilebihkan 10 %, :
Maka total kebutuhan steam yang dibutuhkan = 6503,1744 kg/jam
Boiler
Jenis : Fire Tube Boiler
Fungsi : Untuk menghasilkan steam (saturated steam).
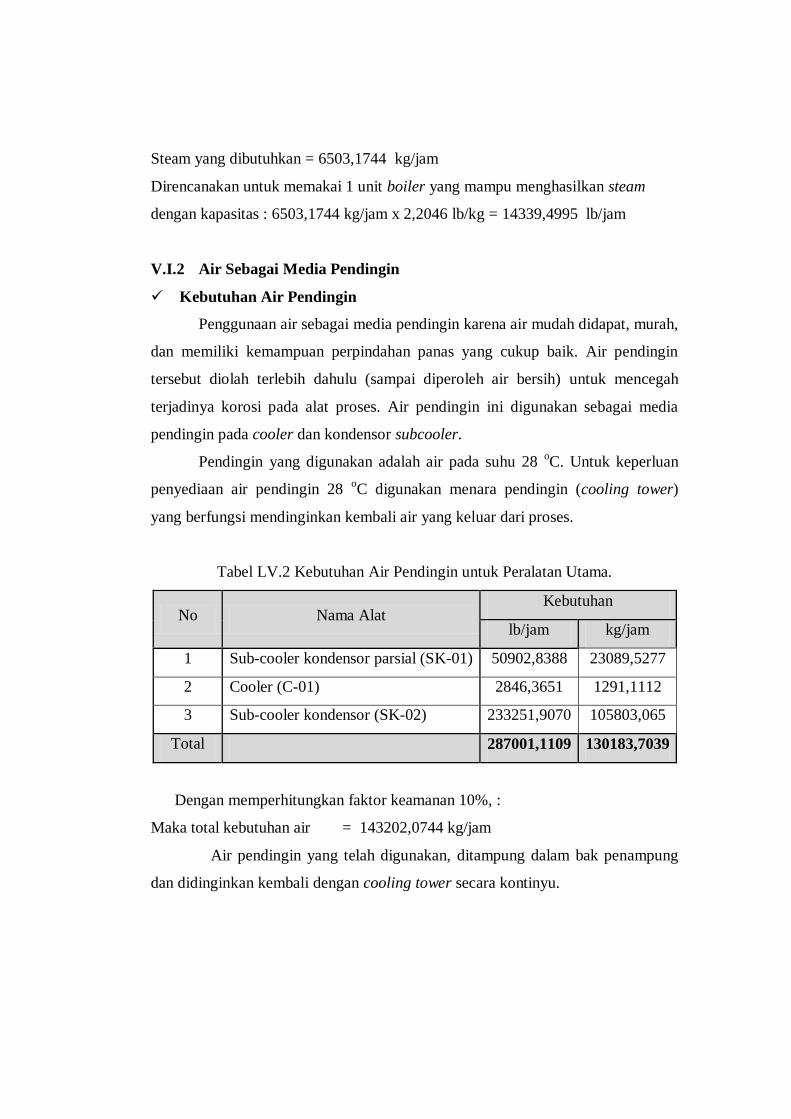
Steam yang dibutuhkan = 6503,1744 kg/jam
Direncanakan untuk memakai 1 unit boiler yang mampu menghasilkan steam
dengan kapasitas : 6503,1744 kg/jam x 2,2046 lb/kg = 14339,4995 lb/jam
V.I.2 Air Sebagai Media Pendingin
Kebutuhan Air Pendingin
Penggunaan air sebagai media pendingin karena air mudah didapat, murah,
dan memiliki kemampuan perpindahan panas yang cukup baik. Air pendingin
tersebut diolah terlebih dahulu (sampai diperoleh air bersih) untuk mencegah
terjadinya korosi pada alat proses. Air pendingin ini digunakan sebagai media
pendingin pada cooler dan kondensor subcooler.
Pendingin yang digunakan adalah air pada suhu 28 oC. Untuk keperluan
penyediaan air pendingin 28 oC digunakan menara pendingin (cooling tower)
yang berfungsi mendinginkan kembali air yang keluar dari proses.
Tabel LV.2 Kebutuhan Air Pendingin untuk Peralatan Utama.
No Nama Alat Kebutuhan
lb/jam kg/jam
1 Sub-cooler kondensor parsial (SK-01) 50902,8388 23089,5277
2 Cooler (C-01) 2846,3651 1291,1112
3 Sub-cooler kondensor (SK-02) 233251,9070 105803,065
Total 287001,1109 130183,7039
Dengan memperhitungkan faktor keamanan 10%, :
Maka total kebutuhan air = 143202,0744 kg/jam
Air pendingin yang telah digunakan, ditampung dalam bak penampung
dan didinginkan kembali dengan cooling tower secara kontinyu.
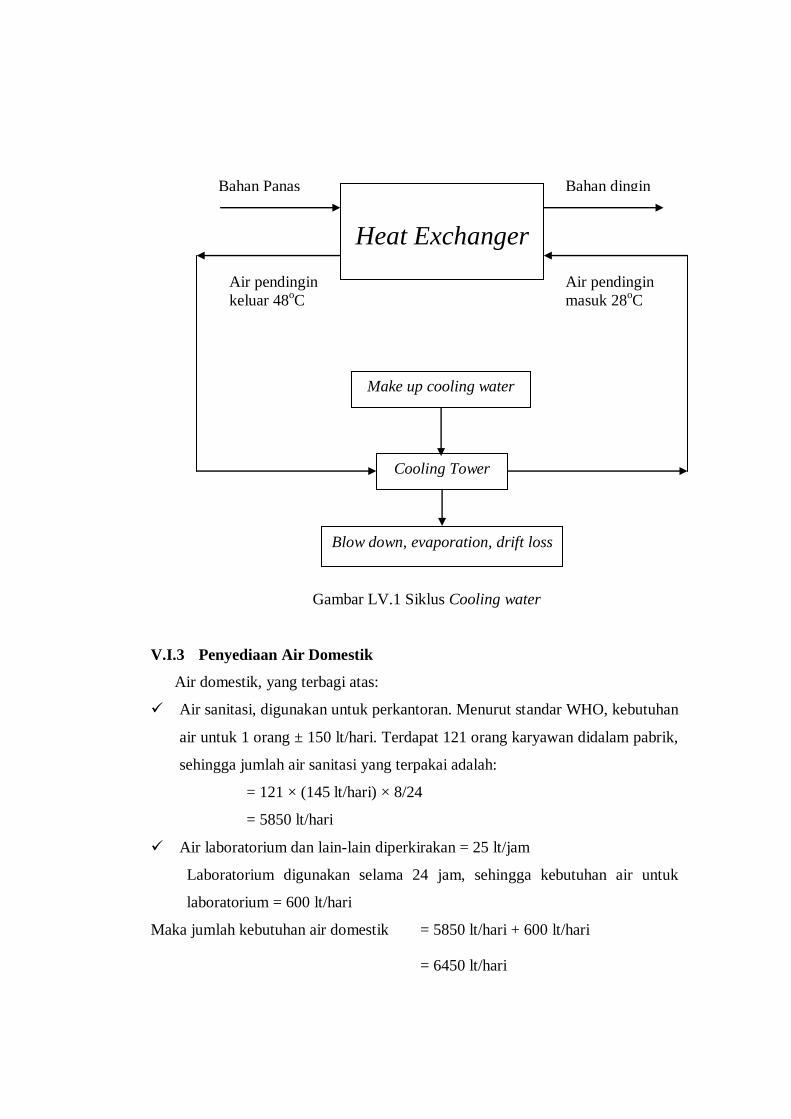
Gambar LV.1 Siklus Cooling water
V.I.3 Penyediaan Air Domestik
Air domestik, yang terbagi atas:
Air sanitasi, digunakan untuk perkantoran. Menurut standar WHO, kebutuhan
air untuk 1 orang ± 150 lt/hari. Terdapat 121 orang karyawan didalam pabrik,
sehingga jumlah air sanitasi yang terpakai adalah:
= 121 × (145 lt/hari) × 8/24
= 5850 lt/hari
Air laboratorium dan lain-lain diperkirakan = 25 lt/jam
Laboratorium digunakan selama 24 jam, sehingga kebutuhan air untuk
laboratorium = 600 lt/hari
Maka jumlah kebutuhan air domestik = 5850 lt/hari + 600 lt/hari
= 6450 lt/hari
Heat Exchanger
Bahan Panas
Air pendingin
keluar 48oC
Bahan dingin
Air pendingin
masuk 28oC
Cooling Tower
Make up cooling water
Blow down, evaporation, drift loss
= 6,45 m3/hari
= 0,2688 m3/jam
Densitas air pada suhu 28 oC = 988,928 kg/m
3
Maka massa air domestik total = 265,7744 kg/jam
Dengan mengambil faktor keamanan 10 %, maka :
Jumlah air domestik yang disediakan = 292,3518 kg/jam
V.I.4 Penyediaan Air Proses (Air Pengencer)
Air yang digunakan dalam proses pengenceran adalah air demin. Air yang
dihasilkan dari akhir proses produksi dapat digunakan kembali sebagai air
pengencer
Kebutuhan air untuk proses pengenceran = 50816.7787 kg/hari = 2117,3657
kg/jam
Make up air tidak diperhitungkan karena air yang di recycle dari sub-
cooler condenser (SK-02) ke tangki pengenceran (T-02) jumlahnya melebihi
kebutuhan air untuk pengenceran. Kelebihan air proses dapat digunakan sebagai
make up cooling water.
Air yang dihasilkan pada SK-02 = 2364,7659 kg/jam
Air yang dibutuhkan untuk pengenceran = 2117,3657 kg/jam
Sisa air proses (digunakan untuk make up cooling water) = 247,0293 kg/jam
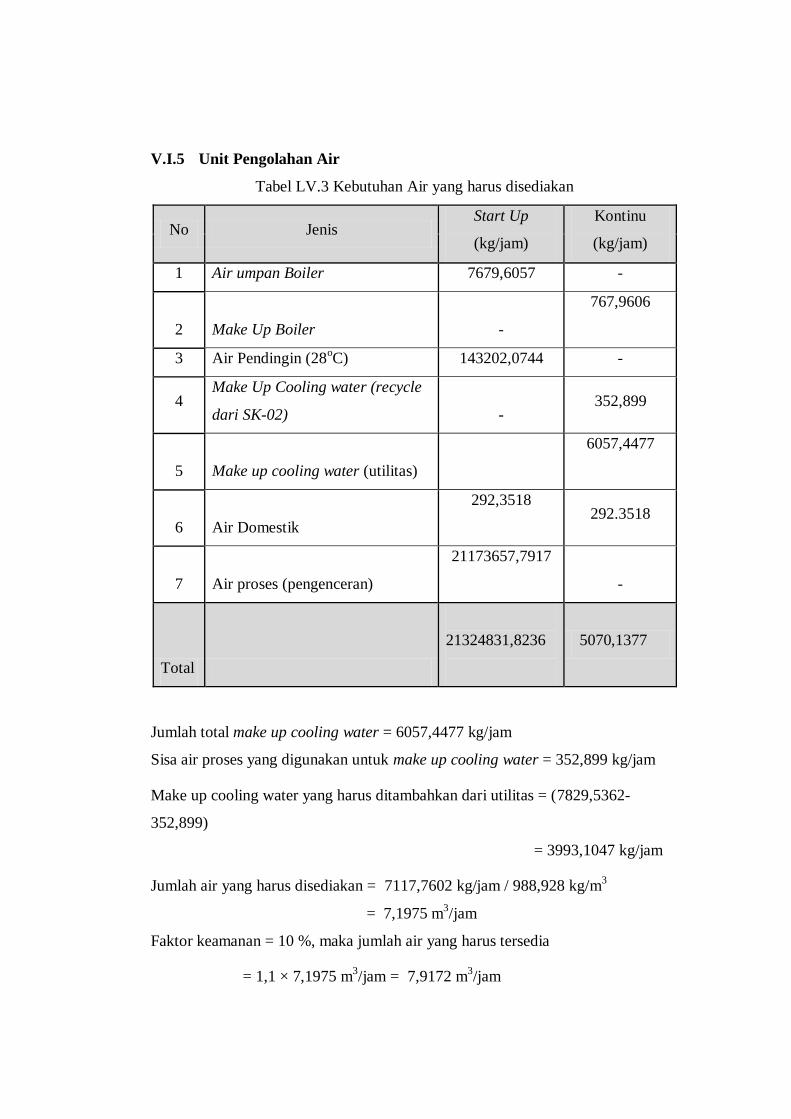
V.I.5 Unit Pengolahan Air
Tabel LV.3 Kebutuhan Air yang harus disediakan
No Jenis Start Up
(kg/jam)
Kontinu
(kg/jam)
1 Air umpan Boiler 7679,6057 -
2 Make Up Boiler -
767,9606
3 Air Pendingin (28oC) 143202,0744 -
4 Make Up Cooling water (recycle
dari SK-02) - 352,899
5 Make up cooling water (utilitas)
6057,4477
6 Air Domestik
292,3518
292.3518
7 Air proses (pengenceran)
21173657,7917
-
Total
21324831,8236
5070,1377
Jumlah total make up cooling water = 6057,4477 kg/jam
Sisa air proses yang digunakan untuk make up cooling water = 352,899 kg/jam
Make up cooling water yang harus ditambahkan dari utilitas = (7829,5362-
352,899)
= 3993,1047 kg/jam
Jumlah air yang harus disediakan = 7117,7602 kg/jam / 988,928 kg/m3
= 7,1975 m3/jam
Faktor keamanan = 10 %, maka jumlah air yang harus tersedia
= 1,1 × 7,1975 m3/jam = 7,9172 m
3/jam
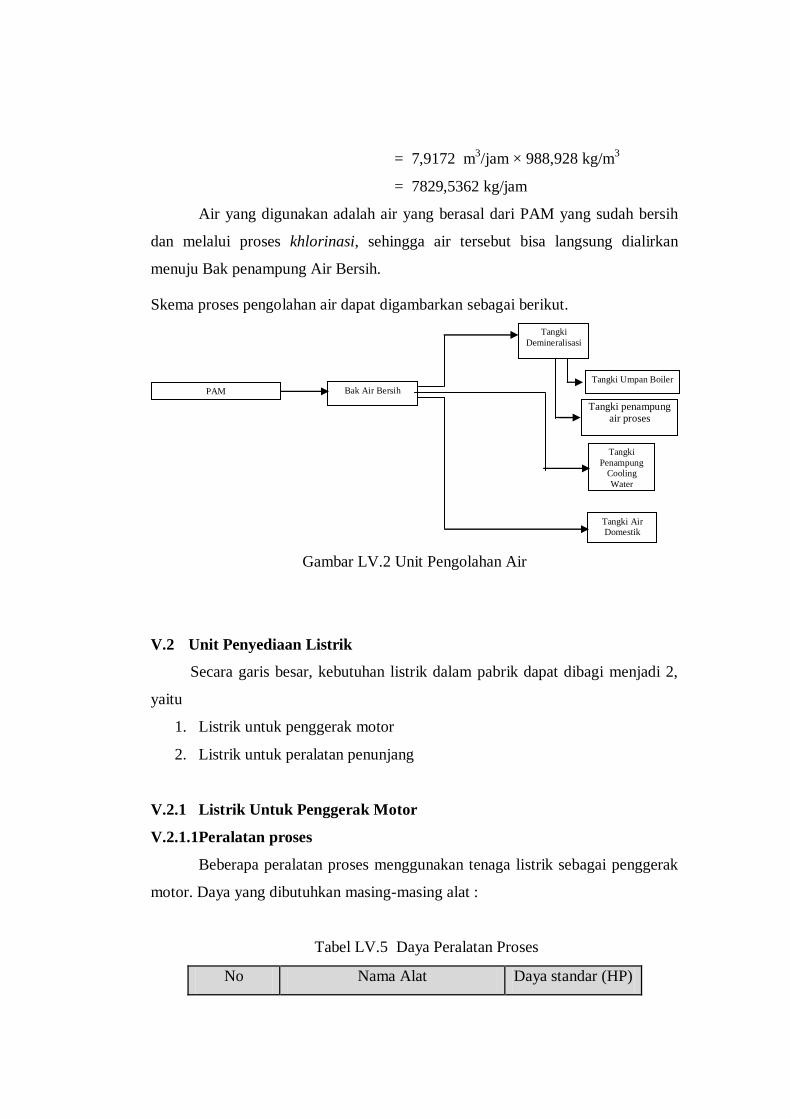
= 7,9172 m3/jam × 988,928 kg/m
3
= 7829,5362 kg/jam
Air yang digunakan adalah air yang berasal dari PAM yang sudah bersih
dan melalui proses khlorinasi, sehingga air tersebut bisa langsung dialirkan
menuju Bak penampung Air Bersih.
Skema proses pengolahan air dapat digambarkan sebagai berikut.
Gambar LV.2 Unit Pengolahan Air
V.2 Unit Penyediaan Listrik
Secara garis besar, kebutuhan listrik dalam pabrik dapat dibagi menjadi 2,
yaitu
1. Listrik untuk penggerak motor
2. Listrik untuk peralatan penunjang
V.2.1 Listrik Untuk Penggerak Motor
V.2.1.1 Peralatan proses
Beberapa peralatan proses menggunakan tenaga listrik sebagai penggerak
motor. Daya yang dibutuhkan masing-masing alat :
Tabel LV.5 Daya Peralatan Proses
No Nama Alat Daya standar (HP)
Bak Air Bersih
Tangki
Penampung
Cooling
Water
Tangki
Demineralisasi
Tangki Umpan Boiler
PAM
Tangki Air
Domestik
Tangki penampung air proses
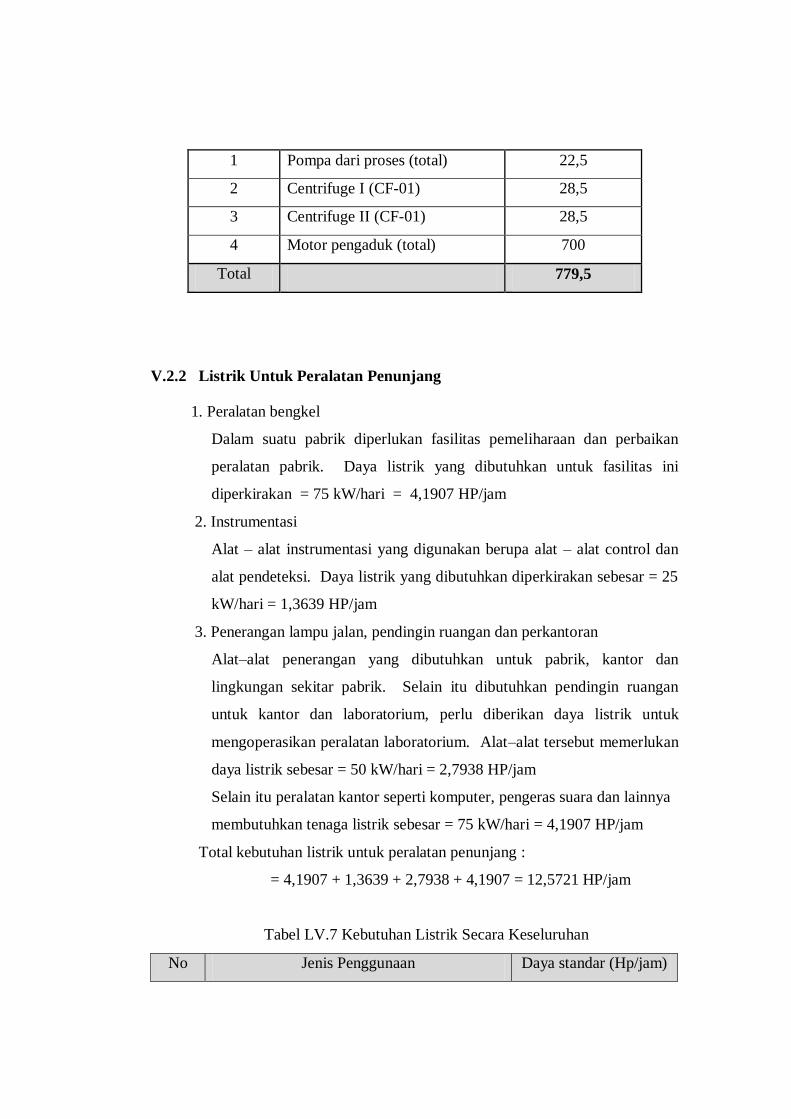
1 Pompa dari proses (total) 22,5
2 Centrifuge I (CF-01) 28,5
3 Centrifuge II (CF-01) 28,5
4 Motor pengaduk (total) 700
Total 779,5
V.2.2 Listrik Untuk Peralatan Penunjang
1. Peralatan bengkel
Dalam suatu pabrik diperlukan fasilitas pemeliharaan dan perbaikan
peralatan pabrik. Daya listrik yang dibutuhkan untuk fasilitas ini
diperkirakan = 75 kW/hari = 4,1907 HP/jam
2. Instrumentasi
Alat – alat instrumentasi yang digunakan berupa alat – alat control dan
alat pendeteksi. Daya listrik yang dibutuhkan diperkirakan sebesar = 25
kW/hari = 1,3639 HP/jam
3. Penerangan lampu jalan, pendingin ruangan dan perkantoran
Alat–alat penerangan yang dibutuhkan untuk pabrik, kantor dan
lingkungan sekitar pabrik. Selain itu dibutuhkan pendingin ruangan
untuk kantor dan laboratorium, perlu diberikan daya listrik untuk
mengoperasikan peralatan laboratorium. Alat–alat tersebut memerlukan
daya listrik sebesar = 50 kW/hari = 2,7938 HP/jam
Selain itu peralatan kantor seperti komputer, pengeras suara dan lainnya
membutuhkan tenaga listrik sebesar = 75 kW/hari = 4,1907 HP/jam
Total kebutuhan listrik untuk peralatan penunjang :
= 4,1907 + 1,3639 + 2,7938 + 4,1907 = 12,5721 HP/jam
Tabel LV.7 Kebutuhan Listrik Secara Keseluruhan
No Jenis Penggunaan Daya standar (Hp/jam)
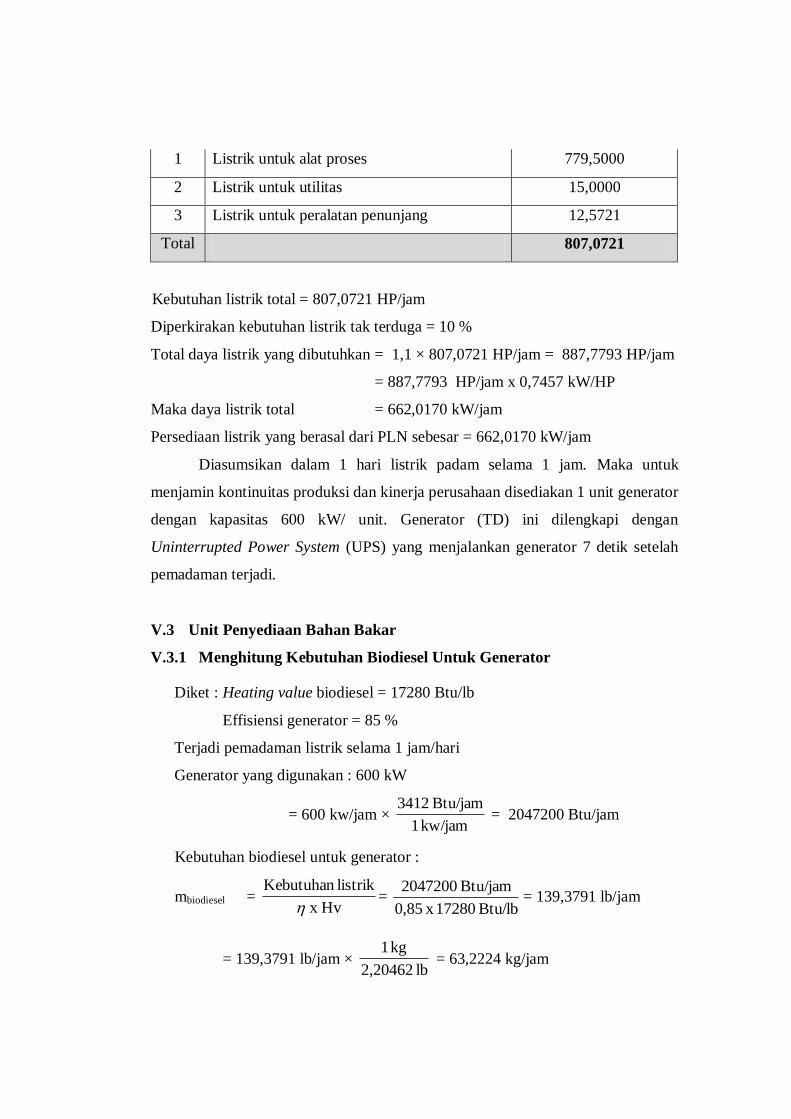
1 Listrik untuk alat proses 779,5000
2 Listrik untuk utilitas 15,0000
3 Listrik untuk peralatan penunjang 12,5721
Total 807,0721
Kebutuhan listrik total = 807,0721 HP/jam
Diperkirakan kebutuhan listrik tak terduga = 10 %
Total daya listrik yang dibutuhkan = 1,1 × 807,0721 HP/jam = 887,7793 HP/jam
= 887,7793 HP/jam x 0,7457 kW/HP
Maka daya listrik total = 662,0170 kW/jam
Persediaan listrik yang berasal dari PLN sebesar = 662,0170 kW/jam
Diasumsikan dalam 1 hari listrik padam selama 1 jam. Maka untuk
menjamin kontinuitas produksi dan kinerja perusahaan disediakan 1 unit generator
dengan kapasitas 600 kW/ unit. Generator (TD) ini dilengkapi dengan
Uninterrupted Power System (UPS) yang menjalankan generator 7 detik setelah
pemadaman terjadi.
V.3 Unit Penyediaan Bahan Bakar
V.3.1 Menghitung Kebutuhan Biodiesel Untuk Generator
Diket : Heating value biodiesel = 17280 Btu/lb
Effisiensi generator = 85 %
Terjadi pemadaman listrik selama 1 jam/hari
Generator yang digunakan : 600 kW
= 600 kw/jam × kw/jam 1
Btu/jam 3412 = 2047200 Btu/jam
Kebutuhan biodiesel untuk generator :
mbiodiesel = Hv x
listrikKebutuhan
=
Btu/lb 17280 x 0,85
Btu/jam 2047200= 139,3791 lb/jam
= 139,3791 lb/jam × lb 2,20462
kg 1 = 63,2224 kg/jam
Kebutuhan biodiesel untuk generator apabila diasumsikan terjadi pemadaman
listrik selama 1 jam/hari adalah :
Total mbiodisel = 63,2224 kg/hari
V.4 Unit Pengolahan Limbah
Pada proses pembuatan asam laktat dihasilkan limbah cair dari keluaran
CF-02 dan EV-01. Limbah yang dihasilkan berupa limbah organik yaitu bakteri,
malt sprouts, glukosa dan fruktosa. Pengolahan ini bertujuan agar saat dibuang ke
badan air tidak berbahaya atau mencemari lingkungan. Adapun pengolahan yang
dilakukan terdapat 2 tahap penting yaitu :
1. Tahap primer
Tahap ini merupakan tahap pertama yang bertujuan mempersiapkan limbah
cair agar dapat diolah secara biologis, di mana limbah dikumpulkan dalam bak
penampung dan dilakukan penetralan sesuai dengan pH yang dibutuhkan.
2. Tahap Sekunder
Tahap ini merupakan tahap di mana limbah yang telah dipersiapkan di tahap
primer diolah secara biologis dengan menggunakan lumpur aktif. Adapun cara
kerjanya sebagai berikut :
a. Air limbah yang mengandung suspensi bakteri diaerasi
Pada proses ini bakteri akan menguraikan bahan-bahan organik dalam
limbah menjadi komponen yang lebih sederhana. Aerasi berguna untuk
menghasilkan oksigen (kondisi aerob) agar bakteri aerob dapat hidup.
b. Padatan lumpur yang dihasilkan masuk ke bak sedimentasi untuk
dipisahkan lumpur dan cairan .
c. Cairan jernih dikeluarkan (effluent)
d. Biomass sebagian dikembalikan sebagai starter (seeding) ke dalam bak
aerasi , karena mikroorganisme dalam bak aerasi lama kelamaan akan
berkurang /habis. Sehingga pengembalian (resirkulasi) lumpur perlu
dilakukan.
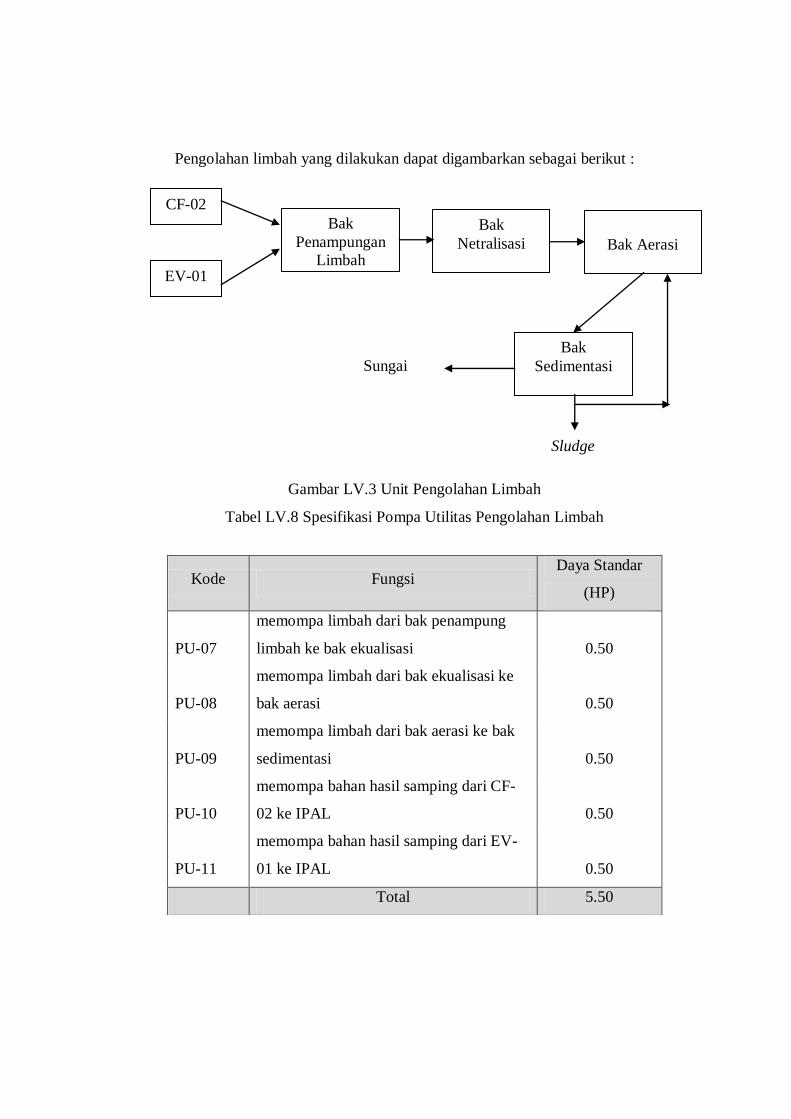
Pengolahan limbah yang dilakukan dapat digambarkan sebagai berikut :
Gambar LV.3 Unit Pengolahan Limbah
Tabel LV.8 Spesifikasi Pompa Utilitas Pengolahan Limbah
Kode Fungsi Daya Standar
(HP)
PU-07
memompa limbah dari bak penampung
limbah ke bak ekualisasi 0.50
PU-08
memompa limbah dari bak ekualisasi ke
bak aerasi 0.50
PU-09
memompa limbah dari bak aerasi ke bak
sedimentasi 0.50
PU-10
memompa bahan hasil samping dari CF-
02 ke IPAL 0.50
PU-11
memompa bahan hasil samping dari EV-
01 ke IPAL 0.50
Total 5.50
CF-02
EV-01
Bak
Penampungan
Limbah
Bak
Netralisasi
Bak Aerasi
Bak
Sedimentasi
Sungai
Sludge
BAB IV
PLANT LAYOUT
IV.1 Lokasi dan Tata Letak
IV.1.1 Pemilihan Lokasi
Letak atau lokasi geografis suatu pabrik merupakan unsur yang sangat
penting peranannya dalam kelangsungan operasi suatu pabrik. Pada prinsipnya
pabrik didirikan pada lokasi dimana biaya produksi dan distribusi bisa dicapai
seminimal mungkin ataupun dekat dengan sumber bahan baku. Di samping itu,
faktor lain seperti lahan kosong yang dapat dimanfaatkan untuk ekspansi, faktor
keamanan ataupun kondisi sosial masyarakat sekitar dan kondisi lainnya juga
harus diperhatikan. Dengan demikian suatu pabrik dapat beroperasi dengan baik
dan lebih optimal tanpa adanya gangguan yang dapat menghambat kegiatan dalam
suatu pabrik.
Pada dasarnya, pemilihan lokasi pabrik harus terlebih dulu didasarkan
pada survei keuntungan dan kerugian dari beberapa daerah pilihan. Daerah yang
menjadi pemilihan berdirinya pabrik ini adalah Surabaya dan Lampung.
Pemilihan daerah ini didasarkan pertimbangan beberapa aspek, yaitu sebagai
berikut.
1. Bahan baku
Bahan baku yang diperlukan adalah molasse. Bahan baku ini banyak terdapat
di Sumatera dan Pulau Jawa terutama Jawa timur.
2. Pasar
Produk dari pabrik ini yang berupa asam laktat akan langsung didistribusikan
konsumen Sehingga pabrik ini diharapkan berada di dekat dengan pasar
sehingga memudahkan pendistribusian.
3. Fasilitas
Lokasi pabrik ini diharapkan mudah dilalui melalui jalan darat sebagai sarana
transportasi, pengangkutan bahan baku, pendistribusian produk, dan mobilitas
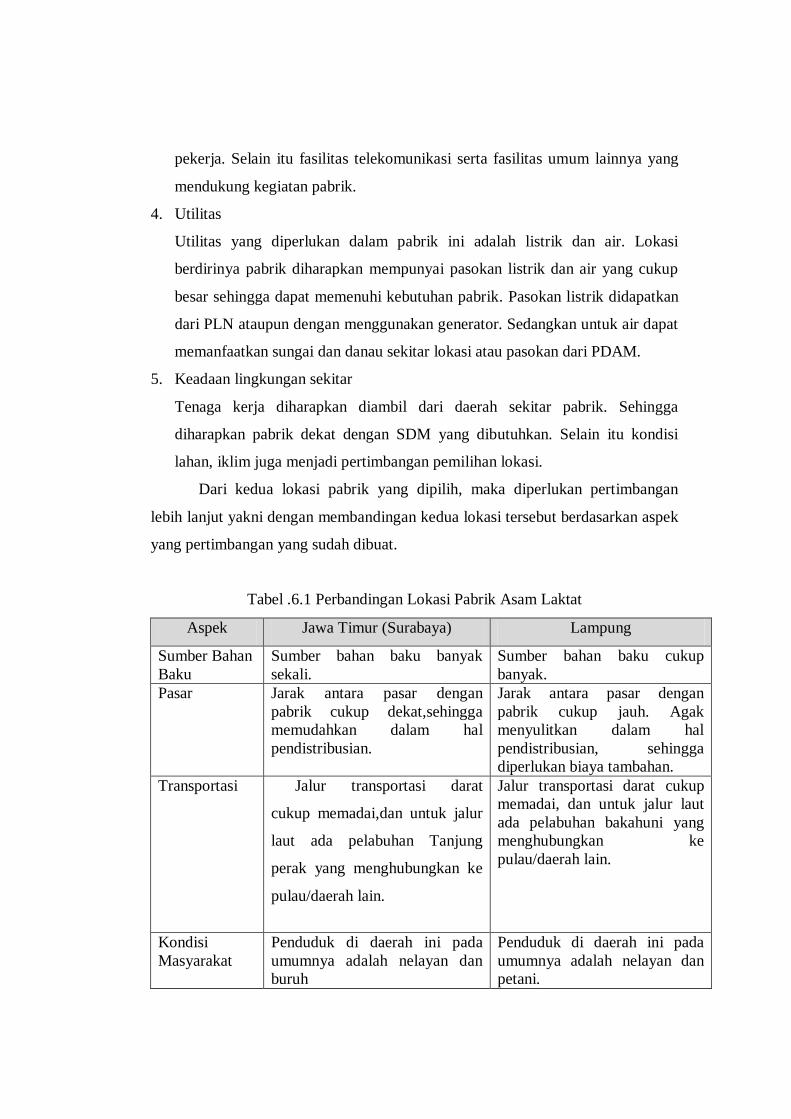
pekerja. Selain itu fasilitas telekomunikasi serta fasilitas umum lainnya yang
mendukung kegiatan pabrik.
4. Utilitas
Utilitas yang diperlukan dalam pabrik ini adalah listrik dan air. Lokasi
berdirinya pabrik diharapkan mempunyai pasokan listrik dan air yang cukup
besar sehingga dapat memenuhi kebutuhan pabrik. Pasokan listrik didapatkan
dari PLN ataupun dengan menggunakan generator. Sedangkan untuk air dapat
memanfaatkan sungai dan danau sekitar lokasi atau pasokan dari PDAM.
5. Keadaan lingkungan sekitar
Tenaga kerja diharapkan diambil dari daerah sekitar pabrik. Sehingga
diharapkan pabrik dekat dengan SDM yang dibutuhkan. Selain itu kondisi
lahan, iklim juga menjadi pertimbangan pemilihan lokasi.
Dari kedua lokasi pabrik yang dipilih, maka diperlukan pertimbangan
lebih lanjut yakni dengan membandingan kedua lokasi tersebut berdasarkan aspek
yang pertimbangan yang sudah dibuat.
Tabel .6.1 Perbandingan Lokasi Pabrik Asam Laktat
Aspek Jawa Timur (Surabaya) Lampung
Sumber Bahan
Baku
Sumber bahan baku banyak
sekali.
Sumber bahan baku cukup
banyak.
Pasar Jarak antara pasar dengan
pabrik cukup dekat,sehingga
memudahkan dalam hal
pendistribusian.
Jarak antara pasar dengan
pabrik cukup jauh. Agak
menyulitkan dalam hal
pendistribusian, sehingga
diperlukan biaya tambahan.
Transportasi Jalur transportasi darat
cukup memadai,dan untuk jalur
laut ada pelabuhan Tanjung
perak yang menghubungkan ke
pulau/daerah lain.
Jalur transportasi darat cukup
memadai, dan untuk jalur laut
ada pelabuhan bakahuni yang
menghubungkan ke
pulau/daerah lain.
Kondisi
Masyarakat
Penduduk di daerah ini pada
umumnya adalah nelayan dan
buruh
Penduduk di daerah ini pada
umumnya adalah nelayan dan
petani.
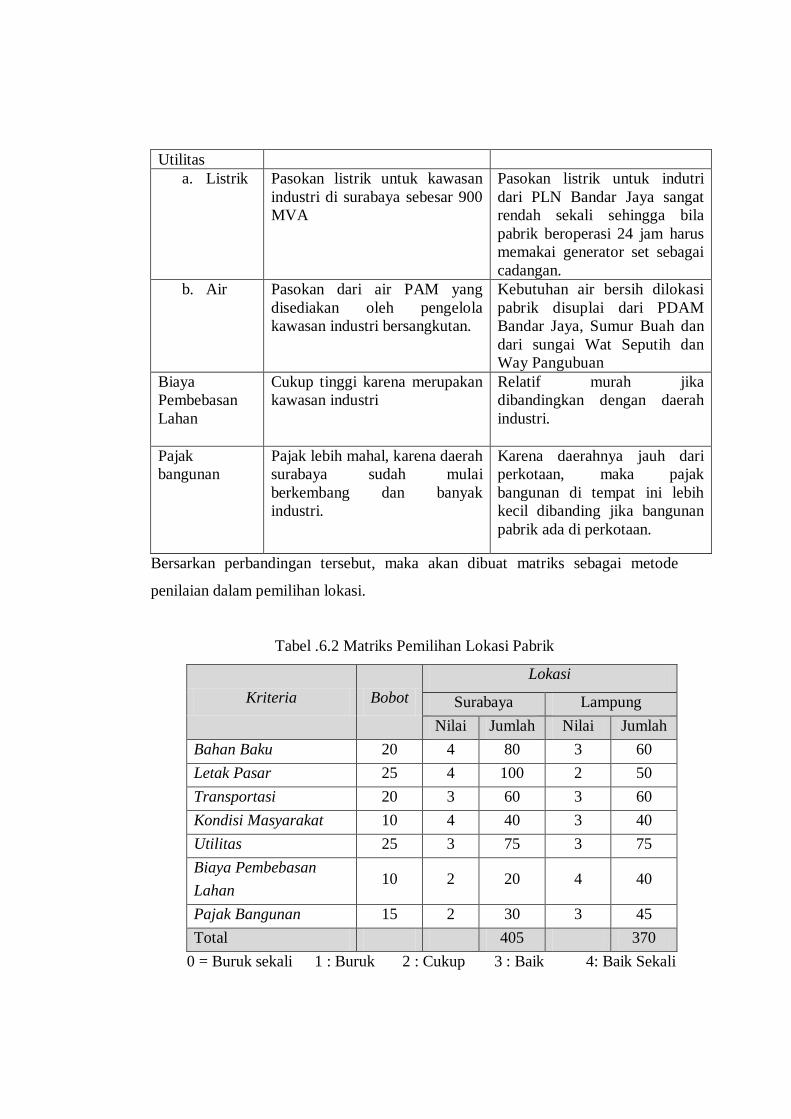
Utilitas
a. Listrik Pasokan listrik untuk kawasan
industri di surabaya sebesar 900
MVA
Pasokan listrik untuk indutri
dari PLN Bandar Jaya sangat
rendah sekali sehingga bila
pabrik beroperasi 24 jam harus
memakai generator set sebagai
cadangan.
b. Air Pasokan dari air PAM yang
disediakan oleh pengelola
kawasan industri bersangkutan.
Kebutuhan air bersih dilokasi
pabrik disuplai dari PDAM
Bandar Jaya, Sumur Buah dan
dari sungai Wat Seputih dan
Way Pangubuan
Biaya
Pembebasan
Lahan
Cukup tinggi karena merupakan
kawasan industri
Relatif murah jika
dibandingkan dengan daerah
industri.
Pajak
bangunan
Pajak lebih mahal, karena daerah
surabaya sudah mulai
berkembang dan banyak
industri.
Karena daerahnya jauh dari
perkotaan, maka pajak
bangunan di tempat ini lebih
kecil dibanding jika bangunan
pabrik ada di perkotaan.
Bersarkan perbandingan tersebut, maka akan dibuat matriks sebagai metode
penilaian dalam pemilihan lokasi.
Tabel .6.2 Matriks Pemilihan Lokasi Pabrik
Kriteria Bobot
Lokasi
Surabaya Lampung
Nilai Jumlah Nilai Jumlah
Bahan Baku 20 4 80 3 60
Letak Pasar 25 4 100 2 50
Transportasi 20 3 60 3 60
Kondisi Masyarakat 10 4 40 3 40
Utilitas 25 3 75 3 75
Biaya Pembebasan
Lahan 10 2 20 4 40
Pajak Bangunan 15 2 30 3 45
Total 405 370
0 = Buruk sekali 1 : Buruk 2 : Cukup 3 : Baik 4: Baik Sekali
Kriteria Bahan Baku
Bobot 20 untuk bahan baku karena ketersediaan bahan baku merupakan
hal yang penting demi kelangsungan pabrik ini. Yang ditinjau dari bahan
baku ini adalah seberapa dekat pabrik dengan bahan baku dan kemudahan
bahan baku ini dikirim ke lokasi pabrik.
Kriteria Letak Pasar
Bobot 25 untuk letak pasar karena letak pasar sangat penting dalam
berjalannya pabrik ini. Semakin dekat lokasi pabrik dengan pasar dan
mudah dalam pendistribusiannya maka lokasi pabrik akan semakin baik.
Kriteria Transportasi
Bobot 20 untuk transportasi dikarenakan sarana transportasi sangat penting
dalam hal pengiriman bahan baku dan produk pabrik ini. Tinjauannya
adalah seberapa mudah pabrik ini dapat diakses dari luar dan dapat dilalui
oleh kendaraan bermotor.
Kriteria Kondisi Masyarakat
Bobot 10 untuk kondisi masyarakat berdasarkan tinjauan ketersediaan
tenaga kerja dan keadaan sosial masyarakat di sekitar lokasi pabrik.
Kriteria Utilitas
Bobot 25 untuk utilitas berdasarkan ketersediaan pasokan air dan listrik
yang sangat menunjang berjalannya dan keberlangsungan pabrik ini.
Kriteria Biaya Pembebasan Lahan
Bobot 10 untuk biaya pembebasan lahan berdasarkan tinjauan berapa
biaya yang dikeluarkan untuk membeli lahan untuk dibangunnya pabrik
ini. Semakin murah harga suatu lahan, maka akan semakin baik.
Kriteria Pajak Pembangunan
Bobot 15 untuk pajak pembangunan berdasarkan letak lokasi pabrik ini
berdiri. Lokasi yang berada di daerah yang berkembang tentunya akan
semakin besar daripada lokasi yang berada di daerah yang belum
berkembang.

Berdasarkan analisis matriks di atas, daerah Surabaya (Jawa timur)
mempunyai pasokan sumber bahan baku lebih banyak, Selain itu pendistribusian
hasil produk lebih mudah dan dekat dengan pasar. Untuk aspek tenaga kerja,
kondisi alam dan iklim, keadaan penduduk sekitar, daerah Surabaya lebih baik
dari Lampung. Tetapi untuk biaya pembebasan lahan dan pajak bangunan,daerah
Lampung lebih baik dari Surabaya. Sehingga berdasarkan analisis tersebut, dipilih
daerah Surabaya sebagai lokasi berdirinya pabrik asam laktat ini.
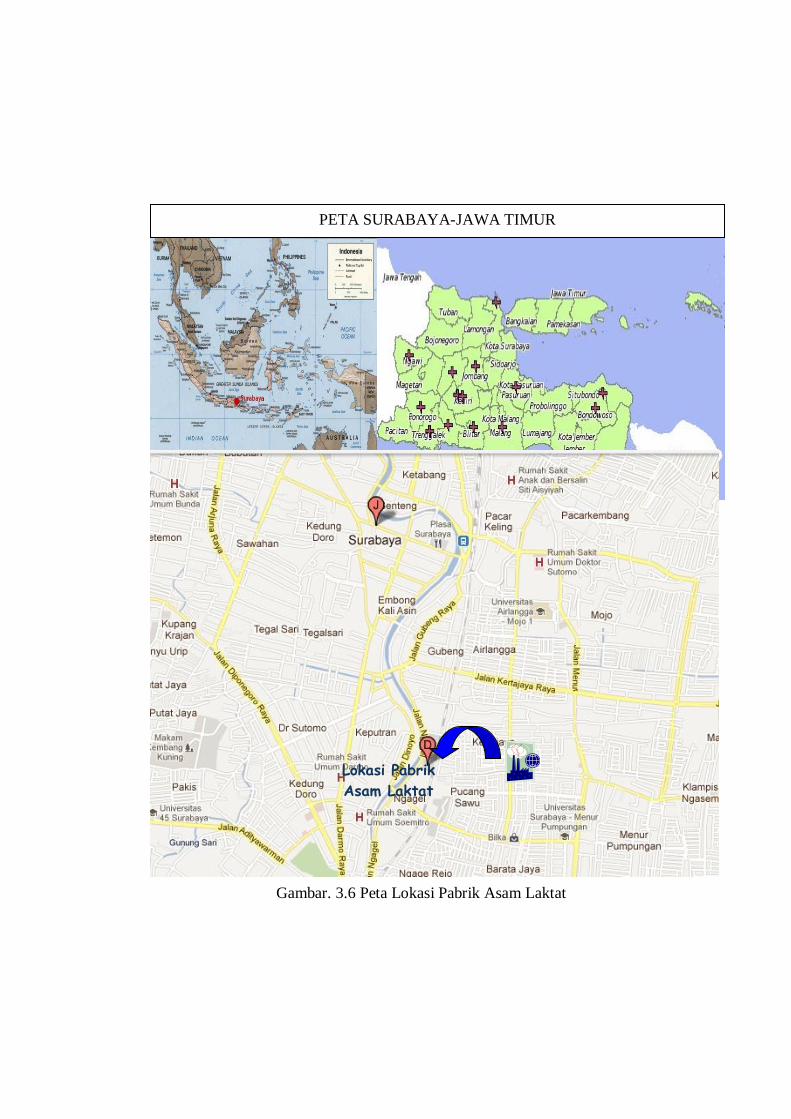
Ket : +) Lokasi perkebunan tebu.
Gambar. 3.6 Peta Lokasi Pabrik Asam Laktat
Lokasi Pabrik
Asam Laktat
PETA SURABAYA-JAWA TIMUR
VI.1.2 Tata Letak
Tata letak pabrik merupakan bagian dari perancangan pabrik yang perlu
diperhatikan. Tata letak pabrik mengatur susunan letak bangunan untuk daerah
proses, area perlengkapan, kantor, gudang, utilitas dan fasilitas lainnya guna
menjamin kelancaran proses produksi dengan baik dan efisien, serta menjaga
keselamatan kerja para karyawannya dan menjaga keamanan dari pabrik tersebut.
Jalannya aliran proses dan aktifitas dari para pekerja yang ada, menjadi dasar
pertimbangan dalam pengaturan bangunan-bangunan dalam suatu pabrik sehingga
proses dapat berjalan dengan efektif, aman dan kontinyu.
Beberapa faktor yang diperhatikan dalam menentukan tata letak pabrik
(plant lay out) antara lain :
Kemudahan dalam operasi dan proses yang disesuaikan dengan
kemudahan dalam memelihara peralatan serta kemudahan mengontrol
hasil produksi.
Distribusi utilitas yang tepat dan ekonomis.
Keselamatan kerja.
Memberikan kebebasan bergerak yang cukup leluasa di antara peralatan
proses dan peralatan yang menyimpan bahan-bahan berbahaya.
Adanya kemungkinan perluasan pabrik.
Masalah pengolahan limbah pabrik agar tidak mengganggu atau
mencemari lingkungan.
Penggunaan ruang yang efektif dan ekonomis.
Berdasarkan faktor tersebut diatas, maka pengaturan tata letak pabrik
Asam Laktat untuk penempatan bangunan dalam kawasan pabrik tersebut
direncanakan sebagai berikut :
1. Area proses
Area proses merupakan tempat berlangsungnya proses produksi Asam
Laktat, daerah ini diletakan pada lokasi yang memudahkan suplay bahan
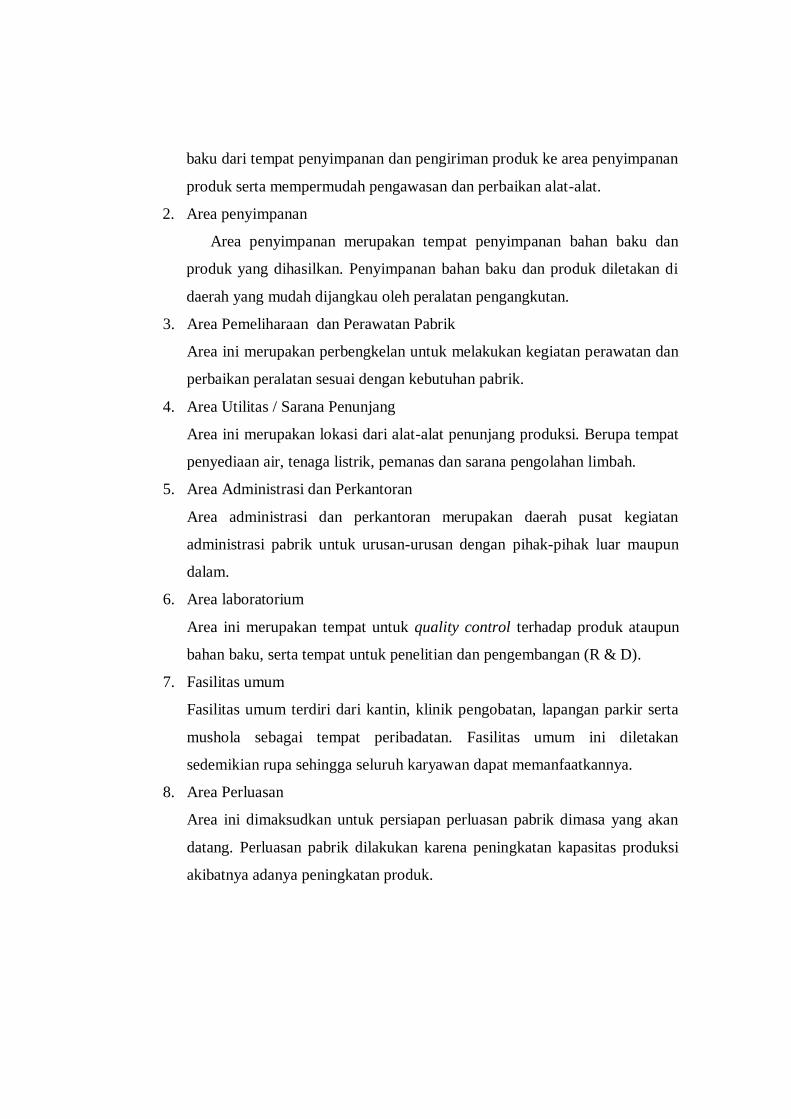
baku dari tempat penyimpanan dan pengiriman produk ke area penyimpanan
produk serta mempermudah pengawasan dan perbaikan alat-alat.
2. Area penyimpanan
Area penyimpanan merupakan tempat penyimpanan bahan baku dan
produk yang dihasilkan. Penyimpanan bahan baku dan produk diletakan di
daerah yang mudah dijangkau oleh peralatan pengangkutan.
3. Area Pemeliharaan dan Perawatan Pabrik
Area ini merupakan perbengkelan untuk melakukan kegiatan perawatan dan
perbaikan peralatan sesuai dengan kebutuhan pabrik.
4. Area Utilitas / Sarana Penunjang
Area ini merupakan lokasi dari alat-alat penunjang produksi. Berupa tempat
penyediaan air, tenaga listrik, pemanas dan sarana pengolahan limbah.
5. Area Administrasi dan Perkantoran
Area administrasi dan perkantoran merupakan daerah pusat kegiatan
administrasi pabrik untuk urusan-urusan dengan pihak-pihak luar maupun
dalam.
6. Area laboratorium
Area ini merupakan tempat untuk quality control terhadap produk ataupun
bahan baku, serta tempat untuk penelitian dan pengembangan (R & D).
7. Fasilitas umum
Fasilitas umum terdiri dari kantin, klinik pengobatan, lapangan parkir serta
mushola sebagai tempat peribadatan. Fasilitas umum ini diletakan
sedemikian rupa sehingga seluruh karyawan dapat memanfaatkannya.
8. Area Perluasan
Area ini dimaksudkan untuk persiapan perluasan pabrik dimasa yang akan
datang. Perluasan pabrik dilakukan karena peningkatan kapasitas produksi
akibatnya adanya peningkatan produk.
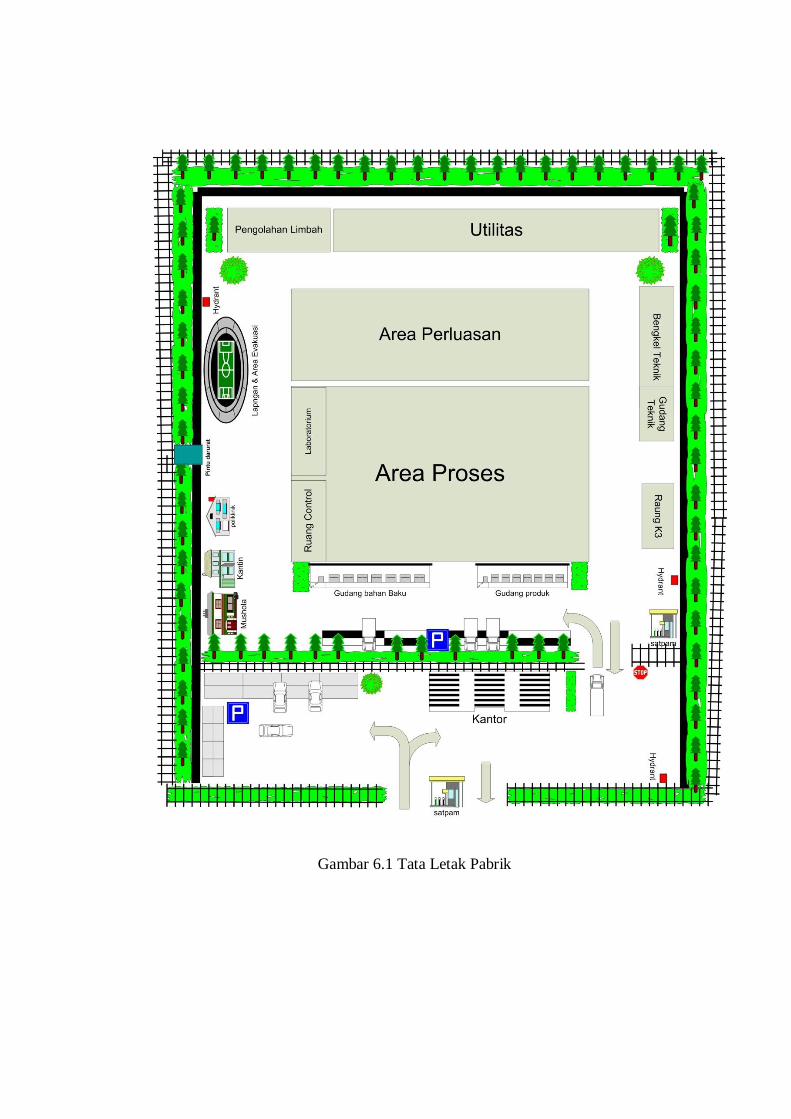
Gambar 6.1 Tata Letak Pabrik
VI.1.2.1 Tata Letak Alat Proses
Penyusunan letak dari alat-alat proses yang optimum dapat memberikan
suatu operasi yang efisien dan meminimalkan biaya konstruksi. Tata letak alat
proses ini sangat erat hubungannya dengan perencanaan bangunan pabrik dan
bertujuan agar :
1. Alur proses produksi berjalan lancar dan efisien.
2. Karyawan dapat bekerja dengan leluasa, aman, selamat dan nyaman.
Ada tiga macam penyusunan tata letak alat proses, yaitu:
1. Tata letak Produk atau Garis (Product Lay Out/ Line Lay Out)
Yaitu susunan mesin/peralatan berdasarkan urutan proses produksi.
Biasanya digunakan pada pabrik yang memproduksi suatu jenis produk
dalam jumlah besar dan mempunyai tipe proses kontinyu.
2. Tata Letak Proses atau Fungsional (Process/ Fungsional Lay Out)
Yaitu penyusunan mesin/peralatan berdasarkan fungsi yang sama pada
ruang tertentu. Biasanya digunakan pada pabrik yang memproduksi lebih
dari satu jenis produk.
3. Tata Letak Kelompok (Group Lay Out)
Yaitu kombinasi dari Line Lay Out dan Process Lay Out. Biasanya dipakai
oleh perusahaan besar yang memproduksi lebih dari satu jenis produk.
Pabrik Asam Laktat yang akan didirikan ini dalam penyusunan tata letak
alat prosesnya menggunakan Tata Letak Produk atau Garis (Product Lay Out/
Line Lay Out).
Kontruksi yang ekonomis dan operasi yang efisien dari suatu unit proses
akan tergantung kepada bagaimana peralatan proses disusun. Faktor-faktor yang
di pertimbangkan dalam penyusunan tata letak alat proses adalah :
1. Pertimbangan Ekonomis
Biaya konstruksi diminimumkan dengan jalan menempatkan peralatan
yang memberikan sistem pemipaan sependek mungkin diantara alat-alat
proses, sehingga akan mengurangi daya tekan alat terhadap
bahan/campuran, akibatnya akan mengurangi biaya variabel.
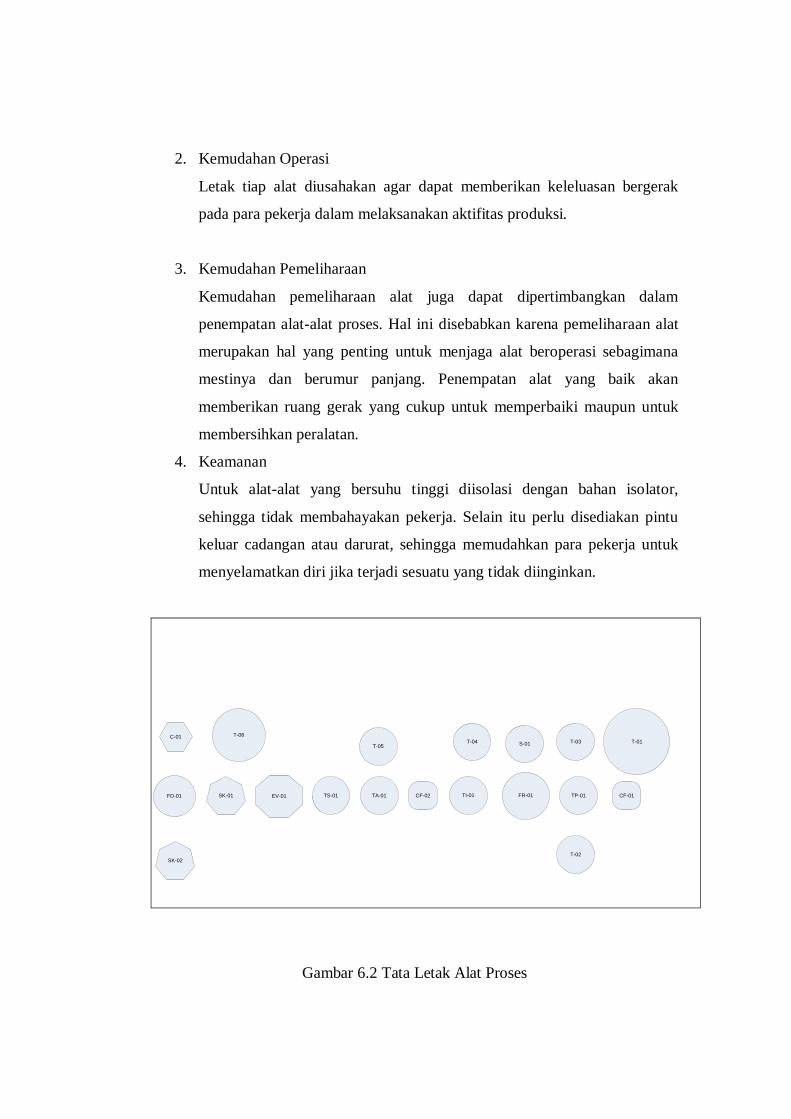
2. Kemudahan Operasi
Letak tiap alat diusahakan agar dapat memberikan keleluasan bergerak
pada para pekerja dalam melaksanakan aktifitas produksi.
3. Kemudahan Pemeliharaan
Kemudahan pemeliharaan alat juga dapat dipertimbangkan dalam
penempatan alat-alat proses. Hal ini disebabkan karena pemeliharaan alat
merupakan hal yang penting untuk menjaga alat beroperasi sebagimana
mestinya dan berumur panjang. Penempatan alat yang baik akan
memberikan ruang gerak yang cukup untuk memperbaiki maupun untuk
membersihkan peralatan.
4. Keamanan
Untuk alat-alat yang bersuhu tinggi diisolasi dengan bahan isolator,
sehingga tidak membahayakan pekerja. Selain itu perlu disediakan pintu
keluar cadangan atau darurat, sehingga memudahkan para pekerja untuk
menyelamatkan diri jika terjadi sesuatu yang tidak diinginkan.
T-01
T-06
T-05
TP-01
T-04 T-03
T-02
FR-01TI-01TS-01 TA-01 CF-01CF-02EV-01SK-01FD-01
C-01
SK-02
S-01
Gambar 6.2 Tata Letak Alat Proses
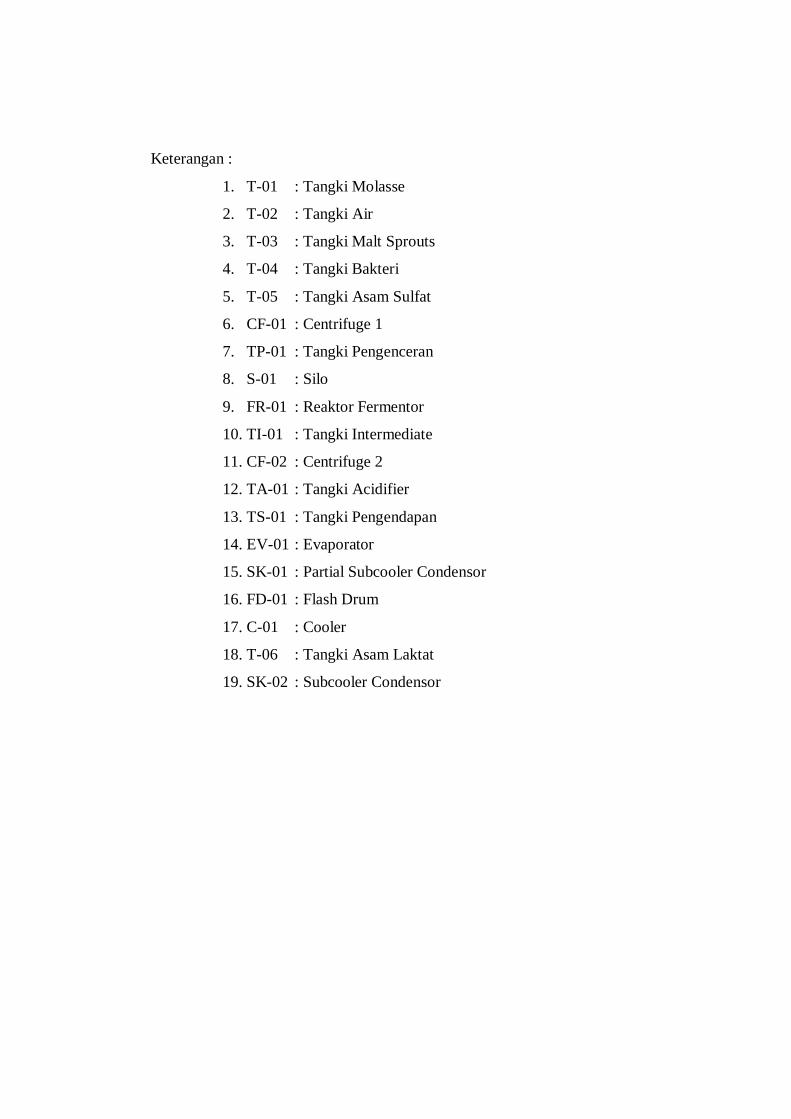
Keterangan :
1. T-01 : Tangki Molasse
2. T-02 : Tangki Air
3. T-03 : Tangki Malt Sprouts
4. T-04 : Tangki Bakteri
5. T-05 : Tangki Asam Sulfat
6. CF-01 : Centrifuge 1
7. TP-01 : Tangki Pengenceran
8. S-01 : Silo
9. FR-01 : Reaktor Fermentor
10. TI-01 : Tangki Intermediate
11. CF-02 : Centrifuge 2
12. TA-01 : Tangki Acidifier
13. TS-01 : Tangki Pengendapan
14. EV-01 : Evaporator
15. SK-01 : Partial Subcooler Condensor
16. FD-01 : Flash Drum
17. C-01 : Cooler
18. T-06 : Tangki Asam Laktat
19. SK-02 : Subcooler Condensor
BAB VII
STRUKTUR ORGANISASI DAN MANAJEMEN
PERUSAHAAN
VII.1 Struktur Organisasi dan Management
Perusahaan yang merupakan suatu unit kegiatan ekonomi juga harus memiliki
organisasi untuk mencapai tujuannya yaitu memperoleh keuntungan yang
maksimum. Keberhasilan suatu perusahaan dalam mencapai tujuannya sangat
tergantung pada pengelolaan (management) organisasi perusahaan yang meliputi
perencanaan, pelaksanaan dan pengendalian.
VII.2 Bentuk Badan Hukum Perusahaan
Perusahaan merupakan suatu unit kegiatan ekonomi yang diorganisasikan dan
dijalankan untuk menyediakan barang dan jasa bagi masyarakat, dengan motif
untuk memperoleh keuntungan/laba. Dengan pertimbangan bahwa untuk
mendirikan suatu pabrik Asam Laktat membutuhkan investasi yang cukup besar,
maka bentuk perusahaan yang dipilih adalah Perseroan Terbatas (PT). Perseroan
Terbatas merupakan suatu badan hukum usaha yang didirikan oleh beberapa
orang. Dimana badan hukum ini memiliki kekayaan, hak dan kewajiban sendiri,
yang terpisah dari pendiri (pemegang saham), maupun pengurusnya.
Keuntungan dari perusahaan yang berbentuk Perseroan Terbatas adalah:
a. Kelangsungan perusahaan lebih terjamin karena perusahaan tidak
bergantung kepada satu pihak dan kepemilikan bisa berganti-ganti.
b. Kekayaan perusahaan terpisah dari kekayaan pribadi pemilik saham
c. Pengelolaan perusahaan terpisah dari pemilik saham (pemilik perusahaan),
sehingga tanggung jawab jalannya perusahaan berada di tangan pengelola.
d. Kemungkinan penambahan modal untuk perluasan lebih mudah.
Pengelolaan perusahaan dapat dilakukan lebih efisien serta professional.
VII.3 Struktur Organisasi Perusahaan
Untuk mencapai effisensi perusahaan yang tertinggi, maka diperlukan
struktur organisasi yang baik. Struktur organisasi ini dapat menentukan
kelancaran aktivitas perusahaan sehari-hari, dalam memperoleh laba yang
maksimal, dapat berproduksi secara continue (berkesinambungan) dan dapat
berkembang.
Struktur organisasi perusahaan disusun sebagaimana layaknya suatu badan
usaha yang bergerak dalam industri dan perdagangan, yang membagi unit dalam
organisasi secara fungsional.
Sistem organisasi yang dianut perusahaan ini adalah sistem Organisasi
Garis dan Staff yang mempunyai beberapa keuntungan :
Struktur organisasi sederhana dan jelas.
Memudahkan pengambilan keputusan.
Disiplin kerja dapat dipelihara dengan baik.
Pengarahan dan informasi dapat diperoleh dengan mudah dengan melihat
garis dalam sistem yang bersangkutan.
Pembagian tugas menjadi jelas antara pelaksana tugas pokok dan
pelaksana tugas penunjang.
Mata rantai instruksi yang menghubungkan seluruh unit dalam organisasi
berada di bawah organisasi yang jelas.
Dalam pelaksanaan operasional, kekuasaan dipegang oleh Dewan Direksi.
Dewan Direksi terdiri dari seorang Manager Utama, Manager Keuangan dan
Umum serta Manager Produksi dan Teknik. Struktur organisasi dapat dilihat pada
gambar 7.3.1
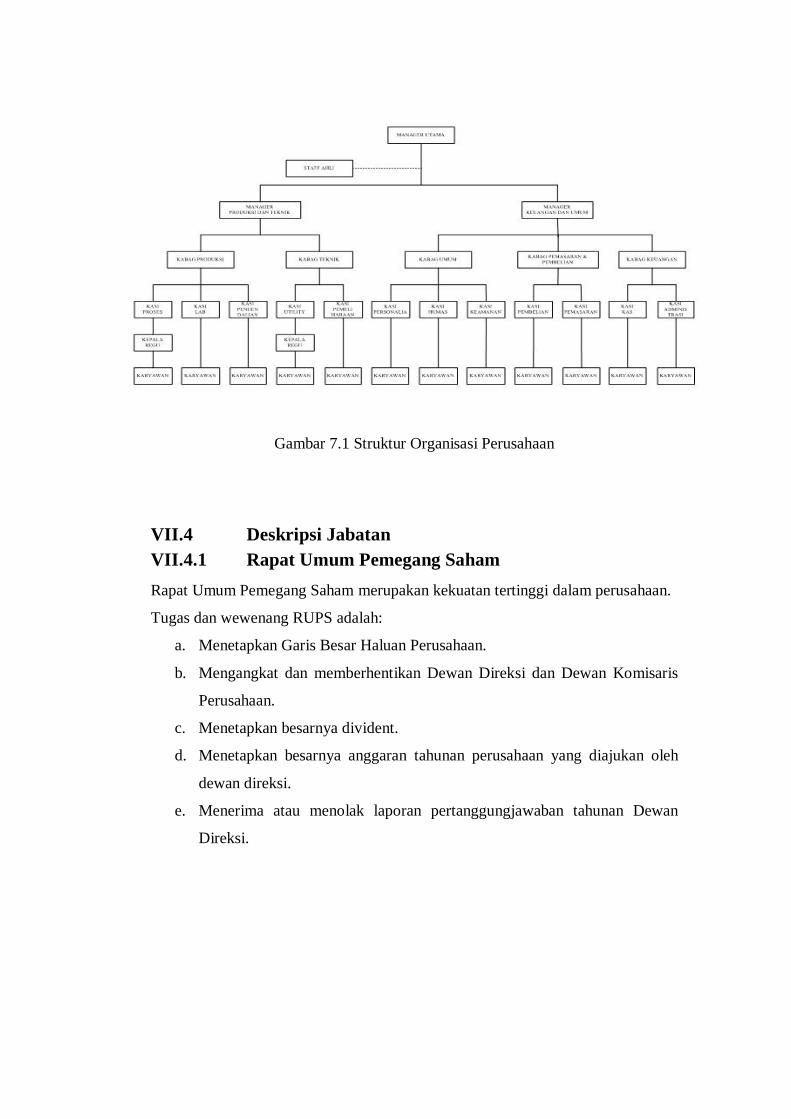
Gambar 7.1 Struktur Organisasi Perusahaan
VII.4 Deskripsi Jabatan
VII.4.1 Rapat Umum Pemegang Saham
Rapat Umum Pemegang Saham merupakan kekuatan tertinggi dalam perusahaan.
Tugas dan wewenang RUPS adalah:
a. Menetapkan Garis Besar Haluan Perusahaan.
b. Mengangkat dan memberhentikan Dewan Direksi dan Dewan Komisaris
Perusahaan.
c. Menetapkan besarnya divident.
d. Menetapkan besarnya anggaran tahunan perusahaan yang diajukan oleh
dewan direksi.
e. Menerima atau menolak laporan pertanggungjawaban tahunan Dewan
Direksi.
VII.4.2 Dewan Komisaris
Tugas dan wewenang dewan komisaris adalah:
a. Bertanggung jawab kepada RUPS.
b. Mengawasi pelaksanaan operasional/pengelolaan perusahaan oleh dewan
direksi secara kontinyu dan teratur.
c. Membina dewan direksi agar tidak melakukan kesalahan atau melanggar
ketentuan RUPS.
VII.4.3 Dewan Direksi
Dewan direksi merupakan penanggung jawab dalam melaksanakan
kebijakan umum perusahaan yang telah ditetapkan oleh Rapat Umum Pemegang
Saham. Manager Utama bertanggung jawab kepada dewan komisaris atas segala
tindakan dan kebijaksanaan yang telah diambil sebagai pimpinan perusahaan.
Manager Utama membawahi Manager Keuangan dan Umum serta Manager
Produksi dan Teknik yang kesemuanya berada dalam pengawasan Dewan
Komisaris.
VII.4.4 Tugas Manager Utama
Manager Utama merupakan pimpinan tertinggi dalam operasional
perusahaan. Tugas Manager utama antara lain :
Melaksanakan kebijakan perusahaan dan mempertanggungjawabkan
kepada pemegang saham dalam Rapat Umum Pemegang Saham.
Menjaga kestabilan organisasi dan membuat kontinuitas hubungan yang
baik antara pemilik saham pimpinan, konsumen dan karyawan.
Mengangkat dan memberhentikan kepala bagian dengan persetujuan
Rapat Umum Pemegang Saham.
Mengkoordinir kerjasama dengan Manager Keuangan dan Umum serta
Manager Produksi dan Teknik.
VII.4.5 Tugas Manager Keuangan dan Umum
Manager Keuangan dan umum bertanggungjawab terhadap kondisi
keuangan dan administrasi perusahaaan. Tugas dan wewenang Manager keuangan
dan umum antara lain :
Bertanggung jawab kepada Manager utama dalam bidang keuangan dan
administrasi.
Mengkoordinir, mengatur serta mengawasi pelaksanaan pekerjaan
kepala–kepala bagian yang menjadi bawahannya.
VII.4.6 Tugas Manager Produksi dan Teknik
Manager Produksi dan Teknik adalah penanggungjawab atas proses
produksi dan hal-hal teknis yang berhubungan dengan pelaksanaan produksi.
Tugas Manager Produksi dan Teknik antara lain :
Bertanggung jawab kepada Manager utama dalam bidang produksi dan
teknik.
Mengkoordinir, mengatur serta mengawasi pelaksanaan pekerjaan kepala
bagian yang menjadi bawahannya.
VII.4.7 Staff Ahli
Staff ahli terdiri dari tenaga–tenaga yang bertugas membantu dewan direksi
dalam menjalankan tugasnya, baik yang berhubungan dengan teknik maupun
administrasi. Staff ahli bertanggungjawab kepada Manager utama sesuai dengan
bidangnya.
Tugas dan wewenang staff ahli adalah :
Memberikan saran dalam perencanaan pengembangan perusahaan.
Mengadakan evaluasi bidang teknik dan ekonomi perusahaan.
Memberikan saran – saran dalam bidang hukum.
VII.4.8 Kepala Bagian
Secara umum tugas kepala bagian adalah mengkoordinir, mengatur dan
mengawasi pelaksanaan pekerjaan sesuai dengan pedoman yang diberikan oleh
pimpinan perusahaan. Kepala bagian dapat juga bertindak sebagai staff direksi
dan staff ahli. Kepala bagian ini bertanggung jawab kepada Manager yang
menangani bagian tersebut. Kepala bagian ini terdiri dari :
III.4.8.1 Kepala Bagian Produksi
Bertanggung jawab terhadap Manager Produksi dan Teknik dalam
kelancaran produksi.
Kepala bagian produksi membawahi:
Seksi Proses
Seksi Pengendalian
Seksi Laboratorium
Tugas Seksi Proses antara lain:
Mengawasi jalannya proses dan produksi
Menjalankan tindakan seperlunya pada peralatan produksi yang
mengalami kerusakan, sebelum diperbaiki oleh seksi yang berwenang.
Tugas Seksi Pengendalian antara lain:
Menangani hal–hal yang dapat mengancam keselamatan pekerja dan
mengurangi potensi bahaya yang ada
Mengawasi hal–hal yang berhubungan dengan buangan pabrik.
Tugas seksi laboratorium antara lain :
Mengukur kondisi limbah dan melakukan penelitian yang diperlukan
Membuat laporan berkala kepada Kepala Bagian Produksi.
VII.4.8.2 Kepala Bagian Teknik
Tugas Kepala Bagian Teknik antara lain :
Bertanggung jawab kepada Manager Produksi dan Teknik dalam bidang
peralatan, proses dan utilitas.
Mengkoordinir kepala–kepala seksi yang menjadi bawahannya
Kepala bagian teknik membawahi seksi pemeliharaan dan seksi utilitas.
Tugas Seksi Pemeliharaan antara lain:
Melaksanakan pemeliharaan fasilitas gedung dan peralatan pabrik
Memperbaiki kerusakan peralatan pabrik
Tugas Seksi Utilitas antara lain:
Melaksanakan dan mengatur sarana utilitas untuk memenuhi kebutuhan
proses, kebutuhan air, uap air dan listrik.
VII.4.8.3 Kepala Bagian Pemasaran dan pembelian
Bertanggung jawab kepada Manager Keuangan dalam bidang penyediaan
bahan baku dan pemasaran hasil produksi.
Kepala Bagian Pemasaran membawahi :
Seksi pembelian
Seksi pemasaran
Tugas Seksi Pembelian antara lain:
Melaksanakan pembelian barang–barang dan peralatan yang dibutuhkan
perusahaan
Mengetahui harga pasaran dan mutu bahan baku serta mengatur keluar
masuknya bahan dan alat–alat dari gudang
Tugas Seksi Pemasaran antara lain:
Merencanakan strategi penjualan hasil produksi
Mengatur distribusi hasil produksi dari gudang
VII.4.8.4 Kepala Bagian Keuangan
Kepala bagian keuangan ini bertanggung jawab kepala Manager Keuangan
dan Umum dalam bidang administrasi dan keuangan.
Kepala Bagian Keuangan membawahi Seksi Administrasi dan Seksi Kas
Tugas Seksi Administrasi :
Menyelengarakan pencatatan hutang piutang, administrasi persediaan
kantor dan pembukuan serta masalah perpajakan.
Tugas Seksi Kas:
Menghitung penggunaan uang perusahaan, mengamankan uang dan
membuat anggaran tentang keuangan masa depan.
Mengadakan perhitungan tentang gaji dan intensif karyawan.
VII.4.8.5 Kepala Bagian Umum
Kepala Bagian Umum bertanggung jawab kepada Manager Keuangan dan
Umum dalam bidang personalia, hubungan dengan masyarakat dan keamanan.
Kepala Bagian Umum membawahi Seksi Personalia, Seksi Humas dan Seksi
Keamanan.
Tugas Seksi Personalia antara lain:
Merekrut dan membina tenaga kerja dan menciptakan suasana kerja yang
sebaik mungkin antara pekerja dan pekerjaannya serta lingkungannya
agar tidak terjadi pemborosan waktu dan biaya.
Mengusahakan disiplin kerja yang tinggi dalam menciptakan kondisi
kerja yang tenang dan dinamis.
Membina karir para karyawanan dan melaksanakan hal–hal yang
berhubungan dengan kesejahteraan karyawan.
Tugas Seksi Humas antara lain:
Mengatur hubungan perusahan dengan masyarakat diluar lingkungan
perusahaan.
Tugas Seksi Keamanan
Menjaga keamanan fasilitas pabrik secara keseluruhan.
Mengawasi keluar masuknya orang–orang baik karyawan maupun yang
berasal dari luar lingkungan pabrik.
Menjaga dan memelihara kerahasiaan yang berhubungan dengan intern
perusahaan.
VII.4.8.6 Kepala Seksi
Kepala Seksi adalah pelaksana pekerjaan dalam lingkungan bagiannya
sesuai dengan rencana yang telah diatur oleh para Kepala Bagian masing–masing
agar diperoleh hasil yang maksimum dan efektif selama berlangsungnya proses
produksi. Setiap Kepala Seksi bertanggung jawab kepada Kepala Bagian masing–
masing sesuai dengan seksinya
VII.4.8.7 Kepala Regu
Bertanggung jawab kepada Kepala Seksi atas pelaksanaan tugas pada regu
yang diembannya dan melakukan koordinasi, mengatur dan mengawasi
pelaksanaan pekerjaan operator yang menjadi bawahannya
VII.9 Sistem Kepegawaian dan Sistem Gaji
Pada Pabrik Asam Laktat ini sistem gaji karyawan berbeda-beda tergantung
pada status karyawan, kedudukan, tanggung jawab dan keahlian. Pembagian
karyawan pabrik ini dapat dibagi menjadi tiga golongan sebagai berikut:
1. Karyawan tetap
Karyawan yang diangkat dan diberhentikan dengan Surat Keputusan (SK)
Direksi dan mendapatkan gaji bulanan sesuai dengan kedudukan, keahlian
dan masa kerja.
2. Karyawan harian
Karyawan yang diangkat dan diberhentikan direksi tanpa SK dan
mendapat upah harian yang dibayar tiap akhir pekan.
3. Karyawan borongan
Karyawan yang di karyakan oleh pabrik bila diperlukan saja. Karyawan ini
menerima upah borongan untuk pekerjaannya.
VII.10 Pembagian Jam Kerja Karyawan
Pabrik Asam Laktat ini direncanakan beroperasi 330 hari dalam satu tahun
dan 24 jam dalam satu hari. Sisa hari yang bukan hari libur digunakan untuk
perbaikan, perawatan dan shut down. Pembagian jam kerja digolongkan dalam
dua golongan, yaitu karyawan shift dan non shift dengan jumlah jam kerja 40 jam
setiap minggu.
1. Karyawan non- shift
Karyawan non shift adalah karyawan yang tidak menangani proses
produksi secara langsung. Yang termasuk karyawan non shift adalah
Manager staff ahli, kepala bagian, kepala seksi serta bagian administrasi.
Karyawan non shift ini bekerja 40 jam per minggu.
2. Karyawan shift
Karyawan shift adalah karyawan yang langsung menagani proses produksi
atau mengatur bagian bagian tertentu dari pabrik yang mempunyai
hubungan dengan keamanan dan kelancaran proses produksi. Yang
termasuk karyawan shift ini adalah operator produksi, sebagian dari bagian
teknik, bagian gudang, bagian keamanan pabrik. Para karyawan ini bekerja
secara bergantian sehari semalam. Karyawan shift di bagi menjadi tiga
shift dengan pengaturan sebagai berikut :
a. Karyawan Operasi
Shift Pagi : 08.00 –16.00
Shift Siang : 16.00 –24.00
Shift Malam : 24.00- 08.00
b. Karyawan Keamanan
Shift Pagi : 07.00 –13.00
Shift Siang : 13.00 –23.00
Shift Malam : 23.00- 07.00
Untuk karyawan shift ini dibagi dalam 4 regu dimana 3 regu bekerja dan 1
regu istirahat dan dikenakan secara bergantian. Tiap regu akan mendapat
giliran kerja 3 hari dan 1 hari libur tiap-tiap shift dan masuk lagi untuk
shift berikutnya. Kelancaran produksi dari suatu pabrik sangat
dipengaruhi oleh faktor kedisiplinan karyawannya. Untuk itu kepada
seluruh karyawan diberlakukan absensi dan masalah absensi ini akan
digunakan pimpinan perusahaan sebagai dasar dalam pengembangan
karier para karyawan dalam perusahaan.
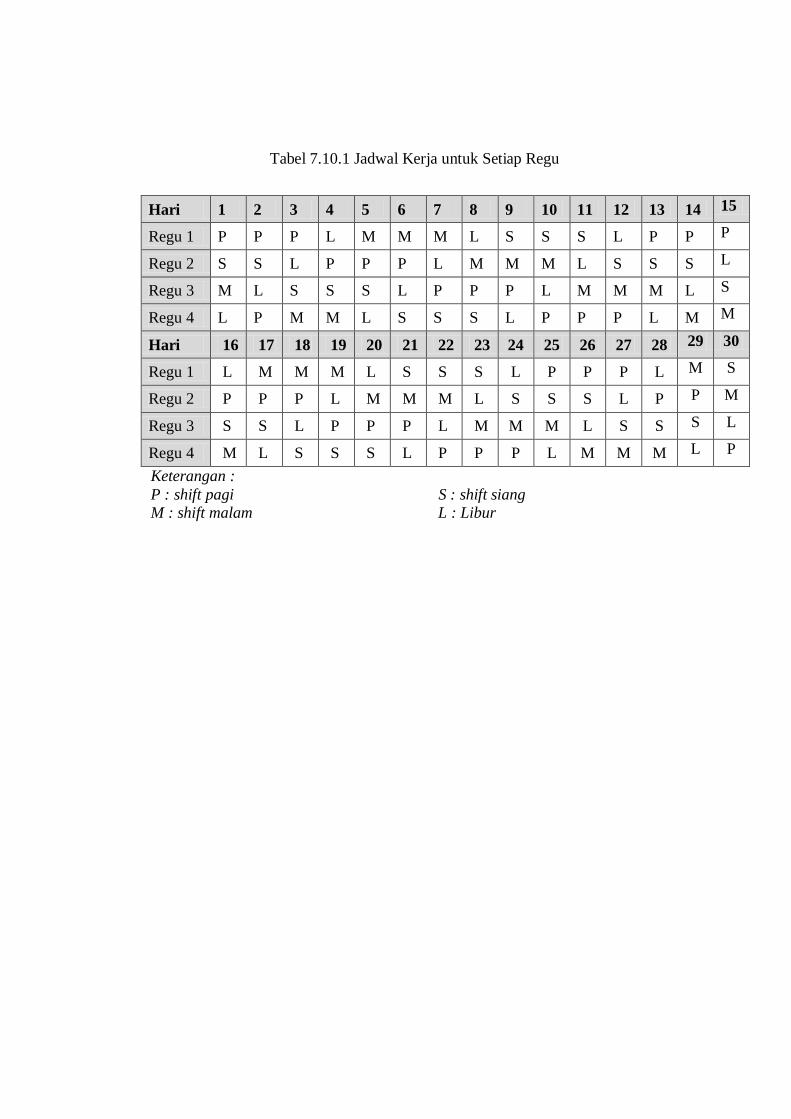
Tabel 7.10.1 Jadwal Kerja untuk Setiap Regu
Hari 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Regu 1 P P P L M M M L S S S L P P P
Regu 2 S S L P P P L M M M L S S S L
Regu 3 M L S S S L P P P L M M M L S
Regu 4 L P M M L S S S L P P P L M M
Hari 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Regu 1 L M M M L S S S L P P P L M S
Regu 2 P P P L M M M L S S S L P P M
Regu 3 S S L P P P L M M M L S S S L
Regu 4 M L S S S L P P P L M M M L P
Keterangan :
P : shift pagi S : shift siang
M : shift malam L : Libur
BAB VIII
ANALISA EKONOMI
VIII.1 Dasar Analisa
Analisa ekonomi dalam Pra Rancangan Pabrik Asam Laktat ini dibuat
dengan maksud untuk memperoleh gambaran kelayakan penanaman modal dalam
kegiatan produksi, dengan meninjau kebutuhan investasi modal, besarnya laba
yang diperoleh, lamanya investasi modal, titik impas (Break Even Point) terhadap
volume produksi dan informasi ekonomi lainnya.
Perhitungan analisa ekonomi menggunakan steady estimate, yaitu
perhitungan Modal Investasi Tetap (MIT) dilakukan dengan menghitung harga
alat utama proses, sedangkan untuk menghitung biaya-biaya lainnya diperoleh
dengan membandingkan harga alat utama tersebut. Perkiraan harga peralatan
poduksi dan peralatan penunjang didapat dengan menggunakan data dari buku
Chemical Engineering Handbook ( Perry), dan situs www.matche.com.
Dalam pra rancangan pabrik Asam Laktat ini digunakan Chemical
Engineering Plant Cost Index untuk penafsiran harga. Index harga pada tahun
2007 adalah 525,4 dan index harga pada tahun 2018 adalah 623,6. Pada analisa
ekonomi pra rancangan pabrik ini digunakan beberapa ketentuan dan
asumsi,yaitu:
1. Pembangunan fisik pabrik akan dilaksanakan pada awal tahun 2014
dengan masa konstruksi, investasi dan instalasi kurang lebih empat tahun,
sehingga pabrik diharapkan mulai beroperasi secara komersial pada tahun
2018.
2. Jumlah hari kerja dalam setahun adalah 330 hari.
3. Modal Kerja (Working Capital) diperhitungkan selama 3 bulan.
4. Umur alat pabrik 10 tahun.
5. Asumsi nilai mata uang dolar terhadap rupiah pada tahun 2012 adalah 1
US$ = Rp 9.500,
6. Pada tahun 2014 kondisi pasar stabil dengan tingkat bunga bank adalah
12% per tahun.
7. Kenaikan harga bahan baku dan hasil produksi sebesar 10% per tahun.
8. Kenaikan gaji pegawai sebesar 10% per tahun.
9. Nilai rongsokan (Salvage Value) 10% dari FDCI tanpa harga tanah.
10. Shut down dilakukan selama 30 hari setiap tahun untuk perawatan dan
perbaikan alat-alat secara menyeluruh.
VIII.2 Total Capital Investment (TCI)
Total Capital Investment (TCI) atau Total Modal Investasi (TMI) adalah
jumlah Modal Investasi Tetap (Fixed Capital Investment/FCI) dan Modal Kerja
(Working Capital Investment/WCI) yang diinvestasikan untuk mendirikan dan
menjalankan pabrik.
TCI = FCI + WCI
Perhitungan total modal investasi dapat dilihat pada lampiran E, yang
terdiri dari:
Investasi Modal Tetap (FCI) = Rp 376.855.957.916
Investasi Modal Kerja (WCI) = Rp 86.501.869.580
Total Modal Investasi (TCI) = Rp 466.998.587.947
VIII.2.1 Fixed Capital Investment (FCI)
Fixed Capital Investment (FCI) atau Modal Investasi Tetap adalah modal
yang diperlukan untuk membeli peralatan dan pembangunan fisik pabrik. FCI
dibagi menjadi dua, yaitu:
1. Direct Fixed Capital Investment (DFCI) atau Modal Investasi Tetap
Langsung meliputi:
a. Pembelian alat-alat utama dan penunjang.
b. Instalasi peralatan
c. Instrumentasi dan kontrol terpasang
d. Sistem perpipaan
e. Tanah, bangunan, dan penataan lingkungan
f. Fasilitas dan prasarana
g. Modal DFCI tak terduga
DFCI merupakan barang-barang investasi tetap yang semuanya
mempunyai umur lebih dari satu tahun. Oleh karena itu mengalami penyusutan
nilai. Dengan adanya penurunan atau penyusutan nilai tersebut, maka timbul biaya
yang diperhitungkan setiap tahunnya, sesuai dengan persentase nilainya.
2. Indirect Fixed Capital Investment (IFCI) atau Modal Investasi Tetap Tidak
Langsung meliputi:
a. Kerekayasaan dan supervision
b. Biaya kontraktor dan konstruksi
c. Bunga pinjaman selama masa konstruksi
d. Produksi percobaan (trial run)
e. Biaya pra investasi (survei, feasibility study dan perizinan)
f. Modal IFCI tak terduga
IFCI merupakan modal investasi yang tidak diwujudkan langsung dalam
bentuk barang-barang investasi, tetapi merupakan modal yang dipergunakan untuk
sarana pengadaan modal tetap.
VIII.2.2 Working Capital Investment atau Modal Kerja (WCI)
Modal Kerja atau Working Capital adalah seluruh modal yang dibutuhkan
untuk membiayai seluruh kegiatan operasional perusahaan, dari awal produksi
sampai terkumpulnya hasil penjualan yang cukup untuk memenuhi kebutuhan
perputaran biaya operasional operasional pabrik sehari-hari. Modal Kerja
meliputi:
Pembelian bahan baku dan sarana penunjang
Pembayaran gaji karyawan
Biaya pemeliharaan dan perbaikan
Biaya Laboratorium dan Litbang
Biaya pemeliharaan dan perbaikan
Biaya distribusi dan penjualan
Modal Kerja tidak terduga.
VIII.2.3 Biaya Produksi Total (TPC)
Biaya produksi total terdiri dari dua bagian :
a. Manufacturing cost atau biaya yang diperlukan untuk membuat suatu
produk. Biaya ini terdiri dari :
1. Direct Cost merupakan biaya yang langsung dikeluarkan untuk
operasional pabrik, antara lain :
Biaya bahan baku
Biaya sarana penunjang
Gaji karyawan
Pemeliharaan dan perbaikan
Biaya royalti dan paten
Biaya laboratorium
2. Plant Overhead Cost, antara lain :
Pelayanan rumah sakit dan pengobatan
Pemeliharaan pabrik secara umum
Keamanan
Salvage
Biaya distribusi
3. Fixed Cost merupakan biaya yang dari tahun ke tahun konstan
atau tidak berubah dengan adanya perubahan kapasitas produksi,
antara lain :
Depresiasi
Pajak
Biaya asuransi
b. General expenses, yaitu biaya yang dikeluarkan untuk menunjang
beroperasinya pabrik, meliputi :
Biaya administrasi
Biaya distribusi dan penjualan
Penelitian dan pengembangan
Pembayaran bunga bank
Litbang
Gabungan dari manufacturing cost dan general expenses, disebut dengan
biaya produksi total (Total Production Cost).
Perhitungan dilakukan dari tahun ke tahun berdasarkan kapasitas produksi.
Kapasitas produksi ditingkatkan secara bertahap mulai dari 80 % kapasitas
terpasang pada tahun pertama, 90 % kapasitas terpasang pada tahun kedua, 100 %
kapasitas terpasang pada tahun ketiga dan 100 % kapasitas terpasang pada tahun
keempat dan seterusnya hingga tahun ke-10.
VIII.3 Komposisi Permodalan
Total Modal = Rp 466.998.587.947
Modal sendiri (86,1%) = Rp 401.998.587.947
Pinjaman Bank (13,9%) = Rp 65.000.000.000
Suku bunga per tahun = 12 %
Jangka waktu peminjaman = 5 tahun (termasuk grace period)
Grace period = 1 tahun (selama pembangunan pabrik)
Pembayaran bunga pinjaman pertama dimasukan dalam investasi modal
tetap tidak langsung sedangkan bunga pinjaman selanjutnya diperhitungkan dalam
biaya produksi (setelah masa konstruksi selesai dan pabrik beroperasi).
Pembayaran angsuran pertama dimulai pada akhir tahun pertama setelah pabrik
beroperasi secara komersial.
VIII.4 Hasil Analisa
VIII.4.1 Break Event Point
Break Event Point (BEP) adalah tingkat kapasitas produksi dimana nilai
total penjualan bersih sama dengan nilai total biaya yang dikeluarkan perusahaan,
dalam kurun waktu satu tahun. BEP tahun pertama sebesar 38,19 %.

VIII.4.2 Perhitungan Laba Rugi
Perhitungan laba rugi (lampiran VI) akan memberikan gambaran tentang
kemampuan untuk mengembalikan modal investasi serta besarnya pajak
perseroan. Laba yang diperoleh sangat tergantung pada penerimaan pengeluaran
ongkos pabrik. Besarnya pajak penghasilan perseroan yang harus dibayar sesuai
dengan besarnya laba kotor yang diperoleh dan dihitung berdasarkan laba kotor
yang diperoleh dan dihitung berdasarkan undang-undang pajak penghasilan (PPh).
VIII.4.3 Minimum Payback Period
Minimum Payback Period (MPP) adalah jangka waktu minimum
pengembalian modal investasi. Pengembalian berdasarkan laba bersih ditambah
biaya penyusutan (depresiasi), Salvage Value, dan tanah yang biasa disebut Net
Cash Flow. Perhitungan MPP dilakukan dengan cara menjumlahkan laba bersih
dengan depresiasi setiap tahunnya sehingga memberikan jumlah yang sama
dengan jumlah total modal investasi. Berdasarkan hasil analisa, diperoleh nilai
MPP selama 4 tahun 9 bulan
VIII.4.4 Internal Rate of Return (IRR)
Internal Rate of Return (IRR) adalah tingkat suku bunga pinjaman (rate of
interest) dalam persen pada Net Cash Present Value (NCPV) = 0, dalam kurun
waktu umur teknis mesin/peralatan, atau kurun waktu yang diharapkan lebih cepat
dari umur teknis. Analisa IRR dilakukan untuk menilai kelayakan pendirian suatu
pabrik IRR menggambarkan suatu tingkatan suku bunga yang memberikan nilai
total sama dengan TCI. Bila bunga bank yang ada di perbankan selama usia
pabrik lebih kecil dari IRR, maka pendirian pabrik adalah layak. Dari hasil analisa
perhitungan diperoleh IRR sebesar 34,91% maka pabrik ini layak didirikan karena
lebih besar dari bunga bank sebesar 12%.
BAB IX
KESIMPULAN
Dari hasil analisis secara menyeluruh terhadap Pra-Rancangan Pabrik
Asam Laktat diperoleh kesimpulan sebagai berikut:
1. Bahan baku yang digunakan dalam proses ini adalah Molasse.
2. Proses yang digunakan adalah proses fermentasi dengan menggunakan
bakteri Lactobacillus Delbreuckii.
3. Produk yang dihasilkan adalah Asam Laktat dengan kemurnian 80%.
4. Lokasi pabrik di Kawasan industri Surabaya, Jawa Timur.
5. Bentuk perusahaan adalah Perseroan Terbatas (PT).
6. Hasil analisa ekonomi adalah sebagai berikut:
Total Modal Investasi (TCI) : Rp. 466.998.587.947
Break Even point tahun pertama : 38,19 %
Internal Rate of Return (IRR) : 34,32 %
Minimum Payback Period (MPP) : 4 tahun 11 bulan
7. Pendirian pabrik Asam Laktat dengan kapasitas 5.000 ton/tahun dengan
perbandingan modal 86,1% modal sendiri dan 13,9% modal pinjaman
bank dimana suku bunga 12% pertahun, suku bunga bank lebih kecil dari
IRR, maka pabrik ini layak untuk didirikan.
DAFTAR PUSTAKA
Bhattacharrya, B.C., 1976, Introduction to Chemical and Mechanical Aspec, 1st
Edtion, Indian Institute of Technology, Kharagpur
Brownell, L.E., and Young, E.H., 1959, Process Equipment Design, John Wiley
and Sons Inc., New York.
Brown,G.G., 1978 , Unit Operation, Modern Asia Edition, John Wiley and Sons
Inc., New York.
Buckle, K.A, et al. 1987. Ilmu Pangan. Diterjemahkan oleh: Adiono dan Hari
Purnomo. Jakarta: Universitas Indonesia.
Departemen Perindustrian. 2011. Komoditas Ekspor dan Impor Asam Laktat
tahun 2002-2010.Jakarta: Departemen Perindustrian.
Hesse, H.C. and Rashton, J.H., 1995, Process Equipment Design, 10th
edition, D.
Van Nesstrand, Co. Inc. New York.
Imelda Donna, Modul Kuliah Ekonomi Teknik .Jurusan Teknik Kimia, Universitas
Jayabaya, Jakarta.
Kern, D.Q., 1982, Process Heat Transfer, Mc Graw Hill, New York.
Luyben, William L. Process Modeling, Simulation And Control For Chemical
Engineers, 2nd
Edition, Mc Graw Hill, Singapore
Patent US 6,320,077. 2001. www.ip.com
Paturau, J.M. 1989. Sugar Series,11. by-products of The Cane Sugar Industry. An
introduction to their industrial utilization (third, completely revised
edition). New York: Elsevier Science Publishing Company Inc.
Perry,R.H. 1999. Perry’s Chemical Engineers’ Handbook,7th Edition. Singapore :
The McGraw-Hill Companies.
Peters, M.S. and Timmerhause, K.D., 1991, Plant Design and Economics for
Chemical Engineering, ed. 7, McGraw Hill, Singapore.
Robert C. Reid, John M. Prausnitz, and Poling, E. Bruce, 1988, The Properties of
Gases and Liquids, ed. 4, Mc Graw Hill Company, Singapore.
Sinnot, R.K. 2005.Chemical Engineering Design. Vol 6. Fourth edition. Elsevier.
Smith J.M. and Van Ness, H. C., 1988, Introduction to Chemical Engineering
Thermodynamics, ed. 4, Mc Graw Hill, NY.
Suparno, Modul Kuliah Pengendalian Proses. Jurusan Teknik Kimia, Universitas
Jayabaya, Jakarta.
An Ullmann’s Encyclopedia. 1999. Industrial Organic Chemicals, Starting
Materials and Intermediates. Vol 5. Weinheim.: Wiley-VCH
Walas, S.M., 1988, Chemical Process Equipment, Butteerworths, America.
Wee, Young-Jung, et al. 2006. Biotechnological Production of Lactic Acid and Its
Recent Applications.Republic of Korea. Chonnam National University.
Yaws, C. L. 1996. Handbook of Thermodynamic Diagrams. Texas : Gulf
Publishing Company.
http://www.cpe.com/pci
http://www.pdam-sby.go.id
http://www.matche.com
http://mooni.fccj.org/-ethall/2046/ch20/heatformation/heatform.htm
http://www.ejbiotechnology.info/content/vol7/issue2/full/7/
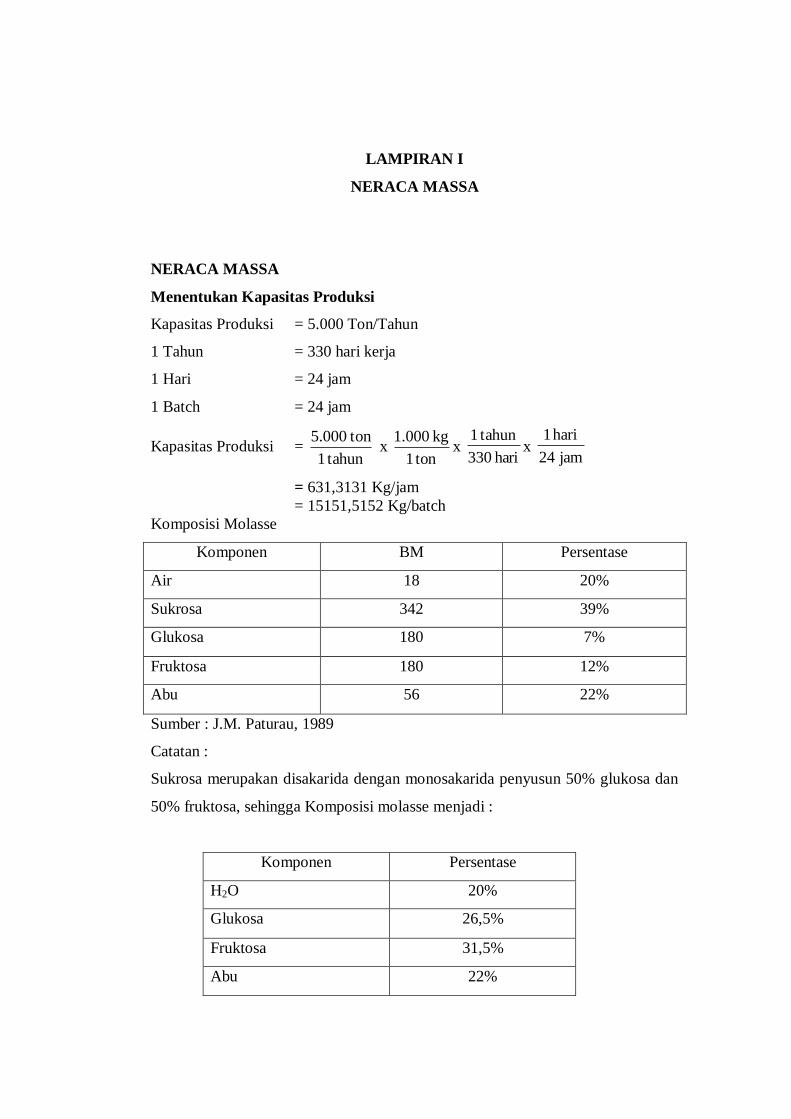
LAMPIRAN I
NERACA MASSA
NERACA MASSA
Menentukan Kapasitas Produksi
Kapasitas Produksi = 5.000 Ton/Tahun
1 Tahun = 330 hari kerja
1 Hari = 24 jam
1 Batch = 24 jam
Kapasitas Produksi = tahun1
ton000.5 x
ton1
kg 1.000x
hari 330
tahun1x
jam 24
hari 1
= 631,3131 Kg/jam
= 15151,5152 Kg/batch
Komposisi Molasse
Komponen BM Persentase
Air 18 20%
Sukrosa 342 39%
Glukosa 180 7%
Fruktosa 180 12%
Abu 56 22%
Sumber : J.M. Paturau, 1989
Catatan :
Sukrosa merupakan disakarida dengan monosakarida penyusun 50% glukosa dan
50% fruktosa, sehingga Komposisi molasse menjadi :
Komponen Persentase
H2O 20%
Glukosa 26,5%
Fruktosa 31,5%
Abu 22%
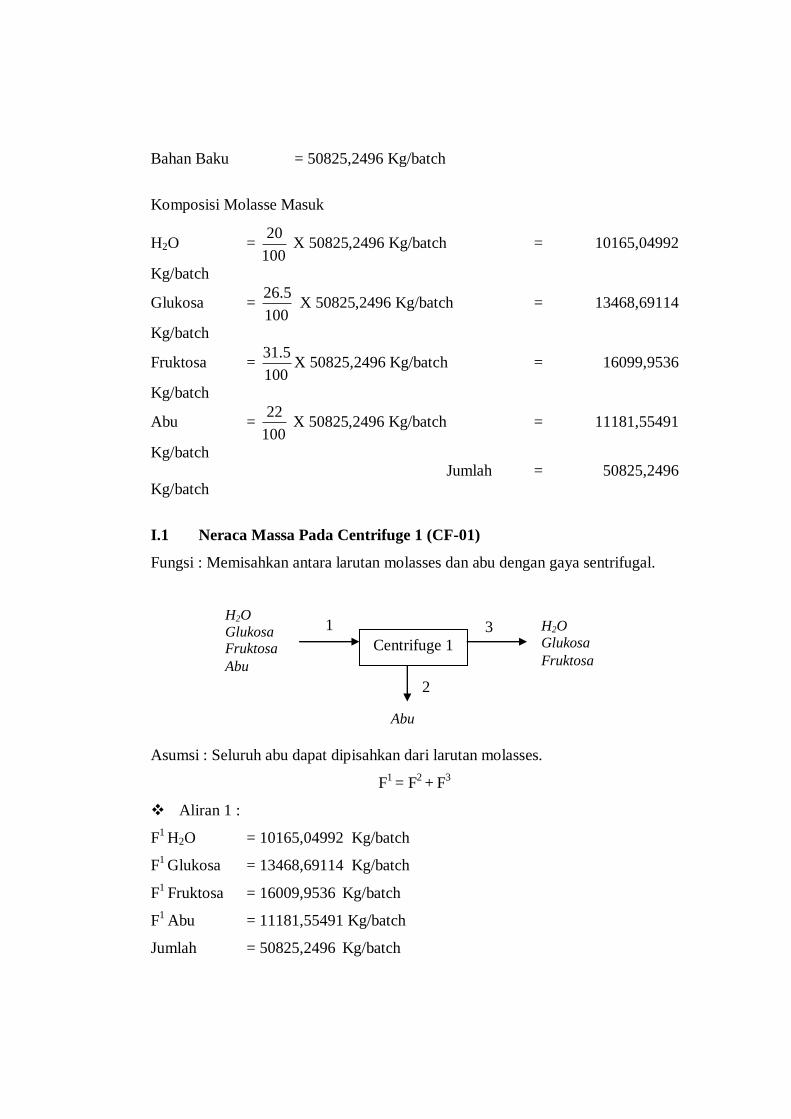
Bahan Baku = 50825,2496 Kg/batch
Komposisi Molasse Masuk
H2O = 100
20 X 50825,2496 Kg/batch = 10165,04992
Kg/batch
Glukosa = 100
5.26 X 50825,2496 Kg/batch = 13468,69114
Kg/batch
Fruktosa = 100
5.31X 50825,2496 Kg/batch = 16099,9536
Kg/batch
Abu = 100
22 X 50825,2496 Kg/batch = 11181,55491
Kg/batch
Jumlah = 50825,2496
Kg/batch
I.1 Neraca Massa Pada Centrifuge 1 (CF-01)
Fungsi : Memisahkan antara larutan molasses dan abu dengan gaya sentrifugal.
Asumsi : Seluruh abu dapat dipisahkan dari larutan molasses.
F1 = F
2 +
F
3
Aliran 1 :
F1 H2O = 10165,04992 Kg/batch
F1 Glukosa = 13468,69114 Kg/batch
F1
Fruktosa = 16009,9536 Kg/batch
F1
Abu = 11181,55491 Kg/batch
Jumlah = 50825,2496 Kg/batch
Centrifuge 1
1
2
3 H2O
Glukosa Fruktosa
Abu
H2O
Glukosa
Fruktosa
Abu
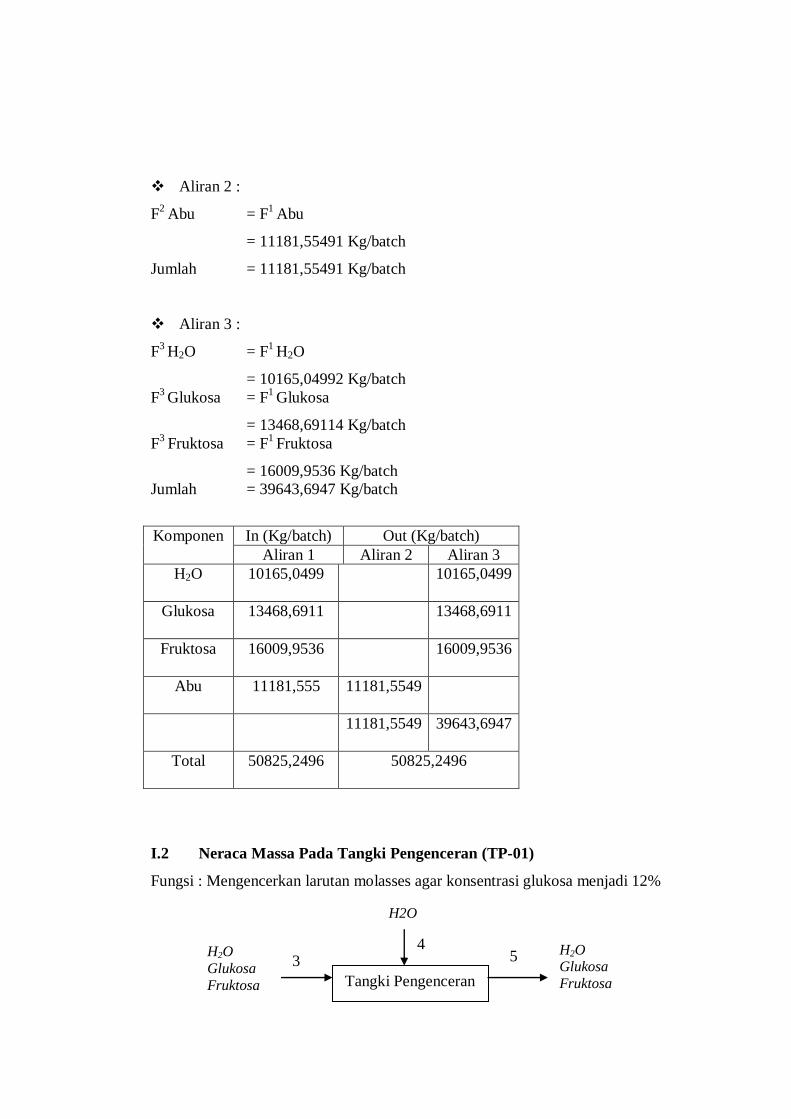
Aliran 2 :
F2
Abu = F1
Abu
= 11181,55491 Kg/batch
Jumlah = 11181,55491 Kg/batch
Aliran 3 :
F3 H2O = F
1 H2O
= 10165,04992 Kg/batch
F3 Glukosa = F
1 Glukosa
= 13468,69114 Kg/batch
F3
Fruktosa = F1 Fruktosa
= 16009,9536 Kg/batch
Jumlah = 39643,6947 Kg/batch
Komponen In (Kg/batch) Out (Kg/batch)
Aliran 1 Aliran 2 Aliran 3
H2O 10165,0499
10165,0499
Glukosa 13468,6911
13468,6911
Fruktosa 16009,9536
16009,9536
Abu 11181,555
11181,5549
11181,5549
39643,6947
Total 50825,2496
50825,2496
I.2 Neraca Massa Pada Tangki Pengenceran (TP-01)
Fungsi : Mengencerkan larutan molasses agar konsentrasi glukosa menjadi 12%
Tangki Pengenceran
3 4
5 H2O
Glukosa
Fruktosa
H2O
H2O Glukosa
Fruktosa
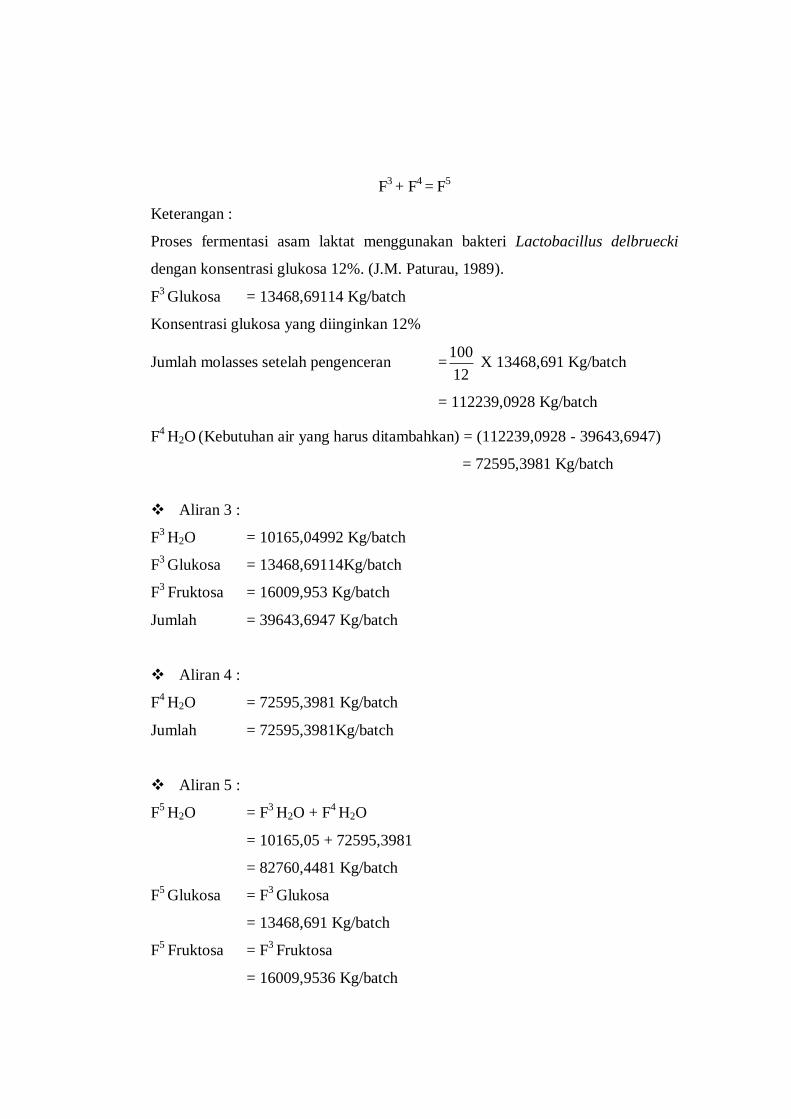
F3 + F
4 =
F
5
Keterangan :
Proses fermentasi asam laktat menggunakan bakteri Lactobacillus delbruecki
dengan konsentrasi glukosa 12%. (J.M. Paturau, 1989).
F3 Glukosa = 13468,69114 Kg/batch
Konsentrasi glukosa yang diinginkan 12%
Jumlah molasses setelah pengenceran =12
100 X 13468,691 Kg/batch
= 112239,0928 Kg/batch
F4 H2O
(Kebutuhan air yang harus ditambahkan) = (112239,0928 - 39643,6947)
= 72595,3981 Kg/batch
Aliran 3 :
F3 H2O = 10165,04992 Kg/batch
F3 Glukosa = 13468,69114Kg/batch
F3
Fruktosa = 16009,953 Kg/batch
Jumlah = 39643,6947 Kg/batch
Aliran 4 :
F4 H2O = 72595,3981 Kg/batch
Jumlah = 72595,3981Kg/batch
Aliran 5 :
F5 H2O = F
3 H2O + F
4 H2O
= 10165,05 + 72595,3981
= 82760,4481 Kg/batch
F5 Glukosa = F
3 Glukosa
= 13468,691 Kg/batch
F5
Fruktosa = F3 Fruktosa
= 16009,9536 Kg/batch
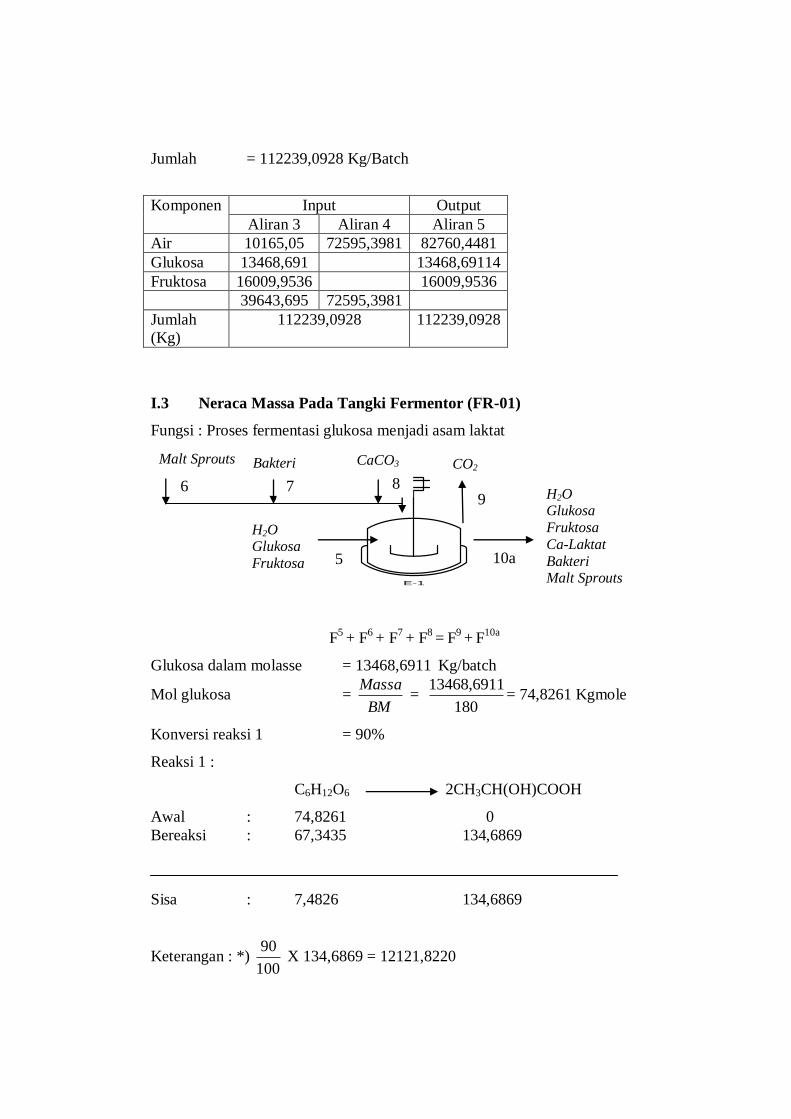
Jumlah = 112239,0928 Kg/Batch
Komponen Input Output
Aliran 3 Aliran 4 Aliran 5
Air 10165,05 72595,3981 82760,4481
Glukosa 13468,691 13468,69114
Fruktosa 16009,9536 16009,9536
39643,695 72595,3981
Jumlah
(Kg)
112239,0928 112239,0928
I.3 Neraca Massa Pada Tangki Fermentor (FR-01)
Fungsi : Proses fermentasi glukosa menjadi asam laktat
E-1
F5 + F
6 + F
7 + F
8 =
F
9 +
F
10a
Glukosa dalam molasse = 13468,6911 Kg/batch
Mol glukosa = BM
Massa =
180
13468,6911= 74,8261 Kgmole
Konversi reaksi 1 = 90%
Reaksi 1 :
C6H12O6 2CH3CH(OH)COOH
Awal : 74,8261 0
Bereaksi : 67,3435 134,6869
Sisa : 7,4826 134,6869
Keterangan : *) 100
90 X 134,6869 = 12121,8220
H2O Glukosa
Fruktosa
H2O Glukosa
Fruktosa
Ca-Laktat
Bakteri Malt Sprouts
Malt Sprouts
5
6 7 8 9
10a
Bakteri
CaCO3
CO2
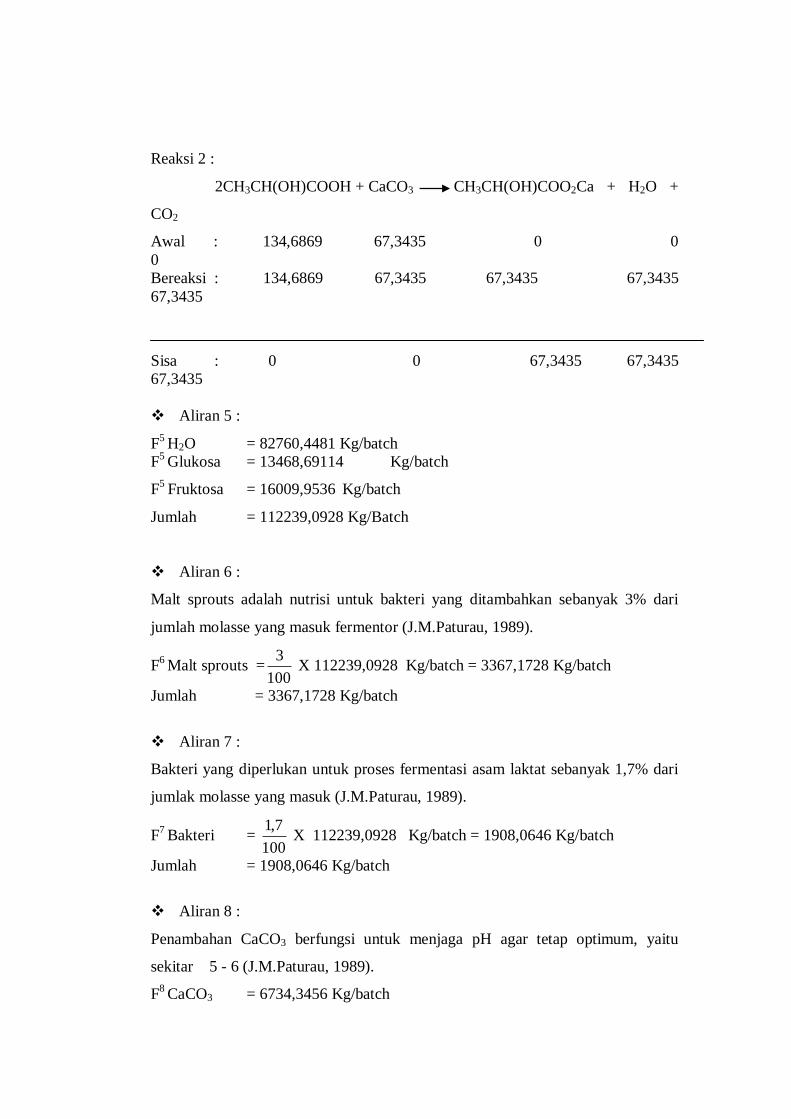
Reaksi 2 :
2CH3CH(OH)COOH + CaCO3 CH3CH(OH)COO2Ca + H2O +
CO2
Awal : 134,6869 67,3435 0 0
0
Bereaksi : 134,6869 67,3435 67,3435 67,3435
67,3435
Sisa : 0 0 67,3435 67,3435
67,3435
Aliran 5 :
F5 H2O = 82760,4481 Kg/batch
F5 Glukosa = 13468,69114 Kg/batch
F5
Fruktosa = 16009,9536 Kg/batch
Jumlah = 112239,0928 Kg/Batch
Aliran 6 :
Malt sprouts adalah nutrisi untuk bakteri yang ditambahkan sebanyak 3% dari
jumlah molasse yang masuk fermentor (J.M.Paturau, 1989).
F6 Malt sprouts =
100
3 X 112239,0928 Kg/batch = 3367,1728 Kg/batch
Jumlah = 3367,1728 Kg/batch
Aliran 7 :
Bakteri yang diperlukan untuk proses fermentasi asam laktat sebanyak 1,7% dari
jumlak molasse yang masuk (J.M.Paturau, 1989).
F7 Bakteri =
100
7,1 X 112239,0928 Kg/batch = 1908,0646 Kg/batch
Jumlah = 1908,0646 Kg/batch
Aliran 8 :
Penambahan CaCO3 berfungsi untuk menjaga pH agar tetap optimum, yaitu
sekitar 5 - 6 (J.M.Paturau, 1989).
F8 CaCO3 = 6734,3456 Kg/batch
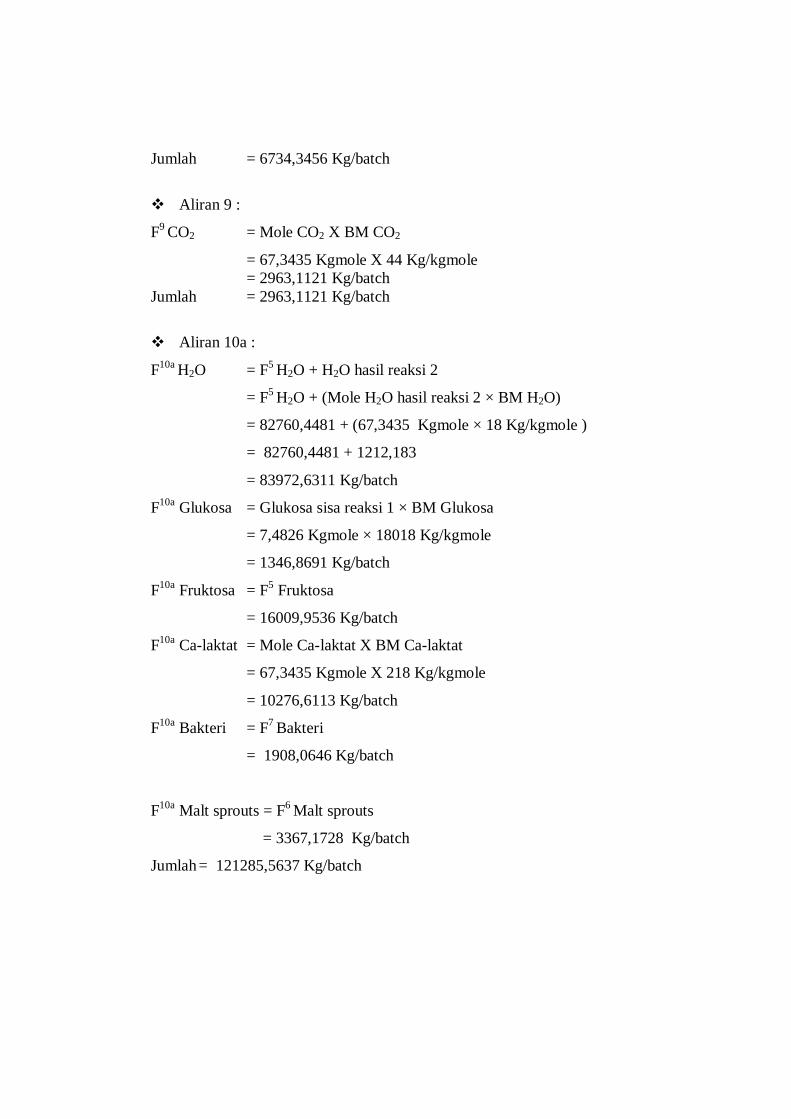
Jumlah = 6734,3456 Kg/batch
Aliran 9 :
F9 CO2 = Mole CO2 X BM CO2
= 67,3435 Kgmole X 44 Kg/kgmole
= 2963,1121 Kg/batch
Jumlah = 2963,1121 Kg/batch
Aliran 10a :
F10a
H2O = F5 H2O + H2O hasil reaksi 2
= F5 H2O + (Mole H2O hasil reaksi 2 × BM H2O)
= 82760,4481 + (67,3435 Kgmole × 18 Kg/kgmole )
= 82760,4481 + 1212,183
= 83972,6311 Kg/batch
F10a
Glukosa = Glukosa sisa reaksi 1 × BM Glukosa
= 7,4826 Kgmole × 18018 Kg/kgmole
= 1346,8691 Kg/batch
F10a
Fruktosa = F5 Fruktosa
= 16009,9536 Kg/batch
F10a
Ca-laktat = Mole Ca-laktat X BM Ca-laktat
= 67,3435 Kgmole X 218 Kg/kgmole
= 10276,6113 Kg/batch
F10a
Bakteri = F7 Bakteri
= 1908,0646 Kg/batch
F10a
Malt sprouts = F6 Malt sprouts
= 3367,1728 Kg/batch
Jumlah = 121285,5637 Kg/batch
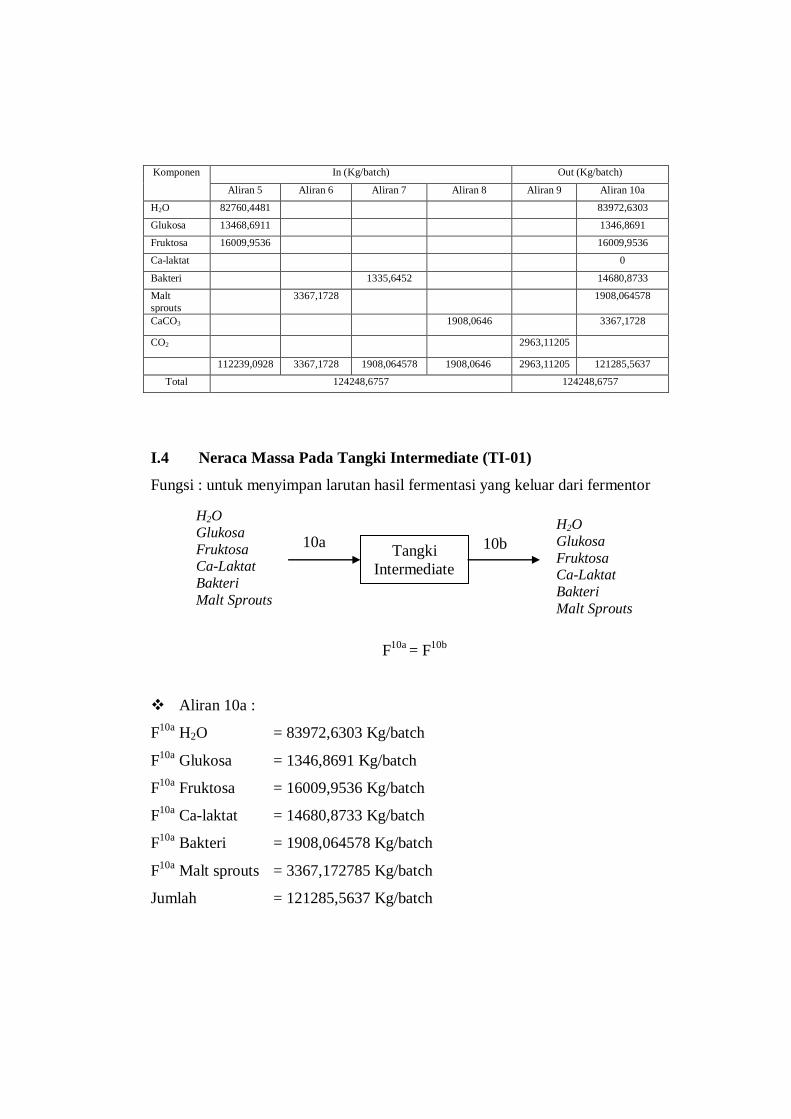
I.4 Neraca Massa Pada Tangki Intermediate (TI-01)
Fungsi : untuk menyimpan larutan hasil fermentasi yang keluar dari fermentor
F10a
= F10b
Aliran 10a :
F10a
H2O = 83972,6303 Kg/batch
F10a
Glukosa = 1346,8691 Kg/batch
F10a
Fruktosa = 16009,9536 Kg/batch
F10a
Ca-laktat = 14680,8733 Kg/batch
F10a
Bakteri = 1908,064578 Kg/batch
F10a
Malt sprouts = 3367,172785 Kg/batch
Jumlah = 121285,5637 Kg/batch
Komponen In (Kg/batch) Out (Kg/batch)
Aliran 5 Aliran 6 Aliran 7 Aliran 8 Aliran 9 Aliran 10a
H2O 82760,4481 83972,6303
Glukosa 13468,6911 1346,8691
Fruktosa 16009,9536 16009,9536
Ca-laktat 0
Bakteri 1335,6452 14680,8733
Malt
sprouts
3367,1728 1908,064578
CaCO3 1908,0646 3367,1728
CO2 2963,11205
112239,0928 3367,1728 1908,064578 1908,0646 2963,11205 121285,5637
Total 124248,6757 124248,6757
Tangki
Intermediate
10a 10b
H2O
Glukosa
Fruktosa Ca-Laktat
Bakteri
Malt Sprouts
H2O
Glukosa
Fruktosa Ca-Laktat
Bakteri
Malt Sprouts
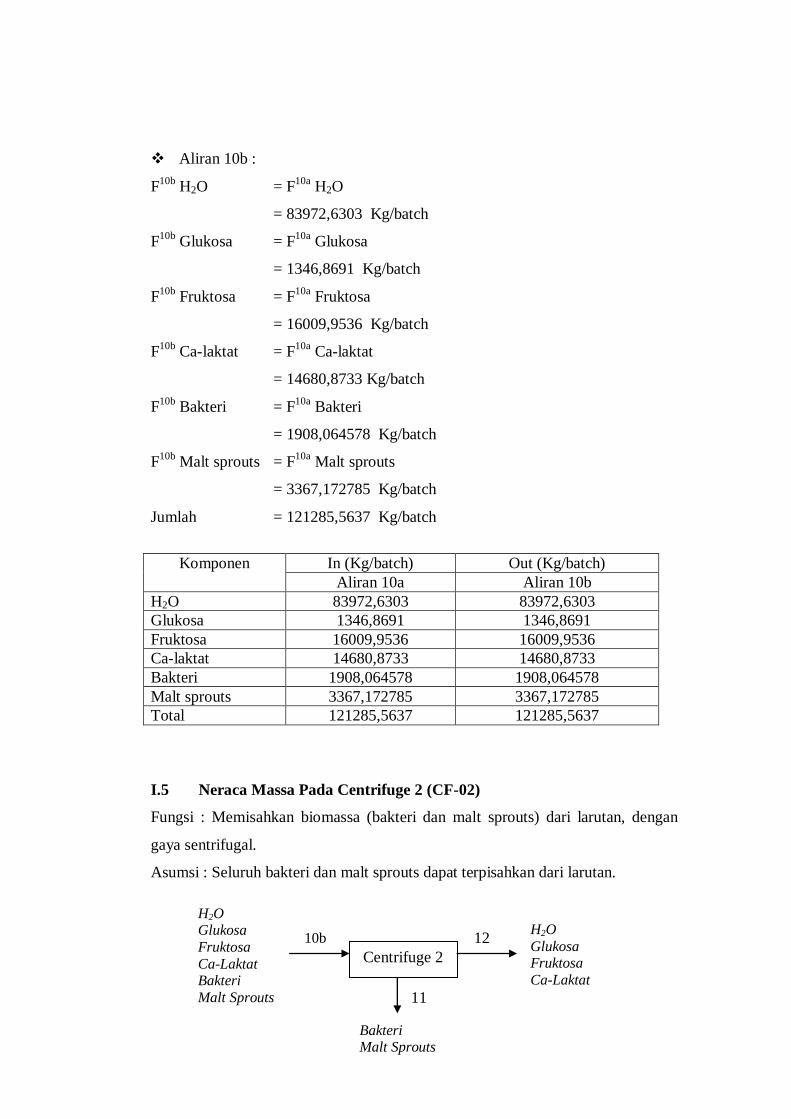
Aliran 10b :
F10b
H2O = F10a
H2O
= 83972,6303 Kg/batch
F10b
Glukosa = F10a
Glukosa
= 1346,8691 Kg/batch
F10b
Fruktosa = F10a
Fruktosa
= 16009,9536 Kg/batch
F10b
Ca-laktat = F10a
Ca-laktat
= 14680,8733 Kg/batch
F10b
Bakteri = F10a
Bakteri
= 1908,064578 Kg/batch
F10b
Malt sprouts = F10a
Malt sprouts
= 3367,172785 Kg/batch
Jumlah = 121285,5637 Kg/batch
Komponen In (Kg/batch) Out (Kg/batch)
Aliran 10a Aliran 10b
H2O 83972,6303 83972,6303
Glukosa 1346,8691 1346,8691
Fruktosa 16009,9536 16009,9536
Ca-laktat 14680,8733 14680,8733
Bakteri 1908,064578 1908,064578
Malt sprouts 3367,172785 3367,172785
Total 121285,5637 121285,5637
I.5 Neraca Massa Pada Centrifuge 2 (CF-02)
Fungsi : Memisahkan biomassa (bakteri dan malt sprouts) dari larutan, dengan
gaya sentrifugal.
Asumsi : Seluruh bakteri dan malt sprouts dapat terpisahkan dari larutan.
Centrifuge 2
10b
11
12
H2O Glukosa
Fruktosa
Ca-Laktat Bakteri
Malt Sprouts
Bakteri Malt Sprouts
H2O
Glukosa Fruktosa
Ca-Laktat
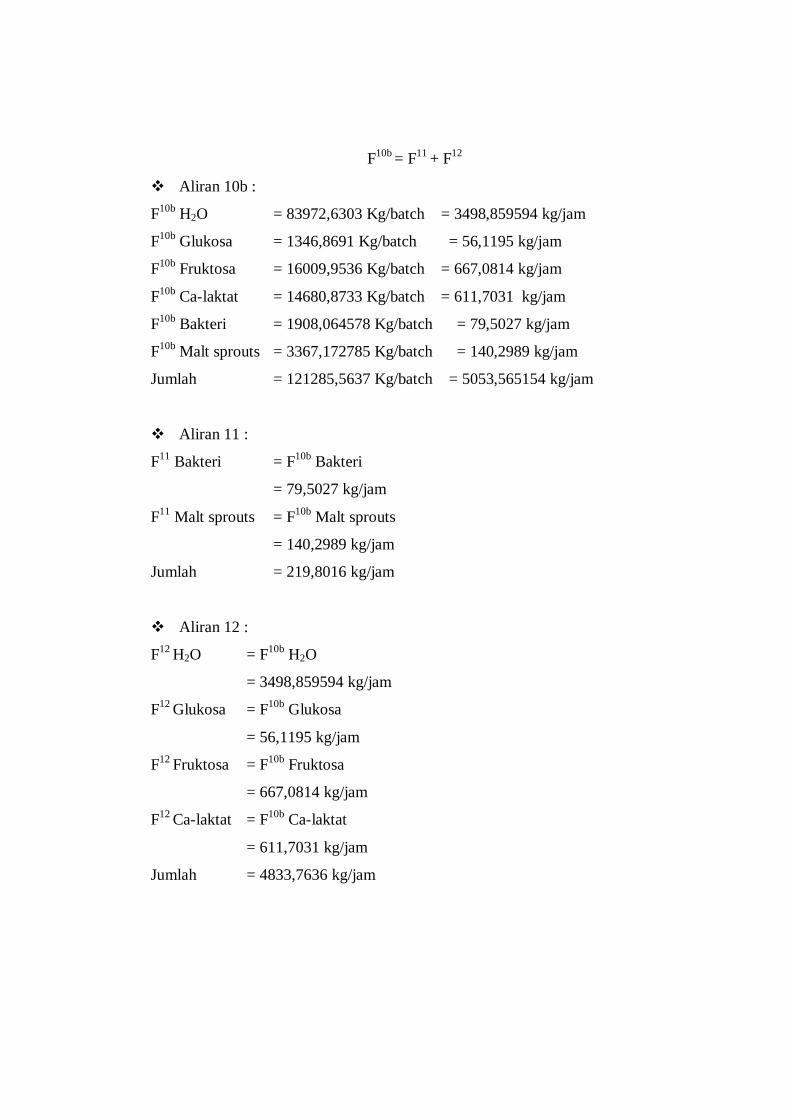
F10b
= F11
+ F12
Aliran 10b :
F10b
H2O = 83972,6303 Kg/batch = 3498,859594 kg/jam
F10b
Glukosa = 1346,8691 Kg/batch = 56,1195 kg/jam
F10b
Fruktosa = 16009,9536 Kg/batch = 667,0814 kg/jam
F10b
Ca-laktat = 14680,8733 Kg/batch = 611,7031 kg/jam
F10b
Bakteri = 1908,064578 Kg/batch = 79,5027 kg/jam
F10b
Malt sprouts = 3367,172785 Kg/batch = 140,2989 kg/jam
Jumlah = 121285,5637 Kg/batch = 5053,565154 kg/jam
Aliran 11 :
F11
Bakteri = F10b
Bakteri
= 79,5027 kg/jam
F11
Malt sprouts = F10b
Malt sprouts
= 140,2989 kg/jam
Jumlah = 219,8016 kg/jam
Aliran 12 :
F12
H2O = F10b
H2O
= 3498,859594 kg/jam
F12
Glukosa = F10b
Glukosa
= 56,1195 kg/jam
F12
Fruktosa = F10b
Fruktosa
= 667,0814 kg/jam
F12
Ca-laktat = F10b
Ca-laktat
= 611,7031 kg/jam
Jumlah = 4833,7636 kg/jam
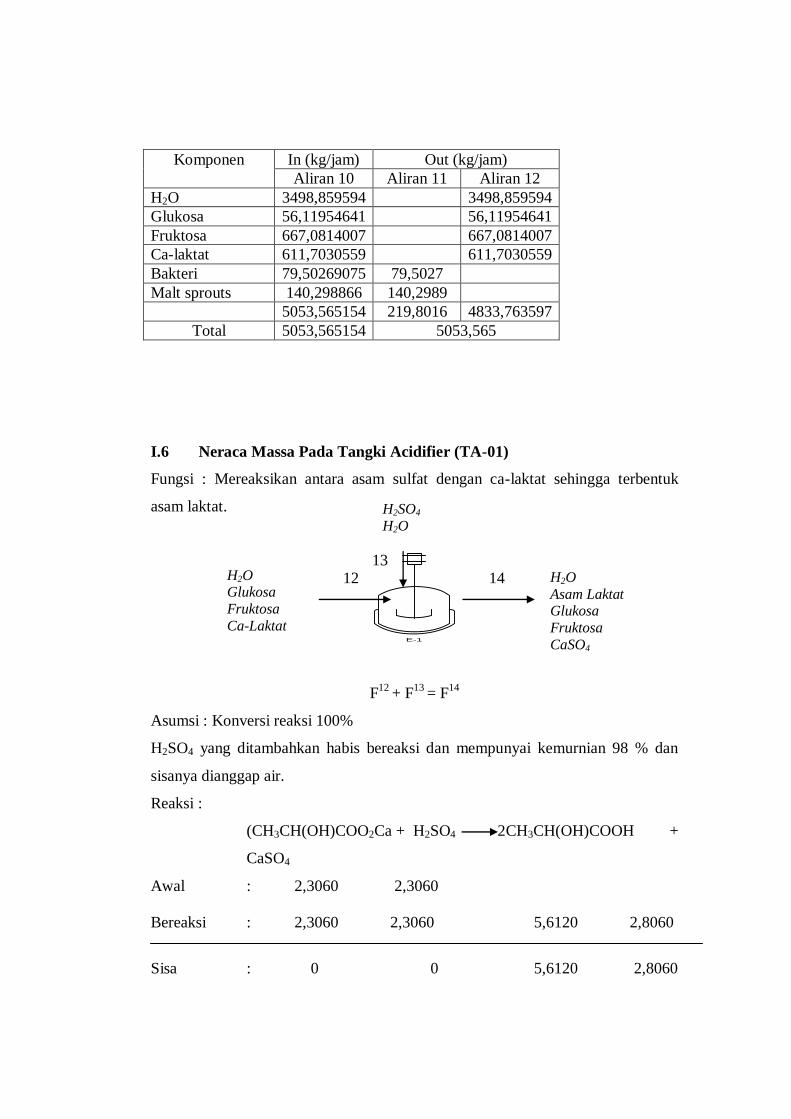
Komponen In (kg/jam) Out (kg/jam)
Aliran 10 Aliran 11 Aliran 12
H2O 3498,859594 3498,859594
Glukosa 56,11954641 56,11954641
Fruktosa 667,0814007 667,0814007
Ca-laktat 611,7030559 611,7030559
Bakteri 79,50269075 79,5027
Malt sprouts 140,298866 140,2989
5053,565154 219,8016 4833,763597
Total 5053,565154 5053,565
I.6 Neraca Massa Pada Tangki Acidifier (TA-01)
Fungsi : Mereaksikan antara asam sulfat dengan ca-laktat sehingga terbentuk
asam laktat.
E-1
F12
+ F13
= F14
Asumsi : Konversi reaksi 100%
H2SO4 yang ditambahkan habis bereaksi dan mempunyai kemurnian 98 % dan
sisanya dianggap air.
Reaksi :
(CH3CH(OH)COO2Ca + H2SO4 2CH3CH(OH)COOH +
CaSO4
Awal : 2,3060 2,3060
Bereaksi : 2,3060 2,3060 5,6120 2,8060
Sisa : 0 0 5,6120 2,8060
H2O Glukosa
Fruktosa
Ca-Laktat
12 13
14 H2O
Asam Laktat Glukosa
Fruktosa
CaSO4
H2SO4
H2O
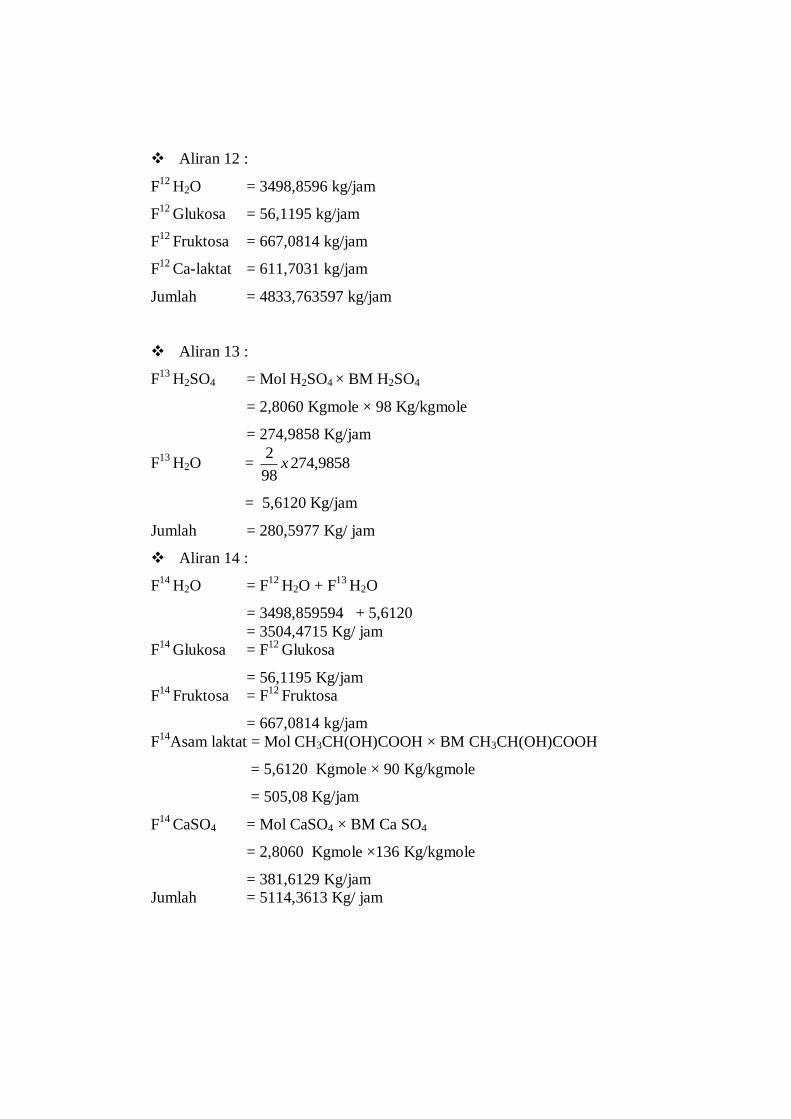
Aliran 12 :
F12
H2O = 3498,8596 kg/jam
F12
Glukosa = 56,1195 kg/jam
F12
Fruktosa = 667,0814 kg/jam
F12
Ca-laktat = 611,7031 kg/jam
Jumlah = 4833,763597 kg/jam
Aliran 13 :
F13
H2SO4 = Mol H2SO4 × BM H2SO4
= 2,8060 Kgmole × 98 Kg/kgmole
= 274,9858 Kg/jam
F13
H2O = 274,985898
2x
= 5,6120 Kg/jam
Jumlah = 280,5977 Kg/ jam
Aliran 14 :
F14
H2O = F12
H2O + F13
H2O
= 3498,859594 + 5,6120
= 3504,4715 Kg/ jam
F14
Glukosa = F12
Glukosa
= 56,1195 Kg/jam
F14
Fruktosa = F12
Fruktosa
= 667,0814 kg/jam
F14
Asam laktat = Mol CH3CH(OH)COOH × BM CH3CH(OH)COOH
= 5,6120 Kgmole × 90 Kg/kgmole
= 505,08 Kg/jam
F14
CaSO4 = Mol CaSO4 × BM Ca SO4
= 2,8060 Kgmole ×136 Kg/kgmole
= 381,6129 Kg/jam
Jumlah = 5114,3613 Kg/ jam
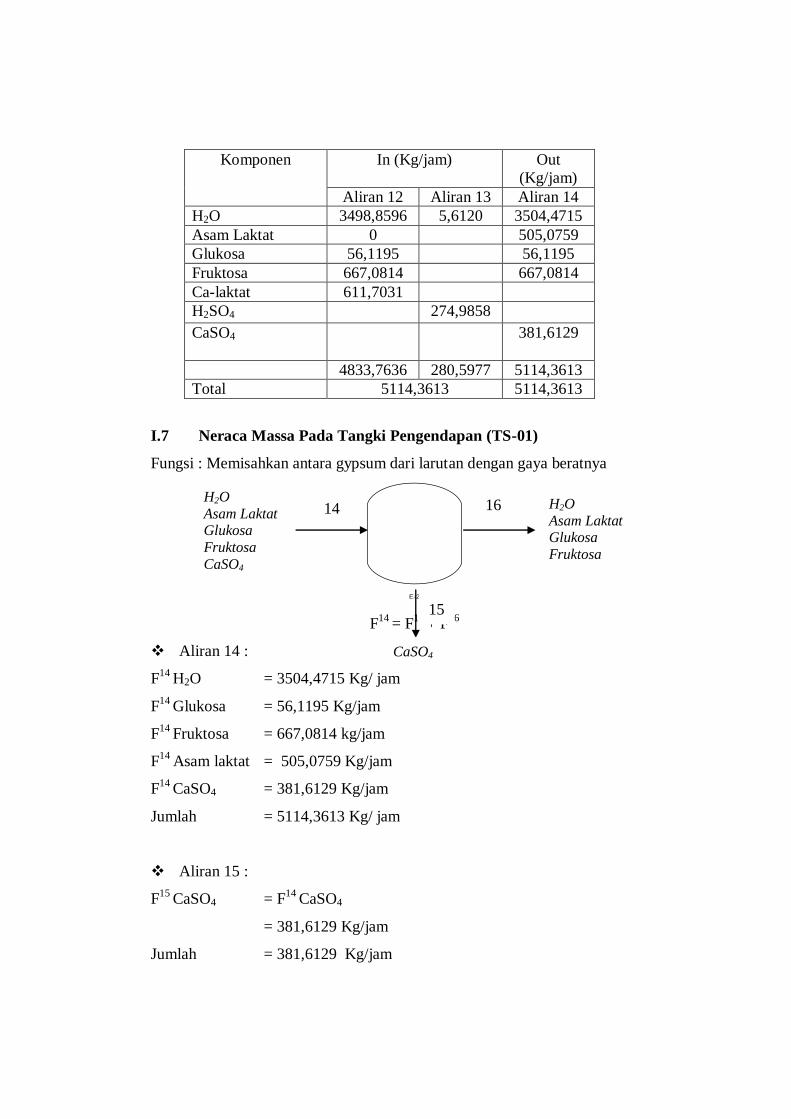
Komponen In (Kg/jam) Out
(Kg/jam)
Aliran 12 Aliran 13 Aliran 14
H2O 3498,8596 5,6120 3504,4715
Asam Laktat 0 505,0759
Glukosa 56,1195 56,1195
Fruktosa 667,0814 667,0814
Ca-laktat 611,7031
H2SO4 274,9858
CaSO4 381,6129
4833,7636 280,5977 5114,3613
Total 5114,3613 5114,3613
I.7 Neraca Massa Pada Tangki Pengendapan (TS-01)
Fungsi : Memisahkan antara gypsum dari larutan dengan gaya beratnya
E-2
F14
= F15
+ F16
Aliran 14 :
F14
H2O = 3504,4715 Kg/ jam
F14
Glukosa = 56,1195 Kg/jam
F14
Fruktosa = 667,0814 kg/jam
F14
Asam laktat = 505,0759 Kg/jam
F14
CaSO4 = 381,6129 Kg/jam
Jumlah = 5114,3613 Kg/ jam
Aliran 15 :
F15
CaSO4 = F14
CaSO4
= 381,6129 Kg/jam
Jumlah = 381,6129 Kg/jam
14
15
16 H2O
Asam Laktat Glukosa
Fruktosa
CaSO4
CaSO4
H2O
Asam Laktat Glukosa
Fruktosa
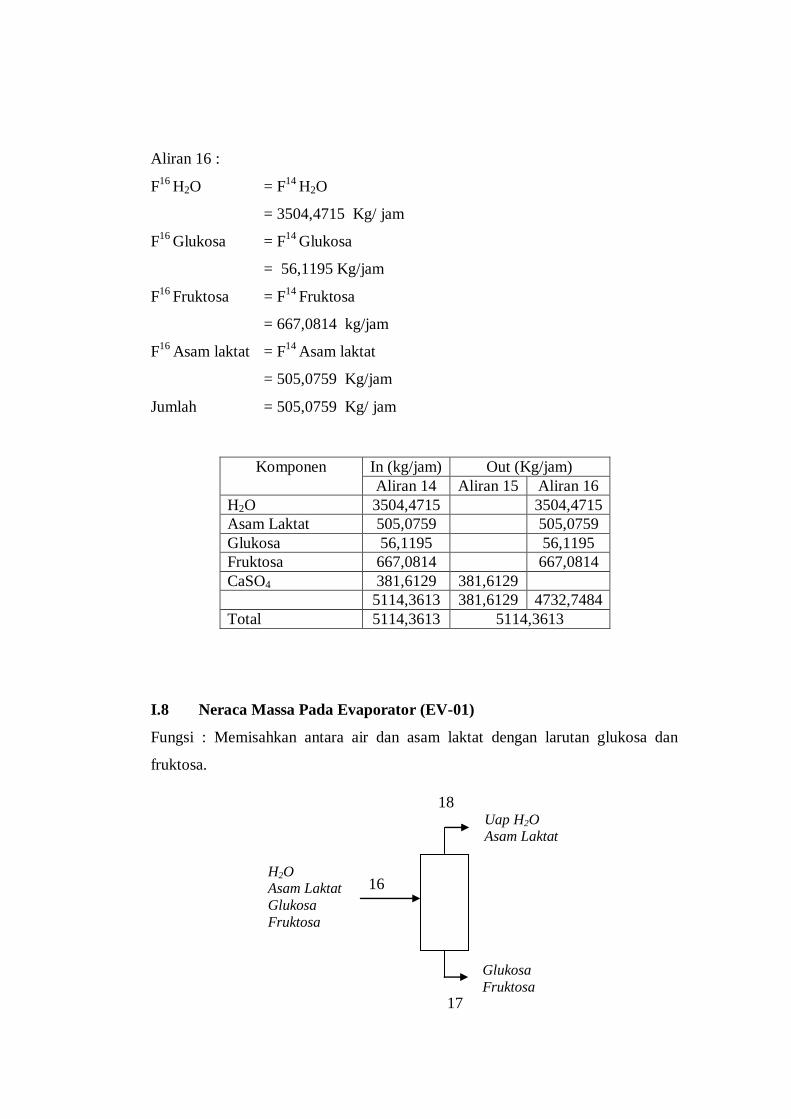
Aliran 16 :
F16
H2O = F14
H2O
= 3504,4715 Kg/ jam
F16
Glukosa = F14
Glukosa
= 56,1195 Kg/jam
F16
Fruktosa = F14
Fruktosa
= 667,0814 kg/jam
F16
Asam laktat = F14
Asam laktat
= 505,0759 Kg/jam
Jumlah = 505,0759 Kg/ jam
I.8 Neraca Massa Pada Evaporator (EV-01)
Fungsi : Memisahkan antara air dan asam laktat dengan larutan glukosa dan
fruktosa.
Komponen In (kg/jam) Out (Kg/jam)
Aliran 14 Aliran 15 Aliran 16
H2O 3504,4715 3504,4715
Asam Laktat 505,0759 505,0759
Glukosa 56,1195 56,1195
Fruktosa 667,0814 667,0814
CaSO4 381,6129 381,6129
5114,3613 381,6129 4732,7484
Total 5114,3613 5114,3613
H2O Asam Laktat
Glukosa
Fruktosa
16
18
17
Uap H2O Asam Laktat
Glukosa
Fruktosa
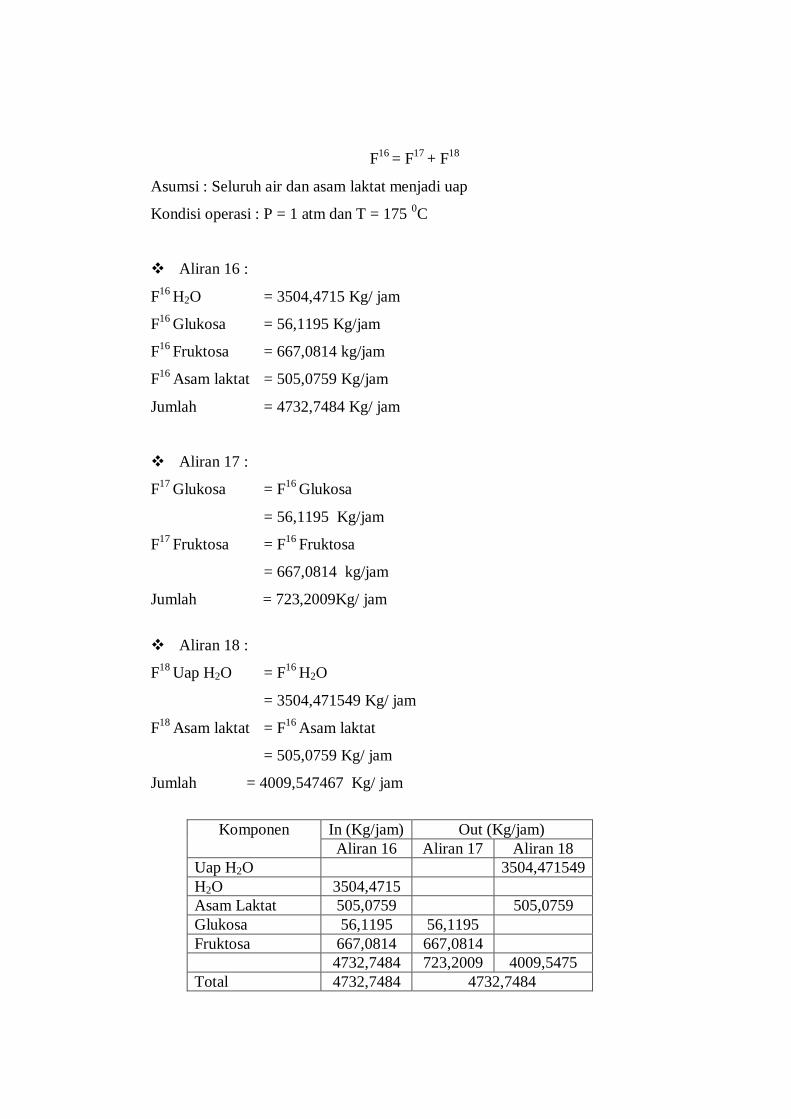
F16
= F17
+ F18
Asumsi : Seluruh air dan asam laktat menjadi uap
Kondisi operasi : P = 1 atm dan T = 175 0C
Aliran 16 :
F16
H2O = 3504,4715 Kg/ jam
F16
Glukosa = 56,1195 Kg/jam
F16
Fruktosa = 667,0814 kg/jam
F16
Asam laktat = 505,0759 Kg/jam
Jumlah = 4732,7484 Kg/ jam
Aliran 17 :
F17
Glukosa = F16
Glukosa
= 56,1195 Kg/jam
F17
Fruktosa = F16
Fruktosa
= 667,0814 kg/jam
Jumlah = 723,2009Kg/ jam
Aliran 18 :
F18
Uap H2O = F16
H2O
= 3504,471549 Kg/ jam
F18
Asam laktat = F16
Asam laktat
= 505,0759 Kg/ jam
Jumlah = 4009,547467 Kg/ jam
Komponen In (Kg/jam) Out (Kg/jam)
Aliran 16 Aliran 17 Aliran 18
Uap H2O 3504,471549
H2O 3504,4715
Asam Laktat 505,0759 505,0759
Glukosa 56,1195 56,1195
Fruktosa 667,0814 667,0814
4732,7484 723,2009 4009,5475
Total 4732,7484 4732,7484
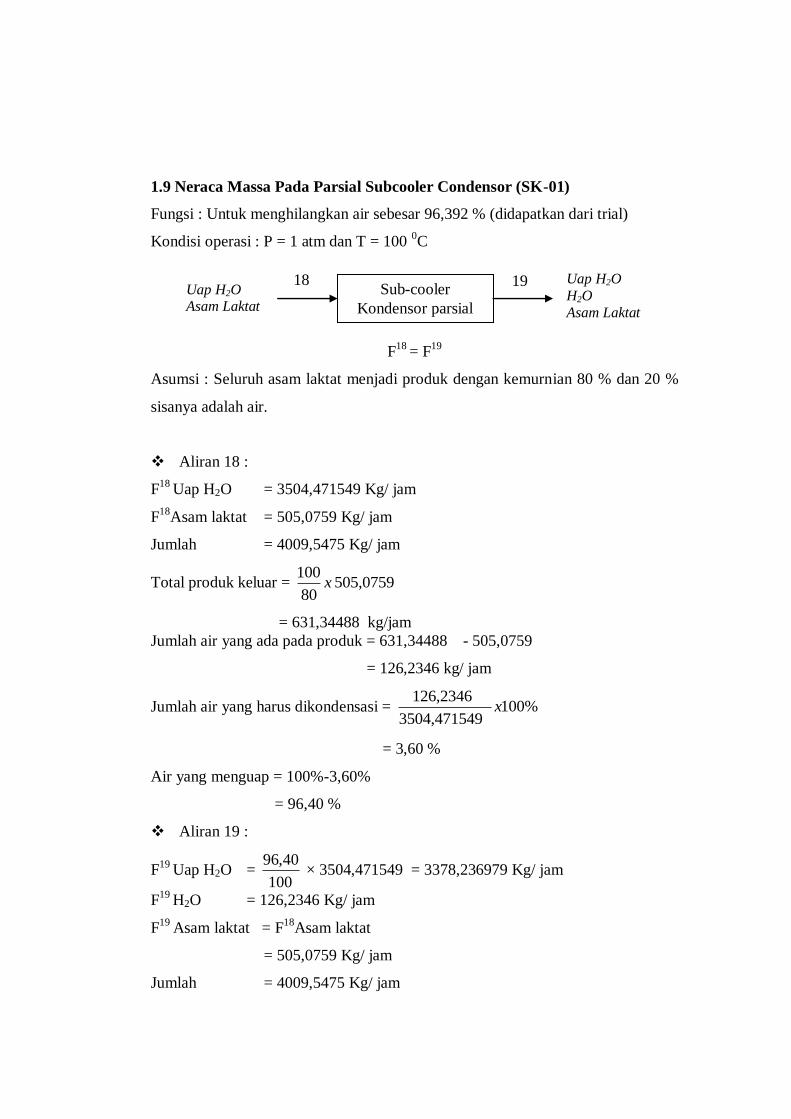
1.9 Neraca Massa Pada Parsial Subcooler Condensor (SK-01)
Fungsi : Untuk menghilangkan air sebesar 96,392 % (didapatkan dari trial)
Kondisi operasi : P = 1 atm dan T = 100 0C
F18
= F19
Asumsi : Seluruh asam laktat menjadi produk dengan kemurnian 80 % dan 20 %
sisanya adalah air.
Aliran 18 :
F18
Uap H2O = 3504,471549 Kg/ jam
F18
Asam laktat = 505,0759 Kg/ jam
Jumlah = 4009,5475 Kg/ jam
Total produk keluar = 505,0759 80
100x
= 631,34488 kg/jam
Jumlah air yang ada pada produk = 631,34488 - 505,0759
= 126,2346 kg/ jam
Jumlah air yang harus dikondensasi = %100 93504,47154
126,2346x
= 3,60 %
Air yang menguap = 100%-3,60%
= 96,40 %
Aliran 19 :
F19
Uap H2O = 100
40,96 × 3504,471549 = 3378,236979 Kg/ jam
F19
H2O = 126,2346 Kg/ jam
F19
Asam laktat = F18
Asam laktat
= 505,0759 Kg/ jam
Jumlah = 4009,5475 Kg/ jam
Sub-cooler
Kondensor parsial
18 19 Uap H2O Asam Laktat
Uap H2O
H2O
Asam Laktat
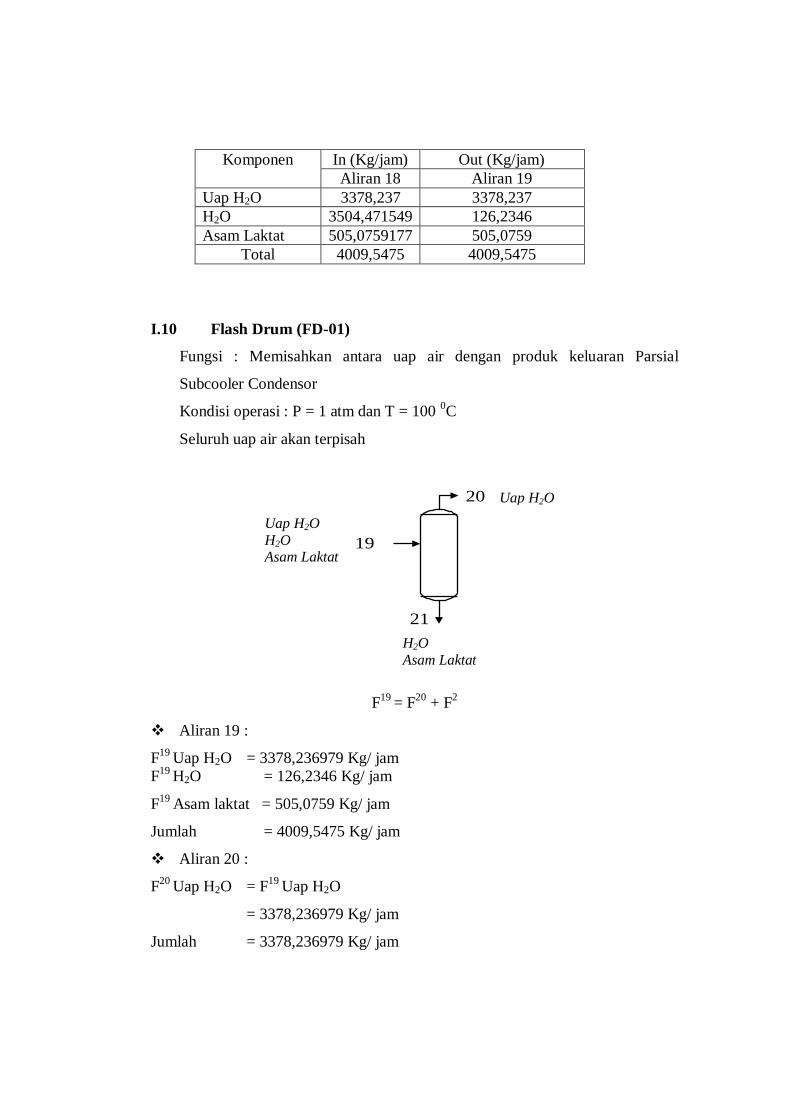
Komponen In (Kg/jam) Out (Kg/jam)
Aliran 18 Aliran 19
Uap H2O 3378,237 3378,237
H2O 3504,471549 126,2346
Asam Laktat 505,0759177 505,0759
Total 4009,5475 4009,5475
I.10 Flash Drum (FD-01)
Fungsi : Memisahkan antara uap air dengan produk keluaran Parsial
Subcooler Condensor
Kondisi operasi : P = 1 atm dan T = 100 0C
Seluruh uap air akan terpisah
19
20
21
F19
= F20
+ F2
Aliran 19 :
F19
Uap H2O = 3378,236979 Kg/ jam
F19
H2O = 126,2346 Kg/ jam
F19
Asam laktat = 505,0759 Kg/ jam
Jumlah = 4009,5475 Kg/ jam
Aliran 20 :
F20
Uap H2O = F19
Uap H2O
= 3378,236979 Kg/ jam
Jumlah = 3378,236979 Kg/ jam
Uap H2O
H2O Asam Laktat
+
Uap H2O
H2O
Asam Laktat
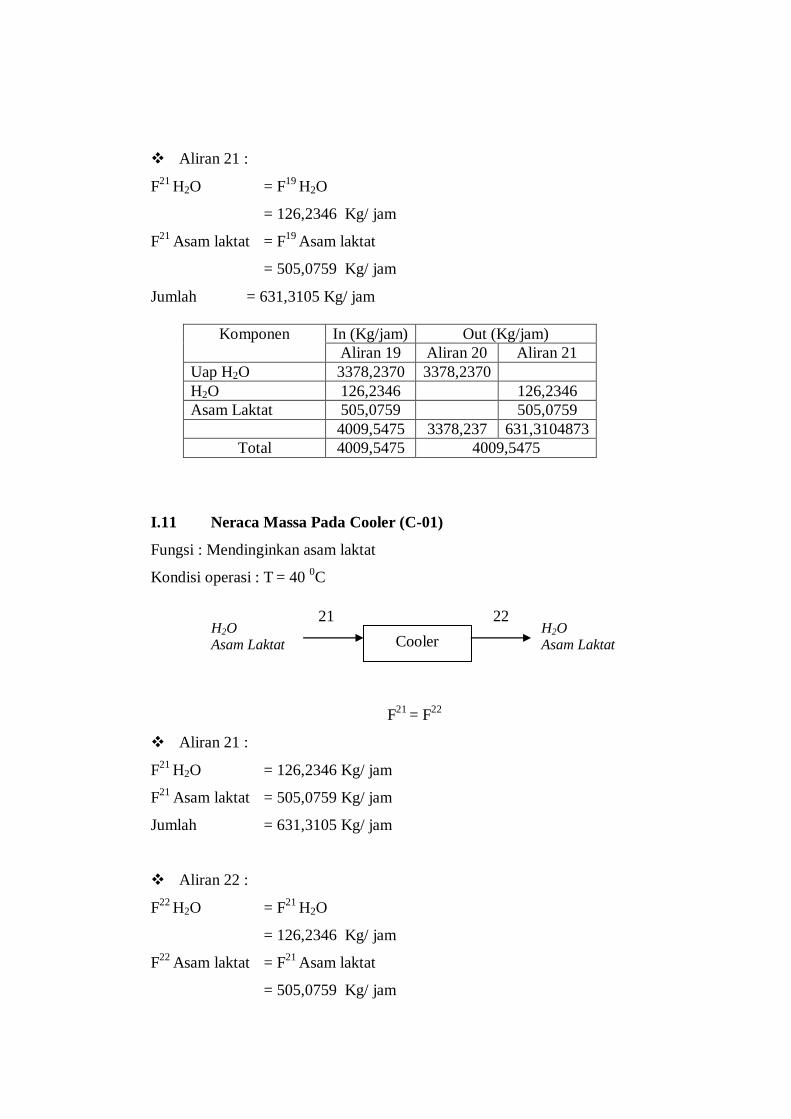
Aliran 21 :
F21
H2O = F19
H2O
= 126,2346 Kg/ jam
F21
Asam laktat = F19
Asam laktat
= 505,0759 Kg/ jam
Jumlah = 631,3105 Kg/ jam
Komponen In (Kg/jam) Out (Kg/jam)
Aliran 19 Aliran 20 Aliran 21
Uap H2O 3378,2370 3378,2370
H2O 126,2346 126,2346
Asam Laktat 505,0759 505,0759
4009,5475 3378,237 631,3104873
Total 4009,5475 4009,5475
I.11 Neraca Massa Pada Cooler (C-01)
Fungsi : Mendinginkan asam laktat
Kondisi operasi : T = 40 0C
F21
= F22
Aliran 21 :
F21
H2O = 126,2346 Kg/ jam
F21
Asam laktat = 505,0759 Kg/ jam
Jumlah = 631,3105 Kg/ jam
Aliran 22 :
F22
H2O = F21
H2O
= 126,2346 Kg/ jam
F22
Asam laktat = F21
Asam laktat
= 505,0759 Kg/ jam
Cooler
21 22 H2O Asam Laktat
H2O Asam Laktat
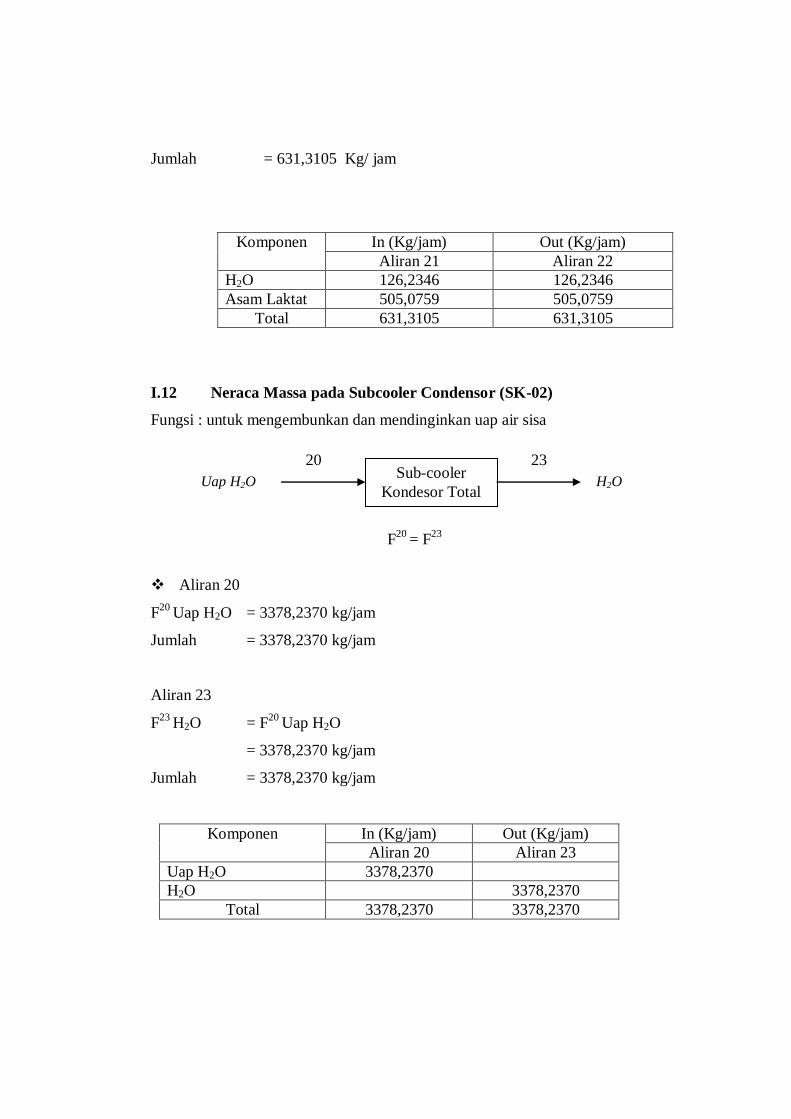
Jumlah = 631,3105 Kg/ jam
Komponen In (Kg/jam) Out (Kg/jam)
Aliran 21 Aliran 22
H2O 126,2346 126,2346
Asam Laktat 505,0759 505,0759
Total 631,3105 631,3105
I.12 Neraca Massa pada Subcooler Condensor (SK-02)
Fungsi : untuk mengembunkan dan mendinginkan uap air sisa
F20
= F23
Aliran 20
F20
Uap H2O = 3378,2370 kg/jam
Jumlah = 3378,2370 kg/jam
Aliran 23
F23
H2O = F20
Uap H2O
= 3378,2370 kg/jam
Jumlah = 3378,2370 kg/jam
Komponen In (Kg/jam) Out (Kg/jam)
Aliran 20 Aliran 23
Uap H2O 3378,2370
H2O 3378,2370
Total 3378,2370 3378,2370
Sub-cooler
Kondesor Total
20 23
Uap H2O
H2O
LAMPIRAN II
NERACA ENERGI
NERACA ENERGI
Panas yang dibawa masuk oleh bahan dihitung menggunakan persamaan :
H = m∫CpdT
Dimana :
H = Energi yang dibawa bahan (KJ)
m = Massa bahan (Kg)
Cp = Kapasitas panas bahan (KJ/Kg.K)
∆T = T bahan – T referensi
T referensi = 25 0C = 298 K
Mencari Cp Untuk Masing – masing bahan
Mencari Cp bahan menggunakan persamaan :
Cp = A + BT + CT2 + DT
3
Data dalam menghitung Cp didapatkan dari buku Chemical Properties Handbook,
Carl L. Yaws. McGraw-Hill.
Komponen Koefisien Regresi (Cp)
A B C D E
H2O (Cair) 92.053 -4.00E-02 -2.11E-04 5.35E-07 -
H2O (gas) 33.93 -8.42E-03 2.99E-05 7.83E-08 3.69E-12
H2SO4 (cair) 26.004 7.03E-01 -1.39E-03 1.03E-06
Contoh Perhitungan :
Cp H2O pada T1 = 298 K dan T2 = 303 K
Cp H2O =
44
3322
298()3034
0735.5
298()3033
0411.2298()303
2
024298303053.92
E
EE
= 20,9715 kJ/kg.K
Menghitung Cp menggunakan metode Chueh-Swanson, data dari tabel 5-10 hal
138. Buku The Properties of Gas and Liquid Edisi ke-4, Robert C. Reid. McGraw-
Hill.
Glukosa (C6H12O6)
Komponen Simbol Jumlah Value Total Value
C6H12O6 O
C=O
1 53 53
CH 4 21 84
OH 5 44.8 224
CH2 1 30.4 30.4
Total 391.4
Cp C6H12O6 = 391.4 J/mol.K = 2.174 KJ/Kg.K
Fruktosa (C6H12O6)
Komponen Simbol Jumlah Value Total Value
C6H12O6 >C=O 1 53 53
CH 3 21 63
OH 5 44.8 224
CH2 2 30.4 60.8
Total 400.8
Cp C6H12O6 = 400.8 J/mol.K = 2.226 KJ/Kg.K
Asam Laktat
Komponen Simbol Jumlah Value Total Value
Asam Laktat O
C-OH
1 79 79
CH 1 21 21
OH 1 44.8 44.8
CH3 1 30.4 30.4
Total 182.5
Cp Asam Laktat = 182.5 J/mol.K = 2.0277 KJ/Kg.K
Ca-Laktat
Data Cp Ca-laktat(http://mooni.fccj.org/-
ethall/2046/ch20/heatcapacity/heatform.htm)
Cp Ca-laktat = 121.9050 kJ/kg.K
Menghitung Cp bahan menggunakan data dari buku Perry’s tabel 2-194 Heat
Capacities of Elements and Inorganic Compound.
Abu (CaO)
BM = 56
Cp CaO = 10 + 0.00484T – 108000/T2
= 10 T + ½ 0.00484 T2 + 108000/T
Kalsium Karbonat (CaCO3)
BM = 100
Cp CaCO3 = 19.68 + 0.01189T – 307600/T2
= 19.68 T + ½ 0.01189 T2 + 307600/T
CaSO4
BM = 136
Cp CaSO4 = 18.52 + 0.02197T – 156800/T2
= 18.52 T +1/2 0.02197 T2 + 156800/T
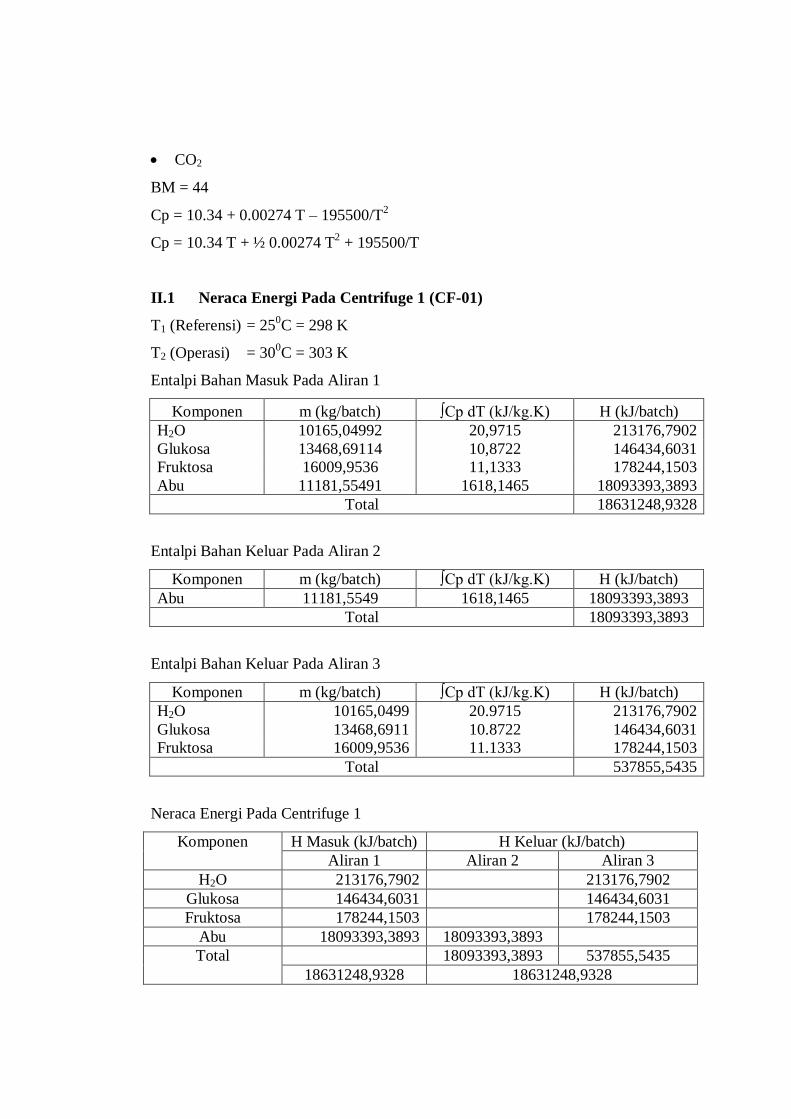
CO2
BM = 44
Cp = 10.34 + 0.00274 T – 195500/T2
Cp = 10.34 T + ½ 0.00274 T2 + 195500/T
II.1 Neraca Energi Pada Centrifuge 1 (CF-01)
T1 (Referensi) = 250C = 298 K
T2 (Operasi) = 300C = 303 K
Entalpi Bahan Masuk Pada Aliran 1
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 10165,04992 20,9715 213176,7902
Glukosa 13468,69114 10,8722 146434,6031
Fruktosa 16009,9536 11,1333 178244,1503
Abu 11181,55491 1618,1465 18093393,3893
Total 18631248,9328
Entalpi Bahan Keluar Pada Aliran 2
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
Abu 11181,5549 1618,1465 18093393,3893
Total 18093393,3893
Entalpi Bahan Keluar Pada Aliran 3
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 10165,0499 20.9715 213176,7902
Glukosa 13468,6911 10.8722 146434,6031
Fruktosa 16009,9536 11.1333 178244,1503
Total 537855,5435
Neraca Energi Pada Centrifuge 1
Komponen H Masuk (kJ/batch) H Keluar (kJ/batch)
Aliran 1 Aliran 2 Aliran 3
H2O 213176,7902 213176,7902
Glukosa 146434,6031 146434,6031
Fruktosa 178244,1503 178244,1503
Abu 18093393,3893 18093393,3893
Total 18093393,3893 537855,5435
18631248,9328 18631248,9328
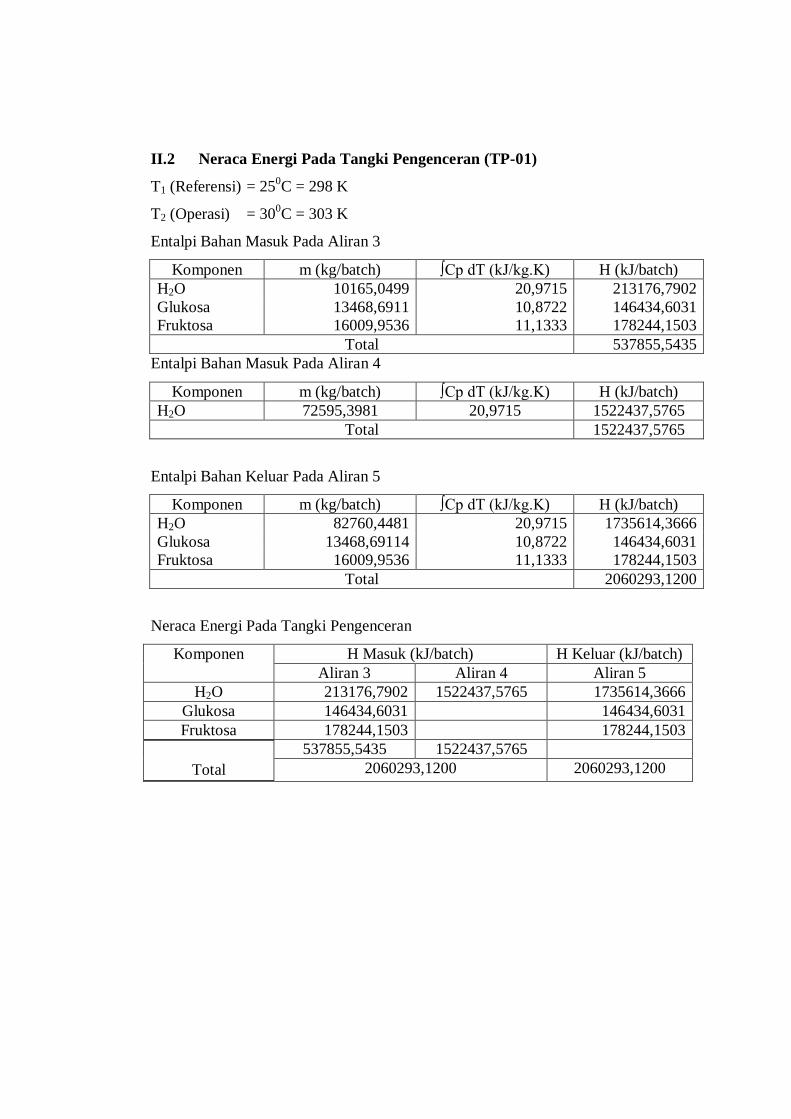
II.2 Neraca Energi Pada Tangki Pengenceran (TP-01)
T1 (Referensi) = 250C = 298 K
T2 (Operasi) = 300C = 303 K
Entalpi Bahan Masuk Pada Aliran 3
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 10165,0499 20,9715 213176,7902
Glukosa 13468,6911 10,8722 146434,6031
Fruktosa 16009,9536 11,1333 178244,1503
Total 537855,5435
Entalpi Bahan Masuk Pada Aliran 4
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 72595,3981 20,9715 1522437,5765
Total 1522437,5765
Entalpi Bahan Keluar Pada Aliran 5
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 82760,4481 20,9715 1735614,3666
Glukosa 13468,69114 10,8722 146434,6031
Fruktosa 16009,9536 11,1333 178244,1503
Total 2060293,1200
Neraca Energi Pada Tangki Pengenceran
Komponen H Masuk (kJ/batch) H Keluar (kJ/batch)
Aliran 3 Aliran 4 Aliran 5
H2O 213176,7902 1522437,5765 1735614,3666
Glukosa 146434,6031 146434,6031
Fruktosa 178244,1503 178244,1503
Total
537855,5435 1522437,5765
2060293,1200 2060293,1200
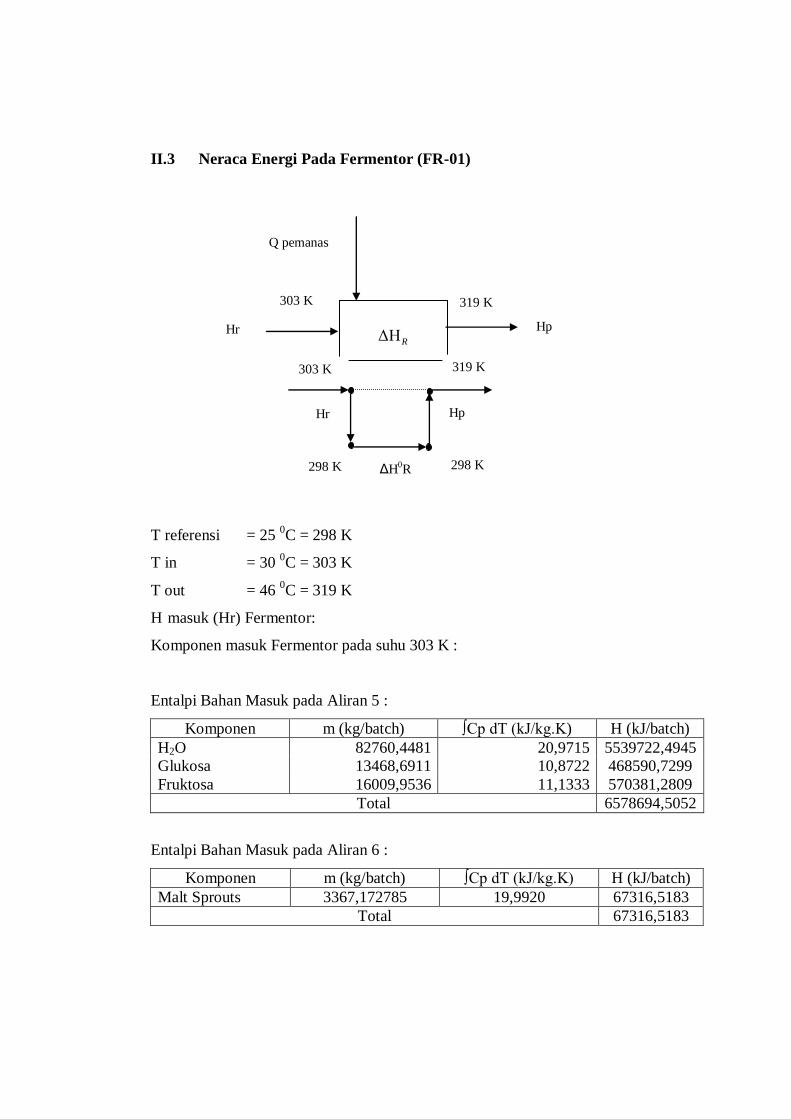
II.3 Neraca Energi Pada Fermentor (FR-01)
T referensi = 25 0C = 298 K
T in = 30 0C = 303 K
T out = 46 0C = 319 K
H masuk (Hr) Fermentor:
Komponen masuk Fermentor pada suhu 303 K :
Entalpi Bahan Masuk pada Aliran 5 :
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 82760,4481 20,9715 5539722,4945
Glukosa 13468,6911 10,8722 468590,7299
Fruktosa 16009,9536 11,1333 570381,2809
Total 6578694,5052
Entalpi Bahan Masuk pada Aliran 6 :
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
Malt Sprouts 3367,172785 19,9920 67316,5183
Total 67316,5183
Q pemanas
Hp
RΔΗ Hr
303 K 319 K
ΔH0R
Hr
Hp
319 K
303 K
298 K 298 K
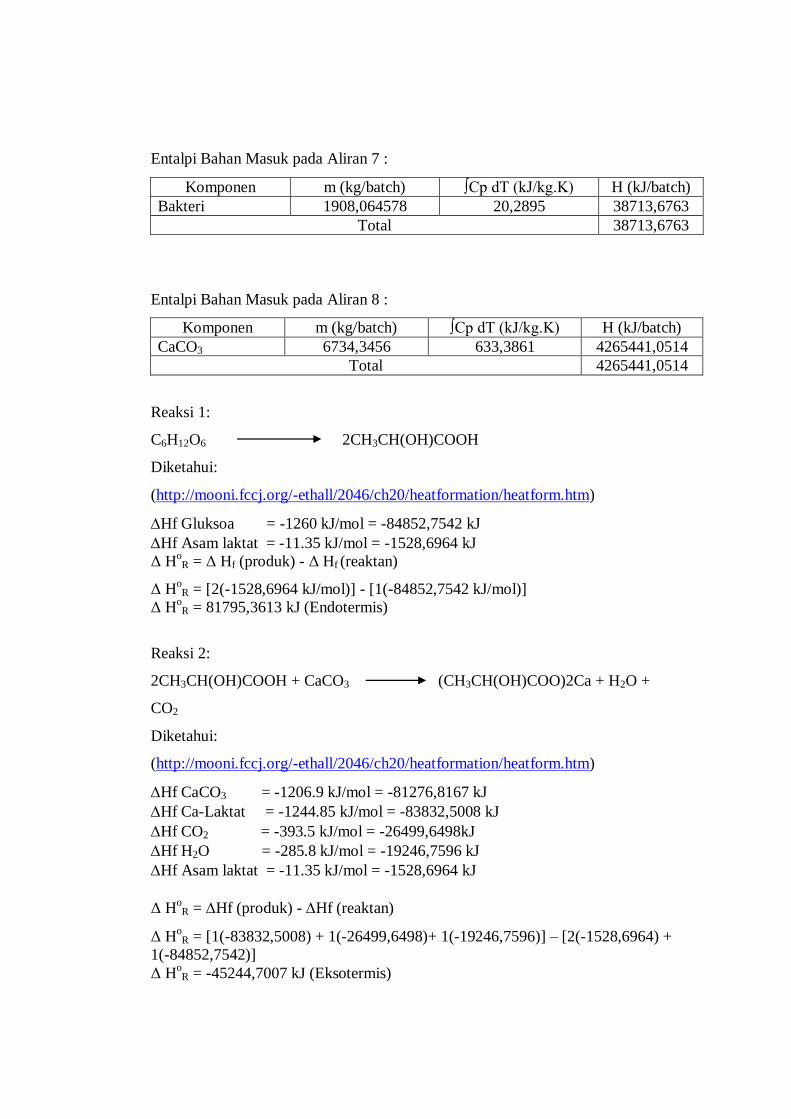
Entalpi Bahan Masuk pada Aliran 7 :
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
Bakteri 1908,064578 20,2895 38713,6763
Total 38713,6763
Entalpi Bahan Masuk pada Aliran 8 :
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
CaCO3 6734,3456 633,3861 4265441,0514
Total 4265441,0514
Reaksi 1:
C6H12O6 2CH3CH(OH)COOH
Diketahui:
(http://mooni.fccj.org/-ethall/2046/ch20/heatformation/heatform.htm)
Hf Gluksoa = -1260 kJ/mol = -84852,7542 kJ
Hf Asam laktat = -11.35 kJ/mol = -1528,6964 kJ
Δ HoR = Δ Hf (produk) - Δ Hf (reaktan)
Δ HoR = [2(-1528,6964 kJ/mol)] - [1(-84852,7542 kJ/mol)]
Δ HoR = 81795,3613 kJ (Endotermis)
Reaksi 2:
2CH3CH(OH)COOH + CaCO3 (CH3CH(OH)COO)2Ca + H2O +
CO2
Diketahui:
(http://mooni.fccj.org/-ethall/2046/ch20/heatformation/heatform.htm)
Hf CaCO3 = -1206.9 kJ/mol = -81276,8167 kJ
Hf Ca-Laktat = -1244.85 kJ/mol = -83832,5008 kJ
Hf CO2 = -393.5 kJ/mol = -26499,6498kJ
Hf H2O = -285.8 kJ/mol = -19246,7596 kJ
Hf Asam laktat = -11.35 kJ/mol = -1528,6964 kJ
Δ HoR = Hf (produk) - Hf (reaktan)
Δ HoR = [1(-83832,5008) + 1(-26499,6498)+ 1(-19246,7596)] – [2(-1528,6964) +
1(-84852,7542)]
Δ HoR = -45244,7007 kJ (Eksotermis)
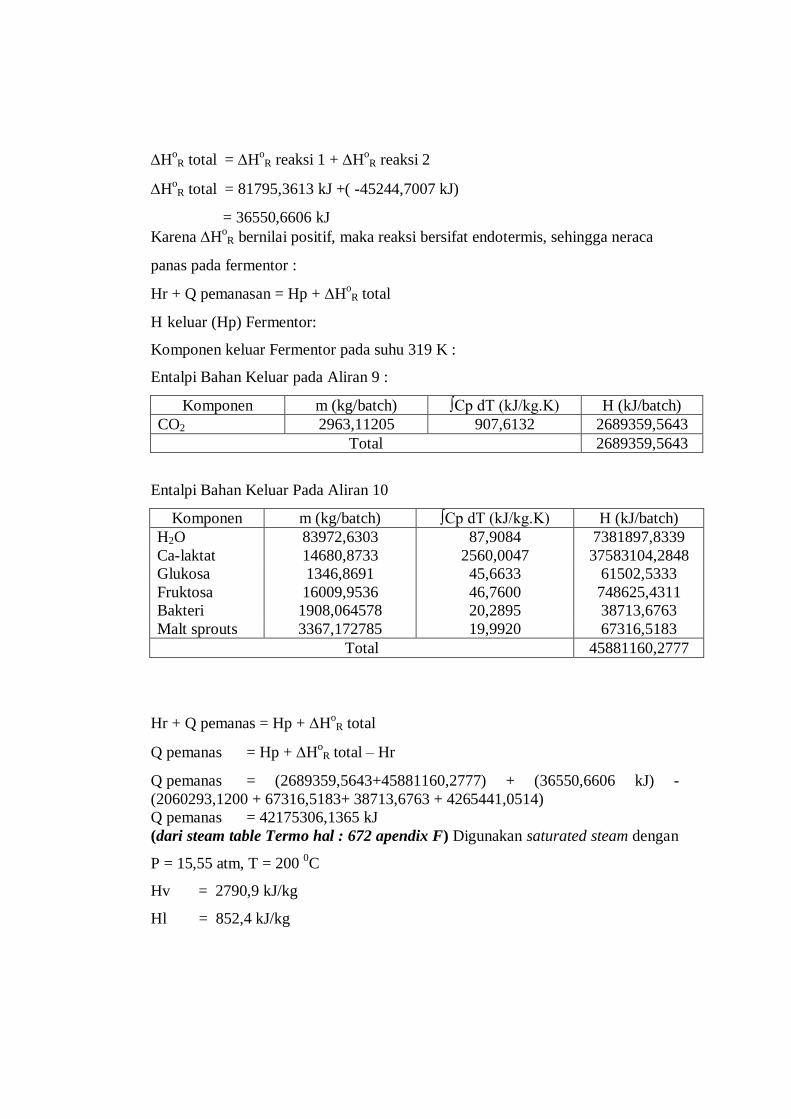
HoR total = H
oR reaksi 1 + H
oR reaksi 2
HoR total = 81795,3613 kJ +( -45244,7007 kJ)
= 36550,6606 kJ
Karena HoR bernilai positif, maka reaksi bersifat endotermis, sehingga neraca
panas pada fermentor :
Hr + Q pemanasan = Hp + HoR total
H keluar (Hp) Fermentor:
Komponen keluar Fermentor pada suhu 319 K :
Entalpi Bahan Keluar pada Aliran 9 :
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
CO2 2963,11205 907,6132 2689359,5643
Total 2689359,5643
Entalpi Bahan Keluar Pada Aliran 10
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 83972,6303 87,9084 7381897,8339
Ca-laktat 14680,8733 2560,0047 37583104,2848
Glukosa 1346,8691 45,6633 61502,5333
Fruktosa 16009,9536 46,7600 748625,4311
Bakteri 1908,064578 20,2895 38713,6763
Malt sprouts 3367,172785 19,9920 67316,5183
Total 45881160,2777
Hr + Q pemanas = Hp + HoR total
Q pemanas = Hp + HoR total – Hr
Q pemanas = (2689359,5643+45881160,2777) + (36550,6606 kJ) -
(2060293,1200 + 67316,5183+ 38713,6763 + 4265441,0514)
Q pemanas = 42175306,1365 kJ
(dari steam table Termo hal : 672 apendix F) Digunakan saturated steam dengan
P = 15,55 atm, T = 200 0C
Hv = 2790,9 kJ/kg
Hl = 852,4 kJ/kg
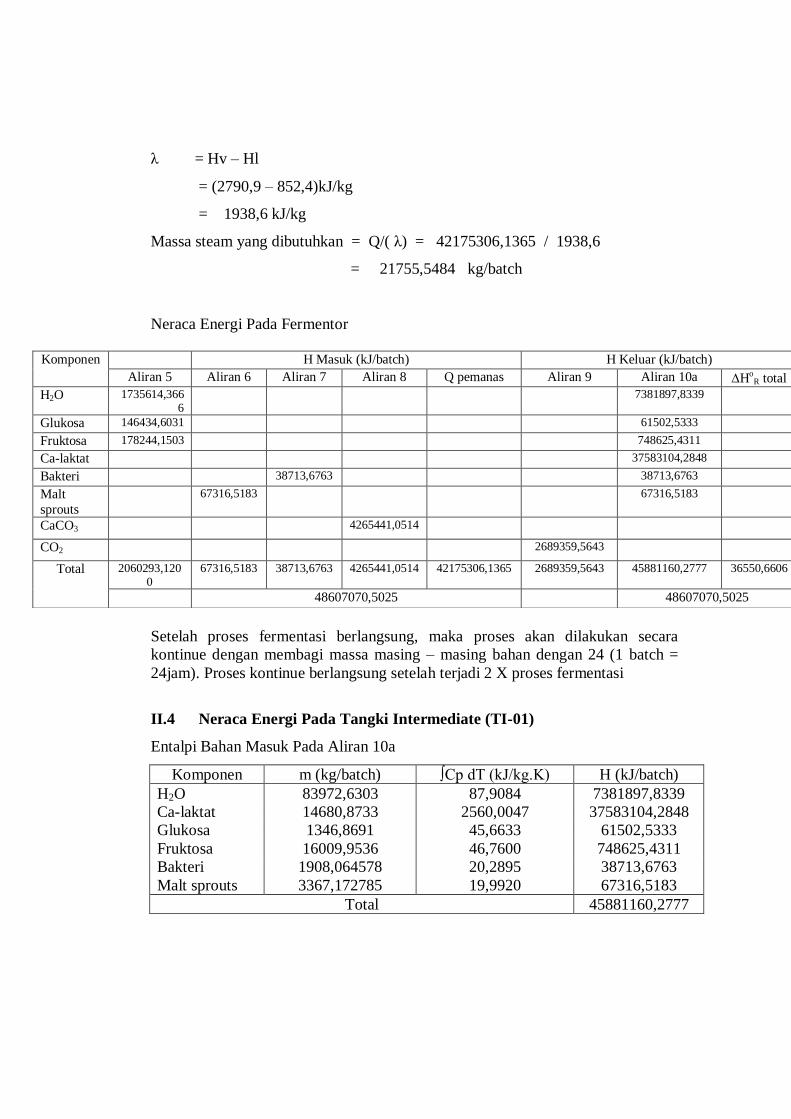
λ = Hv – Hl
= (2790,9 – 852,4)kJ/kg
= 1938,6 kJ/kg
Massa steam yang dibutuhkan = Q/( λ) = 42175306,1365 / 1938,6
= 21755,5484 kg/batch
Neraca Energi Pada Fermentor
Setelah proses fermentasi berlangsung, maka proses akan dilakukan secara
kontinue dengan membagi massa masing – masing bahan dengan 24 (1 batch =
24jam). Proses kontinue berlangsung setelah terjadi 2 X proses fermentasi
II.4 Neraca Energi Pada Tangki Intermediate (TI-01)
Entalpi Bahan Masuk Pada Aliran 10a
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 83972,6303 87,9084 7381897,8339
Ca-laktat 14680,8733 2560,0047 37583104,2848
Glukosa 1346,8691 45,6633 61502,5333
Fruktosa 16009,9536 46,7600 748625,4311
Bakteri 1908,064578 20,2895 38713,6763
Malt sprouts 3367,172785 19,9920 67316,5183
Total 45881160,2777
Komponen H Masuk (kJ/batch) H Keluar (kJ/batch)
Aliran 5 Aliran 6 Aliran 7 Aliran 8 Q pemanas Aliran 9 Aliran 10a HoR total
H2O 1735614,3666
7381897,8339
Glukosa 146434,6031 61502,5333
Fruktosa 178244,1503 748625,4311
Ca-laktat 37583104,2848
Bakteri 38713,6763 38713,6763
Malt
sprouts
67316,5183 67316,5183
CaCO3 4265441,0514
CO2 2689359,5643
Total 2060293,1200
67316,5183 38713,6763 4265441,0514 42175306,1365 2689359,5643 45881160,2777 36550,6606
48607070,5025 48607070,5025
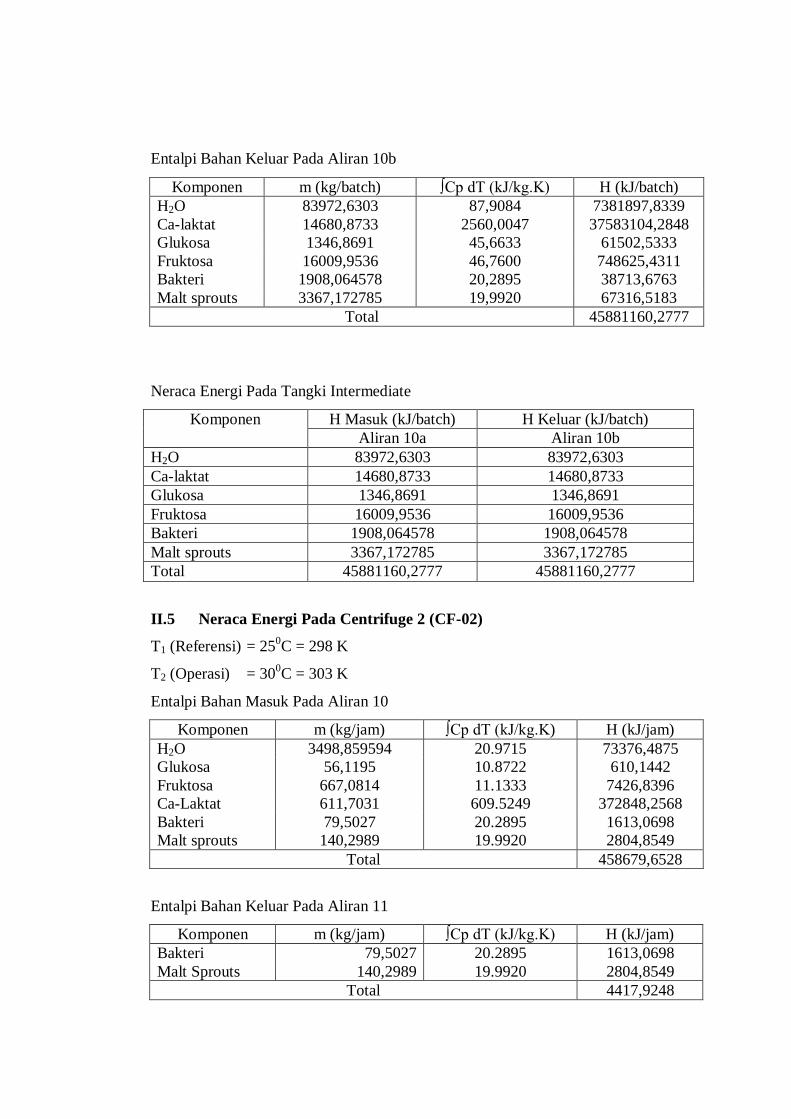
Entalpi Bahan Keluar Pada Aliran 10b
Komponen m (kg/batch) ∫Cp dT (kJ/kg.K) H (kJ/batch)
H2O 83972,6303 87,9084 7381897,8339
Ca-laktat 14680,8733 2560,0047 37583104,2848
Glukosa 1346,8691 45,6633 61502,5333
Fruktosa 16009,9536 46,7600 748625,4311
Bakteri 1908,064578 20,2895 38713,6763
Malt sprouts 3367,172785 19,9920 67316,5183
Total 45881160,2777
Neraca Energi Pada Tangki Intermediate
Komponen H Masuk (kJ/batch) H Keluar (kJ/batch)
Aliran 10a Aliran 10b
H2O 83972,6303 83972,6303
Ca-laktat 14680,8733 14680,8733
Glukosa 1346,8691 1346,8691
Fruktosa 16009,9536 16009,9536
Bakteri 1908,064578 1908,064578
Malt sprouts 3367,172785 3367,172785
Total 45881160,2777 45881160,2777
II.5 Neraca Energi Pada Centrifuge 2 (CF-02)
T1 (Referensi) = 250C = 298 K
T2 (Operasi) = 300C = 303 K
Entalpi Bahan Masuk Pada Aliran 10
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3498,859594 20.9715 73376,4875
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
Ca-Laktat 611,7031 609.5249 372848,2568
Bakteri 79,5027 20.2895 1613,0698
Malt sprouts 140,2989 19.9920 2804,8549
Total 458679,6528
Entalpi Bahan Keluar Pada Aliran 11
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Bakteri 79,5027 20.2895 1613,0698
Malt Sprouts 140,2989 19.9920 2804,8549
Total 4417,9248
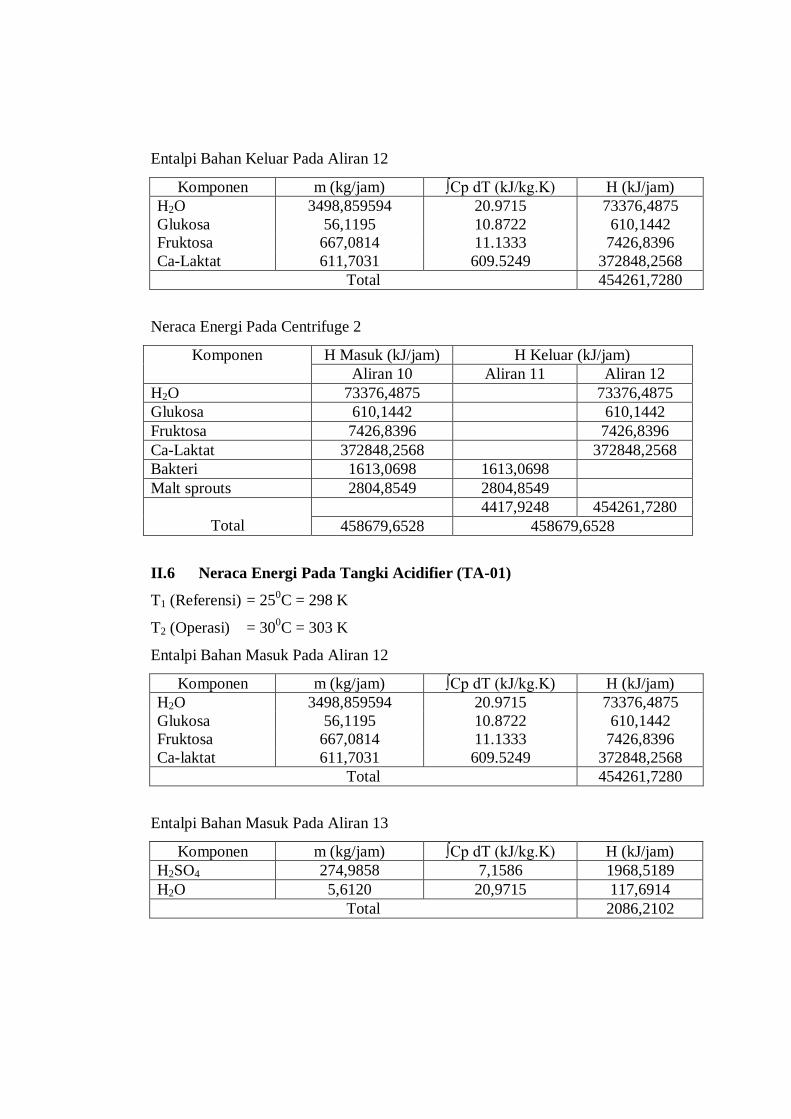
Entalpi Bahan Keluar Pada Aliran 12
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3498,859594 20.9715 73376,4875
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
Ca-Laktat 611,7031 609.5249 372848,2568
Total 454261,7280
Neraca Energi Pada Centrifuge 2
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 10 Aliran 11 Aliran 12
H2O 73376,4875 73376,4875
Glukosa 610,1442 610,1442
Fruktosa 7426,8396 7426,8396
Ca-Laktat 372848,2568 372848,2568
Bakteri 1613,0698 1613,0698
Malt sprouts 2804,8549 2804,8549
Total
4417,9248 454261,7280
458679,6528 458679,6528
II.6 Neraca Energi Pada Tangki Acidifier (TA-01)
T1 (Referensi) = 250C = 298 K
T2 (Operasi) = 300C = 303 K
Entalpi Bahan Masuk Pada Aliran 12
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3498,859594 20.9715 73376,4875
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
Ca-laktat 611,7031 609.5249 372848,2568
Total 454261,7280
Entalpi Bahan Masuk Pada Aliran 13
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2SO4 274,9858 7,1586 1968,5189
H2O 5,6120 20,9715 117,6914
Total 2086,2102
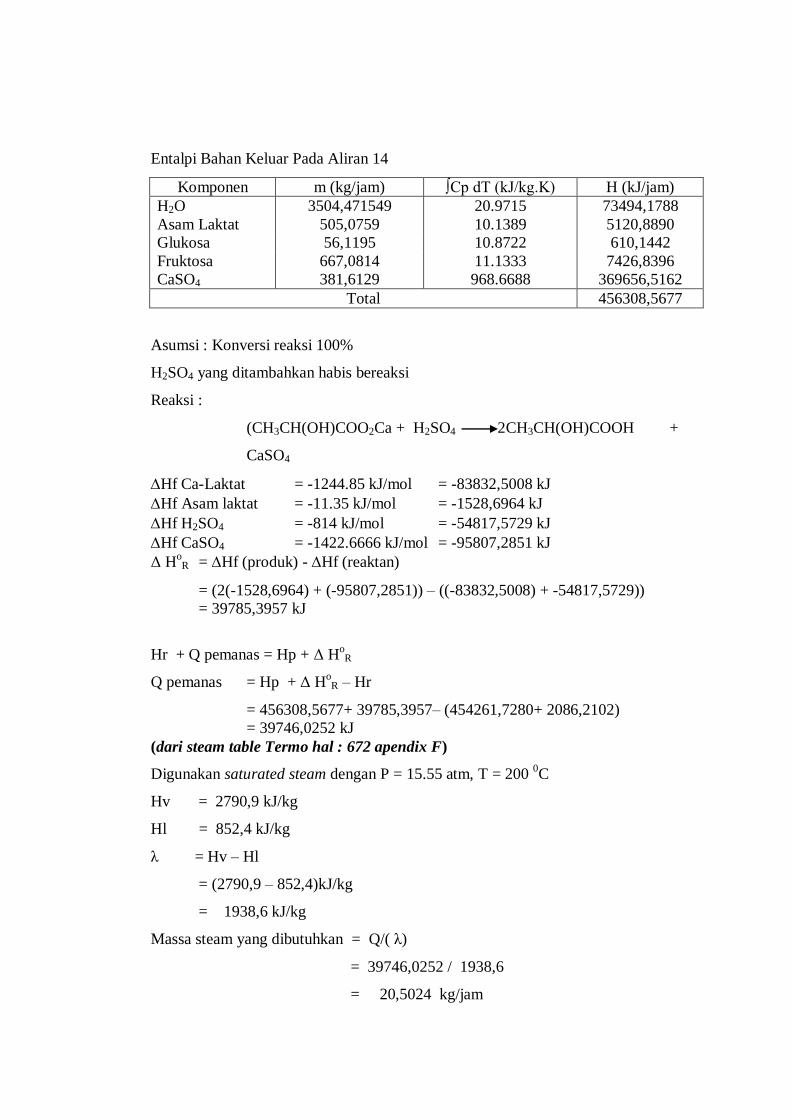
Entalpi Bahan Keluar Pada Aliran 14
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3504,471549 20.9715 73494,1788
Asam Laktat 505,0759 10.1389 5120,8890
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
CaSO4 381,6129 968.6688 369656,5162
Total 456308,5677
Asumsi : Konversi reaksi 100%
H2SO4 yang ditambahkan habis bereaksi
Reaksi :
(CH3CH(OH)COO2Ca + H2SO4 2CH3CH(OH)COOH +
CaSO4
Hf Ca-Laktat = -1244.85 kJ/mol = -83832,5008 kJ
Hf Asam laktat = -11.35 kJ/mol = -1528,6964 kJ
Hf H2SO4 = -814 kJ/mol = -54817,5729 kJ
Hf CaSO4 = -1422.6666 kJ/mol = -95807,2851 kJ
Δ HoR = Hf (produk) - Hf (reaktan)
= (2(-1528,6964) + (-95807,2851)) – ((-83832,5008) + -54817,5729))
= 39785,3957 kJ
Hr + Q pemanas = Hp + Δ HoR
Q pemanas = Hp + Δ HoR – Hr
= 456308,5677+ 39785,3957– (454261,7280+ 2086,2102)
= 39746,0252 kJ
(dari steam table Termo hal : 672 apendix F)
Digunakan saturated steam dengan P = 15.55 atm, T = 200 0C
Hv = 2790,9 kJ/kg
Hl = 852,4 kJ/kg
λ = Hv – Hl
= (2790,9 – 852,4)kJ/kg
= 1938,6 kJ/kg
Massa steam yang dibutuhkan = Q/( λ)
= 39746,0252 / 1938,6
= 20,5024 kg/jam
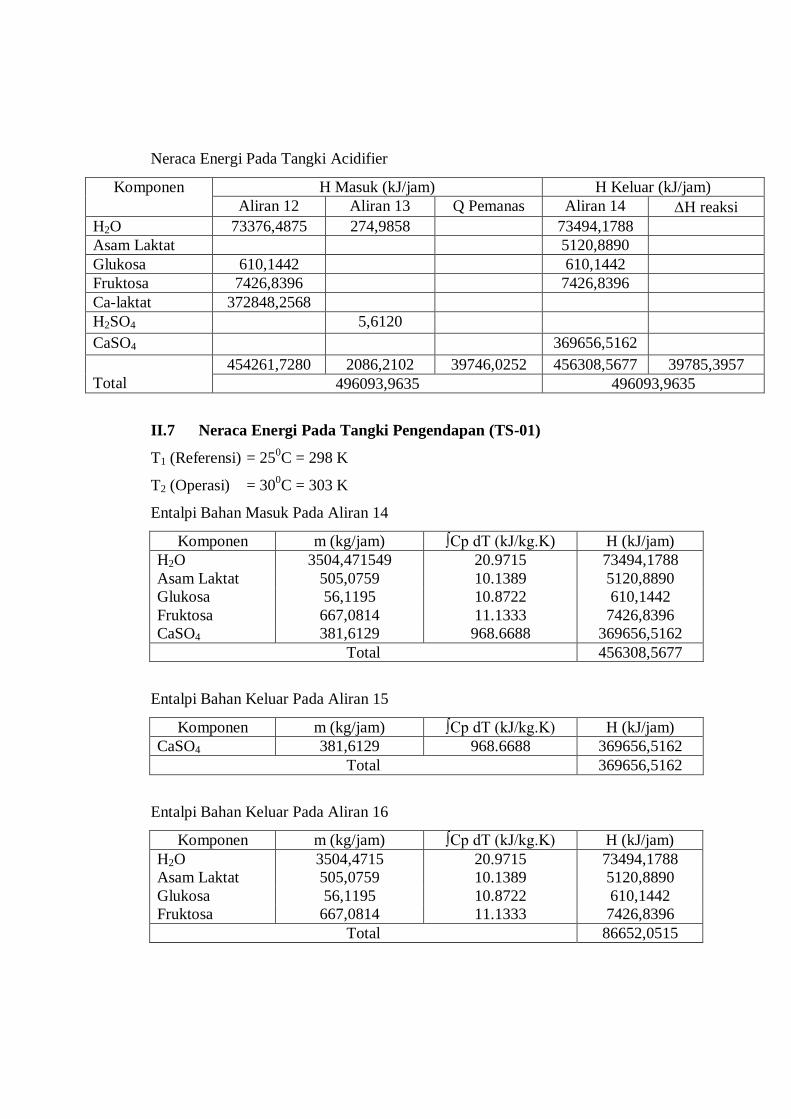
Neraca Energi Pada Tangki Acidifier
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 12 Aliran 13 Q Pemanas Aliran 14 H reaksi
H2O 73376,4875 274,9858 73494,1788
Asam Laktat 5120,8890
Glukosa 610,1442 610,1442
Fruktosa 7426,8396 7426,8396
Ca-laktat 372848,2568
H2SO4 5,6120
CaSO4 369656,5162
Total
454261,7280 2086,2102 39746,0252 456308,5677 39785,3957
496093,9635 496093,9635
II.7 Neraca Energi Pada Tangki Pengendapan (TS-01)
T1 (Referensi) = 250C = 298 K
T2 (Operasi) = 300C = 303 K
Entalpi Bahan Masuk Pada Aliran 14
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3504,471549 20.9715 73494,1788
Asam Laktat 505,0759 10.1389 5120,8890
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
CaSO4 381,6129 968.6688 369656,5162
Total 456308,5677
Entalpi Bahan Keluar Pada Aliran 15
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
CaSO4 381,6129 968.6688 369656,5162
Total 369656,5162
Entalpi Bahan Keluar Pada Aliran 16
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3504,4715 20.9715 73494,1788
Asam Laktat 505,0759 10.1389 5120,8890
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
Total 86652,0515
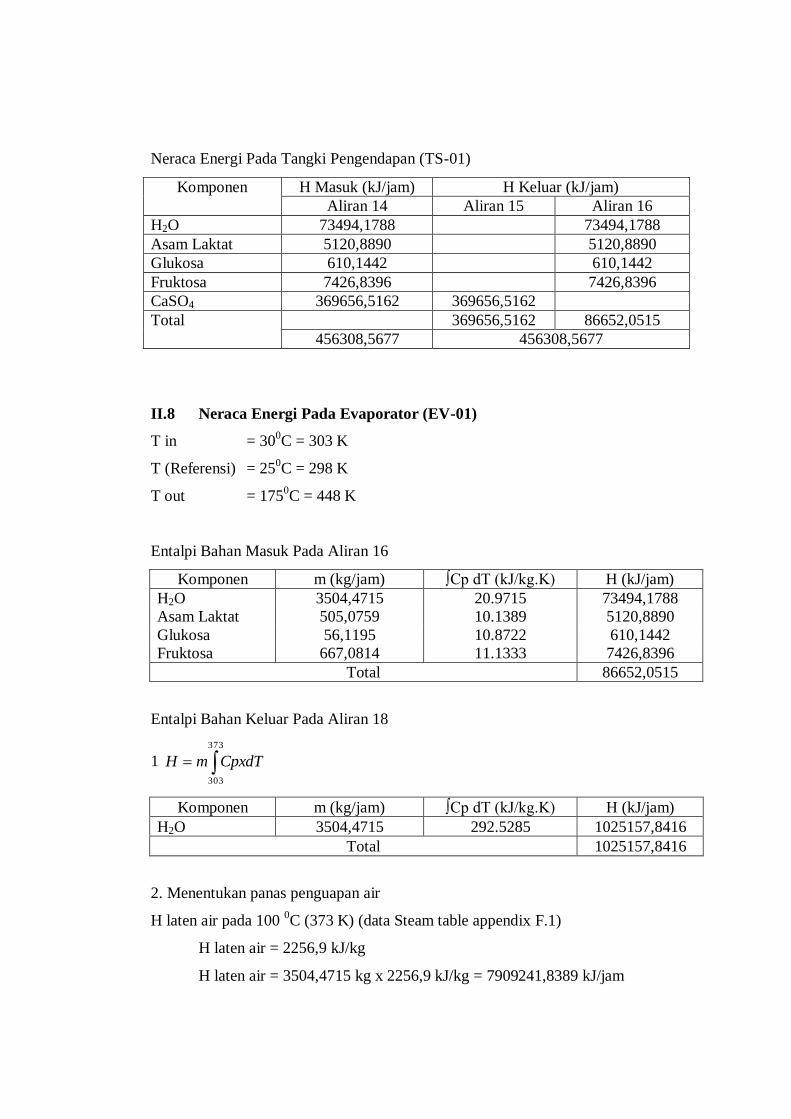
Neraca Energi Pada Tangki Pengendapan (TS-01)
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 14 Aliran 15 Aliran 16
H2O 73494,1788 73494,1788
Asam Laktat 5120,8890 5120,8890
Glukosa 610,1442 610,1442
Fruktosa 7426,8396 7426,8396
CaSO4 369656,5162 369656,5162
Total 369656,5162 86652,0515
456308,5677 456308,5677
II.8 Neraca Energi Pada Evaporator (EV-01)
T in = 300C = 303 K
T (Referensi) = 250C = 298 K
T out = 1750C = 448 K
Entalpi Bahan Masuk Pada Aliran 16
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3504,4715 20.9715 73494,1788
Asam Laktat 505,0759 10.1389 5120,8890
Glukosa 56,1195 10.8722 610,1442
Fruktosa 667,0814 11.1333 7426,8396
Total 86652,0515
Entalpi Bahan Keluar Pada Aliran 18
1
373
303
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3504,4715 292.5285 1025157,8416
Total 1025157,8416
2. Menentukan panas penguapan air
H laten air pada 100 0C (373 K) (data Steam table appendix F.1)
H laten air = 2256,9 kJ/kg
H laten air = 3504,4715 kg x 2256,9 kJ/kg = 7909241,8389 kJ/jam
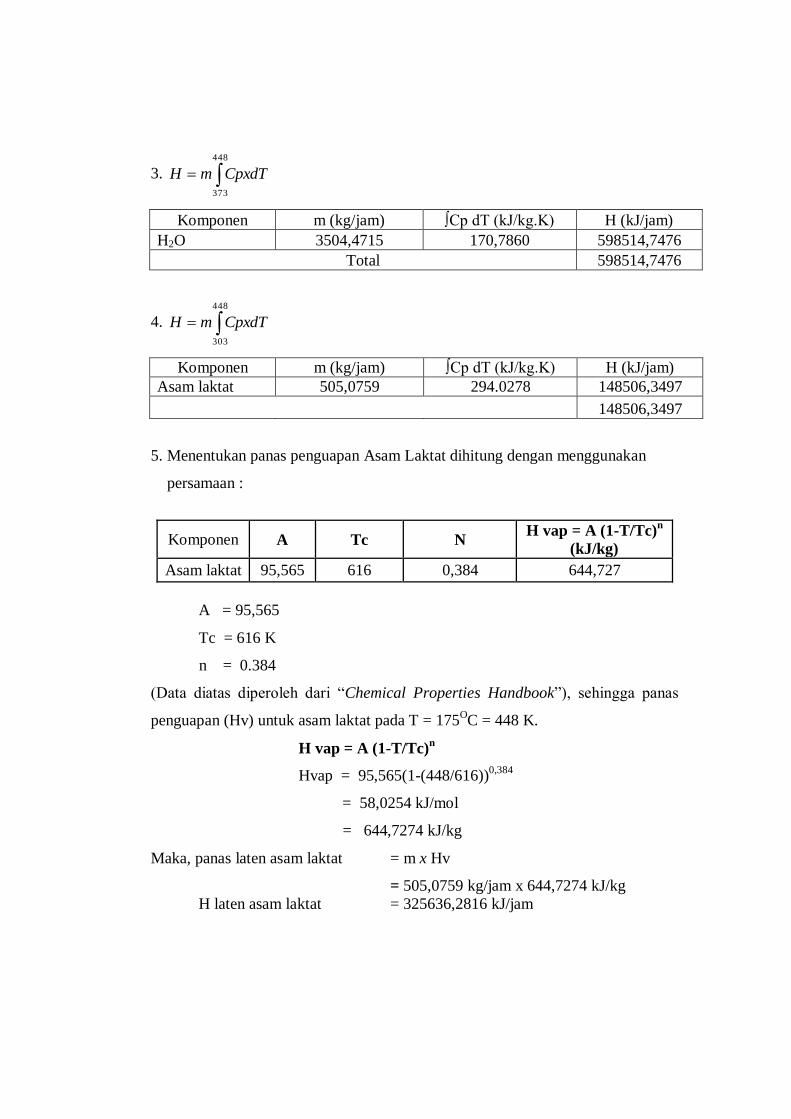
3.
448
373
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3504,4715 170,7860 598514,7476
Total 598514,7476
4.
448
303
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Asam laktat 505,0759 294.0278 148506,3497
148506,3497
5. Menentukan panas penguapan Asam Laktat dihitung dengan menggunakan
persamaan :
Komponen A Tc N H vap = A (1-T/Tc)
n
(kJ/kg)
Asam laktat 95,565 616 0,384 644,727
A = 95,565
Tc = 616 K
n = 0.384
(Data diatas diperoleh dari “Chemical Properties Handbook”), sehingga panas
penguapan (Hv) untuk asam laktat pada T = 175OC = 448 K.
H vap = A (1-T/Tc)n
Hvap = 95,565(1-(448/616))0,384
= 58,0254 kJ/mol
= 644,7274 kJ/kg
Maka, panas laten asam laktat = m x Hv
= 505,0759 kg/jam x 644,7274 kJ/kg
H laten asam laktat = 325636,2816 kJ/jam
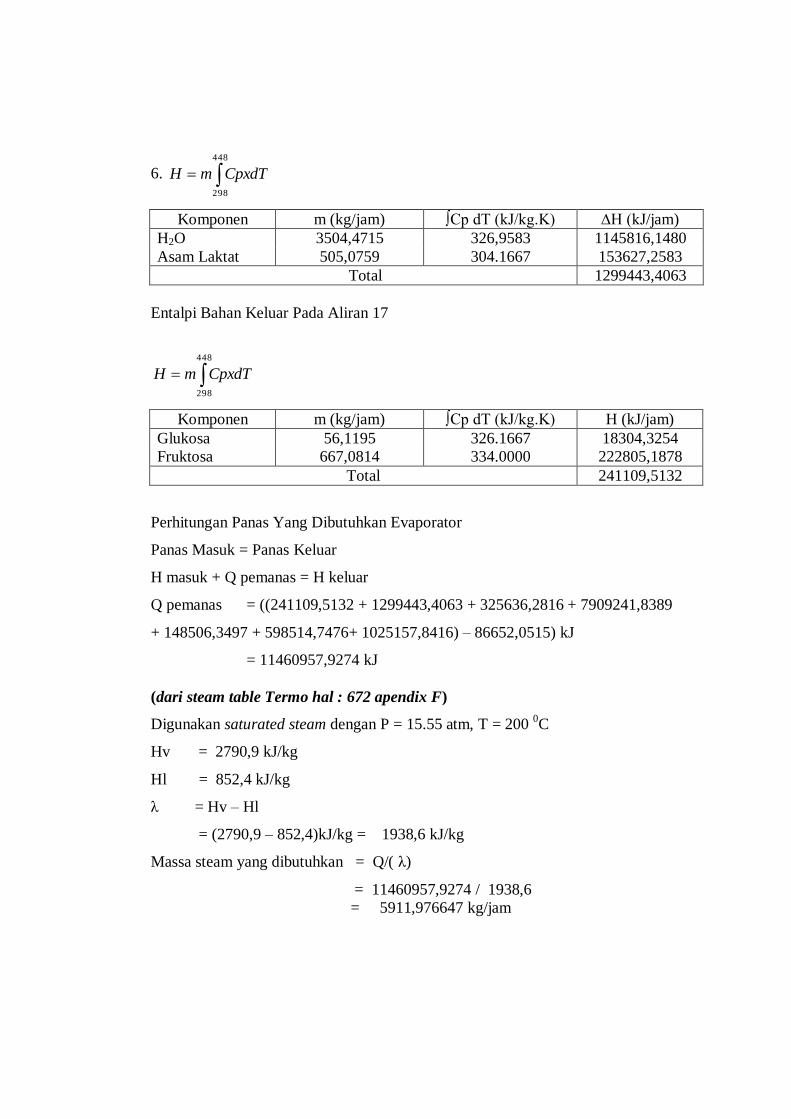
6.
448
298
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) ∆H (kJ/jam)
H2O 3504,4715 326,9583 1145816,1480
Asam Laktat 505,0759 304.1667 153627,2583
Total 1299443,4063
Entalpi Bahan Keluar Pada Aliran 17
448
298
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Glukosa 56,1195 326.1667 18304,3254
Fruktosa 667,0814 334.0000 222805,1878
Total 241109,5132
Perhitungan Panas Yang Dibutuhkan Evaporator
Panas Masuk = Panas Keluar
H masuk + Q pemanas = H keluar
Q pemanas = ((241109,5132 + 1299443,4063 + 325636,2816 + 7909241,8389
+ 148506,3497 + 598514,7476+ 1025157,8416) – 86652,0515) kJ
= 11460957,9274 kJ
(dari steam table Termo hal : 672 apendix F)
Digunakan saturated steam dengan P = 15.55 atm, T = 200 0C
Hv = 2790,9 kJ/kg
Hl = 852,4 kJ/kg
λ = Hv – Hl
= (2790,9 – 852,4)kJ/kg = 1938,6 kJ/kg
Massa steam yang dibutuhkan = Q/( λ)
= 11460957,9274 / 1938,6
= 5911,976647 kg/jam
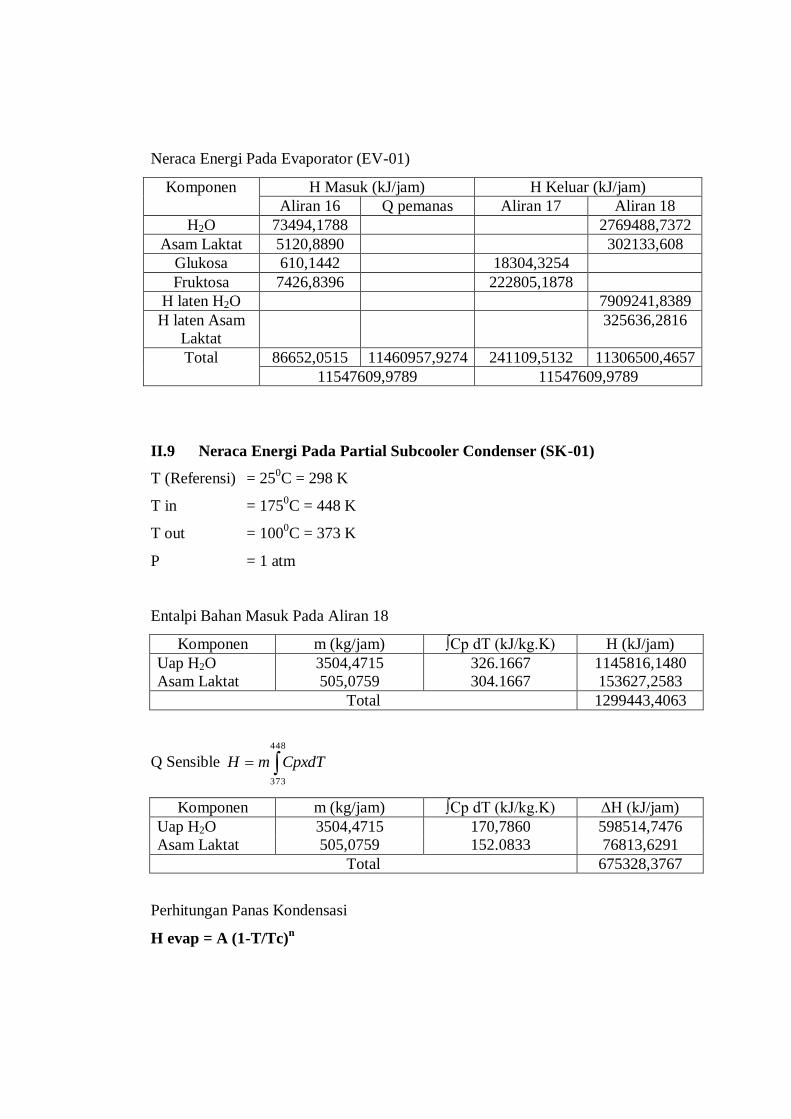
Neraca Energi Pada Evaporator (EV-01)
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 16 Q pemanas Aliran 17 Aliran 18
H2O 73494,1788 2769488,7372
Asam Laktat 5120,8890 302133,608
Glukosa 610,1442 18304,3254
Fruktosa 7426,8396 222805,1878
H laten H2O 7909241,8389
H laten Asam
Laktat
325636,2816
Total 86652,0515 11460957,9274 241109,5132 11306500,4657
11547609,9789 11547609,9789
II.9 Neraca Energi Pada Partial Subcooler Condenser (SK-01)
T (Referensi) = 250C = 298 K
T in = 1750C = 448 K
T out = 1000C = 373 K
P = 1 atm
Entalpi Bahan Masuk Pada Aliran 18
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Uap H2O 3504,4715 326.1667 1145816,1480
Asam Laktat 505,0759 304.1667 153627,2583
Total 1299443,4063
Q Sensible
448
373
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) ∆H (kJ/jam)
Uap H2O 3504,4715 170,7860 598514,7476
Asam Laktat 505,0759 152.0833 76813,6291
Total 675328,3767
Perhitungan Panas Kondensasi
H evap = A (1-T/Tc)n
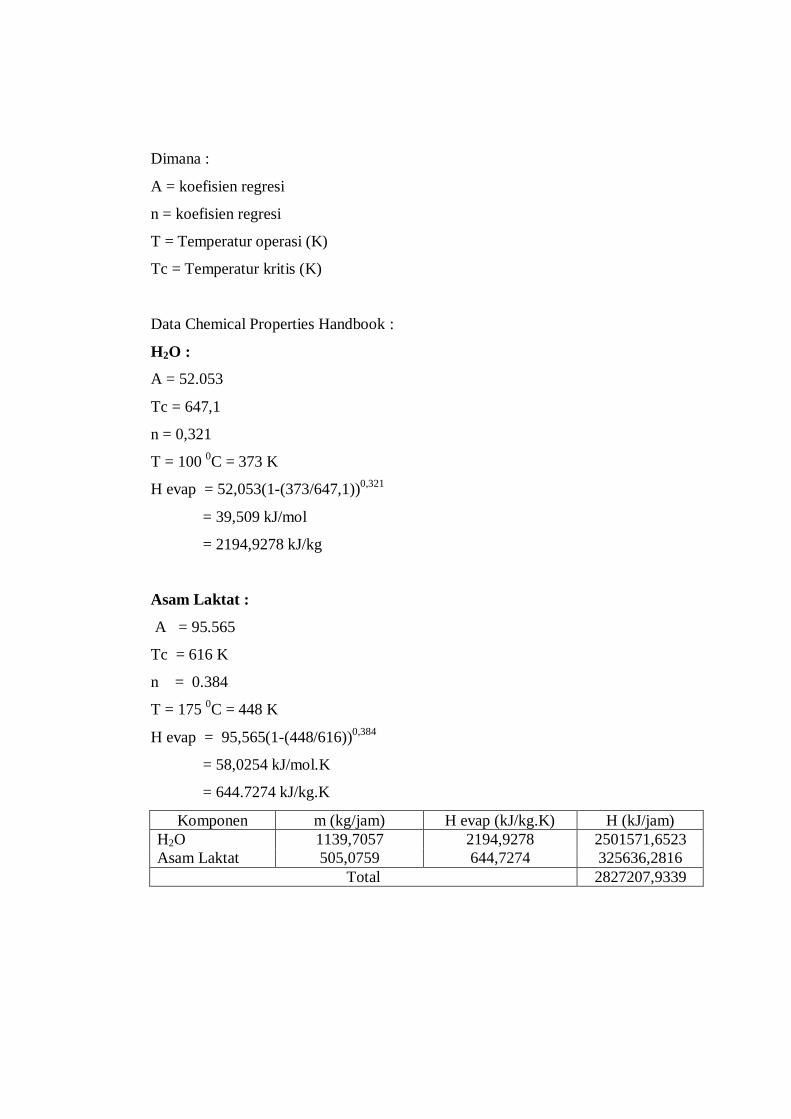
Dimana :
A = koefisien regresi
n = koefisien regresi
T = Temperatur operasi (K)
Tc = Temperatur kritis (K)
Data Chemical Properties Handbook :
H2O :
A = 52.053
Tc = 647,1
n = 0,321
T = 100 0C = 373 K
H evap = 52,053(1-(373/647,1))0,321
= 39,509 kJ/mol
= 2194,9278 kJ/kg
Asam Laktat :
A = 95.565
Tc = 616 K
n = 0.384
T = 175 0C = 448 K
H evap = 95,565(1-(448/616))0,384
= 58,0254 kJ/mol.K
= 644.7274 kJ/kg.K
Komponen m (kg/jam) H evap (kJ/kg.K) H (kJ/jam)
H2O 1139,7057 2194,9278 2501571,6523
Asam Laktat 505,0759 644,7274 325636,2816
Total 2827207,9339
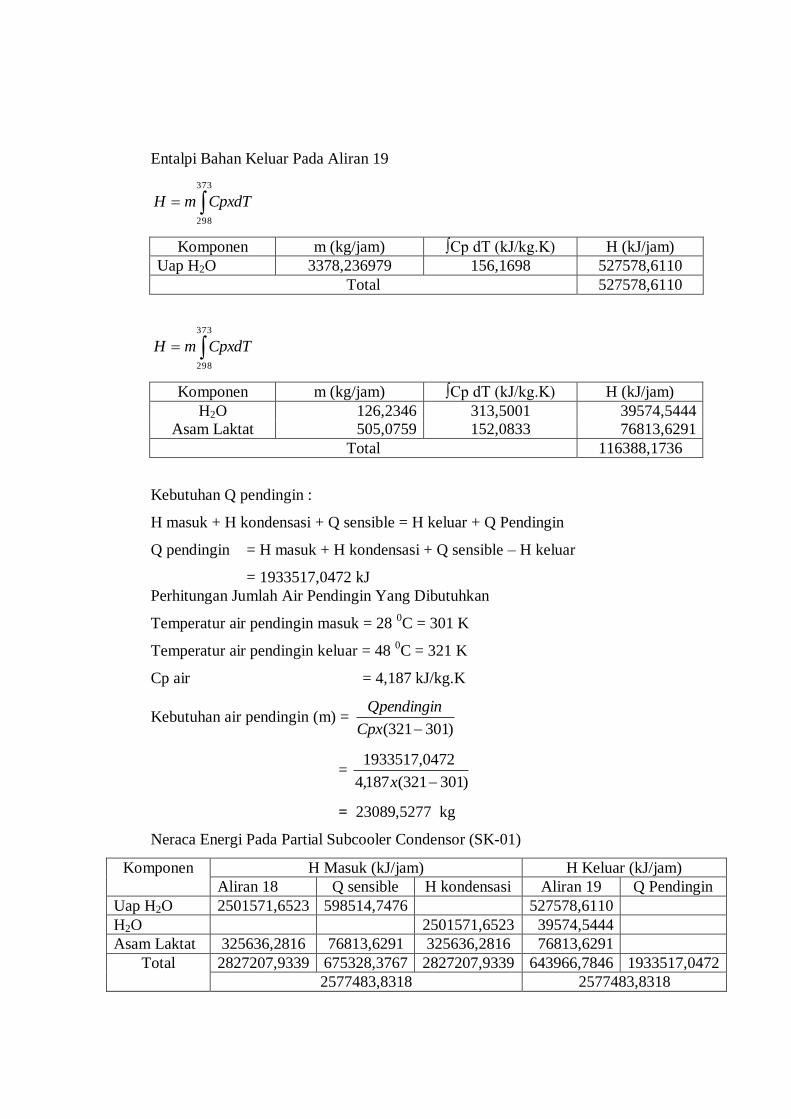
Entalpi Bahan Keluar Pada Aliran 19
373
298
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Uap H2O 3378,236979 156,1698 527578,6110
Total 527578,6110
373
298
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 126,2346 313,5001 39574,5444
Asam Laktat 505,0759 152,0833 76813,6291
Total 116388,1736
Kebutuhan Q pendingin :
H masuk + H kondensasi + Q sensible = H keluar + Q Pendingin
Q pendingin = H masuk + H kondensasi + Q sensible – H keluar
= 1933517,0472 kJ
Perhitungan Jumlah Air Pendingin Yang Dibutuhkan
Temperatur air pendingin masuk = 28 0C = 301 K
Temperatur air pendingin keluar = 48 0C = 321 K
Cp air = 4,187 kJ/kg.K
Kebutuhan air pendingin (m) = )301321( Cpx
Qpendingin
= )301321(187,4
721933517,04
x
= 23089,5277 kg
Neraca Energi Pada Partial Subcooler Condensor (SK-01)
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 18 Q sensible H kondensasi Aliran 19 Q Pendingin
Uap H2O 2501571,6523 598514,7476 527578,6110
H2O 2501571,6523 39574,5444
Asam Laktat 325636,2816 76813,6291 325636,2816 76813,6291
Total 2827207,9339 675328,3767 2827207,9339 643966,7846 1933517,0472
2577483,8318 2577483,8318
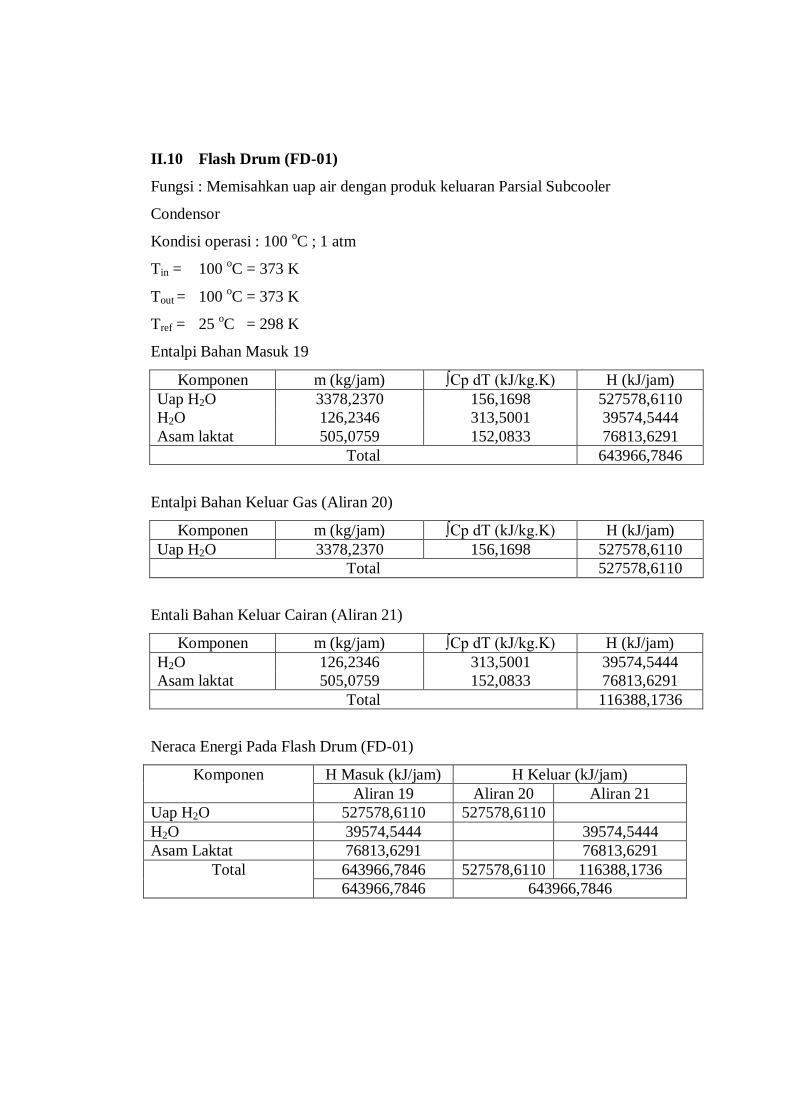
II.10 Flash Drum (FD-01)
Fungsi : Memisahkan uap air dengan produk keluaran Parsial Subcooler
Condensor
Kondisi operasi : 100 oC ; 1 atm
Tin = 100 oC = 373 K
Tout = 100 oC = 373 K
Tref = 25 oC = 298 K
Entalpi Bahan Masuk 19
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Uap H2O 3378,2370 156,1698 527578,6110
H2O 126,2346 313,5001 39574,5444
Asam laktat 505,0759 152,0833 76813,6291
Total 643966,7846
Entalpi Bahan Keluar Gas (Aliran 20)
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Uap H2O 3378,2370 156,1698 527578,6110
Total 527578,6110
Entali Bahan Keluar Cairan (Aliran 21)
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 126,2346 313,5001 39574,5444
Asam laktat 505,0759 152,0833 76813,6291
Total 116388,1736
Neraca Energi Pada Flash Drum (FD-01)
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 19 Aliran 20 Aliran 21
Uap H2O 527578,6110 527578,6110
H2O 39574,5444 39574,5444
Asam Laktat 76813,6291 76813,6291
Total 643966,7846 527578,6110 116388,1736
643966,7846 643966,7846
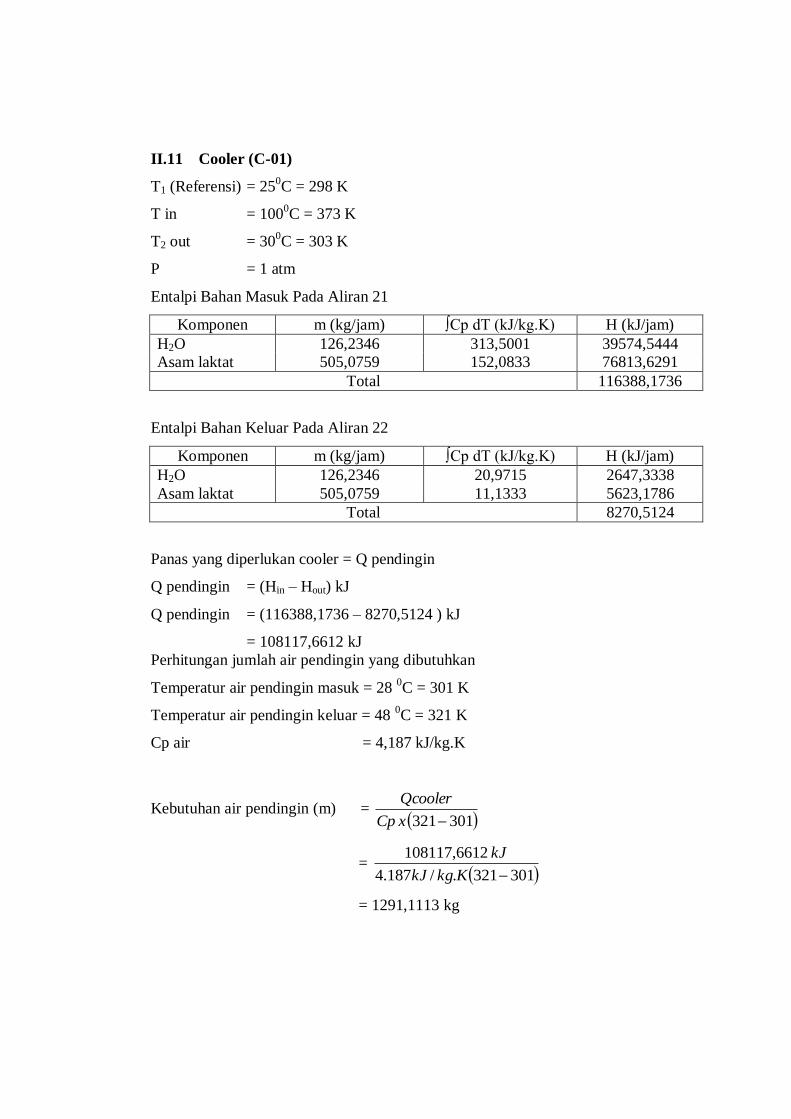
II.11 Cooler (C-01)
T1 (Referensi) = 250C = 298 K
T in = 1000C = 373 K
T2 out = 300C = 303 K
P = 1 atm
Entalpi Bahan Masuk Pada Aliran 21
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 126,2346 313,5001 39574,5444
Asam laktat 505,0759 152,0833 76813,6291
Total 116388,1736
Entalpi Bahan Keluar Pada Aliran 22
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 126,2346 20,9715 2647,3338
Asam laktat 505,0759 11,1333 5623,1786
Total 8270,5124
Panas yang diperlukan cooler = Q pendingin
Q pendingin = (Hin – Hout) kJ
Q pendingin = (116388,1736 – 8270,5124 ) kJ
= 108117,6612 kJ
Perhitungan jumlah air pendingin yang dibutuhkan
Temperatur air pendingin masuk = 28 0C = 301 K
Temperatur air pendingin keluar = 48 0C = 321 K
Cp air = 4,187 kJ/kg.K
Kebutuhan air pendingin (m) = 301321xCp
Qcooler
= 301321./187.4
2108117,661
KkgkJ
kJ
= 1291,1113 kg
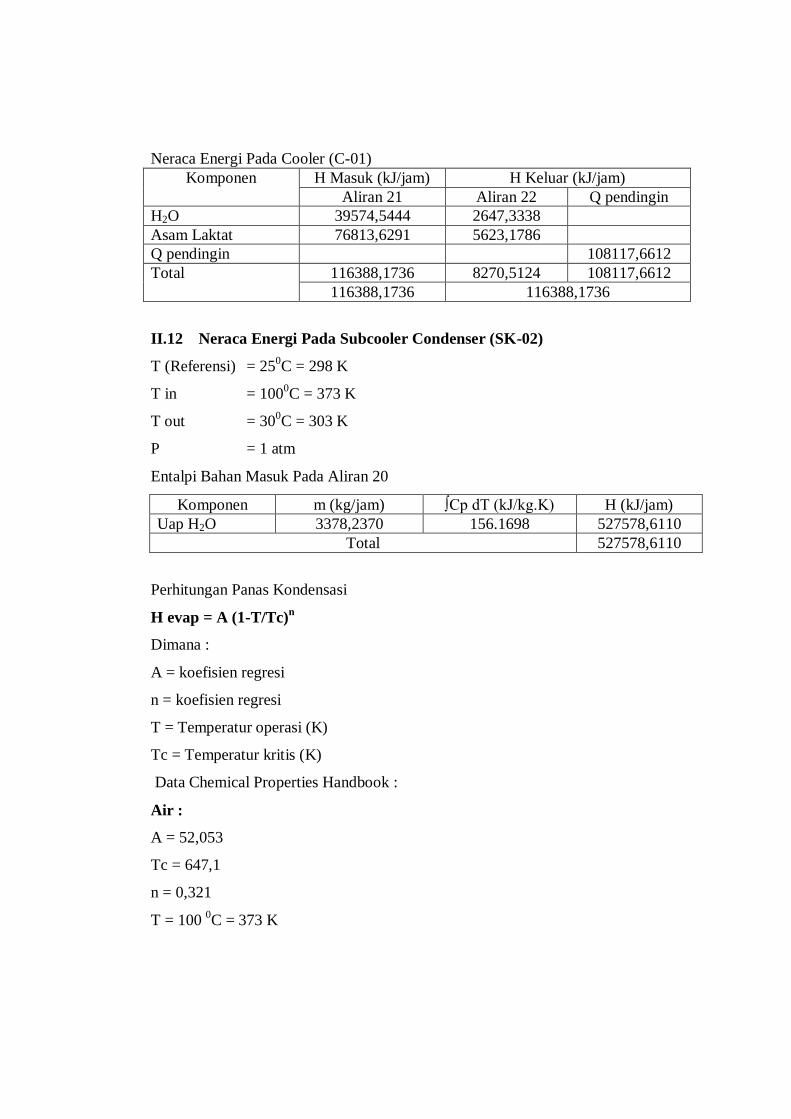
Neraca Energi Pada Cooler (C-01)
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 21 Aliran 22 Q pendingin
H2O 39574,5444 2647,3338
Asam Laktat 76813,6291 5623,1786
Q pendingin 108117,6612
Total 116388,1736 8270,5124 108117,6612
116388,1736 116388,1736
II.12 Neraca Energi Pada Subcooler Condenser (SK-02)
T (Referensi) = 250C = 298 K
T in = 1000C = 373 K
T out = 300C = 303 K
P = 1 atm
Entalpi Bahan Masuk Pada Aliran 20
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
Uap H2O 3378,2370 156.1698 527578,6110
Total 527578,6110
Perhitungan Panas Kondensasi
H evap = A (1-T/Tc)n
Dimana :
A = koefisien regresi
n = koefisien regresi
T = Temperatur operasi (K)
Tc = Temperatur kritis (K)
Data Chemical Properties Handbook :
Air :
A = 52,053
Tc = 647,1
n = 0,321
T = 100 0C = 373 K
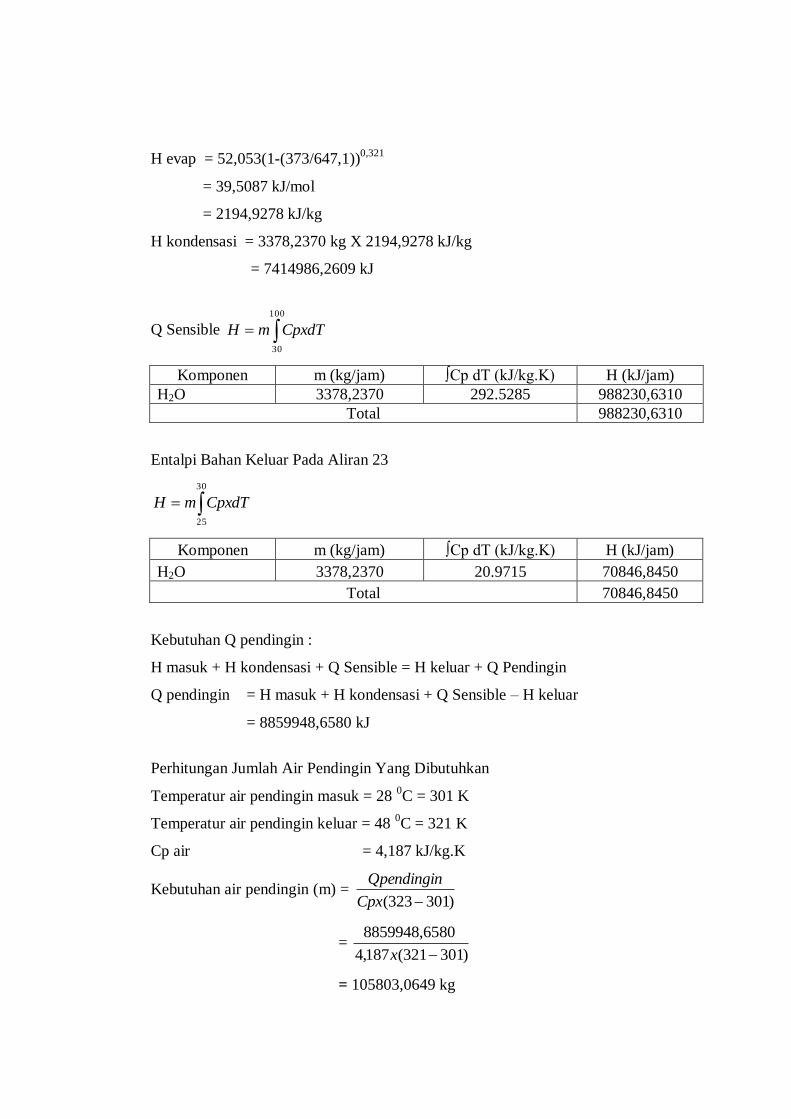
H evap = 52,053(1-(373/647,1))0,321
= 39,5087 kJ/mol
= 2194,9278 kJ/kg
H kondensasi = 3378,2370 kg X 2194,9278 kJ/kg
= 7414986,2609 kJ
Q Sensible
100
30
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3378,2370 292.5285 988230,6310
Total 988230,6310
Entalpi Bahan Keluar Pada Aliran 23
30
25
CpxdTmH
Komponen m (kg/jam) ∫Cp dT (kJ/kg.K) H (kJ/jam)
H2O 3378,2370 20.9715 70846,8450
Total 70846,8450
Kebutuhan Q pendingin :
H masuk + H kondensasi + Q Sensible = H keluar + Q Pendingin
Q pendingin = H masuk + H kondensasi + Q Sensible – H keluar
= 8859948,6580 kJ
Perhitungan Jumlah Air Pendingin Yang Dibutuhkan
Temperatur air pendingin masuk = 28 0C = 301 K
Temperatur air pendingin keluar = 48 0C = 321 K
Cp air = 4,187 kJ/kg.K
Kebutuhan air pendingin (m) = )301323( Cpx
Qpendingin
= )301321(187,4
808859948,65
x
= 105803,0649 kg
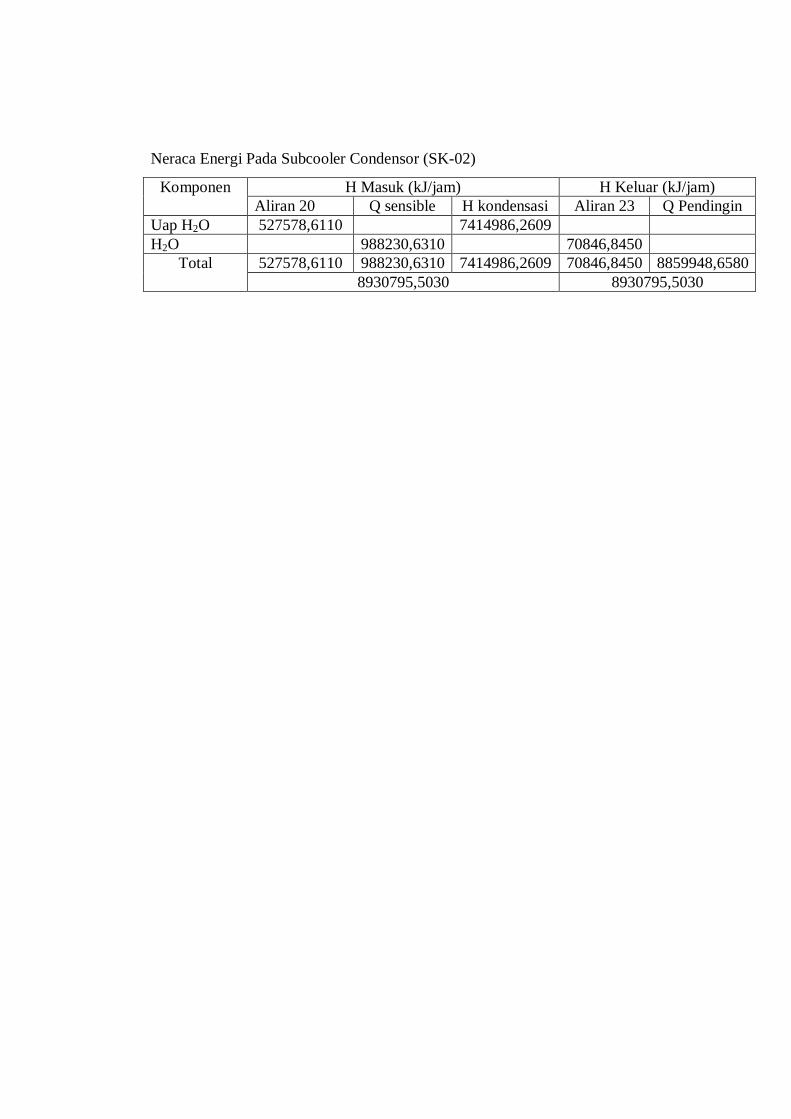
Neraca Energi Pada Subcooler Condensor (SK-02)
Komponen H Masuk (kJ/jam) H Keluar (kJ/jam)
Aliran 20 Q sensible H kondensasi Aliran 23 Q Pendingin
Uap H2O 527578,6110 7414986,2609
H2O 988230,6310 70846,8450
Total 527578,6110 988230,6310 7414986,2609 70846,8450 8859948,6580
8930795,5030 8930795,5030
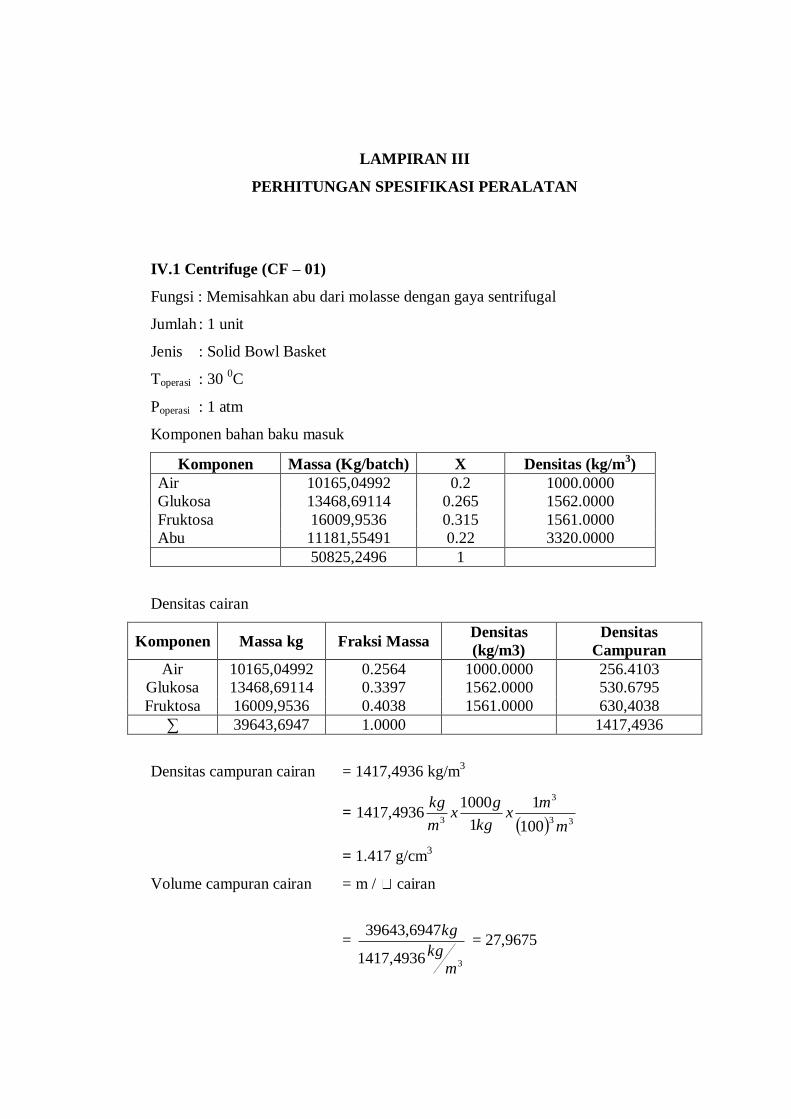
LAMPIRAN III
PERHITUNGAN SPESIFIKASI PERALATAN
IV.1 Centrifuge (CF – 01)
Fungsi : Memisahkan abu dari molasse dengan gaya sentrifugal
Jumlah : 1 unit
Jenis : Solid Bowl Basket
Toperasi : 30 0C
Poperasi : 1 atm
Komponen bahan baku masuk
Komponen Massa (Kg/batch) X Densitas (kg/m3)
Air 10165,04992 0.2 1000.0000
Glukosa 13468,69114 0.265 1562.0000
Fruktosa 16009,9536 0.315 1561.0000
Abu 11181,55491 0.22 3320.0000
50825,2496 1
Densitas cairan
Komponen Massa kg Fraksi Massa Densitas
(kg/m3)
Densitas
Campuran
Air 10165,04992 0.2564 1000.0000 256.4103
Glukosa 13468,69114 0.3397 1562.0000 530.6795
Fruktosa 16009,9536 0.4038 1561.0000 630,4038
∑ 39643,6947 1.0000 1417,4936
Densitas campuran cairan = 1417,4936 kg/m3
= 33
3
3100
1
1
10004936,1417
m
mx
kg
gx
m
kg
= 1.417 g/cm3
Volume campuran cairan = m / cairan
=
34936,1417
39643,6947
mkg
kg = 27,9675
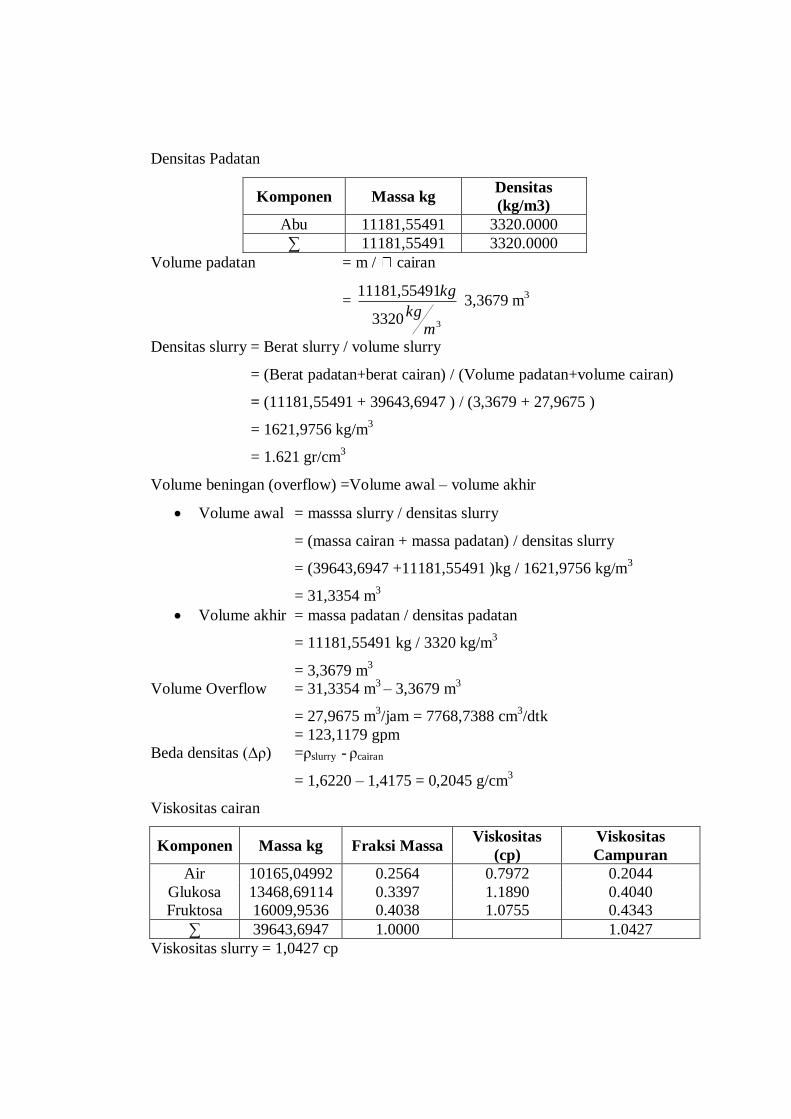
Densitas Padatan
Komponen Massa kg Densitas
(kg/m3)
Abu 11181,55491 3320.0000
∑ 11181,55491 3320.0000
Volume padatan = m / cairan
=
33320
111181,5549
mkg
kg 3,3679 m
3
Densitas slurry = Berat slurry / volume slurry
= (Berat padatan+berat cairan) / (Volume padatan+volume cairan)
= (11181,55491 + 39643,6947 ) / (3,3679 + 27,9675 )
= 1621,9756 kg/m3
= 1.621 gr/cm3
Volume beningan (overflow) =Volume awal – volume akhir
Volume awal = masssa slurry / densitas slurry
= (massa cairan + massa padatan) / densitas slurry
= (39643,6947 +11181,55491 )kg / 1621,9756 kg/m3
= 31,3354 m3
Volume akhir = massa padatan / densitas padatan
= 11181,55491 kg / 3320 kg/m3
= 3,3679 m3
Volume Overflow = 31,3354 m3 – 3,3679 m
3
= 27,9675 m3/jam = 7768,7388 cm
3/dtk
= 123,1179 gpm
Beda densitas (∆ρ) =ρslurry - ρcairan
= 1,6220 – 1,4175 = 0,2045 g/cm3
Viskositas cairan
Komponen Massa kg Fraksi Massa Viskositas
(cp)
Viskositas
Campuran
Air 10165,04992 0.2564 0.7972 0.2044
Glukosa 13468,69114 0.3397 1.1890 0.4040
Fruktosa 16009,9536 0.4038 1.0755 0.4343
∑ 39643,6947 1.0000 1.0427
Viskositas slurry = 1,0427 cp
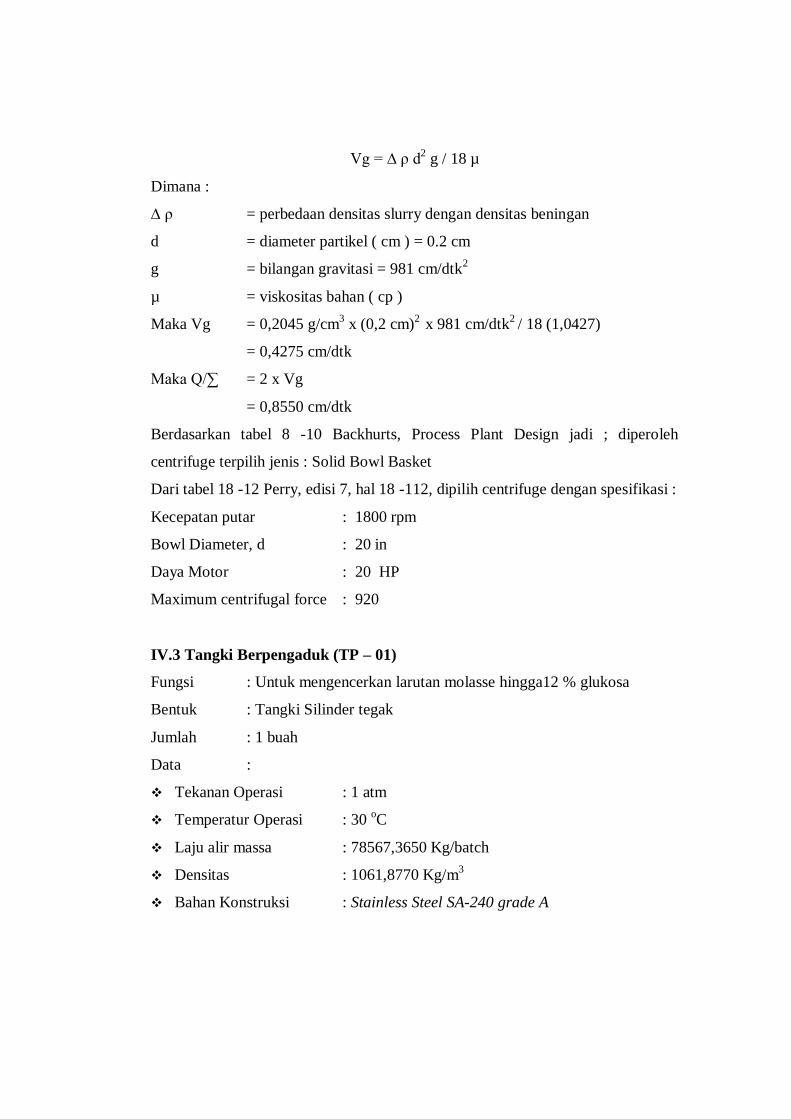
Vg = ∆ ρ d2 g / 18 µ
Dimana :
∆ ρ = perbedaan densitas slurry dengan densitas beningan
d = diameter partikel ( cm ) = 0.2 cm
g = bilangan gravitasi = 981 cm/dtk2
µ = viskositas bahan ( cp )
Maka Vg = 0,2045 g/cm3 x (0,2 cm)
2 x 981 cm/dtk
2 / 18 (1,0427)
= 0,4275 cm/dtk
Maka Q/∑ = 2 x Vg
= 0,8550 cm/dtk
Berdasarkan tabel 8 -10 Backhurts, Process Plant Design jadi ; diperoleh
centrifuge terpilih jenis : Solid Bowl Basket
Dari tabel 18 -12 Perry, edisi 7, hal 18 -112, dipilih centrifuge dengan spesifikasi :
Kecepatan putar : 1800 rpm
Bowl Diameter, d : 20 in
Daya Motor : 20 HP
Maximum centrifugal force : 920
IV.3 Tangki Berpengaduk (TP – 01)
Fungsi : Untuk mengencerkan larutan molasse hingga12 % glukosa
Bentuk : Tangki Silinder tegak
Jumlah : 1 buah
Data :
Tekanan Operasi : 1 atm
Temperatur Operasi : 30 oC
Laju alir massa : 78567,3650 Kg/batch
Densitas : 1061,8770 Kg/m3
Bahan Konstruksi : Stainless Steel SA-240 grade A
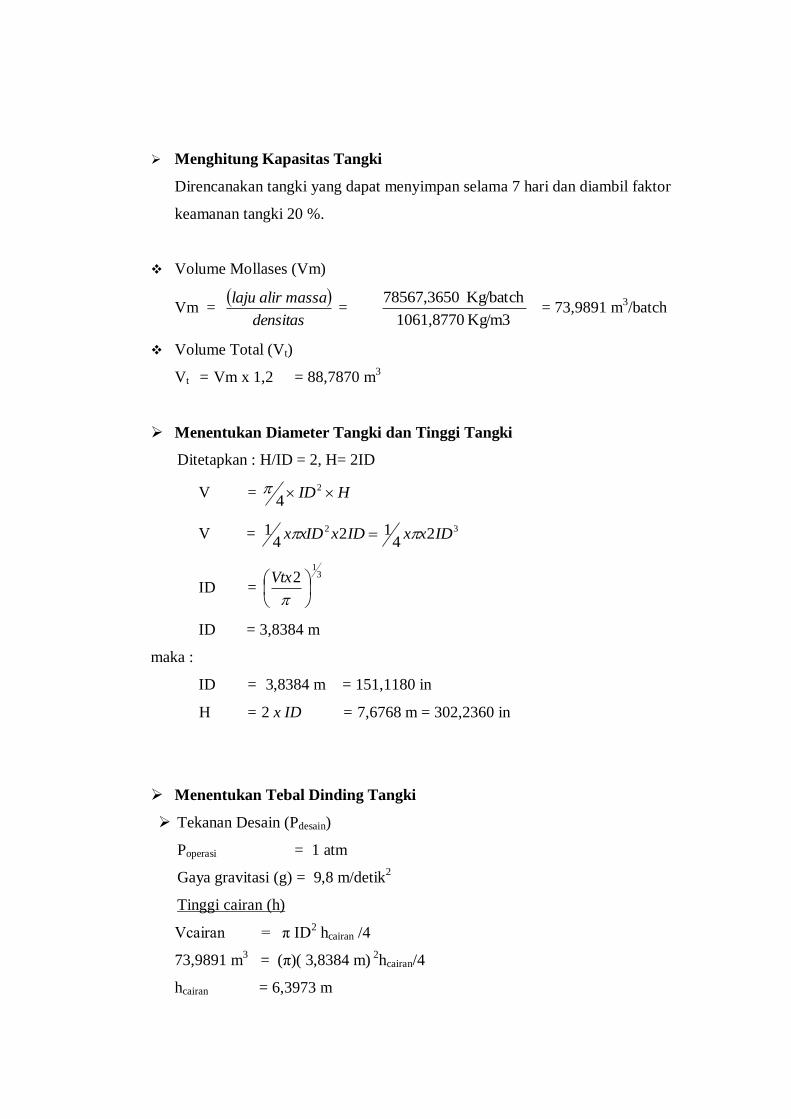
Menghitung Kapasitas Tangki
Direncanakan tangki yang dapat menyimpan selama 7 hari dan diambil faktor
keamanan tangki 20 %.
Volume Mollases (Vm)
Vm =
densitas
massaalirlaju =
Kg/m3 1061,8770
Kg/batch 78567,3650= 73,9891 m
3/batch
Volume Total (Vt)
Vt = Vm x 1,2 = 88,7870 m3
Menentukan Diameter Tangki dan Tinggi Tangki
Ditetapkan : H/ID = 2, H= 2ID
V = HID 2
4
V = 32 24
124
1 IDxxIDxxIDx
ID = 3
1
2
Vtx
ID = 3,8384 m
maka :
ID = 3,8384 m = 151,1180 in
H = 2 x ID = 7,6768 m = 302,2360 in
Menentukan Tebal Dinding Tangki
Tekanan Desain (Pdesain)
Poperasi = 1 atm
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
Vcairan = π ID2 hcairan /4
73,9891 m3 = (π)( 3,8384 m)
2hcairan/4
hcairan = 6,3973 m
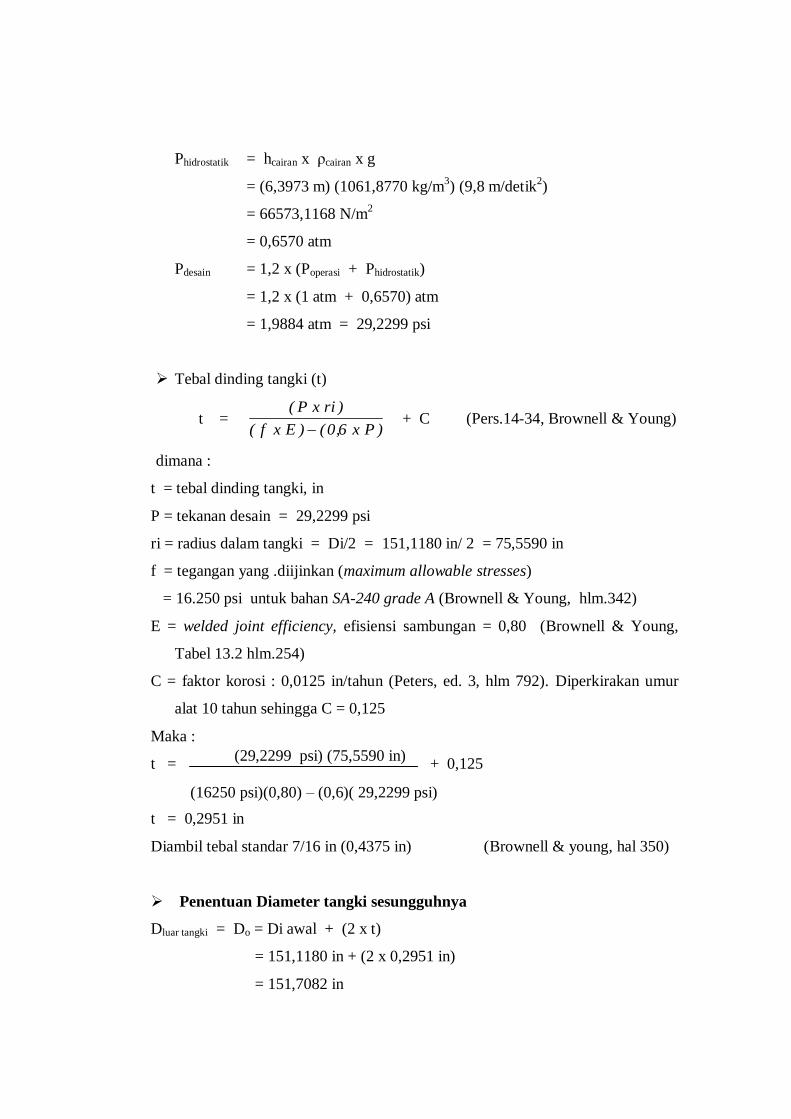
(29,2299 psi) (75,5590 in)
(16250 psi)(0,80) – (0,6)( 29,2299 psi)
)
Phidrostatik = hcairan x ρcairan x g
= (6,3973 m) (1061,8770 kg/m3) (9,8 m/detik
2)
= 66573,1168 N/m2
= 0,6570 atm
Pdesain = 1,2 x (Poperasi + Phidrostatik)
= 1,2 x (1 atm + 0,6570) atm
= 1,9884 atm = 29,2299 psi
Tebal dinding tangki (t)
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
dimana :
t = tebal dinding tangki, in
P = tekanan desain = 29,2299 psi
ri = radius dalam tangki = Di/2 = 151,1180 in/ 2 = 75,5590 in
f = tegangan yang .diijinkan (maximum allowable stresses)
= 16.250 psi untuk bahan SA-240 grade A (Brownell & Young, hlm.342)
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan umur
alat 10 tahun sehingga C = 0,125
Maka :
t = + 0,125
t = 0,2951 in
Diambil tebal standar 7/16 in (0,4375 in) (Brownell & young, hal 350)
Penentuan Diameter tangki sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 151,1180 in + (2 x 0,2951 in)
= 151,7082 in
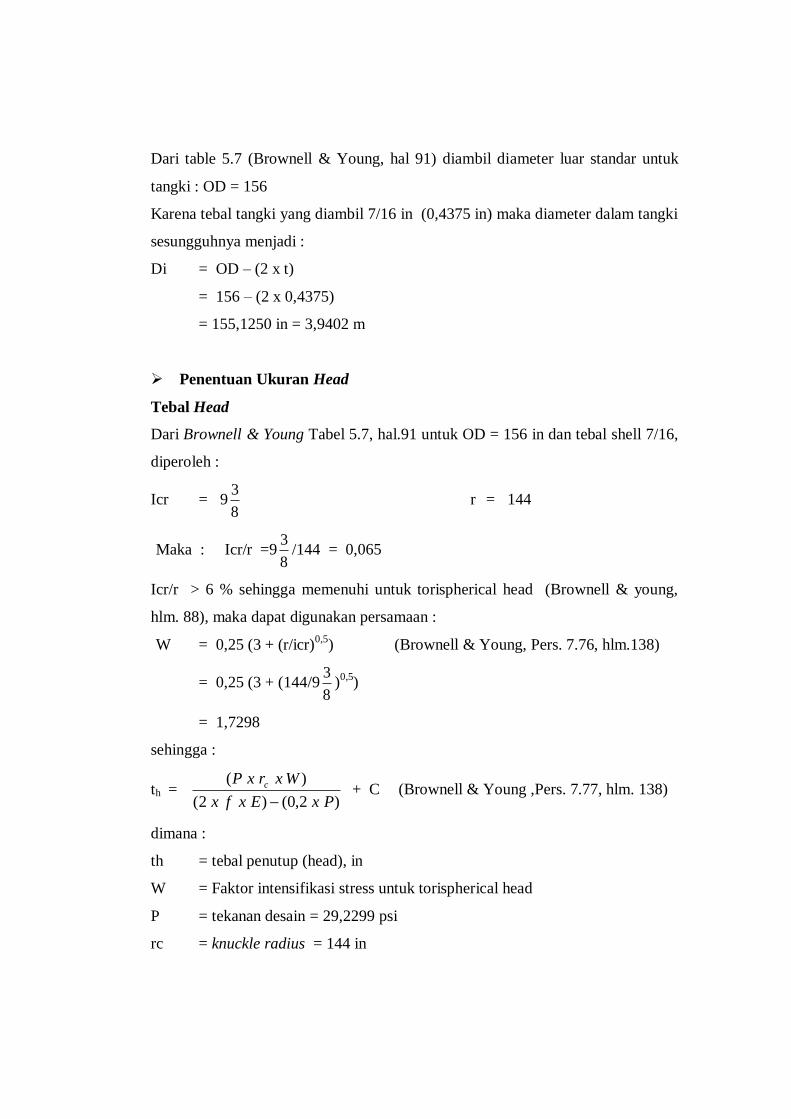
Dari table 5.7 (Brownell & Young, hal 91) diambil diameter luar standar untuk
tangki : OD = 156
Karena tebal tangki yang diambil 7/16 in (0,4375 in) maka diameter dalam tangki
sesungguhnya menjadi :
Di = OD – (2 x t)
= 156 – (2 x 0,4375)
= 155,1250 in = 3,9402 m
Penentuan Ukuran Head
Tebal Head
Dari Brownell & Young Tabel 5.7, hal.91 untuk OD = 156 in dan tebal shell 7/16,
diperoleh :
Icr = 98
3 r = 144
Maka : Icr/r =98
3/144 = 0,065
Icr/r > 6 % sehingga memenuhi untuk torispherical head (Brownell & young,
hlm. 88), maka dapat digunakan persamaan :
W = 0,25 (3 + (r/icr)0,5
) (Brownell & Young, Pers. 7.76, hlm.138)
= 0,25 (3 + (144/98
3)
0,5)
= 1,7298
sehingga :
th = )2,0()2(
)(
PxExfx
WxrxP c
+ C (Brownell & Young ,Pers. 7.77, hlm. 138)
dimana :
th = tebal penutup (head), in
W = Faktor intensifikasi stress untuk torispherical head
P = tekanan desain = 29,2299 psi
rc = knuckle radius = 144 in
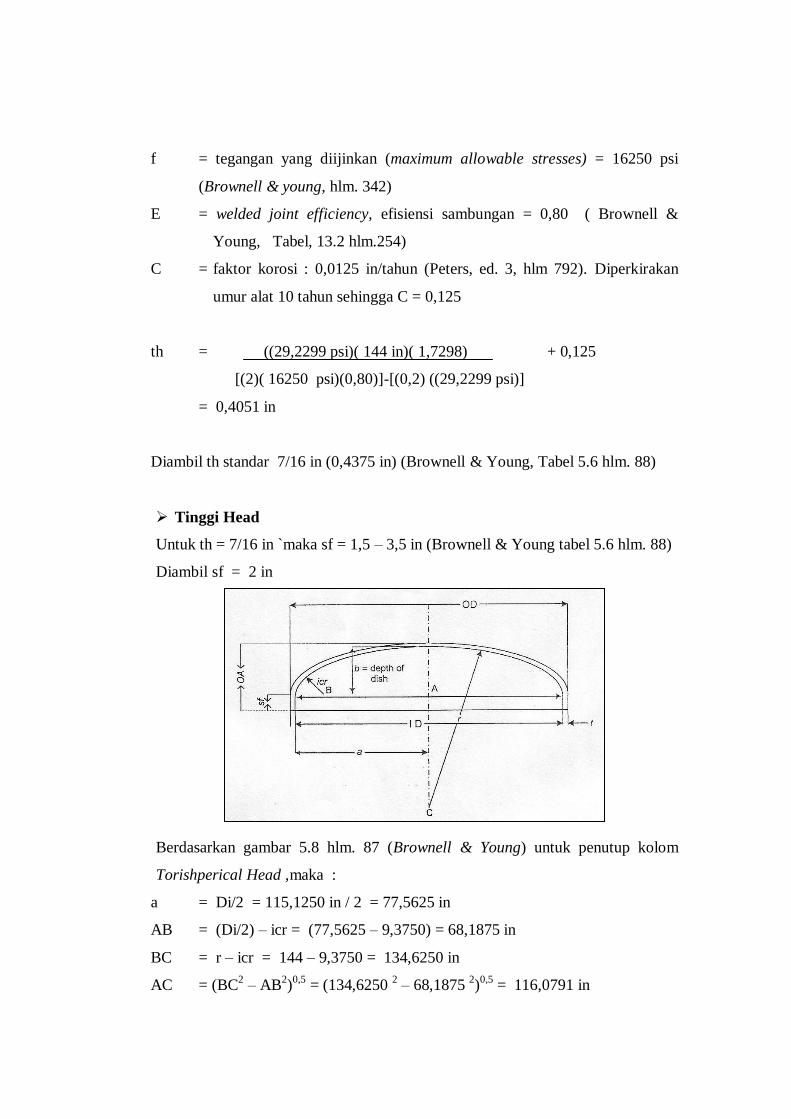
f = tegangan yang diijinkan (maximum allowable stresses) = 16250 psi
(Brownell & young, hlm. 342)
E = welded joint efficiency, efisiensi sambungan = 0,80 ( Brownell &
Young, Tabel, 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan
umur alat 10 tahun sehingga C = 0,125
th = ((29,2299 psi)( 144 in)( 1,7298) + 0,125
[(2)( 16250 psi)(0,80)]-[(0,2) ((29,2299 psi)]
= 0,4051 in
Diambil th standar 7/16 in (0,4375 in) (Brownell & Young, Tabel 5.6 hlm. 88)
Tinggi Head
Untuk th = 7/16 in `maka sf = 1,5 – 3,5 in (Brownell & Young tabel 5.6 hlm. 88)
Diambil sf = 2 in
Berdasarkan gambar 5.8 hlm. 87 (Brownell & Young) untuk penutup kolom
Torishperical Head ,maka :
a = Di/2 = 115,1250 in / 2 = 77,5625 in
AB = (Di/2) – icr = (77,5625 – 9,3750) = 68,1875 in
BC = r – icr = 144 – 9,3750 = 134,6250 in
AC = (BC2 – AB
2)
0,5 = (134,6250
2 – 68,1875
2)
0,5 = 116,0791 in
b = r – AC = 144 – 116,0791 = 27,9209 in
Tinggi penutup tangki (OA)
OA = b + sf + th
= 27,9209 in + 2 in + 0,4375 in
= 30,3584 in = 0,7711
Penentuan Tinggi Total Tangki (HT)
HT = H + 2(OA)
= 7,6768 m + 2(0,7711) m
= 8,4479 meter
Volume Head
a. Bagian Lengkung Torispherical Head (Vh')
Vh' = 0,000049 x ID3 (Pers. 5,11 Brownell & Young, hlm.88)
= 0,000049 x (155,1250 in)3
= 182,9117 ft3 = 316071,4012 in
3
b. Bagian Straight Flange (Vsf)
Volume torispherical head bagian straight flange (Vsf) dihitung sebagai
bentuk suatu silinder dengan ketinggian (H) = sf
Vsf = 1/4 x π x ID2 x sf
Vsf = 1/4 x π x (155,1250 in)2 x 2 in
Vsf = 37780,1120 inch3
= 0,6191 m3
c. Volume total head (Vh)
Vh = Vh' + Vsf
Vh = 316071,4012 in3 + 37780,1120 inch
3
Vh = 353851,5132 inch3
= 5,7986 m
3
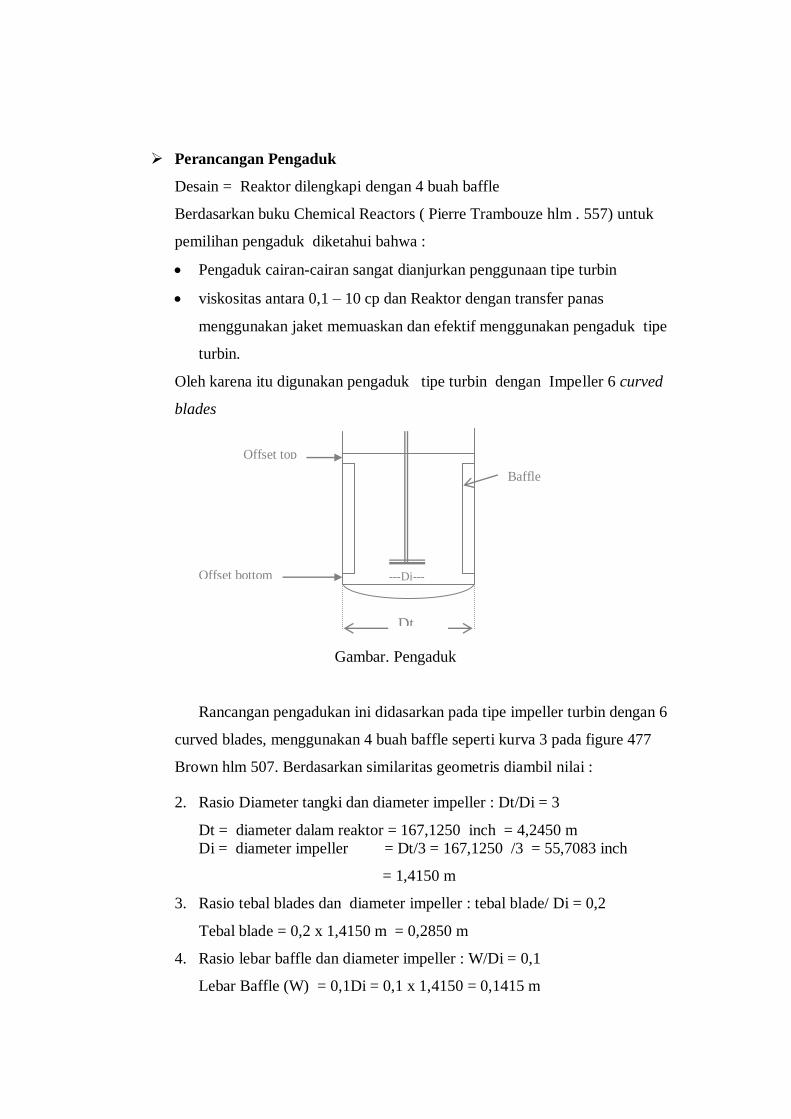
Perancangan Pengaduk
Desain = Reaktor dilengkapi dengan 4 buah baffle
Berdasarkan buku Chemical Reactors ( Pierre Trambouze hlm . 557) untuk
pemilihan pengaduk diketahui bahwa :
Pengaduk cairan-cairan sangat dianjurkan penggunaan tipe turbin
viskositas antara 0,1 – 10 cp dan Reaktor dengan transfer panas
menggunakan jaket memuaskan dan efektif menggunakan pengaduk tipe
turbin.
Oleh karena itu digunakan pengaduk tipe turbin dengan Impeller 6 curved
blades
Gambar. Pengaduk
Rancangan pengadukan ini didasarkan pada tipe impeller turbin dengan 6
curved blades, menggunakan 4 buah baffle seperti kurva 3 pada figure 477
Brown hlm 507. Berdasarkan similaritas geometris diambil nilai :
2. Rasio Diameter tangki dan diameter impeller : Dt/Di = 3
Dt = diameter dalam reaktor = 167,1250 inch = 4,2450 m
Di = diameter impeller = Dt/3 = 167,1250 /3 = 55,7083 inch
= 1,4150 m
3. Rasio tebal blades dan diameter impeller : tebal blade/ Di = 0,2
Tebal blade = 0,2 x 1,4150 m = 0,2850 m
4. Rasio lebar baffle dan diameter impeller : W/Di = 0,1
Lebar Baffle (W) = 0,1Di = 0,1 x 1,4150 = 0,1415 m
Baffle
Offset top
Offset bottom
Dt
---Di---
*Offset bottom (Tinggi sekat dari dasar reaktor)
Offset bottom = Di / 2 = 1,4150/2 = 0,7075 m (Wallas, hlm.288)
*Offset top (Tinggi sekat dari permukaan cairan)
Offset top = W/ 6 = 0,4150/6 = 0,0236 m (Wallas, hlm. 288)
5. Rasio tinggi impeller dari dasar reaktor dan diameter impeller : Zi/Di =1
Zi = Di = 1,4150 m
Perhitungan Jumlah Impeller
a. Menentukan Tinggi Cairan di Reaktor
Cairan menempati bagian bawah reaktor berbentuk torisperical dan di shell
berbentuk silinder. .
V cairan = Vol.cairan pada silinder + vol. cairan pada bagian bawah
Volume bagian torisperical = 7,19545 m3
Volume cairan = 105,6988 m3
Sehingga volume di silinder = 105,6988 m3- 7,19545 m
3
= 98,5033 m
3
Volume cairan = 1/4 x π x Dt2 x h
98,5033 m3
= 1/4 x π x (4,2450)2 x h
h = 6,9636 m
Tinggi cairan = H cairan di silinder + (H cone- tebal cone)
H cone - th = 34,5025 in - 0,4375 in = 34,0650 in = 0,8653 m
ZL = tinggi cairan di dalam reaktor = 6,6936 m + 0,8653 m = 7,8288 m
b. Jumlah Impeller
Berdasarkan similaritas geometris, rasio tinggi cairan dan diameter tangki
ZL / Dt = 7,8288 m/ 4,4250 m = 1,8443
Untuk cairan dengan viskositas <25000 cp dan ZL/ Dt = 1,8443 didapatkan
jumlah impeller = 2 (Wallas hlm.288)
Menentukan jarak antar impeller
Berdasarkan Gambar 10,1, Wallas, hal.288
Jarak antara pengaduk 1 dengan pengaduk 2 adalah :
∆H = ZL / 2 = 7,8288 /2
= 3,9144 m
Jarak pengaduk 2 dari dasar reaktor adalah :
H2 =Zi + ∆H = 1,4150 + 3,9144
= 5,3294 m
Menentukan Kecepatan Pengadukan
a. Menentukan Bilangan Reynold (Re)
NRe =( ρ x n x Di2) / μ
Dimana :
N = Kecepatan pengadukan
Di = Diameter impeller (pengaduk) = 1,4150 m = 4,6424 ft
ρ = Densitas campuran = 1.061,8770 kg/m3 = 66,2909 lb/ft
3
μ = Viscositas campuran = 0,8839 cp = 0,0006 lb/ft.s
Maka:
Re = 66,2909 lb/ft3 x (4,6424 ft)
2 x n/0,0006 lb/ft.s = 2.405.205,3807 x n
b. Menentukan Tenaga Pengadukan
Np = P x gc
ρ x n3 x Di
5
Dimana :
Di = Diameter impeller (pengaduk) = 1,4150 m = 4,6424 ft
ρ = Densitas campuran = 1.061,8770 kg/m3 = 66,2909 lb/ft
3
Vl = Volume cairan = 105,6988 m3 = 27.922,6560 gallon
P = 5 Hp untuk 1000 gallon (Wallas hal 292, untuk campuran cair-cair)
= (5 Hp /1000 gallon) x 27.922,6560 gallon
= 139,6133 Hp = 76.787,3039 lb.ft/s
gc = 32,2 lb.ft/lbf.s2
Np = Power Number
Maka:
Np = 76.787,3039 lb.ft/s x 32,2lbm.ft/lbf.s2
66,2909 lb/ft3 (n
3)( 4,6424ft)
5
= 17,2981 / n3
Harga n diperoleh dengan trial & error menggunakan gambar 477 Brown
hal 507 pada kurva no.3
c. Menetukan Kecepatan Pengadukan
Tabel. Perhitungan Kecepatan Pengadukan
N (rpm) n (rps) Re Np (Pers) Np (grafik)
90 1,5000 3.607.808,0710 5,13 4,90
100 1,6667 4.008.675,6345 3,74 4,90
109,3 1,5308 3.681.968,5702 4,82 4,90
Didapat harga n = 91,85 rpm = 1,53 rps
Maka diperoleh : Re = 3.681.968,5702
Menentukan Tenaga Pengaduk yang Sesungguhnya
P = Np x ρ.n3.Di
5
gc
= 4,90 x 66,2909 lb/ft3 x (1,5308 rps)
3 x (4,6424 ft)
5
32,2 lb.ft/lbf.s2
= 76.787,3039 ft.lbf/s
= 139,6133 Hp
Kebutuhan tenaga untuk 2 buah pengaduk = 2 x 139,6133 Hp
= 279,2266Hp
Dengan effisiensi motor 80%, maka :
Tenaga sesungguhnya = 279,2266 / 0,8
= 349,0332 Hp
IV.4 Silo Penampung CaCO3 (T-03)
Fungsi : menampung bahan baku CaCO3 sebelum masuk fermentor
Bahan : Stainless Steel SA 240 grade A
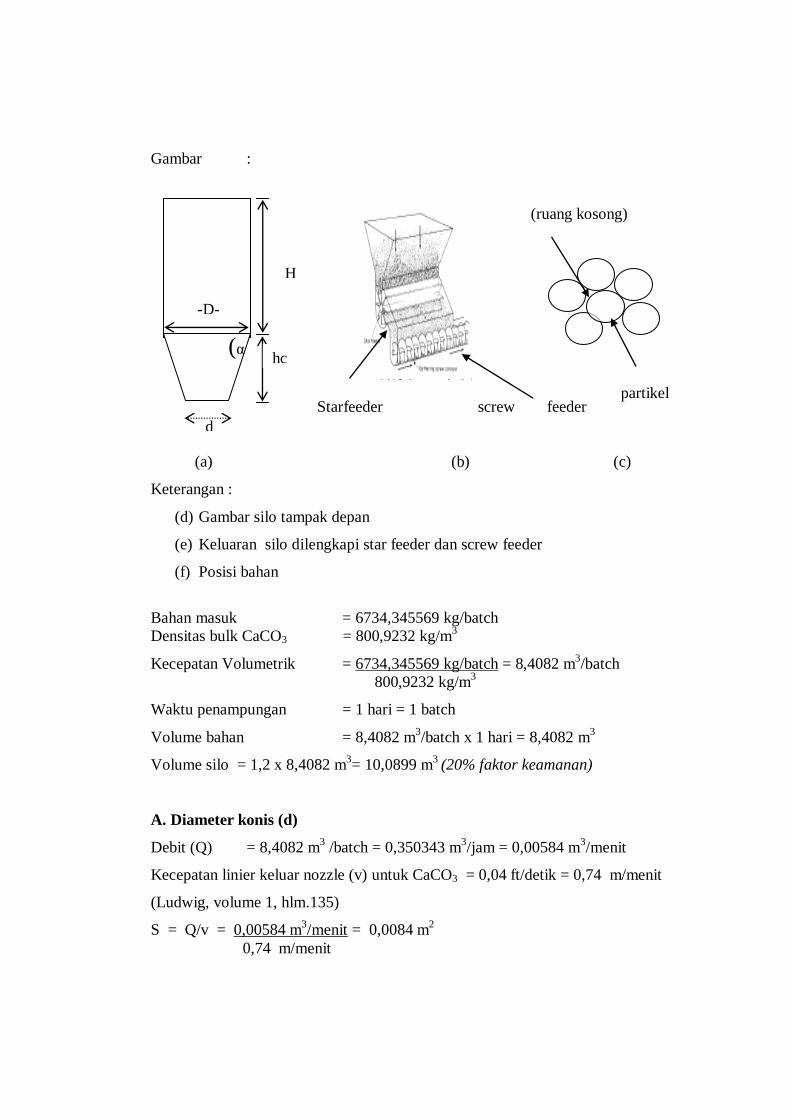
d
-D-
H
hc (α
Gambar :
(ruang kosong)
Starfeeder screw feeder
(a) (b) (c)
Keterangan :
(d) Gambar silo tampak depan
(e) Keluaran silo dilengkapi star feeder dan screw feeder
(f) Posisi bahan
Bahan masuk = 6734,345569 kg/batch
Densitas bulk CaCO3 = 800,9232 kg/m3
Kecepatan Volumetrik = 6734,345569 kg/batch = 8,4082 m3/batch
800,9232 kg/m3
Waktu penampungan = 1 hari = 1 batch
Volume bahan = 8,4082 m3/batch x 1 hari = 8,4082 m
3
Volume silo = 1,2 x 8,4082 m3= 10,0899 m
3 (20% faktor keamanan)
A. Diameter konis (d)
Debit (Q) = 8,4082 m3 /batch = 0,350343 m
3/jam = 0,00584 m
3/menit
Kecepatan linier keluar nozzle (v) untuk CaCO3 = 0,04 ft/detik = 0,74 m/menit
(Ludwig, volume 1, hlm.135)
S = Q/v = 0,00584 m3/menit = 0,0084 m
2
0,74 m/menit
partikel
Luas (S) = π/4 d2
d = (0,0084 m2 x 4/ π )
0,5 = 0,10 m = 0,33 ft
B. Diameter Silinder (D)
Diambil Hs = 3 D
Volume Silinder = π/4 x D2 x Hs = 2,355 D
3
hc = D – d x tg α ( α = 30o)
2
= 0,287 (D – 0,08)
Volume konis = 0,262 x hc x (D2 + D x d + d
2) (Hesse hal 92)
= 0,262 x (0,287 (D – 0,10)) x (D2 + 0,08D + 0,08
2)
Volume silo = Volume silinder + Volume konis
10,0899 m3 = 2,355 D
3+ {0,262 x (0,287 (D – 0,08)) x (D
2 + 0,08D + 0,08
2)}
Setelah di trial and error didapatkan diameter (D) = 1,5797 m = 62,1929 inchi
C. Tinggi Silo
Tinggi silinder (Hs) = 3 D = 3 x 1,5797 m = 4,7391 m
Tinggi konis (hc) = 0,287(D – 0,10) = 0,287(1,5797 – 0,10)= 0,4244 m
H total = Hs + hc = 4,7391 + 0,4244 = 5,1635 m
D. Penentuan Tinggi Bahan (h)
Volume konis = 0,262 x (0,287 (D – 0,10)) x (D2 + 0,10D + 0,10
2)
= 0,262 x (0,287 (1,5797 – 0,10)) x (1,5797 2 + (0,10 x 1,5797) +
0,102)
= 0,7977 m3
Volume bahan = volume bahan di silinder + volume bahan di konis
8,4082 m3 = volume bahan di silinder + 0,7977 m
3
volume bahan di silinder = 7,6106 m3
Volume silinder yang terisi bahan = ¼ x π x D2 x hbahan di silinder
h bahan di silinder = 7,6106 m3 x 4 /(3,14 x (1,5797
2) = 3,8851 m

(21,5622 psi) (31,0965 in)
(16250 psi)(0,80) – (0,6)( 21,5622 psi)
)
hbahan = h bahan di silinder + h bahan di konis (hc)
hbahan = 3,8851 m + 0,4244 m = 4,3095 m
Pbahan = hbahan x ρbahan x g
= (4,3095 m) (800,9232 kg/m3 ) (9,8 m/detik
2)
= 33825,7564 kg/m detik2 = 0,33 atm
Pdesain = Poperasi + Phidrostatik
= 1,1 x (1 atm + 0,33 atm) = 1,4672 atm = 21,5622 psi
E. Tebal dinding Silo
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
t = tebal dinding silinder, in
P = tekanan desain = 21,5622 psi
ri = radius dalam silinder = Di/2 = 62,1929 in/ 2 = 31,0965 in
f = tegangan yang diijinkan (maximum allowable stresses)= 16250 psi
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi = 0,125 in/10 tahun
Maka :
t = + 0,125
t = 0,1766 in
Diambil tebal standar 3/16 in (0,1875 in) (Brownell & young, hal 350)
F. Penentuan Diameter silinder sesungguhnya
Dluar = Do = Di awal + (2 x t)
= 62,1929 in + (2 x 0, 1875 in)
= 62,5679 in = 1,5892 m
G. Tebal Konis
t = PD + C
2(cos α) (fE-0,6P)
t = tebal konis, in
P = tekanan desain = 21,5622 psi
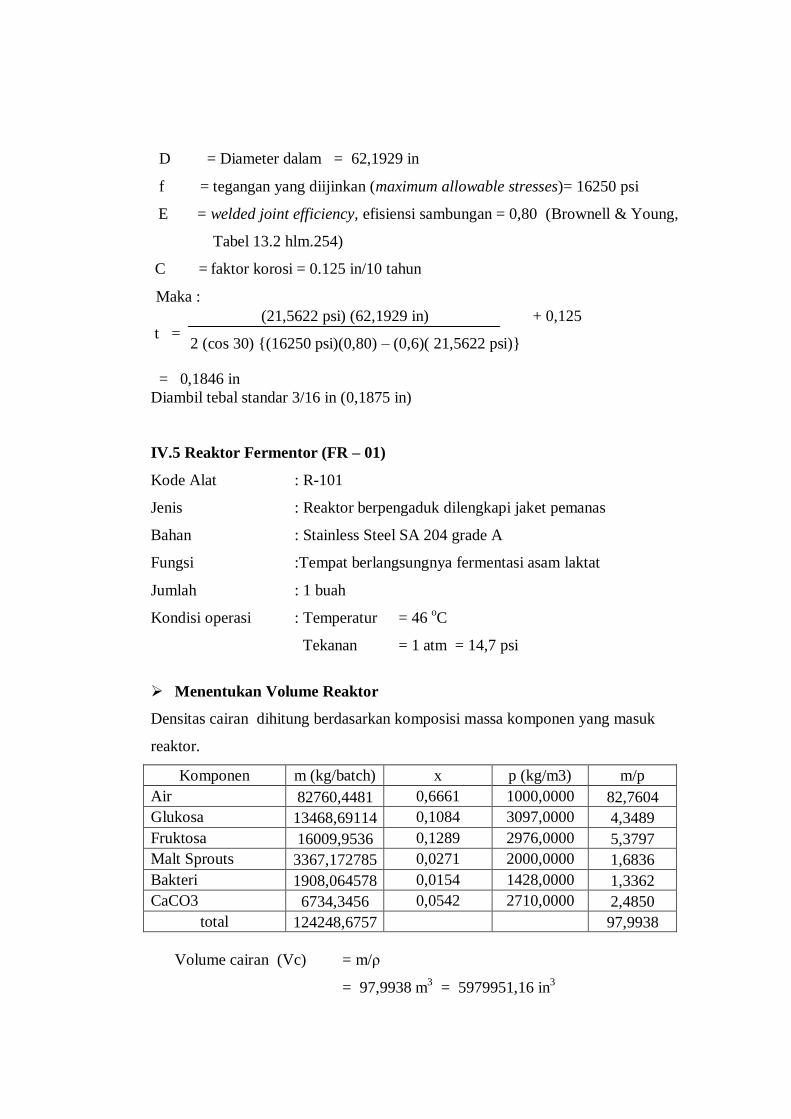
(21,5622 psi) (62,1929 in) + 0,125
2 (cos 30) {(16250 psi)(0,80) – (0,6)( 21,5622 psi)}
D = Diameter dalam = 62,1929 in
f = tegangan yang diijinkan (maximum allowable stresses)= 16250 psi
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi = 0.125 in/10 tahun
Maka :
t =
= 0,1846 in
Diambil tebal standar 3/16 in (0,1875 in)
IV.5 Reaktor Fermentor (FR – 01)
Kode Alat : R-101
Jenis : Reaktor berpengaduk dilengkapi jaket pemanas
Bahan : Stainless Steel SA 204 grade A
Fungsi :Tempat berlangsungnya fermentasi asam laktat
Jumlah : 1 buah
Kondisi operasi : Temperatur = 46 oC
Tekanan = 1 atm = 14,7 psi
Menentukan Volume Reaktor
Densitas cairan dihitung berdasarkan komposisi massa komponen yang masuk
reaktor.
Komponen m (kg/batch) x p (kg/m3) m/p
Air 82760,4481 0,6661 1000,0000 82,7604
Glukosa 13468,69114 0,1084 3097,0000 4,3489
Fruktosa 16009,9536 0,1289 2976,0000 5,3797
Malt Sprouts 3367,172785 0,0271 2000,0000 1,6836
Bakteri 1908,064578 0,0154 1428,0000 1,3362
CaCO3 6734,3456 0,0542 2710,0000 2,4850
total 124248,6757 97,9938
Volume cairan (Vc) = m/ρ
= 97,9938 m3 = 5979951,16 in
3
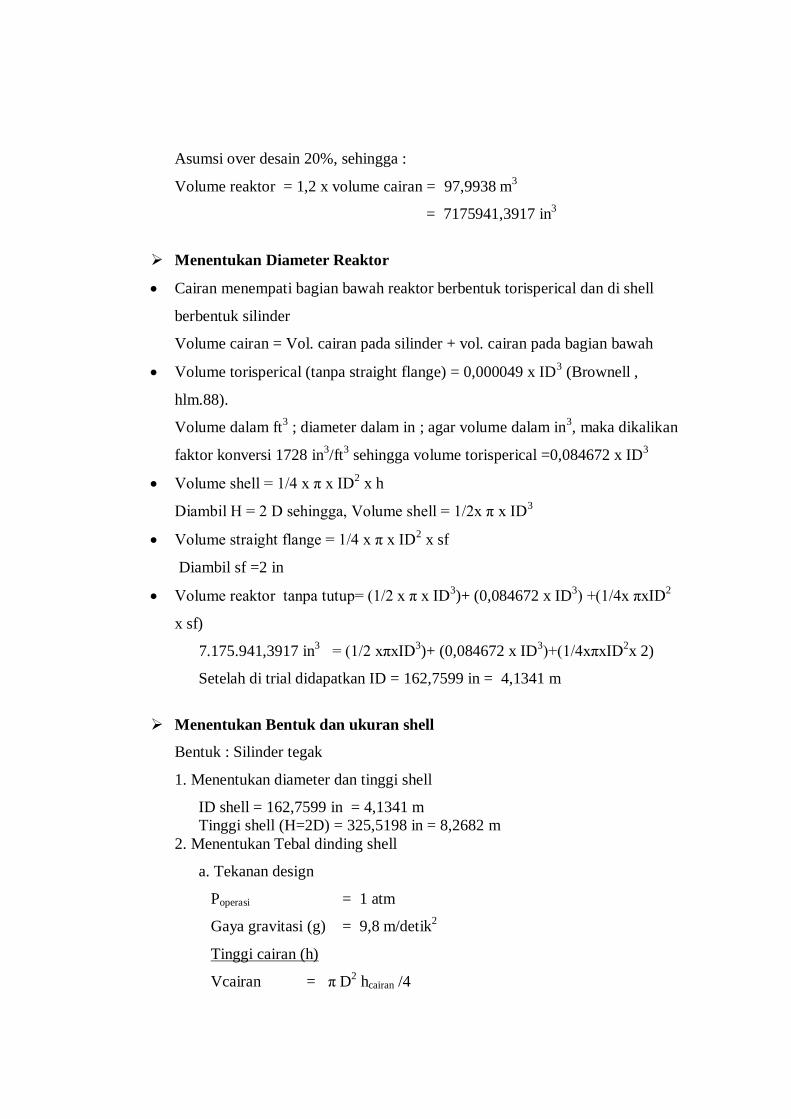
Asumsi over desain 20%, sehingga :
Volume reaktor = 1,2 x volume cairan = 97,9938 m3
= 7175941,3917 in3
Menentukan Diameter Reaktor
Cairan menempati bagian bawah reaktor berbentuk torisperical dan di shell
berbentuk silinder
Volume cairan = Vol. cairan pada silinder + vol. cairan pada bagian bawah
Volume torisperical (tanpa straight flange) = 0,000049 x ID3 (Brownell ,
hlm.88).
Volume dalam ft3 ; diameter dalam in ; agar volume dalam in
3, maka dikalikan
faktor konversi 1728 in3/ft
3 sehingga volume torisperical =0,084672 x ID
3
Volume shell = 1/4 x π x ID2 x h
Diambil H = 2 D sehingga, Volume shell = 1/2x π x ID3
Volume straight flange = 1/4 x π x ID2 x sf
Diambil sf =2 in
Volume reaktor tanpa tutup= (1/2 x π x ID3)+ (0,084672 x ID
3) +(1/4x πxID
2
x sf)
7.175.941,3917 in3 = (1/2 xπxID
3)+ (0,084672 x ID
3)+(1/4xπxID
2x 2)
Setelah di trial didapatkan ID = 162,7599 in = 4,1341 m
Menentukan Bentuk dan ukuran shell
Bentuk : Silinder tegak
1. Menentukan diameter dan tinggi shell
ID shell = 162,7599 in = 4,1341 m
Tinggi shell (H=2D) = 325,5198 in = 8,2682 m
2. Menentukan Tebal dinding shell
a. Tekanan design
Poperasi = 1 atm
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
Vcairan = π D2 hcairan /4

97,9938 m3 = (π)( 4,1341 m)
2 hcairan/4
hcairan = 7,3041 m
Phidrostatik = hcairan x ρcairan x g
= (97,9938 m) (1608,3 kg/m3) (9,8 m/detik
2)
= 115.121,6462 kg/m detik2
= 1,1362 atm
Pdesain= 1,2 x (Poperasi + Phidrostatik)
= 1,2 x ( 1 atm + 1,1362atm)
= 2,5634 atm = 37,6715 psi
b. Tebal shell (utk tangki silinder)
t = )6,0()(
)2/(
PxExf
DxP
+ C (Pers.14-34, Brownell & Young)
Keterangan :
ts = tebal shell; in
P = tekanan design = 37,6715 psi
f = max allowable stress bahan = 16.250 psi
D = Inside diameter of shell = 162,7599 inch
C = Faktor korosi = 0,125 inch/10 tahun
E = welded joint efficiency, efisiensi sambungan = 0,80 ( Brownell &
Young, Tabel, 13.2 hlm.254)
Maka :
th = ((37,6715 psi)( 163 in/2) + 0,125
[( 16250 psi)(0,80)]-[(0,6) ((37,6715 psi)]
= 0,3612 inch
Diambil tebal standar 7/16 in (0,4375 in) (Brownell & young, hal 350)
Penentuan Diameter Shell Sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 162,7599 in + (2 x 0,4375 in)
= 163,6349 in = 4,1563 m
Dari table 5.7 (Brownell & Young, hal 90) diambil diameter luar standar
untuk shell : OD =168 in
Tebal tangki yang diambil 7/16 in (0,4375 in), maka diameter dalam (Di) shell
sesungguhnya menjadi :
Di = OD – (2 x t)
Di = 168 – (2 x 0,4375) = 167,1250 in = 4,2450 m
Penentuan Ukuran Head
Bentuk : Torispherical Head (Flange and Dishead Head)
Bahan : Stainless Steel SA 240 grade A
a. Tebal Head
Dari Brownell & Young Tabel 5.7, hal.90 untuk OD = 168 in dan tebal shell
7/16 in , diperoleh :
Icr = 10,1250
r = 144
Maka :
Icr/r = 10,1250 /144 = 0,0703
Icr/r > 6 % sehingga memenuhi untuk torispherical head (Brownell & young,
hlm. 88), maka dapat digunakan persamaan :
W = 0,25 (3 + (r/icr)0,5
) (Brownell & Young, Pers. 7.76, hlm.138)
= 0,25 (3 + (144/10,1250)0,5
)
= 1,6928
Sehingga :
th = )2,0()2(
)(
PxExfx
WxrxP c
+ C (Brownell & Young ,Pers. 7.77, hlm. 138)
Dimana :
th = Tebal penutup (head), in
W = Faktor intensifikasi stress untuk torispherical head
P = Tekanan desain = 37,6715 psi
rc = Knuckle radius = 144 in
f = Max allowable stress bahan = 16.250 psi
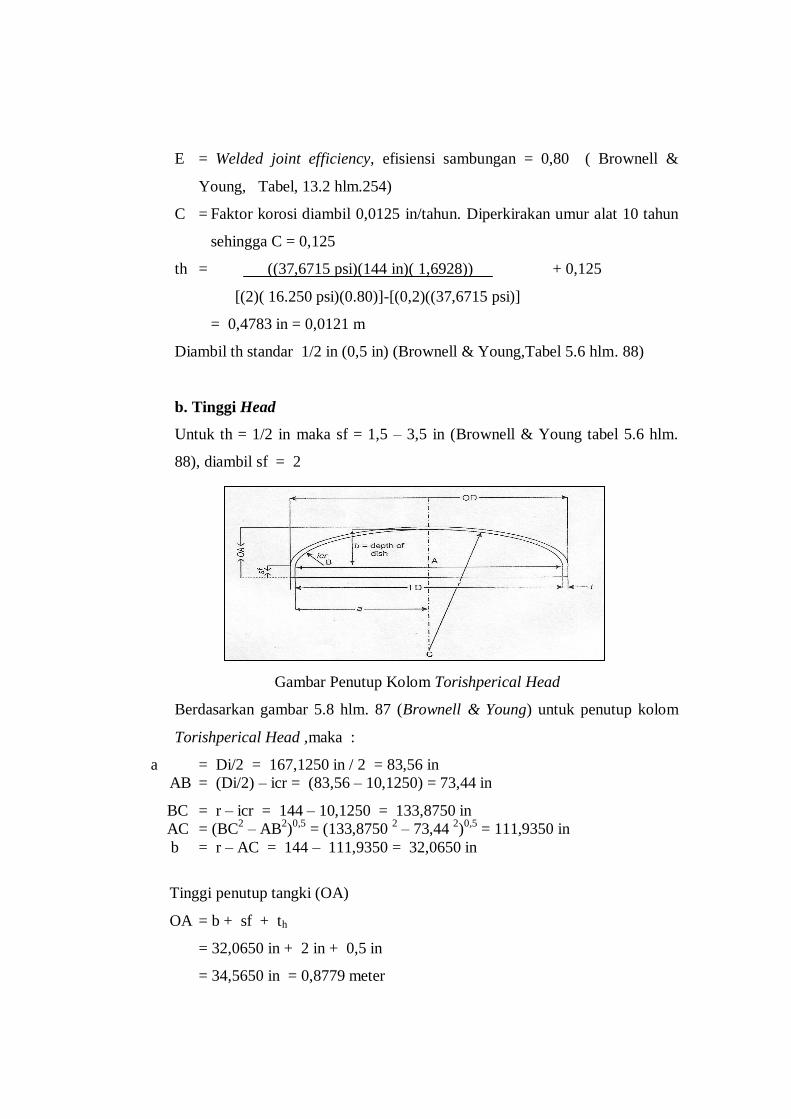
E = Welded joint efficiency, efisiensi sambungan = 0,80 ( Brownell &
Young, Tabel, 13.2 hlm.254)
C = Faktor korosi diambil 0,0125 in/tahun. Diperkirakan umur alat 10 tahun
sehingga C = 0,125
th = ((37,6715 psi)(144 in)( 1,6928)) + 0,125
[(2)( 16.250 psi)(0.80)]-[(0,2)((37,6715 psi)]
= 0,4783 in = 0,0121 m
Diambil th standar 1/2 in (0,5 in) (Brownell & Young,Tabel 5.6 hlm. 88)
b. Tinggi Head
Untuk th = 1/2 in maka sf = 1,5 – 3,5 in (Brownell & Young tabel 5.6 hlm.
88), diambil sf = 2
Gambar Penutup Kolom Torishperical Head
Berdasarkan gambar 5.8 hlm. 87 (Brownell & Young) untuk penutup kolom
Torishperical Head ,maka :
a = Di/2 = 167,1250 in / 2 = 83,56 in
AB = (Di/2) – icr = (83,56 – 10,1250) = 73,44 in
BC = r – icr = 144 – 10,1250 = 133,8750 in
AC = (BC2 – AB
2)
0,5 = (133,8750
2 – 73,44
2)
0,5 = 111,9350 in
b = r – AC = 144 – 111,9350 = 32,0650 in
Tinggi penutup tangki (OA)
OA = b + sf + th
= 32,0650 in + 2 in + 0,5 in
= 34,5650 in = 0,8779 meter
c. Volume Head
a. Bagian Lengkung Torispherical Head (Vh')
Vh' = 0,000049 x ID3 (Pers. 5,11 Brownell & Young, hlm.88)
= 0,000049 x (155,1250 in)3
= 228,7285ft3 = 395242,9017 in
3
b. Bagian Straight Flange (Vsf)
Volume torispherical head bagian straight flange (Vsf) dihitung sebagai
bentuk suatu silinder dengan ketinggian (H) = sf
Vsf = 1/4 x π x ID2 x sf
Vsf = 1/4 x π x (167,125)2 x 2 in
Vsf = 43851,3020 inch3
= 0,7186 m3
c. Volume total head (Vh)
Vh = Vh' + Vsf
Vh = 395242,9017in3 + 43851,3020 inch
3
Vh = 439094,2037 inch3
= 7,1955 m3
Menentukan Tinggi Reaktor
a. Tinggi Shell Sesungguhnya
Hshell = 2 ID
Hshell = 2 x 4,2450 m = 8,4899 m
b. Tinggi Reaktor
H = Hs + (2 x OA)
= 8,4899 m + (2 x 0,8779 m)
= 10,2458 m
Perancangan Pengaduk
Desain = Reaktor dilengkapi dengan 4 buah baffle
Berdasarkan buku Chemical Reactors ( Pierre Trambouze hlm . 557) untuk
pemilihan pengaduk diketahui bahwa :
Pengaduk cairan-cairan sangat dianjurkan penggunaan tipe turbin
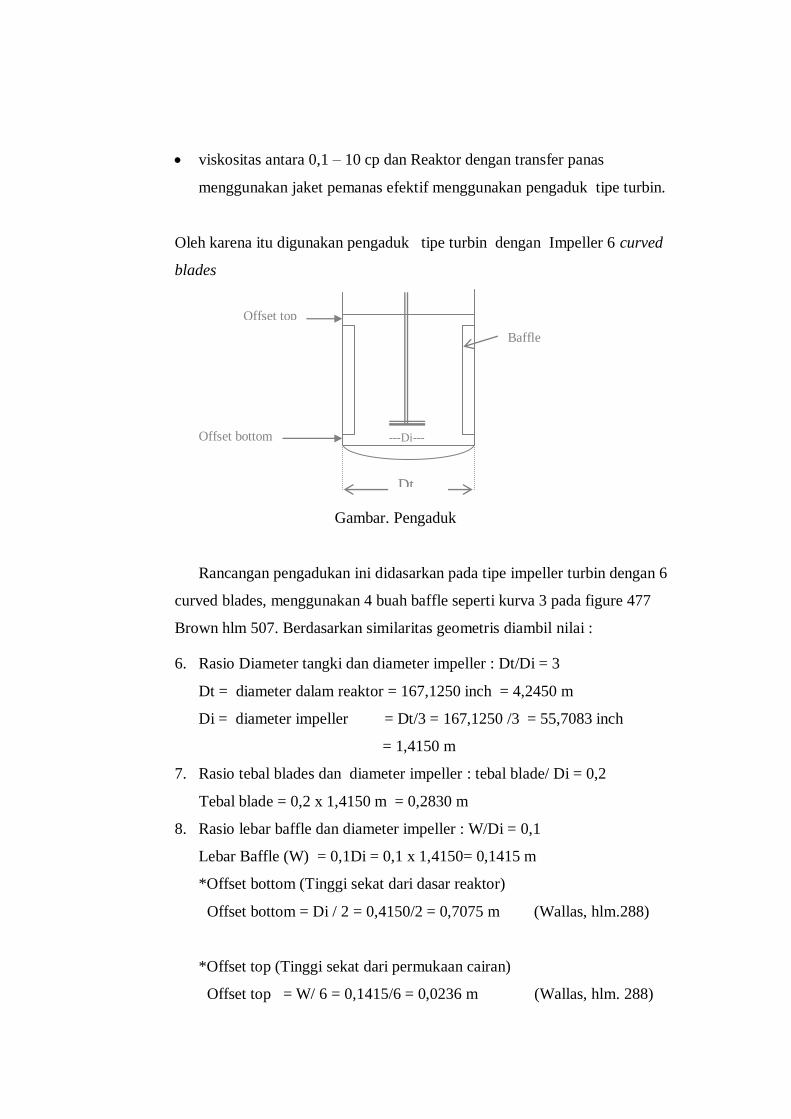
viskositas antara 0,1 – 10 cp dan Reaktor dengan transfer panas
menggunakan jaket pemanas efektif menggunakan pengaduk tipe turbin.
Oleh karena itu digunakan pengaduk tipe turbin dengan Impeller 6 curved
blades
Gambar. Pengaduk
Rancangan pengadukan ini didasarkan pada tipe impeller turbin dengan 6
curved blades, menggunakan 4 buah baffle seperti kurva 3 pada figure 477
Brown hlm 507. Berdasarkan similaritas geometris diambil nilai :
6. Rasio Diameter tangki dan diameter impeller : Dt/Di = 3
Dt = diameter dalam reaktor = 167,1250 inch = 4,2450 m
Di = diameter impeller = Dt/3 = 167,1250 /3 = 55,7083 inch
= 1,4150 m
7. Rasio tebal blades dan diameter impeller : tebal blade/ Di = 0,2
Tebal blade = 0,2 x 1,4150 m = 0,2830 m
8. Rasio lebar baffle dan diameter impeller : W/Di = 0,1
Lebar Baffle (W) = 0,1Di = 0,1 x 1,4150= 0,1415 m
*Offset bottom (Tinggi sekat dari dasar reaktor)
Offset bottom = Di / 2 = 0,4150/2 = 0,7075 m (Wallas, hlm.288)
*Offset top (Tinggi sekat dari permukaan cairan)
Offset top = W/ 6 = 0,1415/6 = 0,0236 m (Wallas, hlm. 288)
Baffle
Offset top
Offset bottom
Dt
---Di---

9. Rasio tinggi impeller dari dasar reaktor dan diameter impeller : Zi/Di =1
Zi = Di = 0,4150 m
Perhitungan Jumlah Impeller
a. Menentukan Tinggi Cairan di Reaktor
Cairan menempati bagian bawah reaktor berbentuk torisperical dan di shell
berbentuk silinder. .
V cairan = Vol.cairan pada silinder + vol. cairan pada bagian bawah
Volume bagian torisperical = 7,1955 m3
Volume cairan = 97,9938 m3
Sehingga volume di silinder = 97,9938 m3- 7,1955 m
3
= 90,7934 m
3
Volume cairan = 1/4 x π x Dt2 x h
90,7934 m3
= 1/4 x π x (4,2450)2 x h
h = 6,4189 m
Tinggi cairan = H cairan di silinder + (H cone- tebal cone)
H cone - th = 34,5650 in - 0,5 in = 34,0650 in = 0,8653 m
ZL= tinggi cairan di dalam reaktor = 6,4189 m + 0,8653 m = 7,2841 m
b. Jumlah Impeller
Berdasarkan similaritas geometris, rasio tinggi cairan dan diameter tangki
ZL/Dt = 7,2841 m/ 4,2450 m = 1,72
Untuk cairan dengan viskositas <25000 cp dan ZL/ Dt = 1,72 didapatkan
jumlah impeller = 2 (Wallas hlm.288)
Menentukan jarak antar impeller
Berdasarkan Gambar 10,1, Wallas, hal.288
a. Jarak antara pengaduk 1 dengan pengaduk 2 adalah :
∆H = ZL / 2 = 7,2841/2
= 3,6421 m
b. Jarak pengaduk 2 dari dasar reaktor adalah :
H2 =Zi + ∆H = 1,4150 + 3,6421
= 5,0571 m

Menentukan Kecepatan Pengadukan
a. Menentukan Bilangan Reynold (Re)
NRe =( ρ x n x Di2) / μ
Dimana :
N = Kecepatan pengadukan
Di = Diameter impeller (pengaduk) = 1,4150 m = 4,6424 ft
ρ = Densitas campuran = 1.608,3 kg/m3 = 100,4022 lbm/ft
3
μ = Viscositas campuran = 0,7179 cp = 0,0005 lb/ft.s
Maka:
Re = 100,4022 lb/ft3 x (4,6424ft)
2 x n/0,0005 lb/ft.s = 4.485.402,3854 x n
b. Menentukan Tenaga Pengadukan
Np = P x gc
ρ x n3 x Di
5
Dimana :
Di = Diameter impeller (pengaduk) = 1,4150 m = 4,6424 ft
ρ = Densitas campuran = 1.608,3 kg/m3 = 100,4022 lbm/ft
3
Vl = Volume cairan = 97,9938 m3 = 25.887,2311 gallon
P = 5 Hp untuk 1000 gallon (Wallas hal 292, untuk campuran cair-cair)
= (5 Hp /1000 gallon) x 25.887,2311 gallon
= 129,4362 Hp = 71.189,8854 lbm.ft/s
gc = 32,2 lbm.ft/lbf.s2
Np = Power Number
Maka:
Np = 71.189,8854 lbm.ft/s x 32,2lbm.ft/lbf.s2
100,4022 lbm/ft3 (n
3)( 4,6424 ft)
5
= 10,5886/ n3
Harga n diperoleh dengan trial & error menggunakan gambar 477 Brown
hal 507 pada kurva no.3
c. Menetukan Kecepatan Pengadukan
Tabel. Perhitungan Kecepatan Pengadukan
N (rpm) n (rps) Re Np (Pers) Np (grafik)
75.0000 1.2500 5.606.752,9818 5,42 4,90
80.0000 1.3333 5.980.536,5139 4,47 4,90
78.0000 1.3000 5.831.023,1010 4,82 4,90
Didapat harga n = 78 rpm = 1,30 rps
Maka diperoleh : Re = 5.831.023,1010
Menentukan Tenaga Pengaduk yang Sesungguhnya
P = Np x ρ.n3.Di
5
gc
= 4,82 x 100,4022 lbm/ft3 x (1,3000 rps)
3 x (4,6424 ft)
5
32,2 lbm.ft/lbf.s2
= 71.189,8854 ft.lbf/s
= 129,4362 Hp
Kebutuhan tenaga untuk 2 buah pengaduk = 2 x 129,4362 Hp
= 258,8723 Hp
Dengan effisiensi motor 80%, maka :
Tenaga sesungguhnya = 258,8723 / 0,8
= 323,5904 Hp
Sistem Pemanas
a. Pemilihan Jenis Sistem Pemanas
Untuk melihat apakah memakai jaket dapat memenuhi kebutuhan
transfer panas dilihat dari luas minimal kebutuhan transfer panas.
LMTDD TU
Q A
Dimana:
A : Luas area transfer panas (ft2)
UD : Light organic 100 s.d 200 diambil 150 Btu/hr.ft2.oF
Q : Energi yang akan di transfer (42175306,14 KJ/batch
= 40001240,8032 Btu/batch)

∆TLMTD =
) t- (T
) t- (TLn
) t- (T - ) t- (T
22
11
2211
T : suhu fluida panas (oF) T1 = 200
OC = 392
oF
T2 = 200 OC = 392
oF
t : suhu fluida dingin(oF) t1 = 30
OC = 86
oF
t2 = 46 OC = 114,8
oF
∆TLMTD =
114,8)-(392
86) -(392Ln
114,8)- (392 - 86) -(392 = 291,36
0F
36,291015
03240001240,8 A
= 915,2676004 ft
2
Jadi luas minimum perpindahan panas adalah 915,2676004 ft2 = 85,031 m
2
Media pemanas : steam
Dari neraca energi, diketahui kebutuhan steam : 21755,5484kg/batch
b. Diameter jaket dan Tebal Jaket
Aliran volumetrik air pendingin :
Qm = 9967,386
4121755,548
ρ
M56,21637336 m
3/batch
Ditentukan waktu tinggal air pendingin dalam jaket, t = 5 menit
= 0,0833 jam.
Vj = Qm × t = 56,21637336 ×0,833
= 4,6847 m3
Dimana :
Vj = volume jaket
ODj = diameter dalam jaket
ODs = 156 in = 4,2672 m
Tinggi cairan = 8,4899 m
Tinggi torispherical bawah, OA = 34,565 in = 0,8779 m
OA) x x ( Hj) x ODs x ( - OA) x x ( Hj) x ODj x ( Vj 4ODs
4π2
4π
4ODj
4π2
4π 22
Jaket yang diinginkan adalah di sekeliling shell dan tutup bawah, dengan
tinggi jaket = 10,5 x tinggi cairan.
Hj = 1,05 x hcairan
= 1,05 x 8,4899 m = 8,9144 m
1,7502 m3 = ((3,14/4 x ODj
2 x 8,9144)+(3,14/4 x ODj
2/4 x 0,8779)) –
((3,14/4 x 4,2672 2
x 8,9144)+(3,14/4 x 4,2672 2
/4 x 0,8779))
ODj = 4,2672 m
Tebal Jaket :
Tj = (ODj – ODs) / 2
= (4,2672 – 3,9624) / 2
= 0,1748 m
c. Luas Jaket
A jaket = π × ODj × Hj
= 3,14 × 4,2672 × 8,9144
= 121,5687 m2
Luas selimut jaket memenuhi sebagai luas perpindahan transfer panas karena luas
selimut jaket 121,5687 m2 lebih besar dari luas perpindahan transfer panas yang
dibutuhkan sebesar 85,0311 m2, maka jaket dapat digunakan.
Merancang Isolasi
Bahan : Asbestos
a. Penentuan Luas Perpindahan Panas :
Pada Sekeliling Reaktor
A1 = 2 x π x R x Hs
dimana : A1 = Luas perpindahan panas pada sekeliling shell
R = jari-jar luar tangki = OD/2 = 2,1336 m
Hs = tinggi shell = 8,4899 m
Maka, A1 = 2 x 3,14 x 1,4478 m x 8,4899 m
= 113,7568 m2
Pada Bagian Torispherical Head :

A2 = (1/3 x π x Rtb2) + (2 x π x Rtb x sf)
dimana : A2 = luas perpindahan panas pada tutup bagian bawah
Rtb = jari-jari tutup bawah = Dtb/2 = OD/2 = 2,1336 m
sf = 2 inc
Maka, A2 = (1/3 x 3,14 x 2,1336) + (2 x 3,14 x 2,1336 x 2)
= 5,6155 m2
Luas perpindahan panas total = A1 + (2 x A2) = 124,9878 m2
b. Penentuan Tebal Isolasi
Qlost = k x A x ∆T/L
dimana : Qlost = panas yang terlepas maksimum 10% dari panas yang
diserap reaktor 4217530,6137 KJ/batch = 4000124,0803Btu/batch
k = konduktivitas termal = 0.7088 btu/jam.ft.F
A = luas perpindahan panas = 124,9878 m2 = 1345,3577 ft
2
L = tebal isolasi minimum
∆T = 28.8000 F
maka : L = 0,0069 ft = 0,0021 m
Lubang (Nozzle)
1. Nozzle untuk Umpan
a. Umpan dari aliran 5
Laju alir masuk (m) : 112239,0928 kg/batch
Densitas campuran (ρc) : 1533,4996 kg/m3 = 95,7331 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 73,1915 m3/batch
= 0,7180 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt = 3,9(Qf)0,45
(ρc)0,13
= 3,9 (0,7180 ft3/detik)
0,45(95,7331 lb/ft
3)
0,13
= 6,0793 inch
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 8 inch
Do = Diameter luar : 8,625 inch
Di = Diameter dalam : 8,7610 inch
Schedule Number : 80
Tebal Pipa : 0,5 inch
b. Umpan dari aliran 6
Laju alir masuk (m) : 3367,1728 kg/batch
Densitas campuran (ρc) : 2000 kg/m3 = 124,8558 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 1,6836 m3/batch
= 0,0165 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt = 3,9(Qf)0,45
(ρc)0,13
=3,9(0,0165 ft3/detik)
0,45(124,8558 lb/ft
3)
0,13
= 1,1525 in
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 1,5 inch
Do : Diameter luar : 1,9 inch
Di : Diameter dalam : 1,5 inch
Schedule Number : 80
Tebal Pipa : 0,2 inch
c. Umpan dari aliran 7
Laju alir masuk (m) : 1908,0646 kg/batch
Densitas campuran (ρc) : 1.428,1810 kg/m3 = 89,1583 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 1,3360 m3/batch
= 0,0131 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt = 3,9(Qf)0,45
(ρc)0,13
=3,9(0,0131 ft3/detik)
0,45(89,1583 lb/ft
3)
0,13
= 0,9941 in
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 1 inch
Do : Diameter luar : 1,32 inch
Di : Diameter dalam : 0,957 inch
Schedule Number : 80
Tebal Pipa : 0,1815 inch
d. Umpan dari aliran 8
Laju alir masuk (m) : 6734,3456 kg/batch
Densitas campuran (ρc) : 2.710 kg/m3 = 169,1796 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 2,4850 m3/batch
= 0,0244 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt = 3,9(Qf)0,45
(ρc)0,13
=3,9(0,0244 ft3/detik)
0,45(169,1796 lb/ft
3)
0,13
= 1,4285 in
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 1,5 inch
Do : Diameter luar : 1,90 inch
Di : Diameter dalam : 1.5 inch
Schedule Number : 80
Tebal Pipa : 0,2 inch
2. Nozzle Produk
a. Produk Aliran 9
Laju alir masuk (m) : 2963,1121 kg/batch
Densitas campuran (ρc) : 1,6810 kg/m3 : 0,1049 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 1762,7079 m3/batch
= 17,2915 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt=3,9(Qf)0,45
(ρc)0,13
= 3,9(17,2915 ft3/detik)
0,45(0,01049 lb/ft
3)
0,13
= 10,4909 in
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 12 inch
Do : Diameter luar : 12,575 inch
Di : Diameter dalam : 11,6260 inch
Schedule Number : 60
Tebal Pipa : 0,562 inch
b. Produk aliran 10
Laju alir masuk (m) : 124248,6757 kg/batch
Densitas campuran (ρc) : 1548,2915 kg/m3 = 96,6566 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 80,2489 m3/batch
= 0,7872 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt = 3,9(Qf)0,45
(ρc)0,13
=3,9(0,7872 ft3/detik)
0,45(96,6566 lb/ft
3)
0,13
= 6,3443 in
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 8 inch
Do = Diameter luar : 8,625 inch
Di = Diameter dalam : 7,625 inch
Schedule Number : 80
Tebal Pipa : 0,5 inch
3. Lubang pada Jaket
Laju alir masuk (m) : 15.228,8839 kg/batch
Densitas steam (ρc) : 386,9987 kg/m3 = 24,1595 lb/ft
3
Debit umpan masuk, Qf = m / ρc = 0,3860 ft3/detik
Dari pers. 10-45 hal 381 Peters, dihitung diameter optimum dari pipa yang
masuk ke reaktor adalah :
Diopt = 3,9(Qf)0,45
(ρc)0,13
=3,9(0,3860 ft3/detik)
0,45(24,1595 lb/ft
3)
0,13
= 3,8445 in
Diameter dalam pipa yang mendekati & ada dipasaran, adalah :
(App. K, Brownell & Young)
Ukuran nominal : 4 inch
Do = Diameter luar : 4,5 inch
Di = Diameter dalam : 3,8260 inch
Schedule Number : 80
Tebal Pipa : 0,337 inch
Sistem Penyangga Reaktor
Data yang didapat dari perhitungan sebelumnya :
- Diameter dalam vessel, ID = 167,12 in = 4,2450 m
- OD = diameter luar shell = 168 in = 4,2672 m
- Tebal vessel, tv = 0,4375 in = 0,0111 m
- Tinggi shell,Hs = 334,25 in = 8,4899 m
- Tinggi vessel, Hv = 403,379 in = 10,2458 m
Pemilihan jenis penyangga berdasarkan pada :
Bentuk, ukuran, dan berat reaktor
Suhu dan tekanan operasi
Letak atau tempat untuk reaktor tersebut.
Sistem penyangga yang dipilih untuk sistem vessel vertikal adalah lug support,
yang memiliki beberapa keuntungan antara lain :
Ekonomis
Paling umum digunakan untuk sistem penyangga vertikal
Konstruksinya lebih mudah dibandingkan dengan penyangga jenis lain
yang dapat digunakan pada sistem vertikal (antara lain skirt support, leg
support, ring support).
Direncanakan :
- Tinggi penyangga = 3 m
- Jarak vessel dari tanah = 2 m
- Tinggi penyangga + tinggi vessel = 2 + 9,4527= 11,4257 m
- Bahan penyangga : Steel SA-162 grade 11 (S : 18750 psi)
Berat total beban
a. Berat Shell
Bs = ¼ π . (OD 2 – IDs
2) × s × Hs
Dengan :
- s : densitas dari bahan shell 7900 kg/mt3 (Brownel & Young, hal 156)
- Bs = ¼ π × (4,2672 2 – 4,2450
2) × 7900 × 8,4899
= 9960,5539 kg
b. Berat Tutup (Torispherical)
Berat Tutup Tanpa Stright Flight
Volume head kosong = 0,000049 × (ODs3 – IDs
3)
= 0,000049 × ((156 in )3 – (155,1250 in)
3)
= 3,1127 ft3 = 0,08814 m
3
Bh’ = s x V = 7900 kg/mt3
x 0,08814m3
= 696,3192 kg
Berat Bagian Straight Flange (Bh”)
Sf : 2 inch
Maka :
Vsf luar = π/4 x OD2 x Sf
= 3,14/4 x (156)2 x 2
= 44311,7 in3 = 25,6433 ft
3
Vsf dalam = π/4 x ID2 x Sf
= 3,14/4 x (167,125)2 x 2
= 43851,3 in3 = 25,3769 ft
3
Bh” = (Vsfluar – Vsf dalam) x ρ
= (25,6433 – 25,3769)ft3 x 493,1812 lb/ft
3
= 131,3945 lb = 59,6094 kg
Berat Head Total , Bh = 2 x (Bh’ + Bh”)
= 2 x (807,889 + 59,6094)kg
= 1503,3193 kg
c. Berat Cairan Maksimum
Jumlah minimum bahan dalam reaktor selama proses ( bahan & steam)
Bc : 146004,2241 kg
d. Berat Jaket Kosong
Diketahui volume jaket : 3,2793 m3
Bjaket = V jaket x ρ
= 4,685 x 7900
= 37009,1125 Kg
e. Berat Pengaduk, Flange, Nozzle, Baut, dan lain – lain
Dari Peters, hal 542, diketahui bahwa berat flange, nozzle, gasket, bolt
dan lain-lainnya adalah 20% dari berat total vessel reaktor kosong pada
posisi vertikal.
BL = 20 % × (8583,2537 + 1503,3193) = 2017,3146 kg
Berat total maksimal :
Bmaks = Bs + Bh + Bc + Bj + Bl
= 8583,2537 + 1503,3193 + 102202,9569 + 25906,3788 +
2017,3146
= 140213,2233 kg
Wmaks = Bmaks × g
Dengan :
g = 9,8 m/dtk2
Wmaks = 140213,2233 × 9,8 = 1374089,5881 N = 1374,0896 kN
Perancangan Flange, Bolt & Gasket
Diketahui :
Pdesain : 37,6715 psi : 2,5634 atm
T operasi : 46 oC
Dimensi reaktor :
Do : OD : Diameter luar reaktor : 168 inch : 4,2672 m
Di : IDs : Diameter dalam reaktor : 167,125 inch : 4,2450 m
Tr : ts : Tebal Reaktor : 1/4 inch : 0,4375 inch : 0,0111 m
Dipilih :
a. Flange
Bahan : Stainless steel SA 167 Grade 3 type 304
Jenis : Loose
S : 17200 Psi
b. Bolt
Bahan : SA 193 Grade B8 Type 304
S : 10000 Psi
c. Gasket
Bahan :Asbestos
Tebal : 1/8 inch, Dari Fig. 12-11 Brownell & Young, diperoleh
Gasket Faktor (m) = 2
Minimum design seating stress (y) = 1600 psi
Lebar Gasket
Do = y – P.m (Pers 12-2 Brownell & Young)
Di y – P(m + 1)
Do = 1600 – (37,6715)(2) (Pers 12-2 Brownell & Young)
Di 1600 – 37,6715 (2 + 1)
Do = 1,0126
Di
Digasket = 168 inch = 4,2672 m
Jadi :
Dogasket = 1,0126 Digasket = 1,0126 x 4,2672 m = 4,3478 m
Lebar gasket minimum, N= (Do gasket - Di gasket)/2
= (4,3478 – 4,2672)/2
= 0,0269 m = 1,0574 inch
Maka, diameter rata-rata (G) :
G = Do gasket + N = (4,3209 + 0,0269) = 4,3478m
= 171,1722 inch
Beban – beban pada Bolt
a. Beban bolt awal yang dibutuhkan pada kondisi atmosfer tanpa tekanan
dari dalam
Wm2 = Hy = b x π x G x y (pers. 12,88, Brownell & Young)
Dimana :
Wm2 : Beban bolt yang dibutuhkan (lb)
Hy : beban bolt untuk kondisi tightning-up (lb)
b : lebar permukaan kontak sambungan = N/2 = 0,0134 m
= 0,5287 inch
G : diameter luar gasket : 4,3478 m : 171,1722 inch
y : minimum design seating stress : 1600 psi (Brownell & Young,
hal228)
Maka :
Wm2 = 0,5287 inch x 3,14 x 171,1722 inch x 1600 psi = 454657,2007 lb
= 206229,3 kg
b. Beban sambungan (head to keep joint tight under operation)
Hp = 2 x π x b x G x m x P (Pers.12-90 Brownell & Young)
= 2 x 3,14 x 0,5287 inch x 171,1722 in x 2 x 37,6715 psi
= 42819,07197 lb = 19422,4274 kg
c. Beban dari tekanan (head from internal pressure)
H = 1/4 π G2 P (Pers.12-89 Brownell & Young)
= ¼ x 3,14 x (171,1722)2 x 37,6715
= 866461,8527 lb = 393020,9527 kg
d. Beban operasi total (total operation load)
Wm1 = H + Hp
= 866.461,8527 lb + 42.819,07197 lb
= 909.280,9247 lb = 412.443,3801 kg
Karena Wm1 > Wm2, maka beban pengontrolnya adalah Wm1
Luas Minimum Bolting Area
Am1 = Wm1/fa (Pers. 12-93 Brownell & Young)
Dimana:
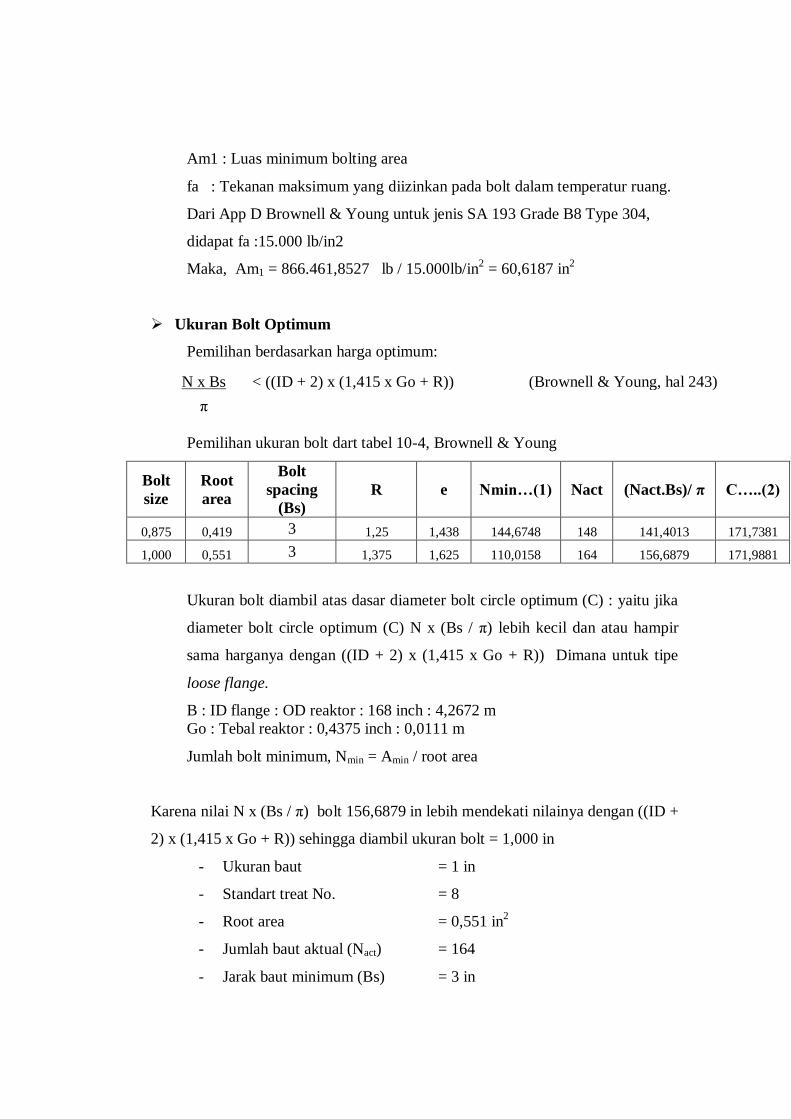
Am1 : Luas minimum bolting area
fa : Tekanan maksimum yang diizinkan pada bolt dalam temperatur ruang.
Dari App D Brownell & Young untuk jenis SA 193 Grade B8 Type 304,
didapat fa :15.000 lb/in2
Maka, Am1 = 866.461,8527 lb / 15.000lb/in2 = 60,6187 in
2
Ukuran Bolt Optimum
Pemilihan berdasarkan harga optimum:
N x Bs < ((ID + 2) x (1,415 x Go + R)) (Brownell & Young, hal 243)
π
Pemilihan ukuran bolt dart tabel 10-4, Brownell & Young
Bolt
size
Root
area
Bolt
spacing
(Bs)
R e Nmin…(1) Nact (Nact.Bs)/ π C…..(2)
0,875 0,419 3 1,25 1,438 144,6748 148 141,4013 171,7381
1,000 0,551 3 1,375 1,625 110,0158 164 156,6879 171,9881
Ukuran bolt diambil atas dasar diameter bolt circle optimum (C) : yaitu jika
diameter bolt circle optimum (C) N x (Bs / π) lebih kecil dan atau hampir
sama harganya dengan ((ID + 2) x (1,415 x Go + R)) Dimana untuk tipe
loose flange.
B : ID flange : OD reaktor : 168 inch : 4,2672 m
Go : Tebal reaktor : 0,4375 inch : 0,0111 m
Jumlah bolt minimum, Nmin = Amin / root area
Karena nilai N x (Bs / π) bolt 156,6879 in lebih mendekati nilainya dengan ((ID +
2) x (1,415 x Go + R)) sehingga diambil ukuran bolt = 1,000 in
- Ukuran baut = 1 in
- Standart treat No. = 8
- Root area = 0,551 in2
- Jumlah baut aktual (Nact) = 164
- Jarak baut minimum (Bs) = 3 in
- Jarak radial minimum ( R ) = 1.375 in
- Jarak tepi (E) = 1,063 in
Diameter lingkar baut ( C ) = 171,7381 in = 4,3685 m
Perhitungan Diameter Luar Flange
OD flange = C + 2E
= Jarak bolt circle + 2E
= 171,7381 + 2 (1,063) = 174,113 inch = 4,4225 m
Menguji Pemilihan Bahan Gasket
Ab actual = Jumlah bolt x Root Area = 164 x 0,551 = 90,364 in2
Syarat : Ab
= 90,364 in2 x 15000 / (3,14 x 171,1722 in x 164 in) < 2x1600
= 15,377293 psi < 3200 psi
Maka pemilihan bahan gasket telah memenuhi syarat.
Beban Flange
a. Pada kondisi bolting up (tidak ada tekanan dari dalam)
Kondisi bolt pada desain flange
W = ½ (Ab + Am1)fa (Pers.12-94 Brownell & Young)
= ½ (90,364 + 60,6187) x 15000
= 1.132.370,4623 lb = 513635,2126 kg
Lever Arm
hG = ½ (C-G)
= ½ x (171,988 – 171,1722)
= 0,4079 in
= 0,0104 m
Momen Flange
MG = W.hG
= 1.132.370,4623 lb x 0,4079 in
= 461.947,1429 lb.in
b. Pada kondisi operasi
Hidrostatik end force pada daerah didalam flange
HD = 0,785 B2P (Pers. 12-96 Brownell & Young)
= 0,785 x (156)2 x 37,671
= 834.644,2162lb
Lever Arm
hD = ½ (C-B) = ½ (171,9881 – 156) = 1,9941 inch
Momen Operasi
MD = HD . hD = 834.644,2162 x 1,9941 inch
= 1.664.332,732 lb.in
Perbedaan beban bolt flange design dengan total hidrostatik end force
HG = W - H = Wm1 – H (Pers. 12-98 Brownell & Young)
= 909.280,9247– 866.461,8527
= 4.2819,07197 lb
Lever arm
hG = ½ (C-G)
= ½ x (171,9881 – 171,1722) = 0,4079 in = 0,0104 m
Momen
MG = HG.hG
= 4.2819,07197 lb x 0,4079 in
= 17.467,91233 lb.in
Perbedaan total hidrostatik end force dengan hidrostatik end force
didalam flange
HT = H - HD = 866.461,8527 – 676.926,6893 = 31.817,63646 lb
Lever Arm
hT = ½ (hD-hG) = ½ (1,9941 –0,4079) = 0,7931 in
Momen
MT = HT.hT = 31.817,63646 lb x 0,7931 in = 25.233,22304 lb.in
Jumlah total momen untuk kondisi operasi
Mmax = MD + MG + MT
= 1.664.332,732 + 17.467,9123 +25.233,2231 = 1.707.033,868 lb.in
Tebal Flange
TF = y x Mmax (Pers.12-109 Brownell & Young)
f x B
K = A/B = Do flange/Do reaktor = 174,113 / 168 = 1,0364
Dari Fig 12-22 hal 238 Brownell & Young, untuk K = 1,0364
diperoleh
Y = 51
TF = 51 x 1707033,868 = 5,8777 in = 0,1493 m
15000 (168 )
Gaya Karena Angin
a. Gaya, Stress, dan Momen pada Vessel Karena Angin
Periode Getaran (T)
T = 6,35.10-5
x (H/Do)3/2
x (Fmax/Tr)0,5
(Pers hal 151, Bhattacharyya)
Dimana: H : Tinggi reactor total : 10,2458 m
Do : Diameter luar reaktor : 168 inch : 4,2672 m
Fmax : 1.931,0704 kN
Tr : ts : 0,4375 in : 0,0111 m
Maka:
T = 6,35.10-5
x (10,2458 / 34,2672)3/2
x (1.931,0704 / 0,0111)0,5
= 0,09849 detik
Gaya Akibat Angin (Pw)
Pw = K1 x K2 x Wp x H x ODr (Pers 9,39, Bhattacharrya)
Dimana :
K1 : Koefisien yang tergantung pada bentuk (untuk permukaan silinder,
K1 : 0,7)
K2 : Koefisien yang tergantung pada periode dari 1 siklus getaran (untuk
waktu < 0,5 detik)
Wp : Wind pressure dari bagian bawah vessel (untuk daerah dengan
kecepatan angin sedang dan tinggi reaktor <20 m, maka Wp : 0,4
kN/m2
Maka : Pw = 0,7 x 1 x 0,4 x 10,2458 x 4,2672
= 12,2419 kN
Bending Moment Akibat Beban Angin (Mw)
Gaya akibat angin menimbulkan horizontal shear pada penyangga yang
menyebabkan bending moment pada bagian bawah vessel karena angin.
Untuk Hr < 20 m,maka:
Mw = Pw x (H/2) (Persamaan 9.3.11,
Bhattacharrya)
= 12,2419 kN x (10,2458 /2
= 62,7143 kN.m
Bending stress pada arah aksial akibat angin (σw)
σw = 4 x Mw
π x ts x IDs x (IDs + ts)
= 4 x 62,7143 = 397,9239 kN/m2
3,14 x 0,0111 x 4,2672 x (4,2672 + 0,0111)
b. Bending Stress, Bending moment dan Shear Akibat Gempa
Periode Getaran (T)
Dimana:
T = 2.5 x 10-5
x 2)(D
Hx 2
1
)t
Dw(
t = tebal dinding reaktor (ts) = 0,4375 in = 0,0111 m
D = Diameter luar Reaktor (OD) = 168 in = 4,2672 m
w = Fmax / Ketinggian menara = 169,0107 kN/m
H = (Tinggi Reaktor Total) = 10,2458 m
Maka T = 0,0367detik
Beban shear total akibat gempa (F)
F = Cs x Fmax
Dimana :
Cs : Koefisien seismik (untuk daerah ancaman gempa sedang dan T < 0,4
detik; maka Cs : 0,1) ( dari tabel 9,2, Bhattacharrya)
Maka :
F = 0,1 x 1.931,0704 kN = 193,107 kN
Beban Shear Maksimum Akibat Gempa (Vs)
Beban shear pada bidang horizontal pada menara dengan jarak X meter
kebawah dari atas
Vs max jika X = H (tinggi vessel total dari bawah)
Sehingga Vs = Cs x W
Maka Vs (beban shear max) = F (beban shear total) = 193,107kN
Bending moment akibat gempa (Ms)
Bending moment pada bidang X yang dihasilkan dari beban shear diatas X
akibat gempa
Ms = 4 x Fmax x H2 x (3H - X)
H2
Ms max jika X = H sehingga
Ms = 4 x Cs x Fmax x H2 x 2H = 4 x F x 2H
= 4 x 193,107 kN x 2(10,2458) = 15.828,35884 kN.m
2H
X)(2HCWX Vs
Bending stress akibat gempa (σs)
σs = 4 x Ms
π.ts (ID + ts)ID
= 4 x 15.828,35884 = 100.431,3361 kN/m2
3,14 x 0,0111 x (4,2672 + 0,0111) x 4,2672
c. Beban Kompresi Maximum Per Lug (P)
Penyangga terdiri atas 4 lug
P = 4 x Pw x (H - Hc) + Fmax
n x C n
Dimana : n : jumlah lug : 4
Hc : Jarak bagian dasar vessel dari fondasi : 2 m
C : Diameter anchor bolt circle : 4,0637m
Maka : P = 4 x 12,2419 kN x (10,2458 - 2) + 1.931,0704 kN
4 x 4
= 505,8751 kN
d. Perhitungan Stress yang Timbul
Stress yang Timbul Akibat Internal Pressure (σzp)
σzp = Pdesain x IDs (Pers hal 174Bhattacharyya)
4 x ts
Dimana : Pdesain = 2,4112 atm = 244,3103 N/m2
Maka:
= 2.4804,77941 kN/m2
Stress aksial yang timbul karena penyangga (σzL)
σzp = 2,5634 N/m2 x 4,245 m
4 x 0,0111 m
σzL = B3 x Pdesain x a x Rs
2
2 x A x h x (1-υ2)
Dimana :
a = lever arm = jarak dari dinding vessel = 0,010 m
Rs = Jari-jari reaktor = IDs/2 = 2,1225 m
A = lebar compression plate = 0,72 m
h = tinggi gusset = 0,5
υ = Posion Ratio = 0,3 untuk stainless steel
B = 3 x (1-v2)
1/4
Rs2 x ts
2
= 3 x (1-0,3)2
¼
2,1225 2 x 0,0111
2
= 8,3697 m-1
Sehingga : σzL = 8,36973 x 259,73605 x 0,010 x 2,1225
2
2 x 0,72 x 0,5 x (1-0,32)
= 10.849,81558 kN/m2
Harga σzp + σzL = (24804,77941 + 10849,81558) kN/m2
= 3.5654,59499 kN/m2
Stress maksimum yang diizinkan S = 18750 Psi = 12.9276,750kN/m2
Karena S > σzp + σzL, berarti bahan konstruksi Stainless Steel SA 167
grade 3 type 304 sudah memenuhi syarat untuk menahan stress akibat
lug dan tekanan operasi.
Plate Horizontal dan Gusset
Bendimg moment max sepanjang sumbu radial (My)
My = P x (1-τ1)
4 x π
Bendimg moment max sepanjang sumbu lingkar (Mx)
Mx = P x (υ + τ2)
4 x π
Dimana :
P : kompresi maksimum load per lug : 505,87505 kN
υ : Posion Ratio : 0,3 untuk stainless steel
τ1,τ2 : Konstanta menurut tabel 10-6 Brownell & Young
Dipilih b/l = 1,2, maka τ1 = 0,35 dan τ2 = 0,115
Sehingga :
My = 505,87505 x (1-0,35)
4 x 3,14
= 18,7668 kN
Mx = 505,87505 x (0,3 + 0,115) = 16,7148 kN
4 x 3,14
Karena My > Mx maka untuk menentukan tebal plate horizontal dipilih My
sebagai pengontrol.
Tebal Plate Horizontal (Tph) = ((6 x My)/S) ½
= ((6 x 26,1798) / 129.276,75) ½
= 0,03 m = 1,3724 inch
Tebal Gusset = 0,5 x Tph = 0,01743 m
Kolom Penyangga
Kolom penyangga yang dipilih berbentuk beam, karena menurut hal 355
Brownell & Young paling ekonomis. Pemilihan beam yang benar ada
beberapa syarat:
Mampu menahan axial load yang konsentrik
Mampu menahan load (beban) yang aksentri
Mampu menahan bending stress karena angin
Beam yang digunakan adalah beam standar berbentuk I . Dari App G
Brownell & Young, hal 354 dipilih beam dengan spesifikasi sebagai berikut :
Section index = 24" IB 18
Niminal size = 24 x 7 7/8
R = 0,6 inch = 0.0152 M
Luas penampang, A = 30,98 in2 = 0.7869 m
2
Kedalaman beam = 24 inch = 0.6096 M
Lebar flange = 7,875 inch = 0.2 M
Tebal web = 0,625 inch = 0.01587 M
Berat per feet = 105.9 lb = 48.035 Kg
Axis 1-1
Momen Inersia, I = 2811.5 in4 = 0.00117 m
4
Section modulus, Z1-1 = 234.3 in3 = 0.00383948 m
3
Radius of Gyration,
rg1 = 9,53 in = 0.2421 M
Axis 2 – 2
Momen Inersia, I = 78,9 in4 = 3.3E-05 m
4
Section modulus, Z2-2 = 20 in3 = 0.00032774 m
3
Radius of Gyration,
rg1 = 1,6 in = 0.0406 M
Accentric load dari kolom penyangga
Fec = P x a
Z1-1
= (505,87505 x 0,016) / 0,00384
= 1365,2361 kN/m2
Bending Stress terhadap kolom akibat beban angin
Fbw = Pw/n x L , Dimana L = Panjang lug kolom = 4 m
Z 2-2 x 2
= 12,2419 / 4 x 4 = 18.676,1945 kN/m2
0,00032774 x 2
Cek Beam
Pers 10,3,9, Bhattacharrya, Allowable compressive stress dalam kolom (Sc)
Sc = 120 _
1+(L2/(18.000 x rg
2))
Sc = 120 _
1+(42/(18.000 x 0,0406
2))
= 78,0135 MN/m2
= 7.801,35 kN/m2
Beban langsung dan bending yang ditimbulkan oleh beban eksentris secara
simultan memenuhi syarat
P/A + (Fec + Fbw) < 1
Sc S
(505,87505 /0,72) + (1.365,2361 + 18.676,1945) <1
7.801,35 129.276,75
0,237 < 1 (memenuhi syarat)
Karena harga perssamaan P/A + (Fec + Fbw)
Sc S
yang diperoleh < 1, maka pemilihan jenis kolom penyangga sudah benar.
Bearing Plate
Compressive stress max diantara bearing plate & fondasi beton (γc max)
Bahan konstruksi plate = low alloy steel SA-202 Grade A Cr-Mn-Si
γ c max = Fmax + Mw
A Z
Dimana Fmax : Gaya total maximum = 1931,07
kN
Mw : Bending moment karena angin = 62,7143 kN
A : Luas kontak antara bearing plate dan pondasi beton
Z : Section modulus bearing plate
L : Jari-jari terluar dari bearing - jari2 terluar beam = 0,1 (standar)
Do : OD penyangga ( dari spesifikasi beam)
: kedalaman beam = 24 inch = 0,6096 m
Sehingga jari-jari bearing = rb = L + jari-jari beam = 0,1 + 0,0152 = 0,1152 m
a. Luas kontak antara bearing plate dan pondasi beton (A)
A = π(Do - L).L = 0,1600 m2
b. Section modulus bearing plate :
Z = π(Do-L)1/2
.L = 0,2242 m2
Maka : γ c max = (1.931,07/0,16) + (62,7143/0,2242) = 12.347,887 kN/m2
c. Keliling bearing plate :
kbp = 2π.rb = 2 x 3,14,x 0,1152 = 0,7235 m
` Untuk L/b = 1, maka b = L = 0,1 m
d. Bending moment pada bearing plate :
Mmax = 0,0972 x γ c max x b2 (Pers tabel 10-3 Brownell&Yong)
= 0,0972 x 12.347,887 kN/m2 x 0,1
2 = 12,0021
Bahan yang dipilih adalah low alloy steel SA 202 Grade A dengan harga
S : 18750 Psi = 12.9276,75 kN/m2
Jadi ,tebal bearing Plate (Tbp) = (6.Mmax / S) 1/2
= (6 x 8,5606 / 129.276,75)1/2
= 0,0236 m
= 0,9292 inch
Uji Kestabilan
σ min = (Fmin/A) – (Mw/Z)
Dimana : Fmin = Berat reaktor kosong = 9,8 x (Bmax - Bcairan)
= 9,8 m/dt2 x (197.047,9990 – 146.004,2241) kg
= 500.228,994 kg m/dt2 = 500,2290 kN
Jadi :
σ min = (500,2290 /0,16) – (62,7143/0,2242) = 0,2242 kN/m2
Karena harga σmin > 1 berarti perlu dihitung stabilitasnya dengan persamaan :
J = Fmin . R Dimana jika j > 1,5 reaktor tidak perlu baut anchor
Mw
R : Moment arm = 0,42 Do'
Do' :Diameter luar bearing plate = 0,6096 m
R = 0,42 x (0,6096)= 0,25603 m
Jadi ,
J = 500,229 x 0,25603 = 2,0422 > 1,5
49,2851
Jadi reaktor tersebut sudah stabil dan tidak memerlukan baut anchor
IV.6 Tangki Pengendapan (TS – 01)
Fungsi : Untuk memisahkan larutan dari endapan CaSO4 sebelum
dialirkan ke proses selanjutnya
Bentuk : Tangki Silinder tegak (torispherical head) dengan bagian
bawah berbentuk kerucut
Jumlah : 1 buah
Data :
Tekanan Operasi : 1 atm
Temperatur Operasi : 30 oC
Laju alir massa : 4732,7484 Kg/jam
Densitas : 1006,8231 Kg/m3
Waktu tinggal : 1 jam
Q CaSO4 : 381,6129 kg/jam
Densitas bulk CaSO4 : 832,2546 kg/m3
Bahan Konstruksi : Stainless Steel SA-240 grade A
Menghitung Kapasitas Tangki
Direncanakan tangki yang dapat menyimpan selama 1 jam dan diambil faktor
keamanan tangki 20 %.
Volume campuran (Vc)
Laju alir volumetrik cairan =
densitas
massaalirlaju
= Kg/m3 1006,8231
Kg/jam 4732,7484 = 4,7007 m3/jam
Diketahui waktu tinggal 1jam
Volume cairan selama 1 jam = jamjamm 1/4,7007 3 = 4,7007 m3
Laju alir volumetrik endapan = endapanbulkdensitas
keluarendapanmassaalirlaju
= 3/2546,832
/6129,381
mkg
jamkg= 0,4585 m
3/jam
Volume endapan selama 1 jam = 0,4585 m3/jam x 1 jam = 0,4585 m
3
Volume Total (Vt)
Volume total = Volume cairan + Volume endapan
= 4,7007 m3 + 0,4585 m
3
= 5,1592 m3
Vt = 5,1592 x 1,2 = 6,1910 m3
A. Diameter konis (d)
Debit (Q) = 0,4585 m3/jam = 0,0076 m
3/menit
Kecepatan linier keluar nozzle (v) untuk endapan = 0,04 ft/detik = 0,74 m/menit
(Ludwig, volume 1, hlm.135)
S = Q/v = 0,0076 m3/menit = 0,0104 m
2
0,74 m/menit
Luas (S) = π/4 d2
d = (0,0104 m2 x 4/ π )
0,5 = 0,115 m
B. Diameter Silinder (D)
Diambil Hs = 3 D
Volume Silinder = π/4 x D2 x Hs = 2,355 D
3
hc = D – d x tg α ( α = 30o)
2
= 0,287 (D – 0,096)
Volume konis = 0,262 x hc x (D2 + D x d + d
2) (Hesse hal 92)
= 0,262 x (0,287 (D – 0,096)) x (D2 + 0,096D + 0,096
2)
Volume tangki = Volume silinder + Volume konis
6,1910 m3 = 2,355 D
3+ {0,262 x (0,287 (D – 0,096)) x (D
2 + 0,096D + 0,096
2)}
Setelah di trial and error didapatkan diameter (D) = 1,334 m = 52,5196 inchi
C. Tinggi Tangki
Tinggi silinder (Hs) = 3 D = 3 x 1,334 m = 4,002 m
Tinggi konis (hc) = 0,287(D – 0,07) = 0,287(1,334 – 0,115)= 0,3497 m
H total = Hs + hc = 4,002+ 0,3497 = 4,3517 m
D. Tinggi bahan
Volume konis = 0,262 x hc x (D2 + D x d + d
2) (Hesse hal 92)
= 0,262 x (0,3497 (1,334 – 0,096)) x (1,3342 + 0,096 x 1,179 + 0,096
2)
= 0,5956 m3
Volume bahan = Volume bahan di konis + Volume bahan di silinder
Volume bahan di silinder = 5,1592 – 0,5956 = 4,5636 m3
Tinggi bahan di silinder = (V bahan di silinder/(0,25 x 3,14 x D2))
= 214,325,0 Dxx
silinderdibahanV
= 2334,114,325,0
5636,4
xx= 3,2668 m
Tinggi bahan total = tinggi bahan di silinder + tinggi konis
= 3,2668 + 0,3497 = 3,6166 m
Menentukan Tebal Dinding Tangki
Tekanan Desain (Pdesain)
Poperasi = 1 atm
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
hcairan = 3,6166 m
Phidrostatik = hcairan x ρcairan x g
= (3,6166 m) (1006,8231 kg/m3) (9,8 m/detik
2)
= 35684,1303 kg/m detik2
= 0,35 atm
Pdesain = 1,1 x (Poperasi + Phidrostatik)
= 1,1 x (1 atm + 0,35) atm
= 1,4874 atm = 21,8584 psi
Tebal dinding tangki (t)
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
dimana :
t = tebal dinding tangki, in
P = tekanan desain = 21,8584 psi
ri = radius dalam tangki = Di/2 = 52,5196 in/ 2 = 26,2598 in
f = tegangan yang .diijinkan (maximum allowable stresses)
= 16.250 psi untuk bahan SA-240 grade A (Brownell & Young, hlm.342)
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan umur
alat 10 tahun sehingga C = 0,125
(21,8584 psi) (26,2598 in)
(16250 psi)(0,80) – (0,6)( 21,8584 psi)
)
Maka :
t = + 0,125
t = 0,1692 in
Diambil tebal standar 3/16 in (0,1875 in) (Brownell & young, hal 350)
Penentuan Diameter tangki sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 52,5196 in + (2 x 0,1875 in)
= 52,8947 in
Dari table 5.7 (Brownell & Young, hal 91) diambil diameter luar standar untuk
tangki : OD = 54
Karena tebal tangki yang diambil 3/16 in (0,1875 in) maka diameter dalam tangki
sesungguhnya menjadi :
Di = OD – (2 x t)
= 54 - (2 x 0,1875)
= 53,6250 in = 1,3621 m
Penentuan Ukuran Head
Tebal Head
Dari Brownell & Young Tabel 5.7, hal.91 untuk OD = 40 in dan tebal shell 3/16,
diperoleh :
Icr = 3
r = 48
Maka :
Icr/r = 3,25 /48
= 0.0677
Icr/r > 6 % sehingga memenuhi untuk torispherical head (Brownell & young,
hlm. 88), maka dapat digunakan persamaan :
W = 0,25 (3 + (r/icr)0,5
) (Brownell & Young, Pers. 7.76, hlm.138)
= 0,25 (3 + (48/3,25)0,5
)
= 1,7108
sehingga :
th = )2,0()2(
)(
PxExfx
WxrxP c
+ C (Brownell & Young ,Pers. 7.77, hlm. 138)
dimana :
th = tebal penutup (head), in
W = Faktor intensifikasi stress untuk torispherical head
P = tekanan desain = 21,8584 psi
rc = knuckle radius = 48 in
f = tegangan yang diijinkan (maximum allowable stresses) = 16250 psi
(Brownell & young, hlm. 342)
E = welded joint efficiency, efisiensi sambungan = 0,80 ( Brownell & Young,
Tabel, 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan umur
alat 10 tahun sehingga C = 0,125
th = ((21,8584 psi)( 48 in)( 1,7108) + 0,125
[(2)( 16250 psi)(0,80)]-[(0,2) ((21,8584 psi)]
= 0,1940 in
Diambil th standar 1/16 in (0,25 in) (Brownell & Young, Tabel 5.6 hlm. 88)
Tinggi Head
Untuk th = 1/4 in `maka sf = 1,5 – 2,5 in (Brownell & Young tabel 5.6 hlm. 88)
Diambil sf = 2 in
Berdasarkan gambar 5.8 hlm. 87 (Brownell & Young) untuk penutup kolom
Torishperical Head ,maka :
a = Di/2 = 53,6250 in/ 2 = 26,8125 in = 0,6810 m
AB = (Di/2) – icr = (26,8125 – 3) = 23,5625 in = 0,5985 m
BC = r – icr = 48 – 3,25 = 44,75 in = 1,1367 m
AC = (BC2 – AB
2)
0,5 = (44,75
2 –23,5625
2)
0,5 = 38,0443 in = 0,9663 m
b = r – AC = 48 – 38,0443 = 9,9557 in = 0,2529 m
Tinggi penutup tangki (OA)
OA = b + sf + th
= 9,9557 in + 2 in + 0,25 in
= 12,2057 in = 0,3100 meter
Penentuan Tinggi Total Tangki (HT)
HT = H + OA
= 4,3517 m + 0,3100 m
= 4,6618 meter
IV.7 Evaporator (EV-01)
Fungsi : Memisahkan produk dari larutan glukosa dan fruktosa pada suhu
175 °C
Tipe : Vertical Heater.
Jenis : Shell and Tube Heat Exchanger = 1 atm
Fluida dingin
t1 = 30 °C = 86 °F
t2 = 175 °C = 347 °F
Fluida panas :
T1 = 200 °C = 392 °F
T2 = 200 °C = 392 °F
laju alir massa (Ws) = 4732,7484 kg/jam
= 10433,9118 lb/jam
Panas yg diserap(Q) = 11460957,93 kJ/jam

= 10869572,4983 Btu/jam
kebutuhan steam (Wt) = 5911,976647 kg
= 13033,6620 lb
Menetukan True Temperatur Difference (Δttrue):
LMTD = 136,1557 °F
LMTD Correction Factor (FT)
R = ( ) ( )1221 t-t/T-T = 0
S = ( ) ( )1112 t-T/t-t = 0,8529
Untuk 2 pass Shell dan 4 pass Tube dari Fig.19 Kern hal 829, nilai R dan S diatas
diperoleh nilai FT = 1
Koreksi LMTD = LMTD x FT = 136,1557 °F
Luas permukaan transfer panas, (A)
Dari Tabel 8 Kern, untuk :
steam-light organics adalah 100-200 BTU/jam.ft².F
Maka:
Diambil Ud = 100 Btu/jam.ft².ºF)
Untuk : Fluida panas : steam (shell side)
Fluida dingin : light organik (tube side)
A = LTMDU
Q
D
C
. =
FFftjamBtu
jamBtu
)1557,136(/100
/9827,333.479.32
= 558,8234 ft2
Spesifikasi :
[Pers. 14.34, Brownell & Young]
1 2
21
1 221
t-T
t-Tln
) t-(T - )t-(T= LMTD
CPEf
ODPt
design
tdesign
m )6,0(-).(
)2/(
86 -392
347-392ln
86) -(392 - 347)-(392= LMTD
inpsiaxxpsia
inpsiatm 125,0
)635,176,0(-)8,017200(
)5,0(635,17
Dimana :
tm = tebal tube minimum (in)
Pdesign = Tekanan desain dalam tubes = 120% (faktor keamanan 20 %)
= 17,635 psia
ODt = Diameter luar tubes, direncanakan = 1 in
F = Maximum allowable stress
= 17200 psia
E = welded joint efficiency = 0,8
C = faktor korosi yang diijinkan untuk umur alat 10 tahun
= 0,125 in
Maka; tm = 0.126 in
SHELL SIDE
( steam )
TUBE SIDE
(air, asam laktat, glukosa, &
fruktosa )
Menentukan Jumlah Tube Menentukan Ud terkoreksi
L = 7 ft
Nt = L.a o
= 244,1343 tubes
Dari Tabel.9, Kern Hal. 841 untuk :
ODt = 1,25 in
Pt = 1.562 in square pitch
n = 4 - pass
Nt = 244 tubes
IDs = 15,25 in
A = Nt . ao . L
= 558,5160 ft2
UD = LMTD
Qc
.
= 100 Btu/jam.ft2.oF
Menentukan Faktor Kekotoran (Dirty Factor)
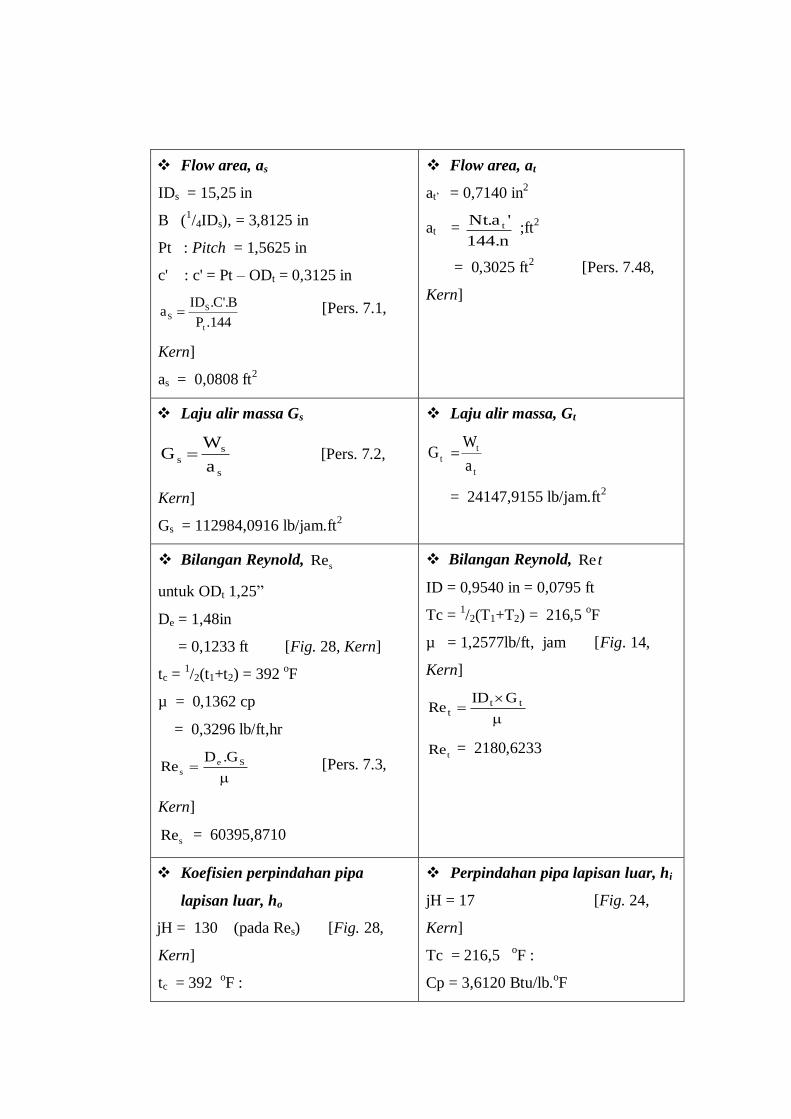
Flow area, as
IDs = 15,25 in
B (1/4IDs), = 3,8125 in
Pt : Pitch = 1,5625 in
c' : c' = Pt – ODt = 0,3125 in
144.P
B'.C.IDa
t
SS [Pers. 7.1,
Kern]
as = 0,0808 ft2
Flow area, at
at’ = 0,7140 in2
at = n.144
'a.Nt t ;ft2
= 0,3025 ft2 [Pers. 7.48,
Kern]
Laju alir massa Gs
s
s
sa
WG [Pers. 7.2,
Kern]
Gs = 112984,0916 lb/jam.ft2
Laju alir massa, Gt
t
tt
a
WG
= 24147,9155 lb/jam.ft2
Bilangan Reynold, sRe
untuk ODt 1,25”
De = 1,48in
= 0,1233 ft [Fig. 28, Kern]
tc = 1/2(t1+t2) = 392
oF
µ = 0,1362 cp
= 0,3296 lb/ft,hr
Se
s
G.DRe [Pers. 7.3,
Kern]
sRe = 60395,8710
Bilangan Reynold, tRe
ID = 0,9540 in = 0,0795 ft
Tc = 1/2(T1+T2) = 216,5
oF
µ = 1,2577lb/ft, jam [Fig. 14,
Kern]
tt
t
GIDRe
tRe = 2180,6233
Koefisien perpindahan pipa
lapisan luar, ho
jH = 130 (pada Res) [Fig. 28,
Kern]
tc = 392 oF :
Perpindahan pipa lapisan luar, hi
jH = 17 [Fig. 24,
Kern]
Tc = 216,5 oF :
Cp = 3,6120 Btu/lb.oF
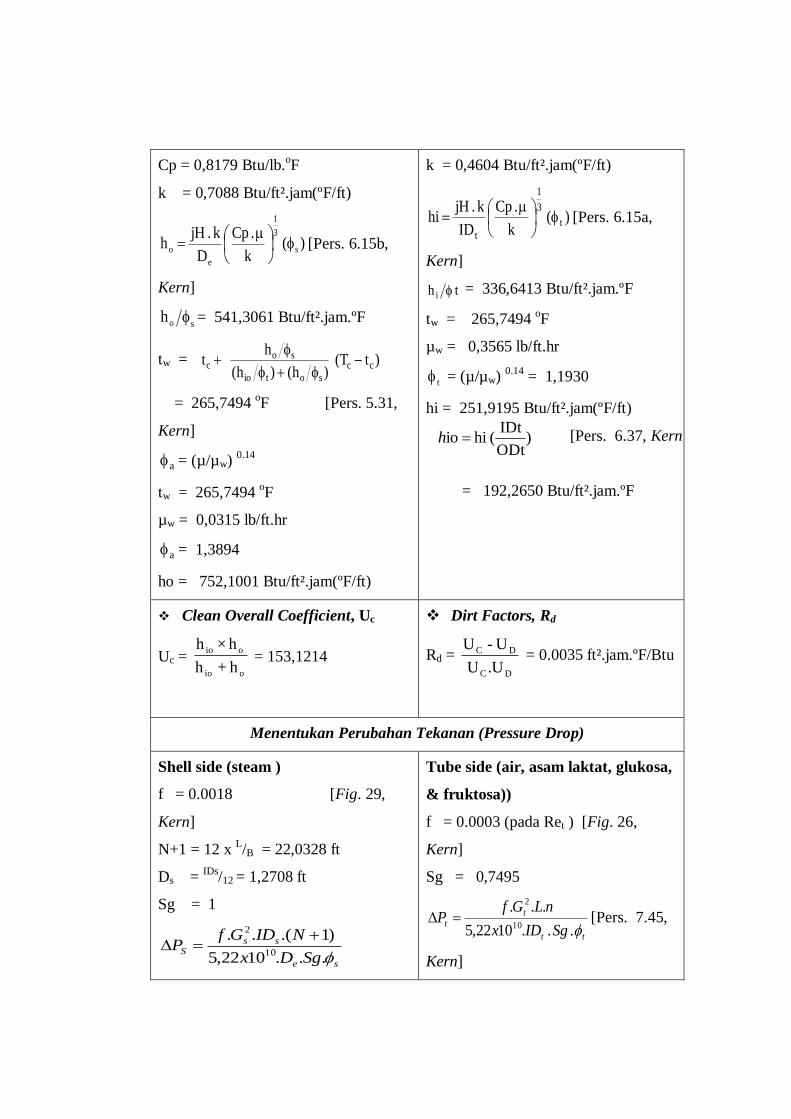
Cp = 0,8179 Btu/lb.oF
k = 0,7088 Btu/ft².jam(ºF/ft)
)( k
. Cp
D
k . jH h s
3
1
e
o
[Pers. 6.15b,
Kern]
soh = 541,3061 Btu/ft².jam.ºF
tw = )tT()h()h(
ht cc
sotio
soc
= 265,7494 oF [Pers. 5.31,
Kern]
a = (µ/µw) 0.14
tw = 265,7494 oF
µw = 0,0315 lb/ft.hr
a = 1,3894
ho = 752,1001 Btu/ft².jam(ºF/ft)
k = 0,4604 Btu/ft².jam(ºF/ft)
)( k
. Cp
ID
k . jH hi t
3
1
t
[Pers. 6.15a,
Kern]
th i = 336,6413 Btu/ft².jam.ºF
tw = 265,7494 oF
µw = 0,3565 lb/ft.hr
t = (µ/µw) 0.14
= 1,1930
hi = 251,9195 Btu/ft².jam(ºF/ft)
[Pers. 6.37, Kern]
= 192,2650 Btu/ft².jam.ºF
Clean Overall Coefficient, Uc
Uc = oio
oio
h+h
h×h = 153,1214
Dirt Factors, Rd
Rd = DC
DC
U.U
U-U = 0.0035 ft².jam.ºF/Btu
Menentukan Perubahan Tekanan (Pressure Drop)
Shell side (steam )
f = 0.0018 [Fig. 29,
Kern]
N+1 = 12 x L/B = 22,0328 ft
Ds = IDs
/12 = 1,2708 ft
Sg = 1
se
ssS
SgDx
NIDGfP
...1022,5
)1.(..10
2
Tube side (air, asam laktat, glukosa,
& fruktosa))
f = 0.0003 (pada Ret ) [Fig. 26,
Kern]
Sg = 0,7495
tt
t
tSgIDx
nLGfP
...1022,5
...10
2
[Pers. 7.45,
Kern]
)ODt
IDt( hi io h
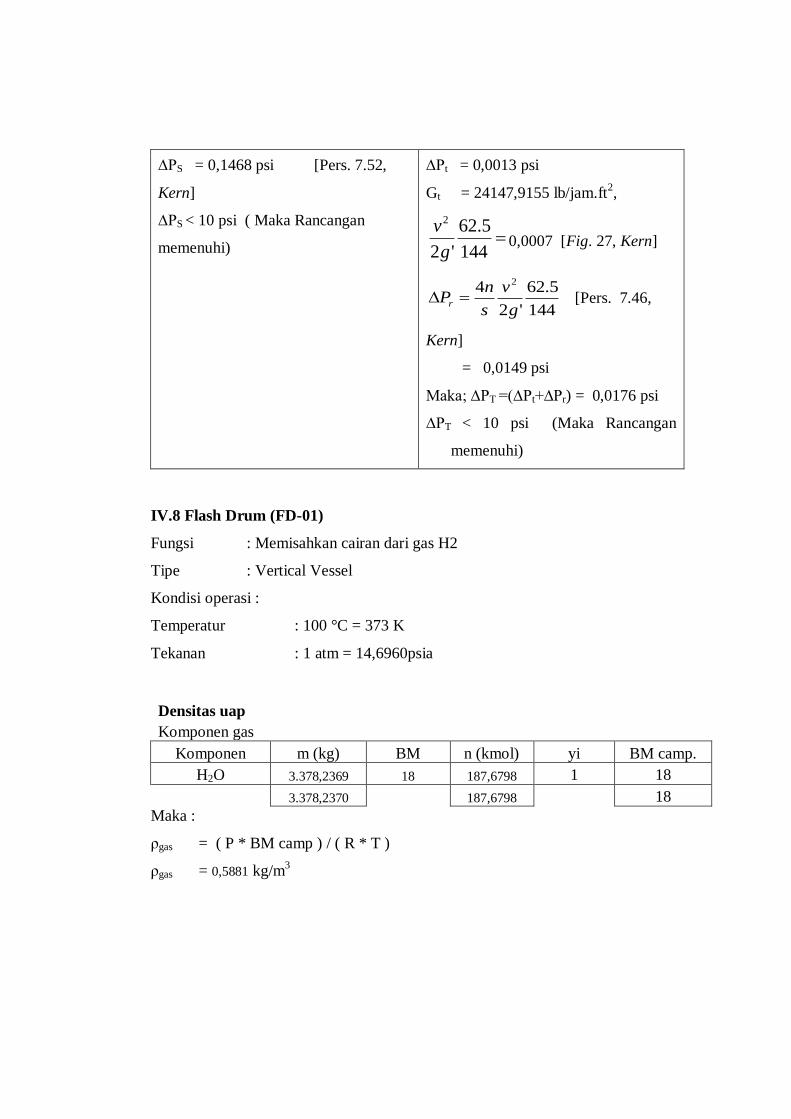
∆PS = 0,1468 psi [Pers. 7.52,
Kern]
∆PS < 10 psi ( Maka Rancangan
memenuhi)
∆Pt = 0,0013 psi
Gt = 24147,9155 lb/jam.ft2,
144
5.62
'2
2
g
v0,0007 [Fig. 27, Kern]
144
5.62
'2
4 2
g
v
s
nPr [Pers. 7.46,
Kern]
= 0,0149 psi
Maka; ∆PT =(∆Pt+∆Pr) = 0,0176 psi
∆PT < 10 psi (Maka Rancangan
memenuhi)
IV.8 Flash Drum (FD-01)
Fungsi : Memisahkan cairan dari gas H2
Tipe : Vertical Vessel
Kondisi operasi :
Temperatur : 100 °C = 373 K
Tekanan : 1 atm = 14,6960psia
Densitas uap
Komponen gas
Komponen m (kg) BM n (kmol) yi BM camp.
H2O 3.378,2369 18 187,6798 1 18
3.378,2370 187,6798 18
Maka :
ρgas = ( P * BM camp ) / ( R * T )
ρgas = 0,5881 kg/m3
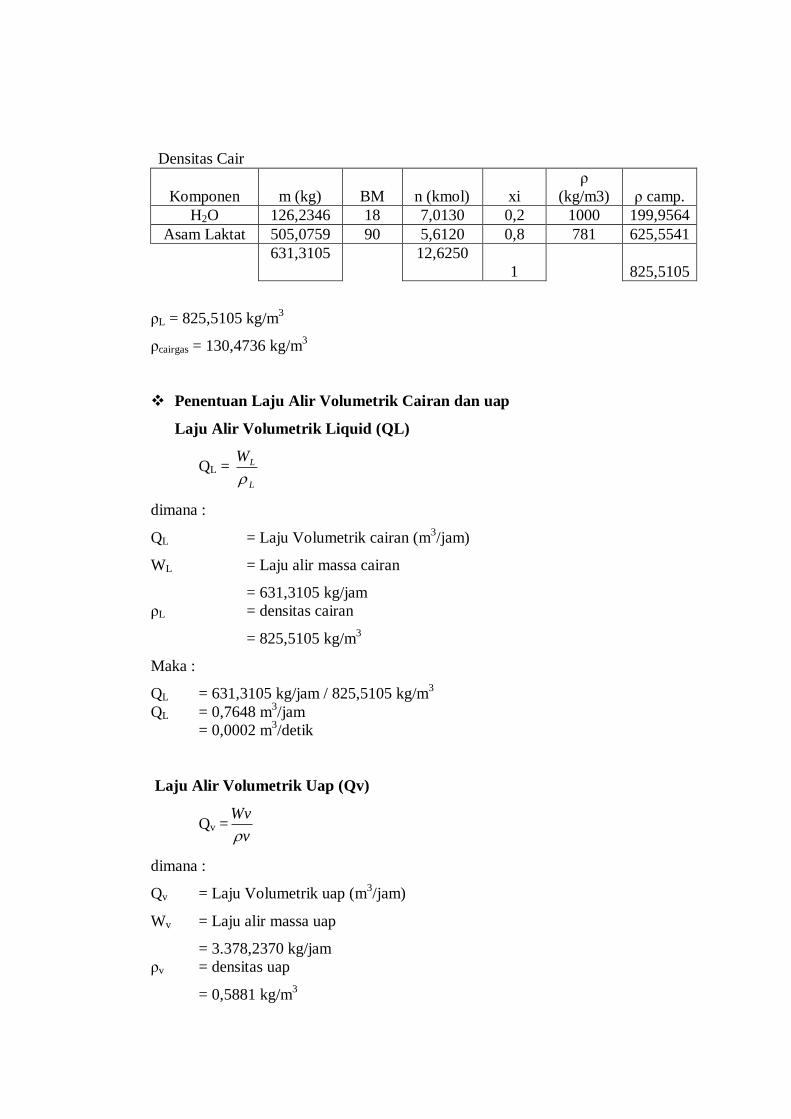
Densitas Cair
Komponen m (kg) BM n (kmol) xi
ρ
(kg/m3) ρ camp.
H2O 126,2346 18 7,0130 0,2 1000 199,9564
Asam Laktat 505,0759 90 5,6120 0,8 781 625,5541
631,3105
12,6250
1 825,5105
ρL = 825,5105 kg/m3
ρcairgas = 130,4736 kg/m3
Penentuan Laju Alir Volumetrik Cairan dan uap
Laju Alir Volumetrik Liquid (QL)
QL = L
LW
dimana :
QL = Laju Volumetrik cairan (m3/jam)
WL = Laju alir massa cairan
= 631,3105 kg/jam
ρL = densitas cairan
= 825,5105 kg/m3
Maka :
QL = 631,3105 kg/jam / 825,5105 kg/m3
QL = 0,7648 m3/jam
= 0,0002 m3/detik
Laju Alir Volumetrik Uap (Qv)
Qv =v
Wv
dimana :
Qv = Laju Volumetrik uap (m3/jam)
Wv = Laju alir massa uap
= 3.378,2370 kg/jam
ρv = densitas uap
= 0,5881 kg/m3
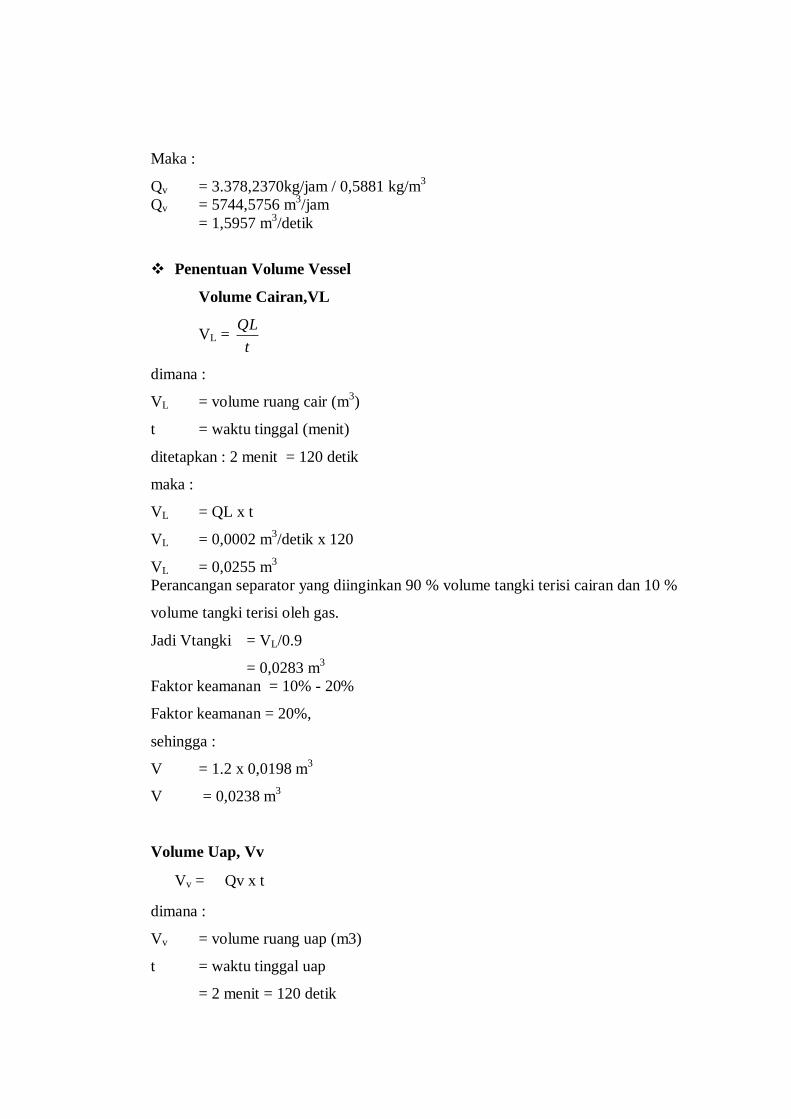
Maka :
Qv = 3.378,2370kg/jam / 0,5881 kg/m3
Qv = 5744,5756 m3/jam
= 1,5957 m3/detik
Penentuan Volume Vessel
Volume Cairan,VL
VL = t
QL
dimana :
VL = volume ruang cair (m3)
t = waktu tinggal (menit)
ditetapkan : 2 menit = 120 detik
maka :
VL = QL x t
VL = 0,0002 m3/detik x 120
VL = 0,0255 m3
Perancangan separator yang diinginkan 90 % volume tangki terisi cairan dan 10 %
volume tangki terisi oleh gas.
Jadi Vtangki = VL/0.9
= 0,0283 m3
Faktor keamanan = 10% - 20%
Faktor keamanan = 20%,
sehingga :
V = 1.2 x 0,0198 m3
V = 0,0238 m3
Volume Uap, Vv
Vv = Qv x t
dimana :
Vv = volume ruang uap (m3)
t = waktu tinggal uap
= 2 menit = 120 detik

maka :
Vv = Qv x t
Vv = 1,5957 m3/detik x 120 detik
Vv = 191,4859 m3
Jadi volume vessel = VL + Vv
= 0,0255 m3 + 191,4859 m
3
= 191,5113 m3
Faktor keamanan = 20%,
sehingga : 229,8136 m3 = 60710,3223 gal
Penentuan dimensi Vessel
Tinggi cairan
Ditetapkan H/D = 3, maka H = 3 x D
dimana :
H = tinggi cairan (m)
D = diameter vessel (m)
maka :
Volume Vessel = 4
.. 2 HID
3.).4/1(
3
VD
3550.2
0,0340 33 m
D
mD 0,01443
Maka
D = 0,2435 m = 8,5110 in
H = 3 x 0,2435 m
H = 0,7304 m = 28,7565 in
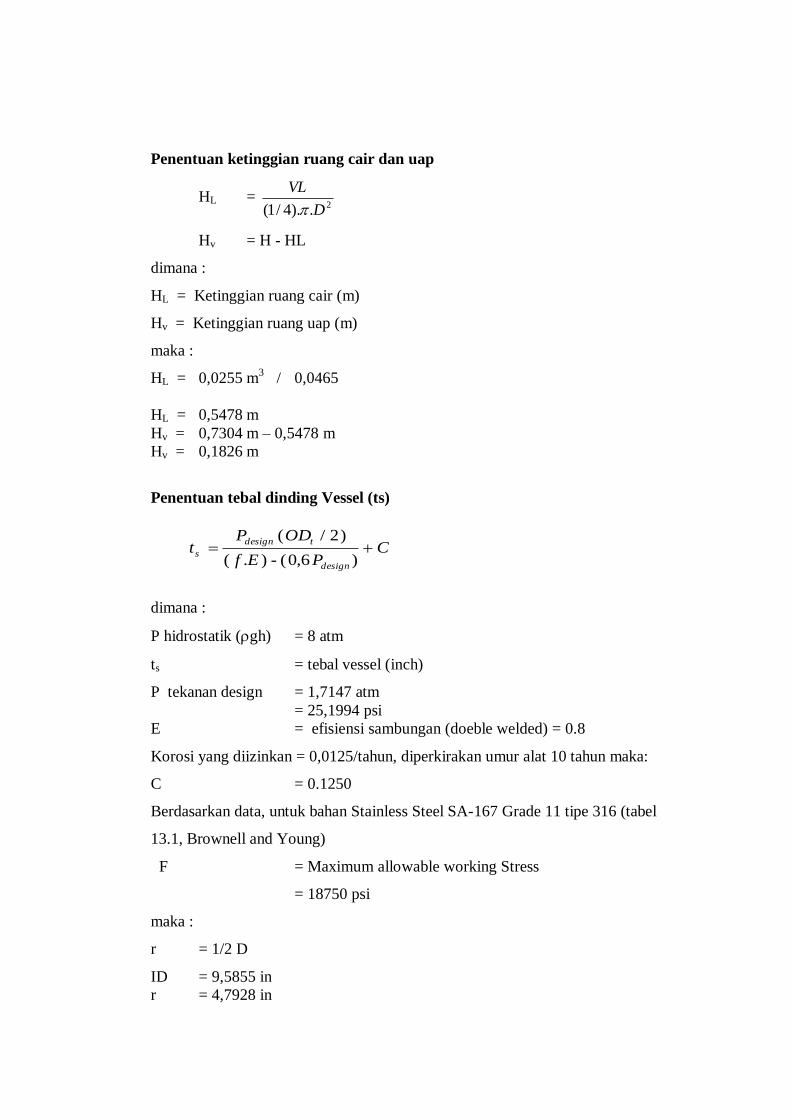
Penentuan ketinggian ruang cair dan uap
HL = 2.).4/1( D
VL
Hv = H - HL
dimana :
HL = Ketinggian ruang cair (m)
Hv = Ketinggian ruang uap (m)
maka :
HL = 0,0255 m3 / 0,0465
HL = 0,5478 m
Hv = 0,7304 m – 0,5478 m
Hv = 0,1826 m
Penentuan tebal dinding Vessel (ts)
dimana :
P hidrostatik (gh) = 8 atm
ts = tebal vessel (inch)
P tekanan design = 1,7147 atm
= 25,1994 psi
E = efisiensi sambungan (doeble welded) = 0.8
Korosi yang diizinkan = 0,0125/tahun, diperkirakan umur alat 10 tahun maka:
C = 0.1250
Berdasarkan data, untuk bahan Stainless Steel SA-167 Grade 11 tipe 316 (tabel
13.1, Brownell and Young)
F = Maximum allowable working Stress
= 18750 psi
maka :
r = 1/2 D
ID = 9,5855 in
r = 4,7928 in
CPEf
ODPt
design
tdesign
s )6,0(-).(
)2/(
maka nilai ts :
ts = 0,1331 in
Digunakan tebal dinding standar
ts = 0,1875 (3/16) in (Tabel 5.6 Brownell and Young)
Menentukan Dimensi Head Vessel
Bentuk : Torispherical head
Bahan : Stainless Steel SA-167 Grade 11 tipe 316
(tabel 13.1, Brownell and Young)
Menentukan Tebal Head
P design = 25,1994 psi
F = Allowable working Stress = 18750 psi
E (double welded) = Effisiensi sambungan = 0.8
C = Faktor korosi = 0.125
OD = ID + 2 t
ID = 9,5855 + 0,3750
OD = 9,9605 in
= 0,2530 m
Digunakan OD standar, OD = 12 in (Dari tabel 5.7, Brownell and Young)
ID standar = 11,6250
icr = 0,75 in
r = 12 in
Maka :
icr/r = 0.0625
Maka perhitungan tebal head :
W = 1/4 [ 3 + (r/icr)
0,5 ] (Pers. 7.76, Brownell and Young)
dimana :
CPEf
ODPth
design
tdesign
)6,0(-).(
)2/(
th = tebal head
W = faktor intensifikasi stress
r : radius of crown
icr : inside corner radius
Maka :
W = 1,75
sehingga :
th = 0,1426 inch
Digunakan tebal penutup vessel standar
th = 0,1875 (3/16) in
Menentukan Tinggi Head
Dari Brownell & Young, tabel 5.6, untuk th = 0,1875 inch diperoleh
sf ( standart straight flange ) = 1 1/2 - 2 inch,
diambil sf = 2 (Tabel 5.6, Brownell and Young)
Dari Fig 5.8 (Brownell and Young) :
a = ID / 2 = 9,5855/ 2 = 4,7928 in
AB = (ID / 2) - (icr) = 4,0428 in
BC = r - (icr) = 12 – 0,75 = 11,25 in
AC = (BC2 - AB
2)
0,5 = 10,4985 in
b = r - (BC2 - AB2)0,5
= 1,5015 in
Maka :
Tinggi Head : OA = th + b + sf
OA = 0,1875 + 1,5015 + 2
OA = 3,6890 in
OA = 0,0937 m
Menentukan ukuran Total Vessel
Menentukan Tinggi Total Vessel
Ht = Hs + 2Hh
Dimana :
Ht = Tinggi total vessel
Hs = Tinggi vessel
= 0,7304 m
Hh = Tinggi Head = OA = 3,6890 in
= 0,0937 m
2Hh = 7,3780 in
= 0,1874 m
Maka :
Ht = 0,9178 m
= 36,1345 in
Perancangan Noozle
Noozle untuk aliran gas
Di opt =13.045.09,3 xxqf (pers. 13,15 Peters)
Dimana :
Diopt = optimum inside diameter ,in
qf = W / ρ
qf = fluid flow rate ,ft3/s
ρ = fluid density , lb/ft3
W gas = 3378,2370 kg/jam
= 2,0645 lb/s
ρ = 0,5881 kg/m3
= 0,0367 lb/ft3
qf =56,2341 ft3/s
Maka Di opt = 15,5593 in
Noozle untuk aliran cair
Diopt =13.045.09,3 xxqf (pers. 13,15 Peters)
Dimana :
Diopt = optimum inside diameter ,in
qf = W / ρ
qf = fluid flow rate ,ft3/s
ρ = fluid density , lb/ft3
W gas = 631,3105 kg/jam
= 0,3858 lb/s
ρ = 825,5105 kg/m3
= 51,5348 lb/ft3
qf = 0,0075 ft3/s
Diopt = 0,7195 in
IV.9 Cooler (C-01)
Fungsi : Mendinginkan produk keluaran subcooler condensor parsial
Jenis : Double pipe
Kondisi operasi :
P = 1 atm = 14,696 psi
A. Fluida dingin adalah air pendingin
t1 = 28 °C = 82,4 °F
t2 = 48 °C = 118,4 °F
Laju alir = kg/jam = 1992,4996 lb/jam
B. Fluida panas adalah larutan yang akan didinginkan
T1 = 100 °C = 212 °F
T2 = 30 °C = 86 °F
Laju alir = 441,9173 kg/jam = 974,2661 lb/jam
Panas yang dipertukarkan ( Q ) = 75682,3628 kJ/jam
= 71730,0377 Btu/jam
Menentukan Logarithmic Mean Temperature Difference ( LMTD )
LMTD =
12
21
1221
tT
tTln
tTtT , satuan dalam °F
(Sumber : Pers.(5.14), Kern, hal 89)
LMTD =
4,8286
4,118212ln
4,82864,118212
= 27,6235 °F
R =
12
21
tt
TT
=
4,824,118
86212
= 3,5 °F
S =
11
12
tT
tt
=
4,82212
4,824,118
= 0,2778 °F
Dari Fig.19 Kern (hal 829), untuk harga R dan S diperoleh 1 - 2 exchanger dan
FT’ = 0,9 maka :
t = FT’ LMTD
= 0,9 27,6235 °F
= 24,8611 °F
Menentukan Temperatur Kalorik
Tc = 2
TT 21 (Sumber : Pers. (5.28), Kern, hal 95-96)
= 2
86212
= 149 °F
tc = 2
tt 21
= 2
4,1184,82
= 100,4 °F
Menentukan Luas Permukaan Transfer Panas (A)
Fluida panas : Medium organics
Fluida dingin : Air pendingin
Dari Tabel 8 Kern, hal 840, diperoleh :
UD = 50 – 125 Btu/jam.ft2.°F
Diambil :
UD = 70 Btu / jam.ft2.°F
A = tU
Q
D
Dimana :
A = Luas Permukaan Transfer Panas (ft2)
Q = Panas yang dipertukarkan (Btu/jam)
= 71730,0377 Btu/jam
Δt = 24,8611 °F
A = 24,8611 70
71730,0377
= 41,2175 ft2
Jenis alat penukar panas yang disarankan adalah : Double Pipe Exchanger
(Sumber : Kern, hal 103)
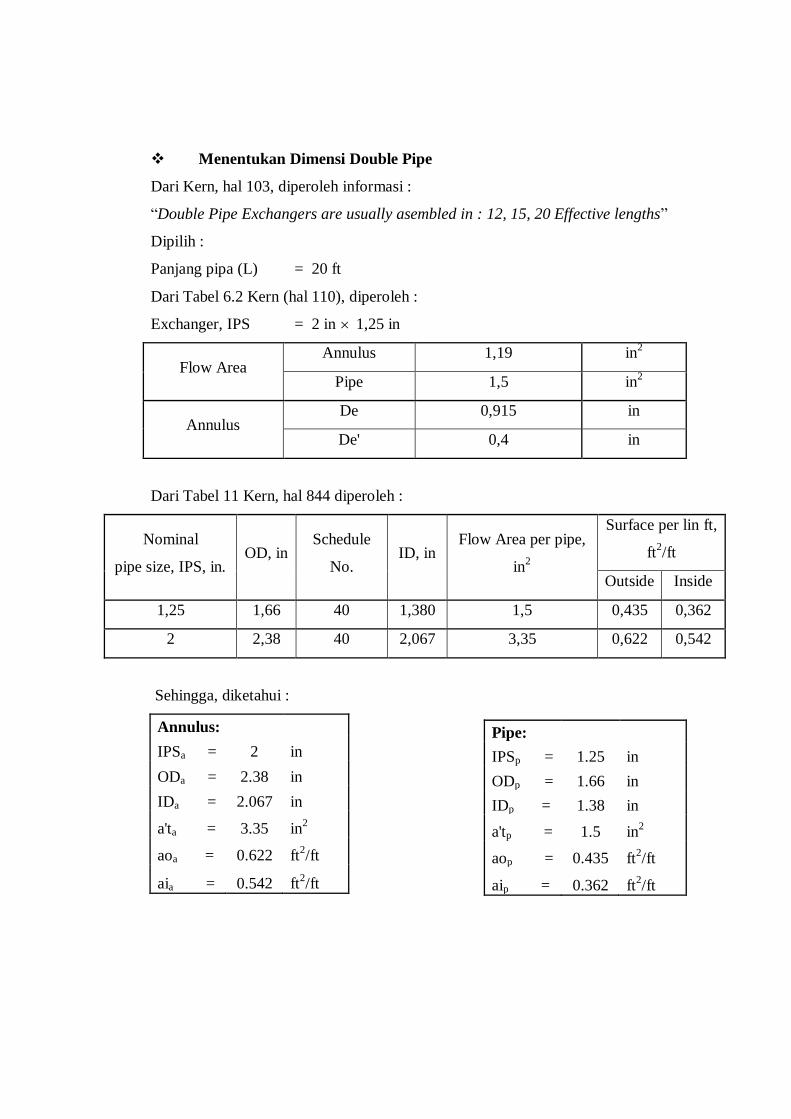
Menentukan Dimensi Double Pipe
Dari Kern, hal 103, diperoleh informasi :
“Double Pipe Exchangers are usually asembled in : 12, 15, 20 Effective lengths”
Dipilih :
Panjang pipa (L) = 20 ft
Dari Tabel 6.2 Kern (hal 110), diperoleh :
Exchanger, IPS = 2 in 1,25 in
Flow Area Annulus 1,19 in
2
Pipe 1,5 in2
Annulus De 0,915 in
De' 0,4 in
Dari Tabel 11 Kern, hal 844 diperoleh :
Nominal
pipe size, IPS, in. OD, in
Schedule
No. ID, in
Flow Area per pipe,
in2
Surface per lin ft,
ft2/ft
Outside Inside
1,25 1,66 40 1,380 1,5 0,435 0,362
2 2,38 40 2,067 3,35 0,622 0,542
Sehingga, diketahui :
Annulus:
IPSa = 2 in
ODa = 2.38 in
IDa = 2.067 in
a'ta = 3.35 in2
aoa = 0.622 ft2/ft
aia = 0.542 ft2/ft
Pipe:
IPSp = 1.25 in
ODp = 1.66 in
IDp = 1.38 in
a'tp = 1.5 in2
aop = 0.435 ft2/ft
aip = 0.362 ft2/ft

Menentukan Koefisien Transfer Panas
Inner Pipe : Steam
Alasan : Laju alir massa steam lebih besar dibandingkan dengan laju alir
larutan sehingga dipilih didalam pipe. (Sumber : Kern, hal
113)
Flow Area :
αp = 4
Dπ 2 (Sumber : Kern, hal 111)
Dimana :
D = IDp
= 2,067 in = 0,17225 ft
αp = 4
0,172257
22 2
= 0,0233 ft2
Mass Velocity (Gp) :
Gp = pαn
w
(Sumber : Kern, hal 111)
Dimana :
w = 2.846,4281 lb/jam
n = Jumlah aliran paralel
= 1
αp = 0,0233 ft2
Gp = 0233,0 1
2.846,4281
= 122.100,4048 lb/jam. ft2
Bilangan Reynold (Rep) :
Rep = μ
GD p (Sumber : Kern, hal 111)
Temperatur = 100,4 °F
μ = 0,6922 cp
= 1,6745 lb/ft.jam

Dimana :
D = IDp
= 1,38 in = 0,115 ft
Gp = 191751,1229 lb/jam. ft2
Rep = 1,6747
9191751,122115,0
= 13168,9203
Koefisien Transfer Panas (hio) :
Rep = 12.560,03205
Dari Fig. 24 Kern, hal 834 diperoleh :
jH = 48
Pada temperatur 100,4 °F diperoleh :
c = Specific heat
= 0,9992 Btu/lb. °F
k = Thermal conductivities
= 0,3599 Btu/ft.jam. °F
D = IDp
= 2,067 in = 00,17225 ft
hi = P
1/3
H φk
μc
D
kj
(Sumber : Pers. (6.15a), Kern, hal 111)
Dimana :
p =
0,14
wμ
μ
= 1 (Sumber : Kern, hal 111)
hi = 10,1723
1,67451,6690
0,115
0,359948
1/3
= 167,3856 Btu/jam.ft2. °F
P
hio
=
OD
IDhi
p
, karena p = 1, maka :
hio = OD
IDhi
(Sumber : Pers. (6.5), Kern, hal 105)
Dimana:
ID = IDp
= 2,067 in = 00,17225 ft
OD = ODp
= 2,38 in = 0,198 ft
hio = 2,38
2,067 167,3856
= 145,3723 Btu/jam.ft2. °F
Annulus : Larutan bahan
Alasan : Laju alir massa larutan lebih kecil dibandingkan dengan laju alir
massa steam sehingga dipilih didalam annulus. (Sumber : Kern,
hal 113)
Flow Area :
αa =
4
DDπ2
1
2
2 (Sumber : Kern, hal 111)
Dimana:
D2 = IDa
= 2,067 in = 0,1723 ft
D1 = ODp
= 1,66 in = 0,1383 ft
αa =
4
1383,00,17237
22 22
= 0,0083 ft2
Diameter Equivalen (De) :
De =
1
2
1
2
2
D
DD
(Sumber : Pers. (6.3), Kern, hal 105)
Dimana :
D2 = IDa
= 3,068 in = 0,2557 ft
D1 = ODp
= 2,38 in = 0,1983 ft
De =
0,2557
0,19830,2557 22
= 0,1312 ft
Mass Velocity (Ga) :
Ga = aαn
w
(Sumber : Kern, hal 112)
Dimana :
w = 1.391,8087 lb/jam
αa = 0,0205 ft2
n = Jumlah aliran paralel
= 1
Ga = 0,0205 1
1.391,8087
= 68.053,7150 lb/jam. ft2
Bilangan Reynold (Rea) :
Rea = μ
GD a (Sumber : Kern, hal 112)
Temperatur = 149 °F
μ = 0,2951 cp
= 0,7052 lb/ft.jam
Dimana :
D = De
= 0,1312 ft
Ga = 68.053,7150 lb/jam. ft2
Rea = 0,7052
68053,71500,1312 = 12.665,6249
Koefisien Transfer Panas (ho) :
Rea = 12.665,6249
Dari Fig. 24 Kern, hal 834 diperoleh :
jH = 42
Pada temperatur 149 °F diperoleh :
c = Specific heat
= 1,3207 Btu/lb. °F
k = Thermal conductivities
= 0,1313 Btu/ft.jam. °F
D = De
= 0,0761 ft
ho = a
1/3
H φk
μc
De
kj
(Sumber : Pers. (6.15a), Kern, hal 112)
Dimana :
a =
0,14
wμ
μ
= 1 (Sumber : Kern, hal 112)
ho = 10,1313
0,70521,3207
0,1312
0,131342
1/3
= 80,7341 Btu/jam.ft2. °F
Menentukan Clean Overall Coefficient ( UC)
UC = hohio
hohio
(Sumber : Pers. (6.7), Kern, hal 106)
Dimana :
hio = 145,3722 Btu/jam.ft2. °F
ho = 80,7341 Btu/jam.ft2. °F
UC = 80,7341145,3722
80,7341145,3722
= 51,907 Btu/jam.ft2. °F
Menentukan Design Overall Coefficient ( UD )
Dari tabel 12 Kern, hal 845 diperoleh :
Rd organic liquid = 0,001
Rd water = 0,001
Rd total = 0,001 + 0,001
= 0,002
DU
1 =
d
C
RU
1 (Sumber : Pers. (6.10), Kern, hal 107)
UD = d
Cd
C R1UR
U
=
002,0180,7341002,0
80,7341
= 47,0251 Btu/jam.ft2. °F
Menentukan Luas Permukaan Transfer Panas (A)
A = ΔtU
Q
D
Dimana :
Q = 71730,0377 Btu/jam
UD = 71,5065 Btu/jam.ft2. °F
Δt = 24,8611 °F
A = 71,506524,8611
71730,0377
= 40,3492 ft2
Menentukan Koreksi Luas Transfer Panas
Dari tabel 11 Kern, hal 844, untuk ukuran nominal pipa = 1,25 inch diperoleh :
aop = 0,622 ft2/ft
Maka,
Panjang pipa yang diperlukan = 0,622
87,6499
= 140,9164 ft
Maka luas permukaan = Panjang total aop
= 140,9164 ft 0,622 ft2/ft
= 87,6499854 ft2
Rd = DC
DC
UU
UU
(Sumber : Pers. (6.13), Kern, hal 108)
Dimana :
UC = 51,9070 Btu/jam.ft2. °F
UD = 47,0251 Btu/jam.ft2. °F
Rd = 47,0251 51,9070
47,0251 51,9070
= 0,0020
Dimana :
Rd min = 0,002
Maka, spesifikasi memenuhi syarat
Menentukan Presure Drop
Inner pipe
Rep = 12.560,03205
f = 0,00851
Fp = Dρg2
LGf42
P
2
P
(Sumber : Pers. (3.44), Kern, hal 52)
Dimana :
f = 0,00851
Gp = 12.2100,4048 lb/jam. ft2
Lp = 140,9163 ft
g = 4,18 108
D = IDp
42.0Re
264.00035.0
p
f
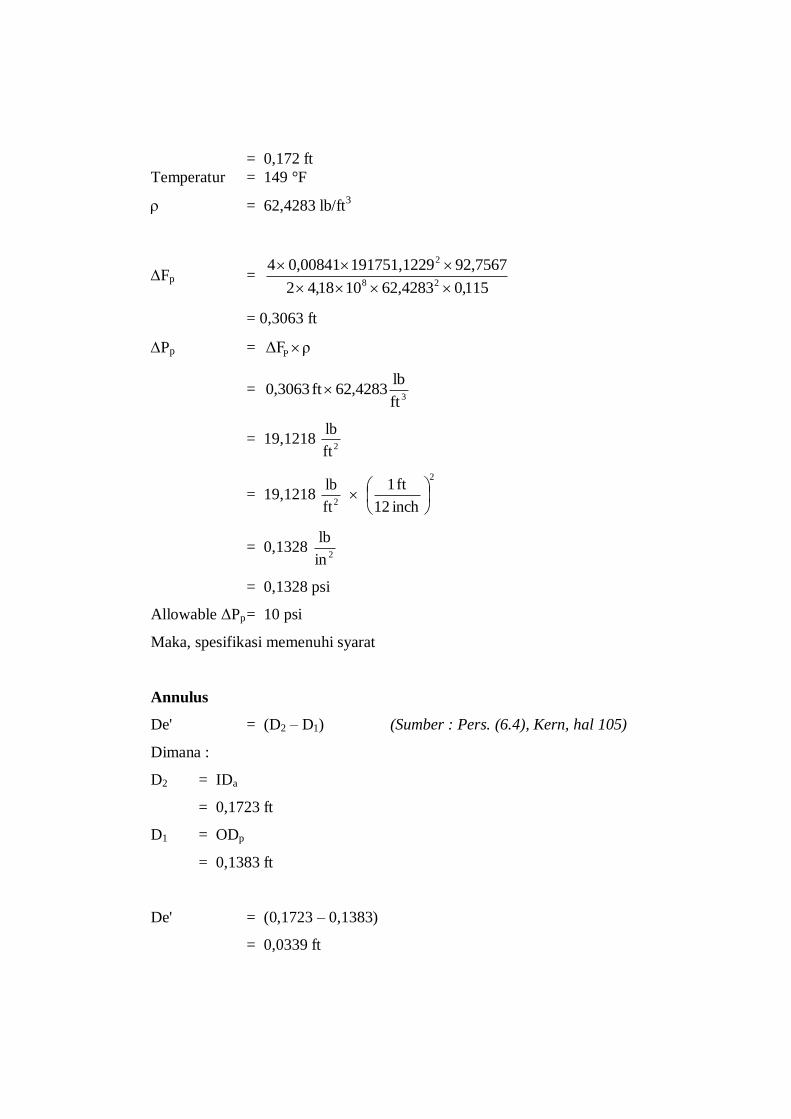
= 0,172 ft
Temperatur = 149 °F
= 62,4283 lb/ft3
Fp = 115,062,42831018,42
92,75679191751,1220,00841428
2
= 0,3063 ft
Pp = ρΔFP
= 3ft
lb62,4283ft 0,3063
= 19,1218 2ft
lb
= 19,1218 2ft
lb
2
inch 12
ft 1
= 0,1328 2in
lb
= 0,1328 psi
Allowable ΔPp = 10 psi
Maka, spesifikasi memenuhi syarat
Annulus
De' = (D2 – D1) (Sumber : Pers. (6.4), Kern, hal 105)
Dimana :
D2 = IDa
= 0,1723 ft
D1 = ODp
= 0,1383 ft
De' = (0,1723 – 0,1383)
= 0,0339 ft
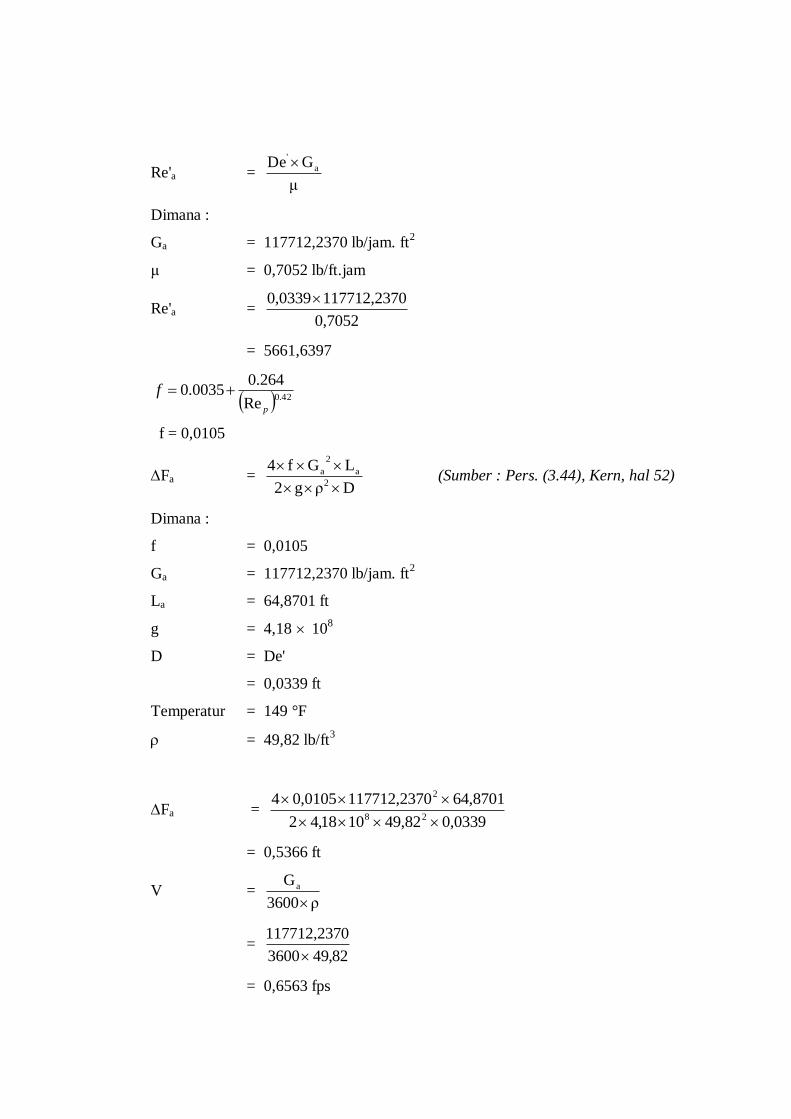
Re'a = μ
GDe a
'
Dimana :
Ga = 117712,2370 lb/jam. ft2
μ = 0,7052 lb/ft.jam
Re'a = 0,7052
0117712,2370,0339
= 5661,6397
f = 0,0105
Fa = Dρg2
LGf42
a
2
a
(Sumber : Pers. (3.44), Kern, hal 52)
Dimana :
f = 0,0105
Ga = 117712,2370 lb/jam. ft2
La = 64,8701 ft
g = 4,18 108
D = De'
= 0,0339 ft
Temperatur = 149 °F
= 49,82 lb/ft3
Fa = 0,033949,821018,42
64,87010117712,2370,0105428
2
= 0,5366 ft
V = ρ3600
Ga
= 82,493600
0117712,237
= 0,6563 fps
42.0Re
264.00035.0
p
f
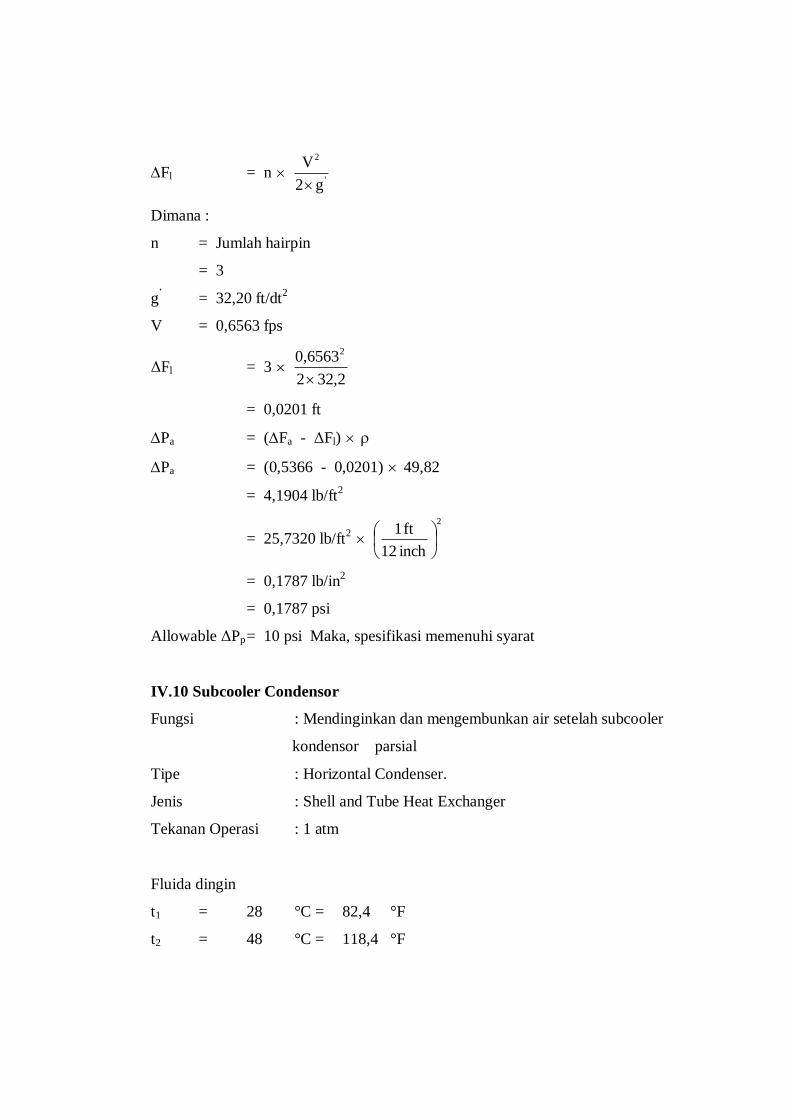
Fl = n '
2
g2
V
Dimana :
n = Jumlah hairpin
= 3
g’ = 32,20 ft/dt
2
V = 0,6563 fps
ΔFl = 3 2,232
0,65632
= 0,0201 ft
Pa = (Fa - ΔFl)
Pa = (0,5366 - 0,0201) 49,82
= 4,1904 lb/ft2
= 25,7320 lb/ft2
2
inch 12
ft 1
= 0,1787 lb/in2
= 0,1787 psi
Allowable ΔPp = 10 psi Maka, spesifikasi memenuhi syarat
IV.10 Subcooler Condensor
Fungsi : Mendinginkan dan mengembunkan air setelah subcooler
kondensor parsial
Tipe : Horizontal Condenser.
Jenis : Shell and Tube Heat Exchanger
Tekanan Operasi : 1 atm
Fluida dingin
t1 = 28 °C = 82,4 °F
t2 = 48 °C = 118,4 °F

Fluida panas
T1 = 100 °C = 212 °F
T2 = 30 °C = 86 °F
laju alir massa (Ws) = 3378,236979 kg/jam
= 7447,7288 lb/jam
Kebutuhan panas yg diserap(Q) = 8859948,658 kJ/jam
= 8402775,3072 Btu/jam
kebutuhan air pendinggin (Wt) = 105803,0649 kg
= 233255,5529 lb
Menetukan True Temperatur Difference (Δttrue):
LMTD = 27,6235 °F
LMTD Correction Factor (FT)
R = ( ) ( )1221 t-t/T-T = 3,5
S = ( ) ( )1112 t-T/t-t = 0,2778
Untuk 2 pass Shell dan 4 pass Tube dari Fig.19 Kern hal 829, nilai R dan S diatas
diperoleh nilai FT = 0,9
Koreksi LMTD = LMTD x FT = 24,8611 °F
Spesifikasi :
[Pers. 14.34,
Brownell & Young]
Dimana :
tm = tebal tube minimum (in)
Pdesign = Tekanan desain dalam tubes = 120% (faktor keamanan 20 %)
= 17,6352 psi
ODt = Diameter luar tubes, direncanakan = 0,75 in
F = Maximum allowable stress
1 2
21
1 221
t-T
t-Tln
) t-(T - )t-(T= LMTD
82,4 -86
118,4-212ln
82,4) -(86 - 118,4)-(212= LMTD
CPEf
ODPt
design
tdesign
m )6,0(-).(
)2/(
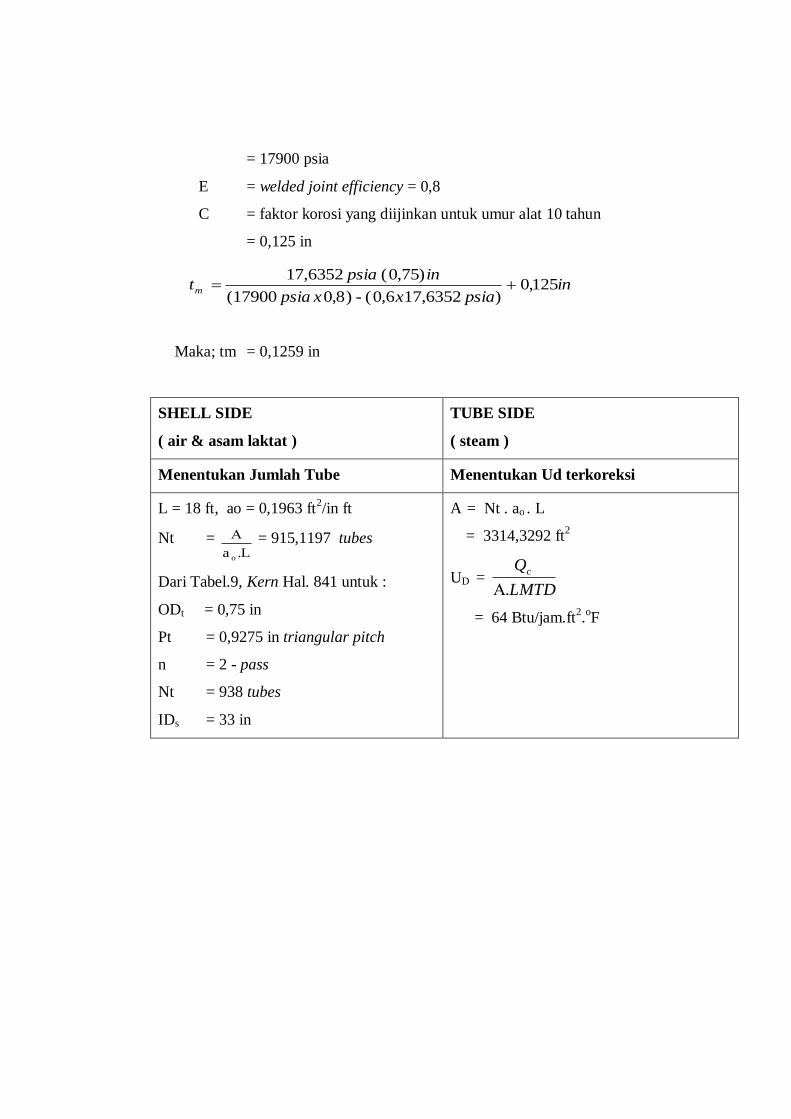
= 17900 psia
E = welded joint efficiency = 0,8
C = faktor korosi yang diijinkan untuk umur alat 10 tahun
= 0,125 in
Maka; tm = 0,1259 in
SHELL SIDE
( air & asam laktat )
TUBE SIDE
( steam )
Menentukan Jumlah Tube Menentukan Ud terkoreksi
L = 18 ft, ao = 0,1963 ft2/in ft
Nt = L.a o
= 915,1197 tubes
Dari Tabel.9, Kern Hal. 841 untuk :
ODt = 0,75 in
Pt = 0,9275 in triangular pitch
n = 2 - pass
Nt = 938 tubes
IDs = 33 in
A = Nt . ao . L
= 3314,3292 ft2
UD = LMTD
Qc
.
= 64 Btu/jam.ft2.oF
inpsiaxxpsia
inpsiatm 125,0
)6352,176,0(-)8,017900(
)75,0(6352,17

Menentukan Tw
Tw = )tT()h()h(
ht cc
sotio
soc
diambil h = 200 maka:
Tw = 121,66 °F
Menentukan Tf :
Tf = 135,333 oF
Maka :
sgf = 1
μf = 1 cp = 2,42 lb/ft.hr
kf = 0,2562 Btu/ft².jam(ºF/ft
Menentukan ho :
dari fig. 12,9 Kern hal 267
ho = 200
Menetukan Clean Overall Coefficient,
Uc kondensasi:
Uc = hio x ho
hio + ho
= 112,4854 Btu/ft².jam(ºF/ft)
Luas permukaan yang dibutuhkan
untuk kondensasi
dimana :
Qc = 5.190.490,3826 kJ/jam
= 4.922.661,0789 Btu/jam
Flow area, at
n (jumlah passed) = 2
Nt (jumlah tubes) = 938
a’t (flow area) = 0,1820 in 2
at = n.144
'a.Nt t ;ft2
= 0,5928 [Pers. 7.48, Kern]
Laju alir massa, Gt
t
tt
a
WG
= 275453,4989 lb/jam.ft2
Menentukan nilai V :
V = 1,2242 ft/ dt
Menentukan koefisien
perpindahan pipa lapisan
dalam, hi:
Fig 25 kern hal 835
hi = 393,7094 Btu/jam.ft2.oF
hio = hi x ID/OD
= 253,0239 Btu/jam.ft2.oF
Menetukan Clean Overall
Coefficient, Uc :
Uc = 77,1503 Btu/ft².jam(ºF/ft)
)(2
1 T f wc TT
tx U
Q A
c
c
c
3600
tGV
tA
QUc

Ac = 1760,2836 ft²
Menentukan Faktor Kekotoran (Dirty Factor)
Luas permukaanyangdibutuhkan
untuk subcooling :
Q pendingin (air) = 6.201.964,0606 kJ/jam
= 5.881.942,7151 Btu/jam
Submergence = 83,6911 %
As = 1473,2003 ft²
Total Luas area yang dibutuhkan :
Ac = 3233,4839 ft²
Menetukan Clean Overall
Coefficient Design, UD :
Total Luas permukaan = 1582,4113 ft²
=22
Dirt Factors, Rd
Rd = DC
DC
U.U
U-U = 0.0328 ft².jam.ºF/Btu
[Pers. 6.13, Kern]
Rd 0,003 (rancangan memenuhi)
tA
QU D
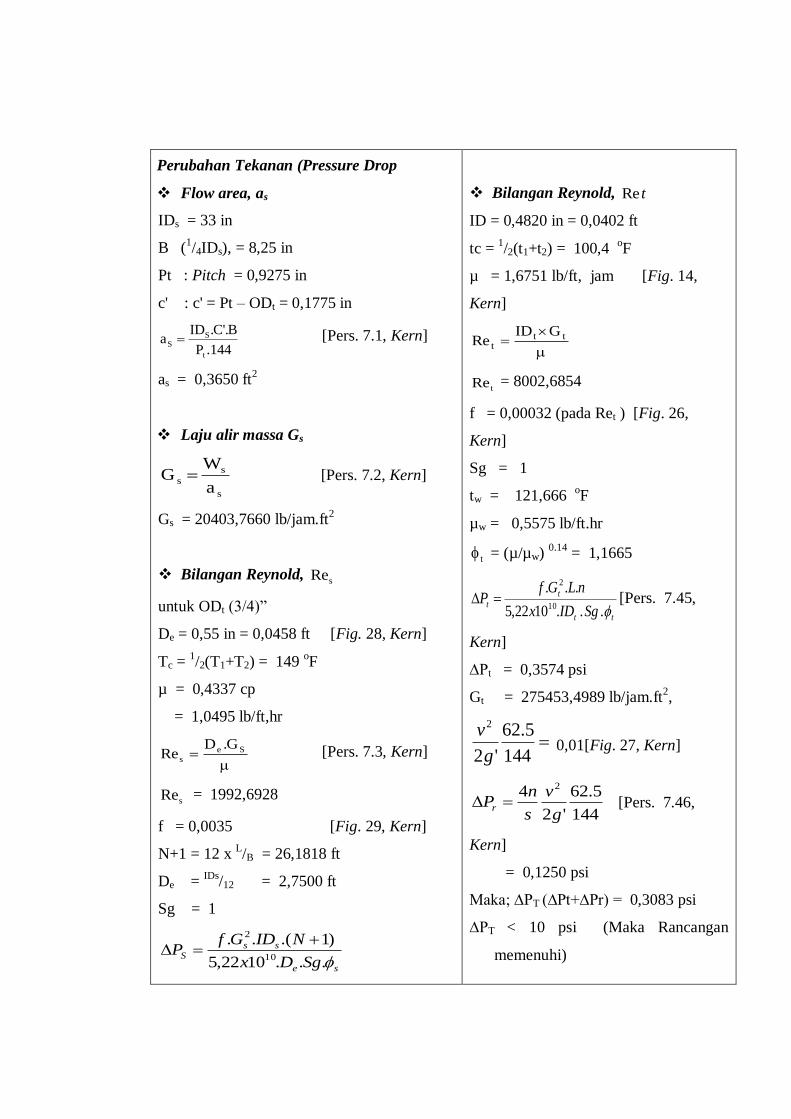
Perubahan Tekanan (Pressure Drop
Flow area, as
IDs = 33 in
B (1/4IDs), = 8,25 in
Pt : Pitch = 0,9275 in
c' : c' = Pt – ODt = 0,1775 in
144.P
B'.C.IDa
t
SS [Pers. 7.1, Kern]
as = 0,3650 ft2
Laju alir massa Gs
s
s
sa
WG [Pers. 7.2, Kern]
Gs = 20403,7660 lb/jam.ft2
Bilangan Reynold, sRe
untuk ODt (3/4)”
De = 0,55 in = 0,0458 ft [Fig. 28, Kern]
Tc = 1/2(T1+T2) = 149
oF
µ = 0,4337 cp
= 1,0495 lb/ft,hr
Se
s
G.DRe [Pers. 7.3, Kern]
sRe = 1992,6928
f = 0,0035 [Fig. 29, Kern]
N+1 = 12 x L/B = 26,1818 ft
De = IDs
/12 = 2,7500 ft
Sg = 1
se
ssS
SgDx
NIDGfP
...1022,5
)1.(..10
2
Bilangan Reynold, tRe
ID = 0,4820 in = 0,0402 ft
tc = 1/2(t1+t2) = 100,4
oF
µ = 1,6751 lb/ft, jam [Fig. 14,
Kern]
tt
t
GIDRe
tRe = 8002,6854
f = 0,00032 (pada Ret ) [Fig. 26,
Kern]
Sg = 1
tw = 121,666 oF
µw = 0,5575 lb/ft.hr
t = (µ/µw) 0.14
= 1,1665
tt
t
tSgIDx
nLGfP
...1022,5
...10
2
[Pers. 7.45,
Kern]
∆Pt = 0,3574 psi
Gt = 275453,4989 lb/jam.ft2,
144
5.62
'2
2
g
v 0,01[Fig. 27, Kern]
144
5.62
'2
4 2
g
v
s
nPr [Pers. 7.46,
Kern]
= 0,1250 psi
Maka; ∆PT (∆Pt+∆Pr) = 0,3083 psi
∆PT < 10 psi (Maka Rancangan
memenuhi)
∆PS = 0.0221 psi [Pers. 7.52, Kern]
∆PS < 10 psi ( Maka Rancangan memenuhi)
IV. 11 Pompa (P-01)
Fungsi : Memompa molasse dari T-01 ke CF-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1647,05 kg/m3 = 102,853 lb/ft
3
Laju alirmassa : G = 50825,249 kg/jam
= 112069,6753 lb/jam
Viskositas molasse ( ) = 1,234 cp
= 0,0008 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (112069,6753lb/jam)/( 102,853 lb/ft3)
= 1089,6117 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 1089,6117 ft3/jam
= 0,3027 ft3/det
ρ : densitas: 102,8529 lb/ft3
Dopt = 3,9 x (0,3027 ft3/det)
0,45 x (102,853 lb/ft
3)
0.13
= 4,1600 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 6,0 in
Schedule number : 40
Diameter luar : 6,625 in
Diameter dalam : 6,0650 in = 0,5054 ft
Flow area per pipe : a = 28,9 in2 = 0,2007 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,3027 ft3/det / 0,2007 ft
2
= 1,5082 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,5082 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0353 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 102,8529 lb/ft3
μ = viskositas = 0,0008 lb / ft dtk
D = ID pipa = 6,065 in = 0,5054 ft
V = V2 = 1,5082 ft/dtk
Re = 102,8529 lb/ft3 x 0,5054 ft x 1,5082 ft/dtk
0,0008 lb / ft dtk
= 94556,2602
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 6,0650 in, diperoleh /D = 0,0003
Dari fig.125, Brown, hal 140, untuk Re = 94556,2602 dan /D = 0,0003
diperoleh : f = 0,02
Asumsi panjang pipa lurus ( L ) = 4 m =13,1240 ft
Standard Elbow 90 yang digunakan : 3 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 12 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 111,7240 ft
Tenaga yang hilang karena friksi (F)
F = 2 x f x Lt x V22
gc x ID
F = 0,02 x 111,7240 ft x(1,5082 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,5054 ft
= 0,1563 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 1,5 m = 4,9215 ft
g x ΔZ = 32,174 ft. /dtk2 x 4,9215 ft = 4,9215 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0353 + 4,9215 + 1,563
= 5,1131 ft lbf/lbm
Daya Pompa
P = G x W
= 112069,6753 lbm/jam x 5,1131 ft lbf/lbm
= 573027,9896 ft lbf/jam
= 573027,9896 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0.2894 Hp
Q = 1089,6117 ft3/jam = 134,9394 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 134,9394 gpm diperoleh efisiensi
pompa sebesar = 50 %, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0.2894 Hp/0.5
= 0,5788 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,5788 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,5788 Hp/0,8 = 0,7235 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 1 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.1 Pompa (P-02)
Fungsi : Memompa larutan dari CF-01 ke TP-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1175,19 kg/m3 = 73,3867 lb/ft
3
Laju alirmassa : G = 39643,6947 kg/jam
= 87414,3467 lb/jam
Viskositas molasse ( ) = 1,2338 cp
= 0,0008 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (87414,3467 lb/jam)/( 73,3867 lb/ft3)
= 1191,1467 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 1191,1467 ft3/jam
= 0,3309 ft3/det
ρ : densitas: 73,3867 lb/ft3
Dopt = 3,9 x (0,3309 ft3/det)
0,45 x (73,3867 lb/ft
3)
0.13
= 4,1442 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 4,0 in
Schedule number : 40
Diameter luar : 4,5 in
Diameter dalam : 4,0260 in = 0,3355 ft
Flow area per pipe : a = 12,7 in2 = 0,882 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,3309 ft3/det / 0,882 ft
2
= 3,7519 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((3,7519 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,2188 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 73,3867 lb/ft3
μ = viskositas = 0,0008 lb / ft dtk
D = ID pipa = 4,026 in = 0,3355 ft
V = V2 = 3,7519 ft/dtk
Re = 73,3867 lb/ft3 x 0,3355 ft x 3,7519 ft/dtk
0,0008 lb / ft dtk
= 111409,4363
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 4,0260 in, diperoleh /D = 0,0004
Dari fig.125, Brown, hal 140, untuk Re = 111409,4363 dan /D = 0,0004
diperoleh : f = 0,022
Asumsi panjang pipa lurus ( L ) = 10 m =32,8100 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 105,4100 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,022 x 105,4100 ft x(3,7519 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,3355 ft
= 1,5121 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 6,5 m = 21,3265 ft
g x ΔZ = 32,174 ft. /dtk2 x 21,3265 ft = 21,3265 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,2188 + 21,3265 + 1,5121
= 23,0574 ft lbf/lbm
Daya Pompa
P = G x W
= 87414,3467 lbm/jam x 23,0574 ft lbf/lbm
= 2015547,6615 ft lbf/jam
= 2015547,6615 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 1,0180 Hp
Q = 1191,1467 ft3/jam = 147,5137 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 147,5137 gpm diperoleh efisiensi
pompa sebesar = 40%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 1,0180 Hp/0.4
= 2,5449 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 2,5449 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 2,5449 Hp/0,8 = 3,1811 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 3,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.2 Pompa (P-03)
Fungsi : Memompa larutan dari TP-01 ke FR-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1061,88 kg/m3 = 66,3109 lb/ft
3
Laju alirmassa : G = 112239,0928 kg/jam
= 247487,1997 lb/jam
Viskositas molasse ( ) = 1,5088 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (247487,1997 lb/jam)/( 66,3109 lb/ft3)
= 3732,2236 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 3732,2236 ft3/jam
= 1,0367 ft3/det
ρ : densitas: 66,3109 lb/ft3
Dopt = 3,9 x (1,0367 ft3/det)
0,45 x (66,3109 lb/ft
3)
0.13
= 6,8379 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 8,0 in
Schedule number : 40
Diameter luar : 8,6250 in
Diameter dalam : 7,9810 in = 0,6651 ft
Flow area per pipe : a = 50,0 in2 = 0,3472 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 1,0367 ft3/det / 0,3472 ft
2
= 2,9860 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((2,9860 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,1386 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 66,3109 lb/ft3
μ = viskositas = 0,0010 lb / ft dtk
D = ID pipa = 7,981 in = 0,6651 ft
V = V2 = 2,9860 ft/dtk
Re = 66,3109 lb/ft3 x 0,6651 ft x2,9860 ft/dtk
0,0010 lb / ft dtk
= 129874,9701
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 7,9810 in, diperoleh /D = 0,0002
Dari fig.125, Brown, hal 140, untuk Re = 129874,9701 dan /D = 0,0002
diperoleh : f = 0,018
Asumsi panjang pipa lurus ( L ) = 10 m =32,8100 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 105,4100 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,018 x 105,4100 ft x(2,9860 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,6651 ft
= 0,3953 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 6,5 m = 21,3265 ft
g x ΔZ = 32,174 ft. /dtk2 x 21,3265 ft = 21,3265 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,1386 + 21,3265 + 0,3953
= 21,8604 ft lbf/lbm
Daya Pompa
P = G x W
= 247487,1997 lbm/jam x 21,8604 ft lbf/lbm
= 5410160,1641 ft lbf/jam
= 5410160,1641 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 2,7324 Hp
Q = 3732,2236 ft3/jam = 462,2050 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 462,2050 gpm diperoleh efisiensi
pompa sebesar = 52%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 2,7324 Hp/0.52
= 5,2546 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 5,2546 Hp diperoleh efisiensi
motor = 82 %, maka :
Daya pompa yang sebenarnya = 5,2546 Hp/0,82 = 6,4081 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 6,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.3 Pompa (P-04)
Fungsi : Memompa larutan dari FR-01 ke TI-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1060,53 kg/m3 = 66,2266 lb/ft
3
Laju alirmassa : G = 121285,5637 kg/jam
= 267434,6680 lb/jam
Viskositas molasse ( ) = 1,5147 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (267434,6680 lb/jam)/( 66,2266 lb/ft3)
= 4038,1768 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 4038,1768 ft3/jam
= 1,1217 ft3/det
ρ : densitas: 66,2266 lb/ft3
Dopt = 3,9 x (1,1217 ft3/det)
0,45 x (66,2266 lb/ft
3)
0.13
= 7,0835 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 8,0 in
Schedule number : 40
Diameter luar : 8,6250 in
Diameter dalam : 7,9810 in = 0,6651 ft
Flow area per pipe : a = 50,0 in2 = 0,3472 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 1,1217 ft3/det / 0,3472 ft
2
= 3,2307 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((3,2307 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,1622 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 66,2266 lb/ft3
μ = viskositas = 0,0010 lb / ft dtk
D = ID pipa = 7,981 in = 0,6651 ft
V = V2 = 3,2307 ft/dtk
Re = 66,2266 lb/ft3 x 0,6651 ft x 3,2307 ft/dtk
0,0010 lb / ft dtk
= 139794,8793
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 7,9810 in, diperoleh /D = 0,0002
Dari fig.125, Brown, hal 140, untuk Re = 139794,8793dan /D = 0,0002
diperoleh : f = 0,019
Asumsi panjang pipa lurus ( L ) = 8 m =26,2480 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 139794,8793ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,019 x 139794,8793ft x(3,2307 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,6651 ft
= 0,4581 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 5,5 m = 18,0455 ft
g x ΔZ = 32,174 ft. /dtk2 x 18,0455 ft = 18,0455 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,1622 + 18,0455 + 0,4581
= 18,6658 ft lbf/lbm
Daya Pompa
P = G x W
= 267434,6680 lbm/jam x 18,6658 ft lbf/lbm
= 4991876,6316 ft lbf/jam
= 4991876,6316 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 2,5211Hp
Q = 4038,1768 ft3/jam = 500,0948 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 500,0948 gpm diperoleh efisiensi
pompa sebesar = 52%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 2,5211Hp/0.52
= 4,8484 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 4,8484 Hp diperoleh efisiensi
motor = 83 %, maka :
Daya pompa yang sebenarnya = 4,8484 Hp/0,83 = 5,8414 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 6 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.4 Pompa (P-05)
Fungsi : Memompa larutan dari TI-01 ke CF-02
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1060,53 kg/m3 = 66,2266 lb/ft
3
Laju alirmassa : G = 5053,5652 kg/jam
= 11143,1112 lb/jam
Viskositas molasse ( ) = 1,5147 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (11143,1112 lb/jam)/( 66,2266 lb/ft3)
= 168,2574 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 168,2574 ft3/jam
= 0,0457 ft3/det
ρ : densitas: 66,2266 lb/ft3
Dopt = 3,9 x (0,0457 ft3/det)
0,45 x (66,2266 lb/ft
3)
0.13
= 1,6949 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,0670 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0457 ft3/det / 0,0233 ft
2
= 2,0092 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((2,0092 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0627 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 66,2266 lb/ft3
μ = viskositas = 0,0010 lb / ft dtk
D = ID pipa = 2,067 in = 0,1722 ft
V = V2 = 2,0092ft/dtk
Re = 66,2266 lb/ft3 x 0,1722 ft x 2,0092 ft/dtk
0,0010 lb / ft dtk
= 22515,8520
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 2,067 in, diperoleh /D = 0,0008
Dari fig.125, Brown, hal 140, untuk Re = 22515,8520 dan /D = 0,0008
diperoleh : f = 0,028
Asumsi panjang pipa lurus ( L ) = 5 m = 16,4050 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 89,0050 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,028 x 89,0050 ft x(2,0092 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,1722 ft
= 0,9077 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 1,5 m = 4,9215 ft
g x ΔZ = 32,174 ft. /dtk2 x 4,9215 ft = 4,9215 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0627 + 4,9215 + 0,9077
= 5,8919 ft lbf/lbm
Daya Pompa
P = G x W
= 11143,1112 lbm/jam x 5,8919 ft lbf/lbm
= 65654,1742 ft lbf/jam
= 65654,1742 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0332 Hp
Q = 168,2574 ft3/jam = 20,8373 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 20,8373 gpm diperoleh efisiensi pompa
sebesar = 30%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0332 Hp/0.3
= 0,1105 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,1105 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,1105 Hp/0,8 = 0,1382Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.5 Pompa (P-06)
Fungsi : Memompa larutan dari CF-02 ke TA-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1027,2115 kg/m3 = 64,1462 lb/ft
3
Laju alirmassa : G = 4833,7636 kg/jam
= 10658,4487 lb/jam
Viskositas molasse ( ) = 1,5147 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (10658,4487 lb/jam)/( 64,1462 lb/ft3)
= 166,1588 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 166,1588 ft3/jam
= 0,0462 ft3/det
ρ : densitas: 64,1462 lb/ft3
Dopt = 3,9 x (0,0462 ft3/det)
0,45 x (64,1462 lb/ft
3)
0.13
= 1,6784 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,0670 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0462 ft3/det / 0,0233 ft
2
= 1,9841 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,9841 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0612 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 66,2266 lb/ft3
μ = viskositas = 0,0010 lb / ft dtk
D = ID pipa = 2,067 in = 0,1722 ft
V = V2 = 1,9841 ft/dtk
Re = 66,2266 lb/ft3 x 0,1722 ft x 1,9841 ft/dtk
0,0010 lb / ft dtk
= 21536,5395
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 2,067 in, diperoleh /D = 0,0009
Dari fig.125, Brown, hal 140, untuk Re = 21536,5395dan /D = 0,0008
diperoleh : f = 0,04
Asumsi panjang pipa lurus ( L ) = 5 m = 16,4050 ft
Standard Elbow 90 yang digunakan : 5 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 91,5050 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,04 x 91,5050 ft x(1,9841 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,1722 ft
= 1,3001 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 2,5 m = 8,2025 ft
g x ΔZ = 32,174 ft. /dtk2 x 8,2025 ft = 8,2025 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0612 + 8,2025 + 1,3001
= 9,5637 ft lbf/lbm
Daya Pompa
P = G x W
= 10658,4487 lbm/jam x 9,5637 ft lbf/lbm
= 101934,5184 ft lbf/jam
= 101934,5184 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0515 Hp
Q = 166,1588 ft3/jam = 20,5774 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 20,5774 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0515 Hp/0.2
= 0,2574 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,2574 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,2574 Hp/0,8 = 0,3218 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.6 Pompa (P-07)
Fungsi : Memompa larutan dari TA-01 ke TS-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1116,4160 kg/m3 = 69,7167 lb/ft
3
Laju alirmassa : G = 5114,3613 kg/jam
= 11277,1667 lb/jam
Viskositas molasse ( ) = 1,6318 cp
= 0,0011 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (11277,1667 lb/jam)/( 69,7167 lb/ft3)
= 161,7570 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 161,7570 ft3/jam
= 0,0449 ft3/det
ρ : densitas: 69,7167 lb/ft3
Dopt = 3,9 x (0,0449 ft3/det)
0,45 x (69,7167 lb/ft
3)
0.13
= 1,6763 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40
Diameter luar : 2,38 in
Diameter dalam : 2,0670 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0449 ft3/det / 0,0233 ft
2
= 1,9316 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,9316 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0580 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 69,7167 lb/ft3
μ = viskositas = 0,0011 lb / ft dtk
D = ID pipa = 2,067 in = 0,1722 ft
V = V2 = 1,9316 ft/dtk
Re = 69,7167 lb/ft3 x 0,1722 ft x 1,9316 ft/dtk
0,0010 lb / ft dtk
= 21152,0175
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 2,067 in, diperoleh /D = 0,0008
Dari fig.125, Brown, hal 140, untuk Re = 21152,0175dan /D = 0,0008
diperoleh : f = 0,04
Asumsi panjang pipa lurus ( L ) = 5 m = 16,4050 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 89,0050 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,04 x 89,0050 ft x(1,9316 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,1722 ft
= 1,1984 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 3 m = 9,8430 ft
g x ΔZ = 32,174 ft. /dtk2 x 9,8430 ft = 9,8430 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0580 + 9,8430 + 1,1984
= 11,0994 ft lbf/lbm
Daya Pompa
P = G x W
= 11277,1667 lbm/jam x 11,0994 ft lbf/lbm
= 125169,7998 ft lbf/jam
= 125169,7998 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0632 Hp
Q = 161,7570 ft3/jam = 20,0323gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 20,0323 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0632 Hp/0.2
= 0,3161 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,3161 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,3161 Hp/0,8 = 0,3951 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.7 Pompa (P-08)
Fungsi : Memompa larutan dari TS-01 ke EV-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1022,5109 kg/m3 = 63,8526 lb/ft
3
Laju alirmassa : G = 2163,5420 kg/jam
= 4770,6101 lb/jam
Viskositas molasse ( ) = 1,5220 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (4770,6101 lb/jam)/( 63,8526 lb/ft3)
= 74,7128 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 74,7128ft3/jam
= 0,0208 ft3/det
ρ : densitas: 63,8526 lb/ft3
Dopt = 3,9 x (0,0208 ft3/det)
0,45 x (63,8526 lb/ft
3)
0.13
= 1,1707 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 1,25 in
Schedule number : 40
Diameter luar : 1,66 in
Diameter dalam : 1,3080 in = 0,1090 ft
Flow area per pipe : a = 1,5 in2 = 0,0104 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0208 ft3/det / 0,0104 ft
2
= 1,9925ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,9925 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0617 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 63,8526 lb/ft3
μ = viskositas = 0,001 lb / ft dtk
D = ID pipa = 1,308 in = 0,1090 ft
V = V2 = 1,9925 ft/dtk
Re = 63,8526 lb/ft3 x 0,1090 ft x 1,9925 ft/dtk
0,0010 lb / ft dtk
= 13557,9884
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 1,308 in, diperoleh /D = 0,0013
Dari fig.125, Brown, hal 140, untuk Re = 13557,9884 dan /D = 0,0013
diperoleh : f = 0,045
Asumsi panjang pipa lurus ( L ) = 5 m = 16,4050 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 89,0050 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,045 x 89,0050 ft x(1,9925 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 1,308 ft
= 2,2671 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 1 m = 3,2810 ft
g x ΔZ = 32,174 ft. /dtk2 x 3,2810 ft = 3,2810 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0617 + 3,2810 + 2,2671
= 5,6098 ft lbf/lbm
Daya Pompa
P = G x W
= 4770,6101 lbm/jam x 5,6098 ft lbf/lbm
= 26762,0281ft lbf/jam
= 26762,0281 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0135 Hp
Q = 74,7128 ft3/jam = 9,2526 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 9,2526 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0135 Hp/0.2
= 0,0676 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0676 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0676 Hp/0,8 = 0,0845 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.8 Pompa (P-09)
Fungsi : Memompa larutan dari SCK-01 ke C-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1160,0087 kg/m3 = 72,4389 lb/ft
3
Laju alirmassa : G = 631,3105 kg/jam
= 1392,0396 lb/jam
Viskositas molasse ( ) = 1,4040 cp
= 0,0009 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (1392,0396 lb/jam)/( 72,4389 lb/ft3)
= 19,2167 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 19,2167 ft3/jam
= 0,0053 ft3/det
ρ : densitas: 72,4389 lb/ft3
Dopt = 3,9 x (0,0053 ft3/det)
0,45 x (72,4389 lb/ft
3)
0.13
= 0,6459 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 0,75 in
Schedule number : 40
Diameter luar : 1,05 in
Diameter dalam : 0,8240 in = 0,0687 ft
Flow area per pipe : a = 0,5340 in2 = 0,0037 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0053 ft3/det / 0,0037 ft
2
= 1,4395 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,4395 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0322 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 72,4389 lb/ft3
μ = viskositas = 0,0009 lb / ft dtk
D = ID pipa = 0,824 in = 0,0687 ft
V = V2 = 1,4395 ft/dtk
Re = 72,4389 lb/ft3 x 0,0687 ft 1,4395 ft/dtk
0,0009 lb / ft dtk
= 7589,0896
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 0,0687 in, diperoleh /D = 0,0021
Dari fig.125, Brown, hal 140, untuk Re = 7589,0896dan /D = 0,0021
diperoleh : f = 0,068
Asumsi panjang pipa lurus ( L ) = 5 m = 16,4050 ft
Standard Elbow 90 yang digunakan : 3 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 86,5050 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,068 x 86,5050 ft x(1,4395 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,0687 ft
= 2,7589 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 1 m = 3,2810 ft
g x ΔZ = 32,174 ft. /dtk2 x 3,2810 ft = 3,2810 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0322 + 3,2810 + 2,7589
= 6,0721 ft lbf/lbm
Daya Pompa
P = G x W
= 1392,0396 lbm/jam x 6,0721 ft lbf/lbm
= 8452,6323 ft lbf/jam
= 8452,6323 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0043 Hp
Q = 19,2167 ft3/jam = 2,3798 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 2,3798 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0043 Hp/0.2
= 0,0213 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0213 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0213 Hp/0,8 = 0,0267 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.9 Pompa (P-10)
Fungsi : Memompa larutan dari C-01 ke T-07
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1160,0087 kg/m3 = 72,4389 lb/ft
3
Laju alirmassa : G = 631,3105 kg/jam
= 1392,0396 lb/jam
Viskositas molasse ( ) = 1,4040 cp
= 0,0009 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (1392,0396 lb/jam)/( 72,4389 lb/ft3)
= 19,2167 ft3/jam

Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 19,2167 ft3/jam
= 0,0053 ft3/det
ρ : densitas: 72,4389 lb/ft3
Dopt = 3,9 x (0,0053 ft3/det)
0,45 x (72,4389 lb/ft
3)
0.13
= 0,6459 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 0,75 in
Schedule number : 40
Diameter luar : 1,05 in
Diameter dalam : 0,8240 in = 0,0687 ft
Flow area per pipe : a = 0,5340 in2 = 0,0037 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0053 ft3/det / 0,0037 ft
2
= 1,4395 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,4395 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0322 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 72,4389 lb/ft3
μ = viskositas = 0,0009 lb / ft dtk
D = ID pipa = 0,824 in = 0,0687 ft
V = V2 = 1,4395 ft/dtk
Re = 72,4389 lb/ft3 x 0,0687 ft 1,4395 ft/dtk
0,0009 lb / ft dtk
= 7589,0896
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 0,0687 in, diperoleh /D = 0,0021
Dari fig.125, Brown, hal 140, untuk Re = 7589,0896dan /D = 0,0021
diperoleh : f = 0,068
Asumsi panjang pipa lurus ( L ) = 10 m = 32,8100 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 105,4100 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,068 x 105,4100 ft x(1,4395 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,0687 ft
= 3,3619 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 6,5 m = 21,3265 ft
g x ΔZ = 32,174 ft. /dtk2 x 21,3265 ft = 21,3265 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0322 + 21,3265 + 3,3619
= 24,7206 ft lbf/lbm
Daya Pompa
P = G x W
= 1392,0396 lbm/jam x 24,7206 ft lbf/lbm
= 34411,9994 ft lbf/jam
= 34411,9994 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0174 Hp
Q = 19,2167 ft3/jam = 2,3798 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 2,3798 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0174 Hp/0.2
= 0,0869 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0869 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0869 Hp/0,8 = 0,1086 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.10 Pompa (P-11)
Fungsi : Memompa larutan dari SCK-02 ke T-02
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1000 kg/m3 = 62,4469 lb/ft
3
Laju alirmassa : G = 3378,2370 kg/jam
= 7449,0125 lb/jam
Viskositas molasse ( ) = 1,7179 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (7449,0125 lb/jam)/( 62,4469 lb/ft3)
= 119,2855 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 119,2855 ft3/jam
= 0,0331 ft3/det
ρ : densitas: 62,4469 lb/ft3
Dopt = 3,9 x (0,0331 ft3/det)
0,45 x (62,4469 lb/ft
3)
0.13
= 1,4408 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 2,0 in
Schedule number : 40

Diameter luar : 2,38 in
Diameter dalam : 2,067 in = 0,1722 ft
Flow area per pipe : a = 3,35 in2 = 0,0233 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0331 ft3/det / 0,0233 ft
2
= 1,4244 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,4244 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0315 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 62,4469 lb/ft3
μ = viskositas = 0,001 lb / ft dtk
D = ID pipa = 2,067 in = 0,1722 ft
V = V2 = 1,4244 ft/dtk
Re = 62,4469 lb/ft3 x 0,1722 ft 1,4244 ft/dtk
0,001 lb / ft dtk
= 13271,3894
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 0,1722 in, diperoleh /D = 0,0018
Dari fig.125, Brown, hal 140, untuk Re = 13271,3894 dan /D = 0,0018
diperoleh : f = 0,056
Asumsi panjang pipa lurus ( L ) = 20 m = 65,6200 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 138,2200 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,056 x 138,2200 ft x(1,4244 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,1722 ft
= 1,4169 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 4,5 m = 14,7649 ft
g x ΔZ = 32,174 ft. /dtk2 x 14,7649 ft = 14,7649 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0315 + 14,7649 + 1,4169
= 16,2129 ft lbf/lbm
Daya Pompa
P = G x W
= 7449,0125 lbm/jam x 16,2129 ft lbf/lbm
= 120770,4277 ft lbf/jam
= 120770,4277 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0610 Hp
Q = 119,2855 ft3/jam = 14,7725 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 14,7725 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0610 Hp/0.2
= 0,3050 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,3050 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,3050 Hp/0,8 = 0,3812Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.11 Pompa (P-12)
Fungsi : memompa larutan dari T-02 ke TP-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1000 kg/m3 = 62,4469 lb/ft
3
Laju alirmassa : G = 72595,3981 kg/jam
= 160072,8529 lb/jam
Viskositas molasse ( ) = 1,7179 cp
= 0,001 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (160072,8529 lb/jam)/( 62,4469 lb/ft3)
= 2563,3435 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 2563,3435 ft3/jam
= 0,7120 ft3/det
ρ : densitas: 62,4469 lb/ft3
Dopt = 3,9 x (0,7120 ft3/det)
0,45 x (62,4469 lb/ft
3)
0.13
= 5,7294 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 6,0 in
Schedule number : 40
Diameter luar : 6,6250 in
Diameter dalam : 6,0625 in = 0,5052 ft
Flow area per pipe : a = 28,9 in2 = 0,2007 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,7120 ft3/det / 0,2007 ft
2
= 3,5481 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((3,5481 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,1956 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 62,4469 lb/ft3
μ = viskositas = 0,001 lb / ft dtk
D = ID pipa = 6,063 in = 0,5052 ft
V = V2 = 3,5481 ft/dtk
Re = 62,4469 lb/ft3 x 0,5052 ft x 3,5481 ft/dtk
0,001 lb / ft dtk
= 96960,2240
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 0,5052 in, diperoleh /D = 0,0003
Dari fig.125, Brown, hal 140, untuk Re = 96960,2240 dan /D = 0,0003
diperoleh : f = 0,044
Asumsi panjang pipa lurus ( L ) = 15 m = 49,2150 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 121,8150 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,044 x 121,8150 ft x(3,5481 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,5052 ft
= 2,0757 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 6,5 m = 21,3265 ft
g x ΔZ = 32,174 ft. /dtk2 x 21,3265 ft = 21,3265 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,1956 + 21,3265 + 2,0757
= 23,5978 ft lbf/lbm
Daya Pompa
P = G x W
= 160072,8529 lbm/jam x 23,5978 ft lbf/lbm
= 3777369,1770 ft lbf/jam
= 3777369,1770 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 1,9078 Hp
Q = 2563,3435 ft3/jam = 317,4489 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 317,4489 gpm diperoleh efisiensi
pompa sebesar = 50%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 1,9078 Hp/0.5
= 3,8155 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 3,8155 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 3,8155 Hp/0,8 = 4,7694 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.12 Pompa (P-13)
Fungsi : Memompa larutan dari T-04 ke FR-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1000 kg/m3 = 62,4469 lb/ft
3
Laju alirmassa : G = 1908,0646 kg/jam
= 4207,2824 lb/jam
Viskositas molasse ( ) = 1,0360 cp
= 0,0007 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (4207,2824 lb/jam)/( 62,4469 lb/ft3)
= 67,3738 ft3/jam

Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 67,2738 ft3/jam
= 0,0187 ft3/det
ρ : densitas: 62,4469 lb/ft3
Dopt = 3,9 x (0,0187 ft3/det)
0,45 x (62,4469 lb/ft
3)
0.13
= 1,1142 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 1,25 in
Schedule number : 40
Diameter luar : 1,66 in
Diameter dalam : 1,3080 in = 0,1090 ft
Flow area per pipe : a = 1,5 in2 = 0,0104 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0187 ft3/det / 0,0104 ft
2
= 1,7967 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,7967 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0502 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 62,4469 lb/ft3
μ = viskositas = 0,0007 lb / ft dtk
D = ID pipa = 1,380 in = 0,1150 ft
V = V2 = 1,7967 ft/dtk
Re = 62,4469 lb/ft3 x 0,1150 ft x 1,7967 ft/dtk
0,0007 lb / ft dtk
= 18533,1666
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 1,380 in, diperoleh /D = 0,0013
Dari fig.125, Brown, hal 140, untuk Re = 18533,1666dan /D = 0,0003
diperoleh : f = 0,056
Asumsi panjang pipa lurus ( L ) = 15 m = 49,2150 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 121,8150 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,056 x 121,8150 ft x(1,7967 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,1150 ft
= 2,9761 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0

Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 6,5 m = 21,3265 ft
g x ΔZ = 32,174 ft. /dtk2 x 21,3265 ft = 21,3265 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0502 + 21,3265 + 2,9761
= 24,3528 ft lbf/lbm
Daya Pompa
P = G x W
= 4207,2824 lbm/jam x 24,3528 ft lbf/lbm
= 102458,9894 ft lbf/jam
= 102458,9894 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0517 Hp
Q = 67,3738 ft3/jam = 8,3437gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 8,3437gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0517 Hp/0.2
= 0,2587 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,2587 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,2587 Hp/0,8 = 0,3234 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.13 Pompa (P-14)
Fungsi : Memompa larutan dari T-05 ke FR-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 2000 kg/m3 = 124,8938 lb/ft
3
Laju alirmassa : G = 3367,1728 kg/jam
= 7424,6160 lb/jam
Viskositas molasse ( ) = 1,0644 cp
= 0,0007 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (7424,6160 lb/jam)/( 124,8938 lb/ft3)
= 59,4474 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 59,4474 ft3/jam
= 0,0165 ft3/det
ρ : densitas: 124,8938 lb/ft3
Dopt = 3,9 x (0,0165 ft3/det)
0,45 x (124,8938 lb/ft
3)
0.13
= 1,1525 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 1,25 in
Schedule number : 40
Diameter luar : 1,66 in
Diameter dalam : 1,3080 in = 0,1090 ft
Flow area per pipe : a = 1,5 in2 = 0,0104 ft
2

Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0165 ft3/det / 0,0104 ft
2
= 1,5854 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,7967 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0391 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 124,8938 lb/ft3
μ = viskositas = 0,0007 lb / ft dtk
D = ID pipa = 1,380 in = 0,1150 ft
V = V2 = 1,5854 ft/dtk
Re = 124,8938 lb/ft3 x 0,1150 ft x 1,5854 ft/dtk
0,0007 lb / ft dtk
= 31832,9475
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 1,380 in, diperoleh /D = 0,0013
Dari fig.125, Brown, hal 140, untuk Re = 31832,9475 dan /D = 0,0013
diperoleh : f = 0,055
Asumsi panjang pipa lurus ( L ) = 15 m = 49,2150 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 121,8150 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,055 x 121,8150 ft x(1,5854 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,1150 ft
= 2,2757 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 6,5 m = 21,3265 ft
g x ΔZ = 32,174 ft. /dtk2 x 21,3265 ft = 21,3265 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0391 + 21,3265 + 2,2757
= 24,6412 ft lbf/lbm
Daya Pompa
P = G x W
= 7424,6160 lbm/jam x 24,6412 ft lbf/lbm
= 175526,9695 ft lbf/jam
= 175526,9695 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0886 Hp
Q = 59,4474 ft3/jam = 7,3621 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 7,3621 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0886 Hp/0.2
= 0,4432 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,4432 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,4432 Hp/0,8 = 0,5541 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,7 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
IV. 11.14 Pompa (P-15)
Fungsi : Memompa larutan dari T-06 ke TA-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1823,2 kg/m3 = 113,8532 lb/ft
3
Laju alirmassa : G = 280,5977 kg/jam
= 618,7180 lb/jam
Viskositas molasse ( ) = 17,1501 cp
= 0,01 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (618,7180 lb/jam)/( 113,8532 lb/ft3)
= 5,4343 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 5,4343 ft3/jam
= 0,0015 ft3/det
ρ : densitas: 113,8532 lb/ft3
Dopt = 3,9 x (0,0015 ft3/det)
0,45 x (113,8532 lb/ft
3)
0.13
= 1,1525 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 0,5 in
Schedule number : 40
Diameter luar : 0,84 in
Diameter dalam : 0,622 in = 0,0518 ft
Flow area per pipe : a = 0,304 in2 = 0,0021 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,0015 ft3/det / 0,0021 ft
2
= 0,7151 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,7151 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0079 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 113,8532 lb/ft3
μ = viskositas = 0,01 lb / ft dtk
D = ID pipa = 0,622 in = 0,0518 ft
V = V2 = 0,7151 ft/dtk
Re = 113,8532 lb/ft3 x 0,0518 ft x 0,7151 ft/dtk
0,01 lb / ft dtk
= 366,1537
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 0,622 in, diperoleh /D = 0,003
Dari fig.125, Brown, hal 140, untuk Re = 366,1537dan /D = 0,003
diperoleh : f = 0,14
Asumsi panjang pipa lurus ( L ) = 10 m = 32,81 ft
Standard Elbow 90 yang digunakan : 4 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 3 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 105,41 ft
Tenaga yang hilang karena friksi (F)
F = f x Lt x V22
2 x gc x ID
F = 0,14 x 105,41 ft x(0,7151 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,0518 ft
= 2,2626 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0
Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 2,5 m = 8,2025 ft
g x ΔZ = 32,174 ft. /dtk2 x 8,2025 ft = 8,2025 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0079 + 8,2025 + 2,2626
= 10,4730 ft lbf/lbm
Daya Pompa
P = G x W
= 618,7180 lbm/jam x 10,4730 ft lbf/lbm
= 6479,8586 ft lbf/jam
= 6479,8586 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0,0033 Hp
Q = 5,4343 ft3/jam = 0,6730 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 7,3621 gpm diperoleh efisiensi pompa
sebesar = 20%, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0,0033 Hp/0.2
= 0,0164 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,0164 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,0164 Hp/0,8 = 0,0205 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 0,5 Hp
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
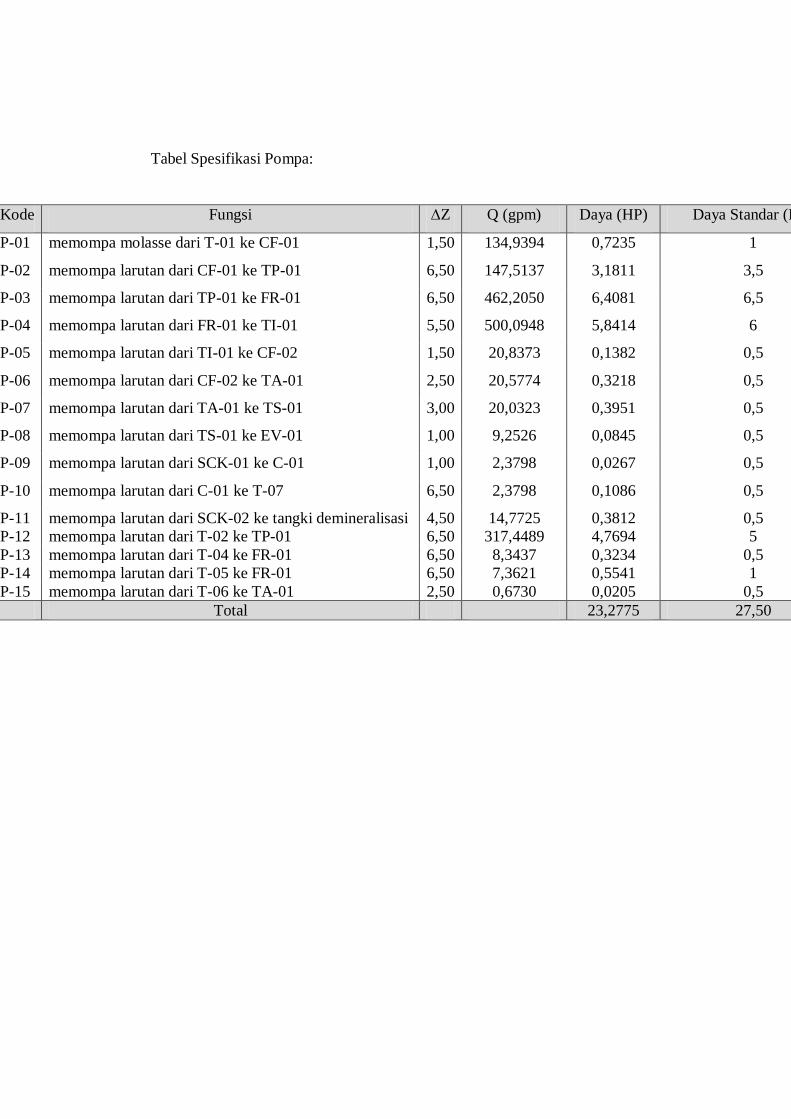
Tabel Spesifikasi Pompa:
Kode Fungsi ∆Z Q (gpm) Daya (HP) Daya Standar (HP)
P-01 memompa molasse dari T-01 ke CF-01 1,50 134,9394 0,7235 1
P-02 memompa larutan dari CF-01 ke TP-01 6,50 147,5137 3,1811 3,5
P-03 memompa larutan dari TP-01 ke FR-01 6,50 462,2050 6,4081 6,5
P-04 memompa larutan dari FR-01 ke TI-01 5,50 500,0948 5,8414 6
P-05 memompa larutan dari TI-01 ke CF-02 1,50 20,8373 0,1382 0,5
P-06 memompa larutan dari CF-02 ke TA-01 2,50 20,5774 0,3218 0,5
P-07 memompa larutan dari TA-01 ke TS-01 3,00 20,0323 0,3951 0,5
P-08 memompa larutan dari TS-01 ke EV-01 1,00 9,2526 0,0845 0,5
P-09 memompa larutan dari SCK-01 ke C-01 1,00 2,3798 0,0267 0,5
P-10 memompa larutan dari C-01 ke T-07 6,50 2,3798 0,1086 0,5
P-11 memompa larutan dari SCK-02 ke tangki demineralisasi 4,50 14,7725 0,3812 0,5
P-12 memompa larutan dari T-02 ke TP-01 6,50 317,4489 4,7694 5
P-13 memompa larutan dari T-04 ke FR-01 6,50 8,3437 0,3234 0,5
P-14 memompa larutan dari T-05 ke FR-01 6,50 7,3621 0,5541 1
P-15 memompa larutan dari T-06 ke TA-01 2,50 0,6730 0,0205 0,5
Total 23,2775 27,50
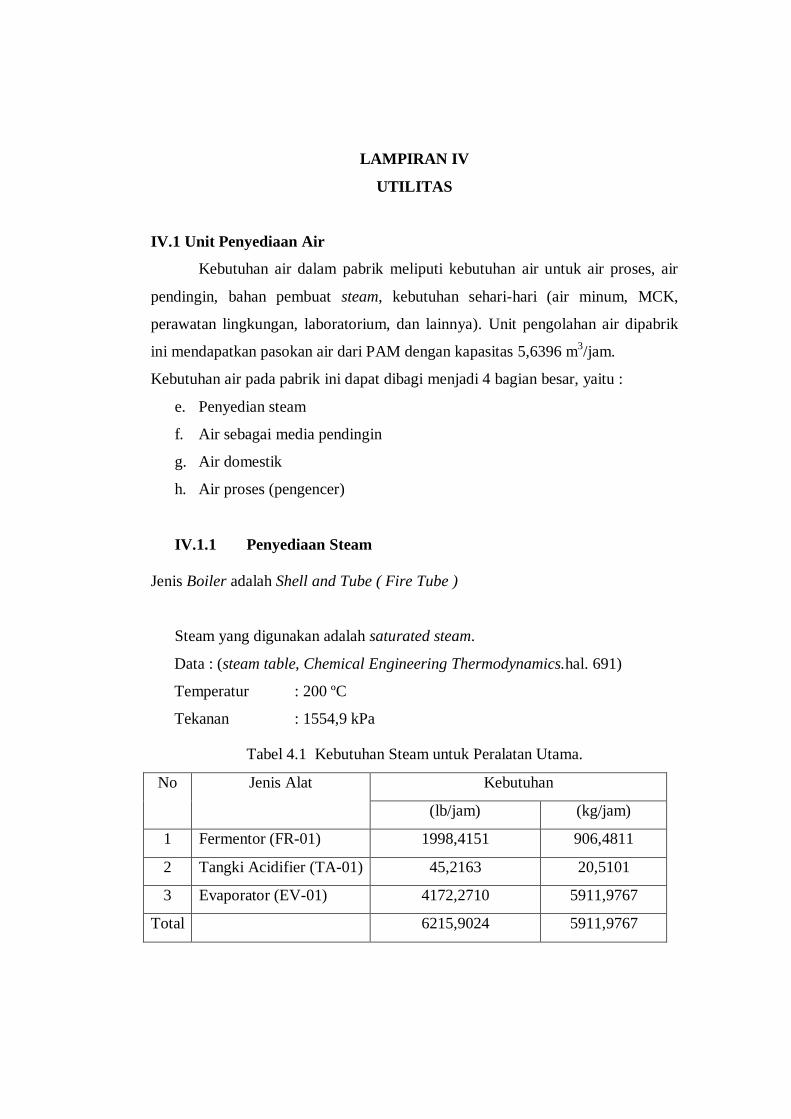
LAMPIRAN IV
UTILITAS
IV.1 Unit Penyediaan Air
Kebutuhan air dalam pabrik meliputi kebutuhan air untuk air proses, air
pendingin, bahan pembuat steam, kebutuhan sehari-hari (air minum, MCK,
perawatan lingkungan, laboratorium, dan lainnya). Unit pengolahan air dipabrik
ini mendapatkan pasokan air dari PAM dengan kapasitas 5,6396 m3/jam.
Kebutuhan air pada pabrik ini dapat dibagi menjadi 4 bagian besar, yaitu :
e. Penyedian steam
f. Air sebagai media pendingin
g. Air domestik
h. Air proses (pengencer)
IV.1.1 Penyediaan Steam
Jenis Boiler adalah Shell and Tube ( Fire Tube )
Steam yang digunakan adalah saturated steam.
Data : (steam table, Chemical Engineering Thermodynamics.hal. 691)
Temperatur : 200 ºC
Tekanan : 1554,9 kPa
Tabel 4.1 Kebutuhan Steam untuk Peralatan Utama.
No Jenis Alat Kebutuhan
(lb/jam) (kg/jam)
1 Fermentor (FR-01) 1998,4151 906,4811
2 Tangki Acidifier (TA-01) 45,2163 20,5101
3 Evaporator (EV-01) 4172,2710 5911,9767
Total 6215,9024 5911,9767
Dengan memperhitungkan faktor keamanan dan kehilangan panas di masing-
masing alat, kebutuhan steam dilebihkan 10 %, :
Maka total kebutuhan steam yang dibutuhkan = 6503,1744 kg/jam
Boiler
Jenis : Fire Tube Boiler
Fungsi : Untuk menghasilkan steam (saturated steam).
Steam yang dibutuhkan = 6503,1744 kg/jam
Direncanakan untuk memakai 1 unit boiler yang mampu menghasilkan steam
dengan kapasitas : 6503,1744 kg/jam x 2,2046 lb/kg = 14339,4995 lb/jam
Menghitung Daya Penggerak Boiler (BHP)
dimana : ms = massa steam (lb/jam).
h = Entalphi steam (saturated = hv, superheated = Hv).
hf = Entalpi air umpan (Btu/lb).
Cf = Correction factor for steam = 970,3 Btu/lb
Dari steam table , Introduction to Chemical Engineering Thermodynamics hal.
689 dan 691 :
Air umpan masuk pada temperatur 30 ºC dan tekanan 1 atm. Maka :
hf = 125,7 kJ/kg = 54,0310 Btu/lb
Saturated steam pada temperatur 200oC dan tekanan 1554,9 kPa, maka :
h = hv = 2790,9 kJ/kg = 1199,6440 Btu/lb
Kebutuhan saturated steam = 6503,1744 kg/jam = 14339,4995 lb/jam
Maka BHP =
HP
jamlbxlbBtu
lbBtuxjamlb
/5,34/3,970
/ 54,0310 1199,6440/14339,4995 = 4600,3461 HP
5.34
)(
f
fsteam
C
hhmBHP
Menghitung Heating Surface Boiler.
Diketahui heating surface boiler tiap 1 HP = 10 ft2 (Severn, hal 140)
Maka : Heating Surface Boiler yang dipakai = 460,03461 HP × 10 ft2/hp
= 4600,346 ft2
Menghitung Air Untuk Make Up Boiler
Air yang dibutuhkan = f
fvs
C
)h-(h × m
=
lbBtu
lbBtuxjamlb
/3,970
/ 54,0310 1199,6440/14339,4995
Maka jumlah air = 16930,3477 lb/jam x 0,4536 kg/lb
= 7679,6057 kg/jam / 988,928 kg/m3 = 7,7656
m3/jam
Diambil : Steam kondensat yang hilang karena kebocoran, steam trap dan
blow down adalah 10 %, maka :
Jumlah air make up steam boiler = 10 % × 7679,6057 kg/jam
= 767,9606 kg/jam
Densitas air make up boiler (pada 28 oC) = 988,928 kg/m
3
Volume make up air boiler yang harus disediakan :
Dimana m/V
Maka V = 3/928,988
/767,9606
mkg
jamkg = 0,7766 m
3/jam
Menghitung Kebutuhan Bahan Bakar.
Bahan bakar yang digunakan adalah biodiesel dengan Heating value (Hv) =
17280 Btu/lb dan effesiensi pembakaran, η = 85% maka;
v
fsteam
biodieselHE
hhmm
)(
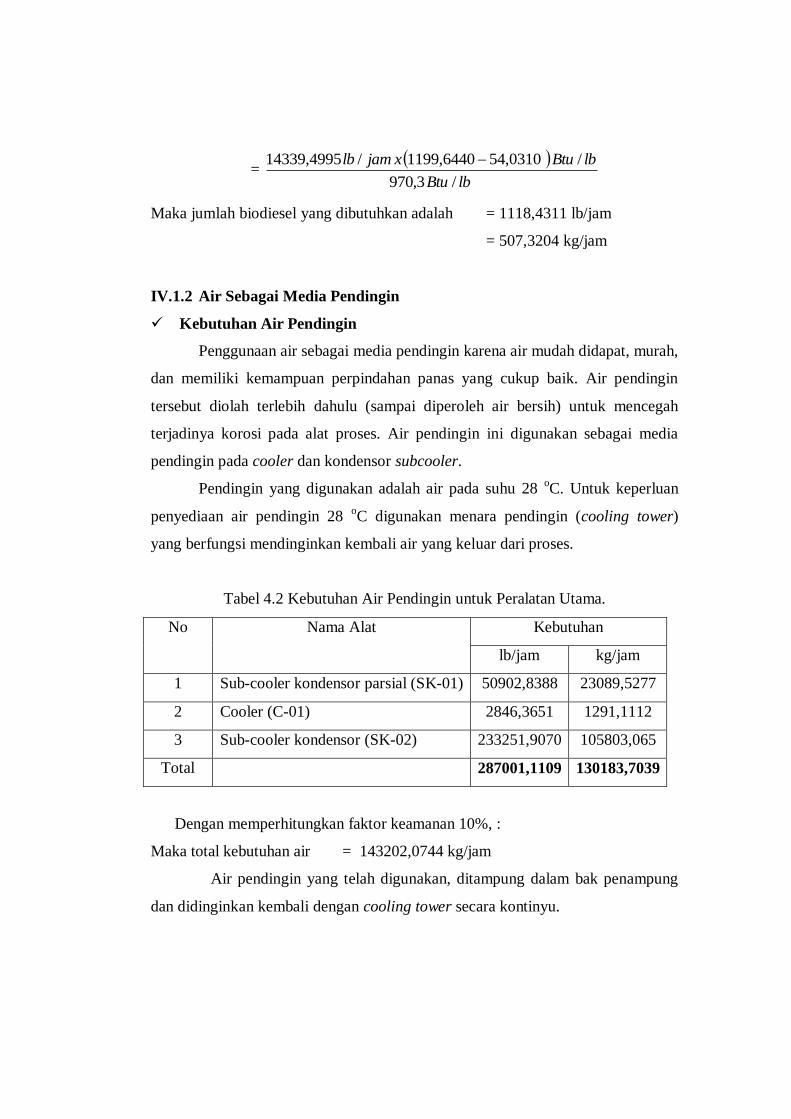
=
lbBtu
lbBtuxjamlb
/3,970
/ 54,0310 1199,6440/14339,4995
Maka jumlah biodiesel yang dibutuhkan adalah = 1118,4311 lb/jam
= 507,3204 kg/jam
IV.1.2 Air Sebagai Media Pendingin
Kebutuhan Air Pendingin
Penggunaan air sebagai media pendingin karena air mudah didapat, murah,
dan memiliki kemampuan perpindahan panas yang cukup baik. Air pendingin
tersebut diolah terlebih dahulu (sampai diperoleh air bersih) untuk mencegah
terjadinya korosi pada alat proses. Air pendingin ini digunakan sebagai media
pendingin pada cooler dan kondensor subcooler.
Pendingin yang digunakan adalah air pada suhu 28 oC. Untuk keperluan
penyediaan air pendingin 28 oC digunakan menara pendingin (cooling tower)
yang berfungsi mendinginkan kembali air yang keluar dari proses.
Tabel 4.2 Kebutuhan Air Pendingin untuk Peralatan Utama.
No Nama Alat Kebutuhan
lb/jam kg/jam
1 Sub-cooler kondensor parsial (SK-01) 50902,8388 23089,5277
2 Cooler (C-01) 2846,3651 1291,1112
3 Sub-cooler kondensor (SK-02) 233251,9070 105803,065
Total 287001,1109 130183,7039
Dengan memperhitungkan faktor keamanan 10%, :
Maka total kebutuhan air = 143202,0744 kg/jam
Air pendingin yang telah digunakan, ditampung dalam bak penampung
dan didinginkan kembali dengan cooling tower secara kontinyu.
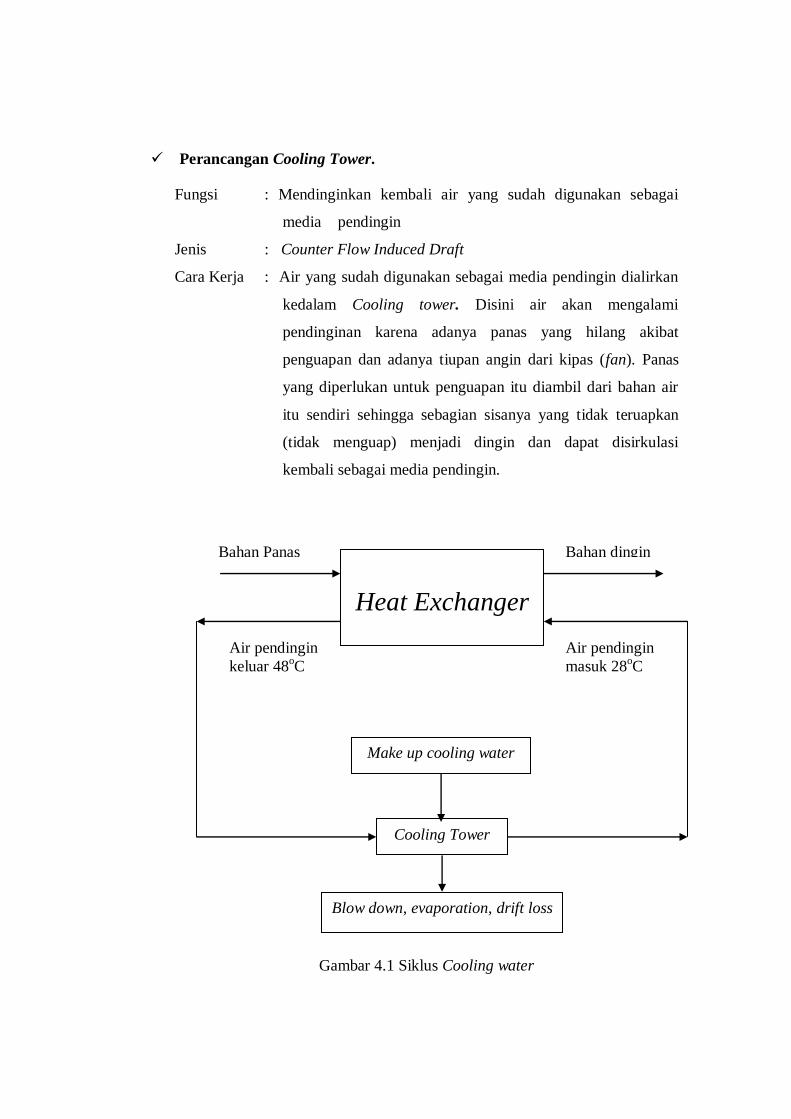
Perancangan Cooling Tower.
Fungsi : Mendinginkan kembali air yang sudah digunakan sebagai
media pendingin
Jenis : Counter Flow Induced Draft
Cara Kerja : Air yang sudah digunakan sebagai media pendingin dialirkan
kedalam Cooling tower. Disini air akan mengalami
pendinginan karena adanya panas yang hilang akibat
penguapan dan adanya tiupan angin dari kipas (fan). Panas
yang diperlukan untuk penguapan itu diambil dari bahan air
itu sendiri sehingga sebagian sisanya yang tidak teruapkan
(tidak menguap) menjadi dingin dan dapat disirkulasi
kembali sebagai media pendingin.
Gambar 4.1 Siklus Cooling water
Heat Exchanger
Bahan Panas
Air pendingin
keluar 48oC
Bahan dingin
Air pendingin
masuk 28oC
Cooling Tower
Make up cooling water
Blow down, evaporation, drift loss
Data :
Bahan masuk = 143202,0744 kg/jam
Densitas air (pada 28 oC) = 988,928 kg/m
3
T air masuk = 48ºC = 118,4 ºF
T air keluar = 28 ºC = 82.4 ºF
Laju alir, Wc = 3kg/m 988,928
kg/jam 4143202,074 = 144,8054 m
3/jam
= (144,8054 m3/jam) × (264,172 gal/1 m
3) × (1 jam/60 menit)
= 637,5780 gpm
Dari psychometric chart (fig.12-2 , Perrys) dengan temperatur rata-rata sekitar
pabrik 28oC (82,4
oF) dan kelembaban relatif sebesar 65 % diperoleh
temperatur bola basah, Tw = 73 ºF
Dari Perry’s hal 12-15 dipilih Cooling Tower jenis Induced Draft Cooling
Tower dengan pola aliran counter current.
Cooling range = T1 – T2 = 36 ºF
Temp. approach = T2 – Tw = 9,4 ºF
Diambil tinggi menara = 8 m
Dari fig 12-14 Perry’s pada temperatur air panas, T1 = 118,4 ºF Vs
Temperatur air dingin, T2 = 82,4 ºF dengan temperatur bola basah, Tw = 73
ºF, diperoleh kandungan air = 1,775 gal/min.ft2
Perhitungan Luas Menara
Luas menara = airKandungan
Wc=
2gal/min.ft 1,775
gal/min 637,5780= 359,1989 ft
2
Diperkirakan effesiensi menara = 90 %
Maka luas menara aktual = 359,1989 ft2 / 0,9 = 399,1099 ft
2
Menghitung daya fan.
Dari fig. 12–15 Perry’s untuk effisiensi kerja cooling tower 90% diperoleh
daya fan = 0,03 Hp/ft2.
Daya fan aktual = 0,03 Hp/ft2 × 11,9733 ft
2 = 11,9733 Hp ≈ 12 Hp
Menghitung jumlah air make up.
Make up water, Wm = We + Wb + Wd (Perry’s, pers. 12-9)
Menghitung jumlah air yang menguap, We : (Perry’s, Pers 12-10)
We = 0,00085 × Wc × (T1-T2)
We = 0,00085 x gpm x (118,4-82,4)oF = 13,6569 gpm
Menghitung jumlah blow down dalam air, Wb : (Perry’s,pers.12-12)
Wb = 1 - Siklus
We ; siklus = 3 – 5 (diambil siklus = 4)
= 1 - 4
gpm 19,5099= 6,5033 gpm
Menghitung drift loss, Wd
Wd = 0,1 s/d 0,2 % Wc, ( diambil 0,15 % Wc)
= 0,0015 × 144,8054 gpm = 0,9564 gpm
maka, Wm = We + Wb + Wd
= 19,5099 + 6,5033 + 0,9564 = 26,9695 gpm
= 26,9695 gpm × gpm 1
/jamm 0,227 3
= 6,1253 m3/jam
= 6,1253 m3/jam × 988,928 kg/m
3 = 6057,4477 kg/jam
= 6057,4477 kg/jam × kg 1
lb 2,20462= 13356,6723 lb/jam
IV.1.3 Penyediaan Air Domestik
Air domestik, yang terbagi atas:
Air sanitasi, digunakan untuk perkantoran. Menurut standar WHO, kebutuhan
air untuk 1 orang ± 150 lt/hari. Terdapat 121 orang karyawan didalam pabrik,
sehingga jumlah air sanitasi yang terpakai adalah:
= 121 × (145 lt/hari) × 8/24
= 5850 lt/hari
Air laboratorium dan lain-lain diperkirakan = 25 lt/jam
Laboratorium digunakan selama 24 jam, sehingga kebutuhan air untuk
laboratorium = 600 lt/hari
Maka jumlah kebutuhan air domestik = 5850 lt/hari + 600 lt/hari
= 6450 lt/hari
= 6,45 m3/hari
= 0,2688 m3/jam
Densitas air pada suhu 28 oC = 988,928 kg/m
3
Maka massa air domestik total = 265,7744 kg/jam
Dengan mengambil faktor keamanan 10 %, maka :
Jumlah air domestik yang disediakan = 292,3518 kg/jam
IV.1.4 Penyediaan Air Proses (Air Pengencer)
Air yang digunakan dalam proses pengenceran adalah air demin. Air yang
dihasilkan dari akhir proses produksi dapat digunakan kembali sebagai air
pengencer
Kebutuhan air untuk proses pengenceran = 50816.7787 kg/hari = 2117,3657
kg/jam
Make up air tidak diperhitungkan karena air yang di recycle dari sub-
cooler condenser (SK-02) ke tangki pengenceran (T-02) jumlahnya melebihi
kebutuhan air untuk pengenceran. Kelebihan air proses dapat digunakan sebagai
make up cooling water.
Air yang dihasilkan pada SK-02 = 2364,7659 kg/jam
Air yang dibutuhkan untuk pengenceran = 2117,3657 kg/jam
Sisa air proses (digunakan untuk make up cooling water) = 247,0293 kg/jam
IV.1.5 Unit Pengolahan Air
Tabel 4.3 Kebutuhan Air yang harus disediakan
No Jenis Start Up
(kg/jam)
Kontinu
(kg/jam)
1 Air umpan Boiler 7679,6057 -
2 Make Up Boiler - 767,9606
3 Air Pendingin (28oC) 143202,0744 -
4 Make Up Cooling water (recycle
dari SK-02)
- 352,899
5 Make up cooling water (utilitas) 6057,4477
6 Air Domestik 292,3518
292.3518
7 Air proses (pengenceran) 21173657,7917
-
Total
21324831,8236
5070,1377
Jumlah total make up cooling water = 6057,4477 kg/jam
Sisa air proses yang digunakan untuk make up cooling water = 352,899 kg/jam
Make up cooling water yang harus ditambahkan dari utilitas = (7829,5362-
352,899)
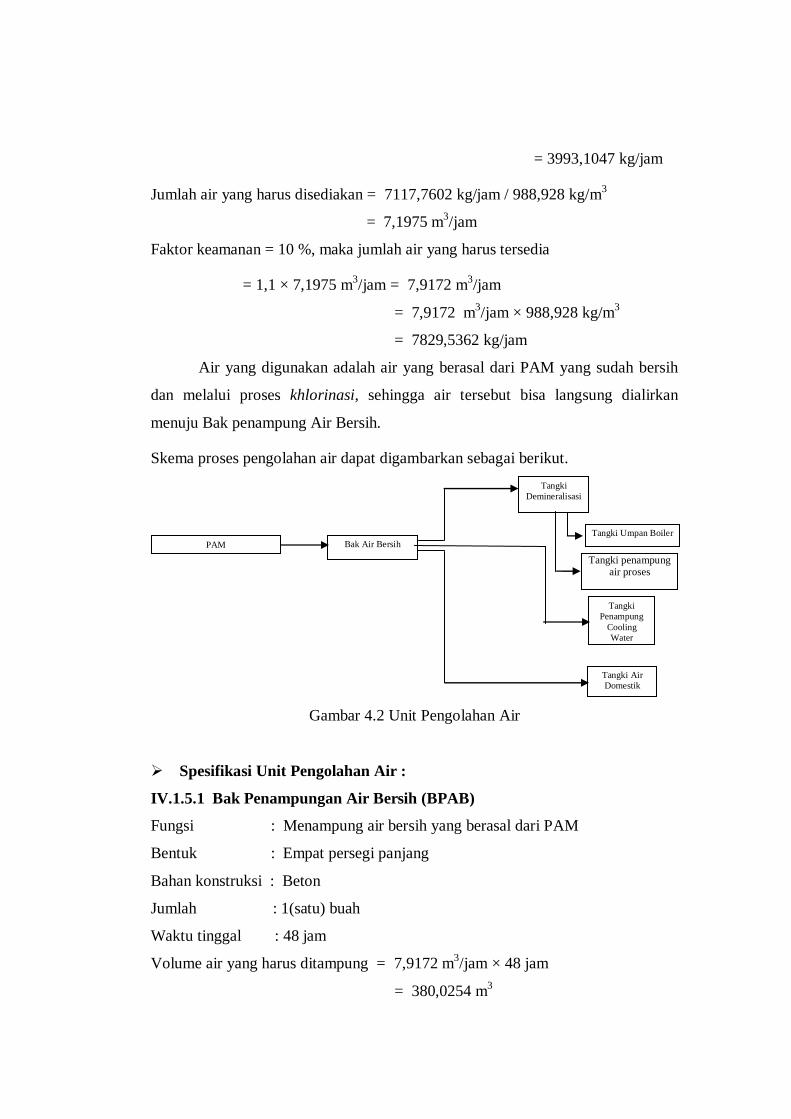
= 3993,1047 kg/jam
Jumlah air yang harus disediakan = 7117,7602 kg/jam / 988,928 kg/m3
= 7,1975 m3/jam
Faktor keamanan = 10 %, maka jumlah air yang harus tersedia
= 1,1 × 7,1975 m3/jam = 7,9172 m
3/jam
= 7,9172 m3/jam × 988,928 kg/m
3
= 7829,5362 kg/jam
Air yang digunakan adalah air yang berasal dari PAM yang sudah bersih
dan melalui proses khlorinasi, sehingga air tersebut bisa langsung dialirkan
menuju Bak penampung Air Bersih.
Skema proses pengolahan air dapat digambarkan sebagai berikut.
Gambar 4.2 Unit Pengolahan Air
Spesifikasi Unit Pengolahan Air :
IV.1.5.1 Bak Penampungan Air Bersih (BPAB)
Fungsi : Menampung air bersih yang berasal dari PAM
Bentuk : Empat persegi panjang
Bahan konstruksi : Beton
Jumlah : 1(satu) buah
Waktu tinggal : 48 jam
Volume air yang harus ditampung = 7,9172 m3/jam × 48 jam
= 380,0254 m3
Bak Air Bersih
Tangki
Penampung
Cooling
Water
Tangki
Demineralisasi
Tangki Umpan Boiler
PAM
Tangki Air
Domestik
Tangki penampung air proses

Volume bak dengan 20% faktor keamanan = 1,2 × 380,0254 m3 = 456,0305 m
3
Dimensi bak air bersih, P : L : T = 3 : 2 : 1, maka :
V = 3 × T × 2 × T × T
=456,0305 m3
= 6 × T3
T = (456,0305 m3 / 6)
1/3
= 4,2359 m
P = 3 × 4,2359 m
= 12,7078 m
L = 2 × 4,2359 m
= 8,4718 m
Ukuran bak : (12,71 × 8,48 × 4,24) m
IV.1.5.2 Tangki Penampung Air Domestik (TAD)
Fungsi : Menampung air domestik (sanitasi + laboratorium)
Bentuk : Tangki silinder tegak
Bahan Konstruksi : Stainless Steel SA-167 grade 11 tipe 316
Jumlah : 1 (satu) buah
Waktu Tinggal : 6 jam
Volume air yang harus ditampung = 0,2956 m3/jam × 6 jam
= 1,7738 m3
Volume tangki penampung dengan 20% faktor keamanan,
= 1,2 × 1,7738 m3
= 2,1285 m3
Menentukan Diameter Tangki dan Tinggi Tangki
Diambil H = 1,5 D
V = HD 2
4
V = 32 5,14
15,14
1 IDxxIDxxIDx
D = 3
1
5,1
4
x
Vtx
D = (1,8076)1/3
= 1,2128 m
maka :
D = 1,2128 m = 47,9589 in
H =1,5 x ID = 1,8272 m = 71,9384 in
Menentukan Tebal Dinding Tangki
Tekanan Desain (Pdesain)
Poperasi = 1 atm
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
Vcairan = π D2 hcairan /4
1,7738 m3 = (π)( 1,2128 m)
2hcairan/4
hcairan = 1,5227 m
Phidrostatik = hcairan x ρcairan x g
= (1,5227 m) (988,928 kg/m3) (9,8 m/detik
2)
= 14757,2355 kg/m detik2
= 0,1456 atm
Pdesain = 1,1 x (Poperasi + Phidrostatik)
= 1,1 x (1 atm + 0,1456) atm
= 1,2602 atm = 18,5199 psi
Tebal dinding tangki (t)
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
dimana :
t = tebal dinding tangki, in
P = tekanan desain = 18,5199 psi
(18,5199 psi) (23,9795 in)
(18750 psi)(0,80) – (0,6)( 18,5199 psi)
)
ri = radius dalam tangki = Di/2 = 47,9589 in/ 2 = 23,9795 in
f = tegangan yang .diijinkan (maximum allowable stresses)
= 18750 psi untuk bahan SA-167 grade 11 tipe 316 (Brownell & Young,
hlm.342)
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan umur
alat 10 tahun sehingga C = 0,125
Maka :
t = + 0,125
t = 0,1546 in
Diambil tebal standar 3/16 in (0,1875 in) (Brownell & young, hal 350)
Penentuan Diameter tangki sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 47,9589 in + (2 x 1875 in)
= 48,3339 in
Dari table 5.7 (Brownell & Young, hal 91) diambil diameter luar standar untuk
tangki : OD = 54
Karena tebal tangki yang diambil 3/16 in (0,1875 in) maka diameter dalam tangki
sesungguhnya menjadi :
Di = OD – (2 x t)
= 54– (2 x 0,1875)
= 53,6250 in = 1,3621 m
IV.1.5.3 Tangki Demineralisasi (Pelunakan) Dengan Ion Exchanger (TD)
Fungsi : Untuk menghilangkan kesadahan air dan kandungan
mineral dalam air untuk pembuatan steam.
Bentuk : Tangki silinder tegak
Bahan konstruksi : Stainless Steel SA - 167 grade 11 tipe 316
Jenis resin : mixed cation and strong base anion
Laju alir air (Q) yg akan dilunakkan (mair Boiler):
= 767,9606 kg/jam = 0,7766 m3/jam
Untuk faktor keamanan 10 %, laju alir air menjadi :
= 1,1 × 0,7766 m3/jam = 0,8542 m
3/jam
Dari tabel 16-9, Perry, hal 16-66, diperoleh :
Jenis Resin : Mixed cation & strong base anion
Kecepatan alir untuk mixed cation and strong base anion, max 40 m/jam
digunakan 5 m/jam
Tinggi bed minimum = 1,2 m
Luas Penampang tangki, A = Q/V
= (0,8542 m3/jam) / (5 m/jam) = 0,1708 m
2
Penentuan diameter tangki;
A = ¼ π D2
D = [(4 × A) / π]0.5
= [(4 × 0,1708 m2) / π]
0.5
= 0,4665 m = 18,3666 in
Diambil tinggi bed =1/2 × tinggi tangki
Maka tinggi tangki = 1,2 m x 2 = 2,4 m
Menentukan Ukuran Tangki
Tebal tangki = C P) x (1,2 - E) x f x (2
D x P+
Dimana;
P = tekanan perancangan (faktor keamanan 20%) = 1,2 × 14,7 psi = 17,64 psi
f = max. Allowable stress = 18750 psi
E = efisiensi sambungan = 0,8
C = corrotion factor = 0,125 in/ 10 thn
Maka tebal tangki = 125,0)64,172,1()8,0187502(
18,366664,17
xxpsix
inxpsi = 0,1358 in
Digunakan tebal tangki standar = 0,1875 in = 3/16 in
Diameter luar = 18,3666 in + (2 × 0, 1875 in)
= 18,7416 in = 0,4668 m
IV.1.5.4 Tangki Penampung Umpan Boiler (TUB)
Fungsi : Menampung air untuk feed boiler
Bentuk : Tangki silinder tegak
Bahan konstruksi : Stainless Steel SA-167 grade 11 tipe 316
Jumlah : 1 unit
Waktu tinggal : 6 jam
Volume air yang harus ditampung = 8,5421 m3/jam × 6 jam = 51,2529 m
3
Volume bak penampung dengan faktor keamanan 20%,
= 1,2 × 51,2529 m3 = 51,2529 m
3
Menentukan Diameter Tangki dan Tinggi Tangki
Diambil H = 1,5 D
V = HD 2
4
V = 32 5,14
15,14
1 IDxxIDxxIDx
D = 3
1
5,1
4
x
Vtx
D = (36,5626)1/3
= 3,3190 m
maka :
D = 3,7381 m = 147,1672 in
H = 1,5 x ID = 5,6071 m = 220,7509 in
Menentukan Tebal Dinding Tangki
Tekanan Desain (Pdesain)
Poperasi = 1 atm

(23,3903 psi) (73,5836 in)
(18750 psi)(0,80) – (0,6)( 23,3903 psi)
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
Vcairan = π D2 hcairan /4
8,5421 m3 = (π)( 3,7381 m)
2hcairan/4
hcairan = 4,6726 m
Phidrostatik = hcairan x ρcairan x g
= (4,6726 m) (988,928 kg/m3) (9,8 m/detik
2)
= 45.284,2244 kg/m detik2
= 0,4469 atm
Pdesain = 1,1 x (Poperasi + Phidrostatik)
= 1,1 x (1 atm + 0,4469) atm
= 1,5916 atm = 23,3903 psi
Tebal dinding tangki (t)
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
dimana :
t = tebal dinding tangki, in
P = tekanan desain = 23,3903 psi
ri = radius dalam tangki = Di/2 = 147,1672 in/ 2 = 73,5836 in
f = tegangan yang .diijinkan (maximum allowable stresses)
= 18750 psi untuk bahan SA-167 grade 11 tipe 316 (Brownell & Young,
hlm.342)
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan umur
alat 10 tahun sehingga C = 0,125
Maka :
t = + 0,125
t = 0,2399 in
Diambil tebal standar 1/4 in (0,2500 in) (Brownell & young, hal 350)
Penentuan Diameter tangki sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 147,1672 in + (2 x 0,25 in)
= 147,6672 in
Dari table 5.7 (Brownell & Young, hal 91) diambil diameter luar standar untuk
tangki : OD = 132
Karena tebal tangki yang diambil 1/4 in (0,25 in) maka diameter dalam tangki
sesungguhnya menjadi :
Di = OD – (2 x t)
= 132– (2 x 0,25)
= 131,5000 in = 3,3401 m
IV.1.5.5 Tangki Penampung Air Untuk Cooling Water (TCW)
Fungsi : Untuk menampung air sebagai feed cooling water
Bentuk : Tangki silinder tegak
Bahan konstruksi : Stainless steel SA-167 grade 11 tipe 316
Jumlah : 3 unit
Waktu tinggal : 6 jam
Vol. air yang harus ditampung = 105,6514 m3/jam × 6 jam = 301,8613 m
3
Volume bak penampung dengan faktor keamanan 20 %,
= 1,2 × 301,8613 m3 = 362,2335 m
3
Menentukan Diameter Tangki dan Tinggi Tangki
Diambil H = 1,5 D
V = HD 2
4
V = 32 5,14
15,14
1 IDxxIDxxIDx
D = 3
1
5,1
4
x
Vtx
D = (307,6293)1/3
= 6,7506 m
maka :
D = 6,7506 m = 265,7710 in
H = 1,5 x D = 10,1259 m = 398,6565 in
Menentukan Tebal Dinding Tangki
Tekanan Desain (Pdesain)
Poperasi = 1 atm
Gaya gravitasi (g) = 9,8 m/detik2
Tinggi cairan (h)
Vcairan = π D2 hcairan /4
301,8613 m3 = (π)( 6,7506 m)
2hcairan/4
hcairan = 8,4383 m
Phidrostatik = hcairan x ρcairan x g
= (8,4383 m) (988,928 kg/m3) (9,8 m/detik
2)
= 81.779,2887 kg/m detik2
= 0,8071 atm
Pdesain = 1,1 x (Poperasi + Phidrostatik)
= 1,1 x (1 atm + 0,8071) atm
= 1,9878 atm = 29,2127 psi
Tebal dinding tangki (t)
t = )Px6,0()Exf(
)rixP(
+ C (Pers.14-34, Brownell & Young)
dimana :
t = tebal dinding tangki, in
P = tekanan desain = 29,2127 psi
ri = radius dalam tangki = Di/2 = 362,2335 in/ 2 = 117,9896 in
f = tegangan yang .diijinkan (maximum allowable stresses)
= 18750 psi untuk bahan SA-167 grade 11 tipe 316 (Brownell & Young,
hlm.342)
(27,7502 psi) (117,9896 in)
(18750 psi)(0,80) – (0,6)( 27,7502 psi)
)
E = welded joint efficiency, efisiensi sambungan = 0,80 (Brownell & Young,
Tabel 13.2 hlm.254)
C = faktor korosi : 0,0125 in/tahun (Peters, ed. 3, hlm 792). Diperkirakan umur
alat 10 tahun sehingga C = 0,125
Maka :
t = + 0,125
t = 0,3435 in
Diambil tebal standar (11/4) in (1,25 in) (Brownell & young, hal 350)
Penentuan Diameter tangki sesungguhnya
Dluar tangki = Do = Di awal + (2 x t)
= 362,2335 in + (2 x 1,25 in)
= 365,4835 in
Dari table 5.7 (Brownell & Young, hal 91) diambil diameter luar standar untuk
tangki : OD = 240
Karena tebal tangki yang diambil 5/16 in (0,3125 in) maka diameter dalam tangki
sesungguhnya menjadi :
Di = OD – (2 x t)
= 240– (2 x 1,25)
= 237,5 in = 6,0325 m
IV. 1.5.6 Pompa (P-01)
Fungsi : Memompa molasse dari T-01 ke CF-01
Jenis : Pompa sentrifugal
Data :
Densitas molasse = 1647,05 kg/m3 = 102,853 lb/ft
3
Laju alirmassa : G = 50825,249 kg/jam
= 112069,6753 lb/jam
Viskositas molasse ( ) = 1,234 cp
= 0,0008 lb/ft.dt
Penentuan D opt Pipa
Kecepatan volumetrik = Qf = G/ρ
= (112069,6753lb/jam)/( 102,853 lb/ft3)
= 1089,6117 ft3/jam
Dopt = 3,9 x Qf0,45
x ρ 0.13
(Prs.15. Peters, hlm 525)
Qf : laju alir volumetrik = 1089,6117 ft3/jam
= 0,3027 ft3/det
ρ : densitas: 102,8529 lb/ft3
Dopt = 3,9 x (0,3027 ft3/det)
0,45 x (102,853 lb/ft
3)
0.13
= 4,1600 in
Dari tabel 11, Kern, hal 844, dipilih pipa dengan spesifikasi sebagai berikut:
Nominal pipe size : 6,0 in
Schedule number : 40
Diameter luar : 6,625 in
Diameter dalam : 6,0650 in = 0,5054 ft
Flow area per pipe : a = 28,9 in2 = 0,2007 ft
2
Penentuan Velocity head
Kecepatan alir masuk, V2
V2 = Qf/a = 0,3027 ft3/det / 0,2007 ft
2
= 1,5082 ft/dtk
Velocity head = ΔV2 = (V2
2-V1
2)
2xgc 2xgc
= ((1,5082 ft/dtk) 2- 0)
2 x 32,174 ft.lbm/dtk2lbf
= 0,0353 ft lbf/lbm
Penentuan bilangan Reynold
Re = ρ x D x V/μ
ρ = densitas = 102,8529 lb/ft3
μ = viskositas = 0,0008 lb / ft dtk
D = ID pipa = 6,065 in = 0,5054 ft
V = V2 = 1,5082 ft/dtk
Re = 102,8529 lb/ft3 x 0,5054 ft x 1,5082 ft/dtk
0,0008 lb / ft dtk
= 94556,2602
Penentuan tenaga yang hilang karena friksi
Dari fig.126, Brown, hal 141, untuk commercial steel ( = 0,00015)
Dengan ID = 6,0650 in, diperoleh /D = 0,0003
Dari fig.125, Brown, hal 140, untuk Re = 94556,2602 dan /D = 0,0003
diperoleh : f = 0,02
Asumsi panjang pipa lurus ( L ) = 4 m =13,1240 ft
Standard Elbow 90 yang digunakan : 3 buah
Gate valve yang digunakan : 1 buah
Globe valve yang digunakan : 2 buah
Dari fig.127, Brown, hal 141, diperoleh panjang ekuivalen (Le):
Standard elbow 90 = 12 ft
Gate valve = 60 ft
Globe valve = 1,3 ft
Maka total panjang pipa = Lt = L + Le = 111,7240 ft
Tenaga yang hilang karena friksi (F)
F = 2 x f x Lt x V22
gc x ID
F = 0,02 x 111,7240 ft x(1,5082 ft/dtk)2
2 x 32,174 ft.lbm/dtk2lbf x 0,5054 ft
= 0,1563 ft.lbf/lbm
Penentuan pressure head
P1 = 1 atm= 14,7 lbf/in2
P2 = 1 atm = 14,7 lbf/in2
ΔP = 0

Maka pressure head = 0
Penentuan daya pompa
Beda ketinggian
Diasumsikan Z = 1,5 m = 4,9215 ft
g x ΔZ = 32,174 ft. /dtk2 x 4,9215 ft = 4,9215 ft lbf/lbm
gc 32,174 ft.lbm/dtk2lbf
Kerja Pompa
Dengan hukum Bernoulli (Pers.10 Peters, hal 486), didapatkan kerja pompa :
W = ΔP + ΔV2 + g ΔZ + F
ρ 2 gc gc
= 0 + 0,0353 + 4,9215 + 1,563
= 5,1131 ft lbf/lbm
Daya Pompa
P = G x W
= 112069,6753 lbm/jam x 5,1131 ft lbf/lbm
= 573027,9896 ft lbf/jam
= 573027,9896 ft lbf/jam x 1 jam/3600 det x 1 hp/550(ft.lbf/det)
= 0.2894 Hp
Q = 1089,6117 ft3/jam = 134,9394 gpm
Dari fig 13-37,Peters, hal 550, untuk Q = 134,9394 gpm diperoleh efisiensi
pompa sebesar = 50 %, maka :
Broke Horse Power (BHP) = P/effesiensi
= 0.2894 Hp/0.5
= 0,5788 Hp
Dari fig 13-38,Peters, hal 551, untuk BHP = 0,5788 Hp diperoleh efisiensi
motor = 80 %, maka :
Daya pompa yang sebenarnya = 0,5788 Hp/0,8 = 0,7235 Hp
Diambil pompa yang biasa dijual dipasaran dengan daya = 1 Hp
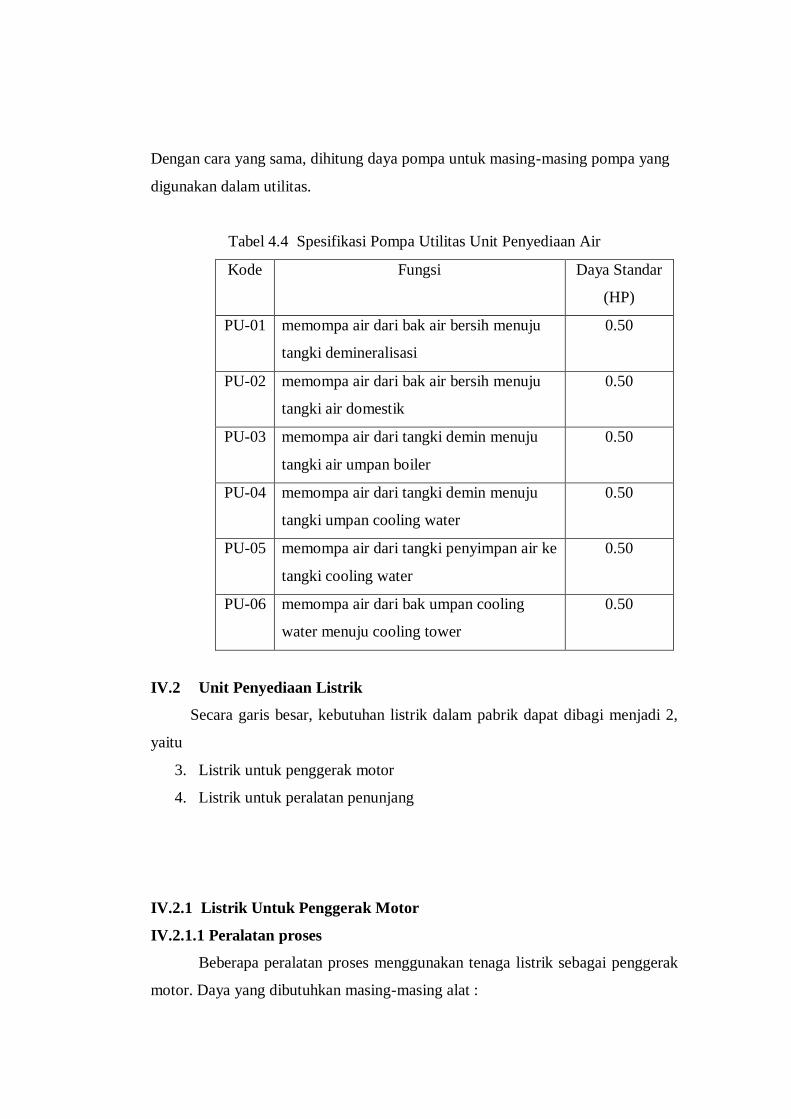
Dengan cara yang sama, dihitung daya pompa untuk masing-masing pompa yang
digunakan dalam utilitas.
Tabel 4.4 Spesifikasi Pompa Utilitas Unit Penyediaan Air
Kode Fungsi Daya Standar
(HP)
PU-01 memompa air dari bak air bersih menuju
tangki demineralisasi
0.50
PU-02 memompa air dari bak air bersih menuju
tangki air domestik
0.50
PU-03 memompa air dari tangki demin menuju
tangki air umpan boiler
0.50
PU-04 memompa air dari tangki demin menuju
tangki umpan cooling water
0.50
PU-05 memompa air dari tangki penyimpan air ke
tangki cooling water
0.50
PU-06 memompa air dari bak umpan cooling
water menuju cooling tower
0.50
IV.2 Unit Penyediaan Listrik
Secara garis besar, kebutuhan listrik dalam pabrik dapat dibagi menjadi 2,
yaitu
3. Listrik untuk penggerak motor
4. Listrik untuk peralatan penunjang
IV.2.1 Listrik Untuk Penggerak Motor
IV.2.1.1 Peralatan proses
Beberapa peralatan proses menggunakan tenaga listrik sebagai penggerak
motor. Daya yang dibutuhkan masing-masing alat :
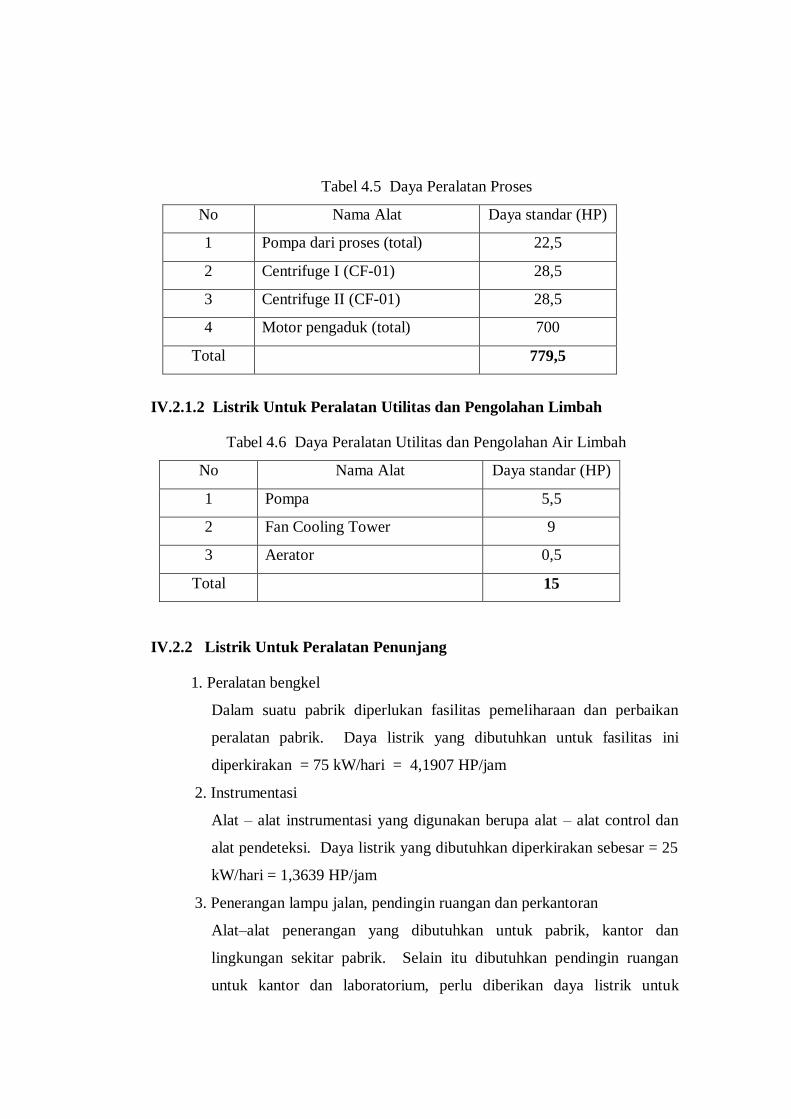
Tabel 4.5 Daya Peralatan Proses
No Nama Alat Daya standar (HP)
1 Pompa dari proses (total) 22,5
2 Centrifuge I (CF-01) 28,5
3 Centrifuge II (CF-01) 28,5
4 Motor pengaduk (total) 700
Total 779,5
IV.2.1.2 Listrik Untuk Peralatan Utilitas dan Pengolahan Limbah
Tabel 4.6 Daya Peralatan Utilitas dan Pengolahan Air Limbah
No Nama Alat Daya standar (HP)
1 Pompa 5,5
2 Fan Cooling Tower 9
3 Aerator 0,5
Total 15
IV.2.2 Listrik Untuk Peralatan Penunjang
1. Peralatan bengkel
Dalam suatu pabrik diperlukan fasilitas pemeliharaan dan perbaikan
peralatan pabrik. Daya listrik yang dibutuhkan untuk fasilitas ini
diperkirakan = 75 kW/hari = 4,1907 HP/jam
2. Instrumentasi
Alat – alat instrumentasi yang digunakan berupa alat – alat control dan
alat pendeteksi. Daya listrik yang dibutuhkan diperkirakan sebesar = 25
kW/hari = 1,3639 HP/jam
3. Penerangan lampu jalan, pendingin ruangan dan perkantoran
Alat–alat penerangan yang dibutuhkan untuk pabrik, kantor dan
lingkungan sekitar pabrik. Selain itu dibutuhkan pendingin ruangan
untuk kantor dan laboratorium, perlu diberikan daya listrik untuk
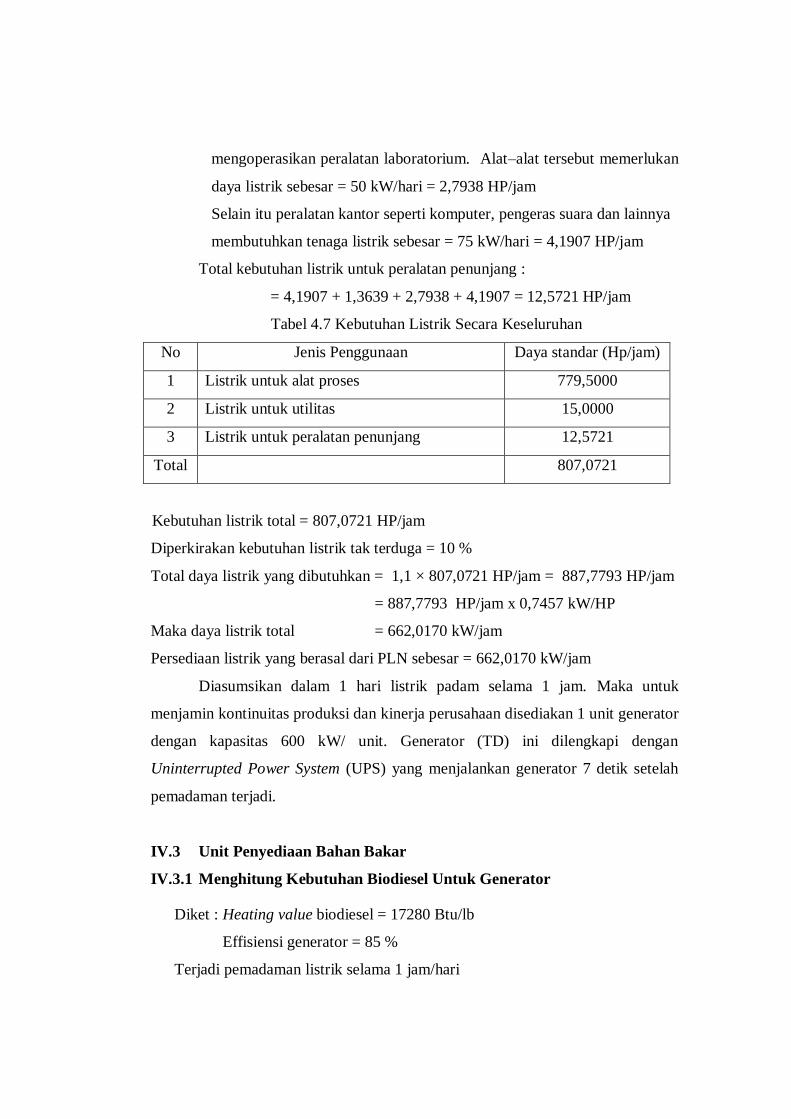
mengoperasikan peralatan laboratorium. Alat–alat tersebut memerlukan
daya listrik sebesar = 50 kW/hari = 2,7938 HP/jam
Selain itu peralatan kantor seperti komputer, pengeras suara dan lainnya
membutuhkan tenaga listrik sebesar = 75 kW/hari = 4,1907 HP/jam
Total kebutuhan listrik untuk peralatan penunjang :
= 4,1907 + 1,3639 + 2,7938 + 4,1907 = 12,5721 HP/jam
Tabel 4.7 Kebutuhan Listrik Secara Keseluruhan
No Jenis Penggunaan Daya standar (Hp/jam)
1 Listrik untuk alat proses 779,5000
2 Listrik untuk utilitas 15,0000
3 Listrik untuk peralatan penunjang 12,5721
Total 807,0721
Kebutuhan listrik total = 807,0721 HP/jam
Diperkirakan kebutuhan listrik tak terduga = 10 %
Total daya listrik yang dibutuhkan = 1,1 × 807,0721 HP/jam = 887,7793 HP/jam
= 887,7793 HP/jam x 0,7457 kW/HP
Maka daya listrik total = 662,0170 kW/jam
Persediaan listrik yang berasal dari PLN sebesar = 662,0170 kW/jam
Diasumsikan dalam 1 hari listrik padam selama 1 jam. Maka untuk
menjamin kontinuitas produksi dan kinerja perusahaan disediakan 1 unit generator
dengan kapasitas 600 kW/ unit. Generator (TD) ini dilengkapi dengan
Uninterrupted Power System (UPS) yang menjalankan generator 7 detik setelah
pemadaman terjadi.
IV.3 Unit Penyediaan Bahan Bakar
IV.3.1 Menghitung Kebutuhan Biodiesel Untuk Generator
Diket : Heating value biodiesel = 17280 Btu/lb
Effisiensi generator = 85 %
Terjadi pemadaman listrik selama 1 jam/hari
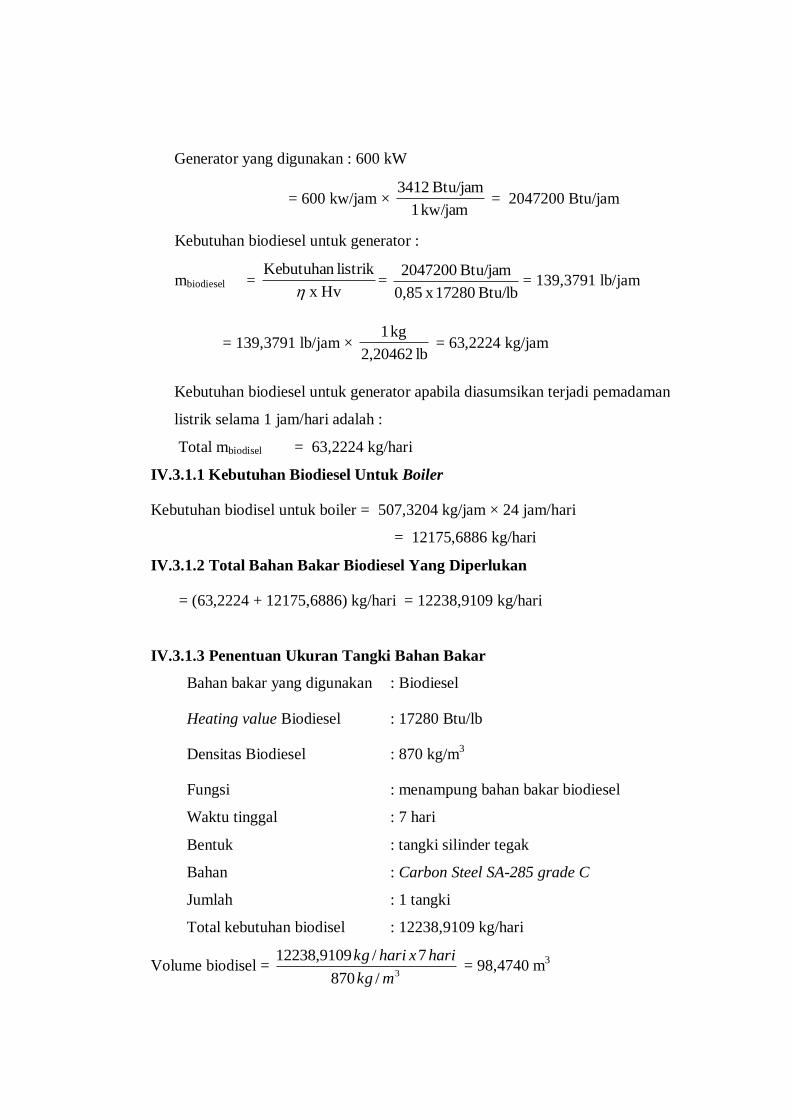
Generator yang digunakan : 600 kW
= 600 kw/jam × kw/jam 1
Btu/jam 3412 = 2047200 Btu/jam
Kebutuhan biodiesel untuk generator :
mbiodiesel = Hv x
listrikKebutuhan
=
Btu/lb 17280 x 0,85
Btu/jam 2047200= 139,3791 lb/jam
= 139,3791 lb/jam × lb 2,20462
kg 1 = 63,2224 kg/jam
Kebutuhan biodiesel untuk generator apabila diasumsikan terjadi pemadaman
listrik selama 1 jam/hari adalah :
Total mbiodisel = 63,2224 kg/hari
IV.3.1.1 Kebutuhan Biodiesel Untuk Boiler
Kebutuhan biodisel untuk boiler = 507,3204 kg/jam × 24 jam/hari
= 12175,6886 kg/hari
IV.3.1.2 Total Bahan Bakar Biodiesel Yang Diperlukan
= (63,2224 + 12175,6886) kg/hari = 12238,9109 kg/hari
IV.3.1.3 Penentuan Ukuran Tangki Bahan Bakar
Bahan bakar yang digunakan : Biodiesel
Heating value Biodiesel : 17280 Btu/lb
Densitas Biodiesel : 870 kg/m3
Fungsi : menampung bahan bakar biodiesel
Waktu tinggal : 7 hari
Bentuk : tangki silinder tegak
Bahan : Carbon Steel SA-285 grade C
Jumlah : 1 tangki
Total kebutuhan biodisel : 12238,9109 kg/hari
Volume biodisel = 3/870
7/12238,9109
mkg
harixharikg = 98,4740 m
3
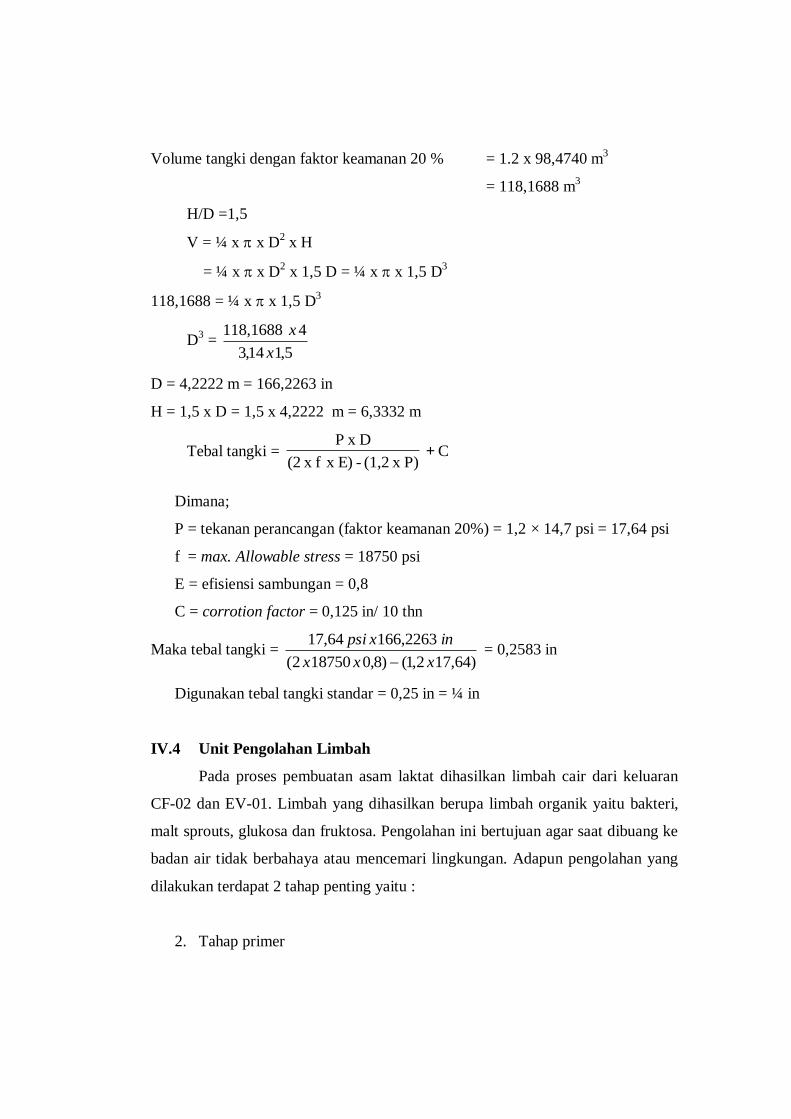
Volume tangki dengan faktor keamanan 20 % = 1.2 x 98,4740 m3
= 118,1688 m3
H/D =1,5
V = ¼ x x D2 x H
= ¼ x x D2 x 1,5 D = ¼ x x 1,5 D
3
118,1688 = ¼ x x 1,5 D3
D3 =
5,114,3
4 118,1688
x
x
D = 4,2222 m = 166,2263 in
H = 1,5 x D = 1,5 x 4,2222 m = 6,3332 m
Tebal tangki = C P) x (1,2 - E) x f x (2
D x P+
Dimana;
P = tekanan perancangan (faktor keamanan 20%) = 1,2 × 14,7 psi = 17,64 psi
f = max. Allowable stress = 18750 psi
E = efisiensi sambungan = 0,8
C = corrotion factor = 0,125 in/ 10 thn
Maka tebal tangki = )64,172,1()8,0187502(
166,226364,17
xxx
inxpsi
= 0,2583 in
Digunakan tebal tangki standar = 0,25 in = ¼ in
IV.4 Unit Pengolahan Limbah
Pada proses pembuatan asam laktat dihasilkan limbah cair dari keluaran
CF-02 dan EV-01. Limbah yang dihasilkan berupa limbah organik yaitu bakteri,
malt sprouts, glukosa dan fruktosa. Pengolahan ini bertujuan agar saat dibuang ke
badan air tidak berbahaya atau mencemari lingkungan. Adapun pengolahan yang
dilakukan terdapat 2 tahap penting yaitu :
2. Tahap primer
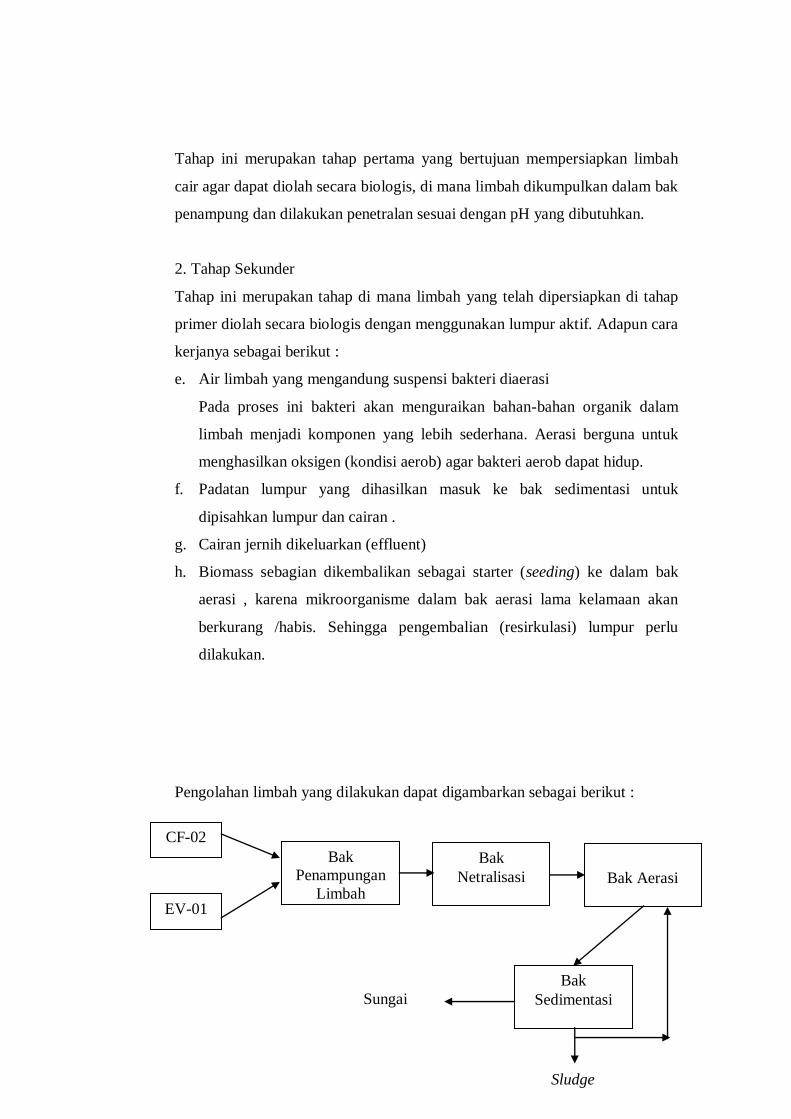
Tahap ini merupakan tahap pertama yang bertujuan mempersiapkan limbah
cair agar dapat diolah secara biologis, di mana limbah dikumpulkan dalam bak
penampung dan dilakukan penetralan sesuai dengan pH yang dibutuhkan.
2. Tahap Sekunder
Tahap ini merupakan tahap di mana limbah yang telah dipersiapkan di tahap
primer diolah secara biologis dengan menggunakan lumpur aktif. Adapun cara
kerjanya sebagai berikut :
e. Air limbah yang mengandung suspensi bakteri diaerasi
Pada proses ini bakteri akan menguraikan bahan-bahan organik dalam
limbah menjadi komponen yang lebih sederhana. Aerasi berguna untuk
menghasilkan oksigen (kondisi aerob) agar bakteri aerob dapat hidup.
f. Padatan lumpur yang dihasilkan masuk ke bak sedimentasi untuk
dipisahkan lumpur dan cairan .
g. Cairan jernih dikeluarkan (effluent)
h. Biomass sebagian dikembalikan sebagai starter (seeding) ke dalam bak
aerasi , karena mikroorganisme dalam bak aerasi lama kelamaan akan
berkurang /habis. Sehingga pengembalian (resirkulasi) lumpur perlu
dilakukan.
Pengolahan limbah yang dilakukan dapat digambarkan sebagai berikut :
CF-02
EV-01
Bak
Penampungan
Limbah
Bak
Netralisasi
Bak Aerasi
Bak
Sedimentasi
Sungai
Sludge

Gambar 4.3 Unit Pengolahan Limbah
IV.4.1 Bak Penampungan Limbah
Fungsi : Untuk menampung air limbah dari proses
Bentuk : Empat persegi panjang
Bahan konstruksi : Beton
Jumlah : 1 unit
Waktu tinggal : 2 hari = 48 jam
Densitas limbah : 1190,7348 kg/m3
Limbah yang harus ditampung = 660,1018 kg/jam
Volume limbah = 3/7348,1190
48/1018,660
mkg
jamxjamkg = 26,6095 m
3
Volume bak penampung dengan faktor keamanan 20 % =1,2 x 26,6095 m3
= 31,9314 m3
Dimensi bak, P : L : T = 3 : 2 : 1, maka
V = 3 × T × 2 × T × T
31,9314 m3 = 6 × T
3
T = (31,9314 m3 / 6)
1/3
= 1,7459 m
P = 3 × 1,7459 m
= 5,2377 m
L = 2 × 1,7459 m
= 3,4918 m
Ukuran Bak : (5,24 × 3,50 × 1,74) m

IV.4.2 Bak Ekualisasi
Fungsi : Untuk menetralkan limbah agar sesuai dengan kondisi proses
pada bak aerob
Bentuk : Empat persegi panjang
Bahan konstruksi : Beton
Jumlah : 1 unit
Waktu tinggal : 1 jam
Densitas limbah : 1190,7348 kg/m3
Limbah yang harus ditampung = 660,1018 kg/jam
Volume limbah = 3/7348,1190
1/1018,660
mkg
jamxjamkg = 0,5544 m
3
Volume bak penampung dengan faktor keamanan 20 % =1,2 x 0,5544 m3
= 0,6652 m3
Dimensi bak, P : L : T = 3 : 2 : 1, maka
V = 3 × T × 2 × T × T
0,6652 m3 = 6 × T
3
T = (0,6652 m3 / 6)
1/3
= 0,4804 m
P = 3 × 0,4804 m
= 1,4412 m
L = 2 × 0,4804 m
= 0,9608 m
Ukuran Bak : (1,44 × 0,96 × 0,48)
IV.4.3 Bak Aerasi
Fungsi : Sebagai tempat terurainya limbah oleh bakteri pada kondisi
aerob
Bentuk : Empat persegi panjang
Bahan konstruksi : Beton
Jumlah : 1 unit
Waktu tinggal : 24 jam
Densitas limbah : 1190,7348 kg/m3
Limbah yang harus ditampung = 660,1018 kg/jam
Volume limbah = 3/7348,1190
24/1018,660
mkg
jamxjamkg = 13,3048 m
3
Volume bak penampung dengan faktor keamanan 20 % =1,2 x 13,3048 m3
= 15,9657 m3
Dimensi bak, P : L : T = 3 : 2 : 1, maka
V = 3 × T × 2 × T × T
15,9657 m3 = 6 × T
3
T = (15,9657 m3 / 6)
1/3
= 1,3857 m
P = 3 × 1,3857 m
= 4,1572 m
L = 2 × 1,3857 m
= 2,7715 m
Ukuran Bak : (4,16 × 2,77 × 1,39) m
IV.4.4 Bak Sedimentasi
Fungsi : Mengendapkan lumpur yang terbentuk di bak aerasi
Bentuk : Empat persegi panjang dengan bagian bawah berbentuk
prisma
Bahan konstruksi : Beton
Jumlah : 1 unit
Waktu tinggal : 4 jam
Densitas limbah : 1190,7348 kg/m3
Limbah yang harus ditampung = 660,1018 kg/jam
Volume limbah = 3/7348,1190
4/1018,660
mkg
jamxjamkg = 2,2175 m
3
Volume bak penampung dengan faktor keamanan 20 % =1,2 x 2,2175 m3
= 2,6610 m3
Kedalaman bak (T) = 10 - 20 ft ( Powel, water conditioning for industry)
Diambil kedalaman bak = 15 ft = 4,5720 m
P/ L = 1 - 2,5 ( Powel,water conditioning for industry)
Diambil P/L = 2,5
A = V/T = 2,6610 m3 / 4,5720 m
= 0,5820 m2
A = P x L
= 2,5 x L x L = 2,5 x L2
0,5820 = 2,5 x L2
L = 0,4825 m
P = 2,5 x L = 1,2062 m
Volume prisma = ½ x P x T x L
= ½ x 1,2062 x 4,5720 x 0,4825
= 1,3305 m3
Volume total = 2,6610 + 1,3305
= 3,9914 m3
IV.4.5 Bak Penampung CaSO4
Fungsi : Untuk menampung CaSO4 yang keluar dari tangki
pengendapan (TS-01)
Bentuk : Bak empat persegi panjang
Jumlah : 1 unit
Laju alir CaSO4 : 267,1290 kg/jam
Densitas bulk CaSO4 : 832,2546 kg/m3
Waktu tinggal : 7 hari x 24 jam/hari = 168 jam
Bahan Konstriuksi : beton
Kecepatan volumetrik = 4
4
CaSObulkdensitas
CaSOalirlaju
= 3/2546,832
/1290,267
mkg
jamkg = 0,3210 m
3/jam
Volume CaSO4 = 0,3210 m3/jam x 168 jam = 53,9280 m
3
Volume CaSO4 (20% faktor keamanan) = 1,2 x 53,9280 m3
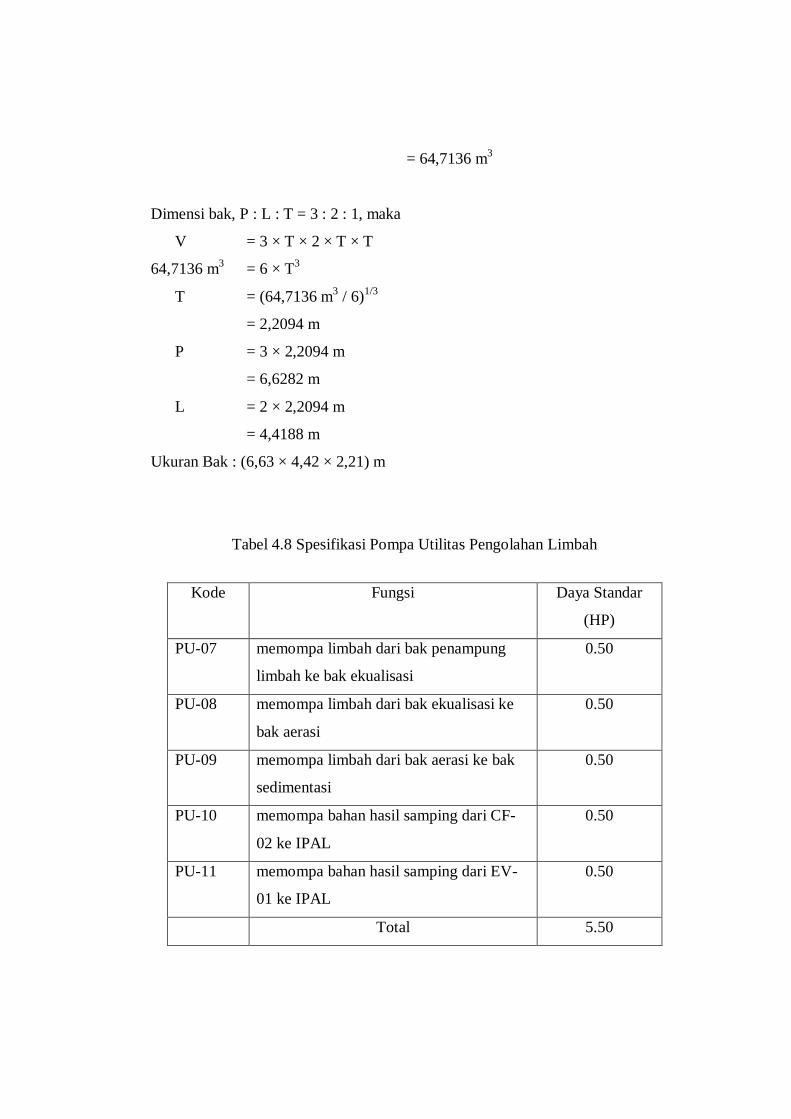
= 64,7136 m3
Dimensi bak, P : L : T = 3 : 2 : 1, maka
V = 3 × T × 2 × T × T
64,7136 m3 = 6 × T
3
T = (64,7136 m3 / 6)
1/3
= 2,2094 m
P = 3 × 2,2094 m
= 6,6282 m
L = 2 × 2,2094 m
= 4,4188 m
Ukuran Bak : (6,63 × 4,42 × 2,21) m
Tabel 4.8 Spesifikasi Pompa Utilitas Pengolahan Limbah
Kode Fungsi Daya Standar
(HP)
PU-07 memompa limbah dari bak penampung
limbah ke bak ekualisasi
0.50
PU-08 memompa limbah dari bak ekualisasi ke
bak aerasi
0.50
PU-09 memompa limbah dari bak aerasi ke bak
sedimentasi
0.50
PU-10 memompa bahan hasil samping dari CF-
02 ke IPAL
0.50
PU-11 memompa bahan hasil samping dari EV-
01 ke IPAL
0.50
Total 5.50
LAMPIRAN V
PERHITUNGAN ANALISA EKONOMI
Dalam perancangan pabrik diperlukan analisa ekonomi untuk
mendapatkan perkiraan-perkiraan mengenai jumlah investasi modal. yang
meliputi analisa :
1. Struktur kepemilikan modal.
2. Besarnya keuntungan yang didapat.
3. Lama investasi modal kembali.
4. Break Event Point.
Pada perancangan pabrik Asam Laktat ini, perkiraan mengenai
perhitungan ekonomi dapat dilakukan dengan berbagai metode diantaranya
berdasarkan penentuan kapasitas dari alat tersebut. Sedangkan perkiraan alat – alat
produksi dan penunjang diambil dari buku Plant Design and Economics for
Chemical Engineers karangan Max S Peters, dari berbagai Web Site serta
menggunakan Chemical Engineering Plant Cost Index.
Beberapa asumsi yang digunakan dalam analisa ekonomi pra rancangan
pabrik Asam Laktat ini adalah :
Pembangunan fisik pabrik akan dilaksanakan pada awal tahun 2012
dengan masa konstruksi dan instalasi selama 3 tahun sehingga pabrik
mulai beroperasi pada awal tahun 2015.
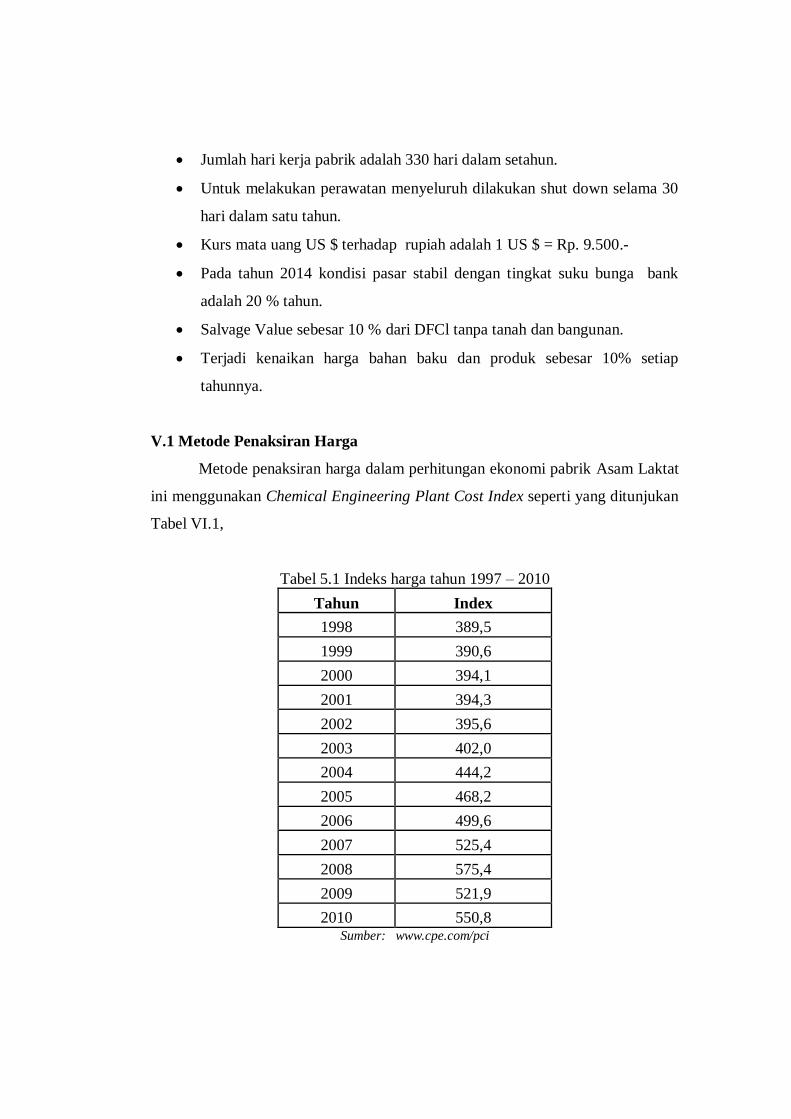
Jumlah hari kerja pabrik adalah 330 hari dalam setahun.
Untuk melakukan perawatan menyeluruh dilakukan shut down selama 30
hari dalam satu tahun.
Kurs mata uang US $ terhadap rupiah adalah 1 US $ = Rp. 9.500.-
Pada tahun 2014 kondisi pasar stabil dengan tingkat suku bunga bank
adalah 20 % tahun.
Salvage Value sebesar 10 % dari DFCl tanpa tanah dan bangunan.
Terjadi kenaikan harga bahan baku dan produk sebesar 10% setiap
tahunnya.
V.1 Metode Penaksiran Harga
Metode penaksiran harga dalam perhitungan ekonomi pabrik Asam Laktat
ini menggunakan Chemical Engineering Plant Cost Index seperti yang ditunjukan
Tabel VI.1,
Tabel 5.1 Indeks harga tahun 1997 – 2010
Tahun Index
1998 389,5
1999 390,6
2000 394,1
2001 394,3
2002 395,6
2003 402,0
2004 444,2
2005 468,2
2006 499,6
2007 525,4
2008 575,4
2009 521,9
2010 550,8 Sumber: www.cpe.com/pci
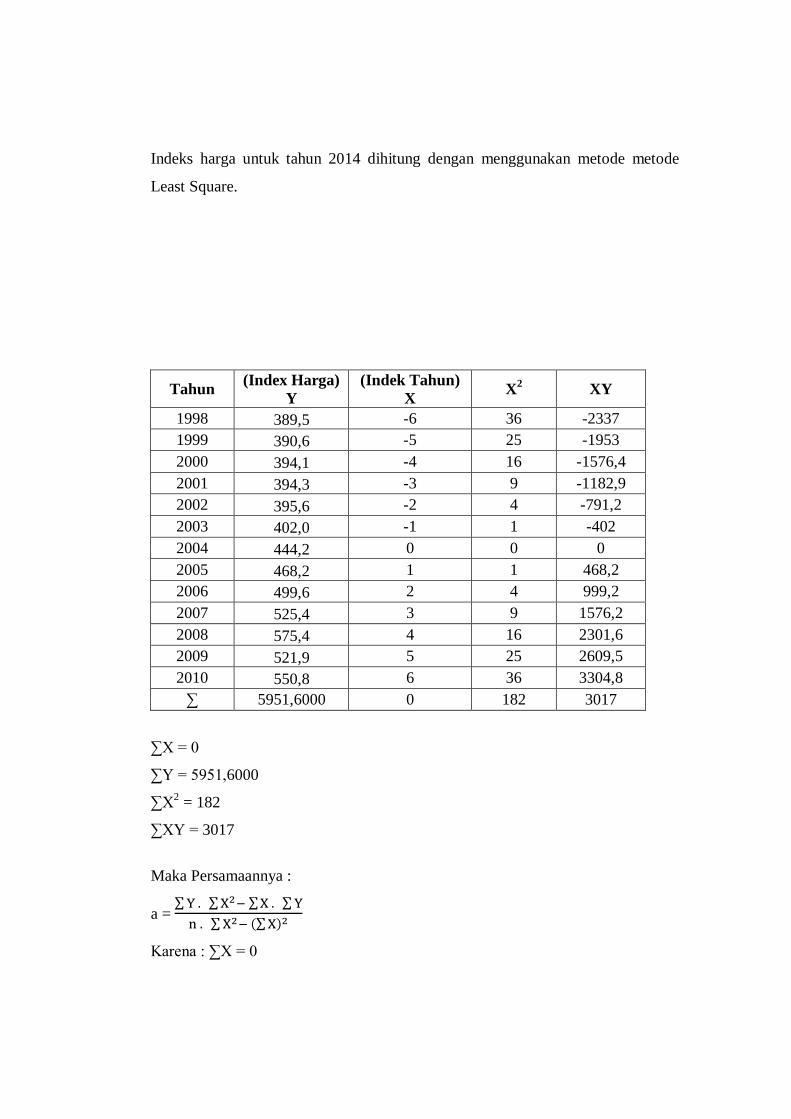
Indeks harga untuk tahun 2014 dihitung dengan menggunakan metode metode
Least Square.
Tahun (Index Harga)
Y
(Indek Tahun)
X X
2 XY
1998 389,5 -6 36 -2337
1999 390,6 -5 25 -1953
2000 394,1 -4 16 -1576,4
2001 394,3 -3 9 -1182,9
2002 395,6 -2 4 -791,2
2003 402,0 -1 1 -402
2004 444,2 0 0 0
2005 468,2 1 1 468,2
2006 499,6 2 4 999,2
2007 525,4 3 9 1576,2
2008 575,4 4 16 2301,6
2009 521,9 5 25 2609,5
2010 550,8 6 36 3304,8
∑ 5951,6000 0 182 3017
∑X = 0
∑Y = 5951,6000
∑X2 = 182
∑XY = 3017
Maka Persamaannya :
a =
Karena : ∑X = 0

Maka : a = 8154,45713
6,5951
n
Y
Karena : ∑X = 0
Maka : b =
2x
XY= 5769,16
182
3017
Y = a + bx
Y = 457,8154 + 16,5769x
X tahun 2012 = 10
Y = 457,8154 + (16,5769×10)= 689,9
Sehingga pada tahun 2012 dengan menggunakan persamaan diatas
diperoleh harga cost index sebesar 590,4
Untuk menghitung harga alat pada kapasitas yang sesuai dengan tahun
pendirian pabrik. maka peralatan dihitung dengan rumus sebagai berikut :
H2 =
$1
00,500.9
1
21
Rp
I
IH
Harga Total = n H2
Dimana:
H2 : Harga alat yang dicari, Rp
H1 : Harga referensi, terpasang atau harga yang telah diketahui, $
I1 : Index harga referensi atau terpasang
I2 : Index harga terhitung pada tahun tertentu
n : Jumlah alat.
Contoh :
Tangki Molasse ( T-01 )
Fungsi : Menyimpan Molasse sebagai bahan baku
Bentuk : Silinder tegak torispherical head dan flat bottom
Bahan material : Stainless Steel SA-240 Grade A
Jumlah (n) : 2 unit
Volume tangki : 236,2445 m3 = 62409,1944 gallon
Index tahun 2007 (I1) = 525,4
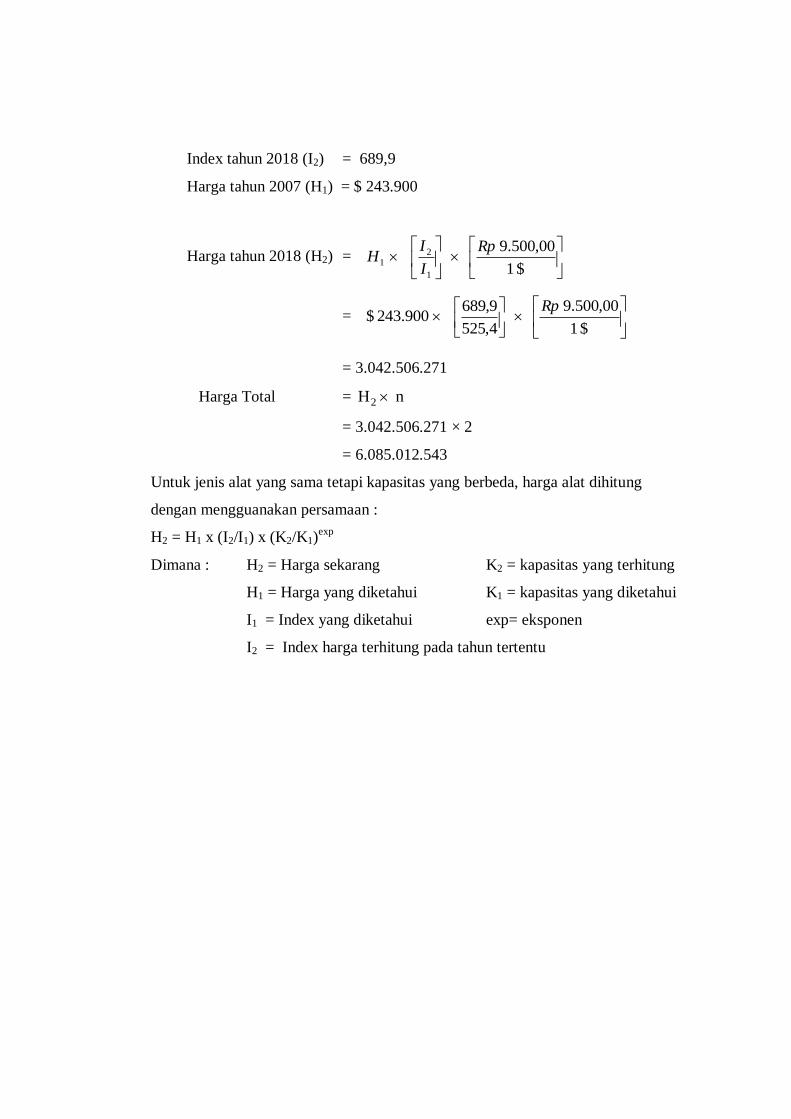
Index tahun 2018 (I2) = 689,9
Harga tahun 2007 (H1) = $ 243.900
Harga tahun 2018 (H2) =
$1
00,500.9
1
21
Rp
I
IH
=
$1
00,500.9
4,525
9,689243.900 $
Rp
= 3.042.506.271
Harga Total = n H2
= 3.042.506.271 × 2
= 6.085.012.543
Untuk jenis alat yang sama tetapi kapasitas yang berbeda, harga alat dihitung
dengan mengguanakan persamaan :
H2 = H1 x (I2/I1) x (K2/K1)exp
Dimana : H2 = Harga sekarang K2 = kapasitas yang terhitung
H1 = Harga yang diketahui K1 = kapasitas yang diketahui
I1 = Index yang diketahui exp= eksponen
I2 = Index harga terhitung pada tahun tertentu
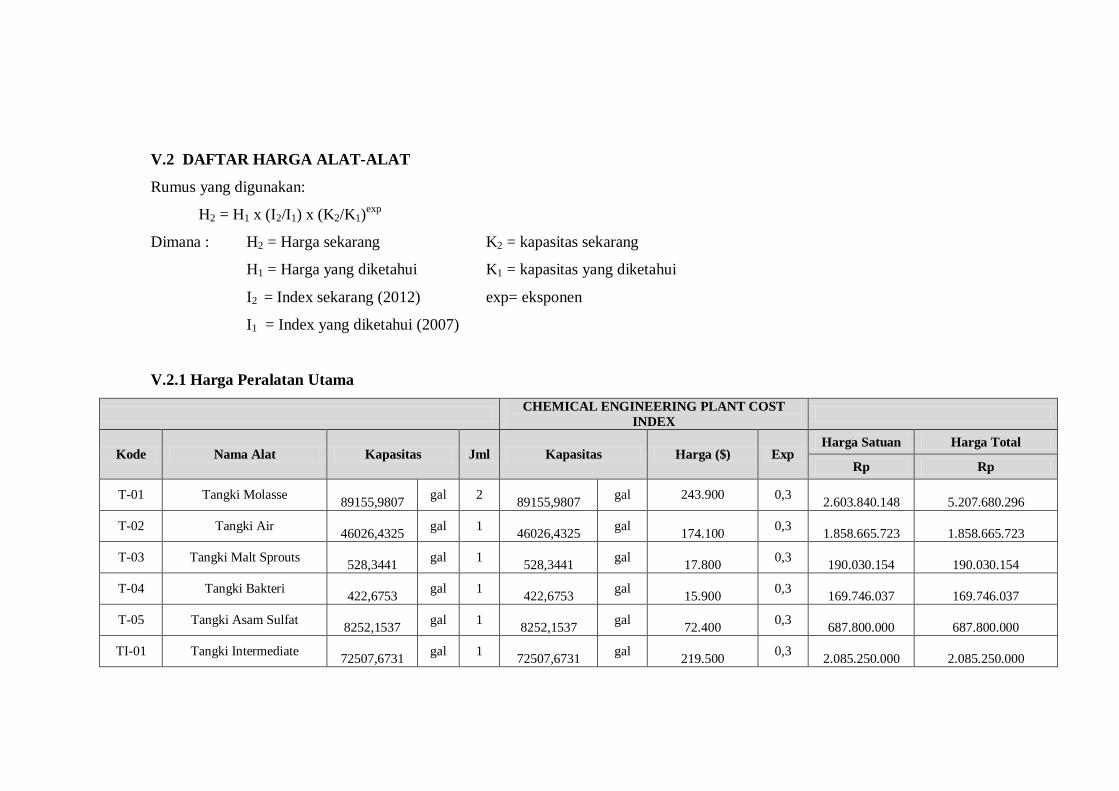
V.2 DAFTAR HARGA ALAT-ALAT
Rumus yang digunakan:
H2 = H1 x (I2/I1) x (K2/K1)exp
Dimana : H2 = Harga sekarang K2 = kapasitas sekarang
H1 = Harga yang diketahui K1 = kapasitas yang diketahui
I2 = Index sekarang (2012) exp= eksponen
I1 = Index yang diketahui (2007)
V.2.1 Harga Peralatan Utama
CHEMICAL ENGINEERING PLANT COST
INDEX
Kode Nama Alat Kapasitas Jml Kapasitas Harga ($) Exp Harga Satuan Harga Total
Rp Rp
T-01 Tangki Molasse 89155,9807
gal 2 89155,9807
gal 243.900 0,3
2.603.840.148
5.207.680.296
T-02 Tangki Air 46026,4325
gal 1 46026,4325
gal
174.100 0,3
1.858.665.723
1.858.665.723
T-03 Tangki Malt Sprouts 528,3441
gal 1 528,3441
gal
17.800 0,3
190.030.154
190.030.154
T-04 Tangki Bakteri 422,6753
gal 1 422,6753
gal
15.900 0,3
169.746.037
169.746.037
T-05 Tangki Asam Sulfat 8252,1537
gal 1 8252,1537
gal
72.400 0,3
687.800.000
687.800.000
TI-01 Tangki Intermediate 72507,6731
gal 1 72507,6731
gal
219.500 0,3
2.085.250.000
2.085.250.000
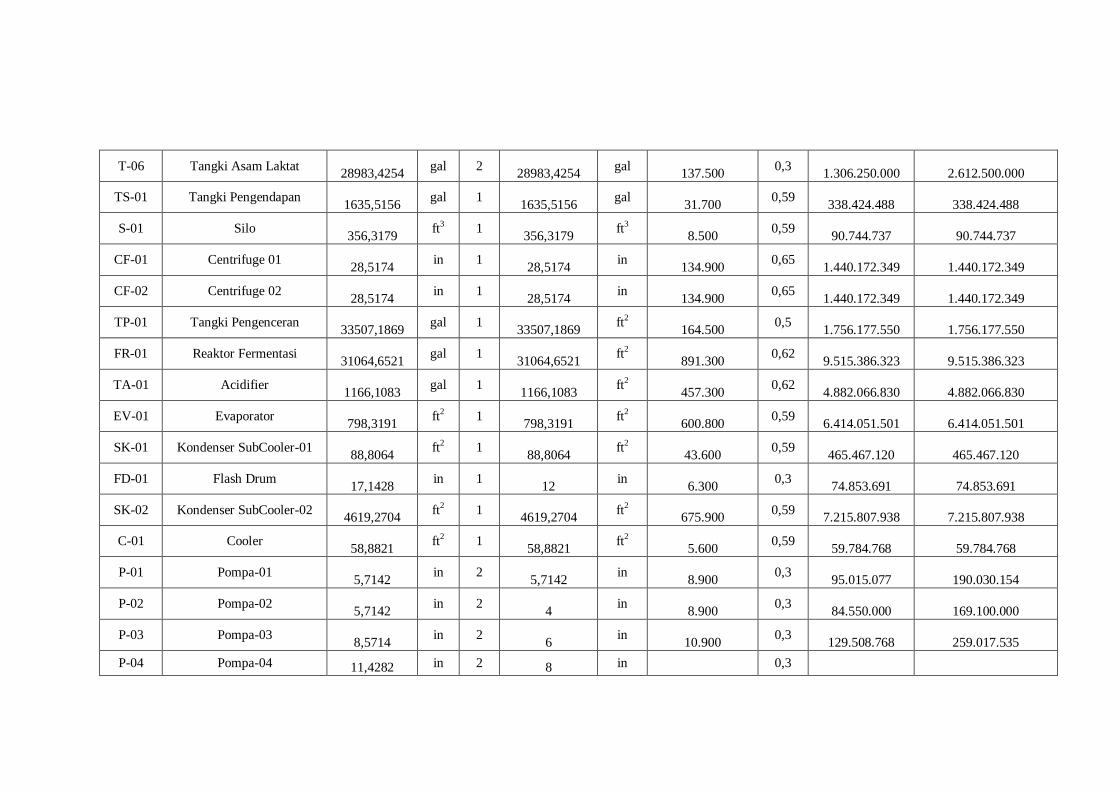
T-06 Tangki Asam Laktat 28983,4254
gal 2 28983,4254
gal
137.500 0,3
1.306.250.000
2.612.500.000
TS-01 Tangki Pengendapan 1635,5156
gal 1 1635,5156
gal
31.700 0,59
338.424.488
338.424.488
S-01 Silo 356,3179
ft3 1 356,3179
ft3
8.500 0,59
90.744.737
90.744.737
CF-01 Centrifuge 01 28,5174
in 1 28,5174
in
134.900 0,65
1.440.172.349
1.440.172.349
CF-02 Centrifuge 02 28,5174
in 1 28,5174
in
134.900 0,65
1.440.172.349
1.440.172.349
TP-01 Tangki Pengenceran 33507,1869
gal 1 33507,1869
ft2
164.500 0,5
1.756.177.550
1.756.177.550
FR-01 Reaktor Fermentasi 31064,6521
gal 1 31064,6521
ft2
891.300 0,62
9.515.386.323
9.515.386.323
TA-01 Acidifier 1166,1083
gal 1 1166,1083
ft2
457.300 0,62
4.882.066.830
4.882.066.830
EV-01 Evaporator 798,3191
ft2 1 798,3191
ft2
600.800 0,59
6.414.051.501
6.414.051.501
SK-01 Kondenser SubCooler-01 88,8064
ft2 1 88,8064
ft2
43.600 0,59
465.467.120
465.467.120
FD-01 Flash Drum 17,1428
in 1 12
in
6.300 0,3
74.853.691
74.853.691
SK-02 Kondenser SubCooler-02 4619,2704
ft2 1
4619,2704 ft
2
675.900
0,59
7.215.807.938
7.215.807.938
C-01 Cooler 58,8821
ft2 1 58,8821
ft2
5.600 0,59
59.784.768
59.784.768
P-01 Pompa-01 5,7142
in 2 5,7142
in
8.900 0,3
95.015.077
190.030.154
P-02 Pompa-02 5,7142
in 2 4
in
8.900 0,3
84.550.000
169.100.000
P-03 Pompa-03 8,5714
in 2 6
in
10.900 0,3
129.508.768
259.017.535
P-04 Pompa-04 11,4282 in 2 8 in 0,3
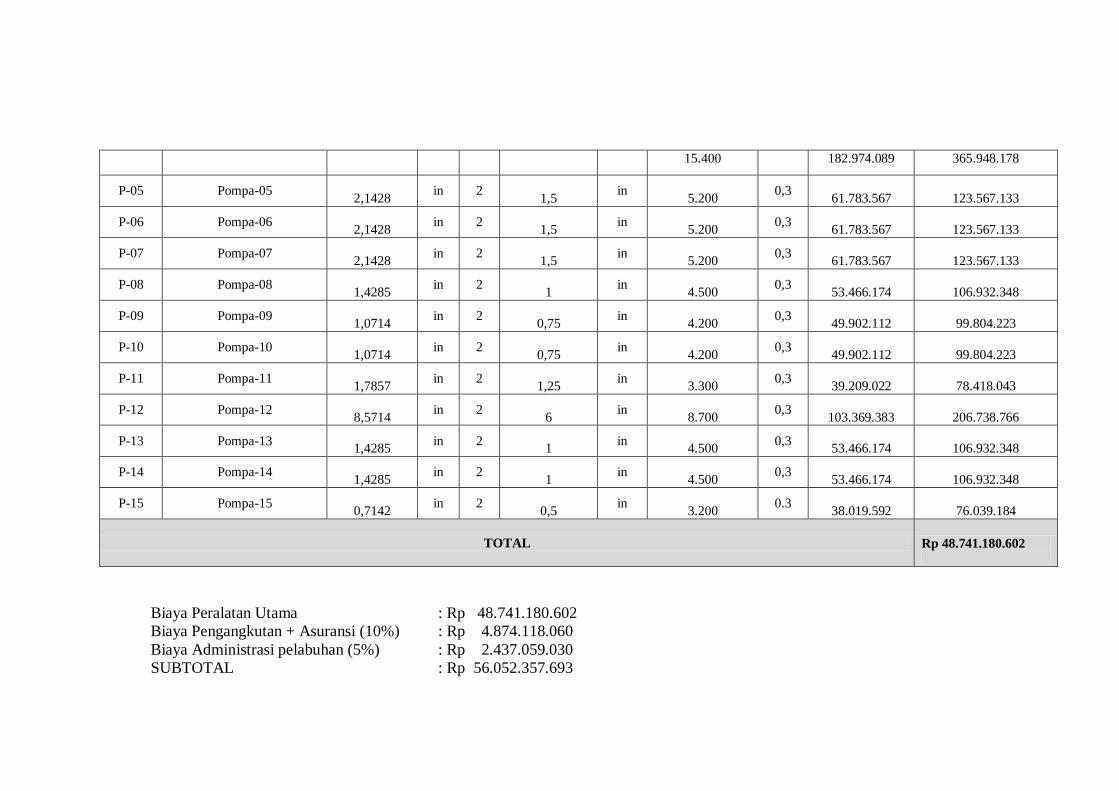
15.400 182.974.089 365.948.178
P-05 Pompa-05 2,1428
in 2 1,5
in
5.200 0,3
61.783.567
123.567.133
P-06 Pompa-06 2,1428
in 2 1,5
in
5.200 0,3
61.783.567
123.567.133
P-07 Pompa-07 2,1428
in 2 1,5
in
5.200 0,3
61.783.567
123.567.133
P-08 Pompa-08 1,4285
in 2 1
in
4.500 0,3
53.466.174
106.932.348
P-09 Pompa-09 1,0714
in 2 0,75
in
4.200 0,3
49.902.112
99.804.223
P-10 Pompa-10 1,0714
in 2 0,75
in
4.200 0,3
49.902.112
99.804.223
P-11 Pompa-11 1,7857
in 2 1,25
in
3.300 0,3
39.209.022
78.418.043
P-12 Pompa-12 8,5714
in 2 6
in
8.700 0,3
103.369.383
206.738.766
P-13 Pompa-13 1,4285
in 2 1
in
4.500 0,3
53.466.174
106.932.348
P-14 Pompa-14 1,4285
in 2 1
in
4.500 0,3
53.466.174
106.932.348
P-15 Pompa-15 0,7142
in 2 0,5
in
3.200 0.3
38.019.592
76.039.184
TOTAL Rp 48.741.180.602
Biaya Peralatan Utama : Rp 48.741.180.602
Biaya Pengangkutan + Asuransi (10%) : Rp 4.874.118.060
Biaya Administrasi pelabuhan (5%) : Rp 2.437.059.030
SUBTOTAL : Rp 56.052.357.693
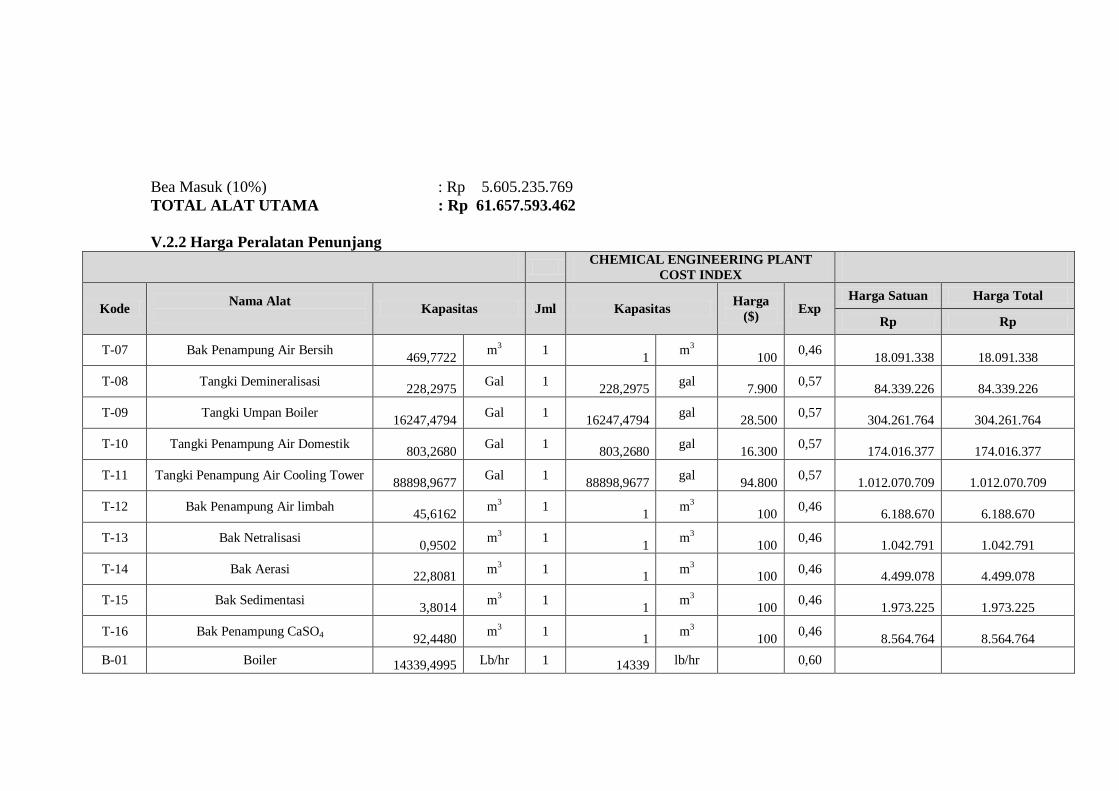
Bea Masuk (10%) : Rp 5.605.235.769
TOTAL ALAT UTAMA : Rp 61.657.593.462
V.2.2 Harga Peralatan Penunjang
CHEMICAL ENGINEERING PLANT
COST INDEX
Kode Nama Alat
Kapasitas Jml Kapasitas
Harga
($) Exp
Harga Satuan Harga Total
Rp Rp
T-07 Bak Penampung Air Bersih 469,7722
m3 1 1
m3
100 0,46
18.091.338
18.091.338
T-08 Tangki Demineralisasi 228,2975
Gal 1 228,2975
gal
7.900 0,57
84.339.226
84.339.226
T-09 Tangki Umpan Boiler 16247,4794
Gal 1 16247,4794
gal
28.500 0,57
304.261.764
304.261.764
T-10 Tangki Penampung Air Domestik 803,2680
Gal 1 803,2680
gal
16.300 0,57
174.016.377
174.016.377
T-11 Tangki Penampung Air Cooling Tower 88898,9677
Gal 1 88898,9677
gal
94.800 0,57
1.012.070.709
1.012.070.709
T-12 Bak Penampung Air limbah 45,6162
m3 1 1
m3
100 0,46
6.188.670
6.188.670
T-13 Bak Netralisasi 0,9502
m3 1 1
m3
100 0,46
1.042.791
1.042.791
T-14 Bak Aerasi 22,8081
m3 1 1
m3
100 0,46
4.499.078
4.499.078
T-15 Bak Sedimentasi 3,8014
m3 1 1
m3
100 0,46
1.973.225
1.973.225
T-16 Bak Penampung CaSO4 92,4480 m3 1
1 m3
100 0,46
8.564.764
8.564.764
B-01 Boiler 14339,4995 Lb/hr 1 14339 lb/hr 0,60
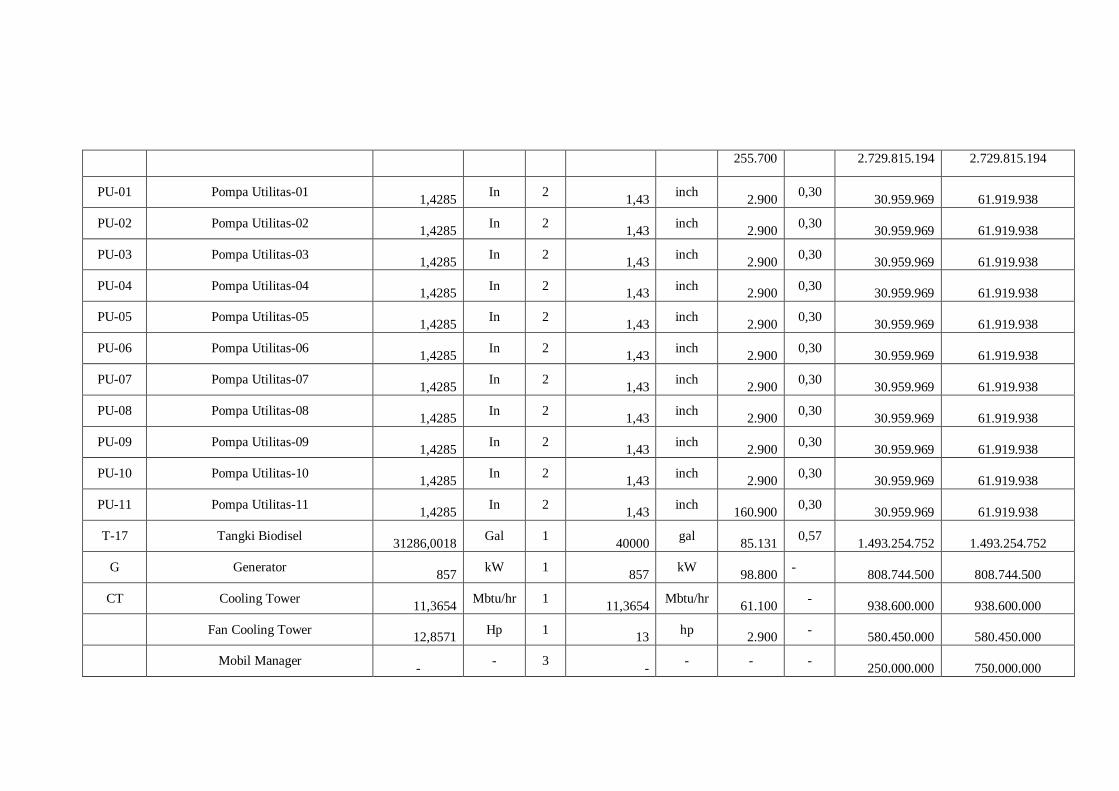
255.700 2.729.815.194 2.729.815.194
PU-01 Pompa Utilitas-01 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-02 Pompa Utilitas-02 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-03 Pompa Utilitas-03 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-04 Pompa Utilitas-04 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-05 Pompa Utilitas-05 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-06 Pompa Utilitas-06 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-07 Pompa Utilitas-07 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-08 Pompa Utilitas-08 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-09 Pompa Utilitas-09 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-10 Pompa Utilitas-10 1,4285
In 2 1,43
inch
2.900 0,30
30.959.969
61.919.938
PU-11 Pompa Utilitas-11 1,4285
In 2 1,43
inch
160.900 0,30
30.959.969
61.919.938
T-17 Tangki Biodisel 31286,0018
Gal 1 40000
gal
85.131 0,57
1.493.254.752
1.493.254.752
G Generator 857
kW 1
857 kW
98.800 -
808.744.500
808.744.500
CT Cooling Tower 11,3654
Mbtu/hr 1 11,3654
Mbtu/hr
61.100 -
938.600.000
938.600.000
Fan Cooling Tower 12,8571
Hp 1
13 hp
2.900
-
580.450.000
580.450.000
Mobil Manager -
- 3 -
- - -
250.000.000
750.000.000
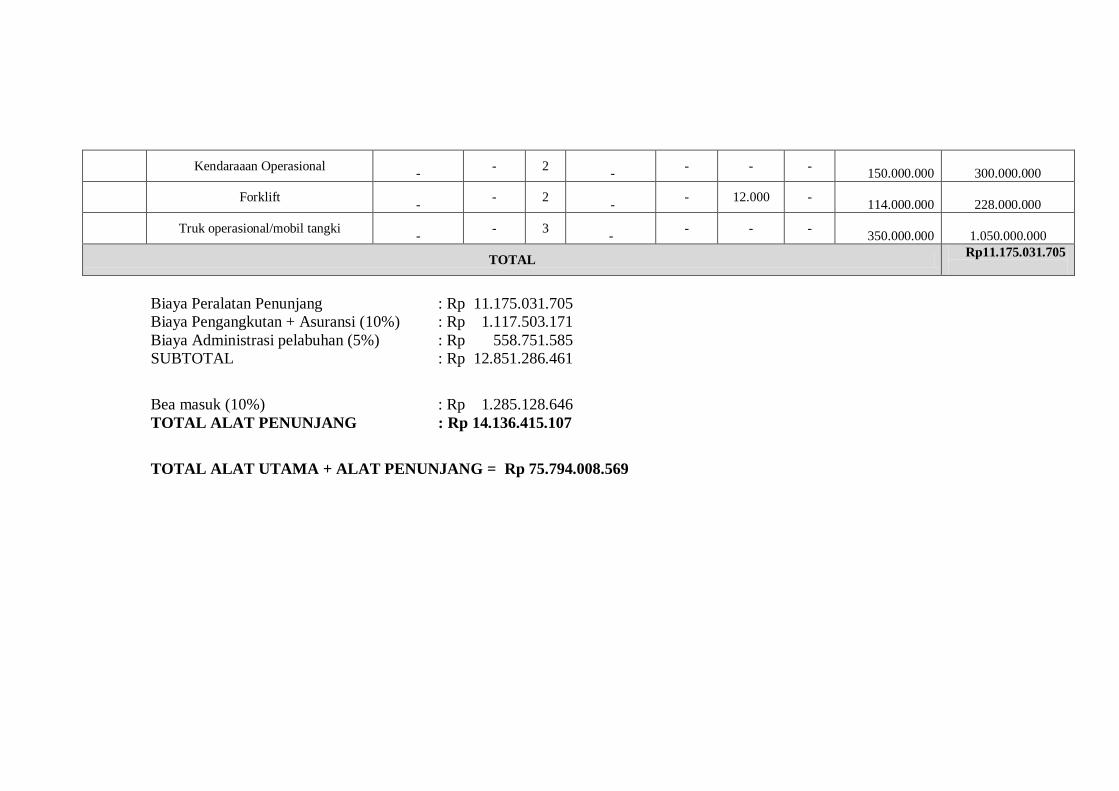
Kendaraaan Operasional -
- 2 -
- - -
150.000.000
300.000.000
Forklift -
- 2 -
- 12.000 -
114.000.000
228.000.000
Truk operasional/mobil tangki -
- 3 -
- - -
350.000.000
1.050.000.000
TOTAL Rp11.175.031.705
Biaya Peralatan Penunjang : Rp 11.175.031.705
Biaya Pengangkutan + Asuransi (10%) : Rp 1.117.503.171
Biaya Administrasi pelabuhan (5%) : Rp 558.751.585
SUBTOTAL : Rp 12.851.286.461
Bea masuk (10%) : Rp 1.285.128.646
TOTAL ALAT PENUNJANG : Rp 14.136.415.107
TOTAL ALAT UTAMA + ALAT PENUNJANG = Rp 75.794.008.569
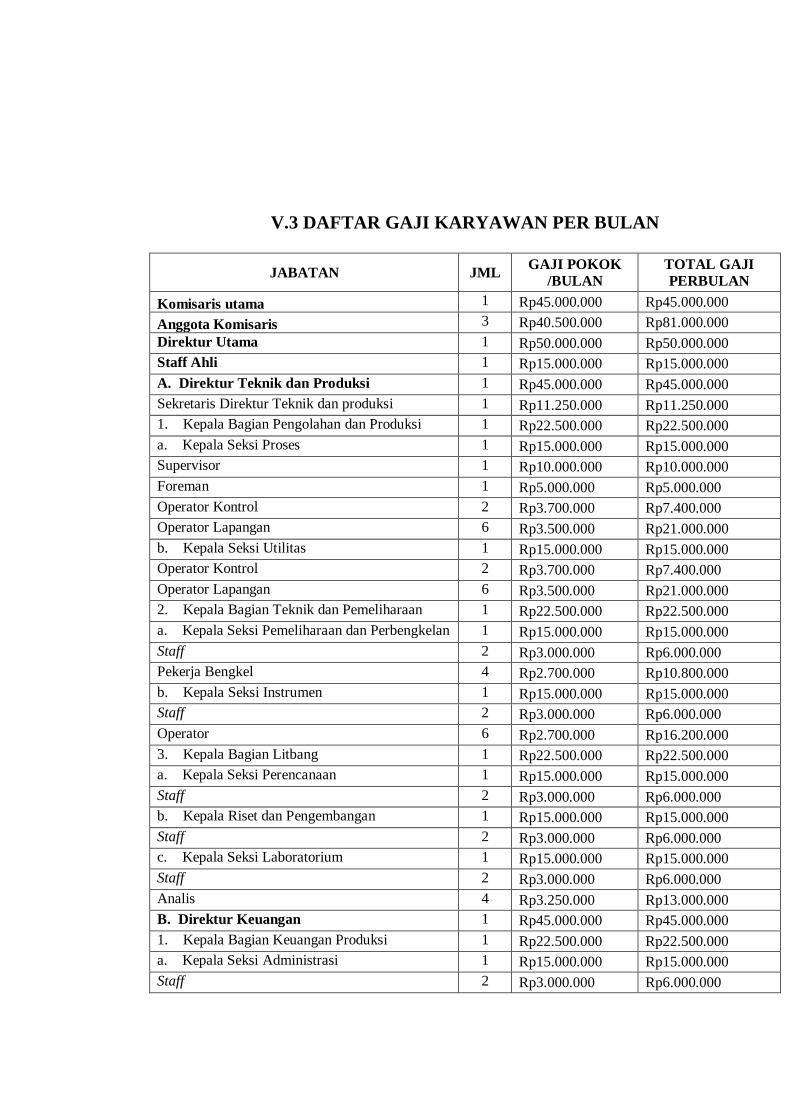
V.3 DAFTAR GAJI KARYAWAN PER BULAN
JABATAN JML
GAJI POKOK
/BULAN
TOTAL GAJI
PERBULAN
Komisaris utama 1 Rp45.000.000 Rp45.000.000
Anggota Komisaris 3 Rp40.500.000 Rp81.000.000
Direktur Utama 1 Rp50.000.000 Rp50.000.000
Staff Ahli 1 Rp15.000.000 Rp15.000.000
A. Direktur Teknik dan Produksi 1 Rp45.000.000 Rp45.000.000
Sekretaris Direktur Teknik dan produksi 1 Rp11.250.000 Rp11.250.000
1. Kepala Bagian Pengolahan dan Produksi 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Proses 1 Rp15.000.000 Rp15.000.000
Supervisor 1 Rp10.000.000 Rp10.000.000
Foreman 1 Rp5.000.000 Rp5.000.000
Operator Kontrol 2 Rp3.700.000 Rp7.400.000
Operator Lapangan 6 Rp3.500.000 Rp21.000.000
b. Kepala Seksi Utilitas 1 Rp15.000.000 Rp15.000.000
Operator Kontrol 2 Rp3.700.000 Rp7.400.000
Operator Lapangan 6 Rp3.500.000 Rp21.000.000
2. Kepala Bagian Teknik dan Pemeliharaan 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Pemeliharaan dan Perbengkelan 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
Pekerja Bengkel 4 Rp2.700.000 Rp10.800.000
b. Kepala Seksi Instrumen 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
Operator 6 Rp2.700.000 Rp16.200.000
3. Kepala Bagian Litbang 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Perencanaan 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
b. Kepala Riset dan Pengembangan 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
c. Kepala Seksi Laboratorium 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
Analis 4 Rp3.250.000 Rp13.000.000
B. Direktur Keuangan 1 Rp45.000.000 Rp45.000.000
1. Kepala Bagian Keuangan Produksi 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Administrasi 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
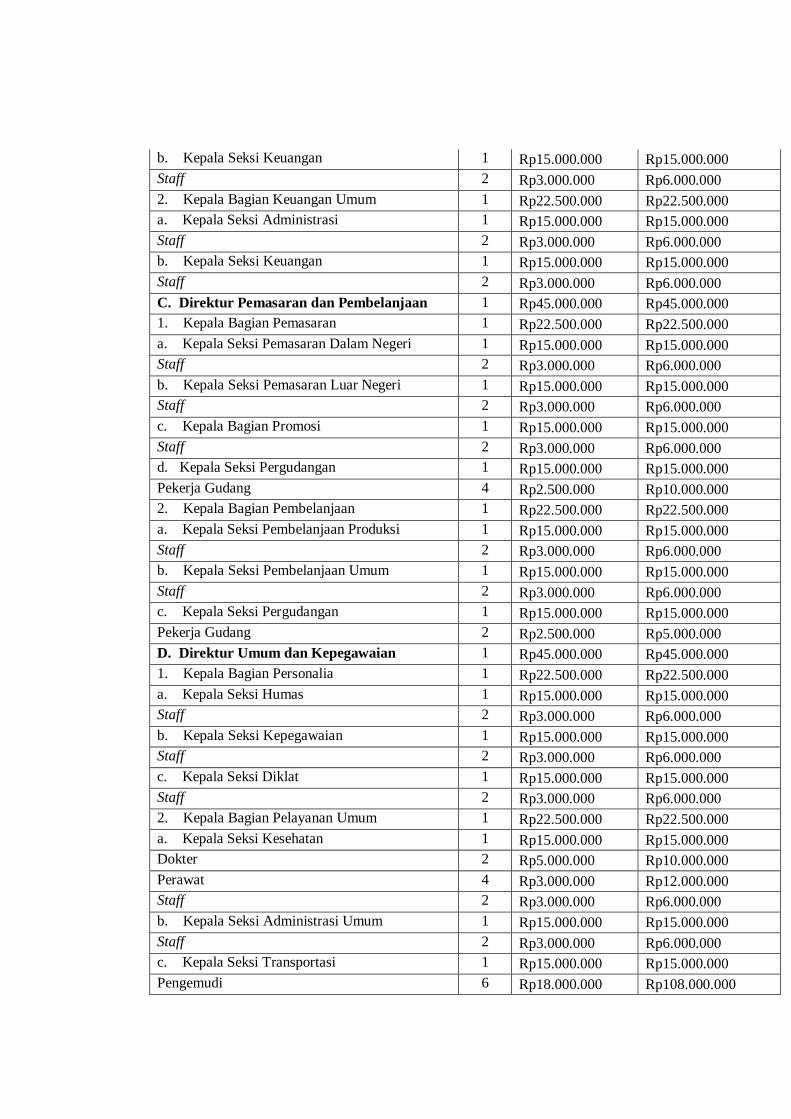
b. Kepala Seksi Keuangan 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
2. Kepala Bagian Keuangan Umum 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Administrasi 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
b. Kepala Seksi Keuangan 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
C. Direktur Pemasaran dan Pembelanjaan 1 Rp45.000.000 Rp45.000.000
1. Kepala Bagian Pemasaran 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Pemasaran Dalam Negeri 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
b. Kepala Seksi Pemasaran Luar Negeri 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
c. Kepala Bagian Promosi 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
d. Kepala Seksi Pergudangan 1 Rp15.000.000 Rp15.000.000
Pekerja Gudang 4 Rp2.500.000 Rp10.000.000
2. Kepala Bagian Pembelanjaan 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Pembelanjaan Produksi 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
b. Kepala Seksi Pembelanjaan Umum 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
c. Kepala Seksi Pergudangan 1 Rp15.000.000 Rp15.000.000
Pekerja Gudang 2 Rp2.500.000 Rp5.000.000
D. Direktur Umum dan Kepegawaian 1 Rp45.000.000 Rp45.000.000
1. Kepala Bagian Personalia 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Humas 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
b. Kepala Seksi Kepegawaian 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
c. Kepala Seksi Diklat 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
2. Kepala Bagian Pelayanan Umum 1 Rp22.500.000 Rp22.500.000
a. Kepala Seksi Kesehatan 1 Rp15.000.000 Rp15.000.000
Dokter 2 Rp5.000.000 Rp10.000.000
Perawat 4 Rp3.000.000 Rp12.000.000
Staff 2 Rp3.000.000 Rp6.000.000
b. Kepala Seksi Administrasi Umum 1 Rp15.000.000 Rp15.000.000
Staff 2 Rp3.000.000 Rp6.000.000
c. Kepala Seksi Transportasi 1 Rp15.000.000 Rp15.000.000
Pengemudi 6 Rp18.000.000 Rp108.000.000
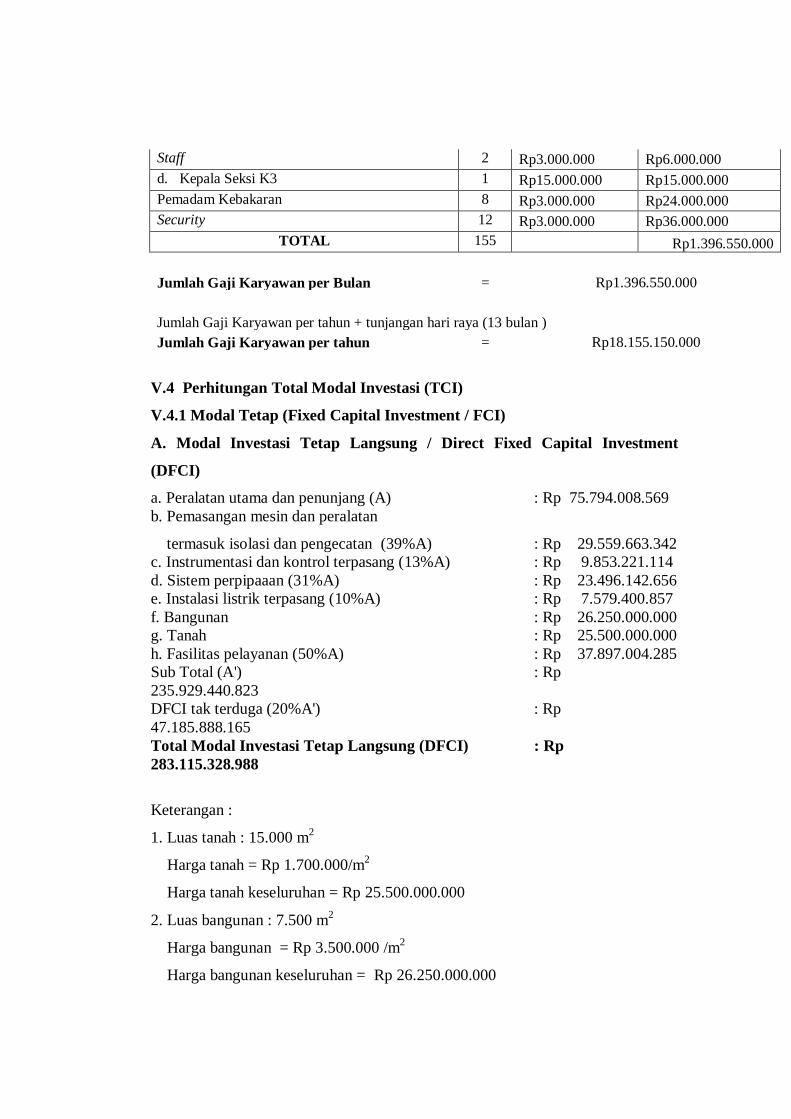
Staff 2 Rp3.000.000 Rp6.000.000
d. Kepala Seksi K3 1 Rp15.000.000 Rp15.000.000
Pemadam Kebakaran 8 Rp3.000.000 Rp24.000.000
Security 12 Rp3.000.000 Rp36.000.000
TOTAL 155 Rp1.396.550.000
Jumlah Gaji Karyawan per Bulan = Rp1.396.550.000
Jumlah Gaji Karyawan per tahun + tunjangan hari raya (13 bulan )
Jumlah Gaji Karyawan per tahun = Rp18.155.150.000
V.4 Perhitungan Total Modal Investasi (TCI)
V.4.1 Modal Tetap (Fixed Capital Investment / FCI)
A. Modal Investasi Tetap Langsung / Direct Fixed Capital Investment
(DFCI)
a. Peralatan utama dan penunjang (A) : Rp 75.794.008.569
b. Pemasangan mesin dan peralatan
termasuk isolasi dan pengecatan (39%A) : Rp 29.559.663.342
c. Instrumentasi dan kontrol terpasang (13%A) : Rp 9.853.221.114
d. Sistem perpipaaan (31%A) : Rp 23.496.142.656
e. Instalasi listrik terpasang (10%A) : Rp 7.579.400.857
f. Bangunan : Rp 26.250.000.000
g. Tanah : Rp 25.500.000.000
h. Fasilitas pelayanan (50%A) : Rp 37.897.004.285
Sub Total (A') : Rp
235.929.440.823
DFCI tak terduga (20%A') : Rp
47.185.888.165
Total Modal Investasi Tetap Langsung (DFCI) : Rp
283.115.328.988
Keterangan :
1. Luas tanah : 15.000 m2
Harga tanah = Rp 1.700.000/m2
Harga tanah keseluruhan = Rp 25.500.000.000
2. Luas bangunan : 7.500 m2
Harga bangunan = Rp 3.500.000 /m2
Harga bangunan keseluruhan = Rp 26.250.000.000
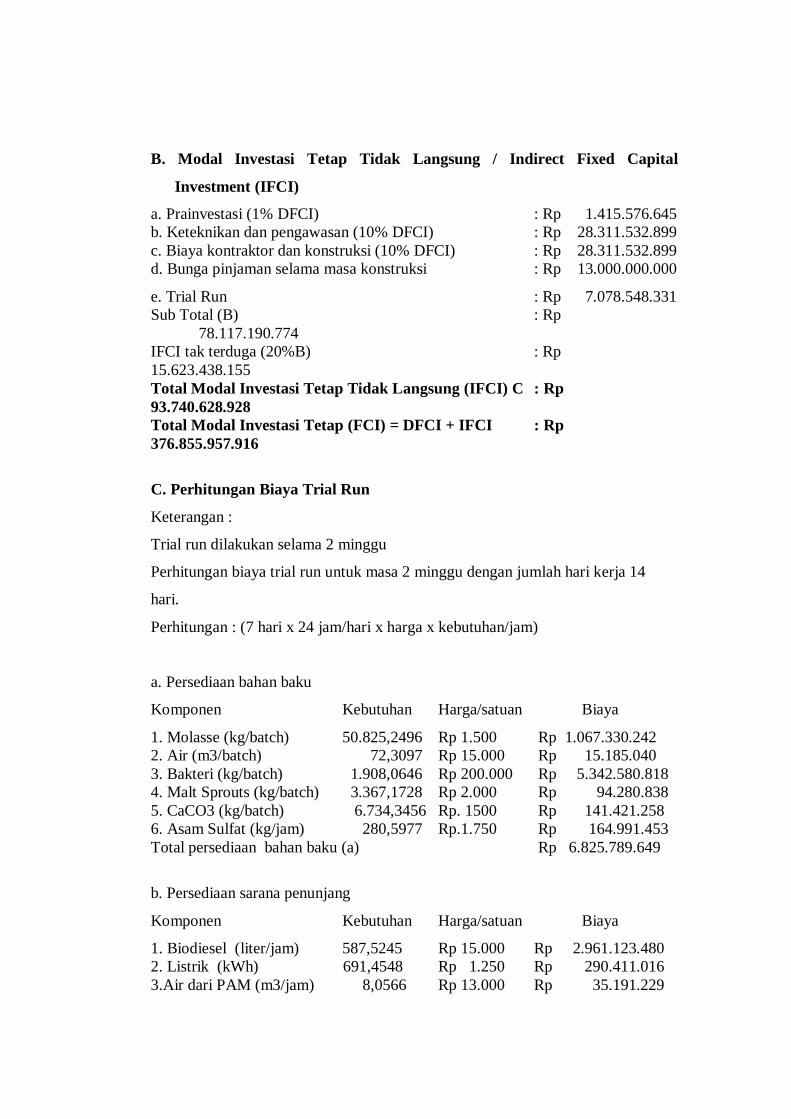
B. Modal Investasi Tetap Tidak Langsung / Indirect Fixed Capital
Investment (IFCI)
a. Prainvestasi (1% DFCI) : Rp 1.415.576.645
b. Keteknikan dan pengawasan (10% DFCI) : Rp 28.311.532.899
c. Biaya kontraktor dan konstruksi (10% DFCI) : Rp 28.311.532.899
d. Bunga pinjaman selama masa konstruksi : Rp 13.000.000.000
e. Trial Run : Rp 7.078.548.331
Sub Total (B) : Rp
78.117.190.774
IFCI tak terduga (20%B) : Rp
15.623.438.155
Total Modal Investasi Tetap Tidak Langsung (IFCI) C : Rp
93.740.628.928
Total Modal Investasi Tetap (FCI) = DFCI + IFCI : Rp
376.855.957.916
C. Perhitungan Biaya Trial Run
Keterangan :
Trial run dilakukan selama 2 minggu
Perhitungan biaya trial run untuk masa 2 minggu dengan jumlah hari kerja 14
hari.
Perhitungan : (7 hari x 24 jam/hari x harga x kebutuhan/jam)
a. Persediaan bahan baku
Komponen Kebutuhan Harga/satuan Biaya
1. Molasse (kg/batch) 50.825,2496 Rp 1.500 Rp 1.067.330.242
2. Air (m3/batch) 72,3097 Rp 15.000 Rp 15.185.040
3. Bakteri (kg/batch) 1.908,0646 Rp 200.000 Rp 5.342.580.818
4. Malt Sprouts (kg/batch) 3.367,1728 Rp 2.000 Rp 94.280.838
5. CaCO3 (kg/batch) 6.734,3456 Rp. 1500 Rp 141.421.258
6. Asam Sulfat (kg/jam) 280,5977 Rp.1.750 Rp 164.991.453
Total persediaan bahan baku (a) Rp 6.825.789.649
b. Persediaan sarana penunjang
Komponen Kebutuhan Harga/satuan Biaya
1. Biodiesel (liter/jam) 587,5245 Rp 15.000 Rp 2.961.123.480
2. Listrik (kWh) 691,4548 Rp 1.250 Rp 290.411.016
3.Air dari PAM (m3/jam) 8,0566 Rp 13.000 Rp 35.191.229
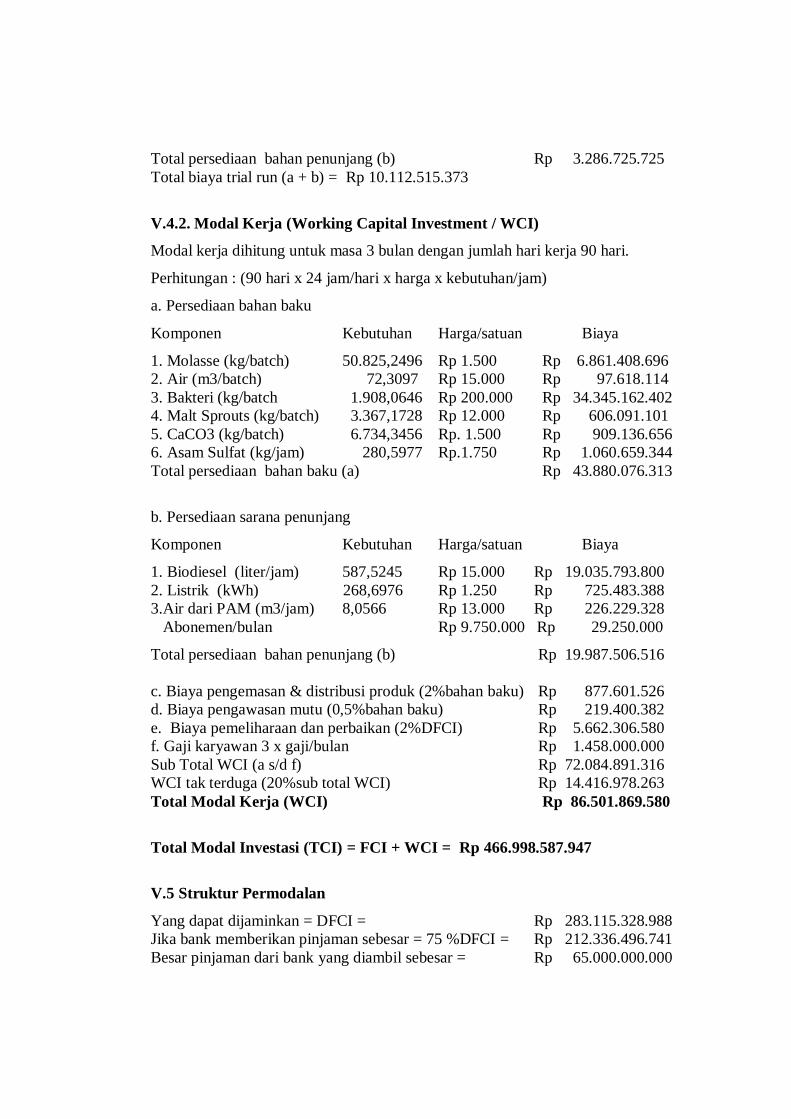
Total persediaan bahan penunjang (b) Rp 3.286.725.725
Total biaya trial run (a + b) = Rp 10.112.515.373
V.4.2. Modal Kerja (Working Capital Investment / WCI)
Modal kerja dihitung untuk masa 3 bulan dengan jumlah hari kerja 90 hari.
Perhitungan : (90 hari x 24 jam/hari x harga x kebutuhan/jam)
a. Persediaan bahan baku
Komponen Kebutuhan Harga/satuan Biaya
1. Molasse (kg/batch) 50.825,2496 Rp 1.500 Rp 6.861.408.696
2. Air (m3/batch) 72,3097 Rp 15.000 Rp 97.618.114
3. Bakteri (kg/batch 1.908,0646 Rp 200.000 Rp 34.345.162.402
4. Malt Sprouts (kg/batch) 3.367,1728 Rp 12.000 Rp 606.091.101
5. CaCO3 (kg/batch) 6.734,3456 Rp. 1.500 Rp 909.136.656
6. Asam Sulfat (kg/jam) 280,5977 Rp.1.750 Rp 1.060.659.344
Total persediaan bahan baku (a) Rp 43.880.076.313
b. Persediaan sarana penunjang
Komponen Kebutuhan Harga/satuan Biaya
1. Biodiesel (liter/jam) 587,5245 Rp 15.000 Rp 19.035.793.800
2. Listrik (kWh) 268,6976 Rp 1.250 Rp 725.483.388
3.Air dari PAM (m3/jam) 8,0566 Rp 13.000 Rp 226.229.328
Abonemen/bulan Rp 9.750.000 Rp 29.250.000
Total persediaan bahan penunjang (b) Rp 19.987.506.516
c. Biaya pengemasan & distribusi produk (2%bahan baku) Rp 877.601.526
d. Biaya pengawasan mutu (0,5%bahan baku) Rp 219.400.382
e. Biaya pemeliharaan dan perbaikan (2%DFCI) Rp 5.662.306.580
f. Gaji karyawan 3 x gaji/bulan Rp 1.458.000.000
Sub Total WCI (a s/d f) Rp 72.084.891.316
WCI tak terduga (20%sub total WCI) Rp 14.416.978.263
Total Modal Kerja (WCI) Rp 86.501.869.580
Total Modal Investasi (TCI) = FCI + WCI = Rp 466.998.587.947
V.5 Struktur Permodalan
Yang dapat dijaminkan = DFCI = Rp 283.115.328.988
Jika bank memberikan pinjaman sebesar = 75 %DFCI = Rp 212.336.496.741
Besar pinjaman dari bank yang diambil sebesar = Rp 65.000.000.000
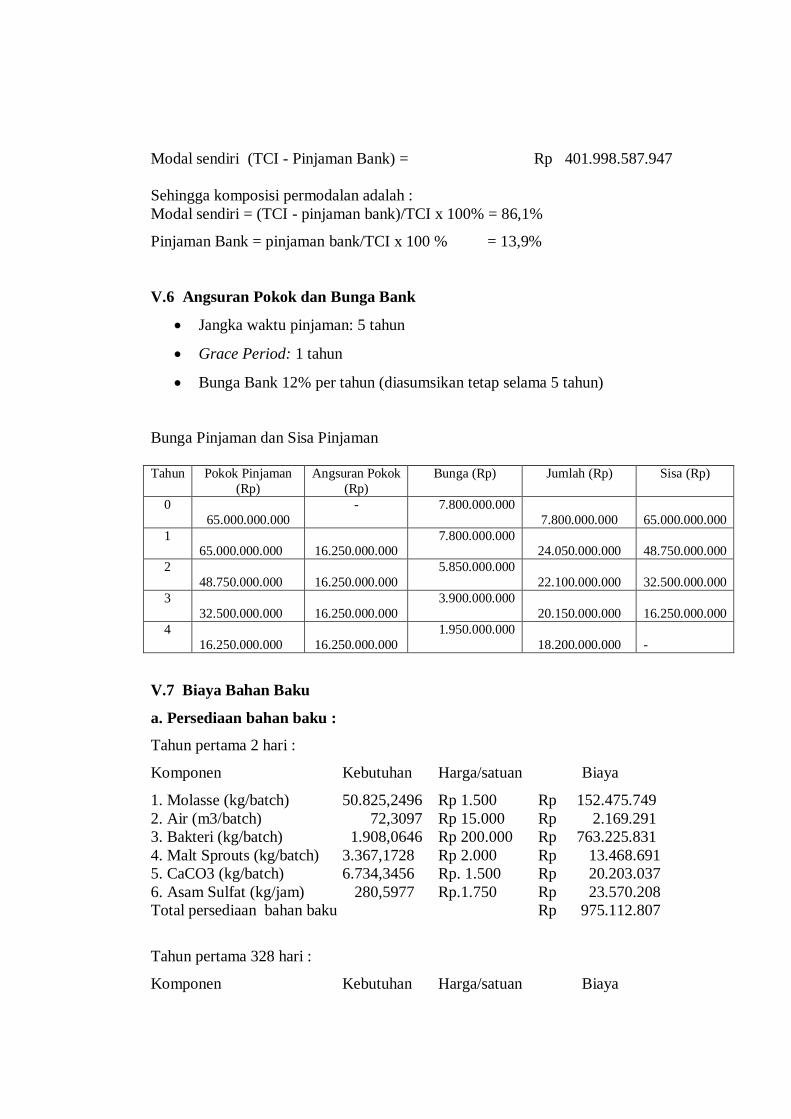
Modal sendiri (TCI - Pinjaman Bank) = Rp 401.998.587.947
Sehingga komposisi permodalan adalah :
Modal sendiri = (TCI - pinjaman bank)/TCI x 100% = 86,1%
Pinjaman Bank = pinjaman bank/TCI x 100 % = 13,9%
V.6 Angsuran Pokok dan Bunga Bank
Jangka waktu pinjaman: 5 tahun
Grace Period: 1 tahun
Bunga Bank 12% per tahun (diasumsikan tetap selama 5 tahun)
Bunga Pinjaman dan Sisa Pinjaman
Tahun Pokok Pinjaman
(Rp)
Angsuran Pokok
(Rp)
Bunga (Rp) Jumlah (Rp) Sisa (Rp)
0
65.000.000.000
- 7.800.000.000
7.800.000.000
65.000.000.000
1 65.000.000.000
16.250.000.000
7.800.000.000 24.050.000.000
48.750.000.000
2
48.750.000.000
16.250.000.000
5.850.000.000
22.100.000.000
32.500.000.000
3
32.500.000.000
16.250.000.000
3.900.000.000
20.150.000.000
16.250.000.000
4
16.250.000.000
16.250.000.000
1.950.000.000
18.200.000.000
-
V.7 Biaya Bahan Baku
a. Persediaan bahan baku :
Tahun pertama 2 hari :
Komponen Kebutuhan Harga/satuan Biaya
1. Molasse (kg/batch) 50.825,2496 Rp 1.500 Rp 152.475.749
2. Air (m3/batch) 72,3097 Rp 15.000 Rp 2.169.291
3. Bakteri (kg/batch) 1.908,0646 Rp 200.000 Rp 763.225.831
4. Malt Sprouts (kg/batch) 3.367,1728 Rp 2.000 Rp 13.468.691
5. CaCO3 (kg/batch) 6.734,3456 Rp. 1.500 Rp 20.203.037
6. Asam Sulfat (kg/jam) 280,5977 Rp.1.750 Rp 23.570.208
Total persediaan bahan baku Rp 975.112.807
Tahun pertama 328 hari :
Komponen Kebutuhan Harga/satuan Biaya
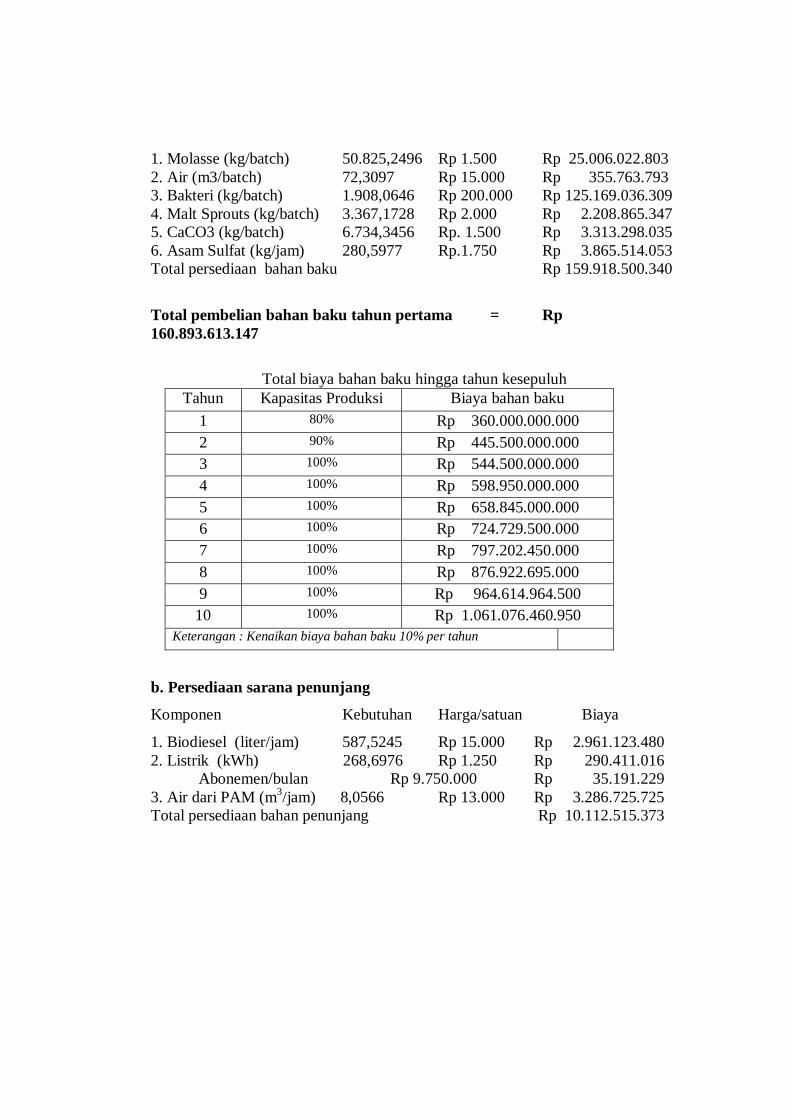
1. Molasse (kg/batch) 50.825,2496 Rp 1.500 Rp 25.006.022.803
2. Air (m3/batch) 72,3097 Rp 15.000 Rp 355.763.793
3. Bakteri (kg/batch) 1.908,0646 Rp 200.000 Rp 125.169.036.309
4. Malt Sprouts (kg/batch) 3.367,1728 Rp 2.000 Rp 2.208.865.347
5. CaCO3 (kg/batch) 6.734,3456 Rp. 1.500 Rp 3.313.298.035
6. Asam Sulfat (kg/jam) 280,5977 Rp.1.750 Rp 3.865.514.053
Total persediaan bahan baku Rp 159.918.500.340
Total pembelian bahan baku tahun pertama = Rp
160.893.613.147
Total biaya bahan baku hingga tahun kesepuluh
Tahun Kapasitas Produksi Biaya bahan baku
1 80% Rp 360.000.000.000
2 90% Rp 445.500.000.000
3 100% Rp 544.500.000.000
4 100% Rp 598.950.000.000
5 100% Rp 658.845.000.000
6 100% Rp 724.729.500.000
7 100% Rp 797.202.450.000
8 100% Rp 876.922.695.000
9 100% Rp 964.614.964.500
10 100% Rp 1.061.076.460.950
Keterangan : Kenaikan biaya bahan baku 10% per tahun
b. Persediaan sarana penunjang
Komponen Kebutuhan Harga/satuan Biaya
1. Biodiesel (liter/jam) 587,5245 Rp 15.000 Rp 2.961.123.480
2. Listrik (kWh) 268,6976 Rp 1.250 Rp 290.411.016
Abonemen/bulan Rp 9.750.000 Rp 35.191.229
3. Air dari PAM (m3/jam) 8,0566 Rp 13.000 Rp 3.286.725.725
Total persediaan bahan penunjang Rp 10.112.515.373
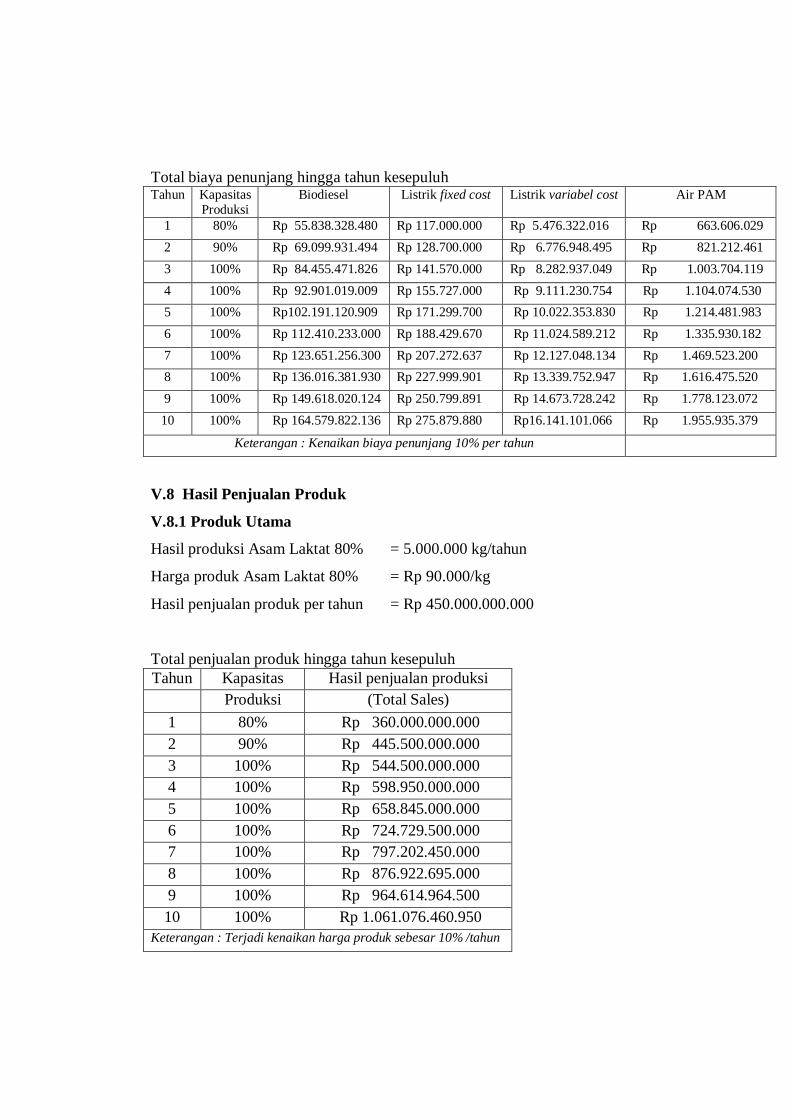
Total biaya penunjang hingga tahun kesepuluh Tahun Kapasitas
Produksi Biodiesel Listrik fixed cost Listrik variabel cost Air PAM
1 80% Rp 55.838.328.480 Rp 117.000.000 Rp 5.476.322.016 Rp 663.606.029
2 90% Rp 69.099.931.494 Rp 128.700.000 Rp 6.776.948.495 Rp 821.212.461
3 100% Rp 84.455.471.826 Rp 141.570.000 Rp 8.282.937.049 Rp 1.003.704.119
4 100% Rp 92.901.019.009 Rp 155.727.000 Rp 9.111.230.754 Rp 1.104.074.530
5 100% Rp102.191.120.909 Rp 171.299.700 Rp 10.022.353.830 Rp 1.214.481.983
6 100% Rp 112.410.233.000 Rp 188.429.670 Rp 11.024.589.212 Rp 1.335.930.182
7 100% Rp 123.651.256.300 Rp 207.272.637 Rp 12.127.048.134 Rp 1.469.523.200
8 100% Rp 136.016.381.930 Rp 227.999.901 Rp 13.339.752.947 Rp 1.616.475.520
9 100% Rp 149.618.020.124 Rp 250.799.891 Rp 14.673.728.242 Rp 1.778.123.072
10 100% Rp 164.579.822.136 Rp 275.879.880 Rp16.141.101.066 Rp 1.955.935.379
Keterangan : Kenaikan biaya penunjang 10% per tahun
V.8 Hasil Penjualan Produk
V.8.1 Produk Utama
Hasil produksi Asam Laktat 80% = 5.000.000 kg/tahun
Harga produk Asam Laktat 80% = Rp 90.000/kg
Hasil penjualan produk per tahun = Rp 450.000.000.000
Total penjualan produk hingga tahun kesepuluh
Tahun Kapasitas Hasil penjualan produksi
Produksi (Total Sales)
1 80% Rp 360.000.000.000
2 90% Rp 445.500.000.000
3 100% Rp 544.500.000.000
4 100% Rp 598.950.000.000
5 100% Rp 658.845.000.000
6 100% Rp 724.729.500.000
7 100% Rp 797.202.450.000
8 100% Rp 876.922.695.000
9 100% Rp 964.614.964.500
10 100% Rp 1.061.076.460.950
Keterangan : Terjadi kenaikan harga produk sebesar 10% /tahun
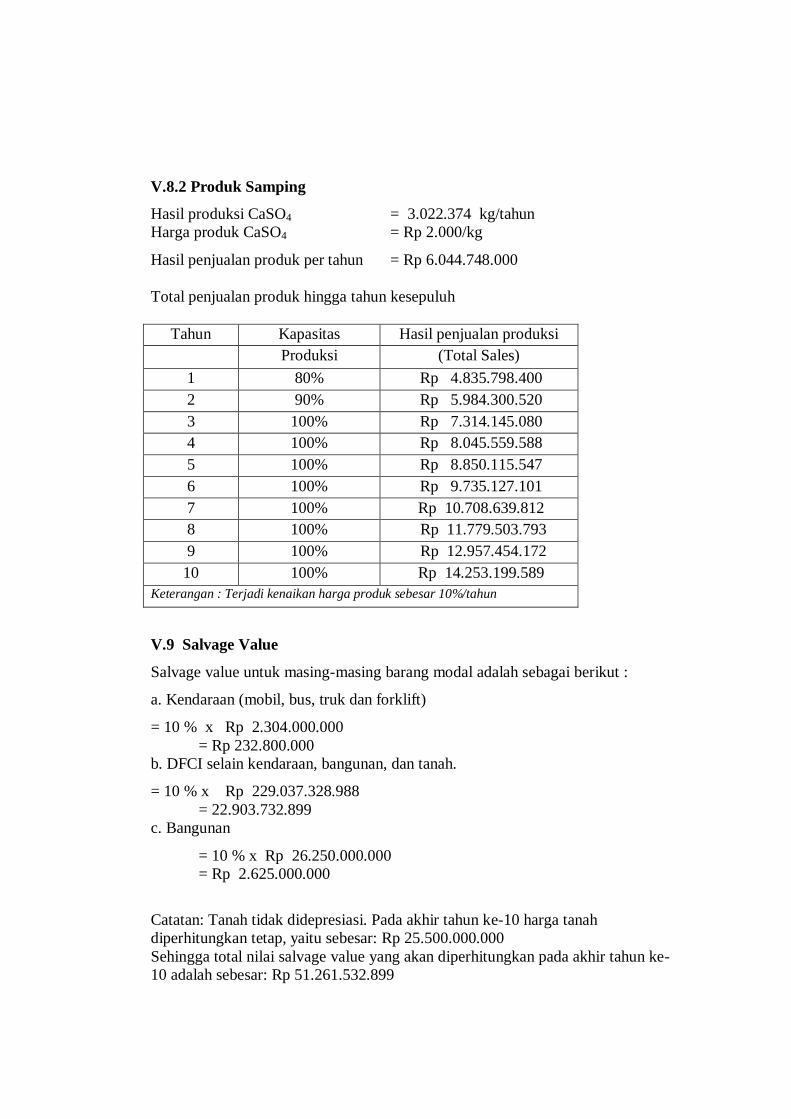
V.8.2 Produk Samping
Hasil produksi CaSO4 = 3.022.374 kg/tahun
Harga produk CaSO4 = Rp 2.000/kg
Hasil penjualan produk per tahun = Rp 6.044.748.000
Total penjualan produk hingga tahun kesepuluh
Tahun Kapasitas Hasil penjualan produksi
Produksi (Total Sales)
1 80% Rp 4.835.798.400
2 90% Rp 5.984.300.520
3 100% Rp 7.314.145.080
4 100% Rp 8.045.559.588
5 100% Rp 8.850.115.547
6 100% Rp 9.735.127.101
7 100% Rp 10.708.639.812
8 100% Rp 11.779.503.793
9 100% Rp 12.957.454.172
10 100% Rp 14.253.199.589
Keterangan : Terjadi kenaikan harga produk sebesar 10%/tahun
V.9 Salvage Value
Salvage value untuk masing-masing barang modal adalah sebagai berikut :
a. Kendaraan (mobil, bus, truk dan forklift)
= 10 % x Rp 2.304.000.000
= Rp 232.800.000
b. DFCI selain kendaraan, bangunan, dan tanah.
= 10 % x Rp 229.037.328.988
= 22.903.732.899
c. Bangunan
= 10 % x Rp 26.250.000.000
= Rp 2.625.000.000
Catatan: Tanah tidak didepresiasi. Pada akhir tahun ke-10 harga tanah
diperhitungkan tetap, yaitu sebesar: Rp 25.500.000.000
Sehingga total nilai salvage value yang akan diperhitungkan pada akhir tahun ke-
10 adalah sebesar: Rp 51.261.532.899
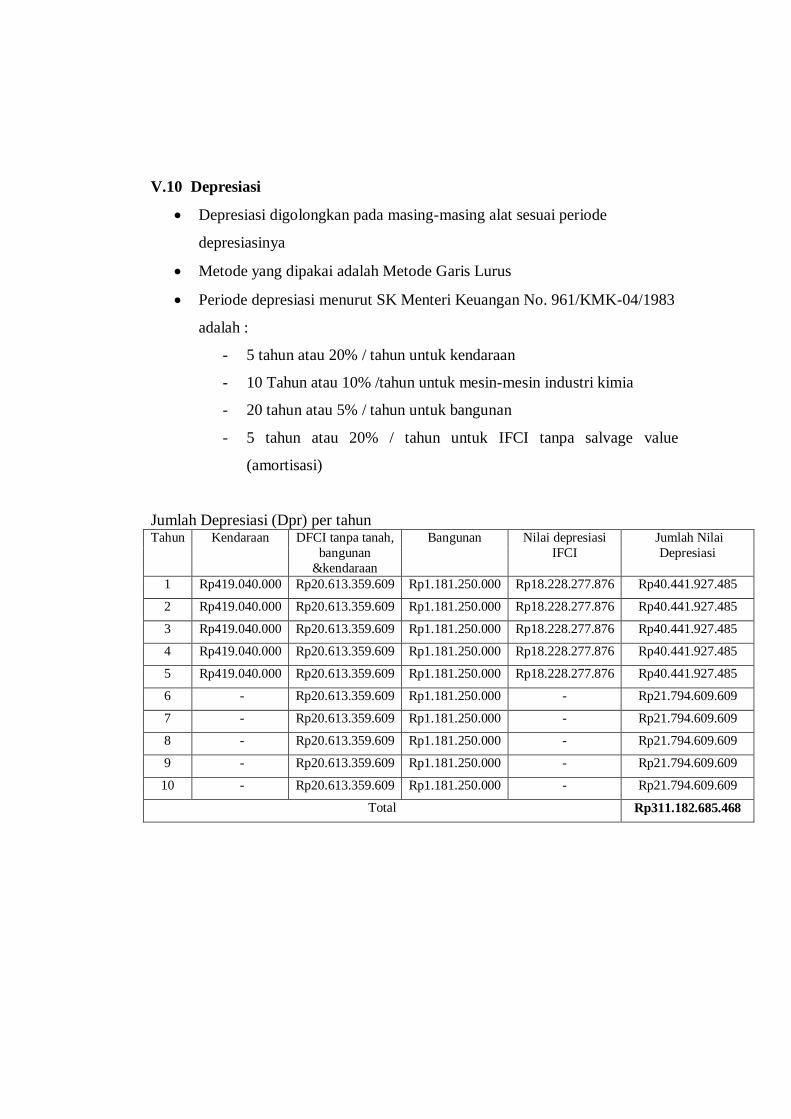
V.10 Depresiasi
Depresiasi digolongkan pada masing-masing alat sesuai periode
depresiasinya
Metode yang dipakai adalah Metode Garis Lurus
Periode depresiasi menurut SK Menteri Keuangan No. 961/KMK-04/1983
adalah :
- 5 tahun atau 20% / tahun untuk kendaraan
- 10 Tahun atau 10% /tahun untuk mesin-mesin industri kimia
- 20 tahun atau 5% / tahun untuk bangunan
- 5 tahun atau 20% / tahun untuk IFCI tanpa salvage value
(amortisasi)
Jumlah Depresiasi (Dpr) per tahun Tahun Kendaraan DFCI tanpa tanah,
bangunan
&kendaraan
Bangunan Nilai depresiasi
IFCI
Jumlah Nilai
Depresiasi
1 Rp419.040.000 Rp20.613.359.609 Rp1.181.250.000 Rp18.228.277.876 Rp40.441.927.485
2 Rp419.040.000 Rp20.613.359.609 Rp1.181.250.000 Rp18.228.277.876 Rp40.441.927.485
3 Rp419.040.000 Rp20.613.359.609 Rp1.181.250.000 Rp18.228.277.876 Rp40.441.927.485
4 Rp419.040.000 Rp20.613.359.609 Rp1.181.250.000 Rp18.228.277.876 Rp40.441.927.485
5 Rp419.040.000 Rp20.613.359.609 Rp1.181.250.000 Rp18.228.277.876 Rp40.441.927.485
6 - Rp20.613.359.609 Rp1.181.250.000 - Rp21.794.609.609
7 - Rp20.613.359.609 Rp1.181.250.000 - Rp21.794.609.609
8 - Rp20.613.359.609 Rp1.181.250.000 - Rp21.794.609.609
9 - Rp20.613.359.609 Rp1.181.250.000 - Rp21.794.609.609
10 - Rp20.613.359.609 Rp1.181.250.000 - Rp21.794.609.609
Total Rp311.182.685.468
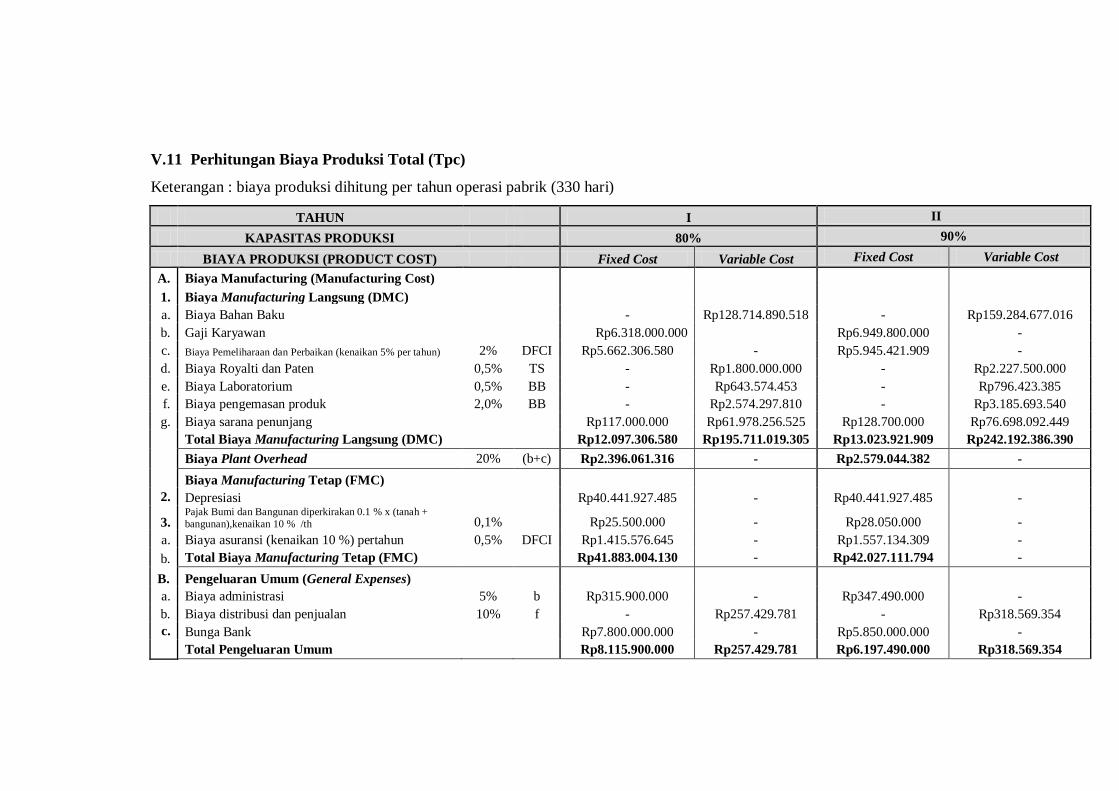
V.11 Perhitungan Biaya Produksi Total (Tpc)
Keterangan : biaya produksi dihitung per tahun operasi pabrik (330 hari)
TAHUN I II
KAPASITAS PRODUKSI 80% 90%
BIAYA PRODUKSI (PRODUCT COST) Fixed Cost Variable Cost Fixed Cost Variable Cost
A. Biaya Manufacturing (Manufacturing Cost)
1. Biaya Manufacturing Langsung (DMC)
a. Biaya Bahan Baku
- Rp128.714.890.518 - Rp159.284.677.016
b. Gaji Karyawan
Rp6.318.000.000 Rp6.949.800.000 -
c. Biaya Pemeliharaan dan Perbaikan (kenaikan 5% per tahun) 2% DFCI Rp5.662.306.580 - Rp5.945.421.909 -
d. Biaya Royalti dan Paten 0,5% TS - Rp1.800.000.000 - Rp2.227.500.000
e. Biaya Laboratorium 0,5% BB - Rp643.574.453 - Rp796.423.385
f. Biaya pengemasan produk 2,0% BB - Rp2.574.297.810 - Rp3.185.693.540
g. Biaya sarana penunjang
Rp117.000.000 Rp61.978.256.525 Rp128.700.000 Rp76.698.092.449
Total Biaya Manufacturing Langsung (DMC) Rp12.097.306.580 Rp195.711.019.305 Rp13.023.921.909 Rp242.192.386.390
Biaya Plant Overhead 20% (b+c) Rp2.396.061.316 - Rp2.579.044.382 -
Biaya Manufacturing Tetap (FMC)
2. Depresiasi
Rp40.441.927.485 - Rp40.441.927.485 -
3. Pajak Bumi dan Bangunan diperkirakan 0.1 % x (tanah +
bangunan),kenaikan 10 % /th 0,1% Rp25.500.000 - Rp28.050.000 -
a. Biaya asuransi (kenaikan 10 %) pertahun 0,5% DFCI Rp1.415.576.645 - Rp1.557.134.309 -
b. Total Biaya Manufacturing Tetap (FMC) Rp41.883.004.130 - Rp42.027.111.794 -
B. Pengeluaran Umum (General Expenses)
a. Biaya administrasi 5% b Rp315.900.000 - Rp347.490.000 -
b. Biaya distribusi dan penjualan 10% f - Rp257.429.781 - Rp318.569.354
c. Bunga Bank
Rp7.800.000.000 - Rp5.850.000.000 -
Total Pengeluaran Umum Rp8.115.900.000 Rp257.429.781 Rp6.197.490.000 Rp318.569.354
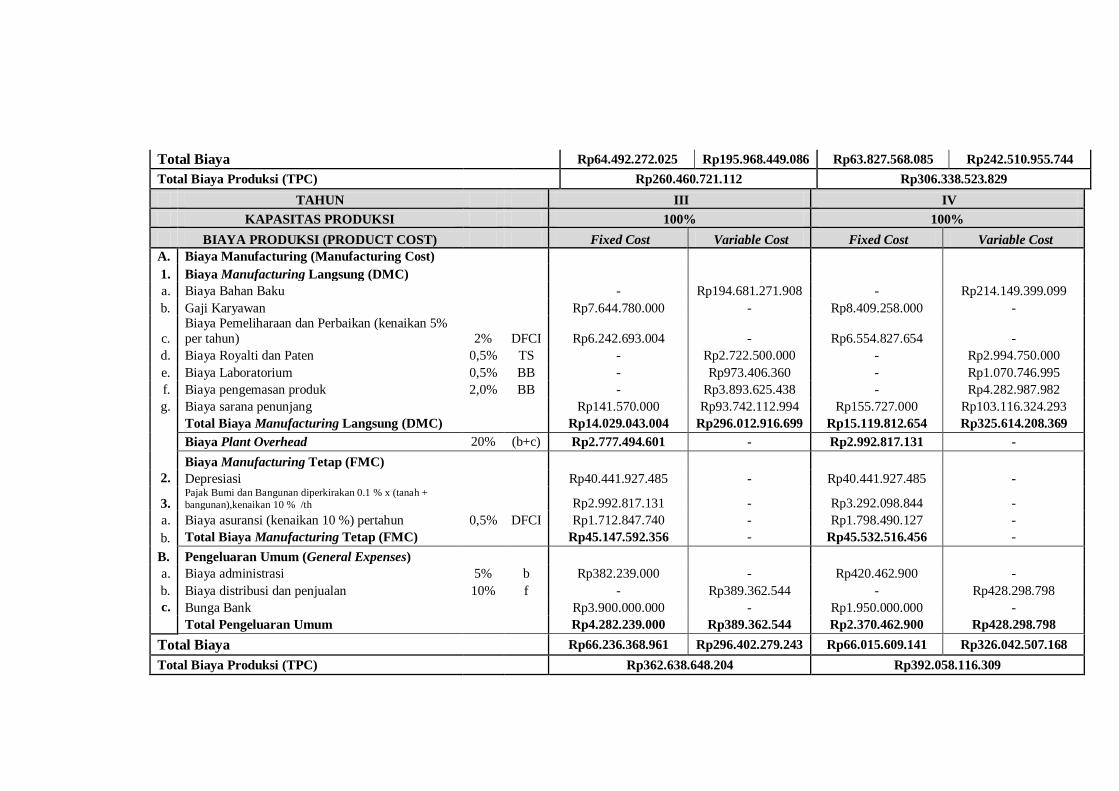
Total Biaya Rp64.492.272.025 Rp195.968.449.086 Rp63.827.568.085 Rp242.510.955.744
Total Biaya Produksi (TPC) Rp260.460.721.112 Rp306.338.523.829
TAHUN III IV
KAPASITAS PRODUKSI 100% 100%
BIAYA PRODUKSI (PRODUCT COST) Fixed Cost Variable Cost Fixed Cost Variable Cost
A. Biaya Manufacturing (Manufacturing Cost)
1. Biaya Manufacturing Langsung (DMC)
a. Biaya Bahan Baku
- Rp194.681.271.908 - Rp214.149.399.099
b. Gaji Karyawan
Rp7.644.780.000 - Rp8.409.258.000 -
c.
Biaya Pemeliharaan dan Perbaikan (kenaikan 5%
per tahun) 2% DFCI Rp6.242.693.004 - Rp6.554.827.654 -
d. Biaya Royalti dan Paten 0,5% TS - Rp2.722.500.000 - Rp2.994.750.000
e. Biaya Laboratorium 0,5% BB - Rp973.406.360 - Rp1.070.746.995
f. Biaya pengemasan produk 2,0% BB - Rp3.893.625.438 - Rp4.282.987.982
g. Biaya sarana penunjang
Rp141.570.000 Rp93.742.112.994 Rp155.727.000 Rp103.116.324.293
Total Biaya Manufacturing Langsung (DMC) Rp14.029.043.004 Rp296.012.916.699 Rp15.119.812.654 Rp325.614.208.369
Biaya Plant Overhead 20% (b+c) Rp2.777.494.601 - Rp2.992.817.131 -
Biaya Manufacturing Tetap (FMC)
2. Depresiasi
Rp40.441.927.485 - Rp40.441.927.485 -
3. Pajak Bumi dan Bangunan diperkirakan 0.1 % x (tanah +
bangunan),kenaikan 10 % /th
Rp2.992.817.131 - Rp3.292.098.844 -
a. Biaya asuransi (kenaikan 10 %) pertahun 0,5% DFCI Rp1.712.847.740 - Rp1.798.490.127 -
b. Total Biaya Manufacturing Tetap (FMC) Rp45.147.592.356 - Rp45.532.516.456 -
B. Pengeluaran Umum (General Expenses)
a. Biaya administrasi 5% b Rp382.239.000 - Rp420.462.900 -
b. Biaya distribusi dan penjualan 10% f - Rp389.362.544 - Rp428.298.798
c. Bunga Bank
Rp3.900.000.000 - Rp1.950.000.000 -
Total Pengeluaran Umum Rp4.282.239.000 Rp389.362.544 Rp2.370.462.900 Rp428.298.798
Total Biaya Rp66.236.368.961 Rp296.402.279.243 Rp66.015.609.141 Rp326.042.507.168
Total Biaya Produksi (TPC) Rp362.638.648.204 Rp392.058.116.309
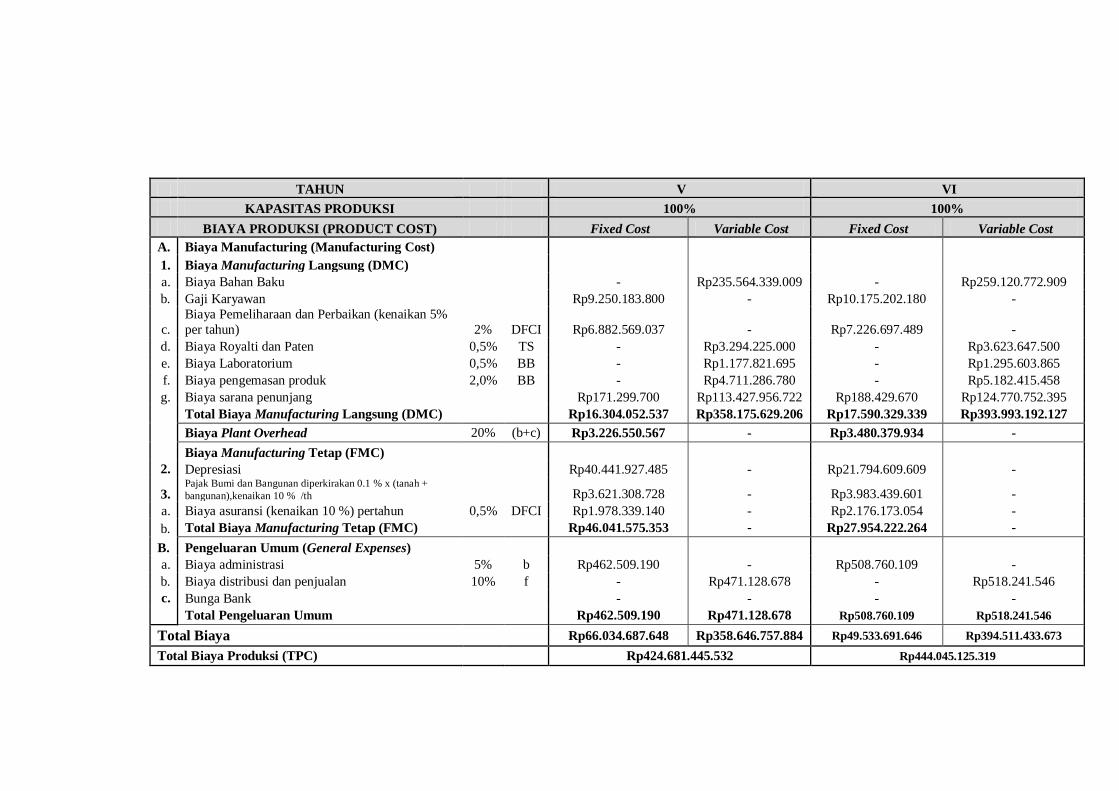
TAHUN V VI
KAPASITAS PRODUKSI 100% 100%
BIAYA PRODUKSI (PRODUCT COST) Fixed Cost Variable Cost Fixed Cost Variable Cost
A. Biaya Manufacturing (Manufacturing Cost)
1. Biaya Manufacturing Langsung (DMC)
a. Biaya Bahan Baku
- Rp235.564.339.009 - Rp259.120.772.909
b. Gaji Karyawan
Rp9.250.183.800 - Rp10.175.202.180 -
c.
Biaya Pemeliharaan dan Perbaikan (kenaikan 5%
per tahun) 2% DFCI Rp6.882.569.037 - Rp7.226.697.489 -
d. Biaya Royalti dan Paten 0,5% TS - Rp3.294.225.000 - Rp3.623.647.500
e. Biaya Laboratorium 0,5% BB - Rp1.177.821.695 - Rp1.295.603.865
f. Biaya pengemasan produk 2,0% BB - Rp4.711.286.780 - Rp5.182.415.458
g. Biaya sarana penunjang
Rp171.299.700 Rp113.427.956.722 Rp188.429.670 Rp124.770.752.395
Total Biaya Manufacturing Langsung (DMC) Rp16.304.052.537 Rp358.175.629.206 Rp17.590.329.339 Rp393.993.192.127
Biaya Plant Overhead 20% (b+c) Rp3.226.550.567 - Rp3.480.379.934 -
Biaya Manufacturing Tetap (FMC)
2. Depresiasi
Rp40.441.927.485 - Rp21.794.609.609 -
3. Pajak Bumi dan Bangunan diperkirakan 0.1 % x (tanah +
bangunan),kenaikan 10 % /th
Rp3.621.308.728 - Rp3.983.439.601 -
a. Biaya asuransi (kenaikan 10 %) pertahun 0,5% DFCI Rp1.978.339.140 - Rp2.176.173.054 -
b. Total Biaya Manufacturing Tetap (FMC) Rp46.041.575.353 - Rp27.954.222.264 -
B. Pengeluaran Umum (General Expenses)
a. Biaya administrasi 5% b Rp462.509.190 - Rp508.760.109 -
b. Biaya distribusi dan penjualan 10% f - Rp471.128.678 - Rp518.241.546
c. Bunga Bank
- - - -
Total Pengeluaran Umum Rp462.509.190 Rp471.128.678 Rp508.760.109 Rp518.241.546
Total Biaya Rp66.034.687.648 Rp358.646.757.884 Rp49.533.691.646 Rp394.511.433.673
Total Biaya Produksi (TPC) Rp424.681.445.532 Rp444.045.125.319
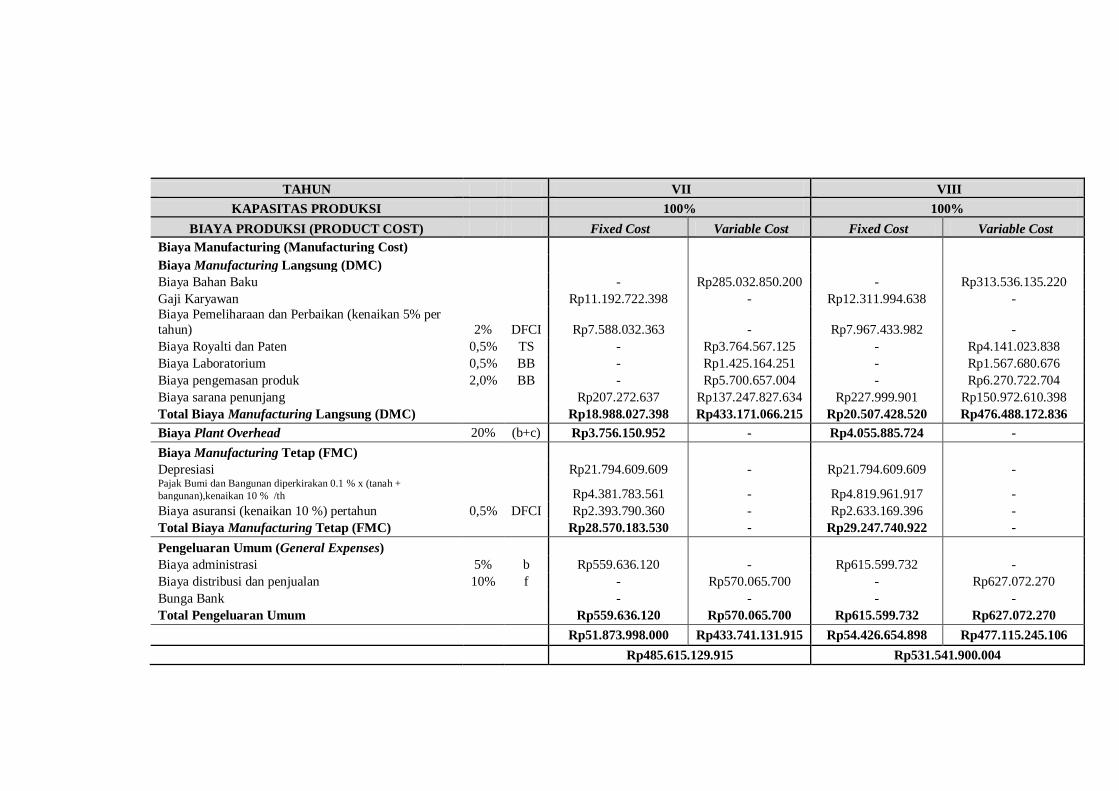
TAHUN VII VIII
KAPASITAS PRODUKSI 100% 100%
BIAYA PRODUKSI (PRODUCT COST) Fixed Cost Variable Cost Fixed Cost Variable Cost
Biaya Manufacturing (Manufacturing Cost)
Biaya Manufacturing Langsung (DMC)
Biaya Bahan Baku
- Rp285.032.850.200 - Rp313.536.135.220
Gaji Karyawan
Rp11.192.722.398 - Rp12.311.994.638 -
Biaya Pemeliharaan dan Perbaikan (kenaikan 5% per
tahun) 2% DFCI Rp7.588.032.363 - Rp7.967.433.982 -
Biaya Royalti dan Paten 0,5% TS - Rp3.764.567.125 - Rp4.141.023.838
Biaya Laboratorium 0,5% BB - Rp1.425.164.251 - Rp1.567.680.676
Biaya pengemasan produk 2,0% BB - Rp5.700.657.004 - Rp6.270.722.704
Biaya sarana penunjang
Rp207.272.637 Rp137.247.827.634 Rp227.999.901 Rp150.972.610.398
Total Biaya Manufacturing Langsung (DMC) Rp18.988.027.398 Rp433.171.066.215 Rp20.507.428.520 Rp476.488.172.836
Biaya Plant Overhead 20% (b+c) Rp3.756.150.952 - Rp4.055.885.724 -
Biaya Manufacturing Tetap (FMC)
Depresiasi
Rp21.794.609.609 - Rp21.794.609.609 - Pajak Bumi dan Bangunan diperkirakan 0.1 % x (tanah +
bangunan),kenaikan 10 % /th
Rp4.381.783.561 - Rp4.819.961.917 -
Biaya asuransi (kenaikan 10 %) pertahun 0,5% DFCI Rp2.393.790.360 - Rp2.633.169.396 -
Total Biaya Manufacturing Tetap (FMC) Rp28.570.183.530 - Rp29.247.740.922 -
Pengeluaran Umum (General Expenses)
Biaya administrasi 5% b Rp559.636.120 - Rp615.599.732 -
Biaya distribusi dan penjualan 10% f - Rp570.065.700 - Rp627.072.270
Bunga Bank
- - - -
Total Pengeluaran Umum Rp559.636.120 Rp570.065.700 Rp615.599.732 Rp627.072.270
Rp51.873.998.000 Rp433.741.131.915 Rp54.426.654.898 Rp477.115.245.106
Rp485.615.129.915 Rp531.541.900.004
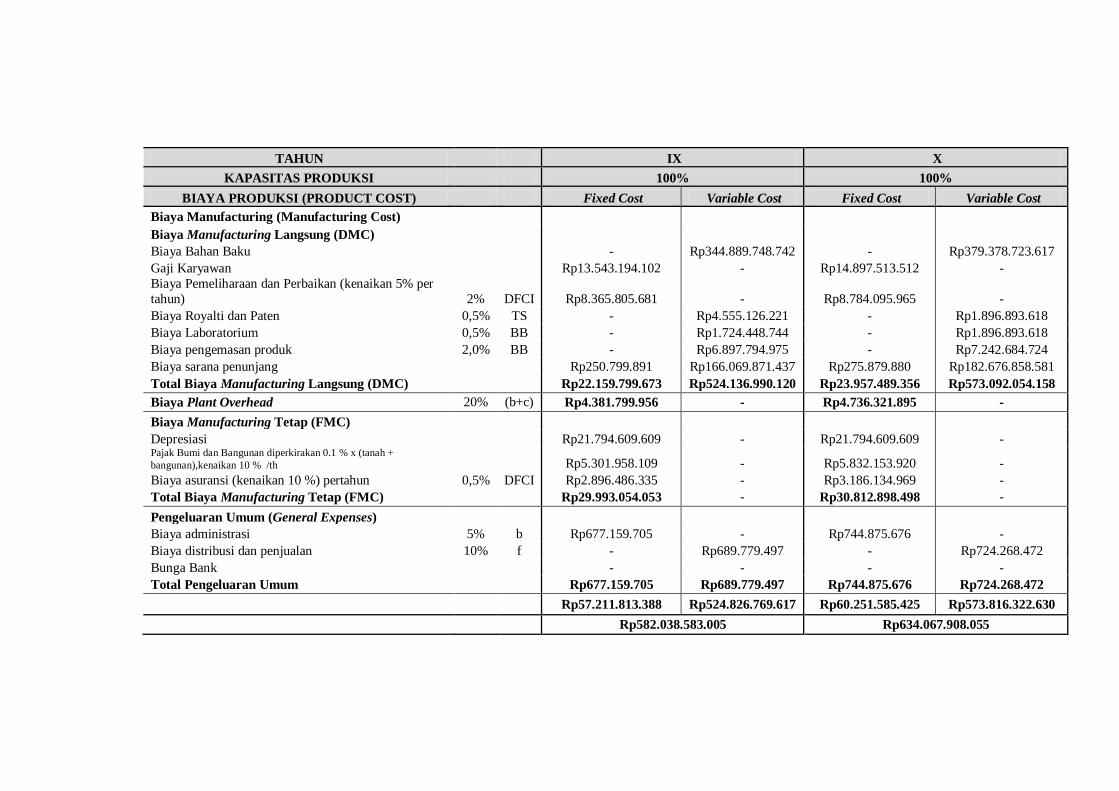
TAHUN IX X
KAPASITAS PRODUKSI 100% 100%
BIAYA PRODUKSI (PRODUCT COST) Fixed Cost Variable Cost Fixed Cost Variable Cost
Biaya Manufacturing (Manufacturing Cost)
Biaya Manufacturing Langsung (DMC)
Biaya Bahan Baku
- Rp344.889.748.742 - Rp379.378.723.617
Gaji Karyawan
Rp13.543.194.102 - Rp14.897.513.512 -
Biaya Pemeliharaan dan Perbaikan (kenaikan 5% per
tahun) 2% DFCI Rp8.365.805.681 - Rp8.784.095.965 -
Biaya Royalti dan Paten 0,5% TS - Rp4.555.126.221 - Rp1.896.893.618
Biaya Laboratorium 0,5% BB - Rp1.724.448.744 - Rp1.896.893.618
Biaya pengemasan produk 2,0% BB - Rp6.897.794.975 - Rp7.242.684.724
Biaya sarana penunjang
Rp250.799.891 Rp166.069.871.437 Rp275.879.880 Rp182.676.858.581
Total Biaya Manufacturing Langsung (DMC) Rp22.159.799.673 Rp524.136.990.120 Rp23.957.489.356 Rp573.092.054.158
Biaya Plant Overhead 20% (b+c) Rp4.381.799.956 - Rp4.736.321.895 -
Biaya Manufacturing Tetap (FMC)
Depresiasi
Rp21.794.609.609 - Rp21.794.609.609 - Pajak Bumi dan Bangunan diperkirakan 0.1 % x (tanah +
bangunan),kenaikan 10 % /th
Rp5.301.958.109 - Rp5.832.153.920 -
Biaya asuransi (kenaikan 10 %) pertahun 0,5% DFCI Rp2.896.486.335 - Rp3.186.134.969 -
Total Biaya Manufacturing Tetap (FMC) Rp29.993.054.053 - Rp30.812.898.498 -
Pengeluaran Umum (General Expenses)
Biaya administrasi 5% b Rp677.159.705 - Rp744.875.676 -
Biaya distribusi dan penjualan 10% f - Rp689.779.497 - Rp724.268.472
Bunga Bank
- - - -
Total Pengeluaran Umum Rp677.159.705 Rp689.779.497 Rp744.875.676 Rp724.268.472
Rp57.211.813.388 Rp524.826.769.617 Rp60.251.585.425 Rp573.816.322.630
Rp582.038.583.005 Rp634.067.908.055
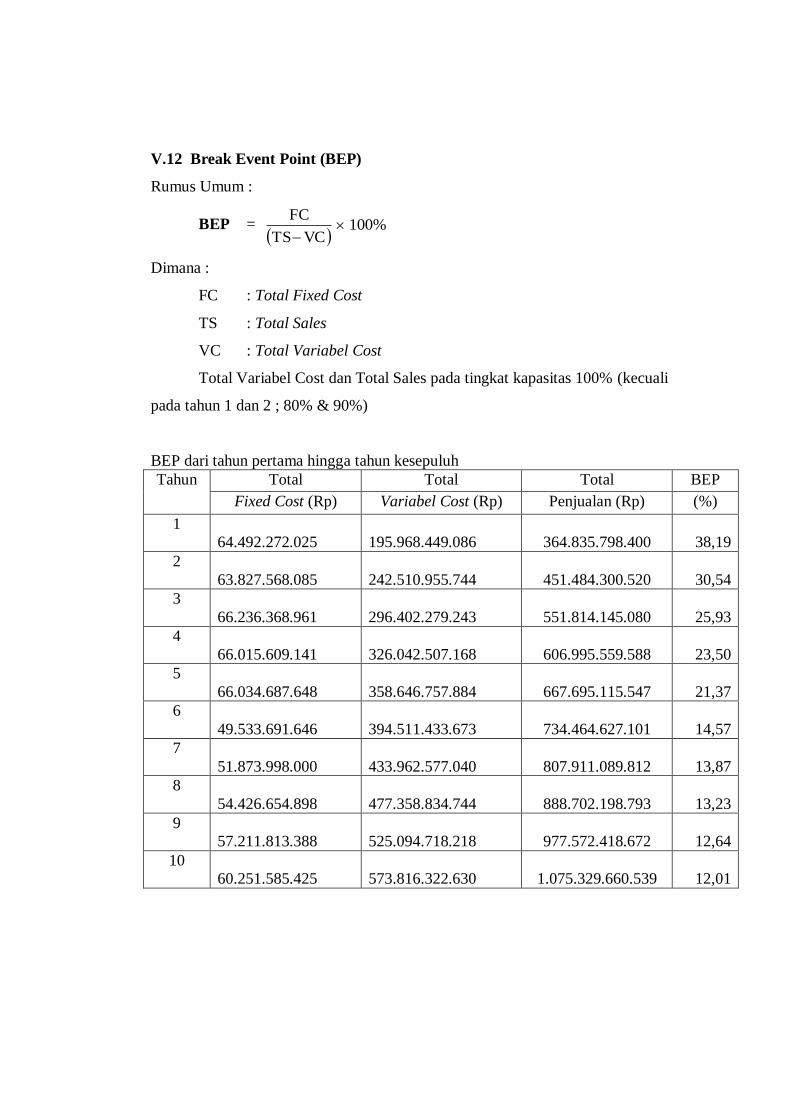
V.12 Break Event Point (BEP)
Rumus Umum :
BEP =
%100VCTS
FC
Dimana :
FC : Total Fixed Cost
TS : Total Sales
VC : Total Variabel Cost
Total Variabel Cost dan Total Sales pada tingkat kapasitas 100% (kecuali
pada tahun 1 dan 2 ; 80% & 90%)
BEP dari tahun pertama hingga tahun kesepuluh
Tahun Total Total Total BEP
Fixed Cost (Rp) Variabel Cost (Rp) Penjualan (Rp) (%)
1
64.492.272.025
195.968.449.086
364.835.798.400
38,19
2
63.827.568.085
242.510.955.744
451.484.300.520
30,54
3
66.236.368.961
296.402.279.243
551.814.145.080
25,93
4
66.015.609.141
326.042.507.168
606.995.559.588
23,50
5
66.034.687.648
358.646.757.884
667.695.115.547
21,37
6
49.533.691.646
394.511.433.673
734.464.627.101
14,57
7
51.873.998.000
433.962.577.040
807.911.089.812
13,87
8
54.426.654.898
477.358.834.744
888.702.198.793
13,23
9
57.211.813.388
525.094.718.218
977.572.418.672
12,64
10
60.251.585.425
573.816.322.630
1.075.329.660.539
12,01
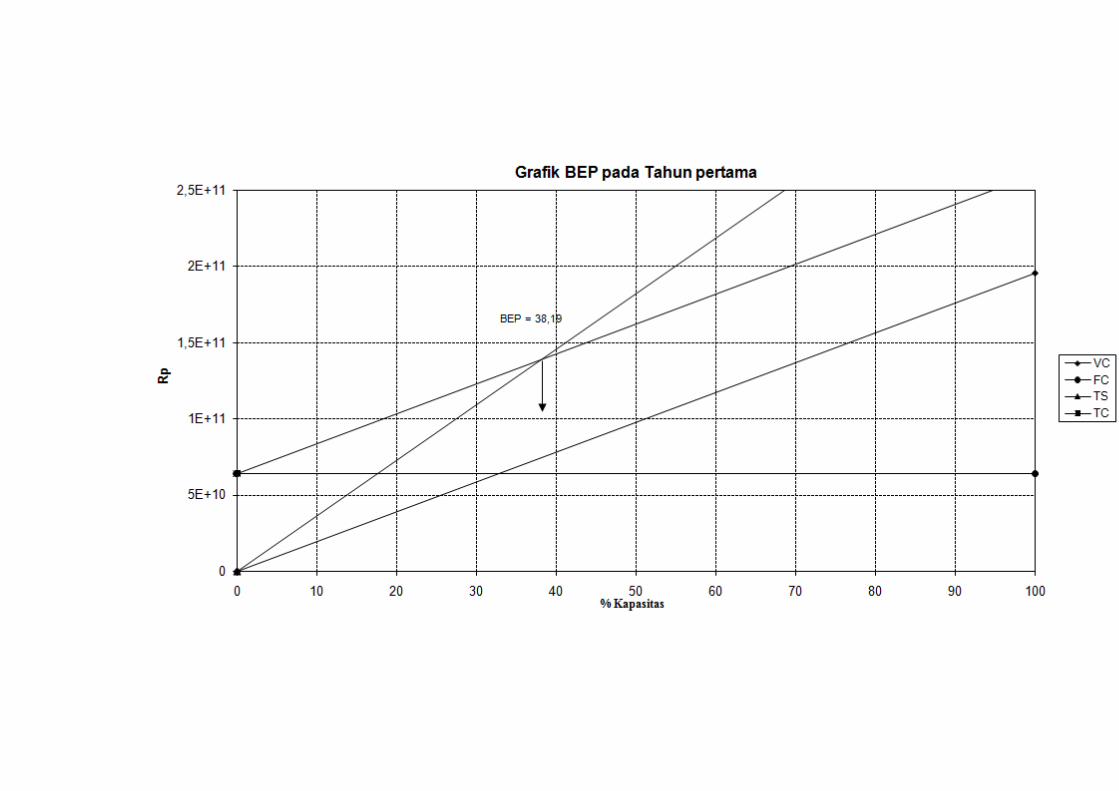
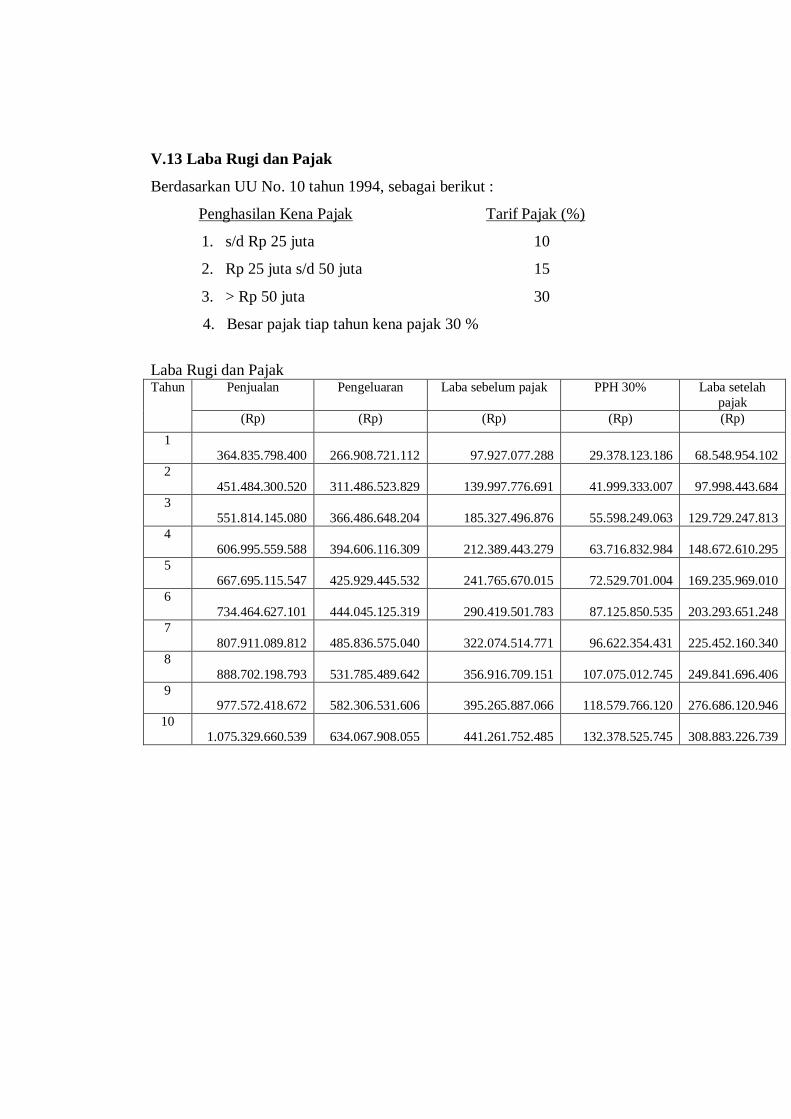
V.13 Laba Rugi dan Pajak
Berdasarkan UU No. 10 tahun 1994, sebagai berikut :
Penghasilan Kena Pajak Tarif Pajak (%)
1. s/d Rp 25 juta 10
2. Rp 25 juta s/d 50 juta 15
3. > Rp 50 juta 30
4. Besar pajak tiap tahun kena pajak 30 %
Laba Rugi dan Pajak Tahun Penjualan Pengeluaran Laba sebelum pajak PPH 30% Laba setelah
pajak
(Rp) (Rp) (Rp) (Rp) (Rp)
1
364.835.798.400
266.908.721.112
97.927.077.288
29.378.123.186
68.548.954.102
2
451.484.300.520
311.486.523.829
139.997.776.691
41.999.333.007
97.998.443.684
3
551.814.145.080
366.486.648.204
185.327.496.876
55.598.249.063
129.729.247.813
4
606.995.559.588
394.606.116.309
212.389.443.279
63.716.832.984
148.672.610.295
5
667.695.115.547
425.929.445.532
241.765.670.015
72.529.701.004
169.235.969.010
6
734.464.627.101
444.045.125.319
290.419.501.783
87.125.850.535
203.293.651.248
7
807.911.089.812
485.836.575.040
322.074.514.771
96.622.354.431
225.452.160.340
8
888.702.198.793
531.785.489.642
356.916.709.151
107.075.012.745
249.841.696.406
9 977.572.418.672
582.306.531.606
395.265.887.066
118.579.766.120
276.686.120.946
10
1.075.329.660.539
634.067.908.055
441.261.752.485
132.378.525.745
308.883.226.739
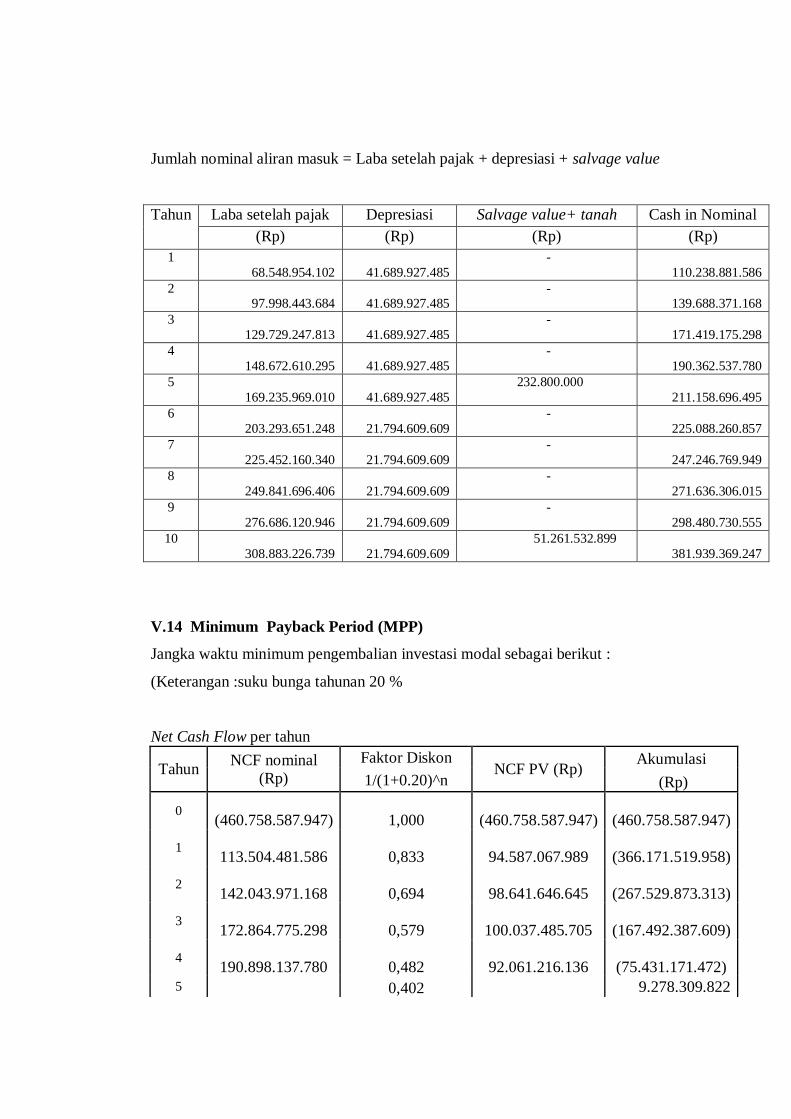
Jumlah nominal aliran masuk = Laba setelah pajak + depresiasi + salvage value
Tahun Laba setelah pajak Depresiasi Salvage value+ tanah Cash in Nominal
(Rp) (Rp) (Rp) (Rp)
1
68.548.954.102
41.689.927.485
-
110.238.881.586
2 97.998.443.684
41.689.927.485
- 139.688.371.168
3
129.729.247.813
41.689.927.485
-
171.419.175.298
4
148.672.610.295
41.689.927.485
-
190.362.537.780
5
169.235.969.010
41.689.927.485
232.800.000
211.158.696.495
6
203.293.651.248
21.794.609.609
-
225.088.260.857
7
225.452.160.340
21.794.609.609
-
247.246.769.949
8
249.841.696.406
21.794.609.609
-
271.636.306.015
9
276.686.120.946
21.794.609.609
-
298.480.730.555
10
308.883.226.739
21.794.609.609
51.261.532.899
381.939.369.247
V.14 Minimum Payback Period (MPP)
Jangka waktu minimum pengembalian investasi modal sebagai berikut :
(Keterangan :suku bunga tahunan 20 %
Net Cash Flow per tahun
Tahun NCF nominal
(Rp)
Faktor Diskon NCF PV (Rp)
Akumulasi
1/(1+0.20)^n (Rp)
0
(460.758.587.947) 1,000
(460.758.587.947)
(460.758.587.947)
1
113.504.481.586 0,833
94.587.067.989
(366.171.519.958)
2
142.043.971.168 0,694
98.641.646.645
(267.529.873.313)
3
172.864.775.298 0,579
100.037.485.705
(167.492.387.609)
4
190.898.137.780 0,482
92.061.216.136
(75.431.171.472)
5 0,402 9.278.309.822
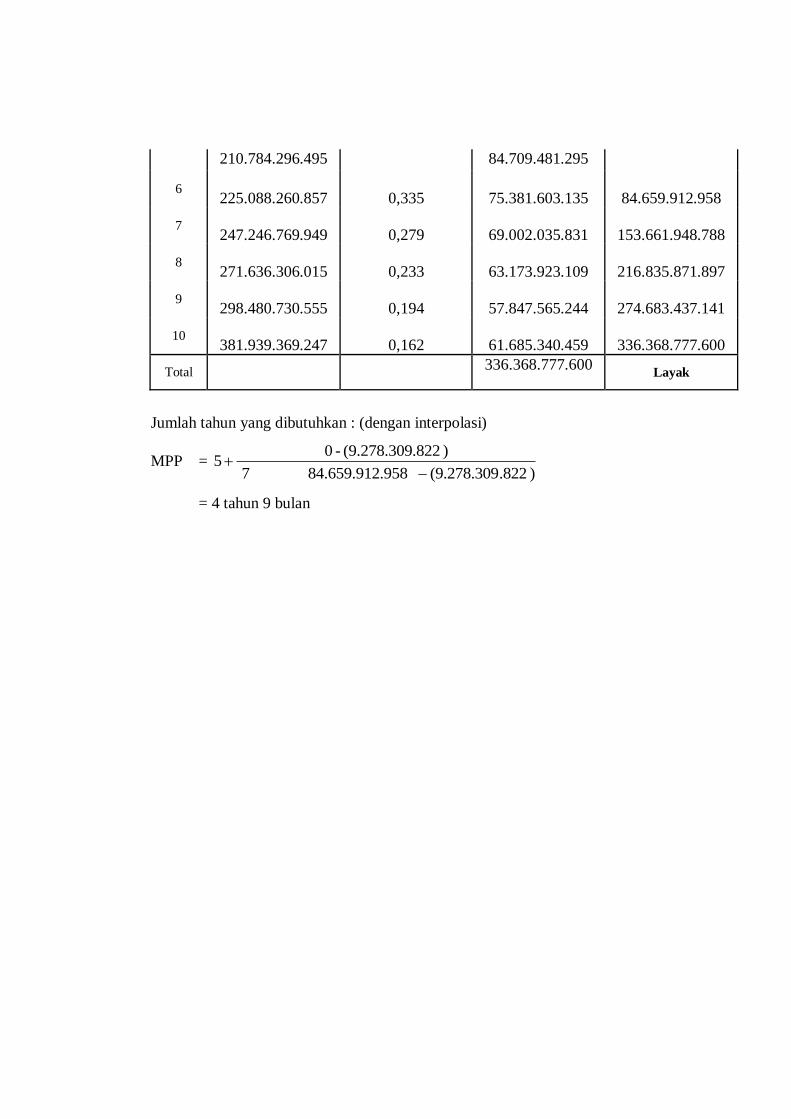
210.784.296.495 84.709.481.295
6
225.088.260.857 0,335
75.381.603.135
84.659.912.958
7
247.246.769.949 0,279
69.002.035.831
153.661.948.788
8
271.636.306.015 0,233
63.173.923.109
216.835.871.897
9
298.480.730.555 0,194
57.847.565.244
274.683.437.141
10
381.939.369.247 0,162
61.685.340.459
336.368.777.600
Total
336.368.777.600
Layak
Jumlah tahun yang dibutuhkan : (dengan interpolasi)
MPP = ) .822(9.278.309 .95884.659.912 7
) .822(9.278.309-05
= 4 tahun 9 bulan
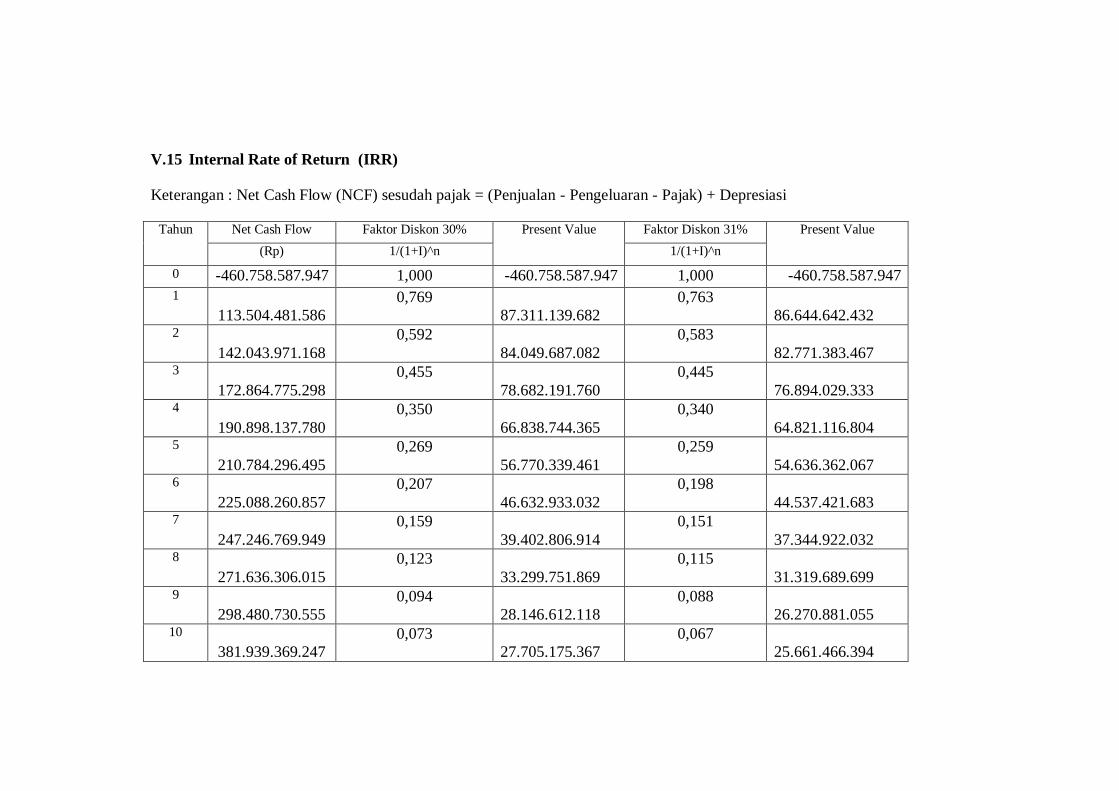
V.15 Internal Rate of Return (IRR)
Keterangan : Net Cash Flow (NCF) sesudah pajak = (Penjualan - Pengeluaran - Pajak) + Depresiasi
Tahun Net Cash Flow Faktor Diskon 30% Present Value Faktor Diskon 31% Present Value
(Rp) 1/(1+I)^n 1/(1+I)^n
0 -460.758.587.947 1,000 -460.758.587.947 1,000 -460.758.587.947
1
113.504.481.586
0,769
87.311.139.682
0,763
86.644.642.432 2
142.043.971.168
0,592
84.049.687.082
0,583
82.771.383.467 3
172.864.775.298
0,455
78.682.191.760
0,445
76.894.029.333 4
190.898.137.780
0,350
66.838.744.365
0,340
64.821.116.804 5
210.784.296.495
0,269
56.770.339.461
0,259
54.636.362.067 6
225.088.260.857
0,207
46.632.933.032
0,198
44.537.421.683 7
247.246.769.949
0,159
39.402.806.914
0,151
37.344.922.032 8
271.636.306.015
0,123
33.299.751.869
0,115
31.319.689.699 9
298.480.730.555
0,094
28.146.612.118
0,088
26.270.881.055 10
381.939.369.247
0,073
27.705.175.367
0,067
25.661.466.394
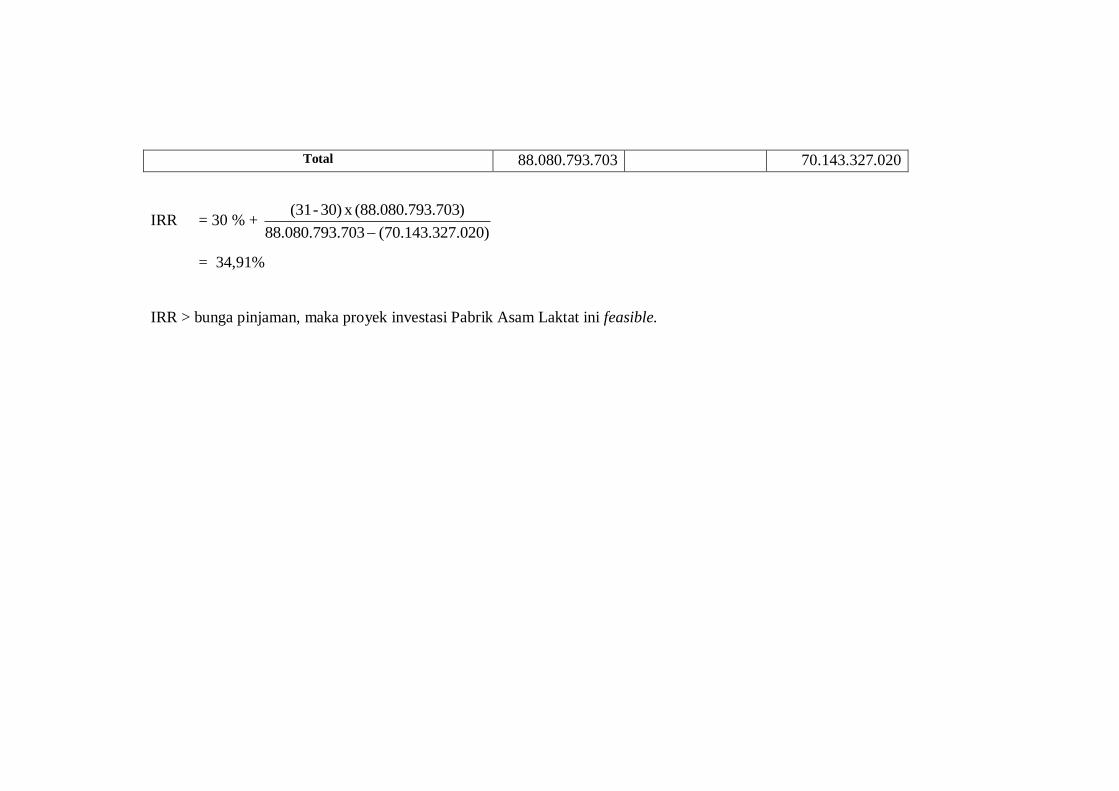
Total 88.080.793.703 70.143.327.020
IRR = 30 % + .020)70.143.327(.70388.080.793
)3.703(88.080.79x30)-(31
= 34,91%
IRR > bunga pinjaman, maka proyek investasi Pabrik Asam Laktat ini feasible.
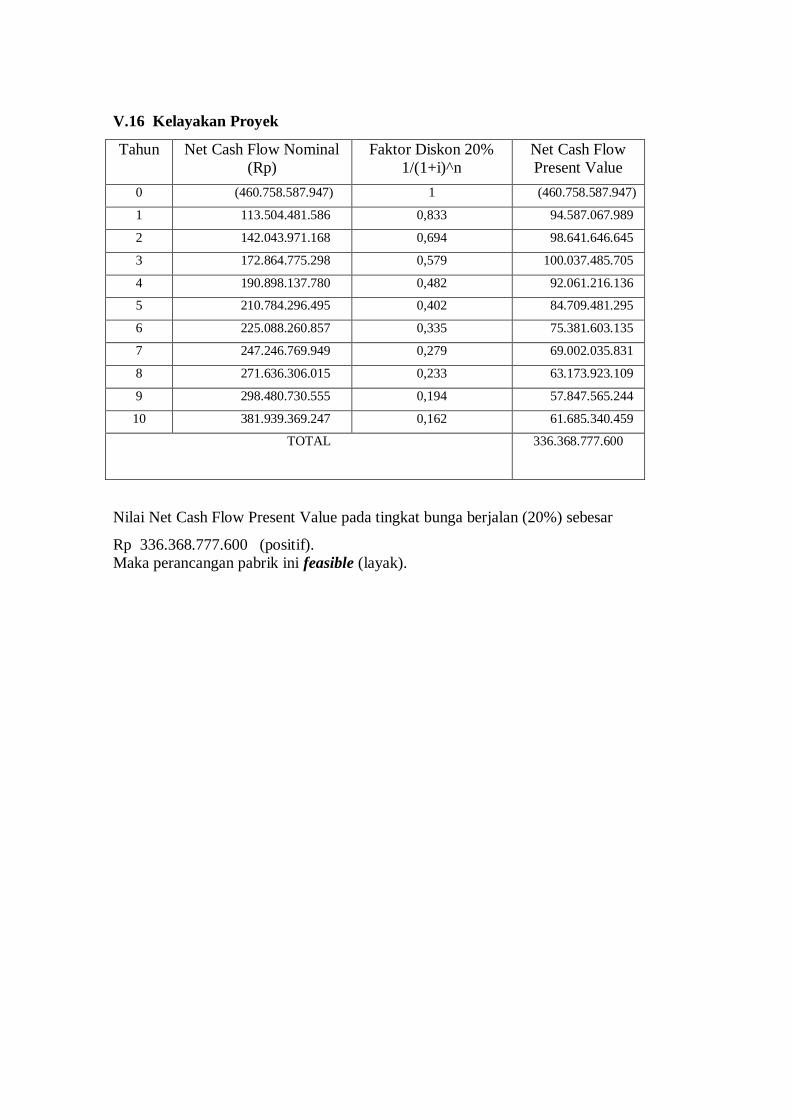
V.16 Kelayakan Proyek
Tahun
Net Cash Flow Nominal
(Rp)
Faktor Diskon 20%
1/(1+i)^n
Net Cash Flow
Present Value
0 (460.758.587.947) 1 (460.758.587.947)
1 113.504.481.586 0,833 94.587.067.989
2 142.043.971.168 0,694 98.641.646.645
3 172.864.775.298 0,579 100.037.485.705
4 190.898.137.780 0,482 92.061.216.136
5 210.784.296.495 0,402 84.709.481.295
6 225.088.260.857 0,335 75.381.603.135
7 247.246.769.949 0,279 69.002.035.831
8 271.636.306.015 0,233 63.173.923.109
9 298.480.730.555 0,194 57.847.565.244
10 381.939.369.247 0,162 61.685.340.459
TOTAL 336.368.777.600
Nilai Net Cash Flow Present Value pada tingkat bunga berjalan (20%) sebesar
Rp 336.368.777.600 (positif).
Maka perancangan pabrik ini feasible (layak).





























