Embed Size (px)
Citation preview

Nov 19th – 21st 2014, Pilsen, Czech Republic, EU
FORMING A STRUCTURED SURFACE OF A NEW TYPE SOLAR ABSORBER WITH
HYDROFORMING
Libor MRŇA1, Jan ŘIHÁČEK2
(1) doc. RNDr. Libor Mrňa, Ph.D., VUT v Brně, FSI, ÚST, Technická 2, 619 69 Brno, [email protected]
a Ústav přístrojové techniky AV ČR, Královopolská 147,612 64 Brno, [email protected]
(2) Ing. Jan Řiháček, VUT v Brně, FSI, ÚST, Technická 2, 619 69 Brno, [email protected]
Abstrakt
One of the ways to increase efficiency of the solar absorber is modification of absorption area in the system
of pyramidal cavities, where the incident radiation is absorbed by multiple reflections. The paper deals with
the technology of production of the flow solar absorber with a structured surface in a single technological
operation with hydroforming. Two laser-welded sheets are inserted into the forming chamber. Then the
space between them is pressurized with hydraulic fluid which causes their form to the desired shape. The
first part of this article deals with theoretical simulations of forming a different structured surface in the
programming environment of ANSYS. The second section describes hydroforming box. Follows practical test
of hydroforming. As a material for the production of samples is used austenitic stainless steel X5CrNi18-10.
Keywords: Solar absorber, hydroforming, austenitic steel, ANSYS, numeric simulation
1. INTRODUCTION
Currently the design of plate solar collectors for water heating is flat aluminum sheet coated with an
absorbent layer and register from pipes which is connected on the reverse side. This construction has two
principal drawbacks. The first drawback is the transfer of heat from the absorber sheet in a pipe only at their
linear contact. A related technological problem joints between aluminum sheet and copper tube. A second
drawback is the requirement principled perpendicular incidence of solar radiation on the absorber plate for
maximum thermal efficiency. This situation occurs only in a small period of time; therefore, the total daily
(annual) thermal efficiency is low.
It was designed a new type of flat solar absorber eliminates the above-mentioned drawbacks. It is based on
the so-called plate design solar absorber with meander structure providing controlled heat transfer medium
circulation over the entire surface of the absorber. In addition, the absorption area comprises the set of
pyramidal cavities which absorbing solar radiation through multiple reflections. This will reduce the
dependence on the impact angle and increases the heat transfer surface. But this solution creates the
difficulties of technological nature [1].
2. TECHNOLOGY OF FABRICATION STRUCTURE SURFACE
Technology of laser welding and technology of hydroforming was proposed for the production. The
manufacturing process is as follows: first weld two thin sheets using a laser deep penetration welding and
these welds creates the required meander structure. Thereafter, this weldment inserted into the
hydroforming device whose internal surface is formed by the desired structure (set of pyramids). Then
forming liquid under high pressure is begun pump to the space between the plates, see fig.1. This fabrication
requires solutions solve some structural nodes. It is primarily a question of the outlet, because solar absorber

Nov 19th – 21st 2014, Pilsen, Czech Republic, EU
is formed by sheet thickness 0.5 to 1.0 mm. These outlets are formed technology Flow-drill when the friction
tool formed the collar by the excess material in the plate [3]. In this collar creates a thread for screwing the
flanges for inlet forming fluid. Also, additional technical
measures are made to prevent the rapture high pressure
flanges of the thread. The actual realization of the
hydroforming device is in Figure 2. Hand pressure two-
stage pump with a maximum pressure of 700 bar is
connected via quick connectors. Two types of dies with
an apex angle of 900 and 600 were used for experiments.
Further, combination of stainless steel sheet was
selected to realize the sample size 150x150 mm. Sheet
1.0 mm thick for the rear plate, which was created inlet
and outlet port G1 / 4 ". The second section with of 0.5
mm and 0,8 mm was chosen for the front plate, which is
to create a textured surface thickness [4], [5].
Figure 2 Hydroforming device. Left – cross section, right – realization include hydraulic pump
3. THE VERIFICATION OF MANUFACTURABILITY USING FEM
Manufacturability of these pyramids on the surface of the absorber of course depend on several parameters.
One of the most significant indicators is prediction of thinning of the sheet thickness in the area with the
greatest deformation of indents and finding amount of pressure needed to die-stamping, ie. identification of
critical points with maximum thinning of the wall, which of course must not exceed the permissible limit.
Described problems in complexity can be solving besides analytical calculation also experimental verification
of numerical simulations using Finite Element Method (FEM). It also allows users to easily change the
conditions of simulating and therefore helps to easier and faster optimization of stamping process.
Figure 1 Principle of hydroforming structure
surface

Nov 19th – 21st 2014, Pilsen, Czech Republic, EU
0
100
200
300
400
500
600
700
800
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Engin
eering s
tress σ
[M
Pa]
→
Engineering strain ε [-] →
3.1 The Model of Material
The main point of pre-processing, ie.
preparing data before the actual numerical
calculation, is the correct description of the
behavior of formed material. As previously
stated, the pre-defined criteria for the
production of absorbers was chosen
austenitic chromium-nickel stainless steel
X5CrNi18-10. The main characteristic of the
material experimentally obtained is the
tensile test (Fig. 3). Of course it’s possible
converted according to the classical
equations (1) and (2) to obtain the
dependence of the strength on the true (logarithmic) strain, which has been primarily in the area of
reinforcement material used as material input for numerical simulation [6].
(1)
(2)
where σTRUE [MPa] is the true stress, σENG [MPa] is the engineering tensile stress, ε [-] is the engineering
strain, φ [-] is the true (logarithmic) strain.
Then the material properties was approximated entered to ANSYS Workbench 14 software by using bilinear
material model, which is characterized by the values shown in the table. 1.
Table 1 Material properties of X5CrNi18-10 steel
Yield strength Rp0,2 [MPa] 282,85
Tensile modulus E [MPa] 1,99 ∙ 105
Plastic hardening modulus Epl [MPa] 1 727,50
Poisson ratio µ [ - ] 0,30
Density at 20 °C ρ [kg ∙ m3] 7,90 ∙ 103
3.2 The Model of Geometry
In order to simplify and therefore speed up the
computation forming process was used to simulate
a simplified geometric model. It assumes the role of
partial symmetry and the possibility of neglecting
those parts that do not have direct involvement in
the pressing process. Software ANSYS has full
compatibility with that CAD modeler - Autodesk
Inventor Professional 2010, allowing not only the
direct import of CAD system in the simulation
environment, but also adaptive update the model
when its changes. It was also necessary to make
a full continuum discretization of stamped material
and tools using finite element mesh.
Detail of some discretization parts is presented in Fig. 4. Emphasis was placed on the requirement greatest
possible uniformity FEM mesh due later correctness of the results. Fully defined model, which is ready to
calculate was obtained after discretization of individual macro elements and applying the boundary
conditions, ie. stamping pressure, contacts and other bounding conditions.
Fig. 4 Discretization of die and sheet
)1ln(
)1(
ENGTRUE
Fig. 3 Tensile test record for X5CrNi18-10 steel

Nov 19th – 21st 2014, Pilsen, Czech Republic, EU
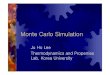
It is possible to focus on the evaluation after the
simulation. The simulation by finite element method
gets primarily required pressing force result. At
a pressure of 400 bar bulges are formed to a depth
of about 3.5 mm, at 600 bar are already about
4 mm. Fig. 5 shows a comparison of formed
structures with the prediction of shape by simulation
using a forming pressure of 600 bar.
4. EXPERIMENTAL HYDROFORMING
The simulation shows that the required forming pressure is in the range of 500 bar. It follows that, on both
surfaces of the hydroforming device will cause the force size of about 1125 kN. Although the walls are
composed of structural steel thickness of 15 mm, the resulting force causes the swelling of tens of
millimeters. Therefore, the entire hydroforming device is compressed in a hydraulic press before the
experiment - see Figure 6 - to applicate a counterforce to the forming pressure of the hydraulic oil. Fig. 7
shows the shape of the indents after hydroforming.
5. COMPARISON OF THINNING BULGES WITH THE THEORETICAL MODEL
One of the results of numerical simulations using finite element analysis is also changing the thickness of the
forming. This was subsequently confronted with experimental way - by measuring the profile of the bulges.
With regard to complexity of the shape measurement was performed in a straight direction but also
diagonally, as indicated in Figure 9. Measurement was carried out from the edge formed area just behind the
weld bead across three bulges. The first analysis was carried out variations in thickness in the forward
direction.
Fig.5 Comparison of model and formed structure
Fig. 7 Hydroformed structure surface, apex angle is 900
Fig. 6 Hydroforming device
inside hydraulic press

Nov 19th – 21st 2014, Pilsen, Czech Republic, EU
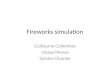
Schematically measurement path is shown in Fig. 8, respective cross section of formed sheet is shown in
Fig. 9. Thickness of formed sheet was measured by tip micrometer Mitutoyo. Evaluation for hydroforming
test with 900 die is on figure 10 and 11.
Fig. 10 Thickness of indents - direct Fig. 11 Thickness of indents - diagonal
In the both groups can be observed variable thickness values from forming about 0.47 mm to 0.36 mm. In
view of comparing simulation software ANSYS and experimental measurement can be stated very good
level of agreement in the results with a maximum deviation of 4.5%.
Similar evaluation was performed for the die 600, where hydroforming is more problematic.
Fig. 12 Thickness of indents - direct Fig. 13 Thickness of indents - diagonal
In this experiment violation drawn material before reaching the calculated pressure. It will be necessary to
increase the wall thickness of 0.8 mm. Nevertheless, the difference of the measured and modeled values, in
accordance to 10%.
0,36
0,38
0,40
0,42
0,44
0,46
0,48
0,50
0 5 10 15 20 25 30
Th
ickn
ess [m
m] →
Measured distance [mm] →
0,36
0,38
0,40
0,42
0,44
0,46
0,48
0,50
0 5 10 15 20 25 30 35
Th
ickn
ess [m
m] →
Measured distance [mm] →
0,3
0,32
0,34
0,36
0,38
0,4
0,42
0,44
0,46
0,48
0,5
0 10 20 30
Th
ickn
ess [m
m] →
Measured distance [mm] →
ExperimentalmeasureFEM simulation
0,3
0,32
0,34
0,36
0,38
0,4
0,42
0,44
0,46
0,48
0,5
0 10 20 30 40
Th
ickn
ess [m
m] →
Measured distance [mm] →
ExperimentalmeasureFEMsimulation
Fig. 8 Measurement path Fig. 9 Cross section of formed sheet

Nov 19th – 21st 2014, Pilsen, Czech Republic, EU
6. CONCLUSION
For verification technology textured surface of the solar absorber with a controlled circulation has been
designed and implemented hydroforming device and practical tests were conducted with a sample, which
was shaped wall made of a material X5CrNi18-10 thickness of 0.5 mm. It was also structured surface
simulated by ANSYS. During the experiment it was shown that in the manufactured hydroforming device can
create a structured surface of the solar absorber of the austenitic stainless steel sheet of 0.5 mm thickness
for dies with an apex angle of 900 and 600. Comparison of theoretical simulations thinning of the formed
material showed very good agreement and therefore can be used for further modeling simulations.
ACKNOWLEDGEMENTS
The contribution was made in the framework of the project VUT FSI Brno no. FSI-S-11-26 "The use of
progressive technologies in the production of solar absorber" (ev. no: 1390) and no. FSI-S-12-05
"Advanced solar absorber with a structured surface and controlled circulation" (ev. no: 1664) and
with the support of the European Commission and the Ministry of education (project no CZ
1.05/2.1.00/01.0017) and NPU LO1212.
Further with support of Technological Agency of Czech Republic, project No.: TA04020456
REFERENCES
[1] MATUŠKA, T. Solární zařízení v příkladech. Praha: Grada, 2013. ISBN 978-80-247-3525-2
[2] HOSFORD, William F. a Robert M. CADDELL. Metal forming: Mechanics and metallurgy. 4th Edition. Cambridge
(Velká Británie): Cambridge University Press, 2014, 344 s. ISBN 978-1-107-00452-8.
[3] Flow drill. Www.flowdrill.com [online]. [cit. 2014-05-14]. Dostupné z: www.flowdrill.com
[4] MRŇA, L., FOREJT M., LIDMILA Z., PODANÝ K. a KUBÍČEK J. VUT Brno, CZ. Solární absorbér se
strukturovaným povrchem. ČR. Užitný vzor, 24053. Uděleno 11.7.2012. Zapsáno 2.7.2012.
[5] MRŇA, L. VUT Brno, CZ. Zařízení pro pneumatické přidržování součástí u velkoplošného průvarového svařování.
ČR. Užitný vzor, 25889. Uděleno 2.10.2013. Zapsáno 24.9.2013
[6] LEE, Huei-Huang. Finite Element Simulations with ANSYS Workbench 14: Theory, Applications, Case Studies.
SDC Publishing, 2012, 608 s. ISBN 978-1-58503-7-4.