Embed Size (px)
Citation preview

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 0
Vorlesung 4
Werkzeugmaschinenlaborder Rheinisch-Westfälischen Technischen Hochschule Aachen
Lehrstuhl für ProduktionsmanagementProf. Dr.-Ing. A. Kampker
Fabrikplanung
Vorlesung 4Production Systems I– Prozess- und Ressourcenplanung
Vorlesungsverantwortlicher:
Dipl.-Ing. Dipl.-Wirt. Ing. Tobias Welter
Steinbachstr. 53B
Raum 413Tel.: [email protected]

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 1
Vorlesung 4
Inhaltsverzeichnis:
Inhaltsverzeichnis Seite 1
Vorlesungslandschaft Seite 2
Terminübersicht Seite 3
Aufbau der Vorlesungsreihe Seite 4
Glossar Seite 5
Ziele der Vorlesung Seite 6
VorlesungEinführung Seite 8
Prozessplanung Seite 13
- Technologiekettenbildung Seite 14
- Vorgabezeitermittlung Seite 15
- Arbeitsplanerstellung Seite 18
- Abtaktung von verketteten Anlagen Seite 20
Ressourcenplanung Seite 21
- Betriebsmittelplanung Seite 22
- Personalplanung Seite 27
Bilanz der Vorlesung Seite 29
Fragen zur Vorlesung Seite 30
Literaturhinweise Seite 31

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 2
Vorlesung 4
Seite 2© WZL/Fraunhofer IPT
Kostenmanagement in Produktionsbetrieben
•Kostenrechnung•Investitionsrechnung & -bewertung•Bilanzen
Produktionsmanagement I
•Einführung in das Produktionsmanagement•F&E, Produktplanung und Konstruktion•Materialwirtschaft, Arbeitsplanung & -steuerung•Unternehmens- & Prozessmodellierung•Produktionsstrategien, Komplexitätsmanagement
Technische Investitions-Planung
•Fertigungsmittelplanung•Technologieplanung•Kostenrechnung
Fertigungs- undmontagegerechte Konstruktion
•Konstruktionsaufgabe in Kleingruppe•Konstruktionsbeispiele•Konstruktionsrichtlinien
Innovationsmanagementmit Dr. Wiedeking
•Integrierte Managementaufgabe•Produkt- und Produktprogrammplanung•Organisation und Mitarbeiterverhalten
Fabrikplanung
•Standortplanung•Production Systems•Logistik
Produktionsmanagement IIV1 IT im ProduktionsmanagementV2 Customer Relations ManagementV3 Enterprise Ressource Planning IV4 Enterprise Ressource Planning IIV5 Enterprise Ressource Planning IIIV6 Supply Chain Management IV7 Supply Chain Management IIV8 Product Lifecycle Management IV9 Product Lifecycle Management IIV10 Product Lifecycle Management IIIV11 Digitale Fabrikplanung und SimulationV12 Methodik zur Systemauswahl
Vorlesungslandschaft des Lehrstuhls für Produktionssystematik (SS 2008)
Anmerkungen zur Folie:
Einordnung der Vorlesungsreihe Fabrikplanung in die Vorlesungslandschaft des Lehrstuhls für Produktionssystematik und deren Anbindung an die Hauptvorlesung Produktionsmanagement.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 3
Vorlesung 4
Terminübersicht:
lfd. Nr. Datum Verantwortlich
V1 27.04.2009Fr. WeschTel. 0241 80 28384
V2 04.05.2009Hr. KupkeTel. 0241 80 28210
V3 11.05.2009Hr. GartzenTel. 0241 80 28193
V4 18.05.2009Hr. WelterTel. 0241 80 20395
V5 25.05.2009Hr. KochTel. 0241 80 25321
V6 08.06.2009Hr. AttigTel. 0241 80 27375
V7 15.06.2009Hr. FuchsTel. 0241 80 26265
V8 22.06.2009Hr. WelterTel. 0241 80 20395
Vorlesungsthema
Einführung in die Fabrikplanung
Logistik I - Logistikplanung
Logistik II - Layoutplanung
Summary
Standortplanung I - Planung des Wertschöpfungsumfangs
Standortplanung II - Standortplanung und Bewertung
Production Systems I - Prozess- und Ressourcenplanung
Production Systems II - Organisationsgestaltung und Lean Production

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 4
Vorlesung 4
Seite 4© WZL/Fraunhofer IPT
Gliederung der Vorlesungsreihe Fabrikplanung
V = Vorlesung
Standortplanung I, II
V2 V3
V1: Einführung
V8: Summary�Highlights
� Anforderungen an die Fabrikplanung
� Einordnung in die Unternehmensplanung
�Beispiele
� Fabrikplanungsprozesse
� Branchenspezifika
Production Systems I, II
V4 V5
Logistik I, II
V6 V7
Case: Eickhoff
�Standortwahl�Planung desWertschöpfungs-umfangs
�Beschaffungs-logistik
�Materialfluss
�Produktions-netze
�Verteilung von Wertschöpfungs-umfängen
�Betriebsmittel
�Prozesse
� Technologie
�Personal �Distributions-logistik
�Gebäude
�Standorttypen�Make or Buy
�Organisation in der Produktion
� Lean Production
�Produktions-prinzipien
�Produktions-logistik
� Layoutkonzepte
Anmerkungen zur Folie:
Die Vorlesungsreihe gliedert sich in ihrem Hauptteil in die Standortplanung, die Festlegung des Produktionskonzeptes und die Definition der Logistik. Dabei umfasst die Standortplanung einerseits die Festlegung des Wert-schöpfungsumfangs und andererseits die Standortwahl, wobei zu beachten ist, dass die Lebensdauer einer Fabrik viel höher ist als die eines Produktes. Aufgrund der nicht exakten Planbarkeit eines Produktes muss über ein breites Spektrum geplant werden. Die Konzeption des Production Systems schließt die Prozess- und Ressourcenplanung mit ein. Die Gestaltung der Logistik beinhaltet neben der Layoutgestaltung auch die Lagerplanung.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 5
Vorlesung 4
Glossar:
Prozess:
Ein Prozess wird definiert als ein Bündel von Aktivitäten, für das ein oder mehrere unterschiedliche Inputs benötigt werden. Ein Prozess erzeugt für einen Kunden ein Ergebnis von Wert. Unterschieden werden verschiedene Prozesstypen wie Auftragabwicklungs-, Geschäfts-, Konstruktions- oder Produktionsprozesse. Produktionsprozesse werden unterteilt in Fertigungs-und Montageprozesse.
Ressource:
Ressourcen sind Mittel, welche in die Erstellung von Produkten und Dienstleistungen eingehen.
Materielle Ressourcen:
- Potentialfaktoren (Personal, Betriebsmittel, IT, Fläche) bleiben im Bestand erhalten, geben von ihrem Leistungspotential Leistungen an den Betrieb.
- Repetierfaktoren (Material, Kapital) werden beim einmaligen Einsatz vollständig verbraucht.
Immaterielle Ressourcen:
- Kompetenz, Know-how, Patente, Kundenloyalität etc.
Arbeitszeit:
Die Arbeitszeit ist die der Leistungserstellung im Arbeits- und Berufsleben vorbehaltene Zeit. Oder: Ist die Zeit vom Beginn bis zum Ende der Arbeit ohne die Ruhepausen. Sie kann, z.B. durch organisatorische Regelungen, mehr oder weniger selbst bestimmt sein. Die Bestrebungen zur Beschränkung der Arbeitszeit stehen am Anfang des modernen Arbeitsrechts. Grundsatz in beinahe allen Ländern ist der 8-Stunden-Tag.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 6
Vorlesung 4
Ziele der Vorlesung:
- Überblick über den Betrachtungsbereich der Prozess- und Ressourcen-planung als Teil der Vorlesung „Fabrikplanung“ gewinnen
- Grundlegende Begriffe der Prozess- und Ressourcenplanung kennen lernen
- Inhalte und Methoden zur Prozess- und Ressourcenplanung kennen lernen
- Wichtige Kennzahlen für die Planung und Gestaltung von Prozessen und Ressourcen kennen und anwenden lernen
Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 7
Vorlesung 4
Seite 7© WZL/Fraunhofer IPT
Aufbauorganisation
� Bildung organisato-rischer Einheiten
� Fertigungs-segmentierung
Produktionsformen
� Formen der Aufbau- und Ablauforganisation in Fertigung und Montage
Production Systems
� Lean Production als Kern der Produktionsorganisation
Elemente der Lean Production
� Bestandteile des LeanKonzeptes
Ressourcenplanung
� Betriebsmittelplanung
� Personalbedarfsplanung
V4
V5
Prozessplanung
� Technologieketten
� Zeitwirtschaft
� Arbeitsplanbildung
� Leistungsabstimmung
Production Systems I & II
Anmerkungen zur Folie:

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 8
Vorlesung 4
Seite 8© WZL/Fraunhofer IPT
Production Systems I – Prozess- und Ressourcenplanung
Einführung1
Prozessplanung2
Ressourcenplanung3
Anmerkungen zur Folie:

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 9
Vorlesung 4
Seite 9© WZL/Fraunhofer IPT
Einordnung der Prozess- und Ressourcenplanung
Material
Kapital Organisation
Produkt-informationen
Energie Standort
Produkte
Produktionsprozess
Flächen
PersonalBetriebs-mittel
Transport-mittel
Lager-mittel
Ressourcen
Anmerkungen zur Folie:

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 10
Vorlesung 4
Seite 10© WZL/Fraunhofer IPT
Flussorientierte Prozessgestaltung
bisher neu
Typische Kennzeichen:
• Optimierung der einzelnen Tätigkeiten• hohe Arbeitsteilung und unübersichtliche Abläufe• viele Schnittstellen• geringe Identifikation mit dem Produkt bei den Mitarbeitern• hoher Koordinationsaufwand und Umlaufbestand
Typische Kennzeichen:
• optimierter Gesamtprozess unddefinierte Schnittstellen
• Bearbeitung durch einfache und kompletteProzesse
• geringer Umlaufbestand
Fabriken werdenum Technologien
geplant
Fabrikenwerden nach Produkten,
Kompetenzen undMärkten ausgerichtet
Objektorientiert/ FlussprinzipVerrichtungsprinzip
Werkstatt AWerkstatt D
Werkstatt B
Werkstatt C
Anmerkungen zur Folie:
Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 11
Vorlesung 4
Seite 11© WZL/Fraunhofer IPT
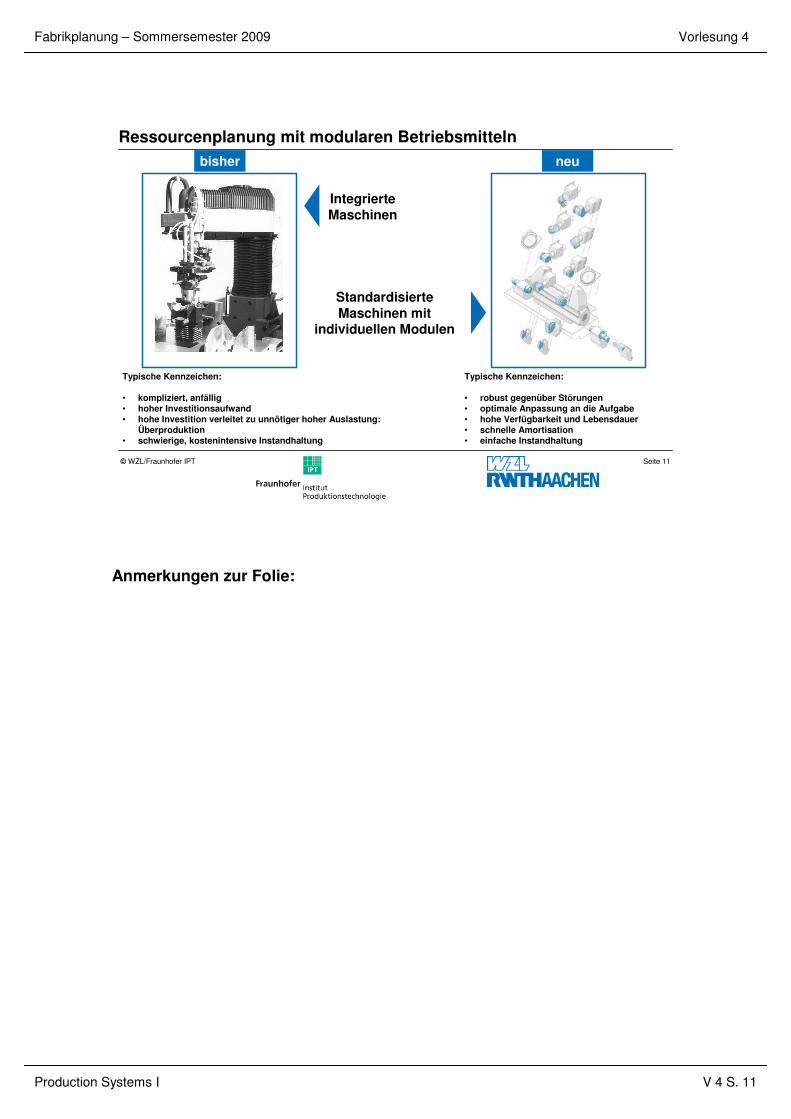
Ressourcenplanung mit modularen Betriebsmitteln
bisher neu
Typische Kennzeichen:
• kompliziert, anfällig• hoher Investitionsaufwand• hohe Investition verleitet zu unnötiger hoher Auslastung:
Überproduktion• schwierige, kostenintensive Instandhaltung
Typische Kennzeichen:
• robust gegenüber Störungen• optimale Anpassung an die Aufgabe• hohe Verfügbarkeit und Lebensdauer• schnelle Amortisation• einfache Instandhaltung
IntegrierteMaschinen
StandardisierteMaschinen mit
individuellen Modulen
Anmerkungen zur Folie:
Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 12
Vorlesung 4
Seite 12© WZL/Fraunhofer IPT
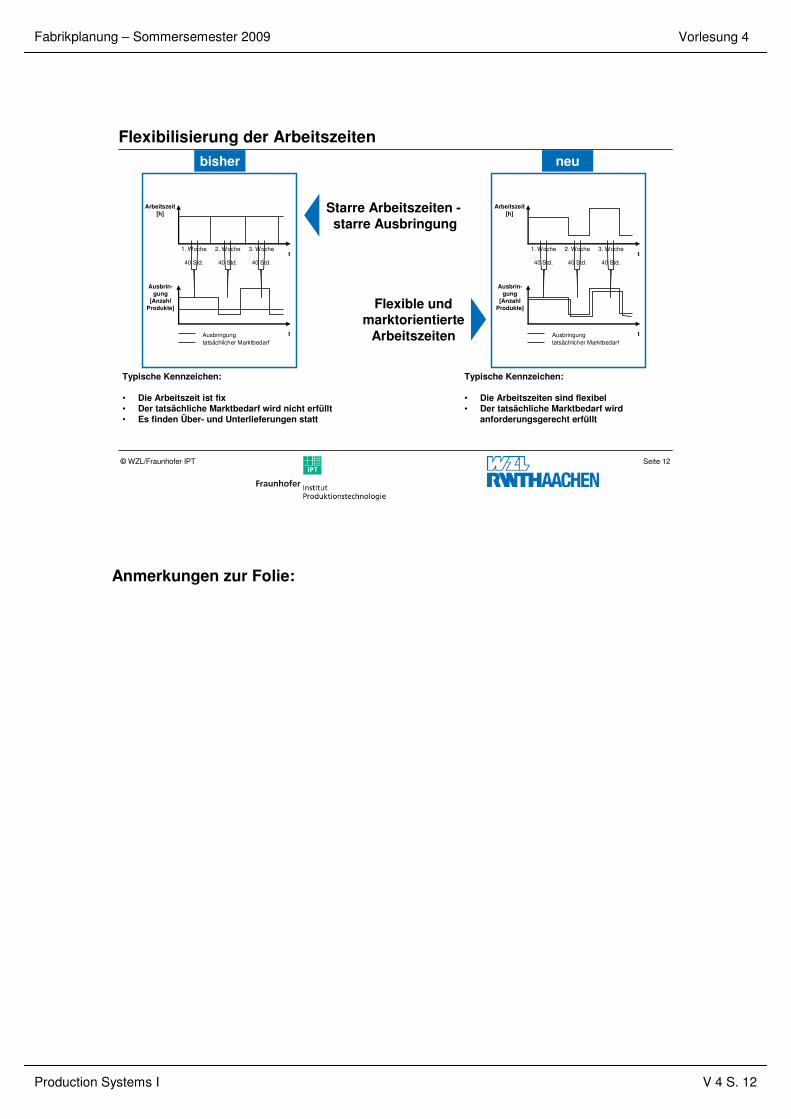
Flexibilisierung der Arbeitszeiten
bisher neu
Typische Kennzeichen:
• Die Arbeitszeit ist fix• Der tatsächliche Marktbedarf wird nicht erfüllt• Es finden Über- und Unterlieferungen statt
Typische Kennzeichen:
• Die Arbeitszeiten sind flexibel• Der tatsächliche Marktbedarf wird
anforderungsgerecht erfüllt
Starre Arbeitszeiten -starre Ausbringung
Flexible undmarktorientierte
Arbeitszeiten
Arbeitszeit[h]
1. Woche 2. Woche 3. Woche
40 Std. 40 Std. 40 Std.
t
Ausbrin-gung
[AnzahlProdukte]
tatsächlicher Marktbedarf
tAusbringung
Arbeitszeit[h]
1. Woche 2. Woche 3. Woche
40 Std. 40 Std. 40 Std.
t
Ausbrin-gung
[AnzahlProdukte]
tatsächlicher Marktbedarf
tAusbringung
Anmerkungen zur Folie:

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 13
Vorlesung 4
Seite 13© WZL/Fraunhofer IPT
Production Systems I – Prozess- und Ressourcenplanung
Einführung1
Prozessplanung2
Ressourcenplanung3
Anmerkungen zur Folie:
- Technologiekettenbildung
- Vorgabezeitermittlung
- Arbeitsplanerstellung
- Abtaktung von verketteten Anlagen

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 14
Vorlesung 4
Seite 14© WZL/Fraunhofer IPT
Vorgehensweise bei der operativen Technologieplanung
• Machbarkeit• Investition• Betriebs-
Kosten
• Geometrie• Werkstoff• Stückzahl• …
Erfassung von Bauteildaten und unternehmensspezifischen Bewertungskriterien
Recherche und Beschreibung einsetzbarer Technologien (Technologiedatenbanken)
Verkettung der Technologien
Systematische Bewertung der Technologieketten
EntscheidungsgrundlageTechnologiekettenauswahl
Produkt-daten
Technologie-daten
Wirtschaftlichkeits-daten
• Schneiden• Drehen• Fräsen• …
1. Fräsen2. Drehen3. Läppen4. …
Anmerkungen zur Folie:
Die operative Technologieplanung ist gekennzeichnet durch eine hohe Anzahl an Technologie-Alternativen und unterschiedlichen Detaillierungsgraden der zur Verfügung stehenden Planungsdaten. Planungsgrundlage bildet die Produktbeschreibung, die neben organisatorischen Daten vor allemGeometrieabmessungen, Material- und Oberflächeneigenschaften umfasst. Auf Basis dieser Daten kann in unterschiedlichen Technologiedatendanken nach gewünschten bzw. erforderlichen Technologien gesucht werden. Nach der Zusammenstellung und Verkettung alternativer Technologien erfolgt eine Vorauswahl anhand der technischen Machbarkeit und wirtschaftlicher Kriterien. Hierbei werden vor allem Ausschlusskriterien betrachtet (Negativselektion). Darüber hinaus geben Risikoanalysen (Sensitivitäts- und Szenarioanalysen) Aufschluss über das mit einem Investitionsprojekt verbundene Risiko. Dazu werden Parameter der Investitionsrechnung, wie z.B. Personalkosten, Stückzahlen oder Betriebsmittelkosten variiert und deren Auswirkung auf die wirtschaftlichen Kenngrößen berechnet.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 15
Vorlesung 4
Seite 15© WZL/Fraunhofer IPT
Verfahren der Zeitermittlung
Beispiel: Methods Time Measurement (MTM)
Zeitdauern ermitteln
Ist-Zeit erfassen Planzeiten erstellen Soll-Zeiten bestimmen
• Videoaufzeichnung
• Multimoment-Häufigkeitsverteilung
• Selbstaufschreibung/ Befragung
• Automatisierte Zeitregistrierung
• REFA-Zeitaufnahme
• Multimoment- Zeitmessverfahren
• Systeme vorbestimmter Zeiten(MTM, WF, MOST u.a.)
• Planzeit-Tabellen
• Planzeit-Nomogramme
• Regressionsformeln
• Prozesszeiten-Formeln
• REFA-Vorgabezeitbestimmung
• Verwendung von teilw.unternehmensspezifischenTabellen und Formeln
• Vergleich und Schätzen
• Zeitklassen-Verfahren
Und Weiteren …
drei Handfunktionen:Drücken, Trennen, Drehenzwei Blickfunktionen:Blickverschieben, Prüfen (Ja/Nein - Entscheidung)
Ca. 85% aller voll beeinflussbarer manueller Abläufe bestehen aus den 5 Hauptfunktionen:
• Loslassen
• Hinlangen
• Greifen
• Bringen
• Fügen
Anmerkungen zur Folie:
Für die Ermittlung von Zeitdauern gibt es eine Reihe von Methoden, die sich grundsätzlich darin unterscheiden, ob es sich um das Erfassen von Ist-Zeiten, deren Aufbereitung in Form von Planzeiten oder die Bestimmung von Soll-Zeiten handelt, die dann ihrerseits auf den Ist-Zeiten basieren oder durch die Verwendung von Planzeiten zustande kommen. Die im Bild zusammengestellten Methoden unterscheiden sich z.T. erheblich bezüglich des Ermittlungsaufwands, aber auch bezüglich der Genauigkeit der ermittelten Zeitdaten.
Dabei ist MTM ein Verfahren, um manuelle Bewegungsabläufe zu gliedern. Jeder Grund-bewegung sind Normzeitwerte zugeordnet, die in ihrer Höhe durch die erfassten Einfluss-größen vorbestimmt sind. Es zählt zu den in Deutschland am meisten angewandten Verfahren aus der Gruppe der Systeme vorbestimmter Zeiten. Mit diesen Verfahren können „Soll-Zeiten für das Ausführen solcher Vorgangselemente bestimmt werden, die vom Menschen voll beeinflussbar sind“. Diese Soll-Zeiten sind insofern vorbestimmt, dass sie als Planzeiten unter Berücksichtigung der jeweils geltenden Einflussgrößen in Planzeit-Tabellen niedergelegt sind. Durch Addition der Soll-Zeiten für einzelne Vorgangselemente bzw. Ablaufabschnitte erhält man daraus die Tätigkeitszeit tt des Menschen für den analysierten (komplexeren) Ablaufabschnitt und durch Ergänzung der Wartezeit tw - insbesondere infolge von Prozesszeiten, die durch den Menschen nicht beeinflussbar sind - die Grundzeit tg.
Die Bedeutung der Systeme vorbestimmter Zeiten liegt darin begründet, dass zur Zeitermittlung keine Beobachtung eines vorhandenen Arbeitssystems erforderlich ist. Mit ihrer Hilfe kann bereits im Planungsstadium eines neuen Arbeitssystems eine Zeitermittlung durchgeführt werden. Darüber hinaus lassen sich bei denjenigen Systemen vorbestimmter Zeiten, die eine Analyse auf der Ebene von Vorgangselementen vornehmen, auch Aussagen über das ergonomische, insbesondere das bewegungstechnische Gestaltungsniveau des Arbeitsplatzes ableiten.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 16
Vorlesung 4
Seite 16© WZL/Fraunhofer IPT
Aufbau und Ermittlung von VorgabezeitenBegriffsinhalt der
Vorgabezeiten
Vorbereitung der Betriebmittelz.B. Werkzeugbeschaffung,
Auf- und Abrüsten
Aufbau derVorgabezeiten
Vorgehensweise zuVorgabezeitermittlung
Unregelmäßig auftretendeZeiten, z.B. Anlaufzeit
Zeit zum Erholendes Menschen
Zeit mit unmittelbarem Fort-schritt im Sinne des Fertigungsauftrags
Regelmäßige, nur mittelbar zum Arbeitsfortschrittbeitragende Zeiten
Unregelmäßig auftretendeZeiten z.B. Vorbereiten
Zeit zum Erholendes Menschen
Maschinenspezifische Tabelle
Zuschlag (ca. 5-15%)zur Rüstgrundzeit(Verteilzeitstudie)
Zuschlag, abhängig von Höhe und Dauer der Beanspruchung
Berechnen, Messen,Vergleichen
Maschinenspezifische Tabelle
Zuschlag (ca. 5-15%) zurGrundzeit (Verteilzeitstudie)
Zuschlag, abhängig von Höhe und Dauer der Beanspruchung
Rüstgrundzeit trg
Hauptzeit
Nebenzeit
Verteilzeit
Erholungszeit
Ausführungszeit
Zeit je Einheit
Auftragszeit
Rüstverteilzeit trv
Rüsterholungszeit trer
Rüstzeit tr
th
tn
tv
ter
te
ta = m * te
T = tr + ta
Grundzeittg
m = Stückzahl
+
+
=
+
+
+
+
=
Anmerkungen zur Folie:
Vorgabezeitermittlung ist die Bestimmung der zur Ausführung der Arbeits-vorgänge vorgegebenen Sollzeiten. Die Vorgabezeit dient als Kalkulations-grundlage für Aufgaben und Entscheidungen über Terminierung, Kapazi-tätsplanung, Kostenberechnung, Angebotskalkulation, Investitionsplanung undEntlohnung nach Leistungsergebnis. Zu ermitteln sind die Haupt- und Rüstzeiten der im Arbeitsplan aufgeführten Arbeitsgänge.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 17
Vorlesung 4
Seite 17© WZL/Fraunhofer IPT
Verteilung von Zeit- und Kostenanteilen in der Fertigung
� Rüststation parallel zur Bearbeitung� automatische Werkzeugmagazinierung� automatischer Vorrichtungswechsel
� automatischer Werkstückwechsel� automatischer Werkzeugwechsel� mehrachsige Bearbeitung� automatische Werkzeugeinstellung im
Maschinenbereich� Automatisierung von Messfunktionen� automatisches Positionieren
� mehrspindlige Bearbeitung� mehrschneidige Bearbeitung� Adaptive Control
� Automatisierung der Transportfunktionen
� Verkettung von Bearbeitungsstationen� Komplettbearbeitung in einer Aufspannung� Verfahrensintegration
Aufteilung derDurchlaufzeit
Aufteilung derFertigungskosten
Maßnahmen zur Reduzierung vonDurchlaufzeit und Fertigungskosten
Rüstzeitanteil 10%9%
Nebenzeitanteil 30%
11%
Hauptzeitanteil
48%
9%
Transportzeitanteil
1%
1%
Liegezeitanteil 11%
70%
Quelle: MTU Friedrichshafen
Anmerkungen zur Folie:
Die Auswahl geeigneter Maßnahmen zur Optimierung von Fertigungsabläufen setzt eine Analyse der Zeit- und Kostenanteile in der Fertigung voraus. Maßnahmen sind besonders dort effektiv, wo erhebliche Kosteneinsparungen zu erzielen sind oder die Durchlaufzeit wesentlich verkürzt werden kann.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 18
Vorlesung 4
Seite 18© WZL/Fraunhofer IPT
Aufbau eines Arbeitsplans
Fertigungs-verfahren-auswahl
Ausgangsteil-bestimmung
1
2
3 4 5 6
Maschinen-auswahl
Arbeitsvorgangs-folgeermittlung
Fertigungs-hilfsmittel-zuordnung
Bestimmung von Lohngruppen und
Vorgabezeiten
Anmerkungen zur Folie:
Neben Zeichnungen und Stücklisten gehören Arbeitspläne zu den wichtigsten Unterlagen für Fertigung und Montage. Arbeitspläne dienen als Information zur schrittweisen Durchführung eines Produktionsauftrages. In einem Arbeitsplan ist die Bearbeitungsaufgabe in einzelne Arbeitsvorgänge aufgegliedert. Es sind diesen die erforderlichen Fertigungsmittel und Vorgabezeiten zugewiesen. Die im Arbeitsplan enthaltenen Informationen können in drei Gruppen gegliedert werden:
- allgemeine Angaben zur Kennzeichnung, wie Art des Arbeitsplanes, Stück-zahlbereich usw.,
- sachabhängige Angaben, die den Ausgangs- und Endzustand des Teilsoder der Baugruppe bezeichnen und beschreiben,
- arbeitsvorgangsabhängige Angaben zur Kennzeichnung der einzelnen Arbeitsschritte und zur Zuordnung von Fertigungsmitteln, Vorgabezeitenund Lohngruppen.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 19
Vorlesung 4
Seite 19© WZL/Fraunhofer IPT
Der Montagevorranggraph
U2
C2
U6
C6
U1
U8
C8
U10
C10
U11
C11
U9
C9
U7
C7U3
C3
U4
U5
C5C4
C1
6
2
5
7
1
2
3
6
5
5
4
Anmerkungen zur Folie:
Der Montagevorranggraph ist ein graphisches Hilfsmittel zur Darstellung von Vorrangbeziehungen, die angeben welche Teilverrichtungen vor einer Teilverrichtung durchgeführt werden müssen, welche parallel und welche erst danach ausgeführt werden können. Durch eine Aufspaltung eines Produktes in Baugruppen, deren Montage parallel erfolgen kann, lassen sich erhebliche Durchlaufzeitverkürzungen bei der Montage realisieren.
Legende zum Bild:
Ui = Teilverrichtung i (i= 1…m)
Cj = Bauteil j (j= 1 …p)
= Vorgabezeit ti
Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 20
Vorlesung 4
Seite 20© WZL/Fraunhofer IPT
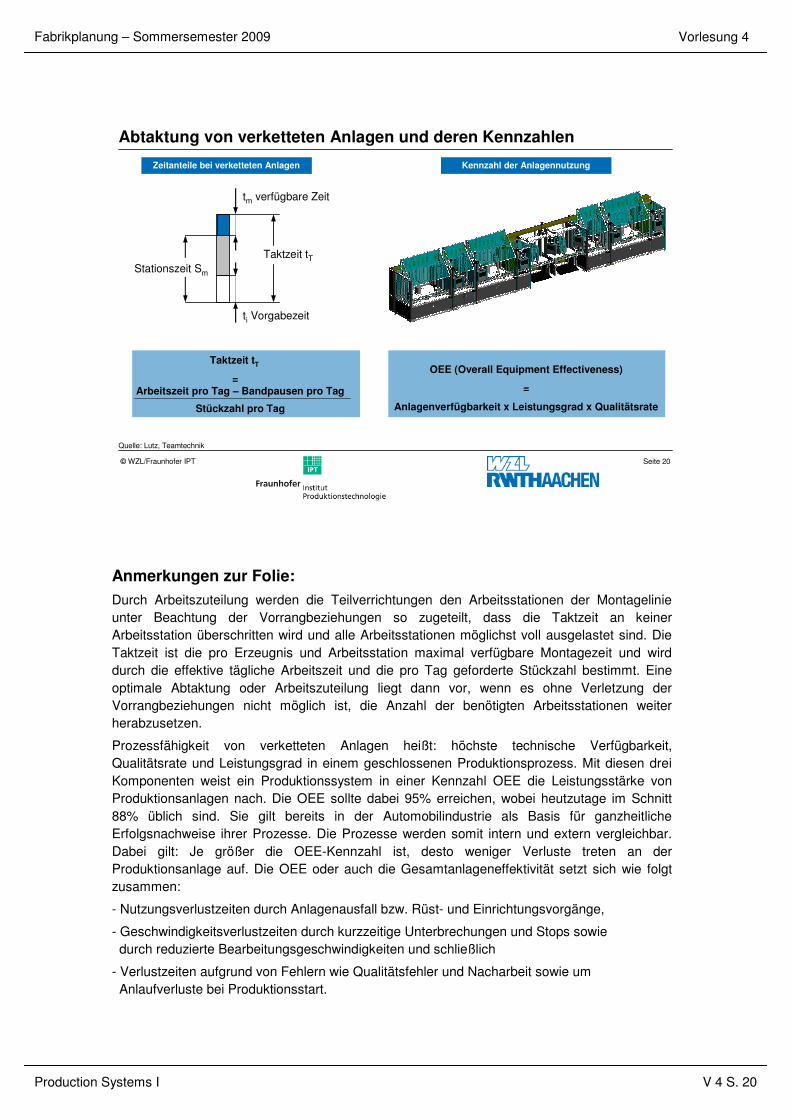
Abtaktung von verketteten Anlagen und deren Kennzahlen
Quelle: Lutz, Teamtechnik
OEE (Overall Equipment Effectiveness)
=
Anlagenverfügbarkeit x Leistungsgrad x Qualitätsrate
Taktzeit tT
=Arbeitszeit pro Tag – Bandpausen pro Tag
Stückzahl pro Tag
Taktzeit tT
tm verfügbare Zeit
ti Vorgabezeit
Stationszeit Sm
Zeitanteile bei verketteten Anlagen Kennzahl der Anlagennutzung
Anmerkungen zur Folie:
Durch Arbeitszuteilung werden die Teilverrichtungen den Arbeitsstationen der Montagelinie unter Beachtung der Vorrangbeziehungen so zugeteilt, dass die Taktzeit an keiner Arbeitsstation überschritten wird und alle Arbeitsstationen möglichst voll ausgelastet sind. Die Taktzeit ist die pro Erzeugnis und Arbeitsstation maximal verfügbare Montagezeit und wird durch die effektive tägliche Arbeitszeit und die pro Tag geforderte Stückzahl bestimmt. Eine optimale Abtaktung oder Arbeitszuteilung liegt dann vor, wenn es ohne Verletzung der Vorrangbeziehungen nicht möglich ist, die Anzahl der benötigten Arbeitsstationen weiter herabzusetzen.
Prozessfähigkeit von verketteten Anlagen heißt: höchste technische Verfügbarkeit, Qualitätsrate und Leistungsgrad in einem geschlossenen Produktionsprozess. Mit diesen drei Komponenten weist ein Produktionssystem in einer Kennzahl OEE die Leistungsstärke von Produktionsanlagen nach. Die OEE sollte dabei 95% erreichen, wobei heutzutage im Schnitt 88% üblich sind. Sie gilt bereits in der Automobilindustrie als Basis für ganzheitliche Erfolgsnachweise ihrer Prozesse. Die Prozesse werden somit intern und extern vergleichbar. Dabei gilt: Je größer die OEE-Kennzahl ist, desto weniger Verluste treten an der Produktionsanlage auf. Die OEE oder auch die Gesamtanlageneffektivität setzt sich wie folgt zusammen:
- Nutzungsverlustzeiten durch Anlagenausfall bzw. Rüst- und Einrichtungsvorgänge,
- Geschwindigkeitsverlustzeiten durch kurzzeitige Unterbrechungen und Stops sowiedurch reduzierte Bearbeitungsgeschwindigkeiten und schließlich
- Verlustzeiten aufgrund von Fehlern wie Qualitätsfehler und Nacharbeit sowie umAnlaufverluste bei Produktionsstart.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 21
Vorlesung 4
Seite 21© WZL/Fraunhofer IPT
Production Systems I – Prozess- und Ressourcenplanung
Einführung1
Prozessplanung2
Ressourcenplanung3
Anmerkung zu den Folien:
- Betriebsmittelplanung
- Personalplanung
Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 22
Vorlesung 4
Seite 22© WZL/Fraunhofer IPT
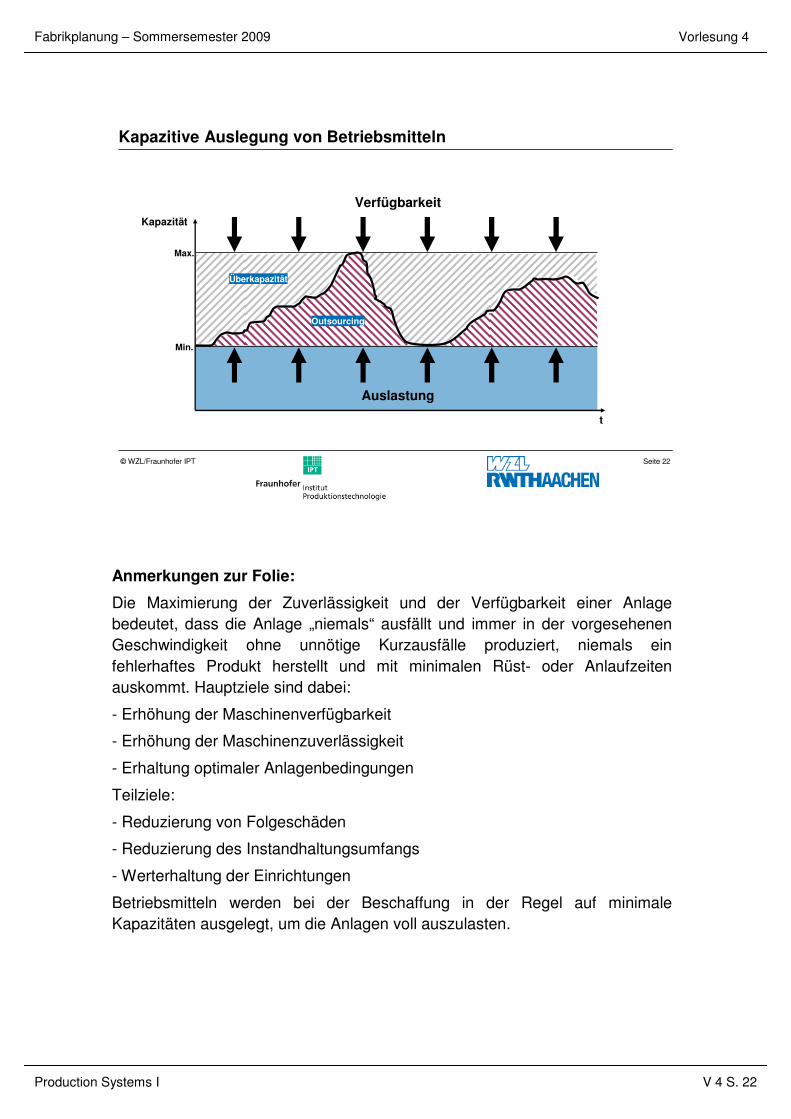
Kapazitive Auslegung von Betriebsmitteln
Auslastung
Verfügbarkeit
t
Kapazität
Max.
Min.
Überkapazität
Outsourcing
Anmerkungen zur Folie:
Die Maximierung der Zuverlässigkeit und der Verfügbarkeit einer Anlage bedeutet, dass die Anlage „niemals“ ausfällt und immer in der vorgesehenen Geschwindigkeit ohne unnötige Kurzausfälle produziert, niemals ein fehlerhaftes Produkt herstellt und mit minimalen Rüst- oder Anlaufzeiten auskommt. Hauptziele sind dabei:
- Erhöhung der Maschinenverfügbarkeit
- Erhöhung der Maschinenzuverlässigkeit
- Erhaltung optimaler Anlagenbedingungen
Teilziele:
- Reduzierung von Folgeschäden
- Reduzierung des Instandhaltungsumfangs
- Werterhaltung der Einrichtungen
Betriebsmitteln werden bei der Beschaffung in der Regel auf minimale Kapazitäten ausgelegt, um die Anlagen voll auszulasten.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 23
Vorlesung 4
Seite 23© WZL/Fraunhofer IPT
Abgleich zwischen Bearbeitungsprofil und Maschinenprofil
Analyse der Maschinenbeschreibung
Aufstellen des Leistungsprofilsder Maschinen
Maschinenleistung
Ermittlung der auftretenden Bearbeitungsmerkmale und ihre
Häufigkeiten
Analyse der fertigungstechnischen Anforderungen der Bearbeitungs-
elemente
Bearbeitungsanforderungen
MaschinenprofilBearbeitungsprofil
Vergleich zwischenMaschinenleistung
undBearbeitungsprofil
� Arbeitsraum� Verfahren: Bohren, Senken, Gewinde-
schneiden, Reiben� Steuerung� Genauigkeit� Wirtschaftlichkeit� Umweltverträglichkeit
� Werkstückgröße� Verfahren: Bohren, Senken, Gewinde-
schneiden, Reiben, ...� Technologie� Geometrie� Anzahl unterschiedlicher
Bearbeitungselemente� Genauigkeit
Anmerkungen zur Folie:
Die Vorraussetzung für die Planung von Art und Eigenschaften der Ferti-gungsmittel ist die Beschreibung der Bearbeitungsaufgabe und der möglichen Fertigungsmittel. Damit ein Vergleich zwischen verschiedenen Maschinen auf Basis der Analyse der Bearbeitungsaufgabe durchgeführt werden kann, müssen genau die Kennwerte bekannt sein, die für die Maschinenauswahl entscheidend sind. Sind Bearbeitungs- und Maschinenprofil erstellt, werden diese anschließend gegenübergestellt.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 24
Vorlesung 4
Seite 24© WZL/Fraunhofer IPT
Kapazitätsberechnung und Ermittlung der Anzahl von Fertigungsmitteln
TK* = TK •
TV = TS • zS • zda
trzL
TK = z • ( + te)
1zG • kN
ErforderlicheMaschinenanzahl
m =TK*TV
Produktionsprogramm
notwendigeMaschinenkapazität
korrigierte notwendigeMaschinenkapazität
Maschinenpark
verfügbareMaschinenkapazität
Anmerkungen zur Folie:
Legende:
z : Stückzahl/Jahr
zL : minimale Losgröße
tr : Rüstzeit/Los [min]
te : Stückzeit [min]
TK : notwendige Maschinenkapazität [h/a]
TK* : korrigierte notwendige Maschinenkapazität [h/a]
TV : verfügbare Maschinenkapazität [h/a]
TS : Arbeitszeit/Schicht (z.B. 7,5 h)
kN : Nutzungsgrad (z.B. 0,75)
ZG : Zeitgrad (z.B. 1,05)
zda : Arbeitstage/Jahr (z.B. 250)
zS : Schichten/Tag
m : erforderliche Maschinenanzahl

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 25
Vorlesung 4
Seite 25© WZL/Fraunhofer IPT
Bewertungsverfahren für die Maschinenauswahl
Quantitative Bewertungsverfahren
� Statische Verfahren (Kostenvergleichsrechnung, Gewinnvergleichsrechnung, Rentabilitätsvergleichsrechnung, Amortisationsvergleichsrechnung)
� Dynamische Verfahren (Kapitalwertmodell, Endwertmodell, Annuitätenmodell, Methode des vollständigen Finanzplans)
� Sensitivitätsanalyse � Direct Cash Flow
KapazitätsbestandKapazitätsbedarf > =Deckung des
Kapazitätsdefizit durch Investitionsplanung
Grundsätzliche Möglichkeiten:
• Eigenerstellung der maschinellen Anlagen
• Fremdbeschaffung
• Kauf
• Leasing
Qualitative Bewertungsverfahren
� Paarweiser Vergleich� Nutzwertanalyse� Potentialanalyse� Wertanalyse
Anmerkungen zur Folie:
Ist eine investive Erweiterung der Kapazität nötig, gilt es mögliche Maschinenalternativen zu bewerten. Dies ist mit quantitativen Bewertungs-verfahren für die betriebswirtschaftliche Sicht durchzuführen und wird qualitativ für nicht monetär erfassbare Größen auf Seiten der technischen Bewertung durchgeführt.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 26
Vorlesung 4
Seite 26© WZL/Fraunhofer IPT
Stufeninvestitionen bei modularen Montagekonzepten
(unflexible) Investition
Investition
Ab
satz
verl
auf
Jahre
flexible Investition
konventionell
modular, flexibel
Vergleich: konventionell modular, flexibel
Inve
stit
ion
en
Ausbaustufe BVerkettungEinzelplätzeTakt = 15 s
Ausbaustufe CMontagezelleTakt = 10 s
Abbaustufe FHandarbeitsplatzTakt = 25 s
Ausbaustufe DMontagezelleTakt = 7,5 s
Abbaustufe EVerkettungEinzelplätzeTakt = 15 s
Ausbaustufe AHandarbeitsplatzTakt = 25 s
Anmerkungen zur Folie:

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 27
Vorlesung 4
Seite 27© WZL/Fraunhofer IPT
Personaleinsatzstrategien
Legende: k = Kapazität; K = Kapazitätsgrenze; t = Zeit
Leiharbeitereinstellen
k
K
t
Überstunden/Kurzarbeit
k
K
t
k1
k2
ZusätzlicheSchicht
t
k
K2K
Tätigkeitenverlagern
K
t
k
ExterneAuftragsvergabe
K
t
k
� externe Priorität� Konventionalstrafe� Arbeitsmarkt� wirtschaftl. Situation
ExterneEinflussgrößen
� Wirksamkeit
� Dauer
� interne Priorität
InterneEinflussgrößen
Auswahl einer KapazitätsmaßnahmeKAPAZITÄTSABGLEICH
?Flexibilität
Anmerkungen zur Folie:
Durch Untersuchung interner und externer Einflussgrößen auf die ver-schiedenen Kapazitätsabgleichsmaßnahmen gilt es festzustellen, welche Maßnahme am besten geeignet ist, die Differenz zwischen vorhandener und benötigter Kapazität zu verringern bzw. abzubauen.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 28
Vorlesung 4
Seite 28© WZL/Fraunhofer IPT
Arbeitszeitmodelle in der betrieblichen Praxis
Arbeitszeitmodelle
Telearbeit
Teilzeitarbeit
Amorphe Arbeitszeit Schichtarbeit
Abrufarbeit
Arbeitszeit-konten
GleitzeitServicezeit
Vertrauens-arbeitszeit
JobSharing
„Time-Care“-Modell
Anmerkungen zur Folie:
In den letzten Jahren haben sich, ausgelöst durch die Notwendigkeit der Er-haltung der Wettbewerbsfähigkeit der Unternehmen und aufgrund der Entwicklungen der Gesetzgebung und der Tarifverträge, eine Vielzahl von Modifikationen und Abwandlungen der bisher praktizierten überwiegend starren Arbeitszeitregelungen entwickelt.
Traditionelle Arbeitszeitformen zeichnen sich größtenteils durch starre Regelungen aus, welche nur geringfügige Gestaltungsmöglichkeiten aufwei-sen. Starre Arbeitszeiten beinhalten eine bestimmte Anzahl von Wochen-stunden, beispielsweise 38,5 Wochenstunden, die für alle Mitarbeiter eines Betriebs gelten und gleichzeitig eine bestimmte tägliche Arbeitszeit von z.B. 7,7 Arbeitsstunden pro Tag mit festem Arbeitsbeginn und Arbeitsende beinhalten.
Mit Hilfe flexibler Arbeitszeitmodelle ist es nun möglich, die traditionellen und starren Arbeitszeitregelungen beweglicher zu gestalten, um auf branchen-, betriebs- und mitarbeiterspezifische Umstände und Bedürfnisse reagieren zu können. Flexible Arbeitszeitmodelle zeichnen sich somit in Abgrenzung zu den traditionellen Arbeitszeitformen in erster Linie dadurch aus, dass die Arbeitszeitbedingungen und Anwesenheitszeiten der Mitarbeiter unterschiedlich sein, die Mitarbeiter die eigenen Arbeitszeitstrukturen mitgestalten und die individuellen Arbeitszeiten zum Teil erheblich von den Betriebszeiten abweichen können.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 29
Vorlesung 4
Bilanz der Vorlesung:
Die Vorlesung 4 umfasst die Prozess- und Ressourcenplanung und ist Teil der Einheit “Production Systems“. Bei der Planung und Gestaltung von Prozessen werden die Produktionsprozesse zur Erstellung eines Produkts angesprochen. Die Ressourcenplanung beschränkt sich dabei auf die Betriebsmittel und Personalplanung.
Gegenstand der Prozessgestaltung ist die Planung und Leistungsabstimmung der Herstellungsprozesse. Diese Aufgabe wird in der Regel vom Bereich Arbeitsvorbereitung wahrgenommen. Historisch ist die Entwicklung dieses Bereichs in der steigenden Komplexität sowohl der Produkte als auch der Ferti-gungseinrichtungen und in dem Einsatz neuer spezialisierter Technologien be-gründet. So wurde es notwendig, die „durchzuführende Arbeit vorzubereiten“, bzw. „die Durchführung der Arbeit zu planen“. Die Arbeitsvorbereitung stellt das Bindeglied zwischen der funktionalen, geometrisch orientierten Festlegung des Produkts durch die Konstruktion und seiner Realisierung durch die Fertigung und die Montage dar. In der Arbeitsvorbereitung werden die Technologieketten, Vor-gabezeiten und Abläufe in der Fertigung und in der Montage im einzelnen festgelegt sowie die Durchführung terminlich geplant und überwacht. Entsprechend der Definition des Ausschusses für wirtschaftliche Fertigung (AWF) wird die Ar-beitsvorbereitung in Arbeitsplanung und Arbeitssteuerung untergliedert. Die Ar-beitsplanung legt fest, was wie und womit hergestellt werden soll. Die Arbeits-steuerunghingegen gibt vor, wie viel, wann, wo und durch wen herzustellen ist.
Im Bereich der Ressourcenplanung ist die Betriebsmittelorganisation stets in be-sonderemMaße unternehmensspezifisch. Sie hat koordinierende Funktionen mit dem Ziel einer mengen-, termin- und kostengerechten Bereitstellung der Be-triebsmittel für den Produktionsprozess. Die wichtigsten Ziele sind die Prozess-sicherheit und die Auslastung bei einem möglichst niedrigen Bestand an Be-triebsmitteln und möglichst geringem organisatorischen Aufwand zur Gewähr-leistung der Verfügbarkeit.
Eng verknüpft mit der Prozessplanung ist der Einsatz der Mitarbeiter. Zum einen ist ihre Anzahl und Qualifikation zu bestimmen, zum anderen muss die zentrale Frage entschieden werden, in welcher Organisationsform die Produktion ablaufen soll. Bei der Personalplanung handelt es sich demnach um arbeitswissenschaftliche und arbeitsorganisatorische Fragestellungen.
In der Übung zur Vorlesung 4 werden grundlegende Aufgaben zu den Themen
- Prozessplanung bei verketteten Anlagen,
- Betriebsmittelplanung und
- Personalplanung behandelt.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 30
Vorlesung 4
Fragen zur Vorlesung:
� Was ist ein Montage Vorranggraph, wie ist er aufgebaut?
� Was muss bei der kapazitiven Auslegung von Ressourcen berücksichtigt werden?
� Wie funktioniert die Abtaktung verketteter Anlagen?
� Welche Möglichkeiten bietet die Stufeninvestition bei modularen Anlagenkonzepten?

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 31
Vorlesung 4
Literaturhinweise:
Aggteley, B.: Fabrikplanung - Werksentwicklung und Betriebsrationalisierung,Band 1- 3. München: Carl Hanser Verlag, 1987, 1990.
Bühner, R.: Personalmanagement, 3. Auflage. München: Oldenbourg Lehr- und Handbücher der Wirtschafts- und Sozialwissenschaften, 2004
Dangelmaier, W.: Fertigungsplanung (VDI-Buch), 2. Auflage. Berlin: Springer Verlag,2001.
Fallböhmer, M.: Generieren alternativer Technologieketten in frühen Phasen der Produktentwicklung, Dissertation. Aachen: Shaker Verlag GmbH, 2000.
Felix, H.: Unternehmens- und Fabrikplanung – Planungsprozesse, Leistungen und Beziehungen. München: Carl Hanser Verlag, 1998.
Grundig, C.-G.: Fabrikplanung. Planungssystematik – Methoden – Anwendung, 2., aktualisierte Ausgabe. München: Carl Hanser Verlag, 2006.
Gupta, J. C.: Marktinduziertes Ressourcen- und Kostenmanagement –Produktintegrierte Gestaltung der Ressourcenstruktur in der Einzel- und Kleinserienfertigung, Dissertation. Aachen: Shaker Verlag, 1997.
Kettner, H.; Schmidt, J.; Greim, H.-R.: Leitfaden der systematischen Fabrikplanung. Leipzig: Fachbuchverlag, 1984.
Lutz, L.: Auswahl und Erweiterung heuristischer Verfahren für das Abgleichen von Montagelinien, Dissertation. Mainz: Otto Krauskopf-Verlag, 1974.
Schuh, G.; Eversheim, W.: Betriebshütte - Produktion und Management, 7., völlig neu bearbeitete Auflage. Berlin: Springer-Verlag, 1999.
Trommer, G.: Methodik zur konstruktionsbegleitenden Generierung und Bewertung alternativer Fertigungsfolgen, Dissertation. Aachen: Shaker Verlag, 2001.
Wiendahl, H.-P.: Betriebsorganisation für Ingenieure. München: Hanser Verlag, 1989.

Fabrikplanung – Sommersemester 2009
Production Systems I V 4 S. 32
Vorlesung 4
Seite 32© WZL/Fraunhofer IPT
Production Systems I – Prozess- und Ressourcenplanung
Einführung1
Prozessplanung2
Ressourcenplanung3
Anmerkungen zur Folie:





![FP SS09 V3 v1.2 wsc sv - wzl.rwth-aachen.de€¦ · •Konstruktionsbeispiele •Konstruktionsrichtlinien Innovationsmanagement ... Anzahl MA [1000] 2.000 1.000 4.000 3.000 Umsatz](https://img.pdfslide.tips/doc/110x75/5b9fa19309d3f259468b4aeb/fp-ss09-v3-v12-wsc-sv-wzlrwth-konstruktionsbeispiele-konstruktionsrichtlinien.jpg)























![FP SS2012 V1V2 krk.ppt [Kompatibilitätsmodus]€¦ · Terminübersicht Seite 3 Aufbau der Vorlesungsreihe Seite 4 Glossar Seite 7 Ziele der Vorlesung Seite 8 Vorlesung Einführung](https://img.pdfslide.tips/doc/110x75/5ba0783709d3f2c2598cccb4/fp-ss2012-v1v2-krkppt-kompatibilitaetsmodus-terminuebersicht-seite-3-aufbau.jpg)