Embed Size (px)
Citation preview
Ganzheitliche stoffliche und energetische Modellierung des Biogasbildungsprozesses
Dissertation
zur
Erlangung des Grades
Doktor-Ingenieurin
der
Fakultät für Maschinenbau
der Ruhr-Universität Bochum
von
Mandy Gerber
aus Schlema
Bochum 2009
Dissertation eingereicht am: 24. August 2009
Tag der mündlichen Prüfung: 1. Oktober 2009
Erster Referent: Prof. Dr.-Ing. Roland Span
Zweiter Referent: Prof. Dr.-Ing. Markus Grünewald
Danksagung
Die vorliegende Arbeit begann unter der Leitung von Herrn Prof. Dr.-Ing. Roland Span am Lehrstuhl für Thermodynamik und Energietechnik der Universität Paderborn und wurde nach dessen Wechsel zum Lehrstuhl für Thermodynamik der Ruhr-Universität Bochum vollendet.
Mein größter Dank gilt meinem Betreuer und Mentor Roland Span, der sich auf das Wagnis Biogas einließ, von dem ich unglaublich viel gelernt habe, der immer wieder durch seine fachliche Unterstützung meinen Blickwinkel erweiterte und stets an mich geglaubt hat.
Vielen Dank auch an Herrn Grünewald für die Übernahme als Zweitgutachter und die Kollegen von E.ON Ruhrgas, vor allem an Herrn Claus Bonsen und an Herrn Jens Schiffers für die Zusammenarbeit und die Finanzierung dieses überaus interessanten Projektes. Mein besonderer Dank gilt auch Herrn Thorsten Blanke von RWE für die Bereitstellung von Messdaten der Biogasanlage Neurath und von typischen Substraten für experimentelle Untersuchungen, sowie Herrn Peter-Josef Köpp, der tausende Fragen ertragen und Besuche an der Biogasanlage jederzeit tatkräftig unterstützt hat.
Für die wunderbare Unterstützung möchte ich auch meinem Biogas-Team am Lehrstuhl ganz herzlich danken, das immer mit höchstem Engagement und Interesse dabei war und so manche späte Arbeitsstunde oder Wochenenden geopfert hat, um zum Gelingen der Arbeit beizutragen, und Herrn Christian Grahmann und sein Werkstatt-Team für die kompetente und umfangreiche Unter-stützung beim Aufbau des Biogaslabors. Frau Brigitte Weidner, Frau Sabine Kareth und Herrn Christian Vogt seien gedankt für die sehr wertvolle fachliche und persönliche Unterstützung. Ein großes Dankeschön geht an mein Korrekturteam, das viel Zeit geopfert hat und mich mit einigen Anmerkungen zum Verzweifeln, aber auch zum herzhaften Lachen gebracht hat.
Mein besonderer Dank geht an die Mitarbeiter der Lehrstühle in Paderborn und in Bochum für die vielen hilfreichen Ratschläge und die angenehme und freund-schaftliche Atmosphäre. Insbesondere seien die akademischen Oberräte erwähnt: Gerhard Herres in Paderborn, der zu jedem Problem umfangreiche Antworten geben konnte und Reiner Kleinrahm, der sich auch bei engstem Zeitplan immer als interessierter und hilfsbereiter Diskussionspartner erwies.
Sehr herzlich bedanken möchte ich mich bei Herrn Frank Sander, mit dem ich fünf Jahre lang ein Büro geteilt habe, mit dem Leidensstrecken erträglicher wurden und Erfolge erfreulicher, der mir in der Zeit ein sehr guter Freund wurde, und bei Frau Judith Möller, die Herrn Sander zwar nicht ersetzen kann, ihn aber wunderbar vertritt.
Abschließend möchte ich meiner Familie, Christian und meinen Freunden aus tiefstem Herzen danken, die in den letzten Jahren viele Entbehrungen hinnehmen mussten, mich dennoch moralisch immer sehr gestärkt haben.

Inhaltsverzeichnis
Danksagung.......................................................................................................... III
Inhaltsverzeichnis ................................................................................................ V
Abkürzungsverzeichnis.................................................................................... VIII
Formelzeichen und Symbole............................................................................... X
1 Einleitung ..........................................................................................................1
2 Grundlagen des Biogasbildungsprozesses ...................................................3 2.1 Abbauprozess...............................................................................................3 2.2 Wachstumskinetik.........................................................................................7 2.3 Einflussparameter.......................................................................................11
2.3.1 Einfluss von Nährstoffen ....................................................................12 2.3.2 Einfluss von Inhibitoren ......................................................................12 2.3.3 Einfluss von Dissoziationsgleichgewicht, Ionengleichgewicht, pH-
Wert und Alkalinität ............................................................................14 2.3.4 Einfluss des Phasengleichgewichts ...................................................18 2.3.5 Einfluss der Temperatur .....................................................................20
2.4 Bilanzierung eines Fermenters ...................................................................21 3 Stoffliche Modellierung des Prozesses ........................................................27
3.1 Überblick über existierende Modelle...........................................................27 3.2 Auswahl geeigneter Modelle.......................................................................30 3.3 Beschreibung der ausgewählten Modelle ...................................................31
3.3.1 Modell von Boyle................................................................................31 3.3.2 Modell von Baserga ...........................................................................32 3.3.3 Modell von Keymer & Schilcher .........................................................33 3.3.4 Modell von Andrews & Graef..............................................................34 3.3.5 Modell von Hill & Barth.......................................................................36 3.3.6 Anaerobic Digestion Model ADM 1 ....................................................37
3.4 Vergleich der ausgewählten Modelle..........................................................39 4 Energetische Modellierung des Prozesses ..................................................41
4.1 Aufbau einer Biogasanlage.........................................................................41 4.2 Produktion von Strom und Wärme..............................................................43 4.3 Strombedarf................................................................................................44
4.3.1 Rührwerk............................................................................................45 4.3.2 Pumpe................................................................................................48 4.3.3 Feststoffeinbringung...........................................................................50
4.4 Wärmebedarf..............................................................................................51
VI Inhaltsverzeichnis
4.4.1 Enthalpiebilanz .................................................................................. 53 4.4.2 Wärmeverlust Fermenterwand........................................................... 56 4.4.3 Wärmeverlust Fermenterdach ........................................................... 60 4.4.4 Wärmeverlust Fermenterboden ......................................................... 64 4.4.5 Dissipation Rührwerk ......................................................................... 65
5 Berechnung von Stoffdaten........................................................................... 66 5.1 Molmasse................................................................................................... 67 5.2 Thermophysikalische Stoffdaten der Gasphase......................................... 69 5.3 Thermophysikalische Zustandsgrößen der Flüssigphase .......................... 74 5.4 Thermophysikalische Zustandsgrößen der Umgebungsluft ....................... 84 5.5 Verdampfungsenthalpie von Wasser.......................................................... 85 5.6 Dampfdruck................................................................................................ 85 5.7 Heizwert und Brennwert ............................................................................. 86
6 Datengrundlage zur Bewertung der Modelle................................................ 91 6.1 Experimentelle Daten aus der Literatur ...................................................... 91 6.2 Experimentelle Daten aus einem eigenen Biogaslabor .............................. 96
6.2.1 Beschreibung der Batch-Versuche .................................................... 97 6.2.2 Beschreibung der kontinuierlichen Laborfermenter ......................... 100 6.2.3 Beschreibung der kontinuierlichen Technikumsanlage.................... 104
6.3 Daten von großtechnischen Biogasanlagen............................................. 106 6.4 Substratanalysen ..................................................................................... 107 6.5 Verwendete Substrate.............................................................................. 112
7 Bewertung und Anwendung der Modelle ................................................... 115 7.1 Umsetzung der Modelle in Aspen ............................................................ 115 7.2 Bewertung der stofflichen Bilanzierung .................................................... 116
7.2.1 Statische Modelle ............................................................................ 116 7.2.2 Kinetische Modelle........................................................................... 122
7.3 Bewertung der energetischen Bilanzierung.............................................. 134 7.3.1 Vergleich mit einer großtechnischen Biogasanlage ......................... 134 7.3.2 Einfluss von Stoffdaten auf die energetische Modellierung.............. 135
7.4 Durchführung von Parameterstudien........................................................ 141 7.4.1 Einfluss der Umgebungstemperatur ................................................ 141 7.4.2 Einfluss der Substrattemperatur ...................................................... 143 7.4.3 Einfluss der Biogastemperatur......................................................... 144 7.4.4 Einfluss der Wandstärke der Wärmedämmung ............................... 145 7.4.5 Einfluss der Beschickungsmenge .................................................... 145 7.4.6 Einfluss der Substratmischung ........................................................ 146 7.4.7 Vergleich verschiedener Fermentertypen ........................................ 148
8 Zusammenfassung und Ausblick ............................................................... 151

Inhaltsverzeichnis VII
Literaturverzeichnis ..........................................................................................154
Anhang...............................................................................................................167
Abkürzungsverzeichnis
AA Amino Acids (Aminosäuren)
AC Acetic Acid (Essigsäure)
ACM Aspen Custom Modeller
ADM1 Anaerobic Digestion Model No.1
ADP Adenosindiphosphat
ATP Adenosintriphosphat
BHKW Blockheizkraftwerk
BU Butyric Acid (Buttersäure)
BVS Biological Volatile Solids (biologisch verfügbare Organik)
CCM Corn Cob Mix
CH Carbohydrates (Kohlenhydrate)
CH4 Methan
CO2 Kohlendioxid
COD Chemical Oxygen Demand (Chemischer Sauerstoffbedarf)
Comp Composite (Komposite)
DGF Deutsche Gesellschaft für Fettwissenschaft e.V.
DLG Deutsche Landwirtschafts-Gesellschaft
GC-MS Gaschromatograph kombiniert mit Massenspektrometer
GPS Ganzpflanzensilage
H2 Wasserstoff
H2S Schwefelwasserstoff
HAC Nicht-dissoziierte Essigsäure
HBU Nicht-dissoziierte Buttersäure
HPR Nicht-dissoziierte Propionsäure
HS Nicht-dissoziiertes Substrat
IAPWS The International Association for the Properties of Water and Steam
IC Inorganic Carbon (Anorganischer Kohlenstoff)
IN Inorganic Nitrogen (Anorganischer Stickstoff)
IWA International Water Association
KTBL Kuratorium für Technik und Bauwesen in der Landwirtschaft e.V.
Abkürzungsverzeichnis IX
LCFA Long Chain Fatty Acids (langkettige Fettsäuren)
Lip Lipide (Fette)
MS Monosaccharide (Einfachzucker)
MSR Mess-, Steuerungs- und Regelungstechnik
N2 Stickstoff
NADH Nicotinsäureamid-Adenin-Dinukleotid
NAWARO Nachwachsende Rohstoffe
NfE Stickstofffreie Extraktstoffe
NH3 Ammoniak
NH4-N Ammonium-Stickstoff
O2 Sauerstoff
oTS Organische Trockensubstanz
PR Propionic Acid (Propionsäure)
Prot Protein
SO Soluble Organics (lösliche Organik)
TOC Total Organic Carbon (gesamter organischer Kohlenstoff)
TS Trockensubstanz
UASB Upflow Anaerobic Sludge Blanket
VA Valeric Acid (Valeriansäure)
VDLUFA Verband Deutscher landwirtschaftlicher Untersuchungs- und Forschungsanstalten
VFA Volatile Fatty Acids (flüchtige Fettsäuren)
VOA Volatile Organic Acids (flüchtige organische Säuren)
VS Volatile Solids (organische Trockensubstanz)
WLD Wärmeleitfähigkeitsdetektor
Formelzeichen und Symbole
Formelzeichen
A [m²] Fläche
A [-] Mischungskoeffizient
b [m] Überströmlänge
Rb [m] Breite Rührerblatt
c [kg/m³] Konzentration
mc [kmol/m³] Molare Konzentration
pc [kJ/(kg·K)] Spezifische Wärmekapazität
C [divers] Koeffizient
CF [divers] Conversion Factor (Umrechnungsfaktor)
d [1/d] Durchmesser
D [1/d] Verdünnungsrate
AE [kJ/kmol] Aktivierungsenergie
f [-] Korrekturfaktor
g [m/s²] Fallbeschleunigung
Gr [-] Grashoff-Zahl
h [m] Höhe
h [kJ/kg] Spezifische Enthalpie
geoh [m] Geodätische Höhe
,m oh [MJ/kmol] Molarer Brennwert
,m uh [MJ/kmol] Molarer Heizwert
oh [MJ/kg] Spezifischer Brennwert
Rh [m] Höhe Rührerblatt über Boden
uh [MJ/kg] Spezifischer Heizwert
,v uh [kWh/m³] Volumetrischer Heizwert
H [J] Enthalpie
H [W] Enthalpiestrom
I [kg/m³] Inhibitorkonzentration
k [W/(m²·K)] Wärmedurchgangskoeffizienten
k [1/d] Reaktionsrate
Formelzeichen und Symbole XI
bk [kg/m³] Konzentrationsbeiwert
Pk [m] Rohrrauhigkeit
K [Pa·s] Konsistenzkoeffizient
K [divers] Wachstumskonstante
aK [-] Säurekonstante
DK [1/d] Sterberate
HK [mol/(L·atm)] Henry-Konstante
IK [1/d] Inhibitionskonstante
LAK [1/d] Gastransferrate
SK [kg/m³] Sättigungskonstante
PK [kg/m³] Sättigungskonstante Produkt
chl [m] Charakteristische Länge
L [m] Länge
L [kg/m³] Kinetischer Parameter
m [kg] Masse
m [-] Kinetischer Parameter
m [kg/s] Massenstrom
M [kg/kmol] Molmasse
n [1/s] Drehzahl
n [-] Fließexponent
n [-] Kinetischer Parameter
Rn [-] Anzahl Rührorgane
Ne [-] Newton-Zahl
NfE [Gew.-%] Anteil an N-freien Extraktstoffen
Nu [-] Nusselt-Zahl
oTS [%TS] Organischer Trockensubstanzgehalt
OLR [kgoTS/(m³·d)] Organic Loading Rate (organische Faulraumbelastung)
p [bar] Druck
charp [kWh/t] Energetische Kenngröße
pH [-] pH-Wert
apK [-] pKa-Wert
P [W] Leistung
XII Formelzeichen und Symbole
P [kg/m³] Produktkonzentration *P [kg/m³] Kritische Produktkonzentration
Pr [-] Prandtl-Zahl
q [L/kg] Spezifische Gasausbeute
Q [W] Wärmestrom
HeatQ [W] Wärmebedarf
r [m] Radius
R [kJ/(kmol·K)] Individuelle Gaskonstante
R [kmol/(m³·d)] Produktionsrate
mR [kJ/(kmol·K)] Allgemeine Gaskonstante
Re [-] Reynolds-Zahl
S [kg/m³] Substratkonzentration *S [kg/m³] Kritische Substratkonzentration
t [°C] Temperatur
t [d] Zeit
Lt [d] Verzögerungszeit (Lag-Time)
T [K] Temperatur
GT [kmol/(m³·d)] Gasübergangsrate
TS [%] Trockensubstanzgehalt
u [m] Umfang
v [m/s] Geschwindigkeit
mv [m³/kmol] Molares Volumen
V [m³] Volumen
V [m³/h] Volumenstrom
VQ [-] Abbaugrad
x [-] Massenanteil
X [kg/m³] Bakterienkonzentration
Y [-] Umsatzrate
y [-] Molanteil
Z [-] Anzahl Rührblätter
Δ Vh [kJ/kg] Verdampfungsenthalpie
ΔRh [kJ/kg] Reaktionsenthalpie
Formelzeichen und Symbole XIII
Symbole
α [W/(m²·K)] Wärmeübertragungskoeffizient
α [rad] Winkel
γ [rad] Anstellwinkel
γ [1/s] Scherrate
δ [m] Wandstärke
η [-] Wirkungsgrad
η [Pa·s] Dynamische Viskosität
ηDEG [-] Abbaugrad
ηeff [Pa·s] Effektive / Scheinbare dynamische Viskosität
ηel [-] Elektrischer Wirkungsgrad
ηth [-] Thermischer Wirkungsgrad
θ [d] Verweilzeit
λ [-] Druckverlustbeiwert
λ [W/(m·K)] Wärmeleitfähigkeit
μ [1/d] Wachstumsrate
ρ [kg/m³] Dichte
σ [m] Kollisionsdurchmesser
ψ [m³/m³] Volumenanteil
Ω [-] Potentialparameter
Indizes
0 Anfang / Eintritt
1 Ende / Austritt
a Umgebung
A- Anionen
Ac- Acetat-Ionen
AF Acid-Former (Säurebildner)
b biologisch
B Bezugszustand
BG Biogas
c Kohlenstoff
XIV Formelzeichen und Symbole
c chemisch
C Conversion (Umwandlung)
C+ Cations (Kationen)
CH Kohlenhydrate
CH4 Methan
CO2 Kohlendioxid
d Dissolved (gelöst)
DEG Degradation (Abbau)
DIG Digestate (Gärrest)
Diss Dissipation
eq Äquivalent
ex Exhaust Gas (Abgas)
G Gas
Ground Boden
h Wasserstoff
hyd hydraulisch
H+ Wasserstoff-Ionen
H2S Schwefelwasserstoff
HAc Nicht dissoziierte Essigsäure
HCO3 Hydrogencarbonat
HPr Nicht dissoziierte Propionsäure
i Komponente
in innen
IC Inorganic Carbon (Anorganischer Kohlenstoff)
Inert Inertstoffe
KoS Kosubstrate
L Liquid (flüssig)
L / Loss Verlust
Lateral Mantel / Seite
Level Füllstand
Lip Lipide
m Mittelwert
Formelzeichen und Symbole XV
max Maximum
M Maintenance (Lebenserhaltung)
MF Methane-Former (Methanbildner)
Mix Mischung
n Stickstoff
N Normzustand
NH3 Ammoniak
NH4 Ammonium
o Sauerstoff
opt Optimal
out Außen
oTS Organische Trockensubstanz
OH- Hydroxid-Ionen
P Production (Produktion)
Pipe Rohr
Prot Proteine
R Rührer
R Reduction (Reduzierung)
Ref Referenz
Roof Dach
s Schwefel
s Saturation (Sättigung)
S Substrat
SO Soluble Organics
SUB Ausgangssubstrat
Surface Oberfläche
T Total (gesamt)
TC Total Carbon (Gesamtkohlenstoff)
TOC Total Organic Carbon (Gesamter organischer Kohlenstoff)
VM Volatile Matter
w Wasser
Wall Wand

XVI Formelzeichen und Symbole
Wind Wind
X Zellmasse
Z Netto-Kationen
1 Einleitung
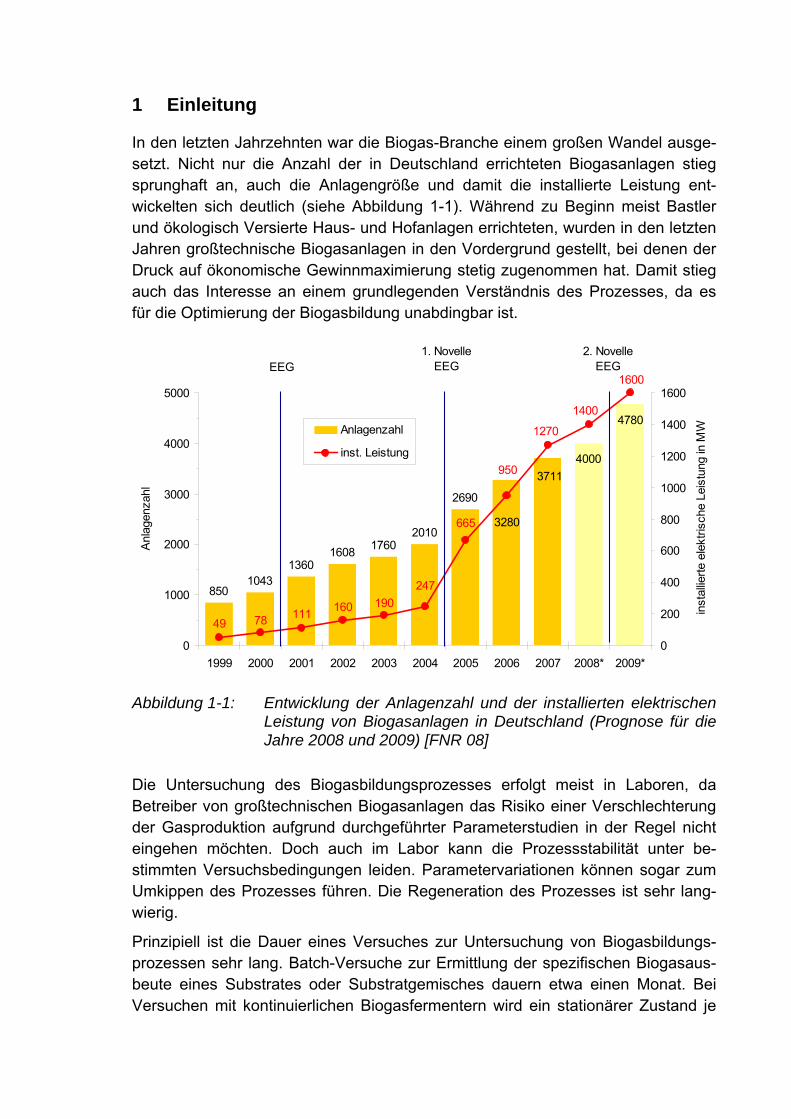
In den letzten Jahrzehnten war die Biogas-Branche einem großen Wandel ausge-setzt. Nicht nur die Anzahl der in Deutschland errichteten Biogasanlagen stieg sprunghaft an, auch die Anlagengröße und damit die installierte Leistung ent-wickelten sich deutlich (siehe Abbildung 1-1). Während zu Beginn meist Bastler und ökologisch Versierte Haus- und Hofanlagen errichteten, wurden in den letzten Jahren großtechnische Biogasanlagen in den Vordergrund gestellt, bei denen der Druck auf ökonomische Gewinnmaximierung stetig zugenommen hat. Damit stieg auch das Interesse an einem grundlegenden Verständnis des Prozesses, da es für die Optimierung der Biogasbildung unabdingbar ist.
8501043
13601608 1760
2010
2690
3711
3280
4780
4000
1600
1400
1270
950
665
2471901601117849
0
1000
2000
3000
4000
5000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008* 2009*
Anla
genz
ahl
0
200
400
600
800
1000
1200
1400
1600
inst
allie
rte e
lekt
risch
e Le
istu
ng in
MWAnlagenzahl
inst. Leistung
EEG1. Novelle
EEG2. Novelle
EEG
Abbildung 1-1: Entwicklung der Anlagenzahl und der installierten elektrischen Leistung von Biogasanlagen in Deutschland (Prognose für die Jahre 2008 und 2009) [FNR 08]
Die Untersuchung des Biogasbildungsprozesses erfolgt meist in Laboren, da Betreiber von großtechnischen Biogasanlagen das Risiko einer Verschlechterung der Gasproduktion aufgrund durchgeführter Parameterstudien in der Regel nicht eingehen möchten. Doch auch im Labor kann die Prozessstabilität unter be-stimmten Versuchsbedingungen leiden. Parametervariationen können sogar zum Umkippen des Prozesses führen. Die Regeneration des Prozesses ist sehr lang-wierig.
Prinzipiell ist die Dauer eines Versuches zur Untersuchung von Biogasbildungs-prozessen sehr lang. Batch-Versuche zur Ermittlung der spezifischen Biogasaus-beute eines Substrates oder Substratgemisches dauern etwa einen Monat. Bei Versuchen mit kontinuierlichen Biogasfermentern wird ein stationärer Zustand je
2 1 Einleitung
nach hydraulischer Verweilzeit der Substrate im Fermenter erst nach mehreren Monaten erreicht, sodass eine umfangreiche Parameterstudie auch für nur einen Parameter Jahre in Anspruch nehmen kann. Um diese enormen Wartezeiten durch besser planbare Parameterstudien zu verkürzen und um das Risiko von Anlagenbetreibern zu reduzieren, soll der Biogasprozess modelliert werden. So können am Rechner beispielsweise optimale Substratgemische ausgewählt oder Auswirkungen von Schwankungen der Betriebsparameter untersucht werden.
Eine Vielfalt an Modellen für die Berechnung des Biogasbildungsprozesses ist in der Literatur bereits vorhanden. Aus diesem Grund werden im Rahmen dieser Arbeit vielversprechende Modelle ausgewählt, überprüft und miteinander ver-glichen. Ohne Versuche aus Laboren und ohne Daten aus großtechnischen Biogasanlagen ist eine Überprüfung und Anpassung der Modelle natürlich nicht möglich. Dennoch wird sich der Aufwand bei zukünftigen Parameterstudien und Aufgabenstellungen zur Optimierung gegenüber reinen Untersuchungen im Labor reduzieren. Die Modelle können außerdem der Überwachung und Steuerung des Prozesses in großtechnischen Biogasfermentern dienen.
Zwar wird durch die Produktion von Biogas und dessen Verwertung Energie produziert (meist Produktion von Strom und Wärme in einem BHKW), allerdings ist zum Aufrechterhalten des Prozesses Energie in Form von Wärme und Strom notwendig. Auch hier wird ein energetisches, ökologisches und ökonomisches Optimum angestrebt. Aus diesem Grund wird die stoffliche Bilanzierung mit den ausgewählten Modellen zusätzlich um eine energetische Bilanzierung erweitert. Die Modellierung wichtiger Bestandteile einer Biogasanlage, wie Pumpen, Wärmeübertrager oder Feststoffeinbringung, ermöglicht Studien zum optimalen Aufbau eines Biogasprozesses.
Da die notwendige Wärme für den Fermenter meist mit der Abwärme aus dem BHKW gedeckt wird, die im Überschuss vorhanden ist, gerät die Wärmebilanz des Fermenters oft in den Hintergrund. Interessant wird die Wärmebilanz allerdings, wenn eine Aufbereitung von Biogas auf Erdgasqualität mit anschließender Einspeisung in das Erdgasnetz angedacht ist. Dann stehen Wärme und Strom für den Gesamtprozess nicht mehr aus dem biogasbetriebenen BHKW zur Verfügung und müssen auf einem anderen Weg bereitgestellt werden, was zusätzliche Betriebs- und Investitionskosten verursacht. Aus diesem Grund wird in dieser Arbeit auch die Wärmebilanz des Fermenters ausführlich betrachtet.
2 Grundlagen des Biogasbildungsprozesses
2.1 Abbauprozess
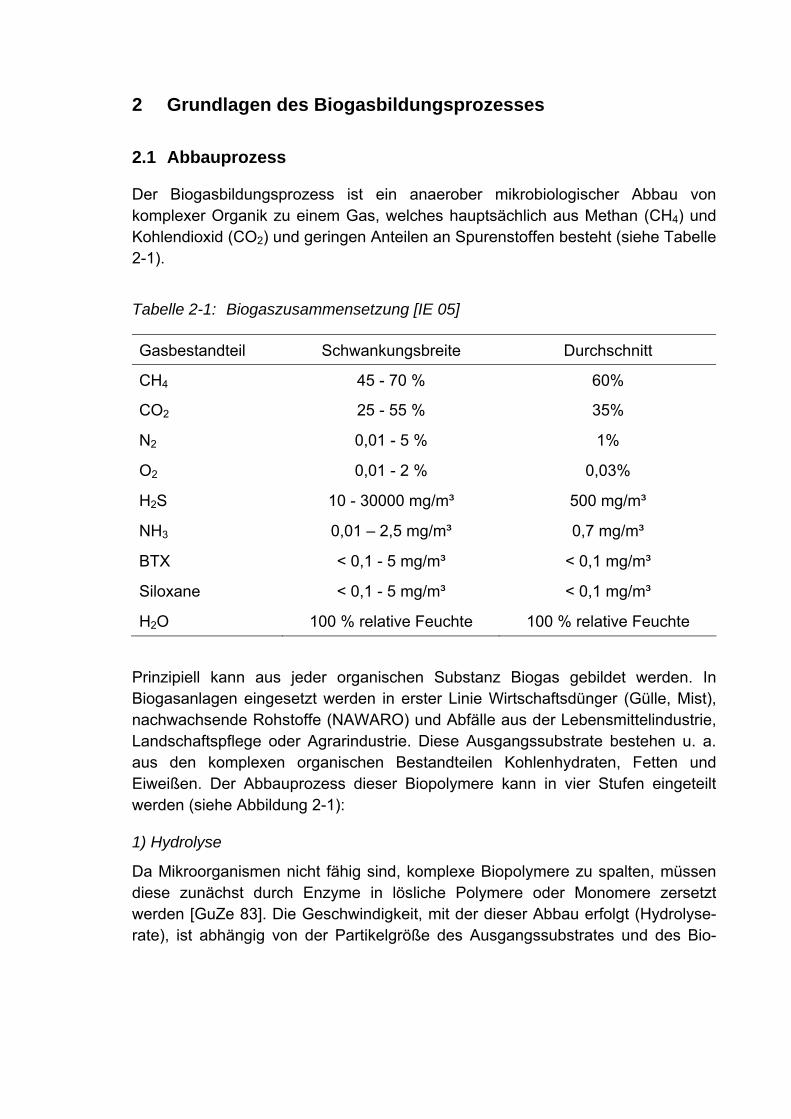
Der Biogasbildungsprozess ist ein anaerober mikrobiologischer Abbau von komplexer Organik zu einem Gas, welches hauptsächlich aus Methan (CH4) und Kohlendioxid (CO2) und geringen Anteilen an Spurenstoffen besteht (siehe Tabelle 2-1).
Tabelle 2-1: Biogaszusammensetzung [IE 05]
Gasbestandteil Schwankungsbreite Durchschnitt
CH4 45 - 70 % 60%
CO2 25 - 55 % 35%
N2 0,01 - 5 % 1%
O2 0,01 - 2 % 0,03%
H2S 10 - 30000 mg/m³ 500 mg/m³
NH3 0,01 – 2,5 mg/m³ 0,7 mg/m³
BTX < 0,1 - 5 mg/m³ < 0,1 mg/m³
Siloxane < 0,1 - 5 mg/m³ < 0,1 mg/m³
H2O 100 % relative Feuchte 100 % relative Feuchte
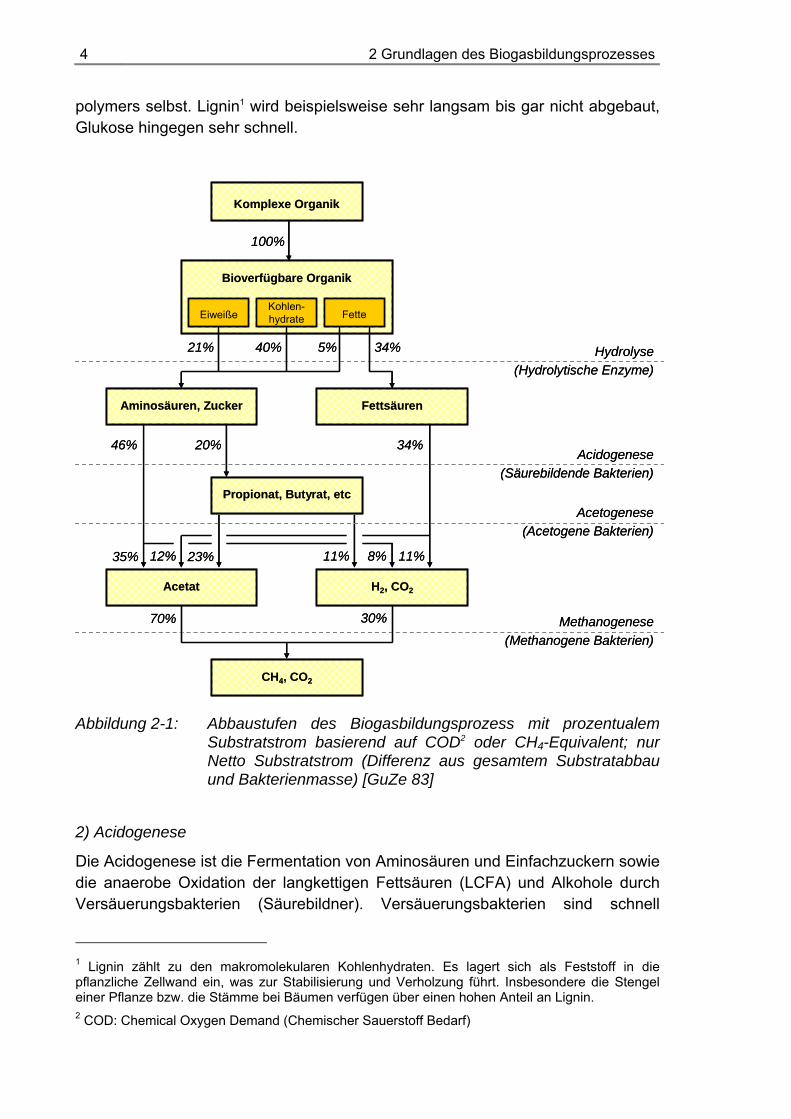
Prinzipiell kann aus jeder organischen Substanz Biogas gebildet werden. In Biogasanlagen eingesetzt werden in erster Linie Wirtschaftsdünger (Gülle, Mist), nachwachsende Rohstoffe (NAWARO) und Abfälle aus der Lebensmittelindustrie, Landschaftspflege oder Agrarindustrie. Diese Ausgangssubstrate bestehen u. a. aus den komplexen organischen Bestandteilen Kohlenhydraten, Fetten und Eiweißen. Der Abbauprozess dieser Biopolymere kann in vier Stufen eingeteilt werden (siehe Abbildung 2-1):
1) Hydrolyse
Da Mikroorganismen nicht fähig sind, komplexe Biopolymere zu spalten, müssen diese zunächst durch Enzyme in lösliche Polymere oder Monomere zersetzt werden [GuZe 83]. Die Geschwindigkeit, mit der dieser Abbau erfolgt (Hydrolyse-rate), ist abhängig von der Partikelgröße des Ausgangssubstrates und des Bio-
4 2 Grundlagen des Biogasbildungsprozesses
polymers selbst. Lignin1 wird beispielsweise sehr langsam bis gar nicht abgebaut, Glukose hingegen sehr schnell.
Bioverfügbare Organik
Hydrolyse(Hydrolytische Enzyme)
Aminosäuren, Zucker Fettsäuren
Acidogenese(Säurebildende Bakterien)
Acetat
CH4, CO2
Methanogenese(Methanogene Bakterien)
Acetogenese(Acetogene Bakterien)
21%
100%
EiweißeKohlen-hydrate Fette
Komplexe Organik
34%40% 5%
46%
H2, CO2
Propionat, Butyrat, etc
20% 34%
35% 12% 23% 11% 8% 11%
70% 30%
Bioverfügbare Organik
Hydrolyse(Hydrolytische Enzyme)
Aminosäuren, Zucker Fettsäuren
Acidogenese(Säurebildende Bakterien)
Acetat
CH4, CO2
Methanogenese(Methanogene Bakterien)
Acetogenese(Acetogene Bakterien)
21%
100%
EiweißeKohlen-hydrate Fette
Komplexe Organik
34%40% 5%
46%
H2, CO2
Propionat, Butyrat, etc
20% 34%
35% 12% 23% 11% 8% 11%
70% 30%
Abbildung 2-1: Abbaustufen des Biogasbildungsprozess mit prozentualem Substratstrom basierend auf COD2 oder CH4-Equivalent; nur Netto Substratstrom (Differenz aus gesamtem Substratabbau und Bakterienmasse) [GuZe 83]
2) Acidogenese
Die Acidogenese ist die Fermentation von Aminosäuren und Einfachzuckern sowie die anaerobe Oxidation der langkettigen Fettsäuren (LCFA) und Alkohole durch Versäuerungsbakterien (Säurebildner). Versäuerungsbakterien sind schnell
1 Lignin zählt zu den makromolekularen Kohlenhydraten. Es lagert sich als Feststoff in die pflanzliche Zellwand ein, was zur Stabilisierung und Verholzung führt. Insbesondere die Stengel einer Pflanze bzw. die Stämme bei Bäumen verfügen über einen hohen Anteil an Lignin. 2 COD: Chemical Oxygen Demand (Chemischer Sauerstoff Bedarf)
2 Grundlagen des Biogasbildungsprozesses 5
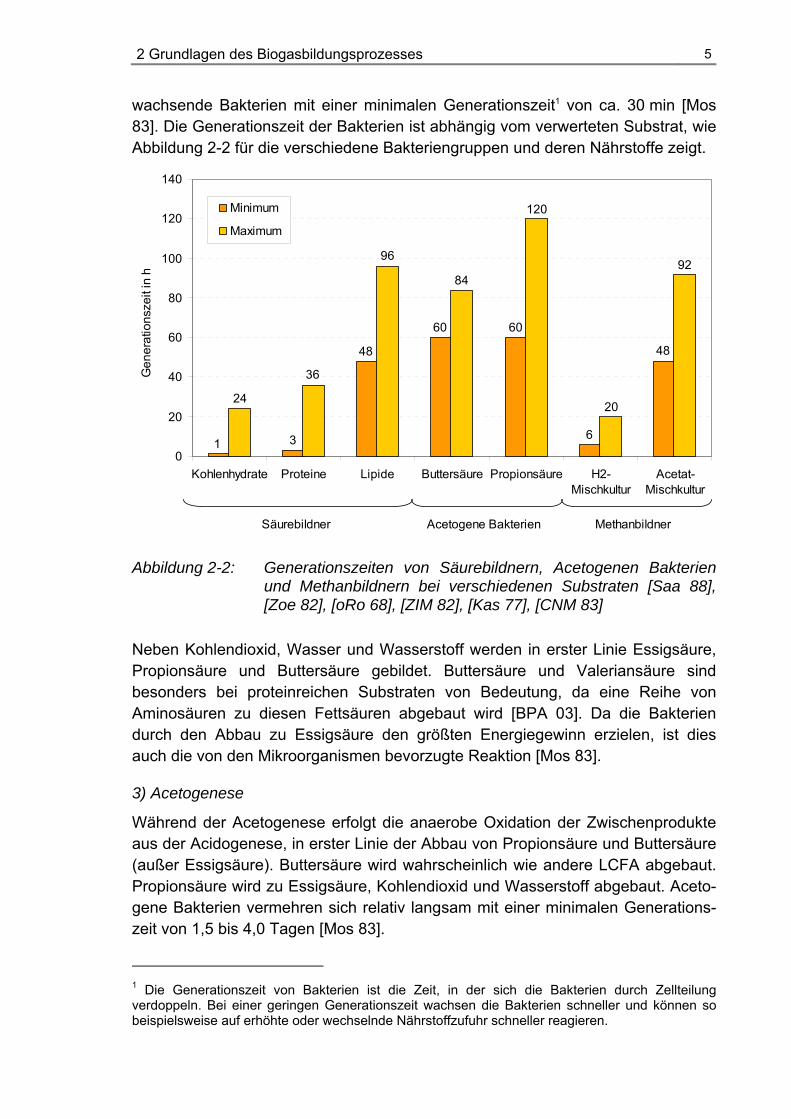
wachsende Bakterien mit einer minimalen Generationszeit1 von ca. 30 min [Mos 83]. Die Generationszeit der Bakterien ist abhängig vom verwerteten Substrat, wie Abbildung 2-2 für die verschiedene Bakteriengruppen und deren Nährstoffe zeigt.
6
60
1 3
48
60
48
120
20
84
96
36
24
92
0
20
40
60
80
100
120
140
Kohlenhydrate Proteine Lipide Buttersäure Propionsäure H2-Mischkultur
Acetat-Mischkultur
Gen
erat
ions
zeit
in h
Minimum
Maximum
MethanbildnerAcetogene BakterienSäurebildner
Abbildung 2-2: Generationszeiten von Säurebildnern, Acetogenen Bakterien und Methanbildnern bei verschiedenen Substraten [Saa 88], [Zoe 82], [oRo 68], [ZIM 82], [Kas 77], [CNM 83]
Neben Kohlendioxid, Wasser und Wasserstoff werden in erster Linie Essigsäure, Propionsäure und Buttersäure gebildet. Buttersäure und Valeriansäure sind besonders bei proteinreichen Substraten von Bedeutung, da eine Reihe von Aminosäuren zu diesen Fettsäuren abgebaut wird [BPA 03]. Da die Bakterien durch den Abbau zu Essigsäure den größten Energiegewinn erzielen, ist dies auch die von den Mikroorganismen bevorzugte Reaktion [Mos 83].
3) Acetogenese
Während der Acetogenese erfolgt die anaerobe Oxidation der Zwischenprodukte aus der Acidogenese, in erster Linie der Abbau von Propionsäure und Buttersäure (außer Essigsäure). Buttersäure wird wahrscheinlich wie andere LCFA abgebaut. Propionsäure wird zu Essigsäure, Kohlendioxid und Wasserstoff abgebaut. Aceto-gene Bakterien vermehren sich relativ langsam mit einer minimalen Generations-zeit von 1,5 bis 4,0 Tagen [Mos 83].
1 Die Generationszeit von Bakterien ist die Zeit, in der sich die Bakterien durch Zellteilung verdoppeln. Bei einer geringen Generationszeit wachsen die Bakterien schneller und können so beispielsweise auf erhöhte oder wechselnde Nährstoffzufuhr schneller reagieren.
6 2 Grundlagen des Biogasbildungsprozesses
4) Methanogenese
Erst während der Methanogenese wird Methan durch Methanbildner (Archaea) produziert, entweder durch die Umwandlung von Essigsäure oder durch die Umwandlung von Wasserstoff und Kohlendioxid. Obwohl die meisten Methan-bildner Wasserstoff verwerten, spielt Essigsäure eine entscheidende Rolle, da ca. 70% der Methanproduktion über die Methylgruppe von Acetat produziert wird [McC 64]. Den Nachweis hierfür erbrachten beispielsweise Smith & Mah [SmMa 66] durch ihre Studie mit C14-dotierter Essigsäure. In ihren Versuchen stammten 73% des Methans aus Essigsäure.
Methanbildner, die sich auf die Verwertung von Wasserstoff und Kohlendioxid spezialisiert haben, besitzen eine minimale Generationszeit von 6 Stunden. Da Methanbildner durch die Umwandlung von Essigsäure zu Methan deutlich weniger Energie gewinnen, liegt die minimale Generationszeit für essigsäureverzehrende Methanbildner bei 2 bis 3 Tagen. [Mos 83]
Wie eng die Mikroorganismen der einzelnen Abbaustufen zusammenarbeiten und wie stark die Prozessschritte untereinander verzahnt sind, zeigt sich sehr deutlich am Beispiel der Wasserstoffbildung während der Acetogenese. Wasserstoff hat nach Kaspar eine sehr geringe durchschnittliche Verweilzeit im Fermenter von 0,4 s. Mit Hilfe des Diffusionskoeffzienten lässt sich damit der durchschnittlich zurückgelegte Weg des Wasserstoffs berechnen (bei 33°C: 76 µm). Der Wasser-stoffverbrauch muss also in unmittelbarer Nachbarschaft der acetogenen Bakterien erfolgen. Unterschiedliche Bakterienarten bilden demnach im Fermenter Agglomerate. [Kas 77]
Der schnelle Verbrauch von Wasserstoff ist wichtig, da dieser den Abbau von Fettsäuren zu Essigsäure und Wasserstoff während der Acetogenese hemmt. Die Anreicherung von Fettsäuren hemmt wiederum den gesamten Abbauprozess. Aus diesem Grund werden wasserstoffverbrauchende Methanbildner auch als der „Autopilot“ der anaeroben Vergärung bezeichnet, da sie den gesamten Prozess regulieren können [Mos 83].
Für die Analyse des Abbauprozesses ist der langsamste Schritt besonders interessant, da er die Geschwindigkeit des gesamten Abbauprozesses bestimmt. Welche Abbaustufe der geschwindigkeitsbestimmende Schritt ist, hängt von der Konzentration der Ausgangssubstrate jeder einzelnen Stufe ab. Bei Ausgangs-substraten mit einem hohen Anteil an komplexen Biopolymeren stellt die Hydro-lyse den geschwindigkeitsbestimmenden Schritt dar, da die komplexen Ver-bindungen zunächst enzymatisch aufgespalten werden müssen [VeHa 99]. Leicht abbaubare Ausgangssubstrate werden schnell zu Essigsäure und Wasserstoff abgebaut, was zu einer Versäuerung und vor allem zur Hemmung der Methan-bildner führt. Der geschwindigkeitsbestimmende Schritt ist in diesem Fall die Methanogenese.
2 Grundlagen des Biogasbildungsprozesses 7
2.2 Wachstumskinetik
Für die Modellierung von zeitabhängigen Gasproduktionsraten ist die Betrachtung der Wachstumskinetik von Mikroorganismen notwendig. Die Kinetik des Bak-terienwachstums ist stark abhängig von den Wachstumsbedingungen und dem Medium, in dem sich die Mikroorganismen befinden. Nach der Art der Substrat-bereitstellung kann in diskontinuierliche und kontinuierliche Verfahren unter-schieden werden. Bei einem diskontinuierlichen Verfahren (Batch-Verfahren) wird ein Behälter einmal befüllt. Der Substratabbau und die Gasproduktion ändern sich über die Laufzeit, wodurch sich die Wachstumsbedingungen der Mikroorganismen ständig ändern.
Bei kontinuierlich arbeitenden Anlagen strömt permanent ein Substratstrom in ein offenes System ein und aus. Bei stationären Prozessen stellt sich ein Fließgleich-gewicht ein, sodass der Substratstrom sowie die Gasproduktion konstant sind. Für die Mikroorganismen herrschen dann immer die gleichen Wachstumsbe-dingungen.
Phasen des Bakterienwachstums
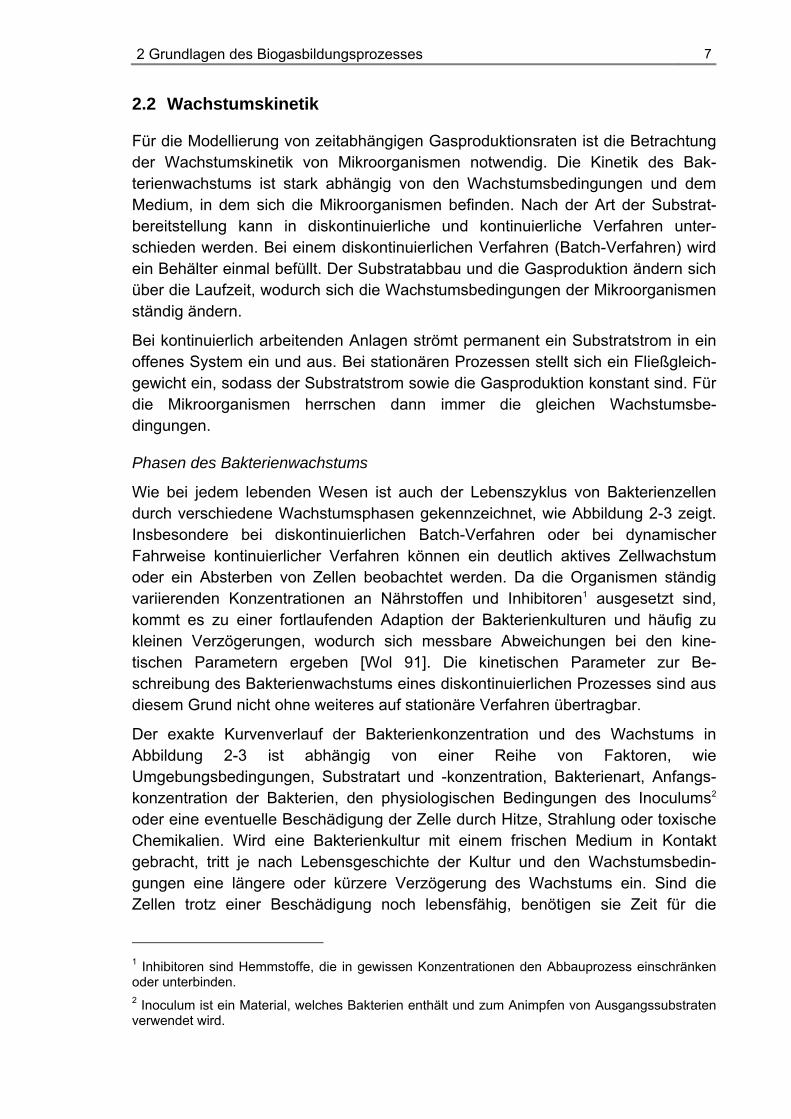
Wie bei jedem lebenden Wesen ist auch der Lebenszyklus von Bakterienzellen durch verschiedene Wachstumsphasen gekennzeichnet, wie Abbildung 2-3 zeigt. Insbesondere bei diskontinuierlichen Batch-Verfahren oder bei dynamischer Fahrweise kontinuierlicher Verfahren können ein deutlich aktives Zellwachstum oder ein Absterben von Zellen beobachtet werden. Da die Organismen ständig variierenden Konzentrationen an Nährstoffen und Inhibitoren1 ausgesetzt sind, kommt es zu einer fortlaufenden Adaption der Bakterienkulturen und häufig zu kleinen Verzögerungen, wodurch sich messbare Abweichungen bei den kine-tischen Parametern ergeben [Wol 91]. Die kinetischen Parameter zur Be-schreibung des Bakterienwachstums eines diskontinuierlichen Prozesses sind aus diesem Grund nicht ohne weiteres auf stationäre Verfahren übertragbar.
Der exakte Kurvenverlauf der Bakterienkonzentration und des Wachstums in Abbildung 2-3 ist abhängig von einer Reihe von Faktoren, wie Umgebungsbedingungen, Substratart und -konzentration, Bakterienart, Anfangs-konzentration der Bakterien, den physiologischen Bedingungen des Inoculums2 oder eine eventuelle Beschädigung der Zelle durch Hitze, Strahlung oder toxische Chemikalien. Wird eine Bakterienkultur mit einem frischen Medium in Kontakt gebracht, tritt je nach Lebensgeschichte der Kultur und den Wachstumsbedin-gungen eine längere oder kürzere Verzögerung des Wachstums ein. Sind die Zellen trotz einer Beschädigung noch lebensfähig, benötigen sie Zeit für die
1 Inhibitoren sind Hemmstoffe, die in gewissen Konzentrationen den Abbauprozess einschränken oder unterbinden. 2 Inoculum ist ein Material, welches Bakterien enthält und zum Animpfen von Ausgangssubstraten verwendet wird.
8 2 Grundlagen des Biogasbildungsprozesses
Reparatur des Schadens. Auch unbeschädigte Zellen können in fremden Medien das Zellwachstum nicht sofort wieder aufnehmen, wenn ihnen lebenswichtige Bestandteile fehlen, die sie erst synthetisieren müssen. Diese Ruhephase wird Lag-Phase genannt und ist in Abbildung 2-3 als Phase 1 eingezeichnet. Bei ähnli-cher Zusammensetzung von Ausgangssubstrat und Inoculum und bei annähernd gleichen Wachstumsbedingungen kann diese Phase häufig vernachlässigt werden.
Abbildung 2-3: Wachstumsphasen einer Bakterienkultur [Mon 49]
Das Wachstum der Mikroorganismen findet hauptsächlich in der exponentiellen Phase statt (Phase 3 in Abbildung 2-3). Während der exponentiellen Phase ist die Geschwindigkeit des Bakterienwachstums konstant. Der Übergang zwischen Lag-Phase und exponentieller Phase wird Beschleunigungsphase genannt (Phase 2 in Abbildung 2-3). Hier steigt die Wachstumsgeschwindigkeit an. Auch die Beschleu-nigungsphase wird wie die Lag-Phase in Berechnungen häufig vernachlässigt.
Das Wachstum der exponentiellen Phase nimmt erst wieder ab, wenn:
1) die Nährstoffe verbraucht sind,
2) sich toxische Produkte anreichern,
3) sich aufgrund des Substratabbaus das Ionengleichgewicht und dadurch der pH-Wert ändert, oder
4) veränderte Umgebungsbedingungen dies verursachen.
Durch diese Effekte wird die Verzögerungsphase eingeleitet (Phase 4 in Abbildung 2-3). Sie zieht sich solange hin, bis das Wachstum den Wert Null annimmt. Dann schließt sich die stationäre Phase an (Phase 5 in Abbildung 2-3). In der stationä-ren Phase bleibt die Anzahl an Mikroorganismen konstant. Viele Zellfunktionen, wie der Energiemetabolismus oder biosynthetische Prozesse, finden aber weiter-hin statt. Verzögerungsphase und stationäre Phase sind häufig nur sehr kurz und aus diesem Grund oft kaum spürbar.
2 Grundlagen des Biogasbildungsprozesses 9
Werden der Zustand des Mediums oder die Wachstumsbedingungen nach der stationären Phase nicht von außen geändert, sterben die Mikroorganismen ab (Phase 6 in Abbildung 2-3). Auch die Absterbephase besitzt einen exponentiellen Verlauf, wobei die Geschwindigkeit des Absterbens normalerweise bedeutend langsamer ist als die beim exponentiellen Wachstum. In Tabelle 2-2 sind die ein-zelnen Wachstumsphasen zusammengefasst.
Tabelle 2-2: Phasen des Bakterienwachstums bei diskontinuierlichen Verfahren
Phase Wachstum
1 Lag-Phase Null
2 Beschleunigungsphase Ansteigend
3 Exponentielle Phase Konstant
4 Verzögerungsphase Sinkend
5 Stationäre Phase Null
6 Absterbephase Negativ
Wachstumsrate
Die Konzentration an Mikroorganismen in einem bestimmten Volumen kann als Zellkonzentration oder als Bakteriendichte angegeben werden. Die Zellkonzentra-tion ist die Anzahl an Bakterienzellen in einem bestimmten Volumen. Die Bakte-riendichte kennzeichnet die Trockenmasse an Bakterien in einem bestimmten Volumen. Wird von einer konstanten durchschnittlichen Bakteriengröße ausge-gangen, ist die Wachstumsrate der Zellkonzentration und der Bakteriendichte äquivalent.
Je nach Wachstumsbedingungen können Zellen aber unterschiedliche Größen aufweisen. Bei sehr guten Wachstumsbedingungen steigen die Bakteriengröße und damit auch die Masse und die Bakteriendichte stärker an als die Zellkon-zentration. Die Wachstumsrate ist dann für Bakteriendichte und Zellkonzentration nicht mehr gleich. Zur vereinfachten Nutzung von Umsatzraten, wo beispielsweise die aus einer bestimmten Substratmasse gebildete Bakterienmasse ermittelt werden kann, wird hier die Bakteriendichte X genutzt.
Die Änderung der Bakteriendichte in einem Medium in Abhängigkeit von der Zeit dX/dt stellt die Wachstumsgeschwindigkeit dar. Die Wachstumsrate µ ist eine spezifische Wachstumsgeschwindigkeit, da sie auf die Ausgangskonzentration an Bakterien bezogen ist:
10 2 Grundlagen des Biogasbildungsprozesses
μ =1 dXX dt
Gl.( 2-1 )
Da das Wachstum von Lebewesen immer durch die Verfügbarkeit an Nährstoffen S (Substratkonzentration) und anderen Umweltbedingungen, wie Inhibitoren I (Konzentration an Inhibitoren), pH-Wert oder Temperatur T begrenzt wird, kann die Wachstumsrate nicht unendlich sein.
( )μ μ= , , ,S I pH T Gl.( 2-2 )
Um die Begrenzung der Wachstumsrate in Abhängigkeit der Nährstoffe und anderer Wachstumsbedingungen mathematisch zu formulieren, wurden in den letzten Jahrzehnten verschiedene Modelle aufgestellt.
Den Grundstein zur Bildung kinetischer Modelle für das Bakterienwachstum setzten 1913 die deutschen Biochemiker Michaelis und Menten [Wo 91]. Sie charakterisierten den zeitlichen Verlauf der Enzymaktivitäten in Abhängigkeit von der Substratkonzentration mit Hilfe der sogenannten Michaelis-Menten-Theorie.
Bei Wachstumsuntersuchungen von Bakterienkulturen im diskontinuierlichen Rührbehälter erkannte der Franzose Monod Anfang der 40er Jahre aufgrund des nichtlinearen Zusammenhangs zwischen spezifischer Wachstumsrate und limi-tierendem Substrat die Parallelitäten zur Michaelis-Menten-Theorie und stellte analog für das Bakterienwachstum auf:
μ μ= ⋅+max
S
SK S
Gl.( 2-3 )
wobei µmax die maximale Wachstumsrate und S die Substratkonzentration dar-stellt. Die Substratkonzentration fungiert als limitierender Faktor. Die Affinität der Bakterien zum limitierenden Substrat wird durch die Monod-Konstante Ks ausge-drückt. Die Monod-Konstante ist die Substratkonzentration, bei der Halbsättigung vorliegt, also die halbe maximale Wachstumsrate erreicht ist. [Mon 49]
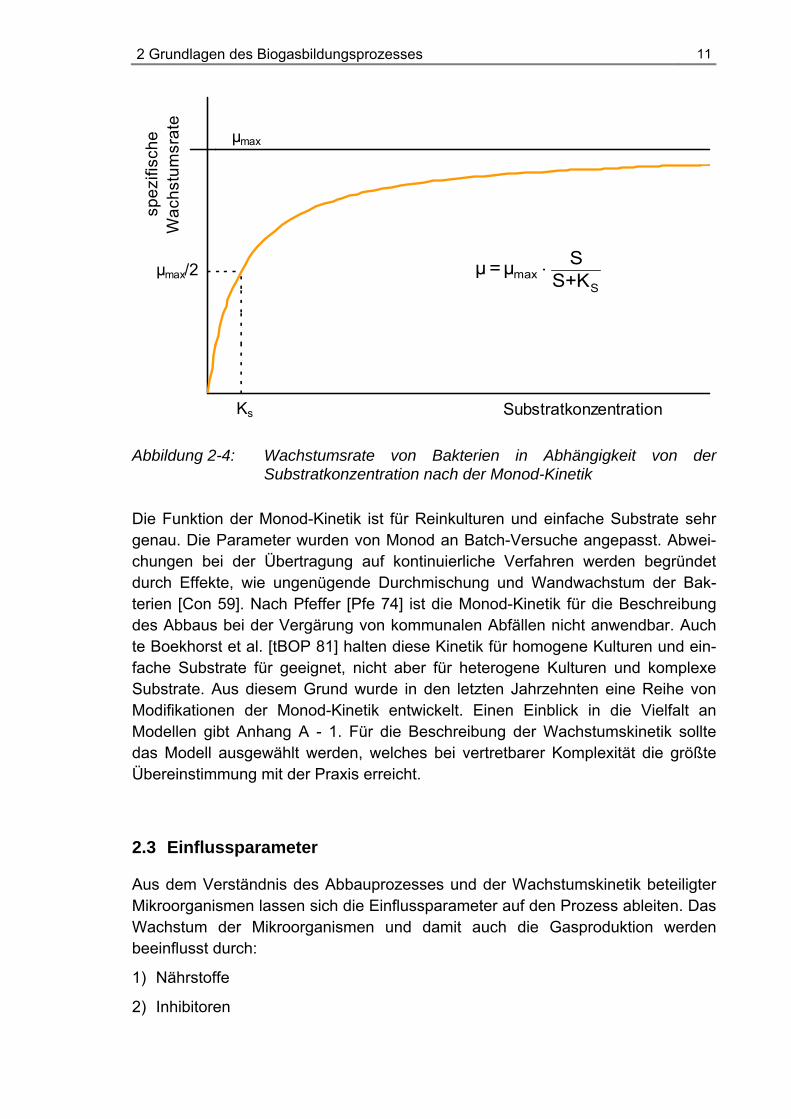
In Abbildung 2-4 ist zu erkennen, dass bei geringen Substratkonzentrationen die Wachstumsrate stark ansteigt, bei hohen Substratkonzentrationen eher schwächer. Eine sehr hohe Wachstumsrate wird nur erreicht, wenn das Substrat in ausreichender Menge vorliegt und das Wachstum nicht limitiert. Im Unterschied zur Enzymkinetik startet die Funktion µ = f(S) in Wirklichkeit nicht bei einer Substratkonzentration von Null, da Bakterien bereits Substrat verbrauchen, um am Leben zu bleiben. Erst wenn die Substratkonzentration einen bestimmten Wert überschreitet, findet das Wachstum statt [Fen 66].
2 Grundlagen des Biogasbildungsprozesses 11
Substratkonzentration
spez
ifisc
he
Wac
hstu
msr
ate
µmax
Ks
µmax/2 ⋅maxS
Sµ =µS+K
Abbildung 2-4: Wachstumsrate von Bakterien in Abhängigkeit von der Substratkonzentration nach der Monod-Kinetik
Die Funktion der Monod-Kinetik ist für Reinkulturen und einfache Substrate sehr genau. Die Parameter wurden von Monod an Batch-Versuche angepasst. Abwei-chungen bei der Übertragung auf kontinuierliche Verfahren werden begründet durch Effekte, wie ungenügende Durchmischung und Wandwachstum der Bak-terien [Con 59]. Nach Pfeffer [Pfe 74] ist die Monod-Kinetik für die Beschreibung des Abbaus bei der Vergärung von kommunalen Abfällen nicht anwendbar. Auch te Boekhorst et al. [tBOP 81] halten diese Kinetik für homogene Kulturen und ein-fache Substrate für geeignet, nicht aber für heterogene Kulturen und komplexe Substrate. Aus diesem Grund wurde in den letzten Jahrzehnten eine Reihe von Modifikationen der Monod-Kinetik entwickelt. Einen Einblick in die Vielfalt an Modellen gibt Anhang A - 1. Für die Beschreibung der Wachstumskinetik sollte das Modell ausgewählt werden, welches bei vertretbarer Komplexität die größte Übereinstimmung mit der Praxis erreicht.
2.3 Einflussparameter
Aus dem Verständnis des Abbauprozesses und der Wachstumskinetik beteiligter Mikroorganismen lassen sich die Einflussparameter auf den Prozess ableiten. Das Wachstum der Mikroorganismen und damit auch die Gasproduktion werden beeinflusst durch:
1) Nährstoffe
2) Inhibitoren
12 2 Grundlagen des Biogasbildungsprozesses
3) Dissoziationsgleichgewicht, Ionengleichgewicht, pH-Wert und Alkalinität
4) Phasengleichgewicht
5) Temperatur
2.3.1 Einfluss von Nährstoffen
Wie jedes Lebewesen benötigen auch Bakterien eine ausgewogene Ernährung. Je nach Bakterienart gehören hierzu neben einer geeigneten Kohlenstoffquelle sowie genügend Stickstoff, Schwefel und Phosphor auch Spurenelemente in aus-reichender Menge. Essentielle Spurenelemente für Methanbildner sind Nickel, Kobalt, Molybdän, Eisen, Selen, Wolfram, Chrom III, Mangan und Blei, jeweils in gelöster Form [BDRS 05], [EdSc 06]. Beim Spurenelementbedarf der hydroly-tischen, acidogenen und acetogenen Bakterien erweitert sich das Spektrum an Elementen. Bei acetogenen Bakterien kommt beispielweise ein Bedarf an Zink, Kupfer und Mangan hinzu [BDR 05]. Der Einfluss der Spurenelemente auf das Wachstum der Mikroorganismen wird bei den in der Literatur verfügbaren Mo-dellen allerdings nicht berücksichtigt.
Die Partikelgröße der Ausgangssubstrate sollte nicht zu groß sein, um eine mög-lichst große Angriffsfläche zu bieten, aber auch nicht zu klein, damit sich Bakterien in Agglomeraten darauf ansiedeln können. Genauso wichtig wie die Art der Nähr-stoffe ist deren Konzentration. Wie in Abschnitt 2.2 bereits angesprochen, erhöht sich die Wachstumsrate mit steigender Substratkonzentration. Übersteigt die Sub-stratkonzentration eine gewisse Grenze, nimmt die Wachstumsrate allerdings wieder ab. Das Substrat wirkt dann als Inhibitor.
2.3.2 Einfluss von Inhibitoren
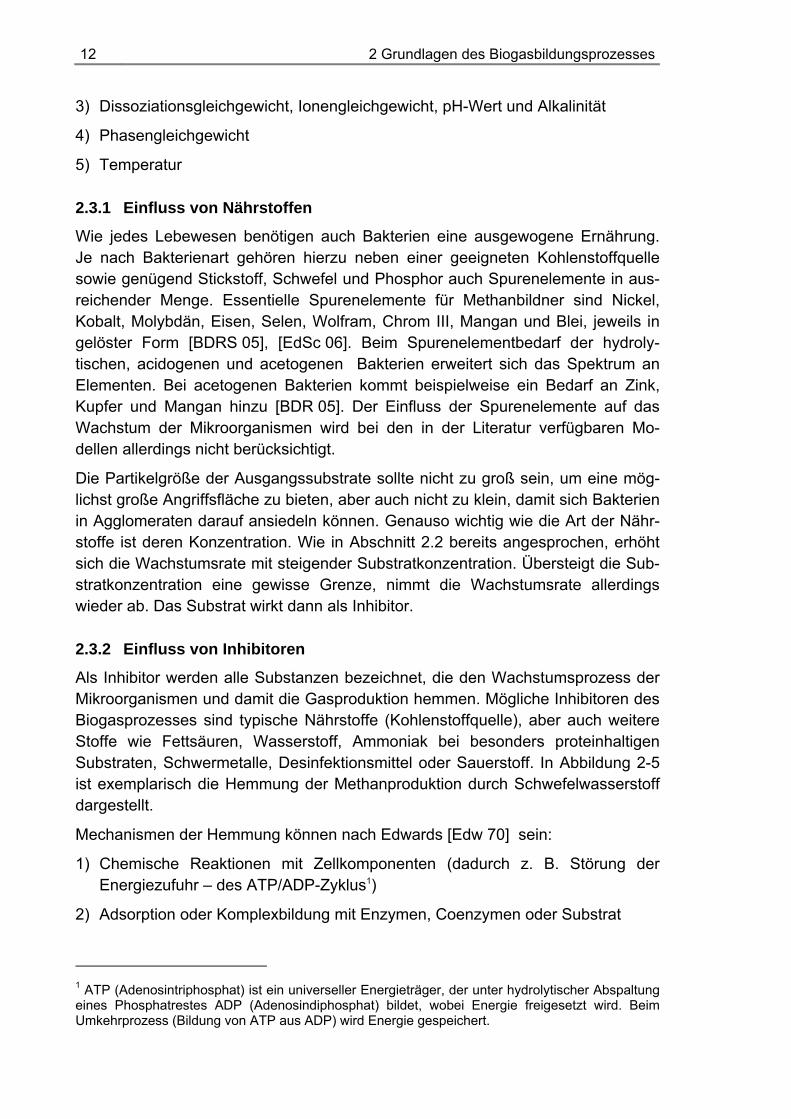
Als Inhibitor werden alle Substanzen bezeichnet, die den Wachstumsprozess der Mikroorganismen und damit die Gasproduktion hemmen. Mögliche Inhibitoren des Biogasprozesses sind typische Nährstoffe (Kohlenstoffquelle), aber auch weitere Stoffe wie Fettsäuren, Wasserstoff, Ammoniak bei besonders proteinhaltigen Substraten, Schwermetalle, Desinfektionsmittel oder Sauerstoff. In Abbildung 2-5 ist exemplarisch die Hemmung der Methanproduktion durch Schwefelwasserstoff dargestellt.
Mechanismen der Hemmung können nach Edwards [Edw 70] sein:
1) Chemische Reaktionen mit Zellkomponenten (dadurch z. B. Störung der Energiezufuhr – des ATP/ADP-Zyklus1)
2) Adsorption oder Komplexbildung mit Enzymen, Coenzymen oder Substrat
1 ATP (Adenosintriphosphat) ist ein universeller Energieträger, der unter hydrolytischer Abspaltung eines Phosphatrestes ADP (Adenosindiphosphat) bildet, wobei Energie freigesetzt wird. Beim Umkehrprozess (Bildung von ATP aus ADP) wird Energie gespeichert.
2 Grundlagen des Biogasbildungsprozesses 13
3) Störung von Reaktionsfolgen
4) Dissoziation von Enzymen
5) Modifikation von physio-chemischen Parametern der Umgebung (z. B. pH-Wert, Ionenkonzentration, Dielektrizitätskonstante, Löslichkeiten)
6) Einfluss auf die Funktionsaktivität der Zelle (z. B. Störung der Steuerung)
Abbildung 2-5: Methanproduktion in Abhängigkeit von nicht dissoziiertem Schwefelwasserstoff 1 [MäFr 06]
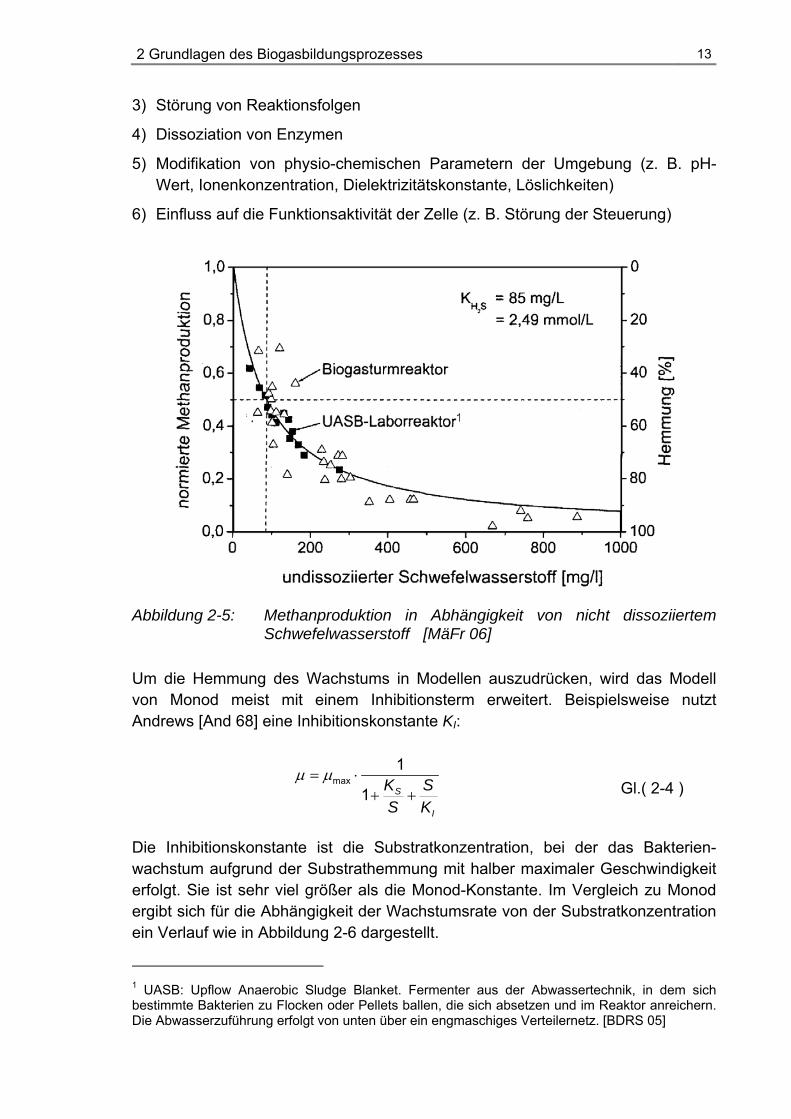
Um die Hemmung des Wachstums in Modellen auszudrücken, wird das Modell von Monod meist mit einem Inhibitionsterm erweitert. Beispielsweise nutzt Andrews [And 68] eine Inhibitionskonstante KI:
μ μ= ⋅+ +
max1
1 S
I
K SS K
Gl.( 2-4 )
Die Inhibitionskonstante ist die Substratkonzentration, bei der das Bakterien-wachstum aufgrund der Substrathemmung mit halber maximaler Geschwindigkeit erfolgt. Sie ist sehr viel größer als die Monod-Konstante. Im Vergleich zu Monod ergibt sich für die Abhängigkeit der Wachstumsrate von der Substratkonzentration ein Verlauf wie in Abbildung 2-6 dargestellt.
1 UASB: Upflow Anaerobic Sludge Blanket. Fermenter aus der Abwassertechnik, in dem sich bestimmte Bakterien zu Flocken oder Pellets ballen, die sich absetzen und im Reaktor anreichern. Die Abwasserzuführung erfolgt von unten über ein engmaschiges Verteilernetz. [BDRS 05]
14 2 Grundlagen des Biogasbildungsprozesses
0,0
0,3
0,6
0,9
1,2
0,0 0,5 1,0 1,5 2,0Substratkonzentration in mol/L
Wac
hstu
msr
ate
in h
-1
ohne Inhibition
KI = 2 mol/L
KI = 0,5 mol/L
µmax
µmax = 1 h-1
KS = 0,03 mol/L
Abbildung 2-6: Wachstumsrate in Abhängigkeit von der Substratkonzentration, berechnet nach dem Modell von Andrews [And 68]
Weitere Modelle für die Substrathemmung sind zu finden bei Haldane [Hal 30], Yano et al. [YNKY 66], Aiba et al. [ASN 68], Webb [Webb 63] oder auch Grant [Gra 67]. Eine Übersicht über existierende Modelle ist bei Gerber & Span [GeSp 08] dargestellt.
2.3.3 Einfluss von Dissoziationsgleichgewicht, Ionengleichgewicht, pH-Wert und Alkalinität
Diese vier Einflussfaktoren sind eng miteinander verzahnt und können nur gemeinsam betrachtet werden.
Dissoziationsgleichgewicht
Nach einer weithin akzeptierten Hypothese ist die Zellmembran von Mikroorga-nismen für nicht-dissoziierte Moleküle leichter durchlässig [NWL 65]. Demnach werden sowohl Nährstoffe, als auch Inhibitoren vorwiegend in nicht-dissoziierter Form aufgenommen. Aus diesem Grund sind das Dissoziationsgleichgewicht und damit auch das Ionengleichgewicht eines Ausgangssubstrates von entscheidender Bedeutung.
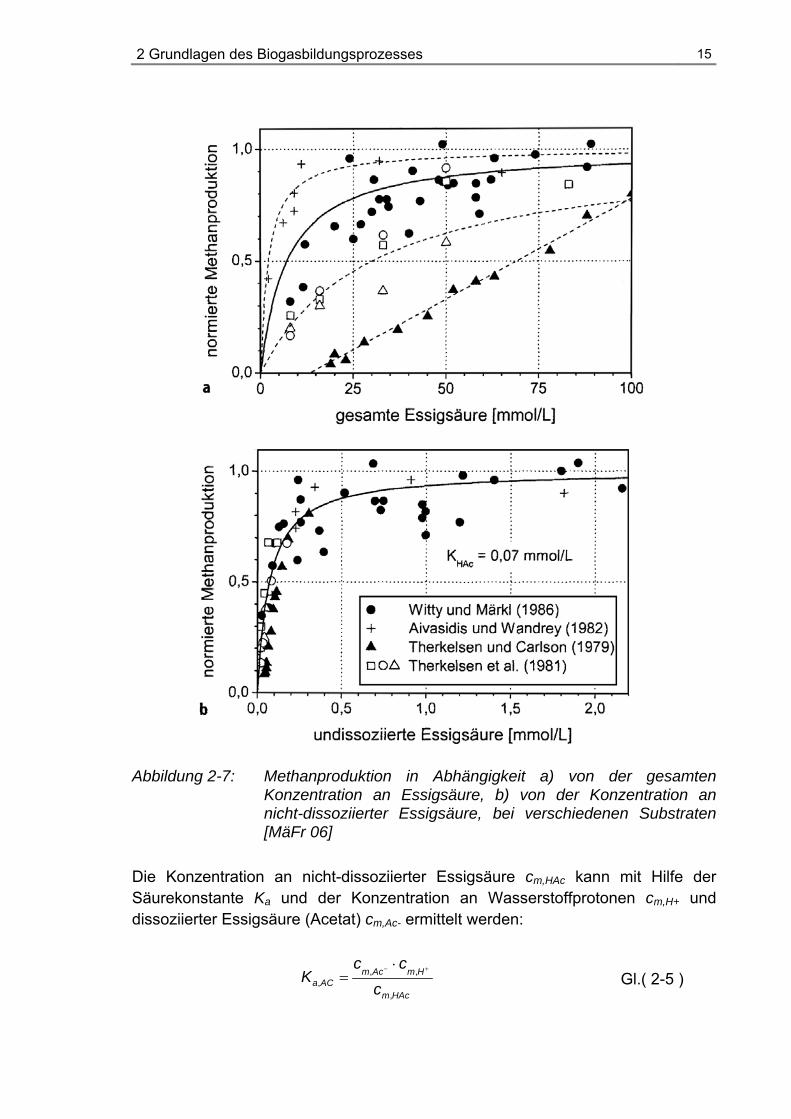
Märkl & Friedmann [MäFr 06] untersuchten die Methanausbeute in Abhängigkeit von der Konzentration an Essigsäure für verschiedene Substrate. Aus Abbildung 2-7 geht hervor, dass die Methanproduktion zwar abhängig von der Konzentration an Essigsäure, aber substratspezifisch ist. Wird die Methanausbeute in Abhängig-keit von der Konzentration an nicht-dissoziierter Essigsäure aufgetragen, ist die Methanausbeute nach wie vor abhängig von der Konzentration an Essigsäure, aber substratunspezifisch.
2 Grundlagen des Biogasbildungsprozesses 15
Abbildung 2-7: Methanproduktion in Abhängigkeit a) von der gesamten Konzentration an Essigsäure, b) von der Konzentration an nicht-dissoziierter Essigsäure, bei verschiedenen Substraten [MäFr 06]
Die Konzentration an nicht-dissoziierter Essigsäure cm,HAc kann mit Hilfe der Säurekonstante Ka und der Konzentration an Wasserstoffprotonen cm,H+ und dissoziierter Essigsäure (Acetat) cm,Ac- ermittelt werden:
− +⋅= , ,
,,
m Ac m Ha AC
m HAc
c cK
c Gl.( 2-5 )
16 2 Grundlagen des Biogasbildungsprozesses
Die Säurekostante oder auch Dissoziationskonstante einer Säure ist eine Stoff-konstante und kennzeichnet das Maß der Dissoziation einer Säure in Wasser. Starke Säuren besitzen eine hohe und schwach dissoziierte Säuren eine niedrige Säurekonstante. Für das Beispiel Essigsäure basiert die Säurekonstante auf der Gleichgewichtsreaktion:
− +→ +HAC AC H Gl.( 2-6 )
Diese Gleichungen können analog für andere beteiligte Nährstoffe und Inhibitoren aufgestellt werden. Wie der pH-Wert kann die Säurekonstante auch aus dem pKa-Wert der entsprechenden Säure berechnet werden:
( )= −, 10 ,loga i a ipK K Gl.( 2-7 )
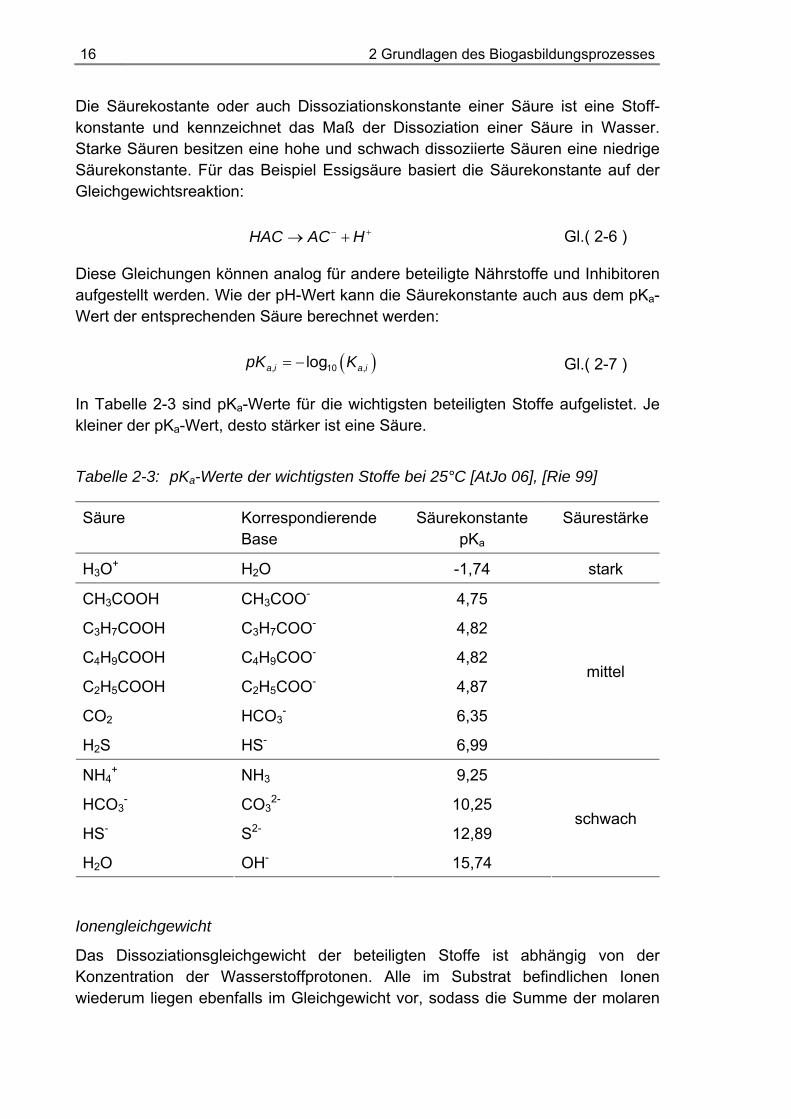
In Tabelle 2-3 sind pKa-Werte für die wichtigsten beteiligten Stoffe aufgelistet. Je kleiner der pKa-Wert, desto stärker ist eine Säure.
Tabelle 2-3: pKa-Werte der wichtigsten Stoffe bei 25°C [AtJo 06], [Rie 99]
Säure Korrespondierende Base
Säurekonstante pKa
Säurestärke
H3O+ H2O -1,74 stark
CH3COOH CH3COO- 4,75
C3H7COOH C3H7COO- 4,82
C4H9COOH C4H9COO- 4,82
C2H5COOH C2H5COO- 4,87
CO2 HCO3- 6,35
H2S HS- 6,99
mittel
NH4+ NH3 9,25
HCO3- CO3
2- 10,25
HS- S2- 12,89
H2O OH- 15,74
schwach
Ionengleichgewicht
Das Dissoziationsgleichgewicht der beteiligten Stoffe ist abhängig von der Konzentration der Wasserstoffprotonen. Alle im Substrat befindlichen Ionen wiederum liegen ebenfalls im Gleichgewicht vor, sodass die Summe der molaren
2 Grundlagen des Biogasbildungsprozesses 17
Konzentration an Kationen der Summe der molaren Konzentration der Anionen entsprechen muss:
− − − − − − −
+ + +
+ + + + + +
= + +
2 23 3
4
, , , , , , ,
, , ,
2 2m A m OH m Ac m HCO m CO m HS m S
m NH m H m C
c c c c c c c
c c c Gl.( 2-8 )
Die molare Konzentration cm,A- kennzeichnet hierbei die Summe aller weiteren Anionen (wie Chlorid, Phosphat) und cm,C+ die Summe aller weiteren Kationen (wie Calcium, Natrium, Magnesium), die im Substrat vorhanden sind. Aus dieser Ionenbilanz erfolgt die Berechnung der molaren Konzentration an Wasserstoff-Ionen cm,H+.
Die zweite Dissoziationsstufe von Kohlendioxid (CO32-) und Schwefelwasserstoff
(S2-) spielen im interessanten pH-Wert-Bereich kaum eine Rolle, deswegen werden sie meist vernachlässigt. Die molare Konzentration an Hydroxid-Ionen cm,OH- kann aus der molaren Konzentration an H+-Ionen berechnet werden:
( )−
+
−= ⋅214
,,
1 10 /m OHm H
c mol lc
Gl.( 2-9 )
pH-Wert
Der pH-Wert ist der negativ dekadische Logarithmus der molaren Konzentration an H+-Ionen:
( )+= − 10 ,log
m HpH c Gl.( 2-10 )
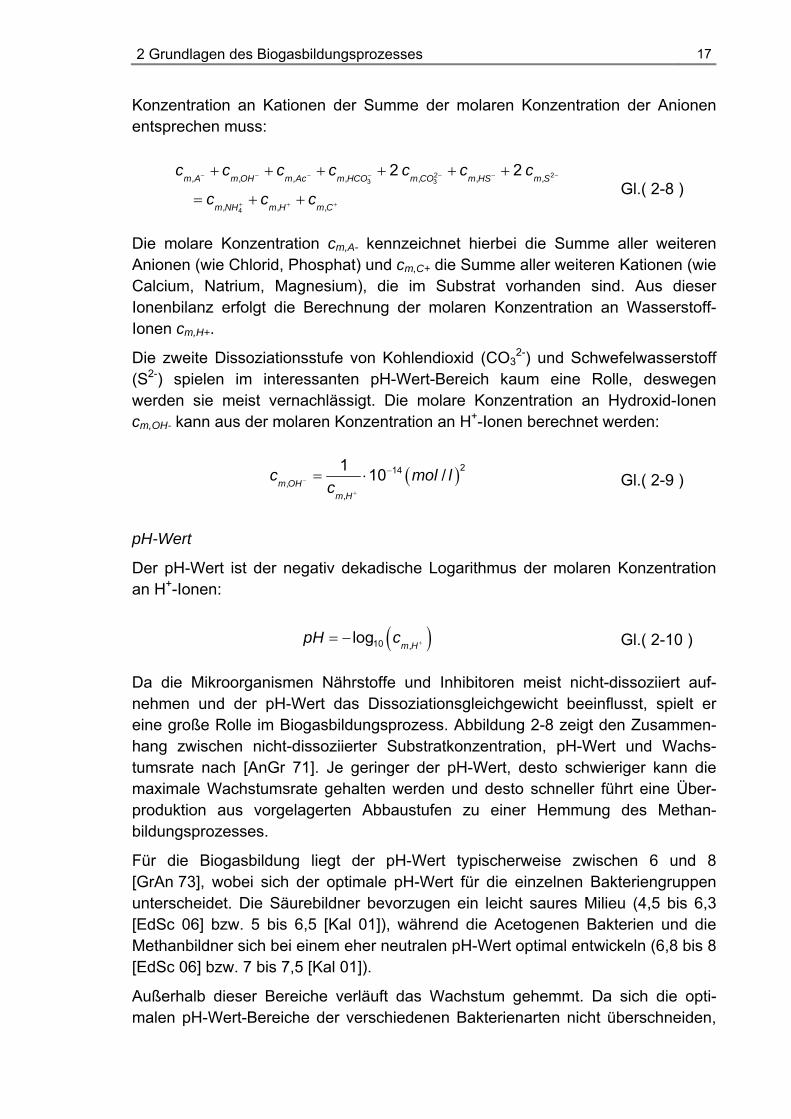
Da die Mikroorganismen Nährstoffe und Inhibitoren meist nicht-dissoziiert auf-nehmen und der pH-Wert das Dissoziationsgleichgewicht beeinflusst, spielt er eine große Rolle im Biogasbildungsprozess. Abbildung 2-8 zeigt den Zusammen-hang zwischen nicht-dissoziierter Substratkonzentration, pH-Wert und Wachs-tumsrate nach [AnGr 71]. Je geringer der pH-Wert, desto schwieriger kann die maximale Wachstumsrate gehalten werden und desto schneller führt eine Über-produktion aus vorgelagerten Abbaustufen zu einer Hemmung des Methan-bildungsprozesses.
Für die Biogasbildung liegt der pH-Wert typischerweise zwischen 6 und 8 [GrAn 73], wobei sich der optimale pH-Wert für die einzelnen Bakteriengruppen unterscheidet. Die Säurebildner bevorzugen ein leicht saures Milieu (4,5 bis 6,3 [EdSc 06] bzw. 5 bis 6,5 [Kal 01]), während die Acetogenen Bakterien und die Methanbildner sich bei einem eher neutralen pH-Wert optimal entwickeln (6,8 bis 8 [EdSc 06] bzw. 7 bis 7,5 [Kal 01]).
Außerhalb dieser Bereiche verläuft das Wachstum gehemmt. Da sich die opti-malen pH-Wert-Bereiche der verschiedenen Bakterienarten nicht überschneiden,
18 2 Grundlagen des Biogasbildungsprozesses
muss ein Kompromiss gefunden werden, der am besten leicht in Richtung Methanbildner verschoben ist, da die Wachstumsrate der Archaea auch im opti-malen Bereich bereits deutlich geringer ist, als bei den anderen beteiligten Mikro-organismen.
0,0
0,1
0,2
0,3
0,4
0 20 40 60 80 100 120
Substratkonzentration in mmol/L
spez
ifisc
he W
achs
tum
srat
e in
d -1
pH 6,0pH 6,5pH 7,0
µmax = 0,4 d-1
KS = 0,033 mmol/LKI = 0,667 mmol/L
Abbildung 2-8: Wachstumsrate in Abhängigkeit vom pH-Wert [AnGr 71]
Alkalinität
Die Alkalinität ist das Säurebindungsvermögen (auch Pufferkapazität) und hängt von der Konzentration an basisch wirkenden Ionen ab. Hauptsächlich geht diese Pufferwirkung von der Konzentration an Carbonat-Ionen aus, weshalb für die Ermittlung der Alkalinität eines Substrates in der Regel die Carbonat-Kon-zentration bestimmt wird.
Für die Prozessstabilität ist eine hohe Alkalinität eine gute Voraussetzung, da der Puffer Säuren bindet und einem Absinken des pH-Wertes entgegenwirkt. Eine zu hohe Konzentration an Säuren bzw. ein geringer pH-Wert hemmen den Prozess. Zur frühzeitigen Erkennung von Prozessinstabilitäten eignet sich der pH-Wert auf-grund der Alkalinität nicht, da der pH-Wert durch die Pufferwirkung erst verzögert absinkt.
2.3.4 Einfluss des Phasengleichgewichts
Der Fermenterinhalt setzt sich prinzipiell aus drei Phasen zusammen:
1) Gasphase
2) Flüssigphase (wässrige Lösung mit den dissoziierten Bestandteilen)
2 Grundlagen des Biogasbildungsprozesses 19
3) Feststoffe (Bakterienmasse und nicht lösliche organische und anorganische Materialen)
Dabei geht nicht das gesamte produzierte Gas in die Gasphase über. Ein Teil des Gases löst sich in der Flüssigkeit und nimmt so wiederum Einfluss auf den Abbau-prozess, beispielsweise durch die Hemmwirkung von NH3 oder die Verschiebung des Ionengleichgewichtes durch die Bildung von Carbonaten.
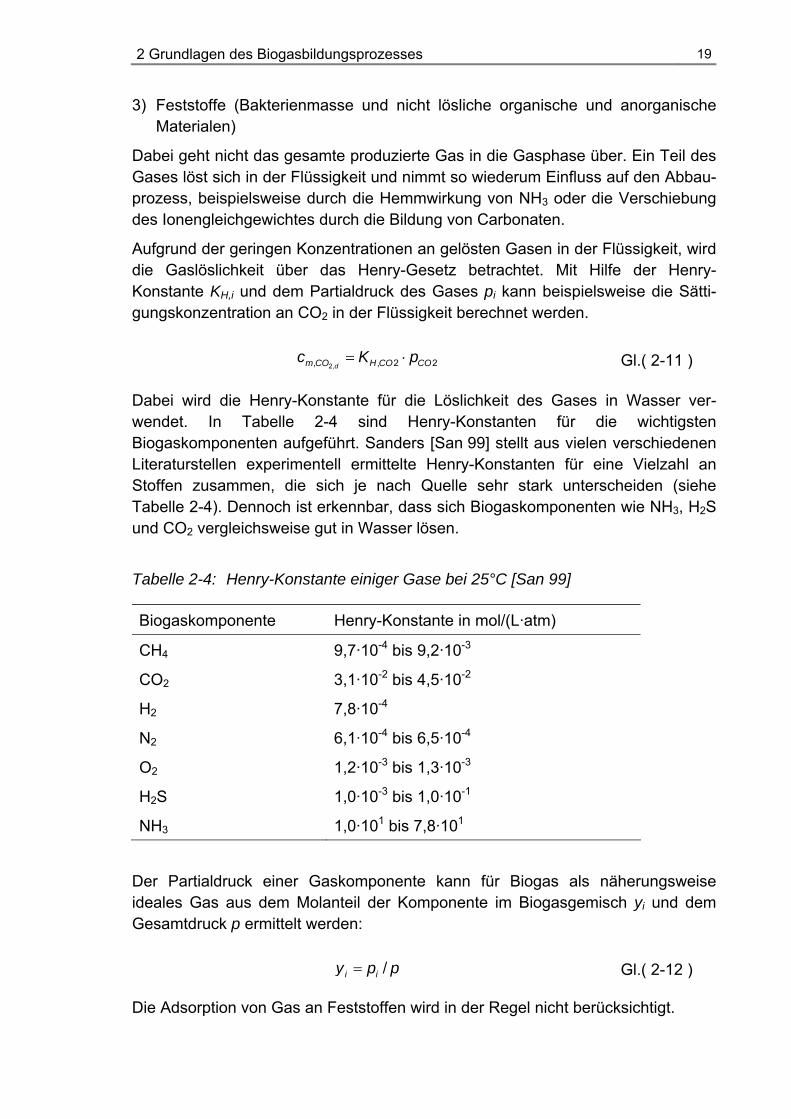
Aufgrund der geringen Konzentrationen an gelösten Gasen in der Flüssigkeit, wird die Gaslöslichkeit über das Henry-Gesetz betrachtet. Mit Hilfe der Henry-Konstante KH,i und dem Partialdruck des Gases pi kann beispielsweise die Sätti-gungskonzentration an CO2 in der Flüssigkeit berechnet werden.
= ⋅2,, , 2 2dm CO H CO COc K p Gl.( 2-11 )
Dabei wird die Henry-Konstante für die Löslichkeit des Gases in Wasser ver-wendet. In Tabelle 2-4 sind Henry-Konstanten für die wichtigsten Biogaskomponenten aufgeführt. Sanders [San 99] stellt aus vielen verschiedenen Literaturstellen experimentell ermittelte Henry-Konstanten für eine Vielzahl an Stoffen zusammen, die sich je nach Quelle sehr stark unterscheiden (siehe Tabelle 2-4). Dennoch ist erkennbar, dass sich Biogaskomponenten wie NH3, H2S und CO2 vergleichsweise gut in Wasser lösen.
Tabelle 2-4: Henry-Konstante einiger Gase bei 25°C [San 99]
Biogaskomponente Henry-Konstante in mol/(L·atm)
CH4 9,7·10-4 bis 9,2·10-3
CO2 3,1·10-2 bis 4,5·10-2
H2 7,8·10-4
N2 6,1·10-4 bis 6,5·10-4
O2 1,2·10-3 bis 1,3·10-3
H2S 1,0·10-3 bis 1,0·10-1
NH3 1,0·101 bis 7,8·101
Der Partialdruck einer Gaskomponente kann für Biogas als näherungsweise ideales Gas aus dem Molanteil der Komponente im Biogasgemisch yi und dem Gesamtdruck p ermittelt werden:
= /i iy p p Gl.( 2-12 )
Die Adsorption von Gas an Feststoffen wird in der Regel nicht berücksichtigt.
20 2 Grundlagen des Biogasbildungsprozesses
2.3.5 Einfluss der Temperatur
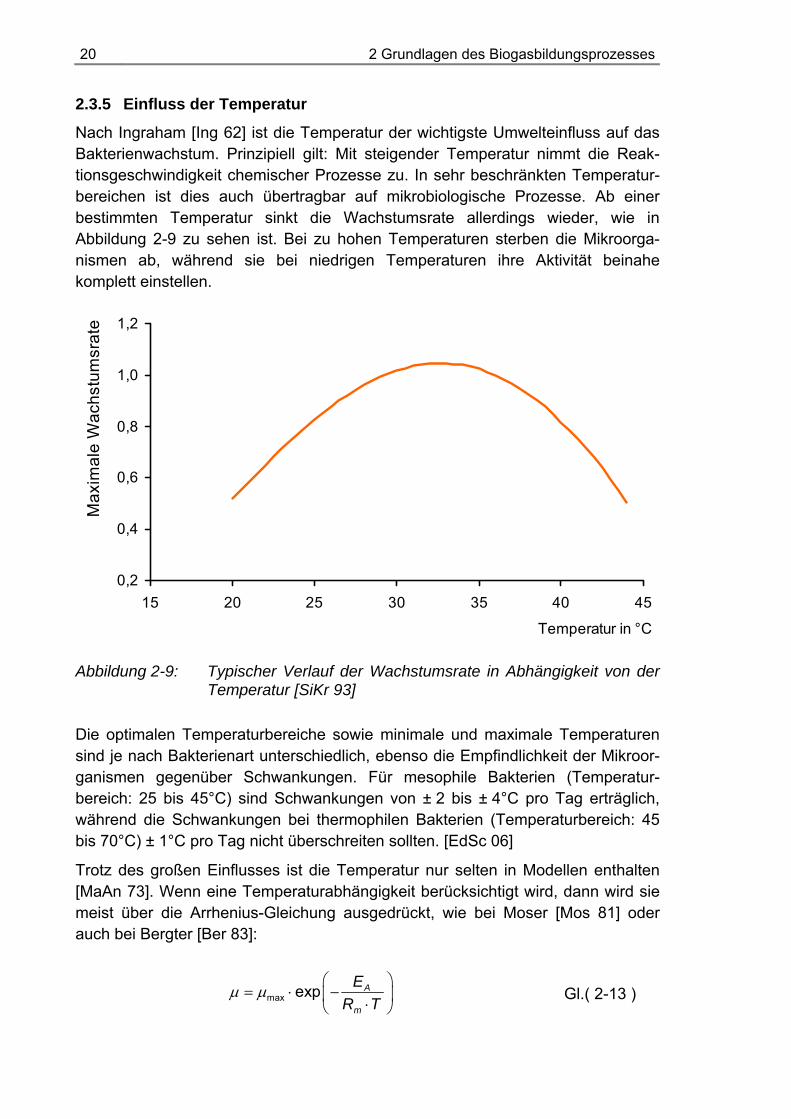
Nach Ingraham [Ing 62] ist die Temperatur der wichtigste Umwelteinfluss auf das Bakterienwachstum. Prinzipiell gilt: Mit steigender Temperatur nimmt die Reak-tionsgeschwindigkeit chemischer Prozesse zu. In sehr beschränkten Temperatur-bereichen ist dies auch übertragbar auf mikrobiologische Prozesse. Ab einer bestimmten Temperatur sinkt die Wachstumsrate allerdings wieder, wie in Abbildung 2-9 zu sehen ist. Bei zu hohen Temperaturen sterben die Mikroorga-nismen ab, während sie bei niedrigen Temperaturen ihre Aktivität beinahe komplett einstellen.
0,2
0,4
0,6
0,8
1,0
1,2
15 20 25 30 35 40 45
Temperatur in °C
Max
imal
e W
achs
tum
srat
e
Abbildung 2-9: Typischer Verlauf der Wachstumsrate in Abhängigkeit von der Temperatur [SiKr 93]
Die optimalen Temperaturbereiche sowie minimale und maximale Temperaturen sind je nach Bakterienart unterschiedlich, ebenso die Empfindlichkeit der Mikroor-ganismen gegenüber Schwankungen. Für mesophile Bakterien (Temperatur-bereich: 25 bis 45°C) sind Schwankungen von ± 2 bis ± 4°C pro Tag erträglich, während die Schwankungen bei thermophilen Bakterien (Temperaturbereich: 45 bis 70°C) ± 1°C pro Tag nicht überschreiten sollten. [EdSc 06]
Trotz des großen Einflusses ist die Temperatur nur selten in Modellen enthalten [MaAn 73]. Wenn eine Temperaturabhängigkeit berücksichtigt wird, dann wird sie meist über die Arrhenius-Gleichung ausgedrückt, wie bei Moser [Mos 81] oder auch bei Bergter [Ber 83]:
μ μ⎛ ⎞
= ⋅ −⎜ ⎟⋅⎝ ⎠max exp A
m
ER T
Gl.( 2-13 )
2 Grundlagen des Biogasbildungsprozesses 21
Die maximale Wachstumsrate µmax und die Aktivierungsenergie EA sind experi-mentell zu ermitteln. Meist geht die Abhängigkeit des Wachstums von der Tem-peratur über die maximale Wachstumsrate ein. Gleichungen für diese Abhängig-keit werden von Bergter [Ber 83], Sinclair & Kristiansen [SiKr 93], Ingraham [Ing 62], Hashimoto [HVC 81] und Wolf [Wol 91] angegeben. Außerdem integrieren Wolf et al. [WRV 87] und Veeken & Hamelers [VeHa 99] eine Temperaturab-hängigkeit bei der Hydrolyserate und dem Ertragskoeffizienten, McKinney [McK 62] bei der Sterberate und bei der Umsatzrate von Substrat in Biomasse.
Neben dem Einfluss auf das Wachstum wirkt sich die Temperatur auch auf physi-kalische Größen wie die Gaslöslichkeit, Partialdrücke oder die Säurekonstante aus. Mit steigender Temperatur nehmen beispielsweise die Gaslöslichkeit von CO2 ab und der Dampfdruck von Wasser zu. Dadurch steigt der Anteil an CO2 und Wasser im Biogas.
2.4 Bilanzierung eines Fermenters
Die meisten in Deutschland existierenden Biogasanlagen sind Durchflussspei-cheranlagen. Der Fermenter wird in diesem Fall quasi-kontinuierlich mit einem Ausgangssubstrat befüllt. Um den Füllstand zu halten, wird quasi-kontinuierlich Gärrest1 entnommen. Bei kontinuierlicher Fahrweise handelt es sich um einen stationären Fließprozess, bei variierender Beschickungsmenge um einen dynami-schen Prozess.
Bei den meisten Modellen wird bei einer intensiven Durchmischung von einem komplett durchmischten Fermenter ausgegangen. Die Sedimentation von Material und die Bildung von Schwimmschichten werden hierbei vernachlässigt. Somit herrschen im Gärsubstrat des Fermenters überall die gleichen Konzentrationen.
Bakterienkonzentration
Die Bilanz um einen Fermenter sieht für die Bakterienkonzentration X wie folgt aus:
μ= ⋅ − ⋅ + ⋅ − ⋅10 1 1 1
ZUNAHME ABNAHMEANREICHERUNG INPUT OUTPUTIM FERMENTER
DL L
dX V VX X X K Xdt V V
Gl.( 2-14 )
mit dem Volumenstrom V , dem Füllvolumen des Fermenters VL und der Sterbe-rate KD. Zu einer Anreicherung oder Reduzierung der Mikroorganismen im Fermenter kommt es nur bei einem dynamischen Prozess (dX/dt > 0 bei Zunahme
1 Gärrest ist hier gleichzusetzen mit Fermenterinhalt und insbesondere bei kontinuierlichen, vollständig durchmischten Fermentern in der Regel nicht vollständig ausgegoren.
22 2 Grundlagen des Biogasbildungsprozesses
der Bakterienkonzentration, dX/dt < 0 bei Abnahme der Bakterienkonzentration). Bei einem stationären Prozess ist die Änderung der Konzentration mit der Zeit dX/dt Null. Aufgrund der homogenen Durchmischung entspricht die Konzentration im Gärrest (Output X1) der Konzentration im Fermenter X1. Ohne eine Reaktion im Fermenter ist im stationären Prozess die Konzentration im Gärrest (Output X1) genauso groß wie im Ausgangssubstrat (Input X0). Aufgrund des Wachstums der Bakterien kommt es zur Erhöhung der Konzentration (µ · X1). Ein Absterben der Bakterien führt zur Reduzierung der Konzentration (KD · X1).
Verweilzeit und Verdünnungsrate
Die theoretische Verweilzeit der Bakterien im Behälter θ kann aus dem Füllvolu-men des Behälters und der Zu- oder Abflussrate ermittelt werden:
θ = LVV
Gl.( 2-15 )
Typische Verweilzeiten von Biogasanlagen in NRW liegen zwischen 39 und 359 Tagen (im Mittel 116 Tage) [Dah 07]. Dahlhoff berücksichtigte hierbei lediglich NAWARO-Anlagen in NRW. Die 48 betrachteten Biogasanlagen mit einer in-stallierten elektrischen Leistung von 60 bis 1048 kWel wurden mit sehr unter-schiedlichen Substraten beschickt. Sechs der Anlagen werden mit Trocken-fermentation betrieben. Bei der Berechnung der Verweilzeit wurde der gesamte zur Verfügung stehende Gärraum inkl. Nachgärer berücksichtigt. Mit der großen Variation der Anlagen ist die enorme Streuung in der Verweilzeit zu begründen.
Durch die Zufuhr von Ausgangssubstrat, das mit Ausnahme von Wirtschaftsdün-ger in der Regel keine oder nur wenige Bakterien enthält, und die Abfuhr an Bakterienzellen wird der Inhalt des Fermenters bezüglich seiner Bakterienkon-zentration verdünnt. Ein Maß für die Geschwindigkeit, mit der die Konzentration abnimmt, ist die Verdünnungs- oder Auswaschrate D. Sie ist der Kehrwert der theoretischen Verweilzeit:
θ= =
1L
VDV
Gl.( 2-16 )
Wird der Fermenter kontinuierlich betrieben, aber keine einzige Bakterienzelle neu gebildet, werden die Bakterienzellen mit der Zeit ausgewaschen. Bei einem statio-nären Fließprozess muss bei Vernachlässigung der Sterberate die Auswaschung der Bakterien dem Wachstum entsprechend:
μ= → = =0, .dXD X konstdt
Gl.( 2-17 )
2 Grundlagen des Biogasbildungsprozesses 23
Der Prozess unterliegt einer Art Selbstregulierung [Fen 66]. Wird die Aus-waschung durch einen stärkeren Zufluss erhöht, sinkt die Konzentration an Bak-terien. Dadurch wird weniger Substrat abgebaut. Die Substratkonzentration steigt und damit auch die Wachstumsrate, bis der Prozess wieder im Gleichgewicht ist. Wird die Auswaschung durch einen geringeren Zuflussstrom verringert, steigt die Bakterienkonzentration im Fermenter an. Substrat wird stärker abgebaut. Dadurch sinkt wiederum die Wachstumsrate bis die Auswaschungsrate wieder der Wachstumsrate entspricht und ein neues Gleichgewicht vorliegt.
Allerdings erfolgt diese Selbstregulierung nur in gewissen Grenzen. Irgendwann ist die Auswaschung zu hoch und die Bakterien können sich nicht mehr regenerieren, da sie bereits ihre effektive maximale Wachstumsrate erreicht haben (D = µmax,eff).
Substratabbau
Analog zur Bakterienkonzentration kann die Bilanz für jede Substratkomponente Si aufgestellt werden:
⎛ ⎞ ⎛ ⎞= ⋅ − ⋅ + −⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠,1 ,1 ,1
,0 ,1
ANREICHERUNG INPUT OUTPUT ZUNAHME ABNAHMEIM FERMENTER
i i ii i
L L P R
dS dS dSV VS Sdt V V dt dt
Gl.( 2-18 )
Substrat wird entweder durch den Zufluss eingebracht und / oder durch andere Abbauschritte produziert (dS/dt)P. Verbraucht wird Substrat von Mikroorganismen (dS/dt)R, um:
1) neues Zellmaterial zu synthetisieren (dS/dt)X,
2) Produkte herzustellen, wie beispielsweise Exoenzyme, aber auch Essigsäure oder Methan (dS/dt)C, und
3) zur Bereitstellung von notwendiger Energie (dS/dt)M.
Insgesamt ergibt sich für die Umsetzung von Substrat demnach:
⎛ ⎞ ⎛ ⎞ ⎛ ⎞ ⎛ ⎞= + +⎜ ⎟ ⎜ ⎟ ⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠ ⎝ ⎠ ⎝ ⎠,1 ,1 ,1 ,1i i i i
R X C M
dS dS dS dSdt dt dt dt
Gl.( 2-19 )1
In Abbildung 2-10 ist beispielhaft die Kohlenstoffbilanz von Methanosarcina Barkeri dargestellt, einer Bakterienart, die Methan aus Essigsäure produziert [WaAi 83]. Aus einem Einsatz von 100% im Substrat (Essigsäure) enthaltenen Kohlenstoff werden ca. 95% in Biogas umgesetzt, ca. 3% in Bakterienmasse (Methanosarcina Barkeri) und ca. 2% des Substrates werden zur Bereitstellung der Lebenserhaltungsenergie benötigt, wobei dieser Kohlenstoff letztendlich auch in Biogas umgesetzt wird. Insgesamt werden also ca. 97% Biogas gebildet.
1 R: Reduction, X: Biomass (Mikroorganismen), C: Conversion, M: Maintenance
24 2 Grundlagen des Biogasbildungsprozesses
Abbildung 2-10: Kohlenstoffbilanz beim vollständigen Abbau von Essigsäure zu Biogas durch Methanosarcina Barkeri [WaAi 83]
Die jeweilige Umwandlung von Substrat in Bakterienmasse, Lebenserhaltungs-energie oder in Produkte wird angegeben mit Hilfe von Umsatzraten. Für die Synthesereaktion zum Aufbau der Bakterienmasse an Säurebildner aus Glukose kann beispielsweise folgende Stöchiometrie angegeben werden:
+ → +6 12 6 3 5 7 2 21,2 1,2 3,6C H O NH C H NO H O Gl.( 2-20 )
Demnach werden aus 1 mol Glukose 1,2 mol Säurebildner gebildet. Umgerechnet mit den Molmassen von Glukose und Bakterienmasse und unter der Annahme, dass die Elemente der Summenformel für Biomasse 92% des gesamten Trocken-gewichtes der Bakterien repräsentieren, ergibt das eine Umsetzungsrate von Glukose in Säurebildner YX / S von 0,82 g/g [MVA 86]. Der Substratabbau zur Synthese von Bakterienmasse kann nun wie folgt berechnet werden:
μ ⋅⎛ ⎞ = ⋅ =⎜ ⎟⎝ ⎠
1 1 1
/ /
1X S X SX
dS dX Xdt Y dt Y
Gl.( 2-21 )
Bei der Umsetzung von Glukose zu Essigsäure:
+ → + +6 12 6 2 3 2 22 2 2 4C H O H O CH COOH CO H Gl.( 2-22 )
entstehen aus 1 mol Glukose 2 mol Essigsäure. Verrechnet mit den Molmassen an Glukose und Essigsäure und unter der Annahme, dass 80% der Glukose in Methan umgewandelt wird, ergibt das eine Umsetzungsrate von Glukose in Essig-säure YP / S von 0,83 g/g [MVA 86]. Tatsächlich ist das Substrat für Säurebildner nicht nur Glukose und die produzierten Säuren sind nicht nur Essigsäure. Daher ist die oben definierte Umsatzrate lediglich eine gute Näherung.
2 Grundlagen des Biogasbildungsprozesses 25
Für den Substratabbau durch Produktbildung (P - Produktkonzentration) ergibt sich analog zum Substratabbau für den Aufbau von Bakterienmasse:
⎛ ⎞ ⎛ ⎞= ⋅⎜ ⎟ ⎜ ⎟⎝ ⎠ ⎝ ⎠
1 1
/
1P SC P
dS dPdt Y dt
Gl.( 2-23 )
Weitere stöchiometrische Gleichungen zum Abbau von Substrat und ent-sprechende Umsatzraten sind Anhang A - 2 zu entnehmen.
Organische Faulraumbelastung
Eine wichtige Größe zur Beurteilung des Prozesses ist die organische Faulraum-belastung (OLR – Organic Loading Rate1). Sie gibt die täglich zugeführte orga-nische Masse oTSm an und wird auf das Fermenterfüllvolumen bezogen:
= oTS
L
mOLRV
Gl.( 2-24 )
Angestrebt wird eine möglichst hohe organische Faulraumbelastung. Biogas kann nur aus dem organischen Anteil eines Substrates entstehen. Eine hohe orga-nische Faulraumbelastung und damit eine hohe Konzentration an Organik be-deutet eine hohe Gasausbeute bei geringem Fermentervolumen – ein ökono-misches Optimum. Eine zu hohe Faulraumbelastung führt allerdings zur Hemmung des Prozesses aufgrund der Substratlimitierung und Substrathemmung beim Wachstum der Mikroorganismen.
Bei der oben bereits erwähnten Studie von Dahlhoff [Dah 07], der unter anderem Anlagendaten von 48 NAWARO-Biogasanlagen in NRW auswertete, lag die typische Faulraumbelastung zwischen 0,65 und 5,58 kg oTS/(m³·d) (durchschnitt-lich 2,23 kg oTS/(m³·d)). Die enorme Streuung kann auch für die organische Faul-raumbelastung auf die große Vielfalt der Biogasanlagen zurückgeführt werden.
Abbaugrad
Der Abbaugrad ηDEG gibt den Anteil an eingesetztem Substrat an, der bei der Bio-gasbildung umgesetzt wurde. In der Regel bezieht sich der Abbaugrad dabei auf den organischen Anteil, da nur aus der Organik Biogas entstehen kann:
η = ,1
,0
oTSDEG
oTS
mm
Gl.( 2-25 )
Verweilzeit, organische Raumbelastung und Abbaugrad sind eng miteinander ver-knüpft. Bei einer hohen Verweilzeit ist die zugeführte Substratmenge gering und
1 Da die Modelle in einer Englisch-sprachigen Software mit englischen Begriffen programmiert wurden, werden wie bereits zuvor weitestgehend englische Bezeichnungen verwendet.
26 2 Grundlagen des Biogasbildungsprozesses
damit auch die organische Raumbelastung. Die Mikroorganismen haben deshalb viel Zeit, Substrat abzubauen, wodurch ein hoher Abbaugrad erreicht wird. Die spezifische Gasproduktion (Gasproduktion bezogen auf die eingesetzte Masse an Ausgangssubstrat) ist dann zwar hoch, die absolute Gasproduktion ist aber sehr gering. Bei einer geringen Verweilzeit ist der Abbaugrad meist deutlich geringer, da den Bakterien nicht ausreichend Zeit zur Verfügung steht, das Substrat voll-ständig abzubauen. Dadurch sinkt die spezifische Gasproduktion. Je nach Verweilzeit kann die absolute Gasproduktion aber deutlich höher sein. Hier gilt es, ein Optimum zu finden, da eine reduzierte Verweilzeit auch immer mit einem höheren Substrateinsatz verbunden ist.
3 Stoffliche Modellierung des Prozesses
3.1 Überblick über existierende Modelle
Die einfachsten Modelle zur Berechnung der Biogasproduktion sind statische Modelle. Sie dienen lediglich der Berechnung der Gasausbeute und geben keine Auskunft darüber, zu welchem Zeitpunkt das Gas entsteht. Statische Modelle wurden beispielsweise entwickelt von Buswell & Mueller [BuMu 52], Boyle [Boy 76], Baserga [Bas 98], Keymer & Schilcher [KeSc 03] und Amon et al. [AAK 07]. Für die Berechnung einer zeitabhängigen Biogasproduktion sind kinetische Modelle notwendig.
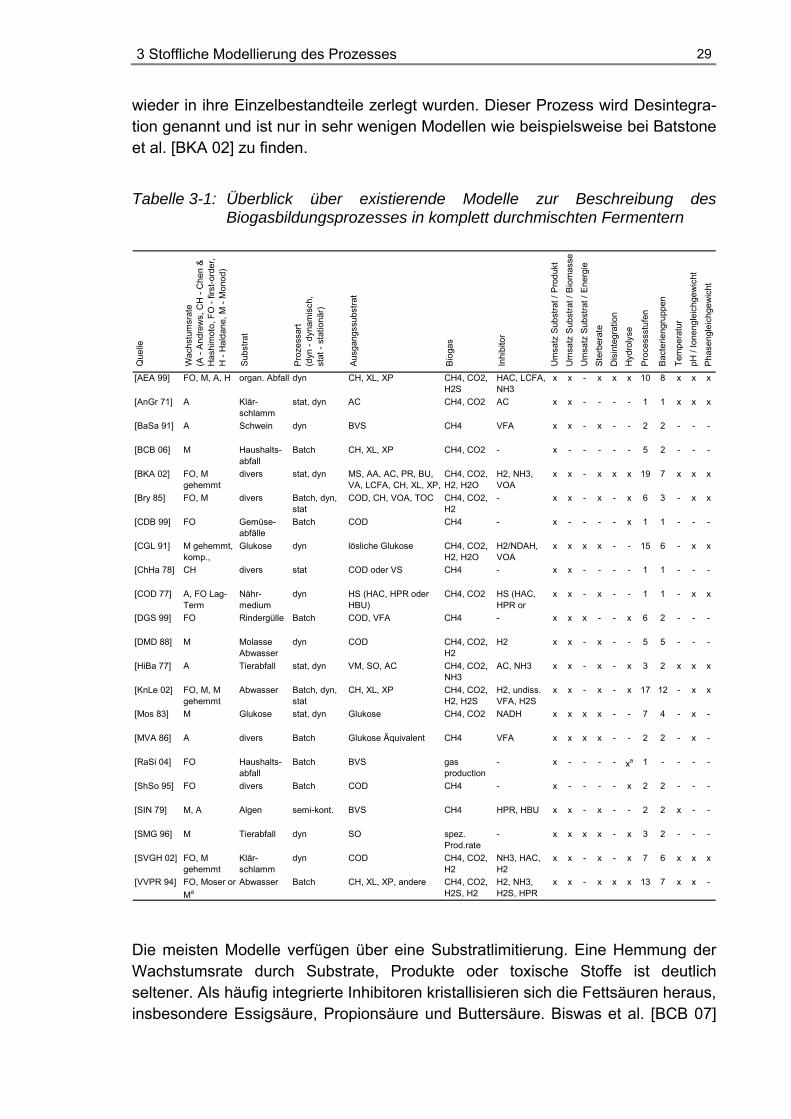
In den letzten Jahrzehnten wurde eine Vielzahl an kinetischen Modellen ent-wickelt, um den Biogasbildungsprozess abzubilden. Da die ersten Biogasanlagen an Kläranlagen entstanden, sind vor allem die älteren Modelle häufig für die Vergärung von Klärschlamm entwickelt und angepasst worden, siehe z.B. Andrews & Graef [AnGr 71], Lawrence & McCarty [LMcC 69] oder Grau et al. [GDC 75]. Später wurden Wirtschaftsdünger (Gülle, Mist) wie bei Hashimoto [Has 83] und Hill [Hill 82] interessant oder Abfallstoffe wie bei Converti et al. [CDB 99] und Vavilin et al. [VVPR 94]. Die Vergärung von NAWARO ist bisher kaum unter-sucht. Auswirkungen hat dies vor allem auf die Parameter kinetischer Modelle, da diese an spezielle Messwerte angepasst werden, die nicht ohne weiteres auf andere Substrate übertragbar sind.
Ein weiterer, auf die historische Entwicklung zurückzuführender Unterschied der existierenden Modelle ist der Grad der Komplexität. Im Laufe der Jahre wurden die Informationen zum Abbauprozess detaillierter und umfangreicher. Weitere Abbau-stufen und Einflussparameter wurden identifiziert, untersucht und eingebunden, sodass die Modelle in der Regel mit den Jahren deutlich komplexer geworden sind.
Der Vergleich der Modelle erfolgte anhand der folgenden Kriterien:
1) Prozessart
Die Modelle lassen sich prinzipiell nach der Art des Prozesses einteilen. Entweder sind sie für diskontinuierliche Batch-Prozesse entwickelt worden, für stationäre Fließprozesse oder für dynamische Prozesse. Die Modelle für dynamische Prozesse können auch für stationäre Fließprozesse angewandt werden. Manche Modelle sind anwendbar auf alle Prozessarten.
Dennoch ist bei der Übertragung von kinetischen Parametern zwischen den ein-zelnen Prozessarten Vorsicht geboten. Für Mikroorganismen ist der Unterschied groß, ob sie permanent Schwankungen im Substrat und anderen Umweltein-flüssen ausgesetzt sind, wie bei diskontinuierlichen und dynamischen Prozessen, oder immer die gleichen Bedingungen vorfinden. Mikroorganismen können sich an Prozessbedingungen anpassen. So kann die Gasproduktion bei stationären
28 3 Stoffliche Modellierung des Prozesses
Prozessen größer sein als bei dynamischen Prozessen mit den gleichen Prozess-parametern, da die Mikroorganismen ausreichend Zeit zur Verfügung hatten, sich an diese Bedingungen perfekt anzupassen. Durch die starke Anpassung und Selektion geht die große Populationsbreite verloren und damit die Fähigkeit sich an veränderte Prozessbedingungen schnell anzupassen.
2) Ausgangssubstrat und Biogasbildung
Der Vergleich von Modellen untereinander wird durch die unterschiedlichen Eingangs- (Ausgangssubstrat) und Ausgangsgrößen (Biogas) erschwert. Je nach Modell wird das Substrat in unterschiedlich viele Bestandteile aufgeteilt und geht in den verschiedensten Konzentration in das Modell ein. Bei Angelidaki et al. [AEA 99], Knobel & Lewis [KnLe 02] oder bei Biswas et al. [BCB 06] wird das Substrat beispielsweise in Kohlenhydrate, Fette und Einweiße unterteilt. Häufig zu finden ist die Angabe des biologisch verfügbaren Substrates wie bei Bala & Satter [BaSa 91] oder Rao & Singh [RaSi 04]. Die Substratkonzentration bei Abwasser wird häufig als COD angegeben, da es hier oft lediglich um die Reduzierung des COD geht. Aus diesem Grund gibt es eine Reihe von Modellen, bei denen keine Berechnung der Gasproduktion erfolgt, z. B. bei Hill & Barth [HiBa 74], Andrews [And 69] oder McKinney [McK 62]. Bei den anderen Modellen wird entweder nur die gesamte Gasproduktion berechnet oder zusätzlich die Gaszusammensetzung, meist aus-schließlich CH4 und CO2, seltener H2S, NH3, H2 und H2O.
3) Substratabbau
Der Abbauprozess ist sehr vielschichtig. Häufig existieren verschiedene Wege, wie eine Ausgangssubstanz abgebaut werden kann. Bei der Betrachtung des Abbauprozesses wurde unterschieden nach der Anzahl an Bakteriengruppen und der Anzahl an Abbaustufen. Von einer betrachteten Bakteriengruppe und einer Abbaustufe wie bei Andrews & Graef [AnGr 71] bis zu 7 verschiedenen Bakterien-gruppen und 19 Prozessschritten bei [BKA 02] sind die betrachteten Modelle breit gefächert.
Der Substratabbau ist in jedem Modell enthalten, allerdings oft nicht vollständig. Vor allem der Abbau von Substrat für die Synthese von Bakterienmasse und für die Bereitstellung von Energie für das Wachstum und die Lebenserhaltung der Mikroorganismen wird oft vernachlässigt.
4) Bakterienwachstum
Das für die Berechnung der Wachstumsrate verwendete Modell variiert sehr stark. Durchgesetzt hat sich vor allem die Kinetik erster Ordnung (insbesondere für die Hydrolyse), das Modell von Andrews [And 68] und von Monod [Mon 49] in Rein-form oder in Verbindung mit einem Hemmterm. Die meisten Modelle berücksichti-gen lediglich das Wachstum der Bakterien, die Sterberate ist seltener zu finden. Sterben Mikroorganismen ab, stehen dem Prozess auch die organischen Bestandteile der Bakterienzellen zur Verfügung, nachdem diese durch Enzyme
3 Stoffliche Modellierung des Prozesses 29
wieder in ihre Einzelbestandteile zerlegt wurden. Dieser Prozess wird Desintegra-tion genannt und ist nur in sehr wenigen Modellen wie beispielsweise bei Batstone et al. [BKA 02] zu finden.
Tabelle 3-1: Überblick über existierende Modelle zur Beschreibung des Biogasbildungsprozesses in komplett durchmischten Fermentern
Que
lle
Wac
hstu
msr
ate
(A -
And
rew
s, C
H -
Che
n &
H
ashi
mot
o, F
O -
first
-ord
er,
H -
Hal
dane
, M -
Mon
od)
Sub
stra
t
Proz
essa
rt
(dyn
- dy
nam
isch
,
st
at -
stat
ionä
r)
Ausg
angs
subs
trat
Bio
gas
Inhi
bito
r
Um
satz
Sub
stra
t / P
rodu
kt
Um
satz
Sub
stra
t / B
iom
asse
Um
satz
Sub
stra
t / E
nerg
ie
Ste
rber
ate
Dis
inte
grat
ion
Hyd
roly
se
Pro
cess
stuf
en
Bact
erie
ngru
ppen
Tem
pera
tur
pH /
Ione
ngle
ichg
ewic
ht
Phas
engl
eich
gew
icht
[AEA 99] FO, M, A, H organ. Abfall dyn CH, XL, XP CH4, CO2, H2S
HAC, LCFA, NH3
x x - x x x 10 8 x x x
[AnGr 71] A Klär-schlamm
stat, dyn AC CH4, CO2 AC x x - - - - 1 1 x x x
[BaSa 91] A Schwein dyn BVS CH4 VFA x x - x - - 2 2 - - -
[BCB 06] M Haushalts-abfall
Batch CH, XL, XP CH4, CO2 - x - - - - - 5 2 - - -
[BKA 02] FO, M gehemmt
divers stat, dyn MS, AA, AC, PR, BU, VA, LCFA, CH, XL, XP,
CH4, CO2, H2, H2O
H2, NH3, VOA
x x - x x x 19 7 x x x
[Bry 85] FO, M divers Batch, dyn, stat
COD, CH, VOA, TOC CH4, CO2, H2
- x x - x - x 6 3 - x x
[CDB 99] FO Gemüse-abfälle
Batch COD CH4 - x - - - - x 1 1 - - -
[CGL 91] M gehemmt, komp.,
Glukose dyn lösliche Glukose CH4, CO2, H2, H2O
H2/NDAH, VOA
x x x x - - 15 6 - x x
[ChHa 78] CH divers stat COD oder VS CH4 - x x - - - - 1 1 - - -
[COD 77] A, FO Lag-Term
Nähr-medium
dyn HS (HAC, HPR oder HBU)
CH4, CO2 HS (HAC, HPR or
x x - x - - 1 1 - x x
[DGS 99] FO Rindergülle Batch COD, VFA CH4 - x x x - - x 6 2 - - -
[DMD 88] M Molasse Abwasser
dyn COD CH4, CO2, H2
H2 x x - x - - 5 5 - - -
[HiBa 77] A Tierabfall stat, dyn VM, SO, AC CH4, CO2, NH3
AC, NH3 x x - x - x 3 2 x x x
[KnLe 02] FO, M, M gehemmt
Abwasser Batch, dyn, stat
CH, XL, XP CH4, CO2, H2, H2S
H2, undiss. VFA, H2S
x x - x - x 17 12 - x x
[Mos 83] M Glukose stat, dyn Glukose CH4, CO2 NADH x x x x - - 7 4 - x -
[MVA 86] A divers Batch Glukose Äquivalent CH4 VFA x x x x - - 2 2 - x -
[RaSi 04] FO Haushalts-abfall
Batch BVS gas production
- x - - - - xa 1 - - - -
[ShSo 95] FO divers Batch COD CH4 - x - - - - x 2 2 - - -
[SIN 79] M, A Algen semi-kont. BVS CH4 HPR, HBU x x - x - - 2 2 x - -
[SMG 96] M Tierabfall dyn SO spez. Prod.rate
- x x x x - x 3 2 - - -
[SVGH 02] FO, M gehemmt
Klär-schlamm
dyn COD CH4, CO2, H2
NH3, HAC, H2
x x - x - x 7 6 x x x
[VVPR 94] FO, Moser or Ma
Abwasser Batch CH, XL, XP, andere CH4, CO2, H2S, H2
H2, NH3, H2S, HPR
x x - x x x 13 7 x x -
Die meisten Modelle verfügen über eine Substratlimitierung. Eine Hemmung der Wachstumsrate durch Substrate, Produkte oder toxische Stoffe ist deutlich seltener. Als häufig integrierte Inhibitoren kristallisieren sich die Fettsäuren heraus, insbesondere Essigsäure, Propionsäure und Buttersäure. Biswas et al. [BCB 07]
30 3 Stoffliche Modellierung des Prozesses
berücksichtigt sogar langkettige Fettsäuren. In einer Studie von Hashimoto et al. [HVC 81] wird der Einfluss von Antibiotika auf die Gasproduktion untersucht und bei Lawrence & McCarty [LMcC 65] der Einfluss von Schwermetallen. Ebenfalls selten wird die Hemmwirkung von NH3, H2 oder H2S berücksichtigt.
5) Physikalische Einflussparameter
Zwar gilt die Temperatur als einer der wichtigsten physikalischen Einflusspara-meter, betrachtet wird sie allerdings in sehr wenigen Modellen. Vor allem der Einfluss auf die Wachstumskinetik selbst wird oft vernachlässigt. Häufiger ist der Einfluss der Temperatur auf andere physikalische Parameter zu finden, wie auf die Gaslöslichkeit, den Partialdruck oder das Dissoziationsgleichgewicht.
Da Substrate in erster Linie nicht dissoziiert aufgenommen werden, sind das Dissoziationsgleichgewicht, das Ionengleichgewicht und der pH-Wert relativ häufig in Modelle eingebunden, wobei Gaslöslichkeiten wiederum häufig vernachlässigt werden.
In Tabelle 3-1 ist ein Überblick über eine Auswahl an verbreiteten Modellen zur Berechnung der Biogasbildung dargestellt. Diese Modelle gelten alle für komplett durchmischte Fermenter. Von einigen Autoren existieren unterschiedliche Modelle, wie von Andrews & Graef, Angelidaki, Hill, Chen & Hashimoto, Batstone oder Vavilin. In diesem Fall wurde jeweils nur ein Modell in die Übersicht aufgenom-men.
3.2 Auswahl geeigneter Modelle
Um aus dieser Vielzahl an Modellen ein geeignetes Modell für einen bestimmten Anwendungsfall auszuwählen, ist eine möglichst genaue Definition der Anforde-rungen an das Modell notwendig. Aus Sicht der praktischen Anwendung ergeben sich vor allem die folgenden Anwendungsfälle:
1) Auslegung von Biogasanlagen
2) Vergleich und Auswahl geeigneter Substrate und Substratmischungen
3) Vergleich und Auswahl eines geeigneten Verfahrens (z. B. Fermenterformen, Anzahl der Prozessstufen)
4) Optimierung von Biogasanlagen mit Hilfe von Parameterstudien
5) Analyse des Anlagenverhaltens (z. B. Anfahrprozess, Stabilitätsprobleme, Lastwechsel)
6) ökologische und ökonomische Analysen
Zudem sollen die Modelle auch für Benutzer mit geringen Vorkenntnissen der Mikrobiologie anwendbar, aber dennoch möglichst genau und leistungsstark sein.
3 Stoffliche Modellierung des Prozesses 31
In beschränktem Maße ist für die meisten Anforderungen ein statisches Modell ausreichend. Diese Modelle haben den Vorteil, dass nur wenige Eingabegrößen notwendig sind und sie vergleichsweise einfach an andere Substrate oder Substratmischungen angepasst werden können. Ein Minimum an Vorkenntnissen über den Abbauprozess ist ausreichend.
Statische Modelle besitzen keine Zeitabhängigkeit. Mit diesen Modellen kann zwar eine Gasproduktion berechnet werden, es wird aber keine Aussage darüber getroffen, zu welchem Zeitpunkt wie viel Gas entsteht. Das Anlagenverhalten kann mit diesen Modellen nicht untersucht werden. Außerdem beschränkt sich die Betrachtung der Gasproduktion und der Gaszusammensetzung bei statischen Modellen ausschließlich auf die Abhängigkeit von der Substratmenge und Sub-stratzusammensetzung. Weitere Einflussparameter wie die Verweilzeit, orga-nische Faulraumbelastung, Fermentertemperatur, jegliche Hemmwirkungen oder der pH-Wert werden nicht berücksichtigt.
Aus diesem Grund werden neben drei häufig angewandten statischen Modellen (Boyle, Baserga, Keymer & Schilcher) auch drei kinetische Modelle mit unter-schiedlichem Detaillierungsgrad (Andrews & Graef, Hill & Barth, ADM1) unter-sucht. Bei den kinetischen Betrachtungen werden dynamische Modelle den Modellen zur Abbildung eines stationären Fließprozesses vorgezogen, da mit stationären Modellen Effekte wie beim Anfahren einer Anlage, bei unterschied-lichen Beschickungsintervallen, Prozessinstabilitäten oder Schwankungen in der Substratart und der Substratkonzentration nicht untersucht werden können.
3.3 Beschreibung der ausgewählten Modelle
3.3.1 Modell von Boyle
Das Modell von Boyle [Boy 76] basiert auf der chemischen Zusammensetzung des Substrates und dessen stöchiometrischem Abbau. Dabei erweitert Boyle das Modell von Buswell & Müller [BuMu 52] um Stickstoff N und Schwefel S, um den Anteil an Ammoniak und Schwefelwasserstoff zu berechnen:
⋅⎛ ⎞+ − − + +⎜ ⎟⎝ ⎠
⋅⎛ ⎞→ + − − −⎜ ⎟⎝ ⎠
⋅⎛ ⎞+ − + + + + +⎜ ⎟⎝ ⎠
2
4
2 3 2
34 2 4 2
32 8 4 8 4
32 8 4 8 4
a b c d eb c d eC H O N S a H O
a b c d e CH
a b c d e CO d NH e H S
Gl.( 3-1 )
Mit den von Vavilin et al. [VVPR 94] angegebenen Summenformeln für die orga-nischen Bestandteile Proteine (C16H30O8N4), Lipide (C47H96O9) und Kohlenhydrate
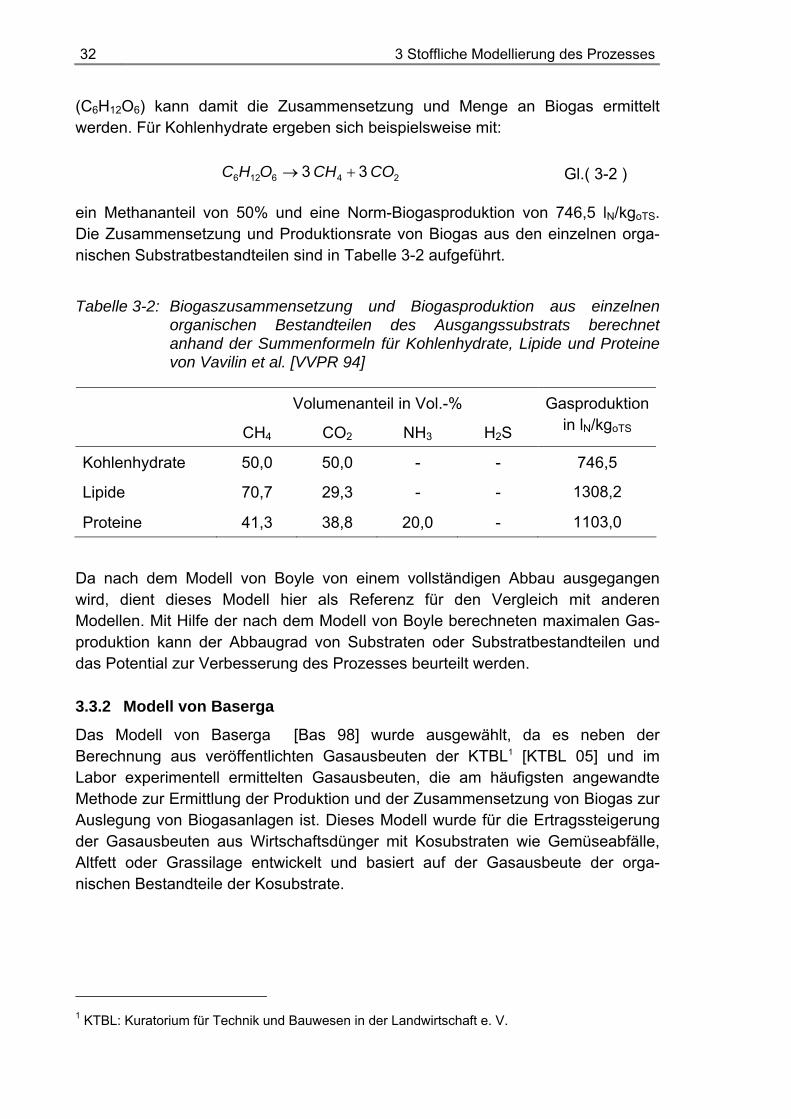
32 3 Stoffliche Modellierung des Prozesses
(C6H12O6) kann damit die Zusammensetzung und Menge an Biogas ermittelt werden. Für Kohlenhydrate ergeben sich beispielsweise mit:
→ +6 12 6 4 23 3C H O CH CO Gl.( 3-2 )
ein Methananteil von 50% und eine Norm-Biogasproduktion von 746,5 lN/kgoTS. Die Zusammensetzung und Produktionsrate von Biogas aus den einzelnen orga-nischen Substratbestandteilen sind in Tabelle 3-2 aufgeführt.
Tabelle 3-2: Biogaszusammensetzung und Biogasproduktion aus einzelnen organischen Bestandteilen des Ausgangssubstrats berechnet anhand der Summenformeln für Kohlenhydrate, Lipide und Proteine von Vavilin et al. [VVPR 94]
Volumenanteil in Vol.-%
CH4 CO2 NH3 H2S
Gasproduktion in lN/kgoTS
Kohlenhydrate 50,0 50,0 - - 746,5
Lipide 70,7 29,3 - - 1308,2
Proteine 41,3 38,8 20,0 - 1103,0
Da nach dem Modell von Boyle von einem vollständigen Abbau ausgegangen wird, dient dieses Modell hier als Referenz für den Vergleich mit anderen Modellen. Mit Hilfe der nach dem Modell von Boyle berechneten maximalen Gas-produktion kann der Abbaugrad von Substraten oder Substratbestandteilen und das Potential zur Verbesserung des Prozesses beurteilt werden.
3.3.2 Modell von Baserga
Das Modell von Baserga [Bas 98] wurde ausgewählt, da es neben der Berechnung aus veröffentlichten Gasausbeuten der KTBL1 [KTBL 05] und im Labor experimentell ermittelten Gasausbeuten, die am häufigsten angewandte Methode zur Ermittlung der Produktion und der Zusammensetzung von Biogas zur Auslegung von Biogasanlagen ist. Dieses Modell wurde für die Ertragssteigerung der Gasausbeuten aus Wirtschaftsdünger mit Kosubstraten wie Gemüseabfälle, Altfett oder Grassilage entwickelt und basiert auf der Gasausbeute der orga-nischen Bestandteile der Kosubstrate.
1 KTBL: Kuratorium für Technik und Bauwesen in der Landwirtschaft e. V.
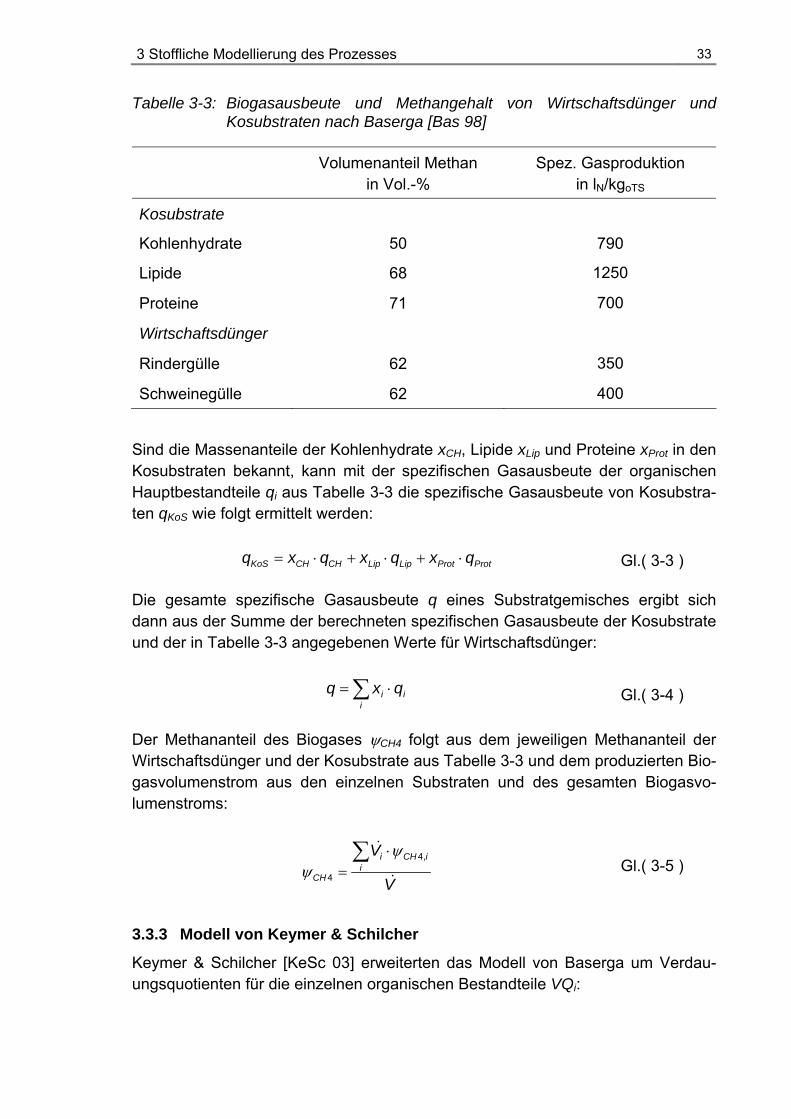
3 Stoffliche Modellierung des Prozesses 33
Tabelle 3-3: Biogasausbeute und Methangehalt von Wirtschaftsdünger und Kosubstraten nach Baserga [Bas 98]
Volumenanteil Methan in Vol.-%
Spez. Gasproduktion in lN/kgoTS
Kosubstrate
Kohlenhydrate 50 790
Lipide 68 1250
Proteine 71 700
Wirtschaftsdünger
Rindergülle 62 350
Schweinegülle 62 400
Sind die Massenanteile der Kohlenhydrate xCH, Lipide xLip und Proteine xProt in den Kosubstraten bekannt, kann mit der spezifischen Gasausbeute der organischen Hauptbestandteile qi aus Tabelle 3-3 die spezifische Gasausbeute von Kosubstra-ten qKoS wie folgt ermittelt werden:
= ⋅ + ⋅ + ⋅KoS CH CH Lip Lip Prot Protq x q x q x q Gl.( 3-3 )
Die gesamte spezifische Gasausbeute q eines Substratgemisches ergibt sich dann aus der Summe der berechneten spezifischen Gasausbeute der Kosubstrate und der in Tabelle 3-3 angegebenen Werte für Wirtschaftsdünger:
= ⋅∑ i ii
q x q Gl.( 3-4 )
Der Methananteil des Biogases ψCH4 folgt aus dem jeweiligen Methananteil der Wirtschaftsdünger und der Kosubstrate aus Tabelle 3-3 und dem produzierten Bio-gasvolumenstrom aus den einzelnen Substraten und des gesamten Biogasvo-lumenstroms:
ψψ
⋅=
∑ 4,
4
i CH ii
CH
V
V Gl.( 3-5 )
3.3.3 Modell von Keymer & Schilcher
Keymer & Schilcher [KeSc 03] erweiterten das Modell von Baserga um Verdau-ungsquotienten für die einzelnen organischen Bestandteile VQi:
34 3 Stoffliche Modellierung des Prozesses
= ⋅ ⋅∑KoS i i ii
q x VQ q Gl.( 3-6 )
Diese Verdauungsquotienten berücksichtigen die Abbaubarkeit der Organik, da nicht jeder organische Bestandteil gleich gut abgebaut werden kann. So wird Glukose sehr schnell und weitgehend vollständig abgebaut, Lignin aufgrund seiner Struktur kaum bzw. sehr langsam.
Da sowohl Glukose als auch Lignin Kohlenhydrate sind und deren Abbau schlecht mit einem einzigen Verdauungsquotient ausgedrückt werden kann, erfolgt eine Unterteilung der Organik in Rohfette, Rohproteine, Rohfaser und stickstofffreie Extraktstoffe. Unter Rohfaser werden schlecht verdauliche Kohlenhydrate wie Lignin oder Cellulose zusammengefasst. Einfachzucker, Stärke, aber auch orga-nische Säuren verbergen sich hinter stickstofffreien Extraktstoffen (siehe auch Abschnitt 6.4). Rohfaser und stickstofffreie Extraktstoffe (NfE) unterscheiden sich allerdings nur im Verdauungsquotienten, nicht in der spezifischen Gasausbeute.
Das Modell basiert auf der Annahme, dass der mikrobiologische Abbauprozess in einem Kuhmagen auf den Abbauprozess in einer Biogasanlage übertragbar ist. Für die Verdauung von einer großen Vielfalt an Futtermitteln, die häufig auch in Biogasanlagen eingesetzt werden, veröffentlichte die DLG1 [DLG 97] eine Futter-werttabelle, in der die durchschnittliche Zusammensetzung und die Verdauungs-quotienten der organischen Bestandteile zu finden sind.
Im Laufe ihres Wachstums ändert sich die organische Zusammensetzung einer Pflanze. Mit steigender Pflanzenhöhe nimmt in der Regel der Anteil an Rohfasern zu, um der Pflanze ausreichend Halt zu geben. In der DLG Futterwerttabelle sind aus diesem Grund für sehr viele Pflanzen verschiedenste Wachstumsphasen aufgeführt und für jede Wachstumsphase entsprechende durchschnittliche Verdauungsquotienten und die organische Zusammensetzung der Pflanze. Der Verdauungsquotient von Organik in einer Biogasanlage kann aber auch experi-mentell im Labor oder aus Ergebnissen von großtechnischen Anlagen ermittelt werden.
Aufgrund der Einbindung der Verdauungsquotienten für die organischen Bestandteile von Ausgangssubstraten, wird für das Modell von Keymer & Schilcher im Vergleich zu Baserga eine höhere Genauigkeit erwartet.
3.3.4 Modell von Andrews & Graef
Das Modell von Andrews & Graef [AnGr 71] wurde ausgewählt, weil es ein vergleichsweise einfaches kinetisches Modell ist, welches in erster Linie der dynamischen Untersuchung von Prozessstabilität, Anfahrverhalten oder Last-wechseln dient. Für das Erkennen eines Prozessfehlers dienen neben der Gas-
1 Deutsche Landwirtschafts-Gesellschaft
3 Stoffliche Modellierung des Prozesses 35
produktion und der Gaszusammensetzung auch die Konzentration an flüchtigen Fettsäuren, die Alkalinität und der pH-Wert. Der Abbauprozess nach dem Modell von Andrews & Graef wurde auf diese wenigen Parameter reduziert.
Die Betrachtung des Substratabbaus beschränkt sich auf die Methanogenese aus Essigsäure als geschwindigkeitsbestimmender Schritt:
→ +3 4 2CH COOH CH CO Gl.( 3-7 )
Betrachtet wird demnach ausschließlich das Wachstum von Archaea, die zudem besonders sensibel auf ihre Umgebungsbedingungen wie pH-Wert oder Tem-peraturschwankungen reagieren.
Prozessfehler treten in der Praxis häufig durch zu hohe Konzentrationen an nicht-dissoziierten Fettsäuren auf. Die Mikroorganismen wachsen zu langsam, um die entstandenen Fettsäuren zu verarbeiten, was wiederum das Wachstum selbst hemmt. Dreht sich die Spirale weiter, kommt der biologische Abbauprozess zum Erliegen. Das Modell von Andrews & Graef basiert auf der „Continuous Culture Theory“ von Andrews [And 68], wobei er zur Beschreibung der Wachstumsrate die Wachstumskinetik von Monod durch eine Hemmfunktion ersetzt. Dadurch werden nicht-dissoziierte Fettsäuren für Archaea nicht nur zum wachstumslimitierenden Substrat, sondern auch zu einem Inhibitor.
Da von den Mikroorganismen Essigsäure in erster Linie nicht-dissoziiert aufge-nommen wird, spielen das Ionengleichgewicht und der pH-Wert bei Andrews & Graef eine große Rolle.
Besonders ausführlich wird im Modell CO2 behandelt. CO2 entsteht beim biolo-gischen Abbauprozess oder wird bereits gelöst im Substrat mitgeführt. Je nach Sättigung des Fermenterinhaltes wird produziertes CO2 gelöst oder in die Gas-phase übergehen. Es kann außerdem in Carbonat umgewandelt werden. Die Ablagerung von Carbonat im Fermenter wird im Modell nicht berücksichtigt. Löst sich produziertes CO2 im Substrat, wird der Carbonat-Puffer erhöht, was sich auf den pH-Wert, das Ionengleichgewicht und letztlich wiederum auf das Wachstum der Mikroorganismen auswirkt.
Bei einem stationären Betrieb kann von einem Gleichgewicht zwischen Gasphase und Flüssigphase ausgegangen werden. Bei dynamischen Betrachtungen ist dies nicht der Fall. Aus diesem Grund beinhaltet das Modell von Andrews & Graef eine Gastransferrate, die eine Art Verzögerung darstellt in Abhängigkeit von dem im Substrat gelösten Gas und dessen Sättigung. Die Gastransferrate wird bei Andrews & Graef lediglich für CO2 berechnet, da CH4 in erster Näherung nicht gelöst vorliegt und direkt in die Gasphase übergeht. Ersichtlich wird dieser Effekt bei der Betrachtung der Henry-Konstante von CH4 und CO2, die bereits in Tabelle 2-4 gegenübergestellt wurden. Die Henry-Konstanten von CH4 und CO2 unterscheiden sich um mehr als eine Zehnerpotenz. CH4 löst sich sehr schlecht in Wasser und CO2 im Vergleich deutlich besser.
36 3 Stoffliche Modellierung des Prozesses
Vernachlässigt werden andere Fettsäuren als Essigsäure, die ebenfalls hemmend auf das Wachstum der Archaea einwirken, weitere Inhibitoren, die Produktion von CO2 durch säurebildende Bakterien sowie die Bildung von Methan aus CO2 und H2. Das Modell beinhaltet zudem keinen Substratverbrauch für den Lebenserhalt der Mikroorganismen, keine Adaption, Mutation, Lag-Phase oder das Absterben der Mikroorganismen.
Ursprünglich wurde das Modell von Andrews & Graef für den mikrobiologischen Abbauprozess von Klärschlamm entwickelt. Die Übertragung auf NAWARO-Anlagen ist nur bedingt möglich und muss zunächst überprüft werden. Dies liegt vor allem an der Annahme, dass die Methanogenese der geschwindigkeits-bestimmende Schritt ist und sämtliche vorgelagerten Abbauschritte, wie die Hydrolyse, Acidogenese und Acetogenese nicht mit betrachtet werden. Dies kann insbesondere bei Substraten wie NAWARO, die einen hohen Anteil an schwer abbaubaren Bestandteilen besitzen, zu Fehlern führen, da der geschwindigkeits-bestimmende Schritt bei diesen Substraten eher die Hydrolyse ist.
Im Anhang A - 3 befindet sich eine Übersicht zu den Berechnungsvorschriften des Biogasbildungsprozesses nach Andrews & Graef [AnGr 71] und im Kapitel 6 wird auf notwendige Eingabegrößen und deren Analyse genauer eingegangen.
3.3.5 Modell von Hill & Barth
Das Modell von Hill & Barth [HiBa 77] beinhaltet drei Abbaustufen und zwei Bak-teriengruppen. In einem ersten Schritt wird Organik durch extrazelluläre Enzyme von säurebildenden Bakterien umgewandelt in lösliche, bioverfügbare Organik (Hydrolyse). Dabei verbleibt die Organik solange im Fermenter, bis sie vollständig zu löslicher, bioverfügbarer Organik umgewandelt wird. Die lösliche, bioverfügbare Organik wird anschließend in flüchtige Fettsäuren umgewandelt, aus denen wiederum das Gas entsteht. Die beteiligten Mikroorganismen werden in zwei Gruppen unterschieden: säurebildende und methanbildende Mikroorganismen.
Somit wird bei Hill & Barth bereits der vollständige Abbauprozess von der makro-molekularen Organik bis zum Biogas berücksichtigt, mit der Möglichkeit, Einfluss-größen auf verschiedene Bakteriengruppen unterschiedlich zu betrachten. Dennoch ist der Prozessablauf selbst stark vereinfacht und bedarf relativ weniger Eingabegrößen, was die Handhabung und die Anwendung des Modells in der Praxis vereinfacht.
Wie bereits bei Andrews & Graef, wurde in die Wachstumsrate bei Hill & Barth neben der Substratlimitierung auch die Hemmung durch Essigsäure integriert. Zusätzlich verfügt die Wachstumsrate der Methanbildner über einen Ammoniak-Hemmterm und für beide Bakteriengruppen wird mit Hilfe einer Sterberate die Absterbephase berücksichtigt.
Sowohl Ammoniak als auch Essigsäure werden nicht-dissoziiert über die Zell-wände transportiert. Aus diesem Grund werden die Dissoziation und das Ionengleichgewicht auch bei Hill & Barth berücksichtigt. Eine Kationenkonzentra-
3 Stoffliche Modellierung des Prozesses 37
tion fasst alle Kationen außer Ammonium und Hydronium-Ionen zusammen. Carbonat-Ionen und Hydroxid-Ionen werden wie bei Andrews & Graef vernach-lässigt, da die Konzentration bei einem pH-Wert zwischen 5 und 8 sehr gering ist.
Auch Hill & Barth vernachlässigen die Gaslöslichkeit von Methan, berücksichtigen neben CO2 allerdings auch NH3 im Biogas. Die Bilanzierung von CO2 ist aufgrund der zwei Abbaustufen und der zusätzlichen Betrachtung von NH3 noch umfang-reicher. Temperatureffekte werden bei den Säurekonstanten und den Henry-Konstanten von NH3 und CO2 sowie bei den Wachstumsraten berücksichtigt.
Das Modell von Hill & Barth wurde für Wirtschaftsdünger entwickelt und ange-passt. Es ist anzunehmen, dass einige kinetische Parameter wie die Rate der Bio-verfügbarkeit für die Anwendung auf NAWARO-Anlagen anzupassen sind.
Die Bilanzgleichungen und weitere Berechnungsvorschriften des Biogasbildungs-prozesses nach Hill & Barth sind im Anhang A - 4 aufgeführt. Zudem wird im Ka-pitel 6 auf notwendige Eingabegrößen und deren Analyse genauer eingegangen.
3.3.6 Anaerobic Digestion Model ADM 1
Die IWA1 Anaerobic Digestion Modelling Task Group ist ein Zusammenschluss von Experten, der sich seit 1997 unter der Leitung von Batstone mit der Modellie-rung des Biogasbildungsprozesses beschäftigt [BKA 02]. Diese Gruppe wurde ins Leben gerufen, um aus der Vielzahl an Modellen ein allgemeingültiges Modell zu entwickeln. Ergebnis der Arbeiten ist das IWA Anaerobic Digestion Model No 1 (ADM1). Es ist ein gut strukturiertes, aber sehr komplexes Modell, welches die Kenntnisse über den Abbauprozess weitestgehend bündelt.
Insgesamt werden 19 Prozessstufen betrachtet. Die organischen Hauptbestand-teile Kohlenhydrate, Fette und Eiweiße werden während der Hydrolyse zunächst mit unterschiedlichen Hydrolyseraten (Reaktion erster Ordnung) zerlegt in Mono-saccharide, Aminosäuren und langkettige Fettsäuren (LCFA). Im Anschluss werden die Monosaccharide zu Buttersäure, Propionsäure, Essigsäure und Wasserstoff abgebaut, und die Aminosäuren zu Valeriansäure, Buttersäure, Propionsäure, Essigsäure und Wasserstoff. Sämtliche Fettsäuren (außer Essig-säure) werden über einige Zwischenschritte mikrobiologisch zu Essigsäure und Wasserstoff umgesetzt. Methan entsteht sowohl aus der Verwertung von Essig-säure als auch aus Wasserstoff.
Für den Abbau der Substrate sind sieben verschiedene Bakteriengruppen zu-ständig: Mikroorganismen, die sich von Zucker, Aminosäuren, LCFA, Valerian- und Buttersäure, Propionsäure, Essigsäure oder Wasserstoff ernähren. Das Wachstum der Mikroorganismen wird über eine Monod-Kinetik beschrieben, die mit mehreren Hemmtermen erweitert wurde. Je nach Bakteriengruppe wird eine Hemmung durch limitierenden Stickstoff, durch Wasserstoff und / oder durch
1 IWA: International Water Association
38 3 Stoffliche Modellierung des Prozesses
Ammoniak berücksichtigt. Die Absterbephase jeder einzelnen Bakteriengruppe wird über eine Kinetik erster Ordnung berücksichtigt.
Die Bestandteile von abgestorbenen Mikroorganismen werden dem Prozess durch Desintegration wieder zugeführt. Dafür müssen die Zellen wieder in einzelne organische und anorganische Bestandteile zerlegt werden. Die Konzentration an abgestorbenen Bakterien, die dem Prozess vor bzw. während der Zerlegung nicht zur Verfügung stehen, ist in der Konzentration der Komposite enthalten. Auch der Prozess der Desintegration wird über eine Kinetik erster Ordnung berechnet.
Eine Bilanz für den anorganischen Kohlenstoff und den anorganischen Stickstoff vervollständigen das Modell. Sämtliche Konzentrationen werden in kgCOD/m³ angegeben, da hierfür eine lückenlose Bilanzierung garantiert werden soll.
Das entstehende Biogas besteht im ADM1 aus CH4, CO2, H2 und H2O, unter der Annahme, dass der gesamte Ammoniak gelöst vorliegt. Das Phasengleichgewicht wird bei ADM1 neben CO2 auch für CH4 und für H2 betrachtet. Besonders ausführ-lich wird das Ionengleichgewicht berücksichtigt, da hier das Dissoziationsgleich-gewicht von Wasser, Valeriansäure, Buttersäure, Propionsäure, Essigsäure, Carbonat und Ammoniak eingeht. Für CO2, NH3 und H2O geht die Säurekonstante temperaturabhängig ein. Restliche Ionen werden über eine Anionen- bzw. Kationenkonzentration angegeben. Temperatureffekte werden neben der Disso-ziation auch bei der Gaslöslichkeit über eine temperaturabhängige Henry-Konstante und bei der Gaszusammensetzung über die Partialdrücke berücksich-tigt.
Das Modell ist angepasst an eine Vielzahl von Substraten. Empfohlen werden von den Autoren verschiedene kinetische Parametersätze für unterschiedliche An-wendungen. Von Lübken et al. [LWS 07] wurde ADM1 bereits erfolgreich für die Anwendung auf NAWARO-Biogasanlagen getestet.
Die Möglichkeiten, die ADM1 aufgrund der Vielzahl an Einflussparametern und der Komplexität der wissenschaftlichen Untersuchung des Prozesses bietet, sind bedeutend. Die große Anzahl an anpassbaren Parametern und die Anzahl an Abhängigkeiten im Modell erschwert aber eine Validierung erheblich. Ohne Vor-kenntnisse des Prozesses ist eine Nutzung dieses Modells nicht sinnvoll.
Im Anhang A - 5 befindet sich eine Übersicht zu den Berechnungsvorschriften des Biogasbildungsprozesses nach [BKA 02] und in Kapitel 6 wird auf notwendige Eingabegrößen und deren Analyse genauer eingegangen.
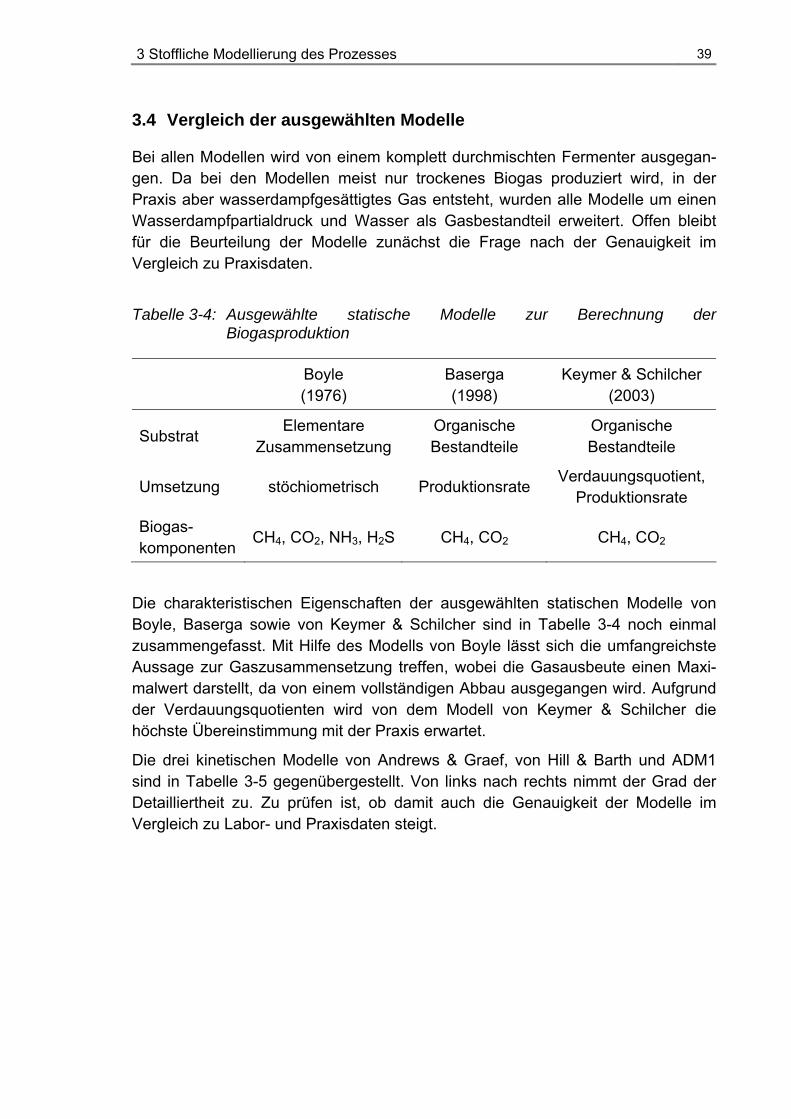
3 Stoffliche Modellierung des Prozesses 39
3.4 Vergleich der ausgewählten Modelle
Bei allen Modellen wird von einem komplett durchmischten Fermenter ausgegan-gen. Da bei den Modellen meist nur trockenes Biogas produziert wird, in der Praxis aber wasserdampfgesättigtes Gas entsteht, wurden alle Modelle um einen Wasserdampfpartialdruck und Wasser als Gasbestandteil erweitert. Offen bleibt für die Beurteilung der Modelle zunächst die Frage nach der Genauigkeit im Vergleich zu Praxisdaten.
Tabelle 3-4: Ausgewählte statische Modelle zur Berechnung der Biogasproduktion
Boyle (1976)
Baserga (1998)
Keymer & Schilcher (2003)
Substrat Elementare Zusammensetzung
Organische Bestandteile
Organische Bestandteile
Umsetzung stöchiometrisch Produktionsrate Verdauungsquotient, Produktionsrate
Biogas-komponenten
CH4, CO2, NH3, H2S CH4, CO2 CH4, CO2
Die charakteristischen Eigenschaften der ausgewählten statischen Modelle von Boyle, Baserga sowie von Keymer & Schilcher sind in Tabelle 3-4 noch einmal zusammengefasst. Mit Hilfe des Modells von Boyle lässt sich die umfangreichste Aussage zur Gaszusammensetzung treffen, wobei die Gasausbeute einen Maxi-malwert darstellt, da von einem vollständigen Abbau ausgegangen wird. Aufgrund der Verdauungsquotienten wird von dem Modell von Keymer & Schilcher die höchste Übereinstimmung mit der Praxis erwartet.
Die drei kinetischen Modelle von Andrews & Graef, von Hill & Barth und ADM1 sind in Tabelle 3-5 gegenübergestellt. Von links nach rechts nimmt der Grad der Detailliertheit zu. Zu prüfen ist, ob damit auch die Genauigkeit der Modelle im Vergleich zu Labor- und Praxisdaten steigt.
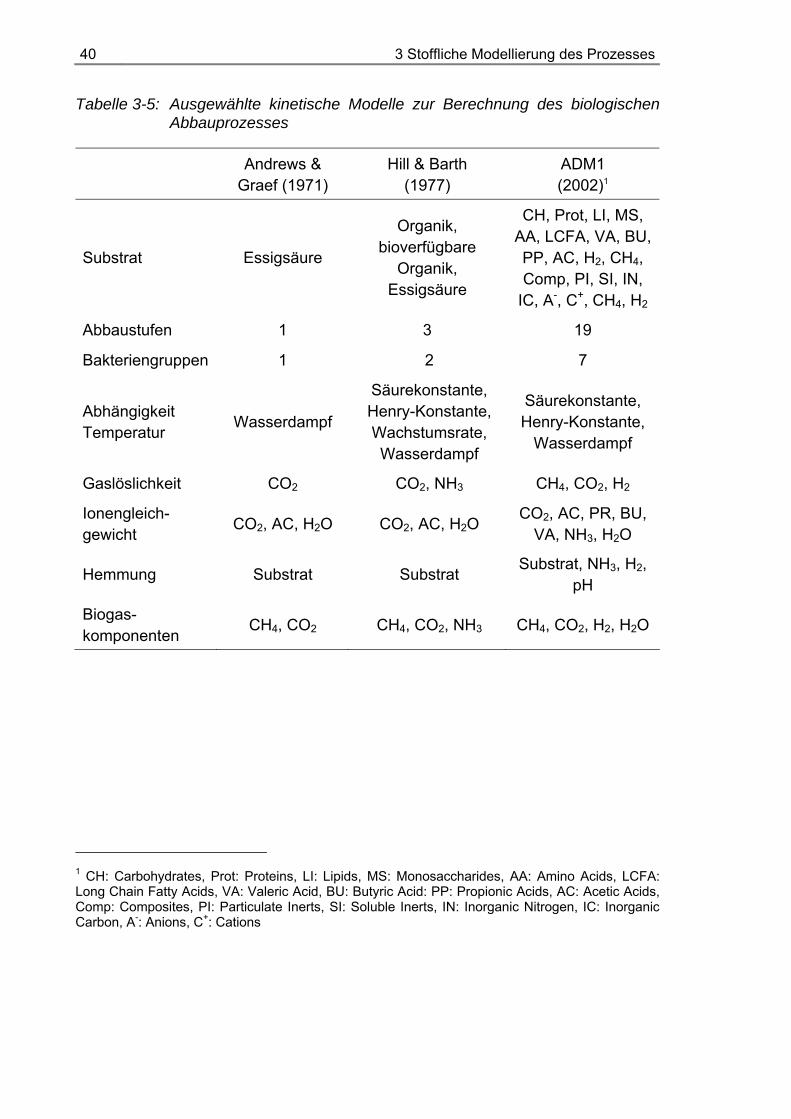
40 3 Stoffliche Modellierung des Prozesses
Tabelle 3-5: Ausgewählte kinetische Modelle zur Berechnung des biologischen Abbauprozesses
Andrews & Graef (1971)
Hill & Barth (1977)
ADM1 (2002)1
Substrat Essigsäure
Organik, bioverfügbare
Organik, Essigsäure
CH, Prot, LI, MS, AA, LCFA, VA, BU, PP, AC, H2, CH4, Comp, PI, SI, IN,
IC, A-, C+, CH4, H2
Abbaustufen 1 3 19
Bakteriengruppen 1 2 7
Abhängigkeit Temperatur Wasserdampf
Säurekonstante, Henry-Konstante, Wachstumsrate, Wasserdampf
Säurekonstante, Henry-Konstante,
Wasserdampf
Gaslöslichkeit CO2 CO2, NH3 CH4, CO2, H2
Ionengleich-gewicht CO2, AC, H2O CO2, AC, H2O CO2, AC, PR, BU,
VA, NH3, H2O
Hemmung Substrat Substrat Substrat, NH3, H2, pH
Biogas-komponenten
CH4, CO2 CH4, CO2, NH3 CH4, CO2, H2, H2O
1 CH: Carbohydrates, Prot: Proteins, LI: Lipids, MS: Monosaccharides, AA: Amino Acids, LCFA: Long Chain Fatty Acids, VA: Valeric Acid, BU: Butyric Acid: PP: Propionic Acids, AC: Acetic Acids, Comp: Composites, PI: Particulate Inerts, SI: Soluble Inerts, IN: Inorganic Nitrogen, IC: Inorganic Carbon, A-: Anions, C+: Cations
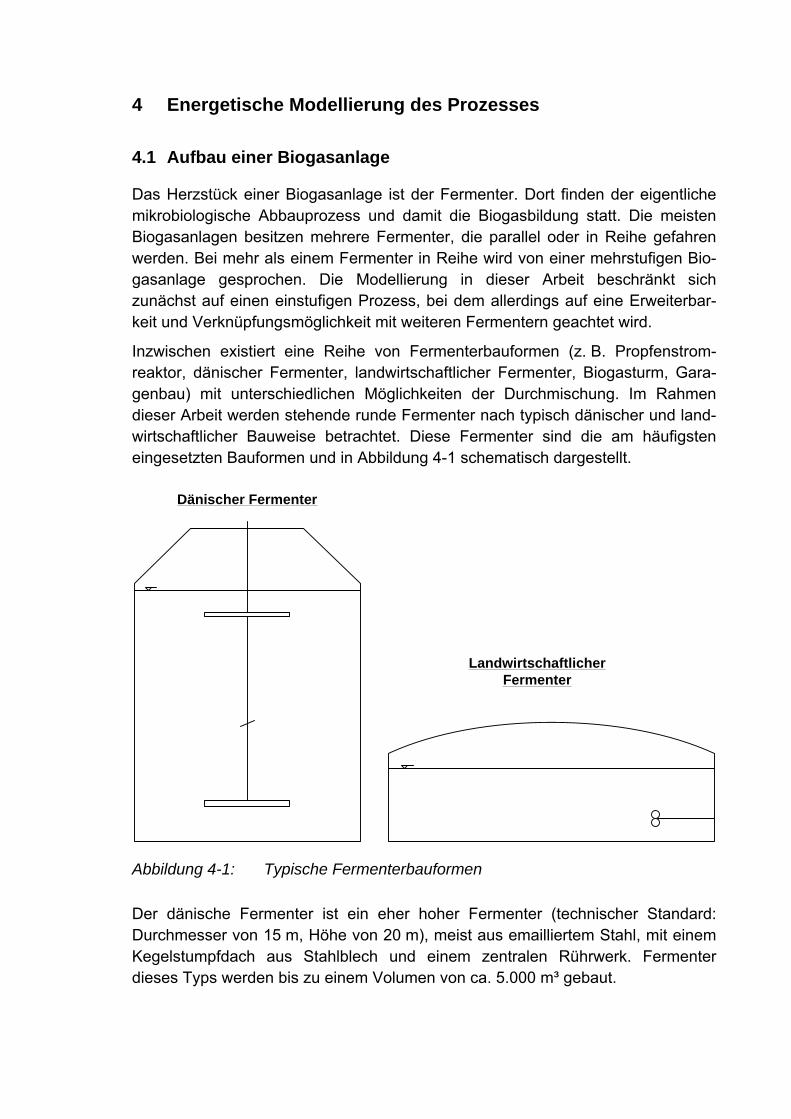
4 Energetische Modellierung des Prozesses
4.1 Aufbau einer Biogasanlage
Das Herzstück einer Biogasanlage ist der Fermenter. Dort finden der eigentliche mikrobiologische Abbauprozess und damit die Biogasbildung statt. Die meisten Biogasanlagen besitzen mehrere Fermenter, die parallel oder in Reihe gefahren werden. Bei mehr als einem Fermenter in Reihe wird von einer mehrstufigen Bio-gasanlage gesprochen. Die Modellierung in dieser Arbeit beschränkt sich zunächst auf einen einstufigen Prozess, bei dem allerdings auf eine Erweiterbar-keit und Verknüpfungsmöglichkeit mit weiteren Fermentern geachtet wird.
Inzwischen existiert eine Reihe von Fermenterbauformen (z. B. Propfenstrom-reaktor, dänischer Fermenter, landwirtschaftlicher Fermenter, Biogasturm, Gara-genbau) mit unterschiedlichen Möglichkeiten der Durchmischung. Im Rahmen dieser Arbeit werden stehende runde Fermenter nach typisch dänischer und land-wirtschaftlicher Bauweise betrachtet. Diese Fermenter sind die am häufigsten eingesetzten Bauformen und in Abbildung 4-1 schematisch dargestellt.
Dänischer Fermenter
Landwirtschaftlicher Fermenter
Abbildung 4-1: Typische Fermenterbauformen
Der dänische Fermenter ist ein eher hoher Fermenter (technischer Standard: Durchmesser von 15 m, Höhe von 20 m), meist aus emailliertem Stahl, mit einem Kegelstumpfdach aus Stahlblech und einem zentralen Rührwerk. Fermenter dieses Typs werden bis zu einem Volumen von ca. 5.000 m³ gebaut.
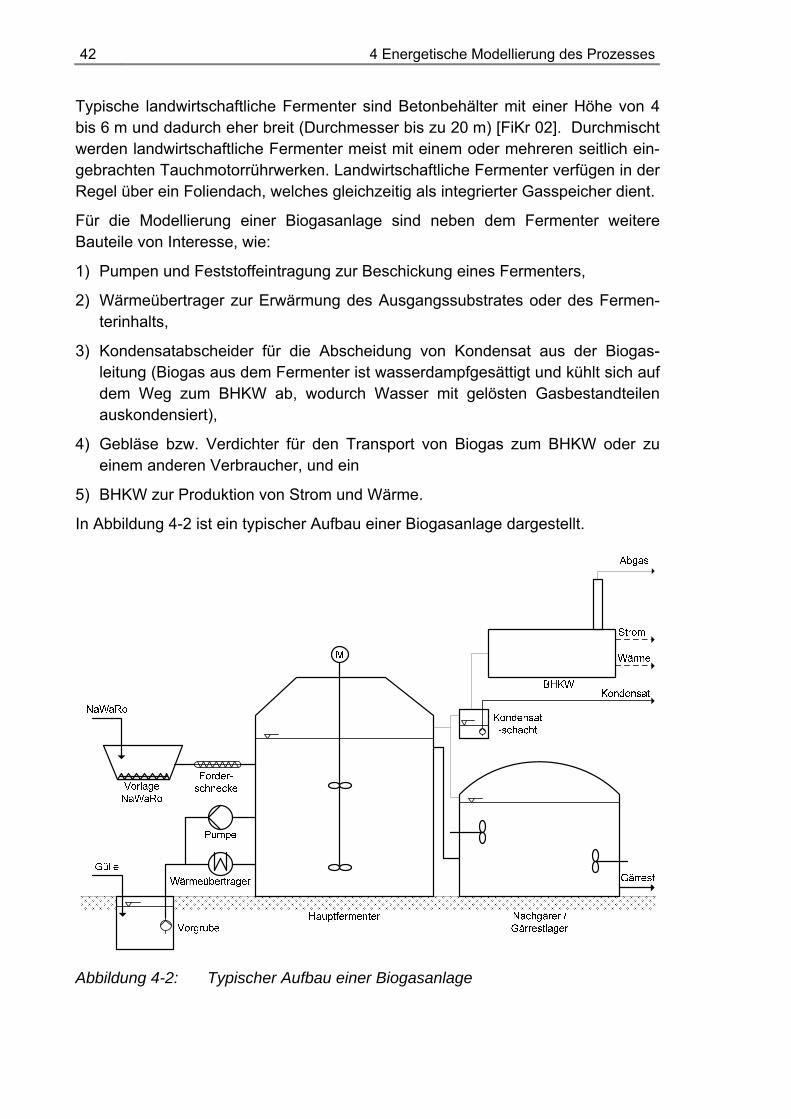
42 4 Energetische Modellierung des Prozesses
Typische landwirtschaftliche Fermenter sind Betonbehälter mit einer Höhe von 4 bis 6 m und dadurch eher breit (Durchmesser bis zu 20 m) [FiKr 02]. Durchmischt werden landwirtschaftliche Fermenter meist mit einem oder mehreren seitlich ein-gebrachten Tauchmotorrührwerken. Landwirtschaftliche Fermenter verfügen in der Regel über ein Foliendach, welches gleichzeitig als integrierter Gasspeicher dient.
Für die Modellierung einer Biogasanlage sind neben dem Fermenter weitere Bauteile von Interesse, wie:
1) Pumpen und Feststoffeintragung zur Beschickung eines Fermenters,
2) Wärmeübertrager zur Erwärmung des Ausgangssubstrates oder des Fermen-terinhalts,
3) Kondensatabscheider für die Abscheidung von Kondensat aus der Biogas-leitung (Biogas aus dem Fermenter ist wasserdampfgesättigt und kühlt sich auf dem Weg zum BHKW ab, wodurch Wasser mit gelösten Gasbestandteilen auskondensiert),
4) Gebläse bzw. Verdichter für den Transport von Biogas zum BHKW oder zu einem anderen Verbraucher, und ein
5) BHKW zur Produktion von Strom und Wärme.
In Abbildung 4-2 ist ein typischer Aufbau einer Biogasanlage dargestellt.
Abbildung 4-2: Typischer Aufbau einer Biogasanlage
4 Energetische Modellierung des Prozesses 43
4.2 Produktion von Strom und Wärme
Die Verwertung von Biogas erfolgt meist in einem Blockheizkraftwerk (BHKW) mit einem Otto- oder Zündstrahlmotor. Andere Verwertungsmöglichkeiten wie beispielsweise in einer Mikrogasturbine, in einem Sterlingmotor oder auch die Einspeisung von Biogas in ein Gasnetz sind bisher eher Ausnahmen und werden hier zunächst nicht betrachtet.
Bei der Verwertung von produziertem Biogas in einem BHKW entstehen Wärme und Strom. Für die Berechnung der Leistung wird der volumetrische Heizwert von Biogas hv,u benötigt. Die Berechnung des Heizwertes wird in Abschnitt 5.7 erläu-tert. Mit dem Heizwert und dem Volumenstrom an Biogas kann die Produktion an Strom P und Wärme Q ermittelt werden:
η= ⋅ ⋅,el v u BGP h V Gl.( 4-1 )
η= ⋅ ⋅,th v u BGQ h V Gl. ( 4-2 )
Dazu ist zusätzlich der elektrische Wirkungsgrad ηel und der thermische Wirkungsgrad ηth des BHKW notwendig. Die Wirkungsgrade sind abhängig vom Typ und von der Auslastung des Motors und können aus entsprechenden Motor-kennlinien ermittelt werden. In Tabelle 4-1 sind typische Bandbreiten für elektrische und thermische Wirkungsgrade dargestellt.
Tabelle 4-1: Elektrischer und thermischer Wirkungsgrad von BHKW
Elektrischer Wirkungsgrad
Benzinmotor (umgerüstet auf Gas-Otto-Verfahren)
20 bis 25% [EdSc 06]
Dieselmotor (umgerüstet auf Gas-Otto-Verfahren)
30 bis 35% [EdSc 06]
> 35% (ab 300 kW) [EdSc 06]
Dieselmotor (umgerüstet auf Zündstrahlverfahren) 30 bis 40% [EdSc 06]
25 bis 35% [Base 06]
Thermischer Wirkungsgrad
BHKW 22,8 bis 55% [FAL 05]
44 4 Energetische Modellierung des Prozesses
4.3 Strombedarf
In einer Studie des Solarenergiefördervereins Bayern e.V. [Base 06] wurde bun-desweit der Eigenstromverbrauch von 25 verschiedenartigen Biogasanlagen untersucht. Danach benötigen Biogasanlagen inkl. des BHKW 3,5 bis 17,5% des produzierten Stroms zur Deckung des Eigenbedarfs. Das BHKW allein besitzt einen Eigenstromverbrauch von 2 bis 5% der Stromproduktion und hat damit neben den Rührwerken den höchsten Strombedarf. Der restliche Strombedarf verteilt sich auf die Einbringung (Pumpen, Feststoffdosierung) und auf sonstige Verbraucher wie beispielweise die MSR1-Technik, Kabelverluste oder den Kompressor der biologischen Entschwefelung. In Tabelle 4-2 sind typische Werte für die Anteile am Strombedarf und für die Leistungsaufnahme von Komponenten dargestellt.
Tabelle 4-2: Anteile von Anlagenkomponenten am Strombedarf und typische Werte für die Leistungsaufnahme [Base 06]
Anteil am Strombedarf
BHKW 23 bis 60% [Base 06]
Rührwerke 29 bis 54% [Base 06]
Einbringung 1 bis 11% [Base 06]
Sonstiges 6 bis 17% [Base 06]
Leistungsaufnahme
MSR 1 bis 2 kW [Base 06]
Tauchmotorrührwerke mit Elektromotor 7 bis 35 kW [EdSc 06]
Kreiselpumpe zur Substratförderung 3 bis 15 kW [EdSc 06]
Drehkolbenpumpe zur Substratförderung 7,5 bis 55 kW [EdSc 06]
Die Berechnung des Strombedarfs einzelner Bauteile erfolgt in erster Linie über energetische Kenngrößen. Betrachtet werden hier Rührwerke zur Durchmischung des Fermenters, Pumpen zum Transport von flüssigen Substraten und Gärrest sowie die Feststoffeinbringung von Substraten mit einem hohen Trocken-substanzgehalt.
1 MSR: Mess-, Steuerungs- und Regelungstechnik
4 Energetische Modellierung des Prozesses 45
4.3.1 Rührwerk
Je nach Fermenterbauform und Substratbeschaffenheit gibt es verschiedene Arten von Rührwerken. Hier werden bei dänischen Fermentern zentrale Rühr-werke und bei landwirtschaftlichen Fermentern Tauchmotorrührwerke betrachtet, da sie bei diesen Bauformen am häufigsten eingesetzt werden.
Tauchmotorrührwerke sind Schnellläufer, die an den Seiten eines Fermenters meist in unterschiedlichen und manuell veränderbaren Höhen angebracht werden. Für eine ausreichende Durchmischung werden aus Erfahrung ab einem Durch-messer von ca. 13 m zwei Rührwerke angebracht und ab einem Durchmesser von ca. 20 m drei Rührwerke [GöHe 06]. Aufgrund der höheren Drehzahl benötigen sie eine größere Leistung als Zentralrührwerke. Dafür sind Tauchmotorrührwerke nicht dauerhaft in Betrieb, sondern nur einige Stunden am Tag. Zentralrührwerke sind Langsamläufer, laufen in der Regel allerdings 24 h/d durch, außer bei Än-derung der Drehrichtung. In Tabelle 4-3 sind energetische Kenngrößen für beide Rührwerktypen angegeben.
Tabelle 4-3: Energetische Kenngrößen von Zentral- und Tauchmotorrührwerken
Rührwerk Energetische Kenngröße
Quelle
Zentralrührwerk 7,5 W/m³ [Die 09]
4,1 bis 9,1 W/m³ [FiKr 02]
Tauchmotorrührwerk1 20 W/m³ [Die 09]
13,3 bis 19,4 W/m³ [FiKr 02]
Die Leistung eines Rührwerkes PMix ist abhängig von der Geometrie des Rühr-werkes und vom Rührmedium, und kann über die Newton-Zahl ermittelt werden:
ρ= ⋅ ⋅ ⋅3 5Mix RP Ne n d Gl.( 4-3 )
mit Hilfe der Drehzahl n und dem Durchmesser dR des Rührers. Die Newton-Zahl Ne ist abhängig von der vorliegenden Strömung. Bei ansteigender Turbulenz wird die Newton-Zahl geringer und bleibt bei vollausgebildeter turbulenter Strömung mit dem Einsatz von Strömungsbrechern konstant (siehe Abbildung 4-3). Ob eine Strömung laminar oder turbulent ausgebildet ist, zeigt die Reynolds-Zahl Re:
1 Energetische Kenngröße für die gesamte Anzahl an Tauchmotorrührwerken im Fermenter.
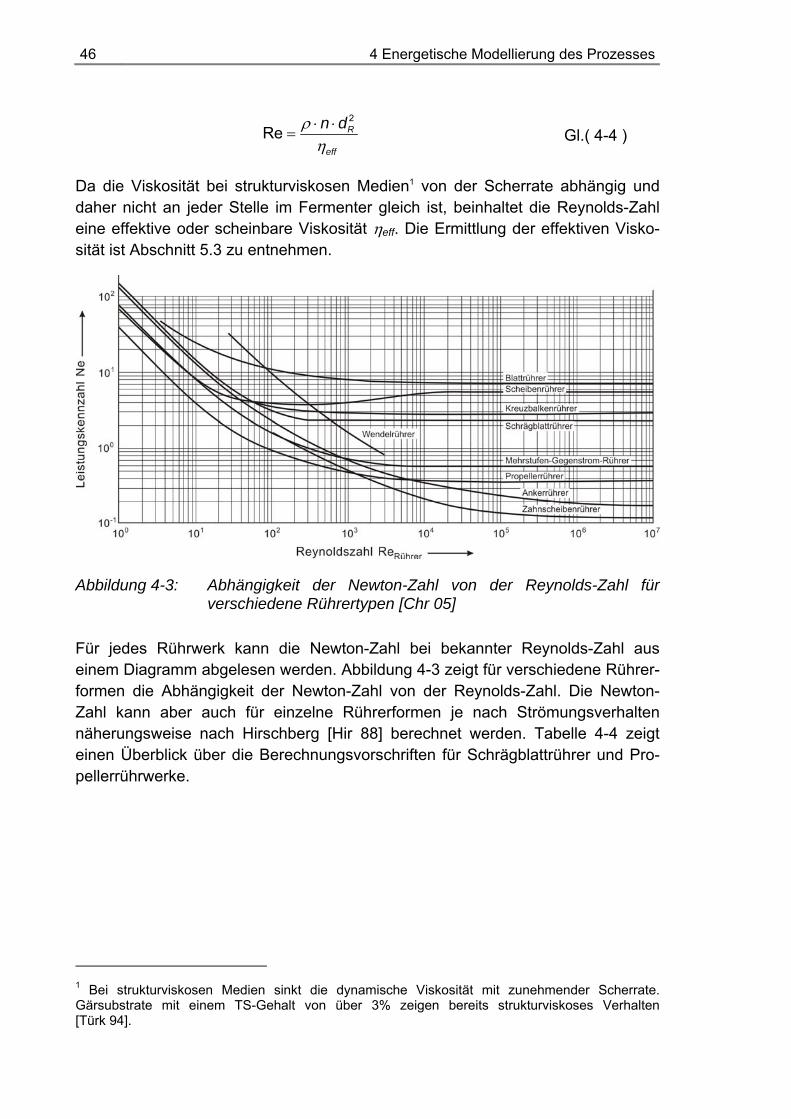
46 4 Energetische Modellierung des Prozesses
ρη⋅ ⋅
=2
Re R
eff
n d Gl.( 4-4 )
Da die Viskosität bei strukturviskosen Medien1 von der Scherrate abhängig und daher nicht an jeder Stelle im Fermenter gleich ist, beinhaltet die Reynolds-Zahl eine effektive oder scheinbare Viskosität ηeff. Die Ermittlung der effektiven Visko-sität ist Abschnitt 5.3 zu entnehmen.
Abbildung 4-3: Abhängigkeit der Newton-Zahl von der Reynolds-Zahl für verschiedene Rührertypen [Chr 05]
Für jedes Rührwerk kann die Newton-Zahl bei bekannter Reynolds-Zahl aus einem Diagramm abgelesen werden. Abbildung 4-3 zeigt für verschiedene Rührer-formen die Abhängigkeit der Newton-Zahl von der Reynolds-Zahl. Die Newton-Zahl kann aber auch für einzelne Rührerformen je nach Strömungsverhalten näherungsweise nach Hirschberg [Hir 88] berechnet werden. Tabelle 4-4 zeigt einen Überblick über die Berechnungsvorschriften für Schrägblattrührer und Pro-pellerrührwerke.
1 Bei strukturviskosen Medien sinkt die dynamische Viskosität mit zunehmender Scherrate. Gärsubstrate mit einem TS-Gehalt von über 3% zeigen bereits strukturviskoses Verhalten [Türk 94].
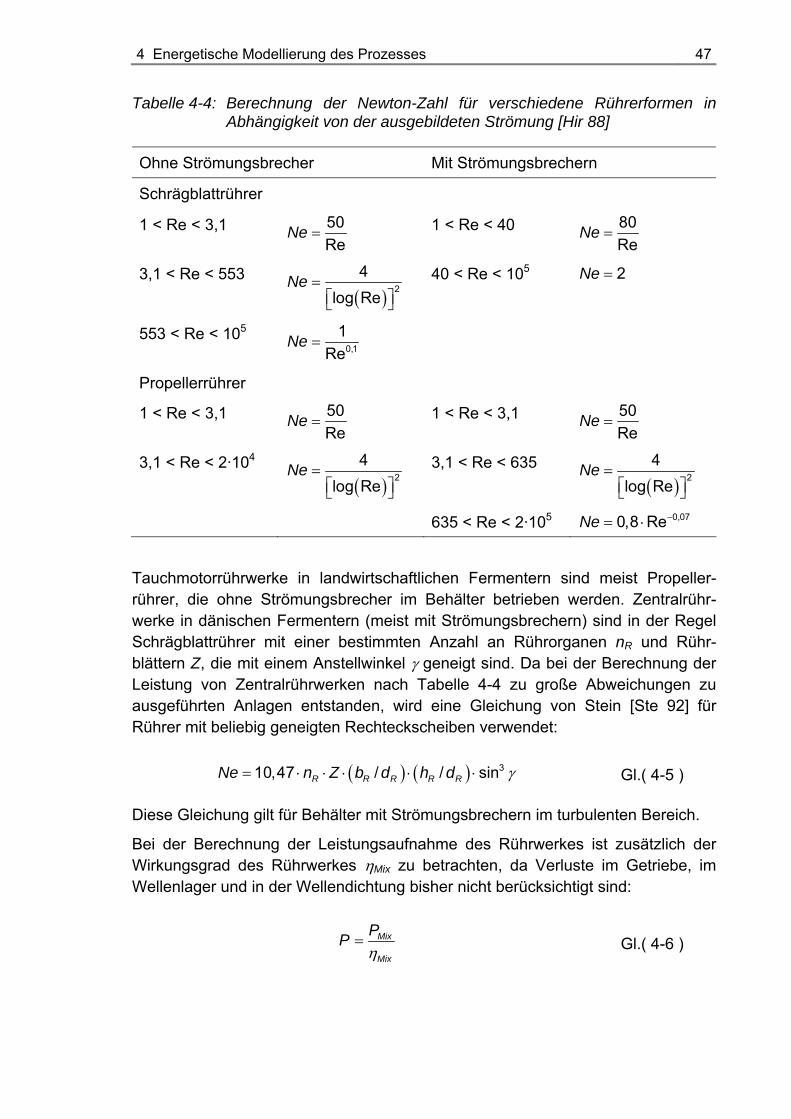
4 Energetische Modellierung des Prozesses 47
Tabelle 4-4: Berechnung der Newton-Zahl für verschiedene Rührerformen in Abhängigkeit von der ausgebildeten Strömung [Hir 88]
Ohne Strömungsbrecher Mit Strömungsbrechern
Schrägblattrührer
1 < Re < 3,1 =50Re
Ne 1 < Re < 40 =80Re
Ne
3,1 < Re < 553 ( )
=⎡ ⎤⎣ ⎦
24
log ReNe 40 < Re < 105 = 2Ne
553 < Re < 105 = 0,1
1Re
Ne
Propellerrührer
1 < Re < 3,1 =50Re
Ne 1 < Re < 3,1 =50Re
Ne
3,1 < Re < 2·104 ( )
=⎡ ⎤⎣ ⎦
24
log ReNe 3,1 < Re < 635
( )=
⎡ ⎤⎣ ⎦2
4log Re
Ne
635 < Re < 2·105 −= ⋅ 0,070,8 ReNe
Tauchmotorrührwerke in landwirtschaftlichen Fermentern sind meist Propeller-rührer, die ohne Strömungsbrecher im Behälter betrieben werden. Zentralrühr-werke in dänischen Fermentern (meist mit Strömungsbrechern) sind in der Regel Schrägblattrührer mit einer bestimmten Anzahl an Rührorganen nR und Rühr-blättern Z, die mit einem Anstellwinkel γ geneigt sind. Da bei der Berechnung der Leistung von Zentralrührwerken nach Tabelle 4-4 zu große Abweichungen zu ausgeführten Anlagen entstanden, wird eine Gleichung von Stein [Ste 92] für Rührer mit beliebig geneigten Rechteckscheiben verwendet:
( ) ( ) γ= ⋅ ⋅ ⋅ ⋅ ⋅ 310,47 / / sinR R R R RNe n Z b d h d Gl.( 4-5 )
Diese Gleichung gilt für Behälter mit Strömungsbrechern im turbulenten Bereich.
Bei der Berechnung der Leistungsaufnahme des Rührwerkes ist zusätzlich der Wirkungsgrad des Rührwerkes ηMix zu betrachten, da Verluste im Getriebe, im Wellenlager und in der Wellendichtung bisher nicht berücksichtigt sind:
η= Mix
Mix
PP Gl.( 4-6 )
48 4 Energetische Modellierung des Prozesses
4.3.2 Pumpe
Zur Förderung von flüssigen Substraten werden meist Kreisel- oder Drehkolben-pumpen eingesetzt. Typisch sind auch Exzenterschneckenpumpen, die für die Förderung von Medien mit hoher Viskosität verwendet werden. Der Strombedarf von Pumpen kann über energetische Kenngrößen berechnet werden oder über den Förderdruck bzw. die Förderhöhe Δh und einen entsprechenden Wirkungs-grad η. Bei einer Pumpe wird elektrisch zugeführte Energie in potentielle Energie umgewandelt. Für die Ermittlung der Leistung heißt das:
η⋅ ⋅ Δ
=m g hP Gl.( 4-7 )
Der Wirkungsgrad einer Pumpe hängt vom Pumpentyp und vom Betriebszustand (Förderstrom und Förderhöhe) ab und kann aus Pumpenkennlinien ermittelt werden. Die Förderhöhe kann aus dem Förderdruck Δp, der Fallbeschleunigung g und der Dichte des zu fördernden Mediums ρ berechnet werden:
ρΔ
Δ =⋅ph
g Gl.( 4-8 )
Der Förderdruck setzt sich wiederum aus dem hydrostatischen Druck Δphyd, gegen den ein Medium gefördert werden soll (beispielsweise die Füllhöhe des Fermen-ters), und dem zu überwindenden Druckverlust der Rohrleitung ΔpL zusammen:
Δ = Δ + Δhyd Lp p p Gl.( 4-9 )
Der hydrostatische Druck ist direkt proportional zur geodätischen Höhe Δhgeo und wird wie folgt ermittelt:
ρΔ = ⋅ ⋅ Δhyd geop g h Gl.( 4-10 )
Der Druckverlust in der Rohrleitung ist abhängig von der Länge der Rohrleitung L, vom Medium selbst über die Dichte ρ, dem Druckverlustbeiwert λ, der mittleren Geschwindigkeit des Mediums v sowie dem Durchmesser der Rohrleitung d:
λ ρ⋅ ⋅ ⋅Δ =
⋅
2
2Lv Lpd
Gl.( 4-11 )
wobei die mittlere Geschwindigkeit des Mediums mit Hilfe des Förderstroms ermittelt werden kann:
π⋅
=⋅ 2
4 Vvd
Gl.( 4-12 )
4 Energetische Modellierung des Prozesses 49
Die gesamte Rohrlänge ist die Summe aus der Länge der geraden Rohrleitung LPipe und einer äquivalenten Rohrleitung Leq,i, die sich aus den Rohreinbauten ergibt:
= + ∑ ,Pipe eq ii
L L L Gl.( 4-13 )
Im Anhang A - 6 sind die äquivalenten Rohrlängen der häufigsten Rohreinbauten bei verschiedenen Nennweiten und für verschiedene Fördermedien angeführt.
Die Berechnung des Druckverlustbeiwerts ist abhängig von der ausgebildeten Strömung. Zunächst muss geprüft werden, ob es sich um eine laminare oder turbulente Strömung handelt. Die Prüfung wird vorgenommen mit Hilfe der Reynolds-Zahl:
ρη⋅ ⋅
=Reeff
v d Gl.( 4-14 )
Für eine laminare Rohrströmung (Re < 2300) gilt:
λ =64Re
Gl.( 4-15 )
Für den Bereich zwischen laminarer und voll ausgebildeter turbulenter Strömung gilt nach Türk [Türk 94]:
( )λ =
⎡ ⎤⋅⎣ ⎦2
0,25
log 3715 / Piped k Gl.( 4-16 )
und für eine voll ausgebildete turbulente Strömung (Re > 106·d/kPipe):
( )λ
−=
⎡ ⎤+ ⋅ ⋅⎣ ⎦23
0,25
log 15 /Re 0,2692 10 /Pipek d Gl.( 4-17 )
Neben der Reynolds-Zahl und dem Rohrdurchmesser geht in die Berechnung des Druckverlustbeiwertes auch die Rohrrauhigkeit kPipe ein, da es gerade an der Rohrwand zu Verwirbelungen kommen kann, die die Strömungsart beeinflussen. Die Berechnung der effektiven Viskosität des Fördermediums wird im Abschnitt 5.3 erläutert.
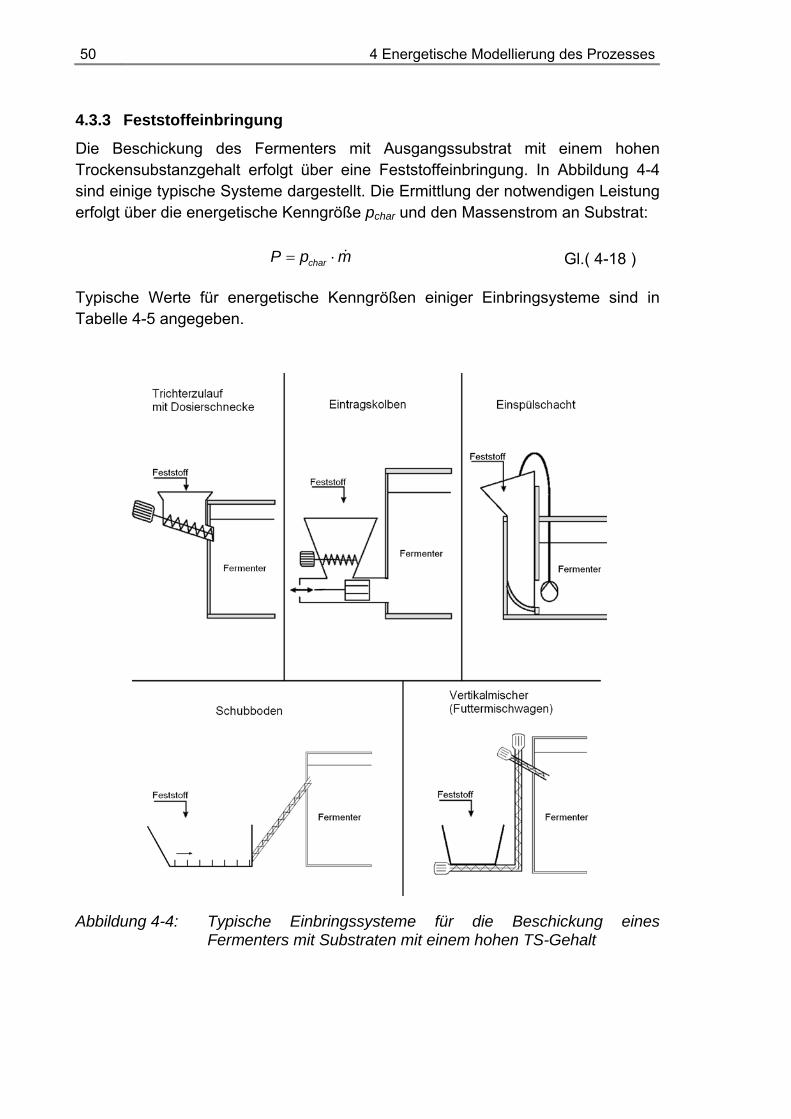
50 4 Energetische Modellierung des Prozesses
4.3.3 Feststoffeinbringung
Die Beschickung des Fermenters mit Ausgangssubstrat mit einem hohen Trockensubstanzgehalt erfolgt über eine Feststoffeinbringung. In Abbildung 4-4 sind einige typische Systeme dargestellt. Die Ermittlung der notwendigen Leistung erfolgt über die energetische Kenngröße pchar und den Massenstrom an Substrat:
= ⋅charP p m Gl.( 4-18 )
Typische Werte für energetische Kenngrößen einiger Einbringsysteme sind in Tabelle 4-5 angegeben.
Abbildung 4-4: Typische Einbringssysteme für die Beschickung eines Fermenters mit Substraten mit einem hohen TS-Gehalt
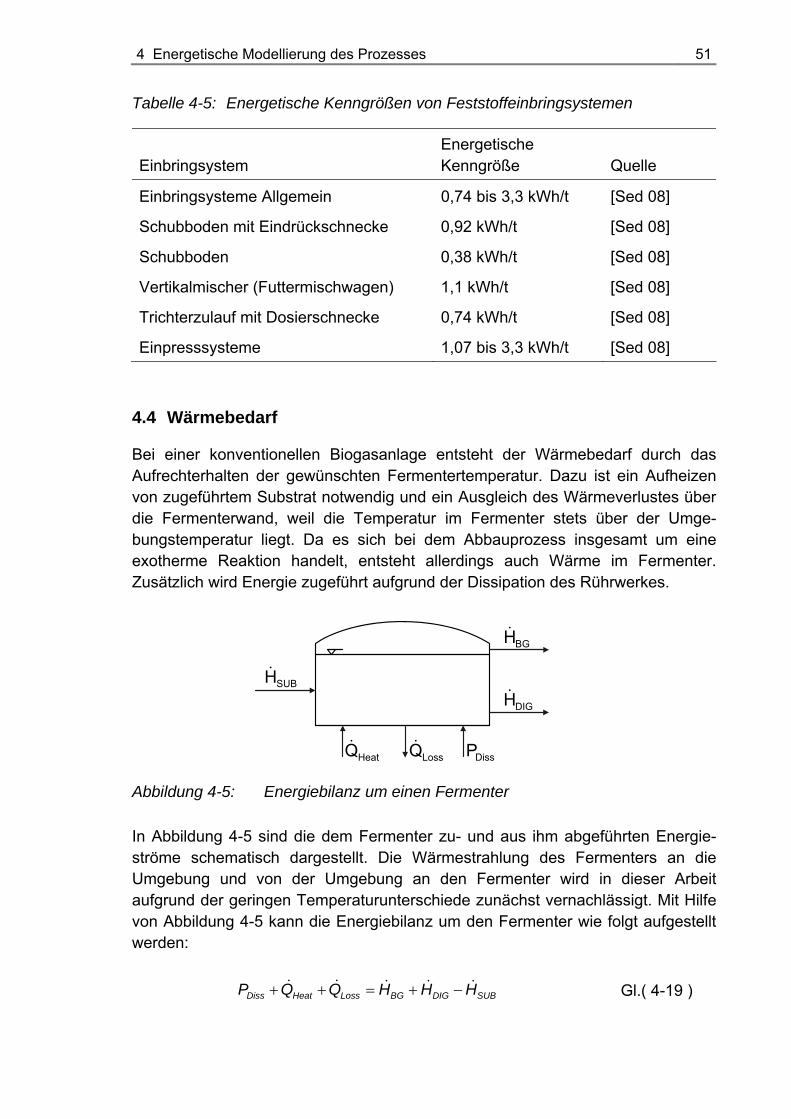
4 Energetische Modellierung des Prozesses 51
Tabelle 4-5: Energetische Kenngrößen von Feststoffeinbringsystemen
Einbringsystem Energetische Kenngröße Quelle
Einbringsysteme Allgemein 0,74 bis 3,3 kWh/t [Sed 08]
Schubboden mit Eindrückschnecke 0,92 kWh/t [Sed 08]
Schubboden 0,38 kWh/t [Sed 08]
Vertikalmischer (Futtermischwagen) 1,1 kWh/t [Sed 08]
Trichterzulauf mit Dosierschnecke 0,74 kWh/t [Sed 08]
Einpresssysteme 1,07 bis 3,3 kWh/t [Sed 08]
4.4 Wärmebedarf
Bei einer konventionellen Biogasanlage entsteht der Wärmebedarf durch das Aufrechterhalten der gewünschten Fermentertemperatur. Dazu ist ein Aufheizen von zugeführtem Substrat notwendig und ein Ausgleich des Wärmeverlustes über die Fermenterwand, weil die Temperatur im Fermenter stets über der Umge-bungstemperatur liegt. Da es sich bei dem Abbauprozess insgesamt um eine exotherme Reaktion handelt, entsteht allerdings auch Wärme im Fermenter. Zusätzlich wird Energie zugeführt aufgrund der Dissipation des Rührwerkes.
SUBH
BGH
DIGH
HeatQ LossQ DissP
Abbildung 4-5: Energiebilanz um einen Fermenter
In Abbildung 4-5 sind die dem Fermenter zu- und aus ihm abgeführten Energie-ströme schematisch dargestellt. Die Wärmestrahlung des Fermenters an die Umgebung und von der Umgebung an den Fermenter wird in dieser Arbeit aufgrund der geringen Temperaturunterschiede zunächst vernachlässigt. Mit Hilfe von Abbildung 4-5 kann die Energiebilanz um den Fermenter wie folgt aufgestellt werden:
+ + = + −Diss Heat Loss BG DIG SUBP Q Q H H H Gl.( 4-19 )
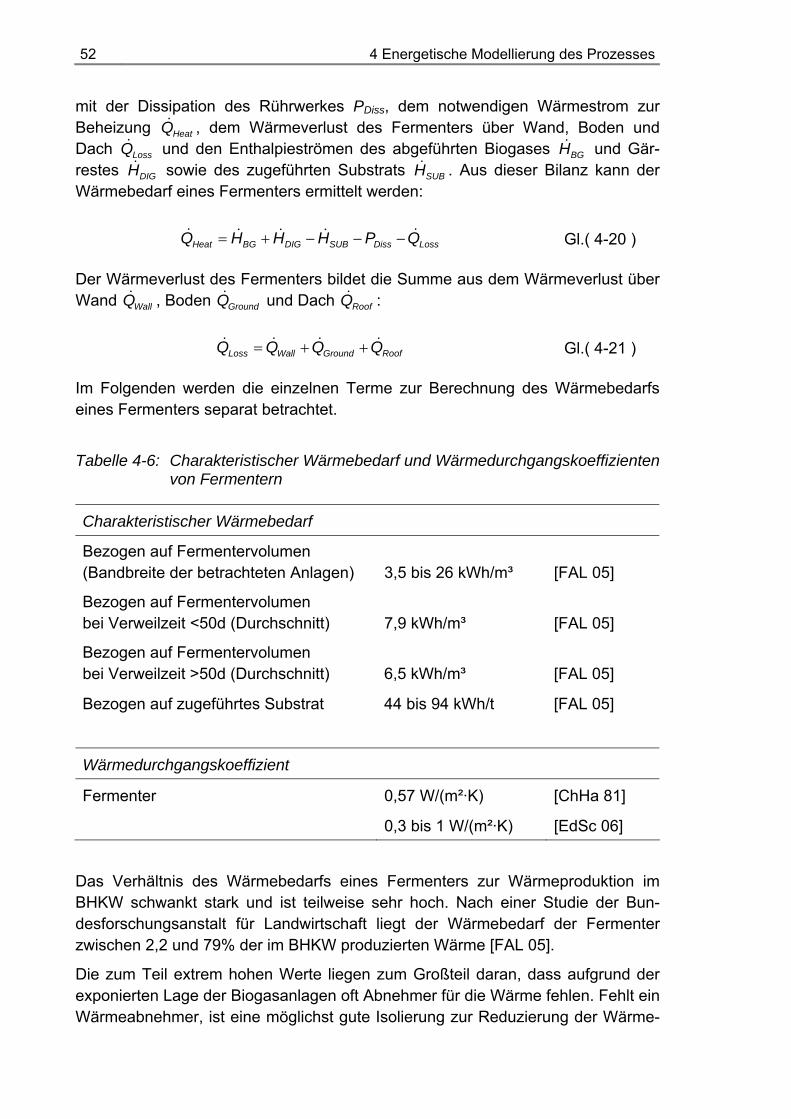
52 4 Energetische Modellierung des Prozesses
mit der Dissipation des Rührwerkes PDiss, dem notwendigen Wärmestrom zur Beheizung HeatQ , dem Wärmeverlust des Fermenters über Wand, Boden und Dach LossQ und den Enthalpieströmen des abgeführten Biogases BGH und Gär-restes DIGH sowie des zugeführten Substrats SUBH . Aus dieser Bilanz kann der Wärmebedarf eines Fermenters ermittelt werden:
= + − − −Heat BG DIG SUB Diss LossQ H H H P Q Gl.( 4-20 )
Der Wärmeverlust des Fermenters bildet die Summe aus dem Wärmeverlust über Wand WallQ , Boden GroundQ und Dach RoofQ :
= + +Loss Wall Ground RoofQ Q Q Q Gl.( 4-21 )
Im Folgenden werden die einzelnen Terme zur Berechnung des Wärmebedarfs eines Fermenters separat betrachtet.
Tabelle 4-6: Charakteristischer Wärmebedarf und Wärmedurchgangskoeffizienten von Fermentern
Charakteristischer Wärmebedarf
Bezogen auf Fermentervolumen (Bandbreite der betrachteten Anlagen) 3,5 bis 26 kWh/m³ [FAL 05]
Bezogen auf Fermentervolumen bei Verweilzeit <50d (Durchschnitt) 7,9 kWh/m³ [FAL 05]
Bezogen auf Fermentervolumen bei Verweilzeit >50d (Durchschnitt) 6,5 kWh/m³ [FAL 05]
Bezogen auf zugeführtes Substrat 44 bis 94 kWh/t [FAL 05]
Wärmedurchgangskoeffizient
Fermenter 0,57 W/(m²·K) [ChHa 81]
0,3 bis 1 W/(m²·K) [EdSc 06]
Das Verhältnis des Wärmebedarfs eines Fermenters zur Wärmeproduktion im BHKW schwankt stark und ist teilweise sehr hoch. Nach einer Studie der Bun-desforschungsanstalt für Landwirtschaft liegt der Wärmebedarf der Fermenter zwischen 2,2 und 79% der im BHKW produzierten Wärme [FAL 05].
Die zum Teil extrem hohen Werte liegen zum Großteil daran, dass aufgrund der exponierten Lage der Biogasanlagen oft Abnehmer für die Wärme fehlen. Fehlt ein Wärmeabnehmer, ist eine möglichst gute Isolierung zur Reduzierung der Wärme-
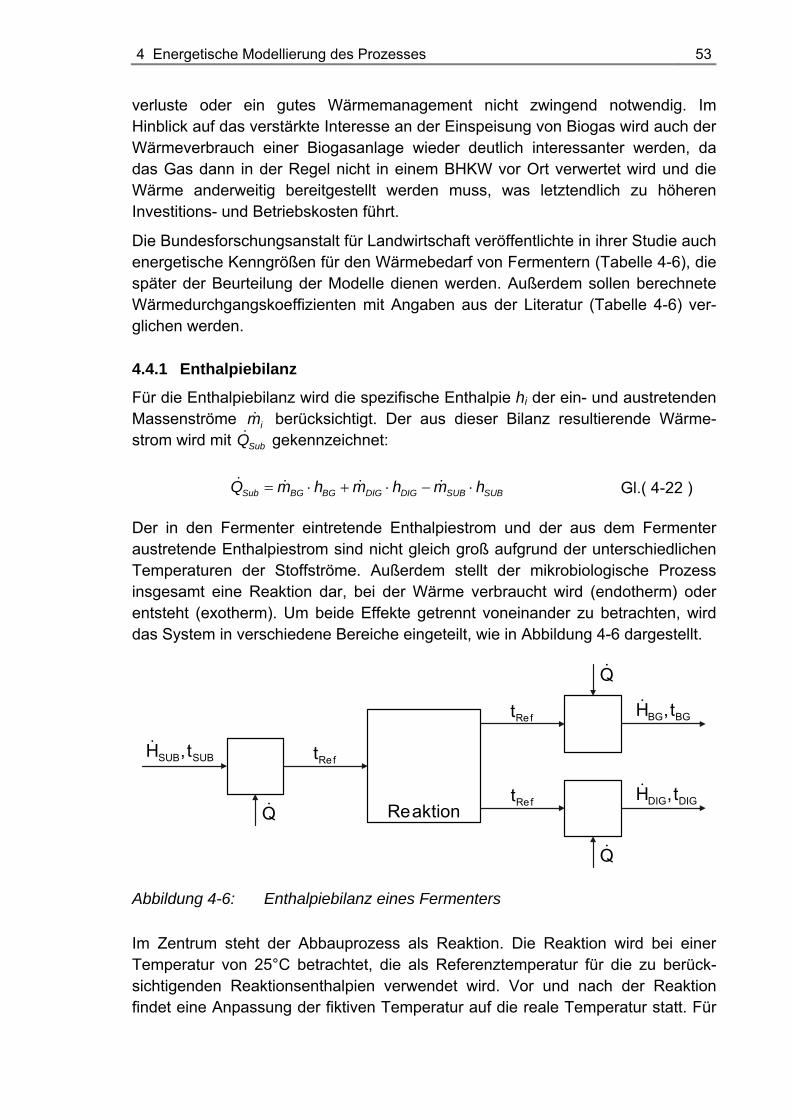
4 Energetische Modellierung des Prozesses 53
verluste oder ein gutes Wärmemanagement nicht zwingend notwendig. Im Hinblick auf das verstärkte Interesse an der Einspeisung von Biogas wird auch der Wärmeverbrauch einer Biogasanlage wieder deutlich interessanter werden, da das Gas dann in der Regel nicht in einem BHKW vor Ort verwertet wird und die Wärme anderweitig bereitgestellt werden muss, was letztendlich zu höheren Investitions- und Betriebskosten führt.
Die Bundesforschungsanstalt für Landwirtschaft veröffentlichte in ihrer Studie auch energetische Kenngrößen für den Wärmebedarf von Fermentern (Tabelle 4-6), die später der Beurteilung der Modelle dienen werden. Außerdem sollen berechnete Wärmedurchgangskoeffizienten mit Angaben aus der Literatur (Tabelle 4-6) ver-glichen werden.
4.4.1 Enthalpiebilanz
Für die Enthalpiebilanz wird die spezifische Enthalpie hi der ein- und austretenden Massenströme im berücksichtigt. Der aus dieser Bilanz resultierende Wärme-strom wird mit SubQ gekennzeichnet:
= ⋅ + ⋅ − ⋅Sub BG BG DIG DIG SUB SUBQ m h m h m h Gl.( 4-22 )
Der in den Fermenter eintretende Enthalpiestrom und der aus dem Fermenter austretende Enthalpiestrom sind nicht gleich groß aufgrund der unterschiedlichen Temperaturen der Stoffströme. Außerdem stellt der mikrobiologische Prozess insgesamt eine Reaktion dar, bei der Wärme verbraucht wird (endotherm) oder entsteht (exotherm). Um beide Effekte getrennt voneinander zu betrachten, wird das System in verschiedene Bereiche eingeteilt, wie in Abbildung 4-6 dargestellt.
SUB SUBH ,t
BG BGH ,t
DIG DIGH ,t
Reft
Reft
ReftReaktion
Q
Q
Q
Abbildung 4-6: Enthalpiebilanz eines Fermenters
Im Zentrum steht der Abbauprozess als Reaktion. Die Reaktion wird bei einer Temperatur von 25°C betrachtet, die als Referenztemperatur für die zu berück-sichtigenden Reaktionsenthalpien verwendet wird. Vor und nach der Reaktion findet eine Anpassung der fiktiven Temperatur auf die reale Temperatur statt. Für
54 4 Energetische Modellierung des Prozesses
die Berechnung der spezifischen Enthalpiedifferenz der zu- bzw. abgeführten Ströme aufgrund der vorliegenden Temperatur folgt daher:
( )Δ = ⋅ −, 2525
iti p i ih c t t Gl.( 4-23 )
mit der spezifischen Wärmekapazität cp,i und der Temperatur ti des jeweiligen Mediums.
Für die Berechnung der Reaktionsenthalpie werden zunächst die Reaktions-enthalpien der einzelnen Stoffströme ΔRhi betrachtet unter der Annahme, dass jeder der Ströme vollständig verbrennt. Aus der Differenz der Reaktionsenthalpien der austretenden und eintretenden Stoffströme ergibt sich nach dem Satz von Hess wiederum die Reaktionsenthalpie des Abbauprozesses Δ RH :
Δ = ⋅ Δ + ⋅ Δ − ⋅ ΔR R RR BG BG DIG DIG SUB SUBH m h m h m h Gl.( 4-24 )
Die spezifische Reaktionsenthalpie der einzelnen Stoffströme entspricht dem spezifischen Brennwert ho,i des jeweiligen Stoffstroms unter Berücksichtigung eines Vorzeichenwechsels:
Δ = − ,R
i o ih h Gl.( 4-25 )
Die Ermittlung des Brennwertes ist in Abschnitt 5.7 erläutert. Dabei ist zu beach-ten, dass das Wasser im austretenden Biogasstrom gasförmig vorliegt. Aus diesem Grund ist die Reaktionsenthalpie von Biogas mit dem Wasseranteil xw im Biogas und der Verdampfungsenthalpie von Wasser Δhv bei der Referenztem-peratur von 25°C zu korrigieren:
Δ = − + ⋅ Δ,R
BG o BG W vh h x h Gl.( 4-26 )
Dadurch ergibt sich für die spezifische Enthalpie der einzelnen Stoffströme insge-samt:
( )Δ = + ⋅ − + ⋅ Δ, , 2525
BGBG o BG p BG BG W vh h c T T x h Gl.( 4-27 )
( )Δ = + ⋅ −, , 2525
DIGDIG o DIG p DIG DIGh h c T T Gl.( 4-28 )
( )Δ = + ⋅ −, , 2525
SUBSUB o SUB p SUB SUBh h c T T Gl.( 4-29 )
Die Ermittlung der spezifischen Wärmekapazität der Substrate und des Biogases ist in Kapitel 5 erläutert.
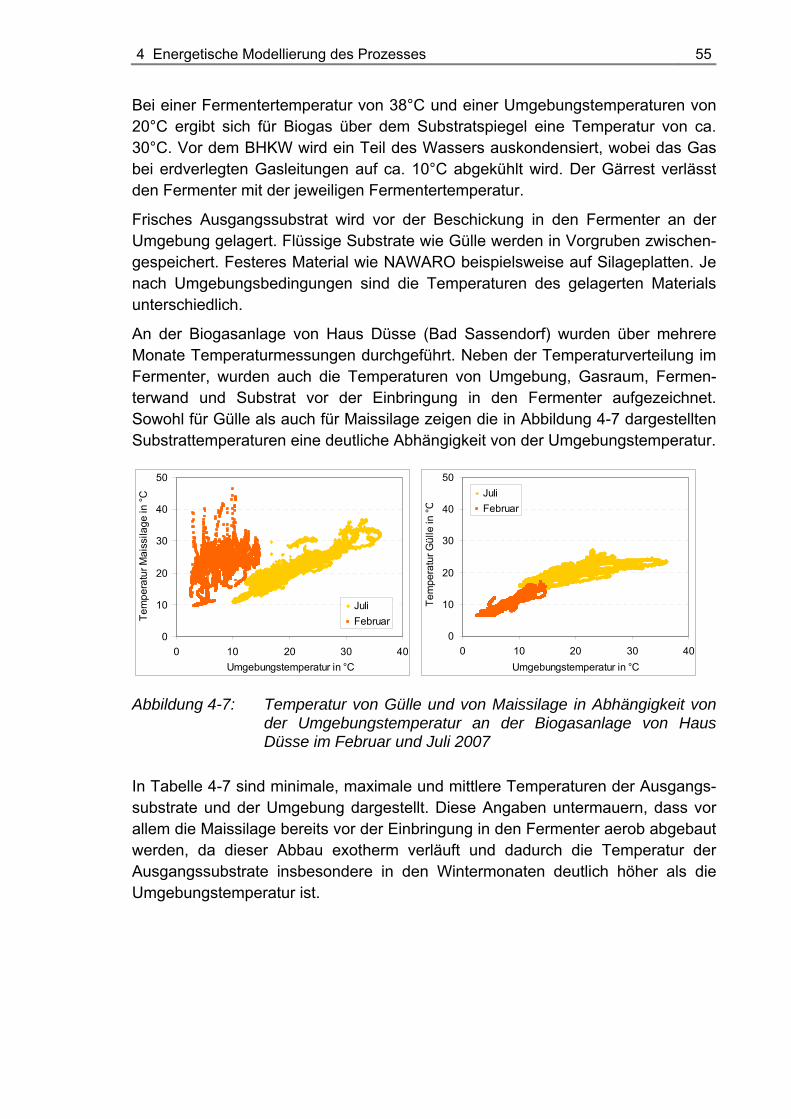
4 Energetische Modellierung des Prozesses 55
Bei einer Fermentertemperatur von 38°C und einer Umgebungstemperaturen von 20°C ergibt sich für Biogas über dem Substratspiegel eine Temperatur von ca. 30°C. Vor dem BHKW wird ein Teil des Wassers auskondensiert, wobei das Gas bei erdverlegten Gasleitungen auf ca. 10°C abgekühlt wird. Der Gärrest verlässt den Fermenter mit der jeweiligen Fermentertemperatur.
Frisches Ausgangssubstrat wird vor der Beschickung in den Fermenter an der Umgebung gelagert. Flüssige Substrate wie Gülle werden in Vorgruben zwischen-gespeichert. Festeres Material wie NAWARO beispielsweise auf Silageplatten. Je nach Umgebungsbedingungen sind die Temperaturen des gelagerten Materials unterschiedlich.
An der Biogasanlage von Haus Düsse (Bad Sassendorf) wurden über mehrere Monate Temperaturmessungen durchgeführt. Neben der Temperaturverteilung im Fermenter, wurden auch die Temperaturen von Umgebung, Gasraum, Fermen-terwand und Substrat vor der Einbringung in den Fermenter aufgezeichnet. Sowohl für Gülle als auch für Maissilage zeigen die in Abbildung 4-7 dargestellten Substrattemperaturen eine deutliche Abhängigkeit von der Umgebungstemperatur.
0
10
20
30
40
50
0 10 20 30 40Umgebungstemperatur in °C
Tem
pera
tur M
aiss
ilage
in °C
JuliFebruar
0
10
20
30
40
50
0 10 20 30 40Umgebungstemperatur in °C
Tem
pera
tur G
ülle
in °C
JuliFebruar
Abbildung 4-7: Temperatur von Gülle und von Maissilage in Abhängigkeit von der Umgebungstemperatur an der Biogasanlage von Haus Düsse im Februar und Juli 2007
In Tabelle 4-7 sind minimale, maximale und mittlere Temperaturen der Ausgangs-substrate und der Umgebung dargestellt. Diese Angaben untermauern, dass vor allem die Maissilage bereits vor der Einbringung in den Fermenter aerob abgebaut werden, da dieser Abbau exotherm verläuft und dadurch die Temperatur der Ausgangssubstrate insbesondere in den Wintermonaten deutlich höher als die Umgebungstemperatur ist.
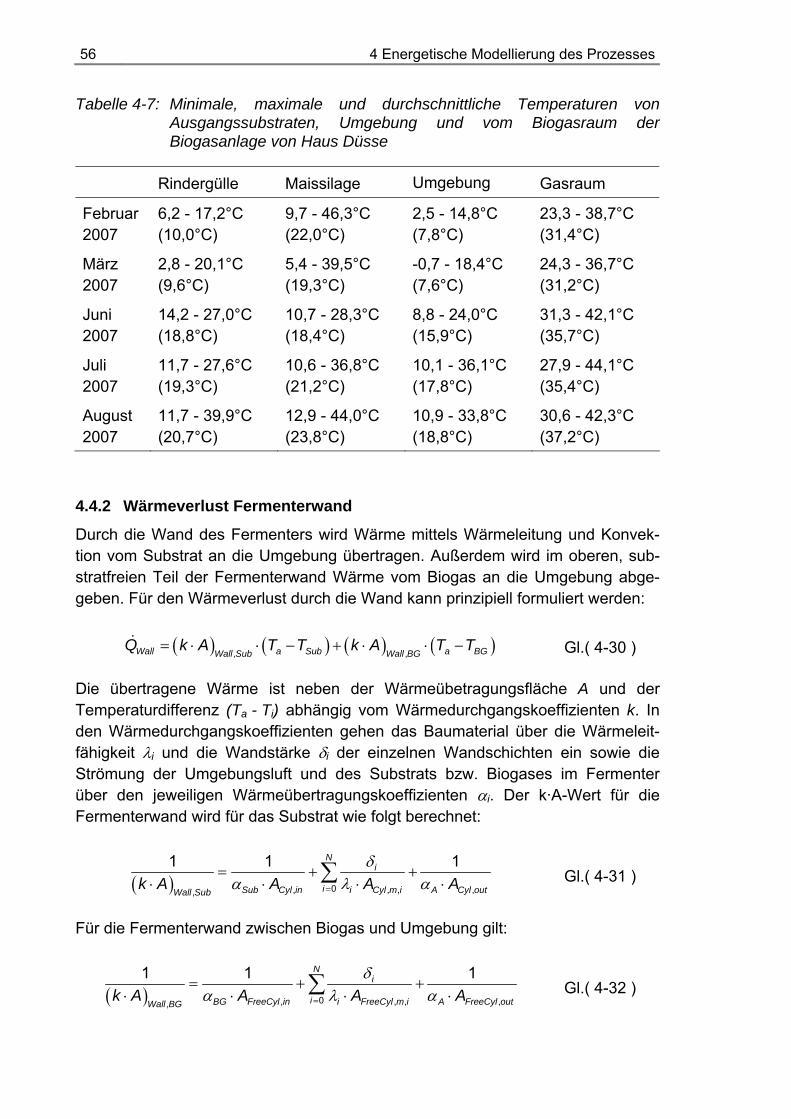
56 4 Energetische Modellierung des Prozesses
Tabelle 4-7: Minimale, maximale und durchschnittliche Temperaturen von Ausgangssubstraten, Umgebung und vom Biogasraum der Biogasanlage von Haus Düsse
Rindergülle Maissilage Umgebung Gasraum
Februar 2007
6,2 - 17,2°C (10,0°C)
9,7 - 46,3°C (22,0°C)
2,5 - 14,8°C (7,8°C)
23,3 - 38,7°C (31,4°C)
März 2007
2,8 - 20,1°C (9,6°C)
5,4 - 39,5°C (19,3°C)
-0,7 - 18,4°C (7,6°C)
24,3 - 36,7°C (31,2°C)
Juni 2007
14,2 - 27,0°C (18,8°C)
10,7 - 28,3°C (18,4°C)
8,8 - 24,0°C (15,9°C)
31,3 - 42,1°C (35,7°C)
Juli 2007
11,7 - 27,6°C (19,3°C)
10,6 - 36,8°C (21,2°C)
10,1 - 36,1°C (17,8°C)
27,9 - 44,1°C (35,4°C)
August 2007
11,7 - 39,9°C (20,7°C)
12,9 - 44,0°C (23,8°C)
10,9 - 33,8°C (18,8°C)
30,6 - 42,3°C (37,2°C)
4.4.2 Wärmeverlust Fermenterwand
Durch die Wand des Fermenters wird Wärme mittels Wärmeleitung und Konvek-tion vom Substrat an die Umgebung übertragen. Außerdem wird im oberen, sub-stratfreien Teil der Fermenterwand Wärme vom Biogas an die Umgebung abge-geben. Für den Wärmeverlust durch die Wand kann prinzipiell formuliert werden:
( ) ( ) ( ) ( )= ⋅ ⋅ − + ⋅ ⋅ −, ,Wall a Sub a BGWall Sub Wall BG
Q k A T T k A T T Gl.( 4-30 )
Die übertragene Wärme ist neben der Wärmeübetragungsfläche A und der Temperaturdifferenz (Ta - Ti) abhängig vom Wärmedurchgangskoeffizienten k. In den Wärmedurchgangskoeffizienten gehen das Baumaterial über die Wärmeleit-fähigkeit λi und die Wandstärke δi der einzelnen Wandschichten ein sowie die Strömung der Umgebungsluft und des Substrats bzw. Biogases im Fermenter über den jeweiligen Wärmeübertragungskoeffizienten αi. Der k·A-Wert für die Fermenterwand wird für das Substrat wie folgt berechnet:
( )δ
α λ α=
= + +⋅ ⋅ ⋅ ⋅∑
0, , , ,,
1 1 1Ni
iSub Cyl in i Cyl m i A Cyl outWall Subk A A A A
Gl.( 4-31 )
Für die Fermenterwand zwischen Biogas und Umgebung gilt:
( )δ
α λ α=
= + +⋅ ⋅ ⋅ ⋅∑
0, , , ,,
1 1 1Ni
iBG FreeCyl in i FreeCyl m i A FreeCyl outWall BGk A A A A
Gl.( 4-32 )
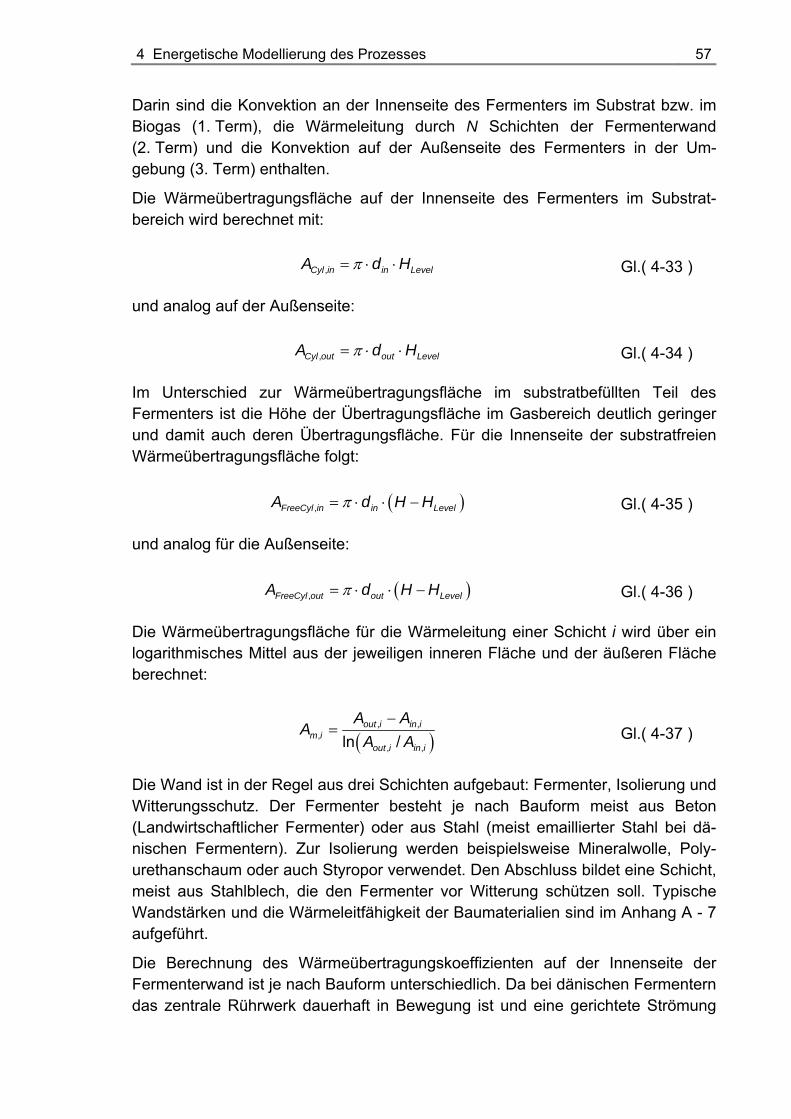
4 Energetische Modellierung des Prozesses 57
Darin sind die Konvektion an der Innenseite des Fermenters im Substrat bzw. im Biogas (1. Term), die Wärmeleitung durch N Schichten der Fermenterwand (2. Term) und die Konvektion auf der Außenseite des Fermenters in der Um-gebung (3. Term) enthalten.
Die Wärmeübertragungsfläche auf der Innenseite des Fermenters im Substrat-bereich wird berechnet mit:
π= ⋅ ⋅,Cyl in in LevelA d H Gl.( 4-33 )
und analog auf der Außenseite:
π= ⋅ ⋅,Cyl out out LevelA d H Gl.( 4-34 )
Im Unterschied zur Wärmeübertragungsfläche im substratbefüllten Teil des Fermenters ist die Höhe der Übertragungsfläche im Gasbereich deutlich geringer und damit auch deren Übertragungsfläche. Für die Innenseite der substratfreien Wärmeübertragungsfläche folgt:
( )π= ⋅ ⋅ −,FreeCyl in in LevelA d H H Gl.( 4-35 )
und analog für die Außenseite:
( )π= ⋅ ⋅ −,FreeCyl out out LevelA d H H Gl.( 4-36 )
Die Wärmeübertragungsfläche für die Wärmeleitung einer Schicht i wird über ein logarithmisches Mittel aus der jeweiligen inneren Fläche und der äußeren Fläche berechnet:
( )−
= , ,,
, ,ln /out i in i
m iout i in i
A AA
A A Gl.( 4-37 )
Die Wand ist in der Regel aus drei Schichten aufgebaut: Fermenter, Isolierung und Witterungsschutz. Der Fermenter besteht je nach Bauform meist aus Beton (Landwirtschaftlicher Fermenter) oder aus Stahl (meist emaillierter Stahl bei dä-nischen Fermentern). Zur Isolierung werden beispielsweise Mineralwolle, Poly-urethanschaum oder auch Styropor verwendet. Den Abschluss bildet eine Schicht, meist aus Stahlblech, die den Fermenter vor Witterung schützen soll. Typische Wandstärken und die Wärmeleitfähigkeit der Baumaterialien sind im Anhang A - 7 aufgeführt.
Die Berechnung des Wärmeübertragungskoeffizienten auf der Innenseite der Fermenterwand ist je nach Bauform unterschiedlich. Da bei dänischen Fermentern das zentrale Rührwerk dauerhaft in Bewegung ist und eine gerichtete Strömung
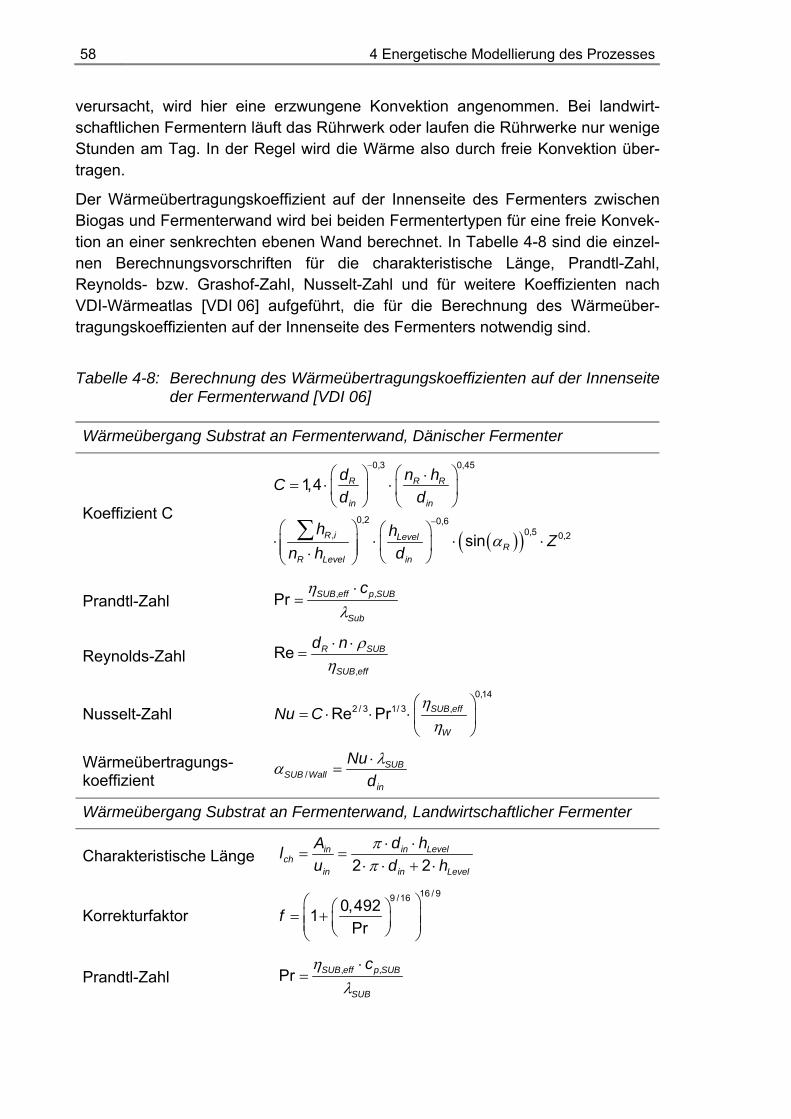
58 4 Energetische Modellierung des Prozesses
verursacht, wird hier eine erzwungene Konvektion angenommen. Bei landwirt-schaftlichen Fermentern läuft das Rührwerk oder laufen die Rührwerke nur wenige Stunden am Tag. In der Regel wird die Wärme also durch freie Konvektion über-tragen.
Der Wärmeübertragungskoeffizient auf der Innenseite des Fermenters zwischen Biogas und Fermenterwand wird bei beiden Fermentertypen für eine freie Konvek-tion an einer senkrechten ebenen Wand berechnet. In Tabelle 4-8 sind die einzel-nen Berechnungsvorschriften für die charakteristische Länge, Prandtl-Zahl, Reynolds- bzw. Grashof-Zahl, Nusselt-Zahl und für weitere Koeffizienten nach VDI-Wärmeatlas [VDI 06] aufgeführt, die für die Berechnung des Wärmeüber-tragungskoeffizienten auf der Innenseite des Fermenters notwendig sind.
Tabelle 4-8: Berechnung des Wärmeübertragungskoeffizienten auf der Innenseite der Fermenterwand [VDI 06]
Wärmeübergang Substrat an Fermenterwand, Dänischer Fermenter
Koeffizient C
( )( )α
−
−
⎛ ⎞ ⎛ ⎞⋅= ⋅ ⋅⎜ ⎟ ⎜ ⎟
⎝ ⎠ ⎝ ⎠
⎛ ⎞ ⎛ ⎞⋅ ⋅ ⋅ ⋅⎜ ⎟ ⎜ ⎟⎜ ⎟⋅ ⎝ ⎠⎝ ⎠
∑
0,3 0,45
0,2 0,60,5, 0,2
1,4
sin
R R R
in in
R i LevelR
R Level in
d n hCd d
h h Zn h d
Prandtl-Zahl η
λ⋅
= , ,Pr SUB eff p SUB
Sub
c
Reynolds-Zahl ρ
η⋅ ⋅
=,
Re R SUB
SUB eff
d n
Nusselt-Zahl η
η⎛ ⎞
= ⋅ ⋅ ⋅ ⎜ ⎟⎝ ⎠
0,14,2 / 3 1/ 3Re Pr SUB eff
W
Nu C
Wärmeübertragungs-koeffizient
λα ⋅=/
SUBSUB Wall
in
Nud
Wärmeübergang Substrat an Fermenterwand, Landwirtschaftlicher Fermenter
Charakteristische Länge ππ
⋅ ⋅= =
⋅ ⋅ + ⋅2 2in Levelin
chin in Level
d hAlu d h
Korrekturfaktor ⎛ ⎞⎛ ⎞= +⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
16 / 99 /160,4921Pr
f
Prandtl-Zahl η
λ⋅
= , ,Pr SUB eff p SUB
SUB
c
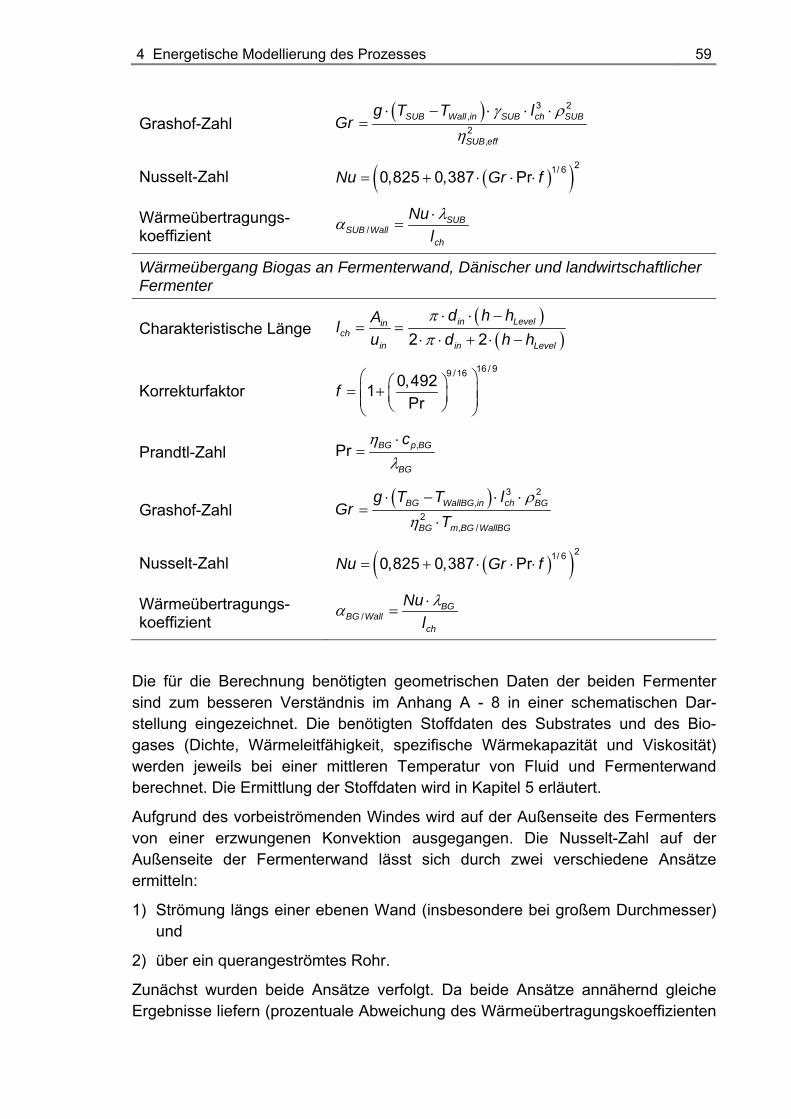
4 Energetische Modellierung des Prozesses 59
Grashof-Zahl ( ) γ ρ
η⋅ − ⋅ ⋅ ⋅
=3 2
,2
,
SUB Wall in SUB ch SUB
SUB eff
g T T lGr
Nusselt-Zahl ( )( )= + ⋅ ⋅ ⋅21/ 60,825 0,387 PrNu Gr f
Wärmeübertragungs-koeffizient
λα ⋅=/
SUBSUB Wall
ch
Nul
Wärmeübergang Biogas an Fermenterwand, Dänischer und landwirtschaftlicher Fermenter
Charakteristische Länge ( )
( )ππ
⋅ ⋅ −= =
⋅ ⋅ + ⋅ −2 2in Levelin
chin in Level
d h hAlu d h h
Korrekturfaktor ⎛ ⎞⎛ ⎞= +⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
16 / 99 /160,4921Pr
f
Prandtl-Zahl η
λ⋅
= ,Pr BG p BG
BG
c
Grashof-Zahl ( ) ρ
η⋅ − ⋅ ⋅
=⋅
3 2,
2, /
BG WallBG in ch BG
BG m BG WallBG
g T T lGr
T
Nusselt-Zahl ( )( )= + ⋅ ⋅ ⋅21/ 60,825 0,387 PrNu Gr f
Wärmeübertragungs-koeffizient
λα ⋅=/
BGBG Wall
ch
Nul
Die für die Berechnung benötigten geometrischen Daten der beiden Fermenter sind zum besseren Verständnis im Anhang A - 8 in einer schematischen Dar-stellung eingezeichnet. Die benötigten Stoffdaten des Substrates und des Bio-gases (Dichte, Wärmeleitfähigkeit, spezifische Wärmekapazität und Viskosität) werden jeweils bei einer mittleren Temperatur von Fluid und Fermenterwand berechnet. Die Ermittlung der Stoffdaten wird in Kapitel 5 erläutert.
Aufgrund des vorbeiströmenden Windes wird auf der Außenseite des Fermenters von einer erzwungenen Konvektion ausgegangen. Die Nusselt-Zahl auf der Außenseite der Fermenterwand lässt sich durch zwei verschiedene Ansätze ermitteln:
1) Strömung längs einer ebenen Wand (insbesondere bei großem Durchmesser) und
2) über ein querangeströmtes Rohr.
Zunächst wurden beide Ansätze verfolgt. Da beide Ansätze annähernd gleiche Ergebnisse liefern (prozentuale Abweichung des Wärmeübertragungskoeffizienten
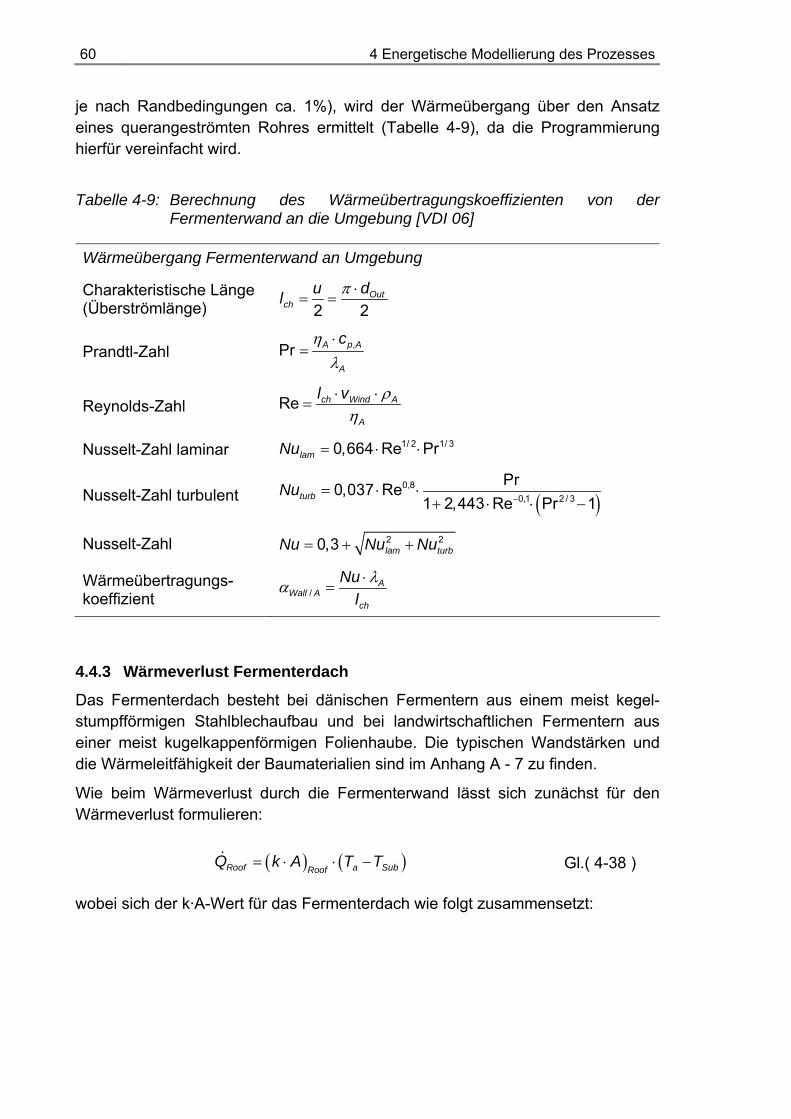
60 4 Energetische Modellierung des Prozesses
je nach Randbedingungen ca. 1%), wird der Wärmeübergang über den Ansatz eines querangeströmten Rohres ermittelt (Tabelle 4-9), da die Programmierung hierfür vereinfacht wird.
Tabelle 4-9: Berechnung des Wärmeübertragungskoeffizienten von der Fermenterwand an die Umgebung [VDI 06]
Wärmeübergang Fermenterwand an Umgebung
Charakteristische Länge (Überströmlänge)
π ⋅= =
2 2Out
chdul
Prandtl-Zahl η
λ⋅
= ,Pr A p A
A
c
Reynolds-Zahl ρ
η⋅ ⋅
=Re ch Wind A
A
l v
Nusselt-Zahl laminar = ⋅ ⋅1/ 2 1/ 30,664 Re PrlamNu
Nusselt-Zahl turbulent ( )−= ⋅ ⋅
+ ⋅ ⋅ −0,8
0,1 2 / 3
Pr0,037 Re1 2,443 Re Pr 1turbNu
Nusselt-Zahl = + +2 20,3 lam turbNu Nu Nu
Wärmeübertragungs-koeffizient
λα ⋅=/
AWall A
ch
Nul
4.4.3 Wärmeverlust Fermenterdach
Das Fermenterdach besteht bei dänischen Fermentern aus einem meist kegel-stumpfförmigen Stahlblechaufbau und bei landwirtschaftlichen Fermentern aus einer meist kugelkappenförmigen Folienhaube. Die typischen Wandstärken und die Wärmeleitfähigkeit der Baumaterialien sind im Anhang A - 7 zu finden.
Wie beim Wärmeverlust durch die Fermenterwand lässt sich zunächst für den Wärmeverlust formulieren:
( ) ( )= ⋅ ⋅ −Roof a SubRoofQ k A T T Gl.( 4-38 )
wobei sich der k·A-Wert für das Fermenterdach wie folgt zusammensetzt:
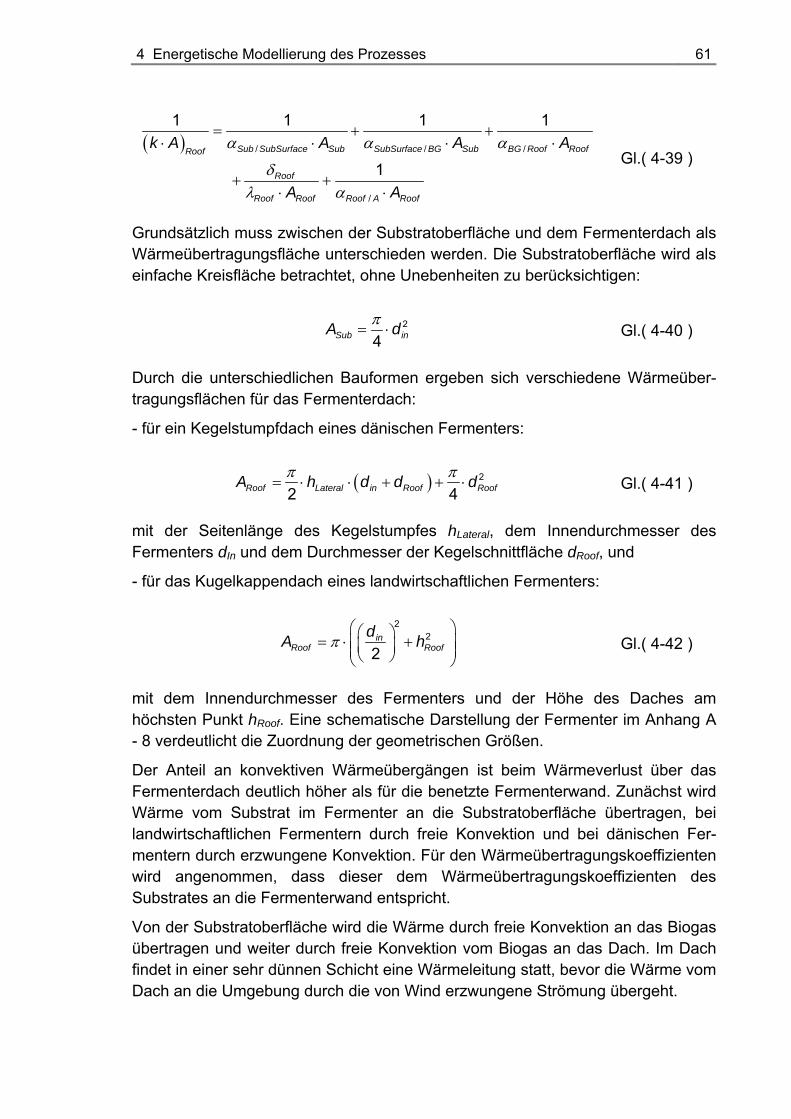
4 Energetische Modellierung des Prozesses 61
( ) α α α
δλ α
= + +⋅ ⋅ ⋅ ⋅
+ +⋅ ⋅
/ / /
/
1 1 1 1
1Sub SubSurface Sub SubSurface BG Sub BG Roof RoofRoof
Roof
Roof Roof Roof A Roof
k A A A A
A A
Gl.( 4-39 )
Grundsätzlich muss zwischen der Substratoberfläche und dem Fermenterdach als Wärmeübertragungsfläche unterschieden werden. Die Substratoberfläche wird als einfache Kreisfläche betrachtet, ohne Unebenheiten zu berücksichtigen:
π= ⋅ 2
4Sub inA d Gl.( 4-40 )
Durch die unterschiedlichen Bauformen ergeben sich verschiedene Wärmeüber-tragungsflächen für das Fermenterdach:
- für ein Kegelstumpfdach eines dänischen Fermenters:
( )π π= ⋅ ⋅ + + ⋅ 2
2 4Roof Lateral in Roof RoofA h d d d Gl.( 4-41 )
mit der Seitenlänge des Kegelstumpfes hLateral, dem Innendurchmesser des Fermenters dIn und dem Durchmesser der Kegelschnittfläche dRoof, und
- für das Kugelkappendach eines landwirtschaftlichen Fermenters:
π⎛ ⎞⎛ ⎞= ⋅ +⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
22
2in
Roof RoofdA h Gl.( 4-42 )
mit dem Innendurchmesser des Fermenters und der Höhe des Daches am höchsten Punkt hRoof. Eine schematische Darstellung der Fermenter im Anhang A - 8 verdeutlicht die Zuordnung der geometrischen Größen.
Der Anteil an konvektiven Wärmeübergängen ist beim Wärmeverlust über das Fermenterdach deutlich höher als für die benetzte Fermenterwand. Zunächst wird Wärme vom Substrat im Fermenter an die Substratoberfläche übertragen, bei landwirtschaftlichen Fermentern durch freie Konvektion und bei dänischen Fer-mentern durch erzwungene Konvektion. Für den Wärmeübertragungskoeffizienten wird angenommen, dass dieser dem Wärmeübertragungskoeffizienten des Substrates an die Fermenterwand entspricht.
Von der Substratoberfläche wird die Wärme durch freie Konvektion an das Biogas übertragen und weiter durch freie Konvektion vom Biogas an das Dach. Im Dach findet in einer sehr dünnen Schicht eine Wärmeleitung statt, bevor die Wärme vom Dach an die Umgebung durch die von Wind erzwungene Strömung übergeht.
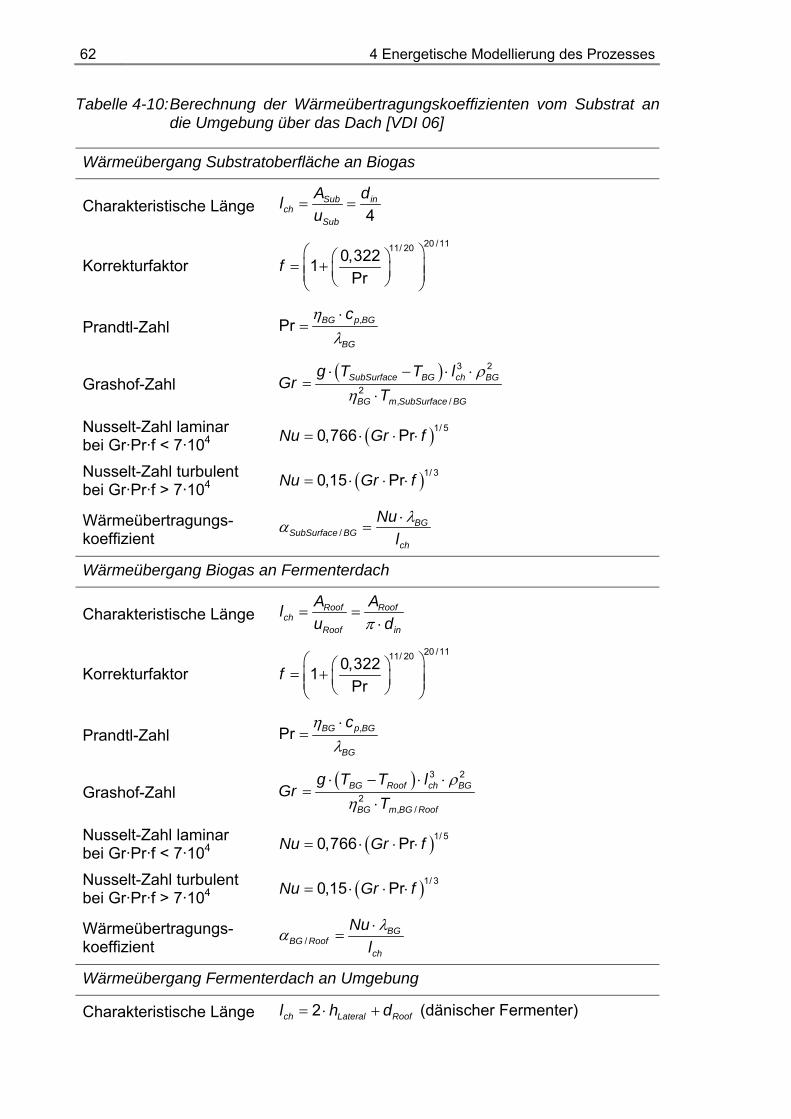
62 4 Energetische Modellierung des Prozesses
Tabelle 4-10: Berechnung der Wärmeübertragungskoeffizienten vom Substrat an die Umgebung über das Dach [VDI 06]
Wärmeübergang Substratoberfläche an Biogas
Charakteristische Länge = =4
Sub inch
Sub
A dlu
Korrekturfaktor ⎛ ⎞⎛ ⎞= +⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
20 /1111/ 200,3221Pr
f
Prandtl-Zahl η
λ⋅
= ,Pr BG p BG
BG
c
Grashof-Zahl ( ) ρ
η⋅ − ⋅ ⋅
=⋅
3 2
2, /
SubSurface BG ch BG
BG m SubSurface BG
g T T lGr
T
Nusselt-Zahl laminar bei Gr·Pr·f < 7·104 ( )= ⋅ ⋅ ⋅
1/ 50,766 PrNu Gr f
Nusselt-Zahl turbulent bei Gr·Pr·f > 7·104 ( )= ⋅ ⋅ ⋅
1/ 30,15 PrNu Gr f
Wärmeübertragungs-koeffizient
λα ⋅=/
BGSubSurface BG
ch
Nul
Wärmeübergang Biogas an Fermenterdach
Charakteristische Länge π= =
⋅Roof Roof
chRoof in
A Alu d
Korrekturfaktor ⎛ ⎞⎛ ⎞= +⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
20 /1111/ 200,3221Pr
f
Prandtl-Zahl η
λ⋅
= ,Pr BG p BG
BG
c
Grashof-Zahl ( ) ρ
η⋅ − ⋅ ⋅
=⋅
3 2
2, /
BG Roof ch BG
BG m BG Roof
g T T lGr
T
Nusselt-Zahl laminar bei Gr·Pr·f < 7·104 ( )= ⋅ ⋅ ⋅
1/ 50,766 PrNu Gr f
Nusselt-Zahl turbulent bei Gr·Pr·f > 7·104 ( )= ⋅ ⋅ ⋅
1/ 30,15 PrNu Gr f
Wärmeübertragungs-koeffizient
λα ⋅=/
BGBG Roof
ch
Nul
Wärmeübergang Fermenterdach an Umgebung
Charakteristische Länge = ⋅ +2ch Lateral Roofl h d (dänischer Fermenter)
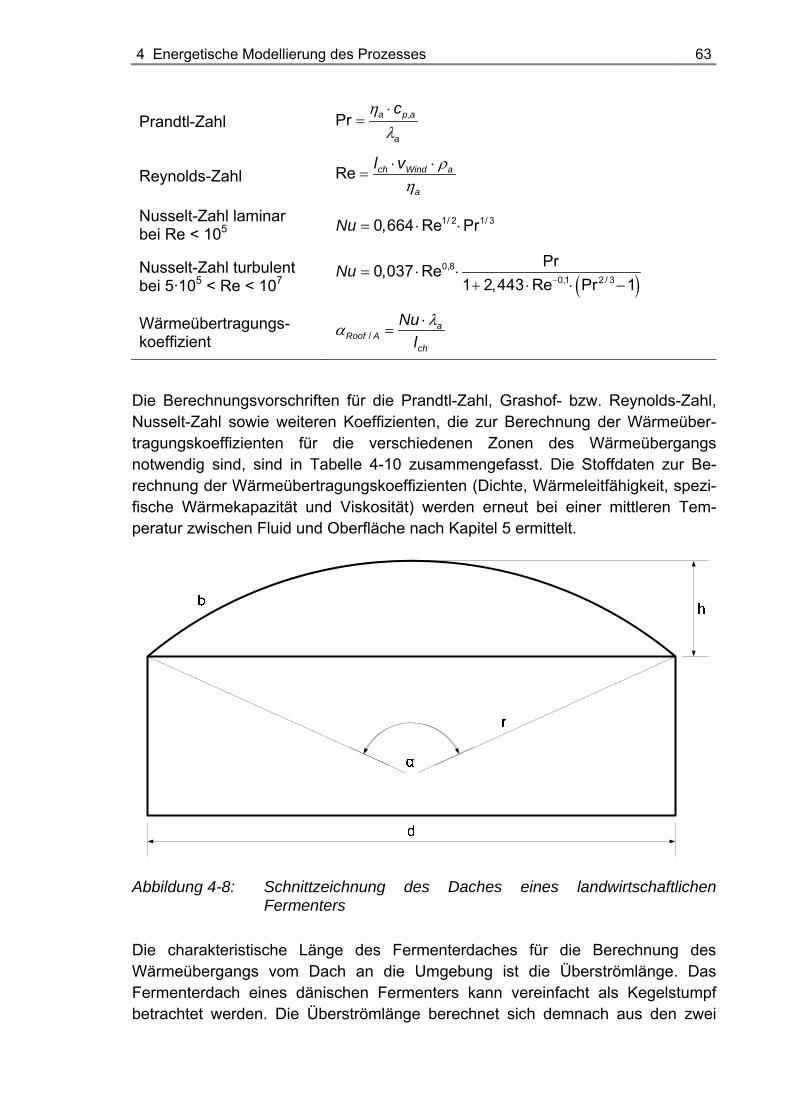
4 Energetische Modellierung des Prozesses 63
Prandtl-Zahl η
λ⋅
= ,Pr a p a
a
c
Reynolds-Zahl ρ
η⋅ ⋅
=Re ch Wind a
a
l v
Nusselt-Zahl laminar bei Re < 105 = ⋅ ⋅1/ 2 1/ 30,664 Re PrNu
Nusselt-Zahl turbulent bei 5·105 < Re < 107 ( )−
= ⋅ ⋅+ ⋅ ⋅ −
0,80,1 2 / 3
Pr0,037 Re1 2,443 Re Pr 1
Nu
Wärmeübertragungs-koeffizient
λα ⋅=/
aRoof A
ch
Nul
Die Berechnungsvorschriften für die Prandtl-Zahl, Grashof- bzw. Reynolds-Zahl, Nusselt-Zahl sowie weiteren Koeffizienten, die zur Berechnung der Wärmeüber-tragungskoeffizienten für die verschiedenen Zonen des Wärmeübergangs notwendig sind, sind in Tabelle 4-10 zusammengefasst. Die Stoffdaten zur Be-rechnung der Wärmeübertragungskoeffizienten (Dichte, Wärmeleitfähigkeit, spezi-fische Wärmekapazität und Viskosität) werden erneut bei einer mittleren Tem-peratur zwischen Fluid und Oberfläche nach Kapitel 5 ermittelt.
Abbildung 4-8: Schnittzeichnung des Daches eines landwirtschaftlichen Fermenters
Die charakteristische Länge des Fermenterdaches für die Berechnung des Wärmeübergangs vom Dach an die Umgebung ist die Überströmlänge. Das Fermenterdach eines dänischen Fermenters kann vereinfacht als Kegelstumpf betrachtet werden. Die Überströmlänge berechnet sich demnach aus den zwei
64 4 Energetische Modellierung des Prozesses
Seitenlängen des Kegelstumpfes und aus dem Durchmesser der Kegelschnitt-fläche (siehe Tabelle 4-10).
Da die Berechnung der Überströmlänge eines landwirtschaftlichen Fermenters etwas aufwendiger ist, wird sie folgend kurz erläutert. Für die Berechnung wird das Fermenterdach eines landwirtschaftlichen Fermenters als Kugelkappe bzw. im Schnitt (Abbildung 4-8) als Kreisabschnitt betrachtet.
Die Überströmlänge ist die Seitenlänge b des Kreisabschnittes, der das Dach des landwirtschaftlichen Fermenters bildet. Ist der Winkel des Kreisabschnittes α und der Umfang des gedachten Kreises u bekannt, berechnet sich die Seitenlänge des Kreisabschnittes wie folgt:
α= ⋅
°360b u Gl.( 4-43 )
Für die Ermittlung des Winkels α:
α ⎛ ⎞= ⋅ ⎜ ⎟⋅⎝ ⎠2 arcsin
2d
r Gl.( 4-44 )
und des Umfangs des gedachten Kreises u:
π= ⋅ ⋅2u r Gl.( 4-45 )
ist der Radius des gedachten Kreises r notwendig:
( )⎛ ⎞⎜ ⎟= + ⋅⎜ ⎟⎝ ⎠
2/ 2 12
dr h
h Gl.( 4-46 )
Mit dem Durchmesser der Fermentergrundfläche d und der Höhe des Fermenter-daches h.
4.4.4 Wärmeverlust Fermenterboden
Der Wärmeverlust durch den Fermenterboden ist in erster Näherung unabhängig von den Umgebungsbedingungen. Es wird angenommen, dass die Temperatur des Bodens konstant 10°C beträgt. Für den Wärmeübergang in den Boden ist der Wärmeverlust:
( ) ( )= ⋅ ⋅ −Ground Ground SubGroundQ k A T T Gl.( 4-47 )
4 Energetische Modellierung des Prozesses 65
und der k·A-Wert:
( )δ
α λ=
= +⋅ ⋅ ⋅∑
0/
1 1 Ni
iSub Ground Ground i GroundGroundk A A A
Gl.( 4-48 )
Der Boden eines Fermenters besteht in der Regel aus einer Betonfläche unter der sich eine Drainage und dazwischen in manchen Fällen ein Isolationsmaterial (Styrodur) befinden. Die Wärmeleitfähigkeit der Baumaterialien sind im Anhang A - 7 zu finden.
Die Wärmeübertragungsfläche ist die Grundfläche des Fermenters:
π= ⋅ 2
4Ground inA d Gl.( 4-49 )
Wie bereits beim Wärmeübergang zwischen Substrat und Substratoberfläche wird vereinfacht angenommen, dass der Wärmeübertragungskoeffizient zwischen Sub-strat und Boden dem zwischen Substrat und Fermenterwand entspricht.
4.4.5 Dissipation Rührwerk
Durch die Bewegung des Rührers im Substrat entsteht Reibung zwischen Rührer und Substrat. Dadurch dissipiert der Großteil der Antriebsleistung des Rührers und wird dem Fermenter zugeführt:
η= = ⋅Diss MixP P P Gl.( 4-50 )
Es wird angenommen, dass die gesamte in Abschnitt 4.3.1 ermittelte Rührleistung PMix dissipiert und die im Motor entstehenden Verluste nicht in den Fermenter eingetragen werden, da sich der Motor meist außerhalb des Fermenters befindet.
5 Berechnung von Stoffdaten
Bei jedem der ausgewählten Modelle werden die organischen Grundbausteine Lipide, Proteine und Kohlenhydrate (Rohfaser und N-freie Extraktstoffe) sowie Wasser und Inertstoffe (Rohasche) betrachtet. Das produzierte Biogas kann je nach Modell die Gasbestandteile Methan (CH4), Kohlendioxid (CO2), Ammoniak (NH3), Schwefelwasserstoff (H2S), Wasserstoff (H2) und Wasserdampf (H2O) beinhalten. Zusätzlich zu diesen Stoffen spielen insbesondere bei ADM1 Amino-säuren (AA), Monosaccharide (MS), langkettige Fettsäuren (LCFA), Essigsäure (AC), Propionsäure (PR), Buttersäure (BU), Valeriansäure (VA) und Bakterien (Biomasse) eine Rolle.
Diese Stoffe bzw. Substratkomponenten können in unterschiedlichen Phasen vorliegen. Der Anteil an flüchtigen Verbindungen in der Gasphase außer den oben genannten Gasbestandteilen wird vernachlässigt, wie beispielsweise die niederen Fettsäuren. Ausgangssubstrat und Gärrest sind überwiegend flüssig, da sie zum Großteil aus Wasser bestehen. Diese Substrate beinhalten zwar gelöste Gase und Feststoffe sowie ungelöste Feststoffanteile, werden folgend für die Betrachtung der Stoffdatenberechnung aber als Flüssigphase bezeichnet.
Zur Einbindung der Stoffdaten in die in Aspen erstellten Modelle wurde Aspen Properties verwendet. Aspen Properties verfügt über eine umfangreiche Daten-bank mit Stoffen und Modellen zur Berechnung physikalischer und chemischer Stoffdaten. Für die Berechnung der Stoffdaten von Biogas und von den vorliegen-den Substraten wurde das Stoffdatenpaket NRTL verwendet, mit dem Stoffdaten der Flüssigphase – als ein nicht ideales chemisches System – mit Hilfe von Aktivitätskoeffizienten berechnet werden können [Asp 06].
Die Gasphase wurde zunächst näherungsweise als ideales Gas betrachtet, was beim Biogasbildungsprozess in der Praxis bei Drücken von ca. 1 bar und Tem-peraturen zwischen 0 und 60°C durchaus legitim ist. Bei Vergleichen mit hoch-genauen Zustandsgleichungen für die Reinstoffe wurden trotzdem teilweise hohe Abweichungen aufgrund von Schwächen des in Aspen implementierten Stoff-datenmodells für ideale Gase festgestellt. Aus diesem Grund wurden zur Berech-nung der wichtigsten Stoffdaten Polynome angepasst.
Aspen Properties verfügt zwar über Modelle für eine Vielzahl an Stoffen, aber einige der hier verwendeten Stoffe sind in Aspen nicht bekannt bzw. werden bei der Modellierung unter einem Sammelbegriff zusammengefasst, wie beispiels-weise Rohasche, die aus einer Reihe an Mineralstoffen und Sand besteht. Aus diesem Grund werden in Aspen Properties eigene Stoffe definiert. Da die Stoff-daten dieser Stoffe nur unzureichend bekannt sind, lässt sich das Aktivitätsmodell für die Flüssigphase nicht ohne weiteres anwenden. Deswegen werden viele Stoffdaten für Reinstoffe über selbst angepasste Polynome berechnet. Für die Berechnung der Stoffdaten von Gemischen wird dann näherungsweise von einer idealen Mischung ausgegangen.
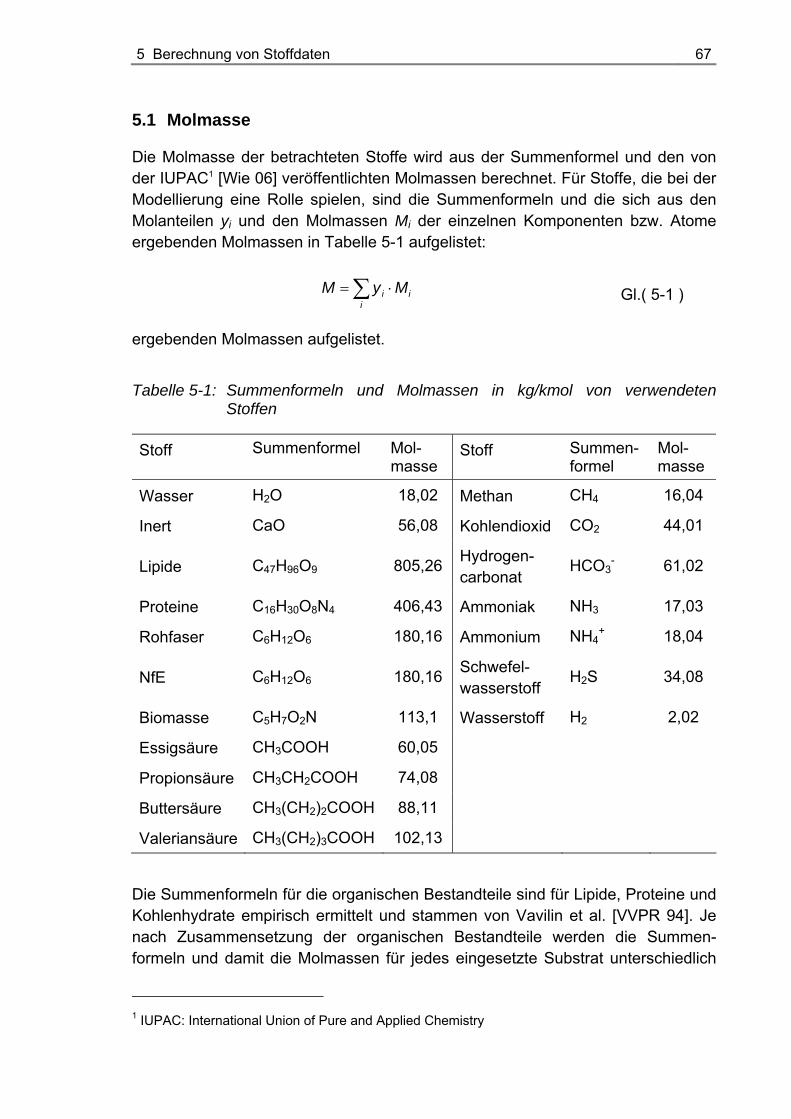
5 Berechnung von Stoffdaten 67
5.1 Molmasse
Die Molmasse der betrachteten Stoffe wird aus der Summenformel und den von der IUPAC1 [Wie 06] veröffentlichten Molmassen berechnet. Für Stoffe, die bei der Modellierung eine Rolle spielen, sind die Summenformeln und die sich aus den Molanteilen yi und den Molmassen Mi der einzelnen Komponenten bzw. Atome ergebenden Molmassen in Tabelle 5-1 aufgelistet:
= ⋅∑ i ii
M y M Gl.( 5-1 )
ergebenden Molmassen aufgelistet.
Tabelle 5-1: Summenformeln und Molmassen in kg/kmol von verwendeten Stoffen
Stoff Summenformel Mol-masse
Stoff Summen-formel
Mol-masse
Wasser H2O 18,02 Methan CH4 16,04
Inert CaO 56,08 Kohlendioxid CO2 44,01
Lipide C47H96O9 805,26 Hydrogen-carbonat
HCO3- 61,02
Proteine C16H30O8N4 406,43 Ammoniak NH3 17,03
Rohfaser C6H12O6 180,16 Ammonium NH4+ 18,04
NfE C6H12O6 180,16 Schwefel-wasserstoff
H2S 34,08
Biomasse C5H7O2N 113,1 Wasserstoff H2 2,02
Essigsäure CH3COOH 60,05
Propionsäure CH3CH2COOH 74,08
Buttersäure CH3(CH2)2COOH 88,11
Valeriansäure CH3(CH2)3COOH 102,13
Die Summenformeln für die organischen Bestandteile sind für Lipide, Proteine und Kohlenhydrate empirisch ermittelt und stammen von Vavilin et al. [VVPR 94]. Je nach Zusammensetzung der organischen Bestandteile werden die Summen-formeln und damit die Molmassen für jedes eingesetzte Substrat unterschiedlich
1 IUPAC: International Union of Pure and Applied Chemistry
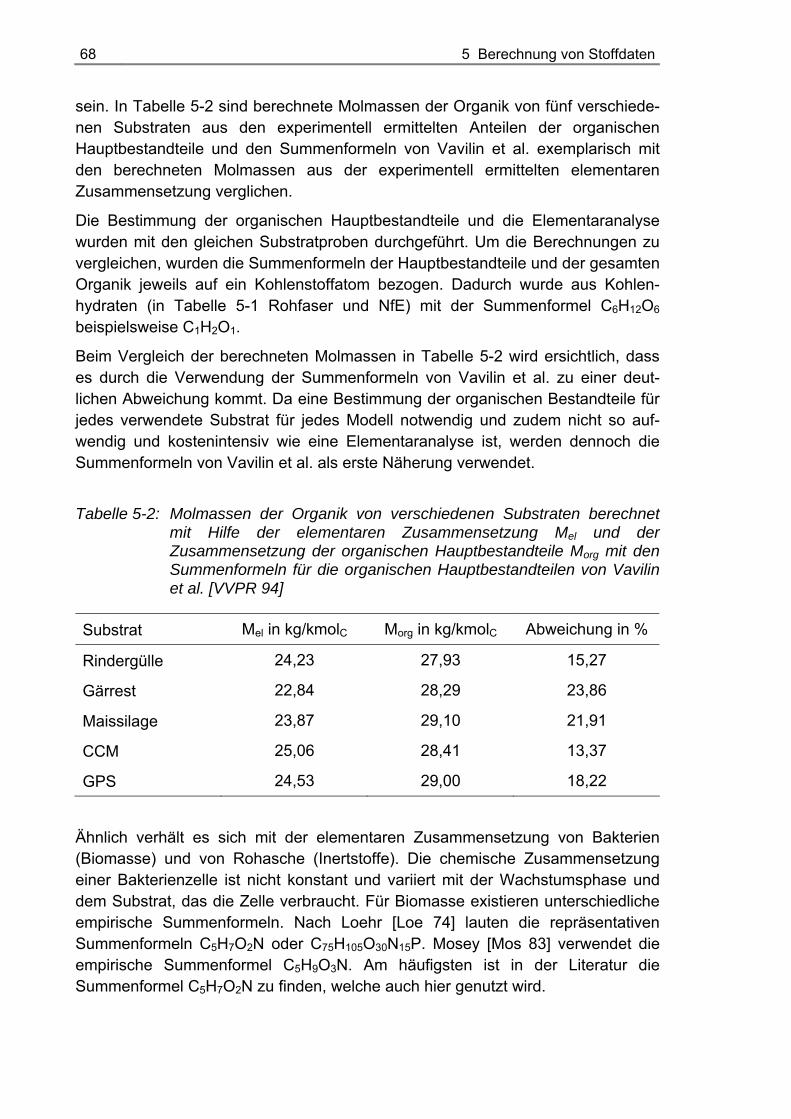
68 5 Berechnung von Stoffdaten
sein. In Tabelle 5-2 sind berechnete Molmassen der Organik von fünf verschiede-nen Substraten aus den experimentell ermittelten Anteilen der organischen Hauptbestandteile und den Summenformeln von Vavilin et al. exemplarisch mit den berechneten Molmassen aus der experimentell ermittelten elementaren Zusammensetzung verglichen.
Die Bestimmung der organischen Hauptbestandteile und die Elementaranalyse wurden mit den gleichen Substratproben durchgeführt. Um die Berechnungen zu vergleichen, wurden die Summenformeln der Hauptbestandteile und der gesamten Organik jeweils auf ein Kohlenstoffatom bezogen. Dadurch wurde aus Kohlen-hydraten (in Tabelle 5-1 Rohfaser und NfE) mit der Summenformel C6H12O6 beispielsweise C1H2O1.
Beim Vergleich der berechneten Molmassen in Tabelle 5-2 wird ersichtlich, dass es durch die Verwendung der Summenformeln von Vavilin et al. zu einer deut-lichen Abweichung kommt. Da eine Bestimmung der organischen Bestandteile für jedes verwendete Substrat für jedes Modell notwendig und zudem nicht so auf-wendig und kostenintensiv wie eine Elementaranalyse ist, werden dennoch die Summenformeln von Vavilin et al. als erste Näherung verwendet.
Tabelle 5-2: Molmassen der Organik von verschiedenen Substraten berechnet mit Hilfe der elementaren Zusammensetzung Mel und der Zusammensetzung der organischen Hauptbestandteile Morg mit den Summenformeln für die organischen Hauptbestandteilen von Vavilin et al. [VVPR 94]
Substrat Mel in kg/kmolC Morg in kg/kmolC Abweichung in %
Rindergülle 24,23 27,93 15,27
Gärrest 22,84 28,29 23,86
Maissilage 23,87 29,10 21,91
CCM 25,06 28,41 13,37
GPS 24,53 29,00 18,22
Ähnlich verhält es sich mit der elementaren Zusammensetzung von Bakterien (Biomasse) und von Rohasche (Inertstoffe). Die chemische Zusammensetzung einer Bakterienzelle ist nicht konstant und variiert mit der Wachstumsphase und dem Substrat, das die Zelle verbraucht. Für Biomasse existieren unterschiedliche empirische Summenformeln. Nach Loehr [Loe 74] lauten die repräsentativen Summenformeln C5H7O2N oder C75H105O30N15P. Mosey [Mos 83] verwendet die empirische Summenformel C5H9O3N. Am häufigsten ist in der Literatur die Summenformel C5H7O2N zu finden, welche auch hier genutzt wird.
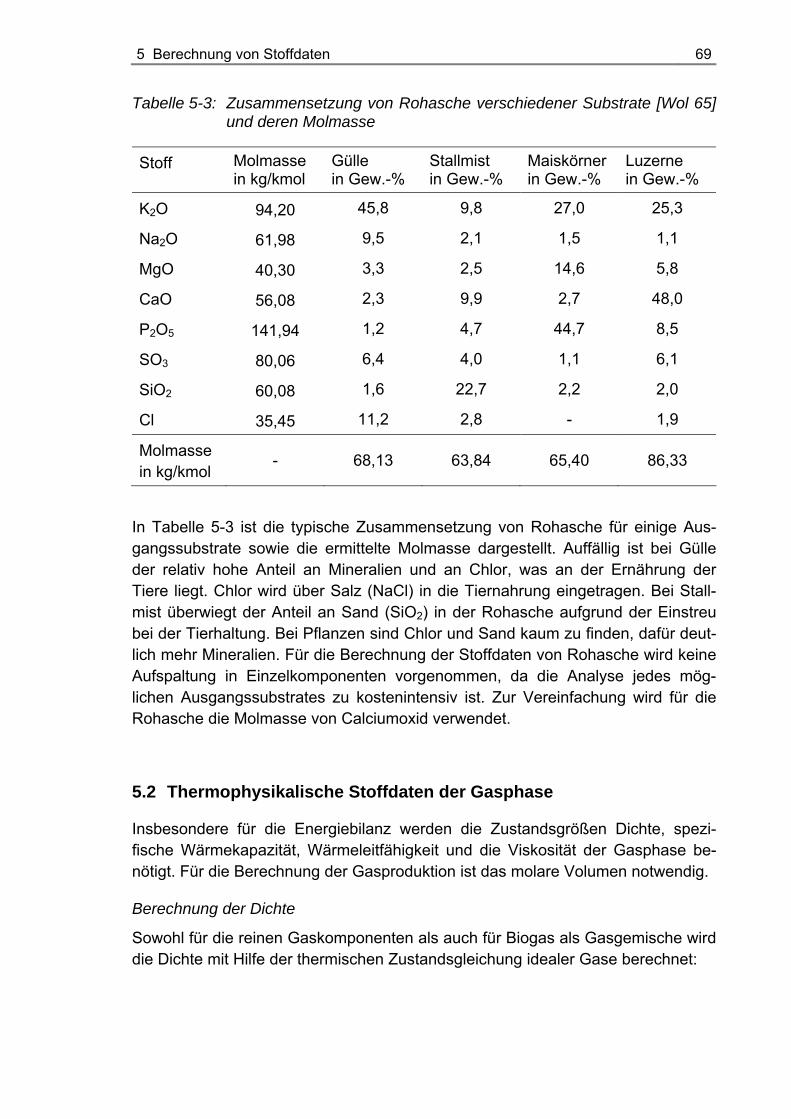
5 Berechnung von Stoffdaten 69
Tabelle 5-3: Zusammensetzung von Rohasche verschiedener Substrate [Wol 65] und deren Molmasse
Stoff Molmasse in kg/kmol
Gülle in Gew.-%
Stallmist in Gew.-%
Maiskörner in Gew.-%
Luzerne in Gew.-%
K2O 94,20 45,8 9,8 27,0 25,3
Na2O 61,98 9,5 2,1 1,5 1,1
MgO 40,30 3,3 2,5 14,6 5,8
CaO 56,08 2,3 9,9 2,7 48,0
P2O5 141,94 1,2 4,7 44,7 8,5
SO3 80,06 6,4 4,0 1,1 6,1
SiO2 60,08 1,6 22,7 2,2 2,0
Cl 35,45 11,2 2,8 - 1,9
Molmasse in kg/kmol
- 68,13 63,84 65,40 86,33
In Tabelle 5-3 ist die typische Zusammensetzung von Rohasche für einige Aus-gangssubstrate sowie die ermittelte Molmasse dargestellt. Auffällig ist bei Gülle der relativ hohe Anteil an Mineralien und an Chlor, was an der Ernährung der Tiere liegt. Chlor wird über Salz (NaCl) in die Tiernahrung eingetragen. Bei Stall-mist überwiegt der Anteil an Sand (SiO2) in der Rohasche aufgrund der Einstreu bei der Tierhaltung. Bei Pflanzen sind Chlor und Sand kaum zu finden, dafür deut-lich mehr Mineralien. Für die Berechnung der Stoffdaten von Rohasche wird keine Aufspaltung in Einzelkomponenten vorgenommen, da die Analyse jedes mög-lichen Ausgangssubstrates zu kostenintensiv ist. Zur Vereinfachung wird für die Rohasche die Molmasse von Calciumoxid verwendet.
5.2 Thermophysikalische Stoffdaten der Gasphase
Insbesondere für die Energiebilanz werden die Zustandsgrößen Dichte, spezi-fische Wärmekapazität, Wärmeleitfähigkeit und die Viskosität der Gasphase be-nötigt. Für die Berechnung der Gasproduktion ist das molare Volumen notwendig.
Berechnung der Dichte
Sowohl für die reinen Gaskomponenten als auch für Biogas als Gasgemische wird die Dichte mit Hilfe der thermischen Zustandsgleichung idealer Gase berechnet:
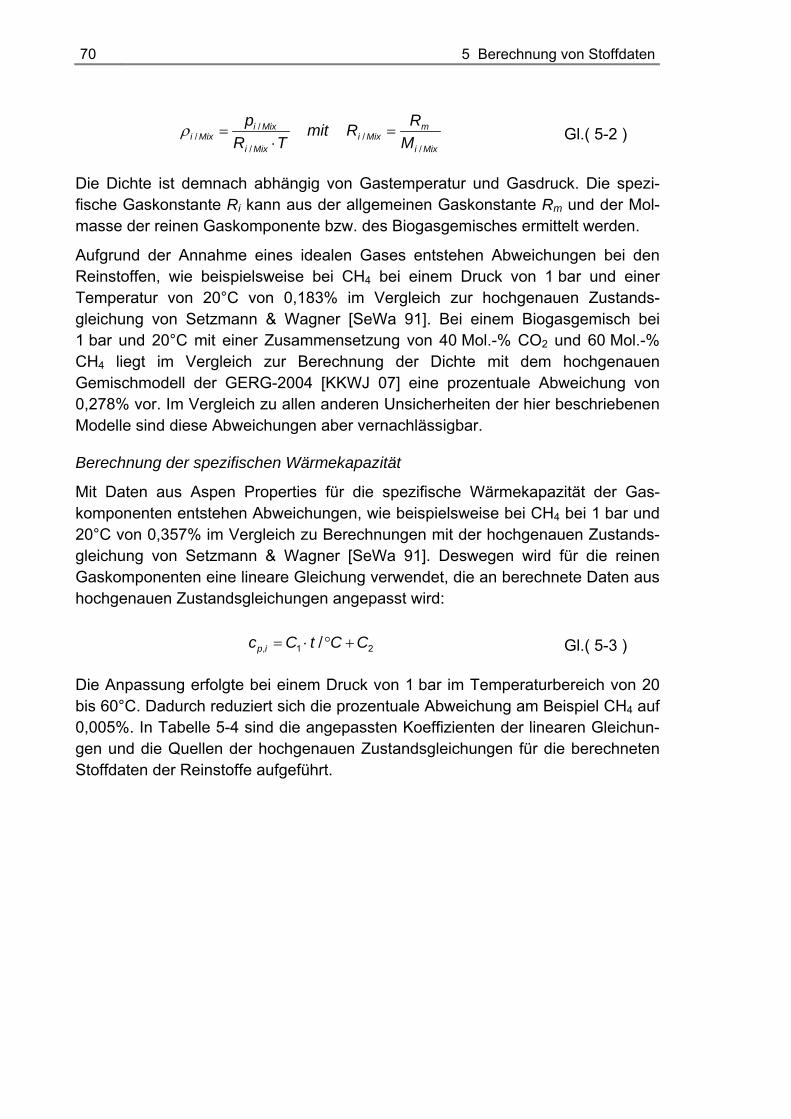
70 5 Berechnung von Stoffdaten
ρ = =⋅
// /
/ /
i Mix mi Mix i Mix
i Mix i Mix
p Rmit RR T M
Gl.( 5-2 )
Die Dichte ist demnach abhängig von Gastemperatur und Gasdruck. Die spezi-fische Gaskonstante Ri kann aus der allgemeinen Gaskonstante Rm und der Mol-masse der reinen Gaskomponente bzw. des Biogasgemisches ermittelt werden.
Aufgrund der Annahme eines idealen Gases entstehen Abweichungen bei den Reinstoffen, wie beispielsweise bei CH4 bei einem Druck von 1 bar und einer Temperatur von 20°C von 0,183% im Vergleich zur hochgenauen Zustands-gleichung von Setzmann & Wagner [SeWa 91]. Bei einem Biogasgemisch bei 1 bar und 20°C mit einer Zusammensetzung von 40 Mol.-% CO2 und 60 Mol.-% CH4 liegt im Vergleich zur Berechnung der Dichte mit dem hochgenauen Gemischmodell der GERG-2004 [KKWJ 07] eine prozentuale Abweichung von 0,278% vor. Im Vergleich zu allen anderen Unsicherheiten der hier beschriebenen Modelle sind diese Abweichungen aber vernachlässigbar.
Berechnung der spezifischen Wärmekapazität
Mit Daten aus Aspen Properties für die spezifische Wärmekapazität der Gas-komponenten entstehen Abweichungen, wie beispielsweise bei CH4 bei 1 bar und 20°C von 0,357% im Vergleich zu Berechnungen mit der hochgenauen Zustands-gleichung von Setzmann & Wagner [SeWa 91]. Deswegen wird für die reinen Gaskomponenten eine lineare Gleichung verwendet, die an berechnete Daten aus hochgenauen Zustandsgleichungen angepasst wird:
= ⋅ ° +, 1 2/p ic C t C C Gl.( 5-3 )
Die Anpassung erfolgte bei einem Druck von 1 bar im Temperaturbereich von 20 bis 60°C. Dadurch reduziert sich die prozentuale Abweichung am Beispiel CH4 auf 0,005%. In Tabelle 5-4 sind die angepassten Koeffizienten der linearen Gleichun-gen und die Quellen der hochgenauen Zustandsgleichungen für die berechneten Stoffdaten der Reinstoffe aufgeführt.
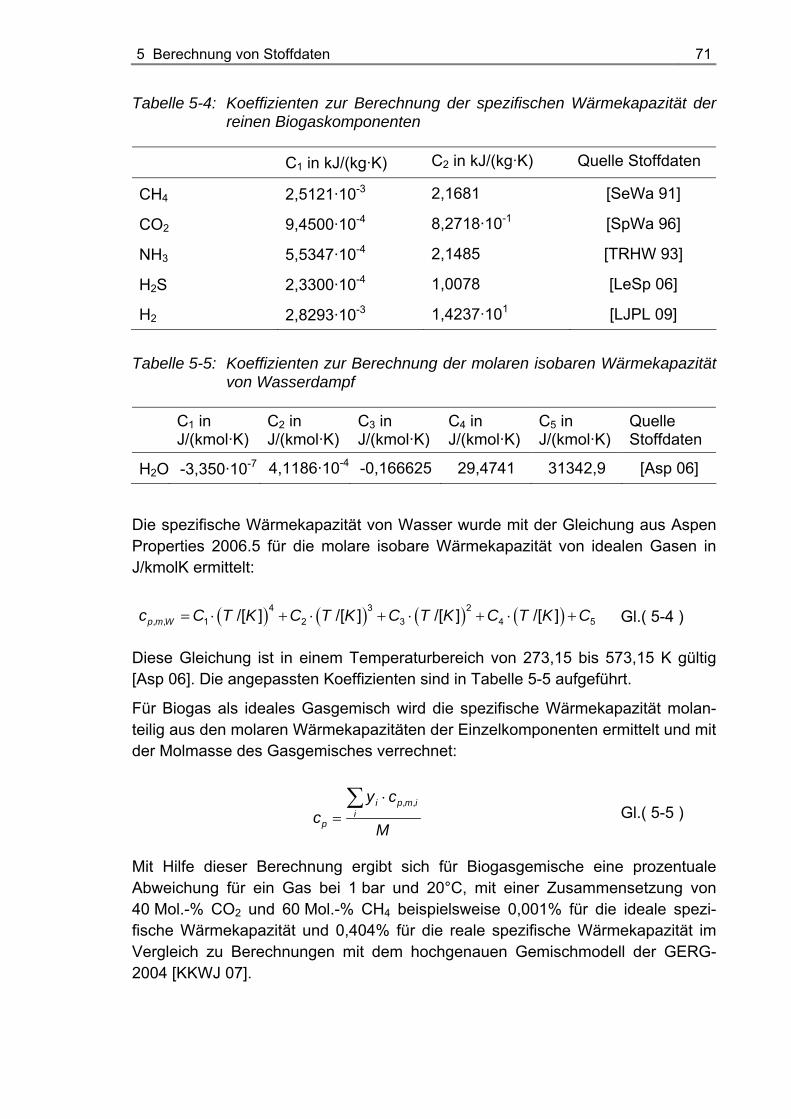
5 Berechnung von Stoffdaten 71
Tabelle 5-4: Koeffizienten zur Berechnung der spezifischen Wärmekapazität der reinen Biogaskomponenten
C1 in kJ/(kg·K) C2 in kJ/(kg·K) Quelle Stoffdaten
CH4 2,5121·10-3 2,1681 [SeWa 91]
CO2 9,4500·10-4 8,2718·10-1 [SpWa 96]
NH3 5,5347·10-4 2,1485 [TRHW 93]
H2S 2,3300·10-4 1,0078 [LeSp 06]
H2 2,8293·10-3 1,4237·101 [LJPL 09]
Tabelle 5-5: Koeffizienten zur Berechnung der molaren isobaren Wärmekapazität von Wasserdampf
C1 in J/(kmol·K)
C2 in J/(kmol·K)
C3 in J/(kmol·K)
C4 in J/(kmol·K)
C5 in J/(kmol·K)
Quelle Stoffdaten
H2O -3,350·10-7 4,1186·10-4 -0,166625 29,4741 31342,9 [Asp 06]
Die spezifische Wärmekapazität von Wasser wurde mit der Gleichung aus Aspen Properties 2006.5 für die molare isobare Wärmekapazität von idealen Gasen in J/kmolK ermittelt:
( ) ( ) ( ) ( )= ⋅ + ⋅ + ⋅ + ⋅ +4 3 2
, , 1 2 3 4 5/[ ] /[ ] /[ ] /[ ]p m Wc C T K C T K C T K C T K C Gl.( 5-4 )
Diese Gleichung ist in einem Temperaturbereich von 273,15 bis 573,15 K gültig [Asp 06]. Die angepassten Koeffizienten sind in Tabelle 5-5 aufgeführt.
Für Biogas als ideales Gasgemisch wird die spezifische Wärmekapazität molan-teilig aus den molaren Wärmekapazitäten der Einzelkomponenten ermittelt und mit der Molmasse des Gasgemisches verrechnet:
⋅=
∑ , ,i p m ii
p
y cc
M Gl.( 5-5 )
Mit Hilfe dieser Berechnung ergibt sich für Biogasgemische eine prozentuale Abweichung für ein Gas bei 1 bar und 20°C, mit einer Zusammensetzung von 40 Mol.-% CO2 und 60 Mol.-% CH4 beispielsweise 0,001% für die ideale spezi-fische Wärmekapazität und 0,404% für die reale spezifische Wärmekapazität im Vergleich zu Berechnungen mit dem hochgenauen Gemischmodell der GERG-2004 [KKWJ 07].
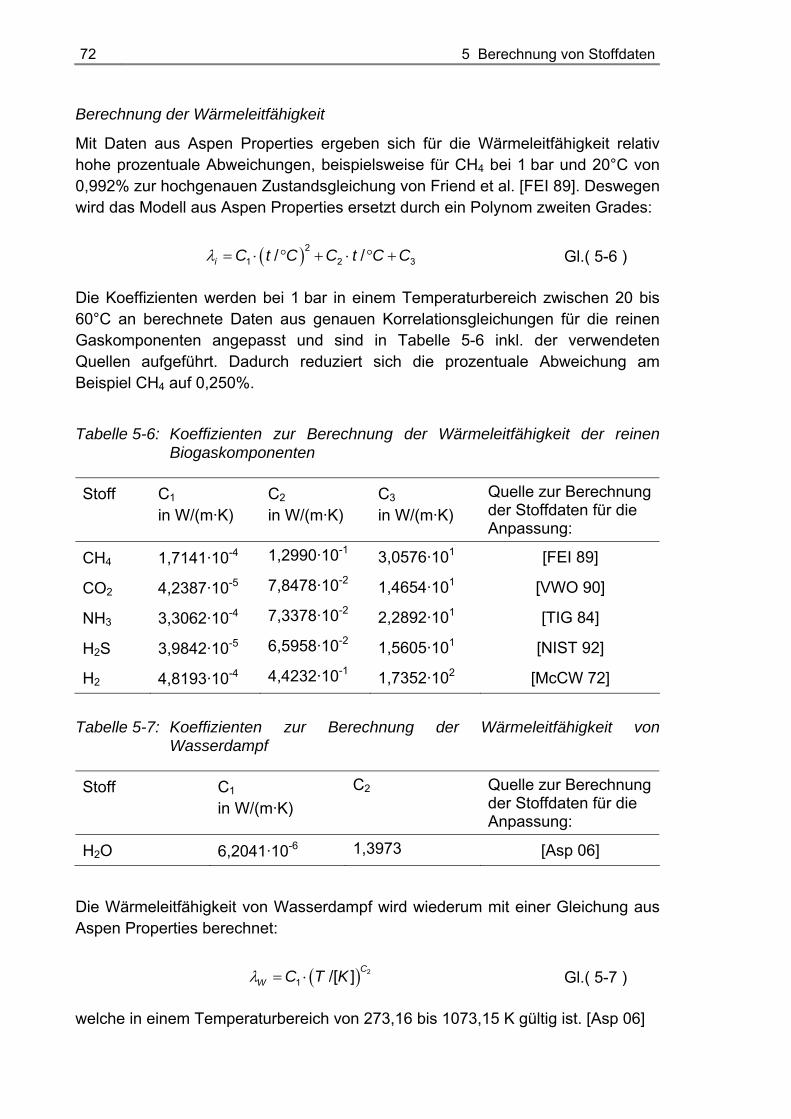
72 5 Berechnung von Stoffdaten
Berechnung der Wärmeleitfähigkeit
Mit Daten aus Aspen Properties ergeben sich für die Wärmeleitfähigkeit relativ hohe prozentuale Abweichungen, beispielsweise für CH4 bei 1 bar und 20°C von 0,992% zur hochgenauen Zustandsgleichung von Friend et al. [FEI 89]. Deswegen wird das Modell aus Aspen Properties ersetzt durch ein Polynom zweiten Grades:
( )λ = ⋅ ° + ⋅ ° +2
1 2 3/ /i C t C C t C C Gl.( 5-6 )
Die Koeffizienten werden bei 1 bar in einem Temperaturbereich zwischen 20 bis 60°C an berechnete Daten aus genauen Korrelationsgleichungen für die reinen Gaskomponenten angepasst und sind in Tabelle 5-6 inkl. der verwendeten Quellen aufgeführt. Dadurch reduziert sich die prozentuale Abweichung am Beispiel CH4 auf 0,250%.
Tabelle 5-6: Koeffizienten zur Berechnung der Wärmeleitfähigkeit der reinen Biogaskomponenten
Stoff C1 in W/(m·K)
C2 in W/(m·K)
C3 in W/(m·K)
Quelle zur Berechnung der Stoffdaten für die Anpassung:
CH4 1,7141·10-4 1,2990·10-1 3,0576·101 [FEI 89]
CO2 4,2387·10-5 7,8478·10-2 1,4654·101 [VWO 90]
NH3 3,3062·10-4 7,3378·10-2 2,2892·101 [TIG 84]
H2S 3,9842·10-5 6,5958·10-2 1,5605·101 [NIST 92]
H2 4,8193·10-4 4,4232·10-1 1,7352·102 [McCW 72]
Tabelle 5-7: Koeffizienten zur Berechnung der Wärmeleitfähigkeit von Wasserdampf
Stoff C1 in W/(m·K)
C2 Quelle zur Berechnung der Stoffdaten für die Anpassung:
H2O 6,2041·10-6 1,3973 [Asp 06]
Die Wärmeleitfähigkeit von Wasserdampf wird wiederum mit einer Gleichung aus Aspen Properties berechnet:
( )λ = ⋅ 2
1 /[ ] CW C T K Gl.( 5-7 )
welche in einem Temperaturbereich von 273,16 bis 1073,15 K gültig ist. [Asp 06]
5 Berechnung von Stoffdaten 73
Die Berechnung der Wärmeleitfähigkeit von Biogas als gasförmiges Gemisch erfolgt für einen geringen Druck mit der Wassiljewa-Mason-Saxena Mischungs-regel [Asp 06]:
λλ ⋅=
⋅∑ ∑i i
i j ijj
yy A
Gl.( 5-8 )
ηη
⎡ ⎤ ⎡ ⎤⎛ ⎞ ⎛ ⎞⎛ ⎞⎢ ⎥= + ⋅ ⋅ +⎢ ⎥⎜ ⎟ ⎜ ⎟⎜ ⎟⎜ ⎟ ⎜ ⎟⎢ ⎥⎝ ⎠ ⎢ ⎥⎝ ⎠ ⎝ ⎠⎣ ⎦⎣ ⎦
1/ 2 1/ 21/ 2 1/ 4
1 8 1ji iij
j i j
M MAM M
Gl. ( 5-9 )
Verglichen mit dem Gemischmodell des NIST1 [NIST 08] errechnet sich für ein Biogasgemisch mit einer Zusammensetzung von 40 Mol.-% CO2 und 60 Mol.-% CH4 bei 1 bar und 20°C eine prozentuale Abweichung von 0,007%.
Berechnung der dynamischen Viskosität
Noch größer als bei der Wärmekapazität und der Wärmeleitfähigkeit sind die pro-zentualen Abweichungen der Viskosität aus Aspen Properties zu Daten aus hoch-genauen Korrelationsgleichungen für die Reinstoffe. Für CH4 bei einem Druck von 1 bar und einer Temperatur von 20°C ergibt sich eine Abweichung von 1,157% zu berechneten Daten nach Quinones-Cisneros et al. [QCHD 09]. Auch hier wird ein Polynom 2. Grades verwendet:
( ) ( )η = ⋅ ° + ⋅ ° +2
1 2 3/ /i C t C C t C C Gl.( 5-10 )
Mit den an Viskositäten aus hochgenauen Zustandsgleichungen reiner Gas-komponenten angepassten Koeffizienten (siehe Tabelle 5-8) reduziert sich beispielsweise die prozentuale Abweichung für CH4 auf 0,004%.
1 NIST: National Institute of Standards and Technology
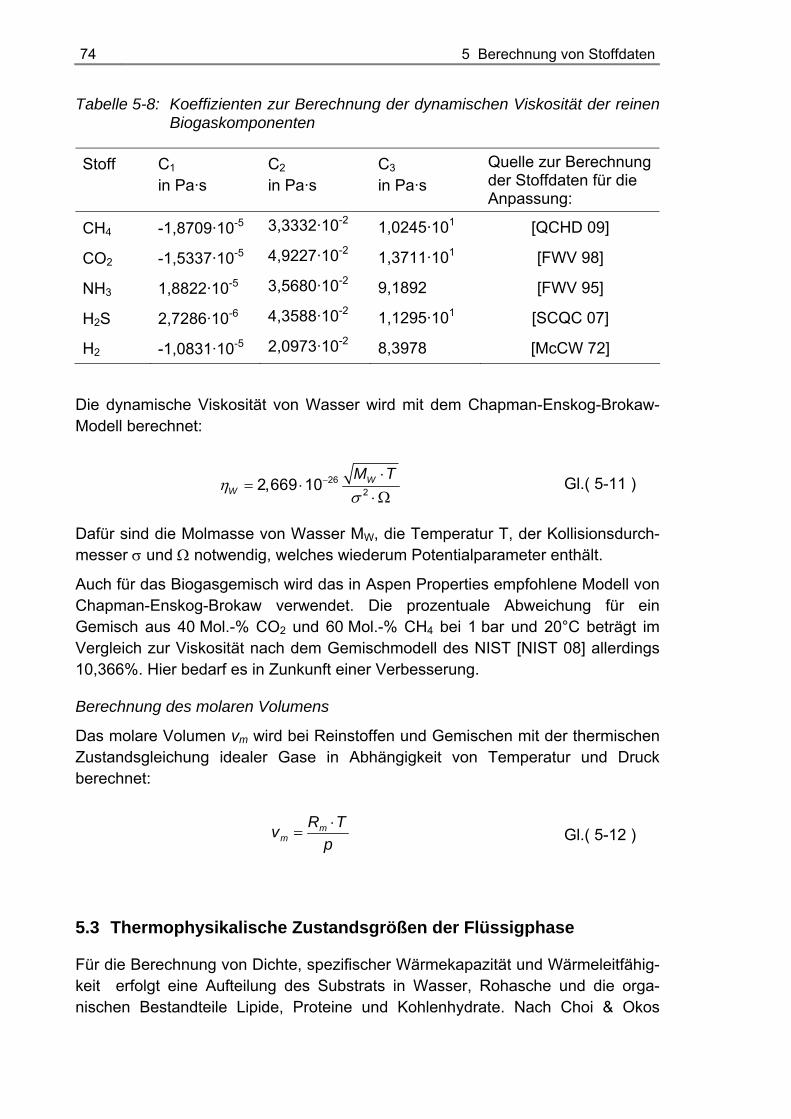
74 5 Berechnung von Stoffdaten
Tabelle 5-8: Koeffizienten zur Berechnung der dynamischen Viskosität der reinen Biogaskomponenten
Stoff C1 in Pa·s
C2 in Pa·s
C3 in Pa·s
Quelle zur Berechnung der Stoffdaten für die Anpassung:
CH4 -1,8709·10-5 3,3332·10-2 1,0245·101 [QCHD 09]
CO2 -1,5337·10-5 4,9227·10-2 1,3711·101 [FWV 98]
NH3 1,8822·10-5 3,5680·10-2 9,1892 [FWV 95]
H2S 2,7286·10-6 4,3588·10-2 1,1295·101 [SCQC 07]
H2 -1,0831·10-5 2,0973·10-2 8,3978 [McCW 72]
Die dynamische Viskosität von Wasser wird mit dem Chapman-Enskog-Brokaw-Modell berechnet:
ησ
− ⋅= ⋅
⋅ Ω26
22,669 10 WW
M T Gl.( 5-11 )
Dafür sind die Molmasse von Wasser MW, die Temperatur T, der Kollisionsdurch-messer σ und Ω notwendig, welches wiederum Potentialparameter enthält.
Auch für das Biogasgemisch wird das in Aspen Properties empfohlene Modell von Chapman-Enskog-Brokaw verwendet. Die prozentuale Abweichung für ein Gemisch aus 40 Mol.-% CO2 und 60 Mol.-% CH4 bei 1 bar und 20°C beträgt im Vergleich zur Viskosität nach dem Gemischmodell des NIST [NIST 08] allerdings 10,366%. Hier bedarf es in Zunkunft einer Verbesserung.
Berechnung des molaren Volumens
Das molare Volumen vm wird bei Reinstoffen und Gemischen mit der thermischen Zustandsgleichung idealer Gase in Abhängigkeit von Temperatur und Druck berechnet:
⋅= m
mR Tv
p Gl.( 5-12 )
5.3 Thermophysikalische Zustandsgrößen der Flüssigphase
Für die Berechnung von Dichte, spezifischer Wärmekapazität und Wärmeleitfähig-keit erfolgt eine Aufteilung des Substrats in Wasser, Rohasche und die orga-nischen Bestandteile Lipide, Proteine und Kohlenhydrate. Nach Choi & Okos
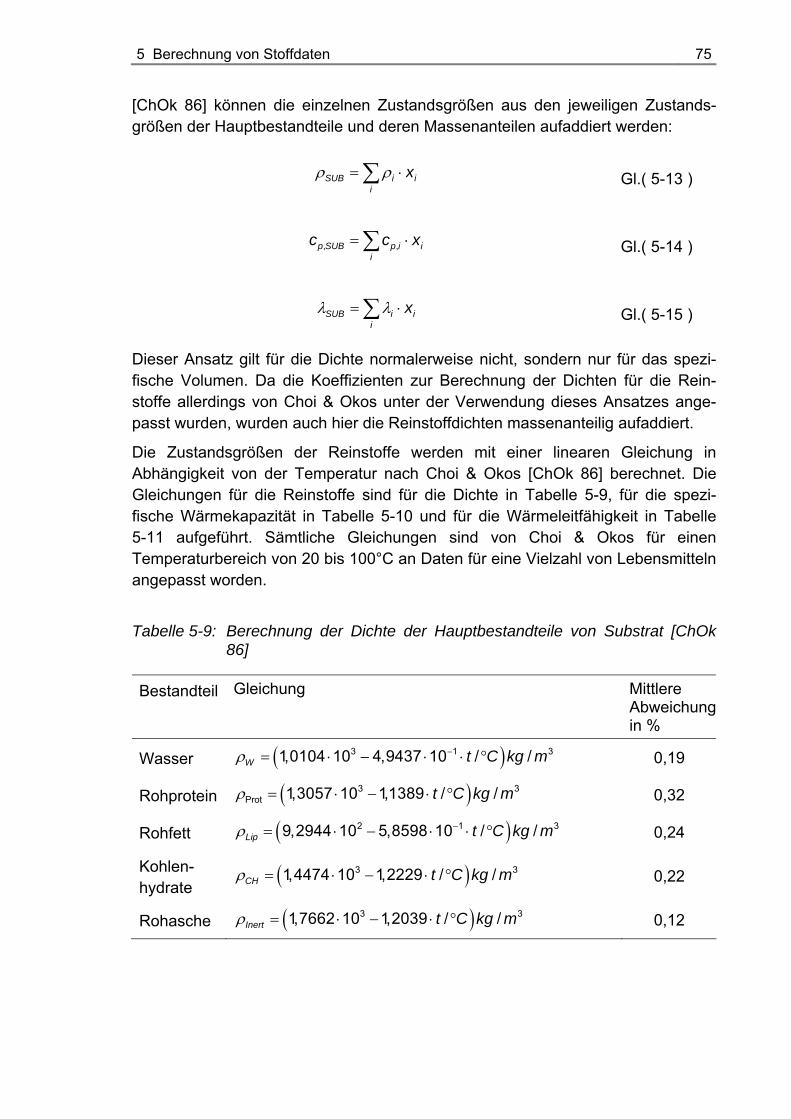
5 Berechnung von Stoffdaten 75
[ChOk 86] können die einzelnen Zustandsgrößen aus den jeweiligen Zustands-größen der Hauptbestandteile und deren Massenanteilen aufaddiert werden:
ρ ρ= ⋅∑SUB i ii
x Gl.( 5-13 )
= ⋅∑, ,p SUB p i ii
c c x Gl.( 5-14 )
λ λ= ⋅∑SUB i ii
x Gl.( 5-15 )
Dieser Ansatz gilt für die Dichte normalerweise nicht, sondern nur für das spezi-fische Volumen. Da die Koeffizienten zur Berechnung der Dichten für die Rein-stoffe allerdings von Choi & Okos unter der Verwendung dieses Ansatzes ange-passt wurden, wurden auch hier die Reinstoffdichten massenanteilig aufaddiert.
Die Zustandsgrößen der Reinstoffe werden mit einer linearen Gleichung in Abhängigkeit von der Temperatur nach Choi & Okos [ChOk 86] berechnet. Die Gleichungen für die Reinstoffe sind für die Dichte in Tabelle 5-9, für die spezi-fische Wärmekapazität in Tabelle 5-10 und für die Wärmeleitfähigkeit in Tabelle 5-11 aufgeführt. Sämtliche Gleichungen sind von Choi & Okos für einen Temperaturbereich von 20 bis 100°C an Daten für eine Vielzahl von Lebensmitteln angepasst worden.
Tabelle 5-9: Berechnung der Dichte der Hauptbestandteile von Substrat [ChOk 86]
Bestandteil Gleichung Mittlere Abweichung in %
Wasser ( )ρ −= ⋅ − ⋅ ⋅ °3 1 31,0104 10 4,9437 10 / /W t C kg m 0,19
Rohprotein ( )ρ = ⋅ − ⋅ °3 3Prot 1,3057 10 1,1389 / /t C kg m 0,32
Rohfett ( )ρ −= ⋅ − ⋅ ⋅ °2 1 39,2944 10 5,8598 10 / /Lip t C kg m 0,24
Kohlen-hydrate
( )ρ = ⋅ − ⋅ °3 31,4474 10 1,2229 / /CH t C kg m 0,22
Rohasche ( )ρ = ⋅ − ⋅ °3 31,7662 10 1,2039 / /Inert t C kg m 0,12
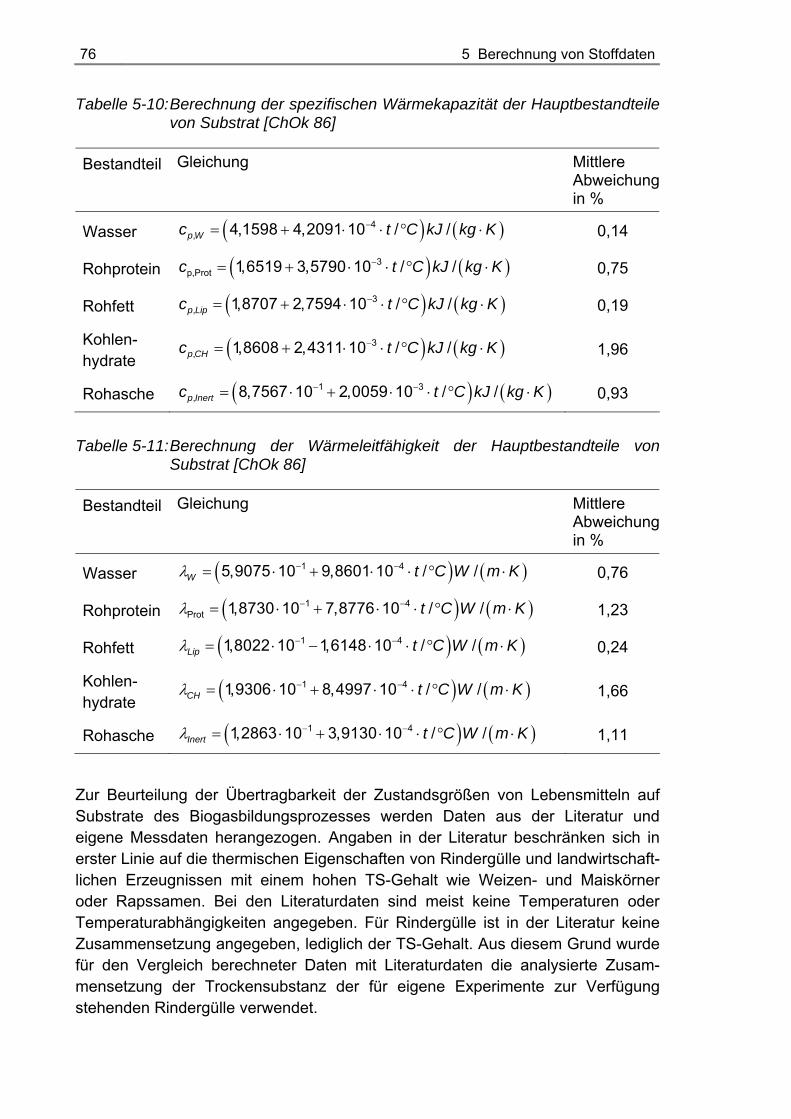
76 5 Berechnung von Stoffdaten
Tabelle 5-10: Berechnung der spezifischen Wärmekapazität der Hauptbestandteile von Substrat [ChOk 86]
Bestandteil Gleichung Mittlere Abweichung in %
Wasser ( ) ( )−= + ⋅ ⋅ ° ⋅4, 4,1598 4,2091 10 / /p Wc t C kJ kg K 0,14
Rohprotein ( ) ( )−= + ⋅ ⋅ ° ⋅3p,Prot 1,6519 3,5790 10 / /c t C kJ kg K 0,75
Rohfett ( ) ( )−= + ⋅ ⋅ ° ⋅3, 1,8707 2,7594 10 / /p Lipc t C kJ kg K 0,19
Kohlen-hydrate
( ) ( )−= + ⋅ ⋅ ° ⋅3, 1,8608 2,4311 10 / /p CHc t C kJ kg K 1,96
Rohasche ( ) ( )− −= ⋅ + ⋅ ⋅ ° ⋅1 3, 8,7567 10 2,0059 10 / /p Inertc t C kJ kg K 0,93
Tabelle 5-11: Berechnung der Wärmeleitfähigkeit der Hauptbestandteile von Substrat [ChOk 86]
Bestandteil Gleichung Mittlere Abweichung in %
Wasser ( ) ( )λ − −= ⋅ + ⋅ ⋅ ° ⋅1 45,9075 10 9,8601 10 / /W t C W m K 0,76
Rohprotein ( ) ( )λ − −= ⋅ + ⋅ ⋅ ° ⋅1 4Prot 1,8730 10 7,8776 10 / /t C W m K 1,23
Rohfett ( ) ( )λ − −= ⋅ − ⋅ ⋅ ° ⋅1 41,8022 10 1,6148 10 / /Lip t C W m K 0,24
Kohlen-hydrate
( ) ( )λ − −= ⋅ + ⋅ ⋅ ° ⋅1 41,9306 10 8,4997 10 / /CH t C W m K 1,66
Rohasche ( ) ( )λ − −= ⋅ + ⋅ ⋅ ° ⋅1 41,2863 10 3,9130 10 / /Inert t C W m K 1,11
Zur Beurteilung der Übertragbarkeit der Zustandsgrößen von Lebensmitteln auf Substrate des Biogasbildungsprozesses werden Daten aus der Literatur und eigene Messdaten herangezogen. Angaben in der Literatur beschränken sich in erster Linie auf die thermischen Eigenschaften von Rindergülle und landwirtschaft-lichen Erzeugnissen mit einem hohen TS-Gehalt wie Weizen- und Maiskörner oder Rapssamen. Bei den Literaturdaten sind meist keine Temperaturen oder Temperaturabhängigkeiten angegeben. Für Rindergülle ist in der Literatur keine Zusammensetzung angegeben, lediglich der TS-Gehalt. Aus diesem Grund wurde für den Vergleich berechneter Daten mit Literaturdaten die analysierte Zusam-mensetzung der Trockensubstanz der für eigene Experimente zur Verfügung stehenden Rindergülle verwendet.
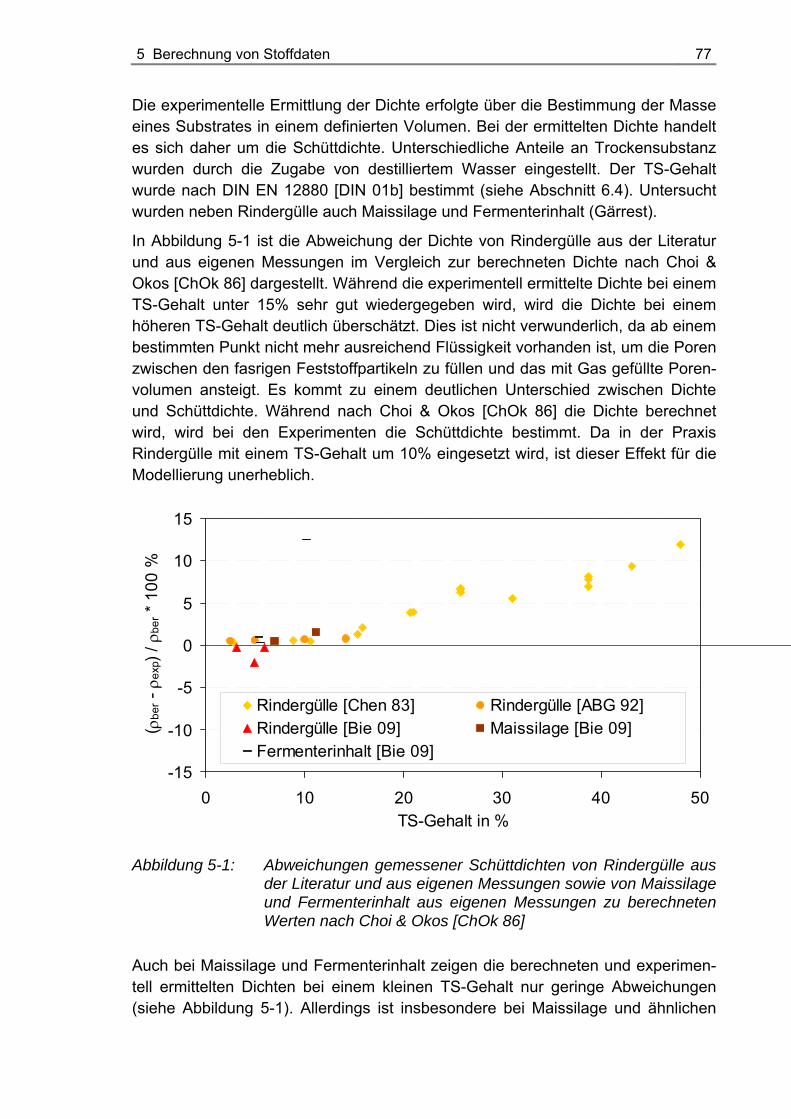
5 Berechnung von Stoffdaten 77
Die experimentelle Ermittlung der Dichte erfolgte über die Bestimmung der Masse eines Substrates in einem definierten Volumen. Bei der ermittelten Dichte handelt es sich daher um die Schüttdichte. Unterschiedliche Anteile an Trockensubstanz wurden durch die Zugabe von destilliertem Wasser eingestellt. Der TS-Gehalt wurde nach DIN EN 12880 [DIN 01b] bestimmt (siehe Abschnitt 6.4). Untersucht wurden neben Rindergülle auch Maissilage und Fermenterinhalt (Gärrest).
In Abbildung 5-1 ist die Abweichung der Dichte von Rindergülle aus der Literatur und aus eigenen Messungen im Vergleich zur berechneten Dichte nach Choi & Okos [ChOk 86] dargestellt. Während die experimentell ermittelte Dichte bei einem TS-Gehalt unter 15% sehr gut wiedergegeben wird, wird die Dichte bei einem höheren TS-Gehalt deutlich überschätzt. Dies ist nicht verwunderlich, da ab einem bestimmten Punkt nicht mehr ausreichend Flüssigkeit vorhanden ist, um die Poren zwischen den fasrigen Feststoffpartikeln zu füllen und das mit Gas gefüllte Poren-volumen ansteigt. Es kommt zu einem deutlichen Unterschied zwischen Dichte und Schüttdichte. Während nach Choi & Okos [ChOk 86] die Dichte berechnet wird, wird bei den Experimenten die Schüttdichte bestimmt. Da in der Praxis Rindergülle mit einem TS-Gehalt um 10% eingesetzt wird, ist dieser Effekt für die Modellierung unerheblich.
-15
-10
-5
0
5
10
15
0 10 20 30 40 50TS-Gehalt in %
( ρbe
r - ρ
exp)
/ ρ b
er *
100
%
Rindergülle [Chen 83] Rindergülle [ABG 92]Rindergülle [Bie 09] Maissilage [Bie 09]Fermenterinhalt [Bie 09]
Abbildung 5-1: Abweichungen gemessener Schüttdichten von Rindergülle aus der Literatur und aus eigenen Messungen sowie von Maissilage und Fermenterinhalt aus eigenen Messungen zu berechneten Werten nach Choi & Okos [ChOk 86]
Auch bei Maissilage und Fermenterinhalt zeigen die berechneten und experimen-tell ermittelten Dichten bei einem kleinen TS-Gehalt nur geringe Abweichungen (siehe Abbildung 5-1). Allerdings ist insbesondere bei Maissilage und ähnlichen
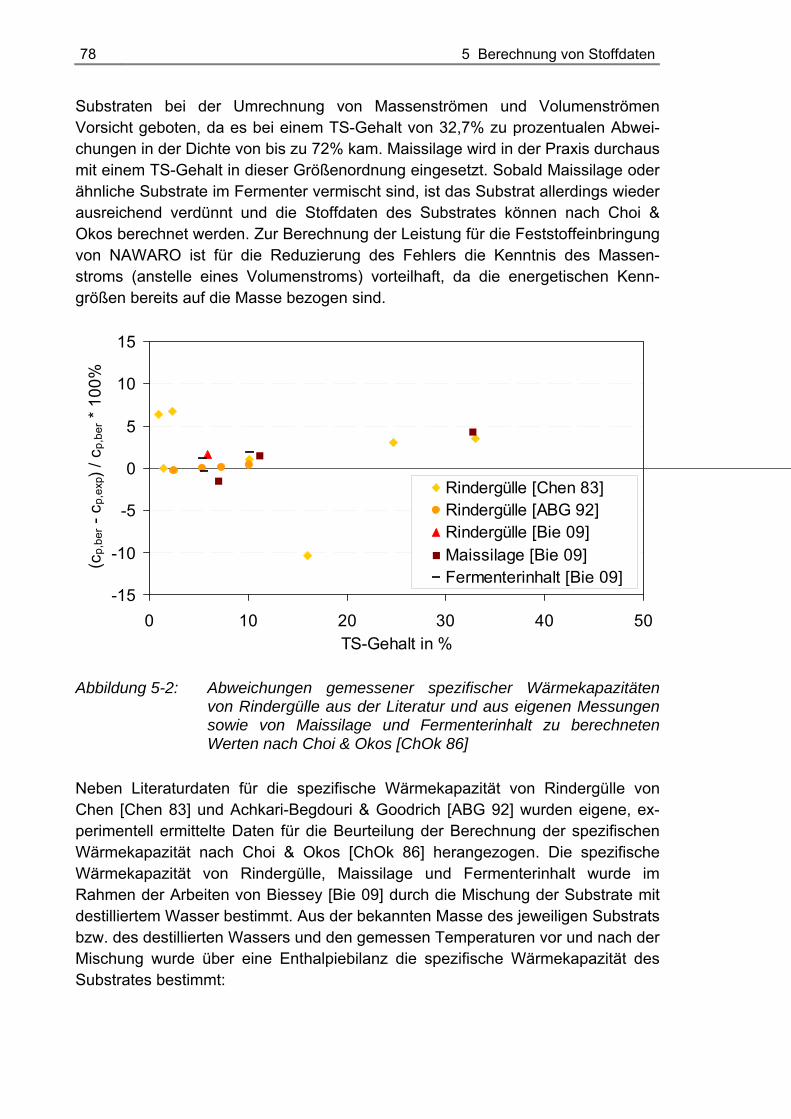
78 5 Berechnung von Stoffdaten
Substraten bei der Umrechnung von Massenströmen und Volumenströmen Vorsicht geboten, da es bei einem TS-Gehalt von 32,7% zu prozentualen Abwei-chungen in der Dichte von bis zu 72% kam. Maissilage wird in der Praxis durchaus mit einem TS-Gehalt in dieser Größenordnung eingesetzt. Sobald Maissilage oder ähnliche Substrate im Fermenter vermischt sind, ist das Substrat allerdings wieder ausreichend verdünnt und die Stoffdaten des Substrates können nach Choi & Okos berechnet werden. Zur Berechnung der Leistung für die Feststoffeinbringung von NAWARO ist für die Reduzierung des Fehlers die Kenntnis des Massen-stroms (anstelle eines Volumenstroms) vorteilhaft, da die energetischen Kenn-größen bereits auf die Masse bezogen sind.
-15
-10
-5
0
5
10
15
0 10 20 30 40 50TS-Gehalt in %
(cp,
ber -
cp,
exp)
/ cp,
ber *
100
%
Rindergülle [Chen 83]Rindergülle [ABG 92]Rindergülle [Bie 09]Maissilage [Bie 09]Fermenterinhalt [Bie 09]
Abbildung 5-2: Abweichungen gemessener spezifischer Wärmekapazitäten von Rindergülle aus der Literatur und aus eigenen Messungen sowie von Maissilage und Fermenterinhalt zu berechneten Werten nach Choi & Okos [ChOk 86]
Neben Literaturdaten für die spezifische Wärmekapazität von Rindergülle von Chen [Chen 83] und Achkari-Begdouri & Goodrich [ABG 92] wurden eigene, ex-perimentell ermittelte Daten für die Beurteilung der Berechnung der spezifischen Wärmekapazität nach Choi & Okos [ChOk 86] herangezogen. Die spezifische Wärmekapazität von Rindergülle, Maissilage und Fermenterinhalt wurde im Rahmen der Arbeiten von Biessey [Bie 09] durch die Mischung der Substrate mit destilliertem Wasser bestimmt. Aus der bekannten Masse des jeweiligen Substrats bzw. des destillierten Wassers und den gemessen Temperaturen vor und nach der Mischung wurde über eine Enthalpiebilanz die spezifische Wärmekapazität des Substrates bestimmt:
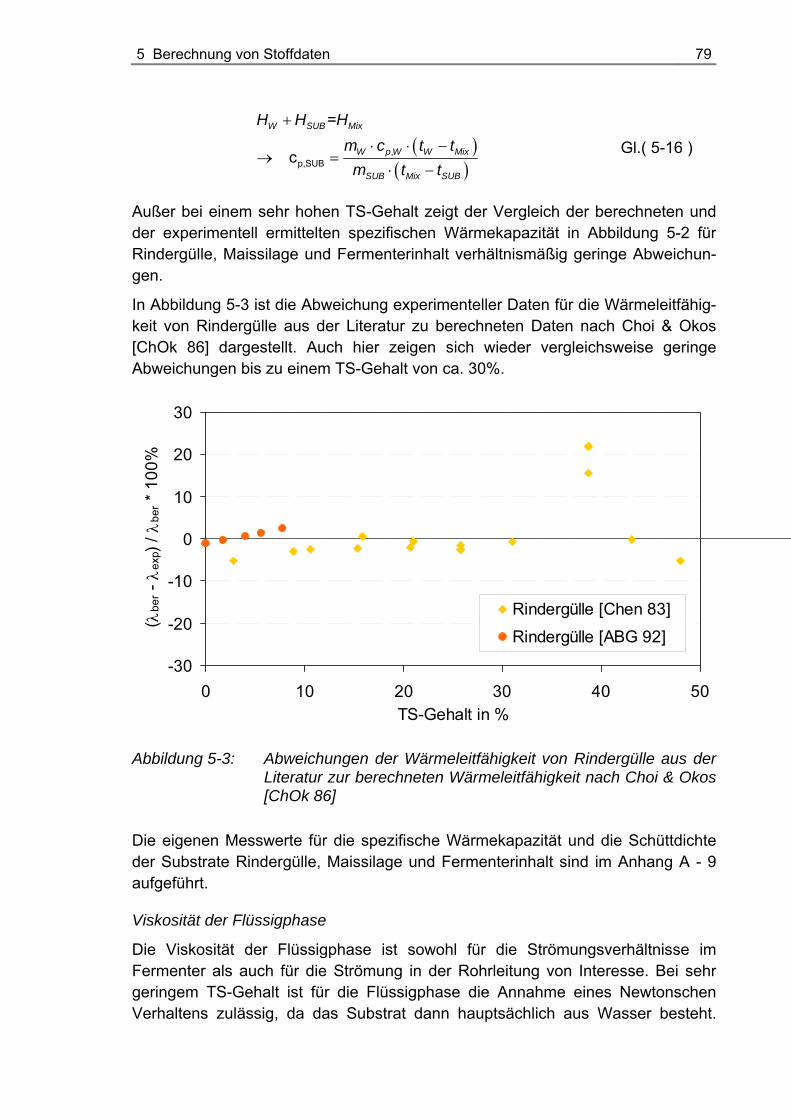
5 Berechnung von Stoffdaten 79
( )( )
+
⋅ ⋅ −→ =
⋅ −,
p,SUB
=
c
W SUB Mix
W p W W Mix
SUB Mix SUB
H H Hm c t tm t t
Gl.( 5-16 )
Außer bei einem sehr hohen TS-Gehalt zeigt der Vergleich der berechneten und der experimentell ermittelten spezifischen Wärmekapazität in Abbildung 5-2 für Rindergülle, Maissilage und Fermenterinhalt verhältnismäßig geringe Abweichun-gen.
In Abbildung 5-3 ist die Abweichung experimenteller Daten für die Wärmeleitfähig-keit von Rindergülle aus der Literatur zu berechneten Daten nach Choi & Okos [ChOk 86] dargestellt. Auch hier zeigen sich wieder vergleichsweise geringe Abweichungen bis zu einem TS-Gehalt von ca. 30%.
-30
-20
-10
0
10
20
30
0 10 20 30 40 50TS-Gehalt in %
( λbe
r - λ
exp)
/ λ
ber *
100
%
Rindergülle [Chen 83]
Rindergülle [ABG 92]
Abbildung 5-3: Abweichungen der Wärmeleitfähigkeit von Rindergülle aus der Literatur zur berechneten Wärmeleitfähigkeit nach Choi & Okos [ChOk 86]
Die eigenen Messwerte für die spezifische Wärmekapazität und die Schüttdichte der Substrate Rindergülle, Maissilage und Fermenterinhalt sind im Anhang A - 9 aufgeführt.
Viskosität der Flüssigphase
Die Viskosität der Flüssigphase ist sowohl für die Strömungsverhältnisse im Fermenter als auch für die Strömung in der Rohrleitung von Interesse. Bei sehr geringem TS-Gehalt ist für die Flüssigphase die Annahme eines Newtonschen Verhaltens zulässig, da das Substrat dann hauptsächlich aus Wasser besteht.
80 5 Berechnung von Stoffdaten
Türk [Türk 94] begrenzt diesen Bereich für Gülle und andere landwirtschaftliche Suspensionen mit einem maximalen TS-Gehalt von 3%.
Die Viskosität ist abhängig von der Temperatur und dem TS-Gehalt, und bei nicht-newtonschen Flüssigkeiten zusätzlich von der Scherrate. Aufgrund der Abhängig-keit von der Scherrate können bei nicht-newtonschen Medien örtlich unterschied-liche Viskositäten auftreten. Die Viskosität in direkter Umgebung eines Rühr-werkes wird dann beispielsweise aufgrund der hohen Scherrate in der Nähe des Rotors geringer sein als einige Meter entfernt. Da für die Berechnung der Viskosi-tät dann dreidimensionale Modelle notwendig sind, wird hier von einer effektiven Viskosität ausgegangen, die in der Rohrleitung bzw. im Fermenter überall gleich ist.
Die Viskosität für Flüssigkeiten mit einem TS-Gehalt von maximal 3% können nach dem Modell von Newton mit einer konstanten, scherratenunabhängigen Vis-kosität in Abhängigkeit von der Viskosität von Wasser und dem TS-Gehalt berechnet werden:
η η= + ⋅ /%eff W ViscC TS Gl.( 5-17 )
Der Koeffizient CVisc ist vom eingesetzten Medium abhängig und beträgt für Schweine- und Hühnergülle 0,94·10-3 Pa·s, für Rindergülle 0,57·10-3 Pa·s und für Faulschlamm aus der anaeroben Fermentation von Schweinegülle 0,76·10-3 Pa·s [Türk 94].
Die Viskosität von Wasser wird mit Hilfe eines Polynoms vierten Grades be-rechnet:
( ) ( ) ( ) ( )η = ⋅ ° + ⋅ ° + ⋅ ° + ⋅ ° +4 3 2
1 2 3 4 5/ / / /W C t C C t C C t C C t C C Gl.( 5-18 )
mit t in °C und Koeffizienten, die innerhalb eines Temperaturbereichs von 4 bis 100°C und einen Druck von 1 bar an Daten der hochgenauen Zustandsgleichung von Kestin et al. [KSKP 84] angepasst wurden und in Tabelle 5-12 aufgeführt sind.
Tabelle 5-12: Koeffizienten zur Berechnung der Viskosität von Wasser
C1 in Pa·s
C2 in Pa·s
C3 in Pa·s
C4 in Pa·s
C5 in Pa·s
2,6489·10-11 -7,6244·10-9 8,6862·10-7 -5,1689·10-5 1,7475·10-3
Bei einem höheren TS-Gehalt (3% ≤ TS ≤ 8%) zeigen das Ausgangssubstrat und auch der Gärrest ein strukturviskoses Verhalten. Die Viskosität ist dann abhängig von der Scherrate und sinkt bei steigender Scherrate. Die effektive Viskosität lässt
5 Berechnung von Stoffdaten 81
sich für diese Substrate nach dem Modell von Ostwald de Waele für eine Rohr-strömung wie folgt berechnen [Türk, 94]:
( )η γ−−⋅ +⎛ ⎞= ⋅ ⋅⎜ ⎟⋅⎝ ⎠
113 1 /4
nn
effnK s
n Gl.( 5-19 )
mit dem Fließexponenten n, dem Konsistenzkoeffizienten K und der Scherrate γ , wobei die Scherrate wiederum von der Geschwindigkeit v des zu fördernden Mediums bzw. vom Förderstrom V und dem Rohrdurchmesser d abhängig ist:
γπ
⋅ ⋅= =
⋅ 3
8 32v Vd d
Gl.( 5-20 )
Liegt ein noch höherer TS-Gehalt (TS > 8%) vor, verhält sich das Medium plas-tisch und kann für eine Rohrströmung nach dem Modell von Herschel & Bulkley betrachtet werden [Türk 94]:
τ πηπ
−⋅ ⋅ ⋅⎛ ⎞= + ⋅ ⎜ ⎟⋅ ⋅ ⎝ ⎠
10 2
2
n
effd vKv d
Gl.( 5-21 )
Die Schubspannung τ0 kennzeichnet die Fließgrenze und ist abhängig vom Substrat:
( )τ ττ = ⋅ ⋅0 ,1 ,2exp /%C C TS Gl.( 5-22 )
Die Koeffizienten zur Berechnung der Schubspannung sind für verschiedene Substrate in Tabelle 5-13 dargestellt.
Für Substrate mit einem TS-Gehalt über 3%, die in einem Fermenter vermischt werden, kann die effektive Viskosität nach Calderbank & Moo-Young [CMY 61] ermittelt werden:
ηπ
−−⎛ ⎞⋅ ⋅ +⎛ ⎞= ⋅ ⋅⎜ ⎟ ⎜ ⎟⋅ ⋅⎝ ⎠⎝ ⎠
1111 / 3 12 4
n n
effN s nK
n Gl.( 5-23 )
mit der Drehzahl N des eingebauten Rührwerkes in Umdrehung pro Sekunde. Diese Gleichung gilt für Scheiben-, Schrägblatt- und Propellerrührer.
Zur Berechnung der effektiven Viskosität bei Substraten mit einem TS-Gehalt von über 3% werden jeweils der Fließexponent n sowie der Konsistenzkoeffizient K benötigt. Nach Türk [Türk 94] gilt:
82 5 Berechnung von Stoffdaten
( )= ⋅ ⋅,1 ,2exp /%K KK C C TS Gl.( 5-24 )
( )= ⋅ − ⋅,1 ,21: exp /%n nVariante n C C TS Gl.( 5-25 )
= − ⋅,1 ,22 : /%n nVariante n C C TS Gl.( 5-26 )
Beide Parameter sind abhängig vom Substrat, was zum einen durch die Abhän-gigkeit vom TS-Gehalt und zum anderen durch substratspezifische Koeffizienten ausgedrückt wird, die in Tabelle 5-13 dargestellt sind. Für Abfälle von Rindern und Hühnern mit einem TS-Gehalt über 8% ist für die Berechnung des Fließexponen-ten die Variante 2 zu verwenden. Die Koeffizienten für Variante 2 sind in Tabelle 5-13 entsprechend gekennzeichnet.
Da die Viskosität mit steigender Temperatur abnimmt, wird von Türk [Türk 94] zusätzlich eine Temperaturkorrektur der Viskosität durchgeführt:
( ) ( )η α η= ⋅eff T eff Bt t Gl.( 5-27 )
( )α = ⋅ − ⋅ °,1 ,2exp /T T TC C t C Gl.( 5-28 )
wobei die Bezugstemperatur tB hier 20°C beträgt. Auch die Koeffizienten für die Temperaturkorrektur sind substratabhängig und in Tabelle 5-14 aufgeführt.
Tabelle 5-13: Koeffizienten zur Berechnung der Schubspannung, des Konsistenzkoeffizienten und des Fließexponenten verschiedener Substrate
Substrat TS-Gehalt in %
Cτ,1 in Pa
Cτ,2
CK,1 in Pa·s
CK,2
Cn,11 Cn,2
Schwein2 3 bis 8 0 0 0,0156 0,5060 0,7700 0,0701
- Getreide > 8 0,0374 0,2735 0,1294 0,2383 0,7397 0,0292
- Kartoffel > 8 0,0001 0,6807 0,0550 0,3626 0,5663 0,0255
- Gemisch > 8 0,0312 0,3142 0,0603 0,2976 0,6155 0,0227
1 * - Koeffizienten für Variante 2 2 Schweinegülle bei verschiedener Fütterung
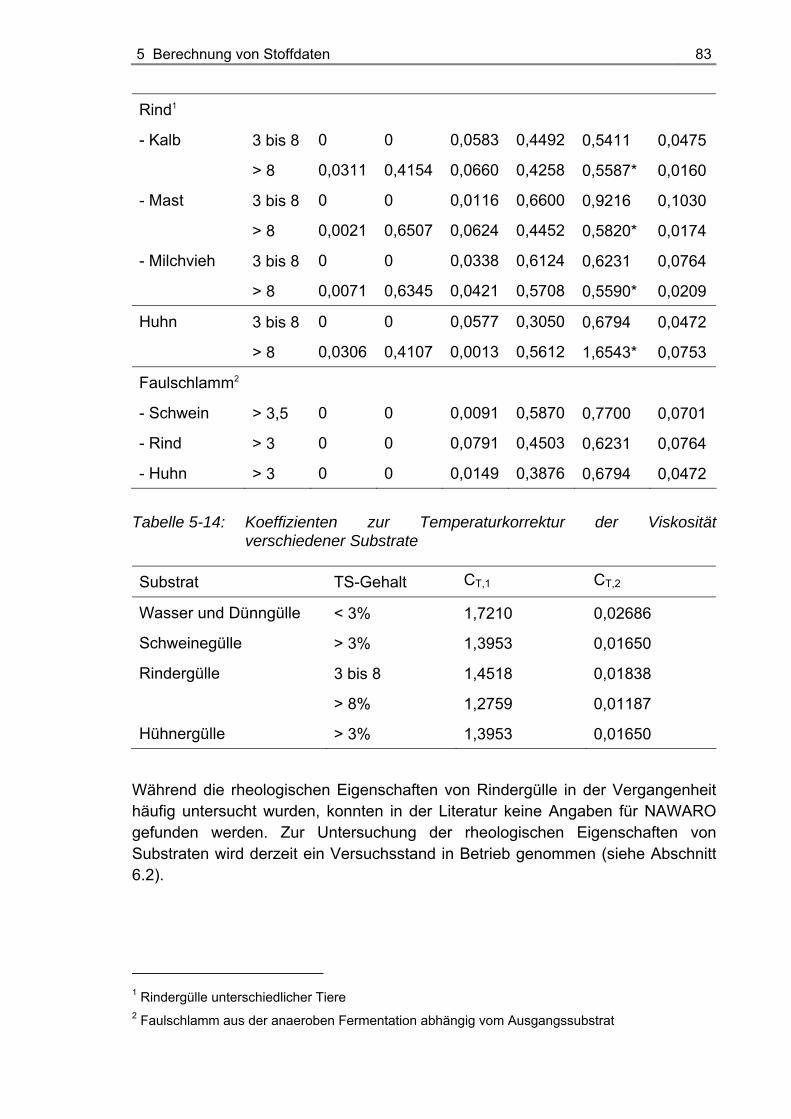
5 Berechnung von Stoffdaten 83
Rind1
- Kalb 3 bis 8 0 0 0,0583 0,4492 0,5411 0,0475
> 8 0,0311 0,4154 0,0660 0,4258 0,5587* 0,0160
- Mast 3 bis 8 0 0 0,0116 0,6600 0,9216 0,1030
> 8 0,0021 0,6507 0,0624 0,4452 0,5820* 0,0174
- Milchvieh 3 bis 8 0 0 0,0338 0,6124 0,6231 0,0764
> 8 0,0071 0,6345 0,0421 0,5708 0,5590* 0,0209
Huhn 3 bis 8 0 0 0,0577 0,3050 0,6794 0,0472
> 8 0,0306 0,4107 0,0013 0,5612 1,6543* 0,0753
Faulschlamm2
- Schwein > 3,5 0 0 0,0091 0,5870 0,7700 0,0701
- Rind > 3 0 0 0,0791 0,4503 0,6231 0,0764
- Huhn > 3 0 0 0,0149 0,3876 0,6794 0,0472
Tabelle 5-14: Koeffizienten zur Temperaturkorrektur der Viskosität verschiedener Substrate
Substrat TS-Gehalt CT,1 CT,2
Wasser und Dünngülle < 3% 1,7210 0,02686
Schweinegülle > 3% 1,3953 0,01650
Rindergülle 3 bis 8 1,4518 0,01838
> 8% 1,2759 0,01187
Hühnergülle > 3% 1,3953 0,01650
Während die rheologischen Eigenschaften von Rindergülle in der Vergangenheit häufig untersucht wurden, konnten in der Literatur keine Angaben für NAWARO gefunden werden. Zur Untersuchung der rheologischen Eigenschaften von Substraten wird derzeit ein Versuchsstand in Betrieb genommen (siehe Abschnitt 6.2).
1 Rindergülle unterschiedlicher Tiere 2 Faulschlamm aus der anaeroben Fermentation abhängig vom Ausgangssubstrat
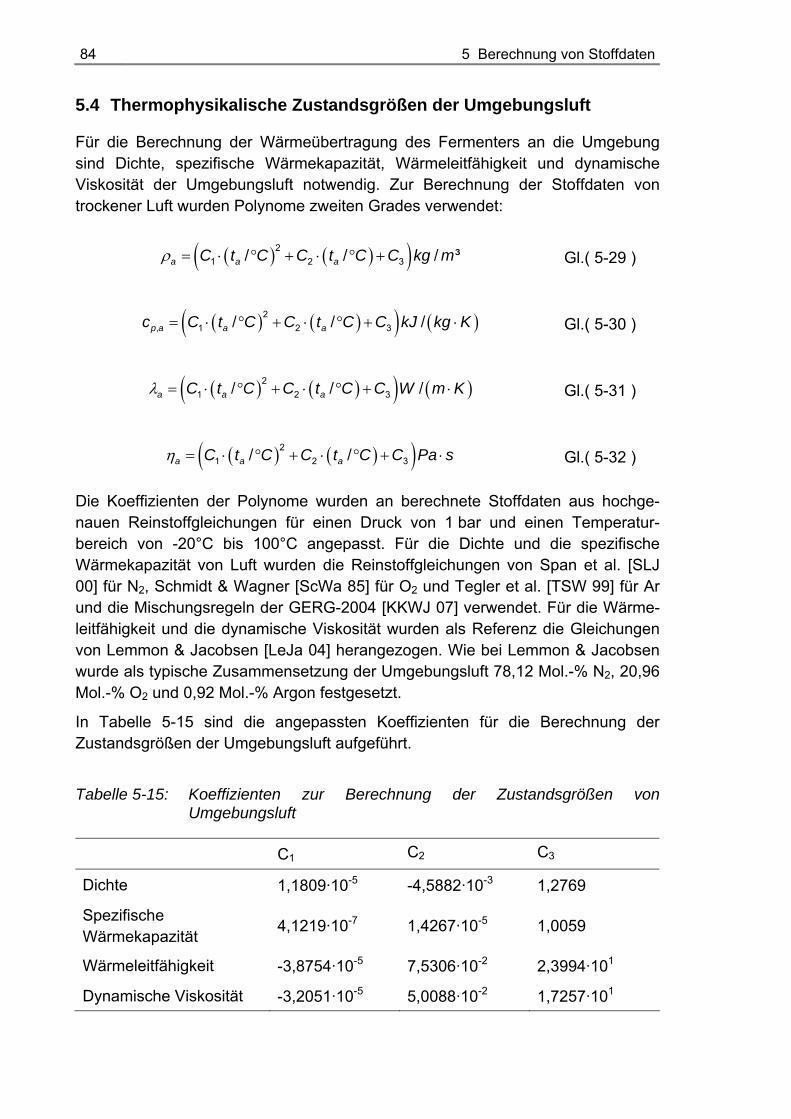
84 5 Berechnung von Stoffdaten
5.4 Thermophysikalische Zustandsgrößen der Umgebungsluft
Für die Berechnung der Wärmeübertragung des Fermenters an die Umgebung sind Dichte, spezifische Wärmekapazität, Wärmeleitfähigkeit und dynamische Viskosität der Umgebungsluft notwendig. Zur Berechnung der Stoffdaten von trockener Luft wurden Polynome zweiten Grades verwendet:
( ) ( )( )ρ = ⋅ ° + ⋅ ° +2
1 2 3/ / / ³a a aC t C C t C C kg m Gl.( 5-29 )
( ) ( )( ) ( )= ⋅ ° + ⋅ ° + ⋅2
, 1 2 3/ / /p a a ac C t C C t C C kJ kg K Gl.( 5-30 )
( ) ( )( ) ( )λ = ⋅ ° + ⋅ ° + ⋅2
1 2 3/ / /a a aC t C C t C C W m K Gl.( 5-31 )
( ) ( )( )η = ⋅ ° + ⋅ ° + ⋅2
1 2 3/ /a a aC t C C t C C Pa s Gl.( 5-32 )
Die Koeffizienten der Polynome wurden an berechnete Stoffdaten aus hochge-nauen Reinstoffgleichungen für einen Druck von 1 bar und einen Temperatur-bereich von -20°C bis 100°C angepasst. Für die Dichte und die spezifische Wärmekapazität von Luft wurden die Reinstoffgleichungen von Span et al. [SLJ 00] für N2, Schmidt & Wagner [ScWa 85] für O2 und Tegler et al. [TSW 99] für Ar und die Mischungsregeln der GERG-2004 [KKWJ 07] verwendet. Für die Wärme-leitfähigkeit und die dynamische Viskosität wurden als Referenz die Gleichungen von Lemmon & Jacobsen [LeJa 04] herangezogen. Wie bei Lemmon & Jacobsen wurde als typische Zusammensetzung der Umgebungsluft 78,12 Mol.-% N2, 20,96 Mol.-% O2 und 0,92 Mol.-% Argon festgesetzt.
In Tabelle 5-15 sind die angepassten Koeffizienten für die Berechnung der Zustandsgrößen der Umgebungsluft aufgeführt.
Tabelle 5-15: Koeffizienten zur Berechnung der Zustandsgrößen von Umgebungsluft
C1 C2 C3
Dichte 1,1809·10-5 -4,5882·10-3 1,2769
Spezifische Wärmekapazität
4,1219·10-7 1,4267·10-5 1,0059
Wärmeleitfähigkeit -3,8754·10-5 7,5306·10-2 2,3994·101
Dynamische Viskosität -3,2051·10-5 5,0088·10-2 1,7257·101
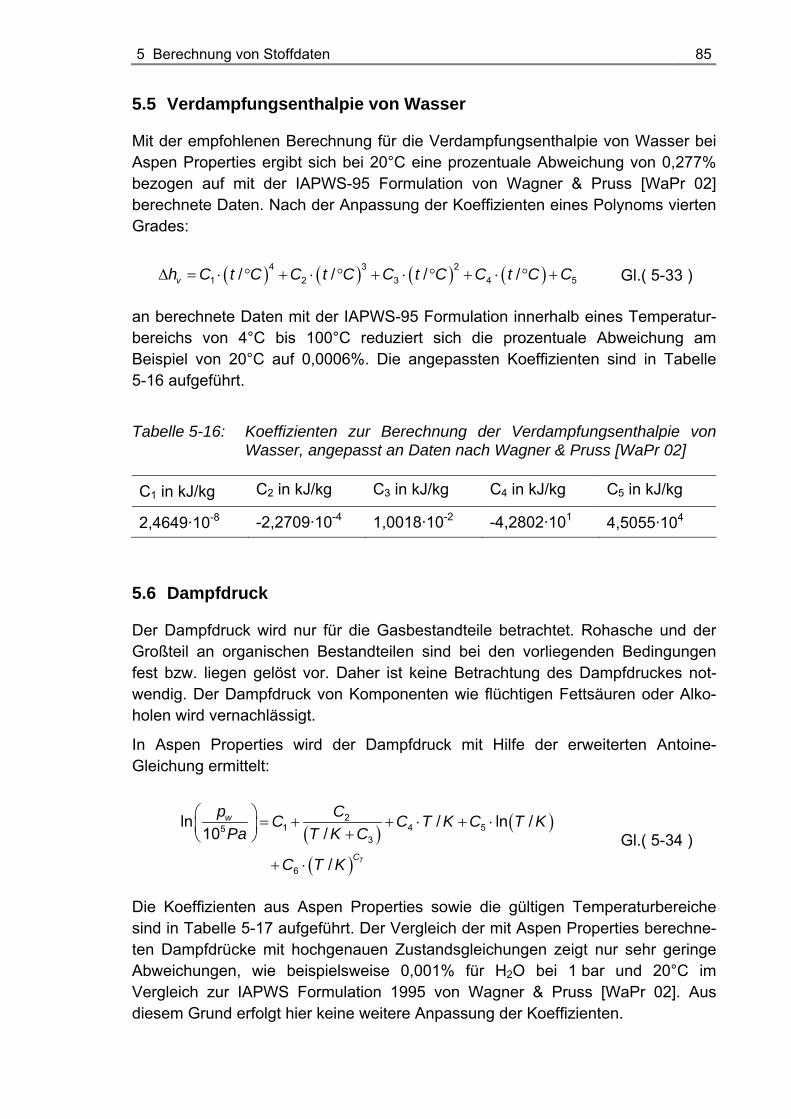
5 Berechnung von Stoffdaten 85
5.5 Verdampfungsenthalpie von Wasser
Mit der empfohlenen Berechnung für die Verdampfungsenthalpie von Wasser bei Aspen Properties ergibt sich bei 20°C eine prozentuale Abweichung von 0,277% bezogen auf mit der IAPWS-95 Formulation von Wagner & Pruss [WaPr 02] berechnete Daten. Nach der Anpassung der Koeffizienten eines Polynoms vierten Grades:
( ) ( ) ( ) ( )Δ = ⋅ ° + ⋅ ° + ⋅ ° + ⋅ ° +4 3 2
1 2 3 4 5/ / / /vh C t C C t C C t C C t C C Gl.( 5-33 )
an berechnete Daten mit der IAPWS-95 Formulation innerhalb eines Temperatur-bereichs von 4°C bis 100°C reduziert sich die prozentuale Abweichung am Beispiel von 20°C auf 0,0006%. Die angepassten Koeffizienten sind in Tabelle 5-16 aufgeführt.
Tabelle 5-16: Koeffizienten zur Berechnung der Verdampfungsenthalpie von Wasser, angepasst an Daten nach Wagner & Pruss [WaPr 02]
C1 in kJ/kg C2 in kJ/kg C3 in kJ/kg C4 in kJ/kg C5 in kJ/kg
2,4649·10-8 -2,2709·10-4 1,0018·10-2 -4,2802·101 4,5055·104
5.6 Dampfdruck
Der Dampfdruck wird nur für die Gasbestandteile betrachtet. Rohasche und der Großteil an organischen Bestandteilen sind bei den vorliegenden Bedingungen fest bzw. liegen gelöst vor. Daher ist keine Betrachtung des Dampfdruckes not-wendig. Der Dampfdruck von Komponenten wie flüchtigen Fettsäuren oder Alko-holen wird vernachlässigt.
In Aspen Properties wird der Dampfdruck mit Hilfe der erweiterten Antoine-Gleichung ermittelt:
( ) ( )
( )
⎛ ⎞ = + + ⋅ + ⋅⎜ ⎟ +⎝ ⎠
+ ⋅ 7
21 4 55
3
6
ln / ln /10 /
/
w
C
p CC C T K C T KPa T K C
C T K
Gl.( 5-34 )
Die Koeffizienten aus Aspen Properties sowie die gültigen Temperaturbereiche sind in Tabelle 5-17 aufgeführt. Der Vergleich der mit Aspen Properties berechne-ten Dampfdrücke mit hochgenauen Zustandsgleichungen zeigt nur sehr geringe Abweichungen, wie beispielsweise 0,001% für H2O bei 1 bar und 20°C im Vergleich zur IAPWS Formulation 1995 von Wagner & Pruss [WaPr 02]. Aus diesem Grund erfolgt hier keine weitere Anpassung der Koeffizienten.
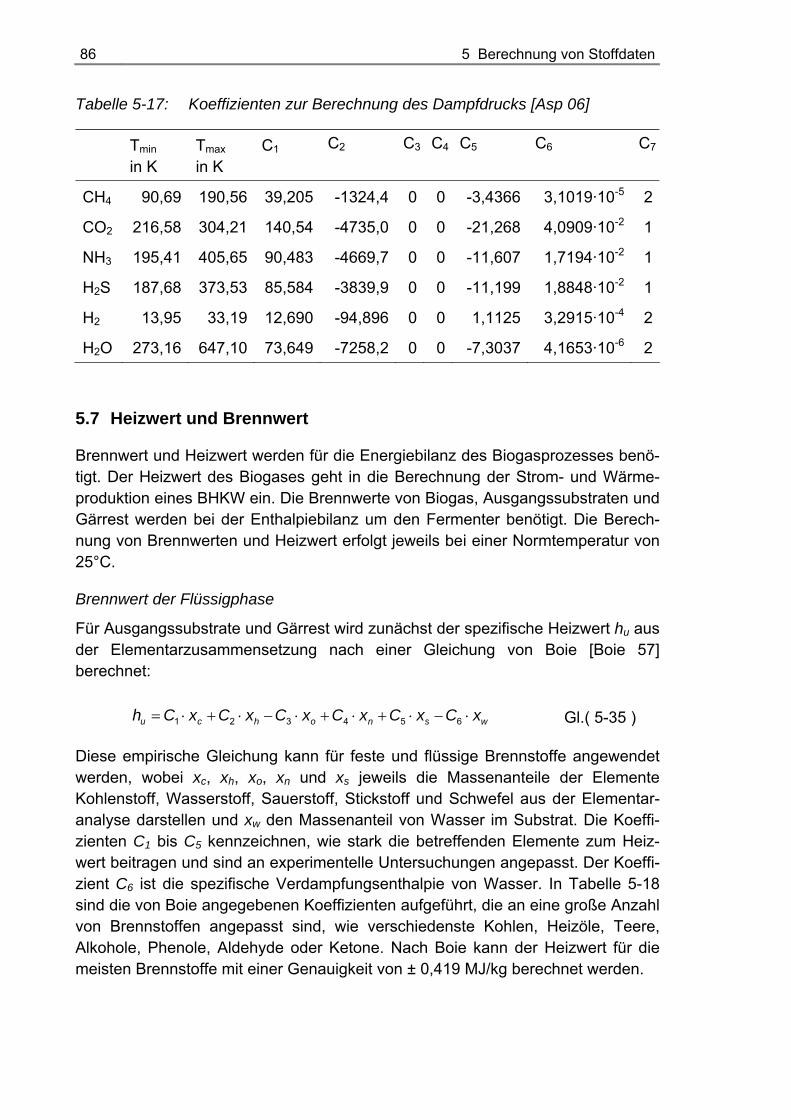
86 5 Berechnung von Stoffdaten
Tabelle 5-17: Koeffizienten zur Berechnung des Dampfdrucks [Asp 06]
Tmin in K
Tmax in K
C1 C2 C3 C4 C5 C6 C7
CH4 90,69 190,56 39,205 -1324,4 0 0 -3,4366 3,1019·10-5 2
CO2 216,58 304,21 140,54 -4735,0 0 0 -21,268 4,0909·10-2 1
NH3 195,41 405,65 90,483 -4669,7 0 0 -11,607 1,7194·10-2 1
H2S 187,68 373,53 85,584 -3839,9 0 0 -11,199 1,8848·10-2 1
H2 13,95 33,19 12,690 -94,896 0 0 1,1125 3,2915·10-4 2
H2O 273,16 647,10 73,649 -7258,2 0 0 -7,3037 4,1653·10-6 2
5.7 Heizwert und Brennwert
Brennwert und Heizwert werden für die Energiebilanz des Biogasprozesses benö-tigt. Der Heizwert des Biogases geht in die Berechnung der Strom- und Wärme-produktion eines BHKW ein. Die Brennwerte von Biogas, Ausgangssubstraten und Gärrest werden bei der Enthalpiebilanz um den Fermenter benötigt. Die Berech-nung von Brennwerten und Heizwert erfolgt jeweils bei einer Normtemperatur von 25°C.
Brennwert der Flüssigphase
Für Ausgangssubstrate und Gärrest wird zunächst der spezifische Heizwert hu aus der Elementarzusammensetzung nach einer Gleichung von Boie [Boie 57] berechnet:
= ⋅ + ⋅ − ⋅ + ⋅ + ⋅ − ⋅1 2 3 4 5 6u c h o n s wh C x C x C x C x C x C x Gl.( 5-35 )
Diese empirische Gleichung kann für feste und flüssige Brennstoffe angewendet werden, wobei xc, xh, xo, xn und xs jeweils die Massenanteile der Elemente Kohlenstoff, Wasserstoff, Sauerstoff, Stickstoff und Schwefel aus der Elementar-analyse darstellen und xw den Massenanteil von Wasser im Substrat. Die Koeffi-zienten C1 bis C5 kennzeichnen, wie stark die betreffenden Elemente zum Heiz-wert beitragen und sind an experimentelle Untersuchungen angepasst. Der Koeffi-zient C6 ist die spezifische Verdampfungsenthalpie von Wasser. In Tabelle 5-18 sind die von Boie angegebenen Koeffizienten aufgeführt, die an eine große Anzahl von Brennstoffen angepasst sind, wie verschiedenste Kohlen, Heizöle, Teere, Alkohole, Phenole, Aldehyde oder Ketone. Nach Boie kann der Heizwert für die meisten Brennstoffe mit einer Genauigkeit von ± 0,419 MJ/kg berechnet werden.
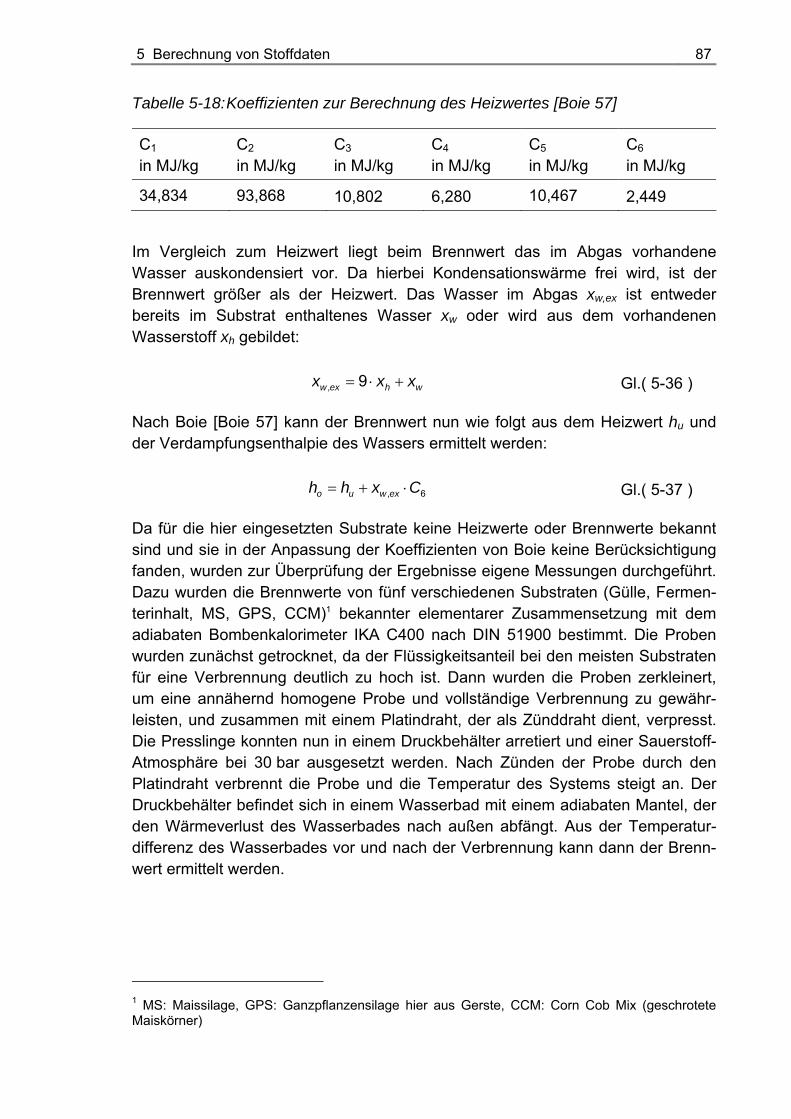
5 Berechnung von Stoffdaten 87
Tabelle 5-18: Koeffizienten zur Berechnung des Heizwertes [Boie 57]
C1 in MJ/kg
C2 in MJ/kg
C3 in MJ/kg
C4 in MJ/kg
C5 in MJ/kg
C6 in MJ/kg
34,834 93,868 10,802 6,280 10,467 2,449
Im Vergleich zum Heizwert liegt beim Brennwert das im Abgas vorhandene Wasser auskondensiert vor. Da hierbei Kondensationswärme frei wird, ist der Brennwert größer als der Heizwert. Das Wasser im Abgas xw,ex ist entweder bereits im Substrat enthaltenes Wasser xw oder wird aus dem vorhandenen Wasserstoff xh gebildet:
= ⋅ +, 9w ex h wx x x Gl.( 5-36 )
Nach Boie [Boie 57] kann der Brennwert nun wie folgt aus dem Heizwert hu und der Verdampfungsenthalpie des Wassers ermittelt werden:
= + ⋅, 6o u w exh h x C Gl.( 5-37 )
Da für die hier eingesetzten Substrate keine Heizwerte oder Brennwerte bekannt sind und sie in der Anpassung der Koeffizienten von Boie keine Berücksichtigung fanden, wurden zur Überprüfung der Ergebnisse eigene Messungen durchgeführt. Dazu wurden die Brennwerte von fünf verschiedenen Substraten (Gülle, Fermen-terinhalt, MS, GPS, CCM)1 bekannter elementarer Zusammensetzung mit dem adiabaten Bombenkalorimeter IKA C400 nach DIN 51900 bestimmt. Die Proben wurden zunächst getrocknet, da der Flüssigkeitsanteil bei den meisten Substraten für eine Verbrennung deutlich zu hoch ist. Dann wurden die Proben zerkleinert, um eine annähernd homogene Probe und vollständige Verbrennung zu gewähr-leisten, und zusammen mit einem Platindraht, der als Zünddraht dient, verpresst. Die Presslinge konnten nun in einem Druckbehälter arretiert und einer Sauerstoff-Atmosphäre bei 30 bar ausgesetzt werden. Nach Zünden der Probe durch den Platindraht verbrennt die Probe und die Temperatur des Systems steigt an. Der Druckbehälter befindet sich in einem Wasserbad mit einem adiabaten Mantel, der den Wärmeverlust des Wasserbades nach außen abfängt. Aus der Temperatur-differenz des Wasserbades vor und nach der Verbrennung kann dann der Brenn-wert ermittelt werden.
1 MS: Maissilage, GPS: Ganzpflanzensilage hier aus Gerste, CCM: Corn Cob Mix (geschrotete Maiskörner)
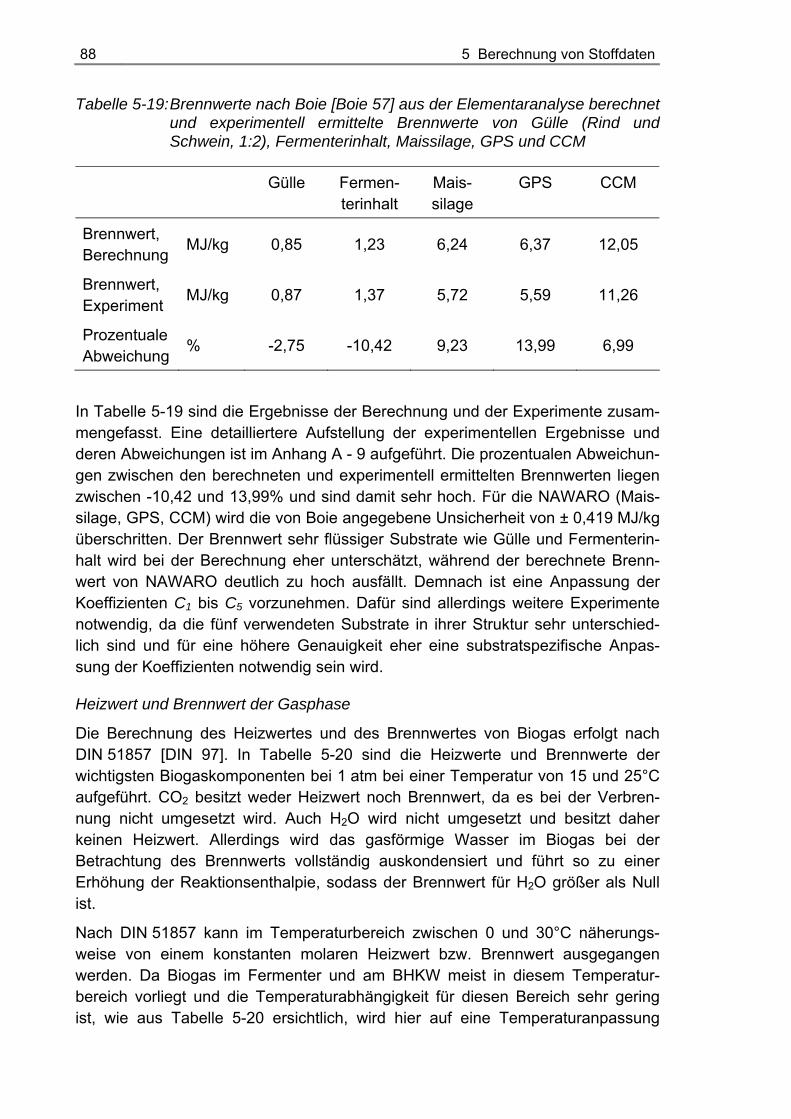
88 5 Berechnung von Stoffdaten
Tabelle 5-19: Brennwerte nach Boie [Boie 57] aus der Elementaranalyse berechnet und experimentell ermittelte Brennwerte von Gülle (Rind und Schwein, 1:2), Fermenterinhalt, Maissilage, GPS und CCM
Gülle Fermen-terinhalt
Mais-silage
GPS CCM
Brennwert, Berechnung MJ/kg 0,85 1,23 6,24 6,37 12,05
Brennwert, Experiment
MJ/kg 0,87 1,37 5,72 5,59 11,26
Prozentuale Abweichung % -2,75 -10,42 9,23 13,99 6,99
In Tabelle 5-19 sind die Ergebnisse der Berechnung und der Experimente zusam-mengefasst. Eine detailliertere Aufstellung der experimentellen Ergebnisse und deren Abweichungen ist im Anhang A - 9 aufgeführt. Die prozentualen Abweichun-gen zwischen den berechneten und experimentell ermittelten Brennwerten liegen zwischen -10,42 und 13,99% und sind damit sehr hoch. Für die NAWARO (Mais-silage, GPS, CCM) wird die von Boie angegebene Unsicherheit von ± 0,419 MJ/kg überschritten. Der Brennwert sehr flüssiger Substrate wie Gülle und Fermenterin-halt wird bei der Berechnung eher unterschätzt, während der berechnete Brenn-wert von NAWARO deutlich zu hoch ausfällt. Demnach ist eine Anpassung der Koeffizienten C1 bis C5 vorzunehmen. Dafür sind allerdings weitere Experimente notwendig, da die fünf verwendeten Substrate in ihrer Struktur sehr unterschied-lich sind und für eine höhere Genauigkeit eher eine substratspezifische Anpas-sung der Koeffizienten notwendig sein wird.
Heizwert und Brennwert der Gasphase
Die Berechnung des Heizwertes und des Brennwertes von Biogas erfolgt nach DIN 51857 [DIN 97]. In Tabelle 5-20 sind die Heizwerte und Brennwerte der wichtigsten Biogaskomponenten bei 1 atm bei einer Temperatur von 15 und 25°C aufgeführt. CO2 besitzt weder Heizwert noch Brennwert, da es bei der Verbren-nung nicht umgesetzt wird. Auch H2O wird nicht umgesetzt und besitzt daher keinen Heizwert. Allerdings wird das gasförmige Wasser im Biogas bei der Betrachtung des Brennwerts vollständig auskondensiert und führt so zu einer Erhöhung der Reaktionsenthalpie, sodass der Brennwert für H2O größer als Null ist.
Nach DIN 51857 kann im Temperaturbereich zwischen 0 und 30°C näherungs-weise von einem konstanten molaren Heizwert bzw. Brennwert ausgegangen werden. Da Biogas im Fermenter und am BHKW meist in diesem Temperatur-bereich vorliegt und die Temperaturabhängigkeit für diesen Bereich sehr gering ist, wie aus Tabelle 5-20 ersichtlich, wird hier auf eine Temperaturanpassung
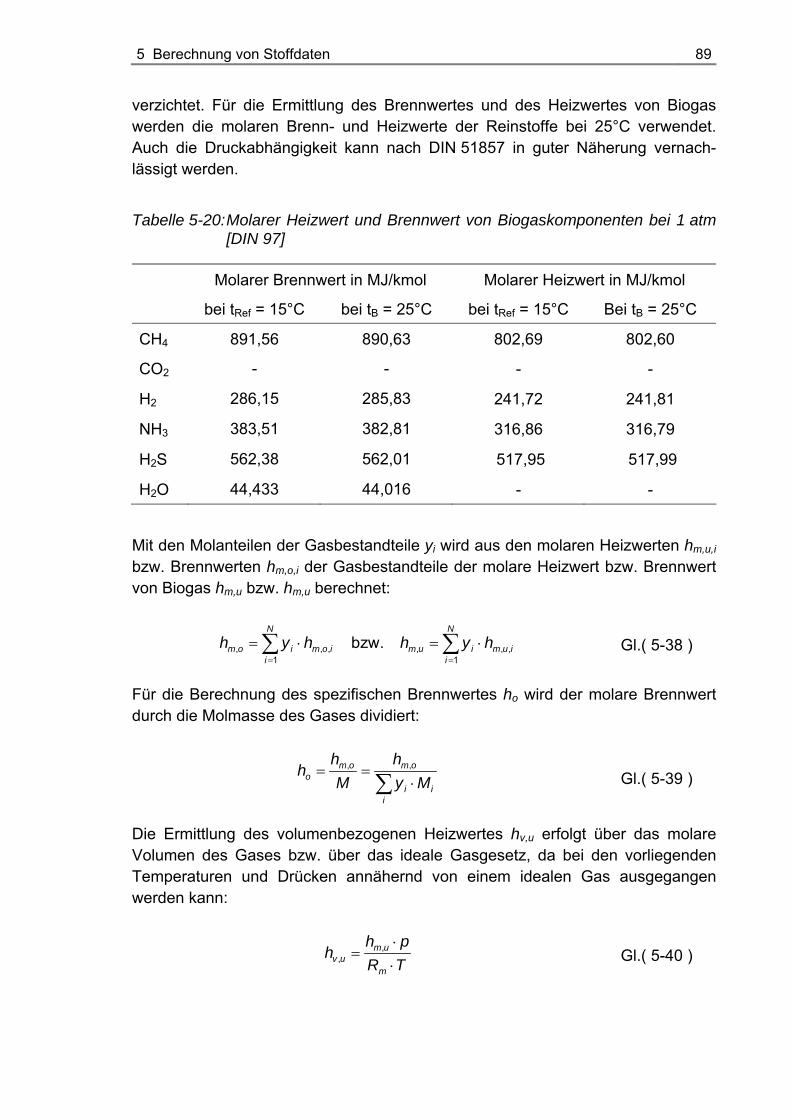
5 Berechnung von Stoffdaten 89
verzichtet. Für die Ermittlung des Brennwertes und des Heizwertes von Biogas werden die molaren Brenn- und Heizwerte der Reinstoffe bei 25°C verwendet. Auch die Druckabhängigkeit kann nach DIN 51857 in guter Näherung vernach-lässigt werden.
Tabelle 5-20: Molarer Heizwert und Brennwert von Biogaskomponenten bei 1 atm [DIN 97]
Molarer Brennwert in MJ/kmol Molarer Heizwert in MJ/kmol
bei tRef = 15°C bei tB = 25°C bei tRef = 15°C Bei tB = 25°C
CH4 891,56 890,63 802,69 802,60
CO2 - - - -
H2 286,15 285,83 241,72 241,81
NH3 383,51 382,81 316,86 316,79
H2S 562,38 562,01 517,95 517,99
H2O 44,433 44,016 - -
Mit den Molanteilen der Gasbestandteile yi wird aus den molaren Heizwerten hm,u,i bzw. Brennwerten hm,o,i der Gasbestandteile der molare Heizwert bzw. Brennwert von Biogas hm,u bzw. hm,u berechnet:
= =
= ⋅ = ⋅∑ ∑, , , , , ,1 1
bzw.N N
m o i m o i m u i m u ii i
h y h h y h Gl.( 5-38 )
Für die Berechnung des spezifischen Brennwertes ho wird der molare Brennwert durch die Molmasse des Gases dividiert:
= =⋅∑
, ,m o m oo
i ii
h hh
M y M Gl.( 5-39 )
Die Ermittlung des volumenbezogenen Heizwertes hv,u erfolgt über das molare Volumen des Gases bzw. über das ideale Gasgesetz, da bei den vorliegenden Temperaturen und Drücken annähernd von einem idealen Gas ausgegangen werden kann:
⋅=
⋅,
,m u
v um
h ph
R T Gl.( 5-40 )

90 5 Berechnung von Stoffdaten
Typische Werte für den volumenbezogenen Heizwert von Biogas liegen je nach Gaszusammensetzung bei 5 bis 7,5 kWh/m³ [FNR 08].
6 Datengrundlage zur Bewertung der Modelle
Um die Ergebnisse der Modellierung zu beurteilen und Parameter anzupassen, sind vollständige Datensätze von realen Biogasanlagen im Labor oder tech-nischen Maßstab notwendig. Im Rahmen dieser Arbeit werden experimentelle Daten aus der Literatur und aus ersten Experimenten in einem eigenen Biogas-labor sowie Daten von einer großtechnischen Biogasanlage verwendet.
6.1 Experimentelle Daten aus der Literatur
Von Klein [Kle 06] wurde eine umfangreiche Literaturstudie durchgeführt. Im Rahmen dieser Arbeit wurden 1705 Datensätze aus 193 Literaturquellen zusam-mengetragen und ausgewertet. Dabei handelt es sich um eine repräsentative Stichprobe, da in der Literatur noch eine Vielzahl an Datensätzen zu finden ist, deren Analyse den zeitlichen Rahmen dieser Arbeit allerdings sprengt.
Erfasst wurden Anlagenart und -größe, Substratkategorie sowie Besonderheiten wie eine Vorbehandlung des Substrats. Betrachtet werden Parameter, die das Substrat kennzeichnen, wie Trockensubstanzgehalt, Abbaurate oder chemischer Sauerstoffbedarf, aber auch Parameter, die den Prozess beschreiben, wie die Verweilzeit, Fermentervolumen, Raumbelastung, Prozesstemperatur oder pH-Wert. Außerdem werden die Gasproduktionsrate und die Gasqualität erfasst.
Ca. 77% und damit der Großteil an Daten stammt aus Laboranlagen, ca. 9% von Pilotanlagen und nur ca. 1% wurde an großtechnischen Biogasanlagen aufge-zeichnet. Bei den restlichen 13% der Datensätze wurde die Anlagengröße nicht angegeben. Die wenigen Datensätze aus großtechnischen Anlagen beschränken sich fast ausschließlich auf Klärschlamm, Industrieabfälle und Rindermist. Von den Laboranlagen sind ca. 44% kontinuierlich arbeitende Fermenter und 43% Batch- oder Fed-Batch-Anlagen1.
Zur Vereinfachung der Auswertung der Datensätze und zur besseren Vergleich-barkeit der Ergebnisse wurden Substratkategorien gebildet. Die einzelnen Substratkategorien und die Anzahl des Einsatzes der Substrate sind in Tabelle 6-1 aufgelistet. Am häufigsten wurde die Biogasbildung aus Wirtschaftsdünger, NAWARO und Abfällen aus Industrie und Haushalt untersucht. Unter Sonstiges werden seltene und für die Praxis weniger relevante Substrate geführt, wie Scho-kolade, Kekse, verschiedene Papiersorten, Verpackungen (z. B. Getränkekartons, Zellophan) sowie Pferde-, Büffel-, Lama-, Kamel-, Schafs- und Ziegenmist.
In Tabelle 6-1 ist ebenfalls der Anteil an Monovergärung und Kofermentation aufgeführt. Hier ist auffällig, dass der überwiegende Teil der Substrate für die Biogasbildung als Monosubstrat (84%) und nicht als Mischung verwendet wurde.
1 Verfahren, bei dem Substrat zu- aber nicht abgeführt wird bis der Behälter nach einer gewissen Zeit vollständig entleert wird
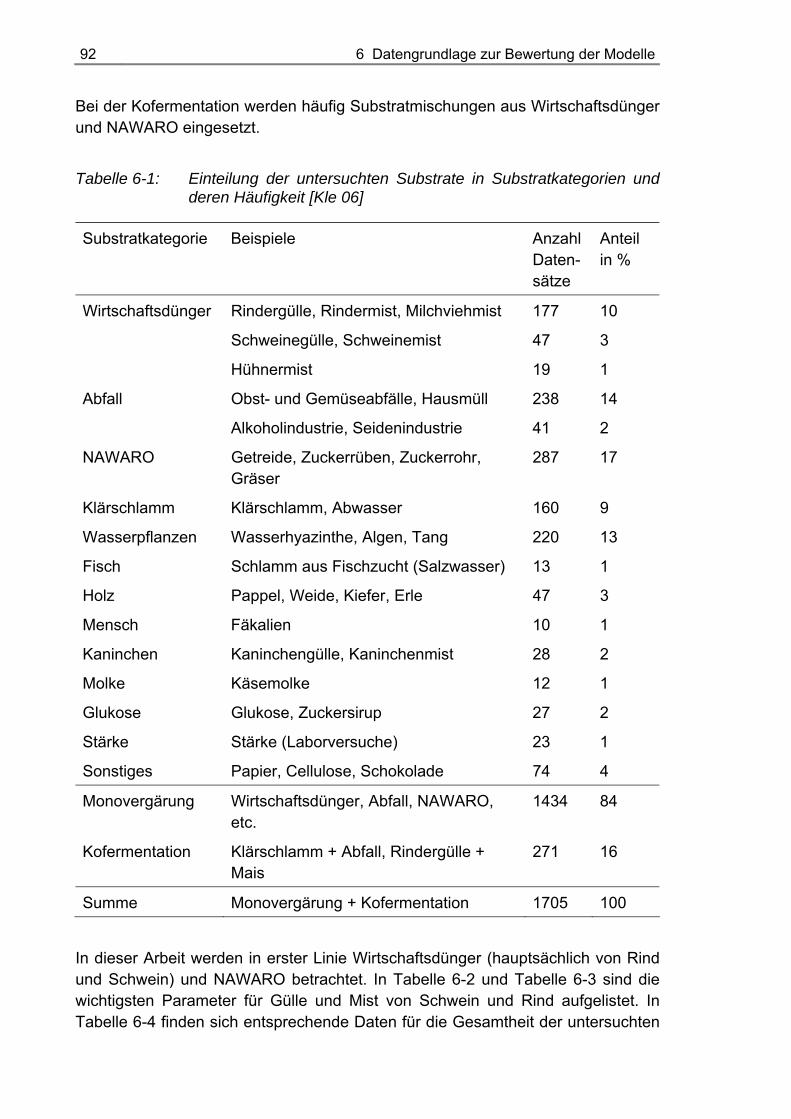
92 6 Datengrundlage zur Bewertung der Modelle
Bei der Kofermentation werden häufig Substratmischungen aus Wirtschaftsdünger und NAWARO eingesetzt.
Tabelle 6-1: Einteilung der untersuchten Substrate in Substratkategorien und deren Häufigkeit [Kle 06]
Substratkategorie Beispiele Anzahl Daten-sätze
Anteil in %
Rindergülle, Rindermist, Milchviehmist 177 10
Schweinegülle, Schweinemist 47 3
Wirtschaftsdünger
Hühnermist 19 1
Obst- und Gemüseabfälle, Hausmüll 238 14 Abfall
Alkoholindustrie, Seidenindustrie 41 2
NAWARO Getreide, Zuckerrüben, Zuckerrohr, Gräser
287 17
Klärschlamm Klärschlamm, Abwasser 160 9
Wasserpflanzen Wasserhyazinthe, Algen, Tang 220 13
Fisch Schlamm aus Fischzucht (Salzwasser) 13 1
Holz Pappel, Weide, Kiefer, Erle 47 3
Mensch Fäkalien 10 1
Kaninchen Kaninchengülle, Kaninchenmist 28 2
Molke Käsemolke 12 1
Glukose Glukose, Zuckersirup 27 2
Stärke Stärke (Laborversuche) 23 1
Sonstiges Papier, Cellulose, Schokolade 74 4
Monovergärung Wirtschaftsdünger, Abfall, NAWARO, etc.
1434 84
Kofermentation Klärschlamm + Abfall, Rindergülle + Mais
271 16
Summe Monovergärung + Kofermentation 1705 100
In dieser Arbeit werden in erster Linie Wirtschaftsdünger (hauptsächlich von Rind und Schwein) und NAWARO betrachtet. In Tabelle 6-2 und Tabelle 6-3 sind die wichtigsten Parameter für Gülle und Mist von Schwein und Rind aufgelistet. In Tabelle 6-4 finden sich entsprechende Daten für die Gesamtheit der untersuchten
6 Datengrundlage zur Bewertung der Modelle 93
NAWARO. NAWARO umfassen Pflanzen aus den verschiedensten Regionen der Welt. Neben in Deutschland gängigen Substraten wie Maissilage, Grassilage, Luzerne oder Getreide, wurden auch einige exotische Substrate untersucht, wie beispielsweise Teeblätter, Zuckerrohr, Energieschilf, Eukalyptus, Reisstroh und Kohlblätter. Dabei werden ganze Pflanzen oder nur Teile wie die Stängel, Blätter oder Blüten genutzt. In der Regel erfolgt die Zufuhr als Silage aufgrund der bes-seren Lagerfähigkeit, manchmal erfolgen die Untersuchungen aber auch mit frischen Pflanzen. Dadurch ergibt sich eine starke Streuung einiger Werte, wie beispielsweise beim Trockensubstanzgehalt.
Der Trockensubstanzgehalt von Wirtschaftsdünger von im Mittel 8 bis 11% ist im Vergleich zu anderen Substraten in der Regel sehr gering. Durch den hohen Anteil an Wasser kommt es zu einer vergleichsweise geringen Gasausbeute bezogen auf die zugeführte Substratmasse. Da im Magen der Tiere der Abbau der makro-molekularen Substratkomponenten bereits eingesetzt hat, ist die hydraulische Verweilzeit bei Wirtschaftsdüngern deutlich geringer als bei NAWARO. Bei NAWARO kann die hydraulische Verweilzeit des Substrates im Fermenter mehrere Monate lang sein.
Der Trockensubstanzgehalt von Wirtschaftsdünger von im Mittel 8 bis 11% ist im Vergleich zu anderen Substraten in der Regel sehr gering. Durch den hohen Anteil an Wasser kommt es zu einer vergleichsweise geringen Gasausbeute bezogen auf die zugeführte Substratmasse. Da im Magen der Tiere der Abbau der makro-molekularen Substratkomponenten bereits eingesetzt hat, ist die hydraulische Verweilzeit bei Wirtschaftsdüngern deutlich geringer als bei NAWARO. Bei NAWARO kann die hydraulische Verweilzeit des Substrates im Fermenter mehrere Monate lang sein
Der Trockensubstanzgehalt von Wirtschaftsdünger von im Mittel 8 bis 11% ist im Vergleich zu anderen Substraten in der Regel sehr gering. Durch den hohen Anteil an Wasser kommt es zu einer vergleichsweise geringen Gasausbeute bezogen auf die zugeführte Substratmasse. Da im Magen der Tiere der Abbau der makro-molekularen Substratkomponenten bereits eingesetzt hat, ist die hydraulische Verweilzeit bei Wirtschaftsdüngern deutlich geringer als bei NAWARO. Bei NAWARO kann die hydraulische Verweilzeit des Substrates im Fermenter mehrere Monate lang sein.
Wird der Methananteil des produzierten Biogases betrachtet, ist die Gasqualität bei Wirtschaftsdünger in der Regel besser als bei NAWARO, da der Anteil an Kohlenhydraten bei NAWARO sehr hoch ist und diese zu einem verhältnismäßig geringen Methananteil führen. Am besten abgebaut wird nach den Literaturdaten Schweinegülle und am schlechtesten Rindergülle.
Bei der Literaturstudie stellte sich heraus, dass die gefundenen Datensätze selten vollständig waren. In der Auswertung der 1705 Datensätze wurde kein Parameter gefunden, der in jeder Quelle gegeben ist, was die Überprüfung der Modelle nur beschränkt möglich macht. Einer der wichtigsten Parameter, der oft nicht angege-
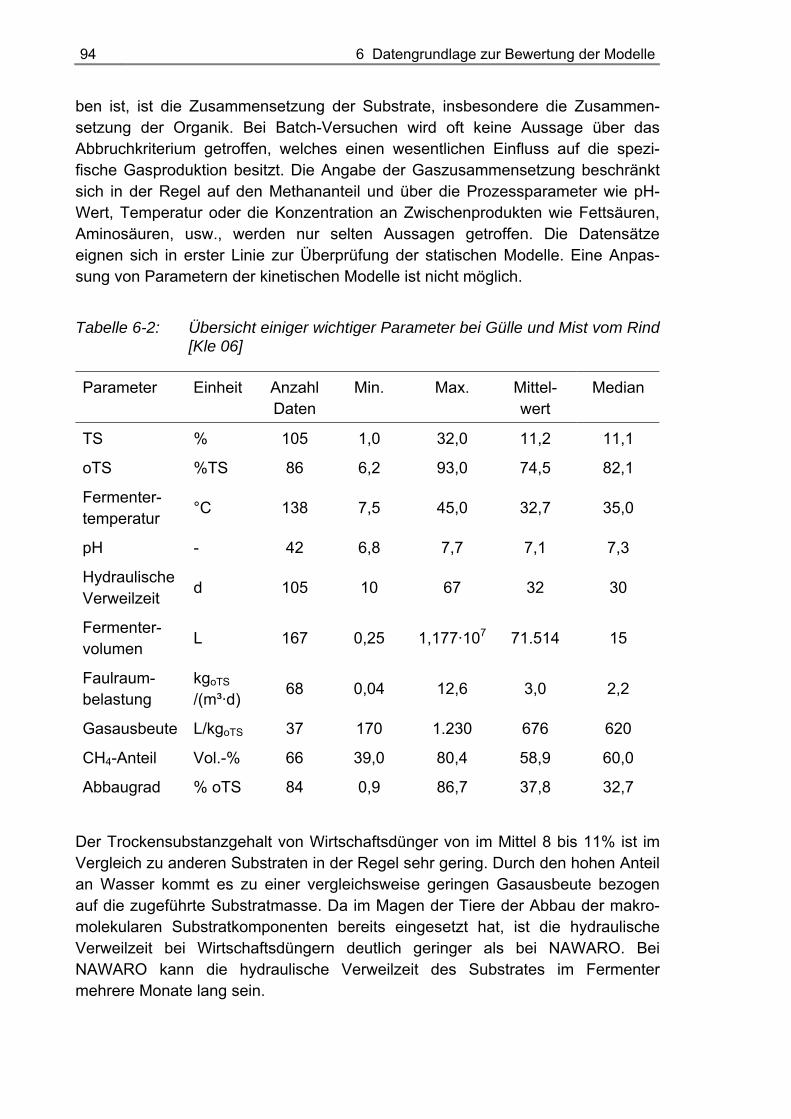
94 6 Datengrundlage zur Bewertung der Modelle
ben ist, ist die Zusammensetzung der Substrate, insbesondere die Zusammen-setzung der Organik. Bei Batch-Versuchen wird oft keine Aussage über das Abbruchkriterium getroffen, welches einen wesentlichen Einfluss auf die spezi-fische Gasproduktion besitzt. Die Angabe der Gaszusammensetzung beschränkt sich in der Regel auf den Methananteil und über die Prozessparameter wie pH-Wert, Temperatur oder die Konzentration an Zwischenprodukten wie Fettsäuren, Aminosäuren, usw., werden nur selten Aussagen getroffen. Die Datensätze eignen sich in erster Linie zur Überprüfung der statischen Modelle. Eine Anpas-sung von Parametern der kinetischen Modelle ist nicht möglich.
Tabelle 6-2: Übersicht einiger wichtiger Parameter bei Gülle und Mist vom Rind [Kle 06]
Parameter Einheit Anzahl Daten
Min. Max. Mittel-wert
Median
TS % 105 1,0 32,0 11,2 11,1
oTS %TS 86 6,2 93,0 74,5 82,1
Fermenter-temperatur
°C 138 7,5 45,0 32,7 35,0
pH - 42 6,8 7,7 7,1 7,3
Hydraulische Verweilzeit
d 105 10 67 32 30
Fermenter-volumen
L 167 0,25 1,177·107 71.514 15
Faulraum-belastung
kgoTS /(m³·d) 68 0,04 12,6 3,0 2,2
Gasausbeute L/kgoTS 37 170 1.230 676 620
CH4-Anteil Vol.-% 66 39,0 80,4 58,9 60,0
Abbaugrad % oTS 84 0,9 86,7 37,8 32,7
Der Trockensubstanzgehalt von Wirtschaftsdünger von im Mittel 8 bis 11% ist im Vergleich zu anderen Substraten in der Regel sehr gering. Durch den hohen Anteil an Wasser kommt es zu einer vergleichsweise geringen Gasausbeute bezogen auf die zugeführte Substratmasse. Da im Magen der Tiere der Abbau der makro-molekularen Substratkomponenten bereits eingesetzt hat, ist die hydraulische Verweilzeit bei Wirtschaftsdüngern deutlich geringer als bei NAWARO. Bei NAWARO kann die hydraulische Verweilzeit des Substrates im Fermenter mehrere Monate lang sein.
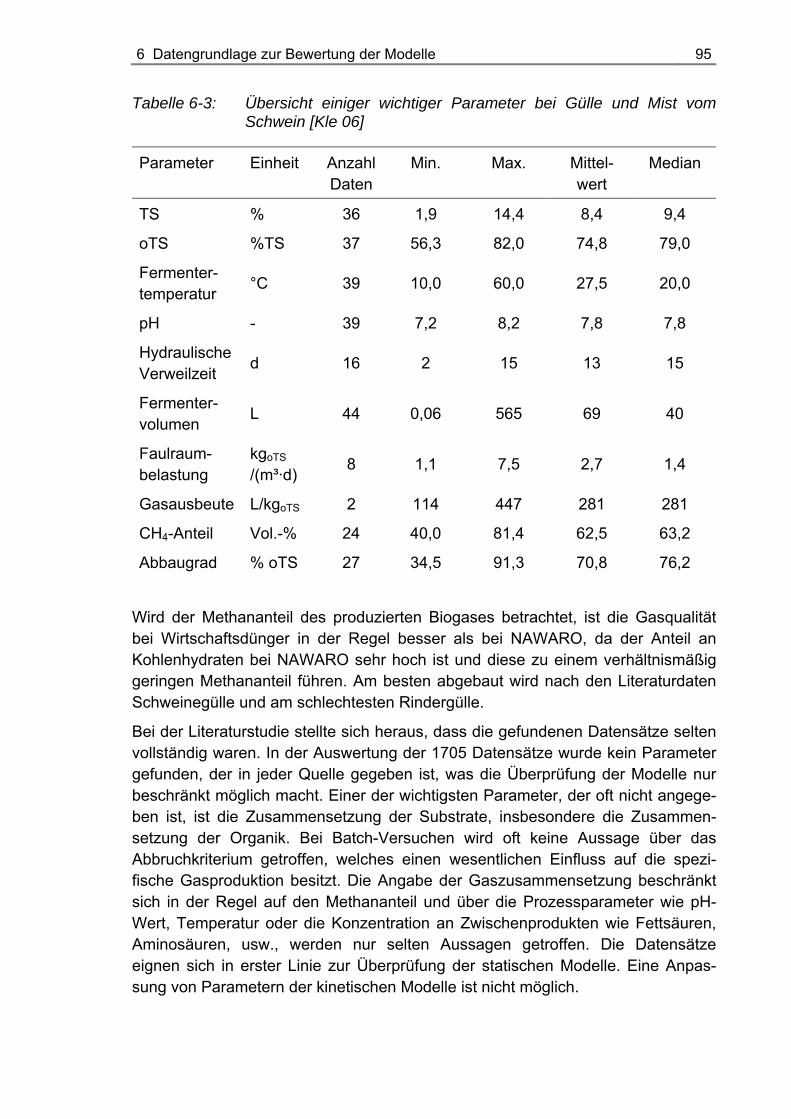
6 Datengrundlage zur Bewertung der Modelle 95
Tabelle 6-3: Übersicht einiger wichtiger Parameter bei Gülle und Mist vom Schwein [Kle 06]
Parameter Einheit Anzahl Daten
Min. Max. Mittel-wert
Median
TS % 36 1,9 14,4 8,4 9,4
oTS %TS 37 56,3 82,0 74,8 79,0
Fermenter-temperatur °C 39 10,0 60,0 27,5 20,0
pH - 39 7,2 8,2 7,8 7,8
Hydraulische Verweilzeit d 16 2 15 13 15
Fermenter-volumen
L 44 0,06 565 69 40
Faulraum-belastung
kgoTS /(m³·d)
8 1,1 7,5 2,7 1,4
Gasausbeute L/kgoTS 2 114 447 281 281
CH4-Anteil Vol.-% 24 40,0 81,4 62,5 63,2
Abbaugrad % oTS 27 34,5 91,3 70,8 76,2
Wird der Methananteil des produzierten Biogases betrachtet, ist die Gasqualität bei Wirtschaftsdünger in der Regel besser als bei NAWARO, da der Anteil an Kohlenhydraten bei NAWARO sehr hoch ist und diese zu einem verhältnismäßig geringen Methananteil führen. Am besten abgebaut wird nach den Literaturdaten Schweinegülle und am schlechtesten Rindergülle.
Bei der Literaturstudie stellte sich heraus, dass die gefundenen Datensätze selten vollständig waren. In der Auswertung der 1705 Datensätze wurde kein Parameter gefunden, der in jeder Quelle gegeben ist, was die Überprüfung der Modelle nur beschränkt möglich macht. Einer der wichtigsten Parameter, der oft nicht angege-ben ist, ist die Zusammensetzung der Substrate, insbesondere die Zusammen-setzung der Organik. Bei Batch-Versuchen wird oft keine Aussage über das Abbruchkriterium getroffen, welches einen wesentlichen Einfluss auf die spezi-fische Gasproduktion besitzt. Die Angabe der Gaszusammensetzung beschränkt sich in der Regel auf den Methananteil und über die Prozessparameter wie pH-Wert, Temperatur oder die Konzentration an Zwischenprodukten wie Fettsäuren, Aminosäuren, usw., werden nur selten Aussagen getroffen. Die Datensätze eignen sich in erster Linie zur Überprüfung der statischen Modelle. Eine Anpas-sung von Parametern der kinetischen Modelle ist nicht möglich.
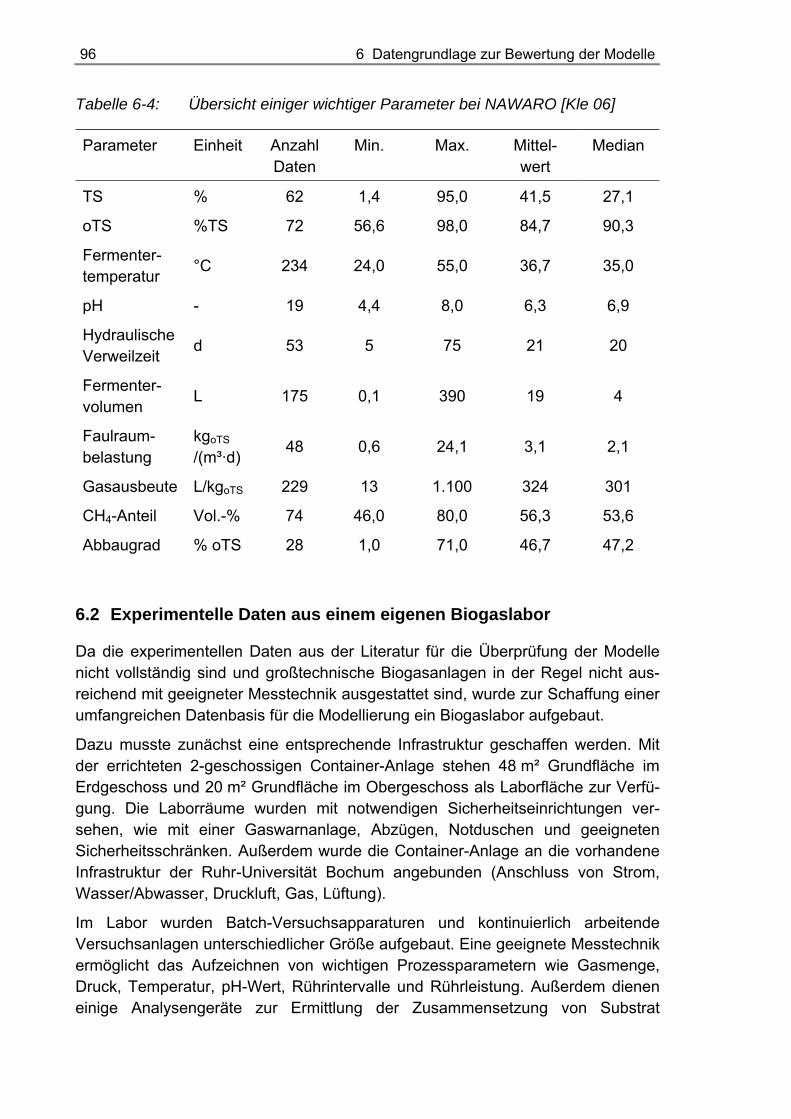
96 6 Datengrundlage zur Bewertung der Modelle
Tabelle 6-4: Übersicht einiger wichtiger Parameter bei NAWARO [Kle 06]
Parameter Einheit Anzahl Daten
Min. Max. Mittel-wert
Median
TS % 62 1,4 95,0 41,5 27,1
oTS %TS 72 56,6 98,0 84,7 90,3
Fermenter-temperatur °C 234 24,0 55,0 36,7 35,0
pH - 19 4,4 8,0 6,3 6,9
Hydraulische Verweilzeit d 53 5 75 21 20
Fermenter-volumen
L 175 0,1 390 19 4
Faulraum-belastung
kgoTS /(m³·d)
48 0,6 24,1 3,1 2,1
Gasausbeute L/kgoTS 229 13 1.100 324 301
CH4-Anteil Vol.-% 74 46,0 80,0 56,3 53,6
Abbaugrad % oTS 28 1,0 71,0 46,7 47,2
6.2 Experimentelle Daten aus einem eigenen Biogaslabor
Da die experimentellen Daten aus der Literatur für die Überprüfung der Modelle nicht vollständig sind und großtechnische Biogasanlagen in der Regel nicht aus-reichend mit geeigneter Messtechnik ausgestattet sind, wurde zur Schaffung einer umfangreichen Datenbasis für die Modellierung ein Biogaslabor aufgebaut.
Dazu musste zunächst eine entsprechende Infrastruktur geschaffen werden. Mit der errichteten 2-geschossigen Container-Anlage stehen 48 m² Grundfläche im Erdgeschoss und 20 m² Grundfläche im Obergeschoss als Laborfläche zur Verfü-gung. Die Laborräume wurden mit notwendigen Sicherheitseinrichtungen ver-sehen, wie mit einer Gaswarnanlage, Abzügen, Notduschen und geeigneten Sicherheitsschränken. Außerdem wurde die Container-Anlage an die vorhandene Infrastruktur der Ruhr-Universität Bochum angebunden (Anschluss von Strom, Wasser/Abwasser, Druckluft, Gas, Lüftung).
Im Labor wurden Batch-Versuchsapparaturen und kontinuierlich arbeitende Versuchsanlagen unterschiedlicher Größe aufgebaut. Eine geeignete Messtechnik ermöglicht das Aufzeichnen von wichtigen Prozessparametern wie Gasmenge, Druck, Temperatur, pH-Wert, Rührintervalle und Rührleistung. Außerdem dienen einige Analysengeräte zur Ermittlung der Zusammensetzung von Substrat
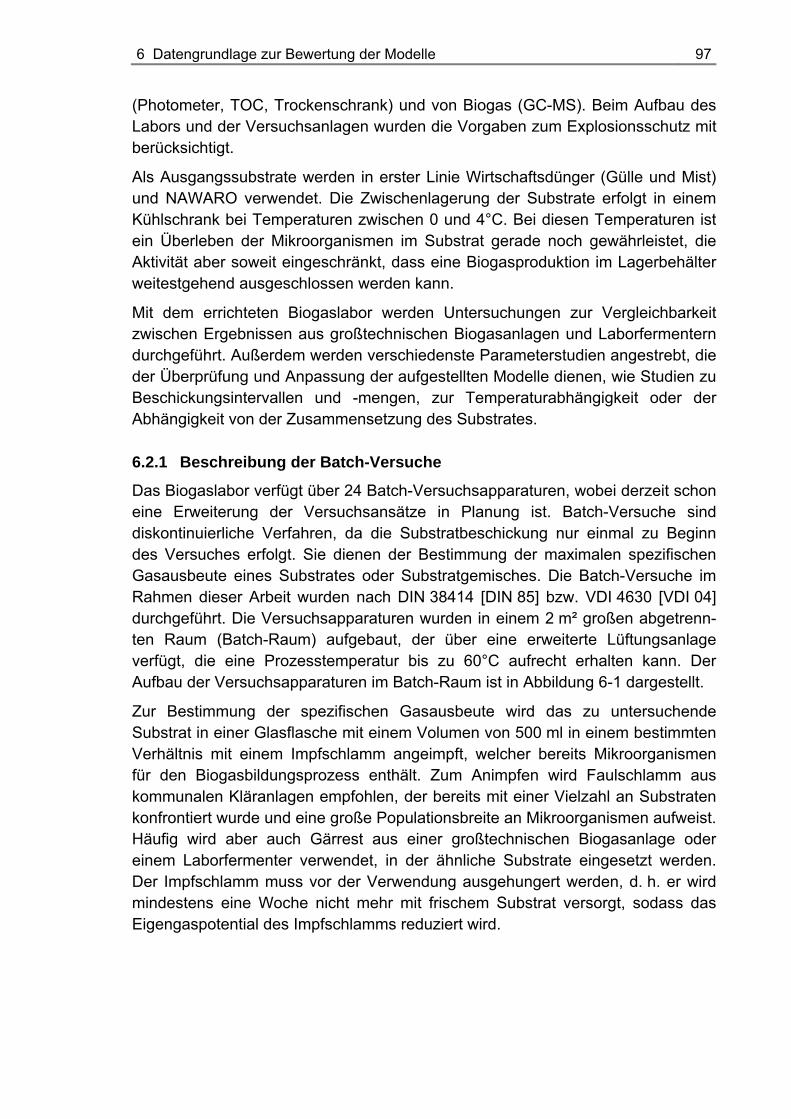
6 Datengrundlage zur Bewertung der Modelle 97
(Photometer, TOC, Trockenschrank) und von Biogas (GC-MS). Beim Aufbau des Labors und der Versuchsanlagen wurden die Vorgaben zum Explosionsschutz mit berücksichtigt.
Als Ausgangssubstrate werden in erster Linie Wirtschaftsdünger (Gülle und Mist) und NAWARO verwendet. Die Zwischenlagerung der Substrate erfolgt in einem Kühlschrank bei Temperaturen zwischen 0 und 4°C. Bei diesen Temperaturen ist ein Überleben der Mikroorganismen im Substrat gerade noch gewährleistet, die Aktivität aber soweit eingeschränkt, dass eine Biogasproduktion im Lagerbehälter weitestgehend ausgeschlossen werden kann.
Mit dem errichteten Biogaslabor werden Untersuchungen zur Vergleichbarkeit zwischen Ergebnissen aus großtechnischen Biogasanlagen und Laborfermentern durchgeführt. Außerdem werden verschiedenste Parameterstudien angestrebt, die der Überprüfung und Anpassung der aufgestellten Modelle dienen, wie Studien zu Beschickungsintervallen und -mengen, zur Temperaturabhängigkeit oder der Abhängigkeit von der Zusammensetzung des Substrates.
6.2.1 Beschreibung der Batch-Versuche
Das Biogaslabor verfügt über 24 Batch-Versuchsapparaturen, wobei derzeit schon eine Erweiterung der Versuchsansätze in Planung ist. Batch-Versuche sind diskontinuierliche Verfahren, da die Substratbeschickung nur einmal zu Beginn des Versuches erfolgt. Sie dienen der Bestimmung der maximalen spezifischen Gasausbeute eines Substrates oder Substratgemisches. Die Batch-Versuche im Rahmen dieser Arbeit wurden nach DIN 38414 [DIN 85] bzw. VDI 4630 [VDI 04] durchgeführt. Die Versuchsapparaturen wurden in einem 2 m² großen abgetrenn-ten Raum (Batch-Raum) aufgebaut, der über eine erweiterte Lüftungsanlage verfügt, die eine Prozesstemperatur bis zu 60°C aufrecht erhalten kann. Der Aufbau der Versuchsapparaturen im Batch-Raum ist in Abbildung 6-1 dargestellt.
Zur Bestimmung der spezifischen Gasausbeute wird das zu untersuchende Substrat in einer Glasflasche mit einem Volumen von 500 ml in einem bestimmten Verhältnis mit einem Impfschlamm angeimpft, welcher bereits Mikroorganismen für den Biogasbildungsprozess enthält. Zum Animpfen wird Faulschlamm aus kommunalen Kläranlagen empfohlen, der bereits mit einer Vielzahl an Substraten konfrontiert wurde und eine große Populationsbreite an Mikroorganismen aufweist. Häufig wird aber auch Gärrest aus einer großtechnischen Biogasanlage oder einem Laborfermenter verwendet, in der ähnliche Substrate eingesetzt werden. Der Impfschlamm muss vor der Verwendung ausgehungert werden, d. h. er wird mindestens eine Woche nicht mehr mit frischem Substrat versorgt, sodass das Eigengaspotential des Impfschlamms reduziert wird.
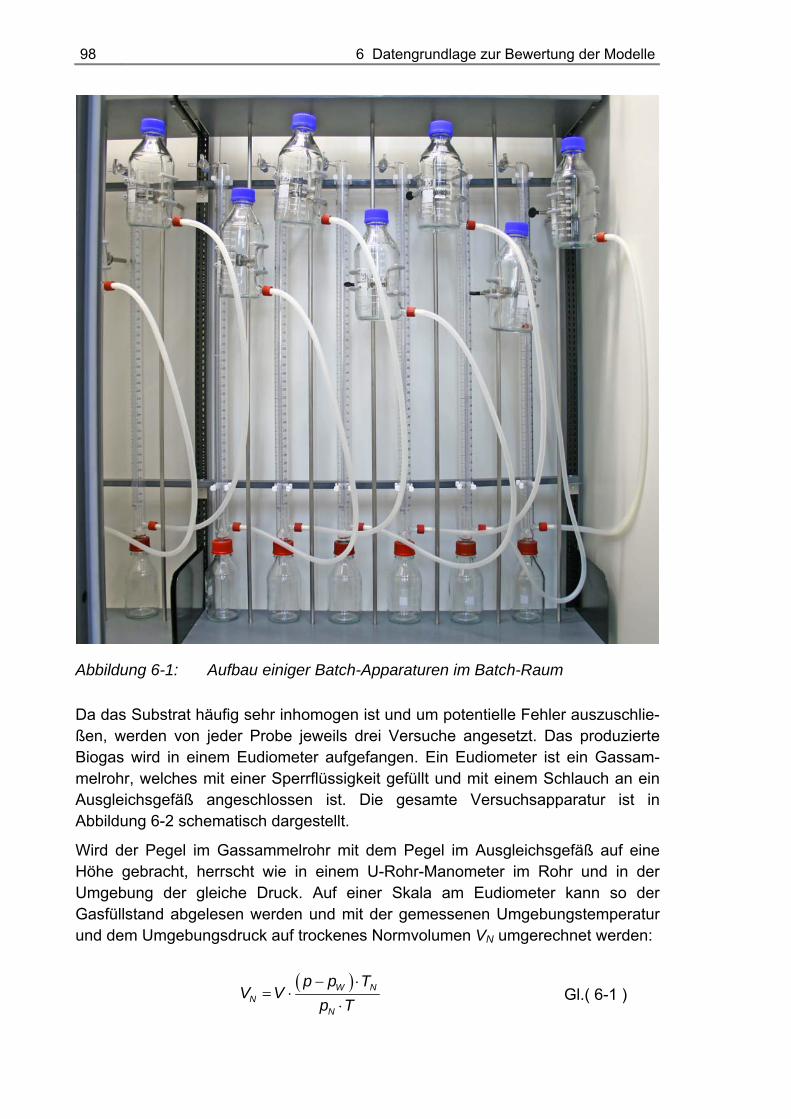
98 6 Datengrundlage zur Bewertung der Modelle
Abbildung 6-1: Aufbau einiger Batch-Apparaturen im Batch-Raum
Da das Substrat häufig sehr inhomogen ist und um potentielle Fehler auszuschlie-ßen, werden von jeder Probe jeweils drei Versuche angesetzt. Das produzierte Biogas wird in einem Eudiometer aufgefangen. Ein Eudiometer ist ein Gassam-melrohr, welches mit einer Sperrflüssigkeit gefüllt und mit einem Schlauch an ein Ausgleichsgefäß angeschlossen ist. Die gesamte Versuchsapparatur ist in Abbildung 6-2 schematisch dargestellt.
Wird der Pegel im Gassammelrohr mit dem Pegel im Ausgleichsgefäß auf eine Höhe gebracht, herrscht wie in einem U-Rohr-Manometer im Rohr und in der Umgebung der gleiche Druck. Auf einer Skala am Eudiometer kann so der Gasfüllstand abgelesen werden und mit der gemessenen Umgebungstemperatur und dem Umgebungsdruck auf trockenes Normvolumen VN umgerechnet werden:
( )− ⋅= ⋅
⋅W N
NN
p p TV V
p T Gl.( 6-1 )
6 Datengrundlage zur Bewertung der Modelle 99
mit dem Dampfdruck von Wasser pW (siehe Abschnitt 5.6), bei einem Normdruck pN von 1 atm und einer Normtemperatur TN von 273,15 K. In einer Referenz- oder Nullprobe wird ebenfalls mit einem dreifachen Ansatz die Biogasproduktion des Impfschlammes ermittelt, welche von der Gasproduktion aus den Ansätzen mit den zu untersuchenden Substraten abgezogen wird. Um die spezifische Gasaus-beute zu ermitteln, wird die produzierte Gasmenge im Anschluß auf die einge-setzte Gesamtmasse, Trockenmasse oder organische Masse bezogen.
Abbildung 6-2: Aufbau einer Versuchsapparatur zur Durchführung von Batch-Versuchen
Der Versuch dauert in der Regel mehrere Wochen und wird nach DIN 38414 [DIN 85] bzw. VDI 4630 [VDI 04] abgebrochen, wenn die tägliche Gasproduktion nur noch 1% des bis dahin insgesamt entstandenen Gases beträgt. Da das Eudiometer nicht die gesamte produzierte Gasmenge fassen kann, muss es häufiger geleert werden. Durch die Analyse des produzierten Gases im GC-MS kann auf die Gasqualität geschlossen werden.
In Abbildung 6-3 ist die Biogasproduktion aus Ganzpflanzensilage (GPS) während eines Batch-Versuchs bei 38°C exemplarisch dargestellt. Angeimpft wurde das Substrat mit Fermenterinhalt aus einer großtechnischen NAWARO-Biogasanlage. Auch wenn der Verlauf der Gasproduktion auf eine zwischenzeitlich gehemmte Gasproduktion hindeutet, zeigt der dreifache Ansatz der Probe eine sehr gute Übereinstimmung untereinander. Die sehr geringe Hemmung kann darauf zurück-geführt werden, dass zunächst leichter abbaubare Substanzen schnell umgesetzt wurden und zu einer leichten Versäuerung geführt haben.
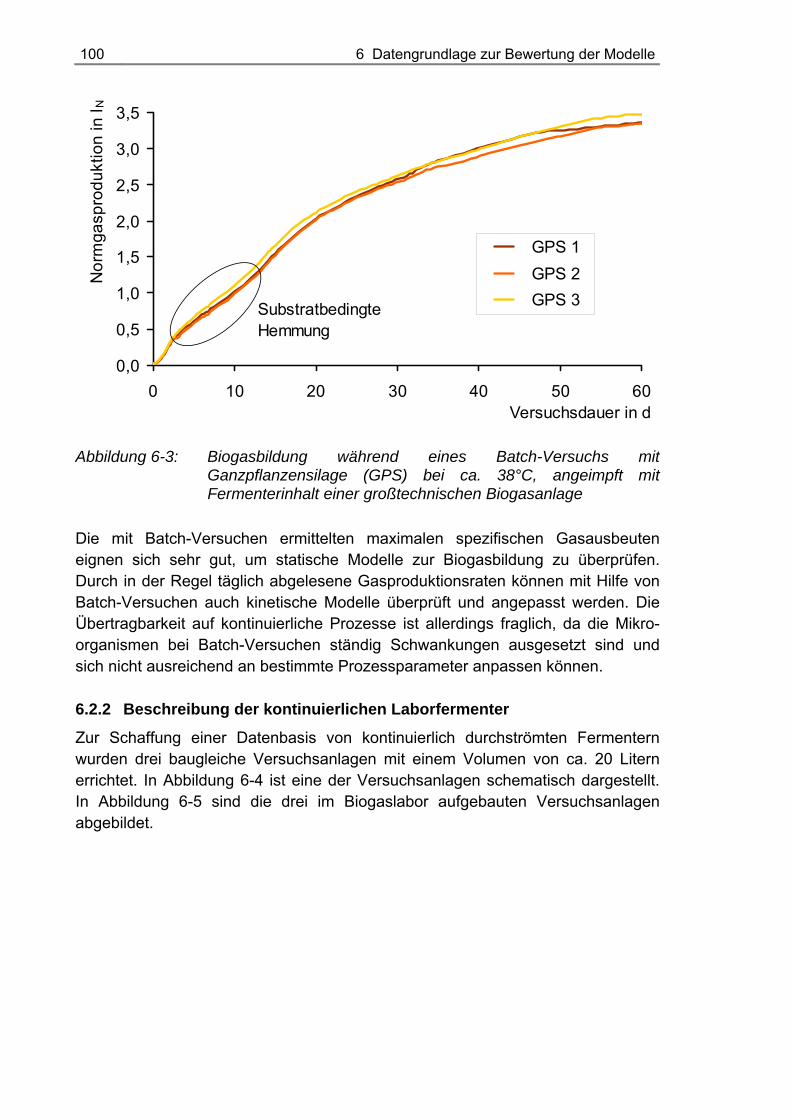
100 6 Datengrundlage zur Bewertung der Modelle
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 10 20 30 40 50 60Versuchsdauer in d
Nor
mga
spro
dukt
ion
in l
N
GPS 1 GPS 2 GPS 3Substratbedingte
Hemmung
Abbildung 6-3: Biogasbildung während eines Batch-Versuchs mit Ganzpflanzensilage (GPS) bei ca. 38°C, angeimpft mit Fermenterinhalt einer großtechnischen Biogasanlage
Die mit Batch-Versuchen ermittelten maximalen spezifischen Gasausbeuten eignen sich sehr gut, um statische Modelle zur Biogasbildung zu überprüfen. Durch in der Regel täglich abgelesene Gasproduktionsraten können mit Hilfe von Batch-Versuchen auch kinetische Modelle überprüft und angepasst werden. Die Übertragbarkeit auf kontinuierliche Prozesse ist allerdings fraglich, da die Mikro-organismen bei Batch-Versuchen ständig Schwankungen ausgesetzt sind und sich nicht ausreichend an bestimmte Prozessparameter anpassen können.
6.2.2 Beschreibung der kontinuierlichen Laborfermenter
Zur Schaffung einer Datenbasis von kontinuierlich durchströmten Fermentern wurden drei baugleiche Versuchsanlagen mit einem Volumen von ca. 20 Litern errichtet. In Abbildung 6-4 ist eine der Versuchsanlagen schematisch dargestellt. In Abbildung 6-5 sind die drei im Biogaslabor aufgebauten Versuchsanlagen abgebildet.
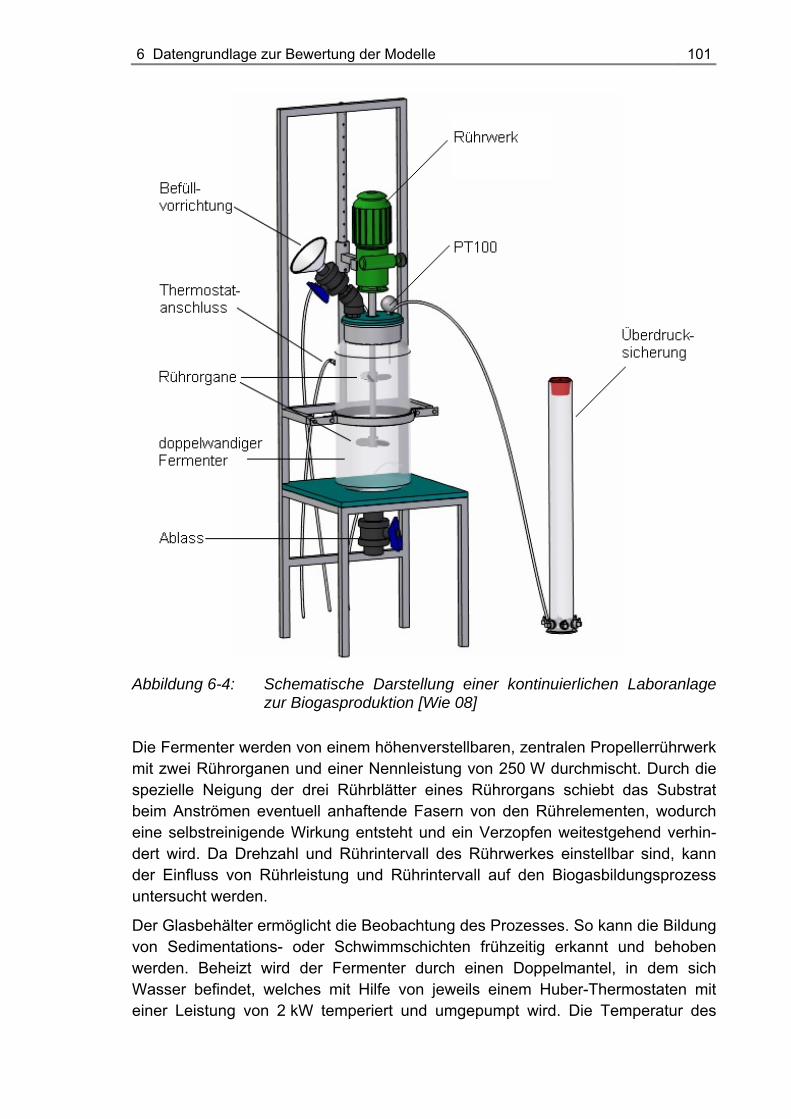
6 Datengrundlage zur Bewertung der Modelle 101
Abbildung 6-4: Schematische Darstellung einer kontinuierlichen Laboranlage zur Biogasproduktion [Wie 08]
Die Fermenter werden von einem höhenverstellbaren, zentralen Propellerrührwerk mit zwei Rührorganen und einer Nennleistung von 250 W durchmischt. Durch die spezielle Neigung der drei Rührblätter eines Rührorgans schiebt das Substrat beim Anströmen eventuell anhaftende Fasern von den Rührelementen, wodurch eine selbstreinigende Wirkung entsteht und ein Verzopfen weitestgehend verhin-dert wird. Da Drehzahl und Rührintervall des Rührwerkes einstellbar sind, kann der Einfluss von Rührleistung und Rührintervall auf den Biogasbildungsprozess untersucht werden.
Der Glasbehälter ermöglicht die Beobachtung des Prozesses. So kann die Bildung von Sedimentations- oder Schwimmschichten frühzeitig erkannt und behoben werden. Beheizt wird der Fermenter durch einen Doppelmantel, in dem sich Wasser befindet, welches mit Hilfe von jeweils einem Huber-Thermostaten mit einer Leistung von 2 kW temperiert und umgepumpt wird. Die Temperatur des
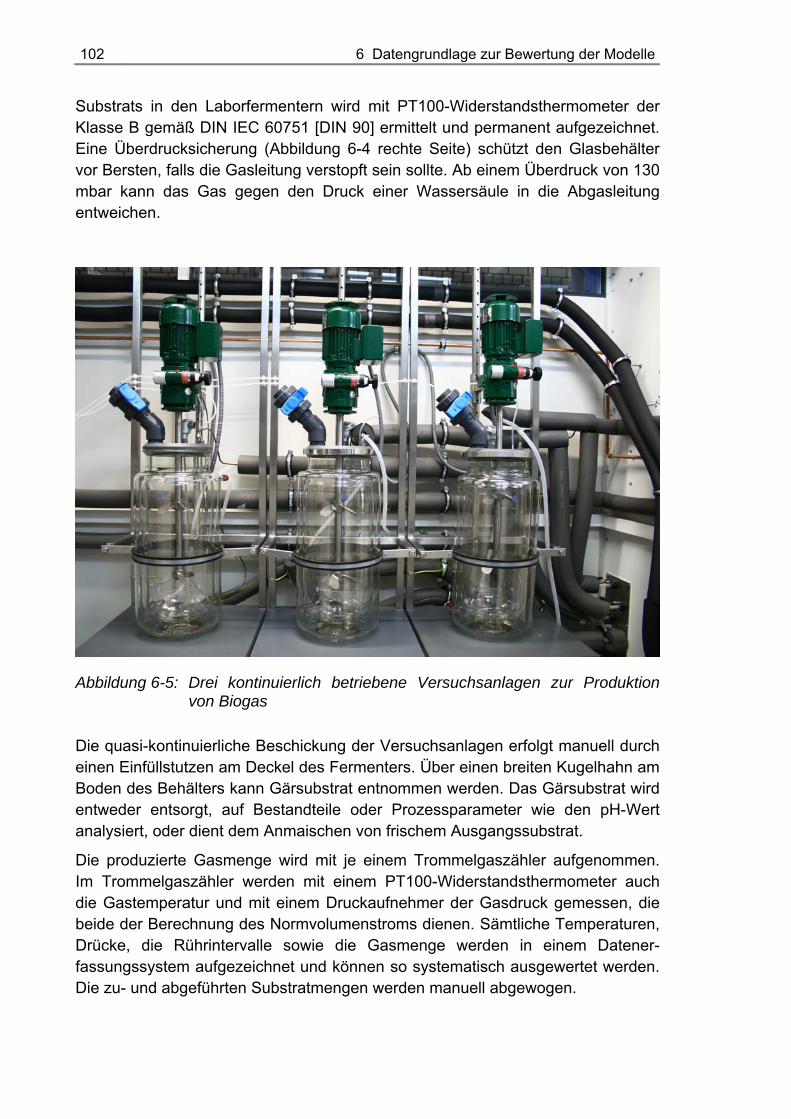
102 6 Datengrundlage zur Bewertung der Modelle
Substrats in den Laborfermentern wird mit PT100-Widerstandsthermometer der Klasse B gemäß DIN IEC 60751 [DIN 90] ermittelt und permanent aufgezeichnet. Eine Überdrucksicherung (Abbildung 6-4 rechte Seite) schützt den Glasbehälter vor Bersten, falls die Gasleitung verstopft sein sollte. Ab einem Überdruck von 130 mbar kann das Gas gegen den Druck einer Wassersäule in die Abgasleitung entweichen.
Abbildung 6-5: Drei kontinuierlich betriebene Versuchsanlagen zur Produktion von Biogas
Die quasi-kontinuierliche Beschickung der Versuchsanlagen erfolgt manuell durch einen Einfüllstutzen am Deckel des Fermenters. Über einen breiten Kugelhahn am Boden des Behälters kann Gärsubstrat entnommen werden. Das Gärsubstrat wird entweder entsorgt, auf Bestandteile oder Prozessparameter wie den pH-Wert analysiert, oder dient dem Anmaischen von frischem Ausgangssubstrat.
Die produzierte Gasmenge wird mit je einem Trommelgaszähler aufgenommen. Im Trommelgaszähler werden mit einem PT100-Widerstandsthermometer auch die Gastemperatur und mit einem Druckaufnehmer der Gasdruck gemessen, die beide der Berechnung des Normvolumenstroms dienen. Sämtliche Temperaturen, Drücke, die Rührintervalle sowie die Gasmenge werden in einem Datener-fassungssystem aufgezeichnet und können so systematisch ausgewertet werden. Die zu- und abgeführten Substratmengen werden manuell abgewogen.
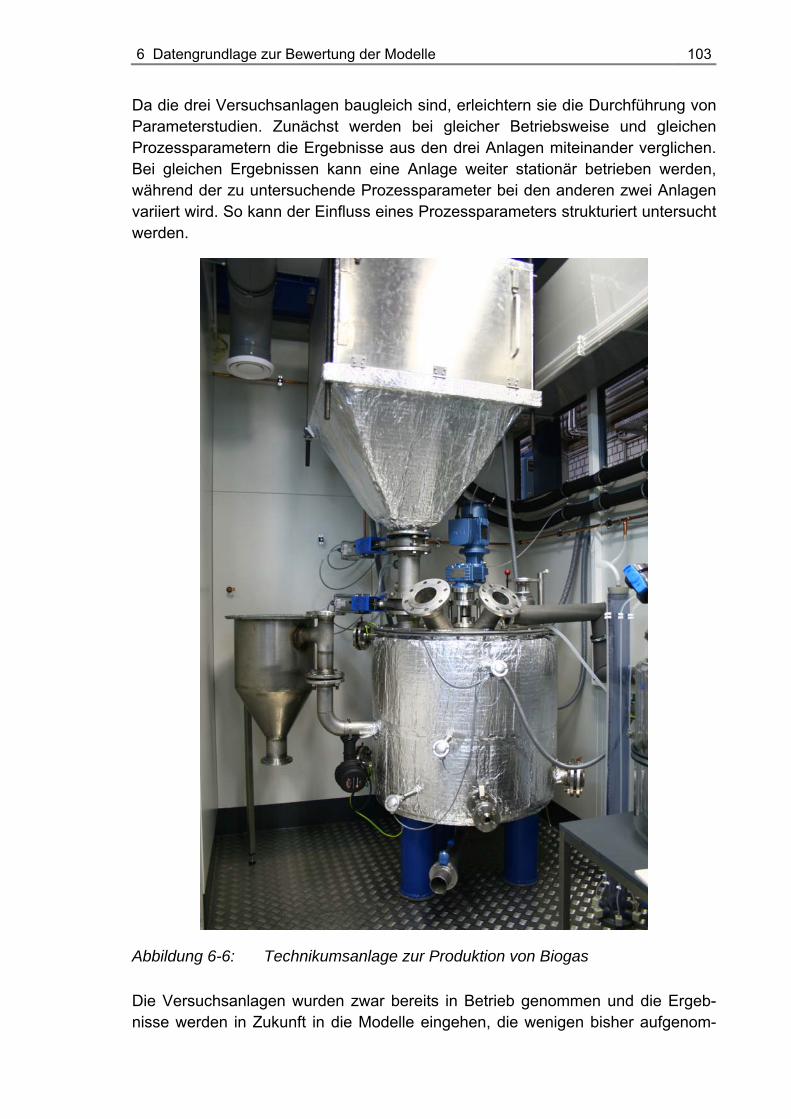
6 Datengrundlage zur Bewertung der Modelle 103
Da die drei Versuchsanlagen baugleich sind, erleichtern sie die Durchführung von Parameterstudien. Zunächst werden bei gleicher Betriebsweise und gleichen Prozessparametern die Ergebnisse aus den drei Anlagen miteinander verglichen. Bei gleichen Ergebnissen kann eine Anlage weiter stationär betrieben werden, während der zu untersuchende Prozessparameter bei den anderen zwei Anlagen variiert wird. So kann der Einfluss eines Prozessparameters strukturiert untersucht werden.
Abbildung 6-6: Technikumsanlage zur Produktion von Biogas
Die Versuchsanlagen wurden zwar bereits in Betrieb genommen und die Ergeb-nisse werden in Zukunft in die Modelle eingehen, die wenigen bisher aufgenom-

104 6 Datengrundlage zur Bewertung der Modelle
menen Daten sind allerdings noch nicht ausreichend, um für die Überpüfung und Anpassung der Modelle herangezogen zu werden.
6.2.3 Beschreibung der kontinuierlichen Technikumsanlage
Die Technikumsanlage mit einem Füllvolumen von ca. 400 Litern ist ein Nachbau einer großtechnischen Biogasanlage mit einem geometrischen Skalierungsfaktor von 19,8. Sie dient in erster Linie der Überprüfung der Übertragbarkeit von Ergeb-nissen aus Laborversuchen in die Praxis. Die Ergebnisse sollen zudem in die Anpassung von Modellen eingehen. Abbildung 6-6 zeigt die Technikumsanlage im Biogaslabor.
Der Fermenter mit einem Innendurchmesser von 0,83 m besteht aus Edelstahl (V4A) und ist mit der gleichen Überdrucksicherung gegen Bersten abgesichert wie die kontinuierlichen Laboranlagen. Die Beschickung mit flüssigen Substraten erfolgt manuell über einen Kugelhahn am Deckel der Technikumsanlage. Bei Bedarf können ein Vorratsbehälter und eine Pumpe nachgerüstet werden. Die Beschickung mit Substraten mit einem höheren Trockensubstanzgehalt erfolgt automatisch über ein Beschickungssystem.
Abbildung 6-7: Einblick in den gekühlten Beschickungvorratsspeicher
Das Beschickungssystem besteht aus einem Vorratsspeicher mit 36 zylindrischen Dosen (Abbildung 6-7). Die Dosen werden manuell mit einer abgewogenen Menge
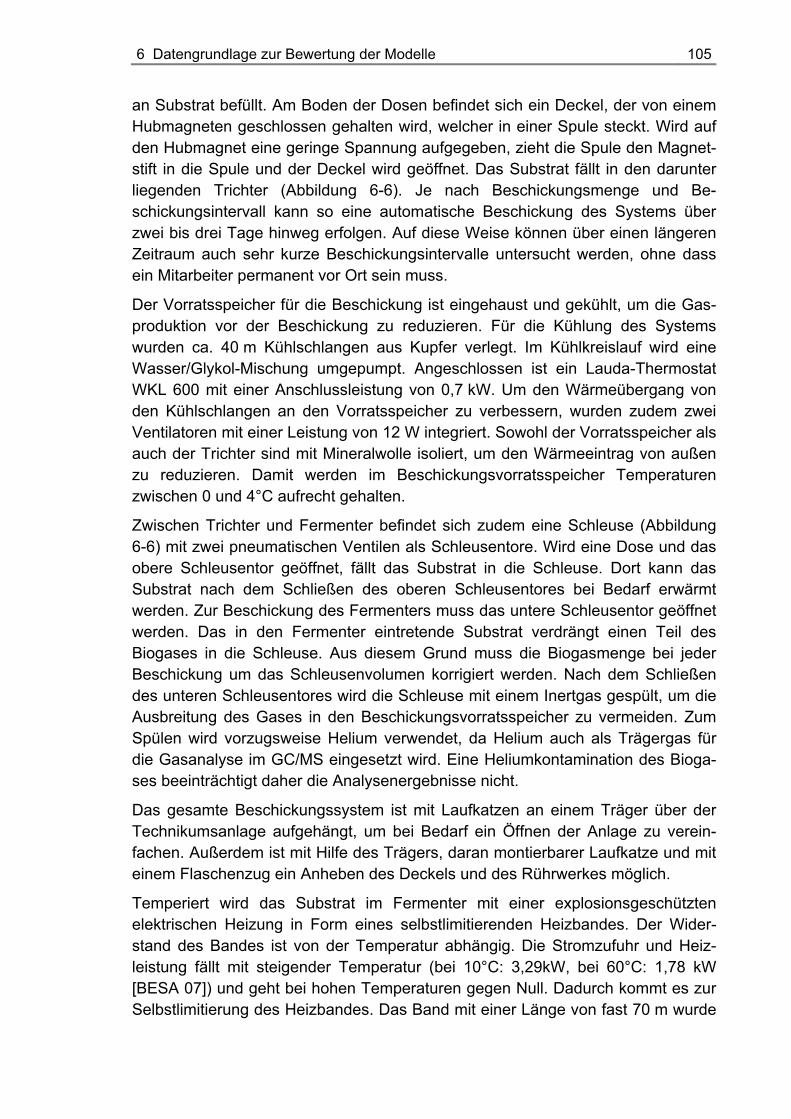
6 Datengrundlage zur Bewertung der Modelle 105
an Substrat befüllt. Am Boden der Dosen befindet sich ein Deckel, der von einem Hubmagneten geschlossen gehalten wird, welcher in einer Spule steckt. Wird auf den Hubmagnet eine geringe Spannung aufgegeben, zieht die Spule den Magnet-stift in die Spule und der Deckel wird geöffnet. Das Substrat fällt in den darunter liegenden Trichter (Abbildung 6-6). Je nach Beschickungsmenge und Be-schickungsintervall kann so eine automatische Beschickung des Systems über zwei bis drei Tage hinweg erfolgen. Auf diese Weise können über einen längeren Zeitraum auch sehr kurze Beschickungsintervalle untersucht werden, ohne dass ein Mitarbeiter permanent vor Ort sein muss.
Der Vorratsspeicher für die Beschickung ist eingehaust und gekühlt, um die Gas-produktion vor der Beschickung zu reduzieren. Für die Kühlung des Systems wurden ca. 40 m Kühlschlangen aus Kupfer verlegt. Im Kühlkreislauf wird eine Wasser/Glykol-Mischung umgepumpt. Angeschlossen ist ein Lauda-Thermostat WKL 600 mit einer Anschlussleistung von 0,7 kW. Um den Wärmeübergang von den Kühlschlangen an den Vorratsspeicher zu verbessern, wurden zudem zwei Ventilatoren mit einer Leistung von 12 W integriert. Sowohl der Vorratsspeicher als auch der Trichter sind mit Mineralwolle isoliert, um den Wärmeeintrag von außen zu reduzieren. Damit werden im Beschickungsvorratsspeicher Temperaturen zwischen 0 und 4°C aufrecht gehalten.
Zwischen Trichter und Fermenter befindet sich zudem eine Schleuse (Abbildung 6-6) mit zwei pneumatischen Ventilen als Schleusentore. Wird eine Dose und das obere Schleusentor geöffnet, fällt das Substrat in die Schleuse. Dort kann das Substrat nach dem Schließen des oberen Schleusentores bei Bedarf erwärmt werden. Zur Beschickung des Fermenters muss das untere Schleusentor geöffnet werden. Das in den Fermenter eintretende Substrat verdrängt einen Teil des Biogases in die Schleuse. Aus diesem Grund muss die Biogasmenge bei jeder Beschickung um das Schleusenvolumen korrigiert werden. Nach dem Schließen des unteren Schleusentores wird die Schleuse mit einem Inertgas gespült, um die Ausbreitung des Gases in den Beschickungsvorratsspeicher zu vermeiden. Zum Spülen wird vorzugsweise Helium verwendet, da Helium auch als Trägergas für die Gasanalyse im GC/MS eingesetzt wird. Eine Heliumkontamination des Bioga-ses beeinträchtigt daher die Analysenergebnisse nicht.
Das gesamte Beschickungssystem ist mit Laufkatzen an einem Träger über der Technikumsanlage aufgehängt, um bei Bedarf ein Öffnen der Anlage zu verein-fachen. Außerdem ist mit Hilfe des Trägers, daran montierbarer Laufkatze und mit einem Flaschenzug ein Anheben des Deckels und des Rührwerkes möglich.
Temperiert wird das Substrat im Fermenter mit einer explosionsgeschützten elektrischen Heizung in Form eines selbstlimitierenden Heizbandes. Der Wider-stand des Bandes ist von der Temperatur abhängig. Die Stromzufuhr und Heiz-leistung fällt mit steigender Temperatur (bei 10°C: 3,29kW, bei 60°C: 1,78 kW [BESA 07]) und geht bei hohen Temperaturen gegen Null. Dadurch kommt es zur Selbstlimitierung des Heizbandes. Das Band mit einer Länge von fast 70 m wurde
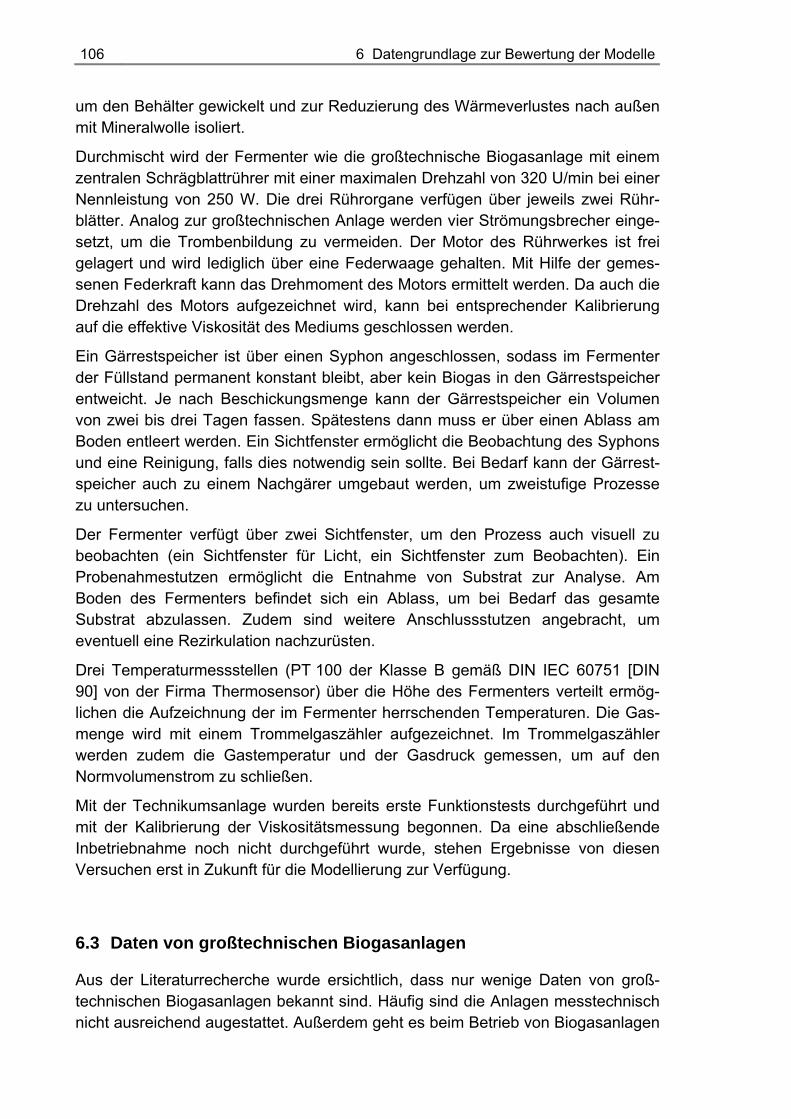
106 6 Datengrundlage zur Bewertung der Modelle
um den Behälter gewickelt und zur Reduzierung des Wärmeverlustes nach außen mit Mineralwolle isoliert.
Durchmischt wird der Fermenter wie die großtechnische Biogasanlage mit einem zentralen Schrägblattrührer mit einer maximalen Drehzahl von 320 U/min bei einer Nennleistung von 250 W. Die drei Rührorgane verfügen über jeweils zwei Rühr-blätter. Analog zur großtechnischen Anlage werden vier Strömungsbrecher einge-setzt, um die Trombenbildung zu vermeiden. Der Motor des Rührwerkes ist frei gelagert und wird lediglich über eine Federwaage gehalten. Mit Hilfe der gemes-senen Federkraft kann das Drehmoment des Motors ermittelt werden. Da auch die Drehzahl des Motors aufgezeichnet wird, kann bei entsprechender Kalibrierung auf die effektive Viskosität des Mediums geschlossen werden.
Ein Gärrestspeicher ist über einen Syphon angeschlossen, sodass im Fermenter der Füllstand permanent konstant bleibt, aber kein Biogas in den Gärrestspeicher entweicht. Je nach Beschickungsmenge kann der Gärrestspeicher ein Volumen von zwei bis drei Tagen fassen. Spätestens dann muss er über einen Ablass am Boden entleert werden. Ein Sichtfenster ermöglicht die Beobachtung des Syphons und eine Reinigung, falls dies notwendig sein sollte. Bei Bedarf kann der Gärrest-speicher auch zu einem Nachgärer umgebaut werden, um zweistufige Prozesse zu untersuchen.
Der Fermenter verfügt über zwei Sichtfenster, um den Prozess auch visuell zu beobachten (ein Sichtfenster für Licht, ein Sichtfenster zum Beobachten). Ein Probenahmestutzen ermöglicht die Entnahme von Substrat zur Analyse. Am Boden des Fermenters befindet sich ein Ablass, um bei Bedarf das gesamte Substrat abzulassen. Zudem sind weitere Anschlussstutzen angebracht, um eventuell eine Rezirkulation nachzurüsten.
Drei Temperaturmessstellen (PT 100 der Klasse B gemäß DIN IEC 60751 [DIN 90] von der Firma Thermosensor) über die Höhe des Fermenters verteilt ermög-lichen die Aufzeichnung der im Fermenter herrschenden Temperaturen. Die Gas-menge wird mit einem Trommelgaszähler aufgezeichnet. Im Trommelgaszähler werden zudem die Gastemperatur und der Gasdruck gemessen, um auf den Normvolumenstrom zu schließen.
Mit der Technikumsanlage wurden bereits erste Funktionstests durchgeführt und mit der Kalibrierung der Viskositätsmessung begonnen. Da eine abschließende Inbetriebnahme noch nicht durchgeführt wurde, stehen Ergebnisse von diesen Versuchen erst in Zukunft für die Modellierung zur Verfügung.
6.3 Daten von großtechnischen Biogasanlagen
Aus der Literaturrecherche wurde ersichtlich, dass nur wenige Daten von groß-technischen Biogasanlagen bekannt sind. Häufig sind die Anlagen messtechnisch nicht ausreichend augestattet. Außerdem geht es beim Betrieb von Biogasanlagen
6 Datengrundlage zur Bewertung der Modelle 107
um ein ökonomisches Optimum, weshalb keine Parameterstudien an großtech-nischen Anlagen durchgeführt werden, die zu Einbußen führen können. Da die Übertragbarkeit von Laborfermentern auf Praxisanlagen nicht abschließend geklärt ist, sind Daten aus großtechnischen Biogasanlagen für die Verifikation von Modellen dennoch unerlässlich.
Für die Überprüfung und Anpassung der Modelle in dieser Arbeit werden Daten einer Biogasanlage in Neurath verwendet. Die Durchflussspeicher-Anlage der RWE Power AG verfügt über einen dänischen Hauptfermenter mit einer hydrau-lischen Verweilzeit von ca. 70 Tagen und einem Volumen von ca. 3.100 m³ sowie einen landwirtschaftlichen Fermenter als Nachgärer mit einem Volumen von ca. 2.000 m³. Der Nachgärer verfügt über ein Tragluftdach zur Zwischenspeicherung des Biogases aus Fermenter und Nachgärer, wo auch die biologische Entschwe-felung stattfindet. Ein Gärrestlager speichert das ausgegorene Substrat bis es als Dünger auf umliegende Felder ausgebracht wird.
Wärmeabnehmer ist das benachbarte Braunkohlekraftwerk Neurath. Die Anlage ist seit 2007 in Betrieb und verfügt über eine überdurchschnittlich gute Instrumen-tierung zur Aufzeichnung von Anlagendaten. Sie ist ausgelegt auf eine elektrische Leistung von 716 kWel, die in einem BHKW mit Otto-Motor produziert werden.
Die NAWARO-Anlage wird täglich beschickt, mit ca. 10 t eines Gemischs aus Rinder- und Schweinegülle und ca. 30 t Maissilage, CCM und GPS, die über einen Feststoffdosierer, Anmaischer und entsprechende Förderschnecken in den Fermenter eingebracht werden.
Um Daten aus weiteren Biogasanlagen einfließen zu lassen, wurde ein Erhe-bungsfragebogen entworfen, der neben den Substratanalysen, die für die Modellierung notwendigen Parameter abfragt. Der Erhebungsfragebogen ist im Anhang A - 10 angefügt.
6.4 Substratanalysen
Zur Überprüfung und Anpassung der stofflichen Modellierung sind einige Analysen des Substrates notwendig. Der Großteil der Analysen wurde von externen Laboren durchgeführt. Die Bestimmung von pH-Wert, TS- und oTS-Gehalt, Brennwert, Dichte und spezifische Wärmekapazität erfolgte im eigenen Labor. Für die Bestimmung des pH-Wertes wurde ein pH-Stabtester PHSCAN30 von Eutech mit einer Genauigkeit von ± 0,01 und automatischer Temperaturkompensation verwendet. Die Ermittlung von Dichte, spezifischer Wärmekapazität und Brennwert wurde bereits in Abschnitt 5.3 bzw. 5.7 kurz erläutert.
Anteil an Trockensubstanz
Der Trockensubstanzgehalt TS ist der Massenanteil des Substrates, der nach Abzug von Wasser verbleibt. Er wird nach DIN EN 12880 [DIN 01b] durch ein
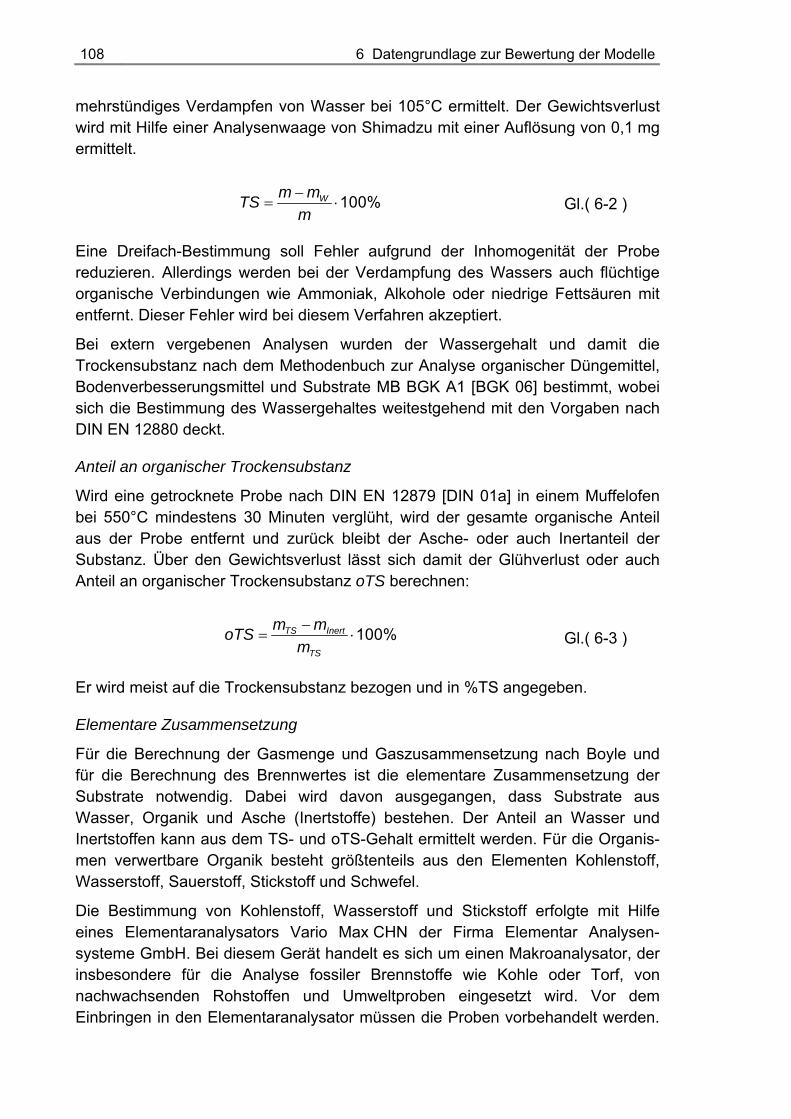
108 6 Datengrundlage zur Bewertung der Modelle
mehrstündiges Verdampfen von Wasser bei 105°C ermittelt. Der Gewichtsverlust wird mit Hilfe einer Analysenwaage von Shimadzu mit einer Auflösung von 0,1 mg ermittelt.
−= ⋅100%Wm mTS
m Gl.( 6-2 )
Eine Dreifach-Bestimmung soll Fehler aufgrund der Inhomogenität der Probe reduzieren. Allerdings werden bei der Verdampfung des Wassers auch flüchtige organische Verbindungen wie Ammoniak, Alkohole oder niedrige Fettsäuren mit entfernt. Dieser Fehler wird bei diesem Verfahren akzeptiert.
Bei extern vergebenen Analysen wurden der Wassergehalt und damit die Trockensubstanz nach dem Methodenbuch zur Analyse organischer Düngemittel, Bodenverbesserungsmittel und Substrate MB BGK A1 [BGK 06] bestimmt, wobei sich die Bestimmung des Wassergehaltes weitestgehend mit den Vorgaben nach DIN EN 12880 deckt.
Anteil an organischer Trockensubstanz
Wird eine getrocknete Probe nach DIN EN 12879 [DIN 01a] in einem Muffelofen bei 550°C mindestens 30 Minuten verglüht, wird der gesamte organische Anteil aus der Probe entfernt und zurück bleibt der Asche- oder auch Inertanteil der Substanz. Über den Gewichtsverlust lässt sich damit der Glühverlust oder auch Anteil an organischer Trockensubstanz oTS berechnen:
−= ⋅100%TS Inert
TS
m moTSm
Gl.( 6-3 )
Er wird meist auf die Trockensubstanz bezogen und in %TS angegeben.
Elementare Zusammensetzung
Für die Berechnung der Gasmenge und Gaszusammensetzung nach Boyle und für die Berechnung des Brennwertes ist die elementare Zusammensetzung der Substrate notwendig. Dabei wird davon ausgegangen, dass Substrate aus Wasser, Organik und Asche (Inertstoffe) bestehen. Der Anteil an Wasser und Inertstoffen kann aus dem TS- und oTS-Gehalt ermittelt werden. Für die Organis-men verwertbare Organik besteht größtenteils aus den Elementen Kohlenstoff, Wasserstoff, Sauerstoff, Stickstoff und Schwefel.
Die Bestimmung von Kohlenstoff, Wasserstoff und Stickstoff erfolgte mit Hilfe eines Elementaranalysators Vario Max CHN der Firma Elementar Analysen-systeme GmbH. Bei diesem Gerät handelt es sich um einen Makroanalysator, der insbesondere für die Analyse fossiler Brennstoffe wie Kohle oder Torf, von nachwachsenden Rohstoffen und Umweltproben eingesetzt wird. Vor dem Einbringen in den Elementaranalysator müssen die Proben vorbehandelt werden.
6 Datengrundlage zur Bewertung der Modelle 109
Zunächst werden die Proben durch Erwärmen bei geringen Temperaturen (über zwei bis drei Tage bei 50°C, danach bei 105°C) von Wasser befreit. Um eine möglichst gute und vollständige Verbrennung zu gewährleisten, werden sämtliche Proben anschließend in einer Kugelmühle zerkleinert. Erst dann erfolgen die Verbrennung bei 900°C und die Analyse der Verbrennungsprodukte mit einem Wärmeleitfähigkeitsdetektor. [Fast 09]
Da der verwendete Elementaranalysator Schwefel nicht analysieren kann, wurde dieser nach DIN EN ISO 11885 [DIN 98] mit einem Atom-Emissionsspektroskop bestimmt. Die Masse an Sauerstoff mo im Substrat wird aus der Massendifferenz von Organik moTS und den anderen Elementen mi ermittelt:
= − − − −O oTS C H N Sm m m m m m Gl.( 6-4 )
Weender-Analyse
Zur Berechnung von Stoffdaten der Substrate sowie zur Berechnung der Gas-menge und der Gaszusammensetzung nach Baserga und Keymer & Schilcher werden die organischen Hauptbestandteile benötigt. Das Standardverfahren in der Futtermittelanalytik ist hierfür die Weender-Analyse. Die Weender-Analyse bein-haltet den Anteil an Rohasche, Rohfett, Rohprotein, Rohfaser und N-freie Extrakt-stoffe. Die Anteile sind meist auf die Trockensubstanz, seltener auf die Frischmasse (Ausgangssubstrat) bezogen.
Rohasche besteht vor allem aus Mineralstoffen und Sand. Der Anteil an Rohasche wird wie der oTS-Anteil mit Hilfe von DIN EN 12879 [DIN 01a] bestimmt. Rohasche ist der Anteil des Ausgangssubstrates, der nach Trocknen und Verglü-hen übrig bleibt. Bei der Vergabe der Analysen an ein externes Labor wurde der Anteil an Rohasche nach dem Methodenbuch der VDLUFA1 III 8.1 [VDL 97] bestimmt, wobei die Vorgaben des Methodenbuchs der VDLUFA mit denen in der DIN EN 12879 bis auf eine erste Erhitzung der Probe auf einer Heizplatte bis zur Verkohlung vor der Zufuhr in einen Muffelofen weitestgehend übereinstimmen.
Rohprotein, Rohfaser, Rohfett und N-freie Extraktstoffe bilden die organische Trockensubstanz. Rohfett ist der Teil des Futtermittels, der sich in Fettlösungsmitteln wie beispielsweise Petrolether löst. Der Anteil an Rohfett wurde nach dem Methodenbuch der VDLUFA III 5.1.1.B [VDL 97] bestimmt. Hierfür muss die Probe zunächst mit Salzsäure heiß behandelt, abgekühlt und filtriert werden. Der gewaschene und getrocknete Rückstand wird mit Petrolether extrahiert und das Lösungsmittel abdestilliert.
Rohprotein ist die Summe aller organischen Verbindungen, die Stickstoff enthal-ten. Der Anteil an Stickstoff wird dabei nach Kjehldahl bestimmt und anschließend mit einem Faktor multipliziert, der dem reziproken Wert des typischen Stickstoff-
1 VDLUFA: Verband Deutscher landwirtschaftlicher Untersuchungs- und Forschungsanstalten
110 6 Datengrundlage zur Bewertung der Modelle
Anteils von Rohproteinen entspricht. Üblicherweise beträgt dieser Faktor für pflanzliches Protein 6,25 und für tierisches Protein 6,38 unter der Annahme eines mittleren Stickstoffanteils im Rohprotein von 16 % bei Pflanzen bzw. 15,7% bei Tieren. Nach VDLUFA III 4.1.1 wird hier der Faktor 6,25 verwendet [VDL 97].
Der Anteil an Subtrat, der nach einer Behandlung mit verdünnten Säuren und Laugen als „unverdaulicher“ Bestandteil zurückbleibt, ist der Rohfaseranteil (VDLUFA III 8.1). Unter Rohfaser fallen in erster Linie Cellulose und Lignin.
Unter N-freien Extraktstoffen (NfE) werden alle Substanzen zusammengefasst, die durch andere organische Bestandteile noch nicht abgedeckt sind, wie Zucker, Stärke, Pektine und organische Säuren. Der Anteil an N-freien Extraktstoffen NfE wird daher aus der Differenz aus organischer Masse moTS und Rohfett mLip, Rohprotein mProt und Rohfaser mCH gebildet:
− − −= ⋅ = ⋅Pr100% 100%oTS Lip ot CHNfE
TS TS
m m m mmNfEm m
Gl.( 6-5 )
Anorganischer Stickstoff und Kohlenstoff
Der anorganische Stickstoff liegt hauptsächlich als Ammonium-Stickstoff vor und wird nach DIN 38406 Teil 5 [DIN 83] photometrisch bestimmt. Dazu wird zunächst die feste Phase mit einer Zentrifuge und mit einem Membranfilter abgetrennt. Bei Bedarf sind eine Verdünnung der Probe und ein Einstellen des pH-Wertes notwendig (zwischen 5 und 8). Anschließend wird die Reagenzlösung zugegeben und die Konzentration an NH4-N in der Probe in einem Photometer ermittelt.
Die Masse an anorganischem Kohlenstoff mIC kann aus der Differenz der Masse des Gesamtkohlenstoffs mTC und des organischen Kohlenstoff mTOC ermittelt werden:
= −IC TC TOCm m m Gl.( 6-6 )
Der Anteil an organischem und Gesamtkohlenstoff wurde nach DIN ISO 10694 [DIN 96] bestimmt. Dazu wird die Probe vollständig verbrannt, wodurch sich aus dem vorhandenen Kohlenstoff Kohlendioxid bildet, dessen Konzentration durch einen Infrarotdetektor aufgezeichnet werden kann. Werden vor der Verbrennung alle anwesenden Carbonate mit Salzsäure entfernt, kann mit der gleichen Methode der organische Kohlenstoff ermittelt werden.
Inertstoffe
Die Masse an Inertstoffen mInert bilden die Differenz der Masse an Organik von der Masse an Trockensubstanz:
= −Inert TS oTSm m m Gl.( 6-7 )
6 Datengrundlage zur Bewertung der Modelle 111
und kann analog zum TS-Gehalt und oTS-Gehalt bestimmt werden.
Fettsäuren
Die Analyse von Essigsäure, Propionsäure, Buttersäure und Valeriansäure erfolgte mit Hilfe der Gaschromatographie. Nach der Aufbereitung der Proben werden die Fettsäuren über eine Kapillartrennsäule in einem GC aufgetrennt und mit einem Flammenionisationsdetektor analysiert. Die Identifizierung der einzelnen Fettsäuren erfolgte dabei anhand der Retentionszeiten und die Quantifizierung über die Fläche unter den Peaks.
Neben den kurzkettigen Fettsäuren wurden auch 40 verschiedene langkettige Fettsäuren mit 8 bis 24 Kohlenstoffatomen analysiert. Die Bestimmung dieser langkettigen Fettsäuren (LCFA) erfolgte nach der DGF1-Einheitsmethode DGF C-VI 10a/11a [DGF 04] zur Analyse von Fettsäuren und Fettsäureverteilung eben-falls mit Hilfe der Gaschromatographie.
Weitere organische Bestandteile
Die Konzentration an Monosacchariden wurde nach VDLUFA III 7.1.1 ermittelt. Dazu werden die Zucker in verdünntem Ethanol gelöst und die Lösung an-schließend mit den Carrez-Lösungen2 I und II geklärt. Nach dem Abdampfen des Ethanols erfolgt die Bestimmung der Zuckerkonzentration durch die Luff-Schoorl-Methode3.
Proteine sind aus 22 unterschiedlichen Aminosäuren zusammengesetzt. Außer-dem gibt es eine Vielzahl an weiteren natürlich vorkommenden Aminosäuren. In ADM1 wird der Abbau der Aminosäuren separat betrachtet. Deshalb wurde zur Prüfung des Modells die Konzentration von 17 typischen Aminosäuren unter Verwendung eines Aminosäureanalysators nach der Richtlinie EG 98/64 L257/14 [EG 98] bestimmt. Dazu werden die Aminosäuren mit verdünnter Salzsäure extra-hiert. Mitextrahierte stickstoffhaltige Makromoleküle werden mit Sulfosalicylsäure ausgefüllt und abfiltriert. Nachdem die gefilterte Lösung auf einen pH-Wert von 2,20 eingestellt wurde, werden die Aminosäuren durch Ionenaustauschchroma-tographie getrennt und mit Ninhydrin versetzt. Der Nachweis der einzelnen Aminosäuren erfolgt dann photometrisch.
Die Konzentrationen an Kompositen, Kationen, Anionen und Bakterien werden nicht bestimmt und unterliegen Annahmen.
1 DGF: Deutsche Gesellschaft für Fettwissenschaft e.V. 2 Carrez-Lösung I: Zinkacetat und Eisessig gelöst in Wasser; Carrez-Lösung II: Kaliumhexacyanoferrat(II) gelöst in Wasser [VDL 97] 3 Luff-Schoorl-Methode: Reduktion Kupfer-Ionen durch den Zucker und Rücktitration der verbleibenden Kupfer-Ionen mit Natriumthiosulfatlösung [VDL 97]
112 6 Datengrundlage zur Bewertung der Modelle
6.5 Verwendete Substrate
Für die Überprüfung und Anpassung der Modelle wurden Substrate herangezo-gen, die von der RWE Innogy AG zur Verfügung gestellt wurden und sehr häufig in NAWARO-Anlagen eingesetzt werden, wie Gülle und Maissilage, aber auch etwas seltenere Substrate wie Corn Cob Mix (CCM) und Ganzpflanzensilage von Gerste. Diese Ausgangssubstrate werden zum Teil bereits in der Biogasanlage Neurath eingesetzt. Der verwendete Gärrest stammt ebenfalls aus der Biogasanlage Neurath.
Wirtschaftsdünger: Gülle
Beim überwiegenden Anteil an Biogasanlagen wird der Wirtschaftsdünger Rinder-gülle genutzt [EdSc 06]. Rindergülle ist ein Gemisch aus Kot und Harn mit sehr wenig oder keiner Einstreu. Dadurch ist dieses Substrat recht dünnflüssig und kann sehr gut gepumpt und vermischt werden. Außerdem beginnt im Pansen von Rindern bereits der anaerobe Abbau von Substrat, wodurch Rindergülle ent-sprechende Populationen an Säure- und Methanbildnern enthalten. Bei den Versuchen im Labor und in der großtechnischen Biogasanlage wird ein Gemisch aus Rindergülle und Schweinegülle eingesetzt. Schweinegülle hat ähnliche Eigen-schaften wie Rindergülle, verstärkt aber zusätzlich die hohe Pufferkapazität des Materials.
Die Zusammensetzung von Gülle ist unter anderem abhängig von der Nutzungs-richtung der Tierhaltung (Mastvieh, Milchvieh, Jungvieh). Außerdem unterliegt die Zusammensetzung starken saisonalen Schwankungen durch die Fütterung. Im Sommer wird bei Rindern viel frisches Gras gefüttert, welches zu einem gerin-geren Anteil an Trockensubstanz und einem geringeren Fasergehalt führt. Durch Schwankungen in der Zusammensetzung kommt es auch zu deutlichen Band-breiten in der Gasausbeute (Rind: 220 bis 460 lN/kgoTS, Schwein: 447 lN/kgoTS [KTBL 05]). Durch den hohen Anteil an Wasser ist die Gasausbeute aus einem Kilo Gülle allerdings sehr gering. Aus diesem Grund werden bei vielen Biogasan-lagen Energiepflanzen zugegeben.
NAWARO: Maissilage
In Biogasanlagen können prinzipiell alle Feldkulturen als NAWARO (auch Energiepflanzen) eingesetzt werden. Aufgrund von hohen Ernteerträgen und der guten Lagermöglichkeit von ganzen Maispflanzen als Silage, hat sich Maissilage als die am häufigsten eingesetzte Energiepflanze durchgesetzt. Neben Rüben erreicht Maissilage mit über 6000 m³CH4/ha die größte Methanausbeute pro ange-bauter Fläche, bei spätreifen Sorten an günstigen Standorten sogar über 8000 m³CH4/ha. Geernet wird Mais meist zwischen der Milch- und Teigreife mit einem TS-Gehalt zwischen 28 und 35%. [EdSc 06]
Haltbar und damit über mehrere Monate lagerfähig wird die Maispflanze durch eine Silierung. Dazu wird die ganze Pflanze mit einer Schnittlänge zwischen 3 und
6 Datengrundlage zur Bewertung der Modelle 113
4 mm [KaMa 05] gehäckselt und auf einer Silageplatte aufgebracht, verdichtet und weitestgehend luftdicht verschlossen. Milchsäurebakterien wandeln Zucker in Säuren um, wodurch der pH-Wert sinkt und damit ein weiterer Abbau unterdrückt wird. Durch die Silierung ist eine ganzjährige Beschickung der Biogasanlage mit Mais möglich. Insbesondere bei einem geringen TS-Gehalt (< 28%) wird Silo-sickersaft gebildet, der einen Teil der Nährstoffe ausschwemmt [KaMa 05]. Dadurch reduziert sich der TS-Gehalt der Maissilage, der später beim Biogas-bildungsprozess fehlt. Auch durch die Gärung und durch Randverluste wird der TS-Gehalt vermindert. Auf der anderen Seite zeigen Untersuchungen von Amon et al. [AKAM 03] einen höheren Methanertrag aus Silagen als aus der Frischmasse von Energiepflanzen.
NAWARO: Ganzpflanzensilage
Wie der Name vermuten lässt, ist Ganzpflanzensilage (GPS) die gesamte silierte Pflanze, in der Regel von Getreidepflanzen (hier Gerste). Durch die hohe Methan-ausbeute pro angebauter Fläche von durchschnittlich 4000 m³CH4/ha [EdSc 06] wird GPS immer beliebter. Zudem ist sie gut in die Fruchtfolge integrierbar und erzielt auch auf lehmigen Böden und bei niedrigen Frühjahrstemperaturen gute und stabile Erträge. Der optimale Erntezeitpunkt ist bei beginnender Teigreife mit einem TS-Gehalt von 35 bis 40% [EdSc 06]. Allerdings führt der hohe Protein- und damit auch Stickstoffanteil bei einem zu hohen Anteil in der Substratmischung in Biogasanlagen zur Hemmung des Prozesses.
NAWARO: Corn Cob Mix
Corn Cob Mix (CCM) besteht aus zerkleinerten und silierten Maiskolben. Im Rahmen dieser Arbeit wurde CCM mit einem Spindelanteil von 70% verwendet. Die Flächenerträge sind mit ca. 3000 m³CH4/ha [EdSc 06] zwar geringer als bei Silomais, durch den hohen TS-Gehalt werden aber deutlich höhere Gasausbeuten bezogen auf die Gesamtmasse erreicht. Zu hohe Mengen an CCM sind allerdings zu vermeiden, da sie aufgrund des schnellen Abbaus zur Versäuerung führen. Außerdem kann der hohe Anteil an Rohproteinen zur Ammoniak-Hemmung führen.
Die Monovergärung von NAWARO ist häufig kritisch, da die Mikroorganismen dann meist einem Mangel an diversen Nährstoffen oder Spurenelementen ausge-setzt sind. Außerdem neigt der Prozess zur Übersäuerung aufgrund der fehlenden Pufferkapazität der Substrate, was die Prozessstabilität gefährdet. Der TS-Gehalt ist häufig zu hoch, um NAWARO in einem konventionellen Fermenter mit einem Rührwerk ausreichend zu homogenisieren. Zudem sind der Anbau und die Verar-beitung von NAWARO nicht kostenfrei. Aus diesem Grund wird in der Regel ein Gemisch aus Wirtschaftsdünger und NAWARO gewählt, welches ein Optimum an maximaler Gasproduktion, leichter Handhabung und geringen Kosten darstellt.

114 6 Datengrundlage zur Bewertung der Modelle
Fermenterinhalt
Aufgrund der komplett durchmischten Behälter besitzt der Gärrest aus einem Fermenter die gleiche Zusammensetzung wie der Fermenterinhalt selbst. Im Rahmen dieser Arbeit wurde Fermenterinhalt der Biogasanlage Neurath verwen-det. Die Proben für den Fermenterinhalt wurden parallel zu den Proben der Ausgangssubstrate entnommen.
In Anhang A - 11 sind die Ergebnisse der Analysen für die aufgeführten Substrate zusammengefasst, die als Grundlage für die Modellierung dienen.
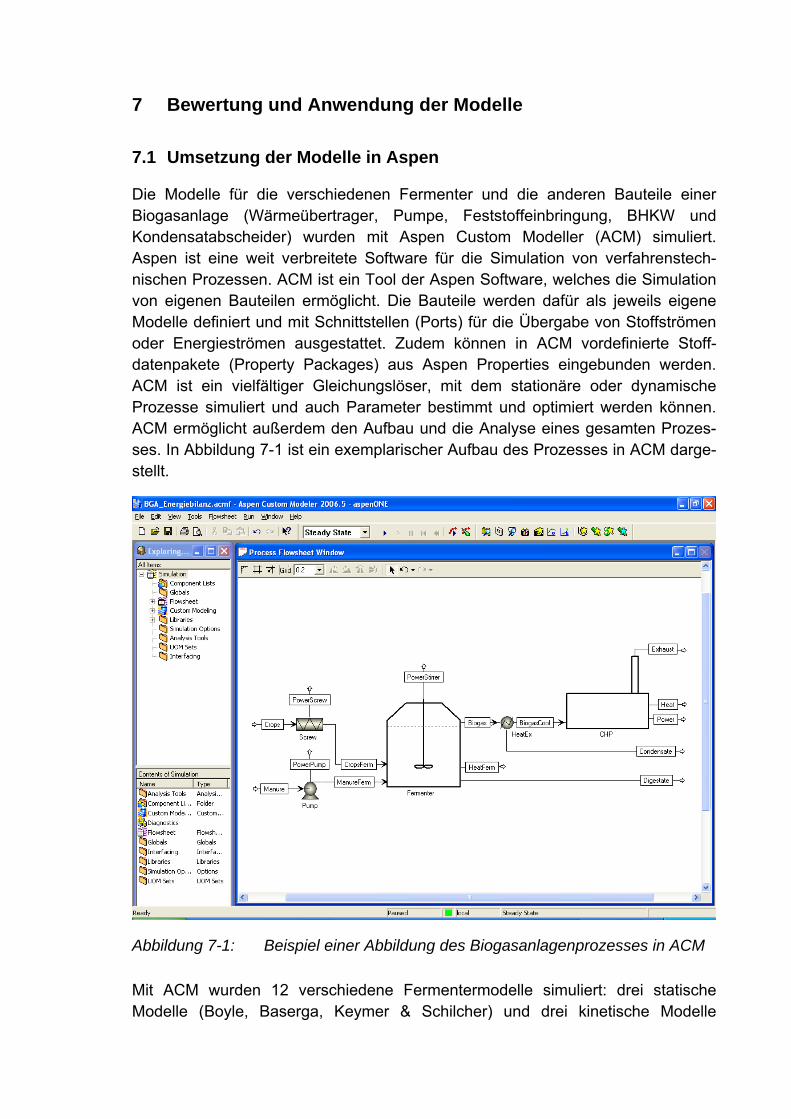
7 Bewertung und Anwendung der Modelle
7.1 Umsetzung der Modelle in Aspen
Die Modelle für die verschiedenen Fermenter und die anderen Bauteile einer Biogasanlage (Wärmeübertrager, Pumpe, Feststoffeinbringung, BHKW und Kondensatabscheider) wurden mit Aspen Custom Modeller (ACM) simuliert. Aspen ist eine weit verbreitete Software für die Simulation von verfahrenstech-nischen Prozessen. ACM ist ein Tool der Aspen Software, welches die Simulation von eigenen Bauteilen ermöglicht. Die Bauteile werden dafür als jeweils eigene Modelle definiert und mit Schnittstellen (Ports) für die Übergabe von Stoffströmen oder Energieströmen ausgestattet. Zudem können in ACM vordefinierte Stoff-datenpakete (Property Packages) aus Aspen Properties eingebunden werden. ACM ist ein vielfältiger Gleichungslöser, mit dem stationäre oder dynamische Prozesse simuliert und auch Parameter bestimmt und optimiert werden können. ACM ermöglicht außerdem den Aufbau und die Analyse eines gesamten Prozes-ses. In Abbildung 7-1 ist ein exemplarischer Aufbau des Prozesses in ACM darge-stellt.
Abbildung 7-1: Beispiel einer Abbildung des Biogasanlagenprozesses in ACM
Mit ACM wurden 12 verschiedene Fermentermodelle simuliert: drei statische Modelle (Boyle, Baserga, Keymer & Schilcher) und drei kinetische Modelle
116 7 Bewertung und Anwendung der Modelle
(Andrews & Graef, Hill & Barth, ADM1) jeweils als dänischer und landwirtschaft-licher Fermenter. Die Modelle wurden so umgesetzt, dass jeder Fermenter über die gleichen Ports verfügt und mit jedem Bauteil verbunden werden kann, sodass sie besser miteinander verglichen und direkt ausgetauscht werden können.
Die verfügbaren Ports werden unterteilt in Power-Ports und Material-Ports. Power-Ports übertragen lediglich Leistungen einzelner Bauteile. Es gibt einen Power-Port für Wärmeströme und einen für die elektrische Leistung. Die Ports für Stoffströme sind für Gase und Substrate (Ausganssubstrate, Recycle-Ströme oder Gärrest) verschieden. Bei Gasen wird der Stoffstrom durch den Volumenstrom, die Volu-menanteile der Gasbestandteile, Gasdruck und Gastemperatur charakterisiert. Substrate werden mit dem Massenstrom, dem Massenanteil der Bestandteile, der Substrattemperatur und dem Druck übergeben. Für jeden Strom werden die Massenanteile bzw. die Volumenanteile für die folgenden Bestandteile betrachtet:
- Rohfett - Inert - NH3 - Rohprotein - H2O - H2S - Rohfaser - CH4 - H2 - N-freie Extraktstoffe - CO2
Je nach Bauteil sind verschiedene Ports eingerichtet. Während der Fermenter über Ports zur Zufuhr von flüssigen und festen Ausgangsmaterialien und zur Abfuhr von Gärrest und Biogas sowie über Ports für die Zufuhr von Wärme und Strom verfügt, besitzt die Pumpe beispielsweise keinen Port für die Wärme.
7.2 Bewertung der stofflichen Bilanzierung
7.2.1 Statische Modelle
Um die statischen Modelle besser untereinander und mit der Praxis zu verglei-chen, wurde die Gasproduktion und die Gaszusammensetzung mit allen drei Modellen für die gleichen Substrate berechnet und mit eigenen Messungen im Labor und einer großtechnischen Biogasanlage verglichen. Die mit den statischen Modellen berechneten Gaserträge und Gaszusammensetzungen sind in Tabelle 7-1 für die betrachteten reinen Ausgangssubstrate aufgeführt und den eigenen Ergebnissen und Ergebnissen aus der Literatur gegenübergestellt. Die Biogas-erträge mit der entsprechenden Gaszusammensetzung aus der Literatur und aus eigenen Untersuchungen wurden mit Hilfe von Batch-Versuchen ermittelt. Aufgrund technischer Probleme war bisher keine Analyse der Gaszusammen-setzung möglich.
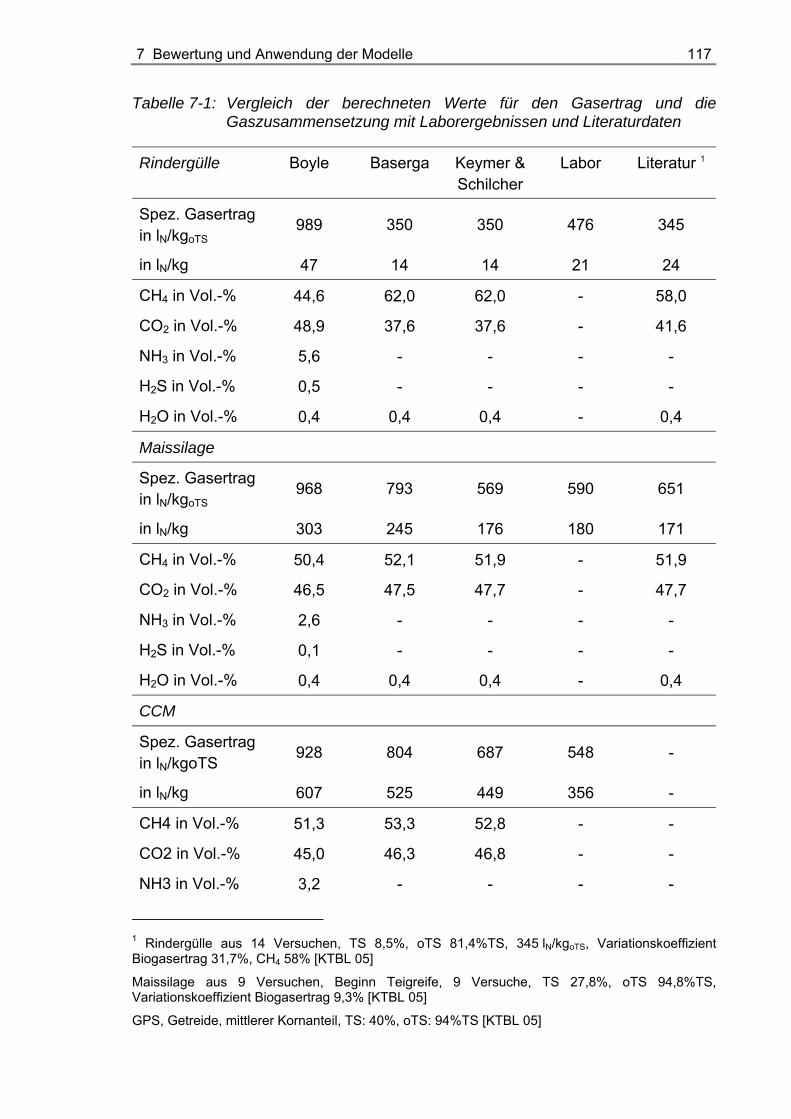
7 Bewertung und Anwendung der Modelle 117
Tabelle 7-1: Vergleich der berechneten Werte für den Gasertrag und die Gaszusammensetzung mit Laborergebnissen und Literaturdaten
Rindergülle Boyle Baserga Keymer & Schilcher
Labor Literatur 1
Spez. Gasertrag in lN/kgoTS
989 350 350 476 345
in lN/kg 47 14 14 21 24
CH4 in Vol.-% 44,6 62,0 62,0 - 58,0
CO2 in Vol.-% 48,9 37,6 37,6 - 41,6
NH3 in Vol.-% 5,6 - - - -
H2S in Vol.-% 0,5 - - - -
H2O in Vol.-% 0,4 0,4 0,4 - 0,4
Maissilage
Spez. Gasertrag in lN/kgoTS 968 793 569 590 651
in lN/kg 303 245 176 180 171
CH4 in Vol.-% 50,4 52,1 51,9 - 51,9
CO2 in Vol.-% 46,5 47,5 47,7 - 47,7
NH3 in Vol.-% 2,6 - - - -
H2S in Vol.-% 0,1 - - - -
H2O in Vol.-% 0,4 0,4 0,4 - 0,4
CCM
Spez. Gasertrag in lN/kgoTS
928 804 687 548 -
in lN/kg 607 525 449 356 -
CH4 in Vol.-% 51,3 53,3 52,8 - -
CO2 in Vol.-% 45,0 46,3 46,8 - -
NH3 in Vol.-% 3,2 - - - -
1 Rindergülle aus 14 Versuchen, TS 8,5%, oTS 81,4%TS, 345 lN/kgoTS, Variationskoeffizient Biogasertrag 31,7%, CH4 58% [KTBL 05]
Maissilage aus 9 Versuchen, Beginn Teigreife, 9 Versuche, TS 27,8%, oTS 94,8%TS, Variationskoeffizient Biogasertrag 9,3% [KTBL 05]
GPS, Getreide, mittlerer Kornanteil, TS: 40%, oTS: 94%TS [KTBL 05]
118 7 Bewertung und Anwendung der Modelle
H2S in Vol.-% 0,1 - - - -
H2O in Vol.-% 0,4 0,4 0,4 - -
GPS
Spez. Gasertrag in lN/kgoTS
947 793 492 591 520
in lN/kg 256 210 130 147 196
CH4 in Vol.-% 48,7 52,4 52,4 - 52,0
CO2 in Vol.-% 47,9 47,2 47,2 - 47,6
NH3 in Vol.-% 2,9 - - - -
H2S in Vol.-% 0,1 - - - -
H2O in Vol.-% 0,4 0,4 0,4 - 0,4
Da nach dem Modell von Keymer & Schilcher lediglich NAWARO in organische Hauptbestandteile zerlegt und mit Verdauungsquotienten behaftet werden, und Gülle bei beiden Modellen mit einer konstanten spezifischen Gasausbeute eingeht, stimmen Gasproduktion und Gaszusammensetzung bei Gülle nach dem Modell von Keymer & Schilcher und nach dem Modell von Baserga miteinander überein. Die größte Gasausbeute wird mit dem Modell von Boyle berechnet (fast dreimal soviel wie mit den anderen beiden Modellen), da hier von einer vollstän-digen Umsetzung der Organik ausgegangen wird.
Die Berechnung der Gasausbeute nach Boyle ist für die Beurteilung des Abbau-prozesses interessant. Batch-Versuche werden bis zu einem bestimmten Abbruchkriterium durchgeführt. Das kann eine bestimmte Zeitspanne sein oder nach DIN 38414 [DIN 85], wenn täglich nur noch 1% der bis dahin insgesamt entstandenen Gasmenge produziert wird. Der Prozess ist in der Regel dann aller-dings noch nicht abgeschlossen. Bei eigenen Untersuchungen wurde das Abbruchkriterium bei Batch-Versuchen mit reiner Rindergülle nach ca. 1 Monat erreicht (spezifische Gasausbeute 476 lN/kgoTS). Bezogen auf die maximal erreich-bare Gasbeute nach Boyle sind nach 1 Monat Batch-Versuch erst 48,1% der theo-retischen Gasausbeute erreicht. Nach 2 Monaten stieg die spezifische Gasaus-beute auf 543 lN/kgoTS und damit 54,9%, wobei der Prozess noch immer nicht abgeschlossen war, wie Abbildung 7-2 zeigt.
Bei den Batch-Versuchen mit Gülle wurde Rindergülle verwendet, die je nach Witterung einen gewissen Anteil an Silagesickersaft enthält. Im Vergleich zur Literatur wurde im Labor deutlich mehr Biogas produziert bezogen auf die orga-nische Trockensubstanz. Über die Ursache für diese Abweichung kann nur speku-liert werden, da die Zusammensetzung der Rindergülle und des Impfmaterials
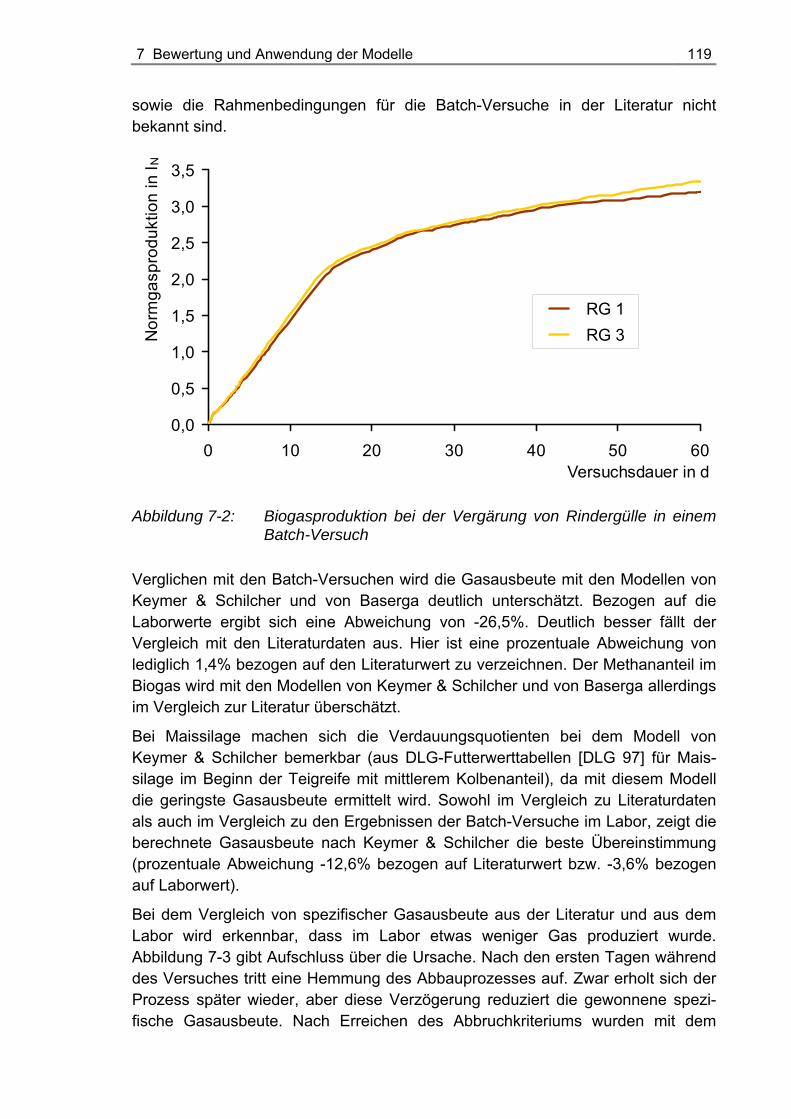
7 Bewertung und Anwendung der Modelle 119
sowie die Rahmenbedingungen für die Batch-Versuche in der Literatur nicht bekannt sind.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 10 20 30 40 50 60Versuchsdauer in d
Nor
mga
spro
dukt
ion
in l
N
RG 1 RG 3
Abbildung 7-2: Biogasproduktion bei der Vergärung von Rindergülle in einem Batch-Versuch
Verglichen mit den Batch-Versuchen wird die Gasausbeute mit den Modellen von Keymer & Schilcher und von Baserga deutlich unterschätzt. Bezogen auf die Laborwerte ergibt sich eine Abweichung von -26,5%. Deutlich besser fällt der Vergleich mit den Literaturdaten aus. Hier ist eine prozentuale Abweichung von lediglich 1,4% bezogen auf den Literaturwert zu verzeichnen. Der Methananteil im Biogas wird mit den Modellen von Keymer & Schilcher und von Baserga allerdings im Vergleich zur Literatur überschätzt.
Bei Maissilage machen sich die Verdauungsquotienten bei dem Modell von Keymer & Schilcher bemerkbar (aus DLG-Futterwerttabellen [DLG 97] für Mais-silage im Beginn der Teigreife mit mittlerem Kolbenanteil), da mit diesem Modell die geringste Gasausbeute ermittelt wird. Sowohl im Vergleich zu Literaturdaten als auch im Vergleich zu den Ergebnissen der Batch-Versuche im Labor, zeigt die berechnete Gasausbeute nach Keymer & Schilcher die beste Übereinstimmung (prozentuale Abweichung -12,6% bezogen auf Literaturwert bzw. -3,6% bezogen auf Laborwert).
Bei dem Vergleich von spezifischer Gasausbeute aus der Literatur und aus dem Labor wird erkennbar, dass im Labor etwas weniger Gas produziert wurde. Abbildung 7-3 gibt Aufschluss über die Ursache. Nach den ersten Tagen während des Versuches tritt eine Hemmung des Abbauprozesses auf. Zwar erholt sich der Prozess später wieder, aber diese Verzögerung reduziert die gewonnene spezi-fische Gasausbeute. Nach Erreichen des Abbruchkriteriums wurden mit dem
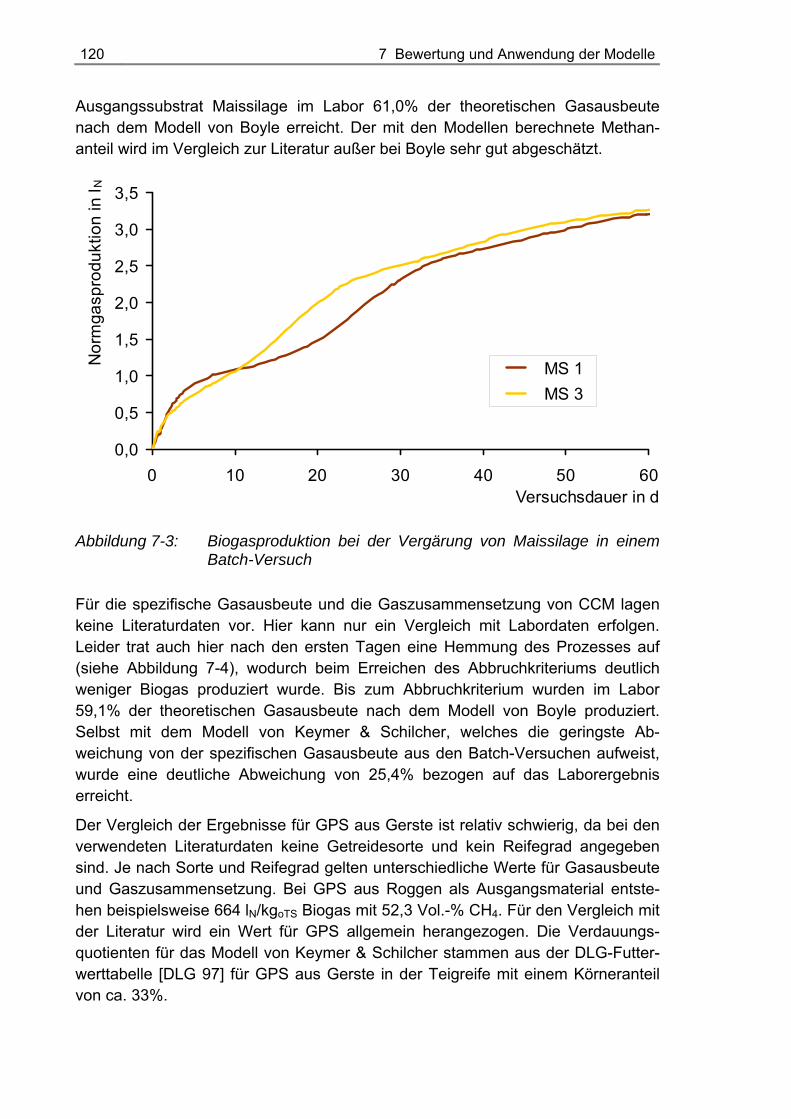
120 7 Bewertung und Anwendung der Modelle
Ausgangssubstrat Maissilage im Labor 61,0% der theoretischen Gasausbeute nach dem Modell von Boyle erreicht. Der mit den Modellen berechnete Methan-anteil wird im Vergleich zur Literatur außer bei Boyle sehr gut abgeschätzt.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 10 20 30 40 50 60Versuchsdauer in d
Nor
mga
spro
dukt
ion
in l
N
MS 1 MS 3
Abbildung 7-3: Biogasproduktion bei der Vergärung von Maissilage in einem Batch-Versuch
Für die spezifische Gasausbeute und die Gaszusammensetzung von CCM lagen keine Literaturdaten vor. Hier kann nur ein Vergleich mit Labordaten erfolgen. Leider trat auch hier nach den ersten Tagen eine Hemmung des Prozesses auf (siehe Abbildung 7-4), wodurch beim Erreichen des Abbruchkriteriums deutlich weniger Biogas produziert wurde. Bis zum Abbruchkriterium wurden im Labor 59,1% der theoretischen Gasausbeute nach dem Modell von Boyle produziert. Selbst mit dem Modell von Keymer & Schilcher, welches die geringste Ab-weichung von der spezifischen Gasausbeute aus den Batch-Versuchen aufweist, wurde eine deutliche Abweichung von 25,4% bezogen auf das Laborergebnis erreicht.
Der Vergleich der Ergebnisse für GPS aus Gerste ist relativ schwierig, da bei den verwendeten Literaturdaten keine Getreidesorte und kein Reifegrad angegeben sind. Je nach Sorte und Reifegrad gelten unterschiedliche Werte für Gasausbeute und Gaszusammensetzung. Bei GPS aus Roggen als Ausgangsmaterial entste-hen beispielsweise 664 lN/kgoTS Biogas mit 52,3 Vol.-% CH4. Für den Vergleich mit der Literatur wird ein Wert für GPS allgemein herangezogen. Die Verdauungs-quotienten für das Modell von Keymer & Schilcher stammen aus der DLG-Futter-werttabelle [DLG 97] für GPS aus Gerste in der Teigreife mit einem Körneranteil von ca. 33%.
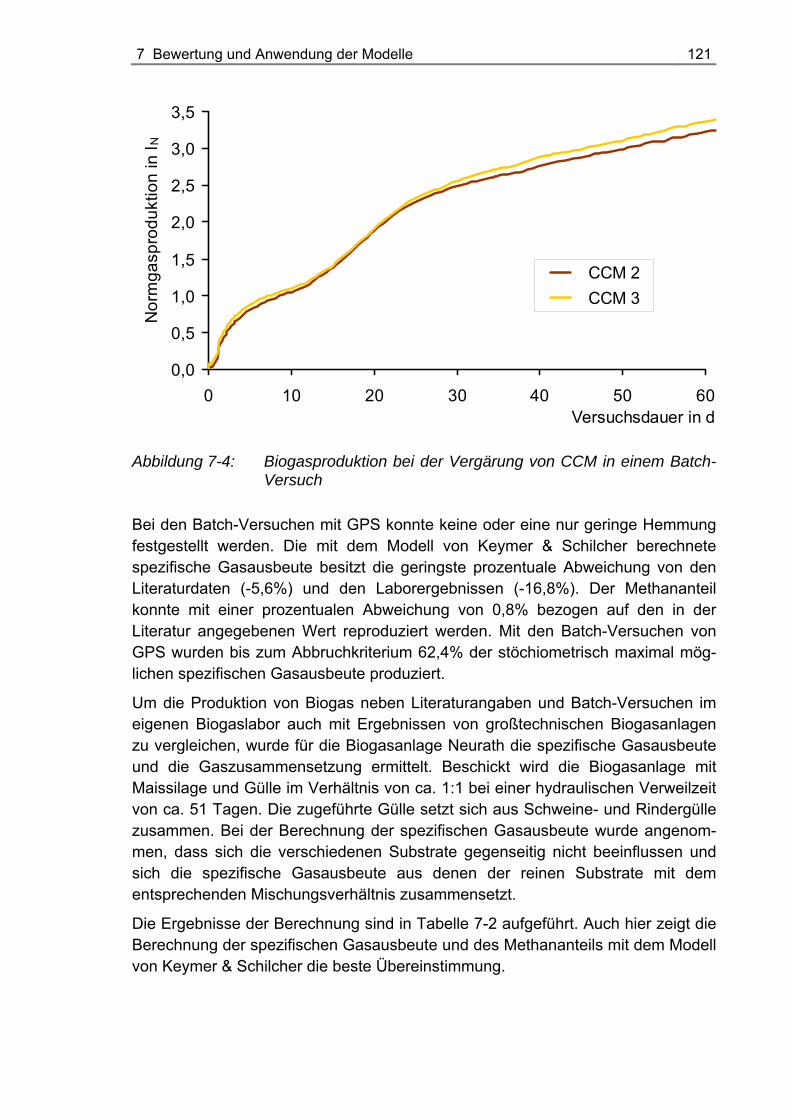
7 Bewertung und Anwendung der Modelle 121
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 10 20 30 40 50 60Versuchsdauer in d
Nor
mga
spro
dukt
ion
in l
N
CCM 2 CCM 3
Abbildung 7-4: Biogasproduktion bei der Vergärung von CCM in einem Batch-Versuch
Bei den Batch-Versuchen mit GPS konnte keine oder eine nur geringe Hemmung festgestellt werden. Die mit dem Modell von Keymer & Schilcher berechnete spezifische Gasausbeute besitzt die geringste prozentuale Abweichung von den Literaturdaten (-5,6%) und den Laborergebnissen (-16,8%). Der Methananteil konnte mit einer prozentualen Abweichung von 0,8% bezogen auf den in der Literatur angegebenen Wert reproduziert werden. Mit den Batch-Versuchen von GPS wurden bis zum Abbruchkriterium 62,4% der stöchiometrisch maximal mög-lichen spezifischen Gasausbeute produziert.
Um die Produktion von Biogas neben Literaturangaben und Batch-Versuchen im eigenen Biogaslabor auch mit Ergebnissen von großtechnischen Biogasanlagen zu vergleichen, wurde für die Biogasanlage Neurath die spezifische Gasausbeute und die Gaszusammensetzung ermittelt. Beschickt wird die Biogasanlage mit Maissilage und Gülle im Verhältnis von ca. 1:1 bei einer hydraulischen Verweilzeit von ca. 51 Tagen. Die zugeführte Gülle setzt sich aus Schweine- und Rindergülle zusammen. Bei der Berechnung der spezifischen Gasausbeute wurde angenom-men, dass sich die verschiedenen Substrate gegenseitig nicht beeinflussen und sich die spezifische Gasausbeute aus denen der reinen Substrate mit dem entsprechenden Mischungsverhältnis zusammensetzt.
Die Ergebnisse der Berechnung sind in Tabelle 7-2 aufgeführt. Auch hier zeigt die Berechnung der spezifischen Gasausbeute und des Methananteils mit dem Modell von Keymer & Schilcher die beste Übereinstimmung.
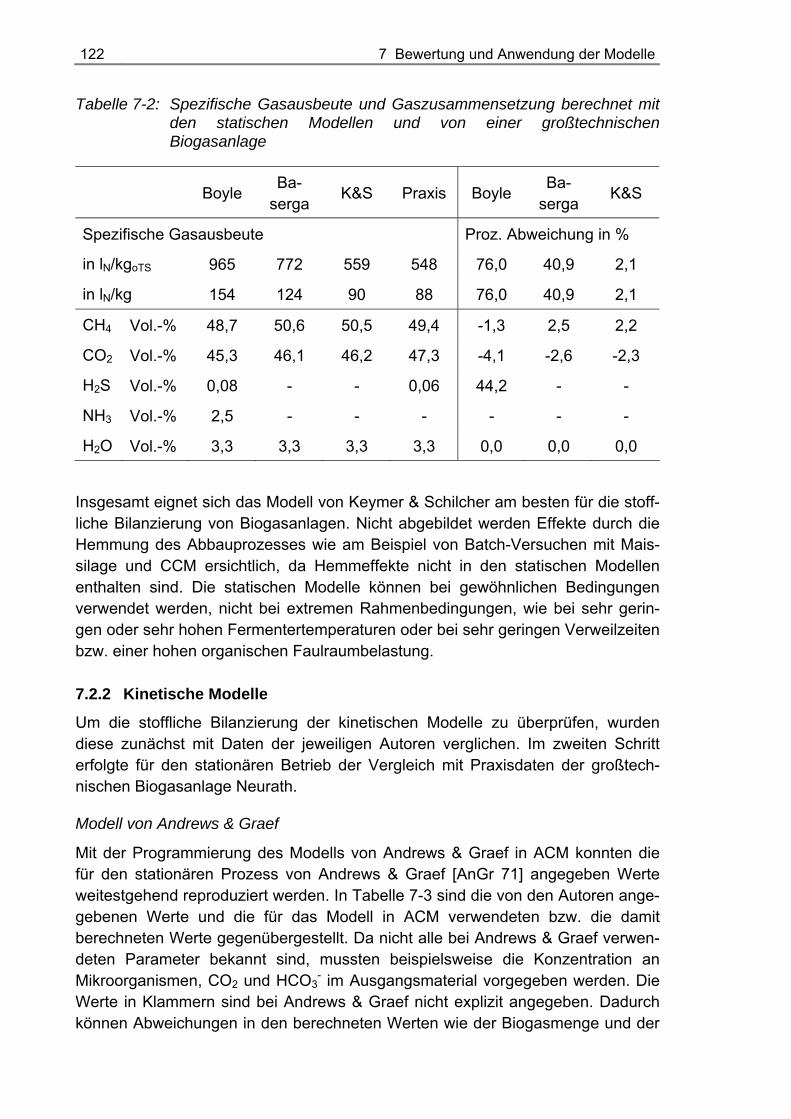
122 7 Bewertung und Anwendung der Modelle
Tabelle 7-2: Spezifische Gasausbeute und Gaszusammensetzung berechnet mit den statischen Modellen und von einer großtechnischen Biogasanlage
Boyle Ba-serga
K&S Praxis Boyle Ba-serga
K&S
Spezifische Gasausbeute Proz. Abweichung in %
in lN/kgoTS 965 772 559 548 76,0 40,9 2,1
in lN/kg 154 124 90 88 76,0 40,9 2,1
CH4 Vol.-% 48,7 50,6 50,5 49,4 -1,3 2,5 2,2
CO2 Vol.-% 45,3 46,1 46,2 47,3 -4,1 -2,6 -2,3
H2S Vol.-% 0,08 - - 0,06 44,2 - -
NH3 Vol.-% 2,5 - - - - - -
H2O Vol.-% 3,3 3,3 3,3 3,3 0,0 0,0 0,0
Insgesamt eignet sich das Modell von Keymer & Schilcher am besten für die stoff-liche Bilanzierung von Biogasanlagen. Nicht abgebildet werden Effekte durch die Hemmung des Abbauprozesses wie am Beispiel von Batch-Versuchen mit Mais-silage und CCM ersichtlich, da Hemmeffekte nicht in den statischen Modellen enthalten sind. Die statischen Modelle können bei gewöhnlichen Bedingungen verwendet werden, nicht bei extremen Rahmenbedingungen, wie bei sehr gerin-gen oder sehr hohen Fermentertemperaturen oder bei sehr geringen Verweilzeiten bzw. einer hohen organischen Faulraumbelastung.
7.2.2 Kinetische Modelle
Um die stoffliche Bilanzierung der kinetischen Modelle zu überprüfen, wurden diese zunächst mit Daten der jeweiligen Autoren verglichen. Im zweiten Schritt erfolgte für den stationären Betrieb der Vergleich mit Praxisdaten der großtech-nischen Biogasanlage Neurath.
Modell von Andrews & Graef
Mit der Programmierung des Modells von Andrews & Graef in ACM konnten die für den stationären Prozess von Andrews & Graef [AnGr 71] angegeben Werte weitestgehend reproduziert werden. In Tabelle 7-3 sind die von den Autoren ange-gebenen Werte und die für das Modell in ACM verwendeten bzw. die damit berechneten Werte gegenübergestellt. Da nicht alle bei Andrews & Graef verwen-deten Parameter bekannt sind, mussten beispielsweise die Konzentration an Mikroorganismen, CO2 und HCO3
- im Ausgangsmaterial vorgegeben werden. Die Werte in Klammern sind bei Andrews & Graef nicht explizit angegeben. Dadurch können Abweichungen in den berechneten Werten wie der Biogasmenge und der
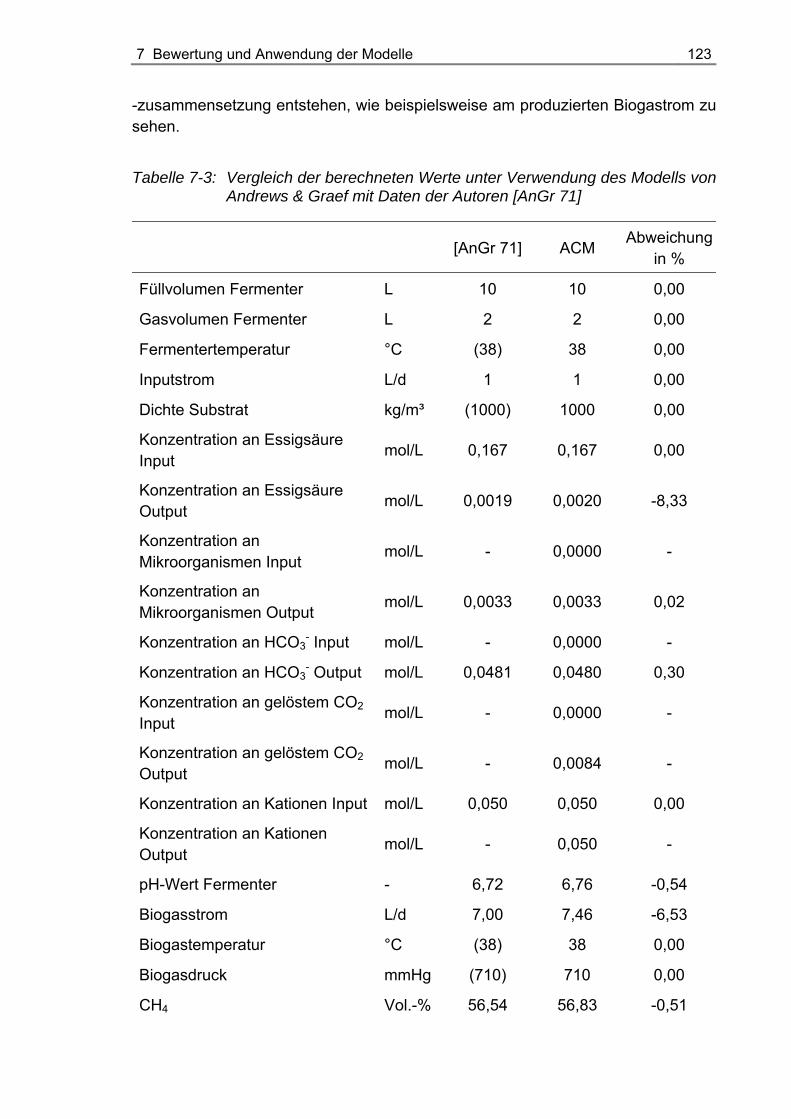
7 Bewertung und Anwendung der Modelle 123
-zusammensetzung entstehen, wie beispielsweise am produzierten Biogastrom zu sehen.
Tabelle 7-3: Vergleich der berechneten Werte unter Verwendung des Modells von Andrews & Graef mit Daten der Autoren [AnGr 71]
[AnGr 71] ACM Abweichungin %
Füllvolumen Fermenter L 10 10 0,00
Gasvolumen Fermenter L 2 2 0,00
Fermentertemperatur °C (38) 38 0,00
Inputstrom L/d 1 1 0,00
Dichte Substrat kg/m³ (1000) 1000 0,00
Konzentration an Essigsäure Input
mol/L 0,167 0,167 0,00
Konzentration an Essigsäure Output mol/L 0,0019 0,0020 -8,33
Konzentration an Mikroorganismen Input
mol/L - 0,0000 -
Konzentration an Mikroorganismen Output
mol/L 0,0033 0,0033 0,02
Konzentration an HCO3- Input mol/L - 0,0000 -
Konzentration an HCO3- Output mol/L 0,0481 0,0480 0,30
Konzentration an gelöstem CO2 Input
mol/L - 0,0000 -
Konzentration an gelöstem CO2 Output mol/L - 0,0084 -
Konzentration an Kationen Input mol/L 0,050 0,050 0,00
Konzentration an Kationen Output
mol/L - 0,050 -
pH-Wert Fermenter - 6,72 6,76 -0,54
Biogasstrom L/d 7,00 7,46 -6,53
Biogastemperatur °C (38) 38 0,00
Biogasdruck mmHg (710) 710 0,00
CH4 Vol.-% 56,54 56,83 -0,51
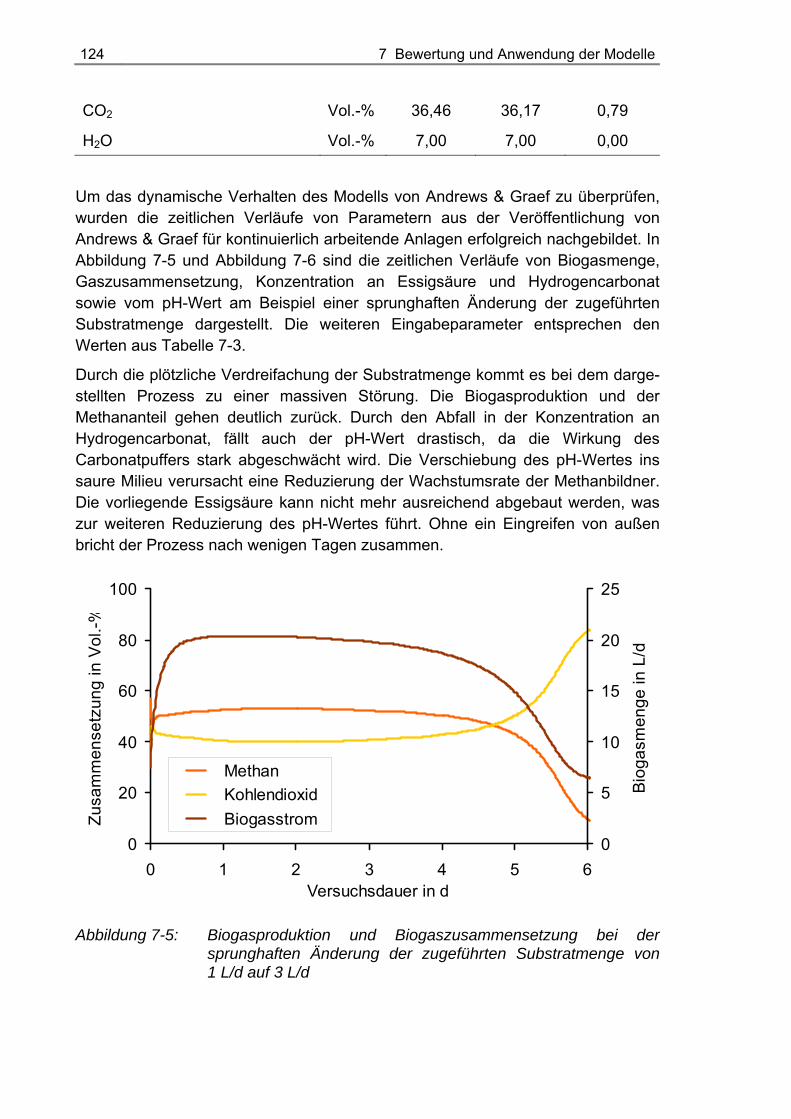
124 7 Bewertung und Anwendung der Modelle
CO2 Vol.-% 36,46 36,17 0,79
H2O Vol.-% 7,00 7,00 0,00
Um das dynamische Verhalten des Modells von Andrews & Graef zu überprüfen, wurden die zeitlichen Verläufe von Parametern aus der Veröffentlichung von Andrews & Graef für kontinuierlich arbeitende Anlagen erfolgreich nachgebildet. In Abbildung 7-5 und Abbildung 7-6 sind die zeitlichen Verläufe von Biogasmenge, Gaszusammensetzung, Konzentration an Essigsäure und Hydrogencarbonat sowie vom pH-Wert am Beispiel einer sprunghaften Änderung der zugeführten Substratmenge dargestellt. Die weiteren Eingabeparameter entsprechen den Werten aus Tabelle 7-3.
Durch die plötzliche Verdreifachung der Substratmenge kommt es bei dem darge-stellten Prozess zu einer massiven Störung. Die Biogasproduktion und der Methananteil gehen deutlich zurück. Durch den Abfall in der Konzentration an Hydrogencarbonat, fällt auch der pH-Wert drastisch, da die Wirkung des Carbonatpuffers stark abgeschwächt wird. Die Verschiebung des pH-Wertes ins saure Milieu verursacht eine Reduzierung der Wachstumsrate der Methanbildner. Die vorliegende Essigsäure kann nicht mehr ausreichend abgebaut werden, was zur weiteren Reduzierung des pH-Wertes führt. Ohne ein Eingreifen von außen bricht der Prozess nach wenigen Tagen zusammen.
0
20
40
60
80
100
0 1 2 3 4 5 6Versuchsdauer in d
Zusa
mm
ense
tzun
g in
Vol
.-%
0
5
10
15
20
25
Biog
asm
enge
in L
/d
Methan Kohlendioxid Biogasstrom
Abbildung 7-5: Biogasproduktion und Biogaszusammensetzung bei der sprunghaften Änderung der zugeführten Substratmenge von 1 L/d auf 3 L/d
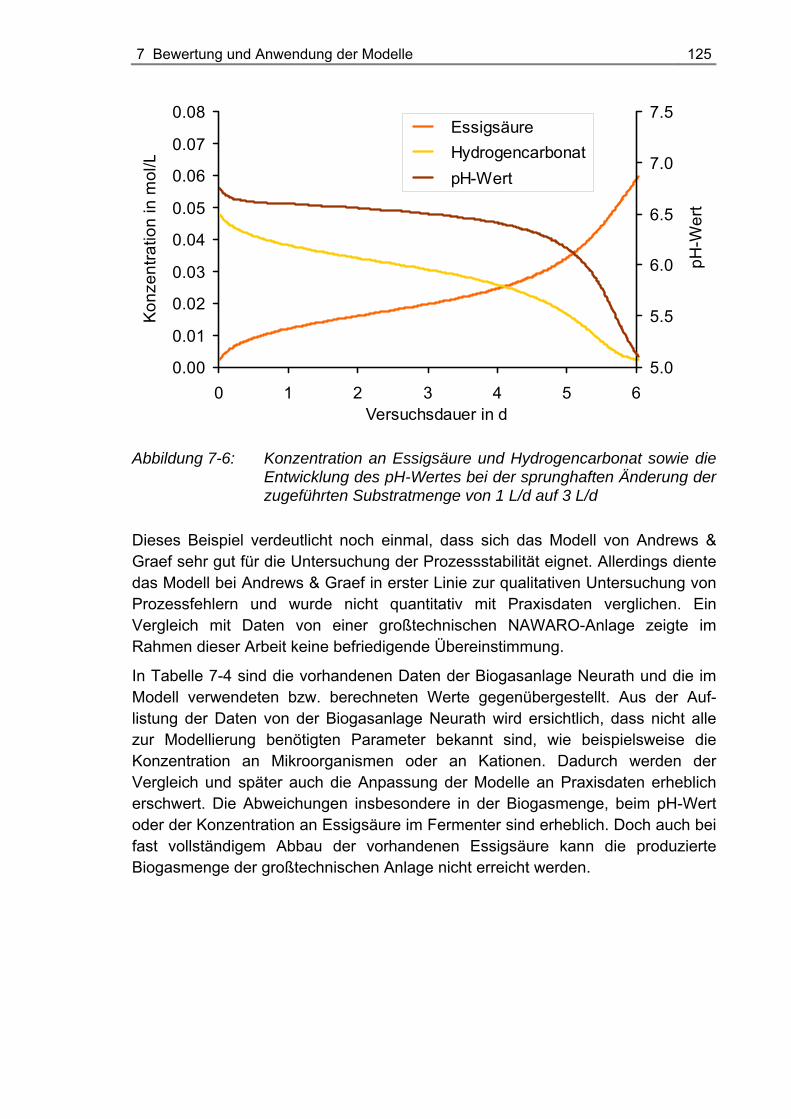
7 Bewertung und Anwendung der Modelle 125
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0 1 2 3 4 5 6Versuchsdauer in d
Konz
entra
tion
in m
ol/L
5.0
5.5
6.0
6.5
7.0
7.5
pH-W
ert
Essigsäure Hydrogencarbonat pH-Wert
Abbildung 7-6: Konzentration an Essigsäure und Hydrogencarbonat sowie die Entwicklung des pH-Wertes bei der sprunghaften Änderung der zugeführten Substratmenge von 1 L/d auf 3 L/d
Dieses Beispiel verdeutlicht noch einmal, dass sich das Modell von Andrews & Graef sehr gut für die Untersuchung der Prozessstabilität eignet. Allerdings diente das Modell bei Andrews & Graef in erster Linie zur qualitativen Untersuchung von Prozessfehlern und wurde nicht quantitativ mit Praxisdaten verglichen. Ein Vergleich mit Daten von einer großtechnischen NAWARO-Anlage zeigte im Rahmen dieser Arbeit keine befriedigende Übereinstimmung.
In Tabelle 7-4 sind die vorhandenen Daten der Biogasanlage Neurath und die im Modell verwendeten bzw. berechneten Werte gegenübergestellt. Aus der Auf-listung der Daten von der Biogasanlage Neurath wird ersichtlich, dass nicht alle zur Modellierung benötigten Parameter bekannt sind, wie beispielsweise die Konzentration an Mikroorganismen oder an Kationen. Dadurch werden der Vergleich und später auch die Anpassung der Modelle an Praxisdaten erheblich erschwert. Die Abweichungen insbesondere in der Biogasmenge, beim pH-Wert oder der Konzentration an Essigsäure im Fermenter sind erheblich. Doch auch bei fast vollständigem Abbau der vorhandenen Essigsäure kann die produzierte Biogasmenge der großtechnischen Anlage nicht erreicht werden.
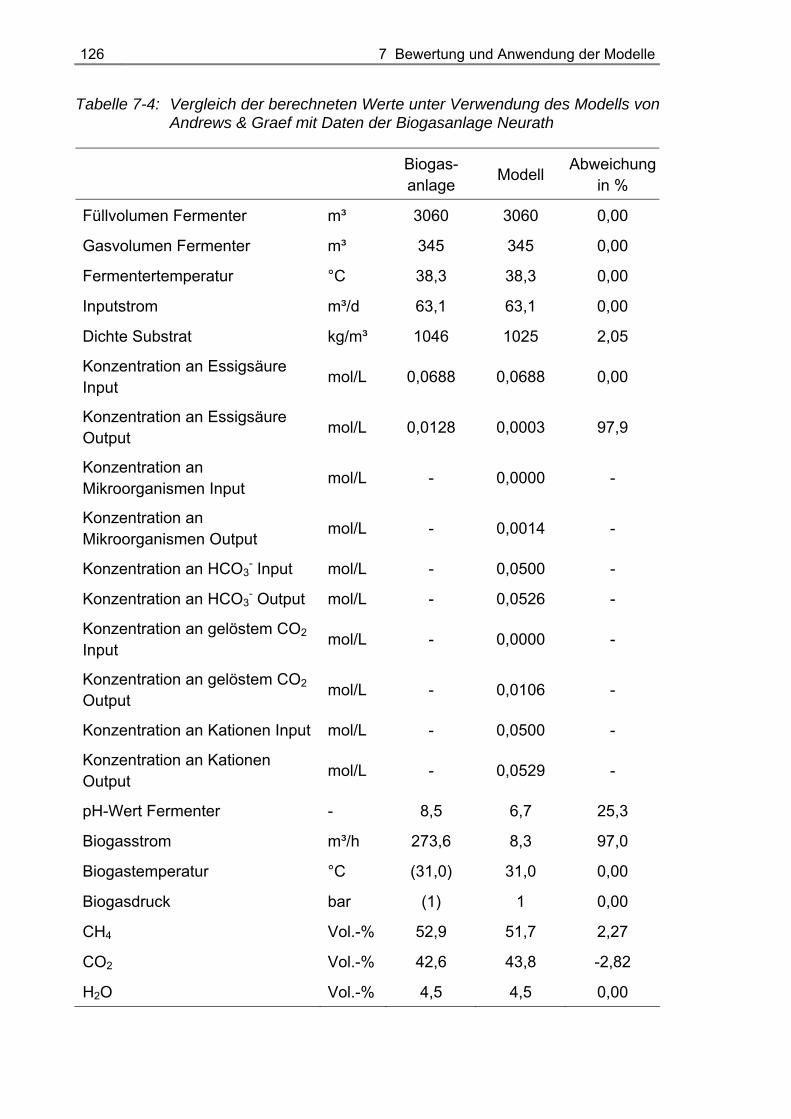
126 7 Bewertung und Anwendung der Modelle
Tabelle 7-4: Vergleich der berechneten Werte unter Verwendung des Modells von Andrews & Graef mit Daten der Biogasanlage Neurath
Biogas-anlage Modell Abweichung
in %
Füllvolumen Fermenter m³ 3060 3060 0,00
Gasvolumen Fermenter m³ 345 345 0,00
Fermentertemperatur °C 38,3 38,3 0,00
Inputstrom m³/d 63,1 63,1 0,00
Dichte Substrat kg/m³ 1046 1025 2,05
Konzentration an Essigsäure Input
mol/L 0,0688 0,0688 0,00
Konzentration an Essigsäure Output mol/L 0,0128 0,0003 97,9
Konzentration an Mikroorganismen Input
mol/L - 0,0000 -
Konzentration an Mikroorganismen Output
mol/L - 0,0014 -
Konzentration an HCO3- Input mol/L - 0,0500 -
Konzentration an HCO3- Output mol/L - 0,0526 -
Konzentration an gelöstem CO2 Input
mol/L - 0,0000 -
Konzentration an gelöstem CO2 Output mol/L - 0,0106 -
Konzentration an Kationen Input mol/L - 0,0500 -
Konzentration an Kationen Output
mol/L - 0,0529 -
pH-Wert Fermenter - 8,5 6,7 25,3
Biogasstrom m³/h 273,6 8,3 97,0
Biogastemperatur °C (31,0) 31,0 0,00
Biogasdruck bar (1) 1 0,00
CH4 Vol.-% 52,9 51,7 2,27
CO2 Vol.-% 42,6 43,8 -2,82
H2O Vol.-% 4,5 4,5 0,00
7 Bewertung und Anwendung der Modelle 127
Nach dem Modell von Andrews & Graef entsteht Biogas stöchiometrisch nur aus Essigsäure. Demnach wurde zunächst die für die Praxisanlage analysierte Konzentration an Essigsäure eingesetzt, was zu einer deutlich geringeren berech-neten Gasproduktion (8,3 m³/h) im Vergleich zur Praxis (273,6 m³/h) führt, da Biogas in Wirklichkeit nicht nur aus Essigsäure produziert wird. Für eine anlagen-bezogene Anwendung des Modells sind die stöchiometrischen Koeffizienten oder die Konzentration an Essigsäure im Ausgangssubstrat anzupassen.
Unter der Annahme, dass der gesamte Kohlenstoff der Organik in Form von Essigsäure vorliegt (4,05 kmol/m³ im Ausgangssubstrat) und zu Biogas abgebaut werden kann, kann ein Maximalwert der Gasproduktion (530,0 m³/h) ermittelt werden. Da insbesondere NAWARO einen hohen Anteil an schwer abbaubaren organischen Bestandteilen besitzen, kann nicht die gesamte Organik als leicht abbaubare Essigsäure betrachtet werden. Aus diesem Grund wird die effektive Essigsäurekonzentration an die Gasproduktion der Praxisanlage angepasst (2,10 kmol/m³ im Ausgangssubstrat). Mit dieser Anpassung können für be-stehende Biogasanlagen bereits erste Parameterstudien durchgeführt werden.
Modell von Hill & Barth
Eine Überprüfung der berechneten Ergebnisse aus der Modellierung in ACM mit Ergebnissen der Autoren Hill & Barth [HiBa 77] ist nicht möglich, da zwingend notwendige Angaben wie die zugeführte Substratmenge sowie die Konzentration an löslicher Organik, flüchtigen Säuren, Säurebildner, Methanbildner, NH4+, HCO3
-, und gelöstes CO2 im Ausgangsmaterial nicht aufgeführt sind.
Trotz der Funktionstüchtigkeit und der Anpassung von kinetischen Parametern konnten auch beim Vergleich mit Daten der Biogasanlage Neurath bisher aller-dings noch keine zufriedenstellenden Ergebnisse erzielt werden, wie Tabelle 7-5 zeigt. Die Biogaszusammensetzung konnte zwar bis auf die unbekannte Kon-zentration an NH3 im produzierten Biogas der Biogasanlage Neurath wiedergege-ben werden. Die produzierte Biogasmenge wird allerdings deutlich unterschätzt. Bei der Anpassung des Modells an die neuen Betriebsparameter sind zudem erhebliche Probleme mit der Konvergenz der Berechnung aufgetreten. Auf eine weitere Anwendung des Modells von Hill & Barth auf andere Problemstellungen wurde im Rahmen dieser Arbeit aus diesem Grund verzichtet. Eine erneute grundlegende Prüfung der Berechnung ist für die Zukunft geplant.
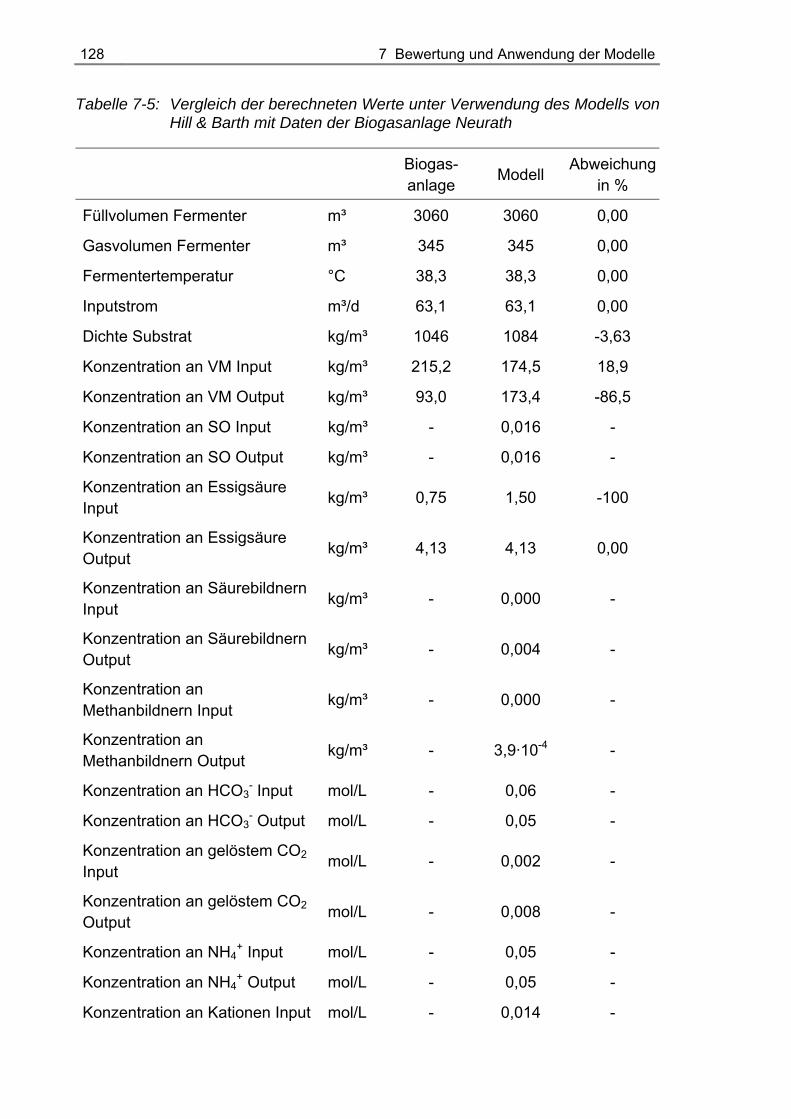
128 7 Bewertung und Anwendung der Modelle
Tabelle 7-5: Vergleich der berechneten Werte unter Verwendung des Modells von Hill & Barth mit Daten der Biogasanlage Neurath
Biogas-anlage Modell Abweichung
in %
Füllvolumen Fermenter m³ 3060 3060 0,00
Gasvolumen Fermenter m³ 345 345 0,00
Fermentertemperatur °C 38,3 38,3 0,00
Inputstrom m³/d 63,1 63,1 0,00
Dichte Substrat kg/m³ 1046 1084 -3,63
Konzentration an VM Input kg/m³ 215,2 174,5 18,9
Konzentration an VM Output kg/m³ 93,0 173,4 -86,5
Konzentration an SO Input kg/m³ - 0,016 -
Konzentration an SO Output kg/m³ - 0,016 -
Konzentration an Essigsäure Input kg/m³ 0,75 1,50 -100
Konzentration an Essigsäure Output
kg/m³ 4,13 4,13 0,00
Konzentration an Säurebildnern Input
kg/m³ - 0,000 -
Konzentration an Säurebildnern Output kg/m³ - 0,004 -
Konzentration an Methanbildnern Input
kg/m³ - 0,000 -
Konzentration an Methanbildnern Output
kg/m³ - 3,9·10-4 -
Konzentration an HCO3- Input mol/L - 0,06 -
Konzentration an HCO3- Output mol/L - 0,05 -
Konzentration an gelöstem CO2 Input
mol/L - 0,002 -
Konzentration an gelöstem CO2 Output mol/L - 0,008 -
Konzentration an NH4+ Input mol/L - 0,05 -
Konzentration an NH4+ Output mol/L - 0,05 -
Konzentration an Kationen Input mol/L - 0,014 -
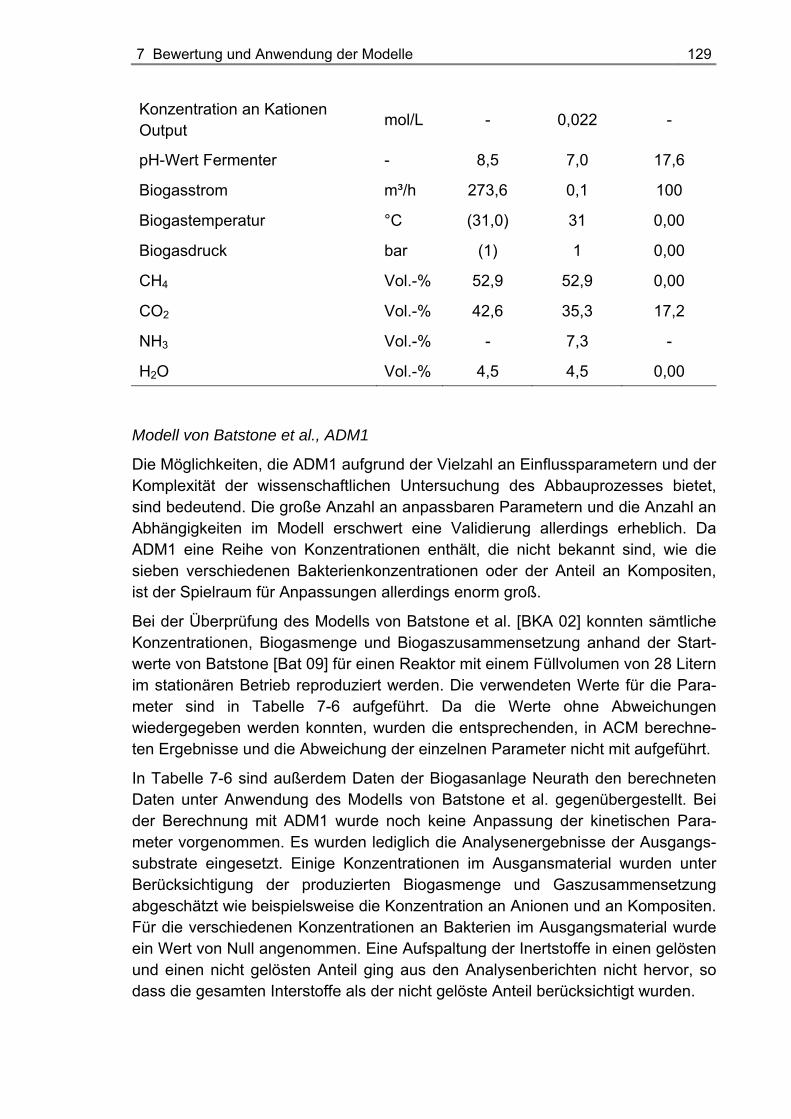
7 Bewertung und Anwendung der Modelle 129
Konzentration an Kationen Output mol/L - 0,022 -
pH-Wert Fermenter - 8,5 7,0 17,6
Biogasstrom m³/h 273,6 0,1 100
Biogastemperatur °C (31,0) 31 0,00
Biogasdruck bar (1) 1 0,00
CH4 Vol.-% 52,9 52,9 0,00
CO2 Vol.-% 42,6 35,3 17,2
NH3 Vol.-% - 7,3 -
H2O Vol.-% 4,5 4,5 0,00
Modell von Batstone et al., ADM1
Die Möglichkeiten, die ADM1 aufgrund der Vielzahl an Einflussparametern und der Komplexität der wissenschaftlichen Untersuchung des Abbauprozesses bietet, sind bedeutend. Die große Anzahl an anpassbaren Parametern und die Anzahl an Abhängigkeiten im Modell erschwert eine Validierung allerdings erheblich. Da ADM1 eine Reihe von Konzentrationen enthält, die nicht bekannt sind, wie die sieben verschiedenen Bakterienkonzentrationen oder der Anteil an Kompositen, ist der Spielraum für Anpassungen allerdings enorm groß.
Bei der Überprüfung des Modells von Batstone et al. [BKA 02] konnten sämtliche Konzentrationen, Biogasmenge und Biogaszusammensetzung anhand der Start-werte von Batstone [Bat 09] für einen Reaktor mit einem Füllvolumen von 28 Litern im stationären Betrieb reproduziert werden. Die verwendeten Werte für die Para-meter sind in Tabelle 7-6 aufgeführt. Da die Werte ohne Abweichungen wiedergegeben werden konnten, wurden die entsprechenden, in ACM berechne-ten Ergebnisse und die Abweichung der einzelnen Parameter nicht mit aufgeführt.
In Tabelle 7-6 sind außerdem Daten der Biogasanlage Neurath den berechneten Daten unter Anwendung des Modells von Batstone et al. gegenübergestellt. Bei der Berechnung mit ADM1 wurde noch keine Anpassung der kinetischen Para-meter vorgenommen. Es wurden lediglich die Analysenergebnisse der Ausgangs-substrate eingesetzt. Einige Konzentrationen im Ausgansmaterial wurden unter Berücksichtigung der produzierten Biogasmenge und Gaszusammensetzung abgeschätzt wie beispielsweise die Konzentration an Anionen und an Kompositen. Für die verschiedenen Konzentrationen an Bakterien im Ausgangsmaterial wurde ein Wert von Null angenommen. Eine Aufspaltung der Inertstoffe in einen gelösten und einen nicht gelösten Anteil ging aus den Analysenberichten nicht hervor, so dass die gesamten Interstoffe als der nicht gelöste Anteil berücksichtigt wurden.
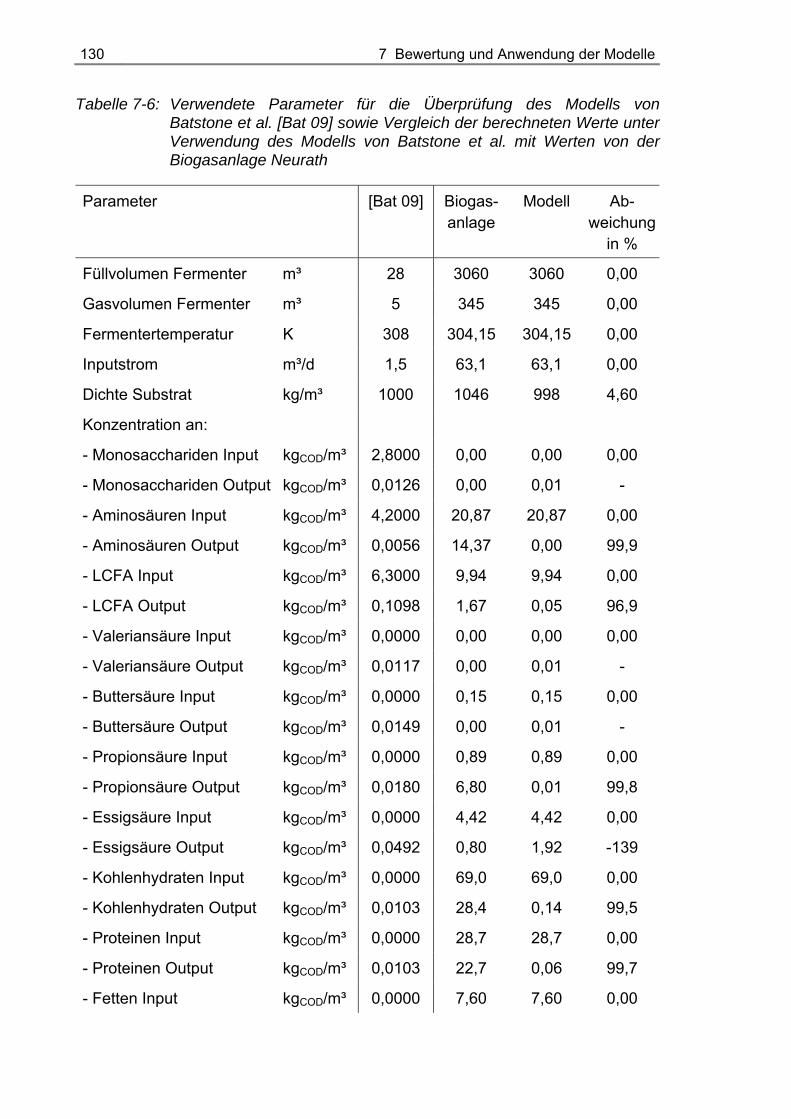
130 7 Bewertung und Anwendung der Modelle
Tabelle 7-6: Verwendete Parameter für die Überprüfung des Modells von Batstone et al. [Bat 09] sowie Vergleich der berechneten Werte unter Verwendung des Modells von Batstone et al. mit Werten von der Biogasanlage Neurath
Parameter
[Bat 09] Biogas-anlage
Modell Ab-weichung
in %
Füllvolumen Fermenter m³ 28 3060 3060 0,00
Gasvolumen Fermenter m³ 5 345 345 0,00
Fermentertemperatur K 308 304,15 304,15 0,00
Inputstrom m³/d 1,5 63,1 63,1 0,00
Dichte Substrat kg/m³ 1000 1046 998 4,60
Konzentration an:
- Monosacchariden Input kgCOD/m³ 2,8000 0,00 0,00 0,00
- Monosacchariden Output kgCOD/m³ 0,0126 0,00 0,01 -
- Aminosäuren Input kgCOD/m³ 4,2000 20,87 20,87 0,00
- Aminosäuren Output kgCOD/m³ 0,0056 14,37 0,00 99,9
- LCFA Input kgCOD/m³ 6,3000 9,94 9,94 0,00
- LCFA Output kgCOD/m³ 0,1098 1,67 0,05 96,9
- Valeriansäure Input kgCOD/m³ 0,0000 0,00 0,00 0,00
- Valeriansäure Output kgCOD/m³ 0,0117 0,00 0,01 -
- Buttersäure Input kgCOD/m³ 0,0000 0,15 0,15 0,00
- Buttersäure Output kgCOD/m³ 0,0149 0,00 0,01 -
- Propionsäure Input kgCOD/m³ 0,0000 0,89 0,89 0,00
- Propionsäure Output kgCOD/m³ 0,0180 6,80 0,01 99,8
- Essigsäure Input kgCOD/m³ 0,0000 4,42 4,42 0,00
- Essigsäure Output kgCOD/m³ 0,0492 0,80 1,92 -139
- Kohlenhydraten Input kgCOD/m³ 0,0000 69,0 69,0 0,00
- Kohlenhydraten Output kgCOD/m³ 0,0103 28,4 0,14 99,5
- Proteinen Input kgCOD/m³ 0,0000 28,7 28,7 0,00
- Proteinen Output kgCOD/m³ 0,0103 22,7 0,06 99,7
- Fetten Input kgCOD/m³ 0,0000 7,60 7,60 0,00
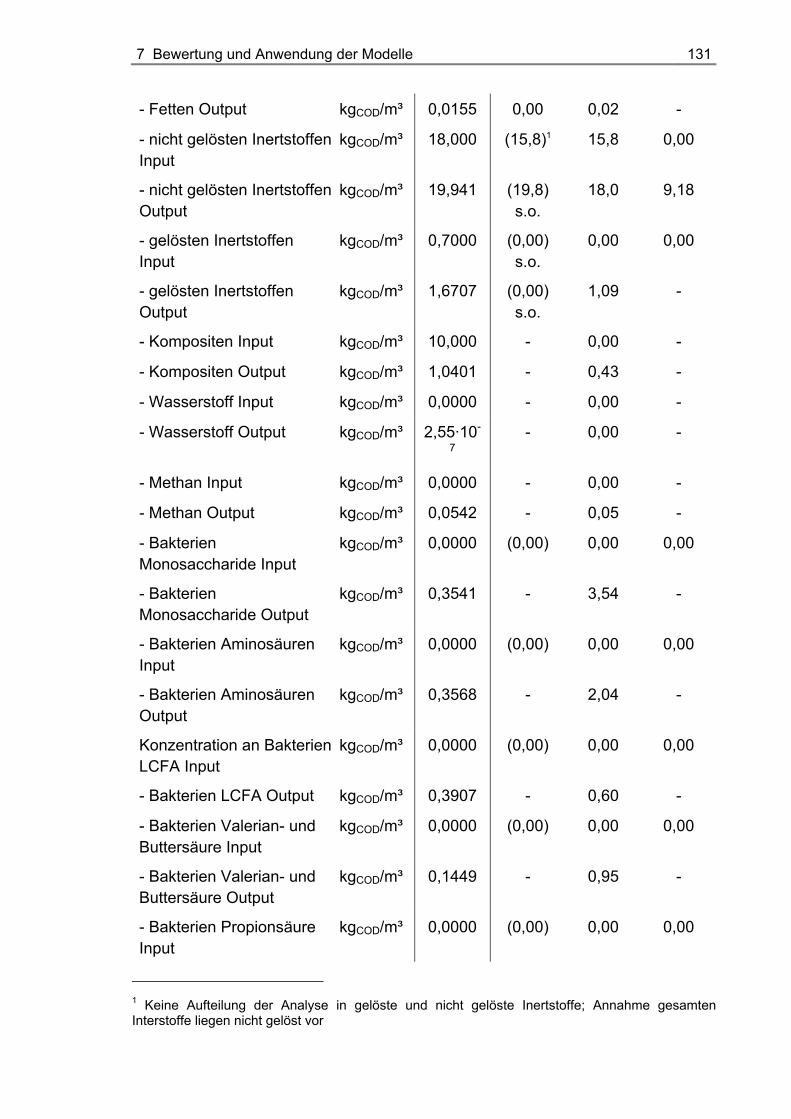
7 Bewertung und Anwendung der Modelle 131
- Fetten Output kgCOD/m³ 0,0155 0,00 0,02 -
- nicht gelösten Inertstoffen Input
kgCOD/m³ 18,000 (15,8)1 15,8 0,00
- nicht gelösten Inertstoffen Output
kgCOD/m³ 19,941 (19,8) s.o.
18,0 9,18
- gelösten Inertstoffen Input
kgCOD/m³ 0,7000 (0,00) s.o.
0,00 0,00
- gelösten Inertstoffen Output
kgCOD/m³ 1,6707 (0,00) s.o.
1,09 -
- Kompositen Input kgCOD/m³ 10,000 - 0,00 -
- Kompositen Output kgCOD/m³ 1,0401 - 0,43 -
- Wasserstoff Input kgCOD/m³ 0,0000 - 0,00 -
- Wasserstoff Output kgCOD/m³ 2,55·10-
7 - 0,00 -
- Methan Input kgCOD/m³ 0,0000 - 0,00 -
- Methan Output kgCOD/m³ 0,0542 - 0,05 -
- Bakterien Monosaccharide Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
- Bakterien Monosaccharide Output
kgCOD/m³ 0,3541 - 3,54 -
- Bakterien Aminosäuren Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
- Bakterien Aminosäuren Output
kgCOD/m³ 0,3568 - 2,04 -
Konzentration an Bakterien LCFA Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
- Bakterien LCFA Output kgCOD/m³ 0,3907 - 0,60 -
- Bakterien Valerian- und Buttersäure Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
- Bakterien Valerian- und Buttersäure Output
kgCOD/m³ 0,1449 - 0,95 -
- Bakterien Propionsäure Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
1 Keine Aufteilung der Analyse in gelöste und nicht gelöste Inertstoffe; Annahme gesamten Interstoffe liegen nicht gelöst vor
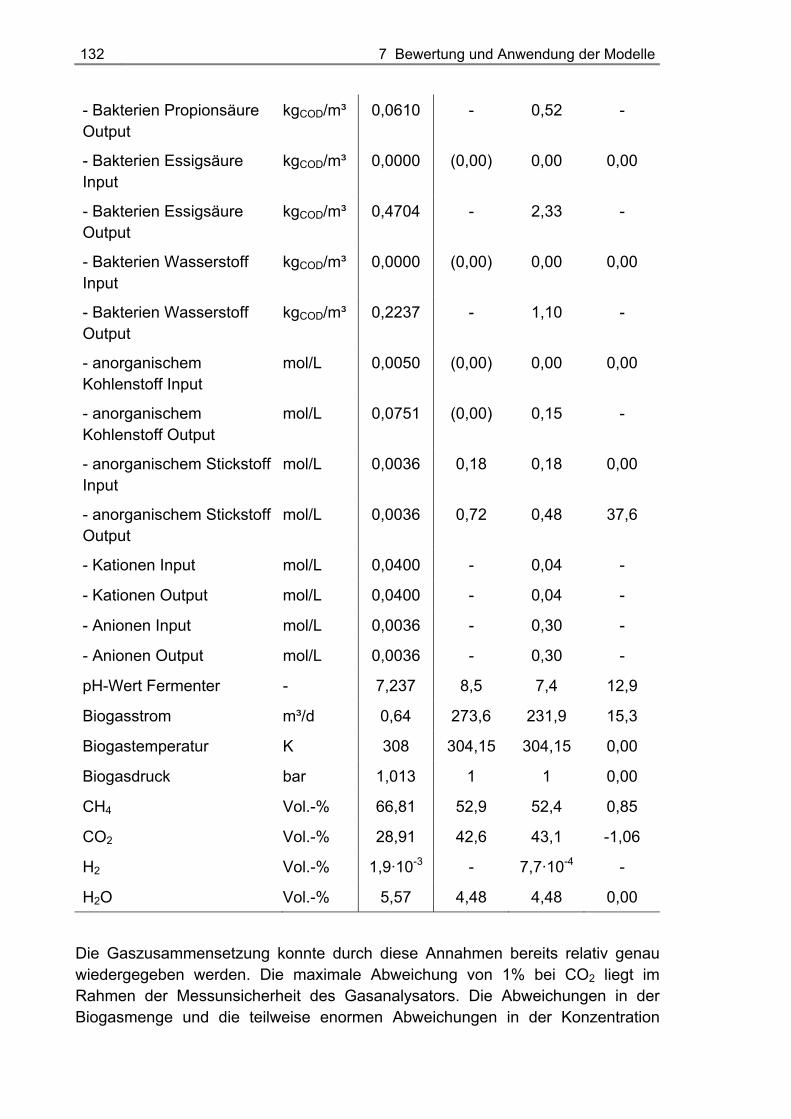
132 7 Bewertung und Anwendung der Modelle
- Bakterien Propionsäure Output
kgCOD/m³ 0,0610 - 0,52 -
- Bakterien Essigsäure Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
- Bakterien Essigsäure Output
kgCOD/m³ 0,4704 - 2,33 -
- Bakterien Wasserstoff Input
kgCOD/m³ 0,0000 (0,00) 0,00 0,00
- Bakterien Wasserstoff Output
kgCOD/m³ 0,2237 - 1,10 -
- anorganischem Kohlenstoff Input
mol/L 0,0050 (0,00) 0,00 0,00
- anorganischem Kohlenstoff Output
mol/L 0,0751 (0,00) 0,15 -
- anorganischem Stickstoff Input
mol/L 0,0036 0,18 0,18 0,00
- anorganischem Stickstoff Output
mol/L 0,0036 0,72 0,48 37,6
- Kationen Input mol/L 0,0400 - 0,04 -
- Kationen Output mol/L 0,0400 - 0,04 -
- Anionen Input mol/L 0,0036 - 0,30 -
- Anionen Output mol/L 0,0036 - 0,30 -
pH-Wert Fermenter - 7,237 8,5 7,4 12,9
Biogasstrom m³/d 0,64 273,6 231,9 15,3
Biogastemperatur K 308 304,15 304,15 0,00
Biogasdruck bar 1,013 1 1 0,00
CH4 Vol.-% 66,81 52,9 52,4 0,85
CO2 Vol.-% 28,91 42,6 43,1 -1,06
H2 Vol.-% 1,9·10-3 - 7,7·10-4 -
H2O Vol.-% 5,57 4,48 4,48 0,00
Die Gaszusammensetzung konnte durch diese Annahmen bereits relativ genau wiedergegeben werden. Die maximale Abweichung von 1% bei CO2 liegt im Rahmen der Messunsicherheit des Gasanalysators. Die Abweichungen in der Biogasmenge und die teilweise enormen Abweichungen in der Konzentration
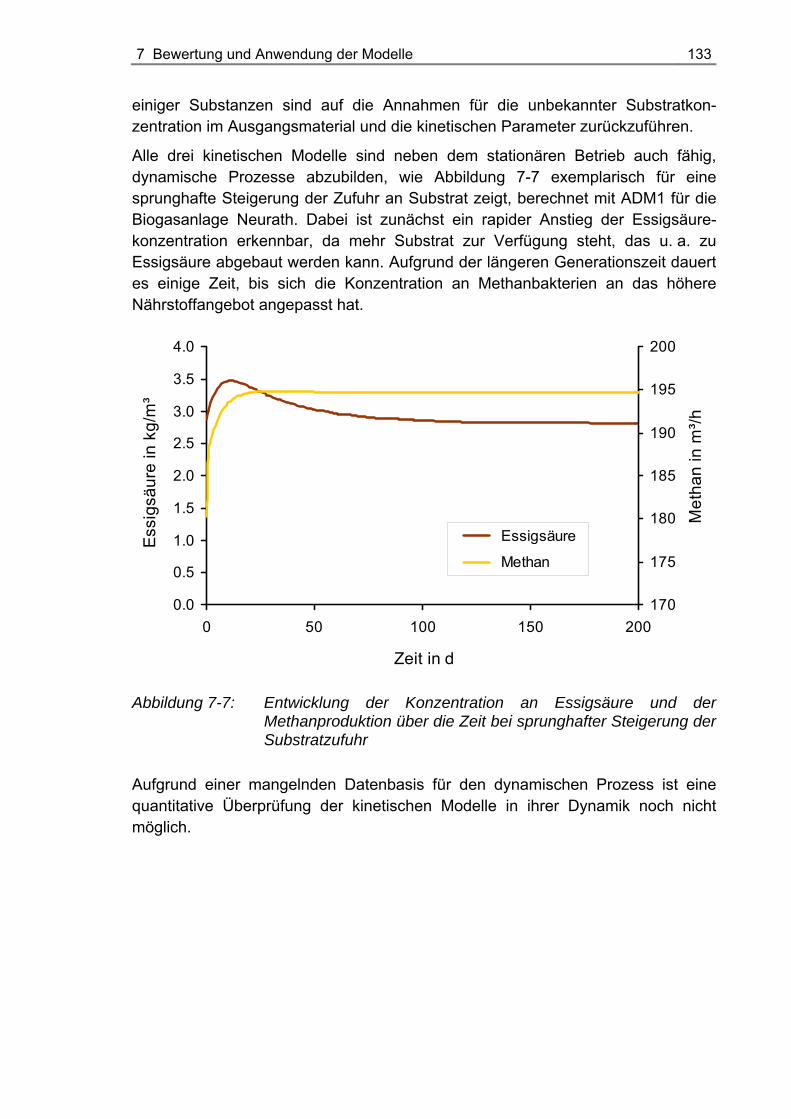
7 Bewertung und Anwendung der Modelle 133
einiger Substanzen sind auf die Annahmen für die unbekannter Substratkon-zentration im Ausgangsmaterial und die kinetischen Parameter zurückzuführen.
Alle drei kinetischen Modelle sind neben dem stationären Betrieb auch fähig, dynamische Prozesse abzubilden, wie Abbildung 7-7 exemplarisch für eine sprunghafte Steigerung der Zufuhr an Substrat zeigt, berechnet mit ADM1 für die Biogasanlage Neurath. Dabei ist zunächst ein rapider Anstieg der Essigsäure-konzentration erkennbar, da mehr Substrat zur Verfügung steht, das u. a. zu Essigsäure abgebaut werden kann. Aufgrund der längeren Generationszeit dauert es einige Zeit, bis sich die Konzentration an Methanbakterien an das höhere Nährstoffangebot angepasst hat.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
0 50 100 150 200
Zeit in d
Ess
igsä
ure
in k
g/m
³
170
175
180
185
190
195
200
Met
han
in m
³/h
Essigsäure
Methan
Abbildung 7-7: Entwicklung der Konzentration an Essigsäure und der Methanproduktion über die Zeit bei sprunghafter Steigerung der Substratzufuhr
Aufgrund einer mangelnden Datenbasis für den dynamischen Prozess ist eine quantitative Überprüfung der kinetischen Modelle in ihrer Dynamik noch nicht möglich.
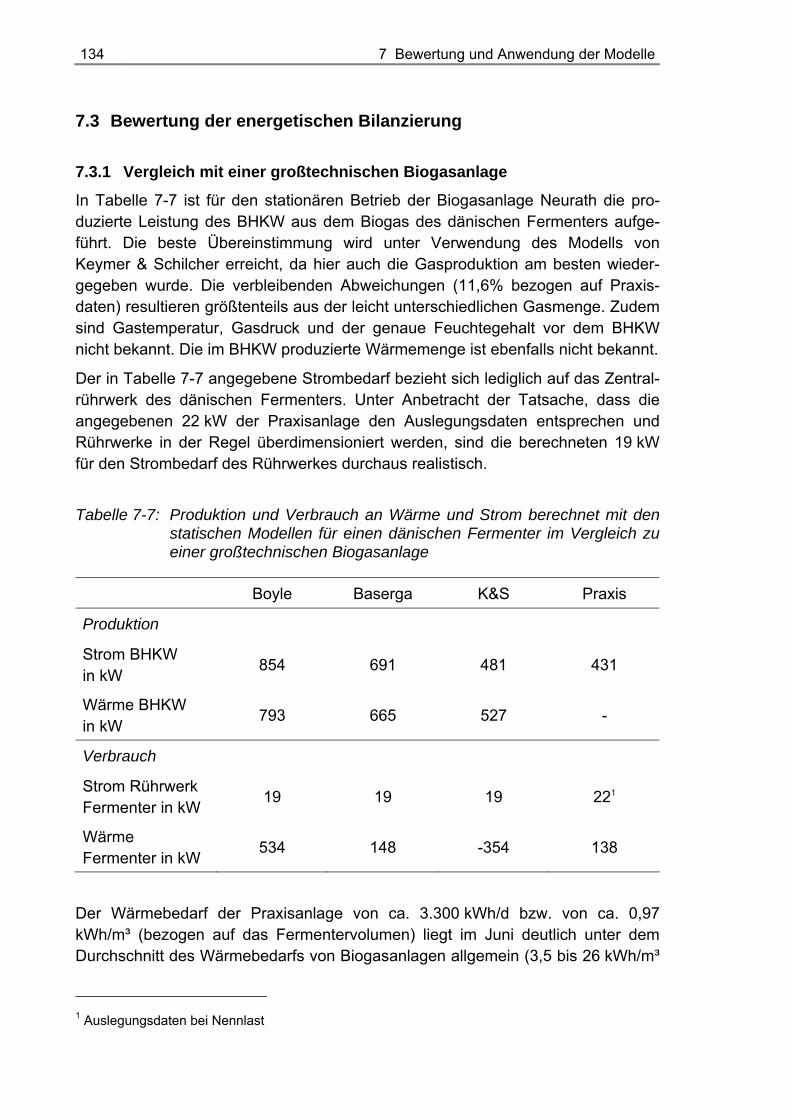
134 7 Bewertung und Anwendung der Modelle
7.3 Bewertung der energetischen Bilanzierung
7.3.1 Vergleich mit einer großtechnischen Biogasanlage
In Tabelle 7-7 ist für den stationären Betrieb der Biogasanlage Neurath die pro-duzierte Leistung des BHKW aus dem Biogas des dänischen Fermenters aufge-führt. Die beste Übereinstimmung wird unter Verwendung des Modells von Keymer & Schilcher erreicht, da hier auch die Gasproduktion am besten wieder-gegeben wurde. Die verbleibenden Abweichungen (11,6% bezogen auf Praxis-daten) resultieren größtenteils aus der leicht unterschiedlichen Gasmenge. Zudem sind Gastemperatur, Gasdruck und der genaue Feuchtegehalt vor dem BHKW nicht bekannt. Die im BHKW produzierte Wärmemenge ist ebenfalls nicht bekannt.
Der in Tabelle 7-7 angegebene Strombedarf bezieht sich lediglich auf das Zentral-rührwerk des dänischen Fermenters. Unter Anbetracht der Tatsache, dass die angegebenen 22 kW der Praxisanlage den Auslegungsdaten entsprechen und Rührwerke in der Regel überdimensioniert werden, sind die berechneten 19 kW für den Strombedarf des Rührwerkes durchaus realistisch.
Tabelle 7-7: Produktion und Verbrauch an Wärme und Strom berechnet mit den statischen Modellen für einen dänischen Fermenter im Vergleich zu einer großtechnischen Biogasanlage
Boyle Baserga K&S Praxis
Produktion
Strom BHKW in kW
854 691 481 431
Wärme BHKW in kW
793 665 527 -
Verbrauch
Strom Rührwerk Fermenter in kW
19 19 19 221
Wärme Fermenter in kW 534 148 -354 138
Der Wärmebedarf der Praxisanlage von ca. 3.300 kWh/d bzw. von ca. 0,97 kWh/m³ (bezogen auf das Fermentervolumen) liegt im Juni deutlich unter dem Durchschnitt des Wärmebedarfs von Biogasanlagen allgemein (3,5 bis 26 kWh/m³
1 Auslegungsdaten bei Nennlast
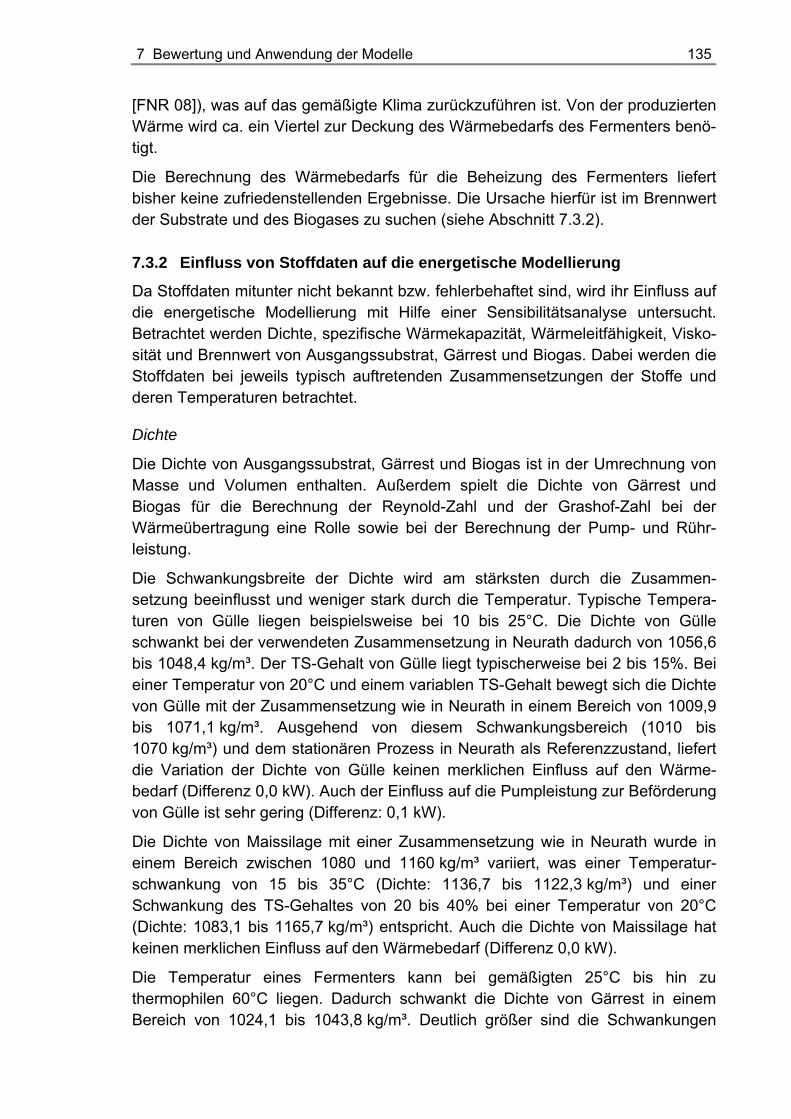
7 Bewertung und Anwendung der Modelle 135
[FNR 08]), was auf das gemäßigte Klima zurückzuführen ist. Von der produzierten Wärme wird ca. ein Viertel zur Deckung des Wärmebedarfs des Fermenters benö-tigt.
Die Berechnung des Wärmebedarfs für die Beheizung des Fermenters liefert bisher keine zufriedenstellenden Ergebnisse. Die Ursache hierfür ist im Brennwert der Substrate und des Biogases zu suchen (siehe Abschnitt 7.3.2).
7.3.2 Einfluss von Stoffdaten auf die energetische Modellierung
Da Stoffdaten mitunter nicht bekannt bzw. fehlerbehaftet sind, wird ihr Einfluss auf die energetische Modellierung mit Hilfe einer Sensibilitätsanalyse untersucht. Betrachtet werden Dichte, spezifische Wärmekapazität, Wärmeleitfähigkeit, Visko-sität und Brennwert von Ausgangssubstrat, Gärrest und Biogas. Dabei werden die Stoffdaten bei jeweils typisch auftretenden Zusammensetzungen der Stoffe und deren Temperaturen betrachtet.
Dichte
Die Dichte von Ausgangssubstrat, Gärrest und Biogas ist in der Umrechnung von Masse und Volumen enthalten. Außerdem spielt die Dichte von Gärrest und Biogas für die Berechnung der Reynold-Zahl und der Grashof-Zahl bei der Wärmeübertragung eine Rolle sowie bei der Berechnung der Pump- und Rühr-leistung.
Die Schwankungsbreite der Dichte wird am stärksten durch die Zusammen-setzung beeinflusst und weniger stark durch die Temperatur. Typische Tempera-turen von Gülle liegen beispielsweise bei 10 bis 25°C. Die Dichte von Gülle schwankt bei der verwendeten Zusammensetzung in Neurath dadurch von 1056,6 bis 1048,4 kg/m³. Der TS-Gehalt von Gülle liegt typischerweise bei 2 bis 15%. Bei einer Temperatur von 20°C und einem variablen TS-Gehalt bewegt sich die Dichte von Gülle mit der Zusammensetzung wie in Neurath in einem Bereich von 1009,9 bis 1071,1 kg/m³. Ausgehend von diesem Schwankungsbereich (1010 bis 1070 kg/m³) und dem stationären Prozess in Neurath als Referenzzustand, liefert die Variation der Dichte von Gülle keinen merklichen Einfluss auf den Wärme-bedarf (Differenz 0,0 kW). Auch der Einfluss auf die Pumpleistung zur Beförderung von Gülle ist sehr gering (Differenz: 0,1 kW).
Die Dichte von Maissilage mit einer Zusammensetzung wie in Neurath wurde in einem Bereich zwischen 1080 und 1160 kg/m³ variiert, was einer Temperatur-schwankung von 15 bis 35°C (Dichte: 1136,7 bis 1122,3 kg/m³) und einer Schwankung des TS-Gehaltes von 20 bis 40% bei einer Temperatur von 20°C (Dichte: 1083,1 bis 1165,7 kg/m³) entspricht. Auch die Dichte von Maissilage hat keinen merklichen Einfluss auf den Wärmebedarf (Differenz 0,0 kW).
Die Temperatur eines Fermenters kann bei gemäßigten 25°C bis hin zu thermophilen 60°C liegen. Dadurch schwankt die Dichte von Gärrest in einem Bereich von 1024,1 bis 1043,8 kg/m³. Deutlich größer sind die Schwankungen
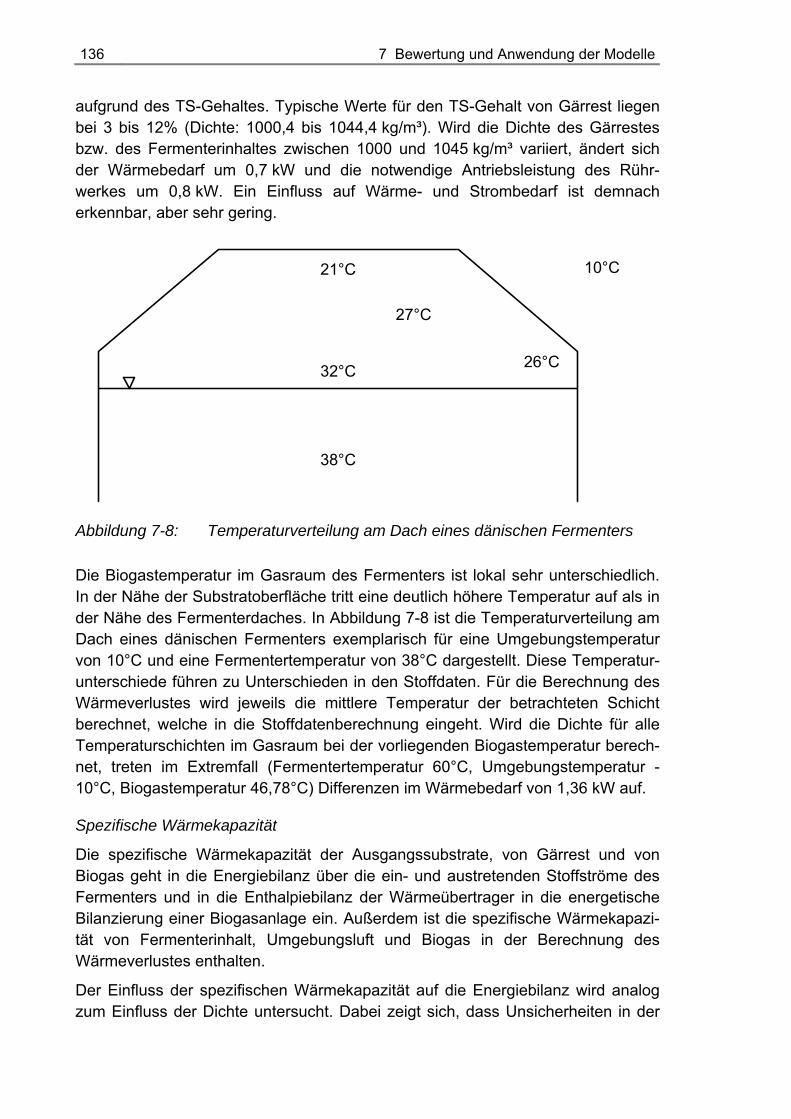
136 7 Bewertung und Anwendung der Modelle
aufgrund des TS-Gehaltes. Typische Werte für den TS-Gehalt von Gärrest liegen bei 3 bis 12% (Dichte: 1000,4 bis 1044,4 kg/m³). Wird die Dichte des Gärrestes bzw. des Fermenterinhaltes zwischen 1000 und 1045 kg/m³ variiert, ändert sich der Wärmebedarf um 0,7 kW und die notwendige Antriebsleistung des Rühr-werkes um 0,8 kW. Ein Einfluss auf Wärme- und Strombedarf ist demnach erkennbar, aber sehr gering.
38°C
32°C
27°C
21°C
26°C
10°C
Abbildung 7-8: Temperaturverteilung am Dach eines dänischen Fermenters
Die Biogastemperatur im Gasraum des Fermenters ist lokal sehr unterschiedlich. In der Nähe der Substratoberfläche tritt eine deutlich höhere Temperatur auf als in der Nähe des Fermenterdaches. In Abbildung 7-8 ist die Temperaturverteilung am Dach eines dänischen Fermenters exemplarisch für eine Umgebungstemperatur von 10°C und eine Fermentertemperatur von 38°C dargestellt. Diese Temperatur-unterschiede führen zu Unterschieden in den Stoffdaten. Für die Berechnung des Wärmeverlustes wird jeweils die mittlere Temperatur der betrachteten Schicht berechnet, welche in die Stoffdatenberechnung eingeht. Wird die Dichte für alle Temperaturschichten im Gasraum bei der vorliegenden Biogastemperatur berech-net, treten im Extremfall (Fermentertemperatur 60°C, Umgebungstemperatur -10°C, Biogastemperatur 46,78°C) Differenzen im Wärmebedarf von 1,36 kW auf.
Spezifische Wärmekapazität
Die spezifische Wärmekapazität der Ausgangssubstrate, von Gärrest und von Biogas geht in die Energiebilanz über die ein- und austretenden Stoffströme des Fermenters und in die Enthalpiebilanz der Wärmeübertrager in die energetische Bilanzierung einer Biogasanlage ein. Außerdem ist die spezifische Wärmekapazi-tät von Fermenterinhalt, Umgebungsluft und Biogas in der Berechnung des Wärmeverlustes enthalten.
Der Einfluss der spezifischen Wärmekapazität auf die Energiebilanz wird analog zum Einfluss der Dichte untersucht. Dabei zeigt sich, dass Unsicherheiten in der
7 Bewertung und Anwendung der Modelle 137
Berechnung der spezifischen Wärmekapazität bei Biogas, Umgebungsluft und beim Fermenterinhalt auf den Wärmeverlust keinen nennenswerten Einfluss haben. Der gesamte Wärmebedarf hingegen wird aufgrund der berechneten Enthalpieströme der ein- und austretenden Stoffe zwar geringfügig, aber eindeutig beeinflusst. Typische Schwankungsbreiten der spezifischen Wärmekapazität von Maissilage aufgrund des TS-Gehaltes liegen beispielsweise bei 3,2 bis 3,7 kJ/(kg·K) (TS-Gehalt: 20 bis 40%, bei 20°C). Dadurch kommt es zu Differen-zen im Wärmebedarf von ca. 0,9 kW. Beim Fermenterinhalt mit Schwankungs-breiten in der spezifischen Wärmekapazität von 3,9 bis 4,1 kJ/(kg·K) (TS-Gehalt: 3 bis 12%, bei 38°C) beträgt die Differenz 1,7 kW.
Wird die spezifische Wärmekapazität des Biogases im Gasraum zur Berechnung des Wärmeverlustes bei der vorliegenden Biogastemperatur berechnet und nicht bei einer mittleren Temperatur der jeweils betrachteten Schicht, tritt im Extremfall (Fermentertemperatur 60°C, Umgebungstemperatur -10°C, Biogastemperatur 46,56°C) eine Abweichung im Wärmebedarf von 0,20 kW auf.
Wärmeleitfähigkeit
Die Wärmeleitfähigkeit von Fermenterinhalt, Umgebungsluft und Biogas ist in der Berechnung des Wärmeverlustes enthalten. Beim Fermenterinhalt beträgt die Wärmeleitfähigkeit je nach TS-Gehalt (3 bis 12%) bei 38°C und der bekannten Zusammensetzung des Gärrestes von der Biogasanlage Neurath 0,616 bis 0,578 W/(m·K). Durch Variation der Wärmeleitfähigkeit des Fermenterinhaltes innerhalb dieser Schwankungsbreite, kommt es beim Wärmebedarf zu keinen nennenswerten Differenzen.
Wird bei der Berechnung des Wärmeverlustes die Wärmeleitfähigkeit von Biogas aufgrund der starken Temperaturgradienten nicht bei einer mittleren Temperatur in den jeweiligen Bereichen berechnet, sondern mit einem konstanten Wert für den gesamten Gasraum, kommt es im Extremfall (Fermentertemperatur 60°C, Umge-bungstemperatur -10°C, Biogastemperatur 46,37°C) zu einer Differenz im Wärme-bedarf von 1,53 kW.
Dynamische Viskosität
Auch die dynamische Viskosität von Fermenterinhalt, Biogas und Umgebungsluft wird für die Berechnung des Wärmeverlustes benötigt. Zudem geht sie in die Berechnung der Pumpleistung mit ein. Entgegen den Erwartungen ist die dyna-mische Viskosität nicht in der Berechnung der Rührleistung von Zentralrührwerken des dänischen Fermenters enthalten, wenn diese als Schrägblattrührer mit Strömungsbrechern ausgeführt sind und im turbulenten Bereich arbeiten.
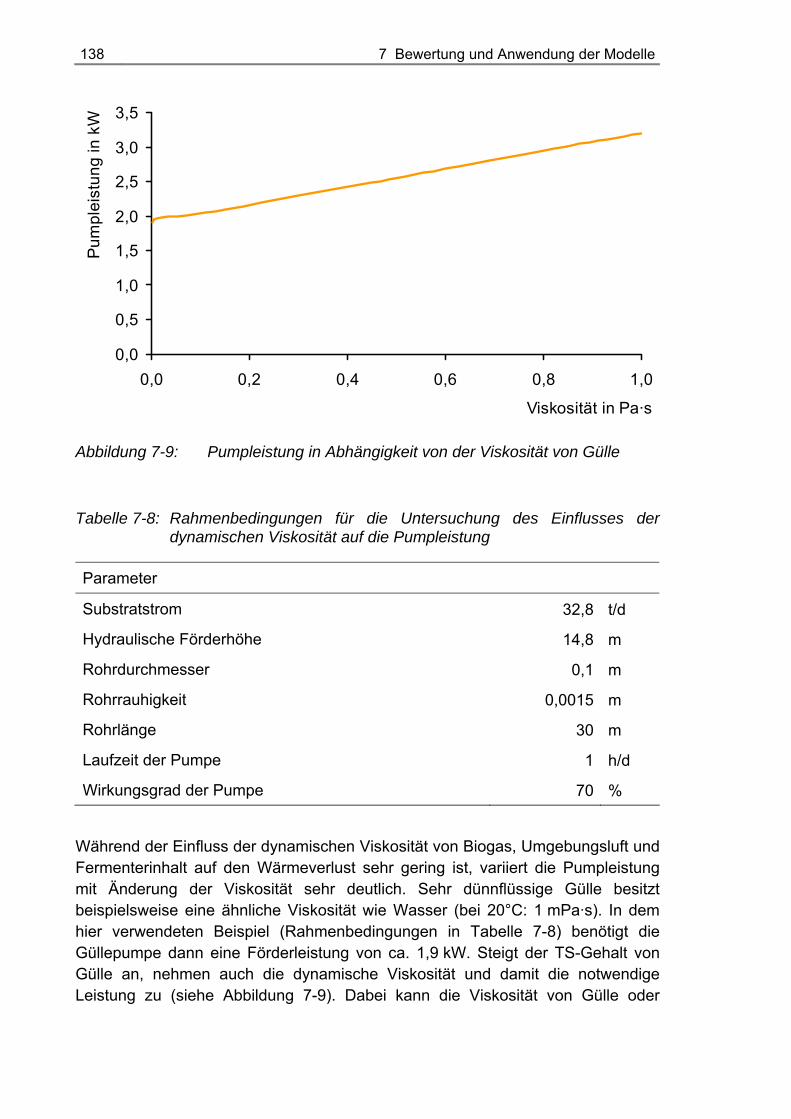
138 7 Bewertung und Anwendung der Modelle
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0,0 0,2 0,4 0,6 0,8 1,0
Viskosität in Pa·s
Pum
plei
stun
g in
kW
Abbildung 7-9: Pumpleistung in Abhängigkeit von der Viskosität von Gülle
Tabelle 7-8: Rahmenbedingungen für die Untersuchung des Einflusses der dynamischen Viskosität auf die Pumpleistung
Parameter
Substratstrom 32,8 t/d
Hydraulische Förderhöhe 14,8 m
Rohrdurchmesser 0,1 m
Rohrrauhigkeit 0,0015 m
Rohrlänge 30 m
Laufzeit der Pumpe 1 h/d
Wirkungsgrad der Pumpe 70 %
Während der Einfluss der dynamischen Viskosität von Biogas, Umgebungsluft und Fermenterinhalt auf den Wärmeverlust sehr gering ist, variiert die Pumpleistung mit Änderung der Viskosität sehr deutlich. Sehr dünnflüssige Gülle besitzt beispielsweise eine ähnliche Viskosität wie Wasser (bei 20°C: 1 mPa·s). In dem hier verwendeten Beispiel (Rahmenbedingungen in Tabelle 7-8) benötigt die Güllepumpe dann eine Förderleistung von ca. 1,9 kW. Steigt der TS-Gehalt von Gülle an, nehmen auch die dynamische Viskosität und damit die notwendige Leistung zu (siehe Abbildung 7-9). Dabei kann die Viskosität von Gülle oder
7 Bewertung und Anwendung der Modelle 139
Fermenterinhalt die Viskosität von Wasser um das 100- bis 1.000-fache überstei-gen. Die benötigte Pumpleistung steigt dadurch auf das 1,7-fache an.
Auch bei der dynamischen Viskosität ist eine geringe Abweichung im Wärme-verlust von 0,60 kW im Extremfall (Fermentertemperatur 60°C, Umgebungstem-peratur -10°C, Biogastemperatur 46,68°C) zu beobachten, wenn für die Berechnung keine mittlere Temperaturen für die jeweils betrachteten Bereiche verwendet werden, sondern eine Biogastemperatur für den gesamten Gasraum. Werden Dichte, spezifische Wärmekapazität, Wärmeleitfähigkeit und dynamische Viskosität bei der Biogastemperatur für den gesamten Gasraum berechnet, ergibt sich für den betrachteten Extremfall insgesamt ein Fehler von 0,27 kW. Aufgrund dieses geringen Fehlers werden Dichte, spezifische Wärmekapazität, Wärmeleit-fähigkeit und dynamische Viskosität des Biogases zur Vereinfachung der Berechnung bei den folgenden Betrachtungen für den gesamten Gasraum bei der Biogastemperatur ermittelt.
Brennwert
Für die Berechnung der Enthalpiebilanz des Fermenters wurden zunächst die aus der Elementarzusammensetzung berechneten Brennwerte verwendet. Die Ergeb-nisse für den Wärmebedarf sind bereits in Tabelle 7-7 aufgeführt. Die Brennwerte der Ausgangssubstrate und des Fermenterinhalts wurden zur Kontrolle auch ex-perimentell ermittelt. Die berechneten und experimentell ermittelten Brennwerte sind in Tabelle 7-9 aufgeführt. Außerdem ist der mit den unterschiedlichen Brenn-werten berechnete Wärmebedarf des Fermenters für das Modell von Keymer & Schilcher dargestellt.
Da der Brennwert in MJ/kg eingeht und aus diesen Brennwerten eine Differenz aus den Enthalpieströmen der ein- und austretenden Stoffe ermittelt wird, ist die Abweichung im Wärmebedarf aufgrund eines Fehlers im Brennwert enorm groß. Durch die experimentell ermittelten Brennwerte der Ausgangssubstrate und des Fermenterinhaltes konnte die prozentuale Abweichung des berechneten Wärme-bedarfs zwar enorm reduziert werden, der resultierende Wärmebedarf entspricht allerdings noch immer nicht dem tatsächlichen Bedarf in der Praxis.
In Tabelle 7-9 sind zudem die minimalen und maximalen Werte der experimentell ermittelten Brennwerte der Substrate angegeben. Mit Hilfe dieser Werte wurde für jeweils ein Substrat der resultierende Wärmebedarf ermittelt, während der Brenn-wert der anderen Substrate dem experimentellen Durchschnittswert entspricht. Die größten Schwankungen im Brennwert und damit auch im Wärmebedarf ergeben sich für Maissilage, was an der starken Inhomogenität des Substrates liegt. Mais-silage wird aus der gesamten Pflanze hergestellt, die neben leicht verdaulichen Blättern und sehr faserhaltigen Stengeln auch Maiskörner enthält. Die Proben müssen daher sehr fein zermahlen und gut durchmischt werden, was bei fasrigen Materialien nicht ganz einfach ist. Bei der experimentell ermittelten Bandbreite des Brennwertes von Maissilage kann es zu Differenzen im Wärmebedarf von über 40 kW kommen. Da der Brennwert der Substrate einen sehr bedeutenden Einfluss
140 7 Bewertung und Anwendung der Modelle
hat, sollten die stichprobenartigen experimentellen Untersuchungen intensiviert werden und vor allem auch der Einfluss der Zusammensetzung der Organik unter-sucht werden.
Tabelle 7-9: Auswirkungen der Brennwertabweichungen aus Experiment und Berechnung auf die Berechnung des Wärmebedarfs eines Fermenters mit dem Modell von Keymer & Schilcher
Brennwert Gülle Fermenter-inhalt
Mais-silage
Wärme-bedarf in kW
Berechnung MJ/kg 0,84951 1,23165 6,24398 -353,55
Experiment Mittel MJ/kg 0,87356 1,37487 5,71623 -73,45
Experiment Minimum MJ/kg 0,84983 - - -64,44
MJ/kg - 1,35131 - -88,97
MJ/kg - - 5,66123 -53,14
Experiment Maximum MJ/kg 0,89124 - - -80,16
MJ/kg - 1,38871 - -64,33
MJ/kg - - 5,77349 -94,59
Tabelle 7-10: Auswirkungen der Brennwertabweichungen von Biogas aufgrund der Zusammensetzung auf die Berechnung des Wärmebedarfs eines Fermenters mit dem Modell von Keymer & Schilcher
Biogas trocken Brennwert in MJ/kg
Wärmebedarf in kW
50% CH4, 50% CO2 14,8308 -153,07
51% CH4, 49% CO2 15,2697 -113,66
52% CH4, 48% CO2 15,7169 -73,50
Neben dem Brennwert der Substrate trägt auch der Brennwert des Biogases zu Fehlern in der Wärmebilanz bei. Der Brennwert von Biogas wird hauptsächlich durch die Zusammensetzung des Gases beeinflusst. Die meisten Biogasanlagen sind mit Infrarot-Sensoren zur Bestimmung der Methankonzentration ausgestattet. Diese Sensoren weisen typischerweise eine Unsicherheit von 1% vom Messbe-reich (in der Regel: 0 bis 100 Vol.-%) oder mehr auf, was bei Methan einem Fehler von mindestens 1 Vol.-% entspricht.
7 Bewertung und Anwendung der Modelle 141
In Tabelle 7-10 ist der Wärmebedarf in Abhängigkeit der Zusammensetzung von trockenem Biogas dargestellt. Der Brennwert von feuchtem Biogas ist höher als der Brennwert von trockenem Gas, wobei der Wassergehalt abhängig von der Temperatur und dem Druck des Gases ist. Sind Zusammensetzung, Temperatur und Druck des produzierten Biogases nur unzureichend bekannt, kann es zu einem großen Fehler in der Berechnung des Wärmebedarfs kommen.
Alles in allem bleibt festzustellen, dass die Modellierung des Wärmebedarfs eines Fermenters bisher an unzureichenden Informationen der Reaktionsenthalpie der beteiligten Reaktionen scheitert.
7.4 Durchführung von Parameterstudien
Trotz der Abweichungen im gesamten Wärmebedarf ermöglichen die Modelle bereits die Durchführung von einer Vielzahl an Parameterstudien. Im Folgenden werden nur einige beispielhafte Untersuchungen vorgestellt. Die Parameterstudien werden für die Biogasanlage Neurath mit den dort vorliegenden Rahmenbe-dingungen durchgeführt. Zunächst wird für den stationären Betrieb der Anlage ein Referenzzustand definiert, der bereits zum Vergleich der stofflichen und energe-tischen Modellierung mit der Praxisanlage herangezogen wurde. Bei der Unter-suchung verschiedener Einflussfaktoren wird jeweils nur der zu untersuchende Parameter variiert.
7.4.1 Einfluss der Umgebungstemperatur
Die Umgebungstemperatur wird in einem Bereich von -10 bis 25°C variiert. Dabei wird der Einfluss der Umgebungstemperatur auf die Temperatur der Ausgangs-substrate vernachlässigt. Die Temperatur der Ausgangssubstrate wurde mit 20°C als konstant angenommen.
Erwartungsgemäß steigt der Wärmeverlust des Fermenters mit abnehmender Umgebungstemperatur an, wie Abbildung 7-10 zeigt. Dabei ist der Wärmeverlust über den Boden unabhängig von der Umgebungstemperatur, was aufgrund der großen Bodenfläche des Fermenters durchaus realistisch ist. Der Einfluss der Umgebungstemperatur ist am deutlichsten beim Wärmeverlust über das Fermen-terdach zu erkennen, da dieses nur aus einer dünnen ungedämmten Stahlblech-wand besteht (Wärmedurchgangskoeffizient 1,01 W/(m²·K)). Durch die ange-brachte Wärmedämmung ist der Anstieg des Wärmeverlustes über die Fermen-terwand bei sinkender Umgebungstemperatur nicht so stark wie über das Fermenterdach.
Markant ist die Verteilung des Wärmeverlustes über die einzelnen Flächen. Bei einer Umgebungstemperatur von 10°C gehen 63,5% der Wärme über das Fermenterdach verloren, 26,8% über die Fermenterwand und nur 9,7% über den Boden, wobei der Wärmedurchgangskoeffizient der Fermenterwand
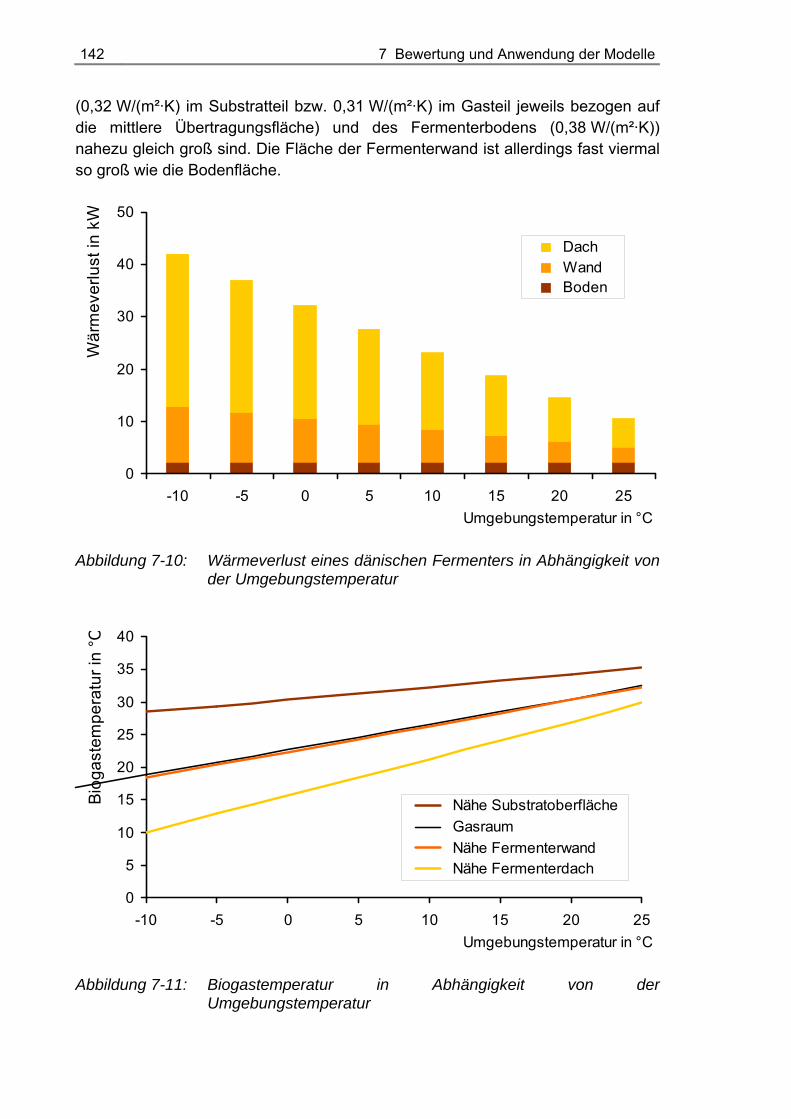
142 7 Bewertung und Anwendung der Modelle
(0,32 W/(m²·K) im Substratteil bzw. 0,31 W/(m²·K) im Gasteil jeweils bezogen auf die mittlere Übertragungsfläche) und des Fermenterbodens (0,38 W/(m²·K)) nahezu gleich groß sind. Die Fläche der Fermenterwand ist allerdings fast viermal so groß wie die Bodenfläche.
0
10
20
30
40
50
-10 -5 0 5 10 15 20 25Umgebungstemperatur in °C
Wär
mev
erlu
st in
kW
Dach Wand Boden
Abbildung 7-10: Wärmeverlust eines dänischen Fermenters in Abhängigkeit von der Umgebungstemperatur
0
5
10
15
20
25
30
35
40
-10 -5 0 5 10 15 20 25Umgebungstemperatur in °C
Bio
gast
empe
ratu
r in
°C
Nähe Substratoberfläche Gasraum Nähe Fermenterwand Nähe Fermenterdach
Abbildung 7-11: Biogastemperatur in Abhängigkeit von der Umgebungstemperatur
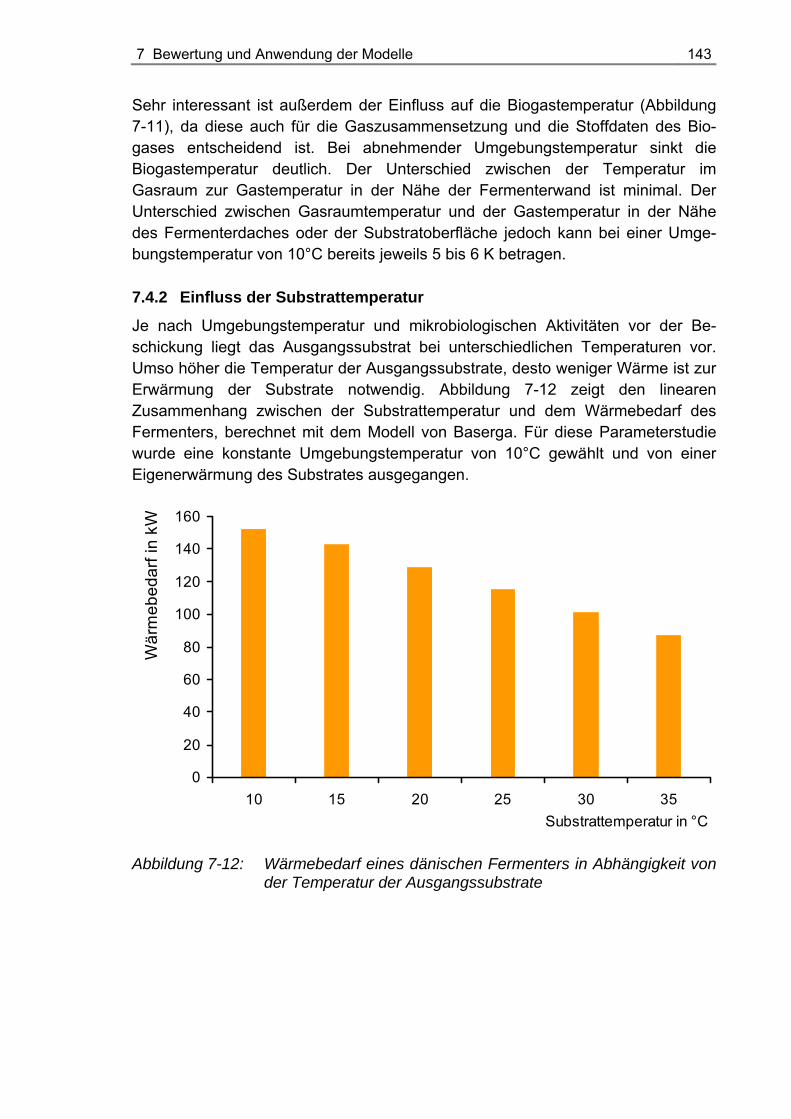
7 Bewertung und Anwendung der Modelle 143
Sehr interessant ist außerdem der Einfluss auf die Biogastemperatur (Abbildung 7-11), da diese auch für die Gaszusammensetzung und die Stoffdaten des Bio-gases entscheidend ist. Bei abnehmender Umgebungstemperatur sinkt die Biogastemperatur deutlich. Der Unterschied zwischen der Temperatur im Gasraum zur Gastemperatur in der Nähe der Fermenterwand ist minimal. Der Unterschied zwischen Gasraumtemperatur und der Gastemperatur in der Nähe des Fermenterdaches oder der Substratoberfläche jedoch kann bei einer Umge-bungstemperatur von 10°C bereits jeweils 5 bis 6 K betragen.
7.4.2 Einfluss der Substrattemperatur
Je nach Umgebungstemperatur und mikrobiologischen Aktivitäten vor der Be-schickung liegt das Ausgangssubstrat bei unterschiedlichen Temperaturen vor. Umso höher die Temperatur der Ausgangssubstrate, desto weniger Wärme ist zur Erwärmung der Substrate notwendig. Abbildung 7-12 zeigt den linearen Zusammenhang zwischen der Substrattemperatur und dem Wärmebedarf des Fermenters, berechnet mit dem Modell von Baserga. Für diese Parameterstudie wurde eine konstante Umgebungstemperatur von 10°C gewählt und von einer Eigenerwärmung des Substrates ausgegangen.
0
20
40
60
80
100
120
140
160
10 15 20 25 30 35Substrattemperatur in °C
Wär
meb
edar
f in
kW
Abbildung 7-12: Wärmebedarf eines dänischen Fermenters in Abhängigkeit von der Temperatur der Ausgangssubstrate
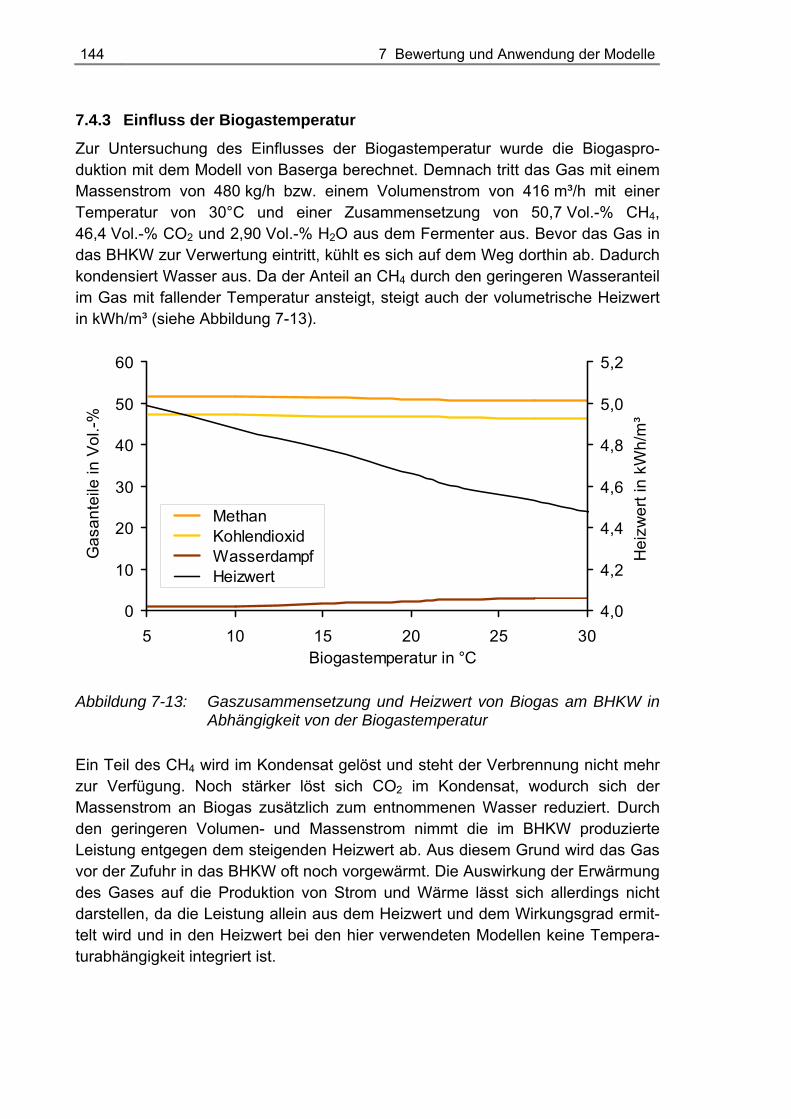
144 7 Bewertung und Anwendung der Modelle
7.4.3 Einfluss der Biogastemperatur
Zur Untersuchung des Einflusses der Biogastemperatur wurde die Biogaspro-duktion mit dem Modell von Baserga berechnet. Demnach tritt das Gas mit einem Massenstrom von 480 kg/h bzw. einem Volumenstrom von 416 m³/h mit einer Temperatur von 30°C und einer Zusammensetzung von 50,7 Vol.-% CH4, 46,4 Vol.-% CO2 und 2,90 Vol.-% H2O aus dem Fermenter aus. Bevor das Gas in das BHKW zur Verwertung eintritt, kühlt es sich auf dem Weg dorthin ab. Dadurch kondensiert Wasser aus. Da der Anteil an CH4 durch den geringeren Wasseranteil im Gas mit fallender Temperatur ansteigt, steigt auch der volumetrische Heizwert in kWh/m³ (siehe Abbildung 7-13).
0
10
20
30
40
50
60
5 10 15 20 25 30Biogastemperatur in °C
Gas
ante
ile in
Vol
.-%
4,0
4,2
4,4
4,6
4,8
5,0
5,2
Hei
zwer
t in
kWh/
m³
Methan Kohlendioxid Wasserdampf Heizwert
Abbildung 7-13: Gaszusammensetzung und Heizwert von Biogas am BHKW in Abhängigkeit von der Biogastemperatur
Ein Teil des CH4 wird im Kondensat gelöst und steht der Verbrennung nicht mehr zur Verfügung. Noch stärker löst sich CO2 im Kondensat, wodurch sich der Massenstrom an Biogas zusätzlich zum entnommenen Wasser reduziert. Durch den geringeren Volumen- und Massenstrom nimmt die im BHKW produzierte Leistung entgegen dem steigenden Heizwert ab. Aus diesem Grund wird das Gas vor der Zufuhr in das BHKW oft noch vorgewärmt. Die Auswirkung der Erwärmung des Gases auf die Produktion von Strom und Wärme lässt sich allerdings nicht darstellen, da die Leistung allein aus dem Heizwert und dem Wirkungsgrad ermit-telt wird und in den Heizwert bei den hier verwendeten Modellen keine Tempera-turabhängigkeit integriert ist.
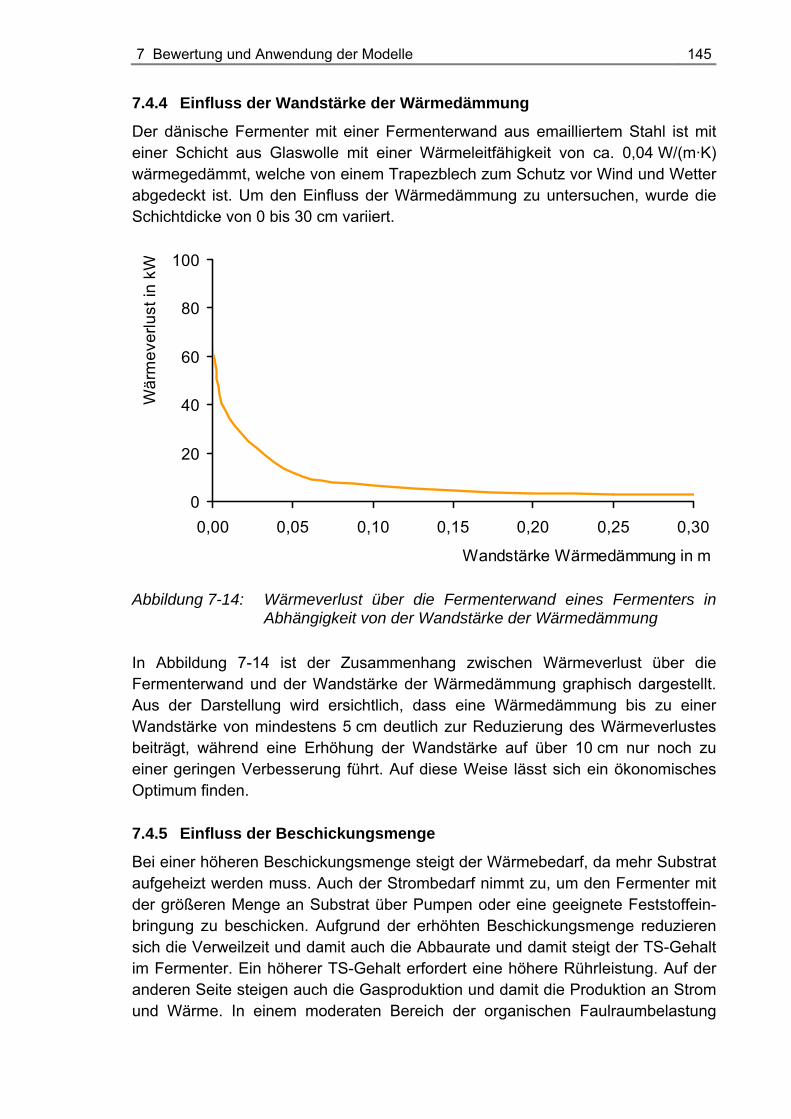
7 Bewertung und Anwendung der Modelle 145
7.4.4 Einfluss der Wandstärke der Wärmedämmung
Der dänische Fermenter mit einer Fermenterwand aus emailliertem Stahl ist mit einer Schicht aus Glaswolle mit einer Wärmeleitfähigkeit von ca. 0,04 W/(m·K) wärmegedämmt, welche von einem Trapezblech zum Schutz vor Wind und Wetter abgedeckt ist. Um den Einfluss der Wärmedämmung zu untersuchen, wurde die Schichtdicke von 0 bis 30 cm variiert.
0
20
40
60
80
100
0,00 0,05 0,10 0,15 0,20 0,25 0,30
Wandstärke Wärmedämmung in m
Wär
mev
erlu
st in
kW
Abbildung 7-14: Wärmeverlust über die Fermenterwand eines Fermenters in Abhängigkeit von der Wandstärke der Wärmedämmung
In Abbildung 7-14 ist der Zusammenhang zwischen Wärmeverlust über die Fermenterwand und der Wandstärke der Wärmedämmung graphisch dargestellt. Aus der Darstellung wird ersichtlich, dass eine Wärmedämmung bis zu einer Wandstärke von mindestens 5 cm deutlich zur Reduzierung des Wärmeverlustes beiträgt, während eine Erhöhung der Wandstärke auf über 10 cm nur noch zu einer geringen Verbesserung führt. Auf diese Weise lässt sich ein ökonomisches Optimum finden.
7.4.5 Einfluss der Beschickungsmenge
Bei einer höheren Beschickungsmenge steigt der Wärmebedarf, da mehr Substrat aufgeheizt werden muss. Auch der Strombedarf nimmt zu, um den Fermenter mit der größeren Menge an Substrat über Pumpen oder eine geeignete Feststoffein-bringung zu beschicken. Aufgrund der erhöhten Beschickungsmenge reduzieren sich die Verweilzeit und damit auch die Abbaurate und damit steigt der TS-Gehalt im Fermenter. Ein höherer TS-Gehalt erfordert eine höhere Rührleistung. Auf der anderen Seite steigen auch die Gasproduktion und damit die Produktion an Strom und Wärme. In einem moderaten Bereich der organischen Faulraumbelastung
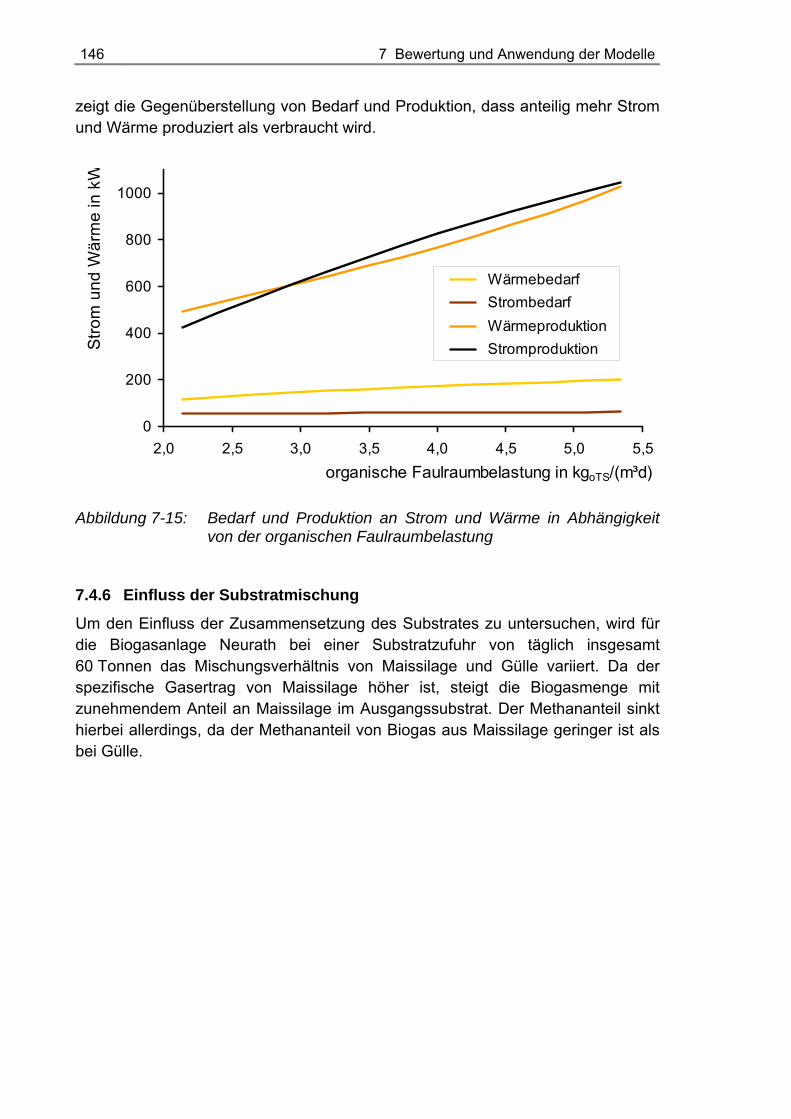
146 7 Bewertung und Anwendung der Modelle
zeigt die Gegenüberstellung von Bedarf und Produktion, dass anteilig mehr Strom und Wärme produziert als verbraucht wird.
0
200
400
600
800
1000
2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5organische Faulraumbelastung in kgoTS/(m³d)
Stro
m u
nd W
ärm
e in
kW
Wärmebedarf Strombedarf Wärmeproduktion Stromproduktion
Abbildung 7-15: Bedarf und Produktion an Strom und Wärme in Abhängigkeit von der organischen Faulraumbelastung
7.4.6 Einfluss der Substratmischung
Um den Einfluss der Zusammensetzung des Substrates zu untersuchen, wird für die Biogasanlage Neurath bei einer Substratzufuhr von täglich insgesamt 60 Tonnen das Mischungsverhältnis von Maissilage und Gülle variiert. Da der spezifische Gasertrag von Maissilage höher ist, steigt die Biogasmenge mit zunehmendem Anteil an Maissilage im Ausgangssubstrat. Der Methananteil sinkt hierbei allerdings, da der Methananteil von Biogas aus Maissilage geringer ist als bei Gülle.
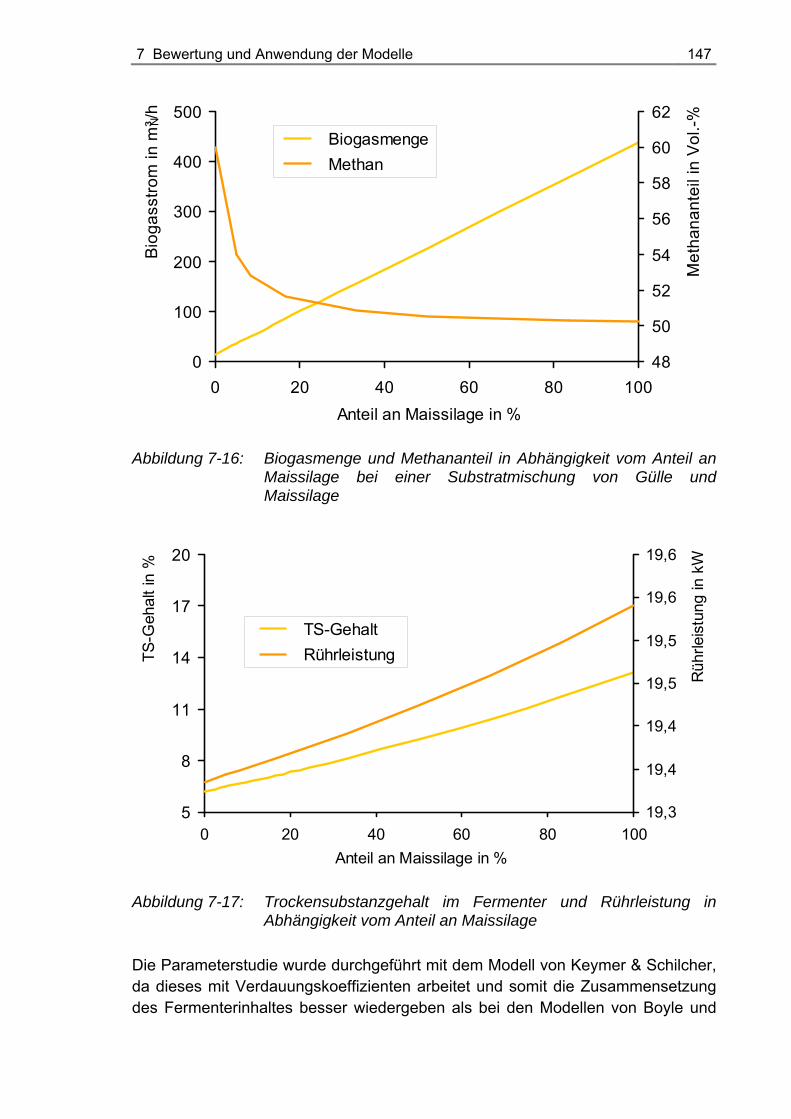
7 Bewertung und Anwendung der Modelle 147
0
100
200
300
400
500
0 20 40 60 80 100Anteil an Maissilage in %
Bio
gass
trom
in m
³ N/h
48
50
52
54
56
58
60
62
Met
hana
ntei
l in
Vol
.-%
Biogasmenge Methan
Abbildung 7-16: Biogasmenge und Methananteil in Abhängigkeit vom Anteil an Maissilage bei einer Substratmischung von Gülle und Maissilage
5
8
11
14
17
20
0 20 40 60 80 100Anteil an Maissilage in %
TS-G
ehal
t in
%
19,3
19,4
19,4
19,5
19,5
19,6
19,6
Rüh
rleis
tung
in k
W
TS-Gehalt Rührleistung
Abbildung 7-17: Trockensubstanzgehalt im Fermenter und Rührleistung in Abhängigkeit vom Anteil an Maissilage
Die Parameterstudie wurde durchgeführt mit dem Modell von Keymer & Schilcher, da dieses mit Verdauungskoeffizienten arbeitet und somit die Zusammensetzung des Fermenterinhaltes besser wiedergeben als bei den Modellen von Boyle und
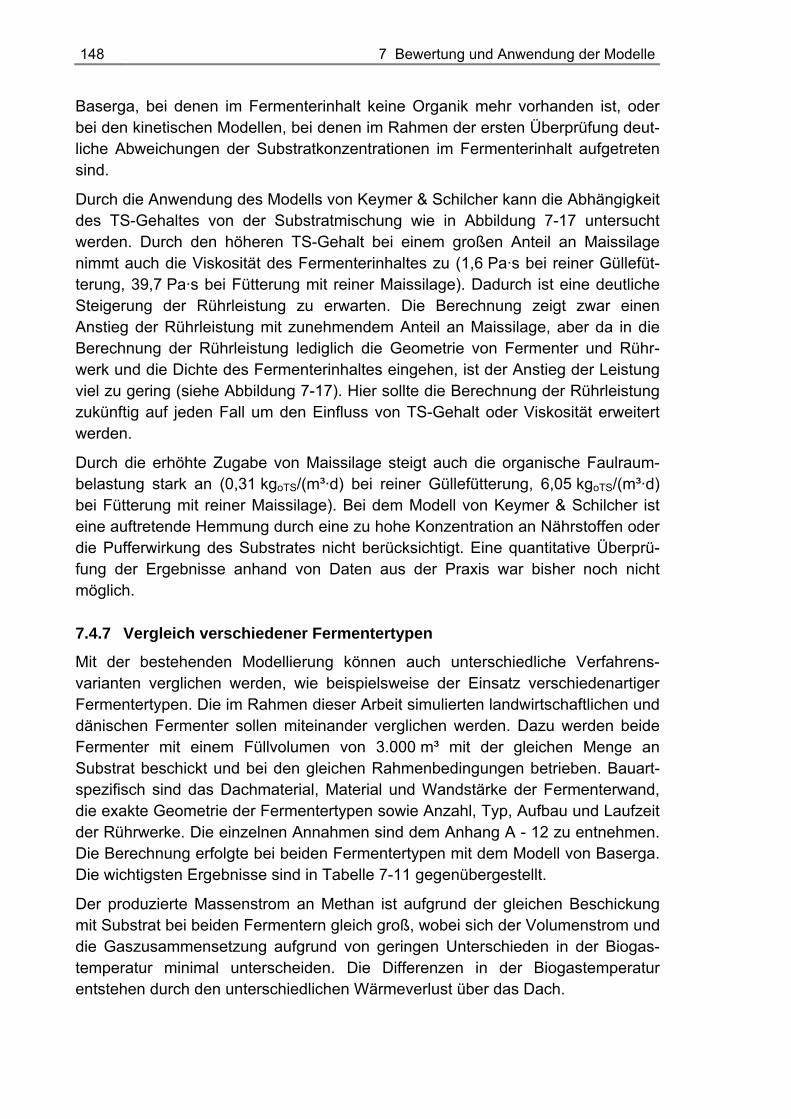
148 7 Bewertung und Anwendung der Modelle
Baserga, bei denen im Fermenterinhalt keine Organik mehr vorhanden ist, oder bei den kinetischen Modellen, bei denen im Rahmen der ersten Überprüfung deut-liche Abweichungen der Substratkonzentrationen im Fermenterinhalt aufgetreten sind.
Durch die Anwendung des Modells von Keymer & Schilcher kann die Abhängigkeit des TS-Gehaltes von der Substratmischung wie in Abbildung 7-17 untersucht werden. Durch den höheren TS-Gehalt bei einem großen Anteil an Maissilage nimmt auch die Viskosität des Fermenterinhaltes zu (1,6 Pa·s bei reiner Güllefüt-terung, 39,7 Pa·s bei Fütterung mit reiner Maissilage). Dadurch ist eine deutliche Steigerung der Rührleistung zu erwarten. Die Berechnung zeigt zwar einen Anstieg der Rührleistung mit zunehmendem Anteil an Maissilage, aber da in die Berechnung der Rührleistung lediglich die Geometrie von Fermenter und Rühr-werk und die Dichte des Fermenterinhaltes eingehen, ist der Anstieg der Leistung viel zu gering (siehe Abbildung 7-17). Hier sollte die Berechnung der Rührleistung zukünftig auf jeden Fall um den Einfluss von TS-Gehalt oder Viskosität erweitert werden.
Durch die erhöhte Zugabe von Maissilage steigt auch die organische Faulraum-belastung stark an (0,31 kgoTS/(m³·d) bei reiner Güllefütterung, 6,05 kgoTS/(m³·d) bei Fütterung mit reiner Maissilage). Bei dem Modell von Keymer & Schilcher ist eine auftretende Hemmung durch eine zu hohe Konzentration an Nährstoffen oder die Pufferwirkung des Substrates nicht berücksichtigt. Eine quantitative Überprü-fung der Ergebnisse anhand von Daten aus der Praxis war bisher noch nicht möglich.
7.4.7 Vergleich verschiedener Fermentertypen
Mit der bestehenden Modellierung können auch unterschiedliche Verfahrens-varianten verglichen werden, wie beispielsweise der Einsatz verschiedenartiger Fermentertypen. Die im Rahmen dieser Arbeit simulierten landwirtschaftlichen und dänischen Fermenter sollen miteinander verglichen werden. Dazu werden beide Fermenter mit einem Füllvolumen von 3.000 m³ mit der gleichen Menge an Substrat beschickt und bei den gleichen Rahmenbedingungen betrieben. Bauart-spezifisch sind das Dachmaterial, Material und Wandstärke der Fermenterwand, die exakte Geometrie der Fermentertypen sowie Anzahl, Typ, Aufbau und Laufzeit der Rührwerke. Die einzelnen Annahmen sind dem Anhang A - 12 zu entnehmen. Die Berechnung erfolgte bei beiden Fermentertypen mit dem Modell von Baserga. Die wichtigsten Ergebnisse sind in Tabelle 7-11 gegenübergestellt.
Der produzierte Massenstrom an Methan ist aufgrund der gleichen Beschickung mit Substrat bei beiden Fermentern gleich groß, wobei sich der Volumenstrom und die Gaszusammensetzung aufgrund von geringen Unterschieden in der Biogas-temperatur minimal unterscheiden. Die Differenzen in der Biogastemperatur entstehen durch den unterschiedlichen Wärmeverlust über das Dach.
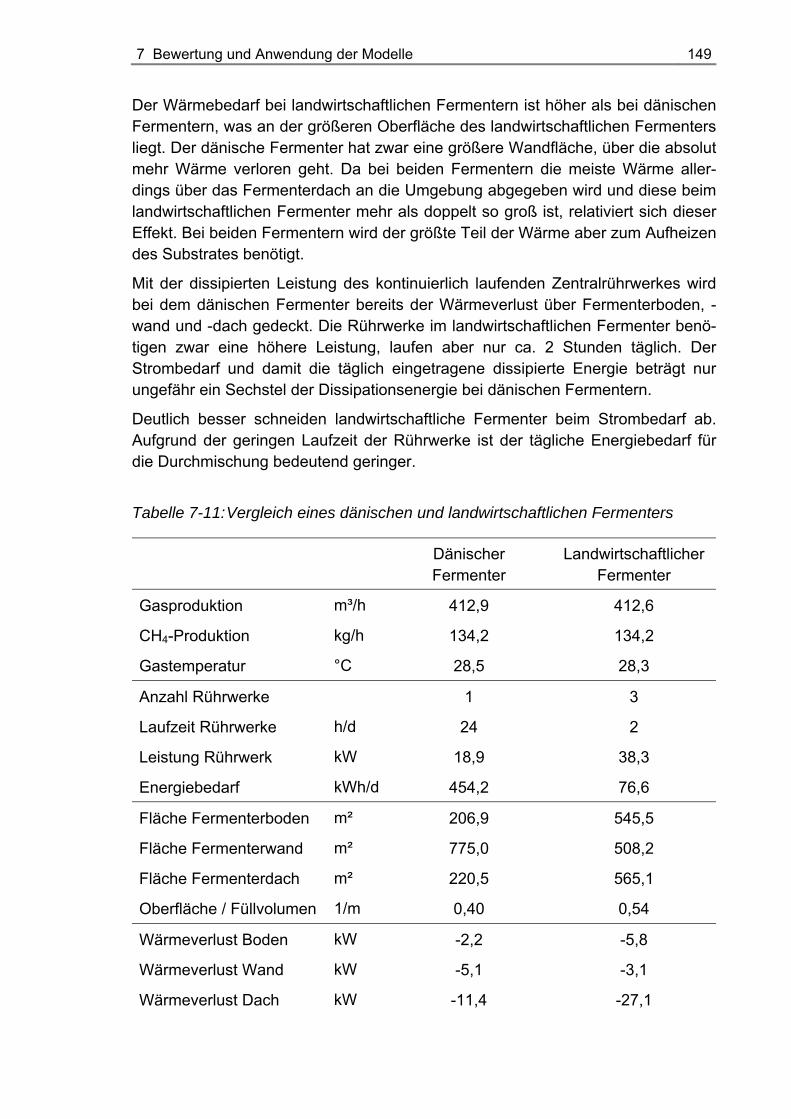
7 Bewertung und Anwendung der Modelle 149
Der Wärmebedarf bei landwirtschaftlichen Fermentern ist höher als bei dänischen Fermentern, was an der größeren Oberfläche des landwirtschaftlichen Fermenters liegt. Der dänische Fermenter hat zwar eine größere Wandfläche, über die absolut mehr Wärme verloren geht. Da bei beiden Fermentern die meiste Wärme aller-dings über das Fermenterdach an die Umgebung abgegeben wird und diese beim landwirtschaftlichen Fermenter mehr als doppelt so groß ist, relativiert sich dieser Effekt. Bei beiden Fermentern wird der größte Teil der Wärme aber zum Aufheizen des Substrates benötigt.
Mit der dissipierten Leistung des kontinuierlich laufenden Zentralrührwerkes wird bei dem dänischen Fermenter bereits der Wärmeverlust über Fermenterboden, -wand und -dach gedeckt. Die Rührwerke im landwirtschaftlichen Fermenter benö-tigen zwar eine höhere Leistung, laufen aber nur ca. 2 Stunden täglich. Der Strombedarf und damit die täglich eingetragene dissipierte Energie beträgt nur ungefähr ein Sechstel der Dissipationsenergie bei dänischen Fermentern.
Deutlich besser schneiden landwirtschaftliche Fermenter beim Strombedarf ab. Aufgrund der geringen Laufzeit der Rührwerke ist der tägliche Energiebedarf für die Durchmischung bedeutend geringer.
Tabelle 7-11: Vergleich eines dänischen und landwirtschaftlichen Fermenters
Dänischer Fermenter
Landwirtschaftlicher Fermenter
Gasproduktion m³/h 412,9 412,6
CH4-Produktion kg/h 134,2 134,2
Gastemperatur °C 28,5 28,3
Anzahl Rührwerke 1 3
Laufzeit Rührwerke h/d 24 2
Leistung Rührwerk kW 18,9 38,3
Energiebedarf kWh/d 454,2 76,6
Fläche Fermenterboden m² 206,9 545,5
Fläche Fermenterwand m² 775,0 508,2
Fläche Fermenterdach m² 220,5 565,1
Oberfläche / Füllvolumen 1/m 0,40 0,54
Wärmeverlust Boden kW -2,2 -5,8
Wärmeverlust Wand kW -5,1 -3,1
Wärmeverlust Dach kW -11,4 -27,1

150 7 Bewertung und Anwendung der Modelle
Wärmeverlust kW -18,7 -36,1
Wärmebedarf kW 90,3 122,3
8 Zusammenfassung und Ausblick
Ziel dieser Arbeit war es, ein Werkzeug zu entwickeln, mit dem der gesamte Biogasbildungsprozess energetisch und stofflich abgebildet und untersucht werden kann. Dazu wurden einzelne Bauteile einer Biogasanlage in der Aspen Software ACM programmiert, die über Material- und Power-Ports miteinander ver-schaltet werden können, um die Übertragung von Stoffströmen und Leistungen zu ermöglichen. Zwei verschiedene Fermentertypen (dänische und landwirtschaft-liche Fermenter), eine Pumpe zur Förderung von flüssigem Substrat, eine Fest-stoffeinbringung für Substrate mit hohem TS-Gehalt, Wärmeübertrager für flüssige Substrate und für Gase sowie ein BHKW wurden als mögliche Bauteile einer Biogasanlage realisiert.
Für die stoffliche Bilanzierung wurde eine umfangreiche Literaturrecherche zu existierenden Modellen durchgeführt, um auf der Basis definierter Problemstel-lungen geeignete Modelle auszuwählen. Die meisten Fragestellungen wie eine Dimensionierung von neuen Biogasanlagen, die Optimierung bestehender An-lagen, die Durchführung von Parameterstudien oder auch der Vergleich ver-schiedener Verfahren lassen sich bereits mit statischen Modellen beantworten. Aus diesem Grund wurden die Modelle von Boyle, Baserga und von Keymer & Schilcher ausgewählt. Die besten Übereinstimmungen beim Vergleich mit Daten aus der Literatur, von eigenen Batch-Versuchen und von einer großtechnischen Biogasanlage wurden mit Keymer & Schilcher erreicht. Die prozentuale Ab-weichung für die spezifische Gasausbeute bezogen auf die Gasausbeute einer großtechnischen Biogasanlage ist mit 2,1% im Vergleich zu anderen Modellen sehr gering. Da mit dem Modell von Boyle die maximal produzierbare Gasmenge berechnet werden kann, wurde dieses Modell zur Beurteilung des mikrobiolo-gischen Abbaus herangezogen.
Mit statischen Modellen lässt sich zwar die aus Substraten oder Substratge-mischen produzierte Gasmenge berechnen, nicht aber der Zeitpunkt zu dem das Gas entsteht. Für Untersuchungen zur optimalen Faulraumbelastung, zum Anla-genverhalten bei Lastwechsel oder von Prozessstörungen sind kinetische Modelle notwendig. Ausgewählt wurden hierfür das Modell von Andrews & Graef, Hill & Barth und von Batstone et al. (ADM1). Diese drei Modelle können sowohl im sta-tionären Betrieb wie auch zur Abbildung des dynamischen Prozesses eingesetzt werden, und wurden auf ihre Funktionstüchtigkeit und im Vergleich mit Daten der Autoren erfolgreich geprüft. Mit dem Modell von Andrews & Graef sowie mit ADM1 konnte der stationäre Betrieb einer großtechnischen Biogasanlage wiedergegeben werden. Das Modell von Hill & Barth lieferte bisher keine zufriedenstellenden Ergebnisse. Hier sind weitere Untersuchungen notwendig. Das Modell von Andrews & Graef und ADM1 liefern außerdem sinnvolle Ergebnisse bei dyna-mischen Betrachtungen, wobei für die Überprüfung von dynamischen Simula-tionen noch keine ausreichende Datenbasis zur Verfügung steht.
152 8 Zusammenfassung und Ausblick
Um in Zukunft auf eine solche Datenbasis zurückgreifen zu können, wurde ein Biogaslabor mit 24 Batch-Versuchsapparaturen, drei kontinuierlichen Versuchs-fermentern mit einem Volumen von 20 Litern und einer Technikumsanlage mit einem Volumen von 400 Litern aufgebaut. Erste Daten von Batch-Versuchen sind für die Überprüfung der Modelle in die Arbeit eingeflossen.
Für die Berechnung der Stoff- und Energiebilanz eines Biogasbildungsprozesses ist eine Reihe von Stoffdaten notwendig. Nur wenige Stoffdaten aus der Aspen-internen Stoffdatenbank konnten wirklich genutzt werden, da die dort implemen-tierten Stoffdatenmodelle entweder zu ungenau sind, die Datenbank die benö-tigten Stoffe nicht enthält oder eine Vielzahl an Stoffen zu Stoffgruppen zusam-mengefasst wurden. Die meisten Stoffdaten der Gaskomponenten wurden zur Erhöhung der Genauigkeit über Polynome an hochgenaue Reinstoffgleichungen angepasst. Ein Teil der berechneten Stoffdaten von Ausgangssubstraten und Gärrest wurden durch eigene experimentelle Untersuchungen überprüft, wie die Dichte, die spezifische Wärmekapazität und der Brennwert.
Um ein Gefühl für die Notwendigkeit einer genauen Stoffdatenberechnung zu erhalten, wurde eine Sensibilitätsanalyse durchgeführt. Dazu wurden die jeweili-gen Stoffdaten von Ausgangssubstraten, Gärrest, Biogas oder Umgebungsluft in typischen Bereichen variiert und die Veränderungen im Wärme- oder Strombedarf beobachtet. Der Einfluss von Zustandsgrößen wie der Dichte oder der Wärmeleit-fähigkeit war dabei vernachlässigbar gering. Als wichtige Zustandsgrößen mit einem größeren Einfluss bei Unsicherheiten stellten sich die Viskosität, die spezi-fische Wärmekapazität und der Brennwert heraus.
Um die Anwendbarkeit der Modellierung unter Beweis zu stellen, wurden erste Parameterstudien durchgeführt, wie die Untersuchung der Abhängigkeit der Umgebungstemperatur und der Wandstärke der Wärmedämmung auf den Wärmeverlust, oder die Beschickungsmenge auf den Bedarf und die Produktion von Strom und Wärme.
Für die Verbesserung der stofflichen und energetischen Modellierung ist ein wei-terer Vergleich mit Daten aus Literatur, Labor und Praxis notwendig. Dies hilft, Fehlerquellen aufzudecken und Parameter anzupassen. Insbesondere für die Überprüfung von dynamischen Simulationen müssen Daten über einen längeren Zeitraum vorliegen. Ohne diese Daten ist zudem auch keine Anpassung kine-tischer Parameter möglich.
Um bei der Wärmebilanz des Fermenters realistische Ergebnisse zu erzielen, ist eine Überprüfung des Brennwertkonzeptes notwendig. Eine ausführliche Betrachtung der Fehlerquellen bei der Bestimmung des Brennwertes kann hier sehr hilfreich sein. Insbesondere in den Sommermonaten ist der Einfluss der Wärmestrahlung unter Umständen nicht mehr vernachlässigbar und sollte in die Berechnung mit eingehen.

8 Zusammenfassung und Ausblick 153
Es wurde gezeigt, dass die Viskosität eine Zustandsgröße ist, die beispielsweise auf die Pumpleistung einen großen Einfluss hat. Die Viskosität eines Mediums ist allerdings meist nicht bekannt und kann nicht ohne weiteres mit konventionellen Apparaturen ermittelt werden. Für das Labor wurde ein Konzept zur Bestimmung der Viskosität mit der Technikumsanlage entwickelt, welches zurzeit umgesetzt wird. Auch die Einbindung der Ergebnisse der Viskositätsmessung wird deutlich zur Optimierung der Modellierung beitragen, um die Untersuchung des Biogas-bildungsprozesses so realistisch wie möglich zu gestalten.
Literaturverzeichnis
[AAK 07] AMON, T.; AMON, B.; KRYVORUCHKO, V.; MACHMÜLLER, A.; HOPFNER-SIXT, K.; BODIROZA, V.; HRBEK, R.; FRIEDEL, J.; PÖTSCH, E.; WAGENTRISTL, H.; SCHREINER, M.; ZOLLITSCH, W.; PÖTSCH, E. (2007): Methane Production trough Anaerobic Digestion of Various Energy Crops Grown in Sustainable Crop Rotations. Bioresource Technology, Vol. 98, No. 17, 3204 – 3212.
[ABG 92] ACHKARI-BEGDOURI, A.; GOODRICH, P. R. (1992): Rheological Properties of Moroccan Dairy Cattle Manure. Bioresource Technology, Vol. 40, 149 – 156.
[ABW 82] Aivasidis, A.; Bastin, K.; Wandrey, C. (1982): Proceedings of the 2nd International Symposium of Anaerobic Digestion, Travemünde.
[AEA 99] ANGELIDAKI, I.; ELLEGAARD, L.; AHRING, B. K. (1999): A Comprehensive Model of Anaerobic Bioconversion of Complex Substrates to Biogas. Biotechnology and Bioengineering, Vol. 63, No. 3, 363 – 372.
[Agro 09] Agrolab (2009): Analysenberichte, Kiel.
[AKAM 03] AMON, T.; KRYVORUCHKO, V.; AMON, B. MOITZI, G.; BUGA, S.; LYSON, D. F.; HACKL, E.; JEREMIC, D.; ZOLLITSCH, W.; PÖTSCH, E. (2003): Optimierung der Biogaserzeugung aus den Energiepflanzen Mais und Kleegras. Endbericht, Institut für Land-, Umwelt- und Energietechnik der Universität für Bodenkultur Wien.
[And 68] ANDREWS, J. F. (1968): A Mathematical Model for the Continuous Culture of Microorganisms Utilizing Inhibitory Substrates. Biotechnology and Bioengineering, Vol. 10, 707 – 723.
[And 69] ANDREWS, J. F. (1969): Dynamic Model of the Anaerobic Digestion Process. Journal of the Sanitary Engineering Division, Vol. 1, 95 – 116.
[AnGr 71] ANDREWS, J. F.; GRAEF, S. P. (1971): Dynamic Modeling and Simulation of the Anaerobic Digestion Process. Anaerobic Biological Treatment Processes, Advances in Chemistry Series, American Chemical Society, Washington, D.C.
[Agr 07] AGRIKOMP GMBH (2007): Biolene. Betriebsanleitung 2007. Merkendorf.
[ASN 68] AIBA, S.; SHODA, M.; NAGATANI, M. (1968): Kinetics of Product Inhibition in Alcohol Fermentation. Biotechnology and Bioengineering, Vol. 10, No. 6, 845 – 864.
[Asp 06] Aspen Tech (2006): Aspen Engineering Suite 2006.5, Software.
[AtJo 06] ATKINS, P. W.; JONES, L. (2006): Chemie – einfach alles. Wiley Verlag, Weinheim, 2. Auflage.
Literaturverzeichnis 155
[Bas 98] BASERGA, U. (1998): Landwirtschaftliche Co-Vergärungs-Biogasanlagen. FAT-Berichte Nr. 512, Eidgenössische Forschungsanstalt für Agrarwirtschaft und Landtechnik, Tänikon.
[BaSa 91] BALA, B. K.; SATTER, M. A. (1991): System Dynamics Modelling and Simulation of Biogas Production Systems. Renewable Energy, Vol. 1, No. 5/6, 723 – 728.
[Base 06] BASE TECHNOLOGIES GMBH (2006): Der Eigenstromverbrauch von Biogasanlagen und Potenziale zu dessen Reduzierung. Herausgeber: Solarenergieförderverein Bayern e.V., München.
[Bat 09] BATSTONE, D. (2009): Startwerte für ADM1. Persönliche Mitteilung vom 25.03.09, Advanced Water Management Centre, University of Queensland, Brisbane.
[BaWi 77] BAZUA, C. D.; WILKE, C. R. (1977): Ethanol Effects on the Kinetics of a Continuous Fermentation with Saccharomyces cerevisiae. Biotechnology and Bioengineering Symposium, No. 7, 105 – 118.
[BCB 06] BISWAS, J.; CHOWDHURY, R.; BHATTACHARYA, P. (2006): Kinetic Studies of Biogas Generation Using Municipal Waste as Feed Stock. Enzyme and Microbial Technology, Vol. 38, 493 – 503.
[BCB 07] BISWAS, J.; CHOWDHURY, R.; BHATTACHARYA, P. (2007): Mathematical Modeling for the Prediction of Biogas Generation Characteristics of an Anaerobic Digester Based on Food/Vegetable Residues. Biomass and Bioenergy, Vol. 31, No. 1, 80 – 86.
[BDRS 05] BISCHOFSBERGER, W.; DICHTL, N.; ROSENWINKEL, K.-H.; SEYFRIED, C. F. (2005): Anaerobtechnik. 2. Auflage, Springer, Berlin.
[Ber 83] BERGTER, F. (1983): Wachstum von Mikroorganismen: Experimente und Modelle. 2. Auflage, VEB Gustav Fischer Verlag, Jena.
[BESA 07] BESA GMBH (2007): Angebot Heizband HTXS 15-2-OJ vom 17.08.07, Friedersdorf.
[BGK 06] BUNDESGÜTEGEMEINSCHAFT KOMPOST E.V. (2006): Methodenbuch zur Analyse organischer Düngemittel, Bodenverbesserungsmittel und Substrate. 5. Auflage, Köln.
[Bie 09] BIESSEY, P. (2009): Bestimmung der spezifischen Wärmekapazität von tierischen Abfällen und nachwachsenden Rohstoffen. Studienarbeit, Bochum.
[BiKa 85] BIRJUKOW, W. W.; KANTERE, W. M. (1985): Optimierung periodischer Prozesse der mikrobiologischen Synthese (russ.). Verlag Nauka, Moskau.
[BKA 02] BATSTONE, D. J.; KELLER, J.; ANGELIDAKI, I.; KALYUZHNYI, S. V.; PAVLOSTATHIS, S. G.; ROZZI, A.; SANDERS, W. T. M.; SIEGRIST, H.;
156 Literaturverzeichnis
VAVILIN, V. A. (2002): The IWA Anaerobic Digestion Model No 1 (ADM1). Water Science and Technology, Vol. 45, No. 10, 65 – 73.
[Boie 57] BOIE, W. (1957): Vom Brennstoff zum Rauchgas. Teubner Verlag, Leipzig.
[Boy 76] BOYLE, W. C. (1976): Energy Recovery from Sanitary Landfills. In: Microbial Energy Conversion. Edited by: H. G. Schlegel & J. Barnea, Pergamon Press, Oxford, 119 – 138.
[BPA 03] BATSTONE, D. J.; PIND, P. F.; ANGELIDAKI, I. (2003): Kinetics of Thermophilic, Anaerobic Oxidation of Straight and Branched Chain Butyrate and Valerate. Biotechnology and Bioengineering, Vol. 84, No. 2, 195 – 204.
[BuMu 52] BUSWELL, A. M.; MUELLER, H. F. (1952): Mechanism of Methane Fermentation. Industrial and Engineering Chemistry, Vol. 44, No. 3, 550 – 552.
[CDB 99] CONVERTI, A.; DEL BORGHI, A.; ZILLI, M.; ARNI, S.; DEL BORGHI, M. (1999): Anaerobic Digestion of the Vegetable Fraction of Municipal Refuses: Mesophilic Versus Thermophilic Conditions. Bioprocess Engineering, Vol. 21, 371 – 376.
[Chen 83] CHEN, Y. R. (1983): Thermal Properties of Beef Cattle Manure. Agricultural Wastes, Vol. 6, 13 – 29.
[ChHa 78] Chen, Y. R.; Hashimoto, A. G. (1978): Kinetics of Methane Fermentation. Biotechnology and Bioengineering Symposium, No. 8, 269 – 282.
[ChHa 81] CHEN, Y. R.; HASHIMOTO, A. G. (1981): Energy Requirements for Anaerobic Fermentation of Livestock Wastes. Proceedings of the International Symposium of Livestock Wastes, ASAE, St. Joseph, 117 – 121.
[ChOk 86] CHOI, Y.; OKOS, M. R. (1986): Thermal Properties of Liquid Foods – Review. In: Physical and Chemical Properties of Food, Edited by: M. R. Okos, St. Joseph, 35 – 77.
[Chr 05] CHRISTEN, D. S. (2005): Praxiswissen der chemischen Verfahrenstechnik. Handbuch für Chemiker und Verfahrensingenieure. Springer Verlag, Berlin.
[ChSh 83] CHEN, Y.-R.; SHETLER, E. L. (1983): Temperature Effect on Rheological Properties of Cattle Manure Slurry. Journal of Testing and Evaluation, Vol. 11, No. 6, 360 – 364.
[CMY 61] CALDERBANK, P. H.; MOO-YOUNG, M. D. (1961): The Power Characteristics of Agitators for the Mixing of Newtonian and non-
Literaturverzeichnis 157
Newtonian Fluids. Transactions of the Institution of Chemical Engineers, Vol. 39, 338 – 347.
[CNM 83] CHANG, J. E.; NOIKE, T.; MATSUMOTO, J. (1983): Characteristics of Mixed Substrate Utilization in Methanogenic Phase of Anaerobic Digestion. Proceedings of the Japan Society of Civil Engineering, No. 355, 79 - 87.
[Con 59] CONTOIS, D. E. (1959): Kinetics of Bacterial Growth: Relationship between Population Density and Specific Growth Rate of Continuous Cultures. Journal of General Microbiology, Vol. 21, 40 – 50.
[Dah 07] DAHLHOFF, A. (2007): Auswirkungen einer erhöhten Faulraumbelastung auf die Prozessbiologie bei der Vergärung nachwachsender Rohstoffe in landwirtschaftlichen Biogasanlagen. Dissertation, Göttingen.
[DaHi 83] DAGLEY, S.; HINSHELWOOD, C. N. (1938): Physicochemical Aspects of Bacterial Growth. Journal of the Chemical Society, 1930 – 1948.
[DGF 04] DEUTSCHE GESELLSCHAFT FÜR FETTWISSENSCHAFT E.V. (2004): Deutsche Einheitsmethoden zur Untersuchung von Fetten, Fettprodukten, Tensiden und verwandten Stoffen. Wissenschaftliche Verlagsgesellschaft mbH, 2. Auflage inkl. 9. Ergänzung, Stuttgart.
[Die 09] DIERKES, A. (2009): Persönliche Mitteilung vom 30.09.08, PRG - Präzisions-Rührer GmbH.
[DIN 01a] DIN EN 12879 (2001): Bestimmung des Glühverlustes der Trockenmasse.
[DIN 01b] DIN EN 12880 (2001): Bestimmung des Trockenrückstandes und des Wassergehalts.
[DIN 83] DIN 38406-5 (1983): Kationen (Gruppe E), Bestimmung des Ammonium-Stickstoffs.
[DIN 85] DIN 38414-8 (1985): Schlamm und Sedimente (Gruppe S), Bestimmung des Faulverhaltens.
[DIN 90] DIN IEC 60751 (1990): Industrielle Platin-Widerstandsthermometer und Platin-Messwiderstände.
[DIN 96] DIN ISO 10694 (1996): Bestimmung von organischem Kohlenstoff und Gesamtkohlenstoff nach trockener Verbrennung (Elementaranalyse).
[DIN 97] DIN 51857 (1997): Gasförmige Brennstoffe und sonstige Gase - Berechnung von Brennwert, Heizwert, Dichte, relativer Dichte und Wobbeindex von Gasen und Gasgemischen.
[DIN 98] DIN EN ISO 11885 (1998): Bestimmung von 33 Elementen durch induktiv gekoppelte Plasma-Atom-Emissionsspektroskopie.
158 Literaturverzeichnis
[DLG 97] DLG (1997): DLG-Futterwerttabellen. Wiederkäuer. Herausgeber: Universität Hohenheim, DLG-Verlag, 7. Auflage, Frankfurt.
[EdSc 06] EDER, B.; SCHULZ, H. (2006): Biogas-Praxis. Ökobuch Verlag, 3. Auflage, Staufen.
[Edw 70] EDWARDS, V. H. (1970): The Influence of High Substrate Concentrations on Microbial Kinetics. Biotechnology and Bioengineering, Vol. 12, No. 5, 679 – 712.
[EG 98] KOMMISSION DER EUROPÄISCHEN GEMEINSCHAFT (1998): Richtlinie 98/64/EG zur Festlegung gemeinschaftlicher Analysemethoden für die Bestimmung von Aminosäuren, Rohfetten und Olaquindox in Futtermitteln und zur Änderung der Richtlinie 71/393/EWG. Amtsblatt der Europäischen Gemeinschaft, L 257/14.
[FAL 05] FAL BUNDESFORSCHUNGSANSTALT FÜR LANDWIRTSCHAFT (2005): Ergebnisse des Biogas-Messprogramms. Herausgeber: FNR Fachagentur Nachwachsende Rohstoffe e. V., Gülzow.
[Fast 09] FASTABEND, A. (2009): Durchführung der Elementaranalysen. Persönliche Mitteilungen vom 08.05.09 und vom 13.05.09, Fraunhofer-Institut für Umwelt-, Sicherheits- und Energietechnik UMSICHT, Oberhausen.
[FEI 89] FRIEND, D. G.; ELY, J. F., INGHAM, H. (1989): Tables for the Thermophysical Properties of Methane. NIST Technical Note 1325.
[Fen 66] FENCL, Z. (1966): Theoretical Analysis of Continuous Culture Systems. In: Theoretical and Methodological Basis of Continuous Culture of Microorganisms. Edited by: I. Malek and Z. Fencl, New York, Academic Press.
[FiKr 02] FISCHER, T., KRIEG, A. (2002): Warum bauen wir eigentlich so schlechte Biogasanlagen? Tagungsband der 11. Jahrestagung des Fachverband Biogas e.V., Borken, 29 – 31.
[FNR 08] FACHAGENTUR NACHWACHSENDE ROHSTOFFE E.V. (2008): Biogas – Basisdaten Deutschland. Informationsbroschüre, Hürth.
[FWV 95] FENGHOUR, A.; WAKEHAM, W. A.; VESOVIC, V.; WATSON, J. T. R.; MILLAT, J.; VOGEL, E. (1995): The Viscosity of Ammonia. Journal of Physical and Chemical Reference Data, Vol. 24, 1649 – 1667.
[FWV 98] FENGHOUR, A.; WAKEHAM, W. A.; VESOVIC, V. (1998): The Viscosity of Carbon Dioxide. Journal of Physical and Chemical Reference Data, Vol. 27, 31 – 44.
[GDC 75] GRAU, P.; DOHÁNYOS, M.; CHUDOBA, J. (1975): Kinetics of Multicomponent Substrate Removal by Activated Sludge. Water Research, Vol. 9, 637 – 642.
Literaturverzeichnis 159
[GeSp 08] GERBER, M.; SPAN, R. (2008): An Analysis of Available Mathematical Models of Anaerobic Digestion of Organic Substances for Production of Biogas. Proceedings of the International Gas Union Research Conference IGRC, Paris.
[GhTy 79] GHOSE, T. K.; TYAGI, R. D. (1979): Rapid Ethanol Fermentation of Cellulose Hydrolysate. II. Product and Substrate Inhibition and Optimization of Fermentor Design. Biotechnology and Bioengineering, Vol. 21, No. 8, 1401 – 1420.
[GöHe 06] GÖRISCH, U.; HELM, M. (2006): Biogasanlagen. Planung, Errichtung und Betrieb von landwirtschaftlichen und industriellen Biogasanlagen. Ulmer Verlag, Stuttgart.
[Gra 67] GRANT, D. J. W. (1967): Kinetic Aspects of the Growth of Klebsiella aerogenes with Some Benzenoid Carbon Sources. Journal of General Microbiology, Vol. 46, 213 – 224.
[GrAn 73] GRAEF, S. P.; ANDREWS, J. F. (1973): Mathematical Modeling and Control of Anaerobic Digestion. Water, Vol. 70, No. 136, 101 – 131.
[GuZe 83] GUJER, W.; ZEHNDER, A. J. B. (1983): Conversion Processes in Anaerobic Digestion. Water Science and Technology, Vol. 15, 127 – 167.
[Hal 30] HALDANE, J. B. S. (1930): Enzymes. Logmans, London.
[HaLe 88] HAN, K.; LEVENSPIEL, O. (1988): Extended Monod Kinetics for Substrate, Product, and Cell Inhibition. Biotechnology and Bioengineering, Vol. 32, No. 4, 430 – 437.
[Has 82] HASHIMOTO, A. G. (1982): Methane from Cattle Waste: Effects of Temperature, Hydraulic Retention Time, and Influent Substrate Concentration on Kinetic Parameter. Biotechnology and Bioengineering, Vol. 24, 2039 – 2052.
[Has 83] HASHIMOTO, A. G. (1983): Thermophilic and Mesophilic Anaerobic Fermentation of Swine Manure. Agricultural Wastes, Vol. 6, 175 – 191.
[HBB 74] HOUKOM, R. L.; BUTCHBACKER, A. F.; BRUSEWITZ, G. H. (1974): Effect of Moisture Content on Thermal Diffusivity of Beef Manure. Transactions of the ASAE, Vol. 17, No. 5, 973 – 977.
[HFS 67] HOLZBERG, I.; FINN, R. K.; STEINKRAUS, K. H. (1967): A Kinetic Study of the Alcoholic Fermentation of Grape Juice. Biotechnology and Bioengineering, Vol. 9, 413 – 427.
[HiBa 74] HILL, D. T.; BARTH, C. L. (1974): A Fundamental Approach to Anaerobic Lagoon Analysis. Proceeding of the Cornell Agricultural Waste Management Conference, Washington.
160 Literaturverzeichnis
[HiBa 77] HILL, D. T.; BARTH, C. L. (1977): A Dynamic Model for Simulation of Animal Waste Digestion. Journal of Water Pollution Control Federation, Vol. 10, 2129 – 2143.
[Hill 82] HILL, D. T. (1982): A Comprehensive Dynamic Model for Animal Waste Methanogenesis. Transactions of the ASAE, 1374 – 1380.
[Hir 88] HIRSCHBERG, H. G. (1988): Handbuch der Kältetechnik. Springer Verlag, Berlin.
[HVC 81] HASHIMOTO, A. G.; VAREL, V. H.; CHEN, Y. R. (1981): Ultimate Methane Yield from Beef Cattle Manure: Effect of Temperature, Ration Constituents, Antibiotics and Manure Age. Agricultural Wastes, Vol. 3, 241 – 256.
[IE 05] INSTITUT FÜR ENERGETIK UND UMWELT GMBH (2005): Evaluierung der Möglichkeiten zur Einspeisung von Biogas in das Erdgasnetz. Forschungsvorhaben im Auftrag der Fachagentur Nachwachsende Rohstoffe e.V., Endbericht, Leipzig.
[Ier 67] IERUSALIMSKI, N. D. (1967): Bottle-Necks in Metabolism as Growth Rate Controlling Factor. Proceedings of the 3rd International Symposium of Microbial Physiology and Continuous Culture, Salisbury, 23 – 33.
[Ing 62] INGRAHAM, J. L. (1962): Temperature Relationships. In: The Bacteria, Vol. 4. Edited by: I. C. Gunsalus and R. Y. Stanier, Academic Press, New York.
[Kal 01] KALTSCHMITT, M. (2001): Energie aus Biomasse, Grundlagen, Techniken und Verfahren, Springer, Berlin.
[KaMa 05] KARPENSTEIN-MACHEN, M. (2005): Energiepflanzenbau für Biogasanlagenbetreiber. DLG Verlag, Frankfurt a. M.
[Kas 77] KASPAR, H. F. (1977): Untersuchungen zur Kopplung von Wasserstoff- und Methanbildung im Faulschlamm. Dissertation am Schweizer Bundes Institut für Technologie, Heft 5984.
[KeSc 03] KEYMER, U.; SCHILCHER, A. (2003): Biogasanlagen: Berechnung der Gasausbeute von Kosubstraten. Bayrische Landesanstalt für Landwirtschaft.
[KKWJ 07] KUNZ, O., KLIMECK, R., WAGNER, W., JAESCHKE, M. (2007): The GERG-2004 Wide-Range Equation of State for Natural Gases and Other Mixtures. Fortschritt-Bericht VDI, Reihe 6, Nr. 557, VDI-Verlag, Düsseldorf.
[Kle 06] KLEIN, M. (2006): Verifikation von Modellierungen des Biogasbildungsprozesses. Diplomarbeit, Paderborn.
Literaturverzeichnis 161
[KnLe 02] KNOBEL, A.; LEWIS, A. (2002): A Mathematical Model of a High Sulphate Wastewater Anaerobic Treatment System. Water Research, Vol. 36, 257 – 265.
[KSKP 84] KESTIN, J.; SENGERS, J. V.; KAMGAR-PARSI, B.; LEVELT SENGERS, J. M. H. (1984): Thermophysical Properties of Fluid H2O. Journal of Physical and Chemical Reference Data, Vol. 13, No. 1, 175 – 183.
[KTBL 05] KURATORIUM FÜR TECHNIK UND BAUWESEN IN DER LANDWIRTSCHAFT E. V. (2005): Gasausbeute in landwirtschaftlichen Biogasanlagen. Darmstadt.
[Law 71] LAWRENCE, A. W. (1971): Application of Process Kinetics to Design of Anaerobic Processes. In: Anaerobic Biological Treatment Processes. Edited by: R. F. Gould, American Chemical Society, Washington, No. 105, 163 – 189.
[LeJa 04] LEMMON, E. W.; JACOBSEN, R. T. (2004): Viscosity and Thermal Conductivity Equations for Nitrogen, Oxygen, Argon, and Air. International Journal of Thermophysics, Vol. 25, 21 – 69.
[LeSp 06] LEMMON, E. W. AND SPAN, R. (2006): Short Fundamental Equations of State for 20 Industrial Fluids. Journal of Chemical Engineering Data, Vol. 51, 785 – 850.
[LJPL 09] LEACHMAN, J. W., JACOBSEN, R. T, PENONCELLO, S. G.; LEMMON, E. W. (2009): Fundamental Equations of State for Parahydrogen, Normal Hydrogen, and Orthohydrogen. Journal of Physical and Chemical Reference Data, In Press.
[LMcC 65] LAWRENCE, A. W.; MCCARTY, P. L. (1965): The Role of Sulfide in Preventing Heavy Metal Toxicity in Anaerobic Treatment. Journal of Water Pollution Control Federation, Vol. 37, No. 3, 392 – 406.
[LMcC 69] LAWRENCE, A. W.; MCCARTY, P. L. (1969): Kinetics of Methane Fermentation in Anaerobic Treatment. Journal of Water Pollution Control Federation, Vol. 41, R1 – R17.
[Loe 74] LOEHR, R. C. (1974): Agricultural Waste Management – Problems, Processes, and Approaches. Academic Press, New York, London.
[LWS 07] LÜBKEN, M.; WICHERN, M.; SCHLATTMANN, M.; GRONAUER, A.; HORN, H. (2007): Modelling the Energy Balance of an Anaerobic Digestion Fed with Cattle Manure and Renewable Energy Crops. Water Research, Vol. 41, 4085 – 4096.
[MaAn 73] MATSCHÉ, N. F.; ANDREWS, J. F. (1973): A Mathematical Model for the Continuous Cultivation of Thermophilic Microorganisms. Biotechnology and Bioengineering Symposium, No. 4, 77 – 90.
162 Literaturverzeichnis
[MäFr 06] MÄRKL, H., FRIEDMANN, H. (2006): Biogasproduktion. In: Angewandte Mikrobiologie. Edited by G. Antranikian, Springer Verlag, Berlin.
[McC 64] MCCARTY, P. L. (1964): The Methane Fermentation. In: Principles and Application in Aquatic Microbiology. Edited by: H. Henkelkian and N. C. Dondero, John Wiley and Sons, New York, 314 – 343.
[McCW 72] MCCARTY, R. D.; WEBER, L. A. (1972): Thermophysical Properties of Parahydrogen from the Freezing Liquid Line to 5000 R for Pressures to 10,000 psia. National Bureau of Standards, Technical Note 617.
[McK 62] MCKINNEY, R. E. (1962): Mathematics of Complete-Mixing Activated Sludge. Journal of the Sanitary Engineering Division, Vol. 88, 87 – 113.
[Mit 91] MITSDÖRFFER, R. (1991): Charakteristika der zweistufigen thermophilen / mesophilen Schlammfaulung unter Berücksichtigung kinetischer Ansätze. Berichte aus Wassergüte- und Abfallwirtschaft, Technische Universität München, No. 109.
[Mon 49] MONOD, J. (1949): The Growth of Bacterial Cultures. Annual Reviews of Microbiology, Vol. 3, 371 – 394.
[Mos 57] MOSER, H. (1957): Structure and Dynamics of Bacterial Populations Maintained in the Chemostat. Cold Spring Harbor Symposia on Quantitative Biology, Long Island Biological Association, New York, Vol. 22, 121 – 137.
[Mos 81] MOSER, A. (1981): Bioprozesstechnik: Berechnungsgrundlagen der Reaktionstechnik biokatalytischer Prozesse. Springer Verlag, Wien.
[Mos 83] MOSEY, F. E. (1983): Mathematical Modelling of the Anaerobic Digestion Process: Regulatory Mechanisms for the Formation of Short-Chain Volatile Acids from Glucose. Water Science and Technology, Vol. 15, 209 – 232.
[MVA 86] MOLETTA, R.; VERRIER, D.; ALBAGNAC, G. (1986): Dynamic Modelling of Anaerobic Digestion. Water Research, Vol. 20, No. 4, 427-434.
[NIST 08] CHICHESTER, J. C.; HUBER, M. L. (2008): Documentation and Assessment of the Transport Property Model for Mixtures Implemented in NIST REFPROP, Version 8.0, National Institute of Standards and Technology NIST, Boulder.
[NIST 92] NATIONAL INSTITUTE OF STANDARDS AND TECHNOLOGY (1992): NIST Standard Reference Data Base 14, Version 9.08.
[NWL 65] NEAL, A. L.; WEINSTOCK, J. O.; LAMPEN, J. O. (1965): Mechanisms of Fatty Acid Toxicity for Yeast. Journal of Bacteriology, Vol. 90, No. 1, 126 – 131.
Literaturverzeichnis 163
[oRo 68] O'ROURKE (1968): Kinetics of Anaerobic Treatment of Reduced Temperatures. Dissertation, Stanfort University.
[Pfe 74] PFEFFER, J. T. (1974): Temperature Effects on Anaerobic Fermentation of Domestic Refuse. Biotechnology and Bioengineering, Vol. 16, 771 – 787.
[Pow 67] POWELL, E. O. (1967): The Growth Rate of Microorganisms as a Function of Substrate Concentration. Proceedings of the 3rd International Symposium of Microbial Physiology and Continuous Culture, Salisbury, 34 – 56.
[QCHD 09] QUINONES-CISNEROS, S. E.; HUBER, M. L.; DEITERS, U. K. (2009): Reference Correlation for the Viscosity of Methane. In Preparation for Submission to Journal of Physical and Chemical Reference Data.
[RaSi 04] RAO, M. S.; SINGH, S. P. (2004): Bioenergy Conversion Studies of Organic Fraction of MSW: Kinetic Studies and Gas Yield-Organic Loading Relationships for Process Optimisation. Bioresource Technology, Vol. 95, No. 2, 173 – 185.
[Rie 99] Riedel, E. (1999): Allgemeine und anorganische Chemie. 7. Auflage, de Gruyter, Berlin.
[Saa 88] SAAKE, M. (1988): Abscheidung und Rückhalt der Biomasse beim anaeroben Belebungsverfahren und in Festbett-Reaktoren. Korrespondenz Abwasser 35, Heft 8, 812 – 827.
[San 99] SANDER, R. (1999): Compilation of Henry’s Law Constants for Inorganic and Organic Species of Potential Importance in Environmental Chemistry. http://www.mpch-mainz.mpg.de/~sander/ res/henry.html.
[Sch 97] SCHINK, B. (1997): Energetics of Syntrophic Cooperation in Methanogenic Degradation. Microbiology and Molecular Biology Reviews, Vol. 61, No. 2, 262 – 280.
[SCQC 07] SCHMIDT, K. A. G.; CARROLL, J. J.; QUINONES-CISNEROS, S. E.; KVAMME, B. (2007): Hydrogen Sulphide Viscosity Model. Proceedings of the 86th Annual GPA Convention. San Antonio.
[ScWa 85] SCHMIDT, R. AND WAGNER, W. (1985): A New Form of the Equation of State for Pure Substances and its Application to Oxygen. Fluid Phase Equilibria, Vol. 19, 175 – 200.
[Sed 08] SEDLMEIER, J. (2008): Moderne Einbringsysteme im energetischen und arbeitswirtschaftlichen Vergleich. Tagungsband der 17. Jahrestagung des Fachverbandes Biogas e. V., Nürnberg.
[SeWa 91] SETZMANN, U. AND WAGNER, W. (1991): A New Equation of State and Tables of Thermodynamic Properties for Methane Covering the
164 Literaturverzeichnis
Range from the Melting Line to 625 K at Pressures up to 1000 MPa. Journal of Physical and Chemical Reference Data, Vol. 20, No. 6, 1061 – 1151.
[SiKr 93] SINCLAIR, C. G.; KRISTIANSEN, B. (1993): Fermentationsprozesse – Kinetik und Modelling. Springer-Verlag, Berlin.
[SLJ 00] SPAN, R., LEMMON, E.W., JACOBSEN, R.T, WAGNER, W., AND YOKOZEKI, A. (2000): A Reference Quality Thermodynamic Property Formulation for Nitrogen. Journal of Physical and Chemical Refeence Data, Vol. 29, No. 6, 1361 – 1433.
[SmMa 66] SMITH, P. H.; MAH, R. A. (1966): Kinetics of Acetate Metabolism during Sludge Digestion. Applied Microbiology, Vol. 14, No. 3, 368 – 371.
[SpWa 96] SPAN, R. AND WAGNER, W. (1996): A New Equation of State for Carbon Dioxide Covering the Fluid Region from the Triple-Point Temperature to 1100 K at Pressures up to 800 MPa. Journal of Physical and Chemical Reference Data, Vol. 25, No. 6, 1509 – 1596.
[Ste 92] STEIN, W. A. (1992): Wärmeübergang auf der Innenseite eines Rührbehälters – Teil 2. Forschung im Ingenieurwesen, Vol. 58, No. 5, 119 – 127.
[tBOP 81] TE BOEKHORST, R. H.; OGILVIE, J. R.; POS, J. (1981): An Overview of Current Simulation Models for Anaerobic Digesters. Livestock Waste: A renewable resource, ASAE American Society of Agricultural Engineers, No. 2, 105 – 108.
[Tei 36] TEISSIER, G. (1936): Exposes de Biometrie et de Statistique Biologique. XI. Les Lois Quantitatives de la Croissance. Hermann & Cie Editeurs, Paris.
[ThCa 79] THERKELSEN, H. H.; CARLSON, D. A. (1979): Thermophilic Anaerobic Digestion of a Strong Complex Substrate. Journal of Water Pollution Control Federation, Vol. 51, No. 7, 1949 – 1964.
[TIG 84] TUFEU, R.; IVANOV, D. Y.; GARRABOS, Y.; LE NEINDRE, B. (1984): Thermal Conductivity of Ammonia in a Large Temperature and Pressure Range Including the Critical Region. Berichte der Bunsengesellschaft für Physikalische Chemie, Vol. 88, 422 – 427.
[TRHW 93] TILLNER-ROTH, R.; HARMS-WATZENBERG, F.; BAEHR, H. D. (1993): Eine neue Fundamentalgleichung für Ammoniak. DKV-Tagungsbericht, Vol. 20, 167 – 181.
[TSN 81] THERKELSEN, H. H.; SÖRENSEN, J. E.; NIELSEN, A. M. (1981): Thermophilic Anaerobic Digestion of Wastewater Sludge and Farm Manure. Project Brief of COWI-Consult, Virum.
Literaturverzeichnis 165
[TSW 99] TEGELER, CH.; SPAN, R.; WAGNER, W. (1999): A New Equation of State for Argon Covering the Fluid Region for Temperatures from the Melting Line to 700 K at Pressures up to 1000 MPa. Journal of Physical and Chemical Reference Data, Vol. 28, No. 3, 779 – 850.
[Türk 94] TÜRK, M. (1994): Rohrleitungstransport von Flüssigmist. Druckverlustberechnung, Stoffdaten, Tabellen, Programmbeschreibung. Forschungsbericht, Institut für Agrartechnik Bornim e. V., Potsdam-Bornim.
[UMS 09] FRAUNHOFER-INSTITUT FÜR UMWELT-, SICHERHEITS- UND
ENERGIETECHNIK UMSICHT (2009): Analysenbericht, Oberhausen.
[VDI 04] VDI 4630 (2004): Vergärung organischer Stoffe. Entwurf.
[VDI 06] VDI-GESELLSCHAFT VERFAHRENSTECHNIK UND CHEMIEINGENIEURWESEN
(2006): VDI-Wärmeatlas. Springer-Verlag, Berlin.
[VDL 97] VERBAND DEUTSCHER LANDWIRTSCHAFTLICHER UNTERSUCHUNGS- UND
FORSCHUNGSANSTALTEN VDLUFA (1997): Methodenbuch. Band III. Die chemische Untersuchung von Futtermitteln. VDLUFA-Verlag, Darmstadt, inkl. 4. Ergänzungslieferung.
[VeHa 99] VEEKEN, A.; HAMELERS, B. (1999): Effect of Temperature on Hydrolysis Rates of Selected Biowaste Components. Bioresource Technology, Vol. 69, 249 – 254.
[VVPR 94] VAVILIN, V. A.; VASILIEV, V. B.; PONOMAREV, A. V.; RYTOW, S. V. (1994): Simulation Model 'Methane' as a Tool for Effective Biogas Production during Anaerobic Conversion of Complex Organic Matter. Bioresource Technology, Vol. 48, 1 – 8.
[VWO 90] VESOVIC, V.; WAKEHAM, W. A.; OLCHOWY, G. A.; SENGERS, J. V.; WATSON, J. T. R.; MILLAT, J. (1990): The Transport Properties of Carbon Dioxide. Journal of Chemical Reference Data, Vol. 19, 763 – 808.
[WaAi 83] WANDREY, C.; AIVASIDIS, A. (1983): Continuous Anaerobic Digestion with Methanosarcina Barkeri. Annals of the New York Academy of Sciences, Vol. 413, 489 – 500.
[WaPr 02] WAGNER, W. AND PRUSS, A. (2002): The IAPWS Formulation 1995 for the Thermodynamic Properties of Ordinary Water Substance for General and Scientific Use. Journal of Physical and Chemical Reference Data, Vol. 31, No. 2, 387 – 535.
[Webb 63] WEBB, J. L. (1963): Enzyme and Metabolic Inhibitors. Academic Press, New York.
166 Literaturverzeichnis
[Wie 06] WIESER, M. E. (2006): Atomic Weights of Elements 2005 (IUPAC Technical Report). Pure Applied Chemistry, Vol. 78, No. 11, 2051 – 2066.
[Wie 08] WIESE, J. (2008): Konstruktion einer kontinuierlich arbeitenden Versuchsanlage zur Untersuchung des Biogasbildungsprozesses. Studienarbeit, Bochum.
[WiMä 86] WITTY, W.; MÄRKL, H. (1986): Process Engineering Aspects of Methanogenic Fermentation on the Example of Fermentation of Penicillium Mycelium. German Chemical Engineering, Vol. 9, 238 – 245.
[Wol 65] WOLFF, E. (1865): Die mittlere Zusammensetzung der Asche aller land- und forstwirtschaftlich wichtigen Stoffe. H. Lindemann, Stuttgart.
[Wolf 91] WOLF, K.-H. (1991): Kinetik in der Bioverfahrenstechnik. Behr, Hamburg.
[WRV 87] WOLF, K.-H.; RAEUBER, H.-J.; VENUS, J. (1987): Temperaturabhängigkeit des wachstumsverbundenen Substratabbaus durch Saccharomyces cerevisiae. Wissenschaftliche Zeitschrift der technischen Universität Dresden, Vol. 36, No. 2, 203 – 208.
[YNKY 66] YANO, T.; NAKAHARA, T.; KAMIYAMA, S.; YAMADA, K. (1966): Kinetic Studies on Microbial Activities in Concentrated Solutions. Part I. Effect of Excess Sugars on Oxygen Uptake Rate of a Cell Free Respiratory System. Agricultural and Biological Chemistry, Vol. 30, No. 1, 42 – 48.
[ZIM 82] ZEHNDER, A.; INGVORSEN, K.; MARTI, T. (1982): Microbiology of Methane Bacteria. Proceedings of the 2nd International Symposium of Anaerobic Digestion, Travemünde, 45 - 68.
[Zoe 82] ZOETMEYER, R. J. (1982): Acidogenesis of Soluble Carbohydrate-Containing Wastewaters. Water Research, 16, 303.
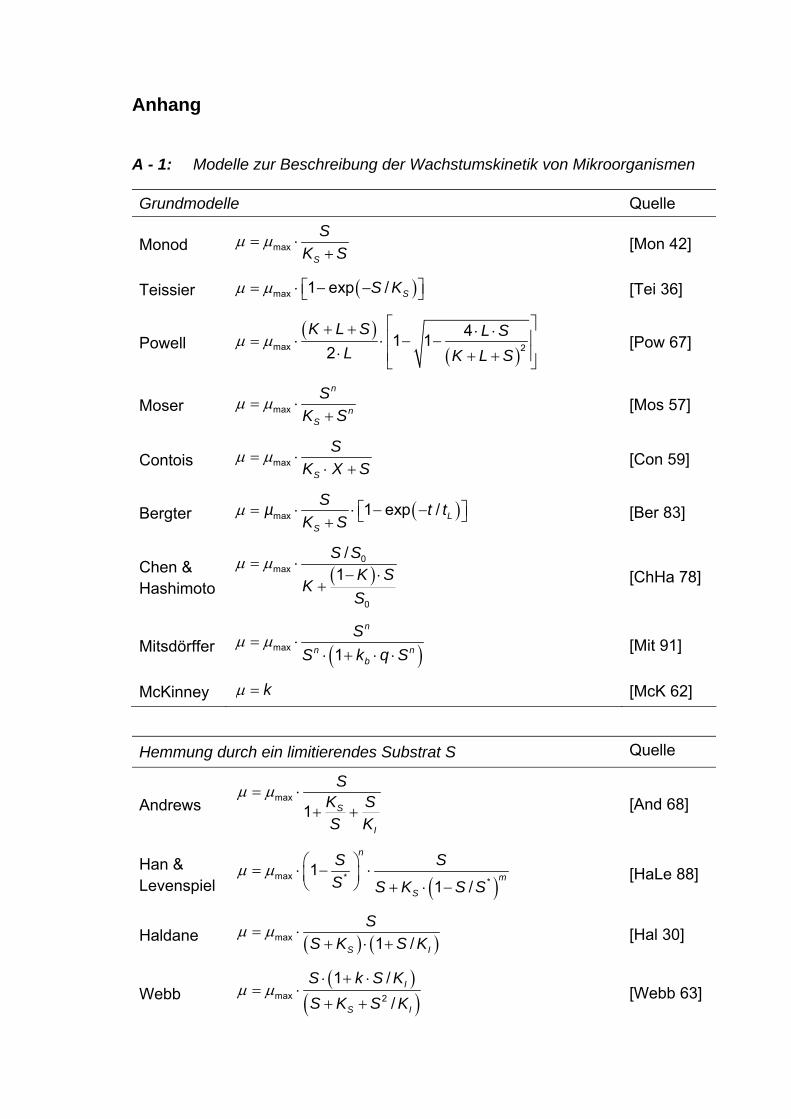
Anhang
A - 1: Modelle zur Beschreibung der Wachstumskinetik von Mikroorganismen
Grundmodelle Quelle
Monod μ μ= ⋅+max
S
SK S
[Mon 42]
Teissier ( )μ μ ⎡ ⎤= ⋅ − −⎣ ⎦max 1 exp / SS K [Tei 36]
Powell ( )
( )μ μ
⎡ ⎤+ + ⋅ ⋅⎢ ⎥= ⋅ ⋅ − −⋅ ⎢ ⎥+ +⎣ ⎦
max 241 1
2K L S L S
L K L S [Pow 67]
Moser μ μ= ⋅+max
n
nS
SK S
[Mos 57]
Contois μ μ= ⋅⋅ +max
S
SK X S
[Con 59]
Bergter ( )μ ⎡ ⎤= ⋅ ⋅ − −⎣ ⎦+max 1 exp / LS
Sµ t tK S
[Ber 83]
Chen & Hashimoto
( )μ μ= ⋅− ⋅
+
0max
0
/1
S SK S
KS
[ChHa 78]
Mitsdörffer ( )μ μ= ⋅
⋅ + ⋅ ⋅max 1
n
n nb
SS k q S
[Mit 91]
McKinney μ = k [McK 62]
Hemmung durch ein limitierendes Substrat S Quelle
Andrews μ μ= ⋅
+ +max
1 S
I
SK SS K
[And 68]
Han & Levenspiel ( )
μ μ ⎛ ⎞= ⋅ − ⋅⎜ ⎟⎝ ⎠ + ⋅ −
max * *1
1 /
n
m
S
S SS S K S S
[HaLe 88]
Haldane ( ) ( )μ μ= ⋅
+ ⋅ +max 1 /S I
SS K S K
[Hal 30]
Webb ( )
( )μ μ
⋅ + ⋅= ⋅
+ +max 2
1 //
I
S I
S k S KS K S K
[Webb 63]
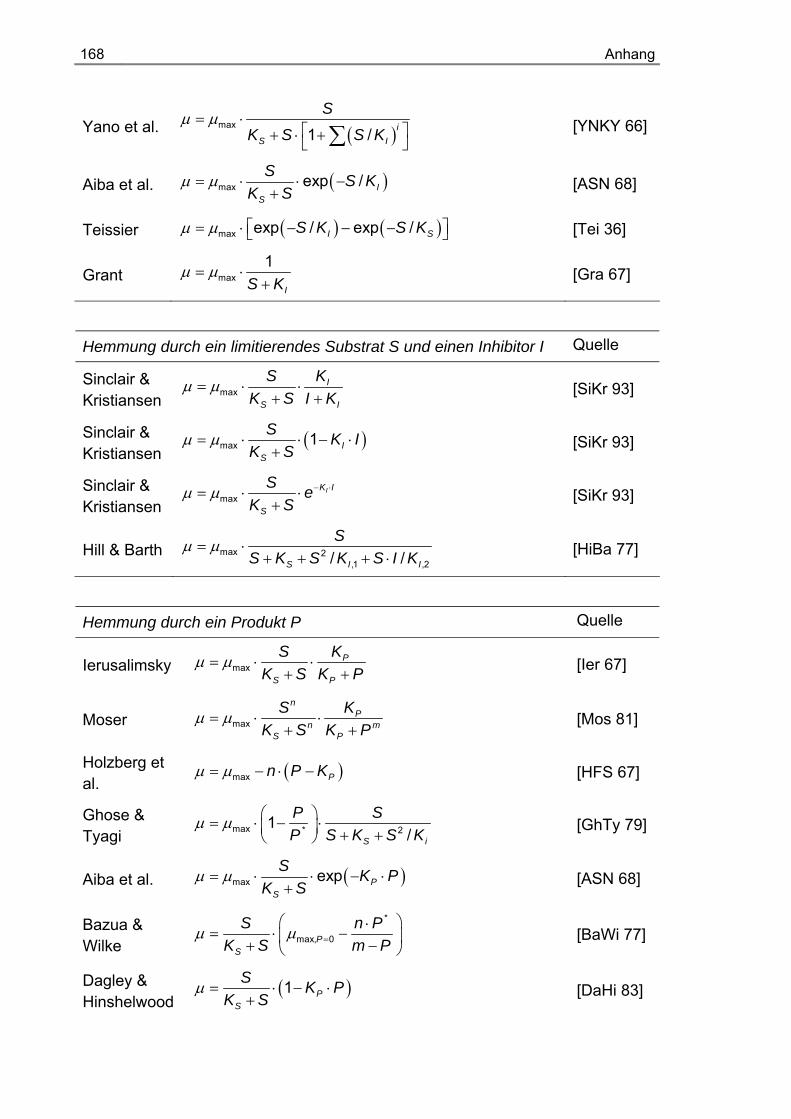
168 Anhang
Yano et al. ( )μ μ= ⋅
⎡ ⎤+ ⋅ +⎣ ⎦∑max
1 / iS I
S
K S S K [YNKY 66]
Aiba et al. ( )μ μ= ⋅ ⋅ −+max exp / I
S
S S KK S
[ASN 68]
Teissier ( ) ( )μ μ ⎡ ⎤= ⋅ − − −⎣ ⎦max exp / exp /I SS K S K [Tei 36]
Grant μ μ= ⋅+max1
IS K [Gra 67]
Hemmung durch ein limitierendes Substrat S und einen Inhibitor I Quelle
Sinclair & Kristiansen
μ μ= ⋅ ⋅+ +max
I
S I
S KK S I K
[SiKr 93]
Sinclair & Kristiansen
( )μ μ= ⋅ ⋅ − ⋅+max 1 I
S
S K IK S
[SiKr 93]
Sinclair & Kristiansen
μ μ − ⋅= ⋅ ⋅+max
IK I
S
S eK S
[SiKr 93]
Hill & Barth μ μ= ⋅+ + + ⋅max 2
,1 ,2/ /S I I
SS K S K S I K
[HiBa 77]
Hemmung durch ein Produkt P Quelle
Ierusalimsky μ μ= ⋅ ⋅+ +max
P
S P
S KK S K P
[Ier 67]
Moser μ μ= ⋅ ⋅+ +max
nP
n mS P
S KK S K P
[Mos 81]
Holzberg et al.
( )μ μ= − ⋅ −max Pn P K [HFS 67]
Ghose & Tyagi
μ μ ⎛ ⎞= ⋅ − ⋅⎜ ⎟ + +⎝ ⎠max * 21
/S i
P SP S K S K
[GhTy 79]
Aiba et al. ( )μ μ= ⋅ ⋅ − ⋅+max exp P
S
S K PK S
[ASN 68]
Bazua & Wilke
μ μ =
⎛ ⎞⋅= ⋅ −⎜ ⎟+ −⎝ ⎠
*
max, 0PS
S n PK S m P
[BaWi 77]
Dagley & Hinshelwood
( )μ = ⋅ − ⋅+
1 PS
S K PK S
[DaHi 83]
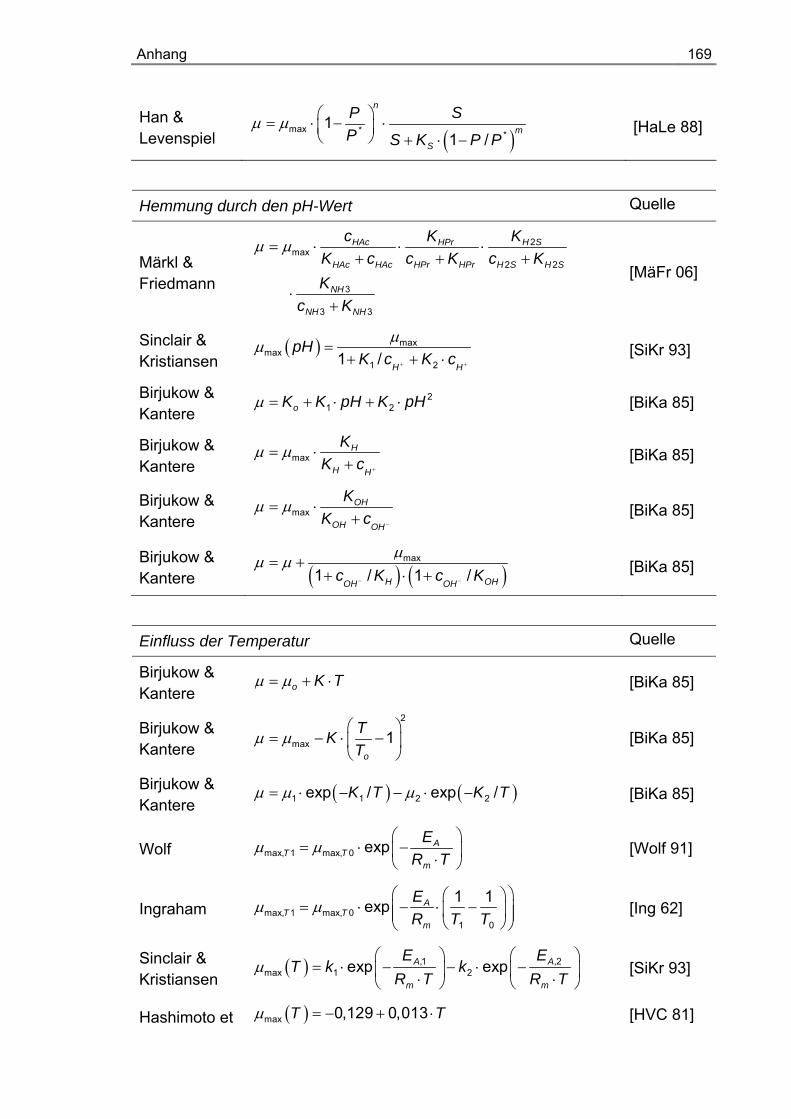
Anhang 169
Han & Levenspiel ( )
μ μ ⎛ ⎞= ⋅ − ⋅⎜ ⎟⎝ ⎠ + ⋅ −
max * *1
1 /
n
m
S
P SP S K P P
[HaLe 88]
Hemmung durch den pH-Wert Quelle
Märkl & Friedmann
μ μ= ⋅ ⋅ ⋅+ + +
⋅+
2max
2 2
3
3 3
HAc H SHPr
HAc HAc HPr HPr H S H S
NH
NH NH
c KKK c c K c KK
c K
[MäFr 06]
Sinclair & Kristiansen
( ) μμ+ +
=+ + ⋅
maxmax
1 21 / H H
pHK c K c
[SiKr 93]
Birjukow & Kantere
μ = + ⋅ + ⋅ 21 2oK K pH K pH [BiKa 85]
Birjukow & Kantere
μ μ+
= ⋅+max
H
H H
KK c
[BiKa 85]
Birjukow & Kantere
μ μ−
= ⋅+maxOH
OH OH
KK c
[BiKa 85]
Birjukow & Kantere ( ) ( )
μμ μ− −
= ++ ⋅ +
max
1 / 1 /H OHOH OHc K c K
[BiKa 85]
Einfluss der Temperatur Quelle
Birjukow & Kantere
μ μ= + ⋅o K T [BiKa 85]
Birjukow & Kantere
μ μ⎛ ⎞
= − ⋅ −⎜ ⎟⎝ ⎠
2
max 1o
TKT
[BiKa 85]
Birjukow & Kantere
( ) ( )μ μ μ= ⋅ − − ⋅ −1 1 2 2exp / exp /K T K T [BiKa 85]
Wolf μ μ⎛ ⎞
= ⋅ −⎜ ⎟⋅⎝ ⎠max, 1 max, 0 exp A
T Tm
ER T
[Wolf 91]
Ingraham μ μ⎛ ⎞⎛ ⎞
= ⋅ − ⋅ −⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠max, 1 max, 0
1 0
1 1exp AT T
m
ER T T
[Ing 62]
Sinclair & Kristiansen
( )μ⎛ ⎞ ⎛ ⎞
= ⋅ − − ⋅ −⎜ ⎟ ⎜ ⎟⋅ ⋅⎝ ⎠ ⎝ ⎠,1 ,2
max 1 2exp expA A
m m
E ET k k
R T R T [SiKr 93]
Hashimoto et ( )μ = − + ⋅max 0,129 0,013T T [HVC 81]
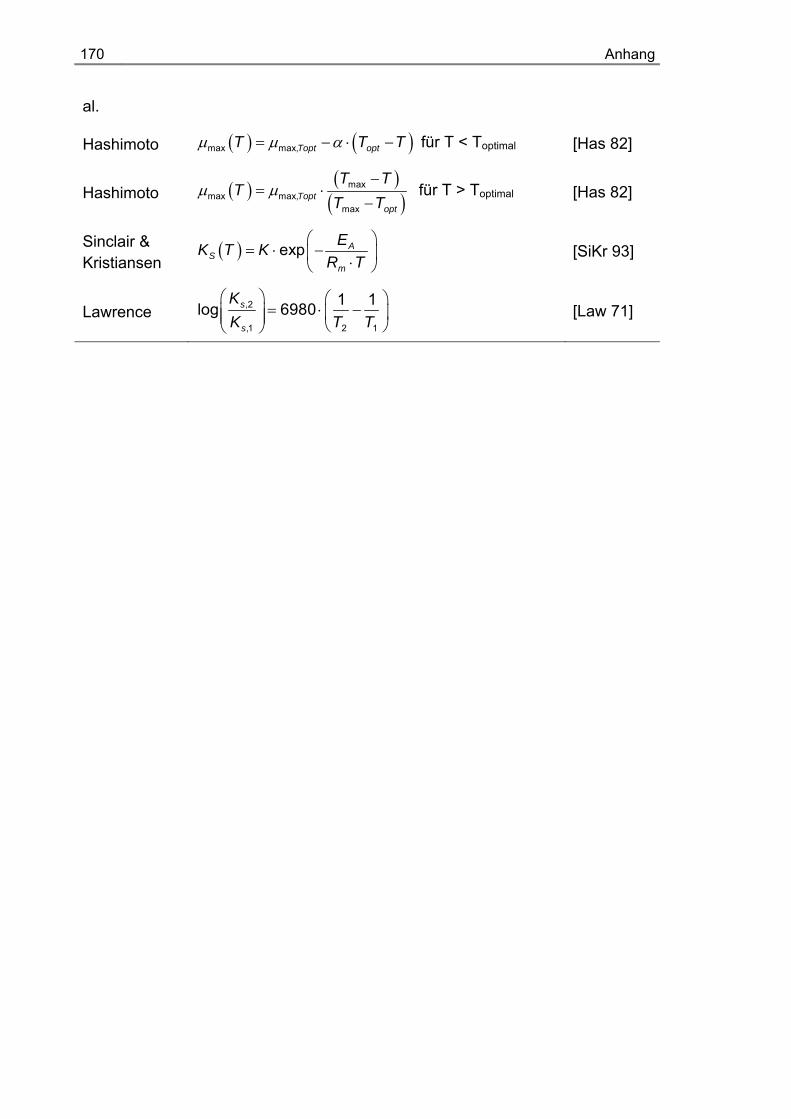
170 Anhang
al.
Hashimoto ( ) ( )μ μ α= − ⋅ −max max,Topt optT T T für T < Toptimal [Has 82]
Hashimoto ( ) ( )( )μ μ
−= ⋅
−max
max max,max
Toptopt
T TT
T T für T > Toptimal [Has 82]
Sinclair & Kristiansen
( ) ⎛ ⎞= ⋅ −⎜ ⎟⋅⎝ ⎠
exp AS
m
EK T KR T
[SiKr 93]
Lawrence ⎛ ⎞ ⎛ ⎞
= ⋅ −⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎝ ⎠⎝ ⎠
,2
,1 2 1
1 1log 6980s
s
KK T T
[Law 71]
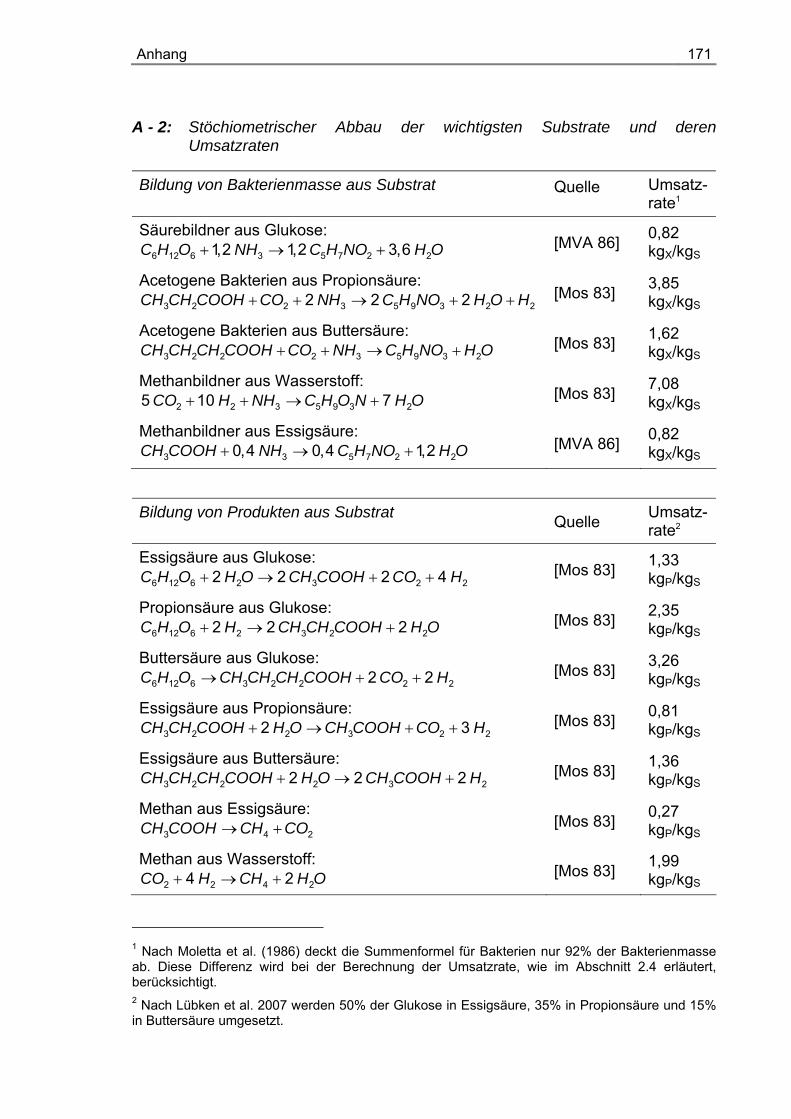
Anhang 171
A - 2: Stöchiometrischer Abbau der wichtigsten Substrate und deren Umsatzraten
Bildung von Bakterienmasse aus Substrat Quelle Umsatz-rate1
Säurebildner aus Glukose: + → +6 12 6 3 5 7 2 21,2 1,2 3,6C H O NH C H NO H O [MVA 86] 0,82
kgX/kgS
Acetogene Bakterien aus Propionsäure: + + → + +3 2 2 3 5 9 3 2 22 2 2CH CH COOH CO NH C H NO H O H [Mos 83] 3,85
kgX/kgS
Acetogene Bakterien aus Buttersäure: + + → +3 2 2 2 3 5 9 3 2CH CH CH COOH CO NH C H NO H O [Mos 83] 1,62
kgX/kgS
Methanbildner aus Wasserstoff: + + → +2 2 3 5 9 3 25 10 7CO H NH C H O N H O [Mos 83] 7,08
kgX/kgS
Methanbildner aus Essigsäure: + → +3 3 5 7 2 20,4 0,4 1,2CH COOH NH C H NO H O [MVA 86] 0,82
kgX/kgS
Bildung von Produkten aus Substrat Quelle Umsatz-rate2
Essigsäure aus Glukose: + → + +6 12 6 2 3 2 22 2 2 4C H O H O CH COOH CO H [Mos 83] 1,33
kgP/kgS
Propionsäure aus Glukose: + → +6 12 6 2 3 2 22 2 2C H O H CH CH COOH H O [Mos 83] 2,35
kgP/kgS
Buttersäure aus Glukose: → + +6 12 6 3 2 2 2 22 2C H O CH CH CH COOH CO H [Mos 83] 3,26
kgP/kgS
Essigsäure aus Propionsäure: + → + +3 2 2 3 2 22 3CH CH COOH H O CH COOH CO H [Mos 83] 0,81
kgP/kgS
Essigsäure aus Buttersäure: + → +3 2 2 2 3 22 2 2CH CH CH COOH H O CH COOH H [Mos 83] 1,36
kgP/kgS
Methan aus Essigsäure: → +3 4 2CH COOH CH CO [Mos 83] 0,27
kgP/kgS
Methan aus Wasserstoff: + → +2 2 4 24 2CO H CH H O [Mos 83] 1,99
kgP/kgS
1 Nach Moletta et al. (1986) deckt die Summenformel für Bakterien nur 92% der Bakterienmasse ab. Diese Differenz wird bei der Berechnung der Umsatzrate, wie im Abschnitt 2.4 erläutert, berücksichtigt. 2 Nach Lübken et al. 2007 werden 50% der Glukose in Essigsäure, 35% in Propionsäure und 15% in Buttersäure umgesetzt.
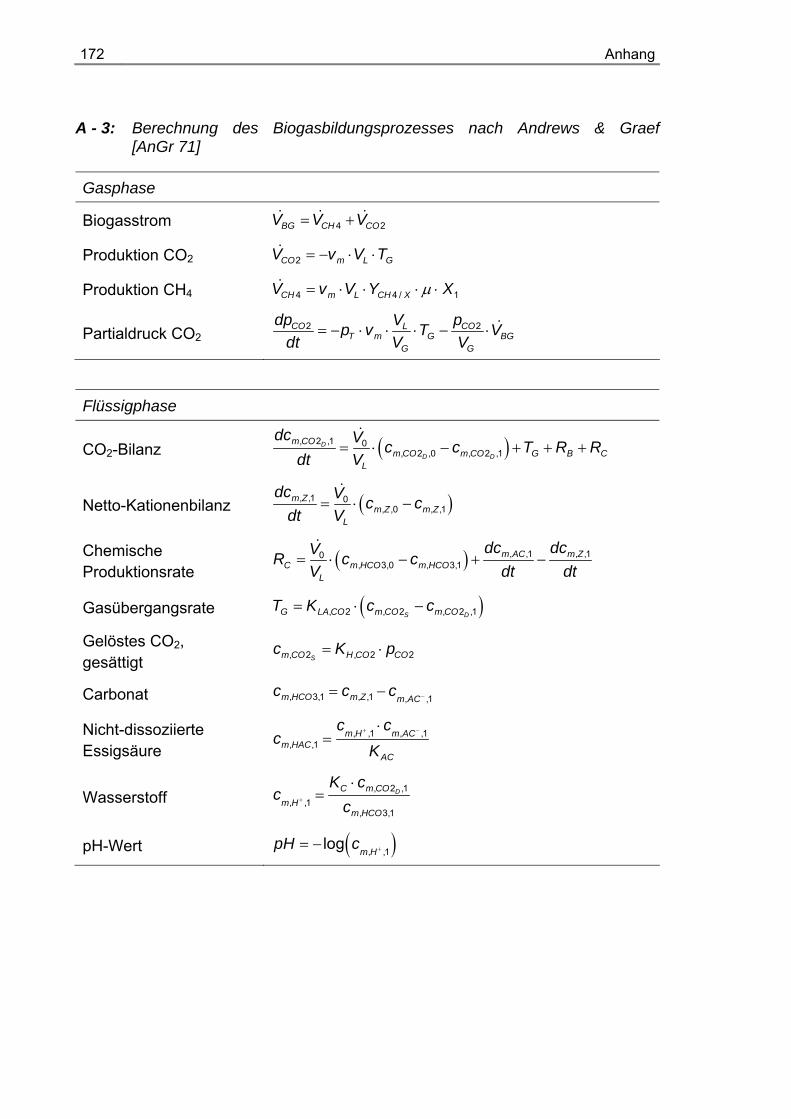
172 Anhang
A - 3: Berechnung des Biogasbildungsprozesses nach Andrews & Graef [AnGr 71]
Gasphase
Biogasstrom = +4 2BG CH COV V V
Produktion CO2 = − ⋅ ⋅2CO m L GV v V T
Produktion CH4 μ= ⋅ ⋅ ⋅ ⋅4 4 / 1CH m L CH XV v V Y X
Partialdruck CO2 = − ⋅ ⋅ ⋅ − ⋅2 2CO COLT m G BG
G G
dp pVp v T Vdt V V
Flüssigphase
CO2-Bilanz ( )= ⋅ − + + +, 2 ,1 0, 2 ,0 , 2 ,1
D
D D
m COm CO m CO G B C
L
dc V c c T R Rdt V
Netto-Kationenbilanz ( )= ⋅ −, ,1 0, ,0 , ,1
m Zm Z m Z
L
dc V c cdt V
Chemische Produktionsrate
( )= ⋅ − + −, ,1 , ,10, 3,0 , 3,1
m AC m ZC m HCO m HCO
L
dc dcVR c cV dt dt
Gasübergangsrate ( )= ⋅ −, 2 , 2 , 2 ,1S DG LA CO m CO m COT K c c
Gelöstes CO2, gesättigt
= ⋅, 2 , 2 2Sm CO H CO COc K p
Carbonat −= −, 3,1 , ,1 , ,1m HCO m Z m ACc c c
Nicht-dissoziierte Essigsäure
+ −⋅= , ,1 , ,1
, ,1m H m AC
m HACAC
c cc
K
Wasserstoff +
⋅= , 2 ,1
, ,1, 3,1
DC m COm H
m HCO
K cc
c
pH-Wert ( )+= −, ,1
logm H
pH c
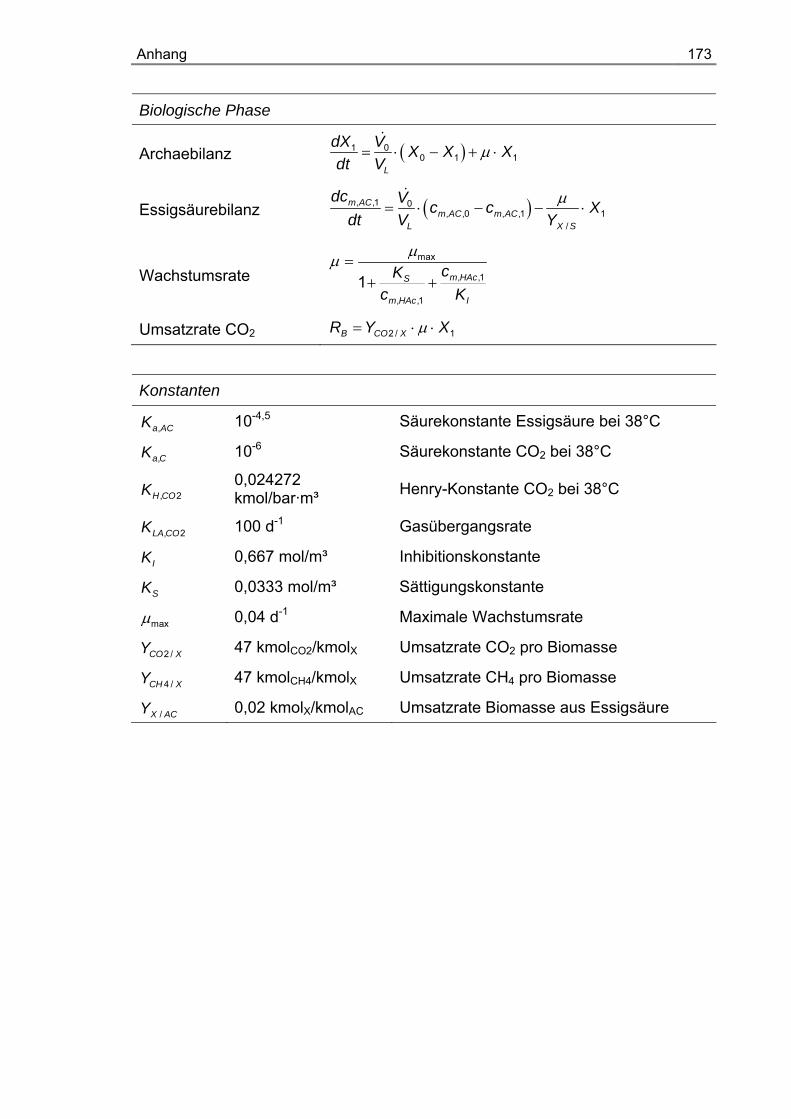
Anhang 173
Biologische Phase
Archaebilanz ( ) μ= ⋅ − + ⋅010 1 1
L
VdX X X Xdt V
Essigsäurebilanz ( ) μ= ⋅ − − ⋅, ,1 0
, ,0 , ,1 1/
m ACm AC m AC
L X S
dc V c c Xdt V Y
Wachstumsrate μμ =
+ +
max
, ,1
, ,1
1 m HAcS
m HAc I
cKc K
Umsatzrate CO2 μ= ⋅ ⋅2 / 1B CO XR Y X
Konstanten
,a ACK 10-4,5 Säurekonstante Essigsäure bei 38°C
,a CK 10-6 Säurekonstante CO2 bei 38°C
, 2H COK 0,024272 kmol/bar·m³ Henry-Konstante CO2 bei 38°C
, 2LA COK 100 d-1 Gasübergangsrate
IK 0,667 mol/m³ Inhibitionskonstante
SK 0,0333 mol/m³ Sättigungskonstante
μmax 0,04 d-1 Maximale Wachstumsrate
2 /CO XY 47 kmolCO2/kmolX Umsatzrate CO2 pro Biomasse
4 /CH XY 47 kmolCH4/kmolX Umsatzrate CH4 pro Biomasse
/X ACY 0,02 kmolX/kmolAC Umsatzrate Biomasse aus Essigsäure
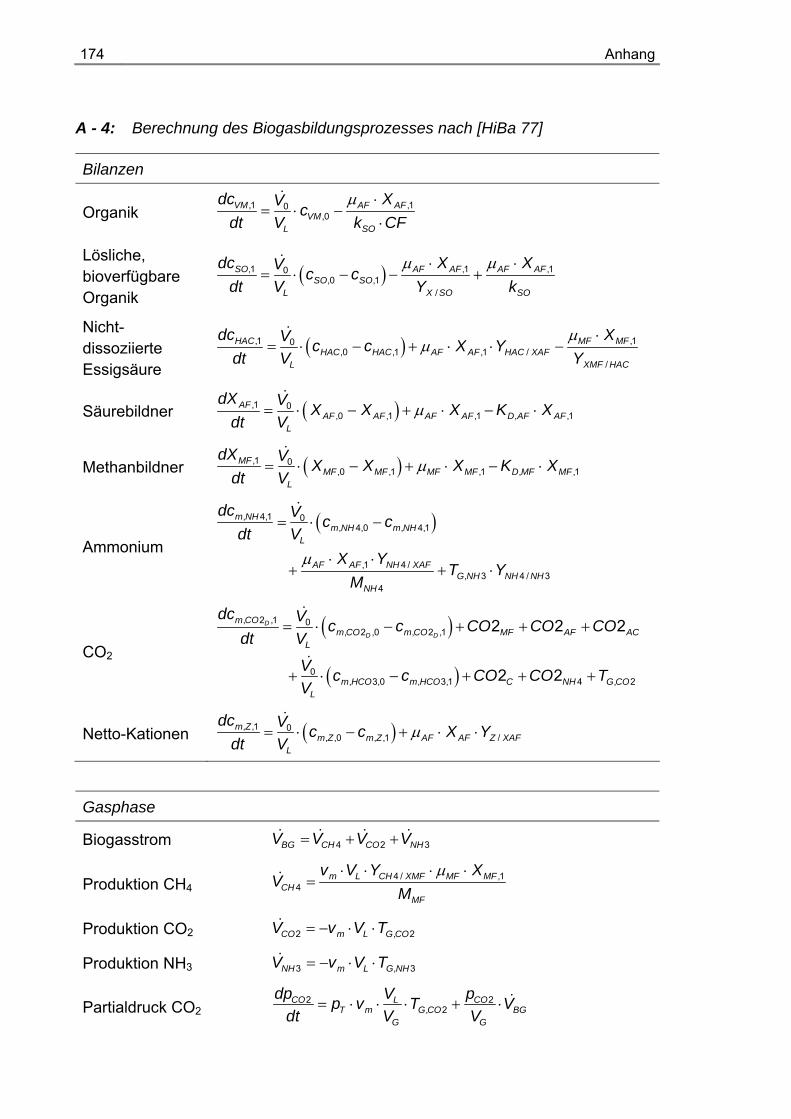
174 Anhang
A - 4: Berechnung des Biogasbildungsprozesses nach [HiBa 77]
Bilanzen
Organik μ ⋅
= ⋅ −⋅
,1 ,10,0
VM AF AFVM
L SO
dc XV cdt V k CF
Lösliche, bioverfügbare Organik
( ) μ μ⋅ ⋅= ⋅ − − +,1 ,1 ,10
,0 ,1/
SO AF AF AF AFSO SO
L X SO SO
dc X XV c cdt V Y k
Nicht-dissoziierte Essigsäure
( ) μμ
⋅= ⋅ − + ⋅ ⋅ −,1 ,10
,0 ,1 ,1 //
HAC MF MFHAC HAC AF AF HAC XAF
L XMF HAC
dc XV c c X Ydt V Y
Säurebildner ( ) μ= ⋅ − + ⋅ − ⋅,1 0,0 ,1 ,1 , ,1
AFAF AF AF AF D AF AF
L
dX V X X X K Xdt V
Methanbildner ( ) μ= ⋅ − + ⋅ − ⋅,1 0,0 ,1 ,1 , ,1
MFMF MF MF MF D MF MF
L
dX V X X X K Xdt V
Ammonium ( )
μ
= ⋅ −
⋅ ⋅+ + ⋅
, 4,1 0, 4,0 , 4,1
,1 4 /, 3 4 / 3
4
m NHm NH m NH
L
AF AF NH XAFG NH NH NH
NH
dc V c cdt V
X YT Y
M
CO2 ( )
( )
= ⋅ − + + +
+ ⋅ − + + +
, 2 ,1 0, 2 ,0 , 2 ,1
0, 3,0 , 3,1 4 , 2
2 2 2
2 2
D
D D
m COm CO m CO MF AF AC
L
m HCO m HCO C NH G COL
dc V c c CO CO COdt V
V c c CO CO TV
Netto-Kationen ( ) μ= ⋅ − + ⋅ ⋅, ,1 0, ,0 , ,1 /
m Zm Z m Z AF AF Z XAF
L
dc V c c X Ydt V
Gasphase
Biogasstrom = + +4 2 3BG CH CO NHV V V V
Produktion CH4 μ⋅ ⋅ ⋅ ⋅
= 4 / ,14
m L CH XMF MF MFCH
MF
v V Y XV
M
Produktion CO2 = − ⋅ ⋅2 , 2CO m L G COV v V T
Produktion NH3 = − ⋅ ⋅3 , 3NH m L G NHV v V T
Partialdruck CO2 = ⋅ ⋅ ⋅ + ⋅2 2, 2
CO COLT m G CO BG
G G
dp pVp v T Vdt V V
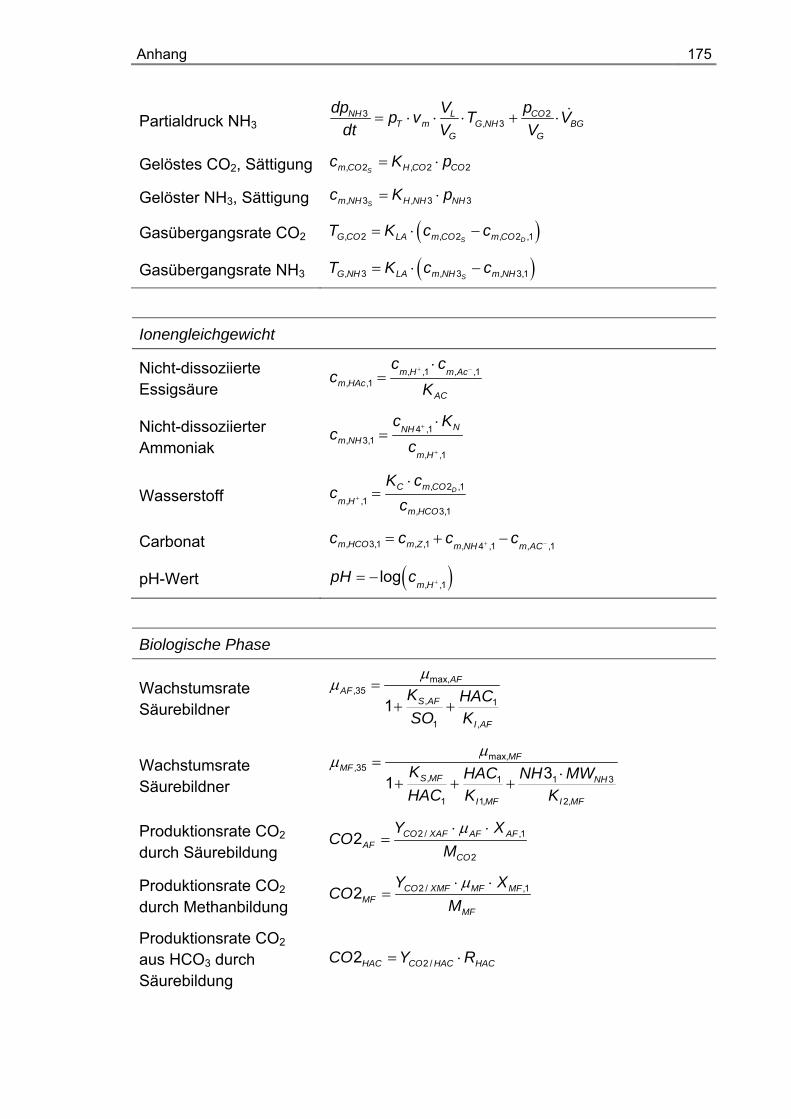
Anhang 175
Partialdruck NH3 = ⋅ ⋅ ⋅ + ⋅3 2, 3
NH COLT m G NH BG
G G
dp pVp v T Vdt V V
Gelöstes CO2, Sättigung = ⋅, 2 , 2 2Sm CO H CO COc K p
Gelöster NH3, Sättigung = ⋅, 3 , 3 3Sm NH H NH NHc K p
Gasübergangsrate CO2 ( )= ⋅ −, 2 , 2 , 2 ,1S DG CO LA m CO m COT K c c
Gasübergangsrate NH3 ( )= ⋅ −, 3 , 3 , 3,1SG NH LA m NH m NHT K c c
Ionengleichgewicht
Nicht-dissoziierte Essigsäure
+ −⋅= , ,1 , ,1
, ,1m H m Ac
m HAcAC
c cc
K
Nicht-dissoziierter Ammoniak
+
+
⋅= 4 ,1
, 3,1, ,1
NNHm NH
m H
c Kc
c
Wasserstoff +
⋅= , 2 ,1
, ,1, 3,1
DC m COm H
m HCO
K cc
c
Carbonat + −= + −, 3,1 , ,1 , 4 ,1 , ,1m HCO m Z m NH m ACc c c c
pH-Wert ( )+= −, ,1
logm H
pH c
Biologische Phase
Wachstumsrate Säurebildner
μμ =
+ +
max,,35
, 1
1 ,
1
AFAF
S AF
I AF
K HACSO K
Wachstumsrate Säurebildner
μμ =
⋅+ + +
max,,35
, 1 31
1 1, 2,
31
MFMF
S MF NH
I MF I MF
K NH MWHACHAC K K
Produktionsrate CO2 durch Säurebildung
μ⋅ ⋅= 2 / ,1
2
2 CO XAF AF AFAF
CO
Y XCO
M
Produktionsrate CO2 durch Methanbildung
μ⋅ ⋅= 2 / ,12 CO XMF MF MF
MFMF
Y XCO
M
Produktionsrate CO2 aus HCO3 durch Säurebildung
= ⋅2 /2HAC CO HAC HACCO Y R
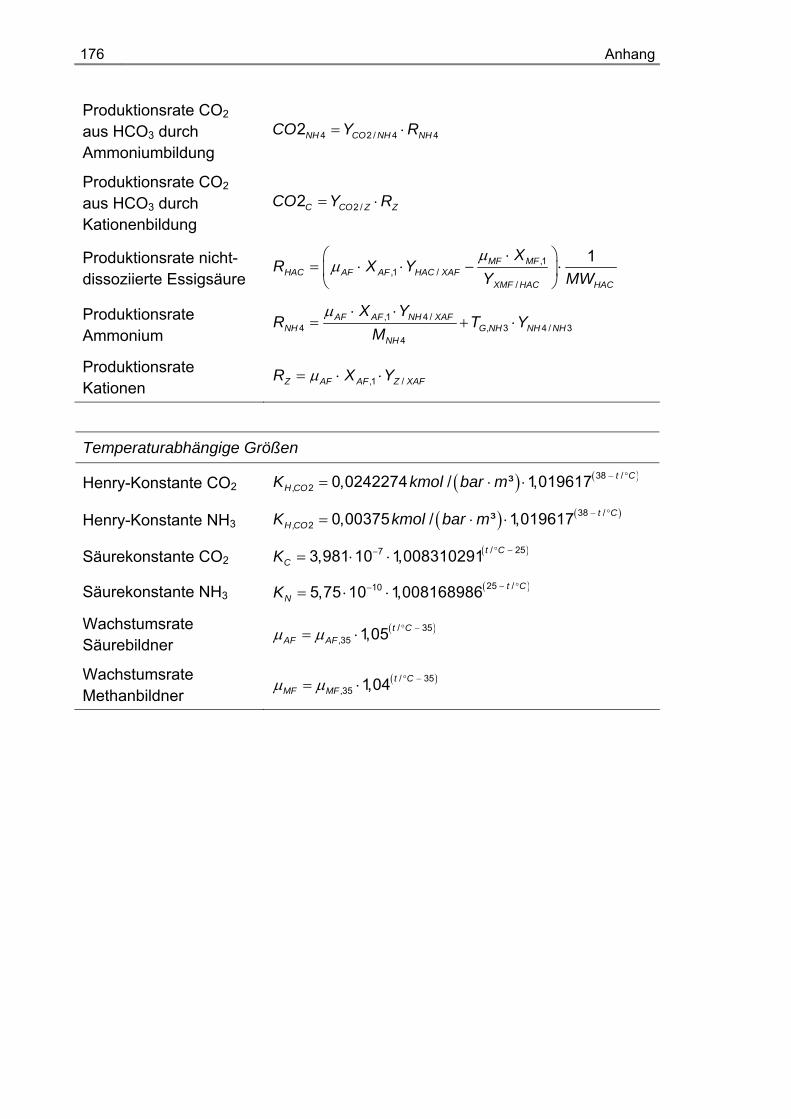
176 Anhang
Produktionsrate CO2 aus HCO3 durch Ammoniumbildung
= ⋅4 2 / 4 42NH CO NH NHCO Y R
Produktionsrate CO2 aus HCO3 durch Kationenbildung
= ⋅2 /2C CO Z ZCO Y R
Produktionsrate nicht-dissoziierte Essigsäure
μμ
⋅⎛ ⎞= ⋅ ⋅ − ⋅⎜ ⎟
⎝ ⎠,1
,1 //
1MF MFHAC AF AF HAC XAF
XMF HAC HAC
XR X Y
Y MW
Produktionsrate Ammonium
μ ⋅ ⋅= + ⋅,1 4 /
4 , 3 4 / 34
AF AF NH XAFNH G NH NH NH
NH
X YR T Y
M
Produktionsrate Kationen
μ= ⋅ ⋅,1 /Z AF AF Z XAFR X Y
Temperaturabhängige Größen
Henry-Konstante CO2 ( ) ( )− °= ⋅ ⋅ 38 /, 2 0,0242274 / ³ 1,019617 t C
H COK kmol bar m
Henry-Konstante NH3 ( ) ( )− °= ⋅ ⋅ 38 /, 2 0,00375 / ³ 1,019617 t C
H COK kmol bar m
Säurekonstante CO2 ( )° −−= ⋅ ⋅ / 2573,981 10 1,008310291 t CCK
Säurekonstante NH3 ( )− °−= ⋅ ⋅ 25 /105,75 10 1,008168986 t CNK
Wachstumsrate Säurebildner
( )μ μ ° −= ⋅ / 35,35 1,05 t C
AF AF
Wachstumsrate Methanbildner
( )μ μ ° −= ⋅ / 35,35 1,04 t C
MF MF
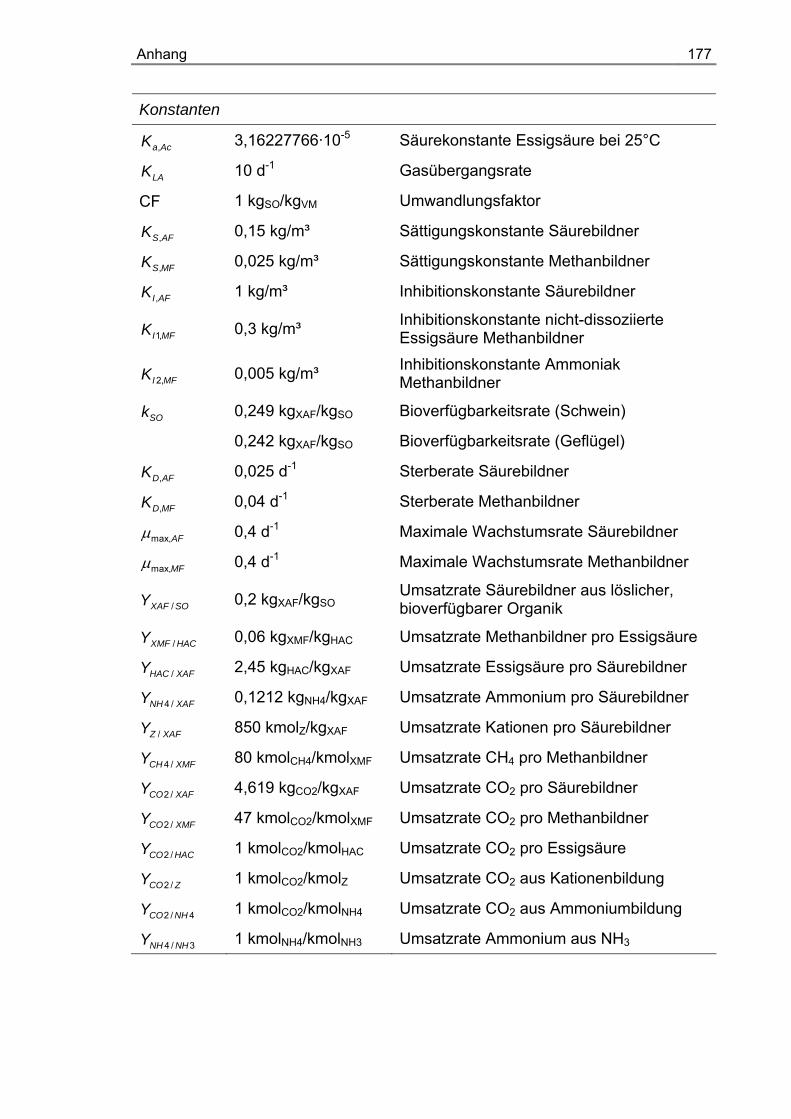
Anhang 177
Konstanten
,a AcK 3,16227766·10-5 Säurekonstante Essigsäure bei 25°C
LAK 10 d-1 Gasübergangsrate
CF 1 kgSO/kgVM Umwandlungsfaktor
,S AFK 0,15 kg/m³ Sättigungskonstante Säurebildner
,S MFK 0,025 kg/m³ Sättigungskonstante Methanbildner
,I AFK 1 kg/m³ Inhibitionskonstante Säurebildner
1,I MFK 0,3 kg/m³ Inhibitionskonstante nicht-dissoziierte Essigsäure Methanbildner
2,I MFK 0,005 kg/m³ Inhibitionskonstante Ammoniak Methanbildner
SOk 0,249 kgXAF/kgSO Bioverfügbarkeitsrate (Schwein)
0,242 kgXAF/kgSO Bioverfügbarkeitsrate (Geflügel)
,D AFK 0,025 d-1 Sterberate Säurebildner
,D MFK 0,04 d-1 Sterberate Methanbildner
μmax,AF 0,4 d-1 Maximale Wachstumsrate Säurebildner
μmax,MF 0,4 d-1 Maximale Wachstumsrate Methanbildner
/XAF SOY 0,2 kgXAF/kgSO Umsatzrate Säurebildner aus löslicher, bioverfügbarer Organik
/XMF HACY 0,06 kgXMF/kgHAC Umsatzrate Methanbildner pro Essigsäure
/HAC XAFY 2,45 kgHAC/kgXAF Umsatzrate Essigsäure pro Säurebildner
4 /NH XAFY 0,1212 kgNH4/kgXAF Umsatzrate Ammonium pro Säurebildner
/Z XAFY 850 kmolZ/kgXAF Umsatzrate Kationen pro Säurebildner
4 /CH XMFY 80 kmolCH4/kmolXMF Umsatzrate CH4 pro Methanbildner
2 /CO XAFY 4,619 kgCO2/kgXAF Umsatzrate CO2 pro Säurebildner
2 /CO XMFY 47 kmolCO2/kmolXMF Umsatzrate CO2 pro Methanbildner
2 /CO HACY 1 kmolCO2/kmolHAC Umsatzrate CO2 pro Essigsäure
2 /CO ZY 1 kmolCO2/kmolZ Umsatzrate CO2 aus Kationenbildung
2 / 4CO NHY 1 kmolCO2/kmolNH4 Umsatzrate CO2 aus Ammoniumbildung
4 / 3NH NHY 1 kmolNH4/kmolNH3 Umsatzrate Ammonium aus NH3
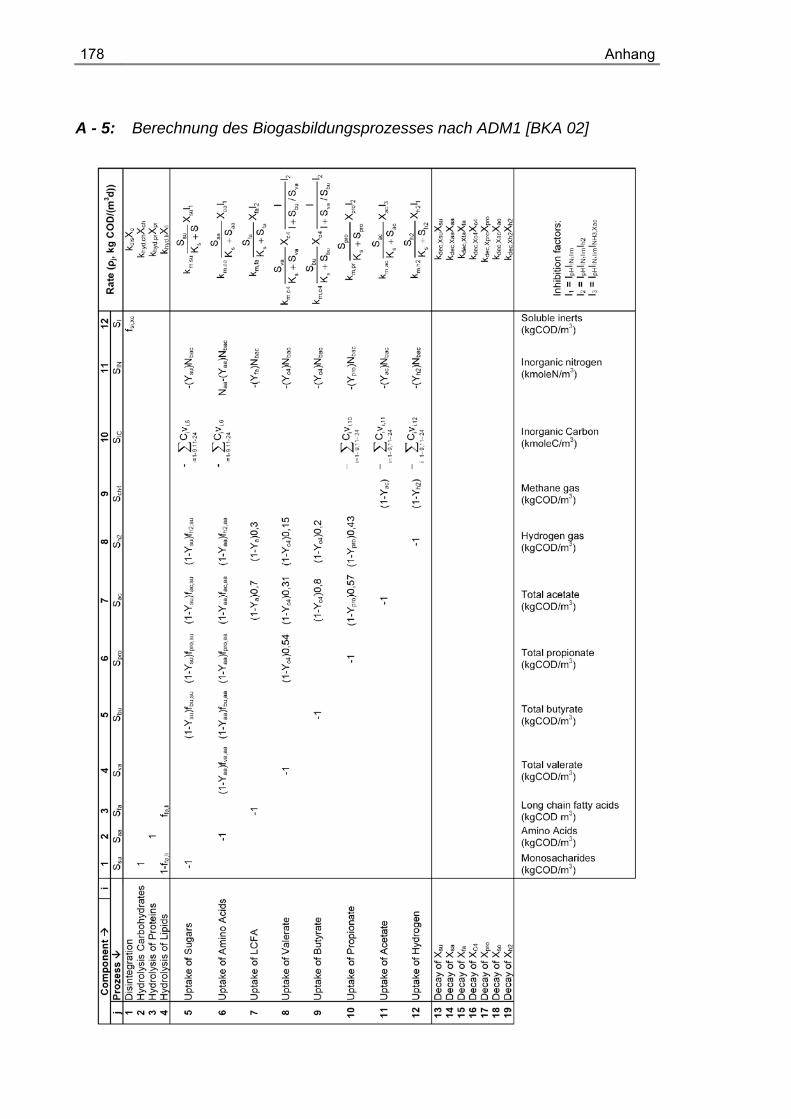
178 Anhang
A - 5: Berechnung des Biogasbildungsprozesses nach ADM1 [BKA 02]
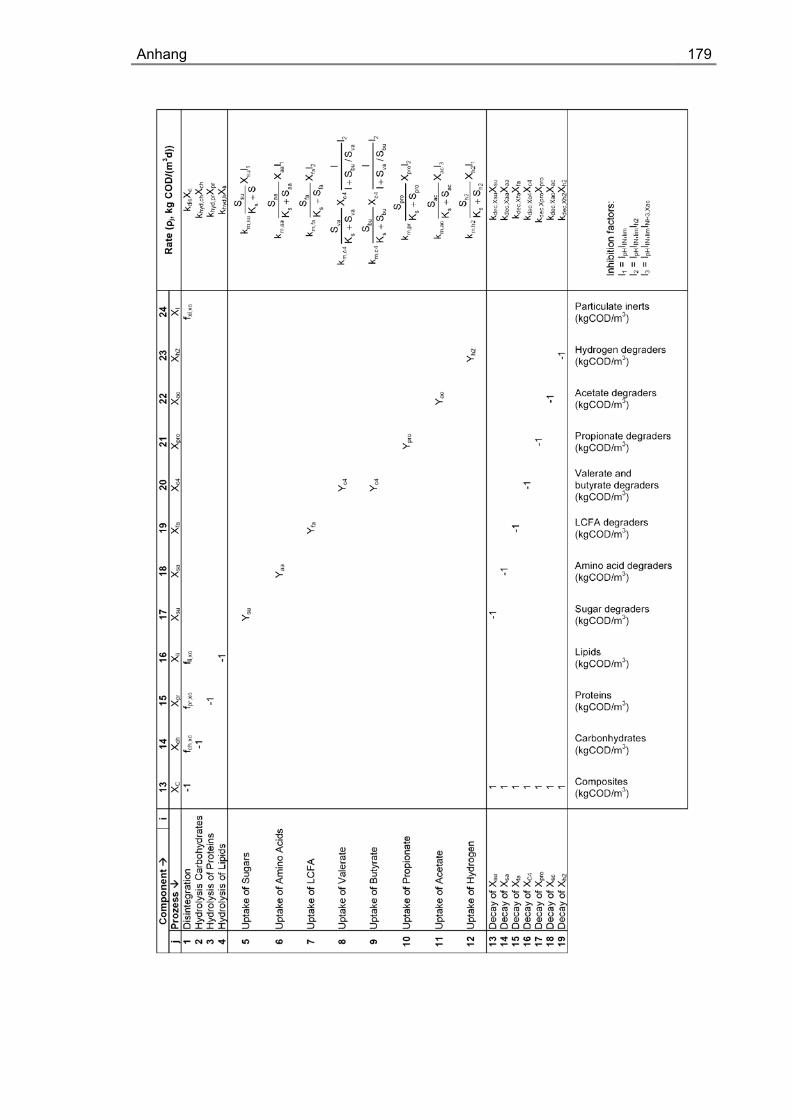
Anhang 179
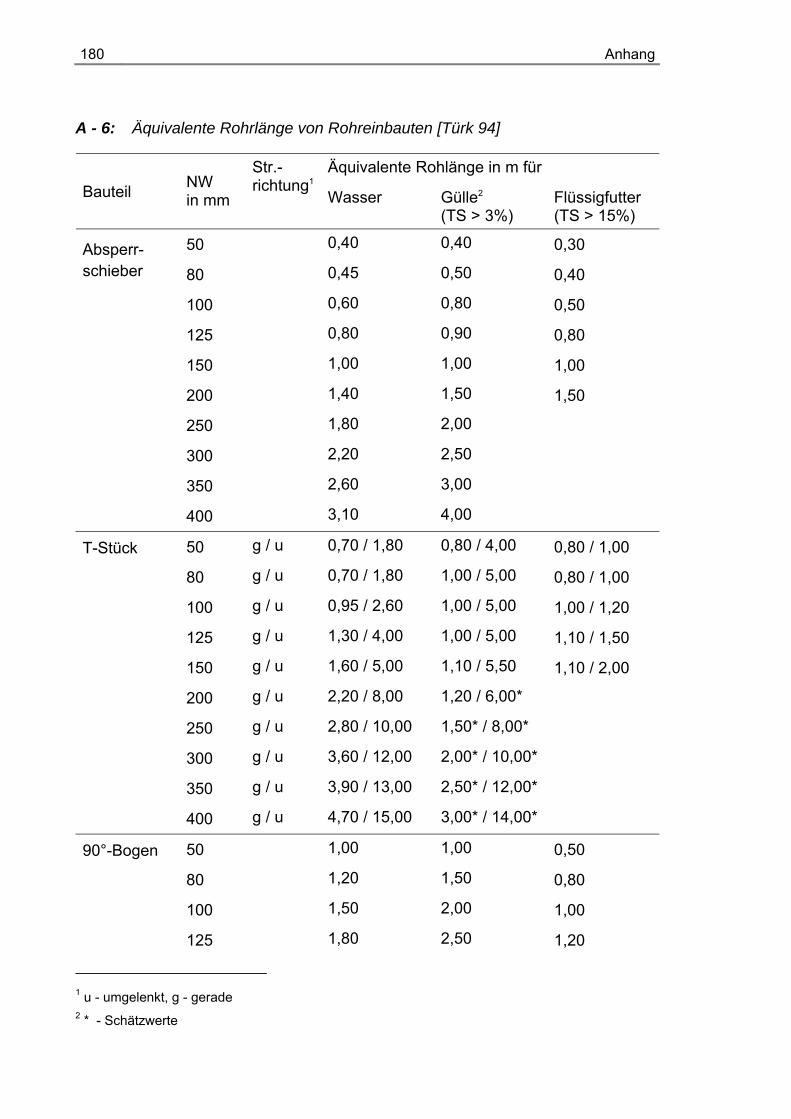
180 Anhang
A - 6: Äquivalente Rohrlänge von Rohreinbauten [Türk 94]
Äquivalente Rohlänge in m für Bauteil NW
in mm
Str.-richtung1
Wasser Gülle2 (TS > 3%)
Flüssigfutter (TS > 15%)
50 0,40 0,40 0,30 Absperr-schieber 80 0,45 0,50 0,40
100 0,60 0,80 0,50
125 0,80 0,90 0,80
150 1,00 1,00 1,00
200 1,40 1,50 1,50
250 1,80 2,00
300 2,20 2,50
350 2,60 3,00
400 3,10 4,00
T-Stück 50 g / u 0,70 / 1,80 0,80 / 4,00 0,80 / 1,00
80 g / u 0,70 / 1,80 1,00 / 5,00 0,80 / 1,00
100 g / u 0,95 / 2,60 1,00 / 5,00 1,00 / 1,20
125 g / u 1,30 / 4,00 1,00 / 5,00 1,10 / 1,50
150 g / u 1,60 / 5,00 1,10 / 5,50 1,10 / 2,00
200 g / u 2,20 / 8,00 1,20 / 6,00*
250 g / u 2,80 / 10,00 1,50* / 8,00*
300 g / u 3,60 / 12,00 2,00* / 10,00*
350 g / u 3,90 / 13,00 2,50* / 12,00*
400 g / u 4,70 / 15,00 3,00* / 14,00*
90°-Bogen 50 1,00 1,00 0,50
80 1,20 1,50 0,80
100 1,50 2,00 1,00
125 1,80 2,50 1,20
1 u - umgelenkt, g - gerade 2 * - Schätzwerte
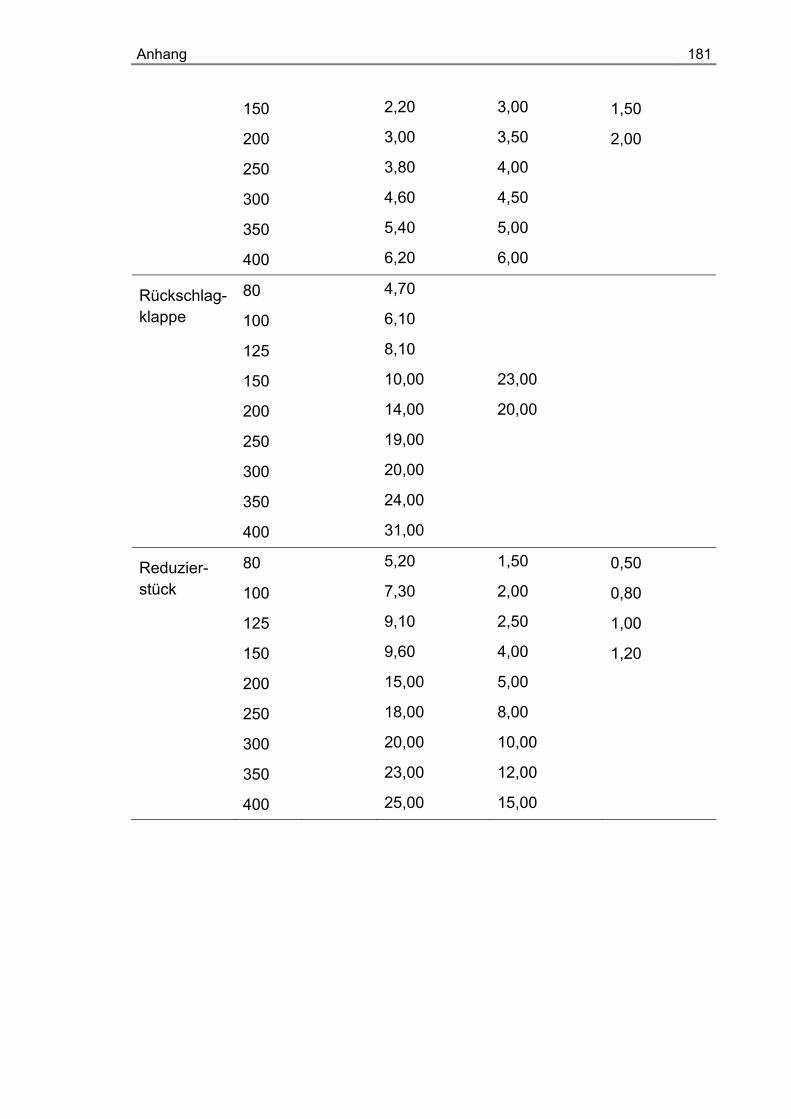
Anhang 181
150 2,20 3,00 1,50
200 3,00 3,50 2,00
250 3,80 4,00
300 4,60 4,50
350 5,40 5,00
400 6,20 6,00
80 4,70 Rückschlag-klappe 100 6,10
125 8,10
150 10,00 23,00
200 14,00 20,00
250 19,00
300 20,00
350 24,00
400 31,00
80 5,20 1,50 0,50 Reduzier-stück 100 7,30 2,00 0,80
125 9,10 2,50 1,00
150 9,60 4,00 1,20
200 15,00 5,00
250 18,00 8,00
300 20,00 10,00
350 23,00 12,00
400 25,00 15,00
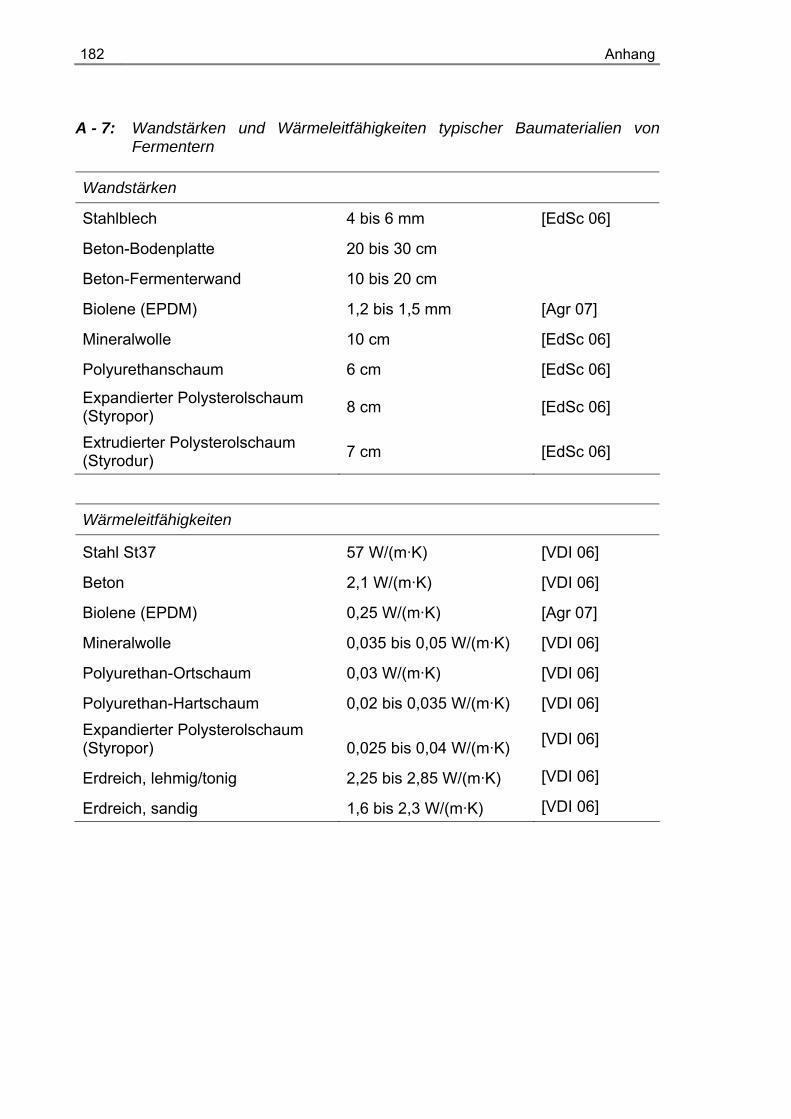
182 Anhang
A - 7: Wandstärken und Wärmeleitfähigkeiten typischer Baumaterialien von Fermentern
Wandstärken
Stahlblech 4 bis 6 mm [EdSc 06]
Beton-Bodenplatte 20 bis 30 cm
Beton-Fermenterwand 10 bis 20 cm
Biolene (EPDM) 1,2 bis 1,5 mm [Agr 07]
Mineralwolle 10 cm [EdSc 06]
Polyurethanschaum 6 cm [EdSc 06]
Expandierter Polysterolschaum (Styropor) 8 cm [EdSc 06]
Extrudierter Polysterolschaum (Styrodur) 7 cm [EdSc 06]
Wärmeleitfähigkeiten
Stahl St37 57 W/(m·K) [VDI 06]
Beton 2,1 W/(m·K) [VDI 06]
Biolene (EPDM) 0,25 W/(m·K) [Agr 07]
Mineralwolle 0,035 bis 0,05 W/(m·K) [VDI 06]
Polyurethan-Ortschaum 0,03 W/(m·K) [VDI 06]
Polyurethan-Hartschaum 0,02 bis 0,035 W/(m·K) [VDI 06] Expandierter Polysterolschaum (Styropor) 0,025 bis 0,04 W/(m·K) [VDI 06]
Erdreich, lehmig/tonig 2,25 bis 2,85 W/(m·K) [VDI 06]
Erdreich, sandig 1,6 bis 2,3 W/(m·K) [VDI 06]
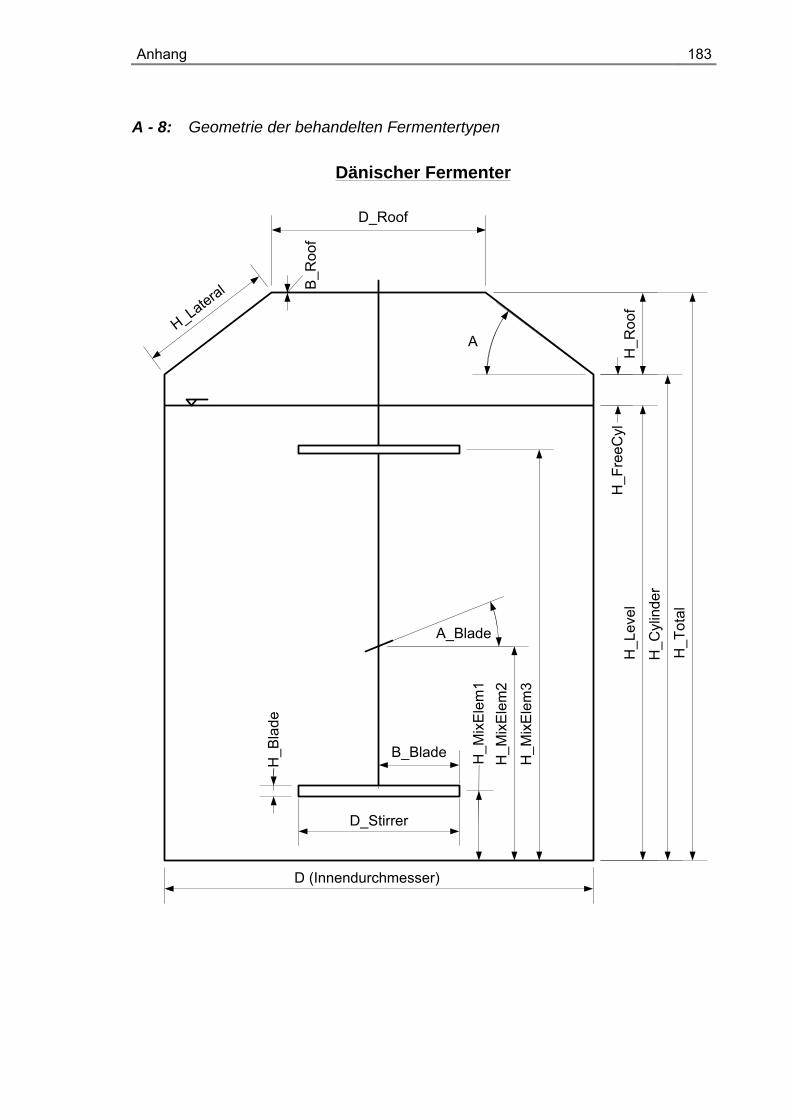
Anhang 183
A - 8: Geometrie der behandelten Fermentertypen
H_F
reeC
ylH
_Lev
elH
_Roo
f
D_Roof
D (Innendurchmesser)
B_R
oof
H_Lateral
A_Blade
H_M
ixE
lem
3
H_M
ixE
lem
1H
_Mix
Ele
m2
D_Stirrer
H_B
lade
Dänischer Fermenter
A
H_C
ylin
der
H_T
otal
B_Blade
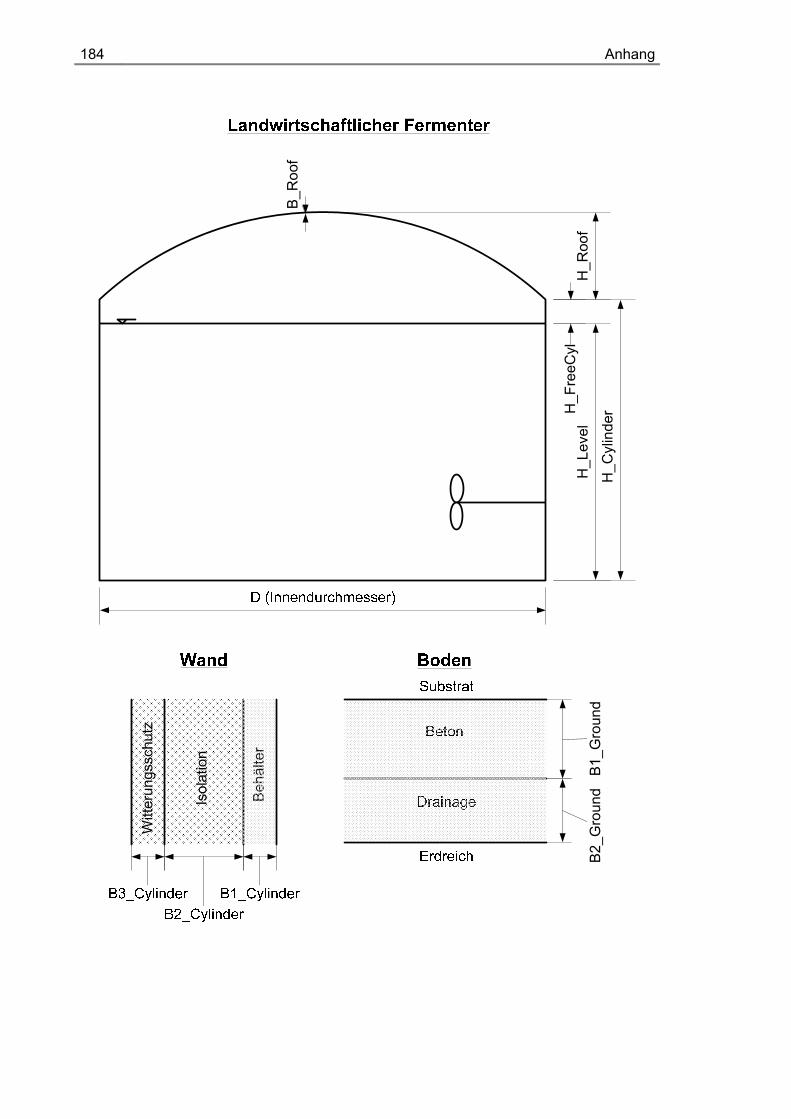
184 Anhang
B_R
oof
H_F
reeC
ylH
_Lev
el
H_C
ylin
der
H_R
oof
Witt
erun
gssc
hutz
Isol
atio
n
Beh
älte
r
B1_
Gro
und
B2_
Gro
und
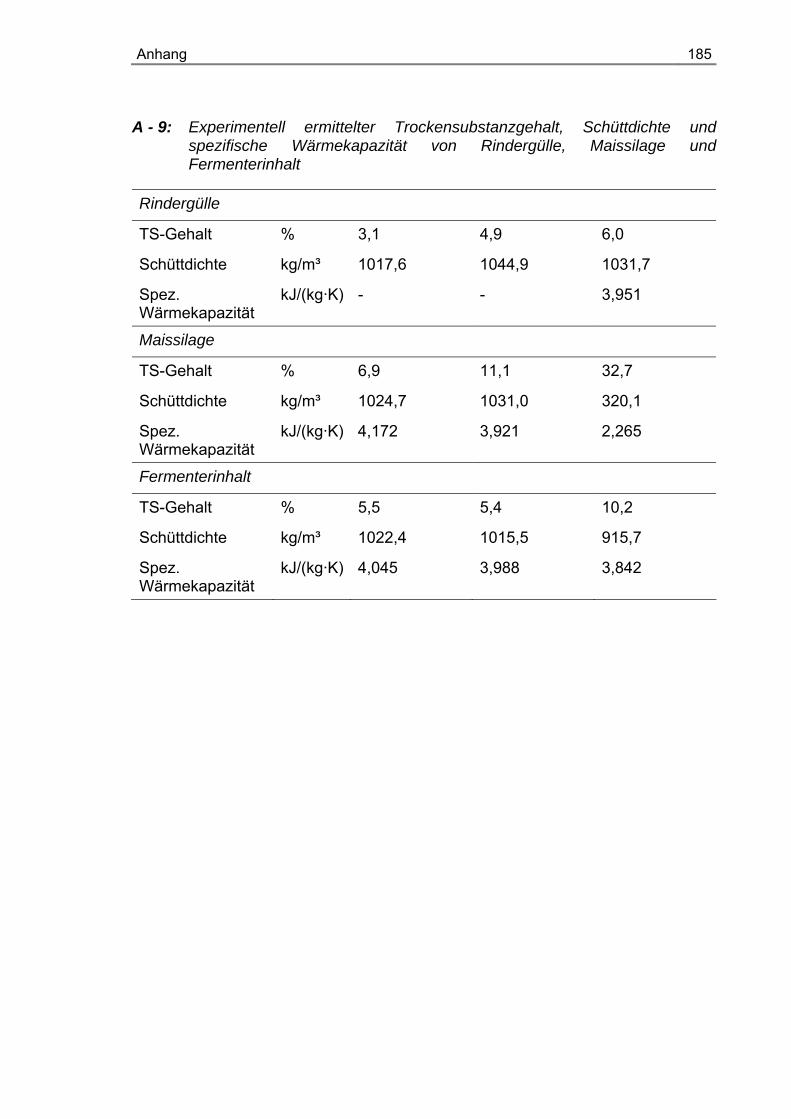
Anhang 185
A - 9: Experimentell ermittelter Trockensubstanzgehalt, Schüttdichte und spezifische Wärmekapazität von Rindergülle, Maissilage und Fermenterinhalt
Rindergülle
TS-Gehalt % 3,1 4,9 6,0
Schüttdichte kg/m³ 1017,6 1044,9 1031,7
Spez. Wärmekapazität
kJ/(kg·K) - - 3,951
Maissilage
TS-Gehalt % 6,9 11,1 32,7
Schüttdichte kg/m³ 1024,7 1031,0 320,1
Spez. Wärmekapazität
kJ/(kg·K) 4,172 3,921 2,265
Fermenterinhalt
TS-Gehalt % 5,5 5,4 10,2
Schüttdichte kg/m³ 1022,4 1015,5 915,7
Spez. Wärmekapazität
kJ/(kg·K) 4,045 3,988 3,842
186 Anhang
A - 10: Erhebungsfragebogen zur Datenerfassung einer Biogasanlage für die Modellierung
Erhebungsfragebogen Biogasanlagen
1. Allgemeines Ansprechpartner: ______________________________________________________ Anlagentyp: ______________________________________________________ (NAWARO, Abfall, Trockenvergärung) Stufenanzahl: ______________________________________________________ Biogasverwertung: ( ) BHKW ( ) Einspeisung ( ) ________________ Biogasaufbereitung: ( ) Kondensation ( ) Entschwefelung ( ) CO2-Anreicherung ( ) Brennwertanhebung ( ) ________________ 2. Verfahrensfließbild
Anhang 187
3. Bauteile Rührwerke
Nr. An-zahl
Typ Kenn-zeichnung
Standort Motor-leistung
Drehzahl Rotor-Ǿ Laufzeit
Pumpen
Nr. An-zahl
Typ Kenn-zeichnung
Medium / Aufgabe
Motor-leistung
Förder-höhe/druck
Förder-menge
Laufzeit
Feststoffeinbringung
Nr. An-zahl
Typ Kenn-zeichnung
Standort Motor-leistung
Förder-menge
Laufzeit
BHKW
Typ: Auslastung Elektrischer
Wirkungsgrad Thermischer Wirkungsgrad
____________________ 100%
Kennzeichnung: 75%
____________________ 50%
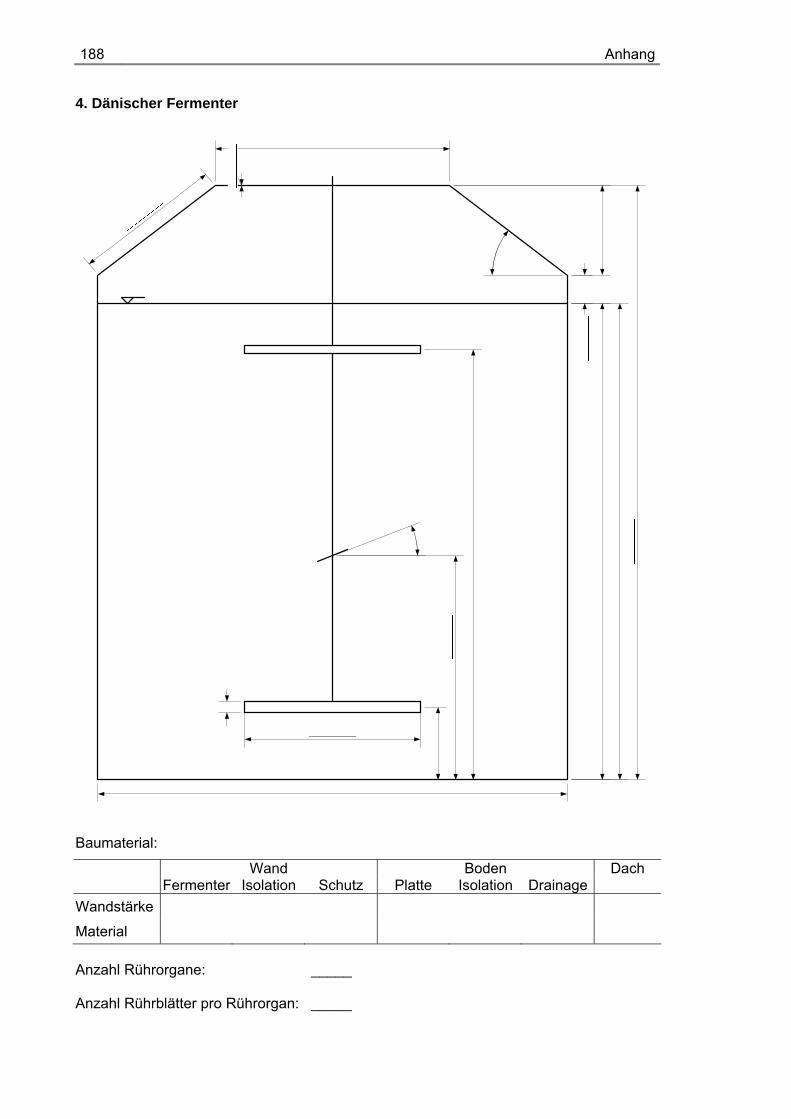
188 Anhang 4. Dänischer Fermenter
Baumaterial:
Wand Boden Dach Fermenter Isolation Schutz Platte Isolation Drainage
Wandstärke
Material Anzahl Rührorgane: _____ Anzahl Rührblätter pro Rührorgan: _____
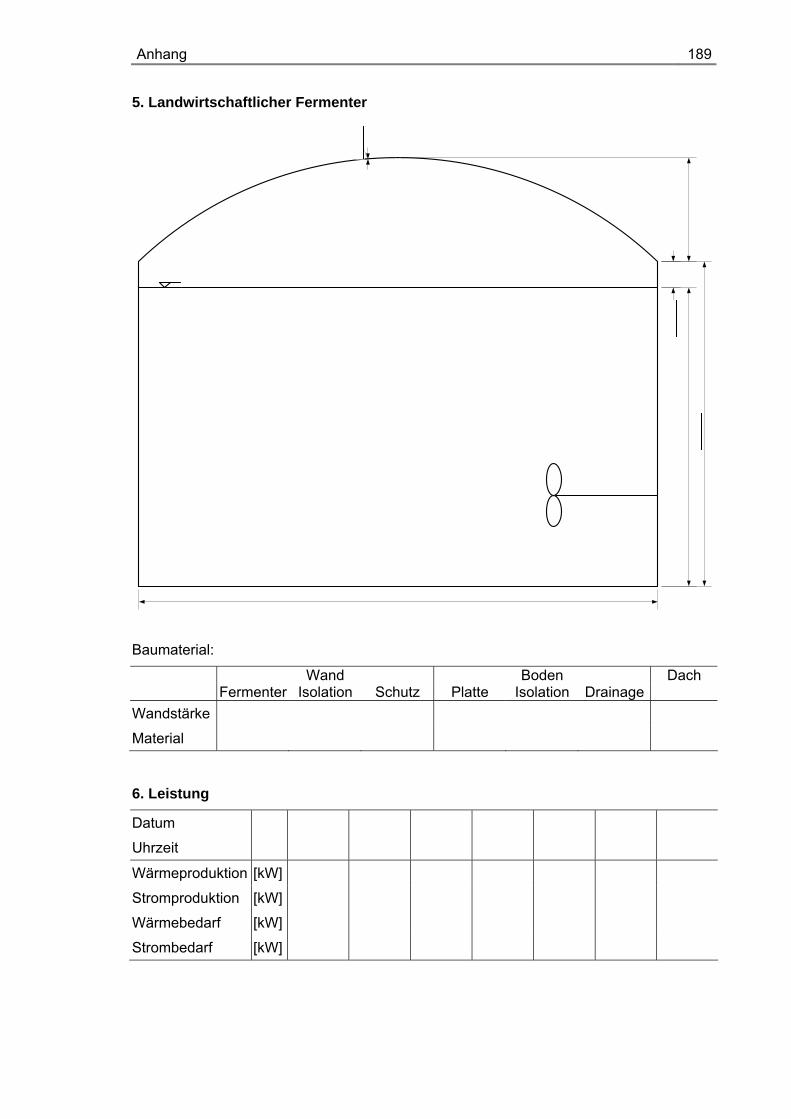
Anhang 189
5. Landwirtschaftlicher Fermenter
Baumaterial:
Wand Boden Dach Fermenter Isolation Schutz Platte Isolation Drainage
Wandstärke
Material 6. Leistung
Datum
Uhrzeit
Wärmeproduktion [kW]
Stromproduktion [kW]
Wärmebedarf [kW]
Strombedarf [kW]
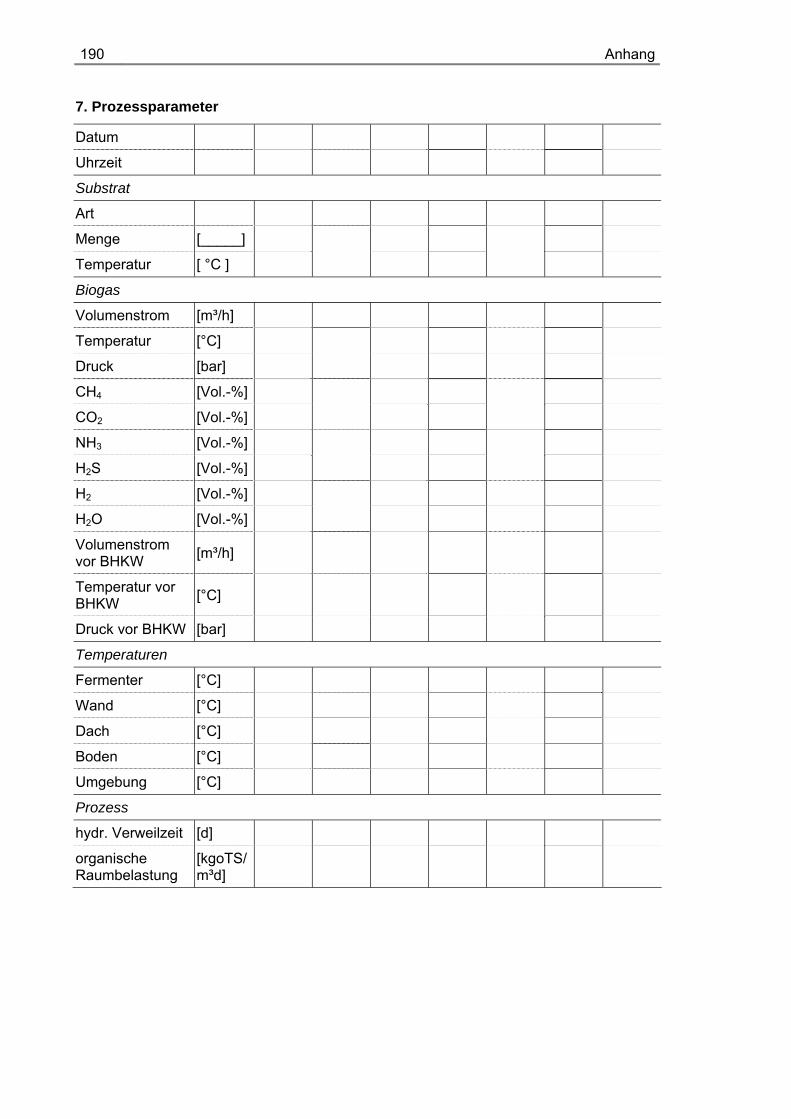
190 Anhang
7. Prozessparameter
Datum
Uhrzeit
Substrat
Art
Menge [_____]
Temperatur [ °C ]
Biogas
Volumenstrom [m³/h]
Temperatur [°C]
Druck [bar]
CH4 [Vol.-%]
CO2 [Vol.-%]
NH3 [Vol.-%]
H2S [Vol.-%]
H2 [Vol.-%]
H2O [Vol.-%]
Volumenstrom vor BHKW [m³/h]
Temperatur vor BHKW [°C]
Druck vor BHKW [bar]
Temperaturen
Fermenter [°C]
Wand [°C]
Dach [°C]
Boden [°C]
Umgebung [°C]
Prozess
hydr. Verweilzeit [d]
organische Raumbelastung
[kgoTS/m³d]
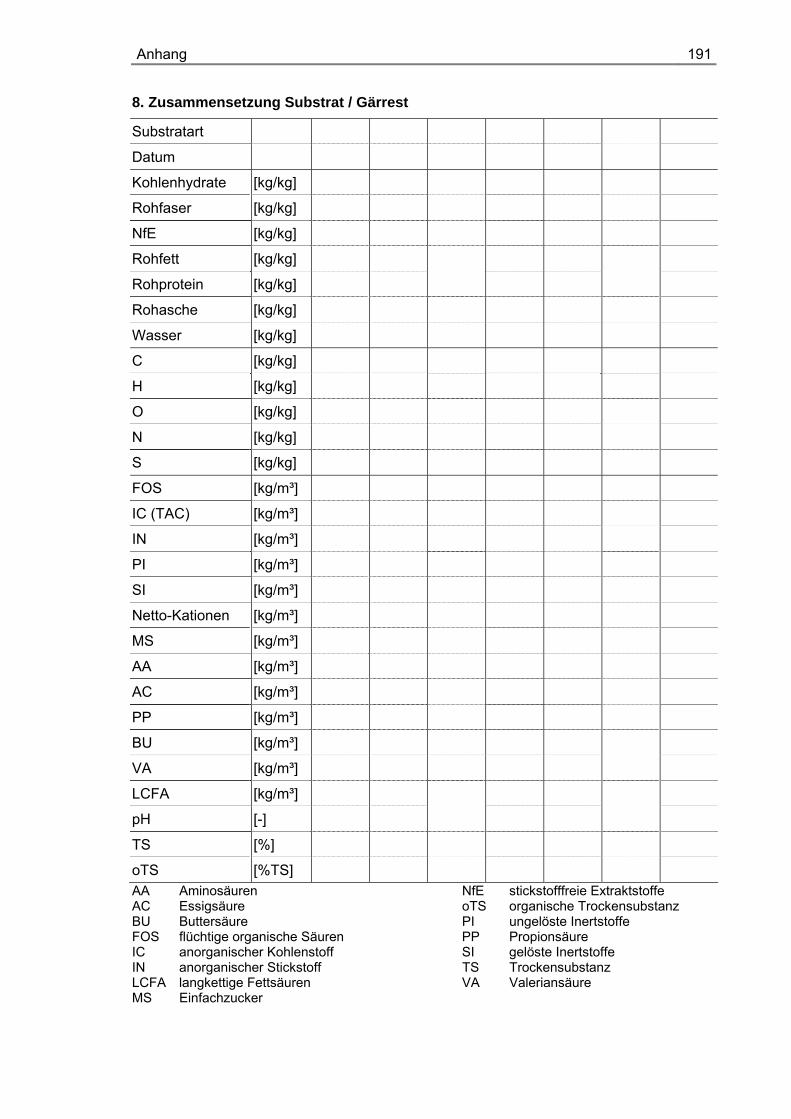
Anhang 191
8. Zusammensetzung Substrat / Gärrest
Substratart
Datum
Kohlenhydrate [kg/kg]
Rohfaser [kg/kg]
NfE [kg/kg]
Rohfett [kg/kg]
Rohprotein [kg/kg]
Rohasche [kg/kg]
Wasser [kg/kg]
C [kg/kg]
H [kg/kg]
O [kg/kg]
N [kg/kg]
S [kg/kg]
FOS [kg/m³]
IC (TAC) [kg/m³]
IN [kg/m³]
PI [kg/m³]
SI [kg/m³]
Netto-Kationen [kg/m³]
MS [kg/m³]
AA [kg/m³]
AC [kg/m³]
PP [kg/m³]
BU [kg/m³]
VA [kg/m³]
LCFA [kg/m³]
pH [-]
TS [%]
oTS [%TS] AA Aminosäuren NfE stickstofffreie Extraktstoffe AC Essigsäure oTS organische Trockensubstanz BU Buttersäure PI ungelöste Inertstoffe FOS flüchtige organische Säuren PP Propionsäure IC anorganischer Kohlenstoff SI gelöste Inertstoffe IN anorganischer Stickstoff TS Trockensubstanz LCFA langkettige Fettsäuren VA Valeriansäure MS Einfachzucker
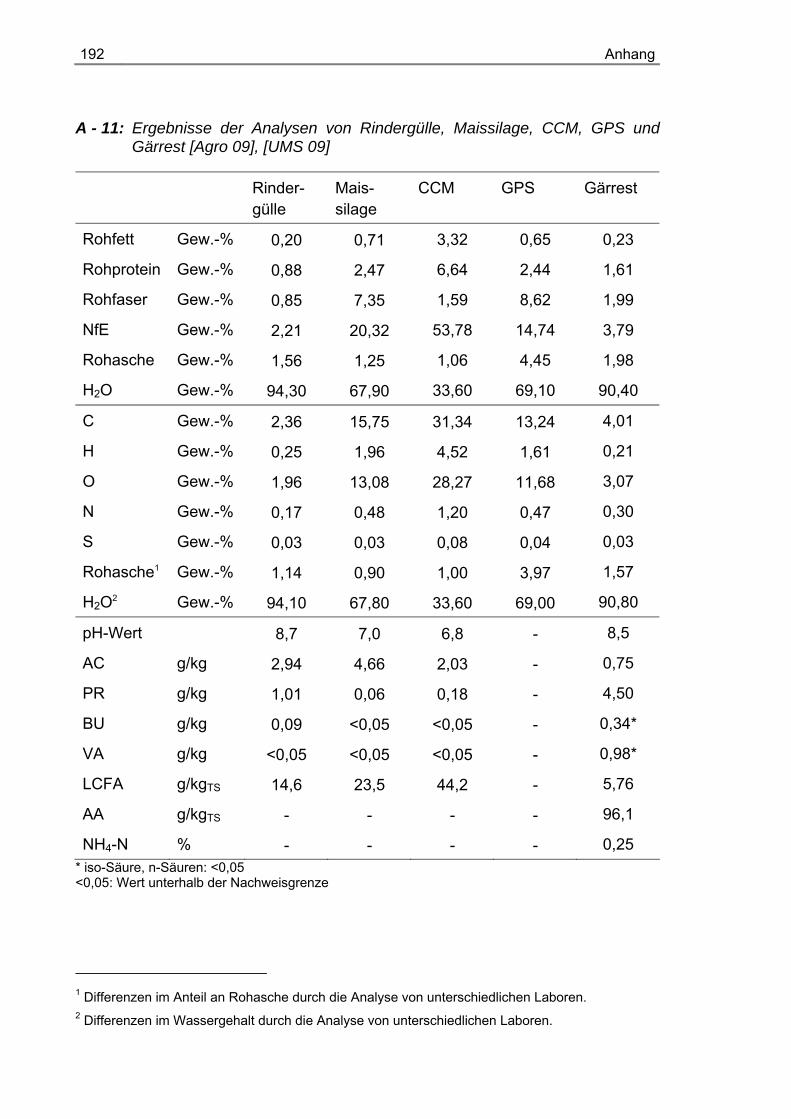
192 Anhang
A - 11: Ergebnisse der Analysen von Rindergülle, Maissilage, CCM, GPS und Gärrest [Agro 09], [UMS 09]
Rinder-gülle
Mais-silage
CCM GPS Gärrest
Rohfett Gew.-% 0,20 0,71 3,32 0,65 0,23
Rohprotein Gew.-% 0,88 2,47 6,64 2,44 1,61
Rohfaser Gew.-% 0,85 7,35 1,59 8,62 1,99
NfE Gew.-% 2,21 20,32 53,78 14,74 3,79
Rohasche Gew.-% 1,56 1,25 1,06 4,45 1,98
H2O Gew.-% 94,30 67,90 33,60 69,10 90,40
C Gew.-% 2,36 15,75 31,34 13,24 4,01
H Gew.-% 0,25 1,96 4,52 1,61 0,21
O Gew.-% 1,96 13,08 28,27 11,68 3,07
N Gew.-% 0,17 0,48 1,20 0,47 0,30
S Gew.-% 0,03 0,03 0,08 0,04 0,03
Rohasche1 Gew.-% 1,14 0,90 1,00 3,97 1,57
H2O2 Gew.-% 94,10 67,80 33,60 69,00 90,80
pH-Wert 8,7 7,0 6,8 - 8,5
AC g/kg 2,94 4,66 2,03 - 0,75
PR g/kg 1,01 0,06 0,18 - 4,50
BU g/kg 0,09 <0,05 <0,05 - 0,34*
VA g/kg <0,05 <0,05 <0,05 - 0,98*
LCFA g/kgTS 14,6 23,5 44,2 - 5,76
AA g/kgTS - - - - 96,1
NH4-N % - - - - 0,25 * iso-Säure, n-Säuren: <0,05 <0,05: Wert unterhalb der Nachweisgrenze
1 Differenzen im Anteil an Rohasche durch die Analyse von unterschiedlichen Laboren. 2 Differenzen im Wassergehalt durch die Analyse von unterschiedlichen Laboren.
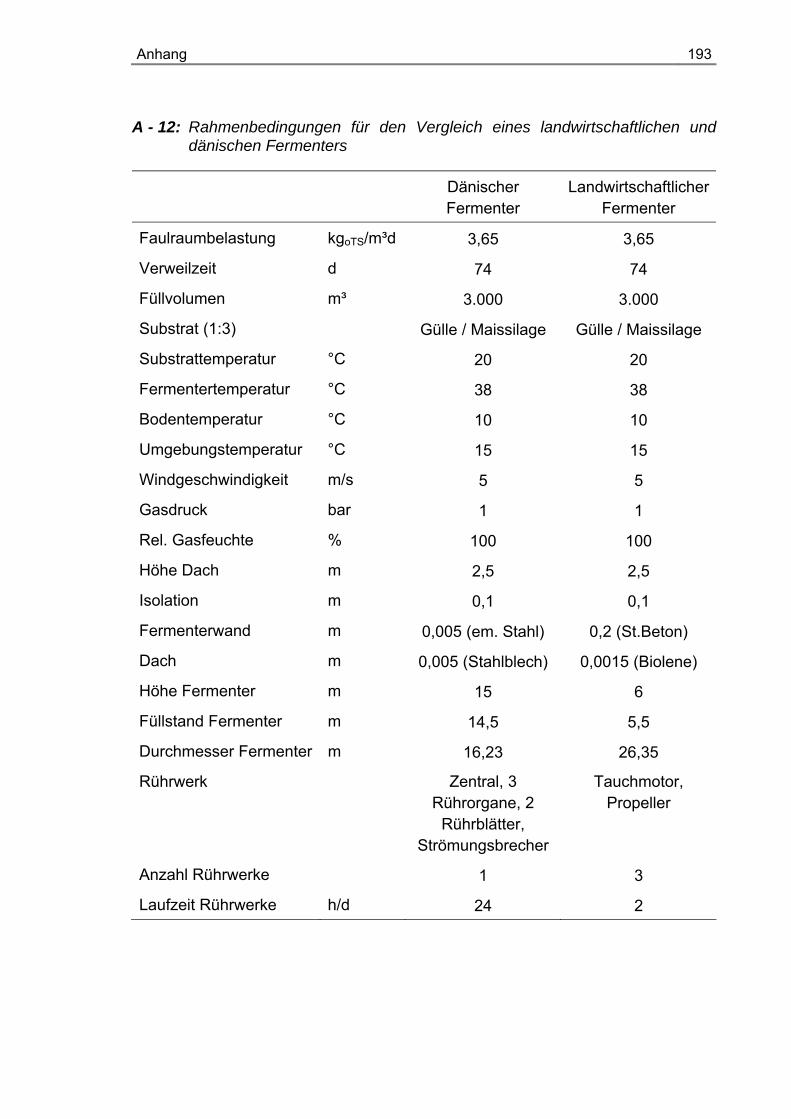
Anhang 193
A - 12: Rahmenbedingungen für den Vergleich eines landwirtschaftlichen und dänischen Fermenters
Dänischer Fermenter
Landwirtschaftlicher Fermenter
Faulraumbelastung kgoTS/m³d 3,65 3,65
Verweilzeit d 74 74
Füllvolumen m³ 3.000 3.000
Substrat (1:3) Gülle / Maissilage Gülle / Maissilage
Substrattemperatur °C 20 20
Fermentertemperatur °C 38 38
Bodentemperatur °C 10 10
Umgebungstemperatur °C 15 15
Windgeschwindigkeit m/s 5 5
Gasdruck bar 1 1
Rel. Gasfeuchte % 100 100
Höhe Dach m 2,5 2,5
Isolation m 0,1 0,1
Fermenterwand m 0,005 (em. Stahl) 0,2 (St.Beton)
Dach m 0,005 (Stahlblech) 0,0015 (Biolene)
Höhe Fermenter m 15 6
Füllstand Fermenter m 14,5 5,5
Durchmesser Fermenter m 16,23 26,35
Rührwerk Zentral, 3 Rührorgane, 2
Rührblätter, Strömungsbrecher
Tauchmotor, Propeller
Anzahl Rührwerke 1 3
Laufzeit Rührwerke h/d 24 2

Lebenslauf
Angaben zur Person Geburtsdatum: 14.02.1978 Geburtsort: Schlema Staatsangehörigkeit: Deutsch Familienstand: ledig Werdegang 1984 – 1990 Polytechnische Oberschule „Thomas Müntzer“ in Aue 1990 – 1992 Thomas-Müntzer-Oberschule in Aue
1992 – 1994 Clemens-Winkler-Gymnasium in Aue 1994 – 1996 Gymnasium II in Aue
Profil: Mathematisch-naturwissenschaftlich Leistungskursfächer: Biologie und Deutsch Abgeschlossene Hochschulreife: Mai 1996
1996 – 2002 TU Bergakademie Freiberg Studiengang: Umwelt-Engineering Vertiefung: Energiesysteme und Wärmeschutz Abschluss: Juni 2002 als Dipl.-Ing. für Umwelt-Engineering Weitere Tätigkeiten: Studentische Hilfskraft am Institut für
Wärmetechnik, Praktikum ARTEC Umweltpraxis GmbH in Lößnitz und ZAST Abwasserzweckverband Schlematal in Schlema, Praxissemester bei S.E.F. Energietechnik GmbH in Zwickau, Diplomarbeit bei ENERGY OF NATURE GmbH in Leipzig
2002 FAW Fortbildungsakademie der Wirtschaft in Leipzig Weiterbildung: Europäisches Qualitäts- und Projektmanagement
2003 Thüringenwind GmbH Tätigkeit: Planerin für die Bereiche Windenergie und Biomasse
2003 – 2006 Universität Paderborn, Lehrstuhl für Thermodynamik und Energietechnik (Prof. Dr.-Ing. R. Span)
Tätigkeit: Wissenschaftliche Mitarbeiterin Forschungsgebiete: Grundlagenforschung im Bereich Sieden
hochviskoser Gemische, Modellierung von Kaltluftklimaanlagen, erste Projekte im Bereich Biogas
Weitere Tätigkeiten: Antragstellung bei EU und DFG, Lehre
Ab 2006 Ruhr-Universität Bochum, Lehrstuhl für Thermodynamik (Prof. Dr.-Ing. R. Span)
Tätigkeit: Wissenschaftliche Mitarbeiterin Forschungsgebiete: Modellierung des Biogasbildungs- und
Biogasaufbereitungsprozesses, Aufbau eines Biogaslabors
Ab 2006 Dozentin für „Thermodynamik“ des Instituts für Verbundstudium NRW an der Fachhochschule Iserlohn