Embed Size (px)
DESCRIPTION
第八章 容器制造. GB150-1998《 钢制压力容器 》 制造、检验、验收. 一、总 则. 根据 GB/T19000—ISO9000 族标准的理论、原则、方法,结合压力容器安全法规、标准的要求建立一个文件化的质量体系并有效实施。. 确认标记移植(不锈钢和复合钢板不得在防腐蚀面采用硬印作确认标记). 二、冷热加工成形. 1 .新概念 — 钢材厚度 δ s. ( 1 )根据制造工艺确定加工裕量,以确保凸形封头和热卷筒节成形后的厚度 δ s 不小于该部件的名义厚度 δ n 减去钢板负偏差 C 1 (即凸形封头和热卷筒节成形后实测的最小厚度 δ s )。 - PowerPoint PPT Presentation
Citation preview
第八章 容器制造
一、总 则
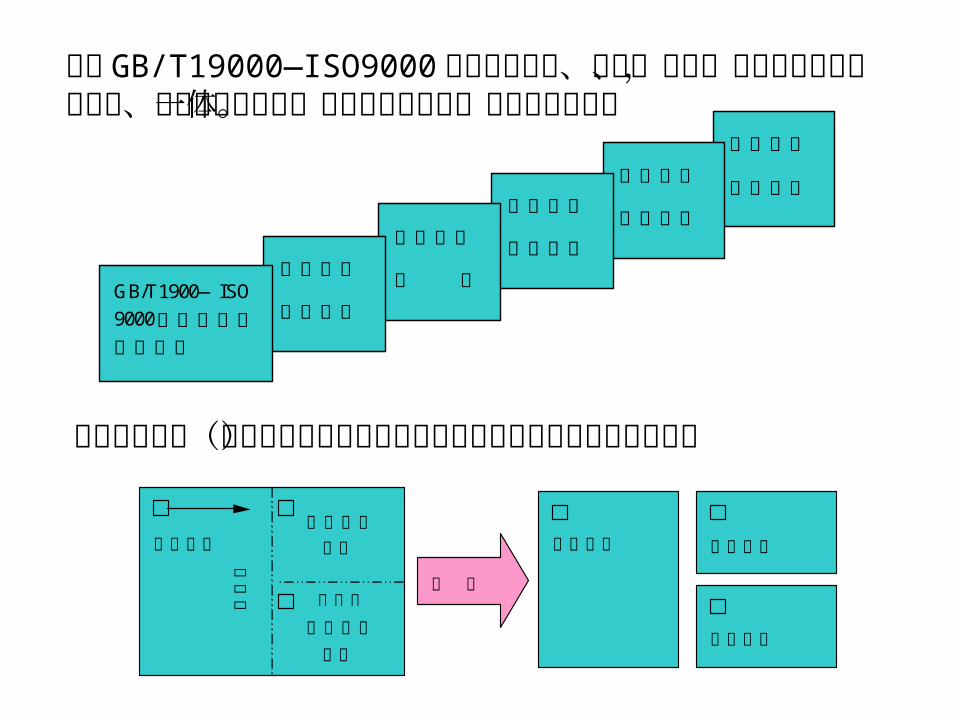
根据 GB/T19000—ISO9000 族标准的理论、原则、方法,结合压力容器安全法规、标准的要求建立一个文件化的质量体系并有效实施。
压力容器
记录报告 压力容器
程序文件 压力容器
质量手册 压力容器
标 准 压力容器
安全法规 GB/T1900—ISO
9000质量管理和质量保证
确认标记移植(不锈钢和复合钢板不得在防腐蚀面采用硬印作确认标记)
确认标记 移植确认标记
移植确认标记
切割线
切割线 切 割
确认标记 确认标记
确认标记
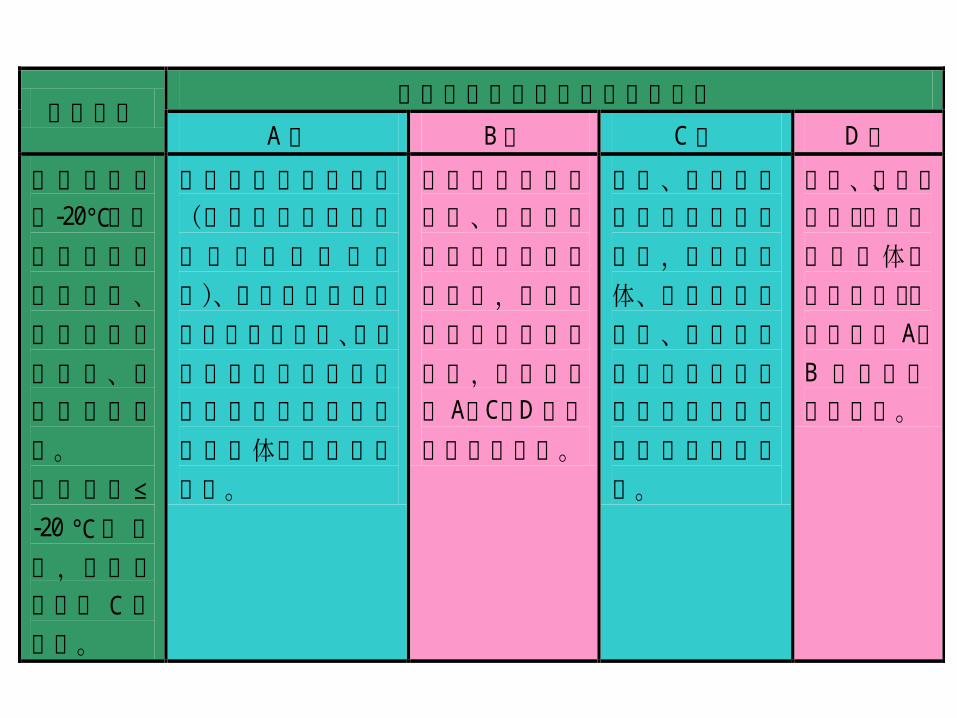
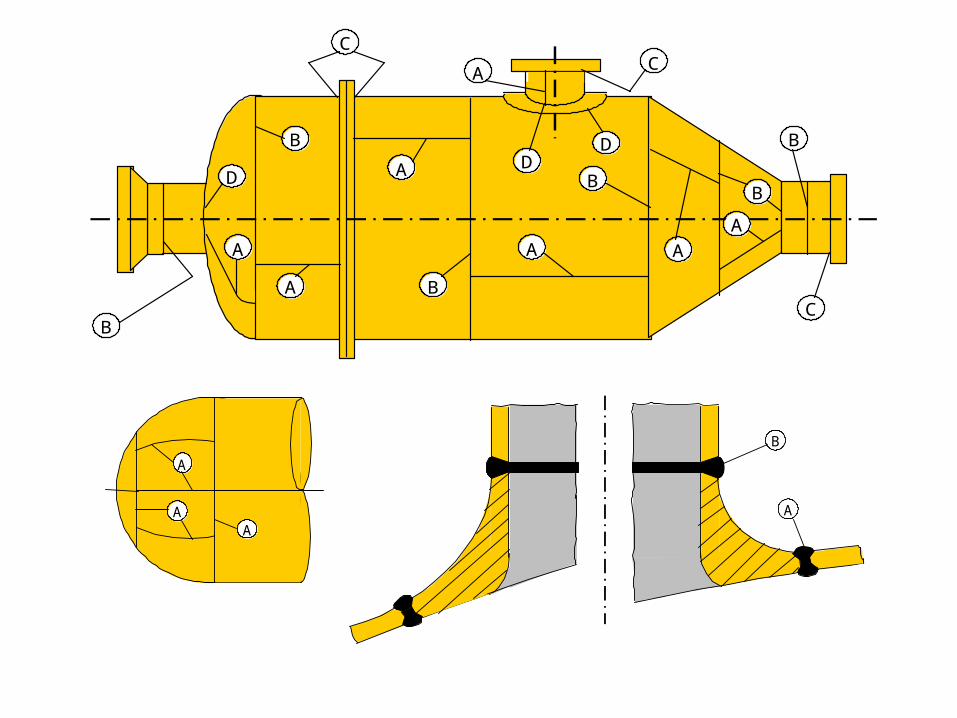
容器主要受压部分焊接接头分类 适用范围
A类 B类 C类 D类
设计温度高于-20℃的钢制焊接单层压力容器、多层包扎压力容器、热套及锻焊容器。
设计温度≤-20 ℃的 容器,还应符合附录 C 的规定。
圆筒部分的纵向接头(多层包扎压力容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头。
壳体部分的环向接头、锥形封头小端与接管连接的接头,长颈法兰与接管连接的接头,但已规定为 A、C、D类的焊接接头除外。
平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头、内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头。
接管、人孔、凸缘、补强圈等与壳体连接的接头、但已规定为 A、B 类的焊接接头除外。
A
A
A
A
A
A A
D
B
B
B
B
D D
C C
B
B
C
A A
A
A
B
二、冷热加工成形
1 .新概念—钢材厚度 δs ( 1 )根据制造工艺确定加工裕量,以确保凸形封头和热卷筒节成形后的厚度 δs 不小于该部件的名义厚度 δn 减去钢板负偏差 C1
(即凸形封头和热卷筒节成形后实测的最小厚度 δs )。
( 2 )冷卷筒节投料的钢材厚度 δs 不得小于其名义厚度 δn 减去钢板负偏差 C1 (即冷卷筒节钢材投料时实测的最小厚度 δs )。
( 3 )设计压力 p— 设定容器顶部的最高压力,与相应的设计温度一起作为设计载荷条件,其值不低于工作压力。
( 4 )计算压力 pc— 在相应设计温度下,用以确定元件厚度的压力,其中包括液柱静压力。当元件所承受的液柱静压力小于 5
% 设计压力时,可忽略不计。
( 5 )机械损伤及修磨和补焊规定
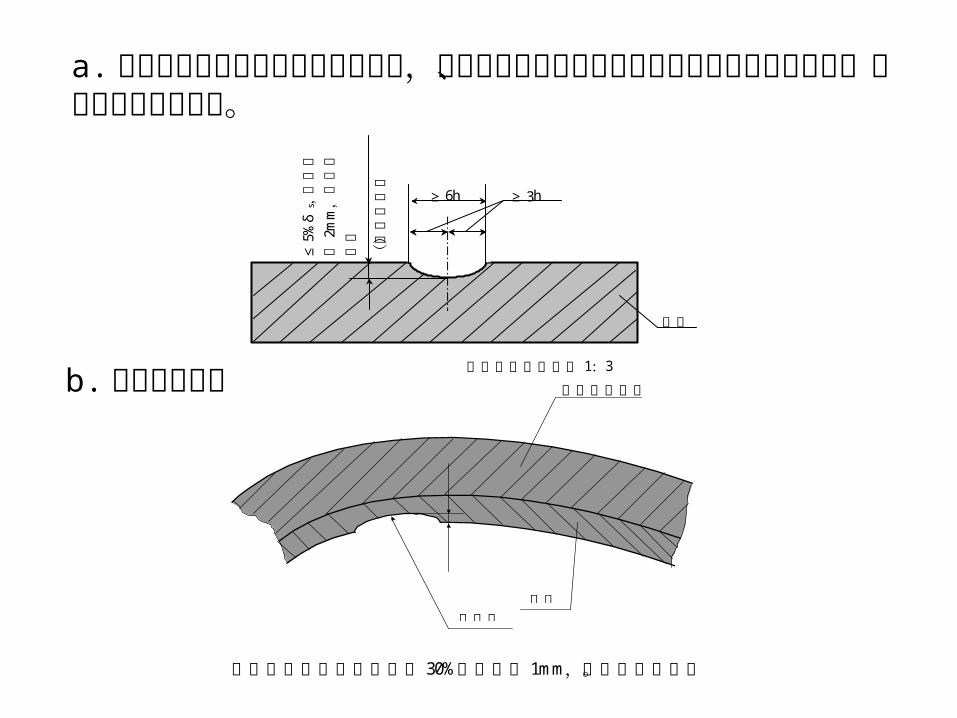
a. 制造中应避免钢板表面的机械损伤,对尖锐伤痕及不锈钢容器防腐蚀表面的局部伤痕、刻槽等缺陷应予修磨。
(修磨范围)
≥ 6h ≥ 3h
钢板
修磨范围斜度至少 1:3
≤5%
δs,且不大
于2m
m,否则应
补焊
b. 复合板成形件
复合板成形件
修磨处 复层
深度不得大于复层厚度的 30%且不大于 1mm,否则应于焊补。
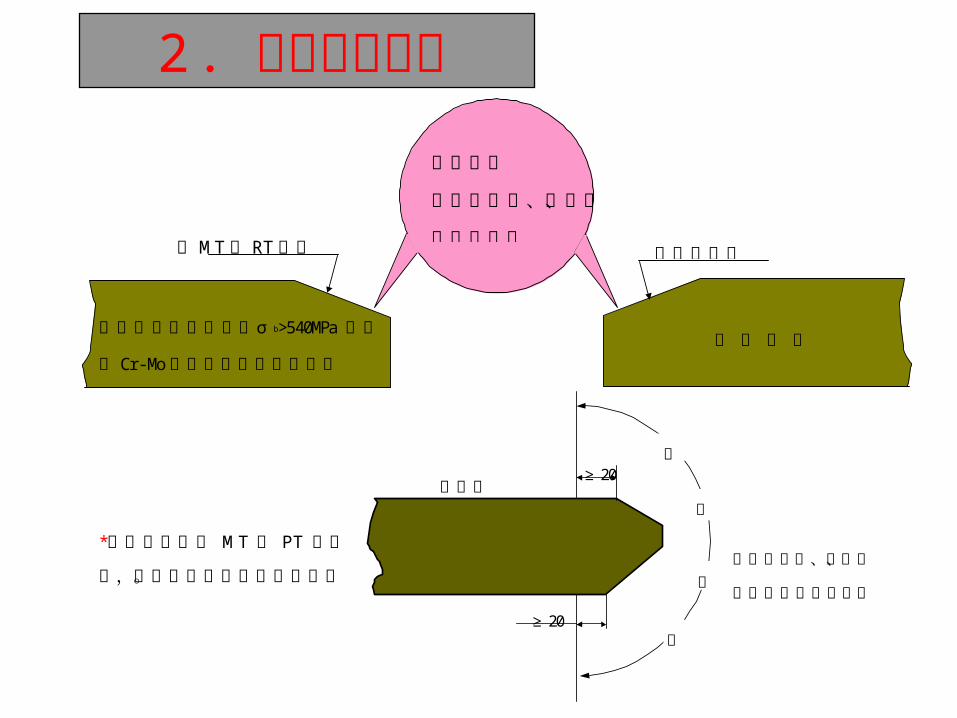
2 .坡口表面要求
坡口表面
不得有裂纹、分层、
夹渣等缺陷
标准抗拉强度下限值σ b>540MPa 钢材
及 Cr- Mo低合金钢材经火焰切割
作MT或 RT检测
其 它 钢 材
作宏观检测
≥ 20
≥ 20
施焊前
清
除
范
围
应无氧化物、油污、
熔渣及其它有害物质
*当坡口无法作 MT 或 PT 检测
时,由切割工艺保证坡口质量。
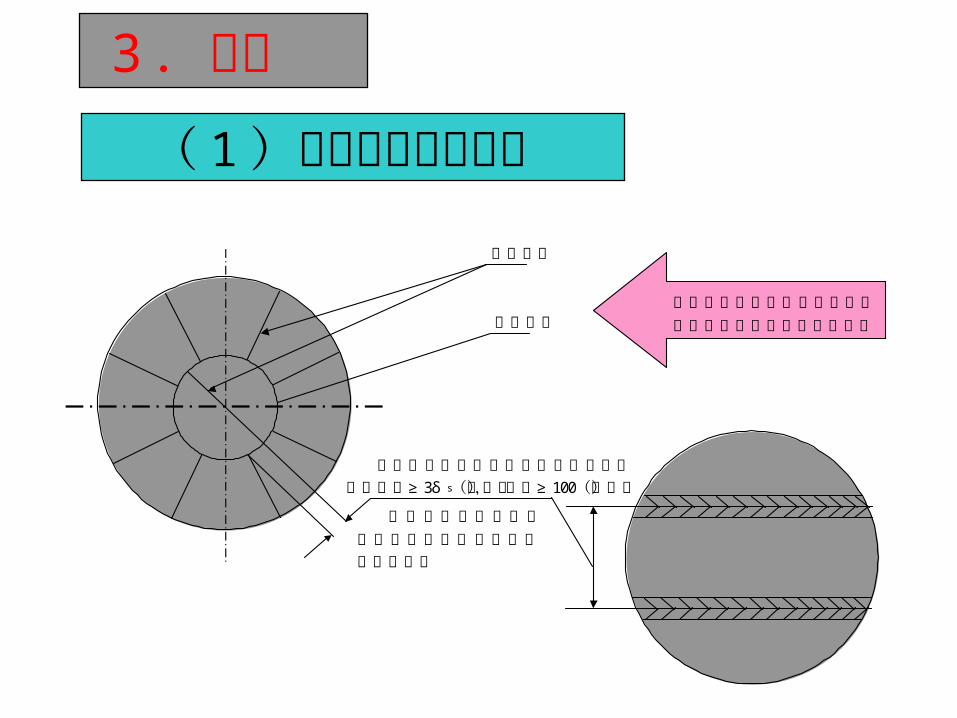
3 .封头 ( 1 )对拼接封头的规
定
由成形瓣片和顶圆板拼接封头焊缝方向只允许是径向和环向
封头各种不相交的拼接焊缝中心线间最小距离≥ 3δ s(弧长),且≥ 100(弧长)
先拼板后成形的封头拼接焊缝在成形前应打磨与母材齐平
径向焊缝
环向焊缝
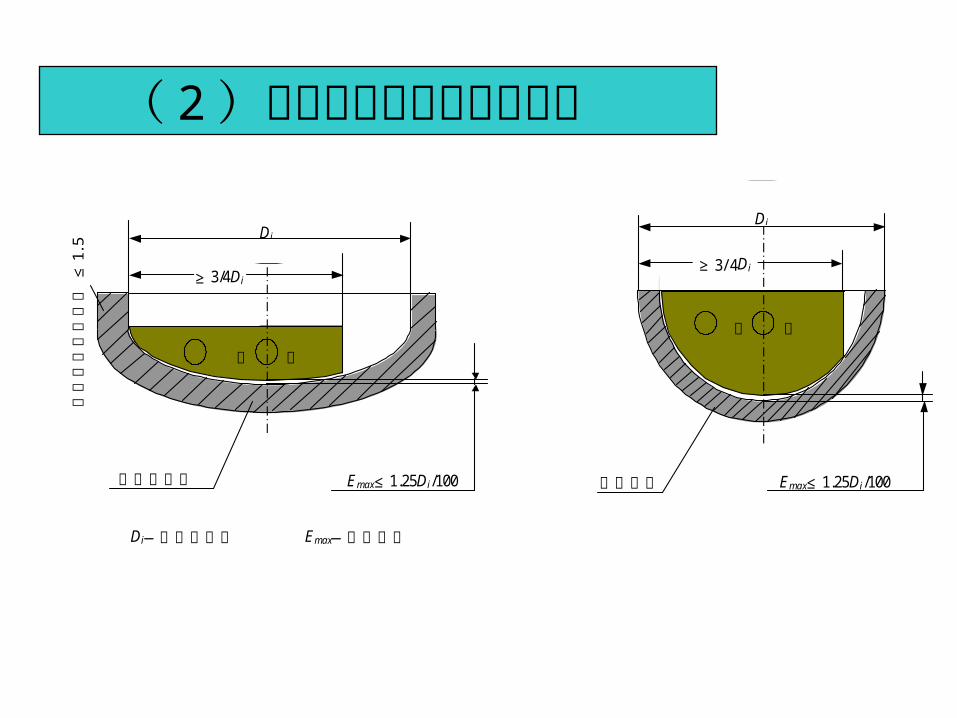
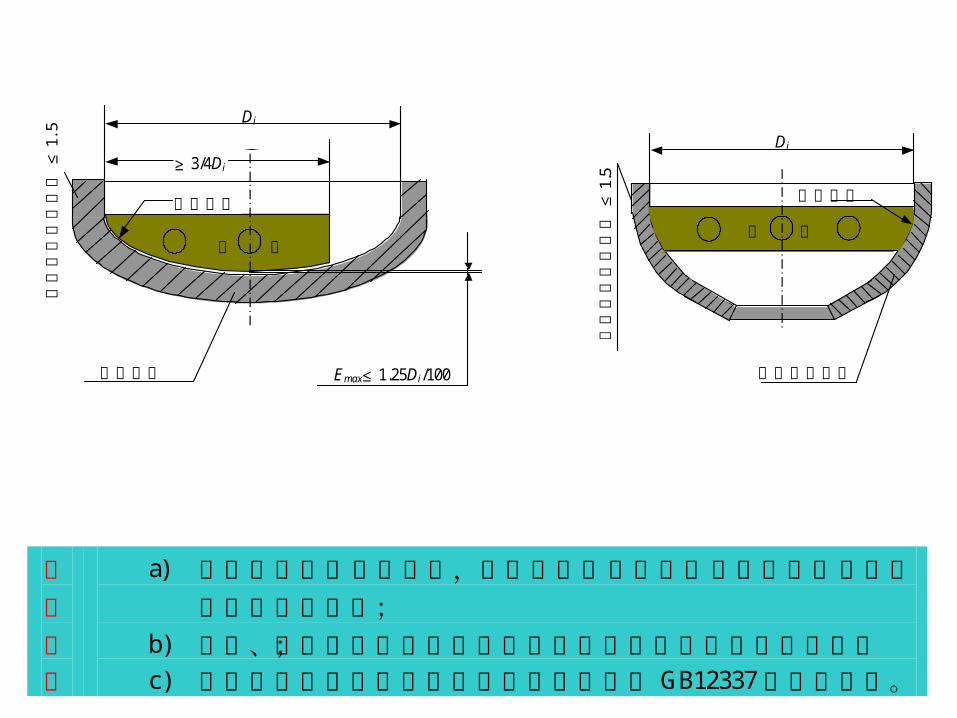
( 2 )坡口成形后形状检查规定
Di
≥ 3/4Di
直边纵向折皱深度
≤1.
5
Emax≤ 1.25Di/100
Di—封头内直径 Emax—最大间隙
样 板
椭圆形封头
Di
≥ 3/ 4Di
球形封头 Emax≤ 1.25Di/100
样 板
检
查
注
意
a) 使样板垂直于待测表面,先成形后拼接的封头允许避开焊接接头及其它凸起部位;
b) 碟形、折边锥形封头其过渡区转角内半径不得小于图样规定;
c) 球形封头分瓣冲压的瓣片尺寸允差应符合 GB12337的有关规定。
Di
≥ 3/4Di
直边纵向折皱深度
≤1.
5
Emax≤ 1.25Di/100
样 板
碟形封头
转角半径
Di
转角半径
样 板
折边锥形封头
直边纵向折皱深度
≤1.
5
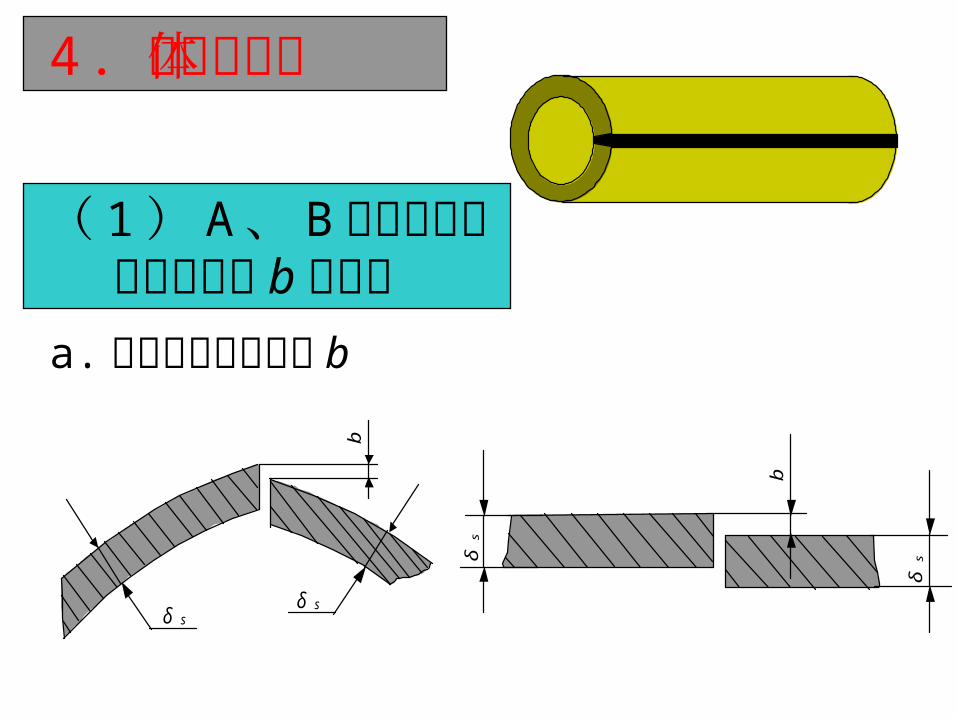
4 .圆筒和壳体
( 1 ) A 、 B 类焊接接头对口错边量 b 的
规定
a. 单层板对口错边量b
b
δs δ
s
δ s δ s
b
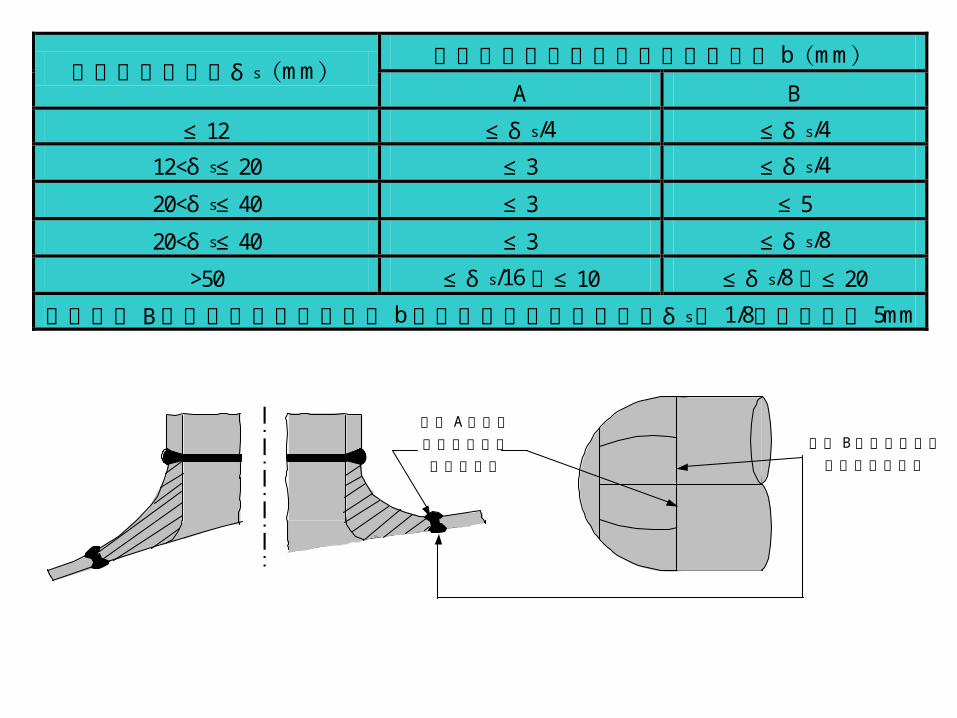
按焊接接头类别划分的对口错边量 b(mm) 对口处钢材厚度δ s(mm)
A B
≤ 12 ≤ δ s/4 ≤ δ s/4
12<δ s≤ 20 ≤ 3 ≤ δ s/4
20<δ s≤ 40 ≤ 3 ≤ 5
20<δ s≤ 40 ≤ 3 ≤ δ s/8
>50 ≤ δ s/16且≤ 10 ≤ δ s/8且≤ 20
锻焊容器 B类焊接接头对口错边量 b应不大于对口处钢材厚度δ s的 1/8,且不大于 5mm
上表 A类焊接接头不包括此类焊接接头
上表 B类焊接接头包括此类焊接接头
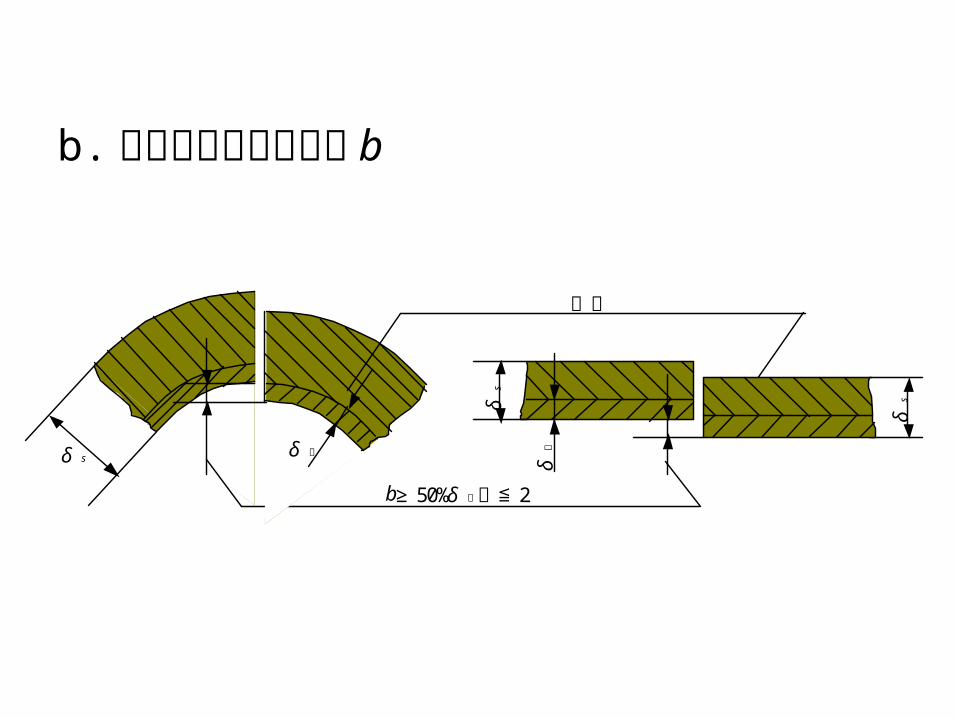
b. 复合钢板对口错边量b
基层
δs δs
δ复
b≥ 50%δ 复 ≦且 2
δ 复 δ s
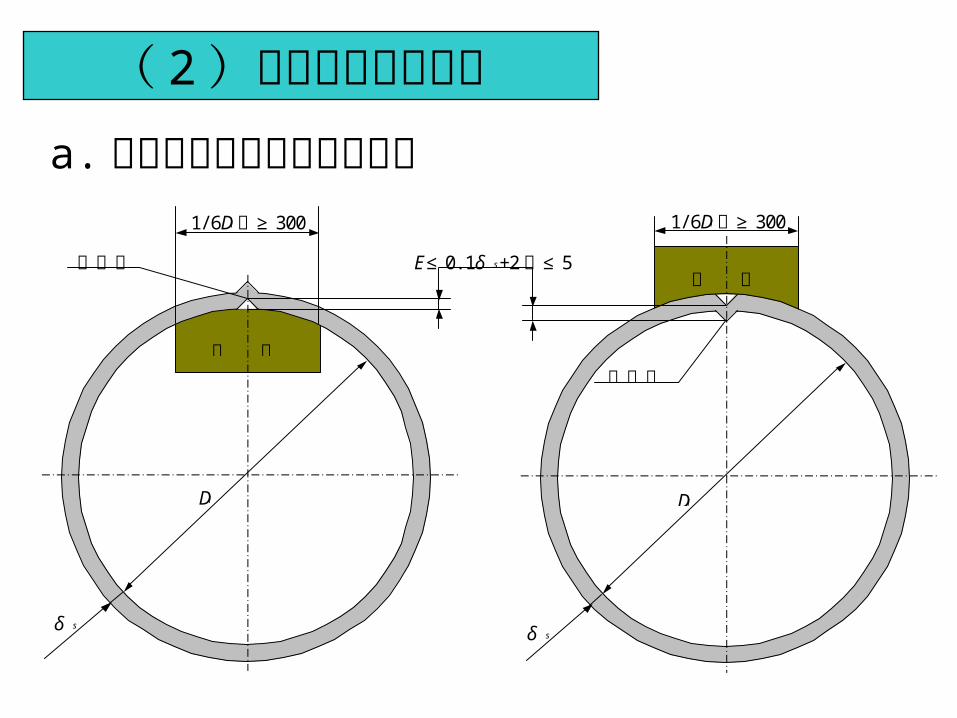
( 2 )焊接接头棱角规定 a. 焊接在环向形成的棱角规定
E≤ 0. 1δ s+2 ≤且 5 外棱角
1/ 6Di ≥且 300
样 板
Di
δ s
内棱角
1/ 6Di ≥且 300
样 板
Di
δ s
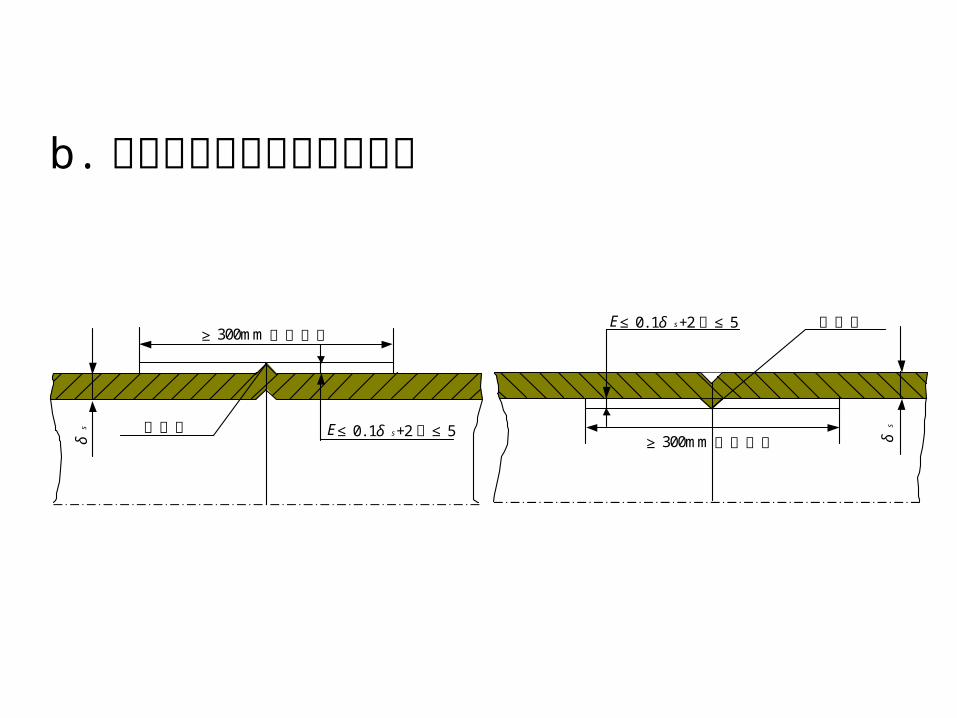
≥ 300mm 长的直尺
外棱角 E≤ 0. 1δ s+2 ≤且 5
δs
≥ 300mm 长的直尺
内棱角 E≤ 0. 1δ s+2 ≤且 5
δs
b. 焊接在轴向形成的棱角规定
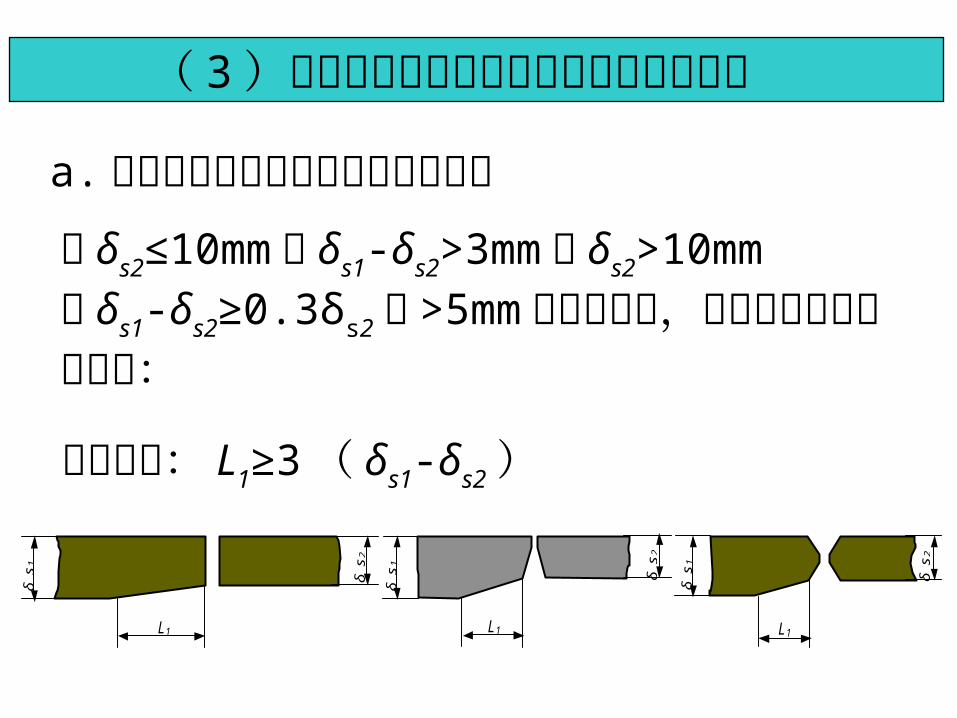
( 3 )对不等板厚焊接对口削薄和堆焊的规定
a. 下列不等板厚对接必须削薄或堆焊
当 δs2≤10mm 且 δs1-δs2>3mm 及 δs2>10mm
且 δs1-δs2≥0.3δs2 或 >5mm 时必须削薄,其削薄形式如下图所示:
单面削薄: L1≥3 ( δs1-δs2 )
L1
δs 1
δs 2
L1
δs 1
δs 2
δs 1
L1
δs 2
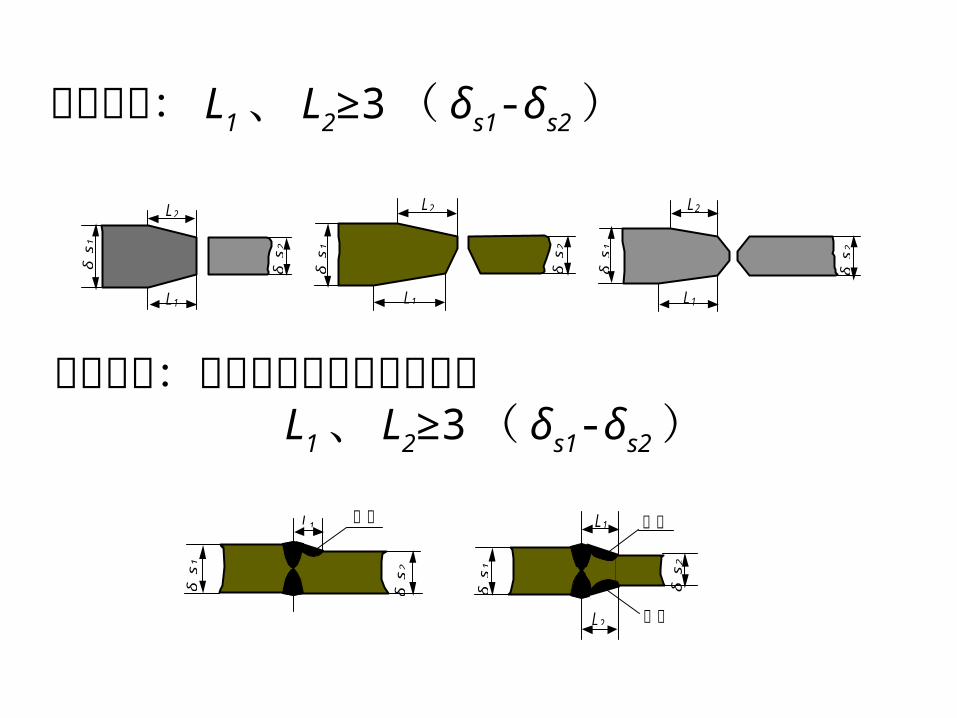
双面削薄: L1 、 L2≥3 ( δs1-δs2 )
δs 1
L1
δs 2
L2
δs 1
δs 2
L1
L2 L2
δs 1
δs 2
L1
堆焊方法:按削薄相同要求采用堆焊 L1 、 L2≥3 ( δs1-δs2 )
δs 1
L1
δs 2
堆焊
δs 1
δs 2
L1
L2
堆焊
堆焊
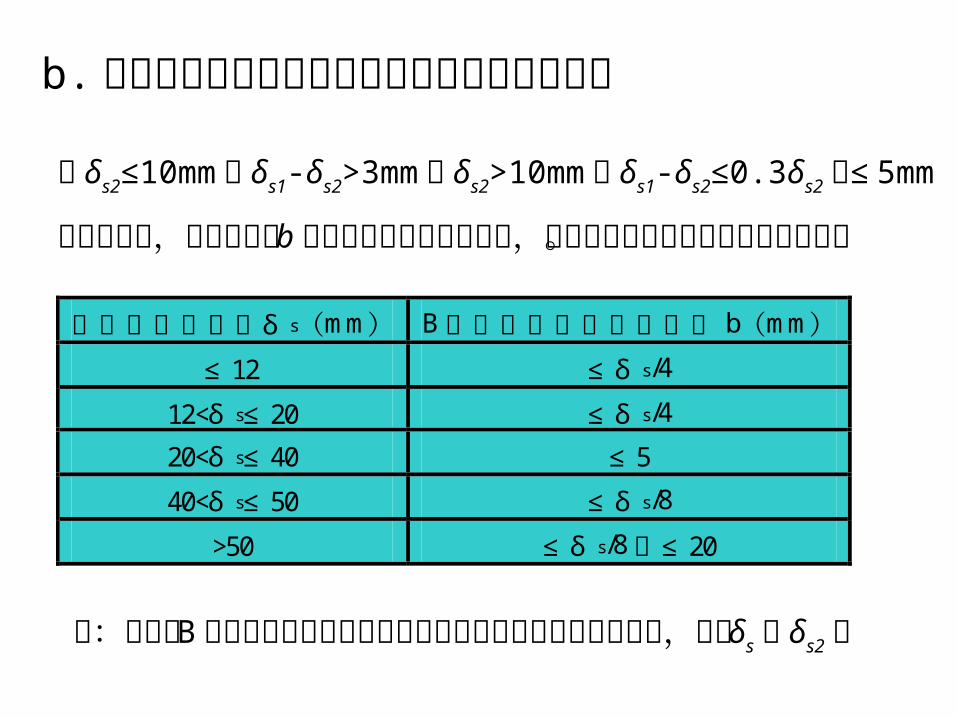
b. 下列不等板厚对接无须削薄及对口错边量规定 当 δs2≤10mm 且 δs1-δs2>3mm 及 δs2>10mm 且 δs1-δs2≤0.3δs2 或≤ 5m
m 时无须削薄,对口错边量 b 以较薄板厚度为基准确定,两板厚度的差值不计入对口错边量。 对口处钢材厚度δ s(mm) B类焊接接头对口错边量 b(mm)
≤ 12 ≤ δ s/4
12<δ s≤ 20 ≤ δ s/4
20<δ s≤ 40 ≤ 5
40<δ s≤ 50 ≤ δ s/8
>50 ≤ δ s/8且≤ 20
注:此表中 B 类焊接接头包括球形封头及与圆筒连接的环向焊
接接头,表中 δs 取 δs2 。
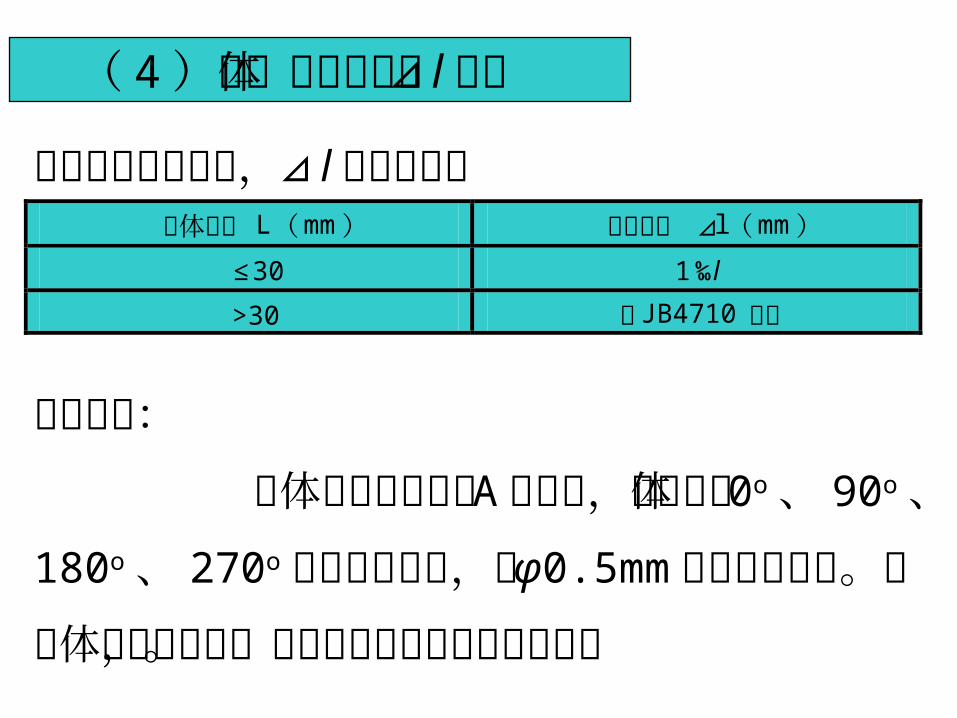
( 4 )壳体直线度允差⊿ l 规定 除图样另有规定外,⊿ l 应符和下
表 壳体长度 L(mm) 直度公差⊿l(mm)
≤30 1‰l
>30 按 JB4710 规定
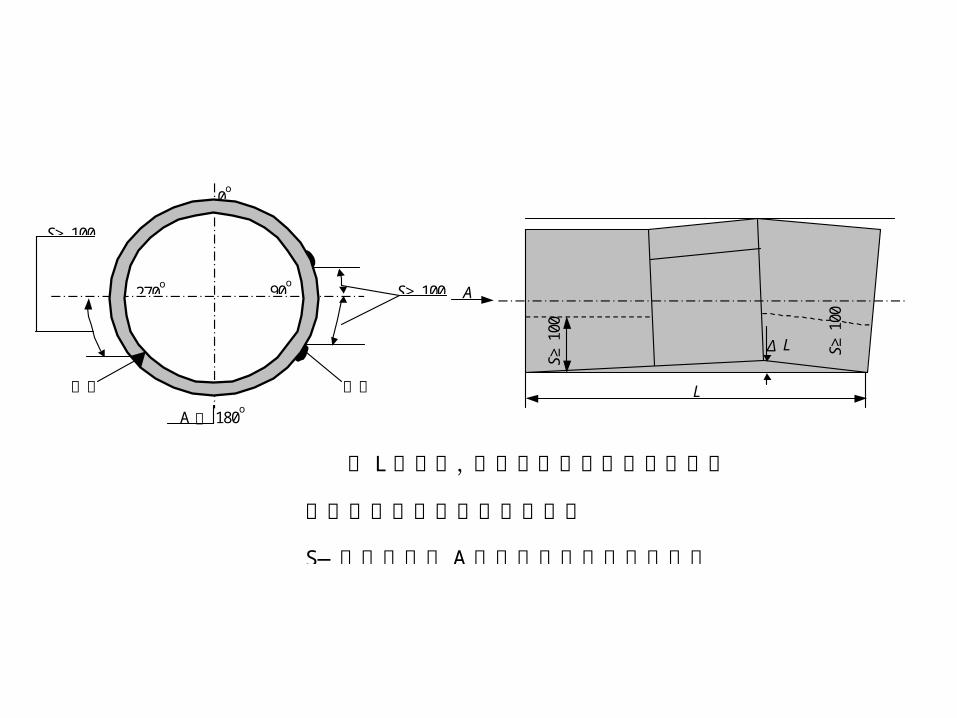
检查方法: 壳体直线度检查按 A 向图示,即沿壳体 0o 、90o 、 180o 、 270o 四个方位进行,用 φ0.5mm
的细钢丝测量。当壳体厚度不同时,计算直线度时应减去厚度差。
焊缝 焊缝
S≥ 100
S≥ 100
A向 180o
270o 90
o
0o
S≥10
0
L
A
S≥10
0
Δ L
当 L较长时,应修整由于钢丝自重产生的
挠度而造成直线度测量的误差
S—测量位置离 A类接头焊缝中心线的距离
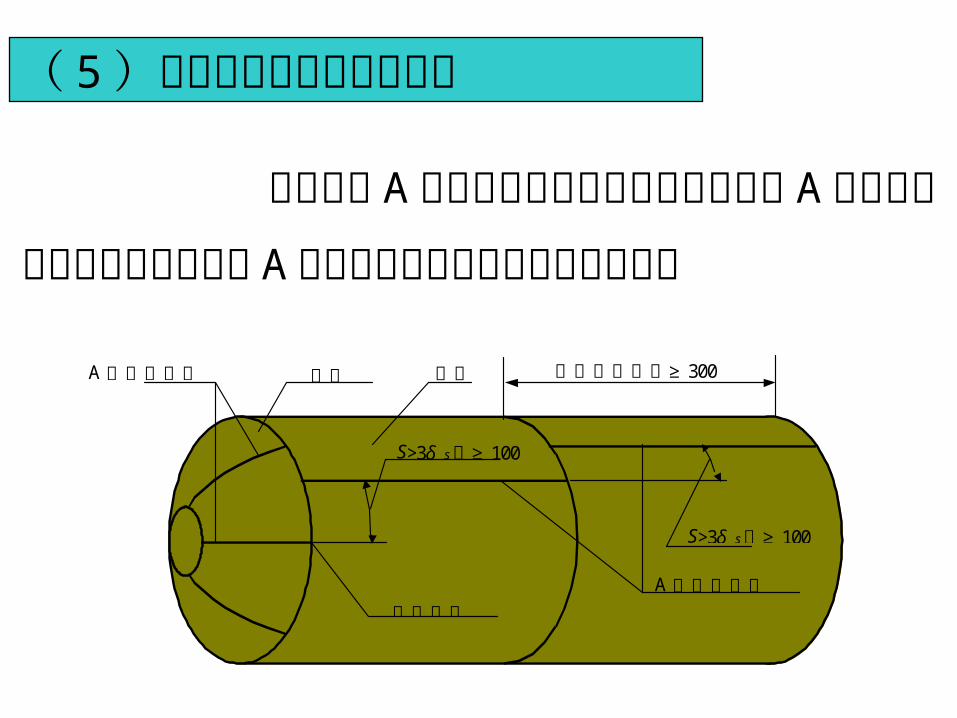
( 5 )筒节最小长度和组装要求 相邻圆筒 A 类接头焊缝边缘的距离以及封头A 类接头焊缝的端点与相邻圆筒 A 类接头焊缝边缘的距离按下图规定
A类接头焊缝
A类接头焊缝
封头 圆筒 筒节最小长度≥ 300
焊缝端点
S>3δ s且≥ 100
S>3δ s且≥ 100
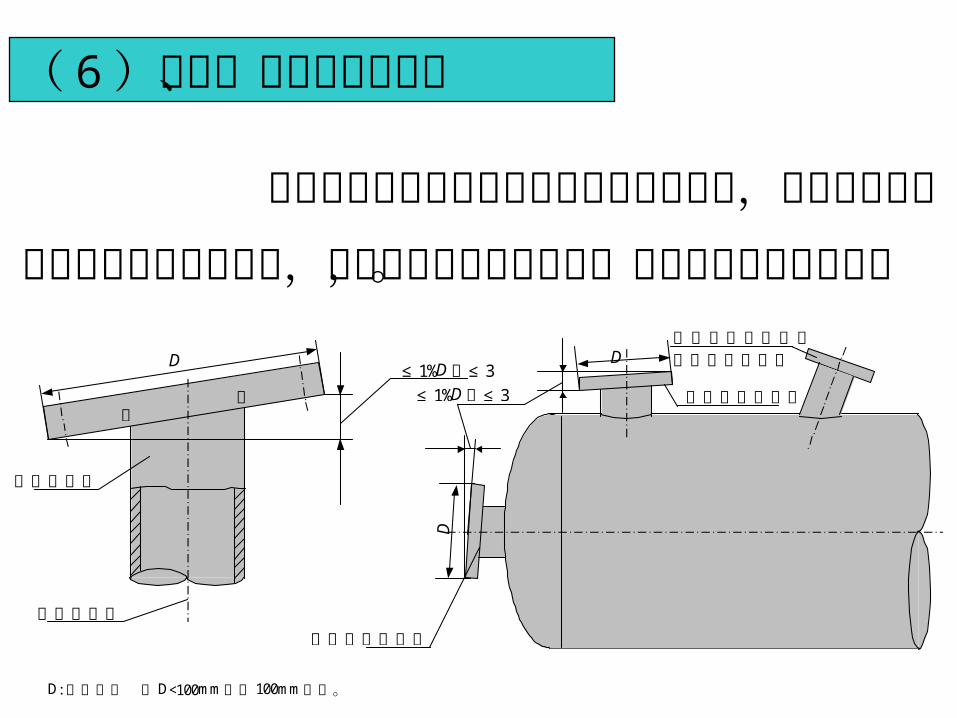
( 6 )法兰、接管的装配要求 法兰面应垂直于接管或圆筒的主轴中心线,接管法兰应保证法兰面的水平或垂直,其偏差要求按下图所示,特殊要求按图样规定。
≤ 1%D且≤ 3
D
D
法兰面保持水平
法兰面保持垂直
法兰面安装有特殊要求按图样要求
接管或圆筒
法
主轴中心线
兰
D ≤ 1%D且≤ 3
D:法兰外径 当D<100mm时按100mm计算。
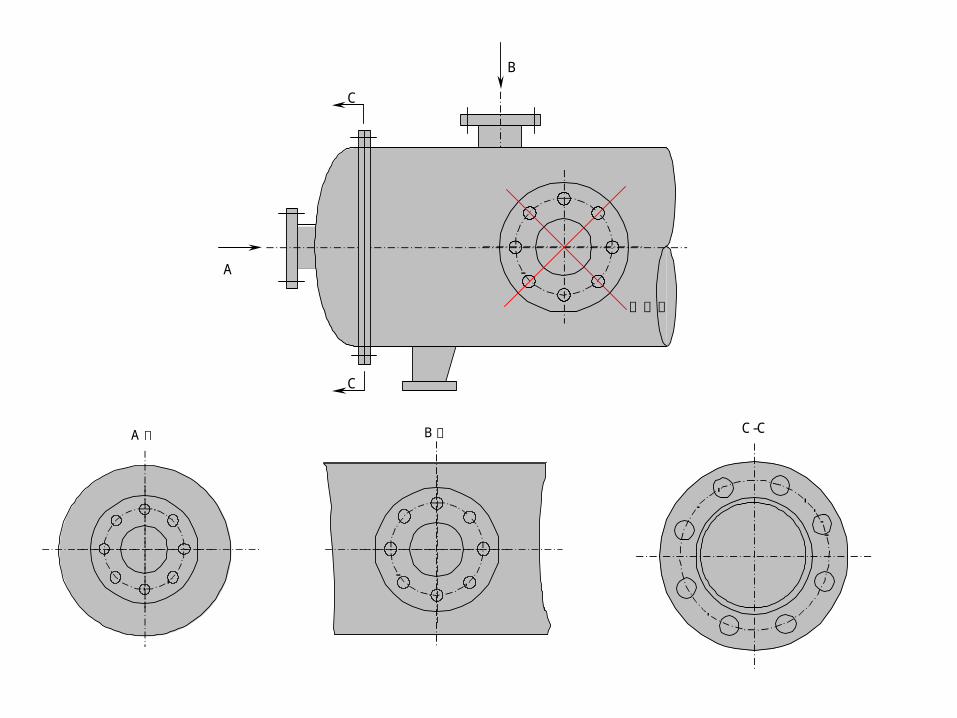
不允许
B
C
A
C
A向 B向
C-C
不允许
A A
A-A
允许
图样注明特殊要求
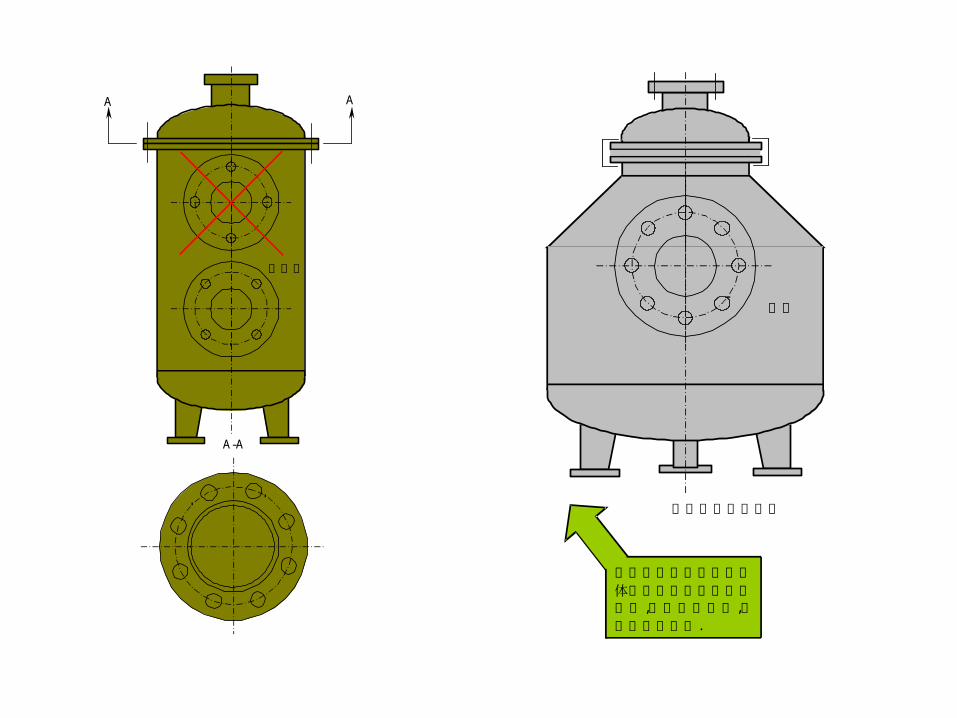
法兰的螺栓通孔应与壳体主轴线或铅垂线跨中布置,有特殊要求时,应在图样上注明.
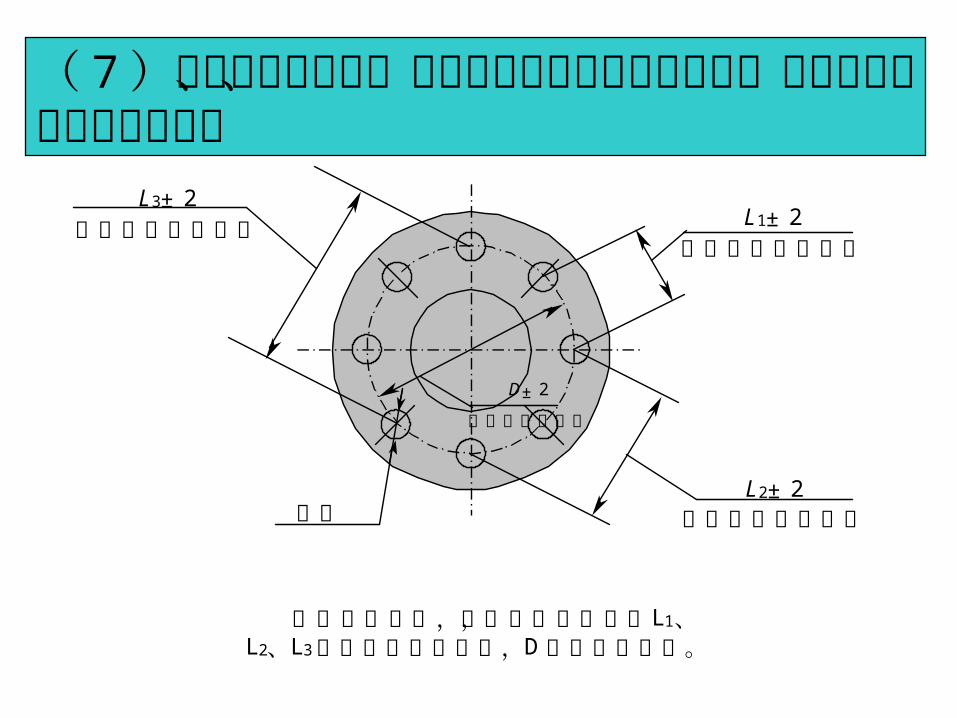
( 7 )直立容器底座圈、底板上的地脚螺栓通孔分布、尺寸及中心圆直径允差规定
螺孔 L2± 2
任意两孔弦长偏差
L1± 2
相邻两孔弦长偏差
L3± 2
任意两孔弦长偏差
D± 2
中心圆直径偏差
孔应跨中均布,尺寸允差见上图,L1、L2、L3为两孔的计算弦长,D为中心圆直径。
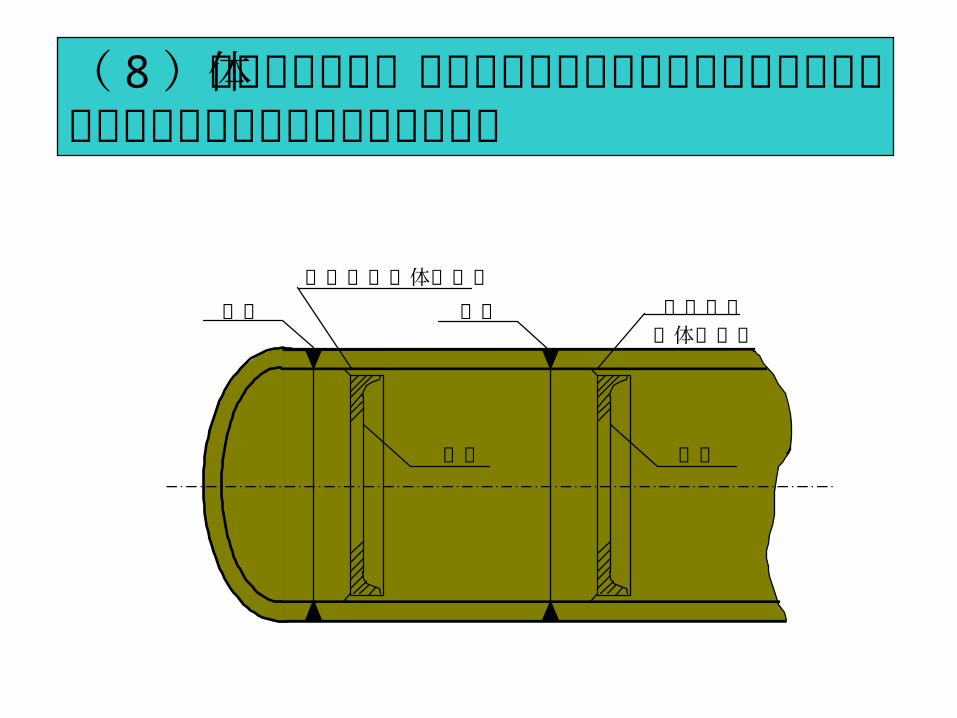
( 8 )容器内件和壳体焊接的焊缝边缘应尽量避开圆筒间相焊及圆筒与封头相焊的焊缝,详见下图
焊缝 焊缝
内件 内件
尽量避开壳体的焊缝
尽量避开
壳体的焊缝
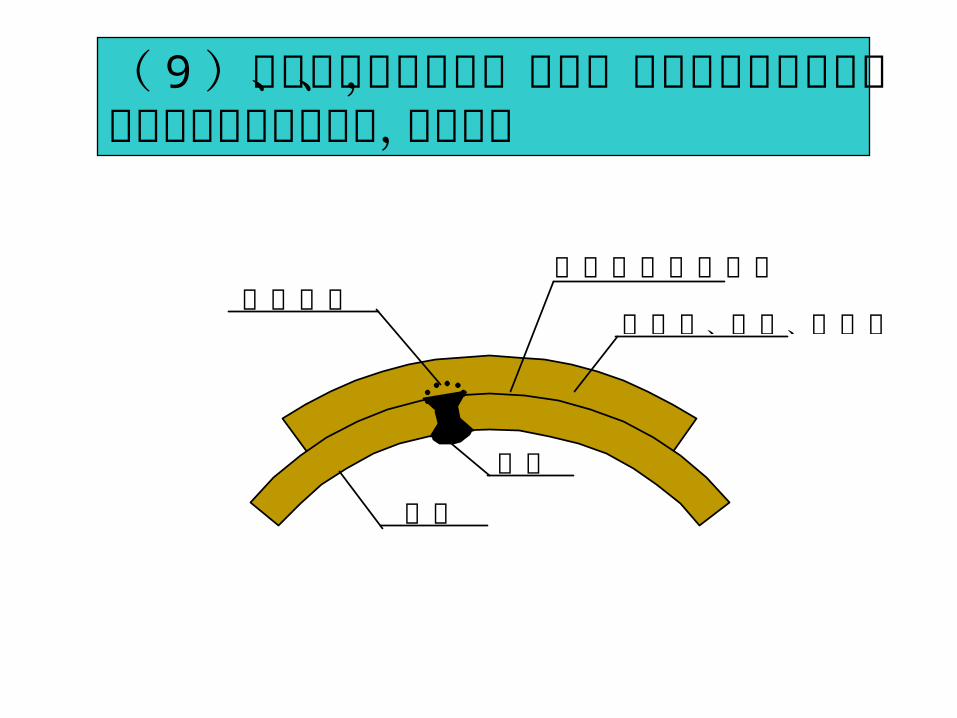
( 9 )容器上凡被补强圈、支座、垫板等覆盖的焊缝,均应打磨至与母材齐平,详见下图
母材
焊缝
焊缝余高 补强圈、支座、垫板等
打磨至与母材齐平
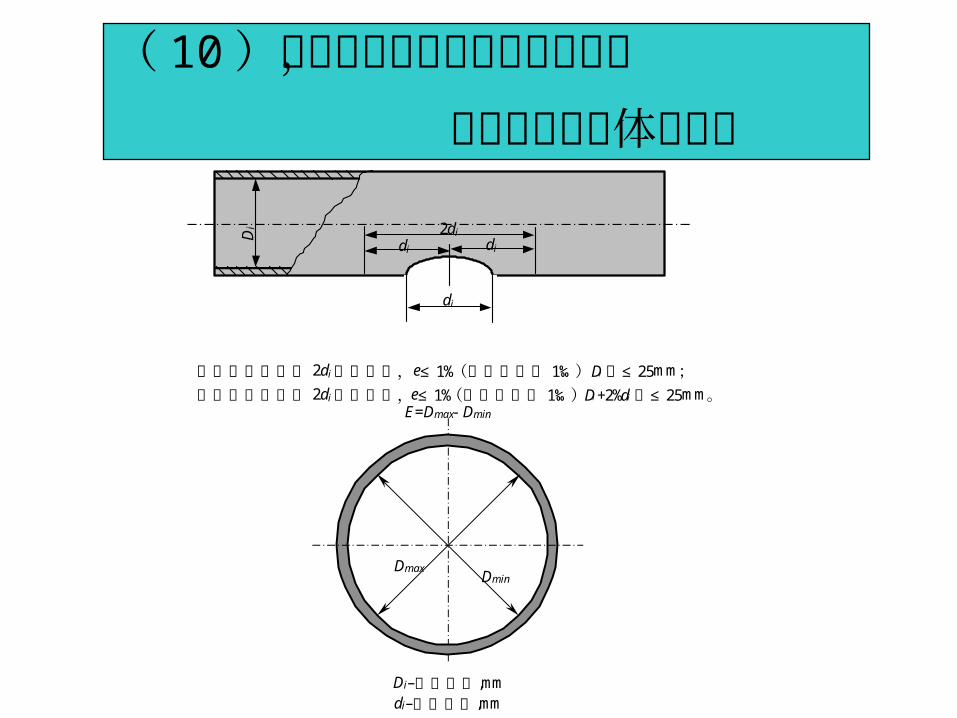
( 10 )承受内压的容器组装完成后, 按下图检查壳体的圆度
di
di di
2di Di
当被检断面位于 2di范围外时,e≤ 1%(锻焊容器为 1‰)Di ≤且 25mm;
当被检断面位于 2di范围内时,e≤ 1%(锻焊容器为 1‰)Di+2%di ≤且 25mm。
Dmax Dmin
E=Dmax- Dmin
Di–断面内径,mm di–开孔内径,mm
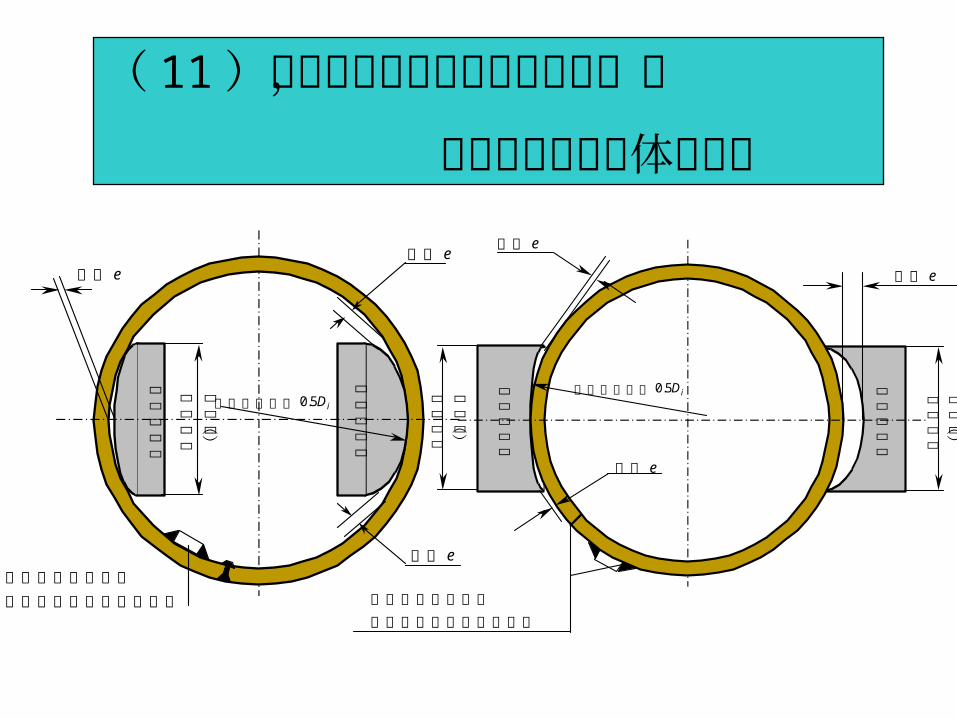
( 11 )承受外压及真空容器组装后,按
下图所示检查壳体的圆度
测量圆度时应避开
焊接接头或其它凸起部位
样板圆弧半径 0.5Di
间隙 e 间隙 e
间隙 e
内弓形样板
样板弦长
(查图)
内弓形样板
测量圆度时应避开
焊接接头或其它凸起部位
样板圆弧半径 0.5Di
间隙 e
间隙 e
间隙 e
外弓形样板
样板弦长
(查图)
外弓形样板
样板弦长
(查图)
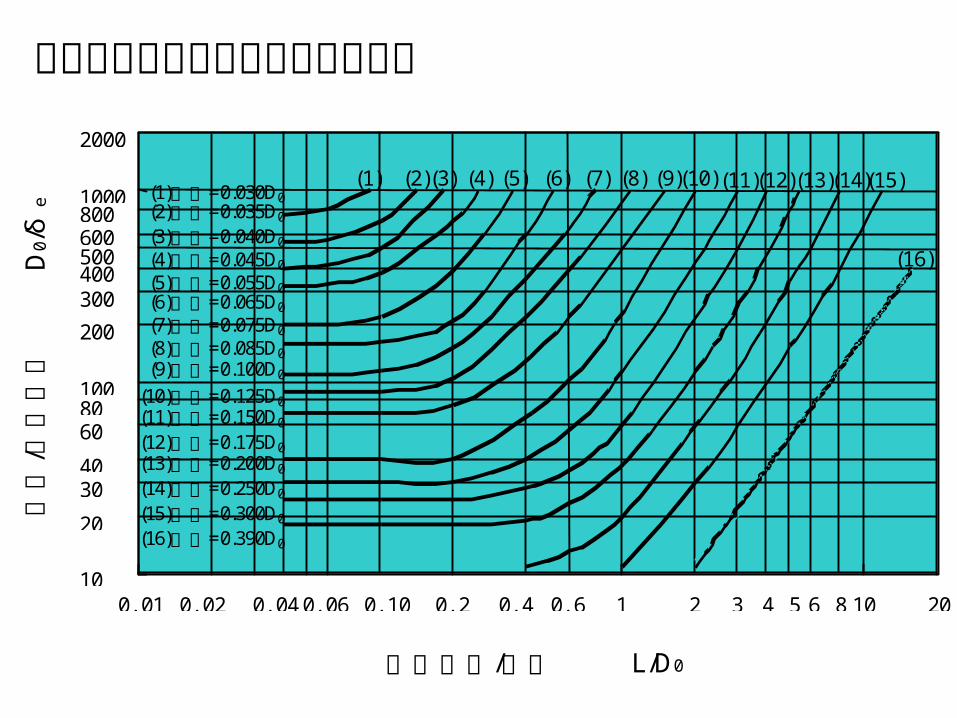
样板弦长等于下图查得弦长的两倍
500
10
1000
2000
800 600
400 300 200
100 80 60
40 30
20
0. 01 0. 10 1 10 0. 02 0. 04 0. 06 0. 2 0. 4 0. 6 2 3 4 5 6 8 20
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15)
(16) (3)弧长=0.040D0
(7)弧长=0.075D0
(5)弧长=0.055D0
(9)弧长=0.100D0
(10)弧长=0.125D0
(12)弧长=0.175D0
(2)弧长=0.035D0 (1)弧长=0.030D0
(4)弧长=0.045D0
(6)弧长=0.065D0
(8)弧长=0.085D0
(11)弧长=0.150D0
(13)弧长=0.200D0
(16)弧长=0.390D0 (15)弧长=0.300D0 (14)弧长=0.250D0
设计长度/外径 L/D0
外径
/ 有效厚度
D
0/ δ
e
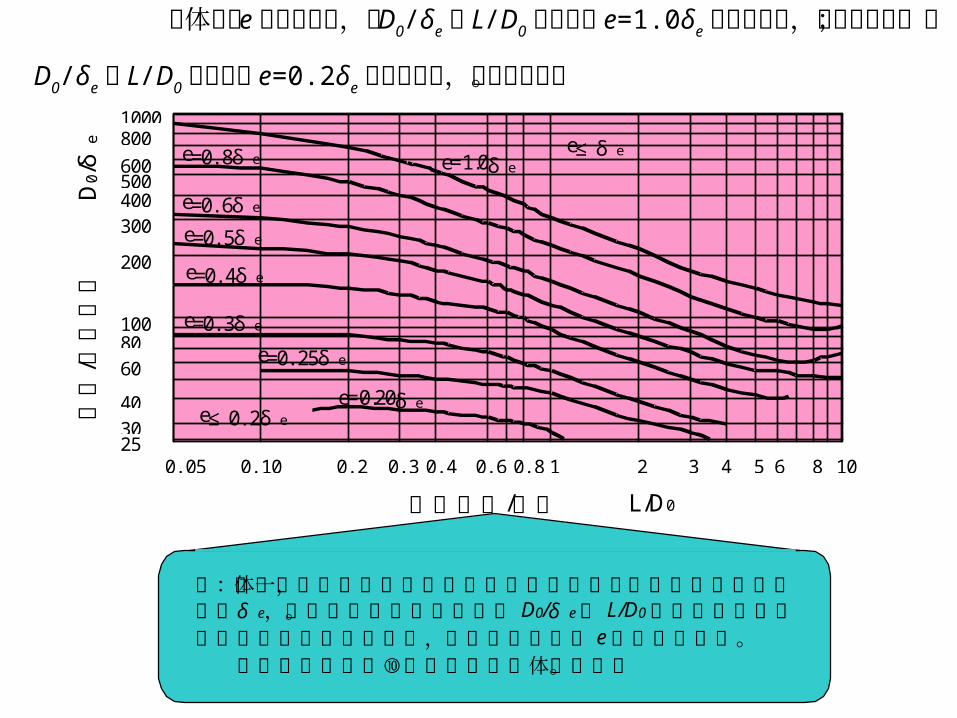
壳体圆度 e 按下图查取,当 D0/δe 及 L/D0交点落在 e=1.0δe曲线上方时,
按图上标注;当 D0/δe 及 L/D0交点落在 e=0.2δe曲线下方时,按图上标注。
500
1000 800 600
400 300
200
100 80 60
40 30 25
0. 10 1 10 0. 3 0. 8 0. 05 0. 2 0. 4 0. 6 2 3 4 5 6 8
e≤ δ e e=1.0δ e
e=0. 8δ e
e=0. 6δ e
e=0. 5δ e
e=0. 4δ e
e=0. 3δ e
e=0. 25δ e
e=0.20δ e e≤ 0. 2δ e
设计长度/外径 L/D0
外径
/ 有效厚度
D
0/ δ
e
注:当壳体任一断面是由不同厚度板材制成时,查取以上两图及计算的δ e,取较薄板的有效厚度。当 D0/δ e及 L/D0所查的交点位于图中任意两条曲线之间时,其最大正负偏差 e由内插法确定。
锻焊容器按本图⑩的要求检查壳体的圆度。
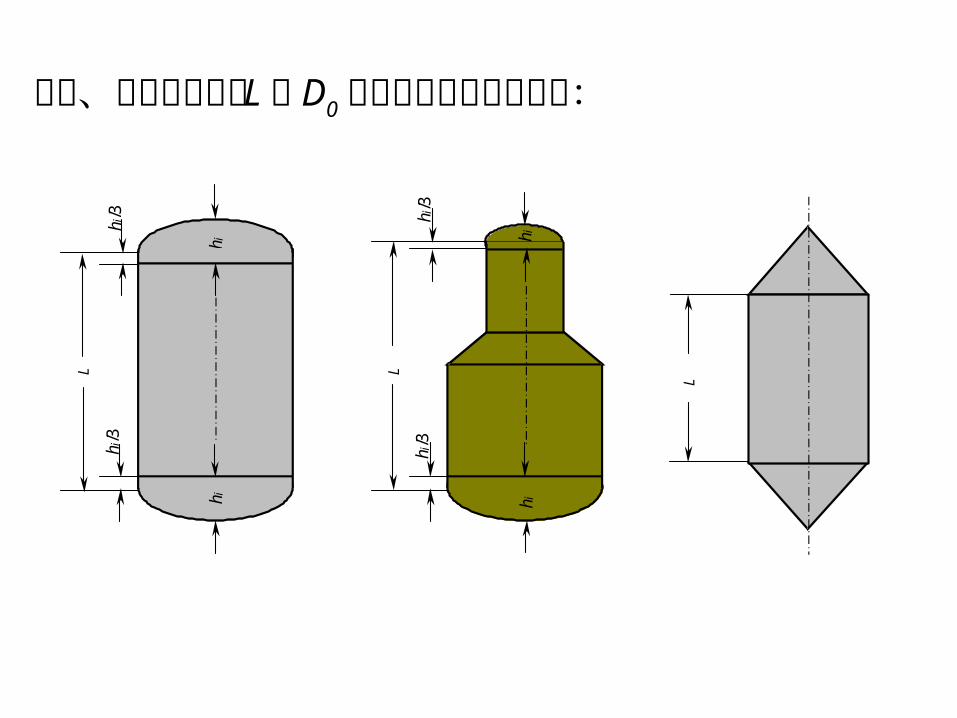
圆筒、球壳或锥壳的 L 与 D0 值分别按下图规定选取:
h i/3
L
h i/3
h i
h i
h i/3
L
h i/3
h i
h i
L
L
L
h i/3
h i
L
L
L
L
h i/3
D 0 = D L
α
D 0 S = D S
LX
无 折 边 锥 壳
D L
α
D S
LX
锥 壳 上 相 邻 两 加强 圈 之 间 锥 壳 段
)1(2 L
SX
D
DLL
外 压 锥 壳 的 计 算 以 L e / D L 代 替 L / D 0, D L /δ e c 代 替 D 0 /δ e
δ n c— 假 设 锥 壳 的 名 义 厚 度 , 计 算 锥 壳 有 效 厚 度 δ e c=( δ n c - C) c o s α D L — 所 考 虑 锥 壳 段 的 大 端 外 直 径 , L e — 锥 壳 的 当 量 长 度 。
D 0
α
D 0 S = D S
LX
大 端 折 边 锥 壳
)1(2
sinL
SXe D
DLrL
D L
α r
D 0 = D L
α
D 0 S
LX
小 端 折 边 锥 壳
)1(2
sinL
SXe D
DLrL
D S
α
r S
)1(2
sinsin
L
SX
L
SSe
D
DL
D
DrrL
D0
α
D0S
LX
大端折边锥壳
DL
α r
α rS
DS
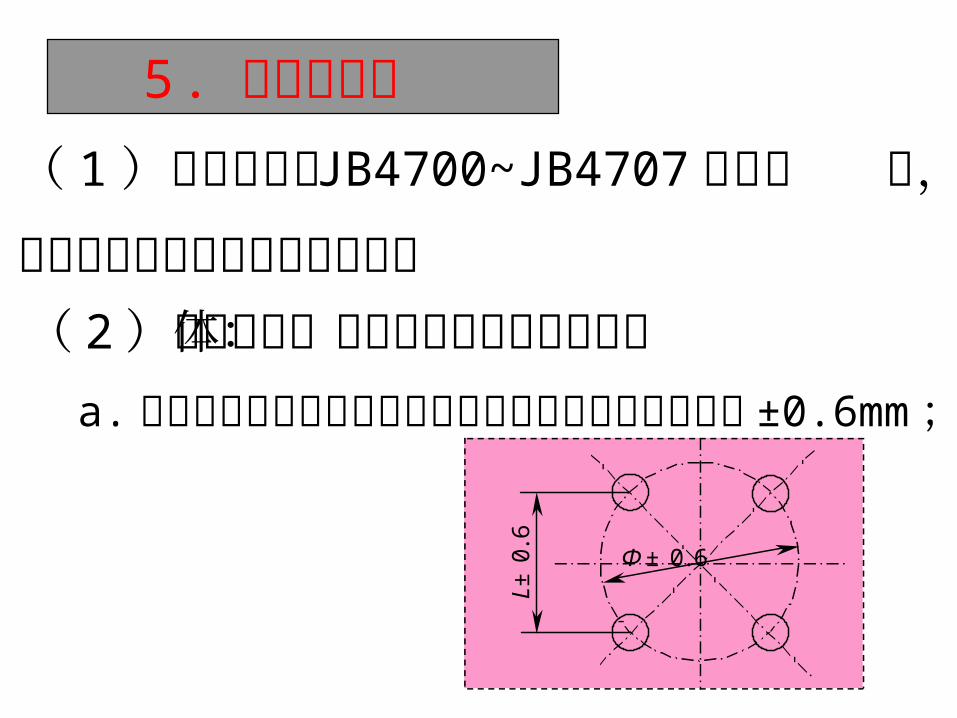
5 .法兰和平盖 ( 1 )容器法兰按 JB4700~JB4707 进行加 工,管法兰按相应标准要求进行加工 ( 2 )平盖和筒体端部的加工按以下规定:
a.螺栓孔或通孔的中心圆直径以及相邻两孔弦长允差为 ±0.6mm;
Φ± 0. 6
L±0.
6
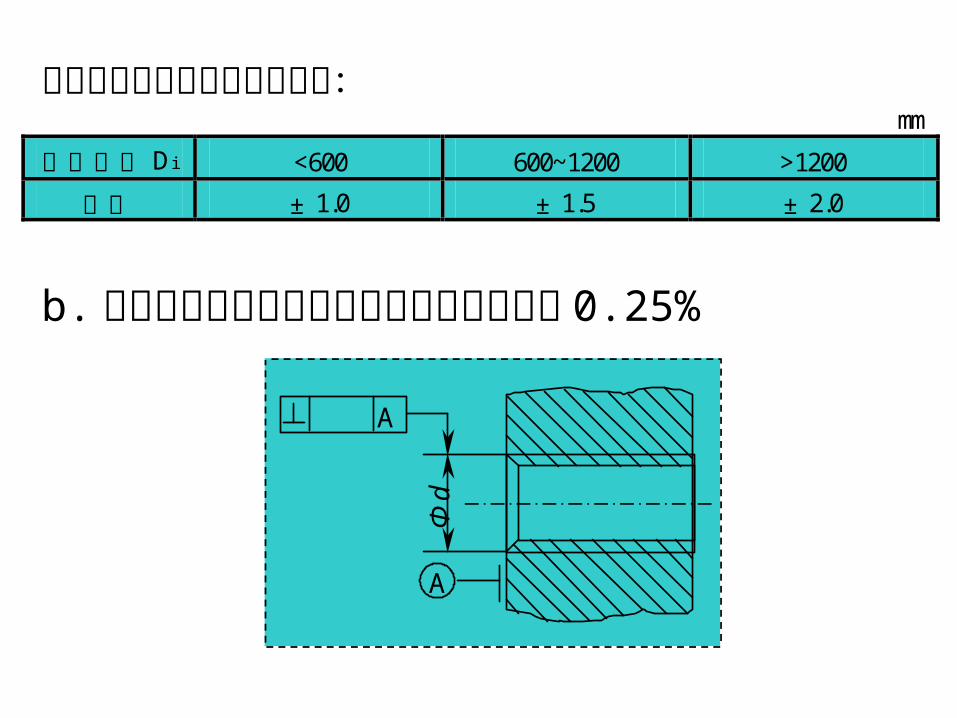
任意两孔弦长允差按下表规定: mm
设计内径 Di <600 600~1200 >1200
允差 ± 1.0 ± 1.5 ± 2.0
b.螺孔中心线与端面的垂直度允差不得大于 0.25
%
A
A
Фd
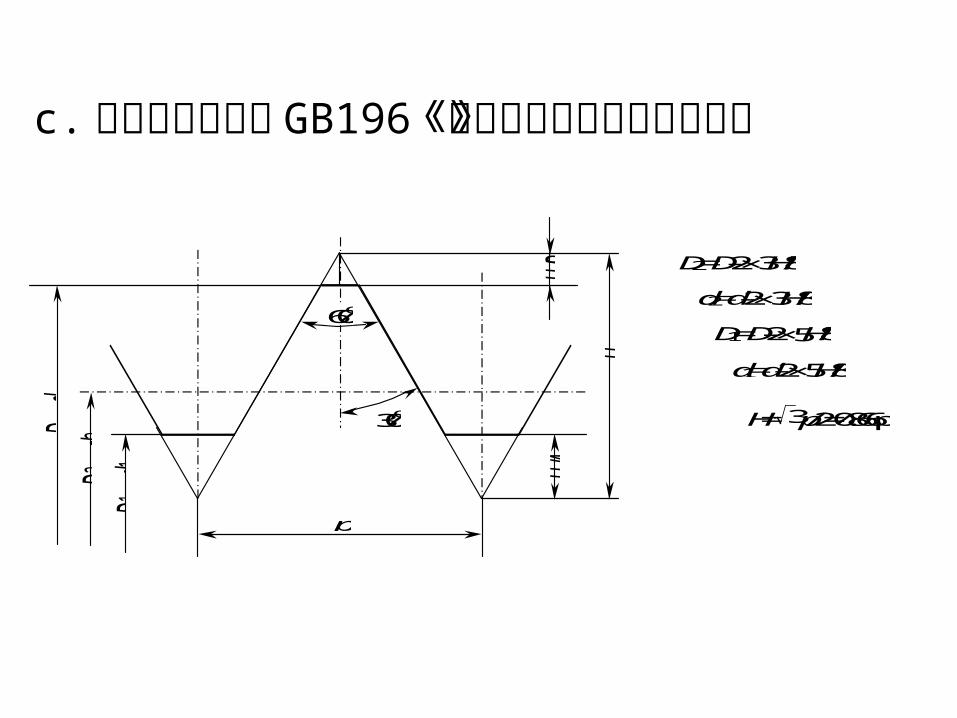
c.螺纹基本尺寸按 GB196《普通螺纹基本尺寸》的规定
60o
30o
p
H/4
H/8
H
D·d
D2 ·
d2
D1 ·
d1
D2=D-2×3H/8
d2=d-2×3H/8
D1=D-2×5H/8
d1=d-2×5H/8
H=3p/2=0.866p
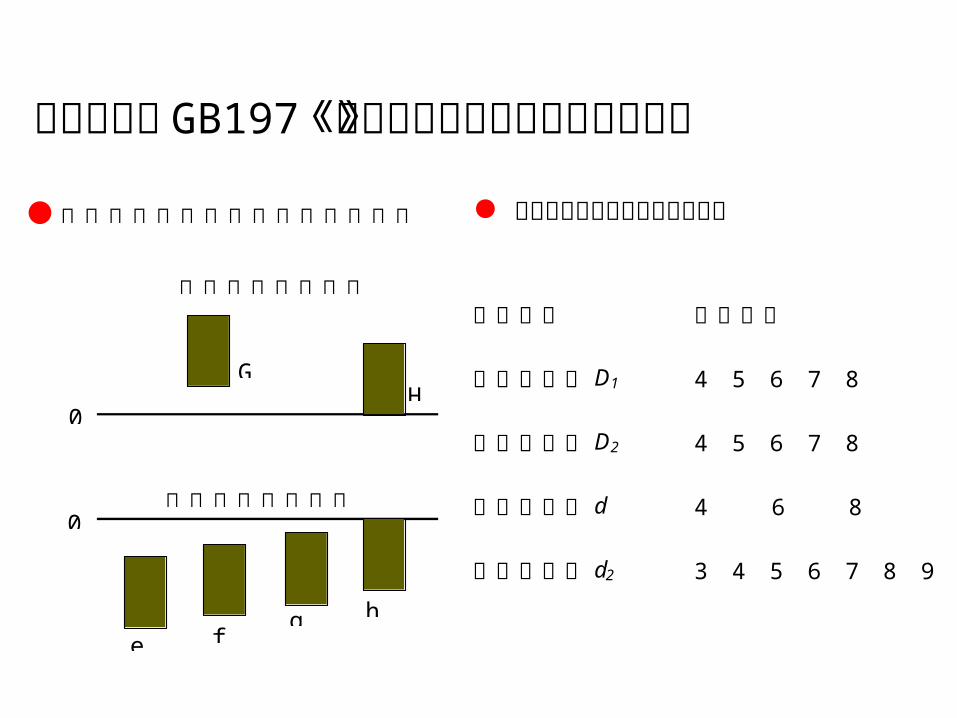
螺纹公差按 GB197《普通螺纹公差与配合》的规定:
e f g h
H G
0
0 外螺纹公差带位置
内螺纹公差带位置
螺纹公差带的位置由基本偏差确定
螺纹直径 公差等级
内螺纹小径 D1 4 5 6 7 8
内螺纹中径 D2 4 5 6 7 8
外螺纹大径 d 4 6 8
外螺纹中径 d2 3 4 5 6 7 8 9
螺纹公差带的大小由公差值确定
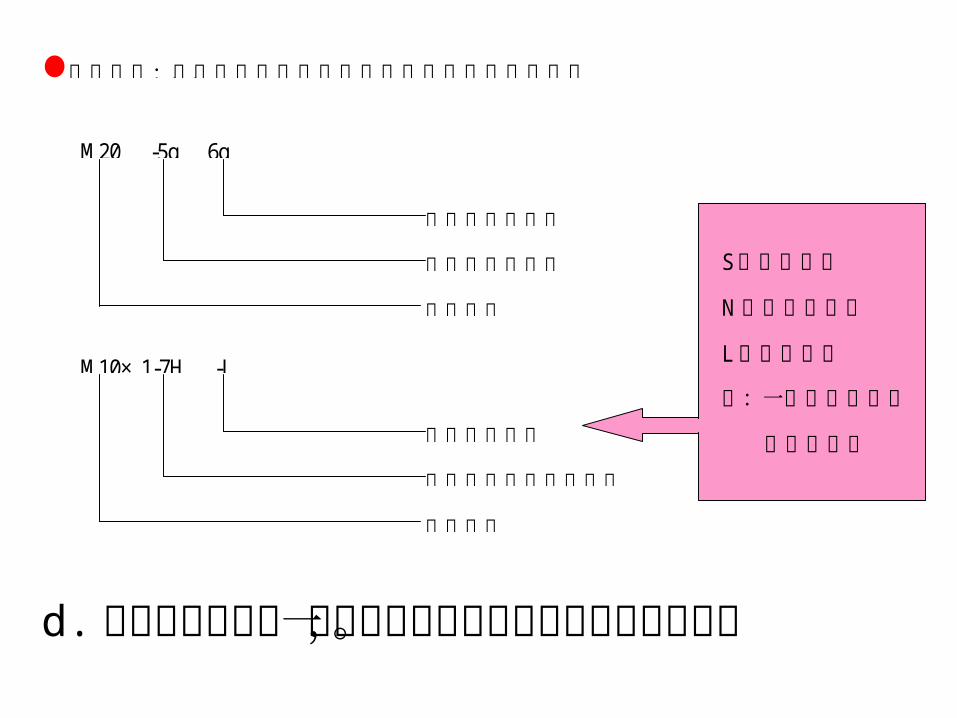
螺纹标记:由螺纹代号、公差带代号、旋合长度代号组成
M20 -5g 6g
顶径公差带代号
中径公差带代号
螺纹代号
M10× 1-7H -L
旋合长度代号
中径和顶径公差带代号
螺纹代号
S短旋合长度
N中等旋合长度
L长旋合长度
注:一般情况下旋合
长度不标注
d.螺孔的螺纹精度一般为中等精度,按相应国家标准选取。
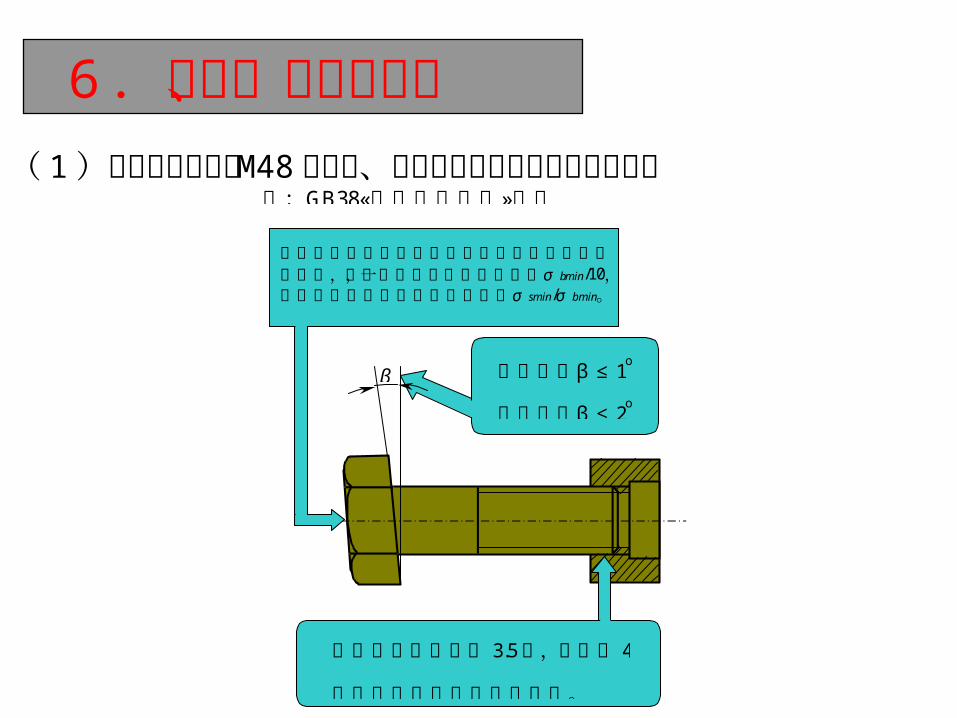
6 .螺栓、螺柱和螺母 ( 1 )公称直径不大于 M48 的螺栓、螺柱和螺母按相应国家标准制造
附:GB38«螺栓技术条件»摘要
精制螺栓β ≤ 1o
粗制螺栓β ≤ 2o
β
螺栓机械性能分级标记在头部顶面或凹穴底面上制出,有数字表示,第一位数字为σ bmin/10,带小数点的第二位数字为屈强比σ smin/σ bmin。
止规旋入量不大于 3.5扣,螺纹在 4
扣以内时也不允许全部通过。
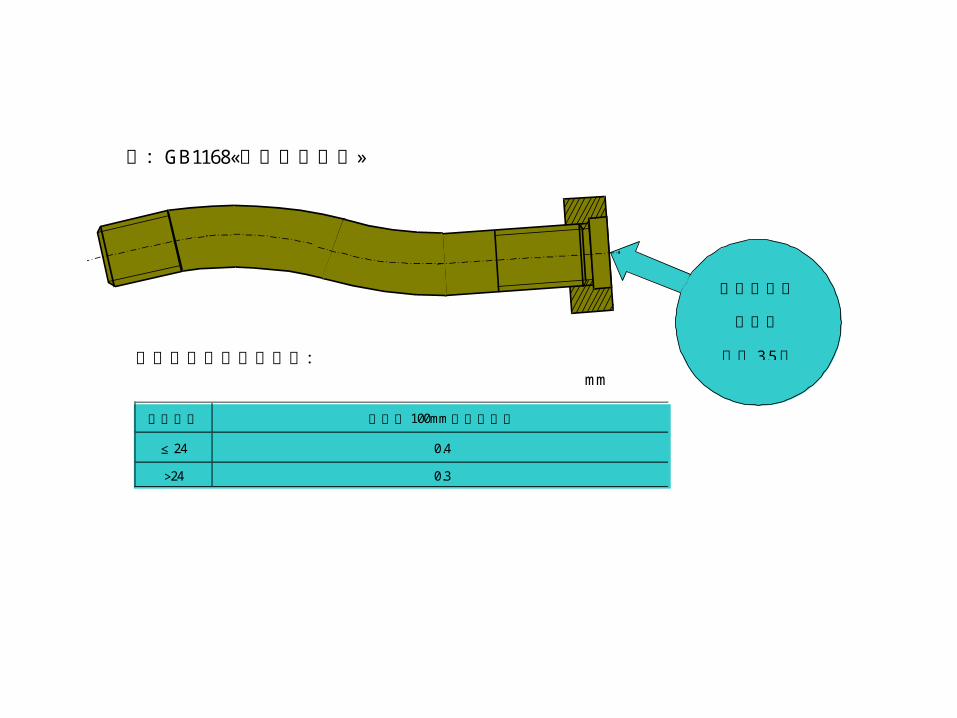
附:GB1168«螺柱技术条件»
摘要
止规旋入量
不允许
大于 3.5扣 直线度不大于下列规定:
螺纹直径 杆长每 100mm的直度允差
≤ 24 0.4
>24 0.3
mm
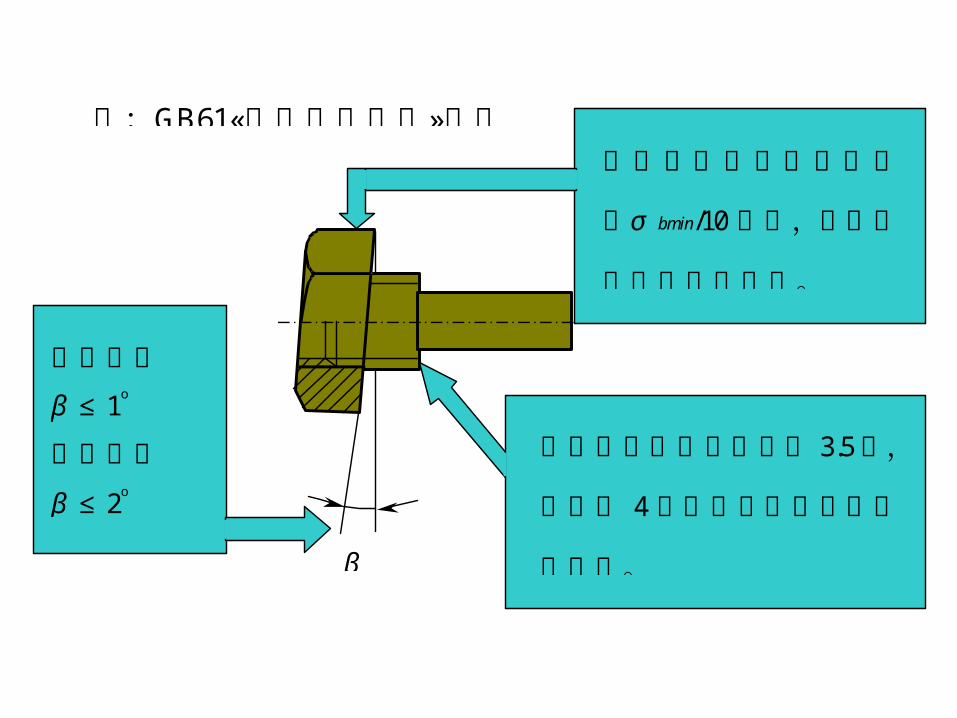
附:GB61«螺母技术条件»摘要
β
精制螺母
β ≤ 1o
粗制螺母
β ≤ 2o
螺母机械性能分级标记
由σ bmin/10 表示,标记在
六角表面上制出。
止规旋入量不允许大于 3.5扣,
螺纹在 4 扣以内时也不允许全
部通过。
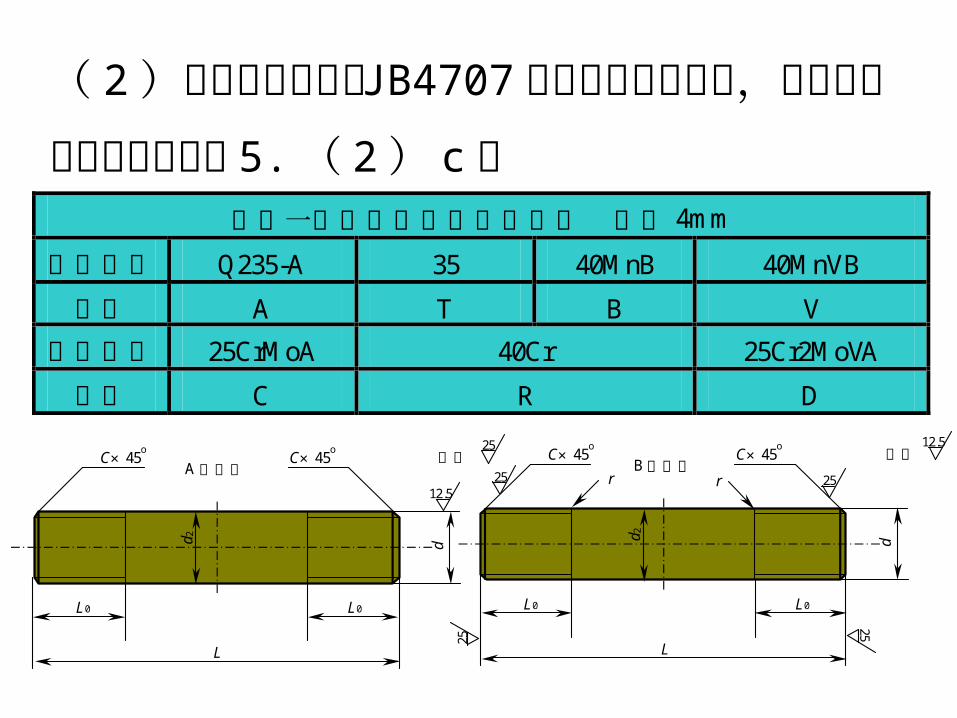
( 2 )容器法兰螺柱按 JB4707 等长双头螺柱制造,其螺纹基本尺寸和公差按 5. ( 2 ) c 。 螺柱一端按下表打印材料标记 字高 4mm
材料牌号 Q235-A 35 40MnB 40MnVB
标记 A T B V
材料牌号 25CrMoA 40Cr 25Cr2MoVA
标记 C R D
A型螺柱 C× 45
o C× 45
o
L
L0 L0
其余
12.5
25
d 2
d
B型螺柱 C× 45
o C× 45
o
L
L0 L0
其余 12.5
25
d 2
d
r r 25
25 25
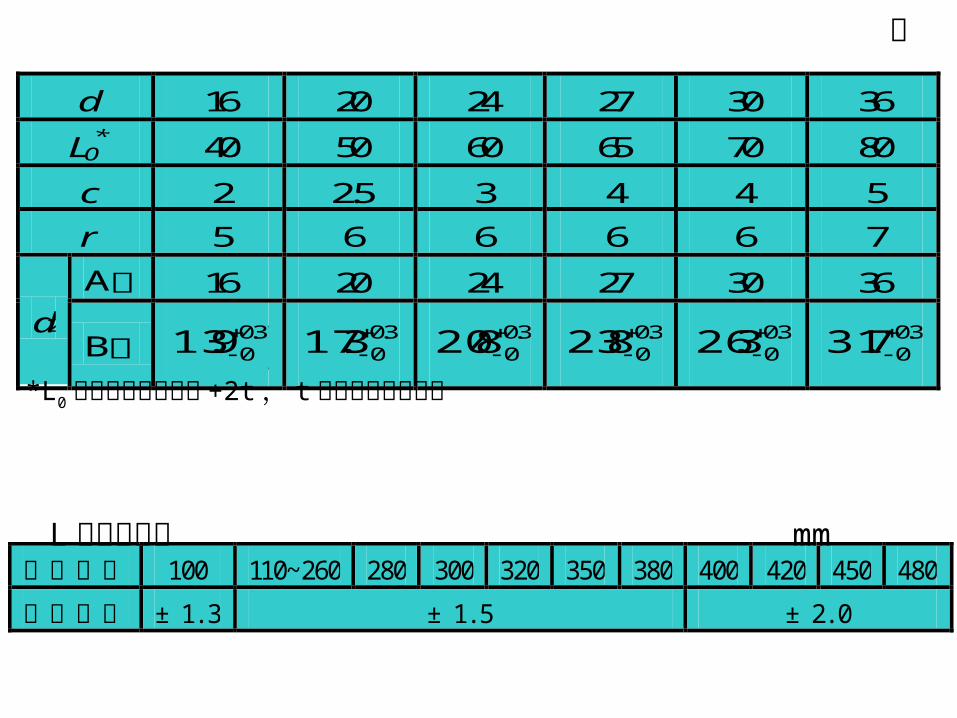
螺柱尺寸 mm d 16 20 24 27 30 36
L0* 40 50 60 65 70 80
c 2 2.5 3 4 4 5
r 5 6 6 6 6 7
A型 16 20 24 27 30 36
d2 B型 3.0
09.13 3.0
03.17 3.0
08.20 3.0
08.23 3.0
03.26 3.0
07.31
*L0 为螺纹长度的允差 +2t , t 为粗牙螺纹的螺
距
L 的极限偏差 mm
公称长度 100 110~260 280 300 320 350 380 400 420 450 480
极限偏差 ± 1. 3 ± 1. 5 ± 2. 0
( 3 )公称直径大于 M48 的螺柱和螺母制造,其螺纹按 5. ( 2 ) c 外,还应按以下规定: a .有热处理要求的螺柱规定如下: 供做力学性能试验的同一钢号、同一炉号、同一断面尺寸和同一热处理制度,同时投产的螺柱毛坯为一批。每批取一件进行试验。试样取样方向为纵向,直径不大于 40mm 的毛坯,试样纵轴应位于毛坯中心;直径大于 40mm 的毛坯,试样纵轴应位于毛坯半径的 1/2处。试样距毛坯端部的距离不得小于毛坯的直径,但拉伸试样头部不受此限制。试样数量为拉力试样一个、冲击试样三个。
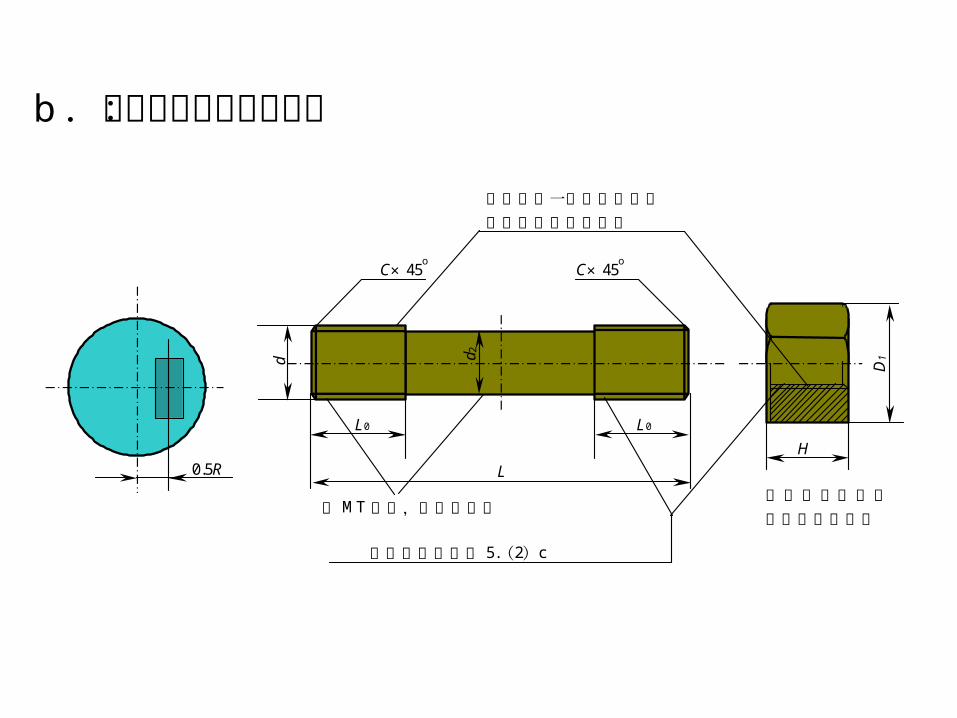
b .其它要求按下图所示:
0.5R
C× 45o
C× 45o
L
L0 L0
d 2
d
做 MT 检测,不得有裂纹
H
D1
螺母毛坯热处理后只作硬度试验
螺纹精度一般为中等精度
按相应国家标准选取
螺纹基本尺寸见 5.(2)c
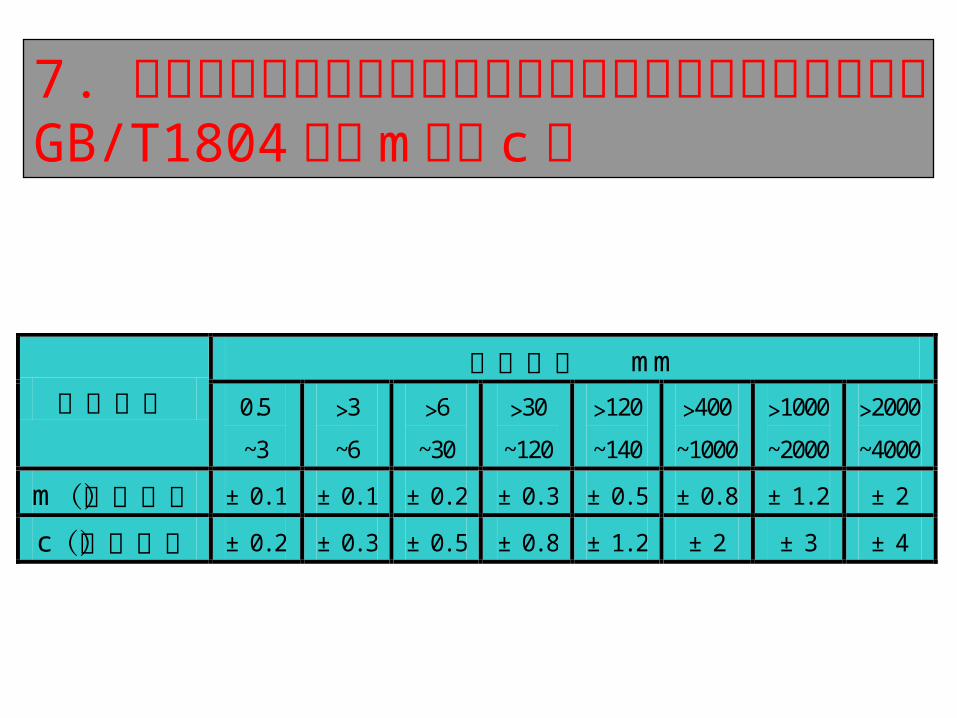
7 .机械加工表面和非机械加工表面的线性尺寸的极限偏差按 GB/T1804 中的m级和 c级
尺寸分段 mm
公差等级 0.5
~3
>3
~6
>6
~30
>30
~120
>120
~140
>400
~1000
>1000
~2000
>2000
~4000
m(中等级) ± 0. 1 ± 0. 1 ± 0. 2 ± 0. 3 ± 0. 5 ± 0. 8 ± 1. 2 ± 2
c(粗糙级) ± 0. 2 ± 0. 3 ± 0. 5 ± 0. 8 ± 1. 2 ± 2 ± 3 ± 4
三、焊 接
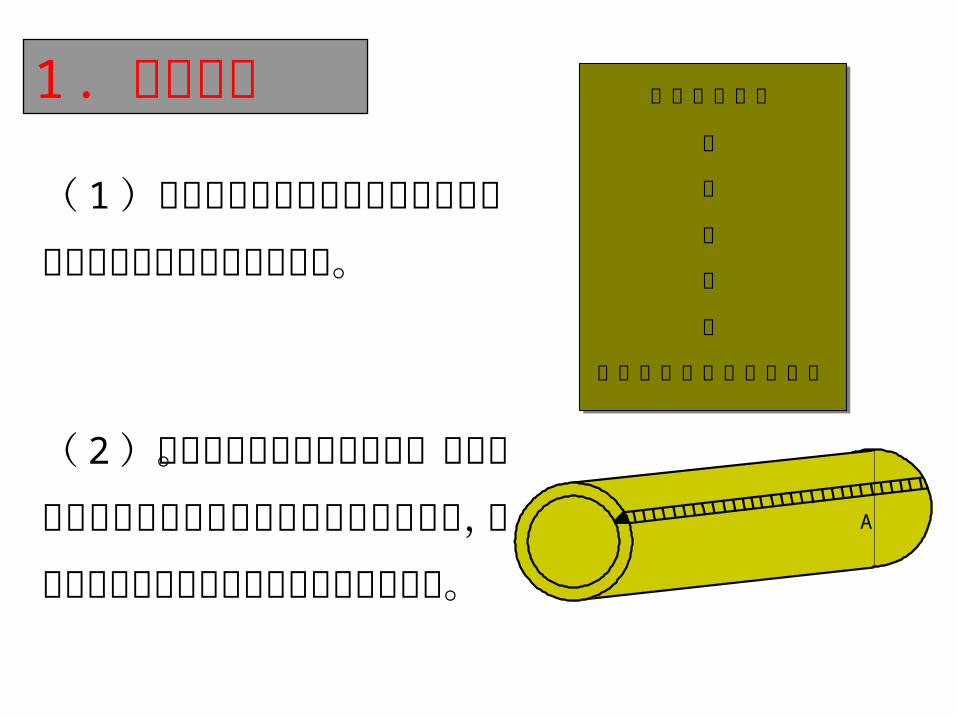
1 .焊工要求 ( 1 )必须持有锅炉压力容器安全监察部门颁发的相应类别焊工合格证。
锅炉压力容器
焊
工
合
格
证
锅炉压力容器安全监察局 ( 2 )在规定部位打上焊工钢印。对于有防腐要求的不锈钢和复合钢板制压力容器,不得在防腐面采用硬印作为焊工的识别标记。
A
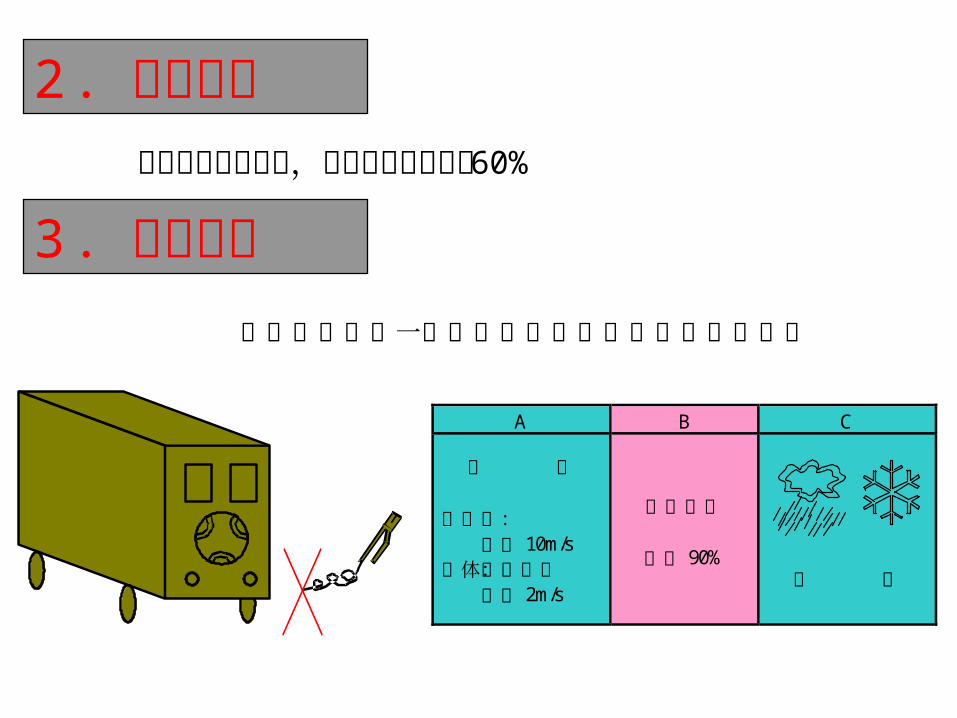
2 .焊材保管 贮存库应保持干燥,相对湿度不得大于 60%
3 .施焊环境
在出现下列任一情况而无有效防护措施时禁止施焊
A B C
风 速
手工焊:
大于 10m/s 气体保护焊:
大于 2m/s
相对湿度
大于 90%
雨 雪
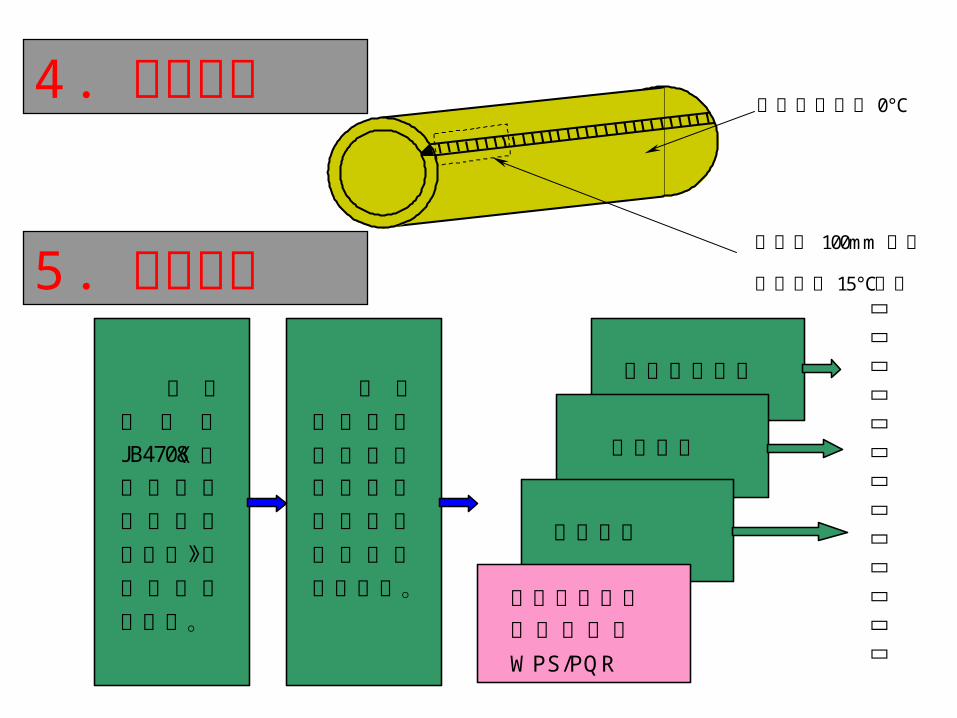
4 .焊前预热
始焊处 100mm 范围
内预热到 15℃左右
焊件温度低于 0℃
5 .焊接工艺
施 焊前 应 按JB4708《钢制压力容器焊接工艺评定》进行焊接工艺评定。
焊 接工艺规程应按图样技术要求和评定合格的焊接工艺制定。
焊工识别标记
施焊记录
焊接工艺
焊接工艺规程
和评定报告
WPS/PQR
焊接工艺和记录保存七年以上
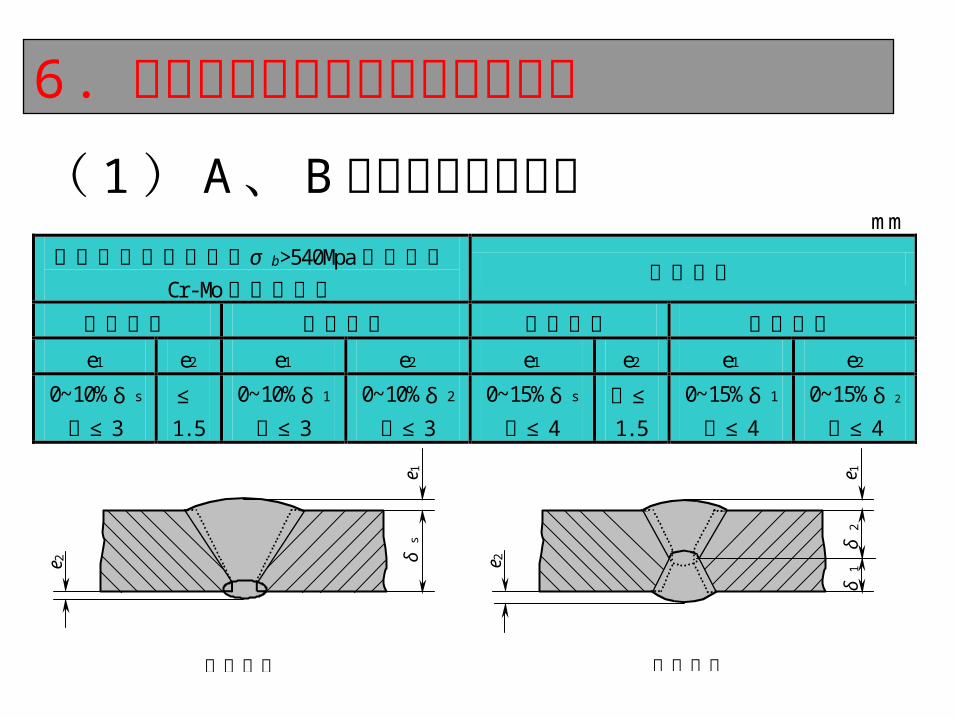
6 .焊缝表面的形状尺寸及外观要求 ( 1 ) A 、 B 类接头焊缝的余高
e 1
e 2 δ
s
单面坡口
e 1
e 2
δ1
双面坡口
δ2
mm
标准抗拉强度下限值σ b>540Mpa的钢材及Cr-Mo低合金钢材
其它钢材
单面坡口 双面坡口 单面坡口 双面坡口
e1 e2 e1 e2 e1 e2 e1 e2
0~10%δ s
且≤ 3
≤
1. 5
0~10%δ 1
且≤ 3
0~10%δ 2
且≤ 3
0~15%δ s
且≤ 4
且≤
1. 5
0~15%δ 1
且≤ 4
0~15%δ 2
且≤ 4
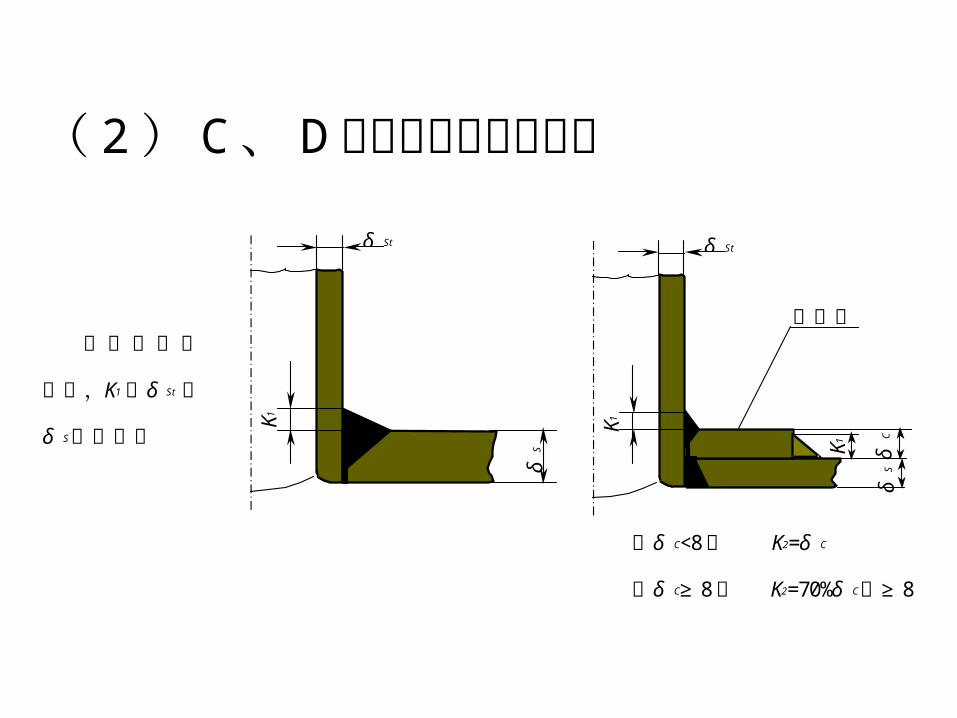
( 2 ) C 、 D 类焊接接头焊脚高度
δ St
δS
K1
当图样无规
定时,K1取δ St和
δ S之较小者
δ St
K1
δS
K1
δC
补强圈
当δ C<8时 K2=δ C
当δ C≥ 8时 K2=70%δ C ≥且 8
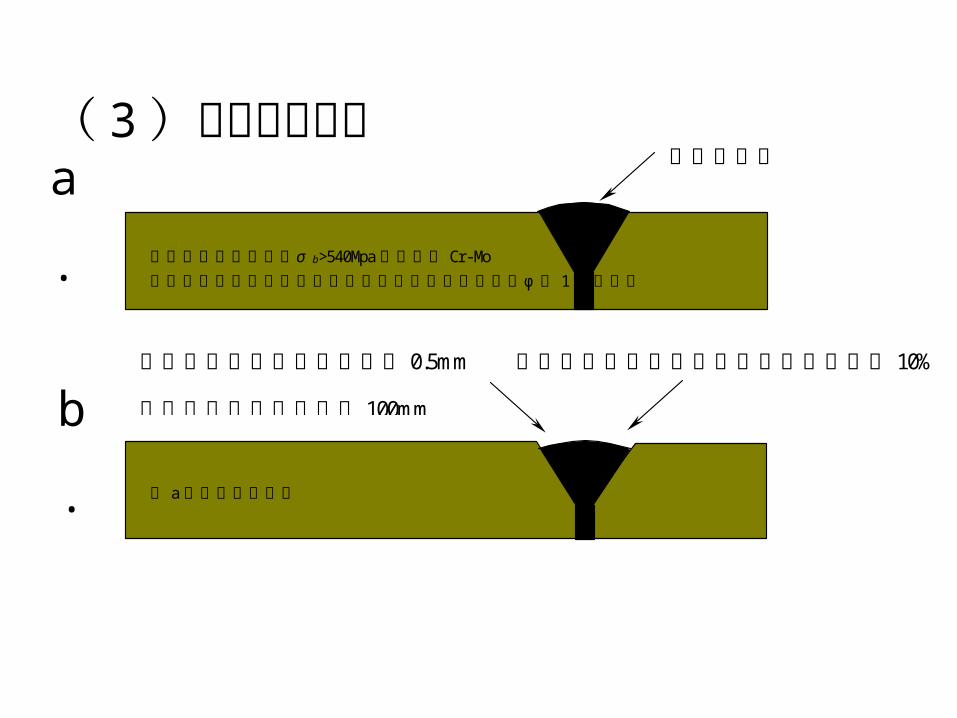
( 3 )焊接接头咬边
标准抗拉强度下限值σ b>540Mpa的钢材及 Cr-Mo
φ低合金钢材和不锈钢钢材制造的容器及焊接接头系数 为 1 的容器
不得有咬边
除 a规定的其它容器
焊缝两侧咬边总长不超过该焊缝长度的 10% 焊缝表面咬边深度不得大于 0.5mm
咬边连续长度不得大于 100mm
a
.
b
.
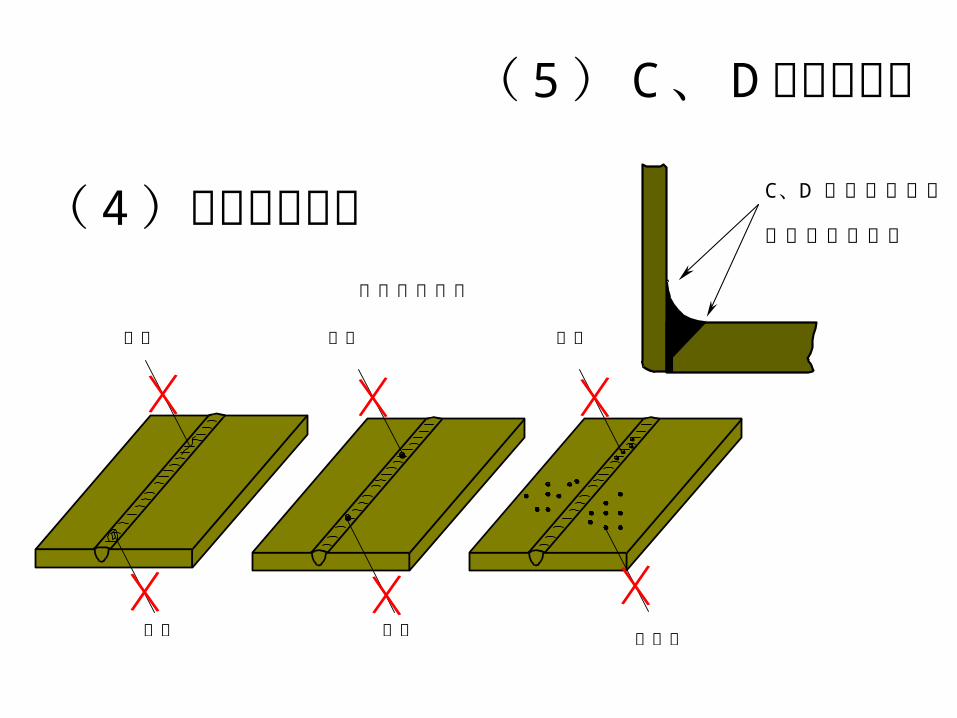
( 4 )焊接接头外观
表面不允许有
裂纹
弧坑
夹渣
熔渣
气孔
飞溅物
( 5 ) C 、 D 类接头焊缝
C、D 类接头焊缝与
母材呈圆滑过渡
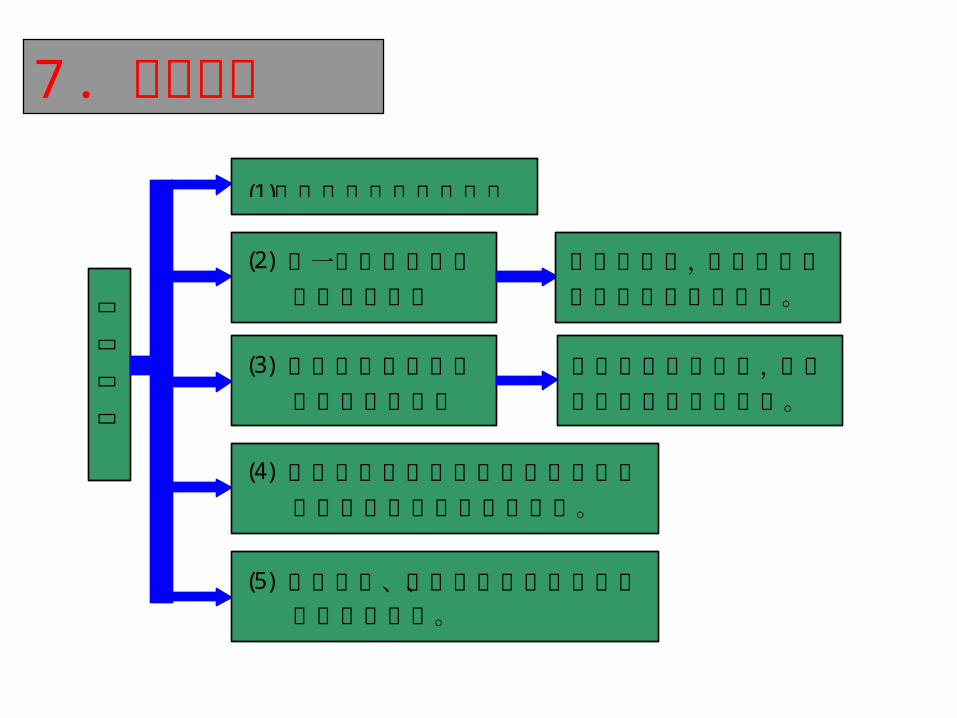
7 .焊接返修
焊 接
返 修
(1)返修工艺应经评定合格
(2) 同一部位返修次数
不宜超过两次
如超过两次,应经制造单位技术总负责人批准。
(3) 有热处理要求的应
在热处理前返修
(4) 有抗晶间腐蚀要求的不锈钢容器,返修部位仍需保证原有要求。
(5) 返修次数、返修部位、返修情况记
入质量证明书。
如在热处理后返修,补焊后应作必要的热处理。
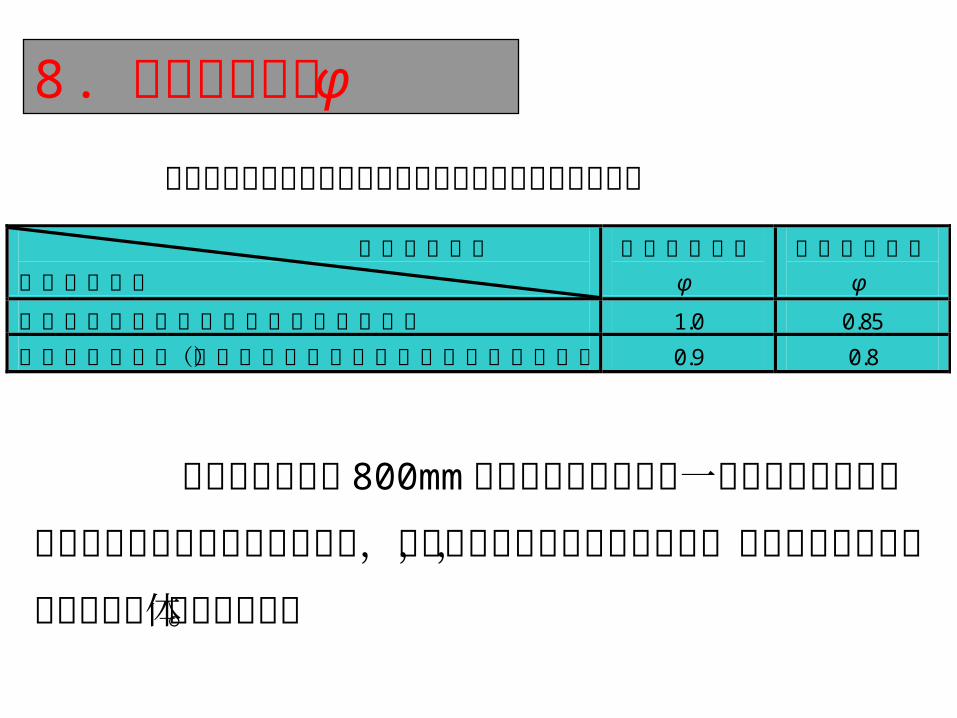
8 .焊接接头系数 φ 根据受压元件的焊接接头型式及无损检测的长度比例确定
容器直径不超过 800mm 的圆筒与封头的最后一道环向封闭焊缝当采用不带垫板的单面焊对接接头,且无法进行射线或超声检测时,允许不进行检测,但需采用气体保护焊打底。
无损检测比例
焊接接头种类
全部无损检测φ
局部无损检测φ
双面焊和相当于双面焊的全焊透对接接头 1.0 0.85
单面焊对接接头(沿焊缝根部全长有紧贴基本金属的垫板) 0.9 0.8
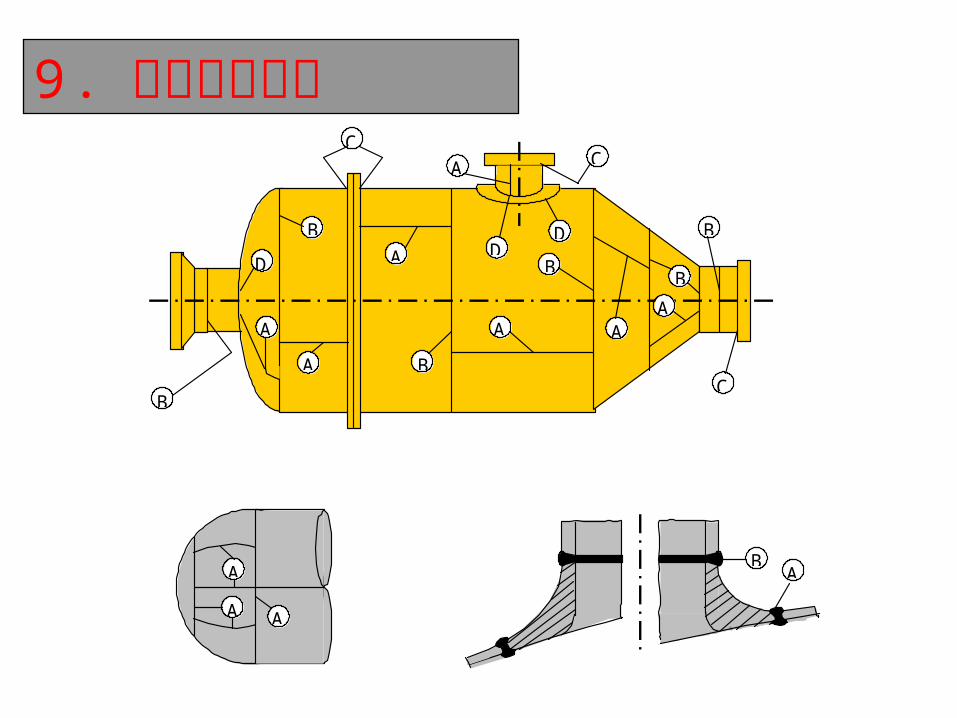
9 .焊接接头分类
A
A
A
A
A
A A
D
B
B
B
B
D D
C C
B
B
C
A
A
A
B A
四、热 处 理
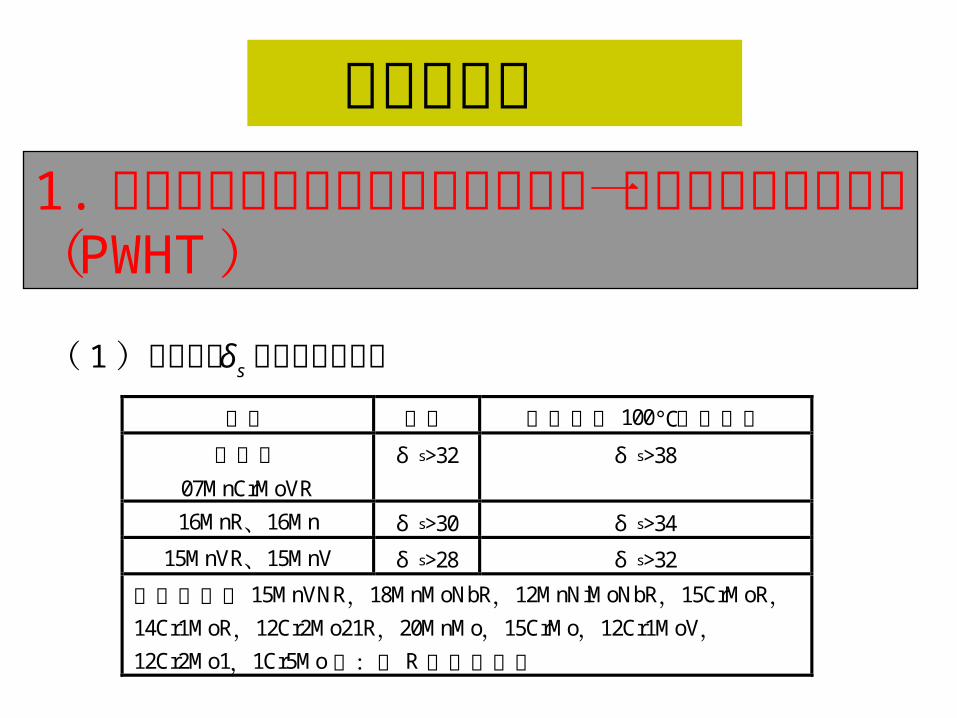
1. 容器及其受压元件符合下列条件之一者应进行焊后热处理( PWHT )
热处理类别
( 1 )钢材厚度 δs 符合下列条件者 材质 厚度 焊前预热 100℃以上厚度
碳素钢
07MnCrMoVR
δ s>32 δ s>38
16MnR、16Mn δ s>30 δ s>34
15MnVR、15MnV δ s>28 δ s>32
任意厚度的 15MnVNR,18MnMoNbR,12MnNiMoNbR,15CrMoR,
14Cr1MoR,12Cr2Mo21R,20MnMo,15CrMo,12Cr1MoV,
12Cr2Mo1,1Cr5Mo注:无 R者均为锻件
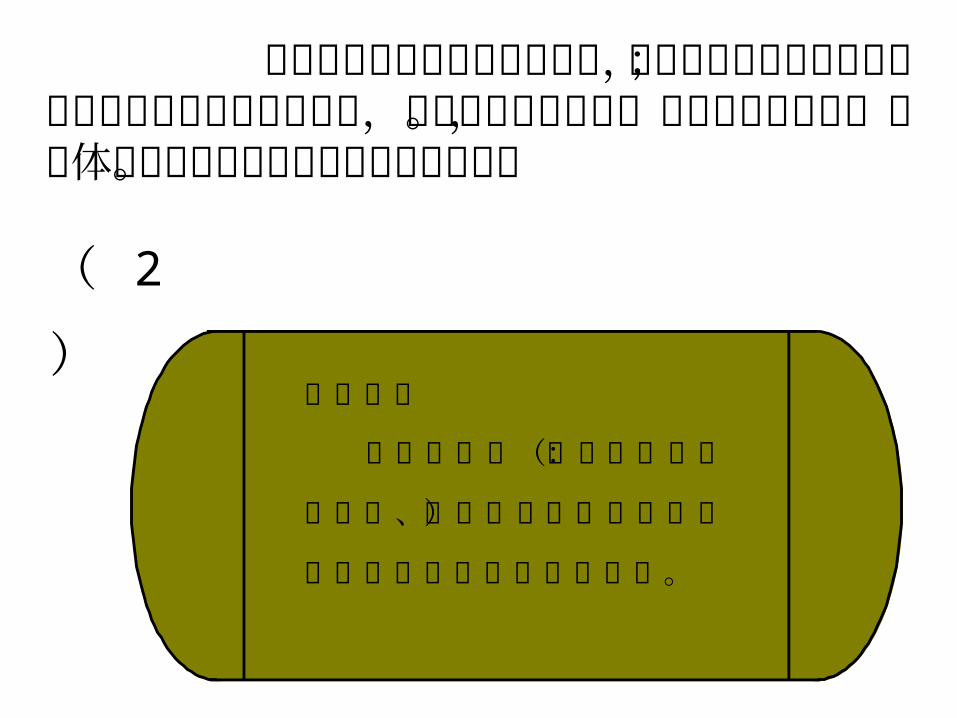
对于钢材厚度不同的焊接接头,上述厚度按薄者考虑;对于异种钢材相焊的焊接接头,按热处理严者确定。除图样另有规定,奥氏体不锈钢的焊接接头可不进行热处理。( 2
)
图样注明
有应力腐蚀(如:盛装液化
石油气、液氨等)或盛装毒性为
极度或高度危害介质的容器。
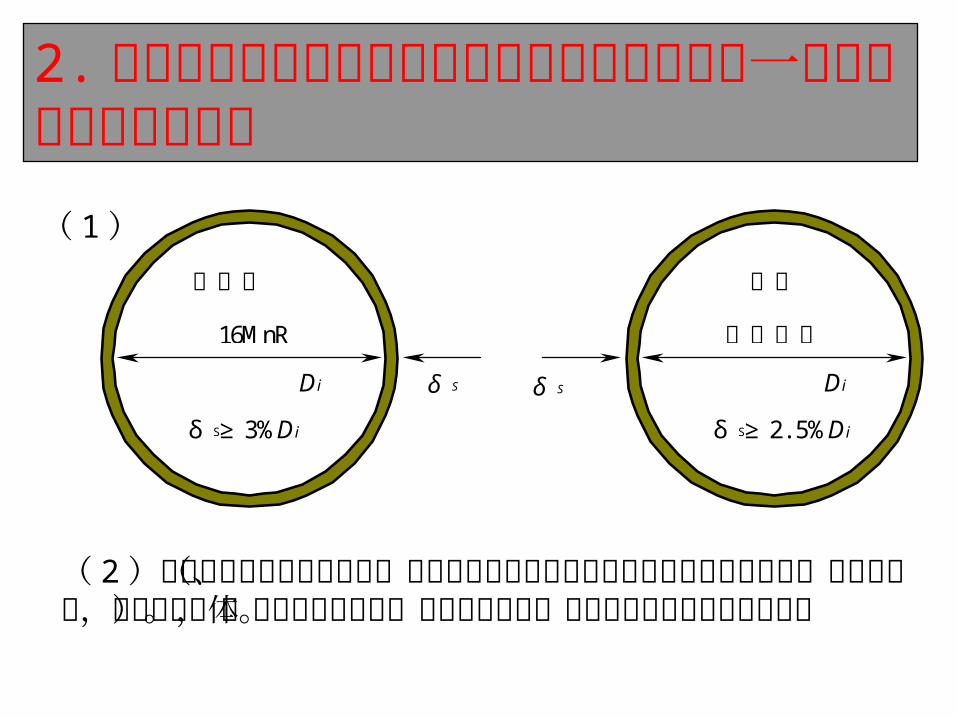
碳素钢
16MnR
Di δ S
δ S≥ 3% Di
其它
低合金钢
Di δ S
δ S≥ 2. 5% Di
2. 冷成形或中温成形的受压元件符合以下条件之一者于成形后进行热处理 ( 1 )
( 2 )冷成形封头应进行热处理(当制造单位确保冷成形后的材料性能符合设计、使用要求时,不受此限)。除图样另有规定,冷成形的奥氏体不锈钢封头可不进行热处理。
母材的热处理试板与容器
(或受压元件)同炉热处理
母材试板
应根据图样要求制定的热处
理工艺进行。当材料供货与使用
的热处理状态一致时,整个制造
过程不得破坏供货时的热处理状
态,否则应重新进行热处理。
3.改善材料力学性能的热处理 ( 1 )
( 2 )
4.消氢处理( DHT )
需焊后进行消氢处理的容器,如焊后随即进行焊后热处理,则可免做消氢处理。
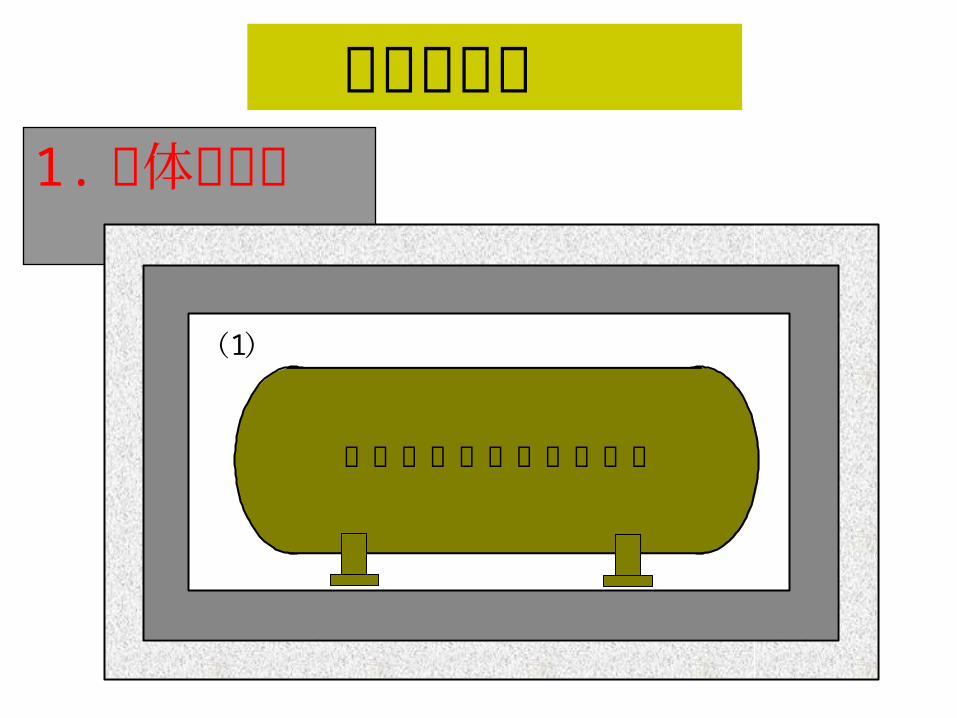
热处理方法 1.整体热处理
优先采用炉内加热的方法
(1)
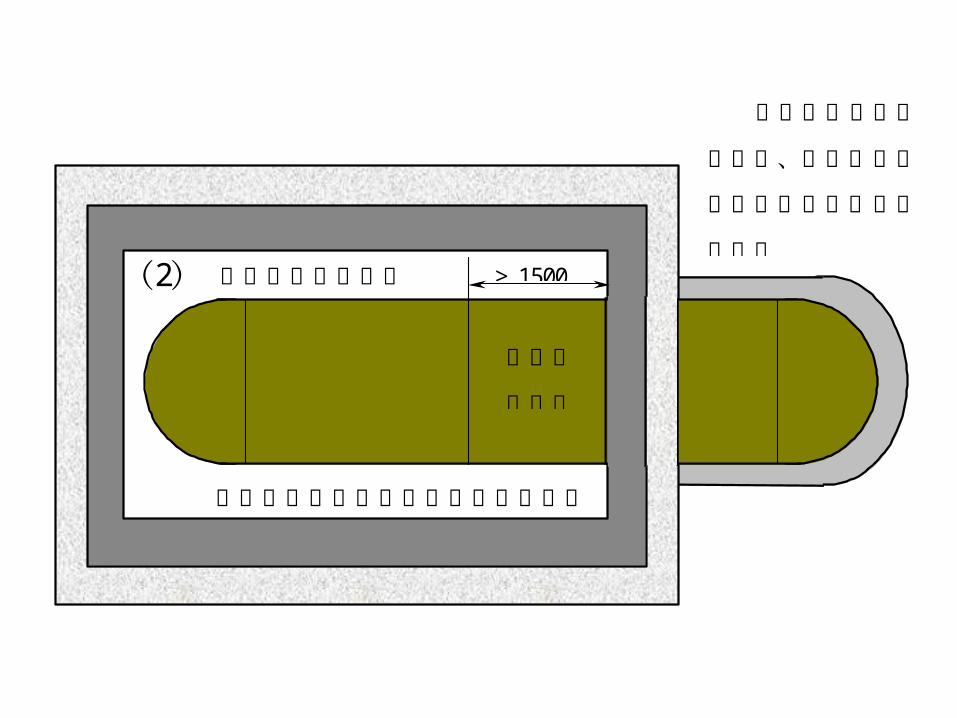
(2) 焊后热处理允许在 ≥ 1500
重复热
处理段
炉内分段进行并符合热处理工艺规程
炉外部分采取保
温措施、使温度梯度
不至影响材料的组织
和性能
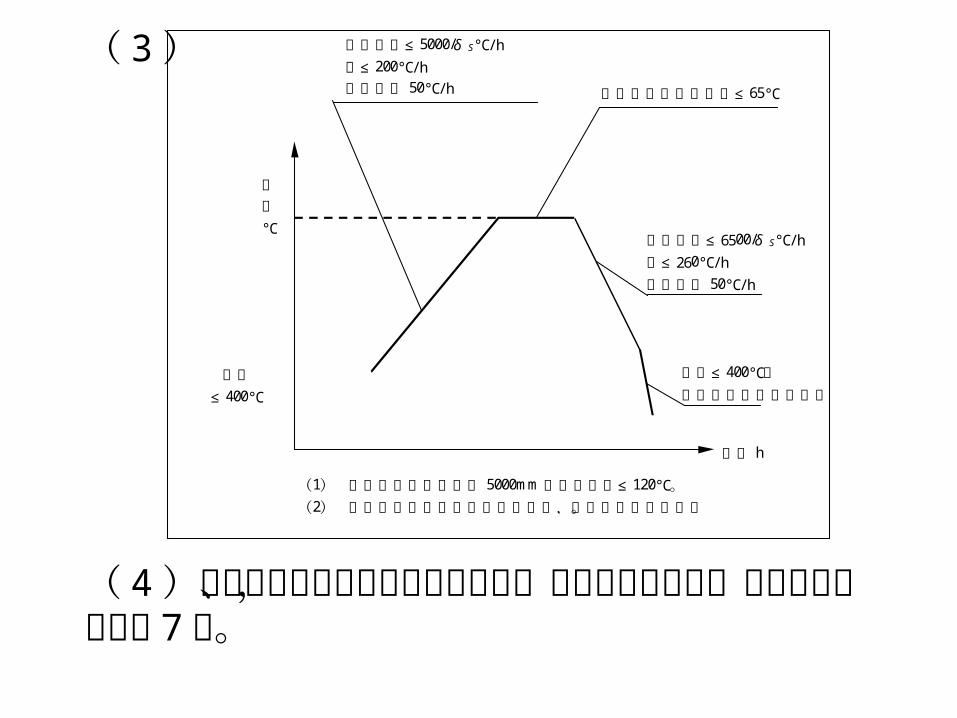
温度℃
时间 h
入炉
≤ 400℃
(1) 升温时加热区内任意 5000mm长度内温差≤ 120℃。
(2) 升温及保温时应控制加热区气氛,防止焊件表面氧化。
出炉≤ 400℃,
在静止空气中继续冷却
≤降温速度 6500/δ S℃/ h
≤且 260℃/ h
最小可为 50℃/ h
≤升温速度 5000/δ S℃/ h
≤且 200℃/ h 最小可为 50℃/ h ≤保温最高最低温度差 65℃
( 4 )制造部门应保存所有热处理时间、温度的曲线记录,保存期限不得少于 7年。
( 3 )
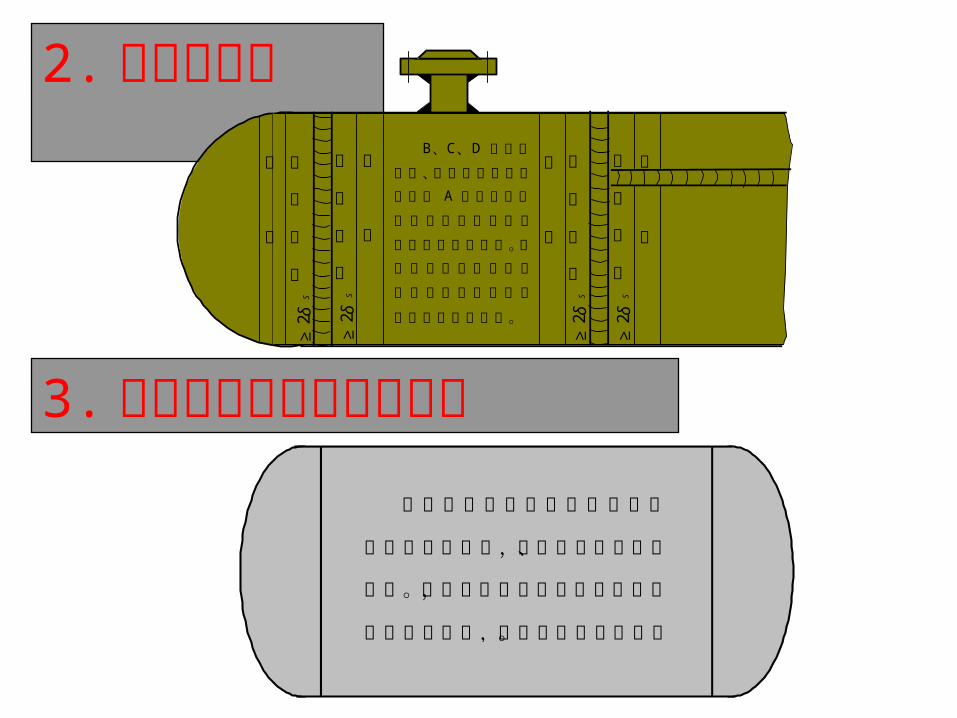
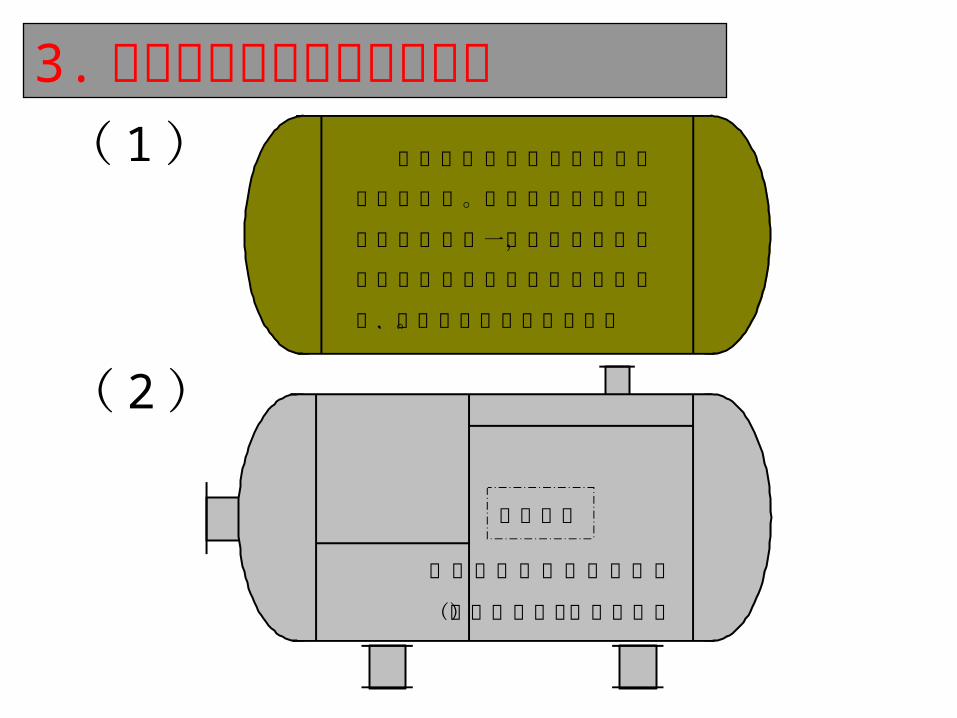
2. 局部热处理
B、C、D 类焊接
接头、球形封头与圆筒
连接的 A 类焊接接头
以及缺陷焊补部分允
许采用局部热处理。靠
近加热区应有保温措
施使温度梯度不至影
响材料组织和性能。
保
温
保
温
保
温
保
温
加
热
宽
度
加
热
宽
度
加
热
宽
度
加
热
宽
度
≥2 δ
S
≥2 δ
S
≥2 δ
S
≥2 δ
S
3. 不锈钢及复合钢板制容器
有防腐要求的不锈钢及复合钢
板制容器的表面,应进行酸洗、钝化
处理。该类钢制零部件,按图样要求
进行热处理后,需做酸洗钝化处理。
五、试板与试样
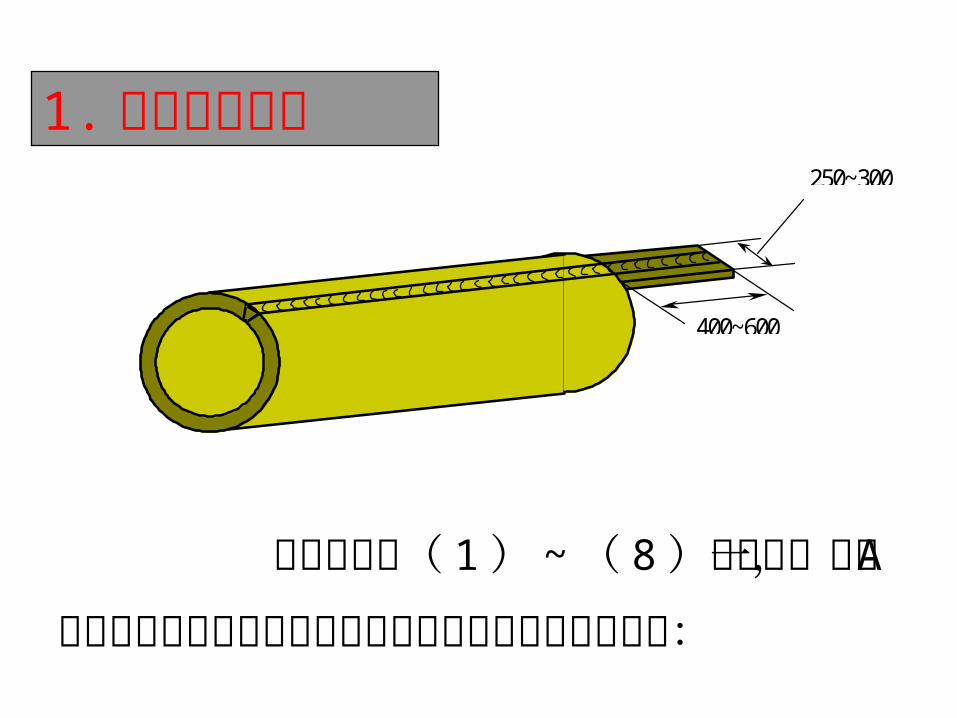
1.产品焊接试板
400~600
250~300
凡符合以下( 1 ) ~ ( 8 )条件之一者,A 类的圆筒纵向焊接接头应按每台容器制备产品焊接试板:
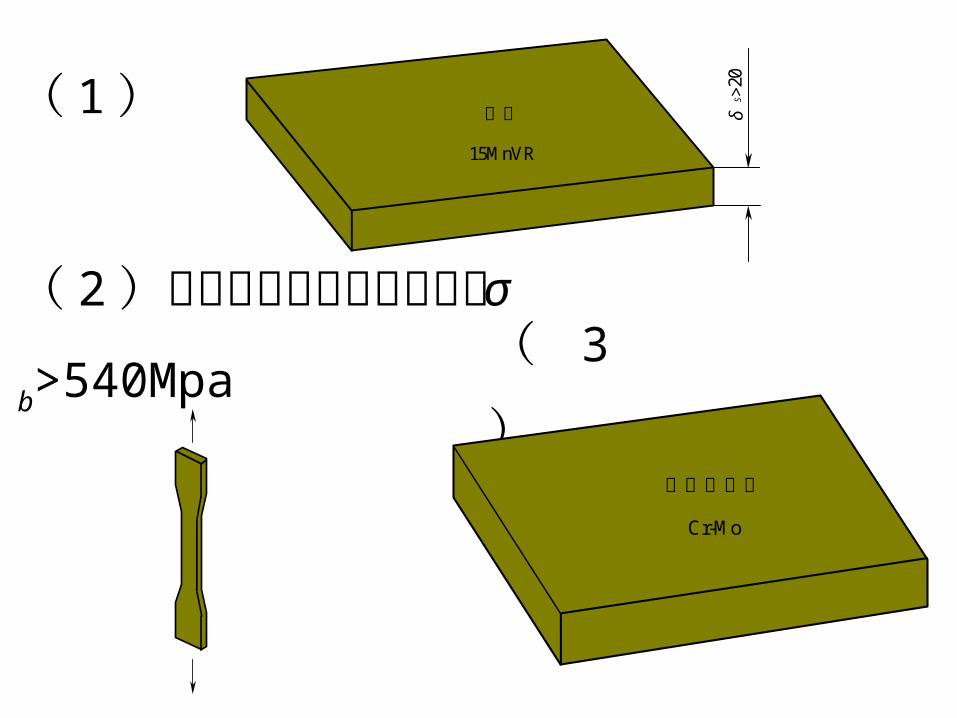
( 1 )
钢板
15MnVR
δS >
20
( 2 )钢材标准抗拉强
度下限值 σb>540Mpa
( 3
)
低合金钢板
Cr-Mo
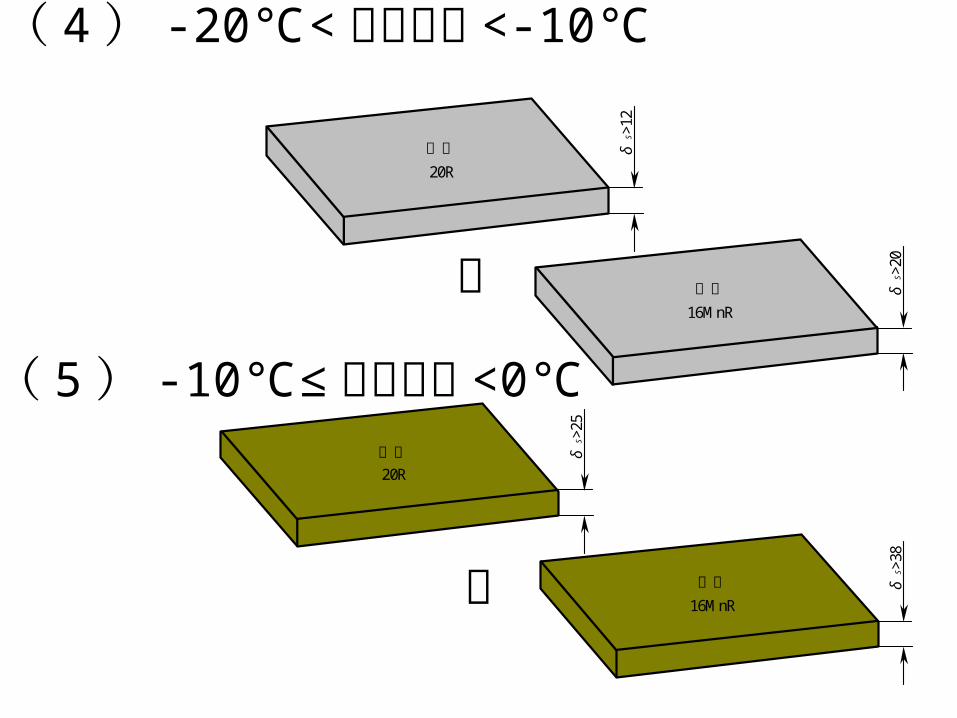
( 4 ) -20 <℃ 设计温度 <-10 ℃
钢板
20R
δS>
12
钢板
16MnR
δS>
20
或
( 5 ) -10 ≤℃ 设计温度 <0 ℃
钢板
20R
δS>
25
钢板
16MnR
δS>
38
或
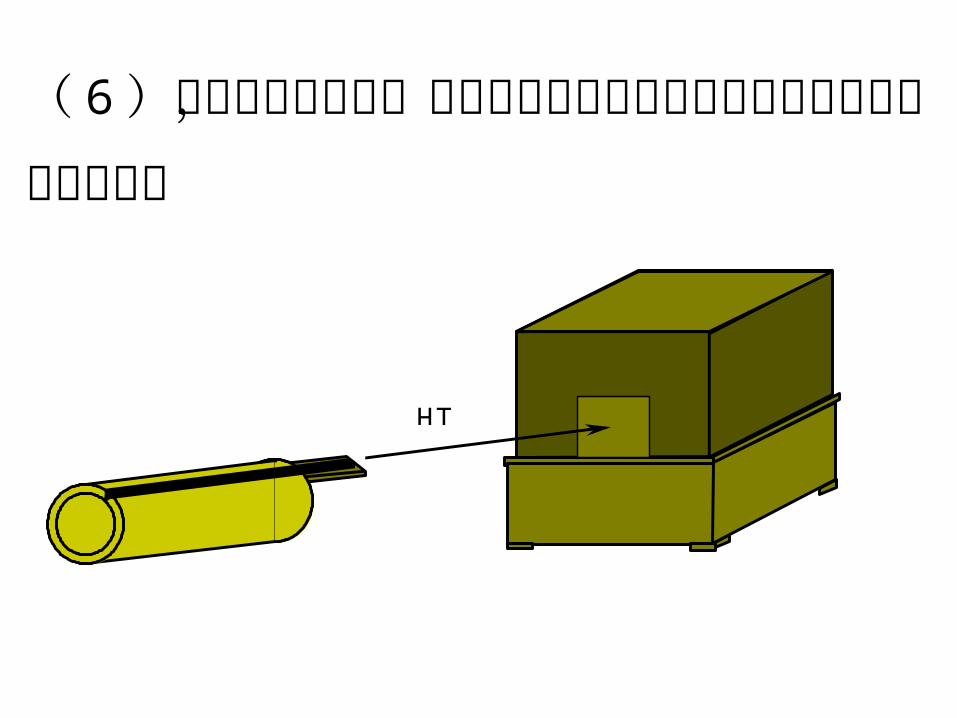
( 6 )制作容器的钢板,凡需经热处理以达到设计要求的材料力学性能指标
HT
( 7 )盛装毒性为极度危害或高度危害介质
( 8 )除上述规定外,还应符合图样和《压力
容器安全技术监察规程》的要求
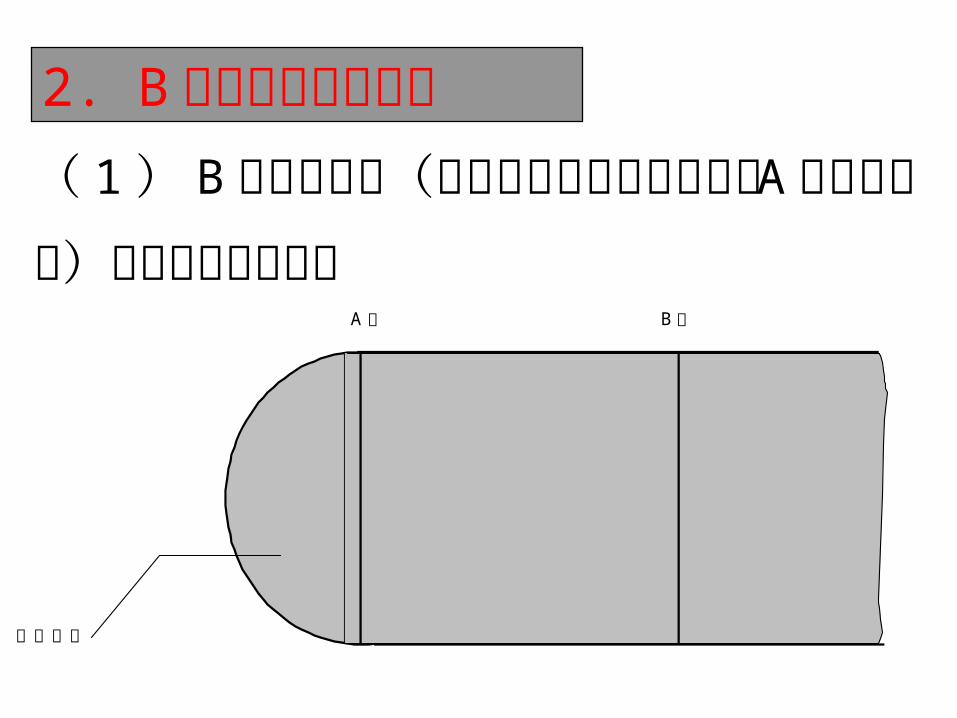
2. B 类焊接接头鉴证环 ( 1 ) B 类焊接接头(含球形封头与圆筒相连的 A 类焊接接头)免做产品焊接试板
球形封头
A类 B类
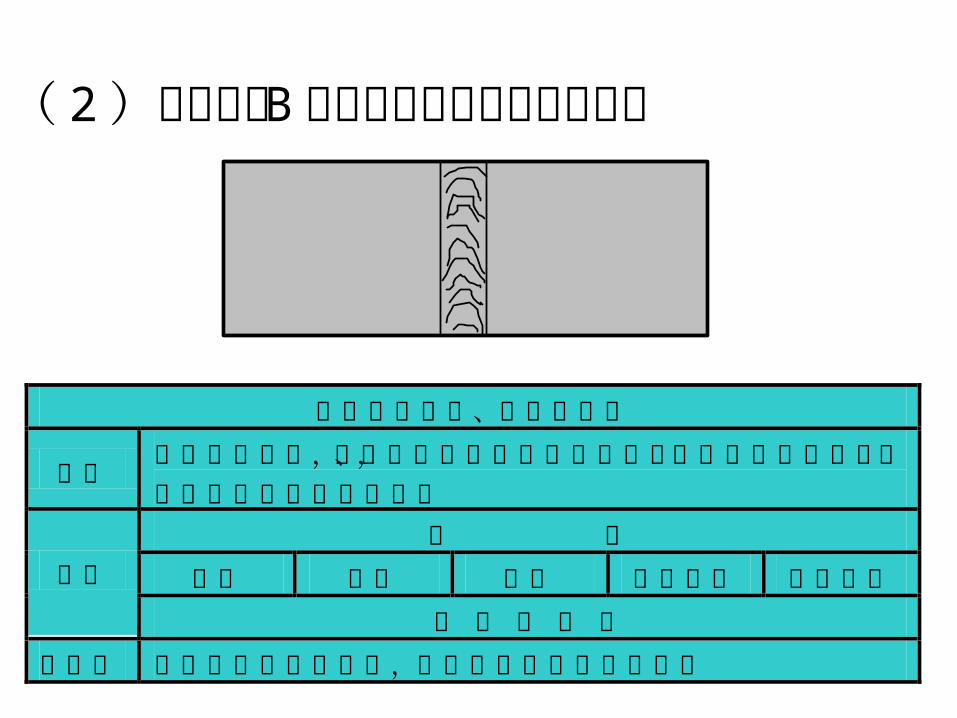
( 2 )图样规定 B 类接头焊缝制作鉴证环试板
鉴证环的制备、检验与评定
材料 材料必须合格,且与容器用材具有相同钢号、相同热处理工艺,如系钢锻件其级别也应相同
试 样
种类 数量 截取 试验方法 结果评定 尺寸
按 图 样 要 求
热处理 有热处理要求的容器,鉴证环应进行同样热处理
3 .热处理试板
需经热处理以达到材料力学性能要求的容器,每台均做母材热处理试板,切取拉伸试样一个、冷弯试样一个、冲击试样三个,拉伸、冷弯、冲击试验分别按 GB228 、 GB232 、 GB/T229 的规定进行,其合格指标、复验要求应分别符合第 4
章的相应规定。
4 .螺柱热处理试样 螺柱经热处理后需做力学性能试验者应按批做热处理试样
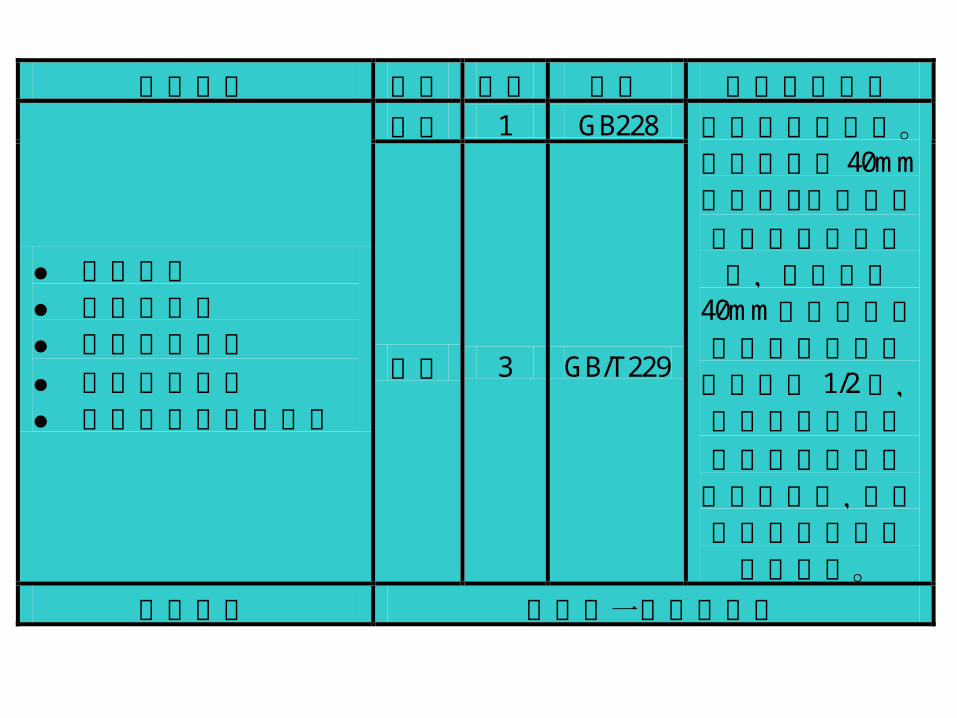
组批条件 类别 数量 标准 试样切取部位
拉伸 1 GB228
● 相同钢号 ● 相同炉罐号
● 相同断面尺寸
● 相同制造工艺
● 同时投产的同类螺柱
冲击 3 GB/T229
取样方向为纵向。直径不大于40mm
的毛坯,试样的纵轴应位于毛坯中心,直径大于
40mm的毛坯试样的纵轴应位于毛坯半径的 1/2处,试验距毛坯端部的距离不得小于毛坯的直径,但拉伸试样的头部不受此限制。
试件数量 每批取一件进行试验
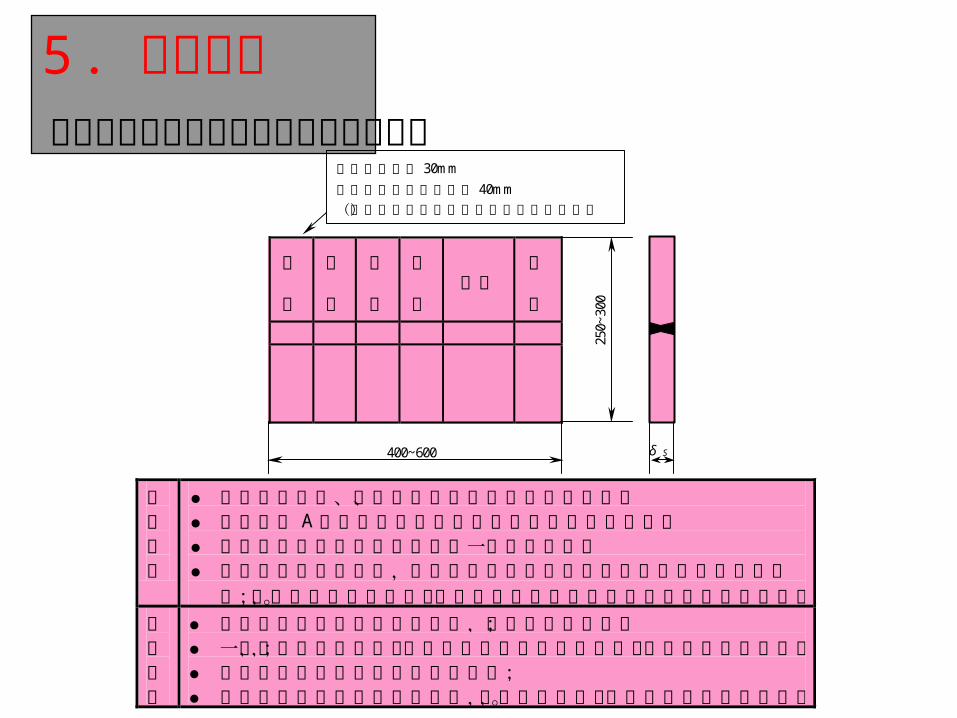
5 .试板要求 制备产品焊接试板和焊接接头试样要求
舍
去
拉
伸
弯
曲
冲
击 备用
舍
去
手工焊不小于 30mm
自动焊和电渣焊不小于 40mm
(如有引弧板或引出板可少舍弃或不舍弃)
250~
300
400~600 δ S
试板制备
● 与容器同钢号、同规格、同热处理工艺的合格材料
● 在筒节的 A类纵向焊接接头的延长部位与筒节同时施焊
● 有热处理要求的容器应随容器一起进行热处理
● 应由施焊容器的焊工,采用施焊容器时相同条件和相同的焊接工艺焊接;多名焊工焊接的容器,做焊接试板的焊工由制造单位检验部门指定。
试样截取
● 焊缝应经外观检查和无损检测,在合格部位截取;
● 一般采用机械切割法,也可以用等离子或火焰切割,但需除去热影响区; ● 必要时也可直接从焊件上截取试样;
● 按不同试验项目要求加工试样,经检验合格后,打上钢印或永久性标记。
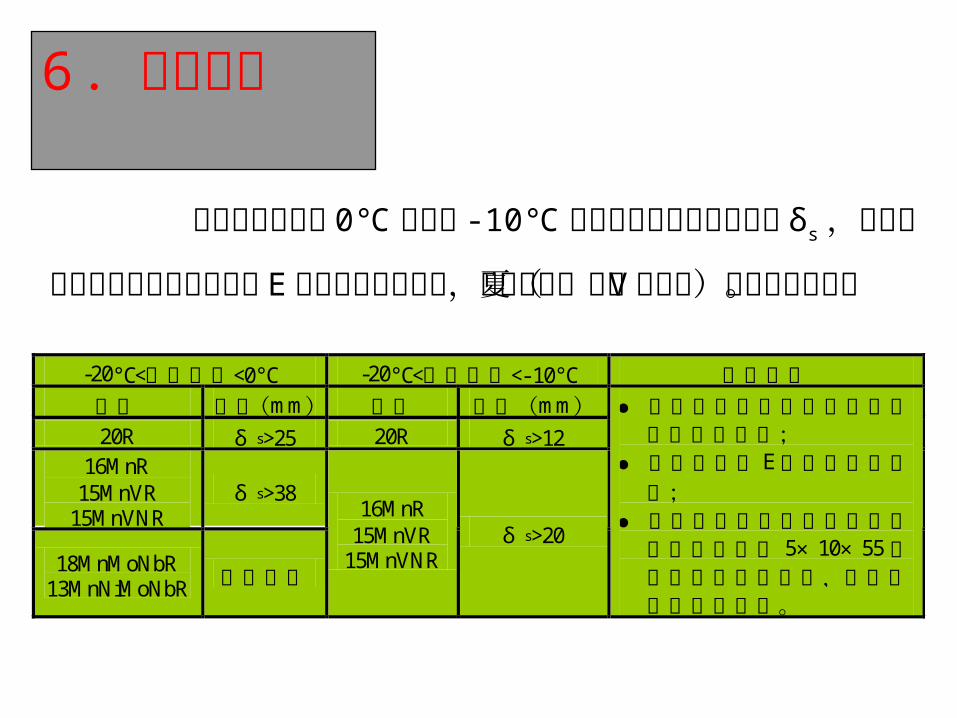
6 .试验要求 当设计温度小于 0℃和小于 -10℃时用下列钢号和钢材厚
度 δs ,制造容器焊接试板的试样按附录 E 进行检验与评定外,
尚需进行夏比( V型缺口)低温冲击试验。 -20℃<设计温度<0℃ -20℃<设计温度<-10℃ 试验要求
钢号 厚度(mm) 钢号 厚度(mm)
20R δ s>25 20R δ s>12 16MnR
15MnVR 15MnVNR
δ s>38
18MnMoNbR 13MnNiMoNbR 任意厚度
16MnR 15MnVR
15MnVNR δ s>20
● 试验温度为容器的设计温度或按图样规定;
● 试样按附录 E进行检验与评定;
● 碳素钢和低合金钢管因尺寸限制无法制备 5× 10× 55的小尺寸冲击试样时,可免做低温冲击试验。
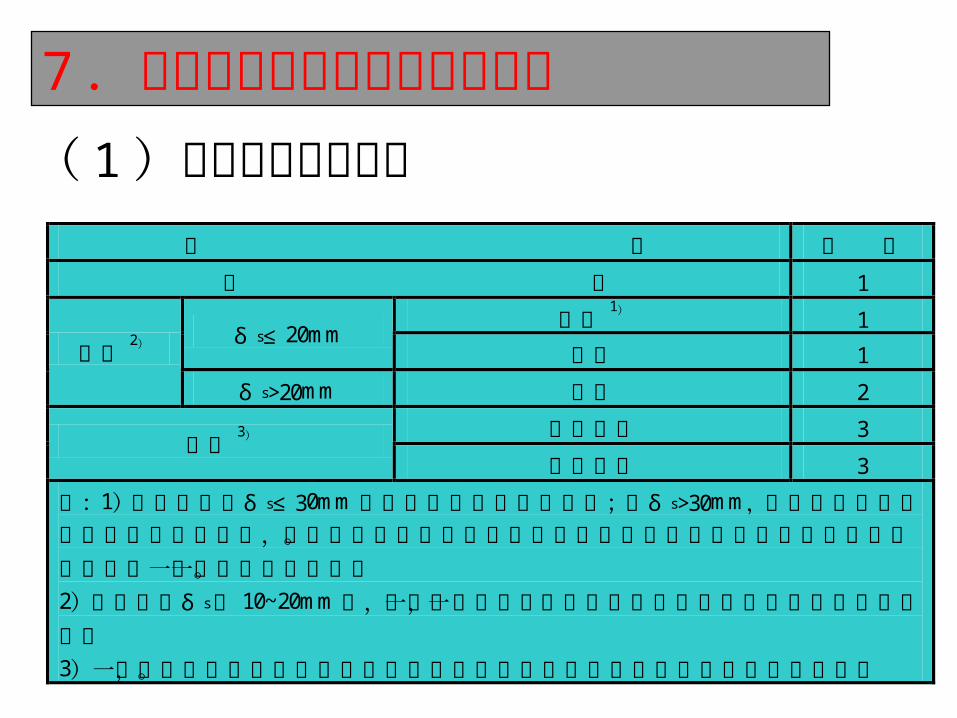
7 .产品焊接试板的力学性能检验 ( 1 )试样的类别和数量
类 别 数 量
拉 伸 1
面弯1)
1 δ s≤ 20mm
背弯 1 弯曲2)
δ s>20mm 侧弯 2
焊缝金属 3 冲击
3)
热影响区 3
注:1)当试板厚度δ s≤ 30mm时应采用全板厚单个试样;当δ s>30mm,根据试验条件可采用全板后厚的试样,也可采用多片试样。采用多片试样时应将焊接接头全厚度的所有试样组成一个组作为一个试样。
2)试板厚度δ s为 10~20mm 时,可用一个面弯,一个背弯也可用两个侧弯代替面弯和背弯。
3)一般只进行焊缝金属的冲击试验,但对低温容器还应增加热影响区的冲击试验。
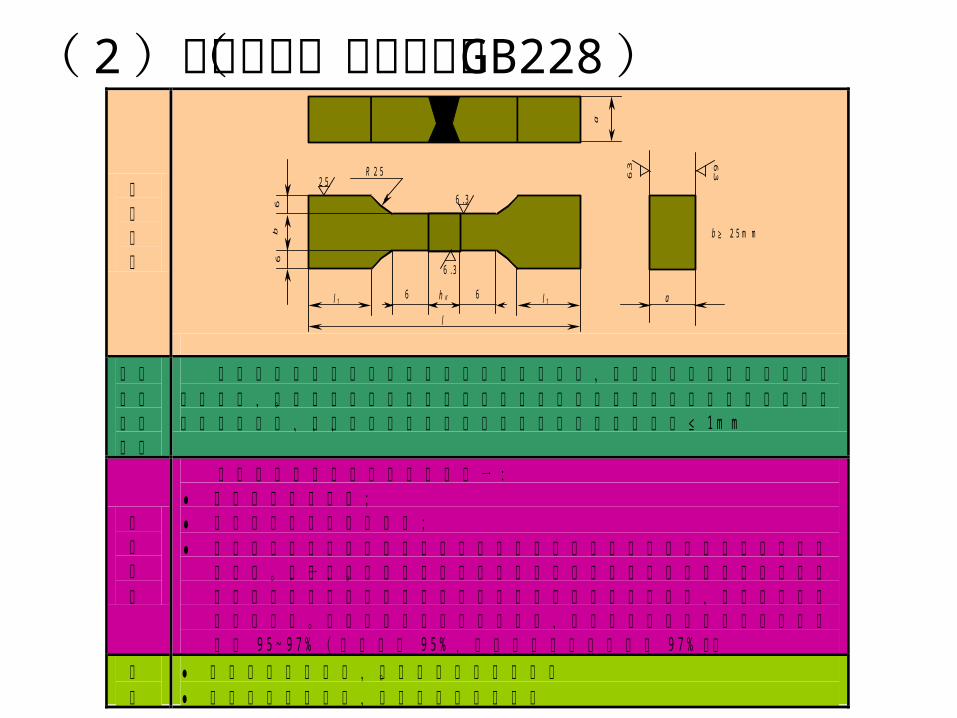
( 2 )拉伸试验(试验方法按 GB22
8 ) 试
样
尺
寸
试 样的 分割 与加 工
因 试 验 机 能 力 限 制 不 能 进 行 全 板 厚 拉 伸 试 验 时 , 则 应 将 试 板 厚 度 等 分 厚 作 为试 样 厚 度 , 该 试 样 厚 度 应 较 接 近 于 试 验 机 所 能 试 验 的 最 大 厚 度 。 焊 缝 余 高 应 采 用机 械 方 法 去 除 , 使 之 与 木 材 齐 平 , 试 样 棱 角 应 倒 圆 , 圆 角 半 径 ≤ 1 m m
合
格
指
标
抗 拉 强 度 等 于 或 大 于 下 列 条 件 之 一 :
● 产 品 图 样 的 规 定 值 ;
● 钢 材 标 准 抗 拉 强 度 下 限 值 ;
● 对 不 同 强 度 等 级 钢 材 组 成 的 焊 接 接 头 则 为 两 种 钢 材 标 准 抗 拉 强 度 下 限 值 中 的较 小 者 。 若 采 用 多 片 试 样 , 则 将 多 片 试 样 组 成 一 组 , 并 对 每 片 进 行 试 验 。 焊接 试 板 全 厚 度 焊 接 接 头 的 拉 伸 试 验 结 果 为 该 组 试 样 的 平 均 值 , 其 平 均 值 应 符合 上 述 要 求 。 同 时 该 组 单 片 试 样 的 最 低 值 , 不 得 低 于 钢 材 标 准 抗 拉 强 度 下 限值 的 9 5 ~ 9 7 % ( 碳 素 钢 为 9 5 % , 低 合 金 钢 和 高 合 金 钢 为 9 7 % )。
复
验 ● 拉 伸 试 验 如 不 合 格 , 取 双 倍 试 样 进 行 复 验 。
● 经 复 验 仍 不 合 格 时 , 则 该 试 板 判 未 不 合 格
2 5 R 2 5
6 . 3
6 . 3
6.3 6.3
l 1 l 1
l
h K 6 6
6 6
b
a
a
b ≥ 2 5 m m
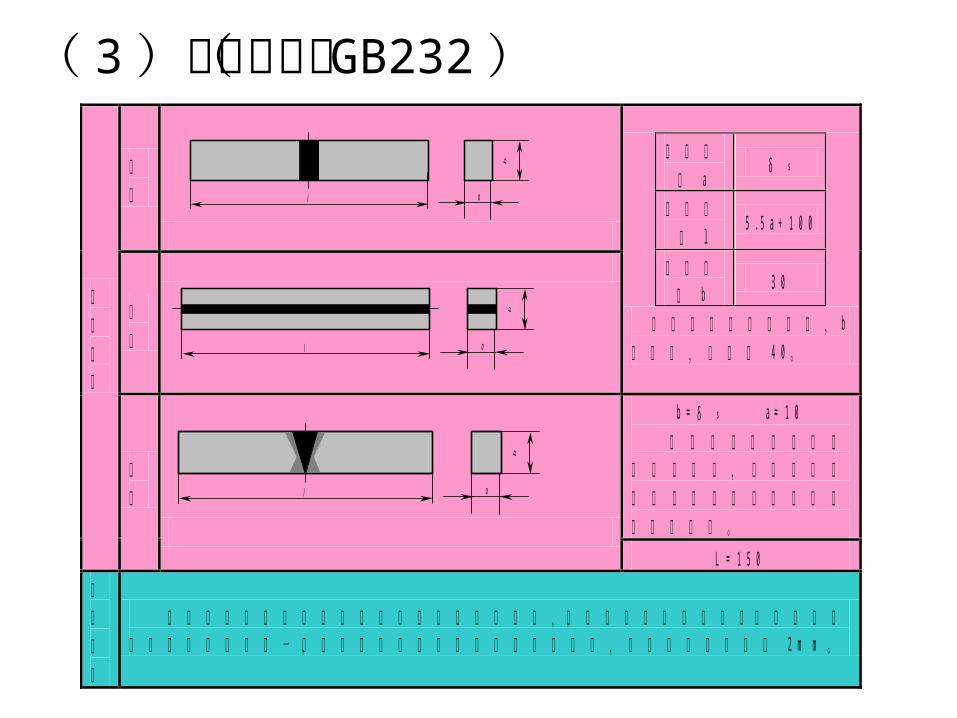
( 3 )弯曲试验( GB23
2 ) 横
向
纵
向
试 样 厚度 a
δ s
试 样 长度 l
5 . 5 a + 1 0 0
试 样 宽度 b
3 0
纵 弯 试 样 焊 缝 较 宽 时 , b
可 增 大 , 最 宽 为 4 0 。
b = δ s a = 1 0
当 试 板 厚 度 超 过 试 验机 压 头 宽 度 , 可 沿 板 厚 方向 切 成 多 片 试 样 并 对 每 片试 样 做 侧 弯 。
试
样
尺
寸
侧
向
L = 1 5 0
试
样
加
工
弯 曲 试 样 上 焊 缝 余 高 或 垫 板 采 用 机 械 方 法 去 除 , 试 样 拉 伸 表 面 应 齐 平 , 且 尽 可 能 保留 焊 缝 两 侧 中 至 少 一 侧 的 母 材 原 始 表 面 , 试 样 棱 角 应 倒 圆 , 圆 角 半 径 不 得 大 于 2 m m 。
l
b
a
l
b
a
l
b
a
试
验
方
法
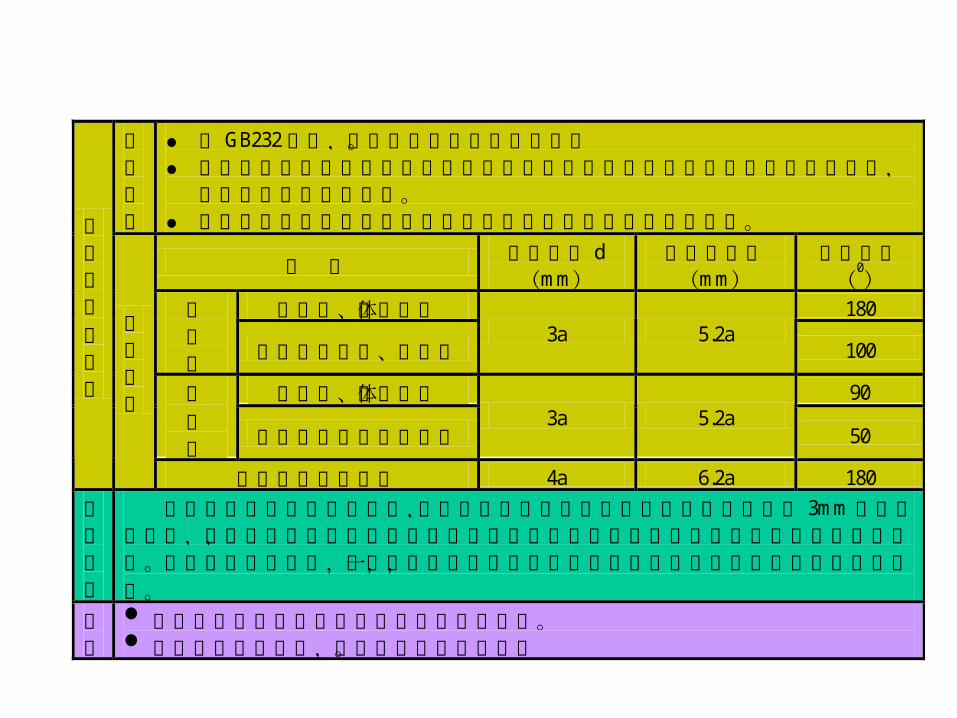
● 按 GB232进行,弯轴中心应对准焊缝中央。
● 当焊接接头两侧得母材或母材与熔敷金属的强度相差较大或延伸率明显不同时,可用纵弯试样进行试验。
● 复合钢板和耐蚀堆焊的接头弯曲试验取两个侧弯试样进行试验。
钢 种 弯心半径 d
(mm) 支座间距离
(mm) 弯曲角度
(0)
碳素钢、奥氏体钢 180 双
面
焊 其它低合金钢、合金钢 3a 5.2a
100
碳素钢、奥氏体钢 90 单
面
焊 其它低合金钢、合金钢 3a 5.2a
50
试
验
方
法
与
要
求
试
验
要
求
复合板和堆焊复层 4a 6.2a 180
合
格
指
标
弯曲试验冷弯到规定角度后,其受拉面上沿任何方向不得有单条长度大于 3mm 的裂纹或缺陷,试样的棱角开裂不计,但确因夹渣或其它焊接缺陷引起试样棱角开裂的长度应计入。当采用多片试样时,将多片试样组成一组,并对每片试样进行试验,均应满足上述要求。
复
验
弯曲性能试验如不合格取双倍试样进行复验。 经复验仍不合格时,则该试板判为不合格。
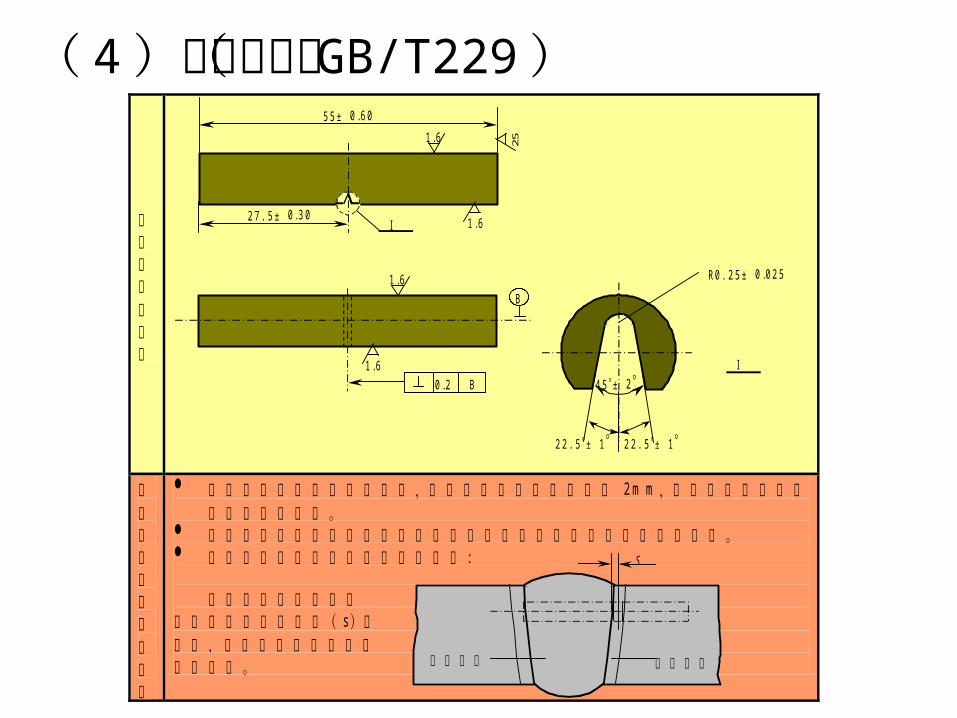
( 4 )冲击试验( GB/T229 )
试
验
形
状
和
尺
寸
试
样
的
截
取
和
缺
口
方
位
试 样 应 垂 直 于 焊 接 方 向 截 取 ,试 样 上 表 面 距 试 板 表 面 约 2 m m ,试 样 缺 口 的 轴 线 应垂 直 于 试 板 表 面 。
焊 缝 金 属 的 冲 击 试 样 应 在 最 后 焊 道 的 焊 缝 侧 截 取 缺 口 位 于 焊 缝 金 属 中 。 热 影 响 区 冲 击 试 样 缺 口 位 置 如 下 图 :
缺 口 轴 线 至 试 样 轴 线
与 熔 和 线 交 点 的 距 离( s )大于 零 , 且 应 尽 可 能 多 的 通 过热 影 响 区 。
5 5 ± 0 . 6 0
2 7 . 5 ± 0 . 3 0 Ⅰ 1 . 6
25 1 . 6
B 0 . 2
B
1 . 6
1 . 6 R0 . 2 5 ± 0 . 0 2 5
Ⅰ
4 5 o ± 2o
2 2 . 5 o ± 1o
2 2 . 5 o ± 1o
S
焊 缝 金 属 热 影 响 区
试
验
方
法
按 GB/T229“ ”金属夏比缺口冲击试样方法 有关规定进行。
合
格
指
标
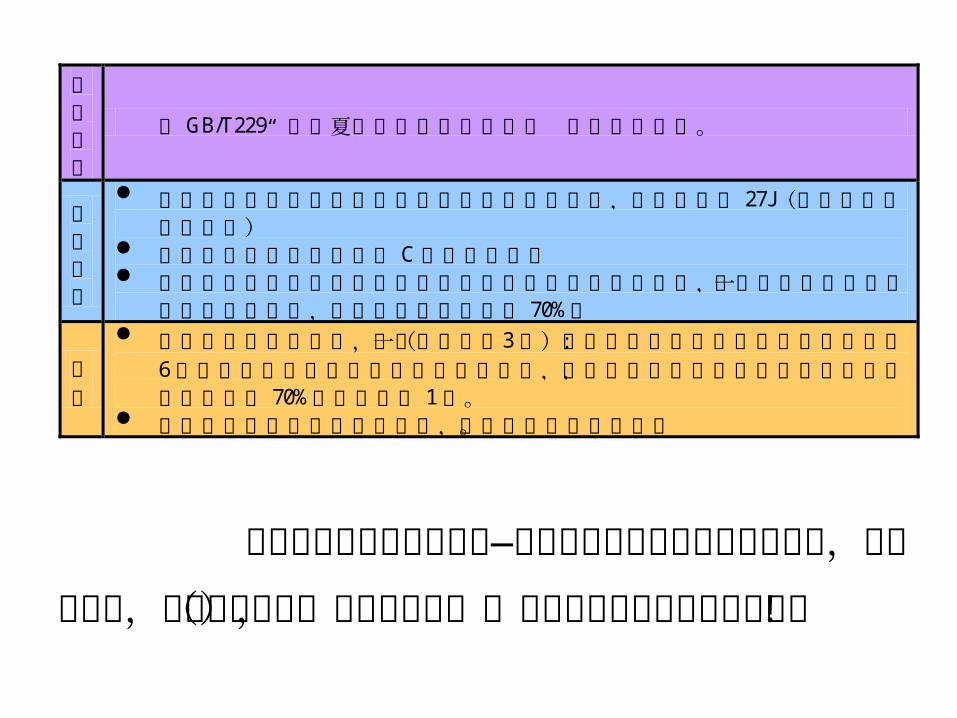
常温冲击功规定值按图样或有关技术文件的规定,但不得小于 27J(三个标准试样冲击功)
低温冲击功规定值按附录 C的有关规定。 试样温度下三个试样的冲击功平均值应不低于上述的规定,其中一个试样的冲击
功可小于规定值,但不得小于规定值的 70%。
复
验
冲击试验如果不合格,可再取一组(3个)试样进行试验:合格指标为前后两组6个试样的冲击功平均值不得低于规定值,允许有两个试样小于规定值,但其中小于规定值 70%的只允许有 1个。
经复验仍不能达到合格指标时,则该试板判为不合格。
试板判为不合格后的处理—当产品焊接试板被判为不合格时,应分析原因,采取相应措施(如热处理等),然后按上述要求重新进行试验 !
六、多层包扎压力容器
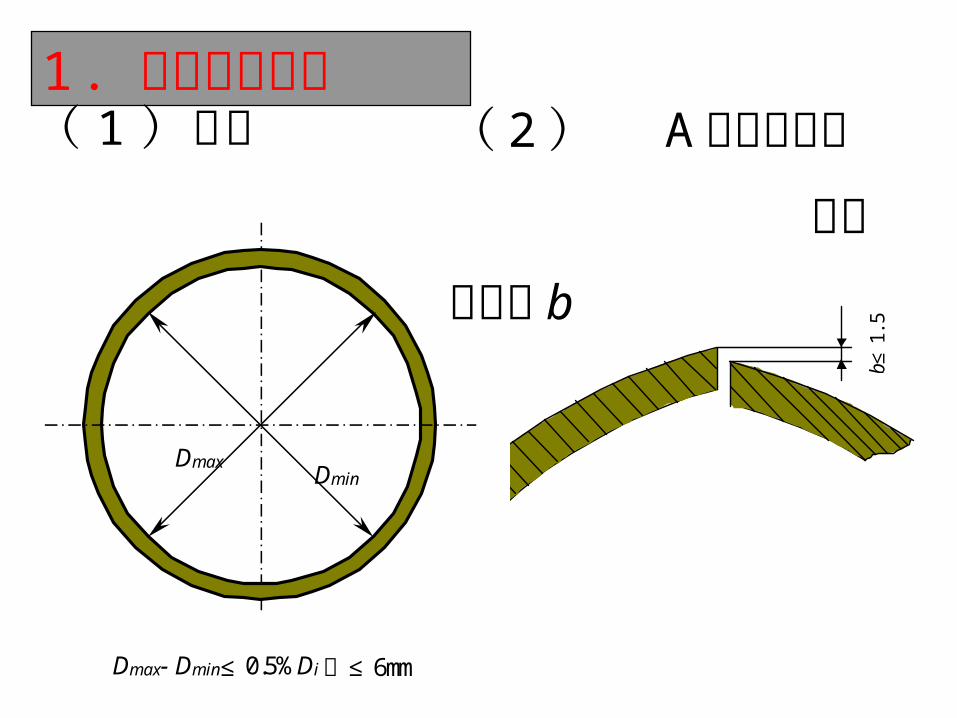
1 .内筒成形允差 ( 1 )圆度
Dmax Dmin
Dmax- Dmin≤ 0.5%Di且≤ 6mm
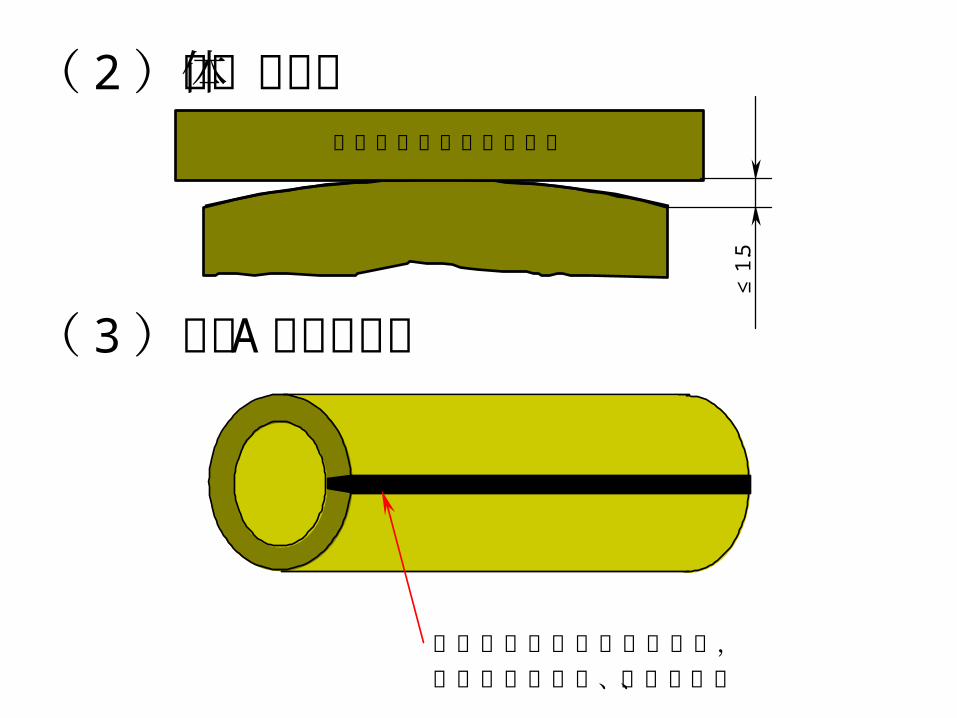
( 2 ) A 类焊接接头 对口错边量 b
b≤1.
5
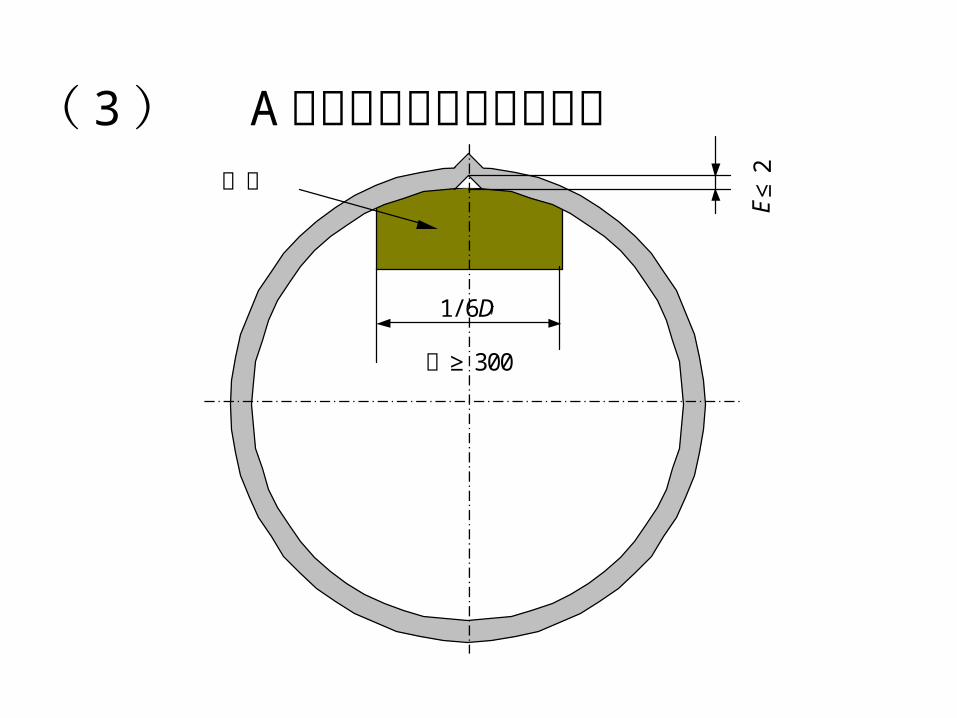
( 3 ) A 类焊接接头处形成的棱角
E≤
2
1/ 6Di
≥且 300
样板
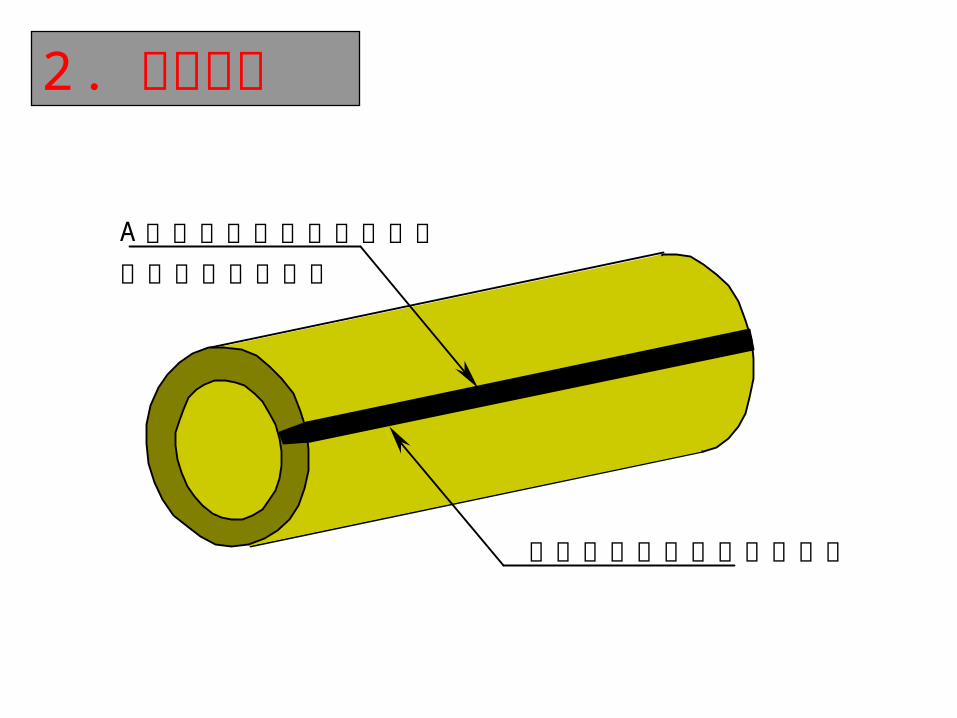
2 .内筒焊接
A类焊接接头焊后应作消除残余应力的热处理
外表面作机加工或修磨平滑
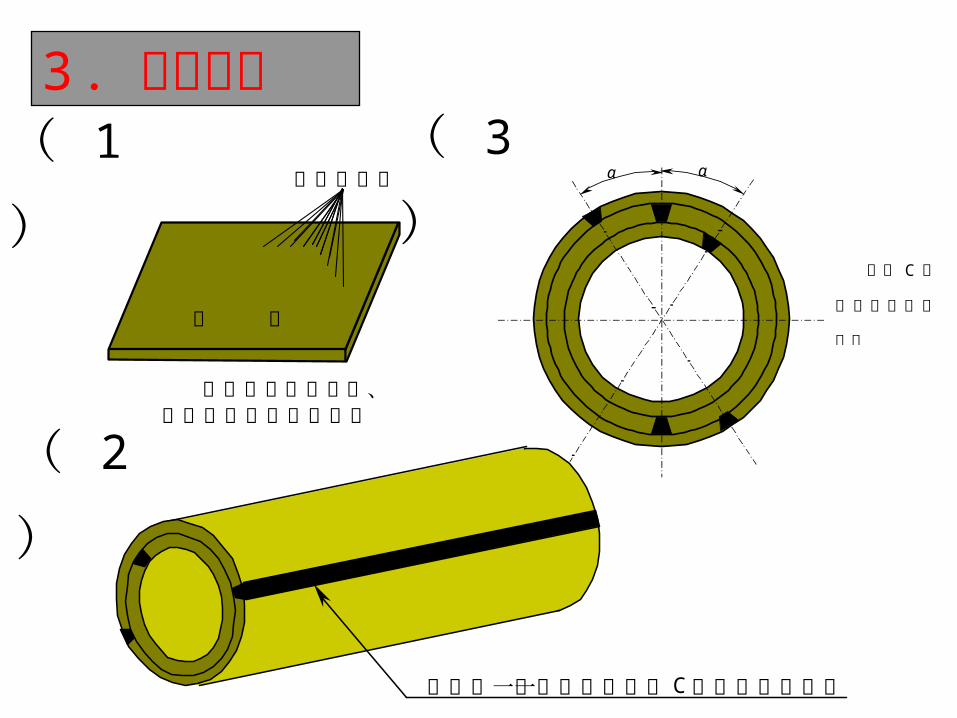
α α
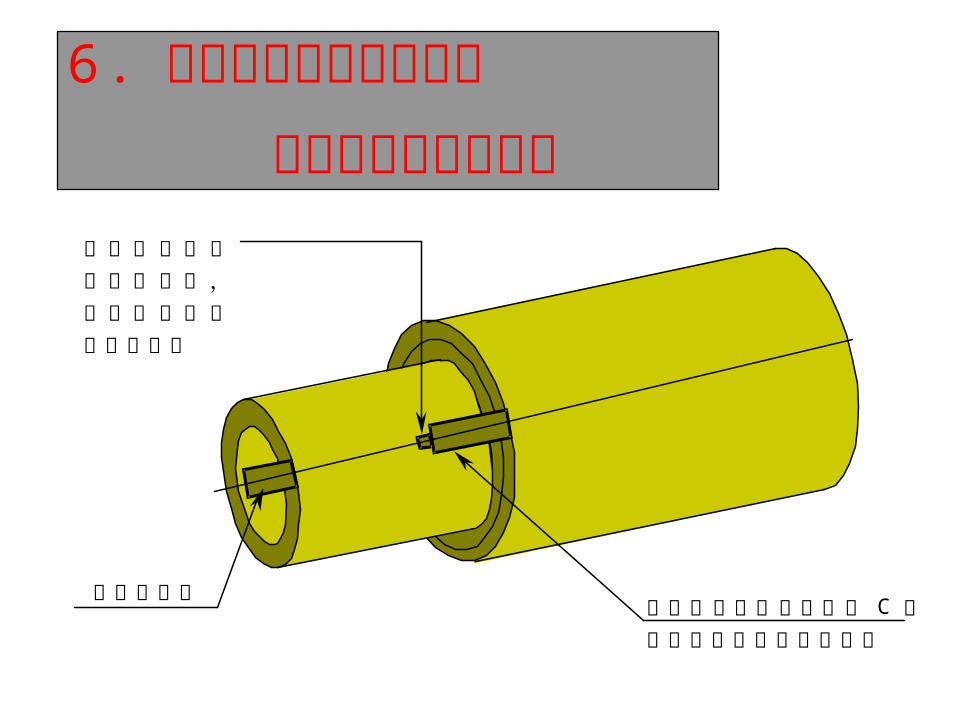
各层 C 类
焊接接头均匀
错开
层 板
喷沙或喷丸
包扎前应清除铁锈、油污和影响贴合的杂物
3 .层板包扎( 1
)
( 2
)
包扎下一层前应将前一层 C类焊缝修磨平滑
( 3
)
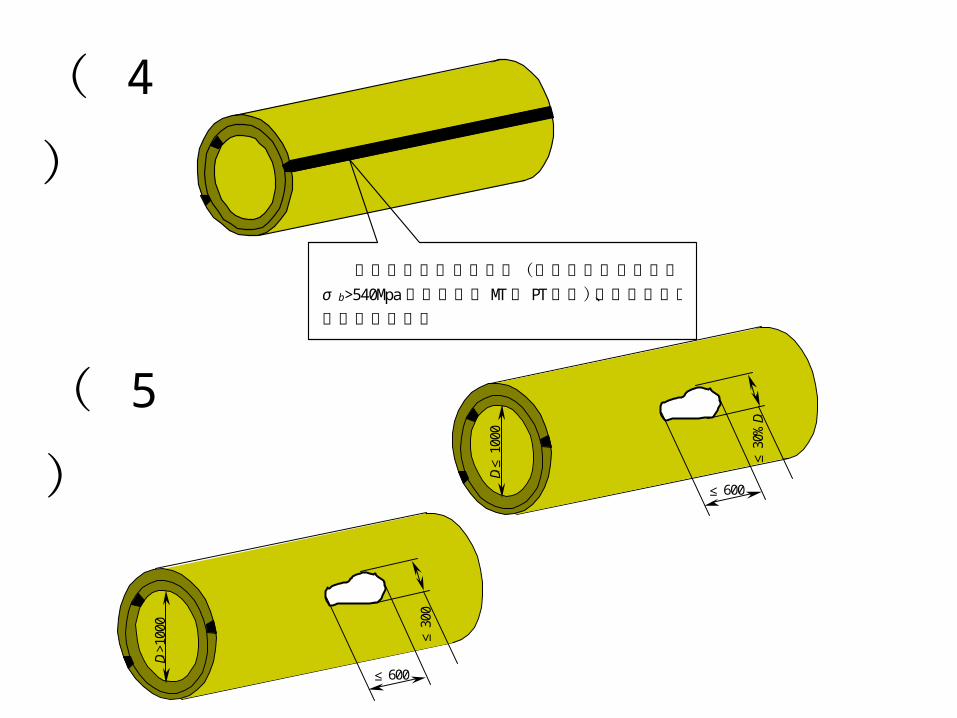
( 4
)
每层修磨后经外观检查(标准抗拉强度下限值σ b>540Mpa层板应进行 MT或 PT检测)不得有裂纹、咬边和密集气孔
( 5
)
≤ 600 D i
≤10
00
≤30
%D i
≤ 600
D i>1
000
≤30
0
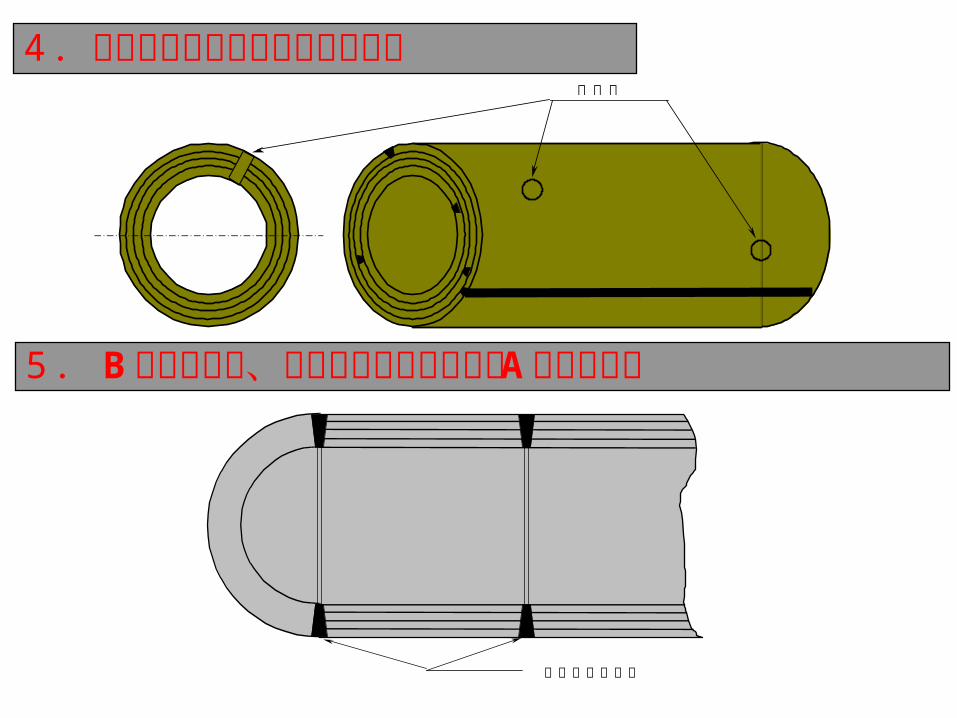
4 .每个圆筒上按图样要求钻泄放孔
泄放孔
5 . B 类焊接接头、圆筒与球形封头相连的 A 类焊接接头
不作焊后热处理
6 .焊接试板包括内筒焊接 试板和层板焊接试板 在试板焊缝根部垫上垫板,垫板与层板同材质同厚度
内筒接试板层板焊接试板在某一层 C 类焊接接头的延长部位焊接
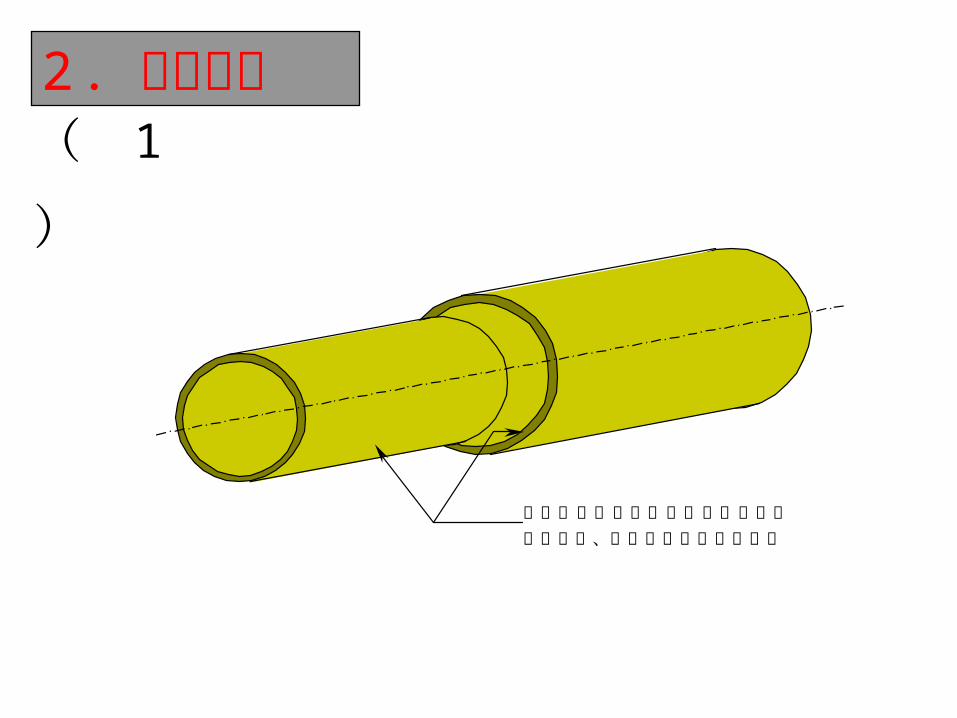
七、热套压力容器
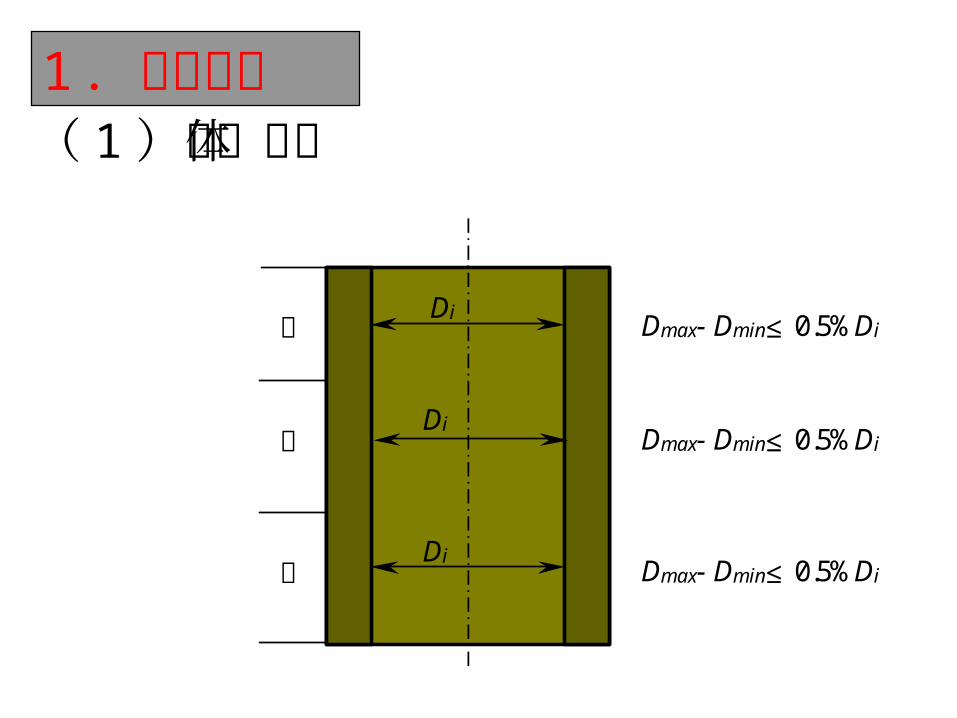
1 .单层圆筒 ( 1 )筒体圆度
Dmax- Dmin≤ 0.5%Di Di
Di
Di
Dmax- Dmin≤ 0.5%Di
Dmax- Dmin≤ 0.5%Di
上
中
下
( 2 )筒体直线度
≤1.
5
直尺长度不小于圆筒长度
( 3 )圆筒 A 类焊接接头
表面进行机加工或修磨加工,不允许保留余高、错边、咬边
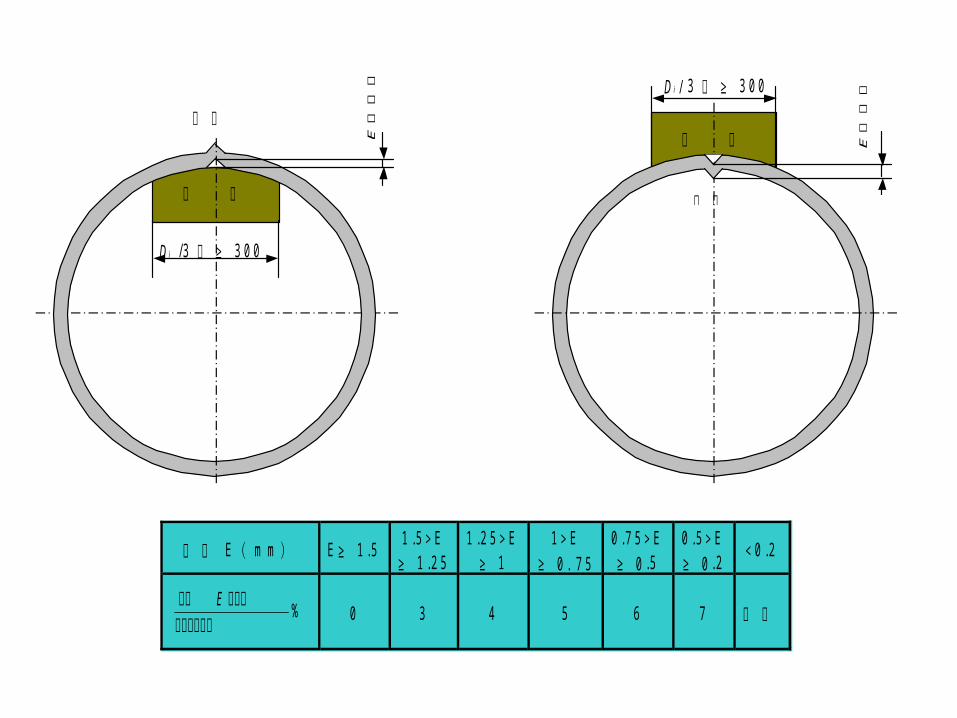
E见下表
棱 角
D i / 3 ≥且 3 0 0
样 板 棱 角
D i / 3 ≥且 3 0 0
样 板 E见下表
棱 角 E ( m m ) E ≥ 1 . 5 1 . 5 >E
≥ 1 . 2 5 1 . 2 5 >E
≥ 1 1 >E
≥ 0 . 7 5 0 . 7 5 >E
≥ 0 . 5 0 . 5 >E
≥ 0 . 2 <0 . 2
%套合面圆周长
的弧长棱角 E 0 3 4 5 6 7 不 计
2 .套合操作 ( 1
)
套合面经机加工或喷砂或喷丸处理清除铁锈、油污及影响贴合的杂物
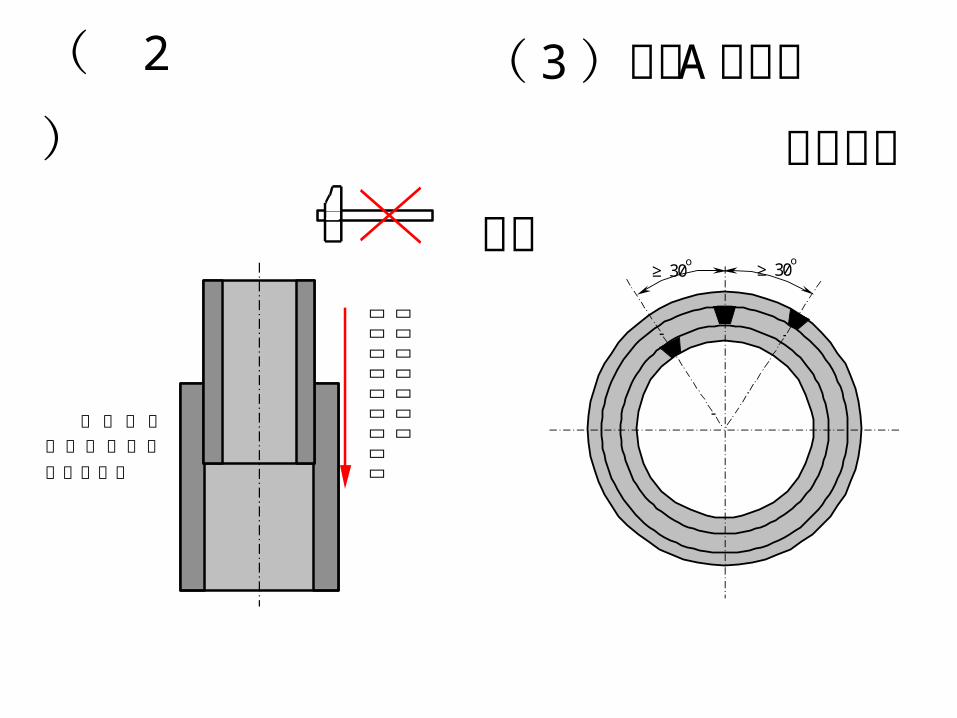
( 2
)
不允许强力压入
靠筒身自重自由套入
选择的温度应不影响材料力学性能
( 3 )各层 A 类焊接 接头相互错开
≥ 30o
≥ 30o
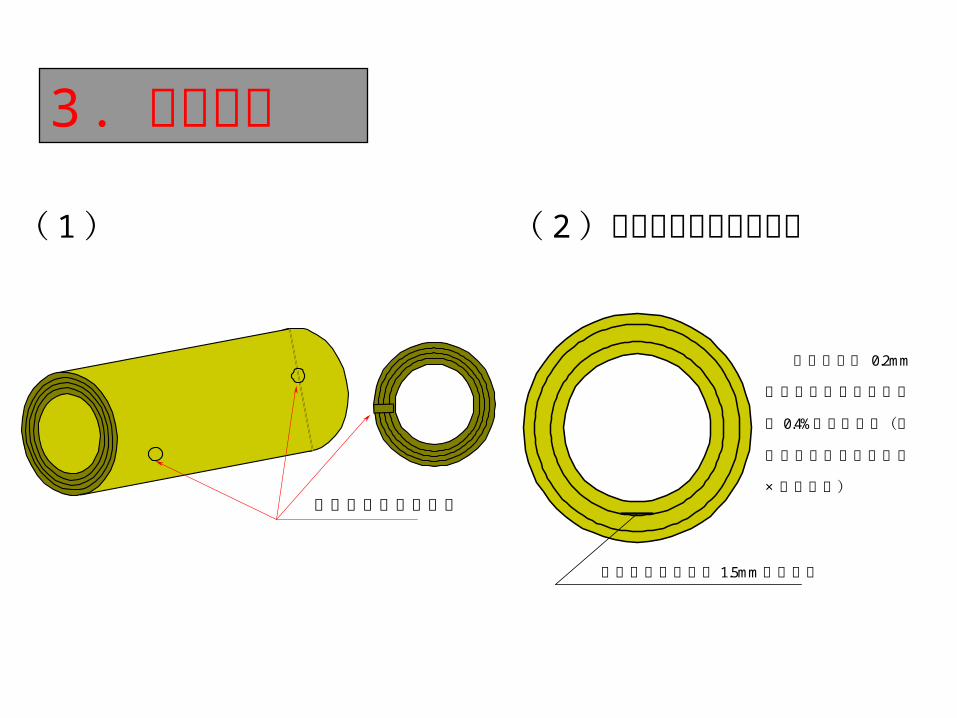
3 .套合圆筒
( 1 )
按图样要求钻泄放孔
( 2 )用塞尺检查套合面间隙
间隙径向尺寸大于 1.5mm的应焊补
径向尺寸在 0.2mm
以上的间隙面积不得大
于 0.4%的套合面积(间
隙面积为间隙轴向深度
×间隙弧长)
( 3 )消除套合应力热处理
允许与消除焊
接应力热处理合并
进行
八、无损检测
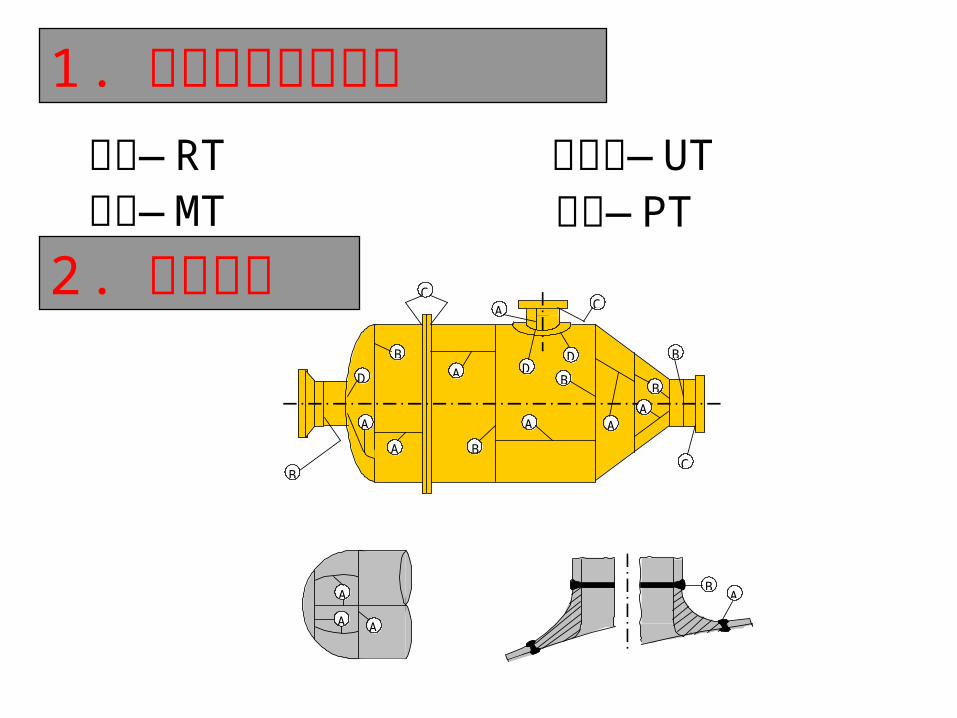
1 .无损检测常用方法 射线— RT 磁粉— MT
超声波— UT 渗透— PT
2 .焊缝分类
A
A
A
A
A
A A
D
B
B
B
B
D D
C C
B
B
C
A
A
A
B A
3 .无损检测 容器的焊接接头,经形状、尺寸及外观检查合格后,再进行无损检测。 4 . 100%RT 和 UT 的检测范围 凡符合以下条件之一的容器及受压元件需采用图样规定的方法,对其 A 类和B 类焊接接头进行 100%RT 和 UT 检测。公称直径小于 250mm 的接管与长颈法兰、接管与接管对接连接的 B 类焊接接头除外。
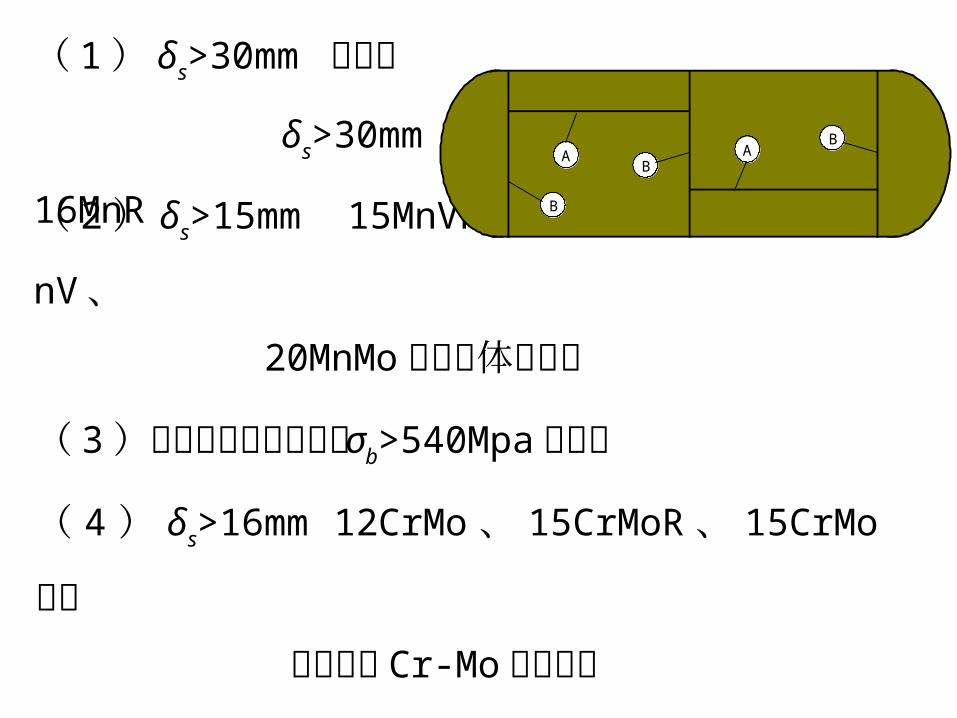
( 1 ) δs>30mm 碳素钢
δs>30mm 16MnR
( 2 ) δs>15mm 15MnVR 、 15Mn
V 、 20MnMo 和奥氏体不锈钢
A
B
B A
B
( 3 )标准抗拉强度下限值 σb>540Mpa 的材料
( 4 ) δs>16mm 12CrMo 、 15CrMoR 、 15CrMo 其
它 任意厚度 Cr-Mo 低合金钢
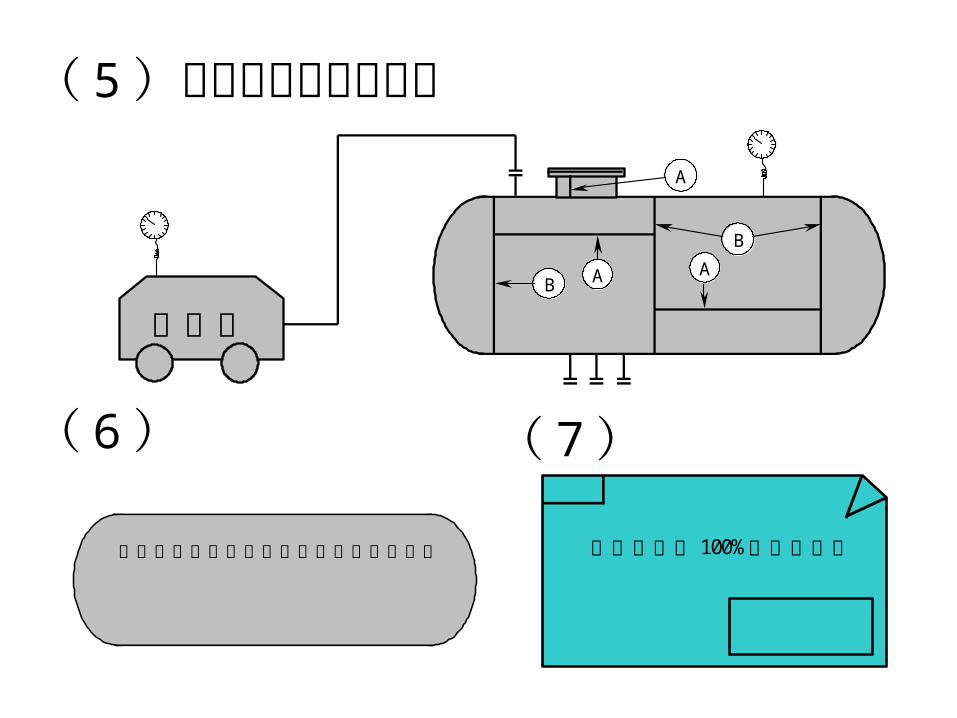
( 5 )进行气压试验的容器
A
B A A
B
空压机
( 6 )
图样注明盛装毒性为极高或高度危害介质
( 7 )
图样规定需 100%检测的容器
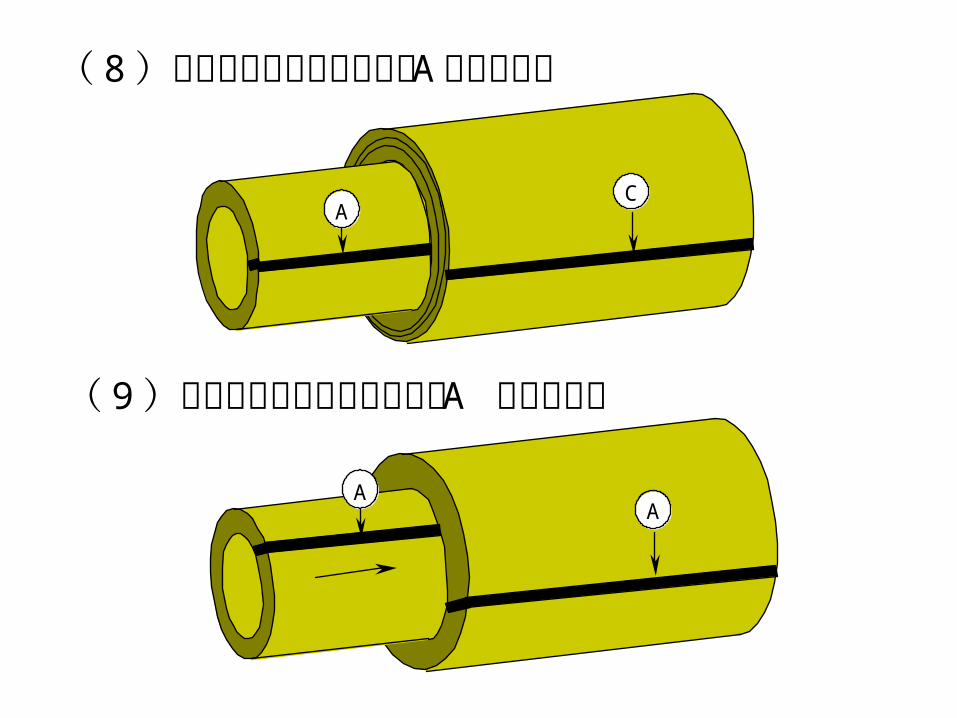
( 8 )多层包扎压力容器内筒的 A 类焊接接头
A C
( 9 )热套压力容器各单层圆筒的 A 类焊接接头
A A
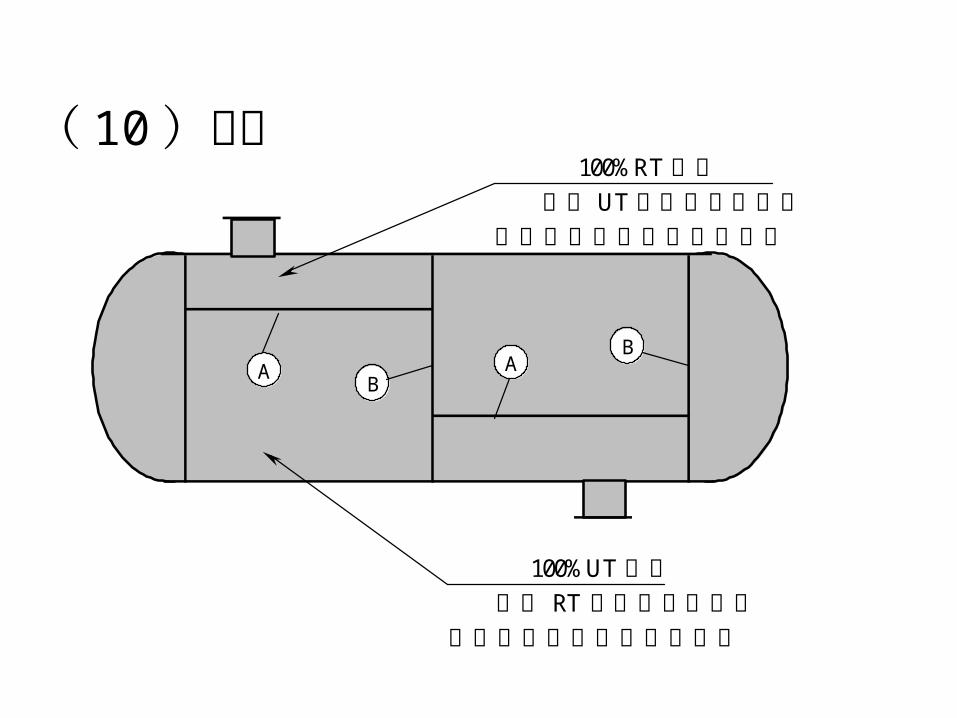
( 10 )复查
A B
A B
100%RT检测
是否 UT检测复查及复查长度由设计者在图样上规定
100%UT检测
是否 RT 检测复查及复查长度由设计者在图样上规定
5 .局部无损检测
( 1 )检测长度不得少于各条焊接接头长 度的 20% ,且不小于 250mm 。
( 2 )焊缝交叉部位及以下部位应全部检测,其检测长度可计入局部检测长度之内。
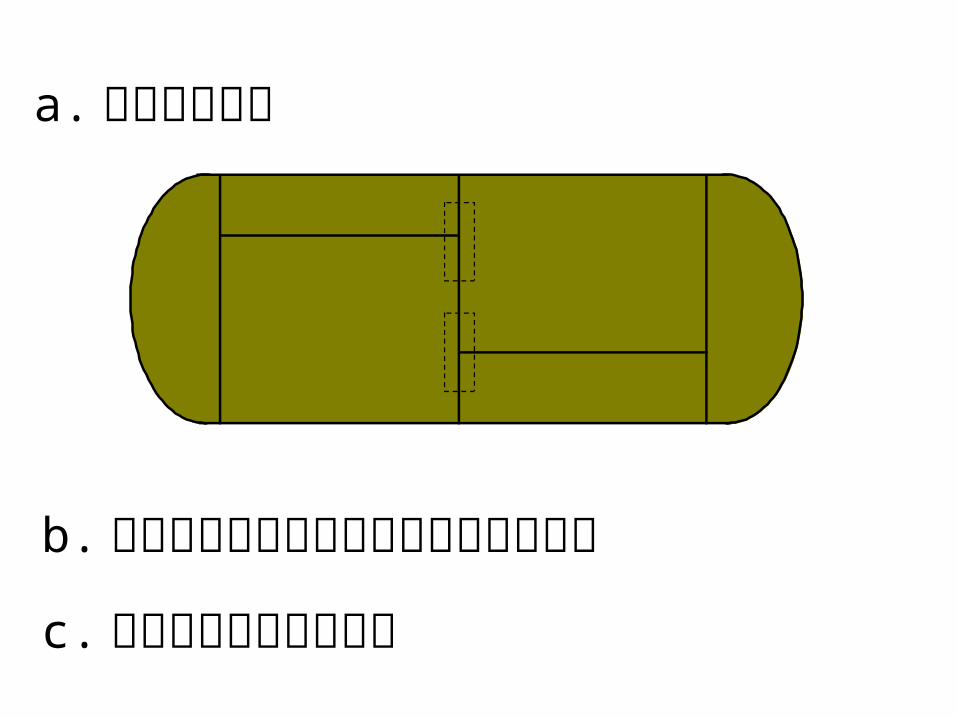
a. 焊缝交叉部位
b.先拼板后成形凸形封头的所有拼接接头
c.被内件覆盖的焊接接头
A
B
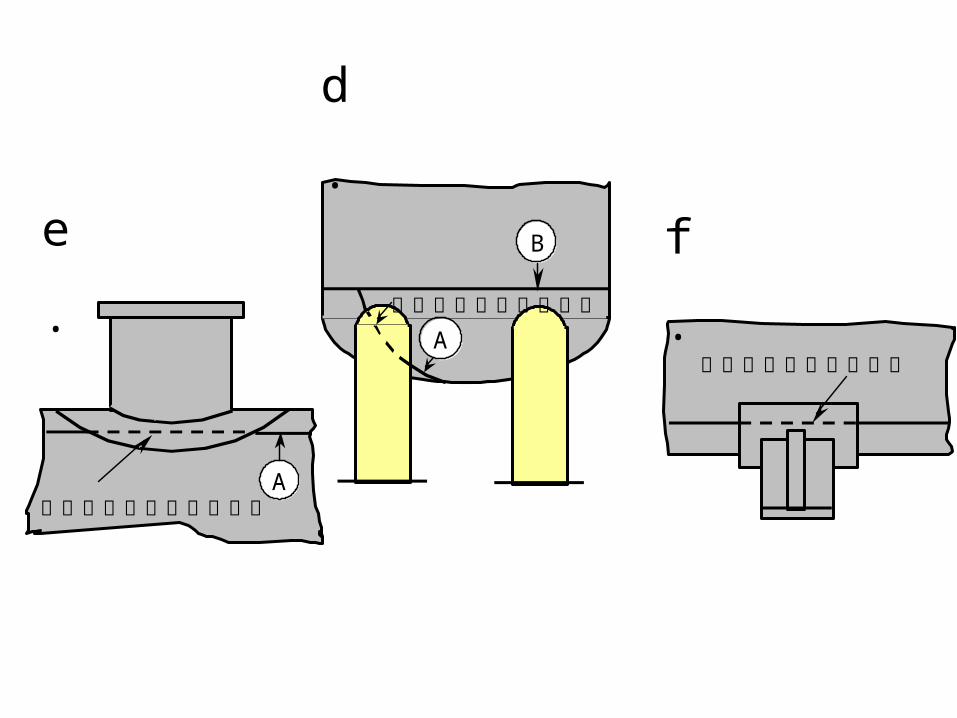
被支座覆盖的焊接接头
A 被补强圈覆盖的焊接接头
被垫板覆盖的焊接接头
d.
e. f.
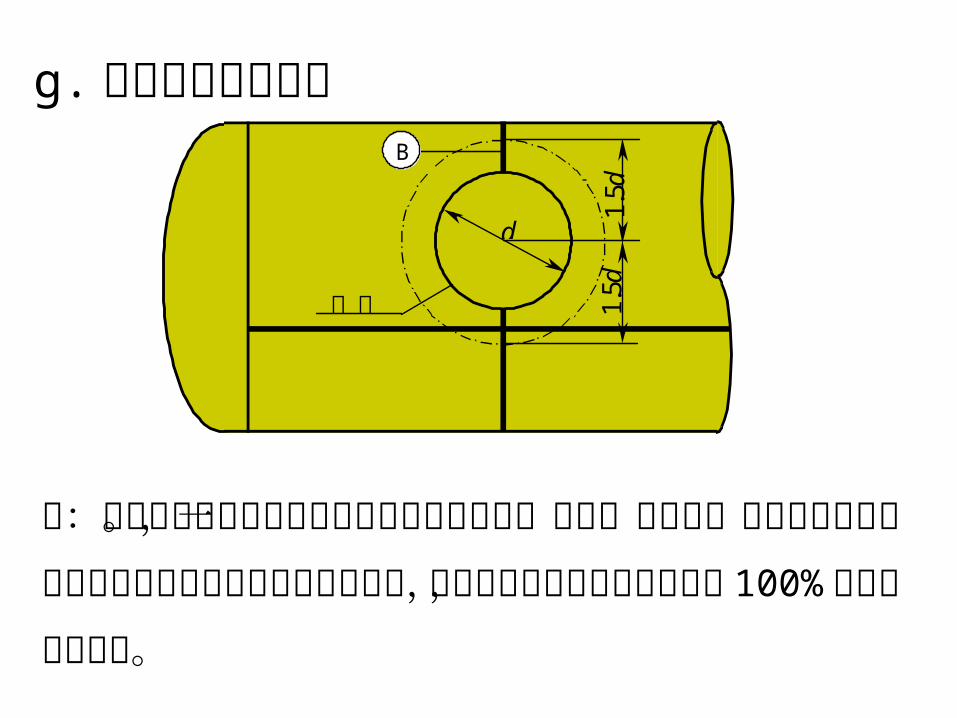
g. 在焊接接头上开孔
B
开孔
d
1.5d
1.
5d
注:检测后制造部门对未检查的质量仍需负责。但是,若作进一步检测可能会发现气孔等不危及容器安全的超标缺陷,如果这也不允许时,就应选择 100%射线或超声检测。
A B
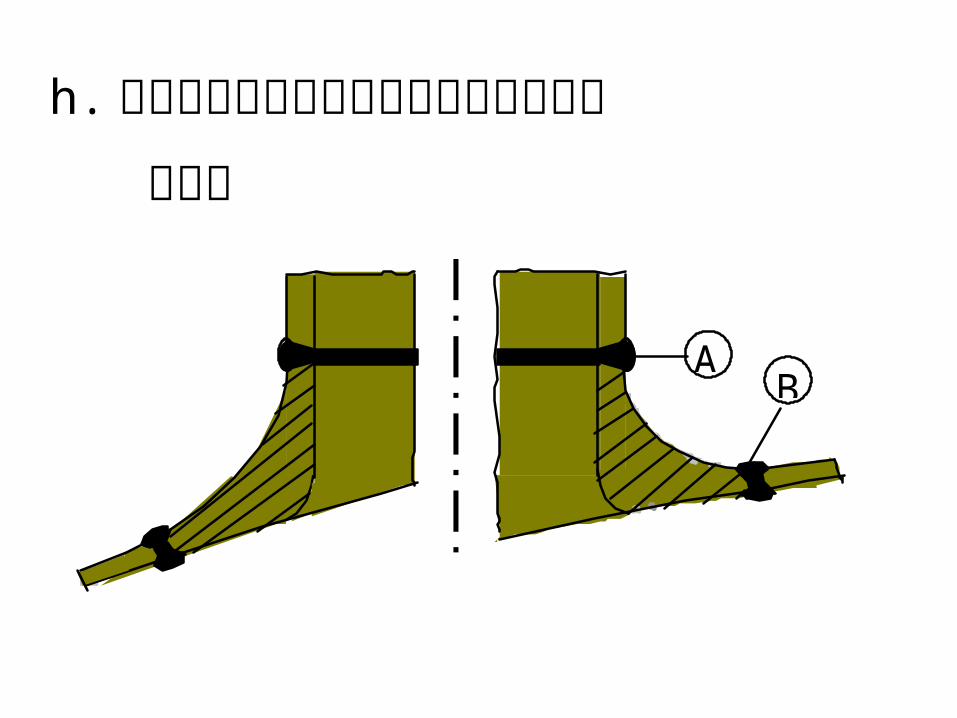
h.嵌入式接管与圆筒或封头对接连接的焊 接接头
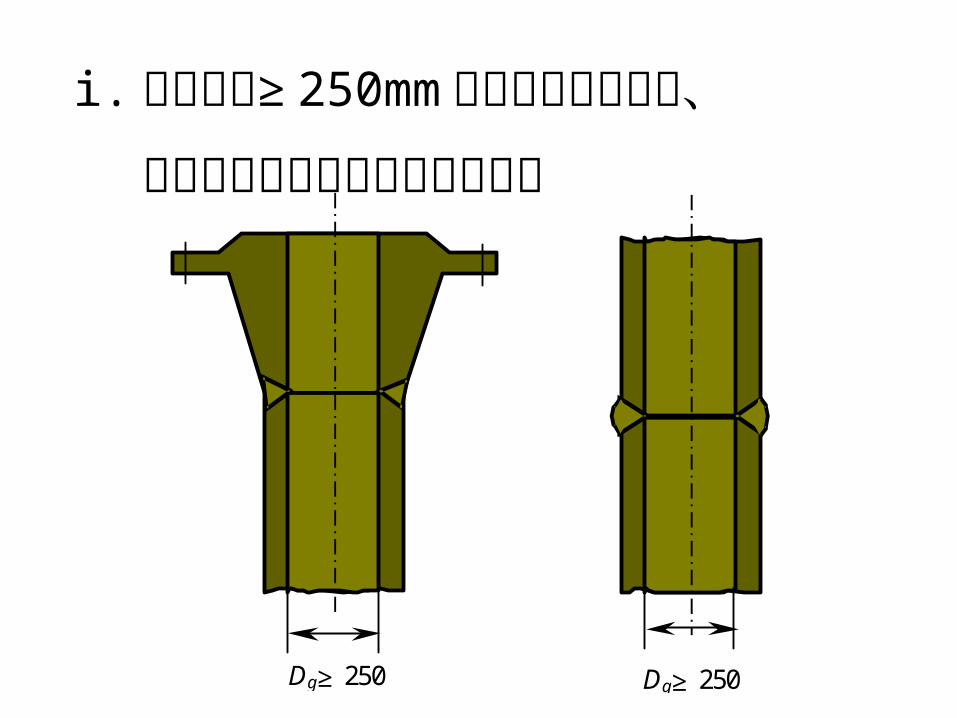
i. 公称直径≥ 250mm 的接管与长颈法兰、 接管与接管对接连接的焊接接头
Dg≥ 250 Dg≥ 250
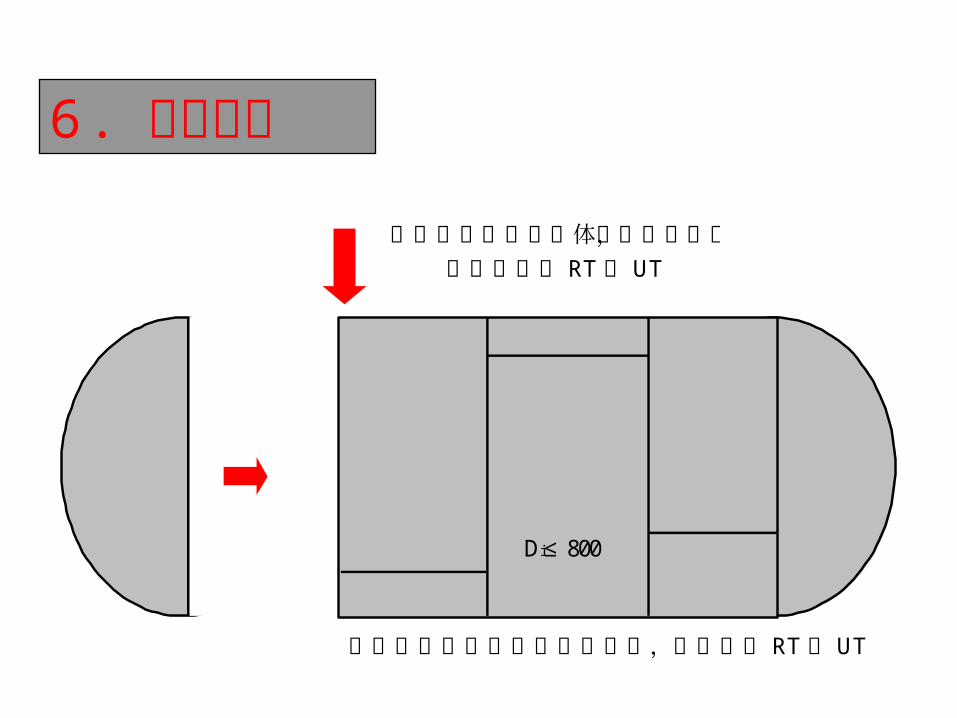
6 .无法检测
最终焊缝要采用气体保护焊打底,
允许不进行 RT或 UT
Di≤ 800
无垫板最终单面对接焊接接头,无法进行 RT或 UT
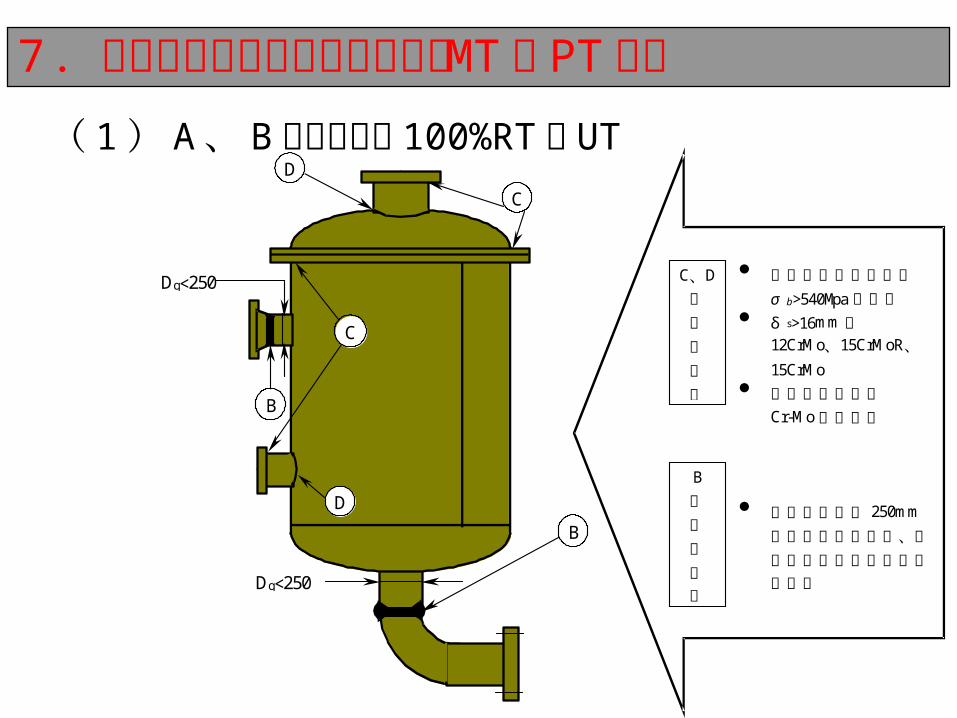
7 .下列几种情况的焊缝表面进行 MT 或 PT 检测 ( 1 ) A 、 B 类焊接接头 100%RT 或 U
T
Dg<250
Dg<250
C
D
C
B
D
B
C、D
类
焊
接
接
头
B
类
焊
接
接
头
标准抗拉强度下限值σ b>540Mpa的材料
δ s>16mm的12CrMo、15CrMoR、15CrMo
其它任意厚度的Cr-Mo低合金钢
公称直径小于 250mm
的接管与长颈法兰、接管与接管对接连接的焊接接头
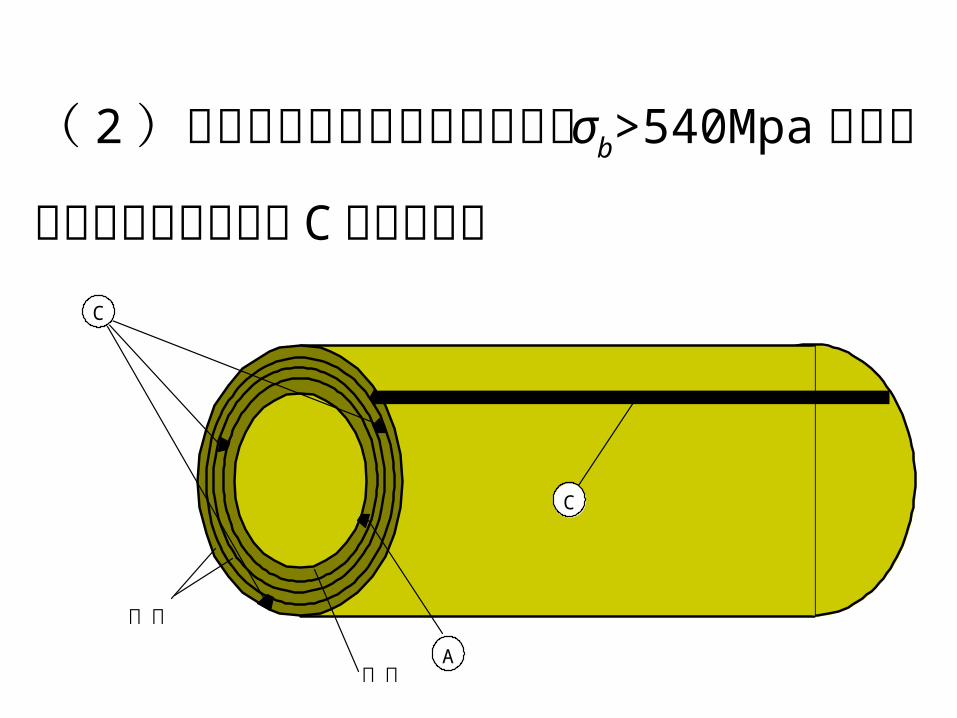
( 2 )层板材料标准抗拉强度下限值 σb>5
40Mpa 的多层包扎压力容器的层板 C 类焊接接头
层板
内筒
C
C
A
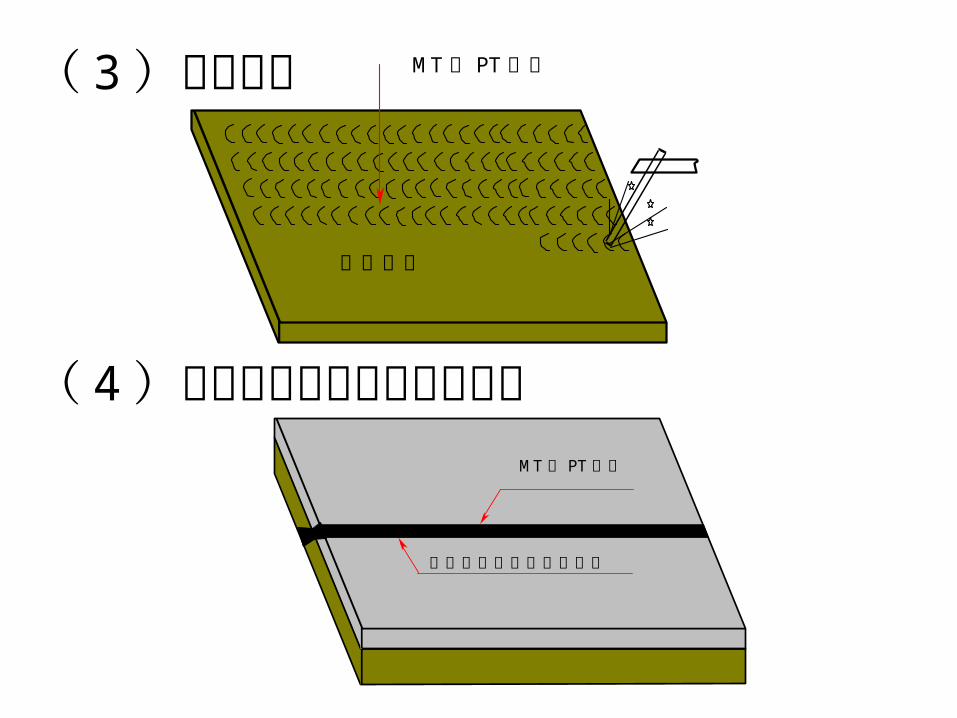
( 3 )堆焊表面
MT或 PT检测
堆焊表面
( 4 )复合钢板的复合层焊接接头
MT或 PT检测
复合钢板的复合焊接接头
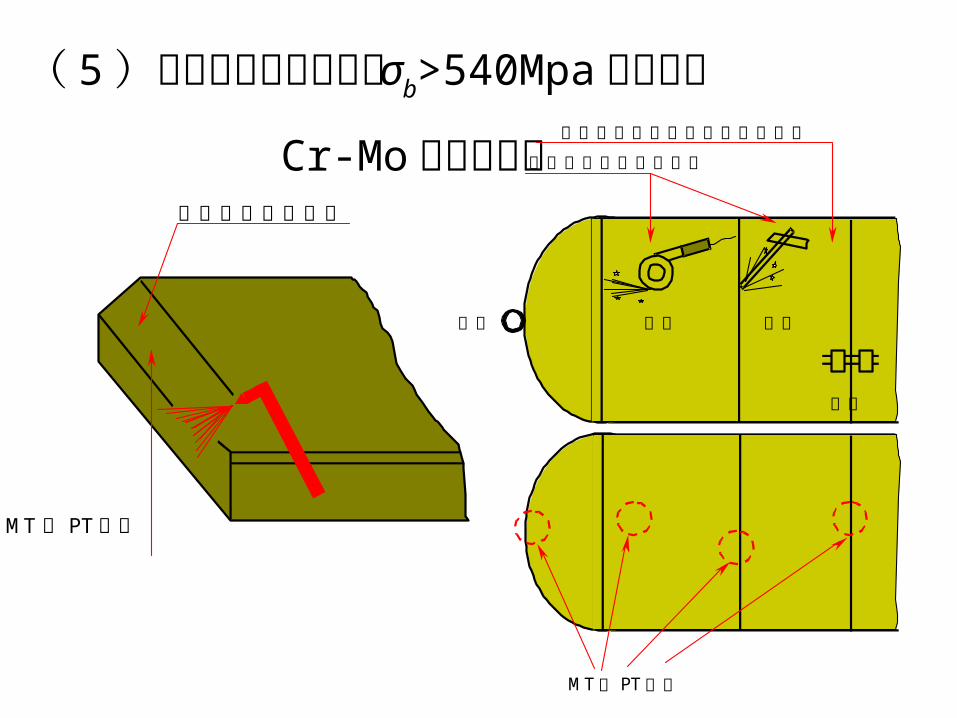
( 5 )标准抗拉强度下限值 σb>540Mpa 的材料及
Cr-Mo 低合金钢材
火焰切割坡口表面
MT或 PT检测
MT或 PT检测
吊耳 修磨 补焊
卡具
缺陷修磨或补焊处表面
卡具或拉肋等拆除处的焊痕表面
8 .无损检测标准
( 1 )人员资格
中国锅炉压力容器无损检测人员
×级
资
格
证
锅炉压力容器安全监察局
持有相应的
资格证书
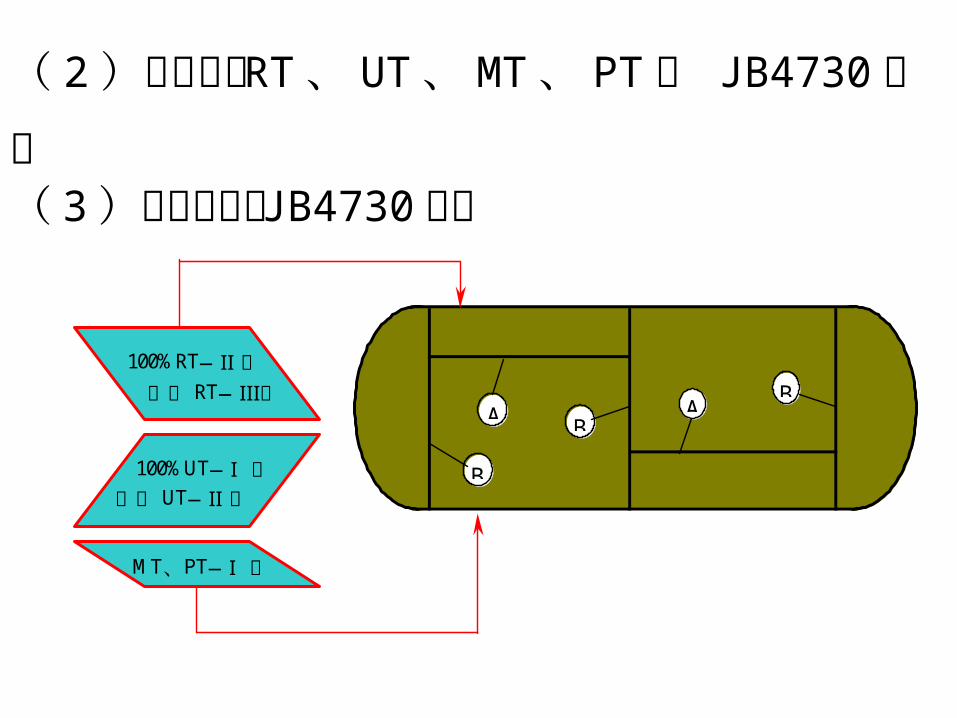
( 2 )无损检测 RT 、 UT 、 MT 、 PT 按 JB47
30 进行 ( 3 )合格等级按 JB4730 标准
A
B
B A
B
100%RT—Ⅱ 级
局部 RT—Ⅲ 级
100%UT—Ⅰ 级
局部 UT—Ⅱ 级
MT、PT—Ⅰ 级
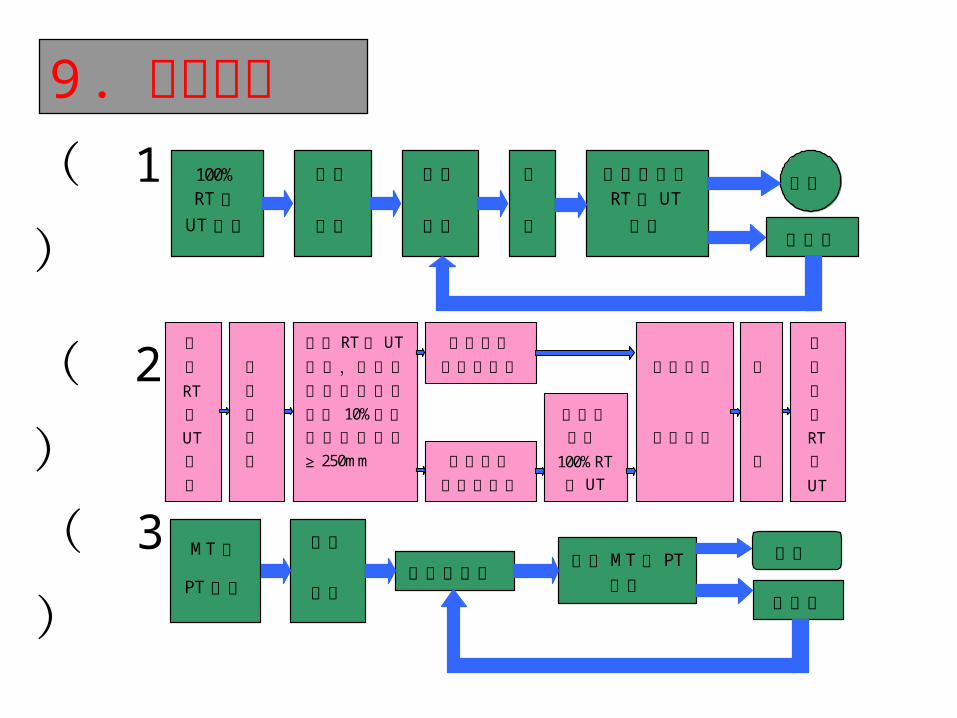
9 .重复检查
100% RT 或
UT 检测
超标
缺陷
清除
干净
补
焊
该部位重新RT 或 UT
检测
合格
不合格
焊
( 1
)
( 2
)
局部RT
或UT
检测
有超标缺陷
增加 RT或 UT
检测,在缺陷两端延伸部位增加 10%该焊接接头长度且≥ 250mm
增加部位
无超标缺陷
增加部位
有超标缺陷
该焊接接头
100%RT
或 UT
超标缺陷
清除干净
焊
补
焊补部位RT
或UT
( 3
)
MT 或
PT 检测
超标
缺陷 修磨或补焊
重新 MT 或 PT
检测 不合格
焊
合格
九、压力试验和气密性试验
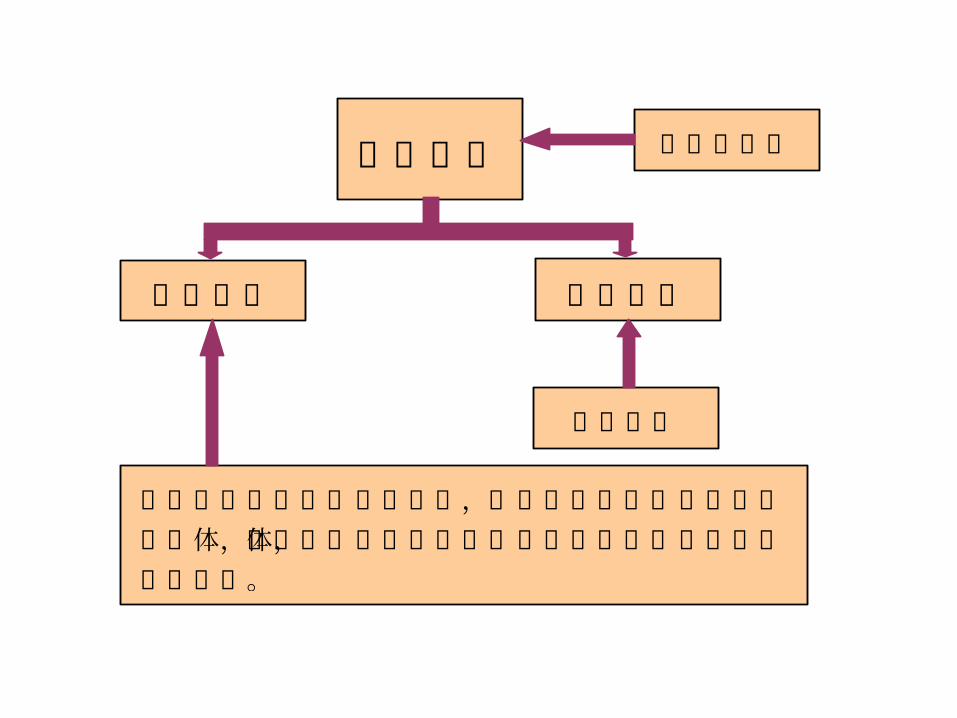
按图样规定 压力试验
气压试验 水压试验
优先选用
当不适合做液压试验的容器,如容器内不允许有微量残留液体,或由于结构原因不能充满液体的容器,可采用气压试验。
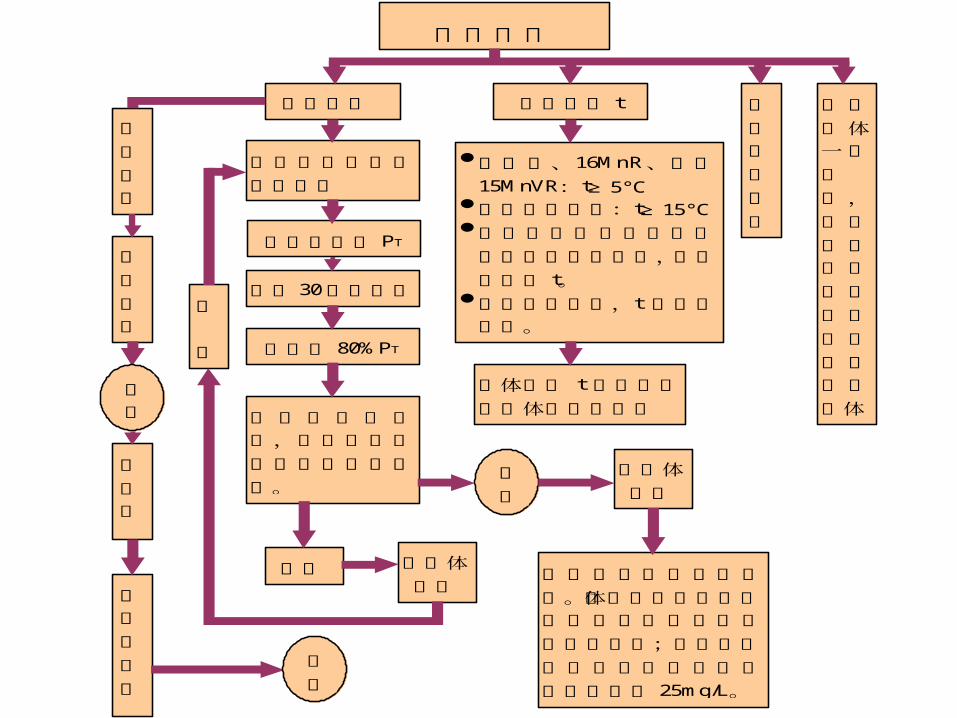
液压试验
试验方法
夹套容器
内筒试压
焊夹套
夹套内试压
充液时将容器内空气排尽
缓慢升压至 PT
保压 30分钟以上
降压至 80%PT
保压足够长时间,检查所有焊接接头和连接部位。
合格
渗漏 将液体排尽
将液体排尽
用压缩空气将内部吹干。奥氏体不锈钢制容器用水试压后应将水渍去除干净;无法达到时应控制水的氯离子含量不超过 25mg/L。
试验温度 t
碳素钢、16MnR、正火15MnVR:t≥ 5℃
其它低合金钢:t≥ 15℃ 由于板厚等因素造成无延性转变温度升高,则相应提高 t。
其它钢制容器,t 按图样规定。
液体温度 t 应低于试验液体闪点或沸点
试验压力按表
试验液体一般用水,需要时可用不会导致发生危险的其它液体
修
补
合格
合格
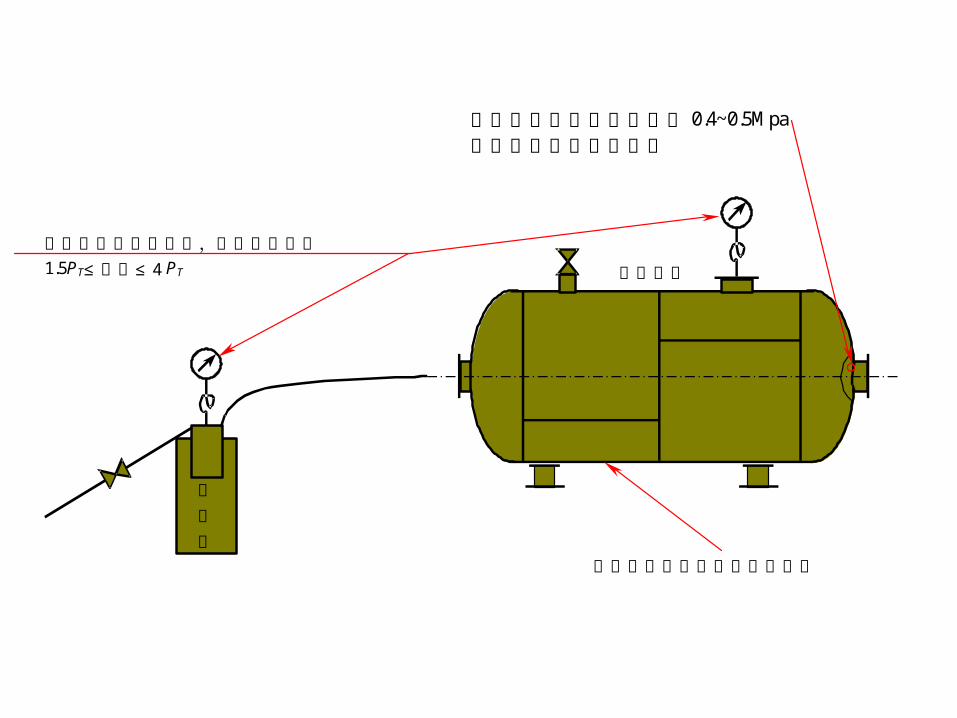
补强圈在压力试验前通入 0.4~0.5Mpa
压缩空气检查焊接接头
必须用两只量程相同,经校正压力表
1.5PT≤量程≤ 4 PT 排净空气
试压过程中保持观察表面干燥
压力泵
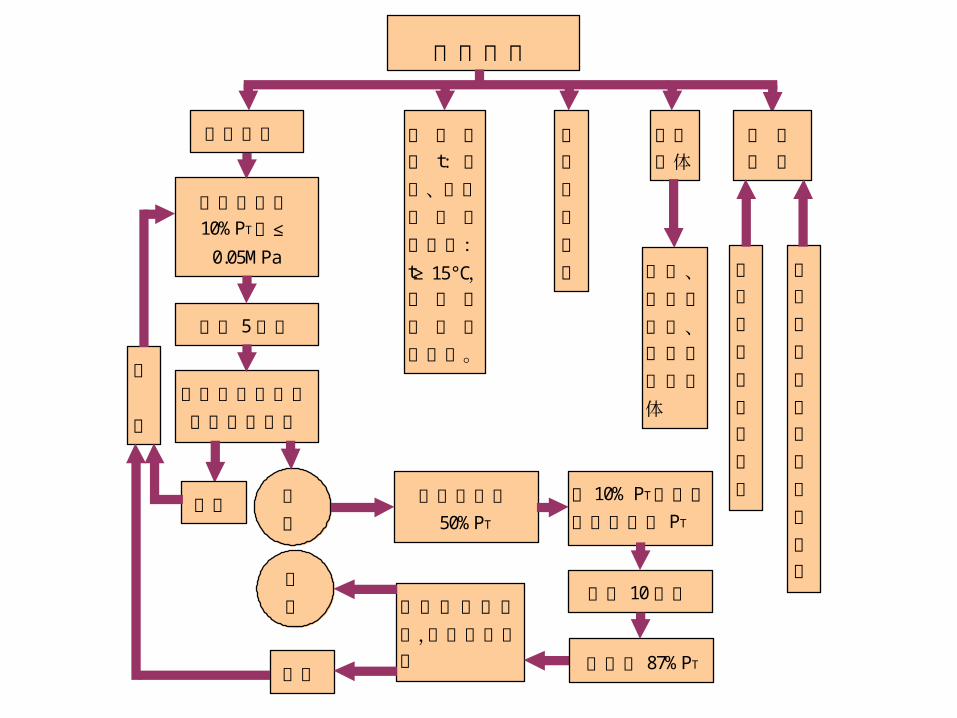
气压试验
试验方法
合格
缓慢升压至10%PT且≤
0.05MPa
保压 5分钟
检查所有焊接接头和连接部位
缓慢升压至50%PT
按 10% PT的级差逐级增压至 PT
合格
渗漏
保压足够长时间,进行泄露检查
试 验 温度 t:碳钢、低合金 钢 介质温度:t≥ 15℃,其 它 钢种 按 图样规定。
干燥、洁净的空气、氮气或惰性气体
试验压力按表
试压
气体
修
补
安 全
措 施
本单位安全部门监察
经试验单位技术负责人批准
渗漏
保压 10分钟
降压至 87%PT
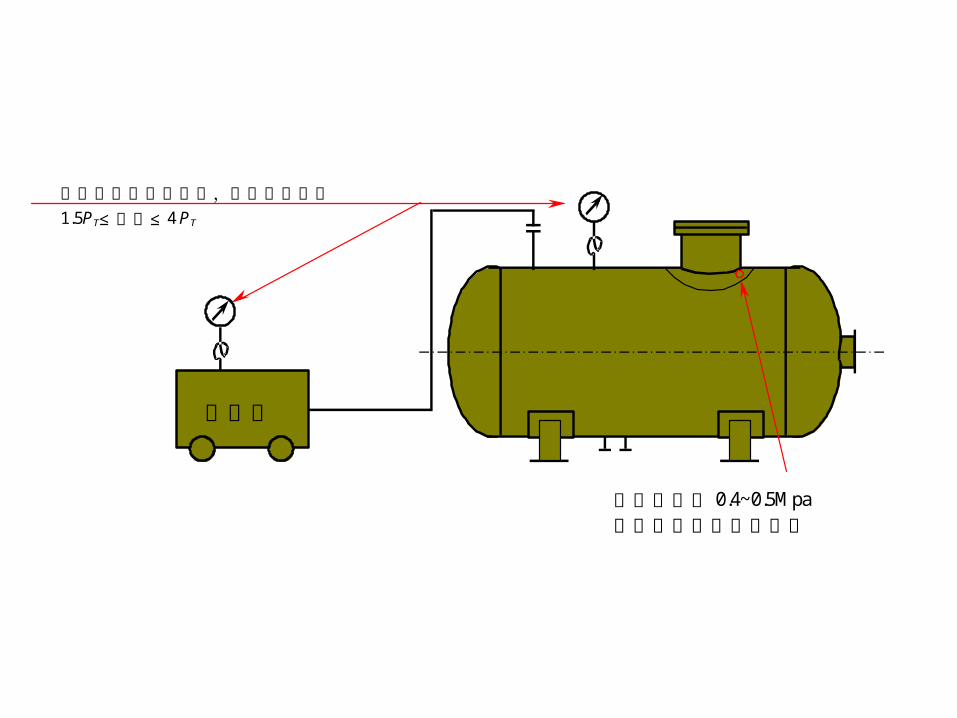
试压前通入 0.4~0.5Mpa
压缩空气检查焊接接头
必须用两只量程相同,经校正压力表1.5PT≤量程≤ 4 PT
空压机
重新进行液压试验和气密性试验
降 压 至设 计 压力
缓慢
升压
至 PT
保压
10
分钟
检查所有焊接接头和连接部位,小型容器也可浸入水中检查
介质的毒性程度为极高或高度的容器,在压力试验合格后进行气密性试验
修 补
泄漏 气密性试验
合格
试 验 压 力 P T
容 器 种 类 液 压 试 验 气 压 试 验 气 密 性 试 验
内 压 容 器 tT pP
25.1 tT pP
15.1
多 腔 容 器
对 于 由 两 个 ( 或 两 个 以 上 ) 压 力 室 组 成 的 容 器 , 应在 图 样 上 分 别 注 明 各 个 压 力 室 的 试 验 压 力 ,并 校 核相 邻 壳 壁 在 试 验 压 力 下 的 稳 定 性 ,如 果 不 能 满 足 稳定 要 求 则 应 规 定 在 作 压 力 试 验 时 ,相 邻 压 力 室 内 必须 保 持 一 定 压 力 , 以 使 整 个 试 验 过 程 ( 包 括 升 压 、保 压 和 卸 压 ) 中 任 一 时 间 内 , 各 压 力 室 的 压 力 差 不超 过 允 许 压 差 ,图 样 上 应 注 明 这 一 要 求 和 允 许 压 差值 。
外 压 和 真 空 容 器 进 行 内 压 试 验
pP T 25.1 pP T 15.1
气 密 性 试 验压 力 、 试 验 介质 和 检 验 要求 在 图 样 上标 明
注 : 1 . 容 器 铭 牌 上 规 定 有 最 大 允 许 工 作 压 力 时 , 公 式 中 应 以 最 大 允 许 工 作 压 力 代 替 设 计 压力 。
2 . 容 器 各 元 件 ( 圆 筒 、 封 头 、 接 管 、 法 兰 及 紧 固 件 等 ) 所 用 材 料 不 同 时 , 应 取 各 元 件材 料 的 [ σ ] / [ σ ]
t比 值 中 最 小 者 。
3 . 压 力 试 验 前 , 应 按 下 式 校 核 圆 筒 应 力 :e
eiTT
DP
2
)( , 液 压 试 验 时 ,
)(9.0 2.0 sT ; 气 压 试 验 时 , )(8.0 2.0 sT 。
4 . 对 不 能 按 规 定 作 压 力 试 验 的 容 器 ( 例 如 大 容 器 ), 设 计 单 位 应 提 出 确 保 容 器 安 全 运 行的 措 施 , 并 在 图 样 上 注 明 。
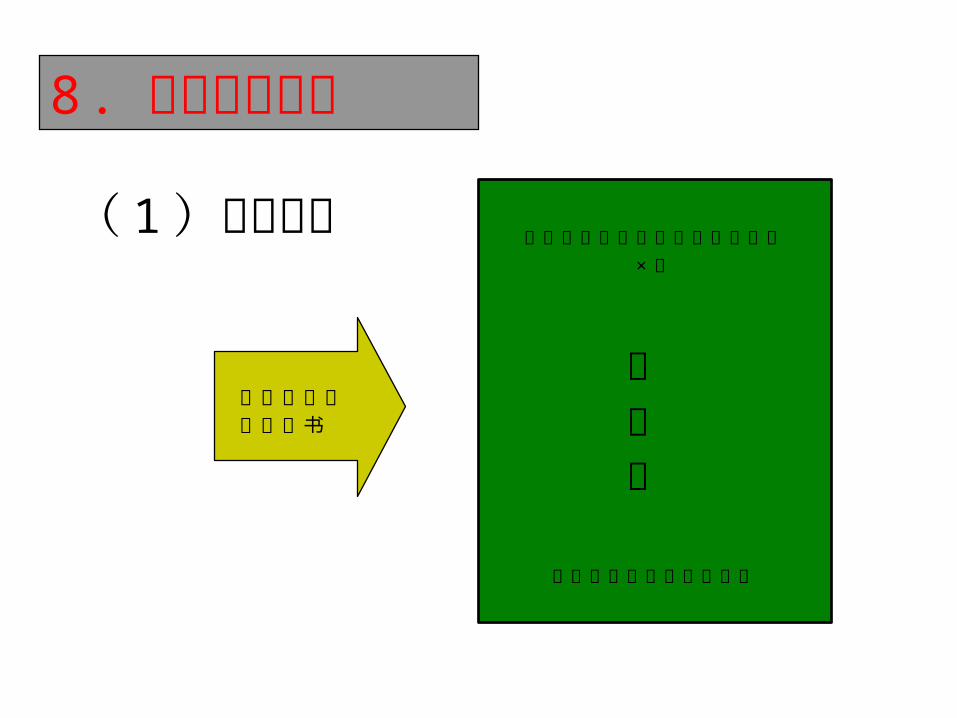
十、质量证明书、标志
“ ”受 容规 管辖产品
附:产品监检报告
产品合格证
与本标准和图样不符 的项目
压力试验与气密性 试验结果
焊接质量检查结果(包括超过两次的返
修记录) 无损检测结果
主要零部件材料化学成分和力学性能
质量证明书
热处理状态与禁焊等 说明
容器主要零部件表
容器竣工总图
容器特性表
容器说明书
质
量
证
明
文
件
油漆、包装、运输按 JB2536的规定
注册铭牌 产品铭牌
制造单位名称: 许可证号码:
产品编号: 制造日期:
设计压力: 设计温度:
最大允许工作压力: 试验压力:
容器重量: 容器类别:
设计压力、设计温度含不同工况条件下的不同设计压力和设计温度
“ ”受 容规 管辖容器
留驻厂监检钢印部位
“ ”受 容规 管辖压力容器注册铭牌尺寸 150× 100(或 100× 66
用于烘缸、移动式压缩空气贮罐,容积≤ 50升压力容器)