Embed Size (px)
Citation preview
Gounder Research Laboratory: Chemistry and Catalysis of Nanoscale Materials
Si Si O O
Si
~1 nm
10 µm!
Nanoscale catalysts with tunable site and structural properties
~1 nm
Rajamani Gounder [email protected]
Larry and Virginia Faith Assistant Professor of Chemical Engineering, Purdue University
Purdue Process Safety and Assurance Center (P2SAC) Meeting December 5, 2017 – West Lafayette, IN
P2SAC Project: Prevention through catalyst design for applications in the petrochemical industry (PI: Raj Gounder)
LONG-TERM GOAL: A collaborative project that can leverage the expertise of more than 1 faculty in Purdue ChE
Courtesy of Chris Marshall (ANL)
PhD-level project
Raj Gounder
Fabio Ribeiro
Jeff Greeley
Jeff Miller
P2SAC Project: Prevention through catalyst design for applications in the petrochemical industry (PI: Raj Gounder)
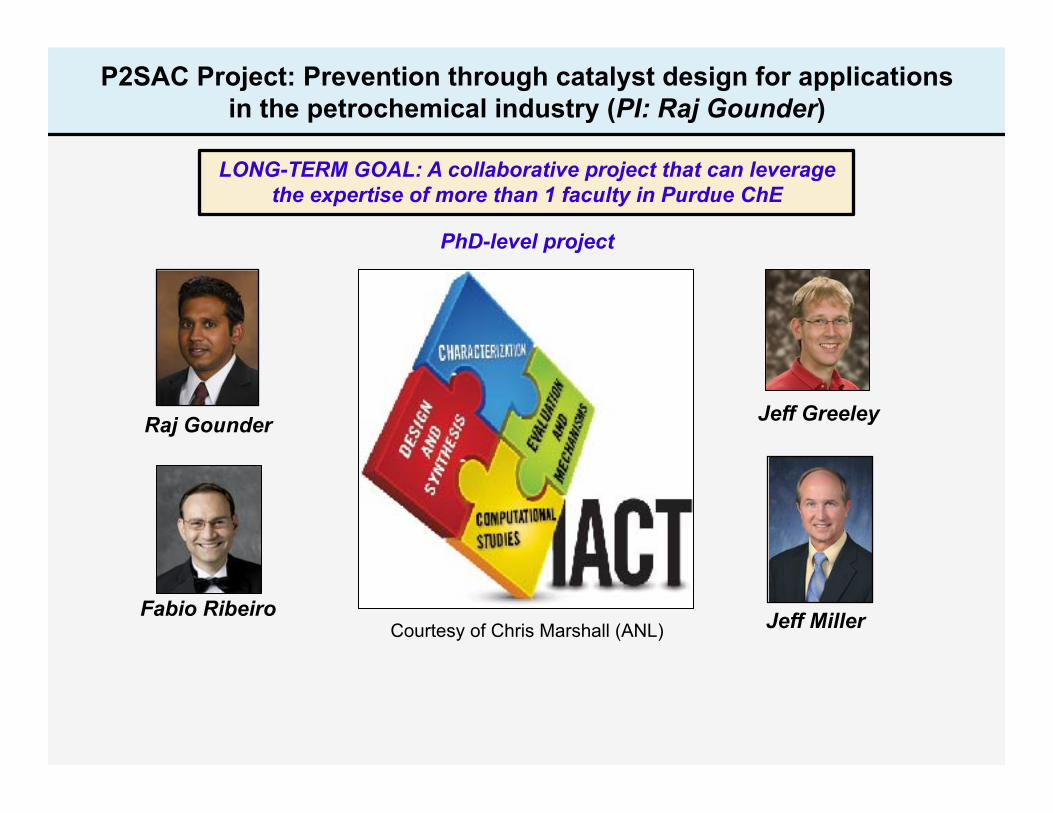
VISION: Prevention through catalyst design. Design catalysts to allow practicing safer industrial processes, and eliminating safety/occupational hazards.
CHEMICALS: Synthesis of solid Lewis acids for safer catalytic oxidation reactions
Example: Propylene oxide (PO) monomers § 7.7 million tons/yr produced
worldwide in 2012 (9.5/yr in 2016) § BASF/Dow Chemical make PO
using Ti-zeolites (HPPO process)
Propylene epoxidation occurs on isolated Lewis
acidic Ti centers in zeolites Unwanted H2O2 decomposition to O2 occurs on non-framework TiO2 sites, potential overpressures / explosions
TiO2
SnO2
TiO2
SnO2
Ti
Ti
Ti
framework Ti desired non-framework TiO2 undesired
Project: Development of Catalysts for Safer Oxidation Reactions
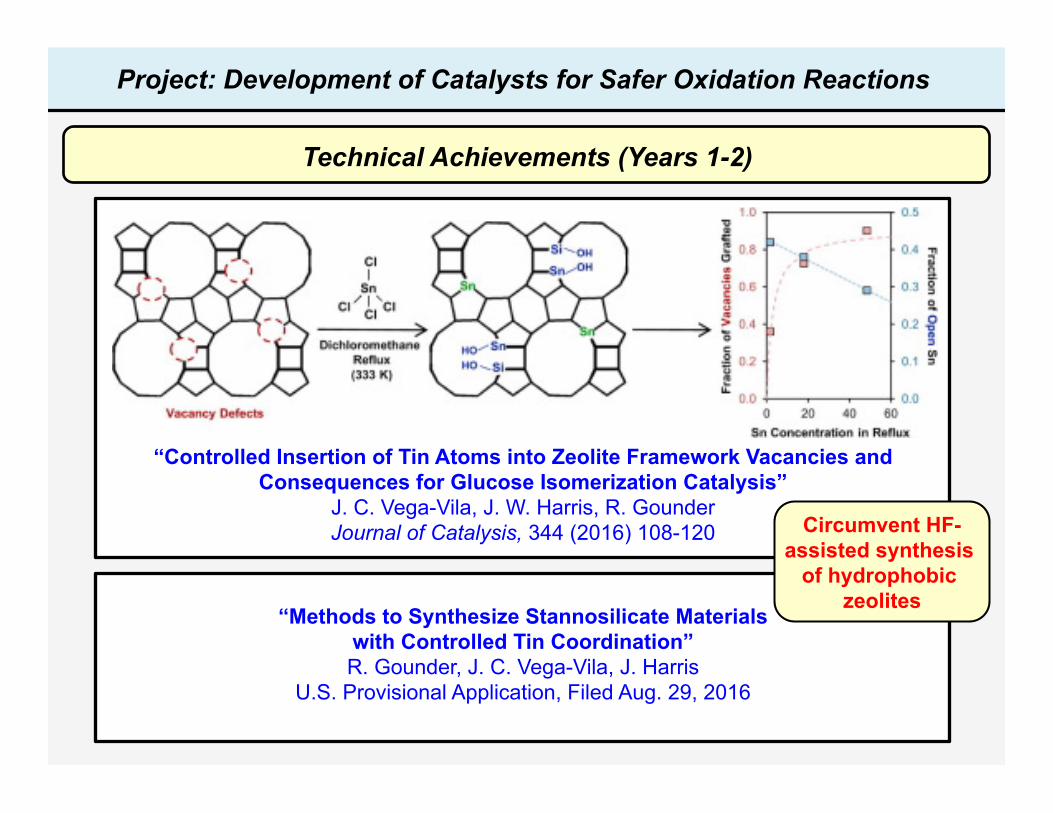
Technical Achievements (Years 1-2)
“Controlled Insertion of Tin Atoms into Zeolite Framework Vacancies and Consequences for Glucose Isomerization Catalysis”
J. C. Vega-Vila, J. W. Harris, R. Gounder Journal of Catalysis, 344 (2016) 108-120
“Methods to Synthesize Stannosilicate Materials with Controlled Tin Coordination” R. Gounder, J. C. Vega-Vila, J. Harris
U.S. Provisional Application, Filed Aug. 29, 2016
Circumvent HF-assisted synthesis
of hydrophobic zeolites
Project: Development of Catalysts for Safer Oxidation Reactions
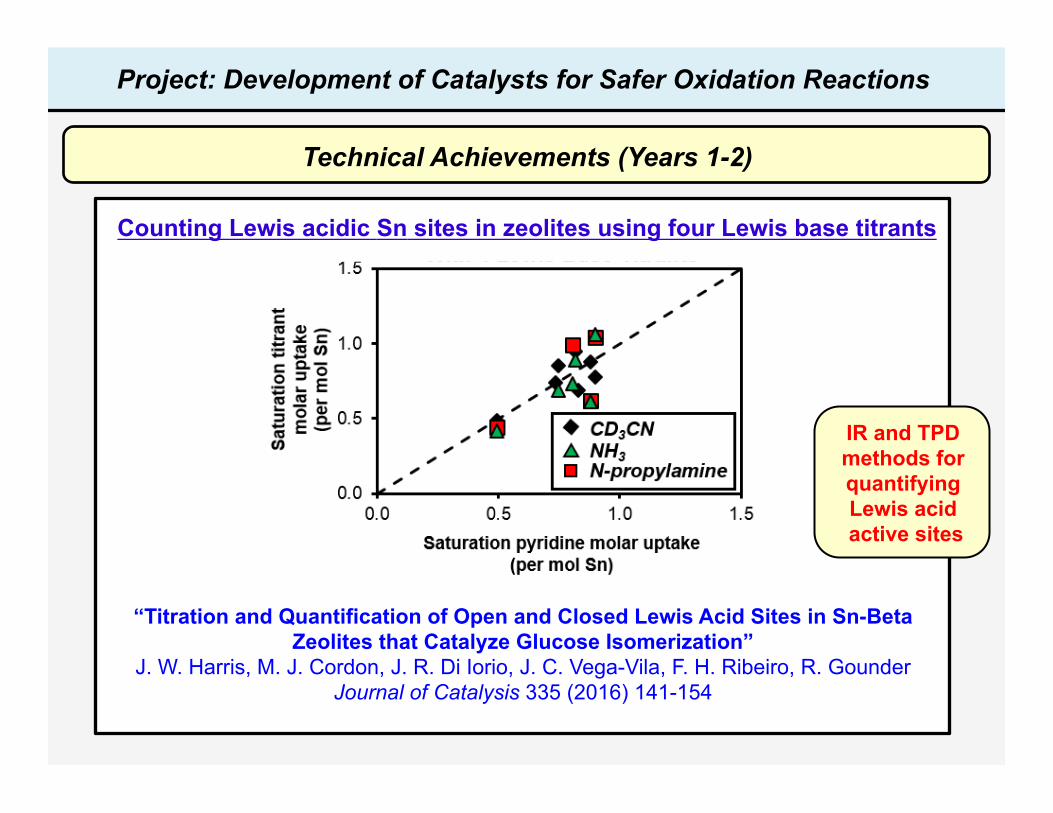
Counting Lewis acidic Sn sites in zeolites using four Lewis base titrants
“Titration and Quantification of Open and Closed Lewis Acid Sites in Sn-Beta Zeolites that Catalyze Glucose Isomerization”
J. W. Harris, M. J. Cordon, J. R. Di Iorio, J. C. Vega-Vila, F. H. Ribeiro, R. Gounder Journal of Catalysis 335 (2016) 141-154
Technical Achievements (Years 1-2)
IR and TPD methods for quantifying Lewis acid active sites
Project: Development of Catalysts for Safer Oxidation Reactions
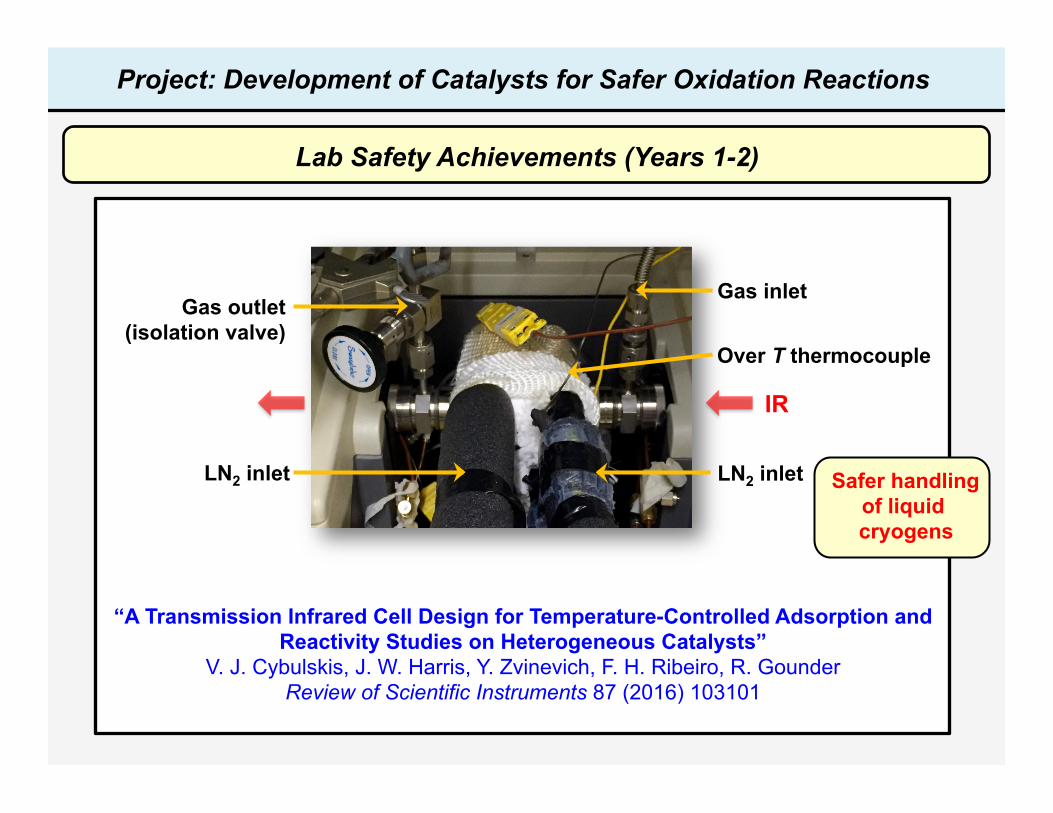
“A Transmission Infrared Cell Design for Temperature-Controlled Adsorption and Reactivity Studies on Heterogeneous Catalysts”
V. J. Cybulskis, J. W. Harris, Y. Zvinevich, F. H. Ribeiro, R. Gounder Review of Scientific Instruments 87 (2016) 103101
Lab Safety Achievements (Years 1-2)
IR
LN2 inlet LN2 inlet
Gas inlet Gas outlet
(isolation valve) Over T thermocouple
Safer handling of liquid cryogens
Project: Development of Catalysts for Safer Oxidation Reactions
Technical Achievements (Years 1-2)
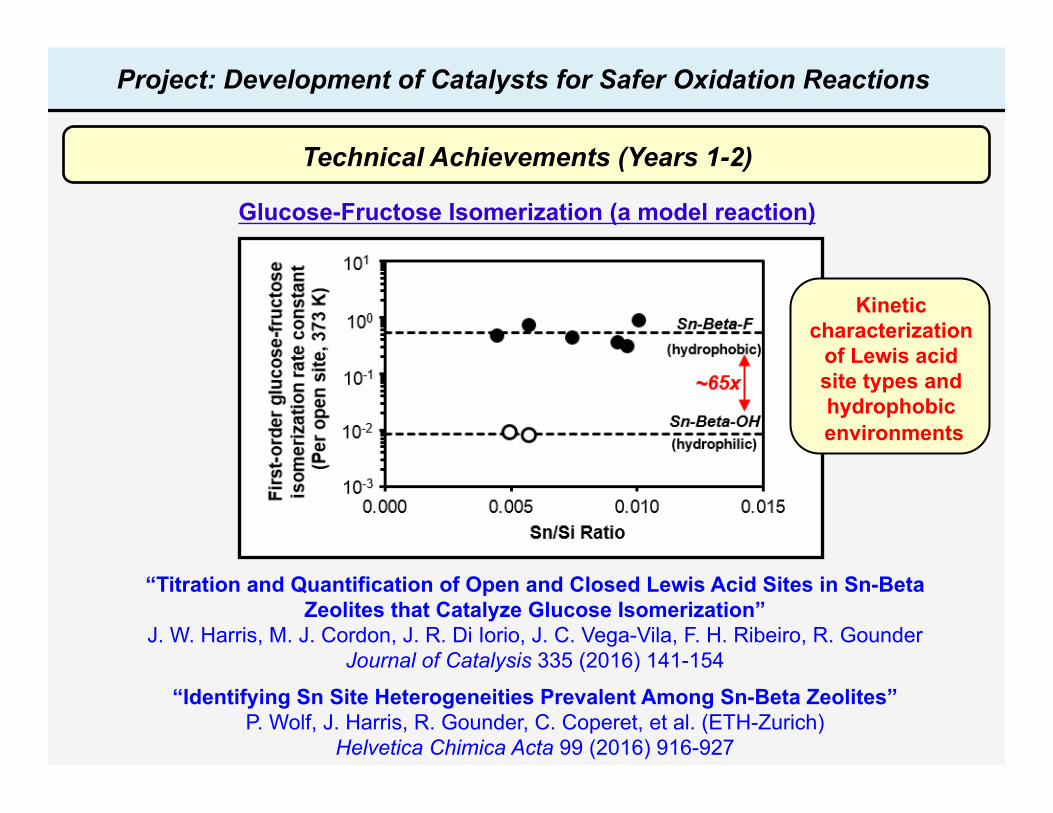
Glucose-Fructose Isomerization (a model reaction)
“Titration and Quantification of Open and Closed Lewis Acid Sites in Sn-Beta Zeolites that Catalyze Glucose Isomerization”
J. W. Harris, M. J. Cordon, J. R. Di Iorio, J. C. Vega-Vila, F. H. Ribeiro, R. Gounder Journal of Catalysis 335 (2016) 141-154
“Identifying Sn Site Heterogeneities Prevalent Among Sn-Beta Zeolites” P. Wolf, J. Harris, R. Gounder, C. Coperet, et al. (ETH-Zurich)
Helvetica Chimica Acta 99 (2016) 916-927
Kinetic characterization
of Lewis acid site types and hydrophobic environments
P2SAC Project: Prevention through catalyst design for applications in the petrochemical industry (PI: Raj Gounder)
VISION: Prevention through catalyst design. Design catalysts to allow practicing safer industrial processes, and eliminating safety/occupational hazards.
REFINING: Synthesis of solid Brønsted acids to practice carbon chain growth chemistry
Example: Alkylation for high-octane gasoline § 2 million barrels/day produced
worldwide in 2016 § Several refiners make alkylate
using H2SO4 or HF liquid acids § Last major refinery/petrochemical
process using strong liquid acids
§ Technical challenges with solid catalysts: § Catalyst lifetime (deactivation and fouling) and regeneration
§ Some potential alternatives are emerging: § Solid Lewis-Brønsted superacids § AlkyClean® (Albermarle, CB&I, Neste Oil): 2700 barrels/day § ISOALKY (Chevron): ionic liquids
(new project)
Alkylation catalysis: Background and Motivation
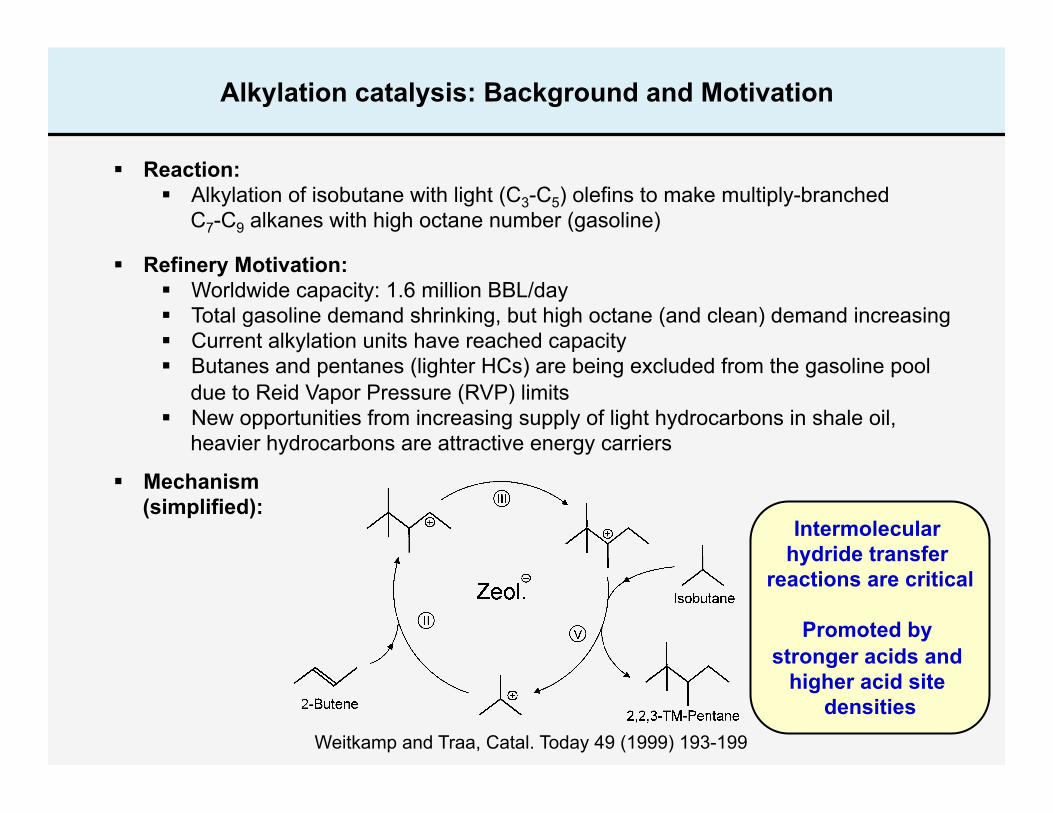
§ Mechanism (simplified):
§ Reaction: § Alkylation of isobutane with light (C3-C5) olefins to make multiply-branched
C7-C9 alkanes with high octane number (gasoline)
§ Refinery Motivation: § Worldwide capacity: 1.6 million BBL/day § Total gasoline demand shrinking, but high octane (and clean) demand increasing § Current alkylation units have reached capacity § Butanes and pentanes (lighter HCs) are being excluded from the gasoline pool
due to Reid Vapor Pressure (RVP) limits § New opportunities from increasing supply of light hydrocarbons in shale oil,
heavier hydrocarbons are attractive energy carriers
!"# $%&'( )*!*&+$!, (-# !% !"# &%. %&#/0 )%0)#0!1*!'%0#2#1+."#1# '0 !"'$ 1#*)!%13
4! '$ 2#1+ ('5/)-&! *0( 61%7*7&+ !%% #*1&+ !% 5%1#)*$!'5 8*0( ."#09 !"# 61%)#$$ (#2#&%6:#0!$ '0 ;*7&# < .'&&7# ':6&#:#0!#( %0 * )%::#1)'*& $)*
!" #$%&'(& )'* +,$ -$%.+/0%+/'( %(- &$1$.+/0/+21'&& ') &'1/- %1321%+/'( .%+%12&+&
;"# $':6&#$! :#)"*0'$: %0# )*0 '02%=# 5%1 !"#*)'(>)*!*&+?#( 8#3@3, ?#%&'!#>)*!*&+?#(9 *&=+&*!'%0 %5'$%7-!*0# .'!" A>7-!#0# '$ (#6')!#( '0 B'@3 C3 ;"#(%-7&# 7%0( %5 !"# *&=#0# *(($ !% !"# 6%$'!'2#&+)"*1@#( )*17%0 *!%: %5 !"# !#1!'*1+>7-!+& )*!'%0 )"#>
:'$%17#( %0 *0 *)'( $'!# 8!"'$ %&#/0 *(('!'%0, '3#3, $!#644 '0 B'@3 C, '$ $%:#!':#$ 1#5#11#( !% *$ !"# *&=+&*!'%0$!#6 '0 !"# 0*11%.#1 $#0$#93 4! )*0 #*$'&+ 7# $##0 !"*! *"'@"&+ 71*0)"#(, $#)%0(*1+ %)!+& )*!'%0 .'!" !"#$=#&#!%0 %5 A,A,C>!1':#!"+&6#0!*0# #:#1@#$ 51%: !"'$%&#/0 *(('!'%03 D#E!, *0 !"#$%:%&#)-&*1 "+(1'(# !1*0$>5#1 8$!#6 4449 )*0 7# #02'$*@#( ."')" @'2#$ !"# !#1!'*1+)*!'%0 .'!" !"# $*:# )*17%0 $=#&#!%03 F-)" !#1!'*1+)*17#0'-: '%0$ )*0 -0(#1@% *)'(>)*!*&+?#( !"#&$:%>&#)-&*1 "+(1'(# !1*0$5#1 8$!#6 G '0 B'@3 C9, #3@3, 51%: *0'$%7-!*0# :%&#)-&#, ."')" &'7#1*!#$ !"# 61%(-)! :%&#>)-&# A,A,C>!1':#!"+&6#0!*0#, *0( *! !"# $*:# !':#,)&%$#$ !"# )*!*&+!') )+)
4! '$ 7#+%0( !"# $)%6# %5 !"'$ *))%-0! !% ('$)-$$, '05-&& (#6!", !"# 2*&'('!+ %5 !"'$ :#)"*0'$: 5%1 '$%7->!*0#HA>7-!#0# *&=+&*!'%0 %0 $%&'( *)'($3 4! '$ %72'%-$,"%.#2#1, !"*! '! $-55#1$ 51%: *! &#*$! !.% $#2#1# $"%1!>)%:'0@$I 8'9 '! 5*'&$ !% #E6&*'0 !"# 5%1:*!'%0 %5 !"#%!"#1 !1':#!"+&6#0!*0#$, '3#3, A,A,J>, A,C,C> *0( A,C,J>!1':#!"+&6#0!*0#, %5 !"# ('71*0)"#( *0( :%0%>71*0)"#( '$%%)!*0#$, *0( %5 !"# '$%*&=*0#$ .'!" &#$$*0( :%1# !"*0 #'@"! )*17%0 *!%:$ 8&'@"! *0( "#*2+#0($93 ;% *))%-0! 5%1 !"# 5%1:*!'%0 %5 !"# %!"#1!1':#!"+&6#0!*0#$, *)'(>)*!*&+?#( 1#*11*0@#:#0!$ %5!"# )*17%0 $=#&#!%0 *! !"# #& %5 !"# )"#:'$%17#('$%%)!+& )*!'%0$ *1# -$-*&&+ '02%=#( 8#2#0 '5 !"'$ '$*))#6!#(, '! 1#:*'0$ %6#0 ."+ $% &'!!&# A,A,C>!1'>:#!"+&6#0!*0# '$ 5%1:#( '0 '$%7-!*0#HA>7-!#0# *&=+>&*!'%093 ;"#1# '$ 0% .*+, "%.#2#1, !% '0!#161#! !"#
;*7&# <4$%7-!*0#H*&=#0# *&=+&*!'%0 %0 $%&'( )*!*&+$!$3 K-11#0! 61%)#$$ (#2#&%6:#0!$ *! !"# 6'&%! 6&*0! $!*@#
D%3 L#2#&%6#1H&')#0$#1 K*!*&+$! M#*)!%1 !+6# N&=+&*!#)*6*)'!+8=@H(9
M#5#1#0)#$
< O*&(%1 ;%6$P# NHF ;1'5&-%1%:#!"*0#$-&5%0') *)'(%0 * 6%1%-$ $-66%1!
B'E#( 7#(, *)'( :%2#$ *&%0@7#(, 61%61'#!*1+ 61%)#$$ 5%1*)'( 1#@#0#1*!'%0
QQ R<S,<TU
A K*!*&+!')*, D#$!# V+,K%0%)%
W1%61'#!*1+ X0=0%.0, .'!" 1#)+)&# *0()*!*&+$! 1#@#0#1*!'%0
TYZ R<Y,<[U
C K"#:')*& M#$#*1)" \]')#0$'0@, K"#21%0
N0!':%0+6#0!*5&-%1'(# %0*)'(>.*$"#( $'&')*
F&-11+ 1#*)!%1 <<<Z R<Y,<[U
J XVW W1%61'#!*1+, 1#$#:7&#$ !1*('!'%0*&"+(1%)*17%0 )%02#1$'%0 )*!*&+$!$
X0=0%.0, .'!" )%0!'0-%-$ )*!*&+$!1#@#0#1*!'%0 -$'0@ "+(1%@#0
X0=0%.0 R<Y,<[U
B'@3 C3 F':6&#$! )*!*&+!') )+)&# 5%1 !"# *&=+&*!'%0 %5 '$%7-!*0# .'!"A>7-!#0#3
<[S '( )&!#*%+,- .( /$%% 0 1%#%234!4 /56%3 78 9:888; :8<=:88
Weitkamp and Traa, Catal. Today 49 (1999) 193-199
Intermolecular hydride transfer
reactions are critical
Promoted by stronger acids and
higher acid site densities
Alkylation catalysis: Background and Motivation
§ Several process safety and hazard issues with liquid acid catalysts:
§ Catalyst consumption (H2SO4) is high § Catalyst aftertreatment: spent acid contains tarry hydrocarbons and water § Alkylate quality is lower from H2SO4 catalysts than HF § HF is toxic and corrosive, safety hazards with handling and operation § 1960s-1986: HF plants >> H2SO4 plants
§ Liquid acid catalysts for alkylation:
§ 1932: Vladimir Ipatieff (UOP): Aluminum Chloride (AlCl3/HCl, BF3/HF) § 1930s (late): Sulfuric acid (H2SO4) § 1942: Hydrofluoric acid (HF) plants built by Phillips
§ Demand for high-octane aviation gasoline for World War II (5M gallons/day) § 1952: Demand increased again during Korean War (14M gallons/day) § 1980s: Demand increase due to phase-out of leaded gasoline (50M gallons/day)
Alkylation catalysis: Background and Motivation
§ Several process safety and hazard issues with liquid acid catalysts:
§ Catalyst consumption (H2SO4) is high § Catalyst aftertreatment: spent acid contains tarry hydrocarbons and water § Alkylate quality is lower from H2SO4 catalysts than HF § HF is toxic and corrosive, safety hazards with handling and operation § 1960s-1986: HF plants >> H2SO4 plants
§ Liquid acid catalysts for alkylation:
§ 1932: Vladimir Ipatieff (UOP): Aluminum Chloride (AlCl3/HCl, BF3/HF) § 1930s (late): Sulfuric acid (H2SO4) § 1942: Hydrofluoric acid (HF) plants built by Phillips
§ Demand for high-octane aviation gasoline for World War II (5M gallons/day) § 1952: Demand increased again during Korean War (14M gallons/day) § 1980s: Demand increase due to phase-out of leaded gasoline (50M gallons/day)
Marathon Refinery, Texas City, TX October 31, 1987
“On the fateful Friday, October 31, 1987, according to Marathon spokesman William
Ryder, refinery workers were using a crane to lift a 40-ton heat exchanger convection section from a hydrofluoric acid heater. At about 5:20 PM, the crane
failed and the piece fell. As it fell, and severed a 4″ loading line containing hot acid and a 2″ pressure relief line to an HF alkylation reactor settler drum. Hydrogen
fluoride vapors were emitted under pressure for about two hours and the vessel was plugged and drained approximately 44 hours later.
An extensive analysis was conducted to determine the total inventory loss and to
model the blowdown process and the concentrations of HF in the plume. Since the discharge rate was decreasing with time, a peak concentration of HF in the
emitted vapors occurred just before the water spray mitigation system became fully operative. Consequently, the mitigation efforts were more effective
late in the response when concentrations were already low.”
3000 people evacuated from homes (52-block area)
1000 people treated
Alkylation catalysis: Background and Motivation
§ Several process safety and hazard issues with liquid acid catalysts:
§ Catalyst consumption (H2SO4) is high § Catalyst aftertreatment: spent acid contains tarry hydrocarbons and water § Alkylate quality is lower from H2SO4 catalysts than HF § HF is toxic and corrosive, safety hazards with handling and operation § 1960s-1986: HF plants >> H2SO4 plants § 1987: Marathon Texas City accidental HF release, (3000 evacuated, 1000 treated) § Extensive mitigation systems required for HF § New installations are not even commissioned for HF
§ Can solid acids be developed to avoid the use of liquid acids?
... a brief history
§ Liquid acid catalysts for alkylation:
§ 1932: Vladimir Ipatieff (UOP): Aluminum Chloride (AlCl3/HCl, BF3/HF) § 1930s (late): Sulfuric acid (H2SO4) § 1942: Hydrofluoric acid (HF) plants built by Phillips
§ Demand for high-octane aviation gasoline for World War II (5M gallons/day) § 1952: Demand increased again during Korean War (14M gallons/day) § 1980s: Demand increase due to phase-out of leaded gasoline (50M gallons/day)
Alkylation catalysis: Background and Motivation
§ Solid acid catalysts for alkylation:
§ 1960s: Rare earth-exchanged FAU zeolites (Mobil, Sun Oil)
§ 1974: Pt incorporation into zeolites for regeneration (Union Carbide)
§ 1970s (late): Solid acids and zeolites (J. Weitkamp)
§ Supported liquid acids (triflic acid) on porous solids (Haldor-Topsoe)
§ Sulfated zirconia, heteropolyacids, organic resins
§ Some catalysts themselves also exhibit environmental and health hazards
International Zeolite Association Database (iza-online.org)
Faujasite (FAU)
Alkylation catalysis: Main Challenges with Solid Acid Alkylation
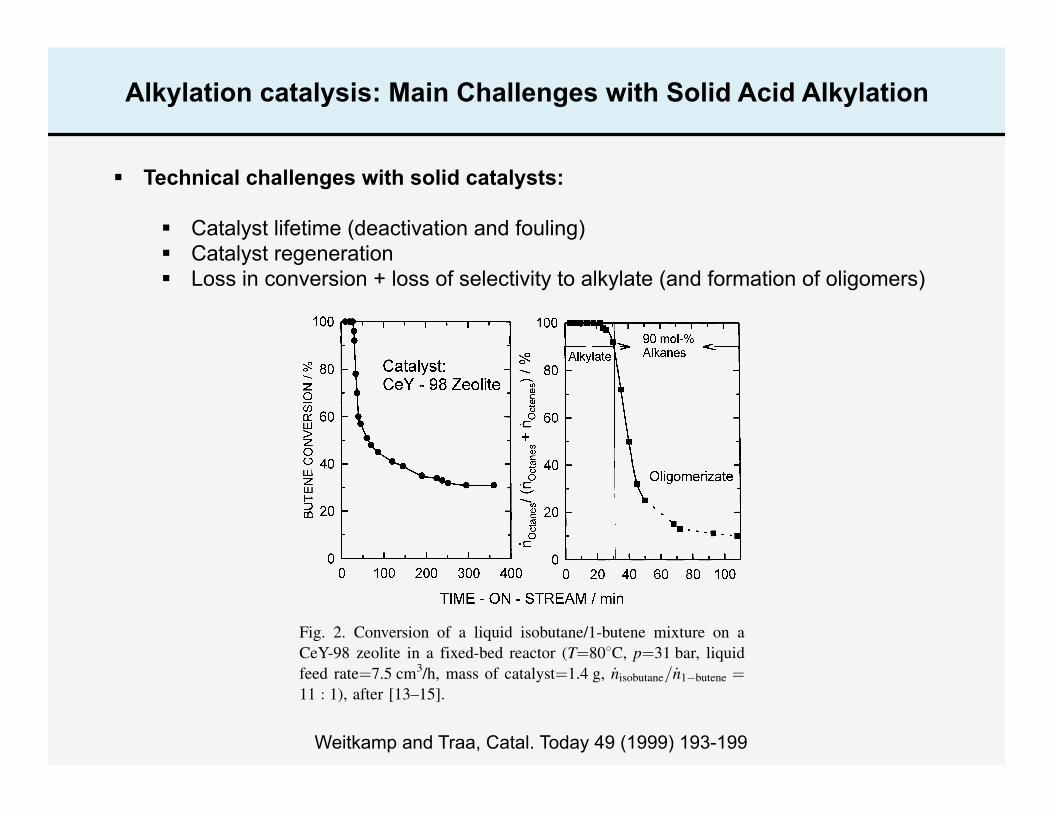
§ Technical challenges with solid catalysts:
§ Catalyst lifetime (deactivation and fouling) § Catalyst regeneration § Loss in conversion + loss of selectivity to alkylate (and formation of oligomers)
Weitkamp and Traa, Catal. Today 49 (1999) 193-199
!""# $% &'()*$+,-.+ /*0.%1234)"5 !"6# 7.%. 8$9:+4$ ;<4<12=. ,3$094<:.>094.:. <1?21<4,$: <3 7.11@ /+.4<,1.+ <;;$9:4 $: 4A. 3.<%;A 8$% 3$1,+ <1?21<4,$:;<4<12343 A<3 0..: B901,3A.+ %.;.:412 !"#@
!" #$%&'() *'$)+,'- .* &-./+)$(' $%01%$)&.( .(-.%&2 $3&2-
C: 4A. 1<4. "DEF3G H.,4?<*B +.I.1$B.+ 3B.;,<11<0$%<4$%2 4.;A:,J9.3 4<,1$%.+ 8$% < 4,*.)%.3$1I.+,:I.34,K<4,$: $8 ,3$094<:.><1?.:. <1?21<4,$: $: 3$1,+;<4<12343@ LA. *<,: 8.<49%.3 $8 4A.3. 4.;A:,J9.3 7.%.B%$+9;4 3<*B1,:K ,: 3A$%4 ,:4.%I<13 MNN,:34<:4<:.$93OO$% NN+,88.%.:4,<1OO 3<*B1,:KP ;$*0,:.+ 7,4A A,KA)%.3$)194,$: <:<123,3 $8 4A. ;$*B1.Q B%$+9;4 *,Q49%.3 02;<B,11<%2 K<3 ;A%$*<4$K%<BA2@ L2B,;<1 %.39143$04<,:.+ $: <: <;,+ 8$%* $8 =.$1,4. R <%. +.B,;4.+,: ',K@ 6@
/3 3A$7: ,: 4A. 1.84)A<:+ B<%4 $8 ',K@ 6G 4A. <1?.:.,3 ;$*B1.4.12 ;$:I.%4.+ <4 4A. 0.K,::,:K $8 4A. .QB.%,)*.:4G ,@.@G <3 1$:K <3 4A. ;<4<1234 ,3 8%.3A@ /84.% <;.%4<,: 4,*.)$:)34%.<* M,: 4A. .Q<*B1. ;A$3.: ,:',K@ 6 <84.% ;<@ (F *,:PG 4A. 094.:. ;$:I.%3,$: 0.K,:34$ +%$B <:+ -:<112 34<0,1,=.3 <4 < 1$7 1.I.1 M,: 4A..Q<*B1. ;A$3.: <4 ;<@ (FSP@ C4 3A$91+ 0. :$4.+ 4A<4 4A.094.:. ;$:I.%3,$: ,:4$ A2+%$;<%0$:3 7,4A -I. $% *$%.;<%0$: <4$*3 7<3 ;$:3,+.%.+ $:12 ,: ',K@ 6G ,@.@G 4A.+$901.)0$:+ ,3$*.%,=<4,$: $8 ")094.:. ,:4$ !"#) <:+$%&'#)6)094.:. ,3 :$4 ,:;19+.+@
T%$0<012 *9;A *$%. 3.%,$93 4A<: 4A. 1$33 $8 ;<4)<1234 <;4,I,42 3A$7: ,: 4A. 1.84)A<:+ B<%4 $8 ',K@ 6 ,34A. 1$33 $8 3.1.;4,I,42G <3 +.B,;4.+ 8$% 4A. 3<*. .QB.%,)*.:4 ,: 4A. %,KA4)A<:+ B<%4 $8 4A. 3<*. -K9%.U ,4 ;<: 0..<3,12 3..: 4A<4G ,:,4,<112G 4A. VW B%$+9;4 8%<;4,$:;$:3,343 $8 <1?<:.3 .Q;193,I.12@ LA,3 ,3 4A. %.K,$:7A.%. <: <1?21<4. ,3 8$%*.+ $: 4A. =.$1,4.@ /BB%$Q,)*<4.12 <4 4A. 4,*.G 7A.: 4A. 094.:. ;$:I.%3,$: 0.K,:34$ +%$BG 4A. B%$+9;4 J9<1,42 +.4.%,$%<4.3 +%<*<4,;<112G<:+ <3 3A$7: 8$% 4A. VW B%$+9;4 8%<;4,$: ,: ',K@ 6G*$%. <:+ *$%. <1?.:.3 <%. 8$%*.+@ X<4. ,: 4A..QB.%,*.:4G :$ <1?21<4,$: 4<?.3 B1<;. <:2 *$%.G,:34.<+ 4A. =.$1,4. ;<4<12=.3 :$4A,:K .13. 4A<: 4A.$1,K$*.%,=<4,$: $8 4A. 094.:.@
Y9<1,4<4,I.12G 4A. 9:3<4,38<;4$%2 4,*.)$:)34%.<*0.A<I,$% 3A$7: ,: ',K@ 6 ,3 42B,;<1 8$% <11 3$1,+ <;,+33;%94,:,=.+ <3 ;<4<12343 8$% ,3$094<:. <1?21<4,$:G <:+4A,3 A<3 3$ 8<% B%.I.:4.+ 3$1,+ ;<4<12343 8%$* 0.,:K.*B1$2.+ ,: ;$**.%;,<1 ,3$094<:.>094.:. <1?21<4,$:B%$;.33.3@ LA.%. A<3G A$7.I.%G 0..: 3$*. B%$K%.33 ,:<:<12=,:K 4A. %.<3$:3 8$% 4A. B$$% 4,*.)$:)34%.<*0.A<I,$% $8 3$1,+ <1?21<4,$: ;<4<12343@ / 1,*,4.+ :9*)0.% $8 B%$;.33 +.I.1$B*.:43 A<I. .I.: 0..: +%,I.: 4,114A. B,1$4 B1<:4 34<K.@
4" 5,.3'-- 2'6'%.78'()- $) )9' 7&%.) 7%$() -)$:'
X,34.+ ,: L<01. " <%. 4A. B%$;.33 +.I.1$B*.:437A,;A %.12 $: 3$1,+ ;<4<12343 8$% 4A. *<:98<;49%. $8<1?21<4,$: K<3$1,:.@ LA. *$34 +.4<,1.+ ,:8$%*<4,$: A<30..: %.1.<3.+ ,: 4A. 1,4.%<49%. $: 4A. Z<1+$% L$B3[.B%$;.33 7A,;A *<?.3 93. $8 4%,\9$%$*.4A<:.3918$:,;<;,+ M4%,\,; <;,+G '(V]^(ZP $: < B$%$93 39BB$%4 ,: <-Q.+)0.+ %.<;4$%@ ^:. 8.<49%. $8 4A,3 B%$;.33 ,3 4A<44A. 1,J9,+ <;,+ $% < %.<;4,$: ,:4.%*.+,<4. MB.%A<B3 <:.34.% $8 4%,\,; <;,+P ,3 3$1901. 4$ 3$*. .Q4.:4 ,: 4A.A2+%$;<%0$: BA<3. <:+ *,K%<4.3 31$712 <1$:K 4A.-Q.+)0.+@ L$ 3$*. .Q4.:4G 4A. <;,+ +.<;4,I<4.3 7A,1.<;4,:K <3 <: <1?21<4,$: ;<4<1234G $: <;;$9:4 $8 $,13+,33$1I,:K ,: 4A. <;,+@ LA. +.<;4,I<4.+ <;,+ 1.<I,:K 4A.<1?21<4,$: %.<;4$% ,3 3.:4 4$ < 3.;$:+ %.<;4$% 7A.%. 4A.3B.:4 <;,+ ,3 %.K.:.%<4.+ $% %.;$I.%.+ <;;$%+,:K 4$B%$B%,.4<%2 4.;A:,J9.@
C4 ,3 ,:4.%.34,:K 4$ :$4,;. 4A<4 < 319%%2 %.<;4$% ,3.*B1$2.+ ,: <4 1.<34 $:. $8 4A. B%$;.33 +.I.1$B*.:431,34.+ ,: L<01. "@ / 319%%2 %.<;4$% B%$0<012 A.1B3 4$31$7 +$7: 4A. +.<;4,I<4,$: <:+ NN+.3.1.;4,I<4,$:OO $8
',K@ 6@ V$:I.%3,$: $8 < 1,J9,+ ,3$094<:.>")094.:. *,Q49%. $: <V.R)DW =.$1,4. ,: < 8,Q.+)0.+ %.<;4$% M(!WF!VG )!(" 0<%G 1,J9,+8..+ %<4.!E@5 ;*(>AG *<33 $8 ;<4<1234!"@_ KG !',3$094<:.! !'""094.:. !"" " "PG <84.% !"(`"5#@
*+ ,-"$.&/)0 1+ (%&& 2 3&$&45#"# (67&5 89 :;999< ;9=>;99 "D5
Alkylation catalysis: Main Challenges with Solid Acid Alkylation
§ Requirements for any solid acid (zeolite) catalyst:
§ At least as durable as liquid acids § Low sensitivity to feedstock composition, impurities § Higher quality (octane) alkylate than liquid acids (very evolved/optimized processes) § (Regulation / legislation) away from liquid acids § One Breakthrough: More than 1 paraffin activated per olefin (… or no olefins)
Weitkamp and Traa, Catal. Today 49 (1999) 193-199
T. F. Degnan, Curr. Opin. In ChE 9 (2015) 75-82
§ Shell strategy (K. P. de Jong), 1990s:
§ Beta zeolite shows optimal shape selectivity § Want lower Si/Al (higher concentrations of acid sites)
§ Gives higher alkylate quality, longer lifetime § Novel synthesis techniques needed
§ No halogens or other additives
§ Albermarle strategy (AlkyStar®), 1990s-present:
§ Pt/USY

Alkylation catalysis: Main Challenges with Solid Acid Alkylation -1
-
AlkyClean!!!!
Solid Acid Alkylation
October 6, 2006
Development of a Solid Acid Catalyst Alkylation Process
http://crelon-web.eec.wustl.edu/files/CRELMEETINGS/2006/AlkyClean.pdf
§ 1994: ABB Lummus (now CB&I) starts research effort to displace HF and H2SO4 using zeolite-catalyzed alkylation
§ 1996: Akzo Nobel (now Albemarle) joins effort to develop catalyst
§ 2001: Neste Oil joins venture to test this
§ 2002: 10 BBL/day demonstration in Neste’s Porvoo refinery in Finland
§ ……
§ 2013: Shandong Wonfull Petrochemical Group Ltd. (China) licenses this technology
§ 2015: Zibo Haiyi Fine Chemical Co. (a subsidiary of Wonfull) constructs a unit (2700 BBL/day) and starts up § RON: 96-98
T. F. Degnan, Focus on Catalysts, April 2016