Embed Size (px)
Citation preview
GPC (GENG PROCESSS CHART)
TUGAS ANALISIS PERANCANGAN SISTEM
KERJA
Disusun oleh :
UNIVERSITAS TRUNOJOYO MADURA
2013/2014
KAJIAN PUSTAKA
1. Pengelompokan Elemen Kerja
Menurut Andre (2009) Dari Ke 17 Elemen Therblik Sebenarnya Dapat
Diklasifikan Menjadi 2 Bagian Kelompok Besar Yaitu Effective Dan
Ineffetive Therblig Yang Akan Dibagi Sebagai Berikut:
EFECTIVE THERBLIG
a) Physical Basic Divisions
Menjangkau
Membawa
Melepas
Memegang
Mengarahkan Awal
b) Objektive Basic Devision
Memakai
Merakit
Mengurai Rakit
INEFFECTIVE THERBLIG
a) Mental Atau Semi Mintal Basic Devision
Mencari
Memilih
Mengarahkan
Memeriksa
Merencanakan
b) Delay
Keterlambatan Yang Terhindarkan
Keterlambatan Yang Dapat Dihindarkan
Istirahat Untuk Menghilangkan Lelah
Memegang Untuk Memakai
2. Peta Kerja
Peta-Peta Kerja Merupakan Bentuk Komunikasi Yang Sistematis Dan
Logis Dalam Menganilisa Proses Kerja Mulai Dari Awal Sampai Akhir.
Beberapa Inforamsi Yang Diperlukan Antara Lain Jumlah Benda Kerja
Yang Harus Dibuat, Waktu Operasi Mesin, Kapasitas Mesin, Bahan-Bahan
Khusus Yang Harus Disediakan, Alat-Alat Khusus Yang Harus Disediakan,
Dan Lain Sebagainya (Wignjosoebroto, 1992 Dalam Sofyan, 2009).
Menurut Catatan Sejarah Peta-Peta Kerja Sekarang Ini Pertama Kali
Dikembangkan Oleh Gilbert Dan Dia Mengusulkan 40 Buah Lambang Untuk
Membuat Peta Kerja. Pada Tahun 1947, American Siciety Of Mechanical
Engineers (ASME) Membuat 5 Lambang Standart Yang Digunakan Dalam
Peta Kerja. Lambang-Lambang Tersebut Adalah Sebagai Berikut:
a) OPERASI
Kegiatan Ini Terjadi Apabila Obyek (Material) Akan
Mengalami Perubahan Sifat (Baik Fisik Maupun Kimiawi) Dalam
Proses Transformasi (Wignjosoebroto, 1992 Dalam Sofyan, 2009).
b) PEMERIKSAAN / INSPEKSI
Kegiatan Ini Terjadi Apabila Suatu Objek (Benda Kerja Atau
Peralatan) Mengalami Pemeriksaan Baik Dari Segi Kualitas Maupun
Kuantitas. Contoh Pekerjaannya Memeriksa Ukaran, Memeriksa
Hasil Solder, Dan Sebagainya (Sutalaksana, 2006 Dalam Sofyan,
2009).
c) TRANSPORTASI
Kegiatan Ini Terjadi Apabila Suatu Benda Kerja, Pekerja
Atau Perlengkapan Mengalami Perpindahan Tempat Tetapi Bukan
Bagian Dari Operasi. Contoh Pekerjaannya Memindahkan Bahan,
Memindahkan Benda Kerja Dari Satu Mesin Ke Mesin Lainnya, Dan
Lain Sebagainya (Sutalaksana, 2006 Dalam Sofyan, 2009).
d) MENUNGGU
Proses Ini Terjadi Apabila Material, Benda Kerja, Operator
Atau Fasilitas Kerja Dalam Kondisi Berhenti Tanpa Ada Kegiatan
Lain Kecuali Hanya Menunggu. Biasanya Kegiatan Ini Hanya
Berlangsung Temporer (Sementara), Dimana Objek Terpaksa
Menunggu Atau Ditinggalkan Sementara Sampai Akhirnya Kembali
Lagi Dikerjakan. (Wignjosoebroto, 1992 Dalam Sofyan, 2009).
e) MENYIMPAN
Proses Ini Terjadi Apabila Benda Kerja Disimpan Untuk
Jangka Waktu Yang Cukup Lama. Contoh Pekerjaannya Bahan
Baku Disimpan Dalam Gudang, Barang Jadi Disimpan Di Gudang,
Dan Sebagainya (Sutalaksana, 2006 Dalam Sofyan, 2009).
f) AKTIFITAS GABUNGAN
Kegiatan Ini Terjadi Apabila Kegiatan Operasi Dan
Pemeriksaan Dilakukan Bersamaan Atau Dilakukan Pada Suatu
Tempat Kerja (Sutalaksana, 2006 Dalam Sofyan, 2009).
3. Jenis-Jenis Peta Kerja
Peta-Peta Kerja Yang Ada Sekarang Pada Dasarnya Bisa Dibagi Dalam
Dua Kelompok Besar Berdasarkan Kegiatannya, Yaitu: (Sutalaksana, 1979
dalam sofyan, 2009).
a) Peta-Peta Kerja Kegiatan Kerja Keseluruhan
Kegiatan Kerja Keseluruhan Adalah Kegiatan Yang Melibatkan
Sebagian Besar Atau Semua Fasilitas Yang Diperlukan Untuk
Membuat Produk Yang Bersangkutan. Yang Termasuk Kedalam
Kelompok Ini Adalah Sebagai Berikut:
Peta Proses Operasi
Peta Aliran Proses
Peta Proses Kelompok Kerja
Diagram Aliran
Assembly Proses Chart
b) Peta-Peta Kerja Kegiatan Kerja Setempat
Kegiatan Kerja Setempat Adalah Kegiatan Yang Hanya
Melibatkan Orang Dan Fasilitas Dalam Jumlah Terbatas. Yang
Termasuk Kedalam Kelompok Ini Adalah Sebagai Berikut:
Peta Pekerja Dan Mesin
Peta Tangan Kanan Dan Tangan Kiri
4. GPC
Gang Process Chart (Peta Proses Kelompok Kerja) Merupakan
Perkembangan Dari Peta Aliran Proses. Orang Pertama Kali Yang
Memperkenalkan Dan Mengembangkannya Adalah John A.Adridge
(Sutalaksana, 1979 Dalam Andre, 2009)
Peta Ini Digunakan Dalam Suatu Tempat Kerja Dimana Dalam
Penggunaanya Memerlukan Kerjasama Yang Baik Dari Sekelompok Pekerja.
Peta Ini Juga Merupakan Kumpulan Dari Peta Aliran Proses Dimana Setiap
Peta Aliran Proses Tersebut Menunjukkan Satu Seri Kerja Dari Seorang
Operator.
Tujuan Utama Dalam Pembuatan Peta Ini Adalah Untuk
Meminimumkan Waktu Menunggu (Delay). Dengan Berkurang Nya Waktu
Menuggu Ini Berati Dapat Mencapai Tujuan Lain, Diantaranya:
a) Bisa Mengurangi Ongkos Produksi Atau Proses
b) Bisa Mempercepat Waktu Penyelesaian Produksi Atau Proses
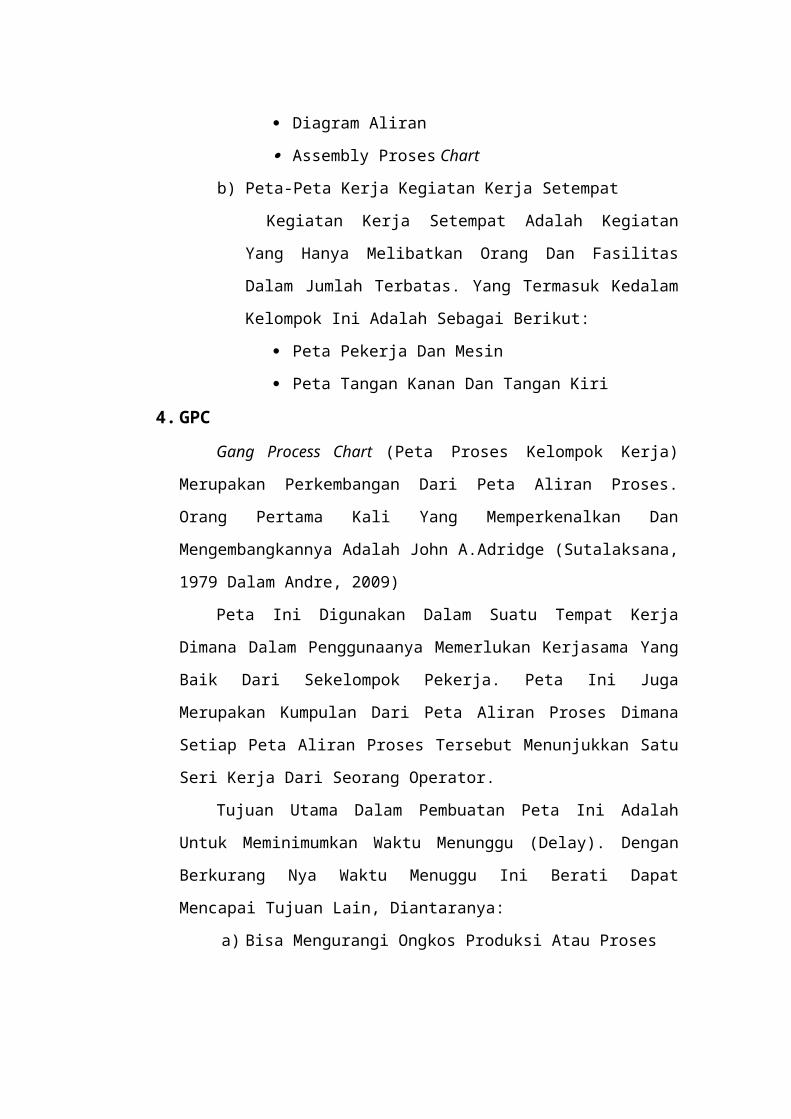
Gambar Peta Aliran Proses Merakit
Steker
Sumber : Bambang (2008)
Gambar Peta Aliran Prosesmemasukkan
Steker Kedalam Dos Kecil

Sumber : Bambang (2008)
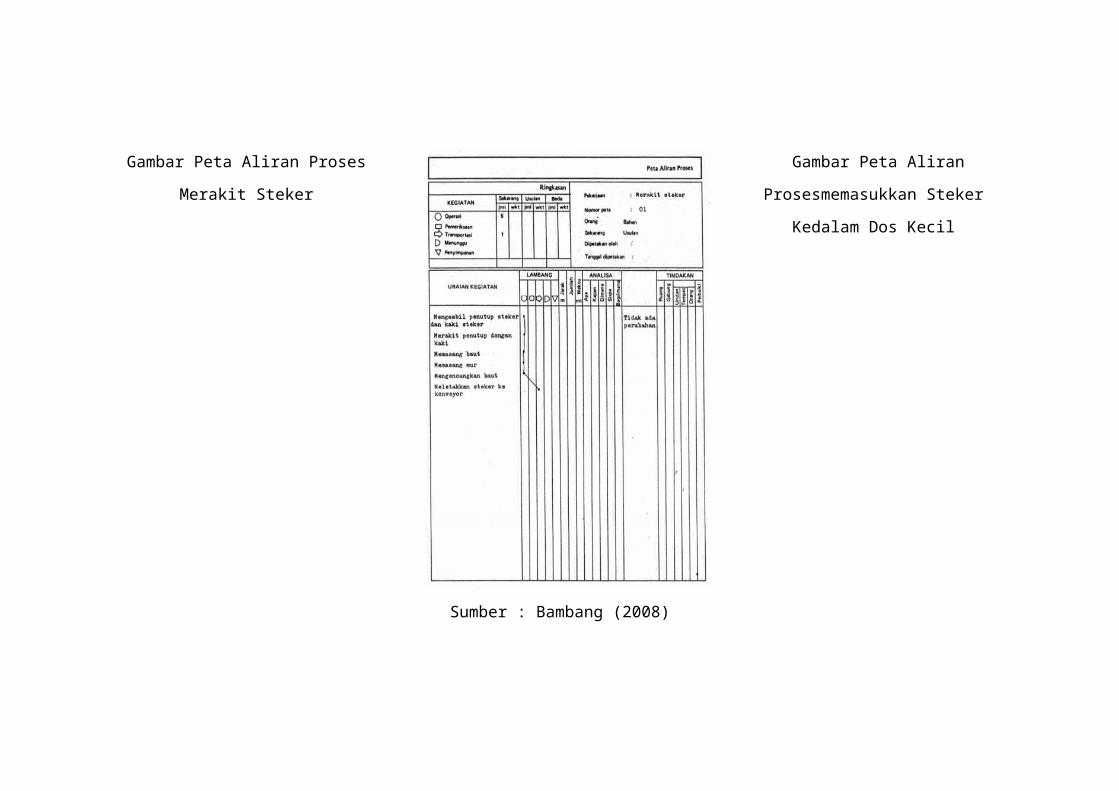
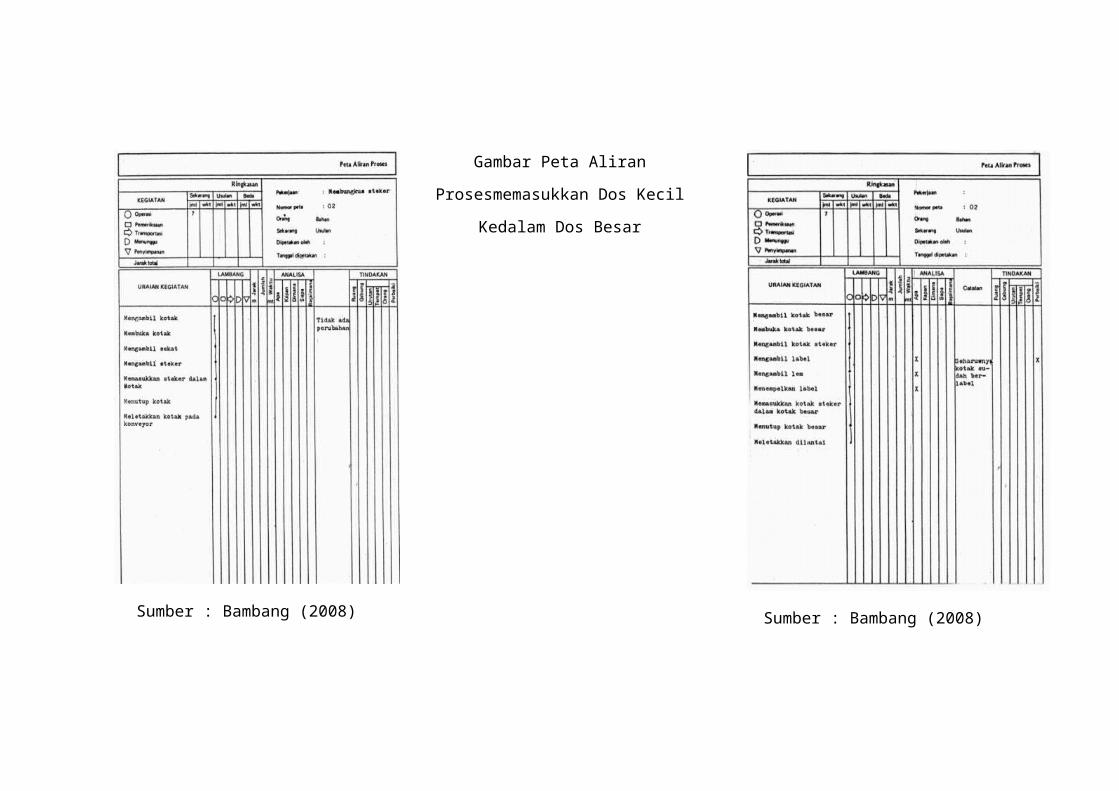
Gambar Peta Aliran Prosesmemasukkan
Dos Kecil Kedalam Dos Besar
Sumber : Bambang (2008)
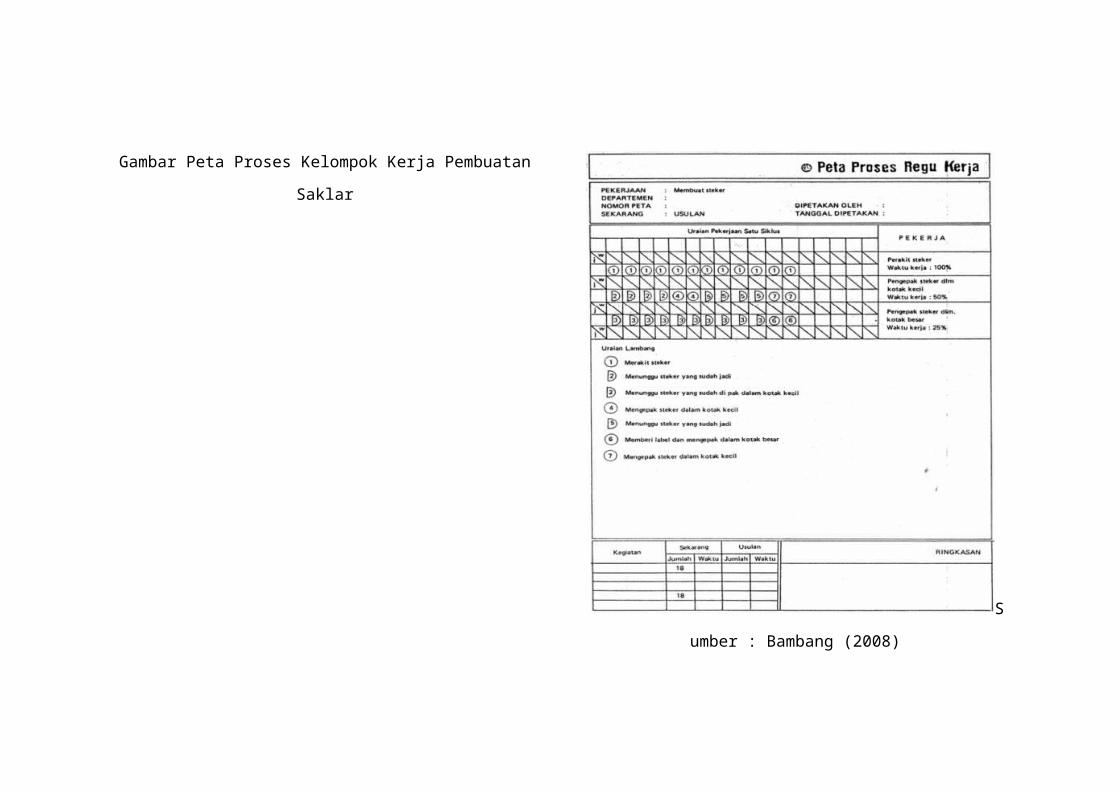
Gambar Peta Proses Kelompok Kerja Pembuatan Saklar
Sumber : Bambang (2008)
Gambar Peta Proses Kelompok Kerja Pemasangan Batu
Sumber : Andre (2009)
DAFTAR PUSTAKA
Suhardi, Bambang. 2008. Perancangan Sistem Kerja Dan Ergonomi Industri Jilid
1. Jakarta : Departemen Pendidikan Nasional.
Sofyan, Oke. Sari, Ita Novita. 2009. Peta-Peta Kerja. Jakarta : Universitas
Gunadarma.
Munthe, Andre F. G. 2009. Perbaikan Metode Kerja Untuk Meningkatkan
Output Produksi Menggunakan MOST (Maynard Operation Sequence
Technique) Dalam Menentukan Waktu Standar Pada PT. Suryamas
Lestariprima. Medan : Universitas Sumatera Utara.





























