Embed Size (px)
Citation preview

Fraisage
Perçage
Alésage
Brochage
Plasturgie » !
Delagrave

Nous remercions les ingénieurs et cadres des entreprises et des marques suivantes qui nous ont mis notre disposition les nombreux documents qui illustrent cet ouvrage :
A. Klink Gmbh Gobel et Hotz PCI Meudon Air liquide Grundin Perfor
Amf Guhring Pfauter Andréa Guiliani Plansee TIZIT Avyac Guillemin Production Suisse Baltec Harding Brothers Realmeca
Boehringer Intégi RGA industries Bolhof Otobre SA IRLE Rohm
Branson Iscar Rotomors Charmilles Technologie Kellenberg Hardinge Roto-Mors-Torino
Citizen Kennametal Hertel Sagop CMS Kepal Sandvik-Coromant
Cogsdill-Numeaton Ltd La revue métiers de NUM SA SDP Colly LASAG-Industrial-lasers Seco
Comet et Suhner Leclerc Sermac Command LGB Bricaud SA SMU
Dubuis électrochimie Lorentz Société Georges Fisher Editions techniques des industries Magafor Somab
de la fonderie Mägerle Stellram Escoffier Manigley Sumitomo-Electric
Evard précision SA Mazak System 3R Extrude Hone Mikron Technéta
Fässler Nikken Toyoda Fladder Norbert Trumpf
Flow-System Norelem Vardex Forkardt Norton Vargus
Framet-Loctite Novex Vitrazon Unicorn international Frömag Outilec Voumard Gendron Oxymill Weingartner
Gildemeister-Devlieg Walter P.W. Weidling et Sohn Widia
Remerciement à M. Christian Patoz pour ses directives pédagogiques ainsi que M. Bernard Labur, Pierre Maga et Laurent Pelt pour leur précieuse collaboration.
La loi du 11 mars 1957 n'autorisant, aux termes des alinéas 2 et 3 de l'article 41, d'une part, que les «copies ou reproductions strictement réservées à l'usage privé du copiste et non destinées à une utilisation collective» et, d'autre part, que les ana-lyses et les courtes citations dans un but d'exemple et d'illustration, «toute repré-sentation ou reproduction intégrale, ou partielle, faite sans le consentement de l'au-teur ou de ses ayants droit ou ayant cause, est illicite» (alinéa 1er de l'article 40).
Cette représentation ou reproduction, par quelque procédé que ce soit, constituerait donc une contrefaçon sanctionnée par les articles 425 et suivant du Code Pénal.
DANGER
PHOTOCOPIliAGE TUE LE LIVRE
© DELAGRAVE Édition - 2000 ISBN 2-206-08222-5
DELAGRAVE Édition - 15, rue Soufflot - 75254 Paris cedex 05 E-mail : [email protected]
Web : delagrave-edition.fr

Le lecteur trouvera en début de chaque chapitre
un sommaire détaillé.
Chapitre 1 Procédés d'alésage
Chapitre 2 Procédés d'assemblage
Chapitre 3 Procédés de brochage
Chapitre 4 Procédés de découpe
Chapitre 5 Procédés d'érosion
Chapitre 6 Procédés de filetage
Chapitre 7 Procédés de forgeage
Chapitre 8 Procédés de formage
Chapitre 9 Procédés de fraisage
Chapitre 10 Procédés de moulage
Chapitre 11 Procédés de perçage
Chapitre 12 Procédés de rectification
Chapitre 13 Procédés de superfinition
Chapitre 14 Procédés de taillage, rectification et superfinition des dentures
Chapitre 15 Procédés de tournage
SOMMAIRE
Chapitre 16 Procédés d'ébavurage

AVANT-PROPOS Cet ouvrage de référence en productique-mécanique permettra à l'utilisateur qui doit appréhender une étude de conception ou de production de choisir un procédé optimum en fonction des contraintes économiques.
En effet, la polyvalence technique, actuellement nécessaire aux techniciens de tous niveaux, implique d'avoir les bases de connaissances sur l'ensemble des procédés de fabrication qui sont nécessaires dans les activités de projet et de mise en œuvre de production. Ces bases de connaissances permettront de mieux communiquer au sein des équipes pluridisciplinaires.
Ainsi, cet ouvrage véritable guide pratique, traite tous les procédés de la fabrication et permet de faire un choix des outils de transformation en expliquant les procédés, les règles et les paramétrages en fonction des matériaux et des machines utilisés et de donner une réponse immédiate à toute modification de conception et/ou de matériau.
Sont abordés les procédés d'alésage, d'assemblage, de brochage, de découpe, d'éro-sion, de filetage, de forgeage, de formage, de fraisage, de moulage, de supeifmition, de perçage, de rectification, de taillage, de tournage et d'ébavurage.
Cet ouvrage de «l'Art» de la production s'intègre dans la démarche productique, carrefour des procédés de fabrication avec leur mise en œuvre, les méthodes, et l'organisation de la production. C'est un outil de travail qui pourra accompagner pendant la formation ou dans sa vie professionnelle, celle ou celui qui œuvre dans ce champ d'activité.

4
1. Généralités 9 1.1 Opérations d'alésage 9 1.2 Mouvements générateurs 9 1.3 Précisions obtenues 9
2. Outils utilisés : Outils de forme et outils d'enveloppe 10 2.1 Outils de forme : Alésoirs, broches 10 2.2 Outils d'enveloppe 14 2.3 Choix d'utilisation des outils d'alésage 16
3. Alésage à l'outil de forme 18 3.1 Surépaisseur d'usinage 18 3.2 Évacuation des copeaux 18 3.3 Conditions de coupe des alésoirs 19 3.4 Alésage à l'alésoir monobloc 19
4. Alésage à la barre 20 4.1 Généralités 20 4.2 Barres d'alésage à outils réglables 22 4.3 Barres d'alésage multi-outils 25 4.4 Lames d'alésage sur barre 26 4.5 Têtes à aléser et surfacer 26 4.6 Conditions de coupe des barres d'alésage 26 4.7 Système automatique d'alésage de précision 27 4.8 Têtes d'alésage de forme 28
5 Alésage à la fraise 28
6. Mise en œuvre 29 6.1 Puissance de coupe 29 6.2 Outillage porte-pièce(s) 29 6.3 Machines 30
7

1. Généralités
Mouvements générateurs
(À l 'exc lus ion du brochage). Coupe : M o u v e m e n t de ro ta t ion donné généra lement à l 'out i l . Avance : M o u v e m e n t donné à la pièce (fraiseuses, centres d 'us inage) ou à l 'out i l (aléseuses, tours , centres de tou rnage , perceuses, rect i f ieuses).
Précisions obtenues
Elles dépendent des cond i t i ons de mise en œuvre (suite des opéra t ions , matér iaux à usiner, mach ine , lubr i f ica t ion, r ig id i té out i l et pièce) (f ig. 1.1). La to lé rance de fab r i ca t ion (m6) des alésoirs est déf in ie pour l ' ob ten t i on des a lésages H7, dans des cond i t i ons normales d 'u t i l i sa t ion (NF E- 74- 100) (fig. 1.2).
Outils utilisés en suite d'opérations
Qualités obtenues Outils utilisés en
suite d'opérations Diamètre (H...)
Etat de surface
(Ra)
Rectitude sur 100 mm (centièmes)
Foret + alésoir H7 0 , 8 - 1 , 6 20
Foret + foret aléseur + alésoir
H7 0,4 - 0,8 5
Foret + grain + alé-soir ou grain
H 7 - H 6 0,4 - 0,8 2
Brut (moulage, for-geage) + foret alé-seur + alésoir
H7 0,4 - 0,8 10
Brut (moulage, for-geage) + foret alé-seur + alésoir
H 7 - H 6 0,4 - 0,8 2
FIGURE 1.1 Précisions usuelles obtenues en alésage.
0 max i a lésage
•a 'Q.
0 m i n i a lésage
t = tolérance de fabricator
0 max i a lésoir
0 m i n i a lésoir
0,35 t
0,15 t
FIGURE 1.2 Tolérances de fabrication des alésoirs (NFE74.100). Ecart en (im des alésoirs.
0 mm de ... à 3
3 6
6 10
10 18
18 30
30 50
50 80
H8 + 11 + 6
+ 15 + 8
+ 18 + 10
+ 22 + 12
+ 28 + 16
+ 33 + 19
+ 39 + 22
H7 + 8 + 4
+ 10 + 5
+ 12 + 6
+ 15 + 8
+ 17 + 9
+ 21 + 12
+ 25 + 14
H6 + 5 + 2
+ 6 + 3
+ 7 + 3
+ 9 + 5
+ 11 + 6
+ 13 + 7
+ 16 + 9
1. Procédés d'alésage

Précision diamétrale. Obtenue en co te-out i l (out i ls de f o rme ) ou co te - fab r iquée (out i ls d ' enve loppe ) , en qua l i té usuel le : 7 à l 'out i l de f o r m e (alésoîr, broche) et out i l - f ra ise d ' e n v e l o p p e ; 6 avec out i l d 'enve-loppe (grain sur barre et out i l à aléser).
Précision géométrique Circularité. De qual i té usuel le : 6 avec alésage ébauche précédant alésage f in i t i on à l 'a lésoir ou à la broche ; 7 avec f in i t i on à la f raise deux tai l les. Rectitude. Elle est f onc t i on de : r ig id i té du couple broche por te-broche/out i l ; ob ten t ion du t rou d 'ébauche et des opéra t ions d 'a lésage. Avec ut i l isat ion d 'un gra in d 'a lésage (barre ou out i l à aléser) : cor rec t ion de défaut de rect i tude avant opéra t ion d 'a lésage f in i t ion .
État de surface Obtent ion usuel le de : 0,8 à 0,4 Ra avec alésoirs, barres d 'a lésage, out i ls à aléser, b roches ; 1,8 à 0,8 Ra avec fraises deux tai l les ; 0,4 à 0,02 Ra avec meule.
2. Outils utilisés : outils de forme et outils d'enveloppe m m -
Outils de forme : Alésoirs, broches.
Âiésoirs. Ils sont ut i l isés essent ie l lement en f in i t ion sur perceuses, f ra iseuses, centres d 'us inage , tours , centres de tournage, aléseuses, (fig. 1.3).
Caractéristiques Out i ls de f o r m e , m o n o b l o c s avec queue ou a lésage de ma in t i en no rma l i sés (NFE- 66-001.. . , 74-100). Ils on t de t ro is à douze dents (arêtes de coupe) se lon leurs ut i l isat ions fonc-t ionnel les . Arêtes coupantes : Elles sont cour tes, d 'ang le de d i rec t ion d 'arête Kr= 60° (cas général) . Le gu idage ou t i l s 'e f fec tue par les l istels (arêtes secondai res) qu i p r o l o n g e n t chaque arête de coupe de l ongueu r au m o i n s égale à 0.5 du d iamèt re no rma l (fig. 1.4). Les a lésoi rs son t en acier rap ide et à lames brasées carbure (mic rogra ins K15 revêtu TIN).
Doc. Magafor
FIGURE 1.3 Alésoirs Monoblocs.
10 Guide de l'usinage

FIGURE 1.4 Arête de coupe principale des alésoirs.
Utilisation Elle est spéc i f ique à la concep t i on de chaque t ype d 'a léso i r ( forets-a léseurs, a léso i rs d 'ébauche, alésoirs de chaudronner ie , a léso i rs-machine, alésoirs coniques) . Ils sont ut i l isés pour le ca l ibrage des t rous en d imens ion et en f o r m e (cy l indr ic i té et rect i tude) par un fa ib le en lèvement de mat ière. Les fo re ts aléseurs et a lésoirs ébaucheurs sont ut i l isés pour cal ibrer g é o m é t r i q u e m e n t des t rous , en f o r m e et pos i t ion. Alésoirs de trois à quatre dents. Ils sont ut i l isés pour l 'a lésage de t rous brut de fonder ie ou de fo rge : ca l ibrage part icul ière-men t en cy l indr ic i té avec les l istels hél icoïdaux. Alésoirs ayant plus de quatre dents. Ils sont ut i l isés pour l 'a lésage de t rous percés : ca l ibrage de préc is ion, avec les l istels dro i ts (paral lèles à l 'axe du corps d 'out i l ) . Forets-aléseurs. Ils ont 3 ou 4 arêtes de coupe à denture hél icoïdale, hél ice à dro i te (22°). Généra lement leurs d iamèt res var ient de 3 à 60 m m avec queue con ique ou cy l ind r ique selon les d imens ions . Ils son t ut i l isés en pré-a lésage de t rous bruts de fonder ie et de fo rge pour co r r ige r des défauts g é o m é t r i q u e s (c i rcu lar i té , désaxage, rectitude,...) (fig. 1.5). Éven tue l l emen t ils son t ut i l isés en f in i t i on (qual i té 8). Alésoirs d'ébauche. Ils ont 4 arêtes de coupe, à den-tu re hé l ico ïda le , hél ice à dro i te . Leurs d iamèt res var ient généra-lement de 20 à 60 m m , avec alé-sage de ma in t ien (f ig. 1.6). Ils son t ut i l isés en a lésage de d e m i - f i n i t i o n pour co r r ige r des défauts géomét r iques . Alésoirs de chaudronnerie. Ils ont 5 arêtes coupantes à den-tu re hé l ico ïda le , hél ice à d ro i te avec une longue entrée con ique (10 % sur 30 à 90 m m su ivant les d iamèt res ) . Leurs d iamèt res
NF E 66-072 » L f E Z I Queue cylindrique | S 0 235.11
Denture hélicoïdale à droite 22° Coupe à droite Acier Super Rapide : HSS
FIGURE 1.5 Foret aléseur trois lèvres. Doc. Leclerc
Alésage conique 1/30-
Denture hélicoïdale à droite 15° Coupe à droite Acier Super Rapide : HSS
FIGURE 1.6 Alésoir «creux» d'ébauche, quatre lèvres. Doc. Leclerc
1. Procédés d'alésage 11

var ien t de 6 à 40 m m avec queue con ique (f ig. 1.7). Ils sont ut i l isés en alésage de t r ous de tô le r ie pour ob ten i r la cy l indr ic i té .
Alésoirs-machine. Alésoirs-machine à denture droite. Ils on t de 4 à 8 arêtes de coupe à den tu re d ro i te avec queue cy l i nd r i que pou r les d iamèt res 1 à 20 m m et queue con ique pour les dia-mèt res 6 à 50 m m (fig. 1.8). Ils sont ut i l isés en alésage de f i n i t i on de t r ous percés ou pré-alésés. Alésoirs à denture hélicoï-dales. Ils on t de 3 à 12 arêtes de coupe à den tu re hél icoïdale à gauche (8°, 10°, 15°, 45°), en acier rap ide ou en ca rbure ( lames brasées). Leurs d iamèt res var ient de 1 à 50 m m , en p lus ieurs séries, soi t : Série d'alésoirs en palier de d iamèt re de 0.01 à 20 m m . Ils son t à queue cy l i nd r i que ou con ique (f ig. 1.9 et 1.10).
Denture hélicoïdale à gauche 20° Coupe à droite Acier Super Rapide : HSS
Série longue Queue cône morse a—f
NF E 66-016 ISO 2238
FIGURE 1.7 Alésoir de chaudronnerie cinq lèvres. Doc. Leclerc
Queue cylindrique
Acier Super Rapide : HSS-E 5 % de cobalt
Denture à taille croisée : 2" Coupe à droite
°EE
Denture droite Coupe à droite
Acier Super Rapide : HSS-E S % de cobalt
FIGURE 1.8 Alésoirs «machines». Doc. Leclerc
Queue cône morse
NF E 66-015 ISO 521
NF E 66-015 ISO 521
Denture hélicoïdale à gauche 10° Coupe à droite
Acier Super Rapide : K HSS-E 909 8 % de cobalt
FIGURE 1.9 Alésoir «machine» par 0,01. Doc. Leclerc
Tf Queue cône morse
NF E 66-015 ISO 521
DIN 208 C
Denture hélicoïdale à gauche 45° Coupe à droite
FIGURE 1.10 Alésoir «machine».
Acier Super Rapide : HSS-E 5 % de cobalt
Doc. Leclerc
12 Guide de l'usinage
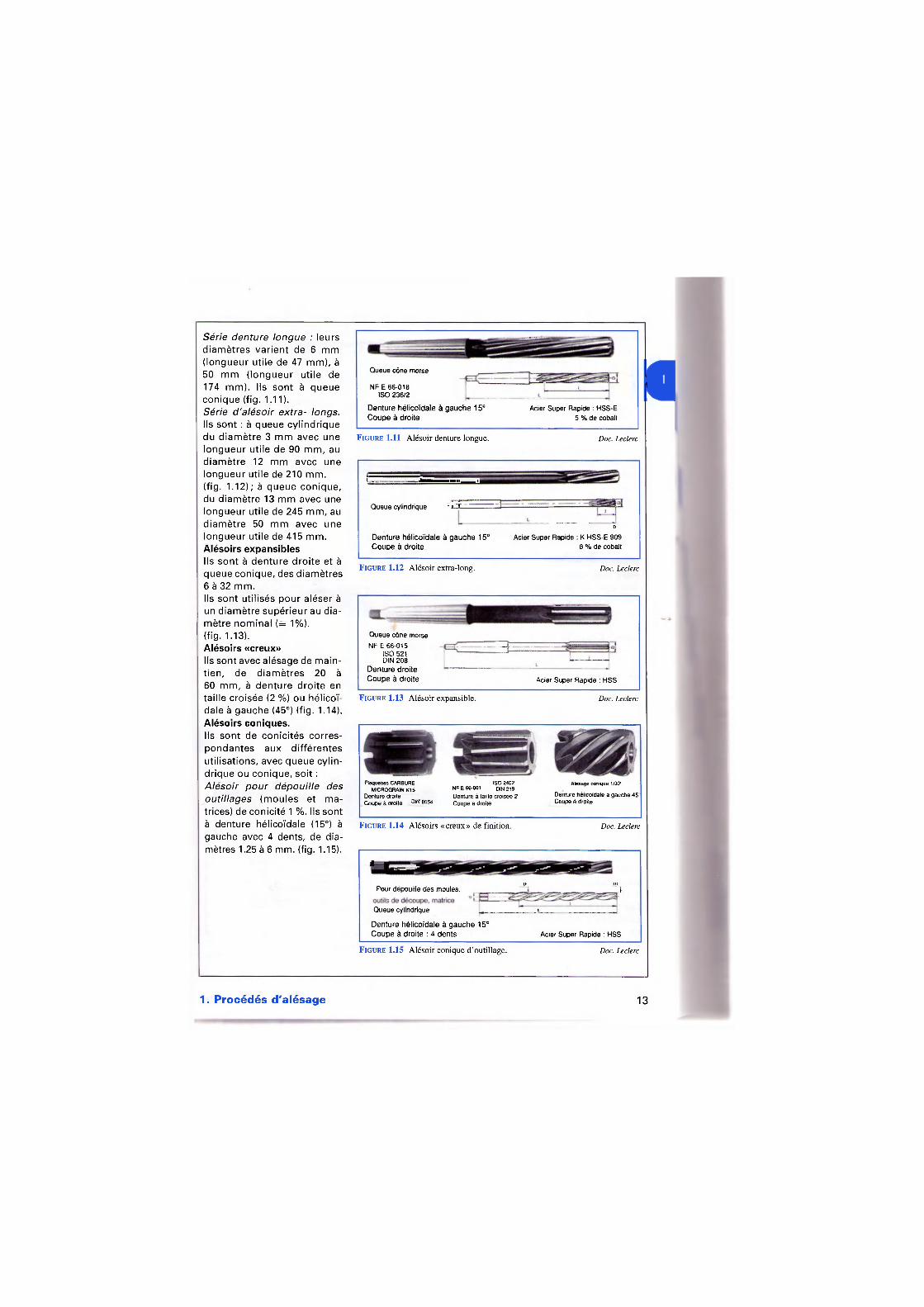
Série denture longue : leurs d iamè t res var ien t de 6 m m ( longueur ut i le de 47 m m ) , à 50 m m ( l ongueur ut i le de 174 m m ) . Ils sont à queue con ique (f ig. 1.11). Série d'alésoir extra- longs. Ils sont : à queue cy l ind r ique du d iamè t re 3 m m avec une l ongueur ut i le de 90 m m , au d iamèt re 12 m m avec une longueur ut i le de 210 m m . (f ig. 1.12); à queue con ique , du d iamèt re 13 m m avec une longueur ut i le de 245 m m , au d iamèt re 50 m m avec une longueur ut i le de 415 m m . Alésoirs expansibles Ils son t à den tu re d ro i te et à queue con ique , des d iamèt res 6 à 32 m m . Ils sont ut i l isés pour aléser à un d iamèt re supér ieur au dia-mètre nom ina l ( = 1%). (fig. 1.13). Alésoirs «creux» Ils sont avec alésage de main-t ien , de d iamèt res 20 à 60 m m , à den tu re d ro i te en tai l le croisée (2 %) ou hélicoï-dale à gauche (45°) (f ig. 1.14). Alésoirs coniques. Ils sont de con ic i tés corres-pondan tes aux d i f fé ren tes ut i l isat ions, avec queue cyl in-dr ique ou con ique, soi t : Alésoir pour dépouille des outillages (mou les et ma-trices) de conic i té 1 %. Ils sont à denture hélicoïdale (15°) à gauche avec 4 dents, de dia-mètres 1.25 à 6 mm. (fig. 1.15).
Queue cône morse
NF E 66-018 ISO 236/2
Denture hélicoïdale à gauche 15° Coupe à droite
Acier Super Rapide : HSS-E 5 % de cobalt
a FIGURE 1.11 Alésoir denture longue. Doc. Leclerc
1 .J— • • •
Queue cylindrique • t
Denture hélicoïdale à gauche 15° 0
Acier Super Rapide : K HSS-E 909 Coupe à droite 8 % de cobalt
FIGURE 1.12 Alésoir extra-long. Doc. Leclerc
Queue cône morse NF E 66-015
ISO 521 DIN 208
Denture droite Coupe à droite
EE
Acier Super Rapide : HSS
FIGURE 1.13 Alésoir expansible. Doc. Leclerc
Plaquettes CARBURE MICROGRA1N K15
Denture droite Coupe à droite D , N 8°54
ISO 2402 NF E 66-001 DiN 219 Denture à taille croisée 2" Coupe à droite
Alésage conique 1/30-
Denture hélicoïdale à gauche 45 Coupe à droite
FIGURE 1.14 Alésoirs «creux» de finition. Doc. Leclerc
' J , . ~
Pour dépouille des moules. D D!
1
Queue cylindrique l
Denture hélicoïdale à gauche 15" Coupe à droite : 4 dents Acier Super Rapide : HSS
FIGURE 1.15 Alésoir conique d'outillage. Doc. Leclerc
1. Procédés d'alésage 13

Alésoirs pour buses d'injec-tion, de conic i té 5 % ou 10 %. Ils sont à den tu re hél icoïdale (45°) à gauche avec 2 dents , d iamè t res 6 à 20 m m (f ig. 1.16).
Alésoir pour goupilles, de con ic i té 2 %. Ils son t à den-tu re hé l ico ïda le à gauche (30°), de d iamè t res 5 à 30 m m , avec queue con ique, (f ig. 1.17).
Alésoirs pour cônes «Morse» de CM 0 à 5. Ils sont à den tu re hé l ico ïda le (60°) à gauche, avec queue con ique (f ig. 1 . 1 8 ) .
Broches. Elles sont ut i l isées sur bro-cheuses, pour t r avaux de g rande sér ie, en ébauche et f i n i t i on avec le m ê m e ou t i l dans le cyc le (success ion de den ts d 'ébauche et de f in i -t ion) . (Voir chap i t re «procédé de brochage»).
Denture hélicoïdale à gauche 45° Coupe à droite : 2 dents
Acier Super Rapide : HSS-E 5 % de cobalt
FIGURE 1.16 Alésoir conique pour moules d'injection. Doc. Leclerc
m m J l ¡ a ^ 1
02
«; a l i t e r NF E 66-011
0» 02
«; a l i t e r NF E 66-011
ISO 3465 L J
Denture hélicoïdale à gauche 30° Coupe à droite Acier Super Rapide : HSS
FIGURE 1.17 Alésoir conique pour goupilles. Doc. Leclerc
NF E 66-017 ISO 2250 DIN 204
Denture hélicoïdale à gauche 5° Coupe à droite Acier Super Rapide : HSS
FIGURE 1.18 Alésoir conique pour cône morse. Doc. Leclerc
Outils d'enveloppe.
Ce sont les barres d 'a lésage, ou t i l s à aléser, fraises cy l indr iques deux tai l les, têtes à aléser.
Barres d'alésage. De concept ion m o n o b l o c ou modu la i re cour te , ra l longée, an t i v ib ra to i re . Elles s u p p o r t e n t le ou les ou t i l s de coupe mon tés généra lement en bout de barre, pour t rava i l « en l 'air » (f ig. 1.19, 1.20, 1.21). Les out i ls sont à p laquet tes indexées, à car touche por te-p laquet te , à lames. Le rég lage d iamét ra l s 'e f fec tue par excent ra t ion m ic romé t r i que de l 'out i l . FIGURE 1.19 Barre d'alésage d'ébauche «Balance-cut».
Doc. Nikken
14 Guide de l'usinage
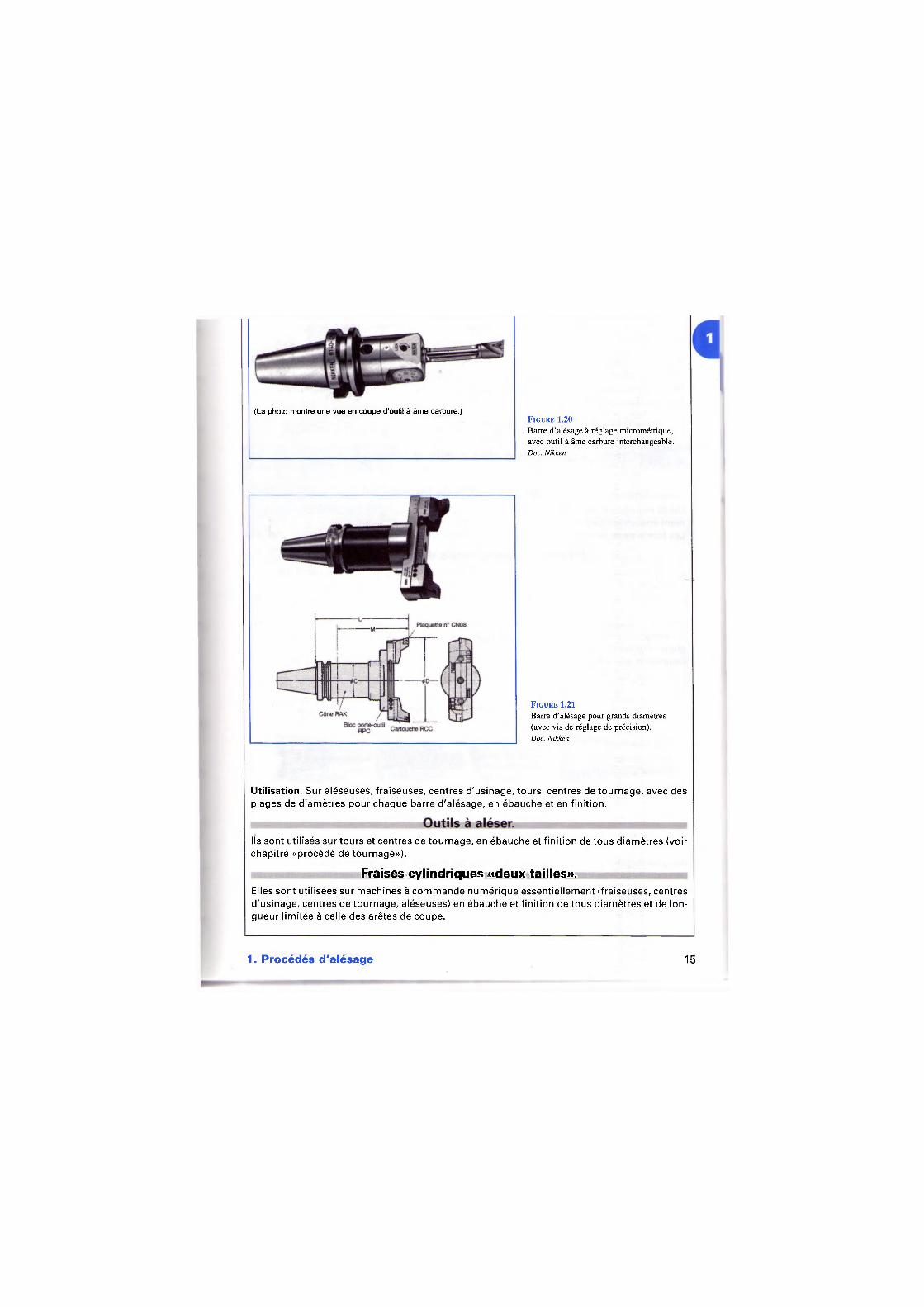
(La photo montre une vue en coupe d'outil à âme carbure.) FIGURE 1.20 Barre d'alésage à réglage micrométrique, avec outil à âme carbure interchangeable. Doc. Nikken
FIGURE 1.21 Barre d'alésage pour grands diamètres (avec vis de réglage de précision). Doc. Nikken
Utilisation. Sur aléseuses, f ra iseuses, centres d 'us inage, tours , centres de tou rnage , avec des plages de d iamètres pour chaque barre d 'a lésage, en ébauche et en f in i t ion .
Ils sont ut i l isés sur tours et centres de tou rnage , en ébauche et f i n i t i on de tous d iamèt res (voir chap i t re «procédé de tournage») .
Fraises cylindriques «deux tailles». Elles sont ut i l isées sur mach ines à c o m m a n d e numér ique essent ie l lement (fraiseuses, centres d 'us inage, centres de tou rnage , aléseuses) en ébauche et f in i t i on de tous d iamèt res et de lon-gueur l imi tée à cel le des arêtes de coupe.
1. Procédés d'alésage 15

I H I M l l B I l l l M
Elles sont ut i l isées sur aléseuses, f ra iseuses, centres d 'us inage, en ébauche et f i n i t i on d'alé-sages de fa ib le p ro fondeur et de grands d iamèt res ( = 800 m m maxi) , ainsi que des surfaçages concent r iques.
Meules. 'jnFMHMM Elles sont ut i l isées sur rect i f ieuses, pour des t ravaux de g rande précis ion (d imens ionne l le et état de surface) d 'a lésages de pet i tes à moyennes d imens ions sur pièces cy l indr iques. (Voir chapi t re «procédés de rect i f icat ion»).
Choix d'utilisation des outils d'alésage
Alésoirs (outils de forme). - i f lHBHi Out i ls monob locs mul t i -arêtes de coupe ut i l isés pour alésage en f in i t i on de t rous préalable-men t ébauchés (d iamètres 3 à 60 m m ) , généra lement . Les forets-a léseurs sont à ut i l iser en alésage d 'ébauche.
Barres d'alésage (outils d'enveloppe). À p laquet te de coupe f ixée dans une car touche instal lée sur la barre suppor t , (fig. 1.21). Capacités d iamét ra les : Jusqu 'au d iamèt re 500 m m , et au delà avec un apparei l lage. À lame d 'a lésage : el les peuvent équ iper des barres pour ef fectuer des alésages spéci f iques (pièce unitaire,...). Barres d'alésage courtes : el les t rava i l len t «en l 'a ir». À ut i l iser sur f ra iseuses à CN, centres d 'us inage et aléseuses pour l 'a lésage des pièces mécan iques en général ; concept ion en lon-gueur modu la i re (fig. 1.22). Oppos i t ion aux ef for ts de f lex ion duran t la coupe : chois i r un d iamèt re m a x i m u m de barre.
FIGURE 1.22 Barre d'alésage modulaire (à queue cylindrique). Doc. Nikken
Barre rallongée. Chois i r une barre ant iv ibra t i le qui absorbe les v ib ra t ions dues à la coupe. Deux out i ls mon tés en oppos i t i on sur une barre d 'a lésage assure l 'équ i l ib rage des ef for ts de coupe (alésage d 'ébauche) (fig. 1.23). Barres d'alésage longues. À souten i r à leur ex t rémi té par une lunet te f ixe : usinage de longs alésages et d 'a lésages en l igne (fig. 1.24).
16 Guide de l'usinage

FIGURE 1.23 Exemple d'alésage à la barre «Balance-cut» à 2 plaquettes carbure
Doc. Nikken <
FIGURE 1.24 Schéma d'usinage de 2 alésage avec barre d'alésage longue.
• Vitesse de coupe 150nVmir\ • Avance 0.4 à 0,6 mm • Matière usinée 6 à 10 mm
(au ciamèire) • Diamètre d'alésage 60 mm • Matériau SNCM420
Fraises deux tailles (outils d'enveloppe).
Elles son t ut i l isées en cycle de con tou rnage (avec une com-mande numér ique ) : us inage de tous d iamèt res dans les l im i tes de la mach ine ut i l isée (fig. 1.25). La cy l i nd r i c i té de la f ra ise est impéra t i ve pour ob ten i r la cy l in-dr ic i té de l 'alésage.
Î I M j l Î I M j l J M
v n r - — — — M
Trajectoire de la fraise : 1 -» 2 - accostage tangent ie l
2 -» 3 - alésage contournage
3 -» 4 - dégagement tangent iel
FIGURE 1.25 Cycle d'alésage-contournage à la fraise cylindrique 2 tailles.
1. Procédés d'alésage 17

3. Alésage à l'outil de forme
Surépaisseur d'usinage
Elles ne seront pas infér ieures aux recommanda t i ons des fabr icants : Pas de f ro t temen ts des arêtes de coupe sur la surface à aléser, ce qui p rovoquera i t une abras ion et l 'usure accélérée des arêtes avec a l térat ion de l 'état de surface du t rou .
Mécanique de précision courante Surépa isseur de 0.05 à 0,60 m m pour les d iamèt res de 5 à 60 m m , en qua l i té H7 (f ig. 1.26).
Ébauche au foret-aléseur et à l'alésoir d'ébauche.
Surépaisseur de 0.50 à 6 m m pour les dia-mèt res de 5 à 60 m m , en co r rec t i on de t rous bruts de fo rgeage et mou lage .
FIGURE 1.26 Surépaisseurs d'alésage recommandées
selon les diamètres à obtenir
Su éb
i
6
5
4
3
2
1
0,5
répaisseurs Surép auche (mm) finitio i
ais n (
i
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
Su éb
i
6
5
4
3
2
1
0,5
>seurs mm) k
0,60
0,50
0,40
0,30
0,20
0,10 0,05
5 10 20 30 40 50 60
0 alésages (mm)
Évacuation des copeaux
L'angle d 'hé l ice des l istels (arêtes secondaires) d i r igent sens ib lement les copeaux (fig. 1.27). Angle d'hélice positif : pour l 'a lésage des t rous borgnes, les copeaux se dégageant vers l 'en-t rée de l 'a lésage. Angle d'hélice négatif : pour l 'a lésage des t rous débouchants , les copeaux se dégageant vers le f o n d de l 'a lésage.
J d
t a
Angle d'helice nul Le copeau part indifféremment
vers l'avant ou l'arrière.
Angle d'hélice positif Le copeau remonte dans les goujures.
Angle d'hélice négatif
Le copeau est théoriquement chassé vers l'avant.
Angle d'hélice alterné
FIGURE 1.27 Sens d'évacuation des copeaux selon le type d'alésoir. Doc. Leclerc
18 Guide de l'usinage

3.3 Conditions de coupe des alésoirs
Vitesses de coupe. Elles sont re la t ivement basses en alésage avec alésoirs monob locs pour ne pas dét ru i re pré-ma tu rémen t les arêtes secondaires. Out i ls en acier rapide et en carbure de 4 à 45 m / m m selon les matér iaux usinés, (f ig. 1.28 et 1.29).
V I K M M da coupa . * , * " . Avances en mm par tour suivant diamèw * Lubrifiants * » A i m Jusqu'à a 8 . 0 1 0 4 20 O 25 à 40 O 50 SI plus
Aciers jusqu'à 50 dôN / mm3 10 4 1 5 0.1 4 0,12 0,15 4 0.25 0.25 4 0,35 0.35 4 0.4 Huile solubte - Huile de cotza
Aciers de 50 4 70 doN / mm" 8 4 10 0.1 4 0,12 0.15 4 0.25 0,25 4 0,35 0,35 4 0,4 Huile soluble - Huie de cotza
Aciers de 70 4 90 d a N / m m 1 6 à 8 0.1 4 0,12 0.15 4 0,25 0,25 4 0,35 0,35 4 0.4 Huile soluble - Huile de cotza
Aciers de plus de 90 daN / mma 4 4 6 0.08 4 0.1 0,1 4 0,2 0,2 4 0.3 0,3 4 0,4 Huile soluble • Huie de cotza
Fonte malléable « 160 HB 8 à 12 0,15 4 03 0.2 4 0.3 0,3 4 0.4 0,35 4 0,45 A sec
Fonte dure > 200 HB 4 4 6 0,12 4 0.15 0.15 4 0.25 0.25 4 0.35 0 , 3 4 0 . 4 A sec
Laitons 15 4 20 0,15 4 0,25 0.3 4 0,4 0,4 4 0.5 0,5 4 0.6 Huile de colza - A sec
Bronze 6 4 1 2 0,1 4 0,2 0.2 4 0,3 0,3 4 0,45 0.5 4 0,6 Huile de colza - A sec
Cuivre 10 4 1 8 0,12 4 0,18 0,15 4 0,25 0,3 4 0.4 0,35 4 0,45 Huile de cotza - A sec - Huile sotubto
Alliages légers 30 4 45 0,12 4 0,18 0.2 4 0.25 0 , 3 4 0 , 4 . 0,4 4 0,5 Pétrole - Térébenthine - HuHe soluble
Matières plastiques tendres 6 4 1 0 0,15 4 0,3 0,3 4 0,4 0,4 4 0,6 0,5 4 0,6 A sec
Matières plastiques dures 4 4 6 0,15 4 0,25 0.25 4 0,35 0.3 4 0,45 0,4 4 0,5 A sec - Air comprimé
Aciers inoxydables 4 4 6 0,05 4 0,08 0.1 4 0.18 0.15 4 0,25 0,25 4 0.3 Huile soluble - Huile de cotza
FIGURE 1.28 Conditions de coupe des alésoirs en ARS. Doc. Leclerc
vitesses de coupe jusqu'à 0 8
Lubrifiants m/mn jusqu'à 0 8 0 1 0 4 20 B 25 4 40 a 50 et plu»
Lubrifiants
Aciers jusqu'à 70 daN/mm- 10 à 15 0.15 4 0.18 0,2 4 0,3 0,3 4 0.4 0.4 4 0.5 Huile soluble - Huile de colza
Aciers de 70 4 100 daN/mm1 8 è 12 0.15 4 0.18 0.2 4 0,3 0.3 4 0.4 0.4 4 0.5 Huile soluble - Huile de colza
Aciers de 100 4 140 daN/mmJ 6 à 10 0 .1240 ,15 0,15 4 0,2 0.2 4 0.3 0.3 4 0.4 Huile soluble - Huile de colza
Fonte malléable < 160 HB 8 4 1 2 0.15 4 0.18 0,2 4 0.3 0.3 4 0,4 0.4 4 0.5 A sec
Fonte grise < 200 HB 8 à 15 0.2 4 0,3 0.3 4 0,4 0.4 4 0,5 0.5 4 0.6 A sec
Fonte grise > 200 H B 6 è 12 0.15 4 0,18 0.2 4 0,3 0.3 4 0.4 0.4 4 0.5 A sec
Laitons 15 6 30 0.2 4 0,25 0.25 4 0,35 0.4 4 0.5 0.5 4 0.6 Huile de colza - A sec
Bronze 15 è 30 0.2 4 0.25 0,26 4 0,35 0.4 4 0.5 0.5 4 0,6 Huile de colza - A sec
Cuivre 20 4 40 0,25 4 0,3 0,36 4 0.5 0.5 4 0.6 0.6 4 0.7 Huile da colza - A sec - Huile solubt
Alliages légers 15 S 40 0.2 4 0.25 0.3 4 0.4 0.4 4 0.5 0.5 4 0,6 Pétrole - Térébenthine - Huile soluble
Matières plastiques 15 è 30 0,25 4 0,3 0,35 4 0.5 0,5 4 0.6 0.6 à 0.7 A sec
FIGURE 1.29 Conditions de coupe des alésoirs en carbure. Doc. Leclerc
Vitesses d'avance. Elles sont re la t ivement grandes, év i tant la coupe en dessous du copeau m i n i m u m . Selon le matér iau à usiner, et le d iamèt re de l 'alésoir, l 'avance var ie de 0.05 à 0,70 mm/ tou r , (fig. 1.28 et 1.29). Pour les alésoirs recouver ts TIN, doub le r les v i tesses de coupe et d 'avance.
[Alésage à l'alésoir monobloc
Les a lésoi rs m o n o b l o c s , en acier rap ide et en carbure, c o n v i e n n e n t pou r l 'a lésage de l 'en-semble des matér iaux .
2. Procédés d'assemblage 19

Carbure revêtu TIN. Outre les v i tesses de coupe et d 'avance doublées, on obt ient : D im inu t i on de l 'usure des arêtes de coupe et des l istels (résistance à l 'abrasion) . D im inu t i on du col lage de copeaux : ob ten t ion d ' un excel lent état de surface. Util isation : en par t icu l ie r pour l 'a lésage de ma té r i aux à r isque de g r i ppage (acier inoxy-dables,...).
Dégagement d'outil Remontée du f o n d de l 'a lésage, en avance t rava i l et sans invers ion de la ro ta t ion pour ne pas détér iorer les l istels (fig. 1.30).
FIGURE 1.30 Schéma de cycle fixe d'alésage
à l'alésoir pour MOCN.
/ TP O
I
4. Alésage à la barre
Généralités
Ut i l isat ion en ébauche et f in i t ion d'alé-sage brut (mou lage, forgeage) ou per-cés. Les angles d 'u t i l i sa t ion de l 'out i l d 'alé-sage sur barre Kr et Xs ( f ig. 1.31) in f luent f o r t emen t sur l 'us inage.
FIGURE 1.31 Angles de l'utilisateur des outils d'alésage.
Angle de direction d'arête Kr Ang les l im i tes de 75° à 95° avec le cho ix préférent ie l de 90° pour annu ler l 'e f for t de f lex ion sous la force radiale : L'outi l , t rava i l lant généra lement en bout , est sensib le aux v ib ra t ions .
• • H H B R H H B H B I Angle d'inclinaison d'arête Xs négatif. « • • • • • • Cet angle négat i f pe rmet l 'a t taque progress ive de l 'arête de coupe pro tégeant le bec (re). À ut i l iser en par t icu l ier en coupe d iscont inue.
20 Guide de l'usinage

Pour obten i r une excel lente qual i té (alésage de f in i t ion) chois i r : un rayon de bec re le plus pet i t possib le ( = 0,2 m m ) ; un angle de coupe à 8° pos i t i f ; un matér iau carbure ou acier rapide (de préférence au carbure revêtu don t l 'arête est mo ins vive).
»[^•.••HMM^ Cylindricité des alésages Chois i r : le p lus g r a n d d iamè t re de bar re a d m i s s i b l e ; un po r te -à - faux le p lus rédu i t poss ib le avec ma in -t i en de la bar re e f f i cace et r i g ide (f ig. 1.32).
FIGURE 1.32 Longueur utile des barres d'alésage.
Porte-à-faux maximum On admet pour les cas généraux d 'u t i l i sa t ion et selon le t ype de barre, une longueur en porte à faux de : 3 à 4 fo is le d iamèt re des barres s imp les ; 4 à 7 fo is le d iamèt re des barres anti-v ibrato i res (et non infér ieur au min i -m u m proposé par le constructeur) . 7 à 10 fo is le d iamèt re des barres ant iv ibrato i res, vers ion longue.
Lubrification
n m \ ^ i
L = 3à 4 d WA L = 4 à 7 d W
Barre standard Barre antivibratoire
profondeur de coupe maxi s
a coupe n întation
outil TTS: plage de performances optimales
il standard U D « 4
s conditions stables
6 7 8 Ratio outil LA)
10 11 12
Stabilité de l'outil après réglage (système TTS) Doc Kennametal Hertel
En p roduc t ion de série, elle s 'ef fectue sous-press ion par le centre de la barre (à p rox im i té de l 'arête de coupe) , pe rme t tan t une amé l i o ra t i on de l 'é tat de sur face par : la ré f r igé ra t ion de l 'arête de coupe et l ' évacua t ion des copeaux du f o n d de t r o u (les rayures p rovo-quées par copeaux son t évi tées), (f ig. 1.33, f ig. 1.28, f ig . 1.29).
FIGURE 1.33 Schéma de barre d'alésage avec lubrification par son centre.
Cycle d'alésage À ut i l iser en alésage avec barre équ ipée d 'un seul out i l . L 'outi l ne devant pas rayer l 'a lésage au retour, ce cycle (de CN) p rovoque : ro ta t ion broche et avance t r a v a i l ; arrêt indexé broche et d é g a g e m e n t de l 'ou t i l (qq m m . de l 'a lésage) ; re tour rapide de la barre.
Nota. La barre est placée dans la broche, avec l 'out i l g ra in en Y posi t i f .
WÊÊÊÊÊÊÊÊBÊÊÊÊamÊÊBm Alésages très longs ou en ligne ^ • • • • • • • • H Ils sont réal isés avec des barres d 'a lésage sou tenues à leur ex t rém i té par une lunet te f i xe (oppos i t ion à la f lex ion) (f ig. 1.24).
1. Procédés d'alésage 21

warn Outils associés sur barre. Deux out i ls t rava i l lant en oppos i t i on (avec Kr= 90°), é l im inen t les ef for ts rad iaux qu i provo-quera ient une f lex ion de barre (f ig. 1.23).
^ ^ J ^ B a r r e s d'alésage à outils réglables
Uti l iser des car touches por te-out i l à réglage m ic romé t r i que : assurent préc is ion et f lex ib i l i té d iamét ra le des alésages.
Cartouche micrométrique. S Y S T E M E D E P R E - C H A R G E M E N T A E C R O U D O U B L E
Flessoti ondulé spécial
... ¡-.¡i ••••
D'une f lex ib i l i t é d iamét ra le de 2.5 à 10 m m pou r dia-mèt res de 26 à 90 m m . Elle suppor te la p laquet te de coupe (carbure, revêtue, cer-met). Sa pos i t ion dans son logemen t en bout de barre est per-pend icu la i re , para l lè le ou inc l inée sur l 'axe (f ig. 1.34 et 1.35). La pos i t i on inc l inée inverse pe rme t de dresser la face ar r iè re d ' u n alésage, sur MOCN, en cyc le a u t o m a t i q u e (f ig. 1.36 et 1.37).
FIGURE 1.34 Cartouche à réglage micro-métrique. Doc. Nikken
FIGURE 1.35 Cartouche à réglage micrométrique.
Doc. Gildemeister-Devlieg
FIGURE 1.36 Appareil à lamer en tirant. Doc. Nikken
VeistBlIscmûssel Adlustmenl moneti
SKalenkonus/Graduated dial
SchneckentadWorm wheel
AnzugsschrauUc'lodf/ng screw
FedersciwibeniSp«/)0s
Distanzring'Wasíwf GÄ-MICROBOBE Scftnecke/Wofm Eínheifífrí,/
22 Guide de l'usinage

FIGURE 1.37 Cycle d'utilisation de l'outil à lamer en tirant. Doc. Nikken
FIGURE 1.38 Schéma de cartouches micrométriques
groupées sur une barre d'alésage.
FIGURE 1.39 Tête d'alésage tribore
Doc. Gildemeister-Devlieg
à plusieurs cartouches Uti l isées pour l ' ob ten t ion s imu l tanée de plu-s ieurs a lésages, en t r avaux de sér ie (f ig. 1.38). Barres à 3 out i ls en ébauche et en f in i t i on de m o y e n n e à g rande capacité : amé l io re pro-duct iv i té et stabi l i té de la barre (fig. 1.39).
Modules porte-plaquette en bout de barre Plusieurs car touches peuven t équ ipe r une barre (cour te , l ongue , ant iv ibrato i re) selon les ou t i l s à ut i l iser ( f ig. 1.40) : m ise en œuvre rap ide et réduc t ion de l 'out i l lage.
FIGURE 1.40 Outil d'alésage de finition
«Novex» pour petit diamètres. Doc Walter
1. Procédés d'alésage 20

Modules porte-plaquette de précision. À réglage m ic romét r ique (sans modi f i ca t ion de cote de longueur) : Précision de réglage infé-r ieur à 0,01 m m . Avec lubr i f icat ion par le corps d 'out i l . Changement rapide d 'out i l s préréglés pour d iamèt re de 10 à 500 m m , longueur 80 à 200 m m , avec des plages de d iamètres : 10 à 28 m m , longueur 30 m m (outi l à aléser) (fig. 1.41); 26.5 à 165 m m (réglage d iamétra l de 6.4 à 44 mm) ; 150 à 500 m m (réglage d iamé-tral de 30 à 55 mm) (fig. 1.42).
Barres d'alésage à deux modules porte-plaquette réglables diamétralement.
Alésage ébauche des d iamètres de 25 à 580 m m , longueurs modu lab les avec grandes plages de réglage selon capacité (fig. 1.43).
WÊSÊ Têtes d'alésage à deux modules porte-plaquette réglables. Alésage ébauche de grands d iamètres : 135 à 500 m m avec plages de réglage 45 à 50 m m lon-gueur 100 à 140 m m . (fig. 1.44).
24 Guide de l'usinage

FIGURE 1.43 Barre d'alésage «Balanee-Cut» à car-touche avec contact d'appui par épaule-ment. Doc. Nikken
FIGURE 1.44 Tête d'alésage à deux cartouches
porte-plaquette réglables «Novex».
Doc. Walter.
Barres d'alésage multi-outils
Out i ls spéci f iques pour une opéra t ion d'alé-sage en g rande sér ie : us inage s imu l t ané d 'a lésages coax iaux (f ig. 1.45). G roupe de car touches por te -ou t i l s in te rchangeab les , avec réglage f in d iamét ra lement .
FIGURE 1.45 Barre d'alésage multi-outils
Doc. Walter
1. Procédés d'alésage 25

Lames d'alésage sur barre
Avec une ou deux lames en bout de barre. Usinage en ébauche et f in i t i on d 'a lésages, de capacité s tandard 25.4 à 180 m m . Ut i l isés en t ravaux de pet i te série à un i ta i re ( f is . 1.46).
FIGURE 1.46 Schéma de barre d'alésage avec lame.
Têtes à aléser et surfacer
Usinage, avec un seul por te-out i l , dans une g rande p lage de d iamè t res pour : a lésages concen t r iques , sur façage avant et arr ière, fonçage de gorges , t ou r i l l onnage , éventuel -lement f i le tage et perçage. Ut i l isés en t ravaux uni ta i re et pet i tes séries, avec un équ ipemen t modu la i re des out i ls et de leurs suppor ts . Capacités d iamét ra les de 250 à 1100 m m . (avec ra l longes suppor t d 'ou-ti l) l ongueur 100 à 390 m m . (fig. 1.47). Les m o u v e m e n t s d 'avance son t au toma-t iques (à CN).
FIGURE 1.47 Tête à aléser multi-opérations.
Doc. Andrea
Conditions de coupe des barres d'alésage
Vitesse de coupe. a i ^ Fini t ion et ébauche (à la barre d'alésage) : 80 à 250 m / m i n (p laquet tes en carbure) selon les matér iaux et les longueurs à usiner (f ig. 1.48).
Vitesses d'avance Fini t ion (à la barre d'alésage) de 0.05 à 0,15 mm/ tou r , selon les longueurs à usiner. Ébauche de 0.15 à 0,60 mm/ tou r , se lon d iamèt res et longueurs à usiner (f ig. 1.48).
Choix des conditions de coupe à la barre d'alésage. Plus la longueur et le d iamèt re à usiner sont grands, plus la v i tesse de coupe et l 'avance le sont aussi (dans les l imi tes données).
26 Guide de l'usinage

Matieres Diamètres d'alésage
(mm)
Vitesses de coupe
(m/min )
Avance (mm/tour) Matieres
Diamètres d'alésage
(mm)
Vitesses de coupe
(m/min ) Ebauche Finition
Aciers 0 < 20 80 à 100 0,10 à 0,20 0,05 à 0,15
(non alliés, alliés, de 20 à 30 90 à 120 0,20 à 0,35 0,05 à 0,15
cémentation) 30 à 45 120 à 140 0,20 à 0,45 0,05 à 0,15 45 à 60 120 à 140 0,30 à 0,50 0,06 à 0,15 60 à 80 120 à 140 0,40 à 0,60 0,08 à 0,15 80 à 120 120 à 140 0,40 à 0,60 0,08 à 0,15 0 > 120 120 à 140 0,40 à 0,60 0,10 à 0,20
Fontes 0 < 20 60 à 120 0,10 à 0,20 0,05 à 0,15 (malléable, grise, GS) 20 à 30 60 à 120 0,15 à 0,30 0,05 à 0,15
30 à 45 60 à 120 0,20 à 0,40 0,05 à 0,15 Alliages de bronze 45 à 60 60 à 120 0,20 à 0,40 0,05 à 0,15
et de laiton 60 à 80 60 à 120 0,20 à 0,45 0,05 à 0,20 80 à 120 60 à 120 0,20 à 0,45 0,05 à 0,20 0 > 120 60 à 120 0,20 à 0,45 0,05 à 0,20
Alliages d'aluminium 0 < 20 100 à 140 0,10 à 0,20 0,05 à 0,15 20 à 30 130 à 160 0,15 à 0,30 0,05 à 0,15 30 à 45 180 à 220 0,30 à 0,40 0,05 à 0,15 45 à 60 180 à 220 0,40 à 0,50 0,05 à 0,15 60 à 80 200 à 250 0,40 à 0,60 0,05 à 0,20 0 > 80 200 à 250 0,40 à 0,60 0,05 à 0,20
FIGURE 1.48 Conditions de coupe et d'avance des barres d'alésage avec outils carbure. (Ordre de grandeur).
[Système automatique d'alésage de précision
Système in tégrable à la p lupar t des mach ines d 'us inage «Sandvik autocomp» (f ig. 1.49). Ob ten t ion d 'a lésages de qual i té avec répétabi l i té , (semi - f in i t ion et f i n i t i on en cycle au toma-t ique) : une jauge de mesure détecte la d imens ion de l 'a lésage usiné et adresse l ' i n fo rma t ion à un mon i t eu r de c o m m a n d e pour ordre de cor rect ion d imens ionne l l e agissant sur la barre d 'a lésage dé fo rmante .
Données opération/outil,*™ Contrôleur machine {Automate}
FIGURE 1.49 Schéma de principe du système de mesure «Autocomp» relié à une barre d'alésage. Doc. Sandvik-Coromant
1. Procédés d'alésage 27

4.8 Têtes d'alésage de forme
Usinage de f o rmes axi les en intér ieur et extér ieur avec un out i l d 'enve loppe t rava i l l an t par t o u r b i l l o n n e m e n t (f ig. 1.50). Têtes d 'a lésage «formbore» pour t ou rs à CN, centres de tou rnage , alé-seuses à CN, f ra iseuses à CN, centres d 'us inage (f ig. 1.51). U t i l i sa t ion en t r avaux un i ta i res et pet i tes sér ies de f o r m e s débou -chantes ou non de fa ib le p ro fondeur , avec préc is ion de p o s i t i o n n e m e n t du prof i l usiné et de sa pro fondeur .
FIGURE 1.50 Exemples de formes obtenues avec une tête d'alésage «Formbore» Doc. Gildemeister-Devlieg
FIGURE 1.51 Tête d'alésage de forme «Formbore» Doc. Gildemeister-Devlieg
5. Alésage à la fraise
Obten t ion d 'a lésages en con tou rnage de prof i l c i rcula i re sur mach ines à CN avec fraise cyl in-d r ique deux ta i l les, à l 'a ide d 'un cycle f ixe de f ra isage, à part i r d 'un alésage brut. Le cycle f ixe de f ra isage c i rcula i re p rovoque l 'a lésage avec accostage et le dégagemen t tan-gent ie ls à la surface usinée (alésage réalisé sans marquage de l 'out i l ) (f ig. 1.25). Précision obtenue. C o u r a m m e n t de qua l i té 7, la f raise étant par fa i tement cy l indr ique. Limite de longueur des alésages : celle de la l ongueur des arêtes de coupe de fraise. Utilisation. En alésage ébauche - et f i n i t i on - des pièces à paro is (carters) ob tenue par mou-lage, fo rgeage, mécano-soudure ( t rous bruts ob tenus avec la pièce). Les alésages sont réal isables débouchan ts ou avec épau lement (hauteur max i donnée par la fraise). Les épau lements (alésage et dressage) sont ob tenus s imu l tanémen t . Le d iamèt re du t rou brut do i t être supér ieur à celui de la f raise (qui coupe un iquemen t en péri-phérie). Conditions de coupe. Celles du f ra isage (voir chapi t re «procédé de fraisage»). Obtention de surfaces concentriques aux alésages (gorges, chanfre ins, ra inures de c i rc l ips de tous d iamètres) avec fraises de f o r m e au prof i l co r respondant , en cycle f ixe de f ra isage circu-laire.
Ausfûfirungsbeispiel FORMBORE GrôBe 1 0 20 mm Maschine Index GSC42
28 Guide de l'usinage

6. Mise en œuvre
Puissance de coupe
La puissance d ispon ib le à la broche des d i f férentes mach ines-out i l s emp loyées est générale-ment suf f isante ( faible surépaisseur d 'us inage) , sauf éven tue l l emen t en alésage d 'ébauche, avec out i ls d 'enve loppe (fraises, barres d'alésage).
Barres d'alésage Uti l iser la f o r m u l e pour t ou rnage :
Pu=Ka.f.s.VcW.-n
i
(voir chapi t re «procédés de tournage») .
Fraises deux tailles. Uti l iser la f o r m u l e pour le f ra isage :
Pu = s. I. n. z. Fz. /C/6120. -q (voir chapi t re «procédés de fraisage»).
Outillage porte-pièce(s)
Ident iques à ceux ut i l isés en f ra isage, sur f ra iseuses et cent res d 'us inage , aux cond i -t ions essent iel les : - non d é f o r m a t i o n des pièces sous les act ions de f i xa t ion et de coupe. - accessibi l i té à un m a x i m u m de faces à usi-ner (f ig. 1.52); (vo i r chap i t re «procédés de fraisage»).
FIGURE 1.52 Porte-pièce modulaire sur équerre.
Doc. Norelem
Rappel (fraisage) Pièces volumineuses. À ma in ten i r en pos i t ion par des é léments modu la i res s imp les (br ides, chande l les , cales, butées,.. .) avec des appu is c o m p l é m e n t a i r e s à l ' i sos ta t i sme, év i tant des dé fo rma t ions possib les sous les ef for ts de coupe. Pièces de dimensions moyennes ( = 800 m m max i au cube). Ma in ten i r en mon tages modu -laires s tandards (op t im isa t ion de l 'out i l lage). Pièces de petites dimensions. A g roupes en panopl ie dans un porte-pièce.
1. Procédés d'alésage 29

6.3 Machines
Machines à broche verticale (perceuses, centres d'usinage,...) Pour usiner des pièces compor tan t des alésages de peti ts d iamèt res (obtenus par perçage et alésage à l 'alésorr) : Les opéra t ions d 'a lésage sont à g rouper dans la phase avec les autres opéra t ions (fraisage, perçage, tournage,. . . ) sur les mach ines-out i l s ut i l isées (capacités palettes = 500 au cube max i ; tab le = 1 000 x 500 m m ) (voir chapi t re «procédés de fraisage»).
FIGURE 1.53 Schéma d'un centre d'usinage
4 axes X, Y, Z; B. broche horizontale.
Aléseuses de grande capacité. Mach ine à tab le f i xe (po ids i m p o r t a n t des pièces : plu-sieurs tonnes) . Les axes numér i sés son t af fectés à l ' ensemb le banc -m o n t a n t - char io t po r te -b roche , assurant l 'accès à un m a x i m u m de surfaces sur la pièce en pos i t ion f ixe.
FIGURE 1.54 Schéma d'un coulisseau radial d'aléseuse
à broche horizontale.
Usinage des pièces très volumineuses. Ut i l iser des a léseuses- f ra iseuses à b roche hor izonta le , ayant un m a x i m u m de f lex ib i l i té , ob tenu par : un coul isseau à dép lacement radial , pe rmet tan t le sur façage de grands d iamètres , (f ig. 1.54); un m a x i m u m d'axes numér isés (5 m i n i m u m ) ; éven tue l lement , deux broches en paral lèles : une broche de puissance (opérat ions de sur façage très impor tantes) et une b roche de v i tesse (autres opé ra t i ons : perçage, alésage, f ra isage) ; un four reau de broche mob i le : pour l 'accès d 'ou t i l s aux surfaces é lo ignées du nez de broche (f ig. 1.55).
FIGURE 1.55 Schéma de fourreau de broche mobile.
Centres d'usinage à broche hc™ Pour us inage de pièces de = 200 à 1 000 au cube (selon les capaci tés - mach ine) avec accès à un m a x i m u m de faces sur la pièce, (axe d ' i ndexage palette), (f ig. 1.53).
30 Guide de l'usinage

1. Soudage 33 1.1 Généralités 33 1.2 Les procédés de soudage 36 1.3 Brasage et soudo-brasage 37 1.4 Soudage oxyacétylénique 40 1.5 Soudage par a luminothermie 41 1.6 Soudage à l'arc électr ique avec électrode enrobée 42 1.7 Soudage électr ique TIG 44 1.8 Soudage électr ique MIG 46 1.9 Soudage électr ique MAG 49 1.10 Soudage sous f lux conducteur 50 1.11 Soudage à l'arc plasma 52 1.12 Soudage par résistance 54 1.13 Soudage par points 54 1.14 Soudage à la molet te 57 1.15 Soudage par bossages 58 1.16 Soudage par étincelage 59 1.17 Soudage par résistance-étincelage 59 1.18 Soudage par arc tournant 60 1.19 Soudage par f r ict ion 60 1.20 Soudage par explosion 62 1.21 Soudage par ultrasons 63 1.22 Soudage par faisceau d'électrons 64 1.23 Soudage au laser 67

2. Procédés d'assemblage par adhésion 72 2.1 Généralités 72 2.2 Classif ication des colles 72 2.3 Choix des colles 74 2.4 Caractéristiques du col lage 74 2.5 Caractéristiques des assemblages 75 2.6 Essais mécaniques 78 2.7 Mise en œuvre 80 2.8 Uti l isat ion 80
3. Assemblage par rivetage et sertissage 81 3.1 Rivetage-sertissage par mouvements combinés 81 3.2 Rivetage par autopoinçonnage 82 3.3 Sertissage 82

1. Soudage
^Généralités Procédé d 'assemblage permanent , étanche si la soudure est cont inue, des matér iaux métal-l iques quel les que soient leurs épaisseurs. C'est la fus ion local isée des pièces à assem-bler, avec ou sans méta l d ' appo r t , qu i pro-voque la l ia ison après so l id i f i ca t ion (fig. 2.1). La soudure s 'e f fectue en phase l iqu ide sans press ion des pièces, ou en phase pâteuse, sous une pression des pièces.
Phase liquide Elle p rovoque loca lement des mod i f i ca t i ons méta l lu rg iques (rési l ience et A % d im inuen t ) et mécan iques (déformat ions) . Une s o u d u r e en phase l iqu ide est e f fec t ive lo rsqu ' i l y a mou i l l age , so i t l ' é ta lement du l iant en fus ion (f ig. 2.2). Le moui l lage s 'obt ient par la propreté des sur-faces à assembler, la tempéra ture de soudage, l 'af f ini té des matér iaux, pièces et apport .
Phase pâteuse Les mod i f i ca t i ons , mé ta l l u rg i ques et méca-niques, sont t rès local isées.
Oxydation thermique Les m é t a u x s ' oxyden t à l 'a i r d 'au tan t p lus que leur t empéra tu re s'élève. L 'oxyde s 'oppose à la l ia ison p ièces/apport ; il est nécessaire de s 'opposer à la con tam ina -t i on a t m o s p h é r i q u e du méta l f o n d u par des f lux de gaz ( inerte ou actif) ou le v i d e : en soudan t à l 'abr i de l ' oxygène , en a t m o -sphère inerte, év i tant l ' o x y d a t i o n ; en réduisant l ' oxyde par comb ina i son avec un f lux mo ins dense que l ' appo r t : le f l ux remonte avant l 'a t te inte de la t empéra tu re de soudage.
La plus cour te poss ib le : le g ra in const i tu t i f du méta l ou de l 'a l l iage des pièces à souder ne devant pas gross i r dans la zone af fectée t h e r m i q u e m e n t (mod i f i ca t i on des caractér is t iques méta l lu rg iques) .
Dilatation thermique L' inert ie des part ies f ro ides env i ronnantes à la soudure et le ma in t ien des pièces à assembler s 'opposen t à la d i la ta t ion v o l u m i q u e du méta l chau f fé : la d i la ta t ion s 'e f fectue su ivant le p lus g rand degré de l iberté, soit généra lement l 'épaisseur.
e a."
-o 3
.
i ' ' 2 p—
i V >
y' / »vA-
10 ¡fc
1 0 " 1
10" 2 .1 O
106 105 104 103 102
Flux thermique maxi qm
1. Flamme - 2. Plasma - 3. Arc - 4. Laser
FIGURE 2.1 Surface chauffée selon procédé.
a
Non Moui l lage moui l lage
Cordon Gouttes
FIGURE 2.2 Mouillage des soudures.
2. Procédés d'assemblage 33

Refroidissement des pièces Les par t ies non chau f fées s ' opposen t au re tour à la f o r m e in i t ia le, engendran t des dé fo rma t i ons sous des con t ra in tes de c o m p r e s s i o n et d ' ex tens ion , dues aux états successifs du matér iau. Les caractér is t iques mécan iques et méta l lu rg iques de la soudure dépendent par t i cu l iè rement du refroidisse-ment des pièces assemblées, qui var ie ron t avec l 'éner-gie du soudage et la vi tesse de chauf fe.
Soudabilité des métaux et alliages Elle nécessi te: u t i l isat ion d 'un méta l d 'appor t sensible-men t i den t i que aux pièces à a s s e m b l e r ; cond i t i ons t echno log iques spéc i f iques au procédé mis en œuvre ( f lux désoxydant , a tmosphère neutre..). Soudab i l i té des p r inc ipaux métaux et a l l iages: Ac ie rs : soudab i l i té d 'au tan t mei l leure que la teneur en carbone est fa ib le.
Fonte g r i se : soudab le avec appor t à haute t eneu r en s i l i c ium et f lux désoxydan t ( fo rmat ion d 'oxyde de fer à é l iminer) . A l l iages d ' a l u m i n i u m : soudables avec f lux désoxydan t ( fo rmat ion d 'oxyde d ' a l u m i n i u m à é l iminer) .
Traitements thermiques Les recuits sont c o u r a m m e n t app l iqués sur les pièces soudées.
Recuit d'homogénéisation Main t ien entre 1 000 et 1 200° C duran t 2 à 4 heures et re f ro id issement lent, qu i régular ise la s t ructure et af f ine le grain.
Recuit de relaxation ou détente Main t ien entre 550 et 650 °C duran t que lques minu tes et re f ro id issement lent.
Recuit de coalescence Main t ien à t e m p é r a t u r e m a x i m a l e Ac1 du ran t 2 à
4 heures et re f ro id issement lent.
Recuit de recristallisation Main t ien entre 500 et 700 °C duran t que lques minu tes ,
et re f ro id issement lent cont rô lé .
Recuit de normalisation Main t ien à tempéra tu re supér ieure à Ac3 + 50 °C durant que lques m inu tes et re f ro id issement lent.
Représentation des soudures Définies par les normes NF E 04 020 et 021, avec repré-sentat ion g raph ique : symbo les sur les dessins (au l ieu de la représentat ion conven t ionne l le t ou jou rs possible) (fig. 2.3 a...e).
dimensions symbole élémentaire
symbole complémentaire \ / symbole suplémentaire
^ jL j / / n° prnrpdp rlp qm iHagp au cas: dirigée vers / (complémentaire) pièce préparée /
a) Indications normalisées des soudures sur dessins.
Schémas soudures Symboles
K^jR^J -A . I I V Y )
(D n
O
b) Symboles élémentaires principaux.
34 Guide de l'usinage

Soudures Symboles
Soudure plate
Soudure convexe
Soudure concave
Soudures Symboles
Soudure périphérique J è —
Soudure sur chantier
N° procédé de soudage S < c) Symboles supplémentaires.
Soudures
Bords relevés complètement fondus
Bords droits
En V
En Y
En U
Reprise à l'envers
D'angle
En bouchon ou en entaille
Par points
En ligne continue avec recouvrement
d) Symboles complémentaires.
Numéros normalisés des principaux procédés de soudage
Brasage tendre aux gaz 942
Brasage tendre au four 943
Brasage fort aux gaz 912
Brasage fort au four 913
Soudo-brasage aux gaz 971
Soudo-brasage à l'arc 972
Oxyacétylénique 311
Aluminothermie 71
Arc électrique électrode enrobée 111
Electrique TIG 141
Electrique MIG 131
Electrique MAG 135
Flux conducteur 136
Arc plasma 149
Par points 21
A la molette 22
Par brossage 23
Par étincelage 24
Par résistance-étincelage 26
Par arc tournant 25
Par fr ict ion 42
Par explosion 441
Par ultrasons 41
Par faisceau d'électrons 76
Au laser 751
Pénétration non totale
1 „
m J * li m m m n°1 n°2 mum - 1 e «
UIIIUI UII IUI
Cordon continu
Cordon discontinu Dimension
Nb. d'éléments de soudure
Longueur soudée
e) Dimensions des soudures.
FIGURE 2.3 Définition symbolique normalisée des soudures.
2. Procédés d'assemblage 35

Les procédés de soudage
Les di f férents procédés d 'assemblage par soudage ut i l isent les énergies the rmoch im ique , électr ique par arc ou par résistance, mécanique, à énergie focalisée.
Procédés de soudage utilisant l'énergie thermochimique Brasage et soudo-brasage, uti l isant la combust ion oxyacétylénique pour produire la fusion du métal d 'appor t de nature dif férente des pièces à assembler. Soudage oxyacéty lén ique, ut i l isant la combus t ion d 'un mélange oxygène-acéty lène pour fondre les bords des pièces à souder avec un métal d 'appor t de même nature. Soudage a lumino thermique , avec la réduct ion de l 'oxyde de fer par l ' a lum in ium sous une température de soudage.
Procédés de soudage utilisant l'énergie électrique par arc Soudage à l'arc avec électrode fusible protégée par un enrobage, et d 'un métal sensiblement ident ique aux pièces à souder. Soudage TIG, avec électrode réfractaire et métal d 'appor t , sous a tmosphère de protect ion gazeuse inerte. Soudage MIG, avec électrode fusible en fil cont inu, sous atmosphère de protect ion gazeuse inerte. Soudage MAG, avec électrode fusible en fi l cont inu, sous atmosphère de protect ion gazeuse active. Soudage sous f lux conducteur, avec métal d 'appor t dont la fusion est protégée sous un f lux pulvérulent. Soudage par plasma d'arc, sans apport , à l 'aide d 'un gaz ionisé, un plasma.
Procédés de soudage utilisant l'énergie électrique par résistance Soudage par points, avec compression des pièces à souder entre deux électrodes produisant un point de soudure. Soudage à la molette, avec compression des pièces à souder, entre une molet te tournante et un support , fo rmant électrodes. Soudage par bossages, avec compression de points localisés par des bossages sur les pièces à souder. Soudage par étincelage, avec accostage bout à bout des pièces à assembler, avec pression de soudage et de forgeage.
Soudage par f r ict ion, avec chauffe des bouts à souder par rotat ion d 'une pièce produisant la soudure par forgeage. Soudage par explosion, avec détonat ion d 'une charge explosive provoquant une onde de choc déformant la pièce réceptrice sur l 'autre pièce. Soudage par ultrasons, avec des v ibrat ions ul t rasoniques produisant des fr ict ions locales réa-lisant la fusion des pièces en contact.
Soudage par faisceau d'électrons, produisant un faisceau d 'é lectrons focalisés aux bords à souder réalisant la fusion par conversion d'énergies. Soudage au laser, en focal isant l 'énergie d 'un faisceau concentré de lumière cohérente de for te puissance réalisant la fusion des bords à souder.
Procédés de soudage utilisant l'énergie mécanique
Procédés de soudage utilisant l'énergie focalisée
36 Guide de l'usinage

Brasage et soudo-brasage
Généralités Assemb lage pe rmanen t où la brasure (métal ou al l iage d 'appor t ) est d i f férente du matér iau des pièces à assembler et la t empéra tu re de fus ion est in fér ieure à celle des pièces à souder. Le méta l ou al l iage d 'appor t est chauf fé à sa tempéra tu re de fus ion. Les pièces à assembler do iven t être à cette m ê m e tempéra tu re , pour obten i r le f i l t rage (écou-lement par capi l lar i té due à la f lu id i té) . La capi l lar i té permet de braser les pièces en tou tes pos i t ions, y compr i s par le bas d 'un emboî -t emen t en pos i t ion vert icale. La résistance mécan ique de la brasure dépend de : ne t toyage préalable des p ièces ; at te inte en tempéra tu re de fus ion de l ' appor t assurant le mou i l l age (écou lement de la bra-sure) (f ig. 2.4).
Tensions internes et dé fo rma t i on des pièces assemblées son t rédui tes (basses t empéra -tures). Les pièces t ra i tées sont brasées sans m o d i -f ier leur s t ructure méta l l ique.
Mise en œuvre Assemb le r les pièces par r ecouv remen t ou e m b o î t e m e n t : assure l 'accrochage par capi l-lar i té (f ig. 2.5 et 2.6.). Recouvrement. A u mo ins égal à t ro is épais-seurs des pièces. Emboîtement. Avec jeu m i n i : 0,02 m m pour brasures à base d 'a rgen t ou de n i cke l ; 0,2 m m pour brasures à base de cu iv re et d ' a l u m i n i u m (fig. 2.7). D i f fé rentes mé thodes . Brasage tendre , bra-sage for t , soudo-brasage.
moui l lage non-
moui l lage di f fus ion
inf i l t rat ion
FIGURE 2.4 Mouillage de la brasure.
FIGURE 2.5 Brasage par recouvrement.
FIGURE 2.7 Jeux d'emboîtement pour différents apports.
FIGURE 2.6 Brasage par emboîtement.
Pièces assemblées Ensemble des mé taux et al l iages, semblab les ou d i f férents , d i f f i c i lement ou non soudables.
Cuivre-zinc et cuivre-plomb 0,05 à 0,25
Aluminium-sil icium 0,10 à 0,20
Cuivre-or 0,02 à 0,05
Argent-manganèse 0,05 à 0,15
Cuivre-argent-zinc-cadmium 0,02 à 0,15
2. Procédés d'assemblage 37

Brasage tendre Il s 'e f fectue à une tempéra tu re de fus ion infé-r ieure à 450 °C : 180 °C à 280 °C, se lon la com-pos i t ion des appor ts (f ig. 2.8).
Types de brasage tendre
% Sn
% Ph f°
Principales utilisations
De plombier 30 70 280 Pâteuse longtemps; peut être modelée
Au tiers ou de charge
35 65 260 Renforcement de raccords brasés
De chaudronnier 40 60 250 Peu fluide, mais peu cassante
Claire 50 50 220 Fluide pour cuivrerie et ferblanterie
Fine 60 40 200 Très fluide, cassante pour cuivrerie
Extra-fine 95 5 220 Cassante, pour conserverie
FIGURE 2.8 Composition et utilisation des brasures tendres étain-plomb.
Apports Ce sont des a l l iages à base d ' é t a i n : éta in-p l o m b , é ta in -argent , é ta in -an t imo ine , se lon les matér iaux à braser ou/et l 'u t i l i sa t ion des pièces assemblées, so i t : ac iers: appor t en cu iv re-z inc ; al l iages d ' a l u m i n i u m : appor t en a l u m i n i u m -s i l i c ium ;
brasures en é lec t r i c i té -é lec t ron ique : appor t en cu iv re -o r ; résistance à la co r ros ion : appor t en argent-manganèse ; rés istances mécan iques à c h a u d : appo r t à base de nickel ; u t i l isat ions en général : appor t en cu iv re-argent -z inc-cadmium.
Flux Réducteur d 'oxydes : do i t co r respondre à chaque matér iau à braser. Constitution. Borure d 'é thy le , d 'a lca l is , d 'ac ides et agent mou i l l an t (de s tab i l i té nécessaire pour pro téger les surfaces avant la fus ion de l 'appor t et surnager sur le bain avant sol id i f ica-t ion). Les résidus de f lux sont t rès corros i fs : à é l im iner impéra t i vemen t (par lavage). Un an t imou i l l an t permet , éventue l lement , de local iser l ' écou lement de l 'appor t .
Utilisation Plomber ie , ferb lanter ie (al imentaire.. . ) cu ivrer ie , assemblages dél icats (brasures spéci f iques ne devant pas subir d 'e f fo r ts mécan iques : la résistance dépend de cel le de l 'apport ) .
i H Brasage fort flHH mm S'e f fec tue à t e m p é r a t u r e supé-r ieure à 450 °C, avec appor ts en a l l iage de cu iv re (cuivre-zinc) d 'a rgen t , d ' a l u m i n i u m (a lumi -n ium-s i l i c ium) (fig. 2.9).
Utilisation Avec appor t s adaptés, assem-blage de ma té r i aux généra le-men t cu i v reux , des a l l iages d ' a l u m i n i u m .
Utilisation Brasure Résistance Malléabilité Utilisation
t° fusion - % Co « % Zn
Résistance Malléabilité
Acier/acier 1 000 80 20 Très bonne Très bonne
Acier/cuivre 900 70 30 Bonne Bonne
Cuivre/cuivre 850 60 40 Bonne Bonne
Métaux cuivreux 750 40 60 Bonne Faible
FIGURE 2.9 Composition et utilisation de brasures fortes en laiton.
38 Guide de l'usinage

Soudo-brasage Soudu re hé té rogène (appor t d i f f é ren t des pièces à assembler) . Les pièces ne sont généra lement pas à chauf-fer à la t empéra tu re de fus ion de l 'appor t . La jonc t ion des pièces s 'ef fectue en con t inu , p rog ress i vemen t c o m m e tou t soudage , créant le co rdon de brasure (fig. 2.10).
Apport Tempéra tu re de fus ion supér ieure à 450 °C: a l l iage de cu iv re (cu ivre, zinc, s i l i c ium, de fus ion à 880 °C); a l l iage d ' a r g e n t ; a l l iage d ' a l u m i n i u m .
Cordon de brasure Peu f lu ide , la rgeur m i n i m a l e pour assurer son accrochage: t ro is épaisseurs des pièces non chan f re inées ; chan f re in sur pièces d 'épaisseur > 4 m m (fig. 2.11). L 'assemblage s 'ef fectue en recouvrement ou bout à bou t (avec espace pour l ogemen t du cordon) (f ig. 2.12).
Flux En ut i l i sa t ion pu lvéru len te ou gazeuse: pro-tège la zone en cours de brasage de l 'oxyda-t i on ou scor i f ie les oxydes qui s 'y f o rmen t .
Utilisation Avec appo r t s adaptés , assemb lage d e : aciers, cu iv re et ses a l l iages (cup ro -a lumi -n ium.. . ) , f on te , a l u m i n i u m , pièces ga lvan i -sées.
FIGURE 2.10 Jonction des pièces en soudo-brasage.
FIGURE 2.12 Préparation des pièces plates pour soudo-brasage.
FIGURE 2.11 Préparation de pièces pour soudo-brasage et exemple. Doc. Air liquide
pièces avec e > 4 m m
e/2
pièces avec e < 4 m m
2. Procédés d'assemblage 39

Soudage oxyacétylénique
— ninnili — B—WWW
Soudure au togène de maté r iaux de m ê m e nature, y compr i s le méta l d ' appo r t , ob tenu par fus ion local isée et progress ive des bords à assembler.
De cons t i t u t i on a p p r o x i m a t i v e m e n t iden-
3 100°: zone de soudage dard 2 700°: zone réductrice
2 400°: zone oxydante
mélange oxygène-acétylène
FIGURE 2.13 Flamme oxyacétylénique.
$ à plat d'angle
extérieur d'angle intérieur
FIGURE 2.14 Types d'assemblage pour soudage.
t i que à cel le des pièces à assembler . Even-tue l l emen t la soudure s 'ef fectue sans appor t . Tempéra ture de fus ion (3000 °C, fou rn ie par l ' i n f l ammat i on d 'un mé lange oxygène-acéty-lène (fig. 2.13). Cordon de s o u d u r e : ob tenu par la fus ion des bords de pièces et de l ' appor t (approx imat i -v e m e n t de m ê m e s carac tér is t iques que les pièces à assembler) . Un f l ux décapant p ro tège le méta l de l 'oxy-dat ion duran t le soudage.
Débits et vitesses de soudage Bec du cha lumeau à adapter à l 'épa isseur e des pièces. Le déb i t d 'acé ty lène est i nd iqué en l i t res /heure, pour soudage bou t à bou t des pièces à plat de 1 m m d 'épaisseur (f ig. 2.14).
Débits approximatifs Soudu re à plat , 100 e ; soudu re d 'ang le en extér ieur, 75 e; soudure d 'ang le en intér ieur, 125 e. Les becs des cha lumeaux ont leur débi t iden-t i f ié par un n u m é r o (00,0,1,2,3) norma l i sé NF A 84-541, pou r les va leurs de 10 à 5000 l i t res/heure d 'acéty lène (f ig. 2.15).
Flamme oxyacétylénique Elle est cons idérée c o m m e n o r m a l e avec le rappor t des v o l u m e s oxygène/acéty lène égal à env i ron 1 ; oxydan te avec un excès d 'oxy -g è n e ; carburante avec un excès d 'acé ty lène (f ig. 2.16). Puissance de c h a u f f e : el le est p ropo r t i on -nel le à sa v i tesse de p ropaga t ion et se t rans-me t aux pièces par convec t i on et rayonnement .
Vitesse de soudage V = k/e ; avec k, coef f ic ient de soudage du matér iau = 12 pour aciers, 30 pour al l iages d 'a lumi-n ium, 60 pour al l iages de cu i v re ; e, épaisseur des pièces.
N° 00 de 10 à 63 l/h de C2H2
N° 0 de 100 à 400 l/h
N° 1 de 250 à 1 000 l/h
N° 2 de 1 000 à 4 000 l/h
N° 3 > 4 000 l/h
FIGURE 2.15 Débits des chalumeaux de soudage.
flamme oxydante (dard court)
flamme carburante (dard long et effiloché)
FIGURE 2.16 Types de flammes non utilisables.
40 Guide de l'usinage

Mise en œuvre Cordon de s o u d u r e : ¡1 p r o v o q u e une dé for -ma t ion de re t ra i t : s 'y opposer ou à local iser dans des zones neut res, sur des f o r m e s symét r iques (f ig. 2.17). Préparat ion des bords à assemb le r : nécessaire en soudage à plat (fig. 2.18). Pièces m i n c e s : de pré férence souder sans méta l d ' appo r t , les bords à assembler étant relevés de e. Pièces peu épa isses : bords chanf re inés en v é ; éven tue l l emen t , bo rds non chanf re inés espacés de e/2. Pièces épaisses: bords chanf re inés des deux côtés (deux vés o p p o s é s ) ; éven tue l l emen t , avec soudage d ' un côté access ib le : une rai-nure pro fonde. Au t res pos i t ions de s o u d a g e : d 'ang le inté-r ieur et extérieur.. . aucune préparat ion n'est nécessaire.
e < 15 m m
60 à 90
e : 5 à10 m m
e / 2
e = 15 à 4 m m
60 à 90°
e >10 m m
G FIGURE 2.17 Préparation des pièces à souder à plat.
fnnmmmir*.
- i - 1 -
Soudage de formes Soudage en symétr iques opposi t ion
FIGURE 2.18 mation.
Cordons de soudure s'opposant à la défor-
Utilisation La p lupar t des matér iaux méta l l iques sont soudables par fus ion oxyacéty lén ique. Pour cer ta ins ma té r i aux (aciers i noxydab les et de teneu r en ca rbone supér ieu re à 0,25 %, fon tes , cu iv re , a l l iages cons t i tués d ' é l émen ts vo la t i l s à la t e m p é r a t u r e de soudage ) : avec méta l d 'appor t spéci f ique. Soudage en une passe: assemblage pe rmanen t en par t icu l ier des pièces peu épaisses: tubes et prof i lés en cons t ruc t ion méta l l i que (mécano-soudure) , chaudronner ie . . . : tô les en cartérisa-t ion (é lect roménager , t ransport . . . )
Soudage par aluminothermie
Généralités Réaction ch im ique exo the rm ique de réduct ion de l 'oxyde de fer par de l ' a l u m i n i u m en poudre. On a : Fe2 0 3 + 2 Al qu i dev ient A l 2 0 3 + 2Fe produ isant env i ron 180 000 calor ies. The rm i t : mé lange const i tué d ' a l u m i n i u m en granulés, d 'oxydes de fer pu lvéru len t add i t i onné d 'éventue ls é léments d 'add i t i on (carbone, si l ic ium...) . L 'oxyde de fer et les é léments d 'add i t i on produ isent l 'a l l iage du cordon . La réact ion ch im ique est amorcée par un appor t de chaleur de 1 200 °C env i ron et se p ropage ensui te rap idement (de 30 secondes à 2 minutes) dans le t he rm i t jusqu 'à la tempéra tu re de 2400 °C m a x i m u m .
Mise en œuvre Les bouts de pièces à assembler , non oxydés, sont préchauf fés avant la coulée de l 'appor t en fus ion.
2. Procédés d'assemblage 41

Ils sont ma in tenus dans un mou le (destruct ib le, avec coulée en source et en chute) const i tué d ' a l u m i n i u m en poudre (fig. 2.19).
A s s e m b l a g e pe rmanen t bou t à bou t des fo r tes sect ions de pièces mass ives (cons t ruc t ion lourde).
trou de coulée en source
orifice de préchauffe
a - CREUSET
MOULE évent
poudre d'allumage
charge
obturateur
c - Soudure effectuée avec masselotte
FIGURE 2.19 Schéma de moule de soudage par alumothermie.
Soudage à l'arc électrique avec électrode enrobée
sens de soudage électrode
enrobage .métal d'apport (anode)
laitier solidifié métal déposé
bain de fusion pièce (cathode)
Soudure au togène de matér iaux méta l l iques de m ê m e nature, avec méta l d ' a p p o r t de c o m p o s i t i o n sens ib l emen t i den t ique aux pièces à assembler. La fus ion , local isée et con t inue , est ob tenue au po in t d ' impac t d 'un arc é lect r ique créé ins-tan tanémen t entre les pièces à assembler et l 'ex t rémi té d 'une électrode. A u po in t d 'arc , les deux pièces et le méta l d ' a p p o r t f o n d e n t , c réant une s o u d u r e auto-gène (fig. 2.20). Le courant é lect r ique de soudage, con t inu ou al ternat i f , est déf in i en tens ion et intensi té. L'arc est ob tenu par t he rmo- ion i sa t i on , avec l ' ém iss ion d 'é lec t rons d ' une ca thode incan-descente ( l 'é lectrode) b o m b a r d a n t l 'anode (les pièces) avec ion isat ion du gaz si tué entre l 'élec-t rode et les pièces. Il est fonc t ion de t ro is paramètres : tens ion aux bornes, in tensi té du couran t le parcourant , dis-tance anode-cathode. L 'anode, bombardée é lec t ron iquement , est p lus chaude que la cathode.
FIGURE 2.20 Schéma de la zone de soudure avec élec-trode enrobée.
42 Guide de l'usinage

La d i f férence de tempéra tu re dépend de : anode et ca thode ; la d is tance entre elles
Intensité Pour une intensi té donnée, la tens ion est en f onc t i on c ro issante de la l o n g u e u r d 'arc (fig. 2.21). En couran t con t inu , l 'arc est s tab le ; en cou-rant a l ternat i f , la s tabi l i té de l 'arc est assurée par ass is tance (d 'un osc i l la teur haute f ré-quence, d 'un enrobage des électrodes...). Nota: Les in tens i tés de soudage m a x i - m i n i sont i nd iquées sur le c o n d i t i o n n e m e n t des électrodes.
Electrode Sa fus ion const i tue l 'appor t de métal . Elle amorce , ma in t ien t , d i r ige l 'arc é lectr ique et s 'oppose, avec son enrobage, à l ' oxyda t ion par l 'air amb ian t du méta l en fus ion. Les é l e c t r o d e s s o n t n o r m a l i s é e s a v e c d e s couleur Rose Rouge Jaune Blanc Vert diamètres s tandards (1.2, 1.6, 2, 2.5, 3.15, 4, • • — — 5, 6.3), et des cou leurs conven t ionne l les spé- R m
2 <40 40 à 48 48 à 56 56 à 65 >65 cif iant leurs caractér is t iques (fig. 2.22). a m m
Le cho ix est fonc t ion des pièces à assembler , . , . , . FIGURE 2.22 Couleurs des électrodes de soudage, (matér iau, epaisseur, methode) avec 0 elec-
t rode < épaisseur à souder.
Enrobage de l'électrode Fusible, il se dépose en lai t ier p ro tec teur sur le ba in d 'a l l iage en f u s i o n : s tab i l ise l 'arc, désoxyde l 'a l l iage, favor ise la cr is ta l l isat ion. Sa fus ion est retardée par rappor t au méta l de l 'é lectrode créant un canon d i rec tement de l 'arc et engendran t une a tmosphère ionisée et désoxydante . Il a des ef fets é lectr ique, mécan ique, méta l lu rg ique. Électr ique, par l ' amorce et le ma in t ien de l 'arc stable. Mécan ique, par la v iscosi té du lait ier ma in tenan t le méta l en fus ion avec f o r m a t i o n d 'un cra-tère gu idan t les gout tes. Méta l lu rg ique , par la pro tec t ion du méta l en fus ion cont re l ' oxyda t ion , l 'a t ténuat ion des effets de t r empe , le dégazage. Il est lié à l 'u t i l i sat ion de l 'é lect rode, so i t : Basique, pou r un m a x i m u m d 'u t i l i sa t ions , en tou tes pos i t ions . Le t rans fer t s 'e f fec tue en grosses gout tes. Ce l lu los ique, pour g ros t ravaux , pos i t ion descendante , dans chanf re ins , recha rgemen t (de l ' hyd rogène augmen te la t empéra tu re de l 'arc, donc la pénétrat ion) . À base de Ruti le, pour t ravaux de préc is ion, en tou tes pos i t ions , de bonnes qual i tés méca-niques. Le t ransfer t s 'ef fectue à f ines gout tes , avec p roduc t ion d ' un méta l non oxydé. Avec ad jonc t ion de poudres méta l l iques, pour t ravaux spéci f iques.
Utilisation Cons t ruc t i on mé ta l l i que (charpente , c h a u d r o n n e r i e ; cons t ruc t i on mécan ique (mach ines , apparei l lages,.. .) ; assemblage de tô les d 'épaisseur m in ima les = 1 m m .
2. Procédés d'assemblage 43
Couleur Rose Rouge Jaune Blanc Vert
Rm daN/mm2
<40 40 à 48 48 à 56 56 à 65 >65
FIGURE 2.22 Couleurs des électrodes de soudage.
l ' in tens i té du courant , la d i f férence de potent ie l entre ( longueur d'arc).
FIGURE 2.21 Tension en fonction de l'intensité de sou-dage et de la longueur d'arc.
u v
/1 30 • - longueurs d'arc : 2 et 4 m m

Soudage électrique TIG
Généralités TIG = Tungsten Inert Gas Fusion des pièces à assembler par l 'énerg ie ca lo r i f i que q u ' u n arc é lec t r ique dégage (à 3 0 0 0 °C) en éc latant dans une a t m o s p h è r e protectr ice, entre une é lect rode réfractaire et les pièces à assembler (f ig. 2.23).
Torche de soudage Suppor te l 'é lect rode réfractaire, d i r ige un jet de gaz iner te sur le méta l en fus ion , proté-geant le bain de soudure de l ' oxyda t ion . Il y a oppos i t i on à tou te réact ion ch im ique et pas de p roduc t ion de lait ier. Elle est ref ro id ie par l 'air amb ian t et la circu-lat ion du gaz en soudage de fa ib le in tensi té ( = 150 ampères ) ; par l 'eau au-delà de 150 A. L 'é lec t rode, en t ungs tène (avec add i t i on de t h o r i u m pour les aciers) est au pô le négat i f (ca thode) ; son d iamèt re est en rappor t avec l ' in tensi té de soudage (fig. 2.24).
Métal d'apport A m e n é a u t o m a t i q u e m e n t dans la zone de fus ion par dév idage d ' un f i l à v i tesse constante. In t rodu i t en bo rdure du bain, il ne t ransfère pas dans l 'arc, d ' où aucune su rchau f fe de l ' a p p o r t : év i te la dég rada t i on c h i m i q u e (pureté du méta l conservée) et la vo la t i l i sa-t ion (pas de f umée nocive). Il peut conten i r des é léments désoxydants (s i l ic ium, manganèse) . Son dév idage est indépendant de l 'a rc : soudage éventue l sans appor t (faci l i te début et f in de l 'opérat ion) .
Vitesse de soudage 8 à 40 c m / m i n , selon les épaisseurs à souder et les matér iaux . Les soudures s 'e f fectuent manue l l emen t et au toma t i quemen t , sauf pour TIG FORCE (essen-t ie l l ement soudage manuel ) .
TIG FORCE Avec une pro tec t ion du bain sous doub le c i rcui t gazeux, l 'arc de soudage est r ig id i f ié , assu-ran t : réduc t ion de l ' in tens i té de soudage ( jusqu 'à 50 % ) ; a u g m e n t a t i o n de l 'épaisseur sou-dab le ; d i m i n u t i o n de la dé fo rma t i on des pièces (f ig. 2.25). Utilisation. Essent ie l lement en soudage manue l . L'arc est stable, con t r ibuan t à une fus ion et une péné-t ra t ion régul ières.
Sens de s o u d a g e gaz iner te é lec t rode i n fus ib le (-)
en t u n g s t è n e buse ré f racta i re
8 0 °
a t m o s p h è r e p ro tec t r i ce
mé ta l déposé
ba in de f u s i o n p ièce (+)
FIGURE 2.23 Schéma de la zone de soudage avec torche TIG.
Diamètre des électrodes
Diamètre des buses
Intensité
1 6 à 9 15 à 50
1,6 9 à 11 60 à 150
2 11 à 13 100 à 200
2,4 13 à 15 130 à 250
3,2 15 à 18 220 à 300
4 15 à 18 300 à 400
5 18 à 22 350 à 550
FIGURE 2.24 Intensité de soudage en fonction du dia-mètre de l'électrode.
44 Guide de l'usinage

électrode _ infusible
S j métal d'apport ^
P buse
gaz de protection
métal d'apport
^gaz annulaire ,3 de protection
Schéma du procédé TIG. Schéma du procédé TIG FORCE.
e FIGURE 2.25 Forme des cordons de soudure. Soudage avec torches TIG et TIG FORCE. Doc. Air liquide
m n u m -
Avec préchauf fe du méta l d 'appor t , par ef fet Jou le , la quant i té de son dépôt est réglable.
Gaz de soudage L 'argon avec généra lement add i t ion d ' hé l i um et d ' hyd rogène , c o n f o r m é m e n t à la no rme euro-péenne EN 439. Ch im iquemen t non oxydant , étant spéc i f ique au matér iau à assembler , on u t i l i se : Aciers non et f a ib lemen t all iés. Hé l ium et hyd rogène : amé l io ren t la p roduc t iv i té et les condi -t ions de t ravai l . Aciers inoxydables . Mé lange a rgon-hé l i um-oxygène , mé ta l l u rg i quemen t compat ib le avec le matér iau-pièces. Soudage monopasse sans chanf re in et mu l t ipasses avec : fo r te péné t ra t ion de la s o u d u r e ; amé l i o ra t i on des pe r fo rmances et des cond i t i ons de t rava i l ( réduc t ion des oxydes d 'azote) (fig. 2.26). A l l iages d ' a l u m i n i u m et de cuivre. Le gaz est nécessai rement inerte pour pro téger méta l lu rg i -quemen t le méta l en fus ion. Une for te teneur en hé l ium permet le soudage sans chanf re in ni écar tement des pièces. Métaux et al l iages spéciaux ( t i tane, tantale...) Une pro tec t ion gazeuse comp lémen ta i re s 'op-pose à la f rag i l i sa t ion des pièces par af f in i té ch im ique gaz-métal . Une p ro tec t ion pré et post -ba in de fus ion est néces-saire pour éviter la con tam ina t i on (fig. 2.27).
organ Ar /H: ¡NOXAL) ARCAL 11
FIGURE 2.26 Pénétration des soudures TIG FORCE, sans chanfreinage des pièces. Doc. Air liquide
FIGURE 2.27 Protection gazeuse pré et post-bain de fusion.
Doc. Air liquide Gox Am
2. Procédés d'assemblage 45

Préparation des pièces C o m m e pour le soudage en généra l (vé, tu l ipe , x...) avec une propre té des bords indis-pensable. Le gaz devra pouvo i r c i rculer sous les pièces minces et les aciers inoxydab les dans la zone de soudage ( latte avec canal , bo rds relevés des pièces) (f ig. 2.28).
latte formant canal avec les bords des pièces relevés
• H
te formant \ A n a l avfir. I f ic hnrHc / latte avec canal
FIGURE 2.28 Circulation du gaz sous les pièces minces (e < 1 mm).
Utilisation Les ma té r i aux oxydab les sont pa r t i cu l i è remen t s o u d a b l e s : aciers non et f a i b l e m e n t al l iés, inoxydab les , al l iages d ' a l u m i n i u m et de cu ivre, al l iages spéciaux. Réal isat ion de soudures de grande qua l i té méta l lu rg ique et es thét ique ( industr ies ch im iques , a l imen ta i res , aé ronau t iques , chaud ronne r i e d ' inoxydab les . . . ) : pièces de fa ib le épaisseur (quelques d ix ièmes de m m ) ; soudures en passes de fond .
Soudage électrique MIG
Généralités M I G : Méta l Inert Gas Fus ion des pièces à assemble r par l 'énerg ie ca lo r i f i que q u ' u n arc é lec t r ique dégage sous a tmosphère protectr ice entre un f i l -é lect rode fus ib le et les pièces à assembler (fig. 2.29).
Fil-électrode Au pôle posi t i f (anode) par tube de contact condu isan t le courant . Méta l d 'appor t amené a u t o m a t i q u e m e n t à vi tesse constante de 2 à 12 m /m in , en fonc t i on des intensi tés ut i l isées (50 à 500 ampères) (f ig. 2.30). Selon les épaisseurs à souder, son d iamèt re est de 0,5 à 2,4 m m . Ut i l isat ion d 'un f i l nu ou four ré (fil c reux contenant un f lux sol ide) (fig. 2.31). Torche de soudage. Refro id ie à l 'air amb ian t jusqu 'à env i ron 350 ampères ; au-delà, par circu-lat ion d 'eau.
fil-électrode fusible (+)
gaz inerte sens de soudage
atmosphère protectrice
dévidoir , du fil
buse réfractaire
45° métal déposé
pièce bain de fusion
FIGURE 2.29 Schéma de zone de soudage avec touche MIG.
FIGURE 2.30 Dévidement de l'apport selon l'intensité de soudage (pour fil 0 1,6).
46 Guide de l'usinage
1-Aluminium 2-Acier
inoxydable 3- Cuivre
300 400 500

t ransTormateur - rearesseur oeuvre une Ten-sion constante, du fai t de ses caractér is t iques externes « p lates». La polar i té inverse (é lectrode-anode) p rodu i t des gout te le t tes f ines et nombreuses .
Régimes de transfert du métal d'apport et utilisation
L'arc est p rodu i t sous p lus ieurs rég imes , la fus ion du f i l -é lect rode et son dépô t var iant en f onc t i on de la dens i té du cou ran t (A /mm 2 ) , soi t les rég imes p r i nc ipaux de t rans fe r t du métal dans l 'arc (f ig. 2.32).
Régime pulvérisation axiale (SPRAY ARC) Le méta l t ransfère sous for tes intensi tés dans l 'arc, en f ines gout tes, t rès régu l iè rement . Ut i l isat ion en soudage des for tes épaisseurs (au-delà de 5 m m ) en pos i t ion à plat.
Régime court-circuit (SHORT ARC) Le méta l t rans fère dans l 'arc par a l ternance de cour ts-c i rcu i ts et de pér iodes d 'arc. Le cour t -c i rcu i t s 'é tab l i t au contact gout te /p ièces p r o v o q u a n t le t rans fer t , la fa ib le tens ion l im i te le d iamèt re des gout tes. Ut i l isat ion en soudage de fa ib les épaisseurs, en tou tes pos i t ions sans suppor t arr ière.
Régime puisé Un générateur de soudage, p rovoquan t des pu lsat ions, t ransfère le méta l en gout tes du dia-mètre désiré. Ut i l isat ion en soudage de fa ib les épaisseurs et en grosses gout tes. L'arc est stabi l isé par la superpo-s i t ion d 'un courant puisé.
Gaz de soudage Ils on t une act ion sur le mode de t ransfer t du méta l d 'appor t , géné-ra lement mé ta l l u rg ique , par leur c o m p o r t e m e n t c h i m i q u e et leur in f luence au re f ro id i ssemen t du bain (f ig. 2.33).
FIGURE 2 .33 Utilisation de gaz en soudage MIG des aciers.
Doc. Air iiquide.
fâj'SftlL flux en poudre X'I'SÏR
FIGURE 2.31 Différents fils fourrés ( 0 1,6 à 4 mm). G JL JL Pulvérisation axiale Court-circuit
/ Régime puisé
Court-circuit
FIGURE 2.32 Différents régimes de soudage.
• MEDIOCRE
2. Procédés d'assemblage 47

Gaz neutre. L 'argon, avec add i t ion d 'hyd rogène , d ' oxygène ou d 'hé l i um, selon les matér iaux à souder et éven tue l lement pour un rég ime donné. L'hélium. À tous les rég imes, en soudage m o n o ou mul t ipasses : oxyda t ion rédui te du co rdon ; nociv i té rédu i te ; v i tesse de soudage accrue (=15 %).
Matériaux soudables Aciers non et fa ib lement al l iés, inoxydab les , al l iages d ' a l u m i n i u m , de cu ivre, de nickel.
Soudage des aciers L'arc est stabi l isé par un mé lange fa ib lement oxydan t , fac i l i tant le mou i l lage . Régime pu lsat ion axiale. A r g o n add i t ionné d 'un fa ib le pourcentage d ' o x y g è n e : réduct ion des tens ions superf ic ie l les du bain. Soudage en monopasse et mul t ipasses. Régime cour t -c i rcu i t . A r g o n add i t i onné d 'oxygène et d 'hyd rogène . Soudage en pos i t ion. Régime puisé. A r g o n add i t ionné de tous les gaz uti l isés. Soudage des aciers inoxydab les aus-tén i t i ques : qua l i té mé ta l l u rg ique (stabi l i té de l 'arc avec oxyda t i on rédui te) rap id i té de sou-dage.
Soudage des alliages d'aluminium, de cuivre, de nickel Mélange a rgon-hé l i um (70 % m a x i m u m ) assure: stabi l i té de l 'arc avec un m i n i m u m de noci-v i té (oxydes d'azote). Soudures de qua l i t é : compac i t é , péné t ra t ion mass ive , résistance à la f i ssu ra t ion à chaud (fig. 2.34).
FIGURE 2.34 Qualité et formes de soudures MIG. Doc. Air liquide.
Utilisation Soudage manue l (appelé semi -au tomat ique par sui te de l ' a l imenta t ion du f i l en cont inu) . Soudage au toma t ique (dont robot isé) : soudures en toutes pos i t ions et rapid i té en construc-t ions mar i t ime , civ i le, fer rov ia i re , au tomob i l e , chaudronner ie , méta l ler ie , etc.
48 Guide de l'usinage
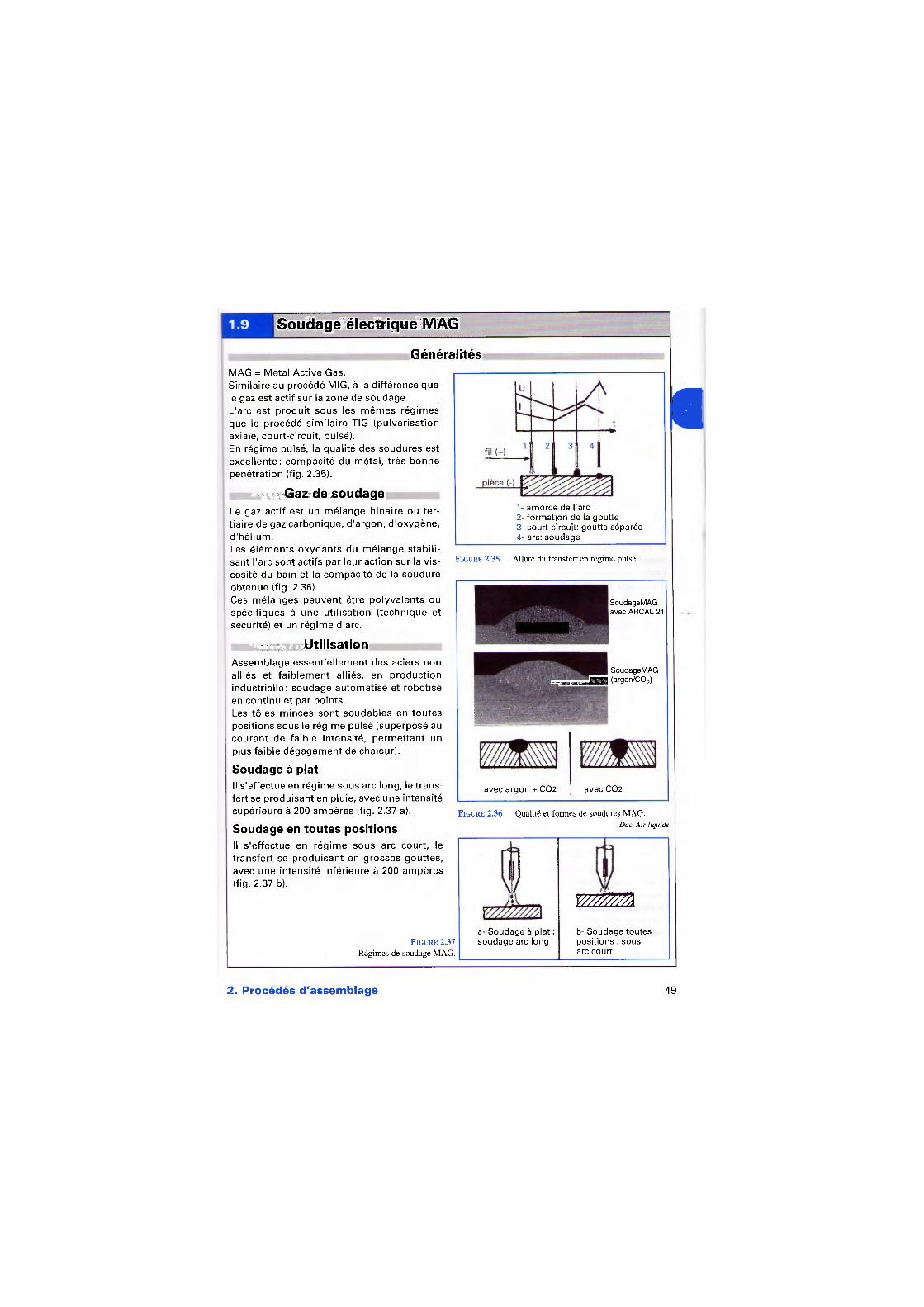
Soudage électrique MAG
Généralités MAG = Méta l Act ive Gas. S imi la i re au procédé MIG, à la d i f férence que le gaz est actif sur la zone de soudage. L'arc est p rodu i t sous les m ê m e s rég imes que le p rocédé s im i la i re TIG (pu lvé r i sa t ion axiale, cour t -c i rcu i t , puisé). En rég ime puisé, la qual i té des soudures est exce l len te : compac i t é du méta l , t rès bonne pénét ra t ion (fig. 2.35).
••Ë Gaz de soudage Le gaz act i f est un mé lange b ina i re ou ter-t ia i re de gaz carbon ique , d 'a rgon , d 'oxygène , d 'hé l i um. Les é lémen ts o x y d a n t s du m é l a n g e s tab i l i -sant l 'arc sont act i fs par leur act ion sur la vis-cosi té du bain et la compac i té de la soudure obtenue (fig. 2.36). Ces mé langes peuven t être po lyva len ts ou spéc i f iques à une u t i l i sa t ion ( techn ique et sécurité) et un rég ime d'arc.
mm Utilisation Assemb lage essent ie l lement des aciers non al l iés et f a i b l emen t al l iés, en p roduc t i on indus t r ie l le : soudage au tomat isé et robot isé en con t inu et par points . Les tô les m inces son t soudab les en tou tes pos i t ions sous le rég ime puisé (superposé au couran t de fa ib le in tens i té , pe rme t t an t un plus fa ib le dégagemen t de chaleur) .
Soudage à plat Il s 'e f fectue en rég ime sous arc long, le t rans-fert se produ isant en pluie, avec une intensi té supér ieure à 200 ampères (fig. 2.37 a).
Soudage en toutes positions Il s 'e f fec tue en rég ime sous arc cour t , le t rans fer t se p rodu i san t en grosses gou t tes , avec une in tens i té in fér ieure à 200 ampères (fig. 2.37 b).
FIGURE 2.37 Régimes de soudage MAG.
1- amorce de l'arc 2- formation de la goutte 3- court-circuit: goutte séparée 4- arc: soudage
Q
FIGURE 2.35 Allure du transfert en régime puisé.
« S i » !
SoudageMAG avec ARC AL 21
SoudageMAG — n » M < J ! W (argon/C02)
avec argon + C02 avec C02
FIGURE 2.36 Qualité et formes de soudures MAG. Doc. Air liquide
a- Soudage à plat : soudage arc long
v m m
b- Soudage toutes positions : sous arc court
2. Procédés d'assemblage 49
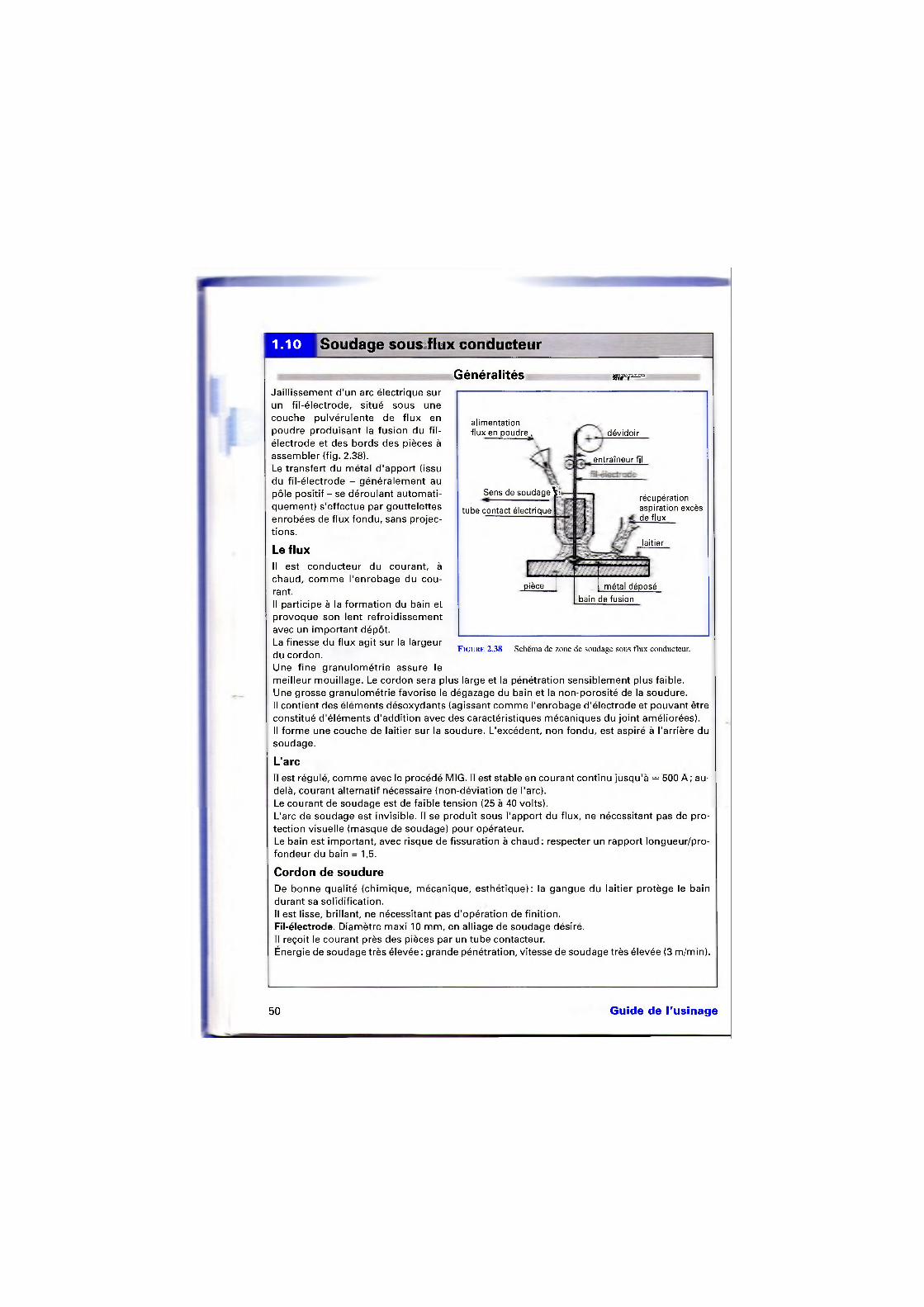
1.10 Soudage sous flux conducteur
Généralités • • • • i
Ja i l l i ssement d 'un arc é lect r ique sur un f i l -é lec t rode, s i tué sous une couche pu lvé ru len te de f l ux en poud re p rodu i san t la f us ion du f i l -é lec t rode et des bords des pièces à assembler (f ig. 2.38). Le t rans fer t du méta l d ' appo r t ( issu du f i l -é lec t rode - géné ra l emen t au pôle posi t i f - se dérou lan t au tomat i -quement ) s 'ef fectue par gout te le t tes enrobées de f lux f ondu , sans projec-t ions.
Le flux
alimentation f lux en poudre .
Sens de soudage \ ¡
tube contact électrique
pièce
dévidoir
entraîneur fil
récupération aspiration excès de f lux
laitier
métal déposé bain de fusion
FIGURE 2.38 Schéma de zone de soudage sous flux conducteur.
Il est conduc teu r du couran t , à chaud, c o m m e l ' en robage du cou-rant. Il par t ic ipe à la f o r m a t i o n du bain et p r o v o q u e son lent re f ro id i ssemen t avec un impor tan t dépôt . La f inesse du f lux agi t sur la largeur du cordon . Une f ine g r a n u l o m é t r i e assure le mei l leur mou i l lage . Le co rdon sera plus large et la pénét ra t ion sens ib lement p lus fa ib le. Une grosse g ranu lomé t r i e favor ise le dégazage du bain et la non-poros i té de la soudure . Il cont ien t des é léments désoxydants (agissant c o m m e l 'enrobage d 'é lec t rode et pouvan t être const i tué d 'é léments d 'add i t i on avec des caractér is t iques mécan iques du jo in t amél iorées) . Il f o r m e une couche de lait ier sur la soudure . L 'excédent , non fondu , est aspiré à l 'arr ière du soudage.
L'arc Il est régulé, c o m m e avec le procédé MIG. Il est stable en courant con t inu jusqu 'à = 500 A ; au-delà, couran t a l ternat i f nécessaire (non-dév ia t ion de l 'arc). Le couran t de soudage est de fa ib le tens ion (25 à 40 vol ts) . L'arc de soudage est inv is ib le. Il se p rodu i t sous l 'appor t du f lux , ne nécessi tant pas de pro-tec t ion v isuel le (masque de soudage) pour opérateur. Le bain est impor tan t , avec r isque de f issura t ion à chaud : respecter un rappor t longueur /p ro-fondeur du bain = 1,5.
Cordon de soudure De bonne qua l i té ( ch im ique , mécan ique , es thé t i que ) : la gangue du lai t ier p ro tège le ba in duran t sa so l id i f icat ion. Il est l isse, br i l lant , ne nécessi tant pas d 'opéra t ion de f in i t ion . Fil-électrode. D iamètre max i 10 m m , en al l iage de soudage désiré. Il reçoit le couran t près des pièces par un tube contacteur. Énergie de soudage t rès élevée : g rande pénét ra t ion, v i tesse de soudage très élevée (3 m/min ) .
50 Guide de l'usinage

Torches de soudage De t ro is types : avec f i l t o ronné , avec f i l enrobé, sous f lux magnét ique .
Torche avec fil toronné Le f i l -é lectrode est en touré d 'un t o ron de fi ls d 'acier condu isant le courant à l 'ex t rémi té du f i l : suppress ion des effets d ' i nduc t ion (fig. 2.39 a).
Torche avec fil enrobé Le f i l -é lec t rode est dans une ga ine contenant le f lux qu i l 'enrobe : obten-t i on de soudu res re la t i vement f ines (fig. 2.39 b).
Torche sous flux magnétique Le f l ux con t ien t des é lémen ts magnét iques le fa isant adhérer au f i l -é lec t rode par le c h a m p m a g n é t i q u e agissant à la fus ion (fig. 2.39 c).
Pièces à assembler À préparer sans chanf re in (f ig. 2.40) : énergie de soudage élevée. Le soudage s 'e f fec tue essent ie l le-ment à plat - sauf appare i l lage spé-cial - le f l ux devant être déversé sur l 'arc pour le protéger. Une f ine g ranu lomé t r i e du f l ux sou-t ien t l 'arc en f u s i o n : soudage pos-sib le en pos i t i on l égè remen t incl inée.
a- fil toronné
gaz protecteur
gaine du fil enrobé
b- fil enrobé
flux magnétique
buse de dosage épaisseur du flux
flux adhérent au fil
c- flux magnétique
I
FIGURE 2.39 Schéma des différentes torches de soudage.
K
Support à latte (cuivre) Support à latte perdue
Pièces minces e < 6 mm
Soudage en 2 passes de pièces e > 6 mm
FIGURE 2.40 Préparation de pièces sans chanfreins.
Machines De fonc t i onnemen t au tomat ique : avance de soudage, dé rou lemen t de l 'appor t et amenée du f lux. L 'appor t s 'e f fec tue: à un f i l ; à deux f i ls s imu l t anémen t ou par feu i l la rd augmen tan t le débi t d 'appor t et la v i tesse de soudage. Le sys tème de p roduc t ion (machine de soudage, f i xa t ion et pos i t i onnemen t des pièces, mou-vemen t d 'avance) pour pièces d ' impo r tan tes d imens ions , nécessite une p roduc t ion de série.
Utilisation Exclus ivement en soudage des aciers (all iés, non al l iés, inoxydables) de grandes pièces ( longs cordons de soudure) : poutres de sect ion const i tuée en p laques soudées (caisson, IPN,... ) tô les de réservoirs sous press ion, raboutage de tô les, etc.
Procédés d'assemblage 51

Soudage à l'arc plasma
C'est un soudage TIG où l 'arc, é t ran-glé, concent re l 'énerg ie avec un jet de gaz p lasmagène , p r o v o q u a n t le sou-dage en péné t ra t i on dans l 'épa isseur des pièces à assembler. Le gaz p lasmagène est por té à l 'état de p lasma par un arc é lec t r ique étab l i entre une é lec t rode réf racta i re (en tungs tène) f o r m a n t ca thode , et géné-ra lemen t les pièces à souder (anode) (fig. 2.41).
Le gaz t raverse une tuyère - re f ro id ie par f l u ide ca lo r i po r teu r - le const r ic -tant mécan iquemen t et c iné t iquement , p r o v o q u a n t une fo r te ion isa t ion , d ' où é léva t ion de t e m p é r a t u r e (de 8 000 à 25000 °C) local isée dans l 'axe de la co lonne d 'arc.
Le gaz ionisé, à son passage autour de l 'é lect rode, le p lasma, crée un c h a m p é lec t romagné t ique se man i fes tan t par effet de st r ic t ion tendan t à regrouper les par t icu les ionisées - les plus chaudes - dans l 'axe de la co lonne d'arc. Le déb i t de la tuyère est fonc t ion de l ' in tensi té du courant . Avec une intensi té élevée, on pour ra ut i l iser une tuyère conver-gen te -d ive rgen te , l im i tan t la f o r m a t i o n d 'a rcs paras i tes (f ig. 2.42).
FIGURE 2.41 Schéma de zone de soudage à l'arc plasma.
FIGURE 2.42 Schéma de tuyère convergente-divergente.
Gaz de soudage
Gaz plasmagène L 'argon, d ' un fa ib le potent ie l d ' ion isa t ion . L 'hydrogène, en add i t ion de 2 à 5 %, sauf cont ra in tes méta l lu rg iques : augmen te la conduct i -bi l i té t he rm ique , d ' où la v i tesse de soudage.
Gaz de protection (gaz annulaire) A r g o n add i t ionné d ' hyd rogène (10 % maxi) . D i f fus ion en pér iphér ie du je t : l imi te une fus ion super f ic ie l le aux bords de la soudure (par d i lu-t ion du jet p lasma au tour d 'un jet central) ; p ro tège de l ' oxyda t ion le méta l en fus ion (fig. 2.41). L 'hyd rogène amél io re l 'aspect du cordon , le mou i l l age et augmen te la v i tesse de soudage. L 'hé l ium, en remp lacemen t de l ' hyd rogène néfaste au méta l des pièces à souder, en gaz d 'ad-d i t ion pour certa ins matér iaux (zirconium...) .
Gaz envers de protection Nécessaire pour pro téger les matér iaux sensibles à la con tam ina t i on par l 'air amb ian t ( t i tane, tantale...) et pour les aciers inoxydab les , c o m m e en soudage TIG (fig. 2.27).
Nota: Un appor t de méta l , en f i l dév idé a u t o m a t i q u e m e n t devant la to rche, peut être éven-tue l l emen t ef fectué.
(-) électrode (tungstène) gaz plasmagène
tuyère (circulat ion f lu ide calor iporteur)
gaz f ro id isolant gaz orif ice de constr ic t ion
de protect ion annulaire
52 Guide de l'usinage

électrode (-)
tuyère (+)
a- Arc plasma soufflé
FIGURE 2.43 Schéma d'arcs plasma.
eu . 1
Jl u J<e/10 eu . 1 i l '""»
bout à bout
c
FIGURE 2.44 Préparation de pièces minces.
Régimes de soudage L'arc p rodu i t peut être t rans fé ré ou sou f f lé (fig. 2.43 a et b). Pour chacun d 'eux, le courant de soudage est redressé avec une tens ion à v ide de 80 vo l ts m i n i m u m . L'arc é lectr ique, restant re la t ivement stable à fa ib le in tens i té , pe rme t la m i c r o s o u d u r e (m ic rop lasma ou min ip lasma) .
Soudage à l'arc plasma soufflé L'arc ja i l l i t ent re l ' é lec t rode-ca thode et la tuyère f o r m a n t anode : soudage à fa ib le éner-gie de ma té r i aux conduc teu rs ou non de l 'é lectr ic i té. C'est un c o m p l é m e n t au soudage TIG. Vitesse de soudage 100 à 200 m m / m i n sous in tens i té de 0,2 à 30 a m p è r e s ; i on isa t ion auxi l ia i re du gaz.
Utilisation Min i et m i c r o p l a s m a en soudage au toma-t ique, sans méta l d 'appor t , de pièces minces (0,01 à 1 mm) . Préparat ion des p ièces: en soudage en bout , avec jeu max i = 1/10 épaisseur de pièces (très dél icat) , à recouv remen t , à bo rds re levés (fig. 2.44).
Soudage de l'arc plasma transféré L'arc s 'établ i t entre l 'é lec t rode-cathode et les pièces à souder (anode). Le jet de p lasma p rovoque une fo r te pénétra-t ion de fus ion, p rodu isan t un t rou de serrure (« Key-hole ») qu i se re ferme avec le déplace-men t du jet, f o r m a n t soudure. Soudure en p ro fondeur ( jusqu'à 10 m m ) avec compac i té , sans suppor t envers (f ig. 2.45). Soudage avec racco rdemen t du c o r d o n dépar t -arr ivée (soudure circulaire). Ef fectué en passage d ' un cycle à jet débou-chant à un cycle d ' é v a n o u i s s e m e n t de l 'arc (jet non débouchant , puis ext inct ion) . Utilisation Obten t ion , par soudage au tomat ique , de sou-dures compac tées à fo r te péné t ra t ion (à je t débouchan t ) , d 'exce l len te qua l i té méta l lu r -g ique. Soudage en une seule passe, géné ra lemen t sans méta l d 'appor t et sans sou t ien à pour des épaisseurs de 3 à 10 m m (fig. 2.46 a et b). Préparat ion des p ièces: aucune en bord à bord.
bords relevés
FIGURE 2.45 Bain de fusion autour du «key-hole». Doc. Air liquide
pas d'évasement par fusion parasite
influence du gaz annulaire
a- Avec gaz de protection b- Avec arc transféré
FIGURE 2.46 Schéma de soudures à l'arc plasma.
envers
2. Procédés d'assemblage 53

^••••HiiiffirniiiiM Matériaux soudables « Les aciers alliés et fa ib lement alliés, les aciers inoxydables et les matér iaux sensibles à l 'oxy-dat ion d'épaisseur = 10 m m maxi.
Les all iages de nickel et de t i tane, les all iages de cuivre en faible épaisseur.
Nota: L 'a lumin ium et ses all iages ne sont pas soudables par ce procédé.
Soudage par résistance
Généralités Les di f férents procédés consistent à faire traverser un courant de basse tension et de for te intensité, dans une zone très localisée des pièces à assembler maintenues en contact par recouvrement ou bout à bout. L'effort appl iqué sur les pièces en contact provoque l 'accostage de l 'arc; la chauffe par effet Jou le ; la fus ion des pièces à l ' impact. Après coupure de courant, l 'effort de contact assure le soudage des deux pièces sans métal d 'apport . Des électrodes p rovoquent le contact des pièces. Elles sont nécessairement mei l leures conductr ices que les pièces à souder. L 'échauffement E le plus impor tant ayant tou jours lieu là où la résistance électr ique R est la plus grande, soit au contact des pièces à souder, on a donc : R électrodes < R pièces, d 'où E pièces > E électrodes.
Types de soudage par résistance En recouvrement : par points, à la molette, par bossages. En bout à bou t : par étincelage, résistance-étincelage.
1 .13 Soudage par points
Généralités Il est obtenu sur les pièces à recouvrement maintenues entre deux électrodes en cuivre ou all iage de cuivre. Le contact s'établi t par : compression des pièces entre les deux électrodes refroidies par cir-culat ion d'eau ; accostage, faisant passer un courant (de for te intensité et basse tension) entre les deux électrodes. Il se produi t un échauffement puis une fusion de métal dans la zone à plus grande résistivité et non refroidie, soit au contact des pièces dans l 'axe des électrodes (fig. 2.47). Le noyau de métal fondu, refroidi, assure la soudure. Épaisseur de pièces > — 2 m m : un effort complémenta i re de compression assure le forgeage de l 'assemblage. Le temps de soudage court, obtenu par la forte intensité, évite la déformat ion des pièces et la détér iorat ion des électrodes.
54 Guide de l'usinage

effort de compress io r j ^ y?
électrode mobi le
noyau métal fondu
p i è c e E ^ i
refroidissement électrode (eau)
r1 et r2 = résistances de contact électrodes/pièces (modifiables)
r3 et r4 = résistances ohmiques (non modif iables)
r5 = résistance de contact entre pièces à assembler
électrode fixe
a FIGURE 2.47 Schéma de la zone de soudage par points.
Leur ex t rémi té est adaptée au matér iau et à l 'épaisseur à souder pour assurer : le passage de la densi té de courant nécessaire ; la résistance mécan ique du point sous l 'e f for t de compress ion .
Soudage des aciers Ext rémi té des é lec t rodes con iques avec un d iamèt re au s o m m e t d = 2e + 3 m m si e < 8 m m , et + 2 m m si e > 8 m m , avec e = épaisseur d ' une pièce à assembler (fig. 2.48 a).
Soudage des alliages d'aluminium Ext rémi té des é lect rodes sphé r i que : contact é lectrode/pièce rédui t (f ig. 2.48 b).
a- Cônes de contact (soudage d'aciers)
b- Sphères de contact (soudage d'all iages d 'a luminium)
FIGURE 2.48 Extrémités de contact des électrodes.
Mise en œuvre Dif férence d 'épaisseurs des deux pièces à assemb le r : à l im i ter au rappor t d 'env i ron 1/3. D iamètre au s o m m e t des é lec t rodes: en rappor t avec chaque épaisseur de pièce (f ig. 2.49).
Épaisseur to ta le soudab le :
d1 \
1
î d L X 1
Pièces d'épaisseurs différentes : d1 et d2 respectivement d'après e1 et e2
risque de collage
Pièces en nombre de même épaisseur d1 et d2 d'après e
In insuffisant : risque de shunt
= 20 m m , pour pièces de m ê m e épaisseur. P lus ieurs pièces peuven t être soudées ensemb le , s imu l tané -ment .
FIGURE 2.49 Différents cas de souda-ge par points.
2. Procédés d'assemblage 55

Pas d'espacement Distance m i n i m a l e à respecter (la dér iva t ion du cou ran t p r o v o q u e le co l lage pièce/élec-t rode) (f ig. 2.50). Distance entre po in ts = 10 E avec E = épais-seur to ta le à s o u d e r ; Distance po in t /bord de pièce = 3E. Aciers i noxydab les : poss ib i l i té de rédui re le pas. A l l iages d ' a l u m i n i u m , cu ivre, assemblage de p lus ieurs p ièces: augmen te r le pas ( = 20 %).
Utilisation Assemb lage de pièces peu épaisses (tôlerie) de f o rmes que lconques, en t ravaux uni ta i re et de série. Soudage en série de pièces minces en acier : possib le en mu l t i po in ts (f ig. 2.51). Les mach ines à souder, m o n o ou mu l t i po in ts , sont f ixes. Appare i l s por tat i fs pour soudage sur grands ensembles méta l l iques et chant iers. Robots de soudage pour grande série (chaîne d 'assemblage) ou sys tème de soudage en f lexi-bi l i té.
nème point 1er point
1 I ) 1 « •
« l n 1 - In _ .1
11 = 3E In = 10E P ° u r a c l e r s
FIGURE 2.50 Espacement des points de soudure.
FIGURE 2.51 Station de soudage robotisée Doc. ARO SA et schéma de soudage multipoints.
56 Guide de l'usinage

1 .14 Soudage à la molette
Généralités Deux mo le t tes -é lec t rodes , an imées d 'un m o u v e m e n t de ro ta t ion , p rovo -quent une soudure con t inue (à po in ts jo int i fs) ou d iscon t inue (à po in ts espa-cés) des pièces s i tuées ent re les molet tes (fig. 2.52). Les mo le t tes , en cu iv re ou a l l iage de cu ivre , on t un d iamè t re re la t i vement grand (— 300 mm) . Épaisseur to ta le des pièces à souder (de m ê m e épaisseur chacune) : = 6 m m maxi . L 'assemblage ob tenu est étanche.
p o i n t s e s p a c é s
Q m o l e t t e s - é l e c t r o d e s
FIGURE 2.52 schéma de zone de soudage à la molette.
Les po in ts de soudure sont d iscont inus ou cont inus , selon : la vi tesse de ro ta t ion des molet tes ; la f réquence des impu ls ions du courant . Mépla t sur la pér iphér ie des mole t tes-é lec t rodes: d 'au tant plus large que les pièces à souder sont épaisses ( l 'e f for t de compress ion et l ' in tens i té augmenten t ) . Vitesses de soudage : 1 à 40 mèt res /m in , se lon l 'épaisseur et le t ype de pièces à assembler (données machine) .
Utilisation Assemb lage de pièces de fa ib le épais-seu r : que lques cen t ièmes de m m à — 4+4 m m maxi .
Pièces plates Les deux mo le t tes opposées et t ou r -nantes p r o v o q u e n t le soudage en po in ts p lus ou m o i n s rapprochés, jus-qu 'à la soudure en cont inu.
Pièces tubulaires (longues) La pièce à souder peut être ma in tenue en press ion bord à bord par des galets. Les deux mole t tes p rovoquen t le sou-dage en con t inu avec écrasement des bords (fig. 2.53).
Soudage bord à bord Avec appor t de deux bandes méta l -l iques m inces (que lques d i x i èmes de m m ) p lacées sur le jo in t , entre les mo le t tes (de largeur adaptée aux bandes) ; ou avec un f i l d ' appo r t s i tué sur le jo in t , sous une mole t te (f ig. 2.54).
m o l e t t e s
p i eces
l i néa i r e , à r e c o u v r e m e n t c i r c u l a i r e
FIGURE 2.53 Schéma de soudage à recouvrement par molette.
vmolet tes f/ feiëctrodes)
K-+-M ! JIW
^p ièce aalets Dresseurs
f i l mé ta l l i que
avan t soudage
Pièce c i rcu la i re, soudage l inéai re Pièces plates
FIGURE 2.54 Schéma de soudage bord à bord.
2. Procédés d'assemblage 57

1 .15 Soudage par bossages WÊfëSËi
Généralités Assemb lage par press ion des pièces à assemb le r entre deux p laques-é lec-t rodes p rovoquan t la soudure s imul ta-née de t ous les po in ts p réa lab lemen t dé f in is par des bossages sur une des deux pièces (fig. 2.55). Le cou ran t est concen t ré sur les bos-sages qu i s 'écrasent sous leur échauf-f e m e n t et d ispara issent en f o r m a n t le po int de soudure .
Les po in ts de contac t des é lec t rodes, déf in is par les bossages, permet ten t de si tuer les pièces en pos i t ion, réduisant l 'énerg ie nécessaire. Epaisseurs d i f fé ren tes des pièces à assemb le r : les bossages sont à effec-tuer sur la pièce la p lus épaisse (rédui t le déséqui l ib re de chauf fage) . Effort de forgeage. Le doub le de celu i du soudage par po in ts pour assurer écrasement et assemblage. D i f fé rentes p répara t i ons de pièces. Se lon f o r m e des pièces à a s s e m b l e r : p la t /cy l indre , p ico t / t rou , pièce épau-lée/plaque ou tube (f ig. 2.56).
WÊÈÊÊÈKÊÊsm Utilisation - • Assemb lage , en t r avaux de sér ie, des pièces d 'épa isseur t rès fa ib le (quelques d ix ièmes de m m ) à = 6 m m max i , pour des intensi tés de couran t de soudage plus fa ib le que par po in ts ou à la mo le t te (f ig. 2.57).
piece avec bossage il
blocs électrodes
FIGURE 2.55 Schéma de zone de soudage par bossage.
bossage préalable! n
3 £ après soudage
a- soudage plaque/tube
plaque
picot «bossage»
après soudage
b- soudage cylindre en bout/plaque
FIGURE 2.56 Schéma de soudage par bossage.
calotte sphérique tronconique sphérique e < 2 m m e: 2 à 6 mm e > 6 m m
FIGURE 2.57 Formes de bossages et ordre de grandeur des dimensions.
Épaisseur pièce e (mm)
Hauteur bossage h (mm)
Diamètre point d (mm)
0,2 à 0,5 0,5 2,5 0,5 à 0,8 0,7 3,5
0,8 à 1,5 1 4
1,5 à 2 1,2 4,5
2 à 3 1,5 5,5 3 à 5 1,7 6
5 à 7 1,8 7
58 Guide de l'usinage

1.16 Soudage par étincelage
Généralités Soudage bout à bout , les pièces à assembler fa isant é lect rodes sont accostées sous pres-s ion axiale p rovoquan t la fus ion des sect ions en contact , avec ét incelage (f ig. 2.58). Les bou ts à assembler , bruts de découpe, ont des aspér i tés p r o v o q u a n t un accostage pro-gressif . Au p remie r contac t , les aspér i tés f o n d e n t sous la surcharge électr ique, p rovoquan t des c ra tè res ; ce processus con t i nue j u s q u ' a u contact to ta l des deux bouts à souder. Les gaz dégagés chassent l 'a i r a m b i a n t , empêchan t la con tam ina t i on de la soudure . Pression de contact .
Avan t coupu re du c o u r a n t : amorce le sou-dage du métal en fus ion. Après coupure du courant , la pression axiale de fo rgeage (5 à 25 d a N / m m 2 ) p r o v o q u e la soudu re des deux pièces avec une d i m i n u -t ion de longueur (quelques mm) . Sect ions m a x i m a l e s soudées bou t à b o u t : — 120 cm 2 , de pièces en sect ion et résist iv i té pouvan t être d i f férente.
Utilisation Assemb lage de pièces axi les, géné ra lemen t bru t de découpe , en ma té r i aux et sec t ions ident iques ou non.
mors fixe (+)
i t piece inn mors mobile (-)
p iece
y >
l -L^H { ,
— 1
t 1
— pièces soudées
£
C 1- étincelage
course étincelage
2- forgeage _ F
course forgeage
FIGURE 2.58 Cycle de soudage par étincelage.
1 .17 Soudage par résistance-étincelage
Généralités Soudage bout à bou t , les pièces fa isant é lect rodes, avec a l ternance de chauf fe par ef fet Jou le et par é t incelage, l imi -ten t la pu issance é lec t r ique c o n s o m -mée (f ig. 2.59). Pièces de sect ions d i f férentes. Éviter la f o r m a t i o n de cr iques par : - réduct ion p lus g rande sect ion égale à p lus pet i te sec t ion ; ou p lus pet i te sec-t i on m a i n t e n u e dans le m o r s m o b i l e (f ig. 2.60).
pieces soudées
piece
mors fixe
FIGURE 2.59 läge.
I course étincelage
piece
mors mobile
transformateur
Schéma de zone de soudage par résistance-étince-
2. Procédés d'assemblage 59

pièces à
criques
assembler
éviter
partie support
* partie active
, l E X S ?
outi l de coupe
FIGURE 2.60 Pièces à assembler par résistance-étince- FIGURE 2.61 Soudage de deux matériaux différents, lage.
Pièces de conductibilité différente. Ma in ten i r dans le mors mob i le , la mo ins conduct ib le . Sect ions max ima les soudées : = 60 cm 2 , avec des in tensi tés de 10 000 à 40 000 ampères et sous des ef for ts de 1 500 à 40000 daN.
Utilisation Assemb lage de p ièces: de ma té r iaux d i f fé ren ts (aciers i noxydab les , ga lvan isé, é tamé, non alliés...) ; de for te sect ion : ne devant pas subi r de chocs t he rm iques (f ig. 2.61).
Soudage par arc tournant
Généralités Soudage en bout , où les ex t rémi tés des deux pièces à assembler sont chauf fées par un arc é lec t r ique qu i se dép lace c i r cu la i remen t au tou r de la sur face de contac t , avec un c h a m p magné t i que créé. À l 'état pâteux, les pièces sont soudées en fo rgeage, par une for te poussée axiale.
Utilisation Assemb lage de pièces de matér iaux d i f férents ( comme en soudage par f r ic t ion) .
Soudage par friction
Généralités i • - s n a — Soudage en bout , où , après contact des ex t rémi tés de pièces à assembler, la t empéra tu re de soudage est ob tenue par f r ic t ion avec un m o u v e m e n t de rotat ion (80 à 150 m/min ) d 'une des deux pièces (ou les deux) , t r ans fo rman t l 'énerg ie mécan ique de f ro t t emen t en énerg ie calor i -f ique. Une poussée axiale p rovoque la soudure par fo rgeage, après arrêt (brutal) de la ro tat ion. La longueur to ta le des pièces est rédui te (4 à 5 mm) , le re fou lement p rovoquan t un bourre le t c i rcula i re (fig. 2.62). Le bourre le t peut être é l im iné par usinage sur la mach ine à souder (p roduc t ion de série). Temps de soudage. Très rap ide : 3 à 12 secondes, se lon les maté r iaux , avec accostage (1 à 3 secondes) ; chauf fe par f r ic t ion (1 à 5 secondes) ; fo rgeage (1 à 4 secondes).
60 Guide de l'usinage

Précisions obtenues Les pièces étant ma in tenues e f f i cacemen t : coaxia l i té 0,1 à 0,4 m m , indexat ion 0,5 à 0,10 degré. Qual i té de soudu re : saine, sans inc lus ions , de caractér is t iques mécan iques équ iva lentes aux pièces assemblées (pas de fus ion de métal , gra in af f iné par forgeage) .
Matériaux soudabies La p lupa r t des m é t a u x et a l l iages méta l -l iques. Les deux pièces à assembler peuvent être de matér iaux d i f férents. Pièces longues (câbles...) : Soudage avec une bague in te rméd ia i re recevant le m o u v e m e n t de ro ta t ion (fig. 2.63).
Section des pièces Sect ions de jonc t ion cy l indr iques, p le ines ou tubu la i res. D iamèt res soudab ies de que lques m m à = 200 m m . Une des deux sect ions, au mo ins , sera cy l in-d r ique à la jonc t ion . Elles peuvent être d i f férentes, mais il est pré-férable qu 'e l les so ient ident iques (par épau-lement) (fig. 2.64).
••iiiiiiiiiiiiiii"" Utilisation • • • • — Assemb lage de pièces avec pos i t ion angu-laire non nécessaire, so i t : pièces en maté-
1- Rotation pièce(s) et accostage
2- Friction
ftnrf»
Approche rapide
poussée de friction zone plastique
3- Forgeage
- — — -
bourrelet
poussée de forgeage
FIGURE 2.62 Cycle de soudage par friction.
pièces à assembler
, F
bague intermédiaire (pièce en rotation)
FIGURE 2.63 Soudage de pièces longues.
pièces à assembler
% sections identiques
FIGURE 2.64 Exemple de soudage de pièces de sections différentes.
r iaux d i f fé ren ts ne pouvan t pas être soudés avec d 'au t res procédés (f ig. 2.65). (Acier non al l ié/acier rapide, acier inoxydable/ t i tane, a lumi-n ium/cu iv re . . . ) ; pièces t rès longues (câbles.. .) ; pièces tubu la i res ( tubes de forage. . . ) .
FIGURE 2.65 Soudabilité par friction de différents matériaux.
2. Procédés d'assemblage 61
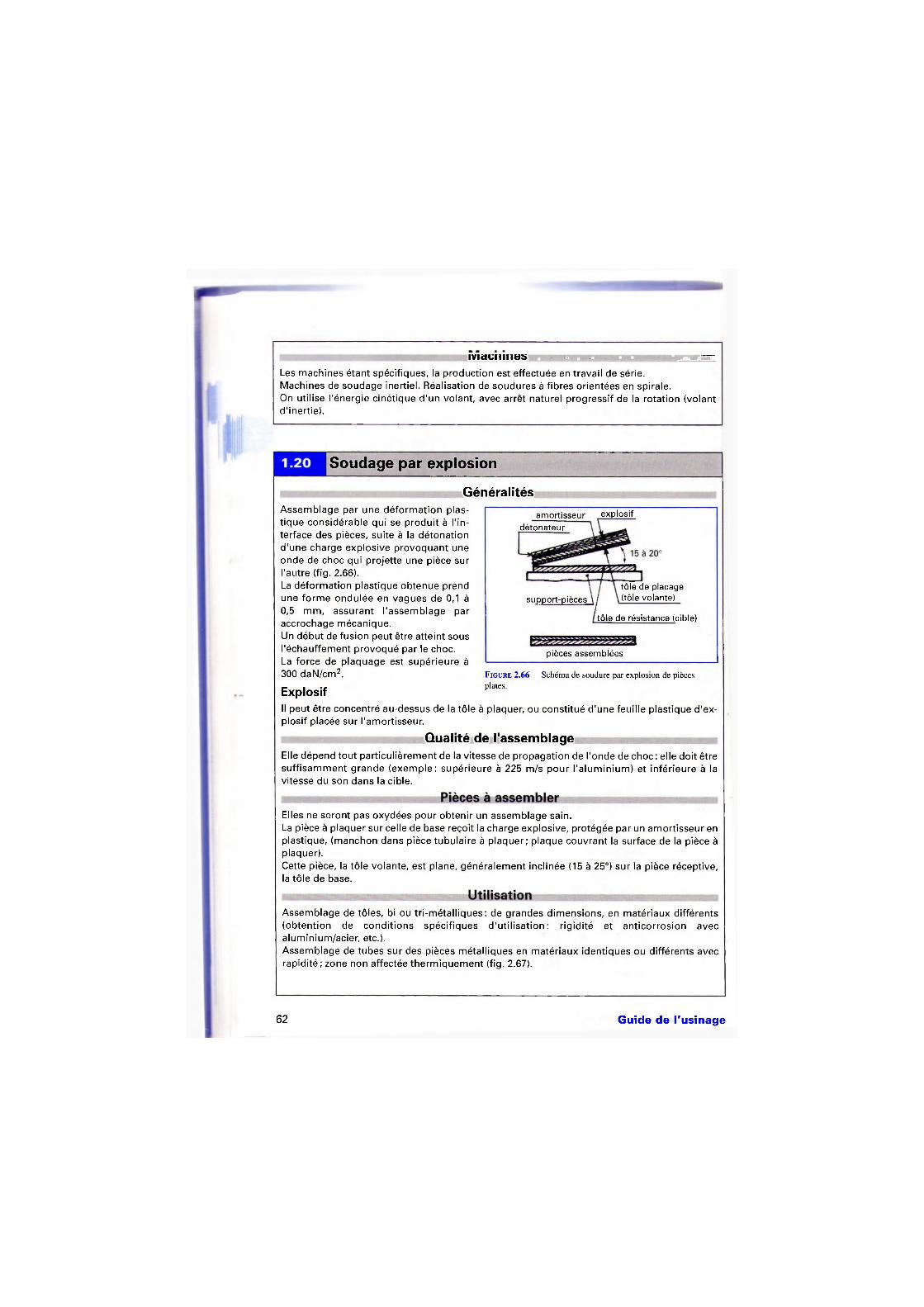
• M M M M I W M W M ^ i i i i i uni l i n 11111 ii i i i i i nnnM i i IIIBIIIIIIIIIIII i i i i i m i i i mu ii
Les mach ines étant spéci f iques, la p roduc t ion est ef fectuée en t ravai l de série. Mach ines de soudage inert ie l . Réal isat ion de soudures à f ibres or ientées en spirale. On ut i l ise l 'énerg ie c inét ique d ' un vo lant , avec arrêt naturel progress i f de la ro ta t ion (volant d ' iner t ie) .
Soudage par explosion
Généralités A s s e m b l a g e par une d é f o r m a t i o n plas-t ique cons idérab le qu i se p rodu i t à l ' in-ter face des pièces, sui te à la dé tona t ion d 'une charge exp los ive p rovoquan t une onde de choc qu i pro je t te une pièce sur l 'autre (fig. 2.66). La dé fo rma t i on p last ique ob tenue prend une f o r m e ondu lée en vagues de 0,1 à 0,5 m m , assurant l ' assemb lage par accrochage mécan ique. Un début de fus ion peut être at te int sous réchau f f emen t p rovoqué par le choc. La fo rce de p laquage est supér ieu re à 300 daN/cm 2 .
Explosif Il peut être concent ré au-dessus de la tô le à plaquer, ou const i tué d 'une feu i l le p last ique d 'ex-plosi f placée sur l 'amor t isseur .
jpg^jjj^jj^jjj^jjjigjjig' Qualité de l'assemblage Elle dépend tou t par t i cu l iè rement de la v i tesse de p ropaga t ion de l 'onde de choc : elle doi t être s u f f i s a m m e n t g rande ( e x e m p l e : supér ieu re à 225 m/s pour l ' a l u m i n i u m ) et in fé r ieure à la vi tesse du son dans la cible.
Elles ne seront pas oxydées pour ob ten i r un assemblage sain. La pièce à p laquer sur celle de base reçoit la charge exp los ive, protégée par un amor t i sseur en p last ique, (manchon dans pièce tubu la i re à p laque r ; p laque couvran t la surface de la pièce à plaquer) . Cette pièce, la tô le vo lante , est p lane, généra lement inc l inée (15 à 25°) sur la pièce récept ive, la tô le de base.
Assemb lage de tô les, bi ou t r i -mé ta l l i ques : de grandes d imens ions , en matér iaux d i f férents (ob ten t ion de cond i t i ons spéc i f iques d ' u t i l i s a t i o n : r ig id i té et an t i co r ros ion avec a lumin ium/ac ie r , etc.). Assemb lage de tubes sur des pièces méta l l iques en matér iaux ident iques ou d i f férents avec rapidi té ; zone non affectée t h e r m i q u e m e n t (f ig. 2.67).
amort isseur explosi f détonateur
support-pièces
tôle de placage (tôle volante)
tôle de résistance (cible)
pièces assemblées
FIGURE 2.66 Schéma de soudure par explosion de pièces plates.
62 Guide de l'usinage

a Soudage par ultrasons
Généralités Assemb lage par v ib ra t ions u l t rasonores dans la zone de j onc t i on des pièces à assembler , p r o v o q u a n t des f r i c t ions avec dé fo rma t i ons p last iques local isées et in terpénét ra t ion molécu la i re (gr i f fage in termolécu la i re) (fig. 2.68). L 'énerg ie t r ansm ise par la pièce au contact de la sono t rode , à la pièce infé-r ieure en appu i sur l ' enc lume, se t rans-fo rme en chaleur.
La t e m p é r a t u r e s 'é lève et p r o v o q u e la l iaison des deux pièces (analogie au sou-dage par f r ic t ion) . La f réquence des u l t rasons est égale ou supér ieure à 20000 hertz. La t ransmiss ion s 'ef fectue à une vi tesse var iant avec la célér i té du matér iau. Le vent re des v ib ra t ions se s i tue à l ' in ter face des deux pièces à assembler , où s 'engendre un système d 'ondes stat ionnai res.
Sonotrode De f o r m e adaptée aux pièces à souder, elle do i t être à la m ê m e f réquence de résonance du sys-tème é lect ro-acoust ique.
Enclume Sur laquel le repose la pièce in fé r ieure ; placée en oppos i t i on à la sono t rode , el le do i t être mas-sive pour agir en déf lex ion des ondes.
Générateur haute fréquence Permet au conver t isseur é lec t ro-acoust ique ( t ransducteur et ampl i f i ca teur ) de fonc t ionner à amp l i t ude constante. Un supp lémen t de puissance du générateur compense la d i m i n u t i o n d ' amp l i t ude qui se crée au contact sonot rode/p ièce.
amortisseur
pièces assemblées 1 pièces à assembler FIGURE 2.67 Schéma de soudage de pièce plate
avec pièce tubulaire.
amplificateur de mouvement transducteur
sonotrode
pieces
point d'impact enclume
FIGURE 2.68 Schéma simplifié de soudage par ultrasons.
2. Procédés d'assemblage 63

Transducteur Du type piézo-électr ique avec cé ramique ayant un po in t de Curie élevé.
Amplificateur de mouvement Généra lement de f o r m e b icy l indr ique , donnan t l ' amp l i tude la plus élevée.
• un — i n M M i i a É ^ ^ in • • n i
Les pièces à assembler do iven t être propres (exemptes de graisse). A s s e m b l a g e : p r i nc i pa lemen t des feu i l les mé ta l l i ques de fa ib le épa isseur (2 m m m a x i ) ; de matér iaux ident iques ou d i f férents et d 'épaisseurs t rès d i f fé ren tes ; de matér iaux t rès réfrac-ta i res, non soudab les par les aut res p rocédés ; de mat iè res p las t i ques : inserts méta l l i ques dans pièce en p last ique (voir chap i t re « Plasturgie »).
1.22 Soudage par faisceau d'électrons
Généralités A s s e m b l a g e par conve rs i on de l ' énerg ie c iné t ique en énerg ie ther -m i q u e d ' u n fa isceau d 'é lec t rons accélérés sous haute tens ion et foca-lisés au vo i s inage des pièces à assembler (fig. 2.69).
Canon à électrons Const i tué d ' un sys tème ca thode-anode qu i , por té à haute tempéra tu re dans un v ide poussé, crée l 'ef fet ther-m o ï o n i q u e dégagean t un nuage d 'é lect rons. Un v ide seconda i re de 1 0 " 5 t o r r est assuré dans l ' émet teu r (anode-weh-ne l t -ca thode) ; dans la c h a m b r e de soudage régnera un v ide de 10"2 à 10" 5 t o r r (ob tenu en que lques secondes).
Effet thermoïonique Provoque la vapo r i sa t i on instanta-née du ma té r iau avec f i n i t i on d ' u n t rou capi l la i re qui se remp l i t du méta l en f us i on avec le dép lacemen t du fa isceau, p rodu i san t la s o u d u r e après so l id i f ica t ion. L 'appor t d 'énerg ie étant p lus rap ide que son évacua t ion par conduc t i on ,
c e p t é e p a t \ e t a i s c e a u , c r é a n t u n c ra -tère tapissé de métal liquide.
1- champ électrostatique (vide secondaire 10 5 torr) 2- champ électromagnétique (vide 10"2 à 10"3)
Doc. TECHNÊTA
64 Guide de l'usinage

Cathode En tanta le- tungstène, chauf fée ind i rec tement (par effet Jou le) ou d i rec tement . Produi t avec l 'anode, le c h a m p é lect r ique accélérant les é lect rons qui sont précip i tés sur les pièces à souder par un t rou si tué dans l 'anode. Un wehne l t polar isé néga t i vement con fo rme le champ é lect r ique et accélère les é lect rons sor-tant de l 'anode au posi t i f .
Faisceau d'électrons Focalisé sur les pièces à souder par des lent i l les magné t i ques : p rodu i t une g rande concentra-t ion de puissance et p rovoque la fus ion des pièces à la zone d ' impac t . Des bob ines de déf lex ion, par c h a m p magnét ique , d i r igent le fa isceau et régu lent la zone d ' im-pact. Le jo in t de soudage ob tenu est f in : la visée est t rès précise (caméra, écran TV, etc.).
Caractéristiques des soudures De grande qual i té (très saines), le soudage s 'e f fectuant sous v ide. Contra intes t he rm iques et dé fo rma t i ons très rédu i tes ; zone affectée t h e r m i q u e m e n t ét ro i te ( l im i te r é c h a u f f e m e n t à la soudure) . Le jo in t présente un ren f lement à l ' impact .
Profondeur Elle peut être impor tan te et var ie se lon : la pos i t ion du s o u d a g e ; la f oca l i sa t i on ; la v i tesse de sou-dage (f ig. 2.70). Soudage à plat Pénétrat ion max i 150 m m : l im i te causée par le méta l en fus ion au f o n d du cratère (par son p rop re poids).
Soudage en corniche Pénét ra t ion max i 500 m m : le métal en fus ion n'est pas entraîné au fond du cratère par son propre poids.
Focalisation Étant m a x i m a l e , avec augmen ta -t i on de la pu issance, la pénétra-t i on l 'est éga lemen t j usqu 'à une l imi te (fig. 2.71).
e
FIGURE 2.70 Soudage par faisceau d'électrons. Doc. TECHNETA
pénétration p
P1 < P2
puissances PI et P2
focalisation
FIGURE 2.71 Pénétration de la soudure sui-vant focalisation et puissance.
Doc. TECHNÉTA
2. Procédés d'assemblage 65
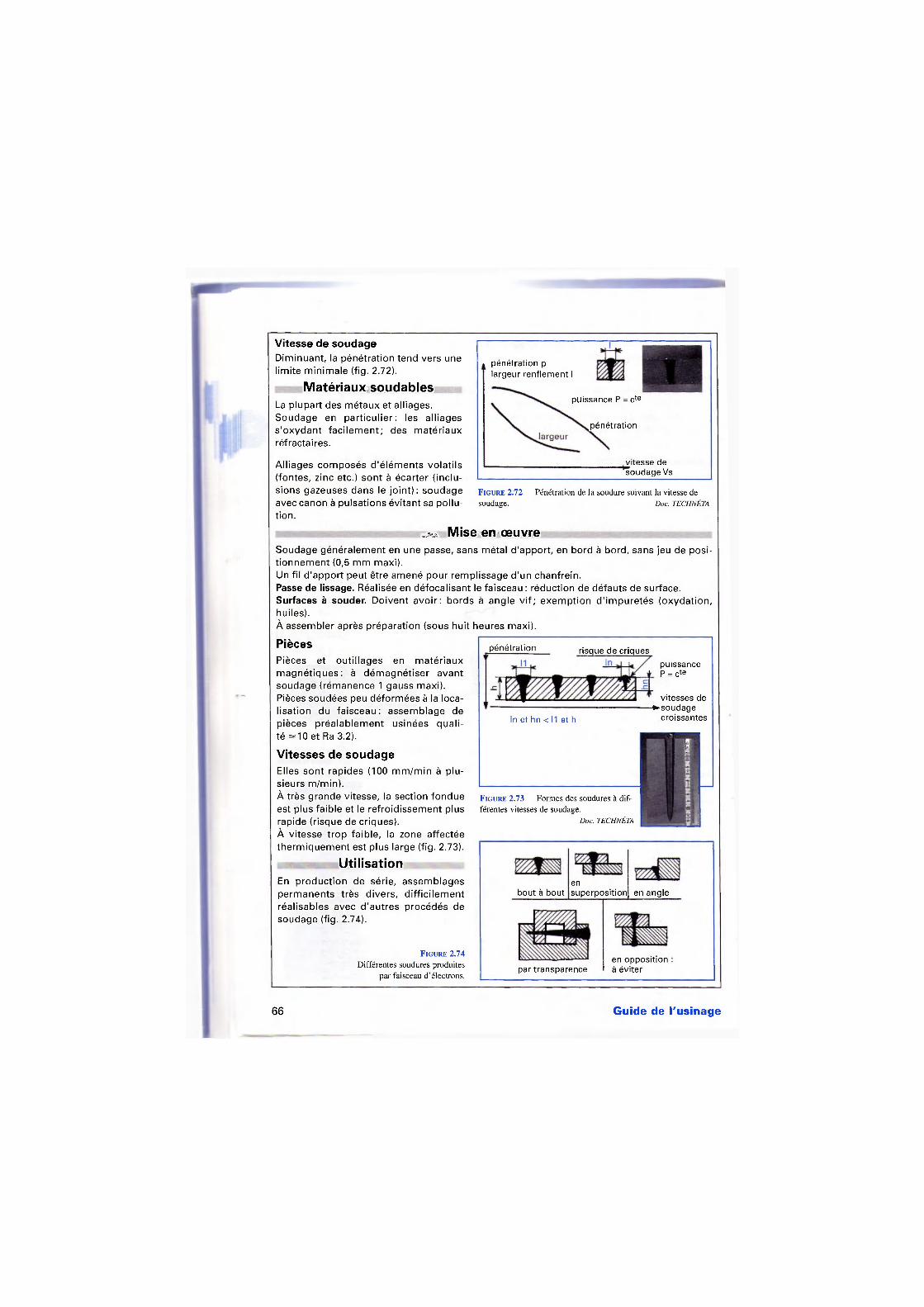
Vitesse de soudage Diminuan t , la pénét ra t ion tend vers une l imi te m in ima le (f ig. 2.72).
Matériaux soudables La p lupar t des mé taux et al l iages. Soudage en pa r t i cu l i e r : les a l l iages s ' oxydan t f a c i l e m e n t ; des ma té r i aux réfractaires.
A l l iages c o m p o s é s d ' é l é m e n t s vo la t i l s ( fontes, zinc etc.) son t à écarter ( inclu-s ions gazeuses dans le j o i n t ) : soudage avec canon à pu lsat ions évi tant sa pol lu-t ion.
pénétration p largeur renflement I
puissance P = c t e
pénétration
vitesse de soudage Vs
FIGURE 2.72 soudage.
Pénétration de la soudure suivant la vitesse de Doc. TECHNÉTA
«SS. Mise en œuvre Soudage généra lement en une passe, sans méta l d 'appor t , en bord à bord , sans jeu de posi-t i o n n e m e n t (0,5 m m maxi) . Un f i l d ' appor t peut être amené pour rempl issage d 'un chanfre in. Passe de lissage. Réalisée en défocal isant le faisceau : réduct ion de défauts de surface. Surfaces à souder. Do iven t a v o i r : bo rds à ang le v i f ; e x e m p t i o n d ' i m p u r e t é s (oxyda t ion , hui les).
À assembler après préparat ion (sous hui t heures maxi) .
Pièces Pièces et ou t i l l ages en ma té r iaux m a g n é t i q u e s : à démagné t i se r avant soudage ( rémanence 1 gauss maxi) . Pièces soudées peu dé fo rmées à la loca-l isa t ion du fa i sceau : assemb lage de pièces p réa lab lemen t us inées qual i -té = 10 et Ra 3.2).
Vitesses de soudage Elles son t rap ides (100 m m / m i n à plu-sieurs m/min ) . À très g rande vi tesse, la sect ion f ondue est plus fa ib le et le re f ro id issement plus rapide (r isque de cr iques). À v i tesse t r o p fa ib le , la zone af fectée t h e r m i q u e m e n t est plus large (f ig. 2.73).
Utilisation En p r o d u c t i o n de sér ie, assemblages pe rmanen ts t rès d ivers , d i f f i c i l emen t réal isables avec d 'au t res procédés de soudage (f ig. 2.74).
FIGURE 2.73 Formes des soudures à dif-férentes vitesses de soudage.
Doc. TECHNÉTA
bout à bout en superposition
FIGURE 2.74 Différentes soudures produites
par faisceau d'électrons. par transparence
en angle
en opposition à éviter
risque de criques puissance P = c t e
vitesses de ••soudage
croissantes
pénétration
In et hn < 11 et h
66 Guide de l'usinage

Machines Uni tés de p r o d u c t i o n , pour u t i l i sa t ion en g rande sér ie (é lec t roménager , etc.) et de qua l i té max ima le . Elles c o m p r e n n e n t : le canon à électrons, une enceinte de soudage sous v ide où sont instal-lées les pièces mob i les sous le faisceau. Appare i l lage de v ib ra t ions du fa isceau : pour ef fectuer éven tue l lement des soudures élargies. Puissance des mach ines : j usqu 'à 200 kW pour grosses uni tés de soudage.
Sécurité Nécessite des verres au p l o m b pour hub lo ts de survei l lance (protect ion des opérateurs cont re les rayons X).
1 .23 — .— ,—.—r ___ ___ Soudage au laser
Généralités Focal isat ion d 'un fa isceau de lumiè re cohérente p rodu isan t une densi té de puissance suf f i -sante pour ob ten i r un bain de fus ion et la j onc t ion au re f ro id issement du bain, sans appor t (fig. 2.75).
miroir à 100 % / fenêtre de sortie
1 l l laser (YAG ou C02) l
résonateur / faisceau laser
optiques de traitement du faisceau
faisceau focalisé
FIGURE 2.75 Schéma de principe des lasers de soudage Doc. LASAG-Industrial-lasers
Le fa isceau laser est t r ansm is dans l ' a tmosphère , à dis-tance de p lus ieurs mètres sans être af fa ib l i . Il peut être dévié (par mi ro i r ou f ibre opt ique) . La foca l i sa t ion d é p e n d : de la l ongueu r d ' o n d e X. de la focale de la lent i l le f, du d iamèt re du fa isceau D avant foca-l isat ion (f ig. 2.76).
FIGURE 2.76 Focalisation du faisceau de lumière.
focale trop longue : p convient et d trop grand
focale trop courte : p trop petit et d très petit
2. Procédés d'assemblage 67

Matériaux YAG co 2
Aciers non alliés 35 6
Aluminium 25 3
Cuivre 9 2
Tungstène 31 4
Verre 5 94
Papier 25 95
FIGURE 2.77 Taux d'absorption de quelques matériaux.
La lumière laser est réf léchie, en part ie, par le matér iau qui la reço i t ; le rayon, absorbé ou ré f r ingent , p rodu i t la fus ion. Le taux d ' abso rp t i on du maté r iau var ie sui-vant : la longueur d ' onde du fa isceau ; la t em-pérature du matér iau (f ig. 2.77). Les fo r ts g rad ien ts de t e m p é r a t u r e et de press ion c o m m u n i q u e n t , sur une fa ib le lar-g e u r : des t rans fer ts de cha leur aux pièces, engend ran t la f o r m a t i o n d ' un é t ro i t c o r d o n de soudure .
La pression de vapeur dans la cavi té p rodu i t un bour re le t superf ic ie l sur le co rdon (fig. 2.78). La zone affectée t h e r m i q u e m e n t est rédu i te : peu de d é f o r m a t i o n s et de con t ra in tes rési-due l les ; d i m i n u t i o n de f issurat ions à f ro id .
Gaz de protection A r g o n ou hé l i um, il p r o t è g e : le bain de la c o n t a m i n a t i o n , la lent i l le de la tê te de sou-dage. Il do i t être d i f f i c i l emen t ion isab le , ag issant dans la créat ion du p lasma avec des vapeurs méta l l iques produ i tes par le fa isceau laser. Il peut éga lemen t avo i r une in f luence sur la pénét ra t ion du faisceau.
Plasma Fait écran au tou r du ba in de fus ion , empê-chant t ou te l ' énerg ie d 'a t t e ind re les pièces (fig. 2.79).
Soudabilité du matériau Elle est f onc t i on d e : sa conduc t i b i l i t é ther -m ique , sa tempéra tu re de fus ion, son opaci té en phase v a p e u r ; le coef f ic ient d 'absorp t ion du faisceau. Le co rdon de soudure est ob tenu par conduc t ion ou par pénét ra t ion en fonc t ion de la puis-sance du fa isceau laser.
Soudage par conduction Avec des puissances infér ieures à 1 kW, la pénét ra t ion de chaleur dans les pièces se fai t par conduc t ion t he rm ique , l 'énerg ie du fa isceau étant absorbée à la surface de la pièce.
Soudage par pénétration Avec créat ion d 'un t rou de serrure de d iamèt re équ iva lent à celui du fa isceau focal isé (analo-gie avec la soudure par fa isceau d 'é lec t rons) : la p ro fondeur de pénét ra t ion du faisceau laser est = 10 largeur du co rdon de soudure (zone fondue) (fig. 2.80).
FIGURE 2.78 Soudure au laser. Doc. LASAG-lndustrial-lasers
FIGURE 2.79 Plasma localisant l'énergie.
68 Guide de l'usinage

FIGURE 2.80 Cordon de soudure au laser. Photo. LASAG-Industrial-lasers
faisceau laser
cavité (trou de serrure)
¥
Matériaux soudables Ceux assemblés par fus ion , avec les caractér is t iques de faisceau à haute dens i té d ' éne rg ie : aciers non et fa ib lemen t all iés, inoxydab les , t i tane, al l iage d ' a l u m i n i u m , de cu ivre, etc. Matér iau ayant une certaine teneur en gaz d issous : r isque de f issura t ion à chaud, la soudure pouvan t être poreuse (le bain n'a pas s u f f i s a m m e n t de t e m p s pour t o t a l e m e n t dégazer, la vi tesse de re f ro id issement étant élevée).
Lasers de soudage De deux types : à so l ide YAG, à gaz C0 2 .
Laser à solide YAG Il f onc t i onne en m o d e con t i nu ou en m o d e puisé avec un rendement de 5 % maxi . La source laser i r radie les pièces pour at te indre la tempéra tu re de fus ion. Le p o m p a g e op t i que du bar reau YAG est ob tenu par un f lash de l um iè re b lanche de fo r te pu issance, éme t tan t dans le p roche d ' in f ra rouge (la longueur d ' onde est de 0,7 à 1,06 Mm).
L 'énerg ie f ou rn ie par i m p u l s i o n s est favo-rable au soudage par po in ts (f ig. 2.81). La v i tesse de passage du fa isceau p rodu i t une fa ib le épaisseur de cordon.
Mode continu La puissance max ima le est fa ib le (env i ron 1 500 watts) .
Mode puisé La puissance de crête peut at te indre jusqu 'à 20 kW par exc i ta t ion d iscont inue du mi l ieu actif ( f réquence des pu lsat ions max i 500 hertz).
lampes f lash
LA_ÂJ barreau deYAG
soudure par point
FIGURE 2.81 Schéma des lasers YAG.
2. Procédés d'assemblage 69

Laser à gaz C02
Il f onc t ionne en pr inc ipe en m o d e cont inu , ou en m o d e puisé. Le p o m p a g e é lec t r ique d ' un m i l i eu gazeux act i f (mé lange de C 0 2 , d ' h é l i u m et d 'azote) est d ' u n t rès bon r e n d e m e n t (15 % m a x i ) : ob ten t ion de for tes puissances (f ig. 2.82). La longueur d 'onde , dans l ' in f ra rouge, est de 10,6 pm.
mmmam * Mise en œuvre M M H H
Jeu ent re pièces à la j onc t i on , in fér ieur à la tache focale (0,2 à 0,4 m m ) : se lon épaisseur des pièces, que lques cen t i èmes à que lques d ix ièmes de m m (fig. 2.83).
Pièces Exemptes de graisses et d 'oxydes . État de sur face régu l ie r pour conserver la m ê m e réf lex ion de la lumière laser. A s s e m b l a g e : de d i f fé rentes mé thodes (bord à bord , po in t à p o i n t ) ; en tou tes pos i t ions (faible largeur de la zone f ondue et sol id i f ica-t i on rapide (f ig. 2.84).
FIGURE 2.82 Schéma des lasers CO,
épaisseur des pièces 4(mm)
0,01 0,05 0,10 0,20 0,3 jeu
*"(mm)
%y//s//SA
FIGURE 2.83 Jeux de soudage des pièces.
bords relevés en équerre à emboîtement
FIGURE 2.84 Différentes soudures par laser. Photo LASAG-Industrial-
Vitesses de soudage Elles sont rapides. Laser C 0 2 = 40 m / m i n max i , soudage en une passe jusqu 'à 25 m m d 'épaisseur avec 20 kW de puissance. Laser YAG - 400 m m / m i n maxi .
III I
Laser YAG puisé. A s s e m b l a g e p e r m a n e n t avec préc is ion , de pièces de fa ib le épaisseur (quelques d ix ièmes de m m à que lques m m ) devant subi r un m i n i m u m de contra intes.
excitation électrique
70 Guide de l'usinage

Soudage en con t inu , bo rd à bord et po in t à po in t (énergie par impu ls ions) . Laser C 0 2 cont inu . Assemb lage permanen t , à g rande vi tesse (et for tes puissances) de pièces épaisses, en con t inu , bo rd à bord et par t ransparence.
Machines de soudage Possib i l i té de dév ier le rayon pour s o u d e r : à d is tance (que lques mè t res ) ; à des endro i t s peu access ib les ; en p lus ieurs endro i t s s imu l tané -ment par d iv is ion du faisceau. Déviat ion du faisceau. Par m i ro i r (laser C 0 2 ) ou par f ib re op t i que (laser YAG) (fig. 2.85). Opération annexe. La découpe , en par t icu l ier , peut s 'e f fec tuer sur la mach ine .
••• g. Sécurité mmmmm Le rayon laser est dange reux pour les yeux des o p é r a t e u r s : lunet tes de p ro tec t i on spéci-f iques impérat ives.
laser CO2 faisceau laser
M I
<
FIGURE 2.85 Schéma de déviation du faisceau laser (C02).
2. Procédés d'assemblage 71

2.Procédés d'assemblage par adhésion
^Généralités Collage de deux pièces assurant un assemblage permanent pouvant supporter des charges aussi importantes que par les autres procédés d'assemblage. Type d'assemblage normal isé NF. T 76.001/011.
Classification des colles
Classement par fami l les ayant des caractérist iques spécif iques de performances d'adhésion, en fonct ion des dif férents types d'assemblage (en bout, en équerre...).
• m m ^ m m » Principales familles de colles a.»«.—mu« Les acrylites, les cyanoacrylates, les époxydes, les s i l icones: de caractéristiques dif férentes, elles sont d 'ut i l isat ion spécif ique. Exemple de dif férentes colles cyanoacrylates (fig. 2.86).
Guide de sélection
WEICON ^ ' Contact
Matériaux
VA,20 VA 8312 VA 100 VA 300 VA 1500 VA 2500 HT
VA 250 Black
Gel VA 1460 VM 20 VM 120 VM 2000
Métal + + ++ + + * + + ' + ' + ++ ++ < »
Plastiques - H - ++ ++ ++ ++ ++ ++ + ++ + + +
Caoutchouc ++ ++ ++ " H - ++ + + + 4* + .
Elastomères EPDM
+ ++ + + + + + +
Bois + ++ + + _ + + I — i -
H m B H Bois de balsa + + + + + + + ++
Verre/Céramique + ++ ++ + + + ++ +
Cuir + ++ ++ ++ + + ++ +
Approprié (+) Très approprié (++) Dans !e cadre des recommandations susmentionnées, il est possible de coller E
¡métaux sur matières plastiques.. i d'autres combinaisons, p. ex. métaux sur caoutchouc et
72 Guide de l'usinage

W E I C O N C o n t a c t l iqu ide
VA 20 VA 8312 VA 100 VA 300 VA 1500 VA 2500 H T
VA 250 Black
Gel VA 1460 V M 20 V M 120 V M 2000
'«•pes d'ester éthyle alcooxy-
éthyle méthyle
Constitution jjSBpll Bquide Incolore, VA 2500 H T opaque, VA 250 Black noir
Propriétés utilisé de préférence pour le collage de matières
synthétiques et de caoutchouc
résistance aux hautes-températures,
élasticité résiduelle
gel, ne coule pas
presque inodore, sans efflorescence
utilisé de préférence pour coller tes métaux
.'scosité à +20°C - P a - s ) Brookfield
< 2 0 2 0 - 4 0 60 -120 2 0 0 - 3 0 0 1000-1500
2000 -3 0 0 0
2000-3000
60000-9 0 0 0 0
120-200 2 0 - 4 0 100-130 1700-2 0 0 0
=ods volumlque à - 2 I T C (g/cm»)
1.04 1.05 1,06 1,07 1.08 1.06 1,06 1,08 1,02 1,10 1,10 1,12
=ont éclair selon »ûel-Pensky ;<N 55213 en °C
87
^¿tiérence initiale* =r secondes sur a t m m i u m »
30 -60 3 0 - 6 0 30 -60 6 0 - 9 0 90 -120 4 0 - 8 0 90 -120 90 -120 3 0 - 6 0 5 0 - 7 0 5 0 - 7 0 7 0 - 9 0
sur caoutchouc i essai N O R A »
2 - 1 5 2 - 1 0 3 - 2 0 .'ii.^ 2 - 1 0 • 5 - 3 0 1
25 -50 20 -40 2 0 - 3 0 10-60 10 -60 : ;
10-60 10-90
s i r PVC rigide » 5 - 6 0 5 - 3 0 10-60 10 -60 10-120 2 5 - 1 0 0 40 -80 40 -80 .
20 -150 30 -120 30-120 30 -150
•Déterminés à +23°C et 5 0 % d'humidité de l'air. Dans les temps ndiqués, une résistance de maniement peut être atteinte.
1) Aluminium, Type Al Cu Mg 2pl„ non-prétraité 2) Caoutchouc d'essai Nora, poil 3) P V C rigide Tiovidur* EN, non-prétraité
W E I C O N Contact - durci
à la température tous types de -20°C à env. +80°C (à court terme - 3 0 ' C à +100°C) - VA 2500 HT et VA 2 5 0 Black à +135°C
Secteur de ramollissement en °C 160-170
« i c e de réfraction n D2» 1,49 (correspond au verre) / non-applicable pour les types VA 2500 HT et VA 2 5 0 Black
' M u f f / y * Wsistivité spécifique selon DIU 53482- (Omni)
»10"
Constante diélectrique E r i 1 MHz DIN 53483*
5,4
11-13 Rjgidrté diélectrique selon DIN 53481" (KV/mm) : y'a ; Solubilité en Formamide de diméthyle, oxyde sulfonique de diméthyle, n'rtrile d'acétone, alcalis. Le contact prolongé avec
l'ester acétique, l'acétone et le chlorure de méthylène peut taire gonfler la colle durcie.
- Suivant l'exemple de la norme DIN, mesurés sur joints collés
FIGIRE 2.86 Caractéristiques et sélection des colles cyanoacrylates Xeicon-contact. Doc. P. W. Weidling et Sohn, importateur SAFI
2. Procédés d'assemblage 73

2 . 3 Choix des colles
Nécessi té de connaî t re l ' ensemb le des con t ra in tes à sub i r par les pièces assemblées, so i t : mécan iques ( t ract ion, c isa i l lement , compress ion , pe lage) ; t he rm iques et c l imat iques d 'env i -r onnemen t ( température , humid i té , nu isances) ; ch im iques (peintures. . . ) ; d 'u t i l i sa t ion (durée de v ie, ef for ts à t ransmet t re , v ibrat ions. . . ) . Choisir une col le de préférence d 'un seul composan t , à prise rapide en tempéra tu re ambian te .
Colles pour matériaux métalliques Choisi r la col le d 'une fami l le donnée, se lon les cas d 'u t i l i sa t ion , et en par t icu l ier pour maté-r iaux méta l l iques (aciers, al l iages d ' a l u m i n i u m , al l iages de cuivre) so i t : Colles époxydes Pour une bonne résistance mécan ique (cohésion, adhésion) , pas de retrait, mais sensible aux chocs.
Colles cyanoacrylates Pour une très bonne résistance mécan ique, une bonne résistance aux solvants, mais sensibles à l ' eau ; à pr ise instantanée.
Caractéristiques du collage
m m m i mu
Fonct ion du cho ix op t im isé de la col le, de la préparat ion des surfaces, d 'une parfai te mise en œuvre (données techno log iques) . Sa résistance dépend d e : l ' adhés ion , fo rce d 'adhérence à vér i f ie r par essai m é c a n i q u e ; la cohés ion, plast ic i té p lus ou mo ins grande du jo in t (fig. 2.87). L 'assemblage est assuré en respectant les données techno log iques , so i t : g r a m m a g e , moui l -lage, t e m p s ouver t , v ie en pot.
FIGURE 2.87 Comportement mécanique
de la colle dans sa masse (cohésion)
Doc. Loctite iongueur de recouvrement
74 Guide de l'usinage

Grammage Donne la cohés ion de l 'adhés i f : c 'est le respect de l 'épaisseur du jo in t , pour ne pas mod i f ie r les propr ié tés mécan iques du col lage.
Donne l 'adhés ion de la col le déposée sur une surface : c'est le contact in t ime pièce/col le (ana-logie avec les soudures) . L 'adhés ion est la force interfaciale de l ia isons ch im iques des deux surfaces assemblées.
Temps ouvert Permet le mou i l l age de la pièce non encol lée sur celle qu i est enco l lée : c'est le t e m p s passé
entre l 'assemblage des deux pièces préparées. Un dépassemen t de t e m p s ouve r t p r o v o q u e une peau de sur face sur la co l le , nu isant au moui l lage.
Concerne les col les à b i - composan ts : à mé langer avant ut i l isat ion pour é ta lement aisé sur la surface à encol ler. C'est le t e m p s d ispon ib le entre le mé lange ef fectué et le dépô t de la col le. Avec dépassemen t de vie en pot , la col le c o m m e n c e à d u r c i r : l ' é ta lement est d i f f i c i le et le mou i l lage mo ins bon.
Caractéristiques des assemblages peut être étanche ou isolant.
Surfaces d'adhésion A concevoi r en f o r m e , d imens ions , état de surface, pour répondre aux cont ra in tes mécan iques en ut i l isat ion. .'érifier, pour les deux pièces à assembler par recouv rement ou e m m a n c h e m e n t : cont ra in te :e t rac t ion (perpendicu la i re à la surface enco l lée) ; c isa i l lement (paral lè le à la surface encol-esi ; éven tue l lement to rs ion (assemblages cy l indr iques) (fig. 2.88 page suivante), - . e c une col le souple , assemblage de bonne résistance à la fa t igue.
I doit t ravai l ler en t rac t ion-c isa i l lement . - éviter. Pelage, c l ivage, assemblage de matér iaux à coef f ic ient de d i la ta t ion d i f férents . Epaisseur de jo in t . Incidence sur c o m p o r t e m e n t mécan ique du col lage (adhésion, cohésion) : es per fo rmances mécan iques d i m i n u e n t avec son dépassement d 'épaisseur op t ima le .
^mtmÊmmmsmm: Adhésion par recouvrement « i « « ! — _ongueur de recouvrement effi-cace lQ
Se détermine d 'ap rès : l 'épaisseur S de la : ece la p lus m ince et d ' un fac teur de
-me f de valeur courante 0,06. I - admet l 0 (mm) = V5/0 ,06 , va leur l imi te f - deçà de laquel le l ' adhés ion est consi -: i - é e c o m m e insuf f isante (fig. 2.89). FIGURE 2.89 Recouvrement par collage d'assemblages plans.
2. Procédés d'assemblage 75

Solut ions proposées principales sol l ic i tat ions
^ 3 0 °
V ^ 1 " 1 "
« 1
I — ,
— 1
1 11 t ^
> . • .
1 1
1 '
i i
1 , 1 1
l
' 1
i
, m ! m , Si | L + - J 1
76 Guide de l'usinage

Charges de pelage = mauvais
Solutions de conception possibles
Mauvais Solutions de conception oossibles
2. Procédés d'assemblage
FIGURE 2.88 Dif férents assemblages par col lage Doc. Loctite
77

Résistance à la rupture en traction du joint T0(Mpa) = 0,6. TR, avec TR = caractér is t ique de la col le ut i l isée. Charge de rup ture F r 0 admiss ib le . Pour vér i f ier si el le est supér ieure à la force à laquel le l'as-semb lage est soumis , so i t : F r 0(N) = TRO. I0 . h, avec h = largeur de l 'assemblage.
Adhésion par emmanchement
Longueur de recouvrement Assemblages cy l indr iques tube / tube ou cy l indre (f ig. 2.90), p rendre h = TTD, avec D (mm) = dia-mèt re d ' e m m a n c h e m e n t .
Assemb lages tube / tube ou cy l indre , app l iquer L0 (mm) = TTDT,./ F.
Résistance à la torsion Pour e m m a n c h e m e n t s cy l indr iques Fr(N) = 2 . M C / D, avec m o m e n t du coup le M c ( m m ) .
W//MM
W/MMMA
FIGURE 2.90 Recouvrement par collage d'assemblages cylindriques. Doc. Loctite
Essais mécaniques Le col lage nécessite que des essais so ient ef fectués pour vér i f ier si les cont ra in tes d 'u t i l i sa t ion sont respectées. Les essais mécan iques permet ten t de vér i f ier les l imi tes des assemblages par adhés ion, en fonc t ion des so l l ic i ta t ions d 'u t i l i sa t ion , so i t : t rac t ion , compress ion , c isa i l lement , pelage, cli-vage. Également t empéra tu re max i et m in i admises, cohés ion (fig. 2.91). Éventue l lement résistances aux chocs et aux solvants.
78 Guide de l'usinage

I -
Traction a(MPa) = charge à la rupture / surface du joint
t
Compression^ a(N/mm2) = T limité à 450 N/mm2
à recouvrement simple
Cisaillement T(l\l/mm2) = charge à la rup-ture/surface du joint
+-Ç n |t-* à recouvrement double
Cisaillement T(l\l/mm2) = charge à la rup-ture/surface du joint
t
!
Clivage Q(N/mm2) charge à la rupture / largeur du joint
, - 1 en té
Pelage — ^ R(N/mm2) = charge à la rupture / largeur du joint
^ t
à 180°
Pelage — ^ R(N/mm2) = charge à la rupture / largeur du joint
M
Choc — W(j/cm2) = énergie absorbée /surface du joint
Choc — W(j/cm2) = énergie absorbée /surface du joint
de -60° C à +250° C Température 6<° C)
Charge de traction
Charge de cisaillement
Charge de compression
Charge de pelage
Charge de clivage
FIGURE 2.91 Essais mécaniques des assemblages par collage et charges les plus courantes avec répartition des contraintes résultantes dans le joint collé. Doc. Loctite
2. Procédés d'assemblage 79
Zone de collage
Zone de collage
• Zcm de collage
[ Mise en œuvre
Surfaces à encoller. Impéra t ivement décontaminées (oxydat ion, graisse...) pour assurer le moui l lage. Encollage. Immédia tement après nettoyage (éviter humidi té, poussière...). Avec dégraissage par produi t ch im ique : col lage instantanément après ou appl icat ion d 'une couche de pr imaire.
Aciers D'après Topf ix : dégraissage au tr ichloréthylène, sablage ou grenail lage, nettoyage au tr ichlo-réthylène; collage après évaporat ion. Ou dégraissage au t r ichloréthylène, t rempe au bain d'acide sul fur ique addi t ionné de bichro-mate de soude (4 %), double rinçage à l'eau boui l lante et à l 'eau déminéral isée ; col lage après séchage.
Alliages d'aluminium D'après Framusi : dégraissage au t r ichloréthylène, sablage, dépoussiérage, collage. Ou dégraissage au tr ichloréthylène, lessivage (avec une solut ion spécifique), séchage; collage.
Alliages de cuivre Dégraissage au t r ich loréthy lène, lessivage avec une so lu t ion spéci f ique (chlorure ferr ique, acide ni tr ique, eau), r inçage, séchage; collage immédiat .
Utilisation La plupart des matér iaux sont col lables, i nd i f fé remment (métal /bois, métal /p last ique.. . ) et d'épaisseurs quelconques. Les aciers inoxydables sont di f f ic i lement collables. Collage à ut i l iser: si les contraintes sont certaines; pour pièces mécaniques «sous-util isées», à durée de vie non excessive. À effectuer généralement à température ambiante (avec l imites). Cohésion. Opt imale avec respect des condi t ions de mise en œuvre : temps, température, pres-sion de contact ; durcissement à chaud pour certaines colles (50 à 60 °C). Opération de collage. S'effectue en manuel, semi-automat ique, automat ique, selon produc-t ion-product iv i té et types de pièces à assembler.
80 Guide de l'usinage

3. Assemblage par rivetage et sertissage
Rivetage-sertissage par mouvements combinés Fluage radial de la mat ière sous un m o u v e m e n t de f rappe rect i l igne - a l ternat i f , sans ro ta t ion du po inçon (la boutero l le) inc l iné de que lques degrés et an imé s imu l t anémen t d 'une trajec-to i re c i rcula i re ou en rosette.
• • E Fluage orbital La boutero l le t ou rne o rb i ta lemen t (à v i tesse rapide) dans son cône d 'ac t ion (f ig. 2.92a).
••MKWiMHHHHiBiBK fluage en rosette _a boutero l le décr i t (à vi tesse lente) dans son cône d 'ac t ion , les m o u v e m e n t s en rosette pro-duisant des assemblages de diverses f o r m e s (circulaire, carrée.. .) (f ig. 2.92b).
•P» Utilisation Rivetage et sert issage uni ta i re à g rande série sur pièces pleines ou creuses, p icots et soyages, de sect ions diverses.
Q
a. Rivetage orbital b. Rivetage en rosette FIGURE 2.92 Principes de rivetage Doc. Guillemin SA
2. Procédés d'assemblage 81

^Rivetage par autopoinçonnage
Assemb lage de pièces minces (tôles) avec r ivet insété sans préperçage, à l 'a ide d ' un out i l lage s tandard po inçon-mat r i ce (fig. 2.93). Le rivet autopoinçonneur, de f o r m e adaptée à la matr ice, s 'évase dans la pièce in fér ieure (sans la percér) après avoir t raversé la ou les pièces supér ieures (fig. 2.94). L'outillage de r ivetage (vérin) peut ère équ ipé d 'un presse-f lan : assemblage tô les f ines.
FIGURE 2.93 Schéma de principe de L'autopoinçonnage Doc. Bollhoff-Otalu SA
fraisée
Plastique 2,00 mm/ Aluminium 2,00 mm
Aluminium 2 x 1,20 mm
FIGURE 2.94 Exemples de rivetage Doc. Bollhoff-Otalu SA
Utilisation Assemb lage uni ta i re à g rande série, étanche aux l iqu ides et gaz, sans a l té ra t ion des pièces assemblées (ga lvan i -sées, p ré laquées, etc.) d 'épa isseur to ta le max i 6,5 à 11 m m selon matér iaux (fig. 2.95).
FIGURE 2.95 Exemple de pièce rivetée.
Doc. Bollhoff-Otalu SA
Sertissage
Assemblage d 'écrous (à crantage ant i ro ta t ion) par dé fo rma t i on de l 'écrou local isée à l 'arr ière de la pièce (zone borgne) , à part i r d 'un l ogemen t cy l indr ique ou hexagonal (fig. 2.96). Utilisation. Dans tous les matér iaux sur pièces te rminées (revêtues, etc.) de f o r m e plate, en caisson, prof i lée, avec accessibi l i té d ' un coté, pour v is M10 maxi .
FIGURE 2.96 Sertissage d'un écrou noyé Bollhoff-Otalu SA , (écrou RIVKLE plus)
Outillage Écrou Pièce Assemblage
82 Guide de l'usinage

1. Généralités 8 5
1.1 Mode d'action 85 1.2 Brochage d' intérieur 85 1.3 Brochage d'extérieur 86
2. Outils de brochage 86 2.1 Broches d' intérieur 86 2.2 Broches d'extérieur 88 2.3 Denture 88 2.4 Angles de coupe 90 2.5 Efforts de coupe 91 2.6 Précisions obtenues 92
3. Condit ions de coupe 92 3.1 Vitesses de coupe 92 3.2 Épaisseur du copeau ou progression 92 3.3 Lubrif ication 92
4. Mise en œuvre 93 4.1 Forme des ébauches 93 4.2 Réduction d'usure des dents 95 4.3 Autres condit ions d'usinage 95
5. Porte-pièce 96 5.1 Brochage d' intérieur 96 5.2 Brochage d'extérieur 96
6. Machines 97 6.1 Mouvement de coupe 97 6.2 Brochage circulaire 98
7. Uti l isation 98
8. Rainurage 99
8.1 Util isation 99
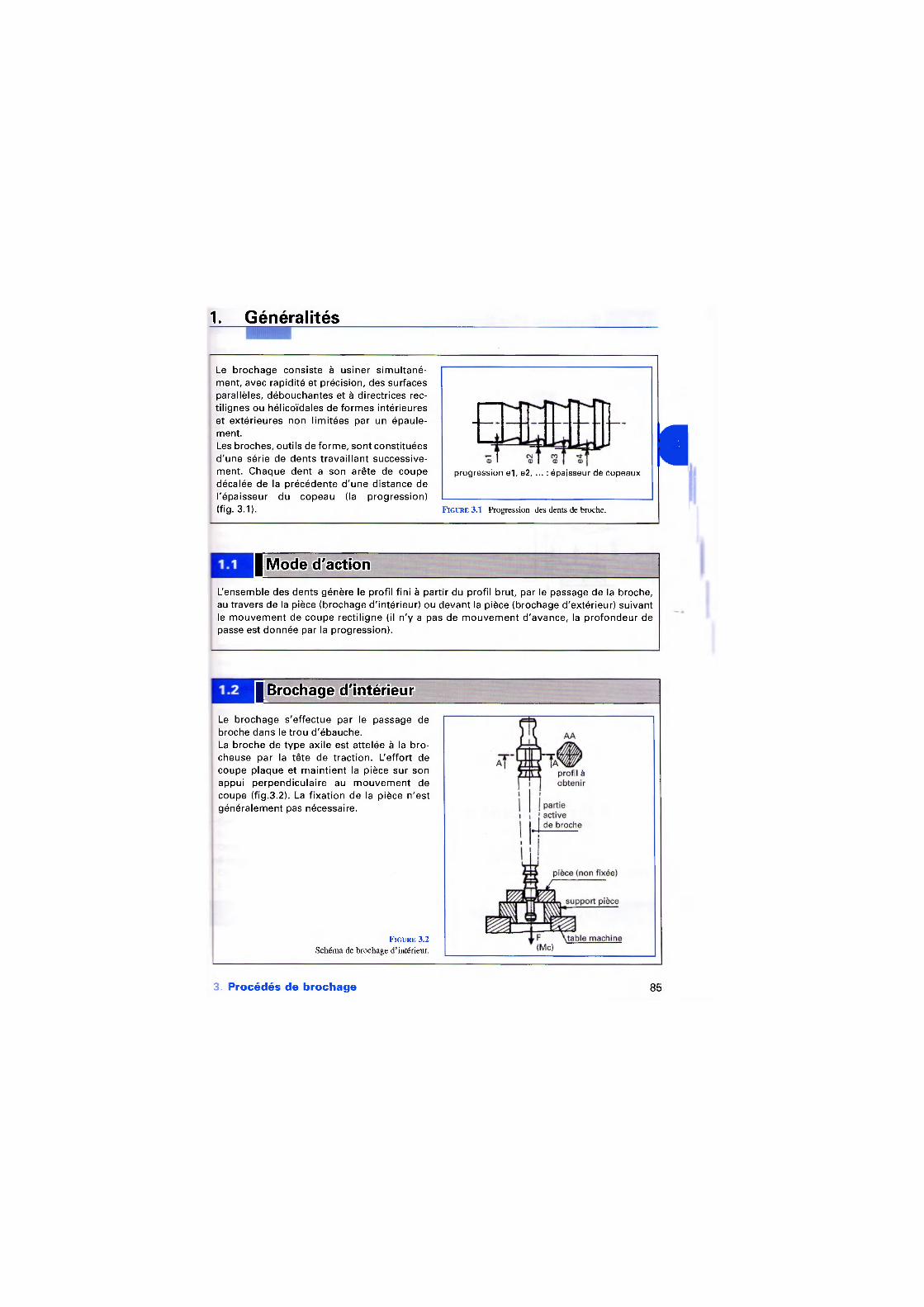
V Généralités
Le b rochage cons is te à us iner s imu l tané -ment , avec rapid i té et préc is ion, des surfaces paral lèles, débouchantes et à d i rectr ices rec-t i l ignes ou hél icoïdales de f o rmes intér ieures et ex té r ieures non l im i tées par un épaule-ment . Les broches, out i ls de f o rme , sont const i tuées d 'une sér ie de dents t rava i l l an t successive-ment . Chaque dent a son arête de coupe décalée de la précédente d ' une d is tance de l 'épaisseur du copeau (la p rogress ion) (fig. 3.1).
progression e1, e2, ... : épaisseur de copeaux
FIGURE 3.1 Progression des dents de broche.
G
| Mode d'action
L'ensemble des dents génère le prof i l f in i à part i r du prof i l brut , par le passage de la broche, au t ravers de la pièce (brochage d ' in tér ieur ) ou devant la pièce (brochage d 'extér ieur) su ivant le m o u v e m e n t de coupe rec t i l igne (il n 'y a pas de m o u v e m e n t d 'avance , la p r o f o n d e u r de passe est donnée par la progress ion) .
| Brochage d'intérieur
Le b rochage s 'e f fec tue par le passage de broche dans le t rou d 'ébauche. La b roche de t ype ax i le est at te lée à la bro-cheuse par la tê te de t rac t ion . L 'ef for t de coupe p laque et ma in t i en t la pièce sur son appu i pe rpend icu la i re au m o u v e m e n t de coupe (f ig.3.2). La f i xa t i on de la pièce n 'est généra lement pas nécessaire.
FIGURE 3.2 Schéma de brochage d'intérieur.
3. Procédés de brochage 85

J
A - A
profil à obtenir
coulisseau machine
support-broche
' TA
table-machine support-pièce
La broche, de type p r i smat ique , est f ixée au coul isseau de la mach ine (fig. 3.3). Le brochage s 'ef fectue généra lement à part ir de l ' ébauche du pro f i l b ru t (de fo rgeage , mou lage , etc.). Il est s imu l t ané pour un g roupe de f o rmes associées sur une pièce ou une g rappe de peti tes pièces (f ig. 3.4). La ou les pièces son t à ma in ten i r ef f icace-men t pour s 'opposer à la poussée latérale.
FICURE 3.3 Schéma de brochage d'extérieur. FIGURE 3.4 Schéma de pièces coulées en grappe pour brochage simultané d'extérieur.
2. Outils de brochage
Les broches sont spéc i f iques à chaque f o r m e à obten i r (cannelures à f lancs paral lè les et en déve loppante , dente lures rect i l ignes, ra inures de c lavetage.. . ) .
Broches d'intérieur Elles sont const i tuées de l 'at te lage, du gu ide, de la denture, de la queue (f ig. 3.5).
86 Guide de l'usinage

FIGURE 3.5 Conception de broches d'intérieur.
Attelage
De d i f férentes fo rmes , à accrochage manue l ou au tomat ique , de d imens ions permet tan t son passage dans le t r o u d 'ébauche de la pièce (fig. 3.5 et 3.6).
wmÊÊÊÈÊBËHÊÊm. Guide 'WÊÊSssamÊamm Assure la mise en pos i t i on b roche/p ièce ; son d i amè t re est in fér ieur , avec jeu fonc-t ionne l , au t rou d 'ébauche.
Queue Permet d 'assurer le ma in t i en arr ière de la b roche en fab r i ca t ion , a f fû tage, manu ten -t ion , stockage.
Il y 1 • • • • I l I l fil——WHiMWillMimi—MMWK
Progress ion de dents , à par t i r d ' une f o r m e cy l i nd r i que de dépar t qu i p rogresse j usqu 'à la f o r m e f ina le du prof i l à obtenir . Comprend des dents d 'ébauche, de demi - f in i t i on , de f i n i t i on et de réserve f ig . 3.5).
L e s C l l f l É B H M H H H H H H H H H H H H H H H H H H ^ ^ B Sont ta i l lées dans le corps (out i l en ARS) ou rappor tées (out i ls en carbure) sur un corps en acier.
Dents d'ébauche. Les arêtes de coupe, pouvan t comprend re des br ise-copeaux, ébauchent la f o r m e à obtenir . Dents de demi-finition. Elles prof i lent la f o r m e désirée. Dents de finition. D 'un n o m b r e rédui t à que lques dents, el les ca l ibrent la f o r m e au prof i l f inal . Dents de réserve. Généra lement au n o m b r e de c inq, el les sont de la f o r m e du prof i l f inal , aug-mentan t la durée de v ie des broches, après des af fû tages successifs.
€
Ql plat d 'or ientat ion
3 1 gorge de f ixat ion
a- broche axile
b- broche plate
FIGURE 3.6 Schémas d'attelages des broches.
3. Procédés de brochage 87

2.2 Broches d'extérieur Un ou t i l l age de b rochage d 'ex té r ieu r est cons t i tué d ' un g r o u p e de b roches é lémen-ta i res (pour chacune des d i f fé ren tes f o r m e s de pièce) de sec t ions p r i sma t i ques , assem-blées dans un s u p p o r t p r i sma t i que f i xé au coul isseau de la brocheuse (fig. 3.7). Chaque broche élémentaire c o m p r e n d essen-t ie l l ement la denture (ébauche, demi - f i n i t i on , f in i t ion , réserve), conçue c o m m e les broches d ' in tér ieur .
Denture
Les broches d'intérieur, de type axi le, ont une denture annula i re. Les broches d'extérieur, de t ype p r i smat ique , ont une denture dro i te ou ob l ique (f ig. 3.8). La den tu re ob l ique permet l 'a t taque progres-sive dans la mat ière , réduisant les r isques de rupture de dents.
m m H Nombre de dents d'une broche I M B ^ I I — —
Il est fonc t ion de la surépaisseur to ta le d 'us inage et des épaisseurs de copeaux (p ro fondeurs de passe). Pour chaque opéra t ion (ébauche, demi - f i n i t i on , f in i t ion) on a n dents = surépaisseur d 'us inage de l ' opérat ion/épa isseur du copeau. On cons idère, selon la surépaisseur to ta le d 'us inage : Finition. 2 à 10 dents, pour une surépaisseur d 'us inage de 0,05 à 0,1 m m . Demi-finition. 5 à 15 dents, pour une surépaisseur d 'us inage de 0,2 à 0,4 m m . Ébauche. Le n o m b r e de dents est à dé te rminer en fonc t ion de la surépaisseur restante, ( totale, mo ins demi - f i n i t i on et f in i t ion) j usqu 'au m a x i m u m l imi té par la l ongueur de broche admise (course de la machine) .
Nota : pour une den tu re nécessi tant une longueur supér ieure à la course-mach ine , env isager deux broches, ou une mod i f i ca t ion éventuel le de la pièce.
ISS!;
MC
a- denture droi te
MC
b- denture obl ique
FIGURE 3.8 Schéma de dentures de broches d'extérieur.
88 Guide de l'usinage

Ces t la distance entre deux arêtes de coupe consécut ives. On admet ce pas P en fonc t ion de a longueur à brocher L, avec P = 0.4 L pour L < 16 m m et 1.75 vT pour L > 16 m m .
Ils d o i v e n t p e r m e t t r e de loger les c o p e a u x p rodu i t s d u r a n t le passage de c h a q u e den t dans la l o n g u e u r b rochée (les c o p e a u x s 'évacuen t après le con tac t den t /p ièce (fig. 3.9).
FIGURE 3.9 Logement de copeaux inter-dents.
Section inter-dents Elle est dé f in ie par (f ig.3.10) : La hau teur du l o g e m e n t h = P/3 ; l 'ang le de con t re -dépou i l l e ( a ' = 30° à 50° ; le rayon de racco rdemen t con t re -dépou i l l e / face de cou-pe su ivan te r = P/5.
Dents d'ébauche Vér i f ie r la capac i té du l o g e m e n t de copeaux par rappo r t au v o l u m e de copeaux p rodu i t s pour une den t (ass imi ler la sec t ion de l ' in ter-dents à un t r i ang le rectangle) . Vo lume de l ' in te r -dents Vi : on a d m e t Vi > 3 v o l u m e s de copeaux .
Logement de copeaux Si i nsu f f i san t ou hau teu r h t r o p g rande ( rédu isan t e x c e s s i v e m e n t la sec t ion du noyau de b roche) : adop te r une d e n t u r e a l longée (f ig. 3.11).
section inter-dents (triangle rectangle)
: p/3 ; r = p/5 ; a '
FIGURE 3.10 Section d'inter-dents.
FIGURE 3.11 Section d'inter-dents allongé.
Avec accro issement de 0,1 à 1 m m par dent d 'une f réquence de 3 à 5 dents, pour évi ter le brou-tement .
3. Procédés de brochage 89

mmmÊÊÊÊÊmÊÊOÊÊÊÊÊÊÊÊÊÊÊÊÊBm Br iSf t -eopea IIX
Sur les dents d 'ébauche et de demi - f in i t i on , ils sont ob tenus par des ra inures sur les faces de dépou i l le (fig. 3.12 et 3.13).
annulaire
1e r e dent annulaire FIGURE 3.13 Brise-copeaux sur dents d'ébauche (alternan-
ce des dents). FIGURE 3.12 Brise-copeaux sur dents d'ébauche, broche cylindrique.
Témoin d'affûtage Surface non dépou i l l ée de 0,1 à 1 m m de large. À concevo i r sur les faces de dépou i l l e des dents de f in i t i on et de réserve : pour a f fû tages successifs t ou t en conservant les d imens ions du prof i l à obtenir .
IWI I l lHI l l i l IB I I I I I IM
Brochage de f o rmes in tér ieures à d i rectr ices hé l icoïda les (écrou à pas rap ide, canne lures et ra inures hél icoïdales. . . ) d 'ang le max i 45°, par ro ta t ion et t rans la t ion s imu l tanées de la broche (f ig. 3.14).
FIGURE 3.14 Schéma de broche à denture hélicoïdale.
Matériaux Dépouille a0
Coupe Matériaux Ébauche 1/2 finition Finition
et réserve
Coupe
Fontes et aciers
3° à 1°30 0°30 à 1 ° 0° à 1° Aciers : 10° à 20e i Fontes : 5° à 15e
Alliages légers
3° à 5° 1° à 3° 0° à 3° 15° à 25e •
Laitons et bronzes
o° à r 0° à 1° 0°30 à 0° 0° à 10°
Coupe -y0, et dépou i l le a 0 (en part icul ier) sont fa ib les pour conso l ider les dents et permet t re un m a x i m u m d 'a f fû tages (out i ls de f o r m e , af fûtés sur la face de coupe (f ig. 3.15 et 3.16).
FIGURE 3.16 Ordre de grandeur des angles de coupe -y0 et de dépouille des dents de broche.
broche.
90 Guide de l'usinage

Efforts de coupe
Efforts app l iqués sur l 'ou t i l (f ig. 3.17), pour une dent.
â a - Broche plate b - Broche cylindrique
FIGURE 3.17 Efforts de coupe appliqués sur une dent de broche.
Effort de refoulement, ou effort de pénétration Fp Il s 'équ i l ib re sur la dent opposée (broche d ' in tér ieur) ou sur son suppor t (broche d 'extér ieur) .
Effort tangentiel, ou effort de coupe Fc Fc = S . K a . z
avec
S (mm 2 ) = sect ion du copeau en ébauche ( largeur brochée / x p rogress ion e) ;
z = nombre de dents en t ravai l s imu l t anémen t ;
K a = press ion spéc i f ique de coupe d a N / m m 2 (f ig. 3.18).
Matériaux
Aciers R < 90 Aciers R > 90 Aciers au chrome Fontes grises, GS Bronzes Laiton
Alliages d'aluminium
—
e < 0,1 e = 0,1 à 0,25 e>0,3
360 470 520 300 340 160 140
260
360 380 200
240 110 100
190 250 270 150 180 80 70
a - Broche plate b - Broche cylindrique FIGURE 3.18 Pressions spécifiques de coupe en brochage (ordre de grandeur) et définition de I.
Vérification rigidité de la broche L'effort de t rac t ion de la brocheuse Ft, do i t être suf f isant . Il fau t Ft > Fc. La sect ion m i n i m a l e du noyau de broche Sn do i t suppor ter , sans se rompre , l 'e f for t de trac-t ion. Il fau t Ft < Rp. Sn, avec Rp = Résistance prat ique ou charge uni ta i re ( = 1 6 daN / mm 2 ) . Nota : L 'effort max ima l de t rac t ion admiss ib le est gravé sur chaque broche.
Puissance utile de brochaç Pu w = Fc . Vc / 60, avec Vc = m/m in .
3. Procédés de brochage 91

Précisions obtenues Dimens ionne l le : qual i té 6, excep t ionne l lement 5. État de surfac : 0,8 Ra, excep t ionne l lement 0,4 Ra.
3. Conditions de coupe
pVitesses de coupe Elles sont fa ib les pour éviter une rup-tu re et une usure p réma tu rée des dents de la broche. Se lon les maté-r iaux à brocher , el les va r ien t de 2 à 50 m / m i n , la me i l l eu re durée de v ie d 'ou t i l étant recherchée (fig. 3.19). Le t e m p s d 'us inage est cour t , la f o r m e à obten i r étant réalisée duran t la course al ler de la broche ( longueur max i env i ron 1,50 m). Les vi tesses de retour de broche sont de 10 à 50 m/m in .
FIGURE 3.19 Vitesses de coupe recommandées en brochage.
Matériaux Broches
Matériaux Acier rapide Carbure
Aciers R < 90 2 à 12 12 à 50
Aciers R> 90 2 à 8 8 à 40
Aciers au chrome 2 à 6 6 à 30
Fontes grises, GS 2 à 10 10 à 30
Alliages d'aluminium 5 à 15 15 à 50
Bronzes - Laitons 3 à 8 8 à 30
Vç. Selon complexité du profil et longueur à brocher.
Épaisseur du copeau ou progression
C'est la d i f fé rence d i m e n s i o n n e l l e entre deux dents consécut ives . Elle est de 0,01 à 0,5 m m , en fonc t ion de chaque opé ra t i on (ébauche, dem i -f in i t ion , f in i t ion) et du matér iau à usi-ner (f ig. 3.20). La p rog ress ion sera cons tan te pour l ' ensemb le des dents d ' une b roche devant ef fectuer essent ie l lement une opéra t ion de f in i t ion .
Matériaux Épaisseur du copeau e
Matériaux Ébauche Demi-finition Finition
Aciers R < 90 0,08 à 0,30
0,05 à 0,02
0,02 à 0,01
Aciers R> 90 0,05 à 0,20 0,05 à 0,02
0,02 à 0,01 Aciers au chrome 0,04 à 0,15
0,05 à 0,02
0,02 à 0,01
Fontes grises, GS 0,08 à 0,30 0,10 à 0,05
0,02 à 0,01
Bronzes - Laitons 0,08 à 0,20 0,20 à 0,05
0,02 à 0,01
Alliages d'aluminium 0,10 à 0,40 0,20 à 0,08 0,05 à 0,02
FIGURE 3.20 Épaisseurs de copeaux recommandées en brochage.
Lubrification Elle do i t être abondan te , avec une hui le de coupe ent ière, v isqueuse, adhérente , f o r t e m e " an t i -soudure et ant i -usure : elle do i t assurer au m a x i m u m la pro tec t ion des arêtes de coupe e~ l ' ob ten t ion d 'un état de surface de qual i té . Brochage de f o rmes longues : l 'hu i le de coupe so lub le assure l 'évacuat ion des calor ies.
92 Guide de l'usinage
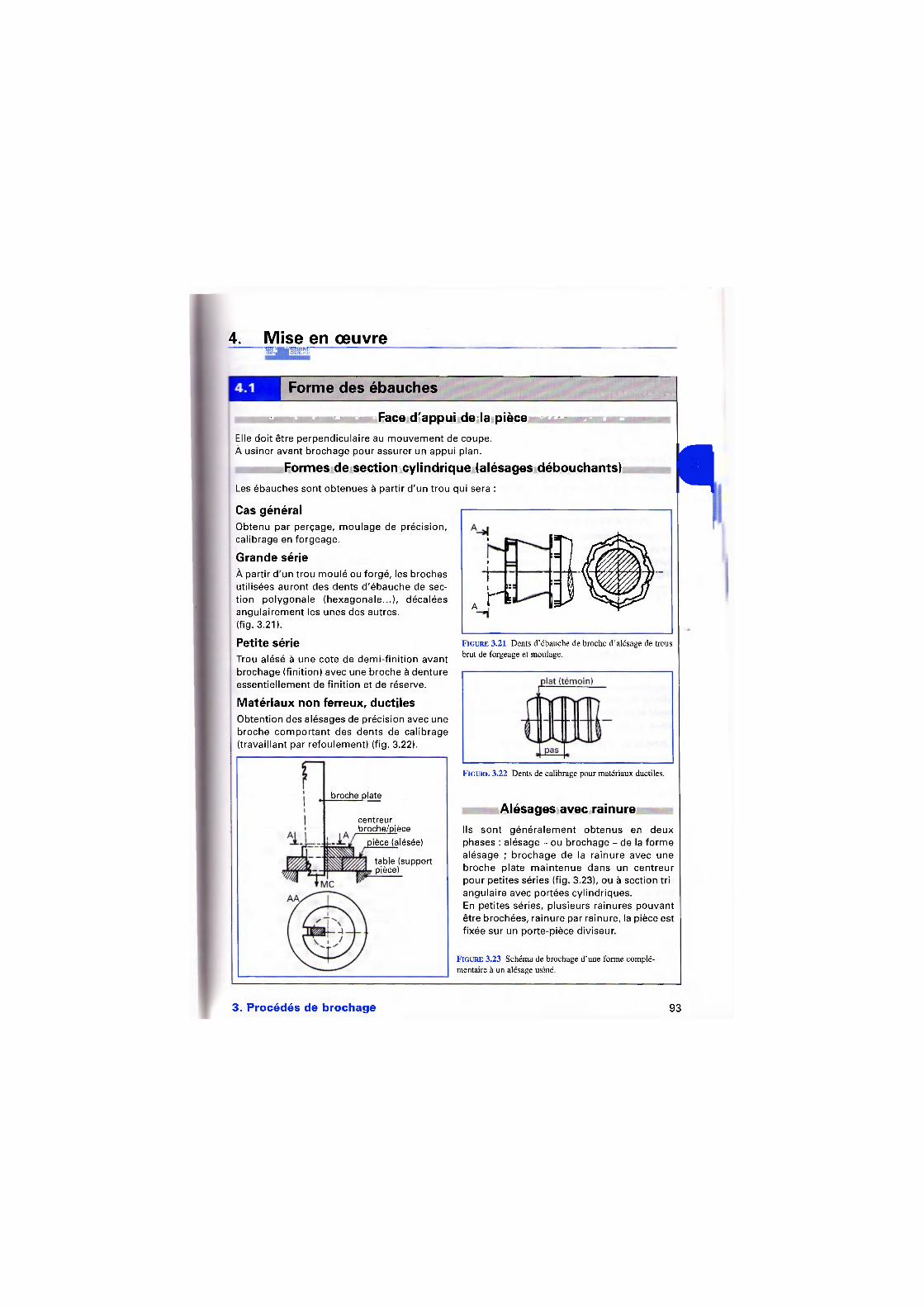
4. Mise en œuvre • M B
Forme des ébauches
Face d'appui de la pièce J B B H H H I H H H I
Elle do i t être perpend icu la i re au m o u v e m e n t de coupe. A usiner avant b rochage pour assurer un appu i plan.
Formes de section cylindrique (alésages débouchants) Les ébauches sont ob tenues à part i r d 'un t rou qui sera :
Cas général Obtenu par perçage, m o u l a g e de préc is ion , ca l ibrage en forgeage.
Grande série À part i r d ' un t rou mou lé ou fo rgé, les broches uti l isées auront des dents d 'ébauche de sec-t i on po l ygona le (hexagona le . . . ) , décalées angu la i rement les unes des autres, (fig. 3.21).
Petite série Trou alésé à une cote de demi - f i n i t i on avant brochage ( f in i t ion) avec une broche à denture essent ie l lement de f in i t i on et de réserve.
Matériaux non ferreux, ductiles Obtent ion des alésages de préc is ion avec une broche c o m p o r t a n t des den ts de ca l ib rage ( t ravai l lant par re fou lement ) (fig. 3.22).
i 1 i i Î Î Â i i :
a r ^ l l i p FIGURE 3.21 Dents d'ébauche de broche d'alésage de trous brut de forgeage et moulage.
broche plate
centreur broche/pièce
pièce (alésée)
table (support pièce)
FIGURE 3.22 Dents de calibrage pour matériaux ductiles.
Alésages avec rainure Ils son t géné ra l emen t ob tenus en deux phases : alésage - ou brochage - de la f o r m e alésage ; b rochage de la ra inure avec une broche plate m a i n t e n u e dans un cent reur pour pet i tes séries (f ig. 3.23), ou à sect ion tr i -angula i re avec por tées cy l indr iques . En pet i tes séries, p lus ieurs ra inures pouvan t être brochées, ra inure par ra inure, la pièce est f ixée sur un porte-pièce div iseur.
FIGURE 3.23 Schéma de brochage d'une forme complé-mentaire à un alésage usiné.
3. Procédés de brochage 93

Formes polygonales Elles sont brochées à part i r d ' un t rou d 'ébauche, avec une broche à denture en coupe al ternée, de préférence ob l ique.
Alésages cannelés (centrage sur cercle extérieur) Les f o rmes sont ob tenues avec des broches d i f férentes selon l ' impor tance des séries, à part i r de l 'a lésage usiné en f in i t i on ou demi - f in i t ion .
Grande série À part i r de l 'a lésage usiné en demi - f i n i t i on (ou brut précis) avec deux types de broches : Avec dents d 'ébauche et de f in i t i on al ternée (circulaire et cannelée). Avec dents associées, l 'avant de la broche pour l 'a lésage et l 'arr ière pour les cannelures.
Moyenne et petite série À part i r de l 'a lésage usiné en f in i t i on - par alé-sage ou b rochage . La réa l isa t ion des canne-lures s 'e f fec tue avec une b roche canne lée (f ig. 3.24).
Longueur à brocher Il faut tou jou rs au mo ins deux dents en t rava i l s i m u l t a n é m e n t pour év i ter la va r ia t i on des ef for ts de coupe (pouvant p rovoquer le broute-m e n t et la dé té r i o ra t i on des arêtes de coupe , vo i re la rup ture de broche). FIGURE 3.24 Schéma de broche d'usinage de cannelures.
Longueur à brocher trop faible Empi ler p lus ieurs pièces pour les brocher ensemble ou uti l iser une broche à den tu re ob l ique
Trop grand nombre de dents en travail simultanément Effort de coupe Fc t rop grand pour la résistance du noyau m i n i m u m de la broche ou/et puis-sance de brochage insuf f isante, il faut rédui re le n o m b r e de dents en t ravai l s imu l t anémen t ut i l iser une broche à denture a l longée, ou, si possib le, d im inue r la longueur à brocher.
Diminution longueur à brocher À ef fec tuer aux ex t rém i tés de la f o r m e pour assurer la con t i nu i t é du b rochage év i tan t le bour rage de copeaux dans les inter-dents : rup-ture de broche (f ig. 3.25).
0 D2 > D1 (diamètre maxi de la broche) y/////////m TT w//////////m
FIGURE 3.25 Diminution d'une longueur à brocher.
94 Guide de l'usinage

Petites séries Limiter le brochage au prof i l d i f f i c i l ement usinable (la f o r m e alésage étant ob tenue préalable-ment en demi - f i n i t i on ou f in i t ion) .
Brochage d'intérieur Les dents t rava i l lant sur tou te la pér iphér ie de l 'out i l , la longueur max ima le à brocher sera : au plus, égale à deux d iamèt res de broche ; non mu l t ip le du pas de denture (évite le r isque de coupe saccadée avec état de surface i r régul ier) .
Réduction d'usure des dents i Pour pro téger les arêtes coupantes , ef fectuer au préalable : Un dressage de la face at taquée par les dents pour supp r imer le contact arête de coupe/sur-face brute (de coulée ou fo rmage) . Un chanf re in d 'ent rée qu i évi te éga lement un éventuel ébavurage (de m ê m e pour chanf re in de Sortie) (fig. 3.26). a _ Faces dressées b - Chanfreins (entrée,
(d'appui ; d'attaque). sortie) et face d'appui dressée.
FIGURE 3.26 Préparation de pièces à brocher en intérieur.
0 broché
M
0 brut 0 broché
0 brut
m
[Autres conditions d'usinage
Évidement dans une forme À usiner après brochage (ra inure, gorge. . . ) :
Sur une forme extérieure Pour ne pas a f fa ib l i r l oca lement la pièce, évi-tant la possib le dé fo rma t i on d 'une paroi m ince sous les ef for ts de coupe (fig. 3.27).
FIGURE 3.27 Usinage après brochage : évidement extérieur.
Dans une forme intérieure La coupe de chaque den t do i t être con t i nue : évi te le bour rage de copeaux dans l ' év idement (r isque de rup ture de la broche) (fig. 3.28).
' / / / / / / / / / / / / / Z .
^ / / / / / / / / y M
FIGURE 3.28 Usinage après brochage : évidement intérieur.
3. Procédés de brochage 95

Matériaux De dureté supér ieure à 100 d a N / m m 2 , p rovoquen t une usure rapide des arêtes de coupe.
Traitement thermique d'homogénéisation Amé l i o re l 'état de surface ob tenu au brochage ; évi te l ' a r rachement de part icules sur la f o r m e brochée.
5. Porte-pièce
Brochage d'intérieur
L'effort de coupe p laque la pièce sur son appu i (f ig. 3.29). L 'a l imentat ion au toma t i que (chargement , déchargement ) est aisé (f ig. 3.29).
a - Avant brochage b - Après brochage
FIGURE 3.29 Exemple de brochage avec alimentation auto-matique. Doc. A. KLINK-GMBH
mmmmmmmmmmmmm Poussée sur les dents en travail M M M M M P » » » » »
À équ i l ib rer par l 'out i l lage si les dents ne t rava i l lent pas en oppos i t i on (cas des broches plates de ra inurage nécessi tant un centreur de broche dans l 'alésage) (fig. 3.23).
Brochage d'extérieur
Le porte-pièce do i t s 'opposer à la poussée des dents en t ravai l : la ou les pièces sont à f ixer e f f i cacement sur leur suppor t (fig. 3.3). En p roduc t ion de g rande série, le br idage est au tomat isé (assistance hydrau l ique de la bro-cheuse).
96 Guide de l'usinage

6. Machines
Les brocheuses t rava i l len t en t i rant , af in que l 'out i l ne f l ambe pas sous l 'e f for t de coupe sou-vent t rès impor tan t (p lus ieurs dents en pr ise sur t ou t le prof i l de la fo rme) (f ig. 3.30). Elles sont généra lement de concept ion ver t ica le avec courses de 0,600 à 2,400 mètres, se lon les machines.
Mouvement de coupe Il est ob tenu par vérin(s) hydraul ique(s) : - mach ines de puissance 1 000 à 5 000 daN, avec
un vér in ; - mach ines de puissance 5 000 à 8 000 daN, géné-
ra lement avec 2 vér ins en paral lè le (f ig. 3.31).
FIGURE 330 Brochage d'intérieur de groupe de pièces. Doc. A. KL1NK-GMBH
FIGURE 3 .31 Schéma de brocheuse d'intérieur
à deux vérins de traction. Doc. A. KLINK-GMBH
3. Procédés de brochage 97

6.2 Brochage circulaire
Broches de type cy l ind r ique ut i l isées sur mach ines spéci f iques (fig. 3.32).
FIGURE 3.32 Élément de broche circulaire
pour machine spécifique. Doc. Sandwik-coromant
7 Utilisation
Product ion de g rande série, les broches sont des out i ls spéci f iques à chaque f o r m e à obte-nir, donc à amor t i r pour un t ype de pièces donné. Usinage de g rande précis ion ( forme, d imen-sions, état de surface) de f o rmes d i f f i c i lement réal isables par un aut re p rocédé d ' us inage (f ig. 3.33) : p ro f i l s à crans, à canne lu res , à dentures, que lconques , f in i t i on d 'a lésage.
d'intérieur. Doc. FRÔMAO
98 Guide de l'usinage

8. Rainurage
Réal isat ion d 'une ra inure, par passes successives d 'un out i l mono-a rê te en coupe rect i l igne-al ternat ive, La généra t ion de ra inure est au toma t i que : coupe en t i rant l 'out i l , re tour out i l dégagé. Pro fondeur de passe et hauteur de ra inure à p r o g r a m m e r en début de cycle. L'outi l est gu idé dans un centreur qui intègre un coin de prise p ro fondeur de passe. Mach ine à broche vert icale (f ig. 3.34). La pièce repose sur la table, avec des bagues de cen-t rage supér ieur et in fér ieur : us inage pièces de pet i te à g rande d i m e n s i o n et masse impor -tante.
FIGURE 3.34 Schéma de rainurage (zone de travail). Doc. FRÓMAG
Utilisation Travaux un i ta i re et de série en ra inurage : ra inures no rma l i sées et de pro f i l s que l conques (out i ls de concept ion s imple) . Avec CN, brochage rect i l igne et hél icoïdal de dentures au prof i l que lconque (f ig. 3.35).
FIGURE 3.35 Pièces obtenues sur rainureuse. Doc. FRÔMAG
guide-outil
fixation pièce centreur supérieur pièce prise d'avance
fSÊ I outil de coupe •
HP
porte-outil
I pièce
centreur inférieur pièce
table porte-pièce
3. Procédés de brochage 99

PR
I
1. Différents procédés de découpe 103 1.1 Généralités 103
2. Découpe au laser 104 2.1 Principe 104 2.2 Laser de découpe au C 0 2
2.3 Mise en œuvre 105 2.4 Machines de découpe laser 106 2.5 Sécurité 106 2.6 Uti l isat ion 107
3. Découpe au jet d 'eau 107 3.1 Principe 109 3.2 Eau de découpe 109 3.3 Jets de découpe 110 3.4 Mise en œuvre 110 3.5 Machines 111 3.6 Uti l isat ion 112
4. Découpe par oxycoupage 113 4.1 Principe 113 4.2 Mise en œuvre 113 4.3 Uti l isat ion 114 4.4 Machines de découpe 114
5. Découpe au jet plasma 115 5.1 Principe 115 5.2 Jets plasmagènes 116 5.3 Mise en œuvre 116 5.4 Machines 116 5.5 Uti l isat ion 116
101

6. Découpe par poinçonnage 118 6.1 Généralités 118 6.2 Outi l lages de découpe 120 6.3 Conception des outi l lages 127 6.4 Mise en bande des pièces 131 6.5 Machines 132 6.6 Découpage f in 134 6.7 Grignotage 135
7. Découpe par cisail lage, t ronçonnage, sciage 137 7.1 Cisaillage 137 7.2 Tronçonnage à l 'out i l de coupe 138 7.3 Tronçonnage aux outi ls tournants : meule et fraise-scie 139 7.4 Sciage 139

1. Différents procédés de découpe
[ Généralités Les procédés de découpe permettent de produire des pièces et/ou des fo rmes de pièces, géné-ralement à partir de bruts en plaque (tôles, bandes), dans des matér iaux métal l iques. Certains procédés peuvent découper divers produi ts non métal l iques (réfractaires, a l imen-taires, plast iques.. . ) ; d 'autres procédés sont plus spécialement adaptés au débit de bruts en barres (profi lés, étirés, laminés).
• Découpe au laser (faisceau d'énergie) par action thermique. • Découpe au jet d 'eau (faisceau d'énergie) par action abrasive. • Découpe par oxycoupage, par action thermique. • Découpe au jet plasma, par action thermique. • Découpe en poinçonnage et découpage, par action mécanique. • Découpe en cisail lage, par action mécanique. • Découpe en t ronçonnage et sciage, par action mécanique (coupe).
Critères de choix d'un procédé Le choix d 'un procédé est fonct ion de dif férents paramètres, et en part icul ier:
Tel procédé ne peut pas découper certains matér iaux, et en part icul ier les matér iaux non métal l iques.
Épaisseur à découper Chaque procédé a naturel lement ses l imites de découpe.
Qualité de la découpe Critères retenus : largeur de la saignée; présence de dépoui l le, de bavures, de dé format ions ; état de surface; modi f icat ion localisée de la structure du matériau.
Coût de production Il est fonct ion du procédé, de l 'out i l lage et de la mise en œuvre pour une quant i té à produire.
Quantité à produire Avec le matériau, la quant i té condi t ionne en particulier le choix du procédé: product ion tech-nico-économique et product iv i té.
Outillage Procédé nécessitant peu ou pas d 'out i l lage spécif ique à une découpe donnée: généralement, product ion unitaire à petite série. Certains procédés permettent la product ion de série (petite à grande) sans out i l lage important .
Principaux procédés de découpe
Nature du matériau
4. Procédés de découpe 103

2. Découpe au laser
Principe
Faisceau laser Un fa isceau laser à haute dens i té d 'éne rg ie découpe t h e r m i q u e m e n t le matér iau à usiner. Une source de cha leur est foca l isée j usqu 'à ob ten i r un fa isceau de fa ib le d i amè t re ( = 0 , 1 m m dans les ac ie rs ; = 0,5 m m dans des mat ières f iables) (f ig. 4.1). Sa foca l isa t ion s 'e f fectue à la surface du matér iau. Au po in t d ' impac t se f o r m e un « pui ts capi l la i re » don t les paro is , cons t i tuées par le maté r iau à découper, p iègent l 'énerg ie du faisceau.
Gaz d'assistance expu lse de la sa ignée les par t icu les d i
gaz inerte d'assistance
sortie de gaz chassant le plasma
focalisation (faisceau de 0,1à qq. dixièmes de mm)
lentille
buse de découpe
puits capillaire (matière vaporisée)
zone affectée thermiquement
étal en fusion
matér iau en fus ion et protège le d isposi t i f de FIGURE 4.1 Schéma de découpe au faisceau laser, foca l isa t ion ( lenti l les) cont re les remontées de vapeur méta l l i que et d 'éventue l les pro jec t ions du matér iau découpé. Le jet chasse le p lasma qu i se f o r m e au-dessus de la pièce, év i tant d 'obscurc i r l ' a tmosphère entre buse et surface usinée (qui arrêterai t le faisceau).
Découpe des métaux ferreux Le jet de gaz p rovoque une réact ion exo the rm ique entre méta l f o n d u et oxygène produ isant une amé l io ra t ion de la coupe et de l 'avance de découpe.
Laser de découpe au CO2
Ce sont les plus ut i l isés: ils sont f iables et dé l iv rent c o u r a m m e n t une puissance de 2 kW et jusqu 'à 15 kW avec l ' hé l i um en gaz de coupe (fig. 4.2).
FIGURE 4.2 Schéma de principe d'un laser de découpe avec renvoi d'angle.
104 Guide de l'usinage

Laser à gaz moléculaire CO2 continu ^e mi l ieu émetteur est un mélange gazeux (CO2, azote et hél ium). L'énergie est fournie par une décharge électr ique dans le gaz. Cette source de laser produi t des faisceaux à onde cont inue d 'une puissance de 500 à 2 000 W. Le faisceau vaporise les matér iaux tendres (bois, papier...).
mmmÊÊmÊÊÊimiÊÊÊÊÊBmÊam Laser YAG, au CO2 puisé J M I B ^ ^
L'énergie est t ransmise par pompage opt ique, produisant des faisceaux puisés d 'une puis-sance de 400 à 2 000 W.
. . . Mise en œuvre Le faisceau produisant une source d'énergie et de lumière, il impor te de connaître les para-mètres opt iques, thermiques et physiques, so i t :
Coefficient d'absorption du matériau: correspond à une longueur d 'onde donnée. Réflexivité du matériau. Pour connaître le pourcentage de puissance réfléchie sur la surface de la pièce. La réf lexivité dépend de la température (elle d iminue si la température augmente). Les propriétés optiques du matériau permettent de déterminer la longueur d 'onde opt imale, d'où la réflexivité min imale, soit puissance réfléchie/puissance incidente.
Paramètres thermiques Flux de chaleur, provoqué par le rayonnement laser: dépend de la conduct iv i té thermique et de la chaleur spécif ique du matériau. Diffusivité, qui dépend de l 'échauf fement : elle est inversement proport ionnel le à la chaleur spéci f ique du matér iau. La d i f fus iv i té permet de déterminer la vi tesse d 'absorp t ion et de «condui te d 'énergie» d 'un matériau.
Indiquées dans des tableaux de données (par les constructeurs) : recherche de la découpe sans bavures, ou presque (cas des métaux, ou le métal fondu et oxydé fo rme une légère bavure, mais faci lement détachable).
Conditions limites de découpe Pour les définir, il faut connaître : puissance du laser, constante de posi t ion du foyer, distance buse/pièce, vitesse d'avance de découpe, gaz d'assistance et sa pression d 'ut i l isat ion, refroi-dissement éventuel de la zone de découpe, qual i té de la découpe (état de surface, bavures ou non...).
• • • • • • • • • I i i l l l l l l l l l J n i t l f t B a i l d K M f t W W W W m M m m M B S W M W W S W M i Se dir ige faci lement par déplacement de l 'opt ique ou/et du porte-pièce, en particulier pour les lasers sol ides YAG ( longueur d 'onde permet tant l ' acheminement du faisceau par f ibre optique).
4. Procédés de découpe 105

Machines de découpe laser Elles sont à CN t ro is axes en généra l , avec pièce mob i l e et laser f ixe ou pièce i m m o b i l e et laser mob i le , permet tan t la découpe plane (fig. 4.3). Capacité. De pet i te à g rande d i m e n s i o n ( table por te pièce de 2 x 4 m). La vitesse de découpe dépend de la r ig id i té dyna-m i q u e ( iner t ie au change-men t de d i rect ion) . Investissement impo r tan t . Nécessi té d ' u n env i ronne-men t « p r o p r e » (local spé-ci f ique).
Distance buse/sur face de pièce. Elle do i t être constante (capteur capaci-t i f de con t rô le pour sur-faces non planes) pour une découpe de qua l i té régul ière. Axe rotatif C. Permet les
découpes c i rcu la i res, sur des f o r m e s cy l i nd r iques (tubes), su ivan t d iverses pos i t ions angu-laires (prof i ls divers). Découpe 3D. Avec mach ine 5 axes, le fa isceau laser devant resté no rma l à la surface décou-pée. Commande numérique. Elle peut avo i r des fonc t i ons d 'ass is tance: l issage de courbes (3D), calcul de paramètres , au tod iagnost ic . . .
FIGURE 4.3 Tête de découpe laser avec pièces usinées. Doc. Trumpf
H Sécurité wmmmm
Protect ion v isuel le, ant i- laser pour l 'opérateur (car tér isat ion ou/et lunettes). Dévermina t ion . Env i ron après 100 heures de f o n c t i o n n e m e n t (=2 m i l l i ons de t irs). Régular i té du débi t et de la t empéra tu re de l 'eau (désamorçage des tubes) . Inh ib i t ion de la c o m m a n d e de t i r lo rsque le seui l max i de l 'énerg ie de p o m p a g e est at te int (laser YAG). Ar rê t de la mach ine en cas de dépassement de la puissance max i .
Incidents Un mauva is réglage des mi ro i rs p rovoque un désa l ignement du faisceau. Une non-pro tec t ion de la lent i l le cont re les pro jec t ions de méta l en fus ion peut p rovoquer son c laquage. Une oxyda t i on des lampes éclairs de laser YAG p rovoque un éc la i rement non un i f o rme du bar-reau.
106 Guide de l'usinage

Utilisation
Matériaux Permet la découpe à g rande vi tesse de la p lu-part des matér iaux , c o m m e les aciers t r empés ou non, le t i tane, les i noxydab les , le bo is , le papier, le ca r ton , le ver re , les p las t iques, les compos i tes (fig. 4.4). Le laser ne conv ien t pas aux ma té r iaux réflé-chissants (cuivre, a l um in ium. . . ) ou sensibles à la cha leur ( t issus.. .) . La découpe de d iverses mat iè res p las t iques est noc i ve : ém iss ions de fumées nocives p rovoquées par la chaleur.
m Ê m m m m , Précisions =111111111» Saignée de découpe. Elle est ét ro i te (quelques d i x ièmes de m m ) avec une d é f o r m a t i o n m in ime , d 'o r ig ine the rm ique . Précis ion d i m e n s i o n n e l l e des découpes . Elle est du d i x ième de m m , avec des bords décou-pés sans bavures et un état de sur face de me i l l eu re qua l i té qu 'avec les aut res procédés (fig. 4.5).
Puissance laser Matériaux usinés
< 1000 W Matériaux métalliques • Acier en tôles minces (allié ou non, galvanisé, inoxydable...)
• Métaux frittés
Matériaux non métalliques • Composite, plastique, bois, fibres synthétiques, cuir, tissus, carton, papier...
1000 à 2000 W Matériaux métalliques • Acier en tôles épaisses (20 mm):
pièces de tous types
Matériaux plastiques, composites
> 2000 W Matériaux métalliques • Acier blindé, traité, pièces tubu-laires...
I
FIGURE 4.4 Principaux matériaux découpés par laser.
FIGURE 4.5 Précision macro-géométrique en découpe laser. Alésage 0 30, épaisseur 1,5 mm dans acier rapide.
Doc. Cari Hanser Verlag, Munich d'après revue « Production de précision suisse ».
Conditions de découpe
Vitesse de découpe Elle est de 40 m / m i n maxi et dépend : du matér iau et de son épa isseur ; des possib i l i tés tech-no log iques (type de laser, pe r fo rmances de la mach ine, t ra jecto i res à suivre).
Nota: Les caractér is t iques mécan iques des mat ières à découper n 'on t pas d 'e f fe t l imi ta t i f sur la v i tesse.
4. Procédés de découpe 107

Effort de découpe. Nul , donc pas de dé fo rma t i on de pièce (la f i xa t ion n'a pas à être eff icace). Brûlure aux bords de saignée. Elle est évi tée par la découpe à grande vi tesse (CN à t ra i tement rapide des in fo rmat ions) .
Épaisseur maximale découpée Elle est liée aux paramètres phys iques (focal i-sat ion du fa isceau, abso rp t i on d 'énerg ie ) et techn iques (puissance du laser) (f ig. 4.6). Les aciers (non al l iés, i noxydab les . . . ) sont découpés j usqu 'à 25 m m d 'épa isseur , avec une pu issance de 15 000 W et une v i tesse d 'avance d 'env i ron 1 m / m m . Les bois, les p last iques et les compos i tes sont découpés jusqu 'à env i ron 30 m m d'épaisseur.
V m/min
1-Alliage d'aluminium 2- Acier inoxydable 3-Acier non allié 4- Plexiglas
e : épaisseur matériau
(mm)
FIGURE 4.6 Ordre de grandeur de vitesse de découpe au laser 1000 W.
108 Guide de l'usinage

3. Découpe au jet d'eau
Principe
= 0,1 -0,4 mm iO
Qm2O < y m i n
= 2 à 50 mm
Une buse de foca l isa t ion f o r m e un jet d 'eau haute press ion ou un jet cohérent de mé lange eau haute press ion et part icules abrasives, coupan t le matér iau par ef fet de c isa i l lement (fig, 4.7). La haute pression du jet f lu ide t r ans fo rme l 'énergie potent ie l le en énerg ie c iné t ique (850 m/s sous 4000 bar). L ' i n t roduc t ion de l 'abras i f se fa i t en dépress ion (par effet Ventur i ) .
La mat iè re est désagrégée et repoussée dans la sai-gnée. Une fa ib le con ic i té d 'en-ta i l le est créée avec étran-g lement du côté de la sort ie du jet, et en part icul ier avec jet eau-abrasi f .
3 1. Buse à eau 2. Tête de découpe abrasivc 3. Jet d'eau 4. Produit abrasif 5. Chambre de mélange 6. Buse abrasive 7. Jet d'eau abrasif
Coupe au jet d'eau pure Doc. Flow-System
Coupe au jet abrasif Doc. Trumpf
*
FIGURE 4.7 Schéma de buses de focalisation du jet d'eau.
Eau de découpe
L'eau est f i l t rée, t ra i tée et sor t ie à une pression de 2 800 à 4 000 bars, puis injectée dans la buse (de que lques d ix ièmes de m m en d iamètre) a t te ignant une vi tesse de pénét ra t ion per forant le matér iau situé à que lques m i l l imè t res de la buse.
Vitesse de pénétration du jet (la coupe) D'env i ron 1 000 m/s à la sort ie de la buse d ' in-jec t ion , el le d i m i n u e ensui te. Après une zone de coupe par usure, l 'énerg ie c iné t ique rési-due l le agi t par e f fe t d 'abras i f , avec r isque de f o r m a t i o n de str ies dans la coupe (fig. 4.8).
FIGURE 4.8 Phénomène de la découpe par jet d'eau.
Doc. Flow-System
Vitesse des particules V0
diamèt re du jet
Trajectoire des particules
Zone d'usure (effet de coupe)
Zone de déformation
; Enlèvement successif par dé-formation (effort d'abrasion)
4. Procédés de découpe 109

Vitesse de découpe (avance) De 30 m / m i n au m a x i m u m , dans des matér iaux de fa ib les épaisseurs (les t issus). Elle inf lue sur la qua l i té de c o u p e : me i l l eu r état de sur face et t rès fa ib le con ic i té d 'en ta i l le à v i tesse d 'avance réduite.
• Jets de découpe
Débit Il var ie en fonc t ion du matér iau et sera sens ib lement constant jusqu 'à une épaisseur à décou-per de 30 m m .
Jet d'eau pure C'est un ou t i l p ropre , stér i le, ne p rodu i san t ni chaleur , ni e f fo r t , ni pouss ière , ni vapeur , ni f umée , et la sa ignée est f ine.
Nota: Les mat ières découpées sont moui l lées.
Jet d'eau abrasif Les abrasi fs mé langés à l 'eau sont généra lement le grenat et l 'o l iv ine. Inconvénients. Il y a p roduc t ion de poussière et de brui t , avec conic i té de l 'entai l le. Liquide résiduel. Très agressif , nécessi tant impér ieusemen t un t ra i tement d 'épura t ion (décan-tat ion) avant rejet à l 'égout .
Mise en œuvre
Conditions technologiques En fonc t ion du matér iau et de son épaisseur, el les sont à déf in i r d 'après des bases de données des cons t ruc teurs p o u r : v i tesse d 'avance (découpe) , press ion d 'u t i l i sa t ion , t ype et déb i t de l 'abrasi f .
Pression d'utilisation. Elle est n o r m a l e m e n t de 2000 à 3000 bars, sous un déb i t de 4 à 5 l i t res /min d 'eau et 0,7 kg /m in d 'abras i f (f ig. 4.9).
FIGURE 4.9 Schéma de principe de la génération haute
pression en découpe jet d'eau. Doc. Trumph
1 distribution d'eau
2 système hydraulique
3 Dispositif mutiplicateur
de pression
4 filtre basse pression
5 clapet anti-retour
6 modérateur de pulsation
7 filtre haute pression
8 tête de découpe
9 commande CNC
110 Guide de l'usinage

Buse d'injection Son d iamèt re var ie de 1 à 2,5 m m , en fonc t ion de sa d istance à la pièce (10 m m m a x i m u m ) . Il d i m i n u e avec l 'accro issement de la distance buse/pièce.
Pièce(s) à découper Sa f i xa t ion sera « légère » (aucun ef for t de découpe) év i tant une dé fo rma t i on de pièce(s).
La découpe Elle peut s 'ef fectuer sur pièce (très) chaude, f ro ide , cassante, sous l 'eau.
Machines
FIGURE 4.10 Machine de découpe jet
d'eau. Doc. Trumph
La c o m m a n d e numér ique permet la f lex ib i l i té de p roduc t ion (b ib l io thèque de fo rmes , v i tesse de t ra i tement , logic iel 3D, con tournage que lconque. . . ) .
À CN de 2 ou 3 axes, avec tab le por te-p ièce de g rande capaci té (p lus ieurs m 2 ) pou-vant suppor te r des charges impo r t an tes (1 000 d a N / m 2 , et plus) (f ig. 4.10). La buse est o r ien tab le sur certaines mach ines (découpe obl ique) (f ig. 4.11).
Machine à portique
FIGURE 4.11 Exemple de découpe au jet d'eau. Doc. Flow-Fmnce
4. Procédés de découpe 111

Avec robot mult i -axes (4 à 5) sur por t ique et CN 3D avec or ientat ion du poignet porte-buse.
Optimisation
Chargement machine Table de préparat ion, table immergée dans l 'eau, convoyeur avec accès des deux côtés de la table (axe X).
Multipostes de découpe Al imentés à partir d 'une unité d ' intensi f icat ion de pression.
Sécurités d'utilisation Elles sont impérat ives, tout part icul ièrement avec jet abrasif : non-accès à la zone de coupe, ant ibrui t pour l 'opérateur et l 'env i ronnement , récupérat ion des poussières de découpe; fi l-t rage de l 'eau usée avant rejet.
^Utilisation Découpe de la plupart des matér iaux métal l iques ou non, réfléchissants, sensibles à la chaleur, matières diverses, avec une précision en largeur de découpe de 0,10 m m en moyenne.
Découpe au jet d'eau pure
Produits minces. Découpe part icul ièrement des matières minces et non métal l iques : papier, carton, plastiques, caoutchouc, laine de verre, texti les, produi ts al imentaires.. .
wmmmBmmmmmmm Découpe au jet d'eau abrasif •••mÊmmÊMBÊÊÊKÊBBmm Matériaux durs Découpe part icul ièrement des aciers (toutes nuances), du t i tane, des céramiques.. .
Produits épais Découpe de plusieurs centaines de m m (et plus) par superposi t ion de pièces homogènes ou hétérogènes (acier et caoutchouc...) (fig. 4.11).
112 Guide de l'usinage

Découpe par oxycoupage
Principe
La fus ion local isée du matér iau méta l l i que sous l 'act ion de la combus t i on d 'un gaz c o m b u r a n t (acétylène, propane, gaz de v i l le , hydrogène) avec appor t d ' oxygène pur, p rodu i t une t e m p é rature de 1300 °C (fig. 4.12).
La découpe est ob tenue par réact ion d 'oxyda t i on exo the rm ique , avec tempéra tu res d ' a m o r çage et de fus ion de l ' oxyde f o r m é au plus égales à celle de fus ion du métal . Le jet d ' oxygène f us i onne le méta l et évacue les oxydes f o r m é e s pe rme t tan t le contac t p e r m a n e n t oxygène/méta l (les oxydes sont à l 'état l iqu ide et s 'évacuent sans d i f f icu l té , chassées par le jet de coupe) (fig. 4.13). a
oxygène acétylène
jets de coupe
SU-? / ^ / f l a m m e s
¡ /s de chauffe
Différentes buses
flamme de chauffe
/ j e t de r couoe (1 300°)
FIGURE 4.12 Schéma de chalumeau d'oxycoupage. FIGURE 4.13 Schéma jet de découpe par oxycoupage.
I Mise en œuvre ^ Faible coût de p roduc t ion (mach ine de concept ion s imple) .
Caractéristiques de la découpe - Largeur de saignée de 0,3 à 2 m m , se lon les épaisseurs de tôle. - Bords de saignée : i r régul iers, t h e r m i q u e m e n t affectés ( fusion et a r rachement de métal) .
Maintien de la plaque Sans br idage (pas d 'e f fo r ts latéraux). Le po ids de p laque est suf f isant pour son main t ien sur table.
Sécurité d'utilisation - Cartér isat ion de la zone de découpe (pro ject ions de par t icu les méta l l iques chaudes). - Port de lunettes. Pour v isual iser la découpe en tou te sécuri té.
4. Procédés de découpe 113

H M H H i : Trajectoires du (ou des) frhalumfian(x) tbmmm^ Obtenues par c o m m a n d e numér ique à v i tesse de 100 à 600 m m / m i n , ou par sys tème de lec-tu re o t ique (mo ins précis).
Utilisation Découpe de tô les épaisses ( jusqu 'à 500 m m d 'épa isseur ) su ivan t des pro f i l s q u e l c o n q u e s ; découpe de p lus ieurs pièces en s imu l tané sur mach ine à p lus ieurs cha lumeaux .
— • lllllllllllil|llllllllllllllllllllllllllll
Découpe des aciers à fa ib le teneur en carbone : réact ion d 'oxyda t i on exo the rm ique , tempéra-tures d ' amorçage et de fus ion non supér ieures à celle de fus ion du métal .
Matériaux dont les oxydes formés sont réfractaires (non fondus)
Fontes et aciers inoxydables Découpe avec un jet de sable associé au cha lumeau : évacuat ion des oxydes.
Cuivre, laiton, nickel, alliages d'alu-minium Découpe avec un jet de poudre de fer associé au c h a l u m e a u : appo r t ca lo r i f i que par com-bus t i on de la poud re de fer p r o v o q u a n t des c o m b i n a i s o n s fus ib les et l ' évacua t ion des oxydes (f ig. 4.14).
acétylène
oxygène cuve à poudre de fer
air sous pression
14 Schéma de découpe avec apport calorifique.
. La p r o g r a m m a t i o n spéci f ique faci l i te io thèque de p r o g r a m m e s , de f o r m e s îax ima le avec le m i n i m u m de chutes, inéra lement équ ipées d 'un seul chalu-
109 Guide de l'usinage

Doc. Air liquide
FIGURE 4.15 Machines d'oxycoupage multi-chalumeaux à CN.
Doc. revue « Métiers » de NUM 5u Photo Oxymill
a
5. Découpe au jet plasma — I I I 1
Principe
Un arc é lect r ique est créé entre une é lect rode en tungs tène et la p laque à découper , p rovo-quant la ion isat ion intense d 'un gaz ou d ' un mé lange de gaz. Des décharges é lect r iques sont p rovoquées dans le gaz soumis à l 'act ion d ' un champ à haute f réquence, à l ' in tér ieur d ' un cha-l umeau généra teur d ' u n arc é lec t r ique cont inu . La d i f fé rence de potent ie l engendre un jet de p lasma très concent ré qu i fus ionne la mat iè re et l ' expu lse hors de la sa ignée (énergies t h e r m i q u e et c inét ique) (fig. 4.16). La concent ra t ion de l 'air pe rmet d 'ob ten i r de très hautes tempéra tu res (30000 °C) qu i pro-voquen t la fus ion du métal .
FIGURE 4.16 Schéma de torche à projection gazeuse de découpe au jet plasma.
4. Procédés de découpe 115

5 .2 Jets plasmagènes
Pr inc ipaux gaz pa lsmagènes u t i l i sés : air c o m p r i m é , azote, mé lange a rgon -oxygène , hydro-gène. On ut i l ise éga lement l 'eau.
I Mise en œuvre
La local isat ion d 'énerg ie dans la to rche assure une découpe aux bords assez régul iers, sur tout pour les fa ib les épaisseurs.
Plasma à haute définition En conf inan t au m a x i m u m le jet p lasma dans la buse, la qual i té des bords découpés équivaut à la découpe au laser.
Sécurité d'utilisation Il est nécessaire de se protéger des nuisances (po l lu t ion de l 'air, bru i t , rayonnement ) .
Machines
À CN : ges t ion v i tesses et accélérat ions en fonc t i on des t ra jec to i res , avec « a j u s t e m e n t » en cont inu de la distance buse/surface de la p laque et débi t de gaz. Opt im isa t ion par b ib l io thèque de f o r m e s et fonc t ions d ' imbr i ca t ions .
Utilisation
Découpe des mé taux conduc teurs d 'é lectr ic i té , fer-reux ou non, d 'épaisseurs jusqu 'à 50 m m . Vitesses de découpe de 1 à 6 m / m i n , se lon les épaisseurs, pour un coût de p roduc t ion re la t ivement peu élevé (f ig. 4.17).
Doc. Air liquide
Doc. revue «Métierx» de NUM Sa - Vhoto SAF FIGURE 4.17
Opération de découpe au jet plasma.
116 Guide de l'usinage

Torche à projection gazeuse. Découpe des mé taux réfractaires, aciers inoxydab les , a l u m i n i u m (fig. 4.18).
Torche à injection d'eau. Découpe p ra t iquement sans bavures et non déviée des aciers au carbone, en avance rap ide (6 m/min ) . L 'af fectat ion de la zone t h e r m i q u e et les dé fo rma t i ons (sur fa ib les épaisseurs) sont peu impor tan tes (fig. 4.19).
V m/min
1- Alliages d'aluminium 2-Aciers inoxydables
e : épaisseur pièces
gaz plasmagène : argon-oxygène-hydrogène
e (mm)
10 20 30 40 50 60 70
FIGURE 4.18 Vitesses de découpe au jet plasma avec torche à projection gazeuse.
j j az plasmagène (en vortex)
insert zirconium ou afnium dans barreau refroidi : électrode (
FIGURE 4.19 Schéma de torche à écoulement vortex (d'eau) de découpe au jet plasma.
4. Procédés de découpe 117

6. Découpe par poinçonnage
Généralités ; .... I , ..:.. I „I. I I .J
Découpe, par act ion mécan ique de c isa i l lage sous une « f r a p p e » (course d 'ou t i l rect i l igne al ternat ive) d ' une f o r m e in té r ieure ou exté-r ieure à l 'a ide d 'un out i l de f o r m e , le po inçon , dans un ma té r iau en feui l le (fig. 4.20).
Nécessi te un ou t i l l age spéc i f ique à la f o r m e ou aux f o r m e s à p rodu i re dans une f rappe. Out i l lage de découpe. Se c o m p o s e d 'une matr ice et d ' un po inçon ajus-tés, don t la sect ion dro i te reprodu i t la f o r m e à obtenir .
FIGURE 4.20 Schéma de découpe par poinçonnage d'une
pièce en production de série.
(<=> o O ) Pièce obtenue par poinçonnage formes intérieures et découpe du profil extérieur
outil 3 - découpe profil extérieur outil 2 - poinçonnage d'une boutonnière et du trou outil 1 - poinçonnage boutonnière centrale
bande de tôle pour découpe en continu
groupes d'outils espacés dans l'outillage
• W W M a H M M B M j j É i i i M É i a a t M M M
En tô ler ie f ine, découpe jusqu 'à une épaisseur max ima le de 6 m m .
Grande série Avec des out i l lages spéci f iques se lon la p roduc t ion . Out i l lages très product i fs , ma is onéreux.
Petites séries Avec des out i l lages é lémenta i res , en découpe sur prof i lés pour méta l ler ie (fig. 4.21).
Chaudronnerie Avec des mach ines pu issantes pour découper des épaisseurs supér ieures à la tô ler ie f ine.
FIGURE 4.21 Schéma d'outillage élémentaire de découpe.
nez de fixation
butée
poinçon
T^ plaque supérieure .porte-poinçon
dévêtisseur pièce
matrice forme poinçonnée
piece
118 Guide de l'usinage
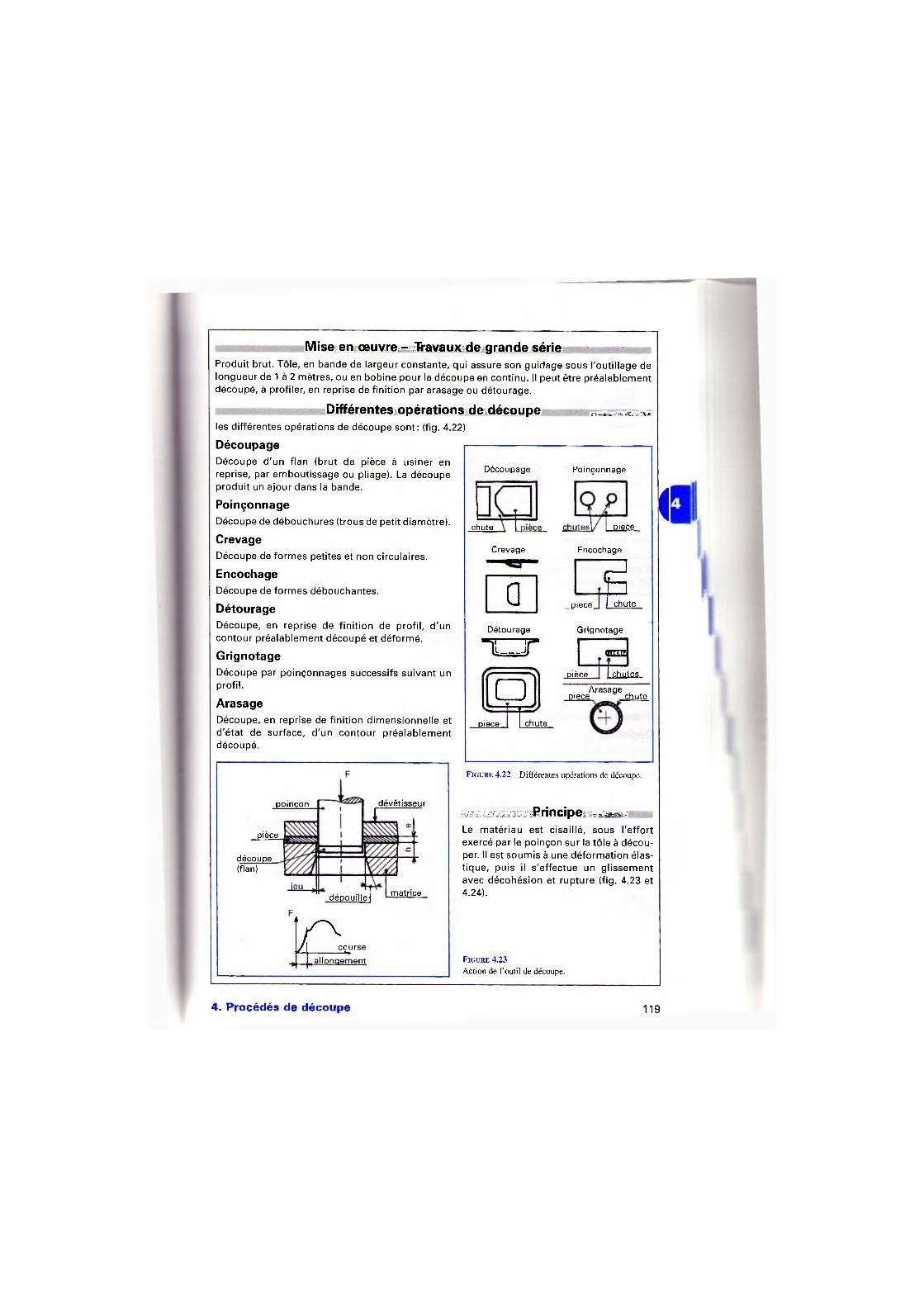
Miiiiiiwiwiiiii'i'iííiiiii iHiiiiimija'irii
Découpage Poinçonnage
chute Pl.gce
Mise en œuvre - Travaux de grande série Produi t brut . Tô le, en bande de largeur constante, qui assure son gu idage sous l 'out i l lage de longueur de 1 à 2 mètres, ou en bob ine pour la découpe en con t inu . Il peut être p réa lab lement découpé, à prof i ler , en reprise de f i n i t i on par arasage ou dé tourage.
Différentes opérations de découpe les d i f férentes opéra t ions de découpe son t : (fig. 4.22)
Découpage Découpe d ' un f lan (bru t de pièce à us iner en repr ise, par embou t i ssage ou pl iage). La découpe p rodu i t un a jour dans la bande.
Poinçonnage Découpe de débouchures ( t rous de pet i t d iamètre) .
Crevage Découpe de f o r m e s pet i tes et non circulaires.
Encochage Découpe de f o r m e s débouchantes .
Détourage Découpe, en repr ise de f i n i t i on de p ro f i l , d ' un con tour p réa lab lement découpé et dé fo rmé.
Grignotage Découpe par po inçonnages successi fs su ivant un prof i l .
Arasage Découpe, en repr ise de f i n i t i on d imens ionne l l e et d 'é ta t de sur face, d ' u n c o n t o u r p réa lab lemen t découpé.
Crevage Encochage
a piece g
chute
Détourage "CT Grignotage
Piece
D I
pièce
mm
chutes
Arasage piece chute
chute
I
poinçon
pièce
découpe (flan)
dévêtisseur
dépouille j matrice
FIGURE 4.22 Différentes opérations de découpe.
—wmÊÊÊÊÊÊsr Principe f i n Le ma té r iau est c isa i l lé , sous l ' e f fo r t exercé par le po inçon sur la tô le à décou-per. Il est soum is à une dé fo rma t i on élas-t i que , pu is il s 'e f fec tue un g l i ssemen t avec décohés ion et rup tu re (f ig. 4.23 et 4.24).
\£1 L ES ,allonqement FIGURE 4.23
Action de l'outil de découpe.
4. Procédés de découpe 119

FIGURE 4.24 Principe de la découpe.
Jeu fonctionnel. Dim inue l 'écrouissage du matér iau qui se p rodu i t au dro i t du prof i l cisai l lé. S 'oppose à une amorce de f i ssura t ion du matér iau su ivant le sens des f ibres. On admet . Ac iers d o u x et la i ton : e/20; aciers d e m i - d u r s : e/15; a l l iages d ' a l u m i n i u m : e/10; avec e = épaisseur à découper. Une con t ra in te latérale F2 p r o v o q u e une légère mod i f i ca t i on d i m e n s i o n n e l l e de la f o r m e découpée.
Mm»««»«»«—»!«inmHiHWMiiiiamBaiMmBaMiBBBaMgiw Élasticité du matériau. .mÊammam La découpe t e r m i n é e , l 'é last ic i té du maté r iau a tendance à p rovoque r le f r o t t e m e n t de la bande sur le po inçon , co inçant la débouchure ou le f lan dans la matr ice, ce qui nécessite dévê-t isseur et dépoui l le .
Dévêtisseur Entoure le po inçon , p laquant la bande sur la mat r ice au retrai t du po inçon.
Dépouille Après une hauteur l imi tée h = 4 à 5 m m en sect ion constante de la f o r m e à découper (pour rec-t i f i ca t ion occas ionnel le de la face de coupe) : évasement de la f o r m e dans la matr ice, assurant l 'évacuat ion naturel le de la débouchure ou du f lan.
[Outillages de découpe
• I I M ^
Les d i f férents out i l lages sont conçus pour assurer : • La découpe des pièces avec mise en pos i t ion du brut (guidage de la bande de tô le ou du f lan). • L 'évacuat ion des déchets et le dégagement du po inçon de la bande. • Le remp lacement ou la réfect ion des pièces d 'usure.
On peut distinguer: out i l découve r t ; out i ls couver ts (à cont re-p laque di t «pa r i s i en» à engre-nage et à cou teau ; out i l à su i v re ; out i l à p resse-bande; out i l à p i l o tage ; out i l su isse; out i l de reprise, de dé tourage, de découpe à la retourne, de crevage, d 'encochage, de découpe en lon-gueur.
120 Guide de l'usinage

Outil découvert Out i l lage é lémenta i re de découpe const i -tué pa r : un po inçon et sa mat r ice , sans gu idage relat i f , ce qui nécessite une mise en pos i t ion po inçon /mat r i ce préc ise ; un dévê t i sseu r ; un presse-bande en découpe de tô le < 1 m m (oppos i t ion à la dé fo rmat ion) (f ig. 4.25). Utilisation. Découpe en p le ine tô le de fo rmes s imples , en t ravaux non sériels. Nota: Les presses à CN assurent le main-t ien en pos i t i on po inçon /ma t r i ce avec précis ion.
Outil couvert à contre-plaque ou « parisien », à engrenage Out i l lage de découpe const i tué pa r : un po inçon et sa matr ice avec leurs p laques de f i xa t i on ; un gu ide -bande ; une cont re-p laque gu idan t le po inçon et p rovoquan t le décrochement de la bande du p o i n ç o n ; une butée appelée « e n g r e n a g e » assurant l ' e n g r è n e m e n t pas à pas (après chaque f rappe) (fig. 4.26). Utilisation. Découpe, en pet i tes sér ies, de f o r m e s s imp les (cy l indr ique, carrée...) sans a jours , dans la bande d 'épa isseur m in ima le — 1 m m (r isque de dé fo rma t i on de la pièce en dessous du mm) . Nota: Le po inçon reste con t i nue l l emen t gu idé par la con t re -p laque qu i est sol i -daire de la matr ice (sécuri té de fonc t ion-nement) .
Pièces c o m p o r t a n t un a jou r s imp le ( t rous) : po i nçonnage poss ib le avec la découpe, c o m m e un out i l à suivre.
FIGURE 4.26 Schéma d'outil couvert à contre-plaque et engrenage.
Jî
mm plaque supérieure
plaque porte-poinçon
poinçon
I P presse-bande dévêtisseur
matrice
pièce produite
I FIGURE 4.25 Schéma d'outil découvert.
plaque supérieure
plaques d'agpui
plaque porte-poinçon
poinçon
contre-plaque
guide-bande
matrice
couloir (passage bande) jeuJ j k J = 2 à
4 -
+ ! ! in CD a - 4 - +
Vue de dessus matrice
engrenage (butée d'avancement au pas)
sens d'avancement de la bande
pièce produite
4. Procédés de découpe 121
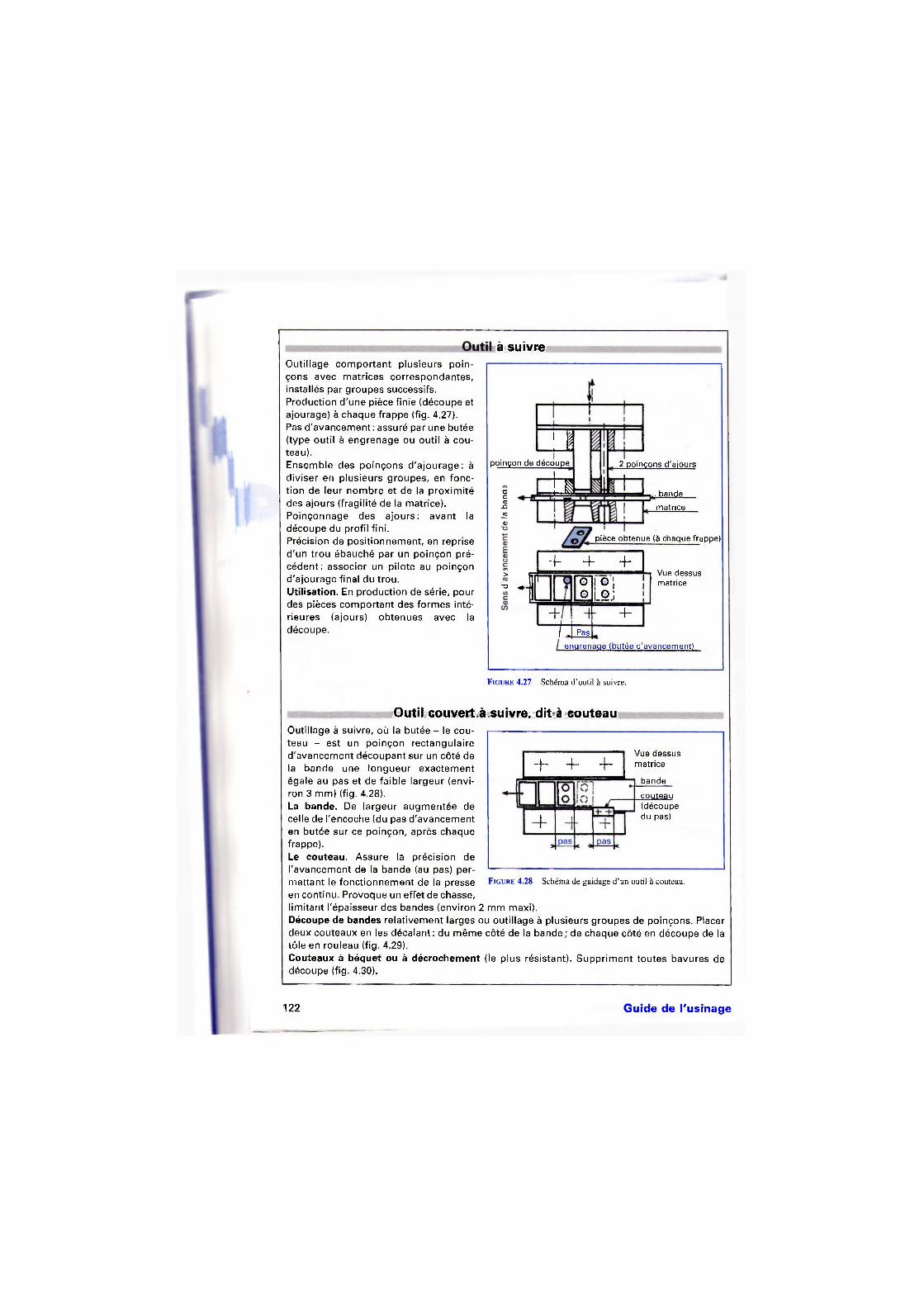
a suivre Out i l l age c o m p o r t a n t p lus ieurs po in-çons avec mat r i ces co r respondan tes , instal lés par g roupes successifs. Product ion d 'une pièce f in ie (découpe et a jourage) à chaque f rappe (f ig. 4.27). Pas d 'avancement : assuré par une butée ( type ou t i l à eng renage ou ou t i l à cou-teau). Ensemble des po inçons d ' a j o u r a g e : à d iv iser en p lus ieurs g roupes , en fonc-t i on de leur n o m b r e et de la p r o x i m i t é des a jours ( f ragi l i té de la matr ice). Po inçonnage des a j ou rs : avan t la découpe du prof i l f in i . Précision de pos i t i onnemen t , en repr ise d ' un t r o u ébauché par un po inçon pré-céden t : associer un p i lo te au po inçon d 'a jourage f inal du t rou . Utilisation. En p roduc t ion de série, pour des pièces c o m p o r t a n t des f o rmes inté-r ieures (a jours) ob tenues avec la découpe.
I | I Mt
poinçon de découpe
-o c <0 -Q m œ
> T3
a
2 poinçons d'ajours
.bande matrice
pièce obtenue (à chaque frappe)
-I + 4 - 4 -
0 o
! ° j L P J
H -
4 -L Pas
Vue dessus matrice
engrenage (butée d'avancement)
4 - 4 - 4 -Vue dessus matrice
bande
couteau (découpe du pas)
FIGURE 4.27 Schéma d'outil à suivre.
Outil couvert à suivre, dit à couteau Out i l lage à su ivre, où la butée - le cou-teau - est un po inçon rec tangu la i re d 'avancement découpant sur un côté de la bande une l o n g u e u r exac temen t égale au pas et de fa ib le largeur (envi-ron 3 m m ) (f ig. 4.28). La bande. De la rgeur a u g m e n t é e de cel le de l 'encoche (du pas d 'avancement en butée sur ce po inçon , après chaque f rappe). Le couteau. Assure la p réc is ion de l ' avancement de la bande (au pas) per-met tan t le f onc t i onnemen t de la presse en cont inu. Provoque un effet de chasse, l im i tant l 'épaisseur des bandes (env i ron 2 m m maxi) . Découpe de bandes re la t ivement larges ou out i l lage à p lus ieurs g roupes de po inçons. Placer deux cou teaux en les déca lan t : du m ê m e côté de la b a n d e ; de chaque côté en découpe de la tô le en rou leau (fig. 4.29). Couteaux à béquet ou à décrochement (le p lus résistant) . S u p p r i m e n t tou tes bavures de découpe (f ig. 4.30).
FIGURE 4.28 Schéma de guidage d'un outil à couteau.
122 Guide de l'usinage

couteau 2 2 poinçons d'ajourage bande
bande
couteau a décrochements
bavure en retrait du champ de bande
couteau 1
FIGURE 4.29 Couteaux guide-bande (large) en production simultanée de pièces.
FIGURE 4.30 Couteau à décrochement.
a
l i B f c
plaque supérieure
Coût de l 'out i l lage supér ieur à l 'out i l lage à engrenage, et perte de tô le un peu plus élevée (lar-geur de bande). Utilisation. Découpe en série de pièces c o m p o r t a n t des a jours p rodu isan t à chaque f rappe une pièce (qui aura i t été ob tenue en p lus ieurs séquences : a jourages successi fs ou non, pu is découpe).
Outil à presse-bande Out i l lage de découpe à su iv re don t la cont re-p laque (fixe) est remplacée par un presse-bande m o b i l e gu idé par le ou les po inçons. Des ressorts p laquent les po inçons sur la bande, év i tan t sa d é f o r m a t i o n du ran t la découpe (fig. 4.31). Le gu idage du po inçon dans sa matr ice est assuré par des co lonnes de gu i -dage (2 ou 4, selon les d imens ions de l 'out i l lage) . Coût de l'outillage. Supér ieu r aux out i l lages à couteau. Utilisation. Découpe de tô les m inces (que lques d i x i èmes de m m ) la bande étant ma in tenue sur la mat r ice duran t la f rappe.
M M poinçon presse-bande dévêtisseur guide-bande
matrice
. plaque inférieure
I colonne de guidage
FIGURE 4.31 Schéma d'outil à presse-bande.
Outil à pilotage Out i l lage à presse-bande don t l ' avancement au pas et la préc is ion de pos i t i onnemen t de la bande sont assurés par des cent reurs (les pi lotes) dans des t r ous po inçonnés en p remiè re séquence. Les po inçons des t r ous de p i lo tes son t s i tués en tête des ou t i l s , à d is tance d ' u n pas de la découpe f ina le (f ig. 4.32). Le processus de fabr ica t ion est mécanisé par l ' amenage au toma t ique de la bande (ou du rou-leau). Utilisation. Découpe de tô les minces (quelques d ix ièmes de m m ) en série, avec un m i n i m u m de perte de tô le (précis ion de pos i t i onnemen t de la bande).
4. Procédés de découpe 123

pilotes
poinçon de découpe
poinçons d'ajourage
poinçons trous de pilotes
dans une frappe: découpe poinçonnage
bande
trous de pilotes
pièce produite
FIGURE 4.32 Schéma d'outil à pilotage.
Out i l comb iné de découpe (po inçonnage et a jourage) à presse-bande où po inçon et matr ice sont inversés. Le po inçonnage des a jours et la découpe du prof i l sont ef fectués en une seule f rappe. La préc is ion de pos i t ion des d i f férentes f o rmes est excel lente, en fonc t i on de la préc is ion de l 'ou t i l lage (quelques cent ièmes de m m ) (fig. 4.33). La préc is ion de répétabi l i té est assurée (p roduc t ion de série). Matrice de découpe (détourage). Elle cont ien t les po inçons d 'a jourage. Poinçon de détourage. Il cont ien t les matr ices d 'a jourage. Pièce produite. Elle est extra i te de la matr ice par un éjecteur (p laque au prof i l découpé, act ion-née par ressorts ou t iges). Automatisation. Par aménagé au toma t ique de la bande (avec des rou leaux, sans précis ion). Les débouchu res de p o i n ç o n n a g e des a jours son t évacuées par des pon ts in fé r ieurs à la semel le (gravité). Utilisation. Découpe de tô les minces (quelques d ix ièmes de m m ) , du fai t de la concent ra t ion des out i ls de découpe dans l 'out i l lage et de leur comp lex i té éventuel le de fo rme . Formes de tôles (bruts). Sans p réc i s ion ; la mise en pos i t ion du brut est sans in f luence sur la qual i té de p roduc t ion des pièces. Coût de fabrication. Très élevé ; concevo i r cet out i l lage pour la série i l l imi tée.
124 Guide de l'usinage

poinçons d'ajourage
matrice de découpe
éjecteur
dévêtisseur
poinçon de détourage avec matrices d'ajourage)
plaque inférieure
bande
pièce produite en une frappe
Q l FIGURE 4.33 Schéma d'outil suisse ou outil bloc.
Outil de reprise Out i l lage essen t ie l l ement de po inçon-nage de f lans préa lab lement découpés et à placer nécessai rement dans un dra-geoi r avant découpe. Drageoir. Gabar i t de mise en pos i t i on précise du f lan sur la matr ice. A m o v i b l e pour p réchargement (hors machine) de pièces de pet i tes d imens ions . Détrompeur. Éventue l lement , s i tuant la pièce sans incer t i tude. Utilisation. Po inçonnage d 'a jou rs en p roduc t i on de pet i tes sér ies, le coû t d 'ou t i l lage devant être faible. Les f lans d 'épaisseur supér ieure au m m sont repr is dans un out i l lage du t ype à cont re-p laque (fig. 4.34). Les f lans d 'épaisseur in fér ieure au m m sont repr is dans un ou t i l l age du type à presse-bande (avec serre-f lan).
poinçons d'ajourage
trou de — • A pilote "NT* détrompeur
. contre-plaque
guide-drageoir
a piece
drageoir à cadre
FIGURE 4.34 Schéma d'outil de reprise (type à conlre-plaque).
Outil de détourage Out i l lage du type découver t inversé (po inçon sur la part ie infér ieure). Mise en position précise de la pièce. Reprise par centreur dans la f o r m e embou t i e préalable-ment . Décrochage de la pièce du centreur. Par un éjecteur s 'appuyan t au dro i t de la découpe (évi tant une dé fo rma t i on de la pièce).
4. Procédés de découpe 125

Évacuation du déchet Pièces inférieures au m2: Le dévêt isseur remon te le déchet permet tan t son évacuat ion. Petites pièces: Le dévêt isseur est remplacé par des coupe-déchets qui sect ionnent le déchet en p lus ieurs morceaux (fig. 4.35). Grandes pièces. Nécessité de cisai l ler le déchet en morceaux pour son évacuat ion. Out i l lage
conçu en secteurs ( lames) avec vagues, favor isant l 'évacuat ion (f ig. 4.36).
Nota: Assoc ia t ion éventuel le de po inçons d 'a jourage dans l 'out i l lage.
= 70°
FIGURE 4.35 Schéma d'outil de détourage. FIGURE 4.36 Coupe-déchet pour petite pièce.
Outil de coupe en longueur Out i l lage du t ype à su iv re , pour po inçonnage de coupe en l o n g u e u r et d ' a j ou rage dans la bande. Poinçon. De fa ib le la rgeur (5 à 10 m m ) l im i tan t la perte de mat iè re . De l ongueu r supé-r ieure à la la rgeur de bande (env i ron 1 m m par côté) (fig. 4.37). Utilisation. Découpe, dans la bande de largeur du p rodu i t f in i , de pièces l ongues avec un pro f i l donné et po inçon-nage en bout de pièce s imul -tanément .
poinçon de coupe
poinçons d'ajourage
' i J L r b J : V c O l i T o l Ç Q ~
, , > — y j ç . Y ^ y
ressorts d'appui bande
bande guide-bande
butée de longueur
FIGURE 4.37 Schéma d'outil de coupe en longueur.
matrice de détourage
126 Guide de l'usinage

Outillage de crevage Outi l lage de découpe part ie l le (sur 3 côtés) et de cambrage s imu l tané d 'un a jour (fig. 4.38). Poinçon. Il compo r t e un angle de coupe avec arête coupante et un rayon du côté du pl iage. Poinçon pour ouïe. Il compo r t e un ar rond i sur les bou ts et l 'a r r iére , l 'ouïe s ' ob tenan t par a l l ongement du métal . Utilisation Petite série. Avec un out i l lage spéc i f ique (pro-duct ion f lex ib le avec mach ine à CN). Grande série. Dans un out i l lage comb iné .
Outillage d'encochage Out i l lage de découpe d 'encoches sur le bo rd d 'une bande ou d 'un f lan, soi t sur 3 côtés (fig. 4.39 a et b). Oppos i t i on à l 'e f fe t de chasse. Avec une plaque de réact ion sur la matr ice ou un ta lon sur le po inçon. Utilisation Petite série. Avec un out i l lage spéc i f ique (pro-duc t ion f lexib le) . Grande série. Dans un out i l lage comb iné .
FIGURE 4.38 Poinçons d'outil de crevage (pour ouïe).
poinçon
flan
matrice
talon sur poinçon
encoche obtenue
plaque de réaction
b-
m poinçon
FIGURE 4.39 Schémas d'outils d'encochage.
Conception des outillages
L'outil de découpe c o m p r e n d la matr ice (la p laque de découpe) les po inçons et la p laque porte-po inçons (fig. 4.40).
Elle do i t résister à l 'e f for t de découpe, son épaisseur est de 20 m m m i n i m u m (fig. 4.41). On a d m e t : 25 m m pour tô les à découper d 'épaisseur e < 2 m m ; 3 0 m m avec 2 m m < e < 3 m m ; 35 m m avec 3 m m < e < 5 m m . Découpe de fo r tes épaisseurs. Dé te rm ine r e en cons idé ran t une pou t re chargée un i f o rmé-ment , reposant sur deux appuis . Distance des bords d 'enta i l le aux côtés de la mat r i ce : on admet 30 m m m i n i m u m . Dépoui l le du p ro f i l : 3°, après 5 m m non dépoui l lé . Dépoui l le des t r o u s : pour les t rous plus g rands que = 1 à 2 m m . Matr ices avec é jec teur : la dépou i l le n 'est pas nécessaire.
4. Procédés de découpe 127

1. Plaque supérieure porte-poinçon 2. Matrice 3. Poinçon 4. Guide-poinçon dévétisseur
Modules éléments de matrice Conçus pour une f o r m e d o n n é e ( t rous, a jours) s ' i m p l a n t a n t dans une p laque porte-é léments modu la i r es : s imp l i f ie la fabr ica t ion de l 'out i l lage (f ig. 4.42).
Matrices de grandes dimensions Réalisées par secteurs assemblés , avec des vagues de coupe répar t issant l ' e f fo r t de découpe (f ig. 4.43).
Durée de vie Product ion admise de 30000 à 100000 pièces entre deux af fûtages. On a : 5 m m non dépou i l l é m o i n s 1 m m de réserve ( l im i te des af fû tages) = 4 m m u t i l e ; Usure par a f fû tage = 0,4 m m a d m i s ; 4 mm/0 ,4 = 10 af fû tages, soi t durée de v ie : 300 000 à 1 m i l l i on de pièces avant remp lacement . A f f û tage : par rec t i f i ca t ion de la face supé-r ieure.
FIGURE 4.40 Outil de centre d'usinage en poinçonnage-grignotage- pliage. Doc. Baltec
Poinçon Il do i t résister à la compress ion et au f lambage. On admet sa longueur de 60 à 80 m m à sect ion constante (pas de dépoui l le) . On vér i f ie la résistance au f l ambage par la f o r m u l e
128 Guide de l'usinage

avec: / = l ongueur du po inçon en m m ; E = m o d u l e d 'é last ic i té en N / m m 2 ; I = m o m e n t quadra t ique de la sect ion
en m m 2 ; F = e f for t de découpe en N.
Formes cy l i nd r iques :
I S . I T I - E . 0 , 0 5 d
V e.Rm
avec : d= 0 du p o i n ç o n ; e = épaisseur de la tô le ; Rm = résistance à la rupture par t ract ion.
Pénétration du poinçon dans la matrice. De que lques mi l l imè t res ; nu l le en découpe de carbures méta l l iques (matér iaux très durs).
Poinçons de petite section Sont épaulés avec rayon de racco rdemen t ; longueur u t i le : 10 à 15 m m max i (f ig. 4.44).
Poinçons multiples Étager les g roupes de po inçons d 'une demi -épa isseur de la tô le à découper . Le po inçon de dé tourage (découpant la pièce) est le p lus long.
Poinçons de grandes dimensions. C o m m e les matr ices, peuvent être conçus par secteurs imp lan tés sur une semel le (fig. 4.45). Modules support poinçons. Peuvent s imp l i f ie r fabr ica t ion et main tenance, en par t icu l ier pour les g ros out i l lages. Plaque porte-poinçons. D 'une épaisseur de 20 à 30 m m . Durée de vie. Product ion admise de 10000 à 40 000 pièces, selon les matér iaux à découper. Durée de vie ident ique à la mat r i ce : n o m b r e u x af fû tages possibles (sect ions constantes) , par rect i f icat ion de la face de découpe.
vague coupe-déchet
face tranchante « 8
300 maxi
dépassement du socle » 3
e : épaisseur du flan
FIGURE 4.43 Secteur linéaire pour matrice grandes dimensions.
guidage y
I diamètre poinçon
,d > e
FIGURE 4.44 Poinçon de petite section. FIGURE 4.45 Schéma de secteur sur poinçon de grandes dimensions.
Matrice. Généra lement , en acier Z200 C12, t ra i té à HRC = 58. Poinçons. M ê m e matér iau que matr ice, t ra i té à HRC = 62.
4. Procédés de découpe 129

Ajustement poinçon matrice La découpe p r o v o q u e un f i ssurage ob l i que du méta l , nécess i tant un jeu fonc t ionne l entre po inçon et matr ice, en fonc t ion du matér iau et de l 'épaisseur e à découper.
Jeu fonctionnel. On a d m e t : Ac ier d o u x , cu iv re , l a i t on : 0,05 e; acier demi d u r : 0,06 e; acier d u r : 0,07 e ; al l iages d ' a l u m i n i u m : 0,10 e. Af fec ta t i on du jeu. A u po inçon ou à la mat r ice , se lon la f o r m e à ob ten i r , f lan ou ajour, so i t : (f ig. 4.46).
d poinçon d poinçon (dimension de l'ajour)
d matrice (dimension du lan) natrice
FIGURE 4.46 Dimensionnement des poinçons et matrices.
Dimensionnement |
Découpe extérieure (des flans)
Découpe intérieure (des ajours, des trous)
Matrice
Poinçon
Cotes du flan (forme à obtenir).
Cotes du flan diminuées du jeu fonctionnel.
Cotes de l'ajour augmentées du jeu fonctionnel.
Cotes de l'ajour (forme à obtenir).
Effort de découpe Coupe f ranche. La surface du po inçon est en to ta l i té au contact de la t ô l e ; on a F = k.Rc.l.e, avec: F e n d a N ;
k = coef f ic ient de c isai l lage (0,8 en coupe f ranche) ; Rc ( d a N / m m 2 ) = résistance de rup ture au c i sa i l l emen t ; / ( m m ) = pér imèt re de la sur face c isa i l lée; e (mm) = épaisseur de la tô le.
Résistance au c isa i l lement Rc adm ise : Rc = 4/5 Re. On peut admet t re Rc = Re (forces de f ro t -t emen t et usure out i l ) .
Effort de découpe supérieur à la puissance machine (presse) Pièces moyennes : Décaler en hauteur des groupes de po inçons par rapport à d 'autres (de 0,5 e). Grandes p ièces: Découpe progress ive avec vagues de coupe (exemple f ig. 4.43).
Dévêtisseur et contre-plaque Leurs épaisseurs sont de 20 à 30 m m . Effor t nécessaire au dévêt isseur : - Découpe en p le ine m a t i è r e : env i ron
7 % de l 'e f for t de découpe. - D é c o u p e par t ie l le (encochage. . . ) :
env i ron 3 % de l 'e f for t de découpe.
barycentre des efforts
Y découpe pièce / poinçonnage trou
Position du nez de broche Centrer la part ie supér ieure de l 'ou-t i l lage sur le nez du cou l i sseau de la presse, au po in t d ' app l i ca t i on de la résu l tante des e f fo r ts de découpe , le barycentre (fig. 4.47).
d i d2 - d3
d4
G 3 /
" W "
G5 i flan
FIGURE 4.47 Position nez de broche sur plaque supérieure d'ou-til pour découpe et poinçonnage.
130 Guide de l'usinage

Barycentre des efforts de coupe. Dé terminer la pos i t ion de la résul tante R des e f for ts par la mé thode des m o m e n t s , soi t M o x F = d.F, d ' où M o x R = M o x F 1 + M o x F 2 + etc. Profil de découpe. Les arêtes de découpe sont décomposées en é léments s imples don t l 'e f for t app l iqué au centre de grav i té est p ropor t i onne l à la longueur . Formes intérieures. Leur centre de grav i té est au centre de leur surface.
Mise en bande des pièces
Pos i t ionnement des pièces à découper dans la bande ou le rouleau.
WÊÊiaÊHmmÊÊBÊiÊmÊmmmmtmKÈËËÊÊiÊÊÊÊàk&s découpes
,
2 mm mini
pièces
bande
En con t inu sur la bande ou le rou leau et or ien-tées pou r ob ten i r un m i n i m u m de déchets (fig. 4.48). Coefficient d'utilisation. Sur face des pièces découpées/sur face de la b a n d e ; on adme t 0,65.
Distance des découpes Avec les bords de bande et entre e l les: adm is égal à l 'épaisseur de la tô le, avec un m i n i m u m de 2 m m .
Nota: Pour un m i n i m u m de per te, découper éven tue l l emen t dans la bande en deux pas-sages, avec re tournement . Pièces circulaires. Les f lans peuvent être t angen t s ; respecter la d is tance aux bords de bande. Pièces à cambrer. À pos i t ionner dans la bande en cons idérant le sens du laminage (par rappor t au sens du cambrage) (voir chapi t re « Procédés de f o r m a g e »).
(
2 mm min
FIGURE 4.48 Mise en bande de pièces.
Répartition des poinçons d'ajourage S'ef fectue après la mise en bande. Espacer les po inçons entre eux, i so lément ou en g roupes , pour ne pas a f fa ib l i r la mat r i ce (fig. 4.49). Décompose r un a jour en f o r m e s s imp les à ob ten i r avec p lus ieurs po inçons ou g r o u p e s de po inçons espacés.
Ébauches Bandes. Cisai l lées dans la tô le (de 1 x 2 m) à la largeur nécessaire pour les pièces à découper. Rouleaux. De largeur 1 à 500 m m .
* pas u
b i h i c u LUUJLL
CD rari] ^ bande
FIGURE 4.49 Répartition des poinçons sur outil de découpe.
4. Procédés de découpe 131

6 . 5 Machines Presses à colonnes. La concept ion assure la r igidi té nécessaire sous les efforts de découpe importants et répétés. Presses à col de cygne. Machines de petites d imensions : puissance peu importante ; cadence de frappe élevée (jusqu'à 400 coups/min). Pour la découpe de petites pièces.
Jusqu'à 100 m/min, avec une précision de pos i t ionnement de 0,2 m m sur MOCN.
TMTWTlIBiTllF^^ m
Mouvement du poinçon ou de la matrice, relat ivement lent sur grosses machines (12 m/min dans matér iaux durs).
• É M M V I H H H H H H H H H H H
Al imentat ion du brut sous la presse. En bande. Aménagé avec guides ( longueur de bande = 2 m) ; bandes de 1 m : possibi l i té sans guide. En rouleau (plusieurs centaines de mètres): automat isat ion de la product ion.
Presses à commande numérique La CN gère: Course avec l imites des vérins de frappe (points morts haut et bas) ; Vitesse de découpe (modulable permettant la réduct ion de déformat ion de la pièce et du bruit de frappe).
ni IIIIIIIIIIIIIIIIIIII L I N —
Ensemble machine «Trumatic 500 rotat ion» deTRIUMPH. Usinage direct dans la tôle (pas de bande à couper préalablement) en poinçonnage-gr igno-tage-découpe en cont inu. Des outi ls standards (section cyl indr ique, pr ismatique.. . ) sont stockés en magasin-machine: poinçonnage et découpe d'ajours de tous types par rotat ion angulaire de l 'out i l (suivi de pro-fil). Chaque out i l peut compor ter plusieurs empreintes di f férentes (fig. 4.50). L'ensemble outi l (poinçon, matr ice, éjecteur) peut être stocké en cassette opt imisant le char-gement en magasin-machine (fig. 4.51). La CN peut gérer: mouvement de posi t ionnement de la tôle à vitesse rapide (en X Y) avec pré-cision ( s o , 2 mm) et répétabilité excellente (=0,05 mm) ; évacuation des pièces et débouchures; axe Z pour crevage; contournage des profi ls à cadence de frappe élevée (jusqu'à 900 cp/min). Avec p rogrammat ion interactive, CAO intégrée ou/et transférée... Utilisation. Production f lexible en unitaire à petite série, d i rectement dans la tôle, de pièces complexes (quels que soient le nombre d 'a jours et les profi ls à obtenir) (fig. 4.52). Machines à col de cygne avec table de grande d imens ion (ss2500 X 1 300 maxi) (fig. 4.53).
• • • • • • • • • • • Groupage d'opérations: po inçonnage, découpe, gr ignotage, pl iage, embout issage, estam-page, permettant la product ion f lexible de petites pièces en tôle d'épaisseur max imale 4 mm. Autonomie de fonctionnement: chargement des tôles avec disposi t ion des ventouses de pré-hens ion; évacuation des squelettes avec rangement ordonné. . .
132 Guide de l'usinage

FIGURE 4 .51 Cassette support-outil de poinçonnage-grignotage à
charger sur machine. Doc. Trumph
FIGURE 4.50 Poinçons et matrices de centre d'usinage de la tôle en poinçonnage-grignotage-formage «Trumatic». Doc. Trumph
FIGURE 4.52 Pièces produite et en cours de fabri-cation sur machine « Trumatic ». Doc. Trumph
4. Procédés de découpe 133

FIGURE 4 .53 Centre d'usinage de la tôle (poinçonnage-grignotage-déforma-tion) «Trumatic 200 rotation ». Doc. Trumph
Découpage fin Découpe de précision L'out i l lage do i t p rodu i re des pièces f in ies (découpées et f o rmées si nécessaire). Concept ion à co lonnes : do i t assurer un parfa i t gu idage po inçon matr ice.
Matrice m Elle c o m p o r t e un fa ib le rayon d 'ent rée (1/10 épaisseur tô le à découper) sur la pér iphér ie du prof i l découpé : p rovoque le f i lage du méta l (é l im ina t ion part ie l le de l 'a r rachement) .
Plaque de pression Elle c o m p o r t e un j onc en sai l l ie, de sec t ion t r i angu la i re con tou rnan t le pro f i l à découper ( f ig .4 .54) : ma in t i en de la tô le duran t la découpe. Découpe de tô les épaisses (e > 4 m m ) : deux joncs décalés, en oppos i t i on (un jonc côté po inçon et un jonc côté matr ice) (f ig. 4.55).
Ejecteur M a i n t e n u en press ion sous la f o r m e à décou-pe r : rédu i t les dé fo rma -t ions sur la p ièce et évacue la pièce f in ie.
ione supérieur
i r bande
jonc inférieur
FIGURE 4 .54 bande.
Jonc de maintien de
FIGURE 4.55 Double jonc de maintien de bande épaisse (> 4 mm).
134 Guide de l'usinage

—unum) Jeu fonctionnel « « a » Il est réduit au m i n i m u m : environ 1/100 de l 'épaisseur de la tôle à découper.
m Effort de découpe Il est plus impor tant qu 'en découpe classique. On a: Force de découpe F i — l.e.Rc + F2, avec F2 s 0.6 F1 (forces de pression du jonc et de la plaque de pression).
Précision État de surface : R = 1 à 5 fjim ; d imensions, de qualité 7.
Mise en œuvre
Conception outillage Généralement combina ison découpe - fo rmage - poinçonnage - estampage partiel. Cycles de production. Possible en plusieurs séquences: découpe du prof i l extérieur, transfert dans l 'out i l lage, poinçonnage et formage. Conception très précise: coût de fabr icat ion 50 % supér ieur aux out i l lages combinés (outi l suisse).
Découpe de petites pièces Comportant peu de poinçonnage et crevage (formes intérieures) : concevoir l 'out i l lage à poin-çon mobi le.
Découpe de grandes pièces Comportant un grand nombre de formes intérieures à découper : out i l lage à poinçon fixe.
Découpe en grande série Product ion en une frappe, de pièces peu épaisses (quelques mm) et de fo rme complexe : asso-cier le fo rmage (pliage) à la découpe (découpage, poinçonnage, crevage).
Matériaux pièces Doivent avoir une excellente déformabi l i té à f ro id (aciers, laitons, al l iages d 'a lumin ium) .
Utilisation Product ion de petites pièces directement au prof i l f ini (dont le formage), en grande série (auto-mobi le, cycle, hor logerie, photographie. . . ) . Les presses util isées sont à t r ip le effet, assurant successivement pression sur la tôle, découpe et éject ion de la pièce.
[Grignotage Découpe de formes par poinçonnages successifs de débouchures de petites d imensions, sui-vant le prof i l à obtenir (fig. 4.56). L'outil de section, généralement cyl indr ique, contourne le prof i l à cadence de frappe élevée et avance programmée (par CN) (fig. 4.57). Une forte pression du presse-tôle assure la découpe franche. Utilisation. Sur centre de po inçonnage-gr ignotage-déformat ion , en product ion f lex ib le de pièces en tôle de tous profi ls, uni ta i rement à petites séries (non-nécessité d 'out i l lage spéci-f ique).
4. Procédés de découpe 135

I
FIGURE 4.57 Outil de grignotage.
Doc. Baltec
Système de fixation poinçon Poinçon de grignotage Plaque porte-poinçon Guide-poinçon
1. 2. 3. 4.
FIGURE 4.56 Alésage-ébauche obtenu en grignotage. Doc. Baltec

7. Découpe par cisaillage, tronçonnage, sciage
Cisaillage
Généralités Découpe l inéai re des tô les (découpe de f lans.. . ) par sec t ionnement entre deux lames opposées, l 'une étant f ixe et l 'aut re mob i le . Décohésion du matériau. Iden t ique à la découpe par po inçonnage (f ig. 4.58). Jeu fonctionnel. Espacement des deux lames favor isant le phénomène de rup ture du maté-riau et amé l io ran t l 'état de surface. On adme t un jeu j = 0,03e (e = épaisseur à découper) . Méthode de cisaillage. Selon les mach ines, en coupe dro i te ( s imu l tanément sur t ou te la lon-gueur de tô le) ou en coupe progress ive. Précision de découpe. Quelques d ix ièmes de m i l l imè t re (0,2 à 0,8 mm) .
Effort de cisaillage Rc. Env i ron 0,8 Re. On admet Rc coupe).
WÊaÊÊmÊmÊÊÊmÊÊÊÊÊÊÊKËKÊm. Cisaillage en coupe droite Il s 'e f fec tue entre deux lames recti-l ignes opposées et para l lè les, sur t ou te la l ongueu r de la pièce (fig. 4.59). Capacité de cisaillage Longueur: cel le des lames (1 à 6 mètres, se lon les machines) . Épaisseur: M a x i m a l e de 20 m m (grosses machines) . Angles de coupe Taillant |30: géné ra lemen t 90°, per-me t tan t d 'avo i r deux arêtes de coupe, par re tou rnemen t de la lame.
70 = 0 >
déformation élastique \
1 lame de coupe mobile
1 "-0 — - i * tole
^ ¡eu inter-lames (entrefer) lame d'appui fixe
— J
I FIGURE 4.58 Mode d'action du cisaillage.
Re ( f ro t tements et usure des arêtes de
ß 0 = 90"
lame fixe
FIGURE 4.59 Schéma du cisaillage à coupe droite.
Inclinaison d'arête \s = 0°30 à 2° : faci l i te la coupe par sa progress iv i té et d i m i n u e l 'e f for t de cisai l lage ; inconvén ien t : p rovoque le v r i l lage des découpes de fa ib le longueur . Affûtage des lames. Essent ie l lement sur la face de coupe. Presse-tôle. Il s 'oppose au bascu lement de la tô le (ef fort de découpe impor tan t ) . Utilisation. Découpe dans la tô le brute, des f lancs et de pièces rect i l ignes de grandes d imen-sions (p lusieurs mètres) en p roduc t ion uni ta i re et de série (machines à CN).
— • • • i n Cisaillage en coupe progressive -mimÊÊÊÊammKÊÊmm Découpe en continu. Deux lames c i rcula i res motor isées p rovoquen t l ' avancement de la tô le à découper (fig. 4.60). Machines. Elles sont équipées de lames à axes paral lèles ou à axes incl inés.
4. Procédés de découpe 137

lame circulaire
= 9 0 °
- E -
* tôle
FIGURE 4.60 Schéma du cisaillage à lames circulaires FIGURE 4.61 Schéma du cisaillage à lames circulaires (coupe rectiligne). biconiques (détourage).
Angle d'Inclinaison d'arête: ob tenu par la pos i t ion relat ive des deux lames réglées pour per-met t re l ' en t ra înement de la pièce (15 à 20°). Utilisation. Découpe en con t inu de grandes longueurs . Détourage de pièces p réa lab lement embou t ies d 'épaisseur max i = 2,5 m m avec lames circu-laires b icon iques (fig. 4.61).
Tronçonnage à l'outil de coupe
Généralités Opérat ion de tou rnage à l 'out i l de coupe pour débi ter des pièces de f o r m e cy l indr ique , brutes ou te rm inées d 'us inage (voir cha-pi t re « procédés de tou rnage »). Out i l u t i l i sé : à t r o n ç o n n e r : lame d é f o r m é d 'une fa ib le épaisseur pour l imi ter la perte de mat ière (f ig. 4.62).
Écoulement du copeau.
FIGURE 4.62 Outils de tronçonna-ge (en tournage).
Doc. Coromant Sandwik
Favor isé avec un ang le d ' inc l i -na ison d 'a rê te (aciers = 10°; a l l iages d ' a l u m i n i u m s 20°) : év i te le bou r rage du copeau dans la gorge. Fragmentation du copeau. Avec une arête de coupe incurvée ou à deux inc l ina isons d 'arête opposées (fig. 4.63).
Conditions de coupe Celles du t ou rnage en général . Vitesse de coupe. En t r onçonnage p ro fond : à rédui re de mo i -t ié env i ron (porte-à- faux de lame pouvan t entraîner des v ibra-t ions) . Vitesse d'avance. Éven tue l lement , à rédu i re pour évi ter des v ib ra t ions et pour les lames minces.
FIGURE 4.63 Plaquette de tronçonnage (profondeur limitée). Doc. Coromant Sandwik
138 Guide de l'usinage
Utilisation En t o u r n a g e de pièces dans la ba r re : débi t après réa l isat ion, de la p roduc t i on un i ta i re à la grande série (décol letage de peti tes pièces...).
Tronçonnage aux outils tournants: meule et fraise-scie
Les capaci tés de coupe sont l imi tées par le d iamèt re de l 'out i l ( rayon d 'ou t i l mo ins rayon des > bagues de maint ien) . fl
— » — «pi niiiiiiii mil Tronçonnage à la meule ro—i ^ Outil meule. Disque a rmé de f ib res méta l l iques ou Ny lon . À ut i l iser aux cond i t ions de coupe du meu lage rect i f icat ion. La v i tesse max ima le est ind iquée sur chaque meu le (sécuri té d 'ut i l i -sat ion pour évi ter l 'éc latement) .
Tronçonnage à la fraise-scie Appelé éga lement sciage. Outil. Lame ci rcula i re avec dents de coupe. Conditions de coupe. Celles du f ra isage, en généra l (voir chapi t re « procédés de f ra isage »). Vitesses d'avance. À rédu i re de 20 à 50 % env i ron se lon la p r o f o n d e u r de passe: g rand nombre de dents en prise f rag i l isant l 'out i l . F ragmenta t ion du copeau ob tenu avec une denture à inc l ina ison d 'arête al ternée.
— B T , l I Mil III! Ill mmiiilliii ' Machines jmrnmrnammm lllll lin mill nil II II llllil lllllllllllllillll—III
Travaux de série. Mach ines automat isées, avec réglage aux d i f férents angles de découpe (pro-g r a m m a t i o n numér ique) . Travaux unitaires. Petites mach ines à avance manuel le . Travaux de fraisage. Opérat ion de réal isat ion de ra inures étroi tes. Utilisation. Opérat ions, avec meu le ou fraise-scie, de débi ts d 'ébauche dans des barres (sec-t ions diverses), des tubes, des prof i lés d ivers, en p roduc t ion uni ta i re et de série.
| Sciage Opéra t ion d 'us inage par c o u p e : débi t de bruts dans la barre, avec des mach ines à lame de coupe l inéaire cour te ou « con t inue ».
Sciage avec lame courte J M I M I M M
M o u v e m e n t rect i l igne al ternat i f de l 'out i l . Retour du cyc le : l 'out i l est soulevé, év i tant la dé tér io ra t ion des dents. Outil : lame à dents mul t ip les , généra lement en acier rapide, non réaffûtée. Utilisation. Débit dans la barre, en p roduc t ion uni ta i re et de série de bruts pour us inage (tour-nage, f ra isage.. . ) .
4. Procédés de découpe 139

Sciage avec lame continue M o u v e m e n t con t inu de l 'out i l . Outil. Ruban c i rcula i re, en acier rapide s 'a f fû tan t sur mach ine au tomat ique . Mouvement d'avance. Donné à la pièce, su ivant une t ra jecto i re pouvan t être var iab le (faible largeur de lame). Utilisation. Découpe de jets de cou lées sur pièces de fonde r ie , de d i m e n s i o n s peu impor -tantes, en t ravai l uni ta i re ou en pet i te sér ie ; déb i t dans la barre (f ig. 4.64).
FIGURE 4.64 Scie à ruban. Doc. RGA. industries
140 Guide de l'usinage

Différents procédés d 'érosion 14-3
Électroérosion 143
2.1 Généralités 143 2.2 Principe 143 2.3 Disymétr ie de l 'érosion 145 2.4 Générateur d ' impuls ions 145 2.5 Diélectrique 145 2.6 Arrosage 147 2.7 Gap 147 2.8 Matér iaux usinés 147 2.9 Précisions obtenues 148 2.10 Productivi té 149 2.11 Électrodes-outi ls 149 2.12 Porte-pièces 151 2.13 Machines d 'enfonçage 153 2.14 Machines à f i l 155 2.15 Machines de détourage ou « fraisage en électroérosion » 156 2.16 Uti l isat ion 156
Électrochimie 157 3.1 Généralités 157 3.2 Électrolyte 157 3.3 Condit ions technologiques 158 3.4 Précisions obtenues 158 3.5 Matér iaux usinés 158 3.6 Électrodes-outi ls 158 3.7 Outi l lage 158 3.8 Mise en œuvre 159 3.9 Sécurité 160 3.10 Machines 160
c i
141

4. Usinage ch imique T51 4.1 Généralités 1Q1 4.2 Matér iaux usinés T61 4.3 Mise en œuvre 161 4.4 Uti l isat ion 1Q2 4.5 Sécurité 162

1. Différents procédés d'érosion
Les procédés d 'é ros ion permet ten t de réal iser des usinages de f o r m e pouvan t être complexes , en une phase, dans des matér iaux méta l l iques quel le que soi t leur dureté.
Électroérosion Enlèvement de la mat ière par une succession de décharges é lectr iques, avec out i l de f o r m e ou out i l d 'enve loppe .
Électrochimie Enlèvement de la mat iè re par d i sso lu t ion anod ique , avec out i l de f o r m e (stat ique ou dyna-mique) d i r igeant l 'é lectro lyte.
Usinage chimique Enlèvement de la mat ière par éros ion à l 'a ide d ' un agent oxydant .
L 'é lec t roéros ion ou é t ince lage s 'e f fec tue su ivan t t ro is types d ' u s i n a g e : en en fonçage avec out i l de f o r m e ; en découpe avec ou t i l - f i l ; en dé tourage ou f ra isage avec out i l t ou rnan t .
« r
2. Electroérosion mm ^Généralités
Principe
En lèvemen t de mat iè re sur une pièce mé ta l l i que par une success ion de décharges é lec t r iques à haute f réquence, non s ta t ionna i res , de t rès cour te durée (que lques m ic ro à que lques mi l l i se-condes) (fig. 5.1).
générateur de courant électrode-outil (-)
liquide diélectrique liquide
gap latéral Canal ionisé pièce (+)
Chaque décharge é lect r ique se concent re sur une très pet i te zone qu i est por tée aux po in ts de f us i on et d ' évapo ra t i on p rovo -quan t l ' é l im ina t i on d ' une fa ib le quan t i t é de mat ière.
| décharges électriques
La t rès cour te durée de la décharge ne per-met pas la d i f fus ion de la chaleur dans la pièce.
FIGURE 5.1 Schéma de principe de l'électroérosion. (d'après Charmilles Technologies)
5. Procédés d'érosion 143

Les décharges son t app l iquées entre l ' é lec t rode-ou t i l et la pièce qu i on t chacune une polar i té d i f férente, en i m m e r s i o n dans un l iqu ide non conduc teu r , le d ié lec t r ique (f ig. 5.2). L 'é lec t rode-out i l , géné ra l emen t à po lar i té négat ive, et la pièce à polar i té pos i t ive , son t soumises à une d i f férence de potent ie l créant un c h a m p magnét ique .
FIGURE 5.2 Canal ionisé provoqué par la décharge élec-
trique avec plasma constitué d'atomes métal-liques M (ions positifs) et d'électrons e.
électrode-outil (-)
Phénomène de l'enlèvement de matière 11 est à la fo is é lectr ique, t h e r m i q u e et méca-n ique (f ig. 5.3). Une décharge é lec t r ique s ' amorce en appl i -quant une tens ion supér ieure à la tens ion de c laquage, en f o n c t i o n de la d is tance élec-t rode-ou t i l / p ièce et du p o u v o i r iso lant du d ié lect r ique. A u po in t où la d is tance é lec t rode-out i l /p ièce dev ient la p lus fa ib le - que lques cent ièmes de m m - , les é lec t rons de l 'ou t i l , a t t i rés par la pièce, p r o v o q u e n t un canal ion isé dans le d ié lec t r ique où passe le cou ran t p rodu i san t une ét incel le et f o r m a n t un p lasma (8000 à 12 000°) avec f us i on ins tan tanée des élec-t rodes (pièce et out i l ) p rodu i san t un cratère d i ssymét r ique entre les polar i tés. Une bu l le de vapeu r se f o r m e et lo rsque le passage du cou ran t s ' i n t e r r o m p t après la fus ion , la bul le imp lose sous l 'aba issement de tempéra tu re , pro je tant la mat ière f ondue qu i se d isperse, so l id i f iée en sphéru les s 'éva-cuant dans la c i rcu la t ion du d ié lect r ique. Ce cycle d 'é t ince lage dure que lques microse-condes et se répète au nouveau po in t où la d is tance out i l /p ièce est la p lus rapprochée.
î. î , — Z . ~ Formation de l'étin-
celle
i I w B bulle de vapeur
Formation de la bulle de vapeur
Implosion de la bulle de vapeur
Formation de sphé-rules de métal solidifié et formation d'une nouvelle étincelle
FIGURE 5.3 Phénomène d'enlèvement de matière.
144 Guide de l'usinage

Dissymétrie de l'érosion
_ érosion d issymét r ique sur les é lect rodes pièce et out i l est due à : =r<-<luctibilité t h e r m i q u e , t e m p é r a t u r e de fus ion des maté r iaux , durée et conduc t ib i l i t é des « r a n g e s . I n n d e dissymétrie (de 1 à 0,1 % de l 'é ros ion sur l 'out i l ) . î : : : i en t en in f luençant la décharge par la var ia t ion de l ' in tensi té, de la polar i té et de la durée m rycle. Etat de surface à obtenir. Plus il do i t être précis, plus l 'usure v o l u m é t r i q u e de l 'é lec t rode-out i l « r a grande. „•s^re de l'électrode. Elle dépend éga lemen t de son matér iau cons t i tu t i f et de la nature du r:e ectr ique.
Son act ion pe rme t : de d isposer d 'une tens ion suf f isante d ' amorçage (supér ieure à la tens ion de c laquage du d ié lect r ique) ; de ma in ten i r la décharge en l im i tan t le courant et sa d u r é e ; d 'as-; j r e r des décharges répét i t ives.
- e rme t t an t d 'u t i l iser un courant impo r tan t en ébauche et une fa ib le intensi té en f in i t ion , avec oeu d 'usure de l 'é lect rode-out i l et débi t re la t ivement g rand.
Générateur d'impulsions
Générateurs multicanaux
Diélectrique
a- par pression
électrode-outil Le l iqu ide d ié lect r ique assure : Le passage du courant entre les deux é lect rodes (out i l et pièce) à part i r du courant de c laquage. L'évacuation des sphérules métalliques (mic ro-copeaux) par c i rcu la t ion- in ject ion. «L'arrosage», en ref ro id issant les é lect rodes (fig. 5.4 et 5.5).
b- par aspiration
FIGURE 5.4 Arrosage de la zone d'usinage par l'électrode-outil.
FIGURE 5.5 Arrosage de la zone d'usinage par la pièce.
(d'après Charmilles Technologies) b- par aspiration
5. Procédés d'érosion 145

Caractéristiques Volatilité. Peu vo la t i l , pour l im i ter son renouve l lement . Viscosité. La p lus fa ib le possib le pour favor iser l 'a r rosage (par t icu l iè rement en débi t impor -t a n t : ébauche, g rande surface à usiner). Point d'inflammabilité. Élevée pour réduire la f o r m a t i o n de bul les de gaz (viscosité).
mu mi
Effectué par f i l t ra t ion à 5 n-m. Nécessaire pour ne pas avoir une t rop for te concent ra t ion de par t icu les de méta l en sus-pens ion (éviter les arcs é lectr iques, bien que ces par t icu les mé ta l l i ques fac i l i ten t les décharges) (fig. 5.6).
FIGURE 5.6 Schéma de circuit du liquide d'arrosage par pression.
Différents diélectriques En usinage par i m m e r s i o n de la pièce dans le d ié lect r ique (cas général) , il faut une sta-b i l i té t h e r m i q u e du l iqu ide dans l 'ence in te d 'é lec t roéros ion (f ig. 5.7). On ut i l ise de l 'eau déionisée et les hydrocar-bures.
Eau déionisée Uti l isée pour la découpe au f i l et le m ic ro -usinage. La dé ion i sa t i on asserv ie assure un n iveau bas et constant de conduct ib i l i té du diélec-t r i que , pe rme t tan t d ' ob ten i r un exce l len t état de surface.
Pétrole De fa ib le v iscosi té, il est ut i l isé pour les usi-nages f ins et le carbure.
Huile Selon sa v iscos i té (6 à 20 est), est ut i l isée pour l 'us inage de pièces de rugos i té peu précise (grosses pièces).
Usinage orbital mode normal Usinage en plongée suivi d'orbites. Permet l 'usinage, de l 'ébauche à la f ini t ion, d'empreintes de formes tridimension-nelles. Axes d'usinage X , Y ou Z.
Pièce en acier traité.
FIGURE 5.7 Exemple d'usinage par immersion. Doc. Charmilles Technologie:
146 Guide de l'usinage

Pièces en carbure
Arrosage
• : effectue pa r : _ : j-til. Au centre ou la téra lement .
: lece. En pression, asp i ra t ion ou comb iné press ion-aspi ra t ion.
Usinage par aspersion (cas de la découpe au fil) L î rone de t ravai l do i t être t empérée et le généra teur do i t s 'adapter aux d i f fé rents rég imes 5 ç . 5.8).
FIGURE 5.8 Exemples d'usinage par aspersion (découpe au fil) Doc. Charmilles Technologies
— 1 — I 11111111111 Milli
Pour assurer une éros ion op t ima le , il est nécessaire d 'avo i r un débi t d 'a r rosage précis.
?-.èces en acier traité
[ G a p
Distance entre l 'out i l -é lect rode et la surface t ravai l lée. Il var ie de 0,001 à 0,5 m m , se lon : le t ype r usinage (ébauche, demi - f in i t i on , f in i t ion) ; l 'é tendue de la surface t ravai l lée.
est ma in tenu constant par asserv issement , cont rô lé à l 'a ide d 'un se rvo -mécan isme qui com-mande l 'avance.
Matériaux usinés
L'ét incelage s 'ef fectue sur des matér iaux méta l l iques de tou tes duretés et réfractaires (aciers t rempés, carbure, t i tane. . . ) .
Ml illlllf III ILLLLL I I
Elle n'a aucun effet sur l 'é lect rode-out i l , qu i est séparée de la pièce par le gap. C'est l 'act ion t h e r m i q u e de l 'é t incelage qu i permet l 'us inage de tous les matér iaux méta l l iques (fig. 5.9).
5. Procédés d'érosion 147
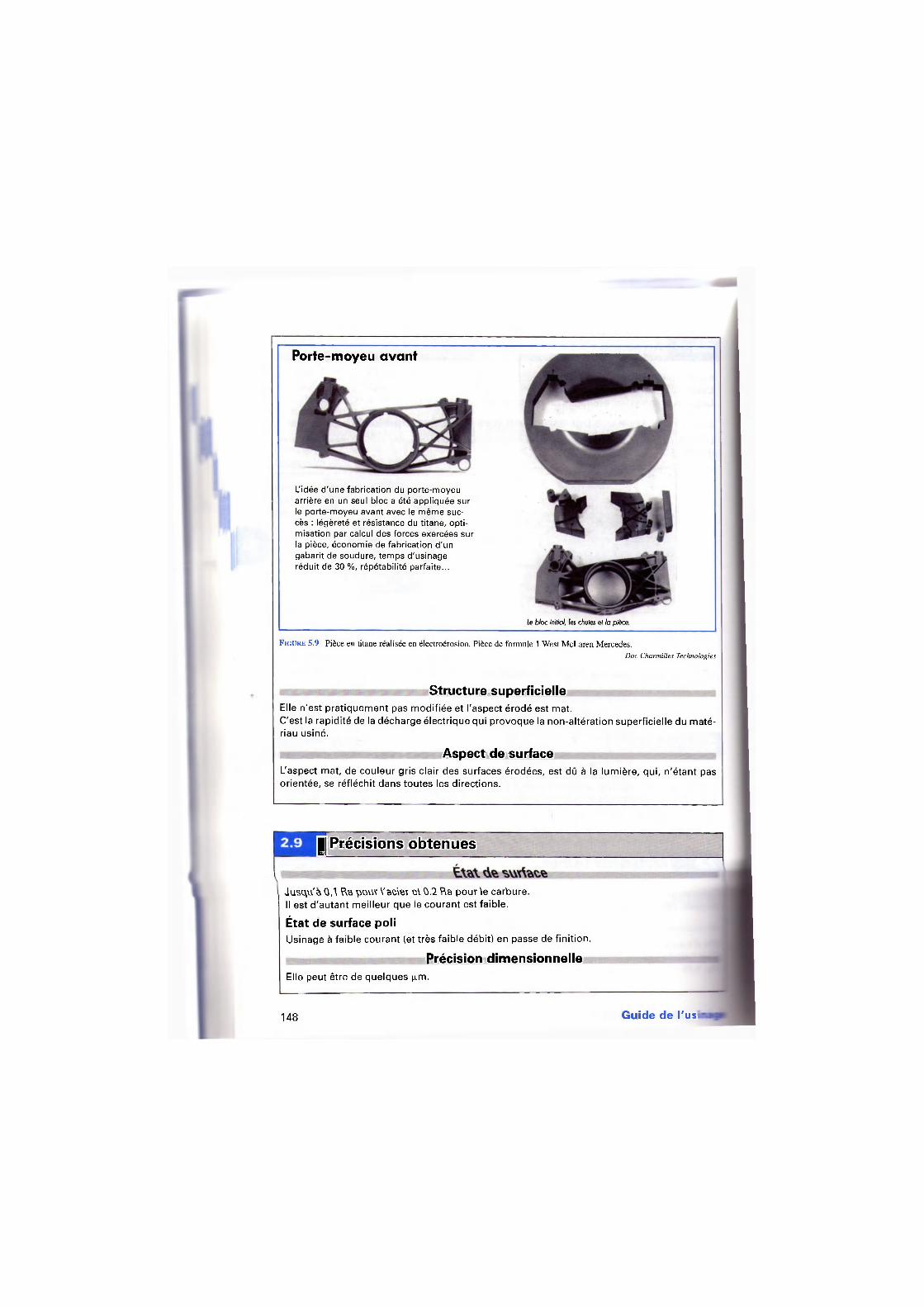
FIGURE 5.9 Pièce en titane réalisée en électroérosion. Pièce de formule 1 West McLaren Mercedes. Doc Charmilles Technologies
Structure superficielle Elle n'est p ra t i quemen t pas mod i f iée et l 'aspect érodé est mat . C'est la rap id i té de la décharge é lect r ique qui p rovoque la non-a l té ra t ion superf ic ie l le du maté-r iau usiné.
Aspect de surface L'aspect mat , de cou leur gr is clair des surfaces érodées, est dû à la lumière , qu i , n 'é tant pas or ientée, se réf léchi t dans tou tes les d i rect ions.
Porte-moyeu avant
L'idée d'une fabrication du porte-moyeu arrière en un seul bloc a été appliquée sur le porte-moyeu avant avec le même suc-cès : légèreté et résistance du titane, opti-misation par calcul des forces exercées sur la pièce, économie de fabrication d'un gabarit de soudure, temps d'usinage réduit de 30 %, répétabilité parfaite...
te bloc initial, /es chutes et la pièce.
| Précisions obtenues
J u s q u ' à Q,\ Ra powr Vat'iet e\ Ra pour )e carbure. Il est d 'au tan t mei l leur que le couran t est fa ib le.
État de surface poli Usinage à fa ib le courant (et t rès fa ib le débit) en passe de f in i t ion .
iiiiiiunMiiiiiiiiiiimmwumuMiiiuymMiummwmiifiwnwwmMwiiHiwHitimiwsg.. Précision dimensionnelle Elle peut être de que lques ^ m .
148 Guide de l'usinage

Productivité ] i : : : :
Débit de matière Il var ie de 15 m m 3 / h e u r e en us inage de g rande préc is ion à 7 000 m m 3 / h e u r e en ébauche, et selon la capaci té des machines.
Ils sont re la t ivement cour ts , en cons idéra t ion des f o rmes comp lexes pouvan t être obtenues.
| Électrodes-outils
Elles do iven t être conduct r ices de l 'é lectr ic i té avec une tempéra tu re de fus ion la p lus élevée possib le p o u r : Résister aux étincelles ja i l l issant à haute tempéra tu re ; Posséder une bonne conductibilité thermique assurant l 'évacuat ion des calor ies.
Matériaux outils On ut i l ise généra lement le graph i te , le cu ivre, le cupro- tungs tène.
Graphite Matér iau p r io r i ta i re pour les é lec t rodes-out i ls d 'en fonçage, avec un très bon rende-ment dans la p lupar t des matér iaux à usiner (fig. 5.10). Grande rés is tance aux t e m p é r a t u r e s éle-vées ; fa ib le coe f f i c ien t de d i l a t a t i o n ; usi-nage par coupe fac i le (avec t ou te fo i s dégagemen t de poussière). Classé en f o n c t i o n de sa f inesse de gra ins qui co r respond à : densi té, résistance méca-n ique, cho ix d 'u t i l i sa t ion. A ins i , gra ins f ins et fo r te densi té permet ten t une fa ib le usure d 'ou t i l et un déb i t moyen .
Cuivre Il a une excel lente conduct ib i l i té t he rm ique , mais une méd ioc re us inabi l i té par coupe.
Cuivre-graphite Il a les caractér is t iques favorab les de ses deux
Cupro-tungstène Il a des caractér is t iques supér ieures au cuivre, ma is il est tou te fo is d i f f ic i le à usiner par coupe.
Aluminium et laiton Mou lés pour de gros out i ls , ils ont une usure rapide, à compenser par l 'u t i l i sat ion de p lus ieurs out i ls successifs.
FIGURE 5.10 Électrode-outil d'enfonçage en graphite (ébauches standards pré-usinées). Doc. revue Production Suisse
matér iaux const i tu t i fs .
5. Procédés d'érosion 149

Laiton en fil Uti l isé sys téma t i quemen t en découpe.
Choix du matériau outil Il s 'e f fectue en fonc t ion du matér iau à usiner et de la f o r m e à obtenir , soi t géné ra lemen t :
Pièces en acier (traité ou non, réfractaire) On uti l ise : le g raph i te en général ; Le cupro- tungs tène pour de très pet i tes f o r m e s ; Le cuivre pour ob ten i r un excel lent état de surface.
Pièces en carbures métalliques, on utilise : Le cupro- tungs tène, en généra l ; Le graph i te pour les grandes d imens ions .
FIGURE 5.12 Porte-électrodc adaptable sur diffé-rentes machines-outils.
Doc. System 3 R
Dimensionnement des sec-tions d'outils Il se dé termine en fonc t ion du gap et de la rugos i té à o b t e n i r : don-nées de s o u s - d i m e n s i o n n e m e n t d 'après cons t ruc teurs , en fonc-t ion du réglage du générateur.
Outil d'ébauche De sect ion in fér ieure à cel le de l 'out i l de f in i t i on co r respondan t : que lques d ix ièmes à que lques cent ièmes, se lon les d imens ions d 'ou t i l .
Porte-électrodes De concept ion s tandard isée (modè les ITS de EROVA et ONE M i n u t e Set -Up de 3R). Ils s 'adap ten t à tou tes mach ines -ou t i l s , avec suppor t ( tours, f ra iseuses, rect i f ieuses), p o u r : Fabrication d'électrodes sans d é m o n t a g e du suppor t et accès avec un m a x i m u m de faci l i té. Transfert de l 'électrode ent re mach ines d iverses, sans rég lage et avec une g rande précis ion (2 ^ m ) (fig. 5.12, 5.13 et 5.14).
Réalisation des outils de forme (pour enfonçage) On l 'e f fectue par d i f férents procé-dés de f a b r i c a t i o n : coupe , m o u -lage, us inage ch im ique , découpe par é lect roéros ion, assemblage. . . (fig. 5. 11).
FICURE 5.11 Usinage d'électrodes-outils d'enfonçage (en cuivre graphi-te) sur support. Doc. System 3 R
Ébauche par tournage Ébauche par fraisage
150 Guide de l'usinage

FIGURE 5.13 Maintien en position d'une électro-de-outil en cours d'usinage, sur fraiseuse. Doc. Erova
FIGURE 5 .14 Fixation d'électrodes sur supports
porte-outil de machines d'enfonçage. Doc. System 3 R
Ébauches d'électrodes de petites dimensions Commerc ia l isées en sect ions carrée ou cy l indr ique (fig. 5.14).
Support 3 R - 600-86 pour
montage sur broche machine.
Support broche en queue
d'aronde pour électrode Muxi .
Électrodes Macro er électrodes
M i n i c l M ic ro avec leur élément
de maintien sur machine.
Q
Porte-pièces
De concep t i on modu la i r e , ils peuven t être insta l lés par robo t (au toma t i sa t i on to ta le et f lex ib i l i té ) (fig. 5.15). Le ré férent ie l d u por te-p ièces (et du por te -ou t i l ) mémor i sé dans la CN en permanence, accroît la pro-duct iv i té , la qual i té et l ' au tonomie -mach ine (système EMS de 3 R). La tab le porte-pièces do i t être i ndé fo rmab le sous l 'ef-fet t h e r m i q u e et la charge des pièces (mou les mas-sifs).
Machines d'enfonçage Des palet tes à i ndexage précis ( répétab i l i té à 5 |xm) pe rme t ten t : la mise en pos i t ion des pièces hors m a c h i n e ; l ' us inage préa lab le de pièces insta l lées sur palet te adaptab le à d 'au t res mach ines de p r o d u c t i o n
3R-BD501-2
3R-914-10
FIGURE 5.15 Porte-pièce(s) modulaire pour machines d'enfonçage.
Doc. System 3 R
5. Procédés d'érosion 151

Maintien d'une grande pièce.
Maintien de petites pièces.
( f ra iseuses, rect i f ieuses p lanes. . . ) et de mesure (f ig. 5.16).
M M t t Machines à fil • • • • • H En découpe de pièces peu épaisses, por te-pièces conçu avec des rai ls équ ipés d 'é lé-men ts de ma in t i en et de mise en pos i t i on (avec référent ie l de pièces d i f fé rentes à usi-ner dans une phase (f ig. 5.17). La mise en pos i t ion des pièces peut s 'ef fec-tuer hors mach ine , avec butées et c lames s tandard isées par des cons t ruc teu rs (exemp le : 3 R, Ruler System). Des cadres por te-p ièces cons t i t uen t des palettes pour mach ine à f i l .
Tables magnétiques Spéci f iques pour é lec t roéros ion (avec fa ib le c h a m p m a g n é t i q u e ) : ma in t i en de pièces minces sans d é f o r m a t i o n éventue l le , avec référent ie l (f ig. 5.18).
FIGURE 5.16 Palette porte-pièces avec élément de mise en position précise sur machine.
(Palette «Zéro fixe» de System 3 R)
FIGURE 5.17 Porte-pièces modulaires pour machines à fil. Doc. System 3 R
FIGURE 5.18 Table magnétique spécifique pour électro-érosion. Doc. System 3 R
pièces et plaque de fixation
support-palette
152 Guide de l'usinage

2 . 1 3 Machines d'enfonçage
Commandes numériques P r o g r a m m a t i o n des dép lacemen ts au d i x i è m e de micron. Avec cycles d 'us inage intégrés par fami l le de pièces et f o r m e s pa ramé t rées ; t echno log ie in tégrée ( type d 'é lect rode ut i l isée, état de surface à obtenir , maté-riau à usiner (fig. 5.20). D ispos i t i f an t i -co l l i s ion géné-ra lement sur tous les axes (par détect ion d 'e f fo r ts anormaux) . Log ique f l oue (éventue l le-ment) con t rô lan t les c i rcu i ts , c o m b i n é e à une c o m m a n d e adaptat ive.
FIGURE 5.20 Cycle d'usinage de forme. Doc. Charnilles Technologies
FIGURE 5.19 Magasin d'électrodes-outils avec chargeurs. Doc. System 3 R
Usinage de forme conique, suivant X, Y ou Z
Généra lement à quat re axes numér isés (XYZC) syn-chronisés et asservis en usinage. L'axe C ( ro ta t ion de la broche) pe rmet d 'op t im ise r la mach ine. Capaci té des m a c h i n e s : sur face de tab le por te-pièces de 0,5 m 2 à p lus de 2 m 2 . Magas in et changeur d ' o u t i l s : pe rme t l ' us inage sans survei l lance (f ig. 5.19). La b roche et son suppo r t , conçus pour ne pas se d é f o r m e r : sous l 'ac t ion de la cha leur évacuée duran t l ' u s i n a g e ; éven tue l l emen t , pour grosses mach ines , sous le po ids de l 'é lec t rode (p lus ieurs centaines de daN).
il i l i l Mil
Usinage en plongée Suivan t un des axes X, Y ou Z, p r i nc i pa lemen t ut i l isé en ébauche de f o rmes peu précises (f ig. 5.21).
FIGURE 5 .21 Cycle d'usinage ébauche en plongée.
Doc. Charnilles Technologies
5. Procédés d'érosion 153
Usinage directionnel Obtent ion des angles in tér ieurs v i fs , (us inage s imu l tané sur p lus ieurs axes) (fig. 5.22).
Usinage vectoriel Obten t ion de f o rmes d iverses avec des é lect rodes s imp les (sect ion carrée, ronde) par la comb ina i son des m o u v e m e n t s t r i d imens ionne ls avec la ro ta t ion de la broche (f ig. 5.23).
FIGURE 5.22 Cycle d'usinage direc-t ionnel. Doc. Charnilles Technologies
FIGURE 5 .23 Cycles d'usinage vectoriel et orbital. Doc. Charnilles Technologies
Usinage planétaire L'électrode se déplace dans le plan par rappor t au centre de référence du prof i l à obtenir . Réduit les t emps de p roduc t ion (stabi l i té d 'us inage) ; Ob ten t i on d 'é ta ts de sur face iden t iques sur le f o n d et les parois d 'une f o r m e (f ig. 5.24).
Usinage de formes coaxiales Avec la broche rotat ive, réal isat ion de f o r m e s d ' in té r ieur cy l indr iques, coniques, sphér iques, hél icoïdales.. . (fig. 5.25).
Usinage de cavités profondes (Évacuat ion d i f f i c i le des m ic ro -copeaux , rendant l ' us inage instable). La CN ef fectue la rétract ion pér iod ique de l 'out i l pe rmet tan t la régénérat ion du l iqu ide d ié lect r ique.
X, Y = directions d'avance de la table de travail R = avance radiale P = mouvement planétaire Z = direction d'avance de la broche d'usinage
FIGURE 5.24 Cycle d'usinage plané-taire. Doc. System 3 R
FIGURE 5.25 Cycles d'usinage rotatif et hélicoïdal. Doc. Charnilles Technologies
154 Guide de l'usinage

2 . 1 4 Machines à fil
Vitesses de défilement Elles son t var iab les en con t i nu (que lques m m / s e c o n d e à 200 mm/s ) , p r o g r a m m a b l e s selon les cond i t ions d 'u t i l i sa t ion (épaisseur à découper, changemen t de d i rect ion. . . ) .
Elles pe rme t ten t la découpe a u t o m a t i q u e de f o r m e s débou-chantes diverses, avec ou sans dépou i l le , sous fa ib le tens ion et peu d 'énerg ie . Généra lement à c inq axes p r o g r a m m a b l e s (XYZUV) ; Les axes U et V permet ten t de réaliser des dépou i l les s imp les et évo lu t ives ( jusqu'à 30°) (fig. 5.26). Épaisseur découpée supér ieu re à 500 m m , se lon les capaci tés machine. Évacuat ion p r o g r a m m a b l e des découpes (sur cer ta ines mach ines) , pou r enchaîner les cycles d 'ébauche et de f in i t ion . Dépoui l le et con t re -dépou i l l e (sur out i l lages) ef fectuées en répét i t ion de cycle.
Outil-fil Diamètre de que lques d ix ièmes (0,2 en géné-ral) cal ibré avec précis ion. Gu idé de chaque côté de la pièce et recui t a u t o m a t i q u e m e n t du ran t son d é r o u l e m e n t cont inu.
Commande numérique Elle in tègre l 'asserv issement de l 'us inage. Des p r o g r a m m e s de découpe (dentures , e l l ipses, hyperbo les , d ig i ta l i sa t ion de po in ts pour f o rmes que lconques. . . ) . La ges t ion t e c h n o l o g i q u e ( f i l t ra t ion , in tensi -tés de la p ress ion , conduc t i b i l i t é du d ié lec-t r ique, v i tesse d 'avance. . . ) . La p ro tec t i on du f i l de sa rup tu re dans les zones à r isque ( changemen t de sec t ion , entrée et sort ie de pièce) (f ig. 5.27). (Découpe en rég ime de fa ib le puissance avec t e m p o r i s a t i o n , en f onc t i on de l 'épa isseur découpée). Axe Z assurant , en con t inu , la longueur min i -male du f i l en t ravai l .
FIGURE 5.26 Découpe au fil (après création dessin géo-métrique et simulation) sur machine Robofil.
Doc. Chamilles Technologies
FIGURE 5.27 Asservissement de l'usinage en découpe au fil.
Doc. Charnilles Technologies
Vitesse mm^/min
5. Procédés d'érosion 155

2 . 1 5 Machines de détourage ou «fraisage en électroérosion»
Usinage par c o n t o u r n a g e dans le p lan XY, avec des é lec t rodes ro ta t ives (mach ine Robomi l l 200 de Charmi l les Technologies) (fig. 5.28). Stabi l i té d 'us inage quel le que soi t la pro-fondeur de t ravai l . Me i l l eu re p réc is ion avec l ' évacua t ion rap ide des m ic ro -copeaux dans la zone de t ravai l .
Outils-électrodes De pet i ts d iamèt res (1 à 12 m m ) , dans magas in avec changeur a u t o m a t i q u e ; De sec t ion s imp le (cy l i nd r ique , carrée, rectangulai re) ; Vitesses d 'avance : de 0 à 3 600 m m / m i n , en con t inu ; Rotat ion de b roche : de 20 à 6000 t r /m in , en cont inu .
Commande numérique Elle génère des cycles d 'us inage d ivers avec réso lu t ion au d e m i - m i c r o n et com-pensat ion d 'usure de l 'é lect rode sur les t ro is axes.
FIGURE 5.28 Machine d'électroérosion à broche tournante. Doc. Charnilles Technologies
Utilisation a 1 »
Pour les t ro is types de machines. Production d'outillages dé formé: mou les d ' in jec t ion, d 'ex t rus ion , de compress ion , de coulée, des mat r ices et po inçons de f o r m a g e , fo rgeage , découpe (po inçon et mat r ice pouvan t être ob tenus s imu l t anémen t avec mach ine à fi l). Production en petite série, de pièces pro to types précises, de pièces en matér iau réfractaire, de f o rmes d ' in té r ieur ( ra inures, dentures. . . ) .
156 Guide de l'usinage

3. Électrochimie
Généralités
L'électrochimie consiste à enlever de la mat ière sur des pièces métal l iques, par d isso lu t ion ano-dique dans une cellule d 'é lectrolyte à haute den-sité de courant , l 'é lectrode-out i l étant la cathode (négatif) et la pièce l 'anode (positif) (fig. 5.29). La réact ion ch im ique produ i t de l ' hydroxyde de fer et de l 'hydrogène. Le métal érodé précipite sous fo rme d 'hyd roxyde ~iétal l ique en part icules de quelques pim. _es part icules méta l l iques sont évacuées par le
qu ide é lec t ro l y t i que qu i c i rcu le à g rande • itesse (envi ron 30 m/s) sous fo r t déb i t (30 à 100 m 3 / h ) é l im inan t les ca lor ies p rodu i tes par effet Joule. Une for te pression (de 5 à 20 bars, selon les machines) est nécessaire pour ob ten i r la v i tesse : écou lement du f lu ide dans les interval les rédui ts entre l 'é lect rode-out i l et la pièce (quelques d ix ièmes de mm) . Ces for tes pressions engendren t des forces nécessitant la r ig id i té du porte-pièce et du porte-outil. . érosion qui agi t dans toutes les d i rect ions, est dé terminée par la conduct ib i l i té é lectr ique de
e ectrolyte, la distance électrode-out i l /p ièce et la résistance de t ransmiss ion métal /é lectrolyte. - a s de contact é lect rode-out i l /p ièce, un gap permet le passage de l 'é lect ro ly te et é l im ine les :our ts-c i rcui ts . _a st ructure méta l l ique des surfaces usinées n'est pas modi f iée .
fLECTROOE
Éieçtreiyte
FIGURE 5.29 Schéma de principe de L'électrochimie. Doc. Dubuis-électrochimie
Électrolyte
So lu t i on aqueuse d ' un sel (ch lo rure ou ni trate de sod ium) ma in tenue à tempéra -ture constante avec recyclage (f i l t rage). La concent ra t ion est fo r te (160 g/l), pour les g ros d é b i t s ; fa ib le (50 g/l) pour les débits rédui ts.
Injection de l'électrolyte Par l ' é lec t rode-ou t i l avec évacua t ion entre pièce et out i l , assurant le passage du couran t qu i crée la d i sso lu t i on de mat ière sur la pièce cathode. Par le bas ou un côté de l 'out i l lage (boîte de pression) avec retour côté out i l (corps FIGURE 5.30 Schéma de circuit du liquide électrolytique d'out i l ) (f ig. 5.30). injecté par l'outil.
boîte de
électrode-outil
pièce (+)
5. Procédés d'érosion 157

3 . 3 Conditions technologiques
Ampérage. Il a u g m e n t e avec l ' é tendue des sur faces us inées, s i m u l t a n é m e n t , de 40 à 200 A /cm 2 . Tension d'usinage. Elle est de 6 à 20 vo l ts , redressée f i l t rée.
Précisions obtenues
État de surface. De qual i té 0,8 Ra, d 'aspect pol i . Dimensions. La préc is ion var ie de 0,1 à 0,05 m m .
^Matériaux usinés
Tous les métaux , quel les que soient leurs caractér ist iques mécaniques, m ê m e très réfractaires.
[Électrodes-outils
Généra lement en cuivre et ses al l iages et en acier à haute teneur en nickel. Caractéristiques. Bonnes conduct ib i l i tés é lect r ique et t h e r m i q u e : po in t de fus ion élevé.
» O u t i l l a g e
Spéci f ique pour chaque type de pièces (fig. 5.31). Ma in t ien pièce et é lect rode-out i l dans une boîte de press ion (de préférence, s tandard) .
FIGURE 5.31 Outillage spécifique d'ébavurage. Doc. Dubuis-électrochimie
158 Guide de l'usinage

Dir ige la c i rcu la t ion de l 'é lectro ly te, essentiel-l emen t sur les sur faces à é roder ( f ig. 5.32): dans le sens t ransversa l des surfaces rectan-gu la i res ; En pér iphér ie des sur faces c i rcu la i res (avec évacuat ion au centre de l 'é lectrode).
FIGURE 5.32 Circulation de l'électrolyte sur la surface
des électrodes-outils.
i a- surface type
rectangulaire b- surface type
circulaire
Mise en œuvre
Deux mé thodes sont e m p l o y é e s : us inage stat ique (out i l sans m o u -vemen t d 'avance) (f ig. 5.33). Us inage d y n a m i q u e (out i l rece-van t un m o u v e m e n t d 'avance) (fig. 5.30).
Électroehimie statique Ébavurage rapide de pièces méca-niques, en qual i té constante. Avec l 'out i l lage adapté, tou tes les bavures d 'une pièce sont s imul ta-n é m e n t é l im inées (en que lques dizaines de secondes).
FIGURE 5 .33 Usinage par électro-chimie statique.
Doc. AEG Elotherm (d'après CETIM)
0 1.5 flasque en X C 38
Rayon R : 0,2 m m à obteni r
Plaque de contrepression Avance nulle I E \ (stat ique)
h . w . . .
Pot d'injection
Conditions d'usinage - Électrolyte : NaNOj - 200 g/1 - Tension d'usinage :12 V - Temps générateur : 30 s - Intervalle de départ : 0,5 mm - Intensité résultant de l'usinage: 3000 A - Injection d'électrolyse sous la pièce plus contre-pression en sortie d'usinage
5. Procédés d'érosion 159

Partie active de l'électrode À si tuer au dro i t des bavures à é l im ine r : par ef fet de po in te , l ' é ros ion s 'e f fec tue sur la bavure, p rog ress i vemen t ( l 'angle ébavuré se rayonne) . L 'é lect ro ly te c i rcu lera essent ie l le-men t sur les arêtes à ébavurer (f ig. 5.34). Sur faces non fonc t i onne l l es de l 'é lec t rode-out i l à recouvr i r d ' un isolant.
Utilisation Ébavurage et rayonnage d ' in tersect ions d'ac-cès d i f f i c i le sur des pièces t e rm inées , ayant un g r a n d n o m b r e de bavures à é l im ine r ou f ragi les et ne suppor tan t pas de contra intes.
Électrochimie dynamique Usinage par en fonçage , avec ou t i l -é lec t rode de f o r m e , d i rec tement dans la masse. Les f o r m e s in té r ieures p ro fondes peuven t nécessiter un avant - t rou. Les angles v i fs sont par fa i tement réal isables. Usinage d'un profil constant. Isoler latérale-ment l 'é lect rode, éventue l lement . Vitesse d'avance. Elle va r ie de 0,5 à 12 m m / m i n , selon les cond i t ions d 'us inage.
Utilisation Obten t ion de : f o r m e s complexes , d i f f ic i les ou imposs ib l es à réal iser par c o u p e ; perçages p ro fonds de pet i t d i a m è t r e ; m o u l e s ; ma t r i ces ; f i n i t i on de f o r m e s fo rgées (fig. 5.35). Bonne répétab i l i té en p r o d u c t i o n de sér ie ( l 'é lect rode-out i l ne subi t aucune usure).
FIGURE 5.35 Exemples d'usinage électrochi-
mique dynamique. Doc. Dubuis-électrochimie
Ebavurage de trous incanti Deburring intersecting holes
Zones à ébavurer
Areas ta be deburred
Electrodes multiples Multiple electrodes
FIGURE 5.34 Schéma d'ébavurage de formes intérieures inaccessibles par coupe.
Doc. Dubuis-électrochimie
Réalisation d'aubes de turbine en alliage réfractaire
Sécurité
Nécessite l 'asp i ra t ion des vapeurs produ i tes
|Machines
Elles permet ten t l 'us inage de série (pet i tes à grandes) avec plateau por te-p ièces rotat i f et a l imen ta t ion au tomat ique .
Electrodes monobloc Single electrodes
Ebovurage de trous secants Deburring intersecting holes
160 Guide de l 'usinage

4. Usinage chimique V S I H i
L'usinage ch im ique consis te à enlever de la mat iè re sur des pièces méta l l iques par cor ros ion de la sur face t ravai l lée, en mi l ieu l iqu ide à l 'a ide d ' un agent oxydan t (acide à 80° env i ron) . L 'érosion s 'ef fectue len tement (quelques d ix ièmes de mm/heure ) , et s imu l t anémen t sur tou tes les surfaces découver tes. Le bain do i t être régénéré pé r iod iquement . Un r inçage est nécessaire après us inage et démasquage des surfaces protégées. Outil. Agen t oxydan t ch im ique , ne p rovoque aucune cont ra in te mécan ique, ni bavures sur les pièces usinées.
Matériaux usinés
La p lupar t des mé taux et al l iages sont usinables par ce procédé, et p lus par t i cu l iè rement les al l iages d ' a l u m i n i u m . Usinage des aciers Le bain est cons t i t ué de t ro i s ac ides ( ch lo rhyd r i que , n i t r i que et p h o s p h o r i q u e servant de moui l lan t ) .
Mise en œuvre
C o m m e pour tous t ra i t emen ts de sur face, la pièce à éroder subi ra les opéra t ions pré l im i -naires de dégraissage, r inçage, séchage.
Préparation des surfaces Les sur faces ne devan t pas êt re érodées seront pro tégées par masquage (fig. 5.36). Après recouvrement to ta l de la pièce au néo-prène (par i m m e r s i o n et séchage à l 'a i r ambian t ) les surfaces à at taquer sont décou-ver tes (gabari ts) avec un sous -d imens ionne-m e n t c o r r e s p o n d a n t à la p r o f o n d e u r d 'us inage.
a) f il S
1
r ]
L. J aire découverte
masquage
FIGURE 5.36 Évidement obtenu dans une pièce par usi-nage chimique (pièce non démasquée).
5. Procédés d'érosion 161
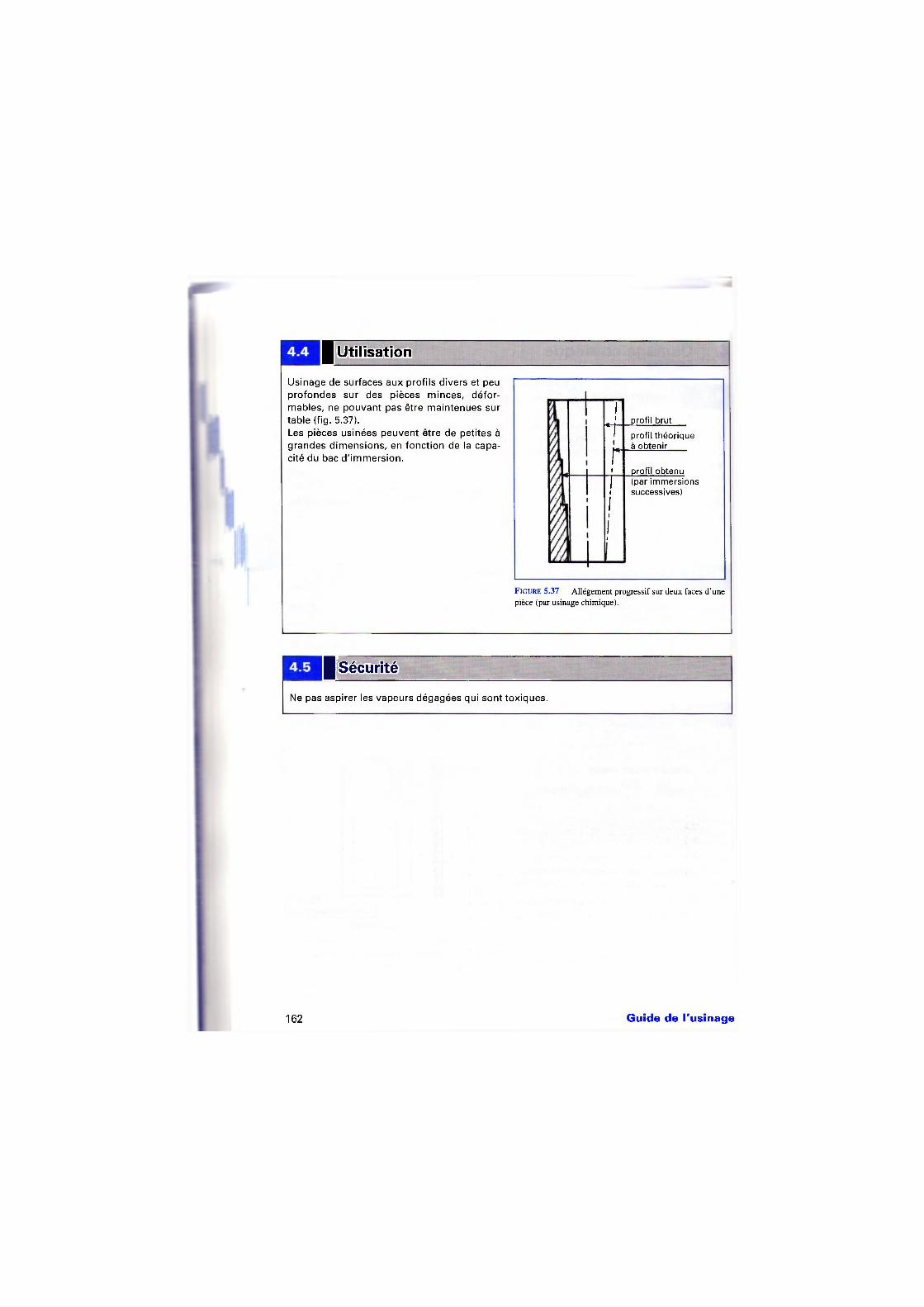
[utilisation
Usinage de surfaces aux prof i ls d ivers et peu p ro fondes sur des pièces minces , défor -mables, ne pouvan t pas être ma in tenues sur table (f ig. 5.37). Les pièces usinées peuvent être de pet i tes à g randes d imens ions , en fonc t i on de la capa-cité du bac d ' i m m e r s i o n .
I I profil brut
'1 1 profil théorique à obtenir r i profil obtenu i i
i i
i »
(par immersions successives)
FIGURE 5.37 Allégement progressif sur deux faces d'une pièce (par usinage chimique).
^Sécurité
Ne pas aspirer les vapeurs dégagées qui sont tox iques .
162 Guide de l'usinage

PROCÉDÉS DE FILETAGE
1. Généralités 165 1.1 Différents procédés de f i letage 165 1.2 Différentes formes de fi lets 165 1.3 Tolérances de fabr icat ion des f i letages tr iangulaires 168
2. Filetage en mult ipasses 168 2.1 Généralités 168 2.2 Mouvements générateurs 168 2.3 Outi ls de f i letage 169 2.4 Condit ions de coupe 171 2.5 Mise en œuvre 171 2.6 Uti l isat ion 172
3. Filetage en monopasse 172 3.1 Généralités 172 3.2 Mouvements générateurs 173 3.3 Outils de f i letage 173 3.4 Condit ions de coupe 174 3.5 Mise en œuvre 174 3.6 Uti l isat ion 175
4. Filetage d' intér ieur avec out i l de taraudage 175 4.1 Généralités 175 4.2 Mouvements générateurs 176 4.3 Outils de taraudage 176 4.4 Condit ions de coupe 178 4.5 Mise en œuvre 178 4.6 Apparei l lages. Pour taraudage à avance l ibre 181 4.7 Uti l isat ion 182
163
5. Filetage d'extér ieur avec outi l f i l ière 182 5.1 Généralités 182 5.2 Mouvements générateurs 182 5.3 Outi ls de f i letage 183 5.4 Condi t ions de coupe 183 5.5 Uti l isat ion 184
6. Filetage d'extér ieur par fo rmage à f ro id 184 6.1 Principe 184 6.2 Effort de formage 186 6.3 Outi ls-molettes 187 6.4 Matér iaux à fi leter 187 6.5 Mise en œuvre 187 6.6 Machines 188 6.7 Uti l isat ion 189
7. Filetage d'extér ieur à l 'out i l -meule 190 7.1 Généralités 190 7.2 Outi l 190 7.3 Machine et ut i l isat ion 190
8. Filetage par tourb i l lonnage 191 8.1 Généralités 191 8.2 Outi ls de coupe 191 8.3 Machine et ut i l isat ion 191
164 Guide de l'usinage

1. Généralités
Réalisation des fi lets, en intérieur et en extérieur selon les procédés, sur des formes généra-lement cyl indr iques (trous, alésages, cylindres) à l 'aide d 'out i ls de forme. Les machines uti l isées sont spéci f iques ou de product ion des fo rmes init iales (tours, frai-seuses, perceuses...). Selon la précision à obtenir, les d imensions (diamètre et longueur du f i letage), la product ion à assurer, le type de pièces produites avec f i letage, les procédés de mise en œuvre seront dif-férents.
[ Différents procédés de filetage
Filetage par coupe
En multipasses, avec outils de tournage à un bec Sur machines de tournage (tours, centres de tournage), en extérieur et intérieur.
En monopasse, avec outils de fraisage (les fraises à fileter) Sur machines effectuant du fraisage (fraiseuses, centres d'usinage, centres de tournage), en extérieur et intérieur.
En monopasse, avec des outils multi-arêtes (les tarauds) Sur machines d'usinage (perceuses, tours, fraiseuses...) en intérieur.
En monopasse, avec des outils multi-arêtes (les filières) Sur tours et machines spécif iques.
Filetage par formage Avec des out i ls circulaires (les molettes) sur machines spécif iques ou sur tours avec appa-reillage porte-molettes.
Différentes formes de filets
Normalisés en prof i l ( tr iangulaire, trapézoïdal, Whi tvor th , rond...) et en pas (à un ou plusieurs filets) répondant à des uti l isat ions spécif iques d'assemblage non permanents, soit principale-ment :
(NF E 03.001- ISO 68), le plus courant : le prof i l est t r iangulaire, avec dif férents pas correspon-dant aux diamètres (l 'angle d'hél ice du f i let est d 'envi ron 2° pour l 'ensemble des diamètres (fig. 6.1 et 6.2).
6. Procédés de filetage 165

Diamètre nominal : d = D
Hauteur théorique du filet : V3
H = p —— = 0,866 P 2
Hauteur du filet en contact : H = D ~ D ' 1 = 0,541 P 1 2
Hauteur du filet de la vis :
H = d ^ d z = 0 6 1 3 p 3 2
Diamètre moyen sur flanc:
d , = D, = d - — = d - 0 , 6 5 P 2 2 4
Diamètre intérieur de taraudage : (écrou)
D1 = d - 2H1 = d - 1,082 P
Diamètre du noyau de la vis (fond de filet) :
d3 = d - 2 h 3 = d - 1,226 P
Rayon fond de filet : 0,144 P ; Rayon fond d'écrou : 0,072 P
Diamètre nominal (mm) Pas gros (mm) Pas fins (mm)
3 0,5 / 4 0,7 / 5 0,8 / 6 1 / 8 1,25 1 10 1,5 1,25-0,75 12 1,75 1,25-1
14-16 2 1,5-1 18-20-22 2,5 1,5-1
24-27 3 2-1,5 30-33 3,5 2-1,5 36-39 4 3-1,5 42-45 4,5 3-1,5 48-52 5 3-1,5 56-60 5,5 4-2 64-68 6 4-2
72 à 150 6-4-2
FIGURE 6.1 Filet triangulaire, profil ISO. d'après Norbert et Philippe
FIGURE 6.2 Diamètres et pas ISO, filet triangulaire.
Filetage trapézoïdal symétrique (NF E 03.615 à 617), pour des ut i l isat ions sous for tes charges. Le d iamèt re nomina l est chois i dans la série des d iamèt res ISO (fig. 6.3). Le pas chois i est le p lus g rand pas compa t ib le avec les cond i t ions d ' e m p l o i et un m a x i m u m de 0,25 m m de d iamèt re .
WÊmmmmÊÊÊÊÊÊÊB Filetage rond pour vis à billes I I I I IBMIII I^^
(NF E 22.201, ISO 3408 / DIN 69.051) pour ut i l isat ion de g rande précis ion et excel lent rende-ment , en réal isat ion rou lée ou recti f iée (f ig. 6.4).
166 Guide de l'usinage

h - a . T 2 S Ï 2
Ecrou
Diamètre nominal (mm)
Pas (mm)
8 2,5 3500 12 5 3500 16 5 3500 16 16 3500 20 5 3500 20 20 3500 25 5 5000 25 25 5000 32 5 5000 32 32 5000 40 5 5000 40 40 5000 50 5 5900 50 40 5900 63 10 5900 63 40 5900 80 10 5900 80 20 5900
FIGURE 6.3 Filet trapézoïdal symétrique. FIGURE 6.4 Dimensions des vis à billes roulées. Doc. Norbert et Philippe
Autres filetages normalisés Pour des ut i l isat ions spéci f iques, so i t : Fi letages pour tuyauter ie di te «gaz» avec étanchéi té (NF E 03.004). et sans étanchéi té (NF E 03.005) (fig. 6.5). Fi letages à f i le t rond pour SNCF (NF E 00.016 à 032) (fig. 6.6). Fi letages t rapézoïdaux asymét r iques pour art i l ler ie (NF E 03.611). Fi letages pour raccords de canal isat ions é lect r iques (NF C 68.190, C 63.021 à 022). Fi letages pour raccords de valves pneumat iques (NF E 87.012). Fi letages pour cônes d 'assemblage des rob inets de boute i l les de gaz (NF E 29.671 à 684) et pour raccords de sort ie de gaz (NF E 29.652 à 660). Fi letage m in ia tu re ISO pour m ic romécan ique (NF E 03.501 à 504).
FIGURE 6.5 Filet gaz. Doc. Norbert et Philippe FIGURE 6.6 Filet rond. Doc. Norbert et Philippe
6. Procédés de f i letage 167

| Tolérances de fabrication des filetages triangulaires
Elles sont établ ies ana log iquemen t au sys tème de to lérances de l 'a lésage no rma l . Le prof i l t héo r ique est celui déf in i par le prof i l norma l i sé et réalisé à la cote nomina le de to lé-rance 0.
Filetage d'extérieur : est au d iamèt re extér ieur h 13 et l ' in terva l le de to lérance est au négat i f
(h°- ,T ) -
L'écrou Filetage d'intérieur : est au d iamèt re d 'a lésage H 15 et l ' in terva l le de to lérance est au posi t i f
K IT)-Flancs du filet
Les to lérances de réal isat ion sur f lancs du f i let sont dans les qual i tés 6 à 8 (h6 à h8 et H6 à H8) du d iamèt re nomina l .
2. Filetage en multipasses
Généralités
Procédé de tou rnage , où l 'out i l e f fectue des passes successives répétées a u t o m a t i q u e m e n t sur tours à CN et centres de tou rnage .
Mouvements générateurs
168 Guide de l'usinage
L'outi l reçoit le m o u v e m e n t d 'avance et la pièce le m o u v e m e n t de coupe (fig. 6.7). Cycles fixes de filetage : à pas constant , in tégrés dans les CN, avec des menus pour réal isat ion de f i le tages d ivers (cy l ind r ique , con ique , t ransversa l , enchaîné, à p lus ieurs f i lets) (fig. 6.8). Les passes successives son t à sec t ion constante. La péné t ra t ion d ' ou t i l peut être à d ro i te ou ob l ique.
FIGURE 6.7 Opération de filetage en multipasses.
Doc. Vardex
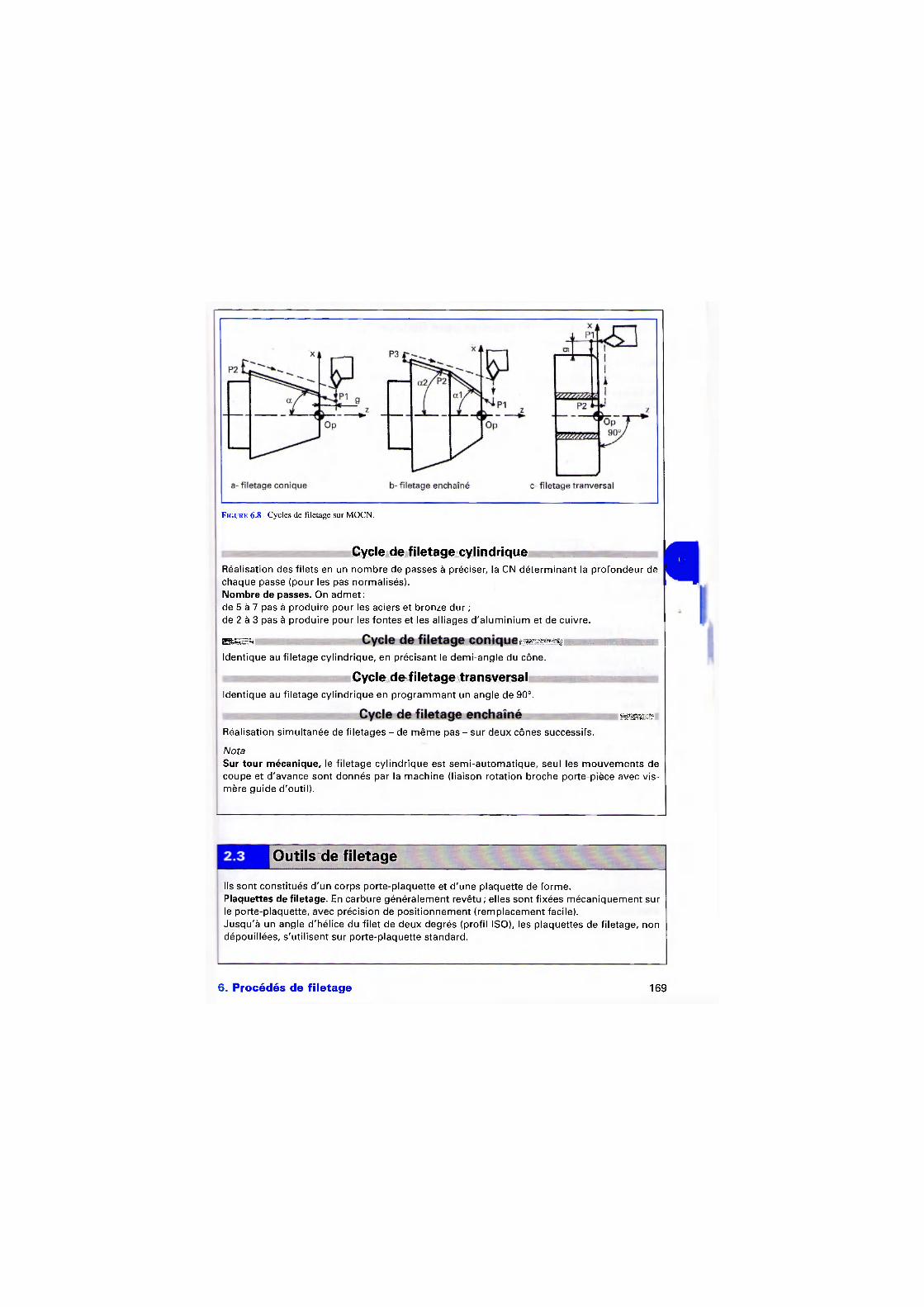
FIGURE 6.8 Cycles de filetage sur MOCN.
Cycle de filetage cylindrique Réal isat ion des f i lets en un n o m b r e de passes à préciser, la CN dé te rm inan t la p ro fondeur de chaque passe (pour les pas normal isés) . Nombre de passes. On a d m e t : de 5 à 7 pas à p rodu i re pour les aciers et bronze dur ; de 2 à 3 pas à p rodu i re pour les fontes et les al l iages d ' a l u m i n i u m et de cuivre.
§1 d i H B R P f f lHR f f l i
Ident ique au f i le tage cy l indr ique , en précisant le demi -ang le du cône.
Cycle de filetage transversal Ident ique au f i le tage cy l indr ique en p r o g r a m m a n t un angle de 90°.
• • 1 1 1 1
Réal isat ion s imu l tanée de f i le tages - de m ê m e pas - sur deux cônes successifs.
Nota Sur tour mécanique, le f i le tage cy l i nd r ique est sem i -au toma t i que , seul les m o u v e m e n t s de coupe et d 'avance sont donnés par la mach ine ( l ia ison ro ta t ion broche porte-pièce avec vis-mère gu ide d 'out i l ) .
Outils de filetage
Ils sont const i tués d 'un corps por te-p laquet te et d 'une p laquet te de f o rme . Plaquettes de filetage. En carbure généra lement revêtu ; el les sont f ixées mécan iquemen t sur le por te-p laquet te , avec préc is ion de pos i t i onnemen t ( remp lacement faci le). Jusqu 'à un angle d 'hél ice du f i let de deux degrés (prof i l ISO), les p laquet tes de f i le tage, non dépoui l lées, s 'u t i l i sent sur por te-p laquet te s tandard.
6. Procédés de filetage 169

Plaquettes pour filetages ISO Elles sont de deux types de prof i ls , so i t :
À profil plein Usinent le f i le t et son s o m m e t , permet tan t l 'arrasage au d iamèt re nomina l (faci l i te le cont rô le de l 'opérat ion) . Chaque p laquet te co r respond à un pas dé te rm iné (fig. 6.9).
r - f 5
l .
L Détail A
Extrémité du porte-plaquette
R = droite (suivant dessin) t = gauche, symétrique
FIGURE 6.9 Plaquette indexée de filetage à profil plein.
À profil partiel Usinent le f i le t et non le s o m m e t . Une p laquet te d 'un prof i l donné réalise les f i le tages de pas d i f férents. Ces p laquet tes sont conçues pour des plages de pas (f ig. 6.10).
Doc. Stellram
Extrémité du porte-plaquette
R = droite (suivant dessin) L = gauche, symétrique
FIGURE 6.10 Plaquette indexée de filetage à profil partiel. Doc. Stellram
Filetage à grand pas L'angle d 'hé l ice est à dé te rm ine r af in d ' inc l iner l 'ou t i l (ou l 'a f fûter) , pour ob ten i r un angle de dépou i l le év i tant le ta lonnage sur le f lanc qui a t taque le f i let (fig. 6.11).
170 Guide de l'usinage

On dé te rm ine : L'angle d 'hé l ice du f i let /', so i t :
t g / = pas du f i let p / d iamèt re sur f lanc d2-L'angle de dépou i l le a f d a n s le plan d 'avance Pf , so i t :
af= i + 3° pour le f lanc a t taquant le f i let . Si nécessaire, l 'ang le de dépou i l l e o r t hogo -nale ctn, so i t :
t g «o = t 0 af ' C0SlP> avec tp = demi -ang le au s o m m e t du f i let .
FIGURE 6.11 Dépouilles latérales d'outil de, filetage à grand pas.
Conditions de coupe
Vitesses de coupe Relat ivement ident iques aux di f fé-rentes opé ra t i ons de t o u r n a g e : Selon les matér iaux usinés, de 50 à 500 m / m i n pour les out i ls en car-bure et de 5 à 80 m / m i n pour les out i ls en acier rapide (f ig. 6.12). Nota: En ut i l isat ion semi -au toma-t i que sur t ou r mécan ique , la v i tesse de coupe est de que lques m /m in , (dégagemen t de l 'ou t i l en f in de passe).
Vitesses d'avance Elles co r responden t aux pas à obte-nir.
Matière Carbure ARS
Matière Vi (m/min) Nuance Vi (m/min)
Acier 40 à 70 150-200 P10 20 à 50 Acier 70 à 90 100-150 P20 20 à 40 Acier Rr> 90 70 à 100 M 20 15 à 30 Acier inoxydable 50 à 70 P40 5 à 10 Fonte HB =s 250 80 à 140 K10 20 à 40 Fonte HB >250 50 à 80 K10 5 à 30 Bronze - Laiton 200 à 300 K10 30 à 50 Bronze-Aluminium 80 à 120 K10 20 à 40 Alliages d'aluminium 300 à 500 K10 60 à 80
FIGURE 6.12 Vitesses de coupe conseillées en filetage multipasses.
Mise en œuvre
L'ébauche, cy l ind r ique ou alésage, sera usinée dans les to lérances d ' ob ten t i on des f i le tages, selon les d iamèt res nom inaux . L'entrée de f i let est généra lement ef fectuée par un chanf re in (du demi -ang le de s o m m e t de f i let).
6. Procédés de fi letage 171

La sor t ie ou t o m b é e de f i le t , peut être effec-tuée par une go rge (p ro fondeu r du f o n d de f i let) à réaliser avant le f i le tage (f ig. 6.13).
FIGURE 6 .13 O p é r a t i o n de fonçage de gorge de sortie
de filet. Doc. Vardex
Utilisation
En tou rnage de pièces cy l indr iques , sys téma t iquemen t (suppress ion d 'une phase de f i letage) sur mach ine spéci f ique, sauf si le cahier des charges s t ipu le un autre procédé ( formage. . . ) .
3. Filetage en monopasse
Généralités
Procédé de f ra isage avec des out i ls m o n o ou mul t i -arêtes de coupe, en inter-po la t i on hé l ico ïda le sur mach ines à c o m m a n d e n u m é r i q u e ( f ra iseuses, a léseuses, cent res d 'us i -nage) (f ig. 6.14).
FIGURE 6.14
Filetage à la fraise multidents. Doc. Vardex
172 Guide de l'usinage
F r a i s a g e d e f i l e t a g e s i n t é r i e u r s le l o n g d ' u n a rc t a n g e n t i e l 1-2 A p p r o c h e r a p i d e 2 -3 En t rée d e l ' o u t i l le l o n g d ' u n arc t a n g e n t i e l
a v e c a v a n c e s i m u l t a n é e le l o n g d e l ' a xe Z 3 - 4 M o u v e m e n t h é l i c o ï d a l p e n d a n t u n e o r b i t e
c o m p l è t e 4-5 O r b i t e d e l ' o u t i l p e n d a n t l ' a r c t a n g e n t i e l
a v e c la p o u r s u i t e d e l ' a v a n c e d e l ' a x e Z 5-6 R e t o u r r a p i d e

3 .2 Mouvements générateurs
Obtenus par un cycle f ixe in tégré dans les CN. L'outi l reçoi t le m o u v e m e n t de coupe ( ro ta t ion autour de l 'axe du por te-out i l ) , et le m o u v e m e n t d 'avance hél icoïdal (circulaire dans le plan XY, et l inéaire s imu l tané su ivant 2), enve loppan t la f o rme à f i leter (cy l indre ou alésage). L 'approche et la sort ie tangent ie l les de l 'out i l sont in tégrées dans le cycle de f ra isage des f i lets.
Outils de filetage
Ils sont const i tués d 'un corps cy l ind r ique por te-p laquet te et d 'une p laquet te de fo rme . Les p laquet tes sont indexées avec préc is ion dans leur por te -ou t i l , pe rme t tan t leur change-ment rapide et précis. Elles sont t r iangu la i res et de deux types : m o n o d e n t s et mu l t iden ts , aux prof i ls adaptés aux dif-férents f i le tages à obten i r (courts ou longs, à pas f in , no rma l ou grand) .
Elles son t révers ib les , pos-sédant deux faces de coupe (fig. 6.15).
FIGURE 6 .15 Plaquettes multi-arêtes et porte-
outil. Doc. Vardex
Plaquettes monodents
Elles on t t ro is pos i t i ons d ' i ndexage ( fo rme t r i angu -laire) (f ig. 6.16).
Plaquettes multidents
Plaquet te : TM Porte*Hitil; TMC Remarque : toutes les plaquettes possèdent 2 arêtes de coupe.
wmammmmmm Plaquette Dimensions (mm) Gamme de pas pour ta normB Longueur IC L L, O D2 ISO UN W PG L« (mm)
1/4' 70-85 12.0-20.0 12-20 11.5......•• 0.5-1.5 32-14 28-14 20-16 10 3/8* 90-95 22.0-43.0 16-20 17-20 0.5-2.0 32-11.5 26-11 20-16 15 5/8' »0-120 52.0-58.0 25-32 30-37 1.0-4.5 24-6 16-6 16 25
FIGURE 6 .16 Filetage à la fraise monodent.
Doc. Sandvik Coromant
6. Procédés de fi letage 173

Conditions de coupe
Elles sont élevées, les p laquet tes étant en carbure revêtu : de 80 à 1 500 m/m in , selon les maté-r iaux usinés (fig. 6.17).
Matière de la pièce Vitesse de coupe recommandée m/min VSX (ISO P1Û-P30)
V3Û (ISO P20-P30)
VKX (ISO K05-K20)
VK2 (ISO K10-K20)
Acier au carbone < 600 N/mm2 160 - 240 160 200 150 - 250
Acier au carbone 600 - 800 N/mm2 170-200 150 180 170 - 200 -
Acier allié 700 - 800 N/mm2 120-170 110 150 120-180
Acier allié 850 -1100 N/mm2 110-150 100 130 110-150
Acier Inoxydable (austénitique < 700 N/mm2) 160 - 200 150 180 160 - 200 -
Ader inoxydable (martensitique < 1100 N/mm2) 150-180 140 170 150 - 200
Acier inoxydable (lerrilique < 800 N/mm2) 150 - 200 140 170 150 - 200 4-Fonte d'acier < 500 N/mm2 710-200 150 180 710-200 -
Fonte d'acier 700-1000 N/mmz 120-180 120 150 120-180 -
Fonte malléable 150-340 HB 100-130
Fonte 100 - 200 HB - 110-150 110-150
Bronze/Copper - 120-180 120-170
Aluminium - 200-400 660-980
VSX et VKX sont recouverts de TIN PVD
L'avance recommandée par arête de coupe et par rotation se situe entre 0,05 mm et 0,3 mm.
FIGURE 6 .17
Vitesses de coupe recom-mandées pour fraises à fileter multidents (carbure revêtu). Doc. Vardex
Vitesses d'avance (suivant l'hélice) Elles var ient de 0,05 à 0,3 mm/ tou r , selon les ma té r i aux et les pas (d imens ions des pla-quettes). La v i tesse d 'avance d ' in te rpo la t ion , au centre de l 'out i l , se dé te rm ine pa r :
et
V f r Vf
Vf,- Vf
D + Dp
D
D
pour les cy l indres,
pour les alésages
avec l / f = f. n t r /m in . (f ig. 6.18).
Puissance de coupe Elle est fa ib le : p roduc t ion de min i -copeaux et évacuat ion faci le.
Vf Vf yU „Vfi
j
/0DO (outil) / 0 D pièce /0DO \ 0 D (cylindre) (alésage)
FIGURE 6.18 Détermination de la vitesse d'avance pour filetage à la fraise.
D'après Doc. Sandvick Coramant
i
J 3 . 5 1 Mise en œuvre 1 fi lM
Le f i le tage s 'e f fectue en une seule passe (fraisage en oppos i t i on ou en concordance) en exté-r ieur ou en intér ieur dans tous d iamètres , aux pas à dro i te ou à gauche (avec une m ê m e pla-quet te, dans une plage donnée de d iamètres) .
174 Guide de l'usinage

Une gorge de dégagemen t du f i let n'est pas nécessaire, la coupe ne p rodu isan t pas de bavure appréciable.
Utilisation
Essent ie l lement sur mach ines à c o m m a n d e numér ique de f ra isage-alésage en f i le tage cyl in-dr ique ou con ique, sys téma t i quemen t sur les pièces de t ype p r i smat ique , d i rec tement dans la phase d 'us inage ( c o m m e tou tes les autres opéra t ions de fraisage). L'état de surface et la concentr ic i té des f i le tages ob tenus sont excel lents. Nota: Des f i le tages d 'ex tér ieur pou r ron t être réalisés sur t ou r ou mach ine spéci f ique, avec un apparei l lage moto r i san t ( m o u v e m e n t de coupe) une fraise type t ro is ta i l les du prof i l à obtenir . La fraise est incl inée de l 'angle d 'hél ice du f i let (fig. 6.19).
FICUKE 6.19 Schéma de filetage à la fraise à fileter type 3 tailles.
4. Filetage d'intérieur avec outil de taraudage
^Généralités
Le ta raudage s 'e f fectue avec des out i ls de f o r m e - les ta rauds - en une passe, par le v issage de l 'out i l dans un t r o u p réa lab lement réal isé à un d iamèt re vo is in du d iamèt re in tér ieur de l 'écrou D2, réal isant le f i le tage intér ieur co r respondan t à celui de l 'out i l (f ig. 6.20). Le dévissage s 'e f fectue par invers ion du sens de rotat ion de l 'out i l .
6. Procédés de fi letage 175

IT c £ 1
— H A M V
entrée droite a. Goujures droites
largeur de peigne
cone d'entrée
CD A
S I
Si / • ^ w v w v l
entrée inclinée b. Goujures droites avec entrées inclinées
7 (coupe)
a (dépouille)
0 de l'âme
peigne
goujure
c. Angles de coupe
goujure de forme hélicoïdale ,
d. Taraud hélicoïdal
X angle d'hélice de la goujure
FIGURI-: 6.20 Outil-taraud. Doc. Leclerc
Mouvements générateurs
Le m o u v e m e n t de coupe est la ro ta t ion donnée à l 'out i l . Le m o u v e m e n t d 'avance c o r r e s p o n d au pas par tou r d 'ou t i l . L'avance es t : libre, le ta raud avance à son pas : tarau-dage en général ; guidée, par la c o m m a n d e n u m é r i q u e : ta raudage à pas t rès précis.
Cycle fixe de taraudage Intégré dans les CN, il pe rmet une pro-g r a m m a t i o n s impl i f iée (déf in i t ion de la p ro fondeur de taraudage) (fig. 6.21).
V^p .
garde g = 2 à 3 pas
arrêt temporisé : inversion sens de rotation broche
d = 2 à 3 pas (dégagement ou arrêt avant fond de trou borgne)
FIGURE 6.21 Cycle fixe de taraudage en CN.
m j O u t i l s d e taraudage
Les tarauds, out i ls de f o r m e normal isés NF E 66-103 à 120, on t une entrée con ique fac i l i tant leur pos i t i onnemen t dans le t r ou à l 'a t taque et assurant la coupe progress ive de l 'out i l avec répar t i t ion des ef for ts sur un plus g rand n o m b r e de dents (f ig. 6.22).
176 Guide de l'usinage

Le cône d 'en t rée des ta rauds -mach ine est géné ra lemen t cou r t : c inq pas pour t rous débou-chants ; deux à t ro is pas pour t rous borgnes.
NUANCE ACIER
r DE SURFACE
TYPE DE TARAUD RECOMMANDÉ
FORME DE L 'ENTRÉE
GÉOMÉTRIE DU TROU
VTTESSE DE COUPE M/MIN.
HSS-ES HSS-2E
T I N
/ /
Zz
10-18 20-30
HSS-2E
STEAM HOMO
HSS-2E
10-18 10-18
HSS-2E
H T 10-18
HSS-2E
TIN
HSS-2C
STEAM HOMO
y p :
8-12 8-12
'LUBRIFIANT: O: HUILE DE COUPE E: ÉMULSION
Q FIGURE 6.22 Différents types de tarauds selon utilisation. Doc. Perfor
Diamètres des tarauds-machine De M 1 à M 64, les ut i l isat ions courantes étant des d iamèt res 3 à 24, pour tous types de f i le-tages.
Goujures des tarauds mÊBBÊÊÊBÊmmmsÊiaÊaÊÊm Des gou ju res dro i tes ou hél icoïdales sur le f i le tage du ta raud, cons t i tuant la denture avec les arêtes de coupe. Le sens de l 'hél ice. Les gou ju res d o n n e n t l ' i nc l ina ison d 'a rê te aux dents et d i r i gen t les copeaux.
Goujures hélicoïdales à droite Avec hél ice généra lement de 35 à 45°: p rovoquen t le dégagemen t des copeaux à l 'arr ière du
ta raud (évite le bour rage en f o n d de t rou) .
Goujures droites avec entrée suivant hélice à gauche (coupe GUN) ou hélice gauche: provoquen t le dégagemen t des copeaux à l 'avant du taraud.
Goujures droites Les copeaux ne sont pas d i r i gés : leur évacuat ion s 'e f fec tue par grav i té ( lubr i f icat ion, souf f lage) (fig. 6.23).
r f ì
A
FIGURE 6.23
Taraud à goujures droites Doc. Leclerc
Le copeau reste dans la goujure M
mi i i i i i i i iiiiiwii iiiiiiiiiiiiiiiiii I IIIIIIII
Les ta rauds sont af fû tables dans les gou ju res (faces d 'a t taque d 'ou t i l de fo rme) . Des centres ou des pointes con iques (peti ts d iamètres) permet ten t leur ma in t ien sur af fûteuse.
6. Procédés de fi letage 177

» • M l l I f f l M I
Cont inue ou a l ternée, el le est à adapter aux t r avaux à e f fec tuer (maté r iaux à usiner , t rous débouchants ou borgnes) . Elle c o m p o r t e une dépou i l le (surfaces en dépou i l le déta lonnées par rect i f icat ion).
l i n i Ili III I I I — V
Généra lemen t en acier rap ide revêtu TIN (d im inue l 'e f fo r t de coupe et l ' usure , assure une bonne résistance à l 'abras ion, augmen tan t la durée de vie d 'out i l ) .
Conditions de coupe
Vitesses de coupe Elles sont peu élevées ( f ragi l i té d 'ou t i l et d i f f i -cul té d 'évacuat ion des copeaux) : de 2 à 30 m / m i n se lon les matér iaux , le pas à obten i r , le d i amè t re des ta rauds , le t ype de t rous (borgne ou débouchant ) , et les relat ives grandes avances (f ig. 6.24).
Vitesse d'avance (par tour) Elle co r respond au pas de l 'out i l .
FIGURE 6.24 Vitesses de coupe recommandées
en taraudage (tarauds en ARS revêtu).
a
Vitesses de coupe en taraudage en m/min
Aciers R =s 50 daN/mm2 10 à 18 50 >R <70 daN/mm2 8 à 15 70 >R <90 daN/mm2 5 à 10 > 90 daN/mm2 3 à 6 au nickel, cobalt 2 à 4
Fontes malléables, HB > 250 6 à 12 dure, HB 3= 250 3 à 6
Bronze 6 à 15 Laitons 15 à 22 Cuivre 12 à 25 Alliages d'aluminium'1' 15 à 30
d'aluminium '2' 10 à 25 Alliages de zinc (zamack) 10 à 18 Titane 2 à 5 Plastiques durs 3 à 8
tendres 12 à 20
(1 ) copeaux courts (2) copeaux longs Taraudage par déformation: doubler la Vc.
Mise en œuvre
Diamètres de perçage (avant taraudage, D1) Défini pa r : d iamèt re nomina l du f i le tage D - 2 hauteurs de f i let Pra t iquement , on a d m e t : Pour les pet i ts d iamèt res ( 0 <10 m m ) dans tous matér iaux , Dl = D - pas. Au-de là de 10 m m : D1 = D (1,06 • pas) p o u r : aciers de R < 60 d a N / m m 2 , al l iages d ' a l u m i n i u m et la i ton. Dl = D- (1,10 • pas) p o u r : aciers de R < 80 d a N / m m 2 , fontes, bronze.
178 Guide de l'usinage

Dl = D - (1,20 • pas) p o u r : aciers de R > 80 d a N / m m 2 et matér iaux durs. Matériaux très durs (aciers au nickel-cobal t . . . ) p rendre si poss ib le : Dl = D— (1,30 • pas). Trous borgnes. Pro fondeur de perçage de l 'avant - t rou : l ongueur du ta raudage + 3 à 4 pas.
Tarauds à goujures droites, coupe GUN Pour t rous débouchants p ro fonds , dans tous les aciers (de const ruc-t ion , à out i l s , i noxydab les ) les a l l iages de cu iv re , les ma té r i aux à copeaux longs, les fon tes mal léab les (< 160 HB) les matér iaux durs (t i tane et ses al l iages.. .) (fig. 6.25).
FIGURE 6 .25 Taraud à goujures droites,
coupe GUN. Doc. Leclerc
Le copeau est chassé vers l'avant.
Tarauds à goujures droites et filets alternés Pour t rous p ro fonds borgnes et débouchants , dans tous ma té r i aux : aciers j usqu 'à 90 d a N / m m 2 , a l l iage d ' a l u m i n i u m et de cu iv re , les matér iaux à copeaux longs (fig. 6.26).
FIGURE 6 .26 Taraud à goujures droites, et
filets alternés. Doc. Leclerc
Le copeau reste dans la goujurc.
I
Tarauds à goujures hélicoïdales, hélice à 35° à droite Pour t rous borgnes peu p ro fonds dans les fontes, les aciers et les al l iages de cuivre.
Tarauds à goujures hélicoïdales, hélice à 45° à droite Pour t r ous bo rgnes p ro fonds , dans tous matér iaux (f ig. 6.27). Tarauds à fa ib le hél ice à g a u c h e : éven tue l l emen t , pour g ros f i le ts (fig. 6.28).
FIGURE 6 .27 Taraud à goujures hélicoï-
dales à droite. Doc. Leclerc
Le copeau remon-te dans la goujure.
FIGURE 6.28 Tarauds pour filets trapézoïdaux. Doc. Manigley
6. Procédés de fi letage 179

mmmamÊKmaÊÊÊÊÊÊKÊÊÊÊam Tarauds à coupe cuillère m/m Pour t r ous débouchan ts de fa ib le p ro fondeu r ( tôles.. .) et de pet i ts d iamèt res ( jusqu 'à 0 1 2 m m env i ron) dans les aciers j usqu 'à 90 d a N / m m 2 , éven tue l lement dans tous matér iaux (f ig. 6.29).
FIGURE 6.29 Taraud à coupe cuillère.
Doc. Leclerc
rf i 1
Le copeau est
chassé vers l 'avant.
mÊÊÊSiÊÊÊÊÊÊÊÊÊmmmiÊmÊÊÊmm Tarauds à refouler mmmm De sect ion po lygona le , sans gou ju re (fig. 6.30): pour t rous borgnes et débouchan ts dans les matér iaux duct i les. Le taraud, soum is à une press ion axiale qu i fai t f luer le méta l dans ses f o r m e s en c reux de l 'ent rée con ique f o r m a n t le rel ief du f i le t , cal ibre ensui te le f i le tage en se v issant . Les f i lets sont écrouis et plus résistants (voir f i le tage par fo rmage) . Le s o m m e t des f i le ts p résente une zone f issurée, pouvan t être cont re- ind iquée (a l imenta i re , médica l . . . ) . Le ta raudage, à ef fectuer sous lubr i f i ca t ion év i tant le g r ippage, pro-du i t un excel lent état de surface.
Il est r ecommandab le dans l ' a l u m i n i u m à copeaux longs.
Vitesses de coupe Double du ta raudage par coupe (pas d 'évacuat ion de copeaux) . Mé taux non fe r reux (a l l iages de cu iv re , d ' a l u m i n i u m à copeaux longs, de zinc) : de 20 à 30 m/m in . Aciers non al l iés et i noxydab les : de 6 à 12 m /m in .
Diamètre de perçage de l'avant-trou Il doi t être précis, so i t : d iamèt re nom ina l - (pas du f i let /2 ± pas/30). Un chanf re in d 'ent rée évi te la f o r m a t i o n d ' un bour re le t sur la face d 'ent rée.
À longue queue de d iamèt re in fér ieur au d iamèt re de perçage et gou ju res dro i tes ou à coupe GUN (fig. 6.31). Taraudage en con t inu de peti tes pièces cour tes et débouchantes (écrous), avec appare i l lage spéc i f ique (le ta raud est autocent ré par les pièces qu i déf i lent dans un guide) . D iamètres courants des ta rauds : de 3 à 24 m m , pour des longueurs de 90 à 250 m m .
FIGURE 6 .31 Taraud long d'enfilade. Doc. Leclerc
rh i
A A i AT TA
Pas de copeau, travail
par déformation.
FIGURE 6.30 Taraud à refou-ler, sans goujures.
Doc. Leclerc
Filetage métrique ISO - à pas gros Goujures droites entrée longue Filets rectifiés et detalonnés Tolérance sur flancs : 6 H Acier Super Rapide : HSS
180 Guide de l'usinage

—.h,— Taraudage manuel Usinage progress i f des f i lets avec des tarauds à gou ju res dro i tes , en jeu de deux ou t r o i s : ébaucheur (6 pas d 'ent rée conique) ; f in isseur 2 pas d 'entrée) ; éven tue l lement ta raud inter-
média i re . Pour tous matér iaux , tou tes p ro fondeurs des t rous borgnes et débouchan ts (fig. 6.32).
FIGURE 6.32 Jeu de tarauds-main. Doc. Manigley
Grande précision du pas de filetage Obtenue, se lon les mach ines, par la CN ou par gu idage avec une v is -pat ronne, le ta raud étant monté r ig ide dans la broche por te-out i l .
Taraudage à vitesse différentielle Taraudage en bou t dans l 'axe de p ièce: avec mo to r i sa t i on du ta raud par v issage et dévissage à v i tesse di f -férent ie l le, sans mod i f i ca t ion de la v i tesse de coupe du ou des out i l s usinant s imu l t anémen t (f ig. 6.33).
FIGURE 6 .33 Schéma de taraudage à vitesse
différentielle.
VI
m I /Ai
V2 (différentielle) \
Vf2
Pour pas à droite: V2 > V1 - travail : vissage V2 <V1 - retour : dévissage
Appareillages. Pour taraudage à avance libre
Mandr ins por te- taraud : Assuren t une l iber té ax ia le à l ' ou t i l , pour sa non- rup tu re , à l ' i nve rs ion de sens (f ig. 6.34 et
6.35).
Nota: Des appare i l lages de t a raudage assurent l ' inver -s ion au toma t ique de sens de ro ta t ion de l ' ou t i l : pour équi-
FIGURE 6.34 Appareil à tarauder, type outil flottant. Doc. Nikken
FIGURE 6.35 Appareil à tarauder, avec trou d'arrosage.
Doc. Nikken
6. Procédés de fi letage 181

Utilisation
Obten t ion rapide de f i le tages d ' in tér ieur , en par t icu l ie r dans les pet i ts d iamèt res (de 3 à 24 m m ) , s y s t é m a t i q u e m e n t sur MOCN (en pa r t i cu l i e r : perceuses, f rai-seuses, centres d 'us inage) par invers ion a u t o m a t i q u e du sens de ro ta t ion de la broche por te-out i l (v issage et dévissage du taraud) (f ig. 6.36).
123/4 ULTRA C N C
12314 ULTRA INOX C N C
12314 ULTRA TIN C N C
13113 ULTRA C N C
13113 ULTRA INOX C N C
13113 ULTRA TIN C N C
FIGURE 6.36 Tarauds spécifiques pour MOCN. Doc. Manigley
5. Filetage d'extérieur avec outil filière
Généralités
Le f i le tage s 'ef fectue avec des out i ls de f o r m e - les f i l ières - qu i réal isent le f i le-tage sur la pièce au d iamè t re n o m i n a l (fig. 6.37). Le dévissage s 'e f fectue par invers ion du sens de rotat ion.
FIGURE 6.37 Filières rondes. Doc. Manigley
j Mouvements générateurs
Ident iques au ta raudage : M o u v e m e n t de coupe donné à l 'out i l . M o u v e m e n t d 'avance l ibre (la f i l ière avance à son pas) ou gu idé (par CN ou v is-patronne) .
182 Guide de l'usinage
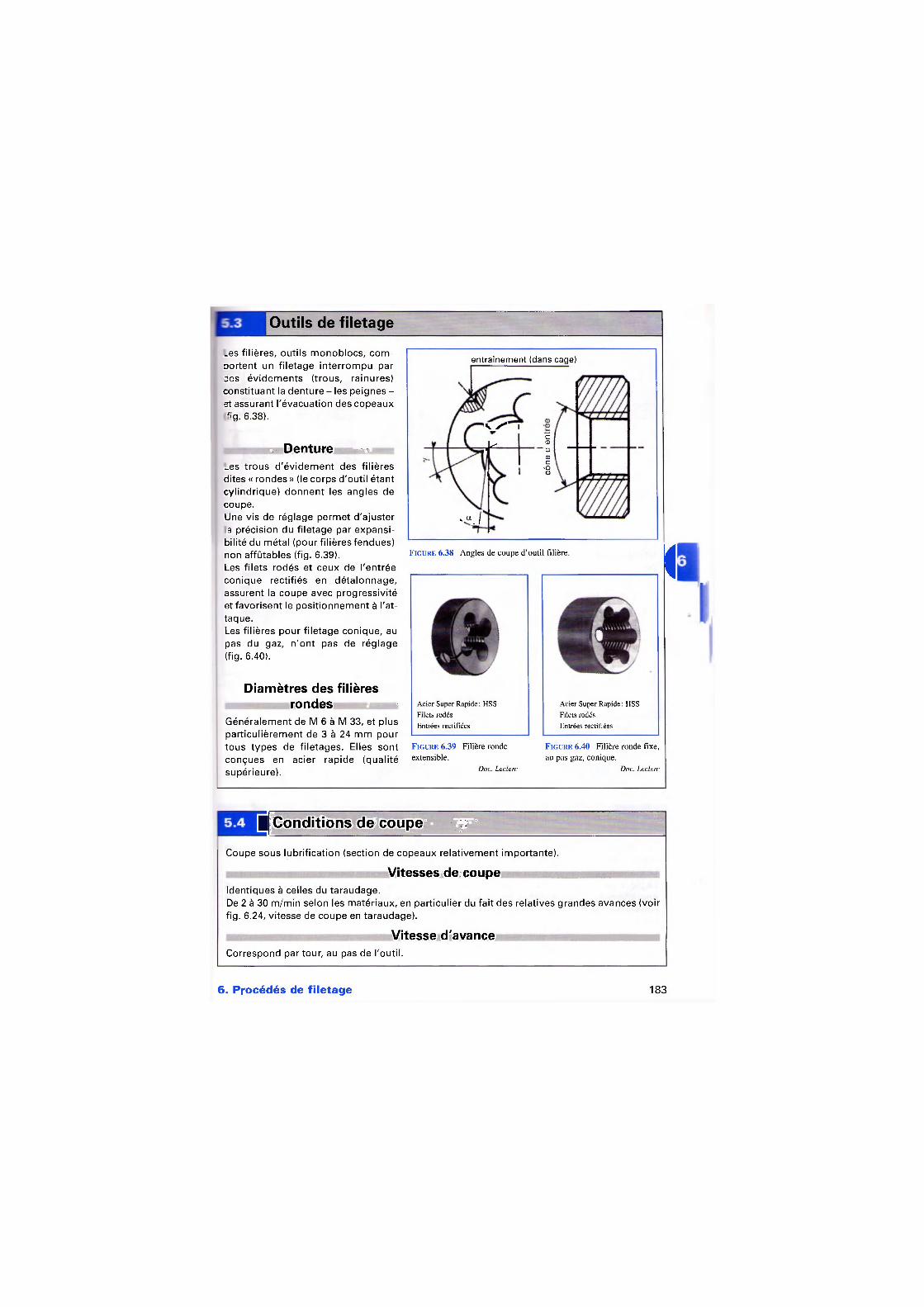
Outils de filetage
_es f i l ières, out i ls m o n o b l o c s , com-por tent un f i le tage i n t e r r o m p u par des év i demen ts ( t rous, ra inures) const i tuant la denture - les peignes -et assurant l 'évacuat ion des copeaux if ig. 6.38).
• • • • • • • d B M É H i a M H H H B B B _es t r ous d ' é v i d e m e n t des f i l iè res dites « rondes » (le corps d 'ou t i l étant cy l ind r ique) d o n n e n t les angles de coupe. ;Jne vis de réglage permet d 'a juster a préc is ion du f i le tage par expans i -
bi l i té du méta l (pour f i l ières fendues) non af fû tab les (fig. 6.39). Les f i le ts rodés et ceux de l 'ent rée con ique rect i f iés en dé ta lonnage , assurent la coupe avec progress iv i té et favor isent le pos i t i onnemen t à l 'at-taque. Les f i l ières pour f i le tage con ique, au pas du gaz, n 'on t pas de rég lage (fig. 6.40).
Diamètres des filières ^mÊSBSSÊÊKStttlÊétÊÊmammmmm Généra lement de M 6 à M 33, et plus par t i cu l iè rement de 3 à 24 m m pour tous t ypes de f i le tages. Elles son t conçues en acier rap ide (qua l i té supér ieure).
entraînement (dans cage)
\ V * i c
y - o ~X3
0) C <o 1 o
^ a /
FIGURE 6.38 Angles de coupe d'outil filière.
Acier Super Rapide : HSS
Filets rodés
Entrées rectifiées
t
FIGURE 6.39 extensible.
Filière ronde
Doc. Lecierc
Acier Super Rapide : HSS
Filets rodés
Entrées rectifiées
FIGURE 6.40 Filière ronde fixe, au pas gaz, conique.
Doc. Leclerc
g| Conditions de coupe
Coupe sous lubr i f i ca t ion (sect ion de copeaux re la t ivement impor tan te) .
Vitesses de coupe Ident iques à celles du taraudage. De 2 à 30 m / m i n se lon les matér iaux , en par t icu l ier du fai t des relat ives grandes avances (voir f ig. 6.24, v i tesse de coupe en taraudage) .
Vitesse d'avance Correspond par tour , au pas de l 'out i l .
6. Procédés de fi letage 183

Utilisation
Généra lemen t ut i l isées en f i le tage de pet i ts d iamèt res , par v issage et dévis-sage avec inve rs ion du sens de rota-t ion de la pièce, l 'out i l étant ma in tenu dans une cage de gu idage l ibre axiale-men t (f ig. 6.41).
F I G U R E 6 . 4 1
Support filière en production petite série.
cage support-filière
Me fS Mf
a piece
fourreau de contre-pointe
ï
Filières de décolletage Uti l isées sur tou rs a u t o m a t i q u e s en f i le tage en bou t de pièces, par v issage et dévissage à v i tesse d i f férent ie l le sans mod i f i ca t ion de la v i tesse de coupe d 'aut res out i ls en t ravai l s imu l tané ( idem taraudage) (f ig. 6.42).
F I G U R E 6 . 4 2
Filière creuse de décolletage. Doc. Leclerc
Acier Super Rapide : HSS
Filets rodés
Entrées rectifiées
6. Filetage d'extérieur par formage à froid
^Principe
Le f i le tage par f o r m a g e cons is te à fo rmer , à f ro id , à l 'a ide de mo le t tes cy l i nd r i ques - les out i ls - qu i i m p r i m e n t leur f o r m e pér iphér ique dans une pièce cy l ind r ique (fig. 6.43). Le d iamèt re de l 'ébauche est accru, sans var ia t ion du v o l u m e de mat ière. La pièce est l ibre en ro ta t ion et son m o u v e m e n t résulte de l 'en t ra înement - par f r o t t emen t et e n g r è n e m e n t - des mo le t tes en ro ta t ion c o m m a n d é e (équ iva lence à un m o u v e m e n t de coupe) dans le m ê m e sens et à m ê m e vitesse. Elle est c o m p r i m é e p rog ress i vemen t entre les mole t tes aux prof i ls ident iques, paral lè les et t ou rnan t dans le m ê m e sens et à m ê m e vi tesse. La mat ière f lue para l lè lement aux faces des dents des out i l s -mole t tes .
184 Guide de l'usinage

FIGURE 6.43 Schéma de principe du formage de filets à froid.
Le f i let est f o r m é duran t la ro ta t ion des mo le t tes , par les ac t ions é lémen ta i res de chaque f i l e t -ou t i l , la mat iè re f l uan t pa ra l l è lemen t aux faces de la den tu re des molet tes. Il y a c réat ion d ' u n cratère au s o m m e t des f i le ts f o r m é s , causé par les crêtes p rodu i tes sur chaque f lanc (f ig. 6.44). La jonc t ion des deux crêtes peut provo-quer une c ra tér isa t ion acceptab le en généra l , sauf pour u t i l i sa t ion san i ta i re (a l imenta i re , médicale. . . ) ou sous agrès s ion ch im ique . Les aciers inoxydab les ont p lus part icu-l i è remen t un r isque de p l issures au s o m m e t des f i lets.
Actions élémentaires d 'out i l (pénétration par tour de pièce) Fi let produit
discontinuité intérieure
Effet de cavitation
Effet de cavitation
FIGURE 6.44 Action des molettes cylindriques. Doc. Escofier
Molettes à profil évolutif et entraxe fixe Product ion des f i le tages, sans cratère (fig. 6.45) (voir chapi t re « Obten t ion des dentures par for -mage »).
progression du profil des dents d'outil-molette
FIGURE 6.45 Action des molettes à profil évolutif. Doc. Escofier
6. Procédés de fi letage 185

Les mole t tes , étant c i rcu la i res, se re t rouven t en pos i t i on in i t ia le après chaque r é v o l u t i o n ; les v i tesses c i rcon fé ren t ie l les é tant égales, la pièce t o u r n e au tou r de son axe sans se t rans la ter (fig. 6.46).
FIGURE 6.46 Mouvements de rotation pièce et
molettes.
d'où MB = M'B
IMillimiWWlIWI'WWHf'iP" Caractéristiques des f i l e t a g e s o h t e n n s Résistance mécan ique supér ieu re au f i le tage par coupe, avec : fo r te a u g m e n t a t i o n de la dureté, de la résistance à la t rac t ion et à la f a t i gue ; excel lent état de surface et g rande préci-s ion.
Effort de formage
A cho is i r en f o n c t i o n des maté-r iaux à t ravai l ler , à savo i r : - Si l ' e f fo r t de f o r m a g e éta i t t r o p impor tan t - pour avoi r un n o m b r e rédu i t de révo lu t i ons des mo le t tes - la pièce serai t arrêtée en rotat ion. - Si l 'e f for t de f o r m a g e était relati-v e m e n t fa ib le, le n o m b r e de révo-lu t ions serai t g r a n d et il y aura i t écrou issage excessi f du matér iau (f ig. 6.47). Pour chaque maté r iau et chaque p ro f i l de f i le tage co r responden t des cond i t i ons op t ima les de for-mage ind iquées par les const ruc-teurs de machines.
E (effort de pénétration)
EA
EC
EO n révolutions pièce par cycle
RA Ro R c
FIGURE 6.47 Variation du nombre de révolutions de pièce en fonction de l'effort de pénétration.
Doc. Escofier
186 Guide de l'usinage

6 .3 Outils-molettes
Outi ls monob locs , en acier rapide, s ne s 'a f fû tent pas et leur usure est excess ivement fa ib le, ce qui assure une qual i té cont inue.
Denture À f i lets mu l t ip les de m ê m e angle d 'hél ice que le f i le tage à réaliser et de pas inverse. Le pas des mole t tes est nécessai rement p ropor t i onne l au pas du f i letage, et leur prof i l déf in i pour un entraxe d o n n é : il fau t donc un jeu de mole t tes semblab les par t ype de pièce à pro-du i re (d iamèt re , pas, prof i l ) (fig. 6.48). La va r ia t i on d 'en t raxe des mole t tes du ran t le f o r m a g e n'a aucune inc idence sur les f i le tages normal isés , qui sont à fa ib le angle d 'hé l ice ( in fér ieur à 4°) et il n 'y a pas de d i s to rs ion ent re la f o r m e des out i ls et la f o r m e obtenue.
Matériaux à fileter
Ils do iven t avoi r un bon a l l ongemen t ( m i n i m u m 7 %) et une bonne st r ic t ion. La résistance à la dé fo rma t i on p last ique dé te rm ine l 'e f for t de f o r m a g e (et non la résistance mécanique) . Un matér iau duct i le donne un excel lent état de surface (à l ' inverse de la coupe). On met en œuv re les aciers dem i -du rs , les a l l iages d ' a l u m i n i u m (duct i les) et de cu iv re , le magnés ium, le t i tane. . . Le nickel, le ch rome, le manganèse, le m o l y b d è n e dans les aciers al l iés amé l io ren t la duct i l i té let la résistance au f luage, nécessi tant une plus for te pression).
1 1
6 . 5 Mise en œuvre
Ébauches Les ébauches cy l i nd r iques do i ven t avo i r un d iamèt re dé te rm iné avec préc is ion d imens ion -nelle et cy l indr ic i té : ob ten t ion d ' un prof i l de f i lets « f in i » avec bon état de surface (et p ro lon-gemen t de la durée de vie des molet tes) . Di f férents procédés d 'ob ten t i on des ébauches conv iennen t ( tournées, matr icées. . . t r empées et revenues). Les pièces es tampées à chaud seront recui tes avant fo rmage . Se référer aux données du const ruc teur de mach ines pour les d imens ions , et rect i f ier de pré-férence les ébauches.
pas de la pièce p pas de la molette P = np
El ^ - " • " " " " " I O.T
_ TID pièce
lette = nitD pièce -ttD' mr lette = nitD pièce -
7
FIGURE 6.48 Caractéristiques géométriques des molettes. (
6. Procédés de fi letage 187

Tolérance sur ébauche égale au t iers de cel le du d iamèt re nomina l du f i le tage, so i t : h 13/3 (de 0,05 pour 0 3 à 0,30 pour 0 300). Chanf re in d ' en t r ée : De 15 à 30° se lon les pas à obten i r et la duct i l i té des matér iaux (pente la p lus fa ib le pour les mo ins duct i les) (fig. 6.49). Matériaux durs. Le f o n d de f i le ts devra i t être r a y o n n é : év i te les ang les v i fs pouvan t générer des cr iques.
FIGURE 6.49 Chanfrein d'entrée recommandé
sur ébauche en acier.
• • • • • • • • • • Pièces à fileter , S — H T — Selon les mach ines et les mole t tes emp loyées , les d imens ions var ient de : En p longée : 1 à 300 m m de d iamèt re pour des longueurs f i letées de 40 à 300 m m jusqu 'au pas de 20 m m (f i lets t rapézoïdaux) . En enf i lade : de 50 à 250 m m de d iamèt re et des longueurs de p lus ieurs mèt res (vis à bi l les jus-qu 'au d iamèt re des bi l les de 12,7 mm. . . ) .
• • • • • • • • • • • • • • • t t Vitesse de travail des molettes w r a r a a M m Généra lement de 30 m / m i n m a x i m u m sous une press ion de 80 à 200 KN. Une pér iode de cal ibrage de décompress ion sui t la pér iode de dé fo rmat ion .
Machines
Avec des poussées de 6 à 80 tonnes , selon leurs capacités. À mole t tes hor izonta les, le cha rgement -déchargement s 'e f fectue a isément par le dessus (file-tage en p longée) ou la téra lement ( f i letage en enf i lade). Aucun appare i l lage n'est nécessaire, si ce n'est pour l ' au tomat isa t ion de l ' a l imenta t ion (for-mage cont inu) et le sou tènement des pièces longues (travai l en enf i lade), d 'où une mise en œuvre rapide (fig. 6.50).
D = diamètre ébauche
t d3 = diamètre du noyau de la vis
R (daN/mm2) Pas de. . à.. (mm)
R (daN/mm2) 1,5 3 6
« 6 0 20° 25° 30° 60 à 90 18° 22° 28° >90 15° 20° 25°
188 Guide de l'usinage

Travai l en plongée
H 80 SN équipée pour travail en enfilade. Vis à bil les
FIGURE 6.50 Phases de filetage par formage à froid. Doc. Escofler
j g ^ | utilisation
De la pet i te série à la série i l l imi tée. La produc t iv i té est t rès g rande et d i rec tement p ropor t ionne l le à la puissance des mach ines : p lus la pu issance est é levée, p lus la v i tesse de ro ta t ion pour ra être accrue, donc le t e m p s rédui t (dans les l imi tes des données du const ructeur , pour respecter l 'e f for t de f o r m a g e par matér iau) . Les t e m p s de p r o d u c t i o n son t t rès cour ts (que lques secondes, avec 4 à 6 révo lu t i ons des molet tes) . Avec des out i ls spéci f iques et en t ravai l de p longée, (série i l l imi tée) , p lus ieurs f i le tages peu-vent être réalisés s imu l t anémen t sur une pièce.
6. Procédés de fi letage 189

7 Filetage d'extérieur à l'outil-meule — I
| Généralités
Réal isat ion avec des meules de f o r m e de f i le tages d 'extér ieur , d i rec tement sur un cy l indre au d iamèt re nomina l . Rect i f icat ion de f in i t i on pour ob ten i r un état de surface des f i lets de g rande qual i té (fig. 6.51).
FIGURE 6 .51 Schéma de filetage à l'outil-meule.
Outil
Meule plate ta i l lée au prof i l du f i le t . Elle est incl inée sur l 'axe de la pièce de l 'angle d 'hél ice m o y e n n e du f i let et se t rans late axia-lement du pas du f i le tage par tou r de pièce (pièce et meu le recevant des m o u v e m e n t s de rota-t ion) .
Machine et utilisation
La rect i f ieuse, de t ype cy l ind r ique d 'extér ieur , étant t ou t au toma t ique (cycles d 'us inage, ges-t ion d iaman tage et usure de meule , passes d 'ébauche, de f in i t ion , d 'é t incelage. . . ) pe rmet la réal isat ion de f i le tages longs de haute qual i té fonc t ionne l le (vis à bi l les.. .) .
190 Guide de l'usinage

8. Fi I etage par tourbillon n a ge
Généralités
Outils de coupe
Act ion de coupe des outils élémentaires Opération de tourbillonnage d'une vis
Réal isat ion de prof i ls à un pas donné sur cy l indres de référence, à l 'a ide d 'un g roupe d 'ou t i l s montés sur une cou ronne tou rnan t autour du cy l indre à f o r m e r (fig. 6.52). L'axe de la cou ronne est décalé de l 'axe du prof i l à ob ten i r et les out i l s t o u r n e n t à v i tesse - de coupe - supér ieure à cel le de la pièce.
FIGURE 6.52 Tourbillonnage d'un profil.
Doc. Weingartner
Out i ls é lémenta i res de f o r m e convergeant vers le centre de la cou-ronne (fig. 6.53). Chaque out i l é lémenta i re enlève un copeau en v i rgu le par f ra isage à chaque tou r du por te-out i l , p rovoquan t un e f for t t ransversa l t rès réduit .
FIGURE 6 .53 Couronne porte-outil avec outils
élémentaires. Doc. Weingartner
Machine et utilisation
Spéci f ique, de 5 à 6 axes numér isés , p rodu isan t des prof i ls en t ou rb i l l onnage et pro f i lage d 'ex-tér ieur et d ' in tér ieur , éven tue l lement synchron isés (fig. 6.54). Product ion de f i le tages de tous prof i ls (vis d 'ex t rus ion , d ' in jec t ion. . . ) sur des pièces longues et t rès longues (12 mètres max i sur mach ine de Weingar tner ) (f ig. 6.55).
Nota: le pol issage de prof i ls t ype à vis s 'ef fectue sur mach ine ut i l isant l 'abrasi f f ixe sur bande (f ig. 6.56).
6. Procédés de fi letage 191

¡ p
FIGURE 6.55 Différentes pièces réalisables en tourbillonnage.
Machine VARIO de Weingartner
FIGURE 6.56 Opération de polissage à la bande abrasive sur machine spécifique.
Doc. Weingartner
FIGURE 6.54 Tourbillonnage synchronisé avec un profilage. Doc. Weingartner
192 Guide de l'usinage

1. Généralités 1.1 Principe 1.2 Différents procédés 1.3 Taux de corroyage 1.4 Fluage du matériau 1.5 Solide de f ro t tement 1.6 Efforts de forgeage 1.7 Matér iaux de forgeage 1.8 Pièces estampées et forgées 1.9 Dimensions des pièces « brut de forge » 1.10 Tolérances d 'estampage 1.11 Machines de forgeage
2. Forgeage libre 2.1 Généralités 2.2 Étirage 2.3 Estampage 2.4 Refoulement 2.5 Dégorgeage 2.6 Poinçonnage 2.7 Mandr inage 2.8 Bigornage 2.9 Rétreinte 2.10 Élargissement
195 195 195 196 196 197 197 198 198 199 199 200 201 201 201 201 202 202 202
203 203
203 204
193

3. Estampage et matr içage 205 3.1 Généralités 205 3.2 Définit ion du lopin 206 3.3 Roulage 207 3.4 Cambrage 210 3.5 Étirage 211 3.6 Gravures d 'estampage et matr içage 211 3.7 Joints de matrices 214 3.8 Dépouil les 215 3.9 Surface des plans de jo int 215 3.10 Outi l lage 216
4. Estampage horizontal 219 4.1 Généralités 219 4.2 Matrices 219 4.3 Bavure d 'estampage 220 4.4 Mise en œuvre 220 4.5 Pièces obtenues 221 4.6 Uti l isat ion 221
5. Formage à chaud 222 5.1 Généralités 222 5.2 Bigornage ou laminage circulaire 222 5.3 Rétreinte 222 5.4 Filage à chaud 223 5.5 Fluotournage à chaud 223

1. Généralités
Principe
Le fo rgeage consiste à obten i r des pièces méta l l iques de f o rmes et de d imens ions diverses, par f luage du matér iau rendu p last ique (en le chauf fant ) sous l 'act ion de chocs impor tan ts ou de pression élevée, à part i r d 'un lop in de mat ière (fig. 7.1).
bavure
fluage du métal pièce obtenue lopin (ébauche) FIGURE 7.1
Estampage d'un lopin.
Il p rodu i t un f i b rage l ong i t ud ina l du maté-r iau, pe rme t tan t la p roduc t i on de pièces mécan iques du me i l l eu r rappor t résis-tance/masse (fig. 7.2). FIGURE 7.2
Illustration de fibrage du métal forgé.
Différents procédés
Le cho ix d ' un procédé est fonc t ion , en part icul ier , de la quant i té à produ i re , ce qu i cond i t i onne l 'out i l lage à uti l iser. Les procédés de f o r m a g e son t :
Ef fectué sous chocs, sans ou t i l l age spéci -f ique à la pièce à obtenir . La dé fo rma t i on du v o l u m e de mat ière à for -ger s 'e f fectue dans toutes les d i rect ions (fig. 7.3).
Estampage et matriçage Effectués sous chocs ou press ion , avec un ou t i l l age spéc i f ique pour chaque t ype de pièces à obtenir . La dé fo rma t i on du v o l u m e de mat ière à for -ger est o r ien tée et l im i tée dans une empre in te , la g ravure de la matr ice.
pilon
chocs
Jt
ébauche
enclume j
fluage du métal
pièce obtenue
FIGURE 7.3 Forgeage libre.
7. Procédés de forgeage 195

Nota: Ces deux te rmes déf in issent le m ê m e p rocédé ; dans la prat ique, on d i s t i ngue : Estampage: fo rgeage des aciers. Matriçage: fo rgeage des mé taux non fe r reux qu i sont p lus c o u r a m m e n t fo rgés en out i l lage fe rmé.
.jHBHaHHBHHHHHHBKi Formage à rhnurl M H M M M i M B B M i Effectué selon une opéra t ion de fo rgeage (b igornage et rétreinte) et les procédés de f i lage et f l uo tournage . Le maté r iau est f o rgé à chaud pour f luer dans l ' ou t i l l age d ' es tampage et de mat r i çage (ou entre les tas de f rappe en fo rgeage l ibre).
llliimM Températures de forgeage msmÊÊmmmmmsaimÊmmmm Elles se s i tuent entre : 800 à 1 200°C, se lon le % de car-bone, pour les aciers (fig. 7.4) ;
350 à 420°C pou r les al l iages légers ; 700 à 900°C pour le cu ivre et le bronze.
FIGURE 7.4 Zone de forgeabilité
des aciers au carbone.
Zones de: 1540
1380
1250
1050
Forgeabil i té
Écrouissage
Ac3 + 50° Ac3 Ac1
• M • Taux de corroyage
L'apt i tude au f luage - l ' é t i rement du matér iau - est déf in ie par le taux de cor royage pra t ique : sect ion in i t ia le/sect ion produ i te . Cette va leur var ie de 3 à 8.
I Fluage du matériau î s
Le matér iau , i so therme, f lue du côté des surfaces qui sont l ibres, ce qui permet de dé f in i r : la mé thode opéra to i re en fo rgeage l ibre ; les f o r m e s d 'ébauches en es tampage - matr içage.
Nota: La mat ière f lue p lus a isément en d i rec t ion (s) paral lè le (s) au p lus pet i t côté de la surface forgée (f ig. 7.5).
196 Guide de l'usinage

FIGURE 7.5 Fluage du métal
J l — ' — l j
T n - R
/ i
\ \
A -
12
\
H 1
/
/ /Surface non foraée
I. Surface non forgée
I2 < IL : fluage maxi parallèle à 12
Solide de frottement
Dans la zone chauf fée du lop in , sous l 'e f fet 3e forgeage, les f ib res du matér iau , avec sur-faces de contact ou t i l / l op in , se dév ien t p lus sn tement qu 'à la hauteur méd iane du lopin.
Ces deux v o l u m e s de f ib res son t dés ignés sous le t e r m e de so l ides de f r o t t e m e n t fig. 7.6).
FIGURE 7.6 Schéma de déformation au forgeage
de la matière chauffée.
solide de frottement
- J . . 4 /—i lopin (forme initiale)
^ volume 111 1 l — d e s fibres J t fLh r * ' J déviées
r r
\ solide de frottement
Efforts de forgeage
Prat iquement , on dé te rm ine par excès l 'ef-for t de f o rgeage :
F ( d a N / m m 2 ) = S. p. h. avec S ( m m 2 ) = sur face du lop in ou de la pièce après éc rasement ( l 'e f fo r t c ro î t du ran t
écrasement); P ( d a N / m m 2 1 = e f fo r t spéc i f ique de défor -ma t ion , f onc t i on de la t e m p é r a t u r e de chauffe et du seuil de plast ic i té k du maté-riau compressé ; h = hauteur de la gravure.
Seuil de plasticité k = Rapport hauteur ob tenue /d iamèt re d 'un lop in cy l ind r ique (f ig. 7.7)
FIGURE 7.7 Seuil de plasticité
d'aciers non alliés.
7. Procédés de forgeage 197

— Détermination des efforts de forgeage — • À déf in i r par excès: Forgeage libre, au marteau-pilon ( travai l par chocs) = 2,5 F Forgeage libre à la presse (machine à fo rger hor izontale) = F Forgeage avec outillage ( jusqu'à « f e r m e t u r e » des matr ices) s F en cons idérant S = surfaces de la pièce déf in ie au plan de jo in t et du co rdon de matr ices.
Matériaux de forgeage
Tous les mé taux ayant une cer-ta ine plast ic i té sont fo rgeab les à des t e m p é r a t u r e s spéc i f iques , les caractér is t iques mécan iques var iant en fonc t ion des tempéra-tures de chauf fe (fig. 7.8). Pr inc ipaux m é t a u x et a l l iages c o u r a m m e n t u t i l isés: Aciers: d 'usage cou ran t (A65, A48. . . ) ; non al l iés (XC10, XC18.. . ) ; f a i b l e m e n t al l iés (38 CD 4, 100 C6...) sous 900 à 1 200 °C, se lon les nuances. Alliages d 'a lumin ium: (5754, 2017A. . . ) ; sous 350° à 500 °C selon les nuances. Cupro-alliages (CU Al 9, Cu Zn 39 Pb2...) sous 750 à 900 °C. Laitons: (Cu Zn 33 Pb2...) sous 700 à 800 °C.
zones: ecrouissage déformation désagrégation
daN/mm2 (effort forgeage)
coefficient de striction
allongement %
résistance aux chocs
résistance à la traction
1 0 5 0 1 2 5 0
T° de -forgeage
FIGURE 7.8 Allures de variations de caractéristiques mécaniques selon la température de chauffe.
Pièces estampées et forgées
Produc t ion de pet i tes et grosses pièces, avec p roduc t i v i té par rappor t aux autres procédés d 'ob ten t i on de bruts méta l l iques. Grosses pièces: p rodu i tes de 10 à 100 pièces à l 'heure. Petites pièces: p rodu i tes jusqu 'à p lus de 1 000 pièces à l 'heure avec des mach ines au toma-t iques. Généra lemen t : de type cy l indr ique , cour tes pleines ou creuses, longues pleines, qu i devron t sub i r de for tes so l l ic i ta t ions, et en part icul ier, la fa t igue (v i lebrequins de mo teu rs the rm iques , p ignonner ie . . . ) .
Pièces épaulées De f o r m e cy l i nd r i que avec un seul épau lemen t , p résentan t une g rande d i f fé rence de dia-mèt res : ob tenue é c o n o m i q u e m e n t par deux procédés ( forgeage et soudage) (fig. 7.9).
198 Guide de l'usinage

FIGURE 7.9 Conception d'une pièce cylin-
drique épaulée.
f * forme forgée.
soudage par friction
forme étirée-tournée
Dimensions des pièces «brut de forge»
Au dess in de dé f i n i t i on du « p r o d u i t f i n i » , a jouter les surépaisseurs d 'us inage, déf in is-sant le p rodu i t b ru t de fo rge (f ig. 7.10).
Surépaisseurs d'usinage minimales
À cons idérer , se lon les d i m e n s i o n s des fo rmes , pour chaque face (ou de chaque côté d 'un d iamètre) :
Pièce usinée partout
Pièce estampée
FIGURE 7.10 Formes d'une pièce usinée et brute de ibr-geage.
Dimension Jusqu'à De 25 De 50 de 100 de 200 Au-delà de des formes 25 mm à 50 mm à 100 mm à 200 mm à 400 mm 400 mm
Surépaisseurs d'usinage 0,5 à 1 mm 1 à 1,5 mm 1,5 à 2 mm 2 à 2,5 mm 3 à 4 mm 4,5 à 7 mm
a
Tolérances d'estampage
À la dé f in i t ion du p rodu i t brut , a jouter les dépoui l les , les rayons de raccordement supp r iman t toutes les arêtes, les to lérances d 'es tampage (d imens ionne l le , géomét r i que , de dépor t ) . Nota: Pour toutes les to lérances, se lon les caractér is t iques des pièces à obten i r par es tampage au mar teau -p i l on , à la presse ver t ica le , à la mach ine à fo rge r hor izonta le , se référer aux normes.
Tolérances dimensionnelles Pour t ou tes les d imens ions , su ivan t une d i rec t ion , el les son t iden t iques à cel le de la p lus grande d imens ion . À répart i r su ivant 2/3 à l 'écart supér ieur et 1/3 à l 'écart infér ieur, pour les qual i tés normal isées (F: no rma l , E: serrée).
7. Procédés de forgeage 199
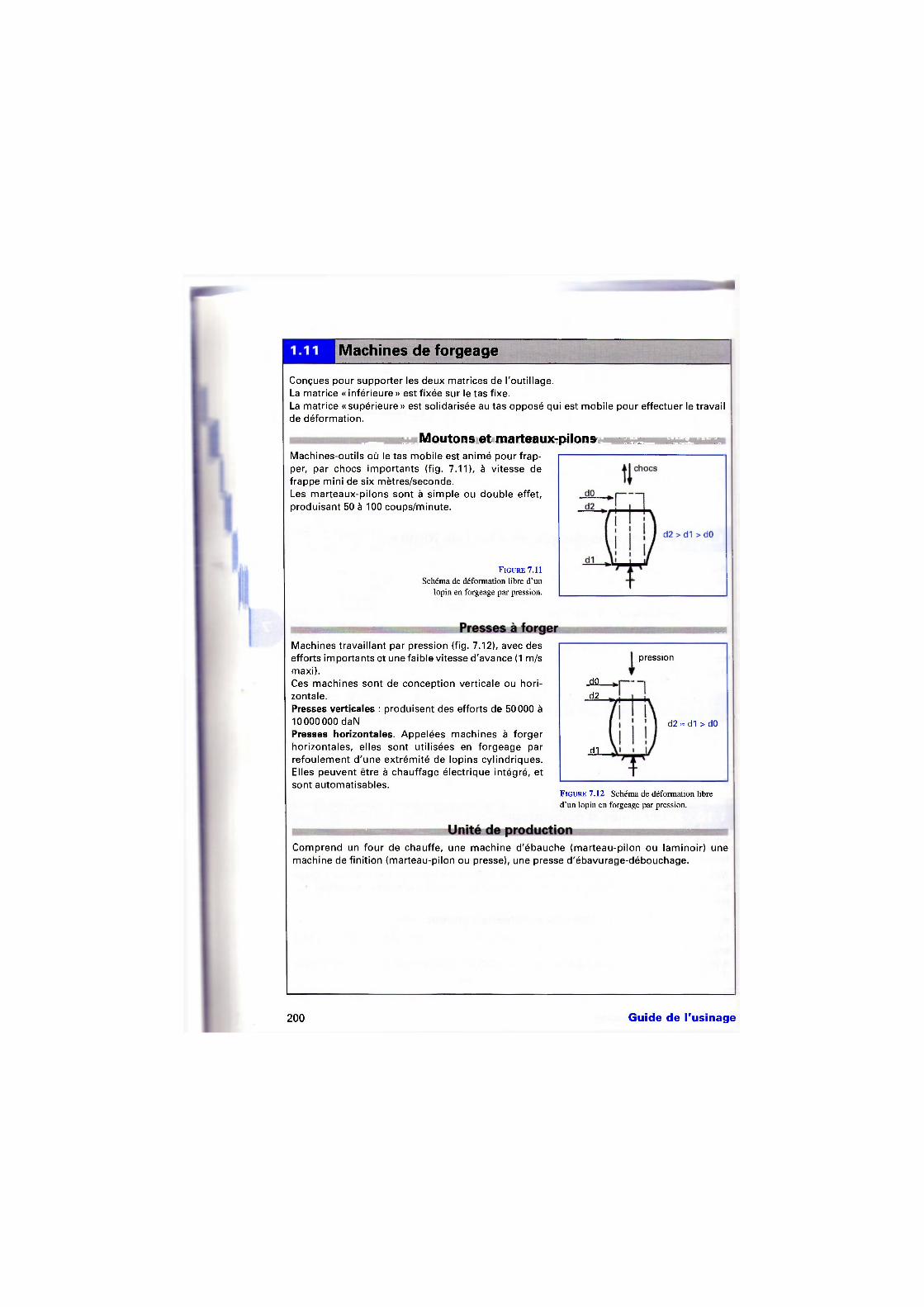
Machines de forgeage
Conçues pour suppor te r les deux matr ices de l 'out i l lage. La matr ice « in fér ieure » est f ixée sur le tas f ixe. La matr ice « supér ieure » est sol idar isée au tas opposé qu i est mob i l e pour ef fectuer le t ravai l de dé fo rmat ion .
aiiiiiiiiiiiiiiiiiiiii Moutons et marteaux-pilons 'rnKtmrntatammmm/mm Machines-out i l s où le tas mob i l e est an imé pour f rap-per, par chocs i m p o r t a n t s ( f ig. 7.11), à v i tesse de f rappe m in i de six mètres/seconde. Les mar teaux -p i l ons son t à s imp le ou d o u b l e ef fe t , p rodu isan t 50 à 100 coups /m inu te .
FIGURE 7.11 Schéma de déformation libre d'un
lopin en forgeage par pression.
Machines t rava i l lant par press ion (fig. 7.12), avec des ef for ts impor tan ts et une fa ib le v i tesse d 'avance (1 m/s maxi) . Ces mach ines son t de concep t i on ver t ica le ou hor i -zontale. Presses verticales : p rodu isent des ef for ts de 50000 à 10000000 daN Presses horizontales. Appe lées mach ines à fo rge r hor izon ta les , el les son t ut i l isées en f o rgeage par r e f ou l emen t d ' une ex t rém i té de lop ins cy l i nd r iques . Elles peuven t être à chau f fage é lec t r ique in tégré , et sont automat isab les .
dO
d1
d2
pression
d2 = d1 > dO
FIGURE 7.12 Schéma de déformation libre d'un lopin en forgeage par pression.
C o m p r e n d un f ou r de chauf fe , une mach ine d 'ébauche (mar teau -p i l on ou lam ino i r ) une mach ine de f in i t i on (mar teau-p i lon ou presse), une presse d 'ébavurage-débouchage.
200 Guide de l'usinage

2. Forgeage libre
| Généralités
Formage à chaud d ' un lop in de mat iè re ou d 'une pièce semi -ouvrée s i tuée entre deux tas, sous l 'act ion de chocs impor tan ts . Selon la dé fo rma t i on p rovoquée , les principales opérations de forgeage son t : é t i rage, es tampage , re fou lemen t , dégo rgeage , po inçonnage , m a n d r i n a g e , b igo rnage , rétreinte, é larg issement .
Etirage
A l l o n g e m e n t d ' un l i ngo t ou d ' une pièce semi -ouvrée par d i m i n u t i o n de sa sect ion. L 'a l longement s 'e f fectue du côté de la plus pet i te sect ion du lopin, dû à la résistance du matér iau adjacent à la surface fo rgée (f ig. 7.13).
il chocs
profil du lopin
fluage du métal
tas enclume Q
FIGURE 7.13 Opération d'étirage.
Estampage
Mise au rond d 'un lop in étiré par for -geage, en t re tas de f o r m e ou é tampes (f ig. 7.14).
• profil du lopin
ti chocs
tas de forme f W
FIGURE 7.14 Opération d'estampage.
7. Procédés de forgeage 201
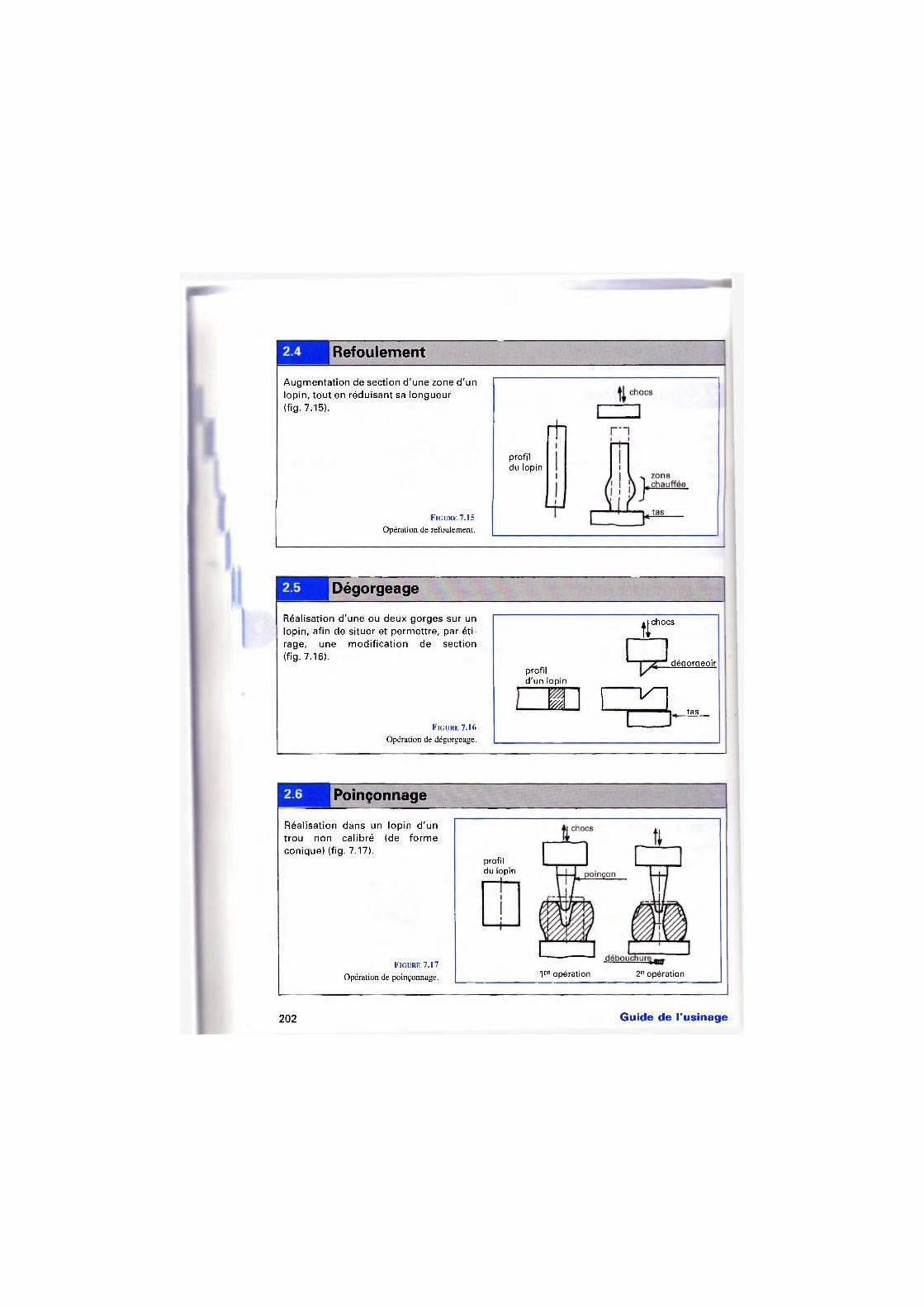
Refoulement
A u g m e n t a t i o n de sect ion d 'une zone d 'un lop in, t ou t en réduisant sa longueur (fig. 7.15).
FIGURE 7.15 Opération de refoulement.
profil du lopin
t l
Dégorgeage
Réal isat ion d 'une ou deux gorges sur un lop in, af in de si tuer et permet t re , par éti-rage, une mod i f i ca t i on de sect ion (f ig. 7.16).
FIGURE 7.16 Opération de dégorgeage.
profil d'un lopin
tl chocs
dégorgeoir
m \ V H tas
Poinçonnage
Réal isat ion dans un lop in d ' u n t rou non ca l ibré (de f o r m e con ique) (fig. 7.17).
FIGURE 7.17 Opération de poinçonnage.
profil du lopin
1re opération 2e opération
202 Guide de l'usinage
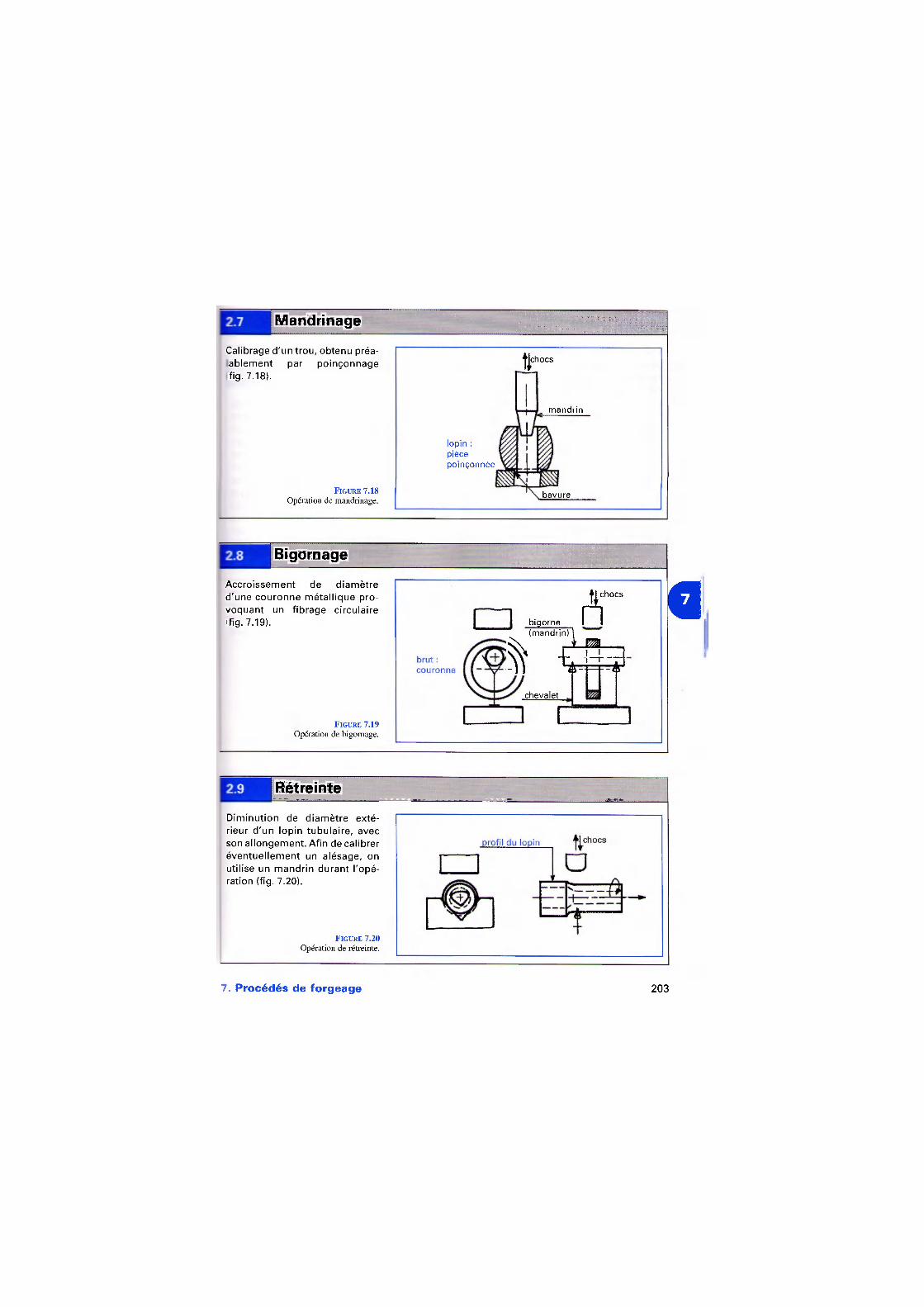
Mandrinage
Calibrage d ' un t rou , ob tenu préa-ab lemen t par po inçonnage f ig. 7.18).
FIGURE 7 .18 Opération de mandrinage.
ti' ¡chocs
lopin : pièce poinçonnée
mandrin
bavure
Bigornage
Acc ro i ssemen t de d iamè t re d 'une c o u r o n n e mé ta l l i que pro-voquan t un f i b rage c i rcu la i re ¡fig. 7.19).
FIGURE 7.19 Opération de bigornage.
n n
bigorne I I (mandrin) 1
chocs
a • x A Wài , Vv* 1. 14 ( -Vi t è - a - v
chevalet
Rétreinte
D i m i n u t i o n de d i amè t re exté-r ieur d ' un lop in t ubu la i re , avec son a l longement . A f in de cal ibrer éven tue l l emen t un a lésage, on ut i l ise un m a n d r i n du ran t l 'opé-rat ion (f ig. 7.20).
FIGURE 7.20 Opération de rétreinte.
7. Procédés de forgeage 203

2.10 Élargissement
Élarg issement d ' u n e ex t rém i té de lop in ou de semi -ouvré , géné-ra lement après dégo rgeage (f ig. 7.21).
FIGURE 7.21 Opération d'élargissement.
tt chocs
AA
panne intermédiaire
*7 o - Ta section du lopin
204 Guide de l'usinage

3. Estampage et matriçage
Généralités
Estampage ou ma t r i çage : m ê m e procédé. Forgeage « n o n l i b re» à chaud, d 'un lop in de mat iè re ou d ' une pièce semi -ouv rée , placée dans un out i l lage const i tué de deux matr ices comprenan t la ou les empre in tes de la pièce à obtenir . Sous l ' i n tens i té des forces appl i -quées, le ma té r iau f lue dans les matr ices.
Répartition de la matière À déf in i r p réa lab lement pour rempl i r c o m p l è t e m e n t les g ravu res des matr ices de f in i t ion , par une ou plu-s ieurs o p é r a t i o n s : é t i rage, rou lage, c a m b r a g e du lop in , es tampage , ébauche de la f o r m e f ina le (f ig. 7.22).
FIGURE 7.22 Vue partielle de matrice inférieure d'es-
tampage avec ensemble des opérations de forgeage non libre.
A T "
bT'
DT
=T
Roulage
Étirage
Cambrage (éventuel)
Ébauche c fÂ
" î î
TD
Te
EE
cordon et logement J de bavure
Finition
7. Procédés de forgeage 205

3.2 Définition du lopin
Vo lume du lop in à prévo i r généra lement supér ieur à celui de la pièce « bru t de fo rge » à obte-nir ( imposs ib i l i té de répart i r exac tement la mat iè re dans les opéra t ions successives d 'ébauche et pertes d 'es tampage) .
Les v o l u m e s de la mat r ice d 'ébauche, de la matr ice de f in i t i on et du lop in sont égaux.
Co r respond géné ra l emen t à la p lus grande sect ion majorée équ iva lente de la pièce (sect ion de la pièce et per tes d 'es tampage) (fig. 7.23).
FIGURE 7.23 Section du lopin d'une pièce.
Longueur du lopin V o l u m e p ièce/sect ion du lop in + pr ise de fer (main t ien du lopin) . Lop in de sect ion in fér ieure à la sect ion in i t ia le : pour pièce don t la p lus g rande sect ion est cour te ( faible v o l u m e à remp l i r par re fou lement ) (f ig. 7.24).
FIGURE 7.24 Lopin de section inférieure à la
section maximale de la pièce.
1 2 ? 4_ (différentes _ sections)
) Pièce
section maxi pièce (h2.b2)
¡8 prise de fer
lopin
section du lopin jziou 0 — section maxi pièce + pertes d'estampage
/"TV
W piece
01 < 01 => section lopin < plus grande section pièce
profil lopin (étiré) profil pièce
fluage du métal
206 Guide de l'usinage

Bavure et cordon de matrice Situés sur le pour tou r de la pièce au niveau du plan de jo in t . Produi ts par l ' écou lement du méta l excédenta i re qu i d é b o r d e de l 'em-pre in te de f i n i t i on en par t icu l ie r (fig. 7.25). Le c o r d o n de mat r i ce (ou de bavure) f re ine le f luage du métal .
Pertes d'estampage La bavure en par t icu l ier . Le pour -centage de perte var ie selon les sec-t ions des pièces à obten i r (fig. 7.26).
Pourcentage de majoration de masse Varie pour une pièce donnée, se lon a var ia t ion de ses fo rmes .
Sections faibles ( f o rmes plates) = 13 % de la masse du lop in. Sections épaisses ( fo rmes pr isma-t iques ou cy l indr iques) = 6 %. Sections très épaisses ( f o rmes hautes) = 3 %.
Raccordements ( tou tes sect ions) s 18%. Perte au feu par oxydation à chaud, de 3 à 6 %. S 'a joute à la masse du opin déf in ie pour fo rger la pièce.
I
3.3 Roulage
Répart i t ion de la mat iè re en sect ions é lémenta i res : el les do iven t co r respondre aux d i f férentes sect ions de la pièce à obten i r , par f o rgeage du lop in dans une e m p r e i n t e spéc i f i que de la matr ice (f ig. 7.27) ou par laminage à chaud entre des galets de fo rme .
mmÊBÊBÊKÊÊÊËmÈmmëêbbêm Forme de roulage À déf in i r se lon le prof i l de la pièce «b ru t de f o r g e » qui peut ê t re : p le ine (sans to i le ni cam-brure) ; avec toi le(s), avec cambrure(s) . Elle est const i tuée de f o rmes successives déf in ies en sect ions cy l indr iques ou p r i smat iques carrées), sans var ia t ions brusques des sect ions (bavure impor tan te) .
Son étude permet de déf in i r les d i f férentes sect ions et les masses : de la pièce, de la f o r m e rou-ée, du lop in (pièce et pertes d 'es tampage) .
tenue de pièce cordon de matrice
bavure
FIGURE 7.25 Bavure de métal excédentaire d'une pièce forgée.
section très épaisse
section épaisse
section faible
raccordements.
c
FIGURE 7.26 Zones de perte de métal à l'estampage.
7. Procédés de forgeage 207

FIGURE 7.27 Forme de roulage d'une pièce.
Surfaces des sections de la forme de roulage À dé te rminer avec leurs équiva lences en f o r m e s ( rondes ou carrées) des sect ions de la pièce « brut de fo rge » cor respondante , majorées des pertes d 'es tampage.
Profil de la forme de roulage Tracé en cons idérant , pour chaque sect ion, le d iamèt re du rond ou le côté du carré équivalent en sect ion à celle du brut de fo rge ma joré (des pertes d 'es tampage) .
Mise en œuvre du roulage Les f o r m e s de rou lage s ' ob t i ennen t à l 'a ide d ' u n ou t i l l age spéc i f i que de l am inage à chaud des lop ins (g rande p roduc t i v i t é en p roduc t ion de série). Le lop in est in t rodu i t entre deux demi-ga le ts motor isés qu i l 'ent raînent en le laminan t à la f o r m e us inée sur le coup le de galets (f ig 7.28).
Laminoir dit de retour Il c o m p r e n d p lus ieurs couples de galets per-met tan t , en f o n c t i o n du taux de réduc t ion admis , d 'ob ten i r la f o r m e de rou lage désirée. Les passes successives f o r m e n t des sect ions rédu i tes d i f fé ren tes ( e x e m p l e : ova le , pu is
_ _
208 Guide de l'usinage
hn . bn = section sn 1 2
piece
carrés de côté c ou rond 0, de sections équivalentes aux sections pièce + pertes estampage
prise de fer (maintien)

pr i smat ique) pe rme t tan t un me i l l eu r en t ra înement (f ig. 7.29). Chaque coup le de galets est dé f in i pour une passe de l am inage ( f o rme et lon-gueur approchée de la part ie à laminer) .
Taux de réduction Réduct ion m a x i m a l e de sec t ion entre deux passes:
fî% = (S0-S1/S0) x 100,
o o lopins
entrées
f -galets (segments)
cylindres porte-galets
FIGURE 7.29 Schéma d'outillage pour laminage de retour.
avec 5 0 sect ion avant une passe de l am inage ;
5 1 : Sect ion après cette passe. R % max i a d m i s : 45 % (première passe) à 20 % (dernière passe) en tempéra tu re de
forgeage (1 000 à 1 200 °C) avec demi -ga le ts de d iamèt re s i o d iamèt res ou côtés du lopin.
Pièces pleines sans toile de cambrure Posi t ions des d i f fé rentes sect ions de la p ièce: à s i tuer par app rox ima t i on , c o m p t e tenu des var ia t ions du prof i l -p ièce. Chacune des sect ions, y compr i s les zones de raccordement , est à augmente r du pourcentage de ma jo ra t i on de masse dû aux pertes d 'es tampage. On dé te rmine , connaissant les d imens ions du brut de fo rge : - la f o r m e de roulage à es tamper à part i r du lop in ;
- les v o l u m e s de la pièce « brut de fo rge » et du lop in avec la bavure d 'es tampage.
Pièces avec une toile
e La to i le des pièces es tampées , qu i rel ie les f o rmes de la pièce, subsistera ou sera é l imi -née après réa l isa t ion de fo rgeage , se lon la dé f in i t ion du produ i t f in i (usiné). Toile rel iée à la bavure de fo rgeage . Rel iant les deux côtés d 'une enta i l le : à é l im iner par po inçonnage (fig. 7.30). Grande to i le . La f o r m e de rou lage peut être modi f iée pour fac i l i ter le f luage du matér iau (fig. 7.31).
AA tl chocs
profil d'un lopin
déqo
û n tcAlu leliée à la bavure
FIGURE 7.30 Pièce estampée avec bavure et toiles.
pièce (élément)
/ , UJ
\(
/forme de roulage
' forme théorique
FIGURE 7.31 Forme de roulage d'une pièce avec grande toile.
7. Procédés de forgeage 209

Épaisseur moyenne des toiles e Choisie en fonc t ion de leurs d imens ions et de la hauteur max i d ' e m p r e i n t e h (par rappor t au plan de jo int ) (f ig. 7.32). O n a d m e t : h < 20 m m , e < 3 m m ;
20 < h < 30, e s 4 m m ; 30 <h < 40, 6 — 5 m m ; 40 < h < 60, e s 6 m m ; h> 60, e = 7 m m .
Pièces avec une extrémité de forte section À refou ler sur mach ine à es tamper hor izon-tale (fig. 7.33). Avan t es tampage , une ex t rém i té v o l u m i -neuse peut s 'ob ten i r en é b a u c h e : re fou le-m e n t l ibre du ma té r iau sous t e m p é r a t u r e con t i nue de fo rgeage (par rés is tance élec-t r ique) (f ig. 7.34).
FIGURE 7.33 Schéma de refoulement d'une forme de grand diamètre dans l'outillage.
— r l
chauffage pièce (lopin cylindrique)
— r l Q „ — r l
U—M-
/
v O 1—1 \ matière refoulée /
enclume: fixe (une passe) ou asservie (plusieurs passes) selon volume à refouler
FIGURE 7.34 Schéma de refoulement libre en ébauche d'une forme de grand diamètre.
[ Cambrage
D é f o r m a t i o n du lop in , après rou lage , su ivan t une cou rbe de g rand rayon (c int rage) ou de fa ib le rayon (coudage). Permet à la f o r m e de rou lage de s ' insérer dans l ' empre in te ébauche.
Forme de roulage développée Sa longueur se dé te rm ine en fonc t ion de l ' a l l ongement au cambrage , d 'après rayon de cour-bure r e t côté C o u d iamèt re 0 de la f o r m e roulée (fig. 7.35). Le f luage du méta l dép lace le CdG de la c a m b r u r e vers l ' i n té r ieur de la f o r m e c o u r b é e : la f o r m e roulée déve loppée sera rédui te en fonc t ion de la var ia t ion du dép lacement f d e la l igne des CdG.
210 Guide de l'usinage

FIGURE 7 .35 Valeurs approchées de f en fonction du rayon de courbure r et de l'épaisseur de la forme roulée C ou 0 .
Pièces comportant plusieurs cambrages (cas des vilebrequins) Longueur de la f o r m e de roulage cons idérée c o m m e ident ique à la pièce « brut de fo rge ». i.a f o r m e de cambrage est de m ê m e longueur que la f o r m e de roulage.
Étirage
- H o n g e m e n t du lop in ef fectué, en première opéra t ion , lorsque les sect ions de la pièce sont --es d i f férentes. _e lopin a une sect ion équ iva lente à celle de la p lus grande sect ion de la pièce. Sa longueur oeut être t rès in fér ieure à celle de la pièce.
I Gravures d'estampage et matriçage i _es out i l lages c o m p r e n n e n t des g ravures pour les d iverses opéra t i ons de fo rgeage néces-saires à une pièce ; ét i rage, roulage, renvo i ou cambrage , es tampage ébauche, es tampage f ini-t ion.
Gravure ou empreinte d'ébauche Souvent nécessaire p o u r : - a s s u r e r la répar t i t ion du méta l de la f o r m e de rou lage ; - permet t re le rempl issage de la g ravure de f in i t ion , avec R s 2/3 h (fig. 7.36).
7. Procédés de forgeage 211

FIGURE 7.36 Gravures (ou empreintes) de finition et d'ébauche d'une pièce.
La gravure d 'ébauche accroît la durée de vie de l 'out i l lage ( réduct ion d 'usure de la g ravure de f in i t ion) .
Gravures de grandes dimensions Af in d 'assurer le rempl issage de f o r m e s re la t ivement grandes sans r isque de défauts (cr iques et repl is), la g ravure d 'ébauche a la f o r m e l o g a r i t h m i q u e : pe rmet , en d é f o r m a t i o n l ibre, le f luage du matér iau (considéré dans tou tes les d i rect ions possibles).
» *
Les d imens ions sont celles de la pièce « brut de forge » (au m a x i m u m pour cotes intér ieures ; au m i n i m u m pour cotes extérieures), majorées du retrait du matér iau au ref ro id issement (fig. 7.36).
Rayons de raccordement et épaisseurs des formes élémentaires Sont fonc t ion de la largeur / ou du d iamèt re d d e la pièce, et de la mach ine ut i l isée (presse ou mar teau-p i l on ) . On a d m e t rayons d ' i n té r i eu r r(- = 0 ,02 ; / ou d i n t é r i eu r ; rayons d 'ex té r ieu r r g = 0,015; / ou d extér ieur. Les s ignes de raccordement de deux sect ions d ist inctes (pet i te et grande) assurent le f luage de la f o r m e ébauche dans la gravure de f in i t ion .
Logement de bavure De capacité supér ieure à la bavure prév is ionnel le . À répart i r généra lement sur les deux coqui l les, avec le co rdon de matr ice (fig. 7.37).
Matrices de finition
matrice inférieure Matrices d'ébauche
plan de joint
piece
TV ' : \r
212 Guide de l'usinage

Pièce obtenue par filage de la matière
logement de bavure cordon de matrice
v v A r
Pièce obtenue par refoulement de la matière
FIGURE 7.37 Logements de bavure fermés.
FIGURE 7 .38 Valeurs approchées des dimensions de loge-
ment de bavure et cordon de matrice.
Logement de bavure fermé Il augmen te la surface du plan de jo in t , donc la portance. Nécessaire pour out i l lage sur mach ines à chocs (contact des matr ices) (f ig. 7.38). Logement de bavure ouvert
Pour out i l lage ut i l isé sur presse, où la course est réglable.
Cordon de matrice Situé en pér iphér ie de la gravure, il p ro longe le l ogemen t de bavure p o u r : - retenir le matér iau qu i f lue sous l 'ef fet de fo rgeage ; - permet t re le rempl issage de la gravure avant l ' écou lement de la mat iè re excédenta i re dans le l ogemen t de bavure (f ig. 7.37 et f ig. 7.38). Sa largeur (4 à 12 m m ) , et sa fa ib le hauteur (de maté r iau f re inan t le passage de la mat iè re j usqu 'au rempl i ssage de la g ravure (phéno-mène de f ret tage). L 'écoulement du méta l excédenta i re dans la bavure s 'e f fec tue sous la p ress ion radia le exercée sur la pièce fo rmée . Cordon al longé: Pour pièces de fa ib le lon-gueur ou d iamèt re ( / o u D) et de relat ive for te épaisseur h, avec gorge de ra lent issement du f luage (mat iè re s u p p l é m e n t a i r e à p révo i r dans le lop in (f ig. 7.39).
1 à 3 m m ) p rovoquen t un re f ro id issement du
7. Procédés de forgeage 213

Gravures de pièces en U La bavure centra le, la to i le , est impor -tan te . Elle c o m p o r t e un c o r d o n de matr ice. Concevoi r des gravures pour p rodu i re deux pièces s i m u l t a n é m e n t : réduc-t i on de perte de mat iè re (f ig. 7.40).
FIGURE 7.40 Estampage simultané de deux pièces
identiques avec grande toile.
A A deux pièces
cordon de matr ice
Pièces en U à ailes courtes et espacées Procéder au c a m b r a g e après rou lage de la f o r m e redressée ( ident ique aux pièces cambrées) .
Gravures avec nervure ou bossage Les pièces c o m p o r t a n t une nervure ou un bossage nécess i tent un f l uage i m p o r t a n t qu i l im i te à une hauteur max ima le en fonc t ion du d iamèt re ou de la largeur de la pièce. Les rayons de racco rdemen t son t déf in is en fonc-t i on du f luage su ivan t une cou rbe l o g a r i t h m i q u e , en première app rox ima t i on e e t r s 0,5 h (fig. 7.41). FIGURE 7.41 Raccordement des formes filées.
| Joints de matrices
Le j o i n t des deux mat r i ces cons t i tu t i ves de l ' ou t i l l age peut être p lan, br isé, po l yéd r i que , courbe.
À rechercher ; les deux faces opposées des matr ices f o r m e n t un p lan de jo in t hor izon-tal , perpend icu la i re à la d i rec t ion de f rappe.
H H Ì Joint brisé wmmm» Const i tué de p lans d ' i nc l i na i sons d i f fé-rentes se lon la f o r m e de pièce à obtenir .
Joint brisé équilibré Les gravures sont à usiner de sor te que la résul tante des ef for ts de f rappe soi t paral-lèle à la d i rec t ion de f rappe (fig. 7.42).
FIGURE 7.42 Joint de matrices brisé équilibré.
214 Guide de l'usinage

Joints polyédrique et courbe Aussi fac i l emen t us inab le que les autres jo in ts , sur les mach ines -ou t i l s à com-mande numér ique 4 ou 5 axes. Éven tue l l emen t p révo i r un ta lon pour s 'opposer à un g l i ssement latéral. FIGURE 7.43 Joint de matrices brisé non équilibré.
Dépouilles 3 ar ten t du jo in t de matr ices déf in issant la plus g rande surface de la p ièce: fac i l i tent le f l uage du méta l dans les g ravu res et
ex t rac t ion de la pièce es tampée f ig. 7.44). _eur va leur est à cons idére r dans des plans para l lè les à la d i rec t ion de f rappe incidence dans la concept ion de matr ice
a jo in t brisé). Elle sera p lus impor tan te sur les n o y a u x : palier le f re t tage du méta l au refroidisse-ment.
1 à 6° ( formes en creux)
à 9° ( formes en relief : noyaux)
c
FIGURE 7.44 Dépouilles sur matrice.
Valeurs courantes sur les parois des gravures Parois des formes en creux, (gravures) : "0 %, soi t 6° sur mar teaux -p i l ons ; 5 %, soit 3° sur presses; 2 %, soi t 1° sur mach ines à fo rger -or izonta les. 3arois des formes en relief (noyaux) : 16 %, soi t 9° sur p i l ons ; 10 %, soi t 6° sur presses; 5 %, soi t 3° sur mach ines hor izontales.
Surface des plans de joint
Surface ent rant en contact en f in de mat r içage : surface de f rappe.
^ ^ • • • • « • • « • • • R ! Matrices pour machines à —numrnIIIIIIIIIIMIIIIIIIIIIIIIIIIIIIIWIIIIIIIIIIIIIIIIIIIIIIII>IIIIIIIIWIWIIIIIIIWI
Surface du plan de jo in t , au mo ins égale à 400 cm 2 , pour absorber une énerg ie de 1 000 daj par -ïpact.
La pos i t ion de la pièce dans les matr ices s 'ob t ien t en t raçant le d y n a m i q u e des forces appl i -quées aux CDG des d i f férentes fo rmes .
Joint brisé non équilibré La pièce ne pouvan t être s i tuée en posi-t i on équ i l i b rée dans les mat r i ces (bos-sages impor tan ts . . . ) : prévoi r un ta lon qui s 'opposera au g l i ssemen t latéral (fig. 7.43).
ta lon
7. Procédés de forgeage 215
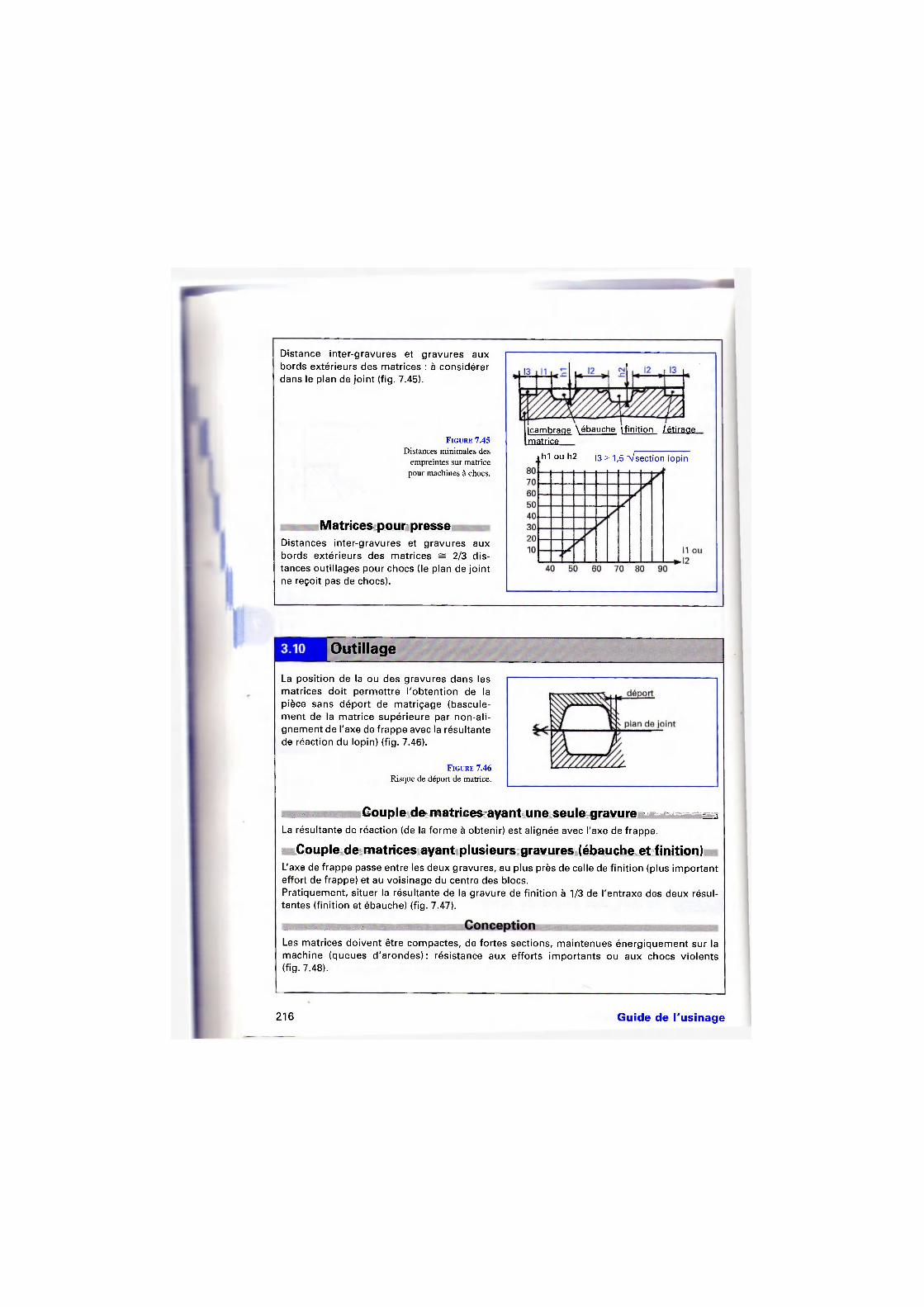
Distance in te r -g ravures et g ravures aux bords extér ieurs des matr ices : à cons idérer dans le p lan de jo in t (f ig. 7.45).
FIGURE 7.45 Distances minimales des
empreintes sur matrice pour machines à chocs.
Matrices pour presse Distances in te r -g ravures et g ravu res aux bords ex tér ieurs des mat r i ces s 2/3 dis-tances out i l lages pour chocs (le p lan de jo in t ne reçoit pas de chocs).
jcambrage \ébauche (finition /étirage metriçe
«h1 ou h2 I3> 1,5 A/section lopin
Outillage
La pos i t i on de la ou des g ravures dans les mat r i ces do i t pe rme t t re l ' ob ten t i on de la pièce sans dépor t de ma t r i çage (bascule-m e n t de la mat r i ce supér ieure par non-a l i -g n e m e n t de l 'axe de f rappe avec la résul tante de réact ion du lop in) (f ig. 7.46).
FIGURE 7.46 Risque de déport de matrice.
Couple de matrices ayant une seule gravure mam La résul tante de réact ion (de la f o r m e à obteni r ) est a l ignée avec l 'axe de f rappe.
Couple de matrices ayant plusieurs gravures (ébauche et finition) L'axe de f rappe passe entre les deux gravures, au p lus près de celle de f in i t i on (plus impor tan t e f for t de f rappe) et au vo is inage du centre des blocs. Pra t iquement , s i tuer la résul tante de la g ravure de f in i t i on à 1/3 de l 'ent raxe des deux résul-tantes ( f in i t ion et ébauche) (fig. 7.47).
Les mat r ices do iven t être compac tes , de fo r tes sect ions, ma in tenues é n e r g i q u e m e n t sur la mach ine (queues d ' a r o n d e s ) : rés is tance aux e f fo r ts i m p o r t a n t s ou aux chocs v io len ts (f ig. 7.48).
216 Guide de l'usinage

résultante gravure finition R2
résultante gravure ébauche R1
axe de frappe R
e : entraxe des gravures
1/3 e
FIGURE 7.47 Axe de frappe des matrices.
FIGURE 7.48 Hauteur des matrices. 10 20 30 40 50 60 70 80
Durée de v ie m o y e n n e des matr ices : var iab le se lon la d i f f icu l té d ' ob ten t i on des pièces (avant réfect ion, un out i l lage peut p rodu i re = 10000 pièces en acier et s 25000 pièces en al l iages d ' a l u m i n i u m ou de cuivre).
Nota: Coût de fabr ica t ion d ' un out i l lage de fo rgeage. À d i f f i cu l té de pièces égale, sensib le-ment iden t ique à un out i l lage méta l l i que de fonder ie .
7. Procédés de forgeage 217

Outillage pour presses Conception modulaire possible (course de frappe réglable, atténuant l 'effet de choc). Chaque élément modulaire porte-gravure est f ixé sur un bloc de référence.
Outillage pour machines à chocs (marteau-pilon) La gravure supérieure contient les formes complexes et conséquentes à obteni r : l 'effort de forgeage appl iqué en quelques mi l l ièmes de seconde, la vitesse d ' impact fait monter la matière.
Outillage d'ébavurage Élimine la bavure par poinçonnage, généralement à chaud, immédiatement après l'estam-page. Toile de débouchure. À enlever avant l 'ébavurage : évite une déformation de la pièce. Bavure et débouchure. Peuvent être poinçonnées simultanément avec un même outil lage.
Matrices fermées Pour estamper et matricer sans bavures des pièces non volumineuses, en product ion de grande série. Le lopin est défini et débité avec une précision suffisante.
Outillage de calibrage à froid Pour obtenir une dimension relativement précise (IT s 0,2 mm) sur une forme généralement épaisse: écrasement de la pièce estampée sous deux enclumes. L'effort provoque le dépassement de la l imite élastique du matér iau (retour élastique Ae= épaisseur de la pièce x l imite d'élasticité/module d'élasticité). Prévoir une surépaisseur par face calibrée de s 0,4 mm, à l 'estampage f init ion.
Outillage de redressage à froid Pour redresser des pièces estampées ayant une flèche hors tolérance : pièces longues et peu épaisses, avec débouchure. Deux enclumes, évidées en alternance, provoquent les déformat ions de redressage (avec dépassement de la l imite élastique).
Matrice comportant des noyaux Pour estampage intérieur ( forme en relief dans les gravures) avec subsistance d'une toile dans la pièce estampée: hauteur l imite pour non-contact entre deux noyaux oppo-sés ou noyau et gravure opposée (fig. 7.49).
Matériaux pour outillages Ils doivent résister à la chaleur et aux chocs (en particulier sur les marteaux-pilons). Uti l isat ion courante: marteaux-pi lons, 55 NCD 16; presses (verticales) Z38 CD 5 ; machines à forger horizontales, 45 NC 17.
FIGURE 7.49 Forme des noyaux.
218 Guide de l'usinage

4.1 Généralités
Opéra t ion s 'e f fec tuan t par r e f ou l emen t sur presses hor izonta les à forger , en p roduc t ion de g rande série de pièces te rm inées « brut de f o r g e » (sans repr ise u l tér ieure) à par t i r de barres ou de lop ins de sect ion généra lement cy l indr ique (fig. 7.50). La barre ou le lop in , é n e r g i q u e m e n t ma in -tenu entre les deux matr ices, est es tampé à une ex t rémi té par un po inçon ple in ou creux (bouterol le) . L 'ext ract ion de la pièce es tampée est obte-nue par ouve r tu re de l ' ou t i l l age (une mach ine étant mob i le ) .
FIGURE 7.50
Schéma d'opérations d'estampage horizontal.
Matrices
C o m p o r t e n t , pour chaque opé ra t i on , l 'a lé-sage de main t ien du brut et le l ogemen t de la f o r m e à ob ten i r (avec gu idage du po inçon) (fig. 7.50 et 7.51). Le dépassement de la barre ou du lop in cor-respond au v o l u m e de la f o r m e à obten i r par estampage. Pour chacune des opéra t i ons successives d 'un out i l lage, t ou te la mat iè re en dépasse-ment est « t rava i l lée» .
FIGURE 7 .51
Dépassements de pièce dans les matrices.
1 r e opérat ion
3 :
autres opérat ions
7. Procédés de forgeage 219
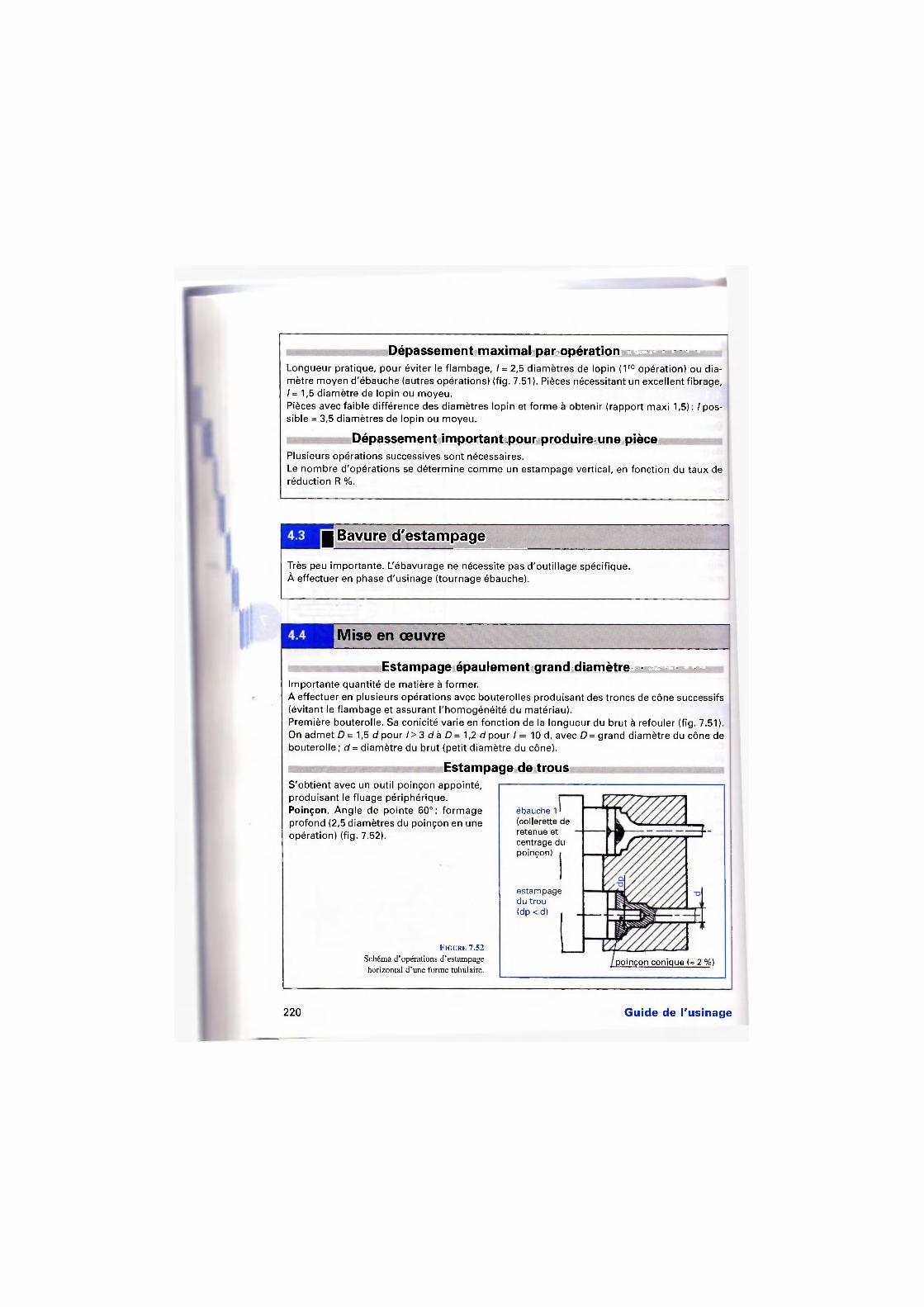
••iiiiiiiiiiiiiiiiiiiiiiiiiM»iiiiii Dépassement maximal par opération H W M M — I
Longueur prat ique, pour évi ter le f l ambage , I = 2,5 d iamèt res de lop in (1 r e opérat ion) ou dia-mètre m o y e n d 'ébauche (autres opérat ions) (f ig. 7.51). Pièces nécessi tant un excel lent f ibrage, / = 1,5 d iamèt re de lop in ou moyeu . Pièces avec fa ib le d i f férence des d iamèt res lop in et f o r m e à obten i r ( rappor t max i 1,5) : / pos-sible = 3,5 d iamèt res de lop in ou moyeu .
Dépassement important pour produire une pièce Plusieurs opéra t ions successives sont nécessaires. Le n o m b r e d 'opéra t ions se dé te rm ine c o m m e un es tampage vert ical , en fonc t ion du taux de réduct ion R %.
[Bavure d'estampage
Très peu impor tan te . L 'ébavurage ne nécessite pas d 'ou t i l l age spéci f ique. À ef fectuer en phase d 'us inage ( tournage ébauche).
Mise en œuvre
WÊÊÊÊÊBÊÊÊmmÊKHmm Estampage épaulement grand diamètre a g a g a » — — Impor tan te quant i té de mat ière à fo rmer . A ef fectuer en p lus ieurs opéra t ions avec boutero l les p rodu isan t des t roncs de cône successifs (évi tant le f l ambage et assurant l ' homogéné i té du matér iau) . Première boutero l le . Sa conic i té var ie en fonc t ion de la longueur du brut à refouler (f ig. 7.51). On admet D = 1,5 d pour l>3dàD='\,2d pour 1= 10 d, avec D = grand d iamèt re du cône de boutero l le ; d = d iamèt re du bru t (pet i t d iamèt re du cône).
Estampage de trous S'obt ien t avec un out i l po inçon appo in té , p rodu isant le f luage pér iphér ique. Poinçon. A n g l e de po in te 60° : f o r m a g e p ro fond (2,5 d iamèt res du po inçon en une opérat ion) (f ig. 7.52).
FIGURE 7.52 Schéma d'opérations d'estampage horizontal d'une forme tubulaire.
ébauche (collerette de retenue et centrage du poinçon)
estampage du trou (dp < d)
poinçon conique 2 %)
220 Guide de l'usinage

Diamètre poinçon < diamètre de la barre, de préférence. Maintien de la barre. Par une collerette de retenue, avec avant-trou de départ de poinçon (obte-nue par estampage).
Collerette de la forme du produi t f in i ou à é l iminer (par usinage) (fig. 7.52).
Estampage à déboucher Pour séparer la pièce du brut (barre), uti l iser des diamètres poinçon et barre identiques.
h t Logement de matrice g 1 ~ m Pour l imi ter l 'e f for t du po inçon à l 'expansion annula i re du matér iau : aire de la sect ion de matrice (0 D) = S sections barre (0 d) et poinçon (0 dp), soit D2 = d2 + dp2.
| Pièces obtenues
Elles ne compor tent pas de dépoui l le et sont f ibrées annula i rement, sans risque de criques.
Utilisation
~rès util isé, en product ion de grande série de pièces « brut de forge », type cyl indr ique (arbres, pignons, boulonnerie. . . ) pleines ou creuses. Des formes de section non cyl indr ique peuvent être obtenues, éventuel lement.
7. Procédés de forgeage 221

5. Formage à chaud • 5.1 Généralités
Certains types de pièces sont p rodu i ts par f o r m a g e à chaud, selon une opéra t ion de forgeage spéc i f ique (b igornage et rétreinte) et des procédés de f o r m a g e (f i lage, f luo tournage. . . ) .
5.2 Bigornage ou laminage circulaire
Obten t i on sur mach ine spéc i f ique de bagues à par t i r d 'ébauches cy l in-dr iques plates po inçonnées préalable-men t en es tampage (fig. 7.53).
FIGURE 7 .53 Schéma de principe du laminage cir-
culaire.
Utilisation Product ion en g rande série de bagues f ibrées de peti t à g rand d iamèt res (au-delà du mètre) sans perte de mat ière.
Rétreinte
Obten t i on , sur mach ine spéc i f i que à ré t re indre , de pièces cy l i nd r i ques épau lées p le ines et creuses, à par t i r d 'ébauches cy l i nd r i ques (p le ines ou tubula i res) (fig. 7.54).
FIGURE 7.54 Schéma de principe de rétreinte
pièces cylindriques.
wMsmm: Utilisation M Produc t ion en g rande sér ie ( temps très cour t , une à que lques minutes) de pièces f ibrées, sans perte de mat ière.
couronne de galets de frappe marteau de frappe
pièce ébauche
pièce obtenue
222 Guide de l'usinage

Filage à chaud
Procédé ana logue au f i lage à f r o i d i x t r us i on , chapi t re « procédés de for-
- a g e » ) . _f matér iau chau f fé f lue p lus aisé-ment dans la f i l ière (fig. 7.55).
conteneur
filage inverse
pièce
olive / poinçon
filage tubulaire
filière
FIGURE 7.55 Schéma de principe du filage
à chaud.
Utilisation - r o d u c t i o n de pièces cy l i nd r i ques •ongues, p le ines ou tubu la i res .
Fluotournage à chaud
- r océdé ana logue au f l uo tou rnage à • 'o id (chapi t re «p rocédés de fo rmage »). Le matér iau chauf fé f lue sous la pres-sion du galet -presseur (f ig. 7.56).
FIGURE 7.56 Schéma de principe
du fluotournage à chaud.
Utilisation Produc t ion de pièces cy l i nd r i ques creuses, d 'épaisseur non constante.
7. Procédés de forgeage 223

1. Généralités 227 1.1 Les dif férents procédés de formage 227
2. Formage par embout issage 227 2.1 Généralités 227 2.2 Déterminat ion des f lans 228 2.3 Embout issage cyl indr ique 230 2.4 Emboutissage avec collerette 231 2.5 Embout issage de contre-embout is 232 2.6 Embout issage des collets 233 2.7 Emboutissage t ronconique 234 2.8 Emboutissage hémisphér ique et s imi laire 235 2.9 Emboutissage pr ismat ique 236 2.10 Calibrage d 'embout is 237 2.11 Détourage d 'embout is 237 2.12 Outi l lages sans serre-flan 238 2.13 Outi l lages avec serre-flan 238 2.14 Concept ion des outi l lages 239 2.15 Outi l lages combinés 241
3. Formage par pliage 243 3.1 Généralités 243 3.2 Déterminat ion du f lan 243 3.3 Effort de pliage 244 3.4 Matér iaux uti l isés 245 3.5 Pliage en l'air 245 3.6 Pliage en matrice 246 3.7 Outi l lages de pliage 248 3.8 Presses-plieuses 249
225

Formage par extrusion 250 4.1 Généralités 250 4.2 Filage direct ou avant 250 4.3 Filage inverse ou arrière 250 4.4 Filage latéral 251 4.5 Refoulage 251 4.6 Écrasage 251 4.7 Étirage 252 4.8 Caractéristiques des pièces 252 4.9 Réduction de diamètre des lopins au f i lage 253 4.10 Longueur fi lée par opérat ion 253 4.11 Matér iaux fi lés 253 4.12 Mise en œuvre 253 4.13 Outi l lage de f i lage direct 254
4.14 Outi l lage de f i lage inverse 254 4.15 Effort d 'extrusion 255 4.16 Outi l lage hydrostat ique d'ét irage 255 4.17 Tréfilage 255 4.18 Uti l isat ion de l 'extrusion 255
Formage par f luotournage 256
5.1 Généralités 256 5.2 Formes cyl indr iques 256 5.3 Formes coniques et curvi l ignes 256 5.4 Outi ls-molettes 257 5.5 Matér iaux util isés 258 5.6 Précisions obtenues 258 5.7 Utilisation 2 5 8
6. Formage sous haute énergie 258
6.1 Généralités 2 5 8
6.2 Formage électro-hydraul ique 259 6.3 Formage par é lectromagnét isme 259 6.4 Formage par explosion 2 6 0
Cintrage 2 6 1
7.1 Généralités 2 61 7 .2 C i n t r a g e s d e s t ô l e s 261
7.3 Cintrage des tubes et des profi lés 263 7.4 Pliages des profi lés 265
. Profi lage à f ro id 266 8.1 Généralités 266 8.2 Galets de prof i lage 266 8.3 Matér iaux util isés 267 8.4 Précisions obtenues 267 8.5 Machines 267
8.6 Utilisation 267

1. Généralités
Product ion de pièces méta l l iques re la t ivement peu épaisses, en série, souvent t rès grandes, par dé fo rma t i on p last ique du matér iau, à part i r de bruts, p r inc ipa lement en feui l les, en lop ins, en bandes. • Le cho ix d 'un procédé de f o r m a g e est fonc t ion du type de pièces à produ i re , ce qu i condi -t i onne le brut nécessaire. • La quant i té à p rodu i re cond i t i onne l 'out i l lage plus ou mo ins op t im isé , pour les pièces don t le brut est ob tenu à part i r de f lans découpés dans la feu i l le de tô le méta l l ique. • Les d imens ions et la f o r m e du brut sont cond i t ionnées, avec le procédé, par le t ype de pièces à obtenir .
Les différents procédés de formage
- Formage par embout i ssage , à part i r de f lans méta l l iques. - Formage par p l iage, à part i r de f lans ou de bandes méta l l iques. - Formage par ex t rus ion , à part i r de lop ins méta l l iques. - Formage par f l uo tou rnage , à part i r de lop ins méta l l iques. - Formage sous haute énergie, à part i r de f lans épais et généra lement de grandes d imens ions . - Formage par pro f i lage à f ro id , à part i r d ' une bande méta l l ique. - Formage par c int rage, à part i r de tubes, prof i lés et tô les. - Formage par laminage, à part i r de bruts en tô les épaisses et de l ingots méta l l iques issus de
fonder ie .
2. Formage par emboutissage
Généralités
Défo rmat ion p last ique d 'un f lan dans une matr ice de f o r m e sous l 'act ion d ' un poin-çon qui p rodu i t une f o r m e creuse d 'épais-seur t h é o r i q u e m e n t cons tante et égale à celle du f lan (fig. 8.1).
FIGURE 8.1 Schéma d'emboutissage sur
presse à double effet.
f lan à embout i r
7. Procédés de forgeage 227

O p é r a t i o n e f f e c t u é e à f r o i d o u à c h a u d , s u i v a n t l ' é p a i s s e u r d u f l a n et la f o r m e à o b t e n i r
¡ ^ ^ w œ r m o , é c u i a i r e du ™ t é " a u ' « • O p p o s i t i o n à ^ ^
( j ç f ^ s m ^ T r ^ l ^ f m m M Q n ^ ^ s c a u s é e p a r fe d é p l a c e m e n t r ad ia l d u m a t é r i a u , à l ' a i d e d ' u n s e r r e - f l a n q u i m a i n t i e n t le f l a n d u r a n t l ' e m b o u t i s s a g e d ' e m b o u t s p r o f o n d s ( l a m i n a g e d u m a t é -r i au e n t r e p o i n ç o n e t m a t r i c e ) . La précision d imensionnel le des pièces obtenues est de qualité 10 à 8. Les matér iaux employés doivent avoir un grand a l longement (A % > 30). La déformat ion permanente du f lan pouvant être très importante, le matér iau est écroui (plus dur, plus fragile, % d 'a l longement d iminué).
Détermination des flans
À partir de la f ibre moyenne. Considérer que l 'embout i a la même surface que le f lan, son épaisseur ayant théor iquement une épaisseur constante. Augmenter de 2 à 4 m m le d iamètre du f lan pour effectuer un détourage du bord supérieur de la pièce. Rayon r d e raccordement paroi/ fond. À négliger, inférieur au d ix ième du diamètre de la pièce à obtenir ( r < d/10). Déterminer le f lan théor ique. Son diamètre D pour les pièces à embout i r (en major i té cyl in-driques) avec des formules établies analyt iquement (fig. 8.2).
D = \Jd2 + 4/ i2
d2 K d1 „ H : h D = yd,2 + 4 h2
D = \J2d ou 1,1414d
1*— 1
i „ CM -C \t
J r— •C À
D = v'd2 + 4 (h2 + dh2)
D = xjld2* 4 dh
1,1414 v'd2 + 2dh o u
* a |* d1 >
CM •E If
CM •E If
V J -C
. d2
D = \jd2 + 4 [h2 + d1 • h2)
d2
™5<x) D ¡d2 + d*
D = yd2 + 4 h2 + 21 <d2 + d j
228 Guide de l'usinage

D = \/2CT/
D = \Jd2 + Adh
d2
* sz
— * D = JdJ- + 4d, • h
d2
9 ± D = v^d,2 + 4d, • fc + 2/ (d, + d2)
D = \jd2 + 2/ fcf, + d2)
- D3
HT D 2 » . 1 ,
D = v/d12 + 2 / r d 1 + d2) + d 3
2 - d 22
D = j d f l 2 [/ ~(dA + d2) + 2d 2 h]
D = V/ d 1
T + 2/ ftt, + d2) + 4d2 h + d 32 - d2
' ' j f c u D = W + + d2> + 2d2hl d2 g
S i D = -/d2
2 + 4d1 (0,57r + h) - 0,39r5
J S D = \f(d- 2r)2 + 2 i r r ( d - 0,7r)
d2 d1
D = d2+2,28r d~ - 0 ,39r 2
Q
FIGURE 8.2 Formules de calcul du diamètre de flan (formes simples).
Détermina t ion d iamèt re D du f lan. Pour une pièce de f o r m e donnée, ut i l iser le t h é o r è m e de Guld in, soi t f 2 = 2 fî • X /, (avec r = rayon du f lan). r pourra être ob tenu par la mé thode de t raçage du po lygone fun icu la i re : réso lu t ion des di f fé-rents cas possib les, t ou t en cons idérant , le cas échéant , les rayons de raccordement , so i t : - décomposer le demi -p ro f i l en é léments s imp les (droi tes, cercles) ;
- const ru i re g raph iquemen t l 'axe de ce prof i l passant par son CdG (dynamique et fun icu la i re) ;
pour obten i r rm = ^ r / ' ; et dans le t r iang le rectangle inscr i t dans un demi-cerc le de dia-z li
mèt re : Z. = X li + 2 rm;
d 'où 2J221 = J 2 J , soi t D = yj 8 • Uri • Li) (f ig. 8.3).
7. Procédés de forgeage 229

FIGURE 8.3 Détermination graphique du diamètre d'un flan.
Emboutissage cylindrique
S'ef fectue sans d i f f icu l tés, dans les l imi tes des cont ra in tes créées par le matér iau et la f o r m e f ina le de l ' embou t i , la pièce. La cou ronne déf in issab le sur le f lan entre les d iamèt res po inçon- f lan of f re une résistance à la dé fo rmat ion , par des contra intes internes de compress ion (f ibres raccourcies) et de t ract ion (f ibres al longées) dans le matér iau (fig. 8.4). Ces contra intes internes do ivent être infér ieures à la résis-tance à la rup tu re par t rac t ion R m de la cou ronne - à embou t i r - appelée sect ion motr ice, s inon il y aurai t déchi-rure du f l an : p lus ieurs passes d ' embou t i s sage peuvent être nécessaires.
Diamètre d'emboutissage limite dn Déterminé avec le coef f ic ient de réduct ion ké tab l i expé r imen ta lemen t et le d iamèt re D d u f lan, ou de la cou ronne dn de la passe précédente (fig. 8.5).
Diamètre d'emboutissage limite de la première passe d^ - D • ky, pe rmet tan t de vér i f ier si une passe est suf f isante pour f o r m e r la pièce.
Diamètre des passes d'emboutissage suivantes dn = d (n - 1) • k2-
Rayons des emboutis
Rayon intérieur du fond de la pièce Doit être au mo ins égal à l 'épaisseur du f lan.
FIGURE 8.4 Contraintes dans la cou-ronne à l'emboutissage.
230 Guide de l'usinage

J
FIGURE 8.5 Coefficient de réduction de matériaux d'emboutissage.
,« d l M
w s
Matériaux kl k2
Acier d'emboutissage - ordinaire - spécial
0,60 0,54
0,80 0,75
Acier inoxydable - austénitique - ferrique
0,52 0,58
0,80 0,80
Aluminium (recuit) 0,55 0,80
Duralumin (recuit) 0,55 0,90
Laiton 0,55 0,75
Cuivre 0,60 0,85
Rayons r de raccordement Facil i tent l ' embout i ssage avec r > 5e avec e = épaisseur du f lan (f ig. 8.6).
Hauteurs des emboutis Hauteur cons idérée c o m m e idéale h < d i amè t re de l ' em-bout i par passe (f ig. 8.6).
Hauteur maximale h de l'embouti Varie se lon les ma té r iaux avec un m a x i m u m , sans recuit inter-passes, en fonc t i on du d iamèt re d ' e m b o u t i d à obte-nir, soi t h = d • a, avec a : aciers d 'embou t i ssage = 4 ;
a l l iages d ' a l u m i n i u m = 5 ; cuivre, la i ton et zinc = 8.
Recuit Rend au matér iau ses propr ié tés après écrouissage. À ef fectuer au plus tô t après la passe d 'embout i ssage .
FIGURE 8.6 Hauteur limite et rayon de raccordement des emboutis cylindriques.
Emboutissage avec collerette
Former la col leret te à son d iamèt re extér ieur dès sa première passe (ce d iamèt re ne peut pas être mod i f i é après sa réalisa-t ion) (f ig. 8.7). La dern ière passe do i t con fo rmer la f o r m e embou t ie .
FIGURE 8.7 Emboutissage d'une pièce avec collerette.
.d col leret te.
m
T P I
"T jJ
8. Procédés de formage 9*31

Emboutissage de contre-emboutis
Forme s i tuée au centre d 'une pièce embou t i e , ob tenue , en règle généra le , avant l ' embou t i extér ieur, su ivant les mêmes cond i t i ons que l ' embout i ssage cy l indr ique. Mé thode nécessaire pour les con t re -embou t i s p ro fonds (fig. 8.8).
Contre-embouti peu profond Peut être f o r m é avec le m ê m e out i l lage qu i p rodu i t l ' embout i -ex tér ieur , par a l l ongemen t du fond de pièce, en f in de course d 'embou t i ssage (f ig. 8.9). Mé thode l imi tée par l ' a l l ongemen t admiss ib le du matér iau et la possib i l i té de rédui re l 'épais-seur du f o n d de pièce.
t -H
T i p "
~ T £ r
ssp.
contre-emboutissage (forme intérieure)
embouti (forme extérieure)
FIGURE 8.8 Emboutissage d'une pièce avec contre-embouti profond.
FIGURE 8.9 Schéma d'outillage d'emboutissage avec contre-embouti peu profond.
Contre-embouti sans réduction d'épaisseur De p ro fondeur h < d/2, avec d = d iamèt re du con t re -embout i . Effectuer une p remière passe de renvo i d 'une bosse, d ' un d iamèt re de fond égal à celui du con t re -embou t i (f ig. 8.10). La seconde passe, l ' embou t i ssage des deux f o r m e s , nécessi te de g rands rayons d 'ou -t i l lage po inçon -ma t r i ce = 5 épa isseurs du f lan.
FIGURE 8.10 Emboutissage d'une pièce avec contre-embouti
d'épaisseur constante.
f # n
a 1
renvoi de la bosse
r = 5e emboutissage avec contre-embouti peu profond h < d/2 conformation pièce
Contre-embouti débouchant Formé après p o i n ç o n n a g e préa lab le d ' un t r o u cent ra l au d iamè t re in fér ieur à celui de la débouchure . Les deux embou t i s sont ensui te f o r m é s avec le m ê m e out i l lage, et la débouchure est ensui te po inçonnée à son d iamèt re (fig. 8.11).
232 Guide de l'usinage

FIGURE 8.11 Emboutissage d'une pièce avec contre-embouti
débouchant.
n .
1-1 p i
flan avec trou "d'ébauche
emboutissage avec contre-embouti
poinçonnage débouchure
pièce
débouchure
Emboutissage des collets
Ils sont f o rmés par embout i ssage d 'un f lan préa-l ab lemen t po inçonné en son centre à un dia-mèt re dé te rm iné (f ig. 8.12). Le d iamè t re de po inçonnage d2 est f o n c t i o n du d iamèt re du col le t d et de sa hauteur h, sous la cond i t i on : \jd2 - 4 d • h < d2< d-2h, avec h< d/2. (A/A + 100) mesu ré à la f i b re neut re et qu i est f onc t i on de la l im i te d ' a l l ongemen t A % du maté-r iau.
Oppos i t i on à la f o rma t i on de cr iques : ef fectuer l ' embout i ssage en sens inverse du po inçonnage.
Emboutissage d'un collet haut (supérieur à la hauteur maximale h)
Il est f o r m é en t ro is passes : embou t i ssage d 'une coupe l le au d iamèt re d du col let ; po inçonnage du f o n d au d iamèt re d2 — 0,5 d ; embou t i ssage du f o n d à la hauteur f ina le h (f ig. 8.13). L 'épaisseur du co l le t est rédu i te à = 3/4 e (e = épaisseur du f lan).
Nota : Les pièces embou t i es avec col let permet -tent de remplacer, à cond i t ion mécan ique égale, des pièces épaulées ob tenues par tou rnage .
flan avec trou
i
el < e
pièce obtenue
FIGURE 8.12 Emboutissage d'une pièce avec collet.
t - j — I flan
~T1 «-•ld >1
3 emboutissage coupelle
— -C
u d2 4 -
1 i
. c -C e
t - » e1 < e
emboutissage du collet
FIGURE 8.13 Emboutissage d'une pièce avec collet haut.
7. Procédés de forgeage 233
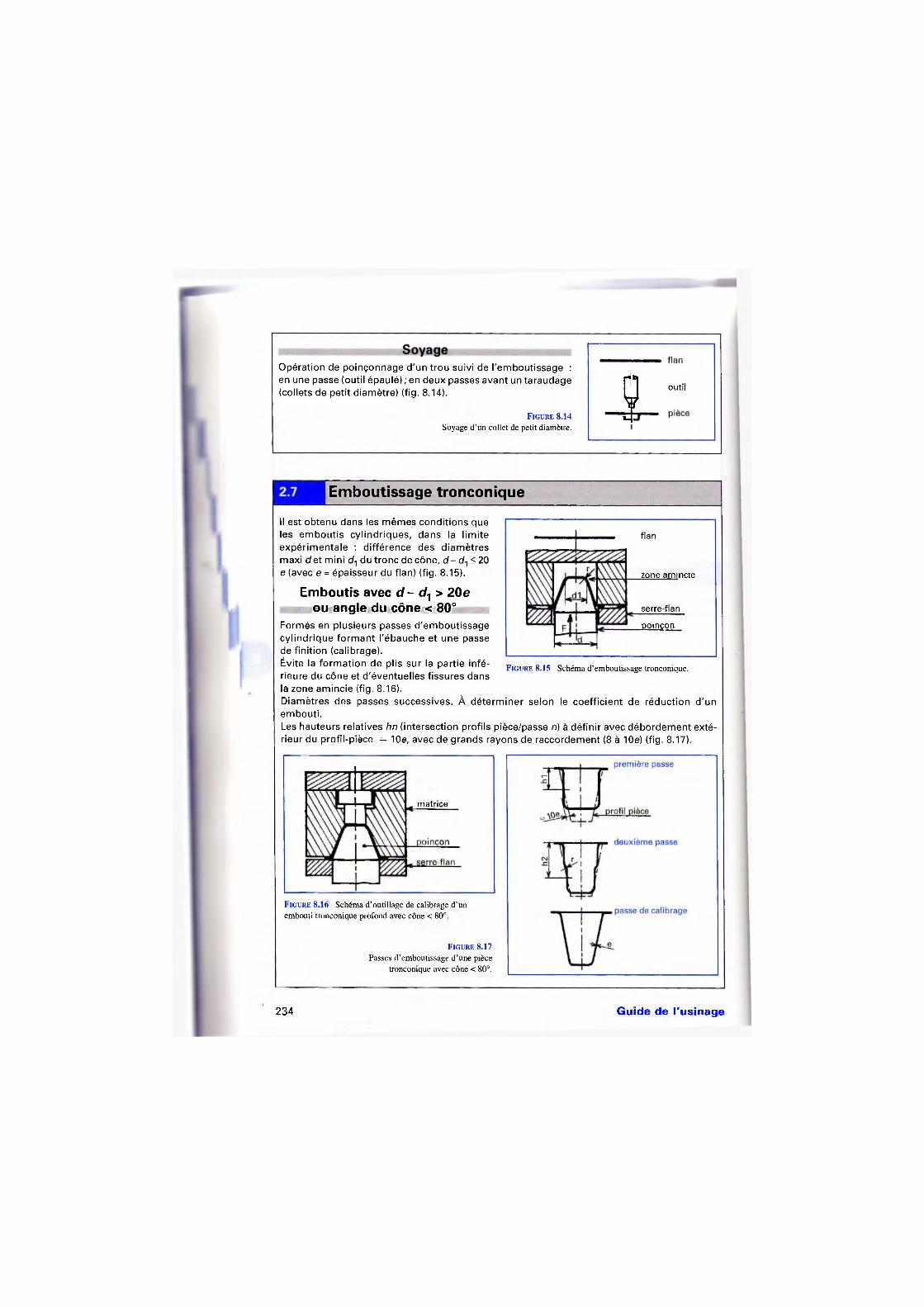
Opérat ion de po inçonnage d 'un t rou suiv i de l ' embout i ssage : en une passe (out i l épaulé) ; en deux passes avant un ta raudage (col lets de peti t d iamètre) (fig. 8.14).
FIGURE 8.14 Soyage d'un collet de petit diamètre.
Í ^ outil
H
Emboutissage tronconique
Il est ob tenu dans les m ê m e s cond i t i ons que les e m b o u t i s cy l i nd r i ques , dans la l im i te expé r imen ta le : d i f fé rence des d iamèt res max i d e t m in i d1 du t ronc de cône, d e (avec e = épaisseur du f lan) (fig. 8.15).
d1 < 20
flan
zone amincie
serre-flan
poinçon
Emboutis avec d - d, > 20e ou angle du cône < 80°
Formés en p lus ieurs passes d 'embou t i ssage cy l i nd r i que f o r m a n t l ' ébauche et une passe de f in i t ion (cal ibrage). Évite la f o r m a t i o n de pl is sur la par t ie infé-r ieure du cône et d 'éventue l les f issures dans la zone aminc ie (fig. 8.16). D iamèt res des passes successives. À dé te rm ine r se lon le coe f f i c ien t de réduc t ion d ' un embou t i . Les hauteurs relat ives hn ( in tersect ion prof i ls pièce/passe n) à déf in i r avec d é b o r d e m e n t exté-r ieur du prof i l -p ièce — 10e, avec de grands rayons de raccordement (8 à 10e) (fig. 8.17).
FIGURE 8.15 Schéma d'emboutissage tronconique.
FIGURE 8.16 Schéma d'outillage de calibrage d'un embouti tronconique profond avec cône < 80°.
FIGURE 8.17 Passes d'emboutissage d'une pièce
tronconique avec cône < 80°.
matrice
234 Guide de l'usinage

Emboutissage hémisphérique et similaire
Rayons de raccordement du poinçon et de la matrice Valeur max ima le (10 e), en par t icu l ier sur le po inçon (f issures à évi ter sur l ' embout i ) .
Ils sont ob tenus dans les m ê m e s cond i t ions que les embou t i s t roncon iques . La calot te sphér ique, jusqu 'à la demi -sphère , est réal isable en une passe à la cond i t i on d/e < 200 (avec d = d i amè t re du po inçon ; e = épaisseur du f lan) (f ig. 8.18).
Calotte sphérique avec d/e > 200. Plusieurs passes sont nécessaires. Les po inçons successi fs on t leur rayon de courbure R ident ique à celui de la pièce f in ie. Diamètres des po inçons successifs (fig. 8.19). - p remière passe : d=2 (R. cos. 45° + 10e) - passes su ivantes : dn = d n _ 1 + 20e. Le rayon rm de la matr ice sera au mo ins égal à d ix épa isseurs du f lan : assurer le par fa i t embout issage.
Formes similaires (elliptique, msm parabolique) mem Le d iamèt re du po inçon d 'embou t i ssage est déf in i à part i r de l ' in tersect ion de cercles de const ruc t ion , po in t de dépar t de 10e, à mesu-rer sur épure (fig. 8.20).
FIGURE 8.18 Schéma d'outillage d'emboutissage de pièces hémisphériques avec d/e < 200.
FIGURE 8.19 Emboutissage de pièces hémisphériques avec d/e > 200.
profil pièce L \ cercle de
\ construction C1 ^10e
< d ooincon première oasse
FIGURE 8.20 Emboutissage d'une forme elliptique (pre-mière passe).
7. Procédés de forgeage 235

I Emboutissage prismatique
Obtent ion s imu l tanée des côtés par pl iage et des raccordements par embou t i ssage (f ig. 8.21).
FIGURE 8 .21 Embouti prismatique et son développement
théorique.
emboutissage pliage
/X — 1 - 1 flan
théorique
Flan d'embouti prismatique Le f lan théo r ique co r respond : au f o n d ; au déve loppemen t des côtés ; à quat re secteurs de 90° d ' une hau teur in fé r ieure à cel le des côtés (à dé te rminer par égal i té des surfaces) (fig. 8.22). Rayon d ' un secteur rs = Y S1.(4/JC).
FIGURE 8.22 Éléments de calcul des secteurs de raccorde-ment des côtés.
Surface du raccordement latéral S1 S1 = 1/4 surface du secteur S2. S1 = d • h = h (TC • rl/2) et S2 = n • R2s/4 d 'où rs (f ig. 8.22) ; avec h, hauteur de l ' embou t i = d = 2 n r//4. Surface du f lan théo r ique à mod i f ie r en un f lan pra t ique : g l i ssement latéral du matér iau . Des essais p ré l im ina i res d ' embou t i ssage permet ten t de déf in i r ce f lan pra t ique se lon la hauteur des pièces.
Emboutis prismatiques obtenus en une passe Ils sont f o rmés en une passe aux deux condi -t ions su ivantes : - h <6 rl, avec rl rayon latéral de l ' embou t i - un e m b o u t i cy l ind r ique inscr ip t ib le dans la pièce do i t pouvo i r être f o r m é en une seule passe (f ig. 8.23).
FIGURE 8.23 Éléments de limite d'emboutissage en une passe des emboutis prismatiques.
236 Guide de l'usinage

Emboutis prismatiques obtenus en plusieurs passes La sect ion l imi te Sn des po inçons successifs se dé te rm ine à l 'a ide du coef f ic ient de réduct ion k2 (on cons idère une surface), soi t : S1 = S0 • k^ ; Sn > kn, (avec SQ = sect ion du f lan).
Emboutis dissymétriques et de grandes dimensions
Pall ier une éventue l le f o r m a t i o n de pl is, en p laçant un jonc - ou p lus ieurs éventue l le -ment - de retour du f lan, sur la matr ice ou le serre-f lan (f ig. 8.24).
FIGURE 8.24 Joncs de retenue sur outillage d'emboutissage prismatique.
joncs de retenue serre-flan
Calibrage d'emboutis
Appe lé éga lemen t c o n f o r m a t i o n ou f rappe , pe rmet , si nécessaire, de f o r m e r comp lè te -men t la pièce : mise en hauteur exacte de la pièce ; réduc t ion des rayons de raccorde-ment ; p lanage de la col leret te (f ig. 8.25).
FIGURE 8.25 Schéma d'outillage de calibrage d'un embouti.
pièce emboutie I*»
éjecteur
planage
<
Détourage d'emboutis
Découpe du con tou r ex tér ieur de la pièce embou t ie , en une passe su ivant un prof i l pré-cis, avec un out i l lage spéc i f ique (f ig. 8.26).
FIGURE 8.26 Schéma d'outillage de détourage d'un embouti.
.outil de détourage
7. Procédés de forgeage 237

2.12 Outillages sans serre-flan
flan
2 à 5 mm
, rayons
décrocheur
piece
À la r emon tée du po inçon , un décrocheur ret ient la pièce qu i s 'évacue par le dessous de l ' ou t i l l age en passant au t ravers de la matr ice (f ig. 8.27).
Décrocheurs Ils sont ponctue ls (f lans épais) ou annula i res en p lus ieurs secteurs (pour f lans minces, évi-tant de marquer la pièce) (fig. 8.28).
Utilisation Formage d ' e m b o u t i s d o n t la d i f fé rence des d iamèt res f lan D e t embou t i s d e s t D- d< 20e (avec e = épaisseur du f l an ) : résorp t ion des pl is d 'embout issage.
FIGURE 8.27 Schéma d'outillage d'emboutissage sans serre-flan.
FIGURE 8.28 Décrocheurs d'emboutis.
Outillages avec serre-flan
Un é jecteur in tégré à la mat r i ce évacue la pièce par le haut (fig. 8.29). Presse u t i l i sée : pour l ' embou t i s sage de pet i tes pièces, el le peut être à s imp le effet.
FIGURE 8.29 Outillage d'emboutissage avec serre-flan.
côté flan embouti
iF
côté flan non embouti
238 Guide de l'usinage

Outillage pour plusieurs passes Serre- f lan et mat r i ce ont un rayon d 'en t rée ren = < d n - 1 - dn>/2-
Passes re la t ivement nombreuses . Celles inter-média i res à la p remière et à la dern ière on t leur rayon d 'en t rée remplacé par un cône d 'en t rée (40 à 45°) sur ser re- f lan, mat r i ce et po inçon : faci l i te la cont inu i té d 'épaisseur de l ' embou t i et a u g m e n t e la sur face d ' appu i du serre- f lan (fig. 8.30).
Presses utilisées À s imp le effet. Po inçon sur la tab le avec le serre- f lan qu i est ac t ionné plus f ac i l emen t (gu idage assuré par chandel les) (fig. 8.29). À doub le effet. Mat r i ce sur la tab le : le doub le ef fet , par le m o u v e m e n t du premier coul isseau, ac t ionne le serre- f lan ; le d e u x i è m e cou l i sseau, à l ' in té-r ieur du premier , act ionne le po inçon (f ig. 8.1).
FIGURE 8.30 Schéma d'outillage d'emboutissage en plusieurs passes.
(Conception des outillages
Semel le , mat r i ce et ser re- f lan do i ven t être de for te épaisseur. Dé te rm ine r les d i m e n s i o n s re lat ives des élé-men ts (mat r ice , po inçon , serre- f lan) en fonc-t i on de l ' embou t i à p rodu i re (fig. 8.31). Distance de sécur i té f in de course d 'ou t i l : 5 à 15 m m entre serre-f lan et éjecteur. Pos i t ionnement du f lan ou de l ' embou t i (pièce ob tenue en p lus ieurs passes) : pet i tes p ièces, par d rageo i rs ; g randes pièces par t r ous p i lotes (sur zone a jourée en dern ière passe).
Surfaces fonctionnelles (poinçon, matrice, serre-flan)
Elles sont rect i f iées et rodées, af in de favor iser le g l i ssemen t du f lan , et rés is tantes à l 'usure (dureté HRc = 60). Hauteur ca l ibrante de la mat r ice : d 'une va leur m o y e n n e de 5e.
Rayons de raccordement Sur le po inçon et la matr ice (d 'entrée re , de cali- FIGURE 8.31 Jeux longitudinaux d'un outillage d'em-brage r ) = 5e en moyenne . boutissage.
côté flan embout i
côté flan non embout i
7. Procédés de forgeage 239

Pièces à obtenir en plusieurs emboutis. Rayon de raccordement du po inçon pour passes inter-média i res (aux première et dernière) — 10e : év i ter l ' aminc issement de méta l à la j onc t ion des embou t i s . Rayon du po inçon de dern ière passe : co r respond à celui de la pièce à obtenir . Rayon d 'ent rée Re : à dé te rminer par la f o r m u l e de KACZEMAREK, soi t :
re= i • D-d• e, avec i = 0,8 pour les aciers, 0,9 pour les al l iages d ' a l u m i n i u m et de cuivre. Rappel : D = d iamèt re du f lan : c(1 = d iamèt re de l ' embou t i dans la passe ; e = épaisseur du f lan.
Trous d'air Ils peuvent être nécessaires sur les gros out i l lages (f ig. 8.29). Poinçon : favor iser son dévêt issage. Matr ice : assurer un m o u v e m e n t d 'a i r entre matr ice et serre-f lan (f ig. 8.29), év i tant une défor-ma t ion éventue l le d ' embou t i s en s 'opposan t à une compress ion-asp i ra t ion d 'a i r dans le cycle.
Jeu fonctionnel Af fec té aux po inçons : pièce de d i m e n s i o n extér ieure précise. A f fec té à la mat r i ce : pièce de d i m e n s i o n in tér ieure précise (fig. 8.32). Jeu j adm is entre po inçon et mat r ice : il se si tue entre un m i n i m u m et un m a x i m u m , qui co r respond à : 1,2 e > j > e + IT, avec IT = in terval le de to lérance en fabr icat ion.
Serre-flan S'oppose au g l i ssement du f lan sous l 'ef fet d ' embou t i ssage pour évi ter la f o r m a t i o n de pl is dans l ' embou t i . Trop de press ion d 'un serre-f lan déchi re l ' embou t i ; une press ion insuf f isante génère des pl is. La press ion du serre-f lan do i t être répart ie pour embou t i r des pièces d issymét r iques (un ou p lus ieurs joncs augmen ten t la pression).
Décolleur Il peut être nécessaire, dans l 'éjecteur, pour dégager la pièce qu i adhérera i t avec le
FIGURE 8 .33 Décolleur sur éjecteur.
graissage du f lan (f ig. 8.33).
Effort d'emboutissage Fe
Pour e m b o u t i r un f lan, on cons idère : Fe(daN) = it • d • e • Rm • k, pour out i l lages : sans serre-f lan ; avec serre-f lan, en ut i l isant une presse à doub le ef fet (la force nécessaire au serre- f lan étant in fér ieure à celle du poinçon) . avec : d = d iamèt re du po inçon (mm) ; e = épaisseur du f lan (mm) ; Rm = résistance à la trac-t i on ( d a N / m m 2 ) ; /c= rappor t du po inçon / d iamèt re D du f lan (mm).
Outillage avec serre-flan utilisé sur presse à simple effet L'effort à p rodu i re co r respond à la s o m m e des ef for ts d 'embou t i ssage et du serre-f lan F
^ si 0 précis:
4
jeu au poinçon
c si 0 précis: jeu sur matrice
FIGURE8.32 Jeux axiaux poinçon et matrice.
r Jzzz
I JkX/'
240 Guide de l 'usinage

On cons idère F = n / 4 (D2 - d2) • p, avec p = p ress ion spéc i f ique du serre- f lan (daN/cm 2 ) (fig. 8.34).
FIGURE 8.34 Pressions spécifiques du serre-flan.
Cornes d'emboutissage Une var ia t ion de résistance du matér iau due au sens de laminage de la tô le, en part icul ier , p rovoque une i r régular i té de f o r m e au som-met de l ' embout i . Nécessite le dé tourage de la pièce (f ig. 8.35).
Nota : L 'augmenta t ion du rayon de mat r ice d i m i n u e l 'e f for t d 'embou t i ssage .
Matériaux P (daN/cm2)
Acier d'emboutissage 24 Acier inoxydable 20 Aluminium (recuit) 12 Duralumin (recuit) 15 Laiton - Cuivre 20
FIGURE 8.35 Profil du sommet d'embouti. 1 1
2.15 Outillages combinés
Ils pe rme t ten t de réal iser p lus ieurs opéra t i ons d i f fé ren tes dans une seule passe (un al ler-retour du coul isseau de presse). Très ut i l isés pour la p roduc t ion en g rande série de pet i tes pièces embout ies .
Outillage combiné d'emboutissage-découpe Effectue l ' embou t i s sage dans la bande de tô le et la découpe de la pièce dans le m ê m e cycle (boîtes méta l l iques. . . ) (f ig. 8.36).
côté flan non embouti
éjecteur
bande de tôle
FIGURE 8.36 Schéma d'outillage combiné
emboutissage-découpe.
côté flan embouti
poinçon découpe et matrice emboutissage
matrice découpe
serre-flan
p p p g a semelle
poinçon d'emboutissage
Outillage combiné d'emboutissage - poinçonnage - découpe Product ion d 'une pièce avec con t re -embou t i ou a jourage dans la bande de tô le en une passe (fig. 8.37).
7. Procédés de forgeage 241

FIGURE 8.37 Schéma d'outillage combiné emboutissage-poinçonnage-
découpe.
Outillage combiné ou à suivre dans la bande de Produc t ion
métal qui avance d 'un pas après chaque passe, d 'une pièce f in ie, (fig. 8.38). L 'avancement est assuré ( comme en découpe) p a r e n l è v e m e n t laté-ral d 'une por t ion de tô le , sur un côté de la bande, à l 'a ide du cou-teau (fig. 8.39). Les d iverses opéra t ions d ' em-bout issage et po inçonnage sont effectuées avant découpe. On uti l ise ce procédé en produc-t i on de g rande série en part icu-lier, dans d iverses indust r ies (ménagère , au tomob i l e , mo to -cycle, etc.).
FIGURE 8.38 Schéma d'outillage à suivre.
avancement tôle
UJOJ l|l t h
J L pas d'avancement bande de tôle
FIGURE 8.39 Avancement de la bande de tôle de l'outillage à suivre (fig. 8.38).
242 Guide de l'usinage
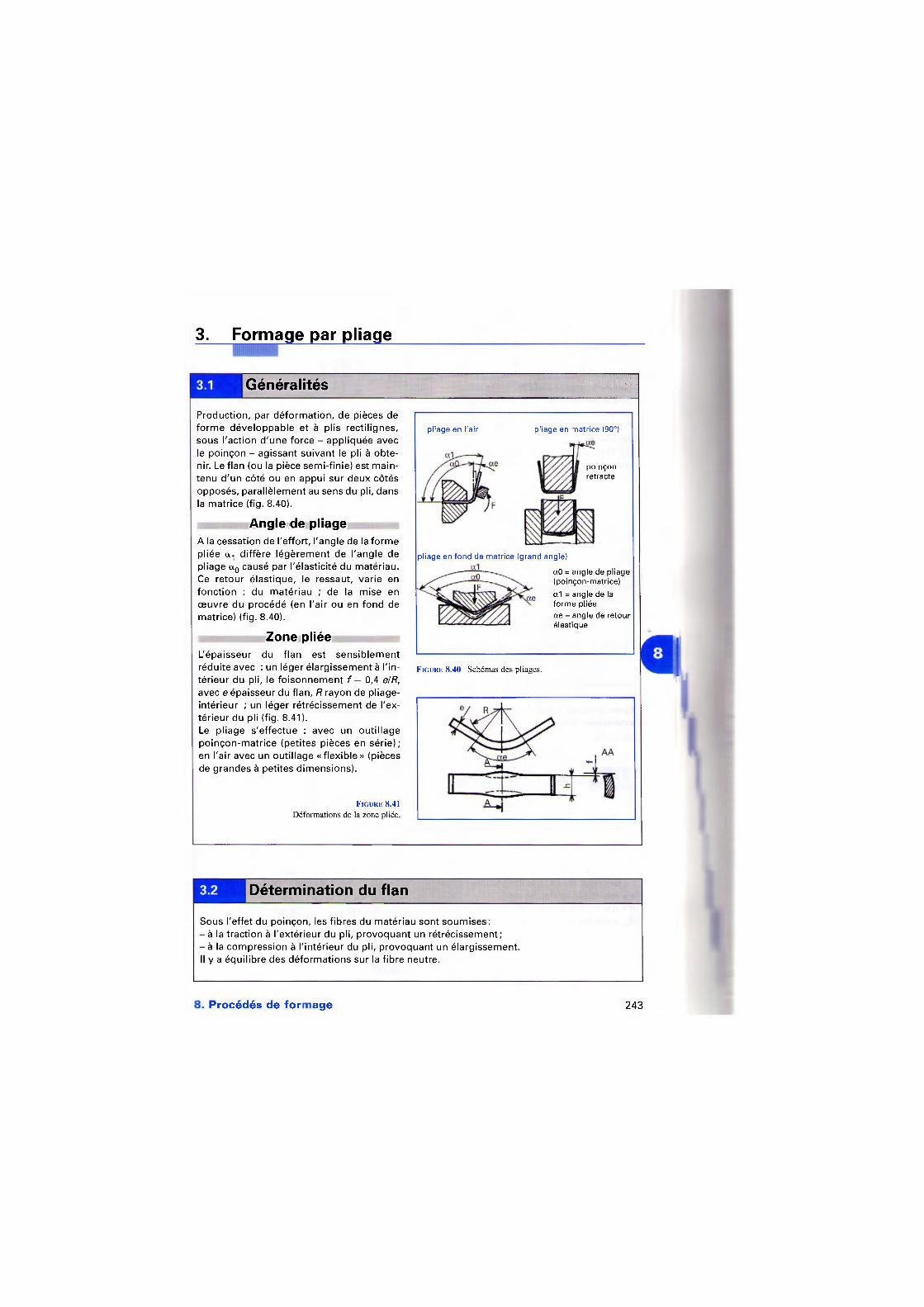
3. Formage par pliage
Généralités
Product ion , par dé fo rma t i on , de pièces de f o r m e déve loppab le et à p l is rec t i l ignes, sous l 'ac t ion d ' une force - app l iquée avec le po inçon - agissant su ivant le pl i à obte-nir. Le f lan (ou la pièce semi- f in ie) est main-tenu d ' un côté ou en appu i sur deux côtés opposés, para l lè lement au sens du pli, dans la matr ice (fig. 8.40).
Angle de pliage A la cessat ion de l 'e f for t , l 'angle de la f o r m e pl iée d i f fè re l égè remen t de l 'ang le de pl iage aQ causé par l 'é last ic i té du matér iau. Ce re tour é las t ique, le ressaut , var ie en f onc t i on : du maté r iau ; de la mise en oeuvre du procédé (en l 'a i r ou en f o n d de matr ice) (fig. 8.40).
Zone pliée L'épaisseur du f lan est sens ib lemen t rédui te avec : un léger é larg issement à l ' in-tér ieur du pli , le f o i s o n n e m e n t f — 0,4 e/R, avec e épaisseur du f lan, R rayon de pl iage-intér ieur ; un léger rét réc issement de l 'ex-tér ieur du pli (fig. 8.41). Le p l iage s 'e f fec tue : avec un ou t i l l age po inçon -ma t r i ce (pet i tes pièces en sér ie ) ; en l 'air avec un out i l lage « f l ex ib le» (pièces de grandes à pet i tes d imens ions) .
FIGURE 8 .41 Déformations de la zone pliée.
Détermination du flan
Sous l 'ef fet du po inçon , les f ib res du matér iau sont soumises : - à la t rac t ion à l 'extér ieur du pli , p rovoquan t un ré t réc issement ; - à la compress ion à l ' in tér ieur du pli , p rovoquan t un é larg issement . Il y a équ i l ib re des dé fo rma t ions sur la f ib re neutre.
FIGURE 8.40 Schémas des pliages.
pliage en l'air pliage en matrice (90°)
p o i n ç o n retracte
pl iage en fond de matr ice (grand angle)
a0 = angle de pl iage (poinçon-matr ice)
a1 = angle de la fo rme pliée ae = angle de retour élast ique
7. Procédés de forgeage 243

Longueur du flan fibre neutre Selon l 'angle et le rayon R de p l iage, la f ib re neutre se s i tue du mi l ieu de l 'épaisseur e du f lan vers l ' in tér ieur du pli. Sa pos i t i on dé f in i t la l ongueur du f lan (son déve loppemen t théor ique) (fig. 8.42). P ra t iquement , on adme t que la f ib re neut re est si tuée à : e/2 avec R/e > 3 ; e/2,5 avec R/e - 2 ; e/3 avec R/e - 1.
FIGURE 8.42 Définition longueur d'un flan.
Sens de pliage Perpend icu la i re au sens de l am inage , ou dans une d i rec t ion i n te rméd ia i re (f ig. 8.43), en part icul ier pour matér iaux écrouis ou durs (aciers, la i tons.. . ) . La préc is ion de pos i t i onnemen t du pl iage est de que lques d ix ièmes de m m . L'angle de p l iage s 'ob t i en t avec préc is ion après annu la t ion du ressaut (0,5 à 2°).
Rayon de pliage minimum À considérer, pour évi ter des cr iques, en fonc t ion de l 'épaisseur du f lan et du matér iau ( l imi te élast ique). Plus le rayon de pl iage est fa ib le et p lus la dé fo rma t i on est grande. Rayon l imi te de pl iage R > e, avec e < 4 m m ; R — 2 e, avec e > 4 m m . Éviter la naissance de cr iques causée par le dépassement de la l im i te d ' a l l ongemen t des f ibres extér ieures (les p lus tendues) .
FIGURE 8.43 Sens du laminage pour pliages concourants.
Effort de pliage
Il est p lus impor tan t en pl iage en matr ice qu 'en pl iage en l 'air (2 à 3 fo is supér ieur) .
Effort de pliage en l'air Flan sur deux appu is (fig. 8.44), à dé te rminer app rox ima t i vemen t par la f o r m u l e :
1,3. I. e2. Rn avec
/ = l ongueur du pli (à la f ib re neutre) en m m , e - épaisseur du f lan en m m , d - d istance des appu is du f lan en m m , Rm = résistance à la rup ture d a N / m m 2 .
FIGURE 8.44 Pliage en l'air sur 2 appuis (à fond de forme en vé).
poinçon
matr ice
• v. appui
244 Guide de l'usinage
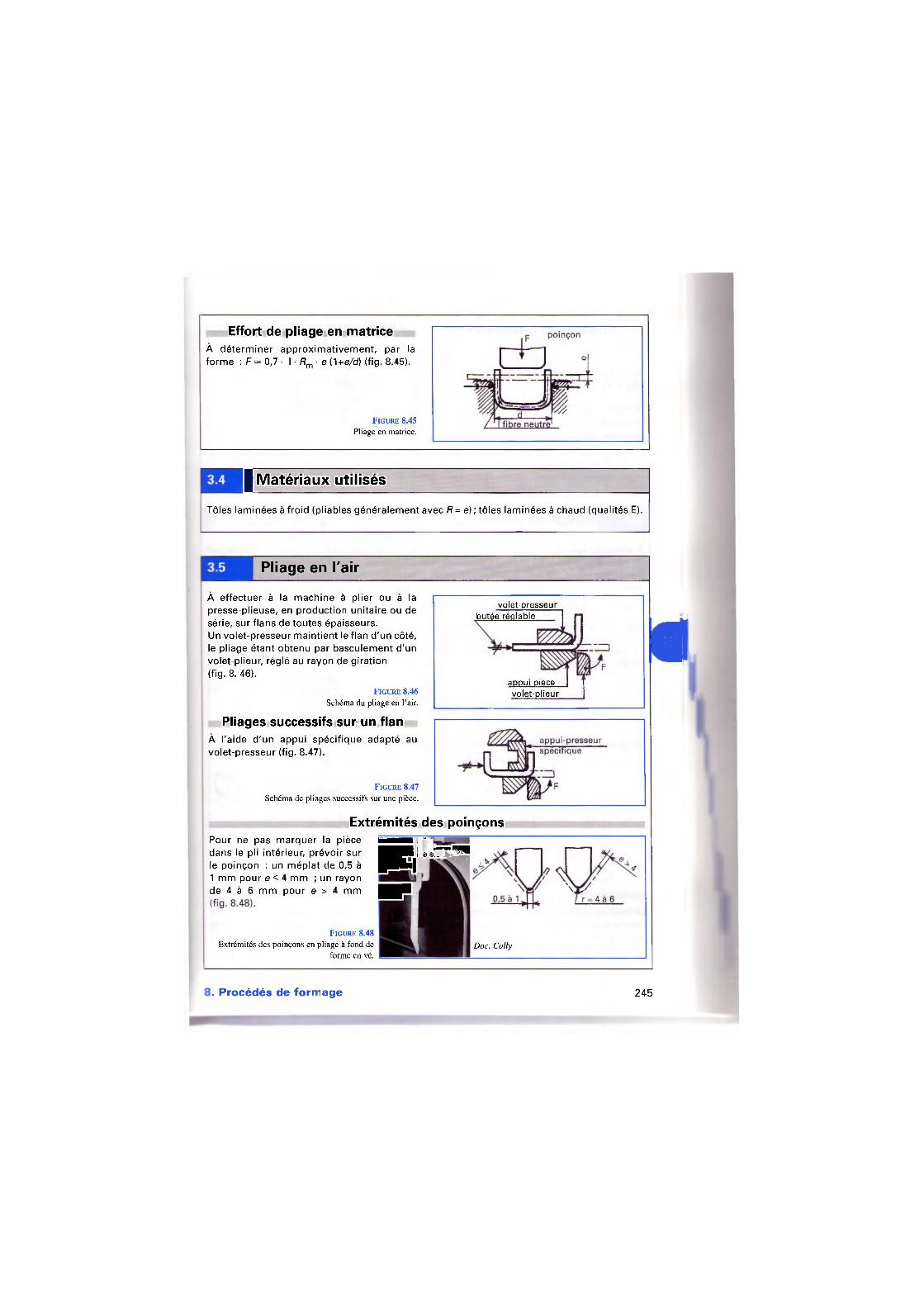
Effort de pliage en matrice À dé te rm ine r a p p r o x i m a t i v e m e n t , par la f o r m e : F = 0 , 7 - I • Rm • e (1+e/d) (f ig. 8.45).
FIGURE 8.45 Pliage en matrice.
| Matériaux utilisés
Tôles laminées à f ro id (pl iables généra lement avec R = e) ; tô les laminées à chaud (qual i tés E).
Pliage en l'air
À ef fectuer à la mach ine à p l ier ou à la presse-pl ieuse, en p roduc t ion uni ta i re ou de série, sur f lans de tou tes épaisseurs. Un vo le t -presseur ma in t ien t le f lan d ' un côté, le p l iage étant ob tenu par bascu lement d 'un volet -p l ieur , réglé au rayon de g i ra t ion (fig. 8. 46).
FIGURE 8.46 Schéma du pliage en l'air.
Pliages successifs sur un flan À l 'a ide d ' u n appu i spéc i f i que adapté au vo let -presseur (fig. 8.47).
FIGURE 8.47 Schéma de pliages successifs sur une pièce.
volet-presseur butée réglable
appui piece volet-plieur
0
FIGURE 8.48 Extrémités des poinçons en pliage à fond de
forme en vé.
7. Procédés de forgeage 245
Extrémités des poinçons Pour ne pas ma rque r la pièce * dans le pl i in tér ieur , p révo i r sur ^ ^ ^ H I ! ^ le po inçon : un mép la t de 0,5 à ^ H f t r c J 1 m m pour e < 4 m m ; un rayon de 4 à 6 m m pour e > 4 m m ^ ^ ^ H
Doc. Colly

Matrice en élastomère Pour f lans p last i f iés, p réoxydés , en acier inoxydab le , cu ivre, la i ton, a l u m i n i u m pol i : évite de marquer la pièce dans le pl i extér ieur (fig. 8.49).
Utilisation Produc t ion de pièces de g rande et de pet i te longueur , se lon la capac i té-machine avec un out i l lage s tandard, pour d ivers angles et plu-sieurs DIÌS FIGURE 8.49 Pliage d'une pièce sans la marquer.
Pliage en matrice
À ef fectuer avec un out i l lage po inçon-mat r i ce spéci f ique au produ i t à obtenir , en p roduc t ion de série pour pet i tes à moyennes pièces de fa ib le épaisseur (e = < 4 mm) . L 'out i l lage est conçu pour ef fectuer d i f férents pl iages (en vé, en équerre, en Z, en U, un bor-dage).
Effort de pliage Il peut être con t i nu , par f l éch i ssemen t ou avec f rappe, à f ond de matr ice (fig. 8.50). Le pl iage avec f rappe annu le le ressaut et l 'ef-fet est doub le du pl iage.
FIGURE 8.50 Schéma d'outillage de pliage en
matrice par frappe.
Angles de pliage relativement précis Écraser par f léch issement le ga lbe du f o n d de pièces en U, avec le f o n d de mat r ice b o m b é (et le po inçon ajusté en creux) (fig. 8.51).
FIGURE 8.51 Schéma d'outillage de pliage à angle
précis en matrice.
pièce obtenue a ~ précis
Le f o n d de mat r ice , pour les d i f fé ren ts types d 'ou t i l l ages , est conçu en é jecteur : assure le ma in t i en du f lan con t re le po inçon , en débu t d ' opé ra t i on ; dégage la pièce f o r m é e en f in d 'opéra t ion (f ig. 8.50 à 8.57).
246 Guide de l'usinage

Rayons sur arêtes du poinçon et de la matrice
Ils sont admis à deux épaisseurs du f lan.
Pliage en vé Formage à un angle donné, d ' un f lan en posi-t ion par les drageo i rs (deux butées en oppo-si t ion) (f ig. 8.52). La mat r i ce do i t être p lus haute que le po in-çon pour résister à l 'ef fet de co in du po inçon. L'angle de p l iage du vé do i t être in fér ieur à celui de la pièce (2 à 3°) pour compense r le ressaut. Les ai les du f lan pl ié n 'on t pas à être enga-gées to ta lemen t dans la matr ice.
Pliage en équerre Formage à un ang le de 90°, avec de préfé-rence un ou t i l l age où le f lan est s i tué hor i -zon ta lement sur la matr ice (f ig. 8.53). L'aile la p lus g rande est s i tuée sur l 'éjecteur. L'aile la p lus cour te pénét rera t o t a l e m e n t dans la matr ice, après son relevage. L'effet de chasse du po inçon est c o m p e n s é par l 'é jecteur et le drageoi r , ou par l 'é jecteur avec des pi lotes de centrage du f lan. L'éjecteur agi t avec une for te press ion pour s 'opposer au g l i s semen t du f lan , du ran t le pl iage ( f ro t tement sur rayon de matr ice).
FIGURE 8 .53 Schéma d'outillage de pliage en équerre.
matrice.
MËÊKH Pliage en Z a « . — Formage, en une opéra t i on de deux pl is en équerre , par un ou t i l l age avec serre- f lan (fig. 8.54). Le serre-f lan do i t agir avec une pression s u p -posant au g l i ssement latéral du f lan.
FIGURE 8.54 Schéma d'outillage de pliage en Z.
Pliage en U Formage s imu l t anémen t de deux ailes opposées sur un f lan, sans effet de chasse (f ig. 8.55). Le po inçon dép incé (1 à 2°) pe rmet d 'ob ten i r l 'angle désiré, le ressaut assurant la non-adhé-rence p ièce/poinçon.
7. Procédés de forgeage 247

Une bague d 'é jec t ion, s i tuée au-dessus de la mat r ice , é jectera si nécessai re les pièces adhérentes à la remontée du po inçon.
FIGURE 8.55 Schéma d'outillage de pliage en U.
Pliage en double U ici ailes extérieures)
Formage, en une opéra t ion , de pièces à bord cour t (doub le pli) (f ig. 8.56).
FIGURE 8.56 Schéma d'outillage de pliage en double U.
Bordage Roulage du bo rd d ' un f lan (de fa ib le épais-seur) à l 'a ide d 'un out i l lage spéci f ique, après pl iage en U (fig. 8.57).
FIGURE 8.57 Schéma d'outillage de bordage après pliage.
F2
poinçon de bordage
poinçon de maintien pièce
Q ^ O u t Î M a g e s de pliage
Pour p roduc t ion en peti tes séries de peti tes pièces, peu précises angu la i rement , sur presses d 'embout i ssage . Les ef for ts mis en jeu do iven t être par fa i tement équ i l ib rés entre le po inçon et la matr ice (gui-dages par co lonnes ou ta lon) . É léments const i tu t i fs du po inçon et de la matr ice, de concept ion modu la i re : à s i tuer en posi-t ion r igoureuse (centreurs).
Raccordements Le g l i ssement de la tô le est favor isé par un rayon r = 2e sur po inçon et matr ice (fig. 8.58). Gros out i l lages. Chanfre in de 2 à 5 m m à 45°, raccordé par rayons.
248 Guide de l'usinage

Jeu fonctionnel poinçon/matrice
Jeu j = 1/10e, à af fecter au po in -çon ou à la matr ice, se lon la posi-t i on de préc is ion à ob ten i r (fig. 8.58). D imens ion ex té r ieure précise : jeu au po inçon ; d imens ion inté-r ieure précise : jeu à la matr ice.
la rgeur extér ieure pièce précise le
la rgeur in tér ieure pièce précise li
le pièce - (2e + jeu)
po inçon * *r
po inçon
? % le p èce = cote précise li p ièce = cote précise
>|
L J L - r -P I
FIGURE 8.58 Jeu fonctionnel poinçon-matrice
et rayons de raccordement.
le pièce matr ice
4L M
li pièce + jeu + 2e
mat r ice
Course de l'éjecteur À l imi ter éven tue l lement pour évi ter son adhérence à la pièce (cas des pet i ts out i l lages).
Outillages de grande série ou de grandes dimensions Les pièces d 'usure seront in terchangeables. Ces ou t i l l ages devra ien t réal iser la to ta l i té des d iverses opéra t ions de p l iage nécessaires à l ' ob ten t ion du type de pièces à produ i re .
Outillages combinés Ils e f fectuent les d iverses opéra t ions de découpe, embout issage, p l iage (voir « Procédé d 'em-bout issage »). Les matr ices mu l t i f o rmes à pos i t i onnemen t rapide assurent la f lex ib i l i té de p roduc t ion .
*
Presses-plieuses
Mach ines de t ype mécan ique ou à p r o g r a m m a t i o n n u m é r i q u e avec m o u v e m e n t s hydrau-l iques : pour p l iage longs (1 à 6 m se lon capaci té des mach ines , de pu issance j usqu 'à 5000 KN).
7. Procédés de forgeage 249
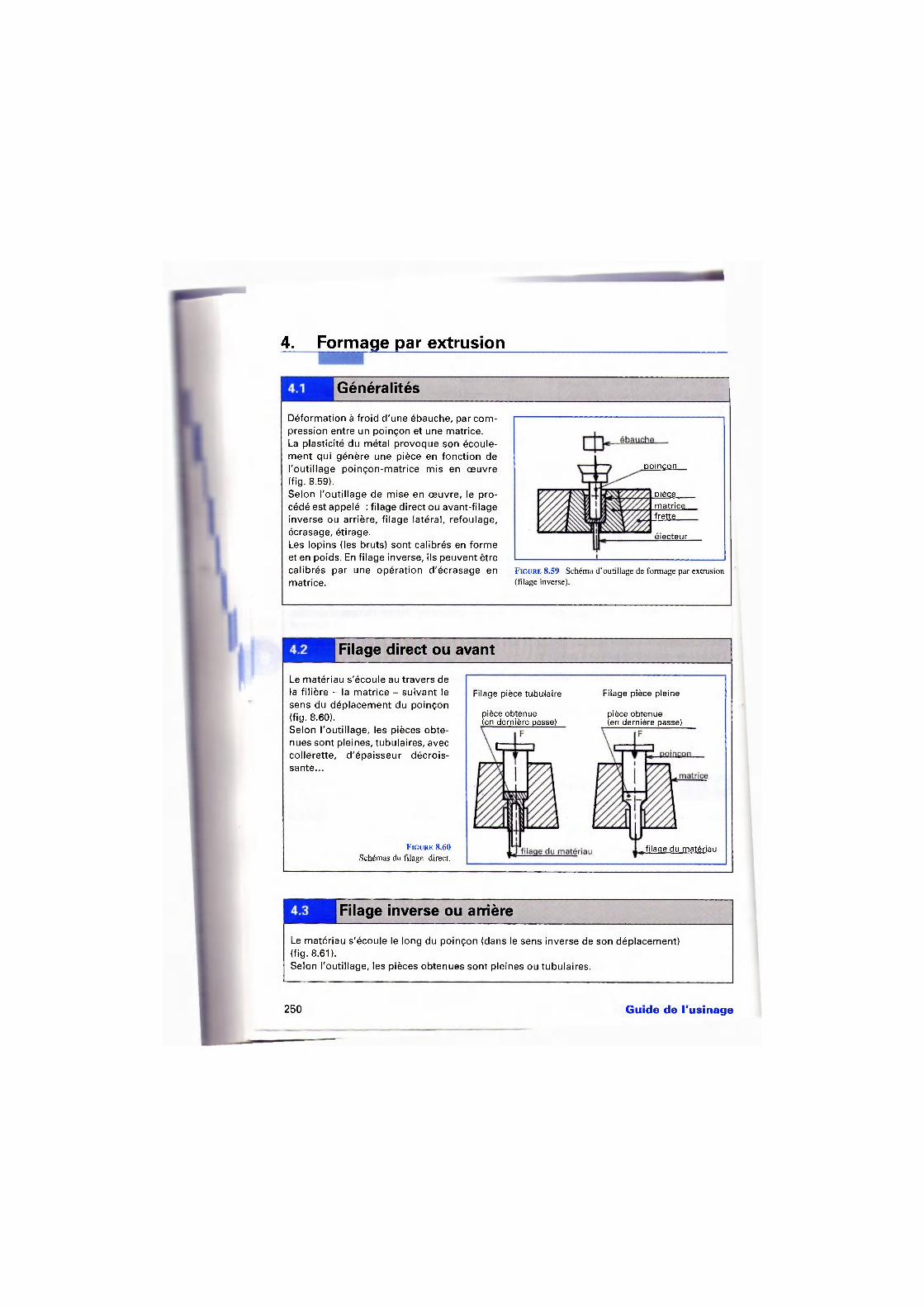
4. Formage par extrusion
Généralités
Défo rmat ion à f ro id d 'une ébauche, par com-press ion entre un po inçon et une matr ice. La plast ic i té du méta l p rovoque son écoule-m e n t qu i génère une pièce en f onc t i on de l ' ou t i l l age po inçon -ma t r i ce m is en oeuvre (fig. 8.59). Se lon l ' ou t i l l age de mise en œuvre , le pro-cédé est appelé : f i lage di rect ou avant- f i lage inverse ou arr ière, f i lage latéral , re fou lage , écrasage, ét i rage. Les lop ins (les bruts) sont cal ibrés en f o r m e et en poids. En f i lage inverse, ils peuvent être ca l ibrés par une opéra t i on d 'écrasage en matr ice.
poinçon
pièce matrice frette
éiecteur
FIGURE 8.59 Schéma d'outillage de formage par extrusion (filage inverse).
Filage direct ou avant
Le matér iau s 'écoule au t ravers de la f i l iè re - la mat r i ce - su ivan t le sens du dép lacemen t du po inçon (fig. 8.60). Se lon l 'ou t i l l age , les pièces obte-nues sont pleines, tubu la i res , avec co l le re t te , d 'épa isseur décro is-sante.. .
FIGURE 8.60 Schémas du filage direct.
Filage pièce tubulaire
pièce obtenue (en dernière passe)
c
Filage pièce pleine
pièce obtenue (en dernière passe)
filage du matériau
Filage inverse ou arrière
Le matér iau s 'écoule le long du po inçon (dans le sens inverse de son dép lacement ) (f ig. 8.61). Selon l 'out i l lage, les pièces ob tenues sont ple ines ou tubu la i res.
250 Guide de l'usinage

FIGURE 8.61 Schémas du filage inverse
(pièces tabulaires).
™ La matèr ia
Filage latéral
La maté r iau s 'écou le dans un or i -f ice s i tué pe rpend i cu la i r emen t au sens de dép lacemen t du po inçon (fig. 8.62). Les pièces ob tenues c o m p o r t e n t une sai l l ie de fo rme .
FIGURE 8.62 Schéma du filage latéral.
t f i lage du matériau ébauche
pièce obtenue ! Refoulage
Sur une ex t rém i té du lop in , le maté r iau s 'écou le dans un or i f i ce de f o r m e (fig. 8.63). Les pièces ob tenues c o m p o r t e n t une tête ou une col leret te.
FIGURE 8.63 Schémasd'opération de refoulage
:ilage du matériau
ébauche
Écrasage
Le lop in s 'écoule l i b rement sous le tas ou dans une matr ice de f o rme , po inçon et mat r ice étant à f ond plat (f ig. 8.64).
7. Procédés de forgeage 251

Les pièces obtenues sont des bruts mod i f iés à une f o r m e donnée (pré-para t ion de lop ins de f i lage inverse).
FIGURE 8.64 Schéma d'opération de refoulage.
filage du__ matériau
ébauche
Étirage
Le lop in p le in , ou c reux avec un f o n d , s 'écou le au t ravers d ' une f i l iè re sous l 'ac t ion du po inçon ag issant sur le f o n d de la pièce (f ig. 8.65). Les pièces ob tenues sont à sect ion ple ine ou tubu la i re avec un fond .
FIGURE 8.65 Schéma d'opération d'étirage.
filière
rmatériau /'pièce en cours d'obtention
pièce avant l'opération
Caractéristiques des pièces
Généra lement les pièces ob tenues sont de type symét r i que (fig. 8.66). Elles conservent le po ids du lop in à 1 % près (économie de mat ière) . Leurs f o rmes sont sans dépou i l le ; l 'é tat de sur face o b t e n u est = 1,6 Ra. Les carac tér is t iques mécan iques son t amé l io rées par le f i b rage du matér iau. L 'écrouissage de la pièce peut sup-pléer à un t ra i tement t he rm ique . H H HUM | yipn
FIGURE 8.66 Différentes pièces produites par extrusion (en filage).
252 Guide de l'usinage
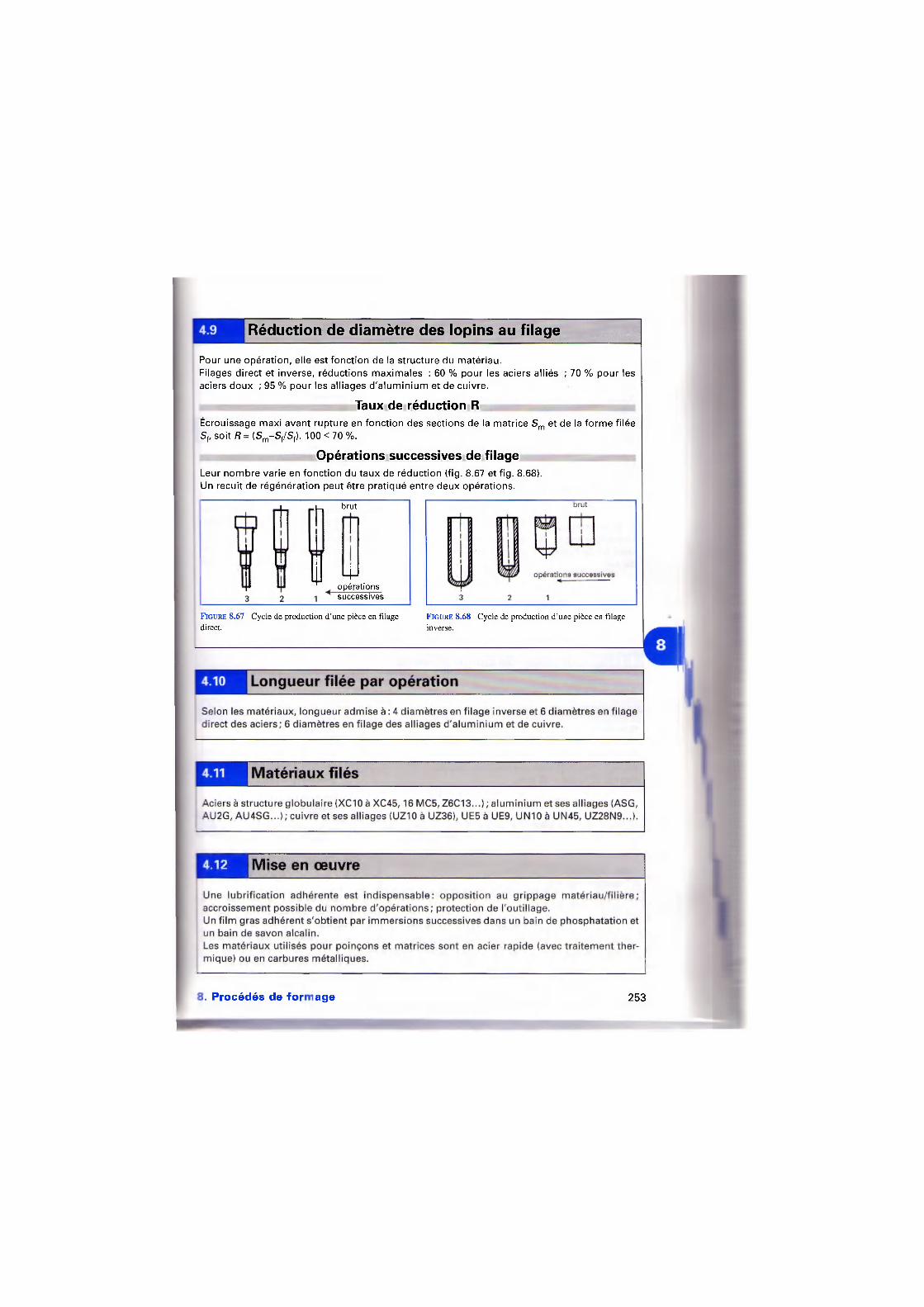
Réduction de diamètre des lopins au filage
Pour une opéra t ion , elle est fonc t ion de la s t ructure du matér iau. Filages di rect et inverse, réduct ions max ima les : 60 % pour les aciers al l iés ; 70 % pour les aciers doux ; 95 % pour les al l iages d ' a l u m i n i u m et de cuivre.
Taux de réduction R Écrouissage max i avant rup ture en fonc t ion des sect ions de la matr ice S m et de la f o r m e f i lée S f, soit R = (S m -S f /S f ) . 100 < 70 %.
Opérations successives de filage Leur n o m b r e var ie en fonc t ion du taux de réduct ion (fig. 8.67 et f ig. 8.68). Un recuit de régénérat ion peut être prat iqué entre deux opérat ions.
i brut
i
ill M-i opérations successives
FIGURE 8.67 Cycle de production d'une pièce en filage direct.
FIGURE 8.68 Cycle de production d'une pièce en filage inverse.
7. Procédés de forgeage 253

4.13 Outillage de filage direct
La matr ice est f ret tée : résistance aux ef for ts de compress ion agissant la téra lement (f ig. 8.69). A lésage de f i lage par opéra t ion . Son dia-mè t re est : f onc t i on du taux de réduc t ion ; de l o n g u e u r l im i tée (— 5 m m ) pour ne pas f re iner l ' é cou lemen t ; raccordé par des rayons à l 'a lésage arr ière et à l ' ang le de f i lage. Pièces re la t i vement longues : à ma in ten i r à la sor t ie de f i l iè re par un gu ide : assure la rect i tude de la pièce. Jeu fonc t ionne l mat r i ce- lop in : qua l i té H7 h 6, généra lement . Le po inçon est au d iamèt re co r respondan t à celu i de la f o r m e à f i le r (opéra t ion précé-dente).
FIGURE 8.69 Poinçon et matrice pour filage direct.
• Outillage de filage inverse
Schéma d 'un out i l lage (f ig. 8.70).
- Poinçon -mMmmmMm Son ex t rémi té est con ique (— 170°) : permet l ' écou lement du matér iau. Son d iamèt re ef fect i f est à la cote nomina le sur — 5 m m , p ro longé par un cône (détalon-nage à 10 %) de - 10 m m . Sa longueur max i — 4 d iamèt res du po inçon, évi te le f l ambage.
Matrice Sa l ongueu r do i t assurer le gu i dage de la pièce.
Nota : Épaisseur du f o n d de pièce : l imi ter à 0,7 épaisseur des côtés de la pièce.
FIGURE 8.7( Poinçon et matrice pour filage inverse
r1 = 1,5 (01 -02) r2 = 0,5 à 1 r3 = 1mini
0 1 = 0 forme à filer 02 = 0 de filage 03 = 02 + 2 mini
guidage (pièce longue)
poinçon (extrémité)
matrice
254 Guide de l'usinage

4.15 Effort d'extrusion
App l i qué au po inçon , FfdaN) = SI • p, avec SI = Sect ion du lop in ; p, e f for t spéc i f ique > 0.054 • H • ( r - 10), d 'après Pessl et Hau t tmann.
Outillage hydrostatique d'étirage
Le po inçon est remp lacé par un p is ton, le foulo i r , avec jo in t d 'é tanchéi té qu i c o m p r i m e un f lu ide (hui le) dans un conteneur (fig. 8.71). Le f l u ide ag i t de t ou te part sur le l op in : le lop in ou b i l le t te, ne f l a m b a n t pas, peut être long. La press ion nécessai rement élevée (3.109 Pa) nécessi te une exce l lente é tanché i té fou lo i r /conteneur .
FIGURE 8 . 7 1
Schéma d'étirage hydrostatique.
f o u l o i r
p ress ion / ébauche
d ' o b t e n t i o n
Tréfilage
Procédé dér ivé de l 'ét i rage, à la d i f férence que la pièce est f i lée (au t ravers d 'une f i l ière) par t rac t ion et non compress ion . Les pièces produ i tes sont cal ibrées en sect ion.
Utilisation de l'extrusion
Généra lement pour la grande série (peti tes pièces de type cy l indr ique) . L'ét irage hydros ta t ique et le t ré f i lage sont ut i l isés en p roduc t ion de pièces longues.
7. Procédés de forgeage 255

5. Formage par fluotournage
Généralités
Défo rma t i on , à f r o i d ou à chaud , d ' une ébauche (f lan de tô le , embou t i . . . ) par com-press ion du méta l sur une f o r m e de réfé-rence, le mandr in . L'ébauche est entraînée en ro ta t ion et une ou p lus ieurs mole t tes (les out i ls) p rovoquen t le f luage du matér iau su ivant la t ra jecto i re des molet tes (fig. 8.72). L 'ébauche est ma in tenue sur le mand r i n par un poussoir . Se lon les ébauches et les f o r m e s de réfé-rence, le f l u o t o u r n a g e pe rme t de p rodu i re des pièces cy l i nd r iques , con iques ou curv i -l ignes.
Écoulement du matériau S'ef fectue dans de bonnes cond i t i ons avec une réduct ion d 'épaisseur du f lan : 30 % max i pour les f o rmes cy l indr iques ; 50 % max i pour les f o rmes con iques et curv i l ignes.
Réduction de l'épaisseur fluée Plusieurs passes peuvent être ef fectuées pour réduire l 'épaisseur f luée, si le taux d 'écrouis-sage du ma té r iau le permet , en f onc t i on de la s t r ic t ion X %, avec une réduc t ion m a x i m a l e égale à X. 1 / 0,17 + 0,01 X -Taux d'écrouissage. Donné par la re lat ion de réduct ion d 'épaisseur des parois :
R % = ~ 6 1 • 100. o
m o l e t t e
f * y
p iece e n c o u r s d ' o b t e n t i o n
> | ~ [ « e 0
e1 < eO
T p o u s p o u s s o i r
I I ' m a n d r i n ®| | j , . é b a u c h e ( f lan)
FIGURE 8.72 Schéma de fluotournage (cylindrique).
Formes cylindriques
Elles son t ob tenues à une épaisseur donnée sur un m a n d r i n cy l indr ique , à part i r d 'un f lan et d 'un embou t i (fig. 8.73). Un ca l ibrage est nécessaire pour obten i r un d iamèt re précis.
FIGURE 8 . 7 3 Ébauche préformée de pièce à filer cylindrique.
Formes coniques et curvilignes
Elles sont ob tenues sur mandr i ns de la f o r m e in tér ieure désirée (fig. 8.74 et f ig. 8.75). L'épaisseur des f o rmes obtenues est rédui te en fonc t ion de la pente à obtenir , soi t épaisseur f luée e1 - e0 . sin a , avec e 0 = épaisseur du f lan ; a = pente du mandr in .
256 Guide de l'usinage

e1 = eO • s i n a
é b a u c h e ( f lan)
m a n d r i n d e f o r m e
FIGURE 8.74 Schéma de fluotournage conique.
t r a j e c t o i r e m o l e t t e
aauche ( f lan )
,an
m a n d r i n de f o r m e
en = eO • s i n a
FIGURE 8.75 Schéma de fluotournage curviligne.
L'angle de pente a var ian t , l 'épa isseur de paroi n 'est pas constante. Les f lans peuven t être p réparés pou r pro-du i re une paro i à épaisseur cons tan te (ébauche ob tenue par un aut re procédé de fabr icat ion) (f ig. 8.76).
Formes curvilignes é b a u c h e
( f lan )
FIGURE 8 .76
Forme d'ébauche pour pièce curviligne à épaisseur de paroi constante.
Outils-molettes
Le rayon des out i l s -mole t tes r m co r respond à : F luo tou rnage cy l i nd r i que , r m = 2 épa isseurs du f lan e0 ; f l uo -tou rnage con ique et curv i l igne, r m = e0. Profi l des mole t tes : angle d 'a t taque k (kappa) 50 à 70° ; angle de dégagemen t ^ (psi) 20° ; D iamèt re généra lement pet i t ; état de surface excel lent (qual i té pol i) (f ig. 8.77).
FIGURE 8 .77
Profil des outils-molettes.
7. Procédés de forgeage 257

Matériaux utilisés
Avec coeff icient d 'a l longement à f ro id A % > 10 et une structure globulaire à grains f ins. Les matér iaux durs et fragi les peuvent être f luotournés à chaud (tungstène à 1 200 °C, alumi-n ium non allié à 200 °C...) Les caractéristiques mécaniques sont modif iées et améliorées de 20 à 80 % maxi.
Précisions obtenues
Précision dimensionnel le. Sur épaisseur = 0,04 à 0,10 m m maxi. État de surface. Intérieur de la pièce, Ra > 0,3 pm ; extérieur de la pièce Ra 0,8 pm.
| Utilisation
Obtent ion de pièces devant avoir d'excel lentes caractérist iques mécaniques, en product ion unitaire et de série.
6 . F o r m a g e sous haute énergie
Généralités
Une force développée sur un flan ou une préforme produi t le plaquage dans la matrice, él imi-nant prat iquement toute élasticité résiduelle du matériau. Le procédé est excessivement rapide dans sa réalisation (quelques micro-secondes). Trois méthodes sont mises en œuvre : par exp los ion, par é lec t romagnét isme, par électro-hydraul isme. La matrice est le seul out i l lage à concevoir (coût réduit). Les pièces obtenues sont d'excel lente qualité (d imensionnel le et géométr ique). Sécurité de mise en œuvre impérat ive (grandes précautions d'ut i l isat ion).
258 Guide de l'usinage

6.2 Formage électro-hydraulique
pièce obtenue
matrice
o n d e d e c h o c s
. é l e c t r o d e
e a u
La décharge en que lques micro-secondes de l ' énerg ie é lec t r ique d ' une bat ter ie de condensa teu rs , ent re deux é lec t rodes, génère un p lasma dans l 'eau qu i p r o v o q u e une onde de chocs p r o v o q u a n t le p laquage du f lan dans la matr ice (fig. 8.78). Le f lan , ou la pièce tubu la i re , est m a i n t e n u dans un con teneur méta l l i que (r ig ide) asso-cié à la matr ice. Les é lect rodes sont s i tuées au vo is inage de la f o r m e à obtenir , dans la matr ice, favor isant le fo rmage .
Utilisation. Très peu employé (sécurité)
Le cas échéant , p roduc t i on de pièces de m o y e n n e s d i m e n s i o n s et re la t i vement épaisses (quelques mm) .
FIGURE 8.78 Schéma de formage électro-hydraulique.
Formage par électromagnétisme
Une bat ter ie de condensateurs est déchargée de son énerg ie é lect r ique dans une bob ine en que lques micro-secondes, créant un intense f l ux m a g n é t i q u e dans l ' e n r o u l e m e n t de la bob ine. Le f lan méta l l ique étant s i tué dans le c h a m p é lec t r omagné t i que , les cou ran ts (de Foucault) indu i ts créent un effet de répu ls ion, ( forces de Laplace), issu de la bob ine , qu i p laque le f lan dans la matr ice (fig. 8.79).
Matériaux utilisés Métalliques, bon conducteur électrique. Un ma té r i au à fo r te rés is t iv i té ( inoxydab le ) est f o rmab le avec in terpos i t ion d 'une feui l le de cu iv re ou d ' a l u m i n i u m ent re pièce et bob ine.
p r é f o r m e b o b i n e
p ièce o b t e n u e
ma t r i ce
N
FIGURE 8.79 Schéma de formage électromagnétique (forme expansée).
M M — — . Dimensions des pièces .msÊSÊtÊÊÊÊmsmÊaÊÊaaaÊÊKm Épaisseur maximale déformable. Ac iers et la i tons, = 3 m m ; cu iv re , a l l iages d ' a l u m i n i u m = 6 m m . Diamètre m i n i m u m des pièces tubu la i res (préformes) . Il est fonc t ion de la sect ion de la bob ine par rappor t à l 'épaisseur de la pièce. On considère : aciers, 0 min i = 30 épaisseurs pièce ; cu ivre et al l iages d ' a l u m i n i u m — 10 épais-seurs pièce.
9. Procédés de fraisage 259

WÊÊÊÊÊtm. Outillage ^ M M B —
Const i tué par la matr ice ou un iquemen t une pièce comp lémen ta i r e à assembler avec la pièce dé fo rmée (sert issage) (f ig. 8.80).
Utilisation Formage par expans ion et par ré t re in te, p r i nc i pa lemen t de pièces tubu la i res (les bob ines sont géné ra lemen t de sect ion cir-cula i re) en p roduc t i on de série (pet i tes et moyennes pièces).
FIGURE 8.80 Sertissage de pièces par formage magnétique (forme rétreinte).
Formage par explosion
Une onde de choc, p rovoquée par la mise à feu d ' une charge exp los i ve s i tuée dans un conteneur d 'eau incompress ib le ( remplaçant le po inçon) se p ropage dans l 'eau qui p laque le f lan ou la p r é f o r m e dans la mat r i ce (f ig. 8.81). La pièce est p rodu i te , à f ro id , dans un seul tir. L 'onde de choc, qu i se déplace à la v i tesse supe rson ique (== 2 000 m/sec), est ob tenue par l 'onde de dé tona t ion du gaz créant l 'ex-p los ion de la charge.
m a t r i c e
c h a r g e e x p l o s i v e p r é f o r m e
e a u
p ièce o b t e n u e
FIGURE 8,82 Schéma de formage d'une préforme par explosion.
e a u
c h a r g e e x p l o s i v e
s e r r e - f l a n t flan
m a t r i c e
p i è c e o b t e n u e
FIGURE8.81 Schéma de formage d'un flan par explosion.
La précis ion de f o r m e est assurée par la réa-l isat ion préalable d 'un v ide entre le f lan ou la p ré fo rme et la matr ice. Le con teneur , renouve lab le pour chaque pièce, est en un matér iau fac i lement destruc-t ib le (carton, p last ique. . . ) . La matr ice peut être éga lement i m m e r g é e en piscine, à la place du conteneur . En f o rmage par expans ion d 'une f o r m e pré-f o r m é e (cy l i nd r ique , con ique. . . ) c 'est la f o r m e qu i est con teneur (f ig. 8.82).
260 Guide de l'usinage

Matériaux utilisés Tous les matér iaux embout issables sont formables par ce procédé.
• mu
Dimensionnelle. Quelques dix ièmes de m m à quelques m m , selon les matér iaux et les d imen-sions des pièces (plusieurs mètres), en raison d 'un faible retour élastique de la forme. État de surface. Celui du flan ou de la préforme n'est pas altéré. Caractéristiques mécaniques. Résistance à la rupture amél iorée = 10 %. Épaisseur des pièces. Très épaisses (flans jusqu'à 100 mm). Avec une importante déformat ion, réduction d'épaisseur jusqu'à 15 m m dans la zone la plus proche de la charge. Un préformage est nécessaire si diamètre du f lan/épaisseur > 350.
IMMIlMftlKtilWIlilMIMtHilHtHItJitWiilWIMiW^^ BPI^^MMMWMËMMHMBM hfl H f II ' H il' 'Ih'TI'TMT 1ÌHI 'V f'I'lTMfffîMIfflff ITPMMMBBHBHHBBWMMHIWMHH
Constitué par la matr ice : en matér iau métal l ique (fonte, acier) pour la product ion de série de pièces sans grandes dimensions. En t ravaux unitaires et de petites séries (pièces volumineuses) : matr ice en mécano-soudure, c iment armé, résines renforcées.
Nota : un k i logramme de l 'explosif uti l isé (dit lent) a une force comparable à une presse de 5000 KN.
M M I I I I B M
Essent iel lement pour l 'obtent ion de fo rmes hémisphér iques, en expansion (en creux) d 'un f lan ou d 'une préforme. Production unitaire et de petites séries de pièces de grandes d imensions et très épaisses en aéronaut ique, t ransport , astronaut ique, chauffage... (réservoirs et citernes, en particulier).
7 Cintrage
Généralités
Formage à f ro id de formes courbes sur des profi lés, des tubes et des tôles.
Cintrages des tôles
Réalisation d 'une surface courbe réglée à partir d 'une surface également réglée, par al longe-ment des f ibres extérieures (tendues) et refoulement des f ibres intérieures (comprimées), la f ibre centrale ou f ibre neutre étant de longueur invariable (fig. 8.83). Le cintrage des tôles s'effectue sous l 'action de trois rouleaux presseurs parallèles, disposés t r iangula i rement et réglables en posi t ion relative, sur une rouleuse (fig. 8.84).
9. Procédés de fraisage 261

It In f i b re neu t re
zone f i b res t e n d u e s J à / / Sr /
\ c in t re / \
\ N T
zone f i b res c o m p r i m é e s \ \ L /
It > In > In = l o n g u e u r d é v e l o p p é e
FIGURE 8.83 Schéma de déformation des fibres d'une tôle cintrée. FIGURE 8.84 Schéma de cintrage à trois rouleaux.
Extrémités de la forme cintrée i — Si le c in t rage est ef fectué sur la to ta l i té de la tô le , les ex t rémi tés de la f o r m e cintrée sont ob l iques et dé fo rmées sous les so l l i c i ta t ions ( tens ion et compres -sion) (fig. 8.85). Ces d é f o r m a t i o n s aux ex t rém i tés son t négl igeables pour les tô les minces.
Longueur développée C'est la l ongueu r de la f i b re neut re , cons idérée à la f ib re centrale.
Mise en œuvre
Viroles Après rou lage au c in t re désiré d 'une f o r m e cy l indr ique , la v i ro le, les ex t rémi tés peuvent subi r un « c roquage » : c in t rage de ces ex t rémi tés l ibres, par act ions opposées de deux des t ro is rou-leaux (f ig. 8.86). V i ro les de pet i t d iamèt re . Formage avec un mandr in , qua t r i ème rou leau central au d iamèt re de la pièce tubu la i re à obten i r (f ig. 8.87).
FIGURE 8.85 Déformation des extrémités de tôle épaisse cintrée en forme circulaire.
FIGURE 8.86 Schéma de croquage (d'une extrémité de FIGURE 8.87 Schéma de cintrage d'une virole de petit dia-virole). mètre.
262 Guide de l'usinage

Tôles minces Leur c in t rage peut nécessiter au préalable un écrouissage super f ic ie l br isant les f ibres de la tô le (cas où les générat r ices de la f o r m e c int rée sont paral lè les au sens du laminage) .
Tôles épaisses Chanfre iner les bords, pour évi ter la naissance de cr iques au c int rage.
» » » » ^ i M M M ^ M ^ a p M M ^ ^ W M i
Elles sont du type à t ro is rou leaux réglables (en p r o g r a m m a t i o n numér ique) . Elles peuvent être à quat re rou leaux, le qua t r ième, étant s i tué en oppos i t i on au rou leau supé-rieur, pe rmet le c roquage des ex t rémi tés de la pièce (début et f in d 'opéra t ion) (f ig. 8.88).
FIGURE 8.88 Schéma de cintrage à quatre rouleaux.
Cintrage de tôles longues (à grand rayon de courbure) Uti l iser des rouleuses vert icales, pour évi ter la dé fo rma t i on des tô les sous leur poids.
Cintrage de tôles épaisses (jusqu'à — 250 mm) Formage à f ro id ou à chaud avec des presses à c int rer (f ig. 8.89).
Cintrage des tubes et des profilés
Cintrage par f lex ion de la pièce. Les f ibres de la f o r m e c int rée subissent les m ê m e s cont ra in tes qu 'en c in t rage des tô les. La pièce est c in t rée sur une f o r m e , une ex t rém i té é tant f i xe et l 'aut re é tant t i rée sur la f o r m e (fig. 8.90). Les f ibres de la pièce tenden t à se rappro-cher du cy l indre moyen , p rovoquan t une m o d i f i c a t i o n de l 'épa isseur et de la sec-t i on de la pièce ( tube ou prof i lé). La compress ion des f ibres in tér ieures au cy l indre m o y e n fai t pl isser le métal .
f i b res t e n d u e s
f i b res c o m p r i m é e s issures)
FIGURE 8.9« Schéma de cintrage d'un tube (cintreuse à CN).
9. Procédés de fraisage 263

HHHHMBHHRHHIHHHHHHill HHiH Effort de traction « • m h h b h h b h h h h m Infér ieur à la l im i te é last ique du matér iau pour s 'opposer : aux dé fo rma t ions de sect ion de la pièce (tube en part icul ier) ; à la mod i f i ca t ion de son épaisseur (d im inu t i on à l 'extér ieur et aug-menta t ion à l ' in tér ieur du cy l indre moyen) .
C in t rage de tubes et de pro f i lés de fa ib le épaisseur : pour év i ter une d é f o r m a t i o n de sect ion, on app l ique un e f for t de t rac t ion. Ut i l iser un mandr in , l 'o l ive, dans les tubes : évi te une dé fo rma t i on de sect ion (f ig. 8.91).
FIGURE 8 .91 Schéma de cintrage avec
guide intérieur (olive).
m a n d r i n f i x e (o l i ve )
FIGURE 8 .92 Schéma de cintrage d'un
profilé. Doc. SDP
Uti l iser un ga let de f o r m e pour les prof i -lés : év i te le pl isse-m e n t du méta l à l ' i n té r ieur du c in t re (f ig. 8.92).
Pièces de forte section. Ne se dé fo rmen t pas, les f ib res réag issent c o m m e dans les tô les (les f ib res in tér ieures se re fou lent sans t rop de r isque de pl issures). Profilés à ailes (U,T, N). Cint rage de g r a n d rayon , par a l l o n g e m e n t d ' u n e ai le ou a l l o n g e m e n t et c o m p r e s s i o n s imu l tanés de deux ailes (f ig. 8.93).
FIGURE 8 .93
Schéma de cintrage d'un profilé à ailes.
g a l e t - p r e s s e u r
1 p r o f i l é ( c o r n i è r e ) K— ! L-
g a l e t - s u p p o r t
galet de fo rme
264 Guide de l'usinage
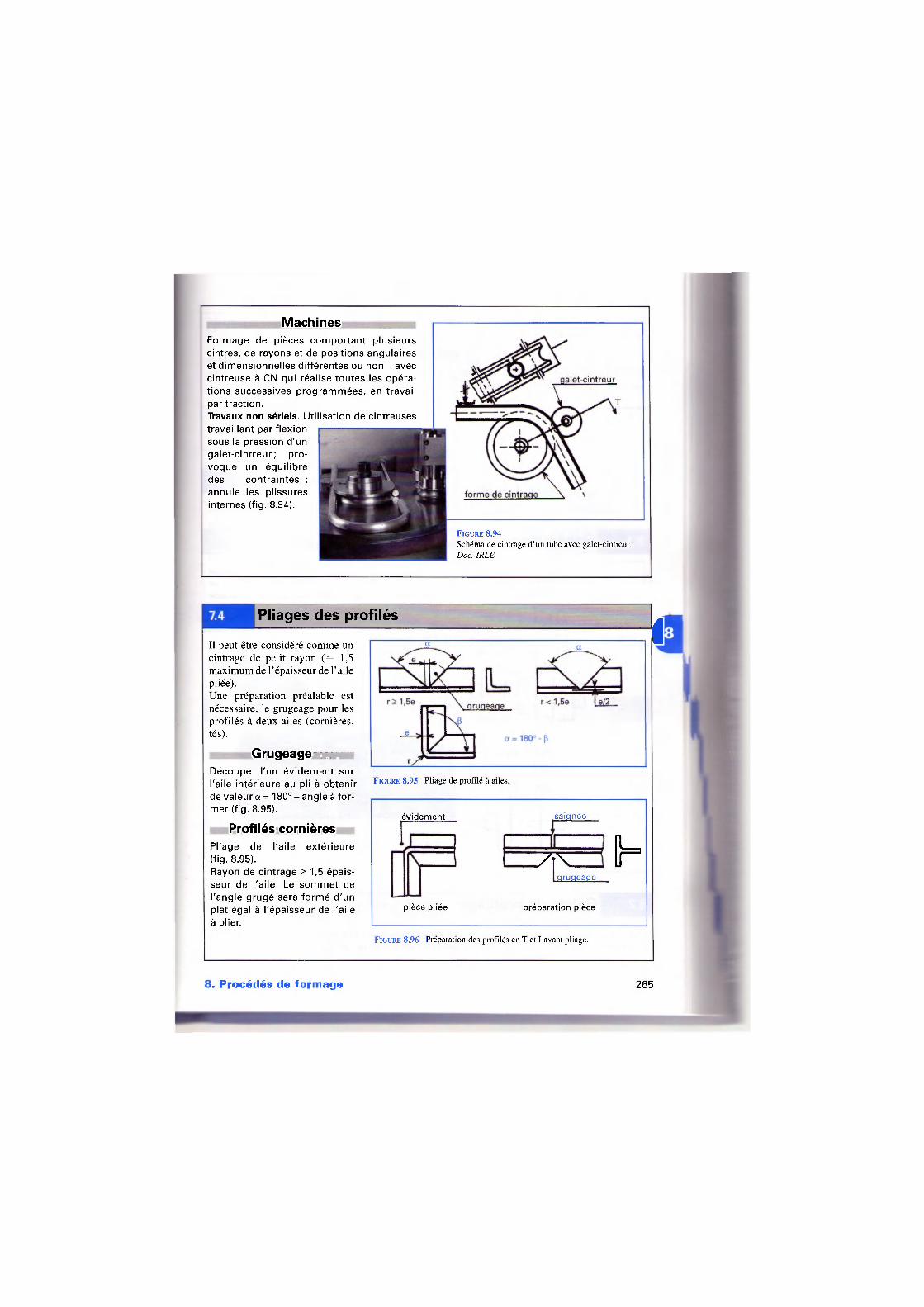
FIGURE 8 .94 Schéma de cintrage d'un tube avec galet-cintreur. Doc. IRLE
Machines Formage de pièces c o m p o r t a n t p lus ieurs c intres, de rayons et de pos i t ions angula i res et d imens ionne l les d i f fé rentes ou non : avec c in t reuse à CN qu i réal ise t ou tes les opéra-t ions success ives p r o g r a m m é e s , en t rava i l par t rac t ion. Travaux non sériels. Ut i l isat ion de c int reuses t rava i l lant par f lex ion sous la pression d 'un ga le t - c i n t reu r ; p ro-v o q u e un équ i l i b re des con t ra in tes ; annu le les p l issures internes (f ig. 8.94).
Pliages des profilés
Il peu t ê t re cons idé r é c o m m e un c i n t r a g e d e pet i t r a y o n (— 1,5 m a x i m u m d e l ' é p a i s s e u r de l ' a i l e p l iée) . U n e p r é p a r a t i o n p r é a l a b l e es t néces sa i r e , le g r u g e a g e p o u r les p r o f i l é s à d e u x a i l es ( c o r n i è r e s , tés) .
• • • •ÉGrugeage mm
Découpe d ' u n é v i d e m e n t sur l 'ai le in tér ieure au pl i à ob ten i r de v a l e u r a = 180° - angle à for -mer (fig. 8.95).
Profilés cornières Pliage de l 'a i le ex té r ieure (fig. 8.95). Rayon de c in t rage > 1,5 épais-seur de l 'a i le. Le s o m m e t de l 'ang le g r u g é sera f o r m é d ' un plat égal à l 'épaisseur de l 'ai le à plier.
«
FIGURE 8.95 Pliage de profilé à ailes.
é v i d e m e n t s a i g n e e
7FZ g r u g e a g e
h p i è c e p l i é e p r é p a r a t i o n p i è c e
FIGURE 8.96 Préparation des profilés en T et I avant pliage.
9. P r o c é d é s d e f r a i s a g e 265

Rayon de c in t rage < 1,5 épaisseur de l 'ai le. Le s o m m e t de l 'angle g rugé sera si tué à mi-épais-seur de l 'ai le à plier.
Profilé en T et I Une saignée opposée au grugeage permet t ra le p l iage avec l ' ob ten t ion d 'une entai l le (à obtu-rer pour r ig id i f ier la zone pliée) (f ig. 8.96).
8. Profilage à froid
Généralités
d e r n i e r c o u p l e d e g a l e t s
FIGURF. 8.97 Couples de galets de profdage (profil ouvert). Doc. IRLE
f e u i l l a r d ( l o n g u e u r I)
1 e r c o u p l e d e ga le t s
D é f o r m a t i o n p rogress ive , à f r o id , d 'une bande mé ta l l i que p lane, sans réduc t ion de son épaisseur, par son avancement entre une série de coup les de galets aux f o r m e s com-p lémenta i res (f ig. 8.97).
Galets de profilage
Chaque coup le de galets, mon té dans une cage (réglage au tonome) a un prof i l déf in i par sa pos i t ion dans la série des couples nécessaires à l ' ob ten t ion du prof i lé .
266 Guide de l'usinage

La s imu la t i on des prof i ls successifs const i tue une f igure en étoi le (f ig. 8.98). La s imu la t i on des prof i ls successifs const i tue une f igure en étoi le (f ig. 8.98). profil final
Vitesses de défilement Le pro f i lé déf i le dans les galets entre 40 à 150 m / m i n (forte product iv i té) .
J L r ^ V p r o f i l s Vitesses de défilement Le pro f i lé déf i le dans les galets entre 40 à 150 m / m i n (forte product iv i té) .
/ ¿ ^ V | j / ^ N . i n t e r m é d i a i r e s
' 'feuillard
FIGURE 8.98 Étoile des profils de galet pour obtenir une forme.
Matériaux utilisés
Aciers l am inés (à chaud et à f ro id ) ga lvan isés , p ré laqués, i noxydab les ; a l u m i n i u m et ses al l iages ; cu ivre et ses al l iages.
Largeur du feuillard C'est le déve loppé de la f ibre neutre du prof i l à obtenir . Elle est de 10 à 600 m m , avec des épaisseurs de 0,5 à 8 m m .
Précisions obtenues
Recti tude et vr i l lage sont de bonne qual i té pour ces p rodu i ts semi -ouvrés . La l imi te d 'é last ic i té du matér iau est mod i f iée aux pl iures.
Machines
Elles compor ten t de 5 à 30 cages porte-galets, selon les prof i ls à obtenir . La p roduc t ion est con t inue : a l imen ta t ion avec une bob ine de la bande méta l l ique, le feu i l lard. Les prof i lés ob tenus sont découpés en longueur commerc ia le de 6 mètres, a u t o m a t i q u e m e n t sur la mach ine de prof i lage.
Utilisation
Product ion en g rande série de prof i lés t rès d ivers (méta l ler ie , bâ t iment , t ranspor t : bardages, a rmatures , huisser ies, p lanches, prof i lés de s t ructure légère...) .
9. Procédés de fraisage 267

PROCÉDÉS DE FRAISAGE
1. Généralités 271 1.1 Outils - fraises 274 1.2 Vitesses d'avance 279 1.3 Vitesses de coupe 281 1.4 Choix des vitesses de coupe et d'avance 281 1.5 État de surface 281 1.6 Puissance nécessaire à la coupe Pw 282
2. Surfaçage - dressage 284 2.1 Généralités 284 2.2 Fraises à surfacer 284 2.3 Fraise à surfacer-dresser 285 2.4 Mise en oeuvre du surfaçage-dressage 286
3. Rainurage 288 3.1 Généralités 288 3.2 Fraises à rainurer à queue 289 3.3 Fraises à rainurer coupe centrale, à queue,
ou à rainurer-plonger ou à dent perçante 289 3.4 Fraises à rainurer en T 290 3.5 Fraises à rainurer t rois tail les, ou fraises-disques 290 3.6 Fraises à rainurer pour clavettes disques (woodruf f ) 291 3.7 Fraises-scies 291 3.8 Mise en œuvre du rainurage 292
4 Fraisage de prof i ls 293 4.1 Généralités 293 4.2 Fraises à copier ou hémisphér iques 293 4.3 Fraises à détourer, ou en bout à plaquettes rondes 294
269

5 Fraisage de fo rme 295 5.1 Généralités 295 5.2 Fraises concaves 295 5.3 Fraises convexes 296 5.4 Fraises coniques 296 5.5 Fraises à f i leter 297 5.6 Fraises à chanfreiner 297 5.7 Fraises à gorge (de circlips...) 297
6. Mise en oeuvre du fraisage 298 6.1 Trajectoires des fraises (mouvements d'avance) 298 6.2 Mise en posi t ion des pièces 298 6.3 Conception des outi l lages porte-pièces 301 6.4 Opérat ions d'usinage autres que fraisage (alésage, perçage, fi letage) . . . 302 6.5 Menus d'usinage 302 6.6 Machines 302 6.7 Fraiseuses à port ique 304 6.8 Fraiseuses universelles avec règles de mesure des déplacements 304

Product ion par out i ls de coupe de fo rmes précises à di rectr ices rect i l ignes, c i rcula i res ou quel-conques, sur des pièces de type généra lement p r i smat ique (plate ou cubique) à part i r de bruts coulés, fo rgés, débi tés dans la masse.
Pièces produites Elles peuvent être t rès peti tes (quelques m m 2 ) ou très vo lum ineuses (p lusieurs mèt res de lon-gueur et p lus ieurs tonnes) en fonc t ion de la capacité des machines. Elles sont f raisées dans l ' ensemble des matér iaux méta l l iques et non méta l l iques , avec des f ra ises (out i ls à arêtes de coupe géné ra lemen t mu l t ip les ) de f o r m e s adaptées aux pro f i l s à générer (f ig. 9.1, 9.2, 9.3).
FIGURE 9.1 Fraises à surfacer-dresser. Doc Sandvik-Coromant
FIGURE 9 . 2
sphérique. Opération de fraisage hémi-
Doc Sandvik-Coromant
FIGURE 9.3 Opération de fraisage-détourage. Doc Sandvik-Coromant
7. Procédés de forgeage 271

Précisions obtenues Dimensionnelle. Qual i té 7 ; 6 avec mach ines très précises (de pet i tes d imens ions) . État de surface. 1,6 à 0,8 Ra en sur façage, ra inurage, f ra isage de prof i l et de f o r m e ; 0,8 à 0,4 Ra en dressage.
Machines utilisées En fonc t ion des d imens ions et des types de pièces (plates, cubiques. . . ) de la p roduc t i -v i té , on u t i l i se : des f ra iseuses, des cent res d 'us inage à broche vert icale, hor izonta le ou or ientab le (dites universel le) , des f ra iseuses spéc i f iques (à por t ique. . . ) , aux capaci tés d iverses (dép lacemen t en X de 300 m m à p lus ieurs mètres).
Mouvements générateurs Les arêtes pr inc ipa les de coupe étant s i tuées en pér iphér ie de l ' ou t i l , la f ra ise enlève la mat ière un iquemen t par son prof i l . Selon les types de fraises, la f o r m e ob tenue sera paral lè le ou perpend icu la i re à l 'axe de l 'out i l , ou les deux à la fo is (f ig. 9.4) La généra t ion des f o rmes fraisées s 'ob t ien t par les deux m o u v e m e n t s de coupe et d 'avance qu i peuvent être de m ê m e sens ou de sens opposés.
Mouvement de coupe M o u v e m e n t c i rcu la i re donné aux f ra ises, out i l s ro ta t i fs (généra lemen t mul t i -a rê tes) qui t rava i l len t par enve loppe du prof i l à réa-liser.
Mouvement d'avance Recti l igne, c i rcula i re, que lconque , est donné à la pièce ou à l 'out i l , selon la concept ion et le t ype des machines. Fraiseuses. Les d i f fé ren ts m o u v e m e n t s d 'avance possib les (X, Y, Z) sont p lus géné-ra lement a t t r ibués à la pièce par l ' i n te rmé-dia i re de la table porte-pièce. Centres d'usinage. Chaque m o u v e m e n t d 'avance est a t t r ibué se lon le concepteur , au porte-pièce ou au por te-out i l .
FIGURE 9 .4 Schémas d'opérations de fraisage.
s u r f a c e o b t e n u e
a rê te c o m p l é m e n t a i r e ( rac lage)
272 Guide de l'usinage
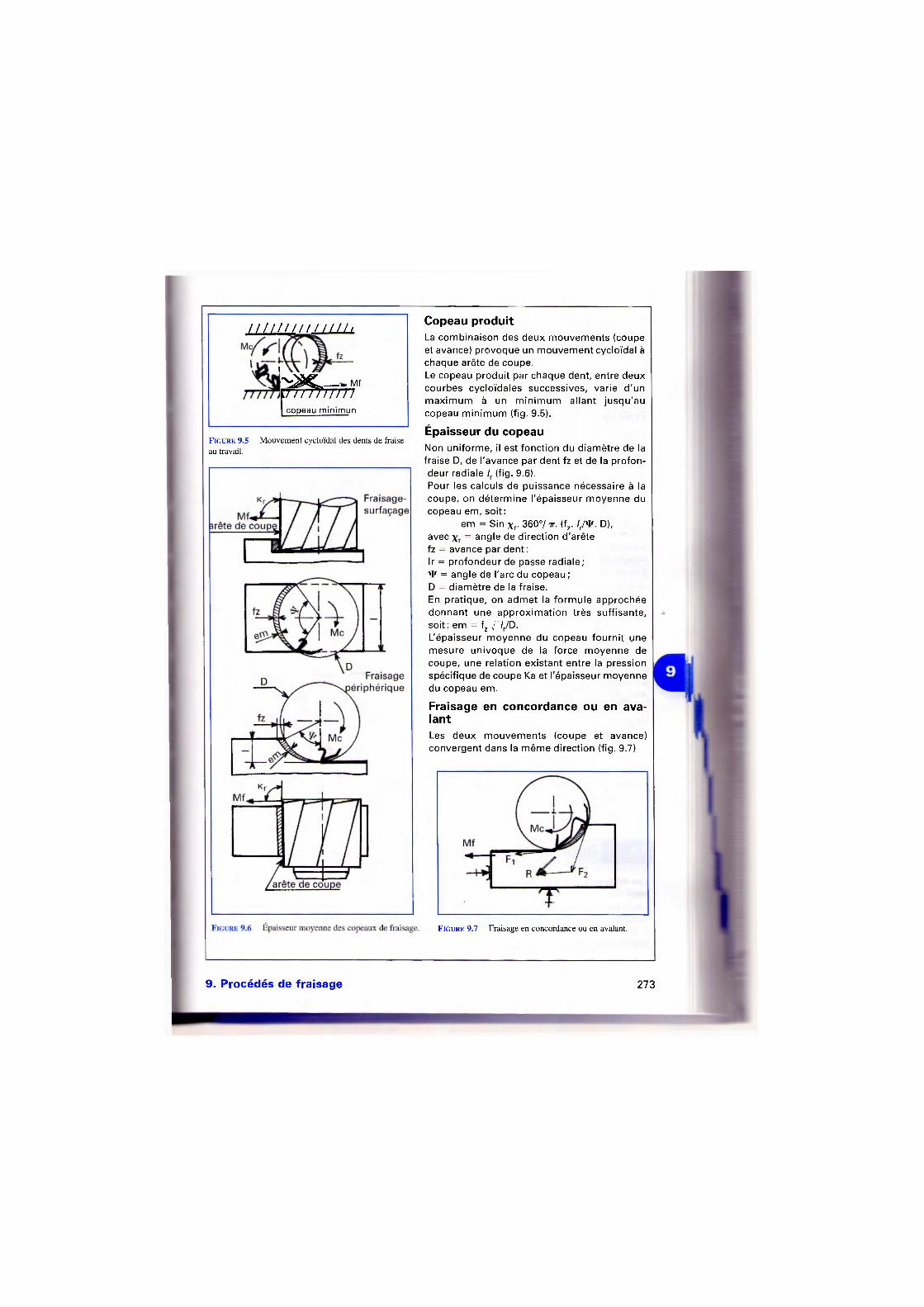
( ( l l l i m n i n .
t
" ^ C . M f W i l n l ì ì ì l
c o p e a u m i n i m u n
FIGURE 9.5 Mouvement cycloïdal des dents de fraise au travail.
Copeau produit La comb ina i son des deux m o u v e m e n t s (coupe et avance) p rovoque un m o u v e m e n t cycloïdal à chaque arête de coupe. Le copeau produ i t par chaque dent , entre deux courbes cyc lo ïda les successives, var ie d ' u n m a x i m u m à un m i n i m u m al lant j u s q u ' a u copeau m i n i m u m (fig. 9.5).
Épaisseur du copeau Non un i fo rme , il est fonc t ion du d iamèt re de la fraise D, de l 'avance par dent fz et de la p ro fon-deur radiale /r (fig. 9.6). Pour les ca lcu ls de pu issance nécessai re à la coupe, on dé te rm ine l 'épaisseur m o y e n n e du copeau em, so i t :
em = Sin x r . 360°/ ir. (fz. I / V . D), avec \ r = angle de d i rec t ion d 'arête fz = avance par d e n t : Ir = p ro fondeur de passe rad ia le ; W = angle de l 'arc du copeau ; D = d iamèt re de la fraise. En p ra t ique , on a d m e t la f o r m u l e app rochée d o n n a n t une a p p r o x i m a t i o n t rès su f f i sante , so i t : em = f z f lr/D. L'épaisseur m o y e n n e du copeau fou rn i t une mesure u n i v o q u e de la fo rce m o y e n n e de coupe, une re la t ion ex is tant entre la press ion spéc i f ique de coupe Ka et l 'épaisseur m o y e n n e du copeau em.
Fraisage en concordance ou en ava-lant Les deux m o u v e m e n t s (coupe et avance) convergen t dans la m ê m e d i rec t ion (fig. 9.7)
FIGURE 9.7 Fraisage en concordance ou en avalant.
9. Procédés de fraisage 273

Chaque dent at taque la mat ière par le copeau m a x i m u m : la pression spéci f ique de coupe est m in ima le , réduisant l 'usure de l 'arête de coupe, mais avec cont ra in te sur la dent . Mode de f ra isage nécessi tant impéra t i vemen t que le m o u v e m e n t d 'avance soi t sans jeu fonc-t i o n n e l : u t i l i sa t ion sys témat ique sur f ra iseuses CN et Centres d 'Us inage (avec sys tème vis-écrou à bi l les, sans jeu). La composan te pr inc ipa le de la résul tante d 'e f fo r ts de coupe des dents en pr ise s imu l tanée dans la mat ière tend à p laquer la pièce sur son suppor t .
Fraisage en opposition Les deux m o u v e m e n t s , coupe et avance, s 'oppo-sent au po in t d 'a t taque de chaque dent dans la mat ière (fig.9.8). Ut i l isat ion impéra t ive sur f ra iseuses ayant éven-t u e l l e m e n t le sys tème d 'avance v is -écrou sans rat t rapage de jeu. M o d e de f ra isage év i tan t la rup tu re des dents , causée par le jeu v is -écrou du m o u v e m e n t d 'avance. Chaque den t a t taque la mat iè re par le copeau m i n i m u m . La press ion spéc i f ique de coupe est é levée, accentuant l ' usure de l 'arête et p rovo -quant un état de surface mac rogéomét r i que infé-r ieur à l 'autre m o d e (ondula t ions) . La d i rec t ion des ef for ts de coupe des dents en prise s imu l tanée dans la mat ière tend à soule-ver la p ièce: f i xa t ion jud ic ieuse sous de gros ef for ts de coupe.
Fraisage de surfaçage (Surface ob tenue perpend icu la i rement à l 'axe de la fraise.) Chaque dent t ravai l le a l te rna t ivement en avalant et en oppos i t i on (f ig. 9.9). A f i n de fa i re t rava i l l e r l ' ou t i l se lon le m o d e désiré - en avalant ou en oppos i t i on - une f ra ise de d iamè t re supér ieur à la la rgeur f ra isée sera décalée dans le sens désiré, en assurant la condi -t ion de deux dents en pr ise s imu l tanée dans la mat ière, au m i n i m u m . Assurer la con t inu i té des ef for ts de coupe appl i -qués à la p ièce : fa i re t rava i l le r au m o i n s deux dents en prise s imu l tanée dans la mat ière.
Outils - fraises
Les d i f fé rents types de fraises et leurs angles caractér is t iques sont normal isés (NF E 66.200, etc.) Les fraises, qui sont conçues pour réaliser des surfaces pouvan t être paral lèles et /ou perpen-dicula i res à l 'axe de la f ra ise, co r responden t à des fami l les d 'ou t i l s (f ig. 9.10), so i t : Fraises cylindriques: à surfacer, à surfacer-dresser, à rainurer. Fraises de forme: à copier, à détourer , à prof i ler , à chanfre iner , à f i leter...
C zone fraisage en opposi t ion j
v zone fraisage en concordance *
FIGURE 9.9 Fraisage de surfaçage.
274 Guide de l'usinage

TETES DE FRAISAGE
Fraises à surfacer dresser
A 240
Fraises à surfacer à angle
d'attaque 45°
A 270
Fraises à plaquettes
rondes
A 250
Fraises modulaires
A 260 <
FIGURE 9.10 Différentes familles de fraises. Doc. Plansee TIZIT
Elles t rava i l lent essent ie l lement de prof i l (et non en bout) sau f : les fraises à coupe centrale tra-vai l lant en p longée et en t rans la t ion (de prof i l ) ; les f ra ises à copier et à détourer qui peuvent p longer dans la mat ière (en pr ise de passe généra lement ) . Le d iamèt re nomina l de chaque fraise est celui de t ravai l (d iamètre m a x i m u m de coupe) et sa va leur est pr ise dans la série des nombres Renard.
Définition géométrique Les angles caractér is t iques de la part ie act ive de l 'out i l sont con tenus dans des plans de réfé-rence.
9. Procédés de fraisage 275

Angles de l'utilisateur Outi l en ma in , avec les d i rec t ions de coupe et d 'avance supposées o r thogona les (f ig. 9.11). On cons idère, pour chaque part ie act ive de l 'out i l , qu i c o m p r e n d une arête de coupe pr inci-pale : - la face de coupe sur laquel le se dérou le le copeau ; - la face dépou i l le , au regard de la surface t ravai l lée ; - l 'arête de coupe pr inc ipale, in tersect ion des faces de coupe et de dépou i l le ; - l 'arête de coupe secondai re , don t l ' in tersect ion avec l 'arête de coupe pr inc ipa le f o r m e le bec
ou po in te d 'ou t i l ; - le plan de référence P r qu i passe par l 'axe du corps d 'ou t i l ; - l 'angle de d i rec t ion d 'arête K r (kappa r) f o r m é par le p lan d 'arête Ps et le plan de t ravai l P f,
dans le plan de référence P r ; - l 'angle de coupe o r thogona le -y0 ( gamma 0) f o r m é par la face de coupe et le p lan de référence
P r , dans le plan o r thogona l P0 ; - l 'angle de dépou i l le o r thogona l a 0 (alpha 0) f o r m é par la face de dépou i l le et le plan d 'arête
Ps , dans le Plan o r thogona l P0 ;
FIGURE 9.11 Plans de référence et angles caractéristiques des fraises.
3. Fraises à rainurer, 3 tailles.
1. Fraises cylindriques.
4. Fraises à détourer.
2. Fraises à surfacer.
276 Guide de l'usinage
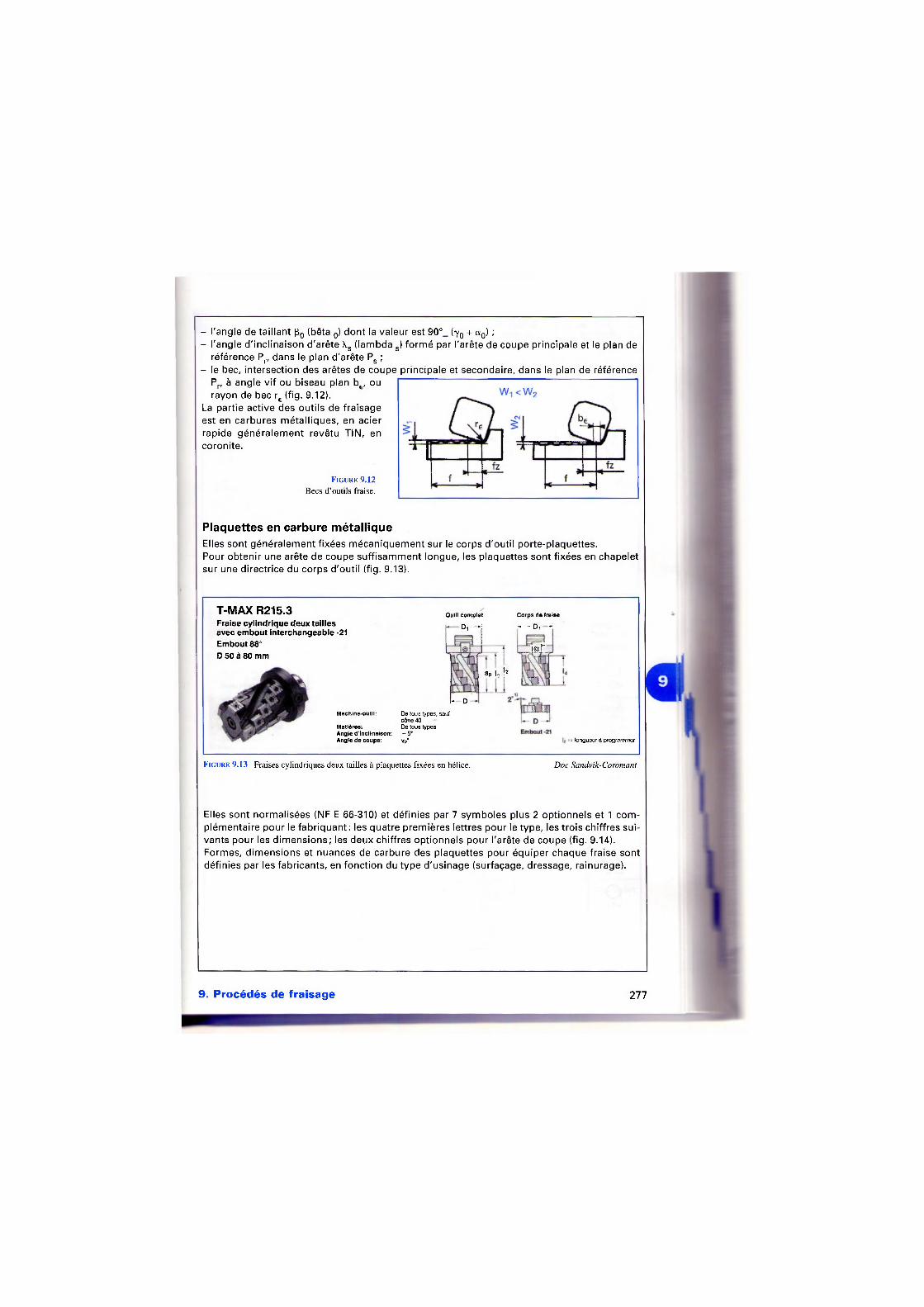
- l 'angle de ta i l lant (30 (bêta 0) don t la va leur est 90°_ (y0 + a 0 ) ; - l 'angle d ' inc l ina ison d 'arête X.s ( lambda s) f o r m é par l 'arête de coupe pr inc ipa le et le plan de
référence P r , dans le p lan d 'arête Ps ; - le bec, in tersect ion des arêtes de coupe
P r, à angle v i f ou biseau plan b t , ou rayon de bec r£ (f ig. 9.12).
La part ie act ive des out i l s de f ra isage est en carbures méta l l i ques , en acier rap ide géné ra l emen t revêtu TIN, en coroni te .
F I G U R E 9 . 1 2
Becs d'outils fraise.
pr inc ipa le et secondaire, dans le plan de référence
Plaquettes en carbure métallique Elles sont généra lement f ixées mécan iquemen t sur le corps d 'ou t i l por te-p laquet tes. Pour ob ten i r une arête de coupe su f f i sammen t longue, les p laquet tes sont f ixées en chapelet sur une directr ice du corps d 'ou t i l (fig. 9.13).
T-MAX R215.3 Fraise cylindrique deux tailles avec embout interchangeable -21 Embout 88" D 50 à 80 mm
Outi l comple t Corps de f ra ise
Dt —" — D, —
i@T
— D
Machine-outli: Matières: Angle d ' Inc l ina ison: Ang le de coupe :
De tous types, saui cône 40 De tous lypes -5° Vp*
a„ l . h
' longueur â programmer
FIGURE 9.13 Fraises cylindriques deux tailles à plaquettes fixées en hélice. Doc Sandvik-Coromant
Elles sont normal isées (NF E 66-310) et déf in ies par 7 symbo les p lus 2 op t ionne ls et 1 com-p lémenta i re pour le fab r iquan t : les quat re p remières lettres pour le type , les t ro is ch i f f res sui-vants pour les d i m e n s i o n s ; les deux chi f f res op t ionne ls pour l 'arête de coupe (fig. 9.14). Formes, d imens ions et nuances de carbure des p laquet tes pour équ iper chaque f ra ise sont déf in ies par les fabr icants , en fonc t ion du type d 'us inage (surfaçage, dressage, ra inurage).
9. Procédés de fraisage 277

1. Forme de plaquettes
2, Angle de dépouille 3. Tolérance 4. Caractéristiques des
faces et de la fixation
C3
<8> E
O H ¿ 5 7
K •
O 0
o p
o R
• s
A T
J S L
O = autres angles de dépouille requérant des indications
Ecart admis en mm pour
A ±0,025 C ±0,025 E ±0,025 G ±0,025
m ±0,005 ±0,013 ±0,025 ±0.025
±0,025 ±0,025 ±0.025 ±0,05-
0,13 ±0,025 ±0.025 ±0,025 ±0.025
H ±0,013 ±0,013 J '1 ±0.05-0,015® ±0,005 «'>±0,05-0,015® ±0,013 L» ±0,05-0.015» ±0,013 M ±0,05-0,015® ±0,08-0,20® ±0,13 N ±0,05-0,015® ±0,08-0,20® ±0,025 U ±0,05-0,025® ±0,13-0,38® ±0,05-
0,13 Plaquettes avec tranchants rectifés Selon gabarit de plaquette (se référer à la norme ISO 1832)
n 2)
A E3ZE3 m E 3 l 0 n u m ?
B ¿¿^ p-7o-9o*t2JZLa V7777Ì
V32
p-re-arLOJ
G Q Z 3 T ß=40-60
H ÇPrCïi u P = 70-90" fS—P-JO-W
J ß. 70-90°
wrfn •40-60» rFT7
X Avec partocularité demandant un dessin ou une descript exacte
5. Longueur de l'arête de coupe
6. Épaisseur de la
plaquette 7. Rayon
8. Forme des arêtes
de coupe
9. Sens de coupe
10. Spécification du fabricant
• Ui-J
o \JJ
A j, i J
£
• L j - J
A7 U l J
O L i . . .
TO;
ΠC j ;
02 s « 2,38 03 s = 3,18 13 s • 3.97 04 s - 4,76 05 s » 5,56 06 s » 6.35 07 s - 7.94 09 s - 9,52
02 r • 0,2 04 r = 0,4 08 r . 0,8 12 r . 1.2 16 r » 1,6 24 r = 2,4
7
o 00 pour diamè-tre(s) avec cotes en pou-ces convertis en mm.
M 0 pour diamètre(s) en cotes métriques.
vAnglf, da dir du traricn X, A-45» 0.60* E.75* F. 85' P . 90" Z - autres angles de direction t Angle de dépouille sur le tranchant A-3* 8.5" C . 7« D - 15° E « 20" F.25-G. 30* N.0-P - 11-Z - autres angles de direction
Le code ISO com-prend 9 symboles. On n'utilise les symboles 8 etfou 9 qu'en cas de besoin. Le fabricant peut ajou-ter d'autres symboles. Ces derniers sont combinés avec un trait d'union, (p. ex. pour spécifier la forme d'un brise-co-peaux).
- G 1 - G 2 - G 3 - M 1 - M 2 - M 3 - M 11 - M 20 - X 2
FICURE9.14 Définition normalisée des plaquettes en carbure.
278
Doc. Walter
Guide de l'usinage

Vitesses d'avance
Elles sont ind iquées en m m / d e n t et par tou r (fz). La va leur des avances var ie de que lques cen t ièmes de m m à que lques d ix ièmes de m m (de 0,05 à 0,6 généra lement ) en fonc t ion des cond i t i ons d 'u t i l i sa t ion des fraises, de la vi tesse de coupe et de la r ig id i té des out i ls (f ig. 9.15 et 9.16).
Section du copeau Avec la p ro fondeur de passe s, on a : fz . s. La sect ion max ima le du copeau est cond i t i onnée par : la puissance de la mach ine , la r ig id i té et le ma in t ien de l 'out i l , l 'angle d ' engagemen t de la f raise (cond i t ionnan t le nombre de dents en prise dans la mat ière).
E L C O + T I N
Matière à usiner
Aciers jusqu'à 50 daN/mm2
Aciers de 50 à 70 daN/mm2
Aciers de 70 à 90 daN/mm2
Aciers de 90 4 120 daN/mm2
Aciers de plus de 120 daN/mm2
Fonte malléable < 160 HB
Fonte grise < 200 HB
Fonte grise > 200 HB
Aciers inoxydables
Aciers fortement alliés
Alliages base nickel (Inconel)
Laitons et bronzes tendres
Vitesse de coupe en m/min
40 4 60
35 à 40
25 à 35
22 à 25
20 à 22
35 à 40
25 à 35
22 à 25
12 à 16
7 à 11
50 à 70
Avance par dent en mm
Fraises d'ébauche
® 4 0 au ©100
0,06 à 0,12
0,06 à 0,12
0.07 à 0,11
0,07 à 0,11
0,06 4 0,10 0.07 4 0,11
0,07 4 0,11
0,07 4 0,11
0,07 4 0,11
0.06 4 0,11
0,10 à 0,20
® 8 au ® 50
0,02 à 0,13
0,02 4 0,13
0,02 4 0,13
0,02 à 0,13
0,02 4 0,13
0,02 4 0,13
0,02 4 0,13
0,02 4 0,13
0,02 4 0,13
0,02 à 0,13
0,03 à 0,20
Fraises de finition
® 4 0 au ® 100
0,08 4 0,13
0,08 à 0,13
0,10 4 0,13
0.08 4 0,13
0,08 4 0,12 0,09 à 0,12
0,10 4 0,13
0,08 4 0.13
0,09 4 0,12
0,09 4 0.10
0,08 à 0,14
0 2 au ® 50
0,002 4 0,18 0,002 à 0,20
0,002 4 0,20
0,002 à 0,20
0,002 4 0,18
0,002 à 0,20
0,002 à 0,20
0,002 4 0,19
0,002 4 0,18
0,002 4 0,21
0,002 4 0,25
® 2 au ® 20
0,003 4 0,08
0,003 4 0.08
0,003 4 0,08
0,003 à 0.08
0,003 4 0,08
0,003 à 0,08
0,003 4 0,08
0,003 4 0,08
0,003 4 0,08
0,003 à 0,08
0,003 4 0,08
Les vitesses de coupe et avances par dent sont des valeurs indicatives.
L'avance par dent augmente de laçon régulière suivant le diamètre de la fraise. La plus petite correspond 4 la fraise du plus petit diamètre et la plus grande correspond à la plus grosse fraise de notre gamme.
Pour les fraises 4 queue série longue l'avance doit être réduite d'environ 50 %.
I
FIGURE 9.15 Conditions de coupe indicatives de fraises en acier rapide recouvert de TIN. Doc. Leclerc
9. Procédés de fraisage 279

Données de coupe avec AP.T 0903.. pour F 3038
K10 à K25 P25à P45 P20à P40 P30à P50 K5 à K15 K15 à K25 P35à P40
M10 a M 25 M25 à M40 P20à P40 P30à P50 K5 à K15 K15 à K25 P35à P40
Mat ière à usiner Nuances revêtues Nuances non revêtues
WTA21 WTA51 WTA61 WTL71 WK 10 WKM WP 40
Groupe princip. Description
Rm N/mm;
vc m/min
'z mm
vc m/min
'z mm
vc m/min
'z mm
vc m/min
'z mm
vc m/min
'z mm
vc m/min
'z mm m/min
'z mm
Acier non ou faiblement allié Rm < 450 N/mm2
à
450
100
à
150
0,08
à
0,20
120
à
160
0,08
à
0,20
100
à
150
0.08
à
0,20
50
à
80
0.08
à
0,20
Acier allié et acier au carbure Rm 450-800 N/mm2
450
à
800
80
à
140
0,06
à
0.15
90
à
140
0,06
à
0,15
80
à
120
0,06
à
0,20
50
à
70
0.08
à
0.20
A Acier trempé Bm 750-1100 N/mm2
750
à
1100
70
à
120
0,06
à
0,12
80
à
140
0,06
à
0,12
70
à
120
0,06
à
0,15
50
à
70
0,06
à
0,15
Acier à outils et â matrice Rm 1000-1500 N/mm2
1000
à
1500
70
à
90
0,04
â
0,08
70
à
100
0,04
à
0,08
50
à
60
0.06
à
0,10
Fonte aciérée non alliée et alliée Rm 500-850 N/mm2
550
•• à
850
80
à
140
0,08
à
0,15
90
à
150
0,08
à
0,15
80
à 120
0,08
à 0,12
60
à
80
0,10
à
0,15
R Matière austenitique 150-275 HB
600
à
750
120
à 250
0,08
à 0,15
140
à 280
0,08
à 0,12
120
à 200
0,08
à
0,15
60
à
90
0,08
à
0,12
F
Fontegrise 180-250 HB
180
à
250
0,10
à
0,15
150
à
180
0,10
à 0,20
150
à
200
0,10
à
0,20
120
à
160
0,10
à
0,20
100
à
140
0.10
à
0,15
100
à
140
0,10
à
0,15
Fonte grise nodulairé/ Fonte malléable
130
à
0,10
à
100
•à
0,10
à
120
à 0,10
à 100
à 0,10
à
60
à
0,10
à
60
à
0,10
à 180-330 HB 160 0.15 150 0,20 160 0,15 140 0,15 100 0,15 100 0.15
N R H
Matériaux non ferreux Ai, Cu. etc ..
350 à
450
160
à" "
400
0,08
""à
0,12
150
à
300
0,08
à
0,12
150
à
300
0,08
à
0,12
140
à
350
0.08
à
0,12
160
à
350
0,08
à
0,12
160
à .
350
0.08
• à ,
0,12
s
Alliages réfractaires base Ti-Ni-Co 130-280 HB
700
à
1200
40
à
70
0,04
â
0,08
50
à
80
0,04
à
0,10
40
à
70
0,04
à
0,10
30
à
50
0,04
à
0,06
30
à
50
0,04
à
0,06
w
Alliages réfractaires base Ti
700
à
40
à
0,04
à
50
à
0.04
à
40
à
0,04
à
30
à
0,04
à
30
à
0,04
à 280-400 HB 1200 70 0,08 80 0,10 70 0,10 40 0,06 40 0,06
| Pour le fraisage en roulant, choisissez les valeurs f z maxi, et pour le rainurage les mini.
FIGUKE 9.16 Données de coupe de fraises à plaquettes carbure. Doc Walter
280 Guide de l'usinage

1.3 Vitesses de coupe
Elles sont fonc t ion , en part icul ier , de la nature des maté r iaux out i l et pièce. Ces v i tesses co r responden t à l ' u t i l i sa t ion des f ra ises pour une durée de v ie d ' ou t i l écono-mique , les arêtes étant soumises à des cont ra in tes dues à la coupe in te rmi t ten te et à la var ia-t i on d 'épaisseur du copeau en part icul ier. Prépondérantes dans la durée de vie d 'ou t i l , el les var ient de que lques m / m i n à p lus ieurs cen-ta ines de m / m i n (f ig. 9.15 à 9.16).
Choix des vitesses de coupe et d'avance
Des tab leaux de fabr icants de fraises ind iquent des v i tesses de coupe et d 'avance en fonc t ion des maté r iaux à usiner, pour une ut i l isat ion stable (absence de v ibrat ions. . . ) (f ig. 9.15 et 9.16). Ut i l isat ion éventue l le instable de la fraise (pièce dé fo rmab le sous les ef for ts. . . ) et f raises à pla-quet tes carbure brasées ou monob locs ca rbu re : rédui re les v i tesses (coupe et avance) indi-quées de 10 à 30 % si nécessaire, pour ne pas détér iorer l 'out i l . Travaux d'ébauche, avec des f ra ises de g randes d imens ions et dans des cond i t i ons stables d 'u t i l i sa t ion : chois i r la p lus g rande avance ind iquée. Travaux de surfaçage-dressage. Chois i r de grandes avances. Travaux de rainurage. La fraise t ravai l le en p le ine mat ière : chois i r la p lus fa ib le avance propo-sée et par t i cu l iè rement si le d iamèt re de f ra ise est fa ible. Plages d'avances indiquées. L'avance sera chois ie m i n i m a l e en ut i l i sa t ion avec la v i tesse de coupe max ima le proposée, et inversement . Fraises à plaquettes carbure. L'avance sera cho is ie en pr inc ipe, la p lus g rande ind iquée , la coupe i n te rm i t t en te des arêtes p r o v o q u a n t , en par t icu l ie r , l 'éca i l lage et l ' e f f o n d r e m e n t d 'arête (f ig. 9.17). Fraises affutables. À p laquet tes carbure bra-sées ou monob locs , en acier rap ide : l 'avance sera chois ie re la t ivement fa ib le. Production de grande série. On pour ra déf in i r une durée de v ie d 'ou t i l à p roduc t i on max i -male.
I écaillage effondrement d'arête d'arête
FIGURE 9.17 Formes d'usure des plaquettes carbure en fraisage.
État de surface
Il dépend, et par t i cu l iè rement en sur façage: de la r ig id i té du coup le mach ine et out i l /p ièce et por te -p ièce ; de la géomét r ie de la f raise (avec plat ou rayon de bec ; d 'un saut axial des pla-quet tes dû à la f i xa t ion ou/et une usure local isée) ; d ' un écou lemen t insuf f isant des copeaux occas ionnant des défauts de rugos i té (R, Ra) et en part icul ier d ' ondu la t i on (W). Il impor te de mesurer un état de surface fraisé, sur une longueur supér ieure à l 'avance p a r t o u r fz . n de la fraise.
9. Procédés de fraisage 9R1

Biseau plan ou plat de bec. Sur tou tes les p laquet tes, de va leur au mo ins égale à l 'avance par tou r de fraise (be ^ f z ) : ob ten t ion d ' un mei l leur état de surface en sur façage (si cela n'occa-s ionne pas de v ibrat ions) . Surfaçage de matériaux à copeaux courts (fontes...) Possibi l i té d 'équ iper les fraises à surfacer d 'une p laquet te à b iseau p lat (p laquet te de p lanage) de l ongueu r supé-r ieure à l 'avance par tour , dépassant sens ib lement en hau-teur les aut res p laquet tes (0,02 à 0,1 m m ) : réduct ion des défauts d 'ondu la t i on . Le plat légèrement b o m b é évi te de produ i re des « dents de scie » sur la surface f ra isée (fig. 9.18).
FIGURE 9 . 1 8
Schéma de plaquette carbure de planage.
Puissance nécessaire à la coupe P w
Elle est dé terminée, avec une app rox ima t i on suf f isante, en cons idérant essent ie l lement l 'ef-fo r t de coupe tangent ie l F t. La puissance absorbée par la mach ine P u est généra lement la cont ra in te l im i tan t la sect ion des copeaux (f ig. 9.19), d ' où la f o r m u l e (d 'après Sandv ick Coramant ) : P u = s. I. n. z. fz . Ka/6120.i l , avec: P u = Puissance ut i le, en wat ts s = p ro fondeur de passe, en m m I = engagemen t de la f ra ise dans la pièce, en m m n = f réquence de ro ta t ion de la fraise, en t r /m in z = n o m b r e de dents de la f raise fz = avance par dent , en m m / t o u r Kg = e f for t spéc i f ique de coupe, en N / m m 2 , à cor r iger éven tue l lement pour -y0
Ti = rendemen t de la mach ine. Cor rec t ion pour ang le de coupe y 0 \ cet ang le ag issant sur l ' e f fo r t spéc i f ique de coupe Ka , appor ter une cor rec t ion de 1,5 % par degré à K g , en mo ins pour -y0 pos i t i f et en p lus pour 7 0
négat i f , par rappor t à y0 = 1°, avec e m = 0,2 m m (tableau f ig . 9.19). Cor rec t ion par épaisseur m o y e n n e du copeau e m : app l i que r le fac teur de co r rec t i on Ce
( tableau f ig. 1.19).
Nota: la puissance nécessaire à la coupe dépend en part icul ier de : matér iau pièce, épaisseur du copeau, angle de coupe. La v i tesse de coupe est secondai re , sauf à fa ib le vi tesse.
282 Guide de l'usinage

1 r\ — v H / x — > 'A y / / / / / / / / / / / / / / z
,
</i
— t i 1
</i
— t
R a i n u r a g e
Type de matière Dureté HB Ka moyen
Acier au carbone C 0,15 % 125 275 C 0,35 % 150 300 C 0,70 % 250 330
Acier faiblement allié recuit 125-200 320 trempé 200-450 390
Acier fortement allié recuit 150-250 350 trempé 250-500 410
Acier inoxydable ferritique 175-225 360 austénitique 150-200 390
Acier coulé non allié 225 260 faiblement allié 150-250 280 fortement allié (P. ex. inoxydable) 150-300 320
Acier extra-dur >50 HRC 675 Fonte malléable à copeaux courts 110-145 220
à copeaux longs 200-250 200 Fonte grise faible résistance 150-225 140
haute résistance et alliée 200-300 180 Fonte nodulaire ferritique 125-200 150
perlitique 200-300 225 Fonte trempée en coquille 40-60
HRC 475
Ef fo r t s spéc i f iques de c o u p e (pour copeau de 1 c m 2 ) avec em = 0 ,2 m m et y0 - 7 ° . Doc. Sandvik-Coromant
em 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,60 0,70 0,80 0,90 1,00
ce 1,50 1,23 1,10 : 1,00 0,94 0,89 0,85 0,81 0,79 0,76 0,72 0,69 0,66 0,64 0,62
Fac teur s de cor rec t ion C e p o u r épa isseurs m o y e n n e s de c o p e a u x . Doc. Sandvik-Coromant
FIGURE 9 .19 F o r m e des c o p e a u x p rodu i t s en f ra i sage .
9. Procédés de fraisage 283

2. Surf açage - dressage
Généralités
Surfaçage. Fraisage d 'une surface plane per-pendicu la i re à l 'axe de l 'out i l - f ra ise à surfacer (fig. 9.20).
FIGURE 9 . 2 0
Plan fraisé en surfaçage.
Surfaçage-dressage. Fraisage s imu l t ané de deux surfaces, perpend icu la i re et paral lè le à l 'axe de l 'ou t i l - f ra ise à sur facer-dresser (fig. 9.21).
FIGURE 9 . 2 1
Plans perpandiculaires fraisés en surfaçage-dressage.
Fraises à surfacer
Fraises une tai l le don t la pro fon-deur de passe est l im i tée par la longueur d 'arête des p laquet tes. Leurs d iamè t res n o m i n a u x var ient de 32 à 630 m m , et géné-ra lement entre 50 et 500 m m . Le corps d 'ou t i l suppo r te des p laquet tes indexées, et égale-ment pour les g rands d iamèt res , des car touches in terchan-geables (fig. 9.22). Sa mise en pos i t i on et f i xa t i on s 'e f fectue à l 'a ide d ' un m a n d r i n porte- f ra ise ; à part i r du d iamèt re 160 m m , avec cent reur et f ixa-t i on au nez de broche de la frai-seuse (fig.9.22). L'angle de d i rec t ion d 'arête K r de ces fraises var ie de 45° ; 60° ; 75° ; 90° ; 0 à 90° pour les p laquet tes rondes. L'angle de coupe 7 0 est générale-men t posi t i f .
284 Guide de l'usinage

^Fraises à surfacer-dresser
Fraises avec arêtes de coupe paral lè les à l 'axe du corps d 'ou t i l pour dressage d 'une face per-pendicu la i re au sur façage (fig. 9.23). Les f ra ises longues son t c o u r a m m e n t appelées f ra ises deux ta i l les (b ien qu 'e l les coupen t essent ie l lement en pér iphér ie) . Leurs d iamèt res n o m i n a u x var ient de 20 à 160 m m , et généra lement de 20 à 80 m m . Leur mise en pos i t ion et f i xa t ion est assurée dans la broche de la f ra iseuse, à l 'a ide d 'un man-dr in porte-fraise. Angle de direction d'arête K r . Il est de 90°, les arêtes de coupe étant s i tuées sur un corps cyl in-dr ique pour p rodu i re deux surfaces perpendicu la i res. Arêtes de coupe et goujures de dégagement des copeaux. Généra lement hél icoïdales (angle d ' inc l ina ison d 'arête A.s) pour at taque progress ive des arêtes de coupe : f ra ises en acier rapide m o n o b l o c et lames de carbure brasées; p laquet tes en carbure f ixées sur les hél ices (fig. 9.23). Brise-copeaux. Fraises hér issons ou monob loc . Sur la denture hél icoïdale, pour f r agmen te r les copeaux et favor iser leur évacuat ion en f ra isage à gros débi t (f ig. 9.24 et 9.25). Fraise hérisson. Fraise à p laquet tes caractér isée par une denture hél icoïdale d iscont inue (deux arêtes de coupe assurent une coupe comp lè te avec état de surface de f in i t ion) : pe rmet un gros débi t de copeaux m ê m e pour mach ine peu puissante.
Désignation Nb. de dents
Poids kg
h- t
No. de çde
FIGURE 9.24 Fraises hérissons à surfacer-dresser deux tailles. Doc. Walter
Désignation
Piaquetie Pîaqusité - ¡2,7 - ~ts.6e- , amcvitîle, anov&te r^Tj i q | ^
Oc D| D : L. Le X, Rangées pouttoui. face avant. Poids I I i mm mm mm mm mm mm mm de dents quantité quantité kg No ae ede
FIGURE 9.23 Fraises à surfacer-dresser. Doc. Walter
F 2042 .0 .22 .040 .050 50 22 40 2 0 5 0 .45 2 2 2 3 2 8 - 7 2 7 F 2042 .0 .22 .040 .063 6 3 22- 4 0 21 6 0 ,75 2 2 2 3 2 9 - 7 2 7 F 2042 .0 .27 .050 .080 80 27 5 0 28 6 1,25 2 2 2 3 3 0 - 7 2 7
F 2042 .0 .32 .050 .100 100 3 2 50 28 8 1,75 2 2 2 3 3 1 - 7 2 7 F 2042 .0 .40 .063 .125 125 4 0 63 3 0 10 3 ,00 2 2 2 3 3 2 - 7 2 7
F 2038 MF 0.080.135.50 F 2038 MF 0.080.135.63 F 2038 MF 0.080.155.80
44,45 44.45 44,45
287172-737 287174-737 287176-737
Fraise hérisson à surfacer-dresser
Fraise à surfacer-dresser
9. Procédés de fraisage 285

Diamètre Nombre Diamètre Hauteur , . , n . , , H alesage de dents
1 d - H7 2
50 36 22 • • • • H 63 4 0 27 8 8 0 45 27 8
Fraise 2 tailles à défoncer
FIGURE 9.25 Fraise d'ébauche monobloc. Doc. Leclerc
Mise en œuvre du surfaçage-dressage
Diamètre de ia fraise Il devra i t être au mo ins égal à 1,2 de la largeur de la f raise (f ig. 9.26). Décaler sens ib lement l 'axe de la f ra ise par rap-por t à la surface à usiner, du côté de l 'a t taque des dents, af in q u e : - p lus ieurs arêtes de coupe soient en prise s imu l -tanée dans la ma t i è re ; - la résul tante des forces de coupe radiales appl i -quées à l 'out i l ma in t i enne la b roche en précon-t ra in te dans une d i rect ion, év i tant des v ib ra t ions .
FIGURE 9.26 Diamètre et position fraise en surfaçage sur machine à CN.
Nombre de plaquettes de coupe Pour un d iamèt re de fraise donné, cho is i r : Un nombre maximum. Fraise à pas rédui t , en sur façage des pièces à paro is minces : pour avoir au mo ins deux dents en prise s i m u l t a n é m e n t ; et ut i l iser de fa ib les avances avec décalage de l 'axe de la f raise (fig. 9.27). Un nombre minimum. Fraise à g rand pas en sur-façage à fo r te avance de sur faces la rges : pour avo i r un g rand logemen t inter-dents de copeaux et réduire les v ib ra t ions (en réduisant le nombre de dents en prise). Un nombre intermédiaire. Fraise à pas no rma l en sur façage de ma té r i aux à r isque d ' e f f r i t e m e n t (fontes...) et avec une avance moyenne .
F I G U R E 9 . 2 7
Surfaçage d'une surface étroite.
m i n i m u m 2 dents en prise
7 -
f raise décalée de la pièce
286 Guide de l'usinage

Production optimisée. Éventue l lement , ut i l i -ser des fraises à pas d i f férent ie l ( inter-dents p é r i o d i q u e m e n t d i f fé rents) pe rme t tan t de réduire les v ib ra t ions par l ' i r régu lar i té de fré-quence des résonances du coup le mach ine et out i l /p ièce et por te-pièce (f ig. 9.28). Plaquettes rondes. Ob ten t ion , en sur façage, d 'un bon état de surface, et avec des avances élevées (p laquet tes robus tes et rés is tantes avec v ibra t ions) (fig. 9.29). Utilisation: en ébauche avec un taux d 'enlè-v e m e n t de mat ière é levé ; f ra isage de maté-r iaux très durs.
FIGURE 9.28 Fraise trois tailles à pas différentiel. Doc. Sandvik Coromant
di - ,
Fraise à surfacer à plaquettes rondes
,. « P É l i l i t § 9 f T í ' H
De Da • d, H LJ NbV de Poids Designation mm mm mm mm mm dents Kg No. de çds
F 2034.0.22.040.040 40 52 22 40 21 4 0.36 222339-727 F 2034.0.22.040.050 50 62 22 40 21 5 0,40 222340-727 F 2034.0.22.040.083 63 75 22 40 21 6 0,60 222341-727 F 2034.0.27.050.080 80 92 27 50 28 6 1,30 222342-727 F 2034.0.32.050.100 100 112 32 50 28 7 2,00 222343-727 F 2034.0.40.063.125 125 137 40 63 30 7 3,80 222344-727
FIGURE 9.29 Fraise à surfacer à plaquettes rondes. Doc. Walter
Angle de coupe 70
Chois i r 7 0 pos i t i f pour l im i te r la pu issance nécessaire à la coupe , la s tab i l i té du coup le out i l /p ièce porte-pièce. Fraisage des matér iaux pouvan t p rovoquer l 'usure des arêtes de coupe par arête rappor tée (aciers inoxydab les , à fa ib le teneur en carbone) . Chois i r 7 0 négat i f p o u r : us inage de la fon te , év i tant l ' e f f r i t emen t à l 'a t taque des arêtes de c o u p e ; des matér iaux d i f f i c i lement us inables par leur du re té ; le f ra isage très d iscont inu pro-voquan t des chocs f réquents sur les becs d 'ou t i l .
Angle de direction d'arête Kr
Pour une avance fz, l 'épaisseur du copeau d i m i n u e si K r d im inue , réduisant la press ion de coupe sur les p laquet tes (f ig. 9.30): chois i r K r = 45 à 75° en sur façage de pièces r igides. Pour K r = 90°, la force axiale est rédui te au m i n i m u m : à chois i r en sur façage de pièces minces pour évi ter un f léch issement (fig. 9.30). Matér iaux à r isque d 'e f f r i t emen t à l 'a t taque (fontes...) : chois i r K r = 45° Matér iaux ayant tendance au col lage sur la face de coupe (aciers inoxydab les , t i tane, aciers ext ra-doux) : chois i r K r = 90° (et y 0 posit i f ) .
9. Procédés de fraisage 287

FIGURE 9 . 3 0
Épaisseurs des copeaux en fonc-tion de Kr.
K m > K r 2 —• E-I > e2
FIGURE 9.31 État de surface macrogéométrique et opération de fraisage de profil.
Doc. Sandvik Coromant«Le monde de l'usinage».
lllIiWlillIllliKfcMiiMMM mil — w — a fraise t ravai l le « en rou lant » sur la surface à ob ten i r : l ' ondu la t ion de surface dépendra du saut » éventue l de dents.
Éviter t ou t saut de dents, par la r ig id i té ou t i l -por te out i l . Théo r i quemen t , l ' ondu la t ion ob tenue par le saut d 'ou t i l dépend du d iamèt re de fraise et de l 'avance par tour , ce qu i donnera i t W = f2 /4D (f ig. 9.31).
3. Rainurage
[Généralités
Fraisage s imu l t ané de t ro is sur faces (deux sur faces paral lè les et une qu i leur est perpendicu la i re) éven tue l l emen t quat re sur-faces, avec les out i ls - f ra ises à ra inurer (f ig. 9.32). On uti l ise les fraises à ra inurer à queue, en T, t ro is tai l les, scie.
FIGURE 9.32 Surfaces associées obtenues en rainurage.
288 Guide de l'usinage

3.2 Fraises à rainurer à queue
La coupe peut s 'e f fectuer éga lement en bou t , sur une fa ib le p r o f o n d e u r ( m a x i m u m 0,5 du d iamètre) : pr ise de passe en ple ine mat iè re , en p longée ou en ob l ique (f ig. 9.33). Fraises monob locs (acier rapide, car-bure, coron i te ) à queue cy l i nd r i que de pet i ts d iamèt res (max i = 12 m m ) avec 2 à 4 dents.
F I G U R E 9 . 3 3
Fraises à rainurer monoblocs à dent perçante en coronite.
Doc. Sandvik Coromant
Fraises à rainurer coupe centrale, à queue, ou à rainurer-plonger ou à dent perçante
î . Procédés de fraisage 289
Uti l iser pour f ra isage de ra inures avec prise de passe en p longée, perçage- lamage à fond plat (fig. 9.34 et 9.35). Leurs d iamèt res n o m i n a u x var ient de : 2 à 63 m m pour les fraises monob locs (en acier rapide, avec deux dents et en coron i te de Sandvik avec quat re dents) ; de 12 à 40 m m pour les fraises
à p laquet tes indexées (en carbure mé ta l l i que avec ou sans rayon de bec, (ou rondes) de une à t ro is dents selon les d iamètres. Goujures de dégagement de copeaux. Droi tes pour les fraises en ca rbu re ; hél icoïdales pour les f ra ises m o n o -blocs. Mise en position fixation. Elle s 'ef fectue par la queue du corps d 'ou t i l (cy l indr ique, f i le tée, con ique , se lon les dia-mètres).
FIGURE 9.34 Fraise à rainurer à plaquettes FIGURE 9.35 Fraise à rainurer à dent perçante, en carbure monobloc, et dent perçante. Doc. Kénnamétal Doc. Walter
Machine-outil:
Etat de surface: Liquide de coupe: Attachement:
Centres d'usinage et fraiseuses Acier, acier inoxydable. titane, aluminium < 1,0 nm Huile de coupe ou émulsion Mandnn à pince

Fraises à rainurer enT
Elles sont de type t ro is tai l les (la coupe s'ef-fec tue en pér iphér ie et avec les deux faces latérales (fig.9.36). Ut i l isat ion après f ra isage de la ra inure supé-r ieure, pour l ' ob ten t ion de ra inures normal i -sées. La den tu re est géné ra l emen t à coupe alter-née sur les deux faces. La mise en pos i t ion- f i xa t ion s 'e f fectue par la queue du corps d 'ou t i l (cy l indr ique, f i letée). Leurs d iamèt res va r ien t : de 11 à 95 m m pour les fraises monob locs (en acier rapide) ; de 21 à 50 m m pour les f ra ises à p laquet tes indexées en carbure méta l l ique.
F I G U R E 9 . 3 6
Fraise à rainurer en T à plaquettes carbure. Doc. Stellram
d u .
' MPFW PP. R NIPHT PP. R MPFW PP. L MPHT PP. L
(MPFAPPR) (MPHMPPR) (MPFA PP LI IMPHM PP L)
d2
D„
* A A —
w m H
Fraises à rainurer trois tailles, ou fraises-disques
La coupe s 'e f fec tue en pér iphér ie et avec les arêtes de coupe s i tuées sur les faces latérales (f ig. 9.37), en frai-sage p le ine mat iè re sous fo r te avance. Leurs d iamèt res n o m i n a u x va r ien t généra lement de 125 à 250 m m . La mise en pos i t i on - f i xa t i on s 'ef fec-tue par un a lésage et c lavetage ou m o y e u et t enon à mon te r sur arbre ou mand r i n porte-fraise. La denture est généra lement al ternée sur les faces latérales. La largeur de coupe est réglable pour f ra ises à p laquet tes ou car touches por te-p laquet te .
F I G U R E 9 . 3 7
Fraise à rainurer trois tailles à plaquettes carbure et largeur de coupe réglable.
Doc. Kénamétal
type B type A
290 Guide de l'usinage

3.6 Fraises à rainurer pour clavettes disques (woodruff)
Fraises à queue une ta i l le à den tu re a l ternée, la rgeur cal ibrée e8 de 2,5 à 10 m m (out i ls Leclerc) (f ig. 9.38).
FIGURE 9 . 3 8
Fraise à rainurer pour clavette disque monobloc. Doc. Leclerc
^ ^ J j F r a i s e s - s c i e s
De type à rainurer t ro is tai l les uti l isées pour : t ronçonnage, fraisage de rainures étroi tes, ébauche de dentures. Fraisage de l 'ensemble des matér iaux usinés, sous fortes avances avec une précision de 0,2 m m . Leurs d iamètres var ient de 80 à 315 m m et les épaisseurs de 6 à 13 m m pour les fraises-scies à plaquettes indexées en carbure méta l l ique ; pour les fraises-scies monob locs (acier rapide), leurs d iamètres var ient de 80 à 250 m m et les épaisseurs de 1 à 6 m m . Leur faible épaisseur les rend sensibles aux efforts axiaux. La mise en posi t ion est assurée par alésage et clavetage ou moyeu et tenon, sur arbre ou man-drin.
Fraises-scies en acier rapide Elles on t d i f fé rentes dentures (dro i te , Acmée , Heller...) (voir chapi t re « Procédés de découpe »). La denture Heller est p roduc t i ve avec les dents al ternées (dro i tes hautes chan f re inées et basses de que lques d ix ièmes de m m ) : évi te les r isques de bour rage et d im i -nue l 'e f for t de coupe (fig. 9.39).
FIGURE 9 . 3 9
Fraise-scie monobloc Doc. Leclerc
Fraises-scies en carbure métallique
La coupe est a l ternée, chaque p laquet te coupan t en pér iphér ie d 'un seul côté. La largeur de coupe est réglable (f ig. 9.40).
FIGURE 9 . 4 0
Fraise-scie à plaquettes carbure et lar-geur de coupe réglable.
Doc. Kénamétal
0.15 jusque 0.3 mm
9. Procédés de fraisage 291

3.8 Mise en œuvre du rainurage
Le t ype de fraise à ut i l iser var ie en fonc t ion de : la quant i té de mat ière à enlever, la f o r m e de pièce (r ig id i té, dégagemen t d 'ou t i l , f ixat ion) .
•• in/1 Rainurage avec fraise-disque • . ¡ •m^ Réalisation des rainures profondes en une seule passe. L 'out i l peut être ma in tenu , complé -men ta i remen t à l 'ex t rémi té de son arbre porte- f ra ise (gros débit) . Chois i r les v i tesses d 'avance max ima les ind iquées dans les tab leaux des fabr icants. Ut i l iser une f ra ise-d isque d ' un d iamèt re assurant au mo ins deux dents en prise s imul tanée, (cas du ra inurage de fa ib le p ro fondeur ) , l ' engagement de f ra ise étant rédui t . Chois i r la denture al ternée avec dents à inc l ina ison d 'a rê te : réduct ion des cont ra in tes à l 'at-taque des dents.
Rainures en train de fraises Un vo lan t d ' i ne r t ie de g r a n d d iamè t re atté-nue les v ib ra t ions causées par l ' i n te rmi t tence des a t taques de dents ( f raises en carbure à g rand pas de dentures) (f ig. 9.41). Un pal ier supp lémen ta i r e , éven tue l l emen t , assure la s tab i l i té du coup le ou t i l /po r te -pièce. Décaler angu la i r emen t , si poss ib le , les fraises entre elles pour l imi ter les v ib ra t ions par at taque des dents. FIGURE 9.41 Train de fraises-disques montées avec volant
d'inertie et palier support. Doc. Sandvik Coromant
Lubrification Impérat ive en ra inurage p ro fond pour éviter le bour rage des copeaux dans les inter-dents. Par jet d 'a i r pour fraise carbure, évacuat ion des copeaux. Par jet de lubr i f iant , pour fraise en acier rapide, évacuat ion des copeaux et ré f r igérat ion.
Rainurage avec fraise à queue Réal isat ion des ra inures peu p ro fondes en une ou p lus ieurs passes, avec des v i tesses d 'avance à chois i r m in ima les , en part icul ier pour les peti ts d iamètres , dans les tab leaux des fabr icants.
Profondeur de passe Elle dépend de la r ig id i té du coup le out i l /por te-out i l et du d iamèt re de fraise. On a d m e t une p ro fondeu r de passe max i -ma le égale à : 1/2 d iamè t re pour pet i tes fraises et un d iamèt re pour grosses fraises. Arc d ' e n g a g e m e n t de l ' ou t i l ^ p roche de 180° (fig. 9.42).
FIGURE 9 . 4 2
Engagement de la fraise en rainurage.
292 Guide de l'usinage

Denture hé l icoïda le. Évite le t rava i l au choc, par l 'a t taque p rogres-sive des dents dans la mat ière (fig. 9.43).
F I G U R E 9 . 4 3
Fraise à rainurer à plaquettes sur hélice (hérisson)
Doc. Walter
Rainurage en pleine matière Uti l iser des fraises à coupe centra le (une dent en bout , a l lant jusqu 'à l 'axe de l 'out i l , est per-çante : pr ise de passe en p longée).
-i 1—-y-—
ztsmws -y . .. 1
h
Désignation Do mm Queue
X, mm
X2
mm mm Z S Nb.de Fteq. Type
F3038.M.020.Z01.24 20 CM 2 50 114 24 1 0,2 4 AP . T 0903 . .
F 3038.M.025.Z02.32 25 CM 2 55 119 32 2 0,3 8 A P . T 0 9 0 3 . .
F 3038.M.032.Z03.40 32 CM 3 70 151 40 3 0,7 15 AP . T 0903. .
F3038.M.040.Z03.56 40 CM 4 90 192,5 56 3 1,4 21 A P . T 0 9 0 3 . .
4. Frai sage de profils
Généralités
Fraisage de prof i ls courbes, avec des trajec-to i res mu l t id i rec t ionne l les de f o r m e s d ' in té-r ieur et d 'ex té r ieur , débouchan tes ou non , avec des f ra ises à bou t sphér ique (à copier) ou rayonné (à détourer) (fig. 9.44).
F I G U R E 9 . 4 4
Opération de fraisage de profil (surface concave) avec fraise à bout sphérique.
Doc. Sandvik Coromant
[Fraises à copier ou hémisphériques
À denture hél icoïdale dro i te ou inc l inée (p laquet tes rapportées) avec une arête de coupe al lant j usqu 'au centre, pour la pr ise de passe en p longée dans la matVere et le suivi de profils courbe s (fig. 9.44 et 9.45).
î. Procédés de fraisage 293

FIGURE 9 . 4 5
Fraise à copier à plaquettes carbure. Doc. Walter
Leurs d iamèt res var ient de : 10 à 50 m m pour les fraises à plaquette(s) indexée(s) en carbure méta l l ique ; de 5 à 25 m m , en généra l , pour les fraises monob locs en acier rapide. La mise en pos i t ion- f i xa t ion est assurée par queue (cy l indr ique, Morse, Vari lock.. .) .
Fraises à détourer, ou en bout à plaquettes rondes
Fraisage de f o r m e s réglées, débouchan tes ou non, en usinage d 'ex tér ieur et d ' in té r ieur (en part icu l ier) avec pr ise de passe en p lon-gée dans la mat ière (quelques m m au maxi -m u m ) (f ig. 9.46 et 9.47). Elles sont à p laquet tes rondes indexées, avec des d iamèt res ex tér ieurs va r ian t de 12 à 40 m m géné ra lemen t , en pos i t i on - f i xa t i on par queue (cy l indr ique ou conique) .
Nota: d i amè t re n o m i n a l : en t raxe des pla-quet tes (sur face p lane m a x i m a l e f ra isée en bout) .
FIGURE 9 . 4 6
Opérations de détourage avec fraises à plaquettes rondes. Doc. Sandvik Coromant
294 Guide de l'usinage
FIGURE 9 . 4 7
Fraises à détourer à plaquettes rondes. Doc. Wa/ter !
3 mm

Utilisation En ébauche dans des matér iaux di f f ic i les à usiner (matr ices, moules.. .) avec impo r tan t enlè-v e m e n t de mat ière (mise en pos i t ion- f i xa t ion par alésage pour fraises 0 35 à 90 mm) . Leurs d iamèt res n o m i n a u x var ient de 25 à 50 m m avec une ou deux p laquet tes indexées en carbure méta l l ique. La mise en pos i t i on - f i xa t i on est assurée par a t t achemen t à queue con ique (Vari lock et We ldon /Wh is t l e Notch permet tan t le réglage axial). Matériaux tendres. Ébauche avec f ra ises à dé toure r spéc i f ique (de concep t i on Sandv ick ) : impo r tan t en lèvement de mat ière à grande vi tesse de coupe et prise de passe comb inée avec l 'avance (pente de 15°) (fig. 9.48).
Machines-outi ls : Tous types Géométr ie posit ive Angle d ' incl inaison : 5° to 8° Angie de dégagement : + 4 ° to + 9 '
- d -
" Q " n
- d -
" Q " n UJ
I
2
 a p
3
I
2
¡ M A
l2 = longueur de programmation
FIGURE 9.48 Fraises à détourer pour matériaux tendres et phase d'usinage. Doc. Sandvik Coromant
5. Fraisage de forme
Généralités
Fraisage de f o rmes données avec des fraises conçues au prof i l à obtenir . Les fraises ut i l isées, monob locs (acier rapide) ou à p laquet tes carbure, sont des types 2 tai l les, 3 tai l les, à queue. La mise en pos i t ion- f i xa t ion s 'e f fectue par alésage ou à queue (cy l indr ique, conique) .
Fraises concaves
De types 3 tai l les et à queue (f ig. 9.49). Les fraises concaves t ype 3 tai l les ont un prof i l en demi-cerc le ou quar t de cercle (à gauche ou à droi te) .
î. Procédés de fraisage 295
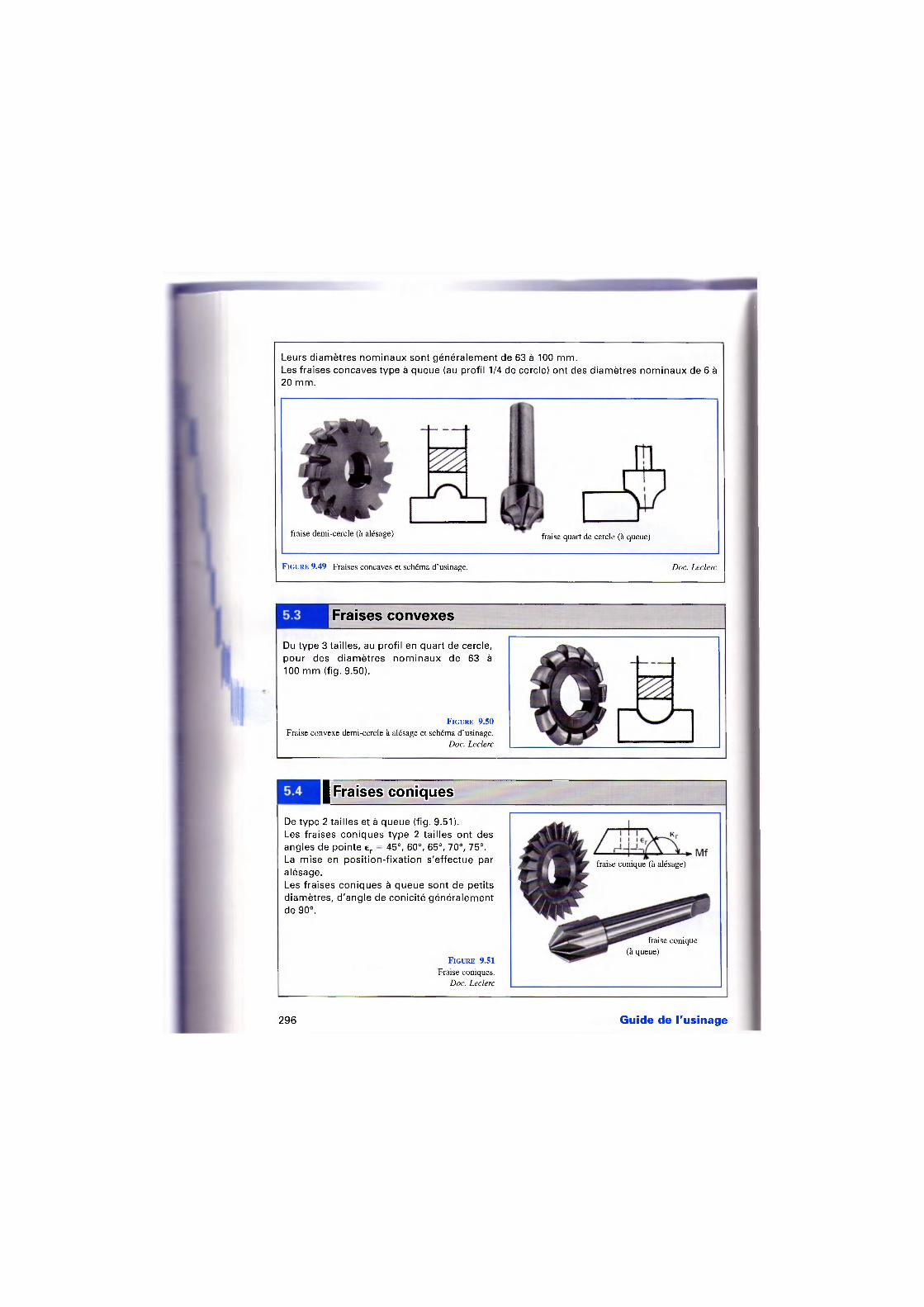
fraise demi-cercle (à alésage) fraise quart de cercle (à queue)
Leurs d iamèt res n o m i n a u x sont généra lement de 63 à 100 m m . Les fraises concaves type à queue (au prof i l 1/4 de cercle) ont des d iamèt res n o m i n a u x de 6 à 20 m m .
FIGURE 9.49 Fraises concaves et schéma d'usinage. Doc. Leclerc
Fraises convexes
Du type 3 tai l les, au prof i l en quar t de cercle, pour des d iamèt res n o m i n a u x de 63 à 100 m m (fig. 9.50).
FIGURE 9 . 5 0
Fraise convexe demi-cercle à alésage et schéma d'usinage. Doc. Leclerc
^Fraises coniques
De type 2 tai l les et à queue (fig. 9.51). Les f ra ises con iques t ype 2 ta i l les on t des angles de po in te e r = 45°, 60°, 65°, 70°, 75°. La mise en pos i t i on - f i xa t i on s 'e f fec tue par alésage. Les f ra ises con iques à queue son t de pet i ts d iamètres , d 'ang le de conic i té généra lement de 90°.
FIGURE 9 . 5 1
Fraise coniques. Doc. Leclerc
fraise conique (à alésage)
fraise conique (à queue)
296 Guide de l'usinage

5.5 Fraises à fileter
Pour réal iser des f i le tages par in te rpo la t ion c i rcula i re (voir chapi t re « Procédés de f i le tage »). Les f ra ises sont à 1 ou 2 p laquet tes (carbure) indexées pour f i leter à un pas et un prof i l don-nés (selon plaquettes) tous d iamèt res , d 'ex tér ieur et d ' in tér ieur , à dro i te ou à gauche, de la lon-gueur de plaquettes.
Fraises à chanfreiner
Pour réal iser des chan f re ins : c i rcula i res (avant et arr ière des alésages), rect i l ignes ou quel-conques de faces par con tou rnage des prof i ls à suivre. Les f ra ises son t à p laquet tes indexées (1 à 4) en carbure méta l l i que , avec des angles de d i rec t ion d 'arête Kr = 30, 45, 60° (f ig. 9.52). Leurs d iamèt res n o m i n a u x var ient de 10 à 63 m m . La mise en pos i t i on - f i xa t i on s 'e f fec tue par alésage ou à queue.
FIGURE 9 . 5 2
Fraises à chanfreiner. Doc. Kénamétal
[Fraises à gorge (de circlips..J
Pour réal iser des gorges , en in te rpo la-t ion c i rcula i re (fig. 9.53). Les fraises sont à p laquet tes indexées en carbure mé ta l l i que (de largeur corres-pondante aux s tandards des go rges : 1,1 à 3,15 H 13, pour alésages 0 18 à 100). Elles sont à coupe pér iphér ique avec une ou p lus ieurs p laquet tes carbure , se lon leurs d iamètres.
FIGURE 9.53 Fraises à gorge de circlips à une plaquette. Doc. Walter
î. Procédés de fraisage 297

6. Mise en œuvre du fraisage
Trajectoires des fraises (mouvements d'avance)
Paraxial Tra jecto i res su ivan t un axe (X ou Y) (f ig. 9.54). C'est la seule poss ib i l i té avec f ra iseuses à c o m m a n d e mécan ique.
FIGURE 9 . 5 4
Fraisage paraxial.
Y
Contournage plan Trajectoi res pouvan t être que lconques dans le p l an : m o u v e m e n t s s imu l t anés sur les 2 axes X-Y. Rayon de cou rbu re in tér ieur m i n i m u m d 'un pro f i l f ra isé en c o n t o u r n a g e : rayon de la fraise ut i l isée (fig. 9.55). „
FIGURE 9 . 5 5
Fraisage contournage.
Contournage dans l'espace Trajectoires que lconques dans l 'espace dans les l imi tes de l 'out i l : m o u v e m e n t s s imu l tanés sur les 3 axes X-Y-Z, avec un logic ie l de f ra isage des surfaces gauches (exemple N u m a f o r m de N U M SA) et f raise à bou t sphér ique. Rayon de courbure in tér ieur m i n i m u m d 'un prof i l f ra isé : rayon d 'ex t rémi té de la fraise.
Surfaces gauches Usinage sur centre d 'us inage avec un logic iel de p r o g r a m m a t i o n spéc i f ique à ce t ype de f o r m e
Mise en position des pièces
À ef fectuer sans dé fo rmer la pièce sous les f i xa t ions et en s 'opposan t aux impor tan ts ef for ts de coupe. Porte-pièces spécifiques. Nécessaire pour un g rand n o m b r e de pièces, avec leur ma in t ien eff i-cace, assurant : les préc is ions d imens ionne l l e et géomét r i que , la répétabi l i té de p roduc t ion , l 'u t i l i sat ion rat ionnel le des out i ls (non-rupture) . Appuis des pièces. Opposés aux e f fo r ts de coupe (sens d 'avance et pos i t i on re lat ive de la f raise duran t son cycle d 'us inage) . Appuis complémentaires a l lant à la pièce pour assurer, le cas échéant , son ma in t ien eff icace ( f lex ion, v ibra t ions. . . ) .
298 Guide de l 'usinage

• • • • • • m
9. Procédés de fraisage
Multisystem (Doc. Sagop) Polymut (Doc. Évard précision S.A.) FIGURE 9 . 5 7
Étaux multiples pour série.
FIGURE 9 . 5 6 J
Pièce déformable installée sur porte-pièce. E Doc. Amf |
Pièces plates usinées dans du brut débité de profilé À ma in ten i r en étau à mors para l lè les de préci-s ion : out i l lage f lex ib le élé-menta i re (f ig. 9.57) ; sur por te-p ièces spéc i f iques (série).
É léments de mise en pos i t ion et f i xa t ion : do iven t permet t re l 'accès des out i ls d ' un m a x i m u m de surfaces à usiner (sur p lus ieurs faces).
Pièces « plates » pouvant se déformer sous les efforts de coupe À souten i r loca lement pour s 'opposer au f lé-ch i ssemen t du ran t la coupe (f ig. 9.56), pa r : appu is ponc tue ls sous sur faces b ru tes ; appu is -p lans (règle, g rande sur face plane) sous sur faces us inées ; appu is c o m p l é m e n -taires venan t à la pièce.
i M

Pièces plates brutes de forgeage ou moulage À main ten i r dans des portes-pièces spéci f iques. En p roduc t ion uni ta i re et pet i tes séries : de concep t ion modu la i re avec des é léments s tandards (const ruc t ion rapide, réut i l isat ion pour pièces suivantes). Plat ines ou semel les s tandards avec t rous taraudés et alésés et /ou ra inures en T, adaptables à l 'ensemble des mach ines de f ra isage d ' un atelier, sur table, dé ou équerre , palette. En p roduc t ion de g rande série. Porte-pièces spéci f iques avec : un m a x i m u m d 'é léments modu-laires et s tandards ; serrage, desserrage au toma t ique des p ièces; a l imen ta t ion et évacuat ion au tomat ique , éventue l lement .
Pièces de petites dimensions En p roduc t i on de série. À instal ler en panop l ie , dans des chargeurs à f ixer sur la m a c h i n e ; porte-pièces à act ion un ique du br idage mu l t ip le (f ig. 9.59).
FIGURE 9 . 5 8
Schéma de fixation de pièces plates par clames.
Doc. d'Andréa
Pièces plates longues À f ixer d i rec tement sur la table-mach ine , p a r : c lames, br ides, a t t rac t ion m a g n é t i q u e , aspi ra-t i on (g randes pièces non magnét iques) (f ig. 9.58).
FIGURE 9 . 5 9
Fixation de petites pièces par action unique. Doc. AmF et Sagop
300 Guide de l'usinage

De fo rmes diverses et compor -tan t des us inages su ivan t plu-s ieurs sens. À ma in ten i r sur p la teau-d iv iseur a u t o m a t i q u e (pi loté par CN) sur f ra iseuse ou centre d 'us inage à broche vert i -cale de pré férence (faci l i té d ' i ns ta l l a t i on des pièces) (fig. 9.60). Avec m a n d r i n à serrage concent r ique de 2, 3 ou 4 mors . Avec étau de préc is ion, à mors de f o r m e in terchangeable.
FIGURE 9.60 Plateau circulaire inclinable à CN. Doc. Nikken
Pièces « cubiques » En p roduc t ion uni ta i re et pet i tes séries. Porte-pièces de concept ion modu la i re s tandard. En p roduc t i on de g rande série. Porte-pièces spéc i f iques, avec é lémen ts s tandards ou non, au tomat isa t ion du serrage-desserrage des pièces.
Pièces volumineuses À usiner sur f ra iseuse à por t ique, avec accès des out i ls à l ' ensemble des f o rmes à usiner sur la pièce en appui sur table.
w w w
Conception des outillages porte-pièces
Conçus géné ra l emen t pour les d iverses pièces plates et cub iques , ils d e v r o n t : - êtres r ig ides (ef for ts de coupe impor -tants, t ravai l aux chocs). Laisser l 'accès à tous les out i ls à met t re en oeuvre pour un m a x i m u m de côtés de la pièce, dans une phase (fig. 9.61). L im i te r à 2 phases (en général ) l 'usi-nage des pièces, sauf cont ra in tes tech-no log iques.
FIGURE 9 . 6 1
Porte-pièce de conception modulaire Doc. Amf
î. Procédés de fraisage 301

- être de concep t i on m o d u -laire avec é lémen ts stan-dards et semel le ma i l l ée de t r ous et /ou de ra inures (f ig. 9.62). Assurer leur mise en place r i gou reuse sur tab le ou pa-lette de machine.
FIGURE 9 . 6 2
Éléments modulaires pour conception de porte-pièces.
Doc. Amf
Opérations d'usinage autres que fraisage (alésage, perçage, filetage)
À ef fectuer sys téma t iquemen t en phases de f ra isage (sur mach ines à CN). Toutes les diverses opéra t ions d 'us inage sont à ef fectuer success ivement pour chaque côté de la pièce.
Menus d'usinage
Disponib les dans les CN pour op t im ise r p roduc t ion et qual i té , et s imp l i f ie r la mise en œuvre de p roduc t ion (s imu la t ion de cycles, sous -p rogrammes) . Les cycles d 'us inage génèrent les t ra jecto i res à décr i re par l 'out i l ut i l isé, avec s imu la t i on de la f igure (poches de mat ière avec ou sans î lot , con tou rnage d 'un alésage).
Machines
On uti l ise les f ra iseuses à broche vert icale et à por t ique, les centres d 'us inage à broche vert i -cale ou hor izonta le . Toutes ces mach ines son t de t ype un ive rse l : opé ra t i ons d 'us inage par coupe autres que fraisage.
302 Guide de l'usinage
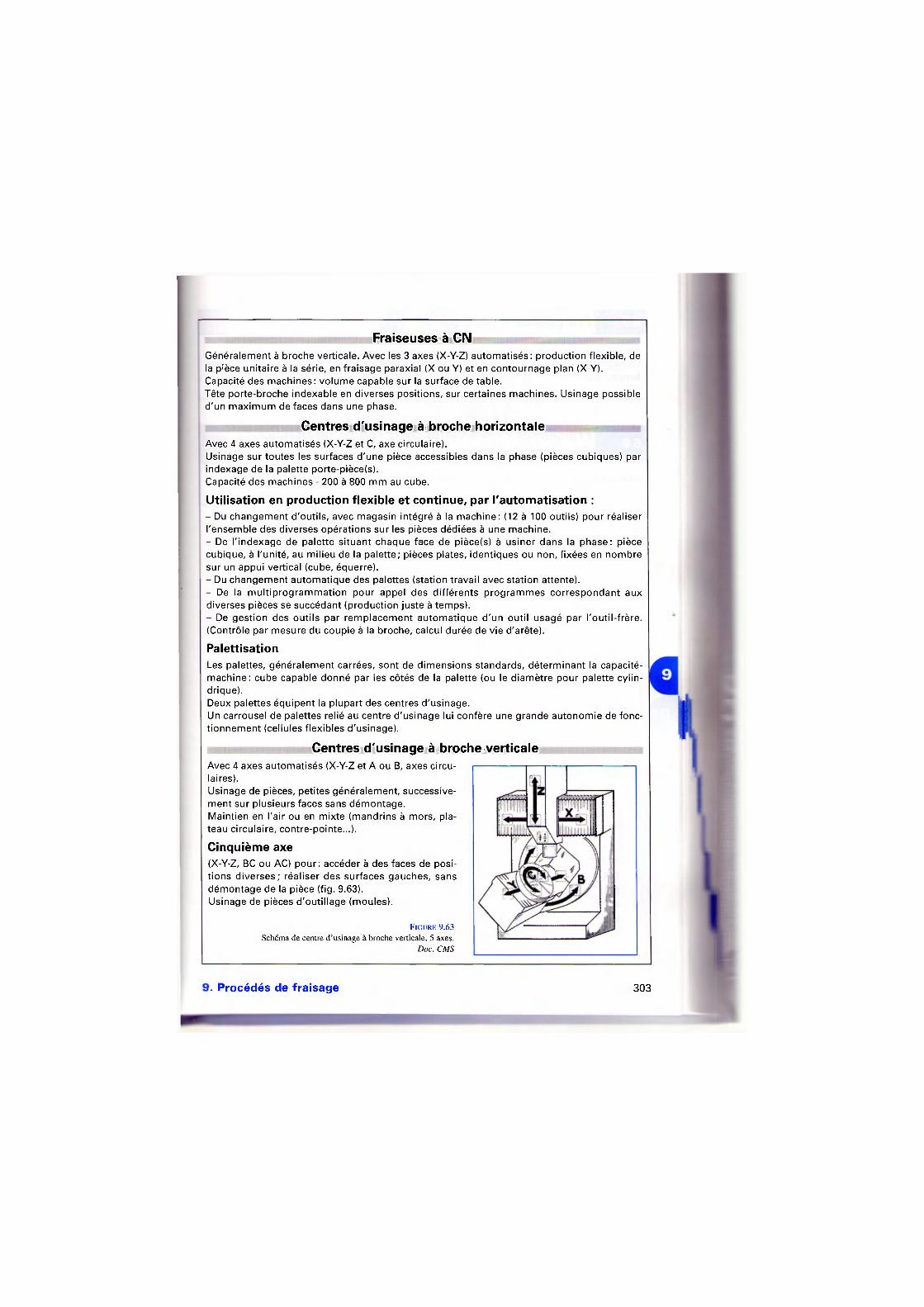
Fraiseuses à CN Généra lement à broche vert icale. Avec les 3 axes (X-Y-Z) au tomat i sés : p roduc t ion f lex ib le, de la pièce uni ta i re à la série, en f ra isage paraxial (X ou Y) et en con tou rnage plan (X-Y). Capacité des mach ines : v o l u m e capable sur la surface de table. Tête por te-broche indexable en d iverses pos i t ions, sur cer ta ines mach ines. Usinage possib le d 'un m a x i m u m de faces dans une phase.
Centres d'usinage à broche horizontale Avec 4 axes au tomat isés (X-Y-Z et C, axe circulaire). Usinage sur tou tes les surfaces d 'une pièce accessibles dans la phase (pièces cubiques) par indexage de la palette porte-pièce(s). Capacité des mach ines - 200 à 800 m m au cube.
Utilisation en production flexible et continue, par l'automatisation : - Du changemen t d 'ou t i l s , avec magas in in tégré à la mach ine : (12 à 100 out i ls) pour réaliser l 'ensemble des diverses opéra t ions sur les pièces dédiées à une machine. - De l ' i ndexage de palet te s i tuan t chaque face de pièce(s) à us iner dans la phase : pièce cub ique, à l 'un i té, au mi l ieu de la pa le t te ; pièces plates, ident iques ou non, f ixées en n o m b r e sur un appu i vert ical (cube, équerre) . - Du changement au toma t i que des palettes (stat ion t ravai l avec stat ion attente). - De la m u l t i p r o g r a m m a t i o n pour appel des d i f fé ren ts p r o g r a m m e s c o r r e s p o n d a n t aux diverses pièces se succédant (p roduc t ion juste à temps) . - De ges t ion des ou t i l s par r e m p l a c e m e n t a u t o m a t i q u e d ' u n out i l usagé par l 'ou t i l - f rè re . (Contrôle par mesure du coup le à la broche, calcul durée de v ie d'arête).
Palettisation Les palettes, généra lement carrées, sont de d imens ions s tandards, dé te rm inan t la capacité-mach ine : cube capable donné par les côtés de la palette (ou le d iamèt re pour palet te cyl in-dr ique). Deux palettes équ ipent la p lupar t des centres d 'us inage. Un carrousel de palettes relié au centre d 'us inage lui confère une grande au tonom ie de fonc-t i onnemen t (cel lules f lex ib les d 'us inage).
Centres d'usinage à broche verticale Avec 4 axes au tomat isés (X-Y-Z et A ou B, axes circu-laires). Us inage de pièces, pet i tes généra lement , successive-men t sur p lus ieurs faces sans démon tage . Ma in t ien en l 'air ou en mix te (mandr ins à mors , pla-teau c i rcula i re, contre-pointe. . . ) .
Cinquième axe (X-Y-Z, BC ou AC) p o u r : accéder à des faces de posi-t i ons d i ve r ses ; réal iser des sur faces gauches, sans démon tage de la pièce (fig. 9.63). Us inage de pièces d 'ou t i l l age (moules) .
FIGURE 9 . 6 3
Schéma de centre d'usinage à broche verticale, 5 axes. Doc. CMS
î. Procédés de fraisage 303

Fraiseuses à portique
De grande capacité, avec table porte-pièce horizontale. Usinage des pièces volumineuses. Avec plusieurs broches situées vert icalement et horizonta-lement, accès à toutes les faces de la pièce pour son usinage total dans une posit ion.
Fraiseuses universelles avec règles de mesure des déplacements
À broche verticale pour t ravaux unitaires en paraxial, avec tête porte-broche orientable.
304 Guide de l'usinage

PROCÉDÉS DE MOULAGE
1. Généralités 307 1.1 Procédés de moulage 308 1.2 Traitements thermiques des pièces métal l iques moulées 310 1.3 Surépaisseur d 'usinage 312 1.4 Tolérances dimensionnel les de moulage 313 1.5 État de surface 315 1.6 Conception des pièces moulées 315
2. Moulage en moule non permanent 318 2.1 Généralités 318 2.2 Moulage au trousseau 319 2.3 Moulage en carcasse ou squelette 319 2.4 Moulage avec modèle bois 319 2.5 Moulage avec plaque-modèle métal l ique 321 2.6 Moulage en carapace 322 2.7 Moulage céramique, au plâtre, avec élastomère 323 2.8 Moulage à la cire perdue 325 2.9 Moulage avec modèle gazéifiable 325 2.10 Moulage par centr i fugat ion 326 2.11 Moulage V process 327 2.12 Moulage par impact (de Sté Georges Fischer + GF+) 328 2.13 Inserts métal l iques 328 2.14 Apparei l lages de moulage non permanent 329 2.15 Machines à mouler les noyaux 330 2.16 Machines à mouler 331
305

3. Moulage en moule permanent 332 3.1 Généralités 332 3.2 Moulage en coqui l le par gravité 332 3.3 Moulage sous haute pression 337 3.4 Moulage sous basse pression 341 3.5 Moulage en contre-pression 344 3.6 Moulage en centr i fugat ion 345
4. Moulage par compression des poudres et f r i t tage 348 4.1 Généralités 348 4.2 Poudres métal l iques 348 4.3 Caractéristiques des pièces 349 4.4 Conception des pièces fr i t tées 350 4.5 Mise en œuvre 351 4.6 Outi l lage 354 4.7 Machines 356 4.8 Pièces obtenues 356

1. Généralités
Obtent ion de pièces méta l l iques et p last iques, de fo rmes , d imens ions et po ids t rès d ivers, par rempl issage d ' un mou le avec le matér iau de la pièce à obten i r rendu l iqu ide (al l iages métal-l iques) ou en poudre et granu lés (p last iques, métaux et al l iages méta l l iques) (f ig. 10.1).
FIGURE 10.1 Poids approximatifs des pièces pro-duites en moulage (tous procédés confondus).
La pièce est démou lée après so l id i f i ca t ion du matér iau dans le m o u l e ( re f ro id issement des al l iages méta l l iques, compress ion des poudres méta l l iques, so l id i f i ca t ion des plast iques) Forme et résistance déf in i t i ves de la pièce sont ob tenues après re f ro id issement ou f r i t tage, selon les procédés de mise en œuvre.
—AR Choix du procédé « M M ^ En fonc t ion du matér iau et de son état pour le mou lage (poudre, granulés, l iquéf ié) cond i t ion-nant la quant i té à p rodu i re et le t ype d 'ou t i l l age à ut i l iser (mou les pe rmanen ts ou destruc-t ibles).
Pièces obtenues
Métalliques (procédés de fonderie) Pièces d ' un g r a m m e à p lus ieurs centaines de tonnes ( jusqu'à t ro is cents tonnes) . Épaisseurs m in ima les coulées : se lon le procédé et le matér iau ut i l isé, de que lques m m en coulée au sable à que lques d ix ièmes de m m en coulée en coqui l le . Les pièces creuses (carters.. . ) , son t f ac i l emen t réal isables par l ' ad jonc t ion de noyaux dans l ' empre in te du mou le . Product ion de la pièce uni ta i re à la série i l l imi tée avec des procédés adaptés à la quant i té à p rodu i re et à la qua l i té à obtenir .
Plastiques (procédé de plasturgie) Pièces de très pet i tes d imens ions (et fa ib le poids) cou lées en grappe, à de g randes d imen-sions. Épaisseur de que lques cent ièmes de m m à que lques m m . La p roduc t ion est essent ie l lement de série (généra lement « i l l imi tée ») en mou les méta l l iques (automat isés) .
Moules non permanents
Fontes Aciers Alliages d'aluminium
Alliages de cuivre
Alliages de magnésium
Alliages de zinc
s 20 kg à
3001
= 20 kg à
3001
quelques kg à
31
quelques kg à
501
quelques kg à
50 kg
s 20 kg
à 100 kg
Moules permanents
Fontes Aciers Alliages d'aluminium
Alliages de cuivre
Alliages de magnésium
Alliages de zinc
= 100 kg à
101
s 20 kg à
10t
quelques grammes à
50 kg
quelques kg à
101
s 10 kg à
30 kg
s 10 kg à
50 kg
9. Procédés de fraisage 307

1.1 Procédés de moulage
Moulage en moules non permanents Des al l iages méta l l iques rendus l iqu ides, dans les empre in tes de mou le , en sable.
Moules en sable Uti l isables pour une pièce : dét ru i ts après so l id i f i ca t ion du matér iau. M o u l a g e de pièces avec tous les mé taux et a l l iages méta l l i ques ( fontes, aciers, a l l iages de cuivre, d ' a l u m i n i u m , de zinc). La f o r m e de l ' empre in te dans le mou le est réal isée d i f f é r e m m e n t se lon les d imens ions de la pièce ainsi que la quant i té à produ i re .
Moulage au trousseau Produc t ion de g randes pièces, en p roduc t i on un i ta i re par r ep roduc t i on de la pièce dans le sable à l 'a ide d 'un gabar i t : mou lage manue l .
Moulage en carcasse ou squelette Product ion de grandes pièces (p lus ieurs mètres), en p roduc t ion uni ta i re, à part i r d ' une struc-tu re en bois : t ravaux manuels . Mou lage et concep t ion du modè le (modelage) manuels .
Moulage avec modèle en bois Produc t ion uni ta i re et de pet i tes séries : m o u l a g e manue l ou à la machine.
pièce f i n ie
Dureté du bo is de m o d è l e : en f onc t i on de la sér ie à p rodu i re (stabi l i té à l 'usage).
pièce b ru te (masse M2)
Moulage avec plaque-modèle métallique Produc t i on de pet i te à g rande série (fig. 10.2)
p laques m o d è l e Modèles . En bois, résines, métal-
l iques, se lon l ' impo r t ance de la série : à f ixer sur p laques méta l -l iques.
m o u l a g e n o v a u éven t
e m p r e i n t e s u p p o r t - n o y a u
cou lée
chassis supér ieu r . , descen te
chassis in fé r ieu r
chena l
p ièce o b t e n u e (décochée masse M1)
FIGURE 1 0 . 2
Schéma du processus de moulage en moule M1/M2 = mise au mille non permanent (avec plaque-modèle).
M1)
308 Guide de l'usinage
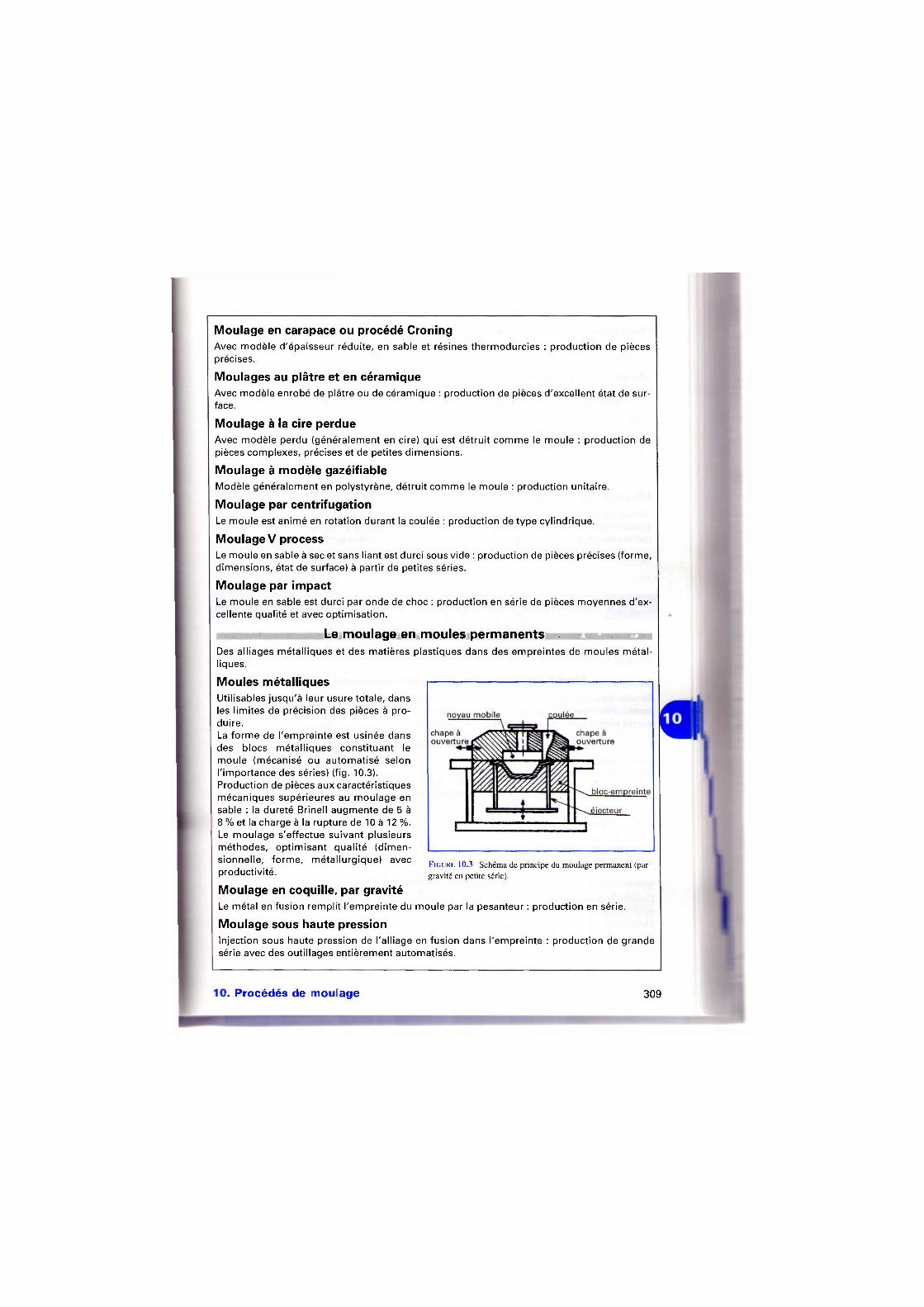
Moulage en carapace ou procédé Croning Avec modè le d 'épa isseur rédui te , en sable et résines t he rmodu rc i es : p roduc t i on de pièces précises.
Moulages au plâtre et en céramique Avec modè le enrobé de plâtre ou de cé ramique : p roduc t ion de pièces d 'exce l lent état de sur-face.
Moulage à la cire perdue Avec modè le perdu (généra lement en cire) qu i est dét ru i t c o m m e le mou le : p roduc t i on de pièces complexes , précises et de peti tes d imens ions .
Moulage à modèle gazéifiable Modè le généra lement en po lys tyrène, dét ru i t c o m m e le mou le : p roduc t ion uni ta i re.
Moulage par centrifugation Le mou le est an imé en ro ta t ion durant la coulée : p roduc t ion de type cy l indr ique.
Moulage V process Le mou le en sable à sec et sans l iant est durc i sous v ide : p roduc t ion de pièces précises ( fo rme, d imens ions , état de surface) à part i r de pet i tes séries.
Moulage par impact Le m o u l e en sable est durc i par onde de choc : p roduc t ion en série de pièces moyennes d 'ex-cel lente qual i té et avec op t im isa t ion .
• Le moulage en moules permanents mÊÊMmÊKÊÊmÊÊÊÊmm Des a l l iages méta l l i ques et des mat iè res p last iques dans des empre in tes de m o u l e s méta l -l iques.
Moules métalliques Uti l isables jusqu 'à leur usure to ta le , dans les l imi tes de préc is ion des pièces à pro-duire. La f o r m e de l ' empre in te est usinée dans des b locs mé ta l l i ques cons t i t uan t le m o u l e (mécan isé ou au toma t i sé se lon l ' impor tance des séries) (fig. 10.3). Product ion de pièces aux caractér is t iques mécan iques supér ieures au m o u l a g e en sable : la dureté Br inel l augmen te de 5 à 8 % et la charge à la rupture de 10 à 12 %. Le m o u l a g e s 'e f fec tue su ivan t p lus ieurs mé thodes , o p t i m i s a n t qua l i té (d imen-s ionne l le , f o r m e , mé ta l l u rg ique ) avec product iv i té .
Moulage en coquille, par gravité Le méta l en fus ion rempl i t l ' empre in te du mou le par la pesanteur : p roduc t ion en série.
Moulage sous haute pression In ject ion sous haute press ion de l 'a l l iage en fus ion dans l ' empre in te : p roduc t ion de g rande série avec des out i l lages en t iè rement automat isés.
FIGURE 10.3 Schéma de principe du moulage permanent (par gravité en petite série).
7. Procédés de forgeage 309

Moulage en basse pression Injection sous une basse pression de l 'al l iage en fusion dans l 'empreinte : product ion auto-matisée de pièces, part icul ièrement en alliages d 'a lumin ium et de cuivre.
Moulage en contre-pression Injection de l 'al l iage en fus ion dans l 'empreinte, sous basse pression avec une contre-pression dans l 'empreinte : product ion automatisée de pièces diverses de haute quali té, en tous maté-riaux coulables.
Moulage par centrifugation Injection de l 'al l iage en fus ion dans l 'empreinte sous une forte accélération de l 'al l iage (à forte masse vo lumique) : product ion de pièces cy l indr iques en particulier, en mono, bi ou mult i -métaux.
Moulage par frittage Nécessite, préalablement au fr i t tage de la pièce, le moulage de cette pièce par compression d 'une poudre méta l l ique, dans un moule permanent : p roduct ion de pièces spéci f iques (poreuses) en grande série, avec précision (produi t f in i ou semi-ouvré).
• Traitements thermiques des pièces métalliques moulées ^
Différents t ra i tements thermiques peuvent être effectués sur les pièces obtenues par moulage. Le t ra i tement thermique appropr ié, total ou partiel, est fonct ion du matér iau const i tut i f de la pièce et de son uti l isation.
Modifications recherchées sur les pièces coulées Structurales ( forme et d imensions, répart i t ion des const i tuants sans en modi f ier la nature); teneur d 'é lément d 'un al l iage; nature de certains const i tuants; dureté superf ic ie l le; contraintes (sans modi f ier la nature des constituants).
Traitements thermiques appliqués Pour un état de l ivraison des pièces coulées, selon les matér iaux consti tut i fs : stabi l isat ion, normal isat ion, recuit, durcissement, mal léabi l isat ion, t rempe et revenu.
Stabilisation Modi f icat ion en intensité et en répart i t ion. Les contraintes internes de la pièce, sans modi f ier la nature des const i tuants : obtent ion stabil i té géométr ique et structurale. Les contraintes résiduelles dues à l 'anisothermie durant la sol idi f icat ion et le refroidissement de la pièce, qui tendent à la modi f ier géométr iquement , sont réduites par ce t ra i tement ther-mique, avec obtent ion d 'un état physico-chimique stable du matériau.
Traitement (aciers, fontes) Chauffe de la pièce jusqu'à 300 °C minimum (température de fluage des zones sous contraintes, sans modification de la nature des constituants). Maintien en température durant un temps déterminé (selon le matériau, le volume et la forme de la pièce). Refroidissement à une vitesse donnée jusqu'à une température définie.
310 Guide de l 'usinage

Matériaux stabilisés Aciers, fontes grises, all iages d 'a lumin ium et de magnésium. Aciers. Pièces soumises à de fortes sol l ic i tat ions (engrenages...) ou à des chocs thermiques (moteurs à explosion, outi l lages...). Fontes. Grises, martensit iques, bainit iques : pièces vo lumineuses et devant avoir une grande stabil i té à l 'usage (éléments de machines...).
Alliages d'aluminium Ne devant pas subir un t ra i tement the rmique de durcissement pour pièces devant être usinées (enlèvement de matière l ibérant les contraintes résiduelles de moulage, pièces devant être uti-lisées dans des condi t ions sévères (pistons de moteurs à explosions.. .) . Traitement. Chauffe de la pièce entre 150 et 350 °C durant quelques heures (2 à 10 heures, selon les d imensions de la pièce ; refroidissement lent (dans le four de chauffe).
Certains alliages de magnésium Pièces devant être usinées : Traitement. Chauffe de la pièce à 200 °C durant 15 à 20 heures; refroidissement lent (dans le four de chauffe).
Normalisation Homogénéisat ion des structures perl i t iques des aciers et des fontes : obtent ion d 'une struc-ture bien définie.
Matériaux stabilisés Aciers au carbone ou fa ib lement alliés. Pièces devant avoir une structure perl i t ique fine. Aciers à faible teneur en carbone. Pièces devant avoir une structure baini t ique ou martensi-t ique. Fontes. Pièces devant avoir une réduction de la ferri te libre. Traitement : chauffe de la pièce entre 800 et 930 °C, puis t rempe à l'air.
Recuit Diminut ion de la dureté pour abaisser la quant i té de carbures libres ou de perlite des pièces coulées, en fonte et en acier : aff ine et uni formise le grain du matériau.
Matériaux recuits : fontes, aciers Le carbone est précipité à l 'état de graphite. Traitement. Chauffe de la pièce entre 900 °C et 1050 °C durant 1 à 3 heures; refroidissement lent (dans le four de chauffe ou à l'air). Recuit de détente. Traitement de stabi l isat ion : chauffe de la pièce entre 600 °C et 750 °C durant 1 à 2 heures; refroidissement lent (dans le four de chauffe).
Durcissement Augmenta t ion de la dureté, de la charge à la rupture, et en part icul ier de la l imite élastique avec équi l ibre de la solut ion solide.
Matériaux durcis : aluminium et ses alliages Trai tement . Homogéné i sa t ion , t r empe et durc issement du matér iau : chauf fe de la pièce entre 450 °C et 600 °C, durant p lus ieurs heures (6 à 15 heures , selon les p i è c e s ) ; t r empe par r e f ro id i s semen t rapide (à l ' e au ) produisant une solut ion solide homogène , mais instable ; revenu, par maint ien de la pièce à envi ron 200 °C durant plusieurs heures (5 à 15 heures , selon les pièces) : durc issement struc-turel avec équi l ibre de la solution solide.
9. P r o c é d é s d e fraisage 311

Durc i ssement par maturat ion. Après t rempe, fa i re sé journer la pièce que lques jours (4 à 5) à tempé-rature ambian te ( = 20°) : viei l l issement naturel.
Obtent ion de structures bien définies. Répondre à une ut i l isat ion, facil i ter un usinage ultérieur.
Matériaux malléabilisés - fontes Selon le t ra i tement appl iqué, la fonte malléabi l isée sera à «cœur b lanc» dite Européenne, à graphite nodulaire ferr i t ique (à «cœur no i r» , dite Américaine) ou à graphite nodulaire perli-f ique.
Fonte à cœur blanc Obtenue en décarburant le matér iau, par chauffe de la pièce à 1 000 °C, en atmosphère contrô-lée d 'oxyde de carbone, durant 50 à 100 heures (selon la pièce); refroidissement très lent ( = 10 °C par heure) jusqu'à 650 °C et refroidissement f inal plus rapide ( = 30 °C par heure).
Fonte à cœur noir Obtenue en graphit isant le matér iau (le carbone précipite à l'état de graphite) par chauffe de 800 à 900 °C durant 10 à 20 heures; refroidissement très lent ( = 3 °C par heure) jusqu'à 650 °C et refroidissement f inal rapide.
Fonte à graphite nodulaire perlifique Obtenue par une doub le t rempe et un revenu de la pièce : chauffe à 1 000 °C durant 10 à 15 heures et t rempe à l 'a i r ; chauffe à 800 °C durant quelques heures (3 à 4) et t rempe à l 'hu i le ; revenu à 650 °C.
Pièces moulées en aluminium et ses alliages Peuvent être l ivrées avec des t ra i tements thermiques spécif iés , tels que recuit , stabilisation, t rempe et revenu, t rempe et maturat ion, t rempe et stabil isation. La normal isa t ion ( N F A 02-002) cod i f i e ces états de l ivraison (0 à 9) ainsi que le m o d e d 'ob ten t ion en mou lage (Y0 à Y9).
Surépaisseur de matière sur les surfaces fonct ionnel les à usiner (coupe, abrasion). À prévoir sur les dessins de déf in i t ion du produi t brut (ordre d 'exécut ion donné au fondeur) . Elles varient selon : d imensions et fo rme des pièces; classe des tolérances dimensionnel les ; procédé de moulage. Normal isées pour la fonte grise non alliée et les aciers coulés en sable (fig. 10.4).
Surfaces brutes de départ de cotation du produit fini Sauf convent ion demandeur/ fondeur, réduire la surépaisseur d 'usinage à 2 m m pour pièces de plus grande d imens ion « 250 m m ; 3 m m au-delà.
Elles varient selon le procédé de moulage et les d imensions de la pièce. On admet : - Fontes alliées et spéciales : ident ique à fonte grise ; all iages d 'a lumin ium : 0,8 m m m i n i m u m ; all iages de cuivre : 1,2 m m m i n i m u m ; all iages de zinc : 0,2 à 0,5 mm.
Malléabilisation
Surépaisseur d'usinage
Surépaisseurs non normalisées
312 G u i d e d e l ' u s i n a g e

• Tolérances dimensionnelles de moulage
Elles sont définies par des classes de précision du produi t f in i (produi t brut). Normalisées pour fonte grise non alliée et aciers : classes L, A, B, P. La référence de précision est donnée par la plus grande d imension D de la pièce.
Classes de tolérances
Classe de tolérances L Pour les cotes du produi t f in i non tolérancées.
Classe de tolérances A Pour les cotes tolérancées du produi t f in i , le moulage de la pièce est effectué avec modèle bois.
9. Procédés de fraisage 313

Classe de tolérances B Pour les cotes to lérancées du pro-du i t f in i , avec mou lage de la pièce ef fectué en modè le méta l l ique.
Classe de tolérances P Associée aux classes L, A, B, pour les cotes de f o r m e de la pièce qui ne seron t pas usinées et répon-dent à une f o n c t i o n concep tue l l e (paro is , nervures , bossages. . . ) (f ig. 10.6). Cette to lé rance peut être cho is ie un i l im i t e (un écart nul) pour les aciers.
Dispersion de cote À cons idérer pour les pièces à fa ib le surépa isseur d 'us inage ob tenues en m o u l a g e au sable avec assemblage de deux châssis. On admet s 1 m m ± 0,5.
Intervalle de tolérances dimensionnelles
de moulage À a jou ter à la surépa isseur d 'us i -nage des surfaces fonc t ionne l les . Se lon les procédés de mou lage , d 'après la p lus g rande d imens ion D des pièces. - a c i e r s c o u l é s ; f on tes gr ises,
al l iées et spéciales : IT (mou lage au sable) ± (0,5 + 0,002 D) en mi l l imèt res .
- al l iages d ' a l u m i n i u m : ± 0,3 à ± 0,8 (en m o u l e s méta l l i ques) et js11 à js12 (sous pression).
- a l l iages de cu iv re : ± 0,5 à ± 1 (en mou les méta l l iques) et js13 (sous pression).
- a l l iages de zinc : ± 0,1 à ± 0,2 (en mou les méta l l iques) et js10 (sous pression).
F I G U R E 1 0 . 5
Définitions d'une pièce mécanique, (support d'épreuve d'examen).
D é f i n i t i o n d u p r o d u i t f i n i
N N
• o A : axe commun à C Z et C 3 .
- o B : axe i â F1 passant par le centre de C1 dans F1.
. Mat ière : A-S5 U.
• Ebauche moulée au sable.
o ^ ^ f s a u f indication. 14 H8 = K l ' 4 "
70 h 8 = 70 -8.0«
C2 ® 0 0,02 A
a ® 00 ,02 A
F1 / / 0,05 A
F2 / / 0,05 FI
D é f i n i t i o n d u p r o d u i t b r u t ( n o n c o t é )
• Mat ière A - S 5 U.
o Moulage au sable
à ta machine.
• Dépouille : 2% . _
o Congés de raccordement : R 2mm.
o In te rva l les de tolérances des cotes de fonderie ; IT= î { 0 . 5 » 0.002 D} en mm. 0 = plus grande dimension
de la pièce en mm.
o Surépaisseurs d'usinage : 2 mm.
Remarque: surépaisseurs d 'us inage "ombrées'. ' {pièce supposée transparente)
314 Guide de l'usinage

1.5 État de surface
Selon le procédé d 'ob ten t i on des pièces. Mou lage au sable 12,5 à 6,3 Ra; m o u l a g e méta l l i que 6,3 à 3,2 Ra; m o u l a g e sous press ion 3,2 à 1,6 Ra ; mou lage cire perdue 1,6 à 0,8 Ra.
Conception des pièces moulées
Règ le s t e c h n o l o g i q u e s de c o n c e p t i o n du p rodu i t m o u l é « bru t c a p a b l e » de con ten i r le p r o d u i t f ini ( f ig . 10.5).
Aptitude à l'usinage Prévoir des f o r m e s fac i l i tant l ' us inage de la pièce : Mise en pos i t ion eff icace (appuis et f ixat ion) et non -dé fo rmab i l i t é sous les e f for ts de bri-dage. Permet t re l 'accès des ou t i l s à un m a x i m u m de sur faces dans une phase (sur centres d 'us inage et de tournage) (fig. 10.6).
Parois de pièces C o n c e v o i r l ' é p a i s s e u r m i n i m a l e e t s u f f i s a n t e p o u r a s s u r e r le r e m p l i s s a g e e f f e c t i f de l ' e m -p re in t e , en f o n c t i o n d e : a l l i age de c o u l é e , d i m e n s i o n s de p ièce , p r o c é d é de m o u l a g e .
Épaisseur des parois A u g m e n t e avec les d imens ions de la pièce et do i t être re la t ivement constante (f ig. 10.7). Nécessaires var ia t ions d 'épa isseur progres-sives : év i te cr iques et retassures (retard de so l id i f i ca t ion dû à une rap ide va r ia t i on d 'épaisseur) . Rappor t de va r ia t i on a d m i s : 1,5 max i avec pente de raccordement à 10% (fig. 10.8). Raccordement des parois par congés : faci l i te le rempl issage de l 'empre in te .
FIGURE 10.6 Bossage sur pièce facilitant la mise en posi-tion d'usinage.
à év i te r
h t c o n g é r ° e ^
c o n g é r > e
pen te 10 % à év i te r
Alliages
Moulage
Alliages Au sable
Métallique Alliages Au sable
Par gravité Sous pression
Aciers 6 mm
Fontes 5 mm
Alliage d'aluminium
4 mm 3 mm 1 mm
Alliage de cuivre
5 mm 2,5 mm 1,5 mm
Alliage de zinc
2 mm 0,5 mm
«
FIGURE 10.7 Épaisseurs minimales des parois.
FIGURE 10.8 Raccordements de parois.
9. P r o c é d é s d e fraisage 315

Forme des parois Parois inc l inées (sur la ver t ica le) : donne une dépou i l le na tu re l le ; to i les incl inées (sur l 'hor izonta le) : favor ise l ' évacua t ion des gaz à la cou lée (fig. 10.9). Éviter les parois vert icales et les to i les hor izontales.
Nœuds de nervures À s imp l i f i e r pour év i ter les po in ts chauds qu i re tardent la so l id i f i ca t ion (fig. 10.10).
à év i te r ( to i le p e r p e n d i c u l a i r e à la paro i )
FIGURE 10.10 Nœud de nervures. FIGURE 10.11 Toile de raccordement.
Bras et toiles de raccordement À concevo i r non rect i l ignes et non perpendi -cu la i res à la paro i pour assurer la dé fo rma-t i on é las t ique du ran t la so l id i f i ca t ion : le retra i t au re f ro id i ssemen t p r o v o q u e des cont ra in tes internes à la j onc t i on des parois (f ig. 10.11 et 10.12).
FIGURE 10.12 Bras de raccordement.
à év i ter (bras d ro i t s et opposés )
/ A [ r ~ i f
( w Jy \ \ L—Jv ÎCV"^ J I I / /
Dépouilles Assurent l 'ex t ract ion du modè le de son empre in te , avant mou lage de la pièce. Elles var ient selon le procédé ut i l isé, la f o r m e et les d imens ions de pièce. On cons idère : cas généra l , d i t dépou i l le no rma le : 2 % ; f o rmes f ragi les : 5 % ; év idements et nervures peu hautes : 10 % ; g randes sur faces : 1 % ; pièces coulées en mou le pe rmanen t : 0,5 %.
Pièces creuses Nécessa i rement noyautées, elles au ron t de préférence des ouver tu res opposées : assure un main t ien stable du noyau (fig. 10.13).
316 Guide de l'usinage

Noyaux N'ont pas de dépou i l le en intér ieur de pièce. Éviter d 'en placer en extér ieur de pièce.
Plan de joint de moulage Permet le démou lage du modè le . Cont ient la plus g rande sect ion ou le plan de symét r ie de la pièce, l imi te le nombre de noyaux et favo-rise leur stabi l i té dans le mou le (f ig. 10.14).
Sollicitations des pièces finies Formes des pièces mou lées , à concevo i r en recherchant l ' équ i l i b re des so l l i c i ta t ions à subi r par la pièce f in ie. Caractér is t iques mécan iques à cons idére r : résistance à la compress ion supér ieure à la résistance à la t rac t ion ; résistance à la f lex ion assurée par des f o r m e s ne rvu rées ; résis-tance à la to rs ion assurée par des fo rmes en caisson.
mr. Trous venant du moulage Dans les l imi tes de concep t ion permises : Trous de g rand d iamèt re : v iennen t du m o u -lage, à renforcer par un bossage (fig. 10.15). Mou lage au sable : t rous in fér ieurs à 15 m m , ne v iennen t pas du mou lage .
masse lo t te d a n s l ' e m p r e i n t e supé r i eu re ( m o u l e sab le ) , masse lo t t e
piece
FIGURE 10.15 Masselot tage de pièces.
pas de d é p o u i l l e
d é p o u i l l e
d u n o y a u
FIGURE 1 0 . 1 3
Pièce creuse avec ouvertures pour noyautage.
, p lan de ¡o int (p lan de symé t r i e )
p lan de ¡o int (p lus g r a n d e sec t ion)
FIGURE 10.14 Plans de joint de moulage.
Masselottage Réserve de méta l qu i dépo r te la re tassure hors pièce. Ma in t ien t le méta l à l 'état l iqu ide le p lus l ong temps possible. La retassure est le défaut pr inc ipa l du mou-lage, causé par la con t rac t ion (le retrai t) de l 'a l l iage durant sa so l id i f ica t ion. Cet excédent d 'a l l iage est à fa ire ven i r en par-t ie supér ieure de la pièce (ou se situe la retas-sure) (fig. 10.15). La masselot te do i t être de f o r m e massive et rel iée au m a x i m u m à une part ie massive de la pièce, son act ion étant de cour te durée.
^ ^ masse lo t t e
e m p r e i n t e ( m o u l e mé ta l l i que )
masse lo t t e dans le b loc-
9. Procédés de fraisage 317

2 . M o u l a g e en moule non permanent
Généralités • ï :. i ' : ' ' ' ,
Outillage À concevo i r avant la coulée de l 'al-l iage : m o d è l e en boî te à noyau (f ig. 10.16).
FIGURE 10.16 Outillage à concevoir en moulage à
modèle bois.
pièce à produire
Modèle: forme extérieure de la pièce
surépaisseurs d'usinage et dépouil le
3 9 T * portée de noyau sous-dimensionnée (surépaisseur d'usinage dans l'alésage)
Boîte à noyau (en deux parties)
Z77ZZZZZ
noyau à démouler : forme intérieure de la pièce
Modèle Il déf in i t la f o r m e extér ieure des pièces avec les surépaisseurs d 'us inage et les dépou i l les pour son démou lage .
Boîtes à noyau Mou lage des noyaux déf in issant les f o rmes creuses des pièces, in té r ieurement et extér ieure-ment .
Réalisation des empreintes Tassement du sable de fonder ie autour du modè le , dans un châssis ( in fér ieur ou supér ieur) . Extract ion du modè le de son empre in te et f e rme tu re du mou le (empi lage des deux châssis, supér ieur et infér ieur) .
Nota : Modè les perdus, t he rmo fus ib les (en cire, po lystyrène) subsis tent dans le mou le et sont é l im inés duran t la coulée de l 'a l l iage.
Sables utilisés Si l ico-arg i leux naturel ou syn thé t ique : « à ver t », à prise par tassement , é tuvage ou chauf fage. Si l iceux. À prise en boîte f ro ide ou chaude, avec un catalyseur, des résines.
Prise du sable (Durc issement sur le modèle) . Effectuer à f ro id ou à chaud, avant ext ract ion du modè le , selon le procédé de mou lage mis en œuvre
3 1 8 Guide de l'usinage
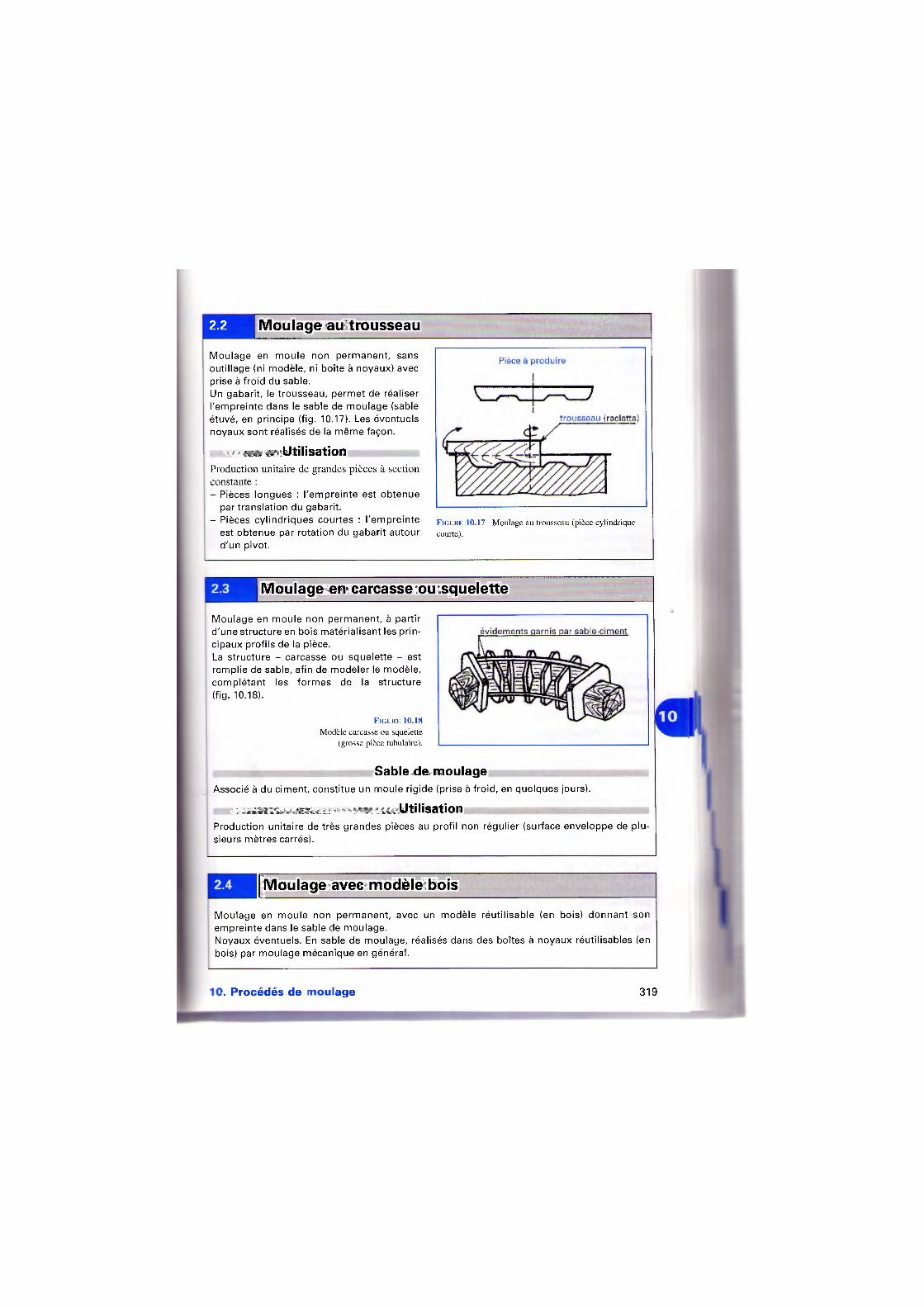
2.2 Moulage au trousseau
M o u l a g e en m o u l e non pe rmanen t , sans out i l lage (ni modè le , ni boîte à noyaux) avec prise à f ro id du sable. Un gabar i t , le t rousseau, pe rmet de réal iser l ' empre in te dans le sable de mou lage (sable étuvé, en pr inc ipe (f ig. 10.17). Les éventuels noyaux sont réalisés de la m ê m e façon.
•K Utilisation Production unitaire de grandes pièces à section constante : - Pièces longues : l ' empre in te est ob tenue
par t rans la t ion du gabar i t . - Pièces cy l i nd r i ques cour tes : l ' empre in te
est ob tenue par ro ta t ion du gabar i t au tour d 'un p ivot .
FIGURE 10.17 Moulage au trousseau (pièce cylindrique courte).
Moulage en carcasse ou squelette
M o u l a g e en m o u l e non pe rmanen t , à par t i r d 'une st ructure en bois matér ia l isant les pr in-c ipaux prof i ls de la pièce. La s t ruc tu re - carcasse ou sque le t te - est rempl ie de sable, af in de mode le r le modè le , comp lé tan t les f o r m e s de la s t ruc tu re (fig. 10.18).
FIGURE 10.18 Modèle carcasse ou squelette
(grosse pièce tubulaire).
Sable de moulage Associé à du c iment , const i tue un mou le r ig ide (prise à f ro id , en que lques jours).
•» Utilisation Product ion uni ta i re de très grandes pièces au prof i l non régul ier (surface enve loppe de plu-sieurs mètres carrés).
| Moulage avec modèle bois
M o u l a g e en m o u l e non p e r m a n e n t , avec un m o d è l e réut i l i sab le (en bois) d o n n a n t son empre in te dans le sable de mou lage . Noyaux éventuels. En sable de mou lage , réalisés dans des boîtes à noyaux réut i l isables (en bois) par mou lage mécan ique en général .
9. Procédés de fraisage 319

Modèle (au naturel) Cor respond à la f o r m e enve-loppe ex té r ieure de la pièce brute , p lus les éven tue l les portées de noyau. Const ru i t en une ou deux par-t ies, se lon les pièces à obte-nir, devan t être d é m o u l a b l e de son empre in te dans le sable (fig. 10.19). Modèle en une partie. S'ex t ra i t de son e m p r e i n t e après m o u l a g e dans le sable du châssis supér ieur.
Modèle en deux parties. FIGURE 10.19 Moulage avec empreinte par modèle bois. Séparées à la surface du plan de jo in t ; chaque châssis reçoit une empre in te (une part ie de la pièce).
Sable utilisé À ver t ou étuvé, durc i à f ro id . Pour les noyaux, durc i de préférence à chaud.
Systèmes de remplissage et d'alimentation Réalisés manue l l emen t dans le sable de mou lage .
Utilisation Product ion uni ta i re à la pet i te série { = 20 pièces maxi) . Modè le , non réut i l isable, conçu en bois tendre (bois dur aux part ies f ragi les). Petites séries répét i t ives. Modè le en bois m i -du r et dur : u t i l isat ion pour 100 pièces max i : sys-tèmes de rempl issage et d 'a l imen ta t i on éven tue l lement en bois.
Noyautage Le noyau c o m b l e un v o l u m e qu i cons t i tue une f o r m e non remp l ie par l 'a l l iage à la coulée. Il est main-tenu en pos i t i on dans l ' empre in te par les por tées si tuées dans le sable (au mou lage préalable du modèle) . Noyau intérieur de l'empreinte. Produi t une f o r m e en creux (après é l im ina t ion) dans la pièce sol id i f iée (f ig. 10.19 et 10.20). Noyau extérieur à l'empreinte. Obtent ion de f o rmes qu i ne seraient pas mou lab les avec le modè le , en fa isant f o n c t i o n de chape
(f ig. 10.21 ). (Doc. Editions techniques des industries de la fonderie).
FIGURE 10.19 Moulage avec empreinte par modèle bois.
pièce modèle noyau boîte à noyau
moule
noyau
FIGURE 10.20 Moulage avec noyau intérieur à la pièce.
3 2 0 Guide de l'usinage

piece modèle noyau boîte à noyau
moule
y ,,
noyau
- empreinte dans chassis inférieur
FIGURE 10.21 Moulage avec noyau extérieur à la pièce. (Doc. Éditions techniques des industries de la fonderie).
Moulage avec plaque-modèle métallique
M o u l a g e en m o u l e n o n p e r m a n e n t , à p a r t i r d ' u n m o d e r é u t i l i s a b l e (en bo i s ) c o n ç u en u n e f o r m e o u d e u x f o r m e s . C h a q u e f o r m e , g é n é r a l e m e n t , es t f i x é e s u r u n e p l a q u e m é t a l l i q u e , a ins i q u e les s y s t è m e s de r e m p l i s s a g e et d ' a l i m e n t a t i o n ( f ig . 10.22).
pièce plaque-modèle
modèle i
Vr^- plaque noyau
plan de symétrie
Plaque-modèle pour pièce avec plan de symétrie
pièce plaque-modèle
\ \ \ \VV\V\S
piece
moule
Plaque-modèle pour pièce plane sans forme creuse empreinte chassis supérieur I
T T
plaque-modèle double face
Tempreinte chassis inférieur
empreinte chassis supérieur
C deux
- I plaques-empreinte châssis inférieur modèles ^ i • 1 j *
FIGURE 10.22 Plaques-modèles (pour moulage mécanique).
9. Procédés de fraisage 321

Chaque châssis du mou le reçoit l 'empre in te d 'une fo rme, avec une seule surface de joint , plane. Selon les pièces à produire, les plaques-modèles sont : Pièces avec une face plane, sans fo rme creuse : une p laque-modèle pour l 'empre inte de la pièce dans un châssis. Pièces avec une fo rme creuse : une plaque-modèle « double-face » (une empreinte de chaque côté de la plaque) ou deux plaques-modèles.
Plaques porte-modèle Généralement en acier, d imensionnées pour les châssis. Compor tant un réseau de t rous pour f ixer di f férents modèles.
Matériaux des modèles Selon l ' importance de la série et la complexi té des formes de la pièce : bois dur vernis ou sur-moulé de résines synthét iques; plastique renforcé en acier aux zones f ragi les; all iage d'alu-m in ium ; résines strat i f iées; acier.
Utilisation Product ion de petite à grande série, de pièces de bonne précision en moulage mécanique.
Modèle en bois demi-dur et dur Production totale s 150 pièces maxi. Avec modèle dédoublé par surmoulage, product ion de plusieurs centaines de pièces (moins précises).
Modèle en bois dur vernis et/ou bois amélioré avec zones fragiles en métal ou en plastique renforcé Conception évitant toute déformat ion due à l 'hygrométr ie ambiante (démoulage aisé). Production totale s 250 pièces maxi. Boîtes à noyaux : Même construct ion que les modèles, pour noyautage mécanique ou souf-flage. Tirages d'air obtenus par broches métal l iques.
Modèle métallique, ou bois amélioré et résine ou plastique renforcé Product ion jusqu'à 10000 pièces.
Boîtes à noyaux conçues pour ut i l isat ion sur machine à noyauter.
Production de grande série (au-delà de 10000 pièces) Modèle modulaire permettant le remplacement d'éléments usés. Conception entièrement métallique (acier, fonte...) avec des dispositifs de productivité.
2.6 Moulage en carapace
Procédé de moulage - procédé Croning - en moule non permanent à partir d 'un modèle métal-l ique, en deux demi- formes, recouvert d 'une carapace de sable et de résines (fig. 10.23).
•Il mmm—mmmm—m • • • » « i i l M f a a ^ » — — ••••• — — Aggloméré de sable sil iceux et de résines thermodurcissables, d'épaisseur 3 à 12 mm. Forme une croûte par polymér isat ion au contact du modèle métal l ique chauffé (250 à 300 °C).
322 Guide de l 'usinage

FIGURE 10.23 Schéma de principe du moulage en cara-
pace (soufflage par le haut).
porte de chargement
sable et résine (dans chambre à 300 °C)
arrivée d'air
plateau de soufflage (refroidi : évite prise de sable)
carapace (croûte polymérisée)
Sable
moule en 2 parties (boîte à novau)
Préenrobé de résines, amené au modè le par souf f lage ou par renversement . De fa ib le granu-lomét r ie : ob ten t ion d ' un bon état de surface des pièces.
P laque-modèle méta l l ique, avec sys tème d 'é jec t ion de la carapace. Conçue pour une produc-t ion de 10000 pièces à la série i l l imi tée ( jusqu'à usure de l 'out i l lage) .
• • • • • • l l l l H l I n n H i Obtenus en carapace (pouvant être évidés) à l 'a ide de mach ines spéc i f iques à sou f f le r le sable par le bas (noyaux d ' un k i l o g r a m m e maxi) ou par le haut (noyaux impor tan ts ) . Mach ine à sou f f l age du sable par le bas : noyau f o r m é dans une boîte à noyau méta l -l ique ouv ran te , f o r m a n t la carapace enve-loppe (fig. 10.24).
— Utilisation , — i Product ion de pet i te à g rande série, de pièces aux d imens ions moyennes à t rès pet i tes qu i nécess i tent p réc is ions d i m e n s i o n n e l l e et d 'état de surface.
sable et résine
!IÉ arrivée d'air
\ V s
arrivée d'air
KkTUMVt*
fl! FIGURE 10.24 Schéma de principe du moulage en carapa-ce d'un noyau (soufflage par le bas).
Moulage céramique, au plâtre, avec élastomère
Moulage céramique Moulage en mou le non pe rmanen t de préc is ion, à part i r d 'un modè le en bois qu i donne son empre in te dans une couche in termédia i re au sable du mou le (fig. 10.25). Couche in te rméd ia i re : p rodu i ts réfractaires liés au si l icate d 'é thy le , d 'une épaisseur de 10 à 15 m m , ob tenue par une f o r m e l imi tant l 'épaisseur.
10. Procédés de moulage 323

FIGURE 10.25 Schéma du moulage céramique.
sable (serré
couche modèle carcasse l imi te d'épaisseur de la couche réfractaire
Moule céramique Conserve du ran t que lques m inu tes une cons is tance é las t ique pe rme t tan t le d é m o u l a g e du modè le (d 'une très fa ib le dépoui l le ) ; f r i t tage de la cé ramique (chauffe s 900 °C).
Pièces obtenues De bonne qual i té : la f inesse du gra in des p rodu i ts réfractaires donne un excel lent état de sur-face ; fa ib le d i la ta t ion du mou le à la coulée (le chauf fage donne de la perméabi l i té ) : assure une très bonne précis ion d imens ionne l le .
Utilisation Mou lage manue l en p roduc t ion uni ta i re à pet i te série : pièces de moyennes à g randes d imen-s ions, avec de bonnes préc is ions (d imens ionne l l e , état de sur face, pas ou t rès peu de dépoui l le) .
Moulage au plâtre Ana logue au mou lage céramique. Mou le non pe rmanen t avec une couche in te rméd ia i re entre le modè le et le sable. Couche in te rméd ia i re : mé lange de plâtre, de si l ice, de talc et d 'un ad juvan t (c iment. . . ) . Mou le . Ut i l isé après séchage en étuve.
Pièces obtenues De préc is ion en f o r m e et état de surface, par la f inesse du plâtre.
Utilisation Mou lage manue l , en p roduc t ion uni ta i re à la pet i te série, de pièces de pet i tes et moyennes d imens ions aux f o rmes complexes , avec un bon état de surface.
Moulage avec élastomère Ana logue au mou lage céramique. Mou le non pe rmanen t avec une couche in te rméd ia i re entre le modè le et le sable. Couche in te rméd ia i re . En é las tomère (qui résiste jusqu 'à la t empéra tu re de 250 °C): assure une excel lente préc is ion de l 'empre in te .
Utilisation Mou lage de f o rmes complexes .
3 2 4 Guide de l'usinage

2.8 Moulage à la cire perdue
M o u l a g e en m o u l e et modè le non pe rmanen t , à par t i r d ' un m o d è l e en cire c o m p r e n a n t la f o r m e de la pièce sans dépou i l le avec les sys tèmes de rempl issage et d 'a l imenta t ion .
Modèle Il est p rodu i t par m o u l a g e dans un m o u l e maî t re , en p roduc t i on de sé r i e ; une g rappe de modèles-p ièces peut être const i tuée pour op t im ise r la coulée (cas des peti tes pièces) (fig. 10.26). Après réa l isa t ion, il est recouver t d ' une couche de 3 à 12 m m des p rodu i t s réfrac-ta i res l iés au si l icate d 'é thy le , par t r e m p a g e ou pro jec t ion f o r m a n t une carapace. Instal lé dans le m o u l e (en sable) géné ra lemen t en une par t ie (modè le et sys tèmes de rempl is -sage-a l imenta t ion ) il est é l im iné par f us ion (chauf fage du moule) .
Moule Il est f r i t té (à 900 °C) et ut i l isé à chaud, amé l io ran t la cou lab i l i té de l 'a l l iage avec l im i ta t ion de chocs the rm iques . Il peut éven tue l lement être conso l idé (mai l lage de f i ls méta l l iques, amas de sable).
Utilisation Mou lage manue l , en p roduc t ion uni ta i re à la pet i te série, de pièces de f o r m e comp lexe , t rès peti tes à moyennes avec des al l iages de mauva ise coulabi l i té . Les précis ions d imens ionne l le et d 'état de surface sont t rès bonnes. Les pièces peuvent être minces, sans dépou i l le ni p lan de jo in t .
FIGURE 10.26 Grappe de modèles (en cire) pour moulage à la cire perdue.
Moulage avec modèle gazéifiable
M o u l a g e en m o u l e et m o d è l e non permanents , avec un modè le en poly-s ty rène expansé ou en po lyu ré -thanne , c o m p r e n a n t la f o r m e de la pièce sans dépou i l l e avec les sys-tèmes de rempl issage et d 'a l imenta-t ion. (f ig. 10.27).
FIGURE 10.27 Schéma du moulage avec modèle
gazéifiable.
évent
_ea
coulée en source
JKKt((ln\
un châssis
sable (pressé à froid)
ÜBL. modèle gazéifiable
10. Procédés de moulage 325

Modèle et systèmes de remplissage et alimentation Après insta l la t ion dans le mou le (généra lement en une part ie) il est dé t ru i t par gazéi f icat ion (dispersé dans le mou le) à la coulée de l 'a l l iage. La coulée, avec le procédé « LOST-FOAM » se fai t par dépress ion.
— • • • „ m , « , , ! « » «
En sable s i l iceux, à prise à f ro id , il donne une bonne préc is ion de la pièce. Production unitaire. Le modè le est réalisé par découpage dans le po lys ty rène en p laque. Production de série. Le modè le , ob tenu par m o u l a g e du po l ys t y rène en poud re dans un maî t re -modè le , est endu i t d 'une couche réfractaire le r ig id i f iant .
Production de pièces en alliages de composition chimique précise Le modè le est dét ru i t avant la coulée (évite un gazéif iage).
Le mou le est en deux part ies pour é l im iner le modè le (par combus t i on et /ou f ragmenta t ion ) .
Pièces produites De bonne qual i té de f o r m e (absence de dépou i l le au modèle) .
Utilisation Product ion de pièces de tou tes d imens ions , un i ta i re et en par t icu l ier de grande série (par cou-lée en g rappe de pet i tes pièces, avec mach ine spéci f ique de fabr ica t ion des modè les et uni té de p roduc t ion (procédé « LOST-FOAM »).
Moulage par centrifugation
M o u l a g e en m o u l e non p e r m a n e n t avec m o d è l e réut i l i sab le , d o n n a n t son empre in te dans le sable (fig. 10.28). La cou lée s 'e f fec tue dans le m o u l e en ro ta t ion , pour des pièces essen-t ie l l ement équi l ibrées. L 'al l iage cou lé reçoi t une accéléra-t i on cent r i fuge de p lus ieurs dizaines de g (accé lérat ion de la pesanteur ) donnan t une excel lente compac i té à la pièce obtenue. Les sys tèmes de remp l i ssage et d ' a l i m e n t a t i o n sont rédu i ts à un canal centra l , d i m i n u a n t la mise au mi l le .
empreinte (de pièce plate équi l ibrée) carter de protect ion
2Ss&
entraînement en rotat ion
FIGURE 10.28 Schéma de principe du moulage par centrifugation (machine à axe vertical).
Pièces tubulaires courtes (de petit à moyen diamètre) Elles sont réalisées avec des mach ines à axe hor izontal . Le m o u l e est réal isable éga lement par cent r i fugat ion avec sable à prise à f ro id (f ig. 10.29). La mise au mi l le est nul le (pas de sys tème d 'a l imen ta t i on et de rempl issage, la coulée s'effec-tuant au centre de la pièce).
3 2 6 Guide de l'usinage

Moules . Ils do i ven t être r ig ides et main te-nus ef f icacement .
Utilisation Produc t i on un i ta i re et en sér ie, de pièces tubu la i res cour tes et de pièces cy l indr iques plates.
FICURE 10.29 Schéma de principe du moulage par centri-fugation (machine à axe horizontal).
Moulage V process
Mou lage en mou le non pe rmanen t d o n t l ' empre in te est recouver te d 'un f i lm p last ique assurant la sta-bi l i té du mou le du ran t son ut i l isa-t ion. F i lm de p las t ique. Chauf fé et t i ré par e f fe t du v ide sur le m o d è l e placé dans un châssis avec chambre à v ide (f ig. 10.30). En acétate de v i ny l é thy lène, t rès m o u l a n t , il adhère au sable dans l ' empre in te lors du mou lage . Il se vapor ise , sans brûler, au contact de l 'a l l iage en fus ion, f o r m a n t dans le mou le une couche stabi l isatr ice. Sable de m o u l a g e , quar tzeux à gra ins f ins , ut i l isé à sec, sans l iant ni addi t i f , serré éne rg iquemen t par v ib ra t ions et durc i par évacuat ion de l 'air (avec une fa ib le dépress ion) . L 'extract ion du modè le est ef fectuée avec une fa ib le surpress ion dans l 'empre in te . Le décochage de la pièce est favor isé par la suppress ion du v ide.
« • M M B ^ ^ . Pièces .obtenues Elles ont un excel lent état de surface et sont de bonne préc is ion d imens ionne l le , avec un fa ib le pourcentage de rebut (parfai te adhérence du f i lm p last ique t h e r m o f o r m é ; compac i té régul ière et élevée du m o u l e ; d i m i n u t i o n de la t r empe superf ic ie l le et de la dépoui l le) . La durée de vie des modè les est accrue.
- F Les cond i t i ons de t rava i l sont amél io rées (é l im ina t ion des brui ts , poussières, vapeur et gaz, e f for ts physiques) .
En p roduc t i on au tomat i sée (noyautage , m o u l a g e , décochage) de pièces d iverses pet i tes et moyennes , de la pet i te à la g rande série.
rampe de chauffage du film plastique (avant remplissage du sable)
dépression (adhérence film plastique au modèle)
suppression (extraction du modèle ; décochage de la pièce)
FIGURE 10.30 Schéma de réalisation d'une empreinte en moulage Vprocess.
10. Procédés de moulage 327

Moulage par impact (de Sté Georges Fischer + GF +)
Mou lage en mou le non perma-nent, ou le serrage du sable (à vert) dans le mou le est ob tenu par onde de choc p rovoquée à l ' i n f l a m m a t i o n d ' u n mé lange air-gaz (donnant une press ion de 5 bars dans la c h a m b r e de combus t i on ) (fig. 10.31). Le sable est dosé à la quant i té nécessaire pour le remp l i s -sage du mou le . Son ser rage est p lus fo r t du côté du plan de jo in t , donc sur le modè le .
FIGURE 10.31 Réalisation d'une empreinte en
moulage par impact. Doc. S,e Georges Fischer + GF
allumage du gaz : l'onde de choc provoquée par la combustion serre le sable (après remplissage)
descente du support de plaque-modèle et démoulage, évacua-tion des gaz brûlés, fin du cycle
mÊmtÊÊaÊKÊÊaÊÊaÊÊÊtÊÊÊmÊÊÊÊimÊÊSÊÊêàÊIÊlêÊÊKÊÊmtÊÊm
Sa fo r te résistance, ob tenue en c o m p r e s s i o n ( = 30 N/cm 2 ) sur tou tes les sur faces de l ' em-pre in te , pe rme t de cou ler des pièces d 'exce l len tes qua l i tés (d imens ionne l l e , cons tance de poids, état de surface, fo rme) avec un fa ib le pourcen tage de rebuts et une réduct ion de l 'ébar-bage.
Modèles et plaques-modèles Ils sont de m ê m e concep t ion qu 'en mou lage avec p laques-modè les méta l l iques.
Les cond i t i ons de t rava i l sont amél iorées, par la réduct ion du bru i t en part icul ier.
Utilisation Produc t ion de sér ie, des pièces en a l l iages légers, acier, f on tes (gr ise, GS, mal léab le) de moyennes d imens ions avec des mach ines spéci f iques. Procédé de grande produc t iv i té ( rapidi té de serrage du sable) le rendant très compét i t i f .
Inserts métalliques
De la f o r m e d 'é léments comp lémen ta i res à la pièce coulée (vis, p ivot . . . ) , i ls sont instal lés dans les empre in tes du m o u l e avant la coulée, en mou lage avec modè le et p laque-modè le . Ces f o rmes comp lémen ta i res ont leur part ie fonc t ionne l le placée dans le sable, et une autre part ie s i tuée dans l ' empre in te pour inser t ion dans l 'a l l iage so l id i f ié (f ig. 10.32).
3 2 8 Guide de l'usinage

• • • • •^ • • •Ut i l i sa t ion SSM En p roduc t ion uni ta i re et de série pour : obte-nir des pièces mou lées avec des f o rmes fonc-t i onne l les ( f i le tages, p ivots . . . ) sans us inage u l tér ieur à la coulée (souvent d i f f ic i le à effec tuer) . Avo i r un matér iau adapté à la fonc t ion (vis en acier dans pièce en al l iage léger. . . ) S imp l i f i e r la con fec t i on du m o d è l e et du mou le .
FICURE 10.32 Schéma de moule avec insert.
Appareillages de moulage non permanent
Châssis Ils cons t i t uen t le cadre mé ta l l i que de ma in -t ien du sable, d i m e n s i o n n é pour conten i r la pièce à mouler . Leurs fo rmes , rectangula i res, carrés ou cy l in-d r iques et leurs d imens ions son t s tandard i -sées (de 250 à 5000 m m de l ongueu r ou d iamè t re et hau teur de 100 à 400 m m ) (f ig. 10.33). Ils son t conçus pour le m o u l a g e à ma in et mécan ique , avec mise en pos i t i on (châssis in fé r ieur avec supér ieur ) assurée par des g o u j o n s (2 à 4, se lon les d i m e n s i o n s du moule) .
FIGURE 10.33 Principales dimensions des châssis.
Boîtes à noyaux Mou les non dest ruct ib les conçus pour fabr iquer des noyaux en sable nécessaires en mou lage manue l et au toma t ique (série). Elles do iven t permet t re , après tassement du sable, l 'ex t ract ion du noyau (le déboî tage) sans le détér iorer , ce qu i nécessite des é léments de boîtes démontab les .
Moulage manuel Les boîtes à noyaux , en bois, sont à cadre, en caisson, en auge, gou jonnées , pour la produc-t i on uni ta i re à la m o y e n n e série. Boîtes à cadre. Cadre sans f ond , en deux part ies démon tab les : concep t ion de noyaux t rès s imp les en p roduc t ion uni ta i re à que lques pièces.
Valeurs indicatives
Longueurs I Hauteurs h Largeurs mini à ou 0 D courantes maxi
250 100-80 160 315 100-80 250 400 125-100 250-315 500 125-100 250-400 630 125-160 250-500 800 160-200 250-630
1000 160-200 250-800 1250 160-200 315-1000 1600 200-250 400-1250 2000 200-250 500-1600 2500 250-315 500-2000 3150 250-315 500-2500 4000 315-400 500-3150 5000 315-400 630-4000
10. Procédés de moulage 329

Boîtes en caisson et en auge. Const i tuées de p lus ieurs é lémen ts assemblés dans un ca isson d é m o n -tab le ou en auge, assurant le déboî -tage rapide des é léments du mou le (fig. 10.34). À concevo i r pour des n o y a u x com-plexes, en p roduc t i on un i ta i re à que lques pièces. Boîtes goujonnées. En deux par t ies assurant le débo î tage fac i le (f ig. 10.35). L 'assemblage des deux part ies, par gou jons et bagues méta l l iques, assure rap id i té et p réc is ion de pos i t i onne-ment . Des é léments in tér ieurs à la boîte peu-vent être démon tab les pour le démou-lage. Boîtes les p lus ut i l isées en m o u l a g e manue l .
Moulage en grande série On ut i l ise des boîtes à noyaux méta l -l iques ou en résines synthét iques. Boîtes métall iques. Ut i l isées sur mach ine à souf f ler les noyaux en m o u -lage au tomat i sé . Elles son t conçues pour fac i l i ter le d é m o u l a g e du noyau et la mise en pos i t i on des d i f fé ren ts é léments du mou le (fig. 10.36). Boîtes en résine synthétique. À par t i r d ' u n noyau master , on s u r m o u l e des boîtes à noyaux . L' intér ieur de la boîte est généra lement f ret té pour évi ter sa rupture. Coût de fab r i ca t ion re la t i vemen t fa ible.
éléments démontables empreinte du noyau
FIGURE 10.34 Schéma de boîte à noyau en caisson.
A A
jiï / V /
fiîi,
/ V /
fiîi,
k & u M? H 1 - ' 4 s
bagues et goujons de
positionnement
FIGURE 10.35 Schéma de boîte à noyau goujonnée.
soufflage du sable
passage électeur avec filtre
FIGURE 10.36 Schéma de boîte à noyau métallique.
Machines à mouler les noyaux
Mou lage des noyaux dans leurs boîtes respect ives, par rempl issage et serrage du sable (dif-f é r e m m e n t se lon les d imens ions des noyaux et la p roduc t ion à assurer).
»••il»^^ Ils sont réal isés, c o m m e les m o u l e s non pe rmanen ts , sur mach ines avec press ion et secousses.
3 3 0 Guide de l'usinage

Noyaux de petites dimensions Ils sont réal isés en série, sur mach ine spéci-f i que où le sable est sou f f lé dans la boî te. Rempl issage de la boîte et serrage du sable sont rapides (la pr ise est l imi tée à une cara-pace de s 10 m m ) (f ig. 10.37).
Production de grande série Le sable est p ro je té dans la boî te, en ému l -s ion avec l 'air c o m p r i m é .
• M Boîte chaude — • Les n o y a u x peuven t être ob tenus en boî te chaude, c o m m e les m o d è l e s ; le sable, enrobé de résines, est souf f lé dans la boîte à noyaux con tenue dans une c h a m b r e méta l -l ique chauf fée ( = 200 °C) et durc i rap idement en carapace ( = 10 mm) .
soufflage du sable
— C l - i T r
fermeture ouverture du moule
plaque de filtrage
J plateau mobile
FIGURE 10.37 Schéma de principe de soufflage de noyau (moule à ouverture horizontale).
Machines à mouler
Pour mou les non permanents . Mou lage des empre in tes , dans un châssis ou dans une mot te , par serrage du sable autour du modè le démou lab le (si tué d 'un côté du plan de jo int ) et extrac-t i on du modè le . Le serrage du sable s 'ef fectue, se lon la p roduc t ion à assurer, sous basse ou haute pression.
Moulage sous basse pression (1,5 à 5 bars) Il est u t i l isé pour la p r o d u c t i o n de pièces de f o r m e s imp le , sans préc is ion par t icu l iè re , avec un m a x i m u m de 50 pièces/heure (fig. 10.38). Il est ob tenu par press ion et secousses (300 à 400 coups /min) de fa ib les ampl i -tudes.
Moulage de grandes pièces Le serrage s 'ef fectue s imu l t anémen t au rempl issage du châssis.
Extraction du modèle Son démou lage s 'e f fectue : D i rec tement après m o u l a g e pour les f o rmes s imples. Par re tou rnement pour les f o rmes com-plexes (le sable po r te -mou le bascule).
sable à serrer
o plateau de serrage (fixe)
châssis
TT plateau mobile plaque-modèle
FIGURE 10.38 sion.
Schéma de poste de serrage du sable par pres-
10. Procédés de moulage 331

Moulage sous haute pression (6 à 15 bars)
Il est ut i l isé pour la p roduc t ion de série, en châssis ou en mot te . Le serrage du sable, en m o u l a g e en châssis, s 'ef fectue par press ion hydrau-l ique (agissant sur une m e m b r a n e soup le , ou un g r o u p e de p is tons) (f ig. 10.39).
FIGURE 10.39 Schéma de poste de serrage du sable sous
haute pression
3. Moulage en moule permanent
[Généralités
La mise en œuvre de chacun des procédés de mou lage en m o u l e pe rmanen t nécessite la fabr i -cat ion - par us inage - de l ' ou t i l l age méta l l i que nécessaire (mou le , noyaux et broches, sys-tèmes de rempl issage, d 'a l imen ta t i on et d 'é ject ion) . Un out i l lage assure la p roduc t ion de p lus ieurs mi l l ie rs à p lus ieurs m i l l i ons de pièces, selon les procédés. Des appare i l lages comp lémen ta i res sont à concevo i r pour op t im iser le processus par méca-nisat ion ou au tomat isa t ion . Les d i f férents procédés sont : mou lage en coqu i l le par grav i té , mou lage sous haute pression, mou lage en basse press ion, mou lage en cont re-press ion, mou lage par cent r i fugat ion .
Moulage en coquille par gravité
Procédé de mou lage en mou le permanen t , ou coqu i l le ; t ous les é léments const i tu t i fs de l 'ou-t i l lage (b locs, empre in te , semel le , chapes, noyaux , b roches , pousso i rs , é jecteurs. . . ) son t méta l l iques, ce qu i pe rmet d 'e f fec tuer des coulées de pièces, success ivement , avec le m ê m e mou le jusqu 'à son usure (f ig. 10.40). Le mou lage ( fe rmeture du mou le , rempl issage et a l imen ta t ion de l 'a l l iage, démou lage de la pièce) est mécanisé ou automat isé .
332 Guide de l'usinage
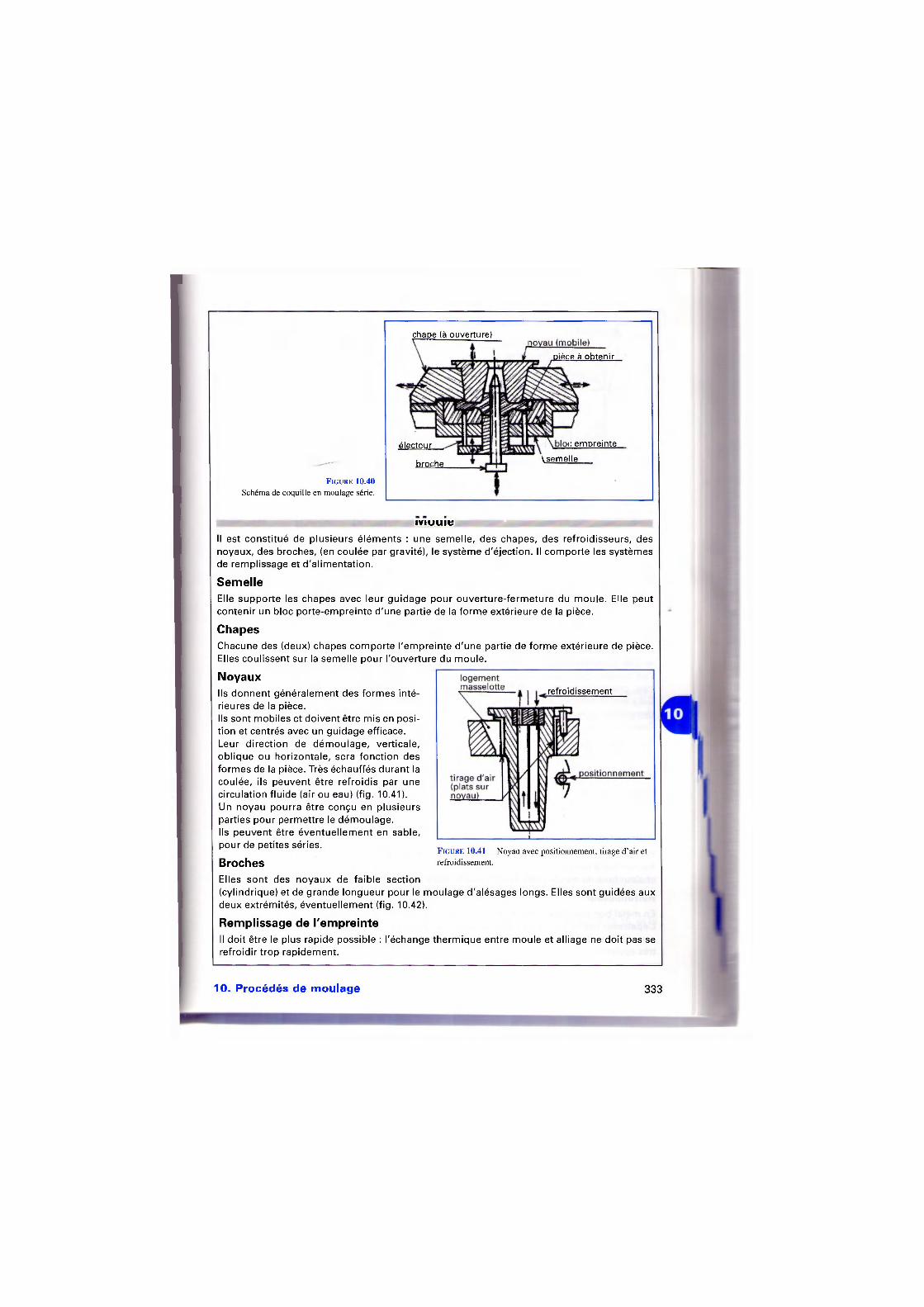
FIGURE 10.40 Schéma de coquille en moulage série.
chape (à ouverture)
électeur
broche
pièce à obtenir
: empreinte
^semelle
refroidissement
•mWMMBH^ ! Il est cons t i tué de p lus ieurs é lémen ts : une semel le , des chapes, des re f ro id isseurs , des noyaux , des broches, (en coulée par gravi té) , le sys tème d 'é ject ion. Il c o m p o r t e les sys tèmes de rempl issage et d 'a l imen ta t ion .
Semelle Elle suppo r te les chapes avec leur gu idage pour ouve r t u re - f e rme tu re du mou le . Elle peut conten i r un bloc por te -empre in te d 'une part ie de la f o r m e extér ieure de la pièce.
Chapes Chacune des (deux) chapes compor te l ' empre in te d 'une part ie de f o r m e extér ieure de pièce. Elles coul issent sur la semel le pour l ' ouver tu re du mou le .
Noyaux Ils donnen t généra lement des f o rmes inté-r ieures de la pièce. Ils sont mob i les et do ivent être m is en posi-t ion et centrés avec un gu idage eff icace. Leur d i rec t ion de d é m o u l a g e , ver t ica le , ob l i que ou hor izonta le , sera f onc t i on des f o rmes de la pièce. Très échauf fés duran t la cou lée, ils peuven t être re f ro id is par une c i rcu la t ion f lu ide (air ou eau) (f ig. 10.41). Un noyau pour ra être conçu en p lus ieurs part ies pour permet t re le démou lage . Ils peuven t être éven tue l l emen t en sable, pour de pet i tes séries.
FIGURE 10.41 Noyau avec positionnement, tirage d'air et B r O C h e S refroidissement.
Elles son t des n o y a u x de fa ib le sect ion (cy l indr ique) et de grande longueur pour le mou lage d 'a lésages longs. Elles sont gu idées aux deux ex t rémi tés , éven tue l lement (f ig. 10.42).
Remplissage de l'empreinte Il do i t être le p lus rapide possib le : l 'échange t h e r m i q u e entre mou le et al l iage ne do i t pas se ref ro id i r t r op rap idement .
10. Procédés de moulage 3 3 3

empreintes • broche
.noyau
FIGURE 10.42 Broche guidée aux deux extrémités.
masselottage descente
empreinte partielle
attaque canal
Coulée en source
masselottage et descente
m
i É empreinte partielle
- é
goupille d'air
Coulée en chute
masselottage descente
attaque
Le sys tème de cou lée (descente, canal , at taque(s)) réal isé dans le j o i n t des chapes, est conçu en fonc t i on de l 'a t taque de cou lée en chute, en source, latérale (f ig. 10.43), soi t :
Coulée en chute Par le haut de la pièce dans la masselo t te (qui se so l id i f ie en dernier) pe rmet tan t un refroi-d i ssement m i n i m u m de l 'a l l iage à la cou lée et une so l i d i f i ca t i on b ien d i r igée. A f i n que l 'air con tenu dans l ' empre in te puisse s 'éva-cuer, prévoi r des t i rages d 'a i r : Saignées et mép la ts sur les surfaces de jo in t des chapes et des gu ides de n o y a u x ; Goupi l les d 'air dans des paro is du mou le .
Coulée en source Sous la pièce, fac i l i tant l 'évacuat ion de l 'em-preinte.
Coulée latérale Elle est nécessaire pour s i tuer l 'a t taque sur la part ie mince de la pièce.
Alimentation Elle assure le rempl issage des empre in tes pendant la so l id i f icat ion. Rechercher à d i r iger la so l id i f i ca t ion des part ies minces vers les part ies hautes et à évacuer la chaleur hors du mou le ( ref ro id i r par masselot tes, poteyage, épaisseurs de chape, noyaux) .
Refroidisseur En méta l bon conduc teur de la chaleur, à s i tuer cont re une part ie massive (f ig. 10.44). L'épaisseur des coqui l les agi t éga lement en ref ro id isseur : en fonc t i on des d i f férentes épais-seurs d 'une pièce à obteni r , on admet 20 m m pour les part ies minces à 60 m m pour les part ies t rès épaisses.
empreinte partielle
Coulée latérale
FIGURE 10.43 Schéma des systèmes de coulée.
334 Guide de l'usinage

FIGURE 10.44 Refroidisseur sur partie massive d'une pièce.
partie massive de pièce
partie de moule
refroidisseur à ailettes (bloc métal l ique)
Masselottes À si tuer près des v o l u m e s à so l id i f ie r en dern ier : dans les chapes ou dans des chapes spé-ciales (chapes à jet).
Poteyage Dépôt d ' endu i t spéc i f ique dans l ' empre in te et sur des é lémen ts de m o u l a g e (noyaux , broches. . . ) : agi t sur l 'évacuat ion de la chaleur (protect ion t h e r m i q u e de l 'empre in te) et faci-lite le démou lage . La conduct ib i l i té de la chaleur est faci l i tée avec le poteyage. Le poteyage noir faci l i te la conduct ib i l i té t he rm ique . Le poteyage blanc s 'oppose à la conduct ib i l i té t he rm ique .
Systèmes d'ouverture-fermeture Ils sont mécanisés (p ignon-crémai l lè re . . . ) ou au tomat i sés (vér ins hydrau l iques ou pneuma-t iques) se lon l ' impor tance de la p roduc t ion à assurer. Le ver rou i l lage des coqui l les entre elles, avant la coulée, do i t être eff icace : assuré par le sys-tème d 'ouver tu re - fe rmetu re , ou par des c rampes en peti te série.
Système d'éjection Il c o m p r e n d des éjecteurs, généra lement cy l indr iques , c o m m a n d é s par les p laques d 'é jec t ion (mouvemen ts al ler-retour). Il est ac t ionné par le sys tème d 'ouver tu re du moule . L 'é ject ion p r o v o q u e l ' ex t rac t ion de la pièce sol id i f iée dans l 'empre in te . Le démou lage est faci l i té par les dépou i l les (1 à 3°) et un impor tan t poteyage. La pièce do i t être re tenue dans l ' empre in te s i tuée du côté de l ' é jec t ion (par une fa ib le dépou i l le et la f o r m e de l 'empre in te) . Les é jec teurs son t répar t is sur la face de la pièce, opposés aux zones les m o i n s dé for -mables (fig. 10.45).
FIGURE 10.45 Position des éjecteurs sur une pièce.
Matériaux Les mou les devra ient pouvo i r conserver leurs caractér is t iques mécan iques sous une tempé-rature re la t ivement élevée ( jusqu'à 500 °C pour certa ins é léments) . On ut i l isera p r inc ipa lement les aciers 35 NC D 16, 30 CD 12, 30 NC 11, Z 10 NC S 19-15, et la fonte gr ise lamel la i re per l i t ique.
10. Procédés de moulage 3 3 5

Pièces obtenues Les pièces à couler en coqu i l le sont ob tenues avec plus de préc is ion que par la coulée en sable, soi t :
Précision dimensionnelle Elle est dé te rm inée en f o n c t i o n du matér iau et de la grande d imens ion de la pièce ; elle var ie selon la pos i t ion de la cote cons idérée dans l 'empre in te . On a d m e t , pour les a l l iages légers, un in te rva l le de to lé rance m i n i m a l de que lques d i x ièmes de m m { = 0,3 pour pet i tes pièces). On peut app l iquer la for-mu le : IT = k1 + k2 x I, avec k l = 0,2 à 0 ,4 ; k2 = 1,5/1 000 à 2,5/1 000 ; I cote cons idérée (contenue dans un, deux ou t ro i s élé-ments const i tu t i fs du mou le) (f ig. 10.46).
Surépaisseur d'usinage Elle se dé f in i t en f o n c t i o n de la p lus grande d imens ion de la pièce, se lon les ma té r i aux coulés. Pour les a l l iages légers, el le var ie de 1 à 2,5 m m selon la g randeu r des pièces. On app l i que une f o r m u l e ind iquan t cette surépa isseur S en fonc t i on de la p lus g rande longueur de pièce L, soi t : S = 1 + 3 L/1000.
Dépouille Elle est fa ib le (1 à 3°) et var ie en fonc t ion de la pos i t ion des f o r m e s à obten i r (en extér ieur ou en in tér ieur de la pièce), et de l ' ex t rac t ion de la pièce (la pièce devant s 'ext ra i re de l ' empre in te dépour -vue d 'é jecteurs à l ' ouver tu re du mou le) (fig. 10.47).
Trous de petit diamètre Ils s 'ob t iennen t brut de coulée, à part i r d 'un m i n i m u m de 4 m m et pour des pro-f ondeu rs en rappor t avec le d i amè t re (de 3 à 6 0) avec une dépou i l le de 0°30 à 2°, en f onc t i on des d iamèt res (el le est max i pour les plus pet i ts d iamètres) .
Utilisation En p roduc t i on de pet i tes sér ies répét i t i ves , pour des pièces de d i m e n s i o n s pet i tes à moyennes , en al l iages d ' a l u m i n i u m et de cuivre.
FIGURE 10.46 Données pour déterminer la précision dimen-sionnelle minimale des pièces coulées en coquille.
FIGURE 10.47 Dépouilles sur les pièces coulées en coquille.
336 Guide de l'usinage

3.3 Moulage sous haute pression
Procédé de mou lage en mou le pe rmanen t don t l 'out i l lage, méta l l ique, est en deux part ies. L'al l iage en fus ion est injecté sous pression dans l 'empre in te , en un t emps très cour t (1/10 de seconde) avec une surpress ion sur l 'a l l iage coulé pour compenser le retrait de so l id i f icat ion. Le m o u l a g e s 'e f fectue avec des mach ines spéc i f iques à ouver tu re - fe rmetu re hor izonta le où tou tes les opéra t ions sont au tomat isées : p roduc t ion de grande série (10000 pièces m i n i m u m à p lus ieurs mi l l ions) .
FIGURE 10.48 Schéma du poste de moulage de
machine à moule haute pression.
Bloc fixe Carcasse recevant l ' empre in te (ou une grande part ie) de f o rmes extér ieures de la pièce à obte-nir.
Bloc mobile Carcasse recevant l ' empre in te des f o rmes intér ieures démou lab les dans le sens d 'ouver tu re du mou le .
Noyaux et broches Ils sont f ixes ou mob i les , se lon leur pos i t ion dans le mou le .
Montés de préférence sur le bloc mob i le , fac i l i tant la venue de la pièce (démoulage) .
Noyaux et broches fixes Se d é m o u l e n t dans le sens d ' ouve r t u re du
moule . A m o v i b l e s pour un r e m p l a c e m e n t pér io -d ique ( for tes so l l i c i ta t ions t h e r m i q u e s et mécaniques) (fig. 10.49).
FIGURE 10.49 Noyau dans une empreinte de moule
haute pression.
Bloc mobile
empreinte
,noyau
10. Procédés de moulage 337
injection de l'alliage
empreinte intérieure
empreinte extérieure
Il est const i tué de deux blocs (en acier) f ixés l 'un sur un plateau f ixe (coté in ject ion de l 'autre sur un plateau mob i le (côté é ject ion de la pièce) (fig. 10.48). À la f e r m e t u r e du mou le , les
'al l iage),
b locs sont cent rés l 'un par rap-por t à l 'aut re (gou jons . . . ) ; leur ma in t ien en pos i t ion fe rmée do i t être ef f icace (par vér in de manœuvre . . . ) .
Bloc mobile
éjecte urs
Bloc fixe
pièce à obtenir
Moule

Broches t rès longues. Son t ma in tenues en pos i t i on dans le d e m i - m o u l e opposé (fig. 10.50).
FIGURE 10.50 Broche longue dans un moule haute pression
(maintenue dans les deux empreintes).
Noyaux et broches mobiles Ne se démou len t pas dans le sens d 'ouve r tu re du mou le . Guidés cy l i nd r i quemen t ou p r i sma t i quemen t (en t i ro i r ) dans le bloc : pos i t i onnemen t et déga-gemen t au tomat iques .
Remplissage de l'empreinte Il do i t être ef fectué très rap idement en écou lement le mo ins tu rbu len t possib le pour oppos i -t i on à : oxyda t ion , f o r m a t i o n de gout tes f ro ides, ému ls i on air-al l iage. Le t e m p s de remp l i ssage étant t rès cour t (que lques d i x ièmes de seconde au m a x i m u m ) la v i tesse de rempl issage (20 à 50 m/sec) augmente ra avec le m i n i m u m de to i le de la pièce.
Diffuseur Si tué dans le bloc mob i l e , il d i r ige l 'a l l iage dans la buse d ' i n j ec t i on su ivan t le me i l l eu r écou lemen t et rédui t la quant i té in jectée (dif-fuseur, économiseur ) . La buse d ' i n j ec t i on est s i tuée dans le bloc f ixe. Le re f ro id issement du d i f fuseur et de la buse d ' in jec t ion est nécessaire (c i rcu lat ion d 'eau) (f ig. 10.51).
Attaque de coulée Elle assure l ' écou lement de l 'a l l iage et régule la vi tesse de rempl issage de l 'empre in te . Elle est s i tuée, en pr inc ipe, au d ro i t des par-t ies minces à couler. Une par t ie épaisse peut avo i r son a t taque spéc i f ique ou p lus ieurs a t taques ( rempl is -sage de deux côtés d ' un noyau) (f ig. 10.52).
FIGURE 10.51 Schéma de diffuseur pour moule haute pression (en chambre froide).
FIGURE 10.52 Attaques de coulée dans
moule haute pression.
pastille
attaque unique (contournement d'un noyau)
3 3 8 Guide de l'usinage

Une seule at taque est préférable pour les al l iages d ' a l u m i n i u m (évite l 'oxydat ion) . La hauteur de l 'a t taque est fonc t ion de l 'épaisseur de la to i le des pièces à obten i r (2 à 3,5 m m pour pièces en al l iages d ' a l u m i n i u m , 0,5 à 1,5 m m pour pièces en zamak).
Canal de coulée Assure le rempl issage sans perte de press ion de la carot te à l 'empre in te , d ' où la cond i t i on : sect ion de dépar t du canal & sect ion de l 'at-taque (fig. 10.53). Les canaux de coulée des mou les ut i l isés sur mach ines de m o u l a g e à c h a m b r e chaude sont d i rects : réduct ion du t e m p s de rempl is -sage et de l ' oxyda t ion de l 'a l l iage.
FIGURE 10.53 Canaux de coulée pour moules haute pression.
Dégorgeoirs, ou talons de lavage Situés en oppos i t i on à l 'a t taque, ou cont re des part ies minces de la pièce : assurent le réchauf-fage local isé du m o u l e et reço ivent les p remières ve ines de l 'a l l iage sou i l lé d ' oxydes et de gout tes f ro ides.
Tirages d'air Obtenus par : le jeu des assemblages mob i les du mou le (noyaux, broches.. . ) ; éven tue l lement , une saignée sur une face de jo in t du mou le , à la sui te du dégorgeo i r .
Alimentation Assurée, après rempl issage, par la press ion du p is ton d ' in jec t ion sur l 'a l l iage, duran t sa sol i -d i f ica t ion dans le mou le .
La réserve d 'a l l iage, carot te ou past i l le, se si tue dans la buse d ' in jec t ion (du bloc f ixe).
Système d'ouverture-fermeture-éjection Ces m o u v e m e n t s sont e f fec tués au toma t i -q u e m e n t et rap idement par un vér in.
Éjection de la pièce Elle est ob tenue , géné ra lemen t , par des pousso i rs (les é jecteurs) gu idés par des p laques-suppor ts . Les é jecteurs de f o r m e cy l i nd r i ques et de pet i t d iamèt re (2 à 10 m m ) son t s i tués avec répar t i t i on de l 'e f fo r t , en face des par t ies mass ives de la pièce, du canal de cou lée et du dégorgeo i r (fig. 10.54).
FIGURE 10.54 Système d'éjection de pièce dans
moule haute pression.
attaque unique : S1> S2 progressivement
section départ SI
.
section d'attaque S2
1 S2 S1 A
S2'
attaque divisée : S1 > S2 + S2'
électeur (jeu H8 et 9)
empreinte intérieure
10. Procédés de moulage 339

L'éjecteur est c i rcu la i re autour d 'un p ivot , sur une face de fa ib le épaisseur (fig. 10.55).
FIGURE 10.55 Système d'éjection surfacique pour
pièce mince.
Équilibre thermique d'un moule Il est stabi l isé lorsque, dans le cycle de p roduc t ion , la t empéra tu re de l 'a l l iage s 'équ i l ib re avec celle d iss ipée dans le mou le (évacuée par le re f ro id issement de l 'eau add i t ionnée d ' un conduc-teur thermique) .
L 'u t i l i sa t ion pe rmanen te des m o u l e s (p roduc t i on con t inue ) i m p l i q u e des ma té r i aux de cons t ruc t ion ayant les caractér is t iques pour résister aux for tes cont ra in tes t h e r m i q u e et méca-nique. On uti l ise des aciers al l iés, tels que : Mou lage des al l iages d ' a l u m i n i u m , de magnés ium, de zinc : ut i l iser la nuance Z 35 CDVS 05. Mou lage d 'a l l iages de cuivre : ut i l iser la nuance Z 35 KWC 05-04. Plateaux suppor ts du mou le : en acier de nuance 25 CD4 à 42 CD4.
» • • i i ^ ^ mi iniii iiii mu Les pièces ob tenues sont de qual i té et avec préc is ion de répétabi l i té. Les to lé rances d imens ionne l l es va r ien t en f o n c t i o n : des d i m e n s i o n s et des ma té r i aux des pièces cou lées ; de la pos i t ion des faces de pièce dans l 'empre in te . On admet : Pour alliages d'aluminium, de magnésium et de zinc : Faces paral lè les au sens d 'ouver tu re du mou le : IT de 0,05 à 0,4 m m . Faces perpend icu la i res au sens d 'ouver tu re du mou le : IT de 0,10 à 0,8 m m . Pour alliages de cuivre : Faces paral lèles au sens d 'ouve r tu re : IT de 0,07 à 0,60 m m . Faces perpendicu la i res au sens d 'ouve r tu re : IT de 0,20 à 1,00 m m .
Conception des pièces
Épaisseur des parois Elle peut être faible, de 0,5 à 3 m m , avec une dépou i l le de 0°30 à 1°30 (fig. 10.56).
Trous de petit diamètre Ils s 'ob t iennent brut de coulée à part i r du d iamèt re 3 m m , p ro fondeur de 2 à 5 d iamèt res en m o y e n n e (10 d iamèt res pour le zinc).
3 4 0 Guide de l'usinage

Leur dépou i l le var ie de 0°30 à 2°30 en fonc-t i on des d iamèt res (el le d i m i n u e avec l 'ac-c ro issement du d iamètre) (f ig. 10.56).
Petites pièces Elles sont coulées en grappes, op t im isan t le coût du mou le et la product iv i té .
Machines -Elles son t de t ype hor izonta l , à c h a m b r e chaude ou à chambre f ro ide. Le m o u l a g e est en t i è remen t au tomat i sé ( rempl issage et a l imen ta t ion de l 'a l l iage, fer-meture et ouver tu re du mou le , é ject ion de la pièce).
Machines à chambre chaude Elles c o m p r e n n e n t le fou r de ma in t i en en tempéra tu re de l 'a l l iage, le sys tème de rem-pl issage, la chambre chaude i m m e r g é e dans l 'a l l iage en fus ion. Elles ont une force de fer-me tu re (press ion au jo in t du mou le ) de 5 à 1 500 tonnes.
Machines à chambre froide Elles comprennen t une chambre (le conteneur) chaque in ject ion (par un p is ton coul issant dans de 50 à 4000 tonnes.
Alliages aluminium
Cuivre Zinc
Parois Dépouille mini : intérieure et extérieure 0°30 r 0"30
Epaisseur mini : pièce dans cube.
<30 1 1,5 0,5 30 >100 1,5 2 1 100 > 200 2 2,5 1,5 <200 2,5 3 2
Trous Dépouille mini :
0 < 5 2°30 T30 5 > 10 2° 2° 1° <10 1° 1°30 0°30
Profondeur maxi : 0 = 3 3 > 10 <10
5 50
0 X 5 50
0 x 5
20 100
0 X 10
FIGURE 10.56 Moulage haute pression : dépouilles et épaisseurs de parois ; dépouilles et profondeurs de trous.
dans laquel le est déversé l 'a l l iage en fus ion à le conteneur) . Elles ont une force de fe rmetu re
En p roduc t ion de g rande série, répét i t ive ou con t inue pour des pièces : - En al l iages d ' a l u m i n i u m et de cu ivre, avec les mach ines à chambre f ro ide. - En al l iages de zinc et de magnés ium, avec les mach ines à chambre chaude.
§j Moulage sous basse pression Procédé de mou lage en mou le pe rmanen t où l 'a l l iage en fus ion est injecté dans l ' empre in te sous une pression de 0,2 à 2 bars (entre le rempl issage et le masselot tage) . Les d i f fé rentes pressions, app l iquées dans le four , f on t mon te r l 'a l l iage dans le tube de l ia ison c reuset -mou le rempl issant l ' empre in te (f ig. 57).
10. Procédés de moulage 3 4 1

FIGURE 10.57 Schéma de principe de machine à
mouler basse pression.
Méta l l ique, s i tué au-dessus du creuset du fou r (étanche) de ma in t ien en tempéra tu re . Les deux blocs const i tu t i fs du m o u l e se séparent au démou lage .
Le démou lage peut être faci l i té par le dégagemen t du mou le (bascu lement , rotat ion. . . ) .
Jeux fonctionnels de l'outillage Ils sont de que lques d ix ièmes de m m (plus impor tan t qu ' en haute pression, la t empéra tu re de rég ime du mou le étant p lus élevée).
Tirage d'air Il est assuré par des ra inures peu p ro fondes (0,2 à 0,5 m m ) et de fa ib le la rgeur (10 à 20 m m ) sur les jo in ts de chape et portées de noyaux , d é b o u c h a n t à l ' ex té r ieur (d i recte-m e n t ou par co l lec teur) . Ces ra inures son t évasées pour favor ise r l ' é cou lemen t (f ig. 10.58).
FIGURE 10.58 Tirage d'air sur joint de moule
basse pression.
Conception Elle est dél icate, pour assurer la d i rec t ion de la so l id i f ica t ion. Une régu la t ion t h e r m i q u e de cer ta ins é léments pourra être nécessaire, à la mise en produc-t ion .
:ure-fermeture de moule
çde éjecteur
empreinte .intérieure mobile
pièce à obtenir
creuset
chauffage
four étanche
342 Guide de l'usinage

FIGURE 10.59 Diamètre des cols de rem-plissage pour moule basse
pression. Doc. l'aluminium français.
9 L Ils sont ident iques à ceux du mou lage sous haute pression.
La préc is ion d imens ionne l le ob tenue est sens ib lement in fér ieure à la coulée sous haute pres-sion. La mise au mi l le est excel lente, de 1,05 à 1,20 : la masselo t te n'est pas sol id i f iée. La coulée en source p rovoque peu d ' oxyda t i on et la press ion donne une venue de pièce com-parable à la coulée en chute.
'wiiiii'MiiiiiiiiiiriT: Conception des pièces leeeer mi— Elles do iven t être conçues pour la coulée sous pression, avec une épaisseur progress ive de l 'a t taque à l 'ex t rémi té opposée (haut de la pièce) (fig. 10.60). Elles au ron t un axe de symét r ie (pièces cy l indr iques) avec une grande surface et une fa ib le épaisseur. Les al l iages ut i l isés ne do ivent pas avoir une tendance à la cr iquabi l i té .
Remplissage de l'empreinte Il s 'e f fectue coulée par le bas en source. La pièce do i t être si tuée dans le mou le , masses en bas, en l ia ison avec l 'a t taque de cou lée et le masselot tage. Rempl issage et masse lo t tage sont de m ê m e sect ion ( tube de l ia ison- in ject ion) pour un rem-pl issage non tu rbu len t .
Plusieurs attaques de A l i m e n t a t i o n d 'une par-t ie mass ive : le t e m p s de remp l i ssage do i t être in fé r ieur au t e m p s de so l i d i f i ca t i on de la p lus fa ib le épa isseur de paroi . Le d i amè t re du col de remp l i ssage (la carot te) est f o n c t i o n des pièces (po ids , épa isseur des to i les, prof i l ) (fig. 10.59).
coulée
_ép*»is- mince 3 > e < 5 m m
tes parties hautes de chacune des trois zones sont utilisables IKHir des pièces à profit tourmenté, les parties basses
le sont potir les pièces simples.
Masse (daN))
10. Procédés de moulage 3 4 3
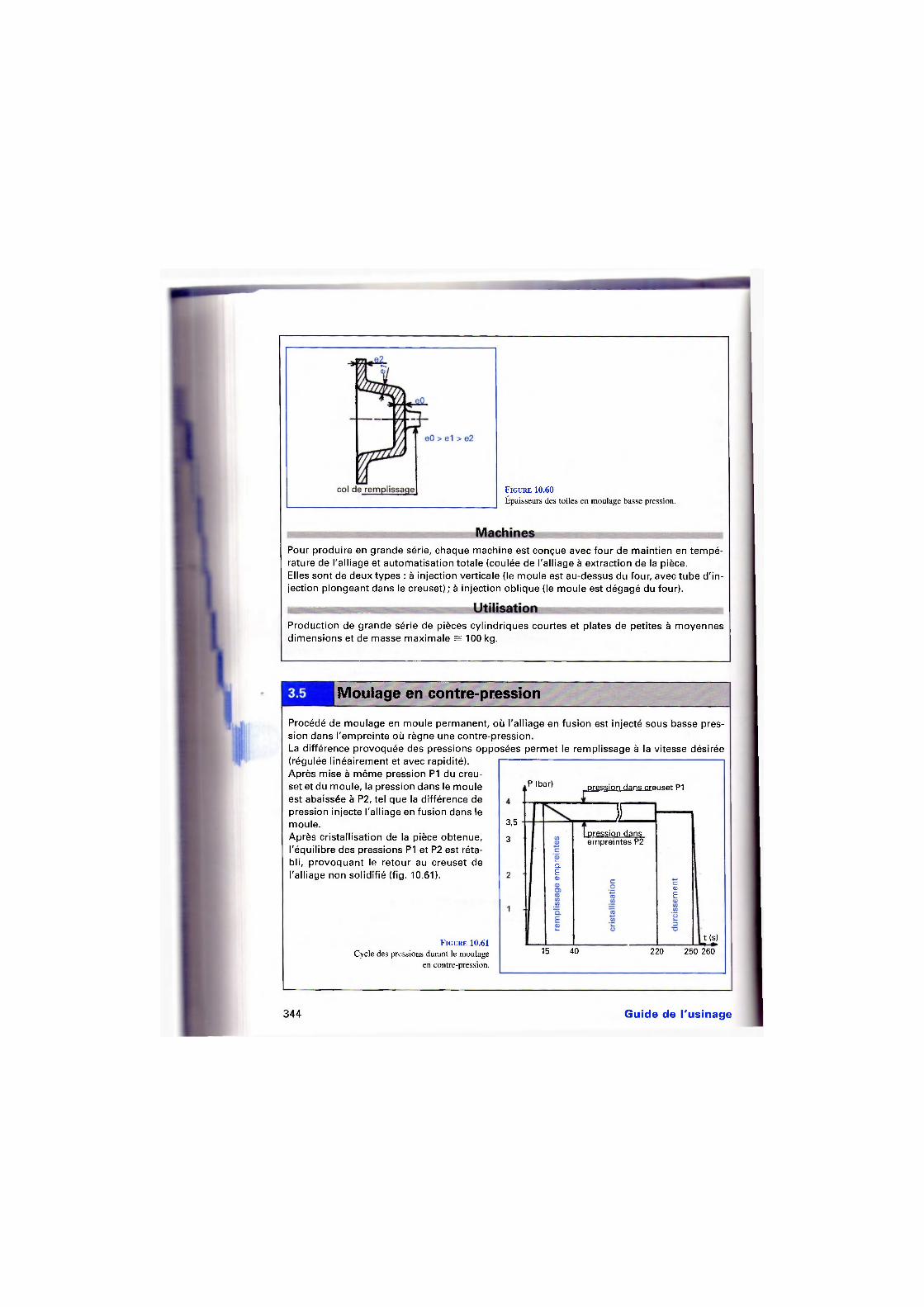
FIGURE 10.60 Épaisseurs des toiles en moulage basse pression.
Pour p rodu i re en g rande série, chaque mach ine est conçue avec fou r de ma in t ien en tempé-rature de l 'a l l iage et au tomat i sa t ion to ta le (coulée de l 'a l l iage à ext ract ion de la pièce. Elles sont de deux types : à in ject ion vert icale (le mou le est au-dessus du four, avec tube d ' in-jec t ion p longeant dans le c reuset ) ; à in ject ion ob l ique (le mou le est dégagé du four) .
P roduc t ion de g rande sér ie de pièces cy l i nd r iques cour tes et plates de pet i tes à moyennes d imens ions et de masse max ima le s 100 kg.
Moulage en contre-pression
P (bar) pression dans creuset P1
Procédé de mou lage en mou le pe rmanen t , où l 'a l l iage en fus ion est in jecté sous basse pres-s ion dans l ' empre in te où règne une cont re-press ion. La d i f férence p rovoquée des pressions opposées permet le rempl issage à la v i tesse désirée (régulée l inéa i rement et avec rapidi té) . Après mise à m ê m e press ion P1 du creu-set et du mou le , la press ion dans le mou le est abaissée à P2, tel que la d i f férence de press ion injecte l 'a l l iage en fus ion dans le mou le . 3<5
Après cr is ta l l isat ion de la pièce ob tenue, 3 l 'équ i l ib re des pressions P1 et P2 est réta-bl i , p r o v o q u a n t le re tour au creuset de l 'a l l iage non sol id i f ié (f ig. 10.61).
œ E
FIGURE 10.61 Cycle des pressions durant le moulage
en contre-pression.
a E
31 pression dans empreintes P2
15 40 220
t (s)
2 5 0 2 6 0
3 4 4 Guide de l'usinage

mi m Il a une longue durée, la coulée étant effectuée avec le moule moins chaud qu'avec les autres procédés (la compression régulant le remplissage). Le cycle automat isé de la machine (spécifique) permet une grande product iv i té.
Pièces produites avec un faible pourcentage de rebuts et de grandes quali tés (régulat ion du processus de fo rmat ion et de structurat ion). Le masselottage et la section d'at taque de coulée sont réduits.
Tous les matér iaux de fonder ie sont moulables par ce procédé, à vitesse de coulée d 'envi ron le double de la basse pression. Les all iages recyclés sont moulables, le degré de pureté de l 'al l iage étant sans inf luence sur les caractérist iques mécaniques des pièces obtenues.
Machines Elles sont ent ièrement automatisées et de grande product iv i té. Le moule et le creuset sont hermét iques, les gaz et les vapeurs sont captés, amél iorant les condi t ions de travai l .
Utilisation Product ion de pièces moyennes de grandes qual i tés : méta l lu rg ique (faible f o rma t ion de micro-retassures et de porosi té) ; mécanique (résistance à la t ract ion, l imite d'élasticité, al lon-gement, dureté). Avec de nouveaux all iages métal-gaz, le procédé permet de produire des pièces, concurrem-ment aux autres procédés de moulage permanent.
i Moulage en centrifugation
Moulage en moule permanent de pièces tubulaires, sans noyautage, avec une mise au mil le réduite (remplissage directement dans le moule). L'alliage en fusion coulé dans le moule (de section cyl indrique) est entraîné en rotat ion. Une accélération est appl iquée à l 'al l iage (de 20 à 40 g) qui se sol idi f ie sur la périphérie intérieure du moule (fig. 10.62). La quant i té d'al l iage déversée dans le moule détermine l 'épaisseur de la pièce obtenue. Éven-tuel lement , un t rop-ple in peut recevoir un excès de coulée. Le masselottage est « part ie l lement é l iminé » ; Le système de remplissage est s impl i f ié (un déversoir et canal de coulée).
Moule Généralement méta l l ique et en une pièce, éventue l lement en deux demi-coqui l les pour démoulage de prof i ls extérieurs non recti l ignes. Selon l ' importance de la série et l 'al l iage à couler, les moules sont :
10. Procédés de moulage

FIGURE 10.62 Schéma de principe du moulage par cen-trifugation horizontale (pièces longues).
Métalliques En acier, pour p roduc t ion de g rande série. Ils peuvent être ref ro id is , par eau ou par air, avec un recui t des pièces ob tenues pour annuler l 'ef fet de t rempe . Un mou le en acier p rodu i ra jusqu 'à s 4000 p ièces; en fon te , la quant i té max ima le est - 1 000 pièces.
En graphite Pour mou lage d 'a l l iages de cuivre, une fret te méta l l ique conso l idera le mou le .
Précisions La précis ion de f o r m e est bonne ( rempl issage en con t inu dans l 'empre in te) . L 'ébarbage et un us inage éventue l de f in i t i on sont rédui ts. Méta l lu rg ie . St ructure af f inée (grad ients de t empéra tu re au tour du m o u l e ) ; excel lente com-pacité (cen t r i fuga t ion) ; ségrégat ion central isée des oxydes et impure tés (faible masse vo lu-mique) .
B l l M l l i i i ^ il ni Un noyau cy l ind r ique cour t , en sable, peut être placé à une ex t rémi té de pièce (f ig. 10.62).
Machines
À axe vertical ou oblique Produc t ion de pièces cour tes (d iamèt re s hauteur) . Les pièces cour tes de g r a n d d iamè t re sont coulées avec mach ine à axe vert ical (f ig. 10.63). Les pièces cou lées avec mach ine à axe ob l ique on t l ' in tér ieur en f o r m e parabo l ique.
circuit de refroidissement canal de coulée
piece en cours d'obtention
noyau
carter chariot-^
coquille métallique
Ico
coulée CC/
/
L coulée
_ _ _ _ _ / j v ^ ^ v v r v 7/
Y V / / / / //S//7/A
pièce proc uite
FIGURE 10.63 Schéma de principe du moulage par cen-trifugation verticale (pièce courte, de grand diamètre).
3 4 6 Guide de l 'usinage

À axe horizontal Production de pièces longues (plusieurs mètres). Ces machines ont deux mouvements de générat ion (rotat ion du moule et t ranslat ion axiale.
IS2®SÏIb!/Î W'm,
Product ion de pièces moulées de section cy l indr ique, courtes et longues, en al l iage à forte masse vo lumique de préférence (vitesse de rotat ion du moule non excessive). Des pièces en alliages composi tes sont réalisables par coulée de couches successives (sous-couche précédente solidif iée).
<
10. Procédés de moulage 347

4. M o u I age par compression des poudres et frittage
1 Généralités I H ^ H _ _ Les poudres méta l l iques sont c o m p r i m é e s dans un mou le , puis f r i t tées par chauf fe du com-pr imé (la pièce) sous v ide ou à a tmosphère cont rô lée, d 'une tempéra tu re infér ieure à celle de fus ion de l 'é lément pr inc ipal .
Poudres métalliques
Elles sont généra lement ob tenues par a tomi -sa t ion avec un jet f l u ide (gaz, azote.. .) atta-quan t le méta l qu i éclate et se re f ro id i t en gou t te le t tes f o r m a n t des gra ins de poud re d 'exce l lente compress ib i l i té (fig. 10.64).
Désignation Elles son t déf in ies , se lon la no rma l i sa t i on , par leurs pr inc ipa les carac tér is t iques, den-sité apparente , v i tesse d 'écou lement , g ranu-lomét r ie , compress ib i l i t é , et d 'au t res caractér is t iques tel les que : compos i t i on chi-m ique , expans ion , résistance à ver t . . . Leur dés igna t i on est no rma l i sée (NF A-95-711) par F C Z- A B -m (fig. 10.65).
Densité apparente Densi té d ' une poud re non tassée ; el le per-met de dé te rm ine r la quan t i t é de remp l i s -sage des m o u l e s (ou matr ices) et se dé f in i t par : po ids de poudre /son v o l u m e non tassé.
Résistance à vert Résistance de la poudre c o m p r i m é e ; elle per-met de dé te rm ine r l ' ap t i tude à la manu ten -t i on des pièces après compress ion (et avant f r i t tage).
composes méta l l i ques
évacuat ion gaz
gaz x seconda i re ^ — \
so l id i f i ca t ion en gra ins de poudre
re f ro id issement
poudres méta l l i ques
FIGURE 10.64 Schéma d'obtention des poudres métal-liques par atomisation.
FIGURE 10.65 Désignation des matériaux frittés.
F - C - Z - A,B... m
F - Méthode de fabrication F: Frittage Fj: Frittage avec infiltration
C - Centième de %. Teneur en carbone C. Pour acier non allié Cg: pour graphite
z - Élément de base et teneur
À, B... % Éléments d'addition et teneur Par ordre de teneur décroissante
Fe non indiquée pour alliages ferreux
m x 10 : Classe de masse volumique
3 4 8 Guide de l'usinage

Porosité La poudre c o m p r i m é e est poreuse, ce qui pe rmet de p rodu i re des pièces très fonc t ionne l les (auto lubr i f i ca t ion, in f i l t ra t ion. . . ) Pour u t i l isat ions spéci f iques, cette poros i té est ut i l isée en y in f i l t rant un l i qu ide ; é l im inée par une phase de forgeage.
[Caractéristiques des pièces
Les pièces compressées- f r i t tées, const i tuées dans un al l iage (ou pseudo-al l iage) b ien déf in i , ont c o m m e caractér is t iques :
Caractéristiques mécaniques
Résistance à la rupture Par rappor t au méta l non f r i t te Ro, on a la re lat ion pra t ique : R = Ro/100.(100-2p)(exemple f ig. 10.66), avec p = poros i té en % du v o l u m e f r i t té . La résistance à la rup ture d im inue avec l 'aug-men ta t i on de la poros i té (exemple f ig. 10.66).
Allongement à la traction A % Il augmen te avec la résistance à la rupture et d im inue avec l ' augmen ta t i on de la porosi té. Sa va leur est t rès fa ib le : 1 à 3 % pour les al l iages, 10 % m a x i m u m pour les métaux purs.
Dureté Caractér is t ique pr inc ipa le pour mesurer la résistance à l 'usure (avec les essais normal isés , Rockwel en part icul ier , Vickers). L'essai Rockwel permet de cont rô ler les pièces t ra i tées et non trai tées, de toutes densi tés. L'essai Vickers s 'ef fectue sur pièces t ra i tées de densi té élevée.
Résistance à la fatigue Elle est d ' un rappor t de 40 % env i ron avec la résistance à la t rac t ion (p ra t iquement ana logue aux métaux non fr i t tés).
Précisions Les préc is ions d imens ionne l les et l 'état de surface var ient se lon la g a m m e de fabr icat ion.
Dimensions On obt ien t les qual i tés : 13 à 10 aux cotes paral lè les au sens de compress ion ; 9 à 7 avec cali-brage des fo rmes , aux cotes perpendicu la i res au sens de compress ion , don t les t r o u s ; 9 à 13 pour les entraxes.
État de surface De 0,8 à 6,4 Ra en f r i t tage s imp le et 0,4 à 0,8 Ra avec cal ibrage.
Pression de compactage
Fritté Fritté, trempe maturation
Fritté, trempe revenu
0,8 24,5 30,5 36
1,3 29,2 35,6 46,8
3 30,3 38 49,2
FIGURE 10.66 Exemple de variation de résistance à la rupture par traction d'une poudre d'aluminium.
10. Procédés de moulage 3 4 9

[Conception des pièces frittées
Dimensions Elles sont l imitées aux capaci-tés actuel les des machines. On admet : Sect ion. Limitée par la pres-sion de compression (généra-lement de 4 à 6 tonnes/cm2) ce qui nécessite des presses très puissantes. Hauteur. Limitée par la hau-teur de la matr ice et la course de presse qui compr ime la poudre et éjecte le c o m p r i m é ; on admet actuel lement = 50 m m maxi de hauteur pièce. Le vo lume et le poids maxi de pièces à produire sont définis, connaissant la puissance-machine.
Elles sont à définir en considé-rant que la poudre, durant la compress ion, s'écrase sans s'écouler (fig. 10.67).
Pièces percées Les t rous et alésages seront lisses, sans gorge intér ieure (fabricat ion impossible). Condi t ions min imales conseil-lées : Diamètre des t rous 2 m m ; entraxe des t rous 3 mm. Distance aux parois d s h/10, avec d min i 2 m m et h = hau-teur de la forme. Fond de t rou borgne à dis-tance h 2 3= h/5 de la face oppo-sée, avec h 2 min i 2 m m . Profondeur des lamages p
h/4, avec h = hauteur de la fo rme coaxiale et dépoui l le min i 7°.
Trous po lygonaux sans angles v i fs ; rayon de raccordement r 5= 0,5.
350 Guide de l'usinage

Pièces épaulées Limi ter le n o m b r e d 'épau lements successifs, avec une d i f férence > 3 m m entre parois : (dif fé-rence des d iamèt res successifs s® 6 mm) . Hauteur d ' un bossage d =s 1.2 e, avec e = épaisseur de la paroi de l ' épau lement avec 2 m m min i et dépou i l le 7°.
Pièces avec une toile Épaisseur de to i le e s= h/10, avec e m in i 2 m m .
Si tuer la to i le d ' un côté du bossage et raccorder par un rayon r m in i & 0,5 m m .
Pièces avec ailettes Épaisseur des ai lettes e s I/2, avec I = longueur ai lettes et e m in i 2 m m .
Pièces avec entailles, rainures Largeur des entai l les et ra inures e s= p/3, avec p = p ro fondeur des entai l les et e m in i 2 m m .
Pièces coniques Grand d iamèt re si tué impéra t i vemen t côté du po inçon supér ieur et à t e rm ine r par un cy l indre cour t ' 0,5 m m . Pièces plates De préférence, remplacer les angles v i fs par un chanf re in (à 45°) ou un a r rond i (r 0,5 m m ) ; p lans incl inés à te rm ine r par un chanf re in ou de préférence un mép la t de 0,1 m m min i .
Mise en œuvre
La fab r i ca t ion des poud res compr i -mées s 'e f fec tue su ivan t d i f fé ren tes phases, en f o n c t i o n des pièces à ob ten i r : p rodu i t s e m i - f i n i ; p rodu i t f i n i et d 'u t i l i sa t i on spéc i f ique (fig. 10.68). Les pr inc ipa les phases sont mé lange , c o m p r e s s i o n à f r o i d et à chaud, f r i t tage, ca l ibrage à f ro id , for -geage à chaud, f i lage à chaud, extru-s i ó n ; et d 'au t res phases spéc i f iques ( t ra i tements t h e r m i q u e s , t r a i t e m e n t de surface, usinage).
FIGURE 1 0 . 6 8
Différentes phases de production en com-pression des poudres.
(D'après revue Sciences et techniques)
Poudres
Compression à froid
Encapsulage Compression à froid
Frittage Compression à chaud
Compression à chaud
Double compression infiltration
Forgeage
à chaud
Double compression infiltration
Calibrage
à froid Filtrage
à chaud
t
Autres phases (T. thermiques, T. de sutfeces usinage,...)
Produit semi-fini (lingots)
Autres phases (T. thermiques, T. de sutfeces usinage,...)
Produit fini (pièces
mécaniques)
<
10. Procédés de moulage 351

Assoc ia t ion de d i f férents matér iaux avec un lubr i f ian t adapté. Les al l iages pour pièces mécan iques sont const i tués de fer add i t i onné de cuivre, de carbone, de nickel, de m o l y b d è n e (normal isés NFA 95-712, etc.) Le lubr i f ian t (cire mic ron isée, stéréate de zinc) évi te le g r ippage dans le mou le .
Compression Formage du p rodu i t (densi té à vert ) , en fonc-t ion de la compress ib i l i té de la poudre et de cond i t i ons techn iques ( f o rme du m o u l e et v i tesse de mon tée en press ion) sous une press ion m o y e n n e de 6 t o n n e s / c m 2 (700 à 800 MPa) lui donnan t sa résistance à vert . Pour ob ten i r une dens i f i ca t ion t rès h o m o -gène, l ' ou t i l l age est à d o u b l e ef fe t (2 pous-soirs opposés) (fig. 10.69). L'éject ion de la pièce s 'ef fectue par le pro lon-gemen t de la course du po inçon infér ieur.
FIGURE 10.69 Schéma de principe de compression de
poudre avec presse double effet.
Coefficient de remplissage de la matrice Il est égal à la densi té de la poudre compr imée /dens i té de la poudre non tassée (aciers s 2,5). On a la densi té f r i t tée df = ( P - 0,01P)/(V + 0,003V), soi t (P.0,987)A/, avec P = poids du com-p r i m é ; V = v o l u m e du c o m p r i m é .
Double frittage Certaines pièces sub issent deux phases de f r i t tage avec une phase de f o r m a g e in te rméd ia i re (cal ibrage) pour amél io re r la préc is ion et les caractér is t iques du produ i t .
Préfrittage Il s 'e f fectue à t empé ra tu re in fér ieure à cel le du f r i t t age : év i te l ' éc rou issage et favor i se l ' augmen ta t i on de la masse v o l u m i q u e (den-sité s 7,2). Préf r i t tage et f r i t tage pe rme t ten t d ' ob ten i r des pièces de grande résistance à la rup ture ( jusqu'à 85 d a N / m m 2 ) avec un bon pourcen-tage d ' a l l ongemen t (fig. 10.70).
Calibrage Opéra t ion ana logue à la c o m p r e s s i o n ; pour ob ten i r une g rande préc is ion d i m e n s i o n -nel le, avec accro issement de dens i f ica t ion et de carac tér is t iques mécan iques (dureté superf ic ie l le. . . ) .
I poussoir supérieur
m * P1 = P 2
Wi TV r.
H | P 2
? 5
P1
rp
! chargement compress ion éjection
mou le poudre compr imé
FIGURE 10.70 Schéma d'évolution des caractéristiques mécaniques des pièces frittées-forgées.
352 Guide de l 'usinage

mmÊÊSmlmÊmmmssmmmmmmmmJmÊ9t^0ÊBmmlmmÊ^mmmm^mmm^ÊÊmm
Obtent ion de pièces sans bavures avec : porosité él iminée, résil ience, duct ib i l i té et ténacité augmentées; précision de poids.
Usinage Réalisation de formes impossibles à obtenir par compression (perpendiculaires au sens des poinçons) ou des surfaces très précises (rectif ication). Ébavurage éventuel pour é l iminer de légères bavures issues d 'un jeu dans l 'out i l lage, par v ibrat ions (shot penning).
Traitements thermiques Éventuel lement on effectue : La t rempe à cœur, par induct ion, à haute fréquence, par oxydat ion. Elle ne doit pas s'effectuer en bain de sel ( inclusion dans les pores). La cémentat ion gazeuse, la carboni t rurat ion. Le revenu pour pièces fragi les amél iorant la résistance à l 'usure.
Traitement de surface Par dépôt électrolyt ique, pour protect ion contre la corrosion (couche de zinc et cadmium) avec effet décoratif (couche de chrome et nickel). Appl icat ion sur des pièces denses, pour éviter la pénétrat ion d'électrolyte dans les pores (en obstruant les pores, avec une préparat ion de résines époxydes...) .
Poudres d'aluminium et ses alliages
Compression Elle s'effectue sous faible effort. Le coeff icient de remplissage est de 1,5 à 1,9; la densité à vert après compression de 2,3 à 2,6 (bonne rigidité pour la manipulat ion des pièces). La résistance à la t ract ion (de 25 à 70 daN/mm 2 ) croît avec la pression de compression et selon les phases de fabr icat ion (fig. 10.66).
Frittage Il s'effectue sous dif férentes atmosphères de chauffe (azote, vide, air, ammoniac cracké en par-t icul ier) à une température de 600 à 650 °C, selon les poudres. La chauffe est rapide (bonne conduct ib i l i té thermique, et le refroidissement s'effectue à l'air ou à l'eau).
Calibrage Il s'effectue à f ro id, sous 2,5 à 5 tonnes.
Forgeage Il s 'effectue à chaud, de 200 à 400 °C selon le matér iau (améliore les caractérist iques méca-niques).
Traitements thermiques Appl iqués aux pièces frittées : t rempe et maturat ion, t rempe et revenu.
10. Procédés de moulage 353

Outillage
poinçon supér ieur
Il est à doub le po inçon ou à po inçons mul t ip les , selon le t ype de pièces à produ i re
Outillage à double poinçon La mat r i ce est m a i n t e n u e sur une semel le , par f re t tage, ce qui lui donne une précont ra in te nécessaire pour les e f for ts app l iqués en p roduc t ion de grande série (f ig. 10.71). Elle est en acier rapide, acier inoxydab le , carbure (grande série). La semel le , en acier 35 NC 16 généra le-ment . Les po inçons sont du m ê m e matér iau que la matr ice. Le po inçon supér ieur a une longueur suf-f isante pour assurer l 'é jec t ion du com-pr imé. Les é léments mob i les (po inçons, broche) a justés g l i ssant jus te , sont à lubr i f ie r au g raph i te pour évi ter la sou i l l u re de la poudre à compr imer . L. broche intérieure
FIGURE 10.71 Schéma d'outillage double poinçon de moulage par
compression des poudres.
matrice
support-frette matrice
semelle
, poinçon inférieur
rrr- 7 7 7
Pièces obtenues, avec outillage à double poinçon Elles sont généra lement de sect ion constante ou con ique, soi t : Longues pleines, d 'une longueur max ima le égale à 5 d iamèt res de la pièce. Longues creuses, d ' u n e l ongueu r m a x i m a l e de 20 épa isseurs de paro i (épaisseur de paro i supér ieure à 1 mm) . Plates, avec une épaisseur m in ima le de 2 m m et des prof i ls que lconques. Ces d i f fé rents types de pièces sont réal isables avec un ou p lus ieurs t rous.
Outillage à poinçons multiples Pour la p roduc t ion de pièces c o m p o r t a n t p lus ieurs épaisseurs (f ig. 10.72). Pour ob ten i r la dens i f ica t ion h o m o g è n e , la quant i té de poudre do i t être répart ie avant com-pression, ce qui nécessite un po inçon infér ieur spéci f ique. Po inçon infér ieur . Modu la i r e , avec des hauteurs d i f fé ren tes réglées pour la c o m p r e s s i o n à obtenir , en fonc t ion du coef f ic ient de rempl issage (acier = 2,5). Pour la p roduc t ion de certaines pièces, des po inçons supér ieurs mu l t ip les peuvent être néces-saires.
Pièces obtenues avec outillage à poinçons multiples Elles sont généra lement de type p r i smat ique à épau lement , avec des prof i ls de f o r m e en L, T, Z, U, que l conque (f ig. 10.73).
3 5 4 Guide de l'usinage

avant«— compression—<• après
M [
1 poinçon haut
I poinçon bas
1
1
rappel poinçon h a u t > j
avant«—compression —après
c H
V/
1
Tt
M poinçon haut
t a T
Y
poinçon bas I
I m
jT FIGURE 10.72 Schéma d'outillage multipoinçons pour FIGURE 10.73 Schéma d'outillage multipoinçons de moulage pièces à plusieurs épaisseurs. pièces en T avec épaulement long.
Pièces frittées de section non continue
El les s o n t r éa l i sab l es à l ' a i d e d ' u n e m a t r i c e m o b i l e t r a n s v e r s a l e m e n t , p e r m e t t a n t l ' é j e c t i o n s u r p r e s s e s p é c i f i q u e ( s y s t è m e OLIVETTI ) ( f ig . 10.74).
FIGURE 10.74 Matrice avec élément mobile transversalement
pour pièces à section non continue.
éjection
compression
matrice supérieure mobi le
¡ X éjection compr imé/
'A
T i S k à k
10. Procédés de moulage 3 5 5

Machines
Uti l isat ion des presses et des fours de chauffe.
Phases de compression et de calibrage Uti l isat ion de presses mécaniques ou hydraul iques, puissance 1 000 tonnes, conçues spécifi-quement (éjection de la pièce, après compression).
Uti l isat ion de fours à atmosphère de protect ion, par un gaz qui doit être réducteur et le plus sec possible : (point de rosé maxi de + 2°). Éventuel lement, fours sous vide, pour la produc-t ion d'aciers à haute résistance.
Pièces obtenues
Elles sont saines et uti l isables directement, de concept ions très dif férentes et bien spécif iques. Produites en grande série, leur coût est faible. Les pièces en poudre d 'a lumin ium sont de petites d imensions (coût des poudres) des types : cy l indr ique (pistons d 'amort isseurs, p ignons. . . ) , plat (leviers, biel les...), divers, avec insert métal l ique éventuel. Les pièces en poudre d'acier sont de types divers : cyl indr iques, plates, de fo rme quelconque, de petites d imensions en général.
Pièces de type cylindrique (bagues, cy l indre, arbres...) en fer, acier au carbone, al l iages fer-cuivre, fer-cuivre-nickel, bronze, laiton...
Pièces autolubrifiantes Coussinets en all iage ferreux, bronze, (en particulier) avec 20 à 30 % de porosité remplie de lubri f iant par imprégnat ion ou sous vide (d'hui le, de Téflon).
Pièces de frottement Patins à faible ou for t coeff icient de f rot tement.
À faible coefficient de frottement En bronze, après fr i t tage, appl icat ion d 'une couche de graisse au bisulfure de molybdène et laminage imprégnant la graisse dans les pores.
À fort coefficient de frottement La poudre comprenant des métaux et des produi ts abrasifs est f ixée sur un suppor t (tôle d'acier) par fr i t tage sous-pression. Les pièces obtenues sont : plaquettes de frein, d 'embrayage, patins de guidage de mobi les (glissières de machines...) .
Pièces de filtrage Avec porosité de 30 à 50 % selon les matér iaux util isés. On util ise le bronze (en poudre sphé-rique, fr i t tée directement sous compression), l 'acier inoxydable (résistance à la corrosion, aux acides et aux composés de chlore humide) (fig. 10.75).
356 Guide de l'usinage

FIGURE 10.75 Matériaux utilisés en fabrication par
compression des poudres pour éléments filtrants.
Matériaux Densité Porosité Produits
Bronze 4,5 à 5,5 40 à 50 % Tubulaires et bandes
Inoxydables 4,6 à 5,6 30 à 45 % Tubulaires et bandes
Nickel 4 à 5 45% Tubulaires
Titane 2,8 à 3,3 27 à 38 % Tubulaires et bandes
Elles sont de type tubu la i re (cy l indr ique, con ique) en bandes découpab les aux f o rmes dési-rées, pour f i l t ra t ion de l iqu ides et de gaz (sous tou tes pressions et tou tes tempéra tures) , soi t : sépara t ion de l iqu ide dans un gaz ; d i f f us ion de gaz (gazéi f icat ion ou é c h a p p e m e n t ) ; e f fe t capi l la i re (pare- f lamme, régulat ion.. . ) f lu id i f i ca t ion (manu ten t ion de p o u d r e s ; p last i f icat ion de pièces méta l l iques) .
Pièces diverses Contacts é lect r iques en matér iaux conduc teurs ( tungstène-argent , tungs tène-cu iv re ) ; pièces réf racta i res, à base de t ungs tène et de t i t a n e ; pièces en carbure de bore , pour énerg ie nuc léa i re ; pièces magnét iques , doux ou durs se lon la cons t i tu t ion , à base de fer, fer-nickel, pour masses polaires, noyaux . . .
Produits bruts En pet i ts l ingots de super-al l iages (acier rapide, céramiques. . . ) ob tenus par compress ion iso-stat ique à f ro id ou à chaud, encapsulage.
10. Procédés de moulage 357

PROCÉDÉS DE PERÇAGE
1. Différents procédés de perçage 361
2. Perçage par outi l de coupe 361 2.1 Généralités 361 2.2 Forets à queue cyl indr ique 364 2.3 Forets à queue conique 365 2.4 Définit ion géométr ique 366 2.5 Vitesse d'avance 367 2.6 Vitesse de coupe 368 2.7 Puissance nécessaire à la coupe PW 369 2.8 Mise en œuvre des perçages 369 2.9 Centrage des t rous en bout d'arbre 370 2.10 Pointage des t rous à posi t ionnement précis 372 2.11 Perçage des t rous de taraudage 373 2.12 Chambrage des logements des têtes de vis 374 2.13 Ébavurage des t rous 376 2.14 Perçage des t rous à diamètre relat ivement grand 378 2.15 Perçage des t rous longs 379 2.16 Cycles des perçages 380 2.17 Mouvements de générat ion 381 2.18 Apparei l lages porte-out i ls 382 2.19 Machines de perçage 383
3. Procédés de perçage par érosion 384 3.1 Procédés de perçage au laser 384 3.2 Procédés de perçage par ultrasons 386
359

T. Différents procédés de perçage
Réalisation de t rous en pleine matière avec plus ou moins de précision, à choisir en fonct ion des condi t ions technologiques.
Perçage par outil de coupe Sys témat iquement ut i l isé en usinage de l 'ensemble des pièces mécaniques réalisées sur machines-out i ls à out i ls coupants (tours, fraiseuses, perceuses...).
Poinçonnage Obtent ion de t rous dans les métaux en feui l les (tôles) en t ravaux de grande série, avec une bonne précision d iamétra le (quali té 9 à 7). Voir chapitre « Procédés de découpe ».
Obtent ion de t rous de très petit d iamètre, à très grande vitesse (grande série) dans tous maté-riaux, éventuel lement avec peu d'accessibi l i té.
Perçage par ultrasons Obtent ion de t rous de très petit d iamètre, sans contra inte d 'us inage dans des matér iaux très durs et cassants.
Perçage au jet d'eau Obtention de trous de diamètre peu précis, dans tous matériaux. Voir chapitre «Procédés de découpe ».
Perçage au jet plasma Obtent ion de t rous de d iamèt re peu précis, dans des matér iaux réfractaires. Voir chapi t re « Procédés de découpe ».
Nota : les opérat ions de perçage des pièces mécaniques, de type pr ismat ique, comprennent env i ron 40 % du temps d 'usinage sur les machines à commande numér ique.
2. Perçage par outil de coupe
Généralités
Obtent ion, en pleine matière, des formes cy l indr iques d ' in tér ieur - les t rous - à l 'a ide d 'out i ls rotat i fs de fo rme - les forets - en une seule passe, pour des d iamètres de quelques d ix ièmes de m m à 100 m m (fig. 11.1).
9. Procédés de fraisage 361

FIGURE 11.1 Différentes opérations de perçage.
Ce procédé s 'e f fec tue sur t ou te mach ine d 'us inage par coupe (perceuses, f ra i -seuses, tours , centres d 'us inage et de tour -nage). Le m o u v e m e n t de coupe , c i rcu la i re , est donné à l ' ou t i l ou à la pièce, se lon les mach ines employées .
Précisions obtenues Diamétrale. Elle var ie généra lement de H11 à H9, se lon les cond i t i ons t echno log i ques (out i l , lubr i f i ca t ion, matér iau t ravai l lé) . État de surface. Il var ie entre 3,2 et 1,6 Ra. Nota. Avec les ou t i l s t rès r ig ides en car-bure, la qua l i té H8 et l 'état de surface 0,8 Ra peuvent être obtenus.
Conception des forets Les fore ts ont généra lement deux arêtes de coupe avec deux gou ju res assurant l 'écou-lemen t des copeaux et cons t i t uan t les angles de coupe des out i ls monob locs (acier rapide et carbure). Ils sont monob locs ou à p laquet tes en carbure rappor tées (fig. 11.2). Forets de petit diamètre. Jusqu 'au d iamèt re 12, en généra l , ils sont monob locs , en acier rapide ou en carbure. Au-delà du d iamèt re 10, ils peuvent être monob locs (en acier rapide) ou à p laquet tes carbure rappor tées (brasées ou indexées). Mise en pos i t ion et ma in t ien . Effectués par la queue d 'ou t i l : cy l ind r ique pour les d iamèt res jusqu 'à 20 en généra l ; con ique, au cône Morse, CM1 à CM6 selon les d iamè t res ; cy l indr ique avec t enon d 'en t ra înement (fig. 11.2 et 11.3).
Goujures Elles peuven t être à hél ice « n o r m a l e » (30°) pour aciers et fon tes en par t i cu l ie r ; à hél ice l ongue (15°) favo r i san t l ' é cou lemen t des copeaux f r a g m e n t é s (maté r iaux durs , lai-tons , b ronze . . . ) ; à hél ice cour te (40°) pour copeaux con t inus ( a l um in i um et ses al l iages, cu ivre. . . ) d o n n a n t un p lus g r a n d ang le de c o u p e ; dro i tes pour des out i ls carbure.
FIGURE 11.2 Différents forets en carbure..
1. Embout brasé affutable (Doc. Sandvik Coromant) 2. Embout interchangeable, goujure hélicoïdale
(Doc. Seco) 3. Embout à plaquettes indexables, goujures droites
(Doc. Novex)
362 Guide de l 'usinage

Pointe des forets monoblocs Par concep t i on ou a f fû tage, el le peut être aminc ie : la coupe s 'e f fectuant j usqu 'au voi-s inage du centre, la puissance nécessaire est d i m i n u é e et la v i tesse d 'avance peut être augmentée . Pointe amincie. La su rcoupe est d i m i n u é e , elle var ie de 0,02 à 0,08 m m (H8-H9) selon les d i a m è t r e s ; le fo re t se cent re à l ' a t t aque ; le po in tage ou le canon de gu i dage p o u r r o n t être évi tés en perçage de t rous à pos i t ionne-ment non r igoureux .
Affûtage Selon les ma té r i aux usinés, l ' a f fû tage des forets d i f fère, soi t (fig.11.4) : - Pointe non mod i f i ée , pour aciers, mé taux non fe r reux et p last iques. - Pointe rédui te par aminc issement de l 'âme, pour t ous perçages avec fo re ts de g rands d iamètres . - Pointe coupan te (a f fû tage t ro i s pans ou s imi la i res) pour perçages de préc is ion et sous for te avance. - Réduct ion angle de coupe, pour matér iaux durs (aciers au manganèse , a l l iages réfrac-taires,...) ou cassants (bronze.. .) . - A f f û t age deux pans, sur fo re ts à âme épaisse, pour matér iaux très durs. - Arê tes de coupe br isées, pou r f on te mal -léable.
Nota : Bec des fore ts à p laquet tes carbure , avec un chan f re in be, con t r i bue à une a u g m e n t a t i o n de la durée de vie de ces forets.
FIGURE 11.4 Différents affûtages des forets
hélicoïdaux monoblocs. Doc. Avyac
FIGURE 11.3 Foret hélicoïdal monobloc. Doc. Leclerc
Affûtage standard détalonné
Affûtage cruciforme
3 pentes avec amincissement d'âme
Affûtage cruciforme
V
Affûtage 3 pentes 6 facet tes brevet Renault Peugeot
4 pentes 4 facettes
10. Procédés de moulage 3 6 3

2.2 Forets à queue cylindrique
Ils sont normal isés su ivant p lus ieurs séries (fig.11.5).
Série extra courte (NF E 66-0610, DIN 1897). Hélice à d ro i te (30° pour ARS et 25° pour carbure) géné ra lemen t dans les d iamèt res 0,4 à 18 m m par pal iers de 0,1 à 1 m m , avec l ongueu r de gou ju res de 6 à 60 m m , selon les d iamètres.
Série courte (NF E 66-067, DIN 338). Hélice à d ro i te de 30° géné ra l emen t dans les d iamèt res de 0,3 à 20 m m par pa l iers de 0,05 à 0,5 m m , avec longueurs de gou-ju res de 3 à 140 m m , se lon les d iamètres . Cette série, qu i est la série nor-male , c o m p r e n d des forets spé-c i f iques, tels que :
Hélice à gauche, de 30° Coupe à gauche, pour le décol-letage, géné ra l emen t dans les d iamèt res 1 à 12 m m avec lon-gueurs d 'hél ice de 12 à 100 m m , par pal iers de 0,2 à 0,5 m m .
Hélice à droite de 15° Pour les la i tons, géné ra l emen t dans les d iamèt res de 1 à 12 m m , avec longueurs d 'hé l ice de 12 à 100 m m par pal iers de 0,2 à 0,5 m m .
Hélice à droite de 40° Coupe à dro i te , pour a l l iages d 'a lumin ium, généralement dans les d iamè t res 1 à 12 m m , par pal iers de 0,1 à 0,5 m m avec lon-gueurs d 'hé l ice de 12 à 100 m m .
Denture hélicoïdale à gauche 30° Coupe à gauche
Denture hélicoïdale à droite 15° Coupe à droite
Denture hélicoïdale à droite 40° Coupe à droite
Denture hélicoïdale à droite 30° Coupe à droite
Forets série courte Queue cylindrique Acier Super Rapide : HSS
a Forets série courte Pour laiton Queue cylindrique Acier Super Rapide : HSS
a Forets série courte Pour alliages légers Queue cylindrique Acier Super Rapide : HSS
a Forets série longue Queue cylindrique Acier Super Rapide : HSS
Forets série extra longue
FIGURE 11.5 Forets à queue cylindrique, a - Forets monoblocs en acier rapide (Doc. Leclerc) b - Forets mini-standard en carbure revêtu et trous de lubrification (Doc.
Novex) c - Foret à embout carbure, goujures mixtes, trous de lubrification (Doc.
Sumitomo-Electric) Nota : A percussion avec rotation. Pour matér iau de génie civ i l , hél ice à 28° et coupe à dro i te , dans les d iamèt res 3 à 13 m m par pal iers de 0,5 à 1 m m et longueurs d 'hél ice de 30 à 90 m m , avec p laquet te brasée en carbure nuance « bâ t imen t» .
364 Guide de l'usinage

IIIIIIBIIIW
(NF E 66 068). Généra lement dans les d iamèt res 1 à 30 m m , par pal iers de 0,1 à 2 m m , avec longueurs des gou ju res de 33 à 200 m m . Usinage des al l iages d ' a l u m i n i u m . Les d iamèt res sont l imi tés à 12 m m en généra l , par pal iers de 0,2 à 0,5 m m avec longueurs de gou ju res de 30 à 130 m m .
Série extra-longue (NF E 66-075). Généra lement dans les d iamèt res de 3 à 12 m m avec longueurs de gou ju res de 120 à 300 m m .
Forets à queue conique
Ils son t no rma l i sés su ivan t p lus ieurs séries, avec queues aux cônes Morse de CM1 à CM6, en fonc t ion des d iamèt res , soi t : (f ig.11.6).
Série courte, dite normale (NF E 66-071), Hélice à dro i te 30°, géné-ra lement de d iamèt res : 6 à 14 m m avec queue CM1 ; 14,25 à 23 m m avec queue C M 2 ; 23,25 à 31,75 m m avec queue C M 3 ; 32 à 50 m m avec queue C M 4 ; 51 à 75 m m avec queue C M 5 ; 80 à 100 m m avec queue C M 6 ; par pal iers de 0,5 à 5 m m et gou ju res de 57 à 300 m m , selon les d iamètres. Us inage des a l l iages d ' a l u m i n i u m : hél ice à 40°, de d iamè t re 10 à 30 m m géné ra lemen t , avec gou ju res de 87 à 175 m m selon les d iamètres.
Série longue (NF E 66-070). Généra lement de d iamèt res 5 à 14 m m avec CM1 ; 15 à 22 m m avec CM2 ; 24 à 30 m m avec C M 3 ; 32 à 50 m m avec CM4.
Série extra-longue (NF E 66-076). Généra lement de d iamèt res : 6 à 11,5 m m avec CM1 ; 12 à 23 m m avec CM2 ; 24 à 30 m m avec CM3 ; avec des longueurs tai l lées de 120 à 275 m m (fig. 11.6).
Denture hélicoïdale à droite 30° Coupe à droite
a Forets série extra-longue Queue cône Morse Acier Super Rapide : HSS
n M J — - x ,
FIGURE 11.6 Forets à queue conique, a - Forets monoblocs en acier rapide supérieur (Doc. Leclerc) b - Forets à plaquettes carbure rapportées et trous de lubrification
(Doc. Novex)
10. Procédés de moulage 3 6 5

Définition géométrique
(NF E 66-502) On cons idère pour chaque part ie act ive, qui c o m p r e n d une arête de coupe pr in-cipale, les angles de l 'ut i l isateur, out i l en ma in , avec les d i rect ions de coupe et d 'avance sup-posées o r thogona les (fig.11.7).
Foret hél icoïdal
b - Foret à p laquet tes carbure indexées
(Doc. Novex)
FIGURE 11.7 Définition géométrique des forets (angles de l'utilisateur).
Face de coupe, const i tuée par la gou ju re sur laquel le s 'évacue le copeau. Face de dépouille, au regard de la surface t ravai l lée. Arête de coupe principale, in tersect ion des faces de coupe et de dépoui l le . Elle peut être en cui l lère ou avec br ise-copeaux pour p laquet tes en carbure. Arête de pointe (ou centrale) in tersect ion des faces de dépou i l le des fore ts monob locs . Angle de pointe ou au sommet ôr (delta r), f o r m é par les deux arêtes de coupe, dans le plan Pr. La po in te peut être conçue ou af fûtée de d i f férentes fo rmes pour ob ten i r : op t im isa t i on avance, ef for t de poussée rédui t , non-dév ia t ion à l 'a t taque. Plan de référence Pr qu i passe par l 'axe du corps d 'out i l . Angle de direction d'arête K r (kappa r) f o r m é par le plan d 'arête Ps et le p lan de t ravai l Pf, dans le plan de référence Pr. Angle de coupe orthogonal 70 ( g a m m a o) f o r m é par la face de coupe et le plan de référence Pr, dans le plan o r thogona l Po.
3 6 6 Guide de l 'usinage

Angle de dépouille orthogonal ao (alpha o) f o r m é par la face de dépou i l l e et le p lan d 'arête Ps, dans le plan o r thogona l Po. Angle de taillant ßo (bêta o) de va leur 90°- (70 + ao). Angle d'inclinaison d'arête \ s ( lambda s) f o r m é par l 'arête de coupe pr inc ipa le et le plan de référence Pr, dans le plan d 'arête Ps. Bec, in tersect ion de l 'arête de coupe pr inc ipa le avec le l istel : généra lement à angle v i f ; éven-tue l l emen t avec biseau be (b epsi lon) (accroît la durée de v ie d 'ou t i l : forets de gros d iamèt re ou à p laquet tes carbure).
Vitesse d'avance
Elles var ient selon les matér iaux , out i l et pièce à usiner et su ivant des plages de d iamèt re des forets. Elle est d 'au tan t plus g rande que le d iamèt re du fore t est g rand (résistance aux ef for ts de coupe et de poussée). Les for tes avances conv iennen t à la coupe sous lubr i f icat ion.
Avances par tour fz
0,02 à 0,80 m m / t r pour les fore ts en acier rapide (fig. 11.8). 0,01 à 0,80 m m / t r pour les fore ts en carbure, m o n o b l o c et à e m b o u t brasé (f ig. 11.9). 0,05 à 0,30 mm/ t r pour les forets à p laquet tes ou e m b o u t carbure indexés (fig. 11.10).
Forte avance S'assurer que l 'out i l ne ta lonne pas. Out i ls monob locs . L'angle de dépou i l le sera re la t ivement g rand : év i te le ta lonnage au vois i -nage du centre de l 'out i l . Out i l s de g rand d iamèt re , à p laquet tes carbure indexées. Les dépou i l l es seron t d i f fé ren tes entre les p laquet tes (plus grandes sur celles si tuées en pos i t ion d iamét ra le ext rême) .
m Mâltèrés à usiner Vitesses de coupe
m/mm Avances en mm par tour suivant diamètres
0 2 à S 9 10 â 20 Ö 28 à W$f~ ~ « 30 è 40 Aciers jusqu'à 50 daN/mrn2
Ac ers de SO è 70 daN/mrn2 0,03 à 0.1 0,25 à 0,35 Huile soluble
ers de 70 à 90 daN/mm2 . 0,2 à 0,3 0.3 à 0,4
ers de plus de 90 daN/mm2 0.02 à 0,07 0,3 à 0.4 Huile soluble
ers inox bonne usinabilité. 0,02 à 0,06 Huile soluble
Inox mauv. usin, et réfractaires 0.02 à 0,06 Huile soluble
Fonte malléable < 160 HB 0.03 à 0,12 0,12 à 0.3 0,35 à 0.5
0.1 à 0,18 0,35 à 0,5
Laiton sec Jusqu'à 58 % Cu. 0,3 à 0.4 0,5 à 0,63 0,7 à 1 Huile soluble - A sec
Laiton gras au-dessus de 59 % Cu . 0,4 à 0,5 Huîf® soluble - A sec
Bronze . 0,5 à 0,7 Huile soioble
Huile soluble
vre élecîfolyîique . 0,15 à 0,25 Huile soluble
ages légers , Huile soluble - A sec - Pétrole
Matières plastiques tendres A sec - Air comprimé
Matières plastiques dures 0,03 à 0.08 A sec - Air comprimé
FIGURE 11.8 Vitesses de coupe et d'avance préconisées en perçage avec forets en acier rapide. Doc. Leclerc
11. Procédés de perçage 367
j}|p!iiSp;'H: "

Matières à «siner Vi tesse* d . coupe Avances on mmpar îuur suivant d iamètres jusqu 'à 0 8 0 1 0 4 2 0 0 2 6 ; 4 4 O B S O e t p I l »
Lubr i f iant* «
Aciers ¡usqu'4 70 d a N / m m 2 3 0 à 4 0 0 . 0 3 à 0 .04 0 ,04 4 0 .06 0 . 0 6 4 0 .08 0 . 0 8 4 0 .15 Huile de coupe • Hui le soluble
Aciers de 7 0 4 100 d a N / m m 2 4 0 4 7 0 0 ,03 4 0 ,04 0 .04 à 0 ,05 0 .06 4 0 ,07 0 ,07 4 0 ,1 Huile de coupe - Hui le soluble
Aciers de 100 à 130 d a N / m m 2 . . . . 3 0 4 4 0 0 . 0 2 4 0 .03 0 .03 4 0 , 0 4 0 . 0 4 4 0 .05 0 .06 4 0 . 0 8 Huile de coupe . Hui le soluble
Aciers de plus de 140 d a N / m m 2 . . . 16 4 26 0 . 0 2 4 0 ,03 0 .03 4 0 . 0 4 0 .04 à 0 ,05 0 .05 4 0 .06 Hui le de coupe - Hui le soluble
Aciers inoxydables < 1 0 0 d a N / m m 2 . 3 0 4 4 5 0 , 0 2 4 0 ,03 0 .03 4 0 .04 0 ,04 4 0 ,06 0 .06 4 0 ,08 Huile de coupe - Hui le soluble
Aciers inoxydables > 1 0 0 d a N / m m 2 . 15 4 25 0 . 0 2 a 0 .03 0 ,03 4 0 .04 0 ,04 4 0 ,05 0 .05 4 0 ,06 Huile de coupe - Hui le soluble
Aciers au manganèse 14 % 5 4 15 0 .01 4 0 . 0 2 0 , 0 2 4 0 . 0 3 0 ,03 4 0 .04 0 ,04 4 0 ,05 A sec
Fonte malléable < 160 HB 3 0 4 7 0 0 ,03 4 0 ,04 0 .05 4 0 ,06 0 . 0 8 4 0 .1 0 ,15 4 0 .2 A sec
Fonte dure de 180 à 2 5 0 HB 5 0 4 8 0 0 ,03 4 0 .04 0 , 0 4 4 0 ,05 0 ,06 4 0 . 0 8 0 , 0 8 4 0 , 1 2 A sec
Fonte de 3 0 0 à 3 5 0 HB 1 0 4 15 0 . 0 2 4 0 .03 0 .03 4 0 ,04 0 .05 4 0 ,07 0 ,08 4 0 , 1 0 A sec
Cuivre - Lai tons • Bronze 6 0 4 110 0 .04 à 0 , 05 0 .06 4 0 . 0 8 0 ,08 4 0 ,1 0 ,1 4 0 ,15 A sec Huile so lub le
Al l iages légers 5 0 è 1 30 0 .04 4 0 .06 0 .08 4 0 , 1 2 0 ,15 4 0 .2 0 .25 4 0 .3 A sec
Epoxy 4 0 4 100 0 .04 4 0 ,05 0 ,06 4 0 .08 0 . 1 0 4 0 ,15 0 ,16 4 0 .2 A sec
Bakél i te - Plastiques durs - Verre , . . 15 4 3 0 0 ,03 4 0 ,04 0 .03 4 0 . 0 4 0 ,06 4 0 . 0 6 0 ,07 4 0 . 0 8 A sec Air compr imé
Porcelaine 5 4 12 0 , 0 0 6 4 0 .01 0 ,01 0 , 0 1 0 .01 A sec
FIGURE 11.9 Vitesses de coupe et d'avance préconisées en perçage avec forets en carbure monobloc. Doc. Leclerc
Valeurs indicatives pour l'application des forets SE-Drill
Gr. d'us*
Vitesse de Avance par tour f en mm pour 0 de trou. Gr. d'us* Matières Résistance Exemples
coupe vc en m/min 3 5 8 12 16 20
1 Aciers non-alliés (C < 0,2 %)
500 Nimm! St37; C15 120 0,06-0,12 0,10-0,18 0,14-0.30 0,20-0.40 0.25-0.50 0,25-0.60
2 Aciers non-alliés (C 0,2-0,3%)
600 N/mm' St42; GS45 100 0.07-0,14 0.12-0,20 0,14-0,30 0,20-0,40 0.25-0,50 0,25-0,60
3 Aciers non-alliés (C 0,3-0,4%) Aciers alliés
700 N/mm'
650 N/mm2
St50; C35; GS52
16MnCr5
80 0,07-0,14 0,12-0.25 0,16-0,35 0,25-0,45 0,30-0.60 0,35-0,60
4 Aciers non-alliés (C 0,4-0,5%) Aciers alliés
800 N/mm2
700 N/mm»
St70; C45; GS60
34CrMo4
70 0,07-0,14 0.12-0,25 0.16-0,35 0,25-0,45 0.30-0,60 0,35-0,60
S 800 N/mm2 42CfMo4 ; 50CrV4 60 0,06-0,12 0,10-0,18 0,14-0,25 0,16-0,35 0,20-0,45 0,25-0.50 6 Aciers alliés 900 N/mm2 32CrMo12; 50CrNi13; C60 50 0,06-0,12 0,10-0,18 0.14-0,25 0,16-0.35 0,20-0.40 0,25-0,45 7 Aciers alliés
1000 N/mm2 100Cr6; 90MnCrV8 40 0,05-0,10 0,08-0,15 0,12-0,20 0,14-0,25 0.16-0,35 0,20-0,40 a > 1000 N/mmi X210Cr12; 34CrAINi7 30-40 0.05-0,10 0,08-0,15 0,12-0,20 0,14-0,25 0,16-0,30 0,20-0,35
13 150-200 HB GG20; GGG40; GTS45 80 0,10-0.20 0,20-0,50 0.30-0.60 0,40-0.70 0,40-0,80 0,40-0,90 14 Fonte 200-220 HB GG30; GGG50; GTS55 60 0.10-0,20 0,20-0,45 0.30-0,50 0,40-0,60 0,40-0,70 0,40-0,80 15 GG, GGG. GTS 220-250 HB GG40; GGG60; GTS65 50 0,08-0,18 0,16-0,40 0.25-0.45 0,30-0,50 0,30-0,60 0,30-0,70 1 6 250-320 HB GGG70; GTS70 40 0,07-0.18 0,14-0,30 0,20-0,40 0,25-0,40 0,30-0,50 0.30-0.60
FIGURE 11.10 Vitesses de coupe et d'avance préconisées en perçage avec forets en carbure (monobloc, embout, pla-quettes)
Vitesse de coupe
Elles sont déf in ies en fonc t ion des matér iaux à usiner et des out i ls , pour des p ro fondeurs de perçage : 2 D avec fore ts carbure ; débour rage tous les 2 D avec forets en acier rapide.
Profondeur maximale de perçage Avec fore t en carbure : de 3 à 4 D, sous une bonne évacuat ion des copeaux ; de 6 D sous lubr i-f icat ion forcée (par l 'out i l ) .
Facteur de correction de la vitesse de coupe 1,2 D pour les perçages de p r o f o n d e u r in fé r ieure à 2 D ; 0,8 D pour des p r o f o n d e u r s supé-r ieures à 2 D.
3 6 8 Guide de l'usinage

— — Plage des vitesses de coupe a Elles var ient selon les matér iaux , de : 5 à 80 m / m i n pour forets en acier rapide (fig. 11.8). 5 à 150 m / m i n pour fore ts à e m b o u t carbure brasé et carbures monob locs (fig. 11.9). 30 à 400 m / m i n pour fore ts à p laquet tes ou e m b o u t carbure indexés (f ig. 11.10). Arrosage : Nécessaire à g rand débi t pour assurer la coupe sans détér io ra t ion rapide de l 'out i l .
Puissance nécessaire à la coupe P w À dé te rminer en cons idérant l 'e f for t tangent ie l de coupe Fc (fig. 11.11). Puissance ut i le de perçage
P„ = f. D. Ka. V / 1 8 0 avec :
f D Ka V
= avance par t ou r en m m = d iamèt re du fo re t en m m = press ion spéc i f ique de coupe, en N / m m 2
= vi tesse de coupe en m / m i n = rendement de la mach ine.
FIGURE 11.11 Efforts de coupe en perçage (pleine matière).
4 Mise en œuvre des perçages
Forets hélicoïdaux monoblocs en acier rapide Usinage de la p lupar t des matér iaux , à tous d iamèt res avec vi tesse de coupe adaptée. Ma té r iaux d i f f i c i l emen t us inab les. Ut i l iser des fo re ts en acier rap ide add i t i onné de coba l t ( = 5%). Amé l i o ra t i on de l 'état de surface des t rous . Ut i l iser des forets en acier rapide revêtu TIN (1 à 4 jj.m de n i t rure de t i tane sur les part ies actives) : d i m i n u t i o n de l 'e f for t de coupe et de l 'usure d 'ou t i l ; bonne résistance à l 'abras ion et à la cor ros ion .
Forets hélicoïdaux monoblocs en carbure Revêtus ou non revêtus, ils ont une grande durée de v ie, avec : des vi tesses de coupe élevées ( jusqu'à 120 m / m i n dans les aciers a l l iés) ; de for tes avances ( jusqu'à 0,6 m m / t r pour les plus gros d iamètres.
11. Procédés de perçage 369

Ils p rodu isen t une fa ib le surcote de perçage (0,02 à 0,05 m m ) avec : une bonne précis ion de p o s i t i o n n e m e n t ; un très bon état de surface. Leurs d iamèt res les p lus courants sont de 3 à 20 m m .
Forets à plaquettes carbure indexées ou brasées Avec des p laquet tes spéci f iques en f o r m e et matér iau, revêtues (carboni t rure de t i tane ou A l 2
0 3 ) ou non revêtues, à gou ju res dro i tes ou hél icoïdales : perçage de tous matér iaux (dont exo-t iques, aciers f o r t emen t al l iés, a l l iages d ' a l u m i n i u m , plast iques) dans les d iamèt res de 17 à 30 m m en général . Vitesses de coupe très élevées ( jusqu'à 400 m/m in ) sous arrosage par le corps d 'ou t i l , jusqu 'à des p ro fondeurs de 10 d iamètres .
Revêtement des plaquettes Il s 'oppose à la f o r m a t i o n d 'arête rappor tée et assure une longue durée de vie favorab le en p roduc t ion en t iè rement automat isée.
Goujures droites Elles fac i l i tent l 'évacuat ion des copeaux f rag-mentés : le corps d 'ou t i l est r ig id i f ié , rédui -sant dév ia t i on et v i b ra t i ons éventue l les (fig. 11.12).
Corps d'outil Sa r ig id i té assure : une t rès bonne préc is ion en rec t i tude et d iamét ra le j usqu 'à la p ro fon -deur de 4 d i a m è t r e s ; la non -dév ia t i on à l 'at-t aque (er reur de p o s i t i o n n e m e n t de q u e l q u e s c e n t i è m e s ) ; un b o n état de sur -face (0,8 Ra).
Utilisation En part icul ier , usinage dans les cas di f f ic i les : t rous avec bavures d 'es tampage ; a t taque sur face fo rgée , cou lée ou laminée , courbe ou inc l inée; coupe in te r rompue. Se lon leur d iamè t re , de 16 à 60 m m , le n o m b r e de p laquet tes var ie de 1 à 7 (avec lubr i f ica t ion par le corps d 'out i l ) . Les fo re ts à p laquet tes ou e m b o u t s carbure rappor tés , avec lub r i f i ca t ion par le corps d 'ou t i l , on t des d i amè t res géné ra lemen t de 10 à 22 m m (fig. 11.13).
DE FAIT
Lt X,
3 D,
Coupe à droite, modèle court, avec arrivée axiale du liquide de refroidissement
FIGURE 11.12 Foret plaquettes carbure à goujures droites (type stardrill B.3020). Doc. Novex
FIGURE 11.13 Foret à embout carbure rapporté interchan-geable. Doc. Iscar
Centrage des trous en bout d'arbre
(Centres de prise de pièces cy l indr iques) Ut i l iser les forets à centrer (NF E 66.051, A, B, R ou W et DIN 333, A, B, R ou W) en série normale , longue et ex t ra- longue, avec arêtes coupantes au prof i l angu la i re de 60° (fig. 11.14).
370 Guide de l'usinage

^ s
Type A
D d L Angles 60° 118°
h8 k12 ±1 ~ 0 ±12 - 3 0 '
O ¡t TJ Type B
D d L K Angles 60° 120° 118°
h8 kl 2 ±1 k12 - 0 - 0 ±2 - 3 0 ' - 4 °
Type R
118°
h8 k12 ± 1 1.25R ± 2
Type W
D d L Angles 60° 118°
h8 kl 2 ±1 - 0 ±2 - 3 0
M
Pour machines à centrer
D d L Angles P 60° 118°
h8 k12 ±1 - 0 - 3 0
-0 -0,1 I
RE 11.14 Différents forets à centrer.
Procédés de perçage
Doc. Magafor
3 7 1

Forets à centrer de type A (NF 66.051) Ils permettent un iquement de réaliser le prof i l angulaire de 60°. Les diamètres courants D x d sont de : 2 x 0,5 à 31,5 x 12,5 mm.
• • • • • • • • • • • • F o r e t s à centrer de type B - ! M M M M I I W M B W M M
Réalisation du prof i l de 60° et d 'un chanfrein de protect ion de 120° et faci l i tant la prise auto-mat ique des pièces entre pointes. Les diamètres courants D x d sont de 3 x 0,5 à 31,5 x 10 mm.
Forets à centrer de type R Réalisat ion d 'un prof i l curv i l igne, assurant une grande précision de prise de pièce entre pointes; portée tangent iel le précise de la pointe support , tout en protégeant le centre contre les chocs). Les diamètres courants D x d sont de 3 x 0,5 à 31,5 x 12,5 mm.
Forets à centrer type W (NF E 66.051 - W et DIN 333 - W). Avec un bourrelet qui renforce l 'out i l et produi t une rainure circulaire (améliore la lubr i f icat ion de la pointe support). Les diamètres courants sont de 3 x 0,5 à 25 x 10 mm.
Série longue La longueur totale des forets à centrer varie de 60 à 200 m m .
Les forets à centrer, de type A, B et R, sont à coupe à gauche, dans les diamètres courants D x d de 3,15 x 0,5 à 20 x 8 mm.
Machines à centrer-dresser Les forets de type A, B, R, peuvent être conçus avec un plat sur le diamètre D pour recevoir une plaquette (carbure) de dressage simultané.
Trous de taraudage en bout d'arbre En travaux de série, uti l iser des forets réalisant en une seule opérat ion : perçage du cône de prise de pièce, du t rou de taraudage et chambrage de l 'entrée du taraud. Les forets à centrer-percer-chambrer sont des types A, B, R, pour les diamètres de taraudage de M4 à M24. Pour machines à centrer-dresser, ils peuvent avoir : un plat de logement d 'une plaquette (car-bure) de dressage; des rainures de lubri f icat ion.
Pointage des trous à positionnement précis
Sur MOCN, util iser les forets à pointer, en série normale et en série longue (200 m m pour les grands diamètres) (fig. 11.15). Ils sont conçus à coupe à droite ou à gauche : aux diamètres 3 à 12 m m ; à queue conique (CM) pour les grands diamètres (de 16 à 25 mm) ; de r igidité équivalente aux forets de perçage. Ut i l isat ion systémat ique pour posi t ionner les perçages avec MOCN.
372 Guide de l'usinage

Angle 120": L'avant-trou obtenu par le foret NC raagatoi? correspond â l'angle en bout de l'outil de perçage et évite à celui-ci de dévier.
Angle 90°: En utilisant le foret NC cwiapfe? de diamètre supérieur à l'outil de perçage, on obtiendra centrage et chanfreinage en une seule opération.
Forets à pointer d'angle de pointe à 120°
Iden t ique à ce lu i des fo re ts de per-çage ; t ou te poss ib i l i té de dév ia t ion à l 'a t taque est suppr imée. Les d iamèt res couran ts son t de 3 à 25,4 m m .
Forets à pointer d'angle de pointe à 90°
(NF E 66.052) À ut i l iser d 'un d iamèt re supér ieur à celui du fore t de perçage, assurant po in tage et chanf re inage du t rou dans une seule opérat ion . Les d iamè t res cou ran ts son t de 2 à 25,4 m m .
FIGURE 11.15
Forets à pointer. Doc Magafor
Perçage des trous de taraudage
En t ravaux de série, ut i l iser des forets étagés réal isant en une seule opéra t ion perçage et chan-f re inage du t r o u (fig. 11.16).
Conception : r ig ide, à queue cy l in-d r i que (d iamèt re de queue supér ieur au d iamè t re n o m i n a l ) ; pour les dia-mèt res de t a raudage M3 à M12 avec l ongueurs de perçage de 8 à 30 m m selon d iamèt re .
m f j - — d
3= f\
U \
90°
- — D
i h8 -0 +l
-0,05 +0
h 9 ±0.05
FIGURE 11.16
Foret étagé de perçage-chanfreinage avant tarau-dage. Doc Magafor
Perçage des trous de tarau-dage avec tête de vis à 90°
et avant-trous En t ravaux de série, ut i l iser des forets étagés (f ig. 11.17). Ces fo re ts sont conçus :
FIGURE 11.17 Foret étagé de perçage avant-trou et tête de vis. Doc Magafor
11. Procédés de perçage 373

À queue cylindrique pour d iamèt res de ta raudage M3 à M12 avec longueur de perçage du t rou de ta raudage de 9 à 30 m m selon les d iamètres. À queue conique : CM1, pour d iamèt res de ta raudage M8 à M 1 2 ; CM2 pour M14 à M20 ; lon-gueur de perçage de 20 à 48 m m , selon les d iamètres.
Chambrage des logements des têtes de vis
Logements des têtes de vis fraisées, conicité 90° Uti l iser des forets étagés, des fraises à chambrer , des fraises à noyer.
Forets étagés Réal isat ion, en une seule opéra t ion , du passage de vis et du l ogemen t de la tête de vis. De concep t ion en ARS, à gou ju res hél icoïdales, pour v is des d iamèt res M2 à M12, longueurs de perçage du passage de vis 6 à 28 m m , selon les d iamèt res (fig. 11.18). Pour des perçages p ro fonds dans les ma té r i aux tendres (agg lomérés . . . ) et d 'accès d i f f ic i le dans les prof i lés, on ut i l isera des forets étagés de série longue.
Forets étagé avant-trou taraudage Angle de passage des 2 diamètres a 90° Queue cylindrique Denture hélicoïdale à droite 30° Double goujure Coupe à droite acier Super Rapide
FIGURE 11.18 Foret étagé pour avant-trou de taraudage et passage de vis. Doc. Leclerc
Fraises à chambrer M o n o b l o c s , par t ie act ive et p i lo te , avec queue d 'en t ra înement . Le pi lote assure le cent rage de l 'out i l dans le t r o u p réa lab lemen t percé (au d iamè t re de passage de v is ou de t r o u d 'avan t ta rau-d a g e ) ; il est à a jus temen t f in ou m o y e n , se lon la préc is ion de coax ia l i té dési rée (fig.11.19). Elles son t de concep t i on : à queue cy l in-d r i que pour v is de d i amè t re M1 à M 1 2 ; à queue con ique (CM2 à CM3, se lon les dia-mètres) pour vis M12 à M16.
FIGURE 11.19 Fraise à chambrer monobloc.
Doc. Magafor
3 7 4 Guide de l'usinage

Fraises à noyer Monob locs , avec t ro is dents assurant : au to -cent rage dans le t r o u préa lab le-men t pe r cé ; coupe sans v i b ra t i ons (fig.11.20). Leurs d imens ions courantes, au grand d iamèt re du cône, sont de 4 à 50 m m avec : queue cy l i nd r ique j usqu 'au dia-mèt re 10, queue con ique ou cy l in-dr ique au-delà de 10 m m . Elles permet ten t éga lement le chanfrei-nage (voir chapi t re « Procédés de frai-sage »).
Logements des têtes de vis à fond plat (cylindriques, hexagonales...) Uti l iser des fore ts étagés, des fraises à chambrer , des fraises à lamer et chambrer .
Forets étagés Réal isat ion, en une seule opé ra t i on du passage de v is et du l o g e m e n t de la tê te de v is (fig. 11.21).
Foret étagé pour chambrage Logement des vis six pans creux Angle de passage des 2 diamètres a 180° Queue cône Morse
FIGURE 11.21 Foret étagé pour tête de vis à fond plat.
De concep t i on en ARS, à gou ju res hél icoï-dales, ils sont : à queue cy l ind r ique pour les vis des d iamèt res M3 à M10, à queue con ique pour les v is M5 à M20. Longueur de perçage de 13 à 43 m m selon les d iamètres .
Fraises à chambrer Pour chambrage avec gu idage de l 'out i l par le p i lote se cent rant dans le t r ou de passage de vis p réa lab lement percé. Le p i lo te est à a jus temen t f in ou m o y e n , selon la préc is ion de coaxia l i té désirée (fig. 11.22). Elles sont de concept ion m o n o b l o c : à queue cy l indr ique pour v is de d iamèt res M1 à M12 ; à queue con ique (CM2 à CM4, selon les dia-mètres) pour les v is de M12 à M24.
FIGURE 11.22 Fraise à chambrer monobloc.
Doc. Magafor
Doc. Leclerc
11. Procédés de perçage 375

Fraises à lamer et chambrer Pour c h a m b r a g e et l amage à par t i r du t r o u préa lab lement percé gu idan t le pi lote. De concep t i on à qua t re dents , en ARS ou à lames en ca rbure brasées ou à p laquet tes amov ib les : à mon te r sur queue avec tenon d 'en t ra înement ou monob locs et p i lo te amo-vib le.
Les p i lo tes rédu isent l ' ou t i l l age por te -ou t i l (exemple : les fraises à lamer des d iamèt res 24 à 34 ont un m ê m e d iamèt re d 'a lésage sup-por t p i lote de 9,5 H7 (f ig. 11.23).
FIGURE 11.23 Fraise à lamer et chambrer à
pilote avec cône court. Doc. Guhring
Fraises à lamer pour moulistes À ut i l iser pour l o g e m e n t s des tê tes d 'é jec teurs dans les mou les méta l -l iques, avec a jus temen t précis du pi lote. Pour d iamèt res d 'é jec teurs de 2 à 10 m m (fig. 11.24).
FIGURE 11.24 Jeu de fraises à lamer pour mou-
listes (logements têtes d'éjecteurs). Doc. Magafor
Chambrage
Lamage
HSS 8% COBALT M42 0
éjecteur ejector D x d L d2
2 4,2x2,0 60 D 2,5 5,2x2,5 60 D S 6,2 x 3,0 60 D 4 8,2x4,0 60 D 5 10,2x5,0 90 10,0 6 12,2 x 6,0 90 10,0 8 14,2x8,0 90 12,5
10 16,2x10,0 90 12,5
•5mPWi'ïïv-Ebavurage des trous
Uti l iser des fraises con iques à chanf re iner à t r ou ou à dents. Elles peuvent éga lement réaliser des chanfre ins. Leur conic i té est généra lement de 90°, mais aussi de 60°, 82°, 100°, 120°.
3 7 6 Guide de l'usinage

Fraises à ébavurer à trou Recommandées pour l ' us inage de ma té r i aux tendres (al l iages d ' a l u m i n i u m , p last iques. . . ) Leurs d iamèt res à la base du cône son t de 10 à 80 m m (fig.11.25). Pour chaque f ra ise : d i amè t re m i n i m u m du t r o u à ébavure r = 1/2 d iamè t re de la base du cône, dia-mèt re m a x i m u m = d iamèt re de la base du cône mo ins 1 à 2 m m , selon les fraises.
FIGURE 11.25 Fraise à ébavurer à trou.
Doc. Magafor
Fraises à chanfreiner à une dent Elles peuvent être ut i l isées en ébavurage, en part i-cul ier dans les matér iaux tendres (fig.11.26). D iamètre m i n i m u m du t rou à ébavurer = 1 à 3 m m se lon les f ra ises, soi t au vo i s i nage du s o m m e t du cône. Matér iaux tendres (bois et agg lomérés , plast iques) et de fa ib le épaisseur, ef fectuer le perçage du pas-sage de vis et le chanf re inage dans une seule opé-rat ion. Capacité max ima le de ces fraises = d iamèt re de la base du cône. La conic i té peut être de 30°, 45°, 60°, 82°, 90°, 100°, 120° pour des d iamèt res à la base du cône de 6 à 80 m m .
FIGURE 11.26
Fraise à chanfreiner une dent. Doc. Magafor
Fraises à lamer conique À 3 ou 4 dents, de conic i té 60° et 90° ; d iamèt res à la base du cône = 8 à 46 m m . À mon te r sur suppor t avec un pi lote au d iamèt re du t rou p réa lab lement percé (fig. 11.27).
FIGURE 11.27
Fraise à lamer conique 3 dents, 60° et 90° ; avec pilote.
Doc. Guhring
. ''capacité I
D Angle d L
+ 0.3 - 0 h 9 ± ] + 0 -I5 *
11. Procédés de perçage 377

Fraises coniques «une taille» À chanfre iner (chapi t re « Procédés de f ra isage ») monob locs à queue cy l ind r ique ou con ique : e f fectuent éga lement l 'ébavurage. Ces f ra ises sont de conic i té 60° et 90°, avec des d iamèt res à la base du cône de 10 à 40 m m .
Perçage des trous à diamètre relativement grand
Uti l iser les lames « l a n g u e s d ' a s p i c » , les lames spi ra les, les fo re ts de caro t tage, dans les pièces minces en part icul ier.
Lames «langues d'aspic» Perçage sans avan t - t rou des d iamè t res 5 à 130 m m , en général . Ces lames se mon ten t sur por te-out i ls spéci-f iques à queue con ique. Lubrification. Par le cent re du p o r t e - o u t i l ; assure la me i l l eu re u t i l i sa t ion ( lubr i f i ca t ion de la po in te et évacua t ion des copeaux) (fig. 11.28). Affûtage. Sur les faces de coupe (les faces de dépou i l l e ayant géné ra l emen t des br ise-copeaux) : conserver l ' am inc i ssemen t de la po in te qui assure le cent rage d 'ou t i l et rédui t l 'e f for t de poussée.
FIGURE 11.28 Lame « langue d'aspic » et porte-lame. Doc. Leclerc
Lames spirales Perçage, avec un avan t - t rou pour assurer le gu idage par un p i lo te, des d iamè t res 30 à 160 m m en général . Ces lames se mon ten t sur porte-out i ls spéc i f iques avec pi lote. Les po r te - lames son t conçus pour des pal iers de d iamèt res de perçage (exemp le : po r te - lame, avec p i lo te de d iamèt re 46 m m , pour des lames de 101 à 160 m m ) (f ig. 11.29). Affûtage. Out i ls à prof i l constant , a f fû tab les de n o m b r e u s e s fo is sur les faces de coupe (essentiel-lement ) t ou t en conservan t la symét r ie des arêtes de coupe.
FIGURE 11.29 Lame spirale a - avec éléments du porte-outil b - affûtages successifs de la lame Doc. Leclerc
Conditions de coupe On cons idère : v i tesses de coupe de 20 % infér ieures à celles des forets de m ê m e matér iau (acier rapide) et vi tesses d 'avance de 20 % supér ieures.
3 7 8 Guide de l'usinage

Vitesses de coupe : 8 à 30 mèt res /m inu te selon les matér iaux. Vitesses d 'avance : 0,15 à 0,50 m m / t o u r se lon les d iamèt res et les matér iaux usinés (fig. 11.30).
Matière V
m / . m i n
Diamètre des lames
V m / . m i n 25 33 40 50 62 80 100 125
Acier non allié jusquà 70 daN/mm2
2 0 f
kw
0.20 255
1.25
0,20 200
1.70
0,25 160
2.10
0,32 125
3.30
0,32 100
4,10
0.40 80
6.80
0.50 65
8,80
0.50 50 10.60
Acier allié jusqu'à 80 daN/mm,*
15 f
kw
0,20 190
1,50
0,20 190
2,70
0,25 120
2.00
0.25 95
2,50
0.30 80
3,90
0,30 80
4,80
0,40 BO
8,40
0.40 40 10,50
Acier allié au-dessus 10 f
kw
0,15 150
0,90
0,15 130
1,40
0.20 100
2,00
0.25 80
2,10
0.25 65
2.60
0.25 50
3,40
0.30 40
5,00
0,40 32
8.40
Acier doux 3 0 f
kw
0.20 400
2.30
0,20 315
3,20
0,25 250
4.10
0,32 200
6,56
0.32 160
8,10
0,40 125
13,10
0.50 100
19,00
0,50 80 23,75
Fonte jusqu'à 200 Brinell
2 0 f
kw
0.25 280
0.90
0,32 260
1,80
0.40 180
2.30
0.50 140
3.15
0.50 120
4,20
0.50 90
5,20
0.60 70
7,60
0.60 60 10.10
Fonte au-dessus de 200 Brinell
8
à 10
f
kw
0.20 125
0.40
0.20 100
0,60
0.20 80
0.70
0,25 60
1,20
0,30 50
1,40
0,40 40
2,50
0.50 30
3.20
0.50 25
4.10
Cuivre et bronze 2 0 f
kw
0.20 230
0,75
0.20 210
1.20
0.30 160
1,70
0,40 130
2.90
0,40 105
3.50
0,50 80
5.10
0,50 60
6.00
0,60 50
9.40
Laiton Ms 58-50
30 t
kw
0.20 380
0.60
0,20 320
0,30
0.25 240
1,00
0.30 190
1.40
0.30 160
1.90
0.40 125
3,20
0.60 100
4,50
0,60 80
5.60
FIGURE 11.30 Conditions de coupe recommandées pour lames. Doc. Leclerc.
Réal isat ion en une seule opéra t ion , des t rous de g rand d iamèt re (de 120 à 220 m m , générale-ment) t ou t en produ isant une chute cy l indr ique , la carot te. Ces fo re ts , ou tê tes de caro t tage, son t cons t i tués d ' une c o u r o n n e suppo r tan t les ou t i l s de coupe. Ils se mon ten t sur des por te-out i ls spéci f iques ( tubulaires). Ils permet ten t de récupérer de la mat ière en perçage de grands d iamèt res dans des pièces de tou tes épaisseurs.
Perçage des trous longs
Éviter la dév ia t ion d 'ou t i l du ran t sa t ra jecto i re , avec : Un angle de d i rect ion d 'arête K r (kappa r) m a x i m u m (vois in de 90°) annu lan t les poussées laté-rales. Des pat ins d 'au to -gu idage sur la tête de perçage, agissant après gu idage à l 'a t taque par une bague. Les forêts 3/4 avec tête de perçage (carbure.. . ) p rodu isen t des t rous longs - le fo rage - avec préc is ions courantes de : IT 7 à 9 ; Ra 0,4 à 1,6; c i rcular i té < 4 p,m (forets Outi l tec) (fig. 11.31). La lubr i f i ca t ion sous-press ion par le corps d 'ou t i l est nécessaire pour la ré f r igérat ion et l 'éva-cuat ion des copeaux. Mach ines à c o m m a n d e numér ique , pour p r o g r a m m e r le perçage avec débour rage : évacua-
11. Procédés de perçage 379

t i on des copeaux ou arrêts t empor i -sés pour br iser les copeaux (faci l i -t an t leur évacuat ion) ou mach ine spéc i f ique de forage pro fond.
^ r t forage
Schéma de principe d'un forage dans le plein avec évacuation des copeaux et lubrifiant en contre sens du
b - perçage pleine matière avec foret 3/4 c - perçage trou ébauché avec foret 3/4
FIGURE 11.31 Foret de perçage profond,
a - foret 2 lèvres
Schéma de principe d'un alésage avec évacuation des copeaux dans le sens de l'alésage
Doc. Outiltec
Cycles des perçages
Les c o m m a n d e s numér iques des mach ines-out i l s par coupe, de tous types (perçage, f ra isage, tournage. . . ) c o m p o r t e n t des cycles de perçage au toma t ique pour un t rou et un ensemble de t rous déf in is dans le p r o g r a m m e d 'us inage (f ig. 11.32).
Provoque le perçage au toma t ique à la p ro fondeur p rog rammée .
Cycle de perçage - lamage - chambrage Provoque le perçage avec un arrêt t empor i sé à la p ro fondeur p r o g r a m m é e pour en assurer la préc is ion de longueur de perçage.
P rovoque des séquences success ives de perçage de l ongueu rs va r ian t ent re la p remière séquence (P = 2 à 3 d iamèt res du foret) et la dern ière séquence (Q = 1 à 0,5 d iamè t re ) ; la CN dé te rm ine les p ro fondeurs in termédia i res . À chaque séquence, l 'out i l est dégagé du t rou pour évacuer les copeaux (débourrage) . Ut i l isat ion : perçage p ro fond avec forê t non lubr i f ié par le co rps ; perçage p ro fond de maté-r iaux à copeaux courts.
P rovoque des séquences successives de perçage à la f in desque l les un arrêt t e m p o r i s é de l 'avance p rodu i t la rup ture des copeaux. Ut i l isat ion : perçage p ro fond de matér iaux à copeaux longs, avec forets lubr i f iés par le corps.
Cycles de perçage et pointage
Cycle de perçage profond avec débourrage
Cycle de perçage profond avec brise-copeaux
Cycles de positionnement automatique du foret Intégrés dans la CN de perceuses en part icul ier (fig. 11.33).
3 8 0 Guide de l'usinage

a - Cycle de perçage et pointage
arrosage
Op V P1
1 if arrêt temporisé
b - Cycle de perçage lamage et chambrage, cote précise. Arrêt temporisé
arrosage par l'outil
c - Cycle de perçage profond avec débourrage g' = garde (automatique) avant l'avance travail
d - Cycle de perçage profond brise-copeaux
FIGURE 11.32 Cycles fixes de perçage sur MOCN.
FIGURE 11.33 Schéma de cycle de positionnement
automatique en perçage. Doc. Sermac
n i
Mouvements de génération
• Mouvement de coupe donné : - A l 'out i l sur perceuses, f ra iseuses, centres d 'us inage, centres de tournage. - À la pièce sur tours , centres de tou rnage (avec t rou concent r ique à l 'axe de ro ta t ion de la
pièce).
11. Procédés de perçage 381

• I
I
Perçage, mouvement de coupe donné à la pièce. Avec fore t à arêtes rappor tées et angle de d i rec t ion d 'arête Kr = 90° : il est possib le de percer à un d iamè t re sens ib l emen t supér ieur à celui du fore t (de 0,5 à 4 m m de dépar t d 'axe d 'out i l ) (fig. 11.34). Perçage débouchan t , il y a é ject ion d 'une ronde l le à la sor t ie d 'ou t i l (car tér isat ion impérat ive) . Réduire la v i tesse d 'avance de 20 à 50 %.
FIGURE 11.34 Perçage avec foret (à plaquettes car-
bure) désaxé (pièce tournante). Doc. Comand
Appareillages porte-outils
Ils do ivent assurer mise en pos i t ion et démon tage rapides du fore t dans la broche, avec une excel lente concent r ic i té out i l /por te-out i l /b roche.
Mandrins porte-foret Fixés sur queue d 'en t ra înement , ils ma in t iennen t les forets à queue cy l indr ique , avec serrage-desserrage rapide. Perçage critique. Risque de rupture de peti ts forets en perçage en ple ine mat iè re de matér iaux durs : con t rô le des ef for ts de coupe avec apparei l (à jauges de contra intes) i n te rméd ia i re ent re m a n d r i n et a t t achemen t (sys tème « Inte l l i -Tool » d e i
Sandvik Coromant ) (f ig. 11.35).
M o n i t e u r T M 2 0 Q 0
M a r m e s
O p é r a t i o n s d e p e r ç a g e / t a r a u d a g e
FIGURE 11.35 Système de contrôle des forces de coupe en perçage (et taraudage) Intelli Tool.
Doc. Sandvik Coromant
382 Guide de l 'usinage

Mandrins à pinces De pet i ts d iamèt res à queue cy l i nd r ique : assurent une excel lente concent r ic i té ou t i l /por te -out i l et un serrage eff icace. Ils acceptent des f réquences de ro ta t ion élevées (20 000 t r /m in ) sans v ib ra t ions .
Têtes de perçage Conçues pour op t im iser ( temps de p roduc t ion ; nombre de phases) sur MOCN.
Tête à broches multiples Product ion de g rande sér ie (us inage t ransfer t ) : perçage s imu l tané de d iamèt res et p ro fon-deurs d i f férents ou non.
Têtes angulaires Usinage, sur mach ines à CN, dans des d i rec t ions non car tés iennes sans avo i r à changer la pièce de pos i t ion (nombre de phases réduit) ; perçages de pos i t i on g é o m é t r i q u e précise (fig. 11.36). Les out i ls , avec leur por te-out i ls res-pecti fs, sont à changemen t rapide.
FIGURE 11.36 Tête à renvoi d'angle (à changement rapide)
Doc. Nikken
Machines de perçage
Elles do iven t assurer un pos i t i onnemen t rapide et le p lus précis possib le des out i ls (perçages successifs sur une ou p lus ieurs pièces instal lées sur tab le-machine) .
Perceuses à CN À broche ver t ica le 3 axes (x y z) pour tous les t ravaux en point à po in t (perçage, taraudage. . . ) (fig. 11.37). Du f ra isage léger en paraxial est généra lement réal isable sur ces mach ines pour pièces à per-cer c o m p o r t a n t peu de f ra isage dans la phase.
FIGURE 11.37 Perceuse à commande numérique.
Doc. Sermac
0
15. Procédés de tournage 383

Des cycles de recherche d 'or ig ine au tomat ique (centre de surfaces pr ismat iques et cyl in-driques), équipent des perceuses à CN (fig. 11.38). Différentes f igures géométr iques situant un réseau de t rous ident iques sont programmables, (perçages successifs automat iquement) . Menus de perçage, p rog rammat i on interact ive par apprent issage op t im isen t la mise en œuvre. Capacité. Le d iamètre de perçage max imum, dans l'acier, est généralement de 40 m m et le taraudage de M 26, pour les perceuses à CN.
Centres de perçage Avec la tourel le porte-out i ls, perçage automat ique de l 'ensemble des t rous de diamètres dif-férents sur la plupart des pièces. Caractéristiques principales. Rapidité de changement d 'out i ls (quelques sec.); vi tesse des déplacements; précision de posi t ionnement en x y (0,02 à 0,01 mm) ; répétabil i té à 0,005 m m ; p rogrammat ion conversat ionnel le et banque de données.
3. Procédés de perçage par érosion
Procédés de perçage au laser
in — M m Il mini—
Perçage avec des lasers de puissance dél ivrant des impuls ions qui vapor isent le matér iau usiné (voir « Procédés de découpe et assemblage »). Un puits capil laire se crée, dont les parois entrent en fus ion ; la vapor isat ion s'effectue dans l 'axe du faisceau produisant une surpression qui éjecte la matière fondue. Le perçage s'effectue en plongée ( tamponnage) ou en découpe orbitale (trépannage), selon le diamètre du t rou à obtenir.
Tamponnage Avec des impuls ions dans l 'axe du t rou, on perce de petits diamètres l imités par la focal isation du faisceau (quelques m m au m in imum) .
384 Guide de l'usinage

Trépannage Avec des impu ls ions et un m o u v e m e n t o rb i ta l de l ' op t ique de foca l isa t ion , on e f fec tue une découpe circulaire.
Conditions d'utilisation
Profondeur de perçage Elle est l imi tée par le rappor t p ro fondeur /d iamèt re du t rou et la poss ib i l i té d 'évacuat ion de par-t icules en fonc t ion des matér iaux usinés.
Vitesse de perçage Elle est t rès rapide, par t i cu l iè rement en perçage t a m p o n n a g e . C'est le t emps de dép lacement d ' u n t r o u à l 'aut re qu i cond i t i onne la p roduc t i v i té , avec le cha rgemen t -décha rgemen t de la pièce.
Utilisation Perçage de très pet i t d iamèt re et de fa ib le p ro fondeur dans des matér iaux d i f f i c i lement usi-nables par des procédés conven t ionne ls , tel que le perçage du d iamant . On l 'ut i l isera éven tue l lement en t ravaux de série dans d ivers matér iaux durs (f ig. 11.39). L 'usinage peut s 'e f fectuer avec at taque sur des sur faces en d i f fé rentes pos i t ions , vo i re peu accessibles.
FIGURE 11.39 Opération de perçage au laser
(aube de turbine d'avion). Doc. Lasag
FIGURE 11.40
Élément de machine d'usinage au laser (perçage avec tête d'usinage BAK 4).
Doc. Lasag
Machines Elles sont à pièce ou à laser mob i le (fig. 11.40).
Avec une mach ine adaptée, les perçages peuvent s 'e f fectuer dans tou tes d i rect ions.
Laser employé en perçage Du t ype so l ide puisé YAG et ver re dopé n é o d y m e ou A lexand r i t e pour a l l iages cu iv reux , avec poss ib i l i té de t r épannage par perçages successifs.
* 5. Procédés de tournage 385

Procédés de perçage par ultrasons
Généralités Microcassure de la mat ière par project ion de part icules de poudre abrasive en suspension dans un l iquide, situées entre la pièce et un barreau-outi l (la sonotrode) v ibrant à fréquence élevée sous excitat ions ul trasoniques (voir « Procédés d'assemblage »). La turbulence créée par la cavitat ion, qui résulte d 'ondes de pressions et de dépressions suc-cessives en un même point, faci l i te la circulat ion de la solut ion abrasive. La cavitat ion est provoquée par une densité de puissance acoust ique (1 à 2 wat ts /cm 2 pour l'eau, à la f réquence de 20 000 Hz).
Elle est commun iquée aux grains d'abrasif suivant l 'avance de l 'out i l dans la pièce donnée par une légère pression. Les grains d'abrasif sont en suspension dans la lame l iquide (l'eau généralement) située entre la pièce et la sonotrode et qui v ibre dans la même direct ion que la sonotrode. Les mouvements vibratoires sont provoqués par un générateur d 'ul t rasons dont les v ibrat ions électr iques sont t ransformées en v ibrat ions mécaniques par l ' intermédiaire d 'un transducteur. La sonotrode projette, compr ime et martèle les grains d'abrasif sur la pièce, produisant les microruptures dans le matériau. Le générateur é lect ronique de courant basse f réquence, réglable en puissance, fourn i t un signal compr is entre 20 000 et 40 000 hertz. À l 'extrémité de la sonotrode est f ixé un embout de la fo rme du prof i l à obtenir en perçage (rond, carré, hexagonal.. .) qui reçoit le mouvement d'avance recti l igne alternatif (sans autre mouvement) . Le matér iau util isé pour l 'embout est généralement en laiton ou en acier non t rempé (pas de contact avec la pièce).
Il doit être plus dur que le métal us iné; généralement le carbure de bore (le plus dur, après le d iamant, léger, résistant aux agents chimiques et de point de fusion élevé). Il est uti l isé en poudre de granulométr ie (de 120 à 600) choisie en fonct ion de la matière à usi-ner et de la précision à obtenir. Le perçage s'effectue généralement en une seule passe. Pour obtenir une grande précision, plusieurs passes sont nécessaires avec des granulométr ies différentes.
Elle dépend du vo lume de matière à enlever et de contraintes technologiques. Il est préférable de percer des fo rmes de petites sections. Contraintes technologiques Ampl i tude et fréquence des v ibrat ions ; force statique entre la sonotrode et la pièce ; matériau à us iner ; section de l 'ou t i l ; profondeur et section de perçage (volume de matière à enlever); granulométr ie et concentrat ion de l 'abrasif. La var iat ion d 'un facteur a une incidence sur le temps d'usinage. Temps de perçage : quelques minutes à quelques secondes (faibles profondeurs).
Energie vibratoire
Abrasif utilisé mm «
Vitesse d'avance
386 Guide de l'usinage

• • • • H Précisions obtenues
Dimensionnelle Elle est fonct ion de l 'embout (outi l de fo rme travai l lant en pénétration). Elle peut atteindre 5 à 10 |xm.
État de surface Elle est fonct ion de la force stat ique appl iquée sur la sonotrode, de la granulométr ie de l 'abra-sif et de l 'ampl i tude des vibrat ions. La rugosité des parois de t rous augmente avec l 'ampl i tude des v ibrat ions de la sonotrode. Une légère conicité des t rous résulte du cheminement des grains d'abrasif le long de l 'out i l et des v ibrat ions transversales.
» • m m b b ^ ^
Perçages de petites sections d é f o r m é quelconque, dans des matér iaux très durs, cassants, fra-giles (verre, céramique, carbures, s i l ic ium, germanium. . . ) sans contraintes d 'us inage (ther-mique, ch imique, mécanique) et ne pouvant pas être obtenus avec des procédés convent ionnels.
De puissance entre 75 et 1 200 wa t t s ; mouvement d'avance de broche avec guidage à haute précis ion; réglage de la pression d 'avance; avec système d' in ject ion et recyclage du l iquide abrasif. Broche animée en rotation. Possibil i té d'effectuer de petites fraisures. Certaines machines peuvent être équipées de plusieurs broches, pour opt imiser des usinages.
15. Procédés de tournage 387

PROCÉD ES DE RECTIFICATION
1. Généralités 391
2. Procédés de recti f ication cyl indr ique 391 2.1 Rectif ication cyl indr ique d'extér ieur 391 2.2 Rectif ication cyl indr ique d' intér ieur 392 2.3 Rectif ication cyl indr ique sans centres 392
3. Procédés de rectif ication plane 393 3.1 Rectif ication plane alternative 393 3.2 Rectif ication plane en surfaçage 393
4. Procédés de rectif ication de fo rme 394
5. O u t i l - M e u l e 394 5.1 Formes des meules 395 5.2 Dimensions des meules 396 5.3 Caractéristiques de const i tut ion des meules 396
6. Mode d'act ion de l 'out i l - meule 398 6.1 Dureté relative ou dureté d'act ion 399
7. Condi t ion d'ut i l isat ion des meules 399 7.1 Vitesse de rotat ion des meules 399 7.2 Vitesse de rotat ion ou de translat ion des pièces 400 7.3 Vitesse de balayage ou largeur de passe 400 7.4 Profondeurs de passe 400 7.5 Surépaisseurs de rectif ication 401
8. Mise en œuvre des meules 401 8.1 Aire de contact 401 8.2 Dureté d'act ion d 'une meule 402 8.3 Traces hélicoïdales 403 8.4 Choix d 'une meule 403
389

9. Rectif ication cyl indr ique d'extér ieur et d ' intér ieur 404 9.1 Rectif ication par balayage 404 9.2 Rectif ication cyl indr ique d' intér ieur 404 9.3 Rectif ication en plongée 405 9.4 Rectif ication en plongée obl ique 405
10. Rectif ication sans centres ou centerless 407 10.1 Meule de régulat ion 407 10.2 Réglette d 'appui de pièce 407 10.3 Rectif ication sans centres en plongée 408 10.4 Rectif ication sans centres en enfi lade 408 10.5 Mise en œuvre 408
11. Rectif ication en surfaçage 409 11.1 Avec meule à segments 409 11.2 Avec meule boisseau et meule plate 409
12. Lubri f icat ion 410
13. Apparei l lages 410 13.1 Les pièces cyl indr iques longues 410 13.2 Les pièces cyl indr iques courtes 410 13.3 Des montages 411 13.4 Les pièces des types plates et cubiques 411
14. Machines 411 14.1 Rectifieuses planes 413 14.2 Rectifieuses cyl indr iques 414 14.3 Rectifieuses sans centres 414 14.4 Rectifieuses de fo rme 415

1. Généralités
Obtent ion d 'un état de surfacetrès précis et d 'une g rande précis ion d imens ionne l le , à l 'a ide d 'ou t i l s -meu le . Les meules, t ou rnan t à grande vi tesse (de coupe), us inent les surfaces à rect i f ier par abras ion avec les gra ins coupants agg lomérés qui const i tuent l 'out i l . La dure té du matér iau usiné n'a qu 'une fa ib le in f luence sur le cho ix de la meule .
wmm:' Précisions obtenues Sur des surfaces de pièces préa lab lement usinées par coupe et généra lement t ra i tées the rm i -quemen t : - D imens ionne l le jusqu 'à la qual i té 5 vo i r 4 en atel ier c l imat isé ; - État de surface : Ra 0,1 à 1,6 fjim. - La rect i f icat i on ef fectue la préc is ion en p roduc t ion de pièces mécan iques, é c o n o m i q u e m e n t
et sans a l térat ion s ign i f icat ive de la pièce (matér iau et surface recti f iée).
Procédés de rectification
Rect i f icat ion d 'extér ieur , d ' in tér ieur , sans centres, des pièces cy l indr iques et con iques. Rect i f icat ion plane sur des pièces pr ismat iques. Rect i f icat ion de f o rme , pour prof i ls divers.
2. Procédés de rectification cylindrique
Rect i f icat ion d 'extér ieur , rect i f icat ion d ' in tér ieur , rect i f icat ion sans centres. La meu le et la pièce sont an imées d ' un m o u v e m e n t de ro ta t ion p rovoquan t le m o u v e m e n t de coupe. Le m o u v e m e n t d 'avance, rect i l igne, est donné à la meu le ou à la pièce, selon le procédé.
Rectification cylindrique d'extérieur
La pièce est ma in tenue en l 'air ou entre po in tes (sèches). L'usinage s 'ef fectue en balayage ou en p longée.
Balayage La pr ise de passe se p rodu i t après chaque passe (al ler-retour) de la pièce qu i se t rans-late devant la meu le (fig. 12.1).
FIGURE 12.1 Schéma de rectification cylindrique
d'extérieur en balayage.
12. Procédés de rectification 391

Plongée La meule, d 'une épaisseur au m o i n s égale à la largeur à usiner, p rend la p ro fondeur de passe par pénét ra t ion con t re la pièce de façon con t i nue (f ig. 12.2). La p longée est d ro i te (perpend icu-laire à l 'axe de la pièce) ou ob l i que (pe rme t tan t le dressage d 'épau le -m e n t dans le cycle) se lon les machines.
FIGURE 12.2 Schéma de rectification cylindrique
d'extérieur en plongée. a - Plongée droite b - Plongée oblique
Rectification cylindrique d'intérieur
La pièce est ma in tenue en l 'air, l 'usi-nage s 'e f fec tuan t c o m m e en exté-r ieur, en ba layage ou en p longée (essent ie l lement droi te) (f ig. 12.3).
FIGURE 12.3 Schéma de rectification cylindrique
d'intérieur.
YS/S/s
Mf Mf
E w — i t J
cap
f -Me
*
¿22
b - Plongée
I Rectification cylindrique sans centres
La pièce, u n i q u e m e n t en appu i sur une butée, est ma in tenue au contact de la meu le par une seconde meule (de régulat ion) , l 'us inage s 'e f fectuant en p longée ou en enf i lade (fig. 12.4).
• • • • • • • • • • • « • • • m Pour des pièces cour tes avec p lus ieurs cy l ind res ou cônes. La pr ise de passe est con t i nue cont re la pièce.
1. .1 I I I < i l l W i i l l l M l M i l l l » M t i l l l É l i l i y > r i l l l l | l | i II mil II II m m m m m m B m m m m m Ê m m m m a m Ê m m m m L
Pour des pièces longues ou cour tes en con t inu . L'avance s 'ef fectue avec la meu le de régula-t i on don t l 'axe est incl iné par rappor t à celui de la pièce.
392 Guide de l'usinage

FIGURE 12.4 Schéma de rectification cylindrique
sans centres. a - Plongée b - Enfilade
3. Procédés de rectification plane
Rect i f icat ion a l te rna t ive et rec t i f i ca t ion c i rcu la i re ou sur façage (f ig. 12.5).
FIGURE 12.5 Schéma de rectification plane.
Rectification plane alternative
Obtenue en balayage avec meu le plate par la comb ina i son de deux m o u v e m e n t s rect i l ignes (al ternat i f et pér iod ique) . La pr ise de passe s 'ef fectue, après chaque balayage de la surface, par p longée de la meule .
c
Rectification plane en surfaçage
Obtenue avec une meu le boisseau (à segments pour le débit) t rava i l lant de face sur tou te la largeur de surface à rectif ier. Le m o u v e m e n t d 'avance est donné à la pièce ( rotat ion ou t rans la t ion de la tab le porte-pièce). La prise de passe s 'ef fectue après chaque course de la table.
12. Procédés de rectification 393

4. Procédés de rectification de forme
Obten t i on de sur faces f onc t i onne l l es précises, la meu le généran t le p ro f i l à ob ten i r par sa f o r m e ou par une c inémat ique donnée.
5. Outil-meule
Out i l c i rcula i re t ou rnan t à grande vi tesse (de 20 à 100 m/s) Il est const i tué de gra ins d 'abras i f t rès durs qu i t rava i l lent par grat tage de la surface usinée, p rodu isant des mic ro-copeaux. Avec la mu l t i t ude de gra ins const i tu t i fs , réal isat ion d ' un très bon état de surface. La dureté des gra ins d 'abras i f pe rmet l 'us inage des matér iaux très durs, tels les aciers t rem-pés. Les gra ins d 'abras i f se c o m p o r t e n t c o m m e des out i l s de gra t tage, avec un angle de coupe que l conque (f ig. 12.6). Les m ic ro - copeaux ob tenus son t de t rès fa ib le sec t ion (0,01 à 0,001 m m 2 ) . Chaque gra in , en robé par un l iant ( l ' agg lomérant ) s 'use, se f ragmen te , s ' émousse et s 'échau f fe au contac t de la sur face t rava i l lée , ce qu i pro-v o q u e son déchaussemen t par rup-ture du l iant échauffé. Chaque couche de g ra ins déchaus-sés laisse apparaî t re une couche de gra ins neufs. Un g r a n d n o m b r e de gra ins t rava i l lan t s imu l t anémen t , il y a p roduc t i on de n o m b r e u x mic ro -copeaux. Les meu les on t des f o r m e s qu i cor-respondent à leurs ut i l isat ions. Elles sont déf in ies en fonc t ion de leurs caractér is t iques de fabr ica t ion : f o r m e , d imens ions , const i -tu t ion . Elles sont normal isées d 'après leur f o r m e (NF - E - 75-201) et leurs d imens ions ( N F - E - 7 5 - 2 0 2 à 206). La dés igna t i on généra le des meu les , f i gu ran t sur chacune d 'e l les , préc ise dans l ' o rd re : le n u m é r o du type de f o r m e ; les t ro is d imens ions D, E, d ; les caractér is t iques de cons t i tu t ion , avec la v i tesse de ro ta t ion max ima le admise (afin d 'év i ter t ou t éc la tement que p rovoquera i t la force centr i fuge) .
FIGURE 12.6 Schéma d'action de coupe des grains d'abrasif.
394 Guide de l'usinage

5.1 Formes des meules
Chaque f o r m e de meu le est ident i f iée par un n u m é r o du t ype (1 à 28) pour les meu les d 'enve-loppe et par une lettre majuscu le (A à P) pour les d i f férents prof i lés des meules de f o r m e (f ig. 12.7). Les f o r m e s de meules sont des types : 1 : p la tes ; 5 : à un e m b r è v e m e n t ; 7 : à doub le embrè-v e m e n t ; 6 : boisseau d ro i t ; 11 : c o n i q u e ; 12 : ass iet te ; 14 : à m o y e u dépo r té ; 2 : cy l indr ique . . . Nota : Sauf pour les meu les de f o r m e qu i do i ven t réal iser un pro f i l donné , les meu les t ra-vai l lent avec une surface abras ive déf in ie (pér iphér ie ou une face).
- H «-
•o I r * **
4
a
i f j . / » ** / w A f t , Ê * v* * *4 * •V
y\î ; ; i i ' ** 1
* v* * *4 * •V
03\¿ 07 »- c
08 31 \W f ' * ; 03\¿ 04\¿J 05 07
»- c
08 1 10 ' * '1
à embrèvement(s) plate conique biconique unique double à queue à saillies
d'aronde d'entraînement
\ ¿Ú Y\ r.J »» f V-. \ia yi M '•V
_ MM
M / / JJ M *»
**< Ss 12 ï t j 13 Jj/ 14 il 02 •2kà 06 ZI 08 JtiA
FIGURE 12.7 Principales formes de meules normalisées.
12. Procédés de rectification 395

5.2 Dimensions des meules
Elles sont déf in ies dans l ' o rd re su ivant : D iamèt re ex tér ieur : D ; épaisseur : E; d iamèt re de l 'a lésage : d. Ces d imens ions peuvent aller de la pet i te meu le (D = 8 m m et E = 0,6 m m ) à la g rande meule (D = 1 500 m m et E = 500 m m ) (f ig. 12.8). Généra lement les d imens ions les p lus courantes sont :
Désignations dans l'ordre
Diamètres extérieur D
8; 10; 13; 16; 20; 25; 32; 40 ; 50 ; 63 ; 80 ; 100 ; 125 ; 150 ; 200 ; 250 ; 300 ; 350 ; 400 ; 450 ; 500 ; 600 ; 750 ; 900 ; 1 000 ; 1 250 ; 1500
Epaisseurs E
0,6; 0,8 ;1 ; 1,25 ; 1,6; 2 ; 2,5 ; 3,2 ; 4 ; 5 ; 6 ; 8 ; 10 ; 13 ; 16 ; 20 ; 25 ; 32 ; 40 ; 50 ; 63 ; 80 ; 100 ; 125 ; 160 ; 200 ; 250 ; 315 ; 400 ; 500 Alésages d
1,6 ; 2,5 ; 4 ; 6 ; 10 ; 13 ; 16 ; 20 ; 25 ; 32 ; 40 ; 50,8 ; 76,2 ; 127 ; 152,4 ; 203,2 ; 304,8 ; 508.
FIGURE 12.8 Dimensions courantes des meules recommandées par la normalisation.
Rectification cylindrique d'extérieur Meules plates (type 1) de 250 à 1 250 m m pour D, de 20 à 125 m m pour E, de 127 à 508 m m pour d. Meu les plates à un e m b r è v e m e n t ( type 5) ou deux embrèvemen ts ( type 7) de 300 à 900 m m pour D, de 40 à 100 m m pour E, de 127 à 304,8 m m pour d ; les embrèvemen ts R var ient de 0 190 à 390 m m , avec des p ro fondeurs F et G de 6 à 50 m m .
Rectification cylindrique d'intérieur Meules plates (type 1) de 6 à 50 m m pour D, de 6 à 40 m m pour E, de 2,5 à 13 m m pour d. Meules plates à un e m b r è v e m e n t ( type 5) de 16 à 50 m m pour D, de 10 à 40 m m pour E, de 6 à 16 m m pour d.
Rectification plane Meules plates (type 1) de 150 à 750 m m pour D, de 13 à 160 m m pour E, de 32 à 304,8 pour d. Meules cy l indr iques (type 2) de 200 à 450 m m pour D, de 100 à 125 m m pour E, de 20 à 40 m m pour B (épaisseur de la couronne) .
Caractéristiques de constitution des meules
Elles sont précisées dans l ' o rd re ; nature de l 'abrasi f , g rosseur des gra ins d 'abras i f , dure té ou grade de la meule, s t ructure de la meule , nature de l ' agg loméran t (f ig. 12.9).
Nature ou type de l'abrasif Caractérisée par une lettre (A = A l u m i n i u m ; C = Carbures de s i l i c ium ; D = D iamant art i f ic iel) . Ce sont des m iné raux don t les caractér is t iques sont leur dureté et leur résistance à la f racture. La lettre peut être précédée d ' un n u m é r o ( facul tat i f , au cho ix du fabr icant) . Abrasif céramique. Oxyde d ' a l u m i n e . Ab ras i f cé ram ique ex t rudé avec un rappor t l ongueur /d iamèt re élevé assurant une st ructure t rès ouver te et une répar t i t ion régul ière des gra ins (brevet Nor ton , meu les « pro ject ALTOS») (f ig. 12.10; 12.11 ; 12.12).
396 Guide de l'usinage

Désignations (dans l'ordre) Définition
A - C - D Abrasif
8-10-12-14-16-20-24 30 - 36 - 46 - 56 - 60 70 - 80 - 90 - 100 - 120 - 150 - 180 220 - 240 - 280 - 320 - 400 - 500 - 600
Grain
Aà E Fà J Kà 0 P à R S à Z
Grade
0 à 3 4 à 6 7 à 14
Structure
V - S - R - R F - B - B F -E - M G - M Agglomérant
FIGURE 12.10 Abrasif céramique extradé. «Project Altos» de Norton
FIGURE 12.11 Meules à abrasif céramique de structures différentes. Doc. Norton
FIGURE 12.9 Caractéristiques de constitution des meules.
Utilisation. Rect i f icat ion g rande v i tesse en p longée dro i te , con tou rnage , dans la masse avec : g rande durée de v ie , peu d 'é léva t ion de tempéra tu re , retai l lage faci le. Abrasif CBN. (N i t ru re de Bore Cub ique) . Abras i f à gra ins f ins , l iant v i t r i f ié po reux de g rade tend re à dur , s t ruc tu re s im i la i re aux autres meules (f ig. 12.13). Rect i f icat ion à g rande v i tesse sans b rû lu res ni rayures, avec : un excel lent état de surface, une grande durée de vie. Meu les plates conçues en anneau ou seg-ments mon tés sur suppor t en al l iage de tous d i amè t res (meu les «V i t razon » de Un i co rn In ternat ional PLC).
Utilisation. Tous t r avaux de rec t i f i ca t ion en sér ie, p ro f i lage , passes p ro fondes , dans la p lupar t des matér iaux .
FIGURE 12.12 Meule segmentée à abrasif céramique.
«Project Altos» de Norton
FIGURE 12.13 Meule à abrasif CBN Doc. Toyoda
12. Procédés de rectification 397

?iiMMiMff>i ' Grosseur des grains d'abrasif • iiiMwiwiiniii Définie par un nombre, du plus gros grain (8), au plus f in (600). De 8 à 220, le nombre corres-pond au nombre de grains jo int i fs au pouce (25,4 mm) ; de 240 à 600, le nombre correspond à une sélection par lévigat ion (séparation par l'eau). Les grains sont dits : gros, de 8 à 24; moyens, de 30 à 80; f ins, de 90 à 180; très f ins, de 220 à 320; en poudre, de 400 à 600.
Dureté ou grade d'une meule Désignée par une lettre (A à Z) de la plus tendre (A) à la plus dure (Z). Les dif férents grades sont : très tendre (A à E) ; tendre (F à J) ; moyen (K à O) ; dur (P à R), très dur (S à Z). Le grade caractérise la force de maint ien des grains d'abrasif par l 'agglomérant util isé.
Structure d'une meule Définie par un nombre (0 à 14); plus le nombre est grand, plus les grains d'abrasif sont espacés (fig. 12.14). La structure est dite dense (0 à 3, les grains sont serrés), normale (4 à 6), ouverte (7 à 14, les grains sont écartés). En rect i f icat ion, c'est la structure dite normale qui est la plus employée.
• • • • • • • • • • • • • h h s b k ' Nature de l'agglomérant tmmmtmumsÊmmmmmm Indiquée par une ou deux lettres : V = Vi tr i f iée; S = Si l icate; R = Caoutchouc; RF = caout-chouc avec a rma tu re ; B = Résinoïde (résine synthét ique) : BF = Résine synthét ique avec armature ; E = Gomme laque; MG = Magnés ie ; M = Métal l ique (cuivre). L' indication de la structure qui caractérise l 'espacement des grains d'abrasif est facultat ive. Une spécif icat ion supplémentaire, caractérisée par un nombre se rapportant à l 'agglomérant , facultat ive, est une référence de fabricant.
6. Mode d'action de l'outil-meule
Il est lié aux mouvements de la meule et de la pièce provoquant l 'opposi t ion des mouvements au contact outi l - surface travail lée. Rotations de la meule et de la pièce dans le même sens en recti f ication cyl indr ique d'extérieur. Rotat ion de la meule et de la pièce en sens opposés en rectif ication cyl indr ique d' intérieur. Rotation de la meule et t ranslat ion de la pièce en opposi t ion des mouvements en rectif ication plane.
398 Guide de l'usinage

6.1 Dureté relative ou dureté d'action
Elle permet d 'a juster les cond i t ions de t ravai l d ' une meu le (qual i té de l 'état de sur face, débi t . . . ) En supposant un gra in d 'abras i f en t ravai l en un t e m p s d o n n é t, la ro ta t ion de la meu le entraîne le gra in de a en b et la ro tat ion de la pièce amène le po in t a en c, p rodu i san t un copeau de sect ion curv i l igne a f a c l f i g . 12.15). L 'épaisseur du copeau passe par un max i -m u m c d.
^ ^ ^ WWM aMTOWWMafflgBM—ftfl ÉltftMrttaM tteMH™"'™" — — Si la ro ta t ion de meule augmente , le po in t a parv ient en b p lus rap idement et arr ive en C1 au l ieu de C, p rovoquan t une d i m i n u t i o n de l 'épaisseur du copeau (c 1 d l < cd). La meule se com-portera c o m m e plus dure, les grains d 'abras i f étant soumis à des ef for ts et un échau f fement du l iant mo ins grand.
Meule «tendre» Si la ro tat ion de meule d im inue , elle se compor te ra c o m m e plus tendre , p rodu isant une aug-men ta t i on d 'épaisseur du copeau (c 2d 2 < cd). Les gra ins d 'abras i f subissent de plus g rands ef for ts , ils s 'usent p lus v i te, le l iant s 'échauf fe plus, l ibérant des grains.
Vitesse de pièce Réc ip roquement , si la v i tesse de la pièce augmen te dans le m ê m e t e m p s f, il y a augmen ta t i on de l 'épaisseur du copeau et la meu le se compor te ra c o m m e étant p lus tendre. Inversement , la d i m i n u t i o n de vi tesse de la pièce p rodu i t un c o m p o r t e m e n t de meule c o m m e étant plus dure.
FIGURE 12.15 Variation de l'épaisseur de copeau en fonc-tion des vitesses de meule et pièce.
Conditions d'utilisation des meules
Les cond i t i ons de t rava i l en rect i f icat ion sont à a juster à la mise en oeuvre de l 'us inage, en fonc t ion des constats observés sur pièces d'essai (aire de contact , dureté d 'act ion, arrosage) pour ob ten i r un état de surface con fo rme aux spéci f icat ions. La rec t i f i ca t ion d ' une sur face est ob tenue par t ro i s m o u v e m e n t s de t rava i l ( ro ta t ion de la meu le , ro ta t ion ou t rans la t ion de la pièce et balayage qu i pe rmet à la meu le d 'exp lo rer t ou te la surface à rect i f ier).
Vitesse de rotation des meules
Donnée en mètres/seconde. Elle var ie de 15 à 40 m/s, en fonc t ion : presque essent ie l lement du procédé de rect i f icat ion (cy l indr ique d 'extér ieur , d ' in tér ieur , p lane) ; sens ib lement d 'après les caractér is t iques de cons t i tu t ion des meules.
12. Procédés de rectification 399

Vitesses de meule admises, se lon les procé-dés (f ig. 12.16) : rec t i f i ca t ion cy l i nd r i que d 'ex tér ieur : 30 à 40 m / s ; rect i f icat ion cyl in-d r ique d ' in té r ieur : 25 à 35 m /s ; rect i f icat ion plane (meule plate) : 15 à 30 m / s ; rect i f ica-t ion plane (meule cy l ind r ique boisseau) : 15 à 25 m/s.
Procédés Vitesses meule Vitesses pièces de rectification m/s m/min
Cylindrique d'extérieur 30 à 40 20 à 35 Cylindrique d'intérieur 25 à 35 25 à 60 Plane (meule plate) 15 à 30 15 à 30 Plane (meule boisseau) 15 à 25 25 à 80
FIGURE 12.16 Plages de vitesse des meules et des pièces métalliques en rectification.
Vitesse de rotation ou de translation des pièces
Donnée en mètres/minute. Elle var ie de 16 à 60 m /m in , en fonc t ion : presque essent ie l lement des procédés de rect i f icat ion ; sens ib lement d 'après les cond i t i ons d 'us inage (ébauche ou f ini-t ion) (fig. 12.16). Vitesses de pièces admises : Rect i f icat ion cy l ind r ique d 'ex tér ieur : 20 à 35 m / m i n ; rect i f icat ion cy l ind r ique d ' in té r ieur : 25 à 60 m / m i n ; rect i f icat ion p lane (meule plate) : 15 à 30 m / m i n ; recti-f icat ion p lane (meule cy l ind r ique boisseau) : 25 à 80 m/m in .
mmmms mmmmMmmmmmf' Passes de finition La vi tesse des pièces sera rédui te de 20 % env i ron par rappor t à l 'ébauche.
Vitesse de balayage ou largeur de passe
C'est l 'avance f d e v a n t assurer le recouvrement de la surface usinée. Elle var ie en fonc t ion de la largeur de meule et du procédé de rect i f icat ion. Valeur de déplacement f. Par tou r de pièce en rect i f icat ion cy l ind r ique ou par cycle al ler-retour de meu le en rect i f icat ion plane : 1/2 à 1/10e de la largeur de meule , d 'ébauche à f in i t ion . Vitesses de balayage admises : Rect i f icat ion cy l indr ique d 'extér ieur , de E/2 à E/8 (E/3 à E/6 pour les al l iages d ' a l u m i n i u m ) ; rect i f icat ion cy l ind r ique d ' in tér ieur , de E/3 à E/6; rect i f icat ion plane avec meu le plate, de E/2 à E/10 (E/2 à E/3 pour les al l iages d ' a l u m i n i u m ) ; rect i f icat ion plane avec meule cy l indr ique (boisseau), pas de balayage, on a d iamèt re de meu le 3= largeur à rec-t i f ier.
Profondeurs de passe
Par passe en balayage ou par tou r de pièce en p longée, elle var ie de : Ébauche, de 0,005 à 0,20 m m ; Finition, de 0,002 à 0,04 m m . Selon les matér iaux à usiner, la r ig id i té du couple p ièce/meule, la puissance de la mach ine , on cho is i t les p ro fondeu rs de passes d 'après les données dé f in ies en f onc t i on des cond i t i ons d 'us inage (ébauche et f in i t ion) et du procédé de rect i f icat ion mis en œuvre , soi t :
400 Guide de l'usinage

F r édi f icat ion cylindrique d'extérieur. Pour tous matér iaux : ébauche 0,02 à 0,05 m m . Fin i t ion 1,01 à 0,005 m m . :ectif ication cylindrique d'intérieur. Ébauche : 0,01 à 0,005 m m pour ac iers ; 0,02 m i n i m u m ; c u r f on tes ; 0,05 m i n i m u m pour a l l iages légers. F in i t ion 0,005 à 0,002 pour ac iers ; 0,005 — l i m u m pour f on tes ; 0,04 pour al l iages d ' a l u m i n i u m . Rectification plane avec meule plate. Pour tous matér iaux , ébauche : 0,02 à 0,07 m m ; f in i -r o n : 0,01 à 0,005 m m . = ectification plane avec meule boisseau. Ébauche : 0,05 à 0,02 m m pour f o n t e s ; 0,01 à 0.07 m m pour autres matér iaux. F in i t ion : 0,02 m i n i m u m pour fon tes ; 0,01 à 0,07 pour autres matér iaux.
Surépaisseurs de rectification
E les var ient en fonc t ion des d imens ions des : eces et du procédé (rect i f icat ion d 'ex tér ieur ou d ' in tér ieur) . Surépaisseurs admises : rec t i f i ca t ion cy l in-z ' i que sur d iamè t res 0,10 à 0,80 m m pour r ieces de 0 10 m m à 0 150 m m (fig. 12.17). Rectification plane. La surépa isseur d ' une sur face co r respond à la demi -su répa isseur d 'ex tér ieur (arbres).
FIGURE 12.17 Surépaisseurs de rectification
conseillées.
Surépaisseur mm
Diamètres des pièces
Surépaisseur mm
Extérieurs (arbres) mm
Intérieurs (alésages) mim
0,10 à 0,15 — D < 10
0,15 à 0,20 D < 10 10 à 18
0,20 à 0,25 10 à 18 18 à 30 0,25 à 0,30 18 à 30 30 à 50 0,30 à 0,40 30 à 50 50 à 75 0,40 à 0,50 50 à 75 75 à 100 0,50 à 0,60 75 à 100 100 à 150 0,60 à 0,80 100 à 150 D > 150 Supérieur à 0,80 D > 150
Mise en œuvre des meules
Aire de contact
C'est le p rodu i t de l 'arc de contact meule/sur face t ravai l lée avec la largeur de passe. Elle a une inc idence sur la dure té d 'ac t ion de la meule . Vér i f ier la dureté d 'ac t ion au début de l 'us inage par l ' observa t ion de l 'état de surface ob tenu sur la ou les pièces d'essai . Les d i f férents défauts observés sur la surface recti f iée permet ten t de p résumer de la cause et de pouvo i r y remédier .
12. Procédés de rectification 401

Grande aire de contact La meu le r isque de s 'encrasser avec des gra ins usés qu i ne se f ragmen ten t pas (pression uni-ta i re faible). Prendre une meu le tendre ( favor isant l ' é l im ina t ion des gra ins usés) pour rect i f ier avec une grande aire de contact .
Dureté d'action d'une meule
Elle d i m i n u e en f onc t i on de p lus ieurs fac teurs : v i tesse de meu le insuf f isante , s t ruc ture de meu le t r o p ouver te , gra ins d 'abras i f t r op gros, d iamantage insuf f isant (vitesse ou f réquence).
Obtention d'une dureté d'action acceptable Pour un usinage donné : agir p r io r i ta i rement sur la v i tesse de pièce (la meu le se compor te ra c o m m e plus dure).
Meule trop dure Elle p rovoque des facettes et /ou des brû lures sur la sur face t rava i l lée causées par des g ra ins usés ne s 'a r rachant pas s u f f i s a m m e n t v i te et m a r q u a n t la surface (fig. 12.18). Pour reméd ier à ces défauts, agir sur un ou p lus ieurs facteurs, soi t : Augmenter la v i tesse de pièce, le m o u v e m e n t de ba layage, la p r o f o n d e u r de passe, le déb i t d 'a r ro -sage, la v i tesse de d iamantage. Ou diminuer la v i tesse de meule , l 'a i re de contact . Nota : le ma in t i en de la pièce, l ' équ i l i b rage de la meu le ou des v ib ra t ions parasites peuvent être éga-lement des causes de facettes et brû lures.
Meule trop tendre Elle p rovoque des ar rachements et des rayures dis-con t i nues sur la sur face t rava i l lée , causés par des gra ins s 'ar rachant t r op fac i lement et éven tue l lement par des mic ro-copeaux . Pour reméd ier à ces défauts, agir sur un ou p lus ieurs facteurs, soi t : Augmenter la vi tesse de meule, le débi t d 'ar rosage. Ou diminuer la v i tesse de la pièce, le m o u v e m e n t de balayage, la p ro fondeur de passe, la vi tesse du dia-mantage.
Nota : une s t ructure t rop fe rmée peut être éga lement la cause de rayures d iscont inues et d 'a r rachements .
FIGURE pièces :
m *
Facettes et/ou brûlures Meule trop dure
Arrachements et rayures Meule trop tendre
Traces hélicoïdales Désalignement axes pièce/meule
12.18 Défauts de rectification sur les dureté d'action des meules.
402 Guide de l'usinage

8.3 Traces hélicoïdales
Observées sur la surface travai l lée, elles proviendraient d 'un désal ignement occasionnel des axes pièce - meule : à corr iger par des diamantages plus fréquents.
Choix d'une meule
Pour une rectif ication donnée, il se fera d'après des données générales relatives à la meule, les ajustements de dureté d'act ion intervenant ensuite sur les pièces d'essai, sachant que : En augmentant la dureté d'action d'une meule, l 'énergie spéci f ique d 'abras ion augmente d 'envi ron 10 % par grade et l 'état de surface est amél ioré d 'envi ron 5 % par grade. Le module d'élasticité d 'une meule permet de déterminer précisément la dureté d 'act ion d 'une meule, et une échelle de référence donnera la correspondance avec la normal isat ion numér ique de dureté. On considère les constituants : abrasif, grains, grade, structure, agglomérant .
Abrasif Selon les matér iaux à usiner, on choisira : Abrasif alumineux. Rectif ication des aciers, des fontes, du bronze. Abrasif siliceux. Recti f icat ion des all iages légers, du lai ton, des carbures métal l iques, de la céramique.
Grains La grosseur des grains sera choisie en fonct ion de l 'usinage à effectuer (ébauche ou f in i t ion). Grains gros. En ébauche pour obtenir un for t débit. Grains fins. En f in i t ion, où le débit est faible.
Grade Prépondérant dans la dureté d 'act ion des meules, il sera choisi en fonct ion des caractéris-t iques du matér iau à usiner et de l 'ut i l isat ion de la meule. Grade tendre. Rectif ication des matér iaux durs ; grande aire de contact ; obtent ion d 'une f ini-t ion très précise. Grade dur. Rectif ication des matér iaux tendres; petite aire de contact. Pour utiliser une meule à vitesse réduite, prendre un grade plus dur que normalement .
Structure Le choix de la structure est fonct ion du procédé util isé, puis de l 'ut i l isat ion de la meule. Structure moyenne. Rectif ication cyl indr ique d'extérieur. Structure ouverte. Recti f icat ion cy l indr ique d ' in té r ieur ; sur façage; ébauche à fort débi t ; grande aire de contact. Structure fermée. Usinage sous fortes contraintes ; f in i t ion à faible déb i t ; petite aire de contact.
Agglomérant Son choix est fonct ion de l 'ut i l isat ion de la meule. Agglomérant vitrifié. Rectif ication en général. Agglomérant résinoïde. Recti f icat ion à grande vitesse, avec possibi l i té de f lex ion d ' ou t i l ; meule de faible épaisseur par rapport au diamètre.
L
12. Procédés de rectification 403

9, Rectification cylindrique d'extérieur et d'intérieur I U I
! Rectification par balayage
À considérer : Temporisation. En f in de chaque course al ler-retour, une tempor i sa t i on de que lques secondes est à effectuer. Meule. Un défaut de rect i tude de la génératr ice de meu le est sans inc idence sur le prof i l à réa-liser. Étincelage. Quelques passes sans prise de p ro fondeur , di tes d 'é t incelage, pe rmet t ron t d 'obte-nir le mei l leur état de surface. La meu le ne con t inue d 'us iner que que lques microns. Vitesse de balayage. Inf lue sur : la qual i té de l 'état de sur face ; la générat r ice de la f o r m e usi-née; la dureté d 'ac t ion de la meu le (f ig. 12.19).
FIGURE 12.19
Opérations de rectification d'extérieur en balayage
et plongée en cycles continus. Doc. Kellenberger Hardinge
^Rectification c i ctoriatage du a 50 mm ^ Rectification en ctaiotage du e 80 mm ^fiedif ication en ptongée du s 100 mt puis redilicaliw plane puis rectification plane j
Serrage entre pointes fixes, pièce entraînée par un toc
Dimensions de la meule 0 400 x 63 x 127 mm
En option ; 500 x 80 x 203.2 mm / 500 x 100 x 203.2 mm
Rapport de rectification. Vi tesse de meule x 60/vitesse de pièce. Il do i t être compr i s entre 60 et 130, pour obten i r les bonnes cond i t ions de t ravai l .
Rectification cylindrique d'intérieur
À cons idérer : Aire de contact. À l imi ter par l 'u t i l i sa t ion d 'une meu le d 'un d iamèt re m a x i m u m égal à = 3/4 de celui de l 'a lésage : m i n i m i s e les cont ra in tes sur l 'arbre por te -meu le (f ig. 12.20). Meule. Mon tée en por te-à- faux sur son arbre et recevant un m o u v e m e n t de ro ta t ion é levé (peti t d iamèt re de meule) : l 'arbre por te -meu le sera le plus r ig ide possible.
404 Guide de l'usinage

FIGURE 12.20 Opérations de rectification
cylindrique d'intérieur. Doc. KeUenberger Hardinge
Rectification en plongée
À cons idérer : Diamantage. Pour conserver le prof i l de meu le , ef fectuer de f réquents d iamantages : un défaut du prof i l de meule se reprodu i ra i t sur la f o r m e usinée. Avance. Elle est cont inue, en p longée. Grade. Pour évi ter un lustrage de la surface usinée, chois i r une meu le de grade plus tendre qu 'en rect i f icat ion d 'extér ieur . Meule. Son épaisseur m in ima le sera 1/3 de la longueur à rect i f ier : évi te une usure t rop rapide de la meule . Alésage à rectifier. S' i l ne débouche pas (borgne ou épaulé), il compor te ra un dégagemen t de meu le de que lques m i l l imè t re en p ro fondeur et en largeur.
Nota : Mé thode de rect i f ica t ion rapide, ma is l 'état de sur face est de m o i n d r e qua l i té qu 'en balayage.
Rectification en plongée oblique
Consiste à associer l 'avantage de la p longée (rapidi té d 'us inage) à celui du balayage (cyl indr i -cité des prof i ls recti f iés). Mise en œuvre sur des mach ines spéci f iques, pour t ravaux de g rande série, avec des meules de g rand d iamèt re (f ig. 12.21 a et b). Rapidité d'usinage. Due à l 'act ion s imu l tanée de p lus ieurs meu les équ ipant la broche porte-out i ls . S'assurer, à la mise en œuvre d 'une série, que les pièces ne f léchissent pas au-delà des to lérances admises sur les d iamètres , sous la poussée des meules associées.
12. Procédés de rectification 405

Lubrification. Elle sera abondante pour assurer l 'évacuat ion des mic ro -copeaux et réf r igérer la pièce. Un manque de lubr i f i ca t ion peut al térer la sur face de la pièce (accentue la couche de Beilby).
FIGURE 12.21 Opérations de rectification
cylindrique d'extérieur en plongée oblique
et d'intérieur en chariotage. Doc. Kellenberger Hardinge
^Rectification en plongée du 0130 x 60 mm et ^Rectification plane de la face »RMiticationintérieuredueWxeOitt-
rectif ¡cation plane
^Rectification en plongée du o 170 mm et ^Pivotement de la poupée porte-meule de A Bectilication intérieure do e 60 > iC — rectification plane 180° en position de rectification intérieure
406 Guide de l'usinage

10. Rectification sans centres ou «centerless»
^a pièce, l ibre entre deux meules et sur appui l iné ique, est entraînée en ro ta t ion par la meu le 3e t ravai l et s imu l t anémen t f re inée par la meu le de régu la t ion (f ig. 12.22). _a pièce t ou rne en sens inverse de celui de la meu le de t ravai l (les vecteurs vi tesse, au po int ae contact , sont de m ê m e sens). Ce procédé permet de rect i f ier des pièces a u t o m a t i q u e m e n t et en con t inu , en p longée et en enfi lade. - réc is ion de l 'us inage (circular i té, cy l indr ic i té , d imens ion) . Elle dépend essent ie l lement de la pos i t ion de la pièce entre les meules.
FIGURE 12.22 Schéma de principe de
rectification sans centres.
Meule de régulation
Rectification en plongée. Elle f re ine le m o u v e m e n t de ro ta t ion de la pièce par press ion sur celle-ci, permet tan t le réglage de la p ro fondeur de passe. Rectification d'enfilade. Elle p rovoque le m o u v e m e n t d 'avance de la pièce avec sa pos i t ion par rappor t à la meu le de t ravai l (axes dans des plans di f férents) .
A Réglette d'appui de pièce
Elle assure la pos i t ion de l 'axe de pièce devant la meu le de t ravai l : cond i t i onne la c i rcular i té de la pièce recti f iée. Son p lan d 'appu i inc l iné et sa pos i t ion s i tuent l 'axe de la pièce au-dessus des axes de meules : permet d 'ob ten i r la préc is ion de c i rcular i té des pièces. Inc l inaison de l 'appui . Sur la meu le de régu la t ion , = 40 Matériau constitutif de la réglette. Il var ie selon les pièces à rect i f ier : carbure pour métaux durs ; f on te pour mé taux tendres ; acier rapide pour al l iages non fer reux. Axe de la pièce. S i tuer à = 1/5 de son d iamèt re au-dessus des axes de meules.
12. Procédés de rectification 407

10.3 Rectification sans centres en plongée
Rect i f icat ion en con t i nu de séries de pièces cy l i nd r i ques cour tes , au pro f i l pouvan t être que lconque (f ig. 12.23). L'usinage en con t inu est ob tenu par une ali-men ta t i on au tomat ique . Meule de régulation. Fa ib lement inc l inée pour assurer le contac t de la pièce sur une butée axiale. Axes des meules. Ils sont paral lè les et leurs généra t r i ces sont au p ro f i l à ob ten i r sur la pièce qui est i m m o b i l e en t rans la t ion durant l 'us inage.
FIGURE 12.23 Schéma de rectification sans
centres en plongée.
pièce
meule de travail
I m
Rectification sans centres en enfilade
Rect i f icat ion en con t inu de séries de pièces cy l indr iques ayant un seul d iamèt re , cour tes ou longues. Les pièces déf i lent success ivement devant les meules. L'usinage au d iamèt re f inal s 'ef fectue généra lement en une passe (f ig. 12.4 b). Vitesse d'avance. Elle est re la t ivement lente, de 1,5 à 5 m / m i n : assurer su f f i sammen t de tours de pièces pour ob ten i r la précis ion de c i rcular i té. Meule de régulation. Elle est inc l inée sur le plan hor izonta l : p rodu i t le m o u v e m e n t de t rans-lat ion de la pièce ( l 'avance). Elle est d iamantée su ivant un prof i l hyperbo l ique : pour son act ion eff icace, du fai t de son incl i-naison.
Mise en œuvre
La rect i f icat ion sans centres nécessite l 'us inage de p lus ieurs pièces de réglage pour cor r iger d 'éventue ls défauts de la f o r m e rect i f iée, soi t : INlon-circularité de la pièce : mauva i se pos i t i on de l 'axe de pièce par rappor t aux axes de meules. Traces hélicoïdales sur la surface rectifiée : pression excessive de la meu le de régu la t ion sur la pièce. Brûlures sur la surface rectifiée : v i tesse de t rans la t ion de la pièce t rop faible. Facettes sur la surface rectifiée : en t ra înement de pièce mal assuré par un mauva is angle d ' in-c l ina ison de la meu le de régu la t ion. Vibration. Prov iendra i t d ' une meule de t ravai l non adaptée au matér iau usiné.
408 Guide de l'usinage

11. Rectification en surfaçage
Avec meule à segments
L'out i l -meule est const i tué de segments nor-mal isés f ixés sur un d isque méta l l i que (géné-ra lement de d iamè t res 300 à 600 m m ) et reçoit un m o u v e m e n t d 'avance c i rcula i re sur mach ine spéc i f ique (fig. 12.24). L'espace entre les segments facilite : l 'éva-cuat ion des m ic ro -copeaux et des gra ins usés; l 'act ion de la lubr i f icat ion. Utilisation. Par t i cu l iè rement en us inage de pièces de pet i tes d imens ions ma in tenues en nombre , par a t t rac t ion m a g n é t i q u e de la table porte-pièce circulaire. Peut remplacer le sur façage par coupe (frai-sage) de pièces en al l iage d ' a l u m i n i u m , avec f in i t ion en qual i té rect i f icat ion. FIGURE 11.24 Schéma de surfaçage avec meule boisseau.
Avec meule boisseau et meule plate
La meule reçoit un m o u v e m e n t d 'avance rect i l igne. Utilisation : meu le bo isseau : é t ro i tes (g l iss ières de gui-dage.. . ) ou de pet i tes pièces g roupées sur tab le magné-t ique (f ig. 12.24). Meule plate. Rect i f icat ion de plans de tou tes d i m e n s i o n s (dans les l im i tes mach ine) (fig. 12.25).
rec t i f i ca t ion de sur faces de g rande l ongueu r et re la t i vemen t
FIGURE 12.25
Cycles de surfaçage en rectification plane. Doc. LGB Bricaud SA
MOUVEMENT VERTICAL
SURfACAGE PLONGEE P L O N G E E S S U C C E S S I V E S
éF La descase se tait à chaque S a de cotiise dutranswrsal
La descente se lait à chaque ta de course de la tabie
MOUVEMENT TRANSVERSAL
Balayage par déplacement «pas à pas» (1 à 40 mm) du transversal
Le mouwmed « t e l effectue un cycle de ptorigée, sui« oe déplacement du ianswisal
Balayage par déplacement continu, à vitesse variable du transversal
meule boisseau (à
12. Procédés de rectification 409

12. Lubrification
Nécessaire en rect i f icat ion pour re f ro id i r et net toyer con t i nue l l emen t la meule. Pour assurer une excellente lubrification, il fau t supp r imer le phénomène de couche l imi te par sate l l isat ion du l iqu ide d 'a r rosage autour de la meule , la force cent r i fuge de la meu le tendant à pro jeter le l iqu ide tangent ie l lement . Si le liquide est laminé entre la meu le et un pat in d 'une g rande énerg ie c inét ique, les act ions de lubr i f ica t ion sont t rès eff icaces. Liquide d'arrosage. Il est f i l t ré pour son recyclage, af in d 'é l im ine r les boues en suspens ion, et s imu l t anémen t ref ro id i . Sa propreté a une inc idence sur la qual i té de l 'état de surface ob tenu ( f i l t rat ion à 99 % des par-t icu les jusqu 'à 3 fjim) tou t en amé l io ran t les cond i t ions de t ravai l . La haute pression (10 à 20 bars) avec des buses de d i f fus ion , fa i t t raverser par le l iqu ide la couche l imi te , assurant re f ro id issement et net toyage dans la zone de t ravai l .
13. Appareillages
13.1 Les pièces cylindriques longues
Elles sont ma in tenues entre po in tes, sèches ou tournan tes , de g rande précis ion. Les centres de prise de pièce sont préalable-ment rect i f iés ou rodés (en rect i f icat ion orb i -ta le avec meu le con ique) pour assurer les préc is ions g é o m é t r i q u e et d i m e n s i o n n e l l e (fig. 12.26).
FIGURE 12.26 Schéma de ractifiootio- •• Scnéma de rectification sans
centres en plongée.
Les pièces cylindriques courtes
Elles sont ma in tenues en pinces, en mandr ins de préc is ion à 3,4 ou n mors concent r iques ou e: indépendants . Certains mandr i ns peuvent être à indexage pour la rect i f icat ion de p lus ieurs alésages i nsc r i s sur un cercle d 'une pièce plate (sans démon tage , dans la phase).
410 Guide de l'usinage

Des montages
f i xa t ion de pièces sur mandr i ns à 4 ou 6 mors (avec un m a x i m u m de modu lar i té ) permet la prise de pièces avec préc is ion, en t ravai l de série (f ig. 12.27).
a - Mandrin concentrique à 3 mors équipés de satellites pour le serrage au diamètre primitif de la denture d'un pignon.
FIGURE 12.27 Mandrins de prise de pièces courtes en rectification.
Doc. Voumard
b - Mandrin à indexage manuel pour le serrage excentrique d'un corps de pompe permettant de rectifier successivement 11 alésages en un seul serrage.
Les pièces de types plates et cubiques
Elles sont ma in tenues sur plateau magné t ique , en étau de préc is ion (à mors para l lè les ; p ivo-tants, s inus) sur d iv iseur rotat i f à CN (à 1 ou 2 axes de rotat ion) .
14. Machines
Les rect i f ieuses sont des mach ines spéci f iques à chacun des d i f férents procédés : d 'ex tér ieur et /ou d ' in tér ieur , p lane, sans centres, de prof i ls part icul iers. Elles sont généra lement à c o m m a n d e numér ique de haute réso lu t ion (1 ou 0,1 ^ m ) avec des concept ions leur permet tan t , se lon l ' au tomat isa t ion et le t ype de mach ines :
12. Procédés de rectification 411

Fini t ion de g rande précis ion. Rect i f icat ion d 'ébauche dans la masse. Rect i f icat ion de p lus ieurs faces et d 'a lésages a u t o m a t i q u e m e n t dans une m ê m e phase sans démon tage de la pièce (condi t ions de concent r ic i té et de perpendicu lar i té assurées avec une très g rande précis ion). Product ion en t ravaux uni ta i res c o m m e de série. In tégrat ion dans une uni té de p roduc t ion automat isée. Rect i f icat ion, en synchrone , d 'ex tér ieur et d ' in tér ieur . Flexibi l i té, avec ident i f ica t ion de chaque pièce et p i lo tage d ' un robot d 'a l imen ta t i on intégré. Rect i f icat ion de pièce de f o r m e c o m p l e x e , avec : i n te rpo la t i on l inéa i re et c i r cu la i r e ; pro-g r a m m e s de d i a m a n t a g e ; cor rec t ion de rayon quel que soi t l 'angle d ' inc l ina ison de la meu le (p longée obl ique. . . ) . Compensa t ion au toma t i que de l 'usure de meule. Jauge d 'au toca l i b rage (à contac t , à c o m m a n d e BCD, à généra t i ons d ' impu l s i ons ) fa isant réagir la CN i m m é d i a t e m e n t aux s ignaux reçus : compara ison cote mesurée avec cote à obte-nir, j usqu 'à l ' ob ten t ion de la préc is ion désirée, avec dégagemen t de la meu le (f ig. 12.28).
P rog rammat i on , conçue à part i r du métier, avec : cycles répét i t i fs de rect i f icat ion (fig. 12.29) et de dressage-d iamantage, sous -p rog rammes , menus ut i l isables ind iv idue l lement ou comb inés , d ia logue ( in t roduc t ion préc is ions d imens ionne l l e et état de surface, surépais-seur.. . ) pour us inage uni ta i re à la série, en ébauche et f in i t ion , dans la phase en con t inu i té de cycles.
FIGURE 12.29 Schéma de cycles de rectification
d'extérieur avec MOCN Doc. Grundin Toyoda
412 Guide de l'usinage

bys teme de mesure du d iamèt re de meu le c o m m a n d a n t la v i tesse constante de meule (f ig. 12.30). Réso lu t ion i nc rémen ta le de l 'avance pouvan t être d i f fé ren te pour chaque cas et dans la succession des opéra-t i ons de rec t i f i ca t ion (ébauche, dia-mantage) . Rect i f icat ion à avance lente pour usi-nage en passe p ro fonde ( ident ique au fraisage), puis à avances de rectif ica-t ion.
Système de mesure du diamètre de la meule
Commande de la vitesse de rotation
Vitesse de coupe (v) constante
FIGURE 12.30 Schéma de principe de commande vitesse constante de meule sur rectifieuse plane.
Doc. G + H Gobel et Hotz
Rectîfieuses planes
FIGURE 12.31 Schéma de conception modulaire
de rectifieuses planes. Doc. Mägerle
Pr inc ipa lement conçues à tab le porte-pièces rectangula i re, la broche por te -meu le étant hor i -zontale (pour meu le plate) ou vert icale (pour meu le boisseau) (f ig. 12.31). Les mach ines à broche hor izonta le sont les p lus ut i l isées. Leurs capaci tés peuvent être impor tan tes (p lusieurs mèt res de longueur de tab le jusqu 'à un mètre de large). L'avance lente permet l 'ébauche en une passe p ro fonde ( ident ique au fraisage) dans des maté-r iaux très durs, avec f in i t i on en passe rapide et en pendula i re . Avec dresseur de meule à CN : réal isat ion de prof i ls l inéaires c o m p l e x e s ; dia-mantage avec compensa-t i on au toma t ique d 'usure de meu le intégrée dans le cycle de rect i f icat ion. Utilisation. Ob ten t i on de pièces d 'ou t i l l age , en p longée et à avance lente, d i rec temen t dans des ébauches t rempées .
12. Procédés de rectification 413

14.2 Rectifieuses cylindriques
Conçues pour la rect i f ica t ion : d 'ex té r ieur ou d ' in té r ieur ou m ix te (mach ine de rec t i f i ca t ion d 'ex tér ieur avec une uni té mob i l e de rect i f icat ion d ' in tér ieur) . Ces mach ines à CN peuvent être conçues à deux broches avec 3 à 6 axes numér isés. Avec broche hydrostatique mon tée sur un arbre té lescop ique, rect i f icat ion d 'a lésages longs, de d iverses p ro fondeurs avec un m i n i m u m de porte-à- faux. Avec plongée oblique : rect i f icat ion de p lus ieurs surfaces en une seule p longée ( jusqu'à 45° d 'o r i en ta t i on ) avec une g rande p lage de v i tesses de p longée (de que lques cen t ièmes à que lques mèt res /minute) . Précision. Cy l indr ic i té et concent r i c i té de que lques m i c r o n s en rec t i f i ca t ion en t re po in tes (pièces longues). Rectification conique. Avec préc is ion par p i v o t e m e n t a u t o m a t i q u e de l ' un i té po r te -meu le ( réso lu t ion au m i l l i ème de degré). Avec meule en CBN. Rect i f icat ion à grande vi tesse (100 à 200 m/s) : augmen te la p roduc t i v i t é ; rédui t le t e m p s d 'é t ince lage et les tens ions superf ic ie l les de la surface recti f iée. Sur certaines rectifieuses, équ i l i b rage a u t o m a t i q u e de meu le et régu la t i on t h e r m i q u e des pal iers broche por te -meule .
Rectifieuses sans centres
Très ut i l isées dans l ' i ndus t r ie : g rande p r o d u c t i v i t é ; p réc is ion o b t e n u e a u t o m a t i q u e m e n t (avance impu ls ionne l le jusqu 'à 0,25 |jLm). L'alimentation, en enf i lade et en p longée, est rapide, la pièce n 'étant pas ma in tenue. Des pièces cylindriques de petits diamètres et devant être g é o m é t r i q u e m e n t t rès précises sont usinées d i rec tement dans la barre (en p lus ieurs opéra t ions éventue l lement ) . En plongée, préc is ion con t inue assurée avec : compensa t i on d 'e r reur de d iamèt re (usure de meule , var ia t ion the rm ique) , cycles au tomat iques , jauge de mesure. Conicité réglée a u t o m a t i q u e m e n t avec deux jauges de mesure p rovoquan t le d iaman tage de meu le et, à défaut , le p i vo temen t de la semel le d 'o r ien ta t ion . Utilisation. Product ion en t iè rement au toma t ique avec : a l imenta t ion , con t rô le d iamét ra l , dia-mantage- ta i l lage du prof i l de meule , compensa t i on d 'er reurs.
FIGURE 12.32 Schéma de principe de rectification
d'intérieur sans centres.
•Hi Rectification d'intérieur sans centres Possible pour des pièces de grand d iamèt re et de fa ib le largeur, t ype bague. La pièce est ma in tenue entre deux galets et la meu le de régu la t ion (f ig. 12.32).
galet-presseur
meule de travail
414 Guide de l'usinage

14.4 Rectifieuses de forme
mouvements de meule conjugués et synchronisés avec rotation pièce
FIGURE12.33 Schéma de principe de rectification polygon.
2enéra lement à CN, conçues très spéc i f iquement pour us inage de prof i ls donnés (cames sur ; t > re à cames, prof i ls « po lygon », cy l indres de laminoi rs . . . ) .
Rectifieuses des profils «polygon» Comb ina i son de deux m o u v e m e n t s synchron isés , la ro ta t ion u n i f o r m e de la pièce avec le rep lacemen t pér iod ique de la meu le (outre sa rotat ion) p rodu isant un m o u v e m e n t e l l ip t ique ng. 12.33).
Déplacement de la meule. Obtenu par deux meule - î o u v e m e n t s (hor izonta l et vert ical) . _e m o u v e m e n t hor izonta l est réglable pour obtenir l 'excentr ic i té désirée. _e m o u v e m e n t ver t ical permet l 'a t taque de a pièce par la meu le su ivant une ver t ica l i té ,
e ¡minant l ' in f luence du d iamètre . La pièce t ou rne à une v i tesse angu la i re constante et la meu le reste au contact de la pièce su ivan t la n o r m a l e ins tan tanée à la courbe po lygona le . ^e m o u v e m e n t de l 'axe de la meu le décr i t une t ra jecto i re e l l ip t ique. Utilisation. Rect i f icat ion de pro f i l s « p o l y -gon » d 'ex tér ieur sur cy l indre et cône. Rect i f icat ion de prof i ls in tér ieurs de grands d iamèt res (le d iamèt re de la meu le devant corres-pondre au d iamèt re de raccordement des arches de cycloïde).
Rectifieuses de surfaçage d'un type de pièces Mach ines conçues pour la t rès g rande sér ie, avec a l imen ta t ion au tomat ique . Exemple de sur façage des faces de b ie l les, en ébauche et f in i t ion , s imu l t anémen t sur les deux faces, avec p lateau por te-p ièces c i rcu la i re et deux meu les t rava i l l an t s i m u l t a n é m e n t sur les faces opposées des pièces (fig. 12.34).
Nota : La rect i f icat ion de den tu res (engrenages et arbres cannelés) est é tud iée au chapi t re « Procédés de ta i l lage ». La rect i f icat ion de f i le tages est étudiée au chapi t re « Procédés de f i le tage ».
T f
é . m m
1 B ü l * WBÊmStÊÊmM
FIGURE 12.34 Schéma d'une station de rectification
plane en continu. Doc. Gendron
m OPERATIONS A REALISER :
- Surfaçage des faces en ébauche en finition S CONDITIONS DE RECTIFICATION :
- Prise de pièce en "barillet" rotatif
12. Procédés de rectification 415

Rectifieuses d'arbres à cames Machines à cinq axes numérisés avec synchronisat ion de la rotat ion de pièce et de la transla-t ion de meule. Avec meule en CBN de petit d iamètre, rect i f icat ion dans des matér iaux durs, de formes convexes et concaves. La programmat ion est automat ique (avec cycles et condi t ions de recti f ication intégrée) à par-t ir de l ' in t roduct ion de la levée de came dans la CN (fig. 12.35). L'ensemble des cames d 'un arbre étant mémor isé dans la CN, toute la rectif ication est auto-matique.
Rectifieuses par coordonnées Machines à CN, pour rect i f icat ion de pièces plates de fo rme complexe avec précis ion de quelques |j.m : matrices et poinçons, avec un seul p rogramme par fonct ion miroir . . . (fig. 12.36). Un palpeur de contrôle électronique, s'adaptant sur la broche, permet la véri f icat ion de l'usi-nage sur la machine.
416 Guide de l'usinage

FIGURE 12.36 Schéma de principe de rectification
par coordonnées XY.
Rectifieuses d'un profil donné La meule , de t ype plate, a son prof i l ta i l lé à la f o r m e à obtenir . Pour ma in ten i r le pro f i l le p lus l ong temps possib le entre deux retai l lages, la meu le est de très g rand d iamèt re (500 à 1 000 mm) . La pr ise de passe s 'ef fectue en p longée de meule.
Rectifieuses planétaires La meu le , de t ype cy l i nd r ique et de pet i t d iamèt re , est an imée , ou t re son m o u v e m e n t de ro ta t ion , de m o u v e m e n t s p lanéta i re et rec t i l igne-a l te rna t i f , la pièce étant f ixe (fig. 12.37). Utilisation. Rect i f icat ion de g rands a lésages dans des pièces plates (peu épaisses).
FIGURE 12.37 Schéma de principe de rectification
planétaire.
12. Procédés de rectification 417

PROCÉDÉS DE SUPERFINITION
1. Généralités 421 1.1 Le procédé de galetage 421 1.2 Le procédé de rodage 421 1.3 Le procédé de polissage 421
2. Procédés de galetage 421 2.1 Généralités 421 2.2 Galetage de précision en état de surface 423 2.3 Galetage de précision d imensionnel le 424 2.4 Galetage de renforcement 424 2.5 Mise en œuvre 425
3. Procédés de rodage 428 3.1 Généralités 428 3.2 Outils abrasifs 429 3.3 Lubri f icat ion 430 3.4 Surépaisseur de rodage 431 3.5 Rodage d' intér ieur (alésages) 431 3.6 Rodage d'extér ieur de pièces cyl indr iques 433 3.7 Rodage d'extér ieur des pièces plates 433 3.8 Rodage avec poudre abrasive 434
4. Procédés de polissage 434 4.1 Généralités 434 4.2 Outils abrasifs 434 4.3 Mouvements de générat ion 435 4.4 Machines 435 4.5 Uti l isat ion 436
419

1. Généralités I ^ ^ K S
Production d 'un excellent état de surface amél iorant en particulier la portance des pièces usi-nées. Les dif férents procédés de superf in i t ion sont le galetage, le rodage, le polissage.
Le procédé de galetage
Amél iore l 'état de surface et produi t une excellente portance avec amél iorat ion des caracté-ristiques mécaniques par f luage de la matière en superf icie.
Le procédé de rodage
Amél iore l'état de surface avec essent iel lement un excellent état de surface par usure de la matière inerte en surface après usinage par coupe.
Le procédé de polissage
Amél iore l'état de surface avec une excellente planéité jusqu'au f ini spéculaire.
2. Procédés de galetage
Généralités
Superf in i t ion de surfaces fonct ionnel les cyl indr iques sous l 'action de galets déformant à f ro id la surface enveloppe des pièces (d' intér ieur et d'extérieur) par pression, faisant f luer la matière en surface. Procédé économique de superf in i t ion des surfaces : les galets, en acier traité, ne s'usant pas.
Qualités obtenues Le galetage améliore l'état de surface (fig. 13.1), la portance, la dureté, la résistance à l 'usure et la résistance à la rupture, réalisant des surfaces polies, avec précision d imensionnel le et or ientat ion des f ibres.
13. Procédés de superfinition 421

ligne moyenne
surface rectifiée surface galetée FIGURE 13.1 État de surface obtenu en
Etat de surface. 0,8 à 0,05 Ra. Plus la pression exercée sera grande et plus l 'état de surface ob tenu se rapprochera de la l igne moyenne . Les s o m m e t s sont écrêtés et les c reux relevés par rappor t à la l igne moyenne . Le métal refoulé f lue sous la press ion exer-cée par le galet qu i dé fo rme , plast i f ie et pol i t la sur face dans son ac t ion de t rava i l , sans p rovoquer de cr iques dans la pièce (f ig. 13.2).
galet-presseur f
surépaisseur de rodage
matière fluant pièce
FIGURE 13.2
Schéma de mode d'action du galet-presseur.
Résistance à la fatigue. Elle augmen te cons idé rab lement j usqu 'à env i ron 3 m m m i n i m u m de pro fondeur . Les effets d'entaille, cause d 'amorçage de cr iques, n 'ex is tent pas. Surface galetée. Engendre un fa ib le f ro t temen t , favorab le aux portées étanches ( jo ints. . . ) sur pièces tournan tes , la por tance étant excel lente. Dureté de galetage. Décroît , presque régu l iè rement , jusqu 'à la dureté in i t ia le de la pièce. Elle augmen te de 5 à 10 % sur une p ro fondeur de 0,25 à 0,80 m m .
Nota : Un a l l ongemen t de mat ière con t inu est à considérer, en concep t ion et mé thode pour chaque cas de pièce à galeter.
Différents galetages Selon le type de qual i té recherché, la phase de galetage sera : de ren fo rcement , de préc is ion en état de surface, de préc is ion d imens ionne l l e de la f o r m e galetée.
Procédé d'usinage précédant le galetage Par coupe ou abrasion, il n'a p ra t iquement pas d 'e f fe t sur l 'état de surface gaieté. Une rugosi té re la t ivement grande est préférable ( = 1,6 Ra min i ) . Quel que soi t le procédé emp loyé , la surépaisseur de galetage est à prévo i r ainsi que la préci-s ion d 'état de surface à obtenir .
Elles son t rap ides : m o u v e m e n t de ro ta t ion de la pièce de 100 à 200 m / m i n ; m o u v e m e n t d 'avance des galets de 5 mm/ tou r .
422 Guide de l'usinage

Galetage de précision en état de surface
aie 5 2 3e d ' un galet -presseur (cy l indr ique) et de deux ga le ts-suppor ts qui exercent • la surface à galeter. s t m o u v e m e n t de ro ta t ion entraînant l 'out i l éga lement en rotat ion et qu i reçoit
- e - : 3 avance (fig. 13.3).
FIGURE 13.3
Schéma de principe du galetage de précision en état de surface.
r a st-presseur, incliné sur la génératrice du cylindre, donne l'angle d'attaque de l'outil sur m. a-rface. . "ndinaison de l ' ensemb le des galets par rappor t à l 'axe de la p ièce p r o v o q u e une auto-
: m a r c e . et con t r ibue à l ' ob ten t ion d ' un état de surface de qual i té .
Surépaisseur de galetage Zn *5 a 20 ptm pour les surfaces obtenues par coupe. Zte 3 a 5 p.m pour les surfaces ob tenues par rect i f icat ion.
Qualité recherchée État de surface (Ra max i 0,05 ptm) avec une amél io ra t ion de préc is ion macro et m ic ro -géomé-— : u e (fig. 13.4).
FIGURE 13.4
Taux de portance comparé galetage-rodage.
1 10
9
8
7
6
5
4
3
2
1
Rt (pm) r o d a g e ga le tage 1 10
9
8
7
6
5
4
3
2
1
\ X ga le tage 1
10
9
8
7
6
5
4
3
2
1
\ 1
10
9
8
7
6
5
4
3
2
1
>
1 10
9
8
7
6
5
4
3
2
1
\
1 10
9
8
7
6
5
4
3
2
1
\
1 10
9
8
7
6
5
4
3
2
1
>
1 10
9
8
7
6
5
4
3
2
1
1 10
9
8
7
6
5
4
3
2
1
1 10
9
8
7
6
5
4
3
2
1
1 10
9
8
7
6
5
4
3
2
1
10 20 30 40 50 60 70 80 90 100
13. Procédés de superfinition 423

2.3 Galetage de précision dimensionnelle
Il s 'e f fectue essent ie l lement sur des f o r m e s cour tes (por tées de roule-ments. . . ) . Le ga le t -presseur , cy l i nd r i que aux ex t rémi tés ar rond ies , por te en to ta-lité sur la surface à galeter, les galets-suppo r t s pouvan t être décalés de cette surface (fig. 13.5).
FIGURE 13.5
Schéma de principe du galetage de précision dimensionnelle.
Surépaisseur de galetage De 0,10 à 0,15 m m .
Qualités recherchées Dimens ionne l le et augmen ta t i on de la portance. Dimensionnelle : m a x i m u m de 10 (¿m, à cause de l 'é last ic i té du matér iau , en part icul ier , qua-lité 5, à part i r d 'une qual i té in i t ia le gross ière (9 ou 10). État de surface. Ra max i 0,5 |xm, à part ir d ' une rugosi té in i t ia le qual i té 8 à 9.
| Galetage de renforcement
Il s 'e f fectue essent ie l lement sur des zones local isées de pièces où le taux de fa t igue est impo r tan t (congés de racco rdemen t ayant à suppor te r de fo r tes charges) , avec le ga le t -pres-seur de f o r m e ar rond ie et or ientée à 45° (f ig. 13.6).
FIGURE 13.6
Schéma de principe du galetage de renforcement.
Des va leu rs de r en fo r cemen t op t ima les et u n i f o r m e s son t ob tenues à l 'a ide de press ions cont rô lées dans le t e m p s de galetage. Des cont ra in tes de compress ion obtenues avec ce procédé s 'opposen t aux cont ra in tes de trac-t i on et de f lex ion.
424 Guide de l'usinage

Surépaisseur de galetage De 0,15 à 0,30 m m selon les d imens ions des pièces.
Qualité recherchée Endurance de la pièce par un t ra i tement mo lécu la i re de la mat ière en or ientant les f ibres. Augmen ta t i on cons idérab le de la résistance à la fa t igue (300 %).
Mise en œuvre
En produc t ion de g rande série (au tomob i les , hydrau l ique. . . ) : réal isat ion rapide pour une por-tance supér ieure aux autres procédés. Le galetage peut s 'effectuer suivant plusieurs méthodes, avec pièce main tenue ou pièce guidée.
Galetage pièce maintenue Il var ie su ivant la longueur à galeter, soi t : En chariotage. Pour surfaces longues (la pièce étant ma in tenue aux deux ext rémi tés) avec un ou p lus ieurs galets-presseurs (f ig. 13.7). Les mach ines p rodu i sen t l 'avance des galets, mécan i -q u e m e n t ou hyd rau l i que-ment .
FIGURE 13.7
Schéma de principe de galetage en chariotage.
ga le t s -p resseu r
p iece
%
g a l e t - s u p p o r t '
HK f tos
En plongée. Pour surfaces cour tes, de longueur à galeter « largeur des galets. Les galets sont paral lèles aux génératr ices de la sur face (pas de m o u v e m e n t d 'avance).
Galetage pièce guidée Trois galets, en pos i t ion t r iangu lée, ma in t iennen t la pièce centrée. Un des galets, étant moteur , assure les m o u v e m e n t s de rotat ion et d 'avance (par adhérence) de la pièce. La d ispos i t ion inc l inée et en qu inconce des galets permet d 'ob ten i r une avance cont inue de que lques mèt res /min (fig. 13.8). Le galetage s 'ef fectue en enfi-lade ou en p longée.
ga le t s -p resseu r
p ièce
FIGURE 13.8
Schéma de principe de galetage pièce guidée en enfilade.
g a l e t - s u p p o r t
13. Procédés de superfinition 425

Pression de galetage Elle var ie en fonc t ion : des d iamèt res galet-presseur et pièce avec leur longueur de contact ; de la press ion spéc i f ique du matér iau-p ièce.
Matériaux à galeter Ils auron t un a l l ongement à la rup ture de 6 % et jusqu 'à 10 % pour le galetage d imens ionne l . La fonte et les matériaux frittés, de s t ructure poreuse, conv iennen t bien au galetage. Les aciers cémentés ne do iven t pas être gaietés (r isque de déco l lement de la couche cémen-tée).
Surfaces courtes Galetage en p longée. Usinage préalable avec chanf re in d 'en t rée et go rge de d é g a g e m e n t ( sous -d imens ionnée de que lques d i x i èmes de m m af in d ' abso rbe r l ' a l l o n g e m e n t de mat ière). Les surfaces cy l indr iques plates peuvent être galetées avec des galets si tués en oppos i t i on sur les deux faces opposées (fig. 13.9).
FIGURE 13.9
Schéma de galetage de faces sur pièce cylindrique plate.
Surfaces cylindriques d'intérieur (alésages) Peuvent être galetées à l 'a ide de mandr ins porte-galets, avec expans ion des galets de 0,5 à 1 m m selon les d iamèt res d 'ou t i l s (f ig. 13.10). L'usinage préalable est géné ra l emen t l 'a lésage (coupe) avec la m ê m e pré-cis ion que pour le galetage d 'extér ieur . Possibi l i té de perçage, éti-rage de préc is ion , rodage d'ébauche éventuel lement. La surépaisseur d 'us inage est f o n c t i o n en par t icu l ie r du d i amè t re de l 'a lésage, de 0,01 à 0,08 m m . La qualité 6 est ob tenue à part i r de l 'ébauche en qua-lité 8 ou 9. Les défauts m a c r o g é o m é -t r iques dans l 'a lésage sont rédui ts d 'env i ron 25 %.
galets-presseur
c q m g ~
- — • — >
Y * ®g
" P " ' cop
FIGURE14.10 Mandrin de galetage d'intérieur. Doc. Cogsdill - Numeaton Ltd., SET dustributeur
426 Guide de l'usinage

mandrin porte-galets reçoit le m o u v e m e n t de ro ta t ion (100 à 200 m/m in ) et le m o u v e m e n t rf avance (0,5 à 4 mm/ tou r , en général) . Jtilisation : En part icul ier , p roduc t ion de pièces hydrau l iques et pneumat iques (vérins) : pré-: :s ion, rapid i té d 'ob ten t ion .
coef f ic ient de f r o t t emen t des alésages gaietés permet une réduct ion impor tan te de l 'usure Des jo in ts associés aux alésages (la surface galetée ne présente pas de pics). Forme discontinue. Ne pas dépasser 15 % de la pér iphér ie de l 'a lésage ou ut i l iser un out i l à ; - a n d nombre de galets ( répar t i t ion des pressions).
taMn « H i : Pièces tubulaires wêêêê*
dé fo rmat ion étant é last ique, un phénomène de retour nécessite de galeter à un d iamèt re supér ieur de 0,03 à 0,05 m m pour compenser cet effet.
Outil combiné d'alésage-galetage _=s opéra t ions d 'us inage dans les tubes, alésage et galetage, peuvent s 'ef fectuer en une seule zœra t i on . -opérat ion d'alésage, en cycle au toma t i que , s 'e f fectue à la course al ler de l 'ou t i l comb iné , avec rét ract ion des lames de coupe en f in de course. . opération de galetage se réal ise en course *=:our d 'ou t i l , avec prise de passe préa lab le (les galets é tant rét ractés r ^ - a n t l 'a lésage) ( f ig. '3.11).
alésage (aller)
riliril J V^X™,Ll'JlL.^
lame outil d'alésage
lubrification
4 -
"galetage (retour)
outil de galetage
FIGURE14.11 Schéma d'outil combiné calibrage - galetage d'intérieur.
_a tète d'alésage compo r t e deux lames opposées, gu idées par des pat ins : généra lement , son â .ance est i m p o r t a n t e (que lques m m / t o u r ) la p ro fondeu r de passe étant fa ib le (que lques ; x iemes de m m ) : lames de coupe avec un angle de d i rec t ion d 'arête Kr fa ible. _a précision recherchée est de qual i té 7 avec Ra 0,8 |xm. Une forte lubrification sous pression est nécessaire : lubr i f i ca t ion et ré f r igérat ion de l 'out i l ; éli-— nat ion des copeaux de la surface alésée. Conditions d'usinage : Ident iques à des va leurs d 'a lésage (coupe) et du ga le tage : 70 à 170 m / m i n en ro ta t ion ; 1 à 7 m m / t o u r en t rans la t ion. Linclinaison des galets par rappor t à l 'axe du por te-out i l favor ise l 'avance p r o g r a m m é e (supé-" e u r e à l ' avancement naturel des galets incl inés) : suf f isance d 'une fa ib le force de t rac t ion des ; î ets (400 à 800 daN, selon les d iamèt res usinés).
12. Procédés de rectification 427

3. Procédés de rodage
Généralités
Super f i n i t i on de sur faces f onc t i onne l l es par dép lacemen t rapide et d iscont inu de pierres abrasives ma in tenues en pres-sion cont re la surface à roder, sous for te lubr i f i ca t ion en levant une fa ib le quant i té de mat ière par f r o t t emen t et abras ion (fig. 13.12). L'outil abrasif (pierre ou poudre) érode la sur face usinée, sup-p r iman t la couche de méta l a m o r p h e (couche de Beilby, aspé-rités de coupe) sans a r rachement de mat ière ni échau f fement superf ic ie l .
Surfaces rodées Avec des mé thodes d i f fé ren tes : cy l i nd r i ques d ' i n té r ieu r (les alésages, débouchan ts ou bo rgnes ) ; p lanes, con iques , cy l in-dr iques d 'extér ieur . Opération d'usinage rapide, p rodu isan t des sur faces d 'excel -lente préc is ion, avec une mise en pos i t ion de la pièce généra-lement peu précise.
Qualités obtenues Le rodage amé l io re les qua l i tés fonc t i onne l l es des pièces en m o u v e m e n t (état de sur face, géomé t r i e , d imens ion ) et leur usure par la supp ress ion des dé fau ts super f ic ie ls subs is tan t sur les surfaces après usinage. État de surface. Infér ieur au mic ron . Dimension, circularité, cylindricité. Quelques mic rons .
Matériaux à galeter La p lupar t des mé taux peuvent être rodés et par t i cu l iè rement les aciers ( t rempés ou non), les fontes, le carbure, les mé taux non fer reux.
Procédé d'usinage précédent En général , par coupe. Le rodage s 'e f fectue généra lement en dern ière phase de fabr i -cat ion. En p roduc t ion de g rande série il peut être réal isé en p lus ieurs opéra t i ons (ébauche, dem i - f i n i t i on , f i n i t i on ) avec une aut re phase in te rméd ia i re ( t ra i tement t he rm ique , net toyage. . . ) .
FIGURE 13.12
Opération de rodage avec rodoir monobloc sur machine à CN Prohone PRH 18/16.
Doc. Guiliani
mm sec. mm mm 0,05 13 1.8 0,0015 0,002
428 Guide de l'usinage

F Utilisation (P-cduct ion de grande série (au tomob i le , hydrau l ique , pneumat ique . . . ) . ffetrts alésages. Remplace avan tageusement la rect i f icat ion (usure et f l ex ion des meules de
d iamètre , d 'où r isque de conic i té de l 'a lésage rectif ié).
Outils abrasifs
A grains t rès f ins. Ils sont des types super-durs ou durs. _e diamant (synthét ique) , s ymbo le D, possède une bonne act ion abrasive. Le borazon, cr istal cub ique de n i t rure de bore, s ymbo le B, est de dureté imméd ia te après le r a m a n t , avec la m ê m e caractér is t ique abrasive que le d iamant .
Définition ~ar leur le t t re -symbole et un n o m b r e indi-quant la grosseur du gra in qui co r respond su d iamèt re m o y e n en pm. La n o r m e DIN 548 ind ique : g ra ins f ins 7, 15, 3 0 ; gros grains 45, 50, 55, 70, 90, 100, 150, 180, 220 '•fi g. 13.13). Grains fins. Ut i l isés en rodage de g rande qualité. Gros grains. Ut i l isés en rodage d 'ébauche i plus g rand débit) . Grosseur du grain. En par t icu l ie r pou r le d iamant et le borazon, il n'a p ra t i quemen t pas d ' in f luence sur l 'état de surface à obte-nir, jusqu 'à 0,3 |xm. Les abrasifs son t a g g l o m é r é s en p ierres abrasives à mon te r sur suppor t méta l l i que le por te-out i l ) qu i s 'adapte à la mach ine .
Ils sont en poudre pour rodage réc iproque.
FIGURE 13.13
Exemple de rugosités obtenues avec des grosseurs de grain différentes.
180
150
100
90
70
50 45
30
15 7
grosseur du grain (|im)
Acier XC38 traité
fonte HB220
1 2 3 4 5 6 7
Ra (|im)
Pierres abrasives Pour assurer la cy l indr ic i té de l 'a lésage rodé : l ongueur des pierres = 2/3 longueur alésage ; en t ravai l , sor t ie de chaque côté de l 'a lésage = 1/3 longueur des pierres (f ig. 13.14). Pression spécifique des pierres. De 20 à 60 bars, cond i t i onnan t la p ro fondeur de passe, avec la grosseur du gra in. L 'augmenta t ion de press ion accélère le rodage, en accroissant la p ro fondeur de passe.
13. Procédés de superfinition 429

FIGURE 13.14
Schéma d'outil de rodage d'alésages.
Choix de l'outil Abras i f . Travaux de grande série : abrasifs super-durs, le diamant et le borazon qui ont une très fa ib le usure (assure le ma in t i en géomé-t r ique des pierres). Travaux autres qu'en grande série : carbure de s i l i c ium et cor in-don à gra ins f ins (500 à 800). Liant. Ana log ie avec rect i f icat ion : grade tendre pour mé taux durs et rodage d 'ex tér ieur (arbres, plans) ; grade durs pour mé taux tendres. Outil «ébauche» finition. Techn ique du rodage p lateau de PCI M e u d o n : assure une excel-lente f i n i t i on (masse des pics rédui te) avec maî t r i se lubr i f ica-t i on , asserv issement mesure associée au ba t temen t en t e m p s réel et aux expans ions du coup le de rodage (fig. 13.15).
FIGURF.14.15 Schéma de rodoir «ébauche - finition» avec résultats d'un rodage. Doc. PCI Meudon. (machine à CN)
illustration du principe
liaison articulée
7/ M 9 ] KSM
y,
^ pièce (fixe)
pierres abrasives
mouvement hélicoïdal
expansibilité
Lubrification
Elle est forcée pour évacuer les m ic ro -copeaux , les calor ies dues au f ro t t emen t , les par t icu les abrasives en suspens ion dans le l iqu ide.
430 Guide de l'usinage

brifier la zone de t ravai l . iquide a un pouvo i r mou i l l an t (pétro le à 30 % env i ron) et un pouvo i r lubr i f iant (hui le),
¿ .an t recyclage (automat ique) il est f i l t ré et éven tue l lement réfr igéré.
ZM de roda9e 3e 0,02 à 0,08 m m , selon les d imens ions des pièces. 3n cons idère : Formes cy l indr iques : [¡T état de surface + iT géomét r i e ] x 2 f o r m e s planes : IT état de surface + IT géomét r ie . _ auto-centrage du rodoi r - mon té f lo t tan t - permet de l imi ter la surépaisseur de rodage. Profondeur de passe. Que lques d ix ièmes de jj.m. par passe, nécessaire pour roder une sur-face : en lèvement m i n i m u m de mat ière. La prise de passe s 'ef fectue a u t o m a t i q u e m e n t en con t inu , à chaque cycle.
Rodage d'intérieur (alésages)
Réalisé à l 'aide de rodo i rs cy l indr iques : suppor t méta l l ique des pierres à roder s i tuées en péri-phérie et ma in tenues en press ion contre la paroi de l 'a lésage (mécan iquemen t ou hydrau l i -quement ) .
Rodoir Il est an imé de deux m o u v e m e n t s s imu l tanés : ro ta t ion cont i -nue et t rans la t i on a l ternée (descendante et mon tan te , sui-vant son axe) p r o v o q u a n t des t ra jec to i res hé l icoïda les i rodage à t ra i ts croisés) la pièce étant f ixe (f ig. 13.16). Il reçoi t une expans ion par des cônes s i tués dans le por te-pièce, qui agissent sur les pierres. Il est mon té f lo t tan t sur la b roche de la mach ine : au to -cen t rage et au to -a l i gnemen t rodoir /a lésage. Le sys tème d 'expans ion est hydrau l ique (en en lèvement de mat iè re au m a x i m u m ) ou mécan ique (en ra t t rapage des défauts de fo rme) . Les rodoirs à plusieurs pierres s 'u t i l i sent dans tous les cas, avec un n o m b r e p lus ou m o i n s g rand de pierres, se lon les d iamèt res à roder et pour en lever le m a x i m u m de mat iè re par passe.
Vitesses de rodage Le rappor t entre les v i tesses de ro ta t ion et de t rans la t ion donne l 'angle du t ra i t cro isé : tan-gente de l 'angle/2 = vi tesse de t rans lat ion/v i tesse de rotat ion. À part i r des vi tesses consei l lées, dé te rminer les deux vi tesses pour obten i r des «t ra i ts croi-sés» entre 45° et 70° (p roduc t ion d 'un en lèvement de mat ière m a x i m u m ) . Vitesse de rotation du rodoir. 40 à 80 m / m i n pour le d iamant , 35 à 60 m / m i n pour le borazon ; 10 à 20 m / m i n pour le co r indon et le carbure de s i l i c ium.
FIGURE14.16 Trajectoires de rodage à «traits croisés».
13. Procédés de superfinition 431

Vitesse de translation du rodoir Abras i fs d iaman t et borazon : 6 à 16 m / m i n dans l 'ac ier ; 12 à 32 m / m i n dans la fonte. Abras i fs co r indon et carbure de s i l i c ium : 5 à 10 m / m i n Elle est max ima le en ébauche et m in ima le en f in i t ion .
Rodage des alésages borgnes Avec des pierres p lus larges en bou t : favor ise le recoupement des hél ices en f o n d d 'a lésage.
Rodage des alésages discontinus (avec cannelures) idiiIBBlIllIii Avec des pierres de largeur supér ieure à celle des cannelures : ne détér iore pas la cy l indr ic i té de l 'alésage.
Rodage des alésages de petit diamètre Rodoir à une pierre ma in tenue au contact de l 'a lésage par deux gu ides en carbure , en pos i t ion t r iangu la i re (fig. 13.17). Rodoi r m o n o b l o c à désaxage p i lo té par CN assurant la co r rec t ion d iamé t ra le en cours d 'us inage.
FIGURE 7.17 Section schématique de rodoir
pour petits alésages.
Porte-lls d i f fè rent selon les d imens ions des pièces et les cond i t ions géomét r i ques à ma in ten i r avec l 'a lésage à roder. Pièces maintenues à l 'unité sur la mach ine. Ne nécessite pas, en pr inc ipe, une mise en posi-t ion r igoureuse : out i l f lo t tant . Pièces de faible épaisseur (généra lement de pet i tes d imens ions) . Peuvent être rodées s imul -t anémen t avec le m ê m e rodoir . Elles sont ma in tenues g roupées en pos i t ion f ixe dans un suppor t (f ixe ou f lo t tant) . Pièces avec condition géométrique rigoureuse. Perpendicu lar i té alésage/face d 'appu i : recti-f ier ou roder cette face de référence avant rodage de l 'a lésage. Les pièces sont g roupées ou isolées dans des cages à empi le r dans un por te-p ièces (exemple de p ignons avec cond i t i on r igoureuse de coaxia l i té prof i l extér ieur/a lésage).
Machines à roder Généra lement à broche ver t ica le ; à broche hor izonta le pour les pièces très longues. La capacité de rodage des alésages var ie de 2 m m à 1 500 m m en d iamèt re et jusqu 'à 8 mètres de longueur . La qualité dimensionnelle peut être assurée à l 'a ide d 'un sys tème d 'auto-ca l ib rage qu i main-t ien t la cote a u t o m a t i q u e m e n t par j a u g e - t a m p o n ou en bouc le f e r m é e (avec des abrasi fs super-durs (machine à CN).
Rôdeuses à table rotative Opt im isa t ion du procédé de rodage de peti ts alésages en p roduc t ion de g rande série : cycle rotat i f de la table porte-pièces à n stat ions devant les broches por te -b roches ; au tomat i sa t ion to ta le du processus ; in tégra t ion de la mach ine dans une l igne de p roduc t ion .
guide
pierre ipC' i ' -L abrasive flgiXP
\X coin de V poussée
section de corps d'outil
pièces
432 Guide de l'usinage

3.6 Rodage d'extérieur de pièces cylindriques
Il s 'e f fectue avec une ou p lus ieurs pierres abrasives recevant un m o u v e m e n t osci l la to i re (30 à 40 pér iodes/seconde) de fa ib le amp l i t ude (1 à 5 m m ) et sous une fa ib le press ion <= 4 bars) (fig. 13.18). La pièce est an imée en ro ta t i on à fa ib le v i tesse (4 à 10 m/min) . L'outil se t rans la te à avance lente (0,1 à 0,5 mm/ t r ) . Opérat ion peu emp loyée : la recti f i-cat ion f ine permet tan t d 'ob ten i r la précis ion «super f i n ie» .
FIGURE 13.18
Schéma de principe du rodage cylindrique d'extérieur.
| Rodage d'extérieur des pièces plates
Il s 'e f fectue avec un rodo i r cy l ind r ique ( t ravai l lant de face). Le rodoir est an imé des m o u v e m e n t s de ro ta t ion (5 à 15 m/min ) et de t rans la t ion a l ternat ive (30 à 40 pér iodes/seconde) de fa ib le amp l i t ude (2 à 5 m m ) (fig. 13.19). La pièce est an imée en ro ta t ion de 8 à 10 m / m i n sur mach ine à un rodoir , en rodage d 'une face. Le rodage simultané de deux faces parallèles s 'e f fec tue sur mach ine avec rodo i rs opposés (fig. 13.20). Plusieurs rodoirs agissant s imu l ta -némen t sur une m ê m e face (avec mach ine spéc i f ique) on t des v i tesses de t rava i l supér ieu res au mono- rodo i r , 15 à 20 m / m i n pour le rodoir , 30 à 40 m / m i n pour la pièce).
£ <±¿.(0 oscillations
ierre abrasive pièce
^ ¡ L /plateau
porte-pièce M - t o p
FIGURE 13.19 Schéma de principe du rodage plan.
13. Procédés de superfinition 433

3.8 Rodage avec poudre abrasive
Il s'effectue en rodage réciproque, avec pâte abrasive interposée, de deux surfaces situées dans leur posi t ion fonct ionnel le, pro-voquant le rodage mutuel des deux surfaces en contact. La pression de contact ne doi t pas être très forte (3 bars environ) pour ne pas chasser la pâte abrasive. Une rotation alternée permet d 'assurer le m a x i m u m d'eff icacité. On utilise ce procédé pour des pièces de type axile associées fonc t ionne l lement avec un m a x i m u m d'étanchéité (clapets, soupapes...) (fig. 13.21).
4. Procédés de polissage
Généralités
Superf in i t ion de surfaces planes par rodage à l 'abrasif l ibre ou f ixe par pression de la surface à roder sur un plateau de polissage animé en rotat ion.
Qualités obtenues Rugosité très réduite, excellente planéité, f in i spéculaire, surface portante élevée.
^Outils abrasifs
Les abrasifs util isés, en poudre (grains excessivement fins) sont super-durs ou durs : poudre de diamant, borazon, carbure de si l ic ium, cor indon (voir procédé de rodage).
Abrasif fixe L'abrasif f ixe est encollé sur un support (disque, papier ou latex imperméable). Utilisation généralement en prépolissage. Support tendre : obtent ion d 'un excellent f in i spéculaire. Support dur : obtent ion d 'une excellente planéité. Film de microfinition « Q 151 » de NORTON. Support polyester d'épaisseur précise (0,13 mm) avec abrasif en oxyde d 'a lumine à grains très f ins (9 à 100 |xm) (fig. 13.22). Possède un pou-voir anti-encrassant d 'une résistance aux agents ch imiques, produisant un f in i excel lent et régulier. Excellente durée de vie du f i lm abrasif conçu en rouleaux et bandes.
434 Guide de l'usinage

FIGURE 13.22
Schéma du film «microfinition Q 151 » de polissage.
Doc. Norton
Ut i l i sa t ion . Sous hu i le ent ière ou emu ls i onnée , en po l issage de oièces précises, t ype cy l i nd r i que pour g rande sér ie ( au tomob i l e , hydrau l ique. . . ) .
Abrasif libre Suspens ion abras ive pu lvér isée sur le p lateau por te-p ièce où repose la sur face à pol i r des pièces. Utilisation en pol issage et prépol issage, selon la f inesse des grains.
N k Pièces à polir De peti tes d imens ions , elles sont usinées en nombre en les ma in tenant dans des plat ines pla-cées en anneaux de main t ien , le t ou t reposant sur le p lateau de pol issage.
Couche anti-friction, non abrasive
Support film polyester
Double encollage
Abrasifs en granulométrie micron
Mouvements de génération
Une tête de polissage exerce la press ion nécessaire sur les pièces. Elle reçoit un m o u v e m e n t de ro ta t ion et un m o u v e m e n t de balayage c i rcula i re ent ra înant les pièces en rotat ion. Le plateau de pol issage tou rne de 15 à 150 t r /m in en var ia t ion cont inue, dans les deux sens. Les d i f férents m o u v e m e n t s ( ro ta t ion du plateau, ro tat ion et balayage de la tête de pol issage), p r o v o q u a n t un m o u v e m e n t l o u v o y a n t des pièces, p rodu i sen t le po l issage de leur face en appui sur le p lateau, avec l 'abrasi f in terposé. Plateau de polissage. En fon te pour l 'u t i l i sat ion des abrasi fs l ib res ; en a l u m i n i u m pour l 'ut i l i -sat ion des abrasi fs f ixes sur d isque. Tête de polissage. Elle exerce une force d 'appu i de 0 à 200 daN et balaie la tab le avec une amp l i t ude var iab le de 0 au m a x i m u m de la sur face de table.
jpVlachines
Elles sont à plateau c i rcula i re, réf r igéré (par air ou eau) en part ie in fér ieure pour assurer la qua-lité de l 'us inage. Pol issage en cycles au tomat iques , avec t e m p s de pol issage et degré de f in i t i on ; débi t et fré-
13. Procédés de superfinition 435

quence de pu lvé r i sa t i on du l iqu ide ab ras i f ; v i tesse de ba layage ; fo rce d ' a p p u i ; t e m p s de lavage (f ig. 13.23). A l imen ta t i on au toma t ique des pièces. Pol issage en t iè rement au tomat isé pour la p roduc t ion de série.
FIGURE 13.23
Schéma de principe du polissage à l'abrasif libre.
E Product ion de pet i tes pièces minces et f rag i les en matér iau dur, pour é lec t ron ique, opt ique, i n fo rma t ique : ob ten t ion du f in i spécula i re et d 'une excel lente planéi té des surfaces fonc t ion-nelles. On ut i l ise éga lemen t ce procédé en méta l l og raph ie pour l ' examen m ic roscop ique d 'échan-t i l lons de matér iaux méta l l iques. L'abrasif est le d iaman t sous f o r m e de pâte ou de suspens ion abrasive.
Utilisation
pâte abrasive
plateau rodoir
anneau maintien de pièces
436 Guide de l'usinage

PR(|C4ES
ET SUPERFINITION DES DENTURES
1. Généralités 439
2. Procédés de taillage de dentures par fraise-mère 440 2.1 Généralités 440 2.2 Mouvements générateurs 440 2.3 Mouvement d'avance 441 2.4 Précisions 442 2.5 Condit ions de coupe 442 2.6 Outils fraises-mères (NF E 66-223) 443 2.7 Appareil lages 443 2.8 Machines 443 2.9 Util isation 445
3. Procédé de taillage de dentures par out i l -pignon 445 3.1 Généralités 445 3.2 Outi l-pignon 446 3.3 Mouvements générateurs 447 3.4 Phase de tail lage 447 3.5 Taillage de dentures hélicoïdales 447 3.6 Taillage de dentures d' intérieur 447 3.7 Condit ion de coupe 448 3.8 Machines à tail ler 449 3.9 Util isation 449
4. Procédé de taillage de dentures par outi l-crémail lère 450 4.1 Généralités 450 4.2 Outil-crémaillère 450 4.3 Mouvements générateurs 451 4.4 Phase de taillage 451 4.5 Taillage de dentures hélicoïdales 451 4.6 Util isation et machines 452
437

5 Procédé de tai l lage de dentures par fraise de fo rme 452 5.1 Généralités 452 5.2 Uti l isat ion 452
6. Procédés de tai l lage des dentures de roues coniques 452 6.1 Généralités 452 6.2 Taillage des dentures droites de roues coniques 453 6.3 Taillage des dentures courbes-spirales ou hypoïdes de roues coniques . 454
7. Procédé de formage des cannelures et des dentelures 456 7.1 Généralités 456 7.2 Formage longi tudinal (cannelures, dentelures) 457 7.3 Matér iaux 457 7.4 Précision 457 7.5 Uti l isat ion 457
8. Procédé de recti f ication de dentures avec meule-mère 457 8.1 Généralités 457 8.2 Out i l -meule 458 8.3 Mouvements générateurs 458 8.4 Roues à denture hélicoïdale, de petits modules 458
9. Procédé de rectif ication de dentures avec meule de fo rme 458 9.1 Généralités 458 9.2 Outi ls-meule 459 9.3 Uti l isat ion 459
10. Procédé de rectif ication de dentures avec meules plates 460 10.1 Généralités 460 10.2 Machines " MAAG " à deux meules assiettes 460 10.3 Machines " NILES " à une meule biconique 461
11. Procédés d 'ébavurage et de chanfreinage des entrées de dents 462 11.1 Ebavurage des entrées de dents 462 11.2 Chanfreinage des entrées de dents 462
12. Procédés de recti f ication des dentures de roues coniques 462 12.1 Généralités 462 12.2 Rectif ication des dentures droites 463 12.3 Rectif ication des dentures courbes (spirale ou hypoïde) 463
13. Procédé d'arasage - ou shaving - des dentures 464 13.1 Généralités 464 13.2 Outi l d'arasage 464 13.3 Mouvements générateurs 464 13.4 Condit ions d 'ut i l isat ion 466 13.5 Uti l isat ion 466
14. Procédé de rodage de dentures en développante 466 14.1 Généralités 466 14.2 Rodage avec roue-outi l 467 14.3 Rodage réciproque 467

1. Généralités
Production et f in i t ion des dentures de p ignons et roues cyl indr iques et coniques, des canne-l l e s et dentelures, à l 'aide de machines spécif iques.
t ra i tements thermiques généralement effectués sur les dentures provoquent des défor-—ations de profi l , nécessitant une opérat ion de rectif ication.
Procédés de taillage des dentures droites et hélicoïdales • "ai l lage de dentures par fraise-mère, qui découle du principe d 'engrènement d 'une vis sans
f in avec une roue, par fraisage. - Taillage de dentures par out i l -p ignon, qui découle du principe d 'engrènement de deux roues
cyl indriques, par mortaisage. • Taillage de dentures par out i l -crémai l lère, qui découle du pr incipe d 'engrènement d 'une
roue avec une crémail lère, par mortaisage. • Taillage de dentures par fraise de fo rme, réalisant la denture dent par dent, sans mouve-
ment de générat ion, avec système de div is ion par fraisage.
Procédés de taillage de roues coniques à denture droite, spirale et hypoïde
qui découlent du principe d 'engrènement d 'une roue conique avec une roue plate. • Par mortaisage des dentures droites. • Par fraisage des dentures spirale et hypoïde. • Par brochage, sans mouvement de générat ion, de dentures droites.
Procédés de formage des cannelures et dentelures Réalisation de prof i ls par déformat ion de la matière entre deux molettes.
Procédés de rectification des dentelures Obtent ion d 'une excellente précision (prof i l , état de surface) et é l iminat ion des facettes sur flancs (superf init ion). Les dif férents procédés de rectif ication et de superf in i t ion des dentures sont : • Rectif ication par meule-mère, qui découle du même principe que le tai l lage par fraise-mère. • Rectif ication par meule de fo rme, sans mouvement de générat ion avec système de division. • Rectif ication par meules plates, qui découle du même principe que le tai l lage par outi l-cré-
mail lère.
Procédés d'ébavurage et chanfreinage des entrées de dents Par rectif ication, pour ébavurage. Par fraisage, pour chanfreinage.
Procédés de rectification des dentures de roues coniques, droites, spirales et hypoïdes
Découlent du même principe d 'engrènement que les procédés de tai l lage de ces roues.
Procédés de superfinition des dentures Découlent du principe d 'engrènement de deux roues. • Par rasage ou shaving. • Par rodage.
14. Procédés de taillage, rectification et superfinition des dentures 439

2. Procédés de taillage de dentures par fraise-mère
Généralités
Le taillage s 'e f fectue par généra-t i on du pro f i l à obten i r , en f ra i -sage de la den tu re , l ' ou t i l f ra i se -mère étant équ iva len t à la v is sans f in (f ig. 14.1) : p r inc ipe d ' eng rènemen t d 'une v is sans f in avec une roue.
FIGURE 14.1
Schéma de principe d'engrènement roue et fraise-mère.
Des goujures long i tud ina les , per-pend icu la i res à l 'hé l ice du f i le t , f o r m e n t les faces de coupe, don t les arêtes de coupe des dents de la f ra ise-mère. Les dents de l 'out i l , au prof i l de la denture à obten i r (dents d 'engre-nage, crabots . . . ) son t dé ta lon-nées (fig. 14.2). Une fraise-mère, d ' un m o d u l e (réel) donné , pour ra ta i l le r t ous les d iamèt res de roues à denture d ro i te ou hé l ico ïda le du m ê m e modu le , essent ie l lement en exté-r ieur et dans les l imi tes de capaci-tés-machine. FIGURE 14.2 Définition géométrique d'une dent de fraise-mère.
Mouvements générateurs
La génération de dentures est ob tenue par les m o u v e m e n t s con jugués des ro ta t ions de la roue à tai l ler et de la f ra ise-mère : rappor t des vi tesses angula i res ojq/<o1 = Z-|/Z0 (avec w0 = v i tesse angu la i re de la f ra i se ; co.| = v i tesse angu la i re de la roue à ta i l l e r ; ZQ = nombre de f i lets de la f ra i se -mère ; Z 1 = n o m b r e de dents de la roue à tai l ler.
Mouvement de coupe Obtenu par la ro tat ion de la f ra ise-mère.
440 Guide de l'usinage

2.3 Mouvement d'avance
Donné à l 'out i l .
Taillage denture droite M o u v e m e n t paral lè le à l 'axe de la roue à tai l ler, la f ra ise-mère est inc l inée de l 'angle d 'hél ice p r im i t i ve du f i let par rappor t à la den tu re (f ig. 14.3).
FIGURE 14.3 Position de la fraise-mère en taillage de dentures droites.
Taillage denture hélicoïdale M o u v e m e n t donné su ivant l 'axe de la roue qu i reçoit une rotat ion comp lémen ta i re o j c mesu-rée au cy l indre pr imi t i f (fig. 14.4). La vitesse angulaire cor r igée de la pièce sera
(1)' = (i)1 + o)c avec u)c = f. tg /7 R ; et f = avance/ tour ;
R = rayon p r im i t i f de la pièce. Inclinaison de la fraise-mère. Selon le sens des hél ices pri-mi t ives de la denture à tai l ler (3 et de la f ra ise-mère /', angle et sens d ' i nc l i na i son à donne r à la f ra ise-mère var ien t , soi t po = p ± / '(f ig. 14.5).
FIGURE 14.4 Position de la fraise-mère en taillage de dentures hélicoïdales.
Taillage en shifting Déplacement comp lémen ta i re axial de la f ra ise-mère, l 'ou t i l t rava i l le sur l ' ensemble de sa den-ture, au toma t i quemen t , en con t inu ou pér iod iquement . Le shifting en continu amé l io re l 'état de surface des f lancs de dentures.
9
14. Procédés de taillage, rectification et superfinition des dentures 441

2.4 Précisions ' •• . 1 ; ' .••!-• :
Erreur de d iv is ion , 10 à 20 |j,m. État de surface. Le prof i l des dents présente des défauts de f o r m e (suivant d i rec t ion du m o u v e m e n t d 'avance, perpend icu la i re au prof i l ) : généra lement , opéra t ion comp lémen ta i re de f in i t i on (rasage, rec-t i f icat ion) . Shifting. État de surface, 3 à 4 (jtm sur f lancs de denture.
Nota : Des facettes, p lus ou mo ins impor tan tes sur les f lancs de dents, sont engendrées selon la v i tesse d 'avance et le nombre de dents des f ra ises-mères.
• Conditions de coupe . . . :
Comparab les à cel les du fraisage.
Vitesses de coupe Comparab les à cel les du fraisage.
Vitesses de coupe mmmm
Généra lement , out i ls en ARS recouver t TIN : 100 m / m i n maxi .
c - Fraise-mère : hélice à droite Pièce : hélice à gauche
b - Fraise-mère : hélice à droite Pièce : hélice à gauche
a - Fraise-mère : hélice à gauche Pièce : hélice à gauche
d - Fraise-mère : hélice à gauche Pièce : hélice à droite
FIGURE 14.5 Sens et angle d'inclinaison de fraise-mère en fonction de l'inclinaison des dentures à tailler.
442 Guide de l'usinage

FIGURE 14.8
Exemple de pièce avec deux den-tures obtenues simultanément sur machine à double outil (fraise-mère et outil-pignon). Doc. Pfauter
FIGURE 14.9 Chargeur rotatif de pièces à double pince sur machine à tailler par fraise-mère.
Doc. Mikron
Changement de pièces à doub le p ince pour déchargemen t -cha rgemen t rapide (fig. 14.9). Convoyeurs de pièces en d iverses pos i t ions (couchées, sur suppor t . . . ) assurent la f lex ib i l i té . Machines spéciales. Conçues pour la g rande série : op t im isa t i on max i de p roduc t i v i té et qual i té (exemple : f ra isage des entrées de denture et ta i l lage à l 'ou t i l -p ignon) .
444 Guide de l'usinage

Utilisation
FIGURE 14.10 Schéma de roue à denture d'épaisseur décroissante réali-sable sur machine à tailler Pfauter. Doc. Pfauter
Procédé très productif (coupe cont inue) . Product ion uni ta i re à la g rande série, en ta i l lage d 'ex-tér ieur un iquemen t , pour tous types de dentures ( f ra ises-mères au pro f i l adapté à celu i à obte-nir). Selon les mach ines (capacité et per formances) , ta i l lage avant ou après t ra i tement t h e r m i q u e de roues, p ignons , vis, arbres. Exemple machine Pfauter, tai l lage, avec appare i l lages spéci-f iques, de : Roues à den tu re d 'épa isseur décro issante sur la la rgeur des dents (f ig. 14.10) et enve loppe extér ieure cy l i nd r i que , avec un ou deux f lancs pentés (pour ut i l i -sat ion en por te-à- faux , assurant le contact pe rmanen t , quel le que soit la charge) ; roues tangentes. Roues à den tu re l égè remen t con ique et bombée , à l 'a ide d 'une f ra ise-mère f c y l i nd r i que ou con ique (f ig. 14.11) se lon les m a c h i n e s ; roues con iques , à denture dro i te ou hél icoïdale. Vis sans f in à un ou p lus ieurs f i lets, v is à pas rapide. Arb res canne lés à den tu re à f lancs paral lè les, enve loppe exté-r ieure cy l i nd r i que et c reux de dents con iques (pour assem-blage sans j e u ) ; ra inures de cla-vetage. FIGURE 14.11 Schéma de taillage de dentures coniques. Doc. Pfauter
3. Procédé de taillage de dentures par outil-pignon
Principe d ' eng rènemen t de deux roues cy l indr iques ayant m ê m e m o d u l e (fig. 14.12). Le ta i l lage s 'ef fectue par généra t ion du prof i l à obtenir , en mor ta isage de la denture , l 'out i l -p ignon étant équ iva len t à une des deux roues d ' eng rènemen t don t les arêtes de coupe ont c o m m e enve loppe la surface de denture d 'une roue cy l ind r ique «équ iva len te» .
i
14. Procédés de taillage, rectification et superfinition des dentures 445

escamotage au retour d'outil
roue dentée Z2 dents
outil-pignon Z1 dents FIGURE 14.12
Schéma de principe d'engrènement roue et outil-pignon.
Outil-pignon
Out i l de f o r m e : a f fû tab le essent ie l lement sur les faces de coupe. Les dents de l ' ou t i l son t dé ta lonnées : les faces de coupe son t s i tuées sur un côté de l ' ou t i l -p ignon (fig. 14.13). Un ou t i l -p ignon , d 'un m o d u l e donné , pourra ta i l ler tous les d iamèt res de roues à denture d ' in té r ieur ou d 'extér ieur . Wafer-Cutter. Lames coupan tes in terchan-geables f ixées sur un corps d 'ou t i l : suppres-s ion des a f fû tages ( lames jetables) (f ig. 14.14). Matériau de coupe. ARS revêtu TIN, assurant une usure rédui te.
FIGURE 14.13 Définition géométrique
d'une dent d'outil-pignon.
FIGURE 14.14 Outil-pignon à lame coupante amovible. Doc. Pfauter
Principe d ' é x é c u t i o n d ' u n «Wafer -Cut ter» .
( D Vis de f ixation (2) C o r p s d e b a s e @ L a m e c o u p a n t e (Wafer) d ) Entraîneur @ Couverc le d e pression (g) Vis d 'en t ra înement
446 Guide de l'usinage

3.3 Mouvements générateurs
_3 générat ion de dentures est obtenue par les mouvements conjugués des rotat ions de la roue = tailler et de l 'out i l -p ignon : rapport des vitesses angulaires w0/w1 = (fig. 14.12).
Mouvement de coupe = ect i l igne-alternati f où, durant sa course retour, l 'out i l est escamoté de la pièce, évi tant la retér iorat ion des arêtes de coupe.
Mouvement d'avance Obtenu par les rotat ions conjuguées pièce-outi l , après pénétrat ion de l 'out i l à la profondeur aesirée.
| Phase de taillage
5 effectue en 1 ou 2 passes : Une passe avec out i l -p ignon finisseur, deux passes (ébauche et f init ion).
Taillage en deux passes _a première passe (ébauche) s'effectue à l 'out i l -p ignon ébaucheur : laissant une surépaisseur ae f in i t ion sur les f lancs, le fond de denture est réalisé à la d imension f inale. Cycle d'ébauche. En 1 à n tours de pièce selon les modules, sous for te avance. Cycle de finition. À avance réduite : générat ion du prof i l en développante avec état de surface désiré. Surépaisseurs pour finition : 0,1 à 0,4 m m par f lanc, selon les modules, soit : 0,1 m m pour M =s 1.50; 0,2 pour M2 à 2.75; 0,25 m m pour M3 à 4; 0,3 m m pour M 4,25 à 5; 0,4 m m au-delà de M5.
Passe de finition Avec subsistance d 'une surépaisseur de recti f ication ou de superf in i t ion à enlever après trai-tement thermique (de 0,05 à 0,15 m m , selon modules).
Taillage de dentures hélicoïdales
Le mouvement de coupe s'effectue suivant l 'hélice pr imit ive. La denture de l 'out i l - de même angle d'hél ice - est de sens opposé à la denture de la roue à tailler. Nota : Le tai l lage à l 'out i l -p ignon (dentures droites ou hélicoïdales) peut s'effectuer en t i rant, à la remontée de l 'out i l (machines à broche verticale).
Taillage de dentures d'intérieur
Nécessite une gorge de dégagement d 'ou t i l dans les alésages borgnes de pro fondeur au moins égale à la hauteur des dents (fig. 14.15).
Les outi ls d ' intér ieur sont généralement à queue (petits diamètres) (fig. 14.16).
14. Procédés de taillage, rectification et superfinition des dentures 447

Condition de coupe
Avec mach ines à c o m m a n d e numér ique , var iab les en cont inu .
Vitesse de coupe D o n n é e en n o m b r e de c o u p s / m i n u t e de l ' ou t i l : 2 5 0 à 2 0 0 0 c p / m i n , va r i ab le en con t inu ou é t agée se lon les m a c h i n e s .
Vitesse d'avance • H ^ H i I I nHHHii
Co r respond aux m o u v e m e n t s de ro ta t ion con jugués pièce-out i l de 24 à 1 000 m m / m i n .
Vitesse de pénétration Donne la p ro fondeur de passe. De 1 000 à 1 800 m m / m i n , avec les possib i l i -tés : radiale avec ou sans déve loppan te ; spi-ralée radia le, cons tan te ou dégress ive (f ig. 14.17).
FIGURE 14.17
Variantes de pénétration d'outil-pignon à la profondeur
de denture en développante. Doc. Lorentz
a. avance radiale sans développante
b. avance radiale avec développante
c. pénétration en spirale avec avance radiale constante
d. pénétration en spirale avec avance radiale dégressive
448 G u i d e d e l ' u s i n a g e

Machines à tailler
FIGURE 14.18
Doc. Lorentz Schémas de machine à tailler par outil-pignon.
FIGURE 14.19
Phase de taillage simultané (den-ture et cames) avec outils à lame amovible. Doc. Pfauter
A c o m m a n d e n u m é r i q u e 3 à 4 axes (XCD; XCDZ) avec au tomat isa t ion to ta le ( i n tég ra t ion sys tème de m a n u t e n t i o n ) (fig. 14.18). Sécurité. Asp i ra t ion des vapeurs d 'hu i le ( ref ro id ie en cont inu) . Possibilités de taillage intégrées dans certaines machines : généra t ion de den-tures en avance sp i ra lée et f i n i t i on en d é v e l o p p a n t e ; ta i l lage de den tu res en pos i t ions relat ives (secteurs, prof i ls spé-c i a u x ) ; ta i l lage s imu l t ané de p lus ieurs roues ou de roues avec des prof i ls spé-ciaux (f ig. 14.19) ; ta i l lage con ique , selon l ' inc l ina ison possib le du m o n t a n t porte-out i l .
Sur certaines machines. Tai l lage, avec les axes croisés de l ' ou t i l -p ignon et de la roue à tai l ler, par out i l p ignon- f ra ise (f ig. 14.20) : m o u v e m e n t de coupe relat i f réduisant les t e m p s de coupe. Machine de g rande p roduc t i v i t é : effec-tue des ta i l lages s imu l tanés d ' in té r ieur à l ' ou t i l - p i gnon et d 'ex té r ieu r à la f ra ise mère.
FIGURE 14.20 Schéma de taillage (d'intérieur) à outil-pignon avec axes croisés pièce et outil.
Utilisation
Tai l lage de den tu res débouchan tes ou cont re épau lemen t , d 'ex té r ieur et d ' i n té r ieur en pro-duc t ion uni ta i re à g rande série.
2 cames 1 denture à
développante usinée en un cycle
Denture à développante 3 m = 1,587; Z2 = 7 0 Un outil du type «Wafer-Cutter» est utilisé pour les 3 usinages (A, B et C). Les contours des cames 1 et 2 sont produits par un profilage correspondant des «Wafer» A et B.
14. Procédés de taillage, rectification et superfinition des dentures 449

4.Procédé de taillage de dentures par outil-crémaillère
Généralités
Pr inc ipe d ' e n g r è n e m e n t d ' une roue avec une c réma i l l è re ayant m ê m e m o d u l e (f ig. 14.21). Le taillage s 'e f fectue par généra-t i on du prof i l à obtenir , en mor ta i -sage de la den tu re , l ' ou t i l é tant équ iva len t à une crémai l lè re don t les arêtes de coupe on t c o m m e enve loppe la surface de denture.
FIGURE 14.21 Schéma de principe d'engrènement roue
et outil-crémaillère.
outil-crémaillère
Outil-crémaillère
Outi l de f o r m e : a f fû tab le essent ie l lement sur les faces de coupe. Les dents de l 'out i l sont déta lonnées : les faces de coupe sont si tuées sur un côté de l 'out i l -c rémai l lè re (fig. 14.22). Ils ont un prof i l co r respondan t à la c rémai l lè re de référence, avec des var iantes pou r ta i l l ages : d i rec tement de f in i t ion , d 'ébauche, avec surépaisseur de rect i f icat ion sur f lancs ou de rasage (avec chanf re in de tête). Un ou t i l - c réma i l l è re , d ' u n m o d u l e donné, pourra ta i l ler t ous les d iamèt res de roues à den tu re d ro i te ou hél icoï-dale, essen t ie l l ement d 'ex-tér ieur. Ils sont de relat i f fa ib le coût (quelques dents suf f isent) .
FIGURIC 14.22
Définition géométrique d'une dent
d'outil-crémaillère.
450 Guide de l'usinage

Mouvements générateurs
La généra t i on de den tu res est ob tenue par des cycles carrés de la c rémai l lè re don t le n o m b r e de dents est l imi té ( l 'out i l étant préa-l ab lemen t à la p r o f o n d e u r de dents) , so i t : les m o u v e m e n t s con jugués de ro ta t ion de la roue à tai l ler et de la t rans la t ion al terna-t i ve de l ' ou t i l - c réma i l l è re ( f ig. 14.23).
FIGURE 14.23
Cycle répétitif de l'outil-crémaillère.
Mouvement de coupe Rect i l igne-a l ternat i f où, du ran t sa course retour, l ' ou t i l est escamoté de la pièce, év i tan t la dé tér io ra t ion des arêtes de coupe.
Mouvement d'avance Obtenu par les m o u v e m e n t s con jugués rotat ion-p ièce et t rans la t ion-out i l , après pénét ra t ion de l 'out i l à la p ro fondeur désirée.
| Phase de taillage
S'ef fectue en une ou deux passes (ébauche et f in i t i on avec le m ê m e out i l ) au toma t i quemen t .
^Taillage de dentures hélicoïdales
Obtenu par inc l ina i -son du por te-out i l sui-van t l 'ang le d 'hé l i ce pr imi t ive . Dentures hé l ico ïda les con t re é p a u l e m e n t : avec un out i l -c ré-mai l lè re à den tu re inc l inée de l 'ang le d 'hél ice à obten i r (fig. 14.24).
FIGURE 14.24 Schéma de taillage de dentures hélicoïdales.
14. Procédés de taillage, rectification et superfinition des dentures 451

| Utilisation et machines
Procédé peu p roduc t i f , pour ta i l lage occas ionnel d 'ex té r ieur de roues de g rand d iamèt re , à dentures dro i tes ou hél icoïdales (la pièce repose de son propre poids sur la tab le porte-pièce à axe vert ical) . Les mach ines sont de type mor ta iseuse, à coul isseau por te-out i l vert ical .
5. Procédé de taillage de dentures par fraise de forme
Généralités
Obtent ion de dentures dent par dent avec un ou t i l -f ra ise ayant un prof i l iden-t i que à un in ter -dent de la den tu re à e f fec tuer (f ig. 14.25). Les fraises de f o r m e ut i l i -sées son t du t ype f ra ise t ro is tai l les.
FIGURE 14.25
Schéma de taillage de dentures par fraise de forme.
A outil-fraise.
Me
v/y/zâ V//A pièce
dent par dent
Utilisation
Fraisage de canne lu res à f lancs para l lè les et de den te lu res , sur mach ine de f ra isage (frai-seuses, centres d 'us inage) à c o m m a n d e numér ique . Except ionne l lement , des dentures en déve loppante , dro i tes ou hél icoïdales, sont ob tenues par ce procédé, avec out i l - f ra ise au prof i l de l ' in ter-dent .
6. Procédés de taillage des dentures de roues coniques • Généralités
Les engrenages coniques ont des den tu res pouvan t être d ro i tes ou courbes (spira lées ou hypoïdes).
452 Guide de l'usinage

6.2 Taillage des dentures droites de roues coniques
Deux procédés sont ut i l isés : par généra t ion et par out i l de f o rme .
Taillage par génération M o u v e m e n t de coupe rec t i l igne a l ternat i f (mor ta isage) : p r inc ipe d 'eng rènemen t d 'un p ignon con ique avec une roue plate ( l 'angle au som-met du cône p r im i t i f de la roue est de 180°) (f ig. 14.26). Le profil des dents du p ignon étant en déve loppan te de cercle, le pro f i l des den ts de la roue plate est à f lancs d ro i t s (c rémai l lè re f i c t i ve conique) .
FIGURE 14.26
Schéma de principe d'engrènement pignon conique - roue plate
(crémaillère conique).
Outil de taillage Une dent de la crémai l lè re f ic t ive est matér ia l isée par l 'out i l qu i ta i l le le p i gnon con ique, en mor ta isage dent par dent.
Un sys tème de d iv is ion permet le passage au toma t ique de la dent ta i l lée à la dent su ivante.
Machines et mouvements de génération Deux types de mach ines reposant sur le m ê m e pr inc ipe, avec m o u v e m e n t de généra t ion dif-f é r e m m e n t affecté, soi t : - Rotation de la pièce et rotation de la crémaillère f i c t ive au tou r de leurs axes f ixes respect i fs (mach ine Gleason) (f ig. 14.27).
FIGURE 14.27
Schéma de principe du taillage conique
avec machine Gleason.
14. Procédés de taillage, rectification et superfinition des dentures 453

- Rotation de la pièce au tour de son axe et sur la c réma i l l è re f i c t i ve (mach ine Reinecker) (f ig. 14.28). Mouvement de coupe d o n n é à l 'out i l : rect i l igne-al ternat i f . Outil Gleason. Cons t i tué de deux dem i -den ts c o m p l é m e n t a i r e s , en pos i t ion décalée pour évi ter leur ren-cont re vers le s o m m e t du cône p r im i -t i f . Outil Reinecker. Équ iva len t à une dent de la roue plate.
Utilisation De la p roduc t i on un i ta i re à la pet i te série.
FIGURE 14.28 Schéma de principe du taillage conique avec machi-ne Reinecker.
Utilisation Procédé p roduc t i f : pour t r avaux de FIGURE 14.29 Schéma de principe du taillage conique par outil de grande série, une broche étant néces- f o r m e (procédé Revacycle). saire pour chaque type de roues.
Taillage par outil de forme Procédé de b rochage des den tu res dro i tes sur cône, par ou t i l ro tat i f à p rogress ion des dents de coupe (fig. 14.29).
Outil de taillage B r o c h e c i r cu l a i r e c o m p r e n a n t en pé r i -p h é r i e : la p r o g r e s s i o n d e s d e n t s de c o u p e (voir chap i t re « P r o c é d é s de b ro -c h a g e ») ; un sec teur l ibre p e r m e t t a n t la d iv i s ion (pas sage de la den t ta i l lée à la su ivan te ) . Le taillage s ' e f f e c t u e den t pa r den t (un t o u r de la b r o c h e p r o d u i t u n e den t ) en cyc le a u t o m a t i q u e .
HB^H Taillage des dentures courbes (spirales ou hypoïdes) j j j ^ B d e r o u e s coniques Deux procédés de ta i l lage par généra t ion sont ut i l isés : par f ra ise f ron ta le et par f ra ise-mère con ique.
454 G u i d e d e l ' u s i n a g e

Ces deux procédés décou lent du pr inc ipe d ' eng rènemen t d 'un p ignon con ique avec une roue plate ( l 'angle au s o m m e t du cône p r im i t i f de la roue est de 180°).
FIGURE 14.30
Schéma de principe du taillage de dentures courbes
par fraise frontale (machine Gleason - spiral).
L'inclinaison des dents de la f raise d i f fère (machine Gleason hypoïd) d 'un côté à l 'autre, les rayons de courbure in terne et externe des dents à ta i l ler étant d i f férents . La coupe s 'e f fectue en a l ternance (une dent , f lanc d r o i t ; la dent su ivante, f lanc gauche, etc.). La hauteur des dents ta i l lées est constante (hauteur de tête).
Après ta i l lage d 'une dent , la d iv is ion est au toma t ique pour le passage à la dent su ivante.
Taillage de dentures hypoïdes Il d i f fère du ta i l lage à denture spira le par les pos i t ions re lat ives p i g n o n à ta i l le r et roue plate généra t r i ce f i c t i ve , don t les axes ne sont pas concourants (f ig. 14.31). Ce t ype de ta i l l age s 'e f fec tue avec les mêmes mach ines que pour les den tu res spirales.
FIGURE 14.31
Schéma de principe du taillage de dentures hypoïdes
(procédé Klingelberg).
Taillage par fraise-mère conique -"outi l est une fraise con ique, t ype deux tai l les à den tu re hél icoïdale et f lancs dro i ts , matér ia-
sant la roue plate f ic t ive sur laquel le rou le la f raise en tou rnan t au tour du centre de cette roue aïate f ic t ive (f ig. 14.32). Les dents taillées ont m ê m e épaisseur sur tou te leur longueur.
Taillage par fraise frontale L'outil est une f ra ise type tou r teau don t l ' ensemb le des dents , à f lancs dro i ts , matér ia l i se une den t de la roue f i c t i ve ta i l lan t un en t re -dent du p i g n o n à pro-du i re (f ig. 14.30).
berceau porte-fraise
frontale
14. Procédés de taillage, rectification et superfinition des dentures 455

FIGURE 14.32
Schéma de taillage de dentures courbes
par fraise-mère conique.
7. Procédé de formage des cannelures et des dentelures
Généralités
Dentures simples ou doubles conjuguées avec filetage, gorges, rainures d'huile.
Opération en une seule prise de pièce jusqu'à longueur 700 mm.
machine incrémental 300
outils circulaires à profil fixe
pièce
Procédé « i n c r é m e n t a l » d 'après le concep teur «Esco f i e r» : Fo rmage des den tu res par la var ia-t i on du prof i l évo lu t i f de deux mole t tes à entraxe f ixe (fig. 14.33). La pénétrat ion résul te de l ' évo lu t i on du pro f i l (p rogress ion incrémenta le) de la part ie act ive des ou t i l s -mo le t tes ent ra înés pos i t i vemen t en rota-t ion. À chaque point du processus de pénét ra t ion rela-t i ve , out i l et pièce rou len t sans g l isser l 'un sur l 'autre. Le sommet des pro f i l s ob tenus n 'est pas craté-r isé : le f l uage se p rodu i t de façon assez h o m o -gène dans une m ê m e d i rec t ion (fig. 14.34). Un point que lconque de la pér iphér ie de la pièce se t rouve en contact , de façon d iscon t inue et répét i t ive, avec chacune des mole t tes (généra lement 2, 3 ou 4 pour pièces creuses). Pas de l imitat ion d ' ang le d 'hé l ice , ce qu i pe rme t l ' ob ten t i on , avec préc is ion , de den tu res dro i tes (f ig. 14.35).
FIGURE 14.33 Schéma de formage entre molettes de cannelures et dentelures (d'après doc. Escoffier procédé « incrémental »).
FIGURE 14.34 Fibrage de la matière par formage entre molettes. Doc. Escoffier
FIGURE 14.35
Dentures obtenues par formage Doc. Escoffier
456 Guide de l'usinage

7.2 Formage longitudinal (cannelures, dentelures)
y a d is to rs ion entre la f o r m e des mole t tes et cel les à obteni r , nécessi tant une cor rec t ion d 'ou-til pour les angles supér ieurs à 45°. Le prof i l des mole t tes est déf in i pour chaque angle d 'hél ice.
Matériaux
La p lupar t sont écrouissables su ivant une loi l inéaire de d i f f icu l té au f luage : chaque matér iau présente une l im i te de résistance à la d é f o r m a t i o n qu ' i l fau t dépasser pour p rovoque r le fluage.
1 Précision
Les pro f i l s ob tenus son t précis en f o r m e et d iv i -sion, m ê m e avec un grand angle d 'hél ice et den-tures dro i tes (fig. 14.36). Précision division. Relation out i ls/pièces constante durant le cycle.
Nota : Pr incipe du f o r m a g e à f ro id : vo i r chapi t re « Procédés de f i le tage ».
FIGURE 14.36
Pièce obtenue par formage Doc. Escoffier
€1 Procédé Quatroll, pour bagues de roulement, calibrage intérieur de tubes, sertissage. Diamètre de tube jusqu'à 70 mm, épaisseur de paroi jusqu'à 6 mm. Machine H 18 SN à H 36 SN
Utilisation
Réal isat ion des canne lu res , dente lu res , den tu res d ro i tes et hé l icoïda les, en p roduc t i on de série (pet i te à t rès grande) dans des matér iaux écrouissables (acier, i noxydab le , t i tane. . . ) . Temps de production. Rapide, que lques secondes à que lques m inu tes selon les pièces. Avec alimentation automatique de la machine, la p roduc t ion est cont inue.
8. Procédé de rectification de dentures avec meule-mère wmm I Généralités
La rect i f icat ion décou le du procédé de ta i l lage par f ra ise-mère, soi t eng rènemen t d 'une v is sans f in avec une roue de m ê m e modu le .
14. Procédés de taillage, rectification et superfinition des dentures 457

8.2 Outil-meule
Équivalent à une v is sans f in de grand dia-mè t re et de fa ib le épaisseur (p rocédé Reishauer) (f ig. 14.37).
FIGURE 14.37
Schéma de principe de rectification de dentures avec meule-mère
(procédé Reishauer).
Mouvements générateurs
La généra t ion de dentures est ob tenue par les m o u v e m e n t s con jugués de ro ta t ion de la roue à ta i l ler et de la meu le -mère (qui reçoi t le m o u v e m e n t de coupe). Le mouvement d'avance est donné à la pièce, para l lè lement à la denture qu i est inc l inée sui-van t l 'hél ice du f i let de la meule.
Roues à denture hélicoïdale, de petits modules
Pour faci l i ter le retai l lage, la meu le peut être à sect ion t rapézoïdale, c o m m e pour les dentures droi tes. La meu le étant d 'un g rand d iamèt re , l ' app rox ima t ion de la f o r m e des dents peut être accep-table.
9. Procédé de rectification de dentures avec meule de forme
E H Généralités La rect i f icat ion s 'ef fectue sans généra t ion , à l 'a ide d 'une meu le au prof i l d ' un inter-dent ou de deux meules (une pour chaque f lanc et le f ond de dent) (f ig. 14.38). Le m o u v e m e n t d 'avance s 'ef fectue para l lè lement à la denture (droi te ou hél icoïdale).
458 Guide de l'usinage

Outils-meule
Les meu les son t en super-abrasi f pour év i ter d ' ob ten i r des défauts de pro f i l des dents (f ig. 14.39). Le diamantage, avec le repo-s i t i onnemen t des meu les et la d i v i s ion (passage d ' u n in terdent rect i f ié au su ivant ) sont au tomat iques .
FIGURE 14.39
Meules de rectification de denture. Doc. Fàssler
Utilisation
Rect i f icat ion des canne lu res et des dente-lures d 'ex té r ieu r (arbres cy l ind r iques) à f lancs rec t i l ignes ou en déve loppan te , avec deux meules, t rava i l lant s imu l tanémen t . Tail lage de dentures peu p ro fondes dans des pièces en acier t ra i té ( lames c i rcu la i res. . . ) f ig. 14.40).
FIGURE 14.40
Exemple de taillage de dentures par rectification.
Doc. Mikron Meulage d'un paquet d'environ 20 disques de scie circulaire en métal dur dans le plein avec meule diamantee.
14. Procédés de taillage, rectification et superfinition des dentures 459

10. Procédé de rectification de dentures avec meules plates
Généralités
La rect i f icat ion découle du procédé de ta i l lage par out i l -c rémai l lère , soit l ' engrènement d 'une roue avec une crémai l lè re-générat r ice de m ê m e modu le . La crémaillère équ iva len te est dé f in ie par les p lans de t rava i l de deux meu les assiet tes ou d 'une meu le plate b icon ique. La division est au toma t ique : passage d 'une dent rect i f iée à la su ivante.
Machines « MAAG » à deux meules assiettes
La généra t ion de dentures est ob tenue par les m o u v e m e n t s (rapides) con jugués de ro ta t ion et t rans la t ion a l ternat ives de la roue à rect i f ier (f ig. 14.41). Mouvements de coupe. Rotat ion des meules. Mouvement d'avance. Translat ion lente des meules su ivant la denture sur la largeur de roue à rect i f ier : ba layage de tou t le prof i l de dent. Plusieurs cycles peuvent être nécessaires (ébauche, demi - f i n i t i on , f in i t ion) avec compensa t i on au toma t ique de l 'usure des meules (mesure, d iamantage et repos i t ionnement ) .
FIGURE 14.41 Schéma de principe de rectification de dentures avec meules assiettes (procédé MAAG).
460 Guide de l'usinage

Position des meutes - Sans inclinaison (0°). La p lus couran te ( f ig. 14.42). - Inclinées de 15°. Le cercle de généra t ion a pour rayon R = C/cos 15° = Rp. cos 20°/cos 15°; (avec pou r ang le de press ion no rma l i sé , cerc le de base C = rayon p r im i t i f Rp. cos. 20°). Utilisation. Rect i f icat ion de den tu res en déve-loppan te , d 'ex té r ieur dro i tes et hé l icoïdales (la meu le est or ientée de l 'angle d 'hél ice p r im i t i ve et la pièce reçoit un m o u v e m e n t hél icoïdal) .
FIGURE 14.42
Schéma d'utilisation de meules sans inclinaison,
(procédé MAAG).
diamant
Machines «NILES» à une meule biconique
La généra t ion des dentures est obte-nue par les m o u v e m e n t s con jugués , de ro ta t ion et de t rans la t ion a l terna-t i ves de la pièce, pour rect i f ier suc-cess ivement chacun des deux f lancs d 'un entre-dent (f ig. 14.43). La meule, plate b icon ique, est au pro-f i l de la dent , ma is d 'épa isseur infé-r ieure.
Mouvement de coupe. Rotat ion de la meule. Mouvement d'avance. T rans la t ion lente de la meu le su ivan t la den tu re sur la largeur de la roue à rectif ier.
FIGURE 14.43
Schéma de principe de rectification de dentures avec meule biconique
(procédé NILES).
travail
14. Procédés de taillage, rectification et superfinition des dentures 461

11. Procédés d'ébavurage et de chanfreinage des entrées de dents
lÉbavurage des entrées de dents
Il s 'e f fec tue par rect i f ica-t i o n à la meu le de f o r m e , sur les ex t rémi tés des f lancs de denture dro i te ou sur l ' ex t rém i té des f lancs s i tués du côté de l ' ang le a igu des den tu res hél icoï-dales (fig. 14.44). On ut i l ise une mach ine spéc i f i que t rava i l l an t par d iv is ion.
Il s 'e f fec tue par rect i f ica-t i o n à la meu le de f o r m e , sur les ex t rémi tés des f lancs de denture dro i te ou sur l ' ex t rém i té des f lancs s i tués du côté de l ' ang le a igu des den tu res hél icoï-dales (fig. 14.44). On ut i l ise une mach ine spéc i f i que t rava i l l an t par d iv is ion.
^ ^ v ^ j ^ a r o f i l de meule
/ W f O ^ denture droite denture hélicoïdale
FIGURE 14.44 Ébavurage par rectification des entrées de dents.
Chanfreinage des entrées de dents
Il s 'e f fec tue par f ra isage avec une fraise cy l ind r ique creuse (fig. 14.45). On ut i l ise une mach ine spéc i f ique tra-va i l lant par d iv is ion.
FIGURE 14.45 Chanfreinage par fraisage des entrées de dents.
12. Procédés de rectification des dentures de roues coniques
Généralités
Ils sont comparab les au procédé de ta i l lage de ces dentures, soi t le pr inc ipe d ' eng rènemen t d ' un p ignon con ique avec une roue plate.
462 Guide de l 'usinage

Rectification des dentures droites
M o u v e m e n t de géné ra t i on ob tenu par les ro ta t ions de la pièce et de la c rémai l lè re f ic t ive (fig. 14.46). Une dent de la c rémai l lè re f ic t ive est matér ia l i sée par deux meu les assiettes. Mouvement de coupe ( ro ta t ion) et mouvement d'avance ( t rans la t ion su ivan t la dent) sont donnés aux meules.
FIGURE 14.46
Schéma de principe de rectification de roues à denture droite
(machine Gleason).
meule assiette
Rectification des dentures courbes (spirale ou hypoïde)
M o u v e m e n t de généra t i on ob tenu par les ro ta t ions de la roue à tai l ler et de la meu le ( route plate f ic t ive) (f ig. 14.47). L'outil-meule est une meule boisseau de grand d iamèt re au prof i l rect i l igne. Machine. Celle ut i l isée pour la rectif i-ca t ion et le ta i l lage des den tu res courbes (f ig. 14.30).
berceau porte-meule i
Mc„
meule boisseau conique (roue plate fictive)
piece
FIGURE 14.47 Schéma de principe de rectification de roues coniques à dentures courbes (machine Gleason hypoïd). ï
14. Procédés de taillage, rectification et superfinition des dentures 463

13. Procédé d'arasage-ou shaving - des dentures
Généralités
0)1 dent d'outil
Superfinition des dentures décou lant du pr inc ipe d ' eng rènemen t de deux roues dentées de m ê m e m o d u l e (une des 2 roues étant l 'out i l ) . L'outil corrige les défauts de prof i l et d 'é tat de surface sur les f lancs de denture, par raclage d 'une fa ib le surépaisseur de mat ière. Le raclage est ob tenu par g l i ssement rela-t i f l ong i t ud ina l des den tu res , c o n j u g u é avec une press ion de contac t entre les deux roues (out i l et pièce) qu i const i tuent un engrenage gauche hél icoïda l (à axes croisés) (fig. 14.48). Il peut s 'e f fec tuer : con t re é p a u l e m e n t ; d ' i n té r i eu r ( l 'ang le de c ro i semen t est l im i té de 3° à 10°) ; avec b o m b e m e n t de dents (denture bateau) par bascu lemen t du porte-pièce.
ligne de contact outil / pièce
dent de pièce
FIGURE 14.48 Schéma de principe de l'arasage.
Outil d'arasage
Roue cy l indr ique de g rand d iamèt re (200 à 300 m m ) à denture hél icoïdale. Les flancs d'outil c o m p o r t e n t des sai-gnées rapprochées s i tuées su ivan t la déve loppan te de cercle, dans le sens du prof i l , f o r m a n t de nombreuses arêtes de coupe qui raclent les f lancs (f ig. 14.49).
FIGURE 14.49
Schéma d'une dent d'outil d'arasage.
13.3 Mouvements générateurs
Les flancs tée l ibre s ment .
Ce glisser
i - - - - - ^ ^ ^ ^ ^ ^— -
i d 'ou t i l g l issent l ong i tud ina lemen t sur les f lancs des dents à raser : la pièce - mon-;ur son suppor t - est entraînée en ro ta t ion par l ' ou t i l -moteur qui se t rans late lente-
n e n t avec eng rènemen t out i l /p ièce produ i t la coupe (de f ins copeaux) .
464 Guide de l'usinage

Les points de contact des flancs se s i tuent sur une l igne inc l inée par rappor t à la denture (f ig. 14.48) : la pression de contact p rovoque un écrasement d 'une fa ib le surface e l l ip t ique au tour du po in t de contact théor ique . La t rans la t ion est re la t ivement lente pour raser tou te la surface des dents.
Méthodes d'arasage Plusieurs mé thodes sont emp loyées , selon le m o u v e m e n t d 'avance de l 'out i l : paral lè le, dia-gonale , Underpass, p longée.
Arasage «parallèle» Le m o u v e m e n t d 'avance est paral lè le à l 'axe de la pièce, la course de t ravai l co r respond à 'épaisseur de la roue à shaver (f ig. 14.50). outil (denture hélicoïdale.
roue (denture droite)
FIGURE 14.50
Schéma d'arasage «parallèle».
Arasage «diagonale» Le m o u v e m e n t d 'avance s 'e f fec tue su ivan t une d i rec t ion ob l i que , ce qu i d i m i n u e la course de t ravai l (fig. 14.51). Nota : Pour ces deux méthodes , l 'out i l est à dents rect i l ignes d 'épaisseur constante.
FIGURE 14.51 Schéma d'arasage «diagonale».
Arasage « Underpass » Le m o u v e m e n t d 'avance s 'ef fectue perpend i -cu la i r emen t à l 'axe de la pièce, d i m i n u a n t encore la course de t ravai l (fig. 14.52).
FIGURE 14.52
Schéma d'arasage «Underpass ».
14. Procédés de taillage, rectification et superfinition des dentures 465

Procédé de rodage de dentures en développante
Généralités
Découle du principe d 'engrènement de deux roues dentées de même module. Le rodage s'effectue en réciproque ou avec une roue-out i l , à l 'aide d 'un l iquide abrasif qui érode la denture.
466 Guide de l'usinage

14.2 Rodage avec roue-outil
Obtenu par la rotat ion conjuguée des deux roues (outi l et pièce) avec gl issement des dents d 'out i l , paral lèlement aux dents de la pièce qui produisent, avec le l iquide abrasif, le rodage des flancs. Procédé analogue au procédé d'arasage (fig. 14.48). La roue-outil, en fonte spéciale, rode = 1 000 pièces mini sans usure signif icative.
Rodage réciproque
Obtenu avec les deux roues d 'un engrenage, mis en rotat ion dans leur posi t ion fonct ionnel le, qui se rodent mutuel lement avec l 'arrosage abrasif. Le rodage s'effectuera seulement par f ro t tement ; il n'y a pas gl issement des dents en contact : rodage médiocre, donc à prat iquer except ionnel lement.
14. Procédés de taillage, rectification et superfinition des dentures 467

Généralités 4 7 1
1.1 Pièces produites 4 7 1
1.2 Machines util isées 4 7 2
1.3 Mouvements générateurs 4 7 2
Outils de tournage 4 7 3
2.1 Définit ion géométr ique 4 7 4
2.2 Outils d 'extér ieur 4 7 5
2.3 Outils d ' intér ieur 4 7 6
2.4 Matér iaux outi ls 4 7 7
Vitesse d'avance 4 7 9
3.1 Grandes avances 4 7 9
3.2 Avances de f in i t ion 4 7 9
3.3 Rayon de bec 4 7 9
Section de copeau 4 8 0
Vitesses de coupe 4 8 1
5.1 Différents procédés de f i letage 4S1 5.2 Choix des vitesses de coupe et d'avance 481
5.3 Plaquettes revêtues en mult icouches 483
5.4 Vitesses de coupe réduites 4 83
Puissance nécessaire à la coupe PW 484
î
469

7. Mise en œuvre 484
7.1 Pièces cyl indr iques courtes et plates 484
7.2 Pièces cyl indr iques longues 487
7.3 Opérations de fonçage de formes courtes 489
7.4 Opérat ions de f i letage 489
7.5 Opérat ions de perçage et fraisage 489
7.6 Opérat ions de suivi de prof i l 490
7.7 Formes intérieures 490
7.8 Pièces brutes de forgeage et moulage 491
7.9 Pièces cyl indr iques mul t i fo rmes 491
7.10 Pièces cyl indr iques vo lumineuses 491
7.11 Pièces usinées en décolletage 491
7.12 Opérat ions de moletage 491
7.13 Opérat ions de centrage - dressage 492
8. Apparei l lages support-pièce 493
8.1 Tournage en l'air 493
8.2 Tournage en mixte 495
9. Machines 497
9.1 Tours à CN 497
9.2 Centres de tournage 497
9.3 Tours f rontaux 498
9.4 Tours à décolleter 499
9.5 Tours vert icaux 499
9.6 Tours séquentiels 500

1. Généralités WSBBmfSM
Obtention de pièces cylindriques courtes et longues à partir de bruts coulés, forgés, dans la barre.
Pièces produites
Elles peuven t être de d i m e n s i o n s : t rès pet i tes ( 0 = 1 m m , l ongueu r que lques m m ) ; t rès g randes (p lus ieurs mèt res de d iamè t re ou de longueur) (fig. 15.1).
Précisions obtenues Dimensionnelle. Qual i té 7 ; 6 avec mach ines très précises. Ob ten t i on dans l ' ensemb le des ma té r i aux mé ta l l i ques et non méta l l i ques (p las t iques, bois.. .) avec des out i ls spéci f iques aux f o rmes à obtenir . État de surface : 1,6 à 0,4 Ra, avec rayon re ou plat be de bec (fig. 15.2).
FIGURE 15.1 Pièces type cylindrique produites en une phase
sur tour automatique «cicom M16/M20». Doc. Citizen
FIGURE 15.2
Ordre de grandeur d'états de surface obtenus en fonction de l'avance et du bec d'outil en tournage finition.
* 5. Procédés de tournage 471

1.2 Machines utilisées
En fonc t ion par t i cu l iè rement des d imens ions et des types de pièces (avec tours à c o m m a n d e numér ique m o n o ou b ibroche, centres de tou rnage , tours à décol leter, t ou rs f ron taux , tours ver t icaux, tou rs séquent ie ls) .
1.3 Mouvements générateurs
M o u v e m e n t de coupe, c i rcula i re, donné à la p ièce ; m o u v e m e n t d 'avance , t rans la t i on donnée à l 'out i l (f ig. 15.3). Mode d'action avec une seule arête de coupe.
FIGURE 15.3 Mouvements générateurs en tournage
(formes d'extérieur).
X
b. Mouvements de contournage (X et Z) (suivi de profil ; copiage).
472 Guide de l'usinage

2. Outils de tournage
Outils d'enveloppe et de forme Outils d'enveloppe. Ob ten t ion de f o rmes axi les réglées (cy l indre, cône, p lan. . . par t rans la t ion de l ' ou t i l à une arête de coupe (d 'angle de d i rec t ion adapté à l 'opérat ion) . De f o r m e prof i lée que lconque par comb ina i son t rans la t ion-p longée avec out i l losangé (suivi de prof i l l imi té par l 'angle de po in te e r) à 2 arêtes de coupe (out i l b id i rec t ionnel ) (f ig. 15.4).
FIGURE 15.4 Trajectoires d'outils d'enveloppe et angle de pointe limite.
Outils de forme. Ob ten t i on de f o r m e s cy l i nd r i ques de pro f i l que l conque cou r t (chanf re in , gorge, rayon.. . ) par p longée d 'ou t i l à une arête de coupe (f ig. 15.5). -es d i f férents types d 'ou t i l s et leur géomét r ie sont normal isés (NF E 66.331...).
473
?hs fcï 15.5 Schémas d'outils de forme.
15. Procédés de tournage

2.1 Définition géométrique
Angles caractér is t iques de la part ie act ive con tenus dans les p lans de référence.
Angles de l'utilisateur Out i l en ma in , avec d i rec t ions de coupe et d 'avance supposées o r thogona les . On cons idère, pour les out i ls d 'ex tér ieur et d ' in té r ieur (fig. 15.6) : - la face de coupe sur laquel le se dérou le le copeau ; - la face de dépou i l le au regard de la surface t rava i l lée ; - l 'arête de coupe pr inc ipa le, in tersect ion des faces de coupe et de dépou i l l e ; - l 'arête de coupe secondaire, don t l ' in tersect ion avec l 'arête de coupe pr inc ipa le f o r m e le bec
ou po in te d 'ou t i l ; - le plan de référence Prqui est paral lè le à l 'axe du corps d 'ou t i l ou passe par l ' axe ; - l 'angle de d i rec t ion d 'arête K r (kappa r) f o r m é par le plan d 'arête Ps et le plan de t ravai l Pf,
dans le p lan de référence Pr; - l 'angle de po in te e r (epsi lon r) f o r m é par le pan d 'arête Ps et le plan d 'arête secondai re , dans
le plan de référence P r ; - l 'angle de coupe o r thogona l 7 0 ( gamma 0) f o r m é par la face de coupe et le plan de référence
Pr, dans le plan o r thogona l P 0 ; - l 'angle de dépou i l le o r thogona le a 0 (alpha 0) f o r m é par la face de dépou i l le et le p lan d 'arête
Ps, dans le plan o r thogona l P 0 ; - l 'angle de ta i l lant o r thogona l ß 0 (bêta 0) don t sa va leur est 90° - (-y0 + a 0 ) ; - l 'angle d ' inc l ina ison d 'arête Xs ( lambda s) f o r m é par l 'arête de coupe pr inc ipa le et le plan de
référence Pr, dans le p lan d 'arête P s ; - le rayon de bec ou de po in te re ( r eps i lon) , in tersect ion des arêtes de coupe pr inc ipa le et
secondaire, dans le plan de référence Pr.
face de coupe
face de dépouille
corps d'outil d'extérieur
arête de coupe corps d'outil d'intérieur
SIÏ
FIGURK 15.6 Définition géométrique des outils de tournage.
474 Guide de l'usinage

Avec une arête de coupe : à droite, s ymbo le R ( r igh t ) ; à gauche, symbo le L (left). Avec 2 arêtes de c o u p e ; dans les 2 sens, s ymbo le N (neutral) (fig. 15.7).
outil d'extérieur
FIGURE 15.7 Sens de la coupe des outils de tournage.
Outils d'extérieur
Principaux out i ls (fig. 15.8) :
FIGURE 15.8 Schémas des principaux outils de tournage d'extérieur.
1. Outil à dresser : sur façage de faces : us inage de grandes surfaces, en for tes passes. 2. Outil à profiler : sur façage de prof i l avec rayons d ' in tersect ion , p r inc ipa lement de f o rmes en
creux : us inage de larges gorges. 3. Outil couteau : char io tage des cy l indres et cônes : us inage d 'ébauche en for tes passes. i Outil à fileter : ob ten t ion de f i lets au prof i l de l 'out i l : us inage en cycle de passes. 5 Outil à gorge : out i l de f o r m e de largeur et de prof i l co r respondan ts à la go rge à obten i r :
usinage en p longée. à Outil à copier : su iv i de prof i ls que lconques , dans les l imi tes permises par l 'angle de po in te :
usinage b id i rec t ionnel , idéal pour tous prof i ls à ob ten i r (fig. 15.9). Angles de bec er s tandards : 80°, 60°, 50°, 40°.
7 Outil à tronçonner : débi t de pièces usinées dans la barre : us inage en p longée.
"5 Procédés de tournage 475

FIGURE 15.9
Outils à copier d'extérieur. Doc. Widia
Outils d'intérieur
Princ ipaux out i ls (f ig. 15.10) : 8. Outil à aléser. A lésage de cy l i nd res et
cônes : us inage d 'ébauche et de f in i t ion . 9. Outil à fileter d'intérieur. Ob ten t i on de
f i lets au prof i l de l 'out i l : us inage en cycle de passes.
10. Outil à gorge d'intérieur. Out i l de f o r m e de largeur et de prof i l co r respondan ts à la go rge à obten i r : usinage en p longée.
11. Outil à copier d'intérieur. Suiv i de prof i ls que l conques dans les l im i tes pe rm ises par l 'angle de po in te et l 'accès de l 'out i l : us inage b id i rec t i onne l , pour tous pro f i l s (f ig. 15.11).
FIGURE 15.10 d'intérieur.
Schémas des principaux outils de tournage
476 Guide de l'usinage

| Matériaux outils
Porte-plaquettes Normal isés NF E 66.311 à 344, et défi-- i s par 12 s y m b o l e s p lus 2 comp lé -- len ta i res pour le fabr icant , ident i f iés : a r des let tres et des ch i f f res (f ig. 15.13).
FIGURE 16,12
Outil de tournage d'extérieur à plaquette carbure avec support à changement rapide.
Doc. Sandwik Coromant
La part ie act ive des out i ls est en : carbures méta l l iques (généra lement) revêtus ou non, acier rapide supér ieur revêtu TIN ou non, oxyde d 'a lumine .
Outils en carbure métallique Const i tués d 'une p laquet te f i xée m é c a n i q u e m e n t sur le corps d 'ou t i l por te-p laquet te (fig. 15.12).
4. Sépouilla mtmtie ade de fixation te plaquette
CODE ISO pour osignation des porte-plaquettes pour osignation des cartouches
Doc. Stellram : > URE 15.13 Désignation normalisée des outils porte-plaquettes de tournage.
* 5. Procédés de tournage 477

Plaquettes carbure Normal isées NF E 66.310, et déf in ies par 7 symbo les plus 2 op t ionne ls et 2 comp lémen ta i res pour le fabr icant , ident i f iées par des lettres et des chi f f res (fig. 15.14). Type de plaquette. Déf ini par 4 lettres. Dimensions de plaquette. Déf in ies par des ch i f f res . À cho is i r en f o n c t i o n de la sec t ion du copeau (ébauche). Longueur d'arête de coupe. À dé te rminer en fonc t ion de la p ro fondeur de passe et de l 'angle de d i rec t ion d 'arête Kr
CODE ISO pour ta désignation des plaquettes amovibles de tournage et de fraisage e*ftf»»le Ou asfoansnw» d'un
T '-"Sxti»îifêiiat>Btlon 4'im
a p s p g g f c
« pUtquotot *mtotiu da f ri T 16 13 OH J j j S T E L L R A M | | |
R P F U 16 OH PD T S.. 1
v F o m w | a . 0*fOum a. CE-,.* | A. u u w ^ u i Î S . t l n n t e u T | s . E c u i i m m j J. P o m i » j j e . ÇonMkm j 9 . D l m c U o n j - 1 0 .
FIGURE 15.14 Désignation normalisée des plaquettes de tournage. Doc. Stellram
Outils en acier rapide Uti l isés pour t ravaux uni ta i res et en out i ls de f o rme . Les pet i ts ou t i l s son t réal isés dans des barreaux rect i f iés (en ARS) (f ig. 15.15).
Outils en oxyde d'alumine Uti l isés pour : us inage de préc is ion, t o u r n a g e d ' i n té r ieu r (alésages longs).
Doc. Ledere
BARREAUX TRAITÉS RECTIFIÉS Sect ion carrée NF-E - 66 .380
ISO - 5 421
WÊKÊmiMk v
BARREAUX TRAITÉS RECTIFIÉS Sect ion ronde NF-E - 66 .380
ISO - 6.421
FIGURE 15.15 Barreaux traités rectifiés \p 4 à 25, hl 1 ; 0 3 à 20, h8.
478 Guide de l'usinage

3. Vitesse d'avance
Indiquées en m m / t o u r (f ig. 15.16). La va leur des avances var ie de 1/10 de m m à que lques m m en fonc t ion : des cond i t i ons d 'u t i -l isat ion, du rayon de bec d 'ou t i l , de l 'état de surface à obtenir .
ÉBAUCHE Choisir un rayon de bec le plus grand possible afin d'obtenir une arête de coupe résistante ; choisir un plus petit rayon s'il existe un risque de vibrations.
RECOMMANDATIONS
rayon {r) mm 0,4 0,8 1,2 1,6 2,4
avance max
/•"mrn/tr-0,25
0,35 0,40
0,70
0,50
1,00
0,70
1.3
1,0
1.S
FINITION état de surface
Etat de surface Rayon de Plaquette
Ra H 0.4 0.8 1,2 1.6 2,4
firn um Avance mm/r
0,6 1,6 0,07 0.10 0,12 0,14 0,17 1.6 4 0,11 0,15 0,19 0,22 0,26 3.2 10 0,17 0,24 0,29 0,34 0,42 6,3 16 0,22 0,30 0,37 0.43 0,53 8 26 0,27 0,38 0,47 0,54 0,66
32 100 1,08 1,32
Etat de surface Diamètre (Plaquettes rondes)
Ra H 10 12 16 20 25 32
um j im Avance mm/r
0.6 1.6 0,25 0.28 0,32 0,36 0,40 0,45 1.6 4 0,40 0,44 0,51 0,57 0.63 0,71 3,2 10 0.63 0,69 0.80 0.89 1,00 1.13 6,3 16 0,80 0,88 1,01 1,13 1,26 1,43 8 25 1,00 1.10 1,28 1.42 1,41 1.79
32 100 2,00 2,20 2,54 2,94 3,33 3,59
FIGURE15.16 Vitesses d'avance conseillées en tournage avec outils carbure. Doc. Sandwik Coromant
Rayon de bec
Ébauche. À chois i r le plus g rand possib le : r ig id i f ie l 'arête de coupe au vo is inage du bec, avec ut i l isat ion d 'une grande avance. Rayon de bec r£ = 1,2 à 1,6 m m .
* 5. Procédés de tournage 479

4. Section de copeau
Usure rapide en dépouille
"A Vitesse de coupe trop élevée Nuance avec résistance à l'usure trop faible Forte usure résultant d'une déformation plastique
Usure rapide en cratère
Écaillage
1 Vitesse de coupe trop élevée 1 Avance trop faible 1 Nuance avec résistance à l'usure trop faible
Arête trop fragile Vibrations Améliorer la stabilité
1 Choisir une nuance plus tenace
Rupture du tranchant • Stabiliser le poste de travail
(machine, pièce, outil) • Choisir une nuance plus tenace
Arête rapportée • Vitesse de coupe et avance trop
faibles • Augmenter la température sur
l'arête • Augmenter l'angle de coupe
m)
La sect ion m a x i m a l e du copeau est cond i t ionnée par : la puissance de la mach ine, la r ig id i té et le ma in t ien de la pièce (pas de v ib ra t ions pièce ou out i l p rovoquan t un état de surface défectueux) , les cond i t ions de coupe (f ig. 15.17). En ébauche, chois i r une sect ion rec-tangu la i re de copeau pour une pro-f o n d e u r de passe donnée : l im i te l ' e n g a g e m e n t d 'a rê te rédu isan t les poss ib les v ib ra t i ons , avec Kr = 90° (fig. 15.18). Si nécessaire, dé f in i r p lus ieurs t ra-jec to i res pour usiner une f o r m e , avec un out i l de Kr = 90° (f ig. 15.19).
FIGURE 15.17
Types d'usures des plaquettes carbure et correc-tion à apporter. Doc. Sandwik Coromant
FIGURE 15.18
Longueur d'engagement d'arête en fonction de Kr.
480 Guide de l'usinage

FIGURE 15.19
Combinaison de trajectoires en ébauche chariotage - dressage avec un seul outil.
5. Vitesses de coupe
Elles sont fonc t ion , p r inc ipa lement , de la nature des matér iaux , out i l et pièce. Ces vi tesses cor respondent à une durée de v ie d 'arête de coupe donnan t le mei l leur rappor t coût d 'arê te-débi t de copeaux, soi t : - carbures méta l l iques : 15 m m . - aciers rapides : 60 m m .
Différents procédés de filetage
Pour us inage d ' une sér ie de pièces avec la m ê m e arête de coupe. . . : app l i que r la re la t ion VQ. f0 = Vv tv avec V1 = v i tesse recommandée par le fabr icant .
Choix des vitesses de coupe et d'avance
Les vi tesses de coupe var ient de 10 à 1 000 m / m i n (Usinage Grande Vitesse) selon : pr inc ipa-lement maté r iaux à usiner, poss ib i l i tés mach ines, r ig id i té coup le out i l -p ièce, matér iau out i l , sect ion de copeaux. Des tab leaux de fabr icants d 'ou t i l s r ecommanden t des vi tesses de coupe et d 'avance pour uti-l isat ion à durée de v ie V 15 (carbure) et V 60 (ARS) (fig. 15.20).
15. Procédés de tournage 481

Paramètres de coupe pour le tournage MÉTAUX FERREUX
(pour une durée de vie d'environ 15 mm/arête de coupe)
NUANCE P
No CMC Matière Force Dureté 06 135 coupe spéci-fique ks 0.4 kp/mm?
HB k*mm mm fît
f | | §
coupe spéci-fique ks 0.4 kp/mm?
u 04 0.2 2, 0,4 0.2
coupe spéci-fique ks 0.4 kp/mm? Vitesse de confie m/min.
at.t
Ot.2 Acier au car-bonne non allié
C=0.IS %
C=0.35 %
190
210
125
150
2«
185
345
315
430
390
SS
75
220
170
280
220 0,3 C=0 ?0 % 200 180- 250 1 « 2/0 330 en 135 175
02.1 Recaiî 210 125-200 165 275 340 60 135 175
02 ?
02.2 Acier allié
Cémenté trempé
Cémenté Sfempê
250
275
200- 275
220- 325
120
100
215
170
285
230
50
40
110
90
140
115 82.2 Cémenté trempé 300 225 450 JS 135 185 30 70 90 0 5 !
05 2 Acier inoxydable Recuit, ferriti-qae
Martensaiquê/ feuitiQue
Àustémtique
230
260
150-270
150-220
150
105
215
175
270
210
170
135
210
165
86 ! Non allié 180 150 1» 205 290 60 120 150
1 0S2 Acier coulé Faiblement afïré 210 150-250 15 150 180 45 80 100 06.3 Fortemeo? allié 240 160 250 145 175 80 95
Paramètres de coupe pour le tournage MÉTAUX NON FERREUX
(pour une durée de vie d'environ 15 mnj/arête de coupe)
§||É Ct l f i Matière Force de coupe spéci-fique ks 0.4 kp/n«ni>
87.t "i Fonte roai-07.2 iéabie •
Fonte grise, faible résistance Font« frise à baule résistance
9,t j '"onte noîluiaire GS
Caivre éîectraiytiqus Bronze Alliages
¡ M j g l de laiton 33.3
Alliages #ataniBÎ8ta Âlimgm tfalu-mtmum feouiés)
Matériaux divers
Ferritique Periitique
Féru! ¡que Periitique
Alliage de plomb 70 laiton, laiton rsuge 75 Phosphore, brorwe 175
110 100
110 180
Non îraitsbles à chaticS Traitables à chaud
Non traitantes à zttaué Traitables I chaud
Caoutchouc dur Fibre Plastiques durs
110- 150 150- 270
FIGURE 15.20
Vitesses de coupe recommandées en tournage avec outils carbure. Doc. Sandwik Coromant
482 Guide de l'usinage

Plaquettes revêtues en multicouches
Avec revêtement Ti, A l 2 0 3 . . . t rès résistantes à l 'usure avec un subst ra t à fo r te ténac i té pour usinage : des aciers et fon tes à v i tesse ex t rême (des mach ines) , des aciers de g rande dure té , des fon tes nodu la i res (f ig. 15.21).
10
20
30
40
50
GC4025 (K05-K25) Finition et ébauche légère dans la fonte à des vitesses de coupe moyennes ou re-lativement élevées.
GC4025 (P10-P40) Ebauche légère et moyenne dans l'acier et l'acier coulé. Vitesses de coupe moyen-nes ou élevées avec des avances relativement éle-vées. Nuance universelle pour l'usinage d'acier, off-rant une excellente combi-naison de résistance à l'usure et de sécurité d'arê-te.
| # 01
10
20
Avance mm/tr
Nuance universelle GC 4Ü25 0.1-0,4-0 ,8
PIO à P40 et KOI à K30 Vitesse de coupa m/min
P 01.1 012 013
Acier au carbone non allié C=0,1S% C=0,35% C=0,60%
450-310—215 410-280-195 360—250—170
02.1 022 022 022
Acier faiblement allié Recuit Trempé et revenu (HB 275) Trempé et revenu (HB 300) Trempé et revenu (HB 350)
330-230-155 225—160—120 205-140-110 160—125— 95
03.1 032
Acier fortement Bllié Recuit (HB 200) Trempé (HB 325)
290-195—145 130— 90— 70
05.1 Acier inoxydable, recuit Martensitique/lerritiqua 280—215—170
06.1 062 063
Acier coulé Non allié Faiblement allé Fortement allié
235-165—125 200-135— 95 175—120— 85
t i • 07.1 072
Fonte malléable Ferritique Pertitique
270-235—165 1 9 0 - 1 5 0 - 85 • 08.1
082
Fonte A faible résistance A forte résistance
360—265—150 230—160— 90
S ü •M
09.1 092
Fonte nodulaire GS Ferritique Pertitique
255—175—120 185-125— 85
FIGURE 15.21 Vitesses de coupe recommandées en tournage avec outil carbure multimatériaux métalliques (nuance uni-verselle). Doc. Sandwik Coromant
Vitesses de coupe réduites
Ut i l isat ion d 'ou t i l s : de résistance rédui te ( t ronçonnage, alésage de peti ts d iamètres. . . ) ; tra-va i l lant à avance rapide (f i letage à g rand pas).
< 15. Procédés de tournage 483

6. Puissance nécessaire à la coupe PW
Elle est dé te rm inée avec une app rox ima t i on suf f isante, en cons idérant essent ie l lement l 'e f for t de coupe F^ La vi tesse d 'avance V f e s t négl igeable devant la v i tesse de coupe Vc, et la vi tesse de pénétra-t ion est nul le (f ig. 15.22). Puissance nécessaire à la coupe P w = FCN. V m/min /60 = Ka. f, s. 1//60, avec FCn = Ef for t de coupe tangent ie l en newtons. V m / m i n = Vitesse de coupe en m /m in . Ka = Pression spéc i f ique de coupe N / m m 2
(f ig. 15.20). f = Avance en mm/ tour , s = Pro fondeur de passe en m m . Puissance absorbée par la mach ine Pu, selon son rendement : soi t Pu = P.i). Elle peut être dé te rminée à l 'a ide d ' un graphe conçu par un fabr icant d 'out i ls . FIGURE 15.22 Efforts de coupe en tournage.
7. Mise en œuvre
Pièces cylindriques courtes et plates
Pièces cylindriques courtes. De longueur = à leur plus g rand d iamèt re extér ieur. Elles sont ma in tenues d ' un seul côté sur la mach ine (en général non -dé fo rma t ion sous les effets de coupe) don-nant l ibre accès aux out i ls . Pièces plates. De p ro f i l ex té r ieur cy l i nd r i que ou non. Ma in tenues pour laisser l ibre accès aux ou t i l s (f ig. 15.23).
FIGURE 15.23
Pièce plate maintenue en mandrin à serrage axial.
Doc. S.M.U.
484 Guide de l'usinage

Isostatisme Généra lemen t ces pièces son t ma in tenues «en l ' a i r » (appu i -p lan sur l 'a r r ière , f i xa t ion sur prof i l ) par : mand r i n 3 a n mors concen-t r iques, por te-pièce spéci f ique (fig. 15.24).
FIGURE 15.24 Mandrin à serrage 3 mors concentriques
Doc. Gammet
ÉMAC
Mandrins haute vitesse à compensation de force centrifuge
Usinage S'ef fectue en long i tud ina l (char iotage, avec Z) ou/et t ransversal (dressage, axe X) d 'ex tér ieur et d ' in té r ieur (fig. 15.25). Production à part i r d 'un brut ( forgé, mou lé , débi té) ou d i rec tement dans la barre. Usinages simultanés d'outils. Un out i l d 'ex tér ieur et un d ' in tér ieur peuvent être ut i l isés s imul -t anémen t : sur mach ine à CN b i toure l le por te-out i l i ndépendante (fig. 15.26).
-H;
Me arrière
outil d'extérieur sur tourelle arrière
outil d'intérieur sur tourelle avant
FIGURE 15.25 Cycle de tournage d'inté-rieur et d'extérieur d'une pièce cylindrique plate, en suivi de profil avec un seul outil.
FIGURE 15.26 Tournage simultané d'extérieur et d'intérieur d'une pièce courte sur tour bitourelle.
Usinage suivant les deux sens. En 2 sous-phases. Par re tou rnement de la pièce : reprise sur f o r m e usinée. Dans la phase. Sur tou r b ib roche (2 broches en oppos i t ion) à vi tesses synchron isées : t rans-fert au toma t ique de la pièce d 'une broche à l 'autre et opéra t ions s imu l tanées d 'us inage sur 3eux pièces (fig. 15.27). Sur tour bibroche parallèle. Transfert au toma t ique à l 'a ide d ' un préhenseur de pièce équ ipant la toure l le por te-out i l .
< 15. Procédés de tournage 485

FIGURE 15.27 Usinage de pièces courtes sur tour bitourelle en opposition «multiplex». Doc. Mazak
Orientat ion synchrone des 2 broches.
Transfert automatique de la pièce d'une broche à l'autre.
1ère broche 2ème broche
Opérations simultanées
Pièces usinées dans la barre Après us inage d 'une pièce, déb i t par ou t i l à t r onçonne r : à la cote f ina le ou non (reprise de la pièce). Un titre-barre équ ipan t la tou re l l e por te -ou t i l assure la p roduc t i on auto-mat ique (f ig. 15.28).
FIGURE 13.28
Tire-barre pour équiper tourelles porte-outils. Doc. Gamet
Pièces volumineuses courtes Usinées sur tou rs ver t icaux, la pièce repose par grav i té sur le p lateau, fac i l i tant sa mise en pos i t ion (f ig. 15.29).
FIGURE 15.29
Mandrin à mors autocentrants
(à griffes avec appuis) de grand diamètre pour
tour vertical. Doc. Roto-Mors-Torino
1ère broche 2ème broche
486 Guide de l'usinage

Pièces cylindriques longues
De longueur supér ieure au d iamèt re extér ieur.
Isostatisme Main t i en m ix te (aux deux ex t rém i tés de la pièce) : pos i t i f côté m a n d r i n (ent ra înement) et sout ien côté opposé (pointe) (f ig. 15.30).
Usinage Les e f fo r ts de coupe ne do i ven t pas p r o v o q u e r un f l éch i ssemen t de la pièce : r isque de d é f o r m a t i o n t e m p o -raire avec o b t e n t i o n d ' u n dé fau t de cy l ind r i c i té ( fo rme en tonneau) , éjec-t i on de la pièce, rup ture d 'out i l . Usinage-ébauche. Avec sect ion max i des copeaux : f lèche admise f =s 1/4 IT du d iamèt re à obtenir . Chois i r l 'ang le Kr = 90°, annu lan t l 'ef-fo r t de pénét ra t ion (f ig. 15.22 et 15.31). Usinages simultanés d'outils. Deux out i l s peuven t t rava i l l e r s imu l tané -men t en oppos i t i on sur la pièce : sur mach ine à CN b i tou re l le (axes XZ et UV) (f ig. 15.31). Usinage en bout. Sou ten i r la pièce, côté à usiner, par une lunet te f ixe lais-sant l ibre accès aux out i ls (fig. 15.32).
FIGURE 15.31
Tournage simultané avec deux outils en opposition sur tour bitourelle.
outil sur tourelle 1
Kr Vf1
Kr outil sur tourelle
V
avec levier pivotant supplé-mentaire pour le chargement automatique de la pièce à usi-ner. Livrable en 6 tailles, vérin à l'arrière sur modèle normal, pour graissage manuel (LAE) ou graissage centralisé (LAZ), FIGURE 13.32 Lunettes de soutènement de pièces cylindriques en tournage,
a. autocentrante (doc. Forkardt) b. fixe et à suivre (doc. Boehringer)
FIGURE 15.30
Isostatisme des pièces longues (cas général)
en tournage. Doc. Réalméca
unette à suivre Lunette fixe
15. Procédés de tournage 487

Pièces très longues D'un grand rapport longueur/diamètre, à souteni r : c o m p l é m e n t a i r e m e n t dans la part ie cen-t ra le par une lunet te f ixe et par une lunet te à su ivre (au dro i t de l 'out i l : oppos i t i on aux v ibra-t ions) (fig. 15.32a).
Pièces longues volumineuses De plusieurs mètres de longueur. À usiner en main t ien mix te avec p lus ieurs lunet tes f ixes et une lunet te à suivre. Pièces à p lus ieurs l ignes d 'axes (grands v i lebrequ ins) sont usinées sur t ou r spéci f ique à l 'a ide de lunettes à doub le axe de rotat ion.
Pièces de très petit diamètre De quelques m m ; t ou rnage m ic romét r i que . À usiner sur t ou r de déco l le tage à poupée mob i l e : l 'ac t ion de coupe s 'e f fectue au dro i t du main t ien (par p ince de serrage) ; l 'avance est af fectée à la pièce.
Pièces de profil quelconque À usiner en suiv i de prof i l sur tou r à CN ou tou r à repro-du i re , avec ou t i l losangé b id i rec t i onne l (chois i r e r max i r ig id i f iant le bec) (fig. 15.33). L imi te de prof i l usiné. e r + 4 à 6° (dépoui l le latérale par arête de coupe : 2 à 3°) pour ma in t ien du contact bec/pro-fi l pièce impéra t i f (fig. 15.35 c).
FIGURE 15.33
Outil à plaquette losangé pour tournage
en suivi de profil. a. outils d'intérieur
b. outils d'extérieur Doc. Flexible Tooling
system
FIGURE 15.34
Outils de forme pour fonçage de formes courtes outil à gorge « Vardex» Doc. Vargus
488 Guide de l'usinage

7.3 Opérations de fonçage de formes courtes
Gorges, ra inures, prof i ls que lconques. À réaliser généra lement avec out i ls spéci f iques aux prof i ls à obtenir , en avance par p longée (fig. 15.34). A systémat iser en décol le tage des prof i ls cour ts : p roduc t ion max ima le .
Opérations de filetage
Généra lement réalisées en phase tou rnage , sauf : cont ra in te de donneur d 'o rd re (f i letage par dé fo rmat ion) , pièces à p rédominance de f i le tage (pièces longues to ta lemen t f i letées.. . ) (voir « Procédés de f i le tage »). Di f férents f i le tages sont réal isables, sur l 'avant ou l 'arr ière de la pièce instal lée, en cycle auto-mat ique (mul t ipasses) sur mach ines à CN : cy l indr iques , con iques, mul t i f i le ts , t ransversaux, su ivant prof i ls curv i l ignes. . .
Nota : Sur tou r séquent ie l à char io ter et f i le ter : réal isat ion de f i le tages cy l indr iques , en cycle semi -au tomat ique avec vi tesse d 'avance lente.
Opérations de perçage et fraisage
15. Procédés de tournage 489
Réalisables sur mach ines à CN équipées de l 'axe C ( indexage de la broche porte-pièce) et d 'ou-t i ls tou rnan ts (en pos i t ion paral lèle, perpend icu la i re ou inc l inée par rappor t à l 'axe-pièce) (f ig. 15.35). Opérat ions à systémat iser en décol le tage (grande série, pet i tes pièces di f f ic i les à reprendre) : p roduct iv i té , non-repr ise de pièce (sauf sur la mach ine , au toma t i quemen t , avec appare i l lage spéci f ique).
Cycle d'usinage de trou de boulon Entrée de données dans le système de coordonnées X-Y
FIGURE 15.35 Opérations de perçage et fraisage sur centre de tournage a. exemple d'utilisation axe C sur CT Mazatrol T32 (doc. Mazak) b. exemple de fraisage et perçage (doc. Somab)

7.6 Opérations de suivi de profil
Réal isables sur mach ines à CN et t ou rs à reprodu i re . Machines à CN ( tours et cent res de tour -nage). Obtenues par comb ina i son des mou-vemen ts Z et X. L'avance réel le fr t ou t au long du pro f i l à ob ten i r est cel le p r o g r a m m é e f : le calcula-teur dé te rm ine A Z et A X pour chaque va leur de f (fig. 15.36). Tour à copier. Obten t i on à l 'a ide d ' u n modè le (gabar i t méta l l ique) . L'avance réel le fr var ie se lon la pente à suivre, l 'avance-mach ine f étant su ivant Z ou X ( long i tud ina l ou t ransversal ) , avec l 'axe du cy l indre reproducteur , (f ig. 15.37) : Perpendiculaire à l 'axe pièce, fr > f, en des-cente et mon tée de pentes avec imposs ib i l i té de réaliser des épau lements . Incliné sur l 'axe pièce : si l 'out i l descend une pente, f r > f ; si l 'out i l m o n t e une pente, f r < f . Pour évi ter des avances excess ives : us iner en remontan t les pentes impor tan tes . En descente de pente : cho is i r l 'avance-mach ine f te l le que l 'avance réel le fr soi t dans les l imi tes d 'état de surface admises.
Formes intérieures
Les out i ls agissent success ivement (perçage, alésage.. .) Corps d'outil de sect ion max i , de longueur à l im i ter au m i n i m u m (voir chapi t re « Procédés d 'a lésage »). Maint ien auxiliaire en bou t de pièce longue par : lunet te f ixe, bague tou rnan te (précis ion, sect ion de pièce non cy l indr ique) (f ig. 15.38).
FIGURE 15.36 Avances réelles en suivi de profil sur tour à CN (fr = f).
FIGURE 15.37 Avances réelles en suivi de profil sur tour à copier (fr # f)
FIGURE 15.38 Maintien auxiliaire de pièce longue pour usinage en bout.
avec n * 0 avec n = 0
490 Guide de l'usinage

7.8 Pièces brutes de forgeage et moulage
Pièces compor tan t essent ie l lement des fo rmes cy l indr iques (d'extér ieur et/ou d ' intér ieur) à usiner : Unitaire à petites séries. Sur tour monobroche, pièce maintenue en mandr in ou porte-pièce. Grande série à illimitée. Sur tour mul t ib roches : chaque broche porte-pièce const i tue une sous-phase. Usinage total de la pièce après passage devant toutes les stations moins une (poste de char-gement-déchargement) .
Pièces cylindriques multiformes
Comprenant tournage, perçage, fraisage, f i letage : à usiner sur centre de tournage, dans la phase, en 1 ou 2 sous-phases (reprise pour usinage arrière).
Réalisation de stries parallèles ou croisées sur des surfaces cyl indr iques préalablement usi-nées, par f luage de la matière sous une pression exercée par l 'out i l sur la fo rme init iale. Outils. Conçus à une, deux ou plusieurs groupes de 2 molettes (tête revolver). Outi l à une molet te, pour tour à décol leter, et à CN, pour : moletage court en par t icu l ie r ; encombrement réduit, (fig. 15.39)
15. Procédés de tournage 491

Out i l à deux mole t tes agis-sant du m ê m e côté de la f o r m e pour : t ous types de tou r (fig. 15.40). Avec mo le t tes inc l inées, ag issant avec l ' ex t rém i té des arêtes, p rodu i san t un re lat i f f ra isage ( d i m i n u t i o n e f fo r t de press ion) (f ig. 15.41). Out i l à deux mole t tes oppo-sées d i a m é t r a l e m e n t à la pièce, avec : réglage du dia-mèt re et de la p r o f o n d e u r de d é f o r m a t i o n , i nd ica t ion du d iamèt re à moleter , arro-sage sur les mo le t tes (f ig. 15.42).
FIGURE 15.39 Outil à moleter simple, jusqu'à la face. Doc. Intégi
FIGURE 15.40 Outil à moleter double molette. Doc. Intégi
FIGURE 15.41 Outil à moleter double molette à tête régla- FIGURE 15.42 Outil à moleter à double action compen-ge aux différents diamètre Doc. Intégi sée, capacité 0 6 à 50. Doc. Intégi
1BR150 + BL159
Opérations de centrage - dressage
Mise en longueur et us inage en bou t des ébauches de pièces cy l indr iques, avant ma in t ien aux ex t rémi tés pour tournage. Op t im isa t ion sys témat ique par us inage s imu l tané : cent rage, dressage, chanf re inage, cy l in-drage cour t avec out i l lage por te-out i l (f ig. 15.43). Ut i l isat ion en tou tes séries.
492 Guide de l'usinage

Mors doux (acier dur, non t rempé) . Reprise de pièce sur d iamèt re usiné, d 'ex tér ieur et d ' in té-r ieur : les mors sont usinés au d iamèt re de la f o r m e de main t ien (fig. 15.44). Précision de concentr ic i té en us inage répét i t i f : 0,02 à 0,04 m m .
tan (p = 0,15 pour mors doux = 0,35 pour mors durs
FIGURE 15.44 Mors de mandrins de tournage fig. a, b, c {doc. Forkardt) ; fig. d (doc. Rotomors). a. Mors durs rapportés b. Mors doux rapportés c. Mors à griffes à garniture interchangeable d. Mors à changement rapide
Entraînement des pièces Obtenu par adhérence. Les effets de f ixa t ion, par ser-rage ponctue l , avec n m o r s d 'un mand r i n do ivent s 'op-poser à l 'e f for t de coupe max i Fc (f ig. 15.45). Se lon le nombre de mors du mandr in ,
T.Rm- Fc-Rc=0, avec T = e f for t t angen t i e l ; Rm = rayon de m a i n t i e n ; Rc = rayon max i de coupe.
Effort no rma l N =77tg <p, avec tg <p l imi te du g l issement . Ef for ts « n o r m a u x » à a u g m e n t e r pour s 'opposer aux ef for ts d ' iner t ie en grande f réquence de rotat ion. FIGURE 15.45 Schéma d'équilibre efforts
de coupe et de maintien.
Porte-pièces Spéci f iques pour pièces plates en t ravaux de série : concept ion en é léments modu la i res ou mandr ins à serrage axial.
Mandrins à pinces et à expansibilité Main t ien en pos i t ion avec préc is ion de pièces cy l indr iques en repr ise ou pr ise d 'ex tér ieur ou d ' in tér ieur . Précision de concentr ic i té de repr ise : 0,01 à 0,03 m m . Pinces à lamelles. Reprise d 'ex tér ieur avec des lamel les à serrage ind iv idue l : g rande plage de d iamèt res par p ince (exemple d 'une pince LZK de Forkard : 4,5 à 15 m m ) (fig. 15.46 a). Ma in t ien de pièces dé fo rmab les (mu l t i t ude de lamel les). Mandrins à pinces. Prise de barre, en part icul ier à r isque de dé fo rmat ion . De types norma l i sé ou à lamel les (fig. 15.46 b).
494 Guide de l'usinage

FIGURE 15.46 Mandrins à pinces pour pièces en prise d'exté- FIGURE 15.47 Mandrins expansibles pour pièces rieur. Doc. Forkardt en reprise d'intérieur. Doc. Forkardt
Tournage en mixte
Pour pièces longues, pleines et tubu la i res , ut i l iser : m a n d r i n ou po in te à picots et po inte tour -nante. . . , bague tou rnan te , lunet te de sou tènement .
Mandrin 3 mors et pointe tournante Entra înement de la pièce par mand r i n à une ex t rémi té , sou tènemen t par po in te tou rnan te à l 'autre ex t rémi té (f ig. 15.48).
Prise de pièce brute à serrage par ac t ions radia le et ax ia le (p lacage sur butée de l o n g u e u r ) ; m o r s in te rchan-geables (f ig. 15.46 c). Mandrins expansibles. Lamel les ou p lots à dép lacement radial : repr ise de pièces dans alésage (caractér is t iques ana logues aux pinces) (f ig. 15.47).
a. mandrin à pinces de serrage ià lamelles LZK
b. mandrin à pinces de serrage Rubbe-Flex ZKS
Tour avec ZLHK c. mandrin à pinces de serrage interchangeables
15. Procédés de tournage 495

I
FIGURE 15.48 Pointes tournantes de sou-tènement pièces longues. Doc. Rohm
Entraîneur frontal et pointe tournante
Ent ra înement de la pièce pour : f in i -t i on de préc is ion sur tou te la l ongueur de pièce (sans repr ise) p le ine ou creuse ( tubes) ; ébauche à fa ib le sec-t i on de copeaux (fig. 15.49 et 15.50).
Bagues tournantes Sur centres de tournage. À ro ta t ion synchron isée avec la broche, en posi-t i o n n e m e n t au tomat ique . De m ê m e sect ion que les barres à usi-ner : sur tou r à décol leter (f ig. 15.38).
Lunettes de soutènement FIGURE 15.49 Tournage total d'une pièce cylindrique épaulée, avec pointe d'entraînement.
Fixes ou «à suivre». Main t i en c o m p l é m e n t a i r e de pièces longues : o p p o s i t i o n aux e f fo r ts de coupe év i tan t v i b ra t i ons et dé fo rma -t i on t e m p o r a i r e en cours d 'us inage (f ig. 15.32). Auto-cent rantes , de tai l les d i f férentes. Lunette fixe. Contact à la pièce en 3 po in ts ( r ou lemen ts à bi l les) sur sur-face usinée p réa lab lement (por tée de lunette). Pièce de section non cylindrique : main t ien par bague in termédia i re . Lunette à suivre. Contact en 2 po in ts en vé : en appui sur la sur face usinée, en o p p o s i t i o n et se dép laçant avec l ' ou t i l qu i la précède.
FIGURE 15.50 Mandrin à mors flottants éclipsables avec entraîneur frontal à lames et pointe de centrage. Doc. Rotomors
(pointe à picots)
496 Guide de l'usinage

9. Machines
À commande numér ique, avec mesure des déplacements en boucle fermée, assurant une excellente précision de répétabil i té. Usinage automatique de toutes pièces dont l 'usinage est mémor isé dans la CN (cycles et condi t ions de coupe de chaque outi l utilisé).
Tours à CN
À 2 axes automatisés XZ, avec tourel le porte-outi ls. Programmation. Par icônes déf in issant les pr incipales fo rmes de tournage (cy l indr iques, cônes, épaulements, alésages, f i letages...) : descript ion du profi l-pièce dans l 'ordre d 'us inage; la CN déf ini t des condi t ions d 'usinage (à val ider ou non) (fig. 15.51). Par définition géométrique du profi l-pièce (FAO...) mémor isés dans la CN : appel de chaque p rogramme correspondant à un type de pièces à produire (product ion f lexible). Utilisation. Product ion unitaire à la série de toutes pièces cyl indr iques.
Centres de tournage
De 3 à 7 axes automatisés et synchronisés, avec 1, 2, 4 broches porte-pièces. Porte-outils. 1 à 2 tourel les ou/et magasin d'out i ls. Axes C. Indexage de broche (principale) et synchronisat ion avec XZ, pour : Perçage réseau de t rous perpendiculaires à l 'axe-pièce. Fraisage l inéaire, circulaire, hélicoïdal sur faces et cyl indres.
15. Procédés de tournage 497

Autres opérations. Selon les mach ines : f i le tage à la fraise, tou rnage po lygona l , f ra isage de rai-nures ob l iques, de dentures long i tud ina les et f ronta les. Sur certa ins CT, avec axe Y : us inage excentré ; synchron isé avec axe C, ta i l lage de dentures à l 'out i l - f ra ise. Assistance technologique. A u t o n o m i e de f onc t i onnemen t du CT par : gest ion des out i ls (durée de v ie, con t rô le de br is, mesure d 'usu re et compensa t i on de dér ive de cote, r emp lacemen t d 'ou t i l par out i l - f rère. . . ) . Bibroche en opposition. Synch ron i sa t i on des 2 broches pour : t ou rnage de pièces longues s imu l t anémen t su ivant les 2 d i rect ions, par t ransfer t au toma t ique d 'une broche à l 'aut re (avec b i toure l le) (f ig. 15.27); t ou rnage de pièces très longues par ma in t ien de la pièce dans les 2 broches (fig. 15.52). Us inage i ndépendan t pour chaque broche ou s imu l tané pour l ' ensemble des broches (synchronisées).
FIGURE 15.52 Schéma et zone de travail de tournage pièce très longue sur tour «Multiplex» avec CN «Mazatrol T 32» Doc. Mazak
Foncîiannemeni synchronisé de I'
Tours frontaux
Usinage en g rande sér ie de pièces cy l in -dr iques cour tes et de g rande précis ion. Out i ls instal lés en paral lè le sur un ou deux por te -out i l s (char iots) t ransversaux : suc-cession t rès rapide d 'ou t i l s en t ravai l (fig. 15.53).
FICURE 15.53 Zone de travail d'un tour frontal
«Conquest GT». Doc. Hardinge Brothers
ras de jauge outils optionnel
498 Guide de l 'usinage

jj Tours à décolleter
FIGURE 15.54 Tour à décolleter 7 axes «Cicom M20»
Doc. Citizen
Tours verticaux
À commande numérique : p roduc t ion de pièces vo lu-mineuses, t ype plate et courte : plateau porte-pièce hor izonta l de g rand d iamèt re ( jusqu 'à que lques mètres) (fig. 15.55).
FIGURE 15.55 Station de transfert-pièces sur tour verti-
cal «Mégaturn» palettisé. Doc. Mazak
ovec système de changement MANDRIN PALETTES AUTOMATIQUES type AP-3J-C diom. 1 2 5 0 mm à 3 mors. Référence CATERPILLAR Peoria (USA)
À c o m m a n d e n u m é r i q u e mu l t i -axes : p roduc t i on de sér ie g rande à i l l im i tée , avec ac t ions s imu l tanées d 'ou t i l s 2 à 2. Toutes les opéra t ions d 'us inage sont réalisées sur la mach ine avec out i ls spéci f iques (de f o r m e en part icul ier) . Capacités. Passage de barre en broche 16, 25, 32... 120 m m en mécan ique cou ran te ; de 2 m m à 12 m m en mic ro -mécan ique . Avance-barre pour a l imen ta t ion con t inue de la broche avec : • p lus ieurs tubes d 'a l imen ta t i on de d iamèt res d i f férents : pet i tes séries. • stock t a m p o n de barres a l imentan t a u t o m a t i q u e m e n t un seul t ube : g randes séries. Fréquence de ro ta t ion de broche en con t inu (de 0 à 15000 t r /m in , en 1 seconde avec mo teu r in tégré à la broche). Différents équipements, selon les mach ines : Por te-out i ls de 3 à 7 rayonnan t au tou r de la pièce, avec m o u v e m e n t s indépen-dants (fig. 15.54). Appareillages pour outils tournants : perçage et f ra isage t ransve rsaux avec broche indexable (axe C). B i toure l le recevant jusqu 'à 25 out i ls. Broche de repr ise a u t o m a t i q u e de pièces pour us inage arr ière sur mach ine. Toure l le arr ière pour out i l s t o u r n a n t s t rava i l lan t dans l 'axe-pièce.
15. Procédés de tournage 499

Tours séquentiels
À charioter et fileter. Mouvements mécanisés, avec règle de mesure des déplacements XZ t ravaux de maintenance.
500 Guide de l'usinage

PROCÉD D
1. Généralités 5 0 3
1.1 Ébavurage 503
2. Différentes bavures 503
3. Procédés d 'ébavurage 504
4. Ébavurage par extrusion 504
5. Ébavurage par f ro t tement- t r ibof in i t ion 505 5.1 Uti l isat ion 506
6. Ébavurage par coupe 507 6.1 Out i l -main 507 6.2 Out l i l -main rotatif 507 6.3 Out i l -machine 508
7. Ébavurage par effet thermique 509
8. Ébavurage électro-chimique 509
9. Ébavurage par abrasion 509
10. Ébavurage mécano-cryogénique 510
501
H H H HNRIMP

1. Généralités
Les bavures sur les pièces mécaniques sont des excroissances de matière produites involon-ta i rement à l 'obtent ion de ces pièces. Elles sont néfastes aux pièces : dans le cycle des phases de produc t ion ; en ut i l isat ion fonc-t ionnel le. Elles sont normal isées en déf in i t ion symbol ique suivant la norme de qualité DIN 6784.
Ébavurage
Il ne produi t qu 'une très faible modi f icat ion de forme des pièces : chanfreins obtenus en ébavurage par coupe; derme métal l ique modi f ié par les autres procé-dés d 'ébavurage ( t r ibof in i t ion, abrasion...) sur toutes les surfaces de pièces soumises à « l 'ou-t i l» .
Derme métallique Il résulte du procédé de product ion et de la nature du matér iau : Macro et micro-rugosité des surfaces obtenues par coupe, découpe. Résidus minéraux et oxydes divers sur les surfaces obtenues par moulage, forgeage. - sans inclusions physiques, en moulage métal l ique : faci l i te l 'ébavurage par f ro t tement . - avec inclusions physiques discont inues en moulage au sable : non favorable à l 'ébavurage par f rot tement.
2.Dif férentes bavures —
Elles di f fèrent selon les procédés de fabricat ion. Bavures de coupe. Fines bavures produites en f in de trajectoire d 'out i l par repoussage du métal. Bavures de découpe. Très f ines bavures produites au sect ionnement de la matière (comme un morf i l ) . Bavures de moulage. Plus ou moins importantes selon le procédé util isé, produites par écou-lement du métal en fusion dans les joints du moule (étanchéité imparfaite). Bavures de forgeage. Importantes bavures produites vo lonta i rement à l 'obtent ion des pièces; à él iminer par coupe, découpe. Bavures de rectification. Très f ines bavures produites par arrachement de matière en f in de tra-jectoire de meule, donnant un morf i l .
* 5. Procédés de tournage 503

3. Procédés cTébavurage
Selon la f o rme , les d imens ions des pièces et leur procédé de fabr ica t ion , l 'ébavurage pourra s 'ef fectuer par un ou p lus ieurs procédés. Par coupe, avec out i ls m o n o et mul t i -arêtes, manue l ou machine. Par frottement ( t r ibof in i t ion) avec act ion mécano-ch im ique . Par abrasion, avec jet abrasi f de poudre ou granulés. Par effet mécano-cryogénique, avec re f ro id issement des pièces. Par extrusion, avec pâte abrasive en c i rcu la t ion forcée. Par effet thermique, avec brû lu re des bavures.
Nota : Les procédés d 'ébavurage agissant sur l ' ensemble des surfaces p rovoquen t éga lement : super f in i t i on , pol issage, décapage, dégraissage.
Pièces en matériau dur. Les bavures sont cassantes, ce qu i fac i l i te leur é l im ina t ion . Pièces en matériau «tendre». Les bavures on t tendance à se plier, nécessi tant l 'ébavurage par coupe, durc issement avant é l im ina t ion , f ro t temen t . À ef fectuer après un éventue l t ra i tement t he rm ique . Pièces avec formes fonctionnelles. Fi letages, cannelures. . . à protéger avant ébavurage.
r
4. Ebavurage par extrusion
Circulation forcée a l te rna t ive ou con t i nue d ' une pâte abra-sive dans la ou les f o rmes inté-r ieures de la pièce p rodu i san t une abras ion f ine, sur les sur-faces (fig. 16.1 et 2). La pâte e f fec tue sur les sur-faces parcourues un rodage u n i f o r m e et un ne t toyage , en absorban t les rés idus de mat ière. L'abrasion f i ne p rodu i t un rodage des surfaces. L'outil, d'après «Extrude H o n e » est un p o l y m è r e plas-t ique chargé d 'abras i f don t les p ropr ié tés rhéo log iques spé-ciales permet ten t d 'abraser les sur faces con t re lesquel les il c i rcule de manière sélect ive et cont rô lab le .
r 1 jjj : iI V l i p »S
RÌ —5 • 'J1
\ / 5
m
i l à
JsfS 1
———l] ' ill FIGURE 16.1 FIGURE 16.2 Pricipe d'ébavurage - polissage par extrusion en Principe d'ébavurage -mouvements alternatifs. polissage par extrusion Doc. Extrude Hone en mouvement continu.
Doc. Extrude Hone
504 Guide de l'usinage

Orbital Vibration
FIGURE 16.3 Principe d'ébavurage - polissage d'une surface FIGURE 16.4 Machine d'ébavurage - polissage extérieur. Doc. Extrude Hone Doc. Extrude Hone
Utilisation Ébavurage et supe r f i n i t i on des ou t i l l ages (mou les mé ta l l i ques et matr ices) en f i n i - p o l i ; de pièces mécan iques (hydrau l ique, a l imenta i re , médicale. . . ) Ébavurage des formes intérieures, avec rayonnage et rodage, après tous procédés de fabr ica t i on (coupe, érosion. . . ) Décalaminage intérieur de pièces creuses coulées.
Nota : Avec un gabar i t , ébavu rage -super f i n i t i on de sur faces ex ternes de pro f i l que l conque (f ig. 16.3). Machines. Pour la p roduc t ion en série de tous types de pièces (f ig. 16.4).
Viscoelastic Abrasive
r
5. Ebavurage par frottement-tribofinition
Frottement réciproque ent re des pièces en vrac mé langées à des agents abrasi fs dans une enceinte fourn issant l 'énerg ie du brassage. Les in teract ions obtenues résul tent du f r o t t emen t des g l i ssements et rou lements des pièces et de l 'abrasi f . Le rappor t g l i ssement / f ro t tement déf in i t le degré de f in i t i on (du mar te lage au pol issage). L'agent abrasif, t rès dur et homogène , arrache par f r o t t emen t de fa ib les quant i tés de mat ière sur tou tes les surfaces extér ieures des pièces. Const i tué de gra ins f ins agg lomérés avec un l iant. Céramique. Ébavurage gross ier et prépol issage s imu l tané dans des mach ines à t a m b o u r et v ibra teurs . Résinoïde. Ébavurage et pol issage s imu l tanés de tous métaux . Billes métalliques. Brunissage et br i l lantage. Adjuvants physico-chimiques b iodégradab les agissant aux interfaces abrasi f /p ièces.
15. Procédés de tournage 505

5.1 Utilisation
Ébavurage et polissage (grossier à f in) s imu l tané et to ta l en extér ieur des pièces. Machines Avec cuve de main t ien des pièces à m o u v e m e n t s rotat i f , v ib ra to i re , rect i l igne-al ternat i f ou con t inu (cuve stat ique). Mouvement rotatif. Brassage aléatoire des pièces en cuve (chocs possib les par ébou lemen t des pièces) (fig. 16.5). Utilisation Pièces méta l l iques mou lées , forgées. Ébavurage peu rapide. Mouvement vibratoire. Brassage u n i f o r m e en f o n d de cuve (en auge) : pièces essent ie l lement soumises à l'ac-t i on abrasive (fig. 16.6).
pièce
V J i / \
Oh ¿ • à / \ Oh ^ W - f ) V^ j j j f jL \ j s h ~ l abrasit libre
- . /
\ action de frottement
FIGURE 16.5 Schéma de principe du brassage de pièces en ébavurage par mou-vement rotatif.
FIGURE 16.6 Schéma de principe du brassage de pièces en ébavurage par mouvements vibratoires et machine (doc. USF Traitement de surface).
Ébavurage-pol issage rapide. Mouvement rectiligne-alternatif. Déplacement de la pièce dans l 'abrasi f . Cuve l inéa i re pour g randes et grosses pièces méta l l iques. Ébavurage-pol issage long. Mouvement continu. Rota t ion des pièces ma in tenues sépa rémen t par une broche t ou rnan te dans l 'abras i f s ta t ique ou en m o u v e m e n t (f ig. 16.7). Ébavurage-po l i ssage rap ide de pièces méta l l iques. Cuve statique. Dés in tégra t ion par pro jec-t i on de g ranu lés (p last ique) à g rande vi tesse (100 m/s). Ébavurage-pol issage de matér iaux d ivers : méta l l ique, p last ique, (é lastomère, t he rmo-durcissables).
(
pièce en rotation 1 É •" i - 1
V A pièce en rotation 1 É
•" i - 1 abrasif libre
FIGURE 16.7 Schéma de principe en ébavurage de pièce par mouvement continu.
506 Guide de l'usinage

r
6. Ebavurage par coupe
Sec t ionnement d 'arêtes rect i l ignes, c i rcula i res, s inueuses, avec out i ls manue ls ou machine. Ébavurage local isé avec ma in t ien des arêtes v ives, sans dé tér io ra t ion des surfaces.
Outil-main
Ébavureur tou rnan t , t ype man ive l le à po ignée de p réhens ion , avec di f -fé rents ou t i l s amov ib l es : à chan-f re iner d 'ex té r ieur , d ' i n té r i eu r (f ig. 16.8) avec : Rotat ion à dro i te ou à gauche. A n g l e de coupe rédu i t pou r copeaux cour ts ( fontes, bronze). Carbure pour ma té r i aux abras i fs , compos i tes . D iamant pour matér iaux très durs.
2 3 1 4
1 Manche en acétal 2 Tige télescopique 3 Bague de blocage de la tige 4 Bouchon de réserve d'outils facile et sûr
FIGURE 16.8 Outil-main d'ébavurage par coupe. Doc. Kepal
Utilisation Chanfre inage rayonnage extér ieur, local isé ou non sur pièces f in ies par coupe, abra-s ion. . . (fig. 16.9).
FIGURE 16.9 Différentes opérations de chanfreinage avec outil-main d'ébavurage. Doc. Vargus
Outil-main rotatif
Fraise ou meu le : cy l i nd r ique à queue de pet i t d iamèt re en carbure, an imée en ro ta t ion par f lex ib le , avec gu ide de p ro fondeur de passe (f ig. 16.10 et 11).
Utilisation Contournage de tous prof i ls extér ieurs sur pièces (cubiques, plates) f in ies par coupe, abrasion.
15. Procédés de tournage 507

iir
Outil-machine
Fraise à chanfreiner pour f ra iseuses, cent res d 'us inage (voi r chap i t re « Procédés de f ra isage ») Utilisation. Chanf re inage par con tou rnage de tous prof i ls sur faces avant (éven tue l l emen t arr ière) de pièces en cours d 'us inage , avec MOCN (fig. 16.12). Outil mono-arête p o u r t o u r s , centres de tou rnage (voir chapi t re « Procédés de tou rnage »). FIGURE 16.12 Chanfreinage par contourage avec fraise sur frai-Utilisation. Chanf re inage de f o r m e s seuses CN et centres d'usinage, cy l indr iques avant et arr ière de pièces en cours d 'us inage , sur t ou rs et CT (fig. 16.13). Limes rotatives de d i f férentes fo rmes , en carbure m o n o b l o c avec ou sans br ise-copeaux. Utilisation sur robot d 'ébavurage (fig. 16.14) ; en ou t i l -ma in rotat i f éga lement ,
FIGURE 16.13 Chanfreinage sur tours et centres de tournage FIGURE 16.14 Opération d'ébavurage à la lime a. Outil d'enveloppe rotative sur robot. Doc. Sandwik Coromant b. Outil de forme
ME outil avant outil
arrière
508 Guide de l'usinage

r
7. Ebavurage par effet thermique
Destruct ion par b rû lu re (à 3000 °C) des bavures par exp los ion d ' un mé lange hyd rogène - oxy-gène c o m p r i m é dans une chambre avec les pièces (procédé Bosch Rotof in ish). Utilisation. Ébavurage de série sur mach ines spéci f iques dans les f o rmes intér ieures de pièces mécan iques avec rapidi té (20 ms).
8. Ébavurage électrochimique
Érosion des bavures par é lectro lyse c i rcu lant su ivant une t ra jecto i re déf in ie par un out i l lage spéci f ique (électrode de fo rme) au t ype de pièces (voir chapi t re « Procédés d 'é ros ion »). Utilisation. Pour t ravaux de série sur mach ine spéci f ique.
r
Ebavurage par abrasion
Usure des bavures par brossage avec ou t i l ro ta t i f (f ig. 16.15) ou l inéai re (bande abra-sive) mé ta l l i que , syn thé t i que : ébavurage , gross ier ou f in selon abrasi f , de pièces tubu-laires de g rand d iamèt re , moulées, forgées. A u t o m a t i s a t i o n avec robo t mu l t i -axes de pos i t i onnemen t des pièces. Usure des bavures par jet abrasif. Dest ruc t ion des bavures par ana log ie à la découpe par jet d 'eau (voir chapi t re « Procé-dés de découpe »). Disque abrasif à lamel les agissant sur tou te la longueur des arêtes de lamel les (fig. 16.16).
FIGURE 16.15 Disque abrasif pour outil-main rotatif. Doc. Avos TM - distributeur Norton
F I G U R E 1 6 . 1 6
Disque abrasif à lamelles. Doc. Comet et Suhner
16. Procédés d'ébavurage 509
Discand back-up pad am recessed to allow
more contactnith
work surface and prevent kxknut
tooling.
0

Bandes abrasives, const i tuées d 'agrégats de gra ins ( co r indon , à s t ruc tu re ouver te ) f ixés sur suppor t to i le polyester : renouve l lement progress i f de la couche abrasive ( c o m m e les meules) amé l io ran t durée de vie de la bande (fig. 16.17 et 16.18). Mult irouleaux abrasifs : outils «F ladder» avec six rou leaux t o u r n a n t deux à deux en sens opposés , associés à un m o u v e m e n t osci l la to i re (fig. 16.19). Grains. Co r i ndon pour aciers f a i b l emen t al l iés et matér iaux non méta l l iques. Z i rcon pour aciers all iés.
FIGURE 16.18 Outil-main rotatif à bande abrasive.
Doc. Suhner
FIGURE 16.17 Constitution de bandes abrasives (type R273). Doc. Norton
FIGURE 16.19 Schéma de principe de l'outil à mul-tirouleaux abrasifs. Doc. Fladder
r
10. Ebavurage mécano-cryogénique
Destruct ion par rupture sous v ib ra t ions ou pro jec t ion de granu lés p last ique à g rande vi tesse sur les pièces après re f ro id issement par l 'azote l iqu ide ( - 1 3 0 °C) les rendant cassantes (pro-cédé cryo je t Messer-Gr iesheim). Ébavurage interne et externe des pièces méta l l iques.
510 Guide de l'usinage

Compogravure : M i c r o c o m p o CSB 90
Achevé d ' imp r imer en France par Loire Offset Plus à Saint-Et ienne N° d ' imp r imeu r : 34671
Edi t ions Delagrave - N° d 'éd i t ion : 8222 - R1 - Ju in 2007

GUIDE DE L'USINAGE
La polyvalence technique, aujourd'hui indispensable aux techniciens de tous niveaux, implique d'avoir acquis les bases de connaissances sur l'ensemble des procédés de fabrication qui sont nécessaires dans les activités de projet et de mise en œuvre de production.
Ainsi, cet ouvrage, véritable guide pratique, traite tous les procédés de la fabrica-t ion et permet de faire un choix des outils de transformation en expliquant les procédés, les règles et les paramétrages en fonction des matériaux et des machines utilisés.
Sont abordés les procédés d'alésage, d'assemblage, de brochage, de découpage, d'érosion, de filetage, de forgeage, de formage, de fraisage, de moulage, de superfinition, de perçage, de rectification, de taillage, de tournage et d'ébavurage.
Il est destiné aux élèves en BEP, Bac pro, STI, BTS et à tous ceux qui doivent appréhender une étude de conception ou de production afin de faire le choix d'un procédé optimum.
9





























