Embed Size (px)
Citation preview
Guide des
Bonnes pratiques
Energétiques en scierie

Guide des bonnes pratiques énergétiques en scierie P a g e | 2
de stockage des piles de bois énergie issues de
forêt
Guide des bonnes pratiques énergétiques en scierie P a g e | 3
Préface
Le guide a été rédigé par : Pour FCBA Mr Gilles NEGRIE, Pôle PTA Première Transformation du Bois - Expert séchage du bois
Mr Xavier BLAISON, Pôle PTA Première Transformation du Bois - Consultant scierie, La relecture du guide a été confiée à : Pour FCBA : Mr Bertrand DEGENNE, Pôle PTA Première Transformation du Bois - Consultant scierie Pour l’ADEME : Mr Frédéric STREIFF, Service Entreprises et Dynamiques Industrielles – Ingénieur Efficacité Energétique Industrielle Pour la FNB : Mme Caroline BERWICK, Adjointe au délégué général Mr Eric GAIFFE, Direction Technique - Scierie MILLET Il a été conçu pour être utilisé par : les dirigeants scieurs, leurs collaborateurs, les responsables maintenance et production, les responsables Qualité-Sécurité-Environnement, les personnes en charge de la gestion de l’énergie, ainsi que toute personne susceptible d’œuvrer à la réduction de la consommation d’énergie des scieries. N’hésitez pas à nous faire part de vos remarques, critiques et propositions, le but étant d’améliorer ce guide collectif où les efforts de chacun doivent profiter à tous.
Destiné aux scieries, ce guide des bonnes pratiques énergétiques a été réalisé dans le cadre du projet « OptiENERGIE » piloté par FCBA en partenariat avec la FNB. L’ADEME a soutenu financièrement ce projet.

Guide des bonnes pratiques énergétiques en scierie P a g e | 4
Guide des bonnes pratiques énergétiques en scierie P a g e | 5
SOMMAIRE
Préface ................................................................................................... 3
Introduction ........................................................................................... 7
Les enjeux – Les consommations les indicateurs ............................. 9 Les enjeux ........................................................................................................................ 9
Les consommations......................................................................................................... 9
Les indicateurs ................................................................................................................12
Les bonnes pratiques à la loupe ........................................................ 15 Management de l’énergie ...............................................................................................16
Aspiration – Ventilation ..................................................................................................18
Air comprimé ...................................................................................................................22
Moteurs électriques ........................................................................................................28
Séchage ...........................................................................................................................34
Autres bonnes pratiques énergétiques en scierie ............................ 39 Légende ...........................................................................................................................39
Bonnes pratiques générales ..........................................................................................39
Bonnes pratiques au parc à grumes ..............................................................................40
Bonnes pratiques process .............................................................................................41
Bonnes pratiques de séchage ........................................................................................42
Bonnes pratiques - séchage ...........................................................................................44
Bonnes pratiques en infrastructures - bâtiments .........................................................45
Exemples d’aides pour les entreprises ............................................. 47 Certificats d’Economies d’Energie ................................................................................48
Aides ADEME ..................................................................................................................49
Autres aides ....................................................................................................................50
Guide des bonnes pratiques énergétiques en scierie P a g e | 6
Guide des bonnes pratiques énergétiques en scierie P a g e | 7
Introduction Présentation La maîtrise de l’énergie représente pour les entreprises de la filière bois un « gisement de compétitivité » qu’il est aujourd’hui essentiel d’exploiter : elle revêt une importance décisive en participant significativement à la réduction des coûts de fonctionnement et par conséquent impacte directement le compte d’exploitation.
L’objectif de cet ouvrage est d’aider les dirigeants de scierie à maîtriser et optimiser la facture énergétique de leur entreprise en consommant moins et mieux.
Il s’inscrit dans le cadre de la mise en place d’un programme d’amélioration de la performance énergétique dans les scieries visant à améliorer la compétitivité des entreprises de la première transformation du bois par, dans un premier temps, la meilleure connaissance des consommations, puis la maîtrise de celles-ci par l’incitation aux bonnes pratiques énergétiques.
Le présent document tient compte à la fois des spécificités de la première transformation du bois, des différents domaines techniques et scientifiques qu’il importe de maîtriser et enfin de la nécessaire mobilisation de tous les acteurs de l’entreprise.
Le projet s’est nourri d’une part des enseignements collectés et préconisations mises en évidence lors du projet « ECOINFLOW 1», travail collaboratif européen réunissant 4 centres techniques et une cinquantaine d’entreprises participantes volontaires.
D’autre part, le guide est rédigé en intégrant également les apports de l’opération « OptiENERGIE ». Les 13 diagnostics énergétiques menés auprès de scieries françaises de toutes tailles ont permis d’identifier les mesures d’économies d’énergie les plus pertinentes, de sensibiliser les dirigeants et responsables aux questions énergétiques.
Dans le cadre du projet, de nombreux cas pratiques d’économie d’énergie en scierie ont pu être mis en évidence (séchage, sciage, manutention, management de l’énergie). Spécialement conçu pour les entreprises de la première transformation du bois (scierie avec activité séchage ou non, rabotage…), ce guide est élaboré pour faciliter la mise en place de pratiques vertueuses en matière d’économie d’énergie. Dans le but de permettre une lecture aisée et d’en tirer profit le plus rapidement possible, il est construit autour de 3 principaux chapitres distincts :
1 ECOINFLOW : Faciliter la mise en place d’un Système de Management de l’Energie et réduction de la consommation
d’énergie en scierie : www.ecoinflow.com/
Guide des bonnes pratiques énergétiques en scierie P a g e | 8
Présentation chiffrée des enjeux globaux 2 ;
Focus sur quelques bonnes pratiques majeures ;
Principales mesures d’efficacité énergétique par procédés clefs (séchage, parc à grumes, etc.) ou utilités3 (air comprimé, éclairage, etc.) de la scierie.
Les contributeurs ont tenu à mettre en évidence les principales actions préconisées sur toute l’activité en scierie à savoir :
Le process de sciage (ruban, déligneuse, aspiration,…),
Le parc de séchage (ventilateurs, types de séchoirs, optimisation du process de séchage,…),
La gestion de l’énergie (aspects humains, management, contrat…).
En fonction de ses besoins et de ses attentes, le lecteur pourra aisément orienter son choix de lecture sur les secteurs qu’il souhaitera privilégier afin d’accéder aux informations recherchées le plus rapidement possible.
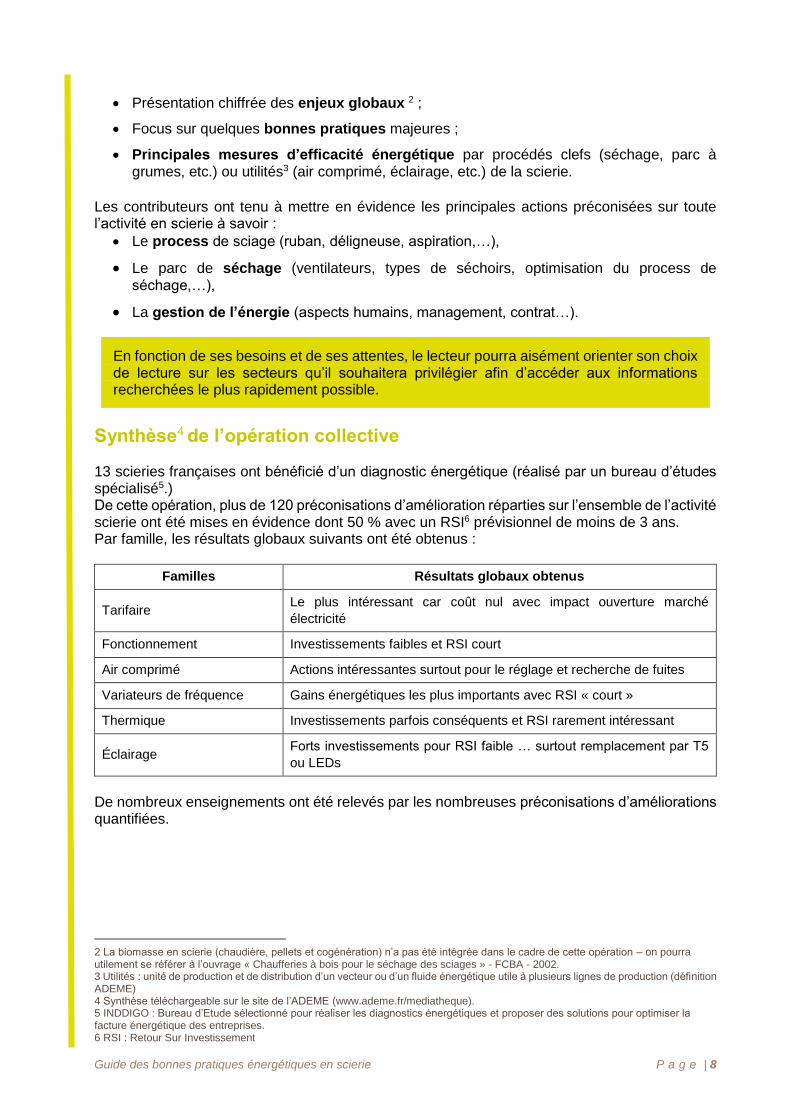
Synthèse4 de l’opération collective 13 scieries françaises ont bénéficié d’un diagnostic énergétique (réalisé par un bureau d’études spécialisé5.) De cette opération, plus de 120 préconisations d’amélioration réparties sur l’ensemble de l’activité scierie ont été mises en évidence dont 50 % avec un RSI6 prévisionnel de moins de 3 ans. Par famille, les résultats globaux suivants ont été obtenus :
Familles Résultats globaux obtenus
Tarifaire Le plus intéressant car coût nul avec impact ouverture marché
électricité
Fonctionnement Investissements faibles et RSI court
Air comprimé Actions intéressantes surtout pour le réglage et recherche de fuites
Variateurs de fréquence Gains énergétiques les plus importants avec RSI « court »
Thermique Investissements parfois conséquents et RSI rarement intéressant
Éclairage Forts investissements pour RSI faible … surtout remplacement par T5
ou LEDs
De nombreux enseignements ont été relevés par les nombreuses préconisations d’améliorations quantifiées.
2 La biomasse en scierie (chaudière, pellets et cogénération) n’a pas été intégrée dans le cadre de cette opération – on pourra utilement se référer à l’ouvrage « Chaufferies à bois pour le séchage des sciages » - FCBA - 2002. 3 Utilités : unité de production et de distribution d’un vecteur ou d’un fluide énergétique utile à plusieurs lignes de production (définition ADEME) 4 Synthèse téléchargeable sur le site de l’ADEME (www.ademe.fr/mediatheque). 5 INDDIGO : Bureau d’Etude sélectionné pour réaliser les diagnostics énergétiques et proposer des solutions pour optimiser la facture énergétique des entreprises. 6 RSI : Retour Sur Investissement
Guide des bonnes pratiques énergétiques en scierie P a g e | 9
Les enjeux – Les consommations - Les indicateurs
Les enjeux
Les besoins énergétiques nécessaires aux activités du sciage sont conséquents depuis le parc à grumes jusqu’au stockage des produits (sciages bruts ou transformés). Tous les organes de l’entreprise méritent d’être observés avec vigilance sous l’angle énergétique :
– Le cœur de production : utilisation de nombreux moteurs permettant de faire tourner les outils de coupe, production d’air comprimé…
– La manutention et son organisation : consommation des engins, convoyage des produits et connexes…
– La performance du séchage : consommation au cours du cycle, optimisation de la charge …
– Le fonctionnement lui-même ou les utilités : chauffage, éclairage… – Le management : optimisation du fonctionnement global de la gestion de l’énergie par
une démarche volontaire de management de l’énergie basé sur l’amélioration continue (vers le management de l’énergie selon la norme ISO 50 001).
Les consommations
L’activité sciage en quelques chiffres
Fort de plus 1 500 entreprises (Source Agreste 2016) produisant quelques 7,7 millions de m3 de sciage, l’activité sciage peut se décomposer selon la typologie des essences transformées suivante :
– Le sciage résineux : 6,2 millions de m3 – Le sciage feuillu : 1,3 millions de m3 – Autres sciages (bois sur rails et merrains) : 0,2 millions de m3
Le secteur réalise un chiffre d'affaires de plus de 3,3 milliards d'Euros (Sources 2013 : INSEE, ESANE) pour un effectif moyen (activité sciage uniquement) qui s'élève à plus de 38 000 personnes (Sources 2010 : INSEE, ESANE, retraitement SSP).
Guide des bonnes pratiques énergétiques en scierie P a g e | 10
Les consommations énergétiques En se référant aux productions françaises de sciage et de séchage de 2014, les consommations énergétiques nécessaires aux opérations de sciage et de séchage artificiel, peuvent être évaluées à plus de 860 GWh/an7.
o Sciages bruts
Pour comparaison, la consommation d’énergie pour produire un m3 de sciage, présente de fortes disparités et oscille entre 15 kWh pour des produits bruts peu élaborés obtenus avec un équipement simplifié, à 70 – 80 kWh et voire plus, pour des produits plus élaborés mettant en jeu un circuit de production complexe. En moyenne, cette consommation se situe entre 22 et 64 kWh/m3 de sciages8.
o Séchage
A cela, il convient d’ajouter la consommation d’énergie pour sécher un m3 de bois. Le séchage artificiel est une étape de plus en plus indispensable dans la chaîne de transformation du bois pour une bonne valorisation des sciages dans le bâtiment, l’ameublement, la menuiserie et l’emballage. Sécher un m3 de sciages nécessite en moyenne9 en fonction de la technologie employée (Air Chaud Climatisé, Basse Température, sous vide…)
– Pour les essences feuillues, la partie électrique (fonctionnement des ventilateurs) et thermique (3/4 de la puissance consommée environ) représentent au total 530 kWh/m3.
– Pour les essences résineuses, la consommation est plus faible : la partie électrique (fonctionnement des ventilateurs) et thermique s’élèvent au total à 340 kWh/m3.
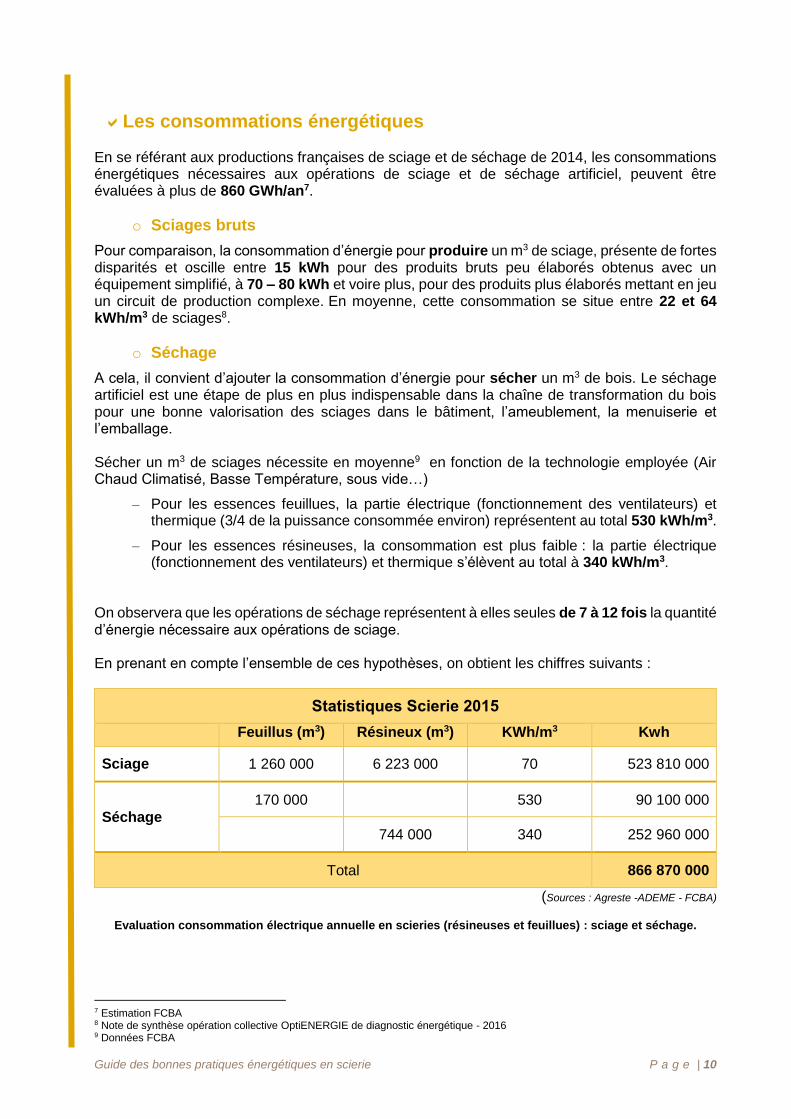
On observera que les opérations de séchage représentent à elles seules de 7 à 12 fois la quantité d’énergie nécessaire aux opérations de sciage. En prenant en compte l’ensemble de ces hypothèses, on obtient les chiffres suivants :
Statistiques Scierie 2015
Feuillus (m3) Résineux (m3) KWh/m3 Kwh
Sciage 1 260 000 6 223 000 70 523 810 000
Séchage
170 000 530 90 100 000
744 000 340 252 960 000
Total 866 870 000
(Sources : Agreste -ADEME - FCBA)
Evaluation consommation électrique annuelle en scieries (résineuses et feuillues) : sciage et séchage.
7 Estimation FCBA 8 Note de synthèse opération collective OptiENERGIE de diagnostic énergétique - 2016 9 Données FCBA
Guide des bonnes pratiques énergétiques en scierie P a g e | 11
o Les différentes énergies consommées et les principaux postes
Les diverses énergies consommées Toutes les sources possibles d’énergie sont présentes en scierie. Ainsi, lorsqu’on envisage des réductions de consommation et donc de la facture associée, tous les types d’énergie sont à considérer :
Electricité ; Biomasse ; Gaz ; Fioul ; Charbon (anecdotique) ; Eau…
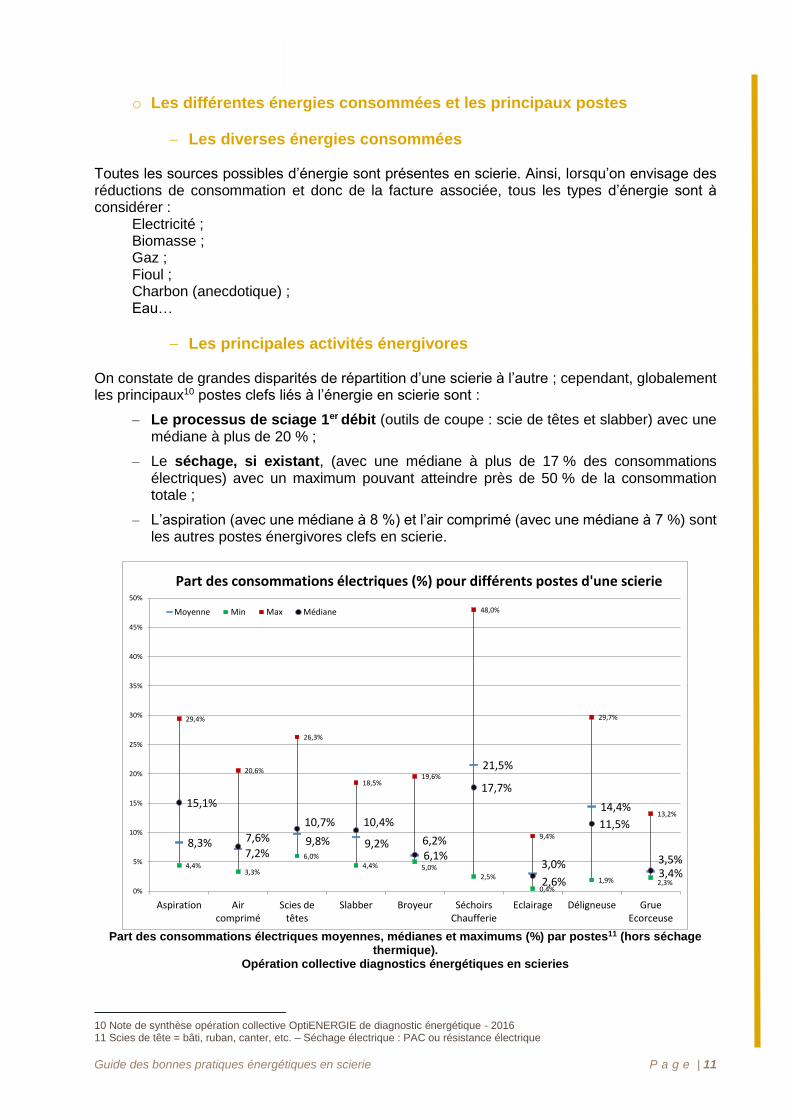
Les principales activités énergivores On constate de grandes disparités de répartition d’une scierie à l’autre ; cependant, globalement les principaux10 postes clefs liés à l’énergie en scierie sont :
– Le processus de sciage 1er débit (outils de coupe : scie de têtes et slabber) avec une médiane à plus de 20 % ;
– Le séchage, si existant, (avec une médiane à plus de 17 % des consommations électriques) avec un maximum pouvant atteindre près de 50 % de la consommation totale ;
– L’aspiration (avec une médiane à 8 %) et l’air comprimé (avec une médiane à 7 %) sont les autres postes énergivores clefs en scierie.
Part des consommations électriques moyennes, médianes et maximums (%) par postes11 (hors séchage
thermique). Opération collective diagnostics énergétiques en scieries
10 Note de synthèse opération collective OptiENERGIE de diagnostic énergétique - 2016 11 Scies de tête = bâti, ruban, canter, etc. – Séchage électrique : PAC ou résistance électrique
8,3%7,2%
9,8% 9,2%6,1%
21,5%
3,0%
14,4%
3,4%4,4%
3,3%
6,0%4,4% 5,0%
2,5%
0,4%1,9% 2,3%
29,4%
20,6%
26,3%
18,5%19,6%
48,0%
9,4%
29,7%
13,2%15,1%
7,6%
10,7% 10,4%
6,2%
17,7%
2,6%
11,5%
3,5%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
50%
Aspiration Aircomprimé
Scies detêtes
Slabber Broyeur SéchoirsChaufferie
Eclairage Déligneuse GrueEcorceuse
Moyenne Min Max Médiane
Part des consommations électriques (%) pour différents postes d'une scierie
Guide des bonnes pratiques énergétiques en scierie P a g e | 12
Les indicateurs
A quoi ça sert ? L’analyse des données de consommation d’énergie nécessite la mise en place préalable d’indicateurs de suivi des consommations. Ces outils de suivi des consommations ont trois rôles essentiels :
– Quantifier les consommations,
– Alerter sur les dysfonctionnements,
– Permettre de mesurer si le système se dégrade ou s’améliore (éco-efficacité). Ils permettent aux entreprises de mesurer la performance des installations et de piloter l’activité selon les objectifs que l’on s’est donné. Le choix du bon indicateur de performance est donc primordial car il participe au suivi des solutions d’améliorations préconisées. Un indicateur doit répondre à l’ensemble des critères suivants :
Il doit être robuste c’est à dire fiable pour être stable et cohérent dans le temps et suffisamment précis ;
Il doit refléter les variations qu’il est sensé mesurer ;
Il doit être simple et utilisable facilement et compréhensible par tous ;
Il doit être pertinent par rapport à l’objectif fixé ;
Et bien sûr il doit être utile en contribuant à la prise de décision. Ces indicateurs peuvent s’appuyer sur les données transmises par les compteurs, éléments de base du comptage de l’énergie12 . Les 4 bonnes raisons de mettre en place un plan de comptage de l’énergie :
– Réduire ses coûts de production,
– Prendre en compte l’énergie comme élément de gestion,
– Améliorer la qualité et les conditions de fabrication,
– Avoir une politique globale environnementale valorisante. La multiplication des compteurs entraînant logiquement un temps d’analyse élevé, il est nécessaire, dans un premier temps, de cibler les zones à suivre et, dans un second temps, une GTC13 peut être mise en place si le nombre de compteurs devient trop important. L’ajout de sous compteurs permet de réaliser une répartition des consommations plus fine, de déceler au plus tôt toutes dérives éventuelles et d’établir de nouveaux ratios plus précis par utilité.
« Sans la mesure, il n’y a pas de résultat » (Méthode 6 Sigma)
12 « Le comptage de l’énergie : amélioration de la performance énergétique dans l’industrie » – ADEME - oct 2014 13 GTC : Gestion Technique Centralisée
Guide des bonnes pratiques énergétiques en scierie P a g e | 13
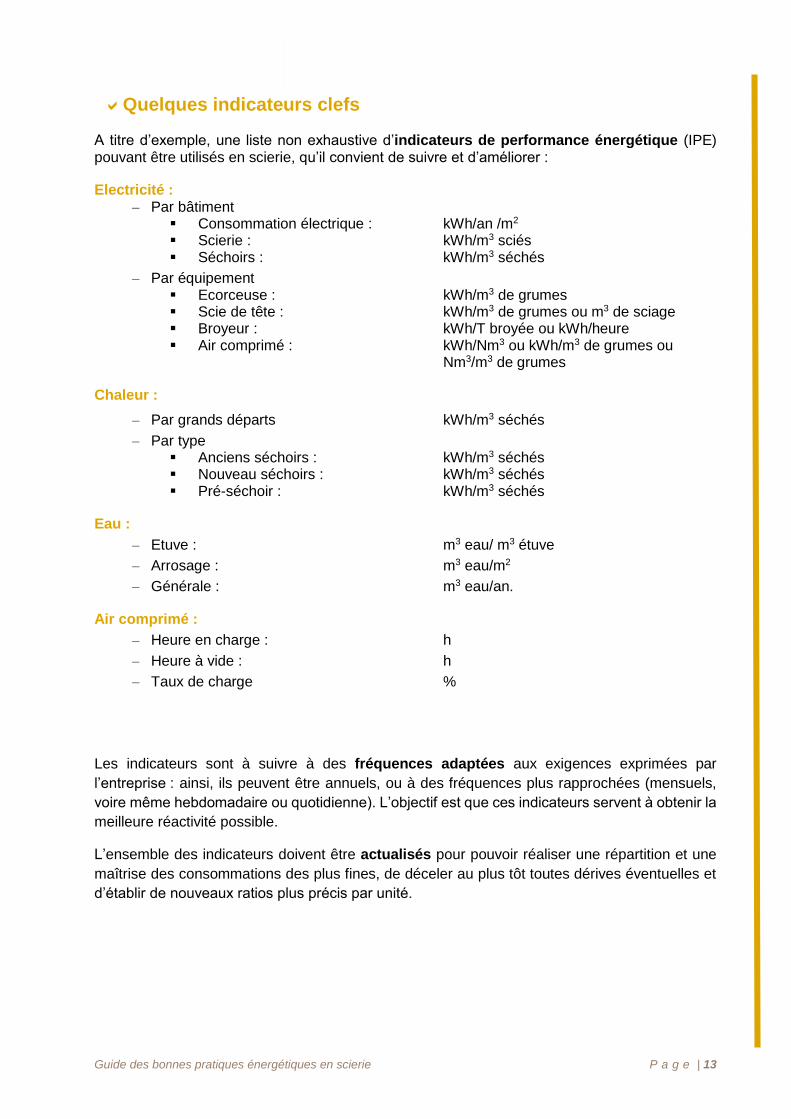
Quelques indicateurs clefs A titre d’exemple, une liste non exhaustive d’indicateurs de performance énergétique (IPE) pouvant être utilisés en scierie, qu’il convient de suivre et d’améliorer :
Electricité : – Par bâtiment
Consommation électrique : kWh/an /m2 Scierie : kWh/m3 sciés Séchoirs : kWh/m3 séchés
– Par équipement Ecorceuse : kWh/m3 de grumes Scie de tête : kWh/m3 de grumes ou m3 de sciage Broyeur : kWh/T broyée ou kWh/heure Air comprimé : kWh/Nm3 ou kWh/m3 de grumes ou
Nm3/m3 de grumes
Chaleur :
– Par grands départs kWh/m3 séchés
– Par type Anciens séchoirs : kWh/m3 séchés Nouveau séchoirs : kWh/m3 séchés Pré-séchoir : kWh/m3 séchés
Eau :
– Etuve : m3 eau/ m3 étuve
– Arrosage : m3 eau/m2
– Générale : m3 eau/an.
Air comprimé :
– Heure en charge : h
– Heure à vide : h
– Taux de charge %
Les indicateurs sont à suivre à des fréquences adaptées aux exigences exprimées par
l’entreprise : ainsi, ils peuvent être annuels, ou à des fréquences plus rapprochées (mensuels,
voire même hebdomadaire ou quotidienne). L’objectif est que ces indicateurs servent à obtenir la
meilleure réactivité possible.
L’ensemble des indicateurs doivent être actualisés pour pouvoir réaliser une répartition et une
maîtrise des consommations des plus fines, de déceler au plus tôt toutes dérives éventuelles et
d’établir de nouveaux ratios plus précis par unité.

Guide des bonnes pratiques énergétiques en scierie P a g e | 14
Guide des bonnes pratiques énergétiques en scierie P a g e | 15
Les bonnes pratiques à la loupe
Les différents diagnostics réalisés en scierie ont permis d’identifier un
nombre important de mesures d’efficacité énergétique permettant de
diminuer la consommation globale des scieries. Chacune des bonnes
pratiques observées a été classée selon sa (ses) localisation(s) : elles
peuvent être utilement employées sur la globalité de la scierie ou alors de
manière plus spécifique sur certains ilots de production ou de stockage.
Ci-après, vous trouverez une compilation des mesures mises en évidence
par les différentes études menées sur le sujet : diagnostics énergétiques
en scieries, projet européen ECOINFLOW, préconisations suite aux
différents diagnostics « séchage » : elles peuvent apparaitre une seule ou
plusieurs fois selon leur particularité et localisation dans la scierie.
Guide des bonnes pratiques énergétiques en scierie P a g e | 16
Management de l’énergie
Privilégier l’humain Il ne suffit pas de conditionner la réussite de toute démarche d’efficacité énergétique à l’emploi d’une machine sophistiquée mais elle est surtout l’affaire d’un travail d’équipe source de prise de décisions, d’actions. La réussite de toute démarche d’amélioration des consommations énergétiques dépend :
– du dirigeant, en premier lieu : c’est lui qui donne le cap en l’intégrant à la performance globale de l’entreprise ;
– des équipes d’hommes et de femmes impliquées dans un objectif commun d’amélioration continue à quelque niveau que ce soit.
Niveau d’avancement de l’activité scierie / consommations énergétiques Apport du management de l’énergie
L’entreprise démarre son analyse Structurer l’action
Définir une politique cohérente dès le début
Déjà engagée dans des actions de réduction
Valoriser les actions en une politique structurée et pérenne
Expérimentée en matière de performance énergétique
Accélérer le rythme des économies d’énergie
Nommer une personne référente14 Pour maintenir la motivation des entreprises, le dirigeant peut nommer un référent énergie : il est en général chargé d’initier, mettre en place et coordonner les actions permettant d’améliorer la performance énergétique, les modes ou types d’utilisation de l’énergie et les quantités d’énergie utilisée. Remarque : selon la taille de la structure, cette mission peut être confiée à une seule personne ou partagée entre plusieurs personnes. Dans ce deuxième cas, il est nécessaire de désigner un référent unique dont la mission principale est de coordonner le travail des personnes concernées. La fonction de référent énergie nécessite la mise en œuvre de compétences techniques et managériales. Selon la taille ou l’organisation de l’établissement, le référent énergie n’assure pas nécessairement sa fonction à temps plein. L’action du Référent Énergie consiste à éviter les gaspillages et les dérives, à accroître les gains énergétiques, à améliorer et maintenir la performance énergétique et donc à obtenir des résultats en termes de gains énergétiques pour une plus grande maîtrise de la facture énergétique. C’est donc un poste qui, à très court terme, peut s’autofinancer.
Attention : Le référent ou l’équipe doit avoir l’autorité nécessaire pour effectuer les mesures concrètes en matière d’efficacité énergétique. De plus, il (elle) doit pouvoir disposer des ressources nécessaires (humaines, financières…) pour effectuer les réunions, mettre en place les actions de progrès et le suivi de celles-ci.
14 Extrait de « ADEME – Missions du référent énergie » (http://www.ademe.fr/entreprises-monde-agricole/reduire-impacts/maitriser-lenergie-atelier-production/faites-point-pratiques/referent-energie-entreprise)
Guide des bonnes pratiques énergétiques en scierie P a g e | 17
La mise en place d’un plan d’amélioration de l’efficacité énergétique peut se dérouler selon les 3 étapes suivantes : 1. L’état des lieux Lors de cette première étape, un double diagnostic est réalisé :
– Le diagnostic technique (consommations, les indicateurs de performance, les potentiels d’amélioration) ;
– Le diagnostic organisationnel (rôles et responsabilités, procédures, niveaux d’implication et les potentiels d’amélioration). Ces deux diagnostics permettent de mettre en évidence les potentiels d’économie d’énergie et les moyens mobilisables et à développer pour les exploiter.
2. Le plan d’actions Une fois la situation énergétique définie précédemment, il est procédé à la mise en place d’une « feuille de route » de la stratégie énergétique de la scierie (politique énergétique, référent énergie ou équipe, et programmes d’actions d’économies hiérarchisées selon le RSI15). 3. La mise en œuvre de la démarche SMé16 Il est possible alors de mettre en œuvre le système de management de l’énergie à l’aide des 4 moteurs de la performance énergétique suivants :
– Le personnel (sensibilisé, formé…) ; – Le plan de comptage établi (mise en place de mesures, et d’analyse) ; – Les actions d’économies planifiées (en termes d’organisation, de consignes et des
investissements) ; – Le suivi et la vérification (à l’aide de bilan, d’audits internes et d’éventuelles mises à jour).
Attention : S’assurer qu’une personne responsable est nommée pour chaque action, S’assurer que chaque action dispose d’un délai, S’assurer que le plan d’actions est revu régulièrement. Pour aller plus loin :
ECOINFLOW : Faciliter la mise en place d’un Système de Management de l’Energie en scierie : www.ecoinflow.com/
ADEME – Système de Management de l’Energie – ce sont les entreprises qui en parlent le mieux – réf. 8402, mars 2015, disponible gratuitement en téléchargement sur www.ademe.fr/mediatheque
15 RSI : Retour Sur Investissement 16 SMé : Système de Management de l’Energie
Guide des bonnes pratiques énergétiques en scierie P a g e | 18
Aspiration – Ventilation
Contexte - Enjeu Lors du processus de sciage du bois, les opérations d’évacuation des sciures, plaquettes et chutes diverses de scierie sont assurées en général soit par une centrale d’aspiration ou soit par un système de raclettes. Lors de la découpe du bois, des particules fines peuvent s'échapper dans les locaux de travail. C'est pourquoi, la technique la plus utilisée est la centrale d’aspiration : cette dernière permet de déplacer les produits connexes de scierie mais aussi de filtrer les poussières et de les déplacer à l'extérieur dans un (des) silo(s), tout en limitant les coûts de fonctionnements énergétiques. L’aspiration représente en moyenne 8 % des dépenses électriques d’une scierie et peut atteindre jusqu’à 30 % de la consommation totale d’électricité pour certaines structures intégrant des activités de fabrication de palettes et/ou de 2ème transformation.
o Axes d’améliorations - Exemples
Actions à la conception/rénovation
Les actions les plus efficaces pour optimiser les consommations électriques tout en conservant un niveau de qualité d’aspiration suffisant, sont à mener en premier lieu lors de la conception et/ou de la rénovation des installations. Les enjeux étant importants (énergétiques mais aussi sanitaires, économiques, etc.), il peut être fait appel à un bureau d’études spécialisé dans le domaine des systèmes de ventilation. Les principales démarches à prévoir sont :
Actions initiales
Implanter le groupe d’aspiration au plus près des machines requérant le plus grand débit (la vitesse de l’air diminue avec la distance entre le groupe d’aspiration et la machine générant les copeaux) ;
Implanter les groupes à l’extérieur des zones de travail ou dans un local annexe (éviter l’empoussièrement) ;
Mettre en place des trappes d’ouverture/fermeture (à manœuvres manuelles ou automatiques) pour les machines ne fonctionnant pas à 100 % du temps ;
Privilégier l’emploi de systèmes raclant ou à bande au détriment de l’aspiration quand cela est possible (notamment pour les écorces, les sciures fraiches et humides et les plaquettes) ;
Mettre en place un système de décolmatage automatique du groupe aspirant (vibreur, air comprimé, etc.) ;
Ajuster la vitesse de l’air : afin d’éviter les dépôts de poussières et assurer leur transport, la vitesse minimale doit être de 20 m/s sans toutefois dépasser 25 m/s. Une vitesse trop importante provoque une augmentation du niveau sonore, une surconsommation énergétique et une usure prématurée des installations ;
Prévoir une dépression de l’air suffisante pour garantir le transport des particules les plus
lourdes sur l’ensemble du réseau, il est possible d’imaginer une dépression d’air localisée.
Centrale d’aspiration
Guide des bonnes pratiques énergétiques en scierie P a g e | 19
Action privilégiée
Privilégier l’usage d’un (de) Variateur(s) Electronique(s) de Vitesse sur les moteurs des ventilateurs. Ils permettent la régulation du débit d’air de l'aspiration des particules de bois en fonction des besoins réels. Ces dispositifs adaptent la vitesse de rotation des moteurs d'aspiration en fonction des machines à bois utilisées tout en respectant les normes de ventilation (vitesse = 20 m/s). L'économie réalisable peut atteindre 30 % (le temps de retour sur investissement dépend aussi du type de variateur électronique de vitesse choisi (boucle ouverte ou fermée)) ; – L’investissement nécessaire à un VEV a été estimé dans une fourchette comprise entre
120 et 240 €/kWh électrique17 ;
– La mise en place de systèmes de variation électronique de vitesse constitue l'un des investissements le plus rentable sur une installation de ventilation. En effet, les niveaux d’investissement demandés sont relativement faibles et les temps de retours généralement inférieurs à 2 ans.
Attention : Lorsque la variation de débit est envisagée, il est toutefois nécessaire de prendre en compte les effets secondaires possibles : – dépôts de poussière dans les gaines, – déséquilibre des réseaux, – effet perturbant sur les diffusions d’air à induction.
Autres actions
Utiliser un récupérateur de chaleur sur l’air extrait : il est possible d’atteindre une récupération de 60 % de la chaleur produite ;
Privilégier l’emploi de moteurs et de ventilateurs à haut rendement tout en veillant à ne pas les surdimensionner ;
Préférer les sections circulaires aux sections rectangulaires ;
Optimiser le diamètre des conduits ;
Réduire les pertes de charges en limitant les coudes (rayon supérieur au diamètre des conduits, nombre de changements de direction et de section le plus faible possible) ;
Limiter au maximum l’usage de tuyaux flexibles source de forte perte de charge ;
Installer des instruments de mesure des consommations et assurer le suivi ;
Evaluer la juste ventilation nécessaire, la mesurer afin d’éviter toute dérive ;
Disposer un système d’aspiration captant les poussières au plus près de leur lieu d’émission et qui contribue à atteindre la valeur limite d’exposition professionnelle (depuis le 1er juillet 2005, établi à 1 mg/m3, pour une période de 8 heures) ;
Convoyer les produits connexes à l’intérieur d’un tube via une bande transporteuse extérieure maintenue par un courant d’air assuré par des ventilateurs. Grâce à ce système assurant une vitesse de déplacement accélérée ; le dispositif permet de transporter jusqu’à 40 % de produits en plus18 ;
Sur dimensionner si une éventuelle montée en charge prévisionnelle de l’atelier est prévue à moyen terme ;
Recycler l’air permet une économie d’énergie mais attention aux surcoûts d’investissement : l’air réintroduit doit être filtré en permanence (maxi 0,2 mg/m3) ;
17 Source : CNIDEP Energie Scierie 18 Source : fabricant du Tubulator - Bruks
Guide des bonnes pratiques énergétiques en scierie P a g e | 20
Aspiration centrale en scierie
NOTA : Quelques ordres de grandeur :
Si les distances entre l’émission de la particule de bois et l’extraction sont multiplées par 2, alors les coûts énergétiques de ventilation sont multiplés par 4.
Tout rendement de moteurs de ventilation diminué de 10 % induit une augmentation du coût énergétique de la ventilation de 20 %.
Une réduction de débit de 20 % entraîne une baisse de 50 % de la puissance appelée.
o Actions en fonctionnement Des gains importants de consommation peuvent aussi être assurés lors du fonctionnement des installations de ventilation en veillant à :
Nettoyer régulièrement les pales des ventilateurs ;
Nettoyer et/ou changer les filtres régulièrement ;
Dépoussiérer les conduits ;
Veiller à vérifier régulièrement les alignements des systèmes d’entrainement ;
Rechercher et solutionner les éventuelles fuites du réseau (détectées à l’arrêt ou à l’aide d’ultra-son) ;
Respecter les consignes de maintenance des moteurs électriques ;
Utiliser les informations à disposition afin de suivre l’évolution des consommations : – A réception de l’installation, le fournisseur doit fournir impérativement un « dossier
d’installation de ventilation » (notice d’instruction), – Un mois après mise en route : il est possible de se référer aux valeurs de référence
(caractéristiques qualitatives et quantitatives des installations garantissant le respect de l’application des spécifications réglementaires et permettant le contrôle ultérieur par comparaison : celui-ci doit comprendre : débit d’air extrait par chaque système de captage, vitesse d’air en différents points caractéristiques de l’installation, débit global d’air extrait, efficacité de captage minimale des systèmes d’aspiration, débit d’air neuf introduit dans les locaux efficacité minimale des systèmes d’épuration par tranches granulométriques, concentration en poussières aux différents points de l’atelier et dans les gaines de recyclage ou à leur sortie dans un écoulement canalisé, systèmes de surveillance mis en œuvre et moyens de contrôles de ces systèmes (toute dérive pourra être analysée) ;
Guide des bonnes pratiques énergétiques en scierie P a g e | 21
Réaliser le contrôle annuel de la ventilation (exigence réglementaire) : contrôle des débits au niveau des captages, état de tous les composants, etc. A consigner dans le « dossier d’installation de ventilation » remis par le vendeur ;
Assurer un contrôle tous les 6 mois du système de recyclage (si existant) de l’air (exigence réglementaire) : contrôle concentration des poussières en atelier et gaines de recyclage ;
Gérer les arrêts des équipements : – Vérifier l’arrêt effectif des équipements ; – Mettre en place des procédures d’arrêt des équipements.
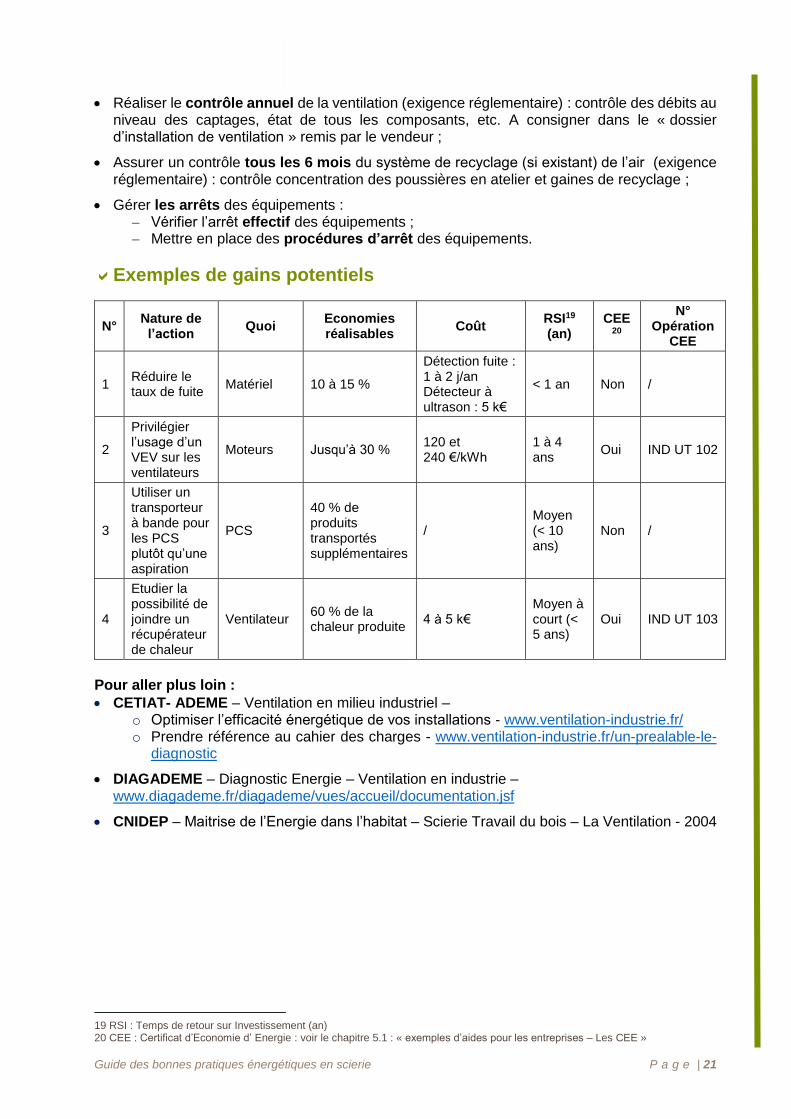
Exemples de gains potentiels
N° Nature de l’action
Quoi Economies réalisables
Coût RSI19 (an)
CEE20
N° Opération
CEE
1 Réduire le taux de fuite
Matériel 10 à 15 %
Détection fuite : 1 à 2 j/an Détecteur à ultrason : 5 k€
< 1 an Non /
2
Privilégier l’usage d’un VEV sur les ventilateurs
Moteurs Jusqu’à 30 % 120 et 240 €/kWh
1 à 4 ans
Oui IND UT 102
3
Utiliser un transporteur à bande pour les PCS plutôt qu’une aspiration
PCS
40 % de produits transportés supplémentaires
/ Moyen (< 10 ans)
Non /
4
Etudier la possibilité de joindre un récupérateur de chaleur
Ventilateur 60 % de la chaleur produite
4 à 5 k€ Moyen à court (< 5 ans)
Oui IND UT 103
Pour aller plus loin :
CETIAT- ADEME – Ventilation en milieu industriel – o Optimiser l’efficacité énergétique de vos installations - www.ventilation-industrie.fr/ o Prendre référence au cahier des charges - www.ventilation-industrie.fr/un-prealable-le-
diagnostic
DIAGADEME – Diagnostic Energie – Ventilation en industrie – www.diagademe.fr/diagademe/vues/accueil/documentation.jsf
CNIDEP – Maitrise de l’Energie dans l’habitat – Scierie Travail du bois – La Ventilation - 2004
19 RSI : Temps de retour sur Investissement (an) 20 CEE : Certificat d’Economie d’ Energie : voir le chapitre 5.1 : « exemples d’aides pour les entreprises – Les CEE »
Guide des bonnes pratiques énergétiques en scierie P a g e | 22
Air comprimé
Contexte - Enjeu L’air comprimé est une utilité incontournable pour assurer le fonctionnement de nombreux matériels (chariots à grumes, trimmer, presseurs, taquets, butées relevables, mécanisations, etc.). Produit par les compresseurs à partir d’électricité, l’air comprimé représente21 en moyenne 6 % des dépenses électriques d’une scierie et peut atteindre jusqu’à 15 % de la consommation totale d’électricité pour certaines scieries intégrant des activités de 2ème transformation. Le rendement global d’une installation de ce type est en général faible (autour de 10 % à 7 bars), ce qui donne une valeur du kWh pneumatique très élevée (10 à 20 fois plus élevé que le kWh électrique). Le taux de fuites d’air est en moyenne de 20 à 25 %. Ces fuites peuvent représenter entre 40 et 50 % de la consommation électrique du compresseur. La suppression des fuites est donc un facteur incontournable d’économie d’énergie. L’air comprimé, non seulement coute cher, mais il conditionne la qualité de l’environnement interne, et indirectement externe à l’entreprise : sécurité, conditions de travail et bruit … Paradoxalement, l’air comprimé est le réseau le moins suivi et le moins entretenu en entreprise.
Exemple : Une seule fuite à travers un orifice de 3 mm de diamètre, nécessite une puissance de compensation de 7 kW soit un coût annuel de 3 000 €/an (à un rythme moyen de 6 000 h /an, un kilowattheure à 0,07 € HT).
Axes d’améliorations - Exemples Les différents diagnostics menés ont révélé des utilisations et/ou des usages inappropriés. Ces derniers engendrent des surconsommations et donc des surcoûts allant à l’encontre des économies d’énergie désirées. Des constats de « bricolage » sont souvent observés ainsi que du « provisoire qui dure ». La réalisation de réseaux de distribution rigides permet de limiter les points de fuites.
o Actions à la conception/rénovation
Vérifier les exigences des futurs appareils en termes de qualité de l’air (teneur en huile, teneur en humidité) : cela évitera l’ajout de moyens de filtration et de séchage complémentaires augmentant les pertes de charge et donc les coûts ; et vérifier leur compatibilité avec le réseau existant ;
Privilégier si possible les outils électriques aux outils pneumatiques : le prix du kWh pneumatique est 20 fois supérieur au prix du kWh électrique ;
Ajuster l’implantation du compresseur et abaisser les températures d’aspiration (plus son air d’aspiration est frais, moins sa consommation électrique est importante) :
La température d’ambiance ne doit pas dépasser les 40°C et le local doit être mis hors gel pendant l’hiver ;
L’orientation de la prise d’air doit être tournée vers le Nord tout en veillant à éviter les poussières et pollens pouvant gêner le fonctionnement de l’appareil ;
21 Bilan diagnostics énergétiques scierie « OptiENERGIE »
Guide des bonnes pratiques énergétiques en scierie P a g e | 23
La température d’aspiration doit être limitée car la consommation spécifique d’un compresseur augmente de 0,34 %/°C, soit environ 1 % de gain tous les 3 degrés ;
Une diminution de la température de 5 ℃ engendrera par exemple une baisse de la consommation électrique du compresseur de 1,7 %.
Etudier les différents paramètres permettant de limiter les pertes de charges régulières (tuyaux) et singulières (coudes, accessoires, vannes, …) de l’installation : toute perte de charge nécessite une hausse de la pression à la source, ce qui impose une augmentation de la puissance appelée (de 6 à 7 % par bar supplémentaire à une pression voisine de 6 bar). Un coût supplémentaire est encore majoré par le fait que la hausse de la pression augmente les fuites (surconsommation proche de 10 % pour une surpression de 1 bar) :
Optimiser le diamètre des canalisations,
Optimiser la longueur des tuyaux,
Limiter les coudes, les changements de direction ou de section ;
Anticiper les extensions futures de la scierie ;
Choisir le type de compresseur le plus approprié à vos contraintes (par exemple, un compresseur à vis est bien adapté aux variations de débit) ;
Veiller à ne pas surdimensionner les machines pour éviter les moindres rendements (échauffements) et une maintenance coûteuse,
Opter ou non pour une solution de compresseur avec lubrification (prix à l’achat inférieur mais coûts de maintenance supérieure, consommations supérieures, coûts d’exploitations supérieurs suivants les exigences environnementales des installations classées ICPE),
Vérifier les caractéristiques des moteurs (s’orienter vers les moteurs à haut rendement garantissant de bonnes performances énergétiques),
Installer quand cela est possible un compresseur à variation électronique de vitesse (VEV) : ces moteurs permettent de maintenir des rendements performants en dehors du fonctionnement à pleine charge, c’est-à-dire pendant les phases de régulation et de modulation de débit (possibilité d’obtenir des Certificats d’Economies d’Energie : voir le chapitre consacré ci-après) ;
Envisager de recycler l’air chaud issu du fonctionnement du(es) compresseur(s)22 au profit d’ateliers (affûtage par exemple) ou de bureaux situés à proximité : les calories récupérées sont autant d’économie au niveau du coût du chauffage (il existe des « kits de récupération de chaleur » pouvant récupérer plus de 70 % de l’énergie appliquée : ces installations peuvent prétendre aux CEE) ;
Utiliser un sécheur d’air par adsorption afin d’obtenir une régularité de la qualité de l’air avec notamment la suppression de toute trace d’humidité préjudiciable à un bon fonctionnement du(es) compresseur(s) lors de conditions de températures basses : il existe des sécheurs à adsorption avec régénération par récupération de chaleur perdue des compresseurs ;
Utiliser un sécheur d’air réfrigérant si les conditions climatiques le permettent (moins onéreux à l’investissment et à l’utilisation).
22 Récupération de chaleur : Environ 80 % de la puissance électrique du compresseur est transformée en chaleur (source « ADEME « )
Guide des bonnes pratiques énergétiques en scierie P a g e | 24
o Actions en fonctionnement
Gestion des fuites
Mettre en place, sensibiliser et faire appliquer les bonnes pratiques aux opérateurs. Leur comportement est primordial pour obtenir des résultats tangibles et durables ;
Procéder régulièrement à une chasse aux fuites (détection et traitement). Ces dernières peuvent représenter des quantités importantes allant de 10 à 20 % de la consommation nécessaire. Cette action peut être mise en place dans le cadre de la maintenance préventive (en interne ou via une entreprise extérieure) ou lors « d’un audit de nuit 23».
Chasse aux fuites
Pour diminuer les impacts liés aux dysfonctionnements d’un circuit d’air comprimé d’une installation, les scieries ont développé diverses stratégies afin de traquer les fuites.
Connaître l’impact énergétique (quantité, qualité, niveau de pression optimale, ..) de chaque secteur pour ensuite hiérarchiser les actions de surveillance ;
Détecter les fuites sur le parc existant et les colmater : – Contrôler les machines, le réseau via les opérateurs et agents de maintenance qui
remontent les dysfonctionnements : à l’oreille lorqu’elles sont à l’arrêt ; grâce à un détecteur à ultrason sinon.
– Remplacer les joints, les raccords, etc. ;
– Fréquence de contrôle : Quotidien (opérateurs) ; Mensuel (ou tous les 6 mois au maximum) pour le réseau (Maintenance) ; Annuel pour les machines (maintenance).
Il convient de distinguer les « fuites process », incontournables, des « fuites fatales » qu’il faut impérativement traiter. Difficultés rencontrées : manque de motivation dans la durée du personnel sans lequel les remontées d’informations ne peuvent être mises en évidence. Un certain désintérêt peut être observé, surtout si les réparations nécessaires ne sont pas réalisées rapidement. Chaque scierie a son propre dispositif qu’il convient de maintenir de manière adaptée.
23 Audit de nuit : voir procédure explicative sur « www.ecoinflow.fr ».
Guide des bonnes pratiques énergétiques en scierie P a g e | 25
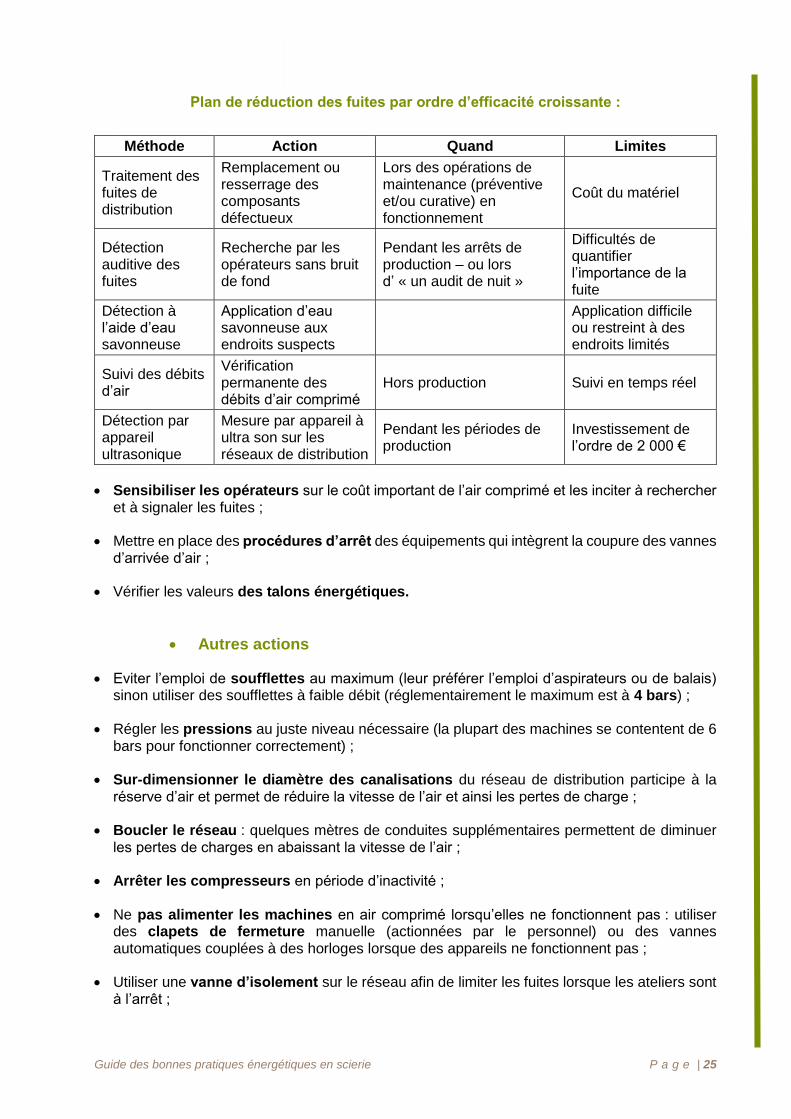
Plan de réduction des fuites par ordre d’efficacité croissante :
Méthode Action Quand Limites
Traitement des fuites de distribution
Remplacement ou resserrage des composants défectueux
Lors des opérations de maintenance (préventive et/ou curative) en fonctionnement
Coût du matériel
Détection auditive des fuites
Recherche par les opérateurs sans bruit de fond
Pendant les arrêts de production – ou lors d’ « un audit de nuit »
Difficultés de quantifier l’importance de la fuite
Détection à l’aide d’eau savonneuse
Application d’eau savonneuse aux endroits suspects
Application difficile ou restreint à des endroits limités
Suivi des débits d’air
Vérification permanente des débits d’air comprimé
Hors production Suivi en temps réel
Détection par appareil ultrasonique
Mesure par appareil à ultra son sur les réseaux de distribution
Pendant les périodes de production
Investissement de l’ordre de 2 000 €
Sensibiliser les opérateurs sur le coût important de l’air comprimé et les inciter à rechercher et à signaler les fuites ;
Mettre en place des procédures d’arrêt des équipements qui intègrent la coupure des vannes d’arrivée d’air ;
Vérifier les valeurs des talons énergétiques.
Autres actions
Eviter l’emploi de soufflettes au maximum (leur préférer l’emploi d’aspirateurs ou de balais) sinon utiliser des soufflettes à faible débit (réglementairement le maximum est à 4 bars) ;
Régler les pressions au juste niveau nécessaire (la plupart des machines se contentent de 6 bars pour fonctionner correctement) ;
Sur-dimensionner le diamètre des canalisations du réseau de distribution participe à la réserve d’air et permet de réduire la vitesse de l’air et ainsi les pertes de charge ;
Boucler le réseau : quelques mètres de conduites supplémentaires permettent de diminuer les pertes de charges en abaissant la vitesse de l’air ;
Arrêter les compresseurs en période d’inactivité ;
Ne pas alimenter les machines en air comprimé lorsqu’elles ne fonctionnent pas : utiliser des clapets de fermeture manuelle (actionnées par le personnel) ou des vannes automatiques couplées à des horloges lorsque des appareils ne fonctionnent pas ;
Utiliser une vanne d’isolement sur le réseau afin de limiter les fuites lorsque les ateliers sont à l’arrêt ;

Guide des bonnes pratiques énergétiques en scierie P a g e | 26
Couplage d’un compresseur TOR (tout ou rien) à un compresseur à variateur électronique de vitesse (VEV) : le jumelage permet de diminuer la marche à vide du compresseur ;
Positionner une vanne en fin de réseau pour purger l’eau du circuit (potentiel d’économie : jusqu’à 15 %) ; Il est conseillé de supprimer les maintiens en pression inutiles (fin de poste par exemple). Les gains énergétiques peuvent être importants sur une longue durée ;
Prévoir une vidange annuelle de l’huile ;
Changer les filtres d’entrée d’air sur les compresseurs : une réduction de 0,05 bar permet un gain de 1 % sur la consommation électrique de la centrale de production ;
Vérifier les pertes de charge des sécheurs et respecter leur périodicité de maintenance.
Le saviez-vous ?
- A un niveau de pression de 6 à 7 bars, fournir un bar complémentaire représente près de 7 % d’énergie supplémentaire.
- Quand on double le diamètre d’une canalisation, on divise le débit de l’air par 2 et donc les pertes de charge par 4.
- Un compresseur qui tourne à vide consomme de 30 à 75 % de sa puissance nominale
Indicateurs de performance Il est conseillé d’effectuer un relevé régulier avec un suivi d’indicateurs de performance énergétique :
Consommation spécifique de chaque activité (kWh/m3) ;
Rendement de l’appareil (kWh/Nm3) ou prix de l’air produit (c€/Nm3).
Sécheur d’air par adsorption Système de récupération de chaleur sur un compresseur (ici en position « été »)
Guide des bonnes pratiques énergétiques en scierie P a g e | 27
Certificats d’Economies d’Energie (CEE)24 : Des avantages économiques intéressants peuvent être obtenus via les certificats d’économie d’énergie (CEE) liés à l’air comprimé. Des fiches thématiques d’opérations standardisées explicitent le fonctionnement et les conditions d’éligibilités aux CEE : - IND-UT-102 : Systèmes de variation électronique de vitesse sur un moteur asynchrone, - IND-UT-103 : Récupérateur de chaleur sur un compresseur d’air, - IND-UT-112 : Moteur haut rendement IE2, - IND-UT-114 : Moto-variateur synchrone à aimants permanents, - IND-UT-122 : Sécheur d’air comprimé à adsorption utilisant un apport calorifique pour sa régénération, - IND-UT-124 : Séquenceur électronique pour le pilotage d’une centrale de production d’air comprimé.
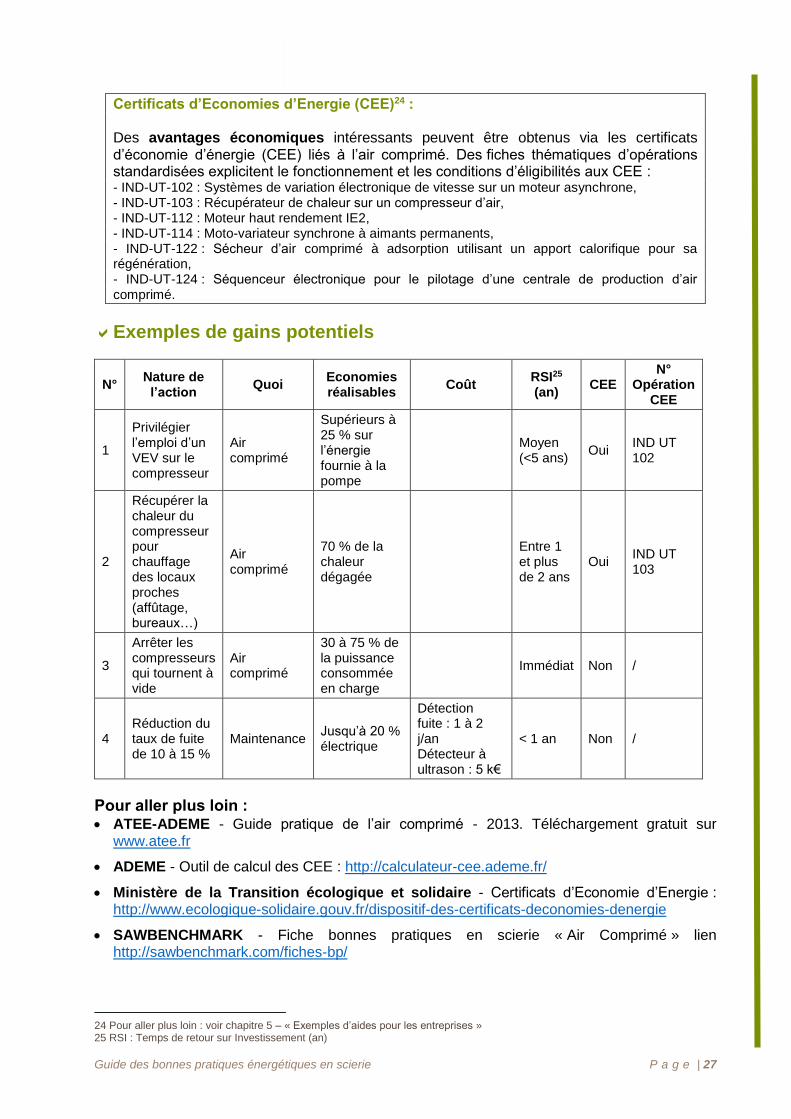
Exemples de gains potentiels
N° Nature de l’action
Quoi Economies réalisables
Coût RSI25 (an)
CEE N°
Opération CEE
1
Privilégier l’emploi d’un VEV sur le compresseur
Air comprimé
Supérieurs à 25 % sur l’énergie fournie à la pompe
Moyen (<5 ans)
Oui IND UT 102
2
Récupérer la chaleur du compresseur pour chauffage des locaux proches (affûtage, bureaux…)
Air comprimé
70 % de la chaleur dégagée
Entre 1 et plus de 2 ans
Oui IND UT 103
3
Arrêter les compresseurs qui tournent à vide
Air comprimé
30 à 75 % de la puissance consommée en charge
Immédiat Non /
4 Réduction du taux de fuite de 10 à 15 %
Maintenance Jusqu’à 20 % électrique
Détection fuite : 1 à 2 j/an Détecteur à ultrason : 5 k€
< 1 an Non /
Pour aller plus loin : ATEE-ADEME - Guide pratique de l’air comprimé - 2013. Téléchargement gratuit sur
www.atee.fr
ADEME - Outil de calcul des CEE : http://calculateur-cee.ademe.fr/
Ministère de la Transition écologique et solidaire - Certificats d’Economie d’Energie : http://www.ecologique-solidaire.gouv.fr/dispositif-des-certificats-deconomies-denergie
SAWBENCHMARK - Fiche bonnes pratiques en scierie « Air Comprimé » lien http://sawbenchmark.com/fiches-bp/
24 Pour aller plus loin : voir chapitre 5 – « Exemples d’aides pour les entreprises » 25 RSI : Temps de retour sur Investissement (an)
Guide des bonnes pratiques énergétiques en scierie P a g e | 28
Moteurs électriques
Contexte - Enjeu Les moteurs électriques totalisent à eux seuls près de 70 % de la consommation électrique des entreprises de l’industrie en France. Le secteur de la première transformation comprenant une quantité importante de moteurs très divers répartis à des degrés divers sur tous les secteurs du process (écorceuse, scie de tête, déligneuse, canter, convoyeurs, …) des gisements d’économies potentielles importantes peuvent être constitués.
Axes d’améliorations - Exemples
o Moteurs à haut rendement Le poste consommation d’électricité pour un moteur électrique est primordial : sur l’ensemble du cycle de vie d’un moteur, le coût d’achat ne représente que 2,5 % du coût global du moteur, le coût de maintenance 1,5 %, alors que celui de l’électricité consommée est de 96 %. Il peut donc être très intéressant d’opter pour des moteurs à haut rendement consommant moins d’énergie.
Les moteurs à haut rendement sont plus performants
A la conception/rénovation des installations, il est recommandé de suivre dans la mesure du possible les recommandations suivantes :
– Préciser dans les procédures d’achat que les performances énergétiques des appareils sont à prendre en compte et envisager des moteurs « haut rendement » ;
– Comparer les courbes caractéristiques de rendement en fonction de la charge pour les 2 types de moteurs ;
– Ne pas surdimmensionner le moteur lors du choix ;
– Respecter les périodicités et les consignes de maintenance des moteurs électriques : lubrification, ventilation ;
– Ajuster les alignements des systèmes d’entrainement ;
– Recourir à un atelier agréé lors du rebobinage (risque de perte de rendement sinon). Nota : il est conseillé d’opter pour l’achat d’un moteur haut rendement uniquement lors du remplacement en fin de vie de celui-ci. Le retour sur investissement ne justifie pas toujours l’achat d’un moteur haut rendement lorsque le moteur existant est encore en bon état.
Guide des bonnes pratiques énergétiques en scierie P a g e | 29
Point sur la réglementation26
La norme CEI 60034-30 définit les exigences de rendement de moteurs de moins de 375 kW. Ils sont séparés en trois classes, IE1 à IE3 (par ordre croissant de performance). Le règlement européen 4/2014 fixe une obligation progressive de performance pour la mise sur le marché des moteurs :
Depuis le 16 juin 2011 les moteurs vendus doivent être de classe IE2 minimum ;
A compter du 1er janvier 2015, les moteurs doivent être de classe IE3 minimum pour des puissances comprises entre 7,5 et 375 kW ou de classe IE2 si couplé à un variateur de fréquence ;
A compter du 1er janvier 2017, les moteurs de puissance comprise entre 0,75 et 375 kW doivent être de classe IE3 ou de classe IE2 couplé à un variateur ;
La classe IE4, « super premium » ayant des rendements encore supérieurs, est en cours de développement.
Les moteurs doivent répondre aux normes d’éco-conception27.
o Variateurs électroniques de vitesse (VEV)
Le recours aux VEV a généré le plus de préconisations d’amélioration lors de l’opération collective menée pour les scieries. En ajustant la vitesse de rotation des moteurs au débit nécessaire, il est possible de réduire considérablement les besoins énergétiques et donc la consommation des équipements dotés de moteurs électriques (écorceuse, scie à ruban, canter, déligneuse, compresseur, aspiration, ligne de tri…). La scierie, consciente des coûts d’exploitation de plus en plus importants, peut profiter du remplacement nécessaire d’un de ses moteurs principaux pour installer un variateur de vitesse adapté. L’implantation d’un variateur permet de faire fonctionner au juste besoin et de réguler précisement les équipements dans le process. Un variateur induit notamment :
Des économies liées à la réduction de la puissance appelée (à la fois lors des phases de démarrage mais aussi en consommation permanente),
Des économies de consommation consécutives à l’adaptation constante de la vitesse aux besoins.
Globalement, l’économie d’énergie apportée par la technique permettrait selon les cas des gains de 20 à 30 % (selon les caractéristiques des variateurs, la puissance installée et les variations de débit nécessaires au process). Outre ces améliorations de consommations électriques, on observe aussi :
Amélioration de la souplesse au démarrage ;
Amélioration de la régularité de coupe ;
Adaptation du sciage en hiver : adéquation de la vitesse du ruban au niveau de gel du bois (commande sur pupitre de pilotage du ruban) ;
Baisse des « à-coups » de pression, par l’apport de stabilité et de précision ;
Baisse des coûts liés à l’exploitation (augmentation de la durée de vie des outils de coupe : doublement entre deux affûtages, diminution des coûts de maintenance, réduction des temps d’arrêts …) ;
Augmentation de la productivité par une meilleure adéquation de la vitesse d’avance ;
26 Source ADEME - http://www.ademe.fr/entreprises-monde-agricole/reduire-impacts/maitriser-lenergie-atelier-production/equipements-electriques/dossier/moteurs-electriques 27 Règlement européen du 7 janvier 2014 (n°4/2014)
Guide des bonnes pratiques énergétiques en scierie P a g e | 30
Favorisation de la communication entre machines et exploitants en renseignant la supervision sur les intensités, courants absorbés, vitesses de rotation et autres paramètres en temps réel. Cette possibilité facilite la régulation et la gestion tout en permettant de déceler d’éventuelles anomalies en fonction des points de consigne ;
Diminution du « stress » mécanique, les bruits et les vibrations avec des démarrages et arrêts progressifs, autant de points importants qui amenuisent les coûts de maintenance tout en prolongeant la durée de vie des machines et ensembles industriels.
Le savez-vous ?
Un ventilateur qui tourne à 50 % de sa vitesse nominale n’utilise qu’un huitième de l’énergie consommée à plein régime (12,5%).
Les VEV sont à réserver aux seules applications qui nécessitent d’ajuster la vitesse. Dans les cas ci-dessous par exemple, leur emploi peut être envisagé :
– Aspiration ; – Compresseurs ; – Ventilateurs des séchoirs (voir chapitre « séchage du bois ») ; – Slabber (à valider sur le moyen terme) ; – Transferts, train de rouleaux, convoyeurs ; – Moteurs de distribution divers ( écorceuse, scie de tête, déligneuse, ligne de tri etc.).
En fonction de la durée d’utilisation, de la puissance installée, des variations de puissance nécessaires des moteurs, la rentabilité des VEV peut être aléatoire car le VEV est aussi un élément consommateur : avant tout achat, analyser avec attention l’intérêt de la VEV. Il est conseillé de faire appel à l’expertise préalable d’un bureau d’étude spécialisé qui pourra réaliser une étude de faisabilité adaptée.
Attention :
Ces équipements sont susceptibles de générer des courants harmoniques. Ces derniers exercent des contraintes sur le réseau : il existe des solutions pour lutter contre ces courants en installant des filtres anti-harmoniques proches des sources « polluantes » (filtres actifs et passifs).
Un compresseur à variateur de vitesses n’aura que peu d’effet si la recherche de fuites d’air n’est pas menée en parallèle28.
Variateurs sur machines de production
28 Fuite : voir chapitres Air Comprimé et Aspiration
Guide des bonnes pratiques énergétiques en scierie P a g e | 31
o Energie Réactive
Présentation : L’énergie électrique est essentiellement distribuée aux utilisateurs sous forme de courant alternatif. L’énergie consommée est composée d’une partie “active”, transformée en chaleur ou mouvement, et d’une partie “réactive” transformée par les circuits magnétiques pour créer leurs propres champs électromagnétiques. L’utilisateur ne bénéficie que de l’apport énergétique de la partie “active” ; la partie “réactive” ne peut pas être éliminée, mais doit être compensée par des dispositifs appropriés. Consommée au-delà d’un certain seuil, elle perturbe le réseau des fournisseurs d’énergie et entraine des pénalités financières. Le savez-vous ?
Pour faire fonctionner les moteurs à courant alternatif, 2 formes d’énergie (active et réactive) sont mises en jeu : D’un côté, l’énergie active (kWh), c’est-à-dire l’énergie transformée en énergie mécanique (travail) ou en chaleur (perte). De l’autre côté, l’énergie réactive (kvarh), c’est-à-dire l’énergie consommée qui sert à alimenter les circuits magnétiques des machines électriques : cette énergie n’est pas prise en compte et c’est donc de l’Energie perdue pour EDF. Cette énergie inutile est facturée par le distributeur d’électricité car elle perturbe les installations. Elle peut générer les différents désagréments suivants : - Augmentation de la puissance souscrite ; - Surcharge au niveau du transformateur ; - Echauffement des câbles d’alimentation ; - Chutes de tension ; - Surdimensionnement des installations …
Actions à mener : Vérifier régulièrement si votre facture du distributeur d’électricité comprend un surcoût dû à la présence d’Energie Réactive : Un coût plus ou moins important apparaitra sur votre facture en période d’hiver si le facteur de puissance29 donne une valeur inférieure à 0,93. Il convient donc de :
Consulter un spécialiste qui préconisera la mise en place d’une batterie de condensateurs adaptée si le facteur de puissance est inférieur à 0,93 afin de l’augmenter ;
Vérifier régulièrement l’apparition de toute dérive.
Outre l’amélioration de la facture énergétique, ce dispositif assure une convergence d’intérêt tout au long de la chaîne de valeur :
Baisse de la puissance souscrite sur le point du réseau considéré ;
Réduction des perturbations sur l’installation (échauffement, casse de matériel, défaut sur process, etc.) ;
Augmentation de la durée de vie des équipements (par protection contre les surintensités en lissant la tension) ;
Diminution de la dimension des câbles, transformateurs et des pertes Joules.
29 Facteur de puissance ou cos φ : plus l’installation consomme de l’énergie réactive, plus le cos φ est faible donc mauvais.
Guide des bonnes pratiques énergétiques en scierie P a g e | 32
Batterie de condensateurs sur ligne canter
Attention :
Sur les réseaux pollués par les harmoniques, l’ajout d’une batterie de condensateurs amplifie le niveau des harmoniques. Il est donc impératif de résoudre le problème double de la compensation énergétique et des perturbations harmoniques auprès des installateurs (à terme, cela peut entraîner des destructions de condensateurs et générer des résonances sur le réseau ou même être à l’origine de dysfonctionnements des équipements).
o Autres gains sur les équipements électriques
Sensibiliser le personnel aux enjeux de la consommation d’énergie électrique en affichant par exemple les indicateurs de performances énergétiques pour le site et/ou par ateliers ;
Eteindre les équipements la nuit et les week-ends ;
Vérifier les réglages du mode « veille » ;
Arrêter ou mettre en veille les équipements électriques lorsqu’ils n’ont plus besoin d’être en fonctionnement ;
Eteindre les écrans pour toute absence supérieure à 1 heure ;
Privilégier l’emploi de systèmes de contrôle automatique réglés pour éteindre un appareil après une période déterminée de « non-activité » : la mise hors tension automatique est plus fiable que la mise hors tension manuelle ;
Préférer les équipements labellisés (EPEAT, Energy Star) ;
Couper l’alimentation des postes dès que le travail est terminé ;
Mettre en place un système de chargement des batteries pendant les heures creuses ;
Détecter les points chauds anormaux (câbles, armoires et équipements) par thermographie infrarouge ;
Installer des compteurs d’énergie pour connaitre, suivre et améliorer la performance énergétique des équipements.
Guide des bonnes pratiques énergétiques en scierie P a g e | 33
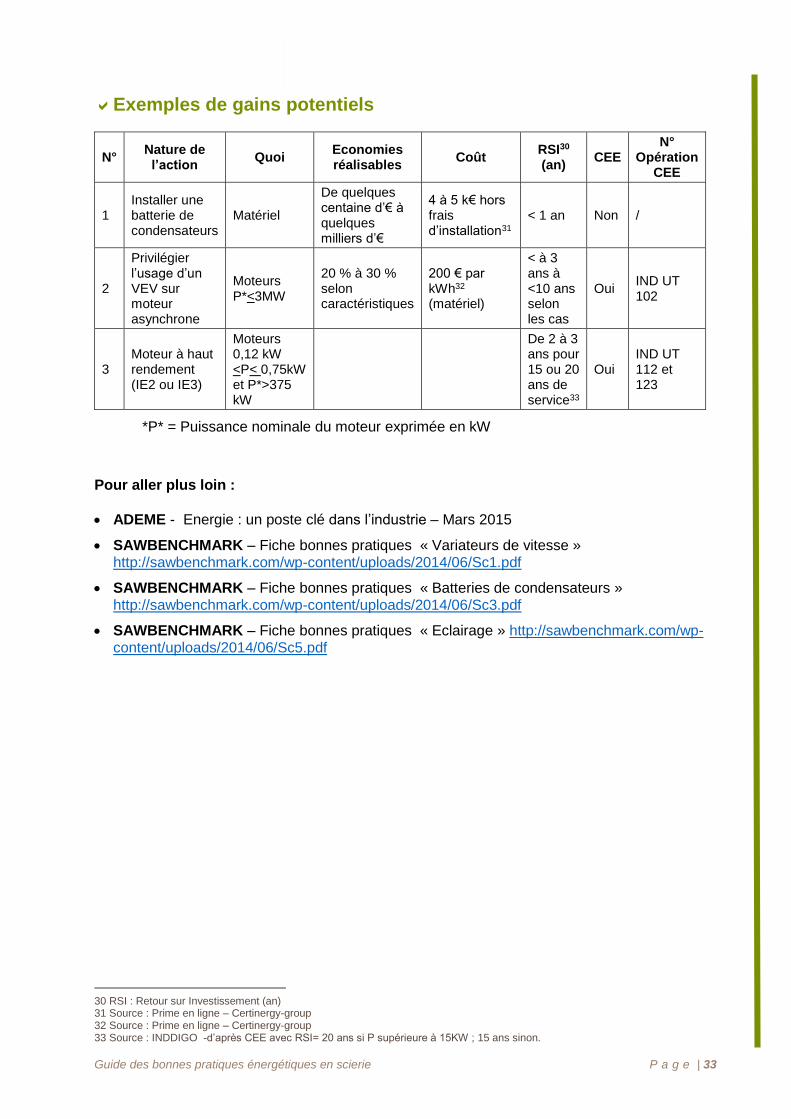
Exemples de gains potentiels
N° Nature de l’action
Quoi Economies réalisables
Coût RSI30 (an)
CEE N°
Opération CEE
1 Installer une batterie de condensateurs
Matériel
De quelques centaine d’€ à quelques milliers d’€
4 à 5 k€ hors frais d’installation31
< 1 an Non /
2
Privilégier l’usage d’un VEV sur moteur asynchrone
Moteurs P*<3MW
20 % à 30 % selon caractéristiques
200 € par kWh32 (matériel)
< à 3 ans à <10 ans selon les cas
Oui IND UT 102
3 Moteur à haut rendement (IE2 ou IE3)
Moteurs 0,12 kW <P< 0,75kW et P*>375 kW
De 2 à 3 ans pour 15 ou 20 ans de service33
Oui IND UT 112 et 123
*P* = Puissance nominale du moteur exprimée en kW
Pour aller plus loin :
ADEME - Energie : un poste clé dans l’industrie – Mars 2015
SAWBENCHMARK – Fiche bonnes pratiques « Variateurs de vitesse » http://sawbenchmark.com/wp-content/uploads/2014/06/Sc1.pdf
SAWBENCHMARK – Fiche bonnes pratiques « Batteries de condensateurs » http://sawbenchmark.com/wp-content/uploads/2014/06/Sc3.pdf
SAWBENCHMARK – Fiche bonnes pratiques « Eclairage » http://sawbenchmark.com/wp-content/uploads/2014/06/Sc5.pdf
30 RSI : Retour sur Investissement (an) 31 Source : Prime en ligne – Certinergy-group 32 Source : Prime en ligne – Certinergy-group 33 Source : INDDIGO -d’après CEE avec RSI= 20 ans si P supérieure à 15KW ; 15 ans sinon.
Guide des bonnes pratiques énergétiques en scierie P a g e | 34
Séchage
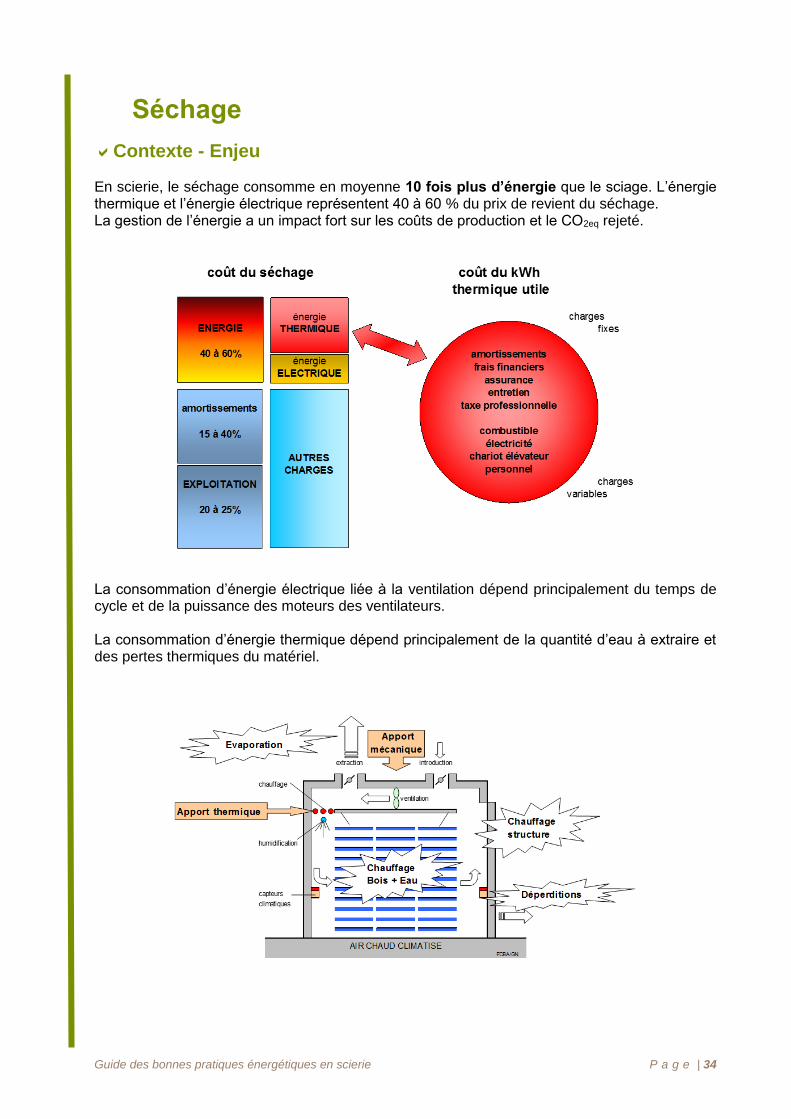
Contexte - Enjeu En scierie, le séchage consomme en moyenne 10 fois plus d’énergie que le sciage. L’énergie thermique et l’énergie électrique représentent 40 à 60 % du prix de revient du séchage. La gestion de l’énergie a un impact fort sur les coûts de production et le CO2eq rejeté.
La consommation d’énergie électrique liée à la ventilation dépend principalement du temps de cycle et de la puissance des moteurs des ventilateurs. La consommation d’énergie thermique dépend principalement de la quantité d’eau à extraire et des pertes thermiques du matériel.
Guide des bonnes pratiques énergétiques en scierie P a g e | 35
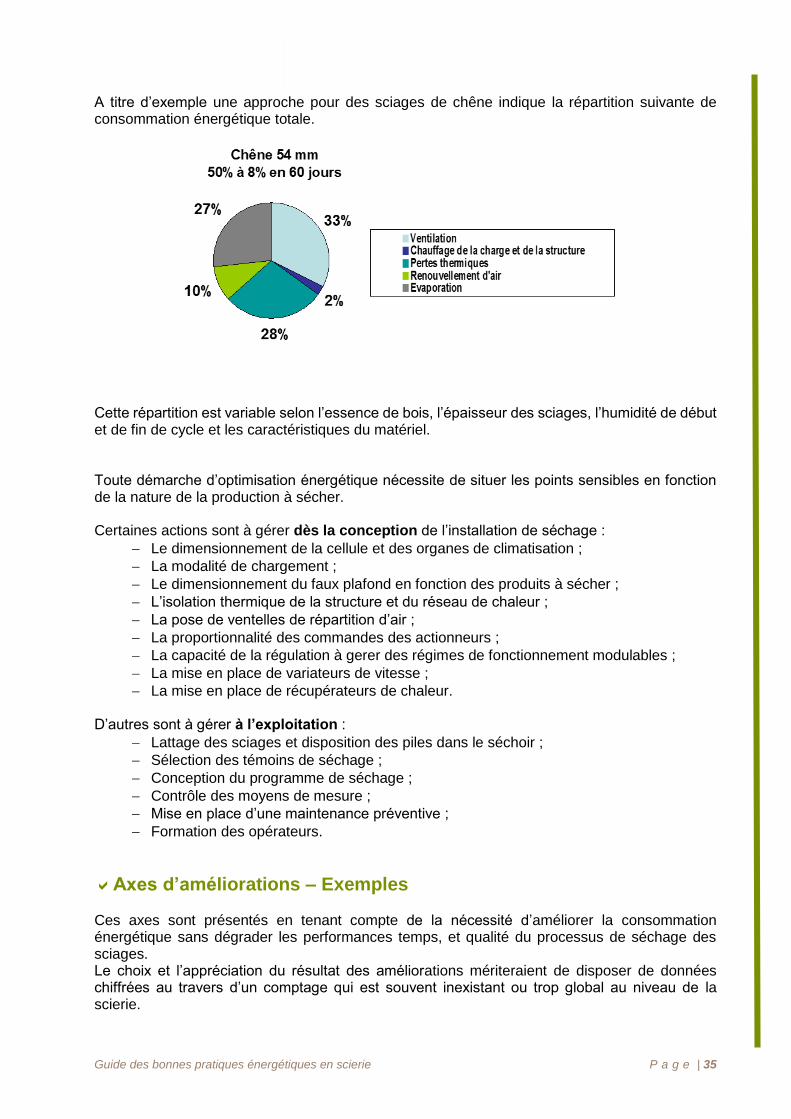
A titre d’exemple une approche pour des sciages de chêne indique la répartition suivante de consommation énergétique totale.
Cette répartition est variable selon l’essence de bois, l’épaisseur des sciages, l’humidité de début et de fin de cycle et les caractéristiques du matériel. Toute démarche d’optimisation énergétique nécessite de situer les points sensibles en fonction de la nature de la production à sécher. Certaines actions sont à gérer dès la conception de l’installation de séchage :
Le dimensionnement de la cellule et des organes de climatisation ;
La modalité de chargement ;
Le dimensionnement du faux plafond en fonction des produits à sécher ;
L’isolation thermique de la structure et du réseau de chaleur ;
La pose de ventelles de répartition d’air ;
La proportionnalité des commandes des actionneurs ;
La capacité de la régulation à gerer des régimes de fonctionnement modulables ;
La mise en place de variateurs de vitesse ;
La mise en place de récupérateurs de chaleur. D’autres sont à gérer à l’exploitation :
Lattage des sciages et disposition des piles dans le séchoir ;
Sélection des témoins de séchage ;
Conception du programme de séchage ;
Contrôle des moyens de mesure ;
Mise en place d’une maintenance préventive ;
Formation des opérateurs.
Axes d’améliorations – Exemples Ces axes sont présentés en tenant compte de la nécessité d’améliorer la consommation énergétique sans dégrader les performances temps, et qualité du processus de séchage des sciages. Le choix et l’appréciation du résultat des améliorations mériteraient de disposer de données chiffrées au travers d’un comptage qui est souvent inexistant ou trop global au niveau de la scierie.
Guide des bonnes pratiques énergétiques en scierie P a g e | 36
o Actions à la conception et la rénovation
Dimensionner le matériel aux besoins. Le surdimensionnement de la capacité utile des cellules de séchage empêche un remplissage complet. De ce fait les consommations énergétiques rapportées au volume séché sont accrues. Le surdimensionnement du générateur thermique génère un régime de fonctionnement ralenti qui favorise la combustion incomplète donc les émissions gazeuses et solides, voir raccourci la durée de vie du matériel par un encrassement et une corrosion prématurés. Le sous dimensionnement de la ventilation allonge la durée des cycles et la possibilité de modulation avec un variateur de vitesse selon la période du cycle.
Adapter le mode de chargement. Selon la durée des cycles et la capacité utile du séchoir, le choix d’un chargement par chariot frontal, wagonnets ou séchoir mobile va modifier les temps d’arrêts et les pertes thermiques liées au refroidissement de la structure.
Préférez les boucles de régulations automatiques qui gèrent les consignes climatiques de façon proportionnelle, proposent de moduler les seuils de déclanchement des organes et autorisent le pilotage sur le temps combiné avec l’humidité du bois afin d’éviter les à-coups et les effets de pompage entre les organes.
Utiliser des dispositifs de guidage d’air, comme les volets sous faux-plafond ou de répartition des flux comme les ventelles, pour améliorer l’homogénéité et l’intensité de l’échange entre l’air et le bois.
Prévoir des variateurs pour adapter la vitesse d’air au besoin d’extraction d’eau variable durant le cycle. Par ailleurs ces dispositifs servent de démarreurs et permettent de réduire les risques d’émergence sonore sur des sites sensibles.
Récupérer de la chaleur sensible et latente en accolant les cellules, et en posant des récupérateurs de chaleur aux cheminées. Attention toutefois à la qualité de ces dispositifs soumis à un risque de corrosion élevé et nécessitant une motorisation complémentaire pour compenser les pertes de charges qu’ils génèrent.
o Actions en fonctionnement
Réduire la consommation thermique
Limiter la quantité d’eau à évaporer par un ressuyage préalable ou un préséchage en conditions naturelles ou artificielles douces et éviter un surséchage des sciages en séchoir.
Eviter les humidifications intempestives liées à un réglage trop étroit de la bande passante de la régulation aux changements d’humidité relative de l’air ou à un défaut de mesure du capteur climatique.
Eviter les pertes de chaleur par les déperditions incontrôlées ; joints de porte défectueux, parois défoncées, accumulation d’eau dans les parois ou les plafonds par défaut d’étanchéité ou condensation, clapet de cheminé bloqué ouvert ou manquant, réseau de chaleur mal isolé.
Enchaîner les cycles en minimisant les temps d’arrêt pour conserver une partie de la chaleur de la structure.
Récupérer une partie de la chaleur sensible et latente extraite avec la mise en place de récupérateurs aux cheminées ou l’emploi de pompe à chaleur.
Guide des bonnes pratiques énergétiques en scierie P a g e | 37
Maintenir un régime chaudière régulier en lançant les départs de cycles de façon échelonnée, au risque de faire de l’aérodissipation à perte pour réduire la puissance après les pointes d’appel.
Concevoir le programme de séchage pour assurer des transitions de température progressives et combinées aux demandes de baisses d’humidité relative de l’air.
Réduire la consommation électrique
Adapter la vitesse d’air au besoin d’extraction d’eau décroissant en cours de cycle, si des variateurs ou des moteurs bi-vitesses sont présents et si la motorisation est suffisantes pour faire cette variation. Eviter la coupure partielle d’une partie des ventilateurs du bandeau principal qui perturbe la répartition d’air dans le chargement.
Utiliser des moyens de guidage de l’air du type déflecteurs et ventelles pour éviter les flux d’air inefficaces et assurer une répartition plus homogène du séchage qui aura un impact sur la durée du cycle. Le lattage des sciages ainsi que la bonne disposition de piles dans le séchoir sont complémentaires à la bonne aéraulique.
Introduire des arrêts de fonctionnement séquencés pour les sciages durables très lents à sécher.
Concevoir le programme de séchage pour réduire le temps de cycle au travers de températures de fonctionnement optimisées et moduler la ventilation en fréquence, en temps et en sens de soufflage selon l’avancement du cycle. Définir les consignes climatiques en fonction de la sélection des témoins de séchage.
Réduire la consommation d’eau
Contrôler régulièrement les capteurs d’humidité relative de l’air (ou son équivalent, EMC, Ugl) pour éviter les surconsommations d’eau liées à un défaut de mesure.
Régler la régulation pour que la consigne d’humidité relative de l’air soit atteinte avec l’aide de l’eau vaporisée du bois et non uniquement par ajout d’eau du réseau.
Utiliser un surpresseur pour faciliter la nébulisation de d’eau injectée sous pression (10 bars) est, aux dires des rares utilisateurs, plus économe en eau.
Contrôler régulièrement l’état des buses de pulvérisation.
Utiliser de l’eau pluviale récupérée dans une citerne pour alimenter l’humidification.
Modifier l’alimentation en eau perdue de certaines pompes à vide à anneau d’eau en créant un circuit fermé avec une bâche tampon.
Eviter d’utiliser l’eau condensée extraite du bois pour alimenter le circuit d’humidification ou la chaudière car elle est trop agressive pour le matériel du fait de son acidité.
Actions générales
Toute action d’optimisation énergétique repose sur un matériel capable et des opérateurs compétents. A ce titre, la mise en place d’une maintenance préventive et d’une formation des opérateurs est un préalable incontournable.
Guide des bonnes pratiques énergétiques en scierie P a g e | 38
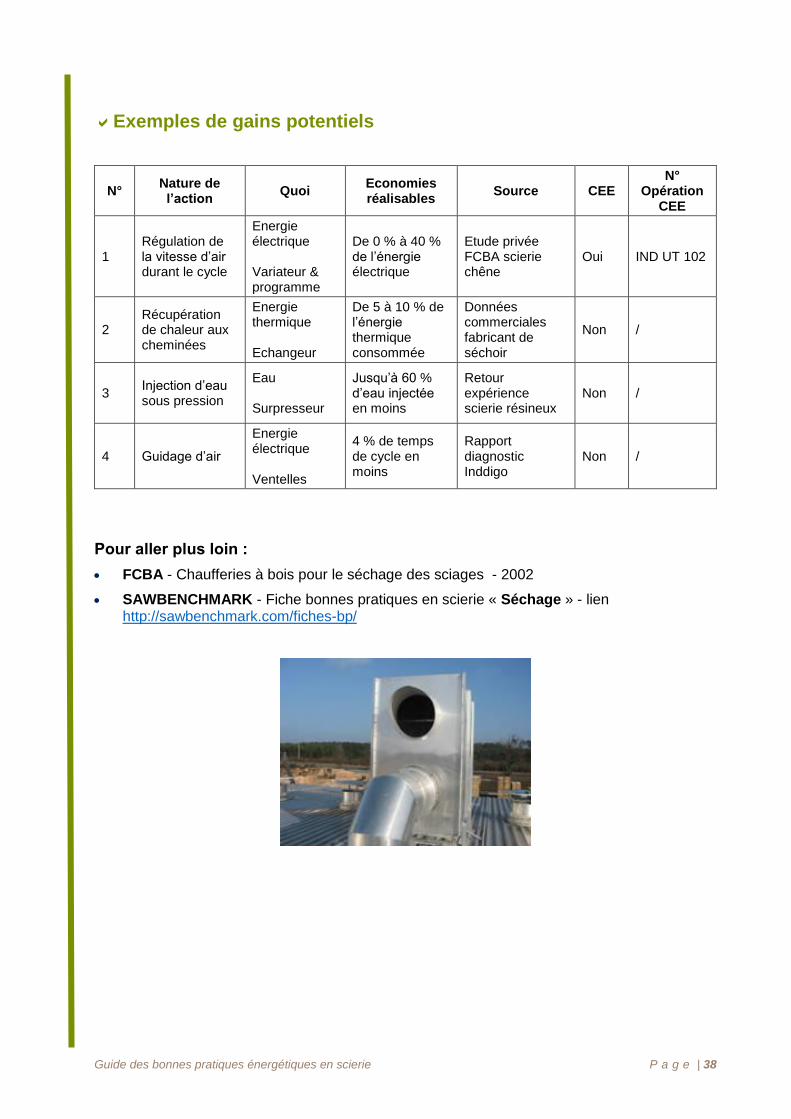
Exemples de gains potentiels
N° Nature de l’action
Quoi Economies réalisables
Source CEE N°
Opération CEE
1 Régulation de la vitesse d’air durant le cycle
Energie électrique Variateur & programme
De 0 % à 40 % de l’énergie électrique
Etude privée FCBA scierie chêne
Oui IND UT 102
2 Récupération de chaleur aux cheminées
Energie thermique Echangeur
De 5 à 10 % de l’énergie thermique consommée
Données commerciales fabricant de séchoir
Non /
3 Injection d’eau sous pression
Eau Surpresseur
Jusqu’à 60 % d’eau injectée en moins
Retour expérience scierie résineux
Non /
4 Guidage d’air
Energie électrique Ventelles
4 % de temps de cycle en moins
Rapport diagnostic Inddigo
Non /
Pour aller plus loin :
FCBA - Chaufferies à bois pour le séchage des sciages - 2002
SAWBENCHMARK - Fiche bonnes pratiques en scierie « Séchage » - lien http://sawbenchmark.com/fiches-bp/
Guide des bonnes pratiques énergétiques en scierie P a g e | 39
Autres bonnes pratiques énergétiques en scierie
Légende
Facilité Retour sur Investissement (RSI) Coût
* Facile + Court terme € Coût faible
** Moyennement Facile +/- Moyen terme €€ Coût
modéré
*** Difficile - Long terme €€€ Coût élevé
Bonnes pratiques générales
Facilité RSI34 Coût
Installez des variateurs de fréquence sur les machines consommatrices ** ++ €€
Rénover les équipements anciens (pièces d'usure) * + €€
Donner des leçons d'éco-conduite aux chauffeurs et aux caristes * ++ €
Suivre la consommation individuelle de carburant * ++ €
Suivre la consommation électrique (dérives, pics de consommation…) * ++ €
Mettre en place un système «Stop and go» sur les chariots élévateurs (renouvellement)
* + €
Sensibiliser à l'efficacité énergétique (éteindre les lumières, fermer les portes, etc.)
** + €
Optimiser les distances de déplacement pour les engins de manutention ** ++ €€
Récupérer la chaleur des gaz de combustion de la chaudière *** +++ €€€
Pré-sécher les bois destinés aux chaudières *** ++ €€€
34 RSI : Retour sur investissement (an)
Guide des bonnes pratiques énergétiques en scierie P a g e | 40
Bonnes pratiques au parc à grumes
Facilité RSI Coût
Sensibiliser les chauffeurs à l’éco-conduite * ++ €
Réduire les distances parcourues par les chariots élévateurs et les conducteurs
** ++ €€
Réduire le nombre de fois que le chariot réalise des levées et des déplacements de grumes et de charges
** ++ €€
Privilégier l’emploi du ralenti pour les chariots élévateurs et les tracteurs lors de déplacements non opérationnels
* + €
Utiliser les systèmes GPS pour la planification de la logistique sur le parc à grumes et le stock
* ++ €€
Synchroniser les entrées des camions ** +++ €
Basculer du pneumatique à l’hydraulique pour les mécanisations ** +++ €€ à €€€
Installer des variateurs de fréquence (mécanisation) * ++ € à €€
Installer des variateurs de fréquence (moteurs de puissance) ** ++ €€
Réduire la marche des convoyeurs ** +++ €€
Guide des bonnes pratiques énergétiques en scierie P a g e | 41
Bonnes pratiques process
Facilité RSI Coût
Utiliser les variateurs de fréquence quand c'est possible (vitesse de rotation des outils de coupe, vitesse des transferts et convoyage, vitesse de sciage) ;
** ++ €€ à €€€
Réduire l'épaisseur des lames de scie à performance égale ; *** ++ €€
Adapter les vitesses des convoyeurs à la charge ; ** +++ €€
Remplacer si possible les aspirations à air par des convoyeurs à raclettes ou à bandes pour les connexes (copeaux et sciures) ;
** +++ €€€
Réduire les temps de cycle des outils ; * ++ € à €€
Utiliser des batteries de condensateur pour éliminer l'énergie réactive ; * ++ €€
Choisir des moteurs de taille et de puissance adaptées et à haut rendement ;
** ++ €€€
Mettre en place un système d'arrêt automatique sur les convoyeurs lorsqu'ils sont vides (et non les ralentir) ;
* ++ €€
Purger les défauts des bois avant séchage ; ** ++ €€
Fermer manuellement ou automatiquement les clapets d’aspiration lorsque des appareils ne fonctionnent pas ;
* +++ € à €€
Récupérer la chaleur issue du compresseur qui est réinjectée par un tuyau dans une raboterie, un atelier d'affûtage... ;
** ++ €€
Mettre en place un assécheur d’air pour supprimer toute trace d’humidité préjudiciable à un bon fonctionnement du compresseur ;
* + €€
Réduire les périodes de fonctionnement à vide (taux d’utilisation machine).
** ++ €€
Guide des bonnes pratiques énergétiques en scierie P a g e | 42
Bonnes pratiques de séchage
Le séchage, activité de plus en plus présente en scierie, est un poste parmi les plus énergivores : la consommation d’énergies est en général de deux types :
Consommation Electrique : pour assurer le brassage d’air dans des sciages afin d’apporter la chaleur nécessaire à la vaporisation de l’eau du bois et véhiculer l’humidité extraite vers l’extérieur ou vers un système de condensation intégré. Cette consommation est principalement fonction du temps donc de la durée du cycle. Elle est plus importante pour les sciages qui sèchent lentement du type feuillus durs épais que pour les sciages à séchage rapide du type sciages résineux minces. Il est donc important de gérer cette ventilation pour la mettre en rapport avec les besoins réels d’extraction d’eau, tout en veillant à ce qu’elle reste suffisante pour garantir un balayage régulier du chargement de bois sans flux privilégié contournant les piles de bois si elle est trop faible. Ainsi il faut s’assurer dans un premier temps par des mesures de vitesses d’air qu’il y a matière à la faire varier. L’économie potentielle de consommation électrique liée à la ventilation, tous types de séchoir confondus, dépend donc de la puissance installée et de la variation possible liée au type de sciage et à la phase du cycle de séchage voire aux possibilités de variation disponibles. Elle peut se situer entre 0 % et 50 % dans le meilleur des cas.
Consommation Thermique : pour produire la chaleur nécessaire à la vaporisation de l’eau contenue dans le bois et régler la vitesse de séchage dans la limite de ce que l’essence peut supporter sans défauts qualitatifs. Cette énergie est de l’ordre de 1kWh/ litre d’eau extrait pour les sciages au-dessus du point de saturation des fibres (30 %). En dessous du point de saturation des fibres la quantité d’énergie thermique par litre d’eau extrait augmente du fait de la nécessité de casser des liaisons chimiques retenant l’eau aux fibres du bois. L’énergie consommée au litre d’eau en fin de cycle peut être du double de celle en début de cycle. A cela s’ajoute d’une part l’apport d’énergie initial pour porter le bois, l’eau contenue dans le bois, la dalle et les parois à température en début de cycle et d’autre part, la compensation des déperditions thermiques pour l’entretien de la température dans l’enceinte de séchage durant le cycle. En moyenne si le ratio énergie /litres d’eau excède 2 kWh/litre il y a lieu d’en vérifier la raison.
La récupération d’énergie au travers d’échangeurs aux cheminées pour récupérer la chaleur latente d’évaporation n’est envisageable que s’il y a beaucoup d’extraction délivrée dans un temps court. Cela concerne surtout les résineux et c’est d’autant plus intéressant que l’on consomme une énergie chère et carbonée.
L’optimisation des conditions de réalisation des cycles, programme de séchage, dépend de la flexibilité de la régulation installée, des automatismes associés et de l’expérience de l’opérateur. Il est possible de gagner du temps sachant que par défaut des programmes de séchage non optimisés sont choisis pour garantir le résultat faute de connaissances.
Gérer la ventilation
– La réduction de 20 % de la vitesse de rotation des ventilateurs peut diminuer la consommation d’énergie des ventilateurs de moitié sans nuire à la qualité.
Recycler l’énergie perdue
– Installer des échangeurs de chaleur sur les cheminées (+10 % de gain) ;
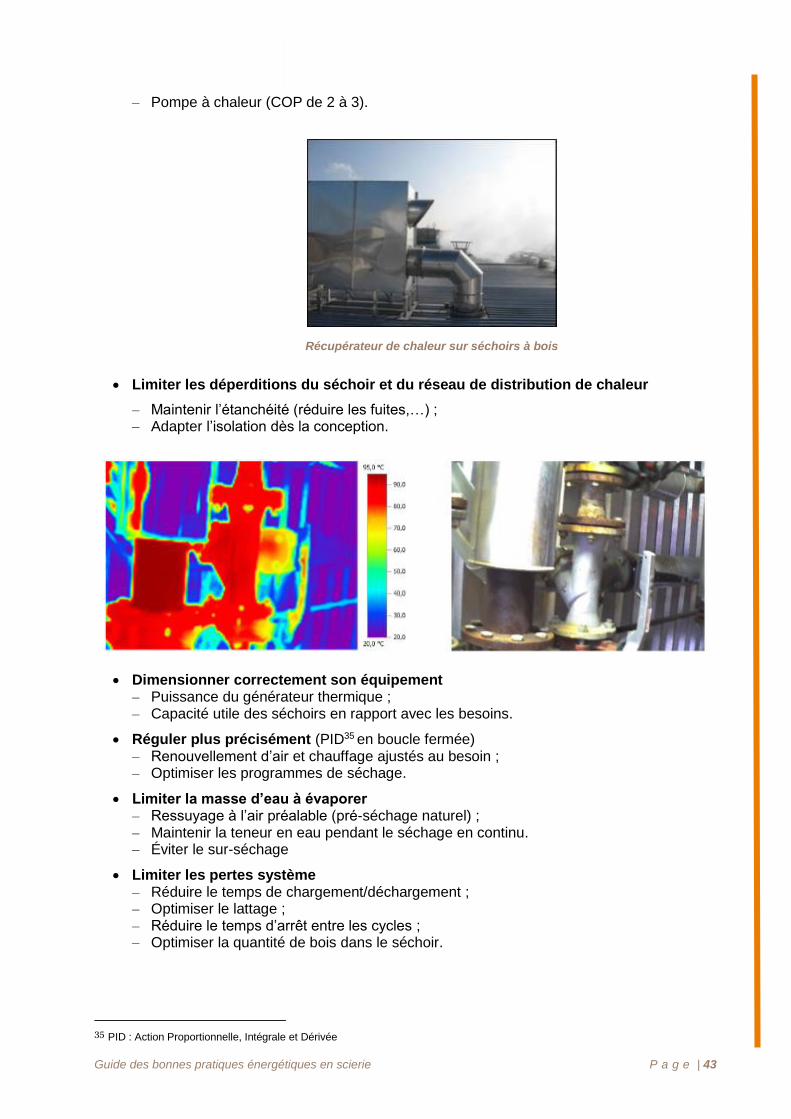
Guide des bonnes pratiques énergétiques en scierie P a g e | 43
– Pompe à chaleur (COP de 2 à 3).
Récupérateur de chaleur sur séchoirs à bois
Limiter les déperditions du séchoir et du réseau de distribution de chaleur
– Maintenir l’étanchéité (réduire les fuites,…) ; – Adapter l’isolation dès la conception.
Dimensionner correctement son équipement – Puissance du générateur thermique ; – Capacité utile des séchoirs en rapport avec les besoins.
Réguler plus précisément (PID35 en boucle fermée) – Renouvellement d’air et chauffage ajustés au besoin ; – Optimiser les programmes de séchage.
Limiter la masse d’eau à évaporer – Ressuyage à l’air préalable (pré-séchage naturel) ; – Maintenir la teneur en eau pendant le séchage en continu. – Éviter le sur-séchage
Limiter les pertes système – Réduire le temps de chargement/déchargement ; – Optimiser le lattage ; – Réduire le temps d’arrêt entre les cycles ; – Optimiser la quantité de bois dans le séchoir.
35 PID : Action Proportionnelle, Intégrale et Dérivée
Guide des bonnes pratiques énergétiques en scierie P a g e | 44
Bonnes pratiques - séchage36
Facilité RSI Coût
Gérer la ventilation (adaptation matériel) ** +++ €€€
Gérer la ventilation (procédure empilage, chargement...) * + €
Recycler l’énergie perdue *** +++ €€€
Limiter les déperditions du séchoir et du réseau de distribution de chaleur * + €€
Dimensionner correctement son équipement :
– Puissance du générateur thermique * + €
– Capacité utile des séchoirs en rapport avec les besoins * + €
Réguler plus précisément (PID en boucle fermée) * ++ €€€
Optimiser les programmes de séchage * + €
Limiter la masse d’eau à évaporer :
– Ressuyage préalable * + €
– Éviter le sur-séchage * + €
Limiter les pertes système :
– Réduire le temps de chargement/déchargement ** +++ €€€
– Optimiser le lattage * + €
– Optimiser la quantité de bois dans le séchoir * + €
36 Voir informations complémentaires au chapitre 3.5 « séchage ».
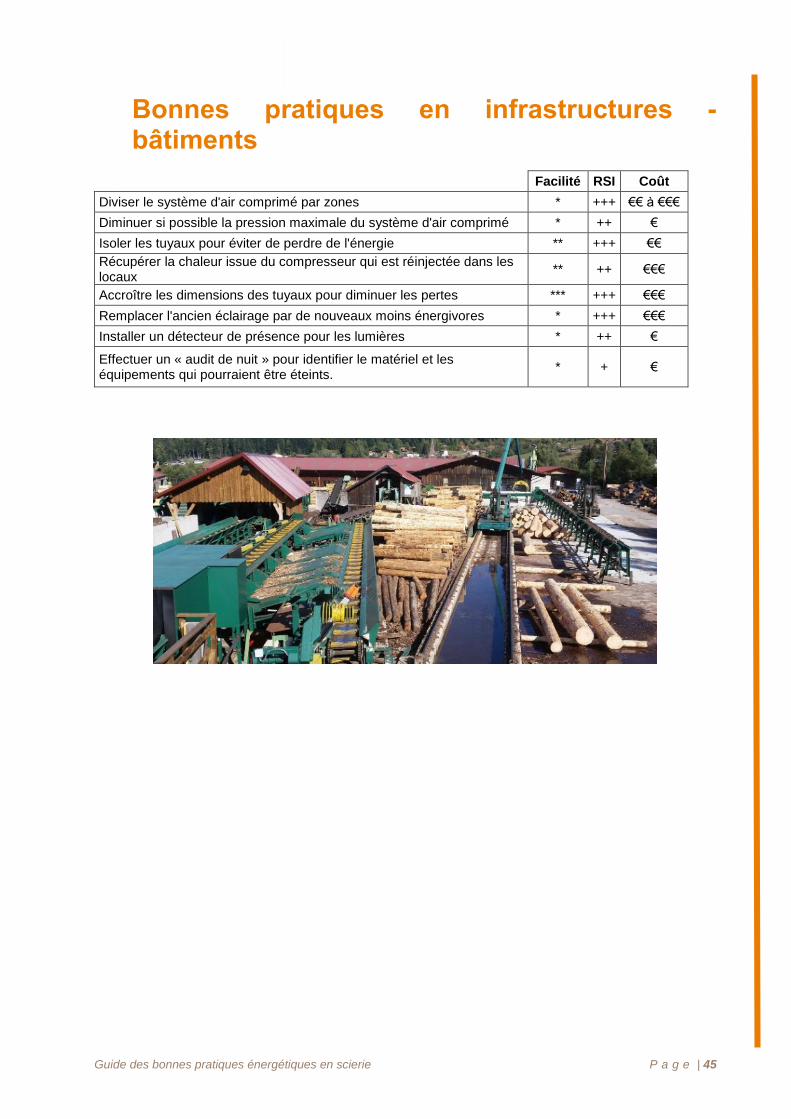
Guide des bonnes pratiques énergétiques en scierie P a g e | 45
Bonnes pratiques en infrastructures - bâtiments
Facilité RSI Coût
Diviser le système d'air comprimé par zones * +++ €€ à €€€
Diminuer si possible la pression maximale du système d'air comprimé * ++ €
Isoler les tuyaux pour éviter de perdre de l'énergie ** +++ €€
Récupérer la chaleur issue du compresseur qui est réinjectée dans les locaux
** ++ €€€
Accroître les dimensions des tuyaux pour diminuer les pertes *** +++ €€€
Remplacer l'ancien éclairage par de nouveaux moins énergivores * +++ €€€
Installer un détecteur de présence pour les lumières * ++ €
Effectuer un « audit de nuit » pour identifier le matériel et les équipements qui pourraient être éteints.
* + €

Guide des bonnes pratiques énergétiques en scierie P a g e | 46
Guide des bonnes pratiques énergétiques en scierie P a g e | 47
Exemples d’aides pour les entreprises
Les entreprises peuvent bénéficier de diverses incitations financières leur
permettant de prendre la bonne décision finale : conscients que certains
investissements peuvent être conséquents, les pouvoirs publics ont mis en place
un panel d’aides financières intéressantes. Ce guide n’a pas été conçu pour
donner une liste exhaustive des diverses aides existantes. Il nous est apparu utile
cependant d’en lister quelques-unes et de donner les pistes (via des liens en
particulier) permettant d’obtenir toutes informations utiles sur l’existence de ces
dispositifs évolutifs.
Guide des bonnes pratiques énergétiques en scierie P a g e | 48
Certificats d’Economies d’Energie
Créés en 2005, dans le Cadre de la Loi de Programmation et d’Orientation de la Politique
Energétique (Loi POPE), les Certificats d’Economies d’Energie (CEE) imposent aux fournisseurs
d’énergie (grands fournisseurs d'électricité, de gaz, de chaleur et de froid, de fioul domestique et
distributeurs de carburant automobiles) de réaliser des économies d’énergie sous peine de
sanctions financières. Pour atteindre cet objectif, ils doivent inciter les consommateurs à investir
dans des équipements plus performants, en leur proposant un accompagnement financier et/ou
technique.
Deux voies d'accès permettent d'obtenir des CEE :
L'utilisation d'opérations dites « standardisées » pour lesquelles les économies d'énergie sont forfaitisées.
Pour bénéficier de ces aides, les entreprises doivent mener une démarche en 3 étapes :
1. Trouver une opération standardisée d’économie d’énergie en adéquation avec ses besoins (liste mise à jour sur le site du Ministère de l’environnement – http://www.ecologique-solidaire.gouv.fr/operations-standardisees#e7
Exemple : remplacement d’un moteur par un moteur haut rendement…
2. Trouver un fournisseur d’Energie susceptible de proposer un accompagnement personnalisé (diagnostic, conseils, …)
3. Signer un accord avec le fournisseur d’énergie avant la signature d’un devis ou de la commande.
A la fin des travaux, il faudra communiquer au fournisseur les documents demandés (factures, attestation de fin de travaux, ...) qui lui permettront de valoriser ces travaux en certificats d'économies d'énergie auprès du Pôle National des CEE.
L'utilisation d'opérations dites « spécifiques » étudiées au cas par cas.
Un guide technique dédié est disponible gratuitement en téléchargement sur le site du ministère
de la Transition Ecologique et Solidaire et de l'ADEME (www.ademe.fr/guide-technique-
certificats-deconomies-denergies-operations-specifiques-installations-fixes)
Le dispositif des CEE est un moyen d’incitation, mais aussi d’évaluation des économies d’énergie
réalisées au niveau national : un contrôle des économies d’Energie peut donc être réalisé.
Guide des bonnes pratiques énergétiques en scierie P a g e | 49
Aides ADEME
L'ADEME peut accompagner les entreprises dans leurs projets de maîtrise de l'énergie. Parmi les aides, l’ADEME soutient notamment :
1. l'aide aux diagnostics et /ou études d'accompagnement de projet
Les diagnostics énergétiques peuvent être généralistes ou spécialisés (diagnostics sur l'air comprimé ou la ventilation industrielle, par exemple). Un ensemble de guides pour la rédaction de cahier des charges de diagnostic est disponible sur www.diagademe.fr Pour les grandes entreprises, suite à l'obligation d'audit énergétique, les diagnostics ou audits énergétiques ne peuvent plus être aidés par l'Ademe, mais les diagnostics énergétiques spécialisés, ainsi que les études de faisabilité peuvent faire l'objet d'une aide Ademe. Des restrictions existent cependant pour les établissements de plus de 250 salariés. Les niveaux d'aides vont jusqu'à 50 % avec un bonus supplémentaire de 10 et 20 points pour les PME, avec un plafond de l'assiette à 100 k€.
2. l'aide à l'investissement via le Fonds Chaleur
Les projets de récupération de chaleur perdue (chaleur perdue d'un séchoir par exemple) peuvent être financés par l'ADEME. Le périmètre :
doit concerner une récupération de chaleur perdue d'un procédé pour une utilisation sur un autre procédé ;
peut intégrer un système de stockage de chaleur et/ou une PAC ;
intègre la distribution et la valorisation de chaleur (tuyauteries, canalisation, échangeurs....) pour une valorisation interne (chauffage des locaux par exemple) ou en externe (entreprise voisine...).
Pour les études préalables à l'investissement, les niveaux d'aides vont jusqu'à 50 % avec un bonus supplémentaire de 10 à 20 points pour les PME. Pour l'investissement, les niveaux d'aides vont jusqu'à 30 % avec un bonus supplémentaire de 10 à 20 points pour les PME. Le site www.ademe.fr/fondschaleur/ fournit plus d'informations sur les modalités d'aides. ATTENTION :
Les aides de l’ADEME n’ont pas de caractère systématique. Elles sont octroyées majoritairement via ses Directions Régionales de l’ADEME (www.ademe.fr/regions). Un contact préalable auprès de la Direction Régionale concernée par le projet est nécessaire avant toute démarche, afin de guider le porteur du projet, préciser les critères d’éligibilité des projets et apporter un éclairage technique.
Guide des bonnes pratiques énergétiques en scierie P a g e | 50
Autres aides
Les CCI de France : L’entreprise qui souhaite entamer une réflexion sur sa consommation énergétique peut d’abord procéder à un diagnostic de sa situation. Les CCI de France peuvent répondre à cette problématique, via une visite énergie.
BPIFRANCE peut soutenir l’entreprise dans le financement complémentaire d’investissements. Le prêt à moyen et long terme finance notamment des investissements en immobilier et équipements. Il peut être adapté lorsqu’il est utilisé dans le cadre d’une démarche de maîtrise de l’énergie.
Bpifrance a également mis en place le Prêt Eco-Energie (PEE). Ce prêt s'adresse aux TPE et PME en affaire personnelle ou constituées sous forme de société, créées depuis plus de 3 ans et financièrement saines qui engagent des investissements dans le but d’améliorer leur efficacité énergétique.
Les régions ont en charge les modalités de l’action commune des collectivités territoriales et de leurs établissements publics pour l’exercice des compétences relatives à l’aménagement et au développement durable du territoire ; à la protection de la biodiversité ; au climat, à la qualité de l’air et à l’énergie ; au développement économique ; au soutien de l’innovation. Selon votre territoire et votre projet, certaines subventions peuvent vous être proposées.
Pour aller plus loin :
ADEME – Accès aux cahiers des charges des diagnostics énergétiques Consulter : www.diagademe.fr/
ADEME – « L’ADEME finance vos projets de maîtrise de l’énergie » Principales modalités : www.ademe.fr/ademe-finance-projets-principaux-dispositifs-daide-proteger-lenvironnement-maitriser-lenergie-l
ADEME – Le fonds chaleur - www.fonds-chaleur.ademe.fr/
ADEME – Liste des implantations de l’ADEME - www.ademe.fr/regions
ADEME – Rubrique dédiée à la performance énergétique dans l’industrie : www.ademe.fr/energie-dans-votre-atelier
CCI France – Mieux maitriser son énergie - www.cci.fr/web/developpement-durable/energie/-/article/Mieux+ma%C3%AEtriser+son+%C3%A9nergie/mieux-maitriser-son-energie
BPIFRANCE - Accès aux contacts locaux de BPIFRANCE (centré sur les PME) : www.bpifrance.fr/.
Guide des bonnes pratiques énergétiques en scierie P a g e | 51
Crédits photographiques et remerciements Nous remercions les scieries ayant donné leur accord pour les photos publiées dans ce guide : En couverture : Scierie Mathieu – B. Mathieu
Scierie Schilliger et Scierie Bois du Dauphiné – FCBA
Pages 3, 7, 9, 15, 40 : Shutterstock
Pages 18, 20, 28, 30 et 41 : Scierie Schilliger – FCBA
Pages 26 et 47 : Scieries Brossard et SCS – FCBA
Page 32 : Scierie Lemaire – FCBA
Pages 38 et 43 : Scierie Beynel –Beynel et FCBA
Page 39 : Scierie BDD – FCBA
Page 44 : Scierie SCS – FCBA
Page 45 : Scierie Mathieu – B. Mathieu

Document réalisé avec le soutien de l’ADEME
« L’ADEME en bref
L’Agence de l’Environnement et de la Maîtrise de l’énergie (ADEME) participe à la
mise en œuvre des politiques publiques dans les domaines de l’environnement,
de l’énergie et du développement durable. Elle met ses capacités d’expertise et de
conseil à disposition des entreprises, des collectivités locales, des pouvoirs publics
et du grand public, afin de leur permettre de progresser dans leur démarche
environnementale. L’Agence aide en outre au financement de projets, de la
recherche à la mise en œuvre et ce, dans les domaines suivants : la gestion des
déchets, la préservation des sols, l’efficacité énergétique et les énergies
renouvelables, les économies de matières premières, la qualité de l’air, la lutte
contre le bruit, la transition vers l’économie circulaire et la lutte contre le gaspillage
alimentaire.
L’ADEME est un établissement public sous la tutelle conjointe du ministère de la
Transition Ecologique et Solidaire et du ministère de l’Enseignement Supérieur, de
la Recherche et de l’Innovation. »
Ju
ille
t 2
017
- R
éf.
Ad
em
e :
01
02
76





























