Embed Size (px)
Citation preview
PORTAL: www.textilia.netO maior conteúdo da cadeia têxtilEl mayor contenido de la cadena textil
120120120120ENTREVISTALourival Flor, diretor da Golden Technology, fala de inovação em tecidos funcionaisLourival Flor, director de Golden Technology, comenta la innovación en tejidos funcionales
ACABAMENTO Estudo mostra que poliuretano modificado pode melhorar as propriedades do algodãoEstudio muestra que el poliuretano modificado puede mejorar las propriedades del algodón
INFORME TÉCNICOAgulhas de alto desempenho para todos os tipos de teares de malhariaAgujas de alto desempeño para todo tipo de telares de tejidos de punto
BENEFICIAMENTO
Tendências tecnológicas para o Tendências tecnológicas para o pré-tratamento têxtil sustentávelpré-tratamento têxtil sustentável Tendencias tecnológicas para el pretratamiento textil sostenible
HÁ 29 ANOS ANTECIPANDO O FUTURO DA CADEIA TÊXTIL | DESDE HACE 29 AÑOS ANTICIPANDO EL FUTURO DE LA CADENA TEXTILHÁ 29 ANOS ANTECIPANDO O FUTURO DA CADEIA TÊXTIL | DESDE HACE 29 AÑOS ANTICIPANDO EL FUTURO DE LA CADENA TEXTIL
MAIO/JUN/JUL 2021R$ 35 | US$ 17 | € 15
MAIO/JUN/JUL 2021R$ 35 | US$ 17 | € 15
01_Capa.indd 101_Capa.indd 1 13/05/2021 21:2913/05/2021 21:29

Evento paralelo:
maquintex.com.brSEJA UM EXPOSITOR:
Edna Paula: [email protected] - 11 99446.3523
Promoção:Apoio:
Adquira o seu espaço e destaquesua empresa no evento que vai movimentar a indústria têxtil e de confecção do Norte e Nordeste!
NÚMEROS DA ÚLTIMA EDIÇÃO:
8,5 mil visitantes 110 estandes +350 marcasrepresentadas 50 horas de
conteúdo
14 a 16de setembro
2021 - Fortaleza/CE13h às 21h: Centro de
Eventos do Ceará Pavilhão Oeste
05-05-21_anuncio-textilia-21x28.indd 1 05/05/2021 12:11Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 21:3113/05/2021 21:31
EDITORIAL
3TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
O passado alicerça a construção do futuroA Textília® terá uma edição especial em agosto para comemorar 30 anos de
circulação ininterrupta no Brasil, na América Latina e em feiras internacionais.
A revista nasceu com o propósito de unir e divulgar a importância da cadeia têxtil
como um setor essencial da economia, cujos produtos – sejam tecidos para
vestuário de moda, hospitalar, segurança e proteção ou artigos de cama, mesa
e banho – são indispensáveis para a humanidade, assim como os alimentos.
Somos uma empresa de pequeno porte, mas temos grande reconhecimento
nos mercados nacional e internacional graças à nossa linha editorial, que tem
o compromisso, desde o lançamento da primeira edição, em 1991, de trazer
conteúdo abrangente sobre tecnologia, negócios, mercado e, principalmente, o
trabalho de pessoas e empresas que fizeram e fazem a história do setor.
Cobrimos dezenas de feiras e eventos nacionais e internacionais para buscar
informações sobre os benefícios que inovações e novas tecnologias nos produtos
têxteis trazem para a sociedade. O que nos diferencia de outros veículos é
o foco no valor agregado que a cadeia têxtil oferece para criar massa crítica
sobre os diversos segmentos que ela compõe. Por isso, estamos sintonizados
com a evolução dos meios de comunicação – temos o portal de conteúdo
www.textilia.net e as edições digitais da ITT Press® (moda) e da Textilia®
(tecnologia), além das publicações impressas, contribuindo para que sejam
colecionadas em bibliotecas como fonte de conhecimento perene para alunos,
professores e profissionais do setor.
Esse é o nosso propósito e estamos
felizes de compartilhá-lo com vocês.
Na edição de 30 anos, vamos
publicar críticas e sugestões de
clientes e leitores do Brasil e do
exterior sobre o nosso trabalho,
pois esse feedback é fundamental
para prosseguirmos em nossa
jornada. Afinal, são as experiências
vividas que alicerçam o caminho
para o futuro.
Boa leitura!
Maria José de Carvalho
Publisher & Diretora de Marketing
El pasado es la base para la construcción del futuroT extília® tendrá una edición especial en agosto para celebrar
30 años de circulación ininterrumpida en Brasil, América Latina
y ferias internacionales. La revista nació con el propósito de unir y
difundir la importancia de la cadena textil como un sector esencial
de la economía, cuyos productos - tejidos para ropa de moda,
hospitalaria, seguridad, protección, cama, mesa y baño - son
indispensables para la humanidad, así como los alimentos. Somos
una pequeña empresa, pero tenemos un gran reconocimiento en
los mercados nacional e internacional a debido a nuestra línea
editorial, que se ha comprometido, desde el lanzamiento de la
primera edición en 1991, a aportar contenidos inclusivos sobre
tecnología, negocio, mercado y, principalmente, el trabajo de
personas y empresas que han hecho y hacen la historia del sector.
Cubrimos docenas de ferias y eventos nacionales e internacionales
para buscar información sobre los beneficios que las innovaciones
y las nuevas tecnologías en los productos textiles aportan a la
sociedad. Lo que nos diferencia de otros vehículos es el enfoque
en el valor añadido que la cadena textil ofrece para crear masa
crítica en los diversos segmentos que ella compone. Por lo tanto,
estamos en sintonía con la evolución de los medios de comunicación
- tenemos el portal de contenidos www.textilia.net y las ediciones
en digital de ITT Press® (moda) y Textilia® (tecnología), de las
publicaciones impresas, contribuyendo para que sean recogidas
en las bibliotecas como fuente de conocimiento perenne para
estudiantes, profesores y profesionales del sector.
Ese es nuestro propósito y estamos encantados de compartirlo
con usted. En la edición de 30 años, publicaremos críticas y
sugerencias de clientes y lectores, de Brasil y del extranjero, sobre
nuestro trabajo, porque esta retroalimentación es fundamental para
continuar en nuestra jornada. Finalmente, son las experiencias
vividas que subrayan el camino hacia el futuro.
¡Buena lectura!
Pg03_Editorial_Port_Esp.indd 3Pg03_Editorial_Port_Esp.indd 3 13/05/2021 21:3513/05/2021 21:35

4 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
SUMÁRIO | ÍNDICE COMITÊ EDITORIAL
03 Editorial
06 E. Contato/Publicidade | Publicidad
Expediente | Staff Editorial
08 Noticiário
10 Entrevista
Lourival Flor: Um empresário apaixonado pela
inovação
Lourival Flor: Un emprendedor apasionado por la
innovación
14 Acabamento
Acabamento de poliuretano modificado para tecido
de algodão
Acabado de poliuretano modificado para tela de
algodón
29 Informe Técnico
Especial de malharia da Groz-Beckert
Especial sobre tricotado de Groz-Beckert
32 Beneficiamento
O atual estado da arte do beneficiamento têxtil
sustentável
El actual estado del arte del acabado textil
sustentable
47 Meio Ambiente
Produção têxtil sustentável
56 Desempenho Setorial
Expectativa de crescimento no início de 2021
Expectativa de crecimiento al inicio de 2021
58 Assinatura | Suscripción
PORTAL: www.textilia.netO maior conteúdo da cadeia têxtilEl mayor contenido de la cadena textil
120120120120ENTREVISTALourival Flor, diretor da Golden Technology, fala de inovação em tecidos funcionaisLourival Flor, director de Golden Technology, comenta la innovación en tejidos funcionales
ACABAMENTO Estudo mostra que poliuretano modificado pode melhorar as propriedades do algodãoEstudio muestra que el poliuretano modificado puede mejorar las propriedades del algodón
INFORME TÉCNICOAgulhas de alto desempenho para todos os tipos de teares de malhariaAgujas de alto desempeño para todo tipo de telares de tejidos de punto
BENEFICIAMENTO
Tendências tecnológicas para o Tendências tecnológicas para o pré-tratamento têxtil sustentávelpré-tratamento têxtil sustentável Tendencias tecnológicas para el pretratamiento textil sostenible
HÁ 29 ANOS ANTECIPANDO O FUTURO DA CADEIA TÊXTIL | DESDE HACE 29 AÑOS ANTICIPANDO EL FUTURO DE LA CADENA TEXTILHÁ 29 ANOS ANTECIPANDO O FUTURO DA CADEIA TÊXTIL | DESDE HACE 29 AÑOS ANTICIPANDO EL FUTURO DE LA CADENA TEXTIL
MAIO/JUN/JUL 2021R$ 35 | US$ 17 | € 15
MAIO/JUN/JUL 2021R$ 35 | US$ 17 | € 15
Mario CortopassiEngenheiro químico especialista em polímeros para plásticos e fibras.
Foi presidente do Instituto de Pesquisas Tecnológicas (IPT), Associação
Brasileira de Normas Técnicas (ABNT) e International Organization for
Standartization (ISO). Atualmente é consultor e sócio-diretor da Conquitex
e diretor internacional da Textília.
Ingeniero químico especialista en polímeros para plásticos y fibras. Fue presidente del Instituto
de Investigaciones Tecnológicas (IPT), Asociación Brasileña de Normas Técnicas (ABNT) y la
International Organization for Standartization (ISO). Actualmente es consultor y socio director de
la Conquitex y director internacional de Textília Revista. E-mail: [email protected]
Paulo AlfieriEngenheiro têxtil, Msc, docente no Centro Universitário da Fundação
Educacional Inaciana (FEI) e sócio da Fibre & Colori. Consultor em qualidade
e desenvolvimento industrial e especialista nas áreas de fibras, beneficiamento
e reciclagem têxtil e têxteis técnicos.
Ingeniero textil, Msc, prestigioso docente en el Centro Universitario de la Fundación de Enseñanza
Inaciano (FEI) y socio de Fibre & Colori. Consultor en calidad y desarrollo industrial y especialista en
las áreas de fibras, tratamiento y reciclaje textil y textiles técnicos. E-mail: [email protected]
Fernando Barros VasconcelosEngenheiro têxtil, Msc, com vasta experiência acadêmica e empresarial.
Conhecimentos em malharia e fibras sintéticas. Atualmente é docente e
consultor, com ênfase para assuntos relativos à sustentabilidade e planejamento
de experimentos.
Ingeniero textil, Msc, con amplia experiencia académica y empresarial. Conocimientos en tejidos
de punto y fibras sintéticas. Actualmente es profesor y consultor, centrado a los temas relacionados
a la sostenibilidad y planificación de experimentos. E-mail: [email protected]
Fábio Campos FatallaEngenheiro têxtil, empresário, sócio da Interface Engenharia Aduaneira, que
possui laboratório de análises técnicas e controle de qualidade. Profissional
com experiência em comércio exterior, desenvolvimento de produtos e
processos de inspeção alfandegária.
Ingeniero textil, empresario, socio de Interface Engenharia Aduaneira que posee un laboratorio de
análisis técnicos y control de calidad. Profesional con experiencia en comercio exterior, desarrollo
de productos y en procesos de inspección aduanera. E-mail: [email protected]
Ricardo RossiProfessor e engenheiro têxtil especializado em tecnologias da fiação e
nãotecidos.
Profesor e ingeniero textil especializado en tecnologías de hilado y no tejidas.
E-mail: [email protected]
Gilson LeiteConsultor Técnico do SENAI CETIQT, com 30 anos de experiência na área
têxtil e de confecção, MBI-Indústria 4.0.
Consultor Técnico en SENAI CETIQT, con 30 años de experiencia en la industria
textil y de la confección, MBI-Indústria 4.0. E-mail: [email protected]
Pg04_Sumario.indd 4Pg04_Sumario.indd 4 13/05/2021 21:3613/05/2021 21:36
200128_AZ_TD10_JM_210x280_PT.indd 1200128_AZ_TD10_JM_210x280_PT.indd 1 28.01.20 09:1928.01.20 09:19Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 21:4713/05/2021 21:47
E.CONTATO | PUBLICIDADE
6 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Maquintex www.maquintex.com.br ..............Capa II
China Textile Science
Magazine www.ctsti.cn ..............................Capa III
Tabatex Comércio
e Representações www.tabatex.com.br ...................Capa IV
Trützschler Brasil www.truetzschler.com.br ....................05
Weko América Latina www.weko.net.br ................................07
SSM www.ssm.ch.......................................09
Bierribi www.bierrebi.com .....................15 e 17
Santex Rimar Group www.santexrimar.com ........................19
Benninger Ag www.benningergroup.com .................21
Operacional Solution www.operacionalsolution.com.br ..22 e 23
Swiss Textile Machinery www.swisstextilemachinery.ch ...........35
India ITME www.itme2021.india-itme.com ..........51
Golden Technology www.goldentecnologia.com ........52 e 53
IEMI - Inteligência
de Mercado www.iemi.com.br ...............................55
Assinatura www.textilia.net ..................................58
EXPEDIENTETextília® Têxteis Interamericanos
É uma publicação da MJ e C Comunicação e Editora Eireli.
Publisher e Diretora de RedaçãoMaria José de [email protected]
Diretor InternacionalMario Cortopassi
Coordenação de Redação e ProduçãoMJC Técnica de Comunicação Ltda.
ParceriasAssociação Brasileira da Indústria Têxtil e de Confecção (Abit), Associação Brasileira das Indústrias de Nãotecidos e Tecidos Técnicos (Abint), Confederação Nacional da Indústria (CNI), Instituto de Estudos e Marketing Industrial (Iemi), Instituto de
Pesquisas Tecnológicas (IPT), Centro Universitário da Fundação de Ensino Inaciano (FEI), Centro de Tecnologia da Indústria
Química e Têxtil (Senai-Cetiqt) e China Textile Science (CTS)
Comitê e colaboradores desta ediçãoEngenheiro têxtil MSc. Paulo Alfieri, engenheiro têxtil MSc.
Fernando Barros de Vasconcelos, engenheiros têxteis Ricardo Rossi e Fabio Campos Fatalla, engenheiros químicos Mario Gilberto Cortopassi, Marcelo V. Prado e Herculano Ferreira
PRODUÇÃO | COLABORADORESTradução/Versão/Revisão: Mario Cortopassi
Projeto Gráfico: Jorge CarvalhoEditoração Eletrônica: VCR
Revisão Português: Luciana QuieratiImpressão: GrafNorte
PUBLICIDADERepresentantes e agentesBrasil – [email protected]
China – Beijing Zhsm International Trade Co Ltd - Zhang Hua ([email protected])
Índia – Taurus Communications – Arun Rao ([email protected])
Departamento [email protected]
Assistente [email protected]
Central de [email protected]
CONTATOS REDAÇÃO E ADMINISTRAÇÃORua Prof. João Arruda, 222 | CEP 05012-000
São Paulo (SP) | BrasilTel: +55 (11) 3670-1690Portal: www.textilia.net
Distribuição: 10.500 exemplares – mista, por mala direta para Brasil e América Latina.Periodicidade: Trimestral
Matrícula de Periódico: Reg. nº 170-948 em 11/11/1993Público-alvo: Empresários e diretores industriais; gerentes
industriais, comerciais e de marketing; engenheiros, técnicos têxteis e químicos; eventos; entidades, escolas e órgãos do governo.Mercado de Circulação: Principais eventos da cadeia
têxtil em todo o mundo, setores de fibra, fiação, tecelagem, beneficiamento, acabamento, estamparia, malharia, química,
auxiliares, têxteis técnicos e nãotecidos.
Atenção: Artigos assinados são de inteira responsabilidade de seus autores, não representando, necessariamente, a opinião da revista. É expressamente proibida a reprodução dos artigos
publicados, salvo com a autorização da editora: [email protected]
Faça bons negócios!A cada edição, destinamos este espaço aos nossos parceiros comerciais para mantermos um canal de relacionamento constante com o mercado.
Leitores: visitem os sites, conheçam os produtos e descubram novas oportunidades de negócio!
Haga buenos negócios!A cada edición, destinamos este espacio a nuestros clientes para mantener um canal de relación constante com el mercado.
Lectores: visiten las paginas web, sepa sobre los productos y descubra nuevas oportunidades comerciales.
Pg06_Publicidade.indd 6Pg06_Publicidade.indd 6 13/05/2021 21:4913/05/2021 21:49

Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 21:5113/05/2021 21:51

NOTICIÁRIO
8 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Máquinas para compósitos terão espaço na ITMA 23Um novo espaço sobre tecnologia para estruturas de reforço têxtil para
compósitos, máquinas auxiliares e acessórios (denominado Capítulo
11) foi criado para a 19ª edição da ITMA, que será realizada de 8 a 14
de junho de 2023, em Milão, na Itália, para atender às necessidades de
compradores deste setor em crescimento. “A ITMA 2023 apresentará
soluções para toda a cadeia de valor têxtil e de vestuário, e a indústria de
compósitos está repleta de oportunidades. Soluções neste campo foram
apresentadas em edições anteriores, mas agora estamos tornando mais
fácil para os compradores adquirir essas tecnologias, agrupando-as em um
setor específico”, explica Charles Beauduin, presidente da ITMA Services,
organizadora da feira.
Entre os primeiros a aplaudir a medida está Peter D. Dornier, presidente
do Conselho de Administração da companhia alemã. “É ótimo aprender
essa tecnologia para compósitos têxteis, apresentada na ITMA por muitos
anos, e que agora foi estabelecido como um capítulo de produto separado
para dar ao setor mais visibilidade. Na última exposição, em Barcelona,
lançamos com sucesso nosso tear de pinças P2. A máquina foi muito bem
recebida pelos visitantes de diversos setores da indústria, que vão desde
confecções, têxteis-lar e técnicos à fabricação de materiais compósitos”,
diz Dornier.
Outros expositores também se mostraram entusiasmados, como Luke Vardy,
diretor-executivo da Cygnet Texkimp, do Reino Unido. “Como expositor
regular da ITMA e fabricante de máquinas de processamento de fibra para o
mercado de têxteis técnicos, sinto que o capítulo dedicado aos compósitos
apresentará oportunidades para mostrarmos nossas soluções para visitantes
de vários setores, como aeroespacial, automotivo, defesa e médico.”
O Capítulo 11 apresentará as seguintes tecnologias: máquinas para pro-
dução e tratamento de fibras especiais, como carbono, vidro e fibras de
aramida; máquinas de enrolamento de filamento; máquinas espalhadoras
de fibras; máquinas de colocação de fitas de fibras; máquinas de reves-
timento e impregnação e outras máquinas para a produção de estruturas
de reforço, além de equipamentos auxiliares e acessórios para máquinas
para estruturas de reforço têxtil.
Com o tema Transformando o Mundo dos Têxteis, a ITMA 2023 deve
atrair uma forte presença de público. O recente lançamento virtual da feira
recebeu uma resposta entusiástica, segundo os organizadores. A gravação
do evento pode ser vista em: www.itma.com.
Máquinas para compuestos tendrán espacio en ITMA 23Se creó un nuevo espacio sobre tecnología para estructuras de refuerzo
textil para compuestos, máquinas auxiliares y accesorios (denominada
Capítulo 11) para la 19ª edición de ITMA, que se celebrará del 8 al 14
de junio de 2023 en Milán, Italia, para satisfacer las necesidades de los
compradores de este sector en crecimiento. “ITMA 2023 presentará
soluciones a la cadena de valor textil y de ropa, y la industria de com-
puestos está llena de oportunidades. Soluciones en este campo se han
presentado en ediciones anteriores, pero ahora estamos facilitando a los
compradores la adquisición de estas tecnologías las agrupando en un
sector específico, explica Charles Beauduin, presidente de ITMA Services,
organizadora de la feria.
Entre los primeros en aplaudir la medida se encuentra Peter D. Dornier,
presidente del Consejo de Administración de la empresa alemana. “Es
genial aprender esta tecnología para compuestos textiles, presentada
en ITMA durante muchos años, y que ahora se ha establecido como un
capítulo de productos separado para dar a la industria más visibilidad. En la
última exposición en Barcelona, lanzamos con éxito nuestro telar de pinza
P2. La máquina fue muy bien recibida por visitantes de diversos sectores
de la industria, desde ropa, textiles caseros y productos técnicos hasta la
fabricación de materiales compuestos”, dice Dornier.
Otros expositores también se mostraron entusiasmados como Luke Vardy,
director-executivo de la Cygnet Texkimp del Reino Unido. “Como expositor
regular en ITMA y fabricante de máquinas de procesamiento de fibra para el
mercado de textiles técnicos, siento que el capítulo dedicado a los compues-
tos presentará oportunidades de mostrar nuestras soluciones a visitantes
de diversos sectores, como aeroespacial, automotriz, defensa y médico.”
El capítulo 11 presentará las siguientes tecnologías: máquinas para la
producción y tratamiento de fibras especiales como fibras de carbono,
aramida; máquinas de bobinado de filamento; máquinas de abertura de
fibras; máquinas de colocación de cintas de fibras; máquinas de recubri-
miento e impregnación y otras máquinas para la producción de estructuras
de refuerzo, así como equipos auxiliares y accesorios para máquinas de
estructuras de refuerzo textil.
Con el tema Transformando el Mundo de los Textiles, ITMA 2023 debe atraer
una fuerte presencia de público. El reciente lanzamiento virtual de la feria
recibió una respuesta entusiasta, según los organizadores. La grabación
del evento se puede ver en: www.itma.com.
Pg08a09_Noticiario_Port_Esp.indd 8Pg08a09_Noticiario_Port_Esp.indd 8 13/05/2021 21:5313/05/2021 21:53

NOTICIÁRIO
9TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Lenzing oferece fibra modal com Indigo Color O Grupo Lenzing está aprimorando as ofertas sustentáveis para a indústria de
denim, trazendo a fibra modal da marca Tencel™ com tecnologia pioneira
Indigo Color, premiada com o EU Ecolabel1, um rótulo ambiental de excelência,
concedido a produtos que atendem a elevados padrões ambientais ao longo
de seu ciclo de vida. Em comparação com o tingimento índigo convencional,
a retenção de cor do Tencel™ Modal Indigo Color - pigmento especialmente
encomendado do fabricante de corantes DyStar® - é superior por meio
de crocking seco ou úmido. Apesar da sua resistência ao desbotamento,
efeitos em denim podem ser alcançados usando-se técnicas comerciais
de lavanderia. A tecnologia Indigo Color também permite a implementação
em uma variedade de combinações multifibras e, em comparação com o
tingimento índigo convencional, com uso intensivo de água e energia, ela
fornece coloração com economia substancial de água, produtos químicos
e eletricidade. “O Tencel™ Modal com tecnologia Indigo Color estabelece
uma nova referência para aplicação de índigo e sustentabilidade na indústria
do denim”, afirma Florian Heubrandner, vice-presidente de Negócios Têxteis
Globais da Lenzing AG. Para saber mais, acesse: www.lenzing.com.
Lenzing ofrece fibra modal con Indigo ColorEl Grupo Lenzing está mejorando la oferta sostenible para la industria del jeans,
trayendo la fibra modal de la marca Tencel™ con tecnología pionera Indigo
Color, galardonada con la EU Ecolabel1, una etiqueta ambiental de excelencia,
concedida para productos que cumplen con altos estándares ambientales a lo
largo de su ciclo de vida. En comparación con el teñido índigo convencional, la
retención del color del Tencel™ Modal Indigo Color - pigmento especialmente
ordenado al fabricante de tintes DyStar® - es superior por medio de crocking
seco o húmedo. A pesar de su resistencia al desvanecimiento, los efectos sobre
el jenans se pueden lograr utilizando técnicas comerciales de lavandería. La
tecnología Indigo Color también permite la implementación en una variedad
de combinaciones y, en comparación con el teñido índigo convencional, con
uso de agua y energía, esta tecnología proporciona coloración intensiva con
ahorros sustanciales de agua, productos químicos y electricidad. “El Tencel™
Modal con tecnología Indigo Color establece un nuevo punto de referencia para
la aplicación del índigo y la sostenibilidad en la industria del denim”, dice Florian
Heubrandner, vicepresidente de Negocios Textiles Globales de Lenzing AG.
Alcança um novo padrão de mercado, combinando à
já estabelecida performance da bem conhecida série
THREAD KING com a funcionalidade e com o conforto
de controles modernos e com a tecnologia de ponta.
SSM TK2-20
Make the Difference
www.ssm.ch
Pg08a09_Noticiario_Port_Esp.indd 9Pg08a09_Noticiario_Port_Esp.indd 9 13/05/2021 21:5313/05/2021 21:53

ENTREVISTA
10 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Diretor global de Pesquisa e Inovação da Golden Technology, empresa
com 33 anos de mercado, fábrica em São José dos Campos (SP) e
atuação internacional no setor têxtil, Lourival Flor é um empreendedor
ousado, com visão aguçada que lhe permite atuar também em segmentos
como saúde, proteção, higiene e alimentos. Graduado em Engenharia
Química pela USP, com pós-graduação em Negociações Econômicas
Internacionais pela PUC Campinas, Unesp e Unicamp e cursos de
extensão em renomadas universidades no exterior, Lourival é apaixonado
por conhecimento, descobertas e adaptação do que já existe para novas
aplicações. Isso faz com que a Golden seja uma das empresas do país
voltada para a ciência e a inovação, para além do beneficiamento têxtil,
área na qual consolidou sua marca. Ao focar os tecidos tecnológicos e
funcionais para a produção de artigos como aventais, máscaras, roupa
de cama hospitalar e uniformes profissionais, o empresário abriu um
leque de possibilidades para parcerias bem-sucedidas. Todavia, sua
engenhosidade esbarra, muitas vezes, em trâmites burocráticos para
regulação de novos produtos no Brasil, nas dificuldades econômicas
cíclicas que afetam os projetos das empresas e até na pouca familiaridade
do varejo com produtos inovadores.
Mas Lourival Flor não desiste de buscar o novo e aproveitar as oportunidades
de mercado, mesmo em épocas difíceis como a que vivemos atualmente,
com a pandemia de covid-19. Em 2020, a empresa desenvolveu, em
parceria com o Instituto de Química e o Instituto de Ciências Biomédicas
da Universidade de São Paulo (USP), uma máscara cirúrgica antiviral
que permite o uso por até 12 horas. O produto, porém, está em processo
de aprovação pelas autoridades sanitárias. “A Phitta Mask é um sucesso,
dado pelos números de performance atestados pelos órgãos competentes
e pelo conforto proporcionado ao usuário, permitindo inclusive a prática
de exercício físico com a máscara”, comenta Lourival Flor.
Também no ano passado, a Golden Technology ampliou suas atividades
em parceria com a empresa espanhola Lasenor e investiu cerca de R$ 30
milhões em uma planta na cidade de Potim, no interior do estado de São
Lourival Flor,
sócio-fundador da
Golden Technology,
tem o têxtil em seu
DNA, mas não abre
mão de romper
fronteiras em
outros mercados.
Por: Marcia Mariano
Um empresário apaixonado pela inovação
Pg10a12_Entrevista.indd 10Pg10a12_Entrevista.indd 10 13/05/2021 21:5413/05/2021 21:54

ENTREVISTA
11TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Paulo, para aumentar em até quatro vezes a capacidade de produção de
emulsificantes naturais e sintéticos para o mercado de alimentos. Outra
novidade é a criação de uma startup para gerar novas tecnologias, a TOT
Science, para quaisquer mercados, visando à expansão dos negócios
da empresa.
Nesta entrevista, Lourival fala de projetos e da sua visão sobre inovação
como alavanca de desenvolvimento. Confira:
Textília: A Golden Technology possui um amplo portfólio abran-
gendo todos os segmentos da cadeia têxtil. O senhor pode nos dar
um panorama de como estão os negócios em cada área e qual tem
mais se destacado?
Lourival Flor: Podemos dizer que, no segmento de beneficiamento em
geral, as possibilidades de inovação residem mais na área de processos,
onde se busca a redução nos consumos de água, energia e tempo de
processo, impulsionando a geração de produtos que atendam a esses
requisitos. O beneficiamento têxtil é uma ciência bem antiga – o que
leva a processos e produtos já bastante estudados e experimentados.
Portanto, o desafio para inovar nessa área é muito grande. Fazer uso de
novas tecnologias provenientes de variadas áreas, como a nanotecnologia,
a biotecnologia, plasma, Mof’s (Metal Organic Framework) e outras, tem
constituído as possibilidades de inovação no têxtil. É muito difícil inovar
sem se fazer uso de um pool de tecnologias.
Textília: Como está o mercado de produtos químicos no Brasil após
um ano de dificuldades impostas pela pandemia? Houve crescimento
nas vendas de acabamentos voltados para o setor hospitalar?
Lourival Flor: A busca por tecnologias que promovam maior segurança
do ser humano frente às transformações pelas quais o mundo tem
passado sempre será muito grande. Nesse momento, isso fica muito
claro diante da atual pandemia de covid, mas a tendência de novas
contaminações ou transformações tem existido já faz tempo. Olhar um
funil de desenvolvimento e desenhar projetos de médio, longo prazo,
tem sido o desafio das grandes organizações. Num momento como
agora, se a organização não está estruturada para novos desafios, muito
pouco se poderá fazer, pois é quase impossível partir do zero para
gerar produtos novos e adequados. Sim, o mundo foi absolutamente
surpreendido com demandas de artigos que pudessem proporcionar
um mínimo de segurança. Por outro lado, ouvimos falar de infecção
hospitalar o tempo todo e talvez muito mais por bactérias do que por
vírus. A grande questão é: a indústria têxtil tem trabalhado focada junto
à área de saúde para melhorar esse quadro?
Textília: A Golden foi uma das primeiras indústrias químicas a apos-
tar no mercado de produtos com nanotecnologia para o segmento
de lavanderia industrial e uniformes profissionais. Como estão os
negócios da empresa nestes mercados?
Lourival Flor: Na verdade, nós trabalhamos com várias tecnologias que,
aplicadas isoladamente ou combinadas, podem atender a demandas
muito específicas. A nanotecnologia é uma delas e tem seu valor como as
outras tecnologias também. As possibilidades de aplicações para esses
novos ingredientes são muito vastas. O desafio é selecionar projetos com
parceiros adequados para se atingir o sucesso. Nós, como empresa, por
mais tecnologias que pudéssemos oferecer, não conseguimos sair do
lugar se não construirmos com os usuários times de alta performance.
Os negócios da Golden, nesses novos projetos, têm caminhado bem em
que pese esse momento delicado que o mercado tem vivido.
Textília: O laboratório inaugurado em 2018 em um showroom
em São Paulo continua atuante? Houve aumento de demanda no
mercado para linha de uniformes e itens hospitalares que trazem
funcionalidade, conforto, proteção e sustentabilidade? Por quê?
Lourival Flor: A ideia do showroom foi uma forma de tentar aproximar
as tecnologias do consumidor final. Muitos projetos foram criados e
bem-sucedidos. Por questões mercadológicas, esse espaço foi desati-
vado, mas cumpriu seu papel de entender o comportamento do usuário
final frente às novas tecnologias. Essa parceria proporcionou à nossa
empresa a aproximação com hospitais e lavanderias, identificando novos
problemas e novos requisitos. O aumento da demanda é consequência
do aculturamento do consumidor. Quanto mais ele tem acesso às pos-
sibilidades de inovação, mais condições ele terá de sugerir ou pedir
por novos desenvolvimentos. Talvez as lojas devessem investir mais
na capacitação técnica das pessoas que realizam a venda de roupas.
Textília: No final do ano passado, a Golden Technology, em parceria
com o Instituto de Química e o Instituto de Ciências Biomédicas da
USP, se mostrou capaz de inativar o coronavírus de forma prolongada
com a máscara facial Phitta Mask. Como foi esse desenvolvimento?
Lourival Flor: Com o IQ, temos uma parceria de mais de seis anos,
buscando novas tecnologias. Quando do advento da pandemia, fomos
desafiados a testar algumas tecnologias para identificar a possível eficácia
na inativação do Sars-CoV-2. Testamos tecnologias que tínhamos em
nosso funil de inovação e algumas responderam positivamente, mas,
como comentei anteriormente, sair do zero para achar soluções no curto
prazo é algo que praticamente inexiste. Projetos de inovação requerem
tempo para maturar a tecnologia. Por mais investimento financeiro que
empenhemos, somente ele não produz inovação.
Textília: O produto já foi aprovado pela Anvisa? Como está a sua
aceitação no mercado?
Pg10a12_Entrevista.indd 11Pg10a12_Entrevista.indd 11 13/05/2021 21:5413/05/2021 21:54

ENTREVISTA
12 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Lourival Flor: Quando entramos nessas áreas, as certificações são
requisitos mandatórios. Em março de 2020, já tínhamos os primeiros
resultados positivos do produto, mas, sem as homologações dos
órgãos competentes, pouco valor tinha a tecnologia. Aqui faço um
parêntese para comentar sobre a importância desses órgãos. Imaginem
a quantidade de trabalhos num momento como esse, quer seja no ICB
da USP ou na Anvisa! Dentro desses órgãos, encontramos profissio-
nais competentes que têm o compromisso de entregar respostas que
sejam seguras para a sociedade. São profissionais comprometidos,
mas que têm todo um protocolo mínimo a ser seguido e nem sempre
dão respostas no tempo que gostaríamos, mas fazem o trabalho da
forma mais correta possível.
Textília: Para quais países na América Latina a Golden Technolo-
gy exporta e que tipo de produto/segmento apresenta hoje maior
demanda no mercado externo?
Lourival Flor: A Golden, atualmente, tem atuação global. Temos planta
de produção no Brasil, onde cobrimos a América do Sul, e planta em
Honduras, onde cobrimos América Central, EUA e México. Inauguramos
recentemente uma planta de produção na Turquia, para cobrir Europa e Ásia.
Textília: A empresa também se destaca por sua parceria cons-
tante com universidades e centros de pesquisa para desenvolver
inovações. O senhor pode citar novos projetos que estejam em
andamento para 2022?
Lourival Flor: Estamos trabalhando com as universidades já faz um
pouco mais de 20 anos. Iniciamos com as universidades estrangeiras,
especificamente europeias, americanas e asiáticas. Há seis anos, come-
çamos mais fortemente os trabalhos com universidades no Brasil. Cada
vez mais, a interação da academia com a indústria é percebida como
uma relação ganha-ganha e faz muito bem para os dois lados. Decorrente
ainda da pandemia e com o mesmo princípio ativo da Phitta Mask, o
produto Phtalox, que desenvolvemos com a empresa DentalClean, é
um enxaguatório bucal com resultados muito bons junto aos pacientes
com covid-19. Porém, mais uma vez, entramos em segmentos muito
regulados. Chegar com o produto num estágio mercadológico requer
muitos estudos. Para esse caso específico, tivemos uma série de estudos
clínicos, realizados em hospitais, que, até o momento, já atingiram mais
de 2.000 pessoas com covid-19. Os resultados são robustos. Importante
mencionar que o enxaguatório não é a solução para combater a doença,
mas se mostrou um coadjuvante muito eficaz baseado nos resultados
estatísticos. Temos também, na esteira desse segmento, um spray nasal
com o mesmo princípio ativo. Para o caso dos têxteis, estamos com
trabalhos em outros itens hospitalares, como aventais, roupa de cama etc.
Textília: Como o senhor vê a formação profissional na área química
têxtil, especialmente a voltada para os acabamentos de performance?
Na sua opinião, o mercado de trabalho nesta área está evoluindo no
Brasil e na América Latina?
Lourival Flor: A ciência têxtil é uma das mais antigas do mundo. Isso
faz com que haja muito conhecimento adquirido. O que é positivo.
Mas, por outro lado, existe muito pouca atratividade do jovem para
esse segmento. Há novas carreiras muito mais bonitas, à primeira
vista, do que a têxtil. Infelizmente, essa é uma realidade vivida
não somente pelo Brasil. Outros países com tradição na formação
de profissionais para a indústria têxtil também têm sofrido com o
mesmo problema, com a baixa procura por carreira nesta área. No
Brasil, lutamos muito para manter os cursos têxteis, bem como o seu
aprimoramento. Muita ajuda tem sido dada pelas escolas do Senai e
também pelas universidades que ainda permanecem no jogo. A ponta
de consumo tem puxado a evolução do setor. Dou como exemplo a
indústria automobilística, que sempre é um motor da inovação para
variados segmentos de valor agregado.
Textília: A Golden tem planos de expandir seus negócios nos pró-
ximos anos? Para quais mercados?
Lourival Flor: Nós criamos uma startup somente para gerar novas
tecnologias, a TOT Science, e ela já está virando realidade com apenas
cinco anos de existência. O foco é criar tecnologias para quaisquer
mercados. Seguimos na Golden com o foco no têxtil, que sempre
foi nosso DNA, mas também já derivamos para outros mercados.
Recentemente, constituímos a Lasenor do Brasil, em sociedade com
a Lasenor da Espanha, com produtos para a área de alimentos. Ela
está se consolidando no mercado brasileiro como também para a
exportação para variados países como Peru, México, Egito, países
Árabes, entre outros. Como nova tecnologia, podemos citar, já em
fase de scale up, a produção de nanopartículas de ferro magnetizadas
para aplicações em mercado de lubrificação como também na área
médica, tratamento de águas etc.
Textília: Que lições a indústria brasileira deve tirar desta dura realidade
que o mundo enfrenta com a pandemia? O senhor está otimista para
o segundo semestre deste ano e para 2022?
Lourival Flor: Prefiro responder num âmbito mais restrito, no que tange
nossa empresa. A capacidade para enfrentar o novo, o desconhecido, é
ser flexível e estar muito conectado com novas ferramentas de gestão.
Estes são, talvez, requisitos que podem ajudar em tempos de incertezas.
Ter um olhar para projetos de médio e longo prazos deve estar sempre
presente no radar da organização.
Pg10a12_Entrevista.indd 12Pg10a12_Entrevista.indd 12 13/05/2021 21:5413/05/2021 21:54
ENTREVISTA
13TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Un emprendedor apasionado por la innovación
Lourival Flor, socio fundador de Golden Technology, tiene el textil en su DNA, pero no
renuncia a romper fronteras en otros mercados.
Director Global de Investigación e Innovación
de Golden Technology, empresa con 33 años
de mercado, con su fábrica en São José dos
Campos (SP) y actuación internacional en el sector
textil, Lourival Flor es un emprendedor audaz,
con una visión que le permite actuar también
en segmentos como la salud, la protección, la
higiene y la alimentación. Licenciado en Ingeniería
Química por la USP, con post graduación en
Negociaciones Económicas Internacionales en
PUC Campinas, Unesp y Unicamp y cursos de
extensión en universidades de renombre en el
extranjero, Lourival es un apasionado del cono-
cimiento, descubrimiento y adaptación de lo que
ya existe para nuevas aplicaciones. Esto hace con
que la Golden sea una de las empresas del país
enfocadas en la ciencia e innovación, además
del procesamiento textil, un área en la que ha
consolidado su marca. Al centrarse en tejidos
tecnológicos y funcionales para la producción
de artículos como delantales, máscaras, ropa de
cama hospitalaria y uniformes profesionales, el
empresario ha abierto una gama de posibilidades
para asociaciones exitosas. Sin embargo, su
ingenio a menudo se encuentra con procedi-
mientos burocráticos para aprobación de nuevos
productos en Brasil; dificultades económicas
cíclicas que afectan proyectos empresariales
e incluso la falta de familiaridad del comercio
minorista con productos innovadores.
En 2020, la empresa desarrolló una colaboración
con el Instituto de Química (IQ) y el Instituto
de Ciencias Biomédicas (ICB), ambos de USP,
una máscara quirúrgica antiviral que permite su
uso hasta 12 horas. El producto, sin embargo,
está en proceso de ser aprobado por las auto-
ridades sanitarias. “La Phitta Mask es un éxito
dado por los números de desempeño atestado
por las agencias competentes y la comodidad
proporcionada al usuario, incluso permitiendo
la práctica del ejercicio físico con la máscara.”,
comenta Lourival Flor.
También el año pasado, Golden Technology
amplió sus actividades en colaboración con la
empresa española Lasenor, e invirtió cerca de
R$ 30 millones, en una planta de la ciudad de
Potim, en el interior del estado de São Paulo,
para aumentar hasta en cuatro veces la capaci-
dad de producción de emulsionantes naturales
y sintéticos para el mercado alimentario. Otra
novedad es la creación de una startup para
generar nuevas tecnologías, TOT Sciency,
para cualquier mercado, con el objetivo de la
expansión de los negocios de la compañía. En
esta entrevista, Lourival habla de proyectos y
su visión de la innovación como palanca para
el desarrollo. Echa un vistazo:
Sector textil
Podemos decir que en el segmento de pro-
cesamiento en general las posibilidades de
innovación residen más en el área de procesos
donde buscamos reducir el consumo de agua,
energía y tiempo de proceso, impulsando la
generación de productos que cumplan con estos
requisitos. El procesamiento textil es una ciencia
muy antigua que conduce a procesos y productos
ya ampliamente estudiados y experimentados.
Por lo tanto, el reto de innovar en esta área es
muy grande. Hacer uso de las nuevas tecnolo-
gías de diversas áreas como Nanotecnología,
Biotecnología, Plasma, Mof’s (Metal Organic
Framework) y otras se han constituido en las
posibilidades de innovación en los textiles. Es
muy difícil innovar si no se hace uso de un
conjunto de tecnologías.
Productos hospitalarios
La búsqueda de tecnologías que promuevan
una mayor seguridad del ser humano frente a
las transformaciones por las que ha pasado el
mundo siempre será muy grande. En este punto
esto es muy claro frente a la actual pandemia
covid, pero la tendencia de nueva contamina-
ción o transformaciones ha existido durante
mucho tiempo. El mundo estaba absolutamente
sorprendido por las demandas de artículos que
pudieran proporcionar una seguridad mínima.
Por otro lado, escuchamos sobre la infección
hospitalaria todo el tiempo y tal vez mucho más
por bacterias que por virus. La gran pregunta
es: ¿se ha centrado la industria textil en la salud
para mejorar esta situación?
Innovación
Recientemente, creamos una startup sólo para
generar nuevas tecnologías y ya se está haciendo
realidad con sólo cinco años de existencia. El
objetivo es crear “tecnologías” para cualquier
mercado. Seguimos con Golden con un enfoque
en los textiles, que siempre ha sido nuestro DNA,
pero también hemos ido a otros mercados.
Pg13_Entrevista_Esp.indd 13Pg13_Entrevista_Esp.indd 13 13/05/2021 21:5513/05/2021 21:55
ACABAMENTO
14 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
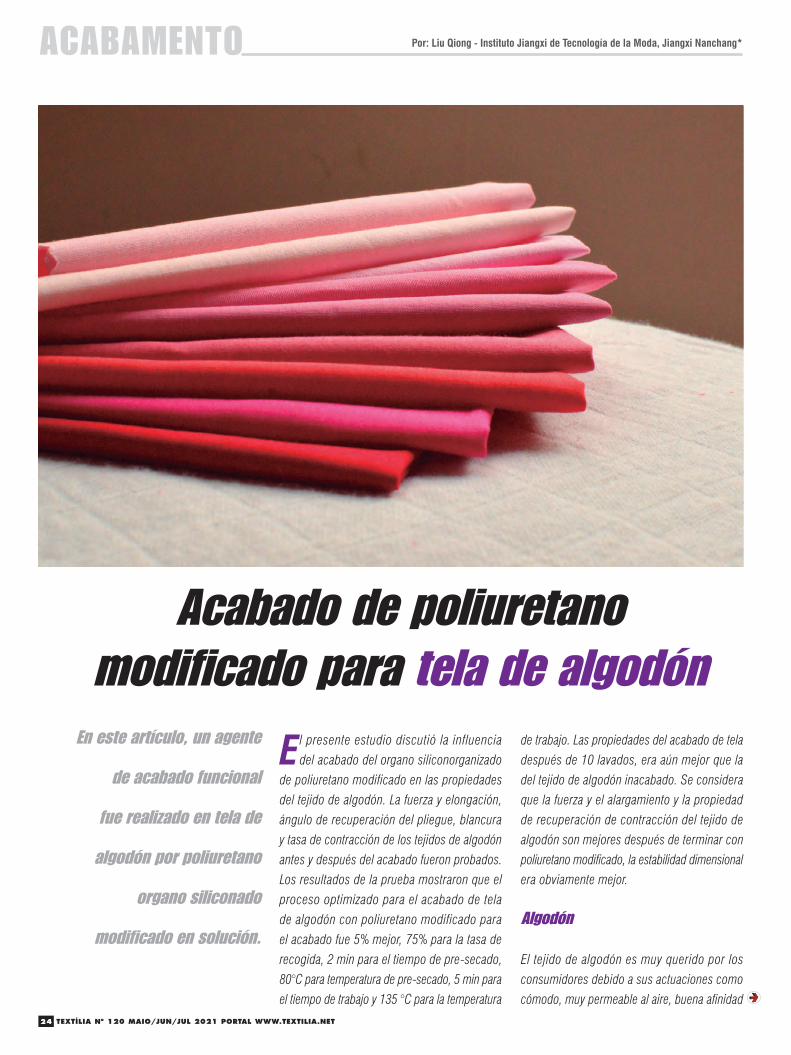
Por: Liu Qiong - Instituto Jiangxi de Tecnologia da Moda, Jiangxi Nanchang*
Neste artigo, foi
realizado agente de
acabamento funcional
em tecido de algodão por
poliuretano modificado
organosiliconado em
solução.
Acabamento de poliuretano modificado para tecido de algodão
O presente estudo discutiu a influência do
acabamento de poliuretano modificado
organosiliconado nas propriedades do tecido de
algodão. A resistência e o alongamento, ângulo
de recuperação do vinco, brancura e taxa de enco-
lhimento dos tecidos de algodão antes e depois
do acabamento foram testados. Os resultados do
teste mostraram que o processo otimizado para o
acabamento do tecido de algodão com poliuretano
modificado para acabamento foi 5% melhor, 75%
para a taxa do pick-up, 2 minutos para o tempo
da pré-secagem, 80°C para a temperatura da
pré-secagem, 5 minutos para o tempo de traba-
lho e 135°C para a temperatura de trabalho. As
propriedades do acabamento do tecido depois de
10 lavagens foi ainda melhor do que a do tecido
de algodão sem acabamento. Considera-se que
a resistência e o alongamento e a propriedade
de recuperação de encolhimento do tecido de
algodão são melhores após o acabamento com
poliuretano modificado. A estabilidade dimensional
foi obviamente melhor.
O algodão
O tecido de algodão é muito amado pelos con-
sumidores por causa de suas performances, por
ser confortável, muito permeável ao ar e ter boa
THE NEW
AC line
BIERREBI INTERNATIONAL8725 NW 18TH TERRACE, SUITE 304, DORAL, FL 33172 – USA
PH. +1305456108WWW.BIERREBI.COM
Pg14a21_Acabamento.indd 14Pg14a21_Acabamento.indd 14 13/05/2021 22:0213/05/2021 22:02
THE NEW
AC line
BIERREBI INTERNATIONAL8725 NW 18TH TERRACE, SUITE 304, DORAL, FL 33172 – USA
PH. +1305456108WWW.BIERREBI.COM
Pg14a21_Acabamento.indd 15Pg14a21_Acabamento.indd 15 13/05/2021 22:0213/05/2021 22:02
ACABAMENTO
16 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
afinidade com a pele. Por isso possui ampla
aplicação nos tecidos de vestuário [1]. Mas os
tecidos de algodão também têm alguns defeitos
para o uso, como sua pouca elasticidade e sua
facilidade em amassar.
Existem muitas maneiras, porém, de atenuar
os defeitos do algodão, e o acabamento do
tecido é uma delas. Atualmente, a maioria dos
agentes de acabamento antirrugas para tecidos
de algodão no mercado são resinas, acetal ou
ácidos policarboxílicos, e esses agentes de
acabamento são altamente poluentes ao meio
ambiente, com certa toxicidade.
Após o acabamento, a resistência dos tecidos de
algodão diminuiu e o efeito do acabamento não
foi satisfatório, e esses agentes de acabamento
foram gradualmente substituídos por poliuretano
modificado organosiliconado não tóxico, inofensivo
e livre de poluição. As mudanças de desempenho
do tecido, antes e depois do acabamento, foram
testadas para fornecer referência para melhorar
o acabamento do tecido de algodão.
Experimentos
• Materiais e reagentes
Tecidos de algodão liso branqueado com fios
de 18,2 tex no urdume e trama com 380 e
320 piques/10cm respectivamente. Todos os
reagentes foram analiticamente puros, incluindo
isopropanol, trietilamina, diisocianato isoforona,
estanho dibutillaurate, 4-butanediol, ácido dihi-
droximetilpropiónico, éter politetrahidrofurano e
álcool. Todos eles, produtos de mercado.
• Instrumentos e equipamentos
Máquina universal de teste de material, balança
eletrônica, forno de laboratório, caixa de teste de
temperatura e umidade, equipamento de teste
para do tecido elastomérico, equipamento de
teste automático de vinco de tecido, equipamento
de teste automático de taxa de encolhimento,
equipamento de teste digital de brancura,
equipamento de teste da resistência das cores
à lavagem, moinho vertical e secador contínuo.
Metodologia de teste
Preparação da solução do poliuretano modi-
ficado organosiliconado
Na literatura [3], foi preparada a solução do
poliuretano modificado. As operações específicas
foram as seguintes: o éter politetrahidrofurano
foi pesado e colocado em três frascos, depois
aquecido a 110°C-120°C e filtrado por 30
minutos, a fim de remover os pequenos e
médios compostos moleculares e a água do
éter politetrahidrofurano. Após a filtragem, a
solução do éter politetrahidrofurano foi colocada
a temperatura ambiente, e 0,08% do catalizador
estanho dibutillaurato foi adicionado de acordo
com a síntese da solução de poliuretano. O
catalisador foi preparado e adicionado por 5
minutos e a dosagem do diisocianato isofônico
foi adicionada por 90 minutos a 80°C. Depois
disso, foi adicionado o ácido dimetilpropiônico
por 90 minutos na temperatura reduzida a 50°C.
O 4-butanodiol foi dissolvido em isopropanol
e colocado na solução reativa acima de 80°C
e mantido por 60 minutos. Em um banho de
gelo, o sistema em solução foi reduzido para
0°C-5°C; o óleo poliéter-amino organosilico-
nado, preparado conforme literatura [4], foi
adicionado. Após a manutenção térmica de 90
minutos, três etilaminas foram adicionadas e
a solução foi neutralizada por 30 minutos. O
sistema de solução acima foi injetado com
água deionizada e agitada em alta velocidade
para dispersar e emulsionar por 50 minutos,
de modo a se obter uma emulsão da solução
do poliuretano modificado.
Processo de acabamento para tecido de algodão
Prescrição líquida de acabamento: a concentração
da solução de poliuretano modificado foi de 5%,
a concentração de JFC foi de 0,5%, a relação do
banho foi de 1:10.
Processo de acabamento: os tecidos de algodão
foram molhados e desidratados em água, depois
completamente imersos na solução de acabamento
do poliuretano modificado por vários minutos. Após
dois enxágues e duas torções com rolos (a taxa
residual era 75%), os tecidos de algodão foram
pré-secados a 80°C por 2 minutos e aquecidos
a 135°C por 5 minutos.
Teste de desempenho do tecido de algodão
Os tecidos de algodão depois do acabamento
por poliuretano modificado foram secados em
um forno a 105°C, e sua umidade foi estabilizada
por 24 horas em ambiente padrão (temperatura
de 20°C, umidade relativa de 65%).
A força de ruptura e a resistência ao alongamento
na direção do urdume dos tecidos de algodão
sob tensão de ruptura foram testadas no equi-
pamento universal de teste de material, com
comprimento de teste de 200 mm, pré-tensão
de 200 cN e velocidade de teste de 100 mm/
min. Foram testados 30 grupos de amostras
e obtido um valor médio, após a eliminação
dos testes anormais. O teste foi realizado de
acordo com:
- GB/T3819-1997 – Método para determinar o
ângulo de recuperação têxtil. Serve para determi-
nar o ângulo de recuperação da dobra de tecido
têxtil e o ângulo de recuperação de rugas dos
tecidos de algodão antes e depois do acabamento
com poliuretano modificado em solução. Usado
elastômetro de rugas automático;
- GB/T8424.2-2001 - Textile Color Fastness Test.
É a avaliação da brancura relativa dos tecidos de
algodão antes e depois do acabamento. Usado
medidor digital de brancura;
- GB/T8629-2001 - Teste dos Procedimento de
Lavagem e Secagem Doméstica para Têxteis.
Mede a taxa de encolhimento dos tecidos
de algodão antes e depois do acabamento.
Usado equipamento automático de teste de
encolhimento. Com base nas performances
de resistência e alongamento, vinco, brancura
e encolhimento do tecido, foi encontrado o
processo de acabamento ideal;
- GB/T3921-2008 - Textile Color Fastness Tes-
ting. É o teste de lavagem rápida dos tecidos de
O CORTE PERFEITO PARA UMA COLEÇÃO DE SONHO
——
—
—CRYSTAL BY BIERREBI INTERNATIONAL8725 NW 18TH TERRACE, SUITE 304DORAL, FL 33172 – USA
PH. +1305456108www.bierrebi.com
Pg14a21_Acabamento.indd 16Pg14a21_Acabamento.indd 16 13/05/2021 22:0213/05/2021 22:02

O CORTE PERFEITO PARA UMA COLEÇÃO DE SONHO
——
—
—CRYSTAL BY BIERREBI INTERNATIONAL8725 NW 18TH TERRACE, SUITE 304DORAL, FL 33172 – USA
PH. +1305456108www.bierrebi.com
Pg14a21_Acabamento.indd 17Pg14a21_Acabamento.indd 17 13/05/2021 22:0213/05/2021 22:02
ACABAMENTO
18 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
algodão antes e depois do acabamento. Usado
equipamento de teste rápido de lavagem.
Resultados e debates
Fatores de influência do acabamento nos
tecidos de algodão
Com base no acabamento dos tecidos de algodão,
apenas um fator foi alterado na análise dos dife-
rentes fatores e os demais fatores foram mantidos.
A força de ruptura dos tecidos de algodão não
tratados foi de 335,4 N, o alongamento a ruptura
foi de 7,2%, o ângulo de recuperação de rugas
(direção do urdume + direção da trama) em rápida
deformação elástica foi de 126,6%, o ângulo de
recuperação de rugas (direção do urdume +
direção da trama) em baixa deformação elástica
foi de 164,2%, a brancura foi de 91,8% e a taxa
de encolhimento foi de 7,13%.
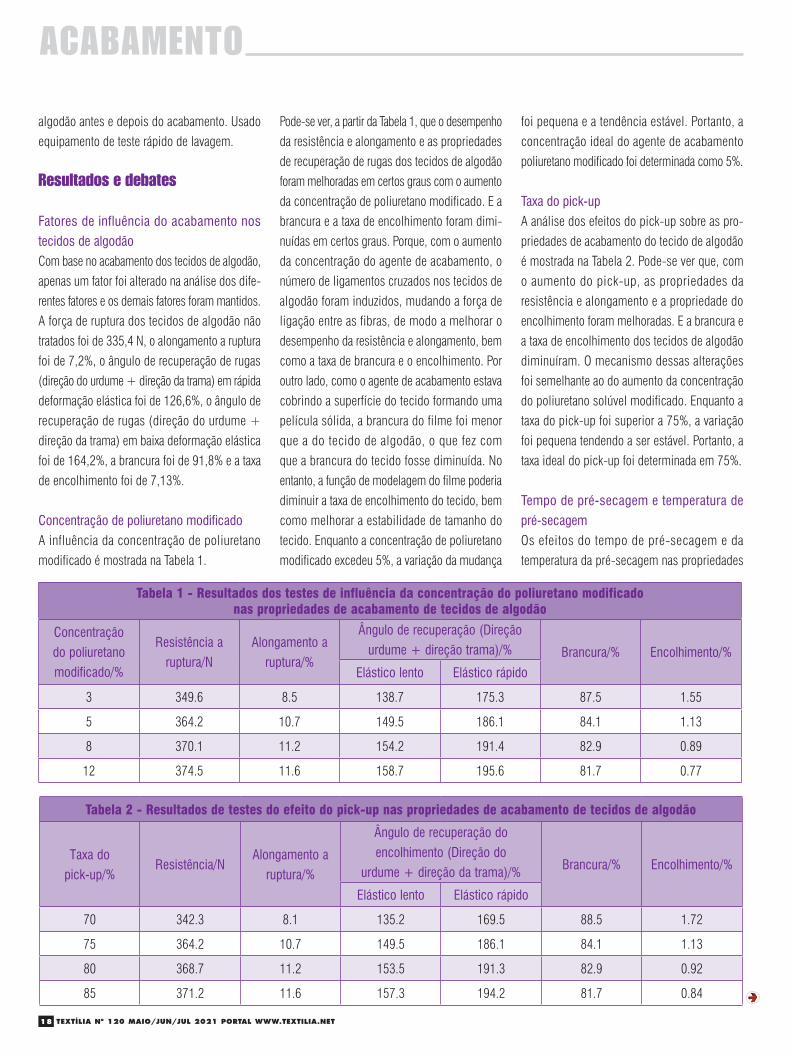
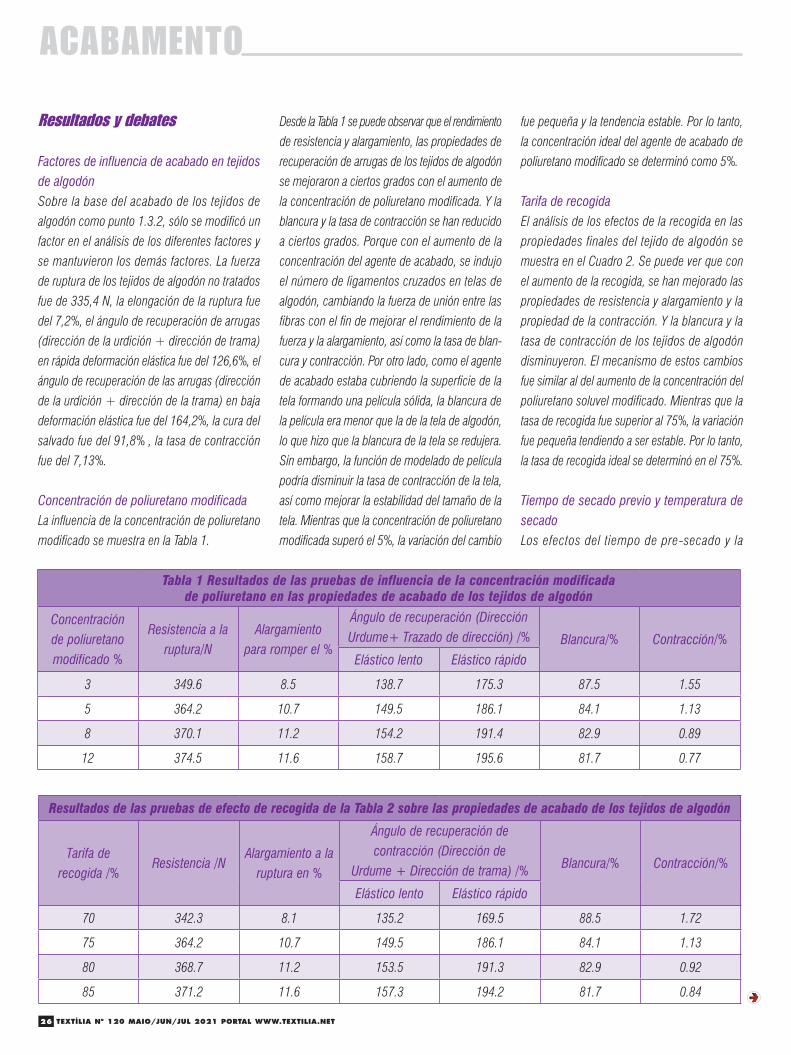
Concentração de poliuretano modificado
A influência da concentração de poliuretano
modificado é mostrada na Tabela 1.
Pode-se ver, a partir da Tabela 1, que o desempenho
da resistência e alongamento e as propriedades
de recuperação de rugas dos tecidos de algodão
foram melhoradas em certos graus com o aumento
da concentração de poliuretano modificado. E a
brancura e a taxa de encolhimento foram dimi-
nuídas em certos graus. Porque, com o aumento
da concentração do agente de acabamento, o
número de ligamentos cruzados nos tecidos de
algodão foram induzidos, mudando a força de
ligação entre as fibras, de modo a melhorar o
desempenho da resistência e alongamento, bem
como a taxa de brancura e o encolhimento. Por
outro lado, como o agente de acabamento estava
cobrindo a superfície do tecido formando uma
película sólida, a brancura do filme foi menor
que a do tecido de algodão, o que fez com
que a brancura do tecido fosse diminuída. No
entanto, a função de modelagem do filme poderia
diminuir a taxa de encolhimento do tecido, bem
como melhorar a estabilidade de tamanho do
tecido. Enquanto a concentração de poliuretano
modificado excedeu 5%, a variação da mudança
foi pequena e a tendência estável. Portanto, a
concentração ideal do agente de acabamento
poliuretano modificado foi determinada como 5%.
Taxa do pick-up
A análise dos efeitos do pick-up sobre as pro-
priedades de acabamento do tecido de algodão
é mostrada na Tabela 2. Pode-se ver que, com
o aumento do pick-up, as propriedades da
resistência e alongamento e a propriedade do
encolhimento foram melhoradas. E a brancura e
a taxa de encolhimento dos tecidos de algodão
diminuíram. O mecanismo dessas alterações
foi semelhante ao do aumento da concentração
do poliuretano solúvel modificado. Enquanto a
taxa do pick-up foi superior a 75%, a variação
foi pequena tendendo a ser estável. Portanto, a
taxa ideal do pick-up foi determinada em 75%.
Tempo de pré-secagem e temperatura de
pré-secagem
Os efeitos do tempo de pré-secagem e da
temperatura da pré-secagem nas propriedades
Tabela 1 - Resultados dos testes de influência da concentração do poliuretano modificado nas propriedades de acabamento de tecidos de algodão
Concentração
do poliuretano
modificado/%
Resistência a
ruptura/N
Alongamento a
ruptura/%
Ângulo de recuperação (Direção
urdume + direção trama)/% Brancura/% Encolhimento/%
Elástico lento Elástico rápido
3 349.6 8.5 138.7 175.3 87.5 1.55
5 364.2 10.7 149.5 186.1 84.1 1.13
8 370.1 11.2 154.2 191.4 82.9 0.89
12 374.5 11.6 158.7 195.6 81.7 0.77
Tabela 2 - Resultados de testes do efeito do pick-up nas propriedades de acabamento de tecidos de algodão
Taxa do
pick-up/%Resistência/N
Alongamento a
ruptura/%
Ângulo de recuperação do
encolhimento (Direção do
urdume + direção da trama)/% Brancura/% Encolhimento/%
Elástico lento Elástico rápido
70 342.3 8.1 135.2 169.5 88.5 1.72
75 364.2 10.7 149.5 186.1 84.1 1.13
80 368.7 11.2 153.5 191.3 82.9 0.92
85 371.2 11.6 157.3 194.2 81.7 0.84
Pg14a21_Acabamento.indd 18Pg14a21_Acabamento.indd 18 13/05/2021 22:0213/05/2021 22:02

ACABAMENTO
19TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
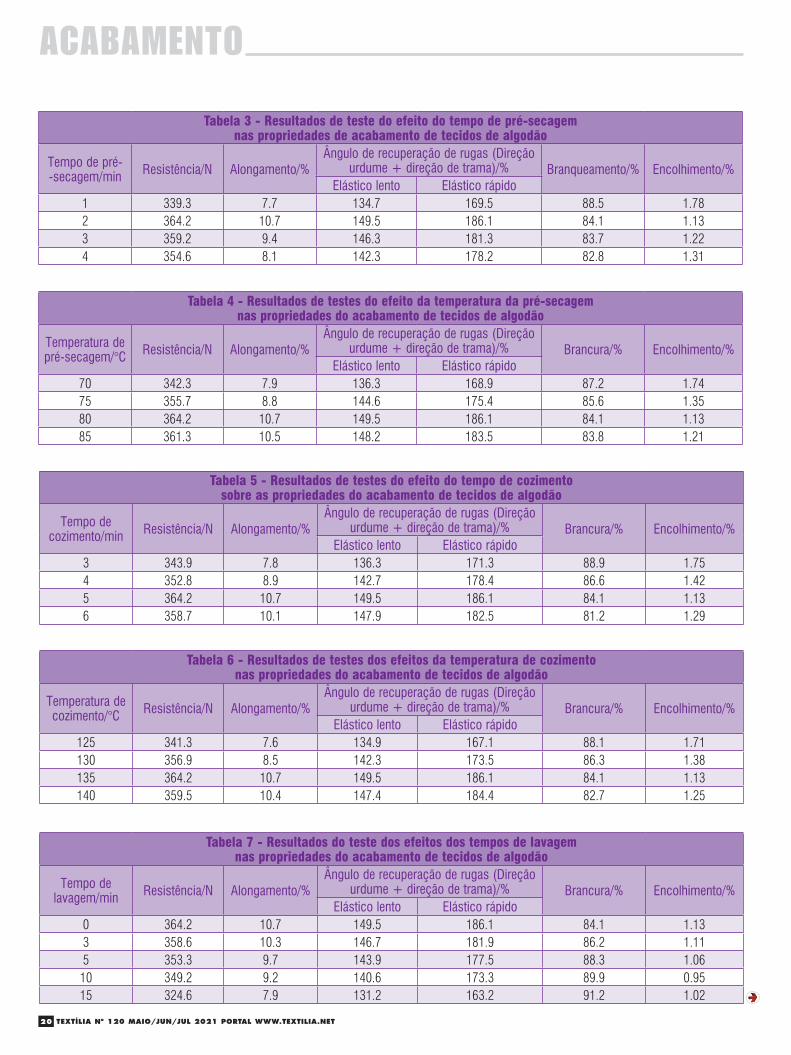
do acabamento dos tecidos de algodão são mostrados nas Tabelas 3 e 4.
Pode-se ver nas tabelas que, enquanto o tempo de pré-secagem foi de 2
minutos e a temperatura de pré-secagem, inferior a 80°C, com o aumento
do tempo e da temperatura da pré-secagem, as propriedades da resistência,
do alongamento e da recuperação do enrugamento dos tecidos de algodão
foram melhoradas, e a taxa de brancura e do encolhimento dos tecidos
diminuíram. Enquanto o tempo de pré-secagem foi superior a 2 minutos
e a temperatura de pré secagem foi superior a 80°C, com o aumento do
tempo e temperatura da pré-secagem, a resistência e o encolhimento dos
tecidos de algodão diminuíram, a brancura dos tecidos diminuiu um pouco
tendendo à estabilidade e a taxa de encolhimento dos tecidos aumentou. Isso
é devido ao fato de que a solução de acabamento de poliuretano modificado
solúvel transportada foi manuseada para aumentar a quantidade de -NCO,
então melhorou a força de ligação entre as fibras e a estabilidade do filme
na superfície do tecidos. Quando os parâmetros acima foram executados,
mais -NCO foram depositados no tecido de algodão. O que poderia causar
a anisotropia do mecanismo para que os efeitos finais fossem diminuídos.
Assim, o tempo ideal de pré-secagem e temperatura da pré-secagem para
o acabamento com poliuretano solúvel modificado é de 2 minutos e 80°C.
Tempo e temperatura do cozimento
Os efeitos do tempo e da temperatura de cozimento nas propriedades
do acabamento dos tecidos de algodão são mostrados nas Tabelas 5 e
6. Pode-se ver que, quando o tempo de cozimento foi de 5 minutos e a
temperatura de cozimento, inferior a 135°C, as propriedades da resistência,
alongamento e de encolhimento dos tecidos de algodão melhoraram, e a
brancura e a taxa de encolhimento dos tecidos de algodão foram menores.
Quanto o tempo de cozimento foi superior a 5 minutos e a temperatura
do cozimento, superior a 135°C, as propriedades da resistência e do
alongamento e o ângulo de recuperação de rugas caíram. E a tendência
de queda da brancura do tecido foi lenta e gradualmente estável. A taxa
de encolhimento dos tecidos de algodão teve um certo aumento causado
pelo princípio semelhante ao da pré-secagem. Assim, foi determinado que
o tempo ideal de cozimento e a temperatura de cozimento do acabamento
por poliuretano modificado foram de 5 minutos e 135°C.
Análise da resistência à lavagem
Mudanças de desempenho dos tecidos de algodão após o acabamento
em diferentes tempos de lavagem são mostradas na Tabela 7. Pode-se
ver que com o aumento das propriedades de resistência e alongamento e
ângulo de recuperação de rugas diminuíram. Quando o tempo de lavagem
foi mais de 10 vezes, as propriedades da resistência, do alongamento e o
ângulo de recuperação de rugas mostraram uma grande queda; a brancura
aumentou com os tempos de lavagem, e quando o tempo de lavagem foi
mais de 10 vezes, o aumento diminui e tende estabilizar; o encolhimento
[email protected] www.santexrimar.com
Desenho compacto para um desempenho competitivo
Fabricado em Itália
Pg14a21_Acabamento.indd 19Pg14a21_Acabamento.indd 19 13/05/2021 22:0213/05/2021 22:02
ACABAMENTO
20 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Tabela 3 - Resultados de teste do efeito do tempo de pré-secagem nas propriedades de acabamento de tecidos de algodão
Tempo de pré--secagem/min Resistência/N Alongamento/%
Ângulo de recuperação de rugas (Direção urdume + direção de trama)/% Branqueamento/% Encolhimento/%
Elástico lento Elástico rápido1 339.3 7.7 134.7 169.5 88.5 1.782 364.2 10.7 149.5 186.1 84.1 1.133 359.2 9.4 146.3 181.3 83.7 1.224 354.6 8.1 142.3 178.2 82.8 1.31
Tabela 4 - Resultados de testes do efeito da temperatura da pré-secagem nas propriedades do acabamento de tecidos de algodão
Temperatura de pré-secagem/°C Resistência/N Alongamento/%
Ângulo de recuperação de rugas (Direção urdume + direção de trama)/% Brancura/% Encolhimento/%
Elástico lento Elástico rápido70 342.3 7.9 136.3 168.9 87.2 1.7475 355.7 8.8 144.6 175.4 85.6 1.3580 364.2 10.7 149.5 186.1 84.1 1.1385 361.3 10.5 148.2 183.5 83.8 1.21
Tabela 5 - Resultados de testes do efeito do tempo de cozimento sobre as propriedades do acabamento de tecidos de algodão
Tempo de cozimento/min Resistência/N Alongamento/%
Ângulo de recuperação de rugas (Direção urdume + direção de trama)/% Brancura/% Encolhimento/%
Elástico lento Elástico rápido3 343.9 7.8 136.3 171.3 88.9 1.754 352.8 8.9 142.7 178.4 86.6 1.425 364.2 10.7 149.5 186.1 84.1 1.136 358.7 10.1 147.9 182.5 81.2 1.29
Tabela 6 - Resultados de testes dos efeitos da temperatura de cozimento nas propriedades do acabamento de tecidos de algodão
Temperatura de cozimento/°C Resistência/N Alongamento/%
Ângulo de recuperação de rugas (Direção urdume + direção de trama)/% Brancura/% Encolhimento/%
Elástico lento Elástico rápido125 341.3 7.6 134.9 167.1 88.1 1.71130 356.9 8.5 142.3 173.5 86.3 1.38135 364.2 10.7 149.5 186.1 84.1 1.13140 359.5 10.4 147.4 184.4 82.7 1.25
Tabela 7 - Resultados do teste dos efeitos dos tempos de lavagem nas propriedades do acabamento de tecidos de algodão
Tempo de lavagem/min Resistência/N Alongamento/%
Ângulo de recuperação de rugas (Direção urdume + direção de trama)/% Brancura/% Encolhimento/%
Elástico lento Elástico rápido0 364.2 10.7 149.5 186.1 84.1 1.133 358.6 10.3 146.7 181.9 86.2 1.115 353.3 9.7 143.9 177.5 88.3 1.0610 349.2 9.2 140.6 173.3 89.9 0.9515 324.6 7.9 131.2 163.2 91.2 1.02
Pg14a21_Acabamento.indd 20Pg14a21_Acabamento.indd 20 13/05/2021 22:0213/05/2021 22:02
ACABAMENTO
21TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
diminui com o aumento dos tempos de lavagem acima de 10. A razão para
essas mudanças são que o teor do agente de acabamento do poliuretano
modificado foi reduzido com o aumento dos tempos de lavagem. Além
disso, a mudança da taxa de encolhimento foi porque o tecido acabado de
algodão formou uma teia macromolecular que não foi fácil de ser limpa.
Enquanto o tempo de lavagem foi acima de sua capacidade de transporte,
a taxa de encolhimento aumentou. Pode-se constatar com a comparação
entre os tecidos de algodão inacabados e o tecido de algodão acabado após
10 lavagem que a performance da brancura do tecido acabado de algodão
era melhor do que a dos tecidos de algodão sem acabamento. Com base
na análise acima, pode-se considerar que o processo de acabamento no
tecido de algodão ainda possuía melhores qualidades após 10 lavagens.
Conclusões
Conseguimos conhecer, pelos testes nos tecidos de algodão, antes e depois
de acabados por solução de poliuretano modificado, que os parâmetros ideais
de acabamento por solução de poliuretano modificado foram: a concentração
da solução do poliuretano modificado como agente de acabamento de 5%, o
pick-up de 75%, o tempo de pré-secagem e a temperatura de pré-secagem
de 2 minutos e 80°C, o tempo de cozimento e a temperatura do cozimento de
5 minutos e 135°C; e que, depois de lavado por 10 vezes, a performance do
tecido de algodão acabado é ainda melhor do que a dos tecidos de algodão
sem acabamento. O processo de acabamento melhorou as propriedades de
resistência e alongamento e a propriedade de recuperação de rugas, bem
como a estabilidade do tamanho dos tecidos de algodão.
Referências
Zhang Weiwei. Estudo Comparativo sobre Sensação Fria e Quente de
Tecidos com Novas Fibras e Fibras Naturais[D]. Shanghai: Universidade
Donghua, 2017.
Han Jun, Jia Mingjing. Processo de otimização e aplicação de formulação
de agente de acabamento de poliuretano resistente a vincos. Poliuretano
Global, 2011(4):70-73.
Li Chao, Xing Jianwei, Xu Chengshu. Acabamento resistente a rugas em
tecidos de algodão com Amino Ester por Solução Organo silicone Poli-
condensada. Impressão e Tingimento, 2018, 44(19):35-38.
[4] Zhu Yanhong, Qian Cheng, Zhou Dapeng. Propriedades estruturais de
caracterização e aplicação do óleo de silicone amino polieter. Journal of
Textiles Research, 2011, 32 (4):71-74.
*Faculdade e Universidade Educacional Provincial na província de Jiangxi.
Autor: Li Qiong (1972), professor associado: [email protected]
Para isso, sua empresa precisa fazer uso dos conceitos ERP Enterprise Resource Planning e MES Manufaturing Execution System em uma ferramenta de gestão dos recursos, e tratar questões como;
• Alocação para a produção e restrição de materiais,• Controle sobre as movimentações de materiais,
• Engenharias de processo e produto, com alternativas e restrições,
• Capacidade de unir ordens de produção para otimizar a produção,
• Capacidade de controlar pedidos dentro das ordens de produção,
• Capacidade de sequenciamento finito de forma automática,
• Capacidade de simulação de produção e data de entrega,
• Acompanhamento em tempo real das datas de entrega,
• Controle sobre desperdícios, • Controle de qualidade durante todo o processo,• Controle sobre a manutenção dos equipamentos,• Rastreabilidade total dos processos e produtos,• Kanban eletrônico
A melhor forma de tratar todas as variáveis e informações são os sistemas informatizado, e se for especialista irá tratar com particularidade as questões envolvidas, porque conhece as dificuldades reais da produção.
Sistemas que resolvem de forma sistematizada, integrada e assertiva as questões acima citadas e muitas outras como;
• Controle sobre os processos terceirizados,• Controle de materiais de terceiros e em terceiros,• Controle dos pedidos dentro do processo produtivo,• Custo Gerencial e Real dos produtos por SKU, ...
Planejar a produção, aumentar a produtividade e reduzir os custos
Parece apenas promessa, mas sim é possível!Planejar, programar e acompanhar a produção em tempo real, tendo a possibilidade
de visualizar cenários e decidir pelo mais assertivo à empresa, torna-se cada vez mais real e necessário às indústrias.
• Tenha no planejamento as datas previstas e o faturamento de cada pedido!• Simule e aprove o melhor cenário para o sequenciamento da sua produção!• E, muito mais ...
Pg22a23_Publi2.indd 22Pg22a23_Publi2.indd 22 14/05/2021 15:3514/05/2021 15:35
Defendemos a especialidade, sistemas genéricos resolvem parcialmente, mas ainda precisam de pessoas internas na elaboração e manutenção de planilhas, além de transposição e consolidação de muitas informações, normalmente complexas, não atendendo de forma adequada as necessidades.
Enfatizamos aqui as soluções já existentes e que são pautadas nos conceitos ERP e MES, os sistemas desenvolvidos e implantados pela Operacional Solution.
Nossos sistemas possuem um ambiente único para o PCP atuar sem necessidade de programas ou planilhas complementares, liberando o PCP de cálculos para que possa atuar melhor nos planos e controles.
Somos especialistas em ambientes industriais, com 33 anos de experiência e profissionais especializados nos diversos setores, em especial o produtivo, atendemos empresas de vários portes e complexidades em todo o Brasil e América Latina.
Conheça nossas soluções;www.operacionalsolution.com.br
Pg22a23_Publi2.indd 23Pg22a23_Publi2.indd 23 14/05/2021 15:3514/05/2021 15:35
ACABAMENTO
24 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Por: Liu Qiong - Instituto Jiangxi de Tecnología de la Moda, Jiangxi Nanchang*
de trabajo. Las propiedades del acabado de tela
después de 10 lavados, era aún mejor que la
del tejido de algodón inacabado. Se considera
que la fuerza y el alargamiento y la propiedad
de recuperación de contracción del tejido de
algodón son mejores después de terminar con
poliuretano modificado, la estabilidad dimensional
era obviamente mejor.
Algodón
El tejido de algodón es muy querido por los
consumidores debido a sus actuaciones como
cómodo, muy permeable al aire, buena afinidad
Acabado de poliuretano modificado para tela de algodón
El presente estudio discutió la influencia
del acabado del organo siliconorganizado
de poliuretano modificado en las propiedades
del tejido de algodón. La fuerza y elongación,
ángulo de recuperación del pliegue, blancura
y tasa de contracción de los tejidos de algodón
antes y después del acabado fueron probados.
Los resultados de la prueba mostraron que el
proceso optimizado para el acabado de tela
de algodón con poliuretano modificado para
el acabado fue 5% mejor, 75% para la tasa de
recogida, 2 min para el tiempo de pre-secado,
80°C para temperatura de pre-secado, 5 min para
el tiempo de trabajo y 135 °C para la temperatura
En este artículo, un agente
de acabado funcional
fue realizado en tela de
algodón por poliuretano
organo siliconado
modificado en solución.
Pg24a28_Acabamento_Esp.indd 24Pg24a28_Acabamento_Esp.indd 24 13/05/2021 23:0313/05/2021 23:03

ACABAMENTO
25TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
con la piel, y por lo tanto tiene una amplia
aplicación en telas de vestir [1]. Los tejidos de
algodón también tienen algunos defectos para
su uso, como la baja elasticidad y ser fáciles
de amasar. Hay muchas maneras de mejorar
sus defectos y el acabado de la tela es uno de
ellos. Actualmente, la mayoría de los agentes
de acabado de arrugas para tejidos de algodón
en el mercado son resinas, ácidos acetales
o policexílicos y estos agentes de acabado
son altamente contaminantes para el medio
ambiente con cierta toxicidad. Después del
acabado, la resistencia de los tejidos de algodón
disminuyó y el efecto del acabado no es bueno
y estos agentes de acabado fueron reempla-
zados gradualmente por organosiliconizados
de poliuretano modificados no toxicóxicos,
inofensivos y libres de contaminación. Los
cambios en el rendimiento de la tela, antes
y después del acabado, se han probado para
proporcionar referencia para mejorar el acabado
del tejido de algodón.
Experimentos
• Materiales y reactivos
Tejidos de algodón plano blanqueado con hilos
de 18,2tex en la urda y la trama con 380 y 320
picas/10 cm respectivamente; todos los reactivos
fueron aplasticizados, incluyendo Isopropanol,
trietillamina, diisocyanato de isofuronato, laurato
de tin di butil, 4-butanediol, ácido propionic metil
di hydroxy, poli tetra hydro furan ether, Alcohol,
todos los productos del mercado.
• Instrumentos y equipos
Máquina de pruebas universales de materiales,
báscula electrónica, horno de laboratorio, caja de
pruebas de temperatura y humedad, equipo de
pruebas de tela elastomérica, equipo automático
de pruebas de pliegue de tela, equipo automático
de prueba de tasa de contracción, equipo de
prueba digital de blancura, resistencia al color
para lavar equipos de prueba, molino vertical,
secador sólido.
Metodología de prueba
Preparación de la solución de poliuretano
organosiliconmodificado
En laliteratura [3], se preparó la solución modificada
de poliuretano. Las operaciones específicas fueron
las siguientes: El éter de poli tetra hydro furan fue
pesado y colocado en tres viales, luego calentado
a 110°C-120°C y filtrado durante 30 minutos con
el fin de eliminar los compuestos moleculares
pequeños y medianos y el agua del éter politrahi-
drofurano; Después de la filtración, la solución de
éter politetrahidrocfurano se colocó a temperatura
ambiente, y el 0,08% del catalizador de estaño di
butilo laurato se añadió de acuerdo con la síntesis de
solución de poliuretano. El catalizador fue preparado y
añadido durante 5 minutos y la dosis de diisocyanato
iso-fónico se añadió durante 90 minutos a 80°C.
Después de eso, se añadió ácido propionico metil
di durante 90 minutos a una temperatura reducida
a 50°C; 4-butanodiol se disolvió en isopropanol y se
colocó en la solución reactiva por encima de 80°C
y se mantuvo durante 60 min. En un baño de hielo,
el sistema de solución se redujo a 0°C-5°C; aceite
de poliéter organo siliconizado, preparado según
la literatura[4] fue añadido. Después del manteni-
miento térmico de 90 minutos, se agregaron tres
etilaminas y la solución fue neutralizada durante 30
minutos. El sistema de solución anterior se inyectó
con agua desionizada, y se movió a alta velocidad
para dispersarse y emulsionarse durante 50 minutos
con el fin de obtener una emulsión de la solución
de poliuretano modificada.
Proceso de acabado para tela de algodón
Prescripción de acabado líquido: la concentración
de solución modificada de poliuretano fue del 5%,
la concentración de JFC fue del 0,5%, la relación
de baño fue de 1:10.
Proceso de acabado: los tejidos de algodón
estaban húmedos y deshidratados en agua,
luego completamente sumergidos en la solución
de acabado de poliuretano modificada durante
varios minutos. Después de dos enjuagues y dos
trampas de rodillos (la tasa residual era del 75%),
los tejidos de algodón se secaron previamente a
80 °C durante 2 minutos y se calentaron a 135
°C durante 5 minutos.
Prueba de rendimiento del tejido de algodón
Los tejidos de algodón después de terminar por
poliuretano modificado se secaron en un horno
a 105°C, y su humedad se estabilizó durante 24h
en ambiente estándar (temperatura de 20°C,
humedad relativa del 65%).
La fuerza de rotura y la resistencia alargamiento
en la dirección de la deformación de los tejidos de
algodón bajo tensión de ruptura se probaron en el
equipo de pruebas de materiales universales, con
una longitud de prueba de 200 mm, pretensión de
200 cN y una velocidad de prueba de 100 mm/
min. Se analizaron treinta grupos de muestras y se
obtuvo un valor medio después de la eliminación
de pruebas anormales. Según GB/T3819-1997
– “Método para determinar el ángulo de recupe-
ración textil”, que es la prueba para determinar
el ángulo de recuperación del pliegue del tejido
textil, el ángulo de recuperación de arrugas de los
tejidos de algodón antes y después de terminar
con poliuretano modificado en solución y ha sido
probado en un elasto-metro automático de arrugas.
Según GB/T8424.2-2001 “TEXTILE - COLOR
FASTNESS TEST” - La evaluación de la blan-
cura relativa de los tejidos de algodón antes y
después del acabado se midió por el medidor
de blancura digital.
Según GB/T8629-2001 “Tests of Domestic Washing
and Drying Procedures for Textiles”, la tasa de
contracción de los tejidos de algodón antes y
después del acabado se midió mediante equipos
automáticos de ensayo de contracción. Basado en
el rendimiento de la fuerza y elongación, pliegue,
blancura y contracción de la tela, se encontró el
proceso de acabado ideal. Según GB/T3921-2008
“TEXTILE COLOR FASTNESS TESTING” Quick Wash
Test, el lavado rápido de telas de algodón antes y
después del acabado ha sido probado por equipos
de pruebas de lavado rápido.
Pg24a28_Acabamento_Esp.indd 25Pg24a28_Acabamento_Esp.indd 25 13/05/2021 23:0313/05/2021 23:03
ACABAMENTO
26 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Resultados y debates
Factores de influencia de acabado en tejidos
de algodón
Sobre la base del acabado de los tejidos de
algodón como punto 1.3.2, sólo se modificó un
factor en el análisis de los diferentes factores y
se mantuvieron los demás factores. La fuerza
de ruptura de los tejidos de algodón no tratados
fue de 335,4 N, la elongación de la ruptura fue
del 7,2%, el ángulo de recuperación de arrugas
(dirección de la urdición + dirección de trama)
en rápida deformación elástica fue del 126,6%, el
ángulo de recuperación de las arrugas (dirección
de la urdición + dirección de la trama) en baja
deformación elástica fue del 164,2%, la cura del
salvado fue del 91,8% , la tasa de contracción
fue del 7,13%.
Concentración de poliuretano modificada
La influencia de la concentración de poliuretano
modificado se muestra en la Tabla 1.
Desde la Tabla 1 se puede observar que el rendimiento
de resistencia y alargamiento, las propiedades de
recuperación de arrugas de los tejidos de algodón
se mejoraron a ciertos grados con el aumento de
la concentración de poliuretano modificada. Y la
blancura y la tasa de contracción se han reducido
a ciertos grados. Porque con el aumento de la
concentración del agente de acabado, se indujo
el número de ligamentos cruzados en telas de
algodón, cambiando la fuerza de unión entre las
fibras con el fin de mejorar el rendimiento de la
fuerza y la alargamiento, así como la tasa de blan-
cura y contracción. Por otro lado, como el agente
de acabado estaba cubriendo la superficie de la
tela formando una película sólida, la blancura de
la película era menor que la de la tela de algodón,
lo que hizo que la blancura de la tela se redujera.
Sin embargo, la función de modelado de película
podría disminuir la tasa de contracción de la tela,
así como mejorar la estabilidad del tamaño de la
tela. Mientras que la concentración de poliuretano
modificada superó el 5%, la variación del cambio
fue pequeña y la tendencia estable. Por lo tanto,
la concentración ideal del agente de acabado de
poliuretano modificado se determinó como 5%.
Tarifa de recogida
El análisis de los efectos de la recogida en las
propiedades finales del tejido de algodón se
muestra en el Cuadro 2. Se puede ver que con
el aumento de la recogida, se han mejorado las
propiedades de resistencia y alargamiento y la
propiedad de la contracción. Y la blancura y la
tasa de contracción de los tejidos de algodón
disminuyeron. El mecanismo de estos cambios
fue similar al del aumento de la concentración del
poliuretano soluvel modificado. Mientras que la
tasa de recogida fue superior al 75%, la variación
fue pequeña tendiendo a ser estable. Por lo tanto,
la tasa de recogida ideal se determinó en el 75%.
Tiempo de secado previo y temperatura de
secado
Los efectos del tiempo de pre-secado y la
Tabla 1 Resultados de las pruebas de influencia de la concentración modificada de poliuretano en las propiedades de acabado de los tejidos de algodón
Concentración
de poliuretano
modificado %
Resistencia a la
ruptura/N
Alargamiento
para romper el %
Ángulo de recuperación (Dirección
Urdume+ Trazado de dirección) /% Blancura/% Contracción/%
Elástico lento Elástico rápido
3 349.6 8.5 138.7 175.3 87.5 1.55
5 364.2 10.7 149.5 186.1 84.1 1.13
8 370.1 11.2 154.2 191.4 82.9 0.89
12 374.5 11.6 158.7 195.6 81.7 0.77
Resultados de las pruebas de efecto de recogida de la Tabla 2 sobre las propiedades de acabado de los tejidos de algodón
Tarifa de
recogida /%Resistencia /N
Alargamiento a la
ruptura en %
Ángulo de recuperación de
contracción (Dirección de
Urdume + Dirección de trama) /% Blancura/% Contracción/%
Elástico lento Elástico rápido
70 342.3 8.1 135.2 169.5 88.5 1.72
75 364.2 10.7 149.5 186.1 84.1 1.13
80 368.7 11.2 153.5 191.3 82.9 0.92
85 371.2 11.6 157.3 194.2 81.7 0.84
Pg24a28_Acabamento_Esp.indd 26Pg24a28_Acabamento_Esp.indd 26 13/05/2021 23:0313/05/2021 23:03
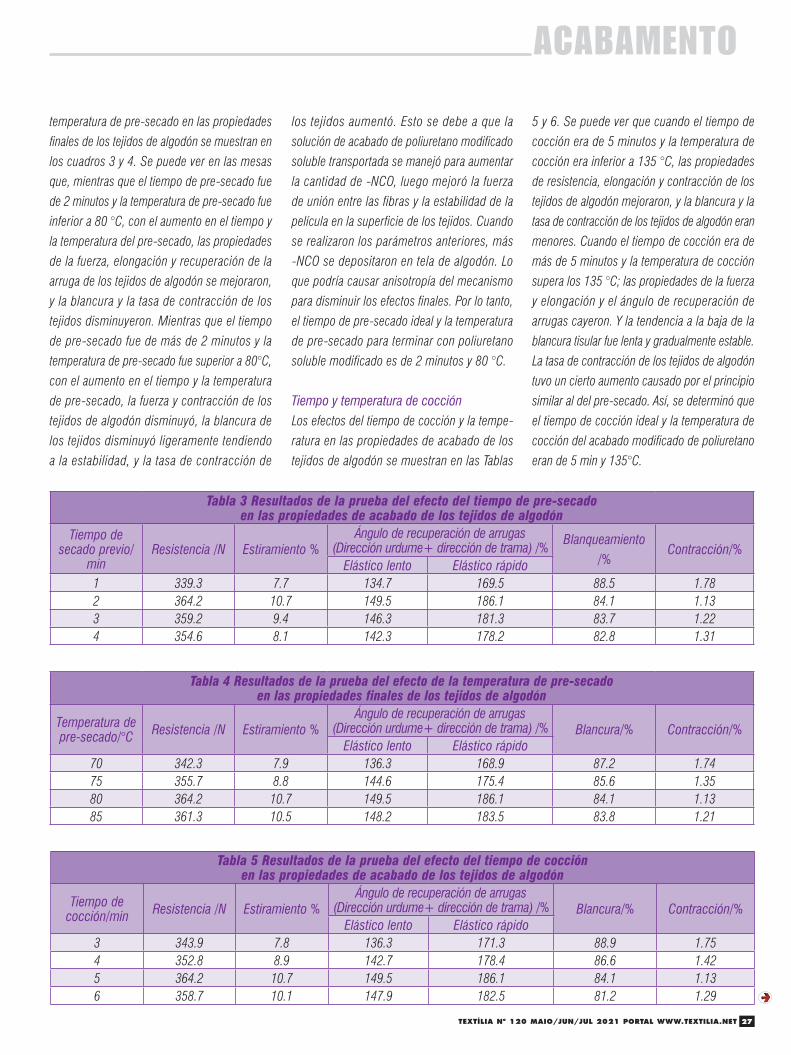
ACABAMENTO
27TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Tabla 3 Resultados de la prueba del efecto del tiempo de pre-secado en las propiedades de acabado de los tejidos de algodón
Tiempo de secado previo/
minResistencia /N Estiramiento %
Ángulo de recuperación de arrugas (Dirección urdume+ dirección de trama) /%
Blanqueamiento
/%Contracción/%
Elástico lento Elástico rápido1 339.3 7.7 134.7 169.5 88.5 1.782 364.2 10.7 149.5 186.1 84.1 1.133 359.2 9.4 146.3 181.3 83.7 1.224 354.6 8.1 142.3 178.2 82.8 1.31
Tabla 4 Resultados de la prueba del efecto de la temperatura de pre-secado en las propiedades finales de los tejidos de algodón
Temperatura de pre-secado/°C Resistencia /N Estiramiento %
Ángulo de recuperación de arrugas (Dirección urdume+ dirección de trama) /% Blancura/% Contracción/%
Elástico lento Elástico rápido70 342.3 7.9 136.3 168.9 87.2 1.7475 355.7 8.8 144.6 175.4 85.6 1.3580 364.2 10.7 149.5 186.1 84.1 1.1385 361.3 10.5 148.2 183.5 83.8 1.21
Tabla 5 Resultados de la prueba del efecto del tiempo de cocción en las propiedades de acabado de los tejidos de algodón
Tiempo de cocción/min Resistencia /N Estiramiento %
Ángulo de recuperación de arrugas (Dirección urdume+ dirección de trama) /% Blancura/% Contracción/%
Elástico lento Elástico rápido3 343.9 7.8 136.3 171.3 88.9 1.754 352.8 8.9 142.7 178.4 86.6 1.425 364.2 10.7 149.5 186.1 84.1 1.136 358.7 10.1 147.9 182.5 81.2 1.29
temperatura de pre-secado en las propiedades
finales de los tejidos de algodón se muestran en
los cuadros 3 y 4. Se puede ver en las mesas
que, mientras que el tiempo de pre-secado fue
de 2 minutos y la temperatura de pre-secado fue
inferior a 80 °C, con el aumento en el tiempo y
la temperatura del pre-secado, las propiedades
de la fuerza, elongación y recuperación de la
arruga de los tejidos de algodón se mejoraron,
y la blancura y la tasa de contracción de los
tejidos disminuyeron. Mientras que el tiempo
de pre-secado fue de más de 2 minutos y la
temperatura de pre-secado fue superior a 80°C,
con el aumento en el tiempo y la temperatura
de pre-secado, la fuerza y contracción de los
tejidos de algodón disminuyó, la blancura de
los tejidos disminuyó ligeramente tendiendo
a la estabilidad, y la tasa de contracción de
los tejidos aumentó. Esto se debe a que la
solución de acabado de poliuretano modificado
soluble transportada se manejó para aumentar
la cantidad de -NCO, luego mejoró la fuerza
de unión entre las fibras y la estabilidad de la
película en la superficie de los tejidos. Cuando
se realizaron los parámetros anteriores, más
-NCO se depositaron en tela de algodón. Lo
que podría causar anisotropía del mecanismo
para disminuir los efectos finales. Por lo tanto,
el tiempo de pre-secado ideal y la temperatura
de pre-secado para terminar con poliuretano
soluble modificado es de 2 minutos y 80 °C.
Tiempo y temperatura de cocción
Los efectos del tiempo de cocción y la tempe-
ratura en las propiedades de acabado de los
tejidos de algodón se muestran en las Tablas
5 y 6. Se puede ver que cuando el tiempo de
cocción era de 5 minutos y la temperatura de
cocción era inferior a 135 °C, las propiedades
de resistencia, elongación y contracción de los
tejidos de algodón mejoraron, y la blancura y la
tasa de contracción de los tejidos de algodón eran
menores. Cuando el tiempo de cocción era de
más de 5 minutos y la temperatura de cocción
supera los 135 °C; las propiedades de la fuerza
y elongación y el ángulo de recuperación de
arrugas cayeron. Y la tendencia a la baja de la
blancura tisular fue lenta y gradualmente estable.
La tasa de contracción de los tejidos de algodón
tuvo un cierto aumento causado por el principio
similar al del pre-secado. Así, se determinó que
el tiempo de cocción ideal y la temperatura de
cocción del acabado modificado de poliuretano
eran de 5 min y 135°C.
Pg24a28_Acabamento_Esp.indd 27Pg24a28_Acabamento_Esp.indd 27 13/05/2021 23:0313/05/2021 23:03
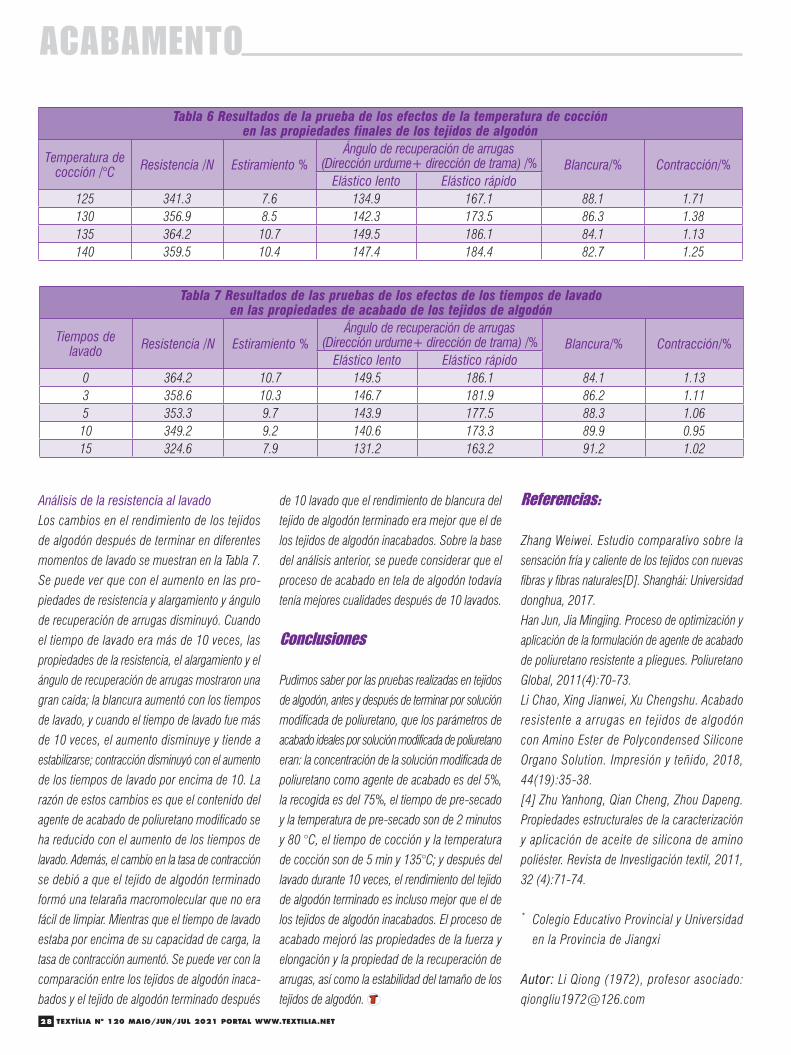
ACABAMENTO
28 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Análisis de la resistencia al lavado
Los cambios en el rendimiento de los tejidos
de algodón después de terminar en diferentes
momentos de lavado se muestran en la Tabla 7.
Se puede ver que con el aumento en las pro-
piedades de resistencia y alargamiento y ángulo
de recuperación de arrugas disminuyó. Cuando
el tiempo de lavado era más de 10 veces, las
propiedades de la resistencia, el alargamiento y el
ángulo de recuperación de arrugas mostraron una
gran caída; la blancura aumentó con los tiempos
de lavado, y cuando el tiempo de lavado fue más
de 10 veces, el aumento disminuye y tiende a
estabilizarse; contracción disminuyó con el aumento
de los tiempos de lavado por encima de 10. La
razón de estos cambios es que el contenido del
agente de acabado de poliuretano modificado se
ha reducido con el aumento de los tiempos de
lavado. Además, el cambio en la tasa de contracción
se debió a que el tejido de algodón terminado
formó una telaraña macromolecular que no era
fácil de limpiar. Mientras que el tiempo de lavado
estaba por encima de su capacidad de carga, la
tasa de contracción aumentó. Se puede ver con la
comparación entre los tejidos de algodón inaca-
bados y el tejido de algodón terminado después
de 10 lavado que el rendimiento de blancura del
tejido de algodón terminado era mejor que el de
los tejidos de algodón inacabados. Sobre la base
del análisis anterior, se puede considerar que el
proceso de acabado en tela de algodón todavía
tenía mejores cualidades después de 10 lavados.
Conclusiones
Pudimos saber por las pruebas realizadas en tejidos
de algodón, antes y después de terminar por solución
modificada de poliuretano, que los parámetros de
acabado ideales por solución modificada de poliuretano
eran: la concentración de la solución modificada de
poliuretano como agente de acabado es del 5%,
la recogida es del 75%, el tiempo de pre-secado
y la temperatura de pre-secado son de 2 minutos
y 80 °C, el tiempo de cocción y la temperatura
de cocción son de 5 min y 135°C; y después del
lavado durante 10 veces, el rendimiento del tejido
de algodón terminado es incluso mejor que el de
los tejidos de algodón inacabados. El proceso de
acabado mejoró las propiedades de la fuerza y
elongación y la propiedad de la recuperación de
arrugas, así como la estabilidad del tamaño de los
tejidos de algodón.
Referencias:
Zhang Weiwei. Estudio comparativo sobre la
sensación fría y caliente de los tejidos con nuevas
fibras y fibras naturales[D]. Shanghái: Universidad
donghua, 2017.
Han Jun, Jia Mingjing. Proceso de optimización y
aplicación de la formulación de agente de acabado
de poliuretano resistente a pliegues. Poliuretano
Global, 2011(4):70-73.
Li Chao, Xing Jianwei, Xu Chengshu. Acabado
resistente a arrugas en tejidos de algodón
con Amino Ester de Polycondensed Silicone
Organo Solution. Impresión y teñido, 2018,
44(19):35-38.
[4] Zhu Yanhong, Qian Cheng, Zhou Dapeng.
Propiedades estructurales de la caracterización
y aplicación de aceite de silicona de amino
poliéster. Revista de Investigación textil, 2011,
32 (4):71-74.
* Colegio Educativo Provincial y Universidad
en la Provincia de Jiangxi
Autor: Li Qiong (1972), profesor asociado:
Tabla 7 Resultados de las pruebas de los efectos de los tiempos de lavado en las propiedades de acabado de los tejidos de algodón
Tiempos de lavado Resistencia /N Estiramiento %
Ángulo de recuperación de arrugas (Dirección urdume+ dirección de trama) /% Blancura/% Contracción/%
Elástico lento Elástico rápido0 364.2 10.7 149.5 186.1 84.1 1.133 358.6 10.3 146.7 181.9 86.2 1.115 353.3 9.7 143.9 177.5 88.3 1.0610 349.2 9.2 140.6 173.3 89.9 0.9515 324.6 7.9 131.2 163.2 91.2 1.02
Tabla 6 Resultados de la prueba de los efectos de la temperatura de cocción en las propiedades finales de los tejidos de algodón
Temperatura de cocción /°C Resistencia /N Estiramiento %
Ángulo de recuperación de arrugas (Dirección urdume+ dirección de trama) /% Blancura/% Contracción/%
Elástico lento Elástico rápido125 341.3 7.6 134.9 167.1 88.1 1.71130 356.9 8.5 142.3 173.5 86.3 1.38135 364.2 10.7 149.5 186.1 84.1 1.13140 359.5 10.4 147.4 184.4 82.7 1.25
Pg24a28_Acabamento_Esp.indd 28Pg24a28_Acabamento_Esp.indd 28 13/05/2021 23:0313/05/2021 23:03
INFORME TÉCNICO
29TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Adivisão de malharia da Groz-Beckert produz e distribui mais de 50.000
produtos para os segmentos de malharia circular, retilínea, urdume
e meias. Além de agulhas de alto desempenho e peças de sistemas
para todos os tipos de teares de malharia, a linha de produtos da divisão
também inclui cilindros para máquinas circulares de grande diâmetro e
body size seamless.
O som do tilintar das agulhas de tricô pode fazer parte da memória de
infância de alguns leitores, quando suas avós faziam meias manualmente.
Hoje, em vez de dedos ágeis, há uma ampla variedade de máquinas assu-
mindo a tarefa de tricotar meias e outros artigos de malha sofisticados.
Malharia circular
Máquinas de cilindro simples e duplo, bem como máquinas de cilindro
simples com disco, se tornaram padrão para a produção de meias. Técni-
cas de transferência usadas em máquinas de cilindro simples com disco
permitem, adicionalmente, a produção de uma variedade de artigos. Essas
máquinas são oferecidas com diâmetros típicos de 88,9 mm a 152,4 mm,
Especial de Malhariada Groz-Beckert
Com sede na
Alemanha, a empresa
é líder mundial no
fornecimento de
agulhas para máquinas
industriais e serviços
para produção têxtil.
nas quais, dependendo da finura, são usadas agulhas com uma espessura
de 0,26 mm a 1,55 mm. A Groz-Beckert oferece uma gama de mais de
1.800 agulhas de alta qualidade para máquinas de meias, meias-calças
e teares circulares de pequeno diâmetro.
Áreas típicas de aplicação em malharia circular de grande diâmetro
incluem a fabricação de vestuários externos, como camisetas, roupas
para o lazer e esportivas, roupas íntimas, pijamas, tecidos para sutiãs e
têxteis técnicos. Esses tecidos de malha são fabricados em foma tubu-
lar por uma matriz circular de agulhas de malharia. Em máquinas dou-
ble jersey, as agulhas são dispostas no cilindro e no disco, ao passo
que as máquinas single jersey usam agulhas de malharia e platinas.
As tecnologias de malharia só oferecem vantagens com componentes de
qualidade instalados. É por isso que os fabricantes de tecidos e máquinas
têm prazer em se associar à Groz-Beckert, líder mundial no fornecimento de
agulhas para máquinas industriais. Na Groz-Beckert, todos os componentes
de um sistema de malharia são precisamente coordenados. A interação
perfeita entre as agulhas de malharia e as peças de sistema garante um
processo de formação da laçada uniforme e impecável.
Especial de Malhariada Groz-Beckert
Plus agulha para economia de energia em máquinas de tricô circulares.
Agulha de tricô de meia com entalhe de quebra predeterminado.
Pg29a30_InformeTecnico.indd 29Pg29a30_InformeTecnico.indd 29 13/05/2021 23:0413/05/2021 23:04

INFORME TÉCNICO
30 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Malharia por urdimento
Qualidade uniforme e perfeita é uma obrigação – e um desafio – na malharia
por urdume. Cargas extremas no processo de formação do laço, devido a
influências mecânicas e químicas, causam desgaste prematuro e ferrugem
e o fator causal de formas de desgaste são geralmente os fios abrasivos.
No caso de fios de fibras naturais, esses são normalmente contaminantes
mais duros do que o aço, e em fios de fibra química, que são tratados para
induzir fosqueamento, os culpados são os cristais de dióxido de titânio que
se projetam da superfície do fio e, literalmente, serrilham o aço.
Malharia retilínea
As modernas máquinas de malharia por urdimento não apenas executam
sequências complexas de formação de laços, mas também precisam lidar
com amplos requisitos funcionais e as mais rigorosas exigências. Junta-
mente com uma grande variedade de padronização e cores, os clientes
finais também exigem o uso flexível de fios. Agulhas de lingueta, agulhas
compostas e peças de sistema são componentes vitais no coração de
cada máquina de malharia retilínea. A qualidade excepcional da superfície
das agulhas Groz-Beckert nas áreas do clipe de transferência e do suporte
de ponto, o arco interno do gancho e a cabeça da lingueta, garantem o
tratamento mais suave possível do fio durante a formação do laço. Sua
extrema precisão dimensional em termos de posicionamento do clipe de
transferência e do assento da lingueta, além do próprio design da lingueta,
garante um alto padrão consistente de qualidade do tecido.
O que é bom para a moda também é bom para os negócios: um aumento na
lucratividade e na produtividade pode ser alcançado com menor consumo
de agulhas e maior confiabilidade do processo durante a transferência,
devido à qualidade excepcional de superfície e alta precisão dimensional.
Além disso, clientes satisfeitos têm a garantia de uma qualidade de tecido
consistente e perfeita e um mínimo de trabalho subsequente necessário. A
flexibilidade em termos de possibilidades de padronização e a alimentação
dos fios abrem espaço para áreas de negócios totalmente novas.
A oferta da Groz-Beckert para a indústria de malharia é concluída por ser-
viços detalhados, incluindo consultorias para aplicações personalizadas,
testes têxteis, bem como análises de óleo de agulhas e de danos. No
próprio Centro de Tecnologia e Desenvolvimento, você encontra o suporte
especializado e desenvolvimento inovador da empresa, combinados com o
know-how e conhecimento da indústria. Por trás dos produtos e serviços,
há uma força de trabalho de mais de 9.000 funcionários em todo o mundo
dedicada à excelência no desenvolvimento e fabricação e em oferecer um
suporte sólido ao cliente.
Ferramentas de malha
de urdidura.
Na Groz-Beckert, todos os componentes de um sistema de malharia por
urdume são protegidos contra desgaste e ferrugem, bem como coorde-
nados precisamente entre si. A interação perfeita de agulhas e peças de
sistema garante um processo de urdimento uniforme e impecável. Além
das agulhas de alto desempenho para a indústria de urdimento, a empresa
também oferece peças de sistema para máquinas de tricô, tecidos agu-
lhados, Raschel e crochê, disponíveis como peças individuais e módulos.
Flat para tricô - confiabilidade
durante o processo de transferência.
Pg29a30_InformeTecnico.indd 30Pg29a30_InformeTecnico.indd 30 13/05/2021 23:0413/05/2021 23:04
INFORME TÉCNICO
31TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
La división Knitting de Groz-Beckert fabrica
y distribuye más de 50.000 productos para
los sectores del tricotado circular, la calcetería,
el tricotado rectilíneo y el tricotado por urdimbre.
Además de agujas de alto rendimiento y piezas del
sistema para todo tipo de máquinas de tricotado, la
gama de productos también incluye cilindros para
máquinas circulares de gran diámetro y máquinas
seamless bodysize. El sonido de las agujas de
tejer puede formar parte de los recuerdos infantiles
de algunos lectores, que recordarán a su abuela
tejiendo calcetines. Hoy en día, una amplia gama
de máquinas que se encargan de la tarea de tejer
calcetines y otros tejidos sofisticados ha sustituido
a las hábiles manos que lo hacían en el pasado.
Tricotado circular
Las máquinas de uno y dos cilindros, así como
las máquinas de un cilindro con disco, se han
convertido en un estándar de referencia para la
calcetería. Además, las técnicas de transferencia
utilizadas en máquinas de un solo cilindro con
disco permiten producir una gran variedad de
dibujos. Estas máquinas están disponibles con
diámetros típicos de 3.5 a 6 pulgadas, por lo que,
dependiendo de la galga, se utilizan agujas con
un espesor de 0.26 a 1.55 mm. Groz-Beckert
ofrece una gama de más de 1,800 agujas de
alta calidad para calcetines, medias y máquinas
de tricotado circular con un diámetro reducido.
Los campos de aplicación típicos del tricotado
circular de gran diámetro incluyen la fabricación
de ropa exterior como camisetas, ropa deportiva
y de ocio, ropa interior y pijamas, entre ellos
tejidos para sujetadores y tejidos técnicos como
camisas inteligentes. Estos tejidos tricotados
se fabrican en forma de tejido tubular infinito
con una gama circular de agujas de tricotado.
En las máquinas de doble fontura, las agujas
están dispuestas tanto en el cilindro como en
el disco, mientras que las máquinas de fontura
simple utilizan agujas y platinas. Las tecnologías
de tricotado solo proporcionan sus ventajas si se
utilizan componentes de calidad. Por eso, a los
fabricantes de tejidos tricotados y maquinaria les
gusta asociarse con Groz-Beckert, el proveedor
líder de agujas para máquinas industriales a nivel
mundial. En Groz-Beckert, todos los componentes
de un sistema de tricotado están coordinados de
forma precisa. La interacción perfecta entre las
agujas de la tricotosa y las piezas del sistema
garantiza un proceso de formación de malla
uniforme e impecable.
Tricotado por urdimbre
Una calidad uniforme e impecable es imprescin-
dible —y constituye un reto— en el tricotado por
urdimbre. Las cargas extremas en el proceso de
formación de malla, ocasionado por influencias
mecánicas y químicas, provocan un desgaste y
una oxidación prematuros. Los hilos abrasivos
suelen ser el factor causante de formas de desgaste
especialmente acentuadas. En el caso de los hilos
de fibra natural, los causantes contaminantes
suelen ser más duros que el acero, y en el caso
de los hilos de fibra química, que se tratan con
productos para deslustrado, los culpables son los
cristales de dióxido de titanio que sobresalen de la
superficie del hilo y, literalmente, cortan el acero.
En Groz-Beckert, todos los componentes de un
sistema de tricotado por urdimbre están protegi-
dos contra el desgaste y el óxido. También están
coordinados entre sí con gran precisión. Una
interacción perfecta entre las agujas y las piezas
del sistema garantiza un proceso de tricotado por
urdimbre uniforme e impecable.
Además de las agujas de alto rendimiento, Groz-
Beckert también ofrece al sector del tricotado
por urdimbre piezas del sistema para telares por
urdimbre, máquinas Raschel y máquinas crochet,
disponibles como piezas individuales y módulos.
Tricotado rectilíneo
Las máquinas de tricotado rectilíneo modernas
no solo ejecutan complejas secuencias de for-
mación de mallas, sino que también tienen que
hacer frente a una amplia gama de requisitos
funcionales y satisfacer las expectativas más
exigentes. Además de una amplia variedad de
dibujos y colores, los clientes finales también
exigen un uso flexible del hilo. Las agujas de
lengüeta, las agujas compuestas y las piezas del
sistema son componentes vitales en el corazón
de cualquier máquina rectilínea.
La excepcional calidad de la superficie de las
agujas Groz-Beckert en todas sus partes (las
zonas de la muelle de transferencia y del soporte
de la malla, en el arco interior del gancho y en la
cabeza de la lengüeta) garantiza el tratamiento
más cuidadoso posible para el hilo durante la
formación de la malla. Su extrema precisión
dimensional en cuanto a la colocación de la muelle
de transferencia y del asiento para la lengüeta,
y el propio diseño de la lengüeta, garantizan un
alto estándar de calidad para la tela.
Especial sobre tricotado de Groz-Beckert
Con sede en Alemania, la empresa es líder mundial en el suministro de agujas para máquinas industriales y servicios para la producción textil.
Pg31_InformeTecnico_Esp.indd 31Pg31_InformeTecnico_Esp.indd 31 13/05/2021 23:0513/05/2021 23:05
BENEFICIAMENTO
32 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Por: Eng. Têxtil Gilson Leite – Consultor técnico do Senai-Cetiqt
O atual estado da arte do beneficiamento têxtil sustentável
O consumo de água
é o principal fator de
impacto ambiental
dos processos de
beneficiamento de
têxteis.
para a agricultura) e sempre foi um importante consumidor de água para
realização de seus processos. Estima-se que o setor, hoje, utiliza entre
17% e 20% de toda a água consumida pela humanidade.
Estes dados representam números estratosféricos, algo inimaginável: um
consumo em torno de 30 trilhões de litros de água para processar 60
bilhões de quilos por ano de materiais têxteis no mundo. Para se ter uma
ideia, a cada 1 quilo de tecido, dependendo do tipo de fibra, consome-se
de 100 a 150 litros de água para sua fabricação, distribuídos da seguinte
forma entre seus processos (Gráfico 1).
A geração de gases do efeito estufa está diretamente relacionada ao
consumo de combustíveis e poluição para consumo e energia, gerando a
pegada de CO2 para os processos de beneficiamentos têxteis. Veja o perfil
da distribuição do consumo de energia na indústria têxtil no Gráfico 2.
Este artigo foi desenvolvido com base em nossa visita à ITMA 2019,
em Barcelona, e será desenvolvido em etapas na edição. O artigo
aborda sistemas de utilidades que podem aperfeiçoar a sustentabilidade
dos processos de beneficiamento têxtil e é baseado em estudos bibliográ-
ficos recentes sobre os beneficiamentos têxteis sustentáveis em relação
à necessidade do uso, ou com significativa redução do consumo de água
como veículo para tratamentos têxteis, assim como seus produtos químicos
e auxiliares, consumo de energia, emissão de CO2 e a necessidade de
tratamento dos efluentes gerados nestes processos e seus impactos em
relação aos tratamentos têxteis – primários (pré-tratamentos), secundários
(tingimento e estamparia) e terciários (acabamento final e aprestos). O
objetivo é difundir, aos leitores e aos profissionais que se dedicam a esta
área do conhecimento, as tendências tecnológicas neste importante campo
de desenvolvimento para estudos e aplicações industriais que visam a uma
maior sustentabilidade (social, ambiental e econômica) destes processos.
O uso da água
Como um solvente universal, por suas caraterísticas únicas, além de ser
encontrada naturalmente, a água sempre foi utilizada nos processos de
tratamentos úmidos em materiais têxteis (fibras, fios, tecidos e confeccio-
nados). Tem-se conhecimento de que já há 4.000 anos (através de tecidos
tintos encontrados em tumbas egípcias) a água teria sido utilizada como
veículo para tingimento. A indústria têxtil é o segundo maior (só perde
2GL – Abril/2021
Gráfico 01 – Fonte: Consumo de água na indústria têxtil (2013) [1].
Assim como a geração de gases do efeito estufa está diretamente relacionada ao consumo de combustíveis e poluição para consumo e energia, gerando a pegada de CO2 para os processos de beneficiamentos têxteis, veja o perfil da distribuição do consumo de energia na indústria têxtil no gráfico 02 abaixo:
Gráfico 02 – Fonte: Distribuição do consumo de energia por tipo in 2006 [1]
Como pode ser observado a energia térmica e elétrica são as mais impactantes, de modo que a sua distribuição entre os diversos setores pode ser observados no gráfico da figura 03 abaixo:
Pré-tratamentos38%
Tingimento16%
Estamparia8%
Aquecimento14%
Outros (Lavagem, Resfriamento, etc)
24%
DISTRIBUIÇÃO CONSUMO DE ÁGUA IT
Aquecimento50%
Resfriamento5%
Outros1%
Acionamento Elétrico
26%
Não-produtivos (Utilidades)
18%
DISTRIBUIÇÃO CONSUMO DE ENERGIA IT
Gráfico 1 – Fonte: Consumo de água na indústria têxtil (2013) [1].
Pg32a39_Beneficiamento.indd 32Pg32a39_Beneficiamento.indd 32 13/05/2021 23:0813/05/2021 23:08
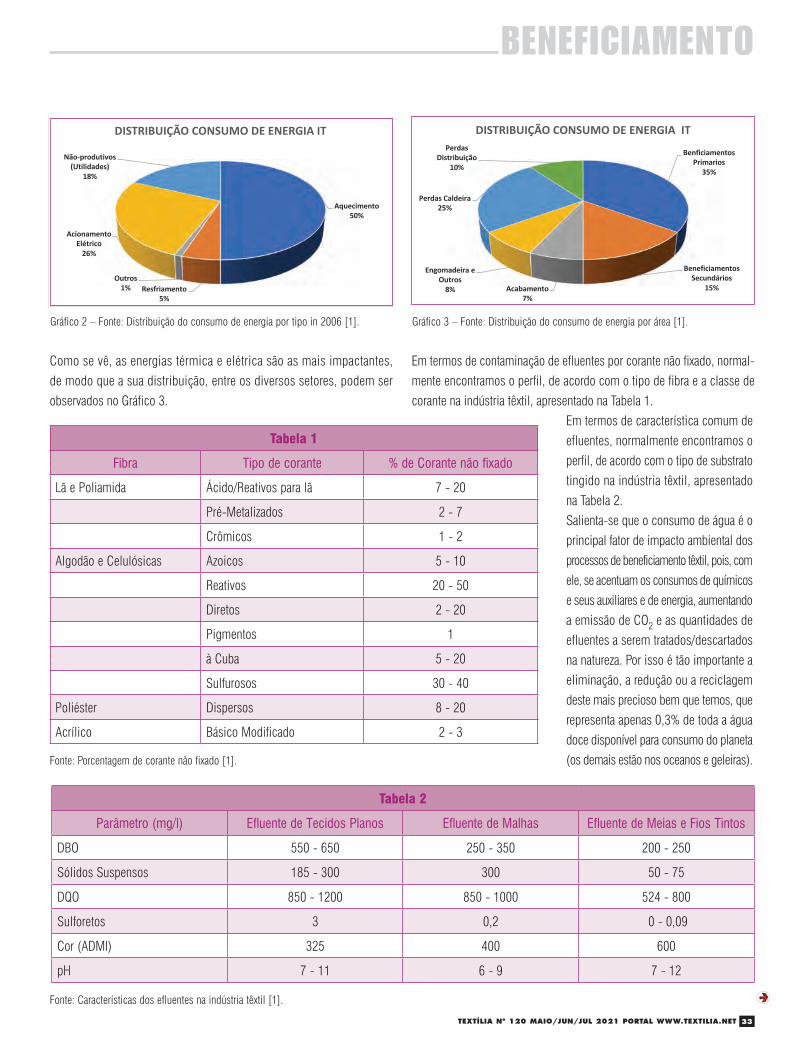
BENEFICIAMENTO
33TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Como se vê, as energias térmica e elétrica são as mais impactantes,
de modo que a sua distribuição, entre os diversos setores, podem ser
observados no Gráfico 3.
Em termos de característica comum de
efluentes, normalmente encontramos o
perfil, de acordo com o tipo de substrato
tingido na indústria têxtil, apresentado
na Tabela 2.
Salienta-se que o consumo de água é o
principal fator de impacto ambiental dos
processos de beneficiamento têxtil, pois, com
ele, se acentuam os consumos de químicos
e seus auxiliares e de energia, aumentando
a emissão de CO2 e as quantidades de
efluentes a serem tratados/descartados
na natureza. Por isso é tão importante a
eliminação, a redução ou a reciclagem
deste mais precioso bem que temos, que
representa apenas 0,3% de toda a água
doce disponível para consumo do planeta
(os demais estão nos oceanos e geleiras).
Tabela 1
Fibra Tipo de corante % de Corante não fixado
Lã e Poliamida Ácido/Reativos para lã 7 - 20
Pré-Metalizados 2 - 7
Crômicos 1 - 2
Algodão e Celulósicas Azoicos 5 - 10
Reativos 20 - 50
Diretos 2 - 20
Pigmentos 1
à Cuba 5 - 20
Sulfurosos 30 - 40
Poliéster Dispersos 8 - 20
Acrílico Básico Modificado 2 - 3
Tabela 2
Parâmetro (mg/l) Efluente de Tecidos Planos Efluente de Malhas Efluente de Meias e Fios Tintos
DBO 550 - 650 250 - 350 200 - 250
Sólidos Suspensos 185 - 300 300 50 - 75
DQO 850 - 1200 850 - 1000 524 - 800
Sulforetos 3 0,2 0 - 0,09
Cor (ADMI) 325 400 600
pH 7 - 11 6 - 9 7 - 12
2GL – Abril/2021
Gráfico 01 – Fonte: Consumo de água na indústria têxtil (2013) [1].
Assim como a geração de gases do efeito estufa está diretamente relacionada ao consumo de combustíveis e poluição para consumo e energia, gerando a pegada de CO2 para os processos de beneficiamentos têxteis, veja o perfil da distribuição do consumo de energia na indústria têxtil no gráfico 02 abaixo:
Gráfico 02 – Fonte: Distribuição do consumo de energia por tipo in 2006 [1]
Como pode ser observado a energia térmica e elétrica são as mais impactantes, de modo que a sua distribuição entre os diversos setores pode ser observados no gráfico da figura 03 abaixo:
Pré-tratamentos38%
Tingimento16%
Estamparia8%
Aquecimento14%
Outros (Lavagem, Resfriamento, etc)
24%
DISTRIBUIÇÃO CONSUMO DE ÁGUA IT
Aquecimento50%
Resfriamento5%
Outros1%
Acionamento Elétrico
26%
Não-produtivos (Utilidades)
18%
DISTRIBUIÇÃO CONSUMO DE ENERGIA IT
3GL – Abril/2021
Gráfico 03 – Fonte: Distribuição do consumo de energia por área [1]
Em termos de contaminação de efluentes por corante não-fixado, normalmente encontramos o seguinte perfil de acordo com o tipo de fibra e a classe de corante na indústria têxtil (tabela 04):
Fibra Tipo de corante % de Corante não-fixado
Lã e Poliamida Ácido / Reativos para lã 7 - 20
Pré-Metalizados 2 - 7
Crômicos 1 - 2
Algodão e Celulósicas Azóicos 5 - 10
Reativos 20 - 50
Diretos 2 - 20
Pigmentos 1
à Cuba 5 - 20
Sulfurosos 30 - 40
Poliéster Dispersos 8 - 20
Acrílico Básico Modificado 2 - 3Tabela 04 – Fonte: Porcentagem de corante não-fixado [1]
Em termos de característica comum de efluentes, normalmente encontramos o seguinte perfil de acordo com o tipo de substrato tingido na indústria têxtil (tabela 05):
Parâmetro (mg/l) Efluente de Tecidos Planos Efluente de Malhas Efluente de Meias e Fios Tintos
DBO 550 - 650 250 - 350 200 - 250
Sólidos Suspensos 185 - 300 300 50 - 75
DQO 850 - 1200 850 - 1000 524 - 800
Sulforetos 3 0,2 0 - 0,09
Cor (ADMI) 325 400 600
pH 7 - 11 6 - 9 7 - 12
Tabela 05 – Fonte: Características dos efluentes na indústria têxtil [1]
Benficiamentos Primarios
35%
Beneficiamentos Secundários
15%Acabamento7%
Engomadeira e Outros
8%
Perdas Caldeira25%
Perdas Distribuição
10%
DISTRIBUIÇÃO CONSUMO DE ENERGIA IT
Gráfico 2 – Fonte: Distribuição do consumo de energia por tipo in 2006 [1]. G ráfico 3 – Fonte: Distribuição do consumo de energia por área [1].
Fonte: Características dos efluentes na indústria têxtil [1].
Fonte: Porcentagem de corante não fixado [1].
Em termos de contaminação de efluentes por corante não fixado, normal-
mente encontramos o perfil, de acordo com o tipo de fibra e a classe de
corante na indústria têxtil, apresentado na Tabela 1.
Pg32a39_Beneficiamento.indd 33Pg32a39_Beneficiamento.indd 33 13/05/2021 23:0813/05/2021 23:08
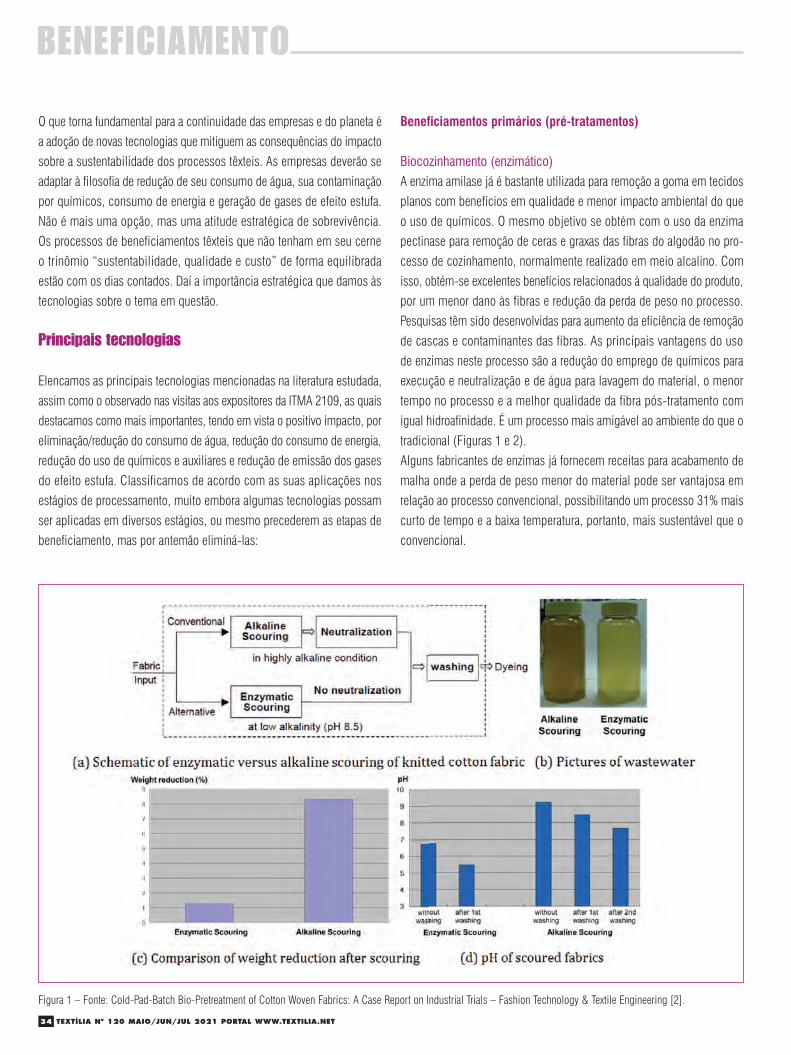
BENEFICIAMENTO
34 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
O que torna fundamental para a continuidade das empresas e do planeta é
a adoção de novas tecnologias que mitiguem as consequências do impacto
sobre a sustentabilidade dos processos têxteis. As empresas deverão se
adaptar à filosofia de redução de seu consumo de água, sua contaminação
por químicos, consumo de energia e geração de gases de efeito estufa.
Não é mais uma opção, mas uma atitude estratégica de sobrevivência.
Os processos de beneficiamentos têxteis que não tenham em seu cerne
o trinômio “sustentabilidade, qualidade e custo” de forma equilibrada
estão com os dias contados. Daí a importância estratégica que damos às
tecnologias sobre o tema em questão.
Principais tecnologias
Elencamos as principais tecnologias mencionadas na literatura estudada,
assim como o observado nas visitas aos expositores da ITMA 2109, as quais
destacamos como mais importantes, tendo em vista o positivo impacto, por
eliminação/redução do consumo de água, redução do consumo de energia,
redução do uso de químicos e auxiliares e redução de emissão dos gases
do efeito estufa. Classificamos de acordo com as suas aplicações nos
estágios de processamento, muito embora algumas tecnologias possam
ser aplicadas em diversos estágios, ou mesmo precederem as etapas de
beneficiamento, mas por antemão eliminá-las:
Beneficiamentos primários (pré-tratamentos)
Biocozinhamento (enzimático)
A enzima amilase já é bastante utilizada para remoção a goma em tecidos
planos com benefícios em qualidade e menor impacto ambiental do que
o uso de químicos. O mesmo objetivo se obtém com o uso da enzima
pectinase para remoção de ceras e graxas das fibras do algodão no pro-
cesso de cozinhamento, normalmente realizado em meio alcalino. Com
isso, obtém-se excelentes benefícios relacionados à qualidade do produto,
por um menor dano às fibras e redução da perda de peso no processo.
Pesquisas têm sido desenvolvidas para aumento da eficiência de remoção
de cascas e contaminantes das fibras. As principais vantagens do uso
de enzimas neste processo são a redução do emprego de químicos para
execução e neutralização e de água para lavagem do material, o menor
tempo no processo e a melhor qualidade da fibra pós-tratamento com
igual hidroafinidade. É um processo mais amigável ao ambiente do que o
tradicional (Figuras 1 e 2).
Alguns fabricantes de enzimas já fornecem receitas para acabamento de
malha onde a perda de peso menor do material pode ser vantajosa em
relação ao processo convencional, possibilitando um processo 31% mais
curto de tempo e a baixa temperatura, portanto, mais sustentável que o
convencional.
5GL – Abril/2021
Figura 06 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials –Fashion Technology & Textile Engineering [2]
Figura 07 - Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-textiles/ (2014)
Alguns fabricantes de enzimas já fornecem com receitas para acabamento de malha onde a perda de peso menor do material pode ser vantajosa em relação ao processo convencional, possibilitando um processo 31% mais curto de tempo e a baixa temperatura, portanto mais sustentável que o convencional.
Figura 1 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials – Fashion Technology & Textile Engineering [2].
Pg32a39_Beneficiamento.indd 34Pg32a39_Beneficiamento.indd 34 13/05/2021 23:0813/05/2021 23:08
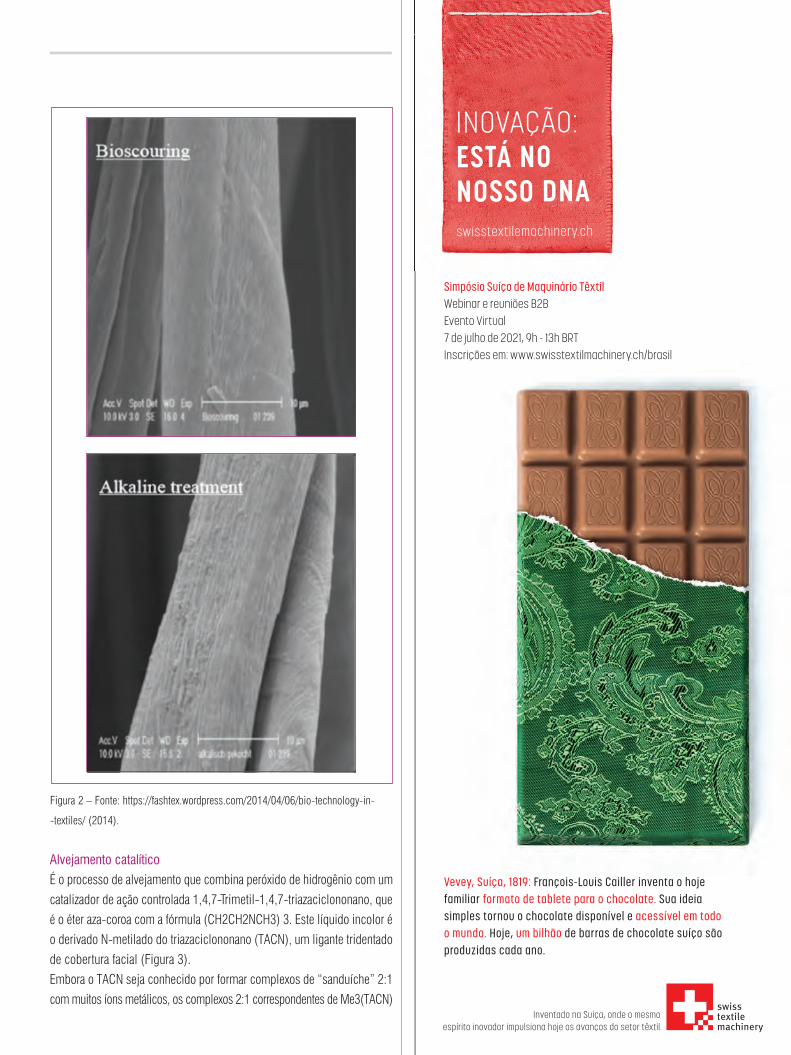
BENEFICIAMENTO
35TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Alvejamento catalítico
É o processo de alvejamento que combina peróxido de hidrogênio com um
catalizador de ação controlada 1,4,7-Trimetil-1,4,7-triazaciclononano, que
é o éter aza-coroa com a fórmula (CH2CH2NCH3) 3. Este líquido incolor é
o derivado N-metilado do triazaciclononano (TACN), um ligante tridentado
de cobertura facial (Figura 3).
Embora o TACN seja conhecido por formar complexos de “sanduíche” 2:1
com muitos íons metálicos, os complexos 2:1 correspondentes de Me3(TACN)
Figura 2 – Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-
-textiles/ (2014).
5GL – Abril/2021
Figura 06 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials –Fashion Technology & Textile Engineering [2]
Figura 07 - Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-textiles/ (2014)
Alguns fabricantes de enzimas já fornecem com receitas para acabamento de malha onde a perda de peso menor do material pode ser vantajosa em relação ao processo convencional, possibilitando um processo 31% mais curto de tempo e a baixa temperatura, portanto mais sustentável que o convencional.
5GL – Abril/2021
Figura 06 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials –Fashion Technology & Textile Engineering [2]
Figura 07 - Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-textiles/ (2014)
Alguns fabricantes de enzimas já fornecem com receitas para acabamento de malha onde a perda de peso menor do material pode ser vantajosa em relação ao processo convencional, possibilitando um processo 31% mais curto de tempo e a baixa temperatura, portanto mais sustentável que o convencional.
Inventado na Suíça, onde o mesmo espírito inovador impulsiona hoje os avanços do setor têxtil.
INOVAÇÃO:ESTÁ NO NOSSO DNAswisstextilemachinery.ch
Vevey, Suíça, 1819: François-Louis Cailler inventa o hoje familiar formato de tablete para o chocolate. Sua ideia simples tornou o chocolate disponível e acessível em todo o mundo. Hoje, um bilhão de barras de chocolate suíço são produzidas cada ano.
Simpósio Suíço de Maquinário TêxtilWebinar e reuniões B2BEvento Virtual7 de julho de 2021, 9h - 13h BRTInscrições em: www.swisstextilmachinery.ch/brasil
Pg32a39_Beneficiamento.indd 35Pg32a39_Beneficiamento.indd 35 13/05/2021 23:0813/05/2021 23:08
BENEFICIAMENTO
36 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
são conhecidos apenas para Ag+, Na+ e K+. Este efeito é principalmente
devido ao maior volume de Me3(TACN), que requer íons com um raio iônico
maior para acomodar dois ligantes. Este agente catalizador (MnTACN) tem
se mostrado como possibilidade de se obter um excelente grau de branco
a temperatura ambiente (30°C),
com vantagens devido à redução
do consumo de energia térmica,
baixo grau de amarelamento e
melhor qualidade por uma menor
degradação da celulose (Figura 4).
O peróxido de hidrogênio pode
também ser catalisado para bran-
quear as fibras de algodão a uma
temperatura de 70°C, incorporando
o catalisador à base de cobre
[Cu (TPMA) Cl] ClO4 · 1/2H2O
na solução de branqueamento.
Os resultados mostraram que
Figura 3 - Complexo metálico octaédrico
genérico Me 3 TACN. 1,4,7-Trimetil-
1,4,7-triazaciclononano – Fonte: https://
pt.qaz.wiki/wiki/1,4,7-Trimethyl-1,4,7-
triazacyclononane
Figura 4 – Fonte: Raio
efetivo médio Reff de
intrayarn (a) e interyarn
(b) poros no “como
recebido” e tecido
modelo como uma
função do branquea-
mento na presença e
ausência do catalisador
MnTACN.[3]
6 GL – Abril/2021
Alvejamento Catalítico
Processos de alvejamento combinando peroxido de hidrogênio com um catalizador de ação controlada 1,4,7-Trimetil-1,4,7-triazaciclononano que é o éter aza-coroa com a fórmula (CH2CH2NCH3) 3. Este líquido incolor é o derivado N-metilado do triazaciclononano (TACN), um ligante tridentado de cobertura facial.
Figura 08 – Complexo metálico octaédrico genérico Me 3 TACN. 1,4,7-Trimetil-1,4,7-triazaciclononano - Fonte: https://pt.qaz.wiki/wiki/1,4,7-Trimethyl-1,4,7-triazacyclononane
Embora o TACN seja conhecido por formar complexos de "sanduíche" 2:1 com muitos íons metálicos, os complexos 2: 1 correspondentes de Me3(TACN) são conhecidos apenas para Ag +, Na + e K +. Este efeito é principalmente devido ao maior volume de Me3(TACN), que requer íons com um raio iônico maior para acomodar dois ligantes. Este agente catalizador como (MnTACN) tem se mostrado como possibilidade de se obter um excelente grau de branco a temperatura ambiente (30°C) com vantagens devido redução do consumo de energia térmica, baixo grau de amarelamento e melhor qualidade por uma menor degradação da celulose.
6 GL – Abril/2021
Alvejamento Catalítico
Processos de alvejamento combinando peroxido de hidrogênio com um catalizador de ação controlada 1,4,7-Trimetil-1,4,7-triazaciclononano que é o éter aza-coroa com a fórmula (CH2CH2NCH3) 3. Este líquido incolor é o derivado N-metilado do triazaciclononano (TACN), um ligante tridentado de cobertura facial.
Figura 08 – Complexo metálico octaédrico genérico Me 3 TACN. 1,4,7-Trimetil-1,4,7-triazaciclononano - Fonte: https://pt.qaz.wiki/wiki/1,4,7-Trimethyl-1,4,7-triazacyclononane
Embora o TACN seja conhecido por formar complexos de "sanduíche" 2:1 com muitos íons metálicos, os complexos 2: 1 correspondentes de Me3(TACN) são conhecidos apenas para Ag +, Na + e K +. Este efeito é principalmente devido ao maior volume de Me3(TACN), que requer íons com um raio iônico maior para acomodar dois ligantes. Este agente catalizador como (MnTACN) tem se mostrado como possibilidade de se obter um excelente grau de branco a temperatura ambiente (30°C) com vantagens devido redução do consumo de energia térmica, baixo grau de amarelamento e melhor qualidade por uma menor degradação da celulose.
7 GL – Abril/2021
Figura 09 – Fonte: Raio efetivo médio Reff de intrayarn (a) e interyarn (b) poros no "como recebido" e tecido modelo como uma função do branqueamento na presença e ausência do Catalisador MnTACN.[3]
O peróxido de hidrogênio pode também ser catalisado para branquear as fibras de algodão a uma temperatura de 70 ° C, incorporando o catalisador à base de cobre [Cu (TPMA) Cl] ClO4 · 1 / 2H2O na solução de branqueamento. Os resultados mostraram que um índice de alvura satisfatório poderia ser obtido em baixa temperatura com o catalisador à base de cobre, e tinha uma vantagem competitiva na proteção da celulose de severos danos químicos.
A grande vantagem deste processo de alvejamento catalítico combinado ao peróxido de hidrogênio é a economia de tempo e energia térmica, o que normalmente era feito em 1-2 horas pode ser feito em alguns minutos a uma temperatura relativamente menor (30°C – pH 10,5 – 15 min). Com menor conservação do grau de polimerização da celulose, pouco danificando a fibra.
As principais vantagens do alvejamento catalítico que o torna mais sustentável, são: menor temperatura, menor tempo, menos agressivo a fibra e redução do uso de químicos.
Alvejamento com uso de Ozônio
O branqueamento convencional do algodão consome grandes quantidades de energia, água e produtos químicos (peróxido de hidrogênio etc.) e polui a água com componentes químicos e em suspensão partículas solidas. As preocupações ecológicas levaram à busca de soluções para reduzir a poluição resultante do processo de branqueamento. Utilizar ozônio (O3) para preparar algodão é uma forma de diminuir esses impactos ambientais. O potencial de oxidação do O3 é de 2,07 elétron-volts (eV), que é maior do que o agente de branqueamento amplamente utilizado, peróxido de hidrogênio (1,77eV). O O3 está disponível na forma molecular em um pH ácido.
O uso de O3 para o branqueamento do algodão ainda está em desenvolvimento. Vários estudos mostram que o grau da brancura do tecido de algodão branqueado com O3 é comparável à do branqueado convencional tecido, mas com maiores diminuições nos graus de polimerização. O processo O3 é ambientalmente preferível ao branqueamento com peróxido porque, quando O3 é usado, não há necessidade para outros produtos químicos prejudiciais, é necessária muito menos água e o branqueamento é alcançado em muito curto período à temperatura ambiente sem a necessidade de aquecimento ou refrigeração de energia.
Figura 5 – Fonte: Imagem MEV da malha100% CO sem tratamento (a); pré-alvejado convencional (b) e pré-alvejado com
ozônio(c) [4].
um índice de alvura satisfatório poderia ser obtido em baixa temperatura
com o catalisador à base de cobre, e tinha uma vantagem competitiva na
proteção da celulose de severos danos químicos. A grande vantagem deste
processo de alvejamento catalítico combinado ao peróxido de hidrogênio é a
economia de tempo e energia térmica. O que normalmente era feito em 1-2
horas pode ser feito em alguns minutos a uma temperatura relativamente
menor (30°C – pH 10,5 – 15 min). Com menor conservação do grau de
polimerização da celulose, pouco danificando a fibra.
As principais vantagens do alvejamento catalítico, que o torna mais sus-
tentável, são: menor temperatura, menor tempo, menor agressão à fibra e
redução do uso de químicos.
Alvejamento com uso de ozônio
O branqueamento convencional do algodão consome grandes quantidades
de energia, água e produtos químicos (peróxido de hidrogênio etc.) e polui
a água com componentes químicos e em suspensão de partículas sólidas.
As preocupações ecológicas levaram à busca de soluções para reduzir a
poluição resultante do processo de branqueamento. Utilizar ozônio (O3)
para preparar algodão é uma forma de diminuir esses impactos ambientais.
O potencial de oxidação do O3 é de 2,07 elétron-volts (eV), que é maior do
que o agente de branqueamento amplamente utilizado, peróxido de hidro-
gênio (1,77eV). O O3 está disponível na forma molecular em um pH ácido.
O uso de O3 para o branqueamento do algodão ainda está em desenvol-
vimento. Vários estudos mostram que o grau da brancura do tecido de
algodão branqueado com O3 é comparável ao do branqueado convencional
de tecido, mas com maiores diminuições nos graus de polimerização. O
processo O3 é ambientalmente preferível ao branqueamento com peróxido
porque, quando o O3 é usado, não há necessidade de outros produtos
químicos prejudiciais e também se faz necessário muito menos água, e o
branqueamento é alcançado em um curto período a temperatura ambiente
sem aquecimento ou refrigeração de energia (Figura 5).
Pg32a39_Beneficiamento.indd 36Pg32a39_Beneficiamento.indd 36 13/05/2021 23:0813/05/2021 23:08
BENEFICIAMENTO
37TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
O equipamento utilizado para o branqueamento com O3 possui três com-
ponentes: o gerador de ozônio, o aplicador e o destruidor de ozônio. A
entrada para o gerador é oxigênio de um cilindro pressurizado. O gerador
fornece a concentração necessária de O3 - mistura de oxigênio para o
aplicador, um tubo cilíndrico de vidro com um difusor na parte inferior. O
O3 é produzido submetendo-se 20% do oxigênio presente no ar à pressão
adsorção oscilante e aumentando sua concentração para 90%. Então, a
descarga de plasma é usada para gerar O3.
O O3 foi usado para preparar fibras para desengomagem 100% - tecidos de
algodão lavados. O estudo descobriu que o branqueamento com peróxido
de hidrogênio – com amostras ozonizadas de 60 minutos as amostras
ozonizadas de 90 minutos - todas tinham um grau semelhante de brancura.
A perda de força após a ozonização prolongada foi insignificante.
• Benefícios
O uso de gás O3 para branqueamento de algodão é relatado como tendo os
seguintes benefícios em comparação com branqueamento convencional
(com peróxido de hidrogênio):
• Economia de energia, porque o branqueamento é obtido em temperatura
ambiente sem exigir qualquer energia de aquecimento ou resfriamento;
• Redução das emissões de CO2 em até 50%;
• Economia substancial de água;
• Não há necessidade de produtos químicos prejudiciais;
• Aumento da produtividade porque o branqueamento é feito em um
tempo muito curto.
Lavagem ultrassônica
Processo altamente eficiente e ecológico. Além dos processos de fabricação,
o ultrassom também é utilizado no acabamento de tecidos. Atualmente, a
Sonotronic adaptou a tecnologia de lavagem e desenvolveu unidades de
lavagem ultrassônica inovadoras. A aplicação do processo é ideal para a
lavagem eficiente em termos de eliminação de agentes de engomagem
e óleos de encimagem de fiação na preparação e para remover corantes
não fixados ou hidrolisados residuais em fitas ou tecidos em processos
em aberto ou em corda após a fixação do corante (Figura 6).
Trata-se de um processo eficiente porque uma simples passagem em uma
unidade de lavagem ultrassônica é suficiente para substituir vários banhos
de sistemas convencionais altamente temperados. Ao mesmo tempo, o
percurso do substrato pode ser menor e, devido ao uso de ultrassom, o
consumo de água e energia, bem como o uso de produtos químicos, são
reduzidos durante a lavagem.
Pode ser incorporado em máquinas já existentes, dependendo do tipo
de tecido ou grau de sujeira. Uma ou mais unidades de lavagem ultras-
sônica conectadas diretamente podem ser vinculadas a processos de
lavagem. Devido ao design compacto, a instalação subsequente em
Acesse RevistaAcesse RevistaDigitalDigital
Acompanhe nossas
publicações pelo celular
www.textilia.net
portaltextilianet
PortalTextilia
Pg32a39_Beneficiamento.indd 37Pg32a39_Beneficiamento.indd 37 13/05/2021 23:0813/05/2021 23:08

BENEFICIAMENTO
38 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
sistemas existentes ou a incorporação em novos conceitos de máquina
é uma questão simples.
• Vantagens
• Redução do consumo de água;
• Redução do consumo de energia, lavagem em água “fria”;
• Mais flexibilidade;
• Redução do uso de produtos químicos;
• Design compacto da máquina;
• Redução do número de caixas de lavagem (apenas 1-3 passagens em
vez de 4-8) curta distância de lavagem;
• Maior eficiência no processo de lavagem.
Pré-tratamentos com plasma
É um processo ecologicamente correto como método para acabamento
e modificação do tecido. O processo usa plasmas (gases em um estado
altamente excitado, que consiste em íons e radicais livres) para interagir
com superfícies de polímero e alterar radicalmente a natureza das suas
superfícies. O uso de plasma de alta energia é usado para criar um contínuo
sistema de tratamento de tecido não aquoso, abrangendo desengraxe, lava-
gem, tingimento e principalmente acabamento em baixa pressão (Figura 7).
Tratamentos de plasma têm sido usados para induzir ambas as superfícies a
modificações e melhorias de propriedades em materiais têxteis, resultando
em melhorias para produtos têxteis, variando de tecidos convencionais a
compósitos avançados. Esses tratamentos podem aumentar as eficiências
do tingimento de polímeros, melhorar a solidez das cores e a resistência à
lavagem dos tecidos pela alteração da energia de superfície de fibras e tecidos.
Pesquisas mostraram que melhorias na resistência, tenacidade e resistência
ao encolhimento podem ser alcançadas por submeter várias fibras termo-
plásticas a uma atmosfera de plasma. Em outra pesquisa, os tratamentos
de plasma mostraram-se promissores produzindo higroscopicidade nas
fibras, alterando as taxas de degradação de materiais biomédicos (como
suturas) e a deposição de revestimentos como antidesgaste.
O tratamento de plasma pode ser feito em baixo (vácuo) ou pressões
atmosféricas. Embora os processos de vácuo tenham sido caracterizados,
eles não foram aceitos pela indústria têxtil devido à sua incompatibilidade
com processamento contínuo. Alguns dispositivos industriais de plasma
atmosférico estão atualmente disponíveis, mas, devido ao tempo relati-
vamente curto que esses dispositivos estão no mercado, os parâmetros
de tratamento ainda não foram otimizados. A interação entre plasmas
atmosféricos e têxteis substratos ainda é um assunto de investigação.
Os diversos materiais podem ser têxteis tratados, incluindo tecidos, não
tecidos e fios de filamento em atmosfera de plasma. Em amostras de náilon
não indicaram modificações de superfície significativas, mas o mesmo
tratamento-protocolo alterou significativamente a química da superfície e
a morfologia do polipropileno.
Figura 6 - Sistema de lavagem ultras-
sônica de fitas Sonotronic. – Fonte:
https://sonotronic.de/
products/textile-processing/
ultrasonic-washing-modules
Figura 7 – Equipamentos Diener
Eletronics – Plasma Surface
Technology. – Fonte: https://www.
plasma.com/en/plasma-in-textile-
technology/
8 GL – Abril/2021
Figura 10 – Fonte: Imagem MEV da malha100% CO sem tratamento (a); pré-alvejado convencional (b) e pré-alvejado com ozônio(c) [4]
O equipamento utilizado para o branqueamento com O3 possui três componentes: o gerador de ozônio, o aplicador, e o destruidor de ozônio. A entrada para o gerador é oxigênio de um cilindro pressurizado. O gerador fornece a concentração necessária de O3- mistura de oxigênio para o aplicador, um tubo cilíndrico de vidro com um difusor na parte inferior. O O3 é produzido submetendo 20% do oxigênio presente no ar à pressão adsorção oscilante e aumentando sua concentração para 90%; então, a descarga de plasma é usada para gerar O3.
O O3 foi usado para preparar fibras para desengomagem 100% - tecidos de algodão lavados. O estudo descobriu que o branqueamento com peróxido de hidrogênio, 60 minutos as amostras ozonizadas e as amostras ozonizadas de 90 minutos, todas tinham um grau semelhante de brancura. Perda de força após a ozonização prolongada foi insignificante.
Benefícios:
O uso de gás O3 para branqueamento de algodão é relatado como tendo os seguintes benefícios em comparação com branqueamento convencional com peróxido de hidrogênio):
• Economia de energia porque o branqueamento é obtido em temperatura ambiente sem exigir;
• qualquer energia de aquecimento ou resfriamento; • Redução das emissões de CO2 em até 50%; • Economia substancial de água; • Não há necessidade de produtos químicos prejudiciais; • Aumento da produtividade porque o branqueamento é feito em um tempo muito curto.
Lavagem ultrassônica
Figura 11 – Sistema de lavagem ultrassônica de fitas – Sonotronic Fonte: https://sonotronic.de/products/textile-processing/ultrasonic-washing-modules
Processo altamente eficiente e ecológico. Além dos processos de fabricação, o ultrassom também é utilizado no acabamento de tecidos. Atualmente a SONOTRONIC adaptou a tecnologia de lavagem e desenvolveu unidades de lavagem ultrassônica inovadoras.
9 GL – Abril/2021
A aplicação da lavagem ultrassônica é ideal para a lavagem eficiente em termos de eliminação de agentes de engomagem e óleos de encimagem de fiação na preparação e para remover corantes não fixados ou hidrolisados residuais em fitas ou tecidos em processos em aberto ou em corda após a fixação do corante.
Trata-se de um processo eficiente por uma simples passagem em uma unidade de lavagem ultrassônica é suficiente para substituir vários banhos de sistemas convencionais altamente temperados. Ao mesmo tempo, o percurso do substrato pode ser menor e devido ao uso de ultrassom, o consumo de água e energia, bem como o uso de produtos químicos são reduzidos durante a lavagem.
Podem ser incorporação em máquinas já existentes, dependendo do tipo de tecido ou grau de sujeira, uma ou mais unidades de lavagem ultrassônica conectadas diretamente podem ser vinculadas a processos de lavagem. Devido ao design compacto, a instalação subsequente em sistemas existentes ou a incorporação em novos conceitos de máquina é uma questão simples.
Vantagens:
• Redução do consumo de água; • Redução do consumo de energia, lavagem em água “fria”; • Mais flexibilidade; • Redução do uso de produtos químicos; • Design compacto da máquina; • Redução do número de caixas de lavagem (apenas 1-3 passagens em vez de 4-8) curta
distância de lavagem; • Maior eficiência no processo de lavagem.
Pré-tratamentos com Plasma
Figura 12 – Equipamentos Diener Eletronics – Plasma Surface Technology – Fonte: https://www.plasma.com/en/plasma-in-textile-technology/
É um processo ecologicamente correto como método para acabamento e modificação do tecido. O processo usa plasmas (gases em um estado altamente excitado (que consiste em íons e radicais livres), para interagir com superfícies de polímero e alterar radicalmente a natureza das suas superfícies. O uso de plasma de alta energia para criar um contínuo sistema de tratamento
Pg32a39_Beneficiamento.indd 38Pg32a39_Beneficiamento.indd 38 13/05/2021 23:0813/05/2021 23:08
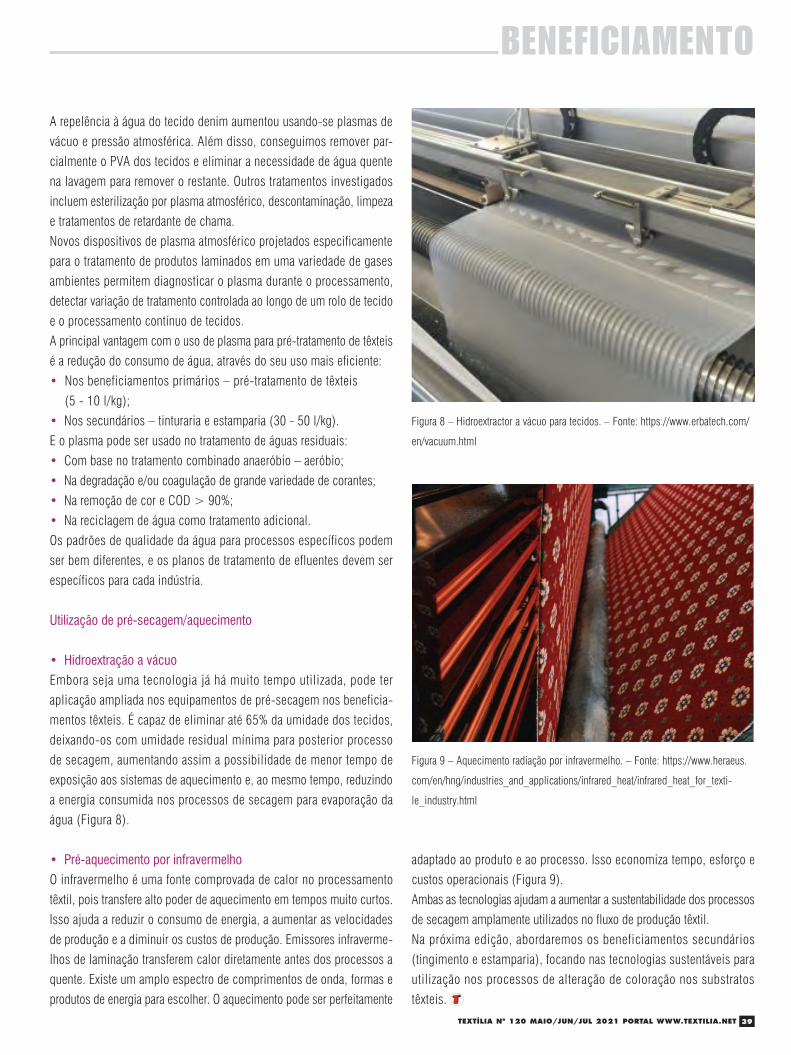
BENEFICIAMENTO
39TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
A repelência à água do tecido denim aumentou usando-se plasmas de
vácuo e pressão atmosférica. Além disso, conseguimos remover par-
cialmente o PVA dos tecidos e eliminar a necessidade de água quente
na lavagem para remover o restante. Outros tratamentos investigados
incluem esterilização por plasma atmosférico, descontaminação, limpeza
e tratamentos de retardante de chama.
Novos dispositivos de plasma atmosférico projetados especificamente
para o tratamento de produtos laminados em uma variedade de gases
ambientes permitem diagnosticar o plasma durante o processamento,
detectar variação de tratamento controlada ao longo de um rolo de tecido
e o processamento contínuo de tecidos.
A principal vantagem com o uso de plasma para pré-tratamento de têxteis
é a redução do consumo de água, através do seu uso mais eficiente:
• Nos beneficiamentos primários – pré-tratamento de têxteis
(5 - 10 l/kg);
• Nos secundários – tinturaria e estamparia (30 - 50 l/kg).
E o plasma pode ser usado no tratamento de águas residuais:
• Com base no tratamento combinado anaeróbio – aeróbio;
• Na degradação e/ou coagulação de grande variedade de corantes;
• Na remoção de cor e COD > 90%;
• Na reciclagem de água como tratamento adicional.
Os padrões de qualidade da água para processos específicos podem
ser bem diferentes, e os planos de tratamento de efluentes devem ser
específicos para cada indústria.
Utilização de pré-secagem/aquecimento
• Hidroextração a vácuo
Embora seja uma tecnologia já há muito tempo utilizada, pode ter
aplicação ampliada nos equipamentos de pré-secagem nos beneficia-
mentos têxteis. É capaz de eliminar até 65% da umidade dos tecidos,
deixando-os com umidade residual mínima para posterior processo
de secagem, aumentando assim a possibilidade de menor tempo de
exposição aos sistemas de aquecimento e, ao mesmo tempo, reduzindo
a energia consumida nos processos de secagem para evaporação da
água (Figura 8).
• Pré-aquecimento por infravermelho
O infravermelho é uma fonte comprovada de calor no processamento
têxtil, pois transfere alto poder de aquecimento em tempos muito curtos.
Isso ajuda a reduzir o consumo de energia, a aumentar as velocidades
de produção e a diminuir os custos de produção. Emissores infraverme-
lhos de laminação transferem calor diretamente antes dos processos a
quente. Existe um amplo espectro de comprimentos de onda, formas e
produtos de energia para escolher. O aquecimento pode ser perfeitamente
adaptado ao produto e ao processo. Isso economiza tempo, esforço e
custos operacionais (Figura 9).
Ambas as tecnologias ajudam a aumentar a sustentabilidade dos processos
de secagem amplamente utilizados no fluxo de produção têxtil.
Na próxima edição, abordaremos os beneficiamentos secundários
(tingimento e estamparia), focando nas tecnologias sustentáveis para
utilização nos processos de alteração de coloração nos substratos
têxteis.
11 GL – Abril/2021
Utilização de Pré-secagem/aquecimento
• Hidro extração à vácuo
Embora seja uma tecnologia já há muito tempo utilizada, pode ter aplicação ampliada nos equipamentos de pré-secagem em nos beneficiamentos têxteis. Capaz de eliminar até 65% de umidade dos tecidos, deixando-o com umidade residual mínima para posterior processo de secagem, aumentando assim a possibilidade de menor tempo de exposição aos sistemas de aquecimento e ao mesmo tempo reduzindo a energia consumida nos processos de secagem para utilizada para evaporação da água.
Figura 13 – Hidroextractor a vácuo para tecidos – Fonte: https://www.erbatech.com/en/vacuum.html
• Pré-aquecimento por Infravermelho
O infravermelho é uma fonte comprovada de calor no processamento têxtil, pois transfere alto poder de aquecimento em tempos muito curtos. Isso ajuda a reduzir o consumo de energia, a aumentar as velocidades de produção e a diminuir os custos de produção. Emissores infravermelhos de laminação transferem calor diretamente antes dos processos a quente. Existe um amplo espectro de comprimentos de onda, formas e produtos de energia para escolher, o aquecimento pode ser perfeitamente adaptado ao produto e ao processo. Isso economiza tempo, esforço e custos operacionais.
12 GL – Abril/2021
Figura 14 – Aquecimento radiação por infravermelho – Fonte: https://www.heraeus.com/en/hng/industries_and_applications/infrared_heat/infrared_heat_for_textile_industry.
html
Ambas as tecnologias ajudam aumentam a sustentabilidade dos processos de secagem amplamente utilizados no fluxo de produção têxtil.
2.2. Beneficiamentos Secundários (Tingimento e Estamparia):
Passamos agora a abordar tecnologias sustentáveis para utilização nos processos de alteração de coloração nos substratos têxteis, seja de tingimento ou estamparia:
Tingimento de Fios em Massa
Especificamente utilizada para fios de fibra sintética com a introdução de partículas (pigmentos) adicionados no processo de extrusão dos polímeros tingindo (ou simplesmente adicionando cor) a massa plástica antes do material ser extrudado. Com as novas tecnologias e sistemas de produção na fiação de fibras sintéticas, cada vez lotes econômicos menores (abaixo de 2.000Kg) de cor podem ser fiados, tornando assim o processo capaz de produzir uma enorme gama de cores que até certo tempo atrás seria inviável.
Figura 8 – Hidroextractor a vácuo para tecidos. – Fonte: https://www.erbatech.com/
en/vacuum.html
Figura 9 – Aquecimento radiação por infravermelho. – Fonte: https://www.heraeus.
com/en/hng/industries_and_applications/infrared_heat/infrared_heat_for_texti-
le_industry.html
Pg32a39_Beneficiamento.indd 39Pg32a39_Beneficiamento.indd 39 13/05/2021 23:0813/05/2021 23:08

BENEFICIACIÓN
40 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Por: Eng. Têxtil Gilson Leite – Consultor técnico do Senai-Cetiqt
El actual estado del arte del acabado textil sustentable
El consumo de
agua es el principal
factor de impacto
ambiental de
los procesos de
acabado textil.
segunda más grande y siempre ha sido un importante consumidor de agua
para llevar a cabo sus procesos, y se estima que hoy en día para el sector
representa entre el 17 y 20% de toda el agua consumida por la humanidad.
Estos datos representan cifras estratosféricas, algo inimaginable, un consumo
de alrededor de 30.000 billones de litros de agua para procesar 60.000
millones de kg al año de materiales textiles en el mundo. Para hacerse una
idea, cada 1 kg de tela, dependiendo del tipo de fibra, consume de 100
a 150 litros de agua para su fabricación, que se distribuye de la siguiente
manera entre sus procesos (Figura 1).
Así como la generación de gases de efecto estufa está directamente rela-
cionada con el consumo de combustible y la contaminación por consumo
y energía, generando la huella de CO2 para los procesos de acabado textil
(véase la Figura 2).
Este artículo fue desarrollado en base a nuestra visita en el última ITMA
2019 en Barcelona, y se desarrollará por etapas en la edición. Soportado
por estudios bibliográficos recientes sobre acabado textil sustentable en
relación con la necesidad de uso, o con una reducción significativa del
consumo de agua como vehículo para tratamientos textiles, así como sus
productos químicos y auxiliares, consumo de energía, emisión de CO2, y
la necesidad de tratamiento de los efluentes generados en estos procesos
y sus impactos en relación con los tratamientos textiles: primarios (pre-
tratamientos), secundarios (teñido y estampación), terciarios (acabado final
y aprestos), el artículo aborda sistemas de utilidades que pueden mejorar
la sustentabilidad de los procesos de acabado textil. El objetivo es difundir
las tendencias tecnológicas en este importante campo de desarrollo para
estudios y aplicaciones industriales que tienen como objetivo una mayor
sustentabilidad (social, ambiental y económica) de estos procesos a los
lectores y profesionales que se dedican a este ámbito del conocimiento.
El uso del agua
Como solvente universal, por sus características únicas, además de encon-
trarse naturalmente; agua siempre se ha utilizado en procesos de tratamiento
húmedo en materiales textiles (fibras, hilos, telas y confeccionados). Si
usted es consciente de que hace 4.000 años (a través de los tejidos rojos
que se encuentran en las tumbas egipcias), el agua se había utilizado como
un vehículo de teñido. La indústria têxtil, después de la agricultura, es la
2GL – Abril/2021
Gráfico 01 – Fonte: Consumo de água na indústria têxtil (2013) [1].
Assim como a geração de gases do efeito estufa está diretamente relacionada ao consumo de combustíveis e poluição para consumo e energia, gerando a pegada de CO2 para os processos de beneficiamentos têxteis, veja o perfil da distribuição do consumo de energia na indústria têxtil no gráfico 02 abaixo:
Gráfico 02 – Fonte: Distribuição do consumo de energia por tipo in 2006 [1]
Como pode ser observado a energia térmica e elétrica são as mais impactantes, de modo que a sua distribuição entre os diversos setores pode ser observados no gráfico da figura 03 abaixo:
Pré-tratamentos38%
Tingimento16%
Estamparia8%
Aquecimento14%
Outros (Lavagem, Resfriamento, etc)
24%
DISTRIBUIÇÃO CONSUMO DE ÁGUA IT
Aquecimento50%
Resfriamento5%
Outros1%
Acionamento Elétrico
26%
Não-produtivos (Utilidades)
18%
DISTRIBUIÇÃO CONSUMO DE ENERGIA IT
Figura 1 - Fuente: Consumo de agua en la industria textil (2013) [1].
Pg40a46_Beneficiamento_Esp.indd 40Pg40a46_Beneficiamento_Esp.indd 40 13/05/2021 23:0913/05/2021 23:09
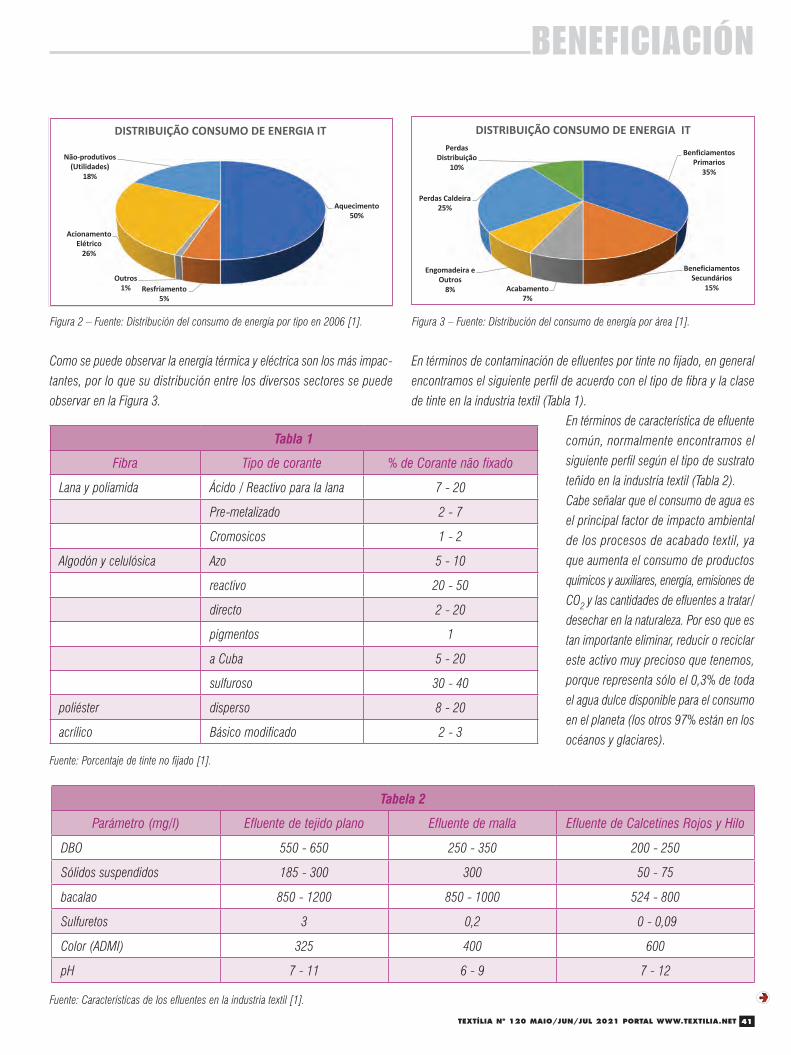
BENEFICIACIÓN
41TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Como se puede observar la energía térmica y eléctrica son los más impac-
tantes, por lo que su distribución entre los diversos sectores se puede
observar en la Figura 3.
En términos de característica de efluente
común, normalmente encontramos el
siguiente perfil según el tipo de sustrato
teñido en la industria textil (Tabla 2).
Cabe señalar que el consumo de agua es
el principal factor de impacto ambiental
de los procesos de acabado textil, ya
que aumenta el consumo de productos
químicos y auxiliares, energía, emisiones de
CO2 y las cantidades de efluentes a tratar/
desechar en la naturaleza. Por eso que es
tan importante eliminar, reducir o reciclar
este activo muy precioso que tenemos,
porque representa sólo el 0,3% de toda
el agua dulce disponible para el consumo
en el planeta (los otros 97% están en los
océanos y glaciares).
Tabla 1
Fibra Tipo de corante % de Corante não fixado
Lana y poliamida Ácido / Reactivo para la lana 7 - 20
Pre-metalizado 2 - 7
Cromosicos 1 - 2
Algodón y celulósica Azo 5 - 10
reactivo 20 - 50
directo 2 - 20
pigmentos 1
a Cuba 5 - 20
sulfuroso 30 - 40
poliéster disperso 8 - 20
acrílico Básico modificado 2 - 3
Tabela 2
Parámetro (mg/l) Efluente de tejido plano Efluente de malla Efluente de Calcetines Rojos y Hilo
DBO 550 - 650 250 - 350 200 - 250
Sólidos suspendidos 185 - 300 300 50 - 75
bacalao 850 - 1200 850 - 1000 524 - 800
Sulfuretos 3 0,2 0 - 0,09
Color (ADMI) 325 400 600
pH 7 - 11 6 - 9 7 - 12
2GL – Abril/2021
Gráfico 01 – Fonte: Consumo de água na indústria têxtil (2013) [1].
Assim como a geração de gases do efeito estufa está diretamente relacionada ao consumo de combustíveis e poluição para consumo e energia, gerando a pegada de CO2 para os processos de beneficiamentos têxteis, veja o perfil da distribuição do consumo de energia na indústria têxtil no gráfico 02 abaixo:
Gráfico 02 – Fonte: Distribuição do consumo de energia por tipo in 2006 [1]
Como pode ser observado a energia térmica e elétrica são as mais impactantes, de modo que a sua distribuição entre os diversos setores pode ser observados no gráfico da figura 03 abaixo:
Pré-tratamentos38%
Tingimento16%
Estamparia8%
Aquecimento14%
Outros (Lavagem, Resfriamento, etc)
24%
DISTRIBUIÇÃO CONSUMO DE ÁGUA IT
Aquecimento50%
Resfriamento5%
Outros1%
Acionamento Elétrico
26%
Não-produtivos (Utilidades)
18%
DISTRIBUIÇÃO CONSUMO DE ENERGIA IT
3GL – Abril/2021
Gráfico 03 – Fonte: Distribuição do consumo de energia por área [1]
Em termos de contaminação de efluentes por corante não-fixado, normalmente encontramos o seguinte perfil de acordo com o tipo de fibra e a classe de corante na indústria têxtil (tabela 04):
Fibra Tipo de corante % de Corante não-fixado
Lã e Poliamida Ácido / Reativos para lã 7 - 20
Pré-Metalizados 2 - 7
Crômicos 1 - 2
Algodão e Celulósicas Azóicos 5 - 10
Reativos 20 - 50
Diretos 2 - 20
Pigmentos 1
à Cuba 5 - 20
Sulfurosos 30 - 40
Poliéster Dispersos 8 - 20
Acrílico Básico Modificado 2 - 3Tabela 04 – Fonte: Porcentagem de corante não-fixado [1]
Em termos de característica comum de efluentes, normalmente encontramos o seguinte perfil de acordo com o tipo de substrato tingido na indústria têxtil (tabela 05):
Parâmetro (mg/l) Efluente de Tecidos Planos Efluente de Malhas Efluente de Meias e Fios Tintos
DBO 550 - 650 250 - 350 200 - 250
Sólidos Suspensos 185 - 300 300 50 - 75
DQO 850 - 1200 850 - 1000 524 - 800
Sulforetos 3 0,2 0 - 0,09
Cor (ADMI) 325 400 600
pH 7 - 11 6 - 9 7 - 12
Tabela 05 – Fonte: Características dos efluentes na indústria têxtil [1]
Benficiamentos Primarios
35%
Beneficiamentos Secundários
15%Acabamento7%
Engomadeira e Outros
8%
Perdas Caldeira25%
Perdas Distribuição
10%
DISTRIBUIÇÃO CONSUMO DE ENERGIA IT
Figura 2 – Fuente: Distribución del consumo de energía por tipo en 2006 [1]. Figura 3 – Fuente: Distribución del consumo de energía por área [1].
Fuente: Características de los efluentes en la industria textil [1].
Fuente: Porcentaje de tinte no fijado [1].
En términos de contaminación de efluentes por tinte no fijado, en general
encontramos el siguiente perfil de acuerdo con el tipo de fibra y la clase
de tinte en la industria textil (Tabla 1).
Pg40a46_Beneficiamento_Esp.indd 41Pg40a46_Beneficiamento_Esp.indd 41 13/05/2021 23:0913/05/2021 23:09
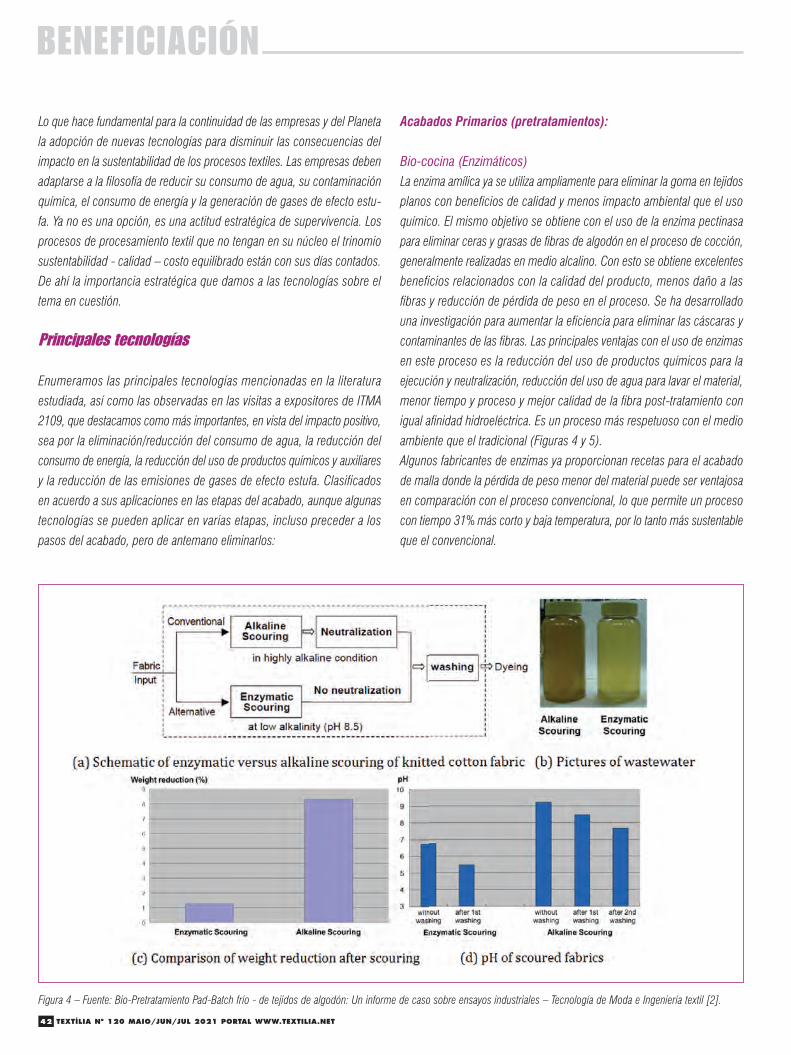
BENEFICIACIÓN
42 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Lo que hace fundamental para la continuidad de las empresas y del Planeta
la adopción de nuevas tecnologías para disminuir las consecuencias del
impacto en la sustentabilidad de los procesos textiles. Las empresas deben
adaptarse a la filosofía de reducir su consumo de agua, su contaminación
química, el consumo de energía y la generación de gases de efecto estu-
fa. Ya no es una opción, es una actitud estratégica de supervivencia. Los
procesos de procesamiento textil que no tengan en su núcleo el trinomio
sustentabilidad - calidad – costo equilibrado están con sus días contados.
De ahí la importancia estratégica que damos a las tecnologías sobre el
tema en cuestión.
Principales tecnologías
Enumeramos las principales tecnologías mencionadas en la literatura
estudiada, así como las observadas en las visitas a expositores de ITMA
2109, que destacamos como más importantes, en vista del impacto positivo,
sea por la eliminación/reducción del consumo de agua, la reducción del
consumo de energía, la reducción del uso de productos químicos y auxiliares
y la reducción de las emisiones de gases de efecto estufa. Clasificados
en acuerdo a sus aplicaciones en las etapas del acabado, aunque algunas
tecnologías se pueden aplicar en varias etapas, incluso preceder a los
pasos del acabado, pero de antemano eliminarlos:
Acabados Primarios (pretratamientos):
Bio-cocina (Enzimáticos)
La enzima amílica ya se utiliza ampliamente para eliminar la goma en tejidos
planos con beneficios de calidad y menos impacto ambiental que el uso
químico. El mismo objetivo se obtiene con el uso de la enzima pectinasa
para eliminar ceras y grasas de fibras de algodón en el proceso de cocción,
generalmente realizadas en medio alcalino. Con esto se obtiene excelentes
beneficios relacionados con la calidad del producto, menos daño a las
fibras y reducción de pérdida de peso en el proceso. Se ha desarrollado
una investigación para aumentar la eficiencia para eliminar las cáscaras y
contaminantes de las fibras. Las principales ventajas con el uso de enzimas
en este proceso es la reducción del uso de productos químicos para la
ejecución y neutralización, reducción del uso de agua para lavar el material,
menor tiempo y proceso y mejor calidad de la fibra post-tratamiento con
igual afinidad hidroeléctrica. Es un proceso más respetuoso con el medio
ambiente que el tradicional (Figuras 4 y 5).
Algunos fabricantes de enzimas ya proporcionan recetas para el acabado
de malla donde la pérdida de peso menor del material puede ser ventajosa
en comparación con el proceso convencional, lo que permite un proceso
con tiempo 31% más corto y baja temperatura, por lo tanto más sustentable
que el convencional.
5GL – Abril/2021
Figura 06 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials –Fashion Technology & Textile Engineering [2]
Figura 07 - Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-textiles/ (2014)
Alguns fabricantes de enzimas já fornecem com receitas para acabamento de malha onde a perda de peso menor do material pode ser vantajosa em relação ao processo convencional, possibilitando um processo 31% mais curto de tempo e a baixa temperatura, portanto mais sustentável que o convencional.
Figura 4 – Fuente: Bio-Pretratamiento Pad-Batch frío - de tejidos de algodón: Un informe de caso sobre ensayos industriales – Tecnología de Moda e Ingeniería textil [2].
Pg40a46_Beneficiamento_Esp.indd 42Pg40a46_Beneficiamento_Esp.indd 42 13/05/2021 23:0913/05/2021 23:09
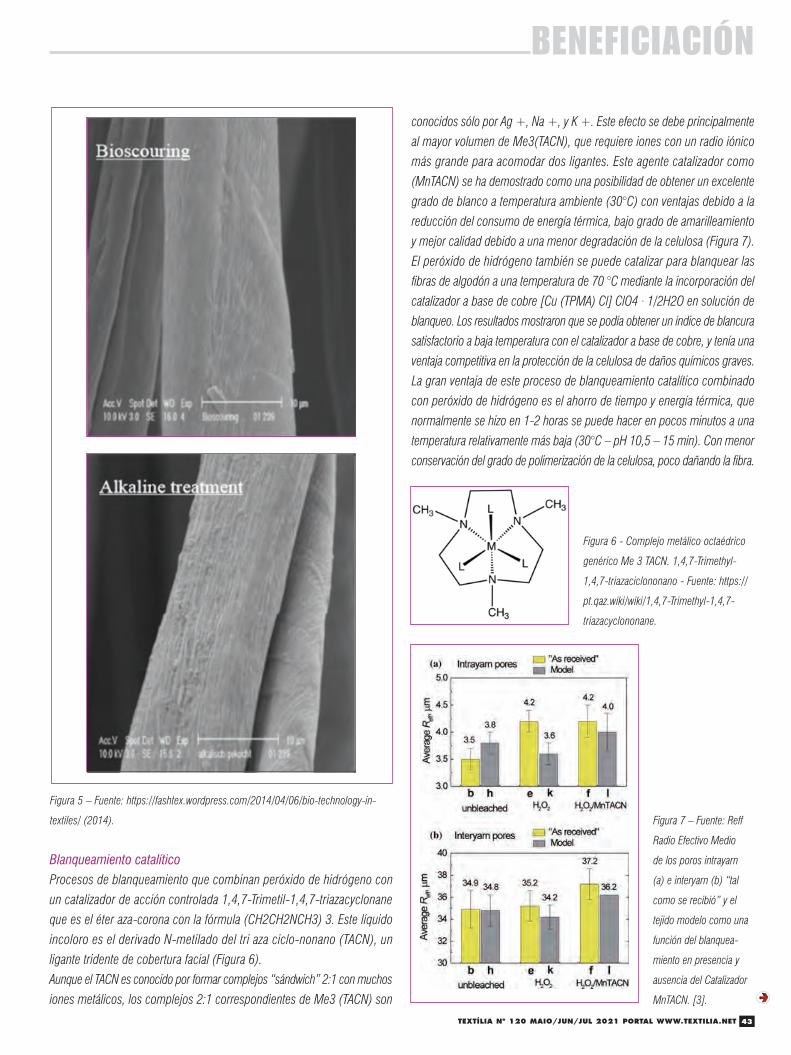
BENEFICIACIÓN
43TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Blanqueamiento catalítico
Procesos de blanqueamiento que combinan peróxido de hidrógeno con
un catalizador de acción controlada 1,4,7-Trimetil-1,4,7-triazacyclonane
que es el éter aza-corona con la fórmula (CH2CH2NCH3) 3. Este líquido
incoloro es el derivado N-metilado del tri aza ciclo-nonano (TACN), un
ligante tridente de cobertura facial (Figura 6).
Aunque el TACN es conocido por formar complejos “sándwich” 2:1 con muchos
iones metálicos, los complejos 2:1 correspondientes de Me3 (TACN) son
Figura 5 – Fuente: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-
textiles/ (2014).
5GL – Abril/2021
Figura 06 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials –Fashion Technology & Textile Engineering [2]
Figura 07 - Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-textiles/ (2014)
Alguns fabricantes de enzimas já fornecem com receitas para acabamento de malha onde a perda de peso menor do material pode ser vantajosa em relação ao processo convencional, possibilitando um processo 31% mais curto de tempo e a baixa temperatura, portanto mais sustentável que o convencional.
5GL – Abril/2021
Figura 06 – Fonte: Cold-Pad-Batch Bio-Pretreatment of Cotton Woven Fabrics: A Case Report on Industrial Trials –Fashion Technology & Textile Engineering [2]
Figura 07 - Fonte: https://fashtex.wordpress.com/2014/04/06/bio-technology-in-textiles/ (2014)
Alguns fabricantes de enzimas já fornecem com receitas para acabamento de malha onde a perda de peso menor do material pode ser vantajosa em relação ao processo convencional, possibilitando um processo 31% mais curto de tempo e a baixa temperatura, portanto mais sustentável que o convencional.
conocidos sólo por Ag +, Na +, y K +. Este efecto se debe principalmente
al mayor volumen de Me3(TACN), que requiere iones con un radio iónico
más grande para acomodar dos ligantes. Este agente catalizador como
(MnTACN) se ha demostrado como una posibilidad de obtener un excelente
grado de blanco a temperatura ambiente (30°C) con ventajas debido a la
reducción del consumo de energía térmica, bajo grado de amarilleamiento
y mejor calidad debido a una menor degradación de la celulosa (Figura 7).
El peróxido de hidrógeno también se puede catalizar para blanquear las
fibras de algodón a una temperatura de 70 °C mediante la incorporación del
catalizador a base de cobre [Cu (TPMA) Cl] ClO4 · 1/2H2O en solución de
blanqueo. Los resultados mostraron que se podía obtener un índice de blancura
satisfactorio a baja temperatura con el catalizador a base de cobre, y tenía una
ventaja competitiva en la protección de la celulosa de daños químicos graves.
La gran ventaja de este proceso de blanqueamiento catalítico combinado
con peróxido de hidrógeno es el ahorro de tiempo y energía térmica, que
normalmente se hizo en 1-2 horas se puede hacer en pocos minutos a una
temperatura relativamente más baja (30°C – pH 10,5 – 15 min). Con menor
conservación del grado de polimerización de la celulosa, poco dañando la fibra.
Figura 6 - Complejo metálico octaédrico
genérico Me 3 TACN. 1,4,7-Trimethyl-
1,4,7-triazaciclononano - Fuente: https://
pt.qaz.wiki/wiki/1,4,7-Trimethyl-1,4,7-
triazacyclononane.
Figura 7 – Fuente: Reff
Radio Efectivo Medio
de los poros intrayarn
(a) e interyarn (b) “tal
como se recibió” y el
tejido modelo como una
función del blanquea-
miento en presencia y
ausencia del Catalizador
MnTACN. [3].
6 GL – Abril/2021
Alvejamento Catalítico
Processos de alvejamento combinando peroxido de hidrogênio com um catalizador de ação controlada 1,4,7-Trimetil-1,4,7-triazaciclononano que é o éter aza-coroa com a fórmula (CH2CH2NCH3) 3. Este líquido incolor é o derivado N-metilado do triazaciclononano (TACN), um ligante tridentado de cobertura facial.
Figura 08 – Complexo metálico octaédrico genérico Me 3 TACN. 1,4,7-Trimetil-1,4,7-triazaciclononano - Fonte: https://pt.qaz.wiki/wiki/1,4,7-Trimethyl-1,4,7-triazacyclononane
Embora o TACN seja conhecido por formar complexos de "sanduíche" 2:1 com muitos íons metálicos, os complexos 2: 1 correspondentes de Me3(TACN) são conhecidos apenas para Ag +, Na + e K +. Este efeito é principalmente devido ao maior volume de Me3(TACN), que requer íons com um raio iônico maior para acomodar dois ligantes. Este agente catalizador como (MnTACN) tem se mostrado como possibilidade de se obter um excelente grau de branco a temperatura ambiente (30°C) com vantagens devido redução do consumo de energia térmica, baixo grau de amarelamento e melhor qualidade por uma menor degradação da celulose.
6 GL – Abril/2021
Alvejamento Catalítico
Processos de alvejamento combinando peroxido de hidrogênio com um catalizador de ação controlada 1,4,7-Trimetil-1,4,7-triazaciclononano que é o éter aza-coroa com a fórmula (CH2CH2NCH3) 3. Este líquido incolor é o derivado N-metilado do triazaciclononano (TACN), um ligante tridentado de cobertura facial.
Figura 08 – Complexo metálico octaédrico genérico Me 3 TACN. 1,4,7-Trimetil-1,4,7-triazaciclononano - Fonte: https://pt.qaz.wiki/wiki/1,4,7-Trimethyl-1,4,7-triazacyclononane
Embora o TACN seja conhecido por formar complexos de "sanduíche" 2:1 com muitos íons metálicos, os complexos 2: 1 correspondentes de Me3(TACN) são conhecidos apenas para Ag +, Na + e K +. Este efeito é principalmente devido ao maior volume de Me3(TACN), que requer íons com um raio iônico maior para acomodar dois ligantes. Este agente catalizador como (MnTACN) tem se mostrado como possibilidade de se obter um excelente grau de branco a temperatura ambiente (30°C) com vantagens devido redução do consumo de energia térmica, baixo grau de amarelamento e melhor qualidade por uma menor degradação da celulose.
Pg40a46_Beneficiamento_Esp.indd 43Pg40a46_Beneficiamento_Esp.indd 43 13/05/2021 23:0913/05/2021 23:09
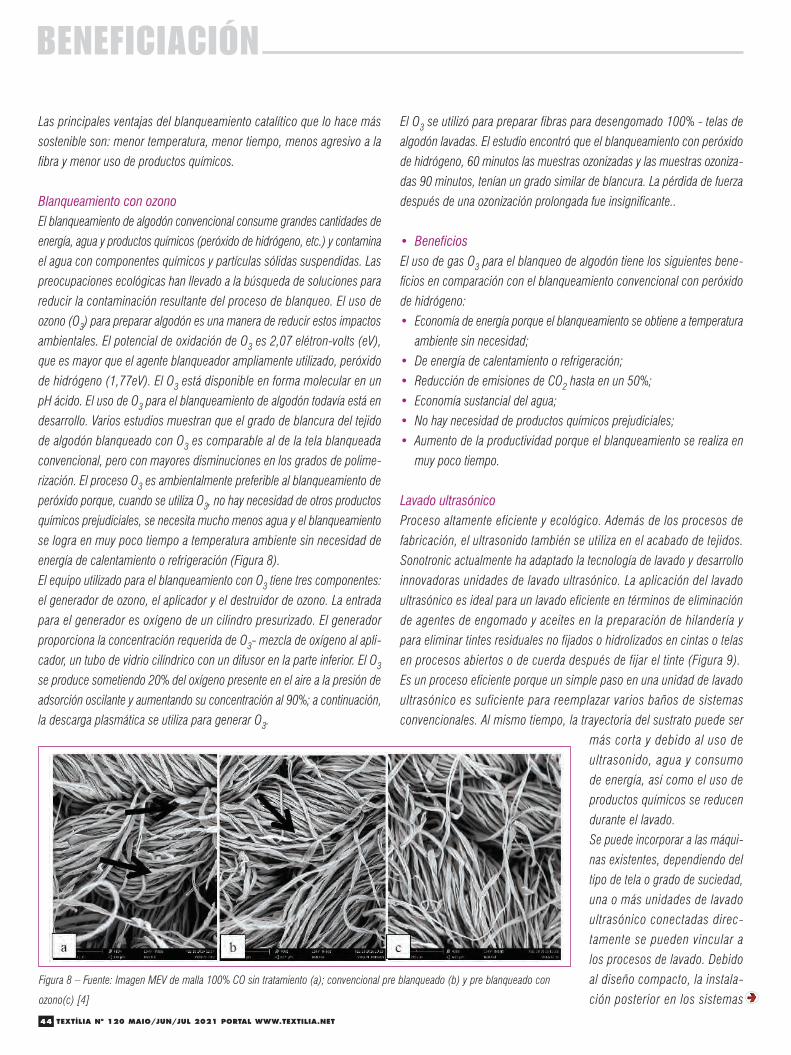
BENEFICIACIÓN
44 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
El O3 se utilizó para preparar fibras para desengomado 100% - telas de
algodón lavadas. El estudio encontró que el blanqueamiento con peróxido
de hidrógeno, 60 minutos las muestras ozonizadas y las muestras ozoniza-
das 90 minutos, tenían un grado similar de blancura. La pérdida de fuerza
después de una ozonización prolongada fue insignificante..
• Beneficios
El uso de gas O3 para el blanqueo de algodón tiene los siguientes bene-
ficios en comparación con el blanqueamiento convencional con peróxido
de hidrógeno:
• Economía de energía porque el blanqueamiento se obtiene a temperatura
ambiente sin necesidad;
• De energía de calentamiento o refrigeración;
• Reducción de emisiones de CO2 hasta en un 50%;
• Economía sustancial del agua;
• No hay necesidad de productos químicos prejudiciales;
• Aumento de la productividad porque el blanqueamiento se realiza en
muy poco tiempo.
Lavado ultrasónico
Proceso altamente eficiente y ecológico. Además de los procesos de
fabricación, el ultrasonido también se utiliza en el acabado de tejidos.
Sonotronic actualmente ha adaptado la tecnología de lavado y desarrollo
innovadoras unidades de lavado ultrasónico. La aplicación del lavado
ultrasónico es ideal para un lavado eficiente en términos de eliminación
de agentes de engomado y aceites en la preparación de hilandería y
para eliminar tintes residuales no fijados o hidrolizados en cintas o telas
en procesos abiertos o de cuerda después de fijar el tinte (Figura 9).
Es un proceso eficiente porque un simple paso en una unidad de lavado
ultrasónico es suficiente para reemplazar varios baños de sistemas
convencionales. Al mismo tiempo, la trayectoria del sustrato puede ser
más corta y debido al uso de
ultrasonido, agua y consumo
de energía, así como el uso de
productos químicos se reducen
durante el lavado.
Se puede incorporar a las máqui-
nas existentes, dependiendo del
tipo de tela o grado de suciedad,
una o más unidades de lavado
ultrasónico conectadas direc-
tamente se pueden vincular a
los procesos de lavado. Debido
al diseño compacto, la instala-
ción posterior en los sistemas
Figura 8 – Fuente: Imagen MEV de malla 100% CO sin tratamiento (a); convencional pre blanqueado (b) y pre blanqueado con
ozono(c) [4]
Las principales ventajas del blanqueamiento catalítico que lo hace más
sostenible son: menor temperatura, menor tiempo, menos agresivo a la
fibra y menor uso de productos químicos.
Blanqueamiento con ozono
El blanqueamiento de algodón convencional consume grandes cantidades de
energía, agua y productos químicos (peróxido de hidrógeno, etc.) y contamina
el agua con componentes químicos y partículas sólidas suspendidas. Las
preocupaciones ecológicas han llevado a la búsqueda de soluciones para
reducir la contaminación resultante del proceso de blanqueo. El uso de
ozono (O3) para preparar algodón es una manera de reducir estos impactos
ambientales. El potencial de oxidación de O3 es 2,07 elétron-volts (eV),
que es mayor que el agente blanqueador ampliamente utilizado, peróxido
de hidrógeno (1,77eV). El O3 está disponible en forma molecular en un
pH ácido. El uso de O3 para el blanqueamiento de algodón todavía está en
desarrollo. Varios estudios muestran que el grado de blancura del tejido
de algodón blanqueado con O3 es comparable al de la tela blanqueada
convencional, pero con mayores disminuciones en los grados de polime-
rización. El proceso O3 es ambientalmente preferible al blanqueamiento de
peróxido porque, cuando se utiliza O3, no hay necesidad de otros productos
químicos prejudiciales, se necesita mucho menos agua y el blanqueamiento
se logra en muy poco tiempo a temperatura ambiente sin necesidad de
energía de calentamiento o refrigeración (Figura 8).
El equipo utilizado para el blanqueamiento con O3 tiene tres componentes:
el generador de ozono, el aplicador y el destruidor de ozono. La entrada
para el generador es oxígeno de un cilindro presurizado. El generador
proporciona la concentración requerida de O3- mezcla de oxígeno al apli-
cador, un tubo de vidrio cilíndrico con un difusor en la parte inferior. El O3
se produce sometiendo 20% del oxígeno presente en el aire a la presión de
adsorción oscilante y aumentando su concentración al 90%; a continuación,
la descarga plasmática se utiliza para generar O3.
7 GL – Abril/2021
Figura 09 – Fonte: Raio efetivo médio Reff de intrayarn (a) e interyarn (b) poros no "como recebido" e tecido modelo como uma função do branqueamento na presença e ausência do Catalisador MnTACN.[3]
O peróxido de hidrogênio pode também ser catalisado para branquear as fibras de algodão a uma temperatura de 70 ° C, incorporando o catalisador à base de cobre [Cu (TPMA) Cl] ClO4 · 1 / 2H2O na solução de branqueamento. Os resultados mostraram que um índice de alvura satisfatório poderia ser obtido em baixa temperatura com o catalisador à base de cobre, e tinha uma vantagem competitiva na proteção da celulose de severos danos químicos.
A grande vantagem deste processo de alvejamento catalítico combinado ao peróxido de hidrogênio é a economia de tempo e energia térmica, o que normalmente era feito em 1-2 horas pode ser feito em alguns minutos a uma temperatura relativamente menor (30°C – pH 10,5 – 15 min). Com menor conservação do grau de polimerização da celulose, pouco danificando a fibra.
As principais vantagens do alvejamento catalítico que o torna mais sustentável, são: menor temperatura, menor tempo, menos agressivo a fibra e redução do uso de químicos.
Alvejamento com uso de Ozônio
O branqueamento convencional do algodão consome grandes quantidades de energia, água e produtos químicos (peróxido de hidrogênio etc.) e polui a água com componentes químicos e em suspensão partículas solidas. As preocupações ecológicas levaram à busca de soluções para reduzir a poluição resultante do processo de branqueamento. Utilizar ozônio (O3) para preparar algodão é uma forma de diminuir esses impactos ambientais. O potencial de oxidação do O3 é de 2,07 elétron-volts (eV), que é maior do que o agente de branqueamento amplamente utilizado, peróxido de hidrogênio (1,77eV). O O3 está disponível na forma molecular em um pH ácido.
O uso de O3 para o branqueamento do algodão ainda está em desenvolvimento. Vários estudos mostram que o grau da brancura do tecido de algodão branqueado com O3 é comparável à do branqueado convencional tecido, mas com maiores diminuições nos graus de polimerização. O processo O3 é ambientalmente preferível ao branqueamento com peróxido porque, quando O3 é usado, não há necessidade para outros produtos químicos prejudiciais, é necessária muito menos água e o branqueamento é alcançado em muito curto período à temperatura ambiente sem a necessidade de aquecimento ou refrigeração de energia.
Pg40a46_Beneficiamento_Esp.indd 44Pg40a46_Beneficiamento_Esp.indd 44 13/05/2021 23:0913/05/2021 23:09

BENEFICIACIÓN
45TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
existentes o la incorporación a nuevos conceptos de máquina es una
cuestión sencilla.
• Ventajas
• Reducción del consumo de agua;
• Reducción del consumo de energía, lavado en agua “fría”;
• Más flexibilidad;
• Reducción del uso de productos químicos;
• Diseño compacto de la máquina;
• Reducción en el número de cajas de lavado (sólo 1-3 pasadas en lugar
de 4-8) distancia de lavado corta;
• Mayor eficiencia en el proceso de lavado.
Pretratamientos con plasma
Es un proceso ecológicamente correcto como método para acabado y
modificación del tejido. El proceso utiliza plasmas (gases en un estado
muy excitado (que consiste en iones y radicales libres), para interactuar
con las superficies de polímeros y alterar radicalmente la naturaleza de
sus superficies. El uso de plasma de alta energía para crear un sistema
continuo de tratamiento de tejidos no acuosos, que cubra el degraxe, el
lavado, teñido y principalmente el acabado a baja presión (Figura 10).
Los tratamientos plasmáticos se han utilizado para inducir modificaciones en
ambas superficies y mejoras en las propiedades de los materiales textiles, lo
que ha dado lugar a mejoras en los productos textiles que van desde tejidos
convencionales hasta compuestos avanzados. Estos tratamientos pueden
aumentar la eficiencia del teñido de polímeros, mejorar la solidez del color y
la resistencia al lavado de tejidos por la alteración de la energía de la superficie
de fibras y tejidos. La investigación ha demostrado que las mejoras en la resis-
tencia, tenacidad y resistencia a la contracción se pueden lograr sometiendo
varias fibras termoplásticas a una atmósfera plasmática. En otro estudio, los
tratamientos plasmáticos fueron prometedores para producir higrosscópica en
fibras, alterar las tasas de degradación de los materiales biomédicos (como
las suturas) y la deposición de recubrimientos como anti desgastante.
El tratamiento plasmático se puede realizar bajo vacío o presiones atmos-
féricas. Aunque los procesos de vacío han sido bien caracterizados, no han
sido aceptados por la industria textil debido a su incompatibilidad con el
procesamiento continuo. Algunos dispositivos de plasma atmosférico industrial
están actualmente disponibles, pero debido al tiempo relativamente corto
que estos dispositivos están en el mercado, los parámetros de tratamiento
aún no han sido optimizados. La interacción entre plasmas atmosféricos y
sustratos textiles sigue siendo objeto de investigación.
Diversos materiales se pueden ser textiles tratados, incluyendo telas, no
tejidos y hilos de filamento en atmósfera plasmática. Muestras de nylon
no mostraron modificaciones significativas de la superficie, pero el mismo
tratamiento protocolo alteró significativamente la química de la superficie
y la morfología del polipropileno..
Figura 9 - Sistema de lavado ultra
sónico de cintas - Sonotronic Fuente:
https://sonotronic.de/products/
textile-processing/ultrasonic-washing-
modules.
Figura 10 – Diener Electronics
Equipment - Plasma Surface
Technology - Fuente: https://www.
plasma.com/en/plasma-in-textile-
technology/
8 GL – Abril/2021
Figura 10 – Fonte: Imagem MEV da malha100% CO sem tratamento (a); pré-alvejado convencional (b) e pré-alvejado com ozônio(c) [4]
O equipamento utilizado para o branqueamento com O3 possui três componentes: o gerador de ozônio, o aplicador, e o destruidor de ozônio. A entrada para o gerador é oxigênio de um cilindro pressurizado. O gerador fornece a concentração necessária de O3- mistura de oxigênio para o aplicador, um tubo cilíndrico de vidro com um difusor na parte inferior. O O3 é produzido submetendo 20% do oxigênio presente no ar à pressão adsorção oscilante e aumentando sua concentração para 90%; então, a descarga de plasma é usada para gerar O3.
O O3 foi usado para preparar fibras para desengomagem 100% - tecidos de algodão lavados. O estudo descobriu que o branqueamento com peróxido de hidrogênio, 60 minutos as amostras ozonizadas e as amostras ozonizadas de 90 minutos, todas tinham um grau semelhante de brancura. Perda de força após a ozonização prolongada foi insignificante.
Benefícios:
O uso de gás O3 para branqueamento de algodão é relatado como tendo os seguintes benefícios em comparação com branqueamento convencional com peróxido de hidrogênio):
• Economia de energia porque o branqueamento é obtido em temperatura ambiente sem exigir;
• qualquer energia de aquecimento ou resfriamento; • Redução das emissões de CO2 em até 50%; • Economia substancial de água; • Não há necessidade de produtos químicos prejudiciais; • Aumento da produtividade porque o branqueamento é feito em um tempo muito curto.
Lavagem ultrassônica
Figura 11 – Sistema de lavagem ultrassônica de fitas – Sonotronic Fonte: https://sonotronic.de/products/textile-processing/ultrasonic-washing-modules
Processo altamente eficiente e ecológico. Além dos processos de fabricação, o ultrassom também é utilizado no acabamento de tecidos. Atualmente a SONOTRONIC adaptou a tecnologia de lavagem e desenvolveu unidades de lavagem ultrassônica inovadoras.
9 GL – Abril/2021
A aplicação da lavagem ultrassônica é ideal para a lavagem eficiente em termos de eliminação de agentes de engomagem e óleos de encimagem de fiação na preparação e para remover corantes não fixados ou hidrolisados residuais em fitas ou tecidos em processos em aberto ou em corda após a fixação do corante.
Trata-se de um processo eficiente por uma simples passagem em uma unidade de lavagem ultrassônica é suficiente para substituir vários banhos de sistemas convencionais altamente temperados. Ao mesmo tempo, o percurso do substrato pode ser menor e devido ao uso de ultrassom, o consumo de água e energia, bem como o uso de produtos químicos são reduzidos durante a lavagem.
Podem ser incorporação em máquinas já existentes, dependendo do tipo de tecido ou grau de sujeira, uma ou mais unidades de lavagem ultrassônica conectadas diretamente podem ser vinculadas a processos de lavagem. Devido ao design compacto, a instalação subsequente em sistemas existentes ou a incorporação em novos conceitos de máquina é uma questão simples.
Vantagens:
• Redução do consumo de água; • Redução do consumo de energia, lavagem em água “fria”; • Mais flexibilidade; • Redução do uso de produtos químicos; • Design compacto da máquina; • Redução do número de caixas de lavagem (apenas 1-3 passagens em vez de 4-8) curta
distância de lavagem; • Maior eficiência no processo de lavagem.
Pré-tratamentos com Plasma
Figura 12 – Equipamentos Diener Eletronics – Plasma Surface Technology – Fonte: https://www.plasma.com/en/plasma-in-textile-technology/
É um processo ecologicamente correto como método para acabamento e modificação do tecido. O processo usa plasmas (gases em um estado altamente excitado (que consiste em íons e radicais livres), para interagir com superfícies de polímero e alterar radicalmente a natureza das suas superfícies. O uso de plasma de alta energia para criar um contínuo sistema de tratamento
Pg40a46_Beneficiamento_Esp.indd 45Pg40a46_Beneficiamento_Esp.indd 45 13/05/2021 23:0913/05/2021 23:09
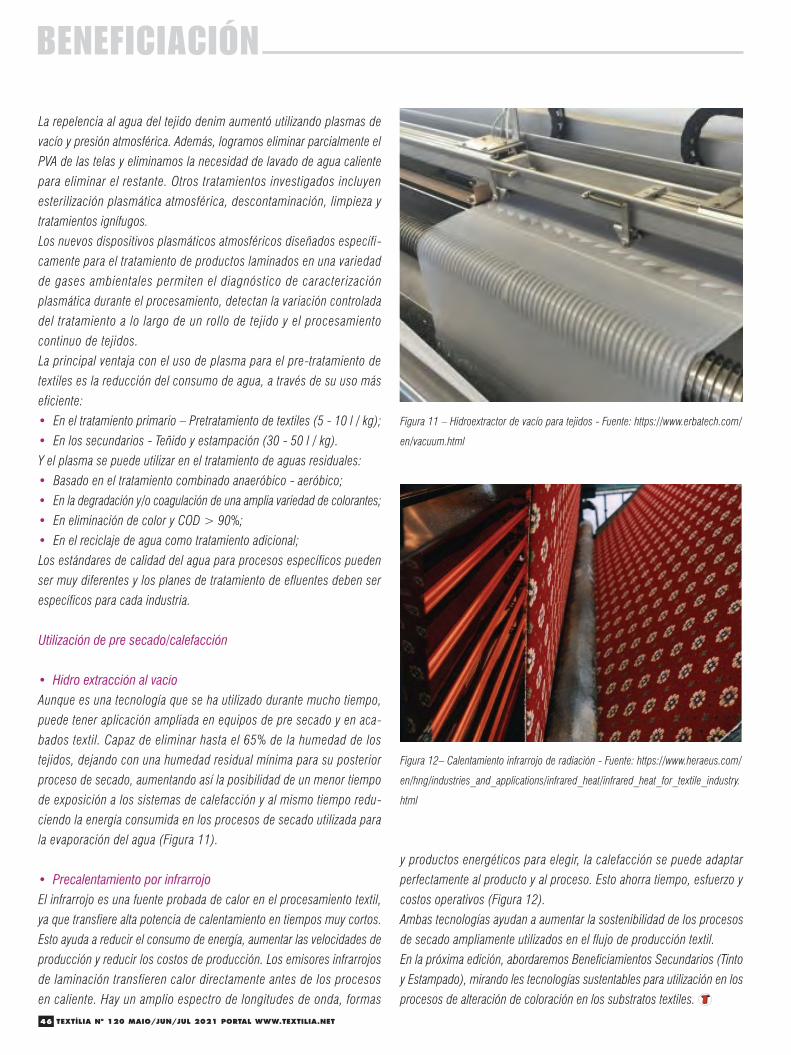
BENEFICIACIÓN
46 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
La repelencia al agua del tejido denim aumentó utilizando plasmas de
vacío y presión atmosférica. Además, logramos eliminar parcialmente el
PVA de las telas y eliminamos la necesidad de lavado de agua caliente
para eliminar el restante. Otros tratamientos investigados incluyen
esterilización plasmática atmosférica, descontaminación, limpieza y
tratamientos ignífugos.
Los nuevos dispositivos plasmáticos atmosféricos diseñados específi-
camente para el tratamiento de productos laminados en una variedad
de gases ambientales permiten el diagnóstico de caracterización
plasmática durante el procesamiento, detectan la variación controlada
del tratamiento a lo largo de un rollo de tejido y el procesamiento
continuo de tejidos.
La principal ventaja con el uso de plasma para el pre-tratamiento de
textiles es la reducción del consumo de agua, a través de su uso más
eficiente:
• En el tratamiento primario – Pretratamiento de textiles (5 - 10 l / kg);
• En los secundarios - Teñido y estampación (30 - 50 l / kg).
Y el plasma se puede utilizar en el tratamiento de aguas residuales:
• Basado en el tratamiento combinado anaeróbico - aeróbico;
• En la degradación y/o coagulación de una amplia variedad de colorantes;
• En eliminación de color y COD > 90%;
• En el reciclaje de agua como tratamiento adicional;
Los estándares de calidad del agua para procesos específicos pueden
ser muy diferentes y los planes de tratamiento de efluentes deben ser
específicos para cada industria.
Utilización de pre secado/calefacción
• Hidro extracción al vacío
Aunque es una tecnología que se ha utilizado durante mucho tiempo,
puede tener aplicación ampliada en equipos de pre secado y en aca-
bados textil. Capaz de eliminar hasta el 65% de la humedad de los
tejidos, dejando con una humedad residual mínima para su posterior
proceso de secado, aumentando así la posibilidad de un menor tiempo
de exposición a los sistemas de calefacción y al mismo tiempo redu-
ciendo la energía consumida en los procesos de secado utilizada para
la evaporación del agua (Figura 11).
• Precalentamiento por infrarrojo
El infrarrojo es una fuente probada de calor en el procesamiento textil,
ya que transfiere alta potencia de calentamiento en tiempos muy cortos.
Esto ayuda a reducir el consumo de energía, aumentar las velocidades de
producción y reducir los costos de producción. Los emisores infrarrojos
de laminación transfieren calor directamente antes de los procesos
en caliente. Hay un amplio espectro de longitudes de onda, formas
y productos energéticos para elegir, la calefacción se puede adaptar
perfectamente al producto y al proceso. Esto ahorra tiempo, esfuerzo y
costos operativos (Figura 12).
Ambas tecnologías ayudan a aumentar la sostenibilidad de los procesos
de secado ampliamente utilizados en el flujo de producción textil.
En la próxima edición, abordaremos Beneficiamientos Secundarios (Tinto
y Estampado), mirando les tecnologías sustentables para utilización en los
procesos de alteración de coloración en los substratos textiles.
11 GL – Abril/2021
Utilização de Pré-secagem/aquecimento
• Hidro extração à vácuo
Embora seja uma tecnologia já há muito tempo utilizada, pode ter aplicação ampliada nos equipamentos de pré-secagem em nos beneficiamentos têxteis. Capaz de eliminar até 65% de umidade dos tecidos, deixando-o com umidade residual mínima para posterior processo de secagem, aumentando assim a possibilidade de menor tempo de exposição aos sistemas de aquecimento e ao mesmo tempo reduzindo a energia consumida nos processos de secagem para utilizada para evaporação da água.
Figura 13 – Hidroextractor a vácuo para tecidos – Fonte: https://www.erbatech.com/en/vacuum.html
• Pré-aquecimento por Infravermelho
O infravermelho é uma fonte comprovada de calor no processamento têxtil, pois transfere alto poder de aquecimento em tempos muito curtos. Isso ajuda a reduzir o consumo de energia, a aumentar as velocidades de produção e a diminuir os custos de produção. Emissores infravermelhos de laminação transferem calor diretamente antes dos processos a quente. Existe um amplo espectro de comprimentos de onda, formas e produtos de energia para escolher, o aquecimento pode ser perfeitamente adaptado ao produto e ao processo. Isso economiza tempo, esforço e custos operacionais.
12 GL – Abril/2021
Figura 14 – Aquecimento radiação por infravermelho – Fonte: https://www.heraeus.com/en/hng/industries_and_applications/infrared_heat/infrared_heat_for_textile_industry.
html
Ambas as tecnologias ajudam aumentam a sustentabilidade dos processos de secagem amplamente utilizados no fluxo de produção têxtil.
2.2. Beneficiamentos Secundários (Tingimento e Estamparia):
Passamos agora a abordar tecnologias sustentáveis para utilização nos processos de alteração de coloração nos substratos têxteis, seja de tingimento ou estamparia:
Tingimento de Fios em Massa
Especificamente utilizada para fios de fibra sintética com a introdução de partículas (pigmentos) adicionados no processo de extrusão dos polímeros tingindo (ou simplesmente adicionando cor) a massa plástica antes do material ser extrudado. Com as novas tecnologias e sistemas de produção na fiação de fibras sintéticas, cada vez lotes econômicos menores (abaixo de 2.000Kg) de cor podem ser fiados, tornando assim o processo capaz de produzir uma enorme gama de cores que até certo tempo atrás seria inviável.
Figura 11 – Hidroextractor de vacío para tejidos - Fuente: https://www.erbatech.com/
en/vacuum.html
Figura 12– Calentamiento infrarrojo de radiación - Fuente: https://www.heraeus.com/
en/hng/industries_and_applications/infrared_heat/infrared_heat_for_textile_industry.
html
Pg40a46_Beneficiamento_Esp.indd 46Pg40a46_Beneficiamento_Esp.indd 46 13/05/2021 23:0913/05/2021 23:09

MEIO AMBIENTE
47TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Por: Asim Kumar Roy Choudhury*
A produção têxtil tem impactos negativos
significativos no meio ambiente. Em
todas as etapas do ciclo de vida do produto,
são utilizados recursos e produzidos resíduos.
Os consumidores são tentados por novos
produtos de moda, enquanto os antigos são
jogados em aterros ou incinerados. A produção
têxtil consiste em fiação (fabricação de fios),
tecelagem (fabricação de tecidos) e proces-
samento químico (preparação, tingimento e
acabamento) (Roy Choudhury, 2006).
Produção têxtil sustentávelA indústria têxtil
convencional é uma
das indústrias mais
poluentes do planeta,
sendo responsável por
até 20% da poluição
de nossos rios e solos
(Roy Choudhury, 2013).
Sustentabilidade
A sustentabilidade é definida como “a manu-
tenção a longo prazo do bem-estar, tem
dimensões ambientais, econômicas e sociais”,
e é reforçada pelo uso de materiais e produtos
ecologicamente corretos. Um processo ou
produto sustentável ideal é inofensivo para
o meio ambiente. Os produtos sustentáveis
são éticos – os trabalhadores são tratados e
pagos de forma justa.
Pg47a50_MeioAmbiente.indd 47Pg47a50_MeioAmbiente.indd 47 13/05/2021 23:1013/05/2021 23:10
MEIO AMBIENTE
48 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Avaliação do Ciclo de Vida (ACV)
É uma técnica para avaliar os impactos
ambientais associados a todas as etapas do
ciclo de vida de um produto, desde a extração
de matérias-primas até o processamento, fabri-
cação, distribuição, uso, reparo, manutenção e
descarte ou reciclagem (UEPA, 2010). A ACV
também é uma forma de coletar dados sobre se
foram feitas melhorias ou não. A ACV é usada
para muito mais do que apenas minimização
de resíduos. Também é usada para estimar as
emissões de CO2 e GHG e mais comumente
como uma maneira de investigar o fluxo de
energia e água em um processo (Kruse 2008).
A ACV pode fornecer os pontos ideais para
melhorias – ecoeficiência.
ACV de têxteis e vestuário
O ciclo de vida do têxtil e das roupas é insus-
tentável, segundo Choudhury (2013), devido a:
• Uso de produtos químicos tóxicos
• Alto consumo de água;
• Alto consumo de energia;
• Enorme geração de resíduos;
• Transporte pesado;
• Uso excessivo de materiais de embalagem.
Alto consumo de energia
A produção têxtil é uma das maiores fontes
de gases de efeito estufa. Ela usa múltiplas
fontes de energia, como carvão, eletricidade,
gás natural etc. Portanto, a estimativa da
emissão de CO2 é difícil. Indústrias têxteis
consomem:
• Muita energia com baixa eficiência;
• Cerca de 4% da energia industrial utilizada
na China, menos de 2% nos Estados Unidos;
• Energia térmica para aquecimento e secagem
da água durante os processos de tingimento
e estamparia. Enorme quantidade de energia
(35%) é perdida durante a geração e a
distribuição de vapor;
• Energia elétrica, principalmente na fiação
(41%) e tecelagem (18%);
• 20%-25% de energia na produção, no
repouso (75%-80%) e na lavagem pelos
consumidores.
Alto consumo de água
A indústria têxtil é o segundo maior consu-
midor e poluidor de água limpa, depois da
agricultura. Para a produção de uma calça
jeans, se requer cerca de 6.800 litros de água
e, para uma camiseta, 2.650 litros. Algumas
vias comumente observadas de desperdício
de água são (Oecotextiles, 2012):
• Uso excessivo de água na lavagem;
• Baixa manutenção, como válvulas quebradas
ou faltando;
• Vazamentos através de tubos e mangueiras;
• Drenagem contínua da água de resfriamento;
• Equipamento de lavagem ineficiente;
• Ciclos de lavagem excessivamente longos;
• Uso de água limpa em cada etapa.
Poluição da água
Segundo o Banco Mundial, 20% da polui-
ção da água globalmente é causada pelo
processamento têxtil em todas as categorias
de resíduos industriais: líquidos, sólidos
e gases. A água é usada em muitas etapas
do processo de tingimento têxtil, tanto para
transferir os produtos químicos usados durante
a etapa quanto para lavá-los antes do início da
próxima etapa. Em uma operação tradicional
de tingimento e acabamento, por exemplo,
uma tonelada de tecido poderia resultar na
poluição de até 200 toneladas de água por
um conjunto de produtos químicos nocivos
e no processo consome grandes quantidades
de energia para vapor e água quente (Moore
e Wentz, 2009).
Na atual indústria em países com sistemas
regulatórios ambientais ainda em desenvol-
vimento, como China, Índia, Bangladesh e
Vietnã, a fabricação têxtil continua a ter um
enorme problema ambiental. Efluentes têxteis
têm sólidos suspensos, óleo e graxa, sulfetos,
sulfatos, fosfatos, sais de cromo, cobre e
outros metais pesados.
Consumo de corantes e exaustão
O mercado global de corantes e pigmentos
sintéticos consumiu cerca de US$ 53 bilhões
em 2017. A participação no mercado é superior
a 29% na Europa Ocidental e a 17% nos EUA.
De 10% a 50% dos corantes, dependendo da
classe de corante usado no tingimento ou na
estamparia, são descarregados nos efluentes.
Grandes quantidades de corantes residuais
liberados nos efluentes têxteis devem e podem
ser tratados.
Tratamento de efluentes
Os métodos mais importantes usados para
tratamentos de efluentes são (Cooper, 1995):
• Métodos de coagulação, floculação e
precipitação;
• Métodos de oxidação;
• Métodos de adsorção;
• Métodos biológicos;
• Métodos de membranas de separação;
• Descarga zero.
O ZDHC é um grupo varejista de marcas de
vestuário e calçados que trabalha para liderar
a indústria em direção à Descarga Zero de
Químicos Perigosos. O ZDHC foi iniciado
em 2011, principalmente como resposta à
campanha Detox do Greenpeace.
Uso de corantes tóxicos e químicos
Muitos corantes são usados na coloração
têxtil. Vinte e sete mil corantes estão listados
sob 13.000 nomes genéricos no Color Index,
desenvolvido em conjunto por SDC (Reino
Pg47a50_MeioAmbiente.indd 48Pg47a50_MeioAmbiente.indd 48 13/05/2021 23:1013/05/2021 23:10
MEIO AMBIENTE
49TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
Unido) e AATCC (EUA). Alguns, como, por
exemplo, as benzedinas, são detectados
como carcinogênicos e constam da Lista de
Substâncias Restritivas (LSR) pela REACH
(EU). Cerca de 8.000 produtos químicos são
usados por indústrias têxteis – muitos são
prejudiciais ao ser humano e ao meio ambiente.
A LSR contém solventes, pesticidas, amianto,
compostos fluorados, gases de efeito estufa,
dioxinas e furano, retardantes halógenos de
chama, metais pesados, compostos com
estanho, ftalatos e muitos outros.
Corantes azo prejudiciais
Cerca de 70% dos corantes sintéticos contêm
grupos azo (-N=N-) reagindo com aminas
aromáticas e compostos hidroxiaromáticos.
Grupos azo não são encontrados na natureza.
Em condições redutivas, alguns corantes
azo podem liberar aminas cancerígenas. A
Diretiva da UE 2002/61/CE identificou como
prejudiciais 22 aminas aromáticas. No total,
187 corantes são proibidos devido à liberação
de amina. As concentrações detectáveis devem
ser inferiores a 30 ppm nos artigos acabados
ou nas partes tingidas.
Registro
Registro de Avaliação, Autorização e Restrição
de Substâncias Químicas é o Regulamento da
Comunidade Europeia sobre produtos químicos
e seu uso seguro (EC 1907/2006) (www.echa.
europa.eu). Esse registro visa à proteção da saúde
humana e do meio ambiente através da melhor
e antecipada identificação das propriedades
intrínsecas das substâncias químicas. Também
possui uma Lista de Substâncias Restritas (LSR).
Química verde
Tem como objetivo reduzir o impacto ambiental
adverso dos processos químicos e produtos
por meio da Análise do Ciclo de Vida (ACV).
Contribuindo para um mundo sustentável.
Doze princípios da química verde são:
1. Nada ou pouco desperdício;
2. Átomo economia;
3. Reações diretas;
4. Reações de segurança;
5. Reações catalíticas;
6. Processos eficientes em energia;
7. Matérias-primas renováveis;
8. Solventes e auxiliares mais seguros;
9. Produtos mais seguros;
10. Subprodutos mais seguros;
11. Produtos de fácil degradação;
12. Controle de riscos.
Metas da química verde para desperdício zero
é a relação entre a massa de resíduos e a do
produto (E = 0 para processo verde).
O que são têxteis e vestuário verdes e sustentáveis?
• Seguros para humanos e o ambiente físico;
• Feitos de materiais renováveis;
• Que têm uso eficiente de recursos (água
e energia) durante a produção;
• Feitos em condições decentes e saudáveis
de trabalho;
• De lavagem com baixa temperatura e com
agentes de lavagem ecológicos;
• De descarte seguro de produtos no meio
ambiente após vida útil (Instituto Têxtil,
Reino Unido).
Reduzir-Reusar-Reciclar
• Substituir por materiais orgânicos e bio-
degradáveis mais verdes;
• Eliminar ou minimizar o uso de produtos
químicos tóxicos;
• Minimizar e reutilizar água e produtos
químicos;
• Minimizar o uso de energia e combustível
na produção e transporte;
• Reduzir o desperdício e descarte de resíduos
corretamente;
• Controle rigoroso da gestão ambiental;
• Produção mais limpa;
• Abordagem inicial correta, auditorias e
otimização dos químicos/água/energia/
máquinas;
• Recuperação de soda cáustica, gomas,
graxas etc.
• Reutilização de soluções de tingimento.
Fibras verdes
Fibras naturais são biodegradáveis, enquanto
as fibras sintéticas não são biodegradáveis
-mas podem ser recicladas. O algodão é
higiênico, mas o cultivo é altamente poluente.
A produção global de algodão utiliza 2,4%
das terras cultivais, com 25% de inseticidas
e 11% de pesticidas. O algodão e o linho
orgânicos são cultivados sem o uso de fer-
tilizantes sintéticos ou pesticidas. A lã e a
seda orgânica e a seda produzidas de forma
natural e sustentável. A produção de viscose
utiliza solvente tóxico.
Biopolímeros
Biopolímeros são produzidos por organismos
vivos. São biomoléculas poliméricas. Biopo-
límeros ou bioplásticos obtidos a partir de
matérias-primas renováveis - milho, açúcar,
amido etc.
Proteína de soja
Em 13 de janeiro de 1942, Henry Ford paten-
teou um carro de soja (um carro de plástico)
que era 30% mais leve que um carro normal.
Henry Ford acreditava que “as fazendas são as
fábricas do futuro”. Biopolímeros são muito
biodegradáveis, biocompativeis. São usados
com sucesso em aplicações biomédicas
como fechamento de feridas, implante cirúr-
gico, higiene e roupas protetoras, filmes de
contenção do solo. Outros biopolímeros são
poliéster bacterial (poly-(R)-3-hidroxibutyrate),
Pg47a50_MeioAmbiente.indd 49Pg47a50_MeioAmbiente.indd 49 13/05/2021 23:1013/05/2021 23:10
MEIO AMBIENTE
50 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
bionáilon, biopolietileno, biopoliuretanas,
chitosan, fibra de soja, fibra de alginato e
ácido poliláteo (PLA).
As característica do PLA são:
• Alta resistência, bom para roupa, antirrugas;
• Resistente à luz UV. M.P. ± 170 °C;
• Inflamabilidade reduzida (LOI: 25).
Coloração mais verde
Em vez de corantes sintéticos, podem ser utilizados
corantes naturais biodegradáveis sustentáveis
obtidos de plantas, insetos e minerais. Grandes
quantidades de sal comum são utilizadas na
coloração. O aumento da salinidade perturba o
delicado equilíbrio da flora e da fauna aquáticas.
O processo pode ser modificado não usando
ou usando quantidade mínima de sal e nenhum
produto químico nocivo no tingimento. Corantes
reativos de baixa salinidade e fácil degradação
podem ser usados.
Substitutos ecológicos
Vários produtos químicos nocivos, como
pentaclorofenol, hipocloritos, silicato de
sódio, formaldeído, dicromato de sódio etc.,
podem ser substituídos por produtos ecoló-
gicos adequados.
Processos preparatórios mais verdes
Enzimas são qualificadas como produtos
químicos verdes porque são biodegradáveis e
produzidas com recursos renováveis, trabalham
a temperaturas e pressões atmosféricas mais
baixas, têm pH favorável (até mesmo neutro)
e usam menos água e energia, substituindo
uma série de produtos químicos perigosos.
Desengomar: amilase, lipase.
Limpeza: pectinase, celulase.
Branqueamento: óxido-redutase, xilanase.
Tingimento: óxido-redutase.
Acabamento: celulase, óxido-redutase, lipase.
Compostagem: celulase, protease.
Processos de tingimento ecoeficientes
• Tingimento rápido e processos de baixa
energia;
• Processos contínuos de pad-batch e
pad-steam;
• Taxa de licor de tingimento ultrabaixa;
• Vinte fatores controláveis para tingimento
direto.
Tingimento sem água
No ponto crítico, o dióxido de carbono adota
propriedades de meio caminho entre um gás
e um líquido. CO2 não inflamável, não tóxico,
baixo preço, resíduo do produto de combustão,
fermentação e síntese de amônia.
Automação no tingimento e na estamparia
Controle de processo: 10-30% de economia
em água, assim como energia. Dispersão
automática: 5-15% de economia em corantes
e produtos químicos. Pesagem controlada por
computador e controle de estoque: 10-15% de
economia em corantes, pigmentos e produtos
químicos. Medição e controle de cores: melhora
significativa na qualidade e economia de 30
a 40% de corantes e pigmentos.
Acabamento mais verde
• Economia de água e energia por baixo
pick-up e mínima de aplicação técnica;
• Acabamentos livres de formaldeído a partir
de ácidos glicólicos e policarboxílicos;
• Retardantes de chama híbridos sem halogênio;
• Tratamentos com plasma: plasmas (gás
parcialmente ionizado) podem interagir com
a superfície dos polímeros em milissegundos
sem aquecer o substrato.
Tratamento de efluentes mais ecológico
Alumínio coagulante causa doença de Alzheimer.
Substitutos: biosolvente Cassia angustifolia
(CA), goma de sementes, algodão cationi-
zado, serragem e cinzas de carvão. Peróxido
de hidrogênio e enzima peroxidase destroem
muitos poluentes. Catalisadores enzimáticos
chamados ligante macrocíclico tetra-amido
são mais fáceis, mais baratos e muito mais
versáteis em sua reatividade do que a enzima
natural (http://dspace.centre.edu).
A Eco-Label identifica a preferência ambiental
geral de um produto com base na consideração
do ciclo de vida.
Rótulos ecológicos governamentais
Blue Angel (Alemanha), Green Seal (EUA),
Eco-mark (Japão, Índia), European Flower
(UE), NF Environment (França).
* Diretor do KPS Institute Of Polytechnic College, Belmuri, Bengala Ocidental, Índia; ex-professor da Faculdade de Engenharia e Tecnologia
Têxtil do Governo, Serampore, Bengala Ocidental, Índia. Email: [email protected].
Pg47a50_MeioAmbiente.indd 50Pg47a50_MeioAmbiente.indd 50 13/05/2021 23:1013/05/2021 23:10

Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 23:1213/05/2021 23:12
PUBLIREPORTAGEM
52 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
O importante papel das
tecnologias químicas têxteis
no cenário socioambiental
Todos nós sabemos o que precisa ser feito
para contribuirmos para o meio ambiente.
Desde separar o lixo até economizar água. Con-
tudo, o homem cada vez mais tira da Terra sem
dar a ela um tempo para se regenerar. E agora,
o homem visa explorar os astros vizinhos para
agir da mesma forma.
Neste contexto, uma das indústrias mais antigas
da humanidade, a indústria têxtil, vem, através dos
séculos, poluindo o meio ambiente e consumindo
importantes recursos naturais essenciais à vida,
como a água doce.
A contaminação da água, do ar e do solo não
precisa ser somente reduzida. Deve haver
um processo de regeneração ao longo do
AUTOR: DEPARTAMENTO TÉCNICO DA GOLDEN TECHNOLOGY
tempo, para restabelecer o equilíbrio natural
do planeta.
Em meados dos anos 80, diversas escolas de
pensamento, em muitos lugares do mundo,
começaram a estudar formas de a indústria e o
planeta coexistirem em equilíbrio. Daí surgiram
conceitos como Cradle to Cradle e, mais tarde,
Economia Circular, que consiste no design de
processos e produtos de baixo impacto ambiental
e que contribuem para um mundo melhor.
A Golden Technology, marca reconhecida pela
sua contribuição tecnológica na área têxtil,
utiliza a Economia Circular no seu design de
processos, exercendo, na prática, papel funda-
mental neste cenário.
Se olharmos para trás, visualizamos uma evolução
em termos de consumo. O homem, através das
gerações, vem tomando consciência das ações
que prejudicam o meio ambiente e se identifica
com as marcas que têm este mesmo tipo de
pensamento.
As marcas, por sua vez, estão deixando a antiga
filosofia de priorizar o produto para priorizar as
pessoas, tornando melhor a vida delas, e isto pre-
cisa ser verdadeiro, pois, neste mundo conectado,
tudo o que envolve uma marca é conhecido pelo
público. Então, a marca vai cuidar para que toda
a sua cadeia de fornecimento e seus processos
sejam social e ambientalmente responsáveis.
É neste contexto que muitos de nós, da indústria
têxtil, nos encaixamos. Seja em produtos ou servi-
ços, é fundamental agir em total congruência com
as melhores e mais atuais práticas sustentáveis.
Estas práticas consistem em elaborar sistemas
(podemos chamar de processos) ou ecossistemas
(podemos chamar de um conjunto de processos
que se combinam de forma simbiótica) de baixo
impacto e consumo de recursos.
Os processos de beneficiamento têxtil, em espe-
cial os realizados na tinturaria, estão entre os de
maior impacto ambiental por consumirem muita
água, energia e produtos químicos. Processos
sustentáveis nesta área são muito bem-vindos,
Pg52a54_Publi.indd 52Pg52a54_Publi.indd 52 13/05/2021 23:1213/05/2021 23:12

PUBLIREPORTAGEM
53TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
porém, necessitam ter ótimo custo-benefício para
quem o executa, de modo a manter a empresa
competitiva – o que é desejado pelas marcas com
comprometimento com o tema socioambiental.
Ou seja, as marcas têxteis mais importantes do
mundo.
Tudo começa pelo design, voltado para ser de
baixa complexidade e baixo consumo de recursos.
Essa etapa é fundamental e exige que o staff da
empresa adote uma abordagem transversal para
que este novo processo se encaixe e auxilie os
processos a montante e a jusante.
Os processos também precisam ser amigáveis à
execução, o que significa que o processo deve
melhorar e facilitar a vida de todos, inclusive a
dos trabalhadores na linha de produção.
Conceitos de Economia Circular são, atualmente,
os mais adequados para a elaboração de processos,
por serem resultantes de conceitos anteriores que
vieram sendo aprimorados.
Além disso, o cenário têxtil mundial exige pro-
cessos intercambiáveis e de fácil upgrade, para
que estejam sempre prontos para um mundo
onde os hábitos de consumo vêm constante-
mente mudando.
Outro ponto muito importante é que a marca
esteja cada vez mais próxima da comunidade e
da universidade. A Golden Technology possui em
seu DNA este modo de ser e atuar no mercado
mundial. Ao longo dos seus mais de 30 anos de
existência, esta empresa brasileira, de atuação
mundial, hoje conta com uma rede internacional
de parceiras com as principais universidades do
mundo. Este modo colaborativo e multidisciplinar
de agir resulta em processos de alta relevância,
por serem totalmente alinhados com os conceitos
de Economia Circular e, ao mesmo tempo, de
ótimo custo-benefício. Sua gestão sustentável
baseada em ESL (Governança Ambiental, Social
e Corporativa) consiste em cuidar e diminuir o
consumo de recursos naturais a cada ano e ajudar
os clientes a economizar, reciclar e reutilizar os
recursos provenientes da natureza.
O inovador processo DyeClean, por exemplo,
resulta de trabalho e pesquisa desenvolvidos
numa parceria entre a Golden Technology e a
UPC (Universidade Politécnica da Catalunha),
na Espanha. O processo DyeClean, patenteado
e usado atualmente com sucesso nas Américas,
Europa e Ásia, consiste num processo de tingi-
mento reativo que torna possível usar o mesmo
banho do tingimento (com corante hidrolisado
e sal) por sucessivas vezes. Como muitos de
nós sabemos, o banho do tingimento reativo
é um dos banhos mais poluidores da indústria
têxtil, por possuir altas quantidades de sal e de
corante hidrolisado.
Este processo de reuso não requer nenhum
equipamento, apenas utiliza produtos químicos
especiais e balanceados. O fato de reduzir o con-
sumo de água e de sal em até 80% não somente
traz uma redução significativa nos custos, como
também contribui para a preservação da água doce
do planeta (redução da pegada hídrica). Efeitos
positivos imediatos também são observados
no tratamento de efluente, como a redução da
carga poluidora e melhoria da DBO (demanda
bioquímica de oxigênio) e DQO (demanda quí-
mica de oxigênio), conforme estudos realizados.
Efeitos colaterais muito positivos também são
observados na redução do consumo de sal.
Oitenta por cento menos sal sendo consumidos
significa 80% menos material sendo movimenta-
dos e armazenados dentro de uma fábrica e 80%
menos transporte sendo usado para este fim, o
que contribui imensamente para a redução da
pegada de carbono.
Ainda falando de tingimento reativo, o processo
ShortDyeing DK vem para adicionar mais economia
de água, tempo, energia e produtos químicos.
Totalmente compatível com o processo DyeClean,
o ShortDyeing DK, graças à alta eficiência dos
produtos químicos envolvidos, torna possível um
processo compacto, tanto para algodão quanto
para viscose. GoControl AK, um controlador de
reação de alta tecnologia, é um dos componentes
que adiciona uniformidade e reprodutibilidade
lote-a-lote ao processo de tingimento reativo
Short Dyeing DK.
O processo posterior ao tingimento reativo, o
ensaboamento (processo de remoção do corante
hidrolisado), também é um processo de alto
consumo de água, energia e tempo, chegando a
responder por aproximadamente 70% do consumo
de todo o processo. A Golden Technology, para
esta importante etapa, traz o processo GoWash
STS, que possibilita o ensaboamento com
aproximadamente 25% menos água e energia
em relação aos processos convencionais, com
ótimos níveis de solidez a úmido.
Foram desenvolvidas soluções, no entanto, não
somente para as fibras celulósicas. A Golden
Technology traz também soluções inteligentes
para o tingimento das fibras sintéticas cada
vez mais consumidas no mercado têxtil: a
poliamida e o poliéster. A solução, um novo
conceito de processo chamado GoDye, chega
e se estabelece no mercado por sua caracte-
rística de ser simples, compacta e econômica.
O processo GoDye possui a versão GoDye PA
(para tingimento de poliamida 6 e 6.6) e a
versão GoDye PES (para o tingimento disperso
de poliéster). Por possuir muito menos pro-
dutos químicos e etapas, o processo GoDye é
menos sensível às variações que podem ocorrer
no dia a dia do chão de fábrica, reduzindo
consideravelmente o índice de reprocesso. A
simplicidade o torna compacto e, portanto, o
faz consumir em média 20% menos tempo,
Pg52a54_Publi.indd 53Pg52a54_Publi.indd 53 13/05/2021 23:1213/05/2021 23:12

PUBLIREPORTAGEM
54 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
químicos e energia. Além disso, o GoDye foi
projetado para exigir menos tempo e depender
muito menos do operador, de forma que ele
possa atender outras máquinas e supervisionar
melhor o processo das máquinas vizinhas.
Tingimentos de poliamida em cor escura
podem ser obtidos em menos de 4 horas
com o processo GoDye PA e tingimentos de
poliéster cor escura com lavagem redutiva
podem ser obtidos em menos de 3 horas com
o processo GoDye PES. Tudo isso traz ganho
de produtividade, com menor consumo de
recursos e menor impacto ambiental.
Até mesmo a lavagem de máquina, um processo
que só gera custos e consome tempo – recurso
valioso em uma linha de produção –, pode ser
aprimorada a níveis ótimos. O processo GoPur
MRO vem neste sentido, liberando a máquina
para produzir mais, pois, além do menor tempo
e químicos necessários, também reduz o número
de lavagens. Diferentemente das lavagens
convencionais, este processo potencializa a
retirada dos resíduos de corantes e químicos
do interior da máquina através do conceito
pull-out, que adsorve e expele até mesmo
os resíduos que se encontram nos pontos de
mais difícil acesso no interior da máquina
de tingimento, as chamadas “zonas mortas”,
comumente responsáveis pelas manchas
que ocorrem por acúmulo de resíduos nestes
lugares e que, muitas vezes, com o processo
convencional, exigem lavagens sucessivas na
tentativa de removê-las.
Como se pode observar até aqui, é possível
ser econômico e sustentável com o uso de
tecnologias baseadas em processos. Diferen-
temente da abordagem baseada em produtos
químicos, em que os ganhos são contabilizados
e percebidos localmente, dentro de um setor
da fábrica, a abordagem baseada em processos
demonstrada pela Golden Technology gera
impactos imediatos a nível macro, onde o
benefício é de todos os envolvidos na cadeia
de produção e de consumo.
E os avanços não param por aí, pois o pro-
cesso de long-life learning intrínseco na
Golden Technology está gerando inovações
disruptivas, como o MagClean, por exemplo,
que retira magneticamente os corantes e os
microplásticos que sobram na água dos pro-
cessos, possibilitando o reuso da água para
novos processos e reduzindo consideravelmente
a pegada hídrica e a poluição aquática por
microplásticos – tema de grande relevância
internacional por implicar no equilíbrio dos
ecossistemas aquáticos e, consequentemente,
da vida humana.
Por fim, continuar criando e aprimorando pro-
cessos que minimizem o consumo, reduzam
o descarte e reutilizem o máximo possível em
direção a sistemas autossuficientes é o papel
da Golden Technology junto à sociedade e ao
meio ambiente.
Pg52a54_Publi.indd 54Pg52a54_Publi.indd 54 13/05/2021 23:1213/05/2021 23:12
Acompanhe o desempenhoe os impactos da pandemiano Mercado de Moda Íntimae Meias no Brasil.
11 3238-5800 | [email protected] | www.iemi.com.br
Fale com um consultor e descubra como podemos te ajudar a fazer a diferença.
Imagens ilustrativas.
/iemipesquisas /iemi.inteligencia@iemipesquisas /iemiinteligencia
Pessoal ocupadona indústria
Canaisde distribuição
Dadoshistóricos
Produção eindústria
Comércioexterno
Foto
por
mas
ter1
305
• Participação das importações no mercado brasileiro;• Região destaque na concentração de empresas do setor e porte das empresas;• Destaque nas importações, principais destinos das exportações e origens das importações;• Entre outros indicadores estratégicos.
O Estudo do Mercado Potencial de Moda Íntima e Meias IEMI 2020, retrata a evolução da produção e indústria, o comércio externo, canais de distribuição, informações estratificadas por linhas e produtos nos últimos 5 anos e uma relação com 190 empresas do setor.
Receba os highlights do estudo:• O tamanho do mercado em produção de peças e sua representatividade no setor de vestuário;• Consumo aparente e sua taxa de crescimento;
Saiba mais em:www.iemi.com.br/highlights-intimaou pelo QR Code ao lado:
C
M
Y
CM
MY
CY
CMY
K
Textilia - Maio 2021 (210x280mm) - MP ÍNTIMA E MEIAS 2021.pdf 1 10/05/2021 09:40:08
Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 23:1413/05/2021 23:14
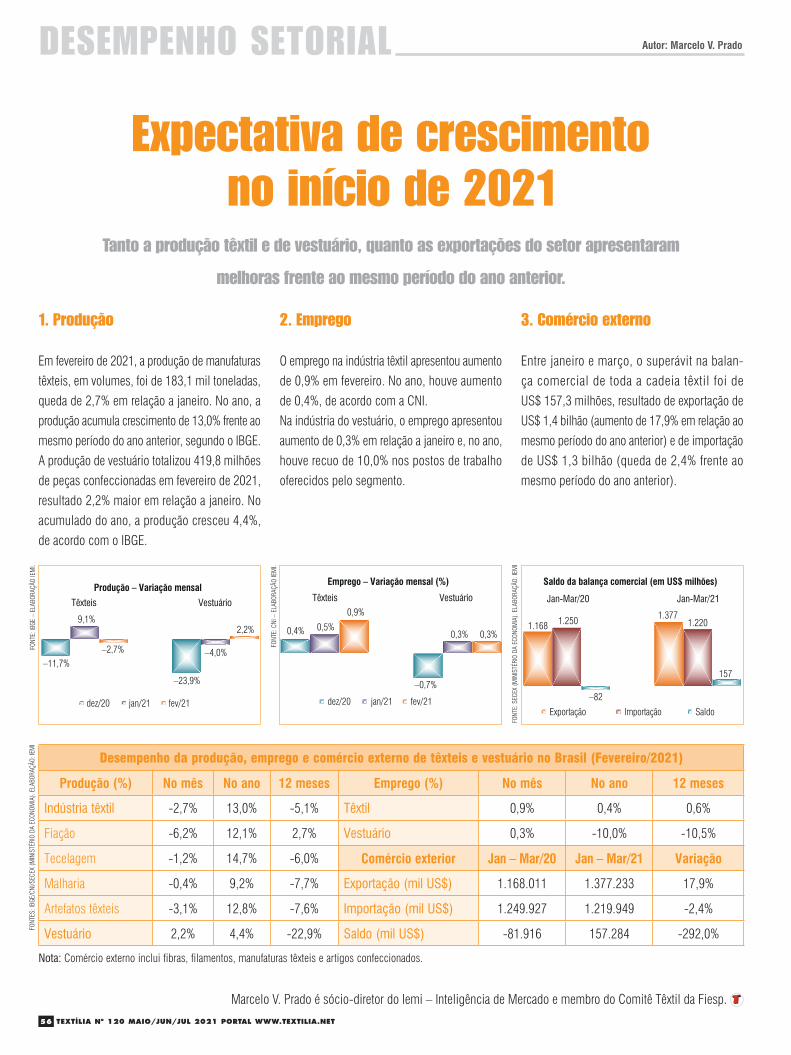
56 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
DESEMPENHO SETORIAL
Expectativa de crescimento no início de 2021
Tanto a produção têxtil e de vestuário, quanto as exportações do setor apresentaram
melhoras frente ao mesmo período do ano anterior.
1. Produção
Em fevereiro de 2021, a produção de manufaturas
têxteis, em volumes, foi de 183,1 mil toneladas,
queda de 2,7% em relação a janeiro. No ano, a
produção acumula crescimento de 13,0% frente ao
mesmo período do ano anterior, segundo o IBGE.
A produção de vestuário totalizou 419,8 milhões
de peças confeccionadas em fevereiro de 2021,
resultado 2,2% maior em relação a janeiro. No
acumulado do ano, a produção cresceu 4,4%,
de acordo com o IBGE.
Autor: Marcelo V. Prado
2. Emprego
O emprego na indústria têxtil apresentou aumento
de 0,9% em fevereiro. No ano, houve aumento
de 0,4%, de acordo com a CNI.
Na indústria do vestuário, o emprego apresentou
aumento de 0,3% em relação a janeiro e, no ano,
houve recuo de 10,0% nos postos de trabalho
oferecidos pelo segmento.
3. Comércio externo
Entre janeiro e março, o superávit na balan-
ça comercial de toda a cadeia têxtil foi de
US$ 157,3 milhões, resultado de exportação de
US$ 1,4 bilhão (aumento de 17,9% em relação ao
mesmo período do ano anterior) e de importação
de US$ 1,3 bilhão (queda de 2,4% frente ao
mesmo período do ano anterior).
Desempenho da produção, emprego e comércio externo de têxteis e vestuário no Brasil (Fevereiro/2021)
Produção (%) No mês No ano 12 meses Emprego (%) No mês No ano 12 meses
Indústria têxtil -2,7% 13,0% -5,1% Têxtil 0,9% 0,4% 0,6%
Fiação -6,2% 12,1% 2,7% Vestuário 0,3% -10,0% -10,5%
Tecelagem -1,2% 14,7% -6,0% Comércio exterior Jan – Mar/20 Jan – Mar/21 Variação
Malharia -0,4% 9,2% -7,7% Exportação (mil US$) 1.168.011 1.377.233 17,9%
Artefatos têxteis -3,1% 12,8% -7,6% Importação (mil US$) 1.249.927 1.219.949 -2,4%
Vestuário 2,2% 4,4% -22,9% Saldo (mil US$) -81.916 157.284 -292,0%
Nota: Comércio externo inclui fibras, filamentos, manufaturas têxteis e artigos confeccionados.
FONT
E: IB
GE –
ELA
BORA
ÇÃO
IEM
I.
FONT
E: C
NI –
ELA
BORA
ÇÃO
IEM
I.
FONT
E: S
ECEX
(MIN
ISTÉ
RIO
DA E
CONO
MIA
). EL
ABOR
AÇÃO
: IEM
I
FONT
ES: I
BGE/
CNI/S
ECEX
(MIN
ISTÉ
RIO
DA E
CONO
MIA
). EL
ABOR
AÇÃO
: IEM
I
9,1%
–2,7%
2,2%
–11,7%
–23,9%
–4,0%
Têxteis Vestuário
Produção – Variação mensal
dez/20 jan/21 fev/21
0,9%
0,5%0,4% 0,3%0,3%
–0,7%
Têxteis Vestuário
Emprego – Variação mensal (%)
dez/20 jan/21 fev/21
1.168 1.3771.250 1.220
–82
157
Jan-Mar/20 Jan-Mar/21
Saldo da balança comercial (em US$ milhões)
Exportação Importação Saldo
9,1%
–2,7%
2,2%
–11,7%
–23,9%
–4,0%
Têxteis Vestuário
Produção – Variação mensal
dez/20 jan/21 fev/21
0,9%
0,5%0,4% 0,3%0,3%
–0,7%
Têxteis Vestuário
Emprego – Variação mensal (%)
dez/20 jan/21 fev/21
1.168 1.3771.250 1.220
–82
157
Jan-Mar/20 Jan-Mar/21
Saldo da balança comercial (em US$ milhões)
Exportação Importação Saldo
9,1%
–2,7%
2,2%
–11,7%
–23,9%
–4,0%
Têxteis Vestuário
Produção – Variação mensal
dez/20 jan/21 fev/21
0,9%
0,5%0,4% 0,3%0,3%
–0,7%
Têxteis Vestuário
Emprego – Variação mensal (%)
dez/20 jan/21 fev/21
1.168 1.3771.250 1.220
–82
157
Jan-Mar/20 Jan-Mar/21
Saldo da balança comercial (em US$ milhões)
Exportação Importação Saldo
Marcelo V. Prado é sócio-diretor do Iemi – Inteligência de Mercado e membro do Comitê Têxtil da Fiesp.
Pg56_Desempenho.indd 56Pg56_Desempenho.indd 56 13/05/2021 23:1613/05/2021 23:16

57TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
DESEMPEÑO SECTORIALAutor: Marcelo V. Prado
Expectativa de crecimiento al inicio de 2021
Tanto la producción textil como la de ropa, como las exportaciones del sector
mejoraron en comparación con el mismo período del año anterior.
1. Producción
En febrero de 2021, la producción de manu-
facturas textiles, en volúmenes, fue de 183.100
toneladas, un 2,7% menos que en enero. En el
año, la producción aumentó un 13,0%, en
comparación con el mismo periodo del año
anterior, según IBGE.
La producción de ropa total fue de 419,8 millones
de piezas realizadas en febrero de 2021, un 2,2%
más que en enero. En el acumulado del año, la
producción creció un 4,4%, según IBGE.
2. Empleo
El empleo en la industria textil aumentó un
0,9% en febrero de 2021. En el año, hubo un
aumento del 0,4%, según la CNI.
En el sector de la ropa, el empleo aumentó un
0,3% respecto a enero y en el año, se produjo
un descenso del 10,0% en los puestos de
trabajo ofertados por el segmento.
3. Comercio exterior
Entre enero y marzo de 2021, el superávit
comercial de toda la cadena textil fue de 157,3
millones de dólares, resultado de 1.400 millones
de dólares exportados (un aumento del 17,9 %
con respecto al mismo período del año anterior) e
importaciones de 1.300 millones de dólares (un
2,4 por ciento menos que en el mismo período
de un año anterior).
Desempeño de la producción, empleo y comercio exterior de textiles y vestuario en Brasil (febrero/2021)
Producción (%) En mes En año 12 meses Empleo (%) En mes En año 12 meses
Industria textil -2,7% 13,0% -5,1% Textil 0,9% 0,4% 0,6%
Hilado -6,2% 12,1% 2,7% Vestimenta 0,3% -10,0% -10,5%
Tejeduría -1,2% 14,7% -6,0% Comercio Exterior Ene – Mar/20 Ene – Mar/21 Variación
Tejido de punto -0,4% 9,2% -7,7% Exportaciones (mil US$) 1.168.011 1.377.233 17,9%
Artefactos textiles -3,1% 12,8% -7,6% Importación (mil US$) 1.249.927 1.219.949 -2,4%
Vestimenta 2,2% 4,4% -22,9% Balanza (mil US$) -81.916 157.284 -292,0%
Nota: En comercio exterior incluye fibras, filamentos, manufacturas textiles y artículos confeccionados.
FUEN
TE: I
BGE
– EL
ABOR
AÇÃO
IEM
I.
FUEN
TE: C
NI –
ELA
BORA
ÇÃO
IEM
I.
FUEN
TE: S
ECEX
(MIN
ISTÉ
RIO
DA E
CONO
MIA
). EL
ABOR
AÇÃO
: IEM
I
FUEN
TES:
IBGE
/CNI
/SEC
EX (M
INIS
TÉRI
O DA
ECO
NOM
IA).
ELAB
ORAÇ
ÃO: I
EMI
Marcelo V. Prado es socio director de IEMI – Inteligência de Mercado y miembro del Comité Textil de Fiesp.
9,1%
–2,7%
2,2%
–11,7%
–23,9%
–4,0%
Têxteis Vestuário
Produção – Variação mensal
dez/20 jan/21 fev/21
0,9%
0,5%0,4% 0,3%0,3%
–0,7%
Têxteis Vestuário
Emprego – Variação mensal (%)
dez/20 jan/21 fev/21
1.168 1.3771.250 1.220
–82
157
Jan-Mar/20 Jan-Mar/21
Saldo da balança comercial (em US$ milhões)
Exportação Importação Saldo
9,1%
–2,7%
2,2%
–11,7%
–23,9%
–4,0%
Têxteis Vestuário
Produção – Variação mensal
dez/20 jan/21 fev/21
0,9%
0,5%0,4% 0,3%0,3%
–0,7%
Têxteis Vestuário
Emprego – Variação mensal (%)
dez/20 jan/21 fev/21
1.168 1.3771.250 1.220
–82
157
Jan-Mar/20 Jan-Mar/21
Saldo da balança comercial (em US$ milhões)
Exportação Importação Saldo
9,1%
–2,7%
2,2%
–11,7%
–23,9%
–4,0%
Têxteis Vestuário
Produção – Variação mensal
dez/20 jan/21 fev/21
0,9%
0,5%0,4% 0,3%0,3%
–0,7%
Têxteis Vestuário
Emprego – Variação mensal (%)
dez/20 jan/21 fev/21
1.168 1.3771.250 1.220
–82
157
Jan-Mar/20 Jan-Mar/21
Saldo da balança comercial (em US$ milhões)
Exportação Importação Saldo
Pg57_Desempenho_Esp.indd 57Pg57_Desempenho_Esp.indd 57 13/05/2021 23:1713/05/2021 23:17
PUBLICIDADE
58 TEXTÍLIA No 120 MAIO/JUN/JUL 2021 PORTAL WWW.TEXTILIA.NET
P. Jurídica ou P. Física:
Contato: Cargo:
Endereço:
CEP: Cidade: U.F.:
Tel.: Fax:
I. E.: Data:
CNPJ ou CPF:
MJ e C Comunicação e Editora EIRELIR. Prof. João Arruda, 222 - Sl 4
CEP 05012-000São Paulo/SP
e-mail: [email protected] Fone: 55 11 3676-1934
55 11 3670-1690Visite o portal
www.textilia.net “O maior conteúdo
da cadeia têxtil”
1 ano (4 edições) R$ 140 | US$ 85 | € 50
Exemplar avulso R$ 35 | US$ 17 | € 15* Valores sujeitos a alteração com prévio aviso.
OPÇÕES DE PAGAMENTO Boleto Bancário – Preencher dados
desta proposta, enviar via fax ou e-mail. Aguardar emissão do boleto. E-mail: [email protected]
Depósito em C/C – A favor de MJ e C Comunicação e Editora EIRELI.Banco Bradesco (237) Ag. 2716C/C. 0183779-6
Exemplar avulso
Edição Nº
CARTÃO DE CRÉDITO
MASTERCARDÀ vista 2 parcelas 3 parcelas
4 parcelas 5 parcelas 6 parcelas sem juros
VISA À vista 2 parcelas 3 parcelas
4 parcelas 5 parcelas 6 parcelas sem juros
N° Cartão:
Validade: Mês Ano Cód. Iden.
Cód. Identifi cação 10.000 MAIO/JUN/JUL 2021
ENDEREÇO PARA COBRANÇA
PARA QUE POSSAMOS MELHORAR NOSSOS SERVIÇOS, FAVOR PREENCHER A PESQUISA ABAIXO. VOCÊ É DE QUAL SETOR DA CADEIA TÊXTIL?
FIBRA - FIO TECELAGEM PLANA - VESTUÁRIO TECELAGEM PLANA - DECORAÇÃO/LAR TECELAGEM DE MALHA BENEFICIAMENTO
E ACABAMENTO QUÍMICO E AUXILIAR MÁQUINA / EQUIPAMENTO E ACESSÓRIO TÊXTIL MÁQUINA / EQUIPAMENTO E ACESSÓRIO
PARA CONFECÇÃO AVIAMENTO SERVIÇO CONFECÇÃO ATACADISTA VAREJISTA COMPRADOR DESIGNER
DISTRIBUIDOR LOGÍSTICA WOMENSWEAR MENSWEAR CHILDRENSWEAR
PORTAL: www.textilia.netO maior conteúdo da cadeia têxtilEl mayor contenido de la cadena textil
120120120120ENTREVISTALourival Flor, diretor da Golden Technology, fala de inovação em tecidos funcionaisLourival Flor, director de Golden Technology, comenta la innovación en tejidos funcionales
ACABAMENTO Estudo mostra que poliuretano modificado pode melhorar as propriedades do algodãoEstudio muestra que el poliuretano modificado puede mejorar las propriedades del algodón
INFORME TÉCNICOAgulhas de alto desempenho para todos os tipos de teares de malhariaAgujas de alto desempeño para todo tipo de telares de tejidos de punto
BENEFICIAMENTO
Tendências tecnológicas para o Tendências tecnológicas para o pré-tratamento têxtil sustentávelpré-tratamento têxtil sustentável Tendencias tecnológicas para el pretratamiento textil sostenible
HÁ 29 ANOS ANTECIPANDO O FUTURO DA CADEIA TÊXTIL | DESDE HACE 29 AÑOS ANTICIPANDO EL FUTURO DE LA CADENA TEXTILHÁ 29 ANOS ANTECIPANDO O FUTURO DA CADEIA TÊXTIL | DESDE HACE 29 AÑOS ANTICIPANDO EL FUTURO DE LA CADENA TEXTIL
MAIO/JUN/JUL 2021R$ 35 | US$ 17 | € 15
MAIO/JUN/JUL 2021R$ 35 | US$ 17 | € 15
ASSI
NATU
RA S
UBSC
RIPC
IÓN
ASSI
NATU
RASU
BSCR
IPCI
ÓN
Pg58_Assinat.indd 58Pg58_Assinat.indd 58 13/05/2021 23:1713/05/2021 23:17
C
M
Y
CM
MY
CY
CMY
K
Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 21:3213/05/2021 21:32

Fundada em 1925, graças à criatividade e premeditação de seu fundador, Mario Crosta, a empresa, localizada em Busto Arsizio (VARESE, Itália), rapidamente se tornou líder mundial em design e produção de máquinas e plantas para acabamento a seco.
SOBRE A MARIO CROSTA
A configuração da POLARIS foi estudada para ser aplicada principalmente no processamento de tecidos de malha de fibras artificiais, como poliéster, CVC e misturas de elastano, e todos os recursos envolvidos relacionados a velocidades, tensões, rotações, foram atualizados para um desempenho superior. Rolos de tração aumentados, tambores e cilindros reprojetados para garantir uma cobertura total e completa, com velocidades mais rápidas e eficientes, além do controle de tensão de alta precisão atualizado, aprimorando uma combinação de resultados que evita o problema comum de flutuação de tensão de outros sistemas.Todos os dados são totalmente gerenciados pelo PLC através do Display, a fim de armazenar todos os parâmetros na memória de backup da máquina, e o uso de correias trapezoidais de alto desempenho e correias de sincronização garantem uma transmissão suave e contínua da tração elétrica, garantindo uma força de felpado contínua.
Felpadeira de Tambor DuploPolaris
w w w . m a r i o c r o s t a . c o m
Venda exclusiva no Brasil:
(19) 3475.7757 | [email protected]
• Dispositivo de segurança para limpeza das escovas.• Dispositivo de trajeto semiautomático.• Controle de tensão pneumática das correias.
• Contador de horas de trabalho para controle de manutenção. • Tela sensível ao toque para orientar o operador.• Sistema de condução com DC-Bus®.
Produção aumentada
C
M
Y
CM
MY
CY
CMY
K
Anúncio Textilia Ed. 120.pdf 1 13/04/2021 07:56:29
Pag Base Anuncio.indd 2Pag Base Anuncio.indd 2 13/05/2021 21:3513/05/2021 21:35