Embed Size (px)
DESCRIPTION
đề tài hàn dây của nhóm công nghệ vi điện tử II
Citation preview

HÀN DÂY
1. Giới thiệu kỹ thuật hàn dây1.1 Khái niệm hàn dây
Hàn dây là kỹ thuật hàn điện pha rắn sử dụng dây mảnh kết hợp đốt nóng, áp suất và năng lượng siêu âm. Dây và bề mặt đệm được tiếp xúc bền vững. Trên bề mặt tiếp xúc, electron tỏa ra các nguyên tử và chiếm vị trí dẫn đến hình thành mối hàn dây. Trong quá trình hàn có thể làm biến dạng vật chất, phá vỡ lớp bẩn và làm mịn bề mặt nhám, việc này có thể được tăng cường khi áp dụng năng lượng siêu âm. Nhiệt có thể tăng tốc, hình thành liên kết (mối hàn) khi có sự khếch tán giữa các nguyên tử.
1.1.1 Quá trình hàn dây
Hàn dây được bắt đầu bằng việc gắn chắn mặt sau của một con chip với một chip mang sử dụng hoặc là keo dẫn điện hữu cơ hoặc một chất liệu hàn. Các dây sau đó được hàn bằng cách sử dụng một công cụ liên kết đặc biệt (mao dẫn hoặc nêm). Tùy thuộc vào yếu tố hàn (nhiệt và năng lượng siêu âm). tiến trình hàn có thể được chia làm 3 tiến trình chính: Hàn nhiệt, hàn siêu âm, hàn áp lực (nhiệt quyển). Cụ thể xem bảng:
Hàn dây Áp lực Nhiệt độ (C) Năng lượng siêu âm
Dây Đệm
Hàn nhiệt Cao 300 - 500 Không Au Al, AuHàn siêu âm Thấp 25 Có Au, Al Al, AuHàn nhiệt quyển Thấp 100 - 150 Có Au Al, Au
1.1.2 Các hình thức hàn dây
Có 2 loại hàn dây cơ bản: Hàn bóng (hàn tròn) và hàn nêm.
Hàn áp lực tròn dùng vàng được lựa chọn rộng rãi nhất, bởi vì nó nhanh hơn hàn siêu âm nhôm. Một khi hàn bóng được thực hiện trên các thiết bị, dây có thể được di chuyển theo bất kỳ hướng nào mà không làm căng dây, làm cho dây liên kết tự động, cũng nhưng việc chuyển động chỉ cần đặt theo hai hướng x, y.

Hình 1: Sự hình thành mối hàn bóng và hàn nêm
1.2 Lịch sử và ứng dụng
Hàn dây là kỹ thuật ra đời sớm nhất trong việc kết nối các thiết bị. Nó được công bố đầu tiên bởi phòng thí nghiệp Bell. Từ đó, kỹ thuật này được phát triển rất nhiều.
- Máy hoàn toàn tự động được phát triền cho sản phẩm khối.
- Thông số hàn được điều khiển chính xác, tích chất của dây có thể được tái sinh cao.
- Tốc độ hàn có thể đạt 100 – 125ms trên mỗi mối hàn (hai mỗi hàn và một vòng).
- Bước hàn 50 um độ vững chắc vòng với 40 um đã đạt được.
- Hầu hết các vấn đề thực tế có thể được giới hạn bởi sự điều khiển thích hợp, các công cụ cải tiến(mao mạch và nêm) và tiến trình thực hiện.
- Công cụ hàn và các dây có thể được lựa chọn bởi các kỹ sư đóng vỏ để đáp ứng yêu cầu.
- Cơ sở hạ tầng của kỹ thuật bao gồm khối kiến thức hàn dây rộng lớn, nhân lực sản suất, nhà cung cấp thiết bị và các vật liệu.
Kết quả là một quy trình hàn khả thi và tái sử dụng có thể được thực hiện.

Bởi vì giá thành có thể thấp, ta cần cải thiện lợi tức và độ tin cậy,hàn dây như công nghệ kết nối chíp vượt trội, được áp dụng với tất cả các khối vi điện tử, từ khối chíp đơn, nhỏ đến lơn và mức độ tích hợp cao. Ứng dụng phổ biến nhất của hàn dây là:
- Chíp đơn và chip tích hợp (chế tạo dãy đường bóng nhựa và gốm).
- Các khối nhựa và gốm phẳng, vuông.
- Khối chia chíp (tỷ lệ). (CSPs)
- Chíp trên bảng. (COB)
Thực tế, thực thi ngẫu nhiên của bộ nhớ DRAM và chíp hàng hóa trong khối nhựa được kết nối qua mối hàn dây. Khoảng 1,2 đến 1,4 tỷ tỷ mối hàn dây được thực hiện hàng năm. Sự lãng phí sản suất và lỗi kiểm tra vào khoảng 40-100 ppm và đang đi xuống mỗi năm. Ta tin rằng, hàn dây sẽ tiếp tục thống trị bộ nhớ và chíp hàng hóa yêu cầu liên quan tới I/O < 500 trong tương lai. Thêm nữa, hàn dây là phương pháp được sử dụng để nối các thành phần khác nhau, như điện trở, tụ, để là cơ sở, khối ở cuối để làm cơ sở hoặc một cơ sở cho loại khác.
1.3 Chi phí
Chi phí chính của kỹ thuật hàn dây gồm:
- Nhân lực
- Trang bị khuôn gắn kết
- Cung cấp thiết bị như dây kéo, vị trí kết hợp, khắc plasma, và cơ sở lưu trữ.
- Nguyên liệu bao gồm dây, công cụ, chất kết nối.
- Công nghệ
Hàn dây là một quá trính giá thấp bởi vì:
- Sự không thay đổi chip là cần thiết.
- Trang bị được thiết lập dựa trên sự phát triển cạnh tranh.
- Thực tế, chi phí kỹ thuật không tuần hoàn và chi phí công cụ được nhỏ nhất.
Phân tích chi phí nên bao gồm dung tích và thời gian tiến trình vòng riêng đoán trước. Trong một số trường hợp, chi phí liên kết với tính mềm dẻo được yêu cầu cho kỹ thuật và chí phí thiết kế sản phẩm, nó xảy ra và nên được mong đợi là một phần của chu trình kế hoạch, cũng nên được định giá.

1.4 Hạn chế của hàn dây
Với ứng dụng cử phương pháp hàn dây, đầu bắt dây của chip phải được sắp xếp ở biên của chíp, mặt khác ngắn mạch dễ dàng xảy ra. Vì vậy, kỹ thuật hàn dây khó cho áp dụng cho số lượng I/O cao (>500 kết nối).
2.1 Kỹ thuật hàn dây
Có 2 kỹ thuật hàn dây cơ bản được sử dụng là : hàn bóng(tròn) và hàn nêm. Có khoảng 93% mạch bán dẫn được sản suất sử dụng kỹ thuật hàn tròn , trong khi đó kỹ thuật hàn nêm được sử dụng để sản suất khoảng 5% mạch có nối dây.
2.1.1 Hàn tròn
Ở kỹ thuật này , dây đi qua 1 ống dẫn, và 1 hệ thống tia nhiệt điện tử (EFO) được sử dụng để làm nung chảy 1 phần nhỏ dây dẫn phía dưới đường ống. Sức căng bề mặt tạo dạng hình cầu cho phần kim loại lỏng cũng như khi nó đã hóa rắn. Quả bóng này sẽ được ép vào pad trên die với 1 lực đủ để gây ra 1 sự biến dạng và sự hòa trộn các nguyên tử giữa đường dây và kim loại. Từ đó tạo mối liên kết vững chắc giữa hai bề mặt kim loại, hình thành mối hàn thứ nhất. Sau đó máy hàn hay là đường ống dẫn kim loại được nâng lên và đặt vào chân tương ứng của nền (vỏ chân) hình thành mối hàn thứ hai. Sự liên kết với hình dạng đi dây xác định gọi là vòng dây, và như thế đã tạo ra 1 đoạn dây kết nối bằng kim loại giữa 2 mối hàn liên tiếp. Mối hàn thứ hai thường có hình lưỡi liềm hay hình đuôi cá do vết hằn của ỗng dẫn gây ra. Dây được cắt bằng cách nâng ống dẫn lên một lần nữa làm đứt dây. Một phần dây với độ dài chính xác được kéo ra khỏi ống dẫn để đốt bằng tia điện tử, hình thành bóng mới cho mối hàn tiếp theo. Hàn bóng hay là hàn tròn thường được sử dụng trong quá trình hàn nhiệt (T/C) hay hàn nhiệt quyển (T/S). Kỹ thuật hàn này yêu cầu nhiệt độ rất cao vào khoảng 100o → 500o tùy thuộc vào quá trình hàn. Nhiệt được tạo ra trong quá trình hàn bởi ống dẫn cung cấp cho dây hoặc trên đế nơi đặt dây, hoặc có thể sử dụng cả 2 tùy thuộc vào mục đích và chất liệu khác nhau. Thường thì những dây vàng nhỏ được

sử dụng trong kỹ thuật này vì chúng dễ dàng nóng chảy ở nhiệt độ và áp suất cao. Khó bị oxi hóa và dễ dàng bị cắt trong quá trình hàn. Kỹ thuật hàn này chỉ thường đc sử dụng khi độ cao (yêu cầu ) pad mạch lớn hơn 100 micro mét.
2.1.2 Hàn nêm
Kỹ thuật hàn này được đặt tên theo hình dáng của công cụ hàn. Ở kỹ thuật này, dây được đặt sẵn 1 góc từ 30 60 độ so với bề mặt ngang thông qua một lỗ ở mặt sau của một nêm hàn. Mối hàn đầu tiên là hàn vào đế (die) sau đó mối hàn thứ 2 là hàn vào đế. Phương pháp hàn và đi dây cung gần tương tự như phương pháp đầu tiên. Lưu ý là trục của lỗ luồn dây phải thẳng với mối hàn đầu tiên trong quá trình di chuyển. Sau mối hàn thứ 2, để cắt dây người ta cũng có 1 số phương pháp. Với dây dẫn nhỏ (<75 micro mét) có thể dùng kẹp để cắt dây trong khi máy hàn (nêm) thì cố giữ mối hàn thứ hai(clamp tear). Hoặc ngược lại là kép thì giữ mối hàn còn máy hàn thì cắt dây(table tear). Phương pháp thứ nhất lợi hơn về công suất và quãng đường đi của máy hàn vì thế tốc độ cũng nhanh hơn phương pháp thứ 2. Tuy nhiên, phương pháp thứ 2 lại hàn dây với 1 góc cao hơn điều này cũng có lợi cho linh kiện. Với đường dây dẫn lớn (>75 micromet) người ta cũng có 1 số phương pháp khác nhau.
Công nghệ hàn nêm có thể được sử dụng cho cả dây nhôm và dây vàng. Điểm khác nhau giữa 2 loại dây này là dây nhôm có thế hàn ở quá trình hàn siêu âm với nhiệt độ phòng. Còn dây vàng được hàn áp lực (hàn nhiệt quyển) với nhiệt độ trên 150 độ C. Một lợi thế rất đáng kể của phương pháp hàn nêm này là nó có thế thiết kế và sản suất các kích thước rất nhỏ. Có thế nhỏ hơn 50 micromet (Chiều cao của mạch hay độ cao của dây hàn). Do chuyển động quay không linh hoạt nên thời gian hàn nêm nhiều hơn thời gian hàn bóng. Hàn siêu âm nhôm thường được sử dụng nhiều hơn vì giá thành rẻ và nhiệt độ làm việc thấp. Lợi thế của hàn nêm dây vàng là tránh được việc phải làm kín mối hàn do thuộc tính trơ của vàng. Hơn nữa hàn nêm còn có ưu điểm là chân hàn nhỏ hơn phương pháp hàn bóng ở trên.
2.2 Dây điện và các hệ thống luyện kim điển hình
Vàng và nhôm là những kim loại thường dùng, thêm vào đó người ta cũng hay sử dụng đồng và bạc. Nối những dây này với các chất liệu đệm khác nhau ta được các hệ thống luyện kim khác nhau.

2.2.1 Các dây điện thường được sử dụng
1/dây vàng
Vàng được sử dụng rộng rãi cho công nghệ hàn nhiệt và hàn nhiệt quyển.Trong việc hàn dây bằng vàng , mài nhẵn và làm sạch bề mặt sẽ là một vấn đề quan trọng đảm bảo 1 mối hàn chắc và ngăn chặn sự tắc nghẽn ống dẫn hàn. Vàng nguyên chất thường được sử dụng để làm dây dẫn vì vàng rất dẻo và bền, dễ kéo dãn nên rất phù hợp. Vàng nguyên chất rất mềm nên người ta phải pha thêm các tạp chất khác vào để phù hợp hơn khi hàn như 5-10 ppm khối lượng Be hay 30-100 ppm khối lượng Cu. Dây pha tạp Be thường bền chắc hơn dây thêm tạp Cu ở cùng 1 điều kiện.
2/Dây nhôm
Nhôm nguyên chất thường quá mềm nên ko thể làm thành 1 dây dẫn tốt được, vì thế người ta thường thêm vào đó 1% Si hay 1% Mg để tạo thành hợp kim tốt hơn. Ở nhiệt độ phòng, 1% Si sẽ bị bão hòa khi hòa tan vào trong nhôm nên 1 phần Si sẽ bị kết tủa. Số lượng Si kết tủa phụ thuộc vào tốc độ làm nguội từ nhiệt độ cao. Tốc độ làm nguội chậm dẫn tới việc Si bị kết tủa nhiều hơn và phân tán Si không đồng đều trong nhôm. Trong khi đó tốc độ làm mát nhanh khiến cho Si không có đủ thời gian để kết tủa và ta sẽ có Si có sự phân tán đồng đều trong nhôm. Kích thước của hạt Si có thể ảnh hưởng đến độ dẻo của dây dẫn.
Hợp kim nhôm với 1% Mg có thể trở thành 1 dây dẫn tốt. Có thể tiếp xúc với nhiệt độ cao hơn Si. Có những lợi thế này là bởi vì sự cân bằng hòa tan của Mg trong Al khoảng 2% và do đó với 0.51% Mg thì không có sự phân chia giai đoạn như đối với Al-Si.
3/Dây đồng
Gần đây , hàn bóng bằng đồng để bọc IC nhận được sự quan tâm rất lớn bởi lẽ hiệu quả kinh tế và khả năng ngăn chặn sự quét bao quát ( Xu hướng đường dây di chuyển theo hướng vuông góc với chiều dài của nó) trong quá trình đóng gói IC. Tuy nhiên vấn đề chính là khả năng hàn của Cu. Cu khó hàn hơn Al và Au, điều này có thể làm xuất hiện các lỗ hổng không mong muốn và sự phủ kim loại trên IC có khuynh hướng lệch về 1 phía. Vì vậy chúng ta cần phải có biện pháp phủ kim

tốt hơn. Thêm vào đó, hàn bóng phải được tiến hành trong 1 môi trường khí trơ vì đồng là 1 chất dễ bị oxi hóa.
2.2.2 Hệ thống luyện kim
Trong quá trình hàn dây, có nhiều đường phủ kim loại khác nhau, phụ thuộc vào yêu cầu sản phẩm. Do đó , các hệ thống luyện kim khác nhau có thể được hình thành với các phương pháp đáng tin cậy khác nhau.Các hệ thống luyện kim điển hình là :
Hệ thống Au-Au
Hàn 1 dây dẫn Au vào 1 pad bằng Au sẽ cực kỳ chắc chắn và đáng tin cậy vì mối hàn sẽ không bị ăn mòn và cả trong điều kiện xấu đi. Thậm chí mối hàn Au-Au sẽ trở nên tốt hơn theo thời gian và nhiệt độ tăng. Các mối hàn Au tốt nhất khi hàn bằng nhiệt mặc dù chúng có thể được hàn bởi nhiều cách khác nhau.
Hệ thống Au-Al
Hệ thống hàn Au-Al là hệ thống phổ biến nhất được sử dụng trong quá trình hàn. Tuy nhiên hệ thống này lại dễ dàng dẫn tới hình thành hợp chất liên kim và các lỗ hổng trong các mối hàn.Quá trình hình thành này có thể nhanh hơn theo nhiệt độ và thời gian. Có 5 hợp chất được hình thành đó là : Au5Al2 (nâu vàng) , Au4Al (nâu vàng) , Au2Al (xám) , AuAl (trắng) và AuAl2(tím đậm) . AuAl2 có thể được hình thành giữa 2 lớp vàng và nhôm trong quá trình hàn ngay cả ở nhiệt độ phòng và có thể chuyển thành hợp chất Au-Al khác trong các tùy chỉnh nhiệt độ và thời gian. Vì thế phương pháp này bị hạn chế về độ tin cậy trong các mối hàn.
Hệ thống Au-Ag
Hệ thống Au-Ag rất đáng tin trong 1 khoảng thời gian dài ở nhiệt độ cao. Hệ thống hàn này không tạo ra các hợp kim giữa các mối hàn không mong muốn và cũng không tồn tại sự ăn mòn. Vì thế nó có thể tồn tại trong 1 thời gian dài ở những sản phẩm cao cấp. Khả năng hàn có thể bị ảnh hưởng bởi các chất bẩn như lưu huỳnh. Hàn áp lực Au-Ag thường được thực hiện ở nhiệt độ cao ( khoảng 250 độ C). Điều này làm mối hàn chắc chắn hơn.
Hệ thống Al-Al

Hệ thống Al-Al là cực kỳ đáng tin tưởng bởi lẽ nó sẽ ko tạo ra các hợp kim không mong muốn và sự ăn mòn ở các mối hàn. Có thể sử dụng 2 phương pháp hàn là hàn siêu âm và hàn nhiệt, trong đó phương pháp thứ 2 được sử dụng cho những sản phẩm có độ biến đổi hình dáng cao.
Hệ thống Al-Ag
Đây là 1 phương pháp hàn rất phức tạp, thường dùng trong công nghệ lai màng dầy. Hàn Al-Au có thể phải sử dụng thêm các chất như Pt hay Pd. Hơn nữa chúng tạo ra nhiều hợp chất kim loại. Khoảng trống “Kirkendall” có thể xảy ra với cặp kim loại này nhưng thường ở nhiệt độ cao hơn so với phạm vi nhiệt độ hoạt động của các vi mạch. Trong thực thế hệ thống này rất ít được sử dụng bởi vì chúng bị oxi hóa khi có sự xuất hiện của độ ẩm. Clo là yếu tố chủ yếu trong quá trình ăn mòn. Mặt hàn phải được rửa sạch với dung môi và phủ 1 lớp silicon bảo vệ.
Ngoài ra còn có một số hệ thống khác nữa.
2.3 Thiết bị hàn dây
2.3.1Wirebonder (hệ thống nối)
Mặc dù những công nghệ nối dây khác đã trở nên phổ biến, nhưng kỹ thuật hàn dây vẫn có thể duy trì vị trí cạnh tranh của nó do nó có một cơ sở hạ tầng lớn. Các thiết bị liên kết liên tục cải thiện bằng cách tăng độ liên kết, độ chính xác, và sự ổn định trong hoạt động. Ngày nay, tốc độ nối dây phổ biến là 4 dây / giây cho hàn nêm và 10 dây / giây cho hàn tròn, đạt được sự ổn định và độ bền cao. Nhiều loại thiết bị phân tích được sử dụng để theo dõi hiệu suất nối dây. Vị trí liên kết có thể được xác định chính xác nhờ hệ thống giám sát và định vị của thiết bị. thiết bị tự động hoàn toàn đã được sản xuất, dùng để đo trở kháng của các thiêt bị nối dây trước và sau khi mối nối hình thành. Các phép đo trở kháng có thể được sử dụng để tối ưu hiệu suất của các hệ thống siêu âm và để khắc phục sự cố hệ thống. Một ưu điểm khác cho sản xuất là khả năng thay đổi nhanh chóng từ một sản phẩm sang sản phẩm khác mà chỉ cần sự thay đổi nhỏ của các công cụ và phần mềm. Các chương trình phần mềm cho một loạt các sản phẩm có thể được viết bởi người sử dụng và lưu trữ trên đĩa. Sự thay đổi sản phẩm có thể được thực hiện ít nhất là trong 20 phút.

2.3.2 Các công cụ nối dây
Nêm
Hàn nêm được thực hiện bằng một công cụ hàn hình nêm. Dây trong hàn nêm được giữ một góc (30 đến 60 độ) thông qua mặt sau của nêm. Dây góc thấp cho phép kiểm soát vị trí tốt nhất và ít phần thừa ở mối hàn. Dây góc cao chỉ được sử dụng khi thật cần thiết do chiều dầy của “package” lớn, hoặc các cấu kiện dầy khác gần mối hàn. Trong trường hợp dây góc cao, việc kiểm soát phần đuôi là khó do góc dốc và bị nén. Điều này giới hạn khả năng tiếp cận của các lớp đệm đối với các kết cấu sâu. Chân của nêm có thể là phẳng hoặc lõm. Hầu hết các ứng dụng tự động dùng dây nhôm sử dụng chân lõm để giảm lỗi định vị dây. Chân phẳng được sử dụng chủ yếu với dây vàng, hoặc dây nhôm, để có được mối nối rất ngắn. Gần đây, chân rãnh đã được thiết kế cho mối nối dây vàng dẹt để cải thiện độ nén của dây và nêm. Vật liệu sử dụng cho nêm phụ thuộc vào chất liệu dây hàn. Đối với dây nhôm, nêm thường được làm bằng cacbua vonfram hoặc gốm. Các nêm gốm tương đối mới, có nhiều cải thiện trong chất lượng và tuổi thọ công cụ, tuy nhiên giá thành cao. Đối với dây vàng, vật liệu sử dụng là titan cacbua ,khi bị tan, vàng tạo ra chất kết dính coban trong nêm cacbua vonfram. Vonfram có thể được sử dụng nhưng tuổi thọ của nó sẽ bị giảm đáng kể. Các thông số của nêm có ảnh hưởng rất nhiều đến đặc điểm dây nối. Đối với mối nối đầu tiên, sức kéo bị ảnh hưởng bởi bán kính sau (BR), vị trí mối nối bị ảnh hưởng bởi kích thước lỗ (H), chiều dài đuôi được điều khiển bởi góc thực hiện, hình dạng lỗ và chất lượng bề mặt. Các thông số chính của nêm có ảnh hưởng đến vòng lặp là kích thước lỗ và hình dạng, cũng như góc thực hiện. Đối với mối nối thứ hai, sức kéo được xác định chủ yếu bởi bán kính phía trước (FR), chiều dài mối nối, và độ bền của đuôi bị ảnh hưởng bởi bán kính sau (BR).

Ống mao dẫn
Ống mao dẫn được sử dụng trong hàn tròn. Nó có thể được làm từ gốm, vonfram hay ruby. Vật liệu phổ biến nhất cho các ống mao dẫn là gốm nhôm hạt mật độ cao vì điện trở mòn cao, khả năng kháng oxy hóa cao và dễ dàng vệ sinh. Một mối nối đánh bóng hoàn toàn, được sử dụng khi khả năng liên kết cao, trong khi mối nối mờ, được sử dụng khi có ít khả năng liên kết cao. Các ống mao dẫn thường có đường kính 1.585 mm và dài 11,1 mm. Chúng có một lỗ lớn ở đầu vào và sau đó, lỗ nhỏ dần tới đường kính miệng hàn thường là 38-50 um, tùy thuộc vào đường kính dây được sử dụng và các ứng dụng. Ở lối ra của các lỗ nhỏ (miệng hàn), thường là một rãnh trong (IC) hoặc bán kính bên trong (IR). Các rãnh bên trong được thiết kế để đặt bóng vào công cụ và để tạo ra lực chảy tốt. Một rãnh (vát) 120o được thiết kế cho bề mặt mấu nối nghèo bằng cách cung cấp thêm lực ép. Điểm bất lợi là nó đặt nhiều lực cản trên dây. Một vát 90 độ được thiết kế cho các mối nối bề mặt dễ tạo ra cân bằng giữa lực kéo và lực giữ. Khi lực kéo tương đối nhỏ. Các cặp mao dẫn rãnh trong được sử dụng để kết hợp những phẩm chất của các rãnh (vát) 90o và 120o. Gần đây, rãnh 70o cũng được sử dụng cho trường hợp đặc biệt có đầu nối tròn nhỏ.

2.4 Nguyên tắc hàn dây
2.4.1 Tối ưu hóa quá trình
Để phát triển và cải thiện sản phẩm, chìa khóa chung của giai đoạn này bao gồm thiết kế xử lý ban đầu và phát triển, quá trình mô tả đặc điểm, quá trình điều khiển cũng như quá trình tối ưu hóa. Giai đoạn này hình thành vòng liên tục giữa việc mô tả và điểu khiển, với chu kỳ tối ưu và phát triển như trình bày ở hình dưới.
Lưu đồ đặc thù quá trình hàn dây
Ở giai đoạn đầu của quá trình, nên đặt ra mục tiêu về khả năng có thể đạt được của quá trình. Thông tin liên quan có thể được thu thập từ học tập, nghiên cưu trong phòng thí nghiệm, tài liệu xuất bản, cũng như từ kinh nghiệm của con người trang bị trong công nghiệp.

Giai đoạn 2: mô tả quá trình để thu thập và phân loại dữ liệu trên các lỗi hàn như hàn lệch trung tâm, hàn không dính lên khuôn, đứt dây và nhiều lỗi khác.
Giai đoạn 3, Quá trình điều khiển là một mắt xích quan trọng cho sự thành công. Để đạt được kết quả hàn vững chắc, các biến số vận hành như tham số chương trình hàn, cài đặt máy móc và cách thức thực hiện, sự lắp đặt công cụ hàn, cách kéo dây và sự thay đổi sản phẩm phải được tối thiểu hóa và sự điều chính chặt chẽ, chính xác của các biến số phải được thiết lập. Tính nhất quán qua quá trình như đào tạo người vận hành cũng phải được thực hiện. Nếu giai đoạn phát triển phía trước đã ở ổn định, việc tối ưu hóa có thể được thực hiện. Mỗi một quá trình vận hành trong một môi trường sản xuất, việc điều khiển thống kê có thể được áp dụng như việc kéo dây để giám sát quá trình, tối giản độ lệch quá trình.
2.4.2 Thiết kế hàn dây
Một thiết kế hàn dây tốt có thể ngăn chặn khả năng lỗi của độ bền uốn cong dây , độ trượt của đế đệm hàn , chất nền của đế hàn, sự lan tỏa và hệ quả Kirkendall, sự hao mòn, nhiễu điện, độ bền rung lắc, thay đổi trở kháng, và miệng hàn đệm(bond pad cratering). Đầu vào của quá trình thiết kế bao gồm:
Công nghệ chip, vật liệu chip và độ dày của chip Vật liệu, độ dốc(pitch), độ dài, bề ngang và độ dày của đế hàn Tần số đồng hồ, mức điện áp cao và thấp tại đầu ra Điện trở/ đơn vị độ dài tối đa có thể chấp nhận được Thiết kế để tải được điện dung của đầu ra Độ dẫn các kênh điện trở của transistor Điện cảm tối đã có thể chấp nhận được và thuộc tính tải.
Quá trình xử lý thiết kế hình học của hàn dây chia thành thiết kế đường kính của dây và tỷ lệ bề mặt của dây. Đường kính tối thiểu của dây được dựa trên điện trở/1dv độ dài tối đa của dây. Kích thước của đế hàn bao gồm độ dài, rộng và độ dốc được sử dụng để tính toán số liên kết tối đa giữa đế và dây
Chọn vật liệu hàn
Vật liệu hàn bao gồm vật liệu dây và vật liệu đế. Để đạt được một mối hàn tốt, Dòng điện và máy móc đặc thù của vật liệu hàn nên được lấy để tính toán. Chọn dây bao gồm:

Vật liệu dây Đường kính dây Tỷ lệ bề mặt của dây từ những thống kê
Thuộc tính của vật liệu dây bao gồm tính dẫn điện, chịu đựng sự biến dạng, chịu đựng sự kéo dãn( yield và ultimate), hệ số co giãn, tỷ số Poisson, độ cứng, và hệ số giãn nở nhiệt độ. Vật liệu đế nên được chọn phù hợp với dây. Thuộc tính của vật liệu đế bao gồm:
Tính dẫn Tính hàn được Tính hoạt động để tạo thành hợp kim và các hốc Kirkendall Độ cứng Sự hao mòn Hệ số giãn nở nhiệt độ
Quá trình cuối cùng là vấn đề kiểm tra vật lý các dạng lỗi để bào đảm tính chặt của dự án. Những điểm quan trọng để chọn vật liệu hàn:
Vật liệu hàn dây phải có độ dẫn điện cao để tín hiệu từ chip được nguyên vẹn không bị hư hỏng
Đường kính dây không được vượt quá ¼ kích thước đế trong trường hợp hàn bóng và 1/3 kích thước đế trong trường hợp hàn wedge . Kích thước dây hàn không được quá ¾ kích thước đế
Khả năng chịu đựng biến dạng và hệ số giãn nở nhiệt của dây và vật liệu đế hàn là thuộc tính quan trọng nhất. Độ uốn cong, độ căng, và giới hạn khả năng chịu đựng của dây nên tốt hơn ứng suất trong dây trong chu trình nhiệt độ.
Vật liệu hàn nên có hằng số lan tỏa ví dụ cho phép sự hình thành của một mối hàn khỏe đồng thời ngăn ngừa sự dư thừa kim loại
o Hàn Au-Cu không nên sử dụng ở nhiệt độ cao
o Hàn dây vàng với vàng là cực kỳ chắc chắn
o Hàn vàng với bạc là cực kỳ chắc chắn trong thời gian dài tại nhiệt độ
caoo Hệ thống Hàn Ag-Al nên được dùng cẩn thận
o Bạc trong hệ thống hàn nên được dùng cực kì thận trọng.

o Hàn nhôm với lớp phủ Ni là cực kỳ chắc chắn dưới nhiều môi trường
khác nhauo Hàn dây nhôm với hợp kim nhôm là cực kỳ chắc chắn
o Dây đồng thích hợp hơn trong khi đóng gói nhựa bởi vì tính kinh tế và
khả năng chống chịu với sự vận chuyên.o Ni, Cu và chromium nên được dung thận trọng trên bề mặt mối hàn
Vật liệu đế hàn nên tinh khiết để bảo đảm có mối hàn tốt. Độ cứng của dây và đế hàn nên kết hợp một cách hợp lý
Thiết kế hàn
Trong thiết kế hàn, hiệu suất điện và máy móc thực hiện của một mô dun hoặc bó dây hàn có thể được đánh giá . Nếu kỹ sư thiết kế khối hiểu năng lực và sự hạn chế của quá trình hàn dây
a) Hàn bóng Kích thước bóng xấp xỉ 2 – 3 lần đường kính dây, 1.5 lần cho bóng
nhỏ với góc tốt và 3-4 lần cho đế hàn lớn. Kích thước bóng không nên vượt quá ¾ kích thước đế, khoảng 2.5 -5
lần đường kính dây, phụ thuộc vào cấu trúc hình vào và sự di chuyển của ống dẫn trong khi hàn.
Chiều cao của vòng dây phổ biến là 150um, nhưng phụ thuộc vào đường kính dây và vật ghép vào.
Chiều dài móc nên bé hơn 100 lần so với đường kính dây. Tuy nhiên, trong nhiều trường hợp,như I/Os mức cao, chiều dài dây phải tang tới hơn 5mm. Người hàn dây nên.
b) Hàn nêm
Hàn mũi nhọn có độ chắc chắn lớn với đường liên kết có thể chỉ rộng hơn 2-3 um so với đường kính dây
Chiều dài đế nên hỗ trợ kích thước dài của hàn mũi nhọn cũng như phần chuôi.
Độ dài trục đế nên được đặt dọc theo hướng đường dây. Độ dốc của mối hàn nên được thiết kế để duy trì phù hợp khoảng cách giữa
các dây.

Làm sạch:
Để chắc chắn khả năng kết nối và độ tin cậy của dây hàn, một trong những điều kiện then chốt là bề mặt đi dây phải không có các tạp chất. Do vậy vệ sinh là một phần quan trọng trước khi đi dây. Phương pháp thường được áp dụng là phương pháp làm sạch phân tử, phương pháp làm sạch plasma hoặc UV-ôzne
a) Làm sạch plasmaKỹ thuật làm sạch plasma sử dụng một nguồn năng lượng tần số cao (RF) để chuyển khí thành plasma, khí ion với độ linh hoạt cao sẽ bán phá bề mặt đi dây và thổi bay các tạp chất từ bề mặt đi dây bằng cách kết hợp với các phân tử tạp chất hoặc phá vỡ các phần tử tạp chất thành các mảnh. Trong đa số trường hợp, khí bị ion hóa là oxi, argon, nitrogen, 80%Ar+20%O2, or 80%O2+20%Ar. Thêm nữa,plasma O2/N2 cũng được sử dụng, những thứ khá hữu ích trong việc loại bỏ chất thải nhiệt epoxy từ tấm đế đi dây. Kết quả tốt nhất phụ thuộc vào không chỉ năng lượng RF và khí mà còn phụ thuộc vào cơ cấu cũng như chất liệu cụ thể cần được dọn dẹp.
b) Làm sạch UV-ozoneMột bộ làm sạch UV-ozone được thiết kế để phát ra một lượng khá bức xạ có
bước sóng 1849 Å and 2537 Å. Khối tạp chất bị loại bỏ bởi sóng UV-ozone như trên. Sóng UV 1849 Å có thể phá hủy phân tử O2 thành nguyên tử Oxi (O+O) mà sẽ kết hợp với phân tử O2 khác để tạo nên ozone O3. Ozone có thể bị đứt gãy lại thành nguyên tử O và O2 cùng với UV 2537 Å. Tất cả nước hiện diện có thể bị bẻ gãy thành gốc OH- tự do. Tất cả chúng (OH, O3, và O) có thể tương tác lại với OH- để hình thành CO2+H2O mà sẽ bay khỏi bề mặt đi dây dới dạng khí. Sóng UV mạnh 2537 Å có thể tăng sự bẻ gãy đường dẫn hóa học của OH-, làm nhanh thêm quá trình oxi hóa.
Mặc dù cả 2 pp làm sạch UV-ozone và plasma có thể s/d để loại bỏ các khối tạp chất ra khỏi tấm đế đi dây, nhưng hiệu quả của chúng còn phụ thuộc nhiều vào các tạp chất cụ thể. Ví dụ như việc hàn của tấm màng vàng dày không thể được cải thiện bằng plasma oxygen, đó là vì sự oxihoa với các phần tử đi dây như đồng chẳng hạn. Kết quả tốt nhất được tổng kết lại với plasma oxygen free argon hoặc pp làm sạch bằng dung môi hòa tan. Thêm nữa một vài tạp chất, vd như cl-, F- có thể k đc loại bỏ bởi bất kì pp làm sạch nào trên bởi vì chúng có thể trở thành đường dẫn hóa học. Do vậy, rất nhiều kỹ thuật hòa tan đa dạng là 1 giải pháp, hơi pha fluorocarbons, nước DI, trong một số th sẽ đc s/d.

Các tham số hàn dây Các tham số hàn dây là rất quan trọng bởi vì chúng kiểm soát trực tiếp hiệu suất
và độ tin cậy của việc đi dây. Các thông số như:- Lực hàn và độ ổn định áp suất- Nhiệt độ hàn- Thời gian hàn- Năng lượng và tần số sóng siêu âm
Các điều kiện thuận lợi được điều khiển bởi dạng dây, kim loại làm đệm, và cấu hình thiết bị. Do vậy, với tất cả các loại sản phẩm, một chuỗi các kiểm tra hàn phải đc thực hiện với các tham số hàn khác nhau để thu được điều kiện hàn tốt nhất. Việc ước lượng độ lớn lực kéo hàn được s/d để giúp đỡ việc xác định. Theo tính toán ước lượng, 3 đường cong của lực kéo hàn so với năng lượng, thời gian, hoặc lực kẹp có thể đc s/d bằng cách thay đổi 1 tham số trong khi giữ 2 tham số còn lại. Mỗi đường cong tương tự như và có thể liên quan tới đường cong của lực kéo hàn so với chiều rộng sự biến dạng . Khi mỗi tham số này đc tăng lên, liên kết trở nên khỏe hơn với lực nâng lên. Trong cùng thời điểm, bởi vì sự biến dạng của dây, sự chuyển đổi từ dây vào đường hàn trở nên yếu hơn. Chế độ lỗi chuyển từ lỗi hàn( lift off) sang lỗi đứt dây. Độ lớn lực kéo lớn nhất là ở chỗ giao của 2 chế độ lỗi. Khả năng hồi phục lại thấp nhất là trong phạm vi chế độ lỗi nâng và trong trong chế độ lỗi gãy sau khi độ dày biến dạng quá 2 lần đường kính dây.. Sự hồi phục cao nhất lá trong chế độ lỗi gãy, ngay phía sau nhưng kém hơn độ lớn kéo cực đại. đây chính là vùng hàn tốt , trong đó ko phải ở độ lớn cực đại, sinh ra khả năng hồi phục lớn nhất phù hợp với độ bền độ dây lớn nhất
2.4.3 Đánh giá mối hàn (liên kết)
Sau khi hàn, mối hàn sẽ được kiểm tra bằng thực nghiệm và thử nghiệm cơ học, tùy vào yêu cầu và trạng thái có thể phát sinh trước đó, từ những thực nghiệm đó kết hợp các khối riêng hoặc kĩ thuật cơ học. Bằng cách quan sát kính hiển vi , xem kính hiển vi điện tử (SEM) , và các công cụ phân tích khác để tìm các vị trí liên kết không mong muốn (bị lỗi ).Thử nghiệm cơ học là đánh giá độ bền cơ học của mối nối, các phương pháp để đánh giá mối hàn được liệt kê trong MIL-STD-833. Chúng gồm :
· Phương pháp quan sát trong

· Đo sự chậm trễ· Dùng Lực Kéo để phá hủy mối hàn· Phép thử kiểm định kéo mối liên kết không bị phá hủy· Phép thử kiểm định cắt· Gia tốc liên tục (Method 2001; Test condition E)· Dao động ngẫu nhiên (Method 2026)· Chấn động cơ học (Method 2002)· Nung gia cố (Method 1008)· Sức kháng ẩm (Method 1004)
Phương pháp quan sát trongPhương pháp này được sử dụng để kiểm tra vật liệu bên trong , cấu tạo , và
chất lượng của hệ vi mạch có phù hợp với yêu cầu của ứng dụng. Mục này tập hợp cac sai sót như liên kết về mặt hình học không phù hợp, bao gồm các mối hàn tròn bị biến dạng, mối hàn to hay nhỏ, cổ hàn, chân hàn; mối hàn dẹt bị biến dạng quá mức ở chân, hoặc trong trường hợp hàn bị hỏng thụ động ở khu vực xung quanh hoặc thiết bí bán dẫn. mối hàn thừa nhiều dính vào chân kế bên hoặc các màng kim loại xung quanh ; và sự ăn mòn nhìn thấy. Những khiếm khuyết trên có thể xuất hiện trong quá trình hoạt động từ các mặt tiếp giáp , miệng hàn, nhiễu điện, chập điện , hoặc sự ăn mòn bởi các chất nhiễm bẩn.
Việc kiểm tra này được ưu tiên thực hiện trước khi đóng gói để tìm và loại bỏ các khuyết điểm bên trong thiết bị có thể dẫn đến những thất bại trong việc ứng dụng nó. Theo MIL-STD-883 các khuyết điểm sau đây là không thể chấp nhận được:
-Khoảng trống trong chân hàn hoặc mối hàn
Đo sự chậm trễ
Phương pháp này sử dụng để đo trễ truyền của các thiết bị vi điện tử . các wirebond kết nối với nhau không nên làm suy hao dạng sóng ban đầu của các mạch on-die .Dẫn đến nhiễu điện ở đầu ra , biến dạng tín hiệu, và lỗi khởi động có thể là hậu quả của những sai sót do độ bền dính kết kém, mối hàn sai, sự lắng đọng của các tạp chất như SI , do nhiệt độ mối hàn không phù hợp.

Dùng Lực Kéo để phá hủy mối hàn
Phương pháp này là dùng lực kéo mạnh để kiểm tra mối hàn, là phương pháp chính để đánh giá sự bền vững của mối nối bằng cách kéo mối nối cho đến khi có 1 lỗi xảy ra. Mục đích của nó là kiểm tra độ bền của các mối hàn, và xác định các thông số . Kết quả đó là bằng chứng quan trong cho việc đánh giá
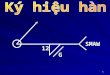
Chất lượng và độ tin cậy của mối hàn . Như đã biết các lỗi mối hàn bao gồm độ cong, tiếp giáp bám dính , miệng hàn …Lực kéo mạnh phụ thuộc vào cấu hình hình học của các lực kéo. Giá trị tuyệt đối của các lực kéo nên được đưa về giá trị chuẩn hóa. Lực tại mối nối của mối dây với lực kéo F như hình được tính là :
Các thành phần và hướng được mô tả như hình trên.

F1 là lực tách động vào bond1 dọc theo dây 1, và tương tự F2 cũng thế.
Từ đó => nếu lực kéo F chính giữa và cách đều 2 mối bond1 và bond2 thì lực tác động theo phương 2 dây lên bond1 và bond2 là bằng nhau:
Từ biếu thức trên => khi gia trị góc = 30 => F1=F2 = F; lỗi trong quá trình kéo thử có thể xảy ra 1 trong 5 lỗi sau:
A. Tách mối nối bond1B. Dây phía bond1 đứtC. Đứt ở điểm chính giữa ( 2 dây)D. Dây phía bond2 đứtE. Tách mối nối bond2
Khi có 1 lực kéo phù hợp, mối liên kết sẽ xảy ra ở trường hợp B hoặc là D. nếu nó xuất hiện ở A, C, hay là E, thì sau đó tham số mối hàn, sự chế thành kim loại, máy hàn, các công cụ hàn, mối nối, phải được xem xét lại.
Phép thử kiểm định kéo mối liên kết không bị phá hủy
Thử kiểm định này là biến đổi từ phương pháp thử nghiệm kéo phá hủy nêu trên, trong đó các lực tối đa áp dụng cho các mối hàn được lặp lại giới hạn trong một giá trị được xác định trước . Thông thường sử dụng để phát hiện các mối hàn không thể chấp nhận trong khi tránh thiệt hại cho mối hàn có thể chấp nhận. Lực của phép thử kiểm định kéo không phá hủy được định rõ ( chỉ rõ ) cho đường kính dây và việc luyện kim. Giá trị điển hình cho 25 µm đường kính dây là 2 gf cho nhôm và 2.4 gf cho vàng. Khác nhau về chi tiết bên trong từ 0 8 gf đến 3 gf cho cùng một loại cỡ dây. Tuy nhiên, các giá trị đặc tính này không cho phép mối hàn có những dạng hình học khác nhau. Ngoài ra, đặc trưng luyện kim của dây cũng sẽ được tính đến.
Phép thử kiểm định cắt
Phép thử kiểm định kéo là phù hợp với nhiều các ứng dụng nhất, tuy nhiên nó không thích hợp trong việc xác định độ bền thực sự của mối hàn tròn (ball bond).

Lý do là mối hàn tròn có diện tích lớn được hàn chặt với diện tích chung lớn khoảng 6-10 lần diện tích mặt cắt ngang của dây, và phép thử kiểm định kéo thường thường làm cho dây hàn đứt ở một số điểm yếu ví dụ như ở điểm chuyển tiếp phía trên điểm hàn. Do đó,thu được rất ít thông tin về độ bền mối hàn tròn trừ phi diện tích được hàn chặt của nó là chưa đầy 10% diện tích chung của nó. Do đó, để xác định sức mạnh mối hàn tròn, phép thử kiểm định cắt là cần thiết. Hơn nữa, phép thử kiểm định cắt hữu ích để thu được vấn đề bất thường không được phát hiện bằng phép thử kéo.
Phép thử kiểm định này được thực hiện bằng cách sử dụng công cụ cắt để đẩy mối hàn tròn với lực đủ lớn. Tuy nhiên, cần phải cẩn thận để ngăn ngừa sai sót và sai lạc số liệu. Các yếu tố ảnh hưởng phép thử kiểm định bao gồm :
+ Các vị trí dọc không đúng của công cụ, nên tiếp cận từ 2.5 đến 5 µm ở trên bề mặt đối với điểm hàn biến dạng bình thường và không cao hơn 13 µm cho điểm hàn cao và lớn. Mặt khác, công cụ có thể kéo dài bề mặt.
+ Sự sạch sẽ của công cụ cắt.
+ Việc hàn lại ma sát cho the gold ball trên sự chế thành kim loại vàng trong khi thử.
+ Màng dày có thể làm cho công cụ cắt trở lực ngang mặt màng dày vì chính chúng cao hơn vị trí thẳng đứng của công cụ ở trên bề mặt. Ngay cả khi vị trí của các công cụ là chính xác, phép thử kiểm định cắt trên mối hàn để dày sẽ cho giá trị thấp hơn hơn được dự kiến nếu sự chế thành kim loại dính kém với bề mặt
. Các hợp chất liên kim không dạng trong Au - Al mối liên kết có thể làm cho kết quả thử nghiệm cắt đặc biệt cao.
Phép thử kiểm định cắt được sử dụng chủ yếu cho mối hàn tròn, nó không đặc biệt có ích cho đánh giá mối hàn dẹt có đường kính dây nhỏ. Lý do là phép thử kiểm định kéo là rất nhạy đến sự suy yếu của phía đầu mối liên kết, tăng với biến dạng dây, trong khi phép thử kiểm định cắt là một phép thử đầy đủ độc lập với điều kiện của chân đế và nhạy với diện tích của khu vực được hàn chặt. Phép thử kiểm định cắt do đó có kết quả ngược lại với phép thử kiểm định kéo.

Tuy nhiên, mối hàn dẹt nhôm lớn , được dùng trong thiết bị dùng điện, có thể đánh giá độ bền với dụng cụ cắt thử.
Chu kì nhiệt độ ( Phương pháp 0101 ; C Điều kiện Phép thử kiểm định )
Mục đích phép thử này là để xác định hiệu suất điện của việc nối lại mối hàn với việc tiếp xúc với nhiệt độ thay đổi. Cơ cấu chỗ hỏng bằng phép thử kiểm định bao gồm độ uốn chỗ hỏng của dây ở chân, mối hàn đệm – bề mặt cắt chỗ hỏng, chỗ hỏng cắt bề mặt dây. Độ nhạy với cơ cấu chỗ hỏng này có thể được kích thích bằng co chân hay là tạo ra độ giòn của dây trong thời gian hàn, hoặc là dùng lực cắt mối liên kết yếu phát sinh từ sự thô ráp xù xì bề mặt và sự xuất hiện của chất gây ô nhiễm.
Gia tốc liên tục
Phép thử kiểm định này là để tìm các khiếm khuyết như vật liệu kết nối liên kết không phù hợp cho các ứng dụng chịu được gia tốc cao khoảng 10000 g . Độ cứng không phù hợp của vật liệu dây,hay độ cứng không đúng cấu trúc mối hàn trong một ứng dụng tăng tốc cao như khởi động các thiết bị cannon đưa ra có thể dẫn đến sự sụp đổ nhựa của wirebond ở mức tăng tốc cao.Chỗ hỏng dưới dạng dây làm biến dạng dẻo, dẫn đến sự ngắn mạch của các mối liên kết / mối hàn liền kề nhau. Phép thử kiểm định gia tốc hằng số nên được sử dụng thận trọng vì mức độ áp lực cao , có khả năng dẫn đến sự thất bại trong vòn đời hoạt động.
Chấn động ngẫu nhiên
Trong phương pháp này, thiết bị wirebond được gắn chặt trên bệ máy rung . và phụ thuộc vào tần số ngẫu nhiên và cường độ rung động . mô hình rung ngẫu nhiên nhằm phát hiện sự phù hợp liên kết nối wirebond với mức chịu dao động trong vòng đời hoạt động của nó. Các liên kết nối wirebond với các vết nứt và các dây giòn. Những lỗi trong màn hình này sẽ được kết dính lại và tách lớp lỗi tại bề mặt kết nối wirebond.
Sốc cơ học
Phần này xác thực về tính tương thích về mặt hình học của wirebond và vật liệu sử dụng trong các thiết bị điện tử có thể phải chịu những cú va chạm ( sốc cơ học) tương đối nặng và đột ngột được tạo ra bởi một vật nào đó, hay tác động nào đó.

Những chấn động loại này có thể gây ra phiền toái đến đặc điểm hoạt động cũng nhu gấy ra những thiệt hại đáng kể do dao động quá mức đến thiết bị , đặc biệt là trường hợp các xung chấn động được lặp đi lặp lại .
Kháng ẩm
Phương pháp kháng ẩm được thực hiện để đánh giá nhanh chóng về các hậu quả của độ ẩm và nhiệt độ cao tác động lên . bản chất của lỗi này là ăn mòn hệ thống các wirebond . Cần phải kiểm tra các khả năng chống ăn mòn của vật liệu ở môi trường có độ ẩm cao.
Nung gia cố
2.5 Lỗi kỹ thuật của hàn dây
Lợi ích chính của đi dây trong kết nối vi điện tử là sự rắn chắc của nó dưa trên những nghiên cứu đáng tin cậy về độ bền đường dẫn theo thời gian và yếu tố nhiệt độ. Nhiều yếu tố, tuy nhiên, có thể làm giảm độ cong và độ tin cậy của việc đi dây. Lỗi phun có thể được thực hiện sử dụng “đường kính sương cá” (fishbone diameter) để phân tách lỗi trong xử lý đi dây. Sau đó có thể tập trung nỗ lực giải quyết các vần đề ở mức thấp hơn của quá trình xử lý.

2.5.2 Độ sạch của miếng đệm
Sự không tinh khiết là nguyên nhân chính của việc mất mát trong khả năng hàn dây và độ chính xác của đường dây. Các chất ô nhiễm đã được phát hiện để làm mất đường dẫn được cho bên dưới:
- Halogen : bản khắc axit plasma, khí thải epoxy ( sự xử lý khô), khắc axit silox, thanh gạt lớp cảm quang, các chất hòa tan ( TCA, TCE, clo-fluro).
- Chất ô nhiễm từ thuật mạ : Tali, chì, sắt, crom, đồng, niken, hidro.- Lưu huỳnh: khối đóng gói, không khí bao quanh, bìa cứng và giấy, dây quấn
cao su.- Chất ô nhiễm hỗn hợp hữu cơ: khí thải epoxy, quang điện trở, không khí
bao quanh (sự cất giữ kém), nước bọt.- Những điều khác có khả năng gây ra sự ăn mòn hoặc ngăn đường dẫn : natri,
crom, phot pho, bismuth, cadmium, hơi ẩm, thủy tinh, các bon, bạc, đồng, vapox, nitride, tin.
Có rất nhiều nguồn ô nhiễm từ con người, ví dụ như một mảnh nhỏ của da, tóc, mồ hôi, nước bọt và nước nhầy. những thứ này có thể đi tới bề mặt thiết bị thông qua việc nói, ngáp, hắt hơi, lắc đầu, việc trầy xước… một người ngồi im sinh ra khoảng 105 mảnh mỗi phút với đường kính lớn hơn 0.3μm và tăng lên hơn 50 lần khi di chuyển. một người mặc đầy đủ, đi bộ vào một lớp 100 phòng rửa sẽ dải ra 50,000 mẩu trong cùng khoảng thời gian. Nguồn ô nhiễm khác có thể đi vào không khí từ nước đang uống (Cl và Br) hoặc từ quần áo giặt khô(tetrachloroethylene).
2.5.3 Lỗi hàn dây
Sự tạo hố của lớp đệm hàn:
Hố, thường tạo ra bởi hàn bằng sóng siêu âm, được xem như sự phá hủy với mặt kính bán dẫn hoặc các lớp khác mà nằm dưới miếng đệm kim loại hàn dây. Sự phá hủy có thể ở dạng tảng có thể nhận biết được, tuy nhiên phần lớn tạo ra dạng phá hủy không nhìn thấy được. Sự phá hủy này có thể làm mất giá trị đặc tính của thiết bị và thường là gây ra sự phá hủy về điện. Các nguyên nhân chính như :
- Năng lượng siêu âm cao có thể gây ra các cụm lỗi xảy ra trong lưới silicon.- Lực đi dây quá lớn hoặc quá thấp có thể gây ra các hố trên mỗi nhọn đi dây.

- Tốc độ va chạm quá mức của chất nền k gây ra hố trên silicon nhưng gây trên các tinh thể yếu hơn như allium arsenide.
- Một quả cầu quá nhỏ có thể làm công cụ đi dây gặp khó khăn trong tiếp xúc với kim loại.
- Sự thăm dò nặng có thể dẫn tới sự phá hủy chip dưới ảnh hưởng của các ứng dụng sóng siêu âm
- 1-3 micro ở chiều dày đếcho một sự phá hủy nhỏ còn với độ dày <0.6 rất dễ bị hỏng.
- Đường kết nối tốt nhất đc làm khi tấm đệm và độ cứng của đường dây cân xứng, và đó cũng là điều kiện tốt nhất để có hố nhỏ nhất.
- Đường dây cứng quá có thể gây tạo hố trên silicon trong khi đang đi dây .Đứt gãy đường dẫn và sự bật lên Đầu của dây dẫn đã làm việc quá lâu dưới việc hàn siêu âm, và việc cong về phía trước và sau thường có nguy cơ gây ra gãy. Sự hình thành vết gãy kim loại là một vấn đề k tốt trong xử lý đi dây. Sự đứt gãy thường xảy ra trong phần gót của dây dẫn đầu tiên của đường dẫn nhôm nhọn và đường dẫn thứ 2 của đường dẫn cầu đồng. sự đứt gãy có thể cungxcos thể xuất hiện ở gót của một đường dẫn cầu, bởi sụ uốn dẻo quá mức của dây dẫn trong sự sắp xếp lặp lại. Một trong các nguyên nhân sau có thể gây nên sự đứt gãy:
- Sử dụng công cụ đi dây có đầu sắc- Người đk việc định vị trí chuyển động ( nếu s/d chế độ bằng tay)- Sự rung lắc của máy đi dây ngay trc khi hoặc trong khi thiết bị đi dây nâng
lên từ đường dây đầu tiên.- Sự biến dạng đường dẫn quá mức.- Sự tăng quá mức trong tốc độ lặp lại- Sự dịch chuyển nhanh sau đường dẫn đầu tiên.
Vòng cao dẫn đến thiết bị chuyển động tốt hơn và tăng khả năng đứt gãy. Các sự đứt gãy có thể tăng khi đường dẫn thứ 2 khá nhỏ hơn đường đầu, đặc trung của đi dây đảo ngược, do vậy dây dẫn đc bẻ về sau nhiều hơn nếu các đường dẫn ở cùng cấp. Sự đứt gãy chân có thể đc cắt giảm lực kéo xuống 50% và có thể cũng dẫn tới chu kỳ lỗi sớm
Các đoạn mâu thuẫn:

Đây là vẫn đề phổ biến nhất trong kỹ thuật đi dây mũi nhọn và một trong các vấn đề khó nhất để sửa chữa bởi chúng đc gây bởi các vấn đề dưới đây
- Đường dẫn đồng bẩn- Góc nhả dây không đúng- Partially blocked wedge- Kẹp dây dẫn bẩn- Lỗ hổng kẹp k đúng- Lực kẹp k đúng- Lỗi trong kỹ thuật feed/tear- Độ căng dây k đúng
Một đoạn cuối quá ngắn nghĩa là lực trên đường dẫn đầu đã bị chia ra trên q khu vực khá nhỏ dẫn đến sự biến dạng lớn. Một cái đuôi quá dài có thể dẫn đến ngắn mạch giữa các lớp đệm
Việc gọt bớt đường dẫn
Gọt bớt xảy ra khi đường dẫn thay thế của việc dọn dẹp vết nứt ở chân khi nâng cả một phần trong toàn thể từ bề mặt đi dây. Việc gọt bớt thường gây bởi sự lựa chọn tham số sai hay chất lượng công cụ. Nó là một tín hiệu cảnh báo sớm tốt cho sai sót đi dây và thường được sử dụng như 1 phần của sản phẩm được xử lý thời gian thực