Embed Size (px)
Citation preview
5 Continentes
36 Países
130 Empresas
26.000 Empleados
En Chile
9 Empresas
2.000 Empleados
Talle
r Ek
is -
Fon
oFax
: (2)
333
046
5
OFICINAS CENTRALES
Santiago Av. Pdte. J. Alessandri R. 10.900 • Casilla 251 • San Bernardo • Fonos: 460 5000 - 460 5007 • Fax: 460 5050
E-mail: [email protected] • Pág. web: www.duratec.cl
12ª región se atiende desde Santiago.
OFICINAS REGIONALES
Antofagasta 1ª, 2ª región • Barrio Industrial - A. Pedro Aguirre Cerda Nº 11.158 • Fonos: (51) 21 12 06 - 21 12 08 • Fax: 21 32 65
La Serena 3ª, 4ª región • Francisco de Aguirre 066 • Fono: (51) 21 39 89 • Fax: 21 63 96
Viña del Mar 5ª región • 4 Norte 1270 • Fono: (32) 69 46 86 • Fax: 97 23 34
Concepción 8ª región • Cochrane 832 • Fonos: (41) 25 04 24 - 25 04 17 • Fax: 25 04 28
Temuco 9ª, 10ª, 11ª región • Rudecindo Ortega 02150 Sector Pueblo Nuevo • Fono: (45) 22 43 11 • Fax: 38 93 39 - 38 94 87
DURATEC - VINILIT S.A.Av. J. Alessandri R. 10.900 San Bernardo - Casilla 251Tels.: 460 5000 - 460 5007 - Fax: 460 5050E-mail: [email protected]
el agua transportada por DURATEC
e x i j a l a m a r c a D U R A T E C - n o c o n f í e e n l o s p a r e c i d o s
de HDPETuberías y FittingsTuberías y Fittings
11
Índice
1. Introducción 3
2. Ventajas 42.1 Resistencia química 42.2 Servicio a largo plazo 42.3 Bajo peso 42.4 Coeficiente de fricción 42.5 Sistemas de unión 42.6 Resistencia/flexibilidad 42.7 Resistencia a la abrasión 52.8 Estabilidad a la intemperie 52.9 Estabilidad ante cambios de temperatura 5
3. Aplicaciones 63.1 Minería 63.2 Agricultura 63.3 Sector pesquero 63.4 Área sanitaria 63.5 Industria química 73.6 Industria en general 7
4. Especificaciones técnicas materia prima 84.1 Tabla: Especificaciones técnicas PE 100 84.2 Tabla: Especificaciones técnicas PE 80 8
5. Dimensiones para tuberías 95.1 Tubería HDPE PE 100 norma ISO 4427 105.2 Tubería HDPE norma DIN 8074 11
6. Dimensiones para fittings 126.1 Codos segmentados para soldadura
por termofusión 126.2 Tees segmentadas para soldadura
por termofusión 146.3 Reducciones para soldadura por termofusión 166.4 Porta flanges (stub ends) para soldadura
por termofusión 176.5 Fittings inyectados para soldadura tipo soquete 186.6 Fittings inyectados para soldadura por electrofusión 206.7 Fittings inyectados 256.8 Flanges 296.9 Uniones especiales 326.9.1 Unión roscada (Plasson o equivalente) 326.9.2 Unión tipo Victaulic 34
General
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
2
10. Consideraciones de diseño 5510.1 Cálculo hidráulico 5510.1.1 Flujo bajo presión 5510.1.2 Selección del diámetro interno
de la tubería 5510.1.3 Pérdidas de carga 55
a) Fórmula de Hazen-Williams 55b) Fórmula de Colebrook 56
10.1.4 Pérdida de carga en singularidades 6010.1.5 Flujo gravitacional 60
a) Flujo a sección llena 60b) Flujo a sección parcial 60
10.1.6 Golpe de ariete 6410.2 Curvas de regresión 6510.3 Límite de curvatura 6610.4 Cálculo de deflexiones 66
11. Control de calidad 7111.1 Materia prima 7111.2 Tuberías 71
12. Tabla de resistencia química 72
13. Servicios al cliente 7613.1 Servicio de termofusión en terreno 7613.2 Asistencia técnica 7613.3 Fabricación de piezas especiales 76
Anexos 77Anexo A: Tabla dimensionales 77Anexo B: Normas de referencia relacionadas
con tuberías y fittings de HDPE. 79Anexo C: Ejemplos de cálculos 80
C1: Cálculo de pérdida de carga utilizando fórmulas de Hazen-Williams y Colebrook 80C2: Cálculo de pérdida de carga utilizando ábaco de Hazen-Williams 81C3: Cálculo de pérdida de carga utilizando los ábacos de Manning 82C4: Cálculo de b para la instalación de válvulas mariposa 86C5: Cálculo de espaciamiento entre soportes aéreos 87C6: Teorema de Bernoulli para líquidos perfectos 89
7. Sistemas de unión 357.1 Uniones fijas 357.1.1 Soldadura a tope 357.1.2 Soldadura por electrofusión 377.1.3 Soldadura tipo soquete 397.2 Uniones desmontables 407.2.1 Stub ends y flanges 407.2.1.1Flanges tradicionales 407.2.1.2 IPP DeltaflexTM Flanges tipo Convoluted 417.2.2 Unión roscada (Plasson o equivalente) 427.2.3 Unión tipo Victaulic 44
8. Instalación 458.1 Instalación subterránea 458.1.1 Excavación y preparación del encamado 458.1.2 Tendido de la tubería 458.1.3 Expansión y contracción térmicas 468.1.4 Instalación de fittings 468.1.5 Pasada de pared 478.1.6 Relleno y compactación 478.2 Instalación superficial 478.2.1 Dilatación y contracción térmicas 478.2.2 Soportes guías 488.2.3 Soportes anclajes 488.2.4 Aplicaciones en conducción de pulpas 498.3 Instalación bajo agua 498.3.1 Unión y montaje 498.3.2 Anclajes y pesos 498.3.3 Lanzamiento al agua y hundimiento 508.4 Instalación en tendidos existentes
(RELINING) 508.5 Reparación de líneas dañadas 508.5.1 Reparación permanente 518.5.2 Reparación mecánica 518.5.3 Reparación de fittings 528.5.4 Reparación bajo el agua 528.6 Precauciones de instalación para
fittings segmentados 52
9. Suministro, transporte yalmacenamiento 53
9.1 Suministro 539.2 Transporte 539.3 Almacenamiento 54
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○
○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
33
La industria de materiales plásticos se ha desarrollado por alrededor de 100años, pero el polietileno (PE) fue descubierto en la década del 30. Los primerosPE eran de baja densidad y se utilizaron principalmente como conductores decables. Los polietilenos de alta densidad (HDPE), utilizados hoy día en sistemasde tuberías, fueron desarrollados en los años 50.Los sistemas de tuberías de HDPE ofrecen la oportuni-dad de utilizar ventajosamente las características tanparticulares de este material y ocuparlas para resolverantiguos problemas y diseñar sistemas para aplicacio-nes donde los materiales tradicionales son inadecua-dos o demasiado costosos. Las tuberías de HDPE ofre-cen mayores alternativas de diseño garantizando unalarga vida útil, economía en instalación y equipos, mi-nimizando los costos de mantención, cuando las condi-ciones de operación están dentro de las capacidades detemperatura y presión del material.El desarrollo de técnicas especiales de proceso y el me-joramiento de los equipos de producción han permiti-do obtener cada vez mejores resinas, con las cuales se logran productos termi-nados únicos para la industria, tanto en calidad como en funcionamiento.
Uno de los más recientes desarrollos concierne a un grado de HDPE con propie-dades de resistencia significativamente mayores que las del HDPE tradicional.Este nuevo grado, denominado PE 100, es usado particularmente en tuberíaspara agua a presión, obteniéndose un ahorro en el espesor de pared de lastuberías en aproximadamente 35% comparado con una tubería de HDPE tra-dicional.
En este catálogo se presentan las ventajas y principales aplicaciones de las tu-berías y fittings de HDPE, las especificaciones técnicas del material, los sistemasde unión, las consideraciones de diseño e instalación, etc. Se ha dedicado unespecial esfuerzo en la preparación de los capítulos de dimensiones de tube-rías y fittings, cubriendo una amplia gama de productos que cumplen con lascaracterísticas dimensionales establecidas en normas internacionales. Duratecfabrica tuberías y fittings de HDPE a partir de resinas de excelente calidad su-ministradas por proveedores certificados bajo normas de la serie ISO 9000 y deacuerdo a las más estrictas normas de fabricación.
La finalidad primordial de este catálogo es servir de material de apoyo, presen-tando información confiable con lo mejor de nuestro conocimiento y expe-riencia. Con este propósito, pretendemos mantener una exitosa relación connuestros clientes y ofrecerles el mejor servicio.
Vista frontal Planta IndustrialLo Chena, San Bernardo, Santiago.
1. Introducciónintroducción
4
2. Ventajas
Cuando se comparan con materiales tradiciona-les, los sistemas de tuberías de polietileno de altadensidad (HDPE) ofrecen significativos ahorrosen los costos de instalación y equipamiento,mayor libertad de diseño, bajo costo de man-tención y una larga vida útil para la mayoría deestos sistemas.Estos beneficios, ventajas y oportunidades de dis-minución de costos se derivan de las propieda-des y características únicas de las tuberías deHDPE.
2.1 Resistencia químicaPara todos los propósitos prácticos, las tuberíasde HDPE son químicamente inertes. Existe sóloun número muy reducido de fuertes productosquímicos que podrían afectarlas. Los químicosnaturales del suelo no pueden atacarlas o cau-sarles degradación de ninguna forma. El HDPEno es conductor eléctrico, por lo cual no son afec-tadas por la oxidación o corrosión por acciónelectrolítica. No permiten el crecimiento, ni sonafectadas por algas, bacterias u hongos y son re-sistentes al ataque biológico marino.
2.2 Servicio a largo plazoLa vida útil estimada tradicionalmente para lastuberías de HDPE es superior a 50 años para eltransporte de agua a temperatura ambiente(20ºC). Para cada aplicación en particular, las con-diciones de operación internas y externas pue-den alterar la vida útil o cambiar la base de dise-ño recomendada para alcanzar la misma vida útil.Estas conclusiones son respaldadas por más deveinte años de experiencia real.
2.3 Bajo pesoLas tuberías de HDPE pesan considerablementemenos que la mayoría de las tuberías de mate-riales tradicionales. Su gravedad específica es0,950, flotan en agua. Son 70-90% más livianasque el concreto, fierro o acero, haciendo másfácil su manejo e instalación. Importantes aho-rros se obtienen en mano de obra y requerimien-to de equipos.
2.4 Coeficiente de fricciónDebido a su gran resistencia química y a laabrasión, las tuberías de HDPE mantienen exce-lentes propiedades de escurrimiento durante suvida útil. Gracias a sus paredes lisas y a las carac-terísticas de impermeabilidad del PE, es posibleobtener una mayor capacidad de flujo y mínimaspérdidas por fricción. Para los cálculos de flujobajo presión, se utiliza comúnmente un factor «C»de 150 para la fórmula de Hazen-Williams. Cuan-do el flujo es gravitacional, se utiliza un factor«n» de 0,009 para la fórmula de Manning.
2.5 Sistemas de uniónLas tuberías de HDPE se pueden unir mediantetermofusión por soldadura a tope, por electro-fusión o bien por soldadura tipo soquete. El sis-tema de soldadura a tope es reconocido en la in-dustria como un sistema de unión de gran confia-bilidad, es costoefectivo, no requiere coplas, nose producen filtraciones y las uniones son másresistentes que la tubería misma. Las tuberías tam-bién pueden unirse por medios mecánicos, talescomo stub ends y flanges, coplas de compresióno uniones tipo Victaulic. No se pueden unir me-diante solventes o adhesivos.
2.6 Resistencia/flexibilidadLa gran resistencia de las tuberías de HDPE es unaimportante característica derivada de las propie-dades químicas y físicas tanto del material comodel método de extrusión. La tubería no es frágil,es flexible, por lo que puede curvarse y absorbercargas de impacto en un amplio rango de tem-peraturas. Esta resistencia y flexibilidad permitena la tubería absorber sobrepresiones, vibracionesy tensiones causadas por movimientos del terre-no. Pueden deformarse sin daño permanente ysin efectos adversos sobre el servicio a largo pla-zo. Esto permite que sean instaladas sin proble-mas en terrenos con obstáculos, ya que puedencolocarse en forma serpenteada, respetando cier-tas tolerancias de curvatura (radios mínimos).También se pueden colocar en zanjas estrechas,pues las uniones pueden efectuarse fuera de ella.La resistencia a la ruptura por tensiones ambien-
55
tales es muy alta, asegurando que no hay ningúnefecto en el servicio a largo plazo si se producenrayas superficiales de una profundidad no mayora 1/10 del espesor durante la instalación. La re-sistencia extrema de las tuberías de HDPE es unade sus características excepcionales que permiteinnovar en el diseño de sistemas de tuberías.
2.7 Resistencia a la abrasiónLas tuberías de HDPE tienen un buen comporta-miento en la conducción de materiales altamen-te abrasivos, tales como relaves mineros. Nume-rosos ensayos han demostrado que las tuberíasde HDPE con respecto a las de acero tienen unmejor desempeño en este tipo de servicio en unarazón de 4:1. Han sido probadas en la mayoríade las aplicaciones mineras, con excelentes resul-tados.
2.8 Estabilidad a la intemperieLas tuberías de HDPE están protegidas contra ladegradación que causan los rayos UV al ser ex-puestas a la luz directa del sol, ya que contienenun porcentaje de negro de humo, que además,le otorga el color negro a estas tuberías. El ne-gro de humo es el aditivo más efectivo, capazde aumentar las características de estabilidada la intemperie de los materiales plásticos. Laprotección, que incluso niveles relativamentebajos de negro de humo imparten a los plásti-
cos, es tan grande que no es necesario usar otrosestabilizadores de luz o absorbedores UV.Si el negro de humo no es correctamente disper-sado, algunas áreas permanecerán desprotegidascontra la exposición ambiental, convirtiéndose enpuntos débiles donde el material se degradarámás rápidamente. En estas áreas el material setorna frágil y podría ser el punto de partida parauna falla. Por lo tanto, es vital lograr una buenadispersión para una protección homogénea, locual se asegura cuando el negro de humo es adi-cionado en equipos apropiados para tal efecto.Ensayos de estabilidad indican que las tuberíasde HDPE pueden estar instaladas o almacenadasa la intemperie en la mayoría de los climas porperíodos de muchos años sin ningún daño o pér-dida de propiedades físicas importantes.
2.9 Estabilidad ante cambiosde temperatura
La exposición de las tuberías de HDPE a cambiosnormales de temperatura no causa degradacióndel material. Sin embargo, algunas propiedadesfísicas y químicas de la tubería podrían cambiar sila temperatura es aumentada o disminuida. Paraproteger el material contra la degradación a al-tas temperaturas que podría ocurrir durante lafabricación, almacenamiento o instalación, se uti-lizan estabilizadores que protegen el materialcontra la degradación térmica.
6
3. Aplicaciones
Algunas aplicaciones típicas que incluyen el usode tuberías de HDPE son:
3.1 MineríaLas tuberías de HDPE han dado excelentes resul-tados al utilizarse en distintos procesos de apli-caciones mineras. Gracias a su alta resistencia a laabrasión y corrosión, facilidad de manejo e insta-lación y buena resistencia mecánica, son idealespara:
• Conducción de relaves• Riego de pilas de lixiviación• Conducción de soluciones ácidas y alcalinas• Conducción de concentrados (pipelines)• Sistema de combate contra incendios
3.2 AgriculturaSon variados los usos que las tuberías de PE tie-nen en la agricultura. Mediante el sistema deuniones desmontables resultan de rápido acopley desacople. Además, por su flexibilidad se pue-den enrollar permitiendo un fácil transporte (sepueden suministrar en rollos de 50, 100 o másmetros).Algunos ejemplos de aplicaciones son:
• Riego por goteo (PE lineal)• Riego por aspersión• Transporte de agua
3.3 Sector pesqueroEn las industrias pesqueras, las tuberías de HDPEse están utilizando cada vez más. Por ser livianasy de fácil manejo, además de resistentes al aguasalada y al ataque biológico marino, resultan idea-les para este tipo de aplicaciones, entre las cualesestán:
• Jaulas para el cultivo de salmones• Descargas marítimas• Transporte de agua salada
3.4 Área sanitariaLas tuberías de HDPE presentan claras ventajassobre otros materiales (acero, cemento compri-mido, etc.), especialmente en su utilización enarranques domiciliarios y en zonas de napafreática alta, en las cuales se facilita su instala-ción al efectuar las uniones fuera de la zanja, sinnecesidad de evacuarlas en el momento de insta-lar la tubería.Algunos ejemplos son:
• Redes de agua potable*• Alcantarillado
Tuberías con pesos de lastre. (Gentileza Borealis).
Jaula para el cultivo de salmones.
* Para la identificación de redes de agua potable, se utiliza el sistema de coextrusión de rayas azules a lo largode la tubería.

77
Instalación de tubería para gas en zanja.(Gentileza Borealis).
Además, por sus características de flexibilidad,bajo peso, resistencia a aguas salinas, y ademáspor no permitir el crecimiento de algas u hongospropios de la biología marina, son ideales parasu utilización en medios subacuáticos en diversasaplicaciones, tales como en emisarios submarinos.
3.5 Industria químicaEn la industria química, las tuberías de HDPE handado excelentes resultados. Gracias a su alta re-sistencia a la corrosión, a su resistencia química ya la abrasión, son ideales para:
• Conducción de soluciones ácidas y alcalinas• Conducción de productos químicos• Transporte de agua• Sistema de combate contra incendios
3.6 Industria en generalLos sistemas de tuberías de HDPE han sido utili-zados exitosamente en cientos de aplicaciones,tanto generales como de alta especialización, entodo tipo de industria.Las aplicaciones más frecuentes son las siguientes:
• Transporte de aire comprimido y de ventilación• Protección de cables eléctricos y telefónicos• Conducción de líquidos o gases a baja temperatura• Transporte de gas, petróleo y sus derivados• Transporte de aguas residuales corrosivas• Conducción de aguas• Transporte neumático• Sistema de combate contra incendios.
Sistemas de riego por aspersión.
8
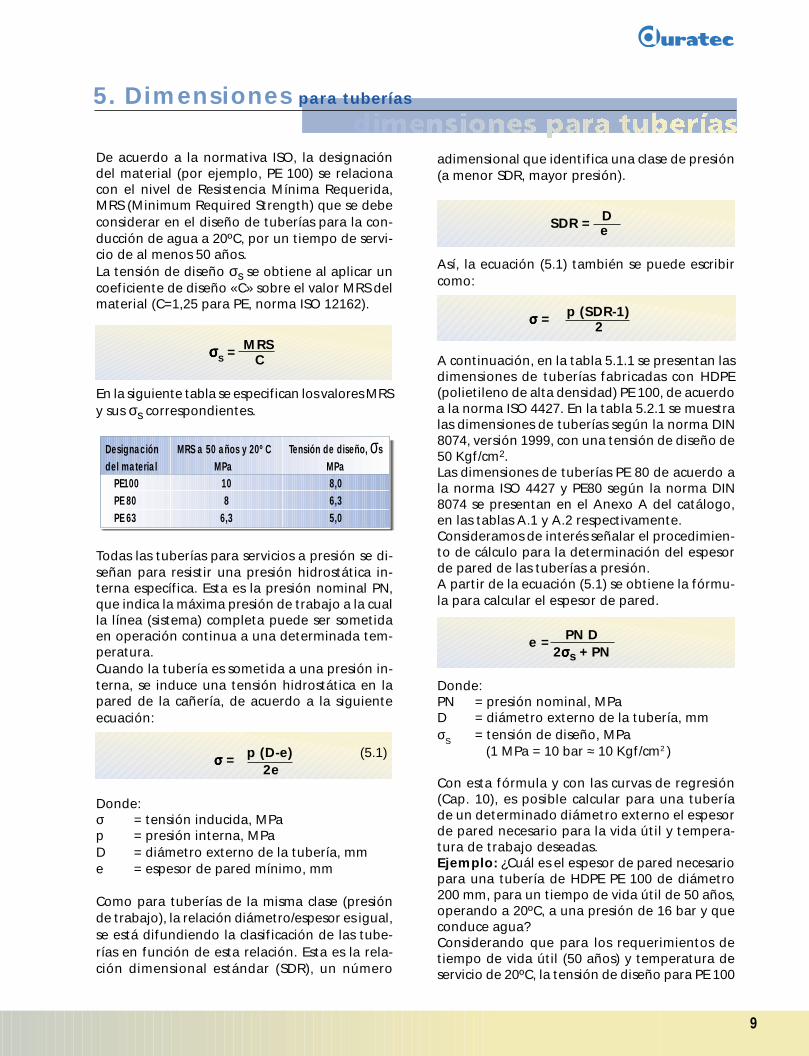
4. Especificaciones técnicas
Tabla 4.1: Especificaciones técnicas PE 100
Tabla 4.2: Especificaciones técnicas PE 80
Nota: La resina de grado PE 63 está siendo cada vez menos comercializada, por lo cual en estecatálogo no se incluyen sus especificaciones técnicas.
Propiedad Método de prueba Valor típico Unidad
Densidad (resina base) ISO 1183 949 Kg/m3
Densidad (compuesto) ISO 1183 959 Kg/m3
Índice de fluidez (190ºC/5Kg) ISO 1133 0,45 g/10 min.
Tensión máxima elástica ISO 6259 25 MPa
Alargamiento a la rotura ISO 6259 >600 %
Módulo de elasticidad ISO 527 1400 MPa
Tª de reblandecimiento Vicat (1Kg) ISO 306 127 ºC
Tª de reblandecimiento Vicat (5Kg) ISO 306 77 ºC
Estabilidad térmica (OIT1), 210ºC) ISO 10837 >20 min.
ESCR (10% Igepal), F50 ASTM D 1693-A >10000 h
Contenido de negro de humo ASTM D 1603 ≥2 %
1) OIT: oxidation induction time
Propiedad Método de prueba Valor típico Unidad
Densidad (resina base) ISO 1183 945 Kg/m3
Densidad (compuesto) ISO 1183 955 Kg/m3
Índice de fluidez (190ºC/5Kg) ISO 1133 0,85 g/10 min
Tensión máxima elástica ISO 6259 21 MPa
Alargamiento a la rotura ISO 6259 >600 %
Módulo de elasticidad ISO 527 1000 MPa
Tª de reblandecimiento Vicat (1Kg) ISO 306 125 ºC
Tª de reblandecimiento Vicat (5Kg) ISO 306 72 ºC
Estabilidad térmica (OIT1), 210ºC) ISO 10837 >20 min
ESCR (10% Igepal), F50 ASTM D 1693-A >10000 h
Contenido de negro de humo ASTM D 1603 ≥2 %
1) OIT: oxidation induction time
Duratec fabrica tuberías de HDPE a partir de resi-nas de excelente calidad, suministradas por provee-dores certificados bajo normas de la serie ISO 9000.Las tuberías y fittings se fabrican bajo normasnacionales e internacionales que garantizan su
calidad.A continuación, en las tablas 4.1 y 4.2 se presentauna descripción general con las especificacionestécnicas correspondientes a los grados de HDPEde uso más común, los grados PE 100 y PE 80.
materia prima
99
De acuerdo a la normativa ISO, la designacióndel material (por ejemplo, PE 100) se relacionacon el nivel de Resistencia Mínima Requerida,MRS (Minimum Required Strength) que se debeconsiderar en el diseño de tuberías para la con-ducción de agua a 20ºC, por un tiempo de servi-cio de al menos 50 años.La tensión de diseño σs se obtiene al aplicar uncoeficiente de diseño «C» sobre el valor MRS delmaterial (C=1,25 para PE, norma ISO 12162).
σσσσσS = MRS C
En la siguiente tabla se especifican los valores MRSy sus σs correspondientes.
Todas las tuberías para servicios a presión se di-señan para resistir una presión hidrostática in-terna específica. Esta es la presión nominal PN,que indica la máxima presión de trabajo a la cualla línea (sistema) completa puede ser sometidaen operación continua a una determinada tem-peratura.Cuando la tubería es sometida a una presión in-terna, se induce una tensión hidrostática en lapared de la cañería, de acuerdo a la siguienteecuación:
σσσσσ = p (D-e) (5.1) 2e
Donde:σ = tensión inducida, MPap = presión interna, MPaD = diámetro externo de la tubería, mme = espesor de pared mínimo, mm
Como para tuberías de la misma clase (presiónde trabajo), la relación diámetro/espesor es igual,se está difundiendo la clasificación de las tube-rías en función de esta relación. Esta es la rela-ción dimensional estándar (SDR), un número
PE100 10 8,0PE 80 8 6,3PE 63 6,3 5,0
Designación MRS a 50 años y 20º C Tensión de diseño, σsdel material MPa MPa
adimensional que identifica una clase de presión(a menor SDR, mayor presión).
SDR = D e
Así, la ecuación (5.1) también se puede escribircomo:
σ σ σ σ σ = p (SDR-1) 2
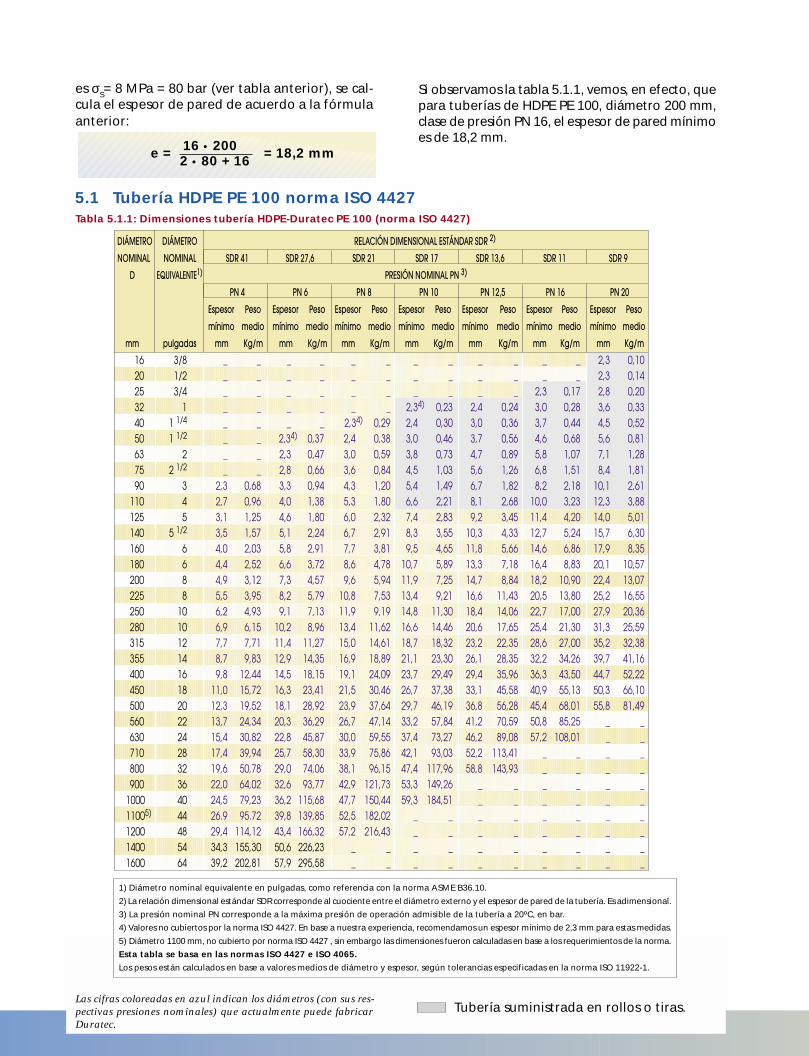
A continuación, en la tabla 5.1.1 se presentan lasdimensiones de tuberías fabricadas con HDPE(polietileno de alta densidad) PE 100, de acuerdoa la norma ISO 4427. En la tabla 5.2.1 se muestralas dimensiones de tuberías según la norma DIN8074, versión 1999, con una tensión de diseño de50 Kgf/cm2.Las dimensiones de tuberías PE 80 de acuerdo ala norma ISO 4427 y PE80 según la norma DIN8074 se presentan en el Anexo A del catálogo,en las tablas A.1 y A.2 respectivamente.Consideramos de interés señalar el procedimien-to de cálculo para la determinación del espesorde pared de las tuberías a presión.A partir de la ecuación (5.1) se obtiene la fórmu-la para calcular el espesor de pared.
e = PN D 2σσσσσs + PN
Donde:PN = presión nominal, MPaD = diámetro externo de la tubería, mmσS = tensión de diseño, MPa
(1 MPa = 10 bar ≈ 10 Kgf/cm2 )
Con esta fórmula y con las curvas de regresión(Cap. 10), es posible calcular para una tuberíade un determinado diámetro externo el espesorde pared necesario para la vida útil y tempera-tura de trabajo deseadas.Ejemplo: ¿Cuál es el espesor de pared necesariopara una tubería de HDPE PE 100 de diámetro200 mm, para un tiempo de vida útil de 50 años,operando a 20ºC, a una presión de 16 bar y queconduce agua?Considerando que para los requerimientos detiempo de vida útil (50 años) y temperatura deservicio de 20ºC, la tensión de diseño para PE 100
5. Dimensiones para tuberías
10
Tabla 5.1.1: Dimensiones tubería HDPE-Duratec PE 100 (norma ISO 4427)
5.1 Tubería HDPE PE 100 norma ISO 4427
Tubería suministrada en rollos o tiras.Las cifras coloreadas en azul indican los diámetros (con sus res-pectivas presiones nominales) que actualmente puede fabricarDuratec.
1) Diámetro nominal equivalente en pulgadas, como referencia con la norma ASME B36.10.
2) La relación dimensional estándar SDR corresponde al cuociente entre el diámetro externo y el espesor de pared de la tubería. Es adimensional.
3) La presión nominal PN corresponde a la máxima presión de operación admisible de la tubería a 20ºC, en bar.
4) Valores no cubiertos por la norma ISO 4427. En base a nuestra experiencia, recomendamos un espesor mínimo de 2,3 mm para estas medidas.
5) Diámetro 1100 mm, no cubierto por norma ISO 4427 , sin embargo las dimensiones fueron calculadas en base a los requerimientos de la norma.
Esta tabla se basa en las normas ISO 4427 e ISO 4065.
Los pesos están calculados en base a valores medios de diámetro y espesor, según tolerancias especificadas en la norma ISO 11922-1.
es σS= 8 MPa = 80 bar (ver tabla anterior), se cal-cula el espesor de pared de acuerdo a la fórmulaanterior:
e = 16 • 200 = 18,2 mm 2 • 80 + 16
Si observamos la tabla 5.1.1, vemos, en efecto, quepara tuberías de HDPE PE 100, diámetro 200 mm,clase de presión PN 16, el espesor de pared mínimoes de 18,2 mm.
16 3/8 _ _ _ _ _ _ _ _ _ _ _ _ 2,3 0,1020 1/2 _ _ _ _ _ _ _ _ _ _ _ _ 2,3 0,1425 3/4 _ _ _ _ _ _ _ _ _ _ 2,3 0,17 2,8 0,2032 1 _ _ _ _ _ _ 2,34) 0,23 2,4 0,24 3,0 0,28 3,6 0,3340 1 1/4 _ _ _ _ 2,34) 0,29 2,4 0,30 3,0 0,36 3,7 0,44 4,5 0,5250 1 1/2 _ _ 2,34) 0,37 2,4 0,38 3,0 0,46 3,7 0,56 4,6 0,68 5,6 0,8163 2 _ _ 2,3 0,47 3,0 0,59 3,8 0,73 4,7 0,89 5,8 1,07 7,1 1,2875 2 1/2 _ _ 2,8 0,66 3,6 0,84 4,5 1,03 5,6 1,26 6,8 1,51 8,4 1,8190 3 2,3 0,68 3,3 0,94 4,3 1,20 5,4 1,49 6,7 1,82 8,2 2,18 10,1 2,61
110 4 2,7 0,96 4,0 1,38 5,3 1,80 6,6 2,21 8,1 2,68 10,0 3,23 12,3 3,88125 5 3,1 1,25 4,6 1,80 6,0 2,32 7,4 2,83 9,2 3,45 11,4 4,20 14,0 5,01140 5 1/2 3,5 1,57 5,1 2,24 6,7 2,91 8,3 3,55 10,3 4,33 12,7 5,24 15,7 6,30160 6 4,0 2,03 5,8 2,91 7,7 3,81 9,5 4,65 11,8 5,66 14,6 6,86 17,9 8,35180 6 4,4 2,52 6,6 3,72 8,6 4,78 10,7 5,89 13,3 7,18 16,4 8,83 20,1 10,57200 8 4,9 3,12 7,3 4,57 9,6 5,94 11,9 7,25 14,7 8,84 18,2 10,90 22,4 13,07225 8 5,5 3,95 8,2 5,79 10,8 7,53 13,4 9,21 16,6 11,43 20,5 13,80 25,2 16,55250 10 6,2 4,93 9,1 7,13 11,9 9,19 14,8 11,30 18,4 14,06 22,7 17,00 27,9 20,36280 10 6,9 6,15 10,2 8,96 13,4 11,62 16,6 14,46 20,6 17,65 25,4 21,30 31,3 25,59315 12 7,7 7,71 11,4 11,27 15,0 14,61 18,7 18,32 23,2 22,35 28,6 27,00 35,2 32,38355 14 8,7 9,83 12,9 14,35 16,9 18,89 21,1 23,30 26,1 28,35 32,2 34,26 39,7 41,16400 16 9,8 12,44 14,5 18,15 19,1 24,09 23,7 29,49 29,4 35,96 36,3 43,50 44,7 52,22450 18 11,0 15,72 16,3 23,41 21,5 30,46 26,7 37,38 33,1 45,58 40,9 55,13 50,3 66,10500 20 12,3 19,52 18,1 28,92 23,9 37,64 29,7 46,19 36,8 56,28 45,4 68,01 55,8 81,49560 22 13,7 24,34 20,3 36,29 26,7 47,14 33,2 57,84 41,2 70,59 50,8 85,25 _ _630 24 15,4 30,82 22,8 45,87 30,0 59,55 37,4 73,27 46,2 89,08 57,2 108,01 _ _710 28 17,4 39,94 25,7 58,30 33,9 75,86 42,1 93,03 52,2 113,41 _ _ _ _800 32 19,6 50,78 29,0 74,06 38,1 96,15 47,4 117,96 58,8 143,93 _ _ _ _900 36 22,0 64,02 32,6 93,77 42,9 121,73 53,3 149,26 _ _ _ _ _ _
1000 40 24,5 79,23 36,2 115,68 47,7 150,44 59,3 184,51 _ _ _ _ _ _11005) 44 26.9 95.72 39,8 139,85 52,5 182,02 _ _ _ _ _ _ _ _1200 48 29,4 114,12 43,4 166,32 57,2 216,43 _ _ _ _ _ _ _ _1400 54 34,3 155,30 50,6 226,23 _ _ _ _ _ _ _ _ _ _1600 64 39,2 202,81 57,9 295,58 _ _ _ _ _ _ _ _ _ _
1111
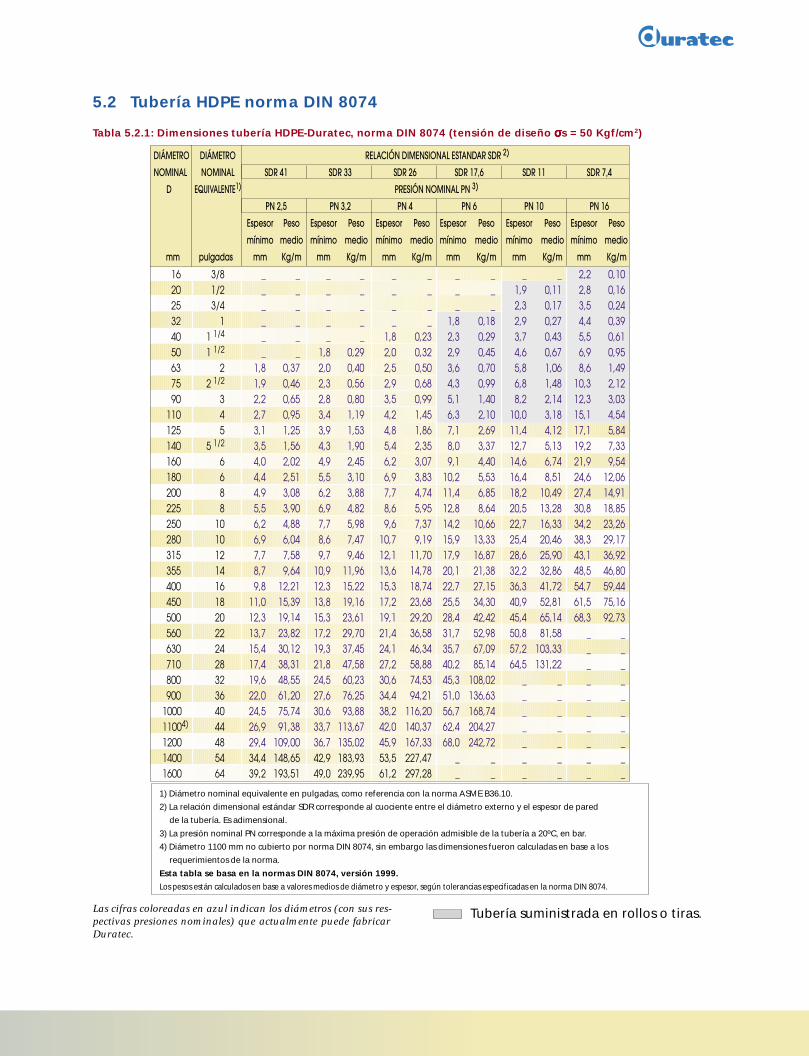
5.2 Tubería HDPE norma DIN 8074
Tabla 5.2.1: Dimensiones tubería HDPE-Duratec, norma DIN 8074 (tensión de diseño σσσσσs = 50 Kgf/cm2)
Tubería suministrada en rollos o tiras.Las cifras coloreadas en azul indican los diámetros (con sus res-pectivas presiones nominales) que actualmente puede fabricarDuratec.
1) Diámetro nominal equivalente en pulgadas, como referencia con la norma ASME B36.10.
2) La relación dimensional estándar SDR corresponde al cuociente entre el diámetro externo y el espesor de pared
de la tubería. Es adimensional.
3) La presión nominal PN corresponde a la máxima presión de operación admisible de la tubería a 20ºC, en bar.
4) Diámetro 1100 mm no cubierto por norma DIN 8074, sin embargo las dimensiones fueron calculadas en base a los
requerimientos de la norma.
Esta tabla se basa en la normas DIN 8074, versión 1999.
Los pesos están calculados en base a valores medios de diámetro y espesor, según tolerancias especificadas en la norma DIN 8074.
16 3/8 _ _ _ _ _ _ _ _ _ _ 2,2 0,1020 1/2 _ _ _ _ _ _ _ _ 1,9 0,11 2,8 0,1625 3/4 _ _ _ _ _ _ _ _ 2,3 0,17 3,5 0,2432 1 _ _ _ _ _ _ 1,8 0,18 2,9 0,27 4,4 0,3940 1 1/4 _ _ _ _ 1,8 0,23 2,3 0,29 3,7 0,43 5,5 0,6150 1 1/2 _ _ 1,8 0,29 2,0 0,32 2,9 0,45 4,6 0,67 6,9 0,9563 2 1,8 0,37 2,0 0,40 2,5 0,50 3,6 0,70 5,8 1,06 8,6 1,4975 2 1/2 1,9 0,46 2,3 0,56 2,9 0,68 4,3 0,99 6,8 1,48 10,3 2,1290 3 2,2 0,65 2,8 0,80 3,5 0,99 5,1 1,40 8,2 2,14 12,3 3,03
110 4 2,7 0,95 3,4 1,19 4,2 1,45 6,3 2,10 10,0 3,18 15,1 4,54125 5 3,1 1,25 3,9 1,53 4,8 1,86 7,1 2,69 11,4 4,12 17,1 5,84140 5 1/2 3,5 1,56 4,3 1,90 5,4 2,35 8,0 3,37 12,7 5,13 19,2 7,33160 6 4,0 2,02 4,9 2,45 6,2 3,07 9,1 4,40 14,6 6,74 21,9 9,54180 6 4,4 2,51 5,5 3,10 6,9 3,83 10,2 5,53 16,4 8,51 24,6 12,06200 8 4,9 3,08 6,2 3,88 7,7 4,74 11,4 6,85 18,2 10,49 27,4 14,91225 8 5,5 3,90 6,9 4,82 8,6 5,95 12,8 8,64 20,5 13,28 30,8 18,85250 10 6,2 4,88 7,7 5,98 9,6 7,37 14,2 10,66 22,7 16,33 34,2 23,26280 10 6,9 6,04 8,6 7,47 10,7 9,19 15,9 13,33 25,4 20,46 38,3 29,17315 12 7,7 7,58 9,7 9,46 12,1 11,70 17,9 16,87 28,6 25,90 43,1 36,92355 14 8,7 9,64 10,9 11,96 13,6 14,78 20,1 21,38 32,2 32,86 48,5 46,80400 16 9,8 12,21 12,3 15,22 15,3 18,74 22,7 27,15 36,3 41,72 54,7 59,44450 18 11,0 15,39 13,8 19,16 17,2 23,68 25,5 34,30 40,9 52,81 61,5 75,16500 20 12,3 19,14 15,3 23,61 19,1 29,20 28,4 42,42 45,4 65,14 68,3 92,73560 22 13,7 23,82 17,2 29,70 21,4 36,58 31,7 52,98 50,8 81,58 _ _630 24 15,4 30,12 19,3 37,45 24,1 46,34 35,7 67,09 57,2 103,33 _ _710 28 17,4 38,31 21,8 47,58 27,2 58,88 40,2 85,14 64,5 131,22 _ _800 32 19,6 48,55 24,5 60,23 30,6 74,53 45,3 108,02 _ _ _ _900 36 22,0 61,20 27,6 76,25 34,4 94,21 51,0 136,63 _ _ _ _
1000 40 24,5 75,74 30,6 93,88 38,2 116,20 56,7 168,74 _ _ _ _11004) 44 26,9 91,38 33,7 113,67 42,0 140,37 62,4 204,27 _ _ _ _1200 48 29,4 109,00 36,7 135,02 45,9 167,33 68,0 242,72 _ _ _ _1400 54 34,4 148,65 42,9 183,93 53,5 227,47 _ _ _ _ _ _1600 64 39,2 193,51 49,0 239,95 61,2 297,28 _ _ _ _ _ _
12
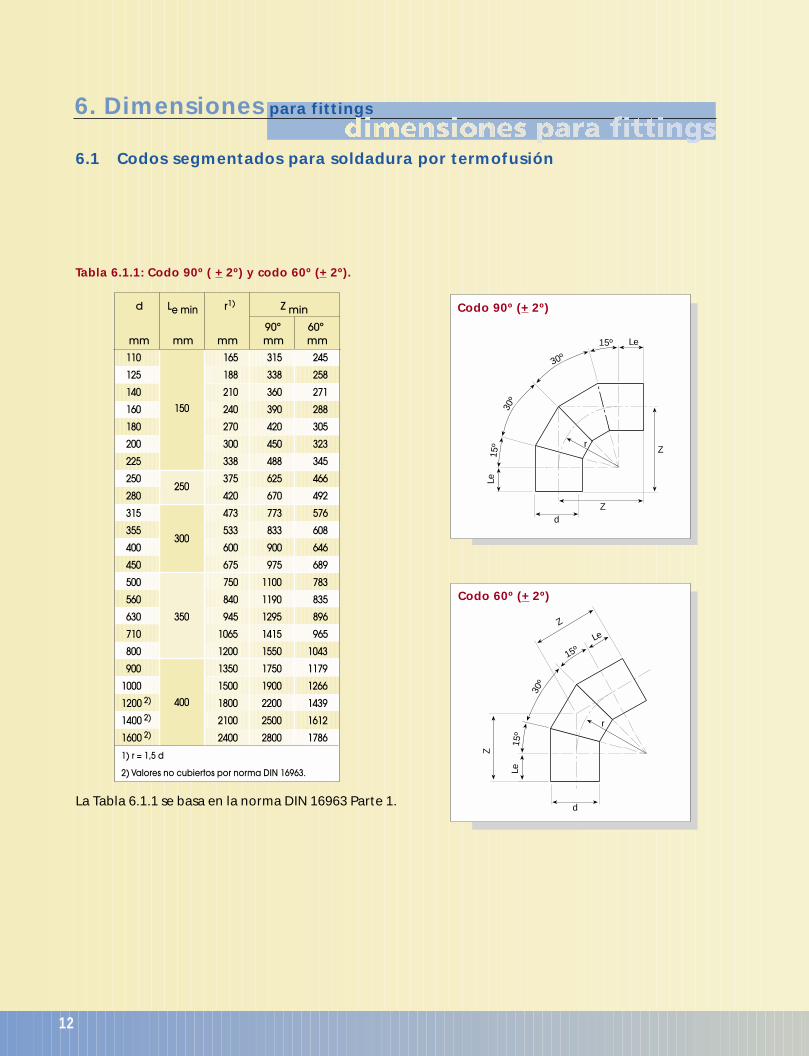
6.1 Codos segmentados para soldadura por termofusión
La Tabla 6.1.1 se basa en la norma DIN 16963 Parte 1.
Codo 90º (+ 2º)
Codo 60º (+ 2º)
Le15
º30
º
30º
15º Le
r
Z
Z
d
150
250
300
350
400
110 165 315 245
125 188 338 258
140 210 360 271
160 240 390 288
180 270 420 305
200 300 450 323
225 338 488 345
250 375 625 466
280 420 670 492
315 473 773 576
355 533 833 608
400 600 900 646
450 675 975 689
500 750 1100 783
560 840 1190 835
630 945 1295 896
710 1065 1415 965
800 1200 1550 1043
900 1350 1750 1179
1000 1500 1900 1266
1200 2) 1800 2200 1439
1400 2) 2100 2500 1612
1600 2) 2400 2800 1786
1) r = 1,5 d
2) Valores no cubiertos por norma DIN 16963.
d Le min r1) Z min
90º 60ºmm mm mm mm mm
Le15
º
30º
15ºLe
r
d
Z
Z
6. Dimensiones para fittings
Tabla 6.1.1: Codo 90º ( + 2º) y codo 60º (+ 2º).
1313
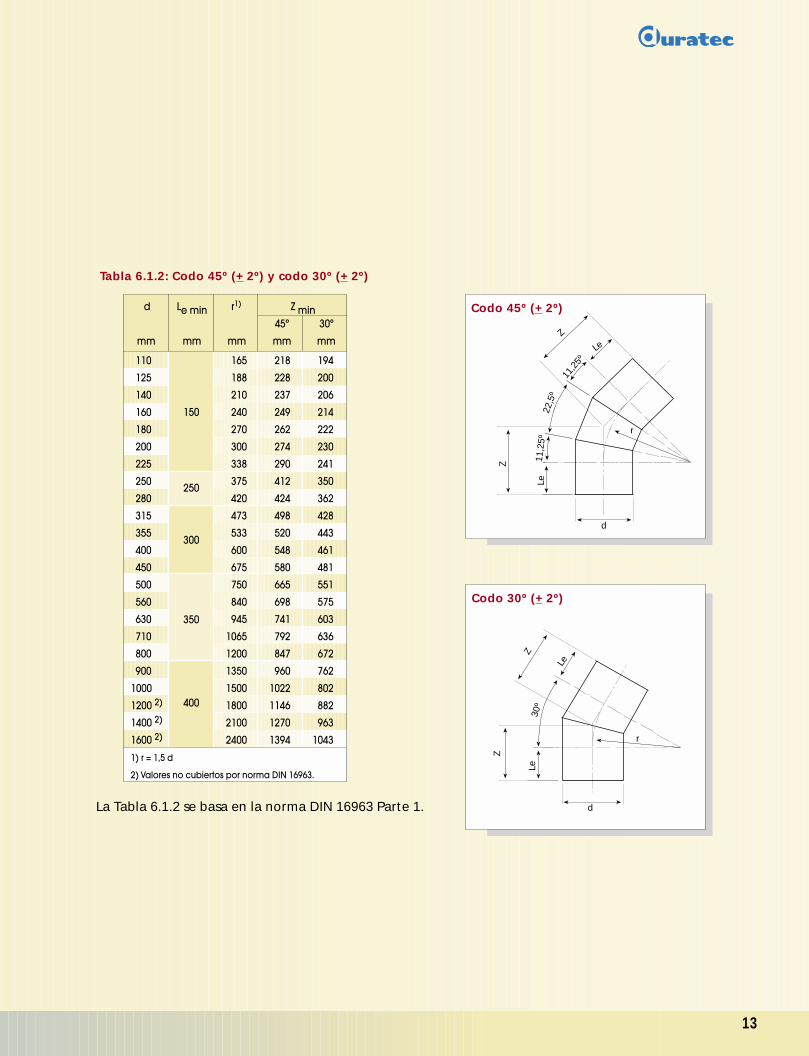
Tabla 6.1.2: Codo 45º (+ 2º) y codo 30º (+ 2º)
La Tabla 6.1.2 se basa en la norma DIN 16963 Parte 1.
Codo 45º (+ 2º)
Codo 30º (+ 2º)
Z
d
Le11
,25º
22,5
º11
,25º
Le
r
Z
Z
Le30
º
Le
d
Z
r
14
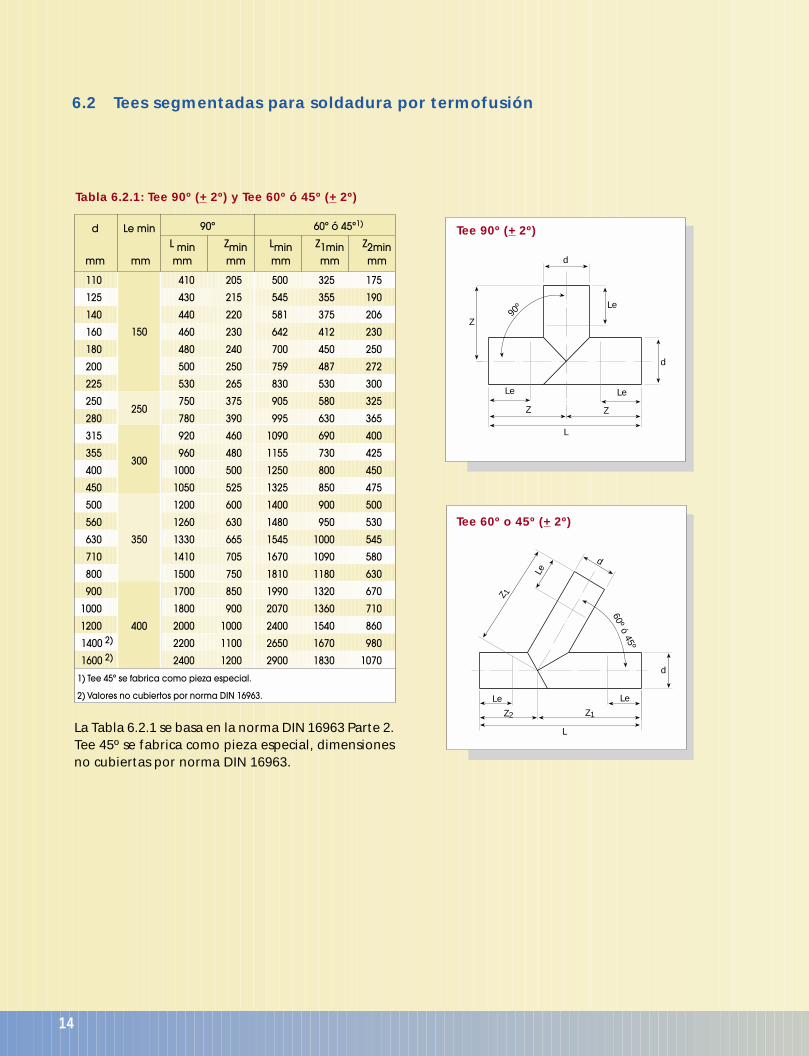
6.2 Tees segmentadas para soldadura por termofusión
La Tabla 6.2.1 se basa en la norma DIN 16963 Parte 2.Tee 45º se fabrica como pieza especial, dimensionesno cubiertas por norma DIN 16963.
Tee 90º (+ 2º)
Tee 60º o 45º (+ 2º)
Tabla 6.2.1: Tee 90º (+ 2º) y Tee 60º ó 45º (+ 2º)
d
90º
Z
Le
Z
L
Le
d
Le
Z
60º ó 45º
Z2
Le
Z1
L
Le
Le
d
Z 1
d
110 410 205 500 325 175
125 430 215 545 355 190
140 440 220 581 375 206
160 460 230 642 412 230
180 480 240 700 450 250
200 500 250 759 487 272
225 530 265 830 530 300
250 750 375 905 580 325
280 780 390 995 630 365
315 920 460 1090 690 400
355 960 480 1155 730 425
400 1000 500 1250 800 450
450 1050 525 1325 850 475
500 1200 600 1400 900 500
560 1260 630 1480 950 530
630 1330 665 1545 1000 545
710 1410 705 1670 1090 580
800 1500 750 1810 1180 630
900 1700 850 1990 1320 670
1000 1800 900 2070 1360 710
1200 2000 1000 2400 1540 860
1400 2) 2200 1100 2650 1670 980
1600 2) 2400 1200 2900 1830 1070
1) Tee 45º se fabrica como pieza especial.
2) Valores no cubiertos por norma DIN 16963.
90º 60º ó 45º1)d Le min L min Zmin Lmin Z1min Z2min
mm mm mm mm mm mm mm
150
250
300
350
400
1515
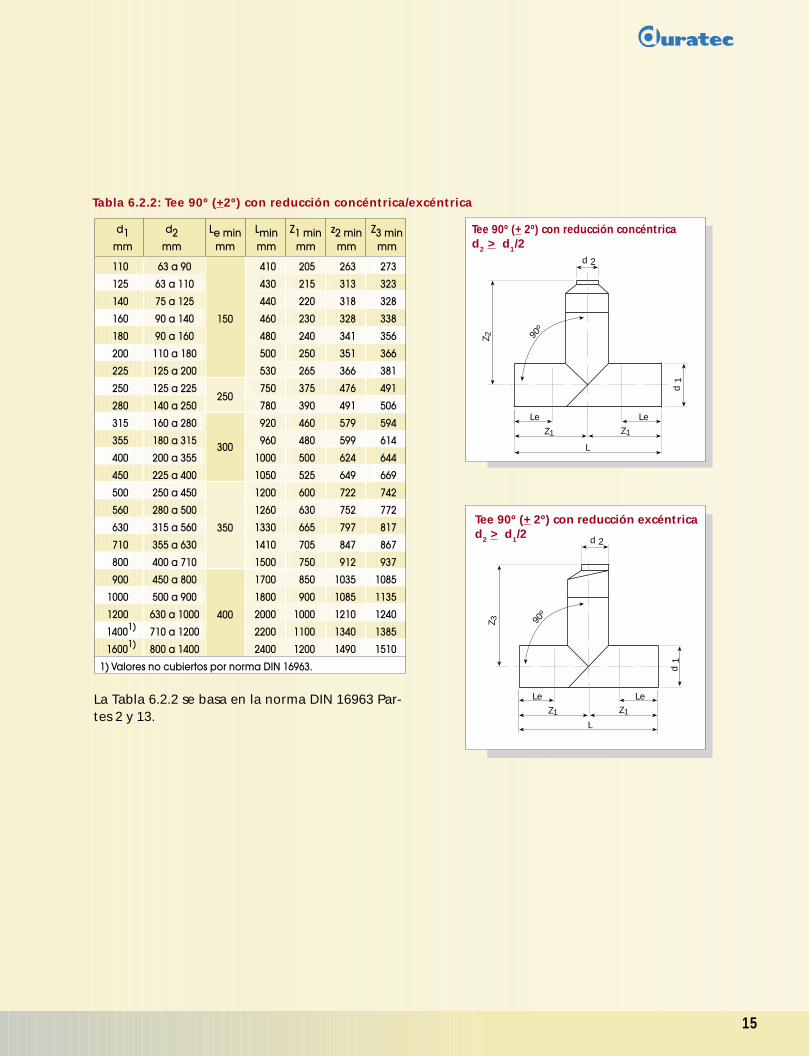
Tabla 6.2.2: Tee 90º (+2º) con reducción concéntrica/excéntrica
La Tabla 6.2.2 se basa en la norma DIN 16963 Par-tes 2 y 13.
Tee 90º (+ 2º) con reducción concéntricad2 > d1/2
Tee 90º (+ 2º) con reducción excéntricad2 > d1/2
d 2
d 1
90º
LeLe
Z1Z1
L
Z 2
90º
Z1
Z 3
d 1
L
Z1
LeLe
d 2
d1 d2 Le min Lmin Z1 min z2 min Z3 minmm mm mm mm mm mm mm
110 63 a 90 410 205 263 273
125 63 a 110 430 215 313 323
140 75 a 125 440 220 318 328
160 90 a 140 460 230 328 338
180 90 a 160 480 240 341 356
200 110 a 180 500 250 351 366
225 125 a 200 530 265 366 381
250 125 a 225 750 375 476 491
280 140 a 250 780 390 491 506
315 160 a 280 920 460 579 594
355 180 a 315 960 480 599 614
400 200 a 355 1000 500 624 644
450 225 a 400 1050 525 649 669
500 250 a 450 1200 600 722 742
560 280 a 500 1260 630 752 772
630 315 a 560 1330 665 797 817
710 355 a 630 1410 705 847 867
800 400 a 710 1500 750 912 937
900 450 a 800 1700 850 1035 1085
1000 500 a 900 1800 900 1085 1135
1200 630 a 1000 2000 1000 1210 1240
14001) 710 a 1200 2200 1100 1340 1385
16001) 800 a 1400 2400 1200 1490 1510
1) Valores no cubiertos por norma DIN 16963.
150
250
300
350
400
16
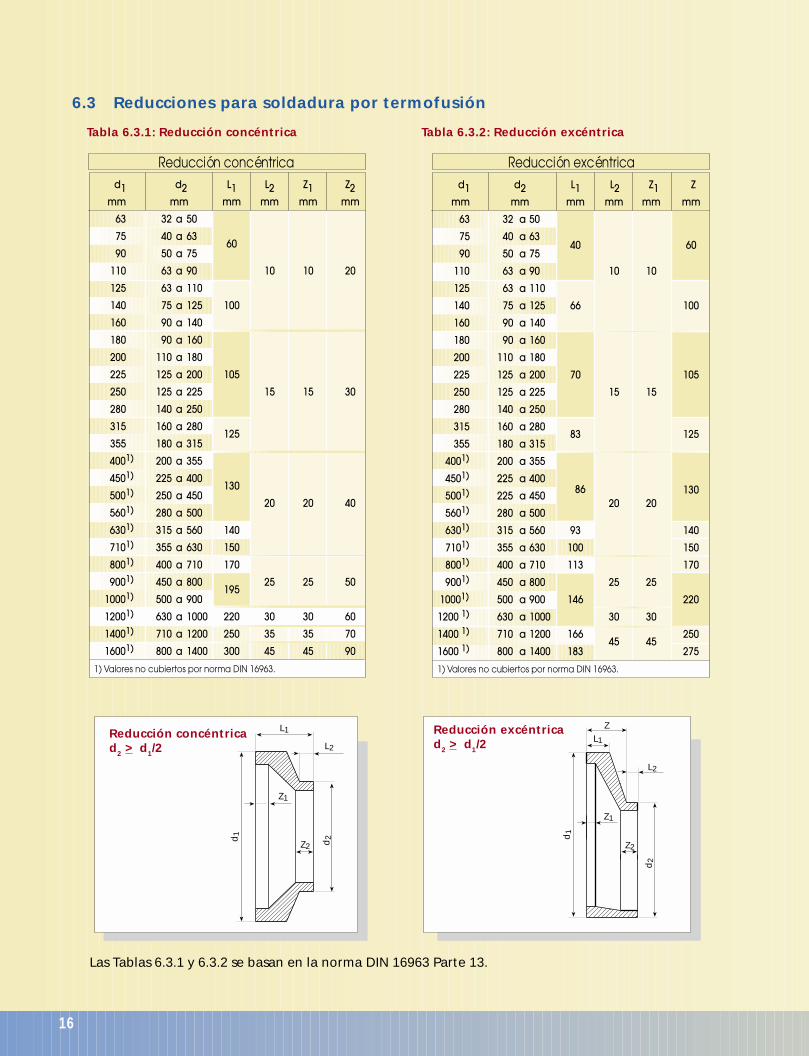
6.3 Reducciones para soldadura por termofusión
Las Tablas 6.3.1 y 6.3.2 se basan en la norma DIN 16963 Parte 13.
Reducción concéntricad2 > d1/2
Reducción excéntricad2 > d1/2
d1
d2
Z1
L2
Z2
L1
d1
d2
Z1
Z2
Z
L2
L1
Tabla 6.3.1: Reducción concéntrica Tabla 6.3.2: Reducción excéntrica
125
60
130
20 20 40
195
45 45
20 20
83 125
130
Reducción concéntrica Reducción excéntricad1 d2 L1 L2 Z1 Z
mm mm mm mm mm mm
63 32 a 50
75 40 a 6340 60
90 50 a 75
110 63 a 90 10 10
125 63 a 110
140 75 a 125 66 100
160 90 a 140
180 90 a 160
200 110 a 180
225 125 a 200 70 105
250 125 a 225 15 15
280 140 a 250
315 160 a 28083 125
355 180 a 315
4001) 200 a 355
4501) 225 a 4001305001) 225 a 450
20 205601) 280 a 500
6301) 315 a 560 93 140
7101) 355 a 630 100 150
8001) 400 a 710 113 170
9001) 450 a 800 25 25
10001) 500 a 900 146 220
1200 1) 630 a 1000 30 30
1400 1) 710 a 1200 16645 45
250
1600 1) 800 a 1400 183 275
1) Valores no cubiertos por norma DIN 16963.
d1 d2 L1 L2 Z1 Z2mm mm mm mm mm mm
63 32 a 50
75 40 a 6360
90 50 a 75
110 63 a 90 10 10 20
125 63 a 110
140 75 a 125 100
160 90 a 140
180 90 a 160
200 110 a 180
225 125 a 200 105
250 125 a 225 15 15 30
280 140 a 250
315 160 a 280125
355 180 a 315
4001) 200 a 355
4501) 225 a 400130
5001) 250 a 45020 20 40
5601) 280 a 500
6301) 315 a 560 140
7101) 355 a 630 150
8001) 400 a 710 170
9001) 450 a 800195
25 25 50
10001) 500 a 900
12001) 630 a 1000 220 30 30 60
14001) 710 a 1200 250 35 35 70
16001) 800 a 1400 300 45 45 90
1) Valores no cubiertos por norma DIN 16963.
86
1717
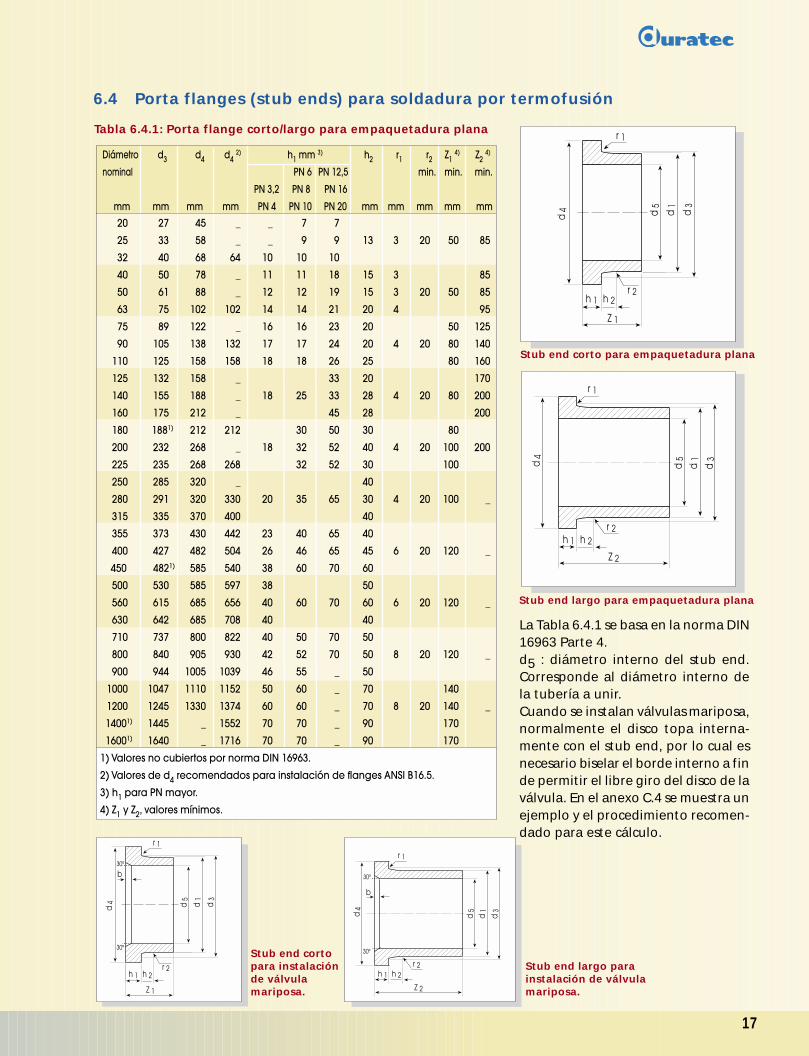
Tabla 6.4.1: Porta flange corto/largo para empaquetadura plana
La Tabla 6.4.1 se basa en la norma DIN16963 Parte 4.d5 : diámetro interno del stub end.Corresponde al diámetro interno dela tubería a unir.Cuando se instalan válvulas mariposa,normalmente el disco topa interna-mente con el stub end, por lo cual esnecesario biselar el borde interno a finde permitir el libre giro del disco de laválvula. En el anexo C.4 se muestra unejemplo y el procedimiento recomen-dado para este cálculo.
6.4 Porta flanges (stub ends) para soldadura por termofusión
r 2h 1 h 2
Z 1
r 1
d 1
d 3
d 5
d 4
30º
30º
b
r 1
r 2h 2h 1
Z 2
d 1
d 3
d 5d 4
30º
b
30º
r 2h 1 h 2
Z 1
r 1
d 1
d 3
d 5
d 4
Stub end corto para empaquetadura plana
Stub end largo para empaquetadura plana
r 1
r 2h 2h 1
Z 2
d 1
d 3
d 5d 4
Stub end cortopara instalaciónde válvulamariposa.
Stub end largo parainstalación de válvulamariposa.
18
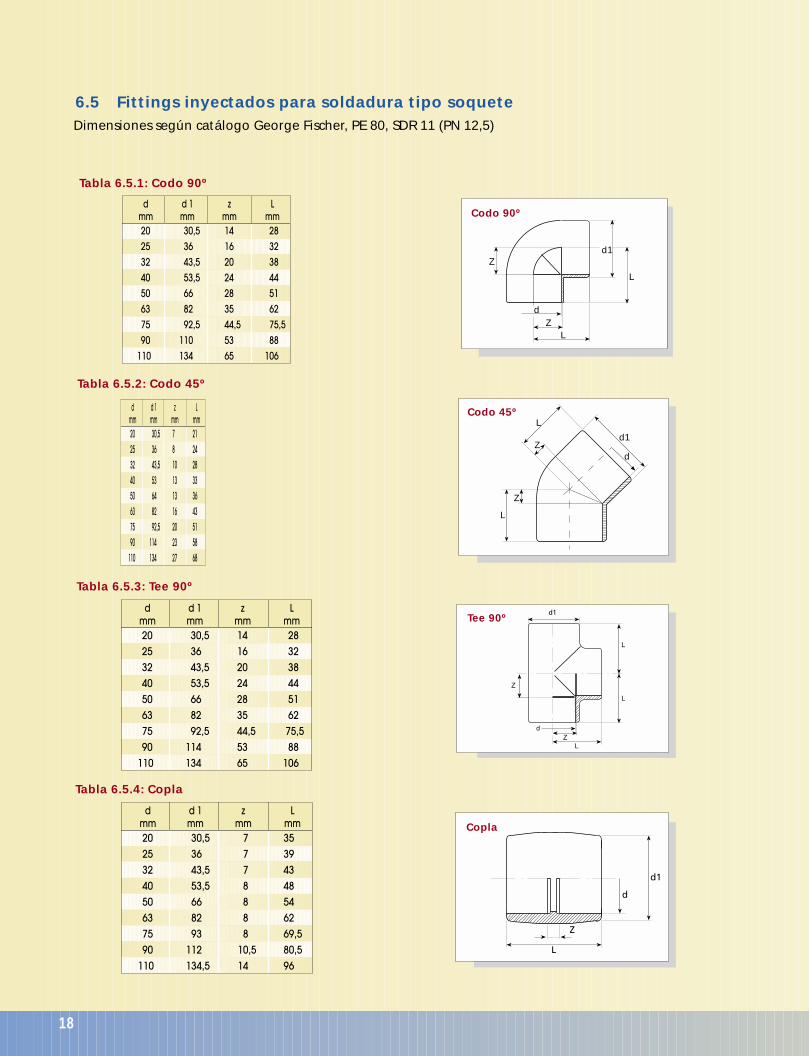
6.5 Fittings inyectados para soldadura tipo soqueteDimensiones según catálogo George Fischer, PE 80, SDR 11 (PN 12,5)
Copla
Tabla 6.5.4: Copla
Tee 90º
Tabla 6.5.3: Tee 90º
Codo 45º
Tabla 6.5.2: Codo 45º
d1
L
Zd
L
Z
Tabla 6.5.1: Codo 90º
Codo 90º
Zd1
dZ
L
L
1919
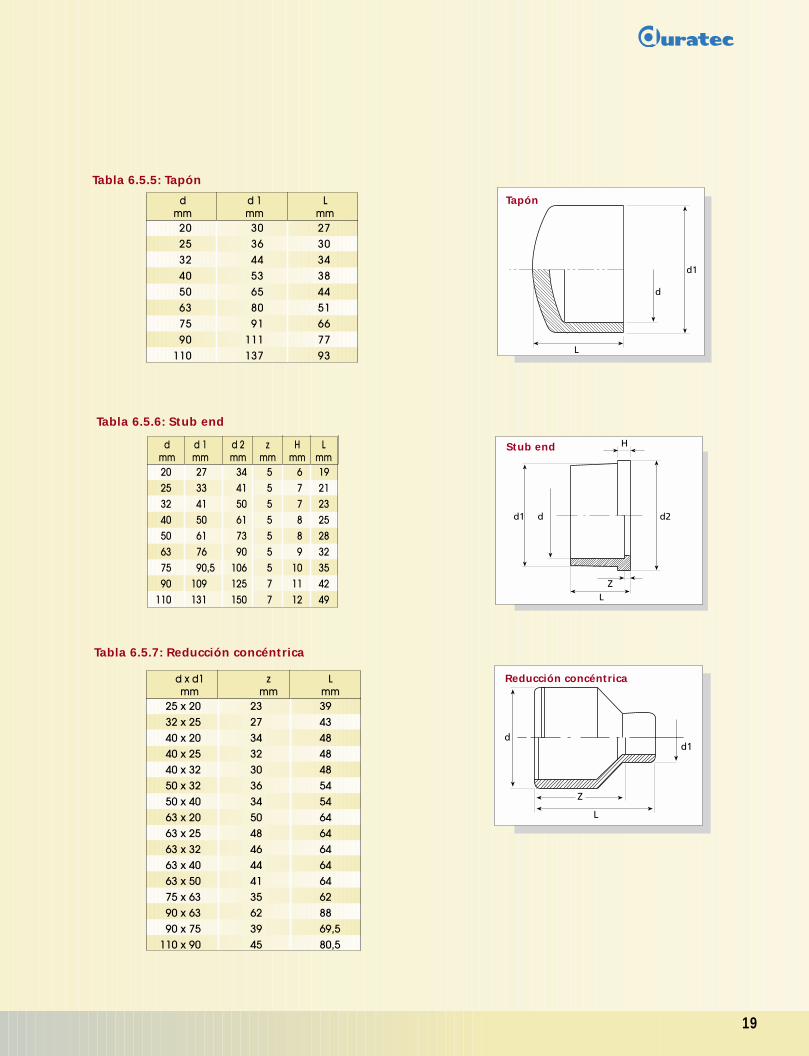
Tapón
Tabla 6.5.5: Tapón
Tabla 6.5.6: Stub end
Tabla 6.5.7: Reducción concéntrica
Stub end
Reducción concéntrica
20
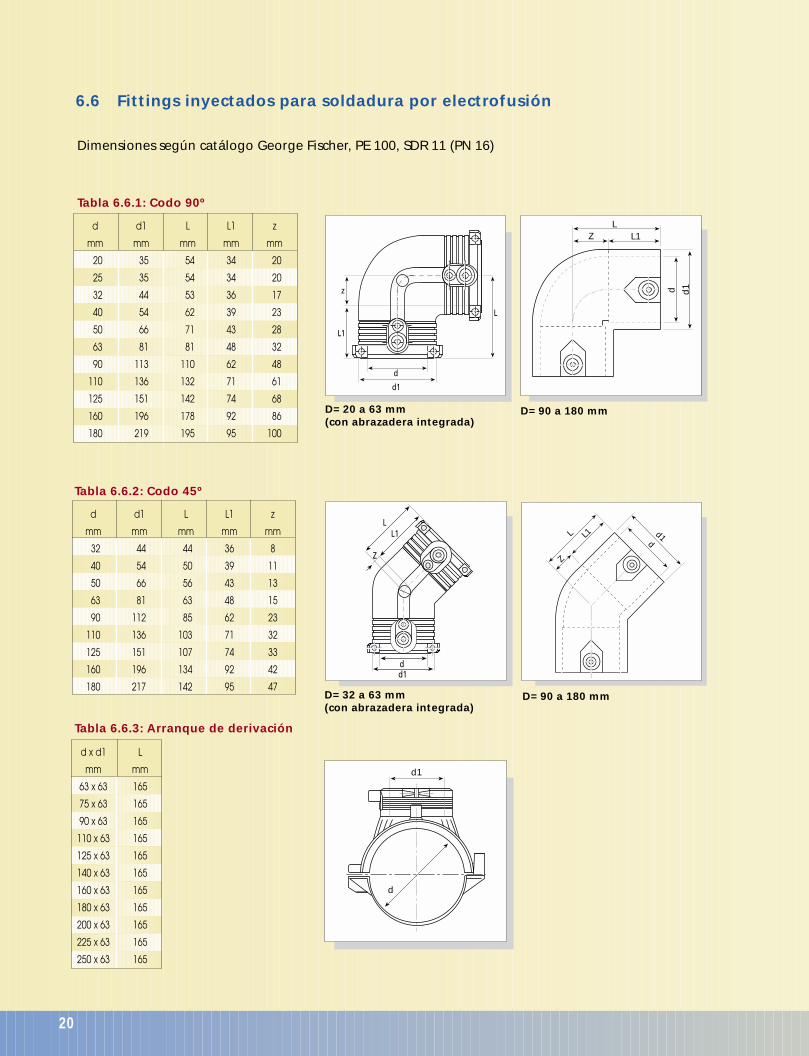
6.6 Fittings inyectados para soldadura por electrofusión
Dimensiones según catálogo George Fischer, PE 100, SDR 11 (PN 16)
Tabla 6.6.1: Codo 90º
Tabla 6.6.2: Codo 45º
Tabla 6.6.3: Arranque de derivación
d d1 L L1 z
mm mm mm mm mm
20 35 54 34 20
25 35 54 34 20
32 44 53 36 17
40 54 62 39 23
50 66 71 43 28
63 81 81 48 32
90 113 110 62 48
110 136 132 71 61
125 151 142 74 68
160 196 178 92 86
180 219 195 95 100
d d1 L L1 z
mm mm mm mm mm
32 44 44 36 8
40 54 50 39 11
50 66 56 43 13
63 81 63 48 15
90 112 85 62 23
110 136 103 71 32
125 151 107 74 33
160 196 134 92 42
180 217 142 95 47
d1d
L1L
Z
D= 90 a 180 mmD= 20 a 63 mm(con abrazadera integrada)
D= 90 a 180 mmD= 32 a 63 mm(con abrazadera integrada)
LL1Z
d d1
d
d1
d x d1 L
mm mm
63 x 63 165
75 x 63 165
90 x 63 165
110 x 63 165
125 x 63 165
140 x 63 165
160 x 63 165
180 x 63 165
200 x 63 165
225 x 63 165
250 x 63 165
21
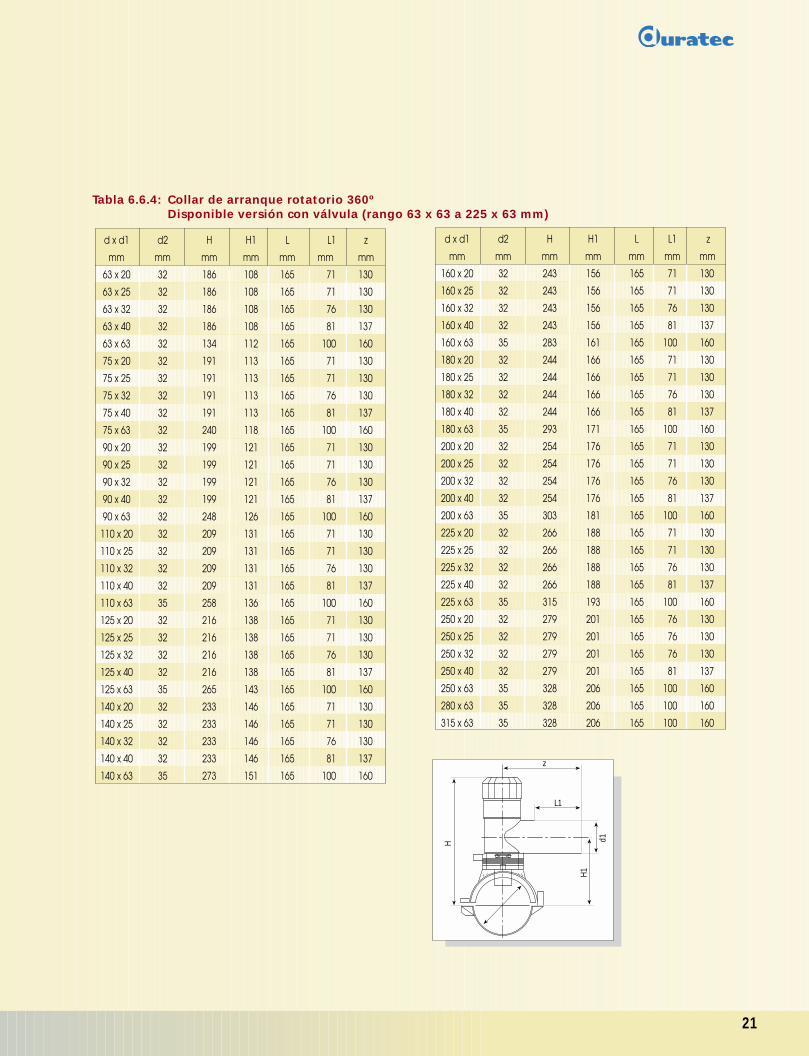
Tabla 6.6.4: Collar de arranque rotatorio 360ºDisponible versión con válvula (rango 63 x 63 a 225 x 63 mm)
H1
z
d1
L1
H
d x d1 d2 H H1 L L1 z
mm mm mm mm mm mm mm
63 x 20 32 186 108 165 71 130
63 x 25 32 186 108 165 71 130
63 x 32 32 186 108 165 76 130
63 x 40 32 186 108 165 81 137
63 x 63 32 134 112 165 100 160
75 x 20 32 191 113 165 71 130
75 x 25 32 191 113 165 71 130
75 x 32 32 191 113 165 76 130
75 x 40 32 191 113 165 81 137
75 x 63 32 240 118 165 100 160
90 x 20 32 199 121 165 71 130
90 x 25 32 199 121 165 71 130
90 x 32 32 199 121 165 76 130
90 x 40 32 199 121 165 81 137
90 x 63 32 248 126 165 100 160
110 x 20 32 209 131 165 71 130
110 x 25 32 209 131 165 71 130
110 x 32 32 209 131 165 76 130
110 x 40 32 209 131 165 81 137
110 x 63 35 258 136 165 100 160
125 x 20 32 216 138 165 71 130
125 x 25 32 216 138 165 71 130
125 x 32 32 216 138 165 76 130
125 x 40 32 216 138 165 81 137
125 x 63 35 265 143 165 100 160
140 x 20 32 233 146 165 71 130
140 x 25 32 233 146 165 71 130
140 x 32 32 233 146 165 76 130
140 x 40 32 233 146 165 81 137
140 x 63 35 273 151 165 100 160
d x d1 d2 H H1 L L1 z
mm mm mm mm mm mm mm
160 x 20 32 243 156 165 71 130
160 x 25 32 243 156 165 71 130
160 x 32 32 243 156 165 76 130
160 x 40 32 243 156 165 81 137
160 x 63 35 283 161 165 100 160
180 x 20 32 244 166 165 71 130
180 x 25 32 244 166 165 71 130
180 x 32 32 244 166 165 76 130
180 x 40 32 244 166 165 81 137
180 x 63 35 293 171 165 100 160
200 x 20 32 254 176 165 71 130
200 x 25 32 254 176 165 71 130
200 x 32 32 254 176 165 76 130
200 x 40 32 254 176 165 81 137
200 x 63 35 303 181 165 100 160
225 x 20 32 266 188 165 71 130
225 x 25 32 266 188 165 71 130
225 x 32 32 266 188 165 76 130
225 x 40 32 266 188 165 81 137
225 x 63 35 315 193 165 100 160
250 x 20 32 279 201 165 76 130
250 x 25 32 279 201 165 76 130
250 x 32 32 279 201 165 76 130
250 x 40 32 279 201 165 81 137
250 x 63 35 328 206 165 100 160
280 x 63 35 328 206 165 100 160
315 x 63 35 328 206 165 100 160
22
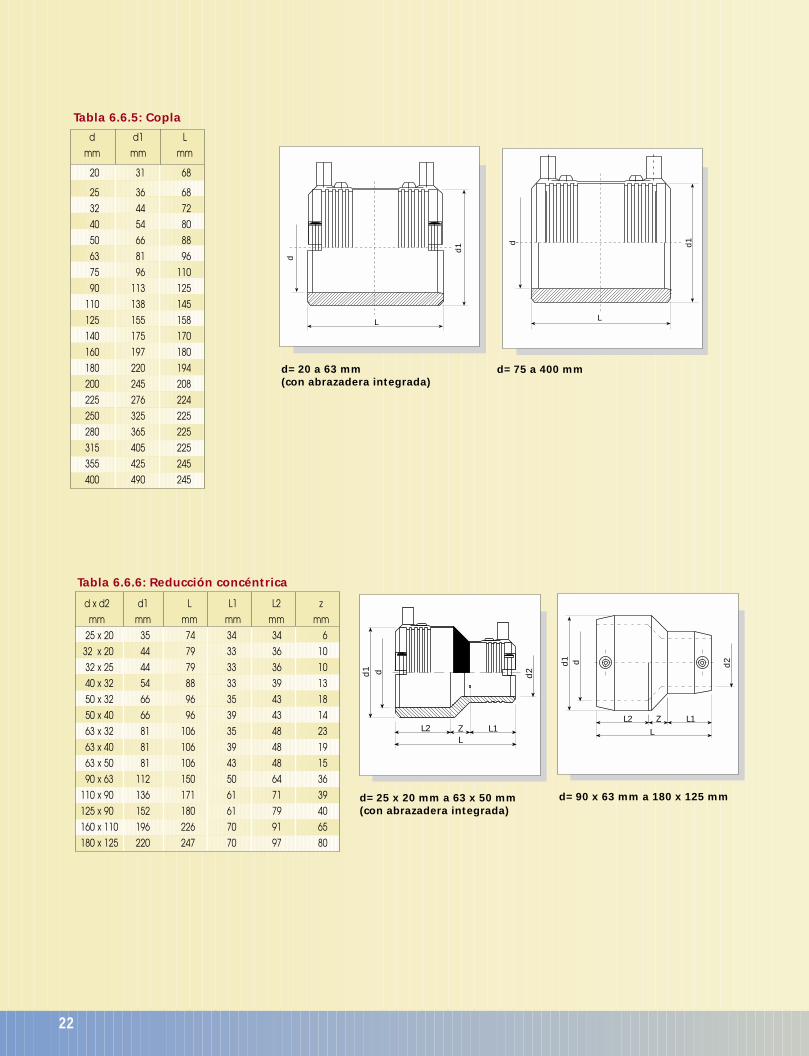
Tabla 6.6.5: Copla
Tabla 6.6.6: Reducción concéntrica
d x d2 d1 L L1 L2 z
mm mm mm mm mm mm
25 x 20 35 74 34 34 6
32 x 20 44 79 33 36 10
32 x 25 44 79 33 36 10
40 x 32 54 88 33 39 13
50 x 32 66 96 35 43 18
50 x 40 66 96 39 43 14
63 x 32 81 106 35 48 23
63 x 40 81 106 39 48 19
63 x 50 81 106 43 48 15
90 x 63 112 150 50 64 36
110 x 90 136 171 61 71 39
125 x 90 152 180 61 79 40
160 x 110 196 226 70 91 65
180 x 125 220 247 70 97 80
dd1
d2
L2 L1
L
Z
d= 25 x 20 mm a 63 x 50 mm(con abrazadera integrada)
dd1
d2
L2 L1LZ
d= 90 x 63 mm a 180 x 125 mm
d d1 L
mm mm mm
20 31 68
25 36 68
32 44 72
40 54 80
50 66 88
63 81 96
75 96 110
90 113 125
110 138 145
125 155 158
140 175 170
160 197 180
180 220 194
200 245 208
225 276 224
250 325 225
280 365 225
315 405 225
355 425 245
400 490 245
d
L
d1 d
L
d1
d= 20 a 63 mm(con abrazadera integrada)
d= 75 a 400 mm
23
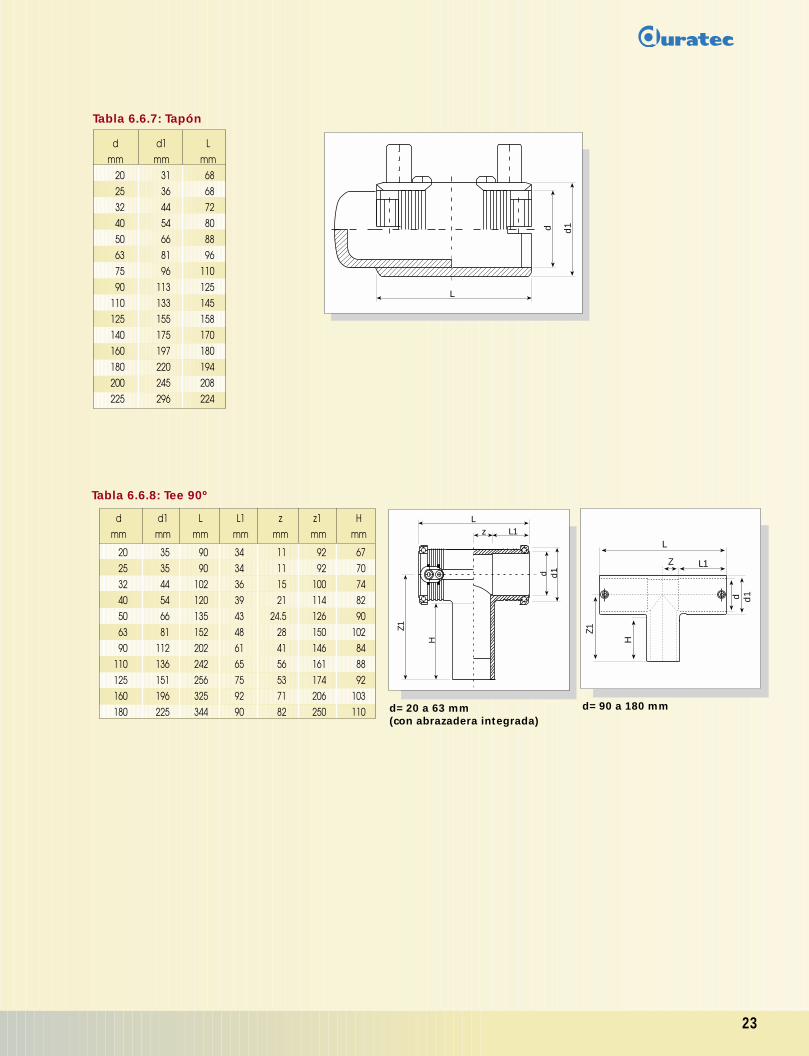
Tabla 6.6.7: Tapón
Tabla 6.6.8: Tee 90º
20 35 90 34 11 92 67
25 35 90 34 11 92 70
32 44 102 36 15 100 74
40 54 120 39 21 114 82
50 66 135 43 24.5 126 90
63 81 152 48 28 150 102
90 112 202 61 41 146 84
110 136 242 65 56 161 88
125 151 256 75 53 174 92
160 196 325 92 71 206 103
180 225 344 90 82 250 110
d d1 L L1 z z1 H
mm mm mm mm mm mm mm
d d1 L
mm mm mm
20 31 68
25 36 68
32 44 72
40 54 80
50 66 88
63 81 96
75 96 110
90 113 125
110 133 145
125 155 158
140 175 170
160 197 180
180 220 194
200 245 208
225 296 224
Z1
H
Z L1
L
d1d
d= 20 a 63 mm(con abrazadera integrada)
d d1
LL1z
H
Z1
d= 90 a 180 mm
d1d
L
24
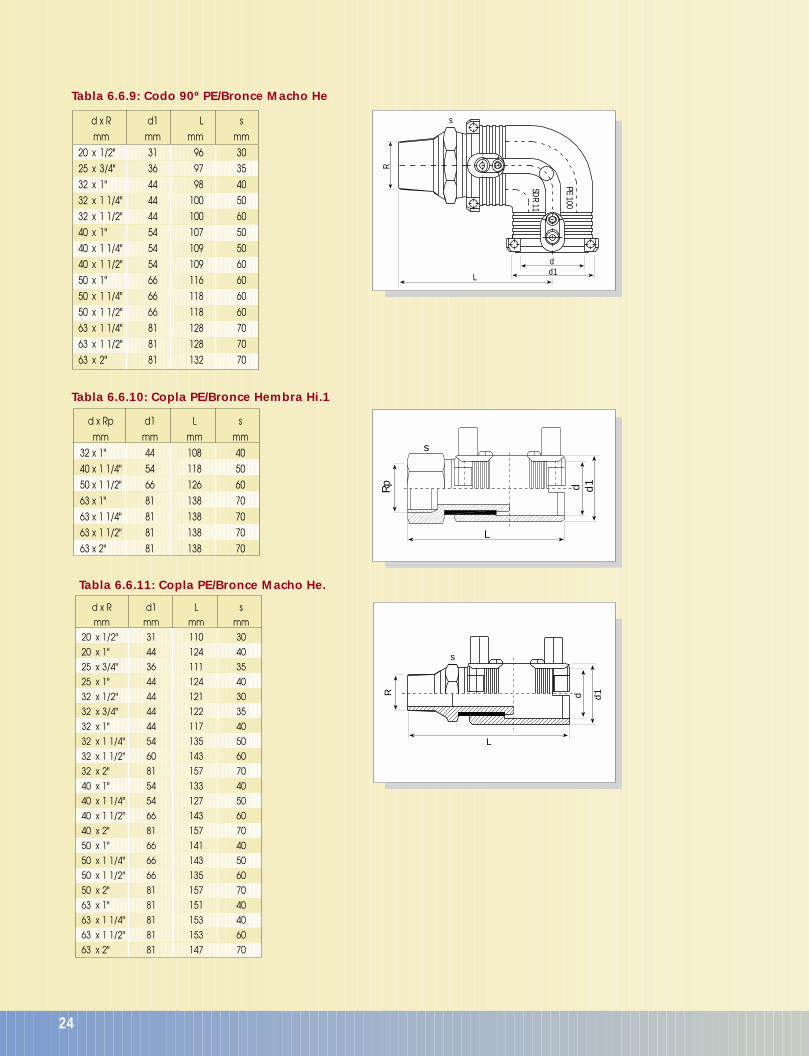
Tabla 6.6.11: Copla PE/Bronce Macho He.
Tabla 6.6.10: Copla PE/Bronce Hembra Hi.1
d x R d1 L s
mm mm mm mm
20 x 1/2" 31 110 30
20 x 1" 44 124 40
25 x 3/4" 36 111 35
25 x 1" 44 124 40
32 x 1/2" 44 121 30
32 x 3/4" 44 122 35
32 x 1" 44 117 40
32 x 1 1/4" 54 135 50
32 x 1 1/2" 60 143 60
32 x 2" 81 157 70
40 x 1" 54 133 40
40 x 1 1/4" 54 127 50
40 x 1 1/2" 66 143 60
40 x 2" 81 157 70
50 x 1" 66 141 40
50 x 1 1/4" 66 143 50
50 x 1 1/2" 66 135 60
50 x 2" 81 157 70
63 x 1" 81 151 40
63 x 1 1/4" 81 153 40
63 x 1 1/2" 81 153 60
63 x 2" 81 147 70
d x Rp d1 L s
mm mm mm mm
32 x 1" 44 108 40
40 x 1 1/4" 54 118 50
50 x 1 1/2" 66 126 60
63 x 1" 81 138 70
63 x 1 1/4" 81 138 70
63 x 1 1/2" 81 138 70
63 x 2" 81 138 70
Tabla 6.6.9: Codo 90º PE/Bronce Macho He
d x R d1 L s
mm mm mm mm
20 x 1/2" 31 96 30
25 x 3/4" 36 97 35
32 x 1" 44 98 40
32 x 1 1/4" 44 100 50
32 x 1 1/2" 44 100 60
40 x 1" 54 107 50
40 x 1 1/4" 54 109 50
40 x 1 1/2" 54 109 60
50 x 1" 66 116 60
50 x 1 1/4" 66 118 60
50 x 1 1/2" 66 118 60
63 x 1 1/4" 81 128 70
63 x 1 1/2" 81 128 70
63 x 2" 81 132 70
R
PE 100
SDR 11L
dd1
s
d d1
L
Rp
s
R d1d
s
L
25
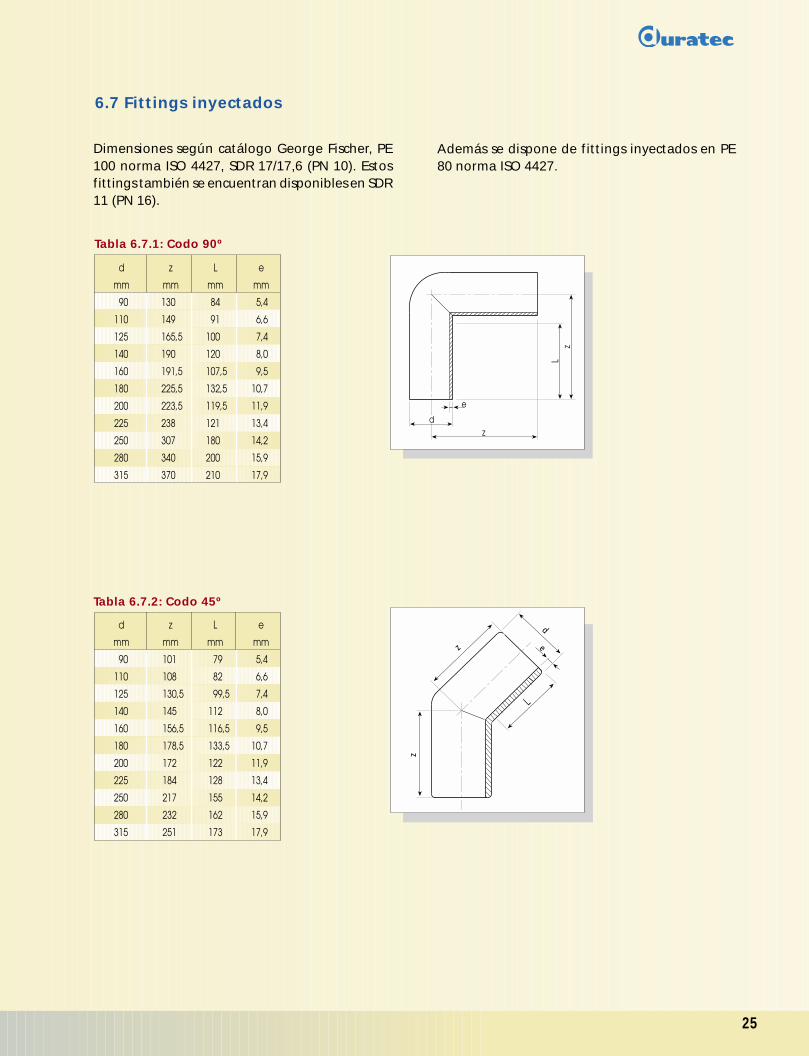
6.7 Fittings inyectados
Dimensiones según catálogo George Fischer, PE100 norma ISO 4427, SDR 17/17,6 (PN 10). Estosfittings también se encuentran disponibles en SDR11 (PN 16).
Tabla 6.7.2: Codo 45º
d z L e
mm mm mm mm
90 101 79 5,4
110 108 82 6,6
125 130,5 99,5 7,4
140 145 112 8,0
160 156,5 116,5 9,5
180 178,5 133,5 10,7
200 172 122 11,9
225 184 128 13,4
250 217 155 14,2
280 232 162 15,9
315 251 173 17,9
Tabla 6.7.1: Codo 90º
d z L e
mm mm mm mm
90 130 84 5,4
110 149 91 6,6
125 165,5 100 7,4
140 190 120 8,0
160 191,5 107,5 9,5
180 225,5 132,5 10,7
200 223,5 119,5 11,9
225 238 121 13,4
250 307 180 14,2
280 340 200 15,9
315 370 210 17,9
Además se dispone de fittings inyectados en PE80 norma ISO 4427.
26
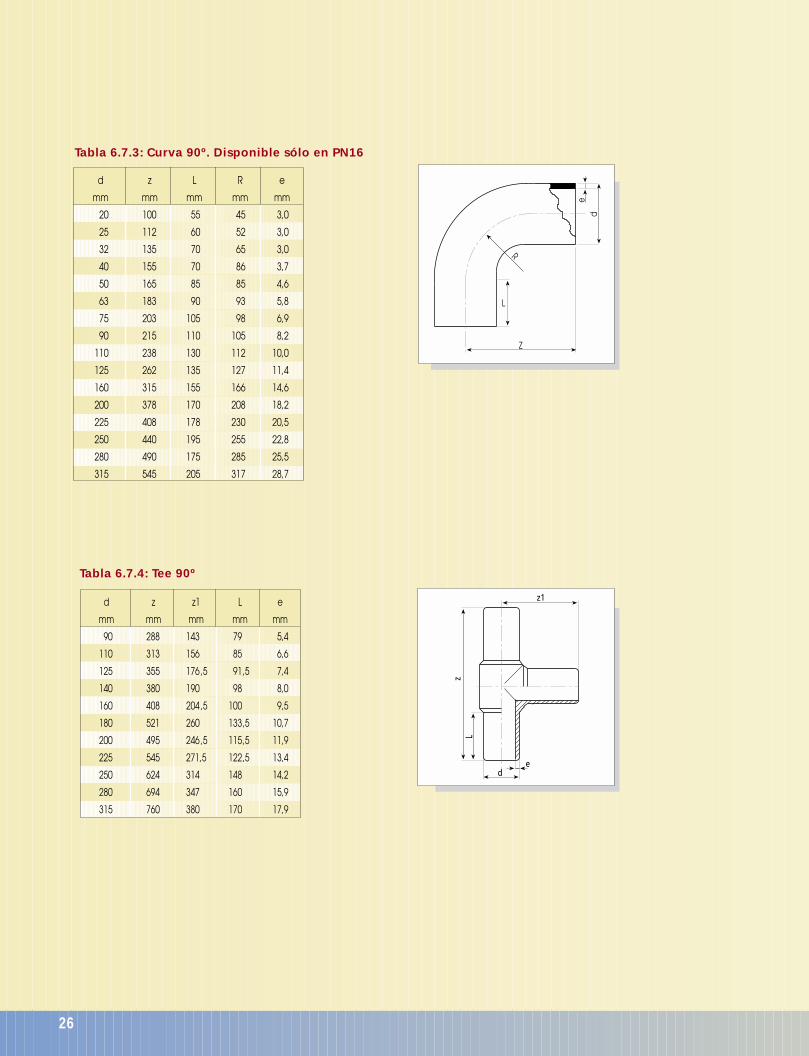
Tabla 6.7.4: Tee 90º
d z z1 L e
mm mm mm mm mm
90 288 143 79 5,4
110 313 156 85 6,6
125 355 176 ,5 91,5 7,4
140 380 190 98 8,0
160 408 204 ,5 100 9,5
180 521 260 133,5 10,7
200 495 246 ,5 115,5 11,9
225 545 271,5 122,5 13,4
250 624 314 148 14,2
280 694 347 160 15,9
315 760 380 170 17,9
Tabla 6.7.3: Curva 90º. Disponible sólo en PN16
d z L R e
mm mm mm mm mm
20 100 55 45 3,0
25 112 60 52 3,0
32 135 70 65 3,0
40 155 70 86 3,7
50 165 85 85 4,6
63 183 90 93 5,8
75 203 105 98 6,9
90 215 110 105 8,2
110 238 130 112 10,0
125 262 135 127 11,4
160 315 155 166 14,6
200 378 170 208 18,2
225 408 178 230 20,5
250 440 195 255 22,8
280 490 175 285 25,5
315 545 205 317 28,7
27
d z L e
mm mm mm mm
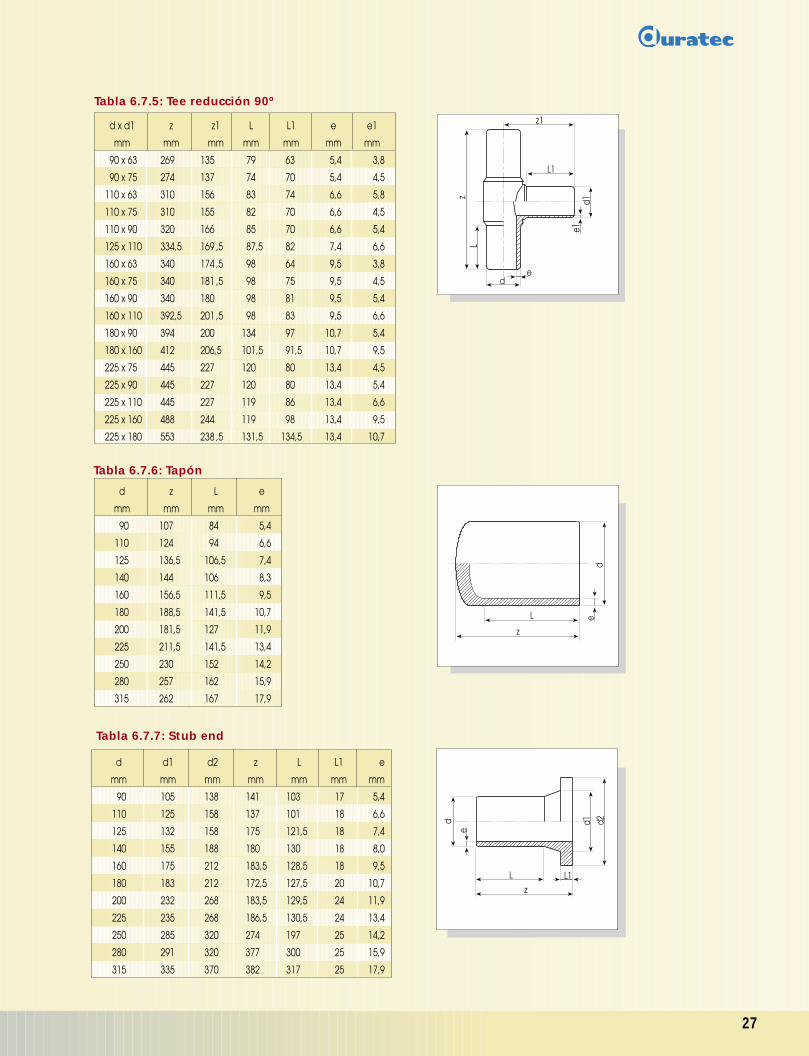
90 107 84 5,4
110 124 94 6,6
125 136,5 106,5 7,4
140 144 106 8,3
160 156,5 111,5 9,5
180 188,5 141,5 10,7
200 181,5 127 11,9
225 211,5 141,5 13,4
250 230 152 14,2
280 257 162 15,9
315 262 167 17,9
Tabla 6.7.6: Tapón
Tabla 6.7.5: Tee reducción 90º
Tabla 6.7.7: Stub end
d x d1 z z1 L L1 e e1
mm mm mm mm mm mm mm
90 x 63 269 135 79 63 5,4 3,8
90 x 75 274 137 74 70 5,4 4,5
110 x 63 310 156 83 74 6,6 5,8
110 x 75 310 155 82 70 6,6 4,5
110 x 90 320 166 85 70 6,6 5,4
125 x 110 334,5 169 ,5 87,5 82 7,4 6,6
160 x 63 340 174 ,5 98 64 9,5 3,8
160 x 75 340 181 ,5 98 75 9,5 4,5
160 x 90 340 180 98 81 9,5 5,4
160 x 110 392,5 201 ,5 98 83 9,5 6,6
180 x 90 394 200 134 97 10,7 5,4
180 x 160 412 206,5 101,5 91,5 10,7 9,5
225 x 75 445 227 120 80 13,4 4,5
225 x 90 445 227 120 80 13,4 5,4
225 x 110 445 227 119 86 13,4 6,6
225 x 160 488 244 119 98 13,4 9,5
225 x 180 553 238 ,5 131,5 134,5 13,4 10,7
d d1 d2 z L L1 e
mm mm mm mm mm mm mm
90 105 138 141 103 17 5,4
110 125 158 137 101 18 6,6
125 132 158 175 121,5 18 7,4
140 155 188 180 130 18 8,0
160 175 212 183,5 128,5 18 9,5
180 183 212 172,5 127,5 20 10,7
200 232 268 183,5 129,5 24 11,9
225 235 268 186,5 130,5 24 13,4
250 285 320 274 197 25 14,2
280 291 320 377 300 25 15,9
315 335 370 382 317 25 17,9
28
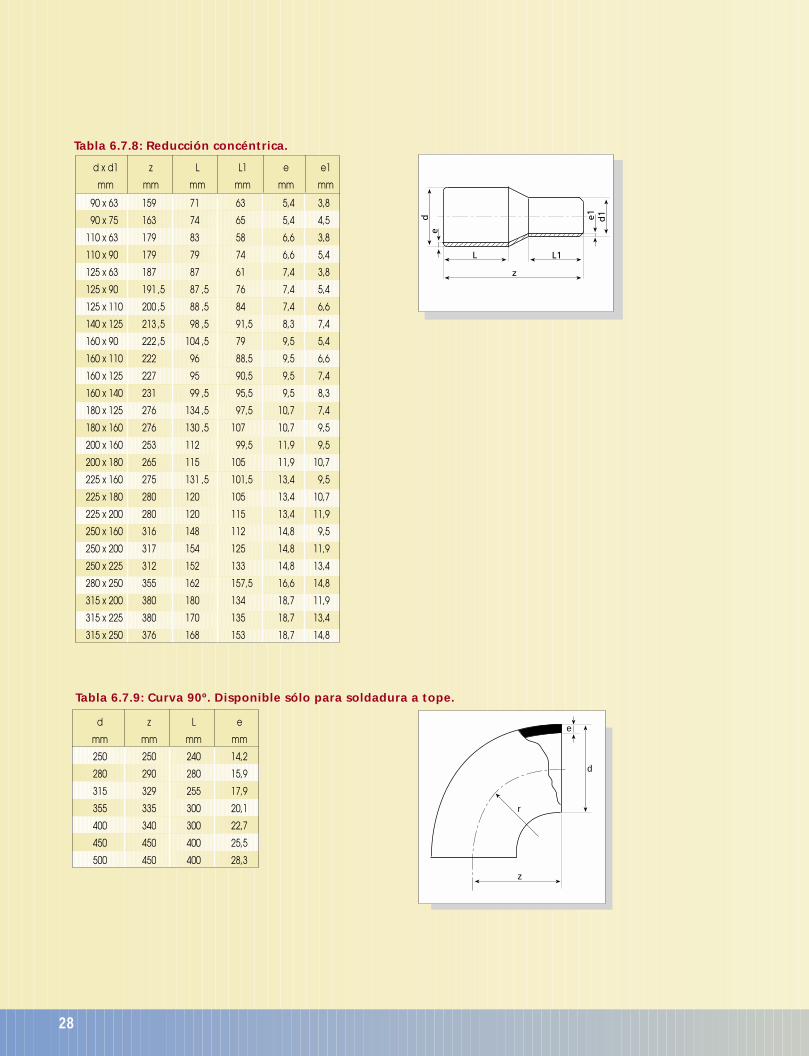
Tabla 6.7.9: Curva 90º. Disponible sólo para soldadura a tope.
d z L e
mm mm mm mm
250 250 240 14,2
280 290 280 15,9
315 329 255 17,9
355 335 300 20,1
400 340 300 22,7
450 450 400 25,5
500 450 400 28,3
Tabla 6.7.8: Reducción concéntrica.
r
e
z
d
90 x 63 159 71 63 5,4 3,8
90 x 75 163 74 65 5,4 4,5
110 x 63 179 83 58 6,6 3,8
110 x 90 179 79 74 6,6 5,4
125 x 63 187 87 61 7,4 3,8
125 x 90 191 ,5 87 ,5 76 7,4 5,4
125 x 110 200 ,5 88 ,5 84 7,4 6,6
140 x 125 213 ,5 98 ,5 91,5 8,3 7,4
160 x 90 222 ,5 104 ,5 79 9,5 5,4
160 x 110 222 96 88,5 9,5 6,6
160 x 125 227 95 90,5 9,5 7,4
160 x 140 231 99 ,5 95,5 9,5 8,3
180 x 125 276 134 ,5 97,5 10,7 7,4
180 x 160 276 130 ,5 107 10,7 9,5
200 x 160 253 112 99,5 11,9 9,5
200 x 180 265 115 105 11,9 10,7
225 x 160 275 131 ,5 101,5 13,4 9,5
225 x 180 280 120 105 13,4 10,7
225 x 200 280 120 115 13,4 11,9
250 x 160 316 148 112 14,8 9,5
250 x 200 317 154 125 14,8 11,9
250 x 225 312 152 133 14,8 13,4
280 x 250 355 162 157,5 16,6 14,8
315 x 200 380 180 134 18,7 11,9
315 x 225 380 170 135 18,7 13,4
315 x 250 376 168 153 18,7 14,8
d x d1 z L L1 e e1
mm mm mm mm mm mm
29
6.8 Flanges
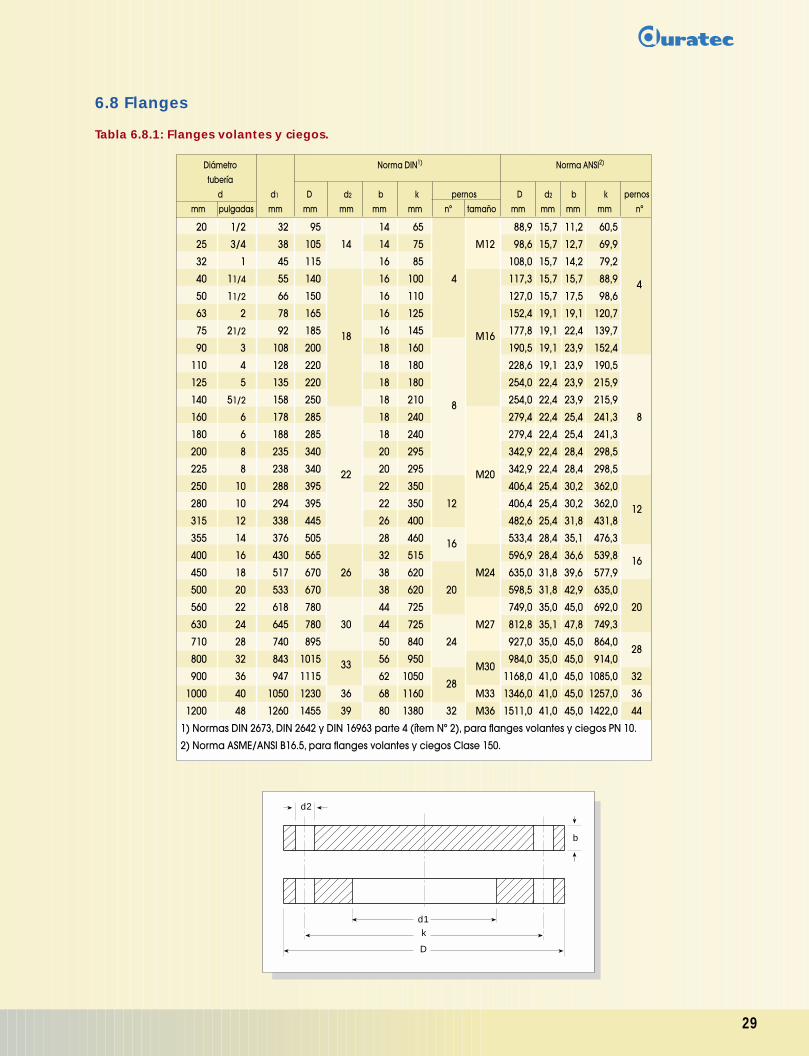
Tabla 6.8.1: Flanges volantes y ciegos.
d1k
D
d2
b
Diámetro Norma DIN1) Norma ANSI2)
tubería
d d1 D d2 b k pernos D d2 b k pernos
mm pulgadas mm mm mm mm mm nº tamaño mm mm mm mm nº
20 1/2 32 95 14 65 88,9 15,7 11,2 60,5
25 3/4 38 105 14 14 75 M12 98,6 15,7 12,7 69,9
32 1 45 115 16 85 108,0 15,7 14,2 79,2
40 11/4 55 140 16 100 4 117,3 15,7 15,7 88,9 450 11/2 66 150 16 110 127,0 15,7 17,5 98,6
63 2 78 165 16 125 152,4 19,1 19,1 120,7
75 21/2 92 185 18 16 145 M16 177,8 19,1 22,4 139,7
90 3 108 200 18 160 190,5 19,1 23,9 152,4
110 4 128 220 18 180 228,6 19,1 23,9 190,5
125 5 135 220 18 180 254,0 22,4 23,9 215,9
140 51/2 158 250 18 210 8 254,0 22,4 23,9 215,9
160 6 178 285 18 240 279,4 22,4 25,4 241,3 8
180 6 188 285 18 240 279,4 22,4 25,4 241,3
200 8 235 340 20 295 342,9 22,4 28,4 298,5
225 8 238 340 22 20 295 M20 342,9 22,4 28,4 298,5
250 10 288 395 22 350 406,4 25,4 30,2 362,0
280 10 294 395 22 350 12 406,4 25,4 30,2 362,0 12315 12 338 445 26 400 482,6 25,4 31,8 431,8
355 14 376 505 28 460 16 533,4 28,4 35,1 476,3
400 16 430 565 32 515 596,9 28,4 36,6 539,8 16450 18 517 670 26 38 620 M24 635,0 31,8 39,6 577,9
500 20 533 670 38 620 20 598,5 31,8 42,9 635,0
560 22 618 780 44 725 749,0 35,0 45,0 692,0 20
630 24 645 780 30 44 725 M27 812,8 35,1 47,8 749,3
710 28 740 895 50 840 24 927,0 35,0 45,0 864,028
800 32 843 1015 33 56 950M30
984,0 35,0 45,0 914,0
900 36 947 1115 62 105028
1168,0 41,0 45,0 1085,0 32
1000 40 1050 1230 36 68 1160 M33 1346,0 41,0 45,0 1257,0 36
1200 48 1260 1455 39 80 1380 32 M36 1511,0 41,0 45,0 1422,0 44
1) Normas DIN 2673, DIN 2642 y DIN 16963 parte 4 (ítem Nº 2), para flanges volantes y ciegos PN 10.
2) Norma ASME/ANSI B16.5, para flanges volantes y ciegos Clase 150.
30
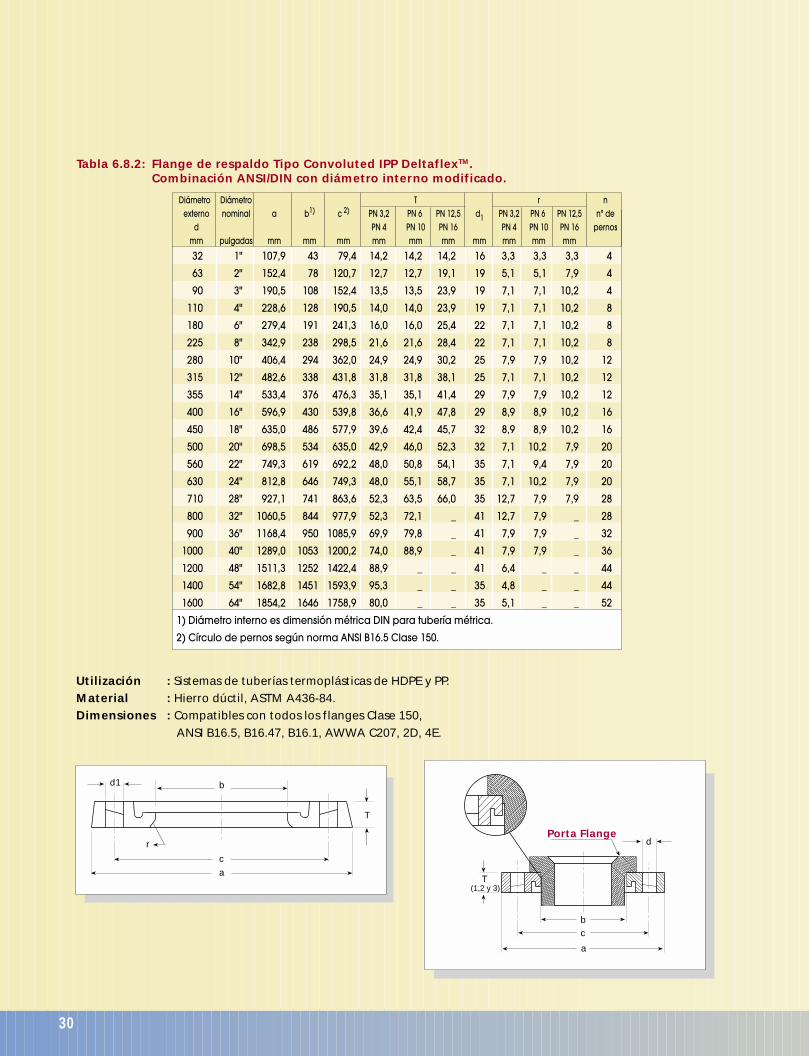
Tabla 6.8.2: Flange de respaldo Tipo Convoluted IPP DeltaflexTM.Combinación ANSI/DIN con diámetro interno modificado.
T(1,2 y 3)
bc
a
dPorta Flange
b
c
a
r
d1
T
Utilización : Sistemas de tuberías termoplásticas de HDPE y PP.Material : Hierro dúctil, ASTM A436-84.Dimensiones : Compatibles con todos los flanges Clase 150,
ANSI B16.5, B16.47, B16.1, AWWA C207, 2D, 4E.
32 1" 107,9 43 79,4 14,2 14,2 14,2 16 3,3 3,3 3,3 4
63 2" 152,4 78 120,7 12,7 12,7 19,1 19 5,1 5,1 7,9 4
90 3" 190,5 108 152,4 13,5 13,5 23,9 19 7,1 7,1 10,2 4
110 4" 228,6 128 190,5 14,0 14,0 23,9 19 7,1 7,1 10,2 8
180 6" 279,4 191 241,3 16,0 16,0 25,4 22 7,1 7,1 10,2 8
225 8" 342,9 238 298,5 21,6 21,6 28,4 22 7,1 7,1 10,2 8
280 10" 406,4 294 362,0 24,9 24,9 30,2 25 7,9 7,9 10,2 12
315 12" 482,6 338 431,8 31,8 31,8 38,1 25 7,1 7,1 10,2 12
355 14" 533,4 376 476,3 35,1 35,1 41,4 29 7,9 7,9 10,2 12
400 16" 596,9 430 539,8 36,6 41,9 47,8 29 8,9 8,9 10,2 16
450 18" 635,0 486 577,9 39,6 42,4 45,7 32 8,9 8,9 10,2 16
500 20" 698,5 534 635,0 42,9 46,0 52,3 32 7,1 10,2 7,9 20
560 22" 749,3 619 692,2 48,0 50,8 54,1 35 7,1 9,4 7,9 20
630 24" 812,8 646 749,3 48,0 55,1 58,7 35 7,1 10,2 7,9 20
710 28" 927,1 741 863,6 52,3 63,5 66,0 35 12,7 7,9 7,9 28
800 32" 1060,5 844 977,9 52,3 72,1 _ 41 12,7 7,9 _ 28
900 36" 1168,4 950 1085,9 69,9 79,8 _ 41 7,9 7,9 _ 32
1000 40" 1289,0 1053 1200,2 74,0 88,9 _ 41 7,9 7,9 _ 36
1200 48" 1511,3 1252 1422,4 88,9 _ _ 41 6,4 _ _ 44
1400 54" 1682,8 1451 1593,9 95,3 _ _ 35 4,8 _ _ 44
1600 64" 1854,2 1646 1758,9 80,0 _ _ 35 5,1 _ _ 52
1) Diámetro interno es dimensión métrica DIN para tubería métrica.
2) Círculo de pernos según norma ANSI B16.5 Clase 150.
Diámetro Diámetro T r nexterno nominal a b1) c 2) PN 3,2 PN 6 PN 12,5 d1 PN 3,2 PN 6 PN 12,5 nº de
d PN 4 PN 10 PN 16 PN 4 PN 10 PN 16 pernosmm pulgadas mm mm mm mm mm mm mm mm mm mm
31
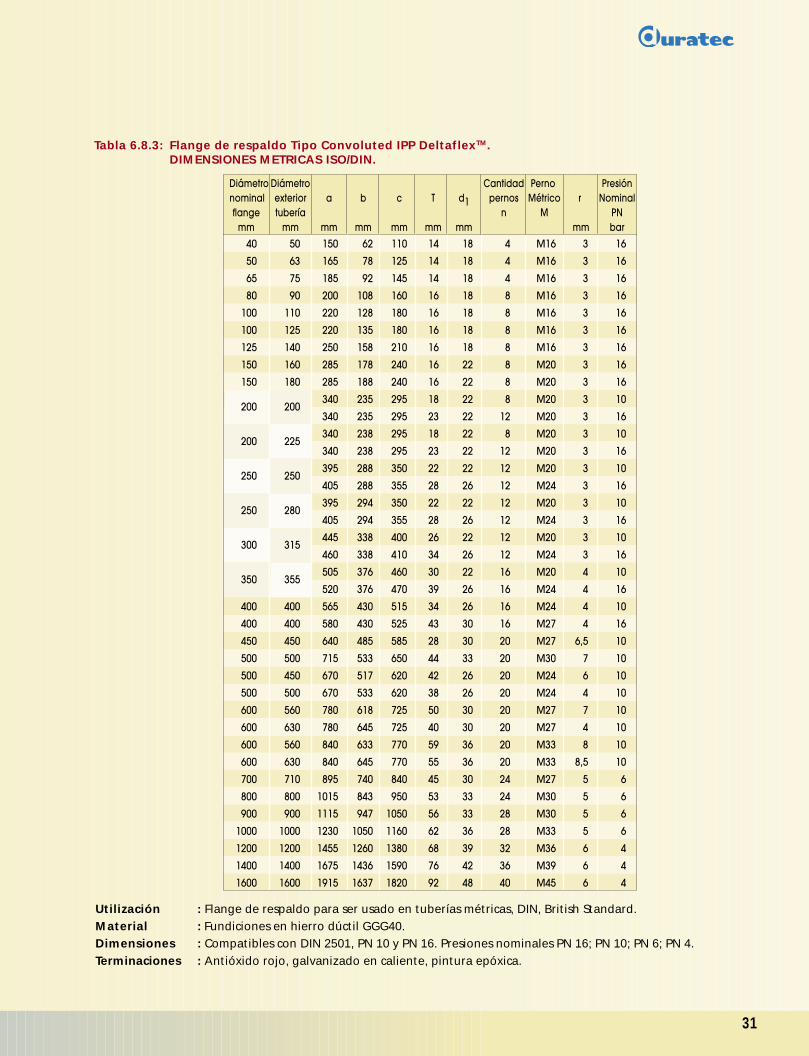
Tabla 6.8.3: Flange de respaldo Tipo Convoluted IPP DeltaflexTM.DIMENSIONES METRICAS ISO/DIN.
Diámetro Diámetro Cantidad Perno Presiónnominal exterior a b c T d1 pernos Métrico r Nominalflange tubería n M PN
mm mm mm mm mm mm mm mm bar
40 50 150 62 110 14 18 4 M16 3 16
50 63 165 78 125 14 18 4 M16 3 16
65 75 185 92 145 14 18 4 M16 3 16
80 90 200 108 160 16 18 8 M16 3 16
100 110 220 128 180 16 18 8 M16 3 16
100 125 220 135 180 16 18 8 M16 3 16
125 140 250 158 210 16 18 8 M16 3 16
150 160 285 178 240 16 22 8 M20 3 16
150 180 285 188 240 16 22 8 M20 3 16
200 200340 235 295 18 22 8 M20 3 10
340 235 295 23 22 12 M20 3 16
200 225340 238 295 18 22 8 M20 3 10
340 238 295 23 22 12 M20 3 16
250 250395 288 350 22 22 12 M20 3 10
405 288 355 28 26 12 M24 3 16
250 280395 294 350 22 22 12 M20 3 10
405 294 355 28 26 12 M24 3 16
300 315445 338 400 26 22 12 M20 3 10
460 338 410 34 26 12 M24 3 16
350 355505 376 460 30 22 16 M20 4 10
520 376 470 39 26 16 M24 4 16
400 400 565 430 515 34 26 16 M24 4 10
400 400 580 430 525 43 30 16 M27 4 16
450 450 640 485 585 28 30 20 M27 6,5 10
500 500 715 533 650 44 33 20 M30 7 10
500 450 670 517 620 42 26 20 M24 6 10
500 500 670 533 620 38 26 20 M24 4 10
600 560 780 618 725 50 30 20 M27 7 10
600 630 780 645 725 40 30 20 M27 4 10
600 560 840 633 770 59 36 20 M33 8 10
600 630 840 645 770 55 36 20 M33 8,5 10
700 710 895 740 840 45 30 24 M27 5 6
800 800 1015 843 950 53 33 24 M30 5 6
900 900 1115 947 1050 56 33 28 M30 5 6
1000 1000 1230 1050 1160 62 36 28 M33 5 6
1200 1200 1455 1260 1380 68 39 32 M36 6 4
1400 1400 1675 1436 1590 76 42 36 M39 6 4
1600 1600 1915 1637 1820 92 48 40 M45 6 4
Utilización : Flange de respaldo para ser usado en tuberías métricas, DIN, British Standard.Material : Fundiciones en hierro dúctil GGG40.Dimensiones : Compatibles con DIN 2501, PN 10 y PN 16. Presiones nominales PN 16; PN 10; PN 6; PN 4.Terminaciones : Antióxido rojo, galvanizado en caliente, pintura epóxica.

32
6.9 Uniones especiales
6.9.1 Unión roscada (Plasson o equivalente).
50 x 1 1/2’’50 x 2’’63 x 2’’75 x 2 1/2’’90 x 3’’90 x 4’’
110 x 4’’
16 x 1/2’’16 x 3/4’20 x 1/2’20 x 3/4’’20 x 1’’25 x 3/4’’25 x 1’’32 x 3/4’’32 x 1’’32 x 1 1/4’’40 x 1’’40 x 1 1/4’’40 x 1 1/2’’50 x 1 1/4’’50 x 1 1/2’’50 x 2’’
16 x 3/8’’16 x 1/2’’16 x 3/4’’20 x 1/2’’20 x 3/4’’20 x 1’’25 x 1/2’’25 x 3/4’’25 x 1’’32 x 3/4’’32 x 1’’32 x 1 1/4’’32 x 1 1/2
40 x 1’’40 x 1 1/4’’40 x 1 1/2’’40 x 2’’
16 x 1/2’’20 x 1/2’’20 x 3/4’’25 x 3/4’’25 x 1’’32 x 3/4’’32 x 1’’32 x 1 1/4’’40 x 1’’40 x 1 1/4’’40 x 1 1/2’’40 x 2’’
20 x 1/2’’20 x 3/4’’25 x 1/2’’25 x 3/4’’25 x 1’’32 x 1’’40 x 1’’40 x 1 1/4’’40 x 1 1/2’’50 x 1’’50 x 1 1/4’’50 x 1 1/2’’
63 x 1 1/4’’63 x 1 1/2’’63 x 2’’75 x 2’’75 x 2 1/2’’90 x 2’’90 x 3’’90 x 4’’
110 x 3’’110 x 4’’
50 x 1’’50 x 1 1/4’’50 x 1 1/2’’50 x 2’’63 x 1 1/4’’63 x 1 1/2’’63 x 2’’63 x 2 1/2’’75 x 2’’75 x 2 1/2’’75 x 3’’90 x 2’’90 x 2 1/2’’90 x 3’’90 x 4’’
110 x 2’’110 x 3’’110 x 4’’
50 x 150 x 1 1/4’’50 x 1 1/2’’50 x 2’’63 x 1 1/4’’63 x 1 1/2’’63 x 2’’75 x 2’’75 x 2 1/2’’75 x 3’’
63 x 1 1/4’’63 x 1 1/2’’63 x 2’’75 x 2 1/2’’75 x 3’’90 x 3’’
110 x 4’’
7220 Adaptador Flange 7030 Adaptador Hembra Hi 7020 Adaptador Macho He 7050 Codo 90º
7010 Copla
16 x 1620 x 2025 x 2532 x 3240 x 4050 x 5063 x 6375 x 7590 x 90
110 x 110
7850 Codo 90º Macho He7150 Codo 90º Hembra Hi7460 Codo 45º
40 x 4050 x 5063 x 6375 x 7590 x 90
110 x 110
16 x 1620 x 2025 x 2532 x 3240 x 4050 x 5063 x 6375 x 7590 x 90
110 x 110
33
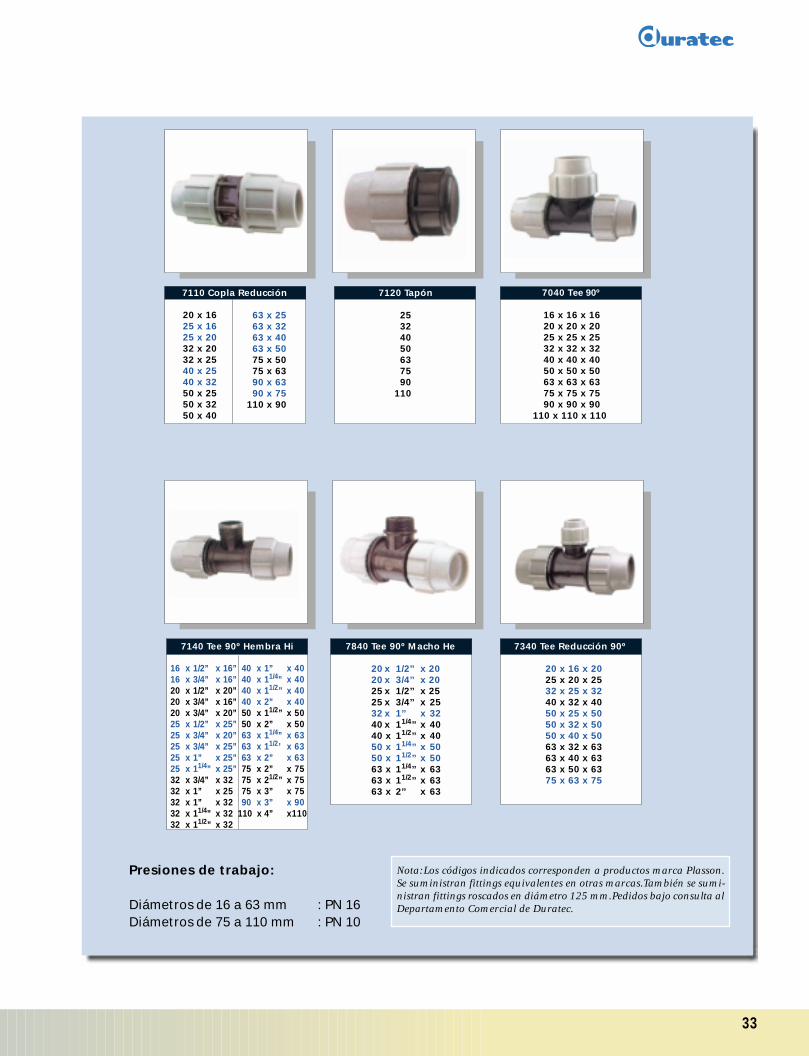
Presiones de trabajo:
Diámetros de 16 a 63 mm : PN 16Diámetros de 75 a 110 mm : PN 10
7110 Copla Reducción 7120 Tapón
25324050637590
110
7040 Tee 90º
16 x 16 x 1620 x 20 x 2025 x 25 x 2532 x 32 x 3240 x 40 x 4050 x 50 x 5063 x 63 x 6375 x 75 x 7590 x 90 x 90
110 x 110 x 110
20 x 1625 x 1625 x 2032 x 2032 x 2540 x 2540 x 3250 x 2550 x 3250 x 40
63 x 2563 x 3263 x 4063 x 5075 x 5075 x 6390 x 6390 x 75
110 x 90
Nota: Los códigos indicados corresponden a productos marca Plasson.Se suministran fittings equivalentes en otras marcas. También se sumi-nistran fittings roscados en diámetro 125 mm. Pedidos bajo consulta alDepartamento Comercial de Duratec.
7840 Tee 90º Macho He
20 x 1/2’’ x 2020 x 3/4’’ x 2025 x 1/2’’ x 2525 x 3/4’’ x 2532 x 1’’ x 3240 x 11/4’’ x 4040 x 11/2’’ x 4050 x 11/4’’ x 5050 x 11/2’’ x 5063 x 11/4’’ x 6363 x 11/2’’ x 6363 x 2’’ x 63
7340 Tee Reducción 90º
20 x 16 x 2025 x 20 x 2532 x 25 x 3240 x 32 x 4050 x 25 x 5050 x 32 x 5050 x 40 x 5063 x 32 x 6363 x 40 x 6363 x 50 x 6375 x 63 x 75
7140 Tee 90º Hembra Hi
16 x 1/2’’ x 16’’16 x 3/4’’ x 16’’20 x 1/2’’ x 20’’20 x 3/4’’ x 16’’20 x 3/4’’ x 20’’25 x 1/2’’ x 25’’25 x 3/4’’ x 20’’25 x 3/4’’ x 25’’25 x 1’’ x 25’’25 x 11/4’’ x 25’’32 x 3/4’’ x 3232 x 1’’ x 2532 x 1’’ x 3232 x 11/4’’ x 3232 x 11/2’’ x 32
40 x 1’’ x 4040 x 11/4’’ x 4040 x 11/2’’ x 4040 x 2’’ x 4050 x 11/2’’ x 5050 x 2’’ x 5063 x 11/4’’ x 6363 x 11/2’ x 6363 x 2’’ x 6375 x 2’’ x 7575 x 21/2’’ x 7575 x 3’’ x 7590 x 3’’ x 90
110 x 4’’ x110
34
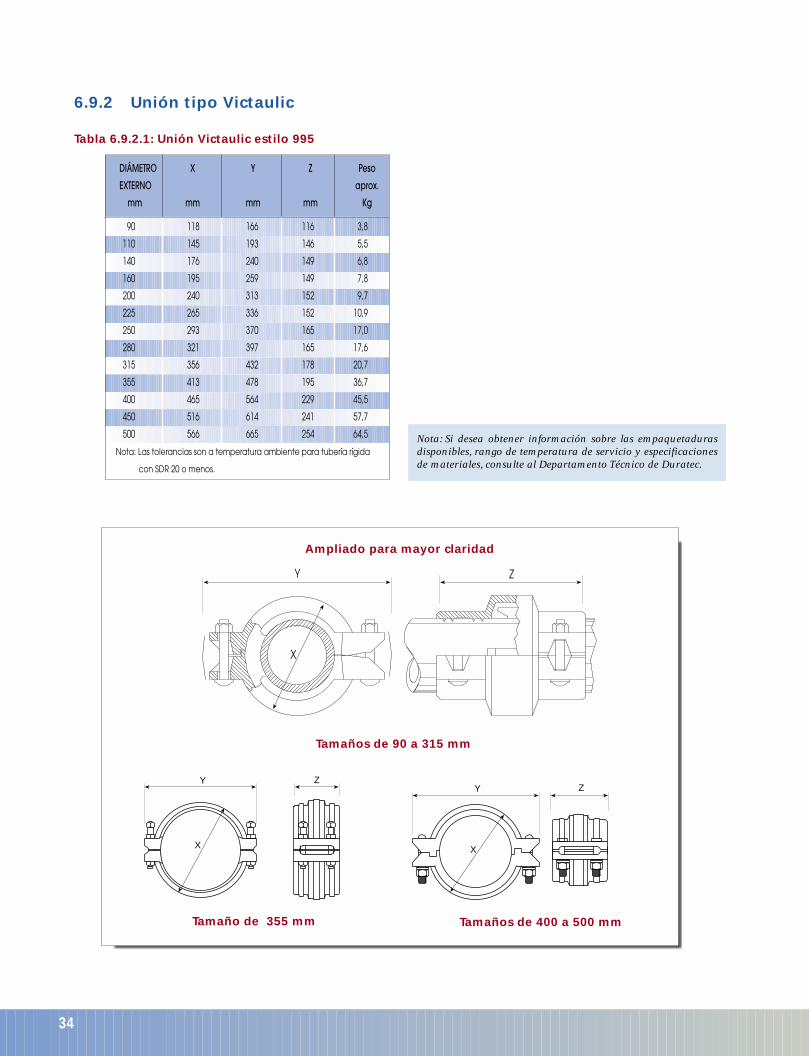
6.9.2 Unión tipo Victaulic
Tabla 6.9.2.1: Unión Victaulic estilo 995
Ampliado para mayor claridad
Tamaños de 90 a 315 mm
Y Z
X
Y Z
X
Y
X
Z
Tamaño de 355 mm Tamaños de 400 a 500 mm
Nota: Si desea obtener información sobre las empaquetadurasdisponibles, rango de temperatura de servicio y especificacionesde materiales, consulte al Departamento Técnico de Duratec.
35
7. Sistemas
La elección del sistema de unión depende de lascondiciones operacionales (presión, temperatura)en que las tuberías y fittings van a ser utilizados,de las características del fluido que van a condu-cir y del diámetro requerido.Las tuberías y fittings de HDPE se pueden unir me-diante dos sistemas:
• Uniones fijas.• Uniones desmontables.
7.1 Uniones fijas
El sistema de uniones fijas se basa en el proceso determofusión y consiste básicamente en someter losmateriales que hay que unir a una determinada tem-peratura y por un tiempo tal, que los materiales en-tren en fusión. Luego se unen las superficies fundi-das bajo cierta presión, ocasionando la interacciónde las masas fundidas que, al enfriar, forman uncuerpo único que mantiene las mismas propieda-des y características de los materiales originales.La soldadura por termofusión es la forma más tra-dicional para unir tuberías. Ofrece facilidad de eje-cución, seguridad y bajo costo.Entre los métodos de termofusión más usados, en-contramos:7.1.1 Soldadura a tope (butt fusion).7.1.2 Soldadura por electrofusión (electrofusion).7.1.3 Soldadura tipo soquete (socket fusion).
7.1.1 Soldadura a tope
Es el procedimiento más tradicional y utilizado,siendo aplicado más comúnmente en tuberías yfittings de más de 63 mm de diámetro y de lamisma Clase o SDR (relación diámetro externo/espesor). No debe emplearse para unir tuberías ofittings de diferentes espesores.Este sistema es reconocido en la industria comoun sistema de unión de gran confiabilidad. No seproducen filtraciones y las uniones son más resis-tentes que la tubería misma.Este método exige un equipo de soldadura cons-tituido básicamente de:
• Máquina básica o unidad de fuerza.Capaz de sostener y alinear las dos tuberías a sol-
dar y moverlas longitudinalmente, presionando lassuperficies de tope de una tubería contra la otra,con una presión o fuerza determinada y registrable.• Disco de soldadura o placa calefactora.Un disco, generalmente de aluminio, con resis-tencias eléctricas embutidas, controladas a tra-vés de un termostato a fin de mantener una tem-peratura determinada, constante, en las superfi-cies del disco.• Refrentador.Dispositivo rotativo, de accionamiento manual omotorizado, provisto de láminas de corte, con lafinalidad de dejar paralelas las superficies de topede las tuberías que van a ser unidas.• Accesorios.Casquillos de reducción para diversos diámetrosde tuberías; dispositivos para sostener conexio-nes y stub ends.• Carpa.Para protección en caso de temperaturas bajas ocondiciones climáticas adversas (lluvia, viento, nie-ve). También es necesaria su utilización cuandoexiste polvo en el medio ambiente.• Termómetro.Termómetro digital con una sonda de superficiepara chequear regularmente la temperatura dela placa calefactora.
Además se recomienda contar con:• Herramienta para sacar virutas internas y
externas.• Material de limpieza, género de algodón
limpio y sin pelusas o toalla de papel y agen-te desengrasante.
• Cortadores de tuberías de HDPE.• Termómetro para medir la temperatura del
aire.• Marcador indeleble para HDPE.• Cronómetro.
Antes de comenzar el proceso de soldadura, esrecomendable chequear que:• En caso de que existan condiciones climáticasadversas, como lluvia, viento o nieve, o cuandola temperatura cae bajo 5ºC o sube de 45ºC, de-ben tomarse acciones apropiadas para conseguiruna temperatura adecuada, cubriendo la zona defusión con una carpa u otro elemento protector.
de unión
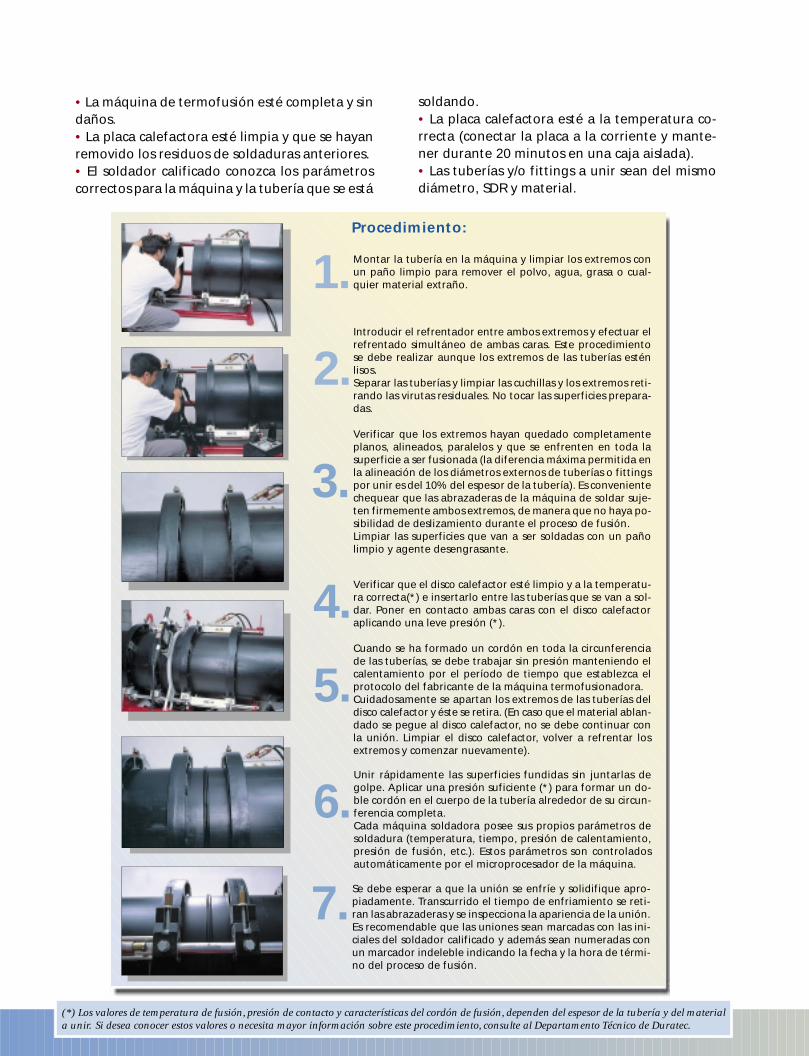
36(*) Los valores de temperatura de fusión, presión de contacto y características del cordón de fusión, dependen del espesor de la tubería y del materiala unir. Si desea conocer estos valores o necesita mayor información sobre este procedimiento, consulte al Departamento Técnico de Duratec.
Verificar que el disco calefactor esté limpio y a la temperatu-ra correcta(*) e insertarlo entre las tuberías que se van a sol-dar. Poner en contacto ambas caras con el disco calefactoraplicando una leve presión (*).
Cuando se ha formado un cordón en toda la circunferenciade las tuberías, se debe trabajar sin presión manteniendo elcalentamiento por el período de tiempo que establezca elprotocolo del fabricante de la máquina termofusionadora.Cuidadosamente se apartan los extremos de las tuberías deldisco calefactor y éste se retira. (En caso que el material ablan-dado se pegue al disco calefactor, no se debe continuar conla unión. Limpiar el disco calefactor, volver a refrentar losextremos y comenzar nuevamente).
Unir rápidamente las superficies fundidas sin juntarlas degolpe. Aplicar una presión suficiente (*) para formar un do-ble cordón en el cuerpo de la tubería alrededor de su circun-ferencia completa.Cada máquina soldadora posee sus propios parámetros desoldadura (temperatura, tiempo, presión de calentamiento,presión de fusión, etc.). Estos parámetros son controladosautomáticamente por el microprocesador de la máquina.
Se debe esperar a que la unión se enfríe y solidifique apro-piadamente. Transcurrido el tiempo de enfriamiento se reti-ran las abrazaderas y se inspecciona la apariencia de la unión.Es recomendable que las uniones sean marcadas con las ini-ciales del soldador calificado y además sean numeradas conun marcador indeleble indicando la fecha y la hora de térmi-no del proceso de fusión.
Verificar que los extremos hayan quedado completamenteplanos, alineados, paralelos y que se enfrenten en toda lasuperficie a ser fusionada (la diferencia máxima permitida enla alineación de los diámetros externos de tuberías o fittingspor unir es del 10% del espesor de la tubería). Es convenientechequear que las abrazaderas de la máquina de soldar suje-ten firmemente ambos extremos, de manera que no haya po-sibilidad de deslizamiento durante el proceso de fusión.Limpiar las superficies que van a ser soldadas con un pañolimpio y agente desengrasante.
Procedimiento:
Introducir el refrentador entre ambos extremos y efectuar elrefrentado simultáneo de ambas caras. Este procedimientose debe realizar aunque los extremos de las tuberías esténlisos.Separar las tuberías y limpiar las cuchillas y los extremos reti-rando las virutas residuales. No tocar las superficies prepara-das.
Montar la tubería en la máquina y limpiar los extremos conun paño limpio para remover el polvo, agua, grasa o cual-quier material extraño.1.
2.
3.
4.
5.
6.
7.
• La máquina de termofusión esté completa y sindaños.• La placa calefactora esté limpia y que se hayanremovido los residuos de soldaduras anteriores.• El soldador calificado conozca los parámetroscorrectos para la máquina y la tubería que se está
soldando.• La placa calefactora esté a la temperatura co-rrecta (conectar la placa a la corriente y mante-ner durante 20 minutos en una caja aislada).• Las tuberías y/o fittings a unir sean del mismodiámetro, SDR y material.
37
7.1.2 Soldadura por electrofusión
En la soldadura por electrofusión se utilizanfittings especiales provistos internamente de unaresistencia eléctrica en espiral, cuyas extremida-des son conectadas a terminales (plug’s) que selocalizan en la parte externa de la pieza.Una fuente de corriente alterna es conectada alos terminales y se aplica una descarga eléctricade intensidad y tiempo controlados, a través dela resistencia eléctrica, haciendo que, por efectoJoule, la superficie interna de la conexión y laexterna de la tubería se fundan. De esta maneralas masas interactúan, y con el cesar de la corrienteeléctrica se enfrían naturalmente, formando uncuerpo único.Es una soldadura muy eficaz y segura, práctica-mente independiente del soldador, pero bastan-
te dependiente de la limpieza de la conexión y latubería, de la calidad de la conexión y de la fuen-te de corriente alterna.Adicionalmente, los fittings de electrofusión tie-nen indicadores de fusión que permiten tenerotro indicador de una correcta fusión.La soldadura por electrofusión ha logrado mu-cha aceptación para tuberías de gas, especialmen-te en Europa. Hoy día se dispone de sistemas bas-tante sofisticados, donde las conexiones poseencódigos de barras que son leídos por el equipode soldadura, autoprogramándose para la inten-sidad de corriente y tiempo respectivos para unadeterminada pieza, disminuyendo prácticamen-te a cero la posibilidad de error en los parámetrosde la soldadura.
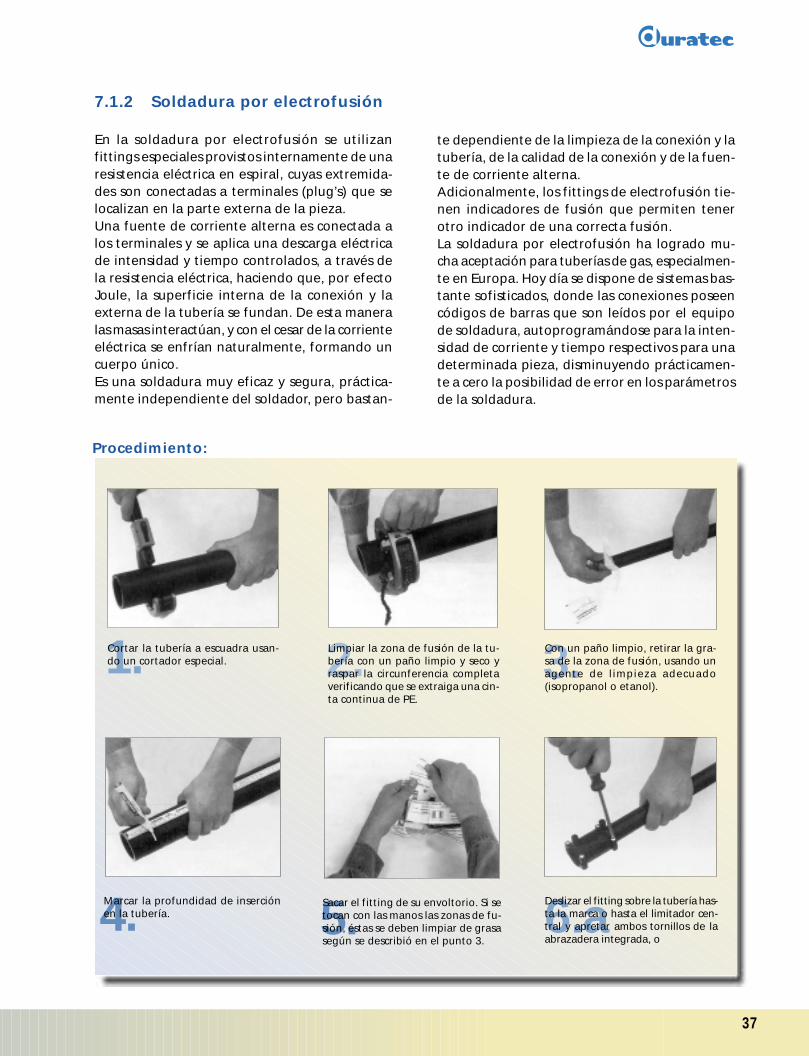
Procedimiento:
4. 5.Marcar la profundidad de inserciónen la tubería.
Sacar el fitting de su envoltorio. Si setocan con las manos las zonas de fu-sión, éstas se deben limpiar de grasasegún se describió en el punto 3.
1. 2. 3.Limpiar la zona de fusión de la tu-bería con un paño limpio y seco yraspar la circunferencia completaverificando que se extraiga una cin-ta continua de PE.
Con un paño limpio, retirar la gra-sa de la zona de fusión, usando unagente de limpieza adecuado(isopropanol o etanol).
Cortar la tubería a escuadra usan-do un cortador especial.
6.aDeslizar el fitting sobre la tubería has-ta la marca o hasta el limitador cen-tral y apretar ambos tornillos de laabrazadera integrada, o
38
Los fittings para electrofusión se suministran conuna tarjeta magnética con un código de barrasque contiene toda la información relacionada conel producto y el proceso de fusión.La zona de fusión debe ser protegida de las in-clemencias del tiempo como lluvia, viento o nie-ve. La calidad de la fusión depende en gran me-dida del cuidado que se tenga en la etapa de pre-paración del proceso.Para realizar la electrofusión se necesita un ge-nerador monofásico de corriente alterna de 220V/50Hz, con una capacidad mínima de 5KVA.Las unidades de control cuentan con un micro-procesador que controla todas las funciones enforma confiable y segura y están provistas de una
tarjeta magnética de control. La memoria de re-gistro garantiza que toda la información regis-trada es almacenada automáticamente en el sis-tema. Además, cuentan con un sistema de tarje-tas personalizadas para identificar al operador yproteger la unidad de control contra malos usos;el número de tarjeta del operador ingresaautomáticamente al registro de datos de la uni-dad de control.Al conectar un lápiz lector de código de barras ala unidad de control, es posible transferir los da-tos del proceso de fusión desde un código de ba-rras hasta la unidad de control, facilitando aunmás el procedimiento.
Nota: Si desea cualquier información adicional sobre el proceso de electrofusión y los equipos utilizados, contáctese con el Departamento Técnico de Duratec.
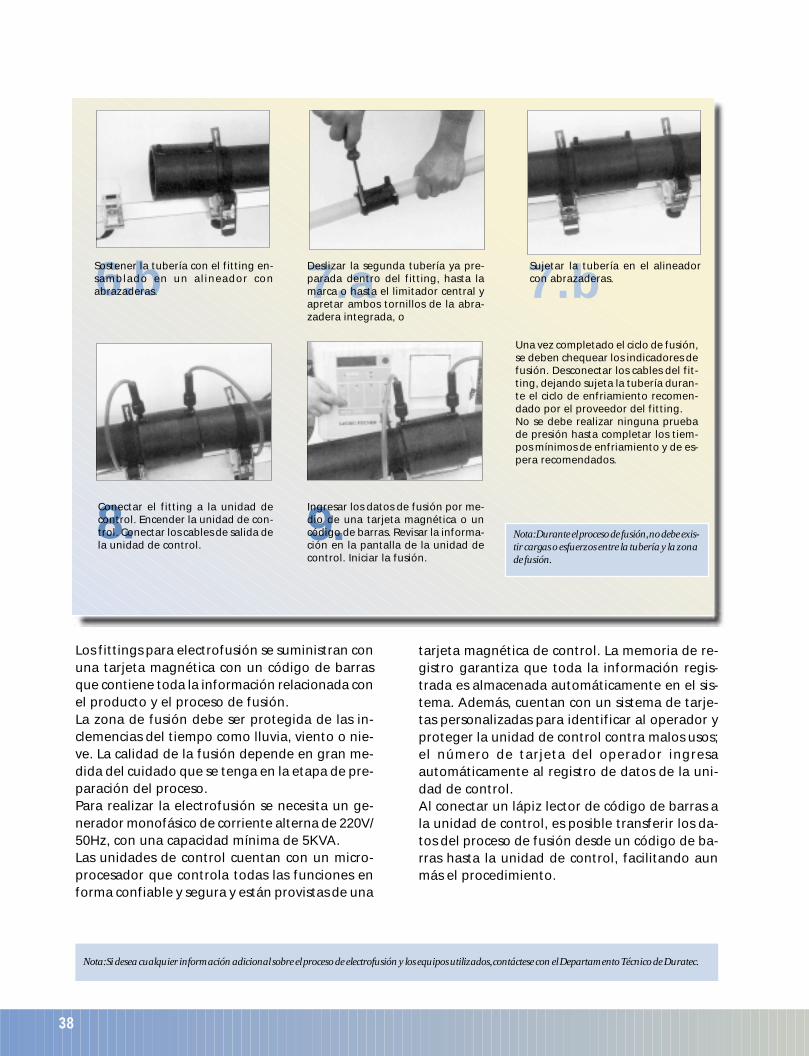
Una vez completado el ciclo de fusión,se deben chequear los indicadores defusión. Desconectar los cables del fit-ting, dejando sujeta la tubería duran-te el ciclo de enfriamiento recomen-dado por el proveedor del fitting.No se debe realizar ninguna pruebade presión hasta completar los tiem-pos mínimos de enfriamiento y de es-pera recomendados.
Nota: Durante el proceso de fusión, no debe exis-tir cargas o esfuerzos entre la tubería y la zonade fusión.
6.b 7.b
8.
Sujetar la tubería en el alineadorcon abrazaderas.
Sostener la tubería con el fitting en-samblado en un alineador conabrazaderas.
9.Ingresar los datos de fusión por me-dio de una tarjeta magnética o uncódigo de barras. Revisar la informa-ción en la pantalla de la unidad decontrol. Iniciar la fusión.
Conectar el fitting a la unidad decontrol. Encender la unidad de con-trol. Conectar los cables de salida dela unidad de control.
7.aDeslizar la segunda tubería ya pre-parada dentro del fitting, hasta lamarca o hasta el limitador central yapretar ambos tornillos de la abra-zadera integrada, o
39
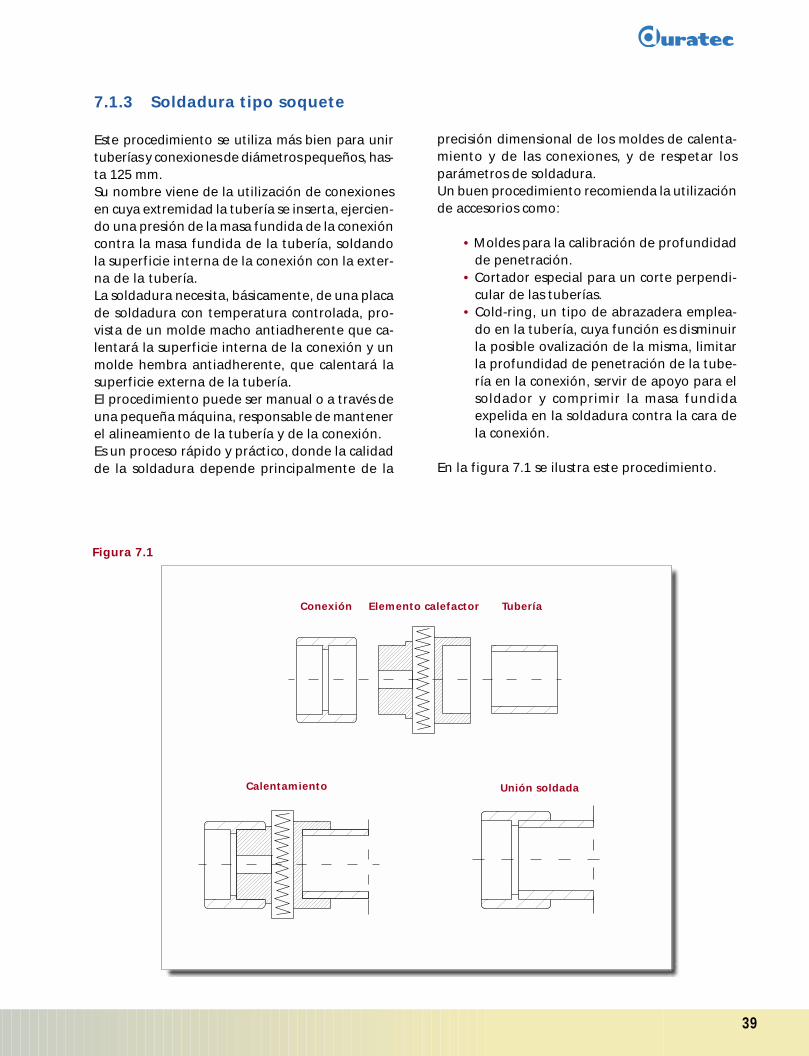
Figura 7.1
Conexión Elemento calefactor Tubería
Calentamiento Unión soldada
7.1.3 Soldadura tipo soquete
Este procedimiento se utiliza más bien para unirtuberías y conexiones de diámetros pequeños, has-ta 125 mm.Su nombre viene de la utilización de conexionesen cuya extremidad la tubería se inserta, ejercien-do una presión de la masa fundida de la conexióncontra la masa fundida de la tubería, soldandola superficie interna de la conexión con la exter-na de la tubería.La soldadura necesita, básicamente, de una placade soldadura con temperatura controlada, pro-vista de un molde macho antiadherente que ca-lentará la superficie interna de la conexión y unmolde hembra antiadherente, que calentará lasuperficie externa de la tubería.El procedimiento puede ser manual o a través deuna pequeña máquina, responsable de mantenerel alineamiento de la tubería y de la conexión.Es un proceso rápido y práctico, donde la calidadde la soldadura depende principalmente de la
precisión dimensional de los moldes de calenta-miento y de las conexiones, y de respetar losparámetros de soldadura.Un buen procedimiento recomienda la utilizaciónde accesorios como:
• Moldes para la calibración de profundidadde penetración.
• Cortador especial para un corte perpendi-cular de las tuberías.
• Cold-ring, un tipo de abrazadera emplea-do en la tubería, cuya función es disminuirla posible ovalización de la misma, limitarla profundidad de penetración de la tube-ría en la conexión, servir de apoyo para elsoldador y comprimir la masa fundidaexpelida en la soldadura contra la cara dela conexión.
En la figura 7.1 se ilustra este procedimiento.
40
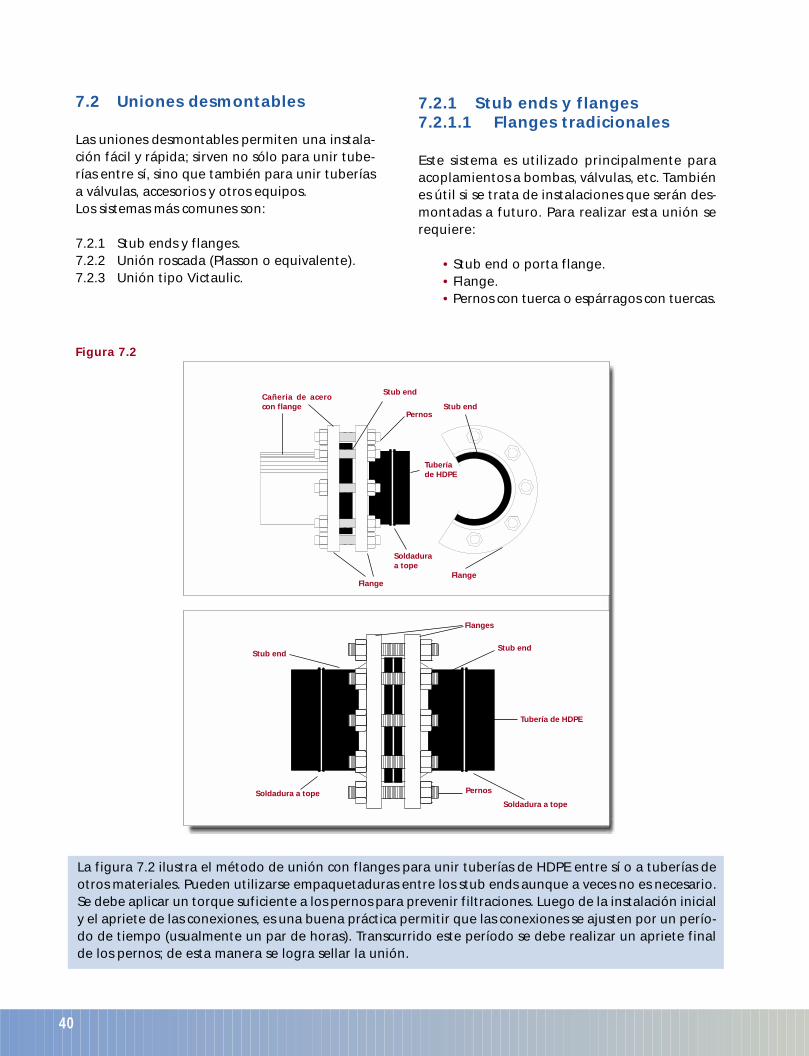
7.2 Uniones desmontables
Las uniones desmontables permiten una instala-ción fácil y rápida; sirven no sólo para unir tube-rías entre sí, sino que también para unir tuberíasa válvulas, accesorios y otros equipos.Los sistemas más comunes son:
7.2.1 Stub ends y flanges.7.2.2 Unión roscada (Plasson o equivalente).7.2.3 Unión tipo Victaulic.
Figura 7.2
7.2.1 Stub ends y flanges7.2.1.1 Flanges tradicionales
Este sistema es utilizado principalmente paraacoplamientos a bombas, válvulas, etc. Tambiénes útil si se trata de instalaciones que serán des-montadas a futuro. Para realizar esta unión serequiere:
• Stub end o porta flange.• Flange.• Pernos con tuerca o espárragos con tuercas.
La figura 7.2 ilustra el método de unión con flanges para unir tuberías de HDPE entre sí o a tuberías deotros materiales. Pueden utilizarse empaquetaduras entre los stub ends aunque a veces no es necesario.Se debe aplicar un torque suficiente a los pernos para prevenir filtraciones. Luego de la instalación inicialy el apriete de las conexiones, es una buena práctica permitir que las conexiones se ajusten por un perío-do de tiempo (usualmente un par de horas). Transcurrido este período se debe realizar un apriete finalde los pernos; de esta manera se logra sellar la unión.
Tuberíade HDPE
FlangeFlange
Cañeria de acerocon flange
Stub end
Stub endPernos
Soldaduraa tope
Pernos
Soldadura a tope
Stub endStub end
Flanges
Soldadura a tope
Tubería de HDPE
41
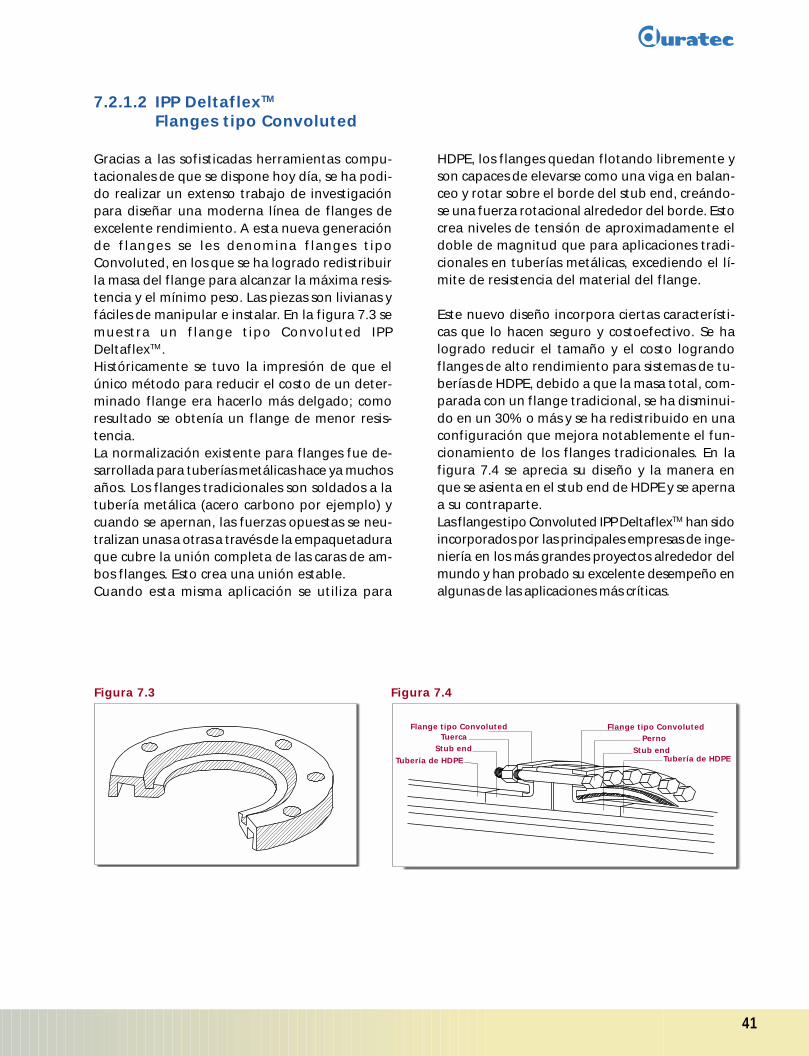
7.2.1.2 IPP DeltaflexTM
Flanges tipo Convoluted
Gracias a las sofisticadas herramientas compu-tacionales de que se dispone hoy día, se ha podi-do realizar un extenso trabajo de investigaciónpara diseñar una moderna línea de flanges deexcelente rendimiento. A esta nueva generaciónde flanges se les denomina flanges tipoConvoluted, en los que se ha logrado redistribuirla masa del flange para alcanzar la máxima resis-tencia y el mínimo peso. Las piezas son livianas yfáciles de manipular e instalar. En la figura 7.3 semuestra un flange tipo Convoluted IPPDeltaflexTM.Históricamente se tuvo la impresión de que elúnico método para reducir el costo de un deter-minado flange era hacerlo más delgado; comoresultado se obtenía un flange de menor resis-tencia.La normalización existente para flanges fue de-sarrollada para tuberías metálicas hace ya muchosaños. Los flanges tradicionales son soldados a latubería metálica (acero carbono por ejemplo) ycuando se apernan, las fuerzas opuestas se neu-tralizan unas a otras a través de la empaquetaduraque cubre la unión completa de las caras de am-bos flanges. Esto crea una unión estable.Cuando esta misma aplicación se utiliza para
HDPE, los flanges quedan flotando libremente yson capaces de elevarse como una viga en balan-ceo y rotar sobre el borde del stub end, creándo-se una fuerza rotacional alrededor del borde. Estocrea niveles de tensión de aproximadamente eldoble de magnitud que para aplicaciones tradi-cionales en tuberías metálicas, excediendo el lí-mite de resistencia del material del flange.
Este nuevo diseño incorpora ciertas característi-cas que lo hacen seguro y costoefectivo. Se halogrado reducir el tamaño y el costo lograndoflanges de alto rendimiento para sistemas de tu-berías de HDPE, debido a que la masa total, com-parada con un flange tradicional, se ha disminui-do en un 30% o más y se ha redistribuido en unaconfiguración que mejora notablemente el fun-cionamiento de los flanges tradicionales. En lafigura 7.4 se aprecia su diseño y la manera enque se asienta en el stub end de HDPE y se apernaa su contraparte.Las flanges tipo Convoluted IPP DeltaflexTM han sidoincorporados por las principales empresas de inge-niería en los más grandes proyectos alrededor delmundo y han probado su excelente desempeño enalgunas de las aplicaciones más críticas.
Figura 7.3
Flange tipo ConvolutedTuerca
Stub end
Tubería de HDPE
Flange tipo ConvolutedPerno
Stub endTubería de HDPE
Figura 7.4
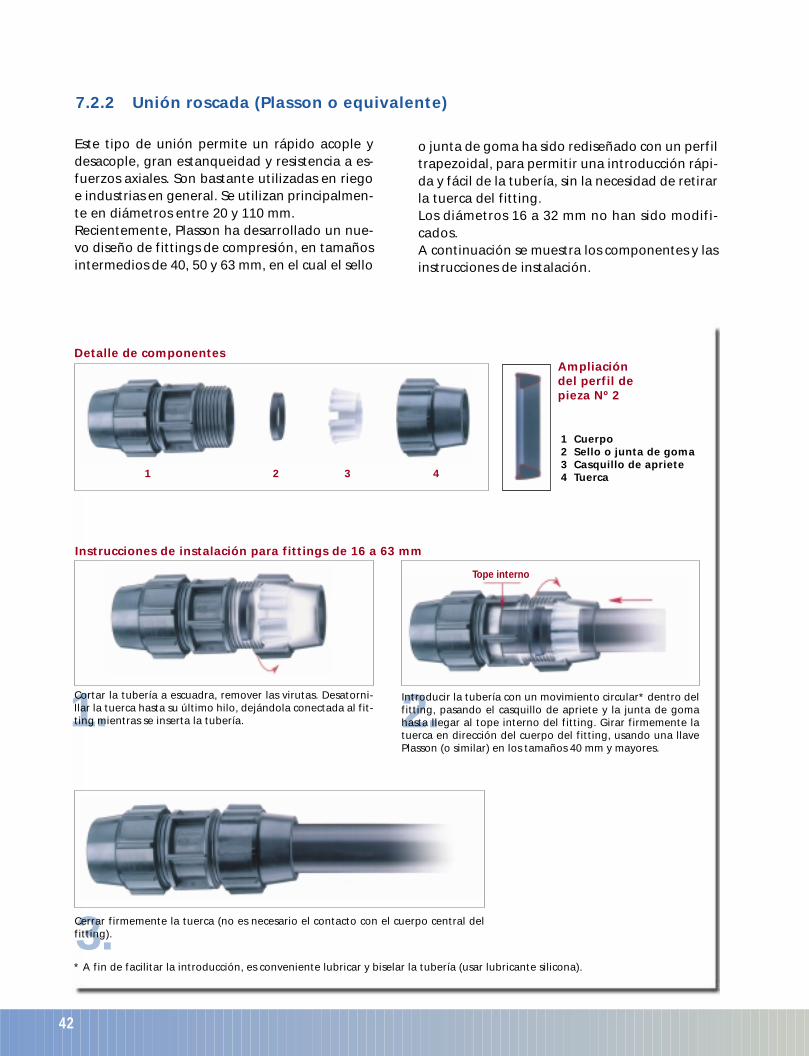
42
3.
2.1.
Este tipo de unión permite un rápido acople ydesacople, gran estanqueidad y resistencia a es-fuerzos axiales. Son bastante utilizadas en riegoe industrias en general. Se utilizan principalmen-te en diámetros entre 20 y 110 mm.Recientemente, Plasson ha desarrollado un nue-vo diseño de fittings de compresión, en tamañosintermedios de 40, 50 y 63 mm, en el cual el sello
o junta de goma ha sido rediseñado con un perfiltrapezoidal, para permitir una introducción rápi-da y fácil de la tubería, sin la necesidad de retirarla tuerca del fitting.Los diámetros 16 a 32 mm no han sido modifi-cados.A continuación se muestra los componentes y lasinstrucciones de instalación.
Instrucciones de instalación para fittings de 16 a 63 mm
Cortar la tubería a escuadra, remover las virutas. Desatorni-llar la tuerca hasta su último hilo, dejándola conectada al fit-ting mientras se inserta la tubería.
Introducir la tubería con un movimiento circular* dentro delfitting, pasando el casquillo de apriete y la junta de gomahasta llegar al tope interno del fitting. Girar firmemente latuerca en dirección del cuerpo del fitting, usando una llavePlasson (o similar) en los tamaños 40 mm y mayores.
Cerrar firmemente la tuerca (no es necesario el contacto con el cuerpo central delfitting).
* A fin de facilitar la introducción, es conveniente lubricar y biselar la tubería (usar lubricante silicona).
7.2.2 Unión roscada (Plasson o equivalente)
1 2 3 4
1 Cuerpo2 Sello o junta de goma3 Casquillo de apriete4 Tuerca
Ampliacióndel perfil depieza Nº 2
Detalle de componentes
Tope interno
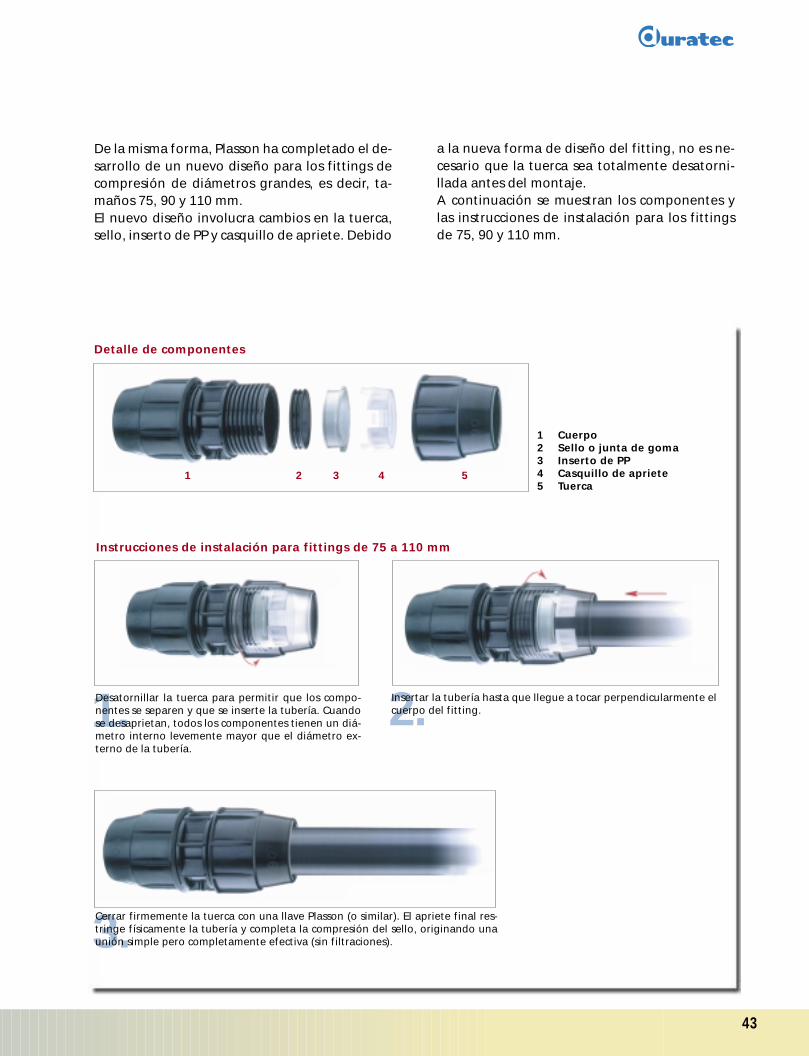
43
De la misma forma, Plasson ha completado el de-sarrollo de un nuevo diseño para los fittings decompresión de diámetros grandes, es decir, ta-maños 75, 90 y 110 mm.El nuevo diseño involucra cambios en la tuerca,sello, inserto de PP y casquillo de apriete. Debido
Instrucciones de instalación para fittings de 75 a 110 mm
Detalle de componentes
1 Cuerpo2 Sello o junta de goma3 Inserto de PP4 Casquillo de apriete5 Tuerca
a la nueva forma de diseño del fitting, no es ne-cesario que la tuerca sea totalmente desatorni-llada antes del montaje.A continuación se muestran los componentes ylas instrucciones de instalación para los fittingsde 75, 90 y 110 mm.
2.Insertar la tubería hasta que llegue a tocar perpendicularmente elcuerpo del fitting.
3.
1.Desatornillar la tuerca para permitir que los compo-nentes se separen y que se inserte la tubería. Cuandose desaprietan, todos los componentes tienen un diá-metro interno levemente mayor que el diámetro ex-terno de la tubería.
Cerrar firmemente la tuerca con una llave Plasson (o similar). El apriete final res-tringe físicamente la tubería y completa la compresión del sello, originando unaunión simple pero completamente efectiva (sin filtraciones).
1 2 3 4 5
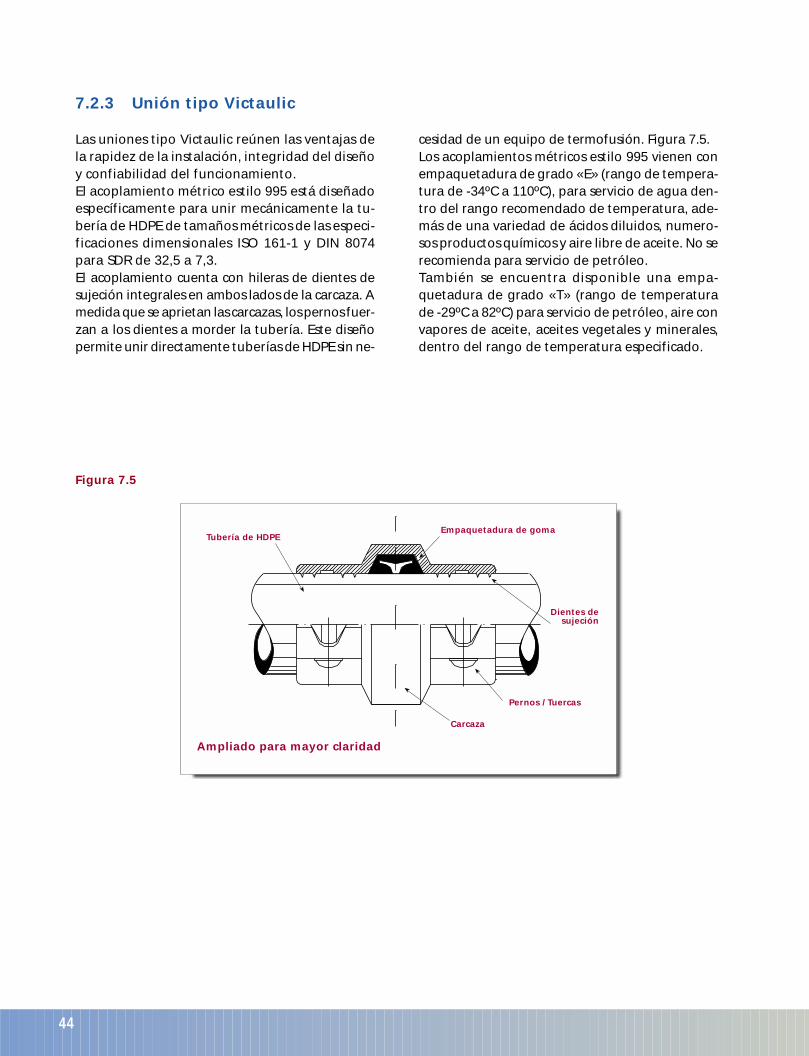
44
7.2.3 Unión tipo Victaulic
Las uniones tipo Victaulic reúnen las ventajas dela rapidez de la instalación, integridad del diseñoy confiabilidad del funcionamiento.El acoplamiento métrico estilo 995 está diseñadoespecíficamente para unir mecánicamente la tu-bería de HDPE de tamaños métricos de las especi-ficaciones dimensionales ISO 161-1 y DIN 8074para SDR de 32,5 a 7,3.El acoplamiento cuenta con hileras de dientes desujeción integrales en ambos lados de la carcaza. Amedida que se aprietan las carcazas, los pernos fuer-zan a los dientes a morder la tubería. Este diseñopermite unir directamente tuberías de HDPE sin ne-
cesidad de un equipo de termofusión. Figura 7.5.Los acoplamientos métricos estilo 995 vienen conempaquetadura de grado «E» (rango de tempera-tura de -34ºC a 110ºC), para servicio de agua den-tro del rango recomendado de temperatura, ade-más de una variedad de ácidos diluidos, numero-sos productos químicos y aire libre de aceite. No serecomienda para servicio de petróleo.También se encuentra disponible una empa-quetadura de grado «T» (rango de temperaturade -29ºC a 82ºC) para servicio de petróleo, aire convapores de aceite, aceites vegetales y minerales,dentro del rango de temperatura especificado.
Figura 7.5
Ampliado para mayor claridad
Carcaza
Tubería de HDPEEmpaquetadura de goma
Pernos / Tuercas
Dientes desujeción
45
8.1.2 Tendido de la tuberíaLas tuberías de HDPE se pueden unir sobre la su-perficie y luego bajar hasta la zanja. Se debe te-ner especial cuidado en no dejar caer la tubería yevitar condiciones que produzcan tensiones for-zadas o deformaciones durante la instalación.Cuando sea necesario, se debe utilizar conexio-nes flangeadas para facilitar el manejo de tube-rías y fittings durante la instalación en la zanja.La longitud de tubería que se puede tirar a lo lar-go de la zanja depende de las dimensiones de latubería y de las condiciones del terreno. Si el te-rreno puede producir ralladuras, la tubería debedeslizarse sobre polines.La máxima fuerza de tiro que se puede aplicar auna tubería de HDPE puede ser estimada usandola siguiente fórmula:
F = S A
Donde:F = máxima fuerza de tiro (kgf)S = máxima tensión admisible del
material (kgf/cm2)A = área transversal de la pared de la
tubería (cm2)
El área transversal de la pared de la tubería es:
A = (D - e) e
Donde:D = diámetro externo (cm)e = mínimo espesor de pared (cm)
Cuando se tira una tubería, se debe utilizar uncabezal de tiro o una manga de goma adecuadapara protegerla y evitar que los cables de tiro ladañen. Nunca se debe tirar la tubería por el ex-tremo flangeado.
8.1 Instalación subterráneaEn esta sección se entregan las consideracionesgenerales y recomendaciones para la instalaciónde tuberías de HDPE bajo tierra.
8.1.1 Excavación y preparación del encamado
Debido a que las tuberías de HDPE se pueden uniren largos tramos sobre la superficie, basta exca-var zanjas angostas que permitan instalarlas, loque se traduce en una economía en los costos deinstalación.Gracias a la facilidad de manejo, la tubería se pue-de colocar rápidamente en la zanja cuidando deno exceder los radios mínimos de curvatura reco-mendados.El ancho de la zanja variará dependiendo de suprofundidad y del tipo de suelo. El ancho delencamado debe ser suficiente para permitir unaadecuada compactación alrededor de la tubería.Generalmente, un ancho de 30 cm más que el diá-metro nominal de la tubería es suficiente.Con relación a la profundidad de la zanja, éstadepende de varios factores: diámetro y espesorde la tubería, cargas producto del flujo vehicular,estructuras estáticas, etc.Con respecto al fondo de la zanja, éste debe serrelativamente uniforme y sin piedras, proporcio-nando un apoyo continuo a todo el largo de latubería. Cuando se encuentran rocas o piedrasque puedan dañar o causar cargas puntuales so-bre la tubería, éstas deben retirarse y se debe re-llenar el fondo de la zanja utilizando un
encamado compactado de 10 a 15cm de material fino, como gravi-lla o arena.Para la mayoría de los sistemaspresurizados, no es necesaria unanivelación exacta del fondo de lazanja, a menos que esto sea espe-cificado. Para sistemas de flujogravitacional, la pendiente se debegraduar de igual forma que paratuberías de otros materiales.En suelos inestables, como panta-
nos o arenas sin capacidad de soporte, es necesa-rio sobreexcavar y rellenar con gravilla o estabili-
8. Instalación
zado hasta la profundidad adecuada de la zanja.Además, se debe considerar todas las precaucio-nes necesarias para prevenir derrumbes, que pue-den originarse por la presencia de equipamientode construcción cerca del borde de una excava-ción o por condiciones climáticas adversas.
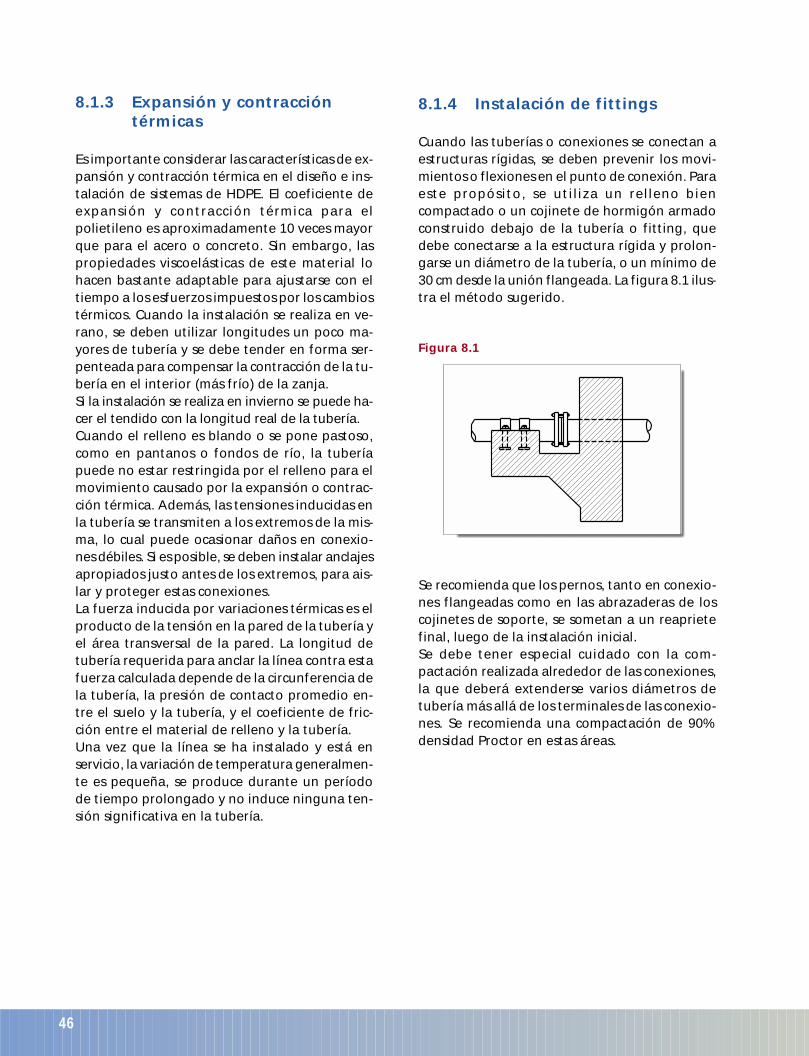
46
8.1.3 Expansión y contraccióntérmicas
Es importante considerar las características de ex-pansión y contracción térmica en el diseño e ins-talación de sistemas de HDPE. El coeficiente deexpansión y contracción térmica para elpolietileno es aproximadamente 10 veces mayorque para el acero o concreto. Sin embargo, laspropiedades viscoelásticas de este material lohacen bastante adaptable para ajustarse con eltiempo a los esfuerzos impuestos por los cambiostérmicos. Cuando la instalación se realiza en ve-rano, se deben utilizar longitudes un poco ma-yores de tubería y se debe tender en forma ser-penteada para compensar la contracción de la tu-bería en el interior (más frío) de la zanja.Si la instalación se realiza en invierno se puede ha-cer el tendido con la longitud real de la tubería.Cuando el relleno es blando o se pone pastoso,como en pantanos o fondos de río, la tuberíapuede no estar restringida por el relleno para elmovimiento causado por la expansión o contrac-ción térmica. Además, las tensiones inducidas enla tubería se transmiten a los extremos de la mis-ma, lo cual puede ocasionar daños en conexio-nes débiles. Si es posible, se deben instalar anclajesapropiados justo antes de los extremos, para ais-lar y proteger estas conexiones.La fuerza inducida por variaciones térmicas es elproducto de la tensión en la pared de la tubería yel área transversal de la pared. La longitud detubería requerida para anclar la línea contra estafuerza calculada depende de la circunferencia dela tubería, la presión de contacto promedio en-tre el suelo y la tubería, y el coeficiente de fric-ción entre el material de relleno y la tubería.Una vez que la línea se ha instalado y está enservicio, la variación de temperatura generalmen-te es pequeña, se produce durante un períodode tiempo prolongado y no induce ninguna ten-sión significativa en la tubería.
8.1.4 Instalación de fittings
Cuando las tuberías o conexiones se conectan aestructuras rígidas, se deben prevenir los movi-mientos o flexiones en el punto de conexión. Paraeste propósito, se utiliza un relleno biencompactado o un cojinete de hormigón armadoconstruido debajo de la tubería o fitting, quedebe conectarse a la estructura rígida y prolon-garse un diámetro de la tubería, o un mínimo de30 cm desde la unión flangeada. La figura 8.1 ilus-tra el método sugerido.
Figura 8.1
Se recomienda que los pernos, tanto en conexio-nes flangeadas como en las abrazaderas de loscojinetes de soporte, se sometan a un reaprietefinal, luego de la instalación inicial.Se debe tener especial cuidado con la com-pactación realizada alrededor de las conexiones,la que deberá extenderse varios diámetros detubería más allá de los terminales de las conexio-nes. Se recomienda una compactación de 90%densidad Proctor en estas áreas.
47
8.2 Instalación superficial
Generalmente, las tuberías de HDPE se instalanbajo tierra. Sin embargo, existen situaciones enlas cuales la instalación superficial presenta ven-tajas, como por ejemplo:
• Líneas para la conducción de pulpas orelaves mineros que a menudo sonrelocalizadas y permiten ser rotadas paradistribuir el desgaste en la tubería.
• Condiciones ambientales: la resistencia y fle-xibilidad de las tuberías de HDPE a menu-do permiten instalaciones a través de pan-tanos o sobre áreas congeladas.
• Instalaciones sobre zonas rocosas o a tra-vés del agua resultan a veces los métodosmás económicos.
• Su bajo peso y facilidad de montaje permi-ten una disponibilidad inmediata en insta-laciones temporales.
8.2.1 Dilatación y contraccióntérmicas
En el diseño de una instalación superficial se de-ben considerar los cambios de temperatura tantointernos como externos, pues éstos causan dilata-ción y contracción en todos los tipos de tuberías.Cuando se producen grandes cambios de tempe-ratura en cortos períodos de tiempo, el movimien-to de la tubería se puede concentrar en una zonay llegar a doblarla. Si el flujo del fluido transpor-tado es continuo, las expansiones y contraccio-nes de la línea serán mínimas una vez que se hanestablecido las condiciones de operación.La tubería de HDPE contiene un porcentaje denegro de humo que la protege de los rayos UV,pero el calor que absorbe aumenta la tasa de di-latación y contracción.Un método para limitar la dilatación y contrac-ción es anclar adecuadamente la tubería en in-tervalos determinados a lo largo del tendido.Cuando ocurra la dilatación, la tubería se
8.1.5 Pasada de pared
Cuando la tubería es conducida a través de pasa-das de paredes, puede ser anclada mediante unanillo o montura lateral fusionada a la tubería,sellando la pared de la pasada. Para sellar el ani-llo entre la pasada y la tubería de HDPE se hanprobado exitosamente sellos de goma expandiblemás mortero.Lograr un empotramiento continuo, sin huecos,puede proporcionar resistencia estructural a lalínea, tanto en lo que respecta a la presión decolapso externa como a la capacidad de presióninterna. En los procedimientos actuales deempotramiento, es extremadamente difícil lograrsellar el anillo sin dejar huecos.Se pueden usar empotramientos localizados paraestabilizar los movimientos de la línea donde exis-tan expansiones laterales.
8.1.6 Relleno y compactación
El propósito del relleno de la zanja es dar un apo-yo firme y continuo alrededor de la tubería. Elaspecto más importante para lograr una exitosainstalación subterránea es realizar un correcto re-lleno alrededor de la tubería.El material excavado desde la propia zanja se pue-de utilizar como relleno inicial si es uniforme, nocontiene piedras y se desmorona y disgrega confacilidad. El mejor material de relleno inicial es are-na fina. Si la tubería es tendida en terrenos barro-sos de mala calidad y si las condiciones de cargaexterna son severas, como en cruces de caminos,se debe utilizar arena como relleno inicial.El relleno inicial debe ser colocado en dos etapas: laprimera es hasta la línea media de la tubería. Lue-go se compacta o nivela mojando con agua paraasegurar que la parte inferior de la tubería esté bienasentada. Se debe tener especial cuidado en que latubería quede bien apoyada en los costados, ya quela compactación de esta zona influye en forma muyimportante en la deflexión que experimenta la tu-bería en servicio. La compactación depende de laspropiedades del suelo, contenido de humedad, es-pesor de las capas de relleno, esfuerzos decompactación y otros factores. En la segunda eta-pa, se deben agregar capas adicionales de 20 a 25cm, bien compactadas, hasta 15 a 30 cm sobre laclave de la tubería. Desde este punto, se puede uti-
lizar el material extraído in situ para rellenar hastael nivel del terreno. Se debe tener precaución de nousar equipos pesados de compactación hasta com-pletar al menos 30 cm sobre la clave de la tubería.
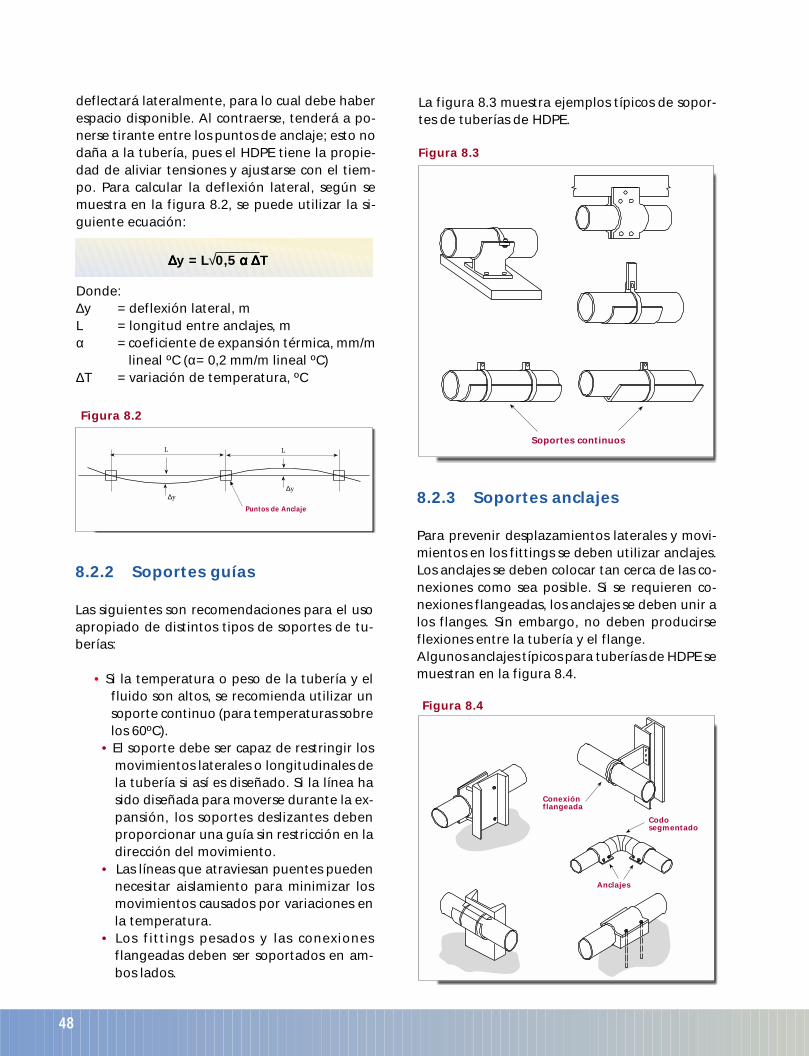
48
∆∆∆∆∆y = L√0,5 α ∆α ∆α ∆α ∆α ∆T
deflectará lateralmente, para lo cual debe haberespacio disponible. Al contraerse, tenderá a po-nerse tirante entre los puntos de anclaje; esto nodaña a la tubería, pues el HDPE tiene la propie-dad de aliviar tensiones y ajustarse con el tiem-po. Para calcular la deflexión lateral, según semuestra en la figura 8.2, se puede utilizar la si-guiente ecuación:
Donde:∆y = deflexión lateral, mL = longitud entre anclajes, mα = coeficiente de expansión térmica, mm/m
lineal ºC (α= 0,2 mm/m lineal ºC)∆T = variación de temperatura, ºC
8.2.2 Soportes guías
Las siguientes son recomendaciones para el usoapropiado de distintos tipos de soportes de tu-berías:
• Si la temperatura o peso de la tubería y elfluido son altos, se recomienda utilizar unsoporte continuo (para temperaturas sobrelos 60ºC).
• El soporte debe ser capaz de restringir losmovimientos laterales o longitudinales dela tubería si así es diseñado. Si la línea hasido diseñada para moverse durante la ex-pansión, los soportes deslizantes debenproporcionar una guía sin restricción en ladirección del movimiento.
• Las líneas que atraviesan puentes puedennecesitar aislamiento para minimizar losmovimientos causados por variaciones enla temperatura.
• Los fittings pesados y las conexionesflangeadas deben ser soportados en am-bos lados.
Figura 8.3
8.2.3 Soportes anclajes
Para prevenir desplazamientos laterales y movi-mientos en los fittings se deben utilizar anclajes.Los anclajes se deben colocar tan cerca de las co-nexiones como sea posible. Si se requieren co-nexiones flangeadas, los anclajes se deben unir alos flanges. Sin embargo, no deben producirseflexiones entre la tubería y el flange.Algunos anclajes típicos para tuberías de HDPE semuestran en la figura 8.4.
Figura 8.2
L L
∆y∆y
Puntos de Anclaje
Figura 8.4
Conexiónflangeada
Codosegmentado
Anclajes
Soportes continuos
La figura 8.3 muestra ejemplos típicos de sopor-tes de tuberías de HDPE.
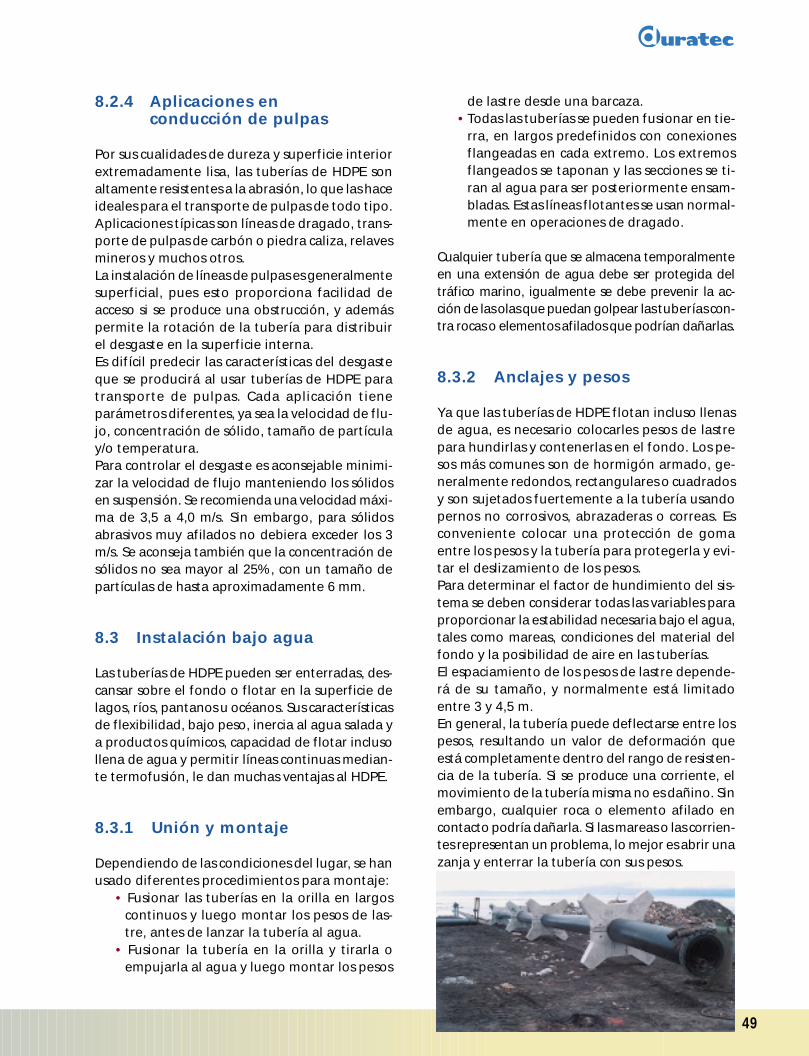
49
8.2.4 Aplicaciones enconducción de pulpas
Por sus cualidades de dureza y superficie interiorextremadamente lisa, las tuberías de HDPE sonaltamente resistentes a la abrasión, lo que las haceideales para el transporte de pulpas de todo tipo.Aplicaciones típicas son líneas de dragado, trans-porte de pulpas de carbón o piedra caliza, relavesmineros y muchos otros.La instalación de líneas de pulpas es generalmentesuperficial, pues esto proporciona facilidad deacceso si se produce una obstrucción, y ademáspermite la rotación de la tubería para distribuirel desgaste en la superficie interna.Es difícil predecir las características del desgasteque se producirá al usar tuberías de HDPE paratransporte de pulpas. Cada aplicación tieneparámetros diferentes, ya sea la velocidad de flu-jo, concentración de sólido, tamaño de partículay/o temperatura.Para controlar el desgaste es aconsejable minimi-zar la velocidad de flujo manteniendo los sólidosen suspensión. Se recomienda una velocidad máxi-ma de 3,5 a 4,0 m/s. Sin embargo, para sólidosabrasivos muy afilados no debiera exceder los 3m/s. Se aconseja también que la concentración desólidos no sea mayor al 25%, con un tamaño departículas de hasta aproximadamente 6 mm.
8.3 Instalación bajo agua
Las tuberías de HDPE pueden ser enterradas, des-cansar sobre el fondo o flotar en la superficie delagos, ríos, pantanos u océanos. Sus característicasde flexibilidad, bajo peso, inercia al agua salada ya productos químicos, capacidad de flotar inclusollena de agua y permitir líneas continuas median-te termofusión, le dan muchas ventajas al HDPE.
8.3.1 Unión y montaje
Dependiendo de las condiciones del lugar, se hanusado diferentes procedimientos para montaje:
• Fusionar las tuberías en la orilla en largoscontinuos y luego montar los pesos de las-tre, antes de lanzar la tubería al agua.
• Fusionar la tubería en la orilla y tirarla oempujarla al agua y luego montar los pesos
de lastre desde una barcaza.• Todas las tuberías se pueden fusionar en tie-
rra, en largos predefinidos con conexionesflangeadas en cada extremo. Los extremosflangeados se taponan y las secciones se ti-ran al agua para ser posteriormente ensam-bladas. Estas líneas flotantes se usan normal-mente en operaciones de dragado.
Cualquier tubería que se almacena temporalmenteen una extensión de agua debe ser protegida deltráfico marino, igualmente se debe prevenir la ac-ción de las olas que puedan golpear las tuberías con-tra rocas o elementos afilados que podrían dañarlas.
8.3.2 Anclajes y pesos
Ya que las tuberías de HDPE flotan incluso llenasde agua, es necesario colocarles pesos de lastrepara hundirlas y contenerlas en el fondo. Los pe-sos más comunes son de hormigón armado, ge-neralmente redondos, rectangulares o cuadradosy son sujetados fuertemente a la tubería usandopernos no corrosivos, abrazaderas o correas. Esconveniente colocar una protección de gomaentre los pesos y la tubería para protegerla y evi-tar el deslizamiento de los pesos.Para determinar el factor de hundimiento del sis-tema se deben considerar todas las variables paraproporcionar la estabilidad necesaria bajo el agua,tales como mareas, condiciones del material delfondo y la posibilidad de aire en las tuberías.El espaciamiento de los pesos de lastre depende-rá de su tamaño, y normalmente está limitadoentre 3 y 4,5 m.En general, la tubería puede deflectarse entre lospesos, resultando un valor de deformación queestá completamente dentro del rango de resisten-cia de la tubería. Si se produce una corriente, elmovimiento de la tubería misma no es dañino. Sinembargo, cualquier roca o elemento afilado encontacto podría dañarla. Si las mareas o las corrien-tes representan un problema, lo mejor es abrir unazanja y enterrar la tubería con sus pesos.
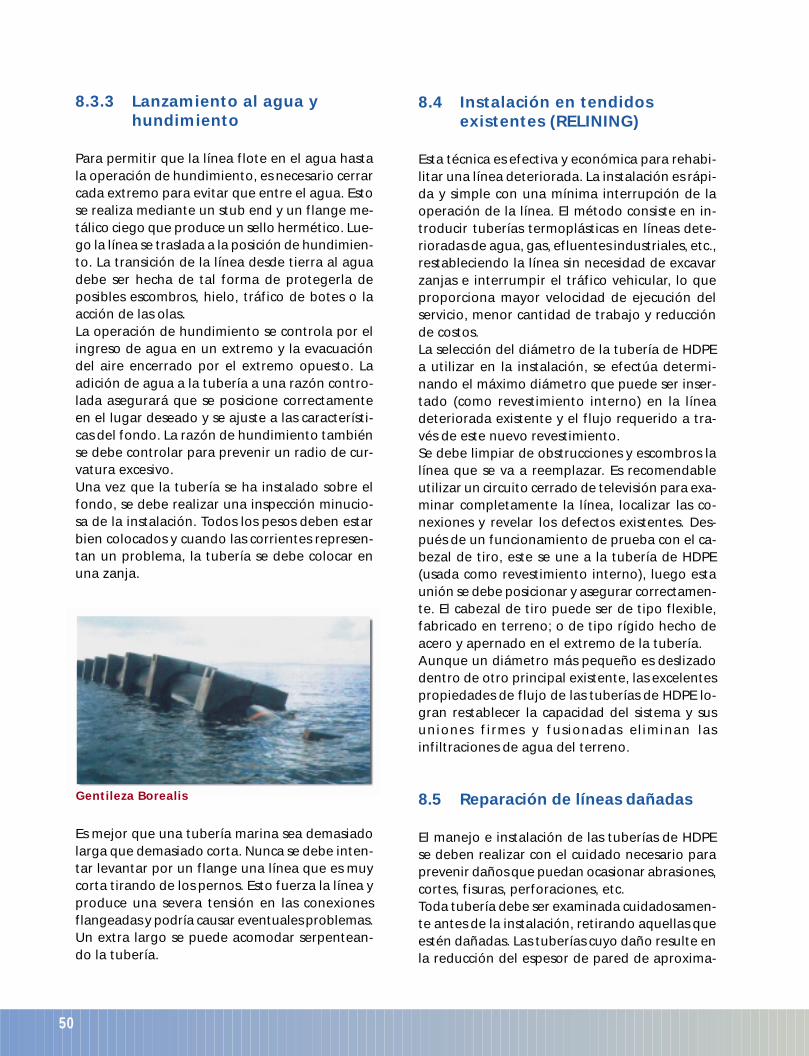
50
8.3.3 Lanzamiento al agua yhundimiento
Para permitir que la línea flote en el agua hastala operación de hundimiento, es necesario cerrarcada extremo para evitar que entre el agua. Estose realiza mediante un stub end y un flange me-tálico ciego que produce un sello hermético. Lue-go la línea se traslada a la posición de hundimien-to. La transición de la línea desde tierra al aguadebe ser hecha de tal forma de protegerla deposibles escombros, hielo, tráfico de botes o laacción de las olas.La operación de hundimiento se controla por elingreso de agua en un extremo y la evacuacióndel aire encerrado por el extremo opuesto. Laadición de agua a la tubería a una razón contro-lada asegurará que se posicione correctamenteen el lugar deseado y se ajuste a las característi-cas del fondo. La razón de hundimiento tambiénse debe controlar para prevenir un radio de cur-vatura excesivo.Una vez que la tubería se ha instalado sobre elfondo, se debe realizar una inspección minucio-sa de la instalación. Todos los pesos deben estarbien colocados y cuando las corrientes represen-tan un problema, la tubería se debe colocar enuna zanja.
Es mejor que una tubería marina sea demasiadolarga que demasiado corta. Nunca se debe inten-tar levantar por un flange una línea que es muycorta tirando de los pernos. Esto fuerza la línea yproduce una severa tensión en las conexionesflangeadas y podría causar eventuales problemas.Un extra largo se puede acomodar serpentean-do la tubería.
8.4 Instalación en tendidosexistentes (RELINING)
Esta técnica es efectiva y económica para rehabi-litar una línea deteriorada. La instalación es rápi-da y simple con una mínima interrupción de laoperación de la línea. El método consiste en in-troducir tuberías termoplásticas en líneas dete-rioradas de agua, gas, efluentes industriales, etc.,restableciendo la línea sin necesidad de excavarzanjas e interrumpir el tráfico vehicular, lo queproporciona mayor velocidad de ejecución delservicio, menor cantidad de trabajo y reducciónde costos.La selección del diámetro de la tubería de HDPEa utilizar en la instalación, se efectúa determi-nando el máximo diámetro que puede ser inser-tado (como revestimiento interno) en la líneadeteriorada existente y el flujo requerido a tra-vés de este nuevo revestimiento.Se debe limpiar de obstrucciones y escombros lalínea que se va a reemplazar. Es recomendableutilizar un circuito cerrado de televisión para exa-minar completamente la línea, localizar las co-nexiones y revelar los defectos existentes. Des-pués de un funcionamiento de prueba con el ca-bezal de tiro, este se une a la tubería de HDPE(usada como revestimiento interno), luego estaunión se debe posicionar y asegurar correctamen-te. El cabezal de tiro puede ser de tipo flexible,fabricado en terreno; o de tipo rígido hecho deacero y apernado en el extremo de la tubería.Aunque un diámetro más pequeño es deslizadodentro de otro principal existente, las excelentespropiedades de flujo de las tuberías de HDPE lo-gran restablecer la capacidad del sistema y susuniones firmes y fusionadas eliminan lasinfiltraciones de agua del terreno.
8.5 Reparación de líneas dañadas
El manejo e instalación de las tuberías de HDPEse deben realizar con el cuidado necesario paraprevenir daños que puedan ocasionar abrasiones,cortes, fisuras, perforaciones, etc.Toda tubería debe ser examinada cuidadosamen-te antes de la instalación, retirando aquellas queestén dañadas. Las tuberías cuyo daño resulte enla reducción del espesor de pared de aproxima-
Gentileza Borealis
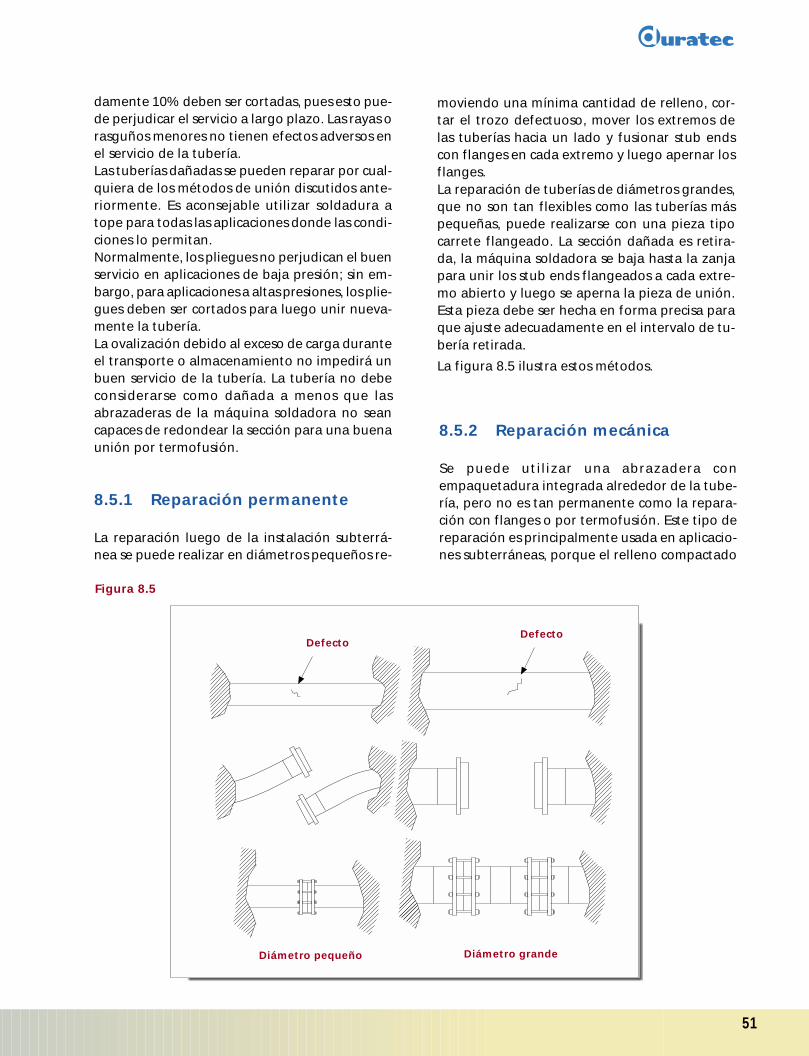
51
damente 10% deben ser cortadas, pues esto pue-de perjudicar el servicio a largo plazo. Las rayas orasguños menores no tienen efectos adversos enel servicio de la tubería.Las tuberías dañadas se pueden reparar por cual-quiera de los métodos de unión discutidos ante-riormente. Es aconsejable utilizar soldadura atope para todas las aplicaciones donde las condi-ciones lo permitan.Normalmente, los pliegues no perjudican el buenservicio en aplicaciones de baja presión; sin em-bargo, para aplicaciones a altas presiones, los plie-gues deben ser cortados para luego unir nueva-mente la tubería.La ovalización debido al exceso de carga duranteel transporte o almacenamiento no impedirá unbuen servicio de la tubería. La tubería no debeconsiderarse como dañada a menos que lasabrazaderas de la máquina soldadora no seancapaces de redondear la sección para una buenaunión por termofusión.
8.5.1 Reparación permanente
La reparación luego de la instalación subterrá-nea se puede realizar en diámetros pequeños re-
Figura 8.5
moviendo una mínima cantidad de relleno, cor-tar el trozo defectuoso, mover los extremos delas tuberías hacia un lado y fusionar stub endscon flanges en cada extremo y luego apernar losflanges.La reparación de tuberías de diámetros grandes,que no son tan flexibles como las tuberías máspequeñas, puede realizarse con una pieza tipocarrete flangeado. La sección dañada es retira-da, la máquina soldadora se baja hasta la zanjapara unir los stub ends flangeados a cada extre-mo abierto y luego se aperna la pieza de unión.Esta pieza debe ser hecha en forma precisa paraque ajuste adecuadamente en el intervalo de tu-bería retirada.
La figura 8.5 ilustra estos métodos.
8.5.2 Reparación mecánica
Se puede utilizar una abrazadera conempaquetadura integrada alrededor de la tube-ría, pero no es tan permanente como la repara-ción con flanges o por termofusión. Este tipo dereparación es principalmente usada en aplicacio-nes subterráneas, porque el relleno compactado
DefectoDefecto
Diámetro pequeño Diámetro grande
52
restringe la tubería de movimientos térmicos yextrae las fuerzas causadas por la presión inter-na. Una abrazadera de reparación más larga ge-neralmente proporciona mayor capacidad de se-llado sobre las tuberías.Es aconsejable utilizar una abrazadera de longi-tud de 11/2 a 2 veces el diámetro nominal de latubería. Se debe apretar la abrazadera alrede-dor de toda la tubería que ha sido previamentesecada y limpiada de cualquier material extraño.Luego, se rellena y compacta en forma adecuadaalrededor y sobre la tubería antes de que éstasea presurizada.
8.5.3 Reparación de fittings
Las reparaciones de fittings instalados se realizannormalmente mediante el reemplazo de la piezacon un nuevo fitting flangeado.
8.5.4 Reparación bajo el agua
Para reparar las líneas submarinas, los terminalesde las tuberías deben ser puestos a flote o levan-tados sobre el agua para poder unir un stub enden cada extremo. Luego, se bajan a la posiciónen el fondo y se apernan los flanges bajo el agua.Se debe utilizar un equipo de levantamiento ade-cuado para asegurar que no se excedan los ra-dios mínimos de curvatura. Normalmente, no esnecesario retirar los pesos de lastre antes de ele-var la tubería en el agua, pero se debe poner cui-dado extremo cuando la tubería se levanta sobreel nivel del agua con los pesos ligados.
8.6 Precauciones de instalaciónpara fittings segmentados
Las tees y codos segmentados son fabricados me-diante soldadura a tope; a partir de segmentosde tubería, y con cortes especiales se obtiene elfitting deseado. La configuración de estos fittingsy el hecho de que son fabricados y no moldea-dos, requiere tomar ciertas precauciones cuandose instalan en un sistema de tuberías.Las tuberías y fittings de HDPE son muy resisten-
tes al maltrato debido a la naturaleza flexible delmaterial. Sin embargo, la resistencia a la traccióndel PE es mucho menor que la del acero y no so-portará los levantamientos y fuerzas de tiro ex-cesivos que puedan ejercer equipos de instalaciónde fuerza.Los procedimientos de instalación deberían faci-litar que existiera la menor cantidad posible delevantamiento y movimiento de uniones defittings segmentados y tuberías. Si es necesariotirar la unión hasta el lado de la zanja yposicionarla correctamente, el fitting segmentadonunca debe ser usado como el punto de tiro dela línea.La unión por fusión de una tee segmentada escomplicada a causa de sus tres salidas. Es relati-vamente fácil mantener sin tensiones la tee cuan-do se fusiona una tubería a su línea principal, selevanta y se desciende la unión a su posición den-tro de la zanja. Sin embargo, la unión se tornamuy difícil de manejar cuando se fusiona una lon-gitud considerable de tubería a la tercera salida(al ramal) para permitir tender la tubería en estadirección. El manejo y posicionamiento final deestas uniones requiere equipamiento de manejoextra y precauciones adicionales para prevenirdaños en el fitting segmentado.
Método recomendado:La necesidad de equipamiento extra y la mayoríade las posibilidades de daño se pueden eliminaralterando el método de instalación de la teesegmentada, incluyendo el uso de una conexiónflangeada en el ramal. Esto permitirá que el po-sicionamiento final se realice antes de que el ra-mal se conecte. Habrá algunas instancias donde,desde el punto de vista de la instalación, la utili-zación de conexiones flangeadas en dos salidasde una tee y también en un lado de un codo pro-porcionará muchas ventajas. Esto permite que latubería sea tendida desde cualquier dirección yse haga rodar hacia la zanja, y en general el ma-nejo es mucho más fácil y más rápido antes deque se realice la conexión final con la tee o con elcodo. Desde el punto de vista económico, la ve-locidad y facilidad de instalación, y la eliminaciónde la ocurrencia de esfuerzos de instalación ex-cesivos sobre fittings segmentados, es recomen-dable utilizar siempre conexiones flangeadas enel ramal de tees y en un terminal en codos.
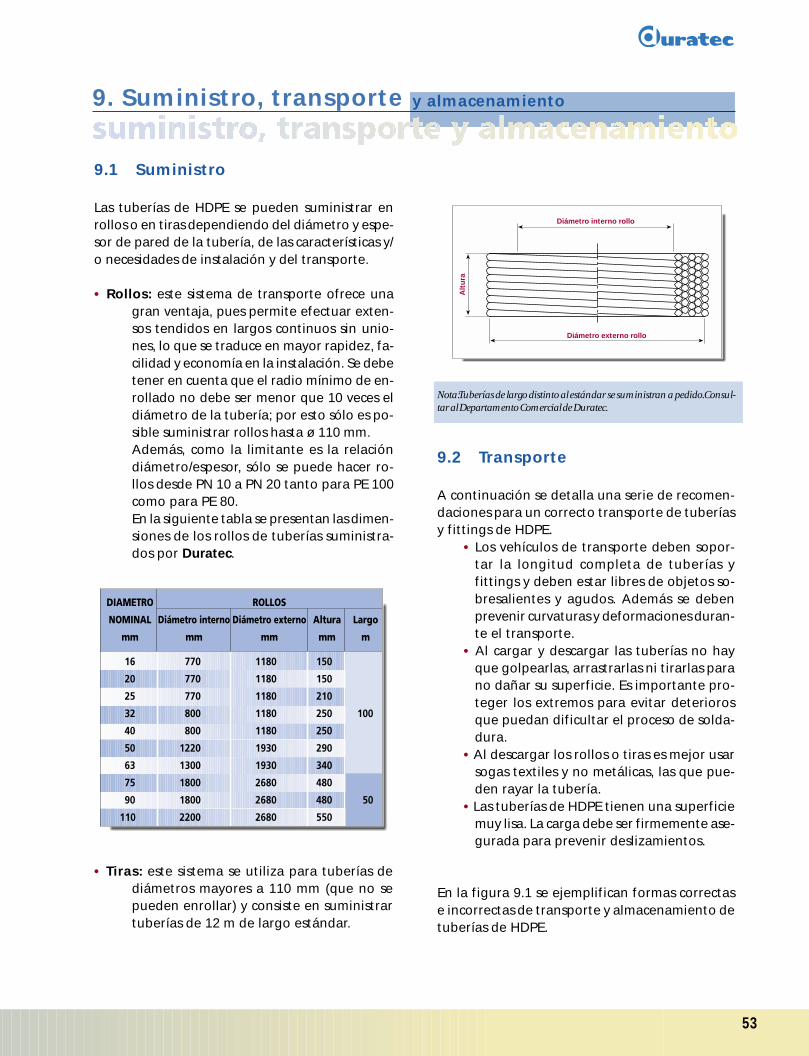
53
9.1 Suministro
Las tuberías de HDPE se pueden suministrar enrollos o en tiras dependiendo del diámetro y espe-sor de pared de la tubería, de las características y/o necesidades de instalación y del transporte.
• Rollos: este sistema de transporte ofrece unagran ventaja, pues permite efectuar exten-sos tendidos en largos continuos sin unio-nes, lo que se traduce en mayor rapidez, fa-cilidad y economía en la instalación. Se debetener en cuenta que el radio mínimo de en-rollado no debe ser menor que 10 veces eldiámetro de la tubería; por esto sólo es po-sible suministrar rollos hasta ø 110 mm.Además, como la limitante es la relacióndiámetro/espesor, sólo se puede hacer ro-llos desde PN 10 a PN 20 tanto para PE 100como para PE 80.En la siguiente tabla se presentan las dimen-siones de los rollos de tuberías suministra-dos por Duratec.
Nota: Tuberías de largo distinto al estándar se suministran a pedido. Consul-tar al Departamento Comercial de Duratec.
9.2 Transporte
A continuación se detalla una serie de recomen-daciones para un correcto transporte de tuberíasy fittings de HDPE.
• Los vehículos de transporte deben sopor-tar la longitud completa de tuberías yfittings y deben estar libres de objetos so-bresalientes y agudos. Además se debenprevenir curvaturas y deformaciones duran-te el transporte.
• Al cargar y descargar las tuberías no hayque golpearlas, arrastrarlas ni tirarlas parano dañar su superficie. Es importante pro-teger los extremos para evitar deteriorosque puedan dificultar el proceso de solda-dura.
• Al descargar los rollos o tiras es mejor usarsogas textiles y no metálicas, las que pue-den rayar la tubería.
• Las tuberías de HDPE tienen una superficiemuy lisa. La carga debe ser firmemente ase-gurada para prevenir deslizamientos.
En la figura 9.1 se ejemplifican formas correctase incorrectas de transporte y almacenamiento detuberías de HDPE.
Alt
ura
Diámetro interno rollo
Diámetro externo rollo
• Tiras: este sistema se utiliza para tuberías dediámetros mayores a 110 mm (que no sepueden enrollar) y consiste en suministrartuberías de 12 m de largo estándar.
9. Suministro, transporte y almacenamiento

54
9.3 Almacenamiento
Cuando las tuberías se almacenan en pilas, sedebe evitar un peso excesivo que puede producirovalizaciones en las tuberías del fondo. Debenalmacenarse en superficies planas, sin cargas pun-tuales, como piedras u objetos puntiagudos, detal manera que el terreno de apoyo proporcioneun soporte continuo a las tuberías inferiores.Las limitantes en la altura de almacenamiento de-penderán del diámetro y espesor de pared de latubería y de la temperatura ambiente. Las tube-rías de HDPE se pueden almacenar a la intempe-rie bajo la luz directa del sol, pues son resistentesa la radiación UV. Sin embargo, la expansión ycontracción causada por un calentamiento repen-tino debido a la luz solar pueden hacer que latubería se incline y ceda si no es restringida ade-cuadamente. Para tal efecto puede utilizarse apo-yos con tablones de madera, con una separaciónde 1 m entre cada apoyo. Además, deben tenercuñas laterales que impidan el desplazamientode las filas.En la siguiente tabla se muestran recomendacio-nes generales para alturas de apilamiento, desa-rrolladas por el Plastic Pipe Institute para tube-rías de HDPE, según su relación dimensionalestándar SDR.
Figura 9.1
INCORRECTO CORRECTO
DIAMETRO Número de filas de apilamientoNOMINAL SDR < 18 18 < SDR < 26 26 < SDR < 32,5
mm
110 45 26 14
125 40 23 12
140 35 20 11
160 31 17 10
180 27 15 9
200 24 13 8
225 20 11 7
250 17 10 6
280 15 9 5
315 13 8 5
355 12 7 4
400 11 6 4
450 10 6 4
500 9 6 3
560 8 5 3
630 7 4 3
710 6 4 3
800 - 3 2
900 - 3 2
1000 - - 2
1200 - - 2
5555 55
de diseño10. Consideraciones
10.1 Cálculo hidráulico
La diferencia básica en el dimensionamiento hi-dráulico de tuberías de HDPE con respecto a tu-berías de materiales tradicionales, reside en labajísima rugosidad que éstas presentan.Las tuberías de HDPE tienen una superficie extre-madamente lisa, lo cual se traduce en una excelen-te capacidad de escurrimiento. Tienen una alta re-sistencia a la corrosión, a incrustaciones y al creci-miento de bacterias.Por sus excelentes propiedades, se necesita un diá-metro menor para transportar un volumen de-terminado comparado con tuberías de acero, fie-rro o concreto. Además, mantienen estas carac-terísticas de flujo durante toda su vida útil.
10.1.1 Flujo bajo presión
Las ecuaciones que relacionan el flujo de un flui-do con su caída de presión en un sistema de tu-berías involucran un factor de fricción que de-pende del material de la tubería.Las fórmulas más comúnmente utilizadas para loscálculos hidráulicos son las de Hazen-Williams yde Colebrook.En la fórmula de Hazen-Williams, la influencia dela rugosidad se considera en el coeficiente C, quepara tuberías de HDPE la literatura técnica deter-mina en 150.En la fórmula de Colebrook, los valores de rugo-sidad adoptados son:
Para diámetro ≤ 200 mm: ε= 10 µm (1,0 x 10-2 mm)Para diámetro > 200 mm: ε= 25 µm (2,5 x 10-2 mm)
Para diámetros medios y velocidades medias, lasdiferencias que resultan de la aplicación de lasrugosidades ε en la fórmula de Colebrook o C=150en la fórmula de Hazen-Williams, no tiene mu-cha importancia práctica. Actualmente se consi-dera la fórmula de Colebrook como la que pro-porciona resultados más exactos.
10.1.2 Selección del diámetrointerno de la tubería
A partir de la velocidad media del fluido, se de-termina el diámetro interno por:
Donde:d = diámetro interno de la tubería, mmQ = caudal, m3/hv = velocidad media, m/s
10.1.3 Pérdidas de carga
Las pérdidas de carga, como ya se explicó, se pue-den determinar por las fórmulas de Hazen-Williams o Colebrook. Es recomendable aplicarambas fórmulas y adoptar la mayor pérdida decarga obtenida entre las dos.
a) Fórmula de Hazen-Williams
Donde:H = pérdida de carga, m.c.a.Q = caudal, m3/sC = 150d = diámetro interno, mL = longitud de la tubería, m
O, si se desea la pérdida de carga unitaria:
Donde:h = pérdida de carga unitaria, m.c.a./m
h = 10,643 Q1,85 C-1,85 d-4,87
d = 18,8 Qv√
H = 10,643 Q1,85 C-1,85 d-4,87 L
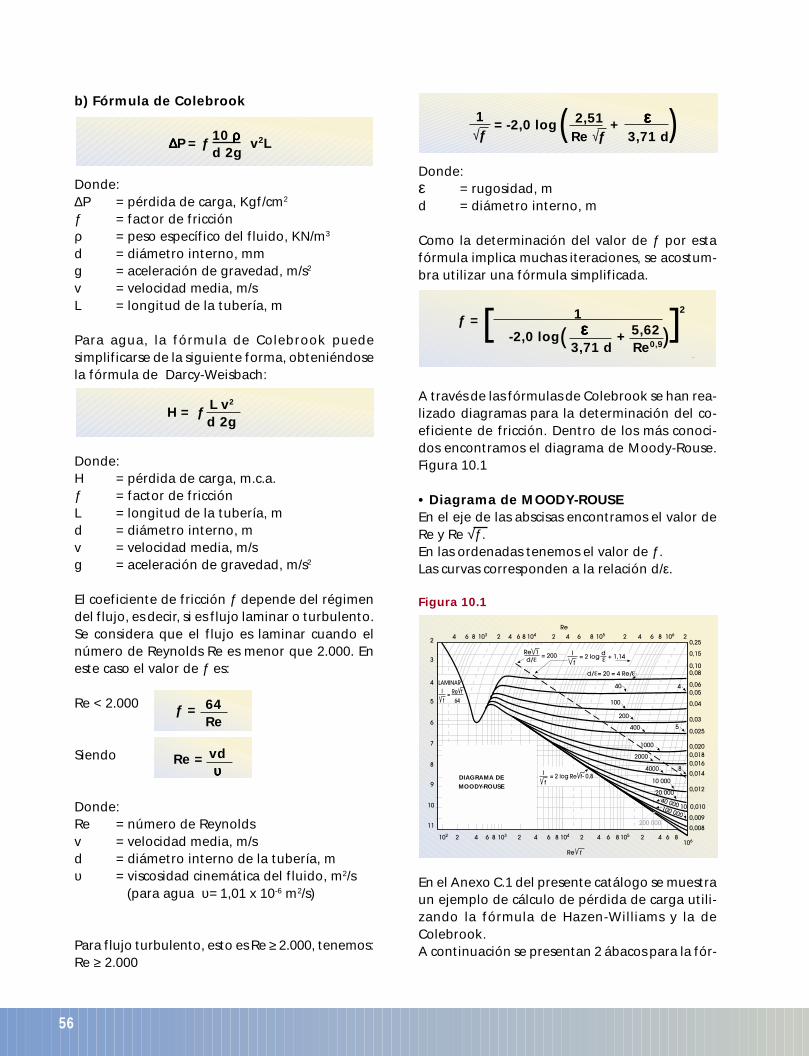
56
Re = vdυυυυυ
H = ƒ L v2
d 2g
ƒ = 64Re
Donde:ε = rugosidad, md = diámetro interno, m
Como la determinación del valor de ƒ por estafórmula implica muchas iteraciones, se acostum-bra utilizar una fórmula simplificada.
A través de las fórmulas de Colebrook se han rea-lizado diagramas para la determinación del co-eficiente de fricción. Dentro de los más conoci-dos encontramos el diagrama de Moody-Rouse.Figura 10.1
• Diagrama de MOODY-ROUSEEn el eje de las abscisas encontramos el valor deRe y Re √ƒ.En las ordenadas tenemos el valor de ƒ.Las curvas corresponden a la relación d/ε.
Figura 10.1
En el Anexo C.1 del presente catálogo se muestraun ejemplo de cálculo de pérdida de carga utili-zando la fórmula de Hazen-Williams y la deColebrook.A continuación se presentan 2 ábacos para la fór-
b) Fórmula de Colebrook
Donde:∆P = pérdida de carga, Kgf/cm2
ƒ = factor de fricciónρ = peso específico del fluido, KN/m3
d = diámetro interno, mmg = aceleración de gravedad, m/s2
v = velocidad media, m/sL = longitud de la tubería, m
Para agua, la fórmula de Colebrook puedesimplificarse de la siguiente forma, obteniéndosela fórmula de Darcy-Weisbach:
Donde:H = pérdida de carga, m.c.a.ƒ = factor de fricciónL = longitud de la tubería, md = diámetro interno, mv = velocidad media, m/sg = aceleración de gravedad, m/s2
El coeficiente de fricción ƒ depende del régimendel flujo, es decir, si es flujo laminar o turbulento.Se considera que el flujo es laminar cuando elnúmero de Reynolds Re es menor que 2.000. Eneste caso el valor de ƒ es:
Re < 2.000
Siendo
Donde:Re = número de Reynoldsv = velocidad media, m/sd = diámetro interno de la tubería, mυ = viscosidad cinemática del fluido, m2/s
(para agua υ= 1,01 x 10-6 m2/s)
Para flujo turbulento, esto es Re ≥ 2.000, tenemos:Re ≥ 2.000
10 ρρρρρd 2g
∆∆∆∆∆P = ƒ v2L
Re 1d/
= 200 l
f= 2 log + 1,14d
d/ = 20 = 4 Re/
0,25
0,15
0,100,08
0,060,05
0,04
0,03
0,025
0,0200,0180,016
0,014
0,012
0,010
0,009
0,008
4 6 8 2 4 6 8103 104 2 4 6 8 105
Re2 4 6 8 106 2
2 4 6 2 4 6 8102 104 2 4 6 8 105
Re
2 4 6 8106
8 103
2
3
LAMINAR
5
6
7
8
9
10
11
l
f= 2 log - 0,8Re f
l
f 64Re f=
40
100
200
400
1000
2000
4000
10 000
100 000200 000
4
5
8
1040 000
20 000
4
DIAGRAMA DEMOODY-ROUSE
f
1√ƒ ( ) 2,51 εεεεε
Re √ƒ 3,71 d= -2,0 log +
ƒ = [ ]1
-2,0 log +( ) εεεεε 5,623,71 d Re0,9
2
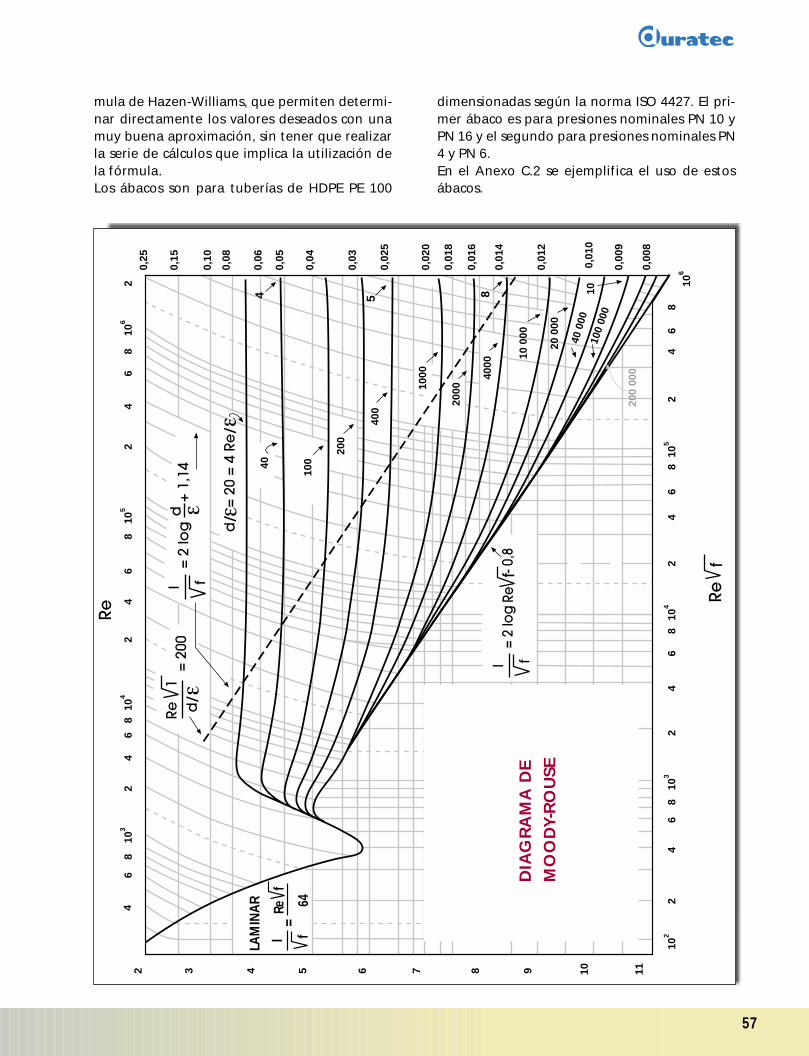
5757 57
Re1
d/
= 20
0l f
= 2
log
+
1,1
4d
d/
= 2
0 =
4 Re
/
0,25
0,15
0,10
0,08
0,06
0,05
0,04
0,03
0,02
5
0,02
0
0,01
8
0,01
6
0,01
4
0,01
2
0,01
0
0,00
9
0,00
8
46
82
46
810
310
42
46
810
5
Re2
46
810
62
24
62
46
810
210
42
46
810
5
Re
24
68
106
810
3
2 3
LAM
INA
R
5 6 7 8 9 10 11
l f=
2 lo
g
- 0,8
Ref
l f64Re
f=
40
100
200
400
1000
2000
4000
10 0
00 100
000
200
000
4 5 8 10
40 0
00
20 0
00
4
DIA
GR
AM
A D
EM
OO
DY-
RO
USE
f
mula de Hazen-Williams, que permiten determi-nar directamente los valores deseados con unamuy buena aproximación, sin tener que realizarla serie de cálculos que implica la utilización dela fórmula.Los ábacos son para tuberías de HDPE PE 100
dimensionadas según la norma ISO 4427. El pri-mer ábaco es para presiones nominales PN 10 yPN 16 y el segundo para presiones nominales PN4 y PN 6.En el Anexo C.2 se ejemplifica el uso de estosábacos.
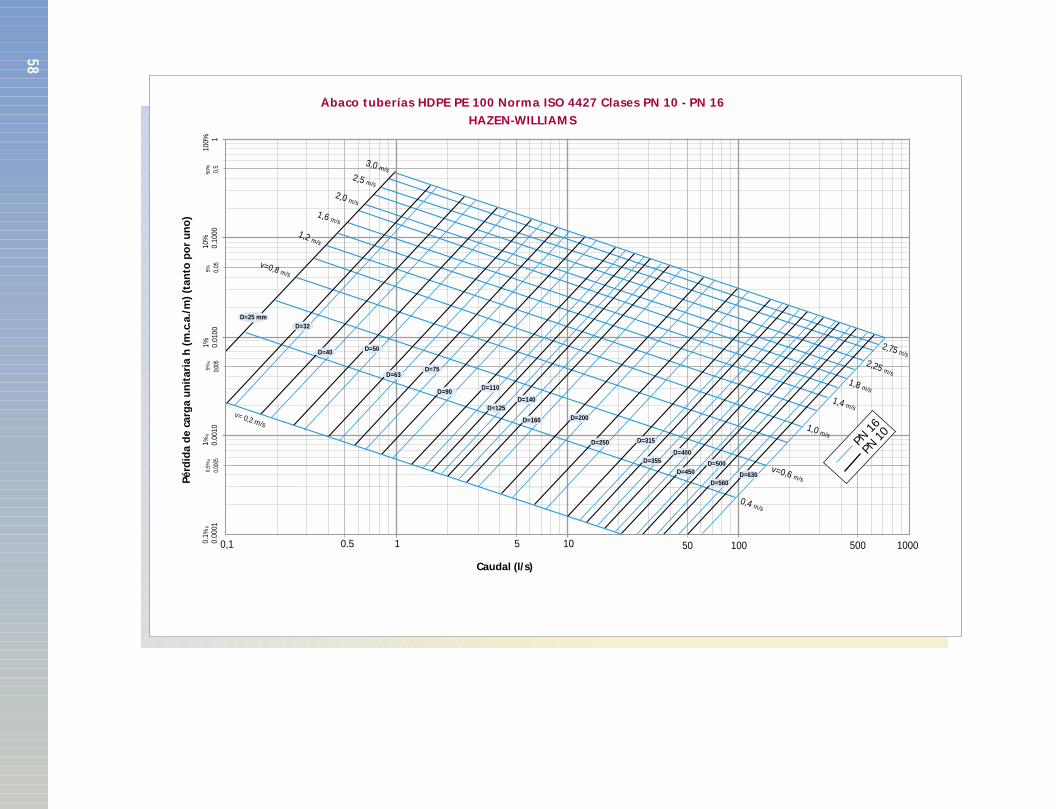
58
Pérd
ida
de
carg
a u
nit
aria
h (
m.c
.a./
m)
(tan
to p
or
un
o)
Ábaco tuberías HDPE PE 100 Norma ISO 4427 Clases PN 10 - PN 16
HAZEN-WILLIAMS
0.00
010.
0010
0.01
000.
1000
v= 0,2 m/s
0,1 1 10 1000100
Caudal (l/s)
1
0.5 5 50 5000.1%
º1%
º1%
10%
100%
0,5
0,05
0,005
50%
5%º
0.000
50,
5%º
5%
v=0,8 m/s
1,2 m/s
1,6 m/s
2,0 m/s
2,5 m/s
3,0 m/s
2,75 m/s2,25 m/s
1,8 m/s
1,4 m/s
1,0 m/s
0,4 m/s
v=0,6 m/s
D=500
D=630
D=400
D=450
D=560
D=355
D=315D=250
D=200D=160
D=140D=125
D=110D=90
D=75D=63
D=50D=40
D=32D=25 mm
PN 1
6PN
10
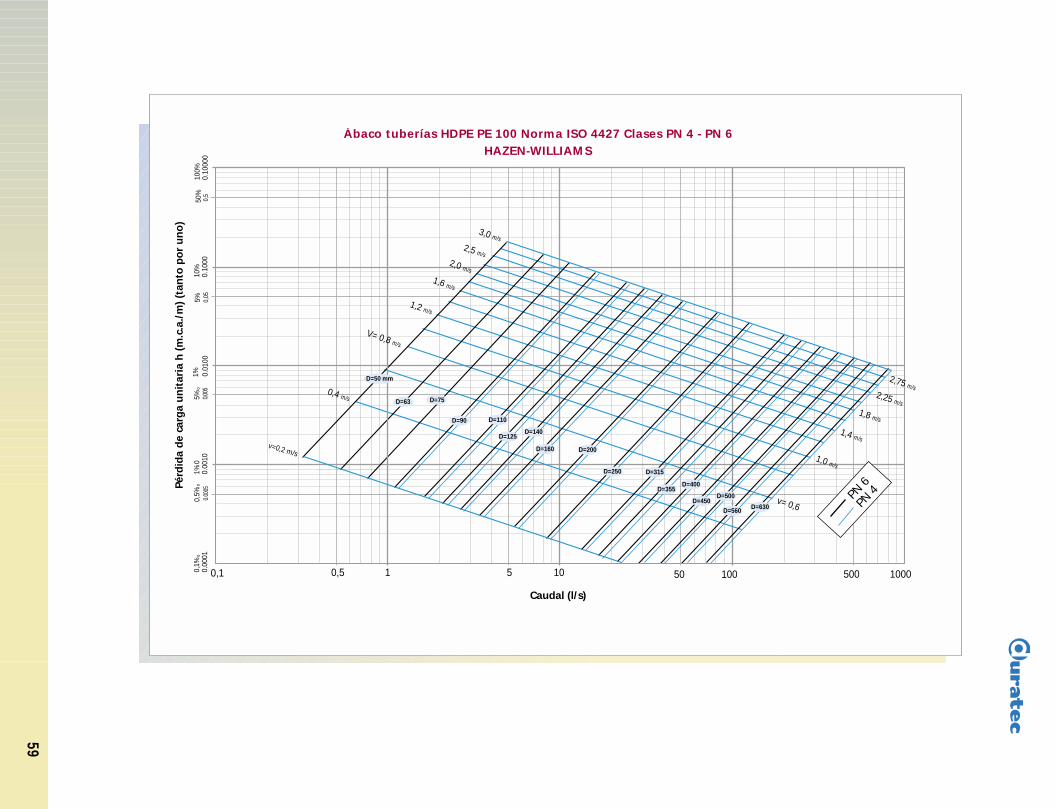
5959
59
Pérd
ida
de
carg
a u
nit
aria
h (
m.c
.a./
m)
(tan
to p
or
un
o)
Ábaco tuberías HDPE PE 100 Norma ISO 4427 Clases PN 4 - PN 6HAZEN-WILLIAMS
0.00
010.
0010
0.01
000.
1000
0,1 1 10 1000100
Caudal (l/s)
PN 6
PN 4
0.10
000
0,1%
º1%
01%
10%
100%
v=0,2 m/s
5005050,5
0,5
0,05
0,005
50%
5%º
0.000
50,
5%º
5%
3,0 m/s2,5 m/s
2,0 m/s
1,6 m/s
1,2 m/s
V= 0,8 m/s
0,4 m/s
D=630D=560
D=500D=450
D=400D=355
D=315D=250
D=200D=160
D=140D=125
D=110D=90
D=75D=63
D=50 mm
2,25 m/s
1,8 m/s
1,4 m/s
1,0 m/s
v= 0,6
2,75 m/s
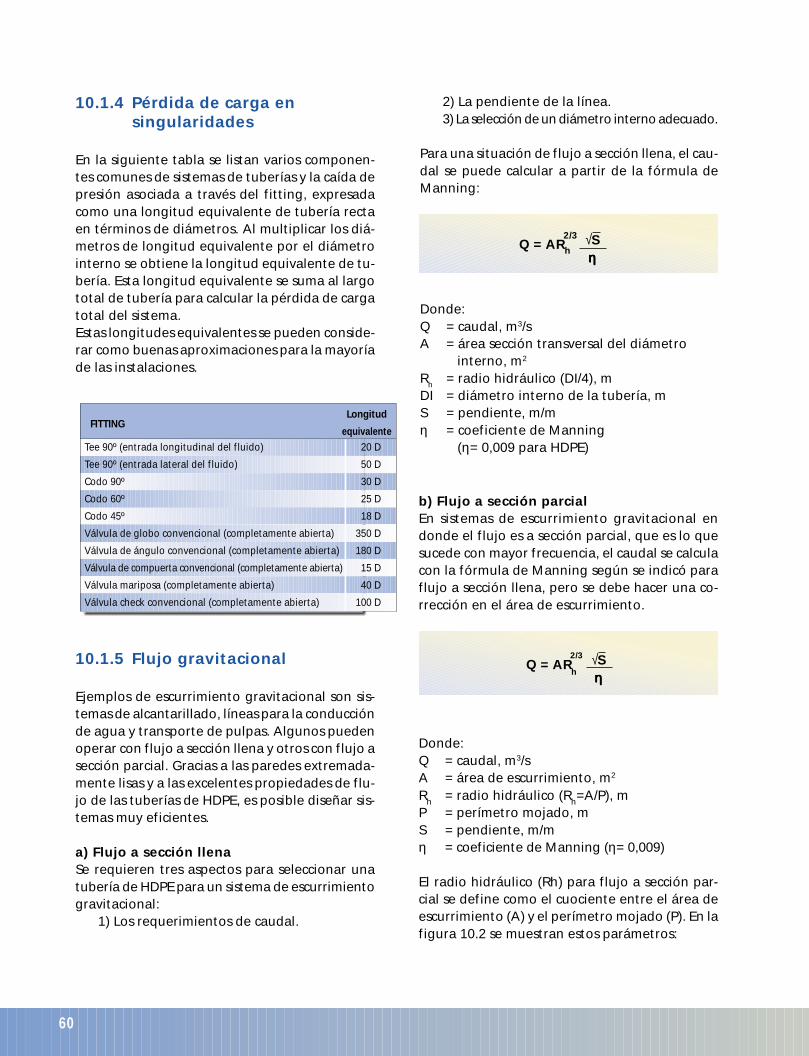
60
10.1.4 Pérdida de carga ensingularidades
En la siguiente tabla se listan varios componen-tes comunes de sistemas de tuberías y la caída depresión asociada a través del fitting, expresadacomo una longitud equivalente de tubería rectaen términos de diámetros. Al multiplicar los diá-metros de longitud equivalente por el diámetrointerno se obtiene la longitud equivalente de tu-bería. Esta longitud equivalente se suma al largototal de tubería para calcular la pérdida de cargatotal del sistema.Estas longitudes equivalentes se pueden conside-rar como buenas aproximaciones para la mayoríade las instalaciones.
10.1.5 Flujo gravitacional
Ejemplos de escurrimiento gravitacional son sis-temas de alcantarillado, líneas para la conducciónde agua y transporte de pulpas. Algunos puedenoperar con flujo a sección llena y otros con flujo asección parcial. Gracias a las paredes extremada-mente lisas y a las excelentes propiedades de flu-jo de las tuberías de HDPE, es posible diseñar sis-temas muy eficientes.
a) Flujo a sección llenaSe requieren tres aspectos para seleccionar unatubería de HDPE para un sistema de escurrimientogravitacional:
1) Los requerimientos de caudal.
2) La pendiente de la línea.3) La selección de un diámetro interno adecuado.
Para una situación de flujo a sección llena, el cau-dal se puede calcular a partir de la fórmula deManning:
Donde:Q = caudal, m3/sA = área sección transversal del diámetro
interno, m2
Rh = radio hidráulico (DI/4), mDI = diámetro interno de la tubería, mS = pendiente, m/mη = coeficiente de Manning
(η= 0,009 para HDPE)
b) Flujo a sección parcialEn sistemas de escurrimiento gravitacional endonde el flujo es a sección parcial, que es lo quesucede con mayor frecuencia, el caudal se calculacon la fórmula de Manning según se indicó paraflujo a sección llena, pero se debe hacer una co-rrección en el área de escurrimiento.
Donde:Q = caudal, m3/sA = área de escurrimiento, m2
Rh = radio hidráulico (Rh=A/P), mP = perímetro mojado, mS = pendiente, m/mη = coeficiente de Manning (η= 0,009)
El radio hidráulico (Rh) para flujo a sección par-cial se define como el cuociente entre el área deescurrimiento (A) y el perímetro mojado (P). En lafigura 10.2 se muestran estos parámetros:
Q = AR √Sηηηηη
2/3
h
LongitudFITTING
equivalenteTee 90º (entrada longitudinal del fluido) 20 D
Tee 90º (entrada lateral del fluido) 50 D
Codo 90º 30 D
Codo 60º 25 D
Codo 45º 18 D
Válvula de globo convencional (completamente abierta) 350 D
Válvula de ángulo convencional (completamente abierta) 180 D
Válvula de compuerta convencional (completamente abierta) 15 D
Válvula mariposa (completamente abierta) 40 D
Válvula check convencional (completamente abierta) 100 D
Q = AR √Sηηηηηh
2/3
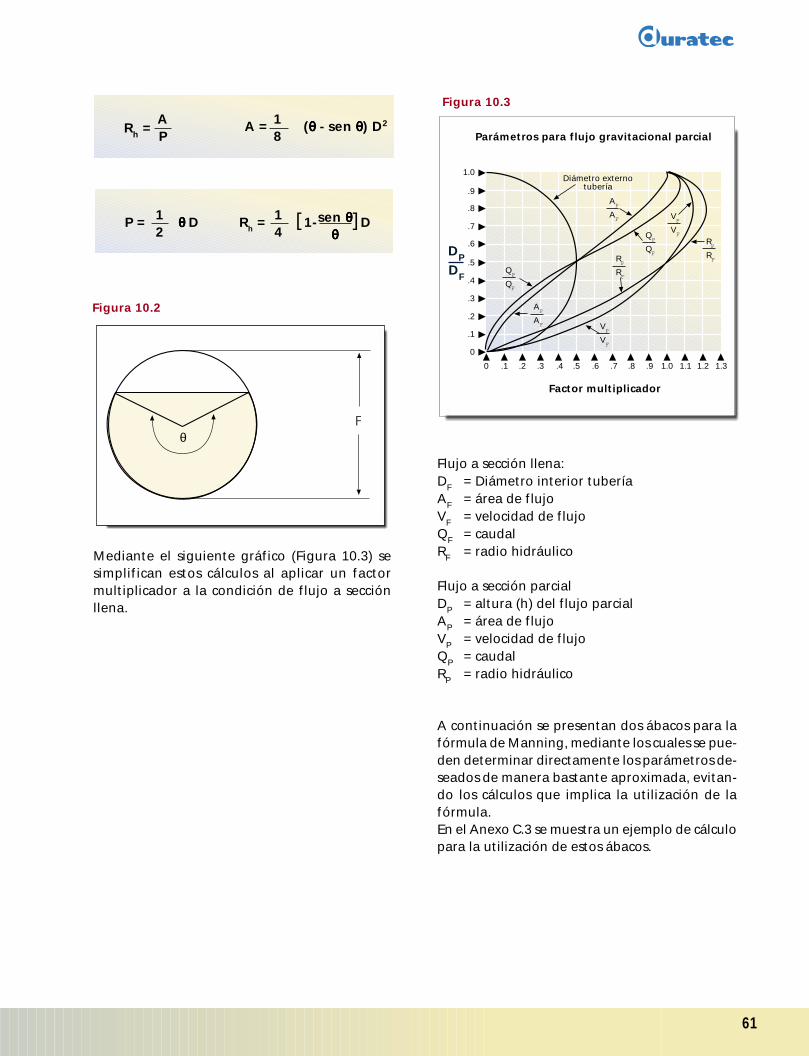
6161 61
Rh =AP
A = (θθθθθ - sen θθθθθ) D218
Flujo a sección llena:DF = Diámetro interior tuberíaAF = área de flujoVF = velocidad de flujoQF = caudalRF = radio hidráulico
Flujo a sección parcialDP = altura (h) del flujo parcialAP = área de flujoVP = velocidad de flujoQP = caudalRP = radio hidráulico
A continuación se presentan dos ábacos para lafórmula de Manning, mediante los cuales se pue-den determinar directamente los parámetros de-seados de manera bastante aproximada, evitan-do los cálculos que implica la utilización de lafórmula.En el Anexo C.3 se muestra un ejemplo de cálculopara la utilización de estos ábacos.
P = θ θ θ θ θ D12
14
Rh = [1- ]Dsen θθθθθθθθθθ
Mediante el siguiente gráfico (Figura 10.3) sesimplifican estos cálculos al aplicar un factormultiplicador a la condición de flujo a secciónllena.
Figura 10.3
Figura 10.2
Parámetros para flujo gravitacional parcial
Factor multiplicador
0 .1 .2 .3 .4 .5 .6 .7 .8 .9 1.0 1.1 1.2 1.3
0
.1
.2
.3
.4
.5
.6
.7
.8
.9
1.0Diámetro externo
tubería
AP
AF
QP
QF
VP
VF
RP
RFR
P
RF
VP
VF
AP
AF
QP
QF
DP
DF
Fθ
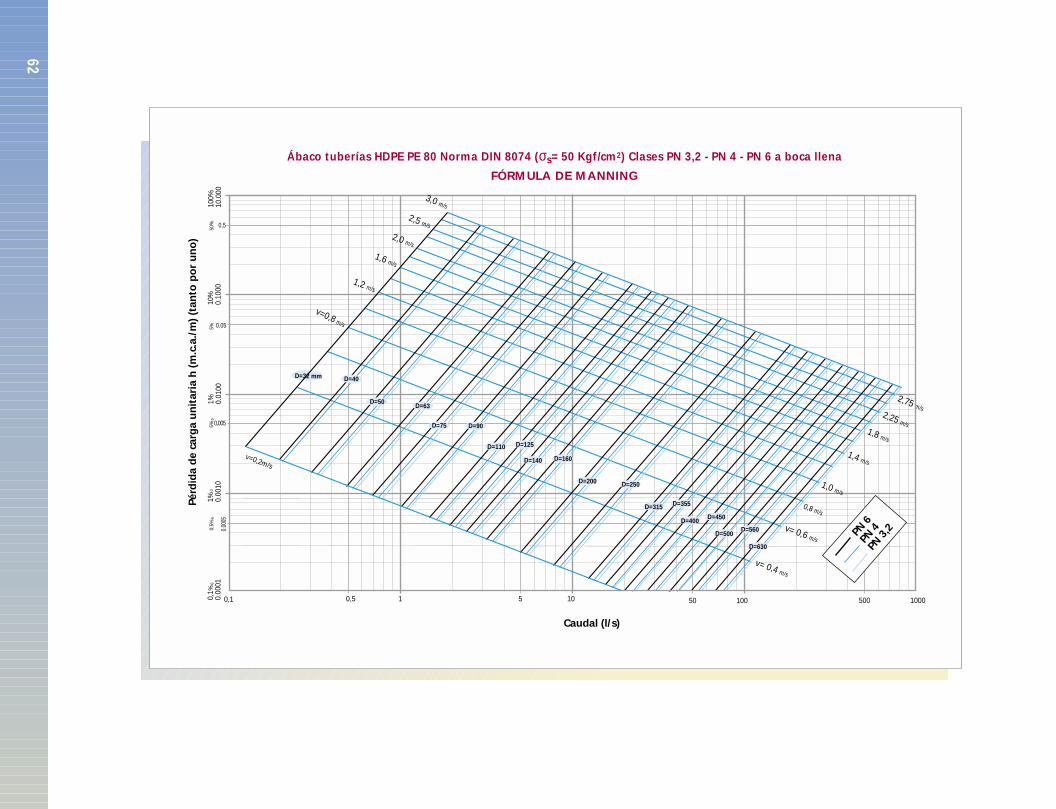
62
Pérd
ida
de
carg
a u
nit
aria
h (
m.c
.a./
m)
(tan
to p
or
un
o)
Ábaco tuberías HDPE PE 80 Norma DIN 8074 (σs= 50 Kgf/cm2) Clases PN 3,2 - PN 4 - PN 6 a boca llena
FÓRMULA DE MANNING
0.00
010.
0010
0.01
000.
1000
0,1 1 10 1000100
Caudal (l/s)
PN 6
PN 4
PN 3
,2
10.0
00
5005050,50,1%
º1%
01%
10%
100%
v=0,2m/s
0,5
0,05
0,005
50%
5%º
0.000
5
0,5%
º5%
v=0,8 m/s
2,5 m/s
2,0 m/s
1,6 m/s
1,2 m/s
2,75 m/s2,25 m/s
1,8 m/s
1,4 m/s
1,0 m/s
0,8 m/s
v= 0,6 m/s
v= 0,4 m/s
D=140 D=160
D=200 D=250
D=315 D=355
D=400D=450
D=500D=560
D=630
D=125D=110
D=90D=75
D=63D=50
D=40D=32 mm
3,0 m/s
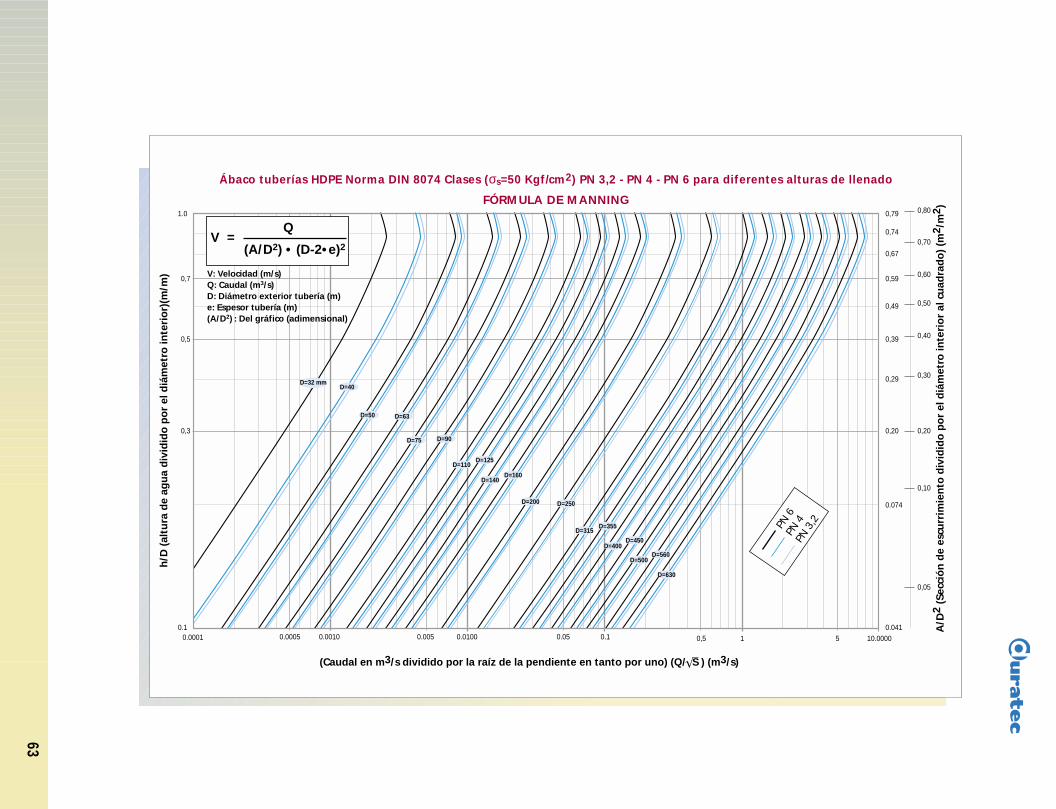
6363
63
h/D
(al
tura
de
agu
a d
ivid
ido
po
r el
diá
met
ro in
teri
or)
(m/m
)
Ábaco tuberías HDPE Norma DIN 8074 Clases (σs=50 Kgf/cm2) PN 3,2 - PN 4 - PN 6 para diferentes alturas de llenado
FÓRMULA DE MANNING
0.0001 0.0010 0.0100 10.00001
PN 6
PN 4
PN 3
,2
1.0
0.10.1
D=630
D=560D=500
D=450D=400
D=355D=315
D=250D=200
D=160D=140
D=125D=110
D=90D=75
D=63D=50
D=40D=32 mm
0,7
0,5
0,3
(Caudal en m3/s dividido por la raíz de la pendiente en tanto por uno) (Q/ S ) (m3/s)
0.0005 0.005 0.05 0,5 5
A/D
2 (S
ecci
ón
de
escu
rrim
ien
to d
ivid
ido
po
r el
diá
met
ro in
teri
or
al c
uad
rad
o)
(m2 /
m2 )0,79
0.041
0,59
0,39
0,20
0.074
0,29
0,49
0,67
0,74
0,05
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
VQ
(A/D2) • (D-2•e)2=
V: Velocidad (m/s)Q: Caudal (m3/s)D: Diámetro exterior tubería (m)e: Espesor tubería (m)(A/D2) : Del gráfico (adimensional)
64
10.1.6 Golpe de ariete
El golpe de ariete es un término usado para des-cribir un aumento momentáneo de presión decorta duración al interior de las tuberías.Tales aumentos de carga ocurren cuando el equili-brio es perturbado por rápidas variaciones en las con-diciones del flujo, como en la apertura y cierre deválvulas, paradas y partidas en bombas o cuando elfluido sufre un rápido cambio de dirección (por ejem-plo en codos) en las partidas de las bombas.El golpe es tanto mayor en magnitud cuanto ma-yor es la velocidad media del fluido y mayor ladistancia entre el golpe y la fuente del mismo.En general, las tuberías de polietileno absorben(disminuyen) mejor el efecto del golpe en virtudde su flexibilidad. Son capaces de soportarsobrepresiones superiores a las nominales paracortos intervalos de tiempo, siempre que esas pre-siones se mantengan dentro de valores aceptables,definidos por la presión nominal de la tubería.En forma simplificada, el golpe de ariete se pue-de expresar de la siguiente manera:
Donde:∆P = sobrepresión debido al golpe, mc = velocidad de propagación de la onda
de presión, m/s∆v = velocidad media del fluido, m/sg = aceleración de gravedad, m/s2
La velocidad de propagación de la onda de pre-sión (c) depende de la elasticidad del fluido y dela elasticidad de la pared de la tubería. Para unatubería de sección circular y libremente soporta-da, la velocidad de propagación se puede deter-minar por:
Donde:EP = módulo de elasticidad de la tubería,
Kgf/m2
ρ = peso específico del fluido (para agua, ρ = 1.000 Kgf/m3)
EW = módulo de elasticidad del fluido, Kgf/m2
dm = diámetro medio de la tubería, me = espesor de pared de la tubería, m
Si la tubería es fijada longitudinalmente, EP debeser sustituido por:
Donde:υ = coeficiente de Poisson
En las tuberías de HDPE, la compresibilidad delagua se puede despreciar, pues:
Así, la expresión de la velocidad de propagaciónpara tuberías fijadas longitudinalmente se puedesimplificar a:
En el caso de cargas de muy corta duración, a 20ºC,para HDPE, podemos considerar:
EP = 10.000 Kgf/cm2 (108 Kgf/m2) y υυυυυ = 0,5
Además, de acuerdo a la siguiente relación:
(PN: Presión nominal, clase de la tubería)
Podemos simplificar aun más la expresión de lavelocidad de propagación:
El dimensionamiento de la tubería debe conside-rar la suma de las presiones existentes, es decir,las presiones internas necesarias para la conduc-ción del fluido más las sobrepresiones de golpesde ariete.
De cualquier manera, siempre que sea posible sedebe intentar disminuir o eliminar la ocurrencia
c∆∆∆∆∆v∆∆∆∆∆P = g
EP
1-υυυυυ2
EP
EW
dm
e<<
edm
= 0,01 PN~
cHDPE = 115 √PN
√ Epg e
(1- υυυυυ2)ρρρρρ dm
c =
c =
Ep gρρρρρ
Ep dm
EW e+√
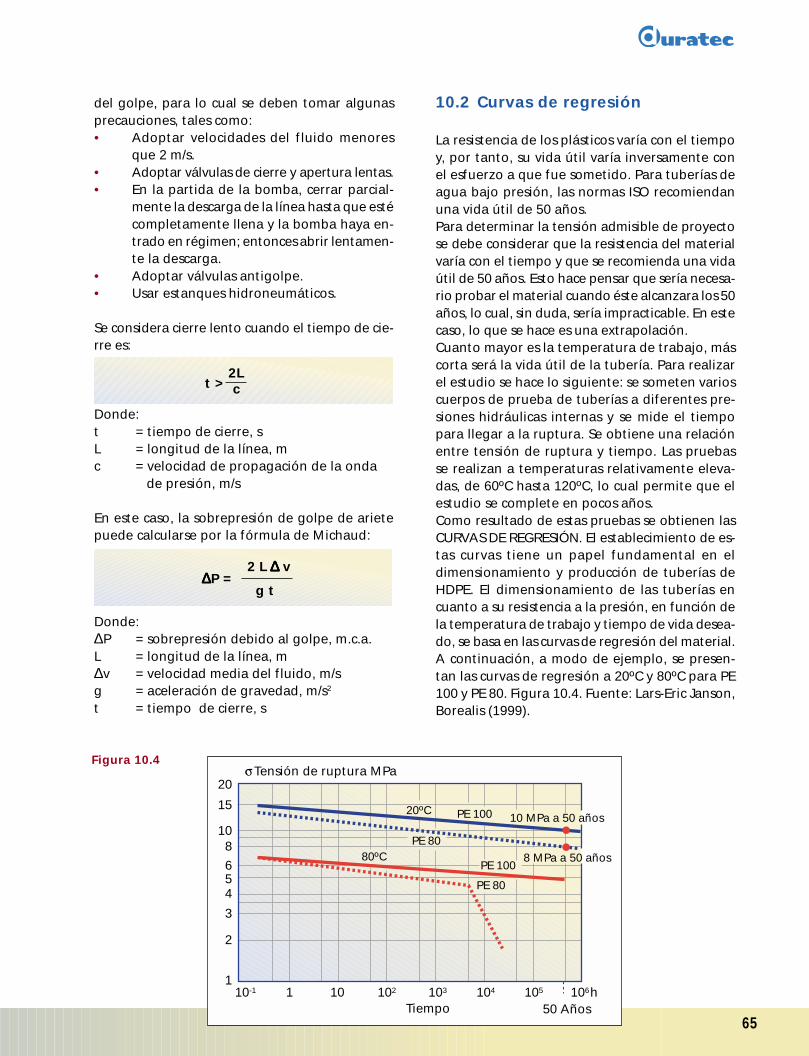
6565 65
del golpe, para lo cual se deben tomar algunasprecauciones, tales como:• Adoptar velocidades del fluido menores
que 2 m/s.• Adoptar válvulas de cierre y apertura lentas.• En la partida de la bomba, cerrar parcial-
mente la descarga de la línea hasta que estécompletamente llena y la bomba haya en-trado en régimen; entonces abrir lentamen-te la descarga.
• Adoptar válvulas antigolpe.• Usar estanques hidroneumáticos.
Se considera cierre lento cuando el tiempo de cie-rre es:
Donde:t = tiempo de cierre, sL = longitud de la línea, mc = velocidad de propagación de la onda
de presión, m/s
En este caso, la sobrepresión de golpe de arietepuede calcularse por la fórmula de Michaud:
Donde:∆P = sobrepresión debido al golpe, m.c.a.L = longitud de la línea, m∆v = velocidad media del fluido, m/sg = aceleración de gravedad, m/s2
t = tiempo de cierre, s
10.2 Curvas de regresión
La resistencia de los plásticos varía con el tiempoy, por tanto, su vida útil varía inversamente conel esfuerzo a que fue sometido. Para tuberías deagua bajo presión, las normas ISO recomiendanuna vida útil de 50 años.Para determinar la tensión admisible de proyectose debe considerar que la resistencia del materialvaría con el tiempo y que se recomienda una vidaútil de 50 años. Esto hace pensar que sería necesa-rio probar el material cuando éste alcanzara los 50años, lo cual, sin duda, sería impracticable. En estecaso, lo que se hace es una extrapolación.Cuanto mayor es la temperatura de trabajo, máscorta será la vida útil de la tubería. Para realizarel estudio se hace lo siguiente: se someten varioscuerpos de prueba de tuberías a diferentes pre-siones hidráulicas internas y se mide el tiempopara llegar a la ruptura. Se obtiene una relaciónentre tensión de ruptura y tiempo. Las pruebasse realizan a temperaturas relativamente eleva-das, de 60ºC hasta 120ºC, lo cual permite que elestudio se complete en pocos años.Como resultado de estas pruebas se obtienen lasCURVAS DE REGRESIÓN. El establecimiento de es-tas curvas tiene un papel fundamental en eldimensionamiento y producción de tuberías deHDPE. El dimensionamiento de las tuberías encuanto a su resistencia a la presión, en función dela temperatura de trabajo y tiempo de vida desea-do, se basa en las curvas de regresión del material.A continuación, a modo de ejemplo, se presen-tan las curvas de regresión a 20ºC y 80ºC para PE100 y PE 80. Figura 10.4. Fuente: Lars-Eric Janson,Borealis (1999).
t >2Lc
2 L ∆ ∆ ∆ ∆ ∆ v∆∆∆∆∆P =
g t
Figura 10.4
10-1 1 10 102 103 104 105 106
50 Añosh
Tiempo
1
2
3
456
810
15
20Tensión de ruptura MPa
20ºC
80ºCPE 80
PE 100
PE 100
PE 80
8 MPa a 50 años
10 MPa a 50 años
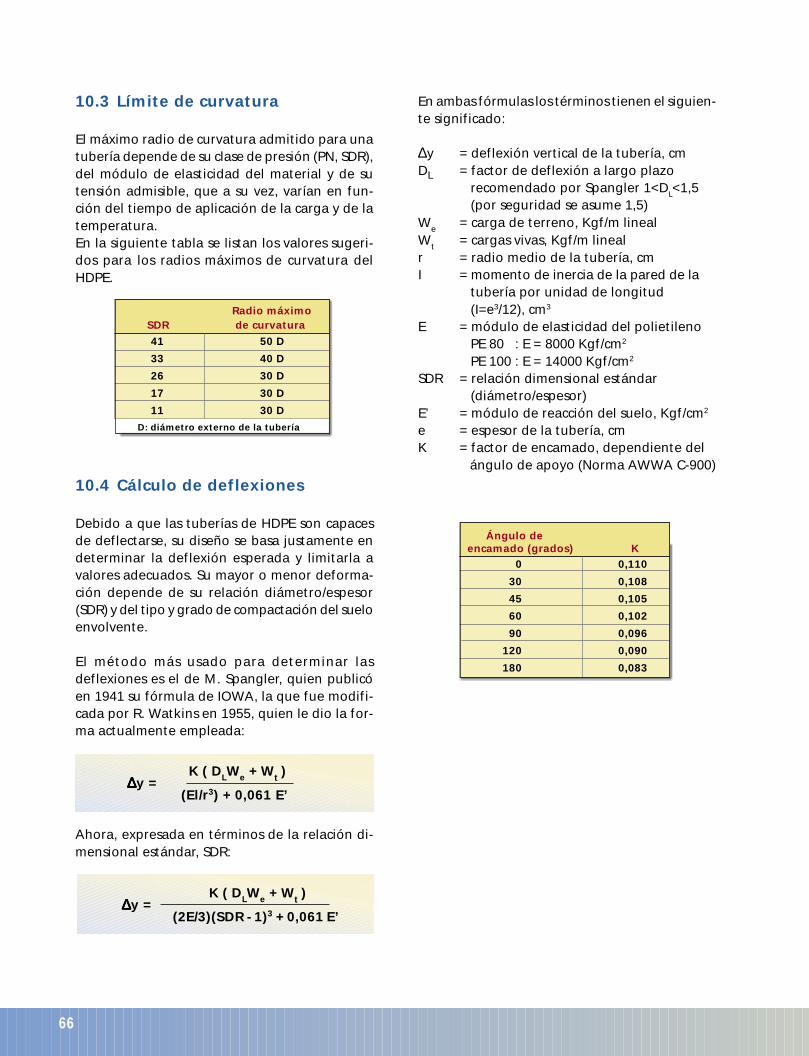
66
10.3 Límite de curvatura
El máximo radio de curvatura admitido para unatubería depende de su clase de presión (PN, SDR),del módulo de elasticidad del material y de sutensión admisible, que a su vez, varían en fun-ción del tiempo de aplicación de la carga y de latemperatura.En la siguiente tabla se listan los valores sugeri-dos para los radios máximos de curvatura delHDPE.
10.4 Cálculo de deflexiones
Debido a que las tuberías de HDPE son capacesde deflectarse, su diseño se basa justamente endeterminar la deflexión esperada y limitarla avalores adecuados. Su mayor o menor deforma-ción depende de su relación diámetro/espesor(SDR) y del tipo y grado de compactación del sueloenvolvente.
El método más usado para determinar lasdeflexiones es el de M. Spangler, quien publicóen 1941 su fórmula de IOWA, la que fue modifi-cada por R. Watkins en 1955, quien le dio la for-ma actualmente empleada:
Ahora, expresada en términos de la relación di-mensional estándar, SDR:
En ambas fórmulas los términos tienen el siguien-te significado:
∆y = deflexión vertical de la tubería, cmDL = factor de deflexión a largo plazo
recomendado por Spangler 1<DL<1,5 (por seguridad se asume 1,5)
We = carga de terreno, Kgf/m linealWt = cargas vivas, Kgf/m linealr = radio medio de la tubería, cmI = momento de inercia de la pared de la
tubería por unidad de longitud (I=e3/12), cm3
E = módulo de elasticidad del polietileno PE 80 : E = 8000 Kgf/cm2
PE 100 : E = 14000 Kgf/cm2
SDR = relación dimensional estándar (diámetro/espesor)
E’ = módulo de reacción del suelo, Kgf/cm2
e = espesor de la tubería, cmK = factor de encamado, dependiente del
ángulo de apoyo (Norma AWWA C-900)
K ( DLWe + Wt )∆∆∆∆∆y = (2E/3)(SDR - 1)3 + 0,061 E’
K ( DLWe + Wt )∆∆∆∆∆y = (El/r3) + 0,061 E’
Ángulo deencamado (grados) K
0 0,110
30 0,108
45 0,105
60 0,102
90 0,096
120 0,090
180 0,083
Radio máximoSDR de curvatura
41 50 D
33 40 D
26 30 D
17 30 D
11 30 D
D: diámetro externo de la tubería
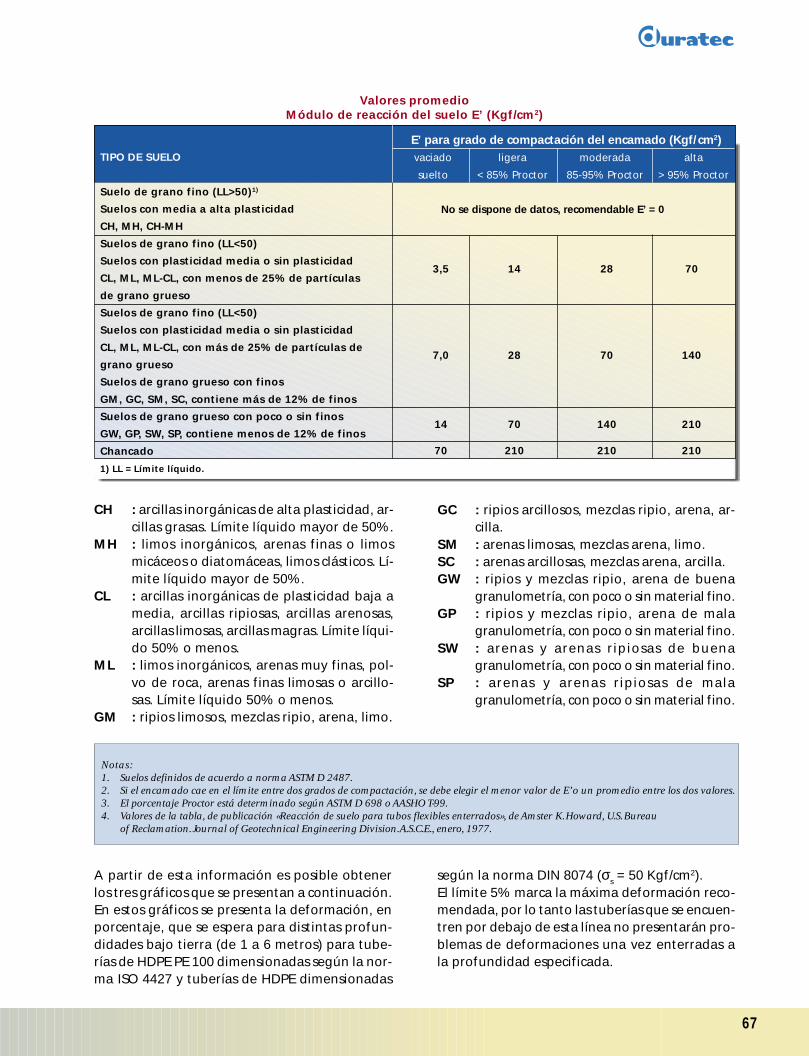
6767 67
TIPO DE SUELO
Suelo de grano fino (LL>50)1)
Suelos con media a alta plasticidad
CH, MH, CH-MH
Suelos de grano fino (LL<50)
Suelos con plasticidad media o sin plasticidad
CL, ML, ML-CL, con menos de 25% de partículas
de grano grueso
Suelos de grano fino (LL<50)
Suelos con plasticidad media o sin plasticidad
CL, ML, ML-CL, con más de 25% de partículas de
grano grueso
Suelos de grano grueso con finos
GM, GC, SM, SC, contiene más de 12% de finos
Suelos de grano grueso con poco o sin finos
GW, GP, SW, SP, contiene menos de 12% de finos
Chancado
1) LL = Límite líquido.
E’ para grado de compactación del encamado (Kgf/cm2)vaciado ligera moderada alta
suelto < 85% Proctor 85-95% Proctor > 95% Proctor
No se dispone de datos, recomendable E’ = 0
3,5 14 28 70
7,0 28 70 140
14 70 140 210
70 210 210 210
Notas:1. Suelos definidos de acuerdo a norma ASTM D 2487.2. Si el encamado cae en el límite entre dos grados de compactación, se debe elegir el menor valor de E’ o un promedio entre los dos valores.3. El porcentaje Proctor está determinado según ASTM D 698 o AASHO T-99.4. Valores de la tabla, de publicación «Reacción de suelo para tubos flexibles enterrados», de Amster K. Howard, U.S. Bureau
of Reclamation. Journal of Geotechnical Engineering Division. A.S.C.E., enero, 1977.
CH : arcillas inorgánicas de alta plasticidad, ar-cillas grasas. Límite líquido mayor de 50%.
MH : limos inorgánicos, arenas finas o limosmicáceos o diatomáceas, limos clásticos. Lí-mite líquido mayor de 50%.
CL : arcillas inorgánicas de plasticidad baja amedia, arcillas ripiosas, arcillas arenosas,arcillas limosas, arcillas magras. Límite líqui-do 50% o menos.
ML : limos inorgánicos, arenas muy finas, pol-vo de roca, arenas finas limosas o arcillo-sas. Límite líquido 50% o menos.
GM : ripios limosos, mezclas ripio, arena, limo.
GC : ripios arcillosos, mezclas ripio, arena, ar-cilla.
SM : arenas limosas, mezclas arena, limo.SC : arenas arcillosas, mezclas arena, arcilla.GW : ripios y mezclas ripio, arena de buena
granulometría, con poco o sin material fino.GP : ripios y mezclas ripio, arena de mala
granulometría, con poco o sin material fino.SW : arenas y arenas ripiosas de buena
granulometría, con poco o sin material fino.SP : arenas y arenas ripiosas de mala
granulometría, con poco o sin material fino.
A partir de esta información es posible obtenerlos tres gráficos que se presentan a continuación.En estos gráficos se presenta la deformación, enporcentaje, que se espera para distintas profun-didades bajo tierra (de 1 a 6 metros) para tube-rías de HDPE PE 100 dimensionadas según la nor-ma ISO 4427 y tuberías de HDPE dimensionadas
Valores promedioMódulo de reacción del suelo E’ (Kgf/cm2)
según la norma DIN 8074 (σs = 50 Kgf/cm2).El límite 5% marca la máxima deformación reco-mendada, por lo tanto las tuberías que se encuen-tren por debajo de esta línea no presentarán pro-blemas de deformaciones una vez enterradas ala profundidad especificada.
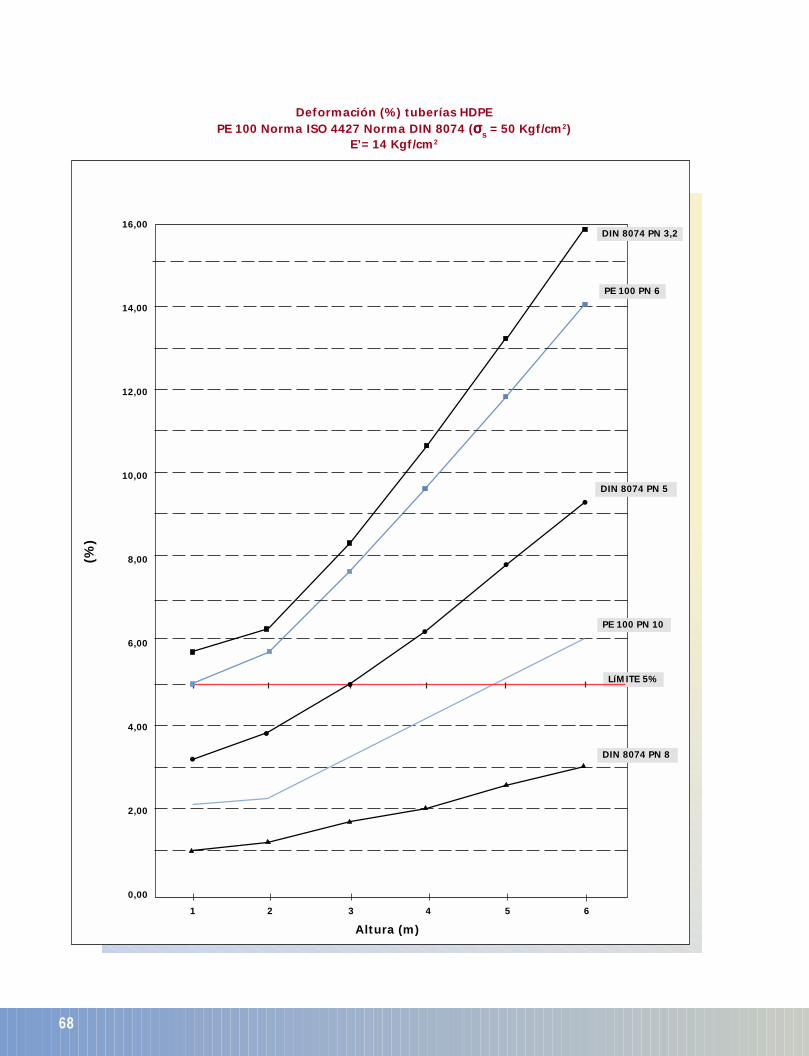
68
Deformación (%) tuberías HDPEPE 100 Norma ISO 4427 Norma DIN 8074 (σσσσσs = 50 Kgf/cm2)
E’= 14 Kgf/cm2
1 2 3 4 5 6
16,00
14,00
12,00
10,00
8,00
6,00
4,00
2,00
0,00
DIN 8074 PN 3,2
Altura (m)
PE 100 PN 6
PE 100 PN 10
LíMITE 5%
DIN 8074 PN 8
DIN 8074 PN 5
(%)
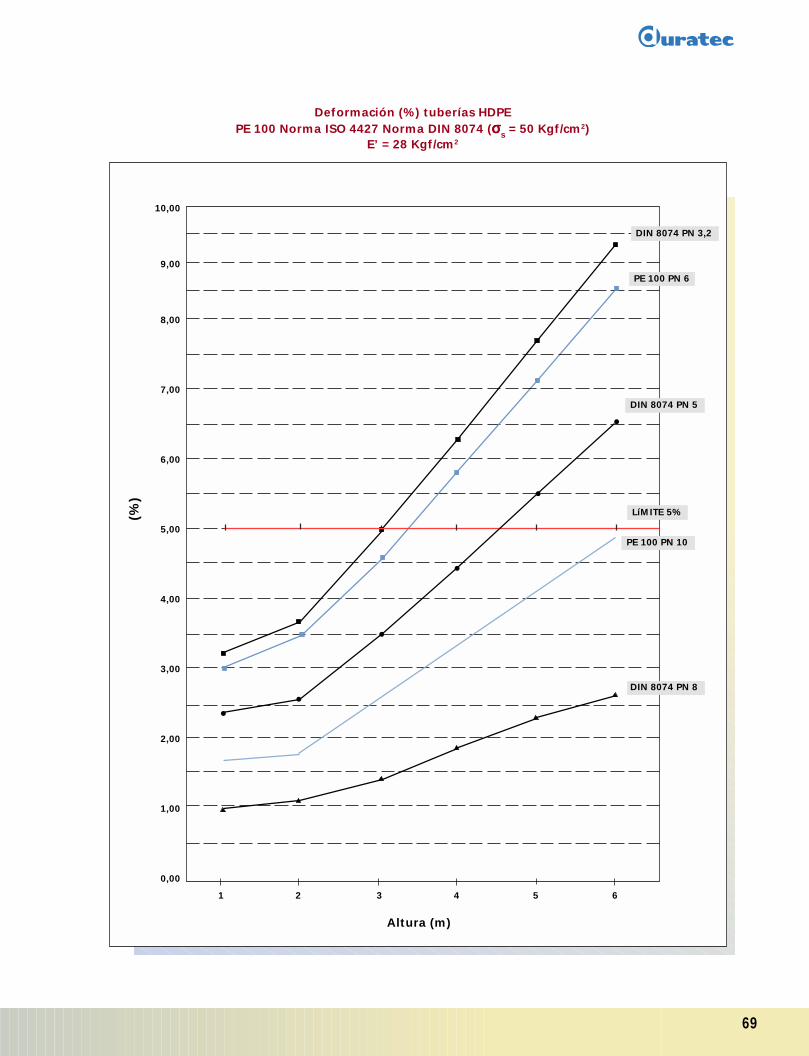
6969 69
Deformación (%) tuberías HDPEPE 100 Norma ISO 4427 Norma DIN 8074 (σσσσσs = 50 Kgf/cm2)
E’ = 28 Kgf/cm2
1 2 3 4 5 6
10,00
9,00
8,00
7,00
6,00
5,00
4,00
3,00
2,00
1,00
0,00
Altura (m)
PE 100 PN 6
PE 100 PN 10
LíMITE 5%
DIN 8074 PN 8
DIN 8074 PN 5
(%)
DIN 8074 PN 3,2
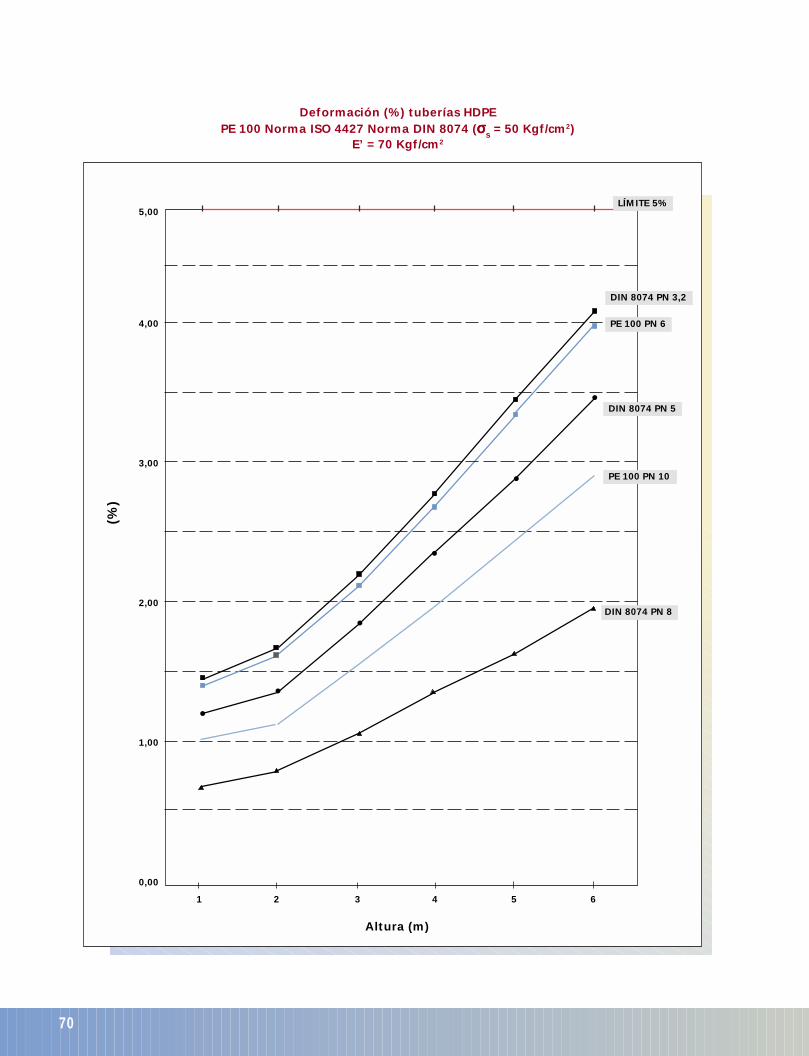
70
Deformación (%) tuberías HDPEPE 100 Norma ISO 4427 Norma DIN 8074 (σσσσσs = 50 Kgf/cm2)
E’ = 70 Kgf/cm2
1 2 3 4 5 6
5,00
4,00
3,00
2,00
1,00
0,00
DIN 8074 PN 3,2
Altura (m)
PE 100 PN 6
PE 100 PN 10
DIN 8074 PN 8
DIN 8074 PN 5
(%)
LÍMITE 5%
7171 71
11. Control
Todos los productos de HDPE son sometidos a ri-gurosas pruebas de control de calidad para de-terminar el estricto cumplimiento de las normasnacionales e internacionales.
11.1 Materia primaEn la fabricación de tuberías y fittings de HDPE seutilizan resinas de excelente calidad suministra-das por proveedores certificados bajo normas dela serie ISO 9000. Las propiedades físicas y quími-cas de las resinas están garantizadas y certifica-das por cada fabricante.Las resinas son sometidas a diversas pruebas,orientadas a verificar algunos de los parámetrosmás importantes que deben cumplir, dentro delos cuales se destacan:
• Densidad.• Índice de fluidez.
Una vez controlados los parámetros y certificada lacalidad de la materia prima, recién comienza el pro-ceso de fabricación de tuberías y fittings de HDPE.
11.2 TuberíasLas pruebas más comunes a que son sometidaslas tuberías de HDPE son:
• Dimensiones y tolerancias: el primer controlque se realiza consiste en verificar que nues-tros productos cumplen con las exigenciasy requerimientos dimensionales especifica-dos en normas internacionales, tales comodiámetro nominal, espesor de pared y sustolerancias respectivas.
• Presión interna: la prueba de presión internaconsiste en someter a altas presionesprobetas de tuberías recién extruidas. Lastuberías deben resistir esta prueba sin rom-perse, agrietarse, deformarse o evidenciarpérdidas.
• Aspecto superficial: es un control importanteen el cual se considera el aspecto externo
de la tubería. Las superficies externas e in-ternas deben ser lisas, limpias y libres depliegues, ondulaciones y porosidades.
• Densidad: una vez fabricada la tubería, se pro-cede nuevamente a medir la densidad delpolietileno, para chequear si el proceso deextrusión provocó alguna variación en ladensidad del material.
• Stress cracking: esta prueba es uno de losparámetros para determinar la calidad delproceso de extrusión de la tubería. Consis-te en someter una probeta a la acción deun material tenso activo que actúa en lospuntos de concentración de tensiones delmaterial, disminuyendo la fuerza deinteracción de las moléculas y producien-do su separación. Una buena respuesta delmaterial significa buena calidad tanto dela materia prima como del proceso deextrusión.
• Contracción longitudinal por efecto delcalor: el ensayo de contracción longi-tudinal tiene como objetivo medir uno delos parámetros de calidad de extrusión, elenfriamiento. La contracción no puede sermayor de un 3%.
• Tensión de fluencia y alargamiento a la ro-tura: el ensayo consiste en deformar unaprobeta, a lo largo de su eje mayor, a velo-cidad constante y aplicando una fuerza de-terminada, hasta que la probeta se rom-pa. Se determina la fuerza en el punto defluencia, el alargamiento a la rotura y lafuerza en la rotura.
• Marca de las tuberías: la marca o identifica-ción de las tuberías se realiza de acuerdo alas especificaciones de las normas interna-cionales pertinentes. El propósito es pro-porcionar la información adecuada paraque cada producto sea identificado en for-ma rápida y precisa.
de calidad
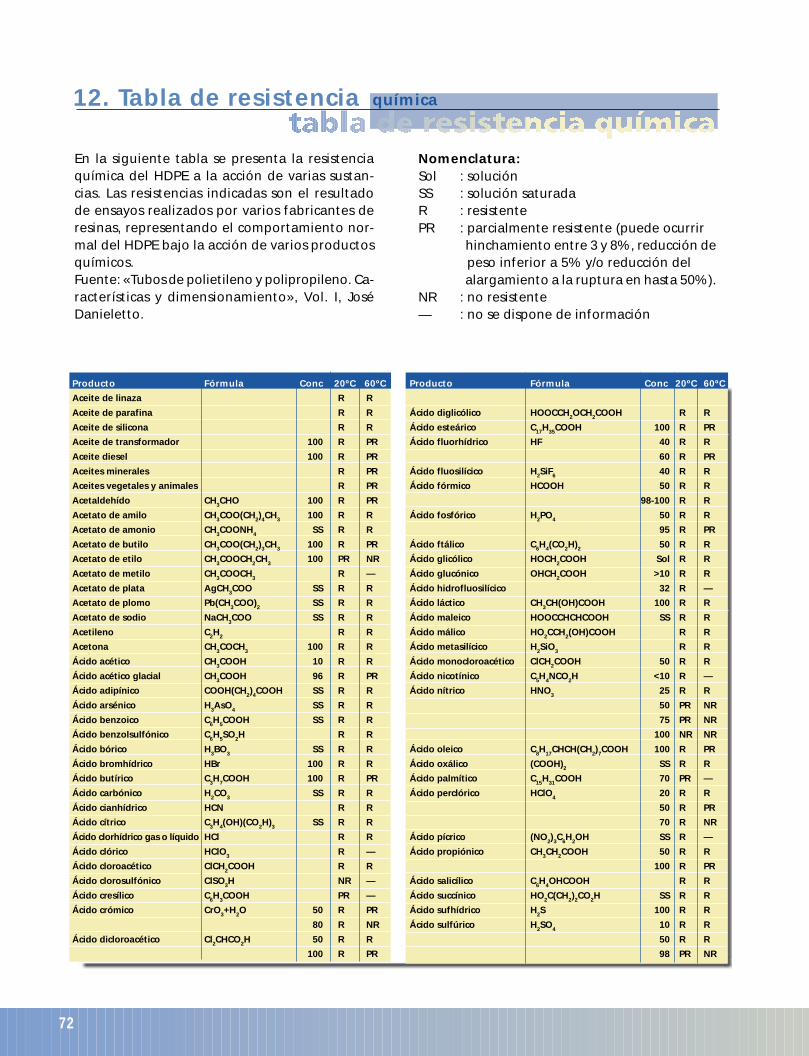
72
En la siguiente tabla se presenta la resistenciaquímica del HDPE a la acción de varias sustan-cias. Las resistencias indicadas son el resultadode ensayos realizados por varios fabricantes deresinas, representando el comportamiento nor-mal del HDPE bajo la acción de varios productosquímicos.Fuente: «Tubos de polietileno y polipropileno. Ca-racterísticas y dimensionamiento», Vol. I, JoséDanieletto.
12. Tabla de resistencia
Nomenclatura:Sol : soluciónSS : solución saturadaR : resistentePR : parcialmente resistente (puede ocurrir
hinchamiento entre 3 y 8%, reducción de peso inferior a 5% y/o reducción del alargamiento a la ruptura en hasta 50%).
NR : no resistente— : no se dispone de información
Producto Fórmula Conc 20ºC 60ºC Producto Fórmula Conc 20ºC 60ºC
Aceite de linaza R R
Aceite de parafina R R Ácido diglicólico HOOCCH2OCH2COOH R R
Aceite de silicona R R Ácido esteárico C17H35COOH 100 R PR
Aceite de transformador 100 R PR Ácido fluorhídrico HF 40 R R
Aceite diesel 100 R PR 60 R PR
Aceites minerales R PR Ácido fluosilícico H2SiF6 40 R R
Aceites vegetales y animales R PR Ácido fórmico HCOOH 50 R R
Acetaldehído CH3CHO 100 R PR 98-100 R R
Acetato de amilo CH3COO(CH2)4CH3 100 R R Ácido fosfórico H2PO4 50 R R
Acetato de amonio CH3COONH4 SS R R 95 R PR
Acetato de butilo CH3COO(CH2)3CH3 100 R PR Ácido ftálico C6H4(CO2H)2 50 R R
Acetato de etilo CH3COOCH2CH3 100 PR NR Ácido glicólico HOCH2COOH Sol R R
Acetato de metilo CH3COOCH3 R — Ácido glucónico OHCH2COOH >10 R R
Acetato de plata AgCH3COO SS R R Ácido hidrofluosilícico 32 R —
Acetato de plomo Pb(CH3COO)2 SS R R Ácido láctico CH3CH(OH)COOH 100 R R
Acetato de sodio NaCH3COO SS R R Ácido maleico HOOCCHCHCOOH SS R R
Acetileno C2H2 R R Ácido málico HO2CCH2(OH)COOH R R
Acetona CH3COCH3 100 R R Ácido metasilícico H2SiO3 R R
Ácido acético CH3COOH 10 R R Ácido monocloroacético ClCH2COOH 50 R R
Ácido acético glacial CH3COOH 96 R PR Ácido nicotínico C5H4NCO2H <10 R —
Ácido adipínico COOH(CH2)4COOH SS R R Ácido nítrico HNO3 25 R R
Ácido arsénico H3AsO4 SS R R 50 PR NR
Ácido benzoico C6H5COOH SS R R 75 PR NR
Ácido benzolsulfónico C6H5SO2H R R 100 NR NR
Ácido bórico H3BO3 SS R R Ácido oleico C8H17CHCH(CH2)7COOH 100 R PR
Ácido bromhídrico HBr 100 R R Ácido oxálico (COOH)2 SS R R
Ácido butírico C3H7COOH 100 R PR Ácido palmítico C15H31COOH 70 PR —
Ácido carbónico H2CO3 SS R R Ácido perclórico HClO4 20 R R
Ácido cianhídrico HCN R R 50 R PR
Ácido cítrico C3H4(OH)(CO2H)3 SS R R 70 R NR
Ácido clorhídrico gas o líquido HCl R R Ácido pícrico (NO2)3C6H2OH SS R —
Ácido clórico HClO3 R — Ácido propiónico CH3CH2COOH 50 R R
Ácido cloroacético ClCH2COOH R R 100 R PR
Ácido clorosulfónico ClSO3H NR — Ácido salicílico C6H4OHCOOH R R
Ácido cresílico C6H3COOH PR — Ácido succínico HO2C(CH2)2CO2H SS R R
Ácido crómico CrO3+H2O 50 R PR Ácido sufhídrico H2S 100 R R
80 R NR Ácido sulfúrico H2SO4 10 R R
Ácido dicloroacético Cl2CHCO2H 50 R R 50 R R
100 R PR 98 PR NR
química
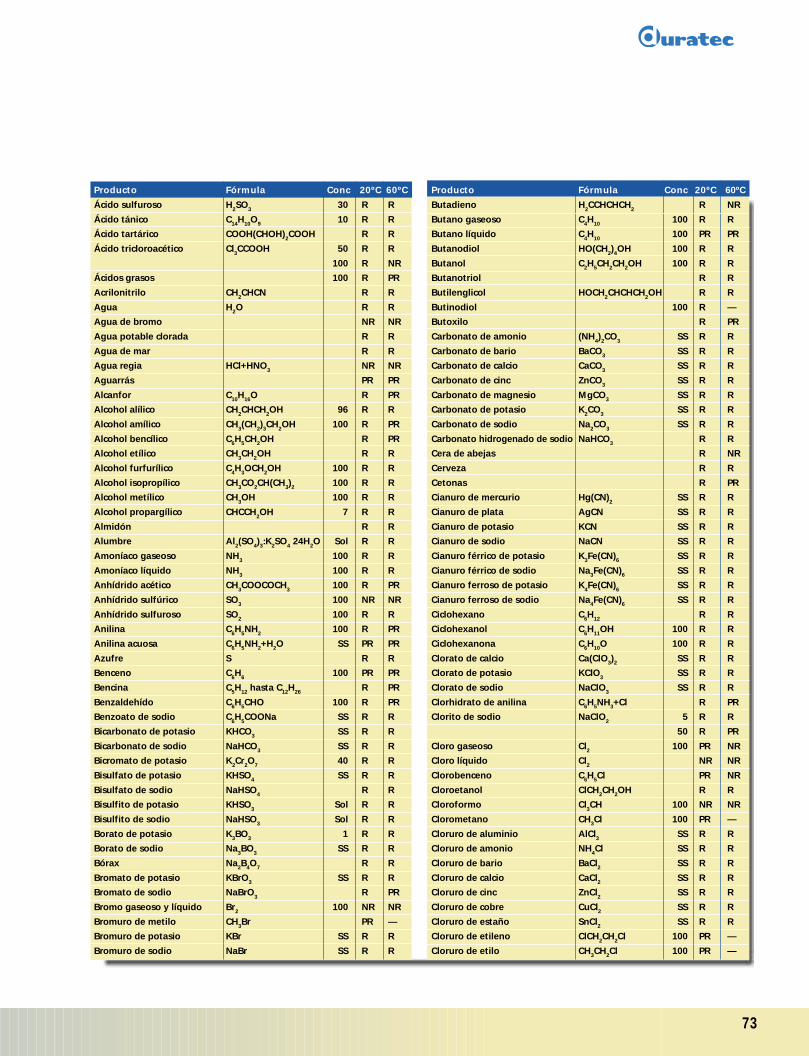
7373 73
Producto Fórmula Conc 20ºC 60ºC Producto Fórmula Conc 20ºC 60ºC
Ácido sulfuroso H2SO3 30 R R Butadieno H2CCHCHCH2 R NR
Ácido tánico C14H10O9 10 R R Butano gaseoso C4H10 100 R R
Ácido tartárico COOH(CHOH)2COOH R R Butano líquido C4H10 100 PR PR
Ácido tricloroacético Cl3CCOOH 50 R R Butanodiol HO(CH2)4OH 100 R R
100 R NR Butanol C2H5CH2CH2OH 100 R R
Ácidos grasos 100 R PR Butanotriol R R
Acrilonitrilo CH2CHCN R R Butilenglicol HOCH2CHCHCH2OH R R
Agua H2O R R Butinodiol 100 R —
Agua de bromo NR NR Butoxilo R PR
Agua potable clorada R R Carbonato de amonio (NH4)2CO3 SS R R
Agua de mar R R Carbonato de bario BaCO3 SS R R
Agua regia HCl+HNO3 NR NR Carbonato de calcio CaCO3 SS R R
Aguarrás PR PR Carbonato de cinc ZnCO3 SS R R
Alcanfor C10H16O R PR Carbonato de magnesio MgCO3 SS R R
Alcohol alílico CH2CHCH2OH 96 R R Carbonato de potasio K2CO3 SS R R
Alcohol amílico CH3(CH2)3CH2OH 100 R PR Carbonato de sodio Na2CO3 SS R R
Alcohol bencílico C6H5CH2OH R PR Carbonato hidrogenado de sodio NaHCO3 R R
Alcohol etílico CH3CH2OH R R Cera de abejas R NR
Alcohol furfurílico C4H3OCH2OH 100 R R Cerveza R R
Alcohol isopropílico CH3CO2CH(CH3)2 100 R R Cetonas R PR
Alcohol metílico CH3OH 100 R R Cianuro de mercurio Hg(CN)2 SS R R
Alcohol propargílico CHCCH2OH 7 R R Cianuro de plata AgCN SS R R
Almidón R R Cianuro de potasio KCN SS R R
Alumbre Al2(SO4)3:K2SO4 24H2O Sol R R Cianuro de sodio NaCN SS R R
Amoníaco gaseoso NH3 100 R R Cianuro férrico de potasio K3Fe(CN)6 SS R R
Amoníaco líquido NH3 100 R R Cianuro férrico de sodio Na3Fe(CN)6 SS R R
Anhídrido acético CH3COOCOCH3 100 R PR Cianuro ferroso de potasio K4Fe(CN)6 SS R R
Anhídrido sulfúrico SO3 100 NR NR Cianuro ferroso de sodio Na4Fe(CN)6 SS R R
Anhídrido sulfuroso SO2 100 R R Ciclohexano C6H12 R R
Anilina C6H5NH2 100 R PR Ciclohexanol C6H11OH 100 R R
Anilina acuosa C6H5NH2+H2O SS PR PR Ciclohexanona C6H10O 100 R R
Azufre S R R Clorato de calcio Ca(ClO3)2 SS R R
Benceno C6H6 100 PR PR Clorato de potasio KClO3 SS R R
Bencina C5H12 hasta C12H26 R PR Clorato de sodio NaClO3 SS R R
Benzaldehído C6H5CHO 100 R PR Clorhidrato de anilina C6H5NH3+Cl R PR
Benzoato de sodio C6H5COONa SS R R Clorito de sodio NaClO2 5 R R
Bicarbonato de potasio KHCO3 SS R R 50 R PR
Bicarbonato de sodio NaHCO3 SS R R Cloro gaseoso Cl2 100 PR NR
Bicromato de potasio K2Cr2O7 40 R R Cloro líquido Cl2 NR NR
Bisulfato de potasio KHSO4 SS R R Clorobenceno C6H5Cl PR NR
Bisulfato de sodio NaHSO4 R R Cloroetanol ClCH2CH2OH R R
Bisulfito de potasio KHSO3 Sol R R Cloroformo Cl3CH 100 NR NR
Bisulfito de sodio NaHSO3 Sol R R Clorometano CH3Cl 100 PR —
Borato de potasio K3BO3 1 R R Cloruro de aluminio AlCl3 SS R R
Borato de sodio Na3BO3 SS R R Cloruro de amonio NH4Cl SS R R
Bórax Na2B4O7 R R Cloruro de bario BaCl2 SS R R
Bromato de potasio KBrO3 SS R R Cloruro de calcio CaCl2 SS R R
Bromato de sodio NaBrO3 R PR Cloruro de cinc ZnCl2 SS R R
Bromo gaseoso y líquido Br2 100 NR NR Cloruro de cobre CuCl2 SS R R
Bromuro de metilo CH3Br PR — Cloruro de estaño SnCl2 SS R R
Bromuro de potasio KBr SS R R Cloruro de etileno ClCH2CH2Cl 100 PR —
Bromuro de sodio NaBr SS R R Cloruro de etilo CH3CH2Cl 100 PR —
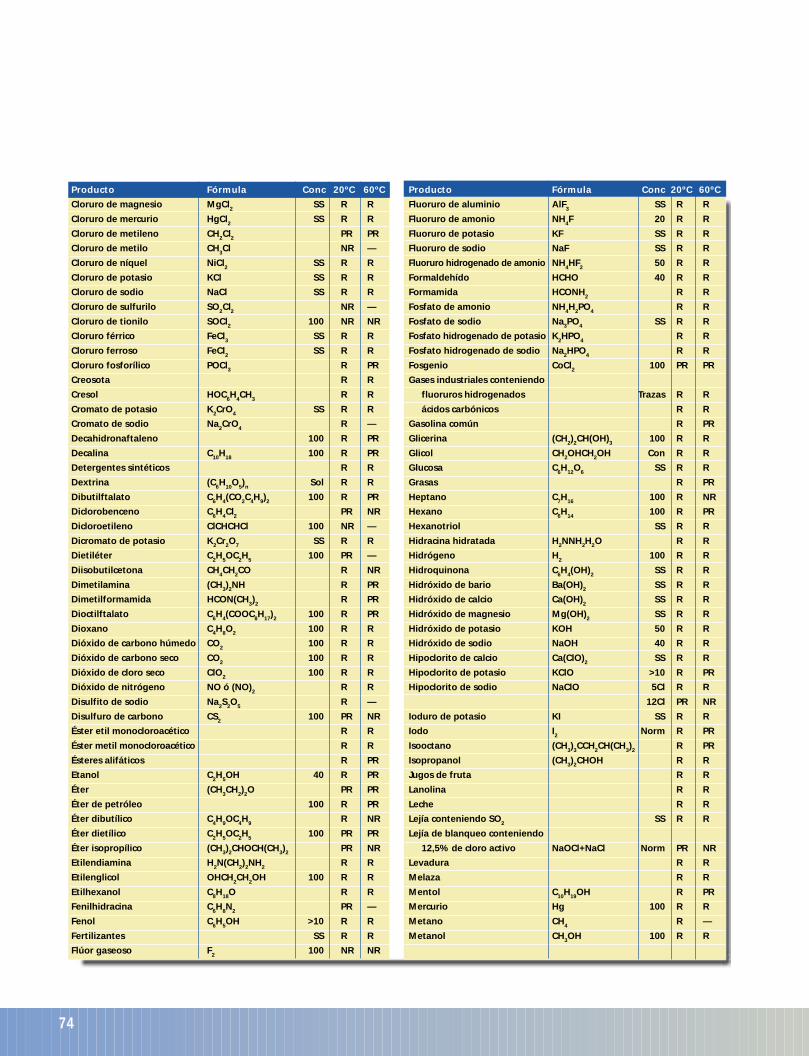
74
Producto Fórmula Conc 20ºC 60ºC Producto Fórmula Conc 20ºC 60ºC
Cloruro de magnesio MgCl2 SS R R Fluoruro de aluminio AlF3 SS R R
Cloruro de mercurio HgCl2 SS R R Fluoruro de amonio NH4F 20 R R
Cloruro de metileno CH2Cl2 PR PR Fluoruro de potasio KF SS R R
Cloruro de metilo CH3Cl NR — Fluoruro de sodio NaF SS R R
Cloruro de níquel NiCl2 SS R R Fluoruro hidrogenado de amonio NH4HF2 50 R R
Cloruro de potasio KCl SS R R Formaldehído HCHO 40 R R
Cloruro de sodio NaCl SS R R Formamida HCONH2 R R
Cloruro de sulfurilo SO2Cl2 NR — Fosfato de amonio NH4H2PO4 R R
Cloruro de tionilo SOCl2 100 NR NR Fosfato de sodio Na3PO4 SS R R
Cloruro férrico FeCl3 SS R R Fosfato hidrogenado de potasio K2HPO4 R R
Cloruro ferroso FeCl2 SS R R Fosfato hidrogenado de sodio Na2HPO4 R R
Cloruro fosforílico POCl3 R PR Fosgenio CoCl2 100 PR PR
Creosota R R Gases industriales conteniendo
Cresol HOC6H4CH3 R R fluoruros hidrogenados Trazas R R
Cromato de potasio K2CrO4 SS R R ácidos carbónicos R R
Cromato de sodio Na2CrO4 R — Gasolina común R PR
Decahidronaftaleno 100 R PR Glicerina (CH2)2CH(OH)3 100 R R
Decalina C10H18 100 R PR Glicol CH2OHCH2OH Con R R
Detergentes sintéticos R R Glucosa C6H12O6 SS R R
Dextrina (C6H10O5)n Sol R R Grasas R PR
Dibutilftalato C6H4(CO2C4H9)2 100 R PR Heptano C7H16 100 R NR
Diclorobenceno C6H4Cl2 PR NR Hexano C6H14 100 R PR
Dicloroetileno ClCHCHCl 100 NR — Hexanotriol SS R R
Dicromato de potasio K2Cr2O7 SS R R Hidracina hidratada H2NNH2H2O R R
Dietiléter C2H5OC2H5 100 PR — Hidrógeno H2 100 R R
Diisobutilcetona CH4CH2CO R NR Hidroquinona C6H4(OH)2 SS R R
Dimetilamina (CH3)2NH R PR Hidróxido de bario Ba(OH)2 SS R R
Dimetilformamida HCON(CH3)2 R PR Hidróxido de calcio Ca(OH)2 SS R R
Dioctilftalato C6H4(COOC8H17)2 100 R PR Hidróxido de magnesio Mg(OH)2 SS R R
Dioxano C4H8O2 100 R R Hidróxido de potasio KOH 50 R R
Dióxido de carbono húmedo CO2 100 R R Hidróxido de sodio NaOH 40 R R
Dióxido de carbono seco CO2 100 R R Hipoclorito de calcio Ca(ClO)2 SS R R
Dióxido de cloro seco ClO2 100 R R Hipoclorito de potasio KClO >10 R PR
Dióxido de nitrógeno NO ó (NO)2 R R Hipoclorito de sodio NaClO 5Cl R R
Disulfito de sodio Na2S2O5 R — 12Cl PR NR
Disulfuro de carbono CS2 100 PR NR Ioduro de potasio KI SS R R
Éster etil monocloroacético R R Iodo I2 Norm R PR
Éster metil monocloroacético R R Isooctano (CH3)3CCH2CH(CH3)2 R PR
Ésteres alifáticos R PR Isopropanol (CH3)2CHOH R R
Etanol C2H5OH 40 R PR Jugos de fruta R R
Éter (CH3CH2)2O PR PR Lanolina R R
Éter de petróleo 100 R PR Leche R R
Éter dibutílico C4H9OC4H9 R NR Lejía conteniendo SO2 SS R R
Éter dietílico C2H5OC2H5 100 PR PR Lejía de blanqueo conteniendo
Éter isopropílico (CH3)2CHOCH(CH3)2 PR NR 12,5% de cloro activo NaOCl+NaCl Norm PR NR
Etilendiamina H2N(CH2)2NH2 R R Levadura R R
Etilenglicol OHCH2CH2OH 100 R R Melaza R R
Etilhexanol C8H18O R R Mentol C10H19OH R PR
Fenilhidracina C6H8N2 PR — Mercurio Hg 100 R R
Fenol C6H5OH >10 R R Metano CH4 R —
Fertilizantes SS R R Metanol CH3OH 100 R R
Flúor gaseoso F2 100 NR NR
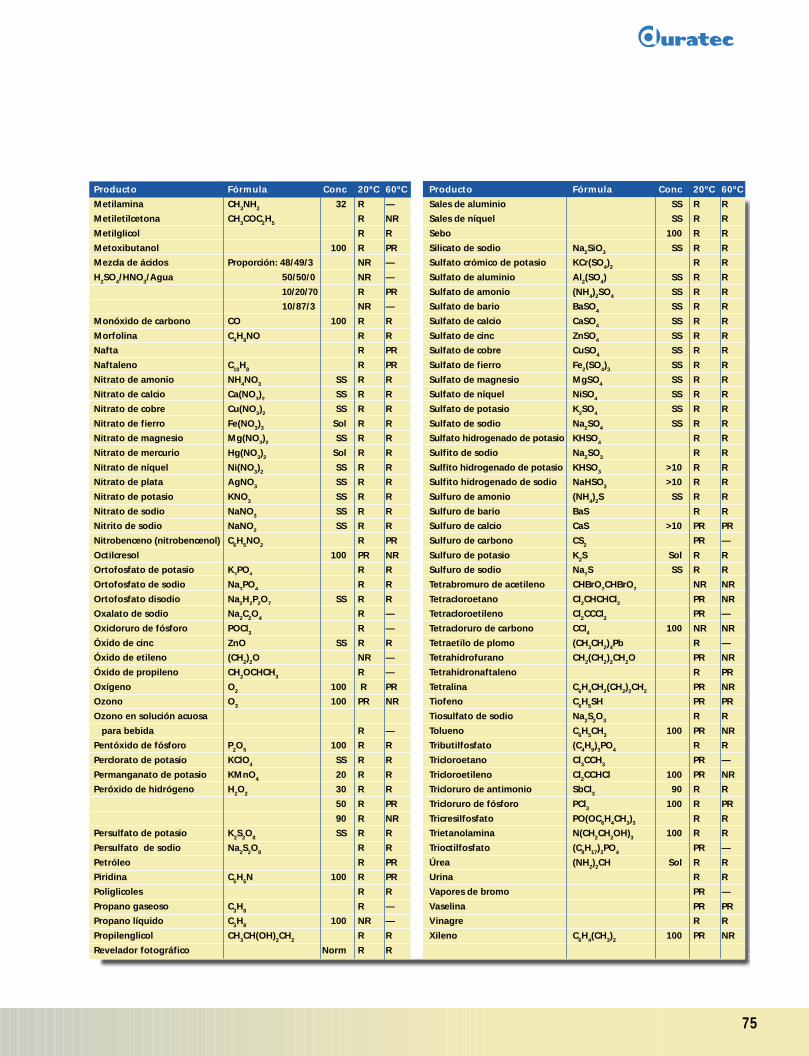
7575 75
Producto Fórmula Conc 20ºC 60ºC Producto Fórmula Conc 20ºC 60ºC
Metilamina CH3NH2 32 R — Sales de aluminio SS R R
Metiletilcetona CH3COC2H5 R NR Sales de níquel SS R R
Metilglicol R R Sebo 100 R R
Metoxibutanol 100 R PR Silicato de sodio Na2SiO3 SS R R
Mezcla de ácidos Proporción: 48/49/3 NR — Sulfato crómico de potasio KCr(SO4)2 R R
H2SO4/HNO3/Agua 50/50/0 NR — Sulfato de aluminio Al2(SO4) SS R R
10/20/70 R PR Sulfato de amonio (NH4)2SO4 SS R R
10/87/3 NR — Sulfato de bario BaSO4 SS R R
Monóxido de carbono CO 100 R R Sulfato de calcio CaSO4 SS R R
Morfolina C4H9NO R R Sulfato de cinc ZnSO4 SS R R
Nafta R PR Sulfato de cobre CuSO4 SS R R
Naftaleno C10H8 R PR Sulfato de fierro Fe2(SO4)3 SS R R
Nitrato de amonio NH4NO3 SS R R Sulfato de magnesio MgSO4 SS R R
Nitrato de calcio Ca(NO3)2 SS R R Sulfato de níquel NiSO4 SS R R
Nitrato de cobre Cu(NO3)2 SS R R Sulfato de potasio K2SO4 SS R R
Nitrato de fierro Fe(NO3)3 Sol R R Sulfato de sodio Na2SO4 SS R R
Nitrato de magnesio Mg(NO3)2 SS R R Sulfato hidrogenado de potasio KHSO4 R R
Nitrato de mercurio Hg(NO3)2 Sol R R Sulfito de sodio Na2SO3 R R
Nitrato de níquel Ni(NO3)2 SS R R Sulfito hidrogenado de potasio KHSO3 >10 R R
Nitrato de plata AgNO3 SS R R Sulfito hidrogenado de sodio NaHSO3 >10 R R
Nitrato de potasio KNO3 SS R R Sulfuro de amonio (NH4)2S SS R R
Nitrato de sodio NaNO3 SS R R Sulfuro de bario BaS R R
Nitrito de sodio NaNO2 SS R R Sulfuro de calcio CaS >10 PR PR
Nitrobenceno (nitrobencenol) C6H5NO2 R PR Sulfuro de carbono CS2 PR —
Octilcresol 100 PR NR Sulfuro de potasio K2S Sol R R
Ortofosfato de potasio K3PO4 R R Sulfuro de sodio Na2S SS R R
Ortofosfato de sodio Na3PO4 R R Tetrabromuro de acetileno CHBrO2CHBrO2 NR NR
Ortofosfato disodio Na2H2P2O7 SS R R Tetracloroetano Cl2CHCHCl2 PR NR
Oxalato de sodio Na2C2O4 R — Tetracloroetileno Cl2CCCl2 PR —
Oxicloruro de fósforo POCl3 R — Tetracloruro de carbono CCl4 100 NR NR
Óxido de cinc ZnO SS R R Tetraetilo de plomo (CH3CH2)4Pb R —
Óxido de etileno (CH2)2O NR — Tetrahidrofurano CH2(CH2)2CH2O PR NR
Óxido de propileno CH2OCHCH3 R — Tetrahidronaftaleno R PR
Oxígeno O2 100 R PR Tetralina C6H4CH2(CH2)2CH2 PR NR
Ozono O3 100 PR NR Tiofeno C6H5SH PR PR
Ozono en solución acuosa Tiosulfato de sodio Na2S2O3 R R
para bebida R — Tolueno C6H5CH3 100 PR NR
Pentóxido de fósforo P2O5 100 R R Tributilfosfato (C4H9)3PO4 R R
Perclorato de potasio KClO4 SS R R Tricloroetano Cl3CCH3 PR —
Permanganato de potasio KMnO4 20 R R Tricloroetileno Cl2CCHCl 100 PR NR
Peróxido de hidrógeno H2O2 30 R R Tricloruro de antimonio SbCl3 90 R R
50 R PR Tricloruro de fósforo PCl3 100 R PR
90 R NR Tricresilfosfato PO(OC6H4CH3)3 R R
Persulfato de potasio K2S2O8 SS R R Trietanolamina N(CH2CH2OH)3 100 R R
Persulfato de sodio Na2S2O8 R R Trioctilfosfato (C8H17)3PO4 PR —
Petróleo R PR Úrea (NH2)2CH Sol R R
Piridina C5H5N 100 R PR Urina R R
Poliglicoles R R Vapores de bromo PR —
Propano gaseoso C3H8 R — Vaselina PR PR
Propano líquido C3H8 100 NR — Vinagre R R
Propilenglicol CH3CH(OH)2CH2 R R Xileno C6H4(CH3)2 100 PR NR
Revelador fotográfico Norm R R
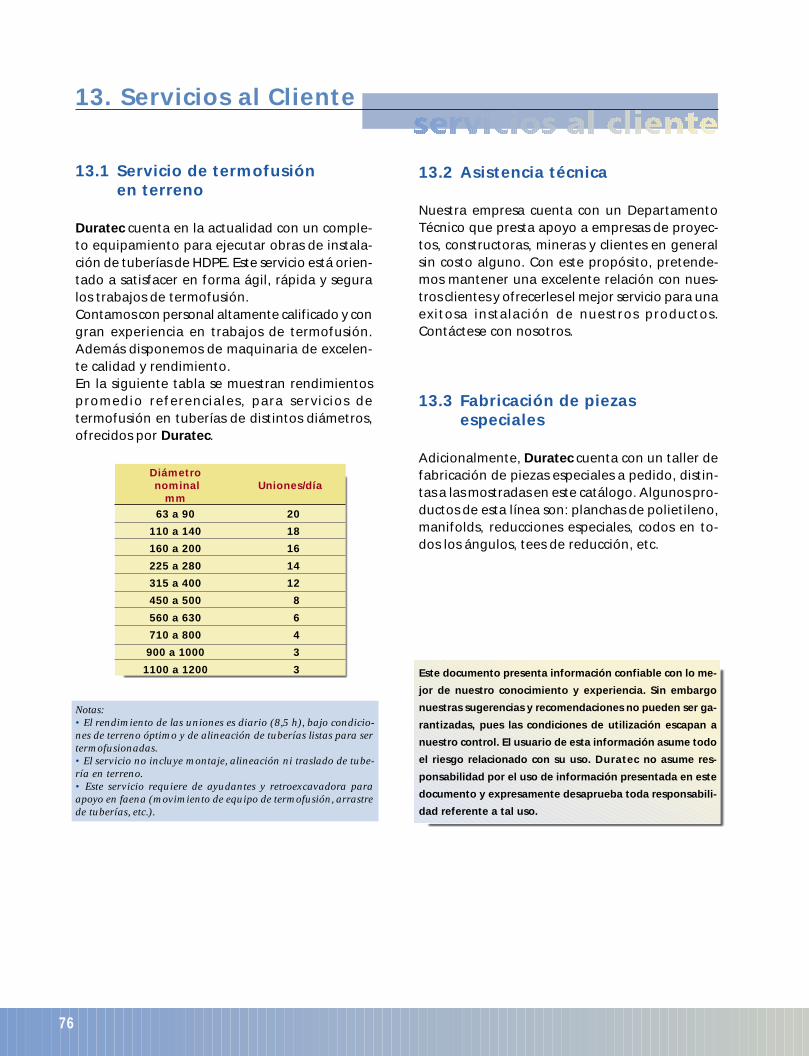
76
13.1 Servicio de termofusiónen terreno
Duratec cuenta en la actualidad con un comple-to equipamiento para ejecutar obras de instala-ción de tuberías de HDPE. Este servicio está orien-tado a satisfacer en forma ágil, rápida y seguralos trabajos de termofusión.Contamos con personal altamente calificado y congran experiencia en trabajos de termofusión.Además disponemos de maquinaria de excelen-te calidad y rendimiento.En la siguiente tabla se muestran rendimientospromedio referenciales, para servicios determofusión en tuberías de distintos diámetros,ofrecidos por Duratec.
13. Servicios al Cliente
13.2 Asistencia técnica
Nuestra empresa cuenta con un DepartamentoTécnico que presta apoyo a empresas de proyec-tos, constructoras, mineras y clientes en generalsin costo alguno. Con este propósito, pretende-mos mantener una excelente relación con nues-tros clientes y ofrecerles el mejor servicio para unaexitosa instalación de nuestros productos.Contáctese con nosotros.
13.3 Fabricación de piezasespeciales
Adicionalmente, Duratec cuenta con un taller defabricación de piezas especiales a pedido, distin-tas a las mostradas en este catálogo. Algunos pro-ductos de esta línea son: planchas de polietileno,manifolds, reducciones especiales, codos en to-dos los ángulos, tees de reducción, etc.
Notas:• El rendimiento de las uniones es diario (8,5 h), bajo condicio-nes de terreno óptimo y de alineación de tuberías listas para sertermofusionadas.• El servicio no incluye montaje, alineación ni traslado de tube-ría en terreno.• Este servicio requiere de ayudantes y retroexcavadora paraapoyo en faena (movimiento de equipo de termofusión, arrastrede tuberías, etc.).
Este documento presenta información confiable con lo me-
jor de nuestro conocimiento y experiencia. Sin embargo
nuestras sugerencias y recomendaciones no pueden ser ga-
rantizadas, pues las condiciones de utilización escapan a
nuestro control. El usuario de esta información asume todo
el riesgo relacionado con su uso. Duratec no asume res-
ponsabilidad por el uso de información presentada en este
documento y expresamente desaprueba toda responsabili-
dad referente a tal uso.
Diámetro nominal Uniones/día
mm
63 a 90 20
110 a 140 18
160 a 200 16
225 a 280 14
315 a 400 12
450 a 500 8
560 a 630 6
710 a 800 4
900 a 1000 3
1100 a 1200 3
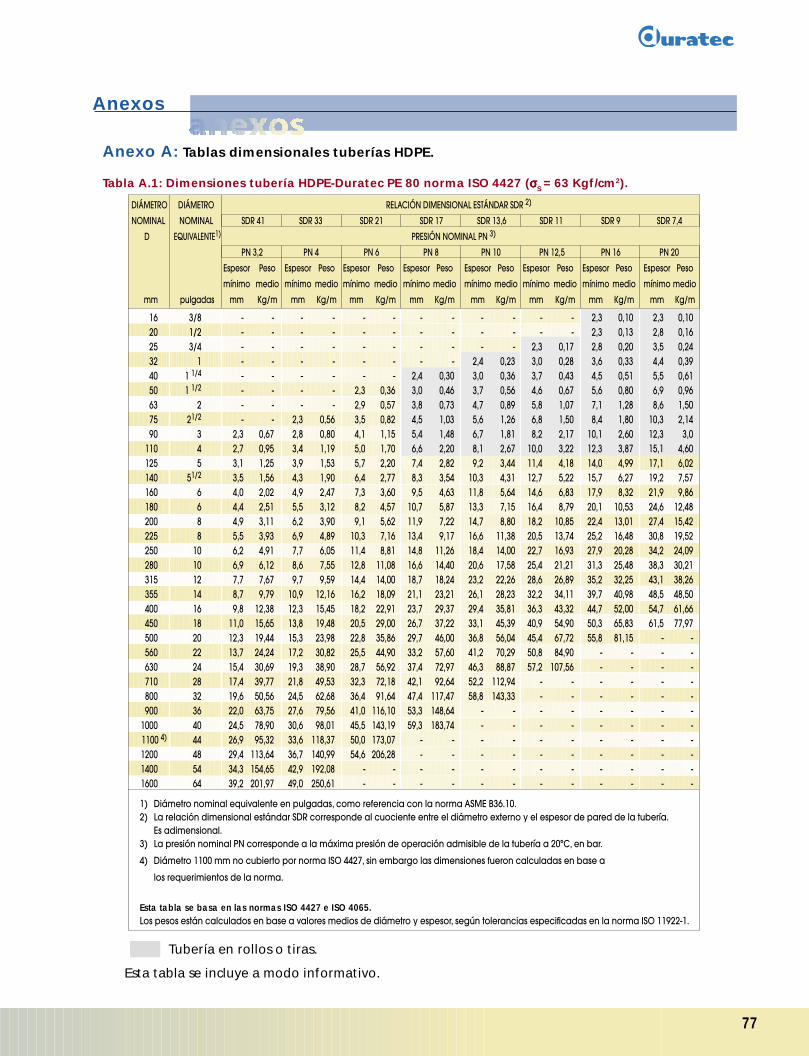
7777 77
Anexo A: Tablas dimensionales tuberías HDPE.
Tabla A.1: Dimensiones tubería HDPE-Duratec PE 80 norma ISO 4427 (σσσσσS = 63 Kgf/cm2).
Anexos
Tubería en rollos o tiras.
Esta tabla se incluye a modo informativo.
DIÁMETRO DIÁMETRO RELACIÓN DIMENSIONAL ESTÁNDAR SDR 2)
NOMINAL NOMINAL SDR 41 SDR 33 SDR 21 SDR 17 SDR 13,6 SDR 11 SDR 9 SDR 7,4
D EQUIVALENTE1) PRESIÓN NOMINAL PN 3)
PN 3,2 PN 4 PN 6 PN 8 PN 10 PN 12,5 PN 16 PN 20
Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso
mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio
mm pulgadas mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m
1) Diámetro nominal equivalente en pulgadas, como referencia con la norma ASME B36.10.2) La relación dimensional estándar SDR corresponde al cuociente entre el diámetro externo y el espesor de pared de la tubería.
Es adimensional.3) La presión nominal PN corresponde a la máxima presión de operación admisible de la tubería a 20ºC, en bar.
4) Diámetro 1100 mm no cubierto por norma ISO 4427, sin embargo las dimensiones fueron calculadas en base a
los requerimientos de la norma.
Esta tabla se basa en las normas ISO 4427 e ISO 4065.Los pesos están calculados en base a valores medios de diámetro y espesor, según tolerancias especificadas en la norma ISO 11922-1.
16 3/8 - - - - - - - - - - - - 2,3 0,10 2,3 0,1020 1/2 - - - - - - - - - - - - 2,3 0,13 2,8 0,1625 3/4 - - - - - - - - - - 2,3 0,17 2,8 0,20 3,5 0,2432 1 - - - - - - - - 2,4 0,23 3,0 0,28 3,6 0,33 4,4 0,3940 1 1/4 - - - - - - 2,4 0,30 3,0 0,36 3,7 0,43 4,5 0,51 5,5 0,6150 1 1/2 - - - - 2,3 0,36 3,0 0,46 3,7 0,56 4,6 0,67 5,6 0,80 6,9 0,9663 2 - - - - 2,9 0,57 3,8 0,73 4,7 0,89 5,8 1,07 7,1 1,28 8,6 1,5075 21/2 - - 2,3 0,56 3,5 0,82 4,5 1,03 5,6 1,26 6,8 1,50 8,4 1,80 10,3 2,1490 3 2,3 0,67 2,8 0,80 4,1 1,15 5,4 1,48 6,7 1,81 8,2 2,17 10,1 2,60 12,3 3,0
110 4 2,7 0,95 3,4 1,19 5,0 1,70 6,6 2,20 8,1 2,67 10,0 3,22 12,3 3,87 15,1 4,60125 5 3,1 1,25 3,9 1,53 5,7 2,20 7,4 2,82 9,2 3,44 11,4 4,18 14,0 4,99 17,1 6,02140 51/2 3,5 1,56 4,3 1,90 6,4 2,77 8,3 3,54 10,3 4,31 12,7 5,22 15,7 6,27 19,2 7,57160 6 4,0 2,02 4,9 2,47 7,3 3,60 9,5 4,63 11,8 5,64 14,6 6,83 17,9 8,32 21,9 9,86180 6 4,4 2,51 5,5 3,12 8,2 4,57 10,7 5,87 13,3 7,15 16,4 8,79 20,1 10,53 24,6 12,48200 8 4,9 3,11 6,2 3,90 9,1 5,62 11,9 7,22 14,7 8,80 18,2 10,85 22,4 13,01 27,4 15,42225 8 5,5 3,93 6,9 4,89 10,3 7,16 13,4 9,17 16,6 11,38 20,5 13,74 25,2 16,48 30,8 19,52250 10 6,2 4,91 7,7 6,05 11,4 8,81 14,8 11,26 18,4 14,00 22,7 16,93 27,9 20,28 34,2 24,09280 10 6,9 6,12 8,6 7,55 12,8 11,08 16,6 14,40 20,6 17,58 25,4 21,21 31,3 25,48 38,3 30,21315 12 7,7 7,67 9,7 9,59 14,4 14,00 18,7 18,24 23,2 22,26 28,6 26,89 35,2 32,25 43,1 38,26355 14 8,7 9,79 10,9 12,16 16,2 18,09 21,1 23,21 26,1 28,23 32,2 34,11 39,7 40,98 48,5 48,50400 16 9,8 12,38 12,3 15,45 18,2 22,91 23,7 29,37 29,4 35,81 36,3 43,32 44,7 52,00 54,7 61,66450 18 11,0 15,65 13,8 19,48 20,5 29,00 26,7 37,22 33,1 45,39 40,9 54,90 50,3 65,83 61,5 77,97500 20 12,3 19,44 15,3 23,98 22,8 35,86 29,7 46,00 36,8 56,04 45,4 67,72 55,8 81,15 - -560 22 13,7 24,24 17,2 30,82 25,5 44,90 33,2 57,60 41,2 70,29 50,8 84,90 - - - -630 24 15,4 30,69 19,3 38,90 28,7 56,92 37,4 72,97 46,3 88,87 57,2 107,56 - - - -710 28 17,4 39,77 21,8 49,53 32,3 72,18 42,1 92,64 52,2 112,94 - - - - - -800 32 19,6 50,56 24,5 62,68 36,4 91,64 47,4 117,47 58,8 143,33 - - - - - -900 36 22,0 63,75 27,6 79,56 41,0 116,10 53,3 148,64 - - - - - - - -
1000 40 24,5 78,90 30,6 98,01 45,5 143,19 59,3 183,74 - - - - - - - - 1100 4) 44 26,9 95,32 33,6 118,37 50,0 173,07 - - - - - - - - - -1200 48 29,4 113,64 36,7 140,99 54,6 206,28 - - - - - - - - - -1400 54 34,3 154,65 42,9 192,08 - - - - - - - - - - - -1600 64 39,2 201,97 49,0 250,61 - - - - - - - - - - - -
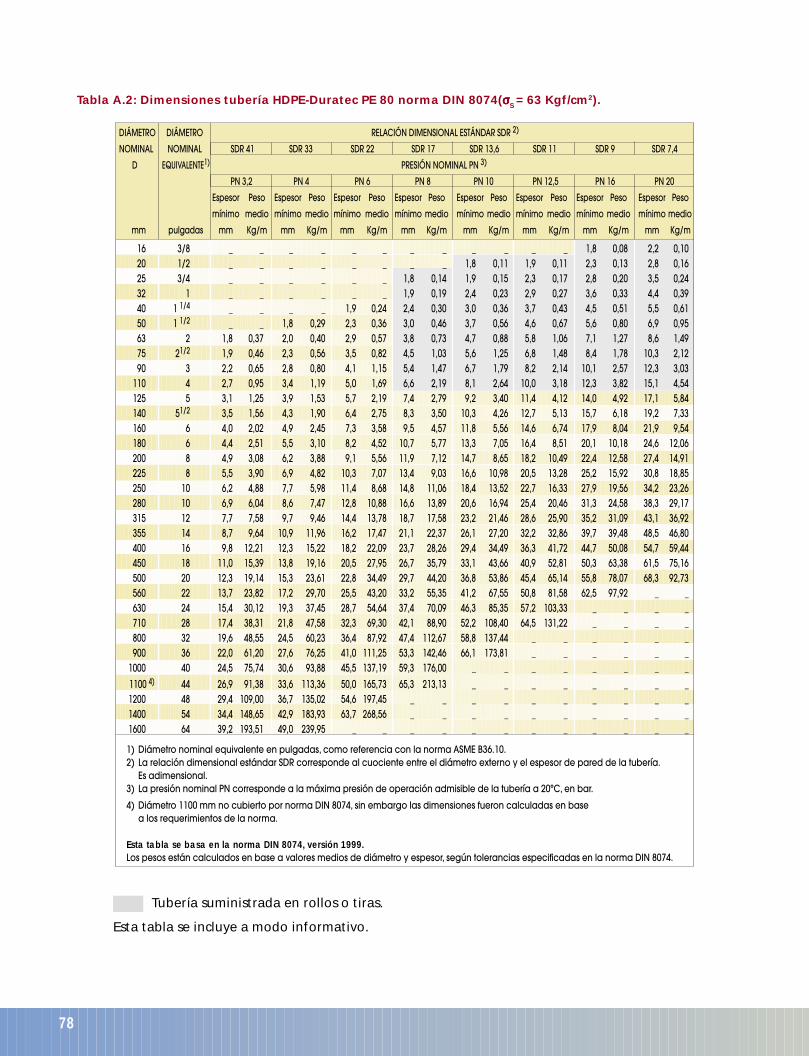
78
DIÁMETRO DIÁMETRO RELACIÓN DIMENSIONAL ESTÁNDAR SDR 2)
NOMINAL NOMINAL SDR 41 SDR 33 SDR 22 SDR 17 SDR 13,6 SDR 11 SDR 9 SDR 7,4
D EQUIVALENTE1) PRESIÓN NOMINAL PN 3)
PN 3,2 PN 4 PN 6 PN 8 PN 10 PN 12,5 PN 16 PN 20
Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso Espesor Peso
mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio mínimo medio
mm pulgadas mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m mm Kg/m
1) Diámetro nominal equivalente en pulgadas, como referencia con la norma ASME B36.10.2) La relación dimensional estándar SDR corresponde al cuociente entre el diámetro externo y el espesor de pared de la tubería.
Es adimensional.3) La presión nominal PN corresponde a la máxima presión de operación admisible de la tubería a 20ºC, en bar.
4) Diámetro 1100 mm no cubierto por norma DIN 8074, sin embargo las dimensiones fueron calculadas en basea los requerimientos de la norma.
Esta tabla se basa en la norma DIN 8074, versión 1999.Los pesos están calculados en base a valores medios de diámetro y espesor, según tolerancias especificadas en la norma DIN 8074.
16 3/8 _ _ _ _ _ _ _ _ _ _ _ _ 1,8 0,08 2,2 0,1020 1/2 _ _ _ _ _ _ _ _ 1,8 0,11 1,9 0,11 2,3 0,13 2,8 0,1625 3/4 _ _ _ _ _ _ 1,8 0,14 1,9 0,15 2,3 0,17 2,8 0,20 3,5 0,2432 1 _ _ _ _ _ _ 1,9 0,19 2,4 0,23 2,9 0,27 3,6 0,33 4,4 0,3940 1 1/4 _ _ _ _ 1,9 0,24 2,4 0,30 3,0 0,36 3,7 0,43 4,5 0,51 5,5 0,6150 1 1/2 _ _ 1,8 0,29 2,3 0,36 3,0 0,46 3,7 0,56 4,6 0,67 5,6 0,80 6,9 0,9563 2 1,8 0,37 2,0 0,40 2,9 0,57 3,8 0,73 4,7 0,88 5,8 1,06 7,1 1,27 8,6 1,4975 21/2 1,9 0,46 2,3 0,56 3,5 0,82 4,5 1,03 5,6 1,25 6,8 1,48 8,4 1,78 10,3 2,1290 3 2,2 0,65 2,8 0,80 4,1 1,15 5,4 1,47 6,7 1,79 8,2 2,14 10,1 2,57 12,3 3,03
110 4 2,7 0,95 3,4 1,19 5,0 1,69 6,6 2,19 8,1 2,64 10,0 3,18 12,3 3,82 15,1 4,54125 5 3,1 1,25 3,9 1,53 5,7 2,19 7,4 2,79 9,2 3,40 11,4 4,12 14,0 4,92 17,1 5,84140 51/2 3,5 1,56 4,3 1,90 6,4 2,75 8,3 3,50 10,3 4,26 12,7 5,13 15,7 6,18 19,2 7,33160 6 4,0 2,02 4,9 2,45 7,3 3,58 9,5 4,57 11,8 5,56 14,6 6,74 17,9 8,04 21,9 9,54180 6 4,4 2,51 5,5 3,10 8,2 4,52 10,7 5,77 13,3 7,05 16,4 8,51 20,1 10,18 24,6 12,06200 8 4,9 3,08 6,2 3,88 9,1 5,56 11,9 7,12 14,7 8,65 18,2 10,49 22,4 12,58 27,4 14,91225 8 5,5 3,90 6,9 4,82 10,3 7,07 13,4 9,03 16,6 10,98 20,5 13,28 25,2 15,92 30,8 18,85250 10 6,2 4,88 7,7 5,98 11,4 8,68 14,8 11,06 18,4 13,52 22,7 16,33 27,9 19,56 34,2 23,26280 10 6,9 6,04 8,6 7,47 12,8 10,88 16,6 13,89 20,6 16,94 25,4 20,46 31,3 24,58 38,3 29,17315 12 7,7 7,58 9,7 9,46 14,4 13,78 18,7 17,58 23,2 21,46 28,6 25,90 35,2 31,09 43,1 36,92355 14 8,7 9,64 10,9 11,96 16,2 17,47 21,1 22,37 26,1 27,20 32,2 32,86 39,7 39,48 48,5 46,80400 16 9,8 12,21 12,3 15,22 18,2 22,09 23,7 28,26 29,4 34,49 36,3 41,72 44,7 50,08 54,7 59,44450 18 11,0 15,39 13,8 19,16 20,5 27,95 26,7 35,79 33,1 43,66 40,9 52,81 50,3 63,38 61,5 75,16500 20 12,3 19,14 15,3 23,61 22,8 34,49 29,7 44,20 36,8 53,86 45,4 65,14 55,8 78,07 68,3 92,73560 22 13,7 23,82 17,2 29,70 25,5 43,20 33,2 55,35 41,2 67,55 50,8 81,58 62,5 97,92 _ _630 24 15,4 30,12 19,3 37,45 28,7 54,64 37,4 70,09 46,3 85,35 57,2 103,33 _ _ _ _710 28 17,4 38,31 21,8 47,58 32,3 69,30 42,1 88,90 52,2 108,40 64,5 131,22 _ _ _ _800 32 19,6 48,55 24,5 60,23 36,4 87,92 47,4 112,67 58,8 137,44 _ _ _ _ _ _900 36 22,0 61,20 27,6 76,25 41,0 111,25 53,3 142,46 66,1 173,81 _ _ _ _ _ _
1000 40 24,5 75,74 30,6 93,88 45,5 137,19 59,3 176,00 _ _ _ _ _ _ _ _ 1100 4) 44 26,9 91,38 33,6 113,36 50,0 165,73 65,3 213,13 _ _ _ _ _ _ _ _1200 48 29,4 109,00 36,7 135,02 54,6 197,45 _ _ _ _ _ _ _ _ _ _1400 54 34,4 148,65 42,9 183,93 63,7 268,56 _ _ _ _ _ _ _ _ _ _1600 64 39,2 193,51 49,0 239,95 _ _ _ _ _ _ _ _ _ _ _ _
Tabla A.2: Dimensiones tubería HDPE-Duratec PE 80 norma DIN 8074(σσσσσS = 63 Kgf/cm2).
Tubería suministrada en rollos o tiras.
Esta tabla se incluye a modo informativo.
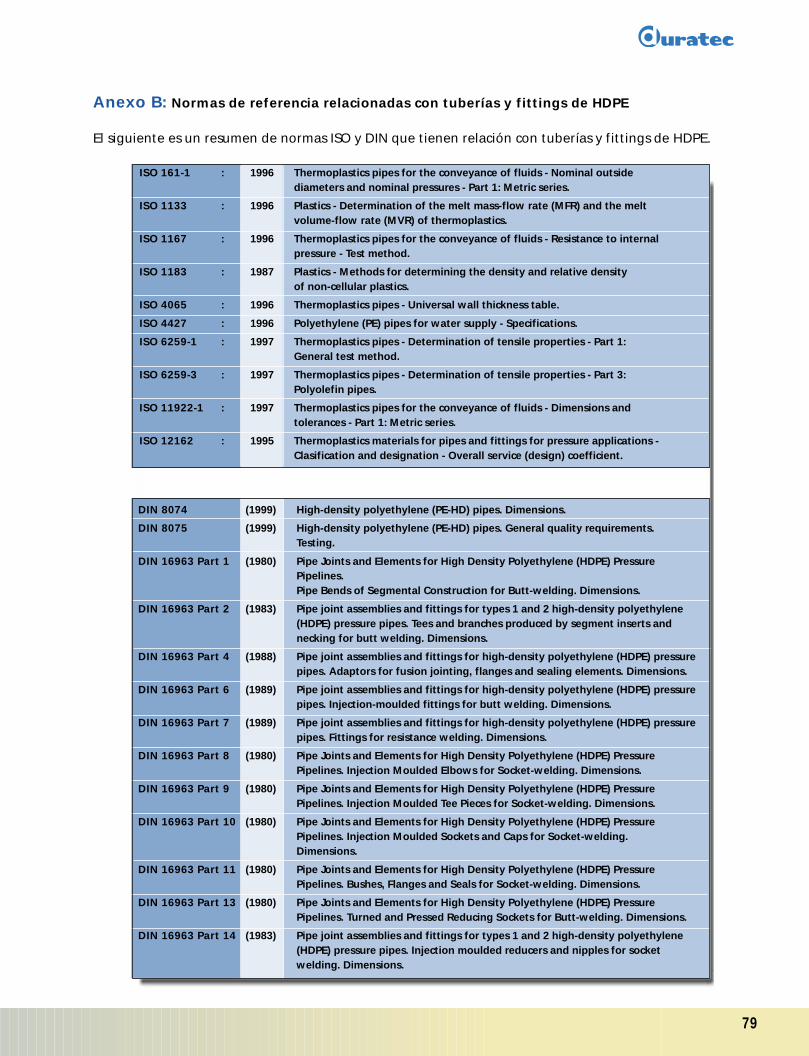
7979 79
Anexo B: Normas de referencia relacionadas con tuberías y fittings de HDPE
El siguiente es un resumen de normas ISO y DIN que tienen relación con tuberías y fittings de HDPE.
DIN 8074 (1999) High-density polyethylene (PE-HD) pipes. Dimensions.
DIN 8075 (1999) High-density polyethylene (PE-HD) pipes. General quality requirements.Testing.
DIN 16963 Part 1 (1980) Pipe Joints and Elements for High Density Polyethylene (HDPE) PressurePipelines.Pipe Bends of Segmental Construction for Butt-welding. Dimensions.
DIN 16963 Part 2 (1983) Pipe joint assemblies and fittings for types 1 and 2 high-density polyethylene(HDPE) pressure pipes. Tees and branches produced by segment inserts andnecking for butt welding. Dimensions.
DIN 16963 Part 4 (1988) Pipe joint assemblies and fittings for high-density polyethylene (HDPE) pressurepipes. Adaptors for fusion jointing, flanges and sealing elements. Dimensions.
DIN 16963 Part 6 (1989) Pipe joint assemblies and fittings for high-density polyethylene (HDPE) pressurepipes. Injection-moulded fittings for butt welding. Dimensions.
DIN 16963 Part 7 (1989) Pipe joint assemblies and fittings for high-density polyethylene (HDPE) pressurepipes. Fittings for resistance welding. Dimensions.
DIN 16963 Part 8 (1980) Pipe Joints and Elements for High Density Polyethylene (HDPE) PressurePipelines. Injection Moulded Elbows for Socket-welding. Dimensions.
DIN 16963 Part 9 (1980) Pipe Joints and Elements for High Density Polyethylene (HDPE) PressurePipelines. Injection Moulded Tee Pieces for Socket-welding. Dimensions.
DIN 16963 Part 10 (1980) Pipe Joints and Elements for High Density Polyethylene (HDPE) PressurePipelines. Injection Moulded Sockets and Caps for Socket-welding.Dimensions.
DIN 16963 Part 11 (1980) Pipe Joints and Elements for High Density Polyethylene (HDPE) PressurePipelines. Bushes, Flanges and Seals for Socket-welding. Dimensions.
DIN 16963 Part 13 (1980) Pipe Joints and Elements for High Density Polyethylene (HDPE) PressurePipelines. Turned and Pressed Reducing Sockets for Butt-welding. Dimensions.
DIN 16963 Part 14 (1983) Pipe joint assemblies and fittings for types 1 and 2 high-density polyethylene(HDPE) pressure pipes. Injection moulded reducers and nipples for socketwelding. Dimensions.
ISO 161-1 : 1996 Thermoplastics pipes for the conveyance of fluids - Nominal outsidediameters and nominal pressures - Part 1: Metric series.
ISO 1133 : 1996 Plastics - Determination of the melt mass-flow rate (MFR) and the meltvolume-flow rate (MVR) of thermoplastics.
ISO 1167 : 1996 Thermoplastics pipes for the conveyance of fluids - Resistance to internalpressure - Test method.
ISO 1183 : 1987 Plastics - Methods for determining the density and relative densityof non-cellular plastics.
ISO 4065 : 1996 Thermoplastics pipes - Universal wall thickness table.
ISO 4427 : 1996 Polyethylene (PE) pipes for water supply - Specifications.
ISO 6259-1 : 1997 Thermoplastics pipes - Determination of tensile properties - Part 1:General test method.
ISO 6259-3 : 1997 Thermoplastics pipes - Determination of tensile properties - Part 3:Polyolefin pipes.
ISO 11922-1 : 1997 Thermoplastics pipes for the conveyance of fluids - Dimensions andtolerances - Part 1: Metric series.
ISO 12162 : 1995 Thermoplastics materials for pipes and fittings for pressure applications -Clasification and designation - Overall service (design) coefficient.
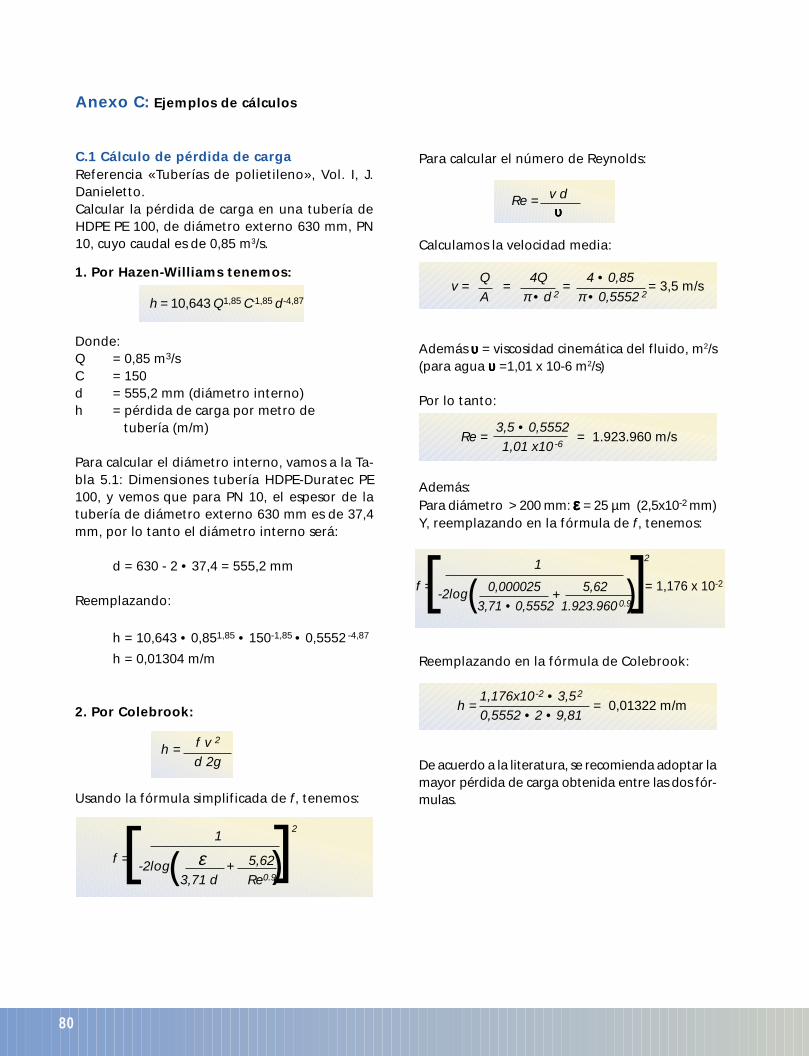
80
1. Por Hazen-Williams tenemos:
Donde:Q = 0,85 m3/sC = 150d = 555,2 mm (diámetro interno)h = pérdida de carga por metro de
tubería (m/m)
Para calcular el diámetro interno, vamos a la Ta-bla 5.1: Dimensiones tubería HDPE-Duratec PE100, y vemos que para PN 10, el espesor de latubería de diámetro externo 630 mm es de 37,4mm, por lo tanto el diámetro interno será:
d = 630 - 2 • 37,4 = 555,2 mm
Reemplazando:
h = 10,643 • 0,851,85 • 150-1,85 • 0,5552 -4,87
h = 0,01304 m/m
2. Por Colebrook:
Usando la fórmula simplificada de f, tenemos:
Anexo C: Ejemplos de cálculos
C.1 Cálculo de pérdida de cargaReferencia «Tuberías de polietileno», Vol. I, J.Danieletto.Calcular la pérdida de carga en una tubería deHDPE PE 100, de diámetro externo 630 mm, PN10, cuyo caudal es de 0,85 m3/s.
Para calcular el número de Reynolds:
Calculamos la velocidad media:
Además υυυυυ = viscosidad cinemática del fluido, m2/s(para agua υυυυυ =1,01 x 10-6 m2/s)
Por lo tanto:
Además:Para diámetro > 200 mm: εεεεε = 25 µm (2,5x10-2 mm)Y, reemplazando en la fórmula de f, tenemos:
Reemplazando en la fórmula de Colebrook:
De acuerdo a la literatura, se recomienda adoptar lamayor pérdida de carga obtenida entre las dos fór-mulas.
h = 10,643 Q1,85 C-1,85 d-4,87
h = f v 2
d 2g
f =
1
-2log ε 5,623,71 d Re0.9
+([ ]
Re = v dυυυυυ
v = = = = 3,5 m/sQA
4Q π • d 2
4 • 0,85 π • 0,5552 2
Re = = 1.923.960 m/s3,5 • 0,55521,01 x10-6
h = = 0,01322 m/m1,176x10-2 • 3,52
0,5552 • 2 • 9,81
2
)
f =
1
0,000025 5,623,71 • 0,5552 1.923.960 0.9
+= 1,176 x 10-2[ ]( )-2log
2
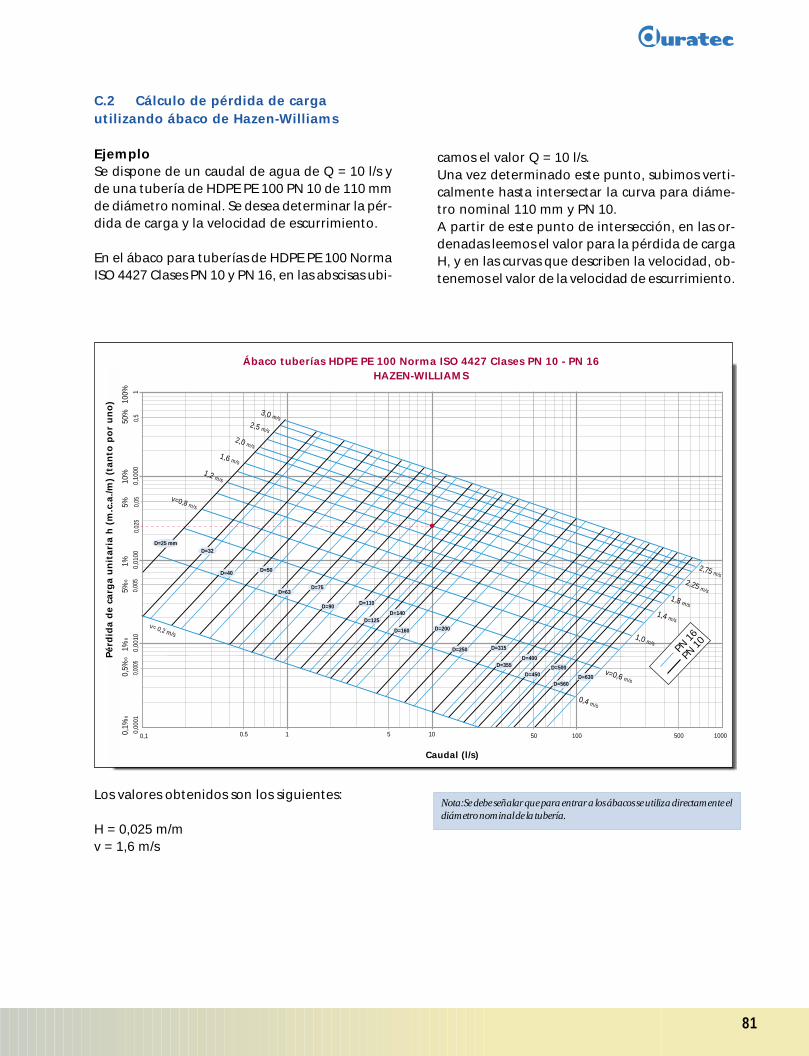
8181 81
C.2 Cálculo de pérdida de cargautilizando ábaco de Hazen-Williams
EjemploSe dispone de un caudal de agua de Q = 10 l/s yde una tubería de HDPE PE 100 PN 10 de 110 mmde diámetro nominal. Se desea determinar la pér-dida de carga y la velocidad de escurrimiento.
En el ábaco para tuberías de HDPE PE 100 NormaISO 4427 Clases PN 10 y PN 16, en las abscisas ubi-
Pérd
ida d
e c
arg
a u
nit
ari
a h
(m
.c.a
./m)
(tan
to p
or
un
o)
Ábaco tuberías HDPE PE 100 Norma ISO 4427 Clases PN 10 - PN 16HAZEN-WILLIAMS
0,00
010,
0010
0,01
000,
1000
v= 0,2 m/s
0,1 1 10 1000100
Caudal (l/s)
1
0.5 5 50 5000,1%
º1%
º1%
10%
100%
50%
5%º
0,000
5
0,5%
º5%
v=0,8 m/s
1,2 m/s
1,6 m/s
2,0 m/s
2,5 m/s
3,0 m/s
2,75 m/s2,25 m/s
1,8 m/s
1,4 m/s
1,0 m/s
0,4 m/s
v=0,6 m/s
D=500
D=630
D=400
D=450
D=560
D=355
D=315D=250
D=200D=160
D=125
D=110D=90
D=75D=63
D=50D=40
D=32D=25 mm
PN 1
6PN
10
D=140
0,05
0,02
50,
50,
005
Los valores obtenidos son los siguientes:
H = 0,025 m/mv = 1,6 m/s
camos el valor Q = 10 l/s.Una vez determinado este punto, subimos verti-calmente hasta intersectar la curva para diáme-tro nominal 110 mm y PN 10.A partir de este punto de intersección, en las or-denadas leemos el valor para la pérdida de cargaH, y en las curvas que describen la velocidad, ob-tenemos el valor de la velocidad de escurrimiento.
Nota: Se debe señalar que para entrar a los ábacos se utiliza directamente eldiámetro nominal de la tubería.
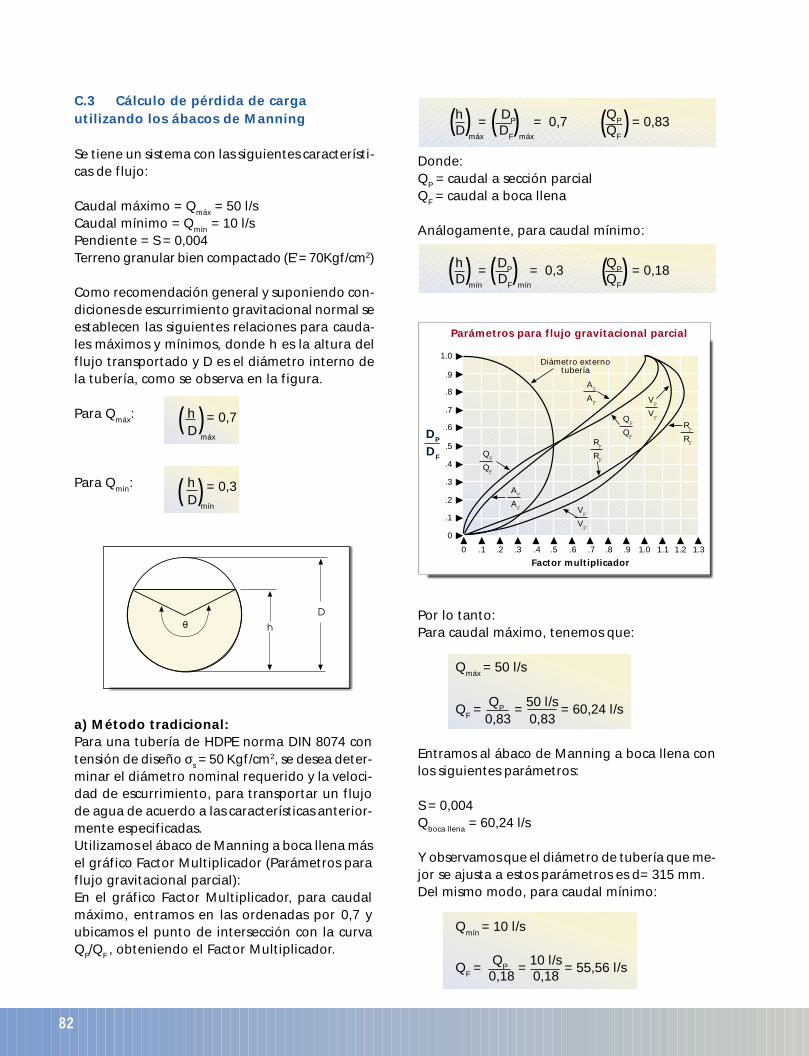
82
C.3 Cálculo de pérdida de cargautilizando los ábacos de Manning
Se tiene un sistema con las siguientes característi-cas de flujo:
Caudal máximo = Qmáx = 50 l/sCaudal mínimo = Qmín = 10 l/sPendiente = S = 0,004Terreno granular bien compactado (E’= 70Kgf/cm2)
Como recomendación general y suponiendo con-diciones de escurrimiento gravitacional normal seestablecen las siguientes relaciones para cauda-les máximos y mínimos, donde h es la altura delflujo transportado y D es el diámetro interno dela tubería, como se observa en la figura.
Para Qmáx: h = 0,7D máx
Para Qmín: h = 0,3D mín
Dθ h
( )
( )
a) Método tradicional:Para una tubería de HDPE norma DIN 8074 contensión de diseño σs = 50 Kgf/cm2, se desea deter-minar el diámetro nominal requerido y la veloci-dad de escurrimiento, para transportar un flujode agua de acuerdo a las características anterior-mente especificadas.Utilizamos el ábaco de Manning a boca llena másel gráfico Factor Multiplicador (Parámetros paraflujo gravitacional parcial):En el gráfico Factor Multiplicador, para caudalmáximo, entramos en las ordenadas por 0,7 yubicamos el punto de intersección con la curvaQP/QF , obteniendo el Factor Multiplicador.
Donde:QP = caudal a sección parcialQF = caudal a boca llena
Análogamente, para caudal mínimo:
h = DP = 0,3 QP = 0,18D mín DF mín QF
Por lo tanto:Para caudal máximo, tenemos que:
Qmáx = 50 l/s
QF = QP = 50 l/s = 60,24 l/s
0,83 0,83
Entramos al ábaco de Manning a boca llena conlos siguientes parámetros:
S = 0,004Qboca llena = 60,24 l/s
Y observamos que el diámetro de tubería que me-jor se ajusta a estos parámetros es d= 315 mm.Del mismo modo, para caudal mínimo:
Qmín = 10 l/s
QF = QP = 10 l/s = 55,56 l/s 0,18 0,18
h = DP = 0,7 QP = 0,83D máx DF máx QF
Parámetros para flujo gravitacional parcial
Factor multiplicador
DP
DF
0 .1 .2 .3 .4 .5 .6 .7 .8 .9 1.0 1.1 1.2 1.3
0
.1
.2
.3
.4
.5
.6
.7
.8
.9
1.0Diámetro externo
tubería
AP
AF
QP
QF
VP
VF
RP
RFR
P
RF
VP
VF
AP
AF
QP
QF
( ) ( )( )
( )( ) ( )
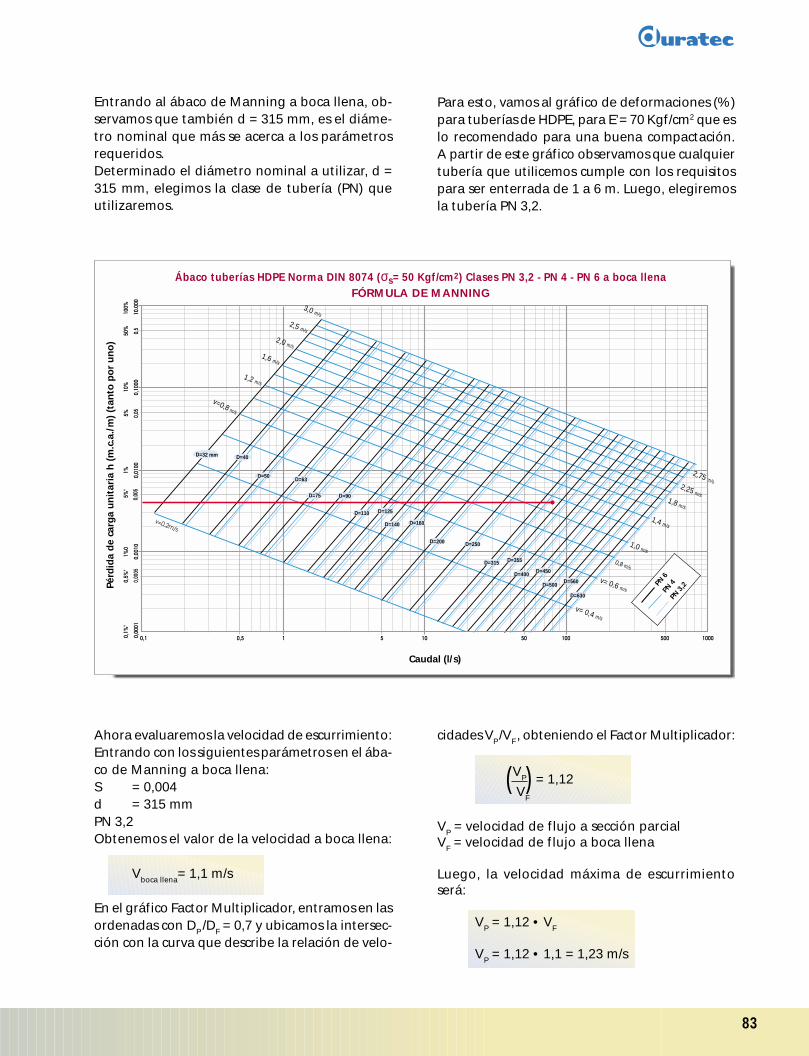
8383 83
Entrando al ábaco de Manning a boca llena, ob-servamos que también d = 315 mm, es el diáme-tro nominal que más se acerca a los parámetrosrequeridos.Determinado el diámetro nominal a utilizar, d =315 mm, elegimos la clase de tubería (PN) queutilizaremos.
Ahora evaluaremos la velocidad de escurrimiento:Entrando con los siguientes parámetros en el ába-co de Manning a boca llena:S = 0,004d = 315 mmPN 3,2Obtenemos el valor de la velocidad a boca llena:
Vboca llena= 1,1 m/s
En el gráfico Factor Multiplicador, entramos en lasordenadas con DP /DF = 0,7 y ubicamos la intersec-ción con la curva que describe la relación de velo-
Para esto, vamos al gráfico de deformaciones (%)para tuberías de HDPE, para E’= 70 Kgf/cm2 que eslo recomendado para una buena compactación.A partir de este gráfico observamos que cualquiertubería que utilicemos cumple con los requisitospara ser enterrada de 1 a 6 m. Luego, elegiremosla tubería PN 3,2.
cidades VP /VF , obteniendo el Factor Multiplicador:
VP = 1,12 VF
VP = velocidad de flujo a sección parcialVF = velocidad de flujo a boca llena
Luego, la velocidad máxima de escurrimientoserá:
VP = 1,12 • VF
VP = 1,12 • 1,1 = 1,23 m/s
( )
Pérd
ida
de
carg
a u
nit
aria
h (
m.c
.a./
m)
(tan
to p
or
un
o)
Ábaco tuberías HDPE Norma DIN 8074 (σs= 50 Kgf/cm2) Clases PN 3,2 - PN 4 - PN 6 a boca llenaFÓRMULA DE MANNING
0,00
010,
0010
0,01
000,
1000
0,1 1 10 1000100
Caudal (l/s)PN
6PN
4PN
3,2
10.0
00
5005050,50,1%
º1%
01%
10%
100%
v=0,2m/s
50%
5%º
0,00
05
0,5%
º5%
v=0,8 m/s
2,5 m/s
2,0 m/s
1,6 m/s
1,2 m/s
2,75 m/s2,25 m/s
1,8 m/s
1,4 m/s
1,0 m/s
0,8 m/s
v= 0,6 m/s
v= 0,4 m/s
D=140 D=160
D=200 D=250
D=315 D=355
D=400D=450
D=500D=560
D=630
D=125D=110
D=90D=75
D=63D=50
D=40
3,0 m/s
D=32 mm
0,00
50,
050,
5
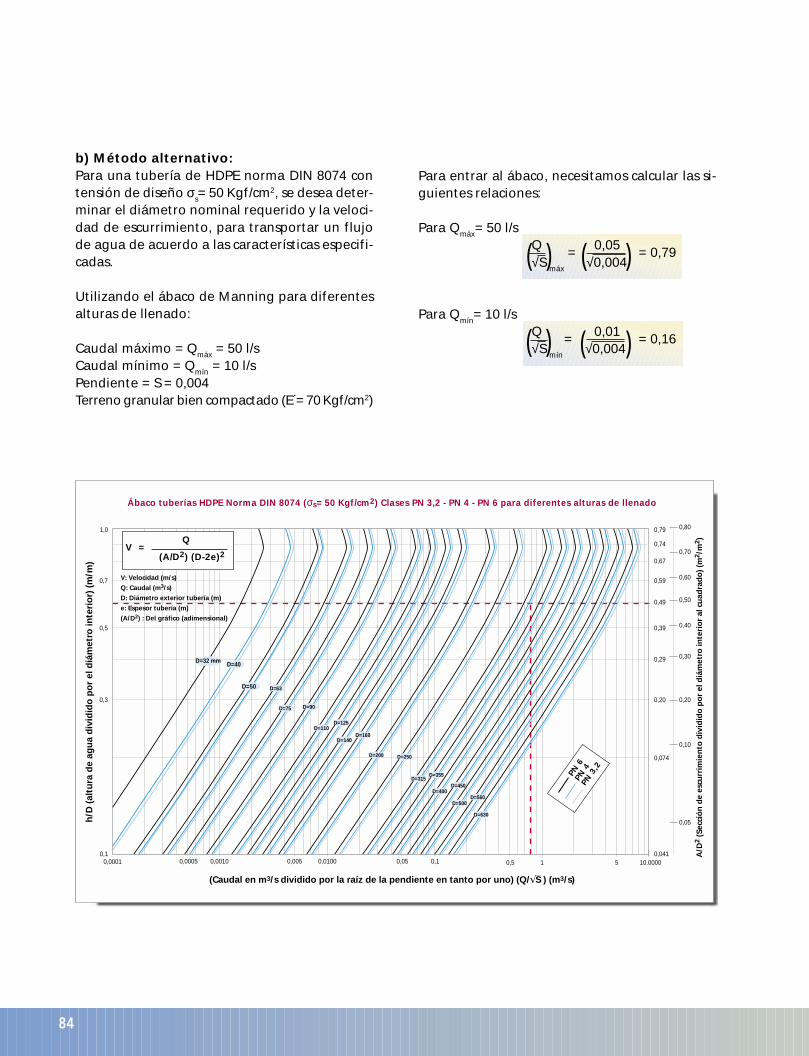
84
( ) ( )
( )( )
b) Método alternativo:Para una tubería de HDPE norma DIN 8074 contensión de diseño σs= 50 Kgf/cm2, se desea deter-minar el diámetro nominal requerido y la veloci-dad de escurrimiento, para transportar un flujode agua de acuerdo a las características especifi-cadas.
Utilizando el ábaco de Manning para diferentesalturas de llenado:
Caudal máximo = Qmáx = 50 l/sCaudal mínimo = Qmín = 10 l/sPendiente = S = 0,004Terreno granular bien compactado (E´= 70 Kgf/cm2)
Para entrar al ábaco, necesitamos calcular las si-guientes relaciones:
Para Qmáx= 50 l/sQ = 0,05 = 0,79√S máx √0,004
Para Qmín= 10 l/sQ = 0,01 = 0,16√S mín √0,004
(Caudal en m3/s dividido por la raíz de la pendiente en tanto por uno) (Q/ S ) (m3/s)
h/D
(al
tura
de
agu
a d
ivid
ido
po
r el
diá
met
ro in
teri
or)
(m
/m)
Ábaco tuberías HDPE Norma DIN 8074 (σs= 50 Kgf/cm2) Clases PN 3,2 - PN 4 - PN 6 para diferentes alturas de llenado
0,0001 0,0010 0,0100 10.00001
PN 6
PN 4
PN 3
,2
1,0
0,10,1
D=50
D=40D=32 mm
0,7
0,5
0,3
0,0005 0,005 0,05 0,5 5
A/D
2 (S
ecci
ón
de
escu
rrim
ien
to d
ivid
ido
po
r el
diá
met
ro in
teri
or
al c
uad
rad
o)
(m2 /
m2 )
0,79
0,041
0,59
0,39
0,20
0,074
0,29
0,49
0,67
0,74
0,05
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
VQ
(A/D2) (D-2e)2=
D=160D=140
D=125D=110
D=90D=75
D=63
D=630
D=560D=500
D=450D=400
D=355D=315
D=250D=200
V: Velocidad (m/s)
Q: Caudal (m3/s)
D: Diámetro exterior tubería (m)
e: Espesor tubería (m)
(A/D2) : Del gráfico (adimensional)
8585 85
( )
( ) ( )
( ) ( )
Para determinar el diámetro nominal requerido,para caudal máximo, entramos al ábaco con lossiguientes parámetros:
Q = 0,79 y h = 0,7√S máx D máx
Observamos que la tubería de 315 mm es la máscercana a nuestro punto de intersección.
Análogamente, para caudal mínimo:
Q = 0,16 y h = 0,3√S mín D mín
Observamos que también la tubería de 315 mmes la que satisface nuestras necesidades.
Una vez determinado el diámetro nominal a uti-lizar, d= 315 mm y de acuerdo al criterio paradeformaciones de tuberías expuesto en el ejem-plo a) Método tradicional, elegiremos una tube-ría de HDPE norma DIN 8074 PN 3,2.
Para determinar la velocidad de escurrimiento,entramos por las abscisas al ábaco de Manningpara diferentes alturas de llenado:
Q = 0,79√S máx
A partir de este valor ubicamos el punto de inter-sección con la curva para d= 315 mm y PN 3,2.En el ábaco, leemos en ambos sectores de las or-denadas:
h = 0,59 y A = 0,48d D2
Luego, calculamos la velocidad a partir de la ecua-ción descrita en este ábaco:
V = Q (A/D2) (D-2e)2
Dondee = 9,7 mm (espesor mínimo tubería, ver tabla 5.2).
Reemplazando se tiene:
V = 0,050 = 1,19 m/s 0,48 (0,315 - 2 • 0,0097)2
Observamos que el valor de velocidad máximade escurrimiento obtenida por este método esmuy similar al obtenido por el método tradicio-nal, V= 1,23 m/s, cuya diferencia se debe única-mente a aproximaciones.
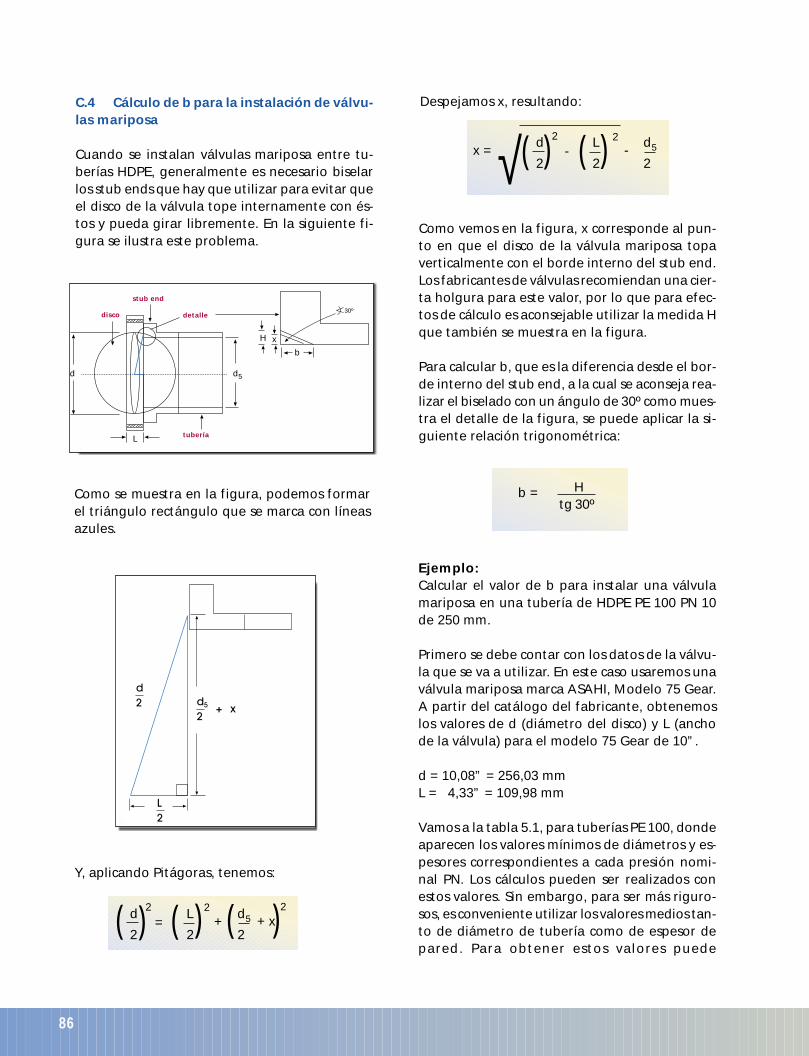
86
C.4 Cálculo de b para la instalación de válvu-las mariposa
Cuando se instalan válvulas mariposa entre tu-berías HDPE, generalmente es necesario biselarlos stub ends que hay que utilizar para evitar queel disco de la válvula tope internamente con és-tos y pueda girar libremente. En la siguiente fi-gura se ilustra este problema.
Como se muestra en la figura, podemos formarel triángulo rectángulo que se marca con líneasazules.
Como vemos en la figura, x corresponde al pun-to en que el disco de la válvula mariposa topaverticalmente con el borde interno del stub end.Los fabricantes de válvulas recomiendan una cier-ta holgura para este valor, por lo que para efec-tos de cálculo es aconsejable utilizar la medida Hque también se muestra en la figura.
Para calcular b, que es la diferencia desde el bor-de interno del stub end, a la cual se aconseja rea-lizar el biselado con un ángulo de 30º como mues-tra el detalle de la figura, se puede aplicar la si-guiente relación trigonométrica:
b = Htg 30º
Ejemplo:Calcular el valor de b para instalar una válvulamariposa en una tubería de HDPE PE 100 PN 10de 250 mm.
Primero se debe contar con los datos de la válvu-la que se va a utilizar. En este caso usaremos unaválvula mariposa marca ASAHI, Modelo 75 Gear.A partir del catálogo del fabricante, obtenemoslos valores de d (diámetro del disco) y L (anchode la válvula) para el modelo 75 Gear de 10”.
d = 10,08” = 256,03 mmL = 4,33” = 109,98 mm
Vamos a la tabla 5.1, para tuberías PE 100, dondeaparecen los valores mínimos de diámetros y es-pesores correspondientes a cada presión nomi-nal PN. Los cálculos pueden ser realizados conestos valores. Sin embargo, para ser más riguro-sos, es conveniente utilizar los valores medios tan-to de diámetro de tubería como de espesor depared. Para obtener estos valores puede
b
H x
L
d
disco
stub end
detalle
tubería
d5
30º
d2 d5
2x+
L2
Despejamos x, resultando:
Y, aplicando Pitágoras, tenemos:
=d L d5
2 2 2
2 2 2+ + x)((( ))
d L d5
2 2 2
2 2-x = -( ) ( )√
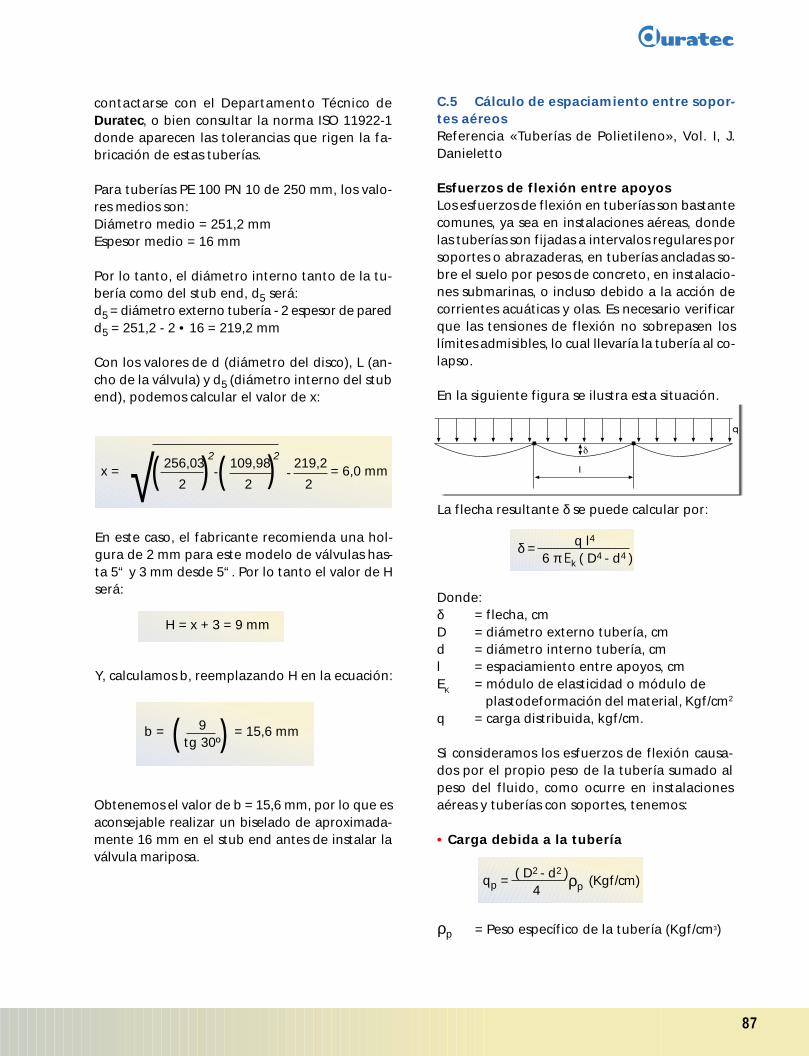
8787 87
En este caso, el fabricante recomienda una hol-gura de 2 mm para este modelo de válvulas has-ta 5“ y 3 mm desde 5“. Por lo tanto el valor de Hserá:
Y, calculamos b, reemplazando H en la ecuación:
contactarse con el Departamento Técnico deDuratec, o bien consultar la norma ISO 11922-1donde aparecen las tolerancias que rigen la fa-bricación de estas tuberías.
Para tuberías PE 100 PN 10 de 250 mm, los valo-res medios son:Diámetro medio = 251,2 mmEspesor medio = 16 mm
Por lo tanto, el diámetro interno tanto de la tu-bería como del stub end, d5 será:d5 = diámetro externo tubería - 2 espesor de paredd5 = 251,2 - 2 • 16 = 219,2 mm
Con los valores de d (diámetro del disco), L (an-cho de la válvula) y d5 (diámetro interno del stubend), podemos calcular el valor de x:
Obtenemos el valor de b = 15,6 mm, por lo que esaconsejable realizar un biselado de aproximada-mente 16 mm en el stub end antes de instalar laválvula mariposa.
b = = 15,6 mm 9tg 30º( )
H = x + 3 = 9 mm
C.5 Cálculo de espaciamiento entre sopor-tes aéreosReferencia «Tuberías de Polietileno», Vol. I, J.Danieletto
Esfuerzos de flexión entre apoyosLos esfuerzos de flexión en tuberías son bastantecomunes, ya sea en instalaciones aéreas, dondelas tuberías son fijadas a intervalos regulares porsoportes o abrazaderas, en tuberías ancladas so-bre el suelo por pesos de concreto, en instalacio-nes submarinas, o incluso debido a la acción decorrientes acuáticas y olas. Es necesario verificarque las tensiones de flexión no sobrepasen loslímites admisibles, lo cual llevaría la tubería al co-lapso.
En la siguiente figura se ilustra esta situación.
La flecha resultante δ se puede calcular por:
Donde:δ = flecha, cmD = diámetro externo tubería, cmd = diámetro interno tubería, cml = espaciamiento entre apoyos, cmEK = módulo de elasticidad o módulo de
plastodeformación del material, Kgf/cm2
q = carga distribuida, kgf/cm.
Si consideramos los esfuerzos de flexión causa-dos por el propio peso de la tubería sumado alpeso del fluido, como ocurre en instalacionesaéreas y tuberías con soportes, tenemos:
• Carga debida a la tubería
ρp = Peso específico de la tubería (Kgf/cm3)
δ = q l4
6 π Ek ( D4 - d4 )
qp = ( D2 - d2 )4
ρp (Kgf/cm)
256,03 109,98 219,2
2 2 2
2
-x = -2
= 6,0 mm( ) ( )√
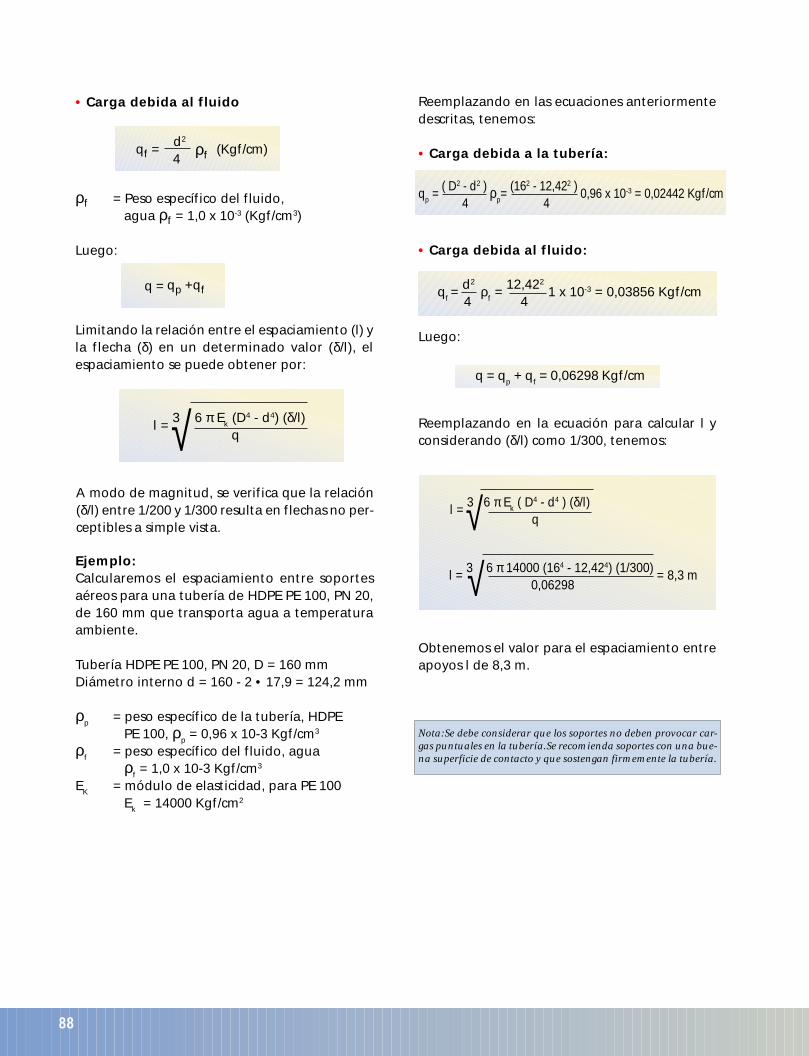
88
Ejemplo:Calcularemos el espaciamiento entre soportesaéreos para una tubería de HDPE PE 100, PN 20,de 160 mm que transporta agua a temperaturaambiente.
Tubería HDPE PE 100, PN 20, D = 160 mmDiámetro interno d = 160 - 2 • 17,9 = 124,2 mm
ρp = peso específico de la tubería, HDPE PE 100, ρp = 0,96 x 10-3 Kgf/cm3
ρf = peso específico del fluido, agua ρf = 1,0 x 10-3 Kgf/cm3
EK = módulo de elasticidad, para PE 100 Ek = 14000 Kgf/cm2
• Carga debida al fluido:
Luego:
Reemplazando en la ecuación para calcular l yconsiderando (δ/l) como 1/300, tenemos:
Obtenemos el valor para el espaciamiento entreapoyos l de 8,3 m.
• Carga debida al fluido
ρf = Peso específico del fluido, agua ρf = 1,0 x 10-3 (Kgf/cm3)
Luego:
Limitando la relación entre el espaciamiento (l) yla flecha (δ) en un determinado valor (δ/l), elespaciamiento se puede obtener por:
A modo de magnitud, se verifica que la relación(δ/l) entre 1/200 y 1/300 resulta en flechas no per-ceptibles a simple vista.
q = qp + qf = 0,06298 Kgf/cm
qf =d2
4ρf (Kgf/cm)
q = qp +qf
Nota: Se debe considerar que los soportes no deben provocar car-gas puntuales en la tubería. Se recomienda soportes con una bue-na superficie de contacto y que sostengan firmemente la tubería.
qp = ( D2 - d2 ) ρp=
(162 - 12,422 ) 0,96 x 10-3 = 0,02442 Kgf/cm4 4
Reemplazando en las ecuaciones anteriormentedescritas, tenemos:
• Carga debida a la tubería:
qf = d2 ρf = 12,422
1 x 10-3 = 0,03856 Kgf/cm4 4
l = 3 6 π Ek (D4 - d4) (δ/l)
q√
l = 3 6 π 14000 (164 - 12,424) (1/300) = 8,3 m 0,06298√
√l = 3 6 π Ek ( D4 - d4 ) (δ/l)
q
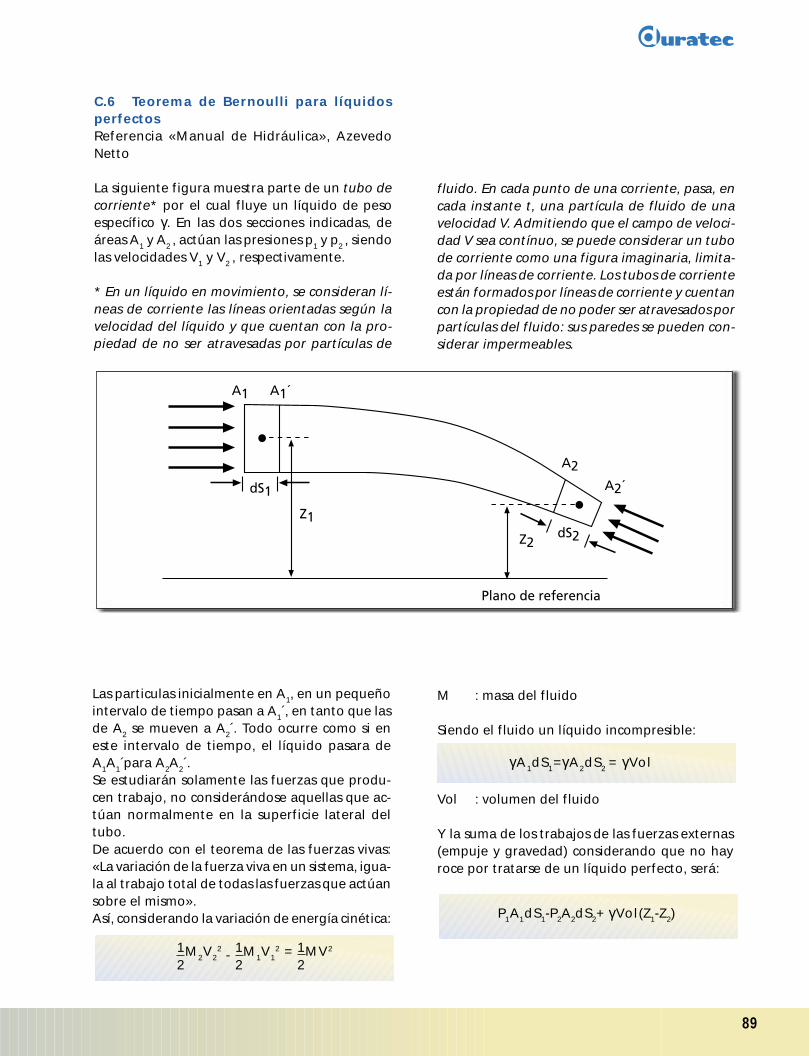
8989 89
C.6 Teorema de Bernoulli para líquidosperfectosReferencia «Manual de Hidráulica», AzevedoNetto
La siguiente figura muestra parte de un tubo decorriente* por el cual fluye un líquido de pesoespecífico γ. En las dos secciones indicadas, deáreas A1 y A2 , actúan las presiones p1 y p2 , siendolas velocidades V1 y V2 , respectivamente.
* En un líquido en movimiento, se consideran lí-neas de corriente las líneas orientadas según lavelocidad del líquido y que cuentan con la pro-piedad de no ser atravesadas por partículas de
Las particulas inicialmente en A1, en un pequeñointervalo de tiempo pasan a A1´, en tanto que lasde A2 se mueven a A2´. Todo ocurre como si eneste intervalo de tiempo, el líquido pasara deA1A1´para A2A2´.Se estudiarán solamente las fuerzas que produ-cen trabajo, no considerándose aquellas que ac-túan normalmente en la superficie lateral deltubo.De acuerdo con el teorema de las fuerzas vivas:«La variación de la fuerza viva en un sistema, igua-la al trabajo total de todas las fuerzas que actúansobre el mismo».Así, considerando la variación de energía cinética:
γA1dS1=γA2dS2 = γVol
P1A1dS1-P2A2dS2+ γVol(Z1-Z2)
1M2V22 - 1M1V1
2 = 1MV2
2 2 2
fluido. En cada punto de una corriente, pasa, encada instante t, una partícula de fluido de unavelocidad V. Admitiendo que el campo de veloci-dad V sea contínuo, se puede considerar un tubode corriente como una figura imaginaria, limita-da por líneas de corriente. Los tubos de corrienteestán formados por líneas de corriente y cuentancon la propiedad de no poder ser atravesados porpartículas del fluido: sus paredes se pueden con-siderar impermeables.
M : masa del fluido
Siendo el fluido un líquido incompresible:
Vol : volumen del fluido
Y la suma de los trabajos de las fuerzas externas(empuje y gravedad) considerando que no hayroce por tratarse de un líquido perfecto, será:
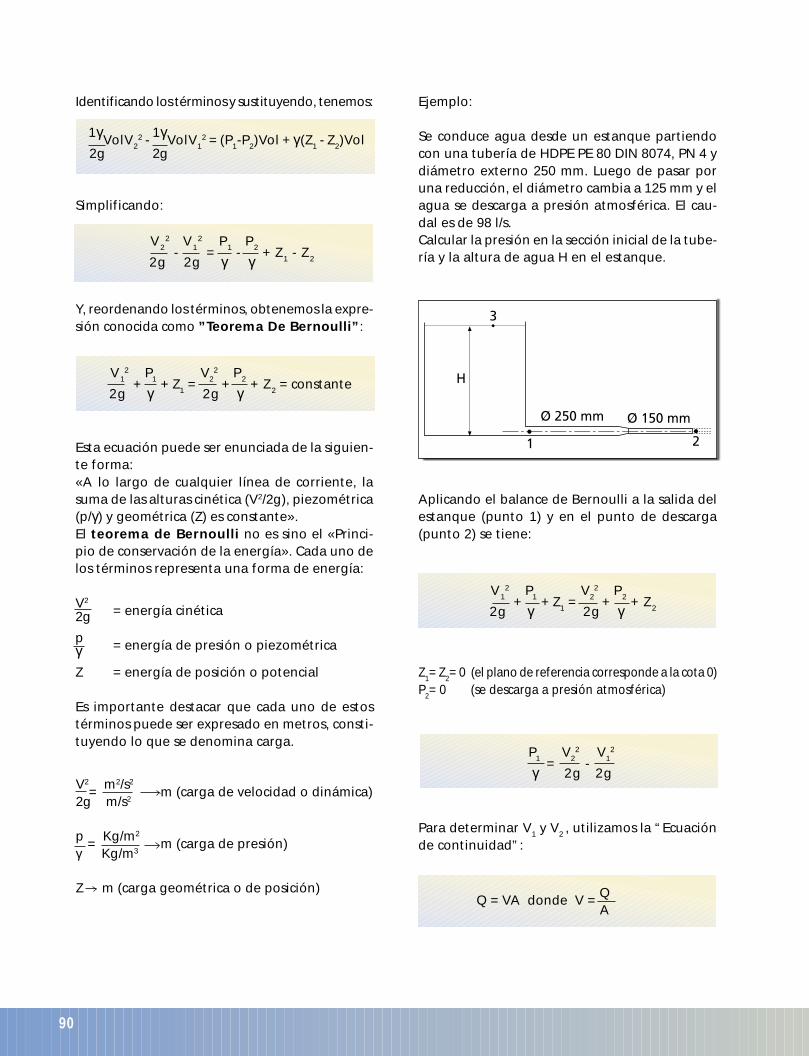
90
Ejemplo:
Se conduce agua desde un estanque partiendocon una tubería de HDPE PE 80 DIN 8074, PN 4 ydiámetro externo 250 mm. Luego de pasar poruna reducción, el diámetro cambia a 125 mm y elagua se descarga a presión atmosférica. El cau-dal es de 98 l/s.Calcular la presión en la sección inicial de la tube-ría y la altura de agua H en el estanque.
Aplicando el balance de Bernoulli a la salida delestanque (punto 1) y en el punto de descarga(punto 2) se tiene:
Z1= Z2= 0 (el plano de referencia corresponde a la cota 0)P2= 0 (se descarga a presión atmosférica)
Para determinar V1 y V2 , utilizamos la “Ecuaciónde continuidad”:
Q = VA donde V = Q A
V12
+ P1 +
Z1
=
V22
+ P2 +
Z2 2g γ 2g γ
P1 = V2
2
- V1
2
γ 2g 2g
V22
- V1
2 =
P1 - P2 +
Z1
- Z2
2g 2g γ γ
V12
+ P1 +
Z1
=
V22
+ P2 +
Z2
= constante
2g γ 2g γ
Identificando los términos y sustituyendo, tenemos:
Simplificando:
Y, reordenando los términos, obtenemos la expre-sión conocida como ”Teorema De Bernoulli”:
Esta ecuación puede ser enunciada de la siguien-te forma:«A lo largo de cualquier línea de corriente, lasuma de las alturas cinética (V2/2g), piezométrica(p/γ) y geométrica (Z) es constante».El teorema de Bernoulli no es sino el «Princi-pio de conservación de la energía». Cada uno delos términos representa una forma de energía:
V2
= energía cinética2g
p = energía de presión o piezométricaγZ = energía de posición o potencial
Es importante destacar que cada uno de estostérminos puede ser expresado en metros, consti-tuyendo lo que se denomina carga.
V2
= m2/s2
m (carga de velocidad o dinámica)2g m/s2
p = Kg/m2
m (carga de presión)γ Kg/m3
Z m (carga geométrica o de posición)
1γVolV22 - 1γVolV1
2 = (P1-P2)Vol + γ(Z1 - Z2)Vol 2g 2g
9191 91
El área corresponde al área de escurrimiento,para lo cual se debe considerar el diámetro in-terno de las tuberías. Para HDPE PE 80 DIN 8074PN 4, los valores de los espesores de pared seencuentran en la Tabla 5.2 del catálogo.
Luego, la presión a la salida del estanque (punto1) será la siguiente:
V32
+ P3 + Z3 =
V12
+ P1 + Z12g γ 2g γ
P1= 9,372
- 2,342
= 4,48 - 0,28 =4,2 m
γ 2x9,8 2x9,8
V1 = Q = 4x0,098 = 4x0,098 = 2,34 m/s
A1 πD12 π(0,25 - 2x0,0096)2
V2 = Q = 4x0,098 = 4x0,098 = 9,37 m/s
A2 πD22 π(0,125 - 2x0,0048)2
H = V1
2 +
P1
2g γ
H = 2,342 + 4,2 = 0,28 + 4,2 = 4,48 m 2x9,8
Para determinar la altura H del estanque, pode-mos hacer un balance de Bernoulli entre el pun-to 1 y el punto 3 que indica el nivel superior deagua en el estanque:
V3 = 0 (no hay velocidad, se considera que elnivel del agua se mantiene constante)
P3 = 0 (presión atmosférica)Z1 = 0

92
Tuberías y Fittings de HDPE
Duratec
Diseño:
Taller EKIS
Fono 333 0465
Impresión:
Imprenta Salesianos S.A.




![P100-P200-MANU [ б ])eltpark.godohosting.com/www/shoping mall/Catalogue/P100... · 2016. 3. 23. · 주차신호관제시스템 사용자매뉴얼 (Model: P100/P200) Loop type 2010](https://img.pdfslide.tips/doc/110x75/60ac78ebfa69b114550b0f90/p100-p200-manu-mallcataloguep100-2016-3-23-eoeoeoe.jpg)