Embed Size (px)
DESCRIPTION
Descripcion del proceso de hilado de fibra de algodon.
Citation preview

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 1/14
CURSO: PROCESO DE MANUFACTURA Y MATERIALES IPROFESORA: ING. ANGELES LAZO, ANA MARÍAINTEGRANTES:ILLAN CHACON, KATHELIN LIZETTÑAHUI SOLIER, JUAN CARLOSPALACIOS PÉREZ, WANDER FRANCORUIZ RÍOS, DAVID JOSÉ
2!"
FORMACIÓN DE LA FIBRA DE ALGO
UNIVERSIDAD NACIONAL FEDERICO VILLARREALFACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 2/14
Hilado
Para dar integridad y resistencia al haz de fibras es necesario
aplicar una torsión a la hebra de fibra. Los métodos utilizados
para la torsión son muy diferentes dependiendo de la tecnología
de hilatura que se utilice. Puesto que los métodos para laaplicación de la torsión son diferentes, las estructuras del hilo
resultante también tienen sus propias formas características.
Existen tres tecnologías principales para aplicar dicha torsión
y dar una estructura al hilo, a saber, la hilatura de anillos, las
hilaturas open end (o de rotor) y la hilatura por chorro de aire (vórtice).
• Hilatura de anillos
La hilatura de anillos aplica la torsión mediante un husillo giratorio (véase la figura .!"#. La
hilatura de anillos no es solamente el método de hilatura m$s lento, sino también el m$s costoso
porque necesita una serie de procesos adicionales (mechado y bobinado#.
La hilatura de anillos produce un hilo m$s resistente, fino y suave. %s adem$s la tecnología de
hilatura m$s madura.
• Hilatura open end (de rotor)
La hilatura open end o de rotor aplica la torsión mediante un rotor giratorio (véase la figura .!&#.
PROCESODE
HILANDERÍA
DELALGODÓN

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 3/14
La hilatura open end garantiza una gran productividad. 'u costo es bao gracias a su alto
rendimiento y la eliminación de fases de elaboración. La hilatura open end produce un hilo m$s
débil que la hilatura de anillos, su gama de títulos de hilo es limitada y produce un hilo )m$s seco*
o que resulta m$s basto al tacto (véase la figura .!+#.
• Hilatura por chorro de aire (vórtice)
La hilatura por chorro de aire (vórtice# (véase la figura .!# aplica la torsión mediante un vórtice
giratorio de aire comprimido (véase la figura .-#. La hilatura por chorro de aire ofrece una alta
productividad y un bao costo debido a su alto rendimiento y a la eliminación de fases de
elaboración. La hilatura por chorro de aire produce un hilo m$s débil que la hilatura de anillos o de
rotor (en el caso de algodón /0# y una gama limitada de título del hilo.
1 medida que el título del hilo se hace m$s fino, meora la resistencia del hilo por encima de los
hilos open end del mismo título. %l hilo hilado con vórtice es adecuado para títulos del hilo medios
hasta finos. La suavidad de las telas teidas con este tipo de hilos suele ser similar a aquéllas teidas
con hilos open end y de anillos.

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 4/14
A. HILATURA DE ALGOD! O"E! E!D
%l sistema de hilatura por rotor se trata de un procedimiento de hilatura desarrollado con
posterioridad a la hilatura por anillos. %l hilado obtenido por este sistema recibe el nombre
de hilado open end y ha cobrado mucha popularidad por varios motivos. 2on respecto al sistemaring spun, es un sistema de hilatura m$s simple, m$s corto y con alta producción. 3odo lo anterior
hace que su precio sea altamente competitivo y a pesar de tener limitadas propiedades respecto a loshilados cardados y peinados, su uso se torna conveniente para la confección de telas para cierto tipo
de artículos masivos con un bao nivel de precio de venta.
%n el sistema hilatura por rotor (o también4 cabo abierto por rotor# se parte de los fardos de algodón
desmotado y se procede a la apertura y limpieza, luego pasa a las cardas, de allí a los manuares yfinalmente a las m$quinas de hilatura open end, de donde sale el hilo listo para ser enconado.
La descripción detallada de cada etapa es la siguiente4
Etapas productivas
#. An$lisis de la %ateria pri%a
%ste an$lisis se realiza en el laboratorio de control de calidad de fibras, donde el algodón essometido a un riguroso chequeo. %n éste control se e5traen muestras de cada fardo y se clasifican
seg6n su grado correspondiente.
7tilizando un equipo de an$lisis denominado 89:, se estudian las diferentes características de las
fibras tales como finura, limpieza, color, longitud resistencia y uniformidad. %l resultado es enviado
a la planta de producción, permitiendo que los fardos sean separados en función de sus
características.
&. Apertura ' li%piea
%l punto de partida es el fardo de algodón desmotado, que se separa por lotes para ser estibado.
;etirados los sunchos que suetan los fardos de fibras seleccionados se colocan en grupos a ambos
lados de los rieles que transportan el cabezal disgregador mezclador, el cual desfloca y mezcla las
sucesivas capas de fibra, produciéndose así una primera apertura del material. La fibra es trasladadaal siguiente proceso de apertura y limpieza mediante un sistema autom$tico de transporte
neum$tico. El restante sector de apertura y limpieza está formado por un grupo de máuinas
cuya función es provocar la apertura de las fibras en copos y la limpieza profunda de las mismas
mediante la eliminación de cascarilla, ho!itas y tierra, contenidas entre las fibras.
Luego de esta limpieza los copos de fibras o flocones pasan a la mezcladora, cuya función
específica es acumular sucesivas capas de algodón en los distintos silos que componen la m$quina
para generar una mezcla homogénea de manera constante.
7na vez mezclado el material es derivado a una limpiadora fina que cuenta con un sistema
electrónico de regulación de intensidad de limpieza y de eliminación de desperdicios.
<inalmente el material pasa por un condensador o desempolvador, el cual est$ compuesto b$sicamente por un tambor perforado que genera una succión importante mediante el accionar de un
ventilador interno. Los flocones son transportados neum$ticamente a los alimentadores autom$ticosde cardas.
3odo el proceso recién descrito es regulado por una central de mando electroneum$tico que le
confiere un alto grado de automatización. %n equipamientos de nueva generación como los que se
ilustran, la abridora autom$tica de fardos produce copos peque=os al comienzo del proceso que por una gran superficie de contacto libera impurezas, polvo y cuerpos e5tra=os de manera mucho m$s
eficiente. La producción de este tipo de equipos alcanza hasta /.> ?g@h de material disgregado y

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 5/14
procesados a /.- ?g@h de cinta de carda, con una alimentación del orden de /! fardos por lado
de la m$quina, en cuatro grupos de fardos.
. *ardado
Los equipos para llevar a cabo el proceso de cardado, se denominan cardas y tienen la función deabrir las capas de fibras, separ$ndolas y depur$ndolas por 6ltima vez de suciedades y fibras cortas.
Ardena las fibras conformando un velo uniforme que da lugar a una primera cinta, apta para sufrir
estiraes.
%sta m$quina desgarra los flocones de fibras al pasar por un gran cilindro con guarniciones, que
luego de reunirse en forma de velo, se comprime para formar una cinta a la salida, denominada4
cinta de carda.
"ero además de la apertura, las cardas cumplen un segundo ob!etivo, ue es# ordenar las fibras
limpias y empezar la individualización y paralelización de las mismas, conformando un velo
uniforme, ue producirá cintas de fibras regulares. Las fibras en las cardas est$n cohesionadas
naturalmente, y el velo que forman presenta las siguientes características4 libre de aglomeramientos
de fibras (neps#, menor cantidad de fibras cortas, eliminación adicional del polvo y aplanado de la
capa de fibras reduciéndolas a una cinta apta para sufrir estiraes.
Las cintas de carda son recogidas a la salida del equipo, en unos contenedores donde se deposita en
forma circular por su propio peso, denominados botes de carda.
Las cardas m$s modernas, trabaan actualmente con un ancho de /." mm, y una producción de
hasta - ?g@h, pudiendo procesar fibras cortas hasta > mm de longitud (datos de la carda 2> de
la firma ;ieter#.
+. Estira,e ' do-lado
Besde las cardas el material es conducido a la siguiente etapa que consiste en un estirae y doblado,
llevado a cabo en una m$quina denominada %anuar.
%n esta etapa de la hilatura de algodón, los equipos que se utilizan pueden conformarse de distintamanera pero cuya finalidad es siempre la misma4 producir un doblado (acoplamiento# y un estirae
para obtener la mayor regularidad posible de la cinta saliente. %stas cintas a la salida del manuar son
depositadas en botes que son enviados a alimentar a las m$quinas de hilatura
%l manuar consta esencialmente de dos cilindros con guarniciones que trabaan a distintas
velocidades, lo que provoca el estirae de la cinta cuando lo atraviesa. 1dicionalmente se logra una
mayor paralelización de las fibras, que contribuye a una perfecta uniformidad de masa en toda su
longitud.
%n resumen, la función del manuar es paralelizar, doblar, mezclar y entregar una cinta uniforme a la
siguiente etapa del proceso, sin tramos gruesos ni delgados, con peso y longitud controlados. 2on
respecto a los avances de equipos de nueva tecnología, es interesante se=alar la e5istencia de un
nuevo manuar de doble cabezal con regulación autom$tica que ofrece una velocidad de entregam$5ima de hasta /. m@min. %sto fue posible lograrlo por los meorados sistemas de estirae y
deposición de cintas. %s factible trabaar con un bote grande de / mm.
3ambién hay equipos de un solo cabezal con regulación manual y di$metro de > mm (depósito en
botes# y di$metro de / mm uno solo bote de recepción de cinta (datos correspondientes a los
manuares 'C y 'CDB// respectivamente, ambos pertenecientes a la firma ;ieter#.

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 6/14
. Hilatura por rotor
%sta operación tiene por obeto convertir las fibras de algodón en un hilo uniforme por medio de un
estirae final y proveyendo la torsión definitiva a los hilos. 'e lleva a cabo en las m$quinas open
end, equipos que se caracterizan por un alto grado de automatismo.
%stas hiladoras dan al haz de fibras que forman la mecha de estirae, el afinamiento necesario paraobtener el título de hilado y la torsión requeridos.
2uentan para ello con un sistema autom$tico con robot empalmador de hilos y cambiador de conos,
sistema autom$tico de carga de tubos, purgador electrónico del hilado y sistema de control y
evaluación constante de par$metros de producción.
$as máuinas open end propiamente dichas, cuentan con una serie de elementos ue permiten
transformar las cintas ue provienen del manuar en hilos. %entro de esa serie de elementos se
puede citar al disgregador, ue tiene guarniciones ue provocan una apertura, disgregado y
limpieza de las fibras ue componen la cinta. Esta unidad de la máquina resulta necesaria en este
sistema de hilatura ya que con respecto al sistema convencional se han eliminado muchos pasos
que contribuían a realizar estas operaciones y que han sido eliminadas. %ntonces el disgregador
viene a suplir esa deficiencia en la profundidad e intensidad de los procesos de apertura y limpieza
necesarios para obtener una buena calidad de hilado. & la salida del disgregador las cintas sondepositadas en un rotor, el elemento medular del sistema, donde se produce un giro a velocidades
extremadamente altas, del orden de los '*** revoluciones por minuto, lo ue provoca una
cohesión y entrelazamiento de fibras ue hace ue a la salida del mismo ya se obtenga un hilo
con la torsión reuerida conferida !ustamente por el giro del rotor.
$a máuina open end cuenta con una unidad de parafinado y enconado, de modo ue el hilo
generado es bobinado en conos de cartón cuyo diámetro se programa previamente. 2on esta
operación se da por concluida la fabricación del hilo de modo tal que el mismo, abandona las
m$quinas open end listo para ser empacado para su e5pedición.

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 7/14
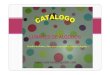
FI#RA DE ALGOD$N
CASCARILLA
HOJITAS
TIERRA
DOP de hilatura del al!d"# !$e# e#d
AN%LISIS DE MATERIA!
APERTURA Y!
CARDADO
2
&

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 8/14
HILO DE ALGOD$N
/. HILATURA DE ALGOD! *ARDADO
La hilatura de algodón cardado es la forma b$sica de producción del hilado de algodón, con el
sistema de hilatura por anillos (ring spun#. %n forma muy simplificada el proceso comienza con la
limpieza y apertura primaria de fibras, luego contin6a con la apertura y paralelización en las cardas.'igue con otro estirae y doblado en manuar y luego con un nuevo doblado y estirae en la mechera.
Por 6ltimo se entra en la etapa conformación del hilado, en la continua de hilar. 1 este hilado le falta
los procesos de y terminación que son variables, seg6n los requerimientos particulares. 1
continuación se describe en orden secuencial, los detalles de las etapas que conducen a la obtención
de hilado de algodón cardado.
Etapas productivas
#. A!0LI1I1 DE 2ATERIA "RI2A
%ste an$lisis se realiza en el laboratorio de control de calidad de fibras, donde las mismas son
sometidas a un riguroso chequeo. 'e e5trae muestra de cada fardo que se utilizar$ y se clasificaseg6n su grado.
%n el laboratorio se utiliza un compleo equipo denominado 89:, que estudia las diferentes
características de las fibras tales como finura, limpieza, color, longitud resistencia y uniformidad. %lresultado es enviado a la planta de producción, permitiendo que los fardos sean separados en
función de sus características.
&. A"ERTURA 3 LI2"IE4A
La primera operación de la cadena productiva es la separación por lotes de los fardos de algodón
ESTIRAJE Y
HILADURA OPEN'

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 9/14
desmotado, para ser estibado. ;etirados los sunchos se colocan en grupos a ambos lados de los
rieles que transportan el cabezal disgregador mezclador, el cual desfloca y mezcla las sucesivas
capas de fibra, produciéndose así una primera apertura del material. La fibra pasa al siguiente
proceso de apertura y limpieza mediante un sistema autom$tico de transporte neum$tico.
%l restante sector de apertura y limpieza est$ formado por un grupo de m$quinas cuya función es
provocar la apertura de las fibras en copos y la limpieza profunda de las mismas mediante la
eliminación de cascarilla, hoitas y tierra, contenidas entre las fibras. $a línea de apertura ylimpieza dispone además, una mezcladora limpiadora, donde se efect+a nuevo mezclado seg+n el
principio de capas inter deslizantes, ue confiere una acción mezcladora intensiva y una
homogeneización a lo largo del tiempo.
%sto permite homogeneizar y eliminar las diferencias de las materias primas de diferentes
procedencias, como por eemplo el color.
3odo el proceso es regulado por una central de mando electroneum$tico que asegura un alto grado
de automatización.
%n equipamientos de anteriores generaciones las impurezas eran eliminadas mediante la aplicación
de efectos físicos como sacudidas, batido con palas, cribado y aspiración con aire a alta velocidad.
Las impurezas mediante la aplicación de efectos físicos como sacudidas, batido con palas, cribado y
aspiración con aire a alta velocidad. 'e realiza en primer término en una m$quina abridora de la quesale un velo de fibras que entra en una m$quina batidora en la que una serie de rodillos cribadores
conforman un manto que se enrolla a la salida.
%n equipamientos de nueva generación, la abridora autom$tica de fardos produce copos peque=os al
comienzo del proceso que por una gran superficie de contacto libera impurezas, polvo y cuerpose5tra=os de manera mucho m$s eficiente. La producción de este tipo de equipos alcanza hasta /.>
?g@h de material disgregado y procesados a /.- ?g@h de cinta de carda, con una alimentación del
orden de /! fardos por lado de la m$quina, en cuatro grupos de fardos. La limpieza tiene lugar sin
puntos de pinzado, o sea cuidando las fibras y al mismo tiempo de manera muy eficiente. Partículas
de impurezas m$s bien grandes son separadas inmediatamente lo que impide la fragmentación de
las mismas en los procesos que siguen y la consiguiente limpieza difícil en la segunda etapa. (%stos
valores corresponden a los consignados para el equipo 7nifloc 1 // de la firma ;ieter#.
. *ARDADO
%l proceso de cardado es realizado en equipos denominados cardas. %sta m$quina desgarra los
flocones de fibras al pasar por un gran cilindro, que luego se desprenden y re6nen en forma de velo,
que m$s tarde es condensado para formar una cinta a la salida de la carda, denominada
precisamente4 cintas de carda. %ntonces, el obetivo de las cardas en la cadena de producción de
hilado de algodón, es abrir los flocones de fibras, separarlos y depur$ndolos por 6ltima vez de
suciedades y fibras cortas, proceso ya iniciado en la apertura. Pero adem$s las cardas cumplen un
segundo obetivo, que es4 ordenar las fibras limpias y empezar la individualización y paralelización
de las fibras, conformando luego un velo uniforme que da lugar a una primera cinta de fibras
regulares.
1 la salida de las cardas, las fibras est$n cohesionadas naturalmente y el velo que forman presenta
las siguientes características4 est$ libre de aglomeramientos de fibras (neps#, tiene una menor
cantidad de fibras cortas y, se han eliminado los restos de polvo adherido y se ha producido un
aplanado de la capa de fibras reduciéndolas a una cinta apta para sufrir estiraes.
Las cintas de carda son recogidas a la salida del equipo, en unos contenedores donde se deposita enforma circular por su propio peso, denominados botes de carda.

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 10/14
Las cardas m$s modernas, trabaan actualmente con un ancho de /." mm, y una producción de
hasta - ?g@h, pudiendo procesar fibras cortas hasta > mm de longitud (datos de la carda 2> de
la firma ;ieter#.
+. E1TIRA5E 3 DO/LADO
%l siguiente proceso se realiza en una m$quina llamada %anuar. 1 la salida de las cardas las cintas
son conducidas al manuar donde se produce un proceso de doblado y estirae para obtener una
mayor regularidad de la cinta. %l manuar consta esencialmente de dos cilindros con guarniciones
que trabaan a distintas velocidades, lo que provoca el estirae de la cinta cuando lo atraviesa.
'imult$neamente se produce una paralelización adicional de las fibras, que contribuye a una mayor uniformidad de masa en toda su longitud.
Los equipos con moderna tecnología emplean un regulado electrónico automatizado que corrige las
peque=as irregularidades que a6n contiene el conunto de cintas acopladas. %sto se logra de la
siguiente manera4 a la entrada de la cinta al manuar se registra continuamente los valores de espesor
de la cinta de fibras por medio de una palpación mec$nica. Los valores que se miden se convierten
en se=ales eléctricas que son usadas para controlar el estirae en el campo de estirae principal,regulando las oscilaciones del material entrante. %l resultado es una cinta con buena regularidad en
longitudes cortas y medianas, manteniendo adem$s el título de la cinta en longitudes largas.
%n resumen, la función del manuar es paralelizar, doblar, mezclar y entregar una cinta uniforme a la
siguiente etapa del proceso, sin tramos gruesos ni delgados, con peso y longitud controlados.
2on respecto a los avances de equipos de nueva tecnología, es interesante se=alar la e5istencia de
un nuevo manuar de doble cabezal con regulación autom$tica que ofrece una velocidad de entrega
m$5ima de hasta /. m@min. %sto fue posible lograrlo por los meorados sistemas de estirae y
deposición de cintas. %s factible trabaar con un bote grande de / mm. 3ambién hay equipos de
un solo cabezal con regulación manual y di$metro de > mm (depósito en botes# y di$metro de
/ mm uno solo bote de recepción de cinta (datos correspondientes a los manuares 'C y 'CD
B// respectivamente, ambos pertenecientes a la firma ;ieter#.
. E1TIRA5E 3 TOR1I!
%ste proceso que se lleva a cabo con las cintas proveniente de los manuares, es realizado en
maquinarias que reciben el nombre de %echeras. %n estas m$quinas las cintas de manuar pasan por
un tren de cilindros de estirae que permiten obtener una mecha de título varias veces m$s fino queel original.
e produce un entrelazamiento de las fibras para darle la cohesión al hilo resultante, se reduce
significativamente el volumen del hilo y perfecciona el paralelismo de las fibras, lo ue aumenta
su tenacidad y le proporciona más suavidad en su superficie al de!ar sueltas menos puntas de
fibras.
Para lograr afinar la mecha se lleva a cabo un proceso de torsión que le otorga la resistencianecesaria para soportar el devanado en la siguiente etapa del proceso de hilatura. %l material a la
salida de la mechera recibe el nombre de mecha de primera torsión, y es aquí donde por primera vez
la masa de fibras toma la forma de hilo. %stos hilos son dispuestos en una bobina que recibe el
nombre de bobina de mechas. La bobina de mecha es un producto intermedio delicado. Por un lado,
la capa e5terior de mecha est$ completamente sin protección y, por lo tanto, tiene un alto riesgo de
ser da=ada. Por otro lado, todos los defectos de la mecha son transferidos al hilado y a menudo
también son visibles en el producto final.

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 11/14
6. HILATURA
%sta operación tiene por obeto convertir las fibras de algodón en un hilo uniforme. Los métodosmodernos de estirae final y torsión definitiva de los hilados se llevan a cabo en equipos
denominados4 continuas de hilar.
$as continuas de hilar dan al haz de fibras ue forman la mecha de estira!e, el afinamiento
necesario para obtener el título de hilado y la torsión reueridos cuando se trata de hilo de uncabo. $a mecha estirada y torsionada se enrolla en tubos cónicos denominados canillas,
encastrado sobre husos ue giran a altas velocidades luego de pasar por un cursor ue se
desplaza por un aro y ue le confiere la torsión definitiva de acuerdo al hilado buscado.
%stas continuas tiene incorporado un sistema de cambio autom$tico de la levada (denominado así el
conunto de canillas completas# y reposición de la correspondiente canilla vacía. La m$quina y el
sector en general se mantiene limpios mediante la incorporación de limpiadores viaeros que soplan
y aspiran sobre puntos estratégicos de la continua y del piso viaando a todo lo largo de la m$quina.
%l proceso de fabricación de hilado finaliza en las continuas de hilar pero todavía debe ser enconado
para cumplir con requisitos de las teedurías. Las innovaciones tecnológicas en estos equipos,
priorizan factores como4
• 7ersatilidad8 equipos que permiten procesar hilados finísimos para camisería de alta
calidad hasta hilados gruesos con efecto denim procesando por hilatura cl$sica pero
preparada para hilatura compacta, con un largo hasta />+ husos. (Eodular 2oncept !"/ de
la firma Finser#.
• Auto%atiación8 equipos inform$ticos almacenan datos importantes para la hilatura,
representados en una pantalla con capacidad de gr$ficos, de hasta /+ tipos de hilados, y
disponibles en cualquier momento. (2ontinua modular G!" de la firma ;ieter#.
• Alta producción8 ligada a un mayor aprovechamiento del espacio ocupado con una notable
reducción de costos.
9. E!*O!ADO
%l hilado contenido en las canillas o husadas es conducido al sector de enconadoras que envasan elhilados en conos de apro5imadamente de gramos cada uno. %stas enconadoras cuentan con
mecanismos autom$ticos para la alimentación y cambio de cono. Burante el pasae del hilo de la
canilla al cono se efect6a el control y el purgado de los defectos y fibras e5tra=as que pudierancontener el mismo.
7n sistema de detección de fallas las analiza, contabiliza y elimina por medio de un dispositivo
denominado HpurgadorH que puede ser mec$nico o electrónico, para detectar y cortar puntos finos,
gruesos y en alg6n caso los denominados neps. %sos cortes son empalmados con un dispositivo
llamado 'plicer o empalmador. 3ambién tienen un dispositivo llamado parafinador el que por medio
de una pastilla de parafina en cada posición, deposita por contacto una peque=a cantidad de parafina
con otros productos, para darle al hilo una lubricación. %sto se hace preferentemente para los
hilados que se utilizan en teidos de punto. Los conos así confeccionados pueden ser derivados para
su tratamiento final y despacho o procesado para hilados retorcidos. Las enconadoras, trabaan avelocidades de m$s de / metros@min. en cada cabezal. %5isten trenes de enconado de / a
husos, instalados secuencialmente con continuas de hilar para que de un grupo de maquinaria
integrado y salga el hilado directamente en conos. %n las enconadoras puede regularse la dureza de
los conos, siendo especialmente 6til el cono blando para tintura por empaquetados en conos.
1vances tecnológicos adicionales a los ya vistos, operan sobre la reducción de picos de tensión
cuando se desprende el hilo del balón de hilos y la consecuente reducción del aumento de tensión
del hilo. 2omo resultado, el esfuerzo al que ha de someterse el hilo en el proceso de bobinado es

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 12/14
menor, lo que se reflea en una e5celente calidad del hilo. Las bobinas cruzadas presentan unas
meores propiedades de devanado y ofrecen un gran acortamiento de tiempo de proceso. (Batos
suministrados por la firma Aerli?on 'chlafhorst para sus productos Preci<I, 'peedster <I y
1utoconer I"#.
:. A*O"LADO 3 RETOR*IDO
%n el acoplado se produce la reunión de dos o m$s hilos de similares o diferentes características,
generando bobinas de gran tama=o y longitud predeterminada. %ste proceso cuenta con sensores
=electrónicos de vigilancia de falta de algunos de los cabos de hilo en proceso de acoplamiento,
produciendo el paro individual del huso y generando una se=al de alarma. Las bobinas o carreteles
de hilos acoplados alimentan la retorcedora. %n el caso de la retorcedora de doble torsión, cadarevolución de huso le confiere dos torsiones al hilado siendo este el concepto m$s moderno y
tecnológicamente m$s avanzado para esta tarea. %llo permite una alta eficiencia productiva y la
confección directa de conos de hilado retorcido con pr$cticamente ausencia de nudos en toda su
longitud. Atras características de las modernas acopladoras es la regulación de la velocidad de
acoplamiento. 8ay equipos que permiten la regulación independiente de la velocidad en cada
cabezal, con registros que oscilan entre los y / metros por minuto, permitiendo la
regulación del contrapeso, el deslizamiento de los soportes de los conos y la tensión de cada cabo dehilo que terminan por lograr conos uniformes con e5celente formación. 'eg6n el tipo de equipos,
pueden acoplarse hasta cabos (cesta en m$quina# y tres o m$s cabos (cesta separada#. 7na
particularidad en estos equipos es que un cortador electromagnético por cada cabezal, corta los
cabos en caso de parada por rotura o falta de hilo en la m$quina, o cuando se ha llegado al metrae
preDestablecido. <inalmente es de destacar que la calidad del hilado se ha meorado ostensiblemente
con la introducción de material cer$mico en el pasae de los hilos, evitando así el da=o por frote que
se daba en los equipos de anteriores generaciones. (Los datos recabados est$n consignados por la
firma 'imet de :talia, para sus acopladoras modelos '%C y '%'C#.
;. 7A"ORI4ADO
Los conos debidamente diferenciados por títulos, son conducidos a continuación al sector devaporizado. 1quí mediante autoclave con vapor, temperatura y vacío se fia la torsión del hilado y
se le da al mismo tiempo la humedad requerida para los procesos posteriores. La adición de
humedad contribuye a menos polvo, pelusa y electroest$tica reducida durante el proceso de teido
posterior. Por otra parte, ha sido establecido que las propiedades de fuerza y alargamiento aumentan
con el contenido de humedad del hilo. %ste efecto es e5plicado por el hecho de que un aumento en
el contenido de humedad resulta en el aumento del hinchamiento de la fibra, adem$s del aumento en
la fuerza y cantidad de alargamiento de la fibra, en una m$s alta fricción de fibra con fibra del hilo.2omo una guía orientativa, se indica para hilados con títulos entre -@/ y !@/ montados sobre
conos perforados, una temperatura de /!J2 con un tiempo de vaporizado de minutos, con dos
ciclos de presiónDdepresión de " minutos cada uno, pero esto est$ sueto al tipo de equipos y
recomendaciones del fabricante en función del grado de tecnología empleada. Lo 6ltimo en
desarrollo técnico es el sistema de vaporizado IA, que combina factores claves como ecología, baoconsumo de energía y de agua con un tratamiento de acabado indirecto, para alcanzar baos costos
de proceso y altos requerimientos de calidad.
%l proceso para vaporizado al vacío de te5tiles, utiliza vapor indirecto /0 saturado y el
procedimiento de vacío intermedio, que es un prerrequisito para garantizar un tratamiento uniforme
del material te5til.
Los diferentes modelos est$n construidos para lograr temperaturas que oscilan entre los "J2 y
/-J2 seg6n el equipo (%stos datos corresponden a los sistemas IA 'mart y IA select de la firma

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 13/14
Iorella 1G de 'uiza#.
#<. E2"A=UE 3 DE1"A*HO
Los conos, a continuación, son revisados y envasados en bolsas de polietileno y empacados en caas
de cartón corrugados, con separadores del mismo material. %n esta condiciones y previo pesae yrotulado son despachadas al cliente.
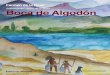
DOP DE HILATURA DE ALGOD$N CARDADO
FI#RA DE ALGOD$N
CASCARILLA Y TIERRA
! AN%LISIS
LIMPIEZA2
&CARDADO
ESTIRAJE Y DO#LADO'
ESTIRAJE Y TORSI$N"

7/17/2019 Hilado de Algodon
http://slidepdf.com/reader/full/hilado-de-algodon 14/14