Embed Size (px)
Citation preview
DIC
IEM
BR
E20
08•
Nº
8T
RA
TER
PRES
S


1
• Hornos de Tratamiento Térmico.• Hornos de campana y pote.• Hornos intermitentes de solera móvil y fija,
con y sin atmósfera controlada.• Hornos continuos, con y sin atmósfera contro-
lada.• Estufas de convección de alto rendimiento.• Quemadores y equipos de combustión.• Automatismos y cuadros de Regulación y Con-
trol.• Transformaciones y reparaciones de refracta-
rio.
• Hornos de pirólisis controlada para decapadode ganchos y piezas pintadas.
Hornos Industriales Pujol, S.A.C. del Plà, nº 108-110
Pol. Ind. El Pla08980 Sant Feliu de Llobregat
(Barcelona)Tel.: 936 855 672Fax: 936 855 392
www.hornospujol.comE-mail: [email protected]
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración y Suscripciones: Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. Ruiz • Impresión: VILLENA
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada co-laboración en la redacción de estenúmero, agradecemos sus infor-maciones, realización de reporta-jes y redacción de artículos a susautores.
TRATER PRESS se publica seis vecesal año: Febrero, Abril, Junio, Sep-tiembre, Noviembre y Diciembre.
Los autores son los únicos respon-sables de las opiniones y concep-tos por ellos emitidos.
Queda prohibida la reproducción to-tal o parcial de cualquier texto o ar-tículo publicado en TRATER PRESSsin previo acuerdo con la revista.
Editorial 2
Noticias 4Nuevo instrumento de medición testo 720 • Lavado y desengrase de piezas industriales en túneles continuos • Jor-nada sobre I+D+i en MAQUITEC • PIROBLOC inaugura nueva Delegación en Francia • Monitores de gas Serie 310.
Artículos
• Fórum de Arcas - Por Juan Martínez Arcas 8• Air Products anuncia varias inversiones en Europa 10• Relevo en la Presidencia del Cluster HEGAN y nuevo Socio de Honor 12• Ferroforma-Practical World / Bricoforma 2009, referente europeo y líder en el sector 14• Sistema de seguridad automático para laboratorios ALSS - Por David Agustí Montins 16• Analizadores de oxígeno - teoría y aplicación - Traducción de Entesis Technology 18• Tratamientos térmicos sobre metales (férricos-no férricos) utilizando vidrio común sódico-cálcico - Por Antonio So-
rroche Cruz, Asunción Dumont Botella, Mª Angeles Villegas Broncano, Jorge Alberto Durán Suárez y Rafael Peralbo Cano 22• PERTEGAZ presenta su nuevo catálogo de sistemas de control 26• La multinacional holandesa AIMT apuesta por España para su nueva factoría de tratamientos superficiales para
piezas de aluminio 28• EUVE, Grupo TTT y Sisteplant nuevos socios del Cluster Aeronáutico y Espacial Vasco HEGAN 30• Horno piroval para tratamiento térmico: Antidescincificación en piezas de bronce y latón (Parte 2) - Por Pedro Durán
Martín 33• Algunas consideraciones sobre los aceros inoxidables de cuchillería y su tratamiento térmico (Parte 1) - Por Ma-
nuel Antonio Martínez Baena y José Mª Palacios Reparaz (✝) 38
Oferta 44
Guía de compras 45
Indice de Anunciantes 48
Sumario • DICIEMBRE 2008 - Nº 8
Nue
stra
Port
ada
Información / Diciembre 2008
2
SIN COMPLEJOS
Hay que tener muy claro en unos momentos como los ac-tuales qué “argumentos de ventas” utilizamos con nues-tros productos. No se puede engañar y todos los produc-
tos tienen su coste/precio.
En nuestro caso viene referido al número de ejemplares que seimprimen por número, lo que se llama tirada. Gran esfuerzoeconómico supone imprimir 2.000 ejemplares por número ycreo que para nuestro sector son más que suficientes. No se de-je engañar.
¿Cómo lo logramos? Quién más quien menos, siempre ha en-cargado un catálogo, un boletín, unas separatas, … y somosconscientes del precio que tienen.
Las tarifas publicitarias son para cubrir estos enormes costes yademás el franqueo en Correos, que tampoco es bajo. Cuandose ofrecen precios por debajo del límite establecido, algo falla.
Ojalá pudiéramos ofrecer unas tarifas más bajas, seguro quetendríamos más anunciantes. Pero si queremos imprimir esenúmero de revistas, enviar a los lectores y distribuir de maneraóptima, no nos queda otra. No podemos defraudar a la confian-za depositada por las compañías que se anuncian o escriben ennuestro medio y pagan para que su publicidad se distribuya.Que cada uno haga sus cuentas.
Aprovechamos este último número del año, para desearles u-nas Felices Fiestas y un Buen Año 2009.
Antonio Pérez de Camino
Editorial


Nuevoinstrumentode medicióntesto 720 El testo 720 es el instrumento demedición de un solo canal paralas mediciones exigentes en labo-ratorios e industria. El sensor Pt100 empleado cubre un ampliorango de medición de temperatu-ra desde –100 hasta +800 °C. Ran-gos de temperatura en los cualesotros sensores se muestran im-precisos se miden con el testo 720con una elevada exactitud. Estaexactitud se puede reafirmar me-diante certificados ISO o DKD.
No sólo las sondas sino tambiénel testo 720 está protegido contraelementos agresivos gracias alTopSafe indeformable. El instru-mento está a salvo de condicionesduras, tanto en interiores comoen exteriores al usar la resistentefunda de protección estanca y aprueba de golpes.
El amplio visualizador ilumina-do muestra la medición actual.Además, se pueden mostrar encontinuo los valores máximos ymínimos. Una alarma acústicase activa cuando se exceden losvalores límite durante la medi-ción. La función Auto-hold reco-noce un valor final estable y lofija automáticamente en el vi-sualizador. El periodo de tiempodurante el cual un valor de tem-peratura debe permanecer esta-ble se puede ajustar.
La impresora portátil Testo per-mite documentar las mediciones.De este modo, se hacen trazableslas pruebas de temperatura. Elpapel térmico disponible permitela documentación escrita leíblede las mediciones hasta 10 años.
Info 2
Lavadoy desengrasede piezasindustrialesen túnelescontinuosLas máquinas LCB de BAUTER-MIC son de tipo túnel para traba-jar en infinidad de tratamientos yson ideales para la limpieza detodo tipo de piezas con altas pres-taciones.
Las piezas a tratar son colocadasdirectamente sobre una cinta
transportadora plana, en cestaso soportes especiales y se des-cargan por el extremo opuestolimpias y secas, para su montajeo embalaje.
Existe el modelo LCA de simila-res prestaciones al anterior, perocon el sistema de transporte depiezas de tipo aéreo, de formaque las piezas pasan por el túnelsuspendidas. Esto permite inser-tar estos túneles en líneas de fa-bricación o montaje, utilizandolos sistemas de transporte exis-tentes.
Info 3
Jornadasobre I+D+ien MAQUITECEn el marco de Maquitec 2009, elsalón industrial de Fira de Barce-lona que se celebrará del 10 al 14de marzo, tendrá lugar una jorna-da técnica centrada en los benefi-cios que supone la innovaciónpara garantizar la competitividady el liderazgo de la industria me-talúrgica en el mercado nacionale internacional. Incluirá una granvariedad de ponencias en las queparticiparán organismos de laAdministración, empresas, enti-dades, universidades y centrostecnológicos.
La jornada "El valor de la inno-vación para las empresas" pres-tará especial atención a las ini-ciativas empresariales en I+D+i.
Noticias / Diciembre 2008
4
Sondas ambiente, por inmer-sión/penetración, y de superficiese pueden acoplar al termóme-tro para cubrir una gran varie-dad de tareas de medición. Lasonda de inmersión/penetra-ción con recubrimiento de vidriose creó especialmente para su u-so en laboratorios. El tubo de vi-drio protege la sonda contra ele-mentos agresivos.

En concreto, compañías del sec-tor industrial explicarán su ex-periencia en este campo paramostrar de primera mano lasventajas de incorporar elemen-tos diferenciadores y valor aña-dido en productos y servicios.
También se darán a conocer laspolíticas y programas de apoyoa la innovación que ofrece laAdministración Pública con lapresencia, entre otros, de repre-sentantes del Centro para el De-sarrollo Tecnológico Industrial(CDTI) del Ministerio de Cienciae Innovación. Además, se orga-nizarán sesiones informativassobre el papel de las universida-des y centros tecnológicos en eldesarrollo de proyectos de inno-vación para empresas, que con-tarán con la participación de laUniversidad Politécnica de Ca-talunya.
El objetivo de la jornada es “apor-tar conocimientos sobre I+D+i, yaque es la herramienta para ga-rantizar la competitividad y el li-derazgo de las empresas españo-las en un mercado cada vez másglobalizado”, explica José Fran-cisco Liceaga, director de innova-ción del centro tecnológico Inas-met-Tecnalia de San Sebastián yasesor en la organización.
Sin embargo, sólo el 24% de lasfirmas españolas invierten enI+D+i mientras que en Alema-nia lo hacen el 46%, por lo queEspaña se encuentra "muy pordebajo" de la media europea,comenta Liceaga. Por eso, consi-dera que esta jornada contribui-rá a crear una “cultura innova-dora” en la empresa e incidiráen la necesidad de “reforzar elapoyo y cofinanciación de laAdministración para promoveriniciativas en este ámbito”.
Maquitec es una plataforma dedinamización del sector con unextenso programa de jornadas y
conferencias sobre cuestionesclave como la subcontratación,internacionalización o inver-sión en nuevas tecnologías.
Info 4
PIROBLOCinaugura nuevaDelegaciónen FranciaPIROBLOC, empresa española lí-der en la fabricación de calderasde fluido térmico, inaugura sunueva delegación comercial enFrancia.
Después de varios años traba-jando en dicho país a través dediversos agentes comerciales, lafirma ha apostado por el país ga-lo, dado al aumento que han ge-nerado las ventas y las enormesposibilidades que PIROBLOC veen dicho país.
A esto le acompaña el creci-miento de la compañía en los úl-timos años y su firme decisiónde expandirse a otros países.
Para el año 2009, está previstoque la facturación de la zona seaun 10% de la facturación globaldel grupo. Y de cara al 2010, elPlan de Expansión en este senti-do prevé unos objetivos que su-peren el 15%.
Esta nueva delegación constitu-ye un importante paso adelantedentro de los planes de expan-sión de la compañía, que entresus principales metas, de cara alaño 2009, se encuentran: afian-zar fuertemente su presencia enla zona (su voluntad inmediataen el mercado francés es la depenetrar en los Sectores Alimen-tación, Químico y Petroquímico,con un objetivo de posiciona-miento enfocado a la mediana y
gran empresa), trasladarse a unanueva fábrica y oficinas centra-les en España, duplicando su ca-pacidad productiva.
De su cifra de facturación, un60% corresponderá a mercadosexteriores.
En este sentido, cabe destacar apaíses como México, Francia oRepública Dominicana, donde lacompañía realiza la mayor partede su cifra de negocios externa.
Actualmente, PIROBLOC tienepresencia directa en Moscú (conoficina propia), Irán, Chile, Che-quia, Japón, Cuba, Polonia y Mé-xico.
Info 5
Monitores de gasSerie 310Los monitores de gas Serie 310son sistemas para monitorizaruna variedad de gases en el aireambiente.
Cada equipo dispone de dos jue-gos de contactos de alarma to-talmente ajustables libres detensión y una señal de salida de4… 20 mA.
El sensor y la unidad de controlson instrumentos separados,permitiendo así que el punto delectura y el de medida estén acientos de metros de distancia,según la versión.
Opcionalmente se puede sumi-nistrar un adaptador que permi-ta monitorizar el caudal.
Existen diferentes versiones pa-ra monitorizar tres tipos de ga-ses: oxígeno, gases tóxicos (verespecificaciones) y gases infla-mables.
Sensores de oxígeno: Éstos son
Noticias / Diciembre 2008
6

ponga de una interfaz adecuadaentre sensor y la parte electró-nica.
Sensores de gas tóxico: Éstosson sensores electroquímicosque incorporan un cabezal detransmisión activo de 2 hilos, yque permiten que el sensor y launidad de lectura estén sepa-rados a cientos de metros dedistancia. No es posible fabri-car una versión para zonas cla-sificadas.
Sensores de gases inflamables:Estos sensores utilizan un equi-po de tipo pellistor montado enun cabezal a prueba de llamasequipado con una caja tambiénignífuga.
Con un cableado adecuado sepuede montar en zona clasificaday separar del equipo de lectura acientos de metros. En estos sen-sores no están disponibles los e-quipos con alimentación DC.
Info 6
células electroquímicas y elsensor suministrado con el ins-trumento de oxígeno básico lle-va un cable de 2 metros, quepuede prolongarse hasta 10 me-tros utilizando un accesorio op-cional.
En caso de distancias superioresa 10 metros, se deberá utilizar laversión con Sensor de oxígenode cabezal activo (transmisor de2 hilos). Este cabezal permiteque la distancia sea incluso devarios cientos de metros.
También se dispone de una ver-sión con cabezal del sensor trans-misor intrínsecamente seguropara utilizar en zonas clasifica-das, siempre y cuando se dis-
Diciembre 2008 / Noticias
Información / Diciembre 2008
8
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
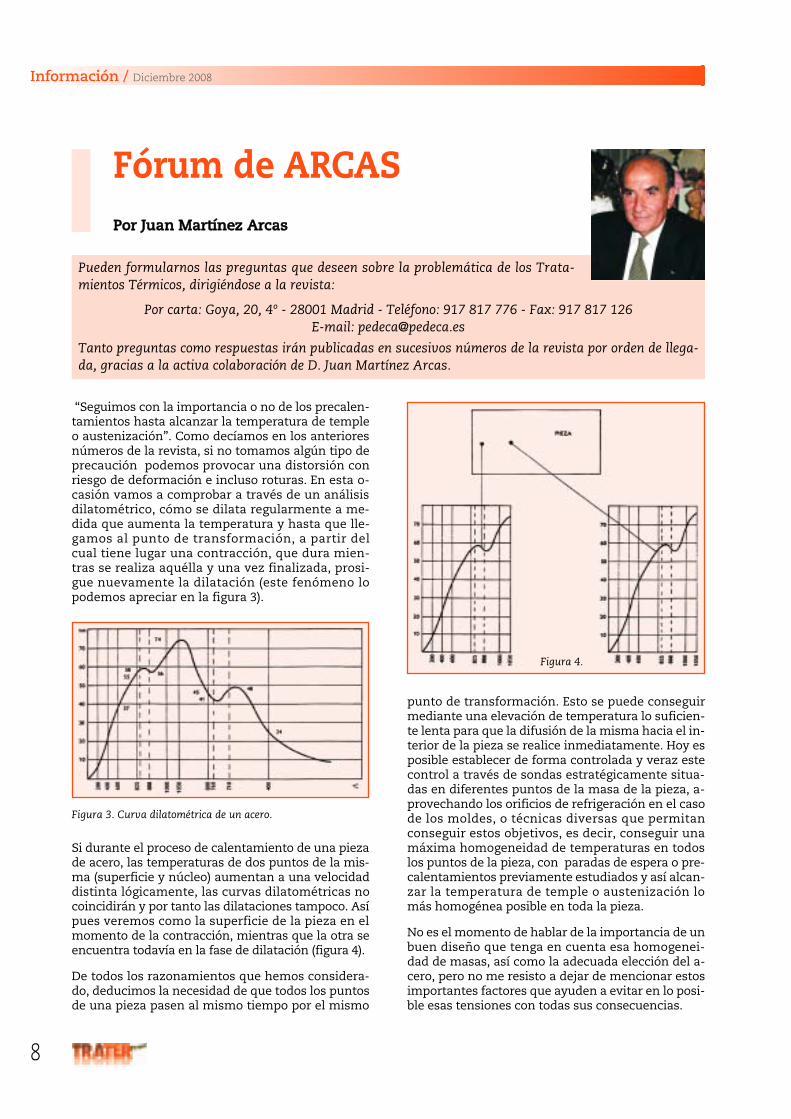
“Seguimos con la importancia o no de los precalen-tamientos hasta alcanzar la temperatura de templeo austenización”. Como decíamos en los anterioresnúmeros de la revista, si no tomamos algún tipo deprecaución podemos provocar una distorsión conriesgo de deformación e incluso roturas. En esta o-casión vamos a comprobar a través de un análisisdilatométrico, cómo se dilata regularmente a me-dida que aumenta la temperatura y hasta que lle-gamos al punto de transformación, a partir delcual tiene lugar una contracción, que dura mien-tras se realiza aquélla y una vez finalizada, prosi-gue nuevamente la dilatación (este fenómeno lopodemos apreciar en la figura 3).
Pueden formularnos las preguntas que deseen sobre la problemática de los Trata-mientos Térmicos, dirigiéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.
Figura 3. Curva dilatométrica de un acero.
Figura 4.
punto de transformación. Esto se puede conseguirmediante una elevación de temperatura lo suficien-te lenta para que la difusión de la misma hacia el in-terior de la pieza se realice inmediatamente. Hoy esposible establecer de forma controlada y veraz estecontrol a través de sondas estratégicamente situa-das en diferentes puntos de la masa de la pieza, a-provechando los orificios de refrigeración en el casode los moldes, o técnicas diversas que permitanconseguir estos objetivos, es decir, conseguir unamáxima homogeneidad de temperaturas en todoslos puntos de la pieza, con paradas de espera o pre-calentamientos previamente estudiados y así alcan-zar la temperatura de temple o austenización lomás homogénea posible en toda la pieza.
No es el momento de hablar de la importancia de unbuen diseño que tenga en cuenta esa homogenei-dad de masas, así como la adecuada elección del a-cero, pero no me resisto a dejar de mencionar estosimportantes factores que ayuden a evitar en lo posi-ble esas tensiones con todas sus consecuencias.
Si durante el proceso de calentamiento de una piezade acero, las temperaturas de dos puntos de la mis-ma (superficie y núcleo) aumentan a una velocidaddistinta lógicamente, las curvas dilatométricas nocoincidirán y por tanto las dilataciones tampoco. Asípues veremos como la superficie de la pieza en elmomento de la contracción, mientras que la otra seencuentra todavía en la fase de dilatación (figura 4).
De todos los razonamientos que hemos considera-do, deducimos la necesidad de que todos los puntosde una pieza pasen al mismo tiempo por el mismo

Información / Diciembre 2008
10
Air Produts, compañía matriz de Carburos Me-tálicos, ha anunciado nuevas inversiones enel Este de Europa. Por un lado, la compañía ha
firmado un acuerdo con Alcoa, en Rusia, para sumi-nistrar hidrógeno a su planta de aluminio ubicada enSamara. Como parte de este acuerdo, Air Productsinstalará dos generadores de hidrógeno altamentepurificado y se hará cargo de otros dos generadoresexistentes on-site. Los nuevos generadores estaránen funcionamiento en el 2009. Rusia es un mercadocon un importante crecimiento para Air Products. Eneste país la compañía está implicada en otos proyec-tos en la zona de Moscú y la región de Samara.
Por otro lado, en Polonia, donde Air Products es elmayor proveedor de gases industriales, está refor-zando su posición de liderazgo con el anuncio de laconstrucción de una planta de llenado de gases enWarsaw. La construcción comenzará en el 2009 y seespera que la planta esté operativa durante el 2010.Esta nueva planta estará dotada de las últimas tec-nologías y podrá llenar unas 3.000 botellas al día a u-na presión de 200 bar. Esta nueva planta está diseña-da tanto para el llenado de botellas de todo tipo degases medicinales, de gases industriales como el ar-gón, nitrógeno, oxígeno, dióxido de carbono, mez-clas de gases y los gases Linx™, la gama de gasesmás avanzada técnicamente en Polonia para solda-dura, así como los gases para alimentación para elenvasado en atmósfera modificada (EAP).
Esta es la segunda planta para el llenado de gasesque Air Products construye en Polonia. La primerase inauguró en el 2005 en K´dzierzyn-Koêle.
En Eslovaquia, la nueva planta de hidrógeno alta-mente purificado en Novaky ha empezado a ope-rar. Esta planta pemitirá aumentar la capacidad desuministro de hidrógeno a sus clientes en Eslova-quia, República Checa, Polonia y Hungría. La plan-ta complementa las instalaciones ya existentes enLitvinov, República Checa y supondrá un apoyoclave para industrias como el cristal, metal y ali-mentación.
Según comenta Erwin Zwicky, Presidente para AirProducts de Europa, “Europa del Este y Central sonregiones clave para nosotros ya que registran unalto nivel de crecimiento. Las inversiones que es-tamos realizando demuestran nuestra determina-ción para, junto con la adquisición de BOC Gazyque se realizó en el 2007, seguir posicionándonoscomo el proveedor número uno de gases en Polo-nia. Nuestra presencia en Europa Central esta cre-ciendo y ahora mismo contamos con dos plantasde hidrógeno en Litvinov, República Checa y No-vaky, Eslovaquia. Esto nos permite ofrecer el me-jor servicio a todos nuestras clientes de esta re-gión”.
Air Products suministra a clientes de los mercadostecnológico, industrial, de la energía y la salud delmundo entero, a quienes ofrece una exclusiva car-tera de productos, servicios y soluciones, com-puesta por gases atmosféricos, gases de proceso yespecíficos, productos químicos de alto rendimien-to e intermedios químicos. Fundada en 1940, AirProducts ocupa los primeros puestos en sectoresde crecimiento claves
Air Products anunciavarias inversiones en Europa
Información / Diciembre 2008
12
José Luis Osoro, Director General de la empresaAernnova Aerospace, ha sido nombrado Presi-dente de la Asociación HEGAN, en el marco de
la Asamblea General de la Asociación celebrada re-cientemente. José Luis Osoro sustituye en el cargoa Ignacio Mataix –Director General de ITP–, quienha ostentado la presidencia durante los dos últi-mos años.
En este mismo acto, la Asociación ha nombrado So-cio de Honor a Juan Ignacio Burgaleta, quien ha par-
ticipado desde casi los inicios en el Comité de Tecno-logía del Cluster –creado en 1993– como Secretario, ycomo representante de SENER. Ligado a la aeronáu-tica desde los comienzos de esta actividad, a travésde SENER, comienza una nueva andadura profesio-nal, fuera del sector aeronáutico, como Director deTecnología de Torresol Energy, empresa participadapor SENER. HEGAN quiere reconocer con este nom-bramiento el gran trabajo de Burgaleta en la genera-ción de cooperación entre las empresas del Cluster–grandes y pequeñas – y en el lanzamiento y lideratode propuestas en beneficio del sector.
Las empresas asociadas en HEGAN generaron en2007 un volumen de negocio de 963 millones deeuros, con un crecimiento superior al 16% con res-pecto al año anterior. Esta facturación representael 22% de la industria española, que experimentóen su conjunto un crecimiento durante este perio-do del 5,2%.
Por su parte, las exportaciones alcanzaron los 684millones de euros el pasado año, lo que representael 71 por ciento de las ventas totales y supone uncrecimiento del 20%. A su vez, el empleo registró u-na evolución muy favorable, con la creación de1.169 puestos de trabajo –con un crecimiento del19%– hasta situarse en 7.273 empleos.
En conjunto, las empresas asociadas en el ClusterHEGAN suman 80 plantas industriales, de las que 9están ubicadas en el extranjero, y el resto se repar-ten entre el País Vasco y diversas comunidades delterritorio nacional.
Relevo en la Presidenciadel Cluster HEGANy nuevo Socio de Honor

Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20096 números90 euros
Suscripción anual 20096 números90 euros

Información / Diciembre 2008
14
Faltan meses para la cita más importante delaño en ferretería, bricolaje y suministro in-dustrial, Ferroforma-Practical World / Brico-
forma 2009, y la presencia de firmas extranjerasronda ya el 53% del total de los 595 expositores ins-critos hasta la fecha.
Datos facilitados por Bilbao Exhibition Centre en eltranscurso de un encuentro con la prensa técnica na-cional e internacional del sector. En el acto han esta-do presentes José Miguel Corres, Consejero Delegadode BEC, Angel Pereda, Director de Ferroforma, Hans-Joachim Kampen, Product Manager Internacional Ei-senwarenmesse Practical World, de Koelnmesse, JonSan Martín, Presidente de Herramex, y Jordi Albare-da, el Director Regional Zona Norte de Leroy Merlin.
La procedencia geográfica de las empresas certifi-ca, una vez más, la proyección exterior de la Feria,líder del sur de Europa. Los países que ocupan lasprimeras posiciones son: Alemania, Austria, Bélgi-ca, Canadá, China, Dinamarca, Eslovenia, EE.UU.,Francia, Holanda, Hong Kong, India, Irlanda, Italia,
Japón, Pakistán, Polonia, Portugal, Reino Unido,Suecia, Suiza, Taiwán y Turquía.
Además, el atractivo internacional de la cita en 2009se ha visto reforzado por la creación de la tarjeta Ex-hibitor+, una iniciativa desarrollada conjuntamentepor Bilbao Exhibition Centre y la Kölnmesse que be-neficia a los expositores inscritos en ambos certá-menes, hasta el momento un total de 60.
De este modo, las empresas que han participado enla última edición de Einsenwarenmesse/PracticalWorld, van a disfrutar de importantes ventajas téc-nicas, de servicio y promocionales en Ferroforma-Practical World/ Bricoforma gracias a la alianza es-tratégica firmada por las dos entidades feriales.
Internacionalmente, además de contar con los agen-tes propios de Bilbao Exhibition Centre y con la cola-boración de la SPRI, la red de comercialización se haampliado en esta ocasión gracias a los canales espe-cíficos de Kölnmesse en Alemania, Austria, Canadá,Estados Unidos, Gran Bretaña, Hong Kong, Japón, Po-lonia, República Checa, Rusia, Singapur y Suiza.
El 19% de los expositores inscritos hasta la fecha acu-den por primera vez al certamen, un hecho que cons-tituye uno de los datos más significativos de la campa-ña actual de Ferroforma-Practical World/ Bricoforma.
En 2009 se han incorporado un número significati-vo de firmas de reciente creación o empresas cuyapresencia no es habitual en la muestra. Actual-mente, los sectores con mayor índice de ocupaciónson los de suministro industrial para construcción
Ferroforma-PracticalWorld / Bricoforma 2009,referente europeo y líderen el sector

GRUPO GCI, NEXO05, UCAF, BRICOGROUP, LEROYMERLIN, IRUÑA, AFM (MALAGA),
GREMI, FEDAFE y GREMIO CARPINTEROS CATA-LUNYA, entre otros. Un gran número de ellos orga-nizarán durante los días de celebración del evento,reuniones y asambleas que convocarán a un eleva-do número de asociados y ferreteros en el BilbaoExhibition Centre.
La visita de representantes del máximo nivel durantela anterior edición de la feria permite anticipar un ni-vel de respuesta óptimo en la campaña actual, en laque están incluidas empresas y asociaciones como E-DRA, LEROY MERLIN, WSM ASSOCIATION OF STEELAND METAL PROCESSING INDUSTRY, BRICOALLIAN-CE, BHB, IHA, IRONSIDE HARDWARE ALLIANCE, EU-ROCRAFT, OBI, TOOM, HORNBACH, HAGEBAU, HELL-WEG, GLOBUS, EDE, KING FISHER, BAUHAUS, AKIBRICO, MR. BRICOLAGE, HOME DEPOT, BRICODEPOT,SOCODA, y LUNA VERKTYG & MASKIN AB, HUBO, IZIPORTUGAL, PUNTOLEGNO, NOMI, NECOMIJ… Por úl-timo, para el programa de delegaciones se está traba-jando en un total de 58 países.
y protección laboral, herramienta manual, ferrete-ría y hogar, cerrajería y herrajes.
El equipo organizador ha puesto en marcha sucampaña de captación de visitantes compradorespara 2009, estableciendo acuerdos de colaboracióncon asociaciones, grupos de compra y centros debricolaje.
Estos últimos constituyen este año uno de los ejesprincipales de la acción, a través de la cual se ofre-ce a la entidad y sus asociados la gestión de la visi-ta en condiciones preferentes y con unos serviciosespeciales (facilidades de reunión, tarjeta VIP, a-creditación automática, autobús para profesiona-les, etc.).
Cuando faltan unos meses para la celebración delcertamen, ya han confirmado su participación AN-COFE, COANFE, COARCO, COFEDAL, COFEDEVA, CO-FERDROZA, COFERPAL, LAS RIAS, UNIFE, CADE-NA88/EHLIS/HABITACLE, CECOFERSA, CAFER,FERCODIS, FERGRUP, CIFEC, COFAC, COFEDAS, COIN-FER, UNIFERSA, FERROBOX/NIREO, GRUPO PRESION,
Diciembre 2008 / Información
Información / Diciembre 2008
16
Tanto en laboratorios escolares, como profe-sionales en los cuales se realicen trabajoscon gases combustibles, como por ejemplo
calentamiento con mecheros Bunsen, se requierede un sistema de seguridad según la normativa EN13611, EN 1634 y EN 298 así como estándares ale-manes DVGW G621 (Instalación de gas en laborato-rios) y DVGW G634 (Equipos de seguridad para co-cinas comerciales).
Kromschroeder, dispone de un sistema capaz dedesarrollar las tareas de seguridad y control nece-
sarias para el cumplimiento de estas normativas,haciendo el trabajo de laboratorio más seguro paraaquellos que lo utilizan.
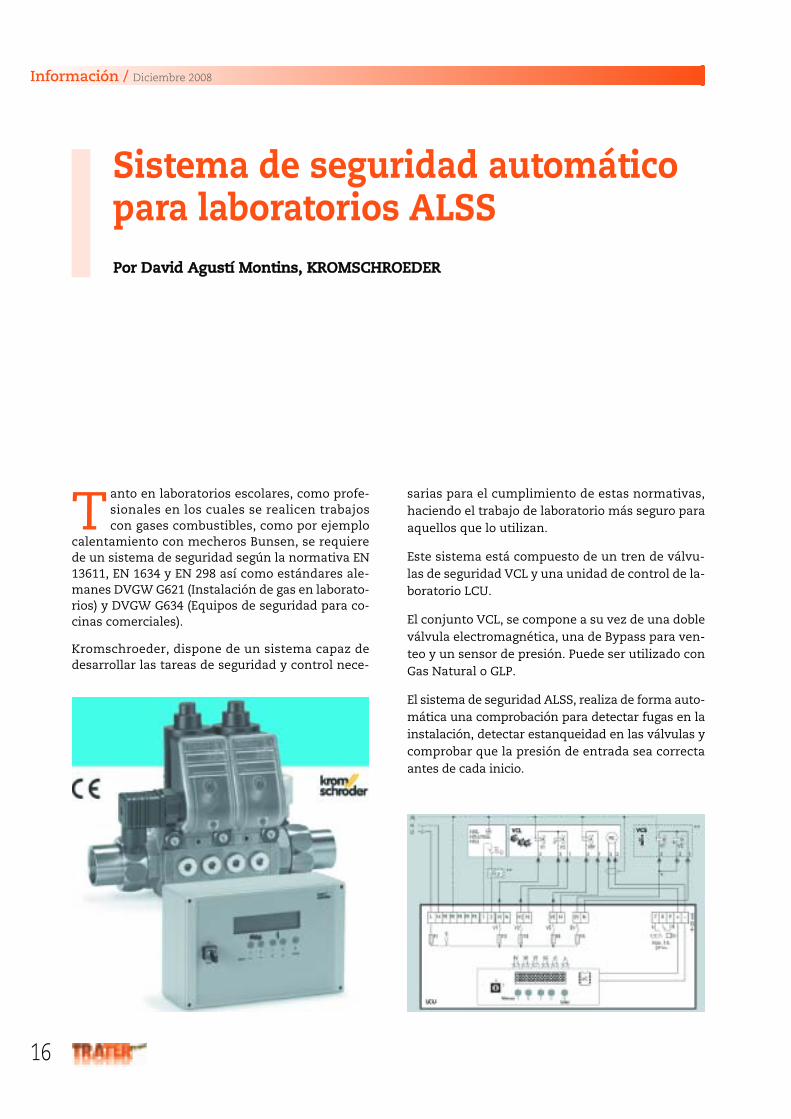
Este sistema está compuesto de un tren de válvu-las de seguridad VCL y una unidad de control de la-boratorio LCU.
El conjunto VCL, se compone a su vez de una dobleválvula electromagnética, una de Bypass para ven-teo y un sensor de presión. Puede ser utilizado conGas Natural o GLP.
El sistema de seguridad ALSS, realiza de forma auto-mática una comprobación para detectar fugas en lainstalación, detectar estanqueidad en las válvulas ycomprobar que la presión de entrada sea correctaantes de cada inicio.
Sistema de seguridad automáticopara laboratorios ALSSPPoorr DDaavviidd AAgguussttíí MMoonnttiinnss,, KKRROOMMSSCCHHRROOEEDDEERR
Adicionalmente, protege contrausos incorrectos de los usuarios,de tal manera que se impide elpaso de gas sin combustionar ala sala cuando una llave se en-cuentra abierta.
Funcionalmente, el ALSS reali-za la siguiente secuencia: Pri-mero se conecta la unidad decontrol LCU, la cual realiza unaserie de comprobaciones inter-nas como tipo de gas y rangode presiones de entrada.
Seguidamente revisa, median-te el sensor de presión si existepresión a la entrada, para poste-riormente realizar una compro-bación de la estanqueidad enbusca de fugas en los puntos deconsumo o en la misma instala-ción.
Si estas comprobaciones son co-rrectas, activa la válvula electro-magnética principal y se mantie-ne a la espera de ordenes deapertura y/o cierre de la segundaelectroválvula de clase A o de lasdiferentes válvulas de los puntosde consumo.
LCU = Unidad principal de con-trol
NTA = Paro de emergencia
VCS = Doble electroválvulacentral
VCL = Grupo de seguridad delaboratorio
Esta unidad LCU, permite con-trolar de forma remota, tanto elgrupo de doble electroválvulacentral como el grupo de segu-ridad de laboratorio, pudiendovisualizar en la pantalla LCDdel mismo, los parámetros y suconfiguración.
Información / Noviembre 2008
18
Hitech utiliza dos tipos de sensores en sus a-nalizadores de oxígeno. Existen varios mo-delos que cubren las necesidades en la gran
variedad de aplicaciones donde se utilizan estastécnicas. Esta nota técnica describe la teoría de fun-cionamiento de los 2 tipos de células utilizadas (cé-lula galvánica o célula de zirconio) y explica algunasde las ventajas y limitaciones de cada una.
CELULAS DE ZIRCONIO - CÓMO FUNCIONAN
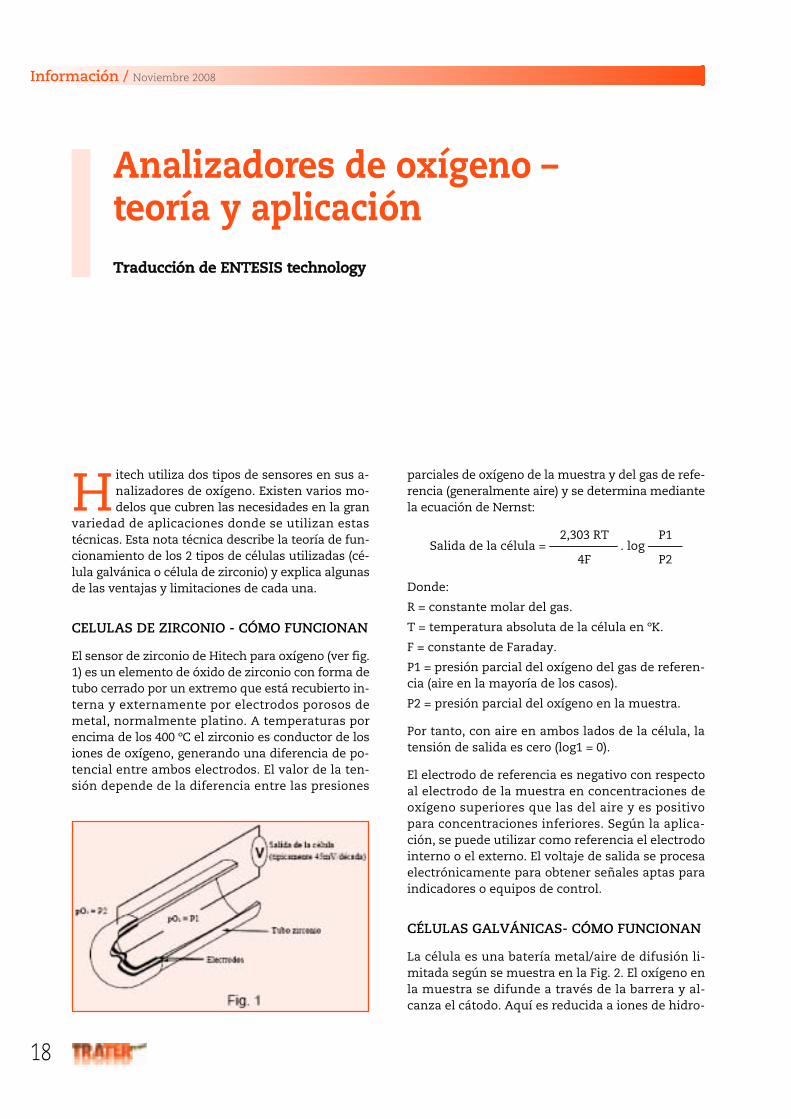
El sensor de zirconio de Hitech para oxígeno (ver fig.1) es un elemento de óxido de zirconio con forma detubo cerrado por un extremo que está recubierto in-terna y externamente por electrodos porosos demetal, normalmente platino. A temperaturas porencima de los 400 ºC el zirconio es conductor de losiones de oxígeno, generando una diferencia de po-tencial entre ambos electrodos. El valor de la ten-sión depende de la diferencia entre las presiones
parciales de oxígeno de la muestra y del gas de refe-rencia (generalmente aire) y se determina mediantela ecuación de Nernst:
2,303 RT P1Salida de la célula = —————— . log ———
4F P2
Donde:
R = constante molar del gas.
T = temperatura absoluta de la célula en ºK.
F = constante de Faraday.
P1 = presión parcial del oxígeno del gas de referen-cia (aire en la mayoría de los casos).
P2 = presión parcial del oxígeno en la muestra.
Por tanto, con aire en ambos lados de la célula, latensión de salida es cero (log1 = 0).
El electrodo de referencia es negativo con respectoal electrodo de la muestra en concentraciones deoxígeno superiores que las del aire y es positivopara concentraciones inferiores. Según la aplica-ción, se puede utilizar como referencia el electrodointerno o el externo. El voltaje de salida se procesaelectrónicamente para obtener señales aptas paraindicadores o equipos de control.
CÉLULAS GALVÁNICAS- CÓMO FUNCIONAN
La célula es una batería metal/aire de difusión li-mitada según se muestra en la Fig. 2. El oxígeno enla muestra se difunde a través de la barrera y al-canza el cátodo. Aquí es reducida a iones de hidro-
Analizadores de oxígeno –teoría y aplicaciónTTrraadduucccciióónn ddee EENNTTEESSIISS tteecchhnnoollooggyy
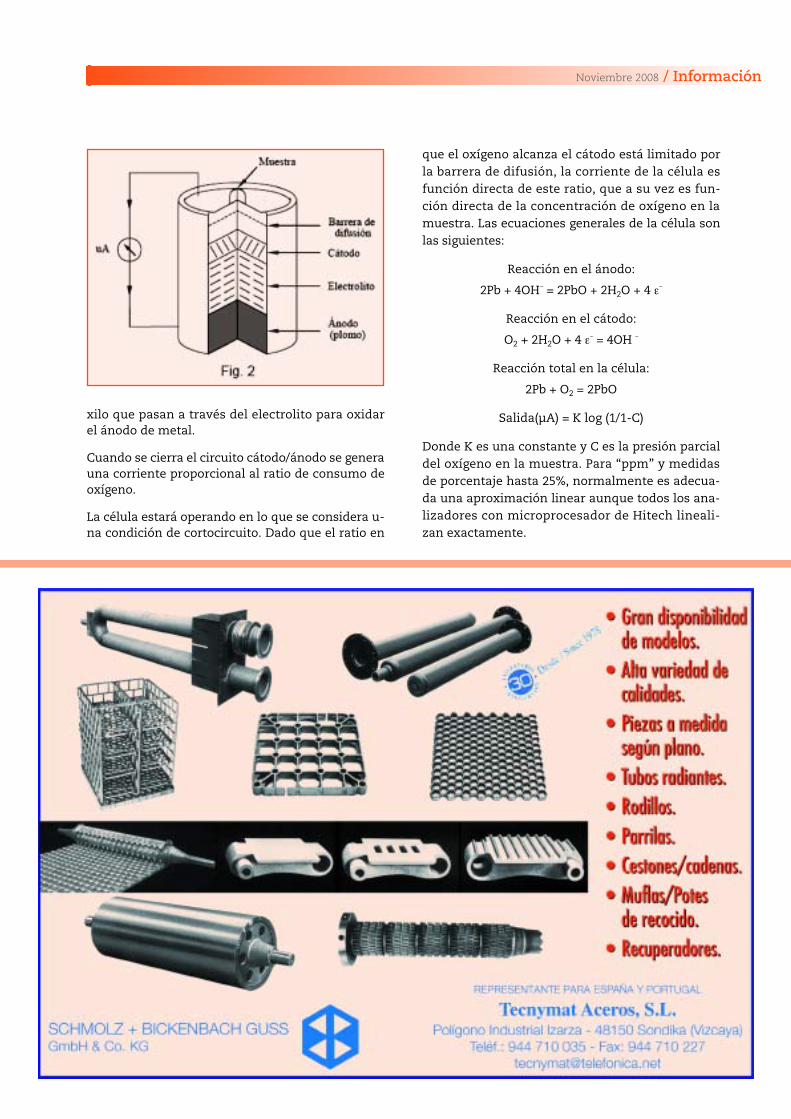
que el oxígeno alcanza el cátodo está limitado porla barrera de difusión, la corriente de la célula esfunción directa de este ratio, que a su vez es fun-ción directa de la concentración de oxígeno en lamuestra. Las ecuaciones generales de la célula sonlas siguientes:
Reacción en el ánodo:
2Pb + 4OH– = 2PbO + 2H2O + 4 ε–
Reacción en el cátodo:
O2 + 2H2O + 4 ε– = 4OH –
Reacción total en la célula:
2Pb + O2 = 2PbO
Salida(µA) = K log (1/1-C)
Donde K es una constante y C es la presión parcialdel oxígeno en la muestra. Para “ppm” y medidasde porcentaje hasta 25%, normalmente es adecua-da una aproximación linear aunque todos los ana-lizadores con microprocesador de Hitech lineali-zan exactamente.
xilo que pasan a través del electrolito para oxidarel ánodo de metal.
Cuando se cierra el circuito cátodo/ánodo se generauna corriente proporcional al ratio de consumo deoxígeno.
La célula estará operando en lo que se considera u-na condición de cortocircuito. Dado que el ratio en
Noviembre 2008 / Información
Las células de tipo “E” operan de una forma un pocodiferente. Esto permite medir el oxígeno en mues-tras que contienen elevadas cantidades de dióxidode carbono. Es lineal hasta 100% y proporciona mili-volts en vez de una salida de corriente.
Al ser baterías con ánodos consumibles, estas célu-las tienen una vida finita que varía según el tipo: “L”(para ppm) 25.000 horas de porcentaje de oxígeno;“N” (habitualmente para 200 ppm hasta 25%) 100.000horas de porcentaje de oxígeno; “E” (hasta 100% enmezclas de gases neutros y poco ácidos) 1.000.000 dehoras de porcentaje de oxígeno.
Las horas de porcentaje de oxígeno se refieren a laesperanza de vida de la célula si trabaja con el por-centaje de oxígeno indicado. Si tiene que analizarporcentajes más elevados, su vida se acortará, y sison más bajos, se alargará. Por ello es importante e-legir el tipo de célula adecuado al porcentaje a me-dir.
Al elegir el tipo de célula adecuado para cada apli-cación, los factores más importantes a tener encuenta son:
a) la elevada temperatura que requiere el zirconio,que puede producir cambios en la composiciónde la muestra.
b) la velocidad de respuesta: los sensores galváni-cos son mucho más lentos que los de zirconio.
COMPARACIONES - CÉLULAS DE ZIRCONIOY GALVÁNICAS
Cuando se utilizan células de zirconio, el gas demuestra debe calentarse a la temperatura de ope-ración de la célula, típicamente en presencia deplatino. Estas condiciones normalmente supon-drán que cualquier componente en la muestra quepueda reaccionar, reaccionará. Por tanto, si hay hi-drógeno, monóxido de carbono y/o material orgá-nico, éstos reaccionarán con el oxígeno que estépresente y por tanto reducirán los niveles de oxíge-no medidos por la célula.
La célula por tanto modificará las mezclas quecontengan estos componentes y no será posible lamedida real de oxígeno “libre” presente en unamuestra fría. Sin embargo, este efecto puede sermuy útil en el caso de atmósferas de hornos de tra-tamientos térmicos dado que la muestra que se ex-trae se analiza en condiciones muy similares a lasque prevalecen en el proceso. Al comprobar lamuestra antes de introducirla en el horno, se po-
drá adoptar una acción correctiva antes del finaldel proceso si la calidad disminuye.
Las células de zirconio también pueden analizarmuestras calientes directamente del proceso, unagran ventaja en el caso de muestras en las que elenfriamiento causa condensaciones, como por e-jemplo los gases de combustión por los elevadoscontenidos en sulfuros. Hitech puede suministrarinstrumentos con células que tienen electrodos nocatalíticos. Este tipo de células son particularmen-te útiles para monitorizar los niveles de ppm de o-xígeno en presencia de niveles muy bajos de com-bustibles. Estas condiciones ocurren a menudo conel nitrógeno y el argón producidos en plantas de li-cuación de aire.
El rango dinámico de las células de zirconio es muyamplio, pudiendo ser de 23 décadas para los usosmás prácticos. Su velocidad de respuesta es muyrápida ya que pueden responder a un cambio brus-co de niveles de porcentaje hasta niveles de ppmen unos segundos. La necesidad de calentar el sen-sor utilizando circuitos de control de la temperatu-ra precisos hace que los analizadores de célula dezirconio sean más caros que los de tipo galvánico,además de requerir un tiempo de calentamientode 10 minutos. (Nota: este tiempo es para los sen-sores de Hitech, otros analizadores acostumbran atardar más).
Las células galvánicas, dado que operan a tempera-tura ambiente, miden el oxígeno “libre” en muestrasque también contienen otros materiales oxidables.Se pueden analizar la mayoría de los gases benignospero se deben evitar los gases corrosivos y altamen-te oxidantes. Existen 3 versiones diferentes para cu-brir concentraciones de 100% hasta bajos niveles deppm. Las células galvánicas no necesitan circuitosde mucha corriente como los calentadores de la cé-lula de zirconio. Por ello, existen instrumentos por-tátiles alimentados a batería con este tipo de sensor.
A pesar de envejecerse, las células galvánicas tie-nen un tiempo de vida muy aceptable y son fácilesy económicas de reemplazar. La velocidad de res-puesta es bastante más lenta que las células de zir-conio, especialmente cuando cambian de nivelesporcentuales a niveles de ppm. Sin embargo, si secomparan con la velocidad de respuesta de otrossensores “fríos”, la velocidad es mayor.
Hitech dispone de analizadores con una técnica decélula dual que mejora la velocidad de respuestasignificativamente.
Información / Noviembre 2008
20

Equipos para la medida, regulación,control y supervisión de gases enhornos de tratamientos térmicos.
ENTESISGalileu, 31308028 BARCELONATel.: +34 93 410 54 54Fax: +34 93 419 97 33http://www.entesis.nete-mail: [email protected]
La superior calidad y el mejor precio de las sondasde oxígeno GOLD PROBE® de SUPER
SYSTEM Inc de Cincinnati (USA), están complementados con la garantía de un año a contar
desde la fecha de puesta en servicio.
Reparamos las sondas de oxígeno con repuestos originales y las calibramos en unhorno de ensayos SSI. Complementamos lagarantía de las sondas de oxígeno SSI con
una limpieza y revisión gratuitas.
¡Nuestro objetivo es su éxito!
Información / Diciembre 2008
22
Resumen
El presente trabajo forma parte de los resultadosobtenidos por el Grupo de Investigación HUM-629de la Junta de Andalucía en materia relativa a lostratamientos que se hacen para fundición escultó-rica. En este caso se están desarrollando nuevosprocedimientos de acabados para soportes metáli-cos (férricos y no férricos) así como para otros me-dios técnico-artísticos, donde la fundición de ma-teriales es indispensable. Los acabados que seproponen son de naturaleza vítrea, los cuales sonaplicados a los diferentes soportes metálicos enformato sólido. Posteriormente a un tratamientotérmico quedan depositados en la superficie delmetal, interaccionando en algunos casos las dife-rentes superficies. La investigación de este trabajoestá más desarrollada, por el momento, en la pro-pia naturaleza del recubrimiento vítreo, consegui-do gracias a un laminado de dos materialescomunes tales como: vidrio común silicatado, só-dico-cálcico y espejo común, ambos de producciónindustrial. Estos materiales se interponen en for-ma de “sándwich”, los cuales tras un recocido atemperaturas medias de 700-800 ºC generan unareacción reductora de las sales metálicas (Cu-Ag)con efectos cromáticos en gamas amarilla y amari-lla rubí. Así mismo se presentan las curvas térmi-cas más adecuadas de calentamiento-enfriamien-to para la correcta fusión de los materiales vítreos,así como para evitar fenómenos de reordenacióncristalina que puedan generar imperfecciones enla superficie de los vidrios neoformados.
Introducción, antecedentes y objetivos
Los procesos de coloración a los que se refiere estainvención tienen su origen en los trabajos de inves-tigación científica llevados a cabo sobre el desarro-llo de coloración en muestras de vidrio mediantetratamiento térmico de un apilamiento, constituidopor una primera hoja de vidrio común sódico cálci-co, un espejo y una segunda hoja de vidrio comúnsódico cálcico. Estos ensayos experimentales se lle-varon a cabo bajo distintas condiciones en cuanto atemperatura de tratamiento del apilamiento, espe-sor de las hojas de vidrio común, espesor del espejoy posición del espejo respecto a la cara de espejado.
El estudio científico y técnico del mecanismo decoloración producido en las muestras menciona-das supone un objetivo de interés para el grupo deinvestigación HUM-629, por tratarse de la colora-ción producida por nanopartículas metálicas no-bles como el cobre y/o la plata, que están presentesen las caras de espejado de los fragmentos de es-pejo utilizados para la obtención de las muestras.Dicha temática corresponde, además, a una líneade investigación de creciente interés y sentido in-novador, como procedimiento de coloración, tantopara fines artísticos como tecnológicos.
Estos procesos pueden aportar al campo del cono-cimiento las siguientes novedades: obtención decoloraciones en la gama de los amarillos puros envidrios preparados por fusión convencional (vi-drios amarillos rubí de plata). Permite aplicar estas
Tratamientos térmicos sobre metales(férricos-no férricos) utilizando vidriocomún sódico-cálcicoPPoorr AAnnttoonniioo SSoorrrroocchhee CCrruuzz11;; AAssuunncciióónn DDuummoonntt BBootteellllaa22,, MMªª ÁÁnnggeelleess VViilllleeggaassBBrroonnccaannoo33;; JJoorrggee AAllbbeerrttoo DDuurráánn SSuuáárreezz11 yy RRaaffaaeell PPeerraallbboo CCaannoo11
11.. DDeeppaarrttaammeennttoo ddee EEssccuullttuurraa.. UUnniivveerrssiiddaadd ddee GGrraannaaddaa..22.. GGrruuppoo ddee IInnvveessttiiggaacciióónn HHUUMM--662299.. UUnniivveerrssiiddaadd ddee GGrraannaaddaa.. 33.. CCoonnsseejjoo SSuuppeerriioorr ddee IInnvveessttiiggaacciioonneess CCiieennttííffiiccaass ((CCSSIICC))..
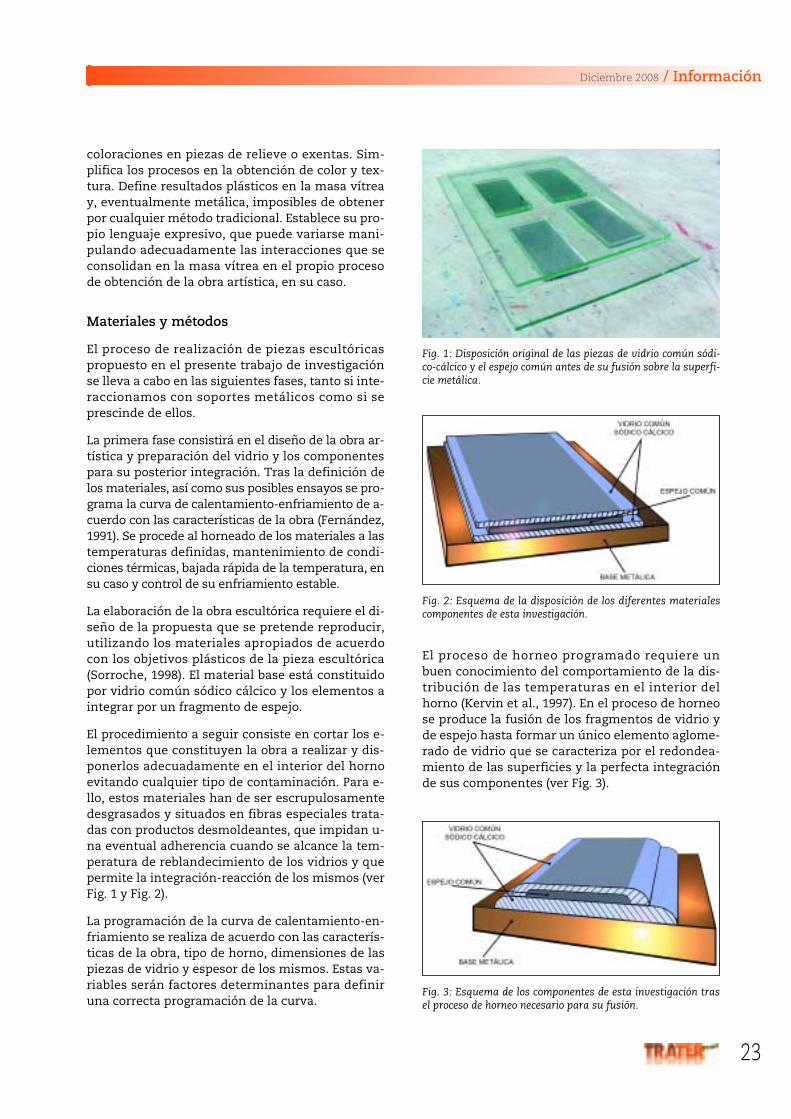
El proceso de horneo programado requiere unbuen conocimiento del comportamiento de la dis-tribución de las temperaturas en el interior delhorno (Kervin et al., 1997). En el proceso de horneose produce la fusión de los fragmentos de vidrio yde espejo hasta formar un único elemento aglome-rado de vidrio que se caracteriza por el redondea-miento de las superficies y la perfecta integraciónde sus componentes (ver Fig. 3).
coloraciones en piezas de relieve o exentas. Sim-plifica los procesos en la obtención de color y tex-tura. Define resultados plásticos en la masa vítreay, eventualmente metálica, imposibles de obtenerpor cualquier método tradicional. Establece su pro-pio lenguaje expresivo, que puede variarse mani-pulando adecuadamente las interacciones que seconsolidan en la masa vítrea en el propio procesode obtención de la obra artística, en su caso.
Materiales y métodos
El proceso de realización de piezas escultóricaspropuesto en el presente trabajo de investigaciónse lleva a cabo en las siguientes fases, tanto si inte-raccionamos con soportes metálicos como si seprescinde de ellos.
La primera fase consistirá en el diseño de la obra ar-tística y preparación del vidrio y los componentespara su posterior integración. Tras la definición delos materiales, así como sus posibles ensayos se pro-grama la curva de calentamiento-enfriamiento de a-cuerdo con las características de la obra (Fernández,1991). Se procede al horneado de los materiales a lastemperaturas definidas, mantenimiento de condi-ciones térmicas, bajada rápida de la temperatura, ensu caso y control de su enfriamiento estable.
La elaboración de la obra escultórica requiere el di-seño de la propuesta que se pretende reproducir,utilizando los materiales apropiados de acuerdocon los objetivos plásticos de la pieza escultórica(Sorroche, 1998). El material base está constituidopor vidrio común sódico cálcico y los elementos aintegrar por un fragmento de espejo.
El procedimiento a seguir consiste en cortar los e-lementos que constituyen la obra a realizar y dis-ponerlos adecuadamente en el interior del hornoevitando cualquier tipo de contaminación. Para e-llo, estos materiales han de ser escrupulosamentedesgrasados y situados en fibras especiales trata-das con productos desmoldeantes, que impidan u-na eventual adherencia cuando se alcance la tem-peratura de reblandecimiento de los vidrios y quepermite la integración-reacción de los mismos (verFig. 1 y Fig. 2).
La programación de la curva de calentamiento-en-friamiento se realiza de acuerdo con las caracterís-ticas de la obra, tipo de horno, dimensiones de laspiezas de vidrio y espesor de los mismos. Estas va-riables serán factores determinantes para definiruna correcta programación de la curva.
Fig. 1: Disposición original de las piezas de vidrio común sódi-co-cálcico y el espejo común antes de su fusión sobre la superfi-cie metálica.
Fig. 2: Esquema de la disposición de los diferentes materialescomponentes de esta investigación.
Fig. 3: Esquema de los componentes de esta investigación trasel proceso de horneo necesario para su fusión.
Diciembre 2008 / Información
23
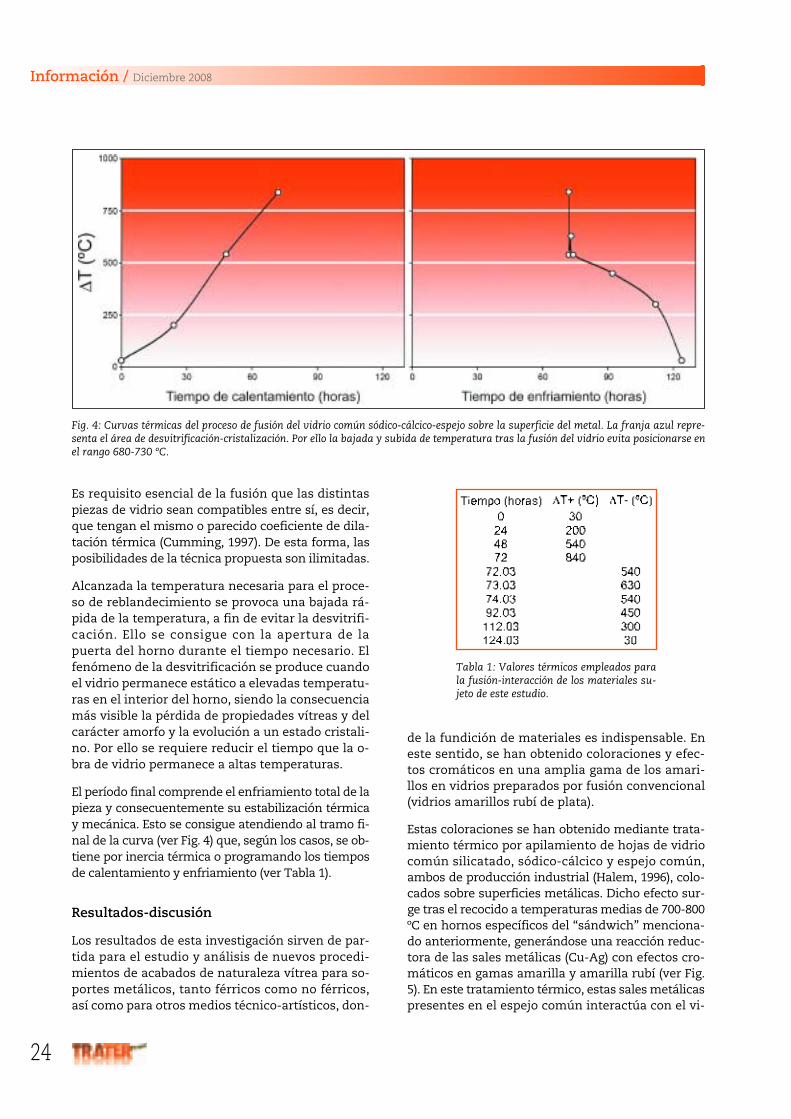
Es requisito esencial de la fusión que las distintaspiezas de vidrio sean compatibles entre sí, es decir,que tengan el mismo o parecido coeficiente de dila-tación térmica (Cumming, 1997). De esta forma, lasposibilidades de la técnica propuesta son ilimitadas.
Alcanzada la temperatura necesaria para el proce-so de reblandecimiento se provoca una bajada rá-pida de la temperatura, a fin de evitar la desvitrifi-cación. Ello se consigue con la apertura de lapuerta del horno durante el tiempo necesario. Elfenómeno de la desvitrificación se produce cuandoel vidrio permanece estático a elevadas temperatu-ras en el interior del horno, siendo la consecuenciamás visible la pérdida de propiedades vítreas y delcarácter amorfo y la evolución a un estado cristali-no. Por ello se requiere reducir el tiempo que la o-bra de vidrio permanece a altas temperaturas.
El período final comprende el enfriamiento total de lapieza y consecuentemente su estabilización térmicay mecánica. Esto se consigue atendiendo al tramo fi-nal de la curva (ver Fig. 4) que, según los casos, se ob-tiene por inercia térmica o programando los tiemposde calentamiento y enfriamiento (ver Tabla 1).
Resultados-discusión
Los resultados de esta investigación sirven de par-tida para el estudio y análisis de nuevos procedi-mientos de acabados de naturaleza vítrea para so-portes metálicos, tanto férricos como no férricos,así como para otros medios técnico-artísticos, don-
de la fundición de materiales es indispensable. Eneste sentido, se han obtenido coloraciones y efec-tos cromáticos en una amplia gama de los amari-llos en vidrios preparados por fusión convencional(vidrios amarillos rubí de plata).
Estas coloraciones se han obtenido mediante trata-miento térmico por apilamiento de hojas de vidriocomún silicatado, sódico-cálcico y espejo común,ambos de producción industrial (Halem, 1996), colo-cados sobre superficies metálicas. Dicho efecto sur-ge tras el recocido a temperaturas medias de 700-800ºC en hornos específicos del “sándwich” menciona-do anteriormente, generándose una reacción reduc-tora de las sales metálicas (Cu-Ag) con efectos cro-máticos en gamas amarilla y amarilla rubí (ver Fig.5). En este tratamiento térmico, estas sales metálicaspresentes en el espejo común interactúa con el vi-
Información / Diciembre 2008
24
Fig. 4: Curvas térmicas del proceso de fusión del vidrio común sódico-cálcico-espejo sobre la superficie del metal. La franja azul repre-senta el área de desvitrificación-cristalización. Por ello la bajada y subida de temperatura tras la fusión del vidrio evita posicionarse enel rango 680-730 ºC.
Tabla 1: Valores térmicos empleados parala fusión-interacción de los materiales su-jeto de este estudio.
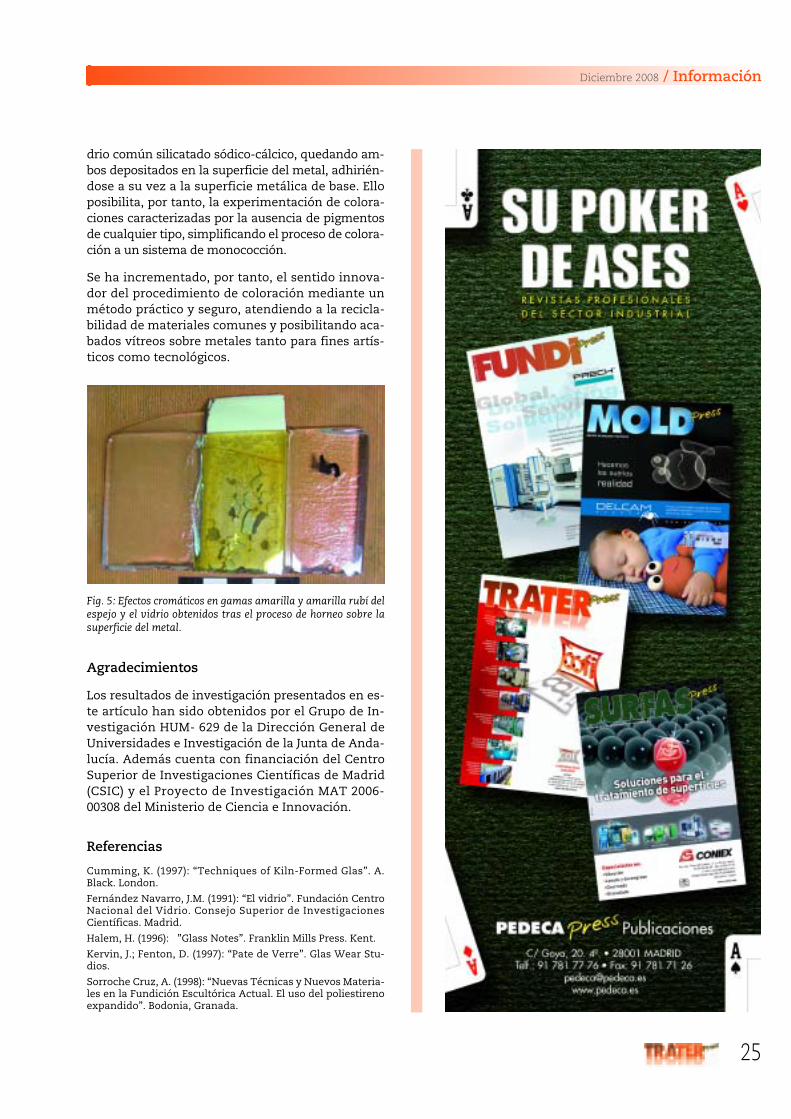
drio común silicatado sódico-cálcico, quedando am-bos depositados en la superficie del metal, adhirién-dose a su vez a la superficie metálica de base. Elloposibilita, por tanto, la experimentación de colora-ciones caracterizadas por la ausencia de pigmentosde cualquier tipo, simplificando el proceso de colora-ción a un sistema de monococción.
Se ha incrementado, por tanto, el sentido innova-dor del procedimiento de coloración mediante unmétodo práctico y seguro, atendiendo a la recicla-bilidad de materiales comunes y posibilitando aca-bados vítreos sobre metales tanto para fines artís-ticos como tecnológicos.
Diciembre 2008 / Información
25
Fig. 5: Efectos cromáticos en gamas amarilla y amarilla rubí delespejo y el vidrio obtenidos tras el proceso de horneo sobre lasuperficie del metal.
Agradecimientos
Los resultados de investigación presentados en es-te artículo han sido obtenidos por el Grupo de In-vestigación HUM- 629 de la Dirección General deUniversidades e Investigación de la Junta de Anda-lucía. Además cuenta con financiación del CentroSuperior de Investigaciones Científicas de Madrid(CSIC) y el Proyecto de Investigación MAT 2006-00308 del Ministerio de Ciencia e Innovación.
Referencias
Cumming, K. (1997): “Techniques of Kiln-Formed Glas”. A.Black. London.
Fernández Navarro, J.M. (1991): “El vidrio”. Fundación CentroNacional del Vidrio. Consejo Superior de InvestigacionesCientíficas. Madrid.
Halem, H. (1996): ”Glass Notes”. Franklin Mills Press. Kent.
Kervin, J.; Fenton, D. (1997): “Pate de Verre”. Glas Wear Stu-dios.
Sorroche Cruz, A. (1998): “Nuevas Técnicas y Nuevos Materia-les en la Fundición Escultórica Actual. El uso del poliestirenoexpandido”. Bodonia, Granada.
Información / Diciembre 2008
26
PERTEGAZ, especialista en instrumentación yequipos completos para el control, monitori-zación y regulación de procesos industriales,
lanza al mercado su nuevo catálogo de productos yservicios en sistemas de control.
Se trata de una elegante y sobria presentación, bajoel lema “Nuevos tiempos en Control y Regulación,en la cual la firma plantea sus servicios como puen-te al futuro en Ingeniería de Control”. El catálogo a-borda todas las actuales áreas de negocio y produc-tos de PERTEGAZ, desde sensores/transmisores,instrumentación digital, válvulas de regulación,válvulas todo o nada, electroválvulas, centraliza-ción y monitorización; detección de gases y calibra-ciones e instrumentación portátil de medida.
Con el paso de los años, la empresa ha ido añadien-do los servicios y tecnologías más punteros a su ac-tividad, en base a las experiencias adquiridas. En laactualidad, sus servicios incluyen la realización deproyectos integrales, desde la ingeniarización hastala puesta en servicio, cubriendo siempre las necesi-dades específicas de sus clientes. Esto es, tanto elestudio como el asesoramiento, montaje, instala-ción, puesta en marcha del proyecto y el serviciopost-venta. Como complemento, ofrece también lacalibración de instrumentos y sensores desde supropio laboratorio, creado para esta finalidad.
Los productos de PERTEGAZ, comercializados enexclusiva, pertenecen a marcas de gran prestigiointernacional, con aplicación multisectorial en to-do tipo de empresas. Así, por áreas de actividad,estos pueden desglosarse en grandes familias o di-
visiones: a) Instrumentos de control, b) monitori-zación de procesos, y c) Valvulería de control.
En la primera familia, Intrumentos de control, figu-ran los sensores y transmisores (de temperatura,humedad, presión, nivel, posición, fuerza, etc.), queenvían la señal en el proceso industrial a través dela instrumentación convencional (indicadores, re-
PERTEGAZ presentasu nuevo catálogode sistemas de control
ción y de fuerza, equipos de automatización paramaquinaria, variadores de velocidad.
• HUBA CONTROLS /Suiza: transmisores de pre-sión.
• OMAL Automation / Italia / Válvulas neumáticasON-OFF.
• OHKURA /Japón y HONEYWELL /Gran Bretaña.registradores de procesos.
• REGELTECHNIK KORNWESTHEIM GmbH (RTK) /Alemania: válvulas eléctricas de regulación.
• ROTRONIC AG /Suiza: medidores y transmisoresde humedad y temperatura.
• SGM Srl /Italia: Transmisores de nivel.• SIRAI Spa /Italia: Electroválvulas.• STS AG /Suiza : Transmisores de presión y nivel.
En cuanto a los sectores de actividad en dondePERTEGAZ tiene una presencia más destacable,pueden mencionarse: la Industria Farmacéutica, laAlimentación, el Sector del Plástico, la Metalurgia,el Sector del Papel y, derivado de la fuerte acepta-ción de sus servicios y de las enormes posibilida-des de desarrollo, recientemente también el Sectorde las Energías Renovables.
guladores, relés estáticos, registradores, convertido-res, etc.) o instrumentación centralizada (PLC's, PC'sindustriales, monitores, etc.),
La monitorización de procesos, se basa en el desa-rrollo de software industrial propio (Scada, etc.),que se completa con el diseño y programación per-sonalizados en el mismo Departamento Técnico.
La Valvulería de control, representa su otra divi-sión de productos. En ella, se incluyen desde lasválvulas ON-OFF (eléctricas y neumáticas) y lasválvulas de regulación (eléctricas y neumáticas).
Entre las marcas representadas por la compañía fi-guran: • BIELER+LANG GmbH (Alemania): detectores de
gas tóxicos y deflagrantes.• COPA-DATA GmbH /Austria: software industrial.• CONFLOW Spa /Italia: válvulas neumáticas de re-
gulación.• ELLAB a/s / Dinamarca: medidores de procesos
de esterilización.• GEFRAN Spa /Italia: reguladores e indicadores de
temperatura, transmisores de presión, de posi-
Diciembre 2008 / Información
Información / Diciembre 2008
28
Aalbert Industries Material Technologies(AIMT), multinacional holandesa centradaen las áreas de tratamiento térmico y su-
perficial, ha seleccionado España para la puesta enmarcha de una nueva factoría de recubrimientosindustriales para aleaciones de aluminio (Hart-Co-at®), desde la que trabaja para los sectores de ae-ronáutica y automoción, entre otros. AIMT cuentacon una red de 50 factorías que operan en los prin-cipales centros industriales de Europa.
La valoración del potencial económico y de desa-rrollo de la industria de aeronáutica y automociónen Cataluña ha determinado la ubicación de lanueva planta, denominada AIMT Traterh, enMontcada i Reixac (Barcelona).
La vocación de trabajo de AIMT Traterh está orien-tada a sectores que requieren cualificaciones muyexigentes como el aeronáutico, en el cual cuentancon una dilatada experiencia dentro del grupo, tan-to a nivel español como europeo. Así, para operar enaeronáutica, la compañía ha iniciado ya las gestio-nes para la obtención de las certificaciones de cali-dad y homologaciones especiales de este sector. Lafactoría dirigirá también su actividad a los sectoresde automoción, naval y defensa, cuyas piezas ycomponentes deben soportar en muchos casos con-diciones extremadas de desgaste y corrosión.
AIMT Traterh en Montcada i Reixac se convierte enla séptima compañía del grupo en la península.Dispone en Cataluña de unas innovadoras instala-ciones, totalmente automatizadas, para realizar elproceso (Hart-Coat®), donde ocupa una superficie
de 2.000 metros cuadrados en el Polígono Indus-trial Pla d ´en , en el que trabajan inicialmente 30personas. La planta cuenta con equipos con las úl-timas tecnologías para realizar tratamientos de a-nodizado técnico y anodizado duro, además deprocesos especiales HC-plus que incorpora PTFE,creando de esta forma superficies autolubricadas yal mismo tiempo con alta dureza y resistencia aldesgaste.
Posteriormente, en una segunda fase, la nuevacompañía habilitará también la actividad de trata-miento térmico por inducción, el cual se está lle-vando a cabo actualmente en Traitesa, ubicada enLliça de Vall (Barcelona).
Con esta última incorporación, AIMT consolida u-na oferta global en Europa de tratamientos térmi-cos y superficiales, utilizados para el perfecciona-miento del material. Entre los puntos fuertes de laoferta de AIMT se encuentra la combinación indi-vidualizada de varios procesos según los requeri-mientos del cliente para conseguir las condicionesóptimas de uso de los materiales en condicionesextremas y con esfuerzos mecánicos elevados.
Hart-Coat®
(Hart-Coat ®), es un recubrimiento industrial paraaleaciones de aluminio patentado por el grupoAIMT. Confiere propiedades específicas a las pie-zas tratadas, como una dureza excelente, gran ais-lamiento eléctrico, excelente adhesión, elevadoaislamiento térmico, gran precisión dimensional,
La multinacional holandesa AIMTapuesta por Españapara su nueva factoríade tratamientos superficialespara piezas de aluminio

tensa red compuesta por 50 factorías, repartidasentre Alemania, Francia, Holanda, Reino Unido,Suiza, Austria, Suecia, Dinamarca, Polonia y Espa-ña, en las que realizan más de 100 procesos distin-tos de tratamientos térmicos y superficiales, frutode su intensa estrategia de expansión mediantecrecimiento orgánico y adquisiciones de empresas.
El grupo AIMT pertenece a su vez al holding holan-dés Aalbert Industries, que cuenta con una planti-lla de 10.900 trabajadores, de los cuales 1.563 ope-ran en Holanda y el resto en otros países. En 2007alcanzó una cifra de negocio de 1.700 millones deeuros, con un crecimiento del 18 por ciento conrespecto al ejercicio anterior. En el área de tecnolo-gía de materiales (AIMT) trabajan 2.600 empleadosactualmente.
AIMT Traterh Montcada i Reixac se suma con supresencia en Cataluña a las factorías consolidadasen el resto de España, entre las que se encuentraIndustrias TEY, especializada en tratamientos tér-micos.
propiedades antifricción óptimas y alta resistenciaal desgaste y a la corrosión.
El recubrimiento industrial (Hart-Coat ®), tambiénconocido como HC es un tratamiento electrolíticode sustratos de aluminio, durante el cual se formauna capa de óxido de aluminio dura y gruesa. Elpropósito esencial de este tratamiento de superfi-cies es proporcionar protección contra el desgastey la corrosión, así como las mejoras funcionales delos componentes de casi todos los sectores indus-triales. El proceso se corresponde con la ISO 10074.
Los tratamientos posteriores aplicados tras elHart-Coat ®, como HC-Plus y HC plus 2 permiten alas capas Hart-Coat ®, alcanzar especificacionesparticularmente exigentes a la frición.
Grupo AIMT
La multinacional AIMT engloba a empresas con di-latada experiencia como AHC, fundada a mediadosdel siglo pasado. Actualmente cuenta con una ex-
Diciembre 2008 / Información
29
Información / Diciembre 2008
30
El Cluster de Aeronáutica y Espacio del PaísVasco, HEGAN, ha incrementado su capaci-dad de generar cooperación con la reciente
incorporación de las empresas Grupo TTT y Siste-plant, y el centro tecnológico EUVE. HEGAN pasa a-sí a contar con un total de 36 entidades asociadas,que operan en las áreas de fabricación de estructu-ras, motores, espacio y sistemas y equipos, inge-niería, diseño, software de gestión y producción, a-sí como ensayos y mantenimiento.
El Grupo TTT ha pertenecido a la asociación desdesus comienzos a través de las empresas Trata-mientos Térmicos TTT e Iontech especializadas entratamientos térmicos de motores y estructuras, yen recubrimientos cerámicos y proyección porplasma. Ahora, a través de su nueva planta Ikan-Kronitek, incorpora a su cadena de valor de trata-mientos térmicos y superficiales aeronáuticos, losrecubrimientos de cromoduro y rectificado y lape-ado de piezas. Grupo TTT concentra la oferta de to-dos los procesos especiales para el sector aeronáu-tico que llevan a cabo estas empresas en un únicointerlocutor.
El grupo guipuzcoano cuenta con una plantilla de164 personas en el negocio de la subcontratación yuna facturación de 20 millones de euros, de loscuales un 10% procede del negocio aeronáutico,cuya importancia está incrementándose de mane-ra notable en el grupo en los últimos años. La in-versión en un nuevo equipo de Shot-Peening parala planta de IkanKronitek y la homologación de és-ta por empresas francesas fabricantes de trenes de
aterrizaje apuntala el proyecto de internacionali-zación del grupo.
Por su parte, Sisteplant opera en la industria aero-náutica desde 2002. La ingeniería especializada enlean manufacturing y tecnologías de fabricación, yubicada en Zamudio, se ha involucrado de maneraimportante en este sector trabajando con EADS,Airbus y la industria auxiliar. Entre los últimos tra-bajos destaca el diseño de flujos en la planta deAirbus Illescas, donde se fabrica el estabilizadorhorizontal del A380 en materiales compuestos. Sis-teplant ha redefinido así los flujos de produccióndel centro de excelencia de Airbus, con lo que haconseguido aumentar su competitividad al reducirel periodo de maduración del proceso en un 50%.
Sisteplant aborda ahora un proyecto puntero de I+Dpromovido por el INTA, que desarrolla la primera a-eronave híbrida de avión y helicóptero no tripuladadel mundo (HADA), aportando un novedosos siste-ma de mantenimiento que permite el diagnóstico envuelo, con comunicación a segmento tierra. La em-presa cuenta con un equipo de 120 personas de 10nacionalidades diferentes distribuidas por todo elmundo, de las cuales 90 trabajan en España. Su fac-turación es superior a los 7 millones de euros.
La fundación alavesa EUVE, European Virtual Engi-neering Technological Centre, constituida comocentro tecnológico en 1998, se introdujo en la aero-náutica en 2003. Actualmente esta área representaun 5% de su cifra de facturación, situada en 3,5 mi-llones de euros, si bien el objetivo es incrementarsu actividad en este mercado.
EUVE, Grupo TTT y Sisteplantnuevos socios del ClusterAeronáutico y Espacial VascoHEGAN
Información / Diciembre 2008
32
tec, Microfusión de Aluminio, Novalti, Nuter, PCB,Qaes, Sisteplant, Siegel, SK10, Tecnasa, TEY, TPS yWEC. Completan el Cluster el Centro de Tecnologí-as Aeronáuticas –CTA-, dedicado íntegramente aactividades aeroespaciales, EUVE y Tecnalia Aeros-pace.
En conjunto, las empresas asociadas en el ClusterHEGAN suman 80 plantas industriales, de las que 9están ubicadas en el extranjero, y el resto se repar-ten entre el País Vasco (46) y diversas comunidadesdel territorio nacional.
El sector aeronáutico y espacial asociado en HE-GAN alcanzó en 2007 un volumen de negocio de963 millones de euros, con un crecimiento superioral 16% con respecto al año anterior. Esta factura-ción representa el 22% de la industria española,que experimentó en su conjunto un crecimientodurante este periodo del 5,2%. Las exportacionesalcanzaron los 684 millones de euros, en este pe-riodo, lo que representa el 71 por ciento de las ven-tas totales y supone un crecimiento del 20%. Por suparte, el empleo experimentó una evolución muyfavorable, con la creación de 1.169 puestos de tra-bajo, que representa un crecimiento del 19%, hastasituarse en 7.273 empleos, de los que aproximada-mente el 60% se ubica en el País Vasco.
Relevo en la Presidencia del Cluster y nuevoSocio de Honor
José Luis Osoro, Director General de la empresa A-ernnova Aerospace, ha sido nombrado Presidente dela Asociación HEGAN, en el marco de la AsambleaGeneral de la Asociación celebrada recientemente.José Luis Osoro sustituye en el cargo a Ignacio Mataix– Director General de ITP-, quien ha ostentado la pre-sidencia durante los dos últimos años.
En este mismo acto, la Asociación ha nombrado So-cio de Honor a Juan Ignacio Burgaleta, quien ha par-ticipado desde casi los inicios en el Comité de Tecno-logía del Cluster– creado en 1993 - como Secretario, ycomo representante de SENER. Ligado a la aeronáu-tica desde los comienzos de esta actividad en estaempresa, ha comenzado una nueva andadura profe-sional, fuera del sector aeronáutico, como Directorde Tecnología de Torresol Energy, empresa partici-pada por SENER. HEGAN quiere reconocer con estenombramiento el gran trabajo de Burgaleta en la ge-neración de cooperación entre las empresas delCluster –grandes y pequeñas– y en lanzar y liderarpropuestas en beneficio del sector.
Su proyecto estrella en este campo es HEGATEK,un proyecto estratégico, junto a CTA y la UPV/EHU,con el objetivo de establecer una plataforma tecno-lógica de aviónica de alto nivel en el País Vasco,que permita desarrollar nuevas tecnologías en estesector. Las tecnologías desarrolladas por este con-sorcio se encauzarán para desarrollar el proyectoPLATINO promovido por el INTA. EUVE tambiéntoma parte en proyectos de Airbus Toulouse y Bo-eing Wichita, entre otros.
Los tres nuevos socios se suman al esfuerzo pordar respuesta en cooperación a los retos estratégi-co del Cluster de Aeronáutica y Espacio del PaísVasco, HEGAN, con la voluntad de mejorar la com-petitividad de la industria aeronáutica y espacial.
Las empresas agrupadas en HEGANgeneraron el 22% de la industria española
La asociación HEGAN está constituida por las gran-des empresas Aernnova, ITP y SENER, grupos em-presariales, y una amplia red de pequeñas y me-dianas empresas. Así, además de las tresfundadoras forman parte de HEGAN hoy AciturriAeronáutica, ADS, Aeromec, Aerospace Enginee-ring Group, Aeroteam, Aibe, Altran Technologies,Aratz, Astorkia, Ayzar, BurdinBerri, Burulan, DMP,Electrohilo, Grupo TTT, Lazpiur, Mesima, Metral-
Diciembre 2008 / Información
33
NIVEL DE AUTOMATIZACIÓN
El sistema de control y automatización se compo-ne de:
— Motorreductor para empuje de vagonetas enhorno y vía de retorno.
— Variadores de frecuencia para motores de lostransbordadores y empujadores.
— 1 Autómata con pantalla táctil digital para to-das las maniobras de movimentación y de tem-peratura, compuesta por 12 zonas de control, u-na por cada quemador, pudiendo variar latemperatura y los caudales aire/gas.
— Cuadro eléctrico totalmente equipado, según lanormativa de la C.E.
— Salida RS 232 para registro de todos los paráme-tros que se produzcan durante el funcionamiento.
CONTROL DEL HORNO
ZONAS DE CONTROL
El horno se divide en CUATRO zonas de control detemperatura. Mediante el control automático del hor-no se consigue un reparto uniforme en todo el horno.
En el horno se encuentran situados un total de 8termopares: CUATRO de regulación uno en cadaquemador del horno, UNO en CADA la salida degases, DOS de ellos de seguridad en horno e incine-rador. Todos ellos estarán conectados y visualiza-dos en el sistema automático de control.
CURVAS
El equipo de control tiene la posibilidad de almacenarun número estándar de 32 curvas, diseñadas especí-ficamente por el cliente, donde se podrá programar larelación tiempo-temperatura-presión en cada uno de
Horno piroval para tratamientotérmico: Antidescincificaciónen piezas de bronce y latón (Parte 2)PPoorr PPeeddrroo DDuurráánn MMaarrttíínn
los 24 segmentos posibles del ciclo. A su vez tambiénpodremos programar un número, determinado por elcliente, de alarmas si lo considera oportuno.
PANTALLA Y CONTROL ELECTRÓNICO
La pantalla es táctil y representa el interfaz gráficodel sistema de control electrónico PIRO-K31. Al nohaber elementos mecánicos en el interfaz del sis-tema de control con el usuario, las averías debidasa ambientes polvorientos prácticamente desapare-cen. Este sistema llevamos años instalándolo enfábricas cerámicas tanto o más polvorientas que lasuya con óptimos resultados.
CARACTERÍSTICAS DE LA PANTALLA
La pantalla posee un display LCD color de 5,5’’ y 320x 240 pixels. En ella podremos visualizar gráficos ytexto, e interactuar con su teclado alfanumérico y te-clas de función virtuales a través de la pantalla táctil.La pantalla dispone de forma autónoma un sistemade históricos de alarmas, doble puerto de comunica-ciones y posibilidad de expansión mediante tarjetasPCMCIA. Desde la pantalla podremos:
— Regular los servos:
— Tarar máximos y mínimos de regulación:
— Encender quemadores y ventiladores.
— Temporizar programas de parada y arranqueautomáticos, y lanzar curvas.
Información / Diciembre 2008
34
PRESTACIONES DEL CONTROL ELECTRÓNICO
La principal ventaja principal de nuestra pantallaes la versatilidad, ya que disponemos de un soft-ware abierto a las peticiones específicas de cadacliente.
Otra de las grandes ventajas del sistema de controlofertado es la posibilidad de programar ciclos de pa-rada o arranque del sistema totalmente automáti-cas. De esta manera, si la planificación de produc-ción no es continua (ej. paradas productivasdurante el fin de semana), ello no supone un proble-ma. Tanto la parada como el arranque se puedenprogramar vía PLC de manera que cuando la planti-lla abandone la fábrica el horno se pare sólo segúnsu secuencia de parada, aprovechándose el 100% dela jornada laboral. Igualmente, el horno puede po-nerse en marcha de forma automática una hora an-tes del comienzo de la jornada el lunes siguiente.
Normalmente hay que contar una hora de tiempode arranque para tener la cámara a régimen. Tansólo es necesario contar con la supervisión de unoperario por cuestiones de seguridad en la paraday arranque del sistema de combustión.
El sistema de control es capaz de interpretar y me-morizar los datos introducidos mediante la panta-lla. A parte del almacenamiento de curvas y pará-metros de regulación, es capaz de actuar sobretodos los elementos del horno (electroválvulas,servos, etc.) de forma automática o manual.
Es un sistema industrial de fiabilidad garantizada,que no opera bajo ningún sistema operativo co-mercial, como los PC’s, evitando el tan frecuente“cuelgue” de los equipos, y preparado para trabajaren los ambientes más duros, polvorientos y ruido-sos. El sistema es modular, y dispone de recambiosindividuales.
CARACTERÍSTICAS ADICIONALES
En cuanto a las características adicionales de nues-tro sistema y que se pueden suministrar bajo de-manda discrecional del cliente, debemos llamar laatención sobre el enorme potencial en cuanto a co-municaciones del equipo. Mediante dos puertosRS-232C libres, podemos conectar adicionalmenteuna serie de dispositivos como:
Modem analógico: Permite la supervisión y manejoremoto del horno. Control de averías y supervisióndel estado. Obliga a la conexión mediante RTC.
— Visualizar gráficas e histórico de cocción.
— Visualizar mensajes de alarma y ayuda.
— Monitorizar el estado y progreso de la cocción.
Diciembre 2008 / Información
35
Modem GSM: Iguales prestaciones que el Modemanalógico, pero sin la necesidad de conexión a la lí-nea telefónica conmutada. También permite el en-vío de alarmas a móviles o faxes.
PC: Podemos conectar un PC únicamente para mo-nitorizar y tomar datos del horno.
Impresora: Podemos conectar una impresora serie,paralelo o PCMCIA al equipo. Generando los consi-guientes informes sobre las cocciones.
Internet: A través de un módulo de expansión PCM-CIA de la pantalla, podemos tener acceso al envío demensajes de alarmasvía correo electróni-co.
En cuanto al númerode curvas, podemosampliar la cantidadde las mismas conmemorias adiciona-les, o bien, con tarje-tas PCMCIA de am-pliación, según necesi-dades del cliente.
SISTEMA DE COCCIÓN
LA COCCIÓN EN TODO SU CICLO SERÁ AUTOMÁTICA
A partir de las condiciones de cocción óptimas pa-ra cada producto, información que ha de ser apor-tada por el cliente, se procede a diseñar el progra-ma de control de ciclo de cocción más adecuado,incluyendo los diferentes parámetros de control.
La isotermia en todo el horno es igual debido a la al-ta velocidad de los gases y a la presión a la que so-metemos la cámara para que en ningún momentopodamos tener zonas frías. El sistema de automati-zación es abierto, ya que la programación se realizapor personal propio de PIROVAL, S.L., pudiendo rea-lizarse modificaciones razonables en el funciona-miento y la maniobra a petición del cliente.
El equipo dispone de varias potencias (hasta 16), se-leccionables en cada segmento de la curva. Cadacurva tiene 24 segmentos programables, donde seselecciona la rampa de temperatura, el estado de losquemadores, y el control de la chimenea. El PLC pue-de almacenar hasta 9 bloques de 5 curvas cada uno.
El control de energía aplicada al proceso se realizapor parte del PLC mediante un algoritmo matemáti-co, del tipo PID con operaciones en coma flotante, de
alta precisión. El sistema de control dispone de variosjuegos de parámetros PID según las etapas de tempe-ratura con el fin de ajustar al máximo la regulación.
La chimenea está automatizada y su funciona-miento se puede configurar en cada segmento, conuna apertura fija o apertura-cierre de forma auto-mática en función de la temperatura.
SISTEMA DE TOMA DE DATOS PCWAY
La pantalla táctil dispone de un puerto libre RS-232C,que puede conectarse a un PC de su propiedad, conWindows XP y Microsoft Excel instalado, que me-diante un software del fabricante bajo licencia (mo-chila USB), permite la monitorización a tiempo realdel horno, y el registro de curvas del proceso de coc-ción en formato CSV automáticamente, y tambiénXLS con una pequeña programación de macros.
El software de supervisión funciona con llamadas aun motor DDE, que puede trabajar en segundo pla-no, sin que el ordenador utilizado sea de uso exclu-sivo para la monitorización, pudiendo éste realizarotras tareas e incluso ser un puesto de trabajo nor-mal, ya que el uso de recursos no es muy elevado.
Información / Diciembre 2008
36
Una vez obtenidos los datos en formato Excel, lamanipulación corre por cuenta del cliente para lageneración de gráficas, análisis de datos, etc. Estasson pantallas de ejemplo en instalaciones reales.
Utilizaremos la hoja de cálculo Excel para visualizary representar los datos capturados. Éstos se encuen-tran disponibles en ficheros de caracteres separadospor comas, importables desde cualquier aplicacióninformática de control de producción de planta.
Diciembre 2008 / Información
Información / Diciembre 2008
38
Introducción
En la fabricación de utensilios de corte y cuchilleríade calidad, se utilizan aceros inoxidables que nosólo tienen una buena resistencia a la corrosión y aun gran número de agentes químicos, sino quetambién admiten el temple. Estos son los denomi-nados aceros inoxidables martensíticos.
Los aceros inoxidables martensíticos poseen lapropiedad común de adquirir dureza por templecuando se les enfría, enérgicamente, a partir de suestado austenítico a temperatura elevada; tienen,también, la ventaja de presentar una relativamen-te alta resistencia a los ataques químicos y unaspropiedades mecánicas comparables a los de los a-ceros de construcción ordinarios con igual conte-nido de carbono.
Los aceros con mayor contenido de carbono (C) delgrupo son los más empleados en cuchillería. Cuan-do éstos se templan adquieren una resistencia a lacorrosión significativa y alcanzan, también, una al-ta dureza que comporta a su vez una elevada capa-cidad de corte y, en consecuencia, una muy buenaresistencia al desgaste.
En la resistencia a la corrosión, impartida funda-mentalmente por el cromo (Cr), contribuyen tam-bién el níquel (Ni) y el molibdeno (Mo); por estamisma circunstancia, los aceros inoxidables auste-níticos son más inoxidables que los inoxidables fe-rríticos y estos más que los inoxidables martensíti-cos. Pero por contra, tanto los aceros austeníticos
como los ferríticos no admiten temple –al carecer depuntos críticos– ni tampoco adquieren la dureza ne-cesaria para ser utilizados en la fabricación de u-tensilios de corte y en cuchillería de calidad.
La utilización y aplicación de los aceros inoxida-bles martensíticos en cuchillería, responde princi-palmente a tres exigencias fundamentales y dese-ables en la mayoría de los utensilios de corte:
• Elevada resistencia a la corrosión.• Capacidad de corte.• Calidad del acabado superficial.
RESISTENCIA A LA CORROSIÓN
La resistencia a la corrosión se debe en gran parte,como es sabido, a la presencia del cromo en lacomposición química del acero (Cr > 12%). La com-posición química del acero, y en particular el con-tenido de cromo, no son suficientes, a veces, paragarantizar la total resistencia a la corrosión de losutensilios de corte; intervienen, también, otros dosfactores importantes: tratamiento térmico y cali-dad de pulido.
Composición química del acero
El contenido mínimo de cromo (Cr > 12%) en los a-ceros inoxidables martensíticos para cuchilleríadepende, fundamentalmente, de su contenido encarbono. Al ser el carbono (C) un elemento gammá-geno, cuando aumenta su contenido en el acero
Algunas consideracionessobre los aceros inoxidablesde cuchillería y su tratamientotérmico (Parte 1)PPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa yy JJoosséé MMªª PPaallaacciiooss RReeppaarraazz ((✝))
esa estructura de martensita revenida la más favo-rable para resistir mejor la corrosión; figura 2.
1.3. Calidad de pulido
La experiencia demuestra que la resistencia a lacorrosión de los aceros inoxidables martensíticos,aumenta cuando la calidad de acabado superficial–pulido– es mejor; el ataque corrosivo es menorcuanto más lisa sea la superficie de la pieza encuestión. Es imprescindible, pues, tener una super-ficie perfectamente pulida para alcanzar la mayorresistencia posible a la corrosión.
La superficie de un acero inoxidable martensítico,mecanizada o pulida, expuesta a una atmósferamás o menos agresiva, se envuelve de forma rápidaen una película protectora de óxido de cromo, extra-ordinariamente, fina y transparente que le confiere
hay que incrementar también el contenido de cro-mo (Cr), elemento alfágeno. Al aumentar el conte-nido de carbono aumenta, en igual proporción, lasuperficie de la zona austenítica del diagrama deequilibrio Fe-Cr-C, por lo que para obtener acerosde estructura martensítica, con mayor zona auste-nítica, hay que incrementar el contenido de cromo;p.e: 17% de cromo (Cr = 17%) para un contenido su-perior de 0,50% de carbono (C ≥ 0,50%). Si por elcontrario se disminuye el contenido de carbono,disminuye también el área de la zona austenítica;y, para obtener aceros endurecibles por temple, espreciso ir a contenidos menores de cromo, con locual existe el peligro de que se pierda inoxibilidaden el acero, si el contenido de cromo es inferior al12% (Cr < 12%).
Tiene que existir, por tanto, un equilibrio entreambos elementos: (1) carbono y cromo suficientespara la formación de carburos; y (2) carbono libre ycromo en solución, para que después en el templese forme martensita dura. Por más que el carbonoy el cromo aumenten, se mantiene constante la re-sistencia a la corrosión, a pesar de la posibilidadque el carbono tiene de fijar parte del cromo enforma de carburos.
Tratamiento térmico
Cada acero está caracterizado por una determinadatemperatura de temple; el campo de temperaturasusuales de temple de los aceros inoxidables mar-tensíticos, utilizados en cuchillería, está compren-dido entre 1.000 y 1.070 ºC, y su influencia sobre laresistencia a la corrosión es bastante significativo;figura 1. Se aconseja respetar la temperatura detemple fijada para cada acero permitiéndose unatolerancia de ± 10 ºC.
La resistencia a la corrosión aumenta con la veloci-dad crítica de temple. Es, por tanto, interesantetemplar con medios refrigerantes enérgicos: aireforzado mejor que en aire en calma... y mucho me-jor aún si se enfría en aceite agitado y temperaturadel baño de 60 ºC.
La resistencia a la corrosión depende, también, de latemperatura de revenido; consideramos que en losaceros inoxidables martensíticos para cuchillería,las temperaturas de revenido tienen que estar com-prendidas entre 200 y 250 ºC. En este intervalo detemperaturas es donde se dan las mejores condicio-nes de dureza y resiliencia siendo, al mismo tiempo,
Figura 1. Perfiles de dureza y de resistencia a la corrosión enfunción de la temperatura de temple. Acero X 40Cr13.
Figura 2. Grado de reducción de resistencia a la corrosión enfunción de la temperatura de revenido. Acero X 40Cr13.
Diciembre 2008 / Información
39
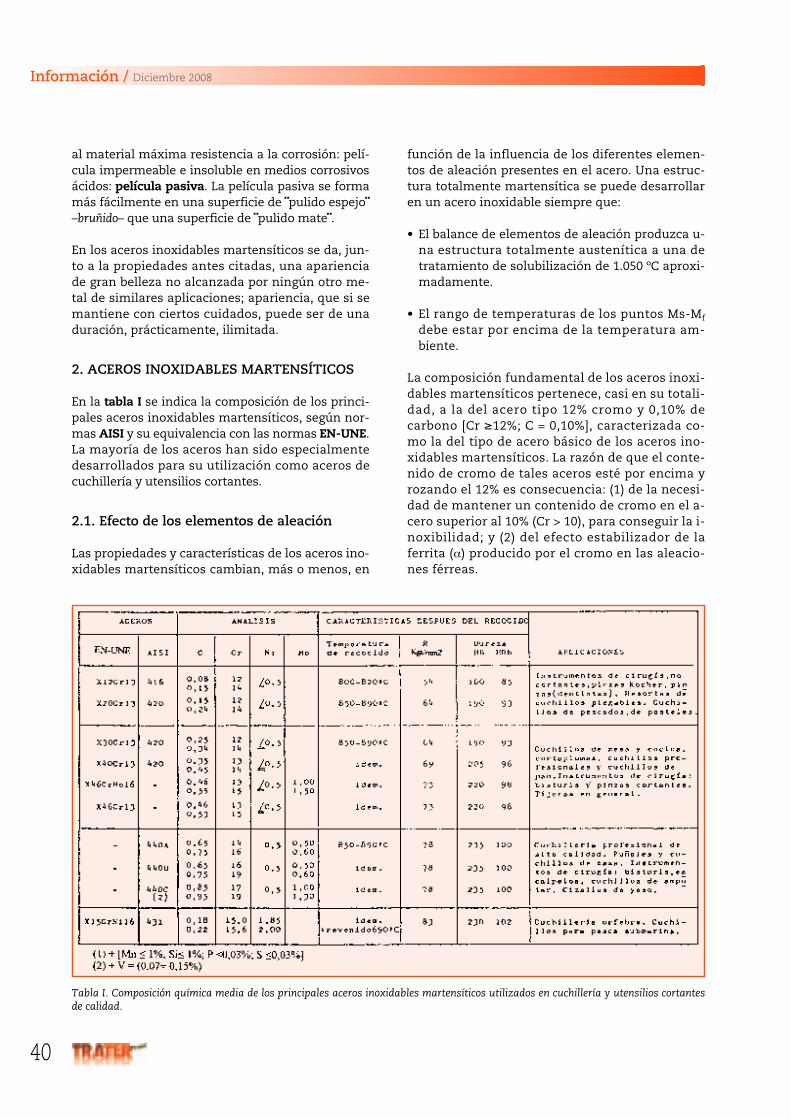
al material máxima resistencia a la corrosión: pelí-cula impermeable e insoluble en medios corrosivosácidos: película pasiva. La película pasiva se formamás fácilmente en una superficie de ¨pulido espejo¨–bruñido– que una superficie de ¨pulido mate¨.
En los aceros inoxidables martensíticos se da, jun-to a la propiedades antes citadas, una aparienciade gran belleza no alcanzada por ningún otro me-tal de similares aplicaciones; apariencia, que si semantiene con ciertos cuidados, puede ser de unaduración, prácticamente, ilimitada.
2. ACEROS INOXIDABLES MARTENSÍTICOS
En la tabla I se indica la composición de los princi-pales aceros inoxidables martensíticos, según nor-mas AISI y su equivalencia con las normas EN-UNE.La mayoría de los aceros han sido especialmentedesarrollados para su utilización como aceros decuchillería y utensilios cortantes.
2.1. Efecto de los elementos de aleación
Las propiedades y características de los aceros ino-xidables martensíticos cambian, más o menos, en
función de la influencia de los diferentes elemen-tos de aleación presentes en el acero. Una estruc-tura totalmente martensítica se puede desarrollaren un acero inoxidable siempre que:
• El balance de elementos de aleación produzca u-na estructura totalmente austenítica a una detratamiento de solubilización de 1.050 ºC aproxi-madamente.
• El rango de temperaturas de los puntos Ms-Mf
debe estar por encima de la temperatura am-biente.
La composición fundamental de los aceros inoxi-dables martensíticos pertenece, casi en su totali-dad, a la del acero tipo 12% cromo y 0,10% decarbono [Cr ≥12%; C = 0,10%], caracterizada co-mo la del tipo de acero básico de los aceros ino-xidables martensíticos. La razón de que el conte-nido de cromo de tales aceros esté por encima yrozando el 12% es consecuencia: (1) de la necesi-dad de mantener un contenido de cromo en el a-cero superior al 10% (Cr > 10), para conseguir la i-noxibilidad; y (2) del efecto estabilizador de laferrita (α) producido por el cromo en las aleacio-nes férreas.
Información / Diciembre 2008
40
Tabla I. Composición química media de los principales aceros inoxidables martensíticos utilizados en cuchillería y utensilios cortantesde calidad.
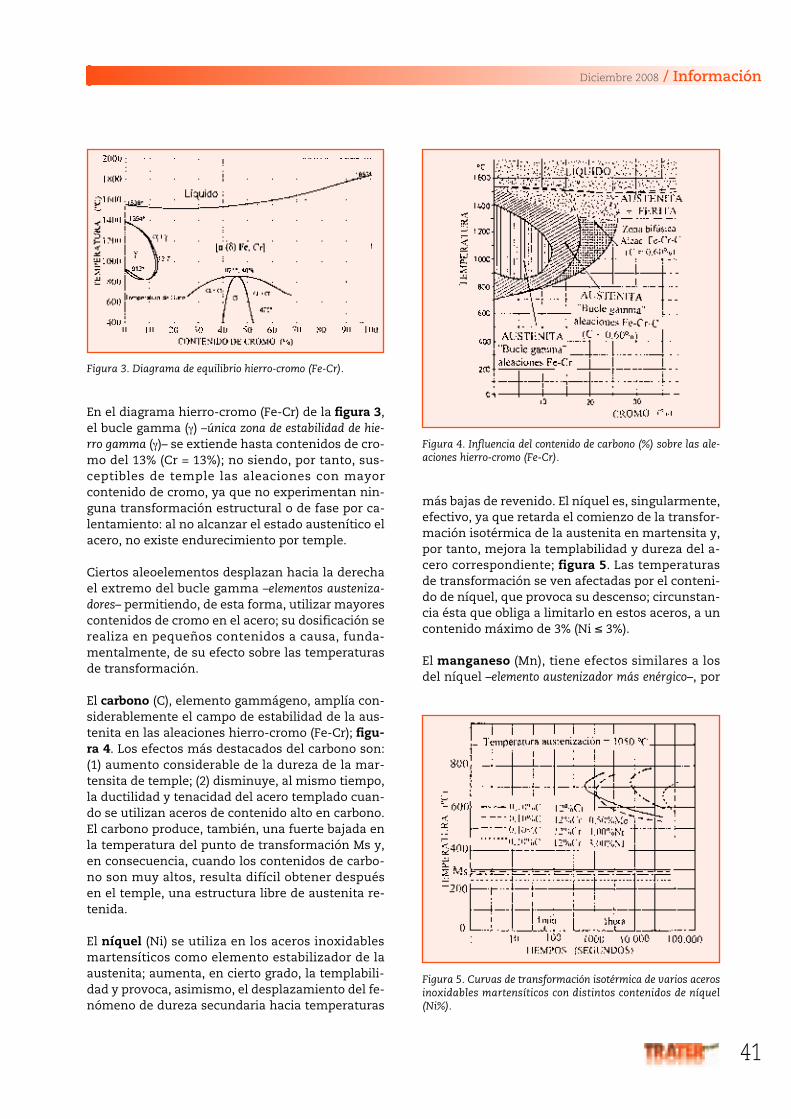
más bajas de revenido. El níquel es, singularmente,efectivo, ya que retarda el comienzo de la transfor-mación isotérmica de la austenita en martensita y,por tanto, mejora la templabilidad y dureza del a-cero correspondiente; figura 5. Las temperaturasde transformación se ven afectadas por el conteni-do de níquel, que provoca su descenso; circunstan-cia ésta que obliga a limitarlo en estos aceros, a uncontenido máximo de 3% (Ni ≤ 3%).
El manganeso (Mn), tiene efectos similares a losdel níquel –elemento austenizador más enérgico–, por
En el diagrama hierro-cromo (Fe-Cr) de la figura 3,el bucle gamma (γ) –única zona de estabilidad de hie-rro gamma (γ)– se extiende hasta contenidos de cro-mo del 13% (Cr = 13%); no siendo, por tanto, sus-ceptibles de temple las aleaciones con mayorcontenido de cromo, ya que no experimentan nin-guna transformación estructural o de fase por ca-lentamiento: al no alcanzar el estado austenítico elacero, no existe endurecimiento por temple.
Ciertos aleoelementos desplazan hacia la derechael extremo del bucle gamma –elementos austeniza-dores– permitiendo, de esta forma, utilizar mayorescontenidos de cromo en el acero; su dosificación serealiza en pequeños contenidos a causa, funda-mentalmente, de su efecto sobre las temperaturasde transformación.
El carbono (C), elemento gammágeno, amplía con-siderablemente el campo de estabilidad de la aus-tenita en las aleaciones hierro-cromo (Fe-Cr); figu-ra 4. Los efectos más destacados del carbono son:(1) aumento considerable de la dureza de la mar-tensita de temple; (2) disminuye, al mismo tiempo,la ductilidad y tenacidad del acero templado cuan-do se utilizan aceros de contenido alto en carbono.El carbono produce, también, una fuerte bajada enla temperatura del punto de transformación Ms y,en consecuencia, cuando los contenidos de carbo-no son muy altos, resulta difícil obtener despuésen el temple, una estructura libre de austenita re-tenida.
El níquel (Ni) se utiliza en los aceros inoxidablesmartensíticos como elemento estabilizador de laaustenita; aumenta, en cierto grado, la templabili-dad y provoca, asimismo, el desplazamiento del fe-nómeno de dureza secundaria hacia temperaturas
Diciembre 2008 / Información
41
Figura 3. Diagrama de equilibrio hierro-cromo (Fe-Cr).
Figura 4. Influencia del contenido de carbono (%) sobre las ale-aciones hierro-cromo (Fe-Cr).
Figura 5. Curvas de transformación isotérmica de varios acerosinoxidables martensíticos con distintos contenidos de níquel(Ni%).
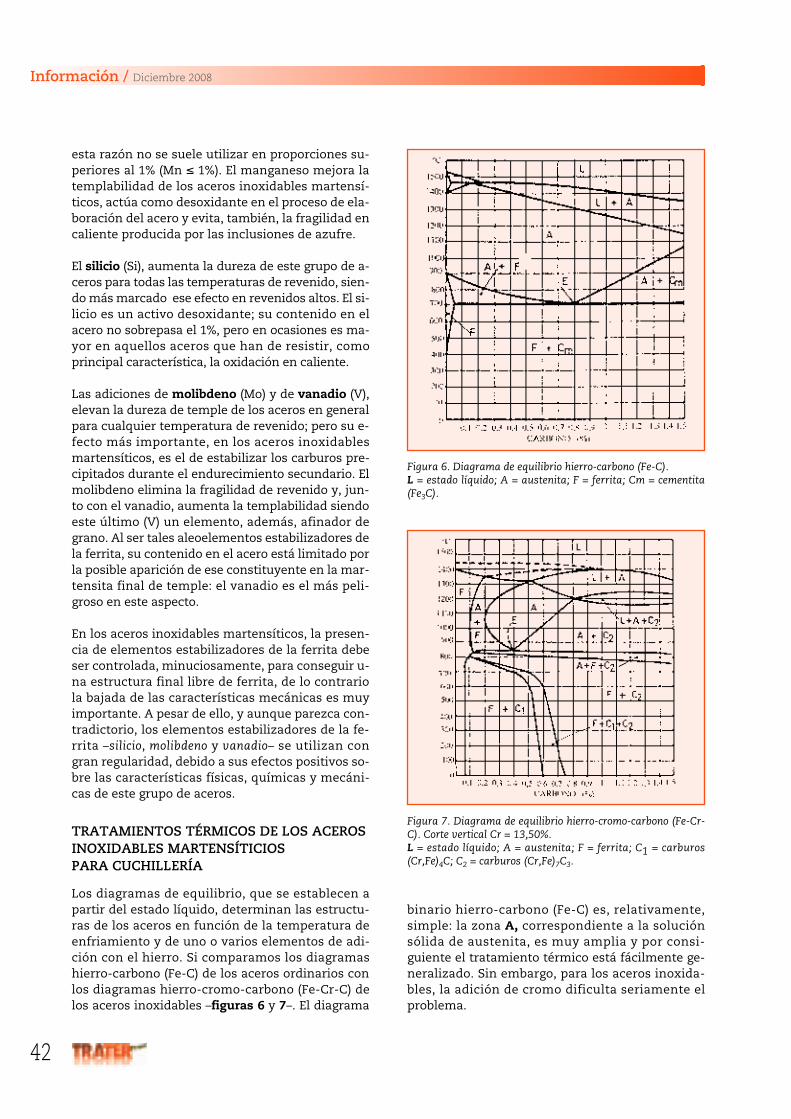
esta razón no se suele utilizar en proporciones su-periores al 1% (Mn ≤ 1%). El manganeso mejora latemplabilidad de los aceros inoxidables martensí-ticos, actúa como desoxidante en el proceso de ela-boración del acero y evita, también, la fragilidad encaliente producida por las inclusiones de azufre.
El silicio (Si), aumenta la dureza de este grupo de a-ceros para todas las temperaturas de revenido, sien-do más marcado ese efecto en revenidos altos. El si-licio es un activo desoxidante; su contenido en elacero no sobrepasa el 1%, pero en ocasiones es ma-yor en aquellos aceros que han de resistir, comoprincipal característica, la oxidación en caliente.
Las adiciones de molibdeno (Mo) y de vanadio (V),elevan la dureza de temple de los aceros en generalpara cualquier temperatura de revenido; pero su e-fecto más importante, en los aceros inoxidablesmartensíticos, es el de estabilizar los carburos pre-cipitados durante el endurecimiento secundario. Elmolibdeno elimina la fragilidad de revenido y, jun-to con el vanadio, aumenta la templabilidad siendoeste último (V) un elemento, además, afinador degrano. Al ser tales aleoelementos estabilizadores dela ferrita, su contenido en el acero está limitado porla posible aparición de ese constituyente en la mar-tensita final de temple: el vanadio es el más peli-groso en este aspecto.
En los aceros inoxidables martensíticos, la presen-cia de elementos estabilizadores de la ferrita debeser controlada, minuciosamente, para conseguir u-na estructura final libre de ferrita, de lo contrariola bajada de las características mecánicas es muyimportante. A pesar de ello, y aunque parezca con-tradictorio, los elementos estabilizadores de la fe-rrita –silicio, molibdeno y vanadio– se utilizan congran regularidad, debido a sus efectos positivos so-bre las características físicas, químicas y mecáni-cas de este grupo de aceros.
TRATAMIENTOS TÉRMICOS DE LOS ACEROSINOXIDABLES MARTENSÍTICIOSPARA CUCHILLERÍA
Los diagramas de equilibrio, que se establecen apartir del estado líquido, determinan las estructu-ras de los aceros en función de la temperatura deenfriamiento y de uno o varios elementos de adi-ción con el hierro. Si comparamos los diagramashierro-carbono (Fe-C) de los aceros ordinarios conlos diagramas hierro-cromo-carbono (Fe-Cr-C) delos aceros inoxidables –figuras 6 y 7–. El diagrama
binario hierro-carbono (Fe-C) es, relativamente,simple: la zona A, correspondiente a la soluciónsólida de austenita, es muy amplia y por consi-guiente el tratamiento térmico está fácilmente ge-neralizado. Sin embargo, para los aceros inoxida-bles, la adición de cromo dificulta seriamente elproblema.
Información / Diciembre 2008
42
Figura 6. Diagrama de equilibrio hierro-carbono (Fe-C).L = estado líquido; A = austenita; F = ferrita; Cm = cementita(Fe3C).
Figura 7. Diagrama de equilibrio hierro-cromo-carbono (Fe-Cr-C). Corte vertical Cr = 13,50%. L = estado líquido; A = austenita; F = ferrita; C1 = carburos(Cr,Fe)4C; C2 = carburos (Cr,Fe)7C3.
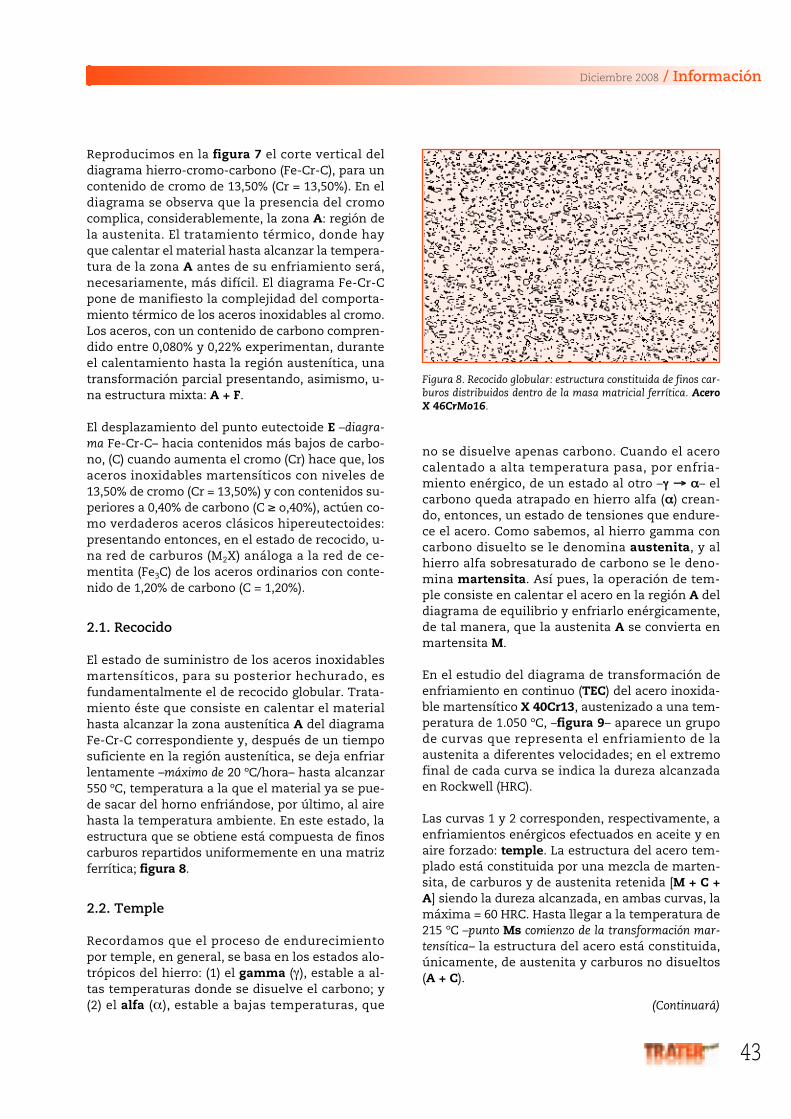
no se disuelve apenas carbono. Cuando el acerocalentado a alta temperatura pasa, por enfria-miento enérgico, de un estado al otro –γγ →→ αα– elcarbono queda atrapado en hierro alfa (αα) crean-do, entonces, un estado de tensiones que endure-ce el acero. Como sabemos, al hierro gamma concarbono disuelto se le denomina austenita, y alhierro alfa sobresaturado de carbono se le deno-mina martensita. Así pues, la operación de tem-ple consiste en calentar el acero en la región A deldiagrama de equilibrio y enfriarlo enérgicamente,de tal manera, que la austenita A se convierta enmartensita M.
En el estudio del diagrama de transformación deenfriamiento en continuo (TEC) del acero inoxida-ble martensítico X 40Cr13, austenizado a una tem-peratura de 1.050 ºC, –figura 9– aparece un grupode curvas que representa el enfriamiento de laaustenita a diferentes velocidades; en el extremofinal de cada curva se indica la dureza alcanzadaen Rockwell (HRC).
Las curvas 1 y 2 corresponden, respectivamente, aenfriamientos enérgicos efectuados en aceite y enaire forzado: temple. La estructura del acero tem-plado está constituida por una mezcla de marten-sita, de carburos y de austenita retenida [M + C +A] siendo la dureza alcanzada, en ambas curvas, lamáxima = 60 HRC. Hasta llegar a la temperatura de215 ºC –punto Ms comienzo de la transformación mar-tensítica– la estructura del acero está constituida,únicamente, de austenita y carburos no disueltos(A + C).
(Continuará)
Reproducimos en la figura 7 el corte vertical deldiagrama hierro-cromo-carbono (Fe-Cr-C), para uncontenido de cromo de 13,50% (Cr = 13,50%). En eldiagrama se observa que la presencia del cromocomplica, considerablemente, la zona A: región dela austenita. El tratamiento térmico, donde hayque calentar el material hasta alcanzar la tempera-tura de la zona A antes de su enfriamiento será,necesariamente, más difícil. El diagrama Fe-Cr-Cpone de manifiesto la complejidad del comporta-miento térmico de los aceros inoxidables al cromo.Los aceros, con un contenido de carbono compren-dido entre 0,080% y 0,22% experimentan, duranteel calentamiento hasta la región austenítica, unatransformación parcial presentando, asimismo, u-na estructura mixta: A + F.
El desplazamiento del punto eutectoide E –diagra-ma Fe-Cr-C– hacia contenidos más bajos de carbo-no, (C) cuando aumenta el cromo (Cr) hace que, losaceros inoxidables martensíticos con niveles de13,50% de cromo (Cr = 13,50%) y con contenidos su-periores a 0,40% de carbono (C ≥ o,40%), actúen co-mo verdaderos aceros clásicos hipereutectoides:presentando entonces, en el estado de recocido, u-na red de carburos (M2X) análoga a la red de ce-mentita (Fe3C) de los aceros ordinarios con conte-nido de 1,20% de carbono (C = 1,20%).
2.1. Recocido
El estado de suministro de los aceros inoxidablesmartensíticos, para su posterior hechurado, esfundamentalmente el de recocido globular. Trata-miento éste que consiste en calentar el materialhasta alcanzar la zona austenítica A del diagramaFe-Cr-C correspondiente y, después de un tiemposuficiente en la región austenítica, se deja enfriarlentamente –máximo de 20 ºC/hora– hasta alcanzar550 ºC, temperatura a la que el material ya se pue-de sacar del horno enfriándose, por último, al airehasta la temperatura ambiente. En este estado, laestructura que se obtiene está compuesta de finoscarburos repartidos uniformemente en una matrizferrítica; figura 8.
2.2. Temple
Recordamos que el proceso de endurecimientopor temple, en general, se basa en los estados alo-trópicos del hierro: (1) el gamma (γ), estable a al-tas temperaturas donde se disuelve el carbono; y(2) el alfa (α), estable a bajas temperaturas, que
Diciembre 2008 / Información
43
Figura 8. Recocido globular: estructura constituida de finos car-buros distribuidos dentro de la masa matricial ferrítica. AceroX 46CrMo16.
44
Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO
SE BUSCASIFCO APPLIED SURFACE
CONCEPTS,
líder mundial del metalizado electro-
químico con brocha, busca un
distribuidor en España de nuestros
métodos de electrolizado selectivo.
Pueden Vds. tomar contacto con
nosotros:
E-mail: [email protected]
SE BUSCAArena Negra para Moldear Aluminio.
Arena fina que parece arena de Mar, añadenalguna sustancia química que la hace negra
y cuando la secas se queda dura.
Móvil: 660 747 [email protected]
SE BUSCA“Franceses que viven en Canadá con
intención de establecerse en España estánbuscando informaciones (direcciones y sitio
Internet) sobre empresas fabricantes demoldes de precisión en acero en toda
España. Por favor, envíenos los detalles deellos a la siguiente dirección:
[email protected] antemano, muchas gracias por su
respuesta.”
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]
Se Vende Máquinade colado en vacío
MCP 4/01 de 2ª manojunto con
EstufaVGO 200
DIMENSIONES EXTERNAS:Alto 799, largo 1.034, ancho 745 mm.
ALIMENTACIÓN ELÉCTRICA:220 V- 50 Hz – Monofásica
CAPACIDAD DE CALEFACCIÓN:1,95 kW
REGULACIÓN DE TEMPERATURA:hasta 300 ºC
Contacto:[email protected]

45

46

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
47
Información / Diciembre 2008
48
ABRASIVOS Y MAQUINARIA . . . 46
ACEMSA . . . . . . . . . . . . . . . . . . . . 47
AFE CRONITE . . . . . . . . . . . . . . . . 15
APLITEC . . . . . . . . . . . . . . . . . . . . 45
ARROLA . . . . . . . . . . . . . . . . . . . . 13
BAUTERMIC . . . . . . . . . . . . . . . . . 13
BMI . . . . . . . . . . . . . . . . . . . . . . . . 45
COMERCIAL SATEC . . . . . . . . . . . 17
ENTESIS . . . . . . . . . . . . . . . . . . . . 21
EUCON . . . . . . . . . . . . . . . . . . . . . 27
FERROFORMA 2009 . . . . . . . . . . . 21
FLEXINOX . . . . . . . . . . . . . . . . . . . 45
HORNOS ALFERIEFF . . . . . . . . . . Contraportada 4
HORNOS INDUSTRIALES PUJOL . PORTADA
INDUSTRIAS TEY . . . . . . . . . . . . . 45
INSERTEC . . . . . . . . . . . . . . . . . . . 47
INSTRUMENTOS TESTO . . . . . . . 7
INTERBIL . . . . . . . . . . . . . . . . . . . . 3
KROMSCHROEDER . . . . . . . . . . . 9
LIBRO TRAT. TERMICOS . . . . . . . 31
MATIC 2009 . . . . . . . . . . . . . . . . . Contraportada 2
METALOGRÁFICA DE LEVANTE . 46
MOLDEXPO 2009 . . . . . . . . . . . . . 11
NAKAL . . . . . . . . . . . . . . . . . . . . . 5
PROYCOTECME . . . . . . . . . . . . . . 45
REVISTAS TECNICAS . . . . . . . . . Contraportada 3
ROLLED ALLOYS . . . . . . . . . . . . . 45
S.A. METALOGRÁFICA . . . . . . . . 46
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . 47
TALLERES DE PLENCIA . . . . . . . . 45
TECNYMAT ACEROS . . . . . . . . . . 19
TRATAMIENTOS TERMICOSESPECIALES . . . . . . . . . . . . . . . 47
FEBREROHornos de vacío, de campana, continuos, de temple y de revenido. Refractarios. Útiles para hornos.Gases especiales. Atmósferas. Quemadores. Medidas. Control no destructivo. Temperatura. Dureza.
Aislamientos. Lubricantes. Fluidos. Medio ambiente.
Próximo número
INDICE de ANUNCIANTES