Embed Size (px)
Citation preview
HPLAZMA KULLANIM NOTLARI
1-TÜPLER AÇILIR VE BASINÇLARI KONTROL EDİLİR.
PLAZMA KESME SİSTEMİNDE OKSİJEN, AZOT VE HAVA GAZLARI KULLANILIR.
AYRICA PASLANMAZ ÇELİK VE ALÜMİNYUM MALZEME KESİMLERİNDE DAHA KALİTELİ KESİM İÇİN
ÖZEL GAZLAR OLAN H35 VE F5 GAZLARI KULLANILIR.
TÜP ÇIKIŞLARINDA GÖRÜLMESİ GEREKEN GAZ BASINÇ DEĞERLERİ AŞAĞIDAKİ GİBİDİR :
OKSİJEN ( O2 ) : 8.5 BAR H35 : 8.5 BAR
AZOT ( N2 ) : 8.5 BAR F5 : 8.5 BAR
HAVA ( AİR ) : 8.5 ( KOMPRESÖR ÇIKIŞI )
PROPAN ( LPG ) : 2.5 BAR
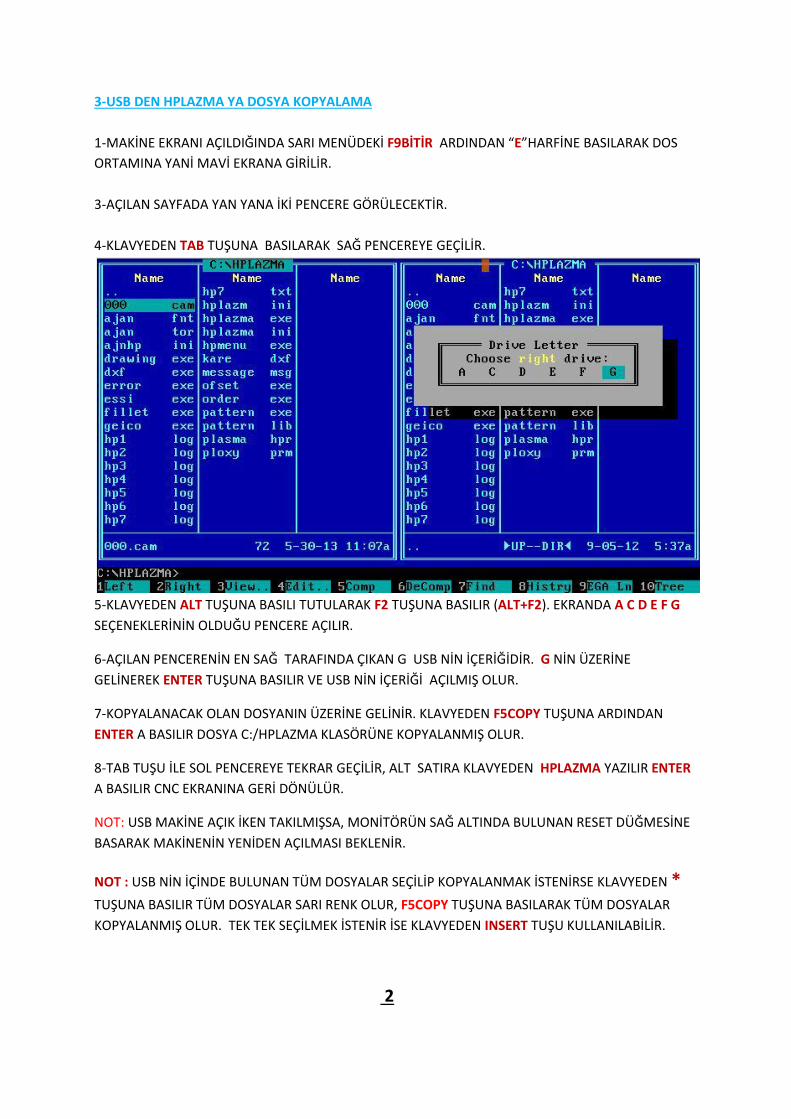
2-MAKİNEYE START VERİLİR.
1-USB MAKİNENİN SAĞ YAN TARAFINDA BULUNAN USB GİRİŞİNE TAKILIR.
1-)CNC ÜNİTESİNİN SAĞ YAN TARAFINDA BULUNAN PAKO ŞALTER 1 KONUMUNA GETİRİLİR.
2-) BİLGİSAYARIN AÇILMASI BEKLENİR.
3-)BİLGİSAYAR EKRANI AÇILDIĞINDA EKRANDA “SÜRÜCÜ YOK” İKAZLARI GÖRÜNECEKTİR.
4-)MAKİNEYE START VERMEK İÇİN EKRAN PANELİNDE BULUNAN STOP BUTONU SOLA ÇEVRİLİR VE
YANINDA BULUNAN START BOTONUNA EKRANDAKİ “SÜRÜCÜ YOK” İKAZLARI GİDENE KADAR BASILI
TUTULUR VE MAKİNEYE START VERİLMİŞ OLUR.
1
3-USB DEN HPLAZMA YA DOSYA KOPYALAMA
1-MAKİNE EKRANI AÇILDIĞINDA SARI MENÜDEKİ F9BİTİR ARDINDAN “E”HARFİNE BASILARAK DOS
ORTAMINA YANİ MAVİ EKRANA GİRİLİR.
3-AÇILAN SAYFADA YAN YANA İKİ PENCERE GÖRÜLECEKTİR.
4-KLAVYEDEN TAB TUŞUNA BASILARAK SAĞ PENCEREYE GEÇİLİR.
5-KLAVYEDEN ALT TUŞUNA BASILI TUTULARAK F2 TUŞUNA BASILIR (ALT+F2). EKRANDA A C D E F G
SEÇENEKLERİNİN OLDUĞU PENCERE AÇILIR.
6-AÇILAN PENCERENİN EN SAĞ TARAFINDA ÇIKAN G USB NİN İÇERİĞİDİR. G NİN ÜZERİNE
GELİNEREK ENTER TUŞUNA BASILIR VE USB NİN İÇERİĞİ AÇILMIŞ OLUR.
7-KOPYALANACAK OLAN DOSYANIN ÜZERİNE GELİNİR. KLAVYEDEN F5COPY TUŞUNA ARDINDAN
ENTER A BASILIR DOSYA C:/HPLAZMA KLASÖRÜNE KOPYALANMIŞ OLUR.
8-TAB TUŞU İLE SOL PENCEREYE TEKRAR GEÇİLİR, ALT SATIRA KLAVYEDEN HPLAZMA YAZILIR ENTER
A BASILIR CNC EKRANINA GERİ DÖNÜLÜR.
NOT: USB MAKİNE AÇIK İKEN TAKILMIŞSA, MONİTÖRÜN SAĞ ALTINDA BULUNAN RESET DÜĞMESİNE
BASARAK MAKİNENİN YENİDEN AÇILMASI BEKLENİR.
NOT : USB NİN İÇİNDE BULUNAN TÜM DOSYALAR SEÇİLİP KOPYALANMAK İSTENİRSE KLAVYEDEN *
TUŞUNA BASILIR TÜM DOSYALAR SARI RENK OLUR, F5COPY TUŞUNA BASILARAK TÜM DOSYALAR
KOPYALANMIŞ OLUR. TEK TEK SEÇİLMEK İSTENİR İSE KLAVYEDEN INSERT TUŞU KULLANILABİLİR.
2
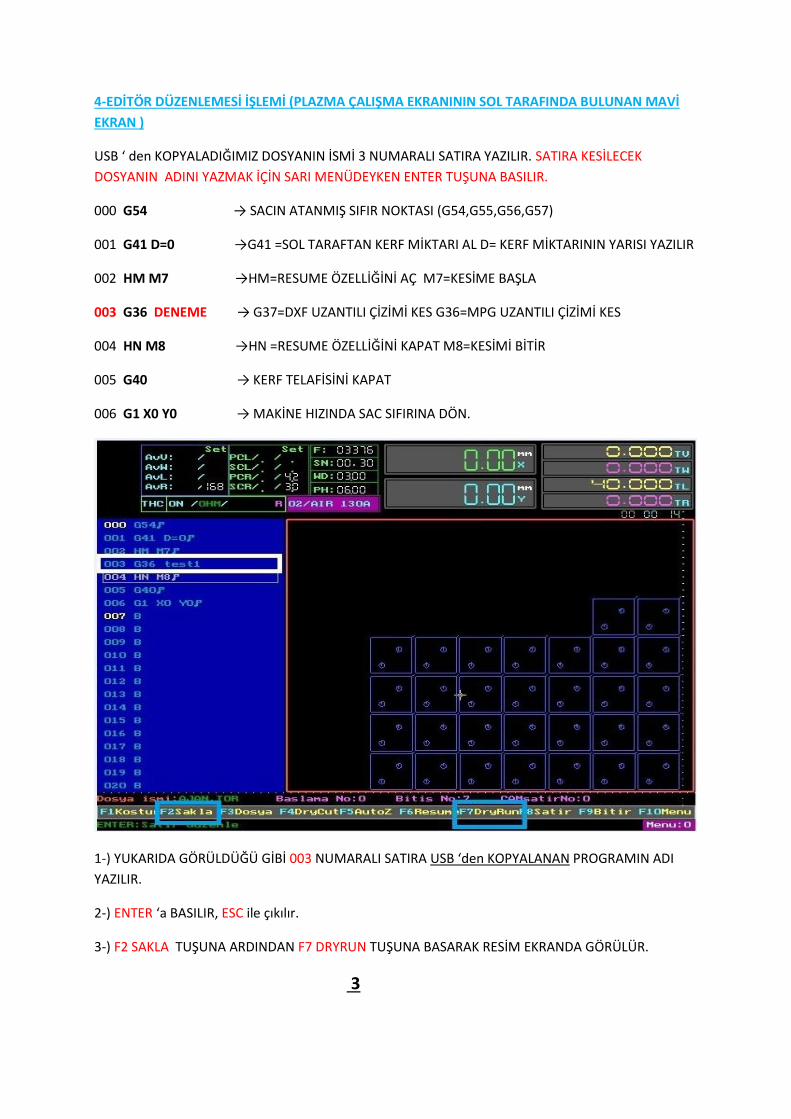
4-EDİTÖR DÜZENLEMESİ İŞLEMİ (PLAZMA ÇALIŞMA EKRANININ SOL TARAFINDA BULUNAN MAVİ
EKRAN )
USB ‘ den KOPYALADIĞIMIZ DOSYANIN İSMİ 3 NUMARALI SATIRA YAZILIR. SATIRA KESİLECEK
DOSYANIN ADINI YAZMAK İÇİN SARI MENÜDEYKEN ENTER TUŞUNA BASILIR.
000 G54 → SACIN ATANMIŞ SIFIR NOKTASI (G54,G55,G56,G57)
001 G41 D=0 →G41 =SOL TARAFTAN KERF MİKTARI AL D= KERF MİKTARININ YARISI YAZILIR
002 HM M7 →HM=RESUME ÖZELLİĞİNİ AÇ M7=KESİME BAŞLA
003 G36 DENEME → G37=DXF UZANTILI ÇİZİMİ KES G36=MPG UZANTILI ÇİZİMİ KES
004 HN M8 →HN =RESUME ÖZELLİĞİNİ KAPAT M8=KESİMİ BİTİR
005 G40 → KERF TELAFİSİNİ KAPAT
006 G1 X0 Y0 → MAKİNE HIZINDA SAC SIFIRINA DÖN.
1-) YUKARIDA GÖRÜLDÜĞÜ GİBİ 003 NUMARALI SATIRA USB ‘den KOPYALANAN PROGRAMIN ADI
YAZILIR.
2-) ENTER ‘a BASILIR, ESC ile çıkılır.
3-) F2 SAKLA TUŞUNA ARDINDAN F7 DRYRUN TUŞUNA BASARAK RESİM EKRANDA GÖRÜLÜR.
3
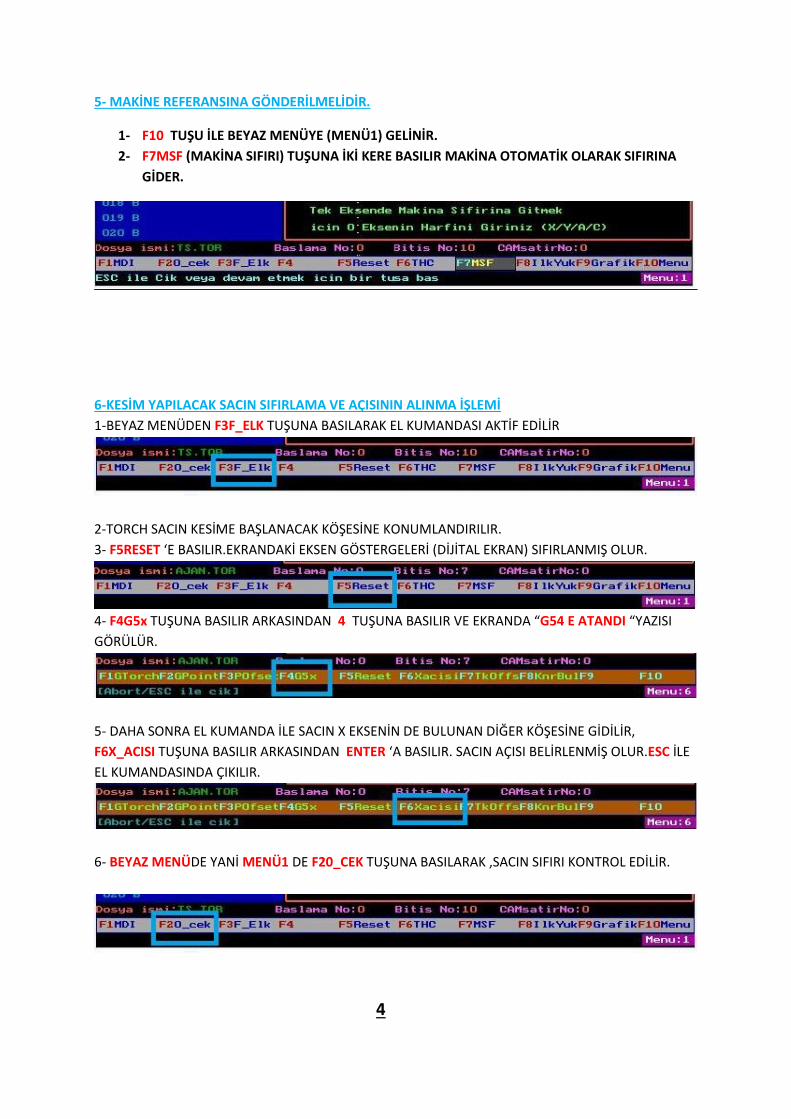
5- MAKİNE REFERANSINA GÖNDERİLMELİDİR.
1- F10 TUŞU İLE BEYAZ MENÜYE (MENÜ1) GELİNİR.
2- F7MSF (MAKİNA SIFIRI) TUŞUNA İKİ KERE BASILIR MAKİNA OTOMATİK OLARAK SIFIRINA
GİDER.
6-KESİM YAPILACAK SACIN SIFIRLAMA VE AÇISININ ALINMA İŞLEMİ
1-BEYAZ MENÜDEN F3F_ELK TUŞUNA BASILARAK EL KUMANDASI AKTİF EDİLİR
2-TORCH SACIN KESİME BAŞLANACAK KÖŞESİNE KONUMLANDIRILIR.
3- F5RESET ‘E BASILIR.EKRANDAKİ EKSEN GÖSTERGELERİ (DİJİTAL EKRAN) SIFIRLANMIŞ OLUR.
4- F4G5x TUŞUNA BASILIR ARKASINDAN 4 TUŞUNA BASILIR VE EKRANDA “G54 E ATANDI “YAZISI
GÖRÜLÜR.
5- DAHA SONRA EL KUMANDA İLE SACIN X EKSENİN DE BULUNAN DİĞER KÖŞESİNE GİDİLİR,
F6X_ACISI TUŞUNA BASILIR ARKASINDAN ENTER ‘A BASILIR. SACIN AÇISI BELİRLENMİŞ OLUR.ESC İLE
EL KUMANDASINDA ÇIKILIR.
6- BEYAZ MENÜDE YANİ MENÜ1 DE F20_CEK TUŞUNA BASILARAK ,SACIN SIFIRI KONTROL EDİLİR.
4
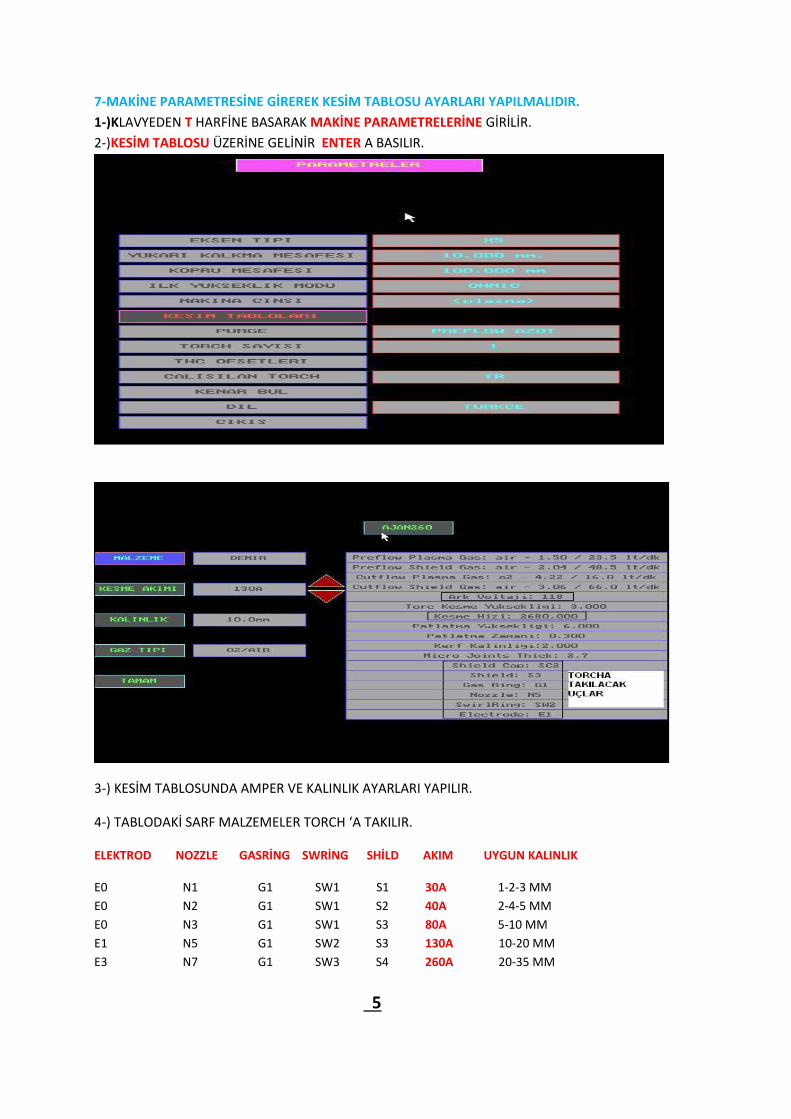
7-MAKİNE PARAMETRESİNE GİREREK KESİM TABLOSU AYARLARI YAPILMALIDIR.
1-)KLAVYEDEN T HARFİNE BASARAK MAKİNE PARAMETRELERİNE GİRİLİR.
2-)KESİM TABLOSU ÜZERİNE GELİNİR ENTER A BASILIR.
3-) KESİM TABLOSUNDA AMPER VE KALINLIK AYARLARI YAPILIR.
4-) TABLODAKİ SARF MALZEMELER TORCH ‘A TAKILIR.
ELEKTROD NOZZLE GASRİNG SWRİNG SHİLD AKIM UYGUN KALINLIK
E0 N1 G1 SW1 S1 30A 1-2-3 MM
E0 N2 G1 SW1 S2 40A 2-4-5 MM
E0 N3 G1 SW1 S3 80A 5-10 MM
E1 N5 G1 SW2 S3 130A 10-20 MM
E3 N7 G1 SW3 S4 260A 20-35 MM
5
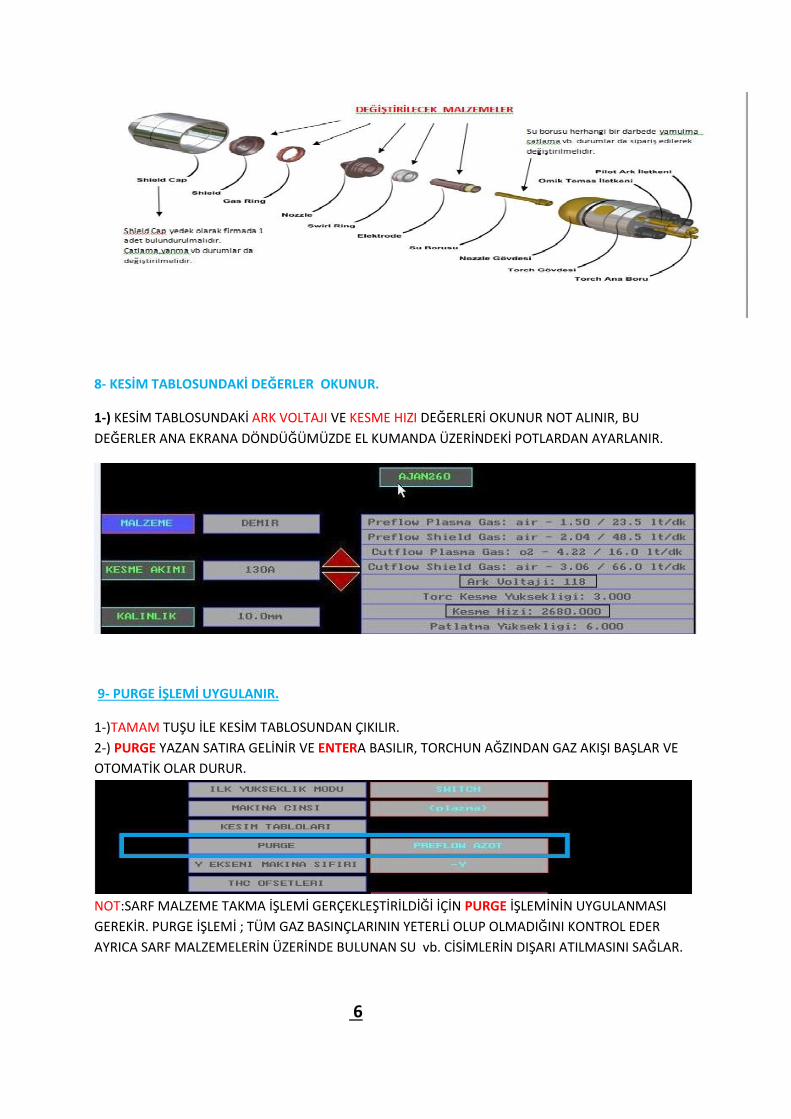
8- KESİM TABLOSUNDAKİ DEĞERLER OKUNUR.
1-) KESİM TABLOSUNDAKİ ARK VOLTAJI VE KESME HIZI DEĞERLERİ OKUNUR NOT ALINIR, BU
DEĞERLER ANA EKRANA DÖNDÜĞÜMÜZDE EL KUMANDA ÜZERİNDEKİ POTLARDAN AYARLANIR.
9- PURGE İŞLEMİ UYGULANIR.
1-)TAMAM TUŞU İLE KESİM TABLOSUNDAN ÇIKILIR.
2-) PURGE YAZAN SATIRA GELİNİR VE ENTERA BASILIR, TORCHUN AĞZINDAN GAZ AKIŞI BAŞLAR VE
OTOMATİK OLAR DURUR.
NOT:SARF MALZEME TAKMA İŞLEMİ GERÇEKLEŞTİRİLDİĞİ İÇİN PURGE İŞLEMİNİN UYGULANMASI
GEREKİR. PURGE İŞLEMİ ; TÜM GAZ BASINÇLARININ YETERLİ OLUP OLMADIĞINI KONTROL EDER
AYRICA SARF MALZEMELERİN ÜZERİNDE BULUNAN SU vb. CİSİMLERİN DIŞARI ATILMASINI SAĞLAR.
6
10- ARK VOLTAJI VE KESME HIZI DEĞERLERİ EL KUMANDA ÜZERİNDEKİ POTLARLA AYARLANIR.
AvR: ARK VOLTAJI DEĞERİ ( ARK VOLTAJININ FAZLA VEYA AZ OLMASI TORCHUN SAC İLE ARASINDAKİ
KESME YÜKSEKLİĞİNİ AZALTIR VEYA ARTIRIR.)
F: KESME HIZI DEĞERİ (HIZIN FAZLA VEYA AZ OLMASI KESİM KALİTESİNİ ETKİLER)
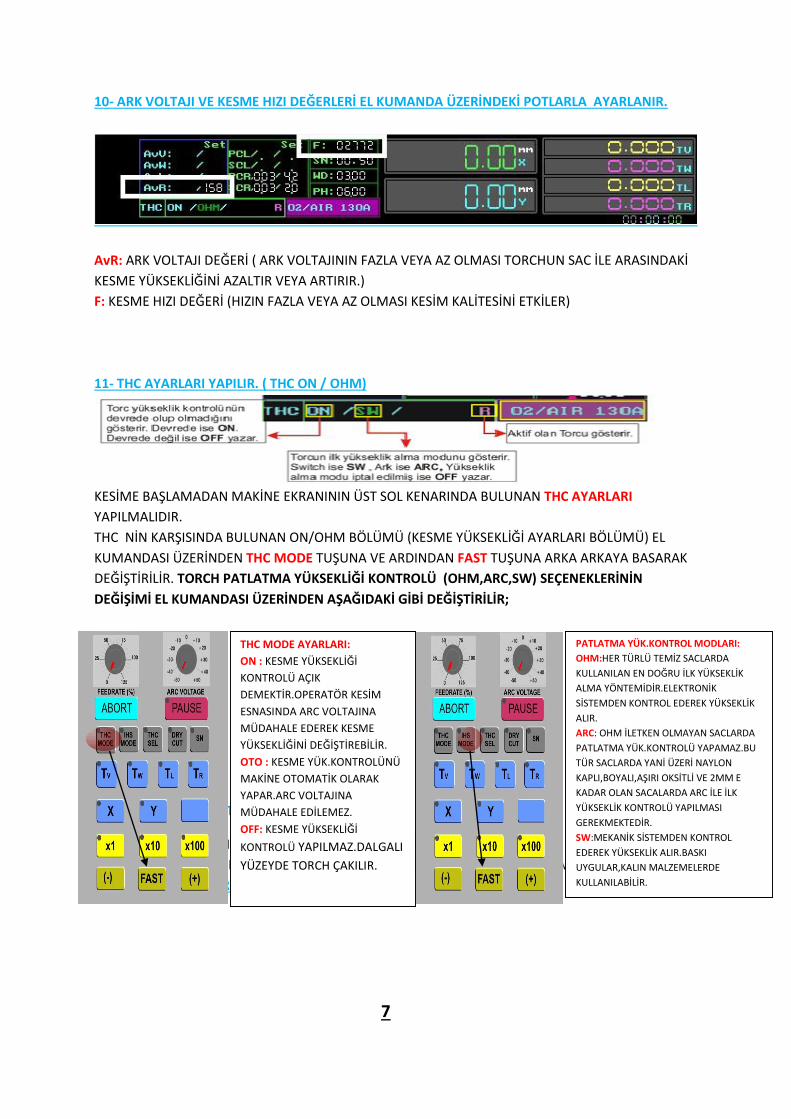
11- THC AYARLARI YAPILIR. ( THC ON / OHM)
KESİME BAŞLAMADAN MAKİNE EKRANININ ÜST SOL KENARINDA BULUNAN THC AYARLARI
YAPILMALIDIR.
THC NİN KARŞISINDA BULUNAN ON/OHM BÖLÜMÜ (KESME YÜKSEKLİĞİ AYARLARI BÖLÜMÜ) EL
KUMANDASI ÜZERİNDEN THC MODE TUŞUNA VE ARDINDAN FAST TUŞUNA ARKA ARKAYA BASARAK
DEĞİŞTİRİLİR. TORCH PATLATMA YÜKSEKLİĞİ KONTROLÜ (OHM,ARC,SW) SEÇENEKLERİNİN
DEĞİŞİMİ EL KUMANDASI ÜZERİNDEN AŞAĞIDAKİ GİBİ DEĞİŞTİRİLİR;
12-JENERATÖRE START VERİLİR.
JENERATÖRÜN ÖN PANELİNDE BULUNAN SİGORTA ŞALTERİ (ANA ŞALTER ) KALDIRILIR,
ARDINDAN ACİL STOP BUTONU SOLA ÇEVRİLEREK AÇILIR VE START BUTONUNA “FAZ EKSİK” VE
11- JENERATÖRE START VERİLİR
7
THC MODE AYARLARI:
ON : KESME YÜKSEKLİĞİ
KONTROLÜ AÇIK
DEMEKTİR.OPERATÖR KESİM
ESNASINDA ARC VOLTAJINA
MÜDAHALE EDEREK KESME
YÜKSEKLİĞİNİ DEĞİŞTİREBİLİR.
OTO : KESME YÜK.KONTROLÜNÜ
MAKİNE OTOMATİK OLARAK
YAPAR.ARC VOLTAJINA
MÜDAHALE EDİLEMEZ.
OFF: KESME YÜKSEKLİĞİ
KONTROLÜ YAPILMAZ.DALGALI
YÜZEYDE TORCH ÇAKILIR.
PATLATMA YÜK.KONTROL MODLARI:
OHM:HER TÜRLÜ TEMİZ SACLARDA
KULLANILAN EN DOĞRU İLK YÜKSEKLİK
ALMA YÖNTEMİDİR.ELEKTRONİK
SİSTEMDEN KONTROL EDEREK YÜKSEKLİK
ALIR.
ARC: OHM İLETKEN OLMAYAN SACLARDA
PATLATMA YÜK.KONTROLÜ YAPAMAZ.BU
TÜR SACLARDA YANİ ÜZERİ NAYLON
KAPLI,BOYALI,AŞIRI OKSİTLİ VE 2MM E
KADAR OLAN SACALARDA ARC İLE İLK
YÜKSEKLİK KONTROLÜ YAPILMASI
GEREKMEKTEDİR.
SW:MEKANİK SİSTEMDEN KONTROL
EDEREK YÜKSEKLİK ALIR.BASKI
UYGULAR,KALIN MALZEMELERDE
KULLANILABİLİR.
EN UYGUN THC AYARLARI :
THC ON/OHM

12- JENERATÖRE START VERME İŞLEMİ
1-)JENERATÖRÜN ÖN PANELİNDE BULUNAN SİGORTA ŞALTERİ (ANA ŞALTER ) KALDIRILIR
2-)ARDINDAN ACİL STOP BUTONU SOLA ÇEVRİLEREK AÇILIR VE START BUTONUNA “FAZ EKSİK” VE
“SİRKÜLASYON HATASI” IŞIKLARI SÖNENE KADAR BASILI TUTULUR.
3-)PANELDE SADECE +5V IŞIĞI YANIK KALACAKTIR. BÖYLECE JENERATÖR DEVREYE ALINMIŞ OLUR
4-)MAKİNE’ de JETFİLTRE VAR İSE JETFİLTRE DEVREYE ALINIR. FAN A START VERİLİR.
5-) F1 KOSTUR TUŞU İLE KESİME GEÇİLİR.
8
6. SAYFA
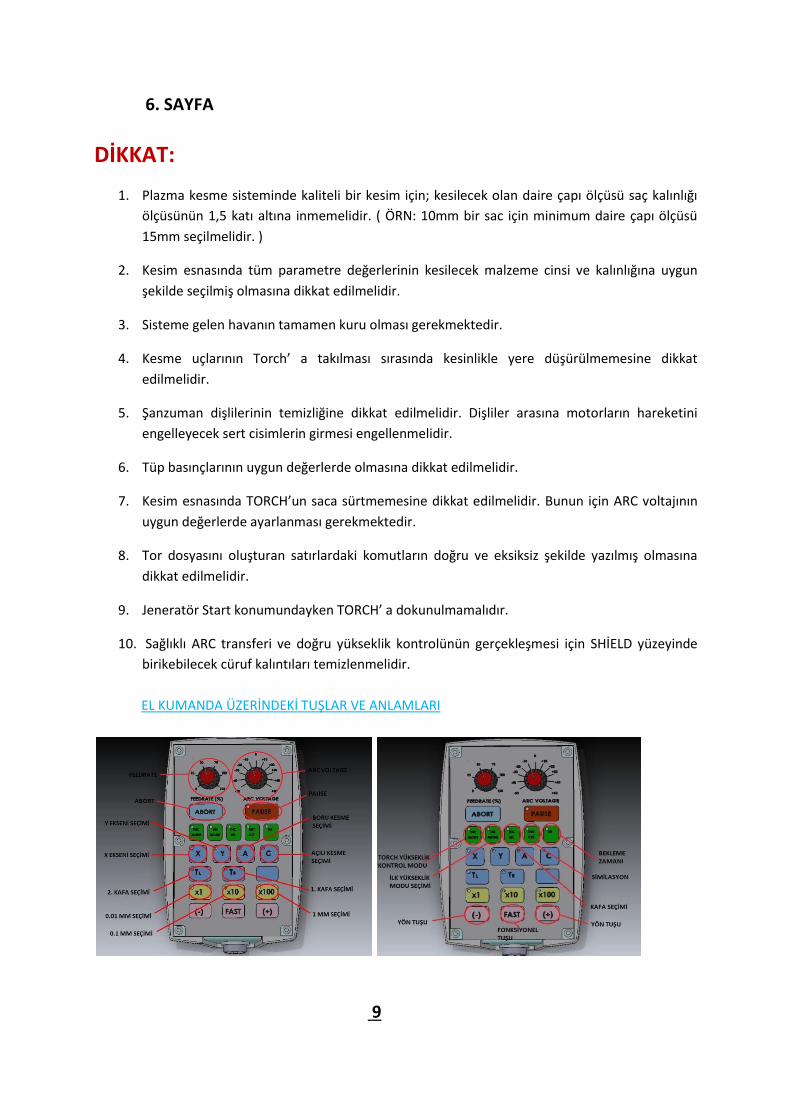
DİKKAT:
1. Plazma kesme sisteminde kaliteli bir kesim için; kesilecek olan daire çapı ölçüsü saç kalınlığı
ölçüsünün 1,5 katı altına inmemelidir. ( ÖRN: 10mm bir sac için minimum daire çapı ölçüsü
15mm seçilmelidir. )
2. Kesim esnasında tüm parametre değerlerinin kesilecek malzeme cinsi ve kalınlığına uygun
şekilde seçilmiş olmasına dikkat edilmelidir.
3. Sisteme gelen havanın tamamen kuru olması gerekmektedir.
4. Kesme uçlarının Torch’ a takılması sırasında kesinlikle yere düşürülmemesine dikkat
edilmelidir.
5. Şanzuman dişlilerinin temizliğine dikkat edilmelidir. Dişliler arasına motorların hareketini
engelleyecek sert cisimlerin girmesi engellenmelidir.
6. Tüp basınçlarının uygun değerlerde olmasına dikkat edilmelidir.
7. Kesim esnasında TORCH’un saca sürtmemesine dikkat edilmelidir. Bunun için ARC voltajının
uygun değerlerde ayarlanması gerekmektedir.
8. Tor dosyasını oluşturan satırlardaki komutların doğru ve eksiksiz şekilde yazılmış olmasına
dikkat edilmelidir.
9. Jeneratör Start konumundayken TORCH’ a dokunulmamalıdır.
10. Sağlıklı ARC transferi ve doğru yükseklik kontrolünün gerçekleşmesi için SHİELD yüzeyinde
birikebilecek cüruf kalıntıları temizlenmelidir.
EL KUMANDA ÜZERİNDEKİ TUŞLAR VE ANLAMLARI
9
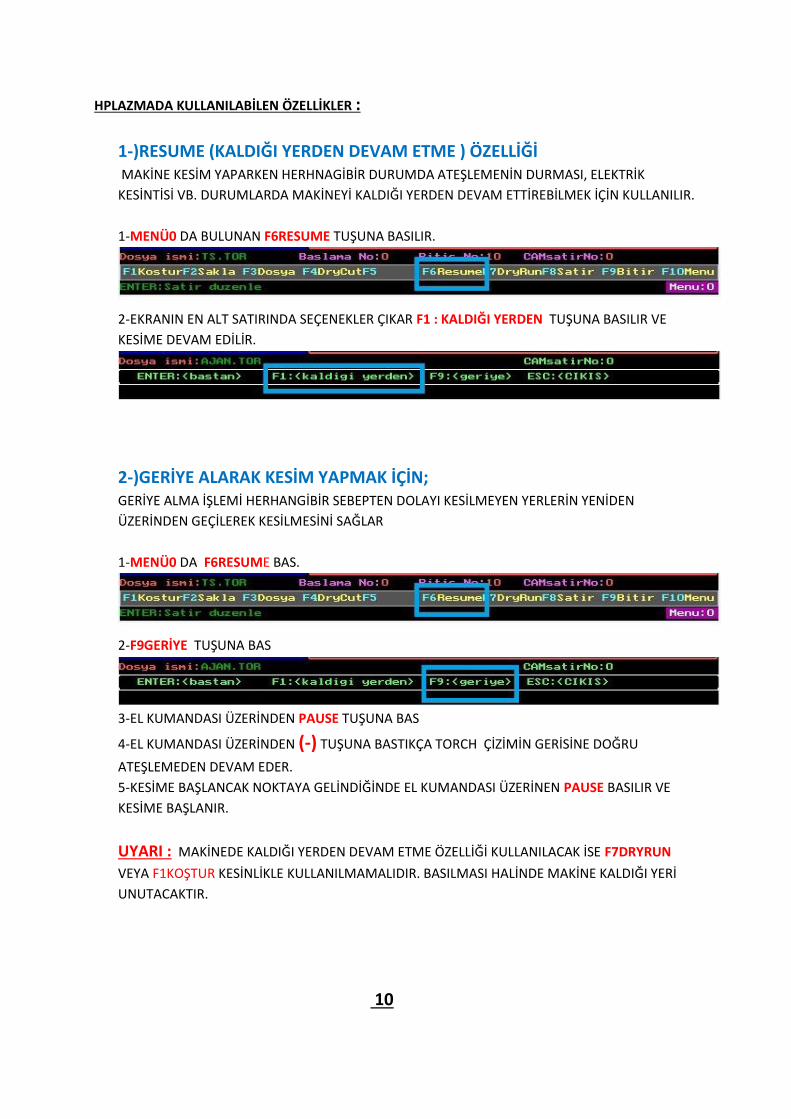
HPLAZMADA KULLANILABİLEN ÖZELLİKLER :
1-)RESUME (KALDIĞI YERDEN DEVAM ETME ) ÖZELLİĞİ MAKİNE KESİM YAPARKEN HERHNAGİBİR DURUMDA ATEŞLEMENİN DURMASI, ELEKTRİK
KESİNTİSİ VB. DURUMLARDA MAKİNEYİ KALDIĞI YERDEN DEVAM ETTİREBİLMEK İÇİN KULLANILIR.
1-MENÜ0 DA BULUNAN F6RESUME TUŞUNA BASILIR.
2-EKRANIN EN ALT SATIRINDA SEÇENEKLER ÇIKAR F1 : KALDIĞI YERDEN TUŞUNA BASILIR VE
KESİME DEVAM EDİLİR.
2-)GERİYE ALARAK KESİM YAPMAK İÇİN; GERİYE ALMA İŞLEMİ HERHANGİBİR SEBEPTEN DOLAYI KESİLMEYEN YERLERİN YENİDEN
ÜZERİNDEN GEÇİLEREK KESİLMESİNİ SAĞLAR
1-MENÜ0 DA F6RESUME BAS.
2-F9GERİYE TUŞUNA BAS
3-EL KUMANDASI ÜZERİNDEN PAUSE TUŞUNA BAS
4-EL KUMANDASI ÜZERİNDEN (-) TUŞUNA BASTIKÇA TORCH ÇİZİMİN GERİSİNE DOĞRU
ATEŞLEMEDEN DEVAM EDER.
5-KESİME BAŞLANCAK NOKTAYA GELİNDİĞİNDE EL KUMANDASI ÜZERİNEN PAUSE BASILIR VE
KESİME BAŞLANIR.
UYARI : MAKİNEDE KALDIĞI YERDEN DEVAM ETME ÖZELLİĞİ KULLANILACAK İSE F7DRYRUN
VEYA F1KOŞTUR KESİNLİKLE KULLANILMAMALIDIR. BASILMASI HALİNDE MAKİNE KALDIĞI YERİ
UNUTACAKTIR.
10
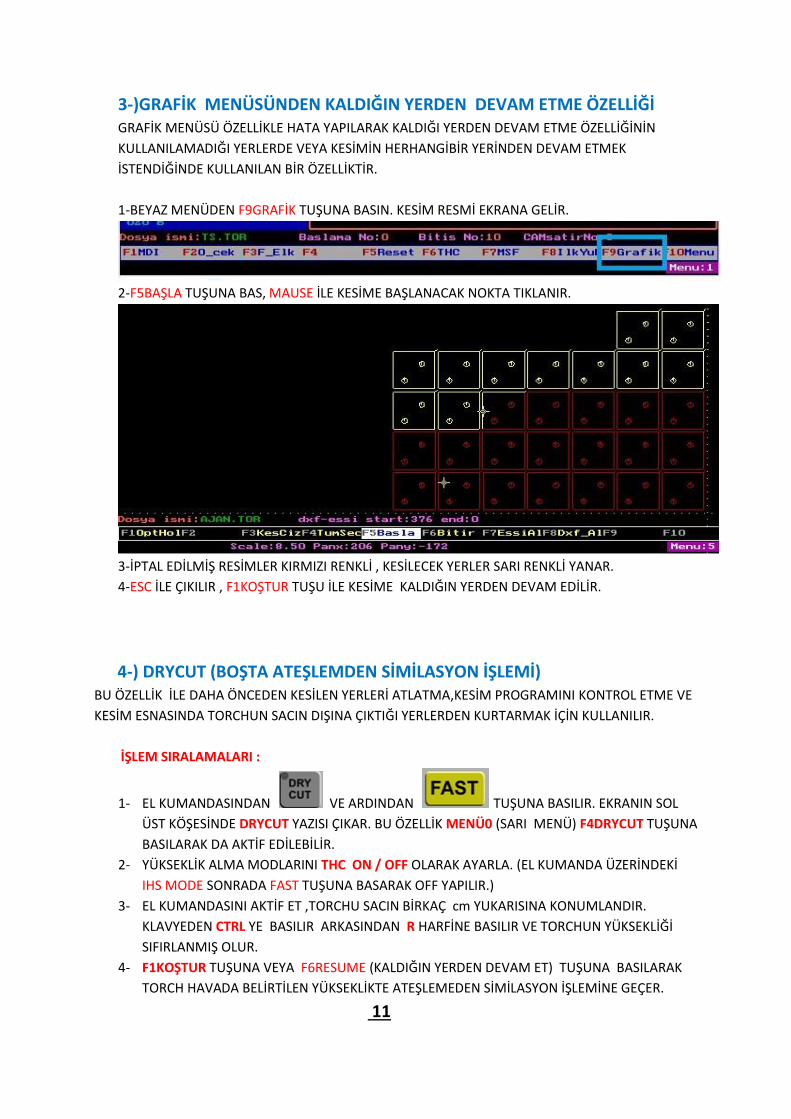
3-)GRAFİK MENÜSÜNDEN KALDIĞIN YERDEN DEVAM ETME ÖZELLİĞİ GRAFİK MENÜSÜ ÖZELLİKLE HATA YAPILARAK KALDIĞI YERDEN DEVAM ETME ÖZELLİĞİNİN
KULLANILAMADIĞI YERLERDE VEYA KESİMİN HERHANGİBİR YERİNDEN DEVAM ETMEK
İSTENDİĞİNDE KULLANILAN BİR ÖZELLİKTİR.
1-BEYAZ MENÜDEN F9GRAFİK TUŞUNA BASIN. KESİM RESMİ EKRANA GELİR.
2-F5BAŞLA TUŞUNA BAS, MAUSE İLE KESİME BAŞLANACAK NOKTA TIKLANIR.
3-İPTAL EDİLMİŞ RESİMLER KIRMIZI RENKLİ , KESİLECEK YERLER SARI RENKLİ YANAR.
4-ESC İLE ÇIKILIR , F1KOŞTUR TUŞU İLE KESİME KALDIĞIN YERDEN DEVAM EDİLİR.
4-) DRYCUT (BOŞTA ATEŞLEMDEN SİMİLASYON İŞLEMİ) BU ÖZELLİK İLE DAHA ÖNCEDEN KESİLEN YERLERİ ATLATMA,KESİM PROGRAMINI KONTROL ETME VE
KESİM ESNASINDA TORCHUN SACIN DIŞINA ÇIKTIĞI YERLERDEN KURTARMAK İÇİN KULLANILIR.
İŞLEM SIRALAMALARI :
1- EL KUMANDASINDAN VE ARDINDAN TUŞUNA BASILIR. EKRANIN SOL
ÜST KÖŞESİNDE DRYCUT YAZISI ÇIKAR. BU ÖZELLİK MENÜ0 (SARI MENÜ) F4DRYCUT TUŞUNA
BASILARAK DA AKTİF EDİLEBİLİR.
2- YÜKSEKLİK ALMA MODLARINI THC ON / OFF OLARAK AYARLA. (EL KUMANDA ÜZERİNDEKİ
IHS MODE SONRADA FAST TUŞUNA BASARAK OFF YAPILIR.)
3- EL KUMANDASINI AKTİF ET ,TORCHU SACIN BİRKAÇ cm YUKARISINA KONUMLANDIR.
KLAVYEDEN CTRL YE BASILIR ARKASINDAN R HARFİNE BASILIR VE TORCHUN YÜKSEKLİĞİ
SIFIRLANMIŞ OLUR.
4- F1KOŞTUR TUŞUNA VEYA F6RESUME (KALDIĞIN YERDEN DEVAM ET) TUŞUNA BASILARAK
TORCH HAVADA BELİRTİLEN YÜKSEKLİKTE ATEŞLEMEDEN SİMİLASYON İŞLEMİNE GEÇER.
11
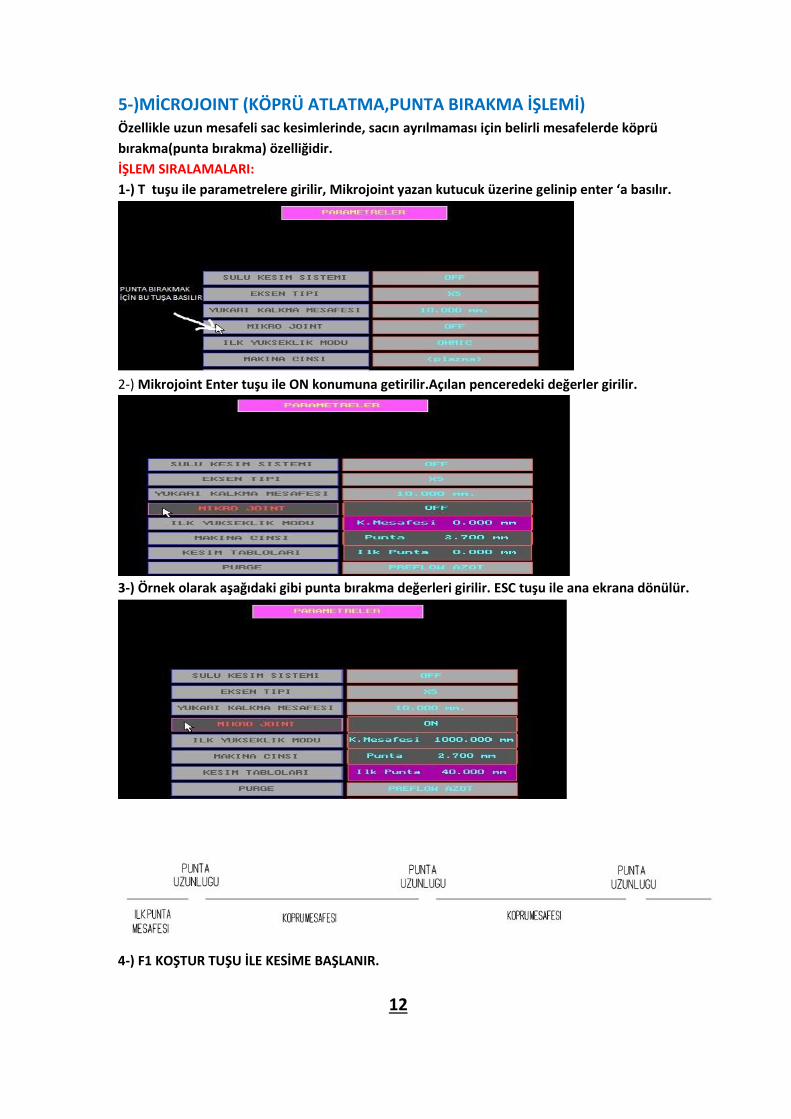
5-)MİCROJOINT (KÖPRÜ ATLATMA,PUNTA BIRAKMA İŞLEMİ) Özellikle uzun mesafeli sac kesimlerinde, sacın ayrılmaması için belirli mesafelerde köprü
bırakma(punta bırakma) özelliğidir. İŞLEM SIRALAMALARI:
1-) T tuşu ile parametrelere girilir, Mikrojoint yazan kutucuk üzerine gelinip enter ‘a basılır.
2-) Mikrojoint Enter tuşu ile ON konumuna getirilir.Açılan penceredeki değerler girilir.
3-) Örnek olarak aşağıdaki gibi punta bırakma değerleri girilir. ESC tuşu ile ana ekrana dönülür.
4-) F1 KOŞTUR TUŞU İLE KESİME BAŞLANIR.
12
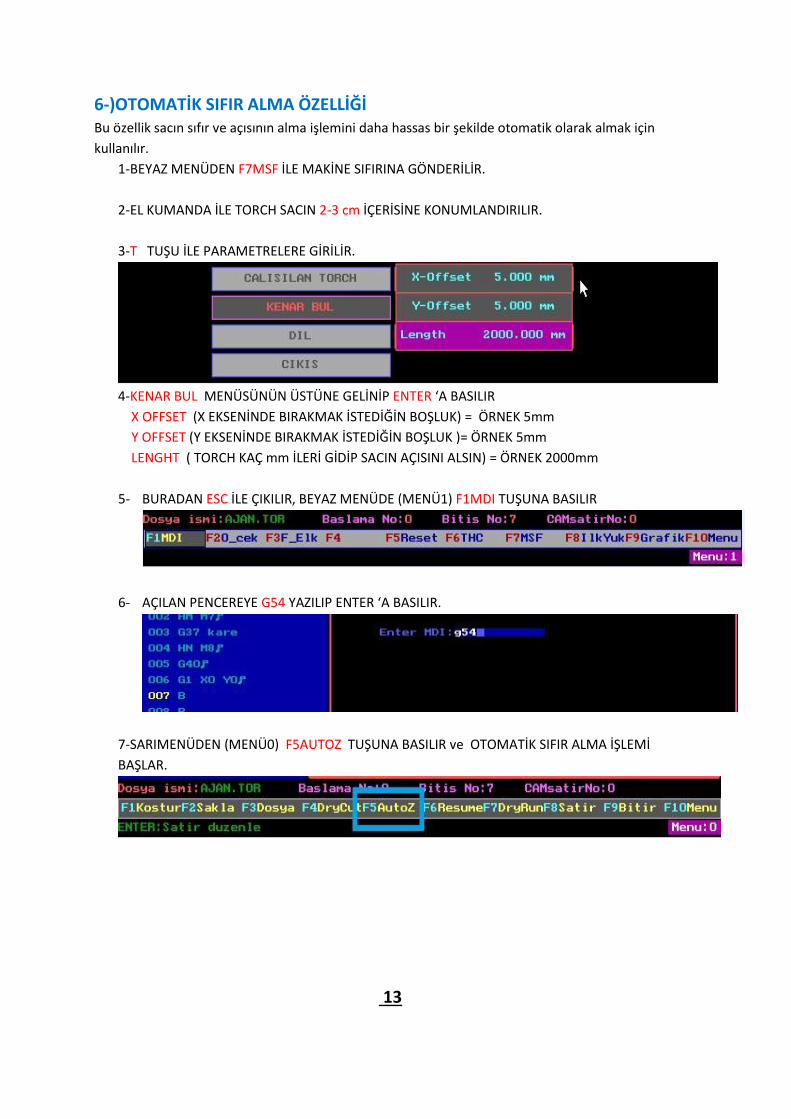
6-)OTOMATİK SIFIR ALMA ÖZELLİĞİ Bu özellik sacın sıfır ve açısının alma işlemini daha hassas bir şekilde otomatik olarak almak için
kullanılır.
1-BEYAZ MENÜDEN F7MSF İLE MAKİNE SIFIRINA GÖNDERİLİR.
2-EL KUMANDA İLE TORCH SACIN 2-3 cm İÇERİSİNE KONUMLANDIRILIR.
3-T TUŞU İLE PARAMETRELERE GİRİLİR.
4-KENAR BUL MENÜSÜNÜN ÜSTÜNE GELİNİP ENTER ‘A BASILIR
X OFFSET (X EKSENİNDE BIRAKMAK İSTEDİĞİN BOŞLUK) = ÖRNEK 5mm
Y OFFSET (Y EKSENİNDE BIRAKMAK İSTEDİĞİN BOŞLUK )= ÖRNEK 5mm
LENGHT ( TORCH KAÇ mm İLERİ GİDİP SACIN AÇISINI ALSIN) = ÖRNEK 2000mm
5- BURADAN ESC İLE ÇIKILIR, BEYAZ MENÜDE (MENÜ1) F1MDI TUŞUNA BASILIR
6- AÇILAN PENCEREYE G54 YAZILIP ENTER ‘A BASILIR.
7-SARIMENÜDEN (MENÜ0) F5AUTOZ TUŞUNA BASILIR ve OTOMATİK SIFIR ALMA İŞLEMİ
BAŞLAR.
13
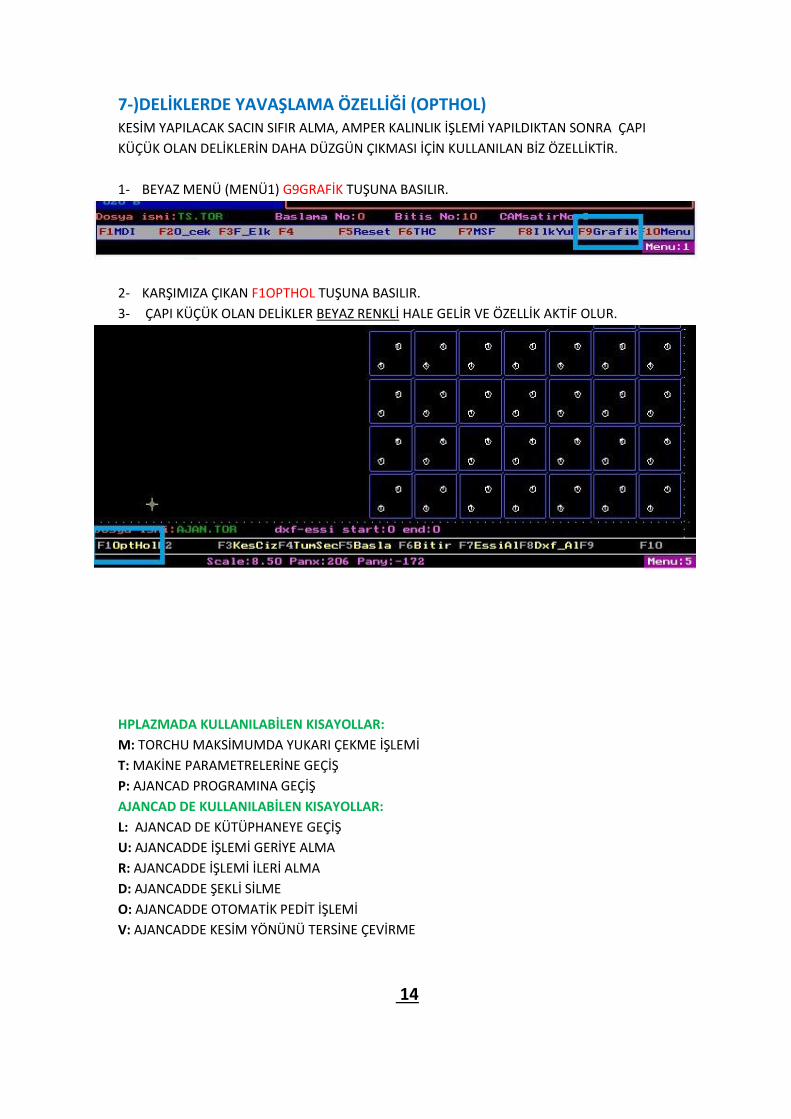
7-)DELİKLERDE YAVAŞLAMA ÖZELLİĞİ (OPTHOL) KESİM YAPILACAK SACIN SIFIR ALMA, AMPER KALINLIK İŞLEMİ YAPILDIKTAN SONRA ÇAPI
KÜÇÜK OLAN DELİKLERİN DAHA DÜZGÜN ÇIKMASI İÇİN KULLANILAN BİZ ÖZELLİKTİR.
1- BEYAZ MENÜ (MENÜ1) G9GRAFİK TUŞUNA BASILIR.
2- KARŞIMIZA ÇIKAN F1OPTHOL TUŞUNA BASILIR.
3- ÇAPI KÜÇÜK OLAN DELİKLER BEYAZ RENKLİ HALE GELİR VE ÖZELLİK AKTİF OLUR.
HPLAZMADA KULLANILABİLEN KISAYOLLAR:
M: TORCHU MAKSİMUMDA YUKARI ÇEKME İŞLEMİ
T: MAKİNE PARAMETRELERİNE GEÇİŞ
P: AJANCAD PROGRAMINA GEÇİŞ
AJANCAD DE KULLANILABİLEN KISAYOLLAR:
L: AJANCAD DE KÜTÜPHANEYE GEÇİŞ
U: AJANCADDE İŞLEMİ GERİYE ALMA
R: AJANCADDE İŞLEMİ İLERİ ALMA
D: AJANCADDE ŞEKLİ SİLME
O: AJANCADDE OTOMATİK PEDİT İŞLEMİ
V: AJANCADDE KESİM YÖNÜNÜ TERSİNE ÇEVİRME
14
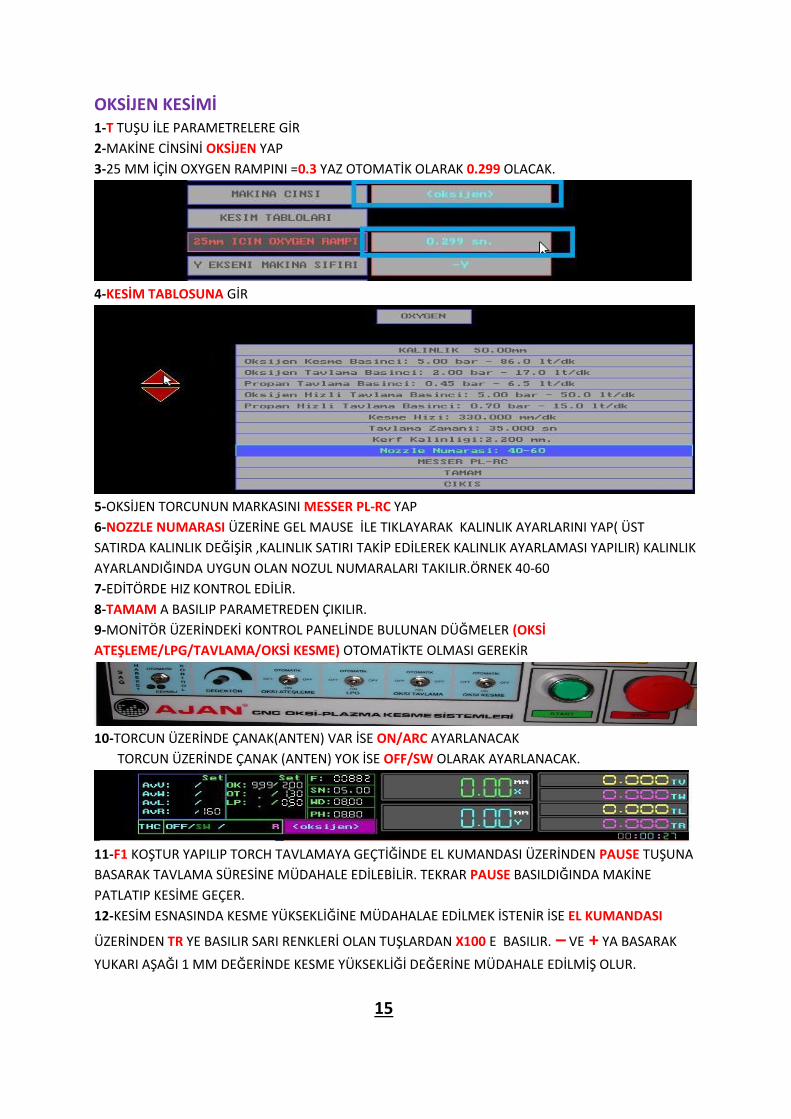
OKSİJEN KESİMİ 1-T TUŞU İLE PARAMETRELERE GİR
2-MAKİNE CİNSİNİ OKSİJEN YAP
3-25 MM İÇİN OXYGEN RAMPINI =0.3 YAZ OTOMATİK OLARAK 0.299 OLACAK.
4-KESİM TABLOSUNA GİR
5-OKSİJEN TORCUNUN MARKASINI MESSER PL-RC YAP
6-NOZZLE NUMARASI ÜZERİNE GEL MAUSE İLE TIKLAYARAK KALINLIK AYARLARINI YAP( ÜST
SATIRDA KALINLIK DEĞİŞİR ,KALINLIK SATIRI TAKİP EDİLEREK KALINLIK AYARLAMASI YAPILIR) KALINLIK
AYARLANDIĞINDA UYGUN OLAN NOZUL NUMARALARI TAKILIR.ÖRNEK 40-60
7-EDİTÖRDE HIZ KONTROL EDİLİR.
8-TAMAM A BASILIP PARAMETREDEN ÇIKILIR.
9-MONİTÖR ÜZERİNDEKİ KONTROL PANELİNDE BULUNAN DÜĞMELER (OKSİ
ATEŞLEME/LPG/TAVLAMA/OKSİ KESME) OTOMATİKTE OLMASI GEREKİR
10-TORCUN ÜZERİNDE ÇANAK(ANTEN) VAR İSE ON/ARC AYARLANACAK
TORCUN ÜZERİNDE ÇANAK (ANTEN) YOK İSE OFF/SW OLARAK AYARLANACAK.
11-F1 KOŞTUR YAPILIP TORCH TAVLAMAYA GEÇTİĞİNDE EL KUMANDASI ÜZERİNDEN PAUSE TUŞUNA
BASARAK TAVLAMA SÜRESİNE MÜDAHALE EDİLEBİLİR. TEKRAR PAUSE BASILDIĞINDA MAKİNE
PATLATIP KESİME GEÇER.
12-KESİM ESNASINDA KESME YÜKSEKLİĞİNE MÜDAHALAE EDİLMEK İSTENİR İSE EL KUMANDASI
ÜZERİNDEN TR YE BASILIR SARI RENKLERİ OLAN TUŞLARDAN X100 E BASILIR. – VE + YA BASARAK
YUKARI AŞAĞI 1 MM DEĞERİNDE KESME YÜKSEKLİĞİ DEĞERİNE MÜDAHALE EDİLMİŞ OLUR.
15
PLAZMADA KARŞILAŞILAN HATALAR
TRANSFER YOK HATASI = Jeneratör kapalı olabilir, şase alamıyor olabilir, torch boşa çıkmış olabilir,
yanlış sarf malzemeler takılmış olabilir.
IHSTR HATASI = Torch un saca çakılması durumunda çıkar, el kumandasına girilerek torch yukarı alınır
, makine kaldığı yerden devam ettirilir. Hata devam eder ise sarf malzemeleri değiştirerek yeniden
deneyiniz tekrar yaşanması durumunda teknik servisi arayınız.
TR LİMİT HATASI = Torch çok yukarı kaldırılmıştır yada aşağı indirilmiştir. Drycut işleminde torch u çok
yukarıdan resetlemeniz durumunda karşılaşabilirsiniz.
T3 veya T4 TRANSMITTER HATASI = Tüplerin basınçlarını kontrol ediniz. Ya bitmiştir, ya çok fazla gaz
basıncı geliyordur yada az geliyordur.
X SÜRÜCÜSÜ veya Y SÜRÜCÜSÜ veya TR SÜRÜCÜSÜ YOK HATASI = İlk olarak sürüceüler üzerinde
hangi uyarı lambasının yandığına bakılarak biyere not alınır. Makineyi stoplayıp birkaç dakika
bekledikten sonra tekrar start vermeniz durumunda hata gidecektir. Eğer hata devam ediyor ise
teknik servisi arayınız.
MAKİNE USB Yİ GÖRMÜYOR = Usb FAT formatında mıdır? Bunu kontrol ediniz. (4gb ve üzeri usb ler
fat formatına döndürülemez) BIOS ayarları içerisinde usb giriş başlığının ENABLED yani açık DISABLED
kapalı olup olmadığını kontrol ediniz. Açık değil ise ENABLED seçeneğine alıp F10 ile kaydedip
makineyi yeniden başlatınız.
JENERATÖRDE SİRKÜLASYON HATASI = Jeneratörün soğutma suyunu kontrol ediniz bitmiş olabilir.
JENERATÖRDE FAZ EKSİK HATASI = Elektrikçi çağırıp şebekenin voltajını kontrol ettirmelisiniz 380 W
olması gerekmektedir. Fazların yerinin değişip değişmediğinin kontrolünü yapmasını isteyin.
JENERATÖRDE AŞIRI SICAKLIK HATASI = Jeneratörü kapatıp yarım saat kadar bekledikten sonra
açtığınızda bu hata gidiyor ise mevsim sıcaklıklarını dikkate alarak jeneratörün bulunduğu alanı ekstra
soğutmak gerekmektedir. Hata devam ediyor ise teknik servisi arayınız.
JENERATÖRDE ÇIKIŞ HATASI = Genellikle jeneratörün üst kısmındaki kartların yanmasından
kaynaklıdır. Jeneratörün üst kapağını açıp (bu işlemi jeneratörü kapatarak yapmalısınız) göz ile
kartların herhangi birinin üzerinde yanık veya bir koku olup olmadığını kontrol edip teknik servisi
arayınız.
UYARI : Makine belleğinde C:/HPLAZMA veya C:/BEVELCUT içerisinde herhangi bir sistem dosyasını
yanlışlıkla veya bilerek silmeniz durumunda makine programını açamazsınız. Bellekteki silme
işlemlerini buradan yapmayınız, makine ana ekranında bulunan F3Dosya içerisinden yapınız.
16





























