Embed Size (px)
Citation preview

Modena – 6 marzo 2007
I materiali e i contenitori per il condizionamento asettico
Patrizia Fava
Dipartimento di Scienze Agrarie e degli Alimenti
Università degli Studi di Modena e Reggio Emilia
Un po’ di storia…….
Premesso che la vera innovazione nel packaging del condizionamento asettico è rappresentata dall’ormai nota e sperimentata introduzione del CARTONCINO POLIACCOPPIATO, vale comunque la pena di ricordare che la tecnologia ha trovato applicazione fin dagli inizi del 1900, con i contenitori e i materiali di cui si disponeva all’epoca, vale a dire quelli metallici e quindi le classiche scatole o lattine.
ASEPTIC CANNING (1920-1930)
CONTINENTAL CAN COMPANY (1940)
MARTIN-DOLE aseptic canning system (1948)
SMITH-BALL process-FLASH 18 (1955) scatole metalliche
DRUM filling system (1958)
CONTENITORI FLESSIBILI E SEMIRIGIDI
Il più significativo sviluppo della tecnologia del condizionamento asettico si ebbe tuttavia con l’introduzione, a partire dagli anni ‘50-’60 di contenitori realizzati con materiali flessibili: materie plastiche, accoppiati di materiali cellulosici e polimerici di sintesi.
TETRAPAK e TETRABRIK (1950-1960……..)
COMBIBLOK della PKL (1970)
BAG-IN-BOX PACKAGING SYSTEMS (1970)
BAG-IN-DRUMS (1980)
Coppette in materiale plastico……
Sacchetti, buste
Sistema ACHILLES (Alfa Laval)
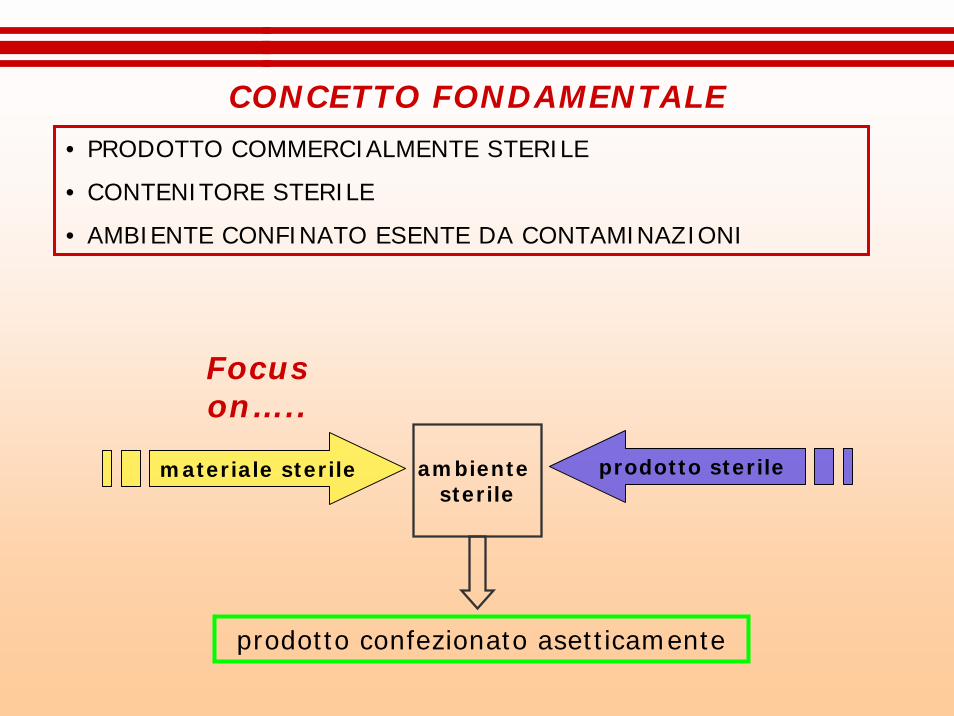
CONCETTO FONDAMENTALE
• PRODOTTO COMMERCIALMENTE STERILE
• CONTENITORE STERILE
• AMBIENTE CONFINATO ESENTE DA CONTAMINAZIONI
materiale sterile ambiente sterile
prodotto confezionato asetticamente
prodotto sterile
Focus on…..
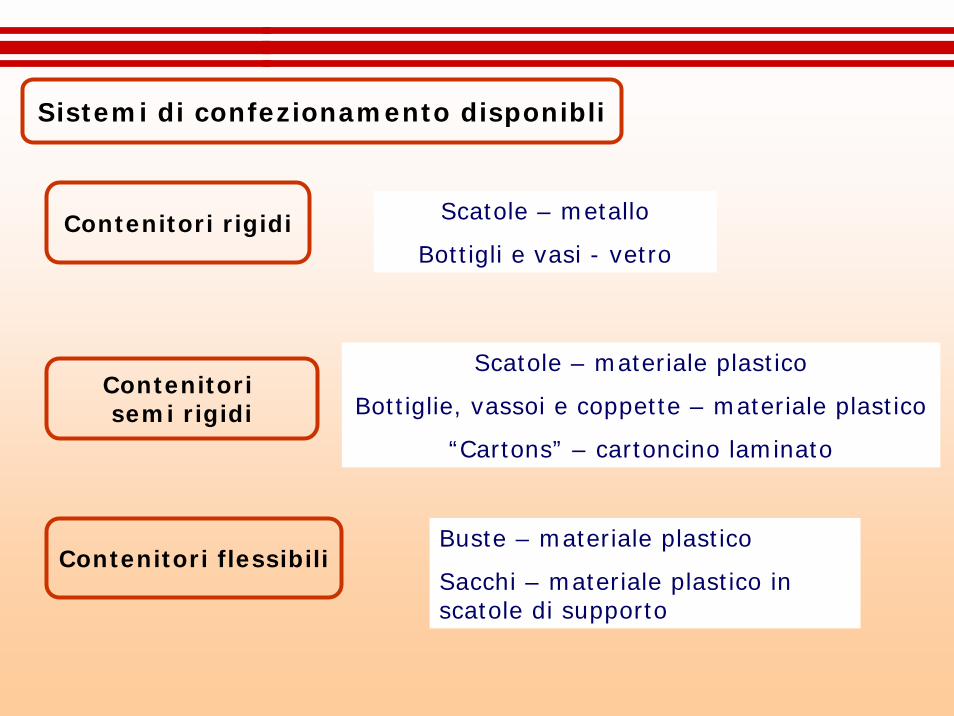
Sistemi di confezionamento disponibli
Contenitori rigidi
Contenitori semi rigidi
Scatole – metallo
Bottigli e vasi - vetro
Contenitori flessibili
Scatole – materiale plastico
Bottiglie, vassoi e coppette – materiale plastico
“Cartons” – cartoncino laminato
Buste – materiale plastico
Sacchi – materiale plastico in scatole di supporto
La scelta del sistema “contenitore” dipende da
• prodotto da confezionare
• vita di scaffale (shelf-life) richiesta
• apprezzamento estetico
• costo
Il contenitore, una volta chiuso (saldato) esercita una BARRIERA tra l’alimento e l’ambiente esterno; controlla la shelf-life in termini di contaminazioni microbiche e deterioramento chimico. L’integrità del prodotto è garantita dall’assenza di fori, lacerazioni, discontinuità nella zona di chiusura del contenitore.
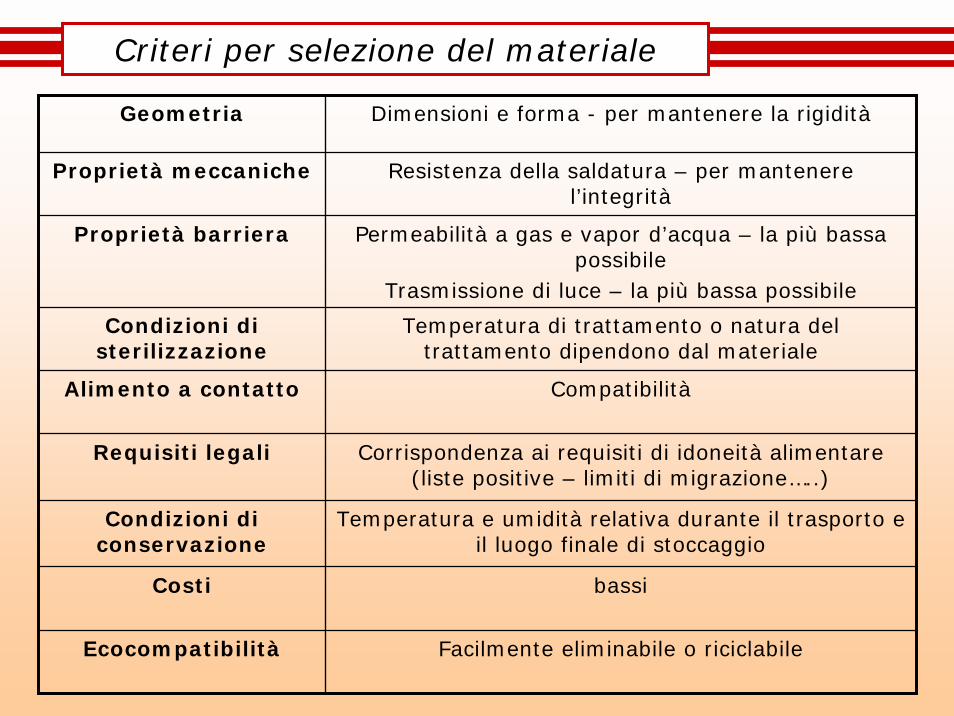
Criteri per selezione del materiale
Geometria Dimensioni e forma - per mantenere la rigidità
Proprietà meccaniche Resistenza della saldatura – per mantenere l’integrità
Proprietà barriera Permeabilità a gas e vapor d’acqua – la più bassa possibile
Trasmissione di luce – la più bassa possibile
Condizioni di sterilizzazione
Temperatura di trattamento o natura del trattamento dipendono dal materiale
Alimento a contatto Compatibilità
Requisiti legali Corrispondenza ai requisiti di idoneità alimentare (liste positive – limiti di migrazione…..)
Condizioni di conservazione
Temperatura e umidità relativa durante il trasporto e il luogo finale di stoccaggio
Costi bassi
Ecocompatibilità Facilmente eliminabile o riciclabile
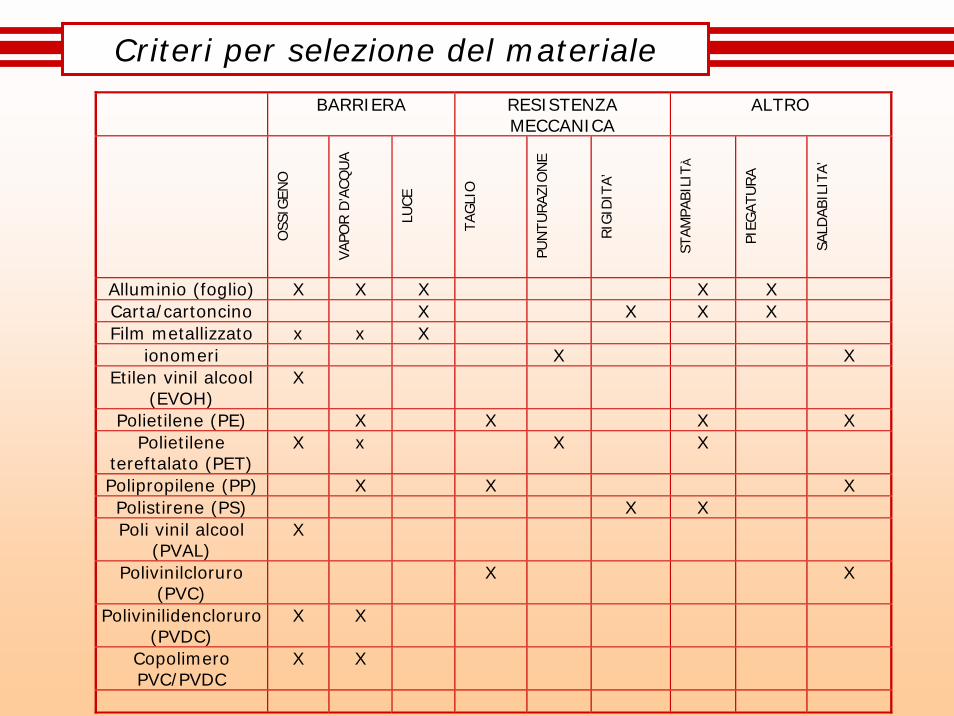
Criteri per selezione del materiale
BARRIERA RESISTENZA MECCANICA
ALTRO
OSS
IGEN
O
VAPO
R D
’ACQ
UA
LUCE
TAG
LIO
PUN
TURAZ
ION
E
RIG
IDIT
A’
STAM
PABI
LIT À
PIEG
ATU
RA
SALD
ABIL
ITA’
Alluminio (foglio) X X X X X Carta/cartoncino X X X X Film metallizzato x x X
ionomeri X X Etilen vinil alcool
(EVOH) X
Polietilene (PE) X X X X Polietilene
tereftalato (PET) X x X X
Polipropilene (PP) X X X Polistirene (PS) X X Poli vinil alcool
(PVAL) X
Polivinilcloruro (PVC)
X X
Polivinilidencloruro (PVDC)
X X
Copolimero PVC/PVDC
X X
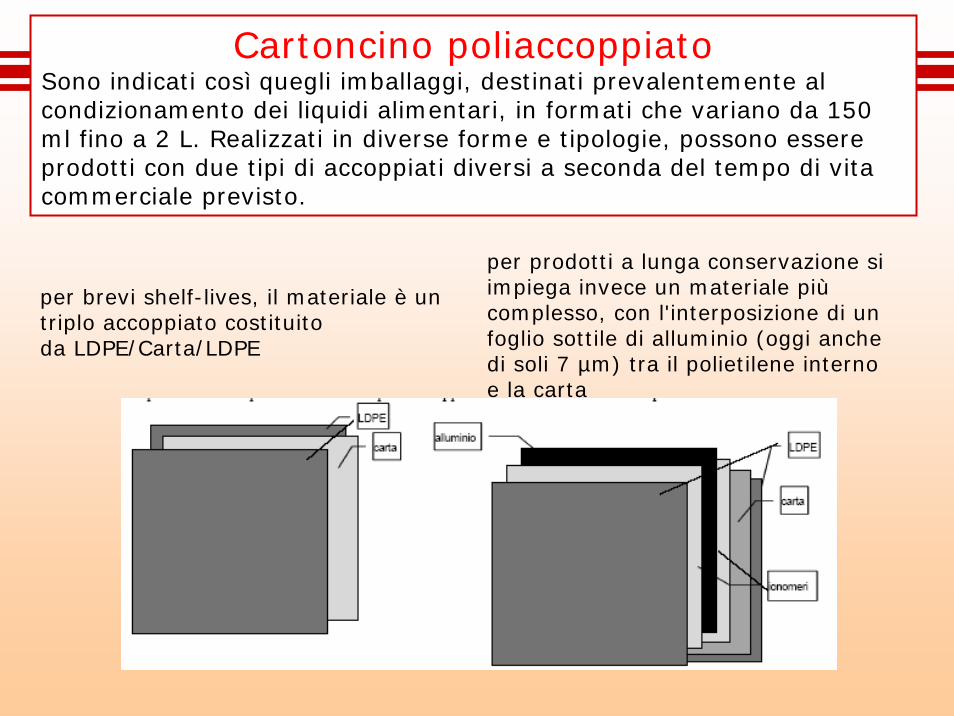
Cartoncino poliaccoppiatoSono indicati così quegli imballaggi, destinati prevalentemente alcondizionamento dei liquidi alimentari, in formati che variano da 150 ml fino a 2 L. Realizzati in diverse forme e tipologie, possono essere prodotti con due tipi di accoppiati diversi a seconda del tempo di vita commerciale previsto.
per brevi shelf-lives, il materiale è untriplo accoppiato costituitoda LDPE/Carta/LDPE
per prodotti a lunga conservazione si impiega invece un materiale piùcomplesso, con l'interposizione di unfoglio sottile di alluminio (oggi anchedi soli 7 µm) tra il polietilene interno e la carta
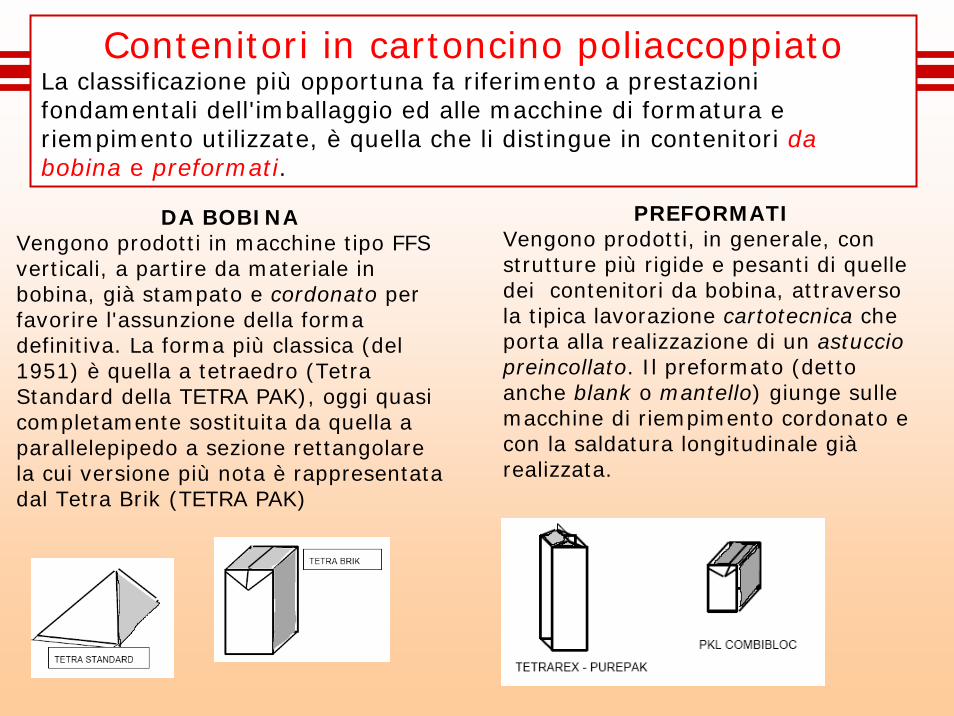
Contenitori in cartoncino poliaccoppiatoLa classificazione più opportuna fa riferimento a prestazioni fondamentali dell'imballaggio ed alle macchine di formatura eriempimento utilizzate, è quella che li distingue in contenitori da bobina e preformati.
DA BOBINAVengono prodotti in macchine tipo FFSverticali, a partire da materiale inbobina, già stampato e cordonato perfavorire l'assunzione della forma definitiva. La forma più classica (del 1951) è quella a tetraedro (Tetra Standard della TETRA PAK), oggi quasi completamente sostituita da quella aparallelepipedo a sezione rettangolarela cui versione più nota è rappresentata dal Tetra Brik (TETRA PAK)
PREFORMATIVengono prodotti, in generale, con strutture più rigide e pesanti di quelle dei contenitori da bobina, attraversola tipica lavorazione cartotecnica che porta alla realizzazione di un astuccio preincollato. Il preformato (detto anche blank o mantello) giunge sulle macchine di riempimento cordonato e con la saldatura longitudinale giàrealizzata.
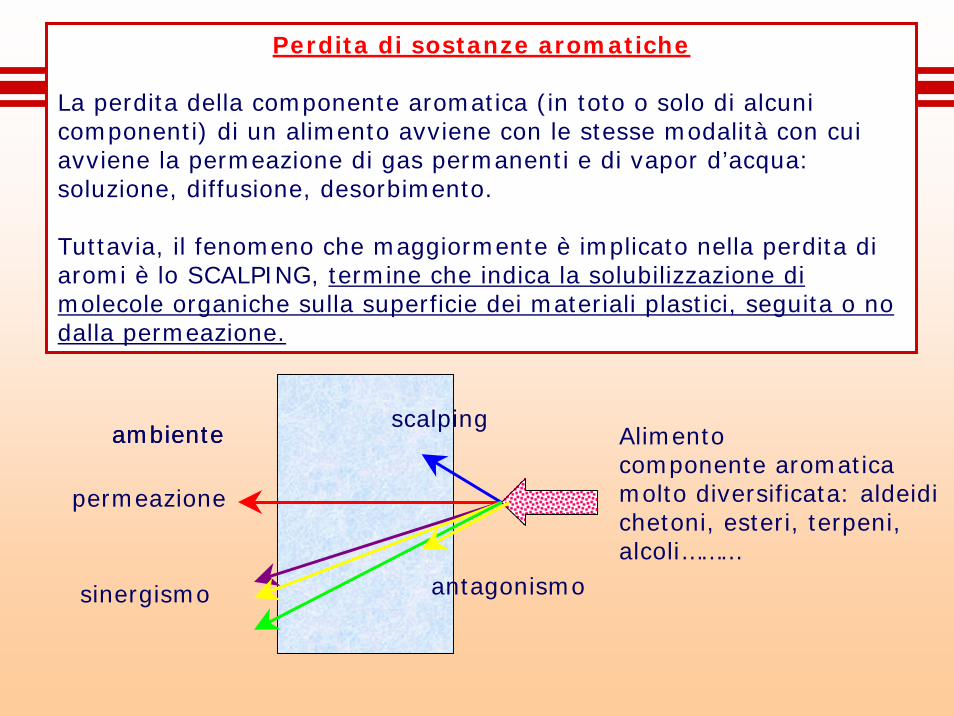
Perdita di sostanze aromatiche
La perdita della componente aromatica (in toto o solo di alcuni componenti) di un alimento avviene con le stesse modalità con cui avviene la permeazione di gas permanenti e di vapor d’acqua: soluzione, diffusione, desorbimento.
Tuttavia, il fenomeno che maggiormente è implicato nella perdita di aromi è lo SCALPING, termine che indica la solubilizzazione di molecole organiche sulla superficie dei materiali plastici, seguita o no dalla permeazione.
Alimentocomponente aromaticamolto diversificata: aldeidichetoni, esteri, terpeni,alcoli………
ambienteambientescalping
permeazione
sinergismo antagonismo
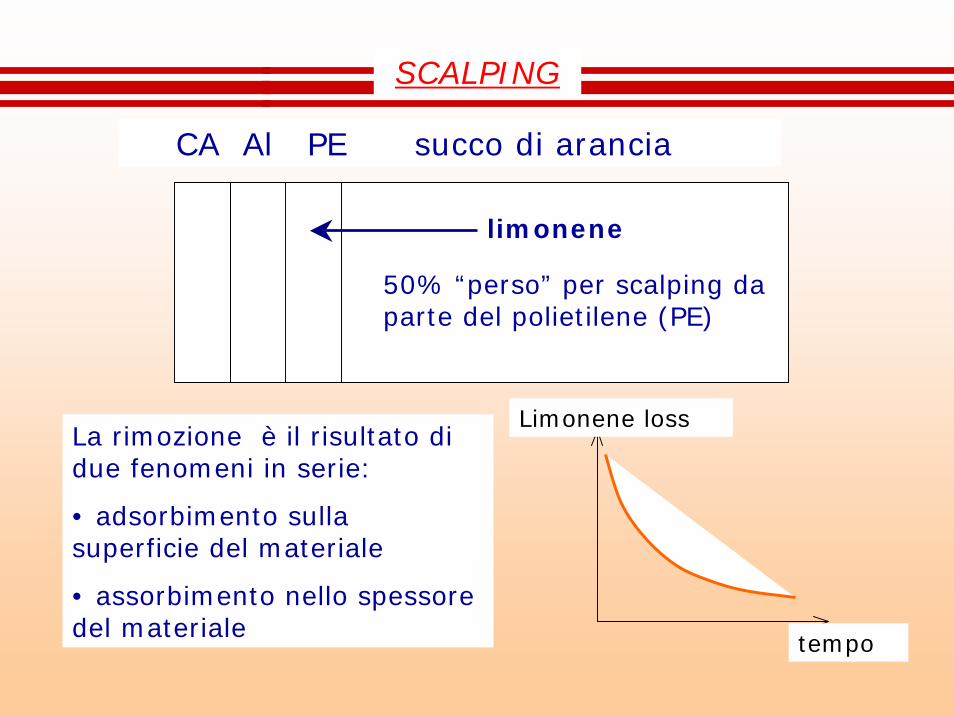
SCALPING
La rimozione è il risultato di due fenomeni in serie:
• adsorbimento sulla superficie del materiale
• assorbimento nello spessore del materiale
CA Al PE succo di arancia
limonene
50% “perso” per scalping da parte del polietilene (PE)
Limonene loss
tempo
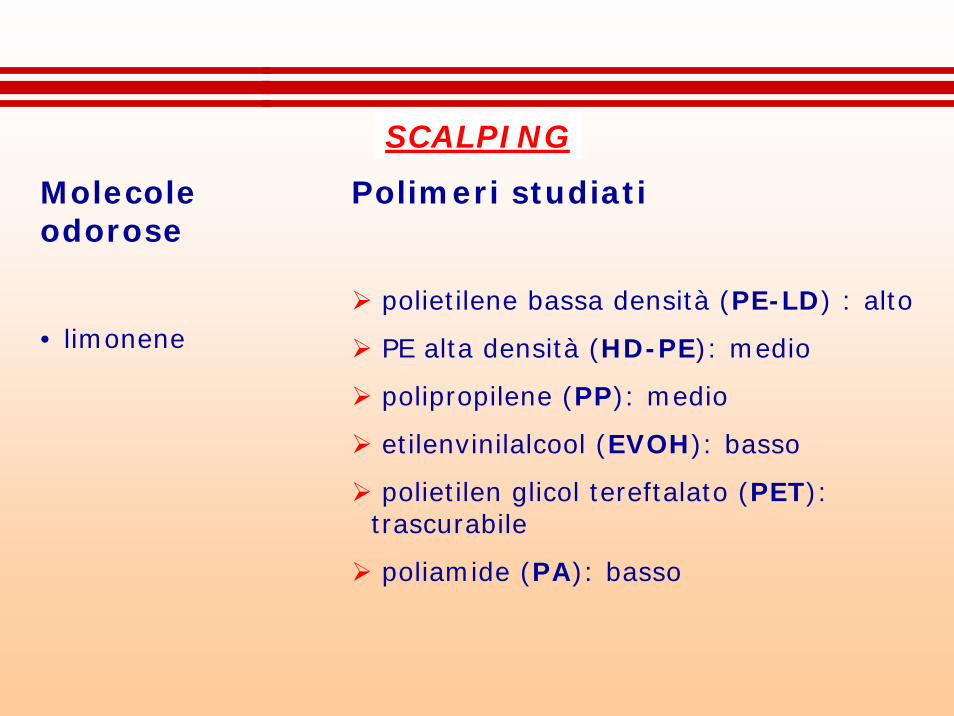
SCALPING
Molecole odorose
• limonene
Polimeri studiati
polietilene bassa densità (PE-LD) : alto
PE alta densità (HD-PE): medio
polipropilene (PP): medio
etilenvinilalcool (EVOH): basso
polietilen glicol tereftalato (PET): trascurabile
poliamide (PA): basso
SCALPING – fattori che lo influenzano
natura chimica del polimero e del “permeante”
condizioni ambientali: temperatura e umidità relativa
cristallinità dei polimeri: se aumenta, diminuiscono i fenomeni di assorbimento
lunghezza della catena carboniosa dei composti volatili: per serie omologhe di esteri, aldeidi e benzoati l’assorbimento in PE triplica per ogni gruppo metilenico aggiunto. Ma per composti con 11 o più atomi di carbonio si registra talvolta una diminuzione del fenomeno
assorbimento di esteri, chetoni e aldeidi in PP aumenta con l’aumentare del numero di atomi di carbonio
il tipo di gruppi funzionali presenti nelle molecole odorose e il grado di insaturazione possono giocare un ruolo fondamentale
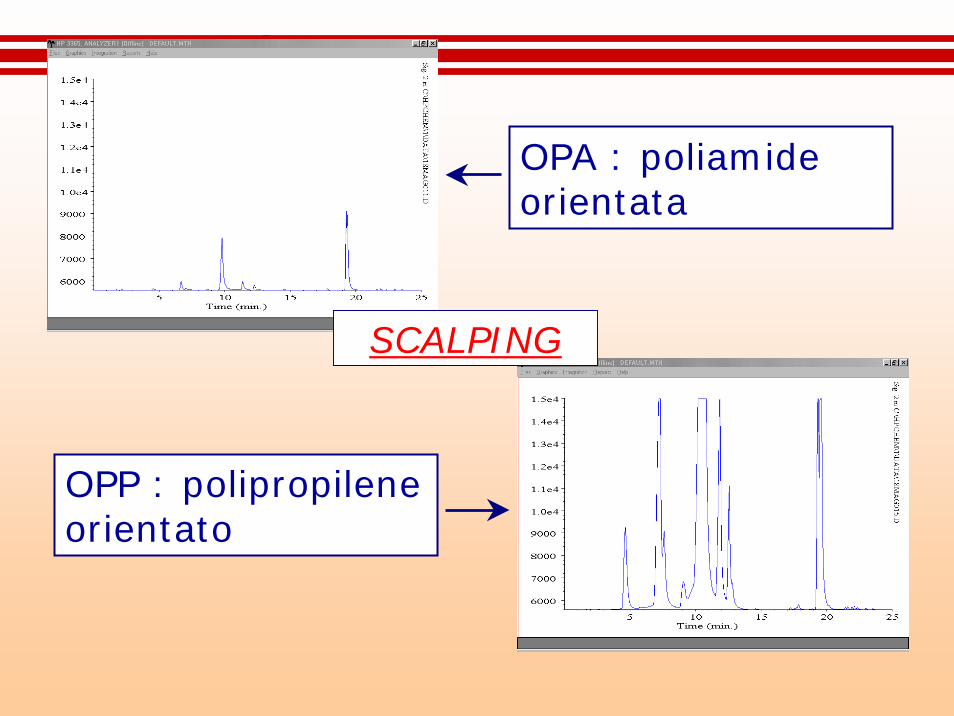
OPA : poliamide orientata
OPP : polipropilene orientato
SCALPING
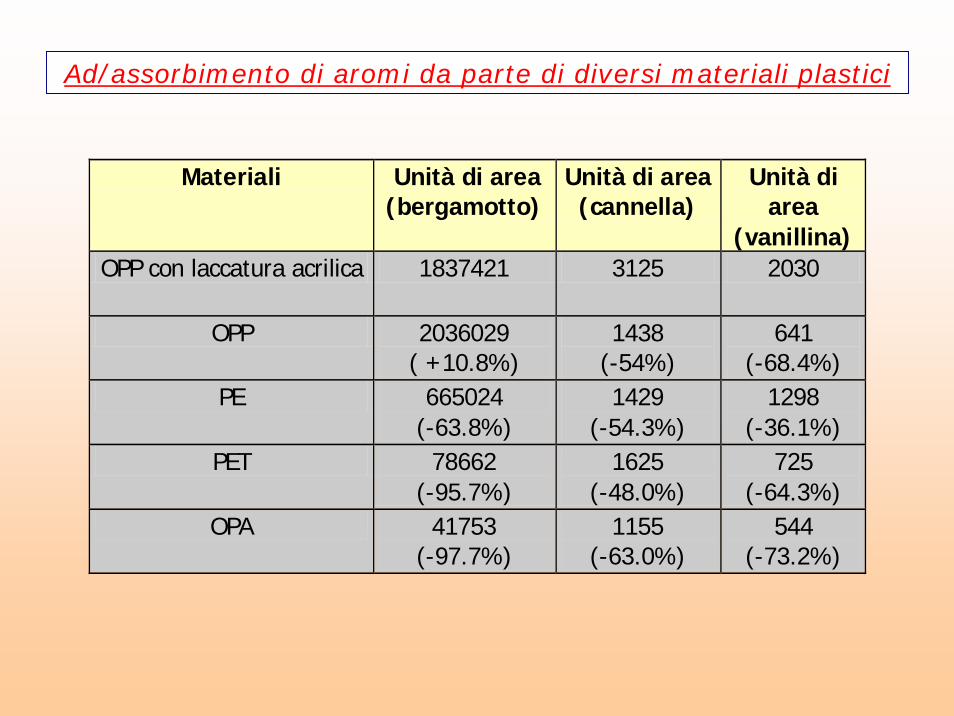
Materiali Unità di area (bergamotto)
Unità di area (cannella)
Unità di area
(vanillina) OPP con laccatura acrilica 1837421 3125 2030
OPP 2036029 ( +10.8%)
1438 (-54%)
641 (-68.4%)
PE 665024 (-63.8%)
1429 (-54.3%)
1298 (-36.1%)
PET 78662 (-95.7%)
1625 (-48.0%)
725 (-64.3%)
OPA 41753 (-97.7%)
1155 (-63.0%)
544 (-73.2%)
Ad/assorbimento di aromi da parte di diversi materiali plastici
Decontaminazione dei materiali e dei contenitori
I decontaminanti microbici devono possedere
• ottimo effetto sporicida
• compatibilità chimica con il materiale
• facile rimovibilità
• alta capacità coprente le superfici
• bassa o nulla tossicità dei residui eventuali
• facile determinabilità analitica
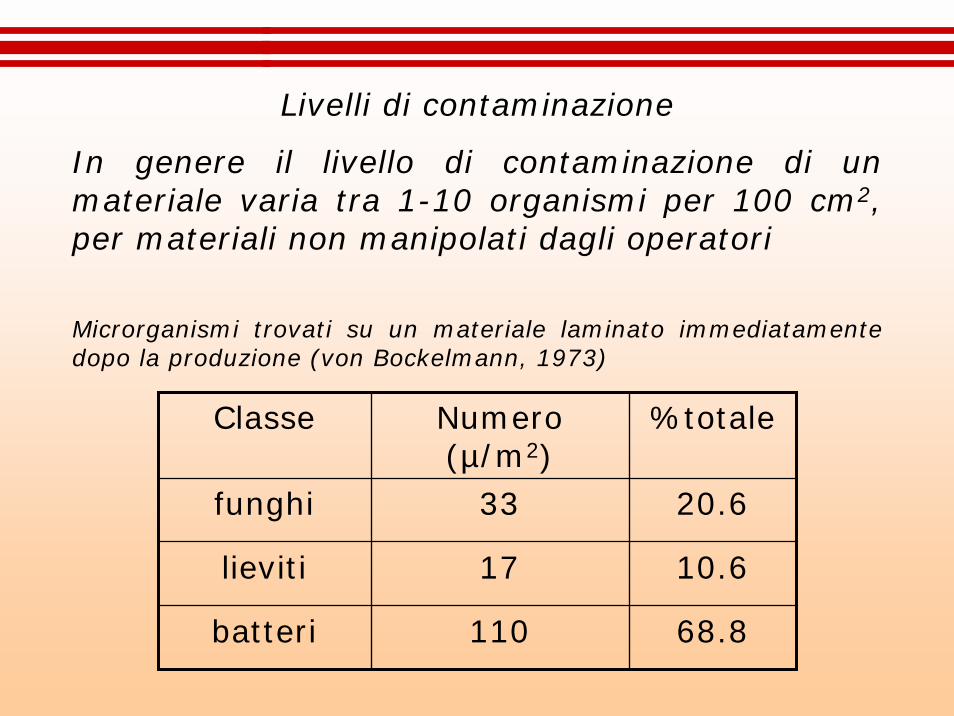
Livelli di contaminazione
In genere il livello di contaminazione di un materiale varia tra 1-10 organismi per 100 cm2, per materiali non manipolati dagli operatori
Microrganismi trovati su un materiale laminato immediatamente dopo la produzione (von Bockelmann, 1973)
Classe Numero (µ/m2)
%totale
funghi 33 20.6
lieviti 17 10.6
batteri 110 68.8
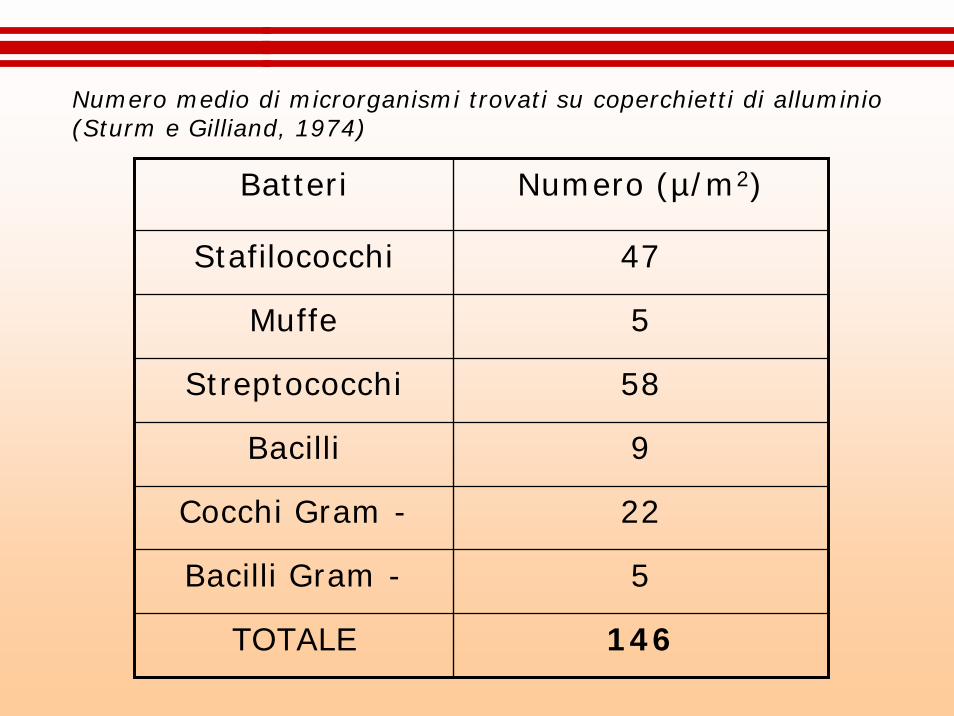
Numero medio di microrganismi trovati su coperchietti di alluminio (Sturm e Gilliand, 1974)
Batteri Numero (µ/m2)
Stafilococchi 47
Muffe 5
Streptococchi 58
Bacilli Gram - 5
Bacilli 9
Cocchi Gram - 22
TOTALE 146
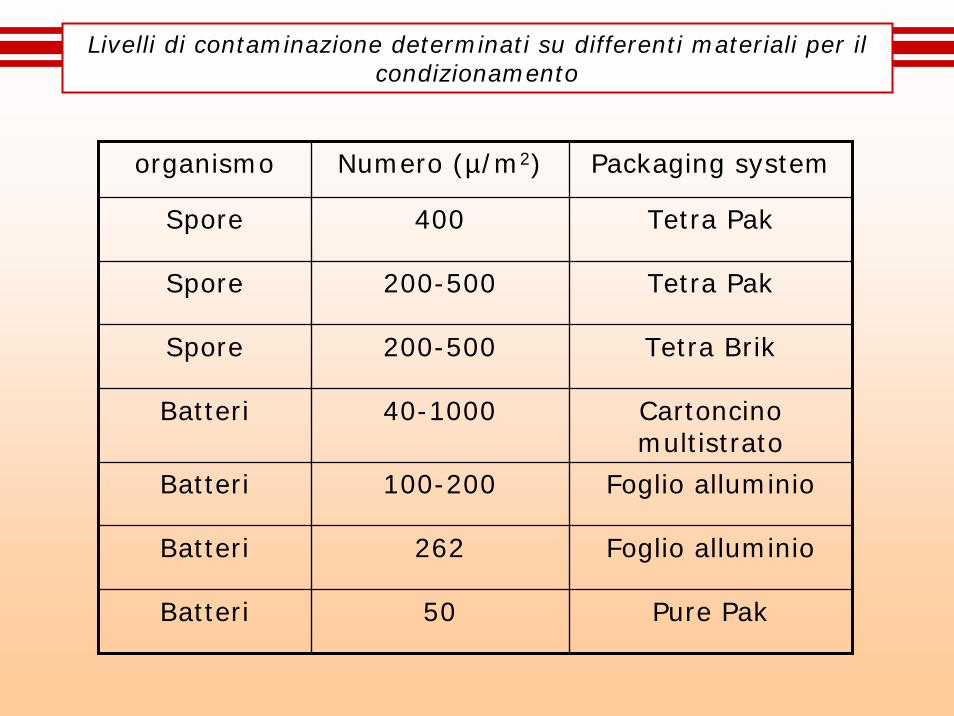
Livelli di contaminazione determinati su differenti materiali per il condizionamento
organismo Numero (µ/m2) Packaging system
Spore 400 Tetra Pak
Tetra Pak
Spore 200-500 Tetra Brik
Batteri 262 Foglio alluminio
Batteri 40-1000 Cartoncino multistrato
Batteri 100-200 Foglio alluminio
Pure Pak
Spore 200-500
Batteri 50
mezzi di decontaminazione di materiali e contenitori
DECONTAMINANTI TERMICI:
Calore di produzione - Per quanto riguarda le materie plastiche, vi è da notare che il calore generato durante l’estrusione o lacalandratura /tecniche di produzione di film e foglie) è di norma sufficiente alla sterilizzazione della superficie, mentre il calore dellatermoformatura non è in genere sufficiente per considerare sterile la superficie. In ogni caso, esiste il problema di proteggere dalla ricontaminazione il materiale prodotto.
Vapore saturo – E’ efficace solo ad elevate pressioni e per questo èscarsamente impiegato; una marginale applicazione riguarda lasterilizzazione di “lids” di alluminio, utilizzandolo a 165 °C e 6 bar.
mezzi di decontaminazione di materiali e contenitori
DECONTAMINANTI TERMICI:
a 165 °C e 6 bar.
Vapore surriscaldato – Il vapore acqueo a pressione atmosferica,surriscaldato a 315°C viene utilizzato per sterilizzare scatole metalliche in riempimenti asettici.
Gas surriscaldati - Aria, azoto, elio, argon, ossigeno, anidride carbonica surriscaldati possono, in teoria, essere impiegati comeagenti decontaminanti; l’aria surriscaldata è impiegata commercialmente per la sterilizzazione di vasi di vetro.
mezzi di decontaminazione di materiali e contenitori
DECONTAMINANTI CHIMICI:
Acqua ossigenata - Viene utilizzata immergendo il contenitore o spruzzandolo “sprayzzazione” a concentrazioni tra il 15-35%; gli effetti sono però modesti a temperatura ambiente ed è necessarioun agente bagnante per favorire il contatto se la superficie è diplastica.
Acqua ossigenata + UV – Abbinando l’rraggiamento per UV algermicida chimico si ottiene un effetto sinergico che consente diutilizzare l’acqua ossigenata a concentrazioni tra l’1 ed il 3%. Vienelargamente impiegato per il cartoncino poliaccoppiato.
mezzi di decontaminazione di materiali e contenitori
DECONTAMINANTI CHIMICI:
Acqua ossigenata + acido peracetico - L’aggiunta di ac. peracetico allo 0.1% ad acqua ossigenata 20-30% consente un effetto sporicida anche a temperature sotto i 65°C.
Acido peracetico – L’effetto sporicida è superiore (e a temperatureinferiori) a quello dell’acqua ossigenata.
Acido peracetico + alcoli – L’effetto sinergico che cresce all’aumentare della catena alifatica dell’alcool.
Alcool + UV; Iodofori; Ossido di etilene; Ozono; Cloro
mezzi di decontaminazione di materiali e contenitori
DECONTAMINANTI FISICI:
UV (253.7 nm) – L’effetto è piuttosto modesto e viene facilmente attenuato da fenomeni di riflessione o assorbimento. L’azione delle radiazioni UV è legata allo specifico assorbimento manifestato dagli acidi nucleici che, denaturandosi parzialmente, portano alla mortele cellule microbiche.
Radiazioni ionizzanti – Si utilizzano radiazioni “gamma”, da elementi radioattivi (Co 60), radiazioni “beta” (elettroni accelerati) e radiazioni “x”, ottenute da lamine metalliche investite da elettroni accelerati. Le prime largamente usate per sterilizzare imballaggiflessibili. In questo caso l’effetto sterilizzante, otre all’assorbimentoed alla denaturazione di importanti biomolecole, è dovuto alla tossicità di alcuni prodotti della radiolisi dell’acqua





























