Embed Size (px)
Citation preview
-1-
印行年月年月 本標準非經本局同意不得翻印
中華民國國家標準
CNS 總號
類號
ICS 25.160.01
X X X X
Z X X X X
經 濟 部 標 準 檢 驗 局 印 行 公 布 日 期 修 訂 公 布 日 期 XX 年 XX 月 XX 日 年 月 日
(共 30頁)
金屬材料銲接程序規範書及其檢定-銲
接程序試驗-第 1 部:鋼的電弧銲接及氣
銲、鎳及鎳合金的電弧銲接
※
Specification and qualification of welding procedures for metallic
materials-Welding procedure tests- Part 1:Arc and gas welding of
steels and arc welding of nickel and nickel alloys.
目錄
節次 頁次
前言 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1 .適用範圍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 .引用標準 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3 .用語及定義 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 .檢定前銲接程序規範書 (pWPS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5 .銲接程序試驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6 .試驗材 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6 .1 通則 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6 .2 試驗材的形狀和尺度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
6 .3 試驗材銲接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
7 .檢驗與試驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
7 .1 檢驗的範圍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
7 .2 試片的取樣與取樣 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
7 .3 非破壞檢驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
7 .4 破壞性試驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
7 .5 允收標準 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
7 .6 再試驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
8 .檢定認可範圍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
8 .1 通則 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
8 .2 與製造者有關的事項 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
8 .3 與材料有關的事項 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
8 .4 銲接程序通用規則 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
8 .5 不同銲接方法的特殊要求 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
9 .銲接程序檢定記錄 (WPQR) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
附件 A 為 WPQR 格式的典型範例 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
附錄 B 相關標準對照 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
附錄 C 鋼、鎳及鎳合金材料分類系統 (參考 ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
-2-
CNS XXXX, ZXXXX
前言
本標準係依標準法之規定,經國家標準審查委員會審定,由主管機關公布之中華民國
國家標準。
依標準法第四條之規定,國家標準採自願性方式實施。但經各該目的事業主管機關引
用全部或部分內容為法規者,從其規定。
本標準並未建議所有安全事項,使用本標準前應適當建立相關維護安全與健康作業,
並且遵守相關法規之規定。
本標準之部分內容,可能涉及專利權、商標權與著作權,主管機關及標準專責機關不
負責任何或所有此類專利權、商標權與著作權之鑑別。
-3-
CNS XXXX,ZXXX
1.適用範圍
本標準適用於所有鋼製品的電弧銲接和氣銲,及所有鎳和鎳合金的電弧銲接,規定
銲接程序規範書 (Welding Procedure Specificat ion, WPS)使用銲接程序試驗檢定的方
法。
本標準確定執行銲接程序試驗的條件,以及在第 8 節表列變數範圍內所有實際銲接
作業條件所對應之銲接程序檢定認可範圍。試驗應依本標準要求施行。增加的試驗
可依應用標準施行。
備考:本標準為一系列標準的一部份,附錄 A 詳述此 ISO 系列之標準。
電弧銲接和氣銲包括以下的銲接方法。本標準的原則也可適用於其它銲接方法。
-遮護金屬電弧銲接
-自遮護電弧銲接
-實心銲線潛弧銲接
-帶狀電極潛弧銲接
-惰氣遮護金屬電弧銲接 (MIG)
-活性氣體遮護金屬電弧銲接 (MAG)
-氣體遮護包藥銲線電弧銲接
-惰氣遮護鎢極電弧銲接 (TIG)
-電漿電弧銲接
-氣銲
2.引用標準
下列標準因本標準所引用,成為本標準之一部分。下列引用標準適用最新版 (包括補
充增修 )。
CNS 2111 金屬材料拉伸試驗法
CNS 2115 維克氏硬度試驗法
CNS 3034 金屬材料衝擊試驗法
CNS 3508 熔填金屬硬度試驗法
CNS 3941 金屬材料之彎曲試驗法
CNS 10425 沙丕衝擊試驗機檢驗法
CNS 12618 鋼結構銲道超音波檢測法
CNS 12674 對接熔接縫滾筒彎曲試驗法
CNS 12806 T形填角熔接接合之彎曲試驗法
CNS 12831 銲接詞彙
CNS 13020 鋼結構銲道射線檢測法
CNS 13021 鋼結構銲道目視檢測法
CNS 13341 鋼結構銲道磁粒檢測法
CNS 11398 銲道液滲檢測法
CNS 13464 鋼結構銲道液滲檢測法
CNS 13717 熔填金屬拉伸及衝擊試驗法
-4-
CNS XXXX, ZXXXX
CNS 13002 銲接姿勢
CNS xxxxx 熔融銲接接頭外觀試驗方法
CNS xxxxx 金屬材料銲接程序規範書及其檢定─通則
CNS xxxxx 金屬材料銲接程序規範書及其檢定─電弧銲接的銲接程序規範書
ISO 5817: 2003, Welding -- Fusion-welded joints in steel , nickel , t i tan ium and their
al loys (beam welding excluded) -- Quali ty levels for imperfections
ISO 9015-1:2001,Destructive tests on welds in metal l ic mater ials -- Hardness test ing
-- Par t 1 : Hardness test on arc welded joints .
ISO 14175: 2008 , Welding consumables―Shieldi ng gases for arc welding and cutt ing
ISO 14555:2006, Welding -- Arc stud welding of metallic materials.
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials -- General
rules.
ISO/TR 15608:2013, Welding -- Guidelines for a metallic materials grouping system.
ISO 15609-1:2004, Specificat ion and qualificat ion of welding procedures for metal l ic
mater ials -- Welding procedure specificat ion -- Par t 1 : Arc welding .
ISO 15609-2:2001, Specification and qualification of welding procedures for metallic materials --
Welding procedure specification -- Part 2: Gas welding.
ISO 15609-3:2004, Specification and qualification of welding procedures for metallic materials --
Welding procedure specification -- Part 3: Electron beam welding.
ISO 15609-4:2009, Specification and qualification of welding procedures for metallic materials --
Welding procedure specification -- Part 4: Laser beam welding.
ISO 15609-5:2011, Specification and qualification of welding procedures for metallic materials --
Welding procedure specification -- Part 5: Resistance welding.
ISO 15610:2003, Specification and qualification of welding procedures for metallic materials --
Qualification based on tested welding consumables.
ISO 15611:2003, Specification and qualification of welding procedures for metallic materials --
Qualification based on previous welding experience
ISO 15612:2004, Specification and qualification of welding procedures for metallic materials --
Qualification by adoption of a standard welding procedure.
ISO 15613:2004, Specification and qualification of welding procedures for metallic materials --
Qualification based on pre-production welding test.
ISO 15614-1:2004, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 1: Arc and gas welding of steels and arc welding of
nickel and nickel alloys.
ISO 15614-2:2005, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 2: Arc welding of aluminium and its alloys.
ISO 15614-3:2008, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 3: Fusion welding of non-alloyed and low-alloyed cast
irons.
ISO 15614-4:2005, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 4: Finishing welding of aluminium castings.
-5-
CNS XXXX,ZXXX
ISO 15614-5:2004, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 5: Arc welding of titanium, zirconium and their alloys.
ISO 15614-6:2006, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 6: Arc and gas welding of copper and its alloys.
ISO 15614-7:2007, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 7: Overlay welding.
ISO 15614-8:2002, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 8: Welding of tubes to tube-plate joints.
ISO 15614-10:2005, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 10: Hyperbaric dry welding.
ISO 15614-11:2002, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 11: Electron and laser beam welding.
ISO 15614-12:2004, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 12: Spot, seam and projection welding.
ISO 15614-13:2005, Specification and qualification of welding procedures for metallic materials --
Welding procedure test -- Part 13: Resistance butt and flash welding.
ISO 15620:2000, Welding -- Friction welding of metallic materials.
3.用語及定義
CNS 12831 及 CNS xxxx (金屬材料銲接程序規範書及其檢定─通則 )所規定用語,其
定義適用於本標準。
4.檢定前銲接程序規範書 (pWPS)
檢定前銲接程序規範書依 CNS xxxx(金屬材料銲接程序規範書及其檢定─電弧銲接
的銲接程序規範書 )製作,應明確列出所有相關項目的容許範圍。
5.銲接程序試驗
試驗材的製作和試驗依第 6 及第 7 節施行。
6.試驗材
6 .1 通則
銲接接頭從第 6.2 節中選一組或多組 (使能具有實際製造代表性 )之標準試驗材製
作。當標準試驗材無法代表製品或接頭幾何形狀時,由買賣雙方協議之。
備考:銲接接頭設計可參考 EN ISO 15613。
6.2 試驗材的形狀和尺度
試驗材的長度或數量應確保能完成所有要求的試驗。增加試驗用及 /或再試驗用的
試片,可從增加製作之試驗材或加長長度之試驗材上取樣。 (參考 7.5)
支管接頭 (圖 4)及 T 形接頭 (圖 3)除外,所有試驗材母材厚度 ( t)應與實際被銲接之
板或管的厚度相同。
若適用標準要求熱影響區須作衝擊試驗時,供試驗材料上應標示鋼板的軋延方
向。試驗材的厚度及 /或管件外徑,依第 8.3.2 .1 節至第 8.3.2 .4 節之要求選擇。
試驗材的形狀和最小尺度應依下列要求。
-6-
CNS XXXX, ZXXXX
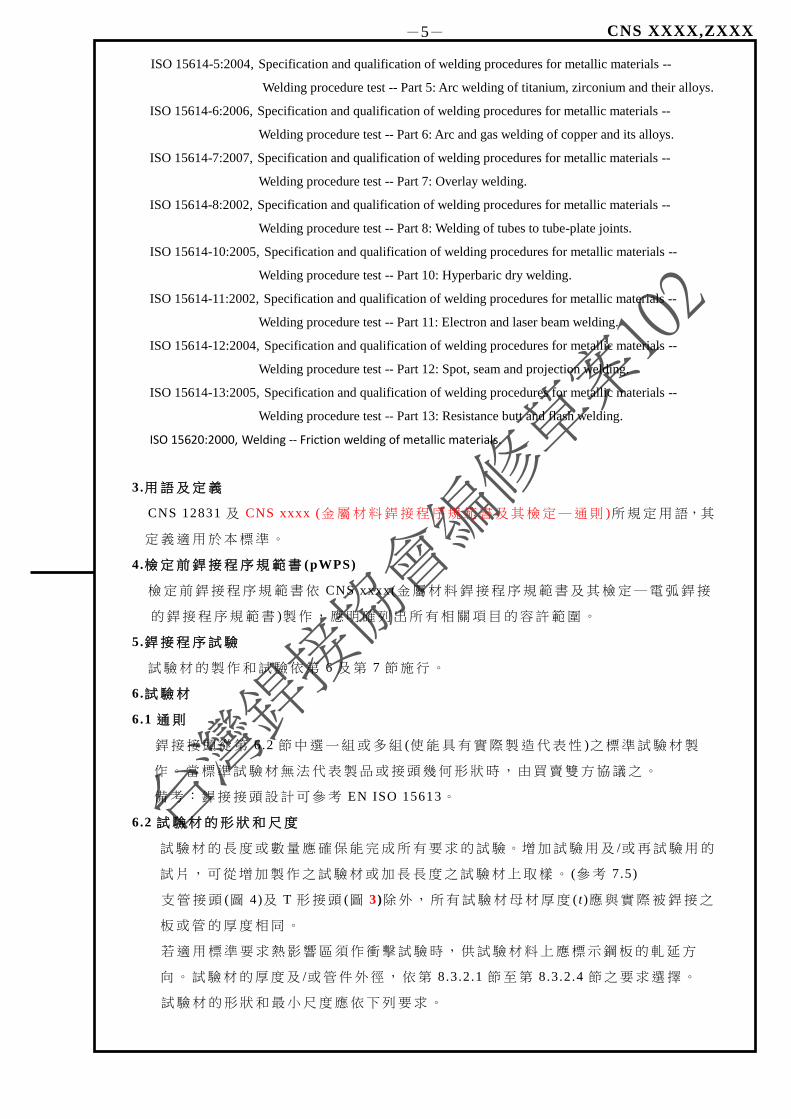
6.2.1 板全滲透對接接頭
試驗材依圖 1 製作。
圖 1 板全滲透對接接頭的試驗材。
6 .2 .2 管全滲透對接接頭
試驗材依圖 2 製作。
備考:〝管〞單獨或組合使用,用於表示〝管材〞、〝管件〞或〝空心結構〞。
圖 2 管全滲透對接接頭的試驗材。
1
1:開槽加工及組立依檢定前銲接程序規範書 (pWPS)
a:最小值 150mm
D :管外徑 (mm)
t:母材厚度
1
1:開槽加工及組立依檢定前銲接程序規範書 (pWPS)
a:最小值 150mm
b:最小值 350mm
t:母材厚度
-7-
CNS XXXX,ZXXX
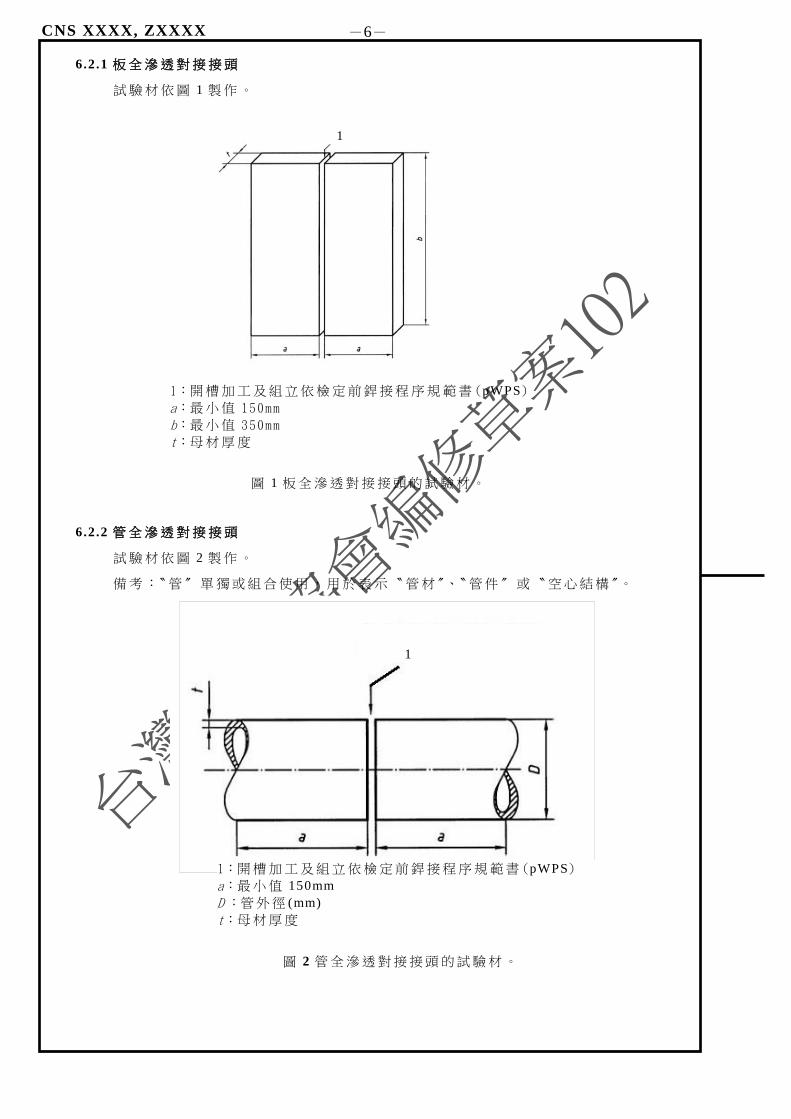
6.2.3 T 形接頭
試驗材依圖 3 製作。 T 形接頭可用於全滲透對接銲或填角銲。
圖 3 T 形接頭的試驗材。
6.2.4 支管接頭
試驗材依圖 4 製作。角度 α 為實際生產中使用的最小值。支管接頭可用於全滲透
對接接頭 (騎座式、插入式或穿插式 )或填角銲。
圖 4 支管接頭的試驗材。
1
1:開槽加工及組立依檢定前銲接程序規範書 (pWPS)
α:支管角度
a:最小值 150mm
D1:主管外徑
t1:主管壁厚
D2:支管外徑
t2:支管壁厚
1
1:開槽加工及組立依檢定前銲接程序規範書 (pWPS)
a:最小值 150mm
b:最小值 350mm
t:母材厚度
-8-
CNS XXXX, ZXXXX
6.3 試驗材銲接
試驗材的製備及銲接應依檢定前銲接程序規範書 (pWPS),以能代表實際製造時的
一般銲接條件施行。銲接姿勢及試驗材傾斜角和旋轉角的限制應依適切的標準。若
假銲接頭熔入最終接頭時,則試驗材包含之。
試驗材之銲接和試驗,必須由審查員或審查單位 (機構 )見證。
備考:適切標準可以是買賣雙方協議之標準、國家標準、國際標準、團體規格等。
7.檢驗與試驗
7 .1 試驗的範圍
試驗包含非破壞檢驗 (NDT)及破壞性試驗,依表 1 要求。適用標準或合約可增加下
列試驗:
-縱向銲道拉伸試驗
-全銲道金屬彎曲試驗
-腐蝕試驗
-化學成分分析
-微觀試驗
- δ 肥粒鐵量測
-十字接頭試驗
備考:特殊應用、材料或製造條件等情況,可能被要求比本標準規定更廣泛的試
驗,以獲得更多資訊或避免日後為取得額外數據而再次施行銲接程序試驗。
-9-
CNS XXXX,ZXXX
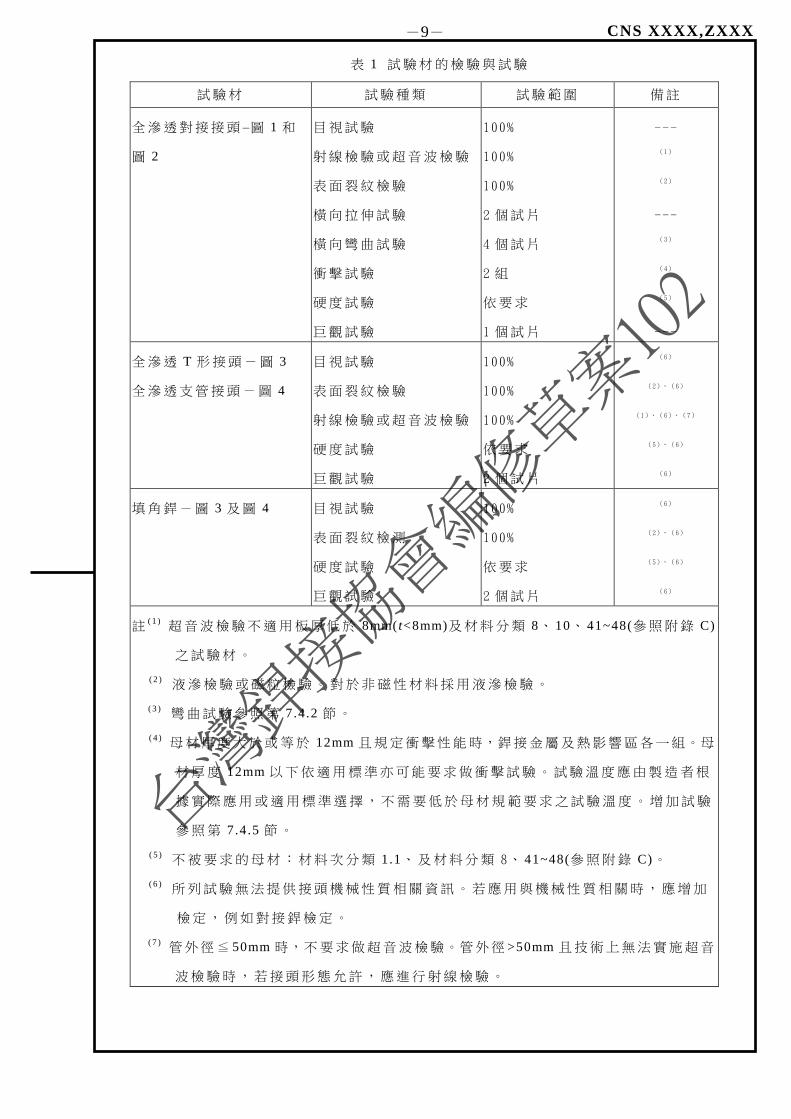
表 1 試驗材的檢驗與試驗
試驗材 試驗種類 試驗範圍 備註
全滲透對接接頭 –圖 1 和
圖 2
目視試驗
射線檢驗或超音波檢驗
表面裂紋檢驗
橫向拉伸試驗
橫向彎曲試驗
衝擊試驗
硬度試驗
巨觀試驗
100%
100%
100%
2 個試片
4 個試片
2 組
依要求
1 個試片
---
( 1 )
( 2 )
---
( 3 )
( 4 )
( 5 )
---
全滲透 T 形接頭-圖 3
全滲透支管接頭-圖 4
目視試驗
表面裂紋檢驗
射線檢驗或超音波檢驗
硬度試驗
巨觀試驗
100%
100%
100%
依要求
2 個試片
( 6 )
( 2 )、 ( 6 )
( 1 )、 ( 6 )、 ( 7 )
( 5 )、 ( 6 )
( 6 )
填角銲-圖 3 及圖 4 目視試驗
表面裂紋檢測
硬度試驗
巨觀試驗
100%
100%
依要求
2 個試片
( 6 )
( 2 )、 ( 6 )
( 5 )、 ( 6 )
( 6 )
註 ( 1 ) 超音波檢驗不適用板厚低於 8mm( t<8mm)及材料分類 8、 10、 41~48(參照附錄 C)
之試驗材。
( 2 ) 液滲檢驗或磁粒檢驗。對於非磁性材料採用液滲檢驗。
( 3 ) 彎曲試驗參照第 7.4.2 節。
( 4 ) 母材厚度大於或等於 12mm 且規定衝擊性能時,銲接金屬及熱影響區各一組。母
材厚度 12mm 以下依適用標準亦可能要求做衝擊試驗。試驗溫度應由製造者根
據實際應用或適用標準選擇,不需要低於母材規範要求之試驗溫度。增加試驗
參照第 7.4 .5 節。
( 5 ) 不被要求的母材:材料次分類 1.1、及材料分類 8、 41~48(參照附錄 C)。
( 6 ) 所列試驗無法提供接頭機械性質相關資訊。若應用與機械性質相關時,應增加
檢定,例如對接銲檢定。
( 7 ) 管外徑≦ 50mm 時,不要求做超音波檢驗。管外徑 >50mm 且技術上無法實施超音
波檢驗時,若接頭形態允許,應進行射線檢驗。
-10-
CNS XXXX, ZXXXX
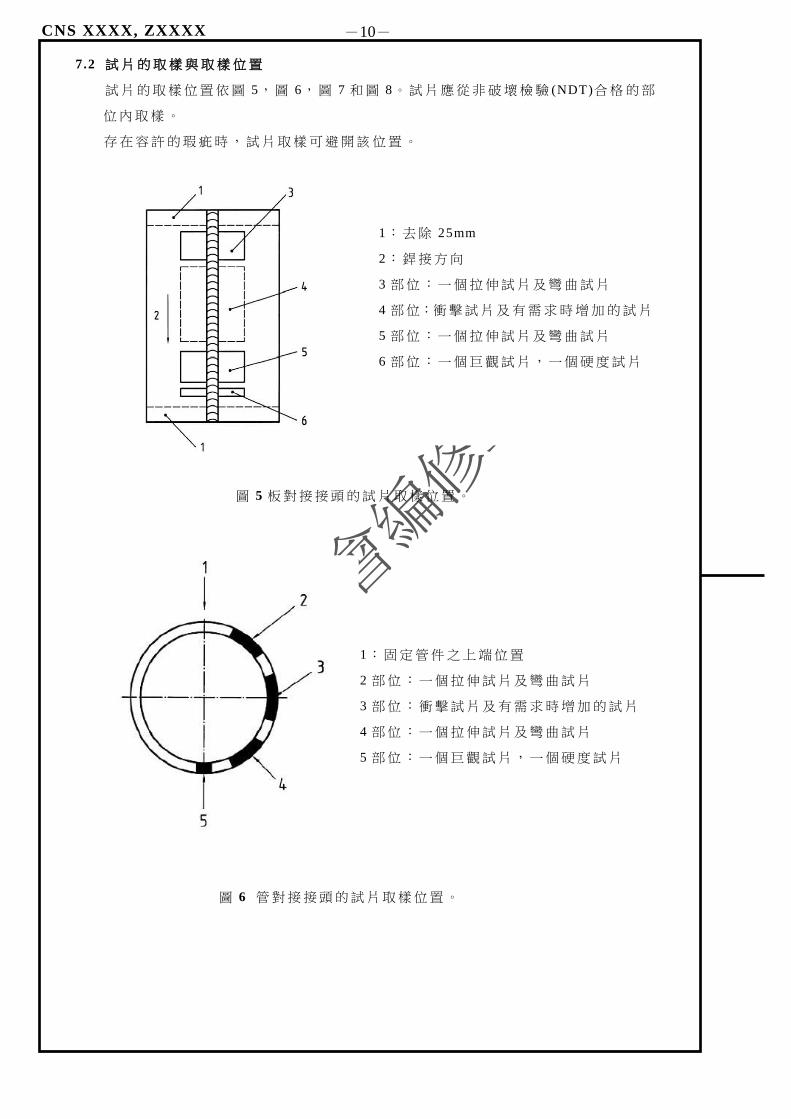
7.2 試片的取樣與取樣位置
試片的取樣位置依圖 5,圖 6,圖 7 和圖 8。試片應從非破壞檢驗 (NDT)合格的部
位內取樣。
存在容許的瑕疵時,試片取樣可避開該位置。
圖 5 板對接接頭的試片取樣位置。
圖 6 管對接接頭的試片取樣位置。
1:去除 25mm
2:銲接方向
3 部位:一個拉伸試片及彎曲試片
4 部位:衝擊試片及有需求時增加的試片
5 部位:一個拉伸試片及彎曲試片
6 部位:一個巨觀試片,一個硬度試片
1:固定管件之上端位置
2 部位:一個拉伸試片及彎曲試片
3 部位:衝擊試片及有需求時增加的試片
4 部位:一個拉伸試片及彎曲試片
5 部位:一個巨觀試片,一個硬度試片
-11-
CNS XXXX,ZXXX
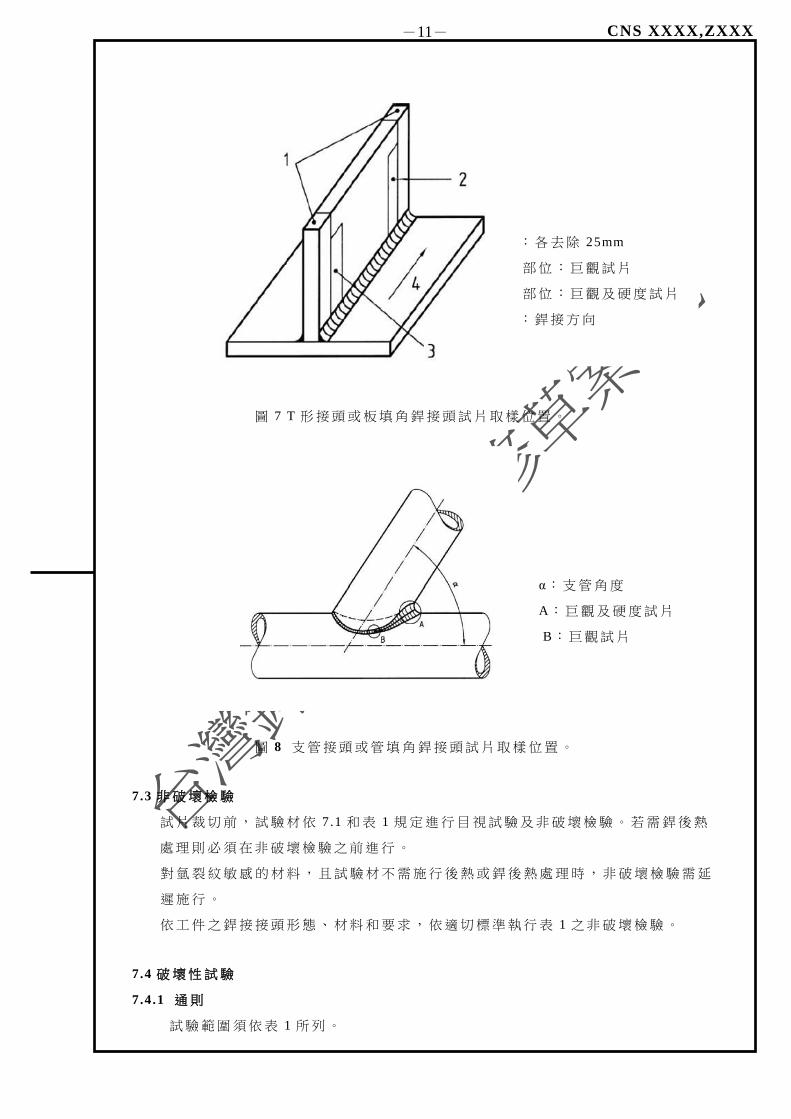
圖 7 T 形接頭或板填角銲接頭試片取樣位置。
圖 8 支管接頭或管填角銲接頭試片取樣位置。
7 .3 非破壞檢驗
試片裁切前,試驗材依 7.1 和表 1 規定進行目視試驗及非破壞檢驗。若需銲後熱
處理則必須在非破壞檢驗之前進行。
對氫裂紋敏感的材料,且試驗材不需施行後熱或銲後熱處理時,非破壞檢驗需延
遲施行。
依工件之銲接接頭形態、材料和要求,依適切標準執行表 1 之非破壞檢驗。
7.4 破壞性試驗
7 .4 .1 通則
試驗範圍須依表 1 所列。
1:各去除 25mm
2 部位:巨觀試片
3 部位:巨觀及硬度試片
4:銲接方向
α:支管角度
A:巨觀及硬度試片
B:巨觀試片
-12-
CNS XXXX, ZXXXX
7.4.2 橫向拉伸試驗
對接接頭橫向拉伸試片尺度和試驗方法,依適切之標準執行。
管外徑大於 50mm,應去除兩面銲冠區,使試片厚度與管壁厚度相同。
管外徑小於或等於 50mm,及需整個管截面作測試時,試片允許保留管內銲冠。
除非試驗前另有規定,試片的抗拉強度不得低於母材的下限值。
異材組合的銲接接頭,抗拉強度應不得低於最低強度母材的下限值。
7.4.3 彎曲試驗
對接接頭彎曲試驗試片尺度和試驗方法,依適切之標準執行。
厚度小於 12mm 時,試驗應做兩個面彎及兩個背彎試片。當厚度大於或等於 12mm
時,可採四個側彎試片取代面彎及背彎試片。
對於異種鋼或異種成分板對接接頭,採用一個縱向背彎及一個縱向面彎取代四個
側彎試驗。
當母材伸長率≧ 20%,模彎試驗壓具直徑或導彎試驗內滾輪直徑應為 4 t s,壓伸彎
曲角度應為 180°。母材伸長率< 20%時,依下列公式計算:
(100× t s)
d= - t s
A
式中,
d:模彎試驗壓具直徑或導彎試驗內滾輪直徑
t s:彎曲試片的厚度
A:材料規範要求的最低伸長率
試驗過程中,試片不得在任何方向出現大於 3mm 之單一裂紋。試片角隅區出現
裂紋可忽略。
7.4.4 巨觀試驗
巨觀試驗的試片製作、浸蝕及試驗,依適切之標準執行。試片必須能清晰的顯示
出熔融線、熱影響區和各層銲道堆積情況。
巨觀試驗應包括未受到熱影響的母材,並且應記錄每道銲接。巨觀試驗合格標準
依適切之標準及第 7.5 節。
7 .4 .5 衝擊試驗
對接接頭衝擊試驗之試片取樣位置、試驗溫度依本標準,試片尺度及試驗方法依
相適切之標準執行。
銲接金屬試片型式應採用 VWT(V:沙丕 V 型凹口;W:凹口開在銲接金屬,T:
凹口貫通全厚度 );熱影響區試片型式應採用 VHT(V:沙丕 V 型凹口; H:凹口
開在熱影響區;T:凹口貫通全厚度 )。試片在每個指定位置取樣一組,每組 3 件
試片。試片 V 型凹口應在母材表面下方 2mm 以內,且衝擊試片取樣時,長軸線
方向垂直於銲接線。熱影響區的凹口底端應距離熔融線 1~2mm 位置,銲接金屬
凹口底端則開在銲道中心線上。
如果試驗材的厚度大於 50mm 時,應在板厚中央或銲道根部增取 2 組試片,一組
-13-
CNS XXXX,ZXXX
取自銲接金屬,另一組取自熱影響區。
除適用的標準有變更外,衝擊吸收能量應依照母材適切標準。三個試片的平均值
應達到規定要求,每一測試位置允許一個試片測試值低於規定最小平均值,但不
能低於要求值的 70%。
異材接頭的衝擊試驗,應從兩側母材及兩側熱影響區取樣。
多種銲接方法在一個試驗材進行檢定,衝擊試片應在每種銲接方法的銲接金屬及
熱影響區取樣。
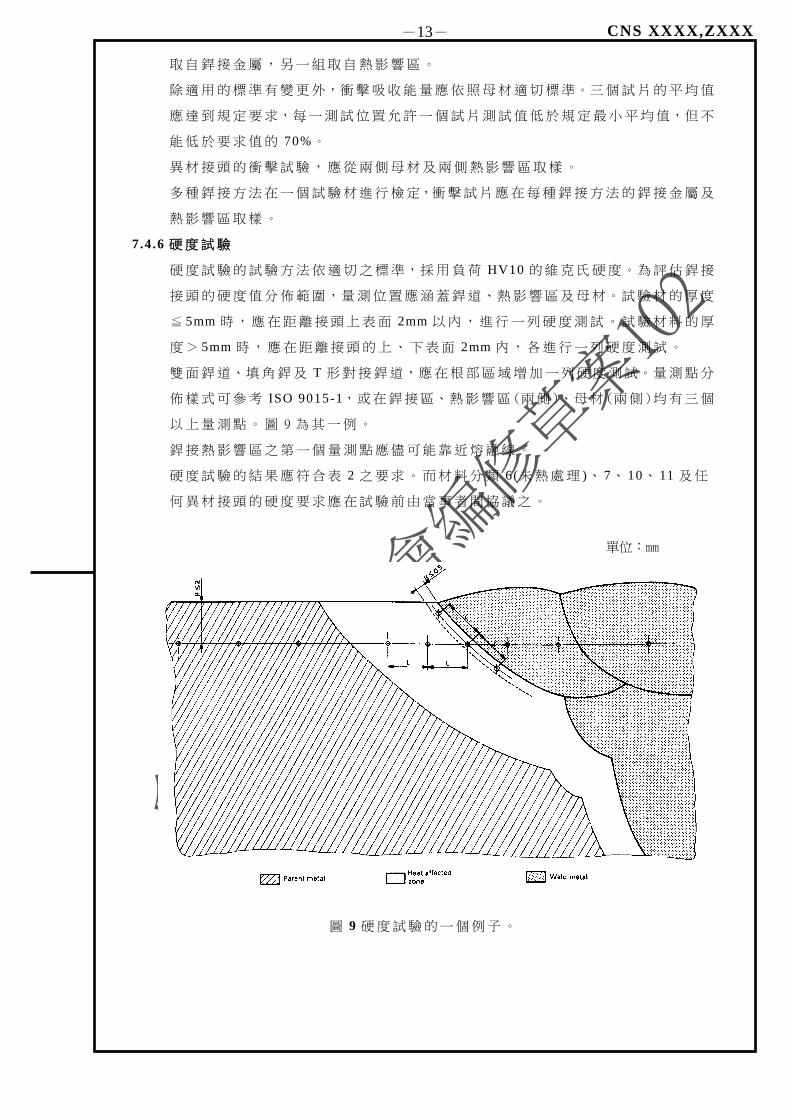
7.4.6 硬度試驗
硬度試驗的試驗方法依適切之標準,採用負荷 HV10 的維克氏硬度。為評估銲接
接頭的硬度值分佈範圍,量測位置應涵蓋銲道、熱影響區及母材。試驗材的厚度
≦ 5mm 時,應在距離接頭上表面 2mm 以內,進行一列硬度測試。試驗材料的厚
度> 5mm 時,應在距離接頭的上、下表面 2mm 內,各進行一列硬度測試。
雙面銲道、填角銲及 T 形對接銲道,應在根部區域增加一列硬度測試。量測點分
佈樣式可參考 ISO 9015-1,或在銲接區、熱影響區 (兩側 )、母材 (兩側 )均有三個
以上量測點。圖 9 為其一例。
銲接熱影響區之第一個量測點應儘可能靠近熔融線。
硬度試驗的結果應符合表 2 之要求。而材料分類 6(未熱處理 )、 7、 10、 11 及任
何異材接頭的硬度要求應在試驗前由當事者間協議之。
圖 9 硬度試驗的一個例子。
單位:mm
-14-
CNS XXXX, ZXXXX
表 2 容許最大硬度值 (HV10)
鋼材分類 未熱處理 熱處理
1( 1 )、 2 380 320
3( 2 )
450 380
4、 5 380 320
6 -- 350
9.1
9 .2
9 .3
350
450
450
300
350
350
註 ( 1 ):如果有硬度試驗要求
( 2 ):最小降伏強度大於 890N/mm2 之鋼材,由當事者間協議之。
7.5 允收標準
試驗材瑕疵依適切標準之規定或雙方協議接受之極限,作銲接程序檢定合格與否
判定。若出現過多銲接金屬、凸度過大、喉深過大及過度滲透等瑕疵,一般判定
不合格。
7.6 再試驗
如果試片不符合第 7.5 節規定的目視及非破壞檢驗允收標準,應再銲製一塊試片並
進行同樣試驗。如果額外增加試片仍無法符合要求,則銲接程序試驗檢定判定失
敗。
如果試片起因於銲道瑕疵以致不符合第 7.4 節規定之破壞性試驗要求,每一不合格
試片應再取兩塊試片進行同樣的試驗。如果試驗材尺度足夠額外增加試驗所需,
試片可取自同一塊試驗材,或取自新銲製的試驗材。如果額外增加試片中的任一
個試片仍無法符合要求,則銲接程序試驗檢定判定失敗。
如果一拉伸試片不符合第 7.4.2 節的要求,應再取兩塊試片進行拉伸試驗。且兩個
拉伸試片都必須滿足第 7.4.2 節要求。
如果在不同試驗區有單個硬度值高於表 2 之規定值,應額外進行硬度試驗。額外
試驗可在原試片的反面或原試驗表面經充分研磨後進行。額外試驗的硬度值不得
高於表 2 規定最大值。
對於沙丕衝擊試驗,當 1 組三個試片的試驗結果達不到要求,但當其中只有 1 個試
片的試驗值低於 70%要求平均值時,應再取三個試片進行試驗。新增試片及原始
試驗試片的平均值,不得低於要求平均值。若相關材料標準另有規定時,則依該
材料標準。
8.檢定認可範圍
8 .1 通則
第 7 節的每個條件都應該得到滿足,以符合本標準之規定要求。認可範圍外的變
更應作新的銲接程序試驗。
8.2 與製造者有關事項
-15-
CNS XXXX,ZXXX
製造者依本標準進行檢定前銲接程序規範書 (pWPS)之銲接程序試驗,且獲得通
過,在該製造者相同的技術和品質管制下,所進行的廠內或現場銲接工作均為有
效。製造者承擔完全的施工責任。
8.3 與材料有關事項
8 .3 .1 母材的材料分類
為了盡量減少銲接程序試驗次數及重複,對鋼、鎳和鎳合金予以材料分類如附錄
C (依據 CR ISO 15608)。
單一母材或母材組合未納入材料分類系統,須作單獨的銲接程序檢定。若一母材
屬於兩個材料分類或次分類,應將其歸類在數值較低的材料分類或次分類。
備考:使用不同國家標準時,類似等級材料的些微成分差異,不需要重新檢定。
8.3.1 .1 鋼
鋼的檢定認可範圍如表 3 所示。
表 3 鋼的材料分類和次分類的檢定認可範圍
試驗試片的材料分類 /
材料次分類
檢定認可範圍
1-1 1( 1 )
-1
2-2 2( 1 )
– 2 , 1-1, 2( 1 )
-1
3-3 3( 1 )
-3 , 1-1, 2-1, 2-2, 3( 1 )
-1 , 3( 1 )
-2
4-4 4( 2 )
-4 , 4( 2 )
-1 , 4( 2 )
-2
5-5 5( 2 )
-5 , 5( 2 )
-1 , 5( 2 )
-2
6-6 6( 2 )
-6 , 6( 2 )
-1 , 6( 2 )
-2
7-7 7( 3 )
-7
7-3 7( 3 )
-3 , 7( 3 )
-1 , 7( 3 )
-2
7-2 7( 3 )
-2 , 7( 3 )
-1
8-8 8( 3 )
-8
8-6 8( 3 )
-6( 2 )
, 8( 3 )
-1 , 8( 3 )
-2 , 8( 3 )
-4
8-5 8( 3 )
-5( 2 )
, 8( 3 )
-1 , 8( 3 )
-2 , 8( 3 )
-4 , 8( 3 )
-6 .1 , 8( 3 )
-6 .2
8-3 8( 3 )
-3 , 8( 3 )
-1 , 8( 3 )
-2
8-2 8( 3 )
-2( 1 )
, 8( 3 )
-1
9-9 9( 2 )
-9
10-10 10( 2 )
-10
10-8 10( 2 )
-8( 3 )
10-6 10( 2 )
-6( 2 )
, 10( 2 )
-1 ,10( 2 )
-2 , 10( 2 )
-4
10-5 10( 2 )
-5( 2 )
, 10( 2 )
-1 , 10( 2 )
-2 , 10( 2 )
-4 , 10( 2 )
-6 .1 , 10( 2 )
-6 .2
10-3 10( 2 )
-3( 1 )
, 10( 2 )
-1 , 10( 2 )
-2
10-2 10( 2 )
-2( 1 )
, 10( 2 )
-1
11-11 11( 2 )
-11, 11( 2 )
-1
註 ( 1 ):涵蓋同一分類規範降伏強度相等或較低之鋼種。 ( 2 ):涵蓋同一次分類及同一分類中之較低次分類的鋼種。 ( 3 ):涵蓋同一次分類之鋼種。
-16-
CNS XXXX, ZXXXX
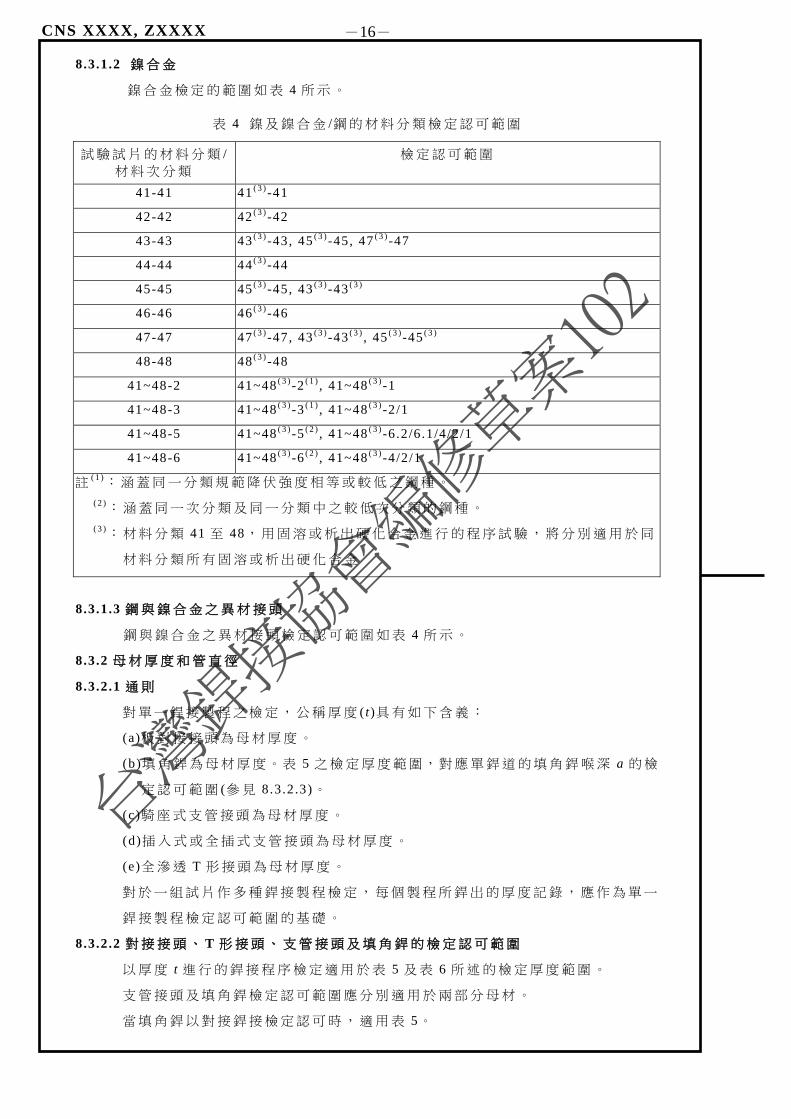
8.3.1 .2 鎳合金
鎳合金檢定的範圍如表 4 所示。
表 4 鎳及鎳合金 /鋼的材料分類檢定認可範圍
試驗試片的材料分類 /
材料次分類
檢定認可範圍
41-41 41( 3 )
-41
42-42 42( 3 )
-42
43-43 43( 3 )
-43, 45( 3 )
-45, 47( 3 )
-47
44-44 44( 3 )
-44
45-45 45( 3 )
-45, 43( 3 )
-43( 3 )
46-46 46( 3 )
-46
47-47 47( 3 )
-47, 43( 3 )
-43( 3 )
, 45( 3 )
-45( 3 )
48-48 48( 3 )
-48
41~48-2 41~48( 3 )
-2( 1 )
, 41~48( 3 )
-1
41~48-3 41~48( 3 )
-3( 1 )
, 41~48( 3 )
-2/1
41~48-5 41~48( 3 )
-5( 2 )
, 41~48( 3 )
-6 .2/6.1/4/2/1
41~48-6 41~48( 3 )
-6( 2 )
, 41~48( 3 )
-4/2/1
註 ( 1 ):涵蓋同一分類規範降伏強度相等或較低之鋼種。
( 2 ):涵蓋同一次分類及同一分類中之較低次分類的鋼種。
( 3 ):材料分類 41 至 48,用固溶或析出硬化合金進行的程序試驗,將分別適用於同
材料分類所有固溶或析出硬化合金
8.3.1 .3 鋼與鎳合金之異材接頭
鋼與鎳合金之異材接頭檢定認可範圍如表 4 所示。
8.3.2 母材厚度和管直徑
8 .3 .2 .1 通則
對單一銲接製程之檢定,公稱厚度 ( t)具有如下含義:
(a)板對接接頭為母材厚度。
(b)填角銲為母材厚度。表 5 之檢定厚度範圍,對應單銲道的填角銲喉深 a 的檢
定認可範圍 (參見 8.3.2 .3)。
(c)騎座式支管接頭為母材厚度。
(d)插入式或全插式支管接頭為母材厚度。
(e)全滲透 T 形接頭為母材厚度。
對於一組試片作多種銲接製程檢定,每個製程所銲出的厚度記錄,應作為單一
銲接製程檢定認可範圍的基礎。
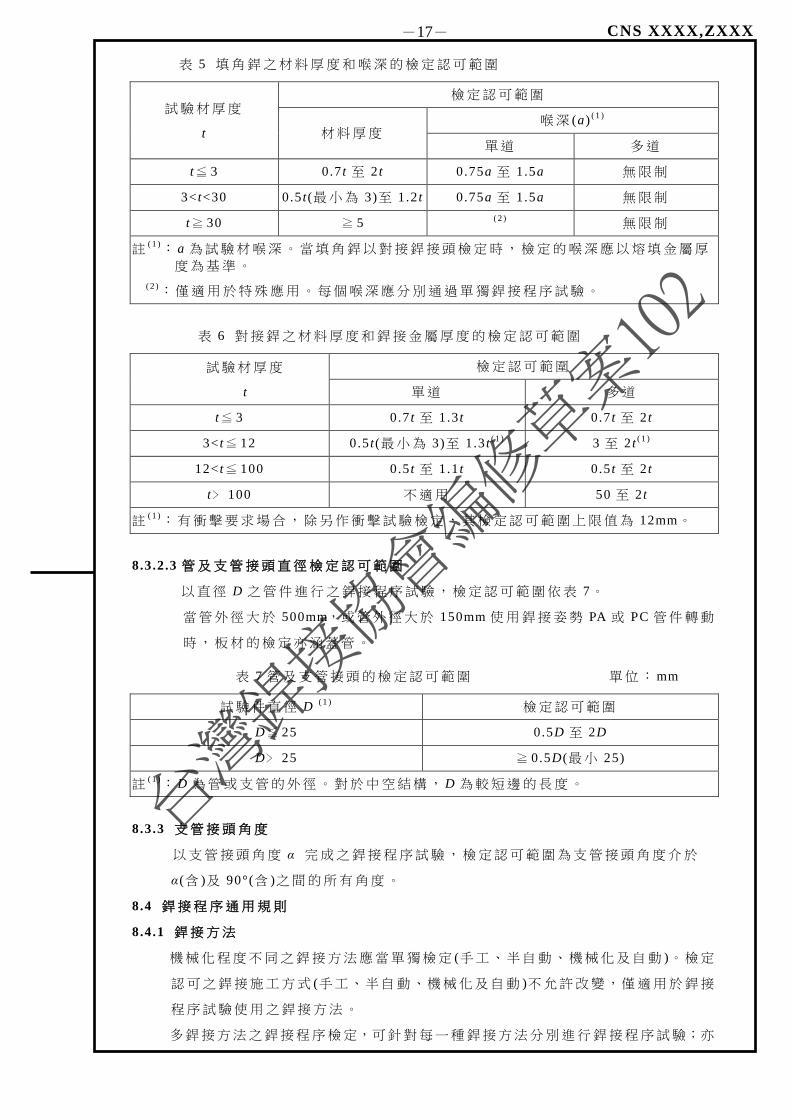
8.3.2 .2 對接接頭、 T 形接頭、支管接頭及填角銲的檢定認可範圍
以厚度 t 進行的銲接程序檢定適用於表 5 及表 6 所述的檢定厚度範圍。
支管接頭及填角銲檢定認可範圍應分別適用於兩部分母材。
當填角銲以對接銲接檢定認可時,適用表 5。
-17-
CNS XXXX,ZXXX
表 5 填角銲之材料厚度和喉深的檢定認可範圍
試驗材厚度
t
檢定認可範圍
材料厚度 喉深 (a )
( 1 )
單道 多道
t≦ 3 0.7 t 至 2 t 0 .75a 至 1.5a 無限制
3< t<30 0.5 t(最小為 3)至 1.2 t 0 .75a 至 1.5a 無限制
t≧ 30 ≧ 5 ( 2 )
無限制
註 ( 1 ): a 為試驗材喉深。當填角銲以對接銲接頭檢定時,檢定的喉深應以熔填金屬厚
度為基準。
( 2 ):僅適用於特殊應用。每個喉深應分別通過單獨銲接程序試驗。
表 6 對接銲之材料厚度和銲接金屬厚度的檢定認可範圍
試驗材厚度
t
檢定認可範圍
單道 多道
t≦ 3 0.7 t 至 1.3 t 0 .7 t 至 2 t
3< t≦ 12 0.5 t(最小為 3)至 1.3 t( 1 )
3 至 2 t( 1 )
12< t≦ 100 0.5 t 至 1.1 t 0 .5 t 至 2 t
t﹥ 100 不適用 50 至 2 t
註 ( 1 ):有衝擊要求場合,除另作衝擊試驗檢定,其檢定認可範圍上限值為 12mm。
8 .3 .2 .3 管及支管接頭直徑檢定認可範圍
以直徑 D 之管件進行之銲接程序試驗,檢定認可範圍依表 7。
當管外徑大於 500mm,或管外徑大於 150mm 使用銲接姿勢 PA 或 PC 管件轉動
時,板材的檢定亦涵蓋管。
表 7 管及支管接頭的檢定認可範圍 單位: mm
試驗件直徑 D ( 1 )
檢定認可範圍
D≦ 25 0.5D 至 2D
D﹥ 25 ≧ 0.5D(最小 25)
註 ( 1 ): D 為管或支管的外徑。對於中空結構, D 為較短邊的長度。
8 .3 .3 支管接頭角度
以支管接頭角度 α 完成之銲接程序試驗,檢定認可範圍為支管接頭角度介於
α (含 )及 90°(含 )之間的所有角度。
8.4 銲接程序通用規則
8 .4 .1 銲接方法
機械化程度不同之銲接方法應當單獨檢定 (手工、半自動、機械化及自動 )。檢定
認可之銲接施工方式 (手工、半自動、機械化及自動 )不允許改變,僅適用於銲接
程序試驗使用之銲接方法。
多銲接方法之銲接程序檢定,可針對每一種銲接方法分別進行銲接程序試驗;亦
-18-
CNS XXXX, ZXXXX
可以一個銲接程序試驗包含多個銲接方法,此檢定試驗僅認可所使用的銲接方法
及順序。
備註:不得用多銲接方法之程序試驗檢定單一銲接方法,除非該銲接方法施行的
試驗符合本標準。
8.4.2 銲接姿勢
任一銲接姿勢 (板或管 )的程序檢定認可適用於所有姿勢 (板或管 ),但 PG 和
J-L045 除外 (此二種須個別進行程序檢定試驗 )。
當要求衝擊及 /或硬度試驗時,為使檢定認可適用於全姿勢銲接,衝擊試驗試片
應取自入熱量最高的銲接姿勢,而硬度試驗試片應取自入熱量最低的銲接姿
勢。例如:板對接銲道入熱量最高的銲接姿勢通常為立銲上進 (PF),最低為橫銲
(PC);固定管銲接,硬度試驗試片應取自仰銲姿勢施作之銲道。
當不要求衝擊和硬度時,任一銲接姿勢 (板或管 )的程序檢定適用於所有姿勢 (板或
管 )。
除檢定單一銲接姿勢外,應在不同銲接姿勢施作之銲道取樣及進行衝擊和硬度試
驗,當檢定要適用所有姿勢,二試驗材應進行全面的目視和非破壞檢驗。
材料分類 10(雙相不銹鋼 ),入熱量最低和最高的銲接姿勢皆須進行衝擊和硬度二
項試驗。
備考:其它破壞性試驗可取自二試驗材中任一試驗材。另一個試驗材長度則可減
短。
8.4.3 銲接接頭種類
銲接程序試驗所使用的銲接接頭檢定認可範圍的限制 (例如:直徑和厚度 ),參見
相關章節及下列規定:
(a)對接銲檢定認可適用於全滲透、部分滲透之對接銲及填角銲。當生產銲接以
填角銲為主要型式時,填角銲試驗應被要求。
(b)管對接接頭檢定認可適用於角度≧ 60°支管接頭。
(c)T 形接頭檢定認可僅適用於 T 形接頭對接銲及填角銲 (如 (a))。
(d)無背襯單面銲接檢定認可適用於雙面銲接和有背襯銲接。
(e)有背襯銲接檢定認可適用於雙面銲接。
( f)無背剷的雙面銲接檢定認可適用於有背剷的雙面銲接。
(g)填角銲接檢定認可僅適用於填角銲。
(h)不得將多道改變為單道銲接 (或兩側各一道 ),反之亦然。
8.4.4 填料材種類
檢定認可範圍涵蓋與試驗之填料材機械性質相當,相同之心線或銲藥種類,相同
之化學成分,相同之氫含量或更低之填料材。
8.4.5 填料材品名 (製造廠及廠牌 )
當要求衝擊試驗時,遮護金屬電弧銲接,自遮護包藥電弧銲接,潛弧銲接和包藥
銲線 MAG 電弧銲接等銲接方法,檢定認可範圍限制在試驗所使用的品名 (製造廠
及廠牌 )。若要改變規定之填料材為另一與規定品名類似之填料材時,須增加製
-19-
CNS XXXX,ZXXX
作試驗材,且須使用與原始檢定試驗相同的銲接參數銲接,試驗則僅需作銲接金
屬之衝擊試驗。
備註:本條文不適用於種類和化學成分相同的實心銲線及填料棒。
8.4.6 填料材尺度
當符合 8.4.8 要求時,得改變填料材的尺度。
8.4.7 電流種類
原則上,檢定僅認可銲接程序試驗中使用的電流種類 (交流、直流、脈衝電流等 )
和極性。當不要求衝擊試驗,遮護金屬電弧銲接交流檢定認可時,亦認可直流 (兩
種極性皆可 )。
8.4.8 入熱量
當要求衝擊試驗時,檢定認可入熱量上限可為試驗銲接入熱量的 125%。當要求
硬度試驗時,檢定認可入熱量下限可為試驗銲接入熱量的 75%。入熱量計算方
法依適切標準。
若銲接程序試驗於高入熱量及低入熱量完成檢定,其間所有入熱量皆被檢定認
可。
8.4.9 預熱溫度
有預熱要求時,檢定認可的下限值即銲接程序試驗起銲時之預熱溫度。
8.4.10 道間溫度
檢定認可的上限值即銲接程序試驗之最高道間溫度。材料分類 1,2 和 3 的鋼材,
若無其它限制為 250℃。
8.4.11 除氫後熱
除氫後熱之溫度和持溫時間不得減少。可以增加後熱但不得省略。
8.4.12 銲後熱處理
不得增加或取消銲後熱處理。除另有規定,認可的溫度範圍為銲接程序試驗所
使用持溫溫度 ± 20℃。當要求銲後熱處理時,加熱速率,冷卻速率和持溫時間
應符合產品應用需求。
8.4.13 母材銲接前熱處理
析出硬化材料銲接前熱處理條件不得改變。
8.5 不同銲接方法的特殊要求
8 .5 .1 潛弧銲接
(a)各種不同的潛弧銲接方法應單獨檢定。
(b)銲藥的檢定認可範圍僅認可銲接程序試驗所使用的銲藥種類及品名。
8.5.2 惰氣遮護金屬電弧銲接 (MIG)、活性氣體遮護金屬電弧銲接 (MAG)及氣體遮護包
藥銲線電弧銲接。
(a)遮護氣體的檢定認可侷限於適用銲接遮護氣體標準的氣體記號。CO2 氣體的含
量不得超過檢定試驗用量的 10%。試驗用之遮護氣體無適切標準涵蓋時,檢
-20-
CNS XXXX, ZXXXX
定認可僅侷限於試驗的氣體成分。
(b)檢定認可侷限於銲接程序試驗所使用的送線系統 (例:單極或多極 )。
(c)對於實心銲線和金屬粉系包藥銲線而言,使用短路移行的檢定僅認可短路移
行。使用噴弧移行或球滴移行則檢定認可噴弧移行和球滴移行兩者。
8.5.3 惰氣遮護鎢極電弧銲接 (TIG)
(a)遮護氣體和背襯氣體的檢定認可侷限於適用銲接遮護氣體標準的氣體記號。
遮護氣體無適切標準涵蓋時,檢定認可侷限於試驗之氣體成分。
(b)無背襯氣體的銲接程序試驗檢定認可有背襯氣體之銲接。
(c)有填料材的銲接程序條件不適用於無填料材的銲接,反之亦然。
8.5.4 電漿電弧銲接
(a)銲接程序檢定僅侷限於試驗所使用的電漿氣體成分。
(b)遮護氣體和背襯氣體的檢定認可侷限於適用銲接遮護氣體標準的氣體記號。
遮護氣體無適切標準涵蓋時,檢定認可侷限於試驗之氣體成分。
(c)有填料材的銲接程序條件不適用於無填料材的銲接,反之亦然。
8.5.5 氣銲
有填料材的銲接程序條件不適用於無填料材的銲接,反之亦然。
9.銲接程序檢定記錄( WPQR)
銲接程序檢定記錄 (WPQR)是每個試驗材 (含再試驗 )檢定結果的報告。紀錄應包含
CNS xxxxx (金屬材料銲接程序規範書及其檢定認可-電弧銲接的銲接程序規範書 )
中 WPS 列出的相關項目,及按照第 7 節要求可被拒收項目的詳細情況。若未發現可
被拒收外觀或不合格的試驗結果,紀錄該銲接程序試驗件結果的 WPQR 應獲得認
可,並由審查員或審查機構簽署和加註日期。
WPQR 格式用於記錄銲接程序及試驗結果的詳細情況,以便於對數據做統一說明和
評估。
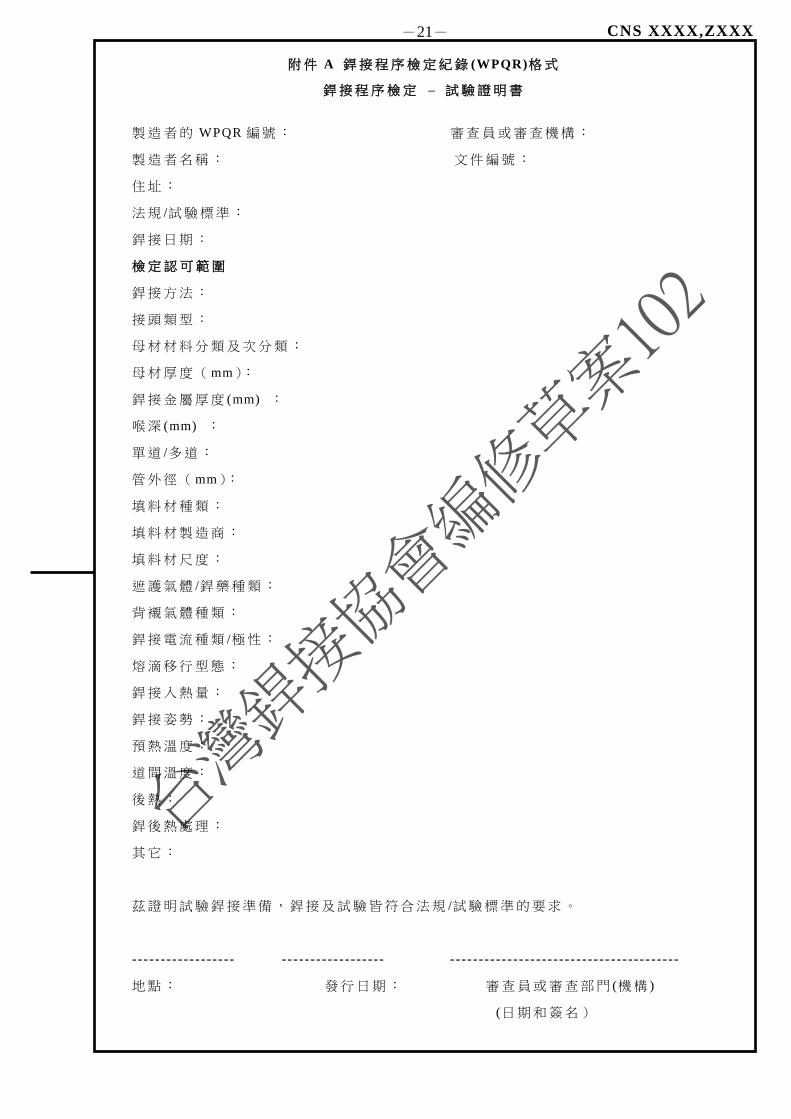
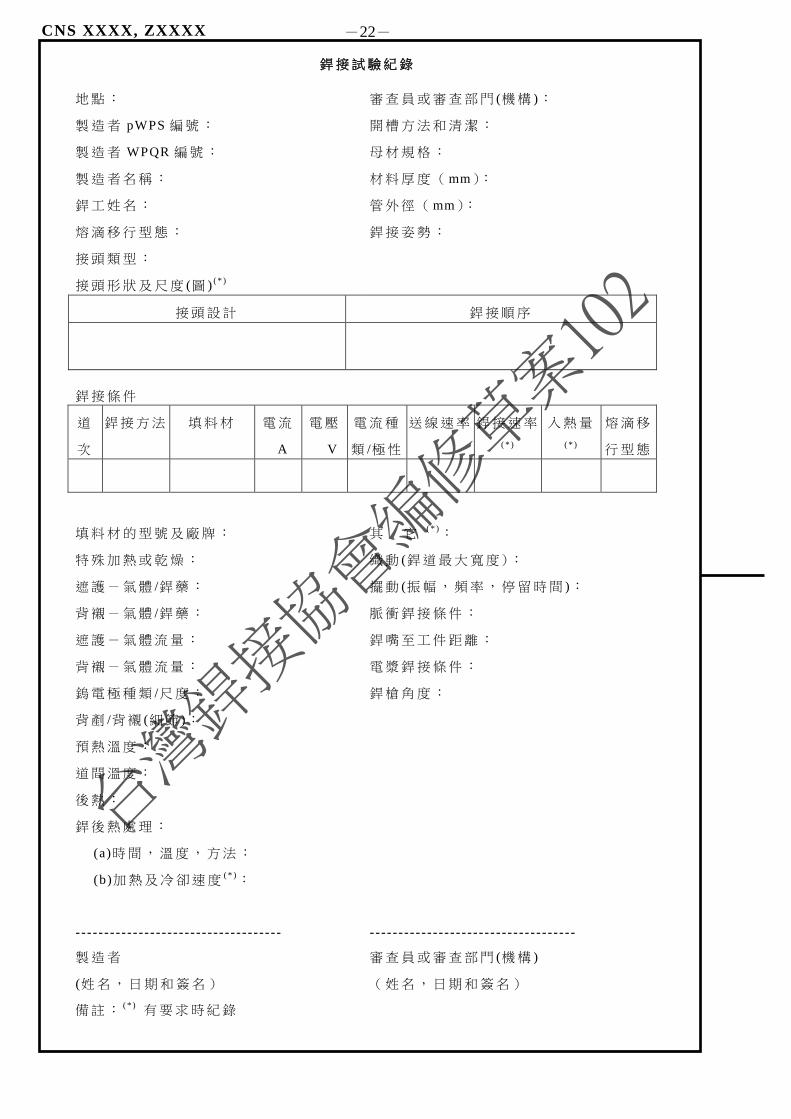
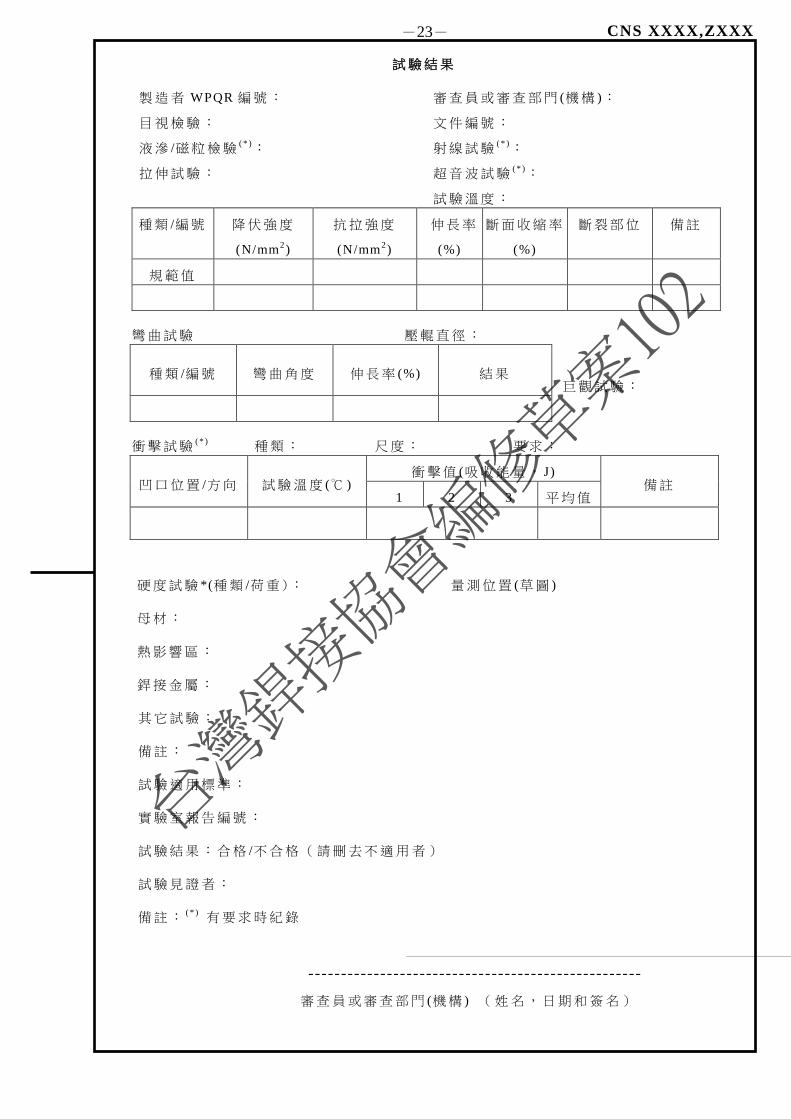
附件 A 為 WPQR 格式的典型範例。
-21-
CNS XXXX,ZXXX
附件 A 銲接程序檢定紀錄 (WPQR)格式
銲接程序檢定 – 試驗證明書
製造者的 WPQR 編號: 審查員或審查機構:
製造者名稱: 文件編號:
住址:
法規 /試驗標準:
銲接日期:
檢定認可範圍
銲接方法:
接頭類型:
母材材料分類及次分類:
母材厚度( mm):
銲接金屬厚度 (mm) :
喉深 (mm) :
單道 /多道:
管外徑( mm):
填料材種類:
填料材製造商:
填料材尺度:
遮護氣體 /銲藥種類:
背襯氣體種類:
銲接電流種類 /極性:
熔滴移行型態:
銲接入熱量:
銲接姿勢:
預熱溫度:
道間溫度:
後熱:
銲後熱處理:
其它:
茲證明試驗銲接準備,銲接及試驗皆符合法規 /試驗標準的要求。
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
地點: 發行日期: 審查員或審查部門 (機構 )
(日期和簽名)
-22-
CNS XXXX, ZXXXX
銲接試驗紀錄
地點: 審查員或審查部門 (機構 ):
製造者 pWPS 編號: 開槽方法和清潔:
製造者 WPQR 編號: 母材規格:
製造者名稱: 材料厚度( mm):
銲工姓名: 管外徑( mm):
熔滴移行型態: 銲接姿勢:
接頭類型:
接頭形狀及尺度 (圖 )( * )
接頭設計 銲接順序
銲接條件
道
次
銲接方法 填料材 電流
A
電壓
V
電流種
類 /極性
送線速率 銲接速率
( * )
入熱量
( * )
熔滴移
行型態
填料材的型號及廠牌: 其 它 ( * ):
特殊加熱或乾燥: 織動 (銲道最大寬度 ):
遮護-氣體 /銲藥: 擺動 (振幅,頻率,停留時間 ):
背襯-氣體 /銲藥: 脈衝銲接條件:
遮護-氣體流量: 銲嘴至工件距離:
背襯-氣體流量: 電漿銲接條件:
鎢電極種類 /尺度: 銲槍角度:
背剷 /背襯 (細節 ):
預熱溫度:
道間溫度:
後熱:
銲後熱處理:
(a)時間,溫度,方法:
(b)加熱及冷卻速度 ( * ):
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
製造者 審查員或審查部門 (機構 )
(姓名,日期和簽名) (姓名,日期和簽名)
備註: ( * ) 有要求時紀錄
-23-
CNS XXXX,ZXXX
試驗結果
製造者 WPQR 編號: 審查員或審查部門 (機構 ):
目視檢驗: 文件編號:
液滲 /磁粒檢驗 ( * ): 射線試驗 ( * ):
拉伸試驗: 超音波試驗 ( * ):
試驗溫度:
種類 /編號 降伏強度
(N/mm2)
抗拉強度
(N/mm2)
伸長率
(%)
斷面收縮率
(%)
斷裂部位 備註
規範值
彎曲試驗 壓輥直徑:
種類 /編號 彎曲角度 伸長率 (%) 結果
巨觀試驗:
衝擊試驗 ( * ) 種類: 尺度: 要求:
凹口位置 /方向 試驗溫度 (℃ ) 衝擊值 (吸收能量, J)
備註 1 2 3 平均值
硬度試驗 *(種類 /荷重 ): 量測位置 (草圖 )
母材:
熱影響區:
銲接金屬:
其它試驗:
備註:
試驗適用標準:
實驗室報告編號:
試驗結果:合格 /不合格(請刪去不適用者)
試驗見證者:
備註: ( * ) 有要求時紀錄
---------------------------------------------------
審查員或審查部門 (機構 ) (姓名,日期和簽名)
-24-
CNS XXXX, ZXXXX
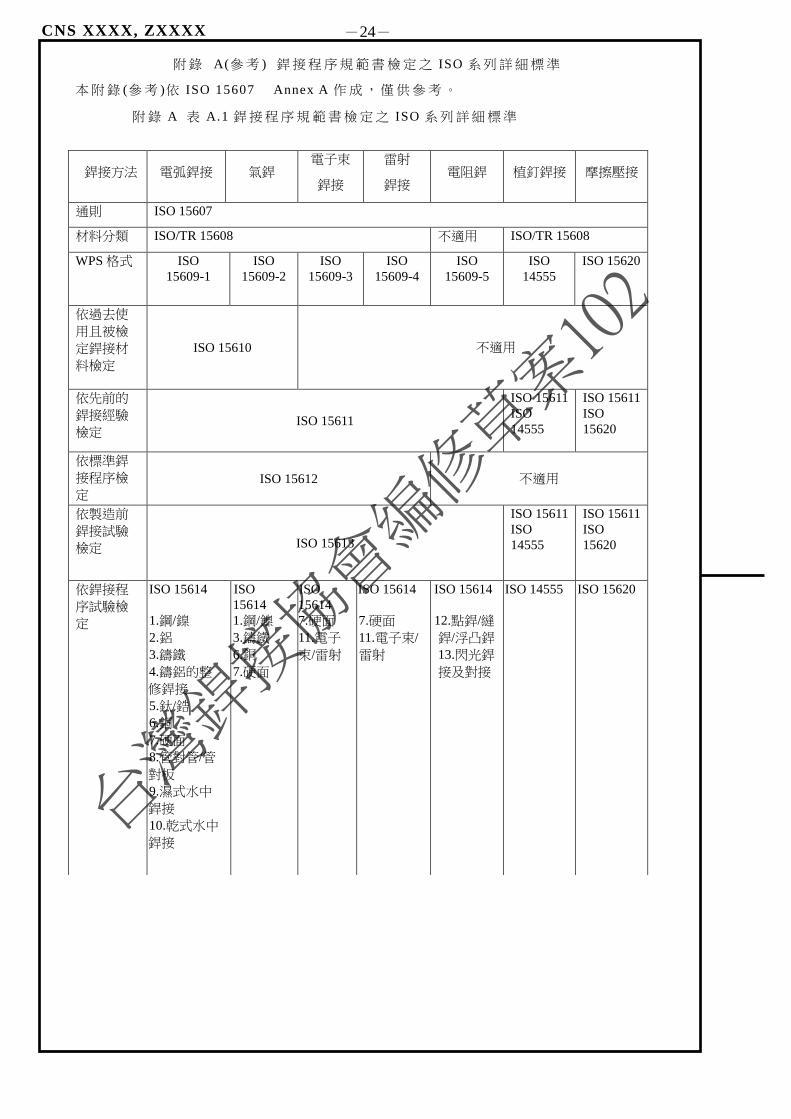
附錄 A(參考 ) 銲接程序規範書檢定之 ISO 系列詳細標準
本附錄 (參考 )依 ISO 15607 Annex A 作成,僅供參考。
銲接方法 電弧銲接 氣銲 電子束
銲接
雷射
銲接 電阻銲 植釘銲接 摩擦壓接
通則 ISO 15607
材料分類 ISO/TR 15608 不適用 ISO/TR 15608
WPS 格式 ISO
15609-1
ISO
15609-2
ISO
15609-3
ISO
15609-4
ISO
15609-5
ISO
14555
ISO 15620
依過去使
用且被檢
定銲接材
料檢定
ISO 15610 不適用
依先前的
銲接經驗
檢定 ISO 15611
ISO 15611
ISO
14555
ISO 15611
ISO
15620
依標準銲
接程序檢
定
ISO 15612 不適用
依製造前
銲接試驗
檢定 ISO 15613
ISO 15611
ISO
14555
ISO 15611
ISO
15620
依銲接程
序試驗檢
定
ISO 15614
1.鋼/鎳
2.鋁
3.鑄鐵
4.鑄鋁的整
修銲接
5.鈦/鋯
6.銅
7.硬面
8.管對管/管
對板
9.濕式水中
銲接
10.乾式水中
銲接
ISO
15614
1.鋼/鎳
3.鑄鐵
6.銅
7.硬面
ISO
15614
7.硬面
11.電子
束/雷射
ISO 15614
7.硬面
11.電子束/
雷射
ISO 15614
12.點銲/縫
銲/浮凸銲
13.閃光銲
接及對接
ISO 14555 ISO 15620
附錄 A 表 A.1 銲接程序規範書檢定之 ISO 系列詳細標準
-25-
CNS XXXX,ZXXX
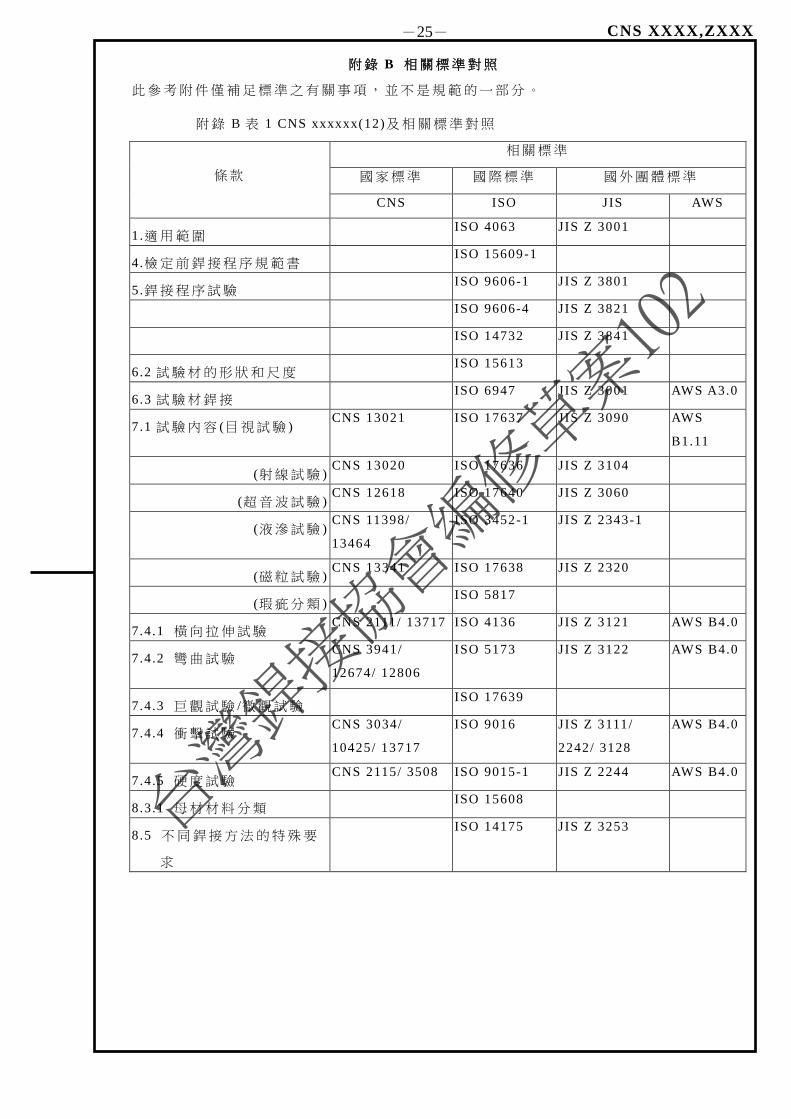
附錄 B 相關標準對照
此參考附件僅補足標準之有關事項,並不是規範的一部分。
附錄 B 表 1 CNS xxxxxx(12)及相關標準對照
條款
相關標準
國家標準 國際標準 國外團體標準
CNS ISO JIS AWS
1.適用範圍 ISO 4063 JIS Z 3001
4 .檢定前銲接程序規範書 ISO 15609-1
5 .銲接程序試驗 ISO 9606-1 JIS Z 3801
ISO 9606-4 JIS Z 3821
ISO 14732 JIS Z 3841
6 .2 試驗材的形狀和尺度 ISO 15613
6 .3 試驗材銲接 ISO 6947 JIS Z 3001 AWS A3.0
7.1 試驗內容 (目視試驗 ) CNS 13021 ISO 17637 JIS Z 3090 AWS
B1.11
(射線試驗 ) CNS 13020 ISO 17636 JIS Z 3104
(超音波試驗 ) CNS 12618 ISO 17640 JIS Z 3060
(液滲試驗 ) CNS 11398/
13464
ISO 3452-1 JIS Z 2343-1
(磁粒試驗 ) CNS 13341 ISO 17638 JIS Z 2320
(瑕疵分類 ) ISO 5817
7 .4 .1 橫向拉伸試驗 CNS 2111/ 13717 ISO 4136 JIS Z 3121 AWS B4.0
7.4 .2 彎曲試驗 CNS 3941/
12674/ 12806
ISO 5173 JIS Z 3122 AWS B4.0
7.4 .3 巨觀試驗 /微觀試驗 ISO 17639
7 .4 .4 衝擊試驗 CNS 3034/
10425/ 13717
ISO 9016 JIS Z 3111/
2242/ 3128
AWS B4.0
7.4 .5 硬度試驗 CNS 2115/ 3508 ISO 9015-1 JIS Z 2244 AWS B4.0
8.3 .1 母材材料分類 ISO 15608
8 .5 不同銲接方法的特殊要
求
ISO 14175 JIS Z 3253
-26-
CNS XXXX, ZXXXX
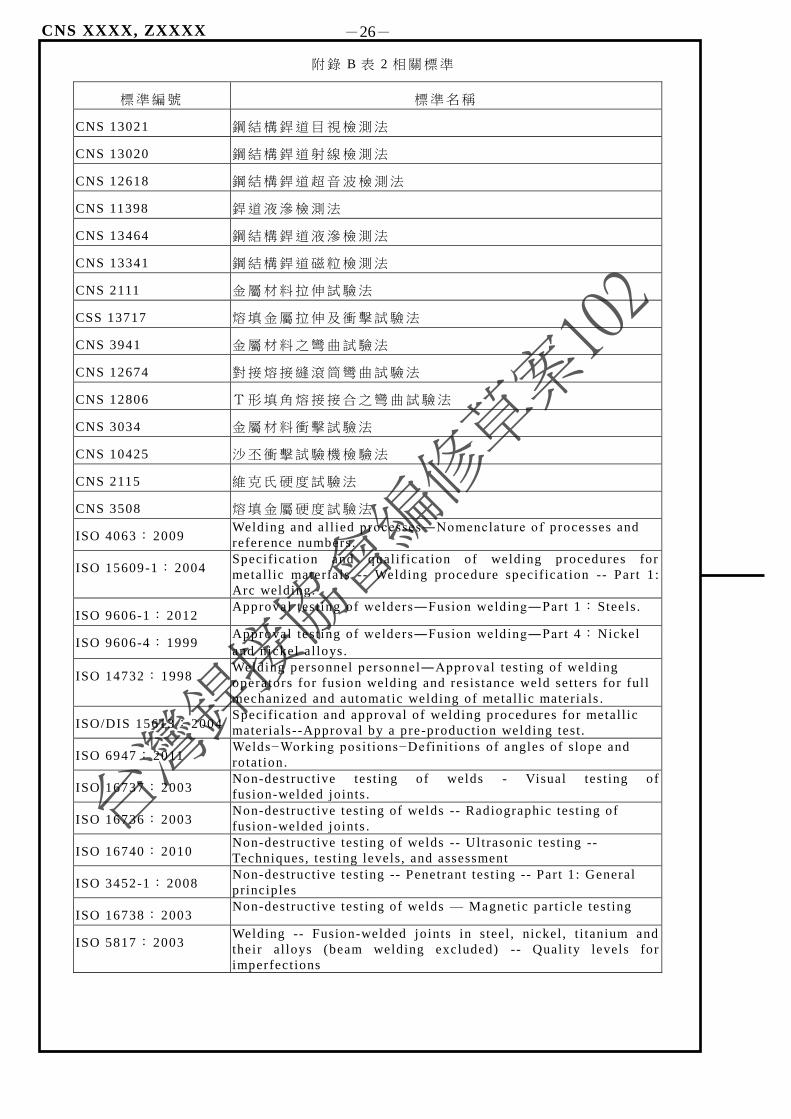
附錄 B 表 2 相關標準
標準編號 標準名稱
CNS 13021 鋼結構銲道目視檢測法
CNS 13020 鋼結構銲道射線檢測法
CNS 12618 鋼結構銲道超音波檢測法
CNS 11398 銲道液滲檢測法
CNS 13464 鋼結構銲道液滲檢測法
CNS 13341 鋼結構銲道磁粒檢測法
CNS 2111 金屬材料拉伸試驗法
CSS 13717 熔填金屬拉伸及衝擊試驗法
CNS 3941 金屬材料之彎曲試驗法
CNS 12674 對接熔接縫滾筒彎曲試驗法
CNS 12806 T形填角熔接接合之彎曲試驗法
CNS 3034 金屬材料衝擊試驗法
CNS 10425 沙丕衝擊試驗機檢驗法
CNS 2115 維克氏硬度試驗法
CNS 3508 熔填金屬硬度試驗法
ISO 4063: 2009 Welding and al l ied processes―Nomenclature of processes and
reference numbers .
ISO 15609-1: 2004 Specificat ion and qualificat ion of welding procedures for
metal l ic mater ials -- Welding procedure specificat ion -- Par t 1 :
Arc welding.
ISO 9606-1: 2012 Approval test ing of welders―Fusion welding―Part 1: Steels .
ISO 9606-4: 1999 Approval test ing of welders―Fusion welding―Part 4: Nickel
and nickel al loys.
ISO 14732: 1998 Welding personnel personnel―Approval test ing of welding
operators for fusion welding and resistance weld set ters for ful l
mechanized and automatic welding of metal l ic mater ials .
ISO/DIS 15613: 2004 Specificat ion and approval of welding procedures for metal l ic
mater ials--Approval by a pre-production welding test .
ISO 6947: 2011 Welds−Working posit ions−Definit ions of angles of slope and
rotat ion.
ISO 16737: 2003 Non-destructive test ing of welds - Visual test ing of
fusion-welded joints .
ISO 16736: 2003 Non-destructive test ing of welds -- Radiographic test ing of
fusion-welded joints .
ISO 16740: 2010 Non-destructive test ing of welds -- Ultrasonic test ing --
Techniques, test ing levels, and assessment
ISO 3452-1: 2008 Non-destructive test ing -- Penetrant test ing -- Par t 1 : General
pr inciples
ISO 16738: 2003 Non-destructive test ing of welds — Magnetic par t icle test ing
ISO 5817: 2003 Welding -- Fusion-welded joints in steel , nickel , t i tanium and
their al loys (beam welding excluded) -- Quali ty levels for
imperfec tions
-27-
CNS XXXX,ZXXX
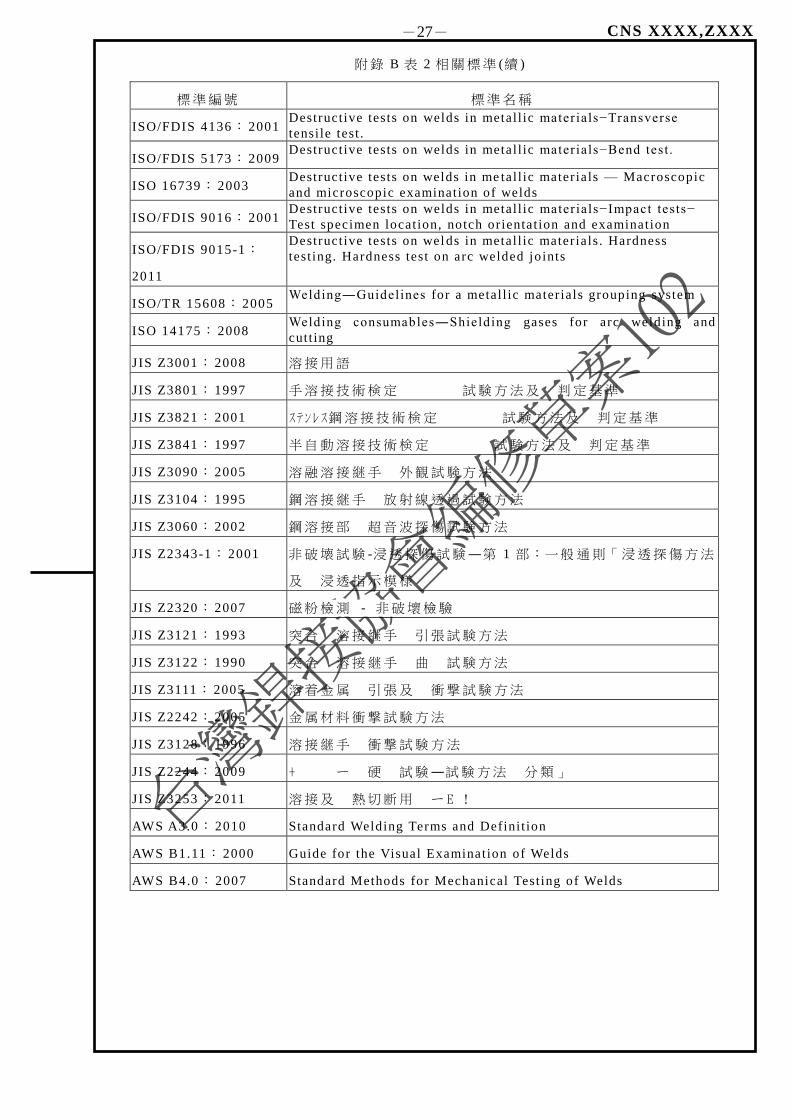
附錄 B 表 2 相關標準 (續 )
標準編號 標準名稱
ISO/FDIS 4136: 2001 Destructive tests on welds in metal l ic mater ials−Transverse
tensi le test .
ISO/FDIS 5173: 2009 Destructive tests on welds in metal l ic mater ials−Bend test .
ISO 16739: 2003 Destructive tests on welds in me tal l ic mater ials — Macroscopic
and microscopic examination of welds
ISO/FDIS 9016: 2001 Destructive tests on welds in metal l ic mater ials−Impact tests−
Test specimen location, notch or ientat ion and examination
ISO/FDIS 9015-1:
2011
Destructive tests on wel ds in metal l ic mater ials . Hardness
test ing. Hardness test on arc welded joints
ISO/TR 15608: 2005 Welding―Guidelines for a metal l ic mater ials grouping system
ISO 14175: 2008 Welding consumables―Shielding gases for arc welding and
cutt ing
JIS Z3001: 2008 溶接用語
J IS Z3801: 1997 手溶接技術検定における試験方法及び判定基準
J IS Z3821: 2001 ステンレス鋼溶接技術検定における試験方法及び判定基準
J IS Z3841: 1997 半自動溶接技術検定における試験方法及び判定基準
J IS Z3090: 2005 溶融溶接継手の外観試験方法
J IS Z3104: 1995 鋼溶接継手の放射線透過試験方法
J IS Z3060: 2002 鋼溶接部の超音波探傷試験方法
J IS Z2343-1: 2001 非破壊試験 -浸透探傷試験―第 1 部:一般通則「浸透探傷方法
及び浸透指示模様
J IS Z2320: 2007 磁粉檢測 - 非破壞檢驗
J IS Z3121: 1993 突合せ溶接継手の引張試験方法
J IS Z3122: 1990 突合せ溶接継手の曲げ試験方法
J IS Z3111: 2005 溶着金属の引張及び衝撃試験方法
J IS Z2242: 2005 金属材料衝撃試験方法
J IS Z3128: 1996 溶接継手の衝撃試験方法
J IS Z2244: 2009 ビッカース硬さ試験―試験方法の分類」
J IS Z3253: 2011 溶接及び熱切断用シールドガス
AWS A3.0: 2010 Standard Welding Terms and Definit ion
AWS B1.11: 2000 Guide for the Visual Examination of Welds
AWS B4.0: 2007 Standard Methods for Mechanical Testing of Welds
-28-
CNS XXXX, ZXXXX
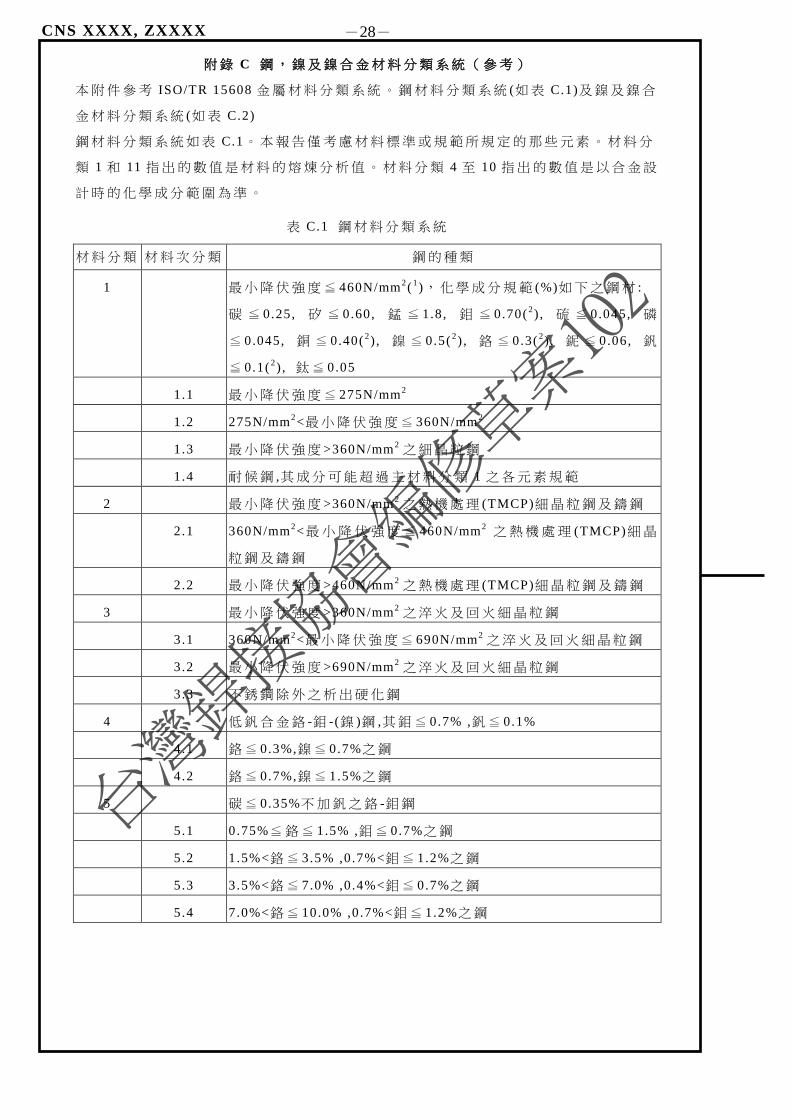
附錄 C 鋼,鎳及鎳合金材料分類系統(參考)
本附件參考 ISO/TR 15608 金屬材料分類系統。鋼材料分類系統 (如表 C.1)及鎳及鎳合
金材料分類系統 (如表 C.2)
鋼材料分類系統如表 C.1。本報告僅考慮材料標準或規範所規定的那些元素。材料分
類 1 和 11 指出的數值是材料的熔煉分析值。材料分類 4 至 10 指出的數值是以合金設
計時的化學成分範圍為準。
表 C.1 鋼材料分類系統
材料分類 材料次分類 鋼的種類
1 最小降伏強度≦ 460N/mm2(
1),化學成分規範 (%)如下之鋼材 :
碳 ≦ 0.25, 矽 ≦ 0.60, 錳 ≦ 1.8, 鉬 ≦ 0.70(2) , 硫 ≦ 0.045, 磷
≦ 0.045, 銅 ≦ 0.40(2) , 鎳 ≦ 0.5(
2) , 鉻 ≦ 0.3(
2) , 鈮 ≦ 0.06, 釩
≦ 0.1(2) , 鈦≦ 0.05
1 .1 最小降伏強度≦ 275N/mm2
1 .2 275N/mm2<最小降伏強度≦ 360N/mm
2
1 .3 最小降伏強度 >360N/mm2 之細晶粒鋼
1 .4 耐候鋼 ,其成分可能超過主材料分類 1 之各元素規範
2 最小降伏強度 >360N/mm2 之熱機處理 (TMCP)細晶粒鋼及鑄鋼
2 .1 360N/mm2<最小降伏強度≦ 460N/mm
2 之熱機處理 (TMCP)細晶
粒鋼及鑄鋼
2 .2 最小降伏強度 >460N/mm2 之熱機處理 (TMCP)細晶粒鋼及鑄鋼
3 最小降伏強度 >360N/mm2 之淬火及回火細晶粒鋼
3 .1 360N/mm2<最小降伏強度≦ 690N/mm
2 之淬火及回火細晶粒鋼
3 .2 最小降伏強度 >690N/mm2 之淬火及回火細晶粒鋼
3 .3 不銹鋼除外之析出硬化鋼
4 低釩合金鉻 -鉬 -(鎳 )鋼 ,其鉬≦ 0.7% ,釩≦ 0.1%
4 .1 鉻≦ 0.3%,鎳≦ 0.7%之鋼
4 .2 鉻≦ 0.7%,鎳≦ 1.5%之鋼
5 碳≦ 0.35%不加釩之鉻 -鉬鋼
5 .1 0 .75%≦鉻≦ 1.5% ,鉬≦ 0.7%之鋼
5 .2 1 .5%<鉻≦ 3.5% ,0 .7%<鉬≦ 1.2%之鋼
5 .3 3 .5%<鉻≦ 7.0% ,0 .4%<鉬≦ 0.7%之鋼
5 .4 7 .0%<鉻≦ 10.0% ,0 .7%<鉬≦ 1.2%之鋼

-29-
CNS XXXX,ZXXX
表 C.1 鋼材料分類系統 (續 )
材料分類 材料次分類 鋼的種類
6 高釩合金鉻 -鉬 -(鎳 )鋼
6 .1 0 .3%≦鉻≦ 0.75% ,鉬≦ 0.7% ,V≦ 0.35%之鋼
6 .2 0 .75%<鉻≦ 3.5% ,0 .7%<鉬≦ 1.2% ,V≦ 0.35%之鋼
6 .3 3 .5%<鉻≦ 7.0% ,鉬≦ 0.7% ,0 .45%<釩≦ 0.55%之鋼
6 .4 7 .0%<鉻≦ 12.5% ,0 .7%<鉬≦ 1.2% ,V≦ 0.35%之鋼
7 碳≦ 0.35%,10.5%<鉻≦ 30%之肥粒鐵系,麻田散鐵系或析出硬
化系不銹鋼
7 .1 肥粒鐵系不銹鋼
7 .2 麻田散鐵系不銹鋼
7 .3 析出硬化系不銹鋼
8 奧斯田鐵系不銹鋼 ,Ni≦ 31%
8.1 鉻≦ 19%奧斯田鐵系不銹鋼
8 .2 鉻 >19%奧斯田鐵系不銹鋼
8 .3 4%<錳≦ 12%之含錳奧斯田鐵系不銹鋼
9 鎳≦ 10.0%之鎳合金鋼
9 .1 鎳≦ 3.0%之鎳合金鋼
9 .2 3 .0%<鎳≦ 8.0%之鎳合金鋼
9 .3 8 .0%<鎳≦ 10.0%之鎳合金鋼
10 奧斯田鐵 -肥粒鐵雙相不銹鋼
10.1 鉻≦ 24%之奧斯田鐵 -肥粒鐵雙相不銹鋼
10.2 鉻 >24%之奧斯田鐵 -肥粒鐵雙相不銹鋼
11 除 0.25%<碳≦ 0.85%外 ,其他同主材料分類 1(3)之鋼材
11.1 除 0.25%<碳≦ 0.35%外 ,其他同主材料分類 1 之鋼材
11.2 除 0.35%<碳≦ 0.5%外 ,其他同主材料分類 1 之鋼材
11.3 除 0.5%<碳≦ 0.85%外 ,其他同主材料分類 1 之鋼材
註 ( 1 ):依鋼材標準的規範,降伏強度可以以 σ y 0 . 2 取代。
( 2 ):當鉻 +鉬 +鎳 +銅 +釩≦ 0.75%時,單一元素得超過此值。
( 3 ):當鉻 +鉬 +鎳 +銅 +釩≦ 1%時,單一元素得超過此值。
-30-
CNS XXXX, ZXXXX
表 C.2 鎳及鎳合金材料分類系統
材料分類 鎳及鎳合金的種類
41 純鎳
42 鎳≧ 45%,銅≧ 10%之鎳 -銅合金 (Ni-Cu)
43 鎳≧ 40%之鎳 -鉻合金 (Ni-Cr-Fe-Mo)
44 鎳≧ 45%,鉬≦ 32%之鎳 -鉬合金 (Ni-Mo)
45 鎳≧ 31%之鎳 -鐵 -鉻合金 (Ni-Fe-Cr)
46 鎳≧ 45%,鈷≧ 10%之鎳 -鉻 -鈷合金 (Ni-Cr-Co)
47 鎳≧ 45%之鎳 -鐵 -鉻 -銅合金 (Ni-Fe-Cr-Cu)
48 31%≦鎳≦ 45% ,鐵≧ 20%之鎳 -鐵 -鈷合金 (Ni-Fe-Co-Cr-Mo-Cu)



 於2005年10月制定之「資訊安全管理系統」](https://img.pdfslide.tips/doc/110x75/5acac5397f8b9a51678e1a5b/iso-27001-27001.jpg)