Embed Size (px)
Citation preview
Comune di Provincia di CAMPI BISENZIO FIRENZE
NUOVO IMPIANTO DI TRATTAMENTO RIFIUTI
SPECIALI LIQUIDI
PROCEDURA DI V.I.A. E RICHIESTA DI A.I.A.
--->DOCUMENTO RA1: RELAZIONE TECNICA DI PROCESSO – Rev.1
(sostituisce la versione del Febbraio 2015, coordinata con le richieste di integrazioni di cui al verbale della Conferenza di
Servizi del 02/07/2015)
Proponente: CIPECO SRL - Via Vittorio Emanuele 11/1, 50041 Calenzano (FI) Ubicazione intervento: Via Maestri del Lavoro s.n.c. – Campi Bisenzio (FI)
Gruppo di lavoro V.I.A. (progetto e S.I.A.)
SETTEMBRE 2015
Coordinamento gruppo di lavoro: Ing. Roberto Baraglia Aspetti impiantistici, di processo: Ing. Roberto Baraglia Aspetti ambientali: Ing. Giovanni Zecchini Aspetti urbanistici e architettonici: Arch. Marco Valentini Aspetti idraulici: Ing. Andrea Sorbi Aspetti strutturali: Ing. Marco Filardi Aspetti geologici e idrogeologici: Geol. Gianni Focardi, Geol. Ottavia Bonfanti Aspetti naturalistici: Biol. Arianna Chines Aspetti chimici: Chim. Chiara Corradi Aspetti acustici: P.I. Paolo Paoli
INDICE
1. PREMESSA ........................................................................................................... 3
2. DATI DI PROGETTO, FINALITA’ E POTENZIALITA’ DELL’IMPIANTO .............. 3
3. DEFINIZIONE DEL PROCESSO ........................................................................... 5
4. DIMENSIONAMENTO IMPIANTO ....................................................................... 17
4.1. Trattamenti preliminari e stoccaggio rifiuti. Deposito additivi (Sez.1) ........... 17
4.2. Pretrattamento chimico fisico (Sez.2) .......................................................... 21
4.3. Modulo biologico .......................................................................................... 31
4.4. Trattamento di ultrafiltrazione delle emulsioni oleose .................................. 36
4.5. Lavaggio effluenti gassosi e trattamento sfiati ............................................. 38
Appendici allegate alla relazione tecnica di processo
- PA1.10 Layout Sez.1 - Stoccaggio rifiuti e additivi - PA1.11 Schema funzionale Sez.1 - Stoccaggio rifiuti e additivi - PA1.20 Layout Sez.2 – Trattamento chimico-fisico - PA1.21 Schema funzionale Sez.2 – Trattamento chimico-fisico - PA1.30 Layout Sez.3 - Modulo biologico - PA1.31 Schema funzionale Sez.3 - Modulo biologico - PA1.40 Layout Sez.4 - Trattamento emulsioni oleose - PA1.41 Schema funzionale Sez.4 - Trattamento emulsioni oleose - PA1.50 Layout Sez.5 - Trattamento emissioni convogliate - PA1.51 Schema funzionale Sez.5 - Trattamento emissioni convogliate - PA1.60 Schema a blocchi - PA1.61 Bilanci materiali ciclo integrato chimico-fisico-biologico
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 3/42 -
1. PREMESSA
La presente relazione espone le scelte progettuali adottate in base al processo di
trattamento selezionato in dipendenza delle tipologie di rifiuti speciali liquidi che si
intendono conferire presso il nuovo impianto da realizzare nel Comune di Campi
Bisenzio (FI).
Lo scopo del trattamento delle tipologie di rifiuti speciali liquidi descritti nel seguito
è quello di garantire il rispetto dei limiti di concentrazione degli inquinanti di cui alla
tabella 3 dell’allegato 5 alla parte III del D.Lgs.152/2006, per ottemperare alle
condizioni previste per lo scarico in fognatura pubblica.
Con l’intento di trattare tipologie differenziate di rifiuti speciali liquidi è stato
individuato un processo di trattamento combinato chimico-fisico e biologico ad
elevata flessibilità che adotta le migliori tecnologie disponibili.
La scelta delle varie fasi costituenti il processo di trattamento, delle
apparecchiature, delle strutture di confinamento e raccolta dei colaticci, dei sistemi di
convogliamento e depurazione delle emissioni gassose, ha permesso di minimizzare
gli impatti sull’ambiente.
2. DATI DI PROGETTO, FINALITA’ E POTENZIALITA’ DELL’IMPIANTO
I rifiuti liquidi processabili sull’impianto, conferiti esclusivamente a mezzo di
autocisterne, sono classificabili in base alle caratteristiche qualitative di seguito
riportate, dipendenti sostanzialmente dal processo produttivo di origine e dal tenore
di sostanze inquinanti:
- reflui contenenti metalli pesanti
- reflui contenenti solidi sospesi
- reflui contenenti ammoniaca
- reflui organici biodegradabili
- emulsioni di olio in acqua
- acque di lavaggio
- percolati di discarica
- acque di vegetazione
- soluzioni acide esauste
- soluzioni alcaline esauste
- rifiuti acquosi contaminati da oli minerali non emulsionati
- fanghi da fosse settiche
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 4/42 -
- fanghi inorganici
- fanghi di supero
Tenuto conto della variabilità delle concentrazioni di inquinanti dei rifiuti suddetti sono
individuate le seguenti macrofamiglie caratterizzabili per:
- PROVENIENZA/SETTORE DI PRODUZIONE
- CLASSIFICAZIONE CER (caratteristiche chimico fisiche e di pericolosità inquinanti)
- DESTINAZIONE FINALE (intesa come sequenza di trattamento in impianto)
All’interno di ciascuna macrofamiglia, due o più rifiuti potranno generare le seguenti
tipologie di miscele stoccate in serbatoi a monte del trattamento:
Miscela 1 Rifiuti liquidi Non Pericolosi da inviare alla vasca di equalizzazione a
monte del modulo biologico
Miscela 2 Rifiuti liquidi Non Pericolosi da inviare al trattamento chimico-fisico di
chiari-flocculazione
Miscela 3 Rifiuti liquidi Pericolosi da inviare all’ossidazione batch
Miscela 4 Rifiuti liquidi Pericolosi – soluzioni acidi esausti da inviare alla
neutralizzazione batch
Miscela 5 Rifiuti liquidi Pericolosi - basi esauste da inviare alla neutralizzazione
batch
Miscela 6 Rifiuti liquidi Non Pericolosi - fosse settiche da inviare alla vasca di
equalizzazione a monte del modulo biologico
Miscela 7 Fanghi Non Pericolosi - fanghi pompabili da inviare al condizionamento
chi-fisico
Miscela 8 Emulsioni oleose Pericolose Emulsioni magre da inviare all’ultrafiltrazione
Lo stoccaggio dei rifiuti in serbatoi si configura come operazione di deposito
preliminare D15 (stesso CER e medesime classi di pericolosità se pericoloso) o
come operazione di raggruppamento D13 (formazione di miscele di rifiuti)
Nei casi eccezionali di fermata impianto di trattamento (per manutenzione,
malfunzionamento) i rifiuti e le miscele in stoccaggio sono inviati a centri esterni di
smaltimento.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 5/42 -
Le caratteristiche ed i limiti di accettabilità dei rifiuti conferibili all’impianto sono
indicate nel protocollo di stoccaggio rifiuti (documento S4) e Piano di monitoraggio e
controllo (documento RA11) per singola macrofamiglia.
Il trattamento delle diverse tipologie di rifiuti liquidi, finalizzato allo scarico in pubblica
fognatura, è sviluppato secondo la seguente configurazione sequenziale d’impianto:
a) pretrattamento chimico fisico (operazione di smaltimento D9)
b) trattamento biologico (operazione di smaltimento D8)
Nel caso di messa fuori servizio del modulo biologico (es. guasto, manutenzione etc)
il processo depurativo può altresì essere interrotto a valle del trattamento chimico
fisico con invio delle acque chiarificate (accumulate in vasca di equalizzazione)
presso centri esterni di trattamento rifiuti liquidi.
Il pretrattamento chimico fisico è dimensionato per la portata nominale di 24,5 m3/h
sufficiente per trattare, su tre turni operativi (24 h), circa 470 m3 di acque reflue
influenti e fornire in uscita la quantità di acque reflue da asservire al modulo
biologico. Il modulo biologico è dimensionato per la portata nominale di 29 m3/h
corrispondente a circa 565 m3/die di acque reflue influenti.
3. DEFINIZIONE DEL PROCESSO
Il processo di trattamento integrato è illustrato nello schema a blocchi (allegato
PA1.60) con indicazione dei flussi in ingresso ed uscita dall’impianto calcolati alla
massima potenzialità nel bilancio materiale riportato in allegato PA1.61. Il processo è
sinteticamente raggruppabile in cinque sezioni:
1) pretrattamento fisico e stoccaggio dei rifiuti liquidi conferiti all’impianto, stoccaggio
additivi di processo
2) trattamento chimico fisico dei rifiuti liquidi pretrattati (soluzioni acquose e fanghi
pompabili) completo di linea di disidratazione fanghi
3) modulo biologico MBR completo di accumulo e scarico acque trattate e linea
disidratazione fanghi di supero
4) stoccaggio e separazione emulsioni oleose mediante ultrafiltrazione
5) trattamento emissioni convogliate delle varie sezioni dell’impianto con emissione
centralizzata in atmosfera
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 6/42 -
La sezione di pretrattamento fisico, deposito preliminare D15 e/o
raggruppamento D13 è differenziata su quattro linee di processo per mantenere
divisi i reflui con caratteristiche chimico fisiche non omogenee.
Le acque industriali ed i percolati di discarica classificati NON PERICLOSI
(Miscele 1 e 2) sono preliminarmente separati dai solidi grossolani, dalle sabbie e
dagli eventuali oli e idrocarburi in fase libera prima di essere stoccati a monte dei
successivi trattamenti di tipo chimico fisico.
Ad analogo pretrattamento prima dello stoccaggio sono sottoposti le acque
industriali ed i percolati di discarica classificati PERICOLOSI (Miscela 3).
I rifiuti acidi e alcalini esausti (Miscele 4 e 5) sono trasferiti, previa filtrazione
su cestello, nei serbatoi di stoccaggio dedicati con successivo invio al trattamento
chimico fisico di neutralizzazione.
I fanghi da fosse settiche (Miscela 6) sono separati della mondiglia, inviati allo
stoccaggio e sottoposti a flottazione per la separazione di oli e grassi prima di essere
dosati a monte del modulo biologico.
I fanghi pompabili con consistente contenuto in sostanza secca (Miscela 7)
sono separati dei solidi grossolani, inviati allo stoccaggio a monte della fase di
condizionamento e disidratazione fanghi.
In questa sezione è compreso lo stoccaggio in serbatoi degli additivi in
soluzione acquosa e lo stoccaggio in silo della calce spenta corredato di preparatore
del latte di calce.
La sezione di trattamento chimico fisico ha lo scopo di chiarificare le acque,
rimuovendo le sostanze in sospensione ed eventuali tracce di oli e idrocarburi rimasti
in fase libera. Tramite opportuna scelta dei parametri operativi, il processo permette
un consistente abbattimento dei metalli pesanti (sotto forma di idrossidi e solfuri).
Reazioni chimiche della fase di trattamento
Il trattamento chimico-fisico che si intende utilizzare è detto di
“coagulazione/flocculazione” e consente di trattare soluzioni colloidali, cioè acque
contenenti particelle di dimensioni molto ridotte. Le sospensioni finemente disperse
sedimentano con difficoltà, sia per il piccolo diametro delle particelle, sia perché
queste ultime possiedono una carica elettrica (generalmente negativa) e perciò si
respingono a vicenda e non possono riunirsi in un fiocco di diametro maggiore.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 7/42 -
L'aggiunta di un elettrolita ad una dispersione colloidale fa sì che gli ioni positivi di
questi vengano attratti dalle particelle; le forze elettrostatiche di repulsione vengono
annullate o attenuate, prendono il sopravvento le forze di Van der Waals, e le
particelle possono riunirsi a migliaia, formando fiocchi che sedimentano più
agevolmente.
Questa fase è detta “coagulazione” e gli elettroliti utilizzati ( coagulanti) hanno
efficacia è tanto maggiore quanto più alta è la valenza del loro catione; questo non
solo per l'effetto di neutralizzazione delle cariche negative, ma soprattutto perché
alcuni cationi bivalenti (Zn++, Mg++, Fe++) e trivalenti (Fe+++, Al+++) formano idrossidi
fioccosi poco solubili. Questi fiocchi sedimentano rapidamente, trascinando le
particelle colloidali sospese per azione elettrostatica o per semplice azione
meccanica.
La velocità di formazione dei fiocchi dipende fortemente dal pH della soluzione e
dalla temperatura; l'aumento di quest'ultima favorisce la coagulazione sia per ragioni
cinetiche sia perché fa diminuire la viscosità e la densità della soluzione, favorendo
la precipitazione dei fiocchi.
L’aggiunta di polielettrolita organico al processo da inizio alla fase di
“flocculazione” costituita dall’'agglomerazione delle particelle destabilizzate nella fase
di coagulazione in fiocchi grossolani e compatti, capaci di sedimentare più
rapidamente e più facilmente disidratabili.
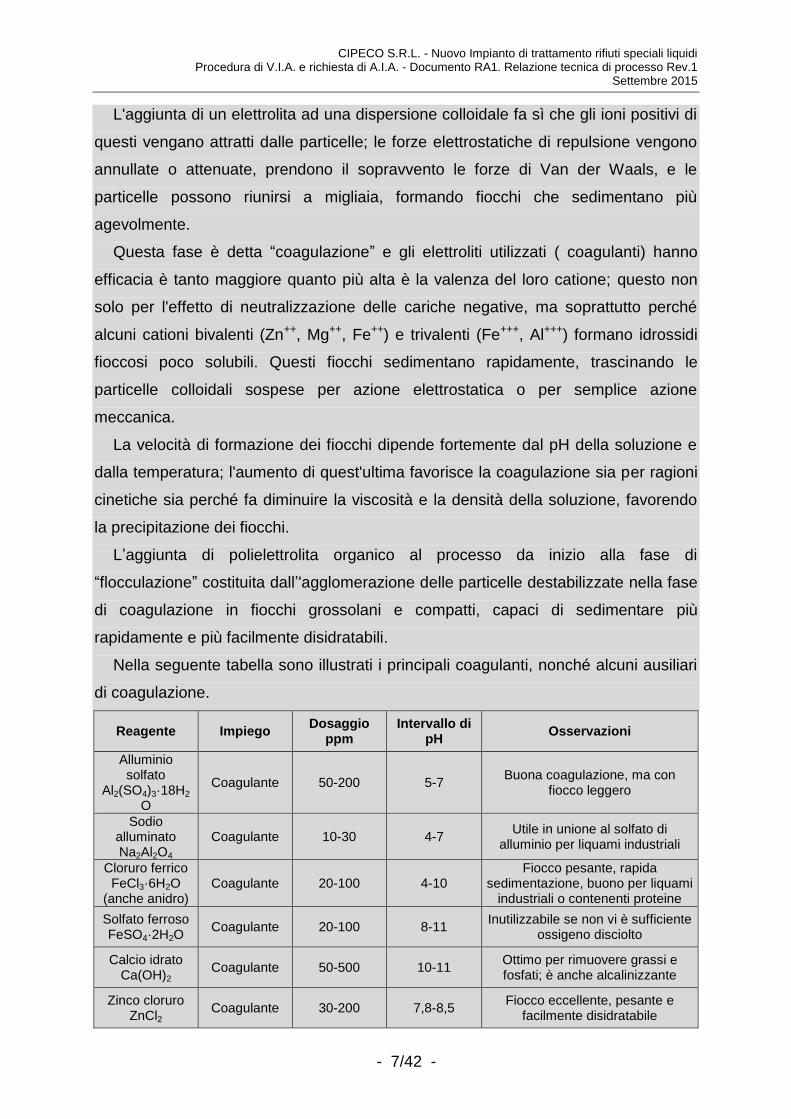
Nella seguente tabella sono illustrati i principali coagulanti, nonché alcuni ausiliari
di coagulazione.
Reagente Impiego Dosaggio
ppm Intervallo di
pH Osservazioni
Alluminio solfato
Al2(SO4)3·18H2
O
Coagulante 50-200 5-7 Buona coagulazione, ma con
fiocco leggero
Sodio alluminato Na2Al2O4
Coagulante 10-30 4-7 Utile in unione al solfato di
alluminio per liquami industriali
Cloruro ferrico FeCl3·6H2O
(anche anidro) Coagulante 20-100 4-10
Fiocco pesante, rapida sedimentazione, buono per liquami
industriali o contenenti proteine
Solfato ferroso FeSO4·2H2O
Coagulante 20-100 8-11 Inutilizzabile se non vi è sufficiente
ossigeno disciolto
Calcio idrato Ca(OH)2
Coagulante 50-500 10-11 Ottimo per rimuovere grassi e fosfati; è anche alcalinizzante
Zinco cloruro ZnCl2
Coagulante 30-200 7,8-8,5 Fiocco eccellente, pesante e
facilmente disidratabile
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 8/42 -
Polielettroliti (polimeri organici sintetici)
Ausiliari coagulanti
0,5-10 ampio
Producono fiocchi grandi e compatti, diminuiscono la
sensibilità dei coagulanti alla temperatura e al valore del pH.
Migliorano la limpidezza dell'effluente finale, consentono di
risparmiare i coagulanti e favoriscono la disidratazione finale
dei fanghi.
Si indicano con questo nome quelle sostanze che, oltre a poter essere usate come
coagulanti, possiedono la proprietà di migliorare fortemente l'azione del coagulante
primario, anche se adoperate a basse dosi (0,5-10 ppm). I vantaggi ottenibili sono:
aumento della velocità di sedimentazione, migliore disidratabilità dei fanghi, effluente
finale più limpido, allargamento del campo utile di pH, diminuzione delle dosi di
coagulante primario richieste.
In considerazione del tipo di reagenti e di apparecchiature di cui è costituito
l'impianto in oggetto, sarà ovviamente possibile trattare anche soluzioni contenenti
metalli pesanti; infatti, per effetto dell'innalzamento del pH conseguente all'aggiunta
di calce idrata, i metalli precipiteranno come idrossidi.
La filiera del processo chimico - fisico a funzionamento continuo prevede:
due serbatoi di accumulo (B1, B2) da impiegare alternativamente in scambio
(uno in fase di alimentazione del modulo chimico fisico continuo e l’altro per il
trasferimento di nuovi rifiuti/miscele da trattare nella successiva campagna)
un primo stadio (RC1) di dosaggio di coagulante (selezionabili tra cloruro
ferrico, policloruro di alluminio) e l’eventuale correzione del pH (acido
cloridrico o acido solforico);
un secondo di alcalinizzazione (RN1) mediante dosaggio di idrossido di sodio
in soluzione o di latte di calce;
un terzo di flocculazione (RF1) mediante dosaggio di polielettrolita organico
un quarto stadio (RC2) di aggiustamento del pH
I reflui in uscita dal trattamento chimico - fisico sono chiarificati nello stadio di
decantazione a pacco lamellare (SL1) e disoleatura (SL3) prima di essere trasferiti
alla successiva fase di trattamento biologico.
Nel trattamento chimico – fisico il pH è spinto in una prima fase in campo alcalino
(pH 9 - 9,5) per raggiungere il punto di ridotta solubilità dei metalli idrossidi e riportato
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 9/42 -
a valle della chiarificazione a valori prossimi alla neutralità per garantire la
compatibilità del refluo con l’attività di degradazione biologica posta a valle.
Per alcune tipologie di reflui contaminati da metalli pesanti di natura anfotera, con
solubilità dei relativi idrossidi comparabile con i limiti di scarico in pubblica fognatura
ovvero in presenza di agenti complessanti si ricorre al dosaggio, nello stadio
basificazione RN1, di idrogeno solfuro di sodio con lo scopo rimuovere i metalli
pesanti sfruttando il bassissimo prodotto di solubilità dei loro solfuri.
A monte della filiera di trattamento chimico fisico continuo, ove sono inviati
direttamente esclusivamente i rifiuti liquidi classificati non pericolosi (miscela 2), è
inserito uno stadio di pretrattamento di ossidazione chimica e/o neutralizzazione dei
rifiuti liquidi classificati pericolosi (miscela 3, miscela 4 e miscela 5).
Il pretrattamento è inserito per i seguenti scopi:
- incrementare la biodegradabilità dei percolati di discarica e delle acque
industriali caratterizzate da contenuti significativi di sostanze inibenti la flora
batterica di natura organica (oli e grassi, fenoli, IPA, AOX, ammine,
mercaptani, clorofenoli etc) o inorganica (solfuri)
- innalzare lo stato di ossidazione dei metalli che conducono alla formazione di
composti meno solubili
- rompere i legami dei composti organo-metallici per consentire la precipitazione
del metallo
- neutralizzare soluzioni acidi e basi esauste
Tali trattamenti sono condotti in discontinuo (reattori batch RB1, RB2) ed in
particolare per l’ossidazione dei percolati e delle acque industriali (rifiuti pericolosi) è
impiegato perossido di idrogeno in presenza di solfato ferroso. La cinetica di
ossidazione con reattivo di Fenton è favorita in campo acido per aggiunta di acido
solforico mediante correzione del pH (set point <4). In base alla natura del refluo, a
fronte di una consistente formazione di acidi organici di reazione, può essere
richiesta una correzione opposta di pH con aggiunta di idrossido di sodio.
Durante il decorso della reazione di ossidazione sono inoltre monitorati la
temperatura ed il potenziale redox.
Reazioni chimiche della fase di trattamento
Il trattamento cui verranno sottoposti i rifiuti pericolosi consiste nell'ossidazione
chimica, realizzata addizionando al refluo il reattivo di Fenton.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 10/42 -
Il reattivo di Fenton, costituito da solfato ferroso e da acqua ossigenata, è usato in
generale, per ossidare una grande varietà di reflui industriali, contenenti numerose
tipologie di inquinanti organici (fenoli, formaldeide, BTEX e reflui complessi derivati
dai pesticidi, preservanti del legno, additivi della plastica, ecc.). Il processo è
applicato a reflui acquosi e fanghi pompabili, con i seguenti effetti:
distruzione degli inquinanti
riduzione della tossicità
miglioramento della biodegradabilità
abbattimento di BOD/COD
rimozione di colori e odori
L'aggiunta di ferro al perossido di idrogeno potenzia la sua capacità ossidante, per
effetto della formazione dello ione ossidrile.
Le reazioni coinvolte nel processo sono:
Fe2+ + H2O2 Fe3+ + OH- + OH.
Fe3+ + H2O2 Fe2+ + OOH. + H+
La procedura di ossidazione consiste nelle seguenti fasi:
a) si porta il pH ad un valore compreso fra 3 e 5;
b) si aggiunge il catalizzatore contenente ferro, come soluzione di FeSO4;
c) si aggiunge lentamente l'H2O2. Se il pH è troppo elevato, il ferro precipita come
idrossido ferrico, decomponendo cataliticamente l'H2O2 a ossigeno ed acqua,
creando una situazione pericolosa.
Le velocità di reazione sono influenzate dalla velocità di formazione dello ione
ossidrile (e quindi dalla concentrazione del FeSO4) e dal tipo di refluo trattato. Valori
tipici del rapporto in peso Fe/H2O2 vanno da 1 a 510, sebbene concentrazioni di
ferro inferiori a 25-50 mg/l possano richiedere eccessivi tempi di reazione (10-24 hr).
In particolare questo accade quando i prodotti di reazione (acidi organici) trattengono
il ferro e lo rimuovono dal ciclo catalitico.
Il processo Fenton è soprattutto efficace come trattamento preliminare quando i
valori di COD sono superiori a 500 mg/l; si ha infatti una riduzione nella selettività
delle reazioni quando la concentrazione di inquinanti diminuisce, avvenendo le
reazioni:
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 11/42 -
OH. + H2O2 HO2. + H2O
OH. + Fe3+ Fe2+ + OH-
Il processo è inoltre inibito da chelanti del ferro, quali fosfati, EDTA, formaldeide e
acidi citrico e ossalico.
A causa quindi della sensibilità del reattivo di Fenton ai differenti tipi di refluo da
trattare, la reazione è caratterizzata attraverso un test di laboratorio che precede il
trattamento
a) Reattività del radicale ossidrilico
Il radicale ossidrilico è una delle specie chimiche più reattive, seconda solo al
fluoro elementare; le reazioni chimiche del radicale ossidrilico in ambiente acquoso
sono di quattro tipi:
Addizione: OH. + C6H6 (OH)C6H6.
in cui il radicale si unisce ad un composto insaturo, alifatico o aromatico, a
formare un altro radicale.
Sottrazione di idrogeno: OH. + CH3OH CH2OH. + H2O
in cui sono formati un radicale ed acqua.
Trasferimento di elettroni: OH. + [Fe(CN)6]4- [Fe(CN)6]
3- + OH-
in cui sono formati ioni a valenza maggiore.
Interazione radicalica: OH. + OH. H2O2
in cui due radicali reagiscono fra di loro a formare una specie stabile.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 12/42 -
Quando il processo Fenton è applicato al trattamento di rifiuti industriali, le
condizioni di reazione sono scelte in modo che i primi due meccanismi, sottrazione di
idrogeno e addizione di ossigeno, predominano.
b) Effetto della concentrazione di ferro
Le concentrazioni di ferro possono essere espresse anche in relazione all'acqua
ossigenata; valori tipici sono di 1 parte di Fe per 5-25 parti di H2O2 (in peso). Questa
concentrazione dipende in una certa misura dal tipo di refluo trattato. Tre
considerazioni concorrono a definirla:
una concentrazione minima di soglia di 3-15 mg/l di ferro è indispensabile perché
la reazione avvenga in tempi ragionevoli, indipendentemente dalle caratteristiche
del refluo da trattare;
un rapporto costante Fe/substrato di 1/10-50, quando la concentrazione di ferro
sia superiore al valore minimo di soglia, garantisce in genere i prodotti finali
desiderati.
occorre a volte aggiungere un'aliquota addizionale di ferro per saturare le
proprietà chelanti delle acque e rendere così disponibile il ferro per catalizzare la
formazione di radicali ossidrilici.
Per la maggior parte delle applicazioni, non comporta differenze usare sali
contenenti Fe2+ o Fe3+, a meno che non si lavori con dosi di reattivo molto basse
(meno di 10-25 mg/l di H2O2); in tal caso, infatti, alcune ricerche suggeriscono che il
ferro ferroso può essere preferibile.
Nel caso particolare di ossidazione di rifiuti contenenti fenoli l'ossidazione è
caratterizzata da uno stadio intermedio, con formazione di chinoni, composti piuttosto
stabili e richiedono l'aggiunta di altra acqua ossigenata per far avanzare
l'ossidazione.
c) Effetto della temperatura
La velocità di reazione con il reattivo di Fenton aumenta quando la temperatura
aumenta; comunque, quando la temperatura sale sopra 40-50°C, l'efficienza di
utilizzo dell'H2O2 diminuisce, perché prevale la decomposizione di essa in ossigeno e
acqua. In pratica, la maggior parte delle applicazioni industriali del reattivo di Fenton
operano fra 20 e 40°C.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 13/42 -
Applicazioni del processo Fenton per pretrattare reflui molto inquinati indicano che
può essere necessario aggiungere gradualmente l'acqua ossigenata, per limitare
l'innalzamento di temperatura che si ha quando la reazione procede. Questo
dovrebbe essere fatto quando le quantità di acqua ossigenata da aggiungere
superano 10-20 g/l. Limitare le temperature di esercizio è importante non solo per
ragioni economiche, ma anche per ragioni di sicurezza.
c) Effetto del pH
Il valore ottimale del pH è compreso fra 3 e 5. Per pH maggiori, si ha perdita di
efficienza dovuta alla precipitazione dell'idrossido di ferro; quest'ultimo catalizza
inoltre la decomposizione dell'H2O2 in ossigeno ed acqua.
Un secondo aspetto che riguarda il pH consiste nell'abbassamento di esso man
mano che la reazione procede. Infatti, si ha una prima riduzione di pH causata
dall'aggiunta di FeSO4, il quale contiene generalmente tracce di H2SO4. Una seconda
diminuzione, più rilevante, ha luogo quando è aggiunta H2O2. Questa caduta nel pH
è attribuita alla frammentazione del materiale organico in acidi organici. La variazione
nel pH è monitorata per seguire il procedere della reazione; infatti l'assenza della
prevista diminuzione può significare che la reazione è inibita. In reflui fortemente
inquinati (COD maggiore di 10 g/l) può essere necessario effettuare l'ossidazione in
più stadi, riportando il pH a 4-5 dopo ogni stadio, in maniera da evitare che bassi pH
inibiscano la reazione.
d) Tempi di reazione
Per semplici ossidazioni (Es. acque fenoliche acque fenoliche a concentrazione
inferiore a 250 mg/l), tipici tempi di reazione sono di 30-60 min. Per reflui più
concentrati o più complessi, la reazione può richiedere numerose ore. In tali casi,
suddividere la reazione in stadi (aggiungendo sia ferro sia H2O2) può avere effetti
migliori sull'efficienza e sulla sicurezza rispetto ad aumentare le cariche iniziali.
I tempi di reazione saranno stabiliti previa sperimentazione in laboratorio effettuata
sullo specifico refluo da trattare.
Nella conduzione dell’impianto si usano le variazioni cromatiche per stabilire il
grado di avanzamento della reazione, perché le acque trattate diventano più scure
quando si aggiunge l'acqua ossigenata e schiariscono quando la reazione giunge a
compimento. Per stabilire se la reazione è giunta a compimento si eseguono prove di
laboratorio sul campione rappresentativo prelevato dal reattore innalzando il pH
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 14/42 -
intorno a 7-10 per eliminare le tracce di perossido di idrogeno residuo che
interferisce con la maggior parte dei metodi di analisi delle acque reflue.
Per la necessità di controllare gli effetti esotermici di miscelazione correlati alla
neutralizzazione di rifiuti alcalini con soluzioni acide esauste è progettato
l’inserimento di sistema di smaltimento del calore con scambiatore esterno alla zona
di reazione asservito da torre di raffreddamento acqua-aria del tipo a convezione
forzata.
La torbida in uscita dal pretrattamento Batch dei rifiuti pericolosi è inviata al
sedimentatore lamellare per la separazione dei fanghi dalla frazione liquida
parzialmente chiarificata. Il refluo liquido è inviato in uno dei serbatoi B1, B2 per
essere trattato nel modulo chimico fisico continuo, per campagne distinte, dai rifiuti
NP trasferiti dallo stoccaggio.
Una ulteriore linea di trattamento è dedicata al condizionamento con ferro e calce dei
fanghi inorganici classificati non pericolosi (miscela 7). Il condizionamento, finalizzato
alla riduzione del carico in metalli, oli, idrocarburi, tensioattivi e ad incrementare la
filtrabilità dei fanghi medesimi è condotto in reattore discontinuo (RB3) dedicato allo
scopo.
Reazioni chimiche della fase di trattamento
Il sale di ferro impiegato come coagulante ed il latte di calce permettono di effettuare
la chiarificazione dei rifiuti fangosi liquidi.
Il sale indicate, per elementari reazioni chimiche, si trasforma nel relativo idrossido, a
basso prodotto di solubilità.
FeCl3 + H2O Fe(OH)3 + 3HCl
L’impiego di late di calce oltre a consentire la precipitazione di anioni meno solubili
(es.solfati) consente di incrementare la filtrabilità del fango disidratato.
Mantenendo il pH del sistema ad un valore che non permetta la ridissoluzione degli
idrossidi, questi formano un letto filtrante che scendendo trascina con sé altre
particelle.
Bisogna tener presente che a questi effetti vanno aggiunti gli effetti di adsorbimento
di certi ioni e composti sulla superficie dei fiocchi gelatinosi (tensioattivi, idrocarburi)
ed anche effetti chimici di precipitazione per formazione di sali insolubili, quali i fosfati
di ferro.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 15/42 -
I fanghi separati dal trattamento chimico fisico continuo dei rifiuti non pericolosi
(miscela 2) e dal condizionamento dei fanghi inorganici non pericolosi (miscela 7)
sono trasferiti all’ispessitore statico (SS1).
I fanghi separati dalla preliminare ossidazione/neutralizzazione e dal successivo dal
trattamento chimico fisico continuo dei rifiuti pericolosi (miscela 3, miscela 4, miscela
5) sono trasferiti all’ispessitore statico (SS2).
I fanghi ispessiti in SS1 e SS2 provenienti rispettivamente dal trattamento di rifiuti
non pericolosi e di rifiuti pericolosi sono disidratati, per campagne separate, in
filtropressa a piastre (FP1) per l’ottenimento di un fango con contenuto tipico di
secco del 30%.
Premesso che i fanghi derivanti dal trattamento chimico fisico delle tipologie di rifiuti
trattabili nell’impianto Cipeco risultano nella maggior parte dei casi quasi sempre non
pericolosi la disidratazione dei fanghi provenienti da rifiuti di diversa classificazione è
condotta per campagne separate allo scopo di escludere la declassificazione del
rifiuto per diluizione, così come vietato dalla direttiva discariche recepita dal D.Lgs.
36/2003
Per analoghe motivazioni le acque di imbibizione sono ricircolate in testa al
trattamento chimico fisico continuo mantenendo separate quelle derivanti da rifiuti P
da quelle dei NP.
Il modulo biologico MBR ha lo scopo di degradare il carbonio organico, consentire
la nitrificazione e la denitrificazione dell’azoto organico e ammoniacale, rimuovere il
fosforo organico. Il modulo è articolato su due linee in parallelo con fasi di
denitrificazione (DN1, DN2), ossidazione biologica a fanghi attivi (OX1, OX2) e
ultrafiltrazione (VM1, VM2) su membrane polimeriche piane (0,04 micron).
Il sistema di ossigenazione dei fanghi attivi è del tipo ad aria insufflata tramite
tappeto di diffusori a bolle fini.
La configurazione MBR consente di eliminare oltre al sedimentatore finale del
sistema tradizionale a fanghi attivi (CAS) anche i trattamenti terziari di filtrazione (su
sabbia) e disinfezione dell’effluente.
Il permeato in uscita dal modulo biologico è trasferito alternativamente nei due
comparti della vasca di accumulo temporaneo (S4) a monte dello scarico in pubblica
fognatura, in maniera da consentire analisi chimiche speditive che attestino
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 16/42 -
l’efficienza depurativa dell’intero processo. La linea di scarico dell’effluente depurato
è corredata di misuratore della portata e di campionatore automatico programmabile.
I fanghi di supero prodotti dall’accrescimento della biomassa sono inviati a specifica
linea di disidratazione equipaggiata di centrifuga decanter (CD1). Le acque di
imbibizione sono ricircolate a monte del biologico.
In testa al modulo biologico è installata la fase di grigliatura fine (0,5mm) a
protezione delle membrane di U.F., seguita dalla fase di equalizzazione. Quest’ultima
ha la funzione di omogeneizzare i rifiuti trattati in uscita dal chimico fisico con quelli
non pericolosi e altamente biodegradabili provenienti dallo stoccaggio (miscela 1,
miscela 6) . Tenuto conto della natura diversificata dei rifiuti conferiti all’impianto
risulta indispensabile evitare variazioni repentine ai parametri di processo (portata,
carico organico, azoto ammoniacale, fosforo organico, solidi sospesi, pH,
temperatura etc), che possono influenzare negativamente le rese depurative del
modulo biologico.
La sezione di trattamento per ultrafiltrazione delle emulsioni oleose è incentrata
sul sistema di ultrafiltrazione su membrane ceramiche. Il rifiuto conferito all’impianto
in autocisterna e trasferito allo stoccaggio dedicato previa filtrazione in linea a
cestello , è alimentato alla fase preliminare di defangatura/disoleatura. L’emulsione
spillata dal sedimentatore a pacco lamellare, previa ulteriore filtrazione fine a nastro
(100 micron) è riscaldata a bassa temperatura (<40°C) allo scopo di incrementarne la
filtrabilità. Il permeato in uscita dal sistema di U.F., costituito dalla fase acquosa,
tensioattivi e dagli altri eventuali inquinanti solubili in acqua (es. metalli) è trasferito
alla sezione di trattamento chimico fisico (reattori discontinui RB1, RB2).
Il retentato è in parte ricircolato al modulo di ultrafiltrazione ed in testa al
defangantore disoleatore. L’olio disemulsionato da inviare a centri esterni di recupero
costituisce la fase surnatante del disoleatore mentre la torbida raccolta sul fondo è
trasferita in serbatoio di accumulo prima dell’invio a smaltimento.
La sezione di trattamento delle emissioni convogliate ha lo scopo di
limitare la diffusione in atmosfera delle sostanze inquinanti e/o odorigene che si
liberano nelle caratteristiche operazioni di stoccaggio e trattamento di rifiuti speciali di
cui alle suddette sezioni. Essa è costituita da colonna di lavaggio ad umido doppio
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 17/42 -
stadio (primo stadio acido, secondo stadio alcalino ossidante) con emissione unica in
atmosfera a mezzo di aspiratore centralizzato.
Sul collettore a monte del primo stadio della torre di lavaggio sono innestate quattro
linee di aspirazione effluenti asservite singolarmente da aspiratore dedicato:
- linea captazione emissioni e polmonazione serbatoi e apparecchiature di
pretrattamento rifiuti (sez.1)
- linea captazione emissioni zona stoccaggio fanghi e vasche modulo biologico
(sez.2 e 3)
- linea captazione emissioni e polmonazione reattori chi-fisico e apparecchi linee
disidratazione fanghi (sez.2 e 3)
- linea captazione emissioni e polmonazione serbatoi e apparecchiature di
trattamento emulsioni (sez.4). Tali emissioni sono preliminarmente inviate a C.T.A.
condensante asservita da gruppo frigo e corredata di successivo stadio di
riscaldamento e deodorizzazione per adsorbimento su carbone attivo.
Una ulteriore linea di polmonazione serbatoi di stoccaggio rifiuti acidi esausti e
additivi in soluzione caratterizzata da acidità libera è direttamente connessa con il
secondo stadio della colonna di lavaggio.
4. DIMENSIONAMENTO IMPIANTO
Il dimensionamento è finalizzato al conseguimento dei limiti allo scarico in pubblica
fognatura nella ipotesi d’impianto in marcia alla massima potenzialità.
Nel caso di indisponibilità del modulo biologico (manutenzione, guasto etc) il
processo di depurazione si conclude a valle della fase di grigliatura fine con invio a
centri esterni dei rifiuti raccolti in vasca di equalizzazione (EQ1).
il dimensionamento delle sezioni di processo raggruppate nelle sezioni 1, 2, 3, 4 e 5
è effettuato con riferimento allo schema a blocchi PA1.60, ai bilanci materiali PA1.61
e agli estratti planimetrici d’impianto PA1.10, PA1.20, PA1.30, PA1.40, PA1.50 ed ai
relativi schemi funzionali PA1.11, PA1.21, PA1.31, PA1.41, PA1.51.
4.1. Trattamenti preliminari e stoccaggio rifiuti. Deposito additivi (Sez.1)
Le operazioni unitarie di pretrattamento fisico delle varie tipologie di rifiuti liquidi,
conferiti all’impianto in autocisterna, sono realizzate su linee separate in macchinari
di tipo compatto.
a) Vasca di sgrigliatura-dissabbiatura-disoleatura - SP1, SP2
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 18/42 -
I moduli di pretrattamento meccanico delle acque industriali e dei percolati di
discarica sono allestiti su due linee separate tra rifiuti liquidi classificati non pericolosi
(miscela 1, 2) e rifiuti classificati pericolosi (miscela 3). La singola apparecchiatura è
realizzata in acciaio inox e consiste in una filtrococlea di separazione e
compattazione dei materiali grossolani (dimensione >4mm) e in un comparto di
sedimentazione con una coclea di fondo ed una coclea estrattrice delle sabbie
(dimensione >200 micron), corredato di sistema flottante per l’asportazione delle
sostanze leggere (oli e idrocarburi in fase libera) separate mediante insufflazione
d’aria.
La dissabbiatura è realizzata in vasca longitudinale (6x1,5xH=1,5m) dimensionata
per un carico idraulico superficiale di 2,5 mm/s alla portata max di conferimento di 60
m3/h. La sezione di vagliatura (filtrococlea) è equipaggiata con un sistema di
compattazione dei solidi estratti che assicura una riduzione dei volumi fino al 35%
mentre la percentuale di separazione dei solidi e delle sabbie sedimentate si attesta
intorno al 90%. Al termine dello scarico è comandata l’apertura di valvola di scarico
totale della vasca in maniera da evitare miscelazione con rifiuti conferiti nel
successivo scarico di autocisterna Le acque reflue suddette sono sollevate al
rispettivo parco serbatoi di stoccaggio per rifiuti non pericolosi (D1, D2, D3, D4, D5,
D6) e per rifiuti pericolosi (D7, D8, D9, D10) costituito da serbatoi in acciaio
carbonio/inox doppia camera, cilindrici ad asse verticale (Φ=3,7m, H=9,2m),
ciascuno della capacità utile di 90 m3.
L’impostazione delle valvole di intercettazione a comando elettropneumatico all’inizio
del ciclo di pretrattamento permette di selezionare il serbatoio di stoccaggio delle
acque reflue. Ciascun serbatoio è munito di misuratore di livello continuo con
livellostati di sicurezza per la rilevazione del livello massimo e minimo e la
contemporanea inibizione delle pompe di trasferimento. Inoltre, il sistema di controllo
del livello fornisce in tempo reale la situazione dei volumi disponibili per lo stoccaggio
e quelli trasferiti ai successivi trattamenti. Su ciascun serbatoio verrà installato
sistema di rilevazione perdite in intercapedine.
b) Filtri a pressione - FP1, FP2
I rifiuti alcalini e acidi esausti classificati pericolosi (miscela 4, miscela 5) sono
stoccati nei serbatoi dedicati previa separazione su filtro a cestello dei solidi
grossolani di dimensione superiore a 3 mm. Nel caso dei reflui esausti alcalini l’intera
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 19/42 -
linea di pretrattamento con serbatoi (D13, D14) di ricezione (Φ=3,5m, H=9,5m)
doppia camera, della capacità utile di 80m3, è realizzata in AISI 304L mentre nel
caso degli acidi esausti il corpo dei filtri sarà rivestito in ebanite con cestello in PP. I
filtri sono dimensionati per scarico in pressione da ATB con perdita di carico iniziale
di 0,15 bar alla portata di 40 m3/h. Gli acidi esausti sono trasferiti separatamente in
serbatoi dedicati (D11, D12) in vetroresina bisfenolica (Φ=3,5m, H=9,5m) , ciascuno
di capacità utile pari a 80 m3.
Anche tali serbatoi saranno asserviti da sistemi di controllo continuo del livello, di
inibizione della marcia pompe per alto e basso livello e di monitoraggio delle perdite
in intercapedine.
c) Vasca di sgrigliatura fanghi e fosse settiche (SP3), griglia fine fosse settiche (SP4)
I rifiuti liquidi ad alto contenuto di solidi (fanghi pompabili) sono scaricati a gravità o
con l’ausilio di pompa centrifuga nello sgrigliatore dedicato. La macchina (SP3) è
costituita da un vaglio (griglia fissa semicircolare di luce 4 mm in acciao inox
Φ=0,7m) alloggiato in cassonetto inox, da una coclea senza albero centrale inclinata
sull’orizzontale a 35° e da un compattatore in linea Φ=0,3m. Le spazzole fissate sui
bordi della sezione inferiore della coclea puliscono il vaglio e trasportano il solido fino
alla zona di compattazione. I solidi ed i materiali fibrosi (grigliato) sono compattati e
disidratati fino ad una riduzione di circa il 40% del loro volume e raccolti nel
cassonetto della mondiglia. Allo scopo di evitare contaminazione tra fanghi di origine
inorganica e fanghi da fosse settiche, la macchina è corredata di due pozzetti di
rilancio distinti del refluo pretrattato.
I fanghi di natura inorganica classificati Non pericolosi (miscela7) sono stoccati nei
serbatoi dedicati (D15, D17) in acciaio inox, cilindrici ad asse verticale con fondo
conico (Φ=3,5, H=9,2m) doppia camera della capacità utile di 50m3. I fanghi da fosse
settiche (miscela 6), anch’essi non pericolosi, sono trasferiti nel serbatoio (D16),
avente le medesime caratteristiche dei precedenti, previo trattamento di sgrigliatura
fine (1 mm) nel filtro rotativo a tamburo (SP4).
E’ previsto il ricircolo nel serbatoio di accumulo del fanghi pretrattati, prima del
trasferimento alle successive sezioni al fine di evitare stratificazione.
La linea è dimensionata per la portata idraulica di 50 m3/h.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 20/42 -
d) flottazione oli e grassi (SP5)
Gli oli ed i grassi contenuti nei fanghi da fosse settiche (miscela 6) sono separati con
l’ausilio di flottatore dinamico in acciao inox (Φ=3,2m, H=4,7m). L’aria è insufflata dal
basso in equicorrente con il flusso da trattare, le schiume sono estratte dall’alto da
lama raschiatrice. I fanghi da fosse settiche sono trasferiti a monte del modulo
biologico (sez.3).
e) Stoccaggio, preparazione e dosaggio degli additivi chimici
L’alloggiamento dei serbatoi di stoccaggio additivi in soluzione è realizzato entro
vasca di contenimento fuori terra suddivisa in 5 sottobacini in c.a. rivestiti
internamente in resina anticorrosione per il deposito raggruppato per tipologia e
compatibilità chimica reciproca dei vari reattivi:
- acido solforico (D21), solfato ferroso (D22)
- acqua ossigenata (D23)
- ipoclorito (D29)
- soda (D27), solfuro (D28)
- acido cloridrico (D24), cloruro ferrico (D25), PAC (D26)
I serbatoi sono in PRFV del tipo cilindrico a fondo inferiore piano e fondo superiore
ellittico, dimensioni (Φ=2,2m, H=5,5m, volume utile 18m3) ad eccezione dei serbatoi
di stoccaggio dell’acqua ossigenata, ipoclorito e solfuro, in PE ad alta densità,
rispettivamente di volume utile di 9, 9 e 2,5 m3. Su ciascun serbatoio sono installati
misuratori di livello continuo, livellostati di allarme massimo livello, tubazioni pescanti
di carico del prodotto.
Gli additivi in soluzione sono approvvigionati tramite autocisterna con collegamento
di manichetta flessibile al tronchetto di aspirazione della specifica pompa di
trasferimento. Il dosaggio dei reattivi è realizzato con pompe dosatrici installate entro
il bacino di pertinenza in modo da contenere eventuali perdite di prodotto dalle
connessioni serbatoio/aspirazione pompa.
La sospensione di latte di calce al 3-5% è preparata entro dissolutore automatico
(DC1) della calce spenta con acqua industriale, in acciaio al carbonio di dimensioni
(Φ=1,8m, H=2,6m). La calce spenta è stoccata entro silos in acciaio al carbonio di
dimensioni (Φ=2,4m, H=9,5m) della capacità utile di 22m3, cilindrico con tramoggia a
fondo conico. Il trasferimento della calce avviene mediante coclea tubolare (Φ=160
mm, L=4,5 m) comandata da livellostati di minimo e massimo livello e
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 21/42 -
contemporanea aggiunta di acqua industriale. La concentrazione della sospensione
è controllata mediante contabilizzazione volumetrica dell’acqua industriale ed
installazione del dissolutore agitato su celle di carico.
4.2. Pretrattamento chimico fisico (Sez.2)
La sezione di trattamento chimico fisico è allestita entro bacino di contenimento in
c.a.. Le principali linee impiantistiche, corredate dei serbatoi di accumulo intermedio
delle acque di processo, sono articolate in:
- fase di ossidazione e neutralizzazione a carica discontinua,
- fase di trattamento chimico fisico continuo costituita da una vasca in c.a. suddivisa
in più comparti di reazione e accumulo accoppiata a separatore lamellare per la
chiarificazione del refluo e la separazione dei solidi sospesi precipitati,
- fase di condizionamento fanghi inorganici a carica discontinua,
- fase di disidratazione dei fanghi di risulta dalle suddette fasi di trattamento.
a) Ossidazione e/o neutralizzazione chimica
Le acque industriali pretrattate in stoccaggio, derivanti dal conferimento dei rifiuti
classificati pericolosi (miscela 3, miscela 4, miscela 5) e caratterizzate dalla presenza
di sostanze bioresistenti o tossiche per il ciclo biologico sono trasferite dal parco
serbatoi di stoccaggio nei reattori (2RB1, 2RB2) a funzionamento discontinuo. I
reattori sono costruiti in acciaio al carbonio rivestito internamente in ebanite grafitata,
cilindrici con fondi ellittici (Φ=3m, Hvirola=3m) su quattro piedi di appoggio, di
capacità utile a 23 m3. Ciascun reattore è munito di:
- agitatore con albero (lunghezza d’inflessione libera di 3,5 m) e doppia turbina
a 4 pale in acciaio rivestiti in ebanite
- misuratore di livello continuo
- sonde ad immersione per controllo pH, rH e temperatura
- tubazioni con pescante per dosaggio additivi
Nei reattori (RB1, RB2) è condotta l’ossidazione in campo acido (con reattivo di
Fenton), reazione che in dipendenza della natura degli inquinanti può andare a
completezza anche dopo alcune decine di minuti. Il dosaggio di ferro II è rapportato
al dosaggio di perossido a sua volta controllato dal potenziale redox della soluzione
in trattamento.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 22/42 -
In alternativa, nei medesimi reattori sono neutralizzate le soluzioni acide ed alcaline
esauste. In questo caso la carica del reattore viene eseguita per aliquote successive
con monitoraggio continuo della temperatura e del pH.
La quantità di calore generata dalla rottura dei legami chimici nelle reazioni di
ossidazione con reattivo di fenton o dagli effetti esotermici di miscelamento delle
soluzioni acquose acide ed alcaline è smaltita mediante scambiatore di calore
esterno dedicato (E1, E2).
Ciascun scambiatore è del tipo a fascio tubiero con fluido di processo lato tubi e
acqua di raffreddamento lato mantello. Il corpo dello scambiatore è realizzato in
acciaio al carbonio mentre le parti a contatto con il fluido di processo sono in grafite
impregnata. La circolazione forzata del fluido nello scambiatore avviene dal basso
verso l’alto a velocità non inferiore a 1,5m/s per limitare il deposito del particolato
solido sulla superficie di scambio (installazione verticale). E’ installato lo scambiatore
con superficie di scambio di 12m2 e dimensioni (Φmantello=0,55m, H=3,5m). Nello
scambio termico il calore generato è ceduto all’acqua raffreddata a circuito aperto
con torre evaporativa (E3). La torre è del tipo monoblocco in PRFV con vasca di
accumulo acqua, pacco di riempimento in PVC, sistema di irrorazione acqua con
ugelli in PP e ventilatore assiale da 17.000 m3/h. La torre di raffreddamento di
dimensioni complessive 1,4x1,4xH=2,9m fornisce la potenzialità termica di circa 185
kW per salto termico di 5 °C e temperatura dell’aria a bulbo umido di 26 °C.
Il dosaggio ed i consumi di reattivi chimici giornalieri sono stimati in base alle
caratteristiche medie delle acque da trattare.
H2SO4 Acido solforico Punto di dosaggio RB1, RB2
Stato fisico prodotto commerciale
SOL Dosaggio previsto (ppm come
H2S04) 150
Concentrazione del prodotto (H2SO4)
50% Dosaggio riferito al prodotto
(l/m3) 0,21
Densità del prodotto commerciale (kg/l)
1,4 Consumo giorn. Prodotto (l/d) 33
Produttività media sulle 24 h:
155 m3 di acque reflue pericolose Consumo giorn. Prodotto (kg/d) 46,2
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 23/42 -
FeSO4 Solfato Ferroso Punto di dosaggio RB1, RB2
Stato fisico prodotto commerciale
SOL Dosaggio previsto (ppm come
Fe)
45
Concentrazione del prodotto (FeS04)
3,7%
Fe
Dosaggio riferito al prodotto
(l/m3) 1,06
Densità del prodotto commerciale (kg/l)
1,15 Consumo giornaliero prodotto
(l/d)
164
Produttività media sulle 24 h:
155 m3 di acque reflue pericolose
Consumo giornaliero prodotto (kg/d)
188,5
H2O2 Perossido di idrogeno Punto di dosaggio RB1, RB2
Stato fisico prodotto commerciale
SOL Dosaggio previsto (ppm come
H2O2) 2100
Concentrazione del prodotto (H2O2)
30% Dosaggio riferito al prodotto
(l/m3) 6,36
Densità del prodotto commerciale (kg/l)
1,10 Consumo giorn. Prodotto (l/d) 986
Produttività media sulle 24 h:
155 m3 di acque reflue pericolose Consumo giorn. Prodotto (kg/d) 1085
NaOCl Ipoclorito di sodio Punto di dosaggio RB1, RB2
Stato fisico prodotto commerciale
SOL Dosaggio previsto (ppm come
Cl2) 150
Concentrazione del prodotto (NaOCl)
14%
Cl2
Dosaggio riferito al prodotto
(l/m3) 0,86
Densità del prodotto commerciale (kg/l)
1,25 Consumo giorn. Prodotto (l/d) 133
Produttività media sulle 24 h:
155 m3 di acque reflue pericolose Consumo giorn. Prodotto (kg/d) 166
L’ipoclorito è impiegato per alcune tipologie di rifiuti pericolosi per ossidare composti
ridotti dell’azoto e dello zolfo.
I reattori discontinui sono inoltre asserviti da linea di dosaggio di idrossido di sodio
utilizzata sporadicamente per riportare il pH intorno alla neutralità prima del
trasferimento della torbida al sedimentatore lamellare (SL2).
Il campionamento del refluo e le contestuali analisi di laboratorio consentono di
valutare la compatibilità del grado di ossidazione raggiunto con il successivo
trattamento chimico fisico e biologico (cfr. punto di campionamento PC1 del PM&C).
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 24/42 -
b) Coagulazione, neutralizzazione, flocculazione
Le acque industriali pretrattate in stoccaggio derivanti dal conferimento dei rifiuti
classificati non pericolosi (miscela 2) e quelle chiarificate di risulta dal pretrattamento
nei reattori batch dei rifiuti pericolosi (miscela 3, miscela 4, miscela 5) sono trasferite
separatamente in uno dei serbatoi B1, B2 in vetroresina (Φ=3,5m, H=9,5m) ciascuno
di capacità utile di 80 m3. La pompa di ricircolo del refluo nel serbatoio selezionato
per il trattamento ha lo scopo di equalizzare ed impedirne la stratificazione degli
inquinanti. L’allestimento di due serbatoi consente di operare per campagne di
trattamento in scambio ovvero di trasferire la miscela di rifiuti non pericolosi o
pericolo (nel primo serbatoio) e contemporaneamente inviare al processo la miscela
predisposta (nel secondo serbatoio).
La portata nominale del refluo (24,5 m3/h ca.) in ingresso al modulo di trattamento in
continuo è impostabile da quadro ed è mantenuta al valore desiderato mediante
valvola di regolazione azionata da misuratore di portata magnetico. Ciascuna
campagna di trattamento ha una durata di circa 3,5 h.
La linea di processo consta di 3 reattori miscelati di chiari-flocculazione disposti in
serie entro vasca di forma parallelepipeda (6,1x4,6xH=3,0m) in c.a. rivestita
internamente in resina antocorrosione e munita di copertura in PP con portelle di
ispezione.
La suddivisione longitudinale della vasca e l’inserimento di setti trasversali consente
di disporre dei seguenti volumi (con conseguenti tempi di ritenzione indicati in
parentesi):
- RC1 - reattore di coagulazione/correzione pH 9 m3, ( = 20’)
- RN1 - reattore di precipitazione/alcalinizzazione 13,6 m3, ( = 35’)
- RF1 - reattore di flocculazione 3,5 m3, ( = 10’)
Nella medesima vasca il pozzetto S1 ed il reattore RC2, di capacità utile di circa 6,75
m3, sono funzionali rispettivamente al trasferimento della torbida al sedimentatore
lamellare (SL1) e alla correzione del pH (set point=8) dell’effluente chiarificato prima
del sollevamento a monte del modulo biologico.
Un eventuale eccessivo riempimento del pozzetto suddetto (per avaria della pompa
di alimentazione del decantatore) o del polmone S2 di rilancio a valle del reattore di
controllo del pH (per avaria della pompa di trasferimento dell’effluente chiarificato)
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 25/42 -
comporta l’intervento dei rispettivi livellostati di sicurezza con fermata dell’impianto
(blocco alimentazione refluo influente e dosaggio reagenti).
Ciascun reattore è dotato di miscelatore ad asse verticale del tipo a turbina a quattro
pale, con telaio di supporto in carpenteria fissato alla vasca di reazione.
Il reattore RC1 (di coagulazione/correzione del pH) è dotato di controllo del pH,
costituito da una sonda ad immersione completa di trasmettitore/controllore. Il
sistema di controllo comanda automaticamente il dosaggio del correttore di pH acido
cloridrico (in alternativa acido solforico) in funzione dello scostamento fra il valore di
pH misurato in vasca e quello di riferimento. La selezione del correttore di acidità
dipende dalla natura del refluo e da eventuali trattamenti di ossidazione preliminari.
Nel reattore RC1 è usualmente dosato cloruro ferrico con lo scopo di favorire la
coagulazione dei colloidi presenti. Il dosaggio di questo reagente è impostato
automaticamente in proporzione alla portata di refluo influente. E’ possibile l’impiego
alternativo di altri agenti coadiuvanti di coagulazione (policloruro di alluminio, allume
etc), in dipendenza delle condizioni di salinità del refluo, presenza di cloruri, solfati
etc.
Il reattore RN1 (di precipitazione/alcalinizzazione) è dotato di controllo del pH e rH,
costituito da sonde ad immersione complete di trasmettitore/controllore. Come nel
caso precedente il sistema di controllo comanda automaticamente il dosaggio di
idrossido di sodio (o in alternativa di latte di calce) con pompa dosatrice dedicata in
funzione dello scostamento fra il valore di pH misurato in vasca e quello di
riferimento.
Nel caso il processo di trattamento richieda la precipitazione spinta dei metalli si
ricorre al dosaggio di reagente precipitante a base di solfuro (soluzione diluita al
10%). L’attivazione del dosaggio è gestita dal sistema di controllo sulla base dello
scostamento del potenziale redox della soluzione in trattamento dal valore impostato.
Il reattore RF1 (di flocculazione) è adibito al dosaggio di polielettrolita organico,
proporzionalmente alla portata influente. Per favorire la formazione di fiocchi di
grande dimensione, agevolmente separabili nei successivi decantatori, l’agitatore
verticale a servizio di questo reattore è del tipo a bassa velocità di rotazione.
Il reattore RC2 (di controllo pH) è dotato di controllo del pH costituito da sonda ad
immersione completa di trasmettitore/controllore. Come nel caso precedente il
sistema di controllo comanda automaticamente il dosaggio di HCl con pompa
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 26/42 -
dosatrice dedicata in funzione dello scostamento fra il valore di pH misurato in vasca
e quello di riferimento.
Il dosaggio ed i consumi di reattivi chimici giornalieri sono stimati in base alle
caratteristiche medie delle acque industriali da trattare, alla portata nominale (24,5
m3/h) ed al periodo di esercizio ripartito su tre turni di lavoro.
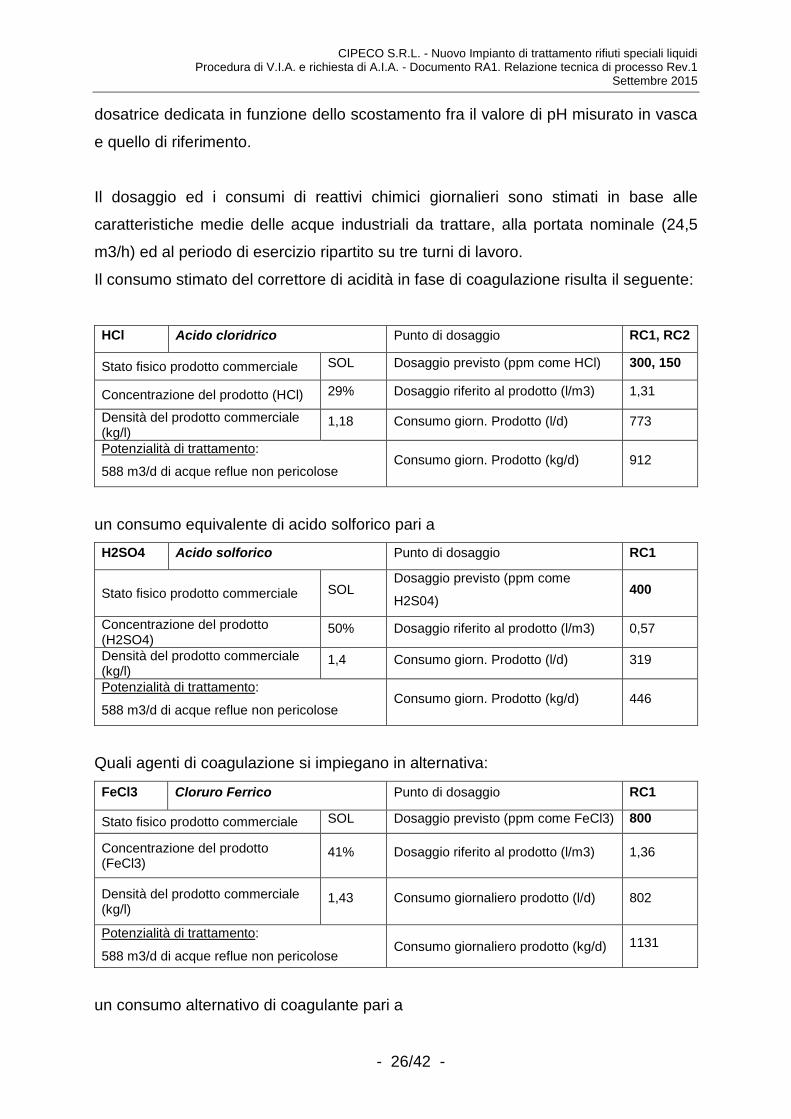
Il consumo stimato del correttore di acidità in fase di coagulazione risulta il seguente:
HCl Acido cloridrico Punto di dosaggio RC1, RC2
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come HCl) 300, 150
Concentrazione del prodotto (HCl) 29% Dosaggio riferito al prodotto (l/m3) 1,31
Densità del prodotto commerciale (kg/l)
1,18 Consumo giorn. Prodotto (l/d) 773
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose Consumo giorn. Prodotto (kg/d) 912
un consumo equivalente di acido solforico pari a
H2SO4 Acido solforico Punto di dosaggio RC1
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come
H2S04) 400
Concentrazione del prodotto (H2SO4)
50% Dosaggio riferito al prodotto (l/m3) 0,57
Densità del prodotto commerciale (kg/l)
1,4 Consumo giorn. Prodotto (l/d) 319
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose Consumo giorn. Prodotto (kg/d) 446
Quali agenti di coagulazione si impiegano in alternativa:
FeCl3 Cloruro Ferrico Punto di dosaggio RC1
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come FeCl3) 800
Concentrazione del prodotto (FeCl3)
41% Dosaggio riferito al prodotto (l/m3) 1,36
Densità del prodotto commerciale (kg/l)
1,43 Consumo giornaliero prodotto (l/d) 802
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose Consumo giornaliero prodotto (kg/d) 1131
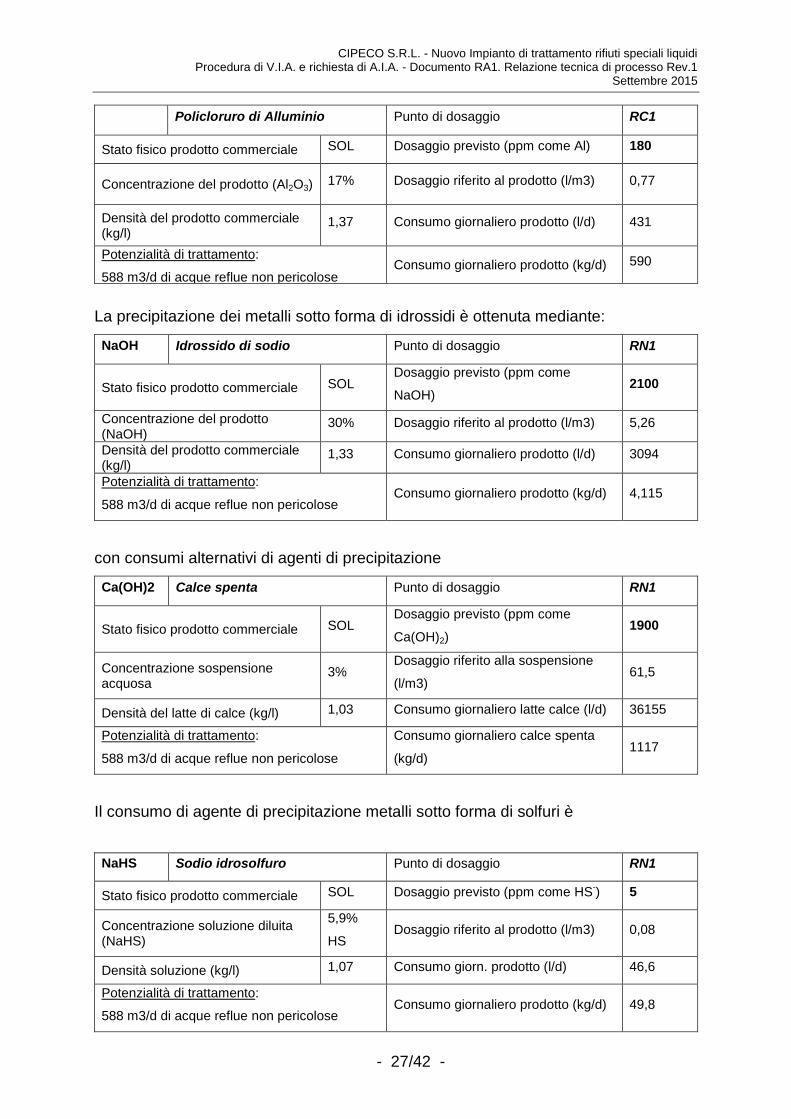
un consumo alternativo di coagulante pari a
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 27/42 -
Policloruro di Alluminio Punto di dosaggio RC1
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come Al) 180
Concentrazione del prodotto (Al2O3) 17% Dosaggio riferito al prodotto (l/m3) 0,77
Densità del prodotto commerciale (kg/l)
1,37 Consumo giornaliero prodotto (l/d) 431
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose
influente
Consumo giornaliero prodotto (kg/d) 590
La precipitazione dei metalli sotto forma di idrossidi è ottenuta mediante:
NaOH Idrossido di sodio Punto di dosaggio RN1
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come
NaOH) 2100
Concentrazione del prodotto (NaOH)
30% Dosaggio riferito al prodotto (l/m3) 5,26
Densità del prodotto commerciale (kg/l)
1,33 Consumo giornaliero prodotto (l/d) 3094
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose Consumo giornaliero prodotto (kg/d) 4,115
con consumi alternativi di agenti di precipitazione
Ca(OH)2 Calce spenta Punto di dosaggio RN1
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come
Ca(OH)2) 1900
Concentrazione sospensione acquosa
3% Dosaggio riferito alla sospensione
(l/m3) 61,5
Densità del latte di calce (kg/l) 1,03 Consumo giornaliero latte calce (l/d) 36155
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose
Consumo giornaliero calce spenta
(kg/d) 1117
Il consumo di agente di precipitazione metalli sotto forma di solfuri è
NaHS Sodio idrosolfuro Punto di dosaggio RN1
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come HS-) 5
Concentrazione soluzione diluita (NaHS)
5,9%
HS Dosaggio riferito al prodotto (l/m3) 0,08
Densità soluzione (kg/l) 1,07 Consumo giorn. prodotto (l/d) 46,6
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose Consumo giornaliero prodotto (kg/d) 49,8
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 28/42 -
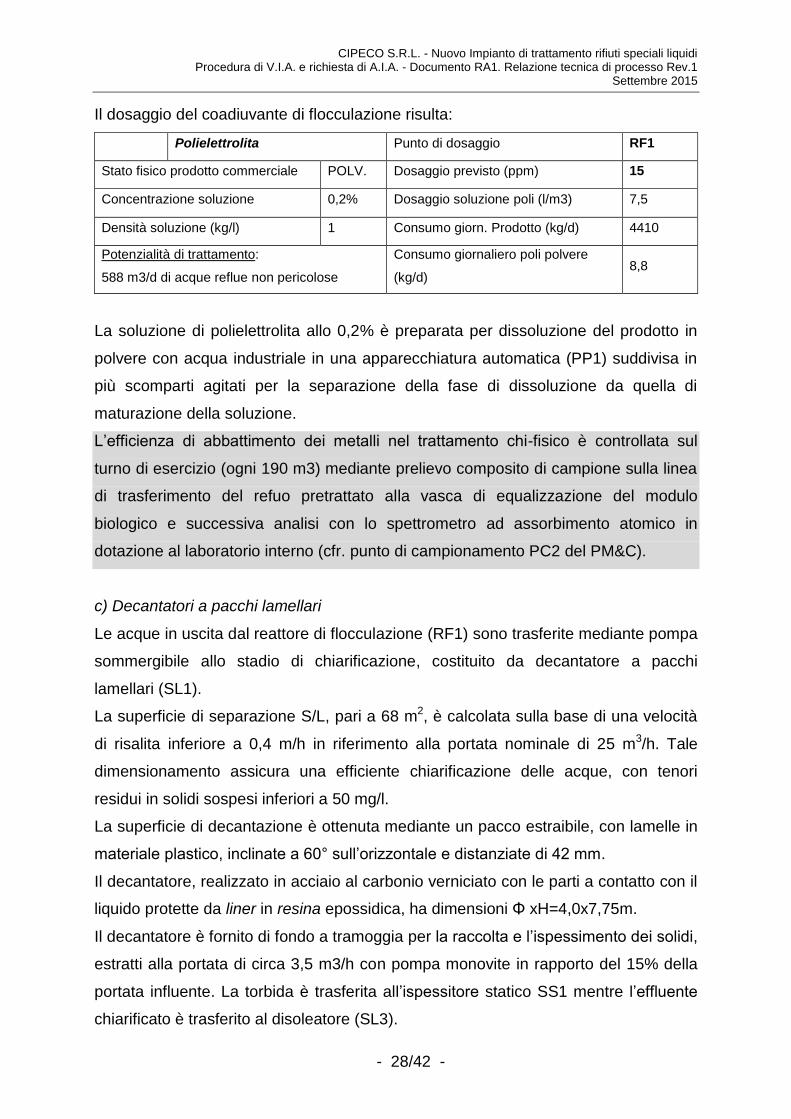
Il dosaggio del coadiuvante di flocculazione risulta:
Polielettrolita Punto di dosaggio RF1
Stato fisico prodotto commerciale POLV. Dosaggio previsto (ppm) 15
Concentrazione soluzione 0,2% Dosaggio soluzione poli (l/m3) 7,5
Densità soluzione (kg/l) 1 Consumo giorn. Prodotto (kg/d) 4410
Potenzialità di trattamento:
588 m3/d di acque reflue non pericolose
Consumo giornaliero poli polvere
(kg/d) 8,8
La soluzione di polielettrolita allo 0,2% è preparata per dissoluzione del prodotto in
polvere con acqua industriale in una apparecchiatura automatica (PP1) suddivisa in
più scomparti agitati per la separazione della fase di dissoluzione da quella di
maturazione della soluzione.
L’efficienza di abbattimento dei metalli nel trattamento chi-fisico è controllata sul
turno di esercizio (ogni 190 m3) mediante prelievo composito di campione sulla linea
di trasferimento del refuo pretrattato alla vasca di equalizzazione del modulo
biologico e successiva analisi con lo spettrometro ad assorbimento atomico in
dotazione al laboratorio interno (cfr. punto di campionamento PC2 del PM&C).
c) Decantatori a pacchi lamellari
Le acque in uscita dal reattore di flocculazione (RF1) sono trasferite mediante pompa
sommergibile allo stadio di chiarificazione, costituito da decantatore a pacchi
lamellari (SL1).
La superficie di separazione S/L, pari a 68 m2, è calcolata sulla base di una velocità
di risalita inferiore a 0,4 m/h in riferimento alla portata nominale di 25 m3/h. Tale
dimensionamento assicura una efficiente chiarificazione delle acque, con tenori
residui in solidi sospesi inferiori a 50 mg/l.
La superficie di decantazione è ottenuta mediante un pacco estraibile, con lamelle in
materiale plastico, inclinate a 60° sull’orizzontale e distanziate di 42 mm.
Il decantatore, realizzato in acciaio al carbonio verniciato con le parti a contatto con il
liquido protette da liner in resina epossidica, ha dimensioni Φ xH=4,0x7,75m.
Il decantatore è fornito di fondo a tramoggia per la raccolta e l’ispessimento dei solidi,
estratti alla portata di circa 3,5 m3/h con pompa monovite in rapporto del 15% della
portata influente. La torbida è trasferita all’ispessitore statico SS1 mentre l’effluente
chiarificato è trasferito al disoleatore (SL3).
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 29/42 -
In un secondo decantatore gemello (SL2) è alimentata la torbida in uscita dai reattori
batch di ossidazione e/o neutralizzazione dei rifiuti classificati pericolosi. I fanghi
estratti dal fondo tramoggia del decantatore sono trasferiti all’ispessitore statico
(SS2) mentre il flusso di testa è ricircolato in uno dei serbatoi (B1, B2) a monte della
fase di chiariflocculazione.
d) Disoleatura acque chiarificate
Le acque chiarificate in uscita dal sedimentatore (SL1) defluiscono per gravità nel
disoleatore a pacchi lamellari (SL3) avente la funzione di separare eventuali tracce di
oli e idrocarburi sfuggiti alla fase di chiariflocculazione.
La superficie di separazione olio/acqua, pari a 125 m2, è calcolata sulla base di una
velocità di risalita inferiore a 0,2 m/h in riferimento alla portata nominale di 25 m3/h.
La superficie di desoleatura è ottenuta mediante un pacco estraibile, con lamelle in
materiale plastico, inclinate a 40° sull’orizzontale e superficie equivalente 15 m2/m3.
Il disoleatoree, realizzato in acciaio al carbonio ha dimensioni 4,9x2,0x2m.
e) Condizionamento fanghi inorganici
I rifiuti liquidi ad alto contenuto di SST (fanghi pompabili classificati non pericolosi) ed
i fondacci di spurgo della colonna doppio stadio di lavaggio emissioni (cfr. sez.5)
sono trasferiti nel reattore di condizionamento (RB3) in acciaio al carbonio rivestito in
resina anticorrosione, cilindrico ad asse verticale con fondo conico (Φ=3m, H=4,2m),
della capacità nominale di 18 m3.
Contestualmente al carico del reattore è attivato il dosaggio di cloruro ferrico quale
agente di coagulazione. Nel reattore mantenuto in agitazione da agitatore a turbina è
successivamente dosato il latte di calce avente la funzione di coadiuvante di
filtrazione. Il dosaggio del latte di calce (sospensione al 3%) è impostato al 15% del
tenore di secco della torbida da disidratare ed è arrestato al raggiungimento della
volumetria stabilita (totalizzatore volumetrico in linea). Il fango condizionato è infine
trasferito mediante pompa monovite all’ispessitore statico SS1.
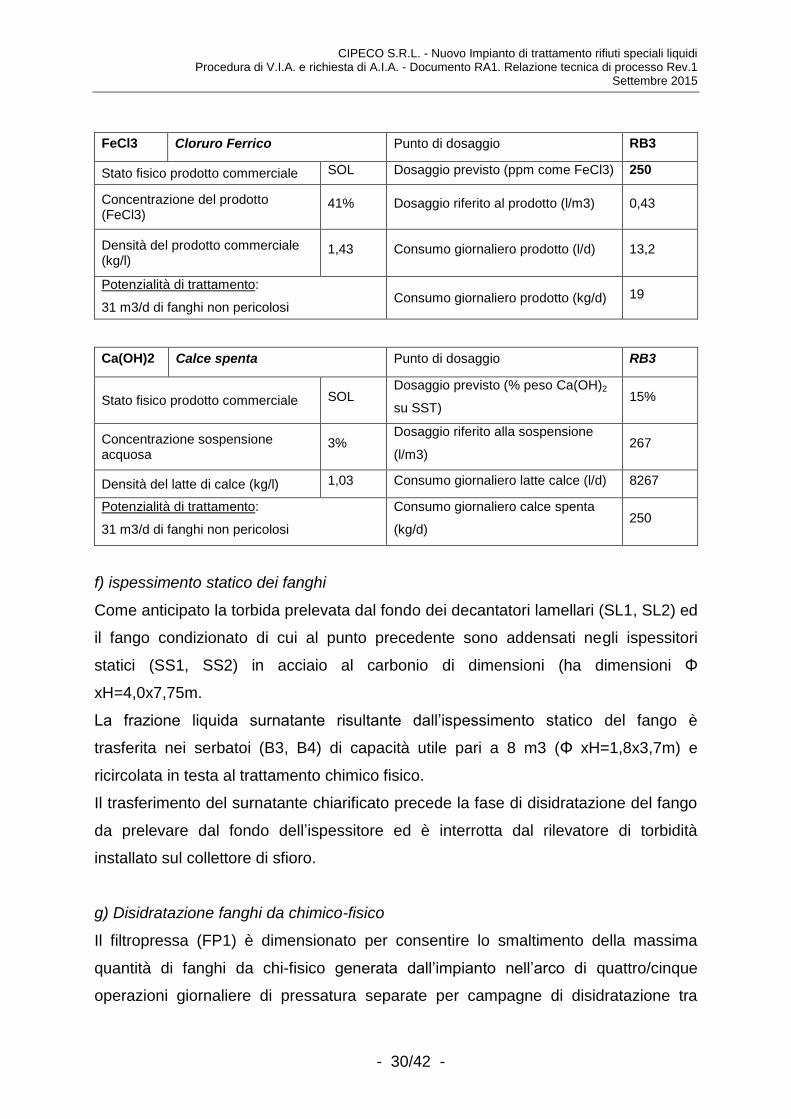
Il consumo stimato di cloruro ferrico e di calce spenta è riportato di seguito:
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 30/42 -
FeCl3 Cloruro Ferrico Punto di dosaggio RB3
Stato fisico prodotto commerciale SOL Dosaggio previsto (ppm come FeCl3) 250
Concentrazione del prodotto (FeCl3)
41% Dosaggio riferito al prodotto (l/m3) 0,43
Densità del prodotto commerciale (kg/l)
1,43 Consumo giornaliero prodotto (l/d) 13,2
Potenzialità di trattamento:
31 m3/d di fanghi non pericolosi Consumo giornaliero prodotto (kg/d) 19
Ca(OH)2 Calce spenta Punto di dosaggio RB3
Stato fisico prodotto commerciale SOL Dosaggio previsto (% peso Ca(OH)2
su SST) 15%
Concentrazione sospensione acquosa
3% Dosaggio riferito alla sospensione
(l/m3) 267
Densità del latte di calce (kg/l) 1,03 Consumo giornaliero latte calce (l/d) 8267
Potenzialità di trattamento:
31 m3/d di fanghi non pericolosi
Consumo giornaliero calce spenta
(kg/d) 250
f) ispessimento statico dei fanghi
Come anticipato la torbida prelevata dal fondo dei decantatori lamellari (SL1, SL2) ed
il fango condizionato di cui al punto precedente sono addensati negli ispessitori
statici (SS1, SS2) in acciaio al carbonio di dimensioni (ha dimensioni Φ
xH=4,0x7,75m.
La frazione liquida surnatante risultante dall’ispessimento statico del fango è
trasferita nei serbatoi (B3, B4) di capacità utile pari a 8 m3 (Φ xH=1,8x3,7m) e
ricircolata in testa al trattamento chimico fisico.
Il trasferimento del surnatante chiarificato precede la fase di disidratazione del fango
da prelevare dal fondo dell’ispessitore ed è interrotta dal rilevatore di torbidità
installato sul collettore di sfioro.
g) Disidratazione fanghi da chimico-fisico
Il filtropressa (FP1) è dimensionato per consentire lo smaltimento della massima
quantità di fanghi da chi-fisico generata dall’impianto nell’arco di quattro/cinque
operazioni giornaliere di pressatura separate per campagne di disidratazione tra
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 31/42 -
fanghi derivanti dal trattamento di rifiuti pericolosi e non pericolosi. Il volume totale
massimo di fango prodotto (per un tenore minimo di secco del 30% è di 11 t/d.
La macchina selezionata ha le caratteristiche seguenti:
capacità volumetrica di carico: 2150l
Spessore del panello: 32 mm
Numero di camere installate a volume fisso: 90
Dimensioni delle piastre: 1000 x 1000 mm
Superficie filtrante: 142 m2
Portata media di secco: 310 kg/h
Tempo di ciclo: 2,5 h
E’ installata in elevazione su di una struttura in carpenteria metallica, sotto la quale
trova collocazione un cassone standard per la raccolta dei fanghi pressati.
Le acque di imbibizione del fango defluiscono per gravità nel serbatoio (B3) per
essere trasferite in testa al trattamento chimico fisico.
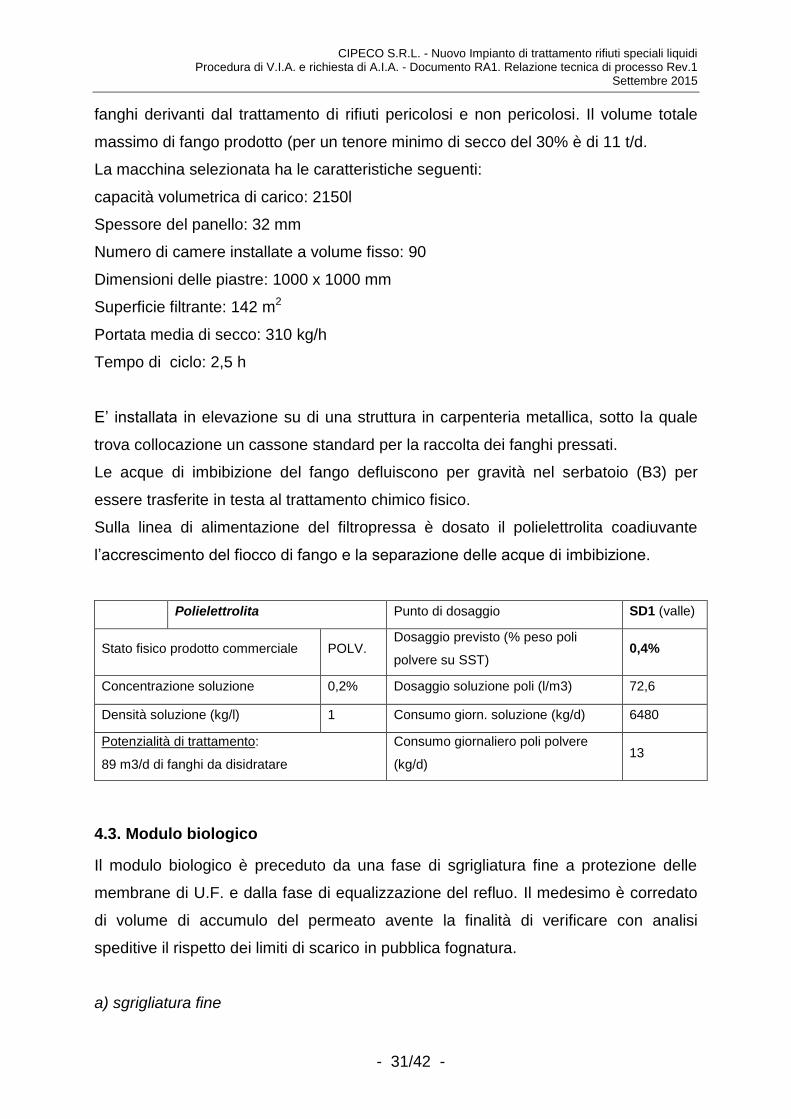
Sulla linea di alimentazione del filtropressa è dosato il polielettrolita coadiuvante
l’accrescimento del fiocco di fango e la separazione delle acque di imbibizione.
Polielettrolita Punto di dosaggio SD1 (valle)
Stato fisico prodotto commerciale POLV. Dosaggio previsto (% peso poli
polvere su SST) 0,4%
Concentrazione soluzione 0,2% Dosaggio soluzione poli (l/m3) 72,6
Densità soluzione (kg/l) 1 Consumo giorn. soluzione (kg/d) 6480
Potenzialità di trattamento:
89 m3/d di fanghi da disidratare
Consumo giornaliero poli polvere
(kg/d) 13
4.3. Modulo biologico
Il modulo biologico è preceduto da una fase di sgrigliatura fine a protezione delle
membrane di U.F. e dalla fase di equalizzazione del refluo. Il medesimo è corredato
di volume di accumulo del permeato avente la finalità di verificare con analisi
speditive il rispetto dei limiti di scarico in pubblica fognatura.
a) sgrigliatura fine
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 32/42 -
Le acque reflue in uscita dal trattamento chimico fisico, i fanghi da fosse settiche
pretrattati, i rifiuti classificati non pericolosi caratterizzati da elevata biodegradabilità e
che pertanto non necessitano di preliminari trattamenti chimico fisici e le acque di
imbibizione dei fanghi di supero sono alimentati al filtro a tamburo SP1 per la
separazione dei solidi sospesi di dimensioni superiore a 0,5mm.
b) equalizzazione
Le acque in uscita dalla suddetta sgrigliatura fine sono trasferite nella vasca in c.a.
ad elementi prefabbricati (EQ1) di dimensioni 12,15x14xH=5,6m con capacità utile
pari a circa 900 m3.
Le dimensioni della vasca, superiori alla potenzialità giornaliera di trattamento del
modulo biologico (paria a 570m3 di refluo influente), consentono di evitare repentine
variazioni delle caratteristiche del refluo in ingresso al modulo biologico e di
bilanciare gli apporti di carico inquinante in termini di BOD, N e P. Allo scopo di
equalizzare ed evitare stratificazione degli inquinanti la vasca è mantenuta in
agitazione da 3 miscelatori ad elica tripala.
c) denitrificazione, nitrificazione, ossidazione biologica e ultrafiltrazione
Il processo di degradazione biologica è del tipo a fanghi attivi asservito da sezione di
ultrafiltrazione a membrane (MBR). Esso è realizzato entro vasca in c.a. ad elementi
prefabbricati suddivisa in 6 scomparti realizzati mediante 3 setti trasversali ribassati
per consentire il deflusso a stramazzo del refluo e da setto mediano longitudinale
funzionale alla marcia in parallelo di due linee di trattamento. La configurazione in
parallelo incrementa la flessibilità del modulo biologico in quanto nel caso di messa
fuori servizio di una linea di trattamento (es. per manutenzione, avaria utenze) vi è la
possibilità di esercire l’impianto fino al 50% del carico nominale.
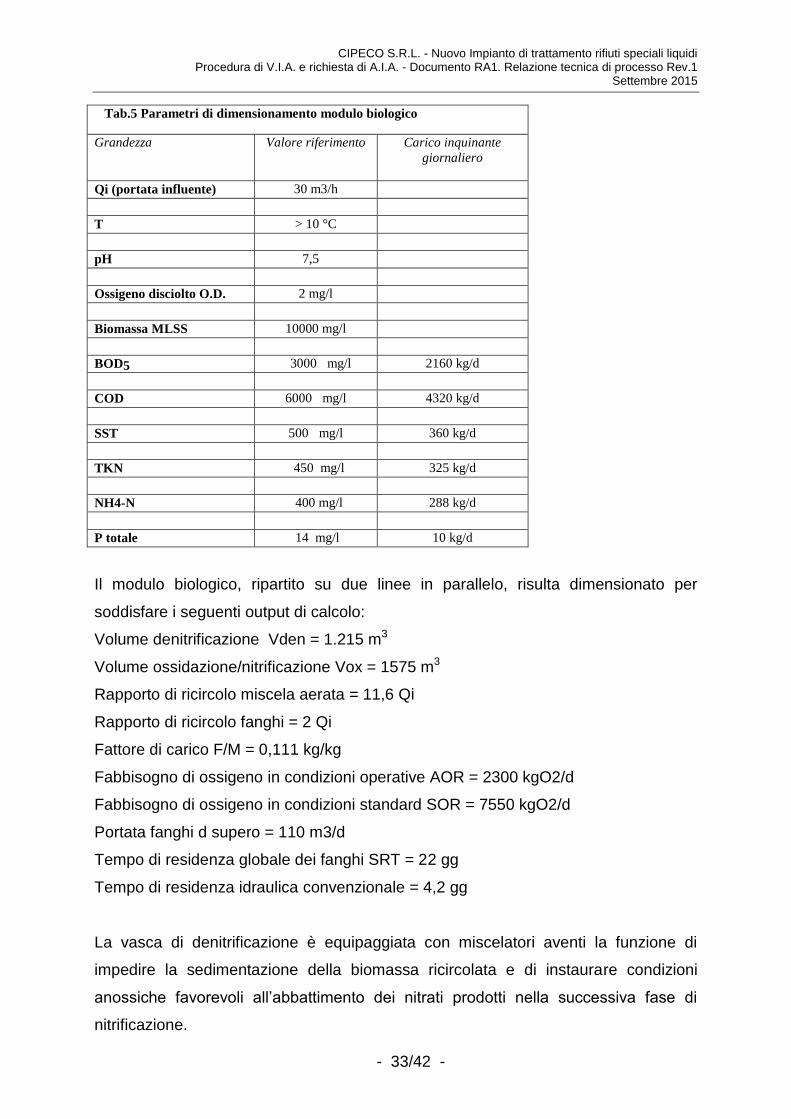
I parametri caratteristici del refluo in ingresso al modulo biologico presi a riferimento
sono riportati nella seguente tabella:
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 33/42 -
Tab.5 Parametri di dimensionamento modulo biologico
Grandezza Valore riferimento Carico inquinante
giornaliero
Qi (portata influente) 30 m3/h
T > 10 °C
pH 7,5
Ossigeno disciolto O.D. 2 mg/l
Biomassa MLSS 10000 mg/l
BOD5 3000 mg/l 2160 kg/d
COD 6000 mg/l 4320 kg/d SST 500 mg/l 360 kg/d
TKN 450 mg/l 325 kg/d
NH4-N 400 mg/l 288 kg/d
P totale 14 mg/l 10 kg/d
Il modulo biologico, ripartito su due linee in parallelo, risulta dimensionato per
soddisfare i seguenti output di calcolo:
Volume denitrificazione Vden = 1.215 m3
Volume ossidazione/nitrificazione Vox = 1575 m3
Rapporto di ricircolo miscela aerata = 11,6 Qi
Rapporto di ricircolo fanghi = 2 Qi
Fattore di carico F/M = 0,111 kg/kg
Fabbisogno di ossigeno in condizioni operative AOR = 2300 kgO2/d
Fabbisogno di ossigeno in condizioni standard SOR = 7550 kgO2/d
Portata fanghi d supero = 110 m3/d
Tempo di residenza globale dei fanghi SRT = 22 gg
Tempo di residenza idraulica convenzionale = 4,2 gg
La vasca di denitrificazione è equipaggiata con miscelatori aventi la funzione di
impedire la sedimentazione della biomassa ricircolata e di instaurare condizioni
anossiche favorevoli all’abbattimento dei nitrati prodotti nella successiva fase di
nitrificazione.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 34/42 -
L’aerazione per soddisfare la richiesta biochimica di ossigeno per la rimozione della
frazione carboniosa e del carico di azoto è realizzata mediante tappeto a bolle fini,
delle seguenti caratteristiche:
- diametro diffusori 270 mm
- copertura della vasca di aerazione 8%
- battente di liquido sui diffusori 4,9m
- portata esercizio diffusore 4,5 m3/h cad
- efficienza di trasferimento ossigeno 30%
- portata aria di alimentazione in condizioni standard 3.400 m3/h
L’aria è fornita da tre soffianti a lobi, di cui una di riserva, aventi ciascuna le seguenti
prestazioni:
- portata 1700 m3/h
- prevalenza 600 mbar
Durante la fase di aerazione il tenore di ossigeno è regolato (set point 2 mg/l)
mediante inverter di modulazione della portata delle soffianti.
Entrambe le vasche di nitrificazione e denitrificazione sono equipaggiate di catene
per la misura in continuo di pH, rH, O.D., T .
La fase di separazione della biomassa dall’effluente depurato è realizzata in vasca
dedicata di capacità complessiva di 220 m3 mediante 10 treni, costituiti ciascuno di
200 membrane polimeriche di ultrafiltrazione (0,04 micron) di superficie totale pari a
2800 m2.
La portata di aria di lavaggio membrane è fornita da 3 soffianti di cui una di riserva
aventi ciascuna le seguenti prestazioni:
- portata 550 m3/h
- prevalenza 600 mbar
Il permeato è estratto mediante pompe volumetriche a lobi e inviato alla vasca di
accumulo (S4). L’estrazione del permeato è condotto a pressione di transmembrana
costante con controllo in cascata del livello di liquido in vasca.
Nel caso di sporcamento delle membrane, rilevabile da un incremento repentino
della pressione di transmembrana, si ricorre al controlavaggio con:
- soluzione di ipoclorito per la degradazione della sostanza organica depositata
- soluzione di acido citrico diluito per la solubilizzazione del carbonati
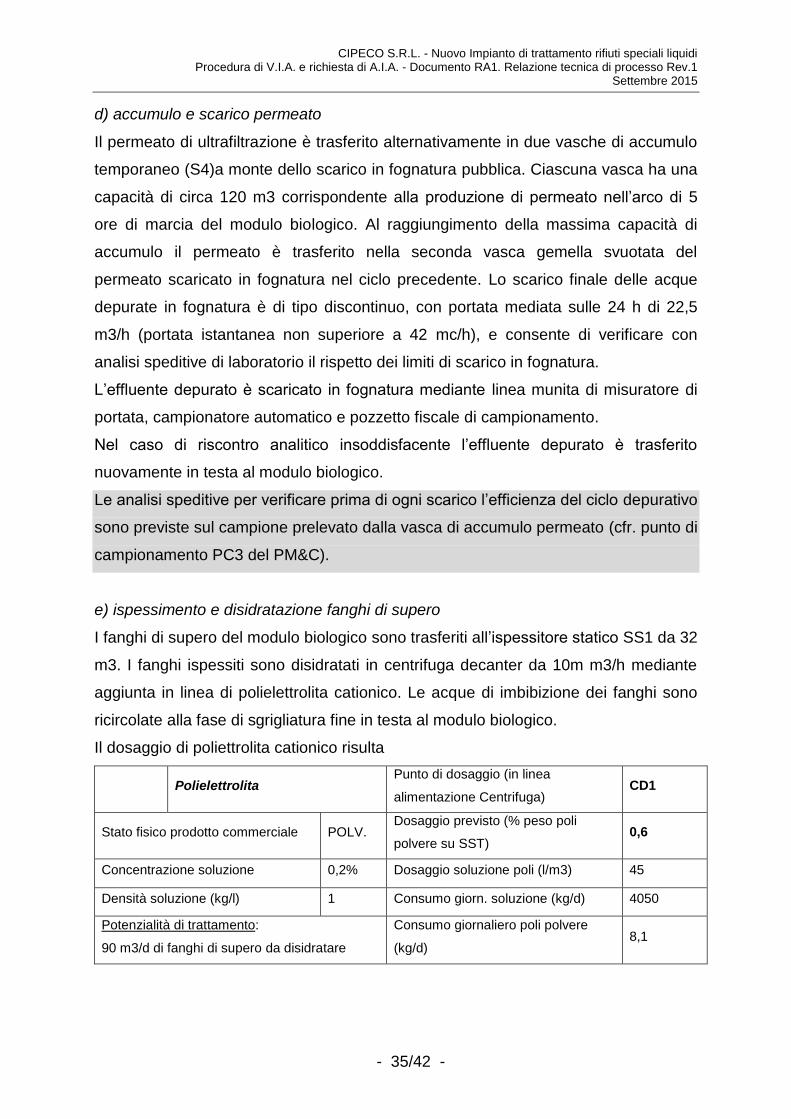
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 35/42 -
d) accumulo e scarico permeato
Il permeato di ultrafiltrazione è trasferito alternativamente in due vasche di accumulo
temporaneo (S4)a monte dello scarico in fognatura pubblica. Ciascuna vasca ha una
capacità di circa 120 m3 corrispondente alla produzione di permeato nell’arco di 5
ore di marcia del modulo biologico. Al raggiungimento della massima capacità di
accumulo il permeato è trasferito nella seconda vasca gemella svuotata del
permeato scaricato in fognatura nel ciclo precedente. Lo scarico finale delle acque
depurate in fognatura è di tipo discontinuo, con portata mediata sulle 24 h di 22,5
m3/h (portata istantanea non superiore a 42 mc/h), e consente di verificare con
analisi speditive di laboratorio il rispetto dei limiti di scarico in fognatura.
L’effluente depurato è scaricato in fognatura mediante linea munita di misuratore di
portata, campionatore automatico e pozzetto fiscale di campionamento.
Nel caso di riscontro analitico insoddisfacente l’effluente depurato è trasferito
nuovamente in testa al modulo biologico.
Le analisi speditive per verificare prima di ogni scarico l’efficienza del ciclo depurativo
sono previste sul campione prelevato dalla vasca di accumulo permeato (cfr. punto di
campionamento PC3 del PM&C).
e) ispessimento e disidratazione fanghi di supero
I fanghi di supero del modulo biologico sono trasferiti all’ispessitore statico SS1 da 32
m3. I fanghi ispessiti sono disidratati in centrifuga decanter da 10m m3/h mediante
aggiunta in linea di polielettrolita cationico. Le acque di imbibizione dei fanghi sono
ricircolate alla fase di sgrigliatura fine in testa al modulo biologico.
Il dosaggio di poliettrolita cationico risulta
Polielettrolita Punto di dosaggio (in linea
alimentazione Centrifuga) CD1
Stato fisico prodotto commerciale POLV. Dosaggio previsto (% peso poli
polvere su SST) 0,6
Concentrazione soluzione 0,2% Dosaggio soluzione poli (l/m3) 45
Densità soluzione (kg/l) 1 Consumo giorn. soluzione (kg/d) 4050
Potenzialità di trattamento:
90 m3/d di fanghi di supero da disidratare
Consumo giornaliero poli polvere
(kg/d) 8,1
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 36/42 -
4.4. Trattamento di ultrafiltrazione delle emulsioni oleose
La sezione è dimensionata per trattare in continuo un flusso di emulsioni oleose pari
a 4,3 m3/h.
Le emulsioni conferite all’impianto sono preliminarmente alimentate alla batteria di
filtri a cestello (FR1A, FR1B) dedicati alla eliminazione dei residui di lavorazione
meccanica (sfridi, trucioli, corpo estranei etc). Lo stoccaggio di tali rifiuti è allestito in
3 serbatoi (D18, D19, D20) in acciaio AISI, ad asse verticale e fondo conico, di
capacità utile pari a 45 m3 ciascuno. Uno dei tre serbatoi è impiegato come serbatoio
di alimentazione della sezione di ultrafiltrazione a membrane ceramiche.
L’impianto si articola in quattro stadi:
1) Pretrattamento
L’emulsione è inviata al decantatore-disoleatore lamellare a coalescenza (SL1) che
consente di affinare l’emulsione prima che questa venga inviata alle membrane.
Il decantatore disoleatore è realizzato in acciaio AISI 304 di dimensioni
2,35x1,85xH=3,2m, con lamelle in PRFV inclinate a 60° aventi superficie proiettata di
60 m2, con capacità massima di trattamento di 25 m3/h.
Dalla fase di pretrattamento vengono pertanto scaricati tre flussi:
- Olio in fase libera
- Fanghi dal fondo della tramoggia
- Emulsione pretrattata che tracima nella vasca di riciclo e concentrazione
L’olio separato è trasferito nel serbatoio (B7) ad asse orizzontale da 10,6 m3 ed è
pronto per essere inviato a recupero.
I fanghi estratti periodicamente da fondo tramoggia sono trasferiti in serbatoio (B6)
ad asse verticale e fondo conico da 45 m3 utilizzato anche per lo stoccaggio del
concentrato di fine lavorazione da inviare a centri esterni di smaltimento.
2) Riscaldamento e ricircolo
L’emulsione spillata dal decantatore-disoleatore è scaricata in vasca di alimentazione
membrane (B1) previo passaggio su tappeto filtrante a gravità con rotolo in
tessuto non tessuto (100 µm) per l’eliminazione dei particolati e degli agglomerati
più grossolani. La vasca in acciaio AISI 304 di dimensioni 4,00x1,2xH=1,2m è
riscaldata (35°C) mediante scambiatore asservito da 5 bruciatori a metano ad
aspirazione forzata. L’incremento di temperatura favorisce l’aggregazione delle
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 37/42 -
particelle di olio consentendo di raggiungere concentrazioni di acqua, residue
nell’olio ricircolato in testa alla fase precedente, inferiori al 10%. L’olio surnatante
raccolto dallo scrematore regolabile è trasferito in testa al disoleatore mediante
pompa pneumatica a membrana in maniera da impedire il riemulsionamento dell’olio
già separato.
3) Ultrafiltrazione
La soluzione stoccata nella vasca di riciclo viene inviata al circuito di ricircolo
delle membrane da ultrafiltrazione.
L’allestimento di ultrafiltrazione è costituito da 296 membrane tubolari aventi
dimensioni standard di 1200 x 26 mm, canali da 3-3,5 mm installate in 8 moduli da
37 membrane cadauno realizzati in acciaio inossidabile AISI 304.
Dalle membrane escono due flussi:
- il permeato costituito sostanzialmente da acqua e tensioattivi è trasferito in 2
serbatoi di accumulo temporaneo (B4, B5) in acciaio AISI304 da 45 m3, in attesa di
essere inviato alla sezione di trattamento chimico fisico a batch. Una eventuale
avaria del sistema di ultrafiltrazione (es. rottura di una membrana) è rilevata da
torbidimetro installato sulla linea di trasferimento del permeato.
- il concentrato che in parte viene ricircolato in aspirazione alle pompe di
alimentazione circuito membrane ed in parte al serbatoio di lavorazione, alla vasca
di pretrattamento e alla vasca di riscaldamento.
Il flusso orario di permeato in uscita da ciascuno degli 8 moduli è rilevabile dal
flussimetro, mentre due manometri monitorano lo sporcamento delle membrane
medesime. La decadenza della capacità di filtrazione delle membrane è riscontrabile
con l’ausilio del misuratore di portata installato sulla linea di trasferimento del
permeato.
La selezione di membrane ceramiche a geometria tubolare con diametro dei canali
pari a 3 – 3,5 mm e l’elevata portata di ricircolo che crea un regime turbolento
all’interno dei canali (fattore di concentrazione per passaggio di circa 1:130) riduce i
fenomeni di sporcamente per precipitazione.
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 38/42 -
4) Lavaggio membrane
Per ripristinare la piena capacità di filtrazione delle membrane è necessario
prevedere dei cicli di lavaggio chimici periodici e, eventualmente, dei cicli di lavaggio
meccanici.
L’impianto è dotato di un circuito in parallelo per il lavaggio costituito da vasca in
acciaio AISI 304 (B3) di dimensioni 1,65x1,65xH=1,2m. La vasca è provvista di
resistenza elettrica di riscaldamento e di agitatore ad elica marina per la
miscelazione del detergente (dosaggio 1-5 kg/membrana cad) con acqua
demineralizzata e/o permeato. Al termine del lavaggio ripetuto mediamente ogni due
tre giorni di marcia dell’impianto è trasferita nel serbatoio in lavorazione senza
pertanto creare reflui da smaltire e senza sprecare prodotto sgrassante.
All’occorrenza, a fronte della decadenza della potenzialità di filtrazione è necessario
operare con dei cicli di lavaggio drastici alternando un lavaggio alcalino (con sodio
idrossido in soluzione 30%) a un lavaggio acido (acido solforico 50%) e quindi
ancora a un lavaggio alcalino. Le soluzioni di lavaggio prodotte in questo contesto
sono trasferite al trattamento chimico a batch. In concomitanza a questo tipo di
lavaggio viene anche vuotata e pulita la vasca di riscaldamento e ricircolo.
L’impianto è predisposto anche per il lavaggio meccanico con acqua e/o aria. Il
sistema, che prende il nome di back pulse, prevede in maniera totalmente
automatica una periodica inversione di flusso da lato permeato a lato concentrato.
Tale tipologia di lavaggio risulta efficace con emulsioni cariche di particelle finemente
disperse o colloidali che non vengono eliminate nello stadio di decantazione.
4.5. Lavaggio effluenti gassosi e trattamento sfiati
L’impianto è asservito da sezione per l’abbattimento delle emissioni gassose
convogliate al camino E1.
Al sistema di trattamento centralizzato (scrubber bistadio) affluiscono cinque linee di
convogliamento emissioni:
- linea aspirazione apparecchiature di pretrattamento e stoccaggio rifiuti. Alla
medesima linea di aspirazione sono connesse le cappe frontali installate
presso le baie di trasferimento rifiuti conferiti in colli. Tali apparecchiature sono
mantenute in leggera depressione, atta a vincere le perdite di carico, dal
ventilatore a portata variabile modulata mediante inverter (portata nominale
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 39/42 -
2900 m3/h a T ambiente). Il flusso è alimentato al primo stadio acido dello
scrubber
- linea aspirazione apparecchiature, serbatoi e vasche del modulo biologico.
Alla medesima linea di aspirazione sono convogliate le emissioni captate:
a) dal deposito entro tendone rimovibile (copri-scopri) dei fanghi di risulta dal
pretrattamento rifiuti (2 cassoni scarrabili per mondiglia e grigliato/sabbie)
b) dal deposito entro soppalco chiuso su tre lati dei fanghi chimico fisici da
filtropressatura, raccolti in cassone scarrabile
c) dal deposito entro soppalco chiuso su tre lati dei fanghi biologici da
centrifugazione, raccolti in cassone scarrabile
Tali apparecchiature sono mantenute in leggera depressione dal ventilatore a
portata variabile modulata mediante inverter (portata nominale 9200 m3/h a T
ambiente). Il flusso è alimentato al primo stadio acido dello scrubber
- linea aspirazione apparecchiature di trattamento chimico fisico (reattori,
ispessitori, disoleatore, serbatoi di accumulo). Tali apparecchiature sono
mantenute in leggera depressione dal ventilatore a portata costante (portata
nominale 550 m3/h a T max di 40°C). Il flusso è alimentato al primo stadio
acido dello scrubber
- linea aspirazione apparecchiature di stoccaggio e trattamento emulsioni
oleose (serbatoi, vasche, decantatore/disoleatore). Le emissioni sono
convogliate alla unità di trattamento aria e trasferite mediante ventilatore di
rincalzo a portata costante (portata nominale 2200 m3/h a T ambiente) al
primo stadio acido dello scrubber
- linea aspirazione serbatoi di stoccaggio rifiuti acidi e additivi in soluzione. Tali
serbatoi sono mantenuti in leggera depressione dal ventilatore principale. Il
flusso (150 m3/h) è alimentato al secondo stadio alcalino ossidante dello
scrubber
Allo scopo di limitare le emissioni diffuse dalle apparecchiature sono adottate le
seguenti misure:
- le apparecchiature soggette a variazione di livello sono equipaggiate di azione
di troppo pieno in guardia idraulica e di valvola di sovradepressione
- le apparecchiature funzionanti a livello costante sono provviste di sfiato
atmosferico
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 40/42 -
- le cappe frontali dedicate alla fase di trasferimento nei serbatoi di stoccaggio
dei rifiuti conferiti in colli sono provviste di serranda da mantenere in posizione
chiusa nei periodi di inattività
- oltre alle apparecchiature di processo sono mantenute in depressione anche
le apparecchiature di abbattimento emissioni (unità di trattamento aria e
scrubber).
A valle dello scrubber è installato il ventilatore principale a portata variabile modulata
mediante inverter (portata nominale 15000 m3/h a T ambiente).
La modulazione delle portate dei ventilatori è eseguita in automatico da sensori di
pressione posti sulla linea aspirante e con l’ausilio di valvole di non ritorno poste sulle
bocche prementi.
Le emissioni provenienti dalla sezione di ultrafiltrazione delle emulsioni oleose sono
convogliate nella Unità di Trattamento Aria di dimensioni 1,5x0,9xH=0,9m completa
di:
- sezione di aspirazione con serranda ad ingranaggi di parzializzazione portata
- batteria di raffreddamento ad acqua di potenza termica 70 kW (DT aria 40-
25°C). le soluzioni di risulta del raffreddamento sono trasferite nel serbatoio di
accumulo permeato da trattamento emulsioni.
- batteria di riscaldamento a resistenza elettrica da 5 kW (Taria uscita ~30°C)
- sezione di filtrazione su c.a. (16 cartucce Ø140 x L=0,4m)
La Unità di Trattamento Aria (UTA) da emulsioni è dimensionata per trattare fino a
2200 m3/h con velocità superficiale di circa 1,3 m/s.
La UTA è asservita da gruppo frigo da 75 kW di dimensioni 1,2x2xH=1,65m con
circuito idronico operante a DT 7/12°C
Lo scrubber (C1) è di tipo verticale, realizzato in PP, di dimensioni di ingombro
2,0x1,5xH=9m a flussi controcorrente su due stadi di lavaggio.
Ciascuno stadio di lavaggio è corredato di:
- rampa di distribuzione liquido di lavaggio
- griglia di supporto riempimento
- riempimento in "Pall - Ring" da 2" in PE
- demister ad alta efficienza del tipo a flusso deviato in PVC
- pompa di circolazione soluzioni di lavaggio
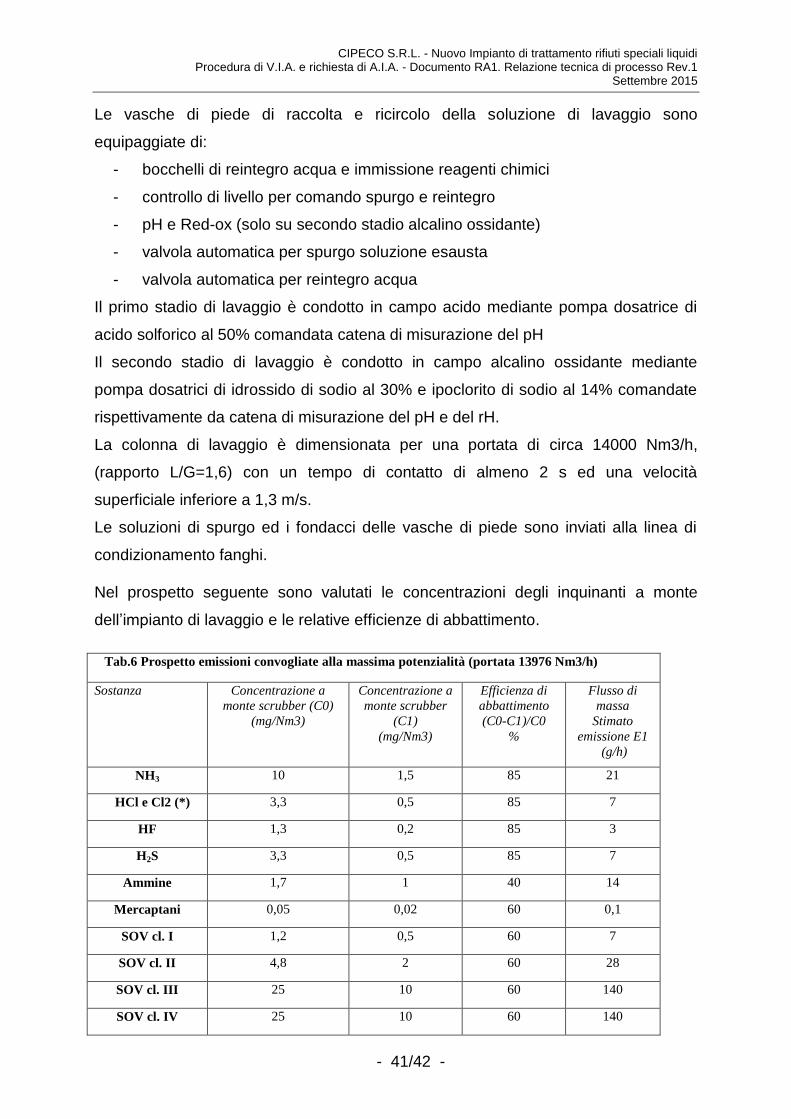
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 41/42 -
Le vasche di piede di raccolta e ricircolo della soluzione di lavaggio sono
equipaggiate di:
- bocchelli di reintegro acqua e immissione reagenti chimici
- controllo di livello per comando spurgo e reintegro
- pH e Red-ox (solo su secondo stadio alcalino ossidante)
- valvola automatica per spurgo soluzione esausta
- valvola automatica per reintegro acqua
Il primo stadio di lavaggio è condotto in campo acido mediante pompa dosatrice di
acido solforico al 50% comandata catena di misurazione del pH
Il secondo stadio di lavaggio è condotto in campo alcalino ossidante mediante
pompa dosatrici di idrossido di sodio al 30% e ipoclorito di sodio al 14% comandate
rispettivamente da catena di misurazione del pH e del rH.
La colonna di lavaggio è dimensionata per una portata di circa 14000 Nm3/h,
(rapporto L/G=1,6) con un tempo di contatto di almeno 2 s ed una velocità
superficiale inferiore a 1,3 m/s.
Le soluzioni di spurgo ed i fondacci delle vasche di piede sono inviati alla linea di
condizionamento fanghi.
Nel prospetto seguente sono valutati le concentrazioni degli inquinanti a monte
dell’impianto di lavaggio e le relative efficienze di abbattimento.
Tab.6 Prospetto emissioni convogliate alla massima potenzialità (portata 13976 Nm3/h)
Sostanza Concentrazione a
monte scrubber (C0)
(mg/Nm3)
Concentrazione a
monte scrubber
(C1)
(mg/Nm3)
Efficienza di
abbattimento
(C0-C1)/C0
%
Flusso di
massa
Stimato
emissione E1
(g/h)
NH3 10 1,5 85 21
HCl e Cl2 (*) 3,3 0,5 85 7
HF 1,3 0,2 85 3
H2S 3,3 0,5 85 7
Ammine 1,7 1 40 14
Mercaptani 0,05 0,02 60 0,1
SOV cl. I 1,2 0,5 60 7
SOV cl. II 4,8 2 60 28
SOV cl. III 25 10 60 140
SOV cl. IV 25 10 60 140
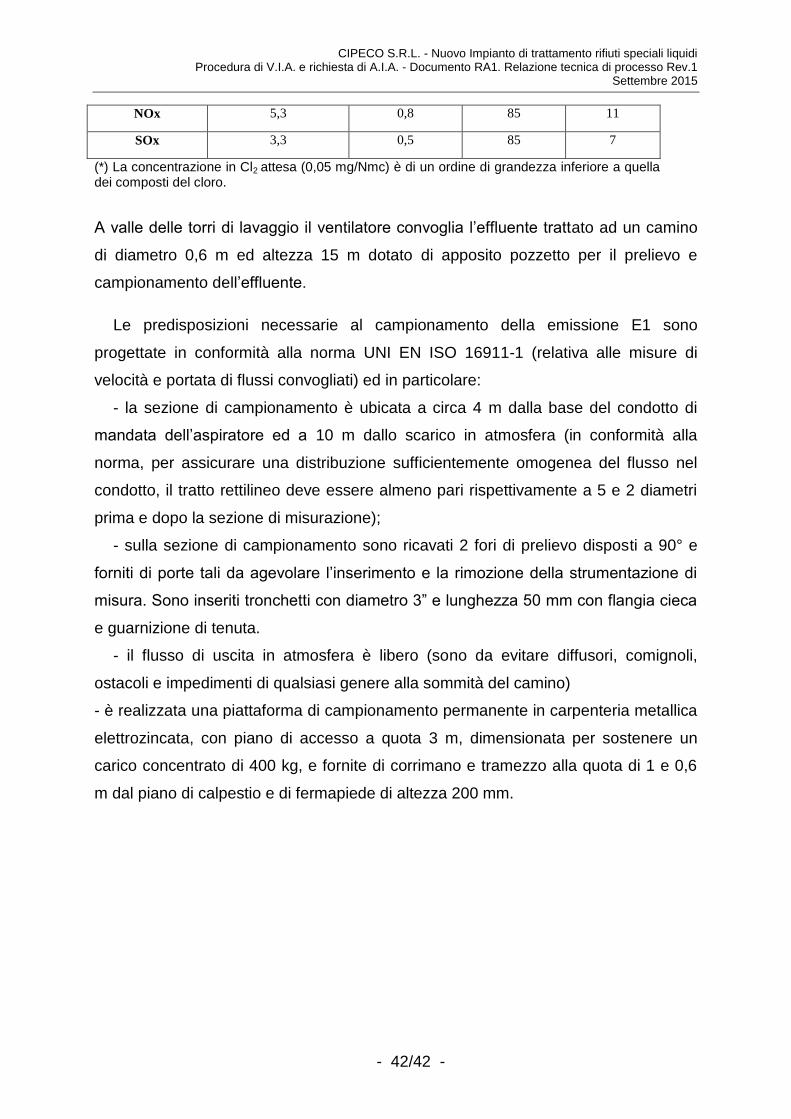
CIPECO S.R.L. - Nuovo Impianto di trattamento rifiuti speciali liquidi Procedura di V.I.A. e richiesta di A.I.A. - Documento RA1. Relazione tecnica di processo Rev.1
Settembre 2015
- 42/42 -
NOx 5,3 0,8 85 11
SOx 3,3 0,5 85 7
(*) La concentrazione in Cl2 attesa (0,05 mg/Nmc) è di un ordine di grandezza inferiore a quella dei composti del cloro.
A valle delle torri di lavaggio il ventilatore convoglia l’effluente trattato ad un camino
di diametro 0,6 m ed altezza 15 m dotato di apposito pozzetto per il prelievo e
campionamento dell’effluente.
Le predisposizioni necessarie al campionamento della emissione E1 sono
progettate in conformità alla norma UNI EN ISO 16911-1 (relativa alle misure di
velocità e portata di flussi convogliati) ed in particolare:
- la sezione di campionamento è ubicata a circa 4 m dalla base del condotto di
mandata dell’aspiratore ed a 10 m dallo scarico in atmosfera (in conformità alla
norma, per assicurare una distribuzione sufficientemente omogenea del flusso nel
condotto, il tratto rettilineo deve essere almeno pari rispettivamente a 5 e 2 diametri
prima e dopo la sezione di misurazione);
- sulla sezione di campionamento sono ricavati 2 fori di prelievo disposti a 90° e
forniti di porte tali da agevolare l’inserimento e la rimozione della strumentazione di
misura. Sono inseriti tronchetti con diametro 3” e lunghezza 50 mm con flangia cieca
e guarnizione di tenuta.
- il flusso di uscita in atmosfera è libero (sono da evitare diffusori, comignoli,
ostacoli e impedimenti di qualsiasi genere alla sommità del camino)
- è realizzata una piattaforma di campionamento permanente in carpenteria metallica
elettrozincata, con piano di accesso a quota 3 m, dimensionata per sostenere un
carico concentrato di 400 kg, e fornite di corrimano e tramezzo alla quota di 1 e 0,6
m dal piano di calpestio e di fermapiede di altezza 200 mm.