Embed Size (px)
Citation preview

FÁBIO HEIJI YAMADA
IMPLANTAÇÃO DA METODOLOGIA KAIZEN EM UMA LINHA DE
PRODUÇÃO DE UMA FÁBRICA DE CHOCOLATES
Trabalho de Formatura apresentado à Escola
Politécnica da Universidade de São Paulo para
obtenção do diploma de Engenheiro de Produção
São Paulo
2012
FÁBIO HEIJI YAMADA
IMPLANTAÇÃO DA METODOLOGIA KAIZEN EM UMA LINHA DE
PRODUÇÃO DE UMA FÁBRICA DE CHOCOLATES
Trabalho de Formatura apresentado à Escola
Politécnica da Universidade de São Paulo para
obtenção do diploma de Engenheiro de Produção
Orientador:
Prof. Dr. Paulino Graciano Francischini
São Paulo
2012

DEDICATÓRIA
Dedico este trabalho aos meus pais, Celso Sadao
Yamada e Regina Harumi Kita Yamada, ao meu
irmão, Tiago Teiji Yamada, e a toda a minha família,
os quais sempre me deram apoio e me ensinaram
valores que levarei para toda a minha vida.

AGRADECIMENTOS
Agradeço a toda a minha família por sempre me apoiarem e oferecerem todo o
amor e compreensão os quais possuem valores inestimáveis.
Ao professor Paulino que me orientou e me ensinou muito na realização deste
trabalho de formatura.
Ao pessoal da Harald que ofereceram todos os recursos possíveis na elaboração
desse trabalho.
A Cris que graças a ela, eu consegui entregar esse trabalho no dia correto.
Aos meus amigos politécnicos que compartilharam comigo, momentos incríveis
durante todos esses anos de Poli.
Aos meus amigos do Movi, do IKB, do Bunkyo, e de vários outros lugares, os quais
pessoas especiais em minha vida e eu me sinto honrado e feliz pelas nossas
amizades.

“Cada dia sabemos mais e entendemos menos.”
(Albert Einstein)
RESUMO
Este trabalho teve como objetivo elaborar um projeto de melhoria em uma
linha de produção da Harald a fim de aumentar a produtividade da linha e assim
melhorar a questão do não atendimento da demanda de produtos da Harald. Devido
ao curto espaço de tempo em realizar esse projeto, o autor priorizou o estudo de
apenas uma linha. Os critérios para a escolha da linha foram baseadas nas linhas de
menor produtividade e de maior volume de produtos em reprocesso, o que resultou
na escolha da linha de granulado. Foi utilizada a metodologia Kaizen como forma de
implementar melhorias ao longo da linha para aumentar a produtividade da mesma e
diminuir a quantidade de reprocesso. Durante as análises, outros conceitos e
ferramentas que fazem parte da Engenharia de Produção, como a metodologia 5S e
o teste de hipótese foram utilizados nesse trabalho com o intuito de resolver o
problema. Como resultado desse trabalho, a produtividade da linha de granulado
passou de 78,31% para 89% o que contribuiu para melhorar o nível de atendimento
referente à demanda de produtos da Harald.
Palavras-chaves: Kaizen; produtividade; indústria chocolateira.
ABSTRACT
This study aimed to develop an improvement project in a production line of the
Company Harald in order to increase the productivity and thus improve the met
demand for products from Harald. Due to the short time in accomplishing this project,
the author has prioritized the study of just one line. The criteria for choosing the line
were based on lines which have the lowest productivities and the highest amount of
products in reprocessing, resulting in the choice of the Sprinkles line. It was used the
Kaizen methodology as a way to make improvements along the line to increase its
productivity and decrease the amount of reprocessing. During the analysis, other
concepts and tools that are part of Industrial Engineering, such as the 5S
methodology and hypothesis testing were used in this study in order to solve the
problem. As the main results, the productivity of the sprinkles line increased from
78.31% to 89% which contributed to improve the met demand of the products of
Harald.
Keywords: Kaizen; productivity; chocolate industry.

LISTA DE FIGURAS
Figura 1 - Produção, consumo aparente, exportação e importação de chocolate em cada ano ........................................................................................................................................................ 21
Figura 2 - Esquema visual de uma cadeia de valor ...................................................................... 32
Figura 3 - Classificação das atividades do gráfico Homem-Máquina ........................................ 39
Figura 4 - Gráfico Homem-Máquina ................................................................................................ 40
Figura 5 - Modelo de Layout para análise do diagrama de frequência ...................................... 41
Figura 6 - Matrizes do diagrama de frequências ........................................................................... 42
Figura 7 - Diagrama de Ishikawa ..................................................................................................... 44
Figura 8 - Curva com distribuição normal ....................................................................................... 46
Figura 9 - Layout da linha de granulados ....................................................................................... 54
Figura 10 - Fluxo geral de processo ................................................................................................ 54
Figura 11 - Embalagem do Granulado Macio ................................................................................ 56
Figura 12 - Comparação entre a meta e a produção real do granulado em 2009 ................... 57
Figura 13 - Diagrama de Causa e Efeito ......................................................................................... 58
Figura 14 - Material saindo do túnel de resfriamento.................................................................... 59
Figura 15 - Operador retirando a massa dos túneis de resfriamento ......................................... 60
Figura 16 - Operador realizando uma atividade na drageadeira ................................................ 61
Figura 17 - Layout da área de drageadeiras .................................................................................. 64
Figura 18 - Fluxograma de processos da linha de granulados ................................................... 65
Figura 19 - Tubo de ar para secar o granulado na drageadeira ................................................. 67
Figura 20 - Locais demarcados devido ao evento Kaizen ........................................................... 75
Figura 21 - Dia de treinamento na semana Kaizen ....................................................................... 76
Figura 22 - Seleção das principais ideias ....................................................................................... 76
Figura 23 - Quadro de seleção de ideias ........................................................................................ 77
Figura 24 - Tabelas de gestão das melhorias ................................................................................ 78

Figura 25 - Equipe de Manutenção e integrantes da equipe Kaizen implantando algumas melhorias ............................................................................................................................................. 79
Figura 26 - Tela do Excel que simula o layout da área de drageadeiras .................................. 82
Figura 27 - Caminho percorrido pelos operadores para acessar o painel de controle ........... 84
Figura 28 - Layout anterior ................................................................................................................ 85
Figura 29 - Layout novo ..................................................................................................................... 85
Figura 30 - Mudança do layout da sala de drageadeiras ............................................................. 86
Figura 31 - Comparação das atividades em cada drageadeira .................................................. 87
Figura 32 - Troca de etiquetas identificadoras das moegas de cacau ...................................... 93
Figura 33 - Troca de etiquetas identificadoras dos controles das extrusoras .......................... 94
Figura 34 - Troca de etiquetas identificadoras dos controles dos túneis .................................. 94
Figura 35 - Retirada de canos antigos presentes na sala dos misturadores ............................ 95
Figura 36 - Retirada de lixo destinado aos metais ........................................................................ 95
Figura 37 - Retirada de bicos dosadores inativos ......................................................................... 96
Figura 38 - Conserto das tampas protetoras da esteira ............................................................... 96
Figura 39 - Conserto de chapa de metal na lateral da sala dos misturadores ......................... 97
Figura 40 - Instalação de grades de proteção no eixo do rotor .................................................. 97
Figura 41 - Instalação de tomadas nas extrusoras ....................................................................... 98
Figura 42 - Substituição do ímã do funil no setor de drageadeiras ............................................ 99
Figura 43 - Mudança de posição dos funis dos misturadores ..................................................... 99
Figura 44 - Implantação de guias na saída dos túneis ............................................................... 100
Figura 45 - Sacos de reprocesso e de produtos impróprios para o consumo ........................ 101
Figura 46 - Painel controlador dos túneis de resfriamento ........................................................ 102
Figura 47 - Fluxo de caixa do valores envolvidos no Kaizen .................................................... 107
Figura 48 - Histograma das produtividades de 2009 e do período de 2010 até o evento Kaizen................................................................................................................................................. 108
LISTA DE TABELAS
Tabela 1 - Princípios básicos do Kaizen ......................................................................................... 30
Tabela 2 - Matriz de decisão ............................................................................................................. 34
Tabela 3 - Ferramentas de registro analítico para estudo de métodos ..................................... 38
Tabela 4 - Descrição das atividades ................................................................................................ 40
Tabela 5 - Resumo dos casos de teste de hipótese para média ................................................ 48
Tabela 6 - Produtividade e quantidade de reprocesso das linhas de produção ....................... 53
Tabela 7 - Descrição detalhada dos processos em cada local de operação da linha de granulados ........................................................................................................................................... 55
Tabela 8 - Dados da produção do granulado em 2009 ................................................................ 56
Tabela 9 - Capacidades dos setores ............................................................................................... 60
Tabela 10 - Tabela dos tempos das atividades ............................................................................. 62
Tabela 11 - Tabela dos tempos ideais das atividades de drageamento .................................... 63
Tabela 12 - Materiais utilizados na coleta de dados ..................................................................... 63
Tabela 13 - Descrição dos processos detalhados do setor de drageadeiras ........................... 66
Tabela 14 - Checklist dos materiais a serem utilizados no evento Kaizen ................................ 74
Tabela 15 - Gestão das melhorias ................................................................................................... 78
Tabela 16 - Matriz de decisão das alternativas de melhoria........................................................ 81
Tabela 17 - Distâncias entre os locais do layout ........................................................................... 83
Tabela 18 - Frequência de percursos entre os locais ................................................................... 83
Tabela 19 - Massas transportadas entre os locais ........................................................................ 83
Tabela 20 - Tempos de processo de cada atividade das drageadeiras .................................... 87
Tabela 21 - Tempos dos operadores............................................................................................... 87
Tabela 22 - Estimativa das quantidades produzidas pelas drageadeiras ................................. 89
Tabela 23 - Quantidade máxima total produzida por dia.............................................................. 89
Tabela 24 - Dados estatísticos da produção real da linha de granulados ................................. 90
Tabela 25 - Checklist de 5S .............................................................................................................. 92
Tabela 26 - Checklist de 5S depois das melhorias ..................................................................... 103
Tabela 27 - Comparação das notas das avaliações de 5S ....................................................... 103
Tabela 28 – Custo das Melhorias do Kaizen ............................................................................... 105
Tabela 29 - Produtividade da linha de acordo com a meta de produção ................................ 105
Tabela 30 - Produção nos dias seguintes ao evento Kaizen .................................................... 107
Tabela 31 - Ideias a serem utilizadas no próximo Kaizen ......................................................... 116
LISTA DE SIGLAS
PA Produto Acabado
OTIF On Time In Full
ET&M Estudo de Tempos e Métodos
TC Tempo de Ciclo
VPL Valor presente líquido
HP Horas produtivas por dia
CTP Ciclo Total Padrão
CTR Ciclo Total Real
QT Quantidade máxima produzida por dia teórica
QR Quantidade máxima produzida por dia real
QTT Quantidade máxima total produzida por dia teórica
QTR Quantidade máxima total produzida por dia real
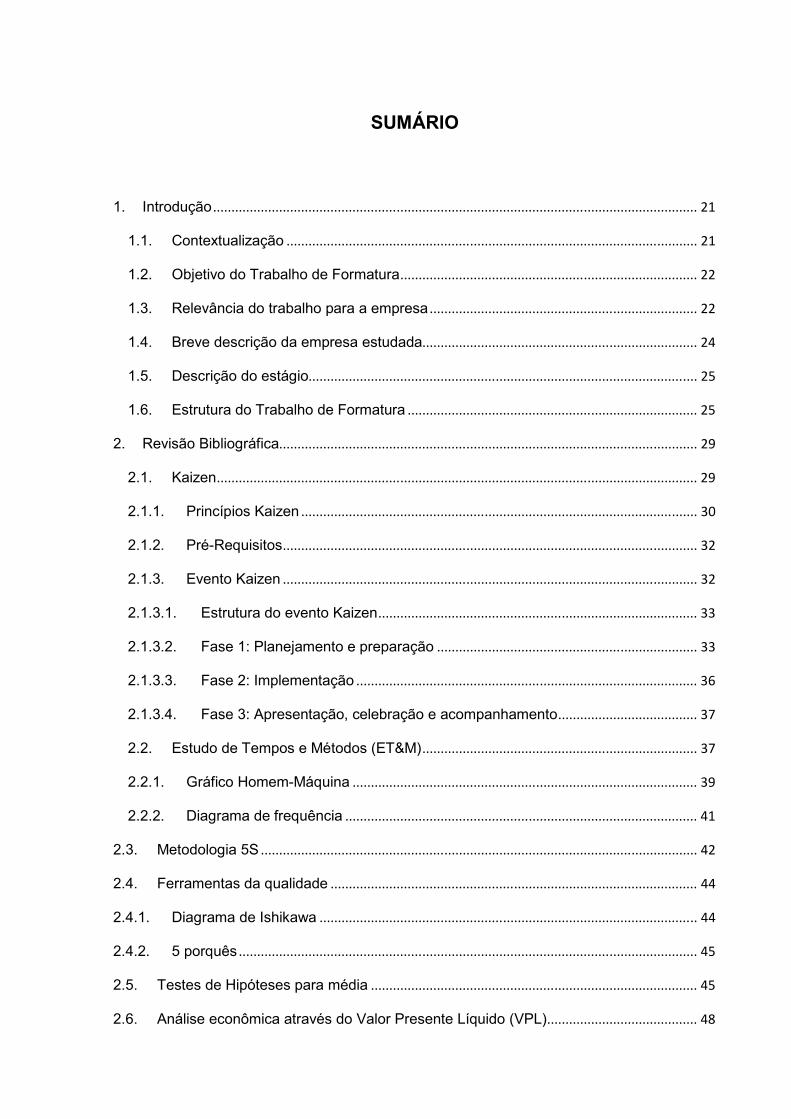
SUMÁRIO
1. Introdução .................................................................................................................................... 21
1.1. Contextualização ................................................................................................................ 21
1.2. Objetivo do Trabalho de Formatura ................................................................................. 22
1.3. Relevância do trabalho para a empresa ......................................................................... 22
1.4. Breve descrição da empresa estudada........................................................................... 24
1.5. Descrição do estágio.......................................................................................................... 25
1.6. Estrutura do Trabalho de Formatura ............................................................................... 25
2. Revisão Bibliográfica.................................................................................................................. 29
2.1. Kaizen ................................................................................................................................... 29
2.1.1. Princípios Kaizen ............................................................................................................ 30
2.1.2. Pré-Requisitos ................................................................................................................. 32
2.1.3. Evento Kaizen ................................................................................................................. 32
2.1.3.1. Estrutura do evento Kaizen ....................................................................................... 33
2.1.3.2. Fase 1: Planejamento e preparação ....................................................................... 33
2.1.3.3. Fase 2: Implementação ............................................................................................. 36
2.1.3.4. Fase 3: Apresentação, celebração e acompanhamento ...................................... 37
2.2. Estudo de Tempos e Métodos (ET&M) ........................................................................... 37
2.2.1. Gráfico Homem-Máquina .............................................................................................. 39
2.2.2. Diagrama de frequência ................................................................................................ 41
2.3. Metodologia 5S ....................................................................................................................... 42
2.4. Ferramentas da qualidade .................................................................................................... 44
2.4.1. Diagrama de Ishikawa ....................................................................................................... 44
2.4.2. 5 porquês ............................................................................................................................. 45
2.5. Testes de Hipóteses para média ......................................................................................... 45
2.6. Análise econômica através do Valor Presente Líquido (VPL) ......................................... 48
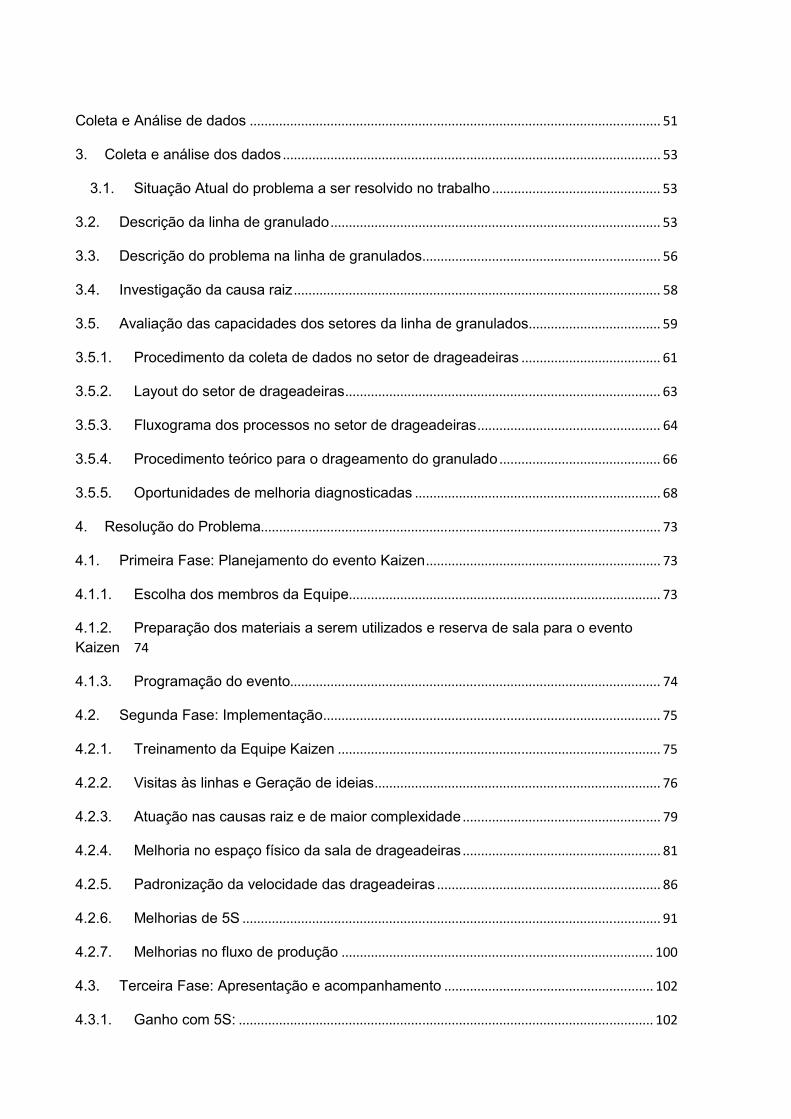
Coleta e Análise de dados ................................................................................................................ 51
3. Coleta e análise dos dados ....................................................................................................... 53
3.1. Situação Atual do problema a ser resolvido no trabalho .............................................. 53
3.2. Descrição da linha de granulado .......................................................................................... 53
3.3. Descrição do problema na linha de granulados ................................................................. 56
3.4. Investigação da causa raiz .................................................................................................... 58
3.5. Avaliação das capacidades dos setores da linha de granulados .................................... 59
3.5.1. Procedimento da coleta de dados no setor de drageadeiras ...................................... 61
3.5.2. Layout do setor de drageadeiras ...................................................................................... 63
3.5.3. Fluxograma dos processos no setor de drageadeiras .................................................. 64
3.5.4. Procedimento teórico para o drageamento do granulado ............................................ 66
3.5.5. Oportunidades de melhoria diagnosticadas ................................................................... 68
4. Resolução do Problema............................................................................................................. 73
4.1. Primeira Fase: Planejamento do evento Kaizen ................................................................ 73
4.1.1. Escolha dos membros da Equipe ..................................................................................... 73
4.1.2. Preparação dos materiais a serem utilizados e reserva de sala para o evento Kaizen 74
4.1.3. Programação do evento..................................................................................................... 74
4.2. Segunda Fase: Implementação ............................................................................................ 75
4.2.1. Treinamento da Equipe Kaizen ........................................................................................ 75
4.2.2. Visitas às linhas e Geração de ideias .............................................................................. 76
4.2.3. Atuação nas causas raiz e de maior complexidade ...................................................... 79
4.2.4. Melhoria no espaço físico da sala de drageadeiras ...................................................... 81
4.2.5. Padronização da velocidade das drageadeiras ............................................................. 86
4.2.6. Melhorias de 5S .................................................................................................................. 91
4.2.7. Melhorias no fluxo de produção ..................................................................................... 100
4.3. Terceira Fase: Apresentação e acompanhamento ......................................................... 102
4.3.1. Ganho com 5S: ................................................................................................................. 102
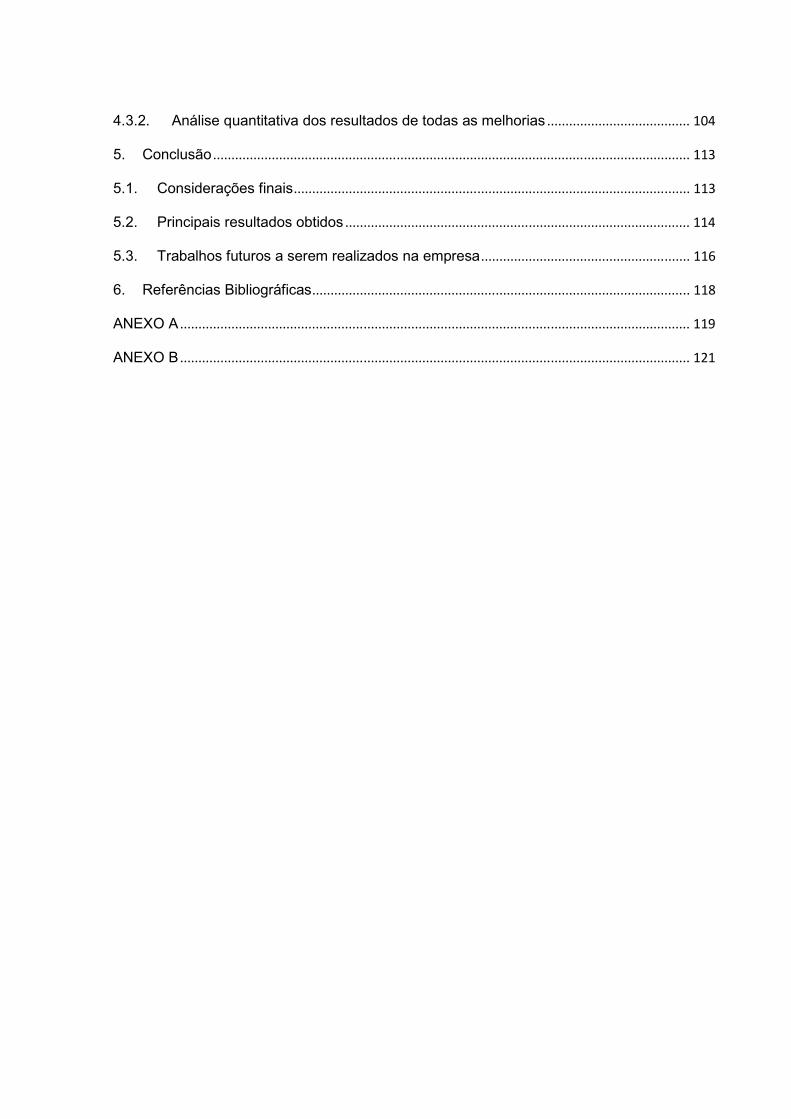
4.3.2. Análise quantitativa dos resultados de todas as melhorias ....................................... 104
5. Conclusão .................................................................................................................................. 113
5.1. Considerações finais ............................................................................................................ 113
5.2. Principais resultados obtidos .............................................................................................. 114
5.3. Trabalhos futuros a serem realizados na empresa ......................................................... 116
6. Referências Bibliográficas ....................................................................................................... 118
ANEXO A ........................................................................................................................................... 119
ANEXO B ........................................................................................................................................... 121

INTRODUÇÃO


21
1. Introdução
1.1. Contextualização
O mercado de chocolate passa por um momento favorável para as indústrias
chocolateiras, já que a demanda por chocolates e seus derivados vem crescendo
conforme mostra a Figura 1 que mostra o comportamento do consumo aparente no
Brasil nos anos de 2005 até 2010 acompanhado pelo seu progressivo aumento de
produção. Houve um aumento de 14% no consumo aparente e 13% na produção de
chocolate entre 2009 e 2010. O consumo aparente é calculado pela soma da
produção com a importação menos a exportação.
Figura 1 - Produção, consumo aparente, exportação e importação de chocolate em cada ano
Dessa forma, gera-se um pretexto para que as empresas busquem investir no
aumento de suas capacidades produtivas a fim de atender toda essa demanda. Uma
prova disso foram os valores anunciadas pelas indústrias chocolateiras brasileiras
que somavam US$ 348 milhões investidos nesse mercado em 2010 (fonte: ABICAB
22
- Associação Brasileira das Indústrias de Chocolate, Cacau, Amendoim, Balas e
Derivados).
1.2. Objetivo do Trabalho de Formatura
O objetivo deste trabalho de formatura é elaborar um projeto de melhoria
no processo produtivo de uma linha de produção de granulado de chocolate
para o atendimento da demanda.
A primeira etapa do projeto será escolher uma linha de produção com baixa
produtividade e alto índice de reprocesso, e então, escolher as melhores
ferramentas a serem utilizadas. Logo a seguir, através de um evento Kaizen,
implementar as melhorias provenientes tanto dos estudos realizados pelo autor do
trabalho como as melhorias escolhidas pela equipe Kaizen, e assim, realizar
medições para verificar os resultados desse evento.
1.3. Relevância do trabalho para a empresa
Recentemente, a Harald terminou um plano de investimento em
equipamentos e infraestrutura de R$ 50 milhões que durou 5 anos. Porém,
atualmente, a empresa não consegue atingir suas metas de produção no prazo e na
quantidade planejados. Em média, o OTIF resulta em 75% por mês, muito abaixo da
meta imposta pela própria Harald que é de 90%.
Como o cálculo do PPR (Programa de participação dos resultados) da Harald
envolve o índice OTIF geral da empresa, ou seja, o índice calculado considerando
todas as linhas de produção da Harald, raramente os funcionários recebem esse
bônus em seus salários em sua totalidade, gerando insatisfação e muitas vezes
desmotivação em se trabalhar.
23
Mesmo assim, em 2010 a Harald investiu R$70 milhões de reais em uma
nova fábrica com o propósito de aumentar sua capacidade produtiva em 20% e seu
“market share”.
Porém, além do problema do OTIF, a Harald possui um grande problema em
prever a demanda de produtos, pois suas análises sofrem com os seguintes fatores:
• Em média, 200 produtos novos são lançados por ano, alterando o
constantemente o catálogo de produtos da Harald. Esses lançamentos
normalmente substituem os produtos já existentes, mantendo um total
de 159 SKU’s.
• A demanda de chocolates ainda cresce em épocas festivas como a
Páscoa e o Natal, porém, nos últimos anos, o comportamento da venda
dos produtos deixou de ser sazonal e as vendas se distribuem de
forma mais uniforme ao longo do ano.
Todos esses fatores dificultam o planejamento da produção da fábrica, pois
com o lançamento de novos produtos durante o ano, os SKU’s passam a ter
comportamentos variados em relação as suas vendas, e o perfil da demanda tem
variado com o passar dos anos.
Logo, como as metas de produção de cada linha são baseadas nas previsões
de demanda realizadas pela área de PCP (Programação e Controle da Produção),
para minimizar os efeitos de uma má previsão, a fábrica depende da atuação da
manufatura para garantir que no mínimo, os pedidos programados sejam produzidos
no prazo e na quantidade correta, garantindo então a satisfação dos clientes da
Harald.
Entretanto, problemas operacionais como a baixa produtividade e o grande
volume de reprocesso nas linhas de produção da Harald prejudicam o atendimento
de toda a demanda. Algumas linhas de produção como a linha de granulados e a
linha de pós da Harald dificilmente atingem suas metas de produção diária,
produzindo em média aproximadamente 75 % das metas de produção.
Essa baixa produtividade obriga a Harald a adiantar a programação da
produção, ou seja, a produzir mais do que o necessário em épocas de baixa
24
demanda para evitar o não atendimento dos pedidos de cliente. Essa alternativa
seria válida caso a empresa possuísse um vasto espaço para comportar todo o
volume de PA’s necessário. Porém, a fábrica é pequena e a falta de espaço para
estocagem se torna um empecilho. Além disso, devido ao grande número de
reprocesso na fábrica, surge a necessidade de reservar um espaço grande para os
produtos em reprocesso.
Em vista disso, tanto os gerentes quanto os coordenadores de produção
focam suas atividades na criação de ideias que melhorem a produtividade da linha,
assim como a qualidade dos processos. O objetivo é aumentar a confiabilidade das
linhas da fábrica para evitar a geração de estoques, além de diminuir a quantidade
de reprocesso, o qual ocupa muito espaço pela fábrica. Como o autor desse trabalho
possuía a função de desenvolver um projeto de melhorias na Harald, tanto o
aumento da produtividade quanto a da qualidade foram priorizadas nas análises e
na implementação do projeto.
1.4. Breve descrição da empresa estudada
A empresa estudada é uma produtora de chocolates e coberturas localizada
em Santana de Parnaíba denominada Harald. A empresa foi fundada em Porto
Alegre pelo Sr. Ernesto Harald Neugebauer em 1982. E em 1991 houve a
inauguração da fábrica em Santana do Paranaíba/SP.
Hoje a empresa possui um quadro de 500 funcionários e já é líder no
segmento de coberturas e segunda empresa de chocolates no mercado B2B.
Atualmente, detém 27% do mercado de chocolates e 65% do de coberturas. O
faturamento do ano de 2010 foi de aproximadamente R$ 440 milhões com uma
produção anual de 70 mil toneladas.
Possui uma carteira de aproximadamente 8 mil clientes, tendo como os
principais: a Kraft, a Kibon, o McDonald’s e a Bauducco. Já a Harald possui como
principais concorres a Cargill Chocolates, a Garoto e a Nestlé.

25
1.5. Descrição do estágio
O estágio realizado pelo autor desse trabalho teve início em março de 2010.
O aluno foi inserido em um programa de job rotation, em que nos 6 primeiros meses
ele atuaria na área de Lean Production e nos 6 meses seguintes trabalharia na área
de Controle de Qualidade. O Kaizen foi desenvolvido enquanto o autor esteve na
área de Lean Production.
O autor pôde desenvolver e liderar um evento Kaizen desde o seu
planejamento até o eventual acompanhamento das melhorias implementadas. Como
estagiário, treinou e coordenou uma equipe de funcionários da Harald com as
metodologias de Lean Production com o intuito de formar uma equipe Kaizen.
Além disso, nos 6 meses seguintes, o autor ficou responsável pela área de
Controle Estatístico de Qualidade recém criada. Por não haver muita coisa,
desenvolveu cartas de controle estatístico e desenvolveu procedimentos padrões na
coleta e análise de dados. O autor foi responsável também pelo treinamento dos
colaboradores envolvidos na área de Controle Estatístico de Qualidade em
ferramentas estatísticas e de qualidade.
1.6. Estrutura do Trabalho de Formatura
Esse trabalho de formatura possui a seguinte estruturação:
• Capítulo 1: Introdução do trabalho de formatura, contendo a descrição do
tema a ser estudado, o objetivo e o motivo do tema escolhido, além da
descrição do estágio realizado pelo autor.
• Capítulo 2: Revisão Bibliográfica sobre o Kaizen a ser aplicado e sobre as
ferramentas a serem utilizadas para resolver o problema da empresa, as
quais darão sustentação para as melhorias propostas no Kaizen.
• Capítulo 3: Coleta e análise dos dados relevantes para a resolução do
problema.

26
• Capítulo 4: Resolução do problema através dos conceitos das ferramentas de
lean manufacturing em uma linha de produção de uma fábrica de chocolate
através da implementação do Kaizen.
• Capítulo 5: Conclusões do trabalho de formatura
REVISÃO BIBLIOGRÁFICA

29
2. Revisão Bibliográfica
A fim de embasar teoricamente as análises realizadas nesse trabalho, esse
capítulo reunirá as teorias de engenharia de produção necessárias para entender o
desenvolvimento de todo o projeto. A metodologia Kaizen será detalhada de forma
mais precisa, assim como outras ferramentas de Lean Production utilizadas por esse
autor.
2.1. Kaizen
Kaizen é uma palavra de origem japonesa que significa “mudar para melhor”.
No conceito do sistema produtivo japonês, o qual desenvolveu essa metodologia, ela
passa a ser entendida como “Melhoria Contínua”. De acordo com KAIZEN [...]
(2002), essa metodologia “é o bloco de construção de toda a metodologia ‘Lean
Production’ (‘Produção Enxuta’).” E a Melhoria Contínua possui o conceito de que
“[...] as pequenas, graduais, e incrementais mudanças aplicadas sobre um longo
período que adiciona o maior impacto nos resultados do negócio.” (KAIZEN [...]
2002).
Segundo Laraia; Moody e Hall (2009) o Kaizen é um processo de melhoria de
uma determinada área, elevando os níveis de desempenho em um curto prazo. Para
que isso ocorra, as análises são baseadas em metodologias e ferramentas de Lean
Production.
O Kaizen deve ser coordenado por uma pessoa que possua autoridade para
mudar processos e que tenha apoio da gerência e até mesmo da diretoria. Isso
permite uma maior flexibilidade e rapidez nas implementações das melhorias
provenientes do Kaizen.
Já a equipe Kaizen deve ser multidisciplinar e ser formada por indivíduos
escolhidos rigorosamente. Isso permite que diversas visões sejam abordadas nesse
evento, seja de um engenheiro de produção que está mais voltado ao planejamento
30
das atividades, ou seja, de um operário que convive diariamente com o processo
analisado.
2.1.1. Princípios Kaizen
Essa metodologia é norteada por certos princípios, os quais são listados no
livro KAIZEN [...] (2002). A seguir são descritos os dez princípios básicos para se
fazer melhorias baseando-se na metodologia japonesa:
Tabela 1 - Princípios básicos do Kaizen
1. Jogar fora todas as idéias fixas de como fazer as coisas;2. Pensar em como o novo método irá funcionar, e não em como esse não irá funcionar;3. Não aceitar desculpas. Negar totalmente o “statuos quo ”;4. Não procurar a perfeição. Uma taxa de implementação de 50 por cento é boa se feita for feita no ato;5. Corrigir enganos nos momentos em que forem encontrados;6. Não gastar muito dinheiro em melhorias;7. Problemas dão a chance de se usar cérebro;8. Perguntar “Por que?” ao menos cinco vezes até encontrar a causa raiz;9. As idéias de dez pessoas são melhores do que as de uma pessoa;10. Melhorias não possuem limites.
Esses princípios ajudam a criar um ambiente onde todos se motivem em
analisar os problemas de forma a sempre buscar as melhores alternativas de
soluções. Essa mentalidade criada ajuda a desenvolver o espírito da melhoria
contínua nos colaboradores.
Mas, antes de se começar a utilizar os princípios de “Lean Production”
algumas palavras chaves precisam ser muito bem entendidas. De acordo com
KAIZEN [...] (2002) tais palavras seriam:
Valor: Seria a qualidade de um produto ou serviço entregues para o cliente. Tais
valores podem ser: durabilidade, usabilidade, funcionalidade, preço, beleza, entre
outros.
31
Desperdício: É aquilo que adiciona custo ou tempo na operação, mas não adiciona
valor. Segundo Ortiz (2010), eliminar ou diminuir o desperdício é a finalidade de um
evento Kaizen. No livro Kaizen [...] (2002) são citados os sete desperdícios:
1. Superprodução: A produção em excesso é considerada uma perda, pois
resulta em estoques excessivos. É o desperdício mais comum nas empresas.
2. Estoque: Estoques excessivos de PA, altos níveis de MP e WIP são
considerados desperdícios, pois no lugar deles outros processos produtivos
poderiam estar agregando mais valor à empresa.
3. Transporte: Movimentação desnecessária de materiais não agregam valor a
empresa.
4. Espera: São perdas que ocorrem quando um produto espera um recurso
(operador, por exemplo) para ser processado, ou seja, “quando os processos
de manufatura e os operacionais estão dessincronizados e as pessoas e as
máquinas ficam ociosas” (ORTIZ, 2010).
5. Processamento: São os desperdícios referentes ao excesso de
processamento. “Isto ocorre quando é difícil de enxergar quando algo está
concluído”.
6. Movimentação: São as movimentações desnecessárias na operação, tais
como movimentação até uma peça ou percursos desnecessários.
7. Defeito / retrabalho: Como o próprio nome já diz, são os retrabalhos e
produtos defeituosos.
Cadeia de Valor: Seriam todas as atividades na sua companhia que são
necessárias para projetar e produzir um produto e entregá-lo para o consumidor. Na
cadeia de valor, conseguem-se distinguir as atividades que adicionam valor das que
não adicionam. Na Figura 2, observa-se um desenho esquemática de uma cadeia de
valor, onde se verifica o fornecimento e até mesmo a distribuição.
32
Figura 2 - Esquema visual de uma cadeia de valor
2.1.2. Pré-Requisitos
Existem alguns pré-requisitos para que essa metodologia seja um sucesso.
As mais importantes são:
• Importante a participação de todos os envolvidos: Além da participação de
todos os membros da equipe, as opiniões e ideias de melhorias provenientes
das pessoas envolvidas diretamente e indiretamente no processo são
fundamentais para a eficiência e eficácia de todo o Kaizen.
• Dar importância a todas as ideias: É imprescindível valorizar toda e qualquer
tipo de ideia. Isso proporciona o engajamento de todos no projeto, além do
que, por mais surreal que uma ideia seja, essa pode motivar o surgimento de
outras mais viáveis e de grande retorno para a empresa.
Esses requisitos permitem criar um ambiente propício ao Kaizen, pois quanto
maior a participação de todos e maior o incentivo a geração de ideias, maiores serão
as possibilidades em se encontrar as alternativas de melhoria mais adequadas ao
setor em estudo.
2.1.3. Evento Kaizen
O Evento Kaizen é um dos momentos mais importantes no Kaizen, pois é
nele onde toda a metodologia Kaizen será aplicada, pessoas de diversas áreas
serão envolvidas e no final apresentará resultados claros e chamativos,
evidenciando para toda a empresa o sucesso dessa metodologia.

33
Logo, esse evento precisa ser considerado como um grande evento dentro de
uma empresa. Normalmente acontece em uma semana, dependendo do grau de
complexidade do problema e de melhoria desejado para um determinado setor.
“Objetiva o trabalho em equipe no rápido uso dos métodos de ‘Lean’ para
eliminar os gastos de produção em áreas particulares do chão de fábrica.” (KAIZEN
[...] 2002). É um trabalho focado em processo específico, o qual uma equipe fique
totalmente dedicada a obter o máximo de melhorias possíveis dentro do cronograma
previsto.
Nos próximos tópicos, será discutida a estrutura de um evento Kaizen:
2.1.3.1. Estrutura do evento Kaizen
Com base no livro KAIZEN [...] (2002), esse trabalho irá dividir o evento
Kaizen em três fases, as quais seriam:
• Fase 1: Planejamento e preparação;
• Fase 2: Implementação;
• Fase 3: Apresentação, celebração e acompanhamento;
Nas seções seguintes será explicada cada fase com maiores detalhes.
2.1.3.2. Fase 1: Planejamento e preparação
Essa é a fase do chamado Pré-Kaizen, onde quanto melhor for o
planejamento e a preparação, menos problemas ocorrerão no evento Kaizen, mais
organizados serão os dias de evento e mais fácil será a implantação das melhorias.
34
Não é necessário seguir exatamente na mesma ordem os passos para o
desenvolvimento da fase 1, porém, basicamente, os passos para o sucesso dessa
metodologia baseados no livro KAIZEN [...] (2002) são os seguintes:
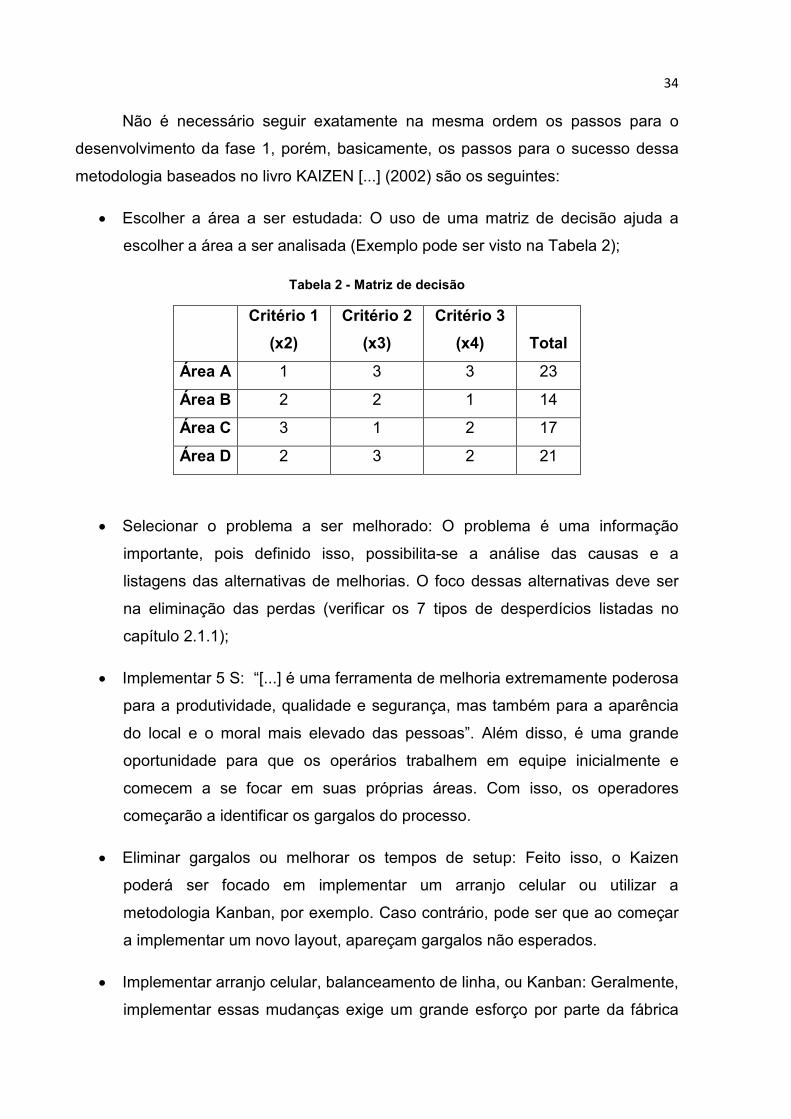
• Escolher a área a ser estudada: O uso de uma matriz de decisão ajuda a
escolher a área a ser analisada (Exemplo pode ser visto na Tabela 2);
Tabela 2 - Matriz de decisão
Critério 1
(x2)
Critério 2
(x3)
Critério 3
(x4) Total
Área A 1 3 3 23
Área B 2 2 1 14
Área C 3 1 2 17
Área D 2 3 2 21
• Selecionar o problema a ser melhorado: O problema é uma informação
importante, pois definido isso, possibilita-se a análise das causas e a
listagens das alternativas de melhorias. O foco dessas alternativas deve ser
na eliminação das perdas (verificar os 7 tipos de desperdícios listadas no
capítulo 2.1.1);
• Implementar 5 S: “[...] é uma ferramenta de melhoria extremamente poderosa
para a produtividade, qualidade e segurança, mas também para a aparência
do local e o moral mais elevado das pessoas”. Além disso, é uma grande
oportunidade para que os operários trabalhem em equipe inicialmente e
comecem a se focar em suas próprias áreas. Com isso, os operadores
começarão a identificar os gargalos do processo.
• Eliminar gargalos ou melhorar os tempos de setup: Feito isso, o Kaizen
poderá ser focado em implementar um arranjo celular ou utilizar a
metodologia Kanban, por exemplo. Caso contrário, pode ser que ao começar
a implementar um novo layout, apareçam gargalos não esperados.
• Implementar arranjo celular, balanceamento de linha, ou Kanban: Geralmente,
implementar essas mudanças exige um grande esforço por parte da fábrica
35
em prover os recursos necessários para tais atividades. Além disso, não
basta implementá-las, é necessário realizar diversos ajustes que podem
demorar muito tempo. Dessa forma, iniciar o Kaizen com essas melhorias
permite com que na fase de implementação, sobre apenas tarefas mais
simples relacionados a essas melhorias.
• Selecionar o líder Kaizen: O líder Kaizen será a pessoa responsável por
conduzir o evento Kaizen. É o responsável por gerenciar a equipe Kaizen
oferecendo suporte em todas as atividades e mantendo o foco nos objetivos
do evento. Além disso, é responsável pela organização dos materiais e
ferramentas, pela criação do cronograma do evento e pela escolha dos
membros da equipe.
• Selecionar os membros da equipe: A equipe é caracterizada por ser
multidisciplinar e ter membros que saibam trabalhar em equipe. De acordo
com Ortiz (2010), é imprescindível a participação dos operários da linha de
produção, já que eles convivem diariamente com o processo a ser analisado
e sabem quais os problemas que normalmente ocorrem na linha.
• Treinar a equipe: Os membros da equipe Kaizen precisam ser treinados a fim
de conhecerem a metodologia Kaizen e conhecerem as ferramentas a serem
utilizadas durante o evento, tais como 5S e Kanban.
• Preparar a área: A área escolhida deve estar organizada para que a equipe
Kaizen não perca tempo em preparar a área para que sejam realizadas as
análises e para que se possam ser implantadas as melhorias. Essa também é
uma das responsabilidades do líder Kaizen.
• Agendar o evento: O evento deve ser agendado junto com o coordenador e o
gerente de produção, pois todos os membros da equipe devem estar aptos a
se dedicarem ao evento Kaizen durante os dias programados, assim como a
linha de produção deve estar preparada para receber o evento. É importante
combinar os dias e horários que haverá paradas de linha em virtude de
alguma atividade do Kaizen.
36
2.1.3.3. Fase 2: Implementação
Essa é a fase em que serão realizas as análises e as melhorias pela equipe
Kaizen. Para o melhor entendimento, a fase 2 foi dividida em 3 partes:
o Orientação
As instruções a serem passadas para a equipe Kaizen são de suma
importância para obter análises e ideias consistentes e relevantes. É essencial que
todos saibam o objetivo principal do Kaizen, o papel de cada um e os processos a
serem analisados.Além disso, treinar os membros da equipe com as ferramentas a
serem utilizadas resultam no maior engajamento e comprometimento de toda a
equipe, pois além de instruí-los, é uma forma de motivá-los.
Nessa fase também serão distribuídos todos os recursos necessários para se
colher e analisar os dados de produção, como cronômetros, trenas, cadernos e
câmera fotográfica.
o Compreender a atual situação do setor a ser analisado
Após todos os membros receberem as instruções, nessa fase o objetivo é
conhecer de forma mais detalhada os processos que envolvem a área estudada.
Através de frequentes visitas à área, dados referentes a produção da área devem
ser obtidos, como distâncias percorridas pelos operadores, tempos de processos,
peso de produtos, área ocupada pelos estoques, etc.
O mapeamento dos processos é fundamental para visualizar melhor os fluxos
de produção e verificar oportunidades de melhorias através de análises de fluxos de
pessoas e materiais por exemplo. Outra análise fundamental é o estudo dos tempos
dos operadores que visa eliminar as atividades que não agregam valor e objetiva a
padronização do trabalho.
o Realizar as melhorias
Depois da total compreensão da área e da coleta de dados, realiza-se um
brainstorming a fim de listar todas as oportunidades de melhoria. Finalizada essa
etapa, deverão ser escolhidas as ideias a serem implantadas na área. Um exemplo

37
de priorização seria classificar as ideias em termos de custo e impacto na produção,
sendo que as ideias que forem classificadas como de alto impacto e baixo custo
deverão ser implementadas.
Após finalizar essa etapa, as ideias são divididas entre os membros da equipe
e cada um ficaria responsável pela implementação de suas respectivas melhorias.
Nessa fase é importante a comparação entre o antes e o depois, ou seja, verificar se
realmente houve melhora na área estudada.
2.1.3.4. Fase 3: Apresentação, celebração e acompanhamento
Essa é a fase em que os resultados serão apresentados para a gerência.
Portanto, quantificar todos os resultados obtidos e enaltecer as diferenças entre o
estado passado e o estado atual é de suma importância para o total entendimento
por parte dos gestores.
Além disso, devem ser planejadas atividades de acompanhamento na área
estudada a fim de garantir uma estabilidade nas melhorias realizadas. Já as ideias
que não deram tempo de serem implementadas, precisarão ser listadas e já
planejadas para o próximo Kaizen dessa área.
Com relação à celebração, fica a cargo de cada empresa premiar os
envolvidos quanto as melhorias desenvolvidas. Porém, ressalta-se que o ato de
agradecimento motiva todos na equipe que se esforçaram para o evento ocorrer.
2.2. Estudo de Tempos e Métodos (ET&M)
Uma das variáveis essenciais para se analisar os processos e procedimentos
é o tempo. Esse estudo ”[d] é definido como o estudo sistemático dos sistemas de
trabalho com o objetivo de projetar o melhor método de trabalho e determinar o
38
tempo gasto por uma pessoa qualificada e devidamente treinada, trabalhando em
um ritmo normal, para executar uma operação específica.” (FRANCISCHINI, 1997).
O ET&M pode ser dividido em Projeto de Métodos, o qual objetiva encontrar o
melhor método para se executar uma tarefa através da “divisão de cada atividade
em elementos de movimento” (MIYAKE, 2009), e em Estudo de Tempos, o qual
objetiva encontrar um tempo padrão para uma determinada atividade ou método.
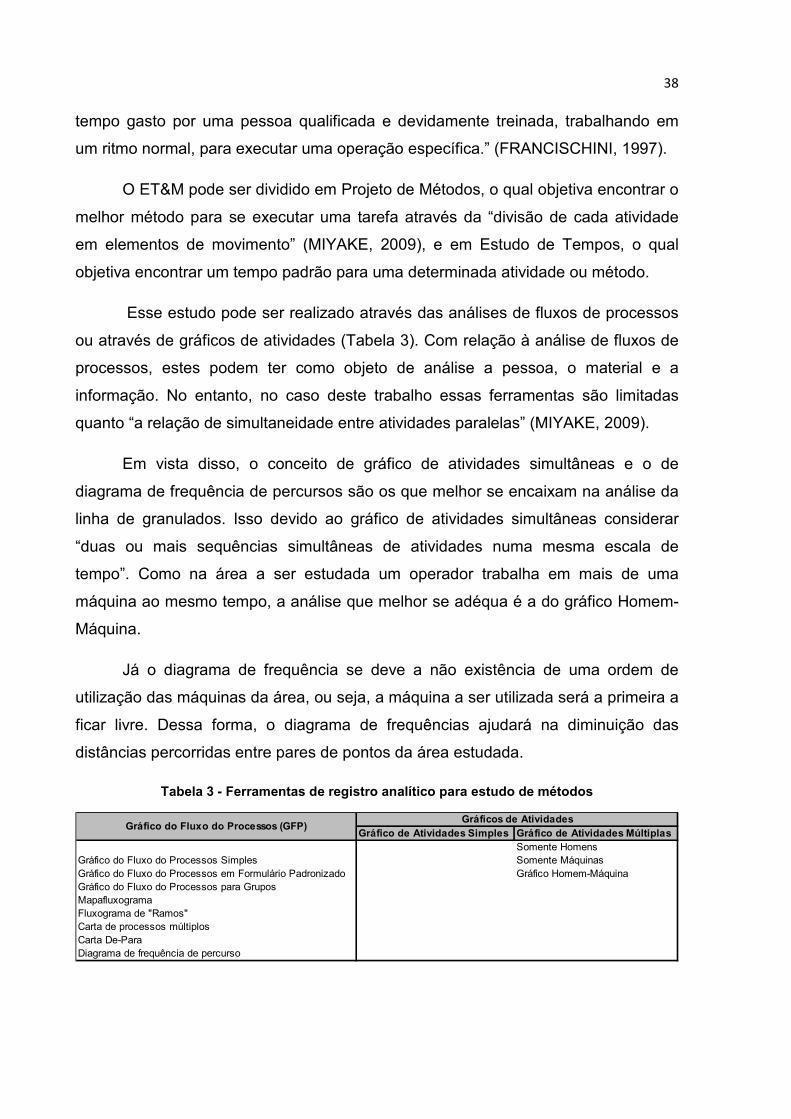
Esse estudo pode ser realizado através das análises de fluxos de processos
ou através de gráficos de atividades (Tabela 3). Com relação à análise de fluxos de
processos, estes podem ter como objeto de análise a pessoa, o material e a
informação. No entanto, no caso deste trabalho essas ferramentas são limitadas
quanto “a relação de simultaneidade entre atividades paralelas” (MIYAKE, 2009).
Em vista disso, o conceito de gráfico de atividades simultâneas e o de
diagrama de frequência de percursos são os que melhor se encaixam na análise da
linha de granulados. Isso devido ao gráfico de atividades simultâneas considerar
“duas ou mais sequências simultâneas de atividades numa mesma escala de
tempo”. Como na área a ser estudada um operador trabalha em mais de uma
máquina ao mesmo tempo, a análise que melhor se adéqua é a do gráfico Homem-
Máquina.
Já o diagrama de frequência se deve a não existência de uma ordem de
utilização das máquinas da área, ou seja, a máquina a ser utilizada será a primeira a
ficar livre. Dessa forma, o diagrama de frequências ajudará na diminuição das
distâncias percorridas entre pares de pontos da área estudada.
Tabela 3 - Ferramentas de registro analítico para estudo de métodos
Gráfico de Atividades Simples Gráfico de Atividades MúltiplasSomente Homens
Gráfico do Fluxo do Processos Simples Somente MáquinasGráfico do Fluxo do Processos em Formulário Padronizado Gráfico Homem-MáquinaGráfico do Fluxo do Processos para GruposMapafluxogramaFluxograma de "Ramos"Carta de processos múltiplosCarta De-ParaDiagrama de frequência de percurso
Gráficos de AtividadesGráfico do Fluxo do Processos (GFP)
39
2.2.1. Gráfico Homem-Máquina
O gráfico Homem-Máquina consegue analisar atividades múltiplas mais de
um operador e mais de uma máquina. De acordo com Miyake (2009), essa análise
determina o Tempo de Ciclo (TC) de uma sequência repetitiva e permite a
minimização do tempo improdutivo.
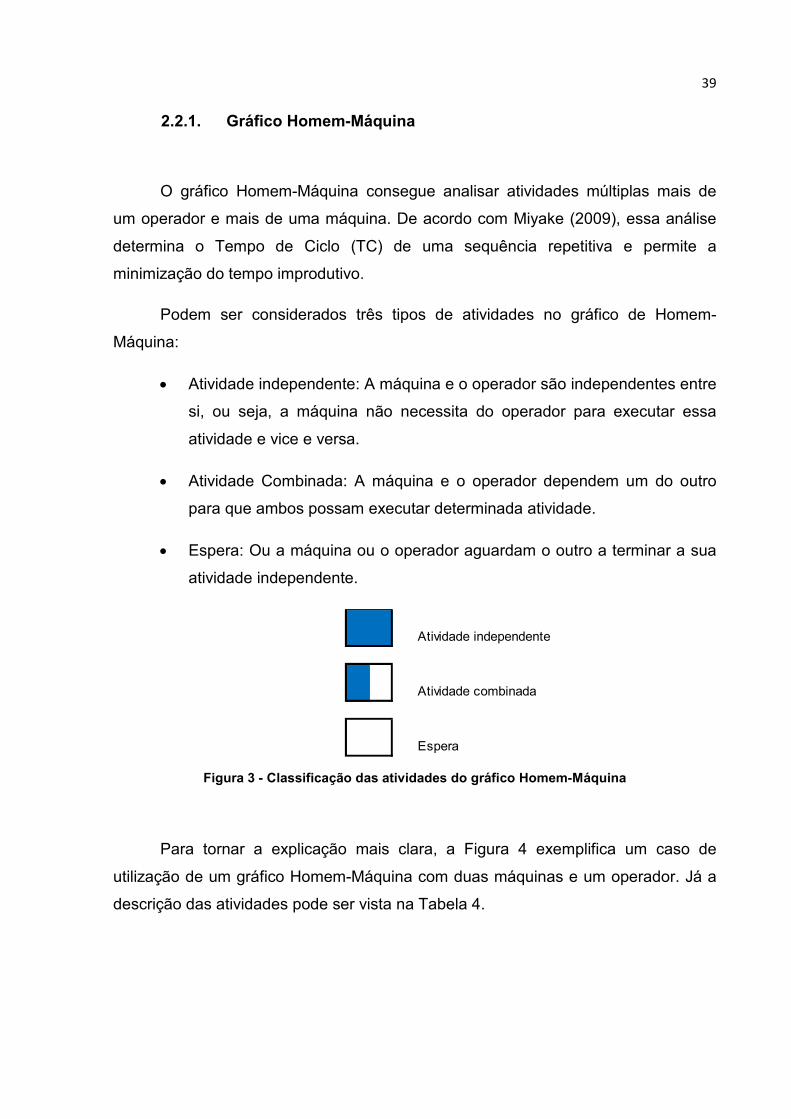
Podem ser considerados três tipos de atividades no gráfico de Homem-
Máquina:
• Atividade independente: A máquina e o operador são independentes entre
si, ou seja, a máquina não necessita do operador para executar essa
atividade e vice e versa.
• Atividade Combinada: A máquina e o operador dependem um do outro
para que ambos possam executar determinada atividade.
• Espera: Ou a máquina ou o operador aguardam o outro a terminar a sua
atividade independente.
Atividade independente
Atividade combinada
Espera
Figura 3 - Classificação das atividades do gráfico Homem-Máquina
Para tornar a explicação mais clara, a Figura 4 exemplifica um caso de
utilização de um gráfico Homem-Máquina com duas máquinas e um operador. Já a
descrição das atividades pode ser vista na Tabela 4.

40
0
1
2
3
4
5
6
7
8
9
10
tempo (s)
2
Máquina 1 Máquina 2 Operador
1
1
3
3
3
3
2
Figura 4 - Gráfico Homem-Máquina
Tabela 4 - Descrição das atividades
Atividade Descrição Tempo (s)1 Operador executa atividade independente 12 Máquina executa atividade independente 23 Atividade combinada 3
No gráfico de barras, pode-se avaliar o trabalho do operador com as
máquinas e a estimativa do TC pode ser calculada avaliando apenas a barra do
operador nesse caso. O primeiro TC começa no tempo 0 e termina no tempo 6, já o
segundo começa no tempo 1 e termina no tempo 9.
41
2.2.2. Diagrama de frequência
Um importante estudo para definir tanto o layout de trabalho, quanto para
melhorar os processos industriais é a análise dos fluxos de processos e de pessoas
através do diagrama de frequências. Essa análise ajuda a eliminar os desperdícios
que envolvem o determinando setor estudado, como movimentação desnecessária
dos operadores, ou atividades ineficientes no processo.
Esse método envolve uma coleta extensa de dados, pois é necessário ter
dados de frequência de percurso com carga entre pares de pontos no layout, e a
distância linear entre cada par dos pontos de locais utilizados do layout, como
máquinas, mesas e armários. Esses dados são transferidos para algumas matrizes.
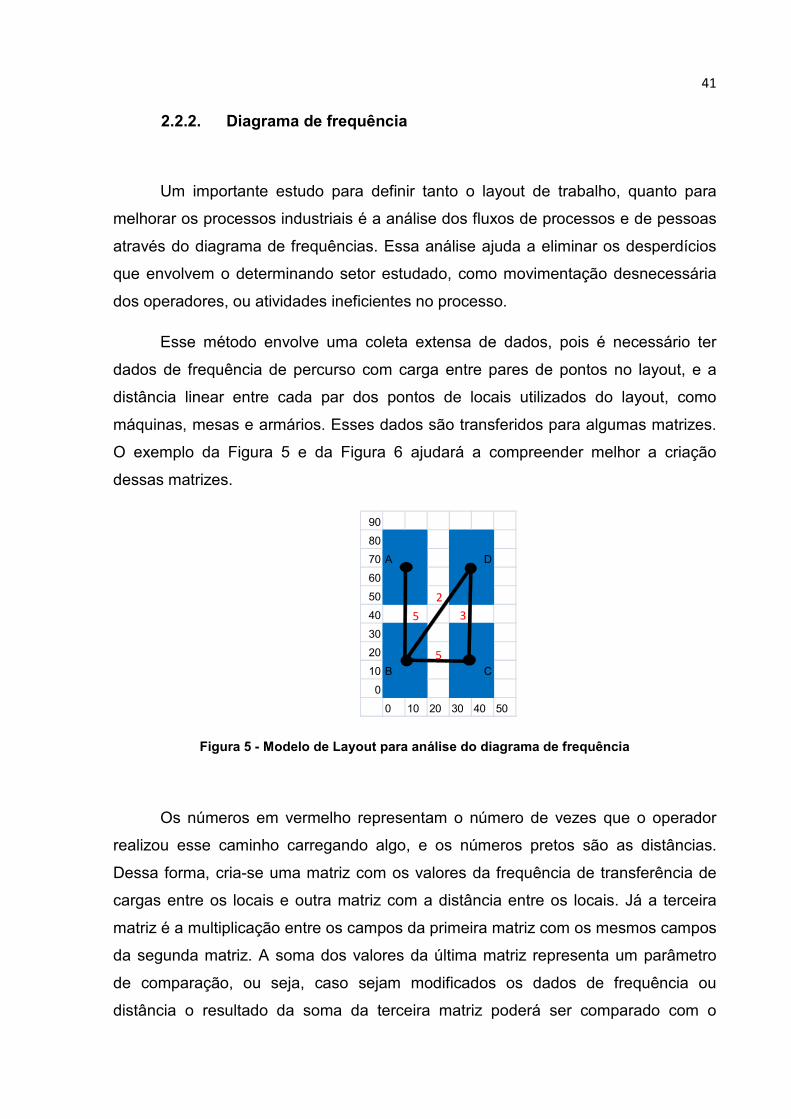
O exemplo da Figura 5 e da Figura 6 ajudará a compreender melhor a criação
dessas matrizes.
90
80
70 A D
60
50
40
30
20
10 B C
0
0 10 20 30 40 50
3
5
2
5
Figura 5 - Modelo de Layout para análise do diagrama de frequência
Os números em vermelho representam o número de vezes que o operador
realizou esse caminho carregando algo, e os números pretos são as distâncias.
Dessa forma, cria-se uma matriz com os valores da frequência de transferência de
cargas entre os locais e outra matriz com a distância entre os locais. Já a terceira
matriz é a multiplicação entre os campos da primeira matriz com os mesmos campos
da segunda matriz. A soma dos valores da última matriz representa um parâmetro
de comparação, ou seja, caso sejam modificados os dados de frequência ou
distância o resultado da soma da terceira matriz poderá ser comparado com o
42
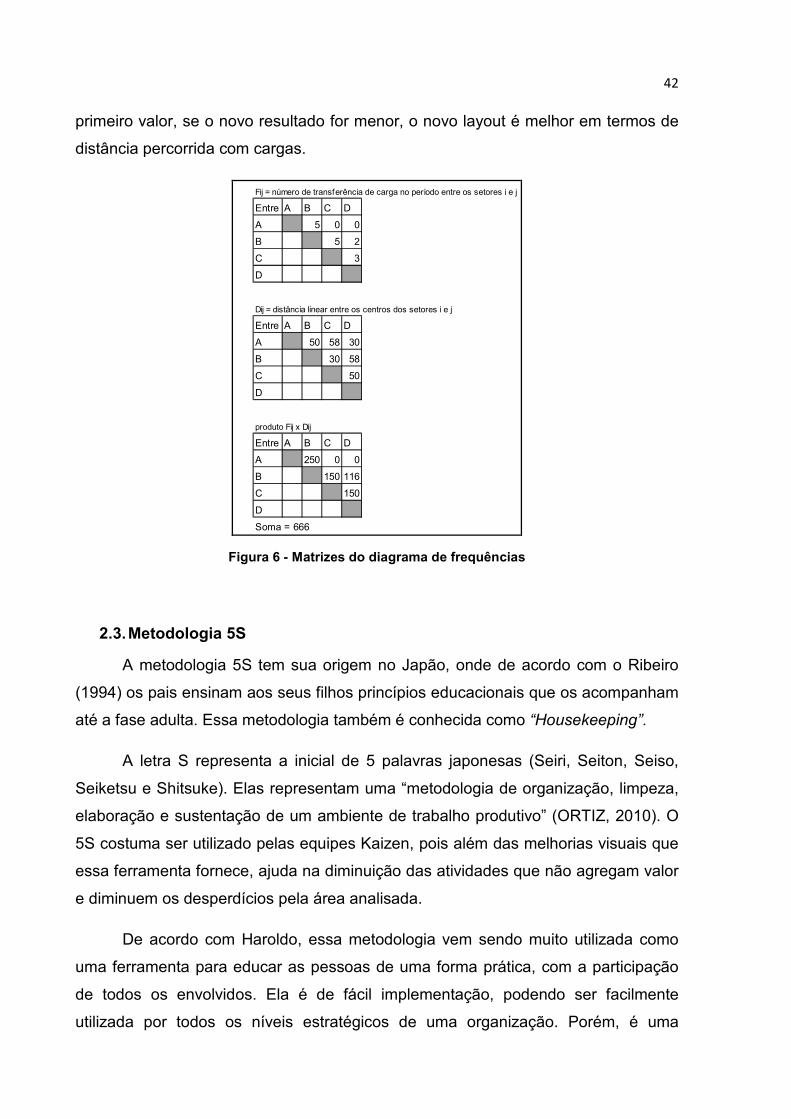
primeiro valor, se o novo resultado for menor, o novo layout é melhor em termos de
distância percorrida com cargas.
Fij = número de transferência de carga no período entre os setores i e j
Entre A B C D
A 5 0 0
B 5 2
C 3
D
Dij = distância linear entre os centros dos setores i e j
Entre A B C D
A 50 58 30
B 30 58
C 50
D
produto Fij x Dij
Entre A B C D
A 250 0 0
B 150 116
C 150
D
Soma = 666
Figura 6 - Matrizes do diagrama de frequências
2.3. Metodologia 5S
A metodologia 5S tem sua origem no Japão, onde de acordo com o Ribeiro
(1994) os pais ensinam aos seus filhos princípios educacionais que os acompanham
até a fase adulta. Essa metodologia também é conhecida como “Housekeeping”.
A letra S representa a inicial de 5 palavras japonesas (Seiri, Seiton, Seiso,
Seiketsu e Shitsuke). Elas representam uma “metodologia de organização, limpeza,
elaboração e sustentação de um ambiente de trabalho produtivo” (ORTIZ, 2010). O
5S costuma ser utilizado pelas equipes Kaizen, pois além das melhorias visuais que
essa ferramenta fornece, ajuda na diminuição das atividades que não agregam valor
e diminuem os desperdícios pela área analisada.
De acordo com Haroldo, essa metodologia vem sendo muito utilizada como
uma ferramenta para educar as pessoas de uma forma prática, com a participação
de todos os envolvidos. Ela é de fácil implementação, podendo ser facilmente
utilizada por todos os níveis estratégicos de uma organização. Porém, é uma
43
ferramenta que depende da disciplina de cada individuo até que ela faça parte da
cultura organizacional.
O significado dessas 5 palavras em japonês são:
1º S – Seiri = Senso de Organização
A organização aqui descrita significa separar o que é necessário daquilo que
não é necessário na área de trabalho e desfazer-se daquilo que é desnecessário.
Estoques em processo, ferramentas desnecessárias e produtos com defeitos são
exemplo de coisas desnecessárias em uma área de trabalho.
2º S – Seiton = Senso de Ordenação
A ordenação é agrupar aquilo que é necessário, ou seja, é verificar quais são
os objetos mais importantes e mais utilizados e deixá-los sempre a disposição. Isso
evita WIP, pois minimiza o tempo de procura de ferramentas ou objetos importantes
na sua área de trabalho.
3º S – Seiri = Senso de Limpeza
De acordo com Haroldo (1994), limpar é eliminar a sujeira, inspecionando
para descobrir e atacar as fontes de problemas, ou seja, é criar o hábito de sempre
averiguar o local de trabalho para ver se está tudo limpo. Além disso, “[d] é de
fundamental importância que a limpeza seja feita pelo próprio usuário do ambiente,
ou pelo operador da máquina ou equipamento” (HAROLDO, 1994).
4º S – Seiketsu = Senso de Higiene
O senso de higiene é manter o estado de limpeza do local de trabalho e tornar
a limpeza um hábito. É “[d] conservar a higiene, tendo cuidado para que os estágios
de organização, ordem e limpeza, já alcançados, não retrocedam” (HAROLDO,
1994).
5º S – Shitsuke – Senso de Disciplina
Esse seria o último estágio dessa metodologia, ou seja, é tornar um hábito
todos os outros S’s e dessa forma, “melhorar continuamente a partir delas” (ORTIZ,
2010).
44
2.4. Ferramentas da qualidade
Assim como no capítulo sobre Estudos de Tempos e Métodos (capítulo 2.2), o
autor desse trabalho terá como foco as ferramentas de qualidade que costumam ser
mais utilizadas. Dessa forma, o Diagrama de Ishikawa e o “5 Porquês” serão o
assuntos abordados nesse trabalho.
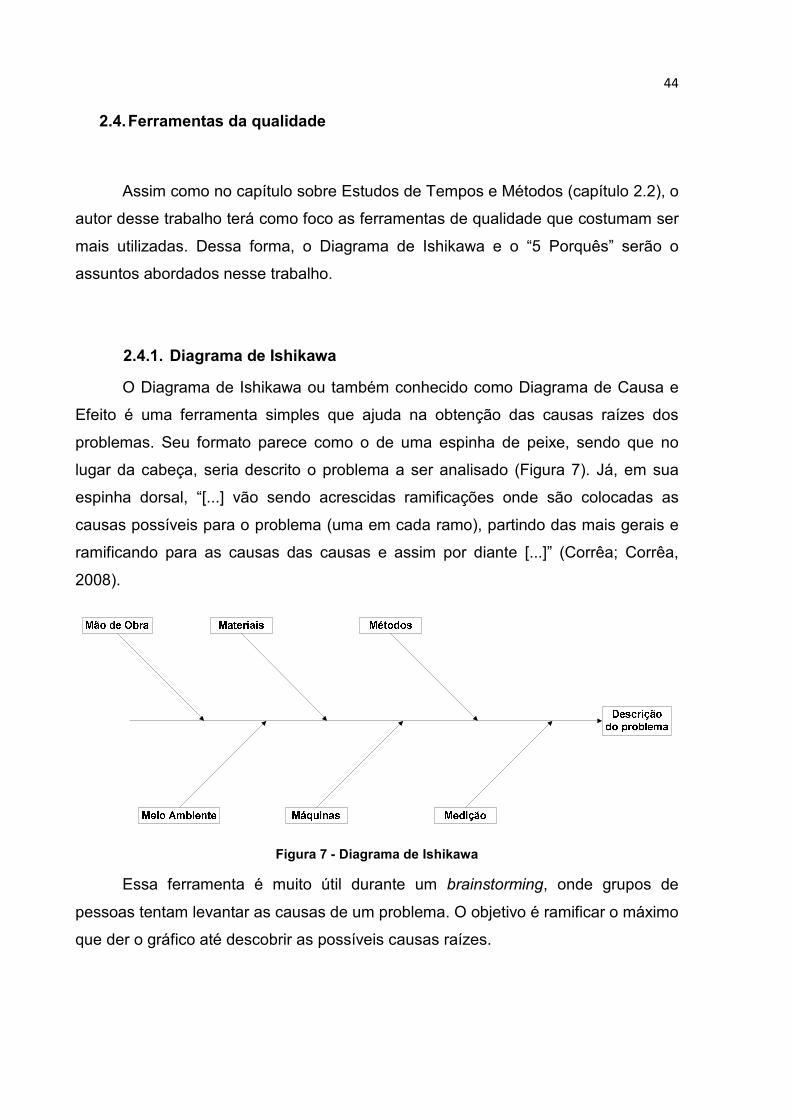
2.4.1. Diagrama de Ishikawa
O Diagrama de Ishikawa ou também conhecido como Diagrama de Causa e
Efeito é uma ferramenta simples que ajuda na obtenção das causas raízes dos
problemas. Seu formato parece como o de uma espinha de peixe, sendo que no
lugar da cabeça, seria descrito o problema a ser analisado (Figura 7). Já, em sua
espinha dorsal, “[...] vão sendo acrescidas ramificações onde são colocadas as
causas possíveis para o problema (uma em cada ramo), partindo das mais gerais e
ramificando para as causas das causas e assim por diante [...]” (Corrêa; Corrêa,
2008).
Figura 7 - Diagrama de Ishikawa
Essa ferramenta é muito útil durante um brainstorming, onde grupos de
pessoas tentam levantar as causas de um problema. O objetivo é ramificar o máximo
que der o gráfico até descobrir as possíveis causas raízes.
45
2.4.2. 5 porquês
Da mesma forma que o diagrama de Ishikawa, essa ferramenta tem como
objetivo, encontrar as causas raízes dos problemas. Sua utilização é muito simples e
muito eficiente, tanto que diferentemente do diagrama de Ishikawa, essa ferramenta
pode ser utilizada individualmente. Basta seguir uma sequência de 5 porquês. Essa
ferramenta é tradicionalmente conhecida como 5W1H, ou seja, “Who”, “What”,
“When”, “Where”, “Why” e “How”. De acordo com Shingo (1996), esses fatores
significam:
• Who – Sujeito da produção;
• What – Objetos da produção;
• When – Tempo;
• Where – Espaço;
• Why – Encontrar a causa para cada uma das perguntas acima porque
todas são importantes fatores na resolução de um problema;
• How – Métodos.
Shingo (1996) afirma que esse método evita com que se termine uma
investigação antes de atingir a raiz do problema, que é o objetivo fundamental da
melhoria. Se a investigação não for conduzida de forma sistemática e a técnica dos
“5 porquês” não for utilizada, poderia haver uma acomodação com uma medida
intermediária o qual não eliminaria a raiz do problema.
2.5. Testes de Hipóteses para média
O Teste de Hipótese é uma poderosa ferramenta estatística que avalia os
dados obtidos de uma amostra com relação aos dados da população. Segundo
Spiegel; Schiller e Srinivasan (2000), uma hipótese estatística é uma suposição
sobre algum dado da população que se quer avaliar.
Essa análise trabalha com dois tipos de hipótese:
46
• Hipótese Nula ou 0H : De acordo com Spiegel; Schiller e Srinivasan
(2000), quando se quer verificar se um procedimento é melhor do que o
outro, formula-se a hipótese de que não há diferença entre os
procedimentos. Para esse caso, denota-se 0H .
• Hipótese Alternativa ou 1H : “Quaisquer hipóteses que difiram de uma
dada hipótese nula é chamada de hipótese alternativa”.
Dessa forma, um teste de hipótese avalia se 0H é aceito ou rejeitado de
acordo com o nível de confiança adotado ( α−1 ). Se for escolhido um nível de
confiança de quase 100 %, a precisão do resultado será alta.
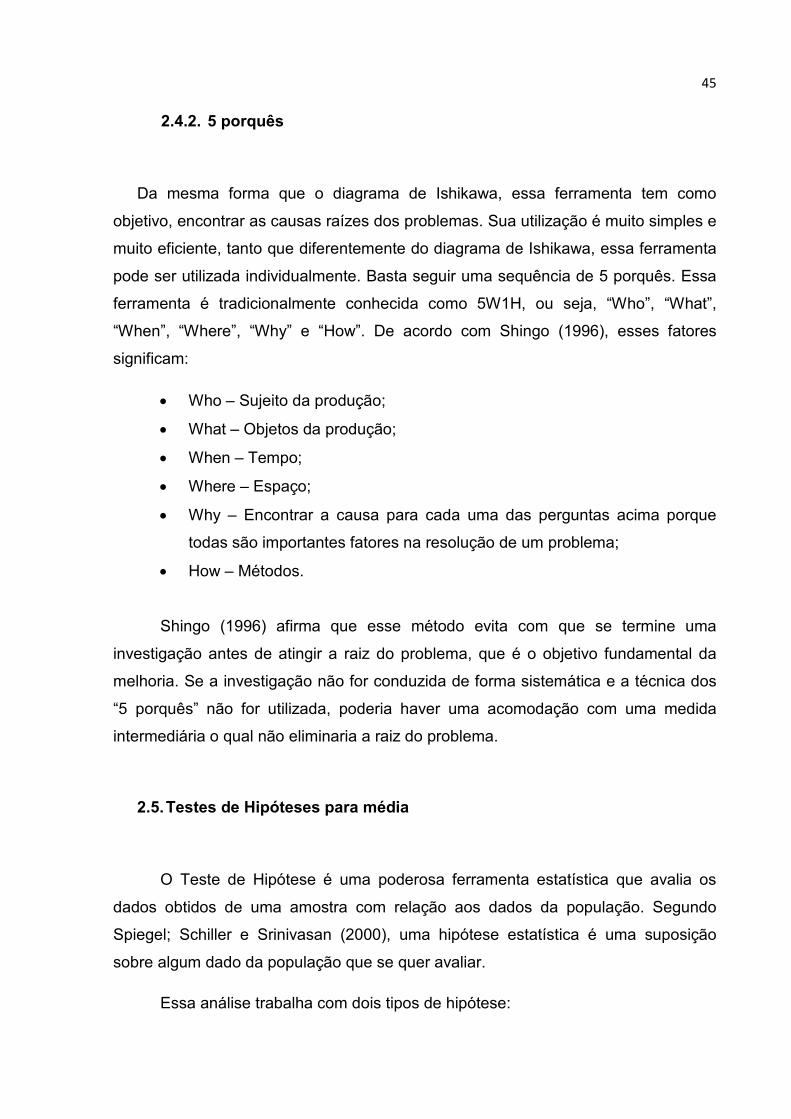
Para realizar o teste de hipótese da média, será explicado a partir de um dos
6 tipos de caso que existem. O primeiro caso possuiσ (desvio padrão da população)
conhecido e é ilustrado pela Figura 8 e pelas hipóteses da Equação 1.
.
α−1
α
critX0µ
Figura 8 - Curva com distribuição normal
Equação 1 - Hipóteses do primeiro caso
01
00
:
:
µµ
µµ
<
=
H
H
Neste caso, o valor de critx (valor limite para se aceitar ou rejeitar 0H ) deve ser
calculado para descobrir qual o menor valor de x para que µ ainda possa ser
considerado igual à 0µ . critx pode ser calculado através da equação 2:

47
Equação 2 - Valor limite do teste de hipótese
nZxcrit
σµ α ⋅−= 0
Então, se calcx (valor calculado da média da amostra) for menor do que critx ,
0H deve ser rejeitado. Caso contrário, se calcx for maior do que critx , 0H é válido.
Outra forma de se realizar o teste de hipótese seria avaliar pelo valor de Z :
Equação 3 - Z calculado
n
xZcal σ
µ0−=
Equação 4 - Z calculado
αZZcrit =
Neste caso, se critZ for menor do que critZ− , 0H deve ser rejeitado. Caso
contrário, se calcx for maior do que critx , 0H é válido.
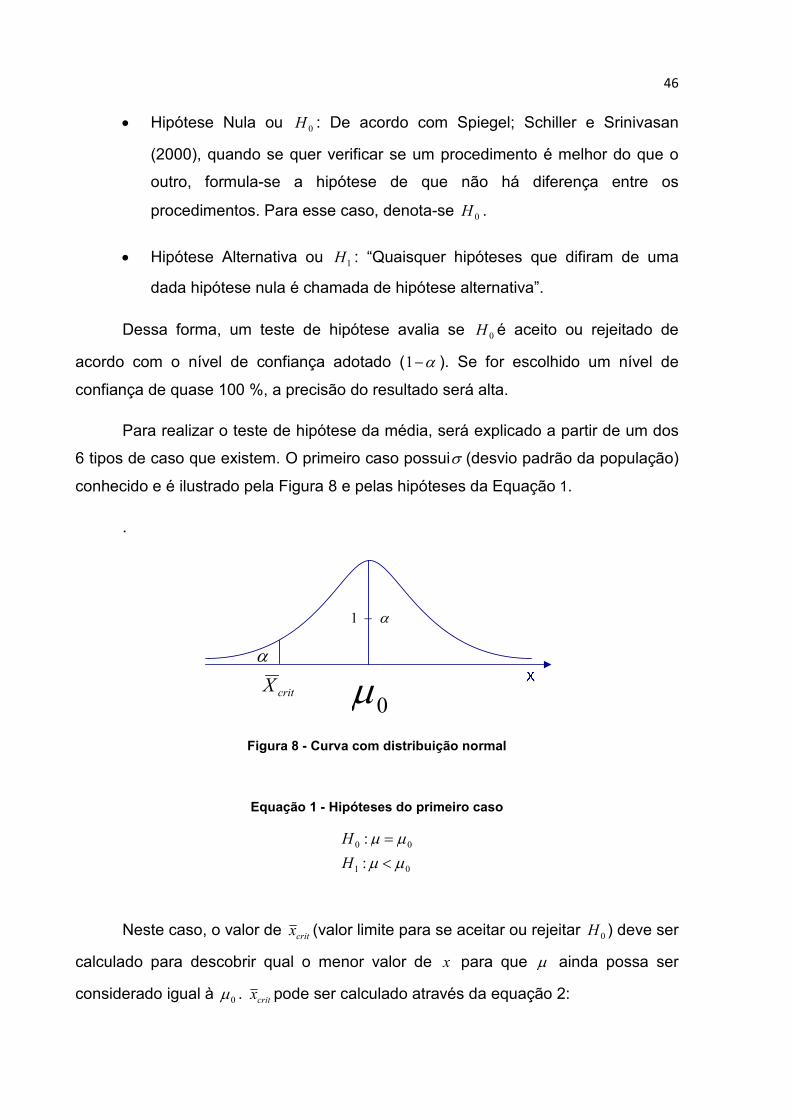
Quando σ é desconhecido, utiliza-se S (desvio padrão de uma amostra) e o t
de student ao invés do Z . Todos os casos podem ser vistos na tabela a seguir:
48
Tabela 5 - Resumo dos casos de teste de hipótese para média
conhecido? Rejeita-se quando:
Sim
Sim
Sim
Não
Não
Não
σ0H
1H
0µµ =
calccalc touZ
n
x
σ
µ 0−
n
x
σ
µ 0−
n
x
σ
µ 0−
n
S
x 0µ−
n
S
x 0µ−
n
x
σ
µ 0−
αZ
αZ
0H
critcalc ZZ −<
critcalc ZZ >
critcalc ZZ >
critcalc tt −<
0µµ =
0µµ =
0µµ =
0µµ =
0µµ =
0µµ <
0µµ >
0µµ ≠
0µµ <
0µµ >
0µµ ≠
2
αZ
critcrit touZ
α;1−nt
α;1−nt critcalc tt >
2;1α
−nt
critcalc tt >
2.6. Análise econômica através do Valor Presente Líquido (VPL)
Um importante parâmetro para a realização de uma análise econômica de um
projeto é o cálculo do valor presente líquido. Esse valor representa o valor presente
da soma dos fluxos de caixa estimados a uma determinada taxa de juros e certa
duração. Normalmente em um projeto, os fluxos de caixa futuros são estimados e a
taxa de juros utilizada normalmente é o custo de oportunidade. Se o resultado do
cálculo for positivo, o projeto é viável financeiramente para o determinado período.
A fórmula para se calcular o VPL é:

49
Equação 5: Equação para o cálculo do VPL (ERLICH, 2005)
∑ = +=
t
n n
n
r
AVPL
1 )1(
As variáveis utilizadas na
Equação 5 estão descritas a seguir:
• A = valores do fluxo de caixa
• r = taxa de juros utilizada
• t = número de períodos utilizado

50
Coleta e
Análise
de dados

53
3. Coleta e análise dos dados
Este item irá proceder a investigação do problema através da coleta e a
análise dos dados. As conclusões deste item serão a base do desenvolvimento da
melhor solução para atingir as causas raiz do problema a ser resolvido.
3.1. Situação Atual do problema a ser resolvido no trabalho
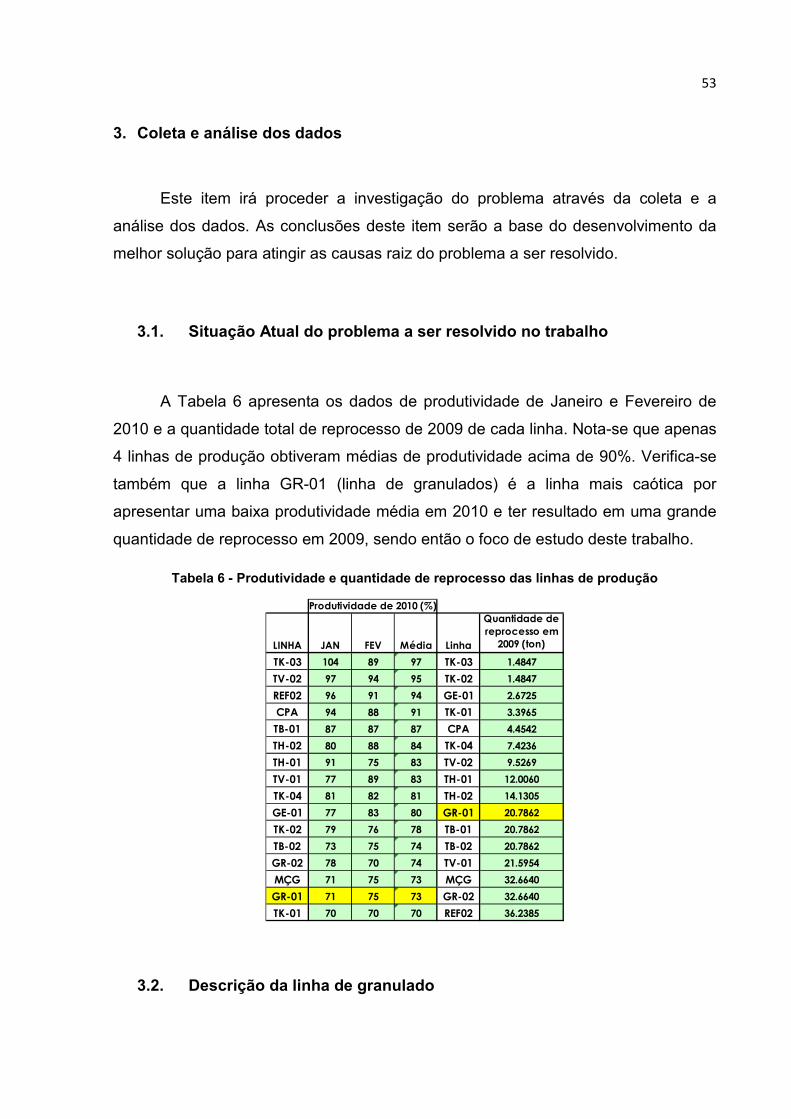
A Tabela 6 apresenta os dados de produtividade de Janeiro e Fevereiro de
2010 e a quantidade total de reprocesso de 2009 de cada linha. Nota-se que apenas
4 linhas de produção obtiveram médias de produtividade acima de 90%. Verifica-se
também que a linha GR-01 (linha de granulados) é a linha mais caótica por
apresentar uma baixa produtividade média em 2010 e ter resultado em uma grande
quantidade de reprocesso em 2009, sendo então o foco de estudo deste trabalho.
Tabela 6 - Produtividade e quantidade de reprocesso das linhas de produção
LINHA JAN FEV Média Linha
Quantidade de reprocesso em
2009 (ton)
TK-03 104 89 97 TK-03 1.4847
TV-02 97 94 95 TK-02 1.4847
REF02 96 91 94 GE-01 2.6725
CPA 94 88 91 TK-01 3.3965
TB-01 87 87 87 CPA 4.4542
TH-02 80 88 84 TK-04 7.4236
TH-01 91 75 83 TV-02 9.5269
TV-01 77 89 83 TH-01 12.0060
TK-04 81 82 81 TH-02 14.1305
GE-01 77 83 80 GR-01 20.7862
TK-02 79 76 78 TB-01 20.7862
TB-02 73 75 74 TB-02 20.7862
GR-02 78 70 74 TV-01 21.5954
MÇG 71 75 73 MÇG 32.6640
GR-01 71 75 73 GR-02 32.6640
TK-01 70 70 70 REF02 36.2385
Produtividade de 2010 (%)
3.2. Descrição da linha de granulado
54
Nessa fase do trabalho a rotina basicamente foi conhecer todos os processos
que envolviam a linha de granulados através de entrevistas com os operadores da
linha, coordenadores de produção e analistas da área de pesquisa e inovação, além
de constantes visitas à linha de produção para a familiarização com os processos.
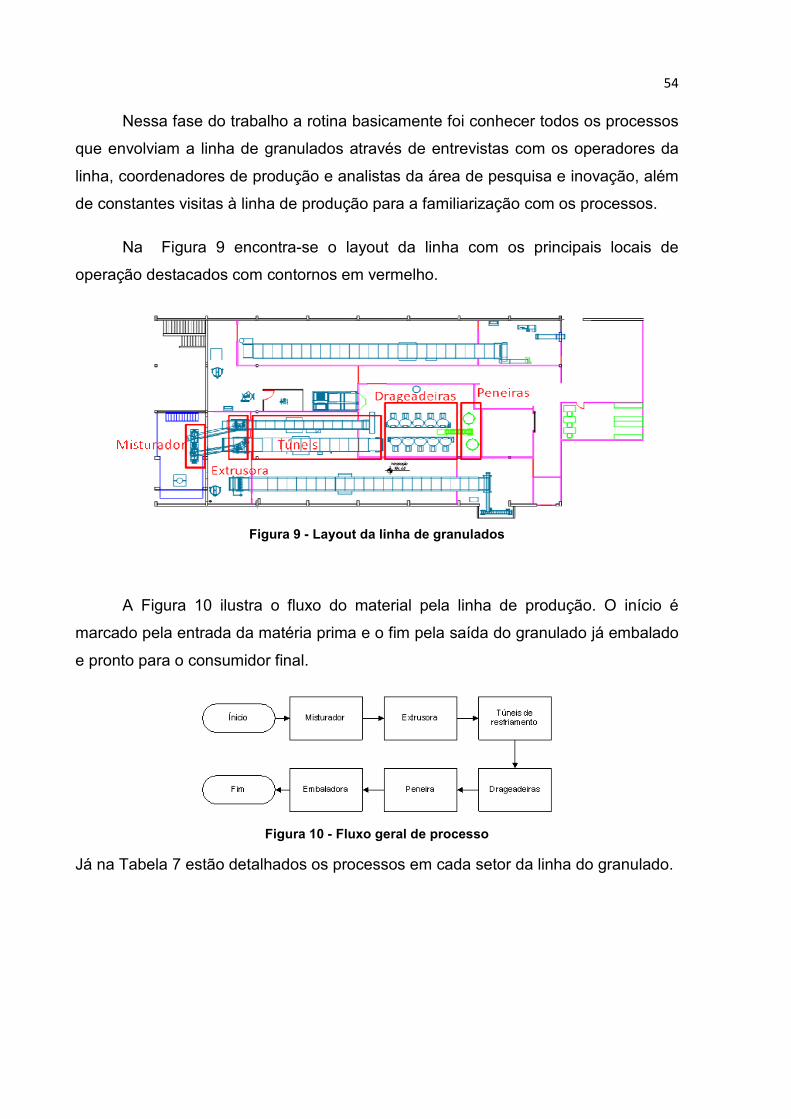
Na Figura 9 encontra-se o layout da linha com os principais locais de
operação destacados com contornos em vermelho.
Figura 9 - Layout da linha de granulados
A Figura 10 ilustra o fluxo do material pela linha de produção. O início é
marcado pela entrada da matéria prima e o fim pela saída do granulado já embalado
e pronto para o consumidor final.
Figura 10 - Fluxo geral de processo
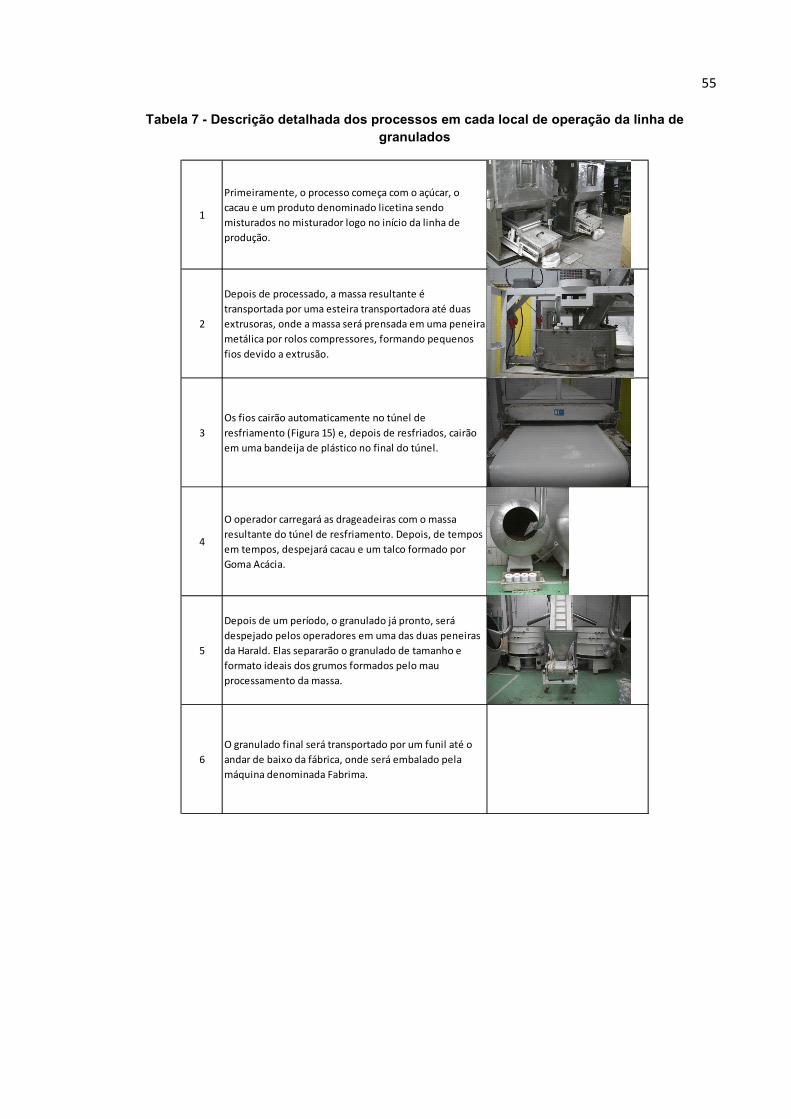
Já na Tabela 7 estão detalhados os processos em cada setor da linha do granulado.
55
Tabela 7 - Descrição detalhada dos processos em cada local de operação da linha de granulados
1
Primeiramente, o processo começa com o açúcar, o
cacau e um produto denominado licetina sendo
misturados no misturador logo no início da linha de
produção.
2
Depois de processado, a massa resultante é
transportada por uma esteira transportadora até duas
extrusoras, onde a massa será prensada em uma peneira
metálica por rolos compressores, formando pequenos
fios devido a extrusão.
3
Os fios cairão automaticamente no túnel de
resfriamento (Figura 15) e, depois de resfriados, cairão
em uma bandeija de plástico no final do túnel.
4
O operador carregará as drageadeiras com o massa
resultante do túnel de resfriamento. Depois, de tempos
em tempos, despejará cacau e um talco formado por
Goma Acácia.
5
Depois de um período, o granulado já pronto, será
despejado pelos operadores em uma das duas peneiras
da Harald. Elas separarão o granulado de tamanho e
formato ideais dos grumos formados pelo mau
processamento da massa.
6
O granulado final será transportado por um funil até o
andar de baixo da fábrica, onde será embalado pela
máquina denominada Fabrima.
56
3.3. Descrição do problema na linha de granulados
A linha de granulados é uma das linhas de produção mais antigas da Harald e
produz exclusivamente o granulado macio (Figura 11). De acordo com o gerente de
vendas, existe uma demanda folgada para esse produto, já que a demanda é maior
que a capacidade nominal de produção da Harald. Portanto, a implantação das
melhorias na linha de granulados proporcionará muitos benefícios para a empresa.
Figura 11 - Embalagem do Granulado Macio
Porém, em 2009, foi constatado que a Harald deixou de ganhar muito dinheiro
com o não atendimento da demanda de granulado. Apenas em maio, a Harald
deixou de lucrar R$ 48,07 mil com a venda do granulado.
Tabela 8 - Dados da produção do granulado em 2009
Janeiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro DezembroMeta (ton) 427.88 283.57 401.11 206.95 505.20 482.85 227.28 492.75 477.10 584.10 475.80 362.20Produção Real (ton) 292.33 233.21 284.34 146.16 342.91 341.49 172.86 389.09 386.91 448.29 353.26 299.54
Produtos não fabricados (ton) 135.55 50.36 116.77 60.80 162.29 141.36 54.42 103.66 90.19 135.81 122.54 62.66
Receita perdida (mil R$) 406.65 151.08 350.31 182.39 486.87 424.07 163.25 310.98 270.57 407.43 367.63 187.99
Lucro perdido (mil R$) 40.15 14.92 34.59 18.01 48.07 41.87 16.12 30.70 26.71 40.23 36.30 18.56
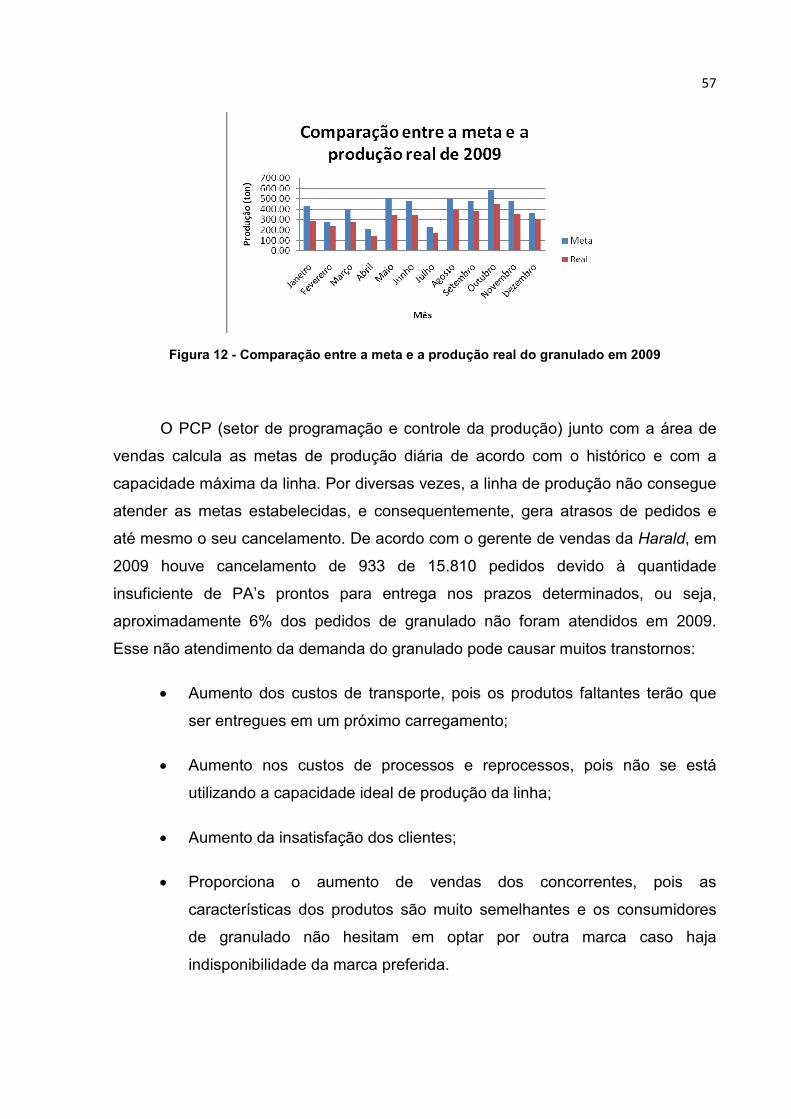
Verifica-se na Figura 12 que essa linha não atinge o volume de produção
planejado em nenhum dos meses de 2009. Uma evidência desse problema é o fato
dessa linha possuir uma produção média de 18 toneladas por dia, sendo que de
acordo com os envolvidos no processo, a capacidade máxima de produção chega a
ser de 21 toneladas por dia.
57
Figura 12 - Comparação entre a meta e a produção real do granulado em 2009
O PCP (setor de programação e controle da produção) junto com a área de
vendas calcula as metas de produção diária de acordo com o histórico e com a
capacidade máxima da linha. Por diversas vezes, a linha de produção não consegue
atender as metas estabelecidas, e consequentemente, gera atrasos de pedidos e
até mesmo o seu cancelamento. De acordo com o gerente de vendas da Harald, em
2009 houve cancelamento de 933 de 15.810 pedidos devido à quantidade
insuficiente de PA’s prontos para entrega nos prazos determinados, ou seja,
aproximadamente 6% dos pedidos de granulado não foram atendidos em 2009.
Esse não atendimento da demanda do granulado pode causar muitos transtornos:
• Aumento dos custos de transporte, pois os produtos faltantes terão que
ser entregues em um próximo carregamento;
• Aumento nos custos de processos e reprocessos, pois não se está
utilizando a capacidade ideal de produção da linha;
• Aumento da insatisfação dos clientes;
• Proporciona o aumento de vendas dos concorrentes, pois as
características dos produtos são muito semelhantes e os consumidores
de granulado não hesitam em optar por outra marca caso haja
indisponibilidade da marca preferida.
58
• Diminuição da quantidade dos pedidos em geral da Harald, pois o
granulado ajuda a alavancar a venda de outros produtos, ou seja, em um
pedido o cliente pode pedir além do granulado, outros produtos.
Portanto, verifica-se que o não atendimento da demanda pela falta de
granulado é um problema grave na Harald, e esse trabalho terá como foco o
aumento da produtividade da linha de granulados.
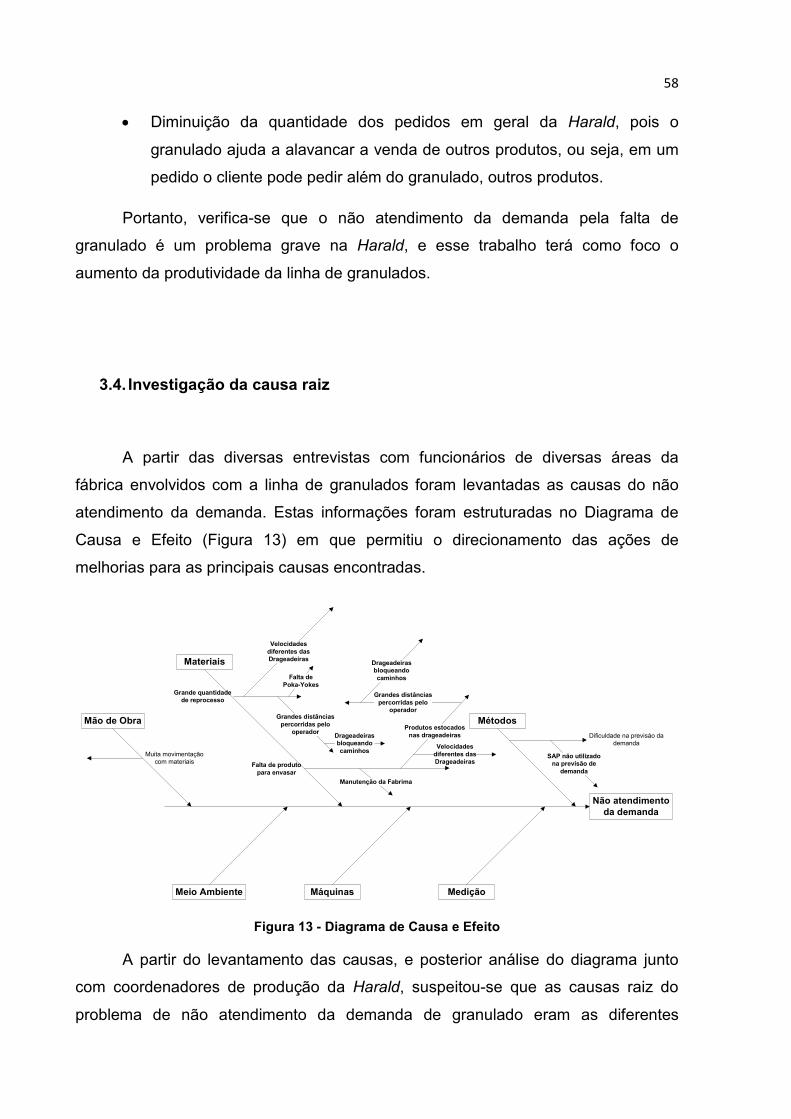
3.4. Investigação da causa raiz
A partir das diversas entrevistas com funcionários de diversas áreas da
fábrica envolvidos com a linha de granulados foram levantadas as causas do não
atendimento da demanda. Estas informações foram estruturadas no Diagrama de
Causa e Efeito (Figura 13) em que permitiu o direcionamento das ações de
melhorias para as principais causas encontradas.
Não atendimentoda demanda
Materiais
Máquinas
Métodos
MediçãoMeio Ambiente
Mão de Obra
Dificuldade na previsáo da demanda
SAP não utilizadona previsão de
demandaFalta de produtopara envasar
Manutenção da Fabrima
Produtos estocadosnas drageadeiras
Grande quantidadede reprocesso
Velocidadesdiferentes dasDrageadeiras
Velocidadesdiferentes dasDrageadeiras
Grandes distânciaspercorridas pelo
operadorGrandes distânciaspercorridas pelo
operador
Muita movimentaçãocom materiais
Falta dePoka-Yokes
Drageadeirasbloqueandocaminhos
Drageadeirasbloqueandocaminhos
Figura 13 - Diagrama de Causa e Efeito
A partir do levantamento das causas, e posterior análise do diagrama junto
com coordenadores de produção da Harald, suspeitou-se que as causas raiz do
problema de não atendimento da demanda de granulado eram as diferentes
59
velocidades das drageadeiras, a drageadeira bloqueando a passagem e a não
utilização do SAP na previsão de demanda.
A princípio, o setor das drageadeiras era o local mais caótico, pois o trabalho
não era padronizado, a sala era suja e desorganizada, e algumas vezes os
operadores não davam conta da produção e precisavam interromper os processos
anteriores, no caso, o túnel de resfriamento (Figura 14), para conseguirem cumprir
suas atividades. Porém, ainda não se pode afirmar que esse setor é o gargalo, já
que o setor de envase (Fabrima), por muitas vezes, necessitava interromper o fluxo
de produtos para poder realizar processos de setup.
Figura 14 - Material saindo do túnel de resfriamento
A fim de confirmar a suspeitas de que o setor de drageadeiras era a área
gargalo e poder analisar as causas, foram coletados dados para verificar as
capacidades reais dos setores que compunham a linha de granulados.
3.5. Avaliação das capacidades dos setores da linha de granulados
Para facilitar as análises e obter melhores resultados com as ideias
provenientes do Kaizen, foi necessária a avaliação das capacidades de cada setor
da linha de granulados na busca pelos gargalos da produção. Dessa forma, foram
realizadas crono-análises a fim de se obter os tempos de processos de cada
máquina da linha de granulados. Os dados obtidos podem ser vistos na Tabela 9:
60
Tabela 9 - Capacidades dos setores
Setor Capacidade antes (kg/h)Transporte de Açúcar 5000.00Moinho de Acúcar 2000.00Misturador 1132.20Túneis 1167.71Extrusoras 1265.02Drageadeiras 1087.30Peneiras 1500.00Fabrima 1980.00
De acordo com essa tabela, o gargalo teoricamente são as drageadeiras. Ao
observar a saída do túnel na linha de granulados, constata-se que o trabalho dos
operadores não é coordenado e nem padronizado, perdendo eficiência e eficácia no
processo, ou seja, devido à variabilidade desse processo, o trabalho dos operadores
com as drageadeiras poderia ser considerado como o atual gargalo da linha.
Figura 15 - Operador retirando a massa dos túneis de resfriamento
O trabalho dessas pessoas seria transportar a massa de chocolate dos túneis
para as drageadeiras (Figura 15), acrescentar cacau e talco de tempos em tempos
(Figura 16), e por fim, retirar o granulado das drageadeiras para as duas peneiras.
Esse trabalho torna-se cada vez mais complexo à medida que os operadores
utilizam mais drageadeiras, pois os processos intermediários obrigam os operadores
a sempre estarem visitando cada drageadeira, seja para acrescentar cacau ou talco,
ou seja, para verificar o brilho e consistência do granulado.

61
Figura 16 - Operador realizando uma atividade na drageadeira
É válido acrescentar que é difícil enxergar o acúmulo de produtos nessa área
devido à grande quantidade de drageadeiras. Contudo, assumiu-se inicialmente
como hipótese que o acúmulo de material acontece dentro delas por causa dos
processos demorarem mais tempo do que deveriam, tendo como consequência o
atraso do envase do granulado. Além disso, em alguns momentos, existe a
necessidade do operador desligar o túnel, pois a área de drageadeiras não está
conseguindo atender toda a massa que sai dos túneis.
Para calcular o tempo em que os operários realizavam suas funções,
determinou-se em quanto tempo os dois operários, em condições normais de
processo, descarregavam a massa inteira de uma drageadeira nas duas peneiras.
Nesse caso, definiu-se o ciclo de atividades das massas no setor de drageadeiras,
começando na saída de material dos túneis até o descarregamento do granulado
acabado nas duas peneiras.
3.5.1. Procedimento da coleta de dados no setor de drageadeiras
Foi estabelecida a seguinte sequência de atividades para a coleta de dados e
para a análise no setor de drageadeiras:
62
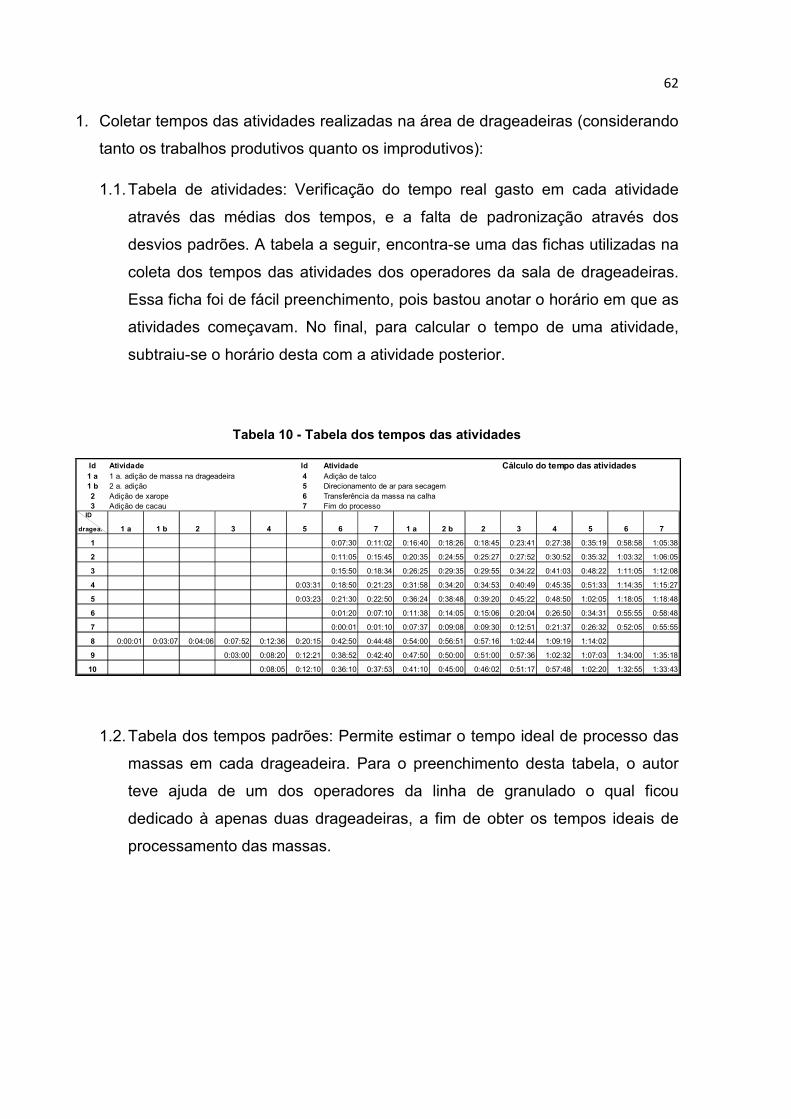
1. Coletar tempos das atividades realizadas na área de drageadeiras (considerando
tanto os trabalhos produtivos quanto os improdutivos):
1.1. Tabela de atividades: Verificação do tempo real gasto em cada atividade
através das médias dos tempos, e a falta de padronização através dos
desvios padrões. A tabela a seguir, encontra-se uma das fichas utilizadas na
coleta dos tempos das atividades dos operadores da sala de drageadeiras.
Essa ficha foi de fácil preenchimento, pois bastou anotar o horário em que as
atividades começavam. No final, para calcular o tempo de uma atividade,
subtraiu-se o horário desta com a atividade posterior.
Tabela 10 - Tabela dos tempos das atividades
Id Atividade Id Atividade Cálculo do tempo das atividades1 a 1 a. adição de massa na drageadeira 4 Adição de talco1 b 2 a. adição 5 Direcionamento de ar para secagem2 Adição de xarope 6 Transferência da massa na calha3 Adição de cacau 7 Fim do processo
ID
dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1 0:07:30 0:11:02 0:16:40 0:18:26 0:18:45 0:23:41 0:27:38 0:35:19 0:58:58 1:05:38
2 0:11:05 0:15:45 0:20:35 0:24:55 0:25:27 0:27:52 0:30:52 0:35:32 1:03:32 1:06:05
3 0:15:50 0:18:34 0:26:25 0:29:35 0:29:55 0:34:22 0:41:03 0:48:22 1:11:05 1:12:08
4 0:03:31 0:18:50 0:21:23 0:31:58 0:34:20 0:34:53 0:40:49 0:45:35 0:51:33 1:14:35 1:15:27
5 0:03:23 0:21:30 0:22:50 0:36:24 0:38:48 0:39:20 0:45:22 0:48:50 1:02:05 1:18:05 1:18:48
6 0:01:20 0:07:10 0:11:38 0:14:05 0:15:06 0:20:04 0:26:50 0:34:31 0:55:55 0:58:48
7 0:00:01 0:01:10 0:07:37 0:09:08 0:09:30 0:12:51 0:21:37 0:26:32 0:52:05 0:55:55
8 0:00:01 0:03:07 0:04:06 0:07:52 0:12:36 0:20:15 0:42:50 0:44:48 0:54:00 0:56:51 0:57:16 1:02:44 1:09:19 1:14:02
9 0:03:00 0:08:20 0:12:21 0:38:52 0:42:40 0:47:50 0:50:00 0:51:00 0:57:36 1:02:32 1:07:03 1:34:00 1:35:18
10 0:08:05 0:12:10 0:36:10 0:37:53 0:41:10 0:45:00 0:46:02 0:51:17 0:57:48 1:02:20 1:32:55 1:33:43
1.2. Tabela dos tempos padrões: Permite estimar o tempo ideal de processo das
massas em cada drageadeira. Para o preenchimento desta tabela, o autor
teve ajuda de um dos operadores da linha de granulado o qual ficou
dedicado à apenas duas drageadeiras, a fim de obter os tempos ideais de
processamento das massas.

63
Tabela 11 - Tabela dos tempos ideais das atividades de drageamento
DG1 DG2 DG3 DG4 DG5 DG6 DG7 DG8 DG9 DG10Frequência de
giro (Hz) 0.56 0.36 0.36 0.56 0.56 0.36 0.36 0.36 0.56 0.56Tempos
Já as ferramentas utilizadas para a coleta de dados podem ser vistos na
Tabela 12:
Tabela 12 - Materiais utilizados na coleta de dados
Materiais utilizadosCâmera digitalFilmadora digitalTabelas de coletas de dadosTrenaRéguaCronômetro
3.5.2. Layout do setor de drageadeiras
O setor de drageadeiras pode ser visto na
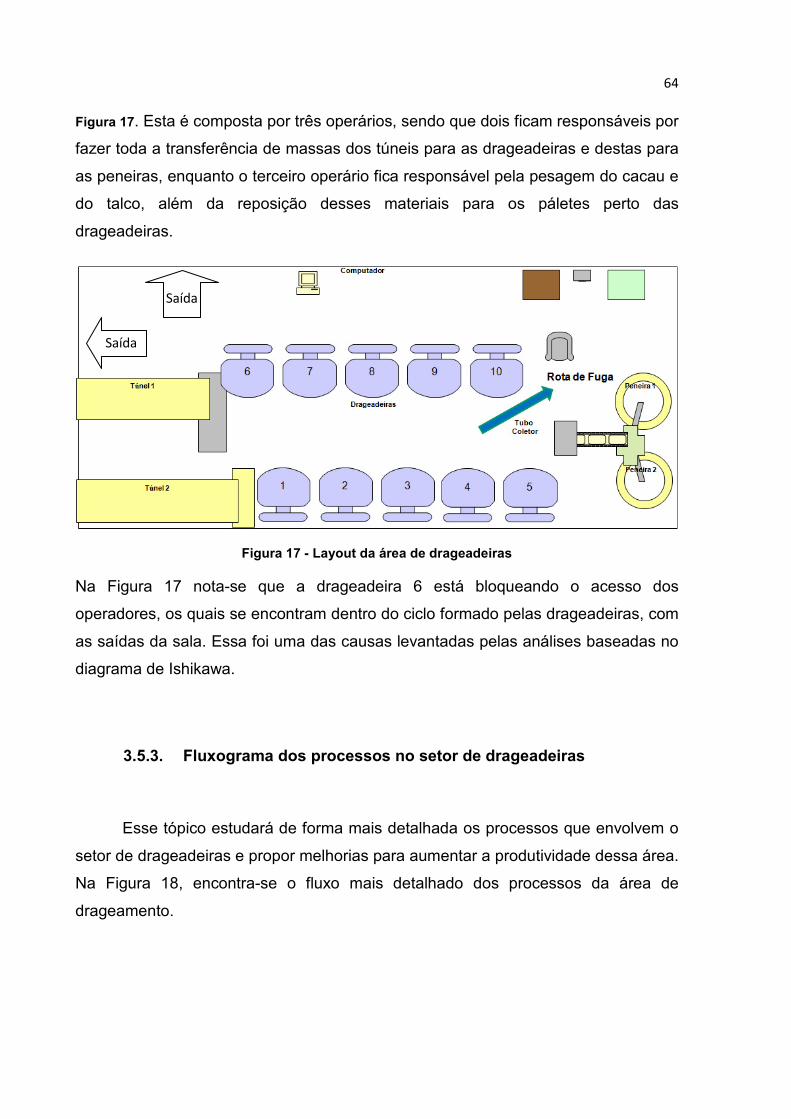
64
Figura 17. Esta é composta por três operários, sendo que dois ficam responsáveis por
fazer toda a transferência de massas dos túneis para as drageadeiras e destas para
as peneiras, enquanto o terceiro operário fica responsável pela pesagem do cacau e
do talco, além da reposição desses materiais para os páletes perto das
drageadeiras.
Figura 17 - Layout da área de drageadeiras
Na Figura 17 nota-se que a drageadeira 6 está bloqueando o acesso dos
operadores, os quais se encontram dentro do ciclo formado pelas drageadeiras, com
as saídas da sala. Essa foi uma das causas levantadas pelas análises baseadas no
diagrama de Ishikawa.
3.5.3. Fluxograma dos processos no setor de drageadeiras
Esse tópico estudará de forma mais detalhada os processos que envolvem o
setor de drageadeiras e propor melhorias para aumentar a produtividade dessa área.
Na Figura 18, encontra-se o fluxo mais detalhado dos processos da área de
drageamento.
Saída
Saída
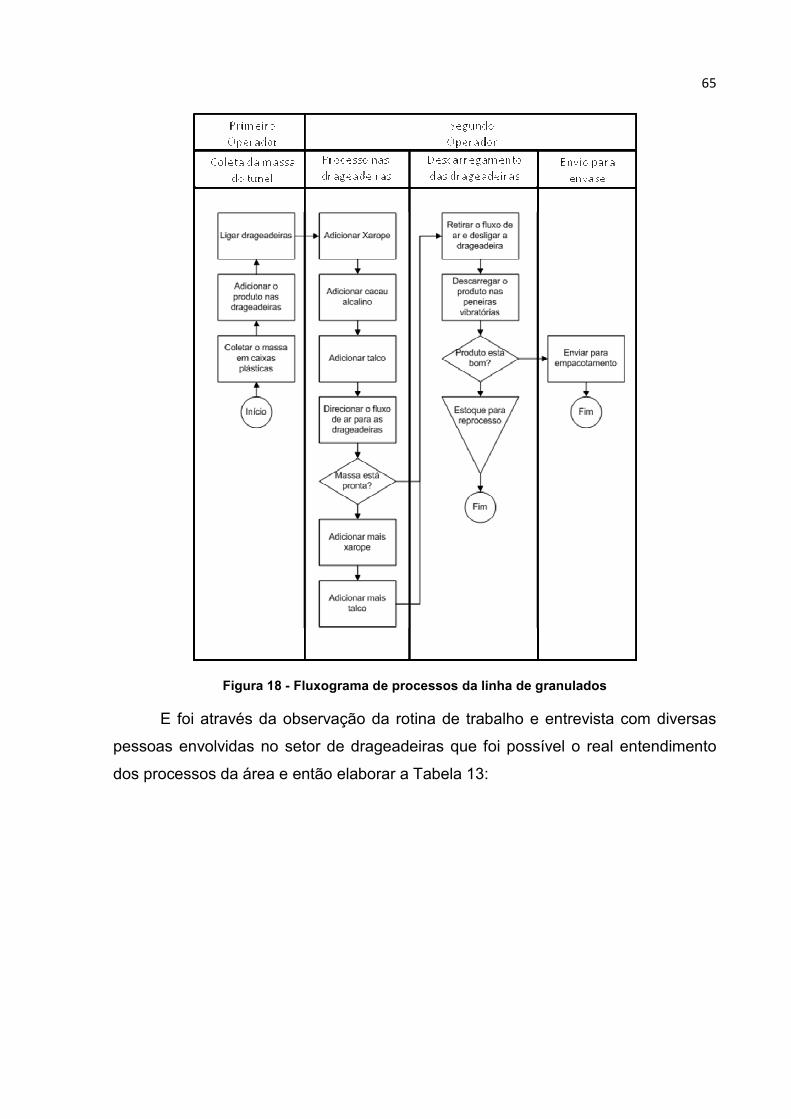
65
Figura 18 - Fluxograma de processos da linha de granulados
E foi através da observação da rotina de trabalho e entrevista com diversas
pessoas envolvidas no setor de drageadeiras que foi possível o real entendimento
dos processos da área e então elaborar a Tabela 13:
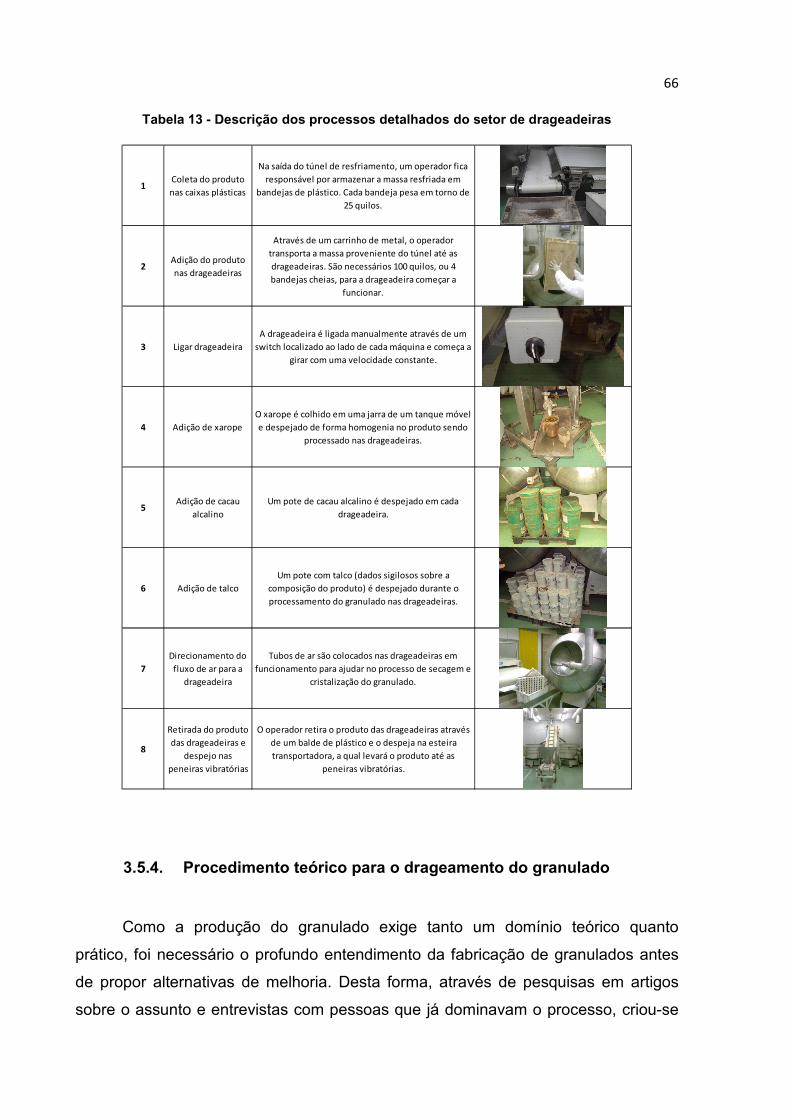
66
Tabela 13 - Descrição dos processos detalhados do setor de drageadeiras
1Coleta do produto
nas caixas plásticas
Na saída do túnel de resfriamento, um operador fica
responsável por armazenar a massa resfriada em
bandejas de plástico. Cada bandeja pesa em torno de
25 quilos.
2Adição do produto
nas drageadeiras
Através de um carrinho de metal, o operador
transporta a massa proveniente do túnel até as
drageadeiras. São necessários 100 quilos, ou 4
bandejas cheias, para a drageadeira começar a
funcionar.
3 Ligar drageadeira
A drageadeira é ligada manualmente através de um
switch localizado ao lado de cada máquina e começa a
girar com uma velocidade constante.
4 Adição de xarope
O xarope é colhido em uma jarra de um tanque móvel
e despejado de forma homogenia no produto sendo
processado nas drageadeiras.
5Adição de cacau
alcalino
Um pote de cacau alcalino é despejado em cada
drageadeira.
6 Adição de talco
Um pote com talco (dados sigilosos sobre a
composição do produto) é despejado durante o
processamento do granulado nas drageadeiras.
7
Direcionamento do
fluxo de ar para a
drageadeira
Tubos de ar são colocados nas drageadeiras em
funcionamento para ajudar no processo de secagem e
cristalização do granulado.
8
Retirada do produto
das drageadeiras e
despejo nas
peneiras vibratórias
O operador retira o produto das drageadeiras através
de um balde de plástico e o despeja na esteira
transportadora, a qual levará o produto até as
peneiras vibratórias.
3.5.4. Procedimento teórico para o drageamento do granulado
Como a produção do granulado exige tanto um domínio teórico quanto
prático, foi necessário o profundo entendimento da fabricação de granulados antes
de propor alternativas de melhoria. Desta forma, através de pesquisas em artigos
sobre o assunto e entrevistas com pessoas que já dominavam o processo, criou-se
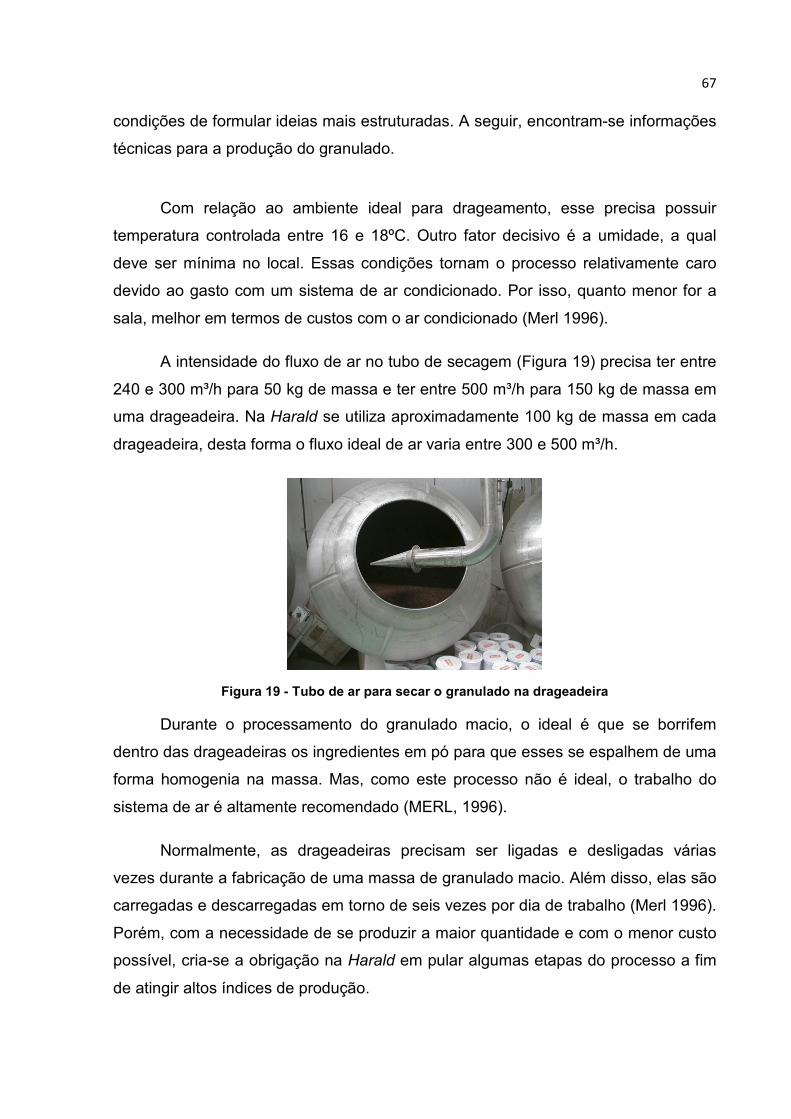
67
condições de formular ideias mais estruturadas. A seguir, encontram-se informações
técnicas para a produção do granulado.
Com relação ao ambiente ideal para drageamento, esse precisa possuir
temperatura controlada entre 16 e 18ºC. Outro fator decisivo é a umidade, a qual
deve ser mínima no local. Essas condições tornam o processo relativamente caro
devido ao gasto com um sistema de ar condicionado. Por isso, quanto menor for a
sala, melhor em termos de custos com o ar condicionado (Merl 1996).
A intensidade do fluxo de ar no tubo de secagem (Figura 19) precisa ter entre
240 e 300 m³/h para 50 kg de massa e ter entre 500 m³/h para 150 kg de massa em
uma drageadeira. Na Harald se utiliza aproximadamente 100 kg de massa em cada
drageadeira, desta forma o fluxo ideal de ar varia entre 300 e 500 m³/h.
Figura 19 - Tubo de ar para secar o granulado na drageadeira
Durante o processamento do granulado macio, o ideal é que se borrifem
dentro das drageadeiras os ingredientes em pó para que esses se espalhem de uma
forma homogenia na massa. Mas, como este processo não é ideal, o trabalho do
sistema de ar é altamente recomendado (MERL, 1996).
Normalmente, as drageadeiras precisam ser ligadas e desligadas várias
vezes durante a fabricação de uma massa de granulado macio. Além disso, elas são
carregadas e descarregadas em torno de seis vezes por dia de trabalho (Merl 1996).
Porém, com a necessidade de se produzir a maior quantidade e com o menor custo
possível, cria-se a obrigação na Harald em pular algumas etapas do processo a fim
de atingir altos índices de produção.
68
Dessa forma, não existem paradas nas drageadeiras enquanto se processa a
mesma massa e o ciclo de processo torna-se menor do que deveria ser. Devido a
isso, o custo de processamento diminui, mas, por outro lado, prejudica-se a
aparência do produto final, deixando-o com menos brilho e com um pior
acabamento.
Após a passagem pelas drageadeiras, o ideal seria estocar os granulados em
bandejas retangulares empilhadas de forma cruzada até atingir o brilho desejado. A
forma de empilhar se deve à existência das aberturas nas pontas das bandejas, o
que proporcionaria uma secagem mais rápida do produto. Porém, novamente,
ignora-se essa passagem e o granulado é adicionado nas peneiras para então ser
envasado na Fabrima (máquina embaladora do granulado).
3.5.5. Oportunidades de melhoria diagnosticadas
Através de constantes visitas à fábrica e das pesquisas relacionadas à
produção de granulado, puderam ser listadas diversas oportunidades de melhoria
nas drageadeiras:
• Trabalho não padronizado realizado pelos operadores da linha, pois como o
tempo de processo em cada drageadeira não é padronizado, eles necessitam
a todo o momento verificar o estado do granulado.
• Painel de temperatura do túnel 1 de resfriamento se encontra muito longe dos
operadores, obrigando eles a percorrer longas distâncias para checar a
temperatura dos túneis. Além disso, quando os operadores não dão conta de
suas atividades, eles precisam sair correndo até esse painel para desligar o
túnel e evitar com que o produto caia no chão.
• O fluxo de ar não é suficiente para secar o granulado de forma adequada,
resultando em um tempo maior de processo

69
• O computador do setor é muito devagar, obrigando um dos operadores a
gastar muito tempo no local e o outro a ficar sozinho na linha de produção,
diminuindo a capacidade do setor pela metade.
• Erros operacionais constantes, por exemplo: colocar talco duas vezes,
esquecer de realizar uma etapa do processo, entre outros.
• Não existe marcação no tempo em que não há produção entre troca de
turnos, prejudicando o cálculo por parte dos coordenadores de linha da real
capacidade da linha.
• Há muito pó em suspensão devido ao uso do cacau em pó e do talco, o que
torna o ambiente de trabalho muito desagradável. Esse pó muitas vezes
causa problemas respiratórios nos operadores.
• Existe um grande risco da drageadeira 6 cair em cima de um operador
enquanto esse coleta o granulado nas caixas de plástico;
• Limpezas nas peneiras com baixa frequência, diminuindo com o passar do
tempo a produtividade dessas máquinas, pois o granulado tende a ficar preso
entre os vãos da peneira.
• Dificuldade em manter a temperatura nos túneis de resfriamento. Isso causa
diversas paradas de linha devido a massa sair mole e sem brilho além de
causar re-processos, pois muitos vezes a massa fica imprópria para ser
processada.

70
Resolução do
Problema

73
4. Resolução do Problema
Este item irá proceder a resolução do problema através do evento Kaizen.
Serão levadas em conta todas as análises realizadas até então, para a elaboração
das alternativas de melhorias e as respectivas implementações.
4.1. Primeira Fase: Planejamento do evento Kaizen
4.1.1. Escolha dos membros da Equipe
O primeiro passo do evento foi formar a equipe Kaizen. A equipe foi escolhida
de forma criteriosa pelo autor desse trabalho com o objetivo de criar uma equipe
multidisciplinar, e com pessoas empenhadas e com vontade de aprender. Em vista
disso, a equipe Kaizen foi composta por:
• Duas pessoas do controle de qualidade
• Um engenheiro do departamento de engenharia de processos
• Dois operadores de linha
• Uma pessoa da manutenção da fábrica
Em alguns momentos da semana Kaizen, uma funcionária do departamento
de recursos humanos foi convidada para acompanhar o evento e opinar sobre
possíveis melhorias na linha. Mesmo não possuindo conhecimento sobre o
processo, essa funcionária foi de grande importância para o projeto, pois ela
apresentou uma visão de alguém de fora do processo, sem “vícios de trabalho” e
sem preconceitos de processos de uma pessoa acostumada com a rotina da linha.

74
4.1.2. Preparação dos materiais a serem utilizados e reserva de sala para
o evento Kaizen
Para a realização do Kaizen, elaborou-se um checklist (Figura 18) de todos os
materiais a serem utilizados durante o evento.
Tabela 14 - Checklist dos materiais a serem utilizados no evento Kaizen
Tipo Quantidade Custo/Unidade
(estimado) Custo Total
Camisetas 20 R$ 28.00 R$ 560.00
Flipchart 1 - -
Computador 1 - -
Projetor 1 - -
Canetas 20 - -
Canetão 4 - -
cadernos 20 - -
Cadeiras 30 - -
Escada 1 - -
Mesa 2 - -
Lanches - -
premios 15 R$ 20.00 R$ 300.00
Tabelas de andamento do
Kaizen 10 - -
Cronômetros 5 - -
Balanças 1 - -
Câmera Digital 1 - -
Filmadora 1 - -
Tacômetro 1 - -
Planta da linha 2 - -
Cartazes de divulgação 2 - -
Total R$ 860.00
Para o treinamento da equipe e para a realização das reuniões de
acompanhamento do evento Kaizen, foi reservada uma sala com vedação acústica,
bem iluminada e climatizada próxima a linha de produção, permitindo um ambiente
silencioso e agradável, propício a geração de ideias.
4.1.3. Programação do evento
Junto com os coordenadores de produção, com os coordenadores de PCP e
com o gerente de produção, foi elaborado um cronograma para a semana Kaizen.
75
Foi dada como alta prioridade a realização desse evento, então, na semana de sua
realização, foi dado aval para parar a produção caso houvesse necessidade. Isso foi
de suma importância, pois facilitou implementar muitas melhorias que necessitavam
interferir na produção.
Figura 20 - Locais demarcados devido ao evento Kaizen
O evento durou uma semana, sendo que nos dois primeiros dias teve como
foco o treinamento da equipe, e nos dias restantes, o foco era a elaboração,
implementação e medição das melhorias.
4.2. Segunda Fase: Implementação
4.2.1. Treinamento da Equipe Kaizen
Nos dois primeiros dias, o autor desse trabalho e líder do Kaizen ministrou
treinamentos básicos com os seguintes tópicos:
• Lean Production
• Metodologia Kaizen
• 5 S

76
Durante os treinamentos eram passados teorias básicas seguidas de simples
exercícios. É válido ressaltar que os exercícios eram baseados nos tipos de análises
que eles fariam na linha de granulados durante os próximos dias do Kaizen.
Figura 21 - Dia de treinamento na semana Kaizen
4.2.2. Visitas às linhas e Geração de ideias
Dado o treinamento, a equipe foi levada a campo para poderem ter
familiaridade com os processos da linha de granulados. Durante essas visitas, todos
listavam em seus cadernos as oportunidades de melhoria que encontravam na linha.
De tempos em tempos, a equipe era reunida na sala de reuniões para discutir
sobre as oportunidades de melhorias encontradas. Então, para uma melhorar
organização, todas as ideias foram escritas nos post-it’s já separados e grudados
em uma lousa branca, de acordo com as seguinte separação:
Figura 22 - Seleção das principais ideias
77
As ideias foram separadas de acordo com os seus custos de implementação
e do impacto positivo na produção que elas teriam. Dessa forma, as ideias que
foram classificadas como de alto impacto e baixo custo foram priorizadas no evento
Kaizen. Vale ressaltar que algumas ideias classificadas como de alto impacto e alto
custo também foram postas em prática. Logo abaixo, segue como esse quadro ficou
depois que todos deram suas opiniões:
Figura 23 - Quadro de seleção de ideias
O próximo passo foi definir como seriam realizadas essas melhorias. Para
isso, junto com toda a equipe Kaizen, foram definidos quem seriam os responsáveis
pela implementação de cada ideia.
Um quadro de gestão das melhorias foi criado a fim de auxiliar em todas as
atividades acontecendo na semana Kaizen (Tabela 15). Nesse quadro constavam
todas as ideias, assim como sua descrição, o retorno para a fábrica, o status da
implantação e o responsável por ela. Além disso, aparecia a foto de como era antes
e de como ficou depois da conclusão da melhoria.

78
Custo-Impacto Análise de melhorias Melhorias status Responsável
2Consertar chapa de metal (construir porta de
entrada para acesso ao forro com fechadura)Segurança de alimentos, controle de pragas. ok Moacir
2Deixar apenas os instrumentos de limpeza
necessários, identificação.senso de organização e utilização falta LUT Donizete
Tabela 15 - Gestão das melhorias
O quadro foi fixado na parede e atualizado a todo o momento pela própria
equipe Kaizen. Isso facilitou muito verificar as pessoas que estavam com mais
dificuldades e delegar melhor as funções. A foto abaixo mostra como o quadro era
disposto na sala de reuniões.
Figura 24 - Tabelas de gestão das melhorias
As melhorias foram implementadas nos três últimos dias. Além da equipe
Kaizen, muitas das melhorias dependiam do apoio da equipe de manutenção da
Harald (Figura 25), dessa forma, algumas das ideias não puderam ser concluídas
nesse evento, ficando pendentes para um próximo Kaizen.

79
Figura 25 - Equipe de Manutenção e integrantes da equipe Kaizen implantando algumas melhorias
4.2.3. Atuação nas causas raiz e de maior complexidade
O problema descrito nesse trabalho possui diversas causas, as quais
possuem diversas alternativas de soluções. Muitas dessas alternativas poderiam ser
resolvidas na fase de implementação do Kaizen, porém, algumas delas, por
necessitarem de uma análise mais complexa, precisaram ser feitas na fase de
planejamento.
Logo, baseadas no Diagrama de Causa e Efeito (Figura 13), as alternativas
de melhorias propostas nessa primeira fase do Kaizen foram:
• Reduzir paradas não programadas do túnel: Paradas não programadas
no túnel de resfriamento ocorrem devido à alta variação da temperatura
interna do túnel, prejudicando a qualidade da massa do granulado.
• Melhorar o espaço físico: O layout atual da área das drageadeiras obriga
os operadores a percorrerem longas distâncias para executarem suas
tarefas diárias.
• Acrescentar mais um operador na linha: O operador que tem a tarefa de
descarregar as drageadeiras possui muita dificuldade em coordenar as 10
drageadeiras do setor por causa da grande quantidade de atividades a
serem realizadas e os diferentes tempos de processos em cada
drageadeira. Dessa forma, a inclusão de mais uma pessoa nesse setor
ajudaria na execução das atividades do setor.

80
• Reduzir o tempo de troca de massas no misturador: A cada determinada
quantidade de massa no misturador, existe uma parada para que outra
massa seja preparada novamente. Esse tempo causa ociosidade dos
operadores na área das drageadeiras.
• Padronizar as velocidades das drageadeiras: Metade das drageadeiras
possui frequência de 36 Hz e a outra metade possui frequência de 56 Hz.
De acordo com as análises realizadas junto com os operadores, as
máquinas com frequência de 56 Hz terminavam o processo de forma mais
rápida e com a mesma qualidade.
• Automatizar o descarregamento das drageadeiras: Com a instalação de
máquinas que fariam tanto o transporte quanto o descarregamento do
produto das drageadeiras o trabalho dos operadores seria otimizado.
Como forma de verificar quais são as melhores ideias para serem
implementadas, criou-se uma matriz de decisão para escolher as melhores
alternativas de melhoria (
Tabela 16). Tanto os critérios quanto as notas foram elaboradas em conjunto
com alguns operadores e coordenadores da linha de granulados. Os critérios
utilizados para se avaliar as alternativas podem ser vistas a seguir:
• Aumentar a Ergonomia e Segurança
• Facilitar a Manutenção dos Equipamentos
• Entregar no Prazo
• Reduzir Custo Total de Processo
• Otimizar o Fluxo de Pessoas
• Otimizar o Fluxo de Materiais
• Diminuir Tempo de Ciclo de Processo
• Aumentar a Eficiência do Processo de Drageamento
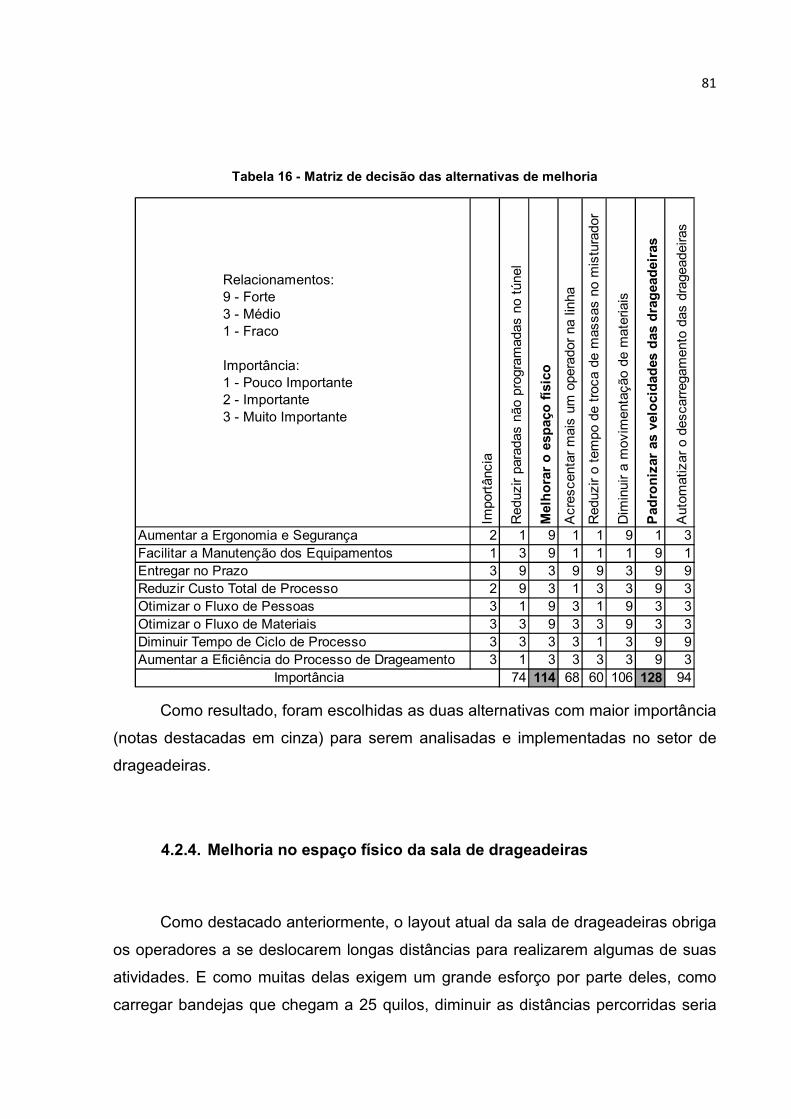
81
Tabela 16 - Matriz de decisão das alternativas de melhoria
Impo
rtân
cia
Red
uzir
para
das
não
prog
ram
adas
no
túne
l
Melhorar o esp
aço físico
Acr
esce
ntar
mai
s um
ope
rado
r na
linh
a
Red
uzir
o te
mpo
de
troc
a de
mas
sas
no m
istu
rado
r
Dim
inui
r a
mov
imen
taçã
o de
mat
eria
is
Pad
ronizar as velocidad
es das drageadeiras
Aut
omat
izar
o d
esca
rreg
amen
to d
as d
rage
adei
ras
Aumentar a Ergonomia e Segurança 2 1 9 1 1 9 1 3Facilitar a Manutenção dos Equipamentos 1 3 9 1 1 1 9 1Entregar no Prazo 3 9 3 9 9 3 9 9Reduzir Custo Total de Processo 2 9 3 1 3 3 9 3Otimizar o Fluxo de Pessoas 3 1 9 3 1 9 3 3Otimizar o Fluxo de Materiais 3 3 9 3 3 9 3 3Diminuir Tempo de Ciclo de Processo 3 3 3 3 1 3 9 9Aumentar a Eficiência do Processo de Drageamento 3 1 3 3 3 3 9 3
Importância 74 114 68 60 106 128 94
Relacionamentos:9 - Forte3 - Médio1 - Fraco
Importância:1 - Pouco Importante2 - Importante3 - Muito Importante
Como resultado, foram escolhidas as duas alternativas com maior importância
(notas destacadas em cinza) para serem analisadas e implementadas no setor de
drageadeiras.
4.2.4. Melhoria no espaço físico da sala de drageadeiras
Como destacado anteriormente, o layout atual da sala de drageadeiras obriga
os operadores a se deslocarem longas distâncias para realizarem algumas de suas
atividades. E como muitas delas exigem um grande esforço por parte deles, como
carregar bandejas que chegam a 25 quilos, diminuir as distâncias percorridas seria

82
um grande ganho tanto para a ergonomia no trabalho, quanto para a produtividade
da área.
Além disso, a drageadeira 6 compromete a segurança dos operadores, pois
para que sejam retirados as bandejas com os materiais do túnel 1, é necessário que
o operador curve-se um pouco para evitar o contato com a drageadeira em
funcionamento.
Em vista disso, utilizou-se o diagrama de frequência de percursos para avaliar
o deslocamento dos operadores com carga e assim propor um novo layout. Esse
método necessita de dados de massa transportada, de frequência de percurso e de
distâncias entre os pontos do área a ser analisada. Esse último dado é muito
trabalhoso de se obter, pois no caso dos operadores da sala de drageadeiras, a
operação exige com que eles passem por diferentes locais do layout.
Além disso, como é um método de tentativa e erro, ou seja, para propor um
novo layout é necessário modificar a posição de alguns pontos para poder avaliar, a
cada nova proposta de layout seria necessário atualizar as distâncias entre as novas
posições mais uma vez.
Em vista disso, o autor desse trabalho criou um programa em VBA (código em
anexo do trabalho) que simulava uma planilha de Excel como sendo o layout das
salas de drageadeiras (Figura 26). O código reconhece os objetos presentes no
layout e calcula as distâncias entre todos os locais.
Figura 26 - Tela do Excel que simula o layout da área de drageadeiras
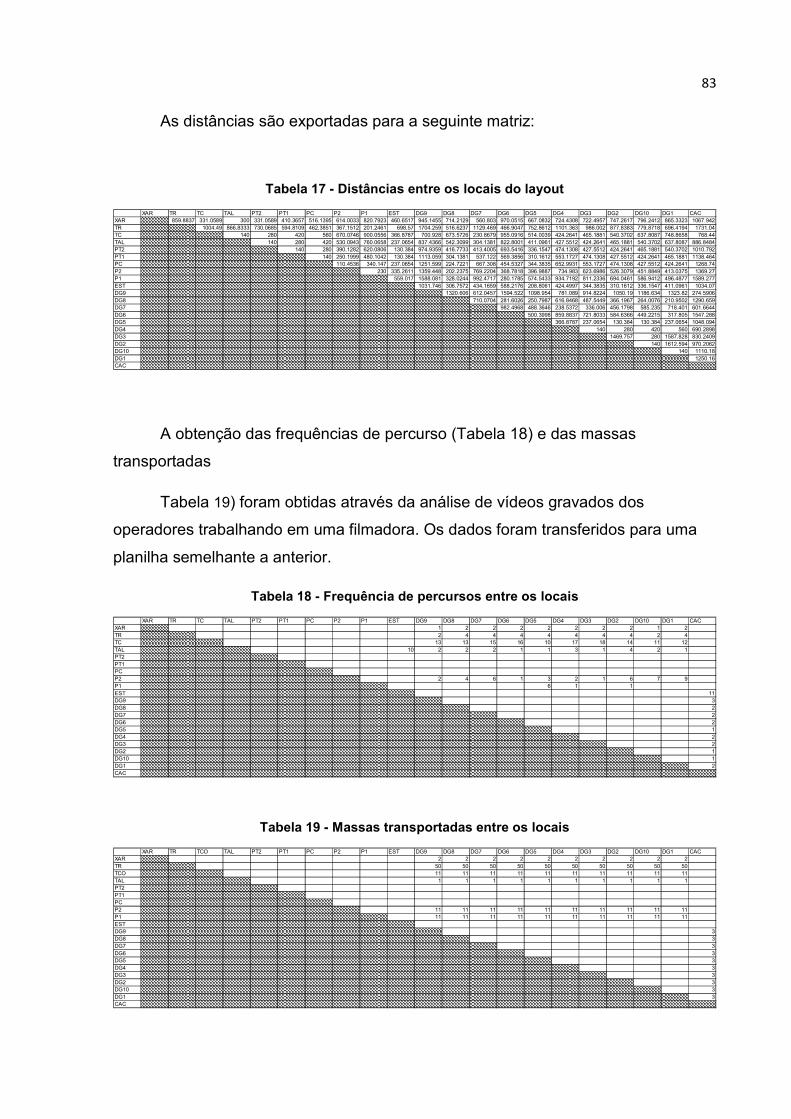
83
As distâncias são exportadas para a seguinte matriz:
Tabela 17 - Distâncias entre os locais do layout
XAR TR TC TAL PT2 PT1 PC P2 P1 EST DG9 DG8 DG7 DG6 DG5 DG4 DG3 DG2 DG10 DG1 CACXAR 859.8837 331.0589 300 331.0589 410.3657 516.1395 614.0033 820.7923 460.6517 945.1455 714.2129 560.803 970.0515 667.0832 724.4308 722.4957 747.2617 796.2412 865.3323 1067.942TR 1004.49 866.8333 730.0685 594.8109 462.3851 367.1512 201.2461 698.57 1704.259 516.6237 1129.469 466.9047 752.8612 1101.363 986.002 877.8383 779.8718 696.4194 1731.04TC 140 280 420 560 670.0746 900.0556 366.8787 700.928 673.5726 230.8679 955.0916 514.0039 424.2641 465.1881 540.3702 637.8087 748.8658 768.44TAL 140 280 420 530.0943 760.0658 237.0654 837.4366 542.3099 304.1381 822.8001 411.0961 427.5512 424.2641 465.1881 540.3702 637.8087 886.8484PT2 140 280 390.1282 620.0806 130.384 974.9359 416.7733 413.4005 693.5416 336.1547 474.1308 427.5512 424.2641 465.1881 540.3702 1010.792PT1 140 250.1999 480.1042 130.384 1113.059 304.1381 537.122 569.3856 310.1612 553.1727 474.1308 427.5512 424.2641 465.1881 1138.464PC 110.4536 340.147 237.0654 1251.599 224.7221 667.308 454.5327 344.3835 652.9931 553.1727 474.1308 427.5512 424.2641 1268.74P2 230 335.2611 1359.448 202.2375 769.2204 368.7818 396.9887 734.983 623.6986 526.3079 451.8849 413.0375 1369.27P1 559.017 1588.081 328.0244 992.4717 280.1785 574.5433 934.7192 811.2336 694.0461 586.9412 496.4877 1589.277EST 1031.746 306.7572 434.1659 588.2176 208.8061 424.4997 344.3835 310.1612 336.1547 411.0961 1034.07DG9 1320.606 612.0457 1594.522 1098.954 781.089 914.8224 1050.19 1186.634 1323.82 274.5906DG8 710.0704 281.6026 250.7987 616.8468 487.5449 366.1967 264.0076 210.9502 1290.659DG7 982.4968 488.3646 238.5372 336.006 456.1798 585.235 718.401 601.6644DG6 500.3998 859.8837 721.8033 584.6366 449.2215 317.805 1547.288DG5 366.8787 237.0654 130.384 130.384 237.0654 1048.094DG4 140 280 420 560 690.2898DG3 1469.757 280 1587.828 830.2409DG2 140 1612.594 970.2062DG10 140 1110.18DG1 1250.16CAC
A obtenção das frequências de percurso (Tabela 18) e das massas
transportadas
Tabela 19) foram obtidas através da análise de vídeos gravados dos
operadores trabalhando em uma filmadora. Os dados foram transferidos para uma
planilha semelhante a anterior.
Tabela 18 - Frequência de percursos entre os locais
XAR TR TC TAL PT2 PT1 PC P2 P1 EST DG9 DG8 DG7 DG6 DG5 DG4 DG3 DG2 DG10 DG1 CACXAR 1 2 2 2 2 2 2 2 1 2TR 2 4 4 4 4 4 4 4 2 4TC 13 13 15 16 10 17 18 14 11 12TAL 10 2 2 2 1 1 3 1 4 2 1PT2PT1PCP2 2 4 6 1 3 2 1 6 7 9P1 6 1 1EST 11DG9 3DG8 2DG7 2DG6 2DG5 1DG4 2DG3 2DG2 1DG10 1DG1 2CAC
Tabela 19 - Massas transportadas entre os locais
XAR TR TCO TAL PT2 PT1 PC P2 P1 EST DG9 DG8 DG7 DG6 DG5 DG4 DG3 DG2 DG10 DG1 CACXAR 2 2 2 2 2 2 2 2 2 2TR 50 50 50 50 50 50 50 50 50 50TCO 11 11 11 11 11 11 11 11 11 11TAL 1 1 1 1 1 1 1 1 1 1PT2PT1PCP2 11 11 11 11 11 11 11 11 11 11P1 11 11 11 11 11 11 11 11 11 11ESTDG9 3DG8 3DG7 3DG6 3DG5 3DG4 3DG3 3DG2 3DG10 3DG1 3CAC

84
E por fim, essas matrizes foram multiplicadas entre si para encontrar a matriz
final. Através da soma dos dados dessa matriz, pode-se obter um número relativo, o
qual, quanto menor o valor, menor seria o esforço dos operadores em transportar
carga pelo setor. Para efeitos de análise, esse valor será representado pela letra N.
No layout inicial, o valor encontrado de N foi de 2826276.
Dessa forma, a busca pelo melhor layout foi feita procurando reduzir os riscos
de acidentes que o operador sofria e na melhora dos fluxos de produção, os quais
envolvia o percurso realizado pelos operadores. Em vista disso, a drageadeira 6
precisava ser retirada da posição inicial por questões de segurança e para que fosse
criada uma nova rota de fuga. O operador possuía apenas uma rota de fuga da área
compreendida pelas drageadeiras (Figura 28). Ela permitia o acesso aos locais
como o computador e o painel de controle do túnel. Esse último se localizava a uma
grande distância e frequentemente os operadores necessitavam acessá-lo. O
percurso até o painel, depois da saída da sala das drageadeiras, pode ser visto na
‘Figura 27.
Figura 27 - Caminho percorrido pelos operadores para acessar o painel de controle
Em vista dessas oportunidades de melhoria, o autor, junto ajuda dos
operários da linha, criou um novo layout (Figura 29). Agora, percebe-se duas rotas
Sala das
drageadeiras
Sala das
Extrusoras
Painel de
Controle
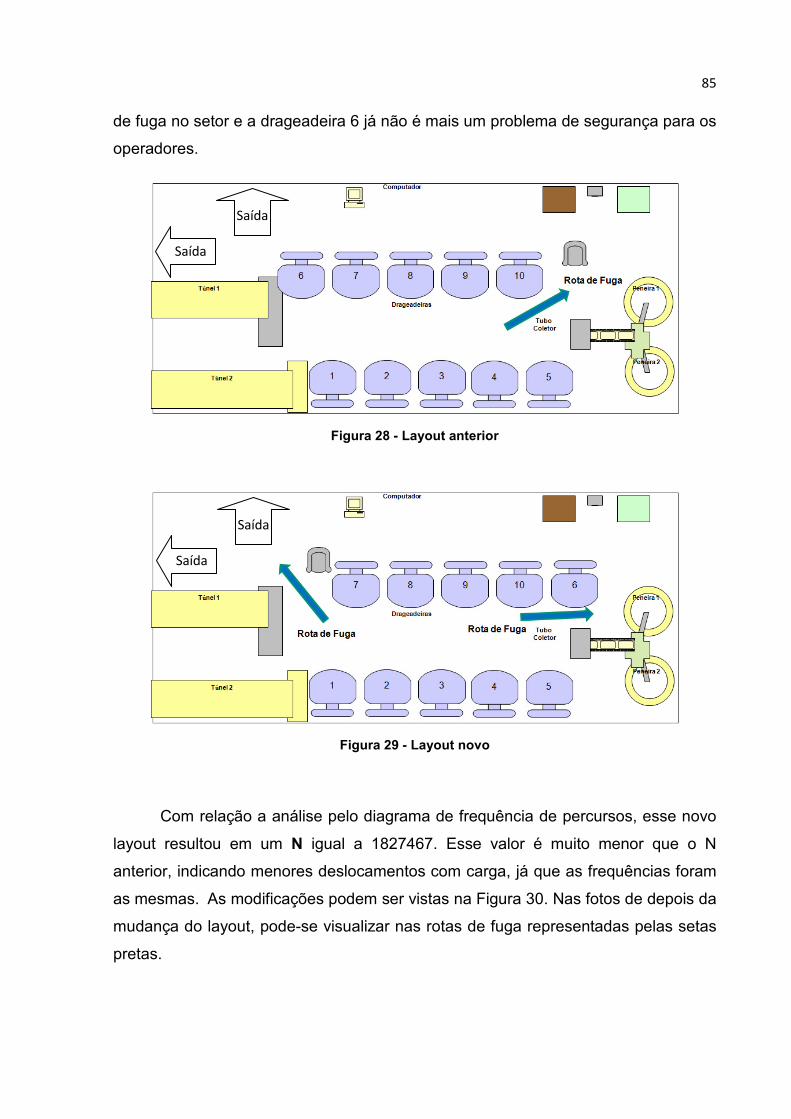
85
de fuga no setor e a drageadeira 6 já não é mais um problema de segurança para os
operadores.
Figura 28 - Layout anterior
Figura 29 - Layout novo
Com relação a análise pelo diagrama de frequência de percursos, esse novo
layout resultou em um N igual a 1827467. Esse valor é muito menor que o N
anterior, indicando menores deslocamentos com carga, já que as frequências foram
as mesmas. As modificações podem ser vistas na Figura 30. Nas fotos de depois da
mudança do layout, pode-se visualizar nas rotas de fuga representadas pelas setas
pretas.
Saída
Saída
Saída
Saída

86
Antes Depois
Figura 30 - Mudança do layout da sala de drageadeiras
4.2.5. Padronização da velocidade das drageadeiras
Devido às drageadeiras possuírem velocidades diferentes uma das outras, o
tempo de processamento do granulado em cada uma delas difere. Por ser um
processo artesanal, é necessário verificar a qualidade do granulado nas
drageadeiras de tempos em tempos. Isso, somado aos diferentes tempos de
processo, causa muita confusão nos operadores, já que não existe nenhuma forma
de controle visual indicando o status do processo.
Padronizando as velocidades, o operador teria um maior controle sobre a
situação do granulado em cada drageadeira. Além disso, algumas máquinas estão
com as frequências muito baixas, tornando o processo mais lento. A frequência de
rotação ideal para que o processo termine no momento correto é de 56 Hz.
Para verificar o tempo de processo em cada drageadeira, mediu-se o tempo
de cada etapa do processo em cada drageadeira (Tabela 20). A ajuda de um
operador dedicado a apenas uma drageadeira foi importante nessa análise, já que
evitou atrasos no começo das atividades na máquina analisada.

87
Tabela 20 - Tempos de processo de cada atividade das drageadeiras
DG1 DG2 DG3 DG4 DG5 DG6 DG7 DG8 DG9 DG10Frequência de giro (Hz) 56 36 36 56 56 36 36 36 56 56
Atuação do ar para secagem 0:23:06 0:29:36 0:30:36 0:26:18 0:26:03 0:28:10 0:27:33 0:30:30 0:26:10 0:26:05
Adição do talco 0:03:02 0:05:00 0:05:00 0:04:34 0:04:53 0:05:20 0:11:19 0:08:16 0:05:06 0:06:39
Adição do cacau 0:04:58 0:05:27 0:05:27 0:03:22 0:02:46 0:03:08 0:08:41 0:03:57 0:04:10 0:03:40
Adição de xarope 0:03:14 0:04:16 0:04:16 0:03:48 0:02:58 0:02:36 0:03:57 0:03:31 0:03:35 0:03:17
Os tempos de processos podem ser comparados mais facilmente na Figura
31. No gráfico se torna nítida a diferença entre o tempo de processo para as
máquinas com frequência de giro de 36 Hz com as de 56 Hz. As drageadeiras 1, 4,
5, 9, 10 são as que possuem as frequências mais rápidas, consequentemente, são
as que possuem os menores tempos de processo.
Figura 31 - Comparação das atividades em cada drageadeira
Através desses dados, podem ser estimados os ganhos que a Harald teria,
caso as drageadeiras mais devagares fossem substituídas por outras que possuam
frequência de giro igual a 56 Hz.
Tabela 21 - Tempos dos operadores
Um turno inteiro (h) 8:00:00
tempo de almoço de um operário (h) 0:30:00

88
Período sem produzir na troca de
turno (h) 0:30:00
Tempo de parada de um túnel que
atrapalha o processo nas
drageadeiras (estimativa) 0:30:00
De acordo com a Tabela 21, o operador trabalha em média 6,5 horas. Então,
como são 3 turnos, pode-se afirmar que são 19,5 horas produtivas.
Para facilitar o entendimento das análises posteriores, foram nomeados os
seguintes dados:
• Horas produtivas por dia = HP
• Ciclo Total Padrão = CTP
• Ciclo Total Real = CTR
• Quantidade máxima produzida por dia teórica = QT
• Quantidade máxima produzida por dia real = QR
• Quantidade máxima total produzida por dia teórica = QTT
• Quantidade máxima total produzida por dia real = QTR
A partir dos dados da Tabela 20, obtêm-se a média de tempo de
processamento do granulado em nas drageadeiras mais devagares e mais rápidas.
E verificou-se também, que os operadores levam em média 6 minutos para carregar
e descarregar todo o granulado das drageadeiras para as peneiras. Logo, ao somar
o tempo total de processo com o tempo de carregar e descarregar o granulado das
drageadeiras obtém-se o ciclo total.
Então, para obter as quantidades produzidas, basta dividir o total de horas
produtivas em um dia pelo ciclo total e multiplicar esse valor por 100 (massa em
quilogramas de granulado em uma drageadeira) e multiplicar pelo número de
drageadeiras (no caso da Harald, 5 para as drageadeiras mais rápidas e 5 para as
mais devagares).
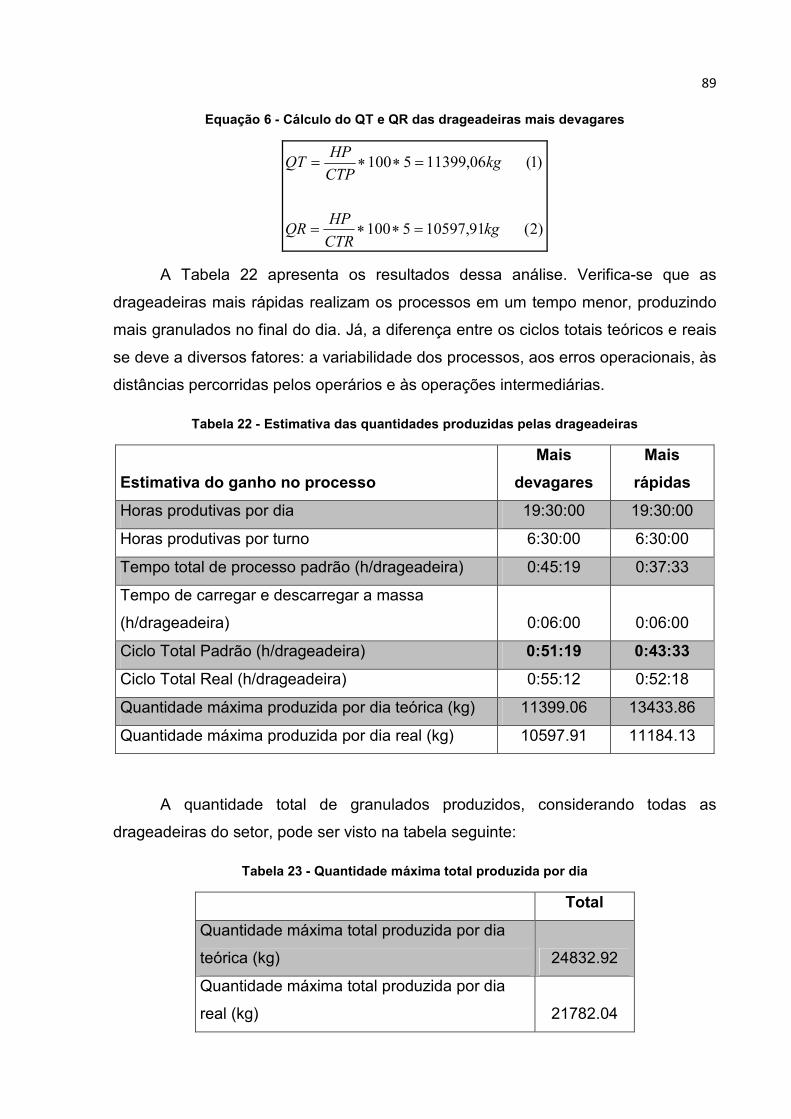
89
Equação 6 - Cálculo do QT e QR das drageadeiras mais devagares
)2(91,105975100
)1(06,113995100
kgCTR
HPQR
kgCTP
HPQT
=∗∗=
=∗∗=
A Tabela 22 apresenta os resultados dessa análise. Verifica-se que as
drageadeiras mais rápidas realizam os processos em um tempo menor, produzindo
mais granulados no final do dia. Já, a diferença entre os ciclos totais teóricos e reais
se deve a diversos fatores: a variabilidade dos processos, aos erros operacionais, às
distâncias percorridas pelos operários e às operações intermediárias.
Tabela 22 - Estimativa das quantidades produzidas pelas drageadeiras
Estimativa do ganho no processo
Mais
devagares
Mais
rápidas
Horas produtivas por dia 19:30:00 19:30:00
Horas produtivas por turno 6:30:00 6:30:00
Tempo total de processo padrão (h/drageadeira) 0:45:19 0:37:33
Tempo de carregar e descarregar a massa
(h/drageadeira) 0:06:00 0:06:00
Ciclo Total Padrão (h/drageadeira) 0:51:19 0:43:33
Ciclo Total Real (h/drageadeira) 0:55:12 0:52:18
Quantidade máxima produzida por dia teórica (kg) 11399.06 13433.86
Quantidade máxima produzida por dia real (kg) 10597.91 11184.13
A quantidade total de granulados produzidos, considerando todas as
drageadeiras do setor, pode ser visto na tabela seguinte:
Tabela 23 - Quantidade máxima total produzida por dia
Total
Quantidade máxima total produzida por dia
teórica (kg) 24832.92
Quantidade máxima total produzida por dia
real (kg) 21782.04

90
Para verificar se a quantidade máxima total produzida por dia real está de
acordo com os valores de produção diários da Harald, foi verificado na base de
dados da empresa os números de produção diários de 2009. Como a meta de
produção varia entre 1 e 25 toneladas, foram considerados os valores de produção
cujas metas variavam entre 20 e 25 toneladas. O resultado da análise se encontra
na Tabela 24.
Tabela 24 - Dados estatísticos da produção real da linha de granulados
20 <= Meta < 25 META REAL
Soma das produções
diárias 2888.31 2181.96
Média das produções
diárias 21.24 16.04
Desvio Padrão 0.58 3.17
Valor Mínimo 20.00 4.50
Moda 21.50 17.25
Valor Máximo 23.96 24.44
Como o valor máximo da produção real foi de 24,44 toneladas, é válido
afirmar que a quantidade máxima total produzida por dia real (24,83 ton), estimado
pelas análises realizadas dos dados obtidos do processo, é um valor factível.
Dessa forma, é possível afirmar que se forem realizadas as trocas das
drageadeiras devagares pelas mais rápidas, haverá um aumento na produção diária
da linha de granulados. Uma boa estimativa seria multiplicar por 10 ao invés de 5, as
fórmulas do cálculo do QT e QR (Equação 7), porém, considerando agora apenas as
drageadeiras mais rápidas:
91
Equação 7 - Cálculo do QT e QR depois da troca das drageaderias de 36Hz pelas de 56Hz
)4(26,2236810100
)3(73,2686710100
kgCTR
HPQR
kgCTP
HPQT
=∗∗=
=∗∗=
Considerando apenas os dados reais calculados, ou seja, se a única melhoria
fosse a troca das drageadeiras, o aumento da produção seria de 586,22 kg
(Equação 8). Esse aumento de produção contribuiria com a diminuição do não
atendimento da demanda.
Equação 8 - Aumento da produção real
)5(22,58621782,0426,22368 kgQTRQR =−=−
4.2.6. Melhorias de 5S
A linha de granulados apresentou uma nota geral muito baixa na avaliação
realizada pelo setor de qualidade antes do Kaizen (Tabela 25). As notas foram
atribuídas pelos integrantes da área de equipe pertencentes à área de qualidade da
Harald.
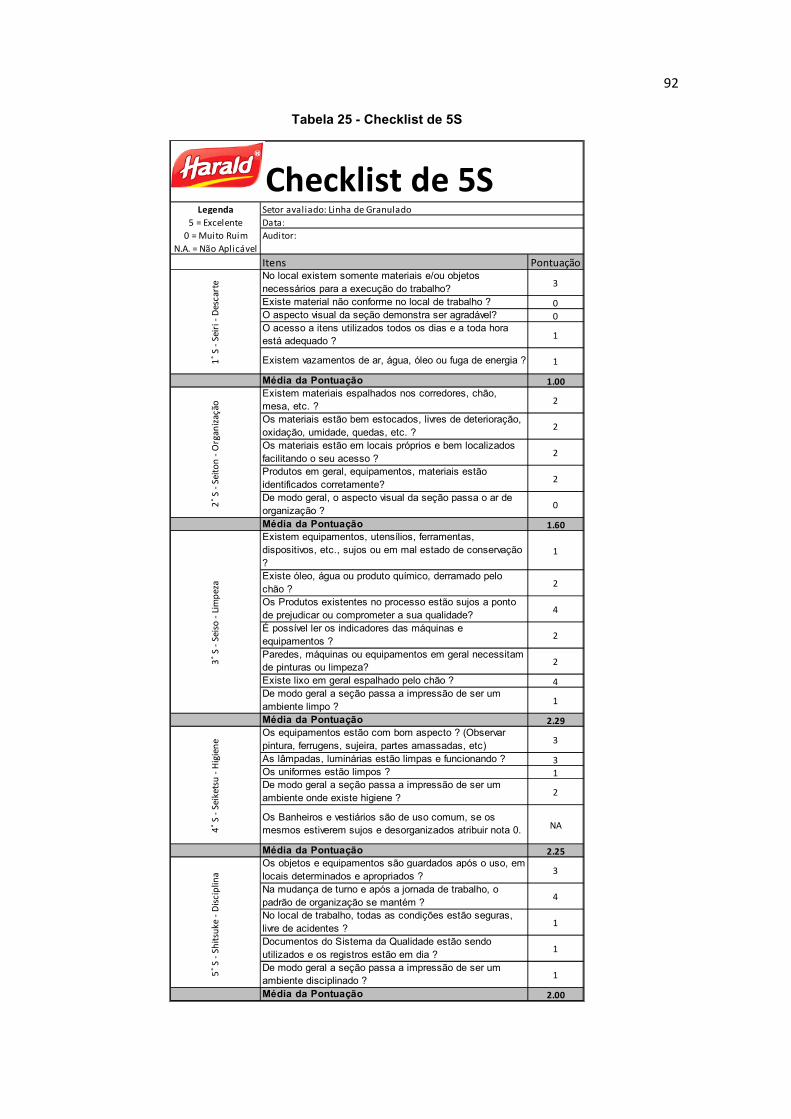
92
Tabela 25 - Checklist de 5S
Checklist de 5SLegenda Setor avaliado: Linha de Granulado
5 = Excelente Data:
0 = Muito Ruim Auditor:
N.A. = Não Aplicável
Itens PontuaçãoNo local existem somente materiais e/ou objetos necessários para a execução do trabalho?
3
Existe material não conforme no local de trabalho ? 0
O aspecto visual da seção demonstra ser agradável? 0
O acesso a itens utilizados todos os dias e a toda hora está adequado ?
1
Existem vazamentos de ar, água, óleo ou fuga de energia ? 1
Média da Pontuação 1.00
Existem materiais espalhados nos corredores, chão, mesa, etc. ?
2
Os materiais estão bem estocados, livres de deterioração, oxidação, umidade, quedas, etc. ?
2
Os materiais estão em locais próprios e bem localizados facilitando o seu acesso ?
2
Produtos em geral, equipamentos, materiais estão identificados corretamente?
2
De modo geral, o aspecto visual da seção passa o ar de organização ?
0
Média da Pontuação 1.60
Existem equipamentos, utensílios, ferramentas, dispositivos, etc., sujos ou em mal estado de conservação ?
1
Existe óleo, água ou produto químico, derramado pelo chão ?
2
Os Produtos existentes no processo estão sujos a ponto de prejudicar ou comprometer a sua qualidade?
4
É possível ler os indicadores das máquinas e equipamentos ?
2
Paredes, máquinas ou equipamentos em geral necessitam de pinturas ou limpeza?
2
Existe lixo em geral espalhado pelo chão ? 4
De modo geral a seção passa a impressão de ser um ambiente limpo ?
1
Média da Pontuação 2.29
Os equipamentos estão com bom aspecto ? (Observar pintura, ferrugens, sujeira, partes amassadas, etc)
3
As lâmpadas, luminárias estão limpas e funcionando ? 3
Os uniformes estão limpos ? 1
De modo geral a seção passa a impressão de ser um ambiente onde existe higiene ?
2
Os Banheiros e vestiários são de uso comum, se os mesmos estiverem sujos e desorganizados atribuir nota 0. NA
Média da Pontuação 2.25
Os objetos e equipamentos são guardados após o uso, em locais determinados e apropriados ?
3
Na mudança de turno e após a jornada de trabalho, o padrão de organização se mantém ?
4
No local de trabalho, todas as condições estão seguras, livre de acidentes ?
1
Documentos do Sistema da Qualidade estão sendo utilizados e os registros estão em dia ?
1
De modo geral a seção passa a impressão de ser um ambiente disciplinado ?
1
Média da Pontuação 2.00
5˚
S -
Sh
itsu
ke
- D
isc
ipli
na
1˚
S -
Se
iri
- D
esc
art
e2
˚ S
- S
eit
on
- O
rga
niz
aç
ão
3˚
S -
Se
iso
- L
imp
eza
4˚
S -
Se
ike
tsu
- H
igie
ne
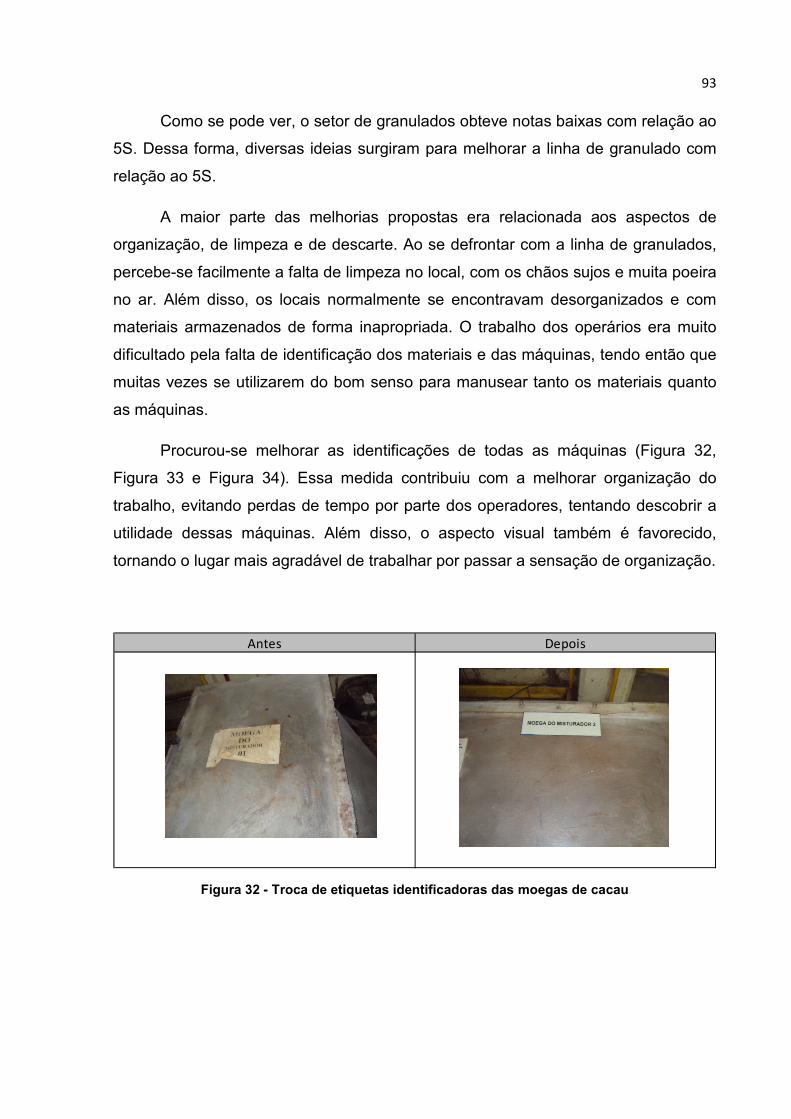
93
Como se pode ver, o setor de granulados obteve notas baixas com relação ao
5S. Dessa forma, diversas ideias surgiram para melhorar a linha de granulado com
relação ao 5S.
A maior parte das melhorias propostas era relacionada aos aspectos de
organização, de limpeza e de descarte. Ao se defrontar com a linha de granulados,
percebe-se facilmente a falta de limpeza no local, com os chãos sujos e muita poeira
no ar. Além disso, os locais normalmente se encontravam desorganizados e com
materiais armazenados de forma inapropriada. O trabalho dos operários era muito
dificultado pela falta de identificação dos materiais e das máquinas, tendo então que
muitas vezes se utilizarem do bom senso para manusear tanto os materiais quanto
as máquinas.
Procurou-se melhorar as identificações de todas as máquinas (Figura 32,
Figura 33 e Figura 34). Essa medida contribuiu com a melhorar organização do
trabalho, evitando perdas de tempo por parte dos operadores, tentando descobrir a
utilidade dessas máquinas. Além disso, o aspecto visual também é favorecido,
tornando o lugar mais agradável de trabalhar por passar a sensação de organização.
Antes Depois
Figura 32 - Troca de etiquetas identificadoras das moegas de cacau
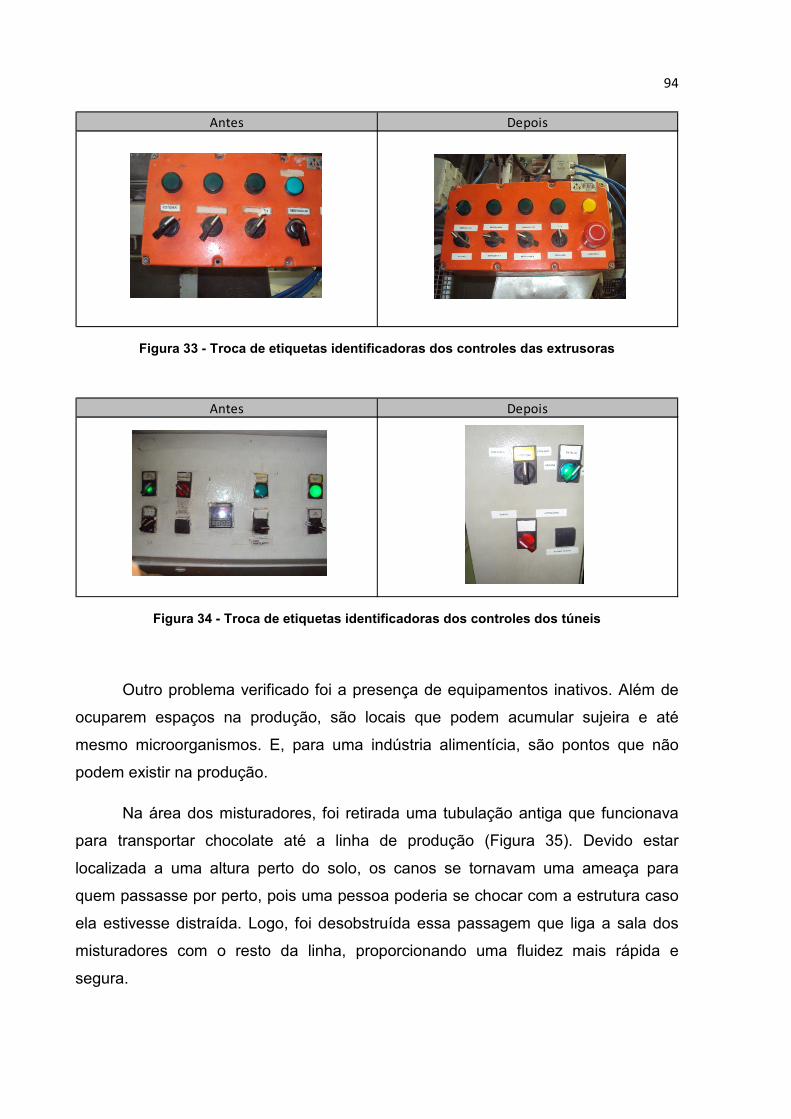
94
Antes Depois
Figura 33 - Troca de etiquetas identificadoras dos controles das extrusoras
Antes Depois
Figura 34 - Troca de etiquetas identificadoras dos controles dos túneis
Outro problema verificado foi a presença de equipamentos inativos. Além de
ocuparem espaços na produção, são locais que podem acumular sujeira e até
mesmo microorganismos. E, para uma indústria alimentícia, são pontos que não
podem existir na produção.
Na área dos misturadores, foi retirada uma tubulação antiga que funcionava
para transportar chocolate até a linha de produção (Figura 35). Devido estar
localizada a uma altura perto do solo, os canos se tornavam uma ameaça para
quem passasse por perto, pois uma pessoa poderia se chocar com a estrutura caso
ela estivesse distraída. Logo, foi desobstruída essa passagem que liga a sala dos
misturadores com o resto da linha, proporcionando uma fluidez mais rápida e
segura.
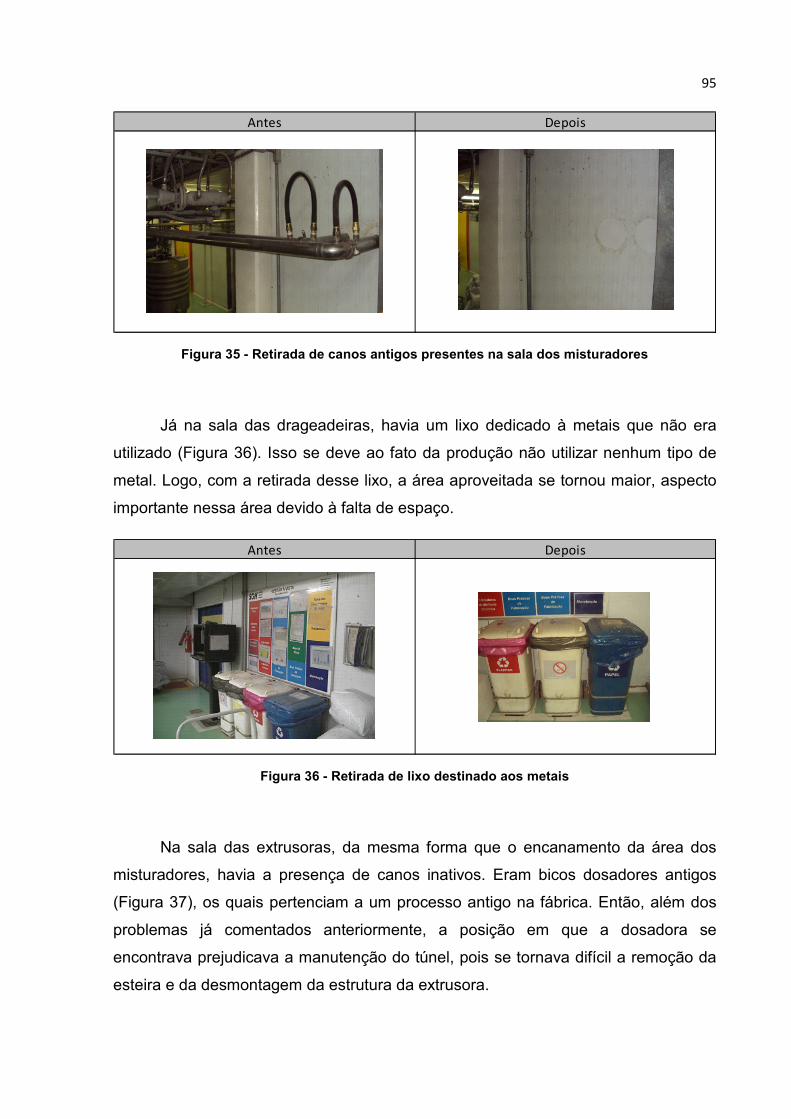
95
Antes Depois
Figura 35 - Retirada de canos antigos presentes na sala dos misturadores
Já na sala das drageadeiras, havia um lixo dedicado à metais que não era
utilizado (Figura 36). Isso se deve ao fato da produção não utilizar nenhum tipo de
metal. Logo, com a retirada desse lixo, a área aproveitada se tornou maior, aspecto
importante nessa área devido à falta de espaço.
Antes Depois
Figura 36 - Retirada de lixo destinado aos metais
Na sala das extrusoras, da mesma forma que o encanamento da área dos
misturadores, havia a presença de canos inativos. Eram bicos dosadores antigos
(Figura 37), os quais pertenciam a um processo antigo na fábrica. Então, além dos
problemas já comentados anteriormente, a posição em que a dosadora se
encontrava prejudicava a manutenção do túnel, pois se tornava difícil a remoção da
esteira e da desmontagem da estrutura da extrusora.

96
Antes Depois
Figura 37 - Retirada de bicos dosadores inativos
As tampas de proteção das esteiras de transporte logo abaixo dos
misturadores se encontravam quebradas (Figura 38), sendo normalmente deixadas
ao lado para não atrapalhar a produção. O conserto das tampas resultou em uma
maior higiene na área, protegendo melhor as esteiras que vão dos misturadora até
as extrusoras. Essa medida, ajuda na diminuição de reprocesso ou reprovação de
lotes de granulado devido a contaminação do produto.
Antes Depois
Figura 38 - Conserto das tampas protetoras da esteira
Outra pequena mudança que foi realizada foi o conserto da chapa lateral da
área dos misturadores (Figura 20). Além de melhorar o aspecto visual da área,
permitiu o melhor isolamento térmico do local, ajudando no controle dos processos.
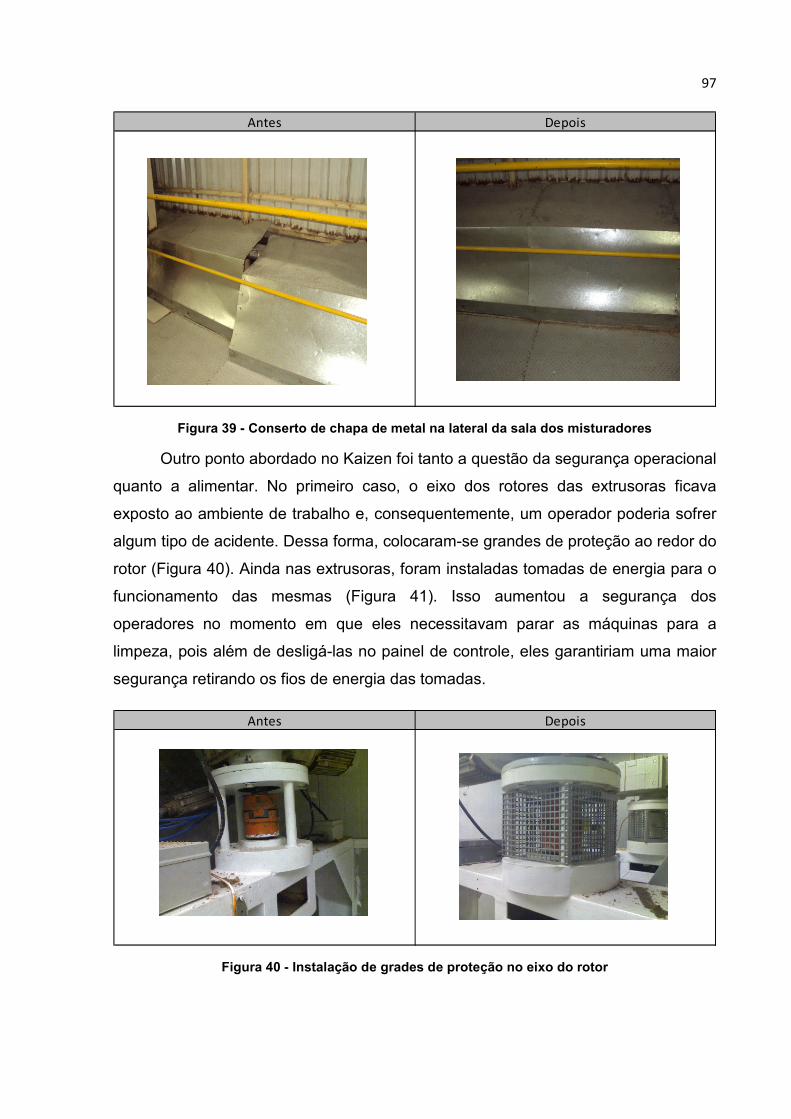
97
Antes Depois
Figura 39 - Conserto de chapa de metal na lateral da sala dos misturadores
Outro ponto abordado no Kaizen foi tanto a questão da segurança operacional
quanto a alimentar. No primeiro caso, o eixo dos rotores das extrusoras ficava
exposto ao ambiente de trabalho e, consequentemente, um operador poderia sofrer
algum tipo de acidente. Dessa forma, colocaram-se grandes de proteção ao redor do
rotor (Figura 40). Ainda nas extrusoras, foram instaladas tomadas de energia para o
funcionamento das mesmas (Figura 41). Isso aumentou a segurança dos
operadores no momento em que eles necessitavam parar as máquinas para a
limpeza, pois além de desligá-las no painel de controle, eles garantiriam uma maior
segurança retirando os fios de energia das tomadas.
Antes Depois
Figura 40 - Instalação de grades de proteção no eixo do rotor

98
Antes Depois
Figura 41 - Instalação de tomadas nas extrusoras
Já na área das drageadeiras, foi feita a substituição do ímã localizado no funil
que serve como um filtro de retenção de metais dos granulados quando esses
terminam de ser processados e são enviados para a máquina de envase (Figura 42).
Como se pode ver na figura abaixo, o ímã presente anteriormente era quadrado, o
que deixava vãos entre o funil e o ímã e permitia a passagem de eventuais metais
presentes nos granulados. Por esse motivo, foram instalados ímãs redondos do
formato do funil, garantindo uma maior segurança com relação a presença de corpos
estranhos no alimento, e dessa forma, evitando reprovação de lotes de granulado
devido a índices elevados de metais em sua composição.
A chances desse evento ocorrer são remotas, porém, quando se detecta
muito metal nos sensores de metais da envasadora Fabrima, rastrear as causas
desse elevado índice são difíceis e o que ocorre é a parada total da linha para a
limpeza. Esse processo dura normalmente 2 dias e o lote que foi detectado o metal
passa por uma reavaliação, ou seja, são custos de linha parada e de atividades que
não agregam valor ao produto, causando grandes prejuízos à empresa.

99
Antes Depois
Figura 42 - Substituição do ímã do funil no setor de drageadeiras
A última melhoria relacionada ao 5S se deve a melhora na ergonomia dos
operadores. Para abastecer os misturadores com cacau, é necessário despejar
sacos do produto em um funil de acesso aos misturadores (Figura 43). Porém, por
ser um trabalho manual e cada saco pesar em torno de 40 quilos, esse trabalho se
torna muito desgastante.
As setas na figura abaixo representam o local para descarga do material. Na
foto da esquerda o operador precisava contornar o funil até chegar a sua abertura e
assim então realizar o descarregamento. Então, devido à falta de espaço em
deslocar o estoque de sacos de cacau até mais perto do ponto de descarga, foi
preciso virar o funil até que abertura ficasse mais próxima do pálete de cacau.
Antes Depois
Figura 43 - Mudança de posição dos funis dos misturadores
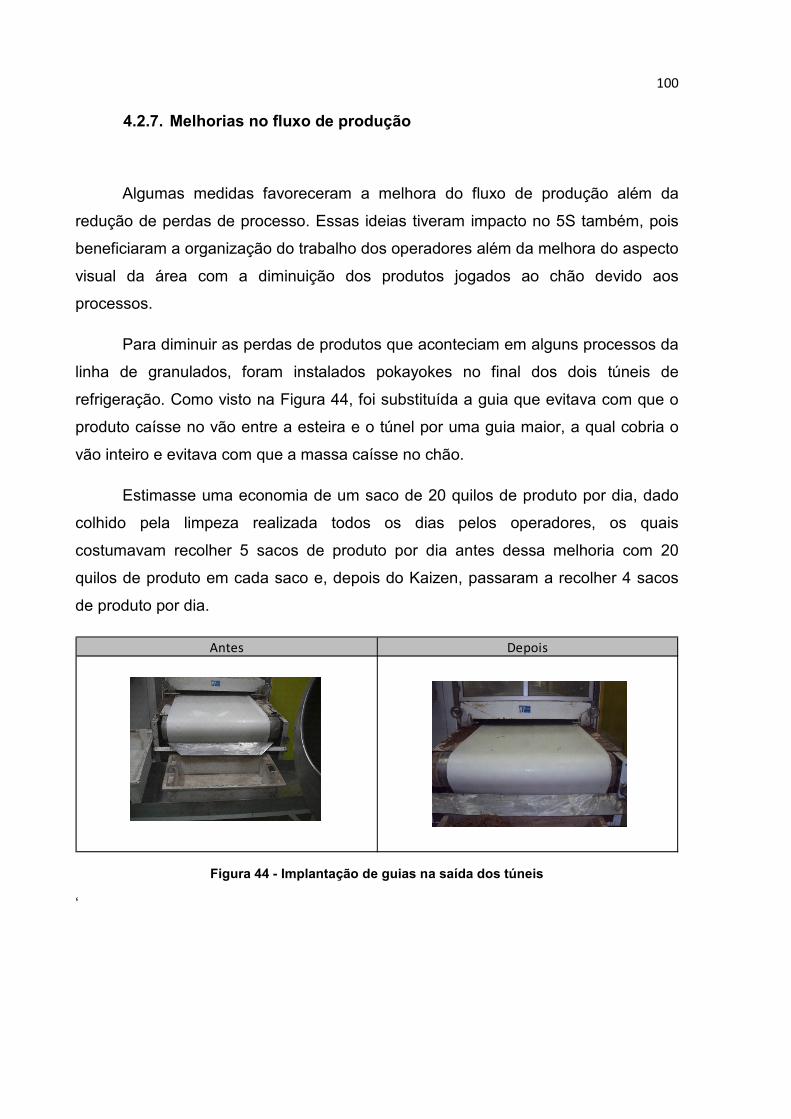
100
4.2.7. Melhorias no fluxo de produção
Algumas medidas favoreceram a melhora do fluxo de produção além da
redução de perdas de processo. Essas ideias tiveram impacto no 5S também, pois
beneficiaram a organização do trabalho dos operadores além da melhora do aspecto
visual da área com a diminuição dos produtos jogados ao chão devido aos
processos.
Para diminuir as perdas de produtos que aconteciam em alguns processos da
linha de granulados, foram instalados pokayokes no final dos dois túneis de
refrigeração. Como visto na Figura 44, foi substituída a guia que evitava com que o
produto caísse no vão entre a esteira e o túnel por uma guia maior, a qual cobria o
vão inteiro e evitava com que a massa caísse no chão.
Estimasse uma economia de um saco de 20 quilos de produto por dia, dado
colhido pela limpeza realizada todos os dias pelos operadores, os quais
costumavam recolher 5 sacos de produto por dia antes dessa melhoria com 20
quilos de produto em cada saco e, depois do Kaizen, passaram a recolher 4 sacos
de produto por dia.
Antes Depois
Figura 44 - Implantação de guias na saída dos túneis
‘
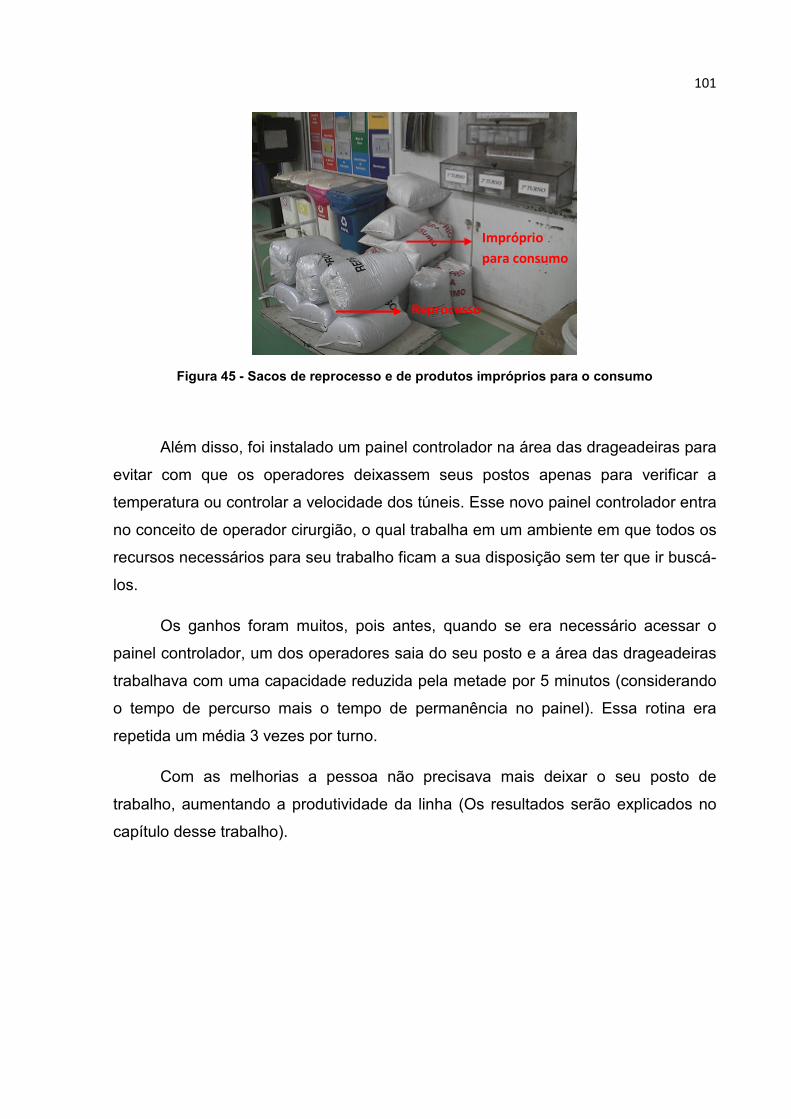
101
Figura 45 - Sacos de reprocesso e de produtos impróprios para o consumo
Além disso, foi instalado um painel controlador na área das drageadeiras para
evitar com que os operadores deixassem seus postos apenas para verificar a
temperatura ou controlar a velocidade dos túneis. Esse novo painel controlador entra
no conceito de operador cirurgião, o qual trabalha em um ambiente em que todos os
recursos necessários para seu trabalho ficam a sua disposição sem ter que ir buscá-
los.
Os ganhos foram muitos, pois antes, quando se era necessário acessar o
painel controlador, um dos operadores saia do seu posto e a área das drageadeiras
trabalhava com uma capacidade reduzida pela metade por 5 minutos (considerando
o tempo de percurso mais o tempo de permanência no painel). Essa rotina era
repetida um média 3 vezes por turno.
Com as melhorias a pessoa não precisava mais deixar o seu posto de
trabalho, aumentando a produtividade da linha (Os resultados serão explicados no
capítulo desse trabalho).
Impróprio
para consumo
Reprocesso

102
Figura 46 - Painel controlador dos túneis de resfriamento
4.3. Terceira Fase: Apresentação e acompanhamento
Passada a segunda fase, depois da implementação de todas as melhorias, a
equipe monitorou os processos para estimar os eventuais ganhos com o Kaizen na
linha de granulados.
Nesse capítulo serão apresentadas uma análise mais qualitativa das
melhorias realizadas e outra quantitativa, com análises econômicas e de
capacidades envolvidas.
4.3.1. Ganho com 5S:
Depois das melhorias realizadas, a mesma equipe que avaliou a linha de
granulados com relação ao 5S, analisou novamente a área e apresentou as notas
vistas na Tabela 26.
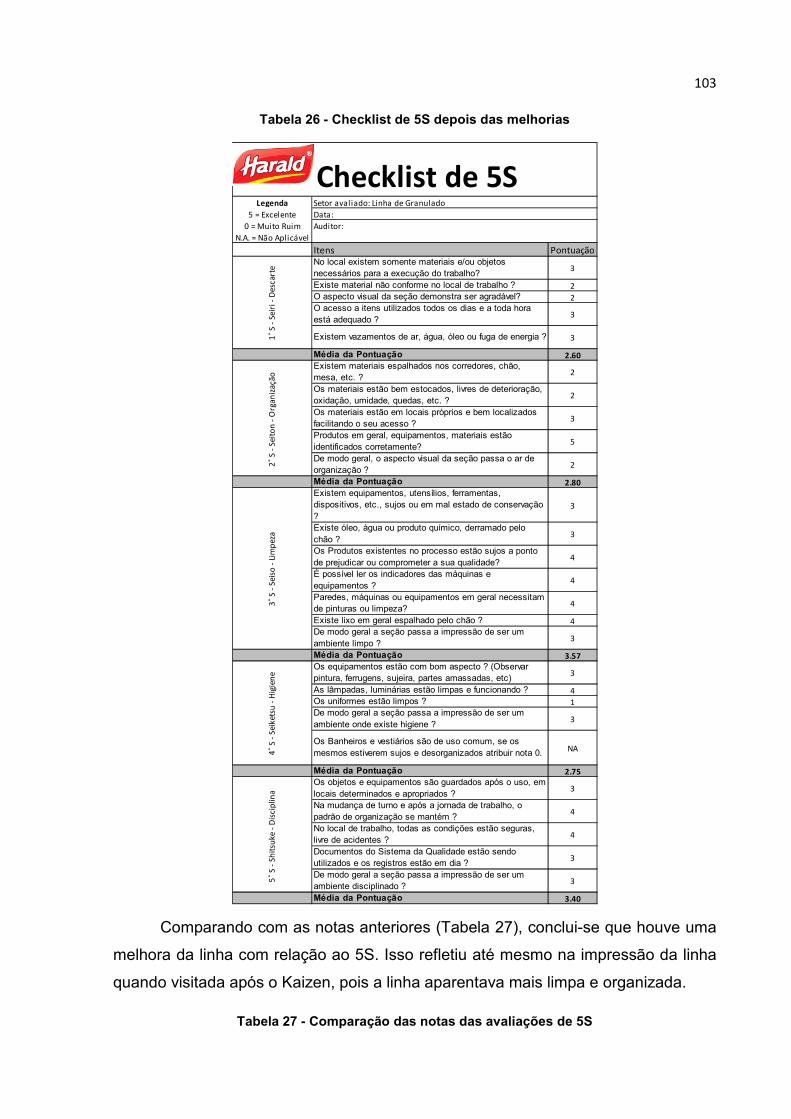
103
Tabela 26 - Checklist de 5S depois das melhorias
Checklist de 5SLegenda Setor avaliado: Linha de Granulado
5 = Excelente Data:
0 = Muito Ruim Auditor:
N.A. = Não Aplicável
Itens PontuaçãoNo local existem somente materiais e/ou objetos necessários para a execução do trabalho?
3
Existe material não conforme no local de trabalho ? 2
O aspecto visual da seção demonstra ser agradável? 2
O acesso a itens utilizados todos os dias e a toda hora está adequado ?
3
Existem vazamentos de ar, água, óleo ou fuga de energia ? 3
Média da Pontuação 2.60
Existem materiais espalhados nos corredores, chão, mesa, etc. ?
2
Os materiais estão bem estocados, livres de deterioração, oxidação, umidade, quedas, etc. ?
2
Os materiais estão em locais próprios e bem localizados facilitando o seu acesso ?
3
Produtos em geral, equipamentos, materiais estão identificados corretamente?
5
De modo geral, o aspecto visual da seção passa o ar de organização ?
2
Média da Pontuação 2.80
Existem equipamentos, utensílios, ferramentas, dispositivos, etc., sujos ou em mal estado de conservação ?
3
Existe óleo, água ou produto químico, derramado pelo chão ?
3
Os Produtos existentes no processo estão sujos a ponto de prejudicar ou comprometer a sua qualidade?
4
É possível ler os indicadores das máquinas e equipamentos ?
4
Paredes, máquinas ou equipamentos em geral necessitam de pinturas ou limpeza?
4
Existe lixo em geral espalhado pelo chão ? 4
De modo geral a seção passa a impressão de ser um ambiente limpo ?
3
Média da Pontuação 3.57
Os equipamentos estão com bom aspecto ? (Observar pintura, ferrugens, sujeira, partes amassadas, etc)
3
As lâmpadas, luminárias estão limpas e funcionando ? 4
Os uniformes estão limpos ? 1
De modo geral a seção passa a impressão de ser um ambiente onde existe higiene ?
3
Os Banheiros e vestiários são de uso comum, se os mesmos estiverem sujos e desorganizados atribuir nota 0. NA
Média da Pontuação 2.75
Os objetos e equipamentos são guardados após o uso, em locais determinados e apropriados ?
3
Na mudança de turno e após a jornada de trabalho, o padrão de organização se mantém ?
4
No local de trabalho, todas as condições estão seguras, livre de acidentes ?
4
Documentos do Sistema da Qualidade estão sendo utilizados e os registros estão em dia ?
3
De modo geral a seção passa a impressão de ser um ambiente disciplinado ?
3
Média da Pontuação 3.40
1˚
S -
Se
iri -
De
scar
te2
˚ S
- S
eito
n -
Org
an
iza
ção
3˚
S -
Se
iso
- L
imp
eza
4˚
S -
Sei
ket
su -
Hig
ien
e5
˚ S
- S
hit
suke
- D
isci
plin
a
Comparando com as notas anteriores (Tabela 27), conclui-se que houve uma
melhora da linha com relação ao 5S. Isso refletiu até mesmo na impressão da linha
quando visitada após o Kaizen, pois a linha aparentava mais limpa e organizada.
Tabela 27 - Comparação das notas das avaliações de 5S
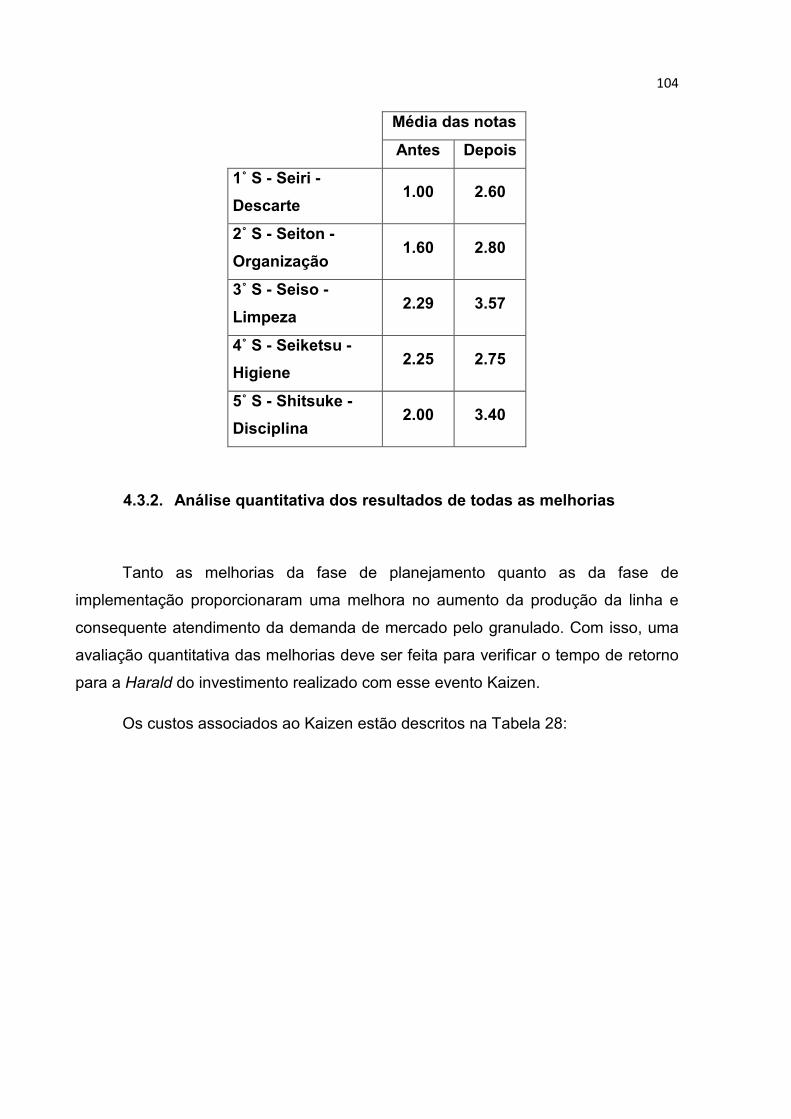
104
Média das notas
Antes Depois
1˚ S - Seiri -
Descarte 1.00 2.60
2˚ S - Seiton -
Organização 1.60 2.80
3˚ S - Seiso -
Limpeza 2.29 3.57
4˚ S - Seiketsu -
Higiene 2.25 2.75
5˚ S - Shitsuke -
Disciplina 2.00 3.40
4.3.2. Análise quantitativa dos resultados de todas as melhorias
Tanto as melhorias da fase de planejamento quanto as da fase de
implementação proporcionaram uma melhora no aumento da produção da linha e
consequente atendimento da demanda de mercado pelo granulado. Com isso, uma
avaliação quantitativa das melhorias deve ser feita para verificar o tempo de retorno
para a Harald do investimento realizado com esse evento Kaizen.
Os custos associados ao Kaizen estão descritos na Tabela 28:
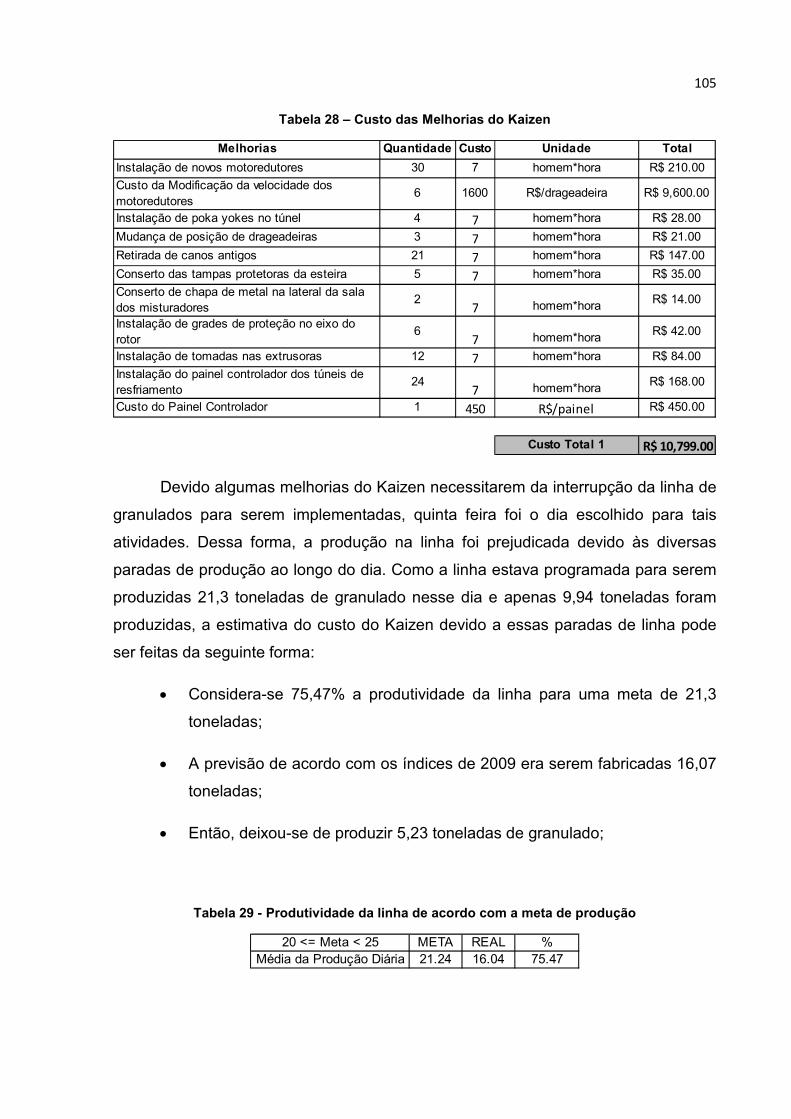
105
Tabela 28 – Custo das Melhorias do Kaizen
Melhorias Quantidade Custo Unidade Total
Instalação de novos motoredutores 30 7 homem*hora R$ 210.00
Custo da Modificação da velocidade dos motoredutores
6 1600 R$/drageadeira R$ 9,600.00
Instalação de poka yokes no túnel 4 7 homem*hora R$ 28.00
Mudança de posição de drageadeiras 3 7 homem*hora R$ 21.00
Retirada de canos antigos 21 7 homem*hora R$ 147.00
Conserto das tampas protetoras da esteira 5 7 homem*hora R$ 35.00
Conserto de chapa de metal na lateral da sala dos misturadores
27 homem*hora R$ 14.00
Instalação de grades de proteção no eixo do rotor
67 homem*hora R$ 42.00
Instalação de tomadas nas extrusoras 12 7 homem*hora R$ 84.00
Instalação do painel controlador dos túneis de resfriamento
247 homem*hora R$ 168.00
Custo do Painel Controlador 1 450 R$/painel R$ 450.00
Custo Total 1 R$ 10,799.00
Devido algumas melhorias do Kaizen necessitarem da interrupção da linha de
granulados para serem implementadas, quinta feira foi o dia escolhido para tais
atividades. Dessa forma, a produção na linha foi prejudicada devido às diversas
paradas de produção ao longo do dia. Como a linha estava programada para serem
produzidas 21,3 toneladas de granulado nesse dia e apenas 9,94 toneladas foram
produzidas, a estimativa do custo do Kaizen devido a essas paradas de linha pode
ser feitas da seguinte forma:
• Considera-se 75,47% a produtividade da linha para uma meta de 21,3
toneladas;
• A previsão de acordo com os índices de 2009 era serem fabricadas 16,07
toneladas;
• Então, deixou-se de produzir 5,23 toneladas de granulado;
Tabela 29 - Produtividade da linha de acordo com a meta de produção
20 <= Meta < 25 META REAL %Média da Produção Diária 21.24 16.04 75.47
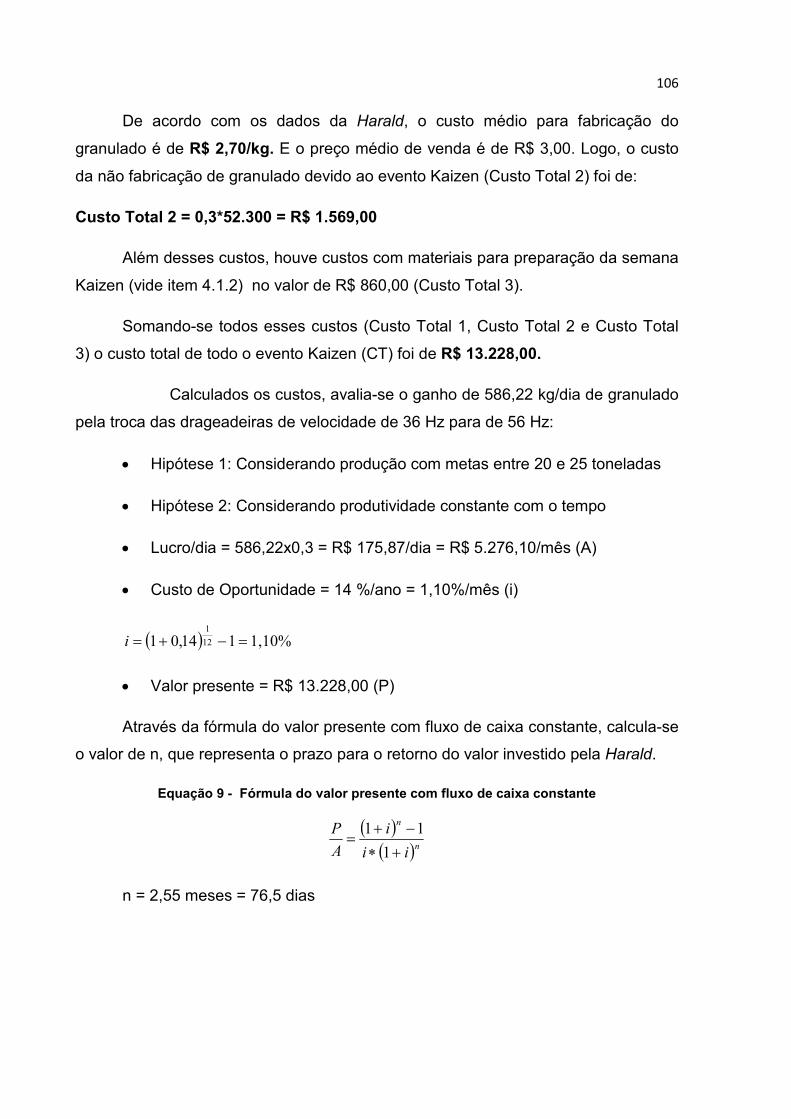
106
De acordo com os dados da Harald, o custo médio para fabricação do
granulado é de R$ 2,70/kg. E o preço médio de venda é de R$ 3,00. Logo, o custo
da não fabricação de granulado devido ao evento Kaizen (Custo Total 2) foi de:
Custo Total 2 = 0,3*52.300 = R$ 1.569,00
Além desses custos, houve custos com materiais para preparação da semana
Kaizen (vide item 4.1.2) no valor de R$ 860,00 (Custo Total 3).
Somando-se todos esses custos (Custo Total 1, Custo Total 2 e Custo Total
3) o custo total de todo o evento Kaizen (CT) foi de R$ 13.228,00.
Calculados os custos, avalia-se o ganho de 586,22 kg/dia de granulado
pela troca das drageadeiras de velocidade de 36 Hz para de 56 Hz:
• Hipótese 1: Considerando produção com metas entre 20 e 25 toneladas
• Hipótese 2: Considerando produtividade constante com o tempo
• Lucro/dia = 586,22x0,3 = R$ 175,87/dia = R$ 5.276,10/mês (A)
• Custo de Oportunidade = 14 %/ano = 1,10%/mês (i)
( ) 1,10%114,01 12
1
=−+=i
• Valor presente = R$ 13.228,00 (P)
Através da fórmula do valor presente com fluxo de caixa constante, calcula-se
o valor de n, que representa o prazo para o retorno do valor investido pela Harald.
Equação 9 - Fórmula do valor presente com fluxo de caixa constante
( )( )n
n
ii
i
A
P
+∗
−+=
1
11
n = 2,55 meses = 76,5 dias
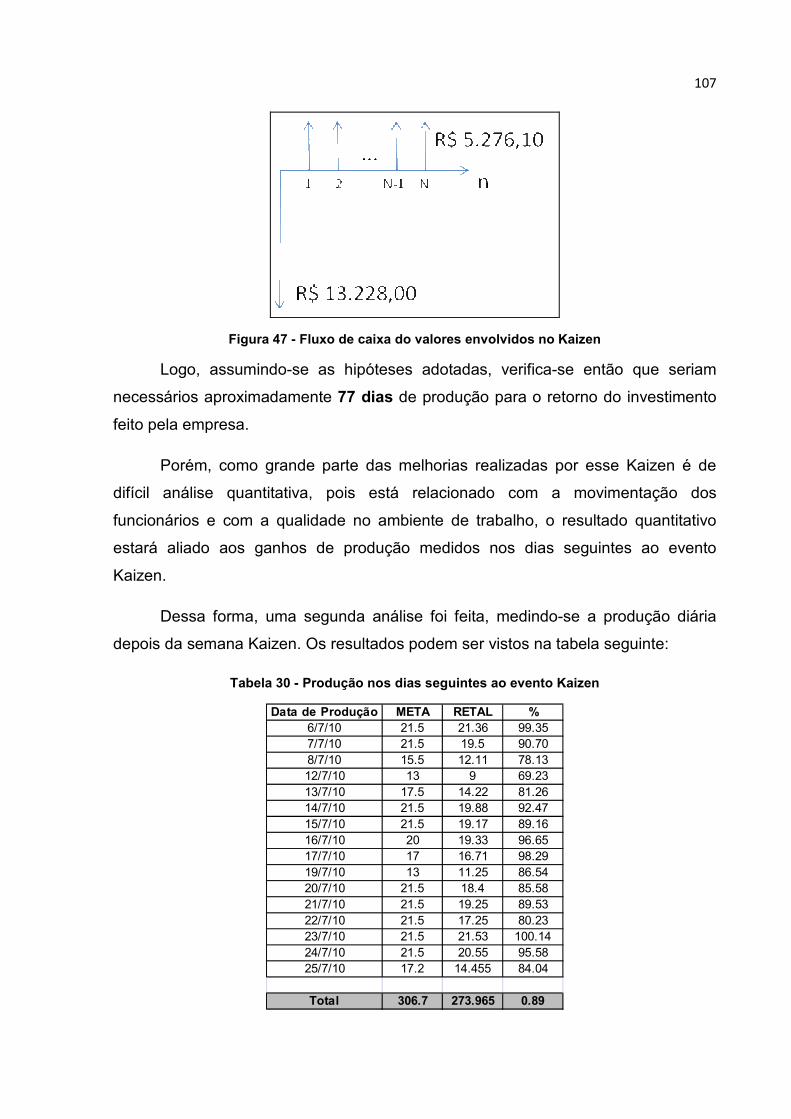
107
Figura 47 - Fluxo de caixa do valores envolvidos no Kaizen
Logo, assumindo-se as hipóteses adotadas, verifica-se então que seriam
necessários aproximadamente 77 dias de produção para o retorno do investimento
feito pela empresa.
Porém, como grande parte das melhorias realizadas por esse Kaizen é de
difícil análise quantitativa, pois está relacionado com a movimentação dos
funcionários e com a qualidade no ambiente de trabalho, o resultado quantitativo
estará aliado aos ganhos de produção medidos nos dias seguintes ao evento
Kaizen.
Dessa forma, uma segunda análise foi feita, medindo-se a produção diária
depois da semana Kaizen. Os resultados podem ser vistos na tabela seguinte:
Tabela 30 - Produção nos dias seguintes ao evento Kaizen
Data de Produção META RETAL %6/7/10 21.5 21.36 99.357/7/10 21.5 19.5 90.708/7/10 15.5 12.11 78.1312/7/10 13 9 69.2313/7/10 17.5 14.22 81.2614/7/10 21.5 19.88 92.4715/7/10 21.5 19.17 89.1616/7/10 20 19.33 96.6517/7/10 17 16.71 98.2919/7/10 13 11.25 86.5420/7/10 21.5 18.4 85.5821/7/10 21.5 19.25 89.5322/7/10 21.5 17.25 80.2323/7/10 21.5 21.53 100.1424/7/10 21.5 20.55 95.5825/7/10 17.2 14.455 84.04
Total 306.7 273.965 0.89
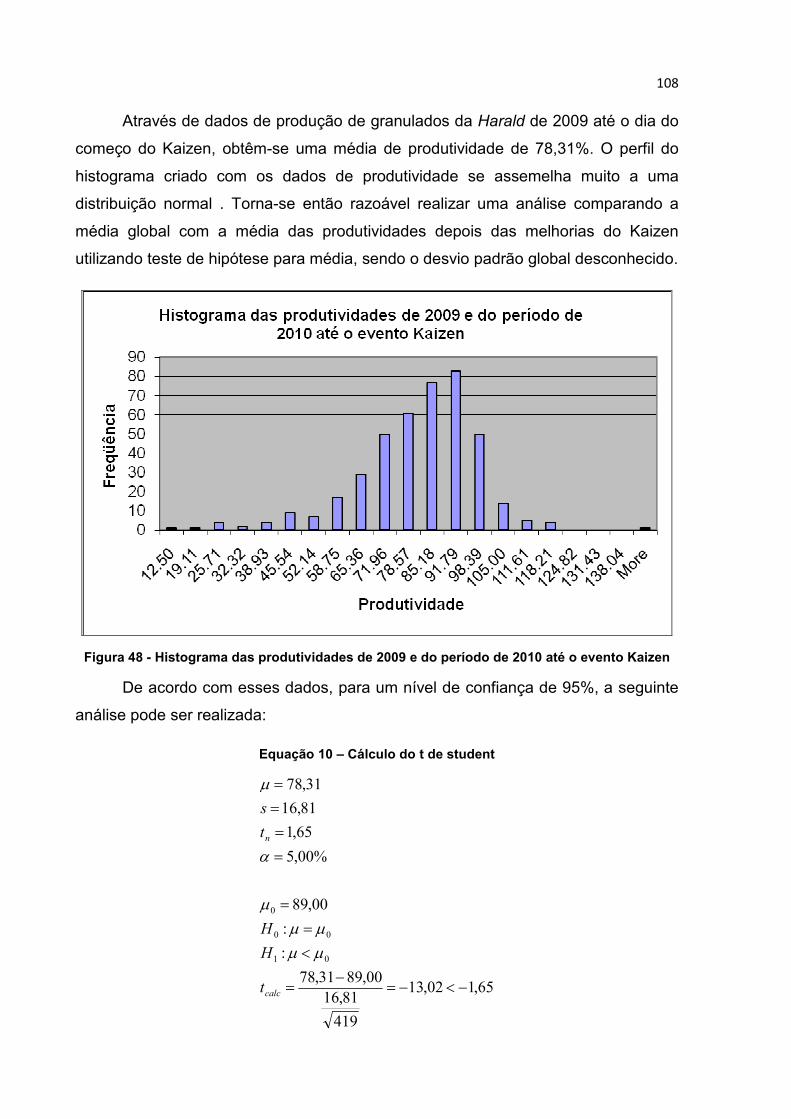
108
Através de dados de produção de granulados da Harald de 2009 até o dia do
começo do Kaizen, obtêm-se uma média de produtividade de 78,31%. O perfil do
histograma criado com os dados de produtividade se assemelha muito a uma
distribuição normal . Torna-se então razoável realizar uma análise comparando a
média global com a média das produtividades depois das melhorias do Kaizen
utilizando teste de hipótese para média, sendo o desvio padrão global desconhecido.
Figura 48 - Histograma das produtividades de 2009 e do período de 2010 até o evento Kaizen
De acordo com esses dados, para um nível de confiança de 95%, a seguinte
análise pode ser realizada:
Equação 10 – Cálculo do t de student
65,102,13
419
81,16
00,8931,78
:
:
00,89
%00,5
65,1
81,16
31,78
01
00
0
−<−=−
=
<
=
=
=
=
=
=
calc
n
t
H
H
t
s
µµ
µµ
µ
α
µ
109
Dessa forma, como o cálculo do t de student ( calct ) foi menor que o valor do t
tabelado ( nt ), comprova-se que houve melhoria na produtividade da linha de
granulado, que por sua vez, permitiu o aumento do atendimento da demanda de
granulado pela Harald.

110
CONCLUSÃO

113
5. Conclusão
5.1. Considerações finais
A demanda por chocolates e seus derivados cresce continuamente a cada
ano, e junto com esse crescimento as empresas desse ramo aumentam seus
investimentos com o objetivo de aumentar suas capacidades de produção para
acompanhar essa tendência. Na Harald não foi diferente, e um programa de
investimentos internos foi realizado com o ideal de aumentar a capacidade produtiva
da fábrica. Porém, com o crescimento rápido e mal planejado, a produtividade das
linhas de produção não se manteve, o que gerou problemas de atendimento da
demanda dos produtos Harald.
Com o objetivo de resolver esse problema, o autor priorizou a linha de
produção que apresentava baixos níveis de produtividade e altos níveis de produtos
em reprocesso para elaborar um projeto de melhorias que impactasse na melhora
desses índices e consequentemente na melhora do nível de atendimento dos
clientes da Harald.
Esse projeto foi baseado na metodologia japonesa denominada Kaizen, que
em japonês significa ”mudar para melhor”. Inicialmente, através do estudo de
capacidades, verificou-se que a sala de drageadeiras era o setor que possuía a
menor capacidade real de produção, sendo então considerado como o setor gargalo
da linha de granulados e consequentemente foco das melhorias a serem realizadas.
Encontrado o gargalo da linha, foi realizado um intenso estudo por parte do
autor junto aos coordenadores e aos operadores de produção com o intuito de
verificar quais são as causas raízes para o problema do não atendimento da
demanda de granulados da Harald. Verificou-se que as principais causas eram as
diferentes velocidades de rotação das drageadeiras as quais resultavam em tempos
de processamento diferentes em cada máquina, o fato de uma das drageadeiras
bloquear uma passagem entre locais de acesso dos operadores e a não utilização
do SAP na previsão da demanda.

114
O autor desse trabalho não abordou a questão do SAP não ser utilizado na
previsão de venda devido a muitos assuntos envolver o setor de Informática da
Harald, onde o autor não tinha acesso às informações, impossibilitando uma análise
aprofundada dessa causa. Dessa forma, já com uma análise aprofundada da linha
de granulado o autor desenvolveu duas melhorias a fim de atacar as causas raízes
listadas anteriormente:
• A mudança no layout desse setor: A drageadeira 6, que impedia a
passagem dos operadores para o acesso mais rápido aos outros setores
da linha, foi deslocada para um outro ponto do setor e assim a distância
total percorrida pelos operadores pode ser diminuída.
• Padronização da velocidade das drageadeiras: As drageadeiras com
velocidades de rotação mais baixas tiveram seus motores modificados a
fim de igualarem com as velocidades das drageadeiras mais rápidas. Foi
verificado que o processamento nas drageadeiras com a maior velocidade
mantinha a qualidade do produto e era realizado de forma mais rápido,
diminuindo o TC e aumentando a eficiência produtiva do setor de
drageadeiras.
Em paralelo a essas análises, o autor liderou e coordenou o evento Kaizen na
linha do granulado, treinando e formando uma equipe Kaizen.Durante o
evento que durou uma semana, foram listadas diversas melhorias para
contribuir com o aumento da produtividade da linha. As ideias mais
impactantes no processo e com menor custo de implantação foram escolhidas
e implementadas durante o evento.
5.2. Principais resultados obtidos
Como principal resultado desse trabalho, a produtividade da linha de
granulado passou de 78,31% para 89% o que contribuiu para melhorar o nível de
atendimento referente à demanda de produtos da Harald. Para que esse índice de
produtividade fosse alcançado, as seguintes melhorias foram implementadas dentro
da linha de granulados da Harald:

115
• Padronização das velocidades das drageadeiras. Agora, as drageadeiras
possuem frequência de grotação de 56 Hz.
• Deslocamento da drageadeira 6 até a posição entre a drageadeira 10 e a
peneira vibratória 1.
• Troca de etiquetas identificadoras dos controles dos equipamentos da
linha do granulado, evitando com que os operadores perdessem tempo no
manuseio do equipamento por não se lembrarem de suas funcionalidades
e evitando com que houvesse um reprocesso no granulado devido
manuseio incorreto dos equipamentos.
• Retirada de canos antigos na sala dos misturadores, melhorando o
acesso a sala dos misturadores;
• Retirada de lixo destinado aos metais, aumentando o espaço na área das
drageadeiras;
• Retirada de bicos dosadores inativos, facilitando a manutenção do túnel 1
pelos técnicos da Harald;
• Conserto das tampas protetoras da esteira e da chapa de metal na lateral
da sala dos misturadores, ajudando na diminuição de reprocesso ou
reprovação de lotes de granulado devido a contaminação do produto.
• Instalação de grades de proteção no eixo do rotor e de tomadas nas
extrusoras a fim de aumentar a segurança dos operadores diminuindo as
chances de paradas de linha devido a acidentes de trabalho.
• Substituição do imã do funil no setor de drageadeiras por um que fosse do
formato redondo, ajudando a conter os metais provenientes de processos
anteriores, e evitando paradas de linha devido a presença de metal no
granulado depois de embalado e rejeições de lotes inteiros contaminados.
• Mudança de posição dos funis dos misturadores, contribuindo com a
ergonomia do operador e tornando essa atividade mais fácil e menos
cansativa, diminuindo a ausência de operadores devido à problemas de
saúde. Além disso, o bocal do funil do misturador fica mais próximo do
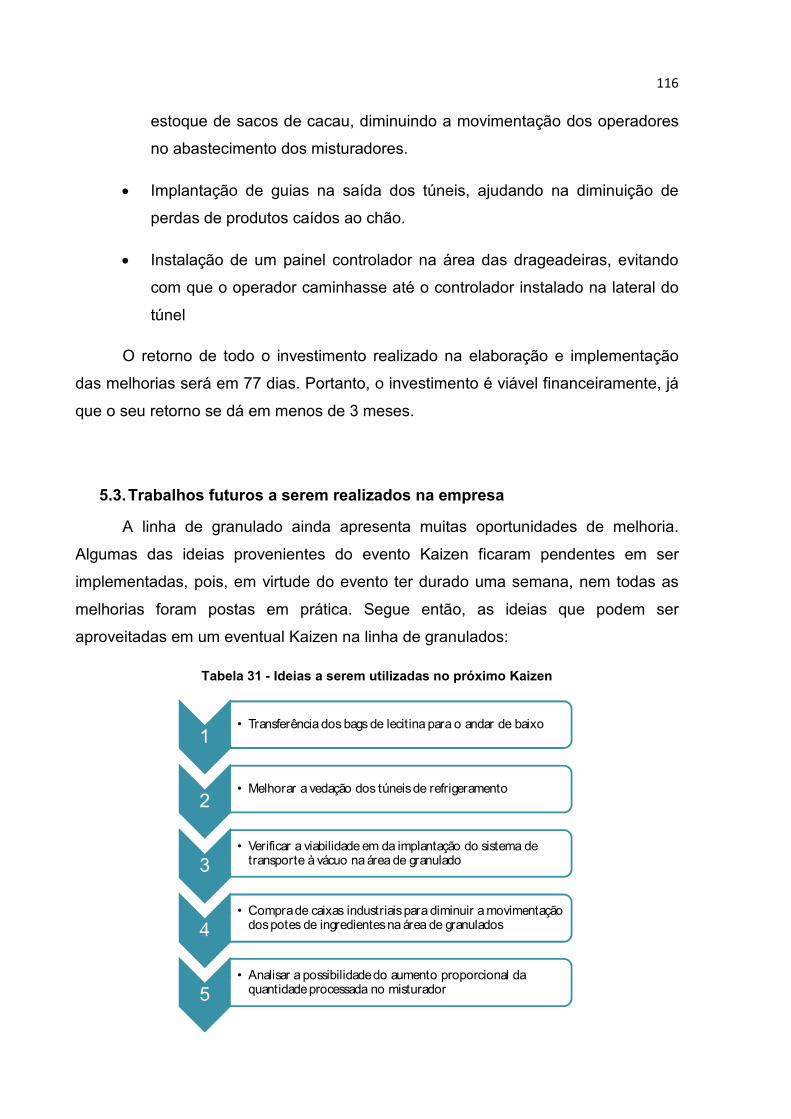
116
estoque de sacos de cacau, diminuindo a movimentação dos operadores
no abastecimento dos misturadores.
• Implantação de guias na saída dos túneis, ajudando na diminuição de
perdas de produtos caídos ao chão.
• Instalação de um painel controlador na área das drageadeiras, evitando
com que o operador caminhasse até o controlador instalado na lateral do
túnel
O retorno de todo o investimento realizado na elaboração e implementação
das melhorias será em 77 dias. Portanto, o investimento é viável financeiramente, já
que o seu retorno se dá em menos de 3 meses.
5.3. Trabalhos futuros a serem realizados na empresa
A linha de granulado ainda apresenta muitas oportunidades de melhoria.
Algumas das ideias provenientes do evento Kaizen ficaram pendentes em ser
implementadas, pois, em virtude do evento ter durado uma semana, nem todas as
melhorias foram postas em prática. Segue então, as ideias que podem ser
aproveitadas em um eventual Kaizen na linha de granulados:
Tabela 31 - Ideias a serem utilizadas no próximo Kaizen
1• Transferência dos bags de lecitina para o andar de baixo
2• Melhorar a vedação dos túneis de refrigeramento
3• Verificar a viabilidade em da implantação do sistema de
transporte à vácuo na área de granulado
4• Compra de caixas industriais para diminuir a movimentação
dos potes de ingredientes na área de granulados
5• Analisar a possibilidade do aumento proporcional da
quantidade processada no misturador

117
Porém, continuar a acompanhar a linha de granulados, monitorando as
melhorias realizadas e sempre incentivando a geração de ideias que contribuam
com a empresa é fundamental para que não ocorra perda de eficiência devido ao
esquecimento da metodologia Kaizen empregada nesse trabalho, o qual possui
como princípio a melhoria contínua.

118
6. Referências Bibliográficas
AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA (ANVISA). Disponível em <www.anvisa.gov.br>. Acesso em: 5 de maio de 2011
ASSOCIAÇÃO BRASILEIRA DE ATACADISTAS E DISTRIBUIDORES DE PRODUTOS INDUSTRIALIZADOS (ABAD). Disponível em <http://www.abad.com.br>. Acesso em: 5 de maio de 2011
Corrêa, H. L.; Corrêa, C. A. Administração de Produção e Operações, São Paulo, Editora Atlas, 2008
COSTA NETO, P. L. O. Estatística, São Paulo, Edgard Blucher, 1977
FLEURY, A. et al. Gestão de operações: a engenharia de produção a serviço da modernização da empresa. São Paulo: Edgar Blücher, 1997
IMAI, M. Kaizen: A Estratégia para o Sucesso Competitivo, Instituto IMAM, 1992
MERL, J. A. Silesia Confiserie Manual No. 4. Germany: Silesia, 1996
MIYAKI, D. I. PRO-2420 Projeto de Arranjo Físico: Ferramentas para Registro e Análise do Fluxo. Notas de Aula, 2009
ORTIZ, C. A. Kaizen e implementação de eventos Kaizen, Rio Grande do Sul, Artmed, 2009
RIBEIRO, H. A Base para a Qualidade Total: 5S, Bahia, Casa da Qualidade Editora, 1994
SHINGO, S. O Sistema Toyota de Produção do ponto de vista da engenharia de produção. Porto Alegre: Artmed, 1996.
SPIEGEL, M. R.; SCHILLER, J. J.; SRINIVASAN, R. A. Teoria e problemas de probabilidade e estatística, São Paulo, Artmed, 2000
THE PRODUCTIVITY PRESS DEVELOPMENT TEAM. Kaizen for the Shopfloor. Nova York, NY: 2002.

119
ANEXO A
TABELA DE COLETA DE TEMPOS DA ÁREA DE DRAGEADEIRAS
Id Atividade Id Atividade Cálculo do tempo das atividades1 a 1 a. adição de massa na drageadeira 4 Adição de talco1 b 2 a. adição 5 Direcionamento de ar para secagem2 Adição de xarope 6 Transferência da massa na calha3 Adição de cacau 7 Fim do processo
ID
dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1
2 0:18:40 0:21:07 0:22:20 0:25:15 0:25:43
3 0:15:05 0:15:30 0:22:20 0:09:40 0:11:15 0:12:05
4 0:04:31 0:06:58 0:07:17 0:11:45 0:21:27 0:30:12
5 0:00:01 0:01:38 0:01:59 0:05:48 0:11:29 0:14:55
6
7 0:27:50 0:29:55
8
9 0:05:00
10 0:00:50 0:05:11 0:14:30
ID dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1
2 0:25:30 0:27:52 0:28:37 0:31:18 0:31:53 0:35:24 0:38:36 0:48:13
3 0:20:00 0:21:20 0:21:38 0:24:15 0:24:43 0:29:16 0:34:00 0:41:18
4 0:14:19 0:18:49 0:19:15 0:22:48 0:28:48 0:34:46 1:10:59 1:12:00 1:12:55
5 0:10:06 0:12:58 0:13:56 0:16:45 0:22:33 0:28:27 0:55:40 0:56:32 1:00:30 1:02:34 1:02:59 1:07:15 1:09:42 1:17:02
6 0:00:35 0:32:25 0:34:27 0:34:46 0:36:54 0:37:26 0:42:49 0:47:52 0:57:11
7 0:00:53 0:36:32 0:39:50 0:40:10 0:41:30 0:42:12 0:47:15 0:52:16 0:57:30
8 0:03:51 0:08:02 0:40:00 0:44:28 0:44:50 0:45:35 0:46:33 0:51:20 0:57:42 1:07:25
9 0:00:01 0:00:11 0:04:26 0:08:23 0:12:32 0:44:44 0:46:20 0:48:13 0:51:00 0:51:47 0:54:24 1:00:44 1:07:30
10 0:03:00 0:06:45 0:07:34 0:12:28 0:16:00 0:21:54 0:49:01 0:50:55 0:54:38 0:57:20 0:58:00 1:01:45 1:03:57 1:10:02
Id Atividade Id Atividade Cálculo do tempo das atividades1 a 1 a. adição de massa na drageadeira 4 Adição de talco Segundo Turno1 b 2 a. adição 5 Direcionamento de ar para secagem2 Adição de xarope 6 Transferência da massa na calha3 Adição de cacau 7 Fim do processo
ID
dragea. 1 a 1 b 2 3 4 5 6 7 1 a 1 b 2 3 4 5 6 7
1
2 0:29:42 0:31:05 0:31:06 0:33:07 0:33:29 0:37:55 0:41:40 0:47:10 1:20:06 1:21:31
3 0:24:06 0:25:15 0:25:22 0:27:52 0:28:20 0:31:18 0:34:07 0:40:24 1:17:20 1:19:06
4 0:10:54 0:11:50 0:14:28 0:23:06 0:23:45 0:26:13 0:28:46 0:34:16 1:06:20 1:07:28
5 0:08:23 0:09:29 0:09:40 0:10:02 0:10:38 0:14:10 0:17:40 0:23:09 0:58:19 0:59:07
6 0:00:59 0:03:08 0:03:20 0:04:16 0:05:19 0:10:00 0:13:49 0:18:04 1:01:28 1:03:45
7 0:00:01 0:03:23 0:07:47 0:13:59 0:56:11 0:58:06 0:58:07 0:58:31 0:59:00 1:02:32 1:08:22
8 0:03:39 0:08:04 0:52:40 0:53:51 0:54:00 0:54:47 0:55:38 0:59:30 1:02:48 1:08:48
9 0:03:16 0:34:38 0:36:06 0:41:41 0:44:53 0:45:19 0:48:13 0:51:46 0:57:08 1:24:00 1:25:30
10 0:31:37 0:32:55 0:36:16 0:39:12 0:39:34 0:42:58 0:46:46 0:51:35 1:22:05 1:23:23
ID dragea. 1 a 1 b 2 3 4 5 6 7 1 a 1 b 2 3 4 5 6 7
1
2 1:24:31 1:26:29 1:26:53 1:31:49 1:34:20
3 1:19:44 1:22:05 1:22:27 1:25:44 1:29:00 1:34:06
4 1:16:36 1:17:51 1:18:15 1:21:43 1:23:48 1:30:04
5 1:10:18 1:12:43 1:13:10 1:15:12 1:19:19 1:23:36
6 1:04:06 1:04:34 1:05:25 1:08:39 1:13:00 1:19:35
7
8
9 1:34:35 1:36:30
10 1:29:04 1:32:09 1:32:31 1:36:00
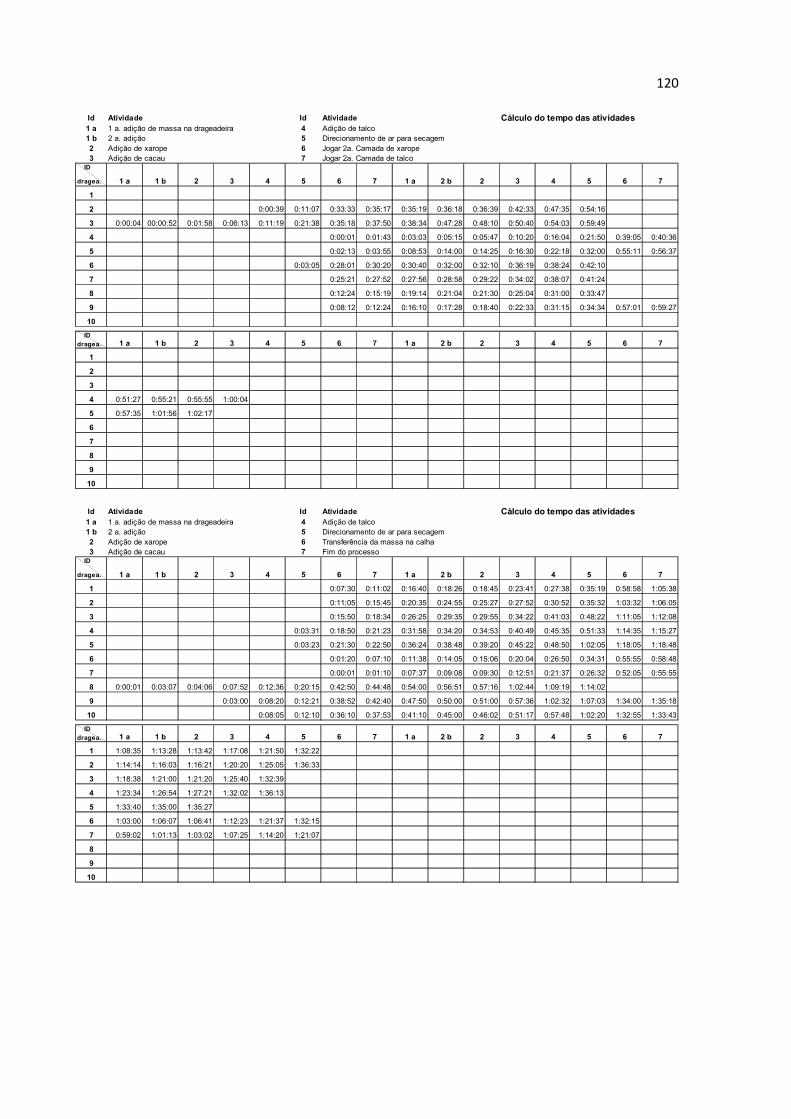
120
Id Atividade Id Atividade Cálculo do tempo das atividades1 a 1 a. adição de massa na drageadeira 4 Adição de talco1 b 2 a. adição 5 Direcionamento de ar para secagem2 Adição de xarope 6 Jogar 2a. Camada de xarope3 Adição de cacau 7 Jogar 2a. Camada de talco
ID
dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1
2 0:00:39 0:11:07 0:33:33 0:35:17 0:35:19 0:36:18 0:36:39 0:42:33 0:47:35 0:54:16
3 0:00:04 00:00:52 0:01:58 0:06:13 0:11:19 0:21:38 0:35:18 0:37:50 0:38:34 0:47:28 0:48:10 0:50:40 0:54:03 0:59:49
4 0:00:01 0:01:43 0:03:03 0:05:15 0:05:47 0:10:20 0:16:04 0:21:50 0:39:05 0:40:36
5 0:02:13 0:03:55 0:08:53 0:14:00 0:14:25 0:16:30 0:22:18 0:32:00 0:55:11 0:56:37
6 0:03:05 0:28:01 0:30:20 0:30:40 0:32:00 0:32:10 0:36:19 0:38:24 0:42:10
7 0:25:21 0:27:52 0:27:56 0:28:58 0:29:22 0:34:02 0:38:07 0:41:24
8 0:12:24 0:15:19 0:19:14 0:21:04 0:21:30 0:25:04 0:31:00 0:33:47
9 0:08:12 0:12:24 0:16:10 0:17:28 0:18:40 0:22:33 0:31:15 0:34:34 0:57:01 0:59:27
10
ID dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1
2
3
4 0:51:27 0:55:21 0:55:55 1:00:04
5 0:57:35 1:01:56 1:02:17
6
7
8
9
10
Id Atividade Id Atividade Cálculo do tempo das atividades1 a 1 a. adição de massa na drageadeira 4 Adição de talco1 b 2 a. adição 5 Direcionamento de ar para secagem2 Adição de xarope 6 Transferência da massa na calha3 Adição de cacau 7 Fim do processo
ID
dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1 0:07:30 0:11:02 0:16:40 0:18:26 0:18:45 0:23:41 0:27:38 0:35:19 0:58:58 1:05:38
2 0:11:05 0:15:45 0:20:35 0:24:55 0:25:27 0:27:52 0:30:52 0:35:32 1:03:32 1:06:05
3 0:15:50 0:18:34 0:26:25 0:29:35 0:29:55 0:34:22 0:41:03 0:48:22 1:11:05 1:12:08
4 0:03:31 0:18:50 0:21:23 0:31:58 0:34:20 0:34:53 0:40:49 0:45:35 0:51:33 1:14:35 1:15:27
5 0:03:23 0:21:30 0:22:50 0:36:24 0:38:48 0:39:20 0:45:22 0:48:50 1:02:05 1:18:05 1:18:48
6 0:01:20 0:07:10 0:11:38 0:14:05 0:15:06 0:20:04 0:26:50 0:34:31 0:55:55 0:58:48
7 0:00:01 0:01:10 0:07:37 0:09:08 0:09:30 0:12:51 0:21:37 0:26:32 0:52:05 0:55:55
8 0:00:01 0:03:07 0:04:06 0:07:52 0:12:36 0:20:15 0:42:50 0:44:48 0:54:00 0:56:51 0:57:16 1:02:44 1:09:19 1:14:02
9 0:03:00 0:08:20 0:12:21 0:38:52 0:42:40 0:47:50 0:50:00 0:51:00 0:57:36 1:02:32 1:07:03 1:34:00 1:35:18
10 0:08:05 0:12:10 0:36:10 0:37:53 0:41:10 0:45:00 0:46:02 0:51:17 0:57:48 1:02:20 1:32:55 1:33:43
ID dragea. 1 a 1 b 2 3 4 5 6 7 1 a 2 b 2 3 4 5 6 7
1 1:08:35 1:13:28 1:13:42 1:17:08 1:21:50 1:32:22
2 1:14:14 1:16:03 1:16:21 1:20:20 1:25:05 1:36:33
3 1:18:38 1:21:00 1:21:20 1:25:40 1:32:39
4 1:23:34 1:26:54 1:27:21 1:32:02 1:36:13
5 1:33:40 1:35:00 1:35:27
6 1:03:00 1:06:07 1:06:41 1:12:23 1:21:37 1:32:15
7 0:59:02 1:01:13 1:03:02 1:07:25 1:14:20 1:21:07
8
9
10

121
ANEXO B
ANÁLISE DOS FLUXOS PELO DIAGRAMA DE FREQUÊNCIA NA ÁREA DE DRAGEADEIRAS
Dis
tânc
ia e
ntre
máq
uina
sXA
RTR
TCTA
LP
T2P
T1P
CP
2P
1E
ST
DG
9D
G8
DG
7D
G6
DG
5D
G4
DG
3D
G2
DG
10D
G1
CA
CXA
R85
9.88
3733
1.05
8930
033
1.0
589
410.
3657
516.
1395
614.
0033
820
.792
346
0.65
1794
5.14
5571
4.21
2956
0.8
0397
0.05
1566
7.08
3272
4.43
0872
2.49
5774
7.26
1779
6.24
1286
5.33
2310
67.9
42TR
1004
.49
866.
8333
730
.068
559
4.81
0946
2.38
5136
7.15
1220
1.2
461
698.
5717
04.2
5951
6.62
3711
29.
469
466.
9047
752.
8612
1101
.363
986.
002
877.
8383
779.
8718
696.
4194
1731
.04
TC14
028
042
056
067
0.07
4690
0.0
556
366.
8787
700.
928
673.
5726
230
.867
995
5.09
1651
4.00
3942
4.26
4146
5.18
8154
0.37
0263
7.80
8774
8.86
5876
8.44
TAL
140
280
420
530.
0943
760
.065
823
7.06
5483
7.43
6654
2.30
9930
4.1
381
822.
8001
411.
0961
427.
5512
424.
2641
465.
1881
540.
3702
637.
8087
886.
8484
PT2
140
280
390.
1282
620
.080
613
0.38
497
4.93
5941
6.77
3341
3.4
005
693.
5416
336.
1547
474.
1308
427.
5512
424.
2641
465.
1881
540.
3702
1010
.792
PT1
140
250.
1999
480
.104
213
0.38
411
13.0
5930
4.13
8153
7.1
2256
9.38
5631
0.16
1255
3.17
2747
4.13
0842
7.55
1242
4.26
4146
5.18
8111
38.4
64P
C11
0.45
3634
0.1
4723
7.06
5412
51.5
9922
4.72
2166
7.3
0845
4.53
2734
4.38
3565
2.99
3155
3.17
2747
4.13
0842
7.55
1242
4.26
4112
68.7
4P
223
033
5.26
1113
59.4
4820
2.23
7576
9.2
204
368.
7818
396.
9887
734.
983
623.
6986
526.
3079
451.
8849
413.
0375
1369
.27
P1
559.
017
1588
.081
328.
0244
992
.471
728
0.17
8557
4.54
3393
4.71
9281
1.23
3669
4.04
6158
6.94
1249
6.48
7715
89.2
77E
ST
1031
.746
306.
7572
434
.165
958
8.21
7620
8.80
6142
4.49
9734
4.38
3531
0.16
1233
6.15
4741
1.09
6110
34.0
7D
G9
1320
.606
612
.045
715
94.5
2210
98.9
5478
1.08
991
4.82
2410
50.1
911
86.6
3413
23.8
227
4.59
06D
G8
710
.070
428
1.60
2625
0.79
8761
6.84
6848
7.54
4936
6.19
6726
4.00
7621
0.95
0212
90.6
59D
G7
982.
4968
488.
3646
238.
5372
336.
006
456.
1798
585.
235
718.
401
601.
6644
DG
650
0.39
9885
9.88
3772
1.80
3358
4.63
6644
9.22
1531
7.80
515
47.2
88D
G5
366.
8787
237.
0654
130.
384
130.
384
237.
0654
1048
.094
DG
41
4028
042
056
069
0.28
98D
G3
1469
.757
280
1587
.828
830.
2409
DG
214
016
12.5
9497
0.20
62D
G10
140
1110
.18
DG
112
50.1
6C
AC
Fre
quên
cia
de
perc
urso
XAR
TRTC
TAL
PT2
PT1
PC
P2
P1
ES
TD
G9
DG
8D
G7
DG
6D
G5
DG
4D
G3
DG
2D
G10
DG
1C
AC
XAR
12
22
22
22
12
TR2
44
44
44
42
4TC
13
1315
1610
1718
1411
12TA
L10
22
21
13
14
21
PT2
PT1
PC
P2
24
61
32
16
79
P1
61
1E
ST
11D
G9
3D
G8
2D
G7
2D
G6
2D
G5
1D
G4
2D
G3
2D
G2
1D
G10
1D
G1
2C
AC
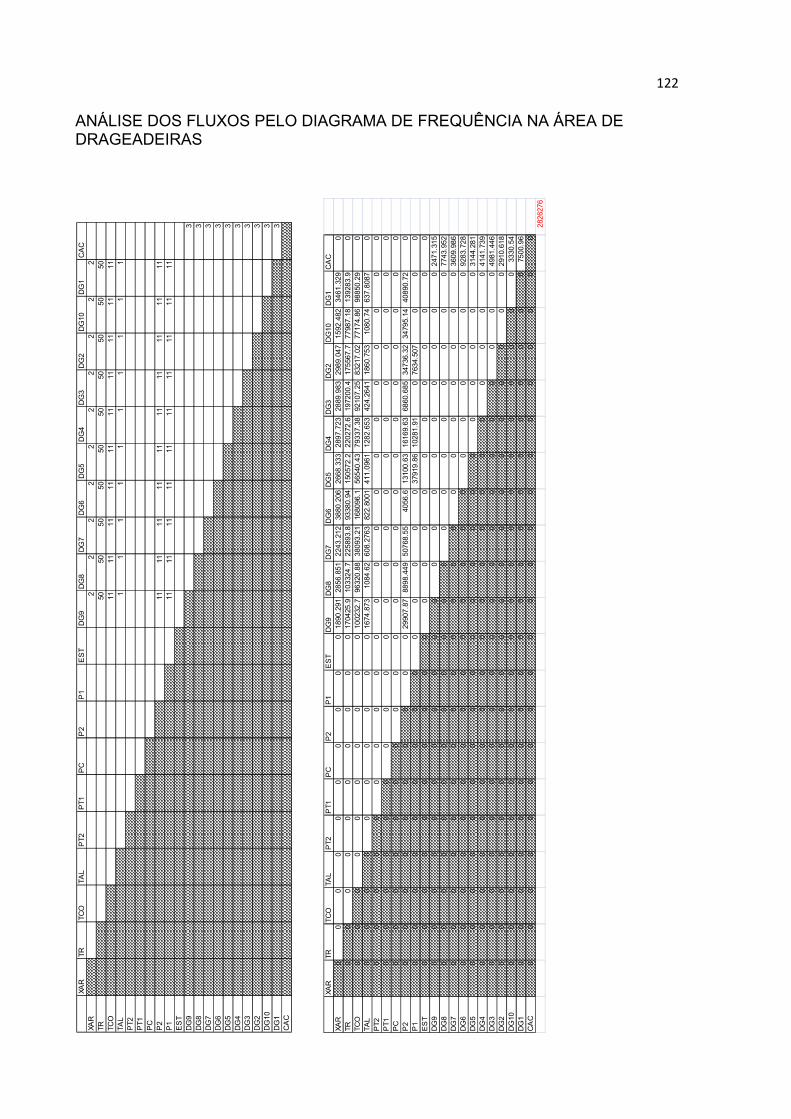
122
ANÁLISE DOS FLUXOS PELO DIAGRAMA DE FREQUÊNCIA NA ÁREA DE DRAGEADEIRAS
XAR
TRTC
OTA
LP
T2P
T1P
CP
2P
1E
ST
DG
9D
G8
DG
7D
G6
DG
5D
G4
DG
3D
G2
DG
10D
G1
CA
CXA
R2
22
22
22
22
2TR
5050
5050
5050
5050
5050
TCO
1111
1111
1111
1111
1111
TAL
11
11
11
11
11
PT2
PT1
PC
P2
1111
1111
1111
1111
1111
P1
1111
1111
1111
1111
1111
ES
TD
G9
3D
G8
3D
G7
3D
G6
3D
G5
3D
G4
3D
G3
3D
G2
3D
G10
3D
G1
3C
AC
XAR
TRTC
OTA
LP
T2P
T1P
CP
2P
1E
ST
DG
9D
G8
DG
7D
G6
DG
5D
G4
DG
3D
G2
DG
10D
G1
CA
CXA
R0
00
00
00
00
018
90.2
9128
56.8
5122
43.2
1238
80.2
0626
68.3
3328
97.7
2328
89.9
8329
89.0
4715
92.4
8234
61.3
290
TR0
00
00
00
00
017
0425
.910
3324
.722
5893
.893
380.
9415
0572
.222
0272
.619
7200
.417
5567
.777
987.
1813
9283
.90
TCO
00
00
00
00
00
1002
32.7
9632
0.88
3809
3.21
1680
96.1
5654
0.43
7933
7.38
9210
7.25
8321
7.02
7717
4.86
9885
0.29
0TA
L0
00
00
00
00
016
74.8
7310
84.6
260
8.27
6382
2.80
0141
1.09
61
1282
.653
424.
2641
1860
.753
1080
.74
637.
8087
0P
T20
00
00
00
00
00
00
00
00
00
00
PT1
00
00
00
00
00
00
00
00
00
00
0P
C0
00
00
00
00
00
00
00
00
00
00
P2
00
00
00
00
00
2990
7.87
8898
.449
5076
8.55
4056
.613
100.
63161
69.6
368
60.6
8534
736.
3234
795.
1440
890.
720
P1
00
00
00
00
00
00
00
3791
9.86
1028
1.91
076
34.5
070
00
ES
T0
00
00
00
00
00
00
00
00
00
00
DG
90
00
00
00
00
00
00
00
00
00
024
71.3
15D
G8
00
00
00
00
00
00
00
00
00
00
7743
.952
DG
70
00
00
00
00
00
00
00
00
00
036
09.9
86D
G6
00
00
00
00
00
00
00
00
00
00
9283
.728
DG
50
00
00
00
00
00
00
00
00
00
031
44.2
81D
G4
00
00
00
00
00
00
00
00
00
00
4141
.739
DG
30
00
00
00
00
00
00
00
00
00
049
81.4
46D
G2
00
00
00
00
00
00
00
00
00
00
2910
.618
DG
100
00
00
00
00
00
00
00
00
00
033
30.5
4D
G1
00
00
00
00
00
00
00
00
00
00
7500
.96
CA
C0
00
00
00
00
00
00
00
00
00
00
2826
276


























![[資料 ワTF2-2]ドローンの現状について](https://img.pdfslide.tips/doc/110x75/58a2cf6f1a28ab8e608bd9a3/-tf22.jpg)

