Embed Size (px)
Citation preview

“AÑO DE LA DIVERSIFICACIÓN PRODUCTIVA Y DEL FORTALECIMIENTO DE LA EDUCACIÓN”
FACULTAD DE INGENIERIA
TEMA:
Moldeo por Compresión y Moldeo por Soplado
CURSO:
Materiales de la Ingeniería
CICLO:
IV
DOCENTE:
Santos Dionicio Otiniano Mendez
ALUMNOS:
Angulo Rodríguez, Francisco. Cruz Esteves, Juan L. Flores Villanueva, Luis. León Miranda, Carlos. Rodríguez Escobar, Mayra. Vargas Terrones, Misael.
Pacasmayo-Perú
2015

INDICE
I. DEFINICION
II. PRINCIPALES COMPONENTES EN EL PROCESO DE COMPRESION
II.1. PRENSAII.2. MOLDEII.3. MATRIA PRIMA
III. CARACTERISTICAS DEL PROCESO
IV. ESQUEMA DEL PROCESO
V. TECNICAS DE MOLDEO POR COMPRESION
VI. VENTAJAS Y DESVENTAJAS DEL MOLDEO POR COMPRESION
VII. CONCLUSIONES
VIII.REFRERENCIAS
MOLDEO POR COMPRESIÓN

1. DEFINICIÓN
El moldeo por compresión es un método de moldeo en el que el material de moldeo, en general precalentado, es colocado en la cavidad del molde abierto. El molde se cierra, se aplica calor y presión para forzar al material a entrar en contacto con todas las áreas del molde, mientras que el calor y la presión se mantiene hasta que el material de moldeo se ha curado. El proceso se emplea en resinas termoestables en un estado parcialmente curado, ya sea en forma de pellets, masilla, o preformas. El moldeo por compresión es un método de alta presión, adecuado para el moldeo de piezas complejas, de alta resistencia con refuerzos de fibra de vidrio. Los compuestos termoplásticos, aunque en menor medida, también pueden ser moldeados por compresión con refuerzos de cintas unidireccionales, tejidos, fibras orientadas al azar o de hilos cortados. La ventaja de moldeo por compresión es su capacidad para moldear piezas grandes, bastante intrincadas o complejas. Además, es uno de los métodos de más bajo costo en comparación con el moldeo por otros métodos tales como moldeo por transferencia y moldeo por inyección, por otra parte se desperdicia poco material, dándole una ventaja cuando se trabaja con compuestos caros. Sin embargo, el moldeo por compresión a menudo proporciona productos de pobre consistencia y dificultad en el acabado, y no es adecuado para algunos tipos de piezas. En este proceso se produce una menor degradación de la longitud de la fibra en comparación con el moldeo por inyección. Materiales que normalmente se fabrican mediante moldeo por compresión incluyen: sistemas de resina poliéster con fibra de vidrio, (SMC / BMC), Torlon (Poliamida-imida: PAI), Vespel (Poliamida: PA), Polifenilen sulfuro (PPS), y muchos grados de PEEK.
1.1.SE EMPLEA:
Moldeo por compresión tiene un alto desarrollo en la fabricación de piezas de materiales compuestos para aplicaciones de reemplazo de metales, se utiliza normalmente para hacer piezas más grandes planas o de forma levemente curvas. Este método de moldeo es muy utilizado en la fabricación de piezas de automóviles, tales como cubiertas, defensas, cucharones, spoilers, así como pequeñas piezas más complejas. El material a ser moldeado se coloca en la cavidad del molde y los platos calientes son cerrados por un pistón hidráulico. El moldeo de compuestos a granel (BMC) y el moldeo de lámina compuesta (SMC) utilizan este método de moldeo, estos compuestos son conformados a la forma del molde por la presión aplicada y se calienta hasta que se produce la reacción de curado. El material para el SMC por lo general se corta para ajustarse a la superficie del molde. El molde se enfría y se retira la pieza. Los materiales pueden ser cargados en el molde, ya sea en forma de pellets o lámina, o el molde se puede cargar desde una extrusora de plastificación. Los materiales se calientan por encima de su punto de fusión, se forman y se enfrían. El material de alimentación se distribuye en forma uniforme en la superficie del molde, la orientación del flujo se produce durante la fase de compresión.
2. PRINCIPALES COMPONENTES EN EL PROCESO DE COMPRESION
El moldeo por compresión es un proceso de conformación en que se coloca un material plástico directamente en un molde de metal se calienta y luego se ablanda por el calor, y obligado a conformarse con la forma del molde en el molde cerrado.
2.1. PrensaLas prensas de moldeo por compresión están orientadas verticalmente y contienen dos placas a las cuales se sujetan las mitades del molde. El proceso involucra dos tipos de actuación: 1)

carrera ascendente de la placa del fondo o 2) carrera descendente de la placa superior, pero esta última es la configuración más común. Un cilindro hidráulico acciona generalmente las placas, el cual puede diseñarse para suministrar fuerzas de sujeción de hasta varios cientos de toneladas. Las prensas de compresión del molde se fabrican en una amplia variedad de tamaños. La mayoría de las prensas utilizan un cilindro hidráulico con el fin de producir la suficiente fuerza durante la operación de moldeo. Las prensas pueden generar presiones que van desde 300 a 4.000 toneladas. La resina es aditivada con la preforma, (en el caso de SMC y BMC ya contienen todos los componentes, incluida la fibra, resina, cargas, catalizador etc.). El calor y la presión se aplican, con rangos de temperatura de 225°F a 325°F (107°C a 163°C) y 150 a 1.000 psi de presión, necesarios para curar las piezas. Los ciclos pueden variar desde menos de uno minuto a cinco minutos. Las maquinaria constan de un molde “émbolo” macho y un molde hembra y espigas guías que aseguran el encastre perfecto entre ambos.
2.2. MoldesLos moldes para este proceso son generalmente más simples que los de su contraparte, el moldeo por inyección. No hay vertederos o sistemas de alimentación en un molde por compresión y se procesan partes de formas más simples debido a que los materiales termofijos poseen una capacidad de flujo más baja. Sin embargo, se necesitan accesorios para calentar el molde que puede hacerse mediante resistencia eléctrica, vapor o circulación de aceite caliente. Los moldes de compresión pueden clasificarse en moldes manualesusados para corridas de ensayo; semiautomáticos, en los cuales a la etapa de prensado le sigue un ciclo programado, pero el operador carga y descarga manualmente la prensa; y automático el cual opera bajo ciclos de prensado completamente automático (incluyendo la carga y la descarga automática).
2.3.Materias primasLas resinas termoestables típico utilizadas en las piezas moldeadas por compresión son poliésteres, poliuretanos, resinas urea-formaldehído, ésteres de vinilo, resinas epoxi y resinas fenólicas. Los elastómeros (ejemplo: cauchos y siliconas) también suelen ser moldeados por compresión. Como se ha hecho mención anteriormente algunos termoplásticos también pueden ser moldeados por compresión, pero por cuestiones de tiempo de ciclo, por lo general se utiliza el moldeo por inyección en estos últimos, salvo el caso de termoplásticos de difícil procesado o bajas cantidades o piezas técnicas.Las materias primas utilizadas pueden estar en forma de pellets, polvo, liquido, preformas sólidas o en estado semisólido.
3. CARACTERÍSTICAS DEL PROCESO
El uso de compuestos de plástico termoestable caracteriza a este proceso de moldeo de muchos otros procesos de moldeo. Estos termoestables pueden ser ya sea en forma de pellets o de preformas. A diferencia de algunos de los otros procesos nos encontramos con que los materiales suelen ser precalentado y se cuantifican antes del moldeo. Esto ayuda a reducir el exceso de rebarbas. Insertos, generalmente metálico, también puede ser moldeados con el plástico. Se evitan retenciones en la forma del molde, que generan que la eyección sea

especialmente difícil. Se ha vuelto una práctica común precalentar la carga antes de colocarla en el molde; esto suaviza el polímero y acorta la duración del ciclo de producción. Los métodos de precalentamiento incluyen calentadores infrarrojos, calentamiento por convección en estufa y el uso de tornillos giratorios dentro de un cilindro calentado. Esta última técnica (tomada del moldeo por inyección) se usa también para medir la cantidad de la carga.
4. Esquema del procesoEl moldeo por compresión se inicia, con una cantidad determinada de colocada o introducida en un molde. Luego el material se calienta a un estado maleable y moldeado. Poco después, la prensa hidráulica comprime el plástico flexible contra el molde, dando como resultado una pieza perfectamente moldeada que mantiene la forma de la superficie interior del molde. Después la prensa hidráulica retrocede, un pin eyector en el fondo del molde rápidamente expulsa la pieza final fuera del molde y entonces, el proceso concluye.
5. TECNICA DE MOLDEO POR COMPRESION
En el moldeo por compresión el material, bien líquido, o en forma de polvo, granza o de pastillas preformadas (preformas), se coloca en el molde caliente, y este se cierra lentamente, hasta que las dos mitades del molde ejercen presión sobre el material. Conforme el molde va cerrándose, el material es obligado a ocupar todas las partes de la cavidad de moldeo. En ciertos casos, es ventajoso realizar el moldeo cerrando primeramente el molde casi por completo y abriéndolo después unos segundos antes de aplicar la presión definitiva. De esta forma se deja “respirar" al material, para permitir la evacuación del gas que queda atrapado entre el polvo de moldeo o que es generado en la reacción de polimerización. Una vez que el molde se ha cerrado completamente se aplica la máxima presión, que provoca el llenado final y completo de la cavidad. Bajo la acción conjunta del calor y la presión tienen lugar las reacciones de entrecruzamiento que transforman al material termoendurecible en termoestable, proceso que se conoce vulgarmente como "curado”. Tras el curado se abre el molde y se extrae la pieza totalmente sólida, que solamente alcanza su rigidez definitiva cuando se ha enfriado totalmente. Cuando la pieza tiene forma complicada o grandes dimensiones, es aconsejable colocarla en conformadores después de extraerla del molde, para evitar que se deforme mientras se enfría.

El moldeo por compresión podría definirse de la siguiente forma: Apertura del molde Extracción de las piezas moldeadas en el ciclo anterior Preparación del molde, lo que incluye limpieza del molde y lubricación para facilitar la
extracción de la pieza siguiente y colocación de las inserciones metálicas, si las hubiera, y del compuesto de moldeo, bien líquido, en forma de polvo o de pastilla
Cierre del molde caliente y aplicación de presión. Apertura del molde para dejarlo "respirar" y permitir la salida de humedad y materias
volátiles Aplicación de toda la presión al molde caliente y mantenimiento durante el tiempo
necesario hasta que el material haya curado totalmente Extraction de la pieza La temperatura del molde y la presión aplicada son los factores más importantes del
proceso. Además de estas variables, otros factores que influyen en la calidad de las piezas moldeadas por compresión son: el diseño de la pieza que debe moldearse, la velocidad de cierre de la prensa, la plasticidad del material y las condiciones en que se encuentra la superficie de la cavidad de moldeo. Es importante poner en la cavidad de moldeo la cantidad exacta de material que se necesita, pues una cantidad en defecto puede dar lugar a piezas porosas con baja densidad y con malas propiedades mecánicas, mientras que una cantidad en exceso puede dar lugar a excesivas rebabas.
El moldeo por compresión tiene algunas limitaciones, y no es muy aconsejable cuando se trata de moldear artículos de forma muy complicada con resaltes, entrantes o pequeños taladros laterales. Tampoco es aconsejable para moldear artículos de paredes gruesas (1 cm o más). Valores típicos de temperatura del molde, presión de moldeo y tiempo de moldeo para, por ejemplo, una resina fenólica son 150-200 °C, 20000 kg/cm" y 1.5 mm, respectivamente.
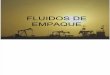
Los moldes en moldeo por compresión suelen tener áreas muy elevadas, por lo que las prensas utilizadas deben desarrollar elevadas fuerzas de cierre. La figura siguiente muestra una prensa típica empleada en moldeo por compresión.
6. Ventajas y desventaja del moldeo por compresión.
Ventajas del moldeo por compresión: Fluido en pequeñas distancias: menores tensiones internas. Bajo costo de mantenimiento y de fabricación de moldes. Diseño sencillo de moldes, al no haber entrada y canales. Permite moldeo de piezas complejas Buen acabado superficial (en general) Desechos de materiales relativamente bajo
Desventajas del moldeo por compresión:

El molde debe mantenerse a temperatura no excesiva, para que las paredes no curen mucho más rápido que el interior. Por tanto, tiempos largos de curado.
No es aconsejable para este método en caso de empleo de moldes de formas complejas
7. CONCLUSIONES
Finalmente podemos concluir diciendo El moldeo por compresión es uno de los proceso de transformación de plásticos más antiguo que existe. aparece descripto en bibliografía de principio del siglo XIX, aunque no comenzó a desarrollarse a escala industrial hasta 1908, cuando Leo Baeckeland desarrollo las resinas fenol-formaldehido, que siguen empleándose aún hoy en día.
Moldeo por compresión tiene un alto desarrollo en la fabricación de piezas de materiales compuestos para aplicaciones de reemplazo de metales, se utiliza normalmente para hacer piezas más grandes planas o de forma levemente curvas. Este método de moldeo es muy utilizado en la fabricación de piezas de automóviles, tales como cubiertas, defensas, cucharones, spoilers, así como pequeñas piezas más complejas.
También podemos concluir con sus ventajas y desventajas Fluido en pequeñas distancias: menores tensiones internas, bajo costo de mantenimiento y de fabricación de moldes, diseño sencillo de moldes, al no haber entrada y canales, permite moldeo de piezas complejas, buen acabado superficial (en general),Desechos de materiales relativamente bajo.
El molde debe mantenerse a temperatura no excesiva, para que las paredes no curen mucho más rápido que el interior. Por tanto, tiempos largos de curado.No es aconsejable para este método en caso de empleo de moldes de formas complejas.

8. REFERENCIAS
http://tecnologiadelosplasticos.blogspot.pe/2011/10/moldeo-por-compresion.html
http://iq.ua.es/TPO/Tema6.pdf
https://www.plenco.com/plenco_processing_guide_spanish/Sect %2012%20Compression%20Molding%20(Spanish).pdf
http://es.slideshare.net/faveger/moldeo-por-compresion
http://www.motan-colortronic.com/es/soluciones/moldeo-por-soplado.html
http://www.dow.com/polyethylene/la/es/fab/molding/bmprocesses.htm
http://www.mater.upm.es/polimeros/Documentos/Cap6_7Soplado.pdf
http://www.virtual.unal.edu.co/cursos/sedes/palmira/5000155/lecciones/ lec5/5_2.htm

INDICE
I. HISTORIA DEL SOPLADO
II. CONCEPTO
III. PROCESO DE MOLDEADO POR SOPLADO
III.1. MOLDEO POR SOPLADO DE EXTRUSION CONTINUA
III.2. MOLDEO POR SOPLADO INTERMITENTE
III.3. MOLDEO POR SOPLADO DE CO-EXTRUSION
III.4. MOLDEO POR SOPLADO POR INYECCION
III.5. MOLDEO POR SOPLADO DE INYECCION Y ESTIRAMIENTO
III.6. MOLDEO POR SOPLADO EN 3-D
IV. FUNCIONAMIENTO
V. CONCEPTOS BASICOS DEL PROCES
VI. MATERIALES A LOS QUE SE APLICA
VII. ASPECTOS ECONOMICOS-PRODUCTIVOS
VIII. APLICACIONES HABITUALES
IX. EL SOPLADO EN LA ACTUALIDAD

X. VENTAJAS Y DESVENTAJAS DEL MOLDEO POR SOPLADO
XI. CONCLUSIONES
XII. REFERENCIASMOLDEO POR SOPLADO
I. HISTORIA DEL SOPLADO Junto con la extrusión y la inyección, el soplado es hoy en día el proceso de conformado de plásticos más importante. Desde sus inicios en el siglo XlX, el soplado ha experimentado números o cambios tanto en términos de material como tecnológicos. Actualmente los termoplásticos se han convertido en el material por excelencia y la maquinaria, que ha evolucionado de la mano del grupo alemán Krupp Kautex, permite hoy incrementar la producción y reducir los costos.
Con el desarrollo de los plásticos termo conformados, las técnicas de soplado de vidrio fueron adaptadas a los nuevos materiales.
Una patente de 1851 documenta los tempranos intentos en los que se calentaba caucho y se conformaba contra un molde rasante mediante presión interna. Por aquella época se desconocían los modernos termoplásticos utilizados en el proceso de soplado, y el celuloide y el caucho eran los principales materiales empleados para producir artículos industriales y juguetes.
El desarrollo de las poliolefinas y PVC en los años 30 y 40 dieron a los sopladores de vidrio la idea de fabricar botellas irrompibles. De esta manera el vidrio fue reemplazado por la preforma plástica.
La tecnología para la producción de botellas de plástico se desarrolló rápidamente en Estados Unidos; sin embargo, no fue hasta principios de los 50, cuando se dispuso del primer polietileno soplable (PE). A partir de entonces, los pioneros europeos comenzaron a considerar el soplado - junto con la inyección- como un método viable de producción de artículos huecos.
En 1935 los hermanos Reinhold y NorbertHägen fundaron la compañía “Kautex Werke’ y desarrollaron la primera sopladora con características tecnológicas todavía presentes en sus sucesoras. Como compañía procesadora de plásticos con maquinaria propia, Kautex Werke hizo rápidos avances en el desarrollo de procesos de soplado en las décadas de los 50 y 60; investigando al mismo tiempo el preformado de materias primas plásticas tales como el PP, PE o PVC.

II. CONCEPTO
Es un proceso en el que se utiliza presión del aire para inflar plástico suave dentro de la cavidad de un molde. Es un proceso industrial importante para fabricar piezas de plástico huecas, de una sola pieza y con paredes delgadas, como botellas y contenedores similares. Debido a que muchos de esos artículos se utilizan para bebidas para el consumidor destinadas a mercados masivos, su producción está organizada para cantidades muy grandes. La tecnología proviene de la industria del vidrio, con la que los plásticos compiten en el mercado de las botellas.
III. PROCESO DE MOLDEADO POR SOPLADO3.1. MOLDEO POR SOPLADO DE EXTRUSIÓN CONTINUA:
En el proceso continuo, un extrusor estático plastifica y empuja el polímero fundido a través del cabezal para formar un parison continuo. Para moldeo por soplado de partes de gran tamaño, se utilizan acumuladores para evitar el pandeo del parison.
3.2. MOLDEO POR SOPLADO INTERMITENTE:
En el proceso intermitente, el fundido se acumula en el barril y se impulsa hacia fuera en un solo disparo. El moldeo por soplado intermitente se utiliza, entre otras aplicaciones, en la fabricación de botellas para lácteos, debido a su alta velocidad de producción.
3.3. MOLDEO POR SOPLADO DE CO-EXTRUSIÓN:
El moldeo por soplado de co-extrusión posibilita la combinación de materiales con diferentes propiedades para crear un producto final más adecuado para una aplicación específica. Este proceso puede utilizarse para fabricar productos que contienen varias capas. Las diversas partes de la estructura pueden optimizarse para el mejor equilibrio entre propiedades y costo.
3.4. MOLDEO POR SOPLADO POR INYECCIÓN:
El moldeo por soplado por inyección comienza con un preformado moldeado por inyección que luego se recalienta y se utiliza para darle su forma final en un molde.
3.5. MOLDEO POR SOPLADO POR INYECCIÓN Y ESTIRAMIENTO:
El moldeo por soplado por inyección y estiramiento comienza con un preformado moldeado por

inyección que se recalienta y se estira con un cilindro mientras simultáneamente se sopla en un molde. Este proceso de conversión generalmente se utiliza para producir botellas PET.
3.6. MOLDEO POR SOPLADO EN 3-D:
El moldeo por soplado en 3-D es un desarrollo reciente en el que un brazo robótico se utiliza para posicionar el parison en un molde tridimensional antes de ser soplado. Las ventajas son poca cantidad de recortes y la posibilidad de producir formas complejas. En general, se utiliza para producir auto partes.
IV. FUNCIONAMIENTO
En general, todos los procesos de moldeo por soplado consisten en obtener una preforma, que es un elemento tubular o en forma de tubo de ensayo, fijarla dentro de un molde de soplado y, a una temperatura específica de cada material para que tenga consistencia suficiente, inyectar aire en su interior para que se adapte a las paredes del molde, permitir su enfriamiento bajo presión y abrir el molde para extraerla cuando ha alcanzado suficiente consistencia.
V. CONCEPTOS BASICOS DEL PROCESO El moldeo por soplado ofrece una serie de ventajas sobre otros procesos de gran serie, como la inyección, en tanto que permite contrasalidas, posibilidad de variar el espesor de pared y, en función de las bajas presiones utilizadas (0,2-1,0 MPa), bajas tensiones residuales. Presenta, al mismo tiempo, factores de coste favorables.
El proceso permite utilizar plásticos con un peso molecular más elevado que, por ejemplo, la inyección, por lo que es posible obtener paredes más delgadas y resistencias más elevadas a igualdad de peso, y mejor comportamiento a los agentes ambientales y productos químicos que producen fisuración por tensiones.
Básicamente, el proceso consiste en obtener una preforma (que tiene el aspecto de un tubo de ensayo o un tramo de tubo), situarla en un molde hueco en dos piezas que pinza o no uno o ambos extremos, inyectar aire a presión dentro de la preforma caliente para que conecte con las paredes del molde y tome su forma, permitir su enfriamiento y abrir el molde para retirar la pieza.
Los factores que inciden en la selección de los distintos materiales utilizables o de los procesos posibles de moldeo por soplado son los requisitos de rendimiento, tamaño y forma de la pieza, cantidad a fabricar y consideraciones de coste. Cada proceso presenta ventajas e

inconvenientes que deben tenerse en cuenta, al tiempo que debe considerarse la adecuación de cada material al proceso a utilizar.
VI. MATERIALES A LOS QUE SE APLICA Los materiales empleados para el proceso de soplado pertenecen a la familia de los termoplásticos. Esto se debe a que se necesita que el material tenga un comportamiento viscoso y se pueda deformar cuando tenga una temperatura determinada, pues de otra forma la presión ejercida por el aire inyectado no podría expandir el material por la cavidad del molde. Los principales termoplásticos utilizados dependen de la técnica empleada, para extrusión-soplado son; PEBD, PEAD, PVC-U, PS, PP, PA y ABS. Los utilizados en la técnica de inyección soplado son; todos lo empleados en extrusión-soplado y además el PE cristal y PET.
VII. ASPECTOS ECONÓMICO-PRODUCTIVOS El proceso de moldeo por soplado tiene una productividad muy alta, es de los procesos para plásticos más productivos que existen y en la actualidad está muy extendido. Esto se debe a que los tiempos de fabricación son realmente bajos, pues generalmente de todo el ciclo del proceso sólo el enfriamiento supone 2/3 de este y además, el enfriamiento no suele ser muy elevado, pues los espesores generalmente son muy delgados y la pieza enfría rápidamente. Si nos fijamos en lo que supone económicamente el proceso de soplado es un proceso rápidamente amortizable, debido a que generalmente se dirige a la fabricación de grandes lotes. Teniendo en cuenta que aproximadamente un 40% del total del plástico se emplea para envase y embalaje y que dentro de ello solamente en botellas se emplea el 30% aproximadamente, podemos concluir con que el proceso de soplado constituye más del 12% del plástico total, lo que se traduce en el consumo de más de 300.000 toneladas anuales sólo en España.
VIII. APLICACIONES HABITUALES Este proceso se utiliza habitualmente para envases y contenedores, como botellas, garrafas sin asa, garrafas con asa hueca, bidones, etc. También pueden fabricarse piezas relativamente grandes, como toboganes o tanques de grandes dimensiones, sin embargo si el número de piezas no es muy elevado empieza a ser recomendable el moldeo rotacional, pues la inversión a realizar es bastante menor.
Métodos de procesado de plásticos
El objetivo de todos los procesos es producir artículos de plástico con el mayor grado posible de libertad en el diseño geométrico. En esto, el soplado es un poco diferente a la inyección, termo conformado, moldeo rotacional y demás procesos competidores. Sin embargo, el moldeo por soplado se ha desarrollado exclusivamente para la producción de moldes huecos, mientras que la mayoría de los otros procesos producen partes planas.
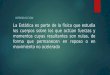
En el soplado, el granulado plástico alimenta a una extrusora, en la que se plastifica por un tornillo a alta presión, entonces extruído en la forma de un parisón plástico a 200°C en un molde de soplado, se «sopla» hasta finalizar el artículo. Una vez que la temperatura del artículo soplado se ha reducido lo suficiente mediante la cara interna fría del molde, se puede proceder al desmoldeo sin problema y sin notables deformaciones geométricas. De esta manera el proceso de rebaba en el moldeo puede ser eliminado (dependiendo del grado de automatización de la sopladora).

La principal diferencia entre el soplado y los demás métodos radica en el manejo del parisón, un paso en el proceso desde el granulado hasta el producto final, y en el paso posterior, es decir, la expansión del parisón al artículo soplado acabado. Mientras que en el moldeo por inyección, por ejemplo, el granulado se funde y se inyecta directamente en un molde cerrado, en el soplado el parisón suspendido libremente es depositado en un molde de soplado y, después de cerrar el molde, se expande por presión de aire. En el termoconformado o conformado al vacío, un área predeterminada del film es conformada por vacío, resultando un molde hueco con capacidad de contrasalida limitada y superficie. En el moldeo rotacional el plástico en polvo se calienta con un alto grado de libertad en un molde giratorio cerrado; sin utilizar presión, la pieza moldeada es conformada con restricciones en la calidad, relativas a la calidad de la superficie y a la precisión en el espesor de la pared.
IX. EL SOPLADO EN LA ACTUALIDAD Hoy en día, las operaciones de soplado tienden a ser divididas entre la producción de partes industriales y el envasado de productos. Las partes industriales incluyen piezas moldeadas para aplicaciones automovilísticas tales como depósitos de gasolina, alerones y conductos de aire. Cada vez más, los nuevos procesos 3D están siendo utilizados para producir todos los tipos imaginables de tubos y tuberías para fluidos de presión y de no presión. La variedad de paneles y elementos de revestimiento para aplicaciones domésticas también se incluye dentro de la categoría de partes industriales, así como los juguetes y piezas moldeadas para aplicaciones médicas. Entre los materiales más comúnmente utilizados figuran las poliolefinas tales como PE, PP y los plásticos técnicos como la poliamida (PA), policarbonato (PC) y los materiales coextruidos
Figura 3. Proceso de extrusión por soplado
El amplio abanico de productos de envasado incluye recipientes para la comida e industrias químicas, cosméticas y detergentes. Las botellas para la industria de bebida suponen la porción más grande del mercado. En menor volumen se producen os envases como bidones, depósitos calefactados de aceite y recipientes del 1.000 litros para la industria química. El material más utilizado para productos de embalaje y envasado es el polietileno tereftalato (PET) seguido del PE, PP y cada vez en menor grado el PVC. Los materiales coextruidos también son muy empleados en aplicaciones especiales de envasado.

X. VENTAJAS Y DESVENTAJAS DEL MOLDEO POR SOPLADO
El proceso de moldeo por soplado ha revolucionado el mundo de los plásticos y de cómo la gente transporta sus mercancías. Sus ventajas de producción rápida y salida de alto volumen han permitido a las empresas producir receptáculos baratos para muchos de los alimentos más importantes del mundo, de la leche al jugo de naranja. Este método no está exento de desventajas, sin embargo, ya que los polímeros de este tipo dependen de la disminución de los recursos para ser creados y tienen un impacto medioambiental que aún no se trata adecuadamente.
XI. CONCLUSIONES
Concluyo diciendo que El moldeado por soplado ofrece al procesador la capacidad de producir complejas formas huecas que sean livianas y que presenten excelentes relaciones rigidez-peso. En comparación con el moldeado por inyección, el proceso de moldeado por soplado se lleva a cabo mediante un proceso a baja presión, permite realizar construcciones de doble pared y controlar las dimensiones exteriores (molde) y el espesor de la pared. Con más de 40 años de experiencia en el desarrollo de modernas tecnologías de termoplásticos, la unidad de negocios Innovative Plastics de SABIC es ahora un proveedor comprometido con la industria del moldeado por soplado, con un catálogo de productos que amplía el rango de opciones de desempeño, procesamiento y estética para una serie de aplicaciones de moldeado por soplado. Seguimos siendo pioneros en este mercado en tecnologías de proceso y materiales de última generación.
Asimismo, El moldeado por soplado de extrusión permite fabricar piezas más grandes o producir múltiples piezas más pequeñas en una única operación. Las resinas NORYL™, NORYL™ GTX, LEXAN, CYCOLAC, CYCOLOY, ULTEM, VALOX, XYLEX y XENOY de la unidad de negocios Innovative Plastics de SABIC se utilizan actualmente en aplicaciones de moldeado por soplado, aportando soluciones de ingeniería que satisfacen los exigentes requisitos de los clientes.
XII. REFERENCIAS
http://www.ehowenespanol.com/ventajas-desventajas-del-moldeo-soplado- lista_462971/

http://biblioteca.sena.edu.co/exlibris/aleph/u21_1/alephe/www_f_spa/icon/ 45896/Informador62/8/historia.html
http://www.motan-colortronic.com/es/ soluciones/moldeo-por-soplado.html
http://www.dow.com/polyethylene/la/es/fab/ molding/bmprocesses.htm
https://es.wikipedia.org/wiki/Moldeo_por_soplado