Embed Size (px)
Citation preview

PÁGINA 1 DE 62
INFORME TÉCNICO
PREPARADO PARA SIDERAR - PLANTA Gral. SAVIO
SISTEMA DE MONITOREO DEL OSCILADOR DE MOLDE DE LA COLDADA CONTINUA
AREA O DEPARTAMENTO: Mantenimiento Preventivo CCD
AUTOR: Martín Roberti FUNCIÓN: Pasante
RESPONSABLE / TUTOR: Sebastián Lema – Predictivo - SEMA
RESPONSABLE del SECTOR: Mauro Sánchez – Preventivo - CCD
COLABORACIÓN:
Hugo Riboldi – Preventivo - CCD Gustavo Di Gresia – Ing. de Proceso - CCD
Jaime Usart - Preventivo - CCD Mauricio Pilotti – MACE
José Miller - Preventivo - CCD
Fecha: FEBRERO, 2007

PÁGINA 2 DE 62
Contacto: Autor: Martín Roberti Alumno de la Facultad Regional San Nicolás – UTN - Argentina Mails: [email protected] [email protected] Breve Comentario: Este trabajo es el resultado de mi pasantía universitaria realizada en la empresa siderúrgica SIDERAR ubicada en la ciudad de San Nicolás, Provincia de Buenos Aires, Argentina. Fue desarrollado fundamentalmente en el sector de la colada continua de planchones en la Acería y el seguimiento del mismo estuvo a cargo del Ing. Sebastián Lema. El trabajo realizado ha sido beneficioso en cuanto a la utilización de conocimientos propios de la carrera de Ing. Electrónica así como de otras especialidades tales como mecánica y metalurgia.

PÁGINA 3 DE 62
Índice Capítulos Página CAPÍTULO 1 – Perspectiva general del sistema 4
1.1 - Introducción 41.2 - Proceso de colada continua 4
1.2.1 – Descripción general 41.2.2 - Descripción básica del oscilador de molde 7
1.3 - Sistema de medición 81.3.1 – Descripción general de la instalación 81.3.2 – Detalles del monitor de oscilaciones 10
1.4 - Acelerómetros usados 131.4.1 - Descripción 131.4.2 – Conectores, cables, necesidad del empalme. 141.4.3 - Acelerómetros (MEMS) - Principio de funcionamiento 17
1.5 – Ubicación de los acelerómetros en la silleta 221.6 – Ganancia de los acelerómetros 22
1.6.1 – Método para determinación de la ganancia de los acelerómetros 221.7 – Montaje de los acelerómetros 25
1.7.1 – Protección 251.7.2 – Montaje mecánico 261.7.3 – Ubicación relativa al molde 28
1.8 – Parámetros medidos y calculados por el sistema 29 CAPÍTULO 2 - Software 33
2.1 – Aplicaciones utilizadas 332.2 – MMconfig – Creación del archivo de configuración 33
2.2.1 – Estado de la instalación a Febrero 2007 362.3 – MMclient 36
2.3.1 – MMClientw.exe 362.3.2 - MMClientq 37
2.4 - MMViewer 392.4.1 – Descripción general 392.4.2 - Ejemplo de uso de mmviewer 44
CAPÍTULO 3 – Utilización del sistema 483.1 Análisis del movimiento durante cambios de ancho del molde 48
3.1.1 Influencia sobre la fricción 483.1.2 Influencia sobre los espectros 503.1.3 Influencia sobre las trayectorias 543.1.4 Influencia sobre los desplazamientos 56

PÁGINA 4 DE 62
3.2 Análisis del movimiento para distintos grados de acero 573.2.1 Influencia sobre la fricción 573.2.2 Influencia sobre los espectros 583.2.3 Influencia sobre las trayectorias 593.2.4 Influencia sobre los desplazamientos 60
Agradecimientos 61

PÁGINA 5 DE 62
CAPÍTULO 1 - PERSPECTIVA GENERAL DEL SISTEMA 1.1 INTRODUCCIÓN En toda máquina de colada continua existe un equipo que se denomina oscilador de molde. El molde es el elemento que determina las dimensiones del planchón, por un lado ingresa acero líquido y por el otro comienza a salir el planchón con forma rectangular. El molde está construido con paredes de cobre recubiertas con una delgada capa de níquel, posee además un circuito de refrigeración que extrae rápidamente el calor, de esta manera comienza el proceso de solidificación formándose una piel sólida, el espesor de esta piel a la salida del molde llega a ser de unos 10 a 14 mm aproximadamente, según la velocidad y otros parámetros de colada. Para mejorar el proceso de solidificación del planchón y evitar que este se pegue al molde, se hace oscilar a éste con un movimiento oscilatorio senoidal en la dirección del movimiento del planchón, se usa además un polvo que se denomina “polvo colador” el cual cumple la función de lubricante entre la pared interna del molde y la piel del planchón. El sistema encargado de darle este movimiento alternado al molde es el oscilador de molde. El movimiento del molde debe cumplir ciertos requisitos, posteriormente veremos cuales son y la razón de estos. El sistema de monitoreo nos permite medir cómo se está moviendo el molde, los elementos sensores son acelerómetros del tipo MEMS (micro electro-mechanical system) cuyo principio de funcionamiento se basa en la variación de la capacitancia de un capacitor diferencial, más adelante (item 1.4.3) se verá los detalles constructivos de este tipo de acelerómetro, otra característica es que son del tipo triaxial, es decir miden la aceleración del movimiento en las tres dimensiones, esto permite conocer el movimiento vertical, lateral y frontal del molde. Como bien sabemos (de un curso de física clásica), al integrar una aceleración obtenemos la velocidad, y al integrar nuevamente obtenemos el desplazamiento, de esta manera podemos conocer la posición del molde y su velocidad (además de la aceleración) en las tres direcciones de movimiento a partir de las señales de aceleración que miden los acelerómetros. Este proceso de cálculo lo realiza un programa que está escrito en lenguaje C corriendo bajo el sistema operativo QNX 4.25. Dicho programa se llama “mmviewer” 1.2 PROCESO DE COLADA CONTINUA 1.2.1 DESCRIPCIÓN GENERAL Como ya se comentó brevemente en el ítem 1.1, el proceso de colada continua tiene por objetivo transformar el acero líquido en un planchón sólido llamado también “slab”, éste luego es procesado en la etapa siguiente de laminación para obtener la chapa con las características solicitadas. La cuchara que llega a la colada continua viene de la etapa anterior que se conoce como LF, allí se producen el ajuste de la calidad del acero con las aleaciones correspondientes, la cuchara es traída por una grúa que la apoya en el brazo portacuchara de la torreta giratoria,

PÁGINA 6 DE 62
Torreta
Brazo
luego la cuchara es ubicada sobre el repartidor, la función de este es distribuir el acero líquido hacia los moldes de ambas líneas de colado. El acero líquido pasa de la cuchara al repartidor a través de un conducto llamado comúnmente “Tubo”, del mismo modo pasa del repartidor a los moldes a través de un conducto de material cerámico llamado busa. La fotografía de la figura 1 muestra y aclara lo comentado.
Figura 1. Fotografía en la plataforma de CCD El control de nivel de acero lo hace un sistema de control del tipo PID que controla la posición de un tapón interno en la busa que abre o cierra el paso, de esta manera se mantiene el nivel de acero dentro de los moldes según los valores seteados y en función de las condiciones de coldada Una vez que el acero líquido está en el molde empieza a solidificarse, esto ocurre debido a que el molde posee un sistema de refrigeración de agua que extrae una gran cantidad de calor, de esta manera comienza a formarse una piel sólida de acero que está en contacto con las placas del molde. Para facilitar el proceso de solidificación y formación de la piel del planchón se hace oscilar al molde con un movimiento oscilatorio senoidal, este movimiento evita que la piel de acero sólido se pegue al molde, en todo este proceso entra en juego una sustancia llamada “polvo colador” que se vuelca sobre la superficie del acero líquido y por ende reduce uno de los parámetros más importantes en el proceso de colada continua y que se lo llama FRICCION.
Cuchara
Tubo
Repartidor
Busa Tapa del
molde

PÁGINA 7 DE 62
Polvo Colador Cumple la función de lubricante entre la pared interna del molde y la piel sólida exterior del planchón reduciendo así la fricción, existen distintos tipos según el grado de acero. Cuando el polvo colador no es el adecuado o se encuentra en malas condiciones, puede provocar una mala lubricación y un aumento de la fricción. Por esta razón es importante que el sistema de monitoreo no sólo nos informe sobre el movimiento del molde sino también que calcule este parámetro. Un aumento de la fricción indica una mala lubricación, lo cual puede indicar entre muchas cosas que ha ocurrido o puede llegar a ocurrir un “sticker”, que significa un pegado entre la piel del planchón y el molde, este fenómeno puede hacer que la piel quede debilitada y de esta manera puede producirse un pinchado de la línea, derramándose acero líquido en el interior de la máquina y obligando una parada de emergencia. Molde La figura 2 nuestra una fotografía del molde, la superficie de acero líquido está cubierta con el polvo colador que es incorporado por el operador de turno.
Figura 2. Fotografía del molde en operación En esta misma fotografía puede observarse en detalle el polvo colador sobre el acero líquido, la busa que como ya se dijo es la pieza que transporta el acero líquido desde el repartidor hacia el molde y que incluye un tapón interno (que no puede verse en la foto) cuya función es regular el nivel. También se observan los laterales móviles que permiten ajustar el ancho del planchón según pedidos especificados, el accionamiento es de tipo eléctrico y mediante un encoder puede determinarse con un buen grado de precisión la medida del ancho del planchón que se está colando, esta medida puede leerse en el trending de QNX.
Repartidor
Molde
Bandeja con polvo colador
Polvo colador sobre el acero líquido
Busa
Laterales móviles

PÁGINA 8 DE 62
1.2.2 DESCRIPCIÓN BÁSICA DEL OSCILADOR DE MOLDE En el plano de la figura 3 se puede observar en forma general cómo está constituida toda la estructura del oscilador de molde.
Figura 3. Plano del oscilador de molde Observación: El molde está ubicado sobre la silleta, este plano no lo muestra.
Silleta
Aquí, sobre la silleta está montado el molde
Radio Curvatura = 10400 mm
Rodamientos
Excéntrica
Motor
Antipandeo
Movimiento

PÁGINA 9 DE 62
En silleta van montados los sensores, para ello ha sido necesario soldar soportes para los acelerómetros construidos con chapa de 6 mm de espesor de dimensiones 100 x 100 mm, espacio suficiente para alojar al acelerómetro junto con su caja protectora de acero inoxidable. Más adelante en este informe, en el ítem 1.7 página 25, se muestra en detalle toda la información respecto al montaje de los acelerómetros. En la fotografía de la figura 4 se puede observar los motores, reductores de velocidad y la excéntrica.
Figura 4. Recinto de motores del oscilador de molde. 1.3 SISTEMA DE MEDICIÓN 1.3.1 DESCRIPCIÓN GENERAL El sistema de medición completo está constituido por las siguientes partes fundamentales:
• Acelerómetros triaxiales Kiss Technologies modelo KT333b • Monitor de oscilaciones ó adquisidor de datos • Software bajo QNX, PC nodo 29
El esquema completo de la instalación puede verse en el diagrama de la figura 5. En el ítem 1.4 página 13, se explica en detalle las características de los acelerómetros. En el Capítulo 2 página 33, se explica en detalle todo lo relacionado con el software. Cada línea de colada posee su correspondiente monitor de oscilación, a cada monitor van conectados 4 acelerómetros, los cables llegan a través de una tubería de 2” de caño galvanizado
Excéntrica
Motor
Columna Oscilante
Reductor

PÁGINA 10 DE 62
Figura 5. Esquema de la instalación
Comentarios importantes
• Los acelerómetros están ubicados dentro de la cámara de vapor y son inaccesibles mientras la máquina de CCD está funcionando.
• El monitor de línea 1 está ubicado en el gabinete de línea 1 en el primer piso al lado del motor del oscilador de molde.
• El monitor de línea 2 y el hub están ubicados en otro gabinete, en el mismo piso justo al lado del motor del oscilador de línea 2.
• La fibra óptica comunica el hub con el transceiver que está ubicado en la sala de QNX de la colada contínua.
• El nodo 29 es una PC que corre exclusivamente el software de monitoreo de los moldes, se comunica con el transceiver por cable UTP.
• Desde el switch QNX local es posible conectarse a los monitores de molde y correr aplicaciones de prueba y desarrollo bajo Windows.
Conexión a los monitores desde la sala de qnx con MMClientw.exe (Bajo DOS/Windows)
- En conexiones de red de la pc Windows se configura IP: 192.168.201.20 y se la conecta al switch QNX local.
- Se ejecuta por línea de comandos mmclientw.exe tal como se explica en capítulo 2 ítem 2.3.1 página 36.
- Se establece la conexión y empieza a medir fricciones. Si se pulsa la tecla “p” comienza a medir parámetros, con “r” mide valores RMS, con “f” vuelve a medir fricciones.
PÁGINA 11 DE 62
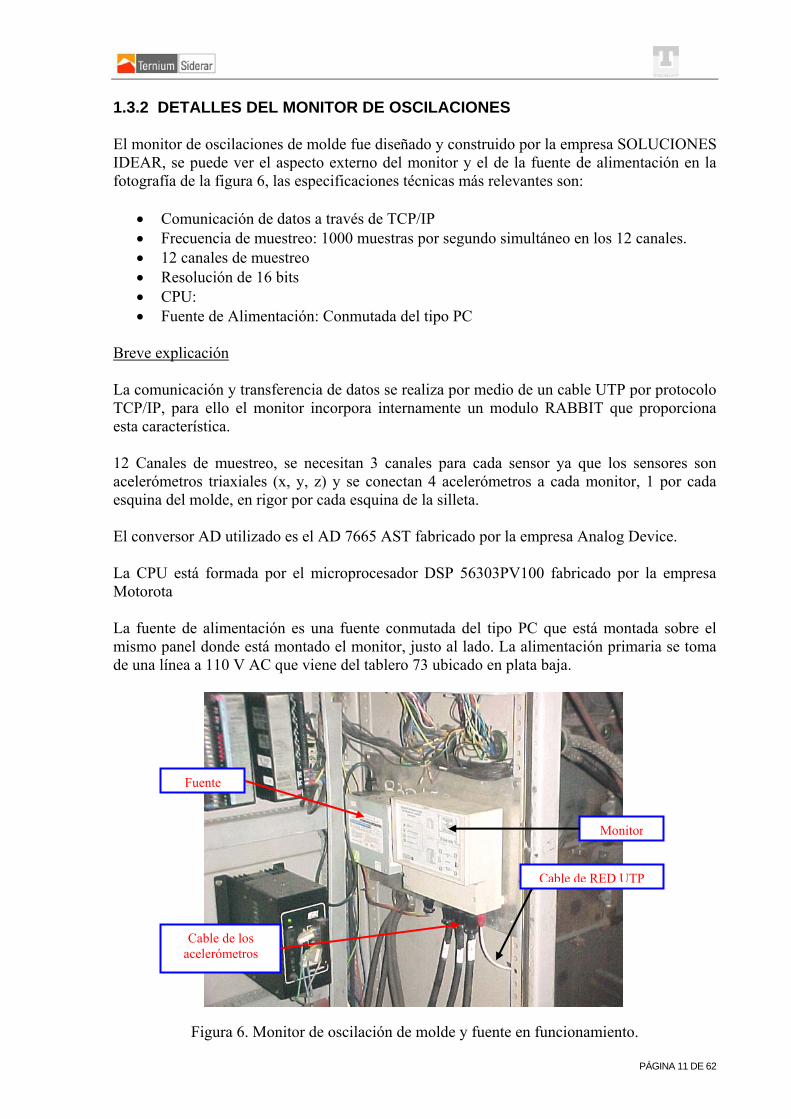
1.3.2 DETALLES DEL MONITOR DE OSCILACIONES El monitor de oscilaciones de molde fue diseñado y construido por la empresa SOLUCIONES IDEAR, se puede ver el aspecto externo del monitor y el de la fuente de alimentación en la fotografía de la figura 6, las especificaciones técnicas más relevantes son:
• Comunicación de datos a través de TCP/IP • Frecuencia de muestreo: 1000 muestras por segundo simultáneo en los 12 canales. • 12 canales de muestreo • Resolución de 16 bits • CPU: • Fuente de Alimentación: Conmutada del tipo PC
Breve explicación La comunicación y transferencia de datos se realiza por medio de un cable UTP por protocolo TCP/IP, para ello el monitor incorpora internamente un modulo RABBIT que proporciona esta característica. 12 Canales de muestreo, se necesitan 3 canales para cada sensor ya que los sensores son acelerómetros triaxiales (x, y, z) y se conectan 4 acelerómetros a cada monitor, 1 por cada esquina del molde, en rigor por cada esquina de la silleta. El conversor AD utilizado es el AD 7665 AST fabricado por la empresa Analog Device. La CPU está formada por el microprocesador DSP 56303PV100 fabricado por la empresa Motorota La fuente de alimentación es una fuente conmutada del tipo PC que está montada sobre el mismo panel donde está montado el monitor, justo al lado. La alimentación primaria se toma de una línea a 110 V AC que viene del tablero 73 ubicado en plata baja.
Figura 6. Monitor de oscilación de molde y fuente en funcionamiento.
Monitor
Fuente
Cable de RED UTP
Cable de los acelerómetros

PÁGINA 12 DE 62
En la fotografía de la figura 7 vemos el monitor de oscilaciones y la fuente. De izquierda a derecha el nombre de los cables son:
1. Cable de alimentación (señalado en la foto) 2. Cables de los acelerómetros, son 4 en total, el numero 1 no está conectado debido a
que aún no se había instalado dicho sensor, luego siguen el 2, el 3 y el 4. 3. Cable UTP para transmisión de datos (es el cable blanco con ficha roja)
Figura 7. Monitor visto de frente Funcionamiento Brevemente vamos a explicar como trabaja el monitor. El monitor toma 4096 muestras en cada canal y lo hace en forma simultánea, como la frecuencia de muestreo es de 1000 muestras por segundos, el tiempo que dura la toma de datos es levemente superior a 4 segundos, la función del monitor es acomodar estos datos en un orden determinado y transmitirlos, de esta manera el soft bajo QNX recibe el paquete de datos acomodado en una estructura prefijada. Recordar que el sofá bajo QNX está corriendo en una PC (nodo 29) en la sala de QNX. Tal estructura es la que se muestra en la tabla de la figura 8. Recordar que cada muestra es de 16 bits. En la tabla también se muestra el tamaño en bits y en bytes y el tamaño total del paquete transmitido en Kbytes. El hecho de tomar 4096 muestras es debido al uso de la FFT que exige un número de muestras igual a 2^n para todo n natural positivo. Ver teoría de FFT. (fast Fourier transform o tranformada rápida de Fourier) Importante: Es necesario crear y cargar un archivo de configuración para el correcto funcionamiento. Ver Capítulo 2 ítem 2.2 para la creación de este archivo.
Cable de alimentación

PÁGINA 13 DE 62
El orden en que se transmiten los datos es desde canal 1 hasta canal 12.
N° Sensor N° canal Señal Cantidad Muestras Tamaño Bits Tamaño en
Bytes Canal 1 Z 4096 65536 8192 Canal 2 X 4096 65536 8192 1 Canal 3 Y 4096 65536 8192 Canal 4 Z 4096 65536 8192 Canal 5 X 4096 65536 8192 2 Canal 6 Y 4096 65536 8192 Canal 7 Z 4096 65536 8192 Canal 8 X 4096 65536 8192 3 Canal 9 Y 4096 65536 8192
Canal 10 Z 4096 65536 8192 canal 11 X 4096 65536 8192 4 Canal 12 Y 4096 65536 8192
Total Bytes 98304 Total KBytes 96
Figura 8. Estructura de datos y tamaños
Conector hembra El conector hembra es el que va conectado al cable, en el diagrama de la figura 8 mostramos al conector visto de frente y el nombre de la señal de cada pin. Como dato adicional este conector es fabricado por la empresa AMP y su código de producto es 206708-1
Figura 8. Conector hembra en el cable del acelerómetro del lado del monitor

PÁGINA 14 DE 62
1.4 ACELERÓMETROS USADOS 1.4.1 DESCRIPCIÓN Los sensores utilizados para el monitoreo del molde son acelerómetros capacitivos, se los conoce también como acelerómetros tipo MEMS (micro electro mechanical system) por el tipo de construcción, en el punto 1.4.3 de este informe veremos detalladamente como están construidos internamente y cómo funcionan. El modelo del acelerómetro es KT333B fabricado por la firma norteamericana KISS TECHNOLOGIES, los cuales están específicamente diseñados para procesos de colada continua. En la figura 9 vemos una fotografía en la cual se observan estos acelerómetros, el que está conectado al cable (izquierda) corresponde al tipo de montaje con bulón mientras que el de la derecha corresponde al tipo de montaje con base magnética incorporada.
Figura 9. Fotografía de los acelerómetros Características Técnicas

PÁGINA 15 DE 62
Como ya se dijo, estos acelerómetros miden en las 3 dimensiones, en la figura 10 se indican las direcciones de medición.
Figura 10. Direcciones de medición 1.4.2 CONECTORES, CABLES, NECESIDAD DEL EMPALME El conector que viene de fábrica con el cable del acelerómetro es distinto al conector que trae el monitor de oscilaciones. Por otro lado el cable junto con el conector que llega al monitor ya se encontraba en el interior de la cañería y no era factible retirarlo, dado los tiempos escuetos de las paradas, la solución fue entonces realizar un empalme en la zona cercana al acelerómetro (a 1 metro de él aproximadamente) que es donde termina la cañería instalada previamente. Detalle del conector del acelerómetro El conector es tipo macho con 2 Key (se entiende por Key a las ranuras de encastre), en la figura 11 vemos un diagrama del conector visto de frente y su pinout.
Figura 11. Conector macho del acelerómetro visto de frente

PÁGINA 16 DE 62
Detalle de la instalación en la zona del empalme Tenemos el acelerómetro con su conector macho incluido abulonado dentro de su caja protectora, luego se conecta el cable con el conector hembra que viene original de fábrica, a una distancia de 1 metro aproximadamente se corta el cable y se realiza el empalme con el cable preinstalado que sale de la cañería. El dibujo de la figura 12 nos aclara lo comentado.
Figura 12. Detalle del cableado en la zona del empalme
La zona del empalme presenta las siguientes características:
• Químicamente es muy agresiva • Se encuentra en el interior de la cámara de vapor • El ph de la atmósfera en esta zona es ácido • Temperaturas mayores a 100 °C • Mucha suciedad (polvo colador, aceite, grasas) • Presencia de agua
Por todas estas razones se protege al sensor y a los cables. La protección del sensor la veremos en detalle en el ítem 1.7.1 página 25, básicamente consiste en una caja de acero inoxidable que hace de protección mecánica y en un sistema de presurización de nitrógeno que hace de refrigerante y de protección química por presión positiva. Los cables se unen mediante soldadura de estaño, luego se aísla con termocontraible, posteriormente se envuelve cada cable con cinta vulcanizante y luego se envuelve el empalme completo. Sobre la cinta vulcanizante se aplica sellador de siliconas para alta temperatura y luego se coloca la vaina de pirojacket. Sobre la zona del empalme se colocan precintos.
Caja de aluminio
Cañería
Vaina de Pirojacket
Sellador
Precintos
Cinta Vulcanizante Empalme
Silleta
Base Portasensor

PÁGINA 17 DE 62
Algo parecido se hace en la zona del conector del cable y en la zona de la caja de la cañería, en ambos casos se aplica sellador de silicona de alta temperatura entre el cable y el pirojacket, luego se coloca un precinto. De esta manera evitamos que el agua y los agentes químicos lleguen fácilmente a la zona del empalme provocando una sulfatación que lo destruiría rápidamente. Detalle del empalme En la figura 13 vemos más en detalle la zona del emplame.
Figura 13. Detalle del empalme La unión de los cables requirió la identificación de los cables individuales que van en el interior de la vaina del cable que ya se encontraba instalado en la cañería, es decir había que identificar los cables correspondientes al canal X, Y, y Z, los 2 cables de Masa y el cable de Alimentación de 5 Volt, para llevar a cabo esta tarea teníamos como dato la denominación de pines del conector hembra que estaba en el otro extremo del cable (del lado del monitor), esta denominación de pines podemos verla en la figura 8. Así fuimos cortocircuitando cada pin con la malla del lado del conector y midiendo conductividad del otro lado. Por otro lado el cable que viene con Kiss Technologies viene codificado según
- cable color rojo = alimentación - cable color rojo y negro = masa - cable color rojo rayado azul = canal Z - cable color rojo rayado amarillo = canal X - cable color rojo rayado blanco = canal Y
Observación: el cable de kiss tiene una sola masa mientras que el cable que ya se encontraba en la cañería tiene 2 cables de masa (corresponden a los pines 4 y 6 del conector de la figura 8), estos deben unirse aquí en el empalme.
Caja de aluminio
Soldadura con estaño
Termocontraible
Conector Hembra que viene con el cable de Kiss technologies Vulcanizante
Sellador

PÁGINA 18 DE 62
1.4.3. ACELERÓMETROS MEMS – PRINCIPIO DE FUNCIONAMIENTO La medición de aceleración puede realizarse midiendo la fuerza necesaria para acelerar un objeto de masa conocida, para lo cual a su vez bastará medir la deflexión de un dinamómetro que sostiene a dicha masa. El modelo mecánico correspondiente a esta idea se muestra en la figura 14.
Figura 14. Modelo físico sobre el cual se basa el funcionamiento de los acelerómetros integrados.
La disposición muestra un objeto vibrante cuya aceleración se desea medir. Sobre este mismo está montado el dispositivo de medición formado por una masa m y un resorte con constante elástica k. Lo que se desea medir es la derivada segunda del desplazamiento del objeto vibrante, es decir
a(t) = x’’(t) (1) (*)
Para ello se medirá, en realidad, la deformación x(t) - y(t) del resorte, ya que no es sencillo medir directamente la aceleración respecto a un sistema inercial. Buscaremos, por lo tanto, una relación entre esta deformación y la aceleración a(t). Llamando f a la fuerza aplicada por el resorte a la masa m, tenemos:
f = k(x-y) = m . y’’(t) de donde se obtiene una ecuación diferencial que relaciona x e y:
m .y’’(t) + k y(t) = k x(t) (2)
Aplicando la transformación de Laplace (suponiendo condiciones iniciales nulas), se obtiene:
(*) La comilla doble significa derivada segunda.

PÁGINA 19 DE 62
Siendo
la frecuencia natural o frecuencia de resonancia del sistema. De aquí podemos obtener
X(S) – Y(S) Según
(3) donde A(s) es la transformada de la aceleración buscada. Esta ecuación muestra que muy por debajo de la resonancia, es decir para ω << ω0, la deformación del resorte es aproximada-mente proporcional a la aceleración, es decir (4) Una vez reducido el problema de medir aceleración al de medir una deformación geométrica, existen varios enfoques posibles para resolverlo. Uno sería utilizar una celda de carga. Otro, aplicar el efecto piezoeléctrico que exhiben algunos cristales. Otro, transformar la deformación en una variación de capacidad, que luego puede medirse eléctricamente. Este último es el que usan los acelerómetros de Kiss Technologies. Para llevar a cabo esta idea, ha sido preciso recurrir a la mecatrónica, es decir la construcción de mecanismos microscópicos mediante la tecnología de los circuitos integrados electrónicos. Un ejemplo de este mecanismo se muestra en la figura 15 (fuera de escala). Consta de una espiga central, sujeta sólo a unos anillos rectangulares elásticos, de la cual emerge un total de 46 láminas que actúan como placas centrales de sendos capacitores diferenciales. El sensor completo mide aproximadamente 0,5 mm de lado. La masa del modelo anterior corresponde a la masa de la espiga y de las 46 láminas, y la constante elástica a la elasticidad de los anillos. En la figura 15 vemos un ejemplo de lo que sería la construcción de un acelerómetro del tipo capacitivo, estando éste en estado de equilibrio.

PÁGINA 20 DE 62
Figura 15. Construcción interna de un acelerómetro capacitivo El dispositivo se encuentra en estado de reposo.
Cuando el acelerómetro es sometido a una aceleración, la espiga central se desplaza de la posición de equilibrio tal como muestra la figura 16.
Figura 16. Dispositivo acelerado hacia la izquierda.
Tensión de salida proporcional a la aceleración: Vamos a deducir la ecuación que determina la tensión de salida en función de la aceleración aplicada al dispositivo,
Figura 17. Detalle de la geometría del capacitor diferencial, los puntos oscuros representan zonas de anclaje al sustrato del circuito integrado.

PÁGINA 21 DE 62
En reposo, ambas capacidades son iguales, es decir Ca0 = Cb0 = C0 (ver figura 15). Cuando seaplica al integrado una aceleración en la dirección de la espiga central, ésta se desplaza, haciendo que uno de los capacitores disminuya y el otro aumente. En efecto, si llamamos d a la distancia en reposo entre la placa central y las placas extremas de cada capacitor diferencial (figura 17), ξ al desplazamiento relativo entre la placa central y el substrato del integrado (es decir, ξ = x - y del modelo anterior) y S a la superficie de las placas, tendremos
(5.a) (5.b) La idea es detectar esta diferencia conectando los dos capacitores como divisor capacitivo, excitando en ambos extremos con tensiones opuestas de alta frecuencia, ver figura 18. En ausencia de aceleración, los dos capacitores son iguales, y la salida resulta nula.
Figura 18. Esquema básico de transducción y conexión. En aceleración, Cb ≠ Ca, y entonces se tiene es decir:
(6)

PÁGINA 22 DE 62
Reemplazando según (5a) y (5b),
(7) Dado que ξ /d es independiente de s, esta misma relación tiene validez para las variables temporales, obteniéndose finalmente la siguiente expresión:
(8) Resulta así que la tensión de salida es proporcional a la aceleración. La constante de pro-porcionalidad está poco sujeta a dispersión y derivas térmicas, dependiendo principalmente de la resonancia mecánica y de la geometría del sensor. El único inconveniente es que para la validez de la ecuación (6), los capacitores deben ser cuasiestacionarios, es decir que su variación debe ser mucho más lenta que la de v1(t). Esto se logra eligiendo la frecuencia de v1(t) mucho más alta que la de a(t).

PÁGINA 23 DE 62
1.5 UBICACIÓN DE LOS ACELERÓMETROS EN LA SILLETA En la figura 19 vemos la ubicación real de los acelerómetros en la silleta, los rectángulos rojos representan los acelerómetros. Los acelerómetros ubicado en la parte trasera de la silleta o mejor dicho del lado de la cara fija del molde (el de la izquierda en el plano de la figura 19) están ubicados en un espacio reducido, está por detrás del caño de agua, esto hace que el montaje sea muy tedioso. Para estos acelerómetros se recomienda hacer el ajuste de los bulones que sostiene la caja por el lado de abajo haciendo uso de una escalera y un arnes de seguridad.
Figura 19. Ubicación de los acelerómetros, silleta vista de perfil. 1.6 GANANCIA DE LOS ACELERÓMETROS 1.6.1 METODO PARA DETERMINAR LA GANANCIA La hoja de datos del fabricante indica que la ganancia de los acelerómetros modelo KT333b es de 1300 mV/g, donde a g se entiende como valor de la aceleración de la gravedad. Sin embargo el valor real de ganancia de los acelerómetros difiere de este valor tabulado, y en general es distinto para cada sensor. Tal situación obliga a determinar la ganancia de cada acelerómetro. El método es sencillo, utilizando una plataforma puesta a nivel horizontal, se toma el acelerómetro y se lo coloca apoyado sobre la plataforma, se mide con un tester el valor de tensión obtenido en el pin correspondiente, luego se apoya la cara opuesta, es decir se invierte el sentido conservado la dirección que estamos ensayando y se toma el nuevo voltaje de
Acelerómetros

PÁGINA 24 DE 62
salida, de esta manera aplicamos g en un sentido y luego g en el otro sentido para una dirección determinada. Repetimos el ensayo para las 2 direcciones que restan. Luego realizamos esta tarea para todos los sensores. Obviamente para poder hacer este ensayo los sensores deben alimentarse con una tensión continua de 5 Voltios. Se aconseja utilizar la misma fuente de tensión para todos los acelerómetros a ensayar. A modo de resumen, veamos el siguiente ejemplo Ejemplo: Vamos a calcular la ganancia del sensor KT333b n° serie 0357 en la dirección del eje Z. Colocamos el sensor en la posición que muestra la figura 20 y medimos la tensión de salida en el pin Z, obteniendo: Tensión de salida = 2449 mV g
Figura 20. g actuando en un sentido.
Luego invertimos el sentido pero mantenemos la medición en la dirección del eje Z, tal como muestra la figura 21. No perder nunca de vista que la cara de apoyo este bien afirmada contra la plataforma de nivel horizontal. El valor de tensión medido fue = 5 mV g
Figura 21. g actuando en el sentido opuesto El cálculo de la ganancia se obtiene así:
Gz = (2449mV – 5mV)/(2*g) = 1222 mV/g

PÁGINA 25 DE 62
Repitiendo el método para el resto de las direcciones X e Y y para todos los sensores se obtienen las siguientes tablas de sensibilidades o ganancias.
Sensor, N° Serie Z directo Z invertido Ganancia Z
356 2446 4 1221
357 2449 5 1222
358 2437 5 1216
359 2457 5 1226
360 2431 5 1213
361 2444 5 1219
362 2458 4 1227
310 2429 4 1212
311 2396 4 1196
Sensibilidad para dirección Z
Sensor, N° Serie Y directo Y invertido Ganancia Y
356 1171 3802 1315
357 1171 3803 1315
358 1151 3789 1319
359 1125 3771 1323
360 1161 3806 1322
361 1171 3788 1308
362 1148 3787 1319
310 1147 3780 1316
311 1134 3745 1305
Sensibilidad para dirección Y
Sensor, N° Serie X directo X invertido Ganancia X
356 1168 3793 1312
357 1165 3801 1318
358 1159 3804 1322
359 1144 3783 1319
360 1133 3769 1318
361 1181 3793 1306
362 1149 3781 1316
310 1134 3763 1314
311 1162 3760 1299
Sensibilidad para dirección X
Estos son los valores de sensibilidad que hay que cargar en el archivo de configuración teniendo en cuenta además la ubicación del acelerómetro.

PÁGINA 26 DE 62
1.7 MONTAJE DE LOS ACELERÓMETROS 1.7.1 PROTECCIÓN En la figura 22 se muestra una fotografía de la caja de acero inoxidable diseñada y construida para proteger el acelerómetro, esta caja es fabricada a medida según plano 2570-12-4641 en acero inoxidable AISI 304. Presurización de nitrógeno: El objetivo es doble:
- Por un lado se aplica nitrógeno a presión, de esta maner existe una presión positiva en el interior de la caja que evite el ingreso desde el exterior de vapores, polvos y líquidos.
- Por el otro, dado que existen pequeñas fugas, se consigue un efecto de refrigeración. En definitiva se logra proteger al acelerómetro de:
• Golpes • Temperatura • Ingreso de Aceite, Agua, grasas. • Ingreso de vapores ácidos • Chispas • Suciedad
Figura 22. Tapa y base de la caja de protección del acelerómetro
Base de acero inoxidable
Cupla ¼” NPT Inox. Soldada
Tapa
Bulón de 5/32” para sujeción del acelerómetro

PÁGINA 27 DE 62
1.7.2 MONTAJE MECÁNICO En la figura 22 se puede ver que la caja esta formada por una base y por una tapa, el método de montaje es el siguiente:
- Se fija el acelerómetro a la base de la caja con tornillo de ¼” de acero inoxidable y con la correspondiente arandela y arandela grobber. Observar que quede bien centrado. Ver figura 23.
- Se conecta el cable al acelerómetro, se recomienda colocar sellador de siliconas o teflón en la rosca del conector y ajustar bien. Cabe aclarar que el cable ya tiene su protección colocada, es decir vaina de pirojacket, sellador y precinto. Figura 25.
- Luego se toma la tapa y se abulona el conjunto tapa y base a la base que se encuentra soldada sobre la silleta.
- Los bulones son de 5/16”, se utiliza arandela por arriba y arandela común y grobber por abajo. Figura 24.
- Se conecta la manguera de presurización. Figura 24. - Se Coloca un alambre que hace de sostén del cable para evitar que este quede
colgando. Figura 24 Observación: no confundir la base de acero inoxidable que es parte de la caja de protección con la base de montaje que es una placa de acero común soldada a la silleta.
Recomendación: para el montaje de los acelerómetros de la parte trasera se complica bastante cuando hay que conectar la manguera de presurización ya que el codo de la cañería de agua no deja lugar suficiente para colocarlo, se recomienda colocar primero el acople rápido hembra y luego enroscar el conector con una llave de 19 mm.
Figura 23. Montaje del acelerómetro

PÁGINA 28 DE 62
Figura 24. Montaje mecánico en la silleta. En la figura 25 vemos una foto de la instalación definitiva del acelerómetro. Se observa cable con su protección y precinto. Falta colocar el alambre de sostén.
Figura 25. Instalación definitiva
Precinto
Vaina de Pirojacket
Bulones 5/16”
Alambre para sostén
PÁGINA 29 DE 62
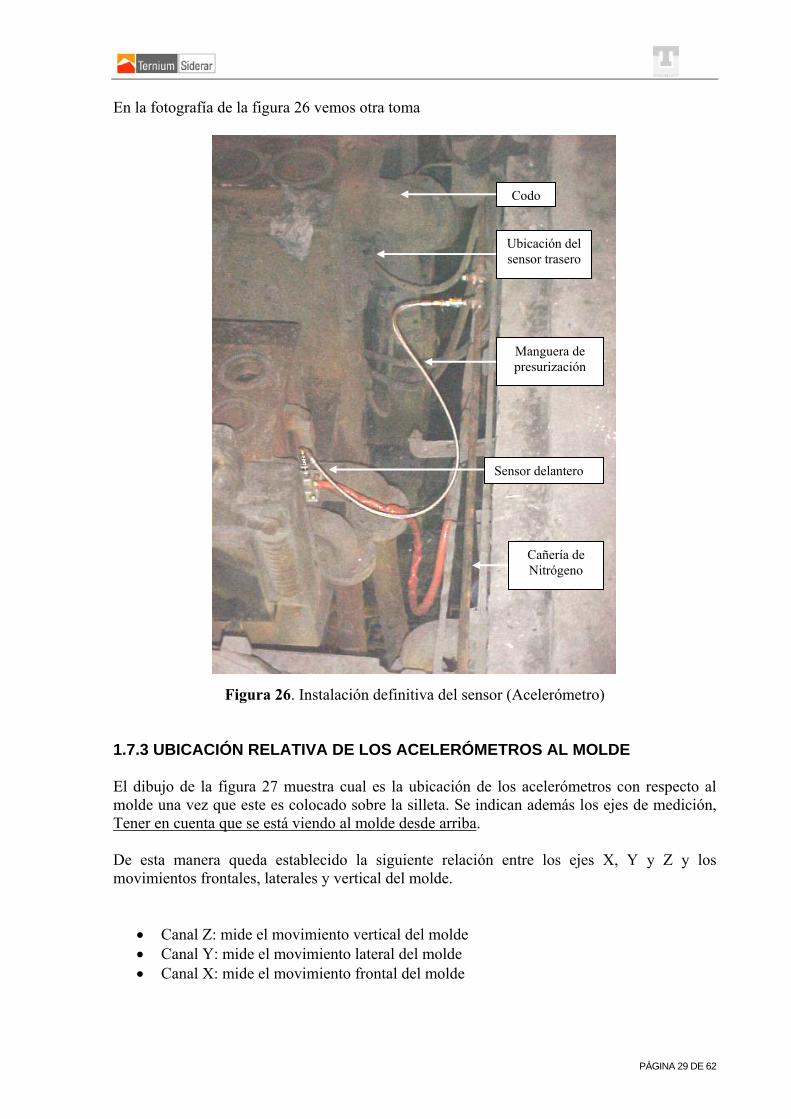
En la fotografía de la figura 26 vemos otra toma
Figura 26. Instalación definitiva del sensor (Acelerómetro) 1.7.3 UBICACIÓN RELATIVA DE LOS ACELERÓMETROS AL MOLDE El dibujo de la figura 27 muestra cual es la ubicación de los acelerómetros con respecto al molde una vez que este es colocado sobre la silleta. Se indican además los ejes de medición, Tener en cuenta que se está viendo al molde desde arriba. De esta manera queda establecido la siguiente relación entre los ejes X, Y y Z y los movimientos frontales, laterales y vertical del molde.
• Canal Z: mide el movimiento vertical del molde • Canal Y: mide el movimiento lateral del molde • Canal X: mide el movimiento frontal del molde
Cañería de Nitrógeno
Manguera de presurización
Sensor delantero
Ubicación del sensor trasero
Codo

PÁGINA 30 DE 62
Figura 27. Ubicación de los sensores respecto a la posición del molde Para aclarar más la situación con respecto a la ubicación podemos indicar lo siguiente:
- Los sensores 1 y 4 están ubicados del lado que da hacia los convertidores, técnicamente corresponde a la cara fija del molde.
- Los sensores 2 y 3 están ubicados del lado que da hacia la oficina de CCD, técnicamente corresponde a la cara móvil del molde.
1.8 PARÁMETROS MEDIDOS Y CALCULADOS POR EL SISTEMA A continuación se presenta una lista de los parámetros que mide y calcula el sistema de monitoreo. Desplazamiento Vertical Definición: Es un parámetro que se calcula, es el valor pico a pico de la señal que se obtiene de integrar 2 veces la señal de aceleración vertical (canal Z). Es el desplazamiento pico a pico medido en la dirección de la oscilación. Los valores positivos son desplazamientos hacia arriba y los negativos son hacia abajo. Unidad de Medida: Se mide en mm o pulgadas Dirección: Up -Down Objetivo: Valor de diseño para osciladores con movimiento recto. Si el movimiento del oscilador es curvo, esta medición varía de acuerdo al radio en que se mida. Desplazamiento Lateral o Transversal Definición: es el desplazamiento horizontal pico a pico perpendicular a la dirección de la colada que se obtiene de integrar 2 veces la señal de aceleración lateral (Canal Y). Los valores positivos son desplazamientos hacia la izquierda y los negativos son hacia la derecha. Unidad de Medida: Se mide en mm o pulgadas Dirección: Left - Right Objetivo: Valor 0.00 para osciladores con trayectorias rectas o curvas.

PÁGINA 31 DE 62
Desplazamiento Frontal Definición: Es el desplazamiento horizontal pico a pico en la dirección de la colada, es un parámetro que se calcula integrando 2 veces la señal de aceleración frontal (Canal X). Unidad de Medida: mm o pulgadas Dirección: Front -Back Objetivo: 0.00 para osciladores con trayectorias rectas y mayor a 0.00 para osciladores con trayectorias curvas Fase Definición: Es la diferencia de tiempo que hay entre el movimiento vertical de cada vértice del molde con respecto al vértice de referencia. Se calcula como la diferencia de tiempo entre el desplazamiento 0 de cada vértice (ti) respecto del desplazamiento cero del vértice de referencia (t0) expresada en grados respecto del período de la oscilación.
Ø= (ti - t0 )/T*360 Unidad: Grados Dirección: Up -Down Objetivo: 0.00 Desplazamiento Residual Definición: Es el desplazamiento pico a pico que resulta de sustraer al desplazamiento total, el desplazamiento vertical a la frecuencia de oscilación primaria
DR= DUD-DF0 Este parámetro es una medida del grado de ajuste o soltura que tiene el oscilador Unidad: mm o pulgadas Dirección: Up - Down Objetivo: 0.00 Simetría Definición: Es la relación que existe entre el tiempo de subida respecto del tiempo de bajada.
S = TS/TB Unidad: % Dirección: UP -Down Objetivo: 100 %

PÁGINA 32 DE 62
Vibración de baja frecuencia Definición: Es la magnitud de las vibraciones que tienen frecuencias entre 2 y 5 veces a frecuencia del oscilador. Unidad: mm/seg2 ó pulg/seg2
Dirección: Up -Down Objetivo: 0.00 mm/seg2 ó pulg/seg2 Vibración de media frecuencia Definición: Es la magnitud de las vibraciones que tienen frecuencias entre 6 y 15 veces a frecuencia del oscilador. Unidad: mm/seg2 ó pulg/seg2 Dirección: Up - Down Objetivo: 0.00 mm/seg2 ó pulg/seg2 Vibración de alta frecuencia Definición: Es la magnitud de las vibraciones que tienen frecuencias superiores a 16 veces a frecuencia del oscilador. Unidad: mm/seg2 ó pulg/seg2 Dirección: Up - Down Objetivo: 0.00 mm/seg2 ó pulg/seg2 Tiempo de strip negativo Definición: Es el tiempo en que el molde viaja hacia abajo delante del STRAND a una velocidad mayor a la de colada.
TSN=T(Velocidad Molde > Velocidad Colada)/Período Oscilación Unidad: mseg Dirección: Up -Down Objetivo: Depende del grado de calidad y condiciones de colada. Relación de strip negativo Definición: Es la relación entre el tiempo de strip negativo y el período de la oscilación Unidad: % Dirección: Up -Down Objetivo: Depende del grado de calidad y condiciones de colada. Típicamente entre 20% y 40%.

PÁGINA 33 DE 62
Tiempo de strip positivo Definición: Es el tiempo en que el molde viaja hacia arriba delante del STRAND.
TSP = T – TSN Unidad: mseg Dirección: Up -Down Objetivo: Depende del grado de calidad y condiciones de colada. Relación de strip positivo Definición: Es la relación entre el tiempo de stirp positivo y el período de la oscilación
RSN = 100% - RSN Unidad: % Dirección: Up -Down Objetivo: Depende del grado de calidad y condiciones de colada. Típicamente entre 60% y 80%. Mold lead Definición: Es la distancia en que el molde viaja hacia abajo a una velocidad superior al STRAND. Objetivo: Depende del grado de calidad y condiciones de colada. Típicamente entre 2.00 y 4.00 mm. Fricción Definición: Es el valor de fricción entre el molde y el STRAND que está siendo colado. Unidad: % ó mm/seg2 ó pulg/seg2 Objetivo: Depende del grado de calidad y condiciones de colada. Típicamente se desean valores mínimos

PÁGINA 34 DE 62
CAPITULO 2 - SOFTWARE 2.1 APLICACIONES USADAS A continuación nombramos brevemente las aplicaciones utilizadas a lo largo del proyecto en la etapa de prueba y desarrollo y la aplicación definitiva MMviewer que corre bajo QNX.
- MMConfig - MMclient - MMViewer - Viewer - mma2dyn - Viewer
2.2 APLICACIÓN MMCONFIG.EXE Esta aplicación permite generar el archivo de configuración monitorX.cfg donde la x puede se 1 o 2 según a qué línea se refiera. El programa se puede ejecutar haciendo doble clic sobre él o ejecutarlo desde la línea de comando (bajo windows). La última versión es la 1.11, la ejecución muestra la interfase que se muestra en la figura 28.
Figura 28. Interfase gráfica de la aplicación MMConfig.exe
Los pasos para generar un nuevo archivo de configuración son simples, ejemplo: supongamos que queremos crear el archivo de configuración para el monitor de la línea 2, proseguimos así:
• Una vez ejecutado pulsamos la opción 1, esta opción nos pide el número del monitor, en nuestro pulsamos 2.
• Hecho lo anterior se vuelve automáticamente interfase anterior, pulsamos la opción 2 para que se cree el archivo monitor2.cfg
PÁGINA 35 DE 62
• La opción 4 permite ingresar el número de IP del monitor, según el diagrama de la
figura 5 para el monitor 2 tenemos IP = 192.168.201.5
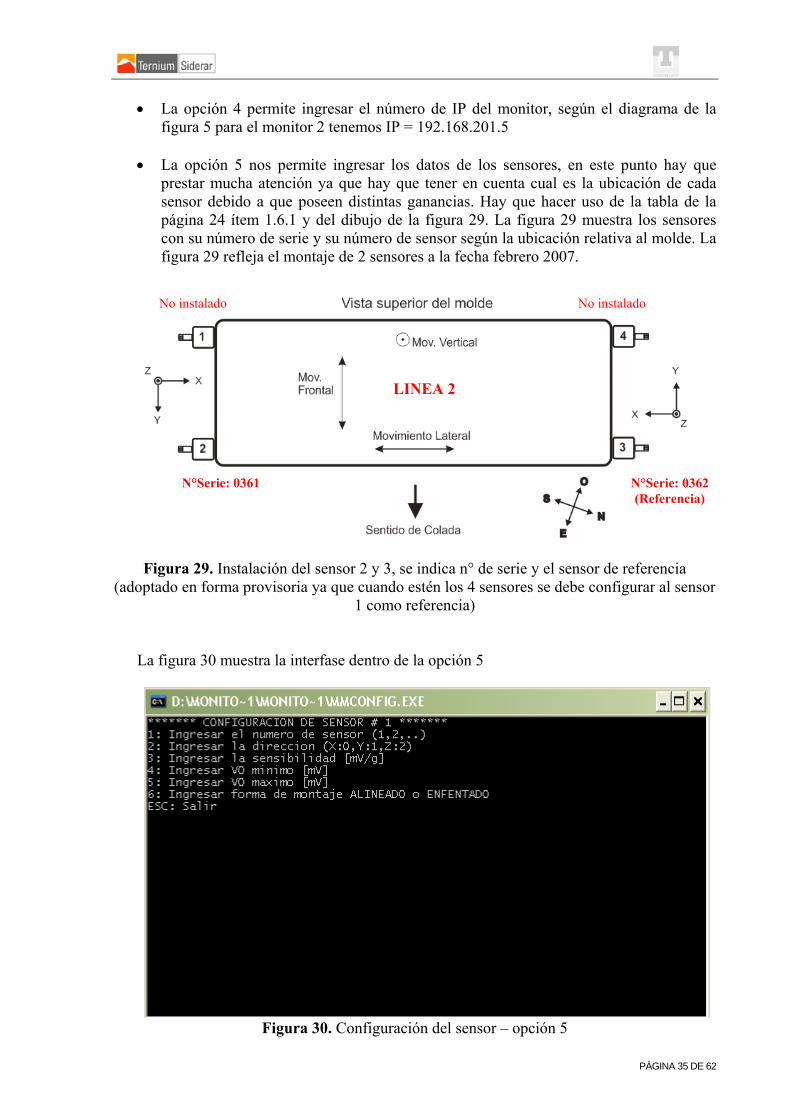
• La opción 5 nos permite ingresar los datos de los sensores, en este punto hay que prestar mucha atención ya que hay que tener en cuenta cual es la ubicación de cada sensor debido a que poseen distintas ganancias. Hay que hacer uso de la tabla de la página 24 ítem 1.6.1 y del dibujo de la figura 29. La figura 29 muestra los sensores con su número de serie y su número de sensor según la ubicación relativa al molde. La figura 29 refleja el montaje de 2 sensores a la fecha febrero 2007.
Figura 29. Instalación del sensor 2 y 3, se indica n° de serie y el sensor de referencia
(adoptado en forma provisoria ya que cuando estén los 4 sensores se debe configurar al sensor 1 como referencia)
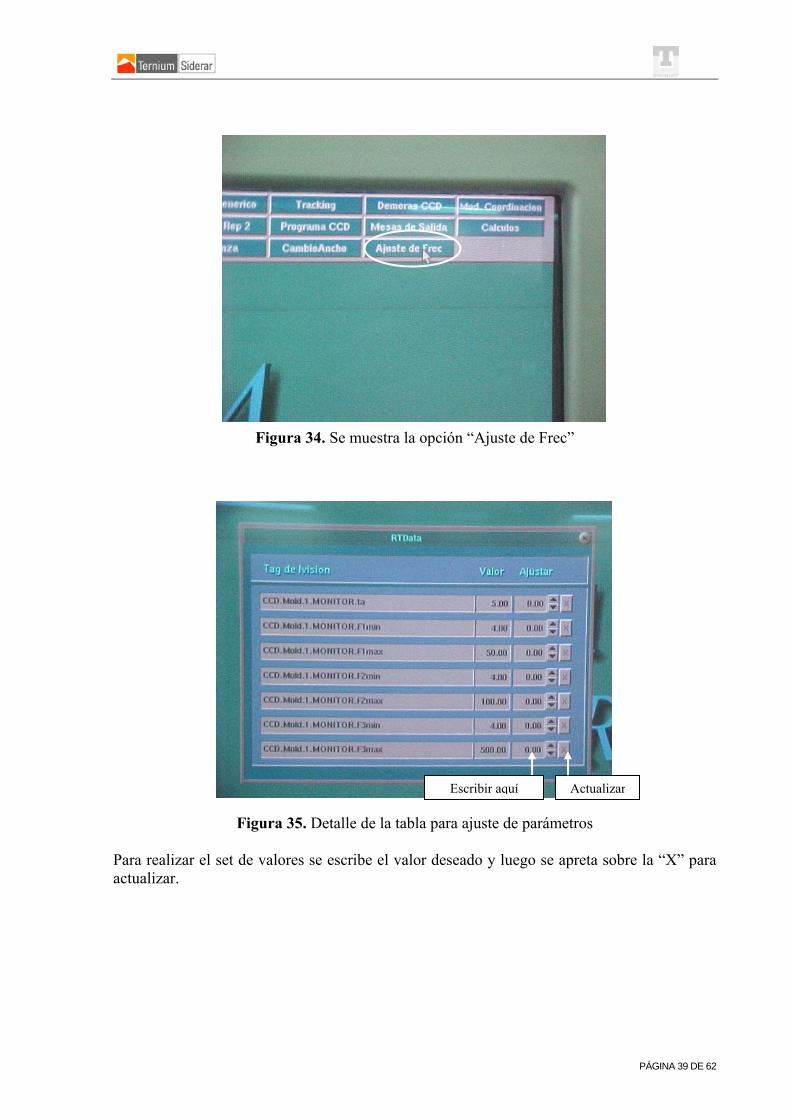
La figura 30 muestra la interfase dentro de la opción 5
Figura 30. Configuración del sensor – opción 5
LINEA 2
No instalado No instalado
N°Serie: 0361 N°Serie: 0362 (Referencia)

PÁGINA 36 DE 62
• El paso siguiente es ingresar el número de sensor, luego la dirección, luego la
sensibilidad según esta dirección (ver tabla de la página 24), luego el valor mínimo hay que setearlo en 1000 y el máximo queda en 3000. Por último hay que ingresar si el montaje esta enfrentado o alineado con el sensor de referencia. Esto depende de que sensor hayamos adoptado como sensor de referencia. En nuestro caso como sólo entán instalados los sensores 2 y 3 adoptamos el 3 como referencia por lo tanto el 2 esta enfrentado y el 3 alineado.
• La opción 7 de la interfase principal permite elegir el sensor de referencia, obviamente
tiene que ser uno que se encuentre instalado.
• Con la opción 8 grabamos el archivo
• Esc para salir.
En la figura 31 vemos como queda el archivo de configuración para la línea 2 con los sensores 2 y 3 instalados y el sensor 3 adoptado como referencia, prestar atención a estos 2 sensores y comparar con la tabla de la página 24.
Figura31. Archivo de configuración Línea 2

PÁGINA 37 DE 62
2.2.1 ESTADO DE MONTAJE A FEBRERO DE 2007 El estado de montaje de la línea 2 se muestra en la figura 29. El estado de montaje de la línea 1 se muestra en la figura 32.
Figura 32. Estado de la instalación en Línea 1 (Febrero 2007)
2.3 MMCLIENT Esta es la aplicación que se conecta al monitor de oscilaciones del molde. La última versión es la 1.17. Existen 2 variantes
• MMClientw.exe • MMClientq
La primera sirve para hacer pruebas de depuración y corre bajo Windows. La segunda es la que corre bajo QNX. 2.3.1 MMCLIENTW.EXE Se ejecuta por línea de comandos, se deben pasar los siguientes parámetros en orden
- N° de Molde: puede ser 1 ó 2 - CPM actuales: Son los golpes por minuto a los que está oscilando la línea. - Graba Aceleración: con 0 no graba y con distinto de 0 graba - F1min - F1max - F2min - F2max - F3min - F3max - Intervalo de tiempo: 0 a 5 segundos - Promedios: de 1 a 100
Línea 1
No instalado
N° Serie: 0357 N° Serie: 0358
N° Serie: 0311

PÁGINA 38 DE 62
Observaciones: La opción graba aceleración se refiere a si queremos grabar la adquisición en un archivo. Los Archivos que guardan la señal de aceleración de los 12 canales son archivos con extensión MMA Las Fmin y Fmax se refieren a las frecuencias de corte que se van a usar para calcular las distintas bandas de fricción, esta frecuencia puede ir desde 0 hasta un máximo de 500 Hz dado que el adquisidor trabaja a una frecuencia de muestreo de 1000 Samples/seg. El intervalo de tiempo se refiere al intervalo que usa el soft para hacer los cálculos. El promedio se refiere a la cantidad de resultados que promedia antes de volcarlo al trending. Ejemplo: si elijo intervalo de tiempo igual a 5 segundos y promedio 2, el soft hace los cálculos con las muestras tomadas en 5 segundos y obtiene 1 valor, luego repite para los próximos 5 segundos y obtiene otro valor, finalmente promedia estos 2 valores y el resultado final es el que va al trending. Promediar puede ser útil cuando hay mucha inestabilidad en la señal. No hizo falta su uso, es decir se trabajo a promedio = 1. 2.3.2 MMCLIENTQ Esta es la aplicación que corre bajo QNX, por lo tanto siempre se está ejecutando en el nodo 29 de la sala de QNX, existe la posibilidad de cambiar la frecuencia de corte de los filtros para el cálculo de las fricciones y el tiempo de adquisición en la PC de QNX que se encuentra en la Oficina de CCD - figura 33, esta es una PC que está dedicada a mostrar los mímicos y trending al sector de mantenimiento preventivo de la colada continua. Para realizar tal configuración, AUTOCOM confeccionó una tabla, se accede a la misma ubicando el Mouse sobre la parte superior de la pantalla, aparece un menú con distintas opciones – figura 33 y 34, elegimos la opción “Ajuste de frec” desplegándose la tabla que se muestra en la figura 35.
Figura 33. PC de QNX en la Oficina de CCD
Opciones
PÁGINA 39 DE 62
Figura 34. Se muestra la opción “Ajuste de Frec”
Figura 35. Detalle de la tabla para ajuste de parámetros Para realizar el set de valores se escribe el valor deseado y luego se apreta sobre la “X” para actualizar.
Escribir aquí Actualizar

PÁGINA 40 DE 62
2.4 MMVIEWER A continuación hacemos una descripción básica sobre la aplicación mmviewer bajo QNX. 2.4.1 DESCRIPCIÓN GENERAL Para acceder a la aplicación mmviewer es necesario tener instalado Phindows, que es una aplicación bajo Windows que permite visualizar el Scada I-Vision que está corriendo bajo QNX. Para acceder a phindows hacemos doble clic sobre el icono que se muestra en la imagen de la figura 36.
Figura 36. Acceso directo a phindows La aplicación que se abre es la que se muestra en la figura 37, es necesario ingresar el usuario de Siderar y una contraseña que se proporciona para phindows, luego hacemos clic en “login” La aplicación mmviewer es una aplicación que pertenece a la máquina de colada continua, y ésta forma parte de la Acería de Siderar, por lo tanto luego de loguearnos hacemos clic sobre Acería. La pantalla que se abre es la que se muestra en la figura 38, en ella se puede ver en la parte inferior una barra con los distintos sectores que forman parte de la Acería, el cuadro CCD corresponde al sector Colada Continua de Desbastes. Una vez que hacemos clic en el cuadro CCD, aparecen cuadros de opciones en la barra inferior, hacemos clic en mantenimiento, se abre otra barra inferior con más opciones, elegimos “Tren Generico”, se abre una pantalla como la mostrada en la figura 39. En la ventana de la izquierda desplegamos la opción “colada continua”, a partir de aquí podemos elegir todas las variables que queramos mostrar en el trending. Una vez elegida las variables a mostrar, podemos guardar la selección actual en una variable con un nombre definido por uno mismo haciendo clic en la opción “Guardar”.
Acceso

PÁGINA 41 DE 62
Figura 37. Ingreso a Phindow
Figura 38. Phindows Acería

PÁGINA 42 DE 62
Figura 39. Pantalla del tren Genérico Para mostrar el trending de las variables seleccionadas hacemos clic en probar. Con la opción nuevo podemos armar otro grupo de variables a mostrar. En los casilleros de máximo y mínimo ajustamos las escalas según en la unidad en que se mida. Hasta aquí hemos hablado respecto al trending de las variables de la colada continua. Para acceder a la aplicación MMVIEWER, hacemos clic en el cuadro “CCD” en la pantalla que se muestra en la figura 38, luego en “Mantenimiento”, luego en “Aplicaciones en desarrollo”, luego en “Oscilador de Molde”, finalmente en “Visor de Oscilaciones”, se bare una pantalla como la mostrada en la figura 40. En esta aplicación podemos ver la forma de onda de aceleración, velocidad y desplazamiento en las 3 direcciones disponibles: Vertical, Lateral y Frontal para cada sensor. También podemos ver los espectros de aceleración, velocidad y desplazamiento correspondientes a cada dirección: Vertical, lateral y Frontal para cada sensor instalado. Otra opción es ver el movimiento que describe el molde en una imagen 3D y el movimiento de cada sensor en sus tres vistas (de arriba, de frente y lateral).

PÁGINA 43 DE 62
Para elegir al sensor que se quiere analizar se hace clic sobre el círculo que encierra el número de sensor, esta opción está disponible en el cuadro donde está el dibujo del molde a la derecha de la pantalla de la figura 40. Para cargar los archivos de aceleraciones (de extensión MMA) que se encuentran guardados en el nodo 29 hacemos clic en el explorador ubicado abajo a la derecha de la pantalla de la figura 40.
Figura 40. Aplicación MMVIEWER bajo QNX
Una vez hecho esto aparece la lista de archivos MMA almacenados en el nodo 29 para el último mes, tal como se muestra en la figura 41. Para ver archivos almacenados en otras carpetas mensuales se hace clic sobre el rectángulo que tiene una flecha roja, de esta manera se muestran carpetas para otros meses y año. Ver figura 42.

PÁGINA 44 DE 62
Figura 41. Archivos MMA para el mes actual
Figura 42. Carpetas mensuales Observación: dada la cantidad de archivos que se generan en un solo día, a fines de febrero de 2007, las carpetas se empezaron a ordenar por día en el mes correspondiente.
Hacer clic para ver carpetas con archivos de otros meses

PÁGINA 45 DE 62
En este punto no detenemos a explicar que representa cada número en el nombre del archivo, Después de la las letras ACEL vienen 8 números, luego guión bajo y finalmente 1 número. Los 2 primeros representan el día, los últimos 6 la fecha, y el último número después del guión bajo representa el número de línea. Ejemplo: el archivo ACEL04012055_1.MMA representa una medición tomada el día 4 a la hora 01:20:55 en la línea 1. 2.4.2 EJEMPLO DE USO DE MMVIEWER Un vez dentro de mmviewer seleccionamos un archivo como ya explicamos, seguidamente aparecen las formas de onda de la señal de aceleración tal como se ve en la imagen de la figura 43.
Figura 43. Aceleraciones en mmviewer de los sensores 2, 3 y 4 de línea 1 instalados a la fecha.
Se pueden mostrar más ciclos de la señal moviendo la barra de zoom. También podemos ver velocidad y desplazamientos haciendo clic en la opción correspon-diente. Observación: La velocidad y la aceleración es obtenida por integración numérica aplicando el método de los rectángulos.

PÁGINA 46 DE 62
En la figura 44 mostramos una imagen donde se muestra la velocidad, también se muestran más ciclos de la señal.
Figura 44. 2 ciclos de velocidad Es importante aclarar que tanto cuando se grafican las formas de onda de aceleración, velocidad y desplazamiento, aparecen debajo de cada ventana números que indican los desplazamientos pico a pico y el desfase del sensor tomado con respecto al sensor de referencia, el color de cada número hace referencia a la dirección en la cual se toma este desplazamiento, así: el rojo es para desplazamiento vertical, el azul para lateral, el verde para frontal y el amarillo para el desfase. En la figura 45 mostramos un zoom sobre la ventana del sensor 4 por tomar alguno. Se ha marcado con círculos rojos los números a los que hacemos referencia, en tal caso se tiene: Desplazamiento Vertical: 7.88 mm Desplazamiento Lateral: 0.15 mm Desplazamiento Frontal: 0.61 mm Desfase: 0.66 grados Observación: el desfase es en este caso con respecto al sensor de referencia, por el momento es el sensor 3 pero se recuerda que en el proyecto terminado hay que configurar al sensor 1 como referencia, esto se hace como ya se dijo con la utilidad mmconfig.exe

PÁGINA 47 DE 62
Figura 45. Valores de desplazamientos pico a pico y desfase para sensor 4 Si se hace clic sobre el botón “Espectros” se grafica el espectro de frecuencia para la señal de aceleración ó velocidad ó desplazamiento, según cual se quiera ver. Figura 46.
Figura 46. Espectros de Aceleración
PÁGINA 48 DE 62
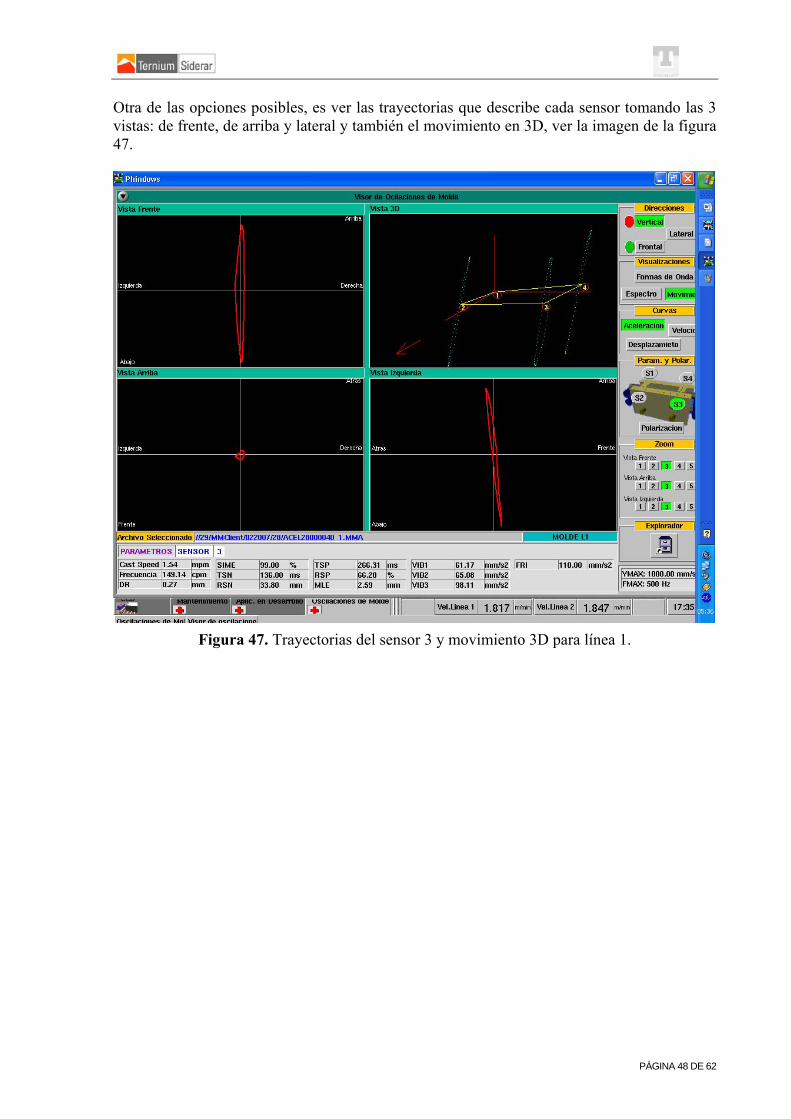
Otra de las opciones posibles, es ver las trayectorias que describe cada sensor tomando las 3 vistas: de frente, de arriba y lateral y también el movimiento en 3D, ver la imagen de la figura 47.
Figura 47. Trayectorias del sensor 3 y movimiento 3D para línea 1.

PÁGINA 49 DE 62
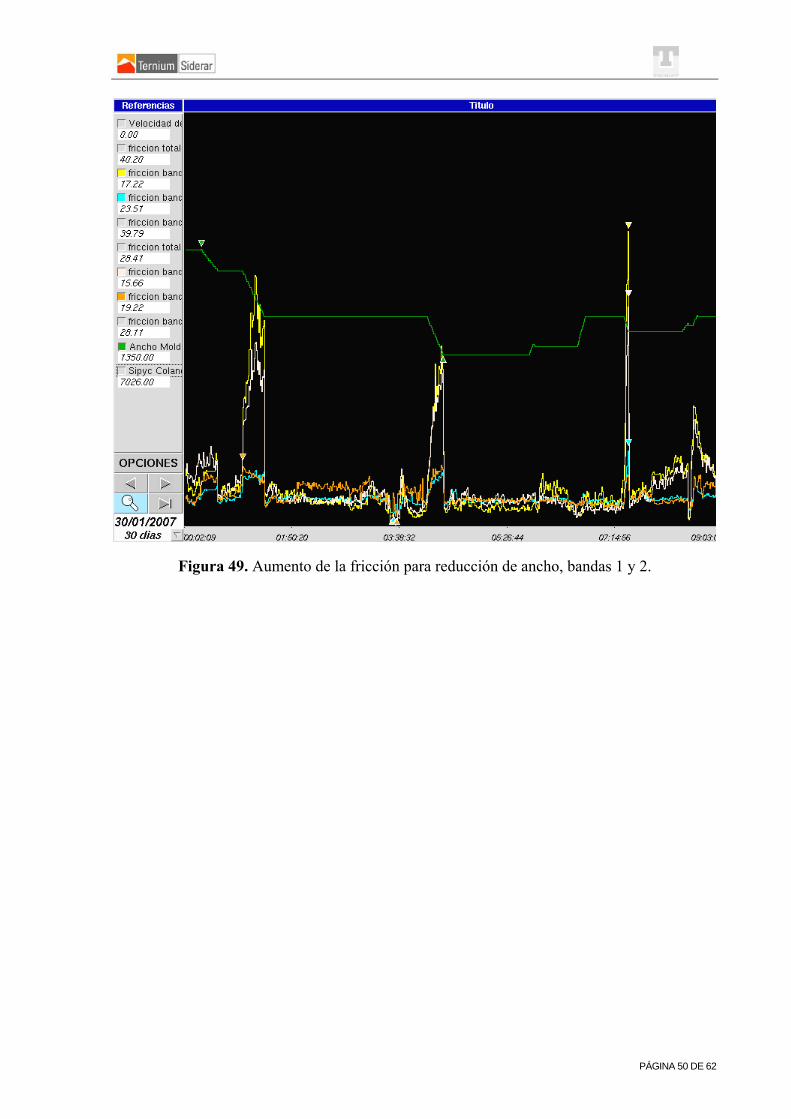
CAPÍTULO 3 – UTILIZACIÓN DEL SISTEMA 3.1 ANÁLISIS DEL MOVIMIENTO DURANTE CAMBIOS DE ANCHO Hay momentos en los cuales el molde tiene que cambiar de ancho según las pautas de producción. Se producen efectos considerables principalmente cuando el molde reduce el ancho. Otro punto importante es que estos efectos son más notorios cuando la velocidad de reducción de ancho se hace a velocidad normal, aproximadamente a 10 mm/minuto, en cambio cuando la reducción de ancho se lleva a cabo a baja velocidad (7 mm/minuto) los efectos se minimizan bastante. Los efectos se producen debido al gran esfuerzo que tiene que realizar el oscilador de molde cuando las paredes laterales del molde comprimen el strand (planchón) para reducir su ancho. Vamos a describir brevemente cuales son estos efectos o influencias. 3.1.1 INFLUENCIA SOBRE LA FRICCIÓN Durante la reducción de ancho se observa un importante aumento en la fricción, ver figura 48, la banda de fricción que más se ve influenciada es la banda 1 (que considera frecuencias de 4 a 50 Hz), ver figura 49.
Figura 48. Reducción de ancho a velocidad reducida y a velocidad normal. La figura 49 muestra otra imagen donde se observan reducciones de ancho y aumento de ancho. Se ve claramente que las reducciones tienen más efecto que los aumentos de ancho sobre la fricción. Las bandas que se muestran son 1 y 2 para los sensores 2 y 3.
Baja velocidad de reducción de ancho
Velocidad Normal
PÁGINA 50 DE 62
Figura 49. Aumento de la fricción para reducción de ancho, bandas 1 y 2.
PÁGINA 51 DE 62
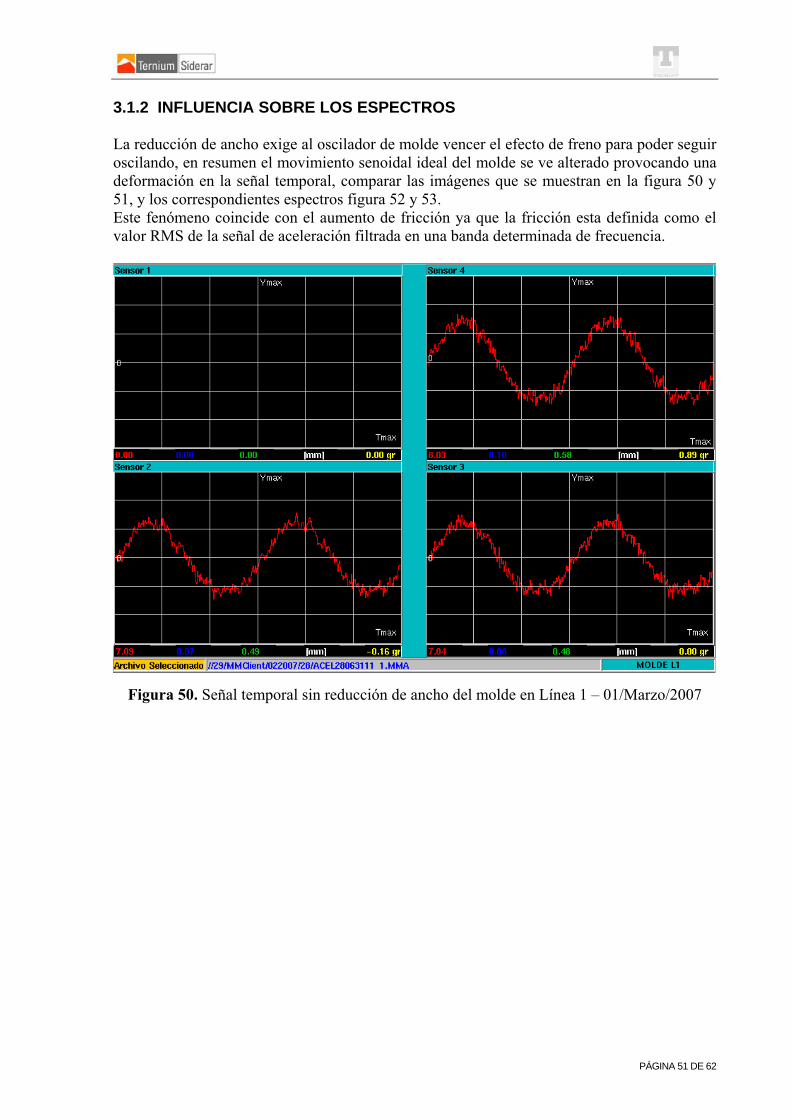
3.1.2 INFLUENCIA SOBRE LOS ESPECTROS La reducción de ancho exige al oscilador de molde vencer el efecto de freno para poder seguir oscilando, en resumen el movimiento senoidal ideal del molde se ve alterado provocando una deformación en la señal temporal, comparar las imágenes que se muestran en la figura 50 y 51, y los correspondientes espectros figura 52 y 53. Este fenómeno coincide con el aumento de fricción ya que la fricción esta definida como el valor RMS de la señal de aceleración filtrada en una banda determinada de frecuencia.
Figura 50. Señal temporal sin reducción de ancho del molde en Línea 1 – 01/Marzo/2007

PÁGINA 52 DE 62
Figura 51. Señal temporal de aceleración durante reducción de ancho del molde

PÁGINA 53 DE 62
Figura 52. Espectro correspondiente a la señal temporal de la figura 50.
PÁGINA 54 DE 62
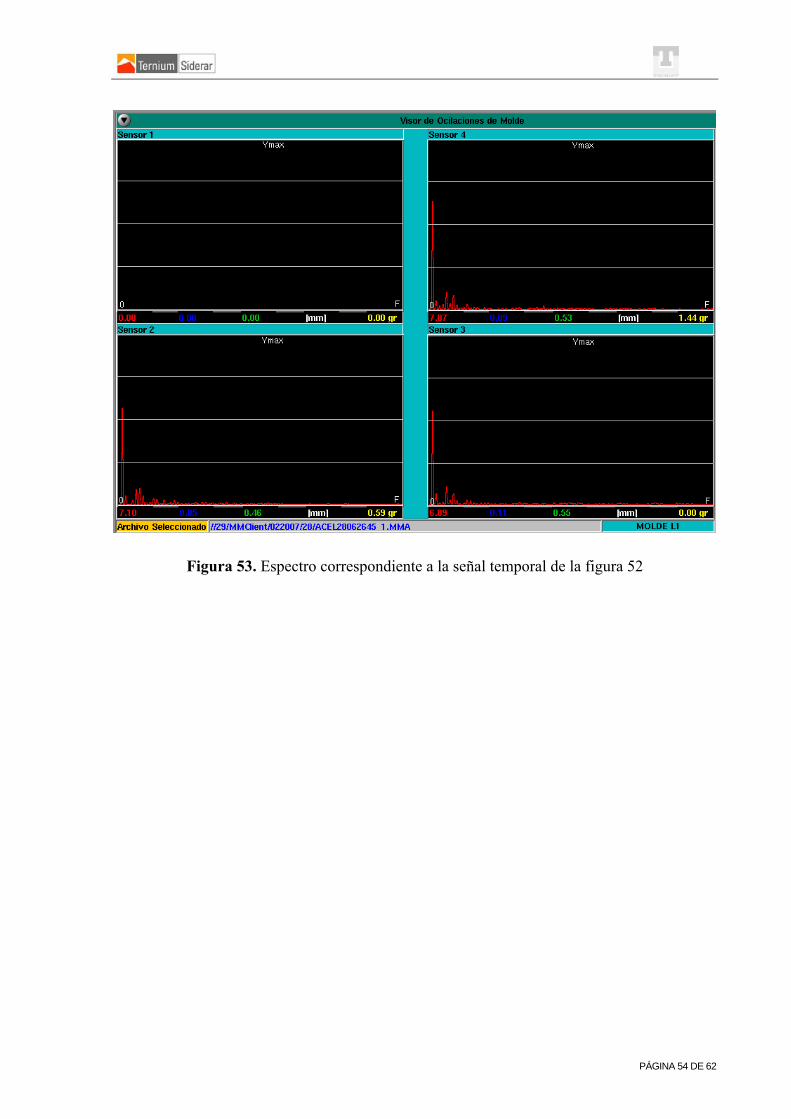
Figura 53. Espectro correspondiente a la señal temporal de la figura 52

PÁGINA 55 DE 62
3.1.3 INFLUENCIA SOBRE LAS TRAYECTORIAS Otro efecto que produce la reducción de ancho es la alteración en las trayectorias que describe el molde y la silleta, comparar imágenes de la figura 54 y 55. Estos desvíos deben mantenerse dentro de valores razonables ya que pueden provocar esfuerzos excesivos sobre la piel del planchón lo cual puede a su vez provocar la rotura de la piel con el consecuente derrame de acero líquido.
Figura 54. Trayectorias sin reducción de ancho

PÁGINA 56 DE 62
Figura 55. Trayectoria con reducción de ancho

PÁGINA 57 DE 62
3.1.4 INFLUENCIA SOBRE LOS DESPLAZAMIENTOS Durante el intervalo de tiempo que dura la reducción de ancho se observa lo siguiente:
• Reducción del desplazamiento pico a pico vertical. • Aumento del desplazamiento pico a pico lateral • Aumento del desplazamiento pico a pico frontal.
La figura 56 muestra un trending de desplazamientos durante una reducción de ancho. En esta figura se observa claramente cómo se reducen los desplazamientos verticales para ambos sensores cuando hay reducción de ancho, también se observa un incremento de los desplazamientos frontales y laterales, acompañado de aumento de fricción. La tabla de la figura 57 cuantifica aproximadamente estas variaciones.
Figura 56. Variación de los desplazamientos durante la reducción de ancho.
Figura 57. Tabla que muestra los cambios en los desplazamientos
Desplazamientos Valores en mm S2 De 7.12 a 6.35 Vertical S3 De 6.89 a 6.27 S2 De 0.54 a 1 Frontal S3 De 0.45 a 0.64 S2 De 0.20 a 0.34 Lateral S3 De 0.21 a 0.31
Reducción del desplazamiento vertical
Aumento de los desplazamientos frontales
y laterales
Ancho
Fricción

PÁGINA 58 DE 62
3.2 ANÁLISIS DEL MOVIMIENTO PARA DISTINTOS GRADOS DE ACERO Los distintos grados de acero se refieren al porcentaje de carbón y diversas ferroaleaciones que contiene el acero, esto hace que el proceso de solidificación presente características particulares. Así, se puede hablar de aceros “peritécticos” y “no peritécticos”. En síntesis, los distintos grados de acero influyen en las características del movimiento debido a que varía la ductilidad, la dureza, y la estructura molecular al momento de solidificar. 3.2.1 INFLUENCIA SOBRE LA FRICCIÓN El sistema ha permitido observar cómo ciertos grados de acero como el 7530, 7531 y 7630 con porcentajes de carbono alrededor de 0,1 % provocan un aumento notable en la fricción, esto puede observarse en el trending de la figura 58 donde se pasa de colar de un grado 7026 a un grado 7530, corresponde al día 28 de Enero de 2007 para grado 7530.
Figura 58. Fricción en banda 1 para cambio de grado.
7530

PÁGINA 59 DE 62
3.2.2 INFLUENCIA SOBRE LOS ESPECTROS El día 28 de enero, con grado de colada 7530, se observa como se altera la señal temporal, compara las imágenes que se muestran en la figuras 59 y 60. Día 27 Enero 2007 a las 18:50 horas
Figura 59. Señal temporal de aceleración con grado de acero 7026 Día 28 Enero a las 14:15 horas
Figura 60. Señal temporal de aceleración para grado 7530
En las imágenes de la figura 61 y 62 se muestran los espectros correspondientes. Día 27 Enero 2007
Figura 61. Espectro correspondiente a la señal de la figura 58.
PÁGINA 60 DE 62
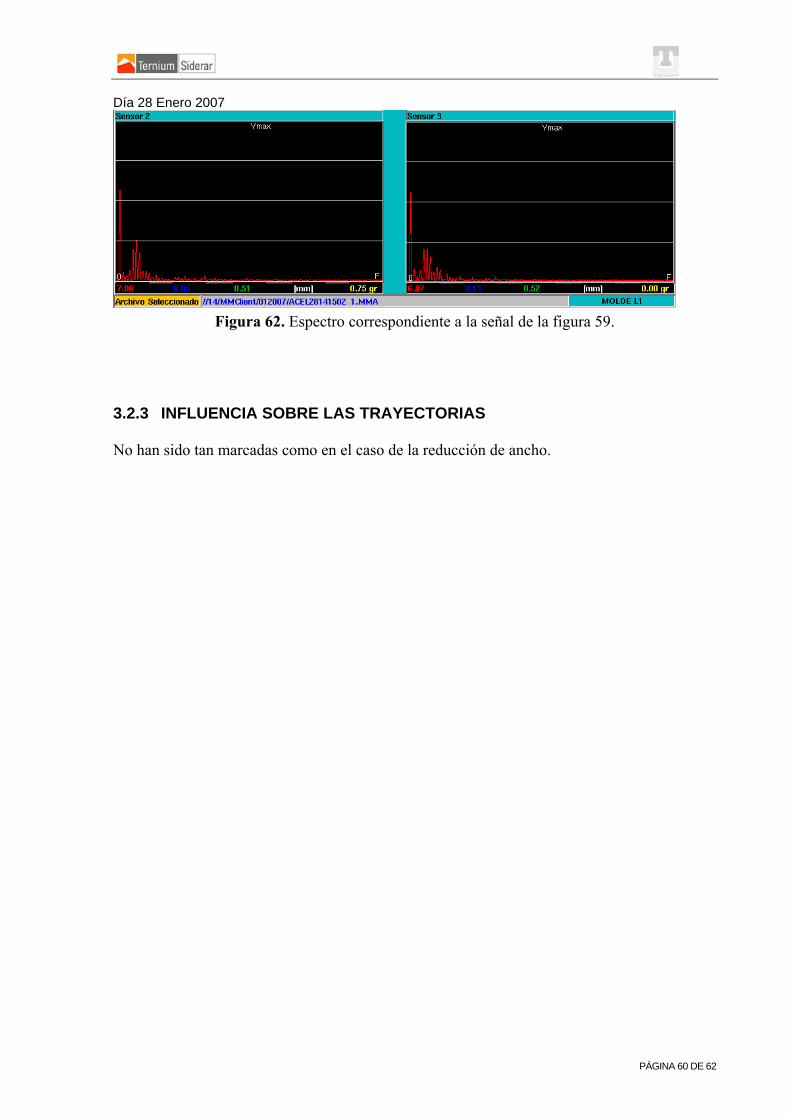
Día 28 Enero 2007
Figura 62. Espectro correspondiente a la señal de la figura 59. 3.2.3 INFLUENCIA SOBRE LAS TRAYECTORIAS No han sido tan marcadas como en el caso de la reducción de ancho.

PÁGINA 61 DE 62
3.2.4 INFLUENCIA SOBRE LOS DESPLAZAMIENTOS En la figura 63 se muestra un trending de desplazamientos cuando se pasa de colar de un grado de acero 7026 a uno 7530.
Figura 63. Desplazamientos para cambio en el grado de acero. Si bien los cambios en los desplazamientos son difíciles de observar a simple vista, cuando se hace un barrido para ver los valores numéricos, se puede cuantificar los cambios aproximadamente a los siguientes valores. Desplazamiento Vertical: se reduce de 7 mm a 6,90 mm Desplazamiento Frontal: aumenta de 0,47 mm a 0,58 mm Desplazamiento Lateral: aumenta de 0,08 mm a 0,12 mm

PÁGINA 62 DE 62
Agradecimientos Este proyecto requirió esfuerzo y dedicación de mi parte en distintas ramas del conocimiento. Si bien el proyecto es factible de incorporar mejoras futuras, sin duda al presente se ha avanzado enormemente, desde la instalación de sensores adecuados para el proceso, a las reformas de software necesarias como por ejemplo para actualizar con mayor frecuencias las variables de interés en en trending de QNX. Nada se podría haber llevado a cabo si no fuera por la colaboración de las siguientes personas: a Sebastián Lema: por su empuje y sugerencias para que pueda avanzar en el proyecto, por toda la información y conocimientos brindados. a Hugo Riboldi: por haberme ayudado a conseguir los materiales necesarios y por todas sus sugerencias en cuanto a la instalación, por ayudarme con las ordenes de trabajo. a Gustavo Di Gresia: por haberme transmitido los conocimientos necesarios desde el punto de vista metalúrgico y paper´s relacionados con el tema. a Esteban Lagos, por permitir usar una PC para correr el proceso a Miguel Cataldo: por su buena disposición y rápida solución a las reformas planteadas en el soft. a Mauricio Pilotti, por ayudarme en el lugar de trabajo y por su colaboración en el momento de hacer la instalación de los sensores. a Jaime Usart, por agilizar los recursos en el momento de las paradas, por conseguir recursos. a José Miller, por darme unos minutos extras en el momento de terminar los trabajos. a todo el equipo técnico de preventivo de la colada continua por su colaboración con herramientas y sugerencias, a Fabián Alcorta, Omar Rossi, Javier Godoy, Manuel Antiva, Roberto Marini, Daniel Torino, Carlos Córdoba y a la gente de Instrumental. a Sabbatini Vicente, por su ayuda en la confección de los elementos necesarios en el taller central a Leonel Nardoni, Rubén Laurent, Aldo De Pauli, Horacio Salvucci, Rodolfo Pierabella, Javier Piazza, por toda la colaboración y ayuda brindada. a todos muchas gracias !





























