Embed Size (px)
Citation preview
Estudio técnico
Localización
Estará determinada básicamente por dos variables fundamentales, en primera instancia por las áreas de cultivo de la colza, que en la Argentina presenta una vasta superficie con excelentes condiciones agroecológicas para su desarrollo, y en segunda instancia por la cercanía a centros urbanos de importancia.
Macrolocalización:
Los motivos antes expuestos nos llevan a la conclusión que estratégicamente el sur de la provincia de Santa Fe, específicamente en la localidad de Gral. San Martín, es el área indicada para la ubicación de la planta.
Características más relevantes del área:
Exenciones impositivas Estructura industrial acorde Disponibilidad de especio físico Acceso a los servicios básicos que requiere la planta Comunicación vial
Microlocalización:
Como se menciono anteriormente, si bien Biocolza proyecta agregar valor al insumo grano siendo propietaria de sus propias áreas de cultivo, en una primera etapa se dependerá de la comercialización del mismo con una de las 45 plantas de procesamiento, contando con una capacidad de negociación positiva debido al volumen estimado de biodiesel final producido.
En su primera etapa de puesta en marcha la planta se ubicara en las cercanías de la empresa proveedora Bunge S.A. con sus dos sucursales ubicadas en el partido de Gral. San Martín, Pcia. de Santa Fe, ocupando una parcela de 4000 m2. Esto permitirá a Biocolza obtener reducciones de costos provenientes del transporte de materias primas.
Además en un futuro se prevé ampliar el mercado hacia la Pcia. de Buenos Aires, y Rosario debido a la ubicación estratégica de la primera planta.
Los beneficios de establecer la planta en Santa Fe, desde el punto de vista impositivo, son que la provincia otorga a las empresas que realizan inversiones, una extensión impositiva por 10 años. Esto incentiva claramente el pleno desarrollo de Biocolza.
Destacamos la cercanía al puerto de Rosario, la gran cantidad de plantas de molienda de soja, colza, aceites y harinas proteicas que son otros factores óptimos para realizar este tipo de inversión en la provincia, pero fundamentalmente las ventajas impositivas que brinda la provincia que nos alientan y permiten proyectar nuevos horizontes a futuro.
1
Tamaño y composición de la planta
La determinación del tamaño de la planta dependerá de los puntos analizados a continuación:
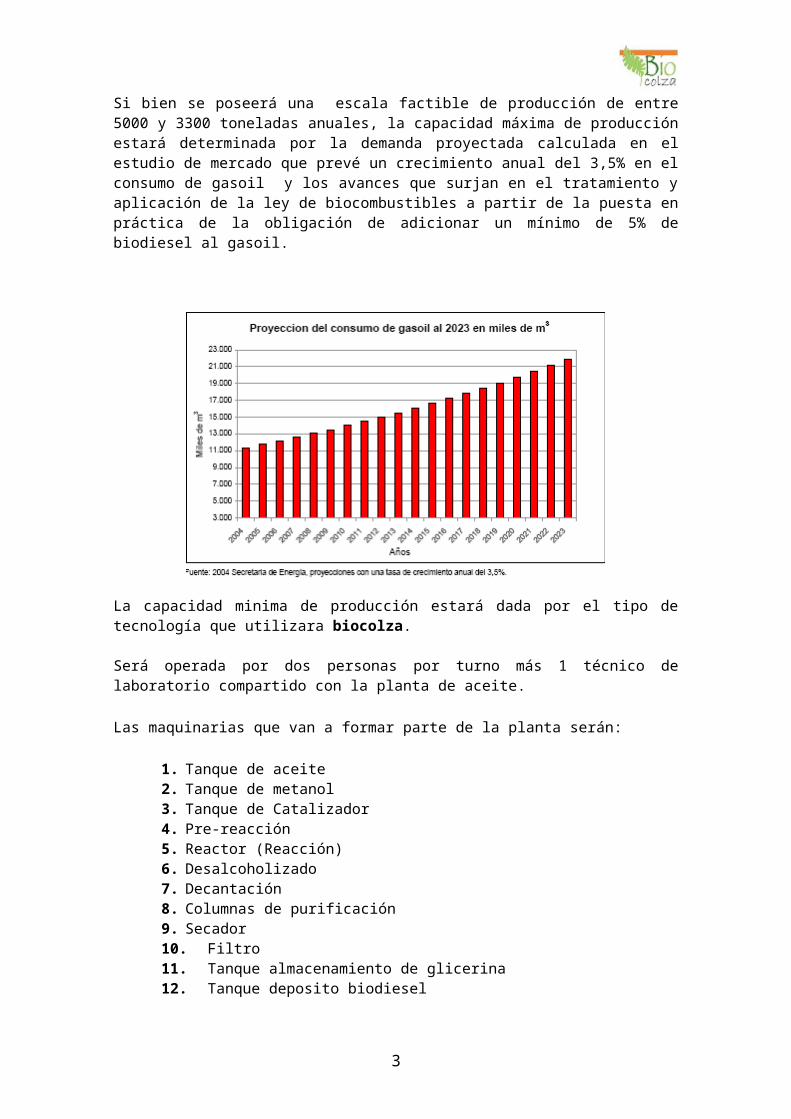
Si bien se poseerá una escala factible de producción de entre 5000 y 3300 toneladas anuales, la capacidad máxima de producción estará determinada por la demanda proyectada calculada en el estudio de mercado que prevé un crecimiento anual del 3,5% en el consumo de gasoil y los avances que surjan en el tratamiento y aplicación de la ley de biocombustibles a partir de la puesta en práctica de la obligación de adicionar un mínimo de 5% de biodiesel al gasoil.
2
La capacidad minima de producción estará dada por el tipo de tecnología que utilizara biocolza.
Será operada por dos personas por turno más 1 técnico de laboratorio compartido con la planta de aceite.
Las maquinarias que van a formar parte de la planta serán:
1. Tanque de aceite2. Tanque de metanol3. Tanque de Catalizador4. Pre-reacción5. Reactor (Reacción)6. Desalcoholizado7. Decantación8. Columnas de purificación9. Secador10. Filtro11. Tanque almacenamiento de glicerina12. Tanque deposito biodiesel
Funcionará con procesos continuos, otorgando así una producción de calidad constante, disminuyendo los costos de producción y reduciendo las posibilidades de accidentes laborales.
La tecnología usada en maquinarias y distribución de espacios físicos será propia de las plantas de biodiesel de producción industrial en las cuales hay promedios de producción desde 1100 Lts/ Hora (9.200 Tn/año) hasta 7.000 Litros / Hora (58.000 Tn/año), con la más confiable y avanzada tecnología internacional.
La construcción de la planta se realizara a través de la contratación de la empresa Bio Combustibles MG S.A., la cuál brinda un completo y profesional asesoramiento técnico y comercial, para la implementación de plantas de producción industrial de biodiesel o biogás, ya sea con fines de autoconsumo, exportación o Co-generación de energía eléctrica. Ésta empresa cuenta con años de experiencia en el mercado y con una alta reputación, lo cuál nos asegura una eficiencia y un mayor aprovechamiento en la utilización de los factores productivos.
3
Estará construida íntegramente con componentes ISO y certificada por normas A.S.M.E. – A.S.T.M. y N.F.P.A. conforme las normativas técnicas de seguridad y calidad requeridas por el Mercado Común Europeo y EE.UU. certificadas por las principales empresas de verificación internacionales.
Software:
El software utilizado es un software innovador, instalado en un PLC que controla continuamente todos los parámetros (temperatura, sincronización de etapas, vacío, presión, consumo de agua y catalizador) durante cada paso del proceso de producción.
Tan solo seleccionando el programa preestablecido en el software del CPU de control, podrá modificar los distintos tipos de materias primas (aceites vegetales crudos y/o usados y/o grasa animal) a utilizar en la elaboración de Biodiesel, sin necesidad de modificaciones físicas en la Planta de Biodiesel o sus Equipos Auxiliares.
De este modo, se puede obtener una solución flexible al aumento de precio o indisponibilidad de una determinada materia prima, permitiendo aprovechar los costos de oportunidad de las mismas.
Esta automatización del proceso permite la operación de la Planta de Biodiesel y sus Equipos Auxiliares tan solo con 1 a 2 operarios por turno, dependiendo de la capacidad y complejidad de las mismas.
4

Equipos Auxiliares y recuperación de materia prima:
Con los Equipos Auxiliares (Pre-mezclador de Metóxido, Re-concentrador de Metanol y Recuperador de Metanol) se podrá recuperar un alto porcentaje de materias primas), lo que resulta en un menor costo de producción de Biodiesel.
Exclusivo proceso de Glicerol Refinado para combustión de Caldera.
Aprovecha este subproducto como combustible, lo que implica un significativo ahorro al prescindir del consumo de energía eléctrica y gas natural en nuestras Plantas de Biodiesel.
Instalación:
Además de la construcción de la planta, Bio Combustibles MG S.A., también provee el entrenamiento al personal para la operación y mantenimiento básico de la Planta, diseño de ingeniería de instalaciones, asistencia técnica en el lugar de montaje durante el proceso de instalación y puesta en marcha de la Planta de Biodiesel, asegurando así, con este servicio la producción de Biodiesel de alta calidad, que cumpla con las siguientes normas internacionales:
IRAM (Argentina) ASTM (Américas y Asia) EN14214 (Europa)
Además se ve facilitado el inicio de producción de las plantas de Biodiesel, ya que al contratar a ésta empresa, se obtienen los servicios de consultores técnicos Buerau Veritas Argentina S.A. Y SGS International, empresas internacionales con amplia trayectoria en la gestión y asesoría de habilitación de plantas industriales y sus instalaciones anexas (tanques, calderas, normas de seguridad y ambientales).
Beneficios obtenidos en la fabricación de la planta:
Tecnología de proceso de punta, comparable a productos fabricados en la C.E.
Precio de venta inferior, a igual tecnología y calidad que sus competidores internacionales.
Automatización integral del proceso productivo, mediante avanzado software y PLC de control, de “diseño propio”, superior a las plantas Europeas.
5
Provisión de equipos auxiliares que permiten reducir costos de producción y obtener subproductos con valor agregado.
Servicio técnico, expeditivo y especializado.
Ingeniería del proceso de producción.
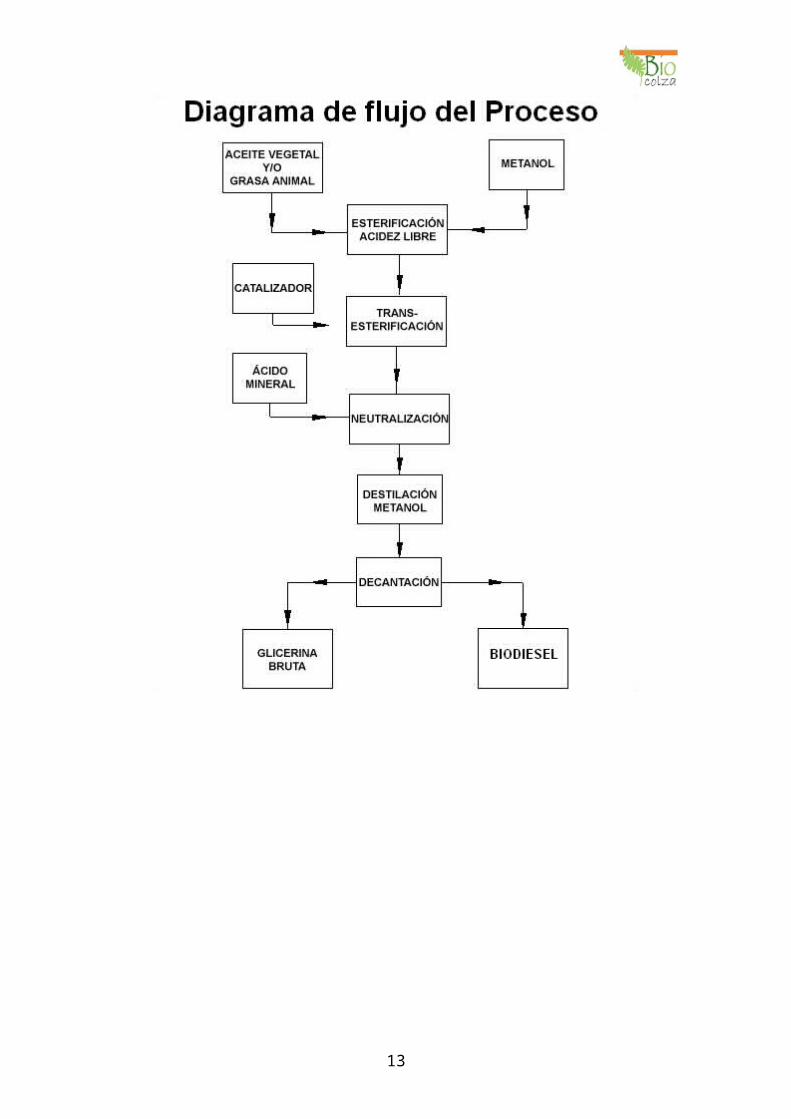
El proceso de elaboración del biodiesel que aplicará biocolza estará basado en la llamada transesterificacion de los gliceridos, utilizando catalizadores.
El aceite será inicialmente calentado a la temperatura de proceso óptima, y serán agregados cantidades necesarias de metanol y catalizador. Luego de ser mezclado, el producto será transportado hacia dos columnas conectadas en serie. La transesterificación tiene lugar en esas columnas y la glicerina pura será liberada mediante decantación.
Los ésteres serán lavados dos veces con agua acidificada. La glicerina obtenida será separada de los ésteres en pocos segundos, de ese modo será posible obtener biodiesel de muy alta calidad, el cual cumple con todos los requerimientos de las normas estándar. El glicerol para ser utilizado deberá ser refinado.
Esquema de planta
La descripción de cada módulo de la planta es la siguiente:
a) Molino de aceite.
Los productos obtenidos son:
Aceite vegetal crudo. Harina de alto contenido proteico (soja).
El aceite crudo es posteriormente procesado, transformado en BIODIESEL y glicerol, y la harina se vende como alimento para animales, eventualmente después de un proceso de estabilización de enzimas y acondicionamiento.
6
b) Unidad de refinamiento y transesterificación.
Esta unidad produce el filtrado y remoción, catalítica o por destilación, de ácidos grasos libres. El producto es aceite vegetal refinado y sin ácidos, que constituye el material de alimentación para la:
Unidad de transesterificación.
En esta etapa del proceso el aceite es transformado catalíticamente, mediante agregado de metanol o etanol con el catalizador previamente mezclado, en metil o etiléster y glicerol.
c) Unidad de purificación y concentración de glicerol.
Consiste en una etapa de filtrado y purificación química, un equipo de concentración del glicerol, y el posterior almacenamiento del glicerol puro.
Transesterificación
El aceite con ácidos y gomas eliminados (parte refinada) se transforma en metil o etiléster por medio de un proceso catalítico de etapas múltiples, utilizando metanol o etanol (10% de la cantidad de aceite a ser procesado). El metiléster crudo se refina posteriormente en un lavador en cascada.
Si el producto se utiliza como combustible para motores, no necesita el proceso de destilación pero puede ser fácilmente integrado en el esquema de proceso si se desea un metiléster de calidad química.
Refinamiento del glicerol
El proceso de transesterificación produce como subproducto derivado aproximadamente 10 % de glicerol. Este glicerol en bruto contiene impurezas del aceite en bruto, fracciones del catalizador, mono y diglicéridos y restos de metanol.
Con el objeto de venderlo en el mercado internacional debe ser refinado para llegar a la calidad del glicerol técnico o, con una posterior destilación, a la del glicerol medicinal (99,8%).
Descripción de la Tecnología de la Planta
La unidad de transesterificación incluye contenedores operativos de pre - almacenamiento para la materia prima, productos intermedios y fínales. El metanol/etanol, glicerol, producto derivado, y el metiléster terminados, son almacenados en el patio de tanques fuera de la planta.La estructura principal del complejo comprende un edificio múltiple, que alberga el material operativo y las instalaciones de distribución de energía, ventilación central, laboratorio de producción, sala de monitoreo, instalaciones para el personal, etc.
Para cada tamaño de planta de producción, se deben satisfacer precondiciones específicas de infraestructura, dependientes de la localización real.
7
Por lo tanto, y adicionalmente al esquema de planta delineado, se deben tener en cuenta los siguientes aspectos:
Conexión de energía eléctrica adecuada. Agua potable y conexiones cloacales. Suministro de vapor de proceso. Provisión de agua de enfriamiento. Conexiones telefónicas. Administración, flota de vehículos, posible capacidad de almacenamiento
adicional requerida para repuestos, así como también para materiales auxiliares.
Instalación para seguridad del trabajo e industria.
Conexión con caminos y/o ferrocarriles.
Además, las capacidades estimadas de almacenamiento para:
Aceite de soja. Metanol. Metiléster.
Glicerol y otros productos.
Estas capacidades de almacenamiento, deben ser computadas de acuerdo a los propósitos del futuro operador, y dependiendo de los ciclos de entrega y comercialización.
Planta de transesterificación con proceso integrado de eliminación de gomas y ácidos.
Para grandes unidades y en el caso donde se procesen semillas oleaginosas que tengan un alto contenido de ácidos grasos libres, como es el caso de biocolza, se utilizan procesos convencionales de eliminación por destilación de gomas y ácidos. Los ácidos grasos separados pueden ser vendidos en el mercado internacional.
La planta de transesterificación comprende aparatos y componentes convencionales utilizados en la ingeniería química. Debido a su categorización como líquido inflamable Clase B, el metanol requerido para la reacción se almacena en un tanque subterráneo. Desde aquí es bombeado a través de una tubería al reservorio de proceso en la planta. El aceite crudo es almacenado en tanques de procesamiento.
Después que se han calentado los dos componentes de la reacción, estos son suministrados a una columna de lecho fijo en la que tiene lugar la pre-esterificación a temperatura elevada. Siguiendo a la separación de la mezcla metanol/agua del aceite pre-esterificado en el separador, este es transesterificado con un catalizador homogéneo y un componente adicional de metanol en un proceso multietapa mediante un mezclador - sedimentador en cascada. Después de la transesterificación, el exceso de metanol es separado por evaporación y el calor de condensación del metanol es utilizado para calentar los conductos.
La mezcla de metiléster-glicerol se separa del glicerol crudo en un separador, antes de la posterior limpieza del metiléster adicional.
8
El metiléster limpio (Biodiesel) se recolecta como producto terminado en contenedores de fraccionamiento. Después de los análisis y aprobación, una bomba entrega el producto a un tanque de producto terminado fuera de la planta.
El metanol en exceso de la etapa de pre-esterificación se deshidrata en vacío y, como el metanol separado luego de la etapa de transesterificación, puede ser reprocesado para su reutilización en la reacción. El vacío operativo requerido para las etapas de proceso se genera en una estación de vacío anexo a la planta.
Se deben establecer zonas a prueba de incendios en determinadas partes de la planta de transesterificación debido a la presencia de metanol; al respecto se deben respetar las reglamentaciones pertinentes. El grado de riesgo se reduce eficientemente asegurando una relación de intercambio de aire de aproximadamente 8 en la sección de la planta correspondiente. Se proveen aparatos locales de limpieza de partículas por aspiración. El sistema de ventilación central se instala en el anexo de mantenimiento.
Descripción general de las Instalaciones
La sección de transesterificación se emplaza en un sector parcialmente abierto del galpón, que es la medida más adecuada para minimizar riesgos operacionales.
Las estructuras de acero se erigen en galpones como elementos básicos de una configuración de almacenamiento múltiple que permita un flujo de producción por gravedad. Esta disposición en planta provee beneficios en lo relativo a ensamblado de máquinas, suspensión de elementos de ciertos aparatos, mejor adaptación diferentes condiciones de carga y flexibilidad en el caso de alteraciones en la instalación.
Además crea las precondiciones para el mejoramiento de la ventilación general evitando la formación de bolsones de aire mediante pisos de acero abiertos, especialmente en la sección de transesterificación. Adicionalmente las plataformas de acero permiten ampliar visualmente el panorama de las instalaciones. En las plataformas existen caminos de paso.
La disposición de los pisos se realiza de acuerdo a los materiales tratados en cada emplazamiento específico, teniendo en cuenta además la facilidad de limpieza. Los requerimientos son más rigurosos en la sección de transesterificación, porque aquí se realizan procesos químicos húmedos con distintas sustancias. Por esto se utilizan en esta área pisos con baldosas.
Como protección contra perdidas y para evitar riesgos de contaminación del suministro de agua, en algunos casos los componentes de la planta deben ser instalados en adecuados depósitos colectores herméticos.
La planta debe estar provista de un depósito de homogenización y recolección, de forma tal que puedan ser desarrollados análisis de toxicidad antes de realizar la descarga a las cloacas públicas o propias de la planta.
El patio de tanques para depósito de líquidos inflamables y biodiesel se ubican fuera del edificio principal. En el área subterránea para los tanques de almacenamiento de metanol y etanol, debido al riesgo de incendio, y a nivel del terreno los tanques para el metil o etiléster.
9
La estación de bombeo para el llenado y las bombas de alimentación de la planta se anexan al patio de tanques.
10
11
Lay Out
Se especificara la distribución de los espacios físicos, teniendo en cuenta el recorrido más eficiente del proceso productivo de la planta con la finalidad de economizar tiempos.
12
Esquena exterior de planta
13