Embed Size (px)
Citation preview
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
UNIDAD CULHUACAN
CENTRO MÓVIL TRITURADOR DE PET
TESIS Que para obtener el titulo de:
INGENIERO MECÁNICO
Presentan:
ALFONSO DAVID AYALA HERNÁNDEZ
MARCO ISMAEL SERRALDE GONZÁLEZ
DIRECTOR:
ING. MARTÍN BAZALDUA AGUILLON.
ASESOR:
ING. GILBERTO ANDRÉS SÁNCHEZ RODRÍGUEZ
México D.F. a 20 de Mayo del 2009
Agradecimientos de Marco Ismael Serralde González.
Le doy gracias a Dios por haberme permitido concluir este sueño.
Al Ingeniero Martín Bazaldua Aguillon. Por todo el apoyo y la paciencia brindada para poder concluir esta etapa de mi vida.
A mis padres: Ismael y Carmen.
Por toda la comprensión, apoyo y paciencia que me han tenido a lo largo de toda mi vida, por las enseñanzas que me han dado e impulsado para poder ser un hombre de bien y aun más en este periodo en donde concluyo el último paso para poder ser todo un ingeniero.
A mis hermanas: Claudia y Jazmín. Que en la medida de sus posibilidades me ayudaron para que terminara mi carrera, siempre
dándome palabras de aliento para no caer.
A mis abuelitos: Maria del Refugio, Ernestina y Ángel Quienes siempre me dieron su apoyo y confiaron en que seria todo un ingeniero.
A toda mi familia. Que me ayudo a poder terminar esta tesis.
A Erika.
Que me apoyo dándome palabras de aliento para no rendirme, que sacrifico nuestro tiempo para emplearlo en esta tesis, que tubo que aprender cosas de ingenieros para poder
ayudarme.
A todos mis amigos: Que en los momentos de mi decadencia no me dejaron morir y me ayudaron a salir a flote
CONTENIDO
CAPITULO I “PLÁSTICOS” 1. Aspectos Generales
2. Normatividad Mexicana para Identificación de Plásticos
3. Situación Actual
3.1. Contaminación Ambiental
4. Mecanismos de Solución
4.1. El Reciclado de Plásticos
4.2. Reciclado en la Fuente
4.3. Beneficios que Obtenemos del Reciclaje
4.4. Etapas para Reciclar el Plástico
2
2
4
5
6
6
6
7
8
CAPITULO II “RESINA PLÁSTICA PET”
5. Generalidades
6. Características
7. Como se Identifica
11
11
12
INTRODUCCIÓN
OBJETIVO
JUSTIFICACIÓN
ALCANCES Y METAS
I
II
III
IV
CONTENIDO Triturador de PET
8. Primeros Usos del Pet
8.1 PET de Grado Textil
8.2 PET de Grado Botella
8.3 PET de Grado Film
9. Usos Actuales
9.1 PET Virgen
9.2 PET Reciclados
10. Manufactura de Botellas de PET
11. PET como Material para Reciclar
12. Objetivo del Reciclaje del PET
13. Formas de Reciclaje del PET
14. Reciclado Mecánico
14.1 Diagrama del Reciclado Mecánico del PET
15. Reciclado Químico
15.1 Pirólisis
15.2 Gasificación
15.3 Hidrogenación
15.4 Chemolysis
15.5 Metanólisis
16. Plan Diseño Hacia Arriba de Envase de PET
17. Tapas
18. Color
19. Etiquetas Adhesivas
12
12
12
13
13
13
13
14
14
15
15
16
17
17
18
18
18
18
18
19
19
19
20
CONTENIDO Triturador de PET
20. Decoración
21. Resumen
21.1 Recomendaciones para el Reciclado del PET
22. Ventajas Desventajas de los Procesos de Reciclaje del PET
23. Aprovechamiento Energético
24. Medidas de Solución Tomadas en México
25. Mecanismos de Solución Futuros
25.1 Como Puede Participar la Ciudadanía
26. Desarrollo de Tecnología de Reciclaje en México
26.1 Principales Usos del PET Reciclado en México
26.2 Empresas Relacionadas con el reciclaje del PET en México
27. Reflexión
20
20
21
22
23
23
24
25
25
27
27
28
CAPITULO III “HIDRAULICA”
28. Conceptos Generales
29. Clasificación de las Bombas
30. Actuadores
31. Válvulas
32. Aplicaciones Específicas (Camiones, Maquinaria Etc.)
30
31
32
33
33
CONTENIDO Triturador de PET
CAPITULO IV “DISEÑO PROPUESTO”
33. Introducción
34. Consideraciones
35. QFD en Trituradora de PET
35.1 Nuestro Producto
35.2 La Voz de Nuestro Cliente
35.3 Las Necesidades de Nuestro Cliente
35.4 Necesidades Organizadas de Nuestro Cliente
35.5 Priorizar las Necesidades del Cliente
36. Modelo Conceptual Para Triturador de PET
36.1 Explosión y Función de las Partes
37. Diseño Propuesto
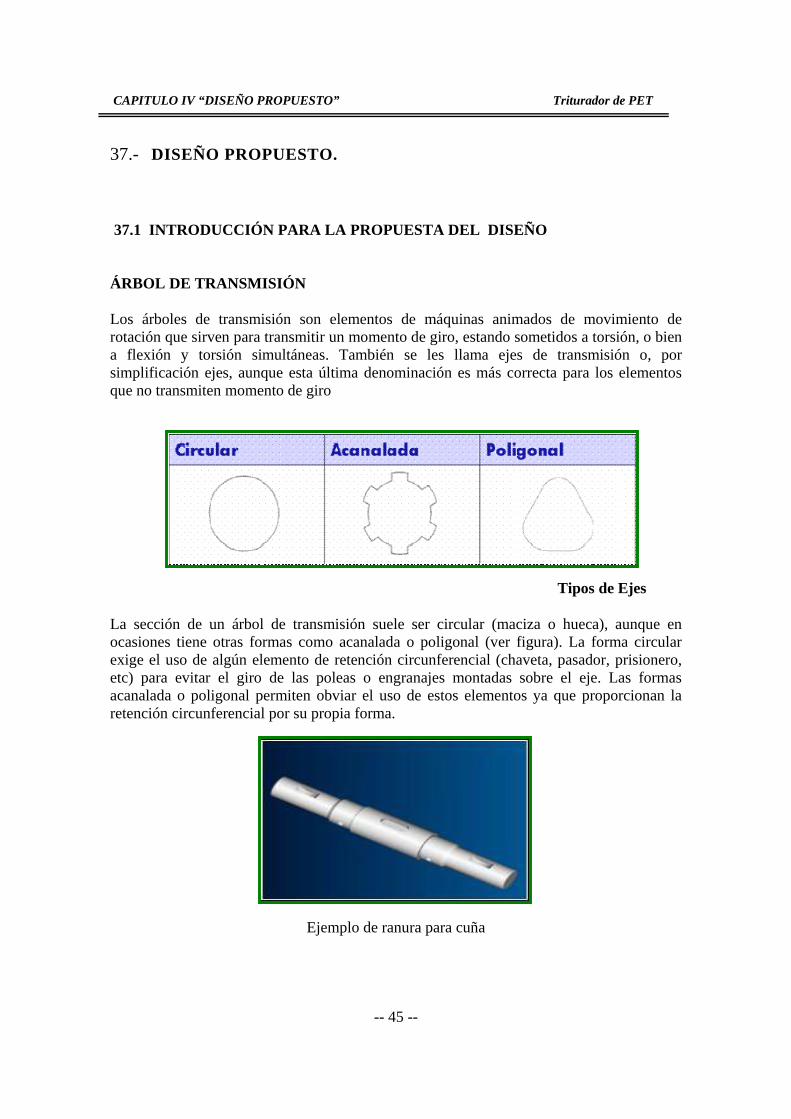
37.1 Introducción a la Propuesta de Diseño
37.2 Recomendaciones
38. Diseño de Ejes y Árboles de Transmisión
39. Nuestro Diseño
40. Ingeniería del Producto
40.1 Calculo de sus Partes (Ejes 1, 2, y 3)
41. Calculo de la Fuerza
42. Calculo para Diámetro del Eje por el Método de Carga Estática ó Cuasiestática de un Eje Sometido a Flexión y Torsión 43. Calculo del Eje por Fatiga para Satisfacer las Restricciones de
Resistencia Usando el Método de Energía de Distorsión de Gerber
44. Calculo del Radio de Filete para Flecha Acanalada
37
37
38
39
39
40
40
41
42
43
45
45
46
46
48
50
50
51
57
59
61
CONTENIDO Triturador de PET
45. Calculo para la Ecuación de Marín
46. Calculo de Esfuerzos Fluctuantes
47. Calculo de A y B de La Ecuación de Gerber
48. Conclusión del Análisis Matemático
49. Calculo de sus Partes (Navajas Móviles 1,2 y 3)
50. Determinación del Filo de los Elementos Cortantes
51. Consideración de Dureza para Cuchillas y Ejes
51.1 Descripción Materia Prima
52. Selección de Elementos de Sujeción
53. Rodamientos
64
66
66
67
68
78
78
79
82
82
CAPITULO V “CARACTERÍSTICAS Y ESPECIFICACIONES DEL EQUIPO”
54. Centro Móvil Triturador de PET
55. Guía de Algunas Marcas, que Ocupan en el Envasado de Varios de
sus Productos la Resina PET.
87
89
CAPITULO VI “FIN DEL DISEÑO Y PLANOS”
56. Conclusión del Diseño
57. Planos
Bibliografía
Glosario
Anexo
91
92
121
127
131
I.- INTRODUCCIÓN Triturador de PET
--I--
INTRODUCCIÓN
El presente trabajo de investigación se encuentra encaminado a presentar una alternativa a
los Gobiernos para enfrentar el problema de contaminación que actualmente nos atañe,
dirigiéndonos específicamente a los residuos generados de botellas de plástico o llamado
PET.
Apegándonos a la estrategia “RRR”, es decir, “Reducir, Reutilizar y Reciclar”, dicho de
otra forma mientras menor sea el manejo inadecuado de residuos, mejor será el
aprovechamiento de las materias primas no renovables; y por consiguiente apoyando otras
áreas estratégicas haciendo el ahorro de energía, conservando el medio ambiente y
contribuyendo a reducir el calentamiento global.
Por lo que es importante reflexionar sobre este problema puesto que en la década pasada
comenzó a utilizarse de manera global esta resina plástica llamada PET (Polietileno Etilén
Tereflatato), por contar con una propiedad primordial como barrera de gases;
posicionándose en el mercado de botellas, en bebidas gasificadas y sifones; y
posteriormente en envases de cuerpo hueco, ya que abarcaron el nivel industrial y
alimenticio por contar con diversas particularidades como su escaso peso e higiene al no
transferir sabores a alimentos o bebidas y seguridad a eventuales rupturas por ser
biorientado.
Por lo que se presenta la siguiente propuesta, tomando en consideración los métodos de
reciclaje, recolección, selección, y aprovechamiento utilizados actualmente al PET. Así
como, su ciclo de vida, mercado e impacto ambiental.
II.- OBJETIVO Triturador de PET
--II--
OBJETIVO
Proponer un diseño mecánico que sea capaz de triturar (moler) los envases de PET
(Polietileno Etilén Tereflatato), originados del post-consumo, en pequeños pedazos
(hojuelas), de tal forma que estas puedan ser comercializadas en el sector de reciclaje,
logrando así sintetizar el proceso común de reciclaje del PET al mismo tiempo que ayude
al medio ambiente en diversos ámbitos.
III.- JUSTIFICACIÓN Triturador de PET
--III--
JUSTIFICACIÓN
Hoy en día el consumir es la naturaleza del ser humano y debe ser responsable de los
aspectos que contribuyen a su subsistencia y desarrollo, estimulados por sus necesidades,
para tener una predisposición al desarrollo sustentable. Por tal motivo es indispensable que
se responsabilice en su cadena de PRODUCCION – CONSUMO, agregando una cadena
más como lo es el RECICLAJE y reducir así los desperdicios industriales y domiciliarios.
Esto es, disponiendo del presente prototipo en los camiones recolectores de basura,
aumentando de este modo el porcentaje de recolección de PET, enfocando este al personal
de limpia, que utilizara un mecanismo simple de recolección agregando una nueva clase de
residuo potencialmente reciclable a lo actualmente establecido como lo es el cartón, papel,
aluminio y vidrio.
Llegando con esto a diversas metas como reducir significativamente el volumen de los
rellenos sanitarios, evitar la perdida de tiempo y energía en la recolección y clasificación ya
que esta se haría casi de forma directa y limpia logrando una rápida y diferenciada
recolección de PET.
IV.- ALCANCES Y METAS Triturador de PET
--IV--
ALCANCES Y METAS
Los envases plásticos que utilizamos frecuentemente se han convertido en un problema
actualmente al momento de desecharlos, ya que son los llamados desechables, y la mayoría
de ellos son materiales de difícil degradación, por lo que se acumulan en los suelos
afectándonos de manera directa o indirecta a nuestro futuro progreso, por lo que este
proyecto se encuentra encaminado exclusivamente a la trituración de envases de PET, en
forma de hojuelas convirtiéndose de esta forma en una materia prima para la elaboración de
diversos productos. Por lo que para llevar a cabo el proceso de trituración, el diseño tiene
ciertos requerimientos para realizarlo, como es tomar en consideración el tamaño de los
envases, puesto que, como se ha señalado anteriormente el prototipo se ha diseñado para
adaptarlo en los camiones recolectores de basura y será realizado por las personas
destinadas a esta actividad que tendrá que seguir ciertos pasos como es el retiro de
etiqueta, taparosca e inviolable; así como tomar en cuenta el color del material plástico ya
que esta se regirá por dos rubros que será material de color y transparente por razones que
se explicaran con antelación
CAPITULO I
“PLÁSTICOS”
CAPITULO I “PLASTICOS” Triturador de PET
- 2 -
1.- ASPECTOS GENERALES.
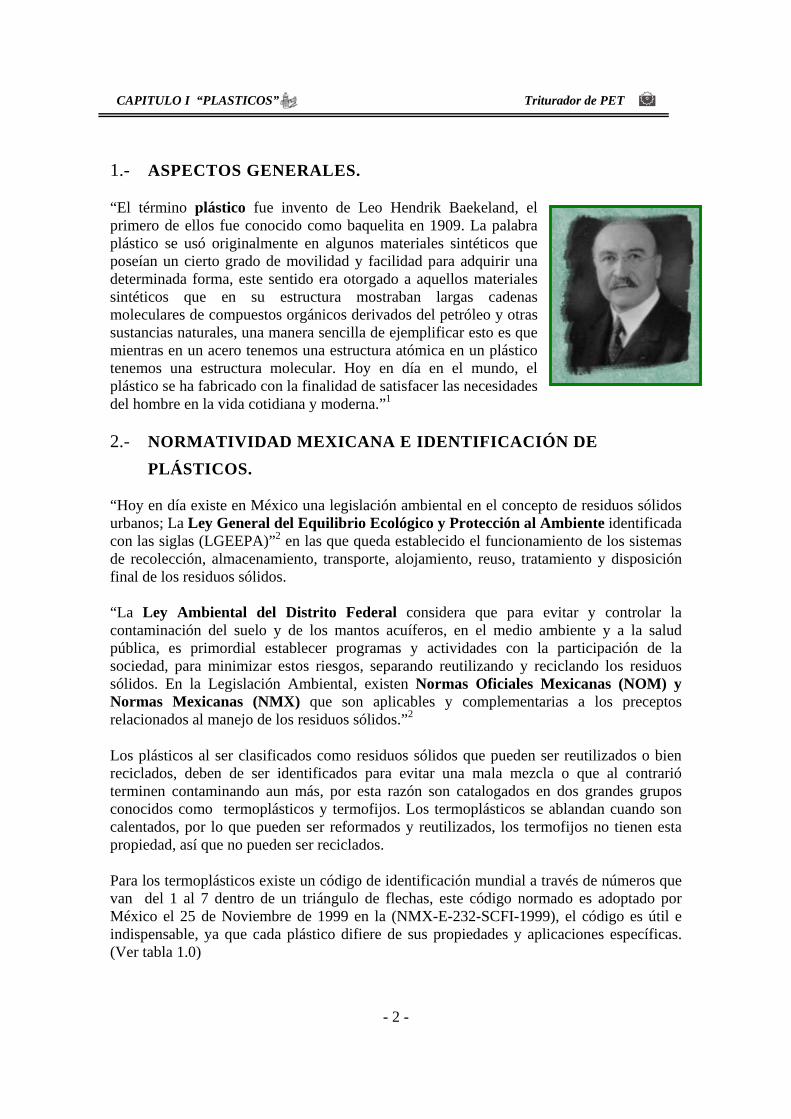
“El término plástico fue invento de Leo Hendrik Baekeland, el primero de ellos fue conocido como baquelita en 1909. La palabra plástico se usó originalmente en algunos materiales sintéticos que poseían un cierto grado de movilidad y facilidad para adquirir una determinada forma, este sentido era otorgado a aquellos materiales sintéticos que en su estructura mostraban largas cadenas moleculares de compuestos orgánicos derivados del petróleo y otras sustancias naturales, una manera sencilla de ejemplificar esto es que mientras en un acero tenemos una estructura atómica en un plástico tenemos una estructura molecular. Hoy en día en el mundo, el plástico se ha fabricado con la finalidad de satisfacer las necesidades del hombre en la vida cotidiana y moderna.”1
2.- NORMATIVIDAD MEXICANA E IDENTIFICACIÓN DE
PLÁSTICOS. “Hoy en día existe en México una legislación ambiental en el concepto de residuos sólidos urbanos; La Ley General del Equilibrio Ecológico y Protección al Ambiente identificada con las siglas (LGEEPA)”2 en las que queda establecido el funcionamiento de los sistemas de recolección, almacenamiento, transporte, alojamiento, reuso, tratamiento y disposición final de los residuos sólidos. “La Ley Ambiental del Distrito Federal considera que para evitar y controlar la contaminación del suelo y de los mantos acuíferos, en el medio ambiente y a la salud pública, es primordial establecer programas y actividades con la participación de la sociedad, para minimizar estos riesgos, separando reutilizando y reciclando los residuos sólidos. En la Legislación Ambiental, existen Normas Oficiales Mexicanas (NOM) y Normas Mexicanas (NMX) que son aplicables y complementarias a los preceptos relacionados al manejo de los residuos sólidos.”2
Los plásticos al ser clasificados como residuos sólidos que pueden ser reutilizados o bien reciclados, deben de ser identificados para evitar una mala mezcla o que al contrarió terminen contaminando aun más, por esta razón son catalogados en dos grandes grupos conocidos como termoplásticos y termofijos. Los termoplásticos se ablandan cuando son calentados, por lo que pueden ser reformados y reutilizados, los termofijos no tienen esta propiedad, así que no pueden ser reciclados.
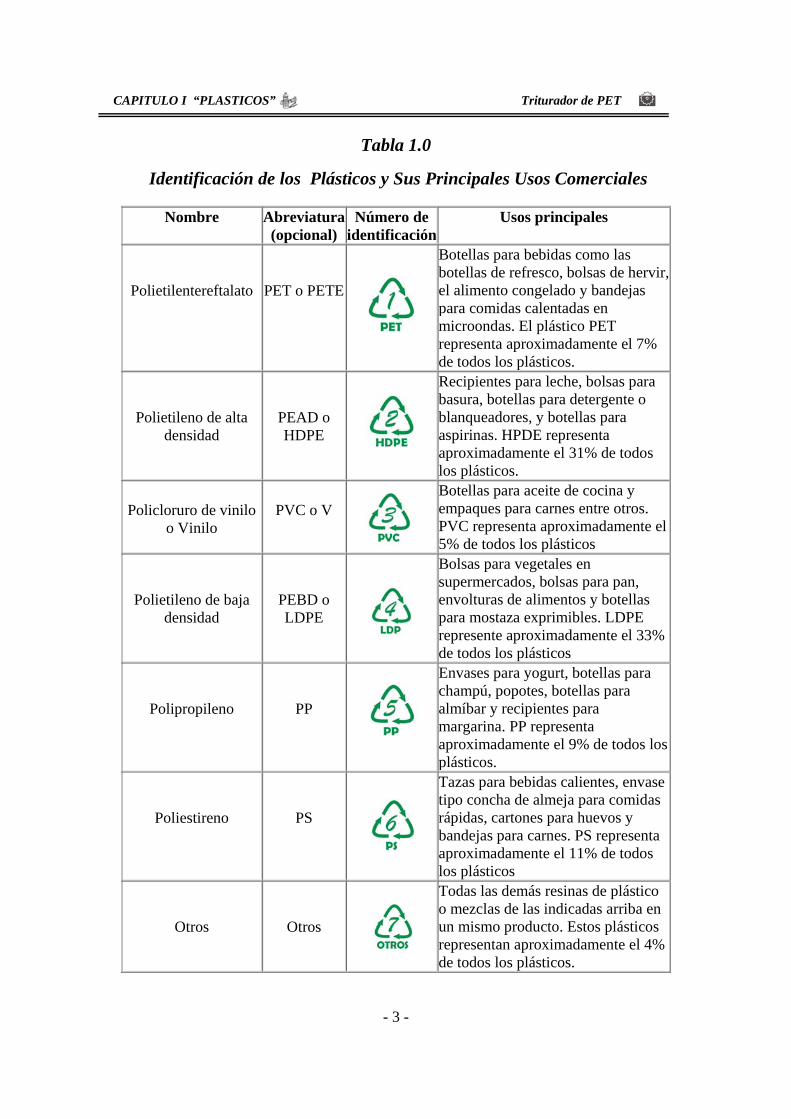
Para los termoplásticos existe un código de identificación mundial a través de números que van del 1 al 7 dentro de un triángulo de flechas, este código normado es adoptado por México el 25 de Noviembre de 1999 en la (NMX-E-232-SCFI-1999), el código es útil e indispensable, ya que cada plástico difiere de sus propiedades y aplicaciones específicas. (Ver tabla 1.0)
CAPITULO I “PLASTICOS” Triturador de PET
- 3 -
Tabla 1.0
Identificación de los Plásticos y Sus Principales Usos Comerciales
Nombre Abreviatura(opcional)
Número de identificación
Usos principales
Polietilentereftalato
PET o PETE
Botellas para bebidas como las botellas de refresco, bolsas de hervir,el alimento congelado y bandejas para comidas calentadas en microondas. El plástico PET representa aproximadamente el 7% de todos los plásticos.
Polietileno de alta densidad
PEAD o HDPE
Recipientes para leche, bolsas para basura, botellas para detergente o blanqueadores, y botellas para aspirinas. HPDE representa aproximadamente el 31% de todos los plásticos.
Policloruro de vinilo o Vinilo
PVC o V Botellas para aceite de cocina y empaques para carnes entre otros. PVC representa aproximadamente el 5% de todos los plásticos
Polietileno de baja densidad
PEBD o LDPE
Bolsas para vegetales en supermercados, bolsas para pan, envolturas de alimentos y botellas para mostaza exprimibles. LDPE represente aproximadamente el 33% de todos los plásticos
Polipropileno
PP
Envases para yogurt, botellas para champú, popotes, botellas para almíbar y recipientes para margarina. PP representa aproximadamente el 9% de todos los plásticos.
Poliestireno
PS
Tazas para bebidas calientes, envase tipo concha de almeja para comidas rápidas, cartones para huevos y bandejas para carnes. PS representa aproximadamente el 11% de todos los plásticos
Otros
Otros
Todas las demás resinas de plástico o mezclas de las indicadas arriba en un mismo producto. Estos plásticos representan aproximadamente el 4% de todos los plásticos.
CAPITULO I “PLASTICOS” Triturador de PET
- 4 -
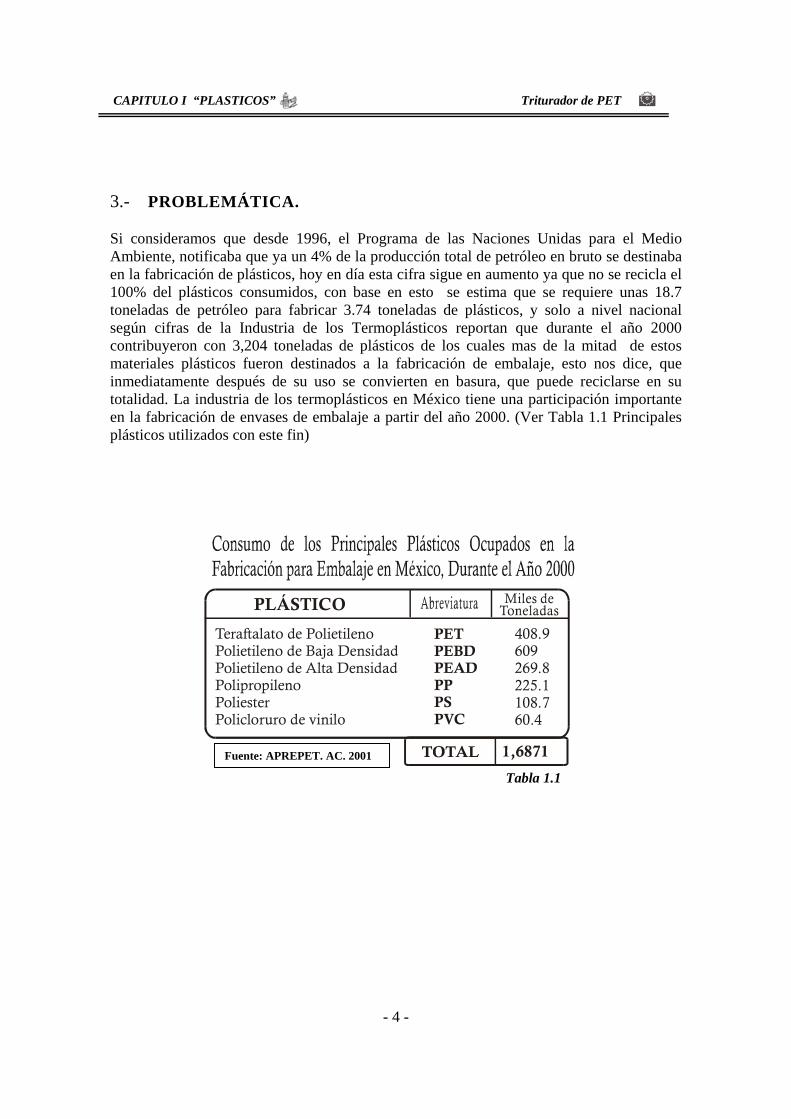
3.- PROBLEMÁTICA. Si consideramos que desde 1996, el Programa de las Naciones Unidas para el Medio Ambiente, notificaba que ya un 4% de la producción total de petróleo en bruto se destinaba en la fabricación de plásticos, hoy en día esta cifra sigue en aumento ya que no se recicla el 100% del plásticos consumidos, con base en esto se estima que se requiere unas 18.7 toneladas de petróleo para fabricar 3.74 toneladas de plásticos, y solo a nivel nacional según cifras de la Industria de los Termoplásticos reportan que durante el año 2000 contribuyeron con 3,204 toneladas de plásticos de los cuales mas de la mitad de estos materiales plásticos fueron destinados a la fabricación de embalaje, esto nos dice, que inmediatamente después de su uso se convierten en basura, que puede reciclarse en su totalidad. La industria de los termoplásticos en México tiene una participación importante en la fabricación de envases de embalaje a partir del año 2000. (Ver Tabla 1.1 Principales plásticos utilizados con este fin)
Tabla 1.1 Fuente: APREPET. AC. 2001
Teraftalato de PolietilenoPolietileno de Baja DensidadPolietileno de Alta DensidadPolipropilenoPoliesterPolicloruro de vinilo
PETPEBDPEADPPPSPVC
408.9609269.8225.1108.760.4
PLÁSTICO

CAPITULO I “PLASTICOS” Triturador de PET
- 5 -
Ilustración 1 y 2 Embalaje como basura
3.1 CONTAMINACIÓN AMBIENTAL
Los envases plásticos desechables y las envolturas plásticas flexibles que son utilizadas como embalaje al cumplir con su finalidad que es contener o envolver estas van directo a ser basura por lo que son desechadas inmediatamente en cualquier lugar ya sea en las calles, parques, carreteras, desiertos, bosques, ríos, playas, desagües, etc.; ocasionándonos un gran problema ambiental (Ver ilustración 3 y 4). Una de las alternativas de acabar con esto es el reciclado ya que es la solución con mayor rentabilidad en la actualidad.
Los plásticos que consumimos cada día, son económicos, livianos, transparentes y nos hacen más práctica la vida. Sin embargo están creando serios problemas al ambiente. Cada año se consumen en el mundo 100 millones de toneladas, de las cuales el 75% se convierten en basura luego de su uso los plásticos más comunes, que usamos cotidianamente y que son reciclables son:
1. Polietileno Tereftalato (PET): Botellas de gaseosa, agua o aceite.
2. Polietileno de Alta Densidad: Frascos, baldes, botellas de leche, bolsas.
Fuente: http://periodismodefrente.com/?p=342
CAPITULO I “PLASTICOS” Triturador de PET
- 6 -
Ilustración 3 y 4. Contaminación ambiental provocada por el inadecuado desecho de los plásticos
4.- MECANISMOS DE SOLUCIÓN. 4.1 EL RECICLADO DE PLÁSTICOS Minimizar el volumen y peso de los residuos es el primer paso para resolver el problema global de los mismos. Todo proceso, de los Residuos Sólidos Urbanos debe iniciarse con una recolección diferenciada lo mas cercano a la fuente, de donde pasa de ser un bien a desecho así se contribuye a esta reducción 4.2 RECICLADO EN LA FUENTE Uno de los problemas es que el énfasis debe ponerse en cómo generar cada vez menos residuos, de cualquier índole como residuos plásticos. La reducción en la fuente se refiere directamente al diseño y a la etapa productiva de los productos, principalmente envases, antes de ser consumidos. Es una manera de concebir la producción con un nuevo criterio ambiental; generar menos residuos. Y esto es aplicable a todas las materias primas: vidrio, papel, cartón, aluminio y plásticos. En el caso de estos últimos residuos, la reducción en la fuente es responsabilidad de la industria petroquímica (fabricante de los diferentes tipos de plásticos), de la industria transformadora (que toma esos plásticos para fabricar los diferentes productos finales), y de quien diseña el envase (envasador).
CAPITULO I “PLASTICOS” Triturador de PET
- 7 -
Aunque podría decirse que al consumidor también le cabe una buena parte de la responsabilidad; en los estantes que se encuentran en los supermercados, es él quien tiene la facultad de elegir entre un producto que ha sido concebido con criterio de reducción en la fuente y otro que derrocha materia prima y aumenta innecesariamente el volumen de los residuos. Reducir en la fuente significa referirse a la investigación, desarrollo y producción de objetos utilizando menos recursos (materia prima). De ahí su denominación porque se aplica a la faz productiva. Las principales ventajas de la reducción en la fuente:
1. Disminuye la cantidad de residuos; es mejor no producir residuos que resolver qué hacer con ellos.
2. Ayuda a que los rellenos sanitarios no se saturen rápidamente.
3. Se ahorran recursos naturales energía y materia prima y recursos financieros
4. La reducción en la fuente aminora la polución y el efecto invernadero. Requiere
menos energía transportar materiales más livianos. Menos energía significa menos combustible quemado, lo que implica a su vez menor agresión al ambiente.”3
4.3 BENEFICIOS QUE OBTENEMOS DEL RECICLAJE4
1. Reducimos la contaminación ambiental mundial.
2. Creamos fuentes de trabajo.
3. Generamos ingresos.
4. Propiciamos la elaboración de nuevos productos.
5. Disminuimos la acumulación de plásticos en los rellenos sanitarios.
6. Fomentamos en la comunidad una disciplina social y contribuimos al desarrollo
sostenible.
7. Buscamos ahorrar costos en los procesos de producción de quienes utilizan PET
como materia prima.
CAPITULO I “PLASTICOS” Triturador de PET
- 8 -
4.4 “ETAPAS PARA RECICLAR EL PLÁSTICO”
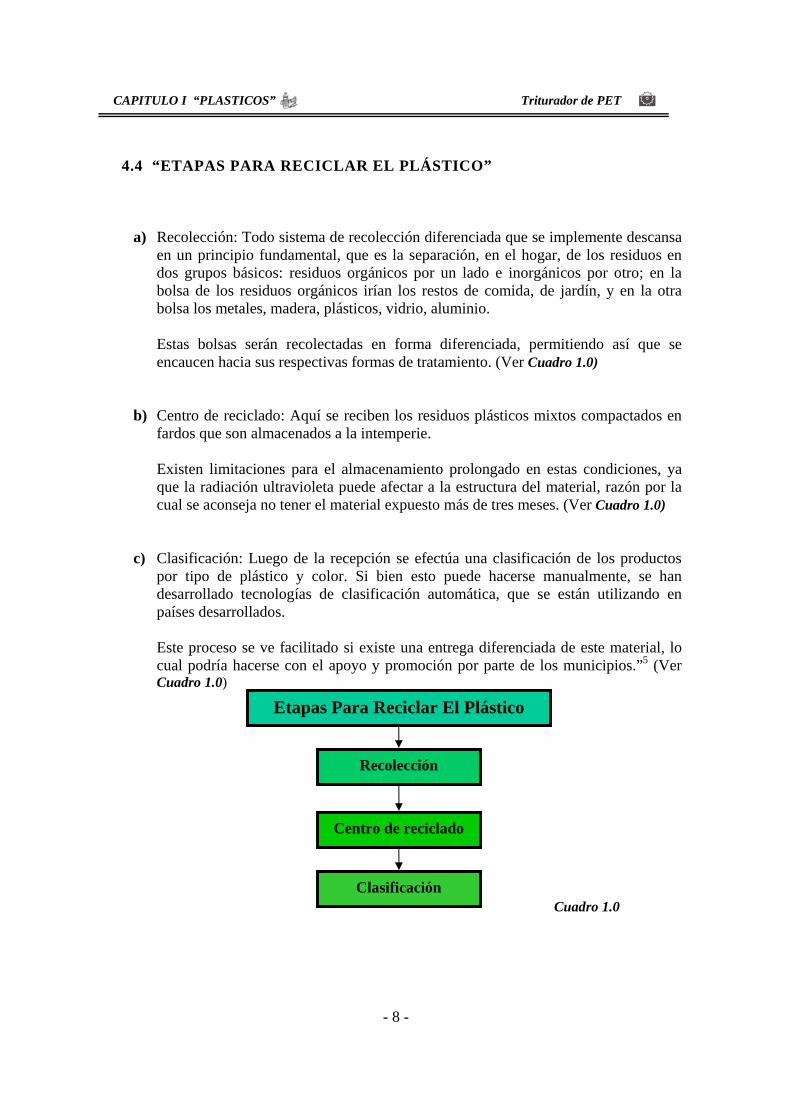
a) Recolección: Todo sistema de recolección diferenciada que se implemente descansa en un principio fundamental, que es la separación, en el hogar, de los residuos en dos grupos básicos: residuos orgánicos por un lado e inorgánicos por otro; en la bolsa de los residuos orgánicos irían los restos de comida, de jardín, y en la otra bolsa los metales, madera, plásticos, vidrio, aluminio.
Estas bolsas serán recolectadas en forma diferenciada, permitiendo así que se encaucen hacia sus respectivas formas de tratamiento. (Ver Cuadro 1.0)
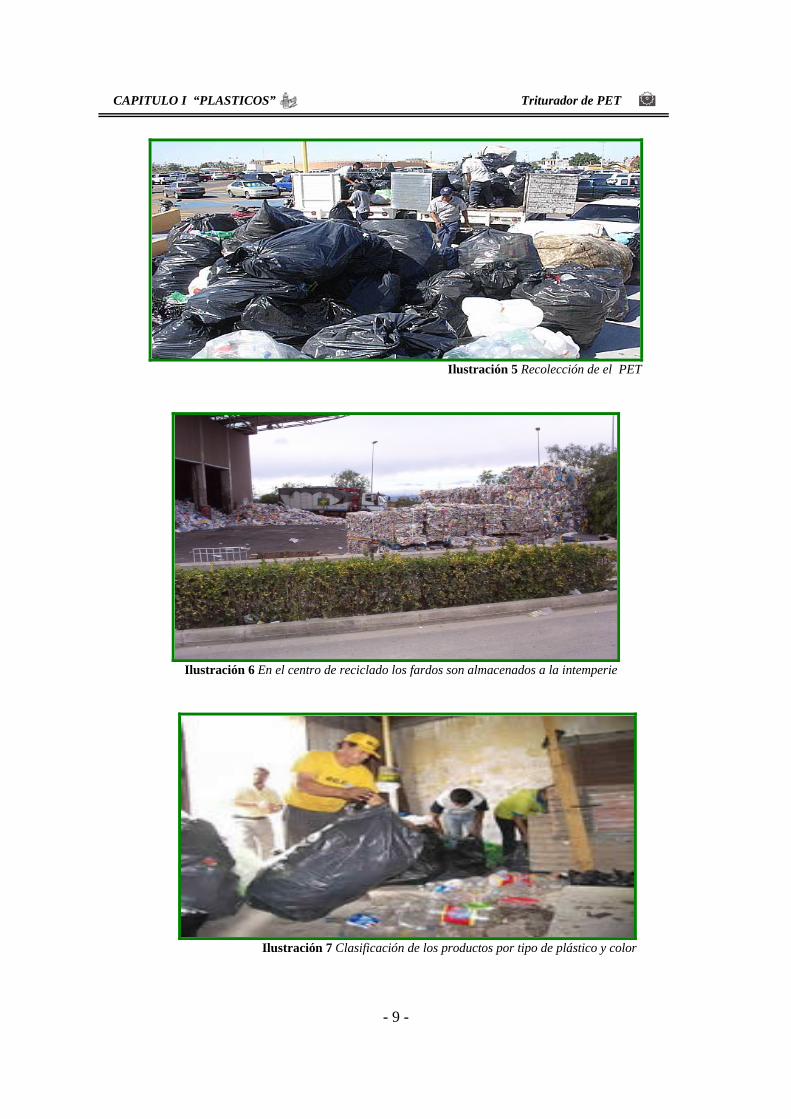
b) Centro de reciclado: Aquí se reciben los residuos plásticos mixtos compactados en fardos que son almacenados a la intemperie.
Existen limitaciones para el almacenamiento prolongado en estas condiciones, ya que la radiación ultravioleta puede afectar a la estructura del material, razón por la cual se aconseja no tener el material expuesto más de tres meses. (Ver Cuadro 1.0)
c) Clasificación: Luego de la recepción se efectúa una clasificación de los productos por tipo de plástico y color. Si bien esto puede hacerse manualmente, se han desarrollado tecnologías de clasificación automática, que se están utilizando en países desarrollados.
Este proceso se ve facilitado si existe una entrega diferenciada de este material, lo cual podría hacerse con el apoyo y promoción por parte de los municipios.”5 (Ver Cuadro 1.0)
Cuadro 1.0
Centro de reciclado
Clasificación
Recolección
Etapas Para Reciclar El Plástico
CAPITULO I “PLASTICOS” Triturador de PET
- 9 -
Ilustración 5 Recolección de el PET
Ilustración 6 En el centro de reciclado los fardos son almacenados a la intemperie
Ilustración 7 Clasificación de los productos por tipo de plástico y color
CAPITULO II
“RESINA PLÁSTICA PET”
CAPITULO II
“RESINA PLÁSTICA PET”
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 11 -
5.- GENERALIDADES.
Para tener una mejor apreciación de las características y propiedades del PET conozcamos su nombre técnico que es “Polietileno Tereftalato, es un derivado del petróleo crudo, gas y aire; son materiales sintéticos termoplásticos de poliéster saturado lineal biorientado, inerte que no produce sustancias tóxicas, que se utilizan como materiales de piezas técnicas desde 1966, fue patentado como un polímero para fibra por J. R. Whinfield y J. T. Dickinson en 1941. Catorce años más tarde, en 1951 comenzó la producción comercial de fibra de poliéster”. Desde entonces hasta nuestros días, la fabricación de PET ha presentado un continuo desarrollo tecnológico, logrando un alto nivel de calidad y una aprobación mundial.
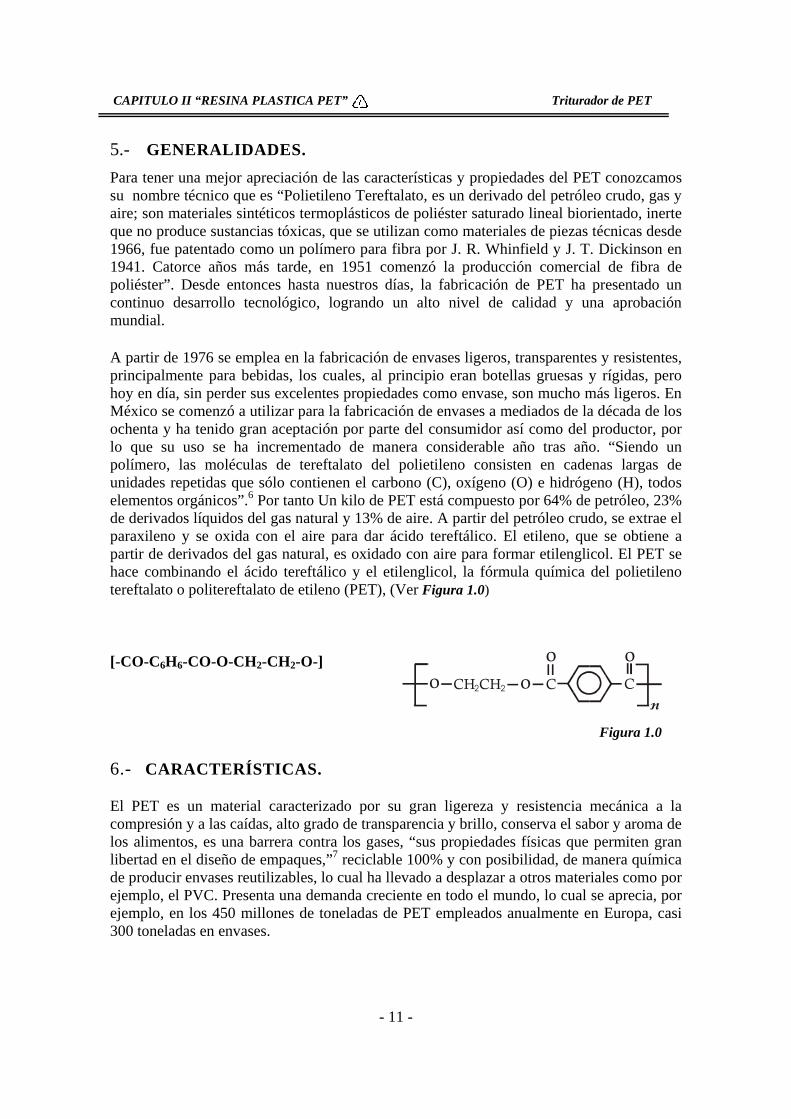
A partir de 1976 se emplea en la fabricación de envases ligeros, transparentes y resistentes, principalmente para bebidas, los cuales, al principio eran botellas gruesas y rígidas, pero hoy en día, sin perder sus excelentes propiedades como envase, son mucho más ligeros. En México se comenzó a utilizar para la fabricación de envases a mediados de la década de los ochenta y ha tenido gran aceptación por parte del consumidor así como del productor, por lo que su uso se ha incrementado de manera considerable año tras año. “Siendo un polímero, las moléculas de tereftalato del polietileno consisten en cadenas largas de unidades repetidas que sólo contienen el carbono (C), oxígeno (O) e hidrógeno (H), todos elementos orgánicos”.6 Por tanto Un kilo de PET está compuesto por 64% de petróleo, 23% de derivados líquidos del gas natural y 13% de aire. A partir del petróleo crudo, se extrae el paraxileno y se oxida con el aire para dar ácido tereftálico. El etileno, que se obtiene a partir de derivados del gas natural, es oxidado con aire para formar etilenglicol. El PET se hace combinando el ácido tereftálico y el etilenglicol, la fórmula química del polietileno tereftalato o politereftalato de etileno (PET), (Ver Figura 1.0)
[-CO-C6H6-CO-O-CH2-CH2-O-]
Figura 1.0 6.- CARACTERÍSTICAS. El PET es un material caracterizado por su gran ligereza y resistencia mecánica a la compresión y a las caídas, alto grado de transparencia y brillo, conserva el sabor y aroma de los alimentos, es una barrera contra los gases, “sus propiedades físicas que permiten gran libertad en el diseño de empaques,”7 reciclable 100% y con posibilidad, de manera química de producir envases reutilizables, lo cual ha llevado a desplazar a otros materiales como por ejemplo, el PVC. Presenta una demanda creciente en todo el mundo, lo cual se aprecia, por ejemplo, en los 450 millones de toneladas de PET empleados anualmente en Europa, casi 300 toneladas en envases.
o CH CH22 o C C
o o
n
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 12 -
7.- COMO SE IDENTIFICA. Su apariencia física es muy similar a la de otros plásticos. La manera más fácil de identificarlo es buscar en los envases el símbolo internacional de reciclaje ya que muchos de los recipientes de plástico fabricados en la actualidad vienen con símbolos o sellos para su reciclaje. Estos sellos identifican el tipo de resina o mezcla de resina que hay en el contenedor de plástico. Solamente hay dos tipos, PET y HDPE, que se recolectan comúnmente para el reciclaje. Dicho símbolo como ya se comento con anterioridad consta de un triángulo con un número en el centro (número especificado para el tipo de resina o mezcla de resina) y debajo las siglas que corresponden al numero de especificación. 8.- PRIMEROS USOS DEL PET. 8.1 PET DE GRADO TEXTIL La primera aplicación industrial del PET fue la textil, durante La Segunda Guerra Mundial, para reemplazar a fibras naturales como el algodón o el lino. A diferencia de otras fibras sintéticas, al poliéster nombre común con el que se denomina al PET de grado textil se le reconocieron desde el primer momento unas excelentes cualidades para el proceso textil, entre las que cabe destacar su alta resistencia a la deformación y su estabilidad dimensional, además de otras propiedades como el fácil cuidado de la prenda tejida (lavado y secado rápidos sin apenas necesidad de planchado). Presenta también algunas limitaciones tales como su difícil tintura, la formación de pilling (bolitas), la acumulación de electricidad estática y el tacto duro de los tejidos, problemas para los que ya se han desarrollado soluciones eficaces. Ya sea como filamento continuo o como fibra cortada, el PET encabeza a los polímeros textiles. Se emplea para la producción de fibras de confección es muy utilizado en mezclas de diversos porcentajes con el algodón y para rellenos de edredones o almohadas, además de manufacturarse con él tejidos industriales de sustentación para cauchos, lonas, bandas transportadoras y otros numerosos artículos. 8.2 PET DE GRADO BOTELLA La primera comercialización del PET de grado botella se llevó a cabo en los EE.UU., produciéndose en Europa a partir de 1974. Desde entonces ha experimentado un gran crecimiento y una continua demanda, debida principalmente a que el PET ofrece características favorables en cuanto a resistencia contra agentes químicos, gran transparencia, ligereza, menores costos de fabricación y comodidad en su manejo lo cual conlleva un beneficio añadido para el consumidor final.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 13 -
Aunque comúnmente se asocia con el embotellado de las bebidas gaseosas, el PET tiene infinidad de usos dentro del sector alimenticio. Su más reciente y exitosa aplicación ha sido en el envasado de aguas minerales, habiendo copado prácticamente el mercado en detrimento del PVC. También se ha comenzado a utilizar el PET para el envasado de productos farmacéuticos, de droguería o alimenticios como salsas, mermeladas, miel. Su próximo reto es el envasado de leche y, sobre todo, de cerveza, mercados donde ya se han emprendido pequeñas pero decididas aproximaciones. 8.3 PET DE GRADO FILM El PET se utiliza también en gran cantidad para la fabricación de film: en la práctica, todas las películas fotográficas, de rayos X y de audio están hechas de PET. Como se puede apreciar, la gama de productos que incluyen al PET es muy grande, y por consecuencia de los grandes niveles de consumo, la generación de residuos sólidos es considerable. 9.- USOS ACTUALES. 9.1 PET VIRGEN Su empleo actual es muy diverso; como envase, quizás el uso más conocido, se emplea en bebidas carbónicas, aceite, aguas minerales, zumos, tés y otras bebidas, vinos y bebidas alcohólicas, salsas y otros alimentos, detergentes y productos de limpieza, productos cosméticos, productos químicos, lubricantes y productos para tratamientos agrícolas. En forma de film, se emplea en contenedores alimentarios, láminas, audio / video y fotografía, blisters, films "High-Tech", embalajes especiales, aplicaciones eléctricas y electrónicas. Además, existe un amplio sector donde este material se emplea en la construcción de diversos elementos; fibra textil, alfombras, tuberías, perfiles, piezas inyectadas, construcción, automoción, etc. 9.2 PET RECICLADOS La granza al ser plástico derretido y en bolitas, listo para ser procesado en otros usos distintos al de envase para consumo humano, el PET, es el material con el que se fabrican los envases de agua, refrescos, etc. y puede ser utilizado para sillas, mesas, láminas.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 14 -
10.- MANUFACTURA DE BOTELLAS DE PET. Hacer una botella de PET empieza desde las materias primas: etileno y paraxyleno. Los derivados de estas dos substancias (glycol de etileno y ácido tereftálico) se hacen reaccionar para obtener la resina PET. El Pet es transformado desde los años 50 por extrusión en hilados de calidad, para trasformarlo en envases se hace por medio de un proceso de inyección-estirado-soplado que parte de la resina de PET. Dicha resina se presenta en forma de pequeños cilindros o chips, los cuales, una vez secos se funden e inyectan a presión en máquinas de cavidades múltiples de las que salen las preformas, recipientes similares a tubos de ensayo pero con rosca para un tapón. Estas son sometidas a un proceso de calentamiento controlado y gradual y a un moldeado donde son estirados por medio de una varilla hasta el tamaño definitivo del envase. Por último son "soplados" inflados con aire limpio a presión, hasta tomar la forma en el molde del envase típico que hoy se conoce. Gracias a este proceso, las moléculas se acomodan en forma de red, orientándose en dos direcciones; longitudinal y paralela al eje del envase, propiedad denominada biorientación la cual aporta la elevada resistencia mecánica y baja permeabilidad a gases y Vapores del envase. Estas características del material son las que contribuyen para hacer del PET el éxito que es. De hecho, las bebidas suaves carbonatadas pueden generar presión dentro de la botella que alcanza los 6 Bar., que no es capaz de deformar la botella, ni de hacerla explotar8 gracias a la biorientación. 11.- PET COMO MATERIAL PARA RECICLAR. El PET para el medio ambiente es 100% reciclable. Sin embargo, no sólo es su calidad de reciclabilidad que lo hace amistoso medioambientalmente. Siendo el envase sumamente ligero, también ayuda a disminuir la formación de desechos de empaque al mismo tiempo que reduce la emisión de contaminantes durante su transporte. Además, dado que se requiere menos combustible durante su transporte, también ayuda a la conservación de la energía.9 En Europa, es a partir de la aprobación de La Directiva Comunitaria 94/62/CE, que establece el marco de actuación en el que se han de mover los Estados miembros en lo que respecta a la política sobre los envases y los residuos de envases que se generan en sus respectivos territorios, es cuando el envase de PET sufre un auge muy importante en su recuperación. Hace apenas diez o quince años, existían muy pocos recuperadores de PET, obteniendo una producción muy pequeña, principalmente a partir del material recuperado en plantas de reciclaje.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 15 -
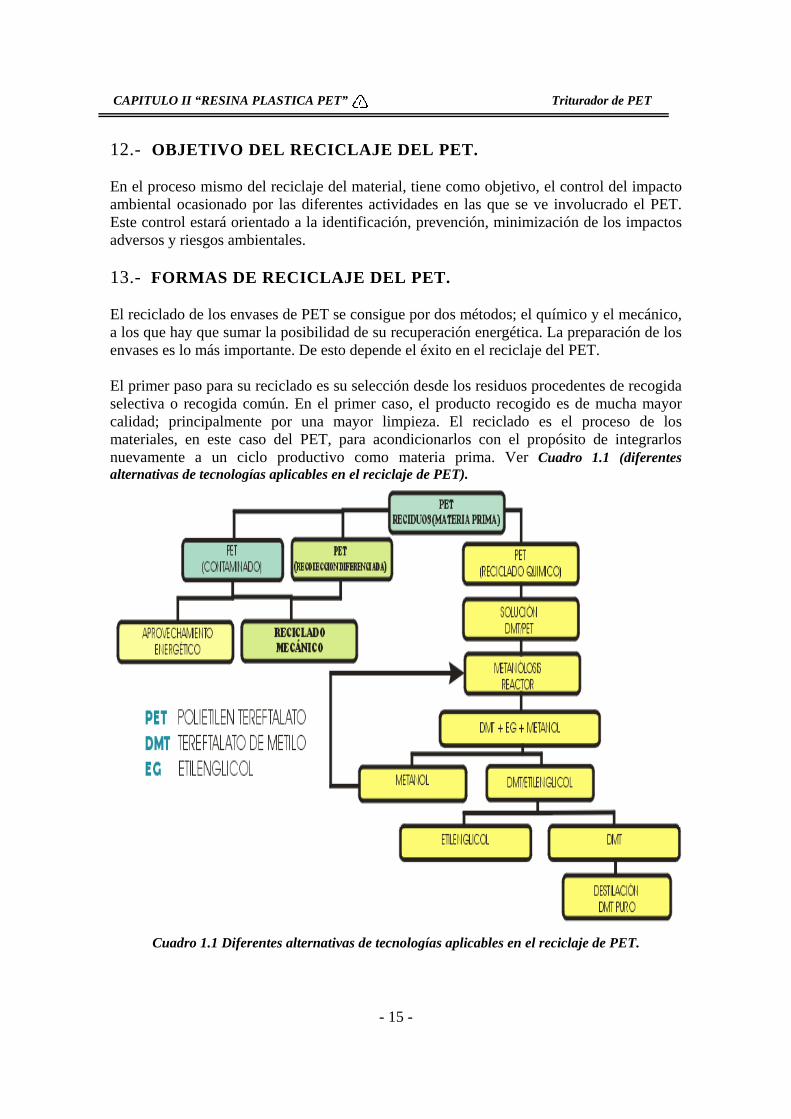
12.- OBJETIVO DEL RECICLAJE DEL PET. En el proceso mismo del reciclaje del material, tiene como objetivo, el control del impacto ambiental ocasionado por las diferentes actividades en las que se ve involucrado el PET. Este control estará orientado a la identificación, prevención, minimización de los impactos adversos y riesgos ambientales. 13.- FORMAS DE RECICLAJE DEL PET. El reciclado de los envases de PET se consigue por dos métodos; el químico y el mecánico, a los que hay que sumar la posibilidad de su recuperación energética. La preparación de los envases es lo más importante. De esto depende el éxito en el reciclaje del PET. El primer paso para su reciclado es su selección desde los residuos procedentes de recogida selectiva o recogida común. En el primer caso, el producto recogido es de mucha mayor calidad; principalmente por una mayor limpieza. El reciclado es el proceso de los materiales, en este caso del PET, para acondicionarlos con el propósito de integrarlos nuevamente a un ciclo productivo como materia prima. Ver Cuadro 1.1 (diferentes alternativas de tecnologías aplicables en el reciclaje de PET).
Cuadro 1.1 Diferentes alternativas de tecnologías aplicables en el reciclaje de PET.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 16 -
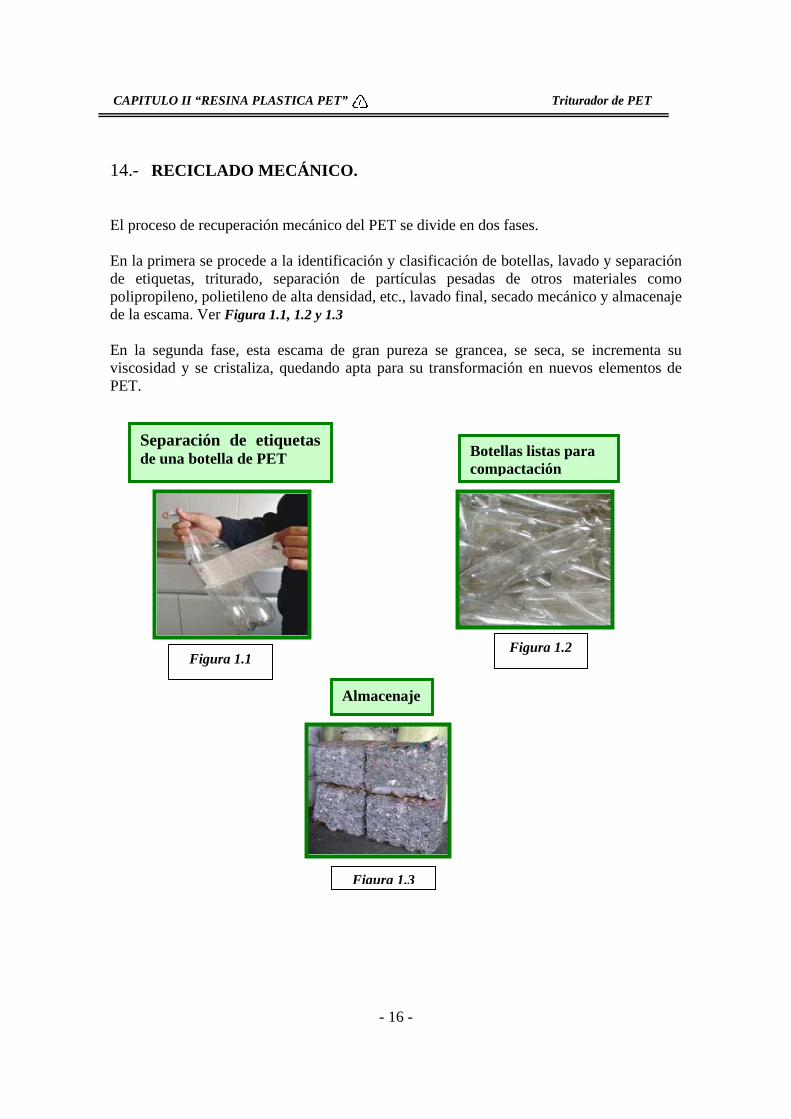
14.- RECICLADO MECÁNICO. El proceso de recuperación mecánico del PET se divide en dos fases. En la primera se procede a la identificación y clasificación de botellas, lavado y separación de etiquetas, triturado, separación de partículas pesadas de otros materiales como polipropileno, polietileno de alta densidad, etc., lavado final, secado mecánico y almacenaje de la escama. Ver Figura 1.1, 1.2 y 1.3 En la segunda fase, esta escama de gran pureza se grancea, se seca, se incrementa su viscosidad y se cristaliza, quedando apta para su transformación en nuevos elementos de PET.
Separación de etiquetas de una botella de PET Botellas listas para
compactación
Almacenaje
Figura 1.1 Figura 1.2
Figura 1.3
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 17 -
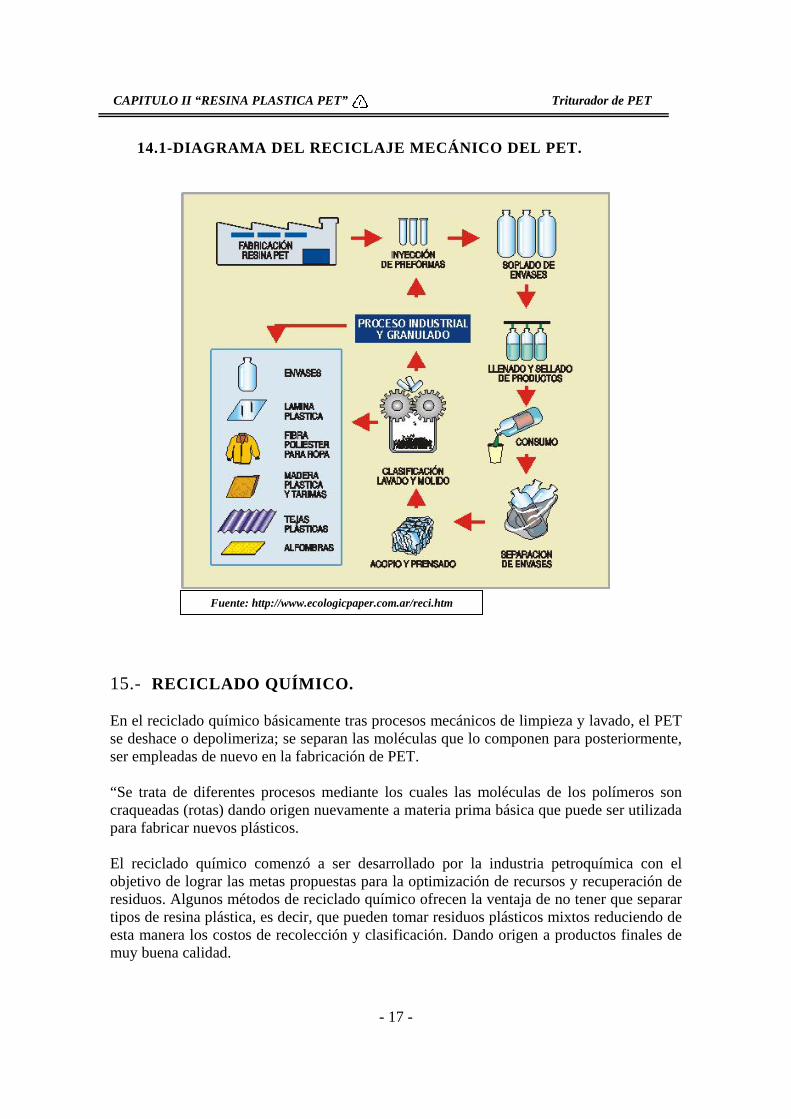
14.1-DIAGRAMA DEL RECICLAJE MECÁNICO DEL PET.
15.- RECICLADO QUÍMICO. En el reciclado químico básicamente tras procesos mecánicos de limpieza y lavado, el PET se deshace o depolimeriza; se separan las moléculas que lo componen para posteriormente, ser empleadas de nuevo en la fabricación de PET. “Se trata de diferentes procesos mediante los cuales las moléculas de los polímeros son craqueadas (rotas) dando origen nuevamente a materia prima básica que puede ser utilizada para fabricar nuevos plásticos. El reciclado químico comenzó a ser desarrollado por la industria petroquímica con el objetivo de lograr las metas propuestas para la optimización de recursos y recuperación de residuos. Algunos métodos de reciclado químico ofrecen la ventaja de no tener que separar tipos de resina plástica, es decir, que pueden tomar residuos plásticos mixtos reduciendo de esta manera los costos de recolección y clasificación. Dando origen a productos finales de muy buena calidad.
Fuente: http://www.ecologicpaper.com.ar/reci.htm
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 18 -
Principales procesos existentes son: 15.1-PIRÓLISIS Es el craqueo de las moléculas por calentamiento en el vacío. Este proceso genera hidrocarburos líquidos o sólidos que pueden ser luego procesados en refinerías.
15.2-HIDROGENACIÓN En este caso los plásticos son tratados con hidrógeno y calor. Las cadenas poliméricas son rotas y convertidas en un petróleo sintético que puede ser utilizado en refinerías y plantas químicas.
15.3- GASIFICACIÓN Los plásticos son calentados con aire o con oxígeno. Así se obtienen los siguientes gases de síntesis: monóxido de carbono e hidrógeno, que pueden ser utilizados para la producción de metanol o amoníaco o incluso como agentes para la producción de acero en hornos de venteo.
15.4- CHEMOLYSIS Este proceso se aplica a poliésteres, poliuretanos, poliacetales y poliamidas. Requiere altas cantidades separadas por tipo de resinas. Consiste en la aplicación de procesos solvolíticos como hidrólisis, glicólisis o alcohólisis para reciclarlos y transformarlos nuevamente en sus monómeros básicos para la repolimerización en nuevos plásticos.
15.5- METANÓLISIS Es un avanzado proceso de reciclado que consiste en la aplicación de metanol en el PET. Este poliéster (el PET), es descompuesto en sus moléculas básicas, incluido el dimetiltereftalato y el etilenglicol, los cuales pueden ser luego repolimerizados para producir resina virgen. Varios productores de polietilentereftalato están intentando de desarrollar este proceso para utilizarlo en las botellas de bebidas carbonadas. Las experiencias llevadas a cabo por empresas como Hoechst-Celanese, Eastman y DuPont han demostrado que los monómeros resultantes del reciclado químico son lo suficientemente puros para ser reutilizados en la fabricación de nuevas botellas de PET. Estos procesos tienen diferentes costos y características. Algunos, como la chemolysis y la metanólisis, requieren residuos plásticos separados por tipo de resina. En cambio la pirólisis permite utilizar residuos plásticos mixtos.”10
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 19 -
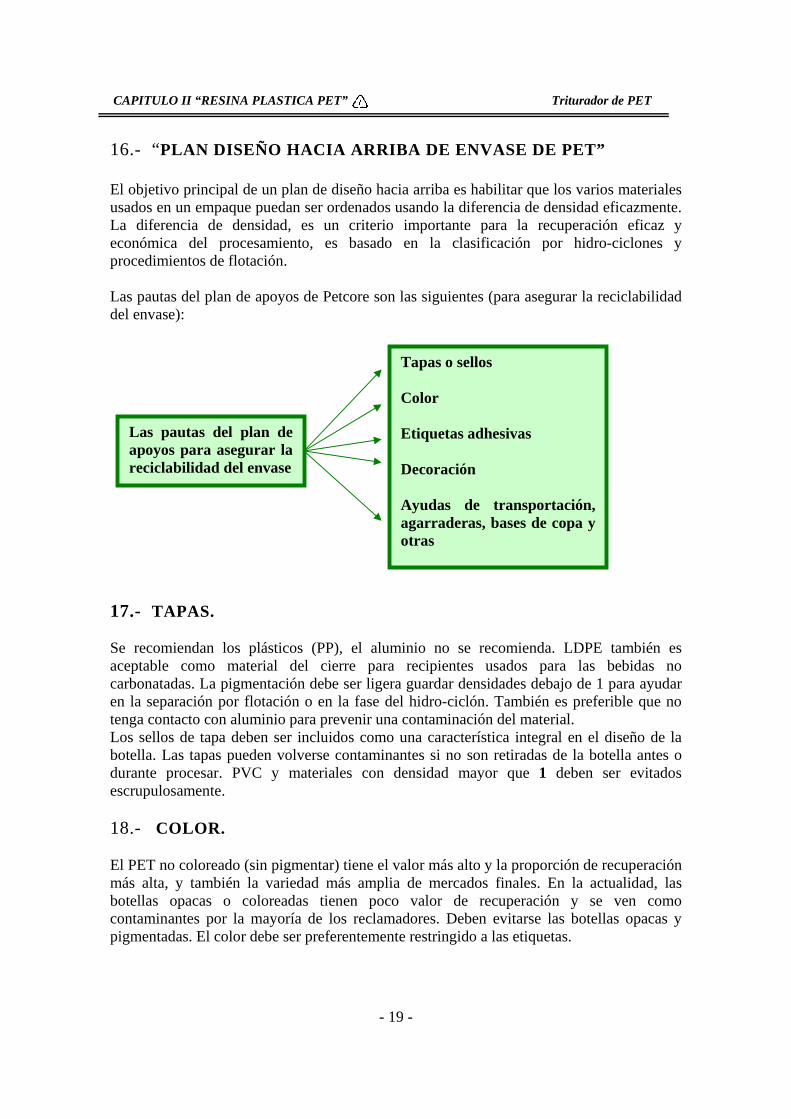
16.- “PLAN DISEÑO HACIA ARRIBA DE ENVASE DE PET” El objetivo principal de un plan de diseño hacia arriba es habilitar que los varios materiales usados en un empaque puedan ser ordenados usando la diferencia de densidad eficazmente. La diferencia de densidad, es un criterio importante para la recuperación eficaz y económica del procesamiento, es basado en la clasificación por hidro-ciclones y procedimientos de flotación. Las pautas del plan de apoyos de Petcore son las siguientes (para asegurar la reciclabilidad del envase):
17.- TAPAS. Se recomiendan los plásticos (PP), el aluminio no se recomienda. LDPE también es aceptable como material del cierre para recipientes usados para las bebidas no carbonatadas. La pigmentación debe ser ligera guardar densidades debajo de 1 para ayudar en la separación por flotación o en la fase del hidro-ciclón. También es preferible que no tenga contacto con aluminio para prevenir una contaminación del material. Los sellos de tapa deben ser incluidos como una característica integral en el diseño de la botella. Las tapas pueden volverse contaminantes si no son retiradas de la botella antes o durante procesar. PVC y materiales con densidad mayor que 1 deben ser evitados escrupulosamente. 18.- COLOR. El PET no coloreado (sin pigmentar) tiene el valor más alto y la proporción de recuperación más alta, y también la variedad más amplia de mercados finales. En la actualidad, las botellas opacas o coloreadas tienen poco valor de recuperación y se ven como contaminantes por la mayoría de los reclamadores. Deben evitarse las botellas opacas y pigmentadas. El color debe ser preferentemente restringido a las etiquetas.
Tapas o sellos Color Etiquetas adhesivas Decoración Ayudas de transportación, agarraderas, bases de copa y otras
Las pautas del plan de apoyos para asegurar la reciclabilidad del envase
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 20 -
19.- ETIQUETAS ADHESIVAS. Las etiquetas de PP, o de polietileno se prefieren. El papel es aceptable como un material secundario pero aumenta la contaminación debido a la fibra lleve encima. Los metalizados, barnizados y etiquetas laqueadas se vuelven contaminantes y es indeseable. Las etiquetas de PS son aceptables si son de material de baja densidad que se separa fácilmente por flotación en el proceso. La impresión Fuerte o intensa debe evitarse ya que esto aumenta la densidad y previene la separación. Las etiquetas no deben despedazarse o deslaminarse en el proceso de lavado. Algunos sistemas de decoloración no deben “sangrar” (decolorarse) así que deben evitar el pigmento con metales. Deben minimizarse los adhesivos usados y preferentemente deben ser solubles en agua o dispersible a temperaturas de 60 a 80°C. 20.- DECORACIÓN. Actualmente toda impresión y decoración directa contamina el PET recuperado y decolora el material a recuperar. Recubrimientos multi-capas: Las multi-capas o capas de diferente material no siempre son totalmente compatibles con las tecnologías de recuperación y pueden reducir la recuperabilidad de las botellas. De hecho, esos materiales pueden ser difíciles de separar. (Se acepta que los más nuevos recipientes y recipientes para los volúmenes sensibles de oxígenos pueden ser multi-capa y requieran una atención adicional por consiguiente durante las funciones de la recuperación) Ayudas de transportación/ agarraderas/ bases de copa y otras: Ninguna agarradera se prefiere, pero las hechas de HDPE, PP o el PET son aceptables. La soldadura debe evitarse. Si ataduras se pegan estas deben poderse separar en detergente o una solución cáustica en agua caliente ( 60-80° C). Los adhesivos deben ser solubles en agua, o dispersibles a los 60-80° C. Sus áreas de uso deben minimizarse.” 11
21.- EN RESUMEN.
El PET, es un plástico de alta calidad que se reconoce según el actual sistema de identificación con el número uno o las siglas PET o "PETE" en inglés, rodeado por tres flechas en el fondo de los envases fabricados con este material. Sus características hacen que sean el material más socorrido en el envasado de líquidos por las industrias, que no se inhiben en buscar otro tipo de alternativa de envasado que sean nobles con el medioambiente, ósea que sean biodegradables en un corto periodo de tiempo, aunando a esto la falta de educación ambiental y de reciclaje que no existe en la humanidad. Se ha perdido la noción de que pertenecemos a la naturaleza, que sólo somos una parte más de ella y no, dueña de ella, esto hace que se ocupe de manera mundial la resina (PET) por comodidad ya que no vemos a futuro las consecuencia que genera esto, este es uno de los materiales mas difíciles de degradar y los microorganismos no tienen mecanismos para atacarlo dado que su degradación puede tardar más de 100 años. Lamentable el ser humano no se a dado cuenta que es un material altamente reciclable, proveniente de residuos fósiles mismos que no son renovables y que tarde o temprano harán falta a la humanidad.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 21 -
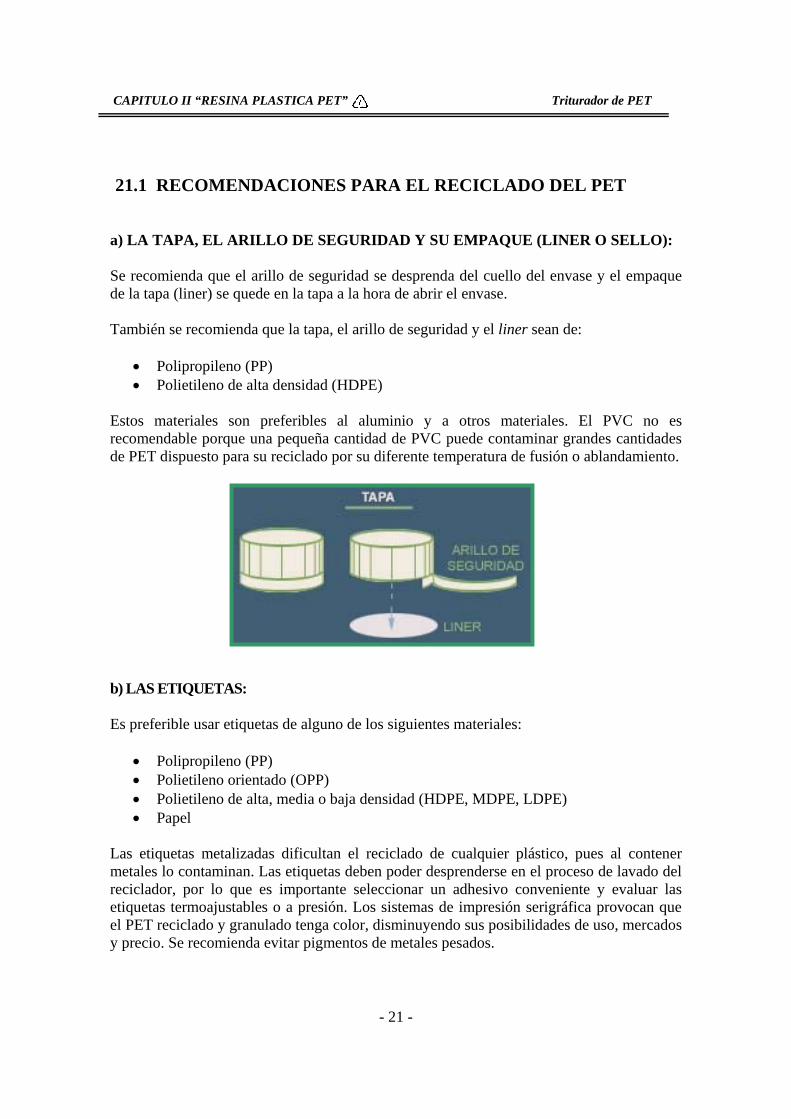
21.1 RECOMENDACIONES PARA EL RECICLADO DEL PET a) LA TAPA, EL ARILLO DE SEGURIDAD Y SU EMPAQUE (LINER O SELLO): Se recomienda que el arillo de seguridad se desprenda del cuello del envase y el empaque de la tapa (liner) se quede en la tapa a la hora de abrir el envase. También se recomienda que la tapa, el arillo de seguridad y el liner sean de:
• Polipropileno (PP) • Polietileno de alta densidad (HDPE)
Estos materiales son preferibles al aluminio y a otros materiales. El PVC no es recomendable porque una pequeña cantidad de PVC puede contaminar grandes cantidades de PET dispuesto para su reciclado por su diferente temperatura de fusión o ablandamiento. b) LAS ETIQUETAS: Es preferible usar etiquetas de alguno de los siguientes materiales:
• Polipropileno (PP) • Polietileno orientado (OPP) • Polietileno de alta, media o baja densidad (HDPE, MDPE, LDPE) • Papel
Las etiquetas metalizadas dificultan el reciclado de cualquier plástico, pues al contener metales lo contaminan. Las etiquetas deben poder desprenderse en el proceso de lavado del reciclador, por lo que es importante seleccionar un adhesivo conveniente y evaluar las etiquetas termoajustables o a presión. Los sistemas de impresión serigráfica provocan que el PET reciclado y granulado tenga color, disminuyendo sus posibilidades de uso, mercados y precio. Se recomienda evitar pigmentos de metales pesados.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 22 -
c) EL COLOR: La botella de PET transparente sin pigmentos tiene mejor valor y mayor variedad de usos; sin embargo, con una separación adecuada, el PET pigmentado tendrá ciertos usos. LAS MULTICAPAS O RECUBRIMIENTOS: Las capas que no son de PET en los envases multicapa, así como los recubrimientos de otros materiales, reducen la reciclabilidad del PET. Es necesario separar esta clase de envases de los de PET simple. LAS BANDAS DE SEGURIDAD (MANGAS) Y SELLOS: Estos son generalmente incluidos en el diseño del producto envasado en PET, cuando se consideran necesarios, pero contaminan el PET para reciclar si no son removidos del envase desde la selección y separación del mismo. Se recomienda NO USAR PVC para fabricar estos elementos. d) EL DISEÑO: Actualmente, los diseñadores tienen la oportunidad y la responsabilidad de entender el ciclo de vida y el impacto de los productos de PET. Por ello, la base de un buen diseño de envases es que sea lo más adecuado para su propósito, integrando lo más conveniente para el consumidor y asegurando una segunda vida útil. e) EJEMPLO: Diseño de botella de PET transparente, sin pigmento, con tapa que arrastre su arillo al abrir, etiqueta de polietileno desprendible, sello termoencogible suajado para su desprendimiento y de tipo colapsable (que pueda aplastarse en vacío al final de su uso). Esto permite que el PET ocupe menos espacio y se logre mayor acopio, así como que sea más fácil de precisar y se logre un mejor reciclado. 22.- VENTAJAS/ DESVENTAJAS DE LOS PROCESOS DE
RECICLAJE DEL PET. En comparación con el reciclado químico, el reciclado mecánico es menos costoso, pero obtiene un producto final de menor calidad para un mercado más específico, con un mayor volumen de rechazos. Con este método se obtiene PET puro incoloro destinado a bebidas refrescantes, agua, aceites y vinagres, PET verde puro para bebidas refrescantes y agua, mientras que el PET multicapa con barrera de color destinado a cervezas, zumos, etc. así como el PET puro de colores intensos, opacos y negros se obtienen del reciclado químico.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 23 -
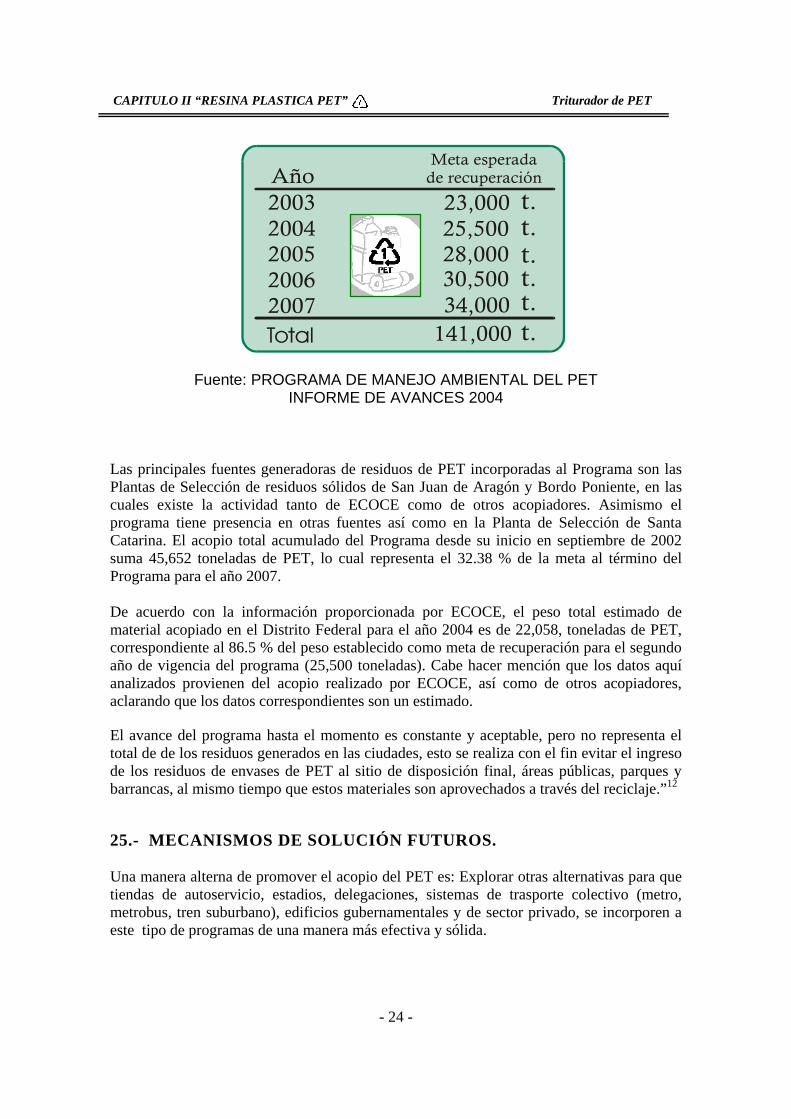
Otro tipo, el PET puro azul ligero, empleado como envase de aguas, se obtiene a partir de los dos sistemas. En cualquier caso, no todas las botellas de PET son reciclables, a pesar de que la tendencia actual de los fabricantes es conseguir envases ligeros, resistentes mecánicamente, etc. Que a la vez sean cómodos y llamativos para el consumidor sin dificultar posteriormente su reciclado. Este reciclado se facilita con el empleo de envases de PET transparente, ya que sin pigmentos tiene mayor valor y mayor variedad de usos en el mercado, evitando los envases multicapa, así como los recubrimientos de otros materiales, que reducen la reciclabilidad del PET, aumentando el empleo de tapones de polipropileno o polietileno de alta densidad y evitando los de aluminio o PVC que pueden contaminar grandes cantidades de PET, así como la inclusión de etiquetas fácilmente desprendibles en el proceso de lavado del reciclador, evitando sistemas de impresión serigráfica que provocan que el PET reciclado y granulado tenga color, disminuyendo sus posibilidades de uso, mercados y precio, así como las etiquetas metalizadas o con pigmentos de metales pesados que contaminan el producto final. 23.- APROVECHAMIENTO ENERGÉTICO. En cuanto al uso del PET como combustible alterno, los envases pueden emplearse para generar energía ya que este material tiene un poder calorífico de 6.3 Kcal./Kg., y puede realizar una combustión eficiente. Esto es posible ya que durante su fabricación no se emplean aditivos ni modificadores, lo cual permite que las emisiones de la combustión no sean tóxicas, obteniéndose tan sólo bióxido de carbono y vapor de agua. 24.- MEDIDAS DE SOLUCIÓN TOMADAS EN MÉXICO. “Se creo el Programa de Manejo Ambiental del PET, su objetivo primordial es controlar la recolección, transporte y disposición del PET, fomentando su reuso y reciclaje en el Distrito Federal, el programa es regido por los acuerdos establecidos en el Convenio General de Concertación, que fue celebrado entre la Secretaría del Medio Ambiente del Distrito Federal (SMA), Secretaría de Obras y Servicio (SOS) y Ecología y Compromiso Empresarial (ECOCE), el 5 septiembre del 2002. Fijándose metas anuales de recuperación de envases plásticos de PET del año 2003 al 2007 que se muestran a continuación:
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 24 -
Fuente: PROGRAMA DE MANEJO AMBIENTAL DEL PET
INFORME DE AVANCES 2004 Las principales fuentes generadoras de residuos de PET incorporadas al Programa son las Plantas de Selección de residuos sólidos de San Juan de Aragón y Bordo Poniente, en las cuales existe la actividad tanto de ECOCE como de otros acopiadores. Asimismo el programa tiene presencia en otras fuentes así como en la Planta de Selección de Santa Catarina. El acopio total acumulado del Programa desde su inicio en septiembre de 2002 suma 45,652 toneladas de PET, lo cual representa el 32.38 % de la meta al término del Programa para el año 2007. De acuerdo con la información proporcionada por ECOCE, el peso total estimado de material acopiado en el Distrito Federal para el año 2004 es de 22,058, toneladas de PET, correspondiente al 86.5 % del peso establecido como meta de recuperación para el segundo año de vigencia del programa (25,500 toneladas). Cabe hacer mención que los datos aquí analizados provienen del acopio realizado por ECOCE, así como de otros acopiadores, aclarando que los datos correspondientes son un estimado. El avance del programa hasta el momento es constante y aceptable, pero no representa el total de de los residuos generados en las ciudades, esto se realiza con el fin evitar el ingreso de los residuos de envases de PET al sitio de disposición final, áreas públicas, parques y barrancas, al mismo tiempo que estos materiales son aprovechados a través del reciclaje.”12 25.- MECANISMOS DE SOLUCIÓN FUTUROS. Una manera alterna de promover el acopio del PET es: Explorar otras alternativas para que tiendas de autoservicio, estadios, delegaciones, sistemas de trasporte colectivo (metro, metrobus, tren suburbano), edificios gubernamentales y de sector privado, se incorporen a este tipo de programas de una manera más efectiva y sólida.
23,00025,50028,00030,50034,000
20032004200520062007
AñoMeta esperada
de recuperación
t.t.t.t.t.
Total 141,000 t.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 25 -
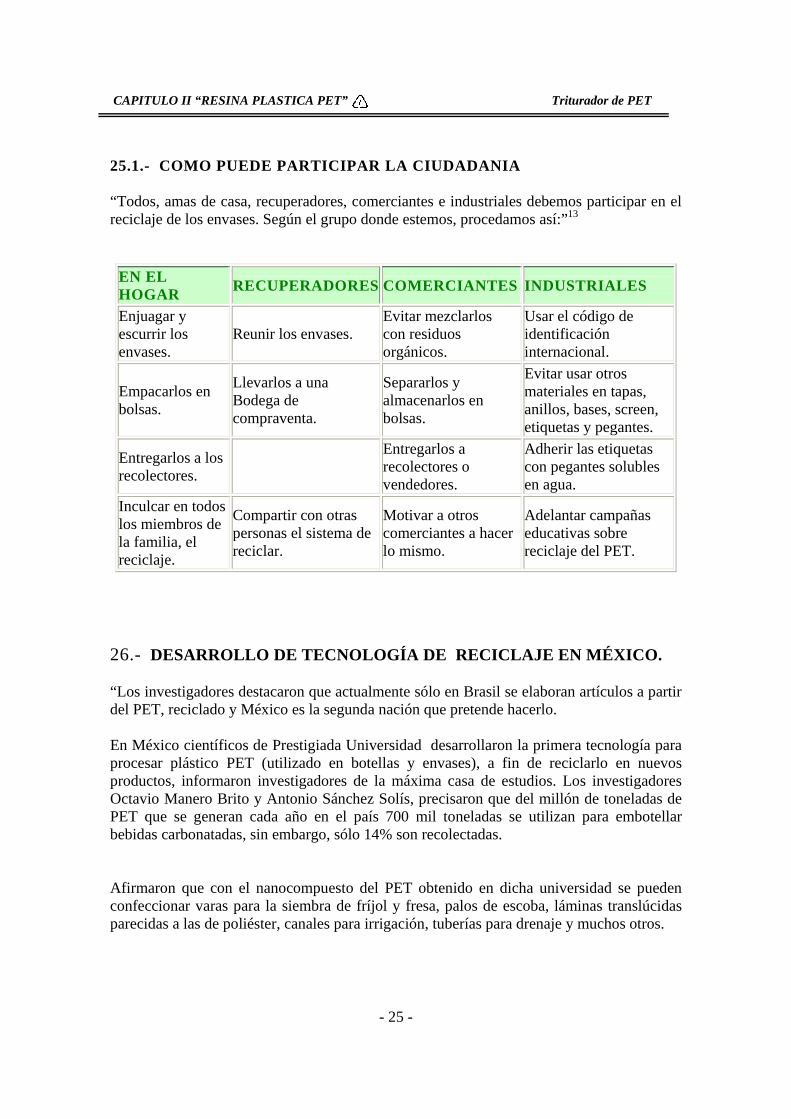
25.1.- COMO PUEDE PARTICIPAR LA CIUDADANIA “Todos, amas de casa, recuperadores, comerciantes e industriales debemos participar en el reciclaje de los envases. Según el grupo donde estemos, procedamos así:”13
EN EL HOGAR RECUPERADORES COMERCIANTES INDUSTRIALES
Enjuagar y escurrir los envases.
Reunir los envases. Evitar mezclarlos con residuos orgánicos.
Usar el código de identificación internacional.
Empacarlos en bolsas.
Llevarlos a una Bodega de compraventa.
Separarlos y almacenarlos en bolsas.
Evitar usar otros materiales en tapas, anillos, bases, screen, etiquetas y pegantes.
Entregarlos a los recolectores.
Entregarlos a recolectores o vendedores.
Adherir las etiquetas con pegantes solubles en agua.
Inculcar en todos los miembros de la familia, el reciclaje.
Compartir con otras personas el sistema de reciclar.
Motivar a otros comerciantes a hacer lo mismo.
Adelantar campañas educativas sobre reciclaje del PET.
26.- DESARROLLO DE TECNOLOGÍA DE RECICLAJE EN MÉXICO. “Los investigadores destacaron que actualmente sólo en Brasil se elaboran artículos a partir del PET, reciclado y México es la segunda nación que pretende hacerlo. En México científicos de Prestigiada Universidad desarrollaron la primera tecnología para procesar plástico PET (utilizado en botellas y envases), a fin de reciclarlo en nuevos productos, informaron investigadores de la máxima casa de estudios. Los investigadores Octavio Manero Brito y Antonio Sánchez Solís, precisaron que del millón de toneladas de PET que se generan cada año en el país 700 mil toneladas se utilizan para embotellar bebidas carbonatadas, sin embargo, sólo 14% son recolectadas. Afirmaron que con el nanocompuesto del PET obtenido en dicha universidad se pueden confeccionar varas para la siembra de fríjol y fresa, palos de escoba, láminas translúcidas parecidas a las de poliéster, canales para irrigación, tuberías para drenaje y muchos otros.
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 26 -
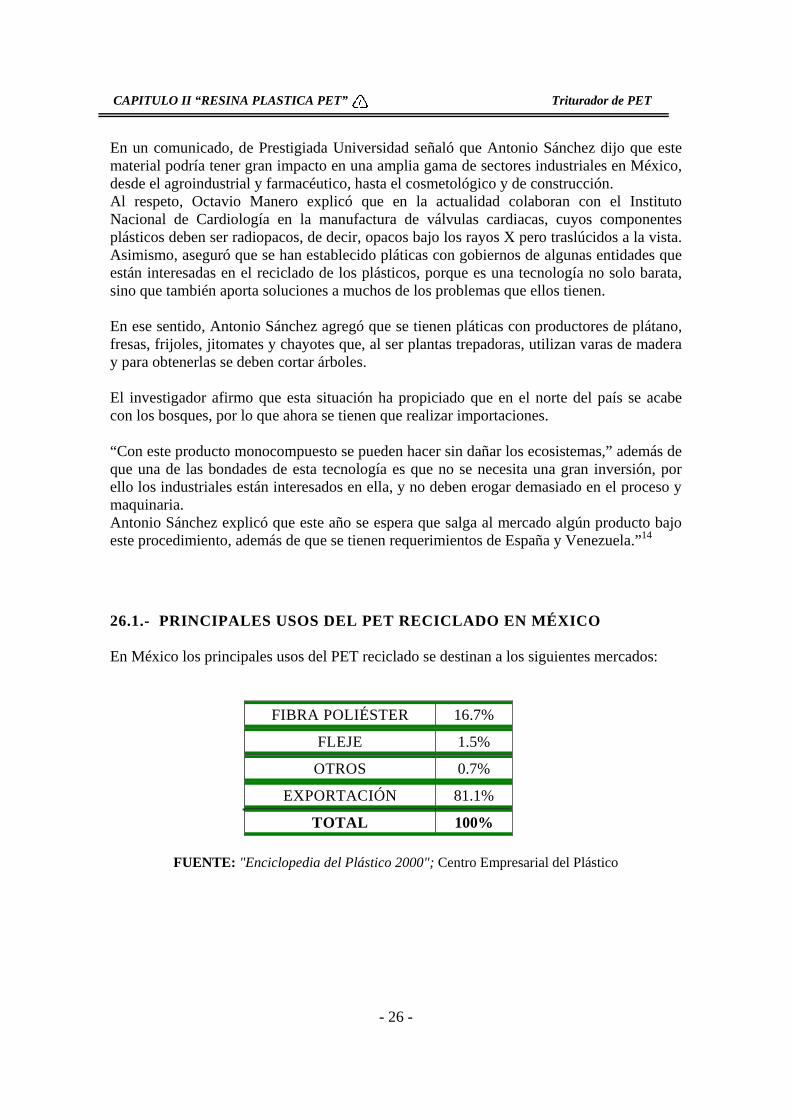
En un comunicado, de Prestigiada Universidad señaló que Antonio Sánchez dijo que este material podría tener gran impacto en una amplia gama de sectores industriales en México, desde el agroindustrial y farmacéutico, hasta el cosmetológico y de construcción. Al respeto, Octavio Manero explicó que en la actualidad colaboran con el Instituto Nacional de Cardiología en la manufactura de válvulas cardiacas, cuyos componentes plásticos deben ser radiopacos, de decir, opacos bajo los rayos X pero traslúcidos a la vista. Asimismo, aseguró que se han establecido pláticas con gobiernos de algunas entidades que están interesadas en el reciclado de los plásticos, porque es una tecnología no solo barata, sino que también aporta soluciones a muchos de los problemas que ellos tienen. En ese sentido, Antonio Sánchez agregó que se tienen pláticas con productores de plátano, fresas, frijoles, jitomates y chayotes que, al ser plantas trepadoras, utilizan varas de madera y para obtenerlas se deben cortar árboles. El investigador afirmo que esta situación ha propiciado que en el norte del país se acabe con los bosques, por lo que ahora se tienen que realizar importaciones. “Con este producto monocompuesto se pueden hacer sin dañar los ecosistemas,” además de que una de las bondades de esta tecnología es que no se necesita una gran inversión, por ello los industriales están interesados en ella, y no deben erogar demasiado en el proceso y maquinaria. Antonio Sánchez explicó que este año se espera que salga al mercado algún producto bajo este procedimiento, además de que se tienen requerimientos de España y Venezuela.”14 26.1.- PRINCIPALES USOS DEL PET RECICLADO EN MÉXICO En México los principales usos del PET reciclado se destinan a los siguientes mercados:
FIBRA POLIÉSTER 16.7%
FLEJE 1.5%
OTROS 0.7%
EXPORTACIÓN 81.1%
TOTAL 100%
FUENTE: "Enciclopedia del Plástico 2000"; Centro Empresarial del Plástico
CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 27 -
26.2.- EMPRESAS RELACIONADAS CON EL
RECICLAJE DEL PET EN MÉXICO. ECOLOGIA Y RECICLAJE PROLONGACION LA VIGA 175 COL. EX-RANCHO JAJALPA 55090 ECATEPEC DE MORELOS, EDO DE MEX. TECNOLOGÍA DE RECICLAJE AV. DE LOS HÉROES S/N COL. FRACC. INDUSTRIAL TECAMAC 55740 EDO DE MÉXICO, EDO DE MÉXICO SISTEMAS EN TECNOLOGÍA PETROQUÍMICA MANITOBA NO. 135 COL. VALLE DEL CANADÁ ESCOBEDO 66059 MONTERREY. PROMOCIONES QUÍMICAS Y PETROQUÍMICAS CARPINTEROS 37 COL. FRACCIONAMIENTO XHALA 5700 CUAUTITLAN IZCALLI, EDO DE MEX POLÍMEROS INSÓLITOS CÁCERES 577 COL. AMPLIACIÓN LA ROSITA 27250 TORREÓN, COAHUILA PRODUCTOS PETIGON ORIENTE 245 #7 COL. AGRÍCOLA ORIENTAL 08500 CD. DE MÉXICO, DF. SOUTHWESTERN PETROLEUM CORPORATIÓN CALLE CIMA 3070 COL. CUMBRES 3ER SECTOR 64610 MONTERREY, N.L. PETROQUÍMICA PENNWALT RÍO SAN JAVIER 10 COL. FRACC..VIVEROS DEL RÍO 54060 TLALNEPANTLA, EDO. DE MÉX.

CAPITULO II “RESINA PLASTICA PET” Triturador de PET
- 28 -
27.- REFLEXIÓN.
Como ha apreciado en México exportamos mas del 80% del PET recuperado esto genera que mientras ellos nos compran nuestra basura casi regalada, ellos nos venden productos terminados a costos altos y si en otros países se ha logrado desarrollar usos adicionales para el PET reciclado bien vale mencionar algunos como: la lámina para termoformado, la madera plástica, los aditivos o soportes de pavimentación, la fabricación de botellas nuevas multicapa, y debido a su resistencia, el PET también es empleado en telas tejidas y cuerdas, partes para cinturones, hilos de costura y refuerzo de llantas y por su baja elongación y alta tenacidad se aprovechan en refuerzos para mangueras. Su resistencia química permite aplicarla en cerdas de brochas para pinturas y cepillos industriales. Al igual, se puede usar como combustible para la generación de energía y como materia prima para la producción de PET virgen.
CAPITULO III
“HIDRAULICA”

CAPITULO III “HIDRAULICA” Triturador de PET
-30-
28.- CONCEPTOS GENERALES. BOMBAS: Una bomba hidráulica es un dispositivo tal que recibiendo energía mecánica de una fuente exterior la transforma en una energía de presión transmisible de un lugar a otro de un sistema hidráulico a través de un líquido cuyas moléculas estén sometidas precisamente a esa presión. Las bombas hidráulicas son los elementos encargados de impulsar el aceite o líquido hidráulico, transformando la energía mecánica rotatoria en energía hidráulica. El proceso de transformación de energía se efectúa en dos etapas: aspiración y descarga. Aspiración. Al comunicarse energía mecánica a la bomba, ésta comienza a girar y con esto se genera una disminución de la presión en la entrada de la bomba, como el depósito de aceite se encuentra sometido a presión atmosférica, se genera entonces una diferencia de presiones lo que provoca la succión y con ello el impulso del aceite hacia la entrada de la bomba. Descarga Al entrar aceite, la bomba lo toma y lo traslada hasta la salida y se asegura por la forma constructiva que el fluido no retroceda. Dado esto, el fluido no encontrará mas alternativa que ingresar al sistema que es donde se encuentra espacio disponible, consiguiéndose así la descarga.
Cilindrada: Se refiere al volumen de aceite que la bomba puede entregar en cada revolución. Donde: D = Diámetro mayor del engranaje d = Diámetro menor del engranaje l = Ancho del engranaje Unidades: cm3/rev. Caudal Teórico: Es el caudal que de acuerdo al diseño, debiera entregar la bomba (caudal Ideal) Donde: C = Cilindrada (cm3/rev.) N = rpm (1/rev.) Rendimiento Volumétrico: Donde: QR = Caudal Real QT = Caudal Teórico

CAPITULO III “HIDRAULICA” Triturador de PET
-30-
28.- CONCEPTOS GENERALES. BOMBAS: Una bomba hidráulica es un dispositivo tal que recibiendo energía mecánica de una fuente exterior la transforma en una energía de presión transmisible de un lugar a otro de un sistema hidráulico a través de un líquido cuyas moléculas estén sometidas precisamente a esa presión. Las bombas hidráulicas son los elementos encargados de impulsar el aceite o líquido hidráulico, transformando la energía mecánica rotatoria en energía hidráulica. El proceso de transformación de energía se efectúa en dos etapas: aspiración y descarga. Aspiración. Al comunicarse energía mecánica a la bomba, ésta comienza a girar y con esto se genera una disminución de la presión en la entrada de la bomba, como el depósito de aceite se encuentra sometido a presión atmosférica, se genera entonces una diferencia de presiones lo que provoca la succión y con ello el impulso del aceite hacia la entrada de la bomba. Descarga Al entrar aceite, la bomba lo toma y lo traslada hasta la salida y se asegura por la forma constructiva que el fluido no retroceda. Dado esto, el fluido no encontrará mas alternativa que ingresar al sistema que es donde se encuentra espacio disponible, consiguiéndose así la descarga.
Cilindrada: Se refiere al volumen de aceite que la bomba puede entregar en cada revolución. Donde: D = Diámetro mayor del engranaje d = Diámetro menor del engranaje l = Ancho del engranaje Unidades: cm3/rev. Caudal Teórico: Es el caudal que de acuerdo al diseño, debiera entregar la bomba (caudal Ideal) Donde: C = Cilindrada (cm3/rev.) N = rpm (1/rev.) Rendimiento Volumétrico: Donde: QR = Caudal Real QT = Caudal Teórico
CAPITULO III “HIDRAULICA” Triturador de PET
-31-
29.- CLASIFICACIÓN DE LAS BOMBAS SEGÚN EL PRINCIPIO
DE FUNCIONAMIENTO.15
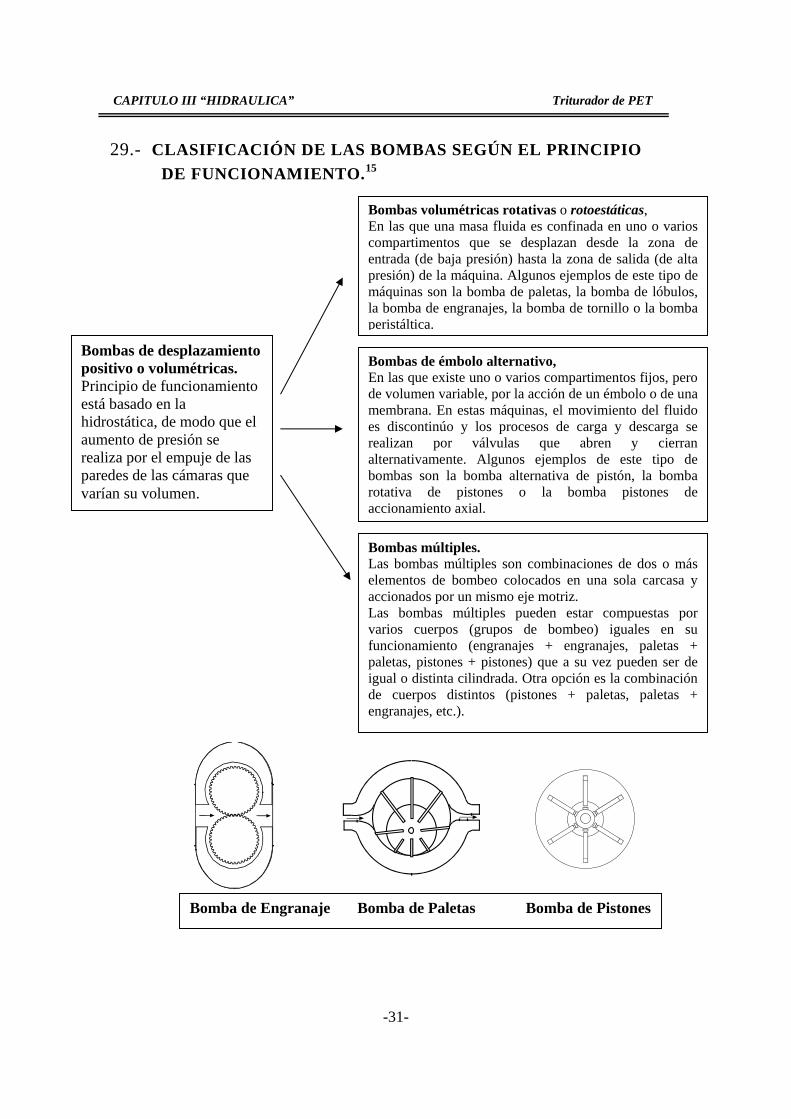
Bombas múltiples. Las bombas múltiples son combinaciones de dos o más elementos de bombeo colocados en una sola carcasa y accionados por un mismo eje motriz. Las bombas múltiples pueden estar compuestas por varios cuerpos (grupos de bombeo) iguales en su funcionamiento (engranajes + engranajes, paletas + paletas, pistones + pistones) que a su vez pueden ser de igual o distinta cilindrada. Otra opción es la combinación de cuerpos distintos (pistones + paletas, paletas + engranajes, etc.).
Bombas de desplazamiento positivo o volumétricas. Principio de funcionamiento está basado en la hidrostática, de modo que el aumento de presión se realiza por el empuje de las paredes de las cámaras que varían su volumen.
Bombas de émbolo alternativo, En las que existe uno o varios compartimentos fijos, pero de volumen variable, por la acción de un émbolo o de una membrana. En estas máquinas, el movimiento del fluido es discontinúo y los procesos de carga y descarga se realizan por válvulas que abren y cierran alternativamente. Algunos ejemplos de este tipo de bombas son la bomba alternativa de pistón, la bomba rotativa de pistones o la bomba pistones de accionamiento axial.
Bombas volumétricas rotativas o rotoestáticas, En las que una masa fluida es confinada en uno o varios compartimentos que se desplazan desde la zona de entrada (de baja presión) hasta la zona de salida (de alta presión) de la máquina. Algunos ejemplos de este tipo de máquinas son la bomba de paletas, la bomba de lóbulos, la bomba de engranajes, la bomba de tornillo o la bomba peristáltica.
Bomba de Engranaje Bomba de Paletas Bomba de Pistones
CAPITULO III “HIDRAULICA” Triturador de PET
-32-
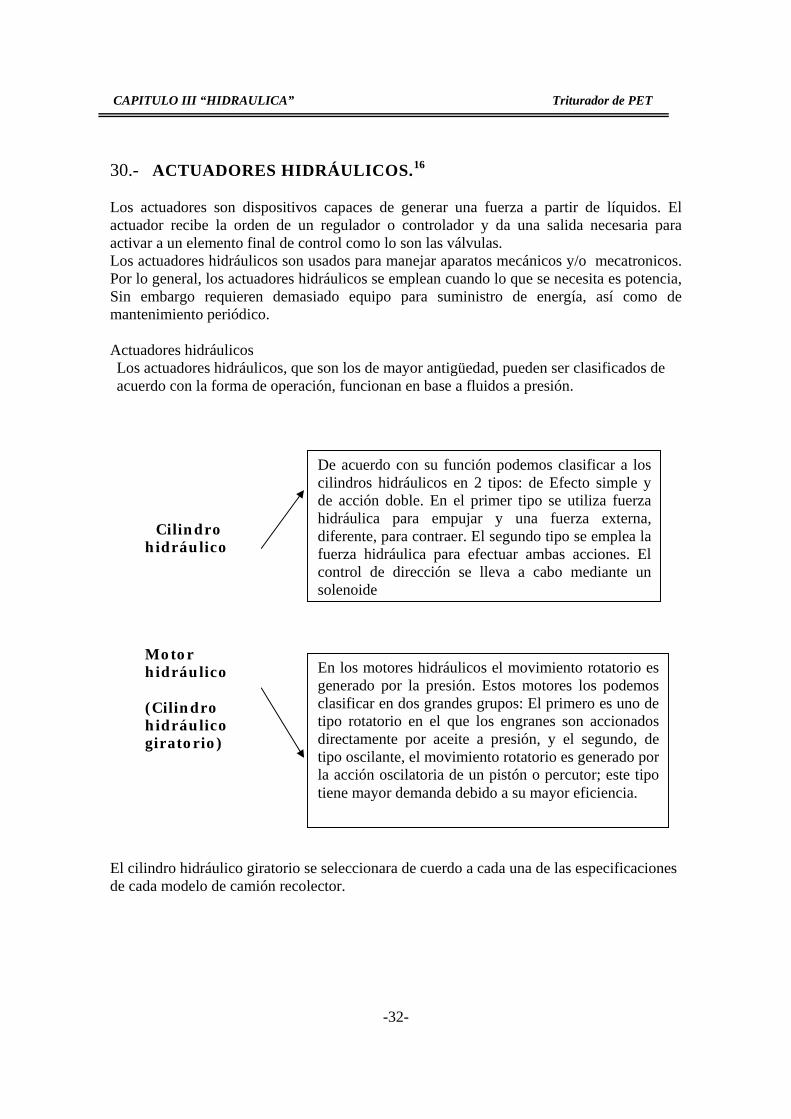
30.- ACTUADORES HIDRÁULICOS.16 Los actuadores son dispositivos capaces de generar una fuerza a partir de líquidos. El actuador recibe la orden de un regulador o controlador y da una salida necesaria para activar a un elemento final de control como lo son las válvulas. Los actuadores hidráulicos son usados para manejar aparatos mecánicos y/o mecatronicos. Por lo general, los actuadores hidráulicos se emplean cuando lo que se necesita es potencia, Sin embargo requieren demasiado equipo para suministro de energía, así como de mantenimiento periódico. Actuadores hidráulicos Los actuadores hidráulicos, que son los de mayor antigüedad, pueden ser clasificados de acuerdo con la forma de operación, funcionan en base a fluidos a presión.
Cilindro hidráulico
Motor hidráulico
(Cilindro hidráulico giratorio)
El cilindro hidráulico giratorio se seleccionara de cuerdo a cada una de las especificaciones de cada modelo de camión recolector.
De acuerdo con su función podemos clasificar a los cilindros hidráulicos en 2 tipos: de Efecto simple y de acción doble. En el primer tipo se utiliza fuerza hidráulica para empujar y una fuerza externa, diferente, para contraer. El segundo tipo se emplea la fuerza hidráulica para efectuar ambas acciones. El control de dirección se lleva a cabo mediante un solenoide
En los motores hidráulicos el movimiento rotatorio es generado por la presión. Estos motores los podemos clasificar en dos grandes grupos: El primero es uno de tipo rotatorio en el que los engranes son accionados directamente por aceite a presión, y el segundo, de tipo oscilante, el movimiento rotatorio es generado por la acción oscilatoria de un pistón o percutor; este tipo tiene mayor demanda debido a su mayor eficiencia.
CAPITULO III “HIDRAULICA” Triturador de PET
-33-
31.- VÁLVULAS. Una válvula hidráulica es un elemento que es utilizado, para regular el flujo en un solo sentido evitando que retorne; El fluido que circula por el sistema hidráulico, evidentemente debe ser dirigido convenientemente a los diversos cilindros, actuadores, o motores, de acuerdo a las exigencias y secuencias del trabajo que se deba realizar. Para la finalidad antes mencionada se emplean las válvulas direccionales. De las cuales la más elemental es la válvula de dos, tres y cuatro vías. VÁLVULA DE TRES VÍAS. Esta es la primera de las válvulas que cambia la orientación de la corriente del fluido. En esta válvula como su nombre; lo indica, hay tres bocas de conexión o "puertas", la primera por donde entra la presión desde la bomba, la segunda que se comunica con el cilindro hidráulico y la tercera que es la conexión hacia el tanque o retorno. VÁLVULAS DE CUATRO VÍAS. Cuando se trata de gobernar cilindros hidráulicos de doble efecto, o motores hidráulicos que requieren control direccional de flujo en ambos sentidos de circulación, debe aplicarse una válvula de cuatro vías. En esta unidad existen cuatro bocas de conexión, la primera conectada a la entrada de presión, la segunda conectada al tanque y las dos restantes conectadas respectivamente a ambas caras del cilindro de doble efecto que deben gobernar. Las válvulas se seleccionaran de cuerdo a cada una de las especificaciones de cada modelo de camión recolector. 32. APLICACIONES ESPECÍFICAS (CAMIONES, MAQUINARIA ETC.)
APLICACIONES DE LA HIDRÁULICA En la actualidad las aplicaciones de la hidráulica son muy variadas, esta amplitud en los usos se debe principalmente al diseño y fabricación de elementos de mayor precisión y con materiales de mejor calidad, acompañado además de estudios más acabados de las materias y principios que rigen la hidráulica. Todo lo anterior se ha visto reflejado en equipos que permiten trabajos cada vez con mayor precisión y con mayores niveles de energía, lo que sin duda ha permitido un creciente desarrollo de la industria en general. Dentro de las aplicaciones se pueden distinguir dos, móviles e industriales:
CAPITULO III “HIDRAULICA” Triturador de PET
-34-
APLICACIONES MÓVILES: El empleo de la energía proporcionada por el aceite a presión, puede aplicarse para transportar, excavar, levantar, perforar, manipular materiales, controlar e impulsar vehículos móviles tales como:
• Tractores • Grúas • Retroexcavadoras • Camiones recolectores de basura • Cargadores frontales • Frenos y suspensiones de camiones • Vehículos para la construcción y mantención de carreteras
APLICACIONES INDUSTRIALES: En la industria, es de primera importancia contar con maquinaria especializada para controlar, impulsar, posicionar y mecanizar elementos o materiales propios de la línea de producción, para estos efectos se utiliza con regularidad la energía proporcionada por fluidos comprimidos. Se tiene entre otros:
• Maquinaria para la industria plástica • Máquinas herramientas • Maquinaria para la elaboración de alimentos • Equipamiento para robótica y manipulación automatizada • Equipo para montaje industrial • Maquinaria para la minería • Maquinaria para la industria siderúrgica
OTRAS APLICACIONES: Otras aplicaciones se pueden dar en sistemas propios de vehículos automotores, como automóviles, aplicaciones aerospaciales y aplicaciones navales, por otro lado se pueden tener aplicaciones en el campo de la medicina y en general en todas aquellas áreas en que se requiere movimientos muy controlados y de alta precisión, así se tiene:
• Aplicación automotriz: suspensión, frenos, dirección, refrigeración, etc.
• Aplicación Aeronáutica: timones, alerones, trenes de aterrizaje, frenos,
simuladores, equipos de mantenimiento aeronáutico, etc.
CAPITULO III “HIDRAULICA” Triturador de PET
-35-
• Aplicación Naval: timón, mecanismos de transmisión, sistemas de mandos,
sistemas especializados de embarcaciones o buques militares
• Medicina: Instrumental quirúrgico, mesas de operaciones, camas de hospital, sillas
e instrumental odontológico, etc.
La hidráulica tiene aplicaciones tan variadas, que pueden ser empleadas incluso en controles escénicos (teatro), cinematografía, parques de entretenciones, represas, puentes levadizos, plataformas de perforación submarina, ascensores, mesas de levante de automóviles, etc.
CAPITULO IV
“DISEÑO PROPUESTO”
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 37 --
33.- INTRODUCCIÓN. La problemática que tiene el PET pos-consumo, para su recuperación con el mayor grado de limpieza posible nos hace pensar un una solución que tome el problema de la recolección en su etapa más temprana, siendo esta el momento en que el consumidor la deposita en el bote de basura de sus casas, para posteriormente llevarla a los camiones de basura que la recolectan cada tercer día aproximadamente, de tal manera que cuando los empleados de limpia recolectan la basura en los hogares puedan seleccionar el PET en ese momento, generando así la recolección diferenciada . Para evitar el almacenaje volumétrico innecesario, dado que el PET por su configuración ocupa demasiado volumen y por ende demasiado espacio en el camión, con el que no se cuenta, por lo tanto se requiere de un dispositivo que nos reduzca dicho volumen. 34.- CONSIDERACIONES. Para hacer frente a la problemática que se han expuesto con anterioridad se propone una maquina con las siguientes consideraciones:
• Que será capaz de aceptar las dos grandes clasificaciones con las que hoy en día se cuenta en el mercado para la recuperación del PET con el fin de reciclarlo que es:
“Por el tipo de color” (ya sea transparente o de colores).
Para ello la maquina contara de dos compartimientos uno para el PET de color y otro para el PET transparente
• Que también será capaz de disminuir el volumen ocupado por el PET realizando
esta acción por medio de un proceso de corte o trituración al que llamaremos molienda.
• Por ultimo la maquina contara con un deposito para contener el material molido
dicho deposito será de fácil reemplazo para que al momento de que se llene se pueda cambiar por otro vació sin ningún problema.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 38 --
35.- QFD EN TRITURADORA DE PET.17 Introducción El QFD es un sistema que busca focalizar el diseño de los productos y servicios en dar respuesta a las necesidades de los clientes. Esto significa alinear lo que el cliente requiere con lo que la industria produce. El QFD permite a una organización entender la prioridad de las necesidades de sus clientes y encontrar respuestas innovadoras a esas necesidades, a través de la mejora continua de los productos y servicios en búsqueda de maximizar la oferta de valor. QFD (Quality Function Deployment) significa Despliegue de la Función de Calidad. Esto es, "transmitir" los atributos de calidad que el cliente demanda a través de los procesos organizacionales, para que cada proceso pueda contribuir al aseguramiento de estas características. A través del QFD, todo el personal de una organización puede entender lo que es realmente importante para los clientes y trabajar para cumplirlo.
Pasos del QFD1. Seleccionar un Producto/Servicio Importante a Mejorar 2. Obtener la Voz del Cliente 3. Extraer las Necesidades del Cliente 4. Organizar las Necesidades del Cliente 5. Priorizar las Necesidades del Cliente 6. Establecer los Parámetros de Diseño 7. Generar la Matriz de Relaciones 8. Obtener la Evaluación de Desempeño del Cliente 9. Correlacionar los Parámetros de Diseño 10. Analizar los Resultados 11. Iterar el Proceso
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 39 --
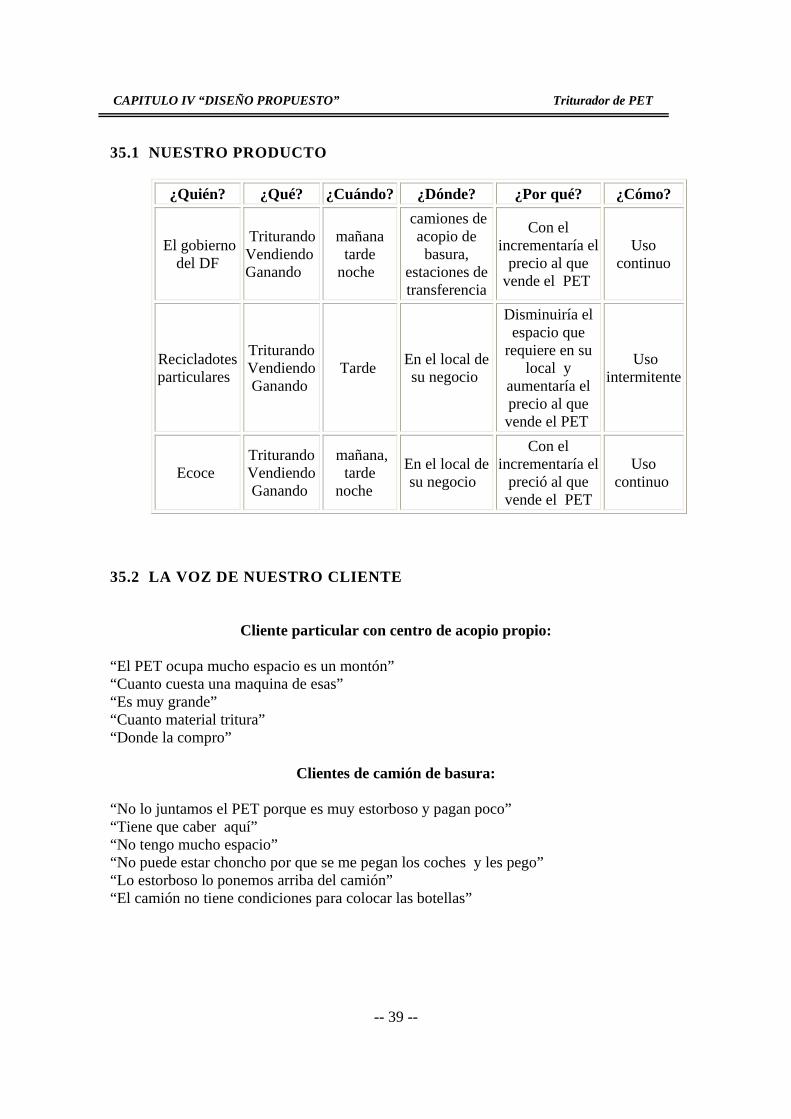
35.1 NUESTRO PRODUCTO
¿Quién? ¿Qué? ¿Cuándo? ¿Dónde? ¿Por qué? ¿Cómo?
El gobierno del DF
Triturando Vendiendo Ganando
mañana tarde
noche
camiones de acopio de
basura, estaciones de transferencia
Con el incrementaría el
precio al que vende el PET
Uso continuo
Recicladotes particulares
Triturando Vendiendo Ganando
Tarde En el local de su negocio
Disminuiría el espacio que
requiere en su local y
aumentaría el precio al que vende el PET
Uso intermitente
Ecoce Triturando Vendiendo Ganando
mañana, tarde
noche
En el local de su negocio
Con el incrementaría el
preció al que vende el PET
Uso continuo
35.2 LA VOZ DE NUESTRO CLIENTE
Cliente particular con centro de acopio propio: “El PET ocupa mucho espacio es un montón” “Cuanto cuesta una maquina de esas” “Es muy grande” “Cuanto material tritura” “Donde la compro”
Clientes de camión de basura: “No lo juntamos el PET porque es muy estorboso y pagan poco” “Tiene que caber aquí” “No tengo mucho espacio” “No puede estar choncho por que se me pegan los coches y les pego” “Lo estorboso lo ponemos arriba del camión” “El camión no tiene condiciones para colocar las botellas”
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 40 --
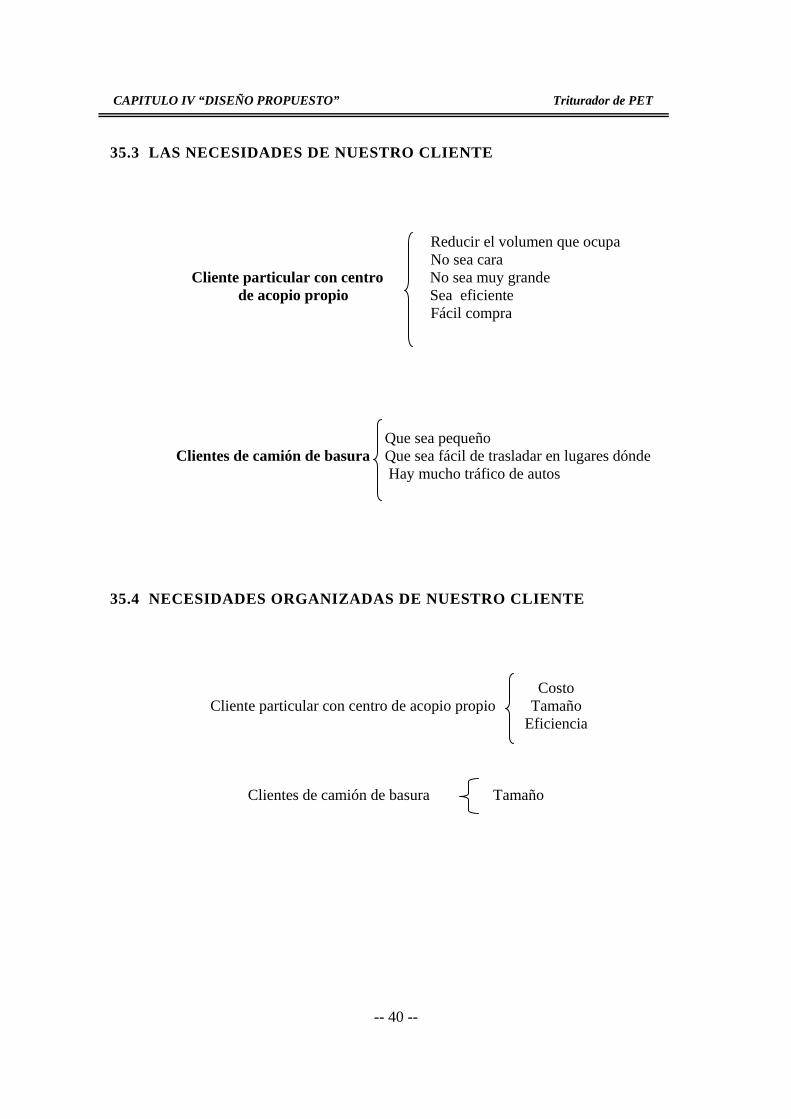
35.3 LAS NECESIDADES DE NUESTRO CLIENTE
Reducir el volumen que ocupa No sea cara
Cliente particular con centro No sea muy grande de acopio propio Sea eficiente
Fácil compra
Que sea pequeño Clientes de camión de basura Que sea fácil de trasladar en lugares dónde
Hay mucho tráfico de autos
35.4 NECESIDADES ORGANIZADAS DE NUESTRO CLIENTE
Costo
Cliente particular con centro de acopio propio Tamaño Eficiencia
Clientes de camión de basura Tamaño
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 41 --
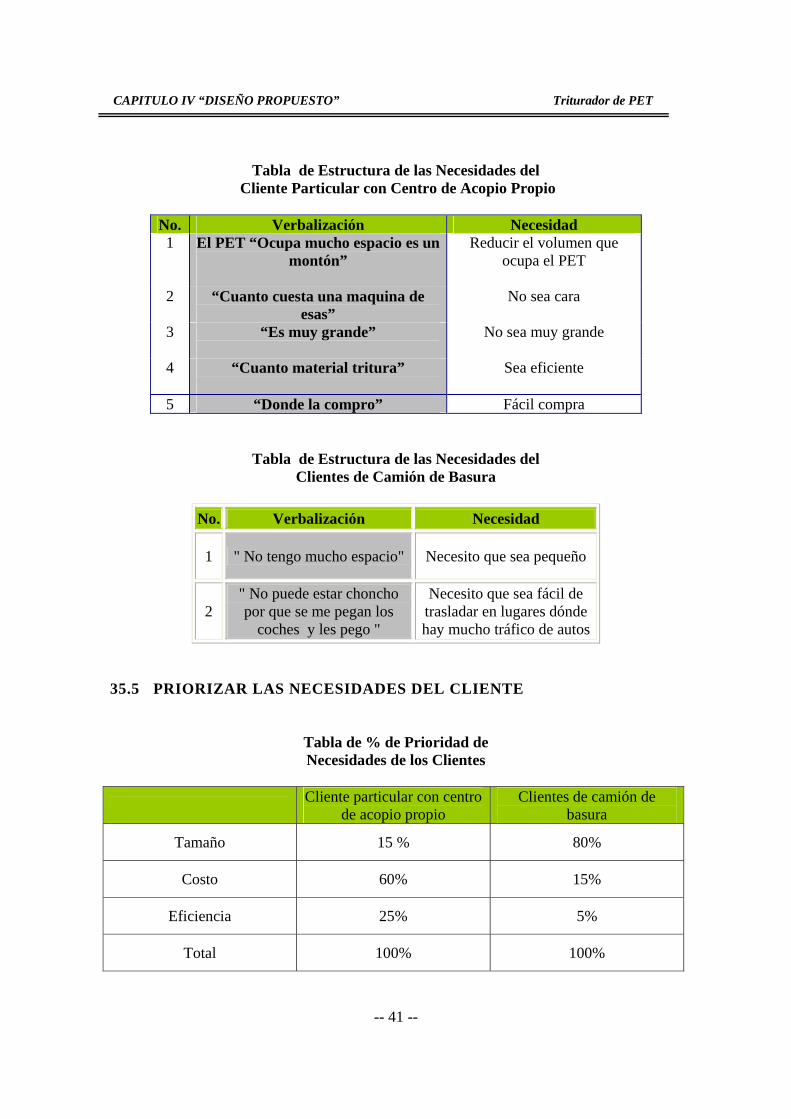
Tabla de Estructura de las Necesidades del
Cliente Particular con Centro de Acopio Propio
No. Verbalización Necesidad 1 El PET “Ocupa mucho espacio es un
montón”
Reducir el volumen que ocupa el PET
2 “Cuanto cuesta una maquina de esas”
No sea cara
3 “Es muy grande”
No sea muy grande
4 “Cuanto material tritura”
Sea eficiente
5 “Donde la compro” Fácil compra
Tabla de Estructura de las Necesidades del Clientes de Camión de Basura
No. Verbalización Necesidad
1 " No tengo mucho espacio" Necesito que sea pequeño
2 " No puede estar choncho por que se me pegan los
coches y les pego "
Necesito que sea fácil de trasladar en lugares dónde hay mucho tráfico de autos
35.5 PRIORIZAR LAS NECESIDADES DEL CLIENTE
Tabla de % de Prioridad de Necesidades de los Clientes
Cliente particular con centro de acopio propio
Clientes de camión de basura
Tamaño 15 % 80%
Costo 60% 15%
Eficiencia 25% 5%
Total 100% 100%
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 42 --
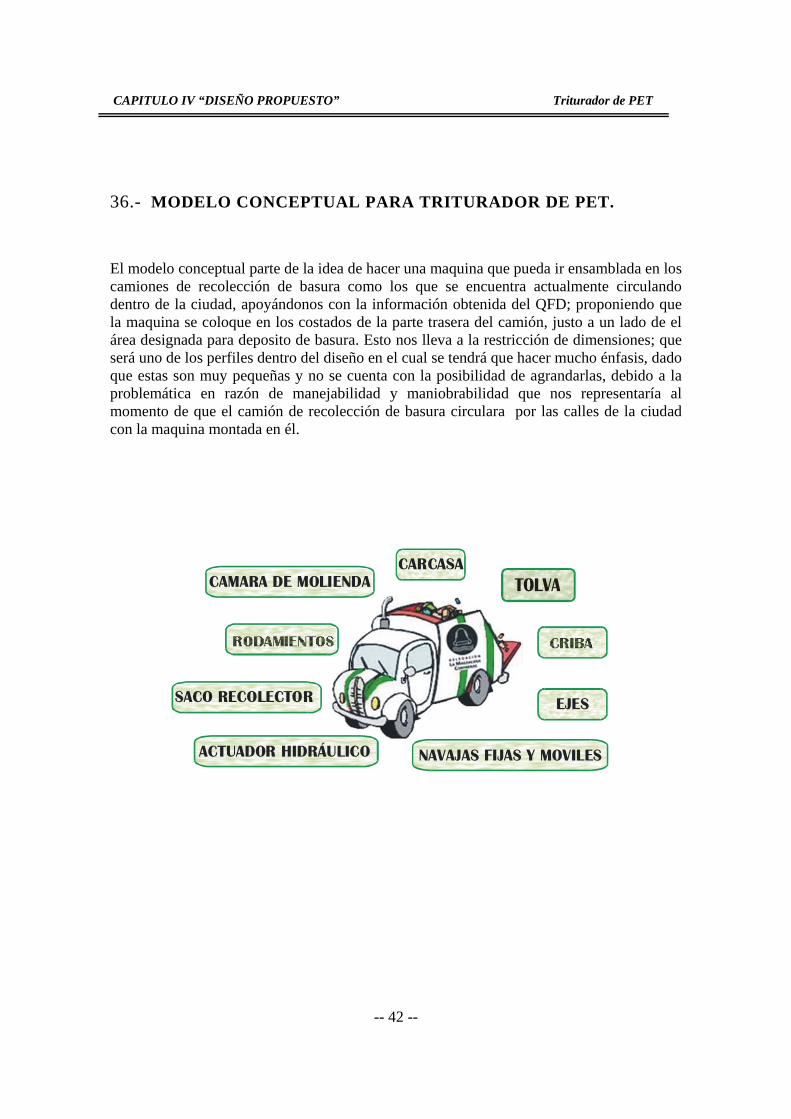
36.- MODELO CONCEPTUAL PARA TRITURADOR DE PET.
El modelo conceptual parte de la idea de hacer una maquina que pueda ir ensamblada en los camiones de recolección de basura como los que se encuentra actualmente circulando dentro de la ciudad, apoyándonos con la información obtenida del QFD; proponiendo que la maquina se coloque en los costados de la parte trasera del camión, justo a un lado de el área designada para deposito de basura. Esto nos lleva a la restricción de dimensiones; que será uno de los perfiles dentro del diseño en el cual se tendrá que hacer mucho énfasis, dado que estas son muy pequeñas y no se cuenta con la posibilidad de agrandarlas, debido a la problemática en razón de manejabilidad y maniobrabilidad que nos representaría al momento de que el camión de recolección de basura circulara por las calles de la ciudad con la maquina montada en él.
CARCASATOLBA
EJES
NAVAJAS FIJAS Y MOVILES
RODAMIENTOS CRIBA
SACO RECOLECTOR
ACTUADOR HIDRÁULICO
CAMARA DE MOLIENDA
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 43 --
36.1 EXPOSICIÓN Y FUNCIÓN DE LAS PARTES
1. CARCASA.
• Tiene la función de contener todos los elementos que componen la maquina. • Proteger al usuario de accidentes con las cuchillas y el material. • En ella se colocaran los rodamientos que soportaran los ejes de transmisión. • En ella van ir montados los controles de operación de la maquina. • Estará sometido a rebotes del material ocasionando un golpeteo de magnitud
desconocida.
2. TOLVA.
• Su función será el de ser la parte de la maquinaria en la cual se depositarán los envases de PET, para su acumulación y direccionamiento a través de la misma.
3. CAMARA DE MOLIENDA.
• Su función será la de cortar en trozos pequeños, y así disminuir el volumen de los envases de PET, este tipo de producto cortado o triturado recibe el nombre de “hojuela”.
4. EJES
• El diseño propuesto es de sección circular. • En el van montados los cortadores. • Estará sometido a presión y torsión. • En los soportes contara con rodamientos para su movimiento. • En el se montaran los engranes que le proporcionara la potencia al mismo.
5. NAVAJAS FIJAS Y MOVILES
• Se montara en soportes por medio de tornillos. • Contara con filo. • Estará sometido a presión, torsión e impacto. • Tendrá desgaste en los filos. • De fácil ajusté.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 44 --
6. RODAMIENTOS
• Tienen como función el soportar los diferentes ejes así como permitir el movimiento de los mismos.
• Van montados en la carcasa. • Soportarán cargas (aun no determinadas).
7. CRIBA
• Nos permitirá delimitar el paso de las hojuelas de PET de un tamaño determinado así como protección para el operario.
8. SACO RECOLECTOR.
• En este se deberán ir depositando los trozos de PET ya cortados “hojuelas”; dicho saco será de fácil sustitución para que al momento que se llene se remplace de manera simple y rápido por otro vació.
9. ACTUADOR HIDRÁULICO.
• Será el encargado de brindarle la potencia que requiera la maquina trituradora, tomando en consideración la potencia de la propia línea de potencia con la que cuenta el camión recolector de basura.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 45 --
37.- DISEÑO PROPUESTO.
37.1 INTRODUCCIÓN PARA LA PROPUESTA DEL DISEÑO ÁRBOL DE TRANSMISIÓN Los árboles de transmisión son elementos de máquinas animados de movimiento de rotación que sirven para transmitir un momento de giro, estando sometidos a torsión, o bien a flexión y torsión simultáneas. También se les llama ejes de transmisión o, por simplificación ejes, aunque esta última denominación es más correcta para los elementos que no transmiten momento de giro
Tipos de Ejes
La sección de un árbol de transmisión suele ser circular (maciza o hueca), aunque en ocasiones tiene otras formas como acanalada o poligonal (ver figura). La forma circular exige el uso de algún elemento de retención circunferencial (chaveta, pasador, prisionero, etc) para evitar el giro de las poleas o engranajes montadas sobre el eje. Las formas acanalada o poligonal permiten obviar el uso de estos elementos ya que proporcionan la retención circunferencial por su propia forma.
Ejemplo de ranura para cuña
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 46 --
37.2 RECOMENDACIONES
El diseño se considera un proceso iterativo y por lo tanto para un mismo problema puede haber variadas soluciones adecuadas y raramente existe una solución única a un problema dado, por esto es recomendable que una vez obtenidos los resultados arrojados estos sean evaluados y de ser posible buscar otras soluciones alternativas. 38.- DISEÑO DE EJES DE TRANSMISIÓN.
El procedimiento general para el diseño de ejes y árboles consiste en los siguientes pasos:
1. Definición de las especificaciones de velocidad de giro y potencia de transmisión necesaria.
2. Selección de la configuración. Elección de los elementos que irán montados sobre el eje para la transmisión de potencia deseada a los distintos elementos a los que se deba realizar tal transmisión. Elección del sistema de fijación de cada uno de estos elementos al eje. Precisar la posición de los cojinetes/rodamientos de soporte del eje.
3. Propuesta de la forma general para la geometría del eje para el montaje de los elementos elegidos (cambios de sección oportunos).
4. Determinación de los esfuerzos sobre los distintos elementos que van montados sobre el eje.
5. Cálculo de las reacciones sobre los soportes.
6. Cálculo de los esfuerzos en cualquier sección.
7. Selección del material del eje, y de su acabado.
8. Selección del coeficiente de seguridad adecuado, en función de la manera en que se aplica la carga (suave, impacto,...).
9. Localización y análisis de los puntos críticos en función de la geometría (cambios de sección) y de los esfuerzo calculadas. Dimensionado para su resistencia.
10. Comprobación de las deformaciones.
11. Determinación de las dimensiones definitivas que se ajusten a las dimensiones comerciales de los elementos montados sobre el eje.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 47 --
Algunas recomendaciones que se deben tener en cuenta durante el diseño son:
• Los ejes han de ser tan cortos como sea posible para evitar los esfuerzos de flexión elevada. Con la misma finalidad, los cojinetes y rodamientos de soporte se dispondrán lo más cerca posible de las cargas más elevadas.
• Se evitarán en la medida de lo posible las concentraciones de tensiones, para lo cual se utilizarán radios generosos de acuerdo a los cambios de sección, especialmente donde los momentos flectores sean grandes, y teniendo en cuenta siempre los máximos radios de acuerdo permitidos por los elementos apoyados en dichos hombros.
• Los árboles huecos permiten mejorar el comportamiento frente a vibraciones (aumento de las frecuencias de resonancia por la disminución de masa), aunque son más caros de fabricar y de mayor diámetro. A modo de ejemplo, los árboles huecos con diámetro interior 0.5 veces el exterior, sólo pesan un 75% del peso de los macizos, pero su momento resistente es sólo ligeramente inferior al de los macizos (94%).
• Para evitar problemas de vibraciones, los árboles de giro rápido exigen un buen equilibrado dinámico, buena fijación de los soportes y una rígida configuración.
• Dado que la rigidez suele ser el factor más crítico en el diseño de los árboles, se utilizarán aceros principalmente, dado su elevado módulo elástico (E=207 GPa), y se utilizarán de bajo costo, ya que el módulo elástico no varía entre ellos.
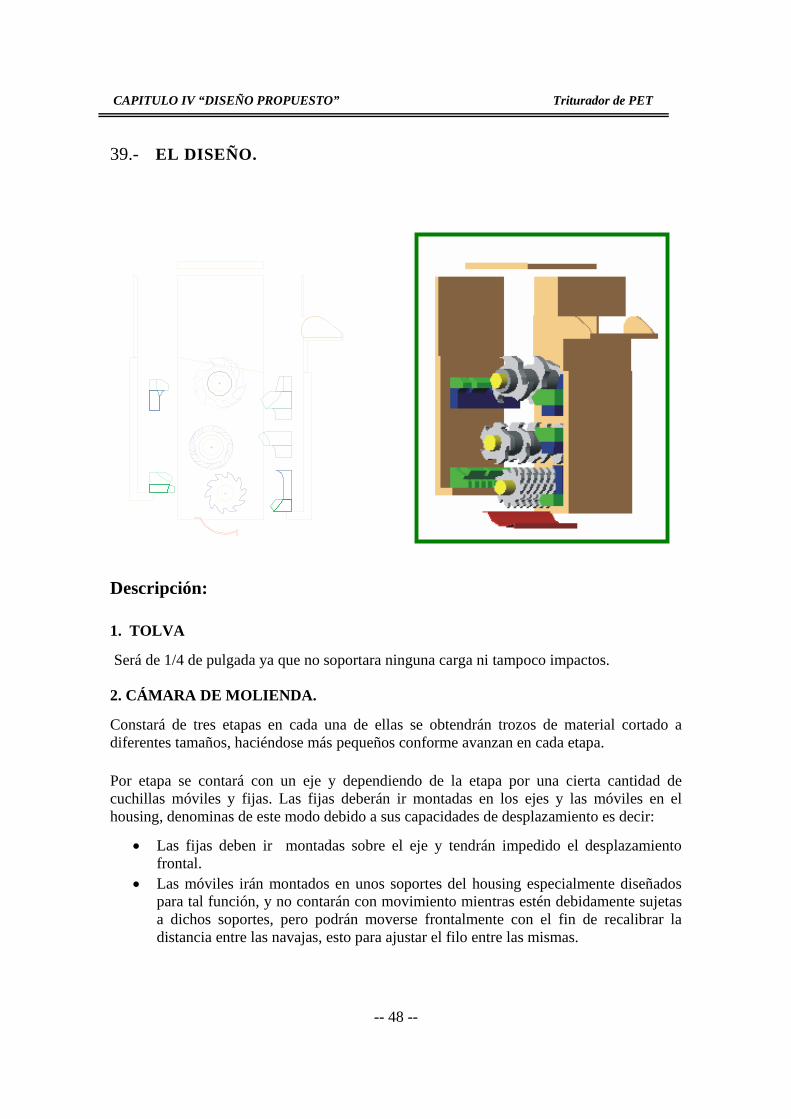
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 48 --
39.- EL DISEÑO.
Descripción: 1. TOLVA
Será de 1/4 de pulgada ya que no soportara ninguna carga ni tampoco impactos.
2. CÁMARA DE MOLIENDA.
Constará de tres etapas en cada una de ellas se obtendrán trozos de material cortado a diferentes tamaños, haciéndose más pequeños conforme avanzan en cada etapa. Por etapa se contará con un eje y dependiendo de la etapa por una cierta cantidad de cuchillas móviles y fijas. Las fijas deberán ir montadas en los ejes y las móviles en el housing, denominas de este modo debido a sus capacidades de desplazamiento es decir:
• Las fijas deben ir montadas sobre el eje y tendrán impedido el desplazamiento frontal.
• Las móviles irán montados en unos soportes del housing especialmente diseñados para tal función, y no contarán con movimiento mientras estén debidamente sujetas a dichos soportes, pero podrán moverse frontalmente con el fin de recalibrar la distancia entre las navajas, esto para ajustar el filo entre las mismas.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 49 --
En la etapa UNO (eje 1) se contara con tres bloques de navajas fijas las cuales serán de 1 ¼ pulgada de espesor, y cada bloque a su vez contará con tres navajas. (Ver plano)
En la etapa DOS (eje 2) se contara con cuatro bloques de navajas fijas, las cuales serán de 1 de pulgada de espesor, y cada bloque a su vez contará con cuatro navajas. (Ver plano)
En la etapa TRES (eje 3) se contara con nueve bloques de navajas fijas, las cuales serán de 3/4 pulgada de espesor y cada bloque a su vez contará con navajas. (Ver plano)
3. NAVAJAS MOVILES. Serán de acero D2 con tratamiento térmico para obtener una dureza en un rango de 62 Rockweel C considerando que son dos interactuando por cada eje. 4. CRIBA.
Hecha de acero, su función será la de no permitir el acceso de objetos a la camarada molienda. 5. SACO RECOLECTOR.
Será un recipiente de material resistente para guardar el PET ya molido y que resista viajes o traslados largos hasta su punto de venta. 6. ACTUADOR HIDRÁULICO.
Se propone un actuador que nos proporcione una potencia de dos punto cinco HP 7. HOUSING. Se propone una placa de acero 1018 de una pulgada de espesor.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 50 --
40.- INGENIERÍA DEL PRODUCTO. 40.1 CALCULO DE SUS PARTES:
“EJES” Para el cálculo de las fuerzas que actúan en el eje se considerara:
• No están montados los elementos de corte (navajas) • Actuara una carga unifórmenle distribuida a lo largo del mismo • Que son geométricamente iguales cada uno de los ejes, esto implica que con
calcular uno; el cálculo es valido para los restantes. • Dos métodos de calculo: 1. De carga estática o cuasiestática de un eje sometido a flexión y torsión. 2. Por fatiga para satisfacer las restricciones de resistencia usando el Método de
Energía de Distorsión-Gerber A continuación se describen todos los cálculos necesarios.

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 51 --
41.- CALCULO DE LA FUERZA. Para la fuerza que actúa sobre el eje se considera la resistencia al impacto Izod del PET dicho valor es de 13-35 J/m18, tomando un promedio para nuestro cálculo se tiene:
mJpromedio 24
23513
=+
=
Si se que 1J= 1 Nm Sustituyo este el valor de J en el promedio
NJ
NmmJ 24
1124 =⎥⎦
⎤⎢⎣⎡
Ahora si 1lb=4.45N
lbN
lbN 3932.545.4124 =⎥⎦
⎤⎢⎣⎡
De tal modo que mi fuerza es de 5.9332lb Para una viga con carga uniformemente distribuida se tiene que W: W= Fd W=5.3932lb (30in) W=161.796 lb/in Por tanto:

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 52 --
CALCULO PARA DIAGRAMA DE: REACCIONES - CORTANTE - MOMENTO 1.- Para el Diagrama de Reacciones
( )
lbR
inR
WLR
WLRRRR
siWLRRR
F
inlb
Y
96.16173
30796.1613
03
0
0
1
1
1
1
321
321
=
=
=
=−==
=−++↑+
=∑
2.- Para el Diagrama de Fuerza Cortante La fuerza cortante justo a la derecha de 1 es:
( )
lbVlbV
lbVV
lbininlbVV
lbV
98.808694.242796.161
694.242
694.24215796.161
796.161
2
2
12
12
1
−=−=
−=
−=⎟⎠⎞
⎜⎝⎛−=−
=

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 53 --
Dada la reacción R2 justo a la derecha del punto 2 el cortante es:
lbV
lblb
RV
VV
98.808
96.161798.808
2
2
122
´´
=
+−=
+=
Para V3
( )
⇒=+
+−=+∴
−=−=
−=
−=⎟⎠⎞
⎜⎝⎛−=−
096.161796.1617
96.161794.242698.808
94.2426´
94.242615796.161´
33
33
3
3
23
23
RVlblbRV
lbVlblbV
lbVV
lbininlbVV
Que se cierra el diagrama.
3.- Para el Diagrama de Momento Flector Para el momento máximo el V4=0 ; V5=0
wxVV −=− 14 Despejando x obtengo la distancia en la cual el M es máximo
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 54 --
inxllbx
wVVx
inlb
10796.161
96.16170
14
=
−−
=
−−
=
Para V5=0
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 55 --
inlbMinlbinlbM
inlbMM
inlbMinlbinlbM
inlbMM
inlbMinlbinlbM
inlbMM
inlbMM
McomoMM
inx
lbx
wVVx
wxVV
inlb
∗=∗+∗−=
∗=−
∗+=∗+∗+=
∗+=−
∗+=∗+∗−=
∗−=−
∗+=++=
=+=−
∴
=
−−
=
−−
=
−=−
08.80898.8089
8.8089
8.808935.606745.2022
45.2022
35.6067808945.2022
45.2022
8.808908.8089
0_8.8089
5´796.161
98.8080´
´´
´´
3
3
53
5
2
25
2
2
42
4
4
1
14
25
25
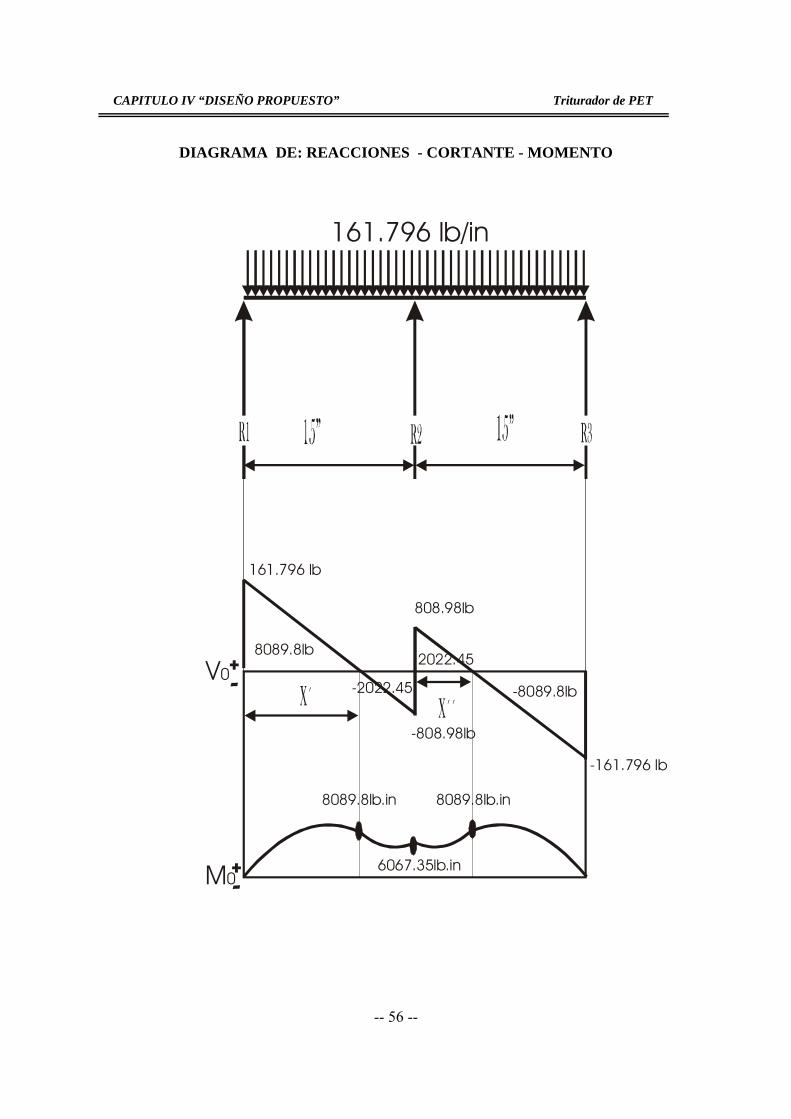
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 56 --
161.796 lb/in
161.796 lb
-161.796 lb
808.98lb
8089.8lb
-8089.8lb
8089.8lb.in 8089.8lb.in
6067.35lb.in
2022.45
-2022.45
-808.98lb
V0
+-M0
+-
DIAGRAMA DE: REACCIONES - CORTANTE - MOMENTO
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 57 --
42.- CALCULO PARA DIÁMETRO DEL EJE POR EL MÉTODO DE
CARGA ESTÁTICA O CUASIESTÁTICA DE UN EJE SOMETIDO A FLEXIÓN Y TORSIÓN.
La ecuación es:
( ) 31
21
22 3416⎥⎦
⎤⎢⎣
⎡+= TM
SndYπ
Tomando en cuenta que el acero seleccionado para el eje será el acero 1018; Donde de tablas de aceros atlas y tablas de Shigley tenemos que:
Sy es de 32.0 Kpsi y el σ 0=90 Kpsi Para n
35.9032
0
==
=
KpsiKpsin
Sn y
σ
Este valor de n es el mínimo requerido para satisfacer la meta de la confiabilidad, pero para exceder dicha meta de confiabilidad en nuestro cálculo de diseño tomaremos un valor de 1. Para la T
nHT 63025
= Donde: T=lb.*in
H=Potencia en HP n=rpm
( )
inlbT
rpmHpT
∗=
=
8125.787
200630255.2

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 58 --
Por tanto sustituyendo los valores en la ecuación Para El Calculo Diámetro Del Eje Por El Método De Carga Estática O Cuasiestática De Un Eje Sometido A Flexión Y Torsión
( )( ) ( ) ( )( )
ind
kpsid
3722.1
8125.787381.8089432
116 31
21
22
=
⎥⎦
⎤⎢⎣
⎡+=
π
CORROBORACIÓN DEL VALOR DEL DIÁMETRO DEL EJE POR EL MÉTODO DE APROXIMACIÓN DEL ESFUERZO CORTANTE MÁXIMO.
( ) 31
21
2232⎥⎦
⎤⎢⎣
⎡+= TM
SndYπ
( )( ) ( ) ( )( )
ind
kpsid
3728.1
8125.78781.808932
132 31
21
22
=
⎥⎦
⎤⎢⎣
⎡+=
π
Con estos valores se denota que con un eje de 1.5 in de diámetro será mas que suficiente para soportar las cargas a las que se someterá la maquina.

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 59 --
43.- CALCULO DEL EJE POR FATIGA PARA SATISFACER LAS
RESTRICCIONES DE RESISTENCIA USANDO EL MÉTODO DE ENERGÍA DE DISTORSIÓN-GERBER.
La ecuación es:
31
21
22118⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛++=
ASutBSe
SenAdπ
( ) ( )
( ) ( )22
22
34
34
:
TmKMmKB
TaKMaKA
donde
fsf
fsf
+=
+=
aK
Kr
KK
Si
t
t
tf 121
:
−−
=
KpsiSutNotaSut
a
y
65:
3:
=
=
42
42
5.03.4
527.055.21
599.0277.0322.038.0622.0
:
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+=
−−
dD
dD
dD
dD
dr
dDK
Y
t

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 60 --
42
42
46.010
55.275.21
123.0125.0002.02.078.0
:
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+=
−−
dD
dD
dD
dD
dr
dDK
Y
ts
aK
Kr
KK
Si
ts
ts
tsfs 121
:
−−
=
KpsiSutNotaSut
a
y
65:
3:
=
=

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 61 --
44.- CALCULO DEL RADIO DE FILETE PARA FLECHA ACANALADA.
)(( )
2415.24415
18.808932
1
8.8089
.
32
32
321
21
max
max
3max
3
maxmax
max
max
inIb
non
non
non
calculado
calculadonom
non
materialdelt
inIb
previocalculoelenbasadosdeunproponemosdpara
inIbM
ejedelmomentosdediagramadeltomoloMEl
dM
dS
circulounparadonde
SM
Sí
K
=
•=⇒
•=∴
=
∴
=
=
=
=
σ
πσ
πσ
π
σ
σσ
σσ
Por catalogo de “Aceros Atlas” yo se que el limite de ruptura es 60 o 70 Kpsi para nuestro calculo tomamos un promedio de 65 Kpsi.
2415.2441500065max
inIb
nomt
psiK ==⇒σσ
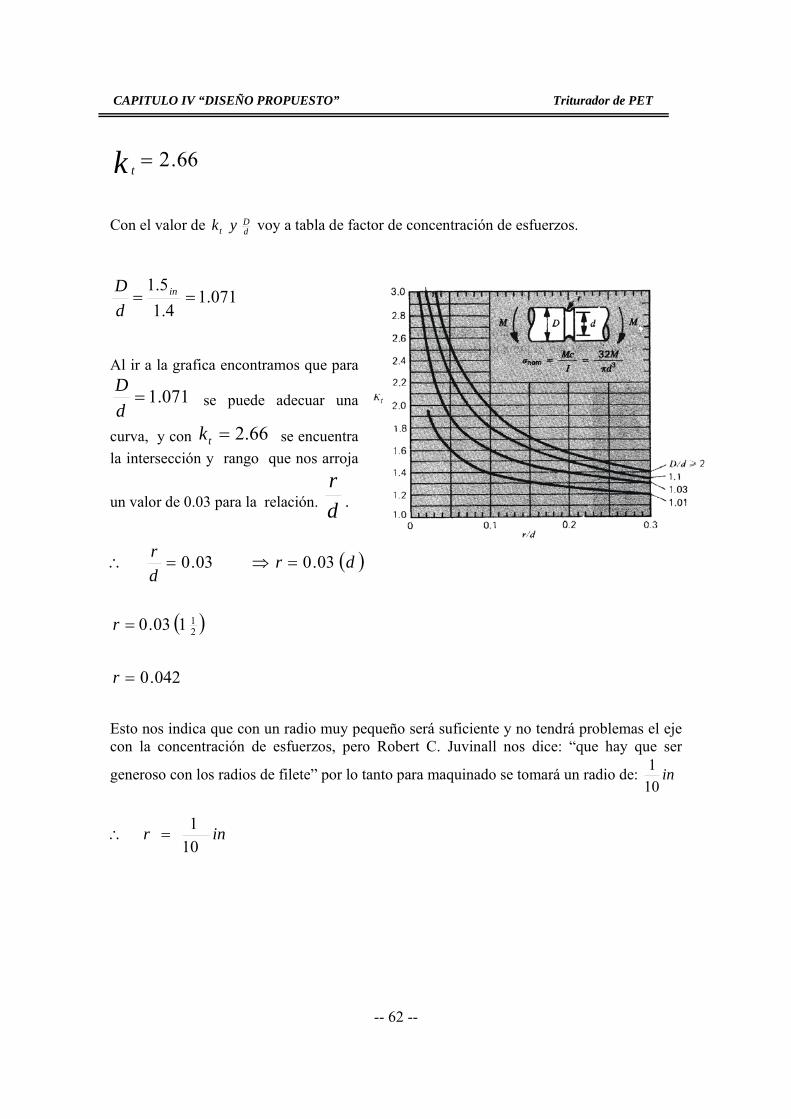
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 62 --
66.2=k t Con el valor de d
Dt yk voy a tabla de factor de concentración de esfuerzos.
071.14.1
5.1== in
dD
Al ir a la grafica encontramos que para
071.1=dD
se puede adecuar una
curva, y con 66.2=tk se encuentra la intersección y rango que nos arroja
un valor de 0.03 para la relación. dr
.
Esto nos indica que con un radio muy pequeño será suficiente y no tendrá problemas el eje con la concentración de esfuerzos, pero Robert C. Juvinall nos dice: “que hay que ser
generoso con los radios de filete” por lo tanto para maquinado se tomará un radio de: in101
inr101
=∴
( )
( )
042.0
103.0
03.003.0
21
=
=
=⇒=∴
r
r
drdr
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 63 --
• CALCULO CON VALOR DE r=0.1
CALCULO PARA KT
( )
5500.1
105503221.1727416.3104501021.904
4.15.1527.0
4.15.155.21
4.15.1599.0
4.15.1277.0322.0
4.11.0
4.15.138.0622.0
1.04.1;5.1:
33
42
42
5.03.4
=
+=
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+=
===
−−
−−
t
t
t
K
xxK
K
rdDdoSustituyen
CALCULO PARA KF
40452.1
653
55.1155.1
1.021
55.1
=
⎟⎠⎞
⎜⎝⎛ −
−=
f
f
ft
K
K
KenKdevaloreldoSustituyen
CALCULO PARA KTS
( )
32079.1
10828035.1303668.310322365.880
4.15.155.2
4.15.175.21
4.15.1123.0
4.15.1125.0002.0
4.11.0
4.15.12.078.0
1.0;4.1;5.1
33
42
42
46.010
=
+=
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−
⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+=
===
−−
−−
ts
ts
ts
K
xxK
K
rdDSustituyo
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 64 --
CALCULO PARA KFS Sustituyo el valor de Kts en Kfs
2327.1
653
320.11320.1
1.021
320.1
=
⎟⎠⎞
⎜⎝⎛ −
−=
fs
fs
K
K
45.- CALCULO PARA LA ECUACIÓN DE MARÍN (Se)
Se = Ka Kb Kc Kd Ke S’e
PARA FACTOR DE SUPERFICIE Ka
tabladesonbyadondeaSKa but−=
Si mi material tiene una resistencia ultima con un rango de 60-70 Kpsi; tomaremos un promedio de 65Kpsi y con la condición de que va a ser maquinado
( )
883.0
6567.2 265.0
=
=
=
−
−
Ka
Ka
aSKa but
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 65 --
PARA FACTOR DE TAMAÑO Kb
8418.0
3.05.1
2
211.03.0
107.0
107.0
=
⎟⎠⎞
⎜⎝⎛=
=
<≤⎟⎠⎞
⎜⎝⎛=
−
−
Kb
Kb
indmiaresistencidecalculoporSi
indSidKb
PARA FACTOR DE CARGA Kc Por tabla nos marca que para: Torsión por método de Energía de Distorsión será Kc=0.577 Flexión Kc=1 PARA FACTOR DE TEMPERATURA Kd No se considerara para el cálculo ya que no trabajamos con temperaturas extremas LIMITE DE RESISTENCIA A LA FATIGA (S’e)
KpsiSutquesiempre
KpsienSutse
212
506.0
≤
=′
Para nuestro material el rango de Sut es de 60-70Kpsi por tanto para nuestro calculo tomamos un promedio de 65Kpsi
( )
Kpsis
Kpsis
e
e
89.32
65506.0
=′
=′
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 66 --
SUSTITUYENDO TODOS LOS FACTORES EN LA ECUACIÓN DE MARÍN SE TIENE: Se= Ka Kb Kc Kc Ke S’e Se=(0.883)(0.841)(1)(0.577)(32.89kpsi) Se=14.092 Kpsi 46.- CALCULO DE ESFUERZOS FLUCTUANTES.
inlbinlbinlbTTTa
TaalternanteTorque
inlbinlbinlbTTTm
TmmedioTorque
inlbinlbinlbMMMa
MaalternanteMomento
inlbinlbinlbMMMm
MmmedioMomento
∗=∗−∗
=−
=
∗=∗+∗
=+
=
∗=∗−∗
=−
=
∗=∗+∗
=+
=
06945.2022
4893.4046282.8082
minmax)(
55875.6062
4893.4046282.8082
minmax)(
225.10112
35.60678.80892
minmax)(
575.70782
35.60678.80892
minmax)(
47.- CALCULO DE “A” y “B” DE LA ECUACIÓN DE
ED-GERBER.
[ ]( ) [ ]( )
3
36
22
108639.2
103236.185100169.8
069.20223.13225.101140.14
×=
×+×=
+=
A
A
A

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 67 --
[ ]( ) [ ]( )
3
66
22
108620.19
106698.1108327.392
5587.60623.13575.707840.14
×=
×+×=
+=
B
B
B
47.1 SUSTITUCIÓN DE TODOS LOS VALORES EN LA ECUACIÓN DE
ENERGÍA DE DISTORSIÓN-GERBER
( )( )( )
[ ][ ]
31
21
2
233
33
3
3
1065108639.210092.14108620.192
1110092.14
108639.218 2
2
⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜
⎝
⎛
⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛
××
××++
××
= inIb
inIb
inIbd π
ind 292.1=
48.- CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DEL CÁLCULO DEL DIÁMETRO DEL EJE. Se concluye basado en los resultados que nos arrojan los tres distintos métodos de cálculo para el eje antes expuestos que: Con un diámetro de 1.5 in será suficiente para que nuestro eje no le presente ningún tipo de daño.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 68 --
49.- CALCULO DE SUS PARTES.
“NAVAJAS MÓVILES” Para el cálculo de las fuerzas que actúan en la navaja se considerara:
• Una vista frontal y una vista lateral. • En la vista lateral: Como una viga en voladizo con carga concentrada. • En vista frontal: Como una viga en voladizo con carga uniformemente distribuida. • Que son geométricamente iguales cada una de las navajas, esto implica que con
calcular una; el cálculo es valido para las restantes.
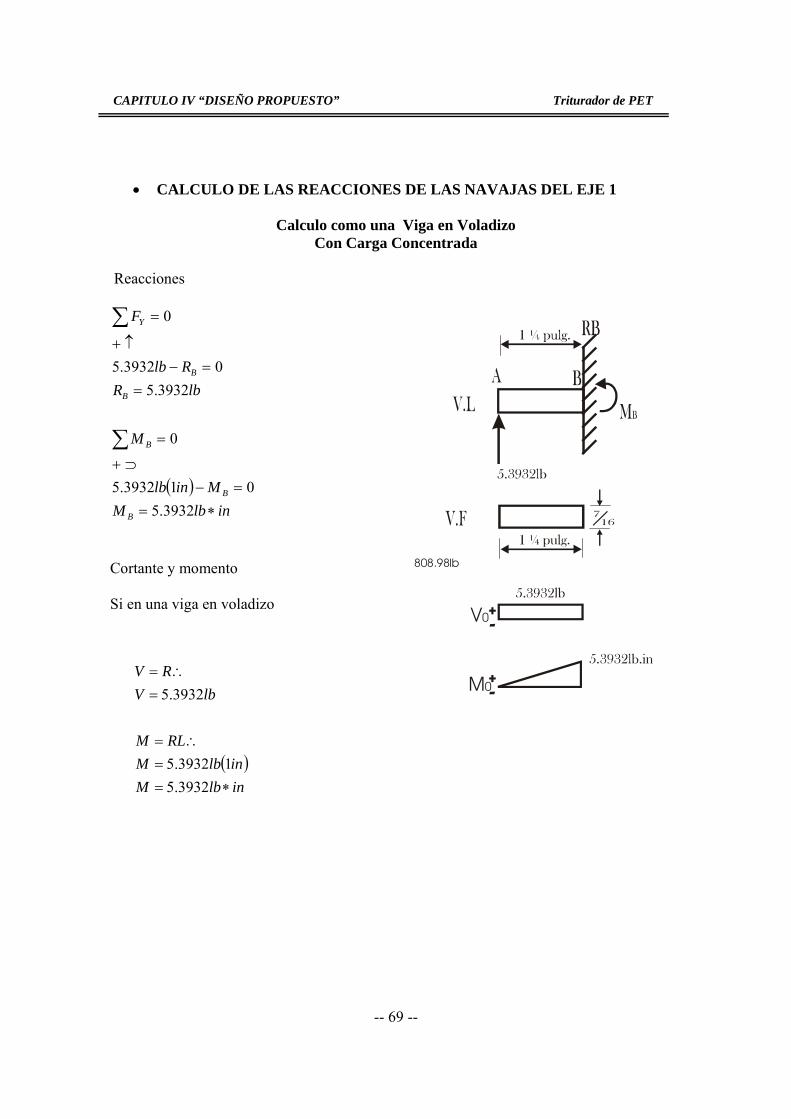
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 69 --
• CALCULO DE LAS REACCIONES DE LAS NAVAJAS DEL EJE 1
Calculo como una Viga en Voladizo Con Carga Concentrada
Reacciones
( )inlbM
Minlb
M
lbRRlb
F
B
B
B
B
B
Y
∗==−
⊃+
=
==−
↑+
=
∑
∑
3932.5013932.5
0
3932.503932.5
0
Cortante y momento Si en una viga en voladizo
( )inlbMinlbM
RLM
lbVRV
∗==
∴=
=∴=
3932.513932.5
3932.5
V0
+-M0
+-
808.98lb
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 70 --
Modulo de la sección para una viga doblemente simétrica
( )
33
2
2
108763.396
16/7411
6
inxS
ininS
bhS
−=
=
=
Esfuerzo Máximo en la sección trasversal
2248.135
108763.393932.5
23
inlb
inxinlb
SMmáx
=
∗=
=
−
σ
σ
σ
Factor de concentración de esfuerzos K para determinar Radio de Filete
1072.804
248.1351095.108574
2
2
=
=
=
K
K
K
inlb
inlb
nom
máx
σσ
• CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DE LAS NAVAJAS
DEL EJE 1 Con este valor de K se va a las graficas de factor concentración de esfuerzos, donde no encontramos la existencia de una grafica para tal valor de K por lo tanto se concluye que muestro material podrá soportar sin ningún problema la concentración de esfuerzos de tal modo que para diseño se tomara un radio de filete con un valor de 3/16 para conservar lo mas posible la geometría del diseño.

CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 71 --
Calculo como una Viga en Voladizo
Con Carga Uniformemente Distribuida.
Si para una carga uniformemente distribuida se tiene que:
lbF 3932.5=
inlbW
inlbW
FLW
∗=
⎟⎠⎞
⎜⎝⎛=
=
7415.6
4113932.5
inlbRRW
F
B
A
Y
∗==−
↑+
=∑
7415.60
0
• CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DE LAS NAVAJAS DEL EJE 1
Del análisis matemático se aprecia que la carga uniformemente distribuida tiene el mismo valor que el de carga concentrada por tanto se concluye que por su configuración tendrá el mismo comportamiento la viga en voladizo con carga uniformemente distribuida que el de la viga en voladizo con carga concentrada por lo que es valido el calculo anterior.
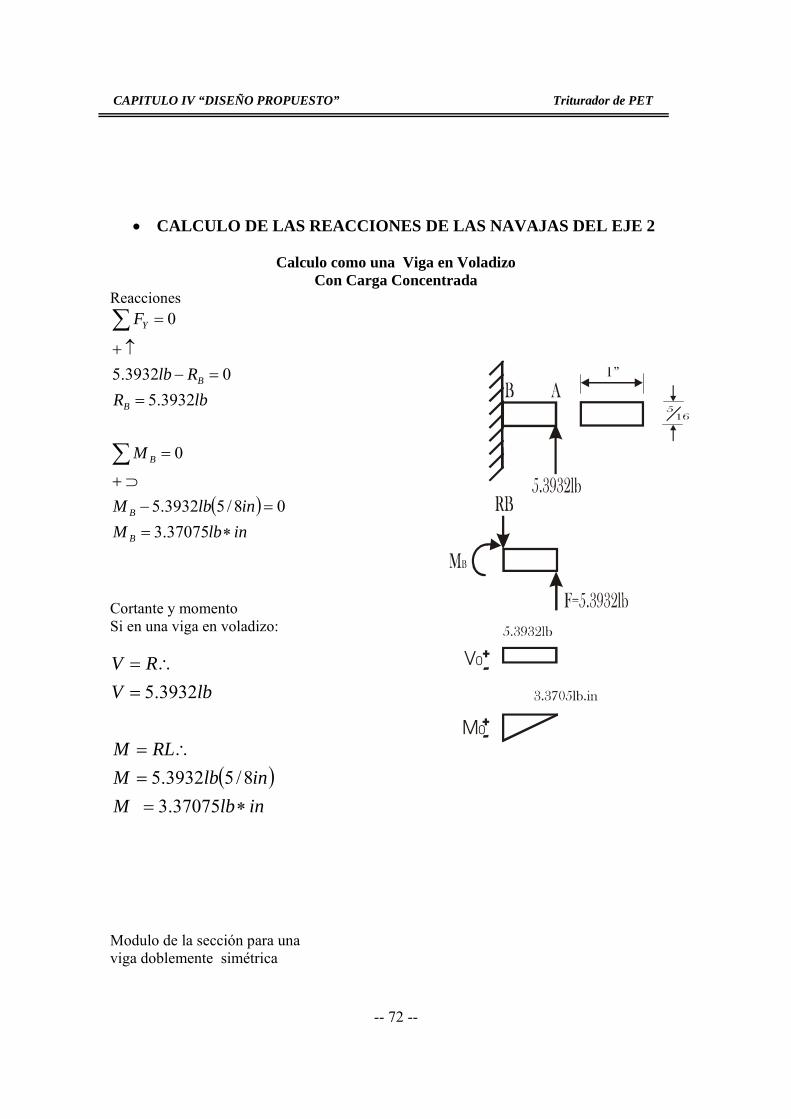
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 72 --
• CALCULO DE LAS REACCIONES DE LAS NAVAJAS DEL EJE 2
Calculo como una Viga en Voladizo Con Carga Concentrada
Reacciones
( )inlbMinlbM
M
lbRRlb
F
B
B
B
B
B
Y
∗==−
⊃+
=
==−
↑+
=
∑
∑
37075.308/53932.5
0
3932.503932.5
0
Cortante y momento Si en una viga en voladizo:
( )inlbMinlbM
RLM
lbVRV
∗==
∴=
=∴=
37075.38/53932.5
3932.5
Modulo de la sección para una viga doblemente simétrica
V0
+-M0
+-
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 73 --
( )
33
2
2
10276.16616/51
6
inxS
ininS
bhS
−=
=
=
Esfuerzo Máximo en la sección trasversal
209888.207
10276.1637075.3
33
inlb
inxinlb
SMmáx
=
∗=
=
−
σ
σ
σ
Factor de concentración de esfuerzos K para determinar Radio de Filete
13.525
0988.2071095.108754
2
2
=
=
=
K
K
K
inlb
inlb
nom
máx
σσ
• CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DE LAS NAVAJAS
DEL EJE 2 Con este valor de K se va a las graficas de factor concentración de esfuerzos, donde no encontramos la existencia de una grafica para tal valor de K por lo tanto se concluye que muestro material podrá soportar sin ningún problema la concentración de esfuerzos de tal modo que para diseño se tomara un radio de filete con un valor de 3/16 para conservar lo mas posible la geometría del diseño.
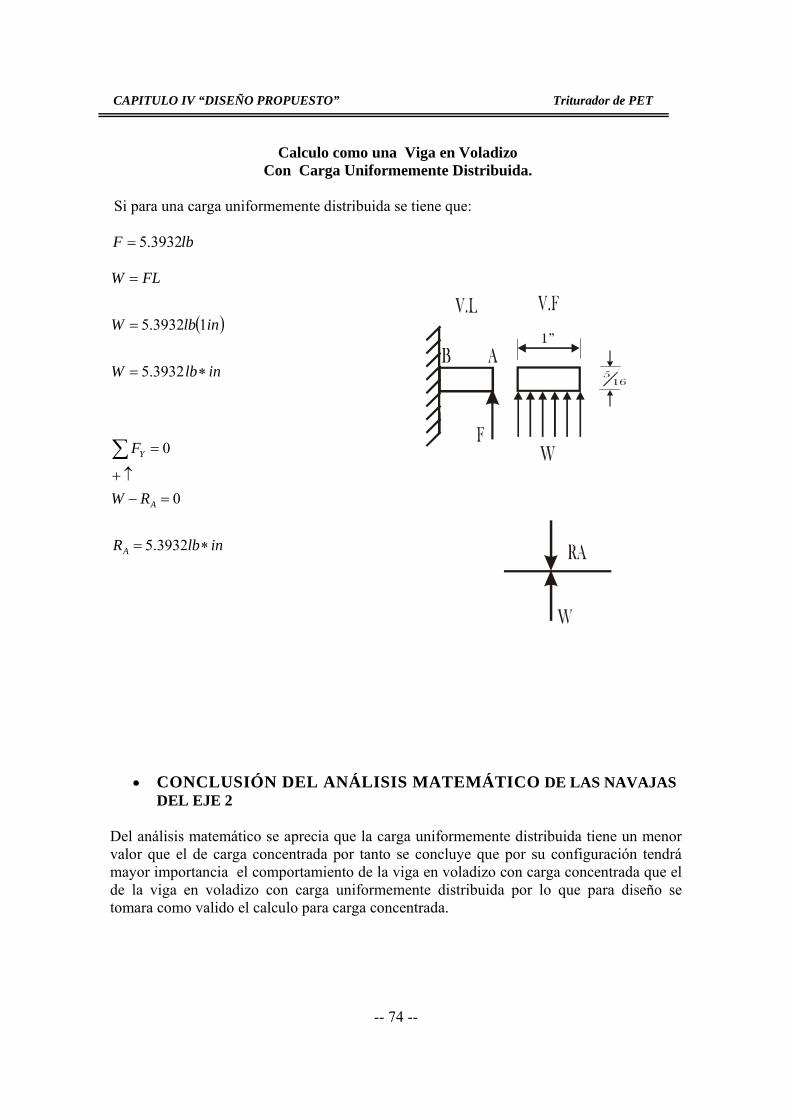
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 74 --
Calculo como una Viga en Voladizo Con Carga Uniformemente Distribuida.
Si para una carga uniformemente distribuida se tiene que:
lbF 3932.5=
( )
inlbW
inlbW
FLW
∗=
=
=
3932.5
13932.5
inlbR
RW
F
A
A
Y
∗=
=−↑+
=∑
3932.5
0
0
• CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DE LAS NAVAJAS DEL EJE 2
Del análisis matemático se aprecia que la carga uniformemente distribuida tiene un menor valor que el de carga concentrada por tanto se concluye que por su configuración tendrá mayor importancia el comportamiento de la viga en voladizo con carga concentrada que el de la viga en voladizo con carga uniformemente distribuida por lo que para diseño se tomara como valido el calculo para carga concentrada.
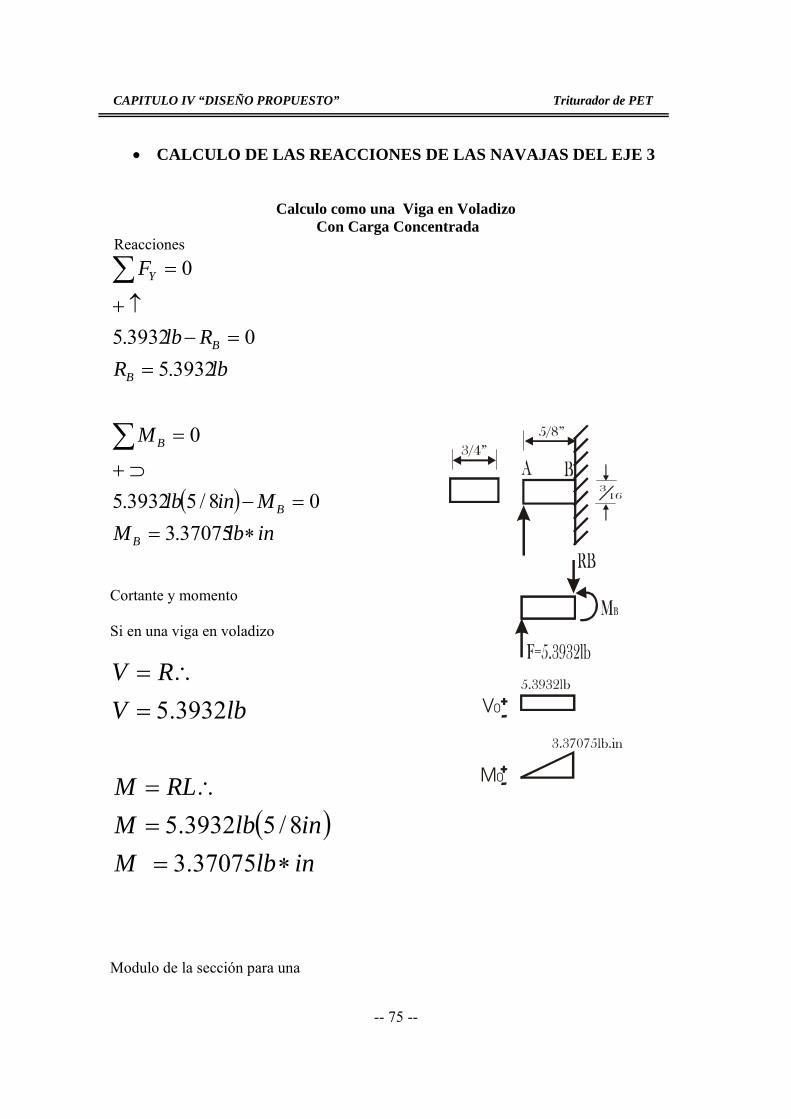
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 75 --
• CALCULO DE LAS REACCIONES DE LAS NAVAJAS DEL EJE 3
Calculo como una Viga en Voladizo Con Carga Concentrada
Reacciones
( )inlbMMinlb
M
lbRRlb
F
B
B
B
B
B
Y
∗==−
⊃+
=
==−
↑+
=
∑
∑
37075.308/53932.5
0
3932.503932.5
0
Cortante y momento Si en una viga en voladizo
( )inlbMinlbM
RLM
lbVRV
∗==
∴=
=∴=
37075.38/53932.5
3932.5
Modulo de la sección para una
V0
+-M0
+-
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 76 --
viga doblemente simétrica
( )
33
2
2
103945.4
616/34/3
6
inxS
ininS
bhS
−=
=
=
Esfuerzo Máximo en la sección trasversal
2
33
/0328.767
103945.437075.3
inlb
inxinlb
SMmáx
=
∗=
=
−
σ
σ
σ
Factor de concentración de esfuerzos K para determinar Radio de Filete
785.141
0328.767.1095.108754
2
2
=
=
=
K
K
K
inlb
inlb
nom
máx
σσ
• CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DE LAS NAVAJAS
DEL EJE 3 Con este valor de K se va a las graficas de factor concentración de esfuerzos, donde no encontramos la existencia de una grafica para tal valor de K por lo tanto se concluye que muestro material podrá soportar sin ningún problema la concentración de esfuerzos de tal modo que para diseño se tomara un radio de filete con un valor de 3/16 para conservar lo mas posible la geometría del diseño.
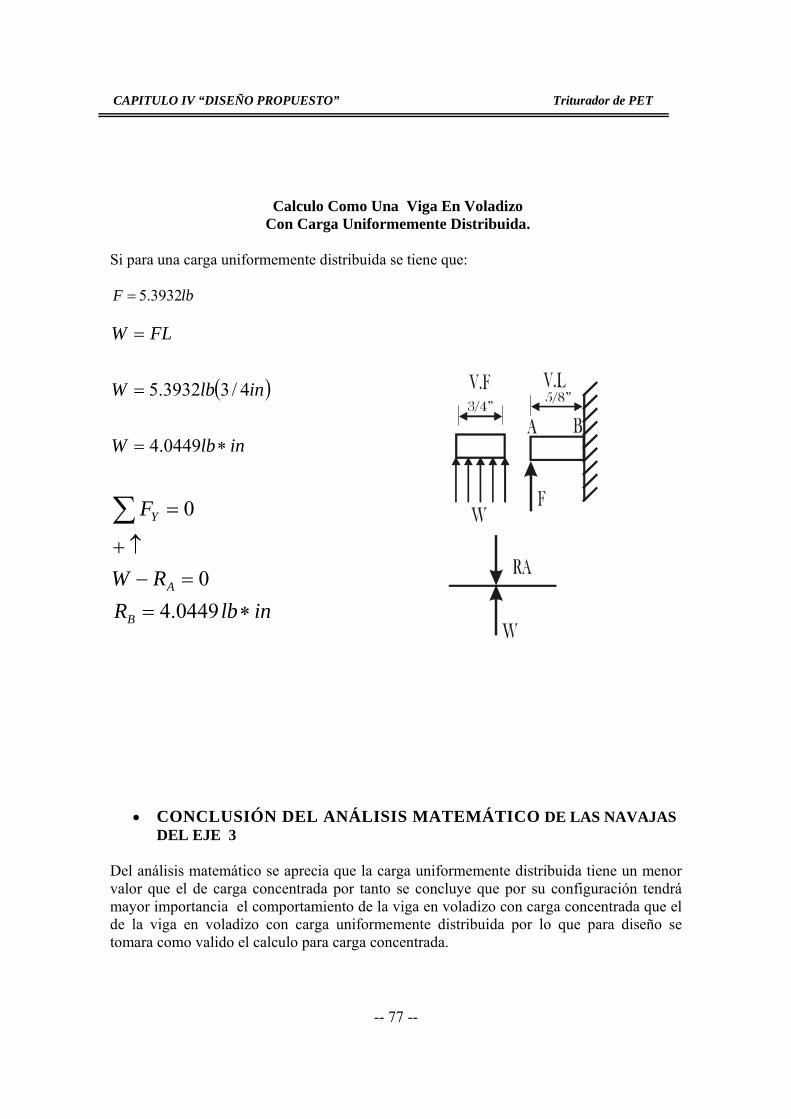
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 77 --
Calculo Como Una Viga En Voladizo Con Carga Uniformemente Distribuida.
Si para una carga uniformemente distribuida se tiene que:
lbF 3932.5=
( )
inlbW
inlbW
FLW
∗=
=
=
0449.4
4/33932.5
inlbRRW
F
B
A
Y
∗==−
↑+
=∑
0449.40
0
• CONCLUSIÓN DEL ANÁLISIS MATEMÁTICO DE LAS NAVAJAS DEL EJE 3
Del análisis matemático se aprecia que la carga uniformemente distribuida tiene un menor valor que el de carga concentrada por tanto se concluye que por su configuración tendrá mayor importancia el comportamiento de la viga en voladizo con carga concentrada que el de la viga en voladizo con carga uniformemente distribuida por lo que para diseño se tomara como valido el calculo para carga concentrada.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 78 --
50.- DETERMINACIÓN DEL FILO DE LOS ELEMENTOS CORTANTES.
El filo se determina conforme a los principios fundamentales para el diseño de herramientas cortadoras que es la implementación de ángulos en la herramienta. Dada que no existe literatura que nos ayude en la selección correcta de un filo adecuado para el corte que se requiere en las navajas, este se tendrá que determinar en base en experiencia de la compañía afiladora. La cual nos recomienda para nuestro proyecto: Que sea un filo a 45º con el cual nos garantizaron que será un filo adecuado para realizar un corte limpio, duradero y sin atascamientos.
51. CONSIDERACIÓN PARA DUREZA DE LAS CUCHILLAS. Para la consideración de la dureza de la cuchilla se tomaron como referencia las durezas recomendadas de previas maquinarias de algunos fabricantes de corte tipo tijera por lo cual la dureza es de 62 Rc garantizando con este rango un buen corte y durabilidad.
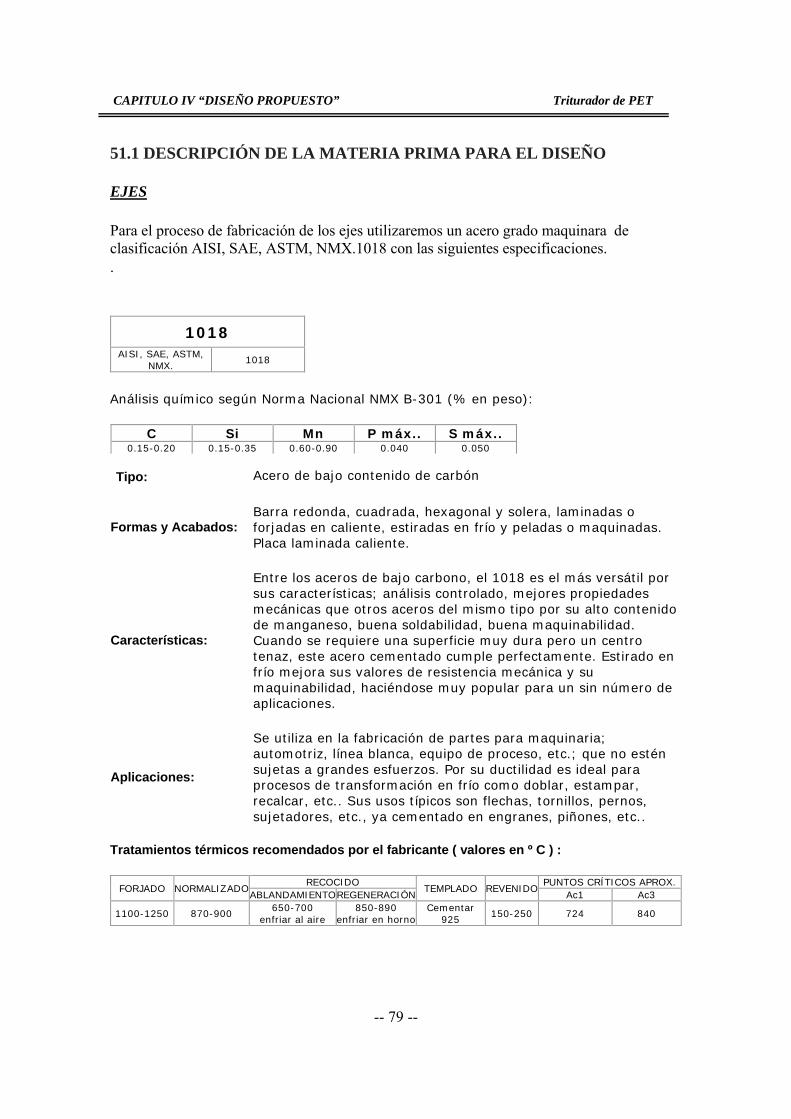
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 79 --
51.1 DESCRIPCIÓN DE LA MATERIA PRIMA PARA EL DISEÑO EJES Para el proceso de fabricación de los ejes utilizaremos un acero grado maquinara de clasificación AISI, SAE, ASTM, NMX.1018 con las siguientes especificaciones. .
1018 AISI, SAE, ASTM,
NMX. 1018
Análisis químico según Norma Nacional NMX B-301 (% en peso):
C Si Mn P máx.. S máx.. 0.15-0.20 0.15-0.35 0.60-0.90 0.040 0.050
Tipo: Acero de bajo contenido de carbón
Formas y Acabados: Barra redonda, cuadrada, hexagonal y solera, laminadas o forjadas en caliente, estiradas en frío y peladas o maquinadas. Placa laminada caliente.
Características:
Entre los aceros de bajo carbono, el 1018 es el más versátil por sus características; análisis controlado, mejores propiedades mecánicas que otros aceros del mismo tipo por su alto contenido de manganeso, buena soldabilidad, buena maquinabilidad. Cuando se requiere una superficie muy dura pero un centro tenaz, este acero cementado cumple perfectamente. Estirado en frío mejora sus valores de resistencia mecánica y su maquinabilidad, haciéndose muy popular para un sin número de aplicaciones.
Aplicaciones:
Se utiliza en la fabricación de partes para maquinaria; automotriz, línea blanca, equipo de proceso, etc.; que no estén sujetas a grandes esfuerzos. Por su ductilidad es ideal para procesos de transformación en frío como doblar, estampar, recalcar, etc.. Sus usos típicos son flechas, tornillos, pernos, sujetadores, etc., ya cementado en engranes, piñones, etc..
Tratamientos térmicos recomendados por el fabricante ( valores en º C ) :
FORJADO NORMALIZADORECOCIDO
TEMPLADO REVENIDOPUNTOS CRÍTICOS APROX.
ABLANDAMIENTOREGENERACIÓN Ac1 Ac3 1100-1250 870-900 650-700
enfriar al aire 850-890
enfriar en hornoCementar
925 150-250 724 840
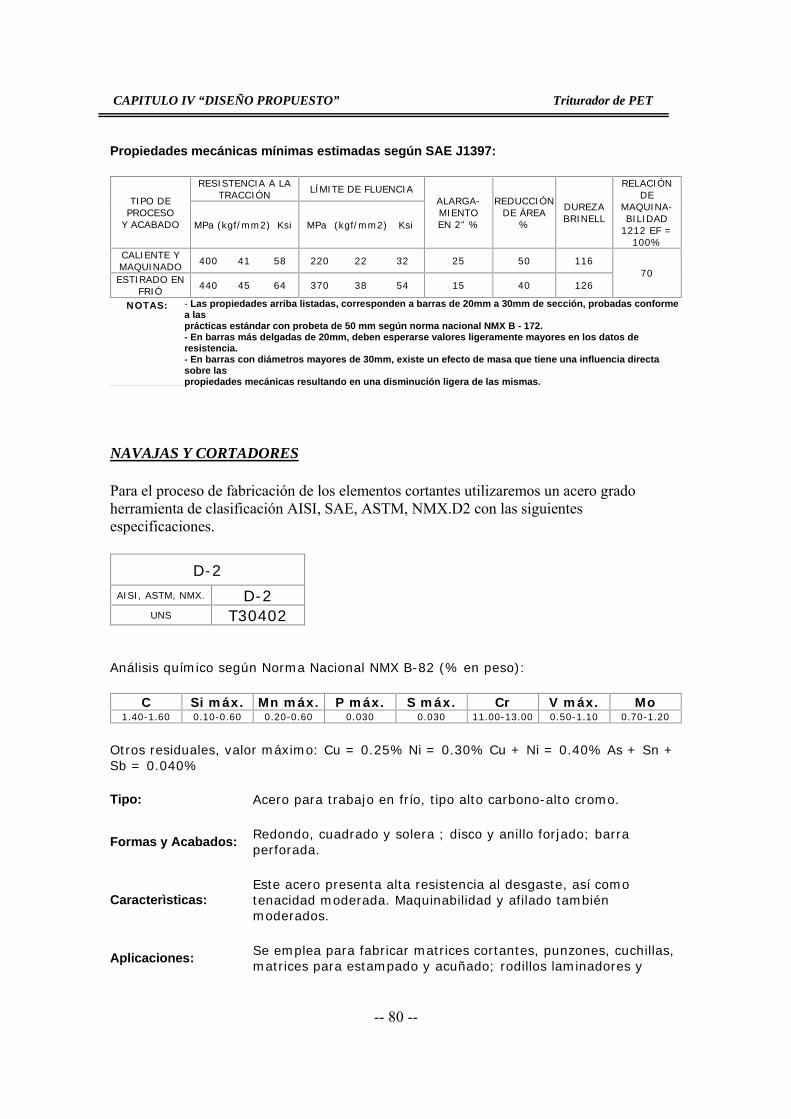
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 80 --
Propiedades mecánicas mínimas estimadas según SAE J1397:
TIPO DE PROCESO
Y ACABADO
RESISTENCIA A LA TRACCIÓN LÍMITE DE FLUENCIA
ALARGA- MIENTO EN 2" %
REDUCCIÓNDE ÁREA
% DUREZA BRINELL
RELACIÓN DE
MAQUINA- BILIDAD
1212 EF = 100%
MPa (kgf/mm2) Ksi
MPa (kgf/mm2) Ksi
CALIENTE Y MAQUINADO 400 41 58
220 22 32
25 50 116 70
ESTIRADO EN FRIÓ 440 45 64
370 38 54
15 40 126
NOTAS:
- Las propiedades arriba listadas, corresponden a barras de 20mm a 30mm de sección, probadas conforme a las prácticas estándar con probeta de 50 mm según norma nacional NMX B - 172. - En barras más delgadas de 20mm, deben esperarse valores ligeramente mayores en los datos de resistencia. - En barras con diámetros mayores de 30mm, existe un efecto de masa que tiene una influencia directa sobre las propiedades mecánicas resultando en una disminución ligera de las mismas.
NAVAJAS Y CORTADORES Para el proceso de fabricación de los elementos cortantes utilizaremos un acero grado herramienta de clasificación AISI, SAE, ASTM, NMX.D2 con las siguientes especificaciones.
D-2 AISI, ASTM, NMX. D-2
UNS T30402
Análisis químico según Norma Nacional NMX B-82 (% en peso):
C Si máx. Mn máx. P máx. S máx. Cr V máx. Mo 1.40-1.60 0.10-0.60 0.20-0.60 0.030 0.030 11.00-13.00 0.50-1.10 0.70-1.20
Otros residuales, valor máximo: Cu = 0.25% Ni = 0.30% Cu + Ni = 0.40% As + Sn + Sb = 0.040%
Tipo: Acero para trabajo en frío, tipo alto carbono-alto cromo.
Formas y Acabados: Redondo, cuadrado y solera ; disco y anillo forjado; barra perforada.
Caracterìsticas: Este acero presenta alta resistencia al desgaste, así como tenacidad moderada. Maquinabilidad y afilado también moderados.
Aplicaciones: Se emplea para fabricar matrices cortantes, punzones, cuchillas, matrices para estampado y acuñado; rodillos laminadores y
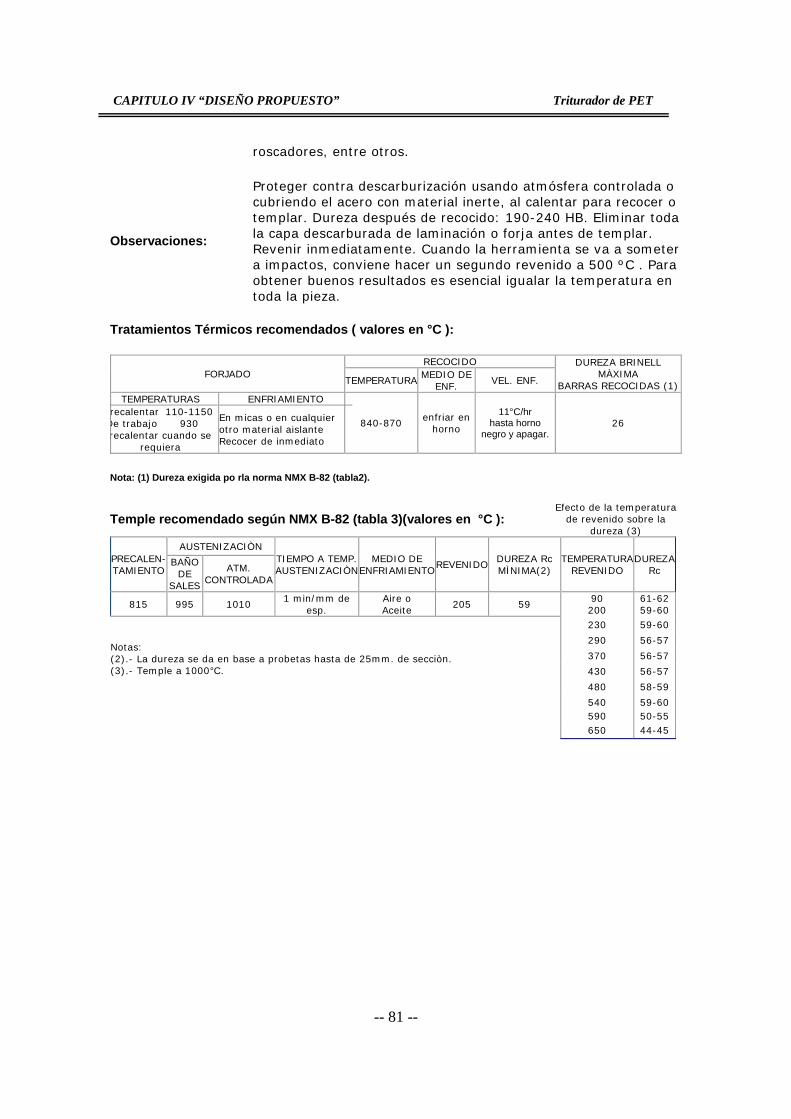
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 81 --
roscadores, entre otros.
Observaciones:
Proteger contra descarburización usando atmósfera controlada o cubriendo el acero con material inerte, al calentar para recocer o templar. Dureza después de recocido: 190-240 HB. Eliminar toda la capa descarburada de laminación o forja antes de templar. Revenir inmediatamente. Cuando la herramienta se va a someter a impactos, conviene hacer un segundo revenido a 500 ºC . Para obtener buenos resultados es esencial igualar la temperatura en toda la pieza.
Tratamientos Térmicos recomendados ( valores en °C ):
FORJADO RECOCIDO DUREZA BRINELL
MÀXIMA BARRAS RECOCIDAS (1)TEMPERATURA
MEDIO DE ENF. VEL. ENF.
TEMPERATURAS ENFRIAMIENTO recalentar
De trabajo 110-1150
930 recalentar cuando se
requiera
En micas o en cualquier otro material aislante Recocer de inmediato
840-870 enfriar en horno
11°C/hr hasta horno
negro y apagar. 26
Nota: (1) Dureza exigida po rla norma NMX B-82 (tabla2).
Temple recomendado según NMX B-82 (tabla 3)(valores en °C ): Efecto de la temperatura
de revenido sobre la dureza (3)
PRECALEN-TAMIENTO
AUSTENIZACIÒN TIEMPO A TEMP.AUSTENIZACIÒN
MEDIO DE ENFRIAMIENTO
REVENIDODUREZA Rc MÌNIMA(2)
TEMPERATURAREVENIDO
DUREZARc BAÑO
DE SALES
ATM. CONTROLADA
815 995 1010 1 min/mm de esp.
Aire o Aceite 205 59 90
200
61-62 59-60
Notas: (2).- La dureza se da en base a probetas hasta de 25mm. de secciòn. (3).- Temple a 1000°C.
230 59-60 290 56-57 370 56-57 430 56-57 480 58-59 540 59-60 590 50-55 650 44-45
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 82 --
52.- SELECCIÓN DE ELEMENTOS SUJETADORES (TORNILLOS)
INTRODUCCIÓN Los elementos roscados se usan extensamente en la fabricación de casi todos los diseños de ingeniería. Los tornillos suministran un método relativamente rápido y fácil para mantener unidas dos partes y para ejercer una fuerza que se pueda utilizar para ajustar partes movibles. Para tener una determinada y exacta elección de sujetador hay que estar pendientes a varios puntos de vista estocásticos y determinísticos, en la mayoría de los casos las fallas ocurren por una sobrecarga en dicho sujetador y esto es reflejado por métodos estadísticos, aunque con la fatiga tenemos valores menores y por ende los métodos determinísticos serán adecuados. Teniendo, que en los puntos en donde tendremos concentración de esfuerzos, son encontrados en el entalle esto es al inicio de los hilos y en el entalle de raíz del hilo, o en el plano de la tuerca cuando este presente. Por tal motivo basado en referencias y especificaciones tipificadas de elementos sujetadores para nuestro proyecto se seleccionan unos tornillos de 3/8 in de diámetro y las longitudes variaran con respecto a la longitud de las navajas. 53.- RODAMIENTOS.
INTRODUCCIÓN
RODAMIENTOS Ó BALEROS19
Los rodamientos ó baleros son elementos de precisión que necesitan de un especial manejo.
Los rodamientos surgen de la necesidad de que las partes en movimientos giren más rápido y a menor fricción. La mayoría de los rodamientos consisten de anillos (un anillo interior y un anillo exterior), elementos rodantes (bolas o rodillos), y un separador de elementos rodantes, comúnmente llamado jaula.
La jaula separa los elementos rodantes a intervalos iguales, los mantienen en su lugar entre la pista interna y la externa, y les permite rodar libremente.
Los elementos rodantes son provistos en dos formas generalmente bolas o rodillos. Los rodillos se suministran en cuatro estilos básicos: cilíndricos, de agujas, cónicos y esféricos.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 83 --
El contacto geométrico de las bolas con la superficie de las pistas de rodadura de los anillos internos y externos es un punto; mientras que el contacto de los rodillos es una línea.
Teóricamente, los rodamientos de bolas y de rodillos se construyen para permitir que los elementos rodantes giren orbitalmente, al mismo tiempo lo hacen sobre sus propios ejes.
Mientras que los elementos rodantes y los anillos soportan cualquier carga aplicada al rodamiento (en los puntos de contacto entre los elementos rodantes y las superficies de las pistas), la jaula, no soporta carga alguna en forma directa. Su objetivo básico es para mantener los elementos rodantes a distancias iguales entre si y, para lograr una buena distribución de las cargas sobre el rodamiento.
CLASIFICACIÓN
Los rodamientos se clasifican en dos categorías principales: rodamientos de bolas y rodamientos de rodillos. Los rodamientos de bolas se clasifican de acuerdo a la configuración de sus anillos: rodamientos rígidos, de contacto angular y de carga axial. En contraste, los rodamientos de rodillos se clasifican en función de la forma de los rodillos: cilíndricos, de agujas, cónicos y oscilantes ó esféricos.
Los rodamientos pueden clasificarse adicionalmente de acuerdo a la dirección en la que se aplica la carga: rodamientos para carga axial, para carga radial y para carga combinada radial - axial.
Otros aspectos de clasificación incluyen:
1. El número de hileras de elementos rodantes (una, dos ó 4 hileras).
2. No separables ó separables, en el cual, el anillo interior ó el anillo exterior pueden ser separados o desmontados.
3. Rodamientos de empuje, los cuales pueden tomar cargas axiales en un sentido y, rodamientos de empuje de doble sentido, los cuales pueden tomar carga axial en ambos sentidos de una misma dirección.
También existen rodamientos diseñados para aplicaciones especiales, tales como: Una unidad de rodamiento de rodillo cónico para vagones de ferrocarril (rodamientos RCT), rodamientos tipo plato giratorio (tornamesa), así como rodamientos de movimiento rectilíneo (rodamientos lineales de bola, rotulas), etc.
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 84 --
CARACTERÍSTICAS Los rodamientos de bolas y de rodillos presentan diferentes formas y variantes, cada una con sus rasgos distintivos. Sin embargo, cuando se comparan con soportes planos (cojinetes), los rodamientos de bolas y de rodillos tienen las siguientes ventajas:
1. El coeficiente de fricción es mucho menor.
2. Son normalizados internacionalmente, son intercambiables y se obtienen con facilidad.
3. Se lubrican con facilidad y el consumo de lubricante es bajo.
4. Como una regla general, un rodamiento puede llevar tanto carga radial como axial, a la vez.
5. Puede ser utilizado en aplicaciones de alta o baja temperatura y alta o baja velocidad.
6. La rigidez del rodamiento puede mejorarse con la aplicación de una pre-carga.
Generalmente cuando se comparan los rodamientos de bolas y rodamientos de rodillos de las mismas dimensiones, los rodamientos de bolas exhiben una resistencia a la fricción menor y una menor variación, de rotación, que los rodamientos de rodillos.
Eso los hace más adecuados para las aplicaciones de alta velocidad, alta presión, bajo par torsión y baja vibración. En contraste, los rodamientos de rodillos tienen una capacidad de carga mayor que los hace apropiados para aplicaciones de vida y de resistencia a la fatiga prolongada, con cargas elevadas y de aplicación repentina.
Casi todos los tipos de rodamientos de bolas y de rodillos pueden llevar tanto carga radial como carga axial, a la vez.
Generalmente, cuando los rodamientos que poseen un ángulo de contacto es menor a 45 grados, tienden a ser rodamientos radiales, mientras que los rodamientos que poseen un ángulo de contacto mayor que 45 grados tienden a ser rodamientos axiales.
También hay rodamientos clasificados como combinados; estos reúnen las características de carga tanto de los rodamientos radiales como de los axiales.
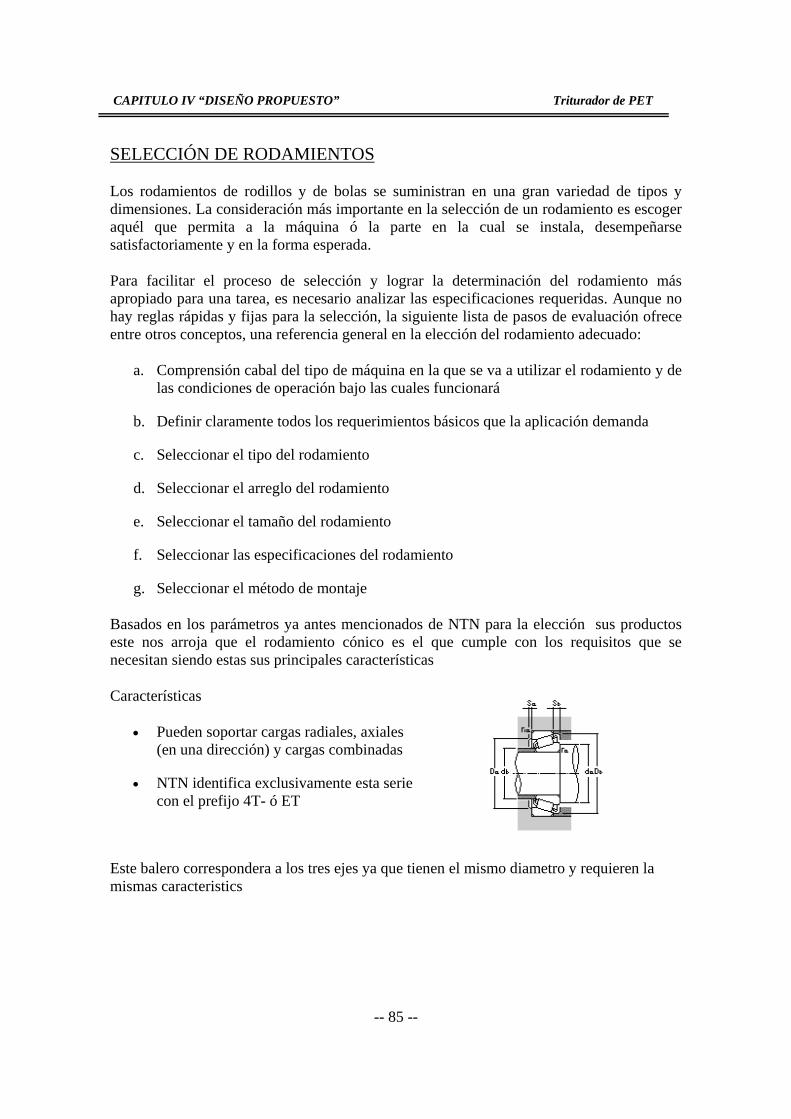
CAPITULO IV “DISEÑO PROPUESTO” Triturador de PET
-- 85 --
SELECCIÓN DE RODAMIENTOS Los rodamientos de rodillos y de bolas se suministran en una gran variedad de tipos y dimensiones. La consideración más importante en la selección de un rodamiento es escoger aquél que permita a la máquina ó la parte en la cual se instala, desempeñarse satisfactoriamente y en la forma esperada.
Para facilitar el proceso de selección y lograr la determinación del rodamiento más apropiado para una tarea, es necesario analizar las especificaciones requeridas. Aunque no hay reglas rápidas y fijas para la selección, la siguiente lista de pasos de evaluación ofrece entre otros conceptos, una referencia general en la elección del rodamiento adecuado:
a. Comprensión cabal del tipo de máquina en la que se va a utilizar el rodamiento y de las condiciones de operación bajo las cuales funcionará
b. Definir claramente todos los requerimientos básicos que la aplicación demanda
c. Seleccionar el tipo del rodamiento
d. Seleccionar el arreglo del rodamiento
e. Seleccionar el tamaño del rodamiento
f. Seleccionar las especificaciones del rodamiento
g. Seleccionar el método de montaje
Basados en los parámetros ya antes mencionados de NTN para la elección sus productos este nos arroja que el rodamiento cónico es el que cumple con los requisitos que se necesitan siendo estas sus principales características
Características
• Pueden soportar cargas radiales, axiales (en una dirección) y cargas combinadas
• NTN identifica exclusivamente esta serie con el prefijo 4T- ó ET
Este balero correspondera a los tres ejes ya que tienen el mismo diametro y requieren la mismas caracteristics
CAPITULO V
“CARACTERISTICAS Y ESPECIFICACIONES DEL EQUIPO”
CAPITULO V “DISEÑO PROPUESTO” Triturador de PET
-- 87 --
54.- CENTRO MÓVIL TRITURADOR DE PET
PEQUEÑO CENTRO MÓVIL TRITURADOR DE P.E.T.(TEREFTALATO DE POLIETILENO)
A razón de la actual y alarmante problemática que genera el Post- Consumo de productos plásticos (BOTELLAS) se desarrollo una nueva infraestructura derivada de una herramienta diseñada esencialmente para los camiones recolectores y con un enfoque a micro pequeñas empresas recic ladoras, esta es capaz de erradicar y combatir de manera sencilla, diferenciada y limpia el volumen generado por los plástico de P.E.T. a través de la trituración de envases.
CARACTERÍSTICAS DEL EQUIPO
Tolva
Hecho de lamina con cuerpo de acero, asegurando resistencia y durabi lidad; diseñada especialmente para permitir el fácil acceso de botellas con diferentes formas que van desde los 150 ml hasta los 2.5 l, capacidades mayores tendrán que ser aplastadas.
Camara de Molienda
Cuenta con un diseño robusto y adaptable, de dimensiones pequeñas echa de placa de acero de gran espesor rectificada capaz de permitir una alimentación continua gracias a sus tres faces de triturado.
Rotores
Los rotores son de un gran diámetro y fabricados de acero tratado, rectificado y balanceado capaces de soportar un golpeteo continuo garantizando una operación estable.
Cuchillas
Fabricadas en acero tratado con un alto contenido de cromo de gran espesor, teniendo una alta resistencia a impactos y una alta durabilidad en sis afilados.
CribaHecho de placa de acero, durable, teniendo un diámetro en barrenos, para una venta comercial a nivel mundial o de acuerdo a especificaciones del cliente que van des de los 6mm en adelante.
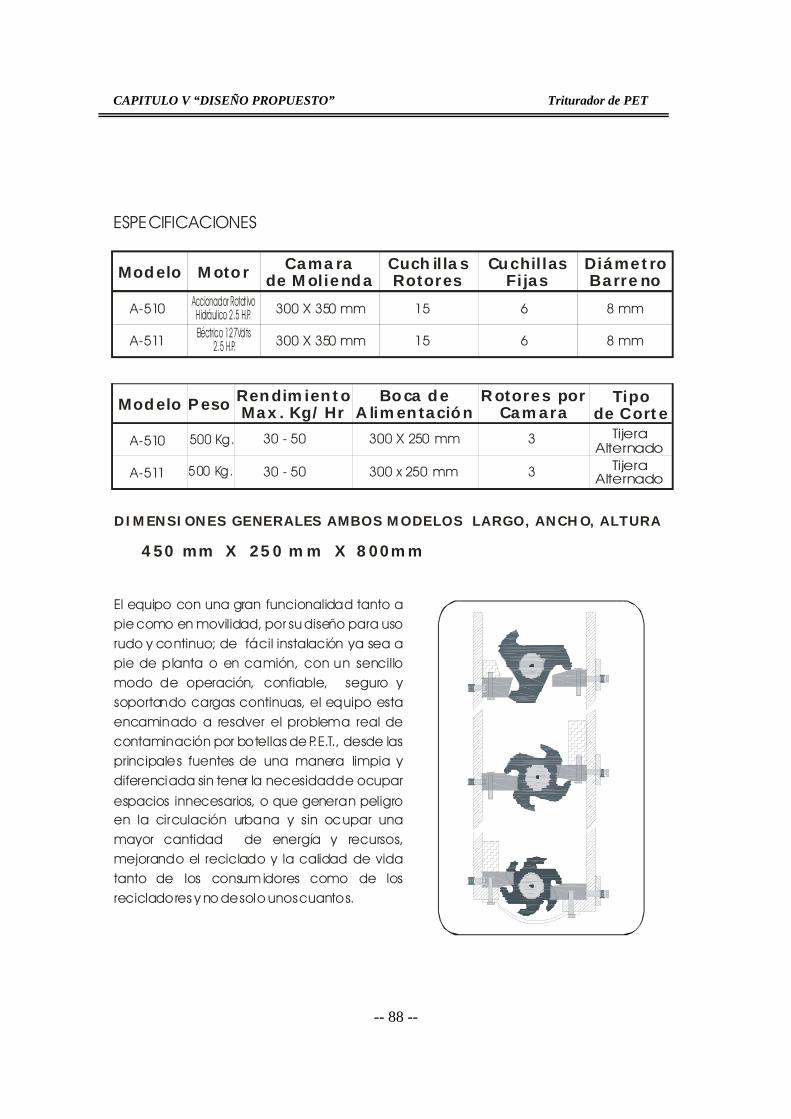
CAPITULO V “DISEÑO PROPUESTO” Triturador de PET
-- 88 --
ESPECIFICACIONES
El equipo con una gran funcionalidad tanto a pie como en movilidad, por su diseño para uso rudo y continuo; de fácil instalación ya sea a pie de planta o en camión, con un sencillo modo de operación, confiable, seguro y soportando cargas continuas, el equipo esta encaminado a resolver el problema real de contaminación por botellas de P.E.T., desde las principales fuentes de una manera limpia y diferenciada sin tener la necesidad de ocupar espacios innecesarios, o que generan peligro en la circulación urbana y sin ocupar una mayor cantidad de energía y recursos, mejorando el reciclado y la calidad de vida tanto de los consum idores como de los recicladores y no de solo unos cuantos.
Modelo Motor Camara de Molienda
Cuchillas Rotores
Cuchillas Fijas
DiámetroBarreno
A-510
A-511
Accionador Rotat ivoHidrául ico 2.5 H.P.Eléctrico 127Vol ts
2.5 H.P.
300 X 350 mm
300 X 350 mm
15
15
6
6
8 mm
8 mm
A-510
A-511
Modelo Peso RendimientoMax. Kg/Hr
Boca de Alimentación
Rotores por Camara
Tipo de Corte
DIMENSIONES GENERALES AMBOS MODELOS LARGO, ANCHO, ALTURA
450 mm X 250 mm X 800mm
30 - 50
30 - 50
300 X 250 mm
300 x 250 mm
3
3
TijeraAlternado
TijeraAlternado500 Kg.
500 Kg.
CAPITULO V “DISEÑO PROPUESTO” Triturador de PET
-- 89 --
55. GUÍA DE ALGUNAS MARCAS, QUE OCUPAN EN EL ENVASADO DE
VARIOS DE SUS PRODUCTOS LA RESINA PET.
AGUAS, REFRESCOS Y BEBIDAS ENERGETICAS (MARCAS MÁS
CONOCIDAS)
BONAFONT, NESTLE, CIEL, SANTA MARIA, BE LIGHT, H2O, LIPTON,
ELECTROPURA, E PURA, COCA COLA, PEPSI, PEÑAFIEL, MUNDET, GATORADE,
ENERPLEX, PROPEL, JUMEX SPORT.
CONSUMIBLES MAS COMUNES (MARCAS MAS CONOCIDAS)
MAYONESAS( MC CORMICK, HELLMANS), JARABE PARA AGUA (TUCAN), ACEITE
PARA COCINA(LA GLORIA, CAPULLO, NUTRIOLI, MARAVILLA, CRISTAL, OLEICO,
PATRONA, CANOLI, 123, MAZOLA, KARTAMUS) CREMA DE CACAHUATE ALADINO
VINAGRES (LA COSTEÑA, CLEMENTE JACQUES, BARRILITO) SALSAS( BUFALO, LA
BOTANERA) MIELES ( CARO, NATURA MIEL), CAJETA (CORONADO, REAL DE
POTOSI).
JABONES, LIMPIADORES Y PRODUCTOS PARA CARROS (MARCAS MAS
CONOCIDAS)
FABULOSO, WINDEX, BRASSO, MR. MUSCULO, PLADGE, FLASH, EFICAZ, AXION,
SALVO, DAWN, PINOL, COLIBRI, DIAL, PALMOLIVE, GELES PARA CABBELLO,
ADITIVOS BARDAHL, TEMPO LIMPIADOR Y SHAMPOOS, BRIGA, SHERWIN
WILLIAMS ANTIGRAFITI, EN GENERAL CASI TOSOS LOS PRODUCTOS QUE SE
ENVASEN EN PLASTICO TRASPARENTE….
Las marcas anteriormente mencionadas son responsabilidad de cada compañía y su marca
registrada.
CAPITULO VI
CONCLUSIÓN FINAL DEL DISEÑO Y PLANOS
CAPITULO VI Triturador de PET
-- 91 --
56. CONCLUSIÓN DEL DISEÑO.
Se concluye que el objetivo planteado al principio del proyecto si se puede cumplir ya que
el diseño de la trituradora de PET para los camiones de basura cuenta con la capacidad de
terminar con todos los sub-productos de PET provenientes de los hogares y de las oficinas
(que son nuestra principal fuente de deshecho) a través de la recolección que ya hoy en día
se realiza en cada una de ellas, sin tener riesgos ni accidentes puesto que se acaba con el
volumen innecesario que ocupan estos en los camiones, teniendo cada vez mayor capacidad
de almacenaje y llevando a reciclar casi en su totalidad, de una manera diferenciada y libre
de cualquier contaminante que este pudiera adquirir si no es triturado en el momento. Todo
esto sin la modificación excesiva del los camiones de basura ya circulantes en la ciudad,
puesto que se plantea la mejor forma para que nuestra trituradora se pueda adaptar a el
mismo ayudando así a aumentar la cantidad de productos reciclables con lo que nuestro
planeta tendrá menos contaminantes, desperdicio y los recursos naturales serán mejor
utilizados
CAPITULO VI Triturador de PET
-- 92 --
PLANOS
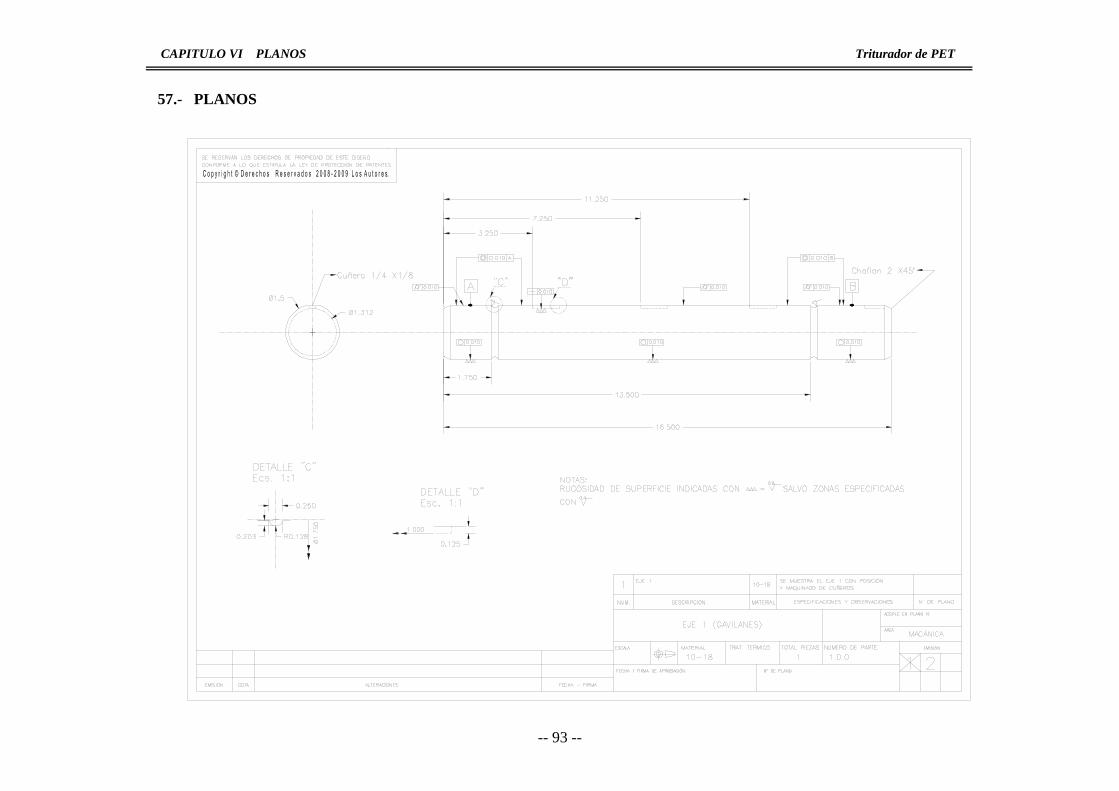
CAPITULO VI PLANOS Triturador de PET
-- 93 --
57.- PLANOS
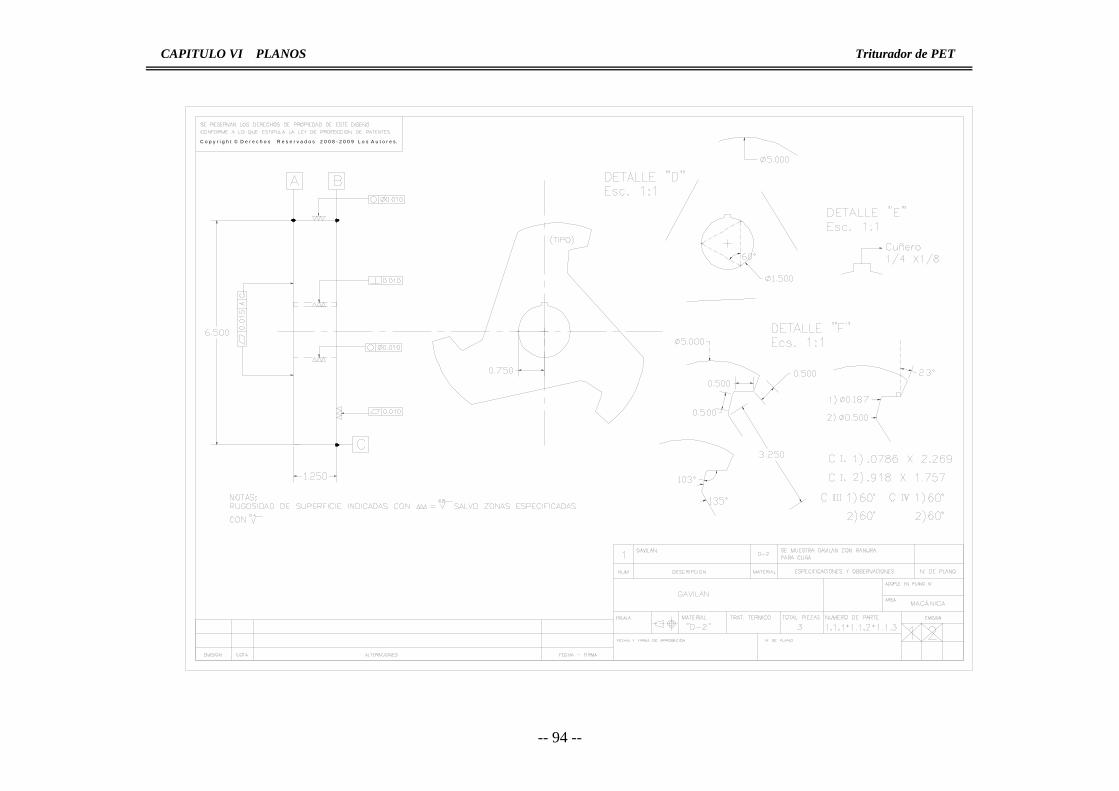
CAPITULO VI PLANOS Triturador de PET
-- 94 --
C o p y r i g h t © D e r e c h o s R e s e r v a d o s 2 0 0 8 - 2 0 0 9 L o s A u t o r e s.
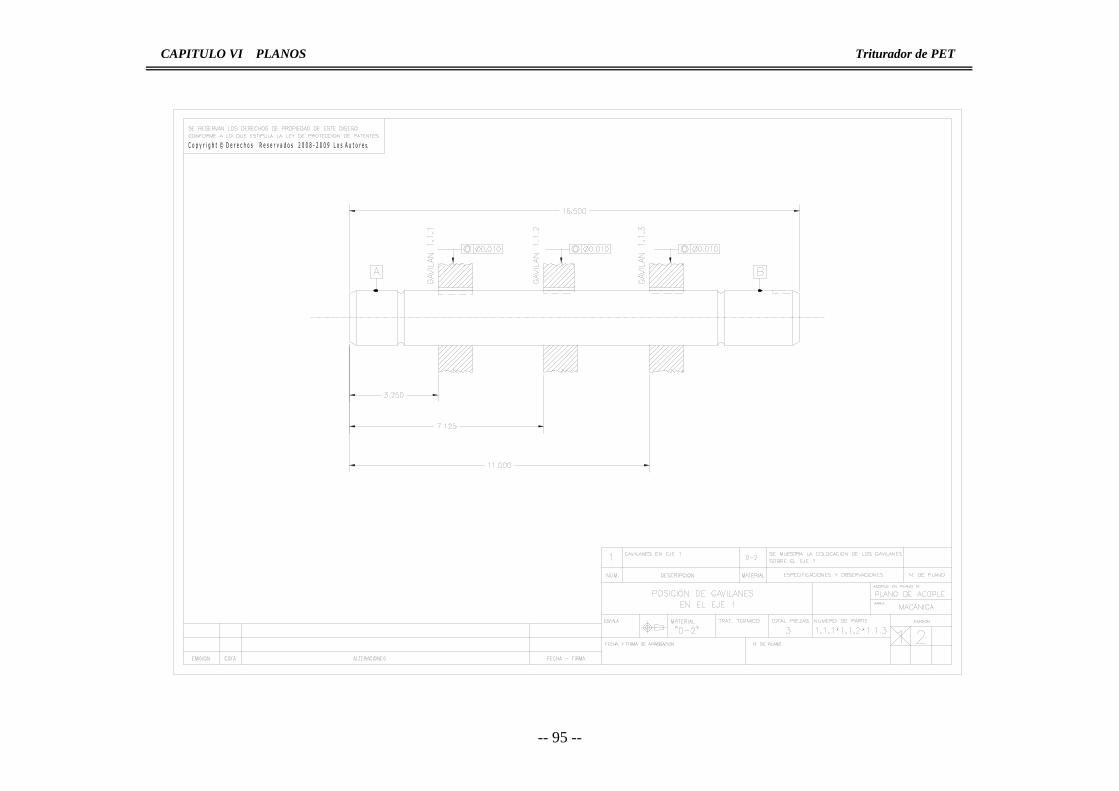
CAPITULO VI PLANOS Triturador de PET
-- 95 --
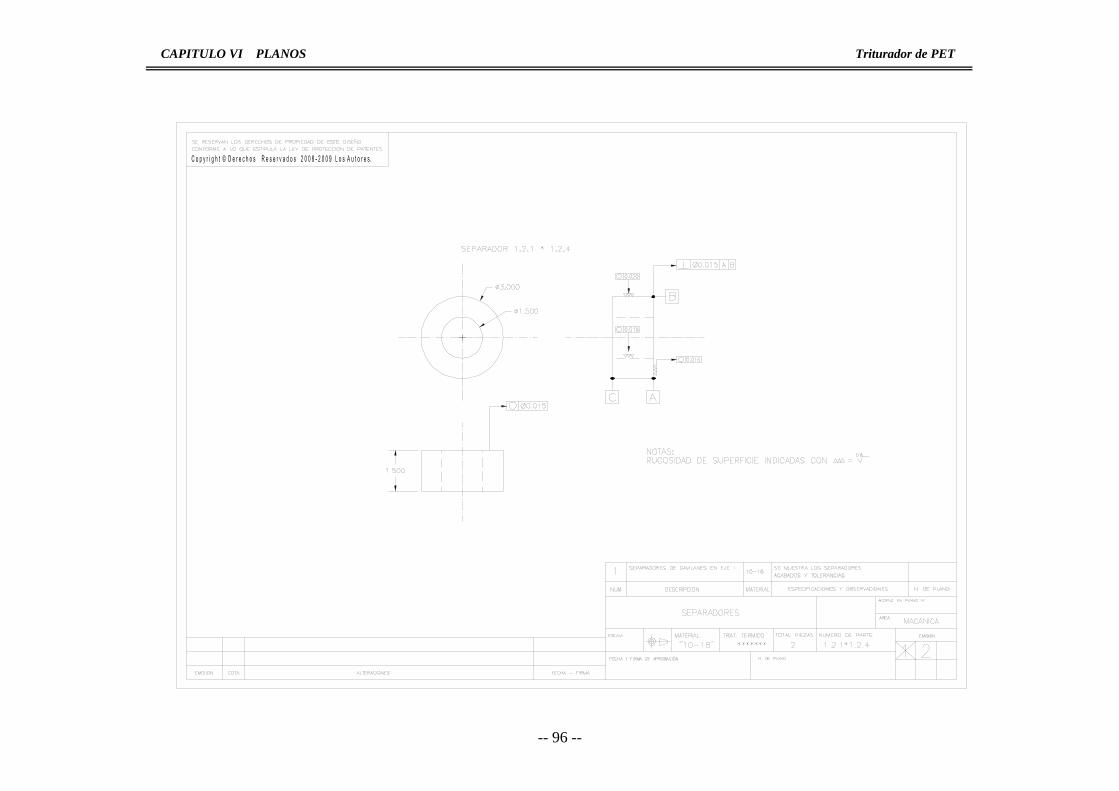
CAPITULO VI PLANOS Triturador de PET
-- 96 --
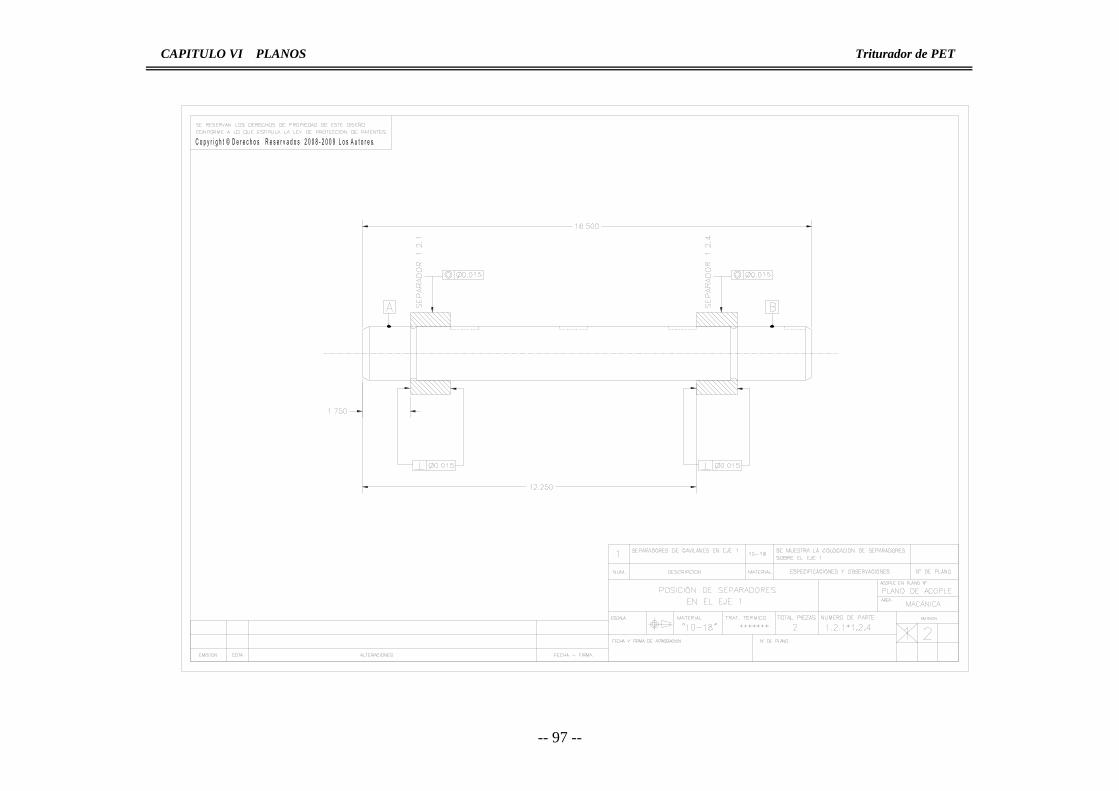
CAPITULO VI PLANOS Triturador de PET
-- 97 --
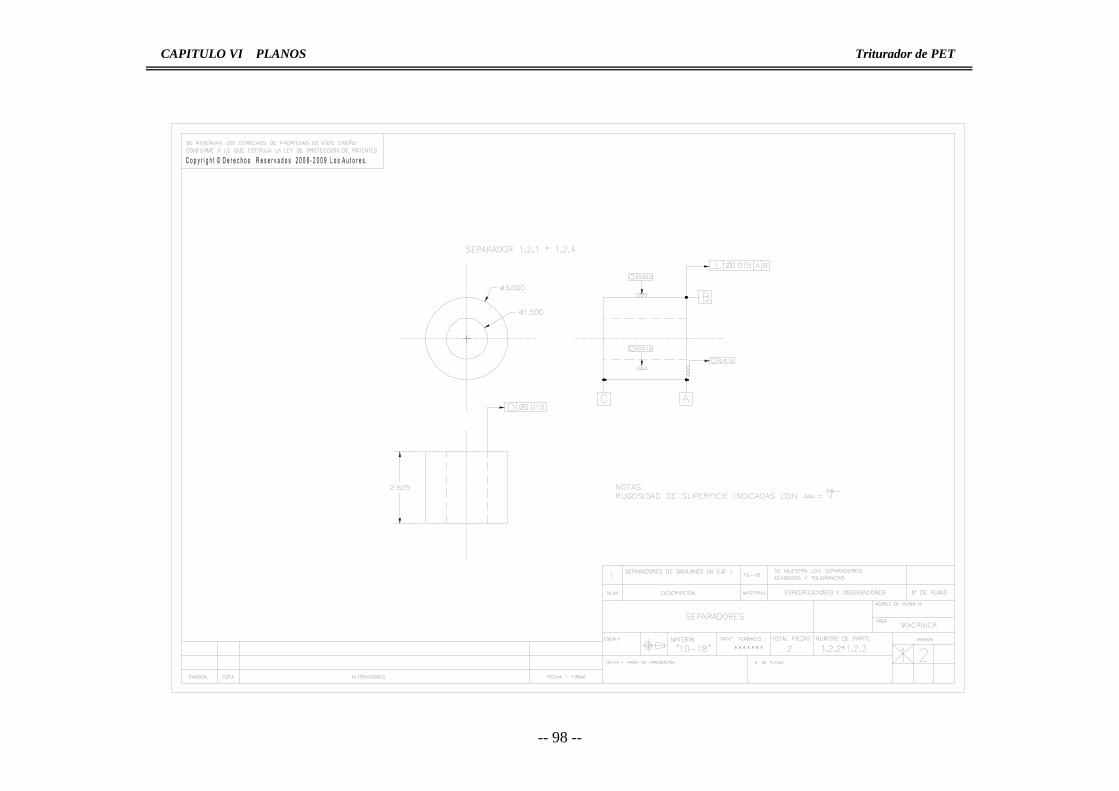
CAPITULO VI PLANOS Triturador de PET
-- 98 --
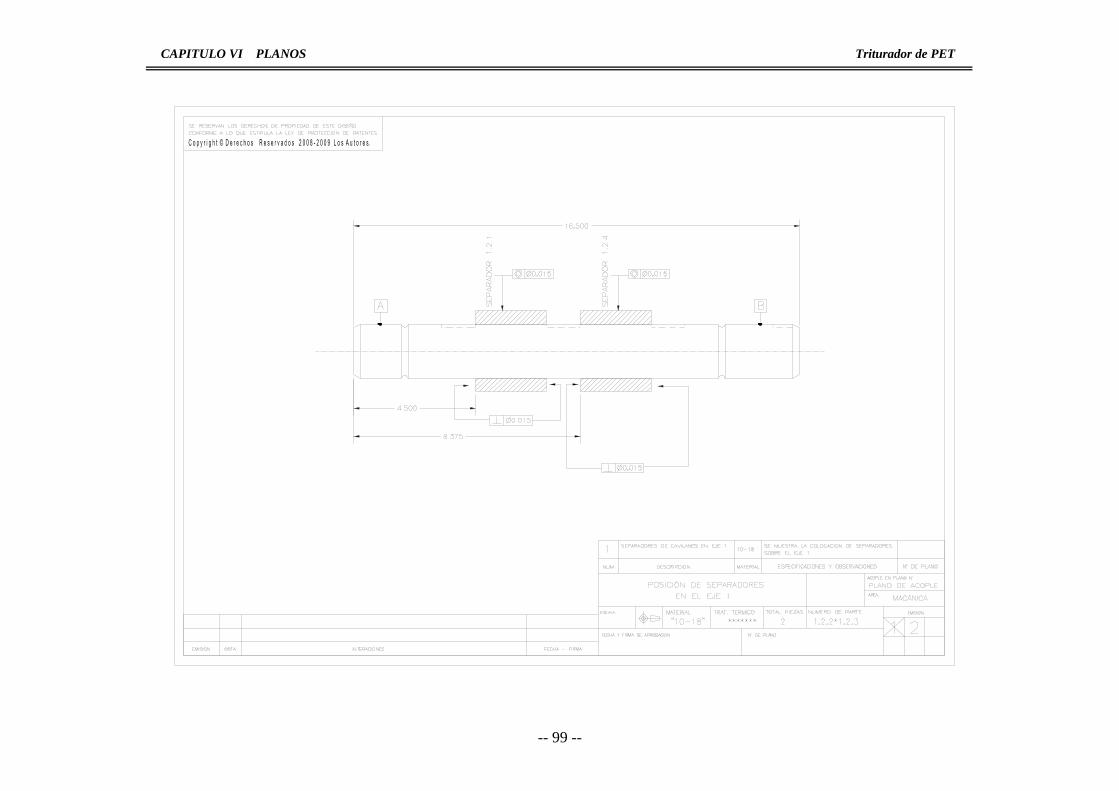
CAPITULO VI PLANOS Triturador de PET
-- 99 --
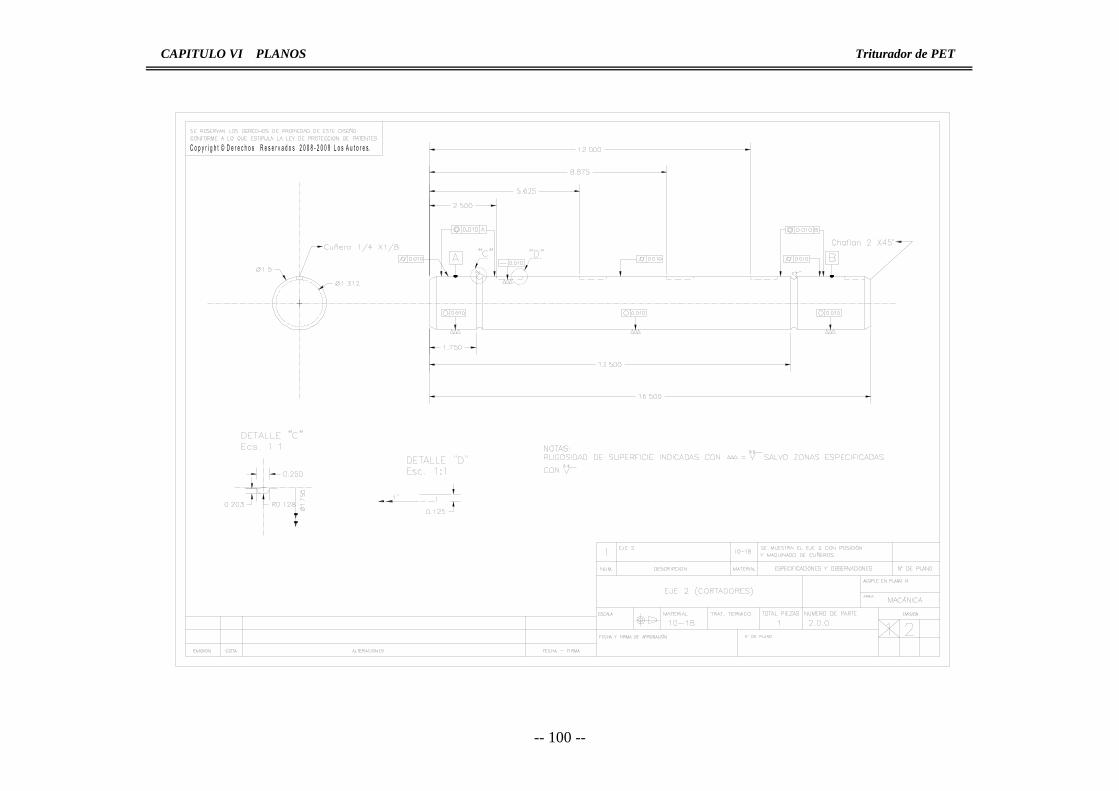
CAPITULO VI PLANOS Triturador de PET
-- 100 --
BIBLIOGRAFIA Triturador de PET
- 121 -
REFERENCIAS Matweb. Rockwell Hardness Testing of Plastics. Recuperado el 1 enero del 2008, de
http://www.matweb.com/reference/rockwell-hardness.aspx Gordon England (January 18, 2004). Conversion between Rockwell R and Rockwell M
recuperedo el 5 Enero del 2008, de http://www.gordonengland.co.uk/cgibin/board/messages/769.html
Propiedades. Recuperado 10 Enero del 2008, de
http://www.eis.uva.es/~macromol/curso03-04/PET/PROPIEDADES.htm Asociación Latino Americana de QFD. ¿Qué es el QFD?. Recuperado 15 Enero del
2008, de http://www.qfdlat.com Mazur, Glenn, "QFD Black Belt Notes", Japan Business Consultants, E.U., 2002 González Bosch, Verónica y Tamayo, Francisco, "Blitz QFD: Un Vistazo Relámpago al Poder del QFD", Asociación Latinoamericana de QFD: Matweb. Rockwell Hardness . Recuperado el 20 Enero del 2008, de
www.matweb.com/reference/rockwellhardness.aspx&sa=X&oi=translate&resnum=1&ct=result&prev=/search%3Fq%3Drockwell%2BM%26hl%3Des
Tague, Nancy, R. "The Quality Toolbox", ASQC Quality Press, E.U.,1995 Brassard, Michael y Ritter, Diane, "The Memory Jogger II", Goal/QCP, E.U.,1994 Mazur, Glenn, "QFD Black Belt Notes", Japan Business Consultants, E.U., 2001 Heilco. Products. Recuperado 25 Enero del 2008, de
http://www.heilco.com/ ABCDatos. Tutoriales.Recuperado 1 Enero del 2008, de
http://www.abcdatos.com/tutoriales/tutorial/l6703.html Tecnicaoleohidraulica. Bombas Hidráulicas. Recuperado 5 Enero del 2008, de
http://www.tecnicaoleohidraulica.com/h_02_bombas.htm Fortunecity. Hidráulica. Recuperado 10 Enero del 2008, de
http://members.fortunecity.es/100pies/mecanica/hidraulicapaletas.htm
BIBLIOGRAFIA Triturador de PET
-- 122 --
Procase.Manual. Recuperado 15 Enero del 2008, de http://www.procase.cl/Manual/2003205001.doc
Nelson Diaz Tapia. Actuadores. Recuperado 20 Enero del 2008, de
http://www.monografias.com/trabajos15/actuadores/actuadores.shtml Aprepet. Que es el PET. Recuperado 25 Enero del 2008, de
http://www.aprepet.org.mx, 2001 Dirección Técnica de Desechos Sólidos/ DGSU, 1997 Recimex. Maquinaria. Recuperado 8 Febrero del 2008, de
http://www.recimex.com.mx/maquinaria.html Industria del plástico. Una nueva tecnología de trituración aumenta la eficiencia en el
reciclado de PET. Recuperado 12 Febrero del 2008, de http://www.interempresas.net/Plastico/Articulos/Articulo.asp?A=10841
UNTHA. Setting the standard for quality –NTHA Shredders are renowned for their
reliability and robustness. Recuperado 16 Febrero del 2008, de http://www.untha.com/shredding-recycling-machines/Article/ID/427/Session/1-GKTe1zsg-1-IP/Products_Solutions.htm
Isve. Plastica. Recuperado 20 de Febrero del 2008, de
http://www.isve.com/sp/plastica.htm Anumex. Molino Recuperado 24 de Febrero del 2008, de
http://www.anumex.com/anuncios/molino-para-pet-nuevo-336842.htm Mercadolibre. Molino. Recuperado 8 de Febrero del 2008, de
http://articulo.mercadolibre.com.mx/MLM-18279998-molinos-para-plastico-corte-tipo-tijera-muelen-pet-pp-hdpe-_JM
Soloplasticos. Molino para reciclaje. Recuperado 12 de Febrero del 2008, de
http://soloplasticos.solostocks.com/lotes/comprar/molino_para_reciclaje_de_pet_2_ton_dia/oferta_1160036.html
DF.gob. Residuos. Recuperado 16 Febrero del 2008, de
http://www.df.gob.mx/ciudad/residuos/residuos01.html 16/8.29PM SMA. Archivopet según gob. Del d.f. Recuperado 20 de Febrero del 2008
http://www.sma.df.gob.mx/rsolidos/04/01clave.pdf 16/09:09PM
BIBLIOGRAFIA Triturador de PET
-- 123 --
Archivo estadísticas (2004). Pet según gob. d.f. Recuperado 24 de febrero del 2008 http://www.sma.df.gob.mx/rsolidos/04/02clave.pdf 16/09:23 PM
Arnulfo Arturo García Olivares. ¿Qué es el PET? Recuperado 3 de Marzo del 2008, de
http://www.eumed.net/libros/2006a/aago/a5f.htm Arnulfo Arturo García Olivares. Glosario de Términos en Plásticos. Recuperado 6
De Febrero del 2008, de http://www.eumed.net/cursecon/dic/glos-plasticos.htm Petcore. PET and the environment. Recuperado 9 de Febrero del 2008, de
http://www.petcore.org Imacmexico. Glosario. Recuperado 12 de Marzo del 2008
http://www.imacmexico.org/file_download.php/glosario.doc DF.gob.Rresiduos. Recuperado 15 de Marzo del 2008
http://www.df.gob.mx/ciudad/residuos/residuos01.html 16/8.29PM Archivo Pet según gob. del d.f.. Recuperado 18 de Marzo del 2008
http://www.sma.df.gob.mx/rsolidos/04/01clave.pdf 16/09:09PM Archivo estadísticas 2004 Pet según gob. d.f. . Recuperado 21 de Marzo del 2008
http://www.sma.df.gob.mx/rsolidos/04/02clave.pdf 16/09:23 Cristian Frers (05-01-05).El Reciclado de Plásticos. Recuperado 23 de Marzo del 2008
http://www.ecoportal.net/content/view/full/39224 Sapiensman. Hidráulica: Descripción funcional de las bombas hidráulicas. Recuperado 26
De Marzo del 2008, http://www.sapiensman.com/neumatica/neumatica_hidraulica5.htm
Sapiensman. Inversión del sentido de giro Recuperado 3 de Marzo del 2008,
http://www.sapiensman.com/neumatica/neumatica_hidraulica9.htm#Bomba%20de%20engranajes
Eckart. Hidraaulik-Neumatic.Recuperado 6 de Marzo del 2008
http://www.directindustry.es/prod/eckart/actuador-oscilante-hidraulico-12768-41676.html TECO INGENIEROS, S.L.. Hidráulica. Recuperado 9 de Marzo del 2008.
http://www.tecoingenieros.com/espanol1.html Notimex. El Pet. Recuperado 12 de Marzo del 2008, de
http://www.notimex.com.mx/
BIBLIOGRAFIA Triturador de PET
-- 124 --
Estrucplan. Artículos de reciclaje. Recuperado 15 de Marzo del 2008 http://www.estrucplan.com.mx/articulos/verarticulo.asp?IDArticulo=305
Ambientum. Reciclado del Pet. Recuperado 15 de Marzo del 2008, de
http://www.ambientum.com/ Planta de Reciclaje de PET- Medellín NTN. Rodamientos ó Baleros. Recuperado 16 de Marzo del 2008
http://www.ntnmexico.com.mx/pages/spanish/baleros.html Programa de manejo ambiental del pet. Informe de avances 2004. Secretaría del medio ambiente. Dirección general de regulación y vigilancia ambiental. Gobierno del distrito federal la ciudad de la esperanza Elena Peralta. En el conurbano trabajan más cartoneros que en la Capital. Recuperado 19 de Marzo del 2008.
http://www.clarin.com/diario/2005/08/06/laciudad/h-06201.htm Okata. Sistema de recolección. Recuperado 21 de Marzo del 2008.
http://www.okata-catalogo.com/okata_sistema_recoleccion_selectiva.htm Goodfellow. Politereftalato de etilen. Recuperado 23 de Marzo del 2008
http://www.goodfellow.com/csp/active/static/S/Politereftalato_de_Etileno.HTML Scribd. Válvulas Hidráulicas en la Ingeniería Industrial. Recuperado 26 de Marzo del 2008
http://www.scribd.com/doc/232973/Valvulas-Hidraulicas-en-la-Ingenieria-Industrial?query2=valvulas+hidraulicas
Scribd. Valvulas hidraulicas en la ingenieria industrial. Recuperado 1 de Abril del 2008
http://www.scribd.com/doc/232973/Valvulas-Hidraulicas-en-la-Ingenieria-Industrial?query2=valvulas+hidraulicas
Sapiensman. Neumatica. Recuperado 3 de abril del 2008.de
http://www.sapiensman.com/neumatica/neumatica_hidraulica.htm Quiminet. Reciclaje. Recuperado 6 de Abril del 2008. de
www.quiminet.com/pr2/Reciclaje Gerardo Moncada. Manufactura. Recuperado 9 de Abril del 2008.de
www.manufacturaweb.com/ Ambienteplastico. Plasticos del futuro. Recuperado 12 de Abril del 2008.de
www.ambienteplastico.com
BIBLIOGRAFIA Triturador de PET
-- 125 --
Emagister. Cursos reciclaje pet. Recuperado 15 de Abril del 2008, de www.emagister.com.mx/cursos_reciclaje_pet-tpsmx-33587.htm - 36k
Ine. Transparencia. Recuperado 18 de Abril del 2008, de
www.ine.gob.mx/transparencia/faqs.html - 72k - Biodegradable. Reciclar. Recuperado 21 de Abril del 2008, de
www.biodegradable.com.mx/reciclar_pet.html - 12k Youtube. PET Bottle. Recuperado 23 de Abril del 2008, de
www.youtube.com/watch?v=ti1A5XtvvvI Quiminet. Recilaje. Recuperado 26 de Abril del 2008, de
www.quiminet.com.mx/principal/resultados_busqueda.php?N=Reciclaje%20de%20PET&d=N - 80k
Todoenplastico. Noticias. Recuperado 3 de Abril del 2008, de
www.todoenplastico.com/Buscadores/Oportunidades/opor.asp?id_noticia=56 - 15k Sma.Rsolidos. Recuperado 6 de Abril del 2008, de
www.sma.df.gob.mx/rsolidos/04/01clave.pdf - Solostocks. Pet reciclado molido y limpio. Recuperado 9 de Abril del 2008, de
www.solostocks.com.mx/pet-reciclado-molido-y-limpio-oferta-1355 - 16k - Eindustria. Reciclado del PET. Recuperado 12 de Abril del 2008, de
www.eindustria.com/principal/resultados_busqueda.php?N=Reciclaje%20de%20PET&d Medioambiente puebla. Reclicaldo. Recuperado 15 de Abril del 2008, de
www.medioambientepuebla.gob.mx/flor_del_bosque/cd/Ecologia/descargables/RECICLADO%20PET.pdf –
Imparmexico. Reciclado de pet molino. Recuperado 18 de Abril del 2008, de
www.imparmexico.com.mx/1/posts/18_Rubros_R/6798_RECICLADO_DE_PET_MOLINO/ - 66k
Xipeyasociados. Reciclaje. Recuperado 21 de Abril del 2008, de
www.xipeyasociados.org/reciclaje.html - 9k Manuncios. Compactadora-de-reciclados. Recuperado 23 de Abril del 2008, de
www.manuncios.com.mx/anuncio/compactadora-de-reciclados-pet-carton-y-aluminio_Zacatecas - 29k
BIBLIOGRAFIA Triturador de PET
-- 126 --
Scribd. Valvulas Hidraulicas en la Ingenieria. Recuperado 26 de Abril del 2008, de http://www.scribd.com/doc/232973/Valvulas-Hidraulicas-en-la-Ingenieria-Industrial?query2=valvulas+hidraulicas
Sapiensman. Neumatica hidraulica. Recuperado 3 de Abril del 2008, de
http://www.sapiensman.com/neumatica/neumatica_hidraulica.htm Emc. Grupos de investigación Recuperado 6 de Abril del 2008, de
www.emc.uji.es
GLOSARIO Triturador de PET
- 127 -
Glosario de Términos en Plásticos20
Aditivos: Substancias agregadas en los plásticos antes, después o durante su procesamiento para modificar las propiedades o comportamiento de los plásticos.
APREPET: Es una asociación civil, no lucrativa, dedicada a fomentar la cultura del reciclado en México, alentar el uso del plástico PET como materia prima de empaques y envases, ayudar al reciclado y reaprovechamiento de este plástico. La asociación está formada por empresas dedicadas a las diversas etapas de la cadena productiva y comercial del PET, desde la producción de materia prima (resina PET), la transformación de envases, el uso y consumo, hasta el empaque, reciclado y los servicios relacionados con el PET.
Barrera multi-capa: Tecnología desarrollada para evitar intercambios de gas entre el interior y el exterior del recipiente. Para disminuir permeabilidad, las paredes del recipiente son hechas de muchas capas que incluyen algunos herméticos.
Botella de Post-consumo: Botellas de PET consumidas y dispuestas por el usuario final
Botella de una sola capa: Botella que consiste en una única capa de PET. Su punto más débil es que sólo asegura una vida en anaquel relativamente corta para cerveza.
Centro de acopio, “Drop-off Center”: Un depósito dónde los consumidores traen los reciclables.
Cierre: Tapa. Permite a las botellas ser herméticas aun después de que sean abiertas. Los cierres son generalmente hechos de polipropileno. Durante el proceso de reciclando un mecanismo de separación por densidad permite separar el polipropileno del PET.
Composición: La incorporación de ingredientes adicionales necesitados para procesar y obtener propiedades óptimas. Estos ingredientes pueden incluir aditivos para mejorar las propiedades físicas de un polímero, estabilidad o procesabilidad. La composición normalmente se requiere para los materiales reciclados.
De-polimerización: La conversión o reciclado de plásticos de vuelta en materias primas por disolución (rotura) de la molécula de polímero. La depolimerización incluye procesos como metanolisis, glicolisis, hidrolisis, y pirólisis.
Desperdicios sólidos municipales: Basura generada de fuentes residenciales, comerciales, institucionales e industriales
GLOSARIO Triturador de PET
-- 128 --
ECOCE (Ecología y compromiso empresarial): Es una Asociación civil sin fines de lucro que administra el primer plan nacional de manejo de residuos de envases de PET y que tiene un enfoque de promoción, fomento y difusión para la prevención y contaminación del agua, aire y suelo, así como la protección al medio ambiente con el fin de preservar y restaurar el equilibrio ecológico.
Embalaje: Proceso que consiste en apretar las botellas recuperadas. Las botellas se punzan primero y finalmente apretar en balas. Este proceso permite apilar y transportar fácilmente las botellas recuperadas.
Estabilizadores: Los estabilizadores aumentan la fuerza de la resina virgen y reciclada y su resistencia a la degradación.
Etiqueta: Papel / plástico la cinta que envuelve la botella que lleva la marca y nombre del producto.
Etiquetado metalizado: Etiqueta que contiene rastros de metal.
Extrusión: Técnica de procesamientos de plásticos en la que las resinas se funden, calientan y bombean. El material a ser procesado es hecho pedazos entre un tornillo y la pared del barril que es fijo. Este proceso produce energía friccional que calienta y fusiona la sustancia para ser después transportada abajo del barril. El fundido extruido de la máquina se procesa después de la fase de expulsión.
Glicólisis: Un proceso que rompe largas cadenas de polímeros en cortas cadenas olí gomeros que son re-polimerizadas en polímeros vírgenes.
Hojuelas: Pedazos pequeños de PET que es el resultado del hacer tiras de botellas usadas
LDPE: Polietileno de densidad baja. Un plástico usado predominantemente en las aplicaciones de película. LDPE se usa para fabricar las películas flexibles como aquéllas usadas para bolsas de plástico utilizadas en los centros comerciales.
Manga: Etiqueta que es sujetada herméticamente a la forma del recipiente.
Materia inerte: Vidrio (envases y plano), papel y cartón, tejidos (lana, trapos y ropa), metales (férricos y no férricos), plásticos, maderas, gomas, cueros, loza y cerámica, tierras, escorias, cenizas y otros. A pesar de que pueden fermentar el papel y cartón, así como la madera y en mucha menor medida ciertos tejidos naturales y el cuero, se consideran inertes por su gran estabilidad en comparación con la materia orgánica. Los plásticos son materia orgánica, pero no fermentable.
GLOSARIO Triturador de PET
-- 129 --
Metanolisis: Proceso de reciclando dónde el metanol se introduce en PET. El poliéster es roto en sus moléculas básicas, incluso dimetil tereftalato y glicol de etileno. Estos precursores son entonces re-polimerizados en resina purificada.
Moldura-inyección: Un proceso que involucra la inyección de la resina fundida en un molde.
Pelletizaje: Proceso para producir tamaños uniformes de resinas plásticas vírgenes o recicladas. El polímero fundido se fuerza a través de un extrusor, que produce largas cuerdas de resina. Las cuerdas se sumergen en un baño de agua para solidificar y se cortan para hacer los cilindros uniformes.
Pellets: Cilindros diminutos de Resina virgen o reciclada que están listos para fundirse.
PET: Polietileno Tereftalato. El PET es utilizado principalmente para la fabricación de recipientes.
Pirolisis: La descomposición termal de material orgánico a través de la aplicación de calor en la ausencia de oxígeno.
Polímero: Compuesto orgánico de alto peso molecular, natural o sintético cuya estructura puede representarse por una unidad pequeña repetida, el monómero (el ej., polietileno, caucho, celulosa).
Preforma: Tubo de plástico utilizado para hacer botellas utilizando el proceso de inyección de soplo-moldura.
Reciclaje de botella a botella / reciclaje de ciclo cerrado: Proceso que consiste en convertir botellas de post-consumo en nuevas botellas a través de reciclaje mecánico o de polimerización.
Reciclaje Mecánico: Proceso que consiste en la desinfección, despedazamiento en tiras y lavando de botellas recuperadas para convertirlos en hojuelas que serán fundidas y convertidas en un nuevo producto.
Reciclaje: El proceso de recuperación de materiales que se transforman en nuevos productos.
Recogida selectiva: Recogida de residuos separados y presentados aisladamente por su productor. Acción de recolectar los residuos sólidos de manera separada en orgánicos, inorgánicos y de manejo especial.
Recuperación: El proceso de obtener materiales o recursos de energía de residuos sólidos.
GLOSARIO Triturador de PET
-- 130 --
Relleno sanitario: La obra de infraestructura que aplica métodos de ingeniería para la disposición final de los residuos sólidos ubicados en sitios adecuados al ordenamiento ecológico, mediante el cual los residuos sólidos se depositan y compactan al menor volumen práctico posible y se cubren con material natural o sintético para prevenir y minimizar la generación de contaminantes al ambiente y reducir los riesgos a la salud.
Residuos Sólidos Urbanos (RSU): Los generados en las casas habitación, que resultan de la eliminación de los materiales que utilizan en sus actividades domésticas, de los productos que consumen y de sus envases, embalajes o empaques; los residuos que provienen de cualquier otra actividad dentro de establecimientos o en la vía pública que genere residuos con características domiciliarias, y los resultantes de la limpieza de las vías y lugares públicos, siempre que no sean considerados por esta Ley como residuos de otra índole.
Resina: Cualquiera de una clase de sólido o semi-sólido de productos orgánicos de origen natural o sintético, generalmente de pesos moleculares altos sin un punto de fundición definido. La mayoría de las resinas son polímeros.
Soplo-Moldura: Proceso usado para fabricar recipientes. Los procesos de moldura de soplo principales son extrusión e inyección de soplo-moldura.
En la extrusión de soplo-moldura, un cilindro de resina se deja caer del extrusor, el molde se cierra alrededor de la resina que es expandido entonces por la inyección de aire.
El proceso de inyección de soplo-moldura exige amoldar la resina primero en una preforma. La preforma se transfiere como consecuencia a un molde de soplado dónde se extiende por la inyección de aire.
Termo formado: El proceso de calentar una hoja de termoplástico y formarlo en una forma acabada por medio de calor o presión.
Termo plástico: Materiales que se ablandarán repetidamente cuando son sometidos a calor y endurecerán cuando son enfriados. Típico de la familia de los termoplásticos, son los polímeros del estireno y co polímeros, acrílico, celulosas, polietilenos, polipropileno, vinilo y nylon.
GLOSARIO Triturador de PET
-- 131 --
ANEXOS

PIE DE PAGINA Triturador de PET
- 132 -
Anexo 1 Notas al pie de página 1Redacción Ambientum
2 PROGRAMA DE MANEJO AMBIENTAL DEL PET INFORME DE AVANCES 2004 Secretaría del Medio Ambiente. Dirección General de Regulación y Vigilancia Ambiental. GOBIERNO DEL DISTRITO FEDERAL La Ciudad de la Esperanza 3 http://www.ecoportal.net/content/view/full/39224 4 Planta de Reciclaje de PET- Medellín 5 http://www.ecoportal.net/content/view/full/39224 6 http://www.eumed.net/libros/2006a/aago/a5f.htm 7 http://www.eumed.net/libros/2006a/aago/a5f.htm 8 http://www.eumed.net/libros/2006a/aago/a5f.htm 9 http://www.eumed.net/libros/2006a/aago/a5f.htm 10 http://www.ecoportal.net/content/view/full/39224 11 http://www.eumed.net/libros/2006a/aago/a5f.htm 12 PROGRAMA DE MANEJO AMBIENTAL DEL PET INFORME DE AVANCES 2004 13 Planta de Reciclaje de PET- Medellín
14 Notimex
15 http://www.procase.cl/Manual/2003205001.doc 16 http://www.monografias.com/trabajos15/actuadores/actuadores.shtml
Basics of Hydraulic flow" de Anthony Esposito.
17 http://www.qfdlat.com
18http://www.goodfellow.com/csp/active/static/S/Politereftalato_de_Etileno.HTML 19 http://www.ntnmexico.com.mx/pages/spanish/baleros.html
20 Definiciones tomadas de: www.petcore.org
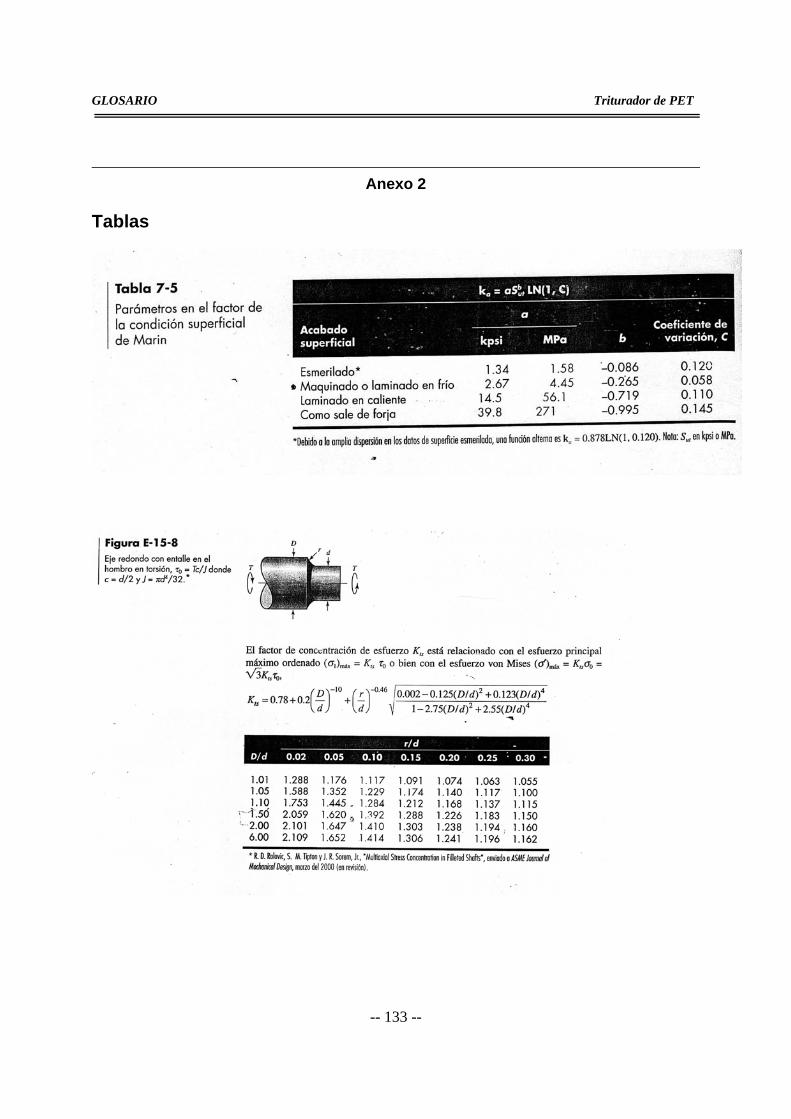
GLOSARIO Triturador de PET
-- 133 --
Anexo 2
Tablas
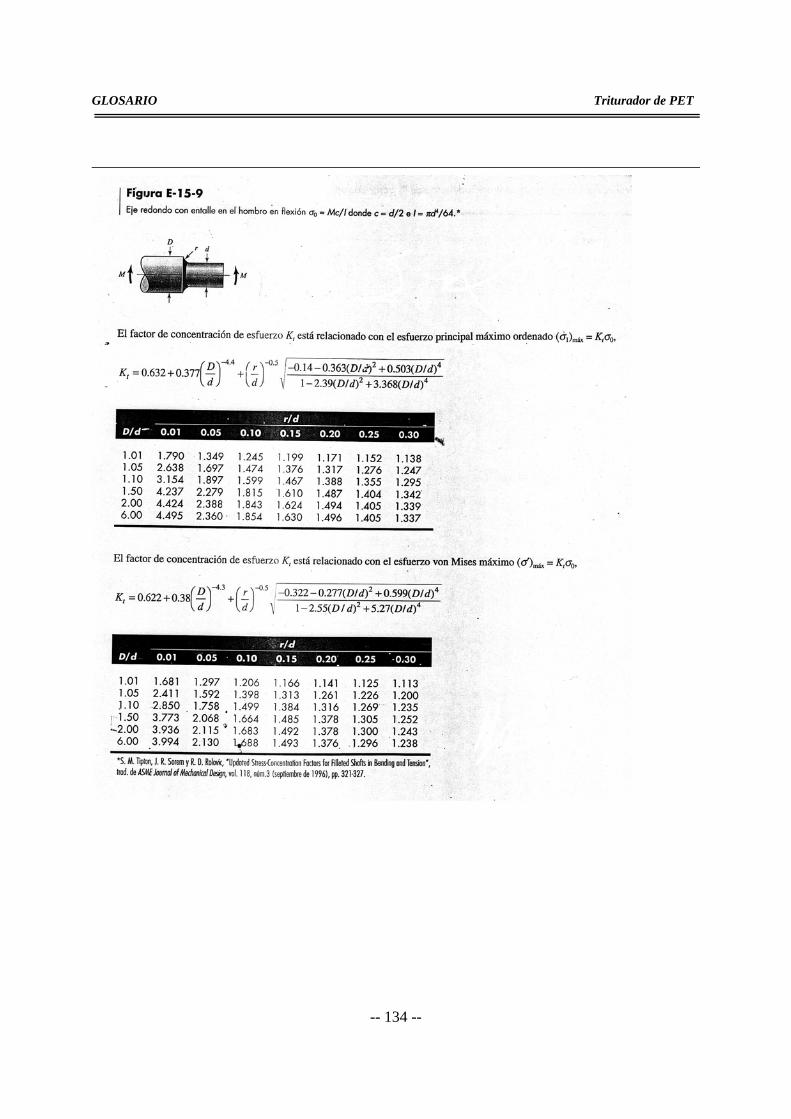
GLOSARIO Triturador de PET
-- 134 --