Embed Size (px)
Citation preview
UNIVERSIDAD NACIONAL DE INGENIERÍA
FACULTAD DE INGENIERÍA QUÍMICA Y TEXTIL
“AUTOMATIZACIÓN DEL PROCESO DE MACERACIÓN EN LA ELABORACIÓN DE CERVEZA ARTESANAL”
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO QUÍMICO
POR LA MODALIDAD DE ACTUALIZACIÓN DE CONOCIMIENTOS
PRESENTADO POR:
Gervacio Flavio Chauca Llamoca
LIMA – PERÚ
2015
2
DEDICATORIA
A mi querida esposa y mi inquieto y risueño hijo Alejandro Mathias a quien
sustraje tantas horas de dedicación, para la culminación de este especial
proyecto.
3
AGRADECIMIENTOS
Quiero expresar de manera especial mi gratitud al Sr. Eduardo Tomas
quien me presento el mundo de la cerveza artesanal y me brindo de
manera incondicional su apoyo y sus valiosos conocimientos.
También quiero agradecer de manera especial a mi asesor de tesis al
Ing. Emerson Collado, por su guía, su en este proyecto de mi carrera
profesional.
A mi familia, mis padres y hermanas que me enseñaron la perseverancia
y la consistencia, brindándome su apoyo y aliento estando a la
expectativa de cada proyecto en mi vida.
A mi esposa, por su paciencia, aliento y amor a lo largo de nuestro vida
juntos.
A mi organización Impala, a la cual pertenezco que me apoyo
brindándome facilidades de horarios de trabajo para la elaboración de
esta tesis.
A mi gran “Universidad Nacional de Ingeniería”, en la que capacite y
desarrollo mis competencias.
Y a todos aquellos que no han sido mencionados pero me han brindado
sus consejos en este proyecto.
4
RESUMEN
El objetivo del presente trabajo es la automatización del proceso de
maceración en la elaboración de la cerveza artesanal, para ello se ha
identificado las dos variables más críticas a controlar en el proceso de
maceración, estas son la temperatura ya que su inestabilidad conducirá a
la generación de un alto contenido de dextrina y la otra variable es el
tiempo, maceraciones prolongadas aumentan la producción de extracto
de mosto.
La primera parte de este trabajo se explica los conceptos básicos en la
producción de cerveza artesanal.
Luego se explica el proceso productivo en general, dentro de la
elaboración de la cerveza cada etapa es importante, pero la etapa de
maceración es la que requiere más cuidado, porque aquí la cerveza
adquiere sus propiedades más importantes y diferenciadoras: sabor,
color, cuerpo, espuma, grado de acidez.
Luego se describe el proceso de la automatización propuesto que busca
monitorear y controlar las diferentes etapas del proceso de maceración
con énfasis en las variables de temperatura y el tiempo.
5
INDICE
I. INTRODUCCIÓN 10
II. CONCEPTOS GENERALES 12
2.1 La Cerveza 12
2.2 Breve historia de la cerveza 12
2.3 Que es una cerveza artesanal 13
2.4 Malta de Cebada 14
2.5 Lúpulo 16
2.6 Agua 19
2.7 Levadura 23
2.8 Adjuntos 24
2.9 Tipos de Cerveza 26
III. PROCESO DE ELABORACIÓN DE CERVEZA ARTESANAL
3.1 Etapas principales del proceso de elaboración
de cerveza 30
3.1.1 Cocimiento 30
3.1.2 Fermentación 36
3.1.3 Reposo 38
6
IV. AUTOMATIZACIÓN EN LA ETAPA DE MACERACIÓN
4.1 Descripción de la estrategia de control para el
Proceso 42
4.2 Diagrama de la Estrategia de Control 44
4.3 Diagrama del Bloque del Sistema 47
4.3.1 Cuadro Resumen de Control 48
V. CONCLUSIONES 50
VI. RECOMENDACIONES 51
VII. REFERENCIAS 52
7
ÍNDICE DE FIGURAS
FIGURAS PÁGINA
Figura 1: Estatuilla de una mujer fabricando cerveza 13
Figura 2: Una cerveza artesanal es un producto de
gran calidad 14
Figura 3: Tipo de cebada 15
Figura 4: Lupulo cascade 17
Figura 5: Resumen de los componentes de la lupulina
del lúpulo 18
Figura 6: Estructura química de α-ácidos 19
Figura 7: Levadura utilizada para Cerveza Ale 24
Figura 8: Adjuntos utilizados en la elaboración
de cerveza artesanal 25
Figura 9: Maltas Especiales 28
Figura 10: Tipo de cerveza artesanal de Thomas 29
Figura 11: Molienda de Malta 32
Figura 12: Maceración de malta 33
Figura 13: Tanque de falso fondo 34
Figura 14: Enfriamiento de mosto 35
Figura 15: Enfriamiento en Cervecería de Thomas 36
Figura 16: Tanque de fermentación en cervecería de Thomas 37
Figura 17: Sedimentación en la etapa de clarificación 38
Figura 18: Diagrama de proceso de cervecería De Thomas 39
8
Figura 19: Diagrama de Flujo de etapa automatizada 42
Figura 20: Diagrama de proceso de planta automatizada 45
Figura 21: Diagrama PID de la estrategia de control 46
Figura 22: Diagrama de bloques de la estrategia de control 47
9
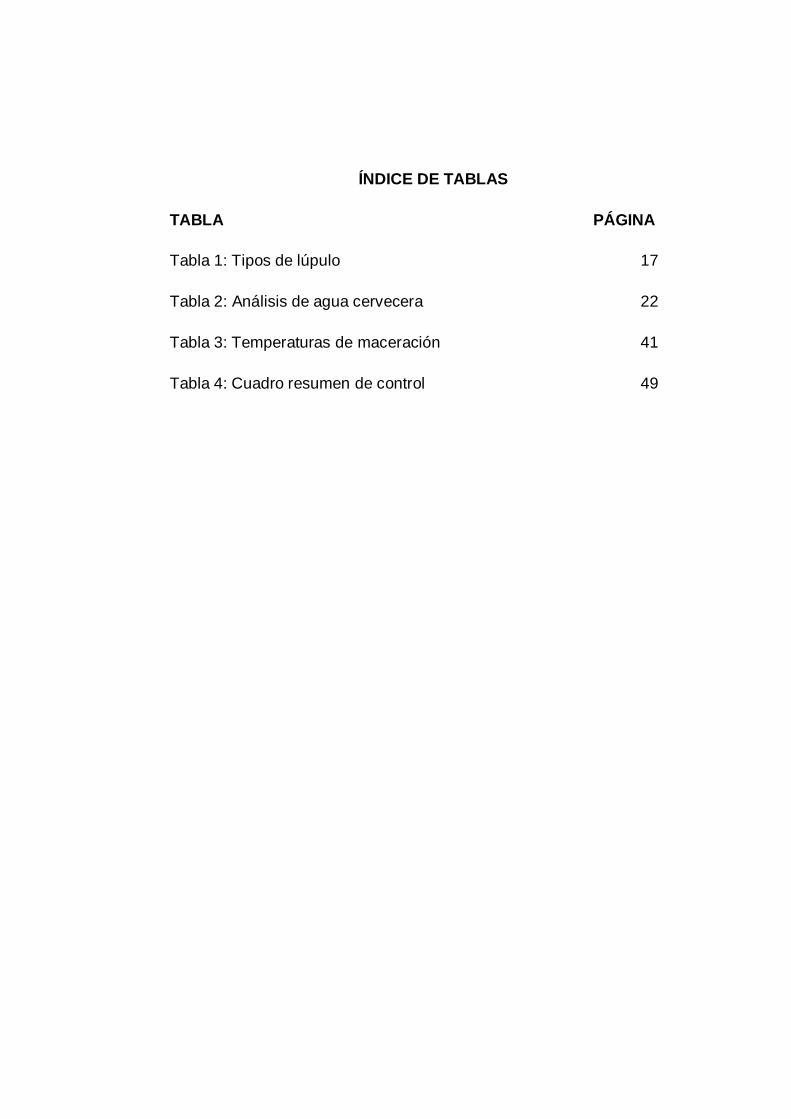
ÍNDICE DE TABLAS
TABLA PÁGINA
Tabla 1: Tipos de lúpulo 17
Tabla 2: Análisis de agua cervecera 22
Tabla 3: Temperaturas de maceración 41
Tabla 4: Cuadro resumen de control 49
10
INTRODUCCIÓN.
La cerveza es la bebida alcohólica de mayor demanda en el Perú,
representa más del 95% de ventas al año, siendo el consumo per cápita
de 45 litros de cerveza anuales este es un nivel bajo en relación a sus
vecinos Chile (60) y Brasil (50 litros) siendo de 58 litros promedio en
latinoamerica por ende es un sector con un potencial por desarrollar.
Poco antes de los años 80 ya pequeños productores de cerveza a nivel
artesanal producían para su propio consumo o el de su entorno cercano,
algunos de ellos intentaron comercializarla pero tuvieron intentos fallidos
debido al contexto situacional.
Las cervecerías artesanales se han convertido en todo un boom mundial
por su calidad y diversidad de cervezas que se ofrecen en comparación
con las industriales. El Perú, obviamente no escapo a esta creciente ola y
en el año 2005 es cuando se inicia la producción de cerveza artesanal
que hoy ya tiene reconocimiento a nivel latinoamericano creándose la
Asociación de cerveceros artesanales.
De la mano del crecimiento y desarrollo económico del país en la última
década, como también la moda gastronómica han logrado que se
revaloren a los pequeños productores de cerveza artesanal que ofrecen
cerveza con sabores diferentes para el paladar del consumidor peruano,
el cual ya está acostumbrado a la clásica cerveza blanca. Estas cervezas
artesanales son de sabores intensos con matices de productos peruanos
como guanábana, cacao, quinua, coca, maíz morado. Es decir hay todo
un abanico de opciones que se despliega para un consumidor sediento de
variedad
Actualmente la cerveza artesanal está orientada al público joven de mayor
poder adquisitivo que son el sector de mayor inclinación hacia los
productos de novedosos e innovadores ya que la cerveza artesanal es
elaborada íntegramente con insumos naturales sin la adición de
11
preservantes siendo comercializada en canales como: discotecas, bares,
restaurantes gourmet, tiendas boutique. Las cervezas artesanales se
distinguen por tener una producción más pequeña que la de las
cervecerías de gran escala y por el énfasis que se ponen en la
maceración, fermentación y sabor, son las grandes razones por las que la
gente las busca, en ocasiones, las prefiere.
En nuestra capital ya existen muchas cervecerías artesanales, como las
cervecerías De Thomas, Nuevo Mundo, Barbarian, Cumbres, Barranco
BeerCompany, Lunahuana, Saqra, Teach, en Arequipa tenemos a El
Viejo Keller, de Huaraz tenemos a Sierra Andina y de Tacna tenemos a 7
vidas
12
II. CONCEPTOS GENERALES
2.1. La cerveza.
La cerveza es una bebida alcohólica, no destilada, de sabor amargo que
se fabrica con granos de cebada germinados (malta de cebada) u otros
cereales cuyo almidón es fermentado en agua con levaduras y
frecuentemente aromatizado con lúpulo, entre otras plantas.
De ella se conocen múltiples variantes con una amplia gama de matices
debidos a las diferentes formas de elaboración y a los ingredientes
utilizados. Generalmente presenta tonos que van del amarillo oro al
negro pasando por los marrones rojizos. Contiene CO2 disuelto en
saturación que se manifiesta en forma de burbujas a la presión ambiente
y suele estar coronada de una espuma más o menos persistente. Su
aspecto puede ser cristalino o turbio. Su graduación alcohólica se
encuentra entre los 3 % y los 9 % vol.
2.2. Breve historia de la cerveza.
La cerveza es uno de los productos más antiguos de la civilización. Los
historiadores creen que existe desde el año 10.000 a.C.
En la antigüedad, los chinos elaboraban cerveza llamada "Kiu" utilizando
cebada, trigo, espelta, mijo y arroz. Mientras que las civilizaciones
precolombinas de América, utilizaban maíz en lugar de cebada. De
manera similar, en la antigua Britania se elaboraba cerveza a base de
trigo malteado antes de que los romanos introdujeran la cebada.
Los egipcios elaboraban la cerveza a partir de panes de cebada poco
cocidos que dejaban fermentar en agua. La llamaban "zythum" que
significaba vino de cebada.
En la Edad Media, fue en Bélgica, en donde los monjes refinaron el
proceso prácticamente hasta la perfección e institucionalizaron el uso del
13
lúpulo, planta canabacea que confiere a la cerveza su sabor amargo
característico, a la vez que favorece la conservación.
En los países nórdicos con climas muy fríos como Alemania o Inglaterra,
la cebada se cultivaba mejor que la uva, por lo que la producción de
cerveza era mejor que la del vino, lo cual convierte a éstas regiones en
grandes productoras de cervezas.
Figura 1: Estatuilla de una mujer fabricando cerveza
2.3. Que es una cerveza artesanal.
Toda cerveza se elabora con cuatro elementos básicos: cebada, agua,
lúpulo y levadura.
La diferencia principal entre la cerveza industrial y la artesanal se
encuentra en las proporciones, en el tratamiento de la materia prima y en
el proceso de elaboración. En cuanto a las materias primas su proporción
es menor en las cervezas industriales las que además utilizan
conservantes no naturales. Las cervezas artesanales no utilizan ningún
14
aditivo artificial, el proceso de elaboración es manual desde el molido de
las maltas hasta el embotellamiento al igual que no sufre el proceso de
pasteurización que merme sus cualidades organolépticas.
La cerveza artesanal es una cerveza completamente diferente de la
cerveza industrial, más atractiva en el sabor y en la presentación. Cada
maestro cervecero desarrolla su propia fórmula o su propia receta, para
conseguir lo que más le gusta a él y a sus clientes. Por eso se puede
encontrar cervezas de diferentes gustos aún dentro del mismo tipo de
cerveza. Eso hace que sea un producto más caro que la cerveza
industrial.
Figura 2: Una cerveza artesanal es un producto de gran calidad
2.4. Malta de cebada.
La malta de cebada es la cebada que ha germinado y ha sido tostada en
un proceso que suele denominarse “malteado”, la malta se usa como
fuente de azúcares para la fermentación de la cerveza.
15
La cebada es una planta perteneciente a la familia de las gramíneas, de
grano alargado y puntiagudo en los extremos, y de los llamados “vestido”,
es decir, el grano y el germen están protegidos por la cascarilla.
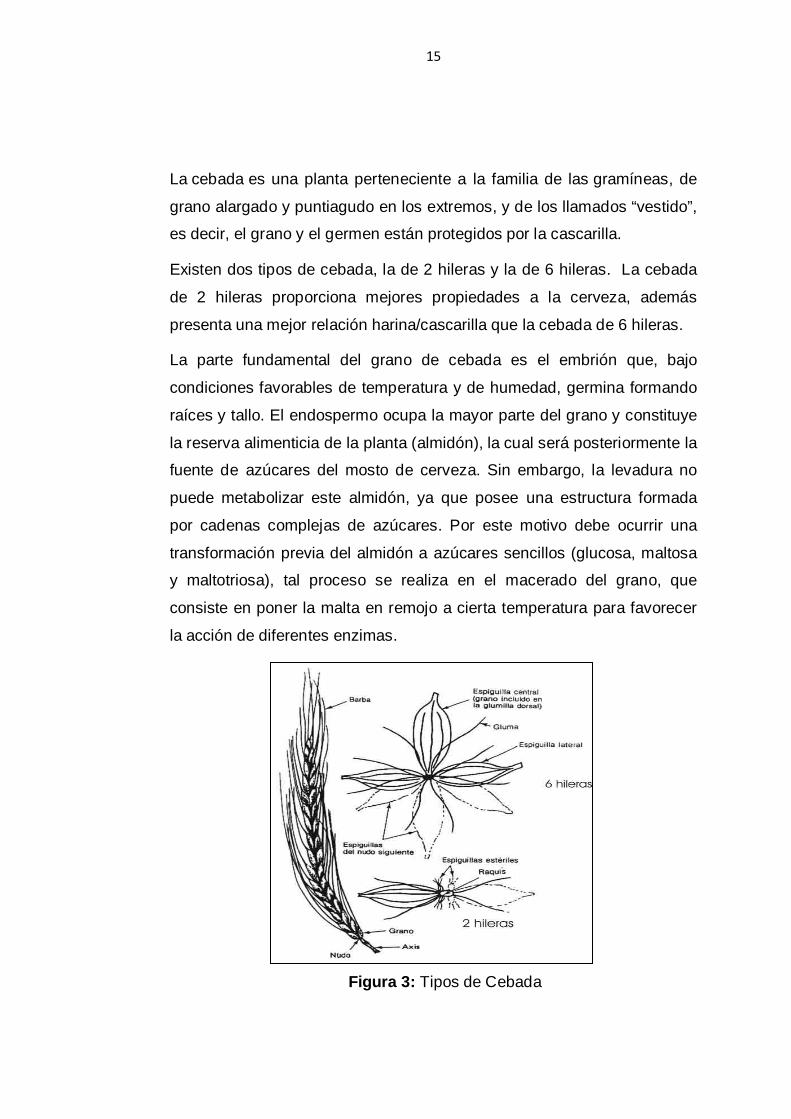
Existen dos tipos de cebada, la de 2 hileras y la de 6 hileras. La cebada
de 2 hileras proporciona mejores propiedades a la cerveza, además
presenta una mejor relación harina/cascarilla que la cebada de 6 hileras.
La parte fundamental del grano de cebada es el embrión que, bajo
condiciones favorables de temperatura y de humedad, germina formando
raíces y tallo. El endospermo ocupa la mayor parte del grano y constituye
la reserva alimenticia de la planta (almidón), la cual será posteriormente la
fuente de azúcares del mosto de cerveza. Sin embargo, la levadura no
puede metabolizar este almidón, ya que posee una estructura formada
por cadenas complejas de azúcares. Por este motivo debe ocurrir una
transformación previa del almidón a azúcares sencillos (glucosa, maltosa
y maltotriosa), tal proceso se realiza en el macerado del grano, que
consiste en poner la malta en remojo a cierta temperatura para favorecer
la acción de diferentes enzimas.
Figura 3: Tipos de Cebada
16
2.5. Lúpulo
El lúpulo se utiliza básicamente en la fabricación de cerveza, de la que se
considera una de sus materias primas o constituyentes notables e
insustituibles, junto con la malta, el agua y la levadura, proporcionándole
su característico amargor al cocer junto con el mosto, proceso que
produce la transformación (isomerización) de sus resinas convirtiéndolas
en compuestos amargos.
El ácido del lúpulo (ácidos α) tiene un suave efecto antibiótico contra
las bacterias y favorece la actividad de la levadura de malteado.
Actualmente, en la elaboración de la cerveza, es el aditivo principal que
se utiliza para hacer de contrapeso (de equilibrante si se prefiere) al
dulzor de la malta. El lúpulo (Humuluslupulus) de esta planta se utiliza la
flor hembra sin fecundar. En la base de sus bracteólas hay unas
glándulas que contienen la lupulina, que es el ingrediente que aportará a
la cerveza su sabor amargo y los aromas propios. Del amargor son
responsables los ácidos amargos, y los aromas proceden de aceites
esenciales constituidos en especial por compuestos bastante volátiles y
delicados a base de ésuteres y de resinas. Existen numerosas variedades
botánicas del lúpulo que son objeto de investigaciones intensas
Aportes del lúpulo a la cerveza:
• Proporciona el tenor amargo que contrarresta el sabor dulzor de la
malta haciendo la cerveza más apetecible.
• Propiedades antibacterianas, favoreciendo la actividad de la
levadura aportando mayor estabilidad a la cerveza.
• Estabiliza la formación de espuma.
• Cuando es manejado correctamente, contribuye en el perfil de
sabores y aromas de la cerveza.
17
Clasificación:
1. Amargos, aportan más elementos amargos que aromáticos, son
altos en contenidos de resinas
2. Aromáticos, aquí es importante el grado de volatilización.
3. Mixtos, aportan ambas características
Tabla 1. Tipos de lúpulo
AMARGOS AROMATICOS MIXTOS
Brewers gold,
northem brewer,
cascade
Saaz, zatec, spalt,
hallertau, fuggies
Hallertaver
Figura 4. Lúpulo cascade
18
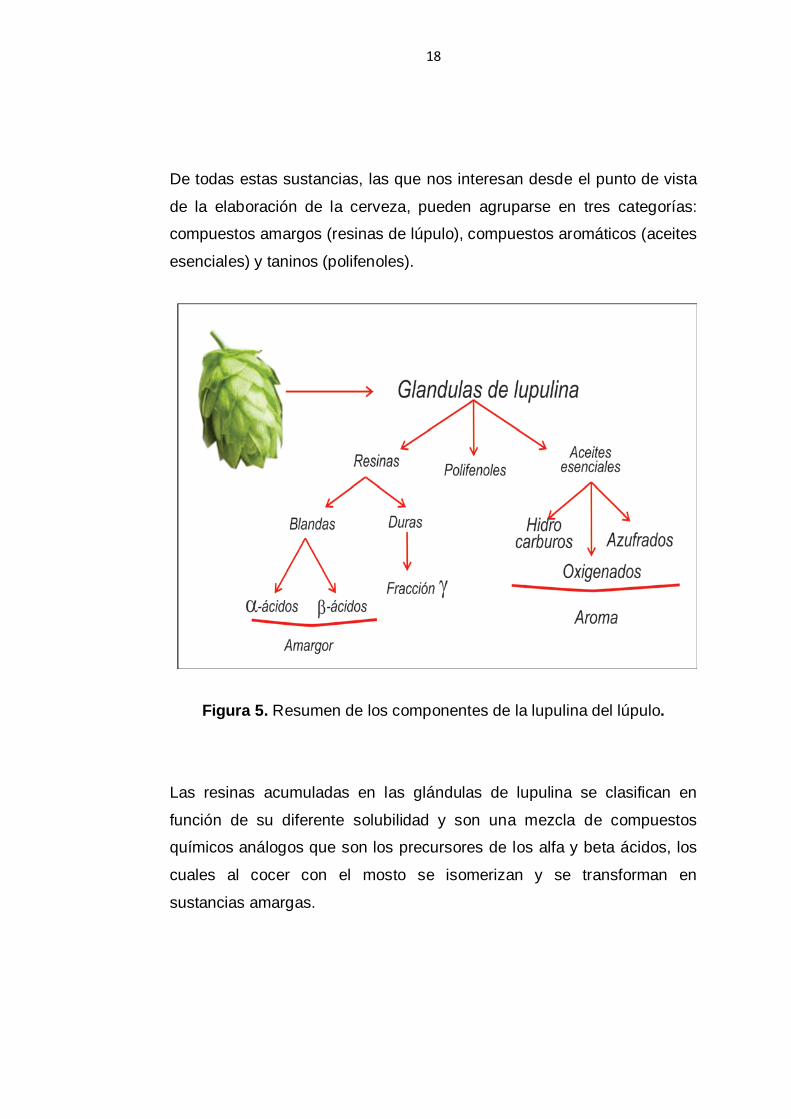
De todas estas sustancias, las que nos interesan desde el punto de vista
de la elaboración de la cerveza, pueden agruparse en tres categorías:
compuestos amargos (resinas de lúpulo), compuestos aromáticos (aceites
esenciales) y taninos (polifenoles).
Figura 5. Resumen de los componentes de la lupulina del lúpulo.
Las resinas acumuladas en las glándulas de lupulina se clasifican en
función de su diferente solubilidad y son una mezcla de compuestos
químicos análogos que son los precursores de los alfa y beta ácidos, los
cuales al cocer con el mosto se isomerizan y se transforman en
sustancias amargas.
19
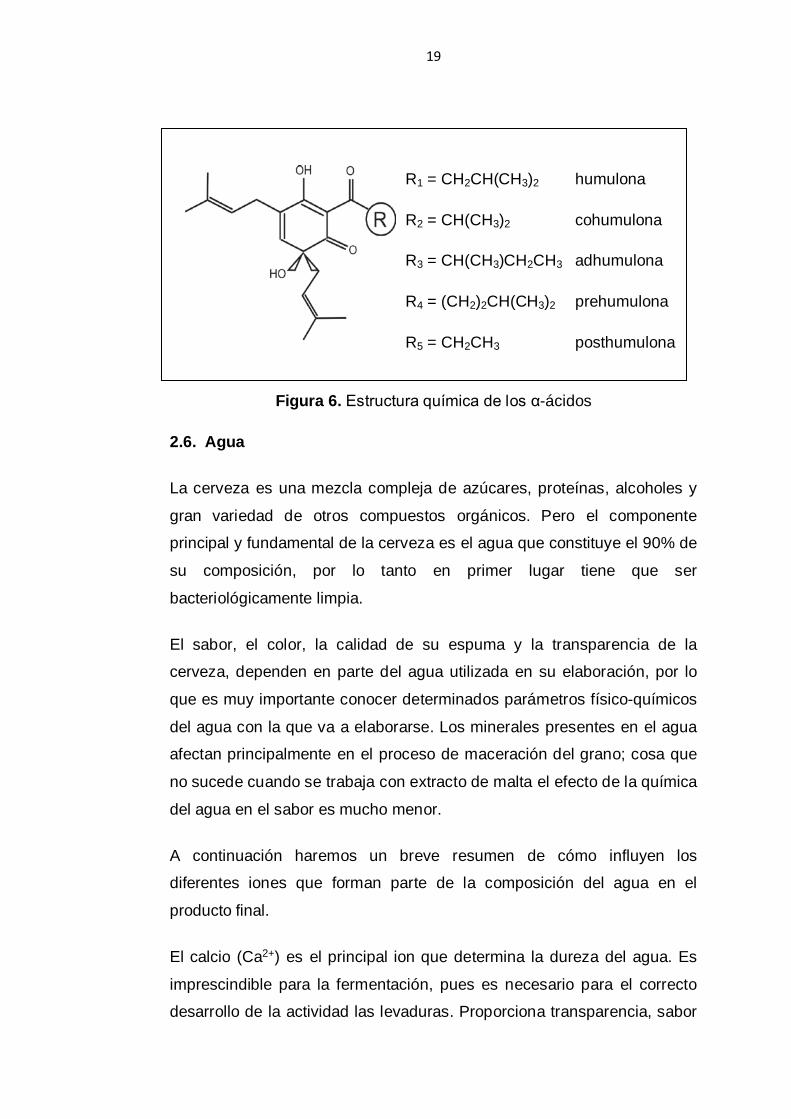
R1 = CH2CH(CH3)2 humulona
R2 = CH(CH3)2 cohumulona
R3 = CH(CH3)CH2CH3 adhumulona
R4 = (CH2)2CH(CH3)2 prehumulona
R5 = CH2CH3 posthumulona
Figura 6. Estructura química de los α-ácidos
2.6. Agua
La cerveza es una mezcla compleja de azúcares, proteínas, alcoholes y
gran variedad de otros compuestos orgánicos. Pero el componente
principal y fundamental de la cerveza es el agua que constituye el 90% de
su composición, por lo tanto en primer lugar tiene que ser
bacteriológicamente limpia.
El sabor, el color, la calidad de su espuma y la transparencia de la
cerveza, dependen en parte del agua utilizada en su elaboración, por lo
que es muy importante conocer determinados parámetros físico-químicos
del agua con la que va a elaborarse. Los minerales presentes en el agua
afectan principalmente en el proceso de maceración del grano; cosa que
no sucede cuando se trabaja con extracto de malta el efecto de la química
del agua en el sabor es mucho menor.
A continuación haremos un breve resumen de cómo influyen los
diferentes iones que forman parte de la composición del agua en el
producto final.
El calcio (Ca2+) es el principal ion que determina la dureza del agua. Es
imprescindible para la fermentación, pues es necesario para el correcto
desarrollo de la actividad las levaduras. Proporciona transparencia, sabor
20
y estabilidad a la cerveza. En ocasiones es necesario añadir calcio en
aguas pobres en este mineral (en forma de CaSO4 o CaCl2) para que la
actividad enzimática sea adecuada. Además acidifica el mosto (caldo
derivado de la cocción del grano o malta, una de las etapas del proceso
de elaboración de la cerveza) porque reacciona con los iones fosfato
procedente de la malta, reduciendo el pH final y facilita la precipitación de
proteínas durante la cocción (importante para evitar la turbidez de la
cerveza).
El magnesio (Mg2+) tiene un comportamiento similar al del calcio en agua,
pero es menos eficaz. También contribuye a la dureza del agua. Es un
nutriente muy importante de la levadura en pequeñas cantidades (10 – 20
ppm) y por encima de 50ppm da un sabor amargo a la cerveza. Niveles
por encima de 125 ppm tienen un efecto laxante y diurético. Unos niveles
de magnesio óptimos estarían entre 10-30 ppm.
Los iones carbonato y bicarbonato juegan un papel esencial en la química
del agua utilizada en la elaboración de cerveza. El carbonato (CO32-)
aumenta el pH y neutraliza la acidez de la malta. El bicarbonato (HCO3-)
domina la química porque es la forma principal en aguas con pH inferior a
8.4. El carbonato únicamente representa el 1% del total de los iones
carbonato/bicarbonato/ácido carbónico.
El sulfato (SO42-) se combina con el calcio y el magnesio y contribuye a la
dureza permanente del agua. Acentúa el amargor del lúpulo y hace que
parezca más seco. La cantidad óptima sería de 50-150 ppm para
cervezas con un amargor normal y 150-350 ppm para cervezas muy
amargas. Concentraciones superiores a 400 ppm producen sabores
desagradables.
El sodio (Na+) a niveles de 70-150 ppm, acentúa los sabores de la
cerveza, potenciando la dulzura de la malta. Pero por encima de los 200
21
ppm proporciona un sabor salado poco adecuado. La combinación de
sodio con una elevada concentración de iones sulfato dan como resultado
un sabor amargo muy áspero. Por ello es preferible que ambos iones
estén a una baja concentración, especialmente el sodio.
El cloro (Cl-) aporta sabor dulce a la cerveza y acentúa el resto de
sabores, con valores de hasta 250ppm. Sin embargo, concentraciones
superiores a 300 ppm aportan un desagradable sabor a medicamento,
debido a los clorofenoles. El carbón activo facilita su eliminación y
además es usado para absorber impurezas disueltas, sabores y olores
desagradables del agua. Otra forma de eliminarlo es mediante hervido o
dejando el agua a la intemperie durante la noche.
Y tras hablar de los iones, es importante conocer dos parámetros
químicos del agua que dependen directamente de dichos iones y que
influyen en el proceso de elaboración de la cerveza: la dureza del agua y
el pH.
Dureza del agua, es el principal parámetro que debe de tener en cuenta
un cervecero. En general, las aguas blandas son ideales para cervezas
claras y las aguas duras para cervezas oscuras.
Se denomina dureza del agua a la concentración de minerales que hay en
una determinada cantidad de agua, en particular sales de magnesio y
calcio. El agua denominada comúnmente como “dura” tiene una elevada
concentración de dichas sales (120 mg/L a 180mg/L) y el agua “blanda”
las contiene en muy poca cantidad (0 mg/L a 60 ml/L). Normalmente se
mide en partes por millón (ppm) o mg/l.
La dureza total se compone de una dureza temporal y de una dureza
permanente. La dureza temporal corresponde a la cantidad de calcio y
magnesio que puede asociarse con iones bicarbonato. Su determinación
analítica corresponde al contenido en bicarbonatos presentes en el agua y
22
como máximo es igual a la dureza total del agua. Se puede eliminar
hirviendo el agua. La dureza permanente corresponde a la cantidad de
calcio y magnesio restante que se asocia con los sulfatos disueltos en el
agua y que no se ha eliminado por ebullición.
El pH del agua no es directamente determinante en la elaboración de la
cerveza. Es el pH del mosto lo que es relevante, y depende de todos los
iones de los que hemos estado hablando. De hecho, la concentración de
iones no es importante por sí misma hasta que no se combina con el
grano. El pH entonces afectará a la actividad de los enzimas presentes en
el mosto.
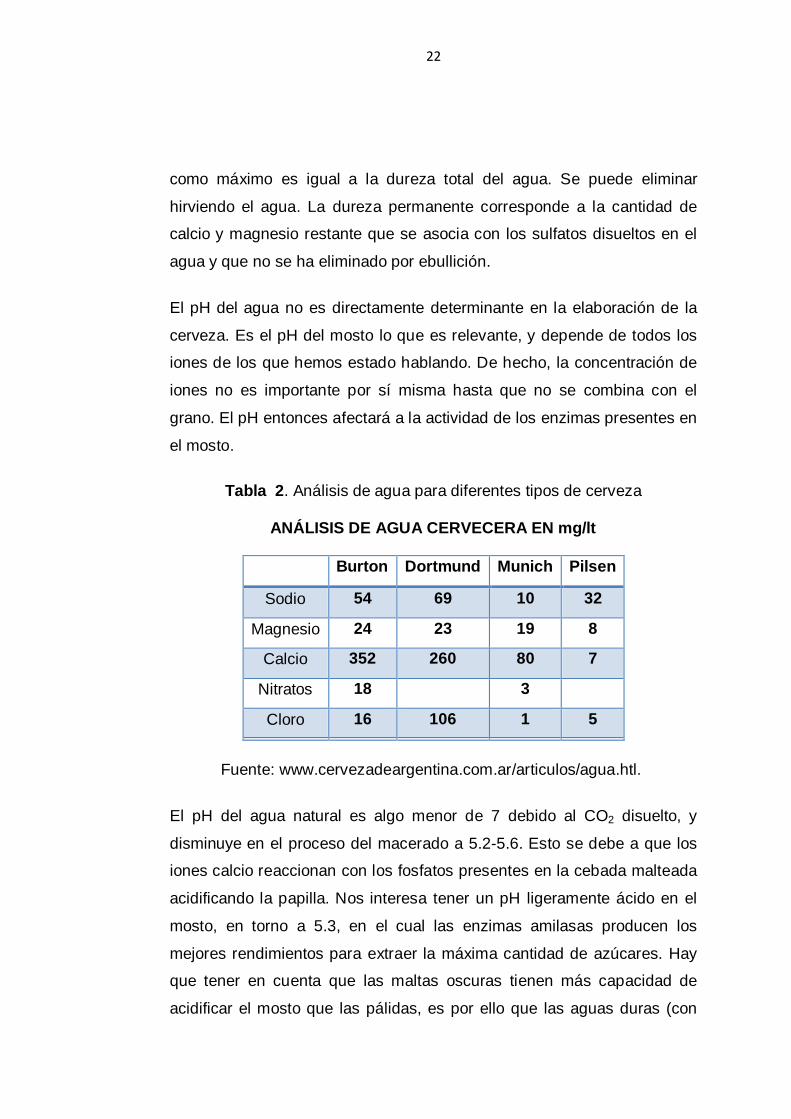
Tabla 2. Análisis de agua para diferentes tipos de cerveza
ANÁLISIS DE AGUA CERVECERA EN mg/lt
Burton Dortmund Munich Pilsen
Sodio 54 69 10 32
Magnesio 24 23 19 8
Calcio 352 260 80 7
Nitratos 18 3
Cloro 16 106 1 5
Fuente: www.cervezadeargentina.com.ar/articulos/agua.htl.
El pH del agua natural es algo menor de 7 debido al CO2 disuelto, y
disminuye en el proceso del macerado a 5.2-5.6. Esto se debe a que los
iones calcio reaccionan con los fosfatos presentes en la cebada malteada
acidificando la papilla. Nos interesa tener un pH ligeramente ácido en el
mosto, en torno a 5.3, en el cual las enzimas amilasas producen los
mejores rendimientos para extraer la máxima cantidad de azúcares. Hay
que tener en cuenta que las maltas oscuras tienen más capacidad de
acidificar el mosto que las pálidas, es por ello que las aguas duras (con
23
niveles altos de bicarbonato que dificultan la acidificación) se utilizan para
cervezas oscuras, para contrarrestar este efecto y conseguir un pH
óptimo de maceración.
2.7 Levadura
La levadura es para la cerveza lo que el oxigeno para la vida del hombre,
de su vitalidad depende la conversión de los azucares solubles
fermentables en alcohol mediante el proceso de fermentación. La
levadura de cerveza contiene 17 vitaminas, todas las del grupo b, 14
minerales y 46% de proteínas.
La levadura es la gran protagonista de este proceso y la industria
cervecera ha seleccionado y clasificado durante siglos sus cepas de
manera que pudieran adaptarse al proceso de elaboración de cerveza,
logrando una gran variedad de las mismas.
Por si sola, la levadura, es uno de los mayores contribuyentes de sabor
en la cerveza y el cervecero debe tener en cuenta el perfil producido por
cada cepa a la hora de elegir. En esta elección entrarán en juego
también, otras características de la cepa consideradas importantes: la
importancia relativa de los requerimientos de oxígeno, métodos de cultivo,
límites de atenuación, tasa de fermentación, entre otras. Si bien son
muchas las cepas disponibles, algunas son inaceptables para la
elaboración de cerveza por lo que le aportan al producto final. Otra cosa
que se debe tener en cuenta es que cada cepa de levadura se puede
desempeñar de forma diferente bajo un determinado conjunto de
condiciones de fermentación.
La levadura debe ser manejada cuidadosamente porque su condición en
el momento de la inoculación ha demostrado influir de formas notable en
la fermentación. Por ejemplo, la levadura almacenada bajo condiciones
extremas no puede responder normalmente, debido a que reduce su
24
glucógeno en respuesta al estrés. También, una mala aireación,
deficiencias de zinc, o residuos de fermentaciones anteriores pueden
causar un retraso excesivo en fase fermentación o bien atenuaciones
incompletas.
Otra característica importante de la cepa es la floculación. La levadura
ideal debería decantar tan rápidamente como el mosto alcance el límite
de atenuación pero en la práctica no es así. Una cepa de floculación lenta
dejará demasiada levadura en suspensión al final de la fermentación y
hará más difícil la separación de la cerveza.
Si se planea una fermentación secundaria, sería deseable el uso de una
cepa de floculación más lenta, que pueda dejar un mayor número de las
células en suspensión al momento de transferir.
Figura 7. Levadura utilizada para cerveza Ale.
2.8 Adjuntos
Se entiende por adjuntos cerveceros a las materias primas que sustituyan
parcialmente a la malta, o al extracto de malta en la elaboración de
cerveza. Entre ellos tenemos a las maltas especiales como también a las
especias que se les pueden adicionar a la cerveza para personalizarla.
25
Se recomienda que su empleo no sobrepase el 25% en peso en relación
al extracto primitivo.
Las materias auxiliares o adjuntos tienen importancia en la fabricación de
cervezas claras y estables, por su almidón son una fuente de alcohol, lo
mismo que el almidón de cebada pero contribuyen poco al color, sabor,
aroma y contenido de proteínas. Los cereales con un alto contenido de
aceites son considerados indeseables en la fabricación de cerveza. En el
mundo de la cerveza artesanal se emplea principalmente el trigo, y/o
cebada sin germinar, avena.
Los siguientes adjuntos pueden usarse hasta un 40% en la malta, sin
afectar la fermentación.
Figura 8: Adjuntos utilizados en la elaboración de cerveza artesanal
Avena: La avena es maravillosa en una cerveza tipo Porter o Stout. La
avena aporta una cremosidad que deben ser saboreados para ser
entendidos.
Copos de Maíz: El maíz en copos es un adjunto común muy utilizado
en las Lager ligeras (aunque hoy se usa más la harina de maíz). Usado
26
apropiadamente, el maíz aclarará el color y bajará el cuerpo de la cerveza
sin sobre potenciar el sabor. El maíz debe ser macerado con la malta
base.
Copos de Cebada: Los copos de cebada sin maltear son a menudo
usadas en Stouts para proveer proteínas que ayudan a la retención de la
espuma y mejoran el cuerpo. Puede ser usada también en otros estilos de
Ales fuertes. Tener presente que los copos de cebada deben ser
maceradas con la malta base.
Copos de Trigo: el trigo no malteado es un ingrediente común en las
cervezas de trigo, aporta turbidez por el almidón y altos niveles de
proteínas.
2.9 Tipos de cerveza
En realidad, no hay demasiados tipos diferentes de cerveza, pero el gran
número de variables que intervienen en su elaboración, ingredientes,
métodos, fermentación, el agua, dan lugar a infinidad de sabores
diferentes.
Para intentar simplificar, hay dos grandes familias según la temperatura
de fermentación de los mostos: alta y baja fermentación; dentro de cada
uno, se pueden encontrar muchas variedades en función de su lugar de
origen o los métodos de elaboración.
Las cervezas de baja fermentación, las conocidas como lager, tienen un
amplio abanico de variedades, desde las rubias más claras o doradas, a
las tostadas e incluso negras. Las más habituales son:
Lager Pilsen: son las más populares en nuestro país y contiene
aproximadamente el 4% de alcohol en volumen. En cuanto al color, son
rubias con reflejos brillantes procedentes de la malta clara. Tienen un
27
ligero aroma a lúpulo con notas suaves y frescas, y en cuerpo y espuma
son más ligeras que las demás de este tipo. La temperatura de servicio
recomendada es de 5ºC.
Lager especial: contiene aproximadamente el 5% de alcohol en volumen,
son de color rubias doradas con reflejos ámbar. Sus aromas están
marcados por la malta con notas ligeramente tostadas y de lúpulo. Su
cremosidad queda marcada en las paredes del vaso. Tiene un agradable
sabor a malta con ligeros tostados y equilibrio de los amargos del lúpulo.
Temperatura de servicio: 5ºC.
Lager Extra: contiene aproximadamente entre el 6 y 7% de alcohol en
volumen. Son de color oro viejo con reflejos cobrizos, provenientes del
tostado del cereal. Intensos aromas marcados por el malteado. Espuma
marcada, cremosa y untuosa. Muy sabrosas, con cuerpo y personalidad,
determinadas por la malta tostada y el lúpulo muy presente; final de boca
largo y un amargo intenso y agradable
Las de alta fermentación, fermentación en caliente o ales son originarias
de las Islas Británicas. Estas cervezas suelen tener sabores más
complejos con aromas y paladar más afrutados, y generalmente son más
cremosas y oscuras. Ales, trapenses, de abadía, porters, stouts, blancas
la lista de cervezas de alta fermentación también son muy numerosas;
las más frecuentes de este tipo son:
Ale: Con una graduación de entre 5 y 6º, su gama de color es muy amplia:
desde el rubio claro –pale- hasta el cobrizo y rojo. Suelen tener sabores
complejos, y aromas y paladar afrutados. Son muy aromáticas, con
cuerpo y sabor muy marcado. Persistentes y con sabor a lúpulo.
De abadía: contiene 6,5% de alcohol en volumen. Su color es bronce con
espuma ligeramente tostada, cremosa y con mucha persistencia. Sus
aromas recuerdan a caramelo, y a frutas como el plátano o la manzana.
28
De sabor afrutado, destacan los lácteos, la manzana y los toques a
caramelo; su gusto final es largo, sabroso y seco. Se debe servir a 6 ºC.
Negra Stout: 5% de alcohol en volumen. El malteado intenso de esta
cerveza determina su característico color negro, así como los aromas a
café, torrefacción y regaliz, que se suman al aromático lúpulo. Su espuma
es muy cremosa y robusta (como indica su nombre), al igual que su sabor,
potente, con toques de café, regaliz y lácteos. Temperatura de servicio
10ºC.
Para obtener los diferentes tipos de cerveza, uno de los principales
ingredientes son las maltas especiales, las cuales no es otra cosa que la
malta base la cual se le ha realizado un tostado a temperaturas
especificas, entre ellas tenemos la malta base pálida, malta chocolate,
malta caramelo, cebada tostada, con la combinación de estas podemos
obtener infinidad de sabores.
Figura 9: Maltas Especiales.

29
Tampoco se pueden olvidar las de fermentación espontánea, en las que
el elaborador utiliza levaduras salvajes que deja en suspensión en el aire
para que se depositen en el mosto. Son las lambic, con poco gas y
escasa espuma, de aroma afrutado que recuerda a los jereces olorosos.
Suelen ser de trigo y candeal y de producen en Bélgica.
Figura 10: Tipos de cerveza Artesanal De Thomas
En los últimos años ha adquirido, y sobre todo en España, la variedad sin
alcohol. Estas cervezas se pueden obtener por dos métodos: por una
parada en la fermentación, o extrayendo el alcohol a través de
procedimientos físicos. Son de color dorado, con un agradable sabor a
malta y un ligero toque dulzón.
30
III. PROCESO DE ELABORACIÓN DE CERVEZA ARTESANAL
El proceso de Elaboración de Cerveza artesanal consta de tres etapas
claramente definidas, que son: Cocimiento, Fermentación y Reposo las
cuales dependen exclusivamente del tipo de cerveza que se piensa
elaborar, debido a que según la clase de cerveza, varia la cantidad y tipo
de Materia Prima. Esta es una de las causas principales por las cuales
existen tantas variedades de cerveza. La variedad de cerveza también
depende de:
• Tipo y naturaleza de Agua cervecera
• Tipo y naturaleza de levadura cervecera
• Tiempos y Temperaturas en Fermentación
3.1 Etapas Principales del proceso de elaboración de cerveza.
• Cocimiento
• Fermentación
• Reposo (maduración)
3.1.1 Cocimiento:
Tiene por objeto extraer todos los principios útiles de la malta (extracto
fermentesible), se adiciona el lúpulo (Amargos y aceites esenciales) y
también se adicionan materias auxiliares como son los adjuntos para
preparar el mosto cervecero. Dentro de esta etapa podemos encontrar
las sub-etapas.
Molienda:
Si bien el primer proceso en la producción de cerveza es el malteado,
cuando hablamos de la elaboración de un lote (batch) como es nuestro
caso, podemos decir que la molienda es el primer paso a realizar.
31
La importancia de la molienda radica en que de ella depende la eficiencia
en la extracción de los azúcares atrapados en el grano, tarea que realizan
las enzimas durante la maceración. Influye también en el filtrado del
mosto durante el recirculado y lavado del grano.
El proceso en sí consiste en reducir el interior del grano en partículas más
pequeñas tratando de mantener la cáscara intacta.
Cuanto más chico se parta el grano más superficie del mismo se expone
a la acción de las enzimas encargadas de transformar el almidón y más
eficiente será la extracción de los azúcares, pero realizar una molienda
muy fina también es desfavorable ya que dicha harina junto con el agua
se convertirá en una masa compacta que hará imposible la filtración, el
recirculado y la recolección del mosto. Por otro lado, si molemos muy
grueso la extracción de azúcares será escasa y el rendimiento del grano
muy pobre.
Es muy importante lograr que la cáscara quede entera ya que es la
encargada de mantener la correcta circulación del mosto en las distintas
etapas del macerado, formando además una especie de filtro natural. Si
rompemos demasiado vamos a lograr que se disuelvan en el mosto un
porcentaje mayor de sustancias indeseables (taninos y polifenoles) que
afectarán el sabor (astringente) y el aspecto final de la cerveza. Por último
podemos acotar que una buena molienda nos permitirá la formación de
una adecuada cama filtrante la cual permitirá un adecuado drenaje del
fluido del mosto. Podemos decir que una molienda es correcta si esta nos
ayuda en la preparación de los distintos tipos de cerveza, el tipo de
molienda que usamos en la planta para la producción de cerveza De
Thomas es la siguiente: 30% cascara, 10% grano grueso, 30% grano fino,
30% harina
32
Figura 11: Molienda de Malta
Maceración:
Todos los procesos en la elaboración de una cerveza son importantes y
todos aportan su grano de arena a la calidad de la misma. La maceración
es quizás la que más cuidados requiere de nosotros porque es en ella
donde empieza a tomar forma la producción de la cerveza y todo lo que
nos interesa, sabores, color, cuerpo y espuma dependerá en gran medida
de lo que aquí hagamos.
Durante el proceso de maceración se obtiene lo que llamamos “mosto”,
una solución dulce formada, entre otras cosas, por azúcares
fermentables, dextrinas, proteínas, aminoácidos y otros elementos,
disueltos en agua.
La maceración consiste básicamente en someter una mezcla de agua y
granos a una serie de descansos a diferentes temperaturas, que deberán
ser sostenidos durante un tiempo específico. Estas tres variables (relación
33
agua/grano, tiempo y temperatura) se determinan al momento de planear
una receta y varían dependiendo de los ingredientes usados, de los
métodos de elaboración y del perfil que el maestro cervecero quiera darle
a su cerveza.
Figura 12: Maceración de Malta
Filtración:
Culminado la maceración, empezamos la siguiente fase que es el filtrado
del mosto como también el lavado de la malta. Para ello con la ayuda de
una bomba realizamos la recirculación del mosto en el tanque de
macerado, lo cual es filtrado ya que el tanque tiene un falso fondo, esta
operación hay que hacerlo con mucho cuidado y despacio para evitar
generar canales y romper la cama de granos, lo que ocasionaría que no
se lave bien el grano, se pierdan azucares y no se elimine lo turbio del
mosto, ya que las partículas pasarían a través de la cama de granos. Una
vez que el mosto empieza a salir transparente, al cabo de 15 minutos lo
que nos queda por hacer es enviar el tanque (lupulación) es decir donde
se realizara el hervido. Cuando el nivel del mosto quede solo 3 ó 4 cm.
por encima del cama de malta debemos empezar a añadir poco a poco
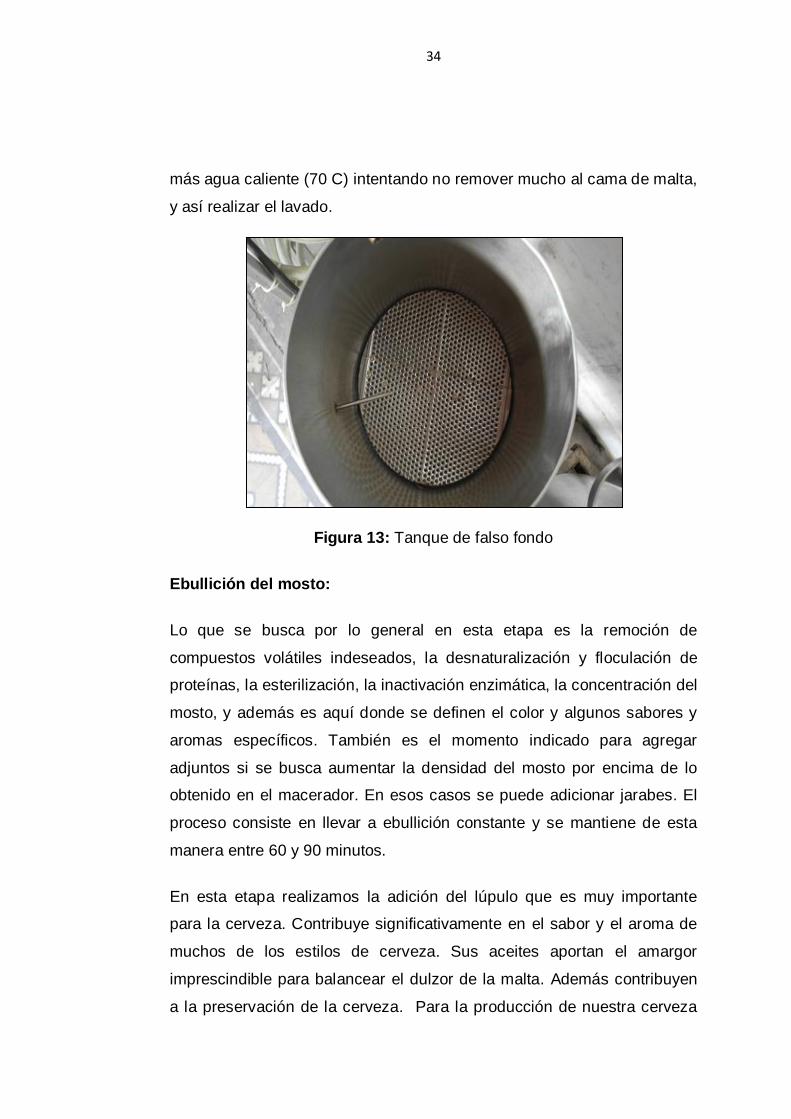
34
más agua caliente (70 C) intentando no remover mucho al cama de malta,
y así realizar el lavado.
Figura 13: Tanque de falso fondo
Ebullición del mosto:
Lo que se busca por lo general en esta etapa es la remoción de
compuestos volátiles indeseados, la desnaturalización y floculación de
proteínas, la esterilización, la inactivación enzimática, la concentración del
mosto, y además es aquí donde se definen el color y algunos sabores y
aromas específicos. También es el momento indicado para agregar
adjuntos si se busca aumentar la densidad del mosto por encima de lo
obtenido en el macerador. En esos casos se puede adicionar jarabes. El
proceso consiste en llevar a ebullición constante y se mantiene de esta
manera entre 60 y 90 minutos.
En esta etapa realizamos la adición del lúpulo que es muy importante
para la cerveza. Contribuye significativamente en el sabor y el aroma de
muchos de los estilos de cerveza. Sus aceites aportan el amargor
imprescindible para balancear el dulzor de la malta. Además contribuyen
a la preservación de la cerveza. Para la producción de nuestra cerveza
35
realizamos la adición de lúpulo en tres tiempos, a los 5 min de iniciado
ebullición adicionamos el lúpulo que aportara el amargor a la cerveza, a
los 20 min finales adicionamos el lúpulo que aportara el sabor a la
cerveza y al finalizar la ebullición adicionamos el lúpulo que aportara el
aroma a la cerveza, estas dos últimas lupulaciones se adiciona al final
porque el sabor y aroma se pierde muy rápidamente con el hervor (se
evaporan).
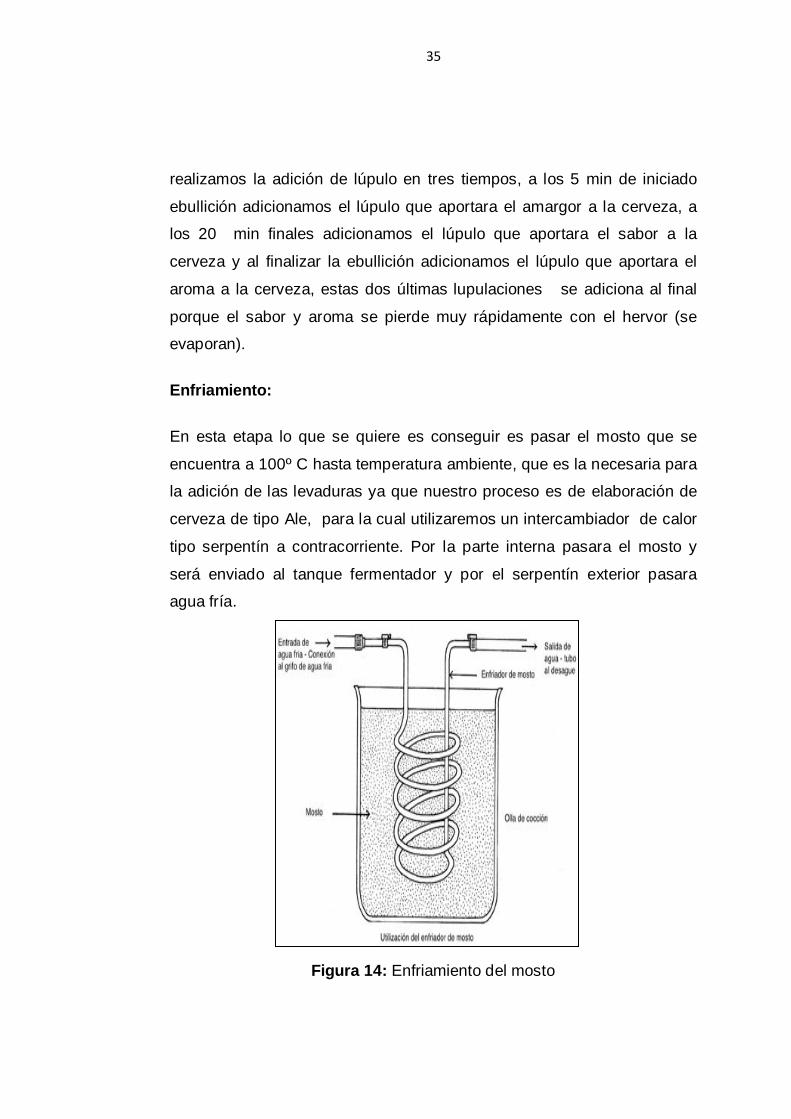
Enfriamiento:
En esta etapa lo que se quiere es conseguir es pasar el mosto que se
encuentra a 100º C hasta temperatura ambiente, que es la necesaria para
la adición de las levaduras ya que nuestro proceso es de elaboración de
cerveza de tipo Ale, para la cual utilizaremos un intercambiador de calor
tipo serpentín a contracorriente. Por la parte interna pasara el mosto y
será enviado al tanque fermentador y por el serpentín exterior pasara
agua fría.
Figura 14: Enfriamiento del mosto
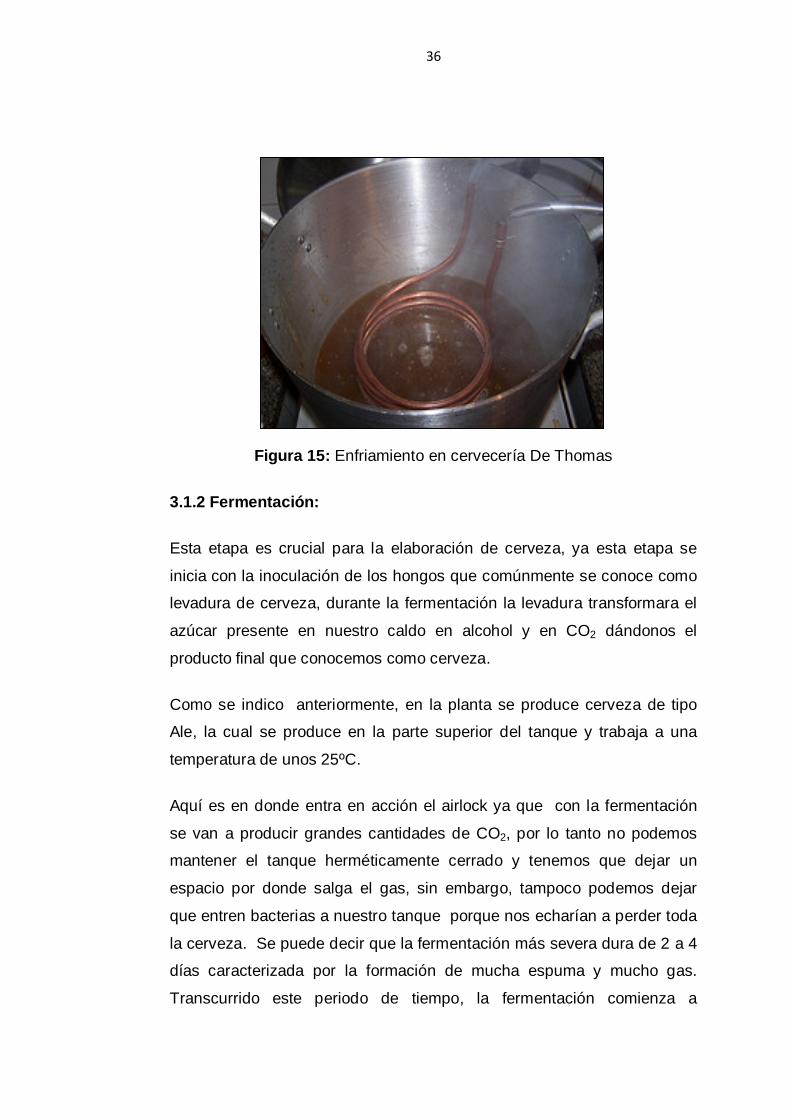
36
Figura 15: Enfriamiento en cervecería De Thomas
3.1.2 Fermentación:
Esta etapa es crucial para la elaboración de cerveza, ya esta etapa se
inicia con la inoculación de los hongos que comúnmente se conoce como
levadura de cerveza, durante la fermentación la levadura transformara el
azúcar presente en nuestro caldo en alcohol y en CO2 dándonos el
producto final que conocemos como cerveza.
Como se indico anteriormente, en la planta se produce cerveza de tipo
Ale, la cual se produce en la parte superior del tanque y trabaja a una
temperatura de unos 25ºC.
Aquí es en donde entra en acción el airlock ya que con la fermentación
se van a producir grandes cantidades de CO2, por lo tanto no podemos
mantener el tanque herméticamente cerrado y tenemos que dejar un
espacio por donde salga el gas, sin embargo, tampoco podemos dejar
que entren bacterias a nuestro tanque porque nos echarían a perder toda
la cerveza. Se puede decir que la fermentación más severa dura de 2 a 4
días caracterizada por la formación de mucha espuma y mucho gas.
Transcurrido este periodo de tiempo, la fermentación comienza a
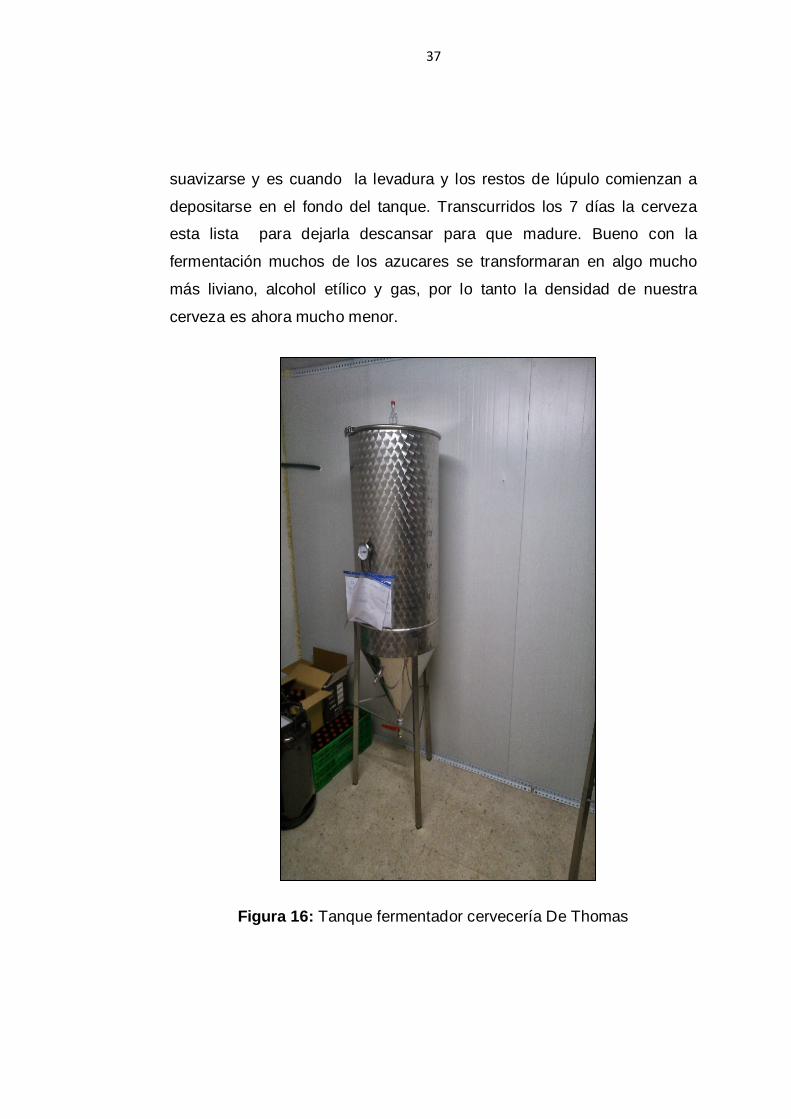
37
suavizarse y es cuando la levadura y los restos de lúpulo comienzan a
depositarse en el fondo del tanque. Transcurridos los 7 días la cerveza
esta lista para dejarla descansar para que madure. Bueno con la
fermentación muchos de los azucares se transformaran en algo mucho
más liviano, alcohol etílico y gas, por lo tanto la densidad de nuestra
cerveza es ahora mucho menor.
Figura 16: Tanque fermentador cervecería De Thomas
38
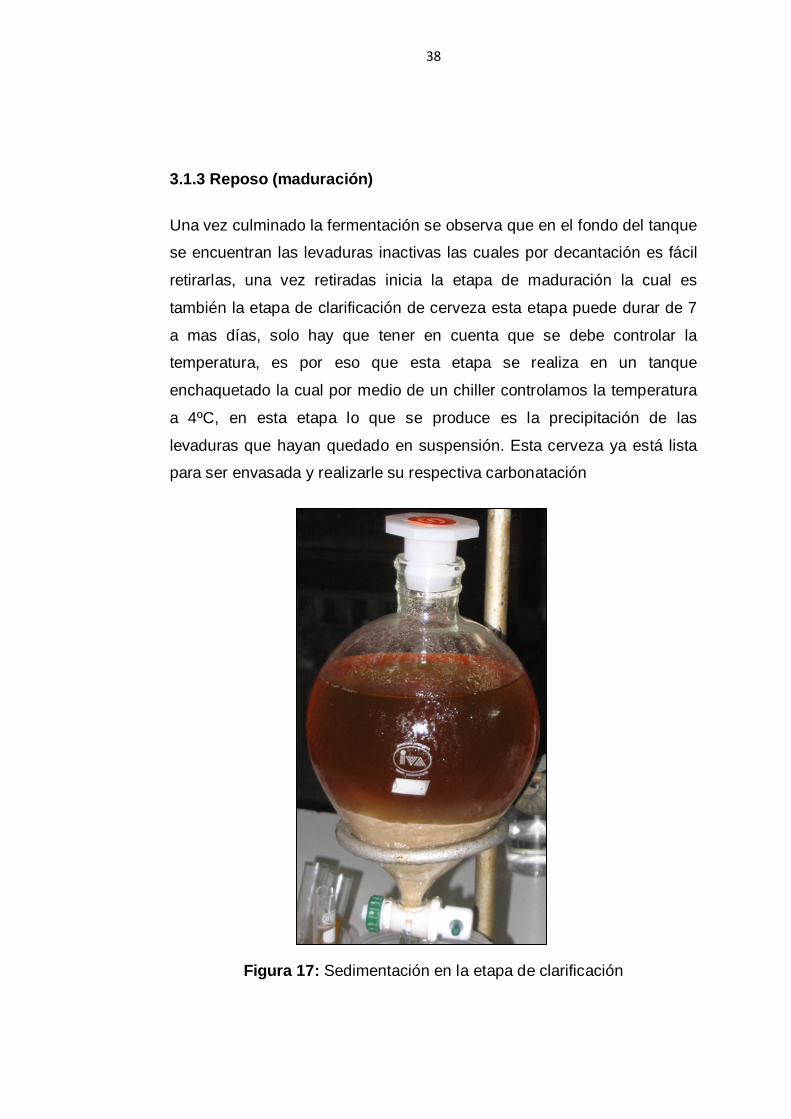
3.1.3 Reposo (maduración)
Una vez culminado la fermentación se observa que en el fondo del tanque
se encuentran las levaduras inactivas las cuales por decantación es fácil
retirarlas, una vez retiradas inicia la etapa de maduración la cual es
también la etapa de clarificación de cerveza esta etapa puede durar de 7
a mas días, solo hay que tener en cuenta que se debe controlar la
temperatura, es por eso que esta etapa se realiza en un tanque
enchaquetado la cual por medio de un chiller controlamos la temperatura
a 4ºC, en esta etapa lo que se produce es la precipitación de las
levaduras que hayan quedado en suspensión. Esta cerveza ya está lista
para ser envasada y realizarle su respectiva carbonatación
Figura 17: Sedimentación en la etapa de clarificación
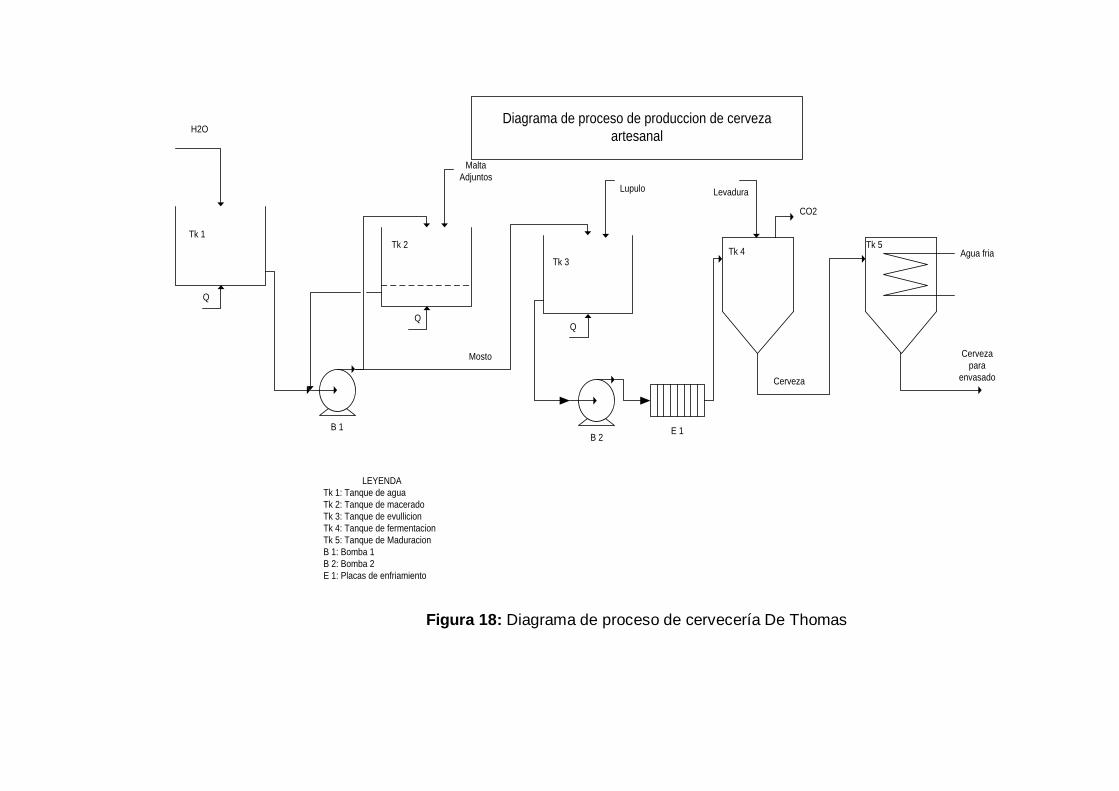
B 1 E 1B 2
Tk 4Tk 5
H2O
MaltaAdjuntos
Lupulo Levadura
Agua fria
Cerveza para
envasado
LEYENDATk 1: Tanque de aguaTk 2: Tanque de maceradoTk 3: Tanque de evullicionTk 4: Tanque de fermentacionTk 5: Tanque de MaduracionB 1: Bomba 1B 2: Bomba 2E 1: Placas de enfriamiento
CO2
Diagrama de proceso de produccion de cerveza artesanal
Mosto
Cerveza
Tk 1Tk 2
Tk 3
Q
Figura 18: Diagrama de proceso de cervecería De Thomas
IV. AUTOMATIZACIÓN EN LA ETAPA DE MACERACIÓN
Durante el proceso de maceración existen dos variables de gran
importancia las cuales tenemos que controlar:
Temperatura La temperatura influencia la cantidad de extracto producida (rendimiento)
y la fermentabilidad del mosto durante la maceración. Dentro del rango
normal de maceración, con temperaturas más bajas (62-63ºC) hay mayor
producción de maltosa y una alta atenuación del mosto los que se
traducirá en una cerveza más alcohólica y con menos cuerpo.
En el extremo superior de ese rango (72-75ºC), el contenido del mosto
resultante será rico en dextrinas, la atenuación será menor (menor
contenido de alcohol) y la cerveza tendrá más cuerpo.
La inestabilidad de las temperaturas en la maceración comúnmente
produce mostos con un alto contenido de dextrinas.
Tiempo La duración de la maceración estará dada por la suma de los tiempos de
trabajo, determinados por el maestro cervecero, para cada enzima
afectada en este proceso.
La máxima actividad enzimática se obtiene entre los 10-20 min. y después
de 40-60 min. esta actividad decrece rápidamente.
En regla general se puede decir que maceraciones prolongadas
aumentan la producción de extracto en el mosto y si estas maceraciones
se realizan a las temperaturas más bajas (62 a 63 ºC) habrá mayor
fermentabilidad.
La maceración que se realiza en la planta es en forma escalonada y
consiste en calentar a diferentes temperaturas y por un determinado
tiempo para que se puedan realizar los cambios químicos y enzimáticos
necesarios para producir el mosto. Para cada enzima hay un rango de
temperatura en el cual ésta se desenvuelve mejor, pero esto no significa
41
que esa enzima deje de actuar automáticamente fuera de su rango
óptimo, sino que a menores o mayores temperaturas serán menos
eficaces.
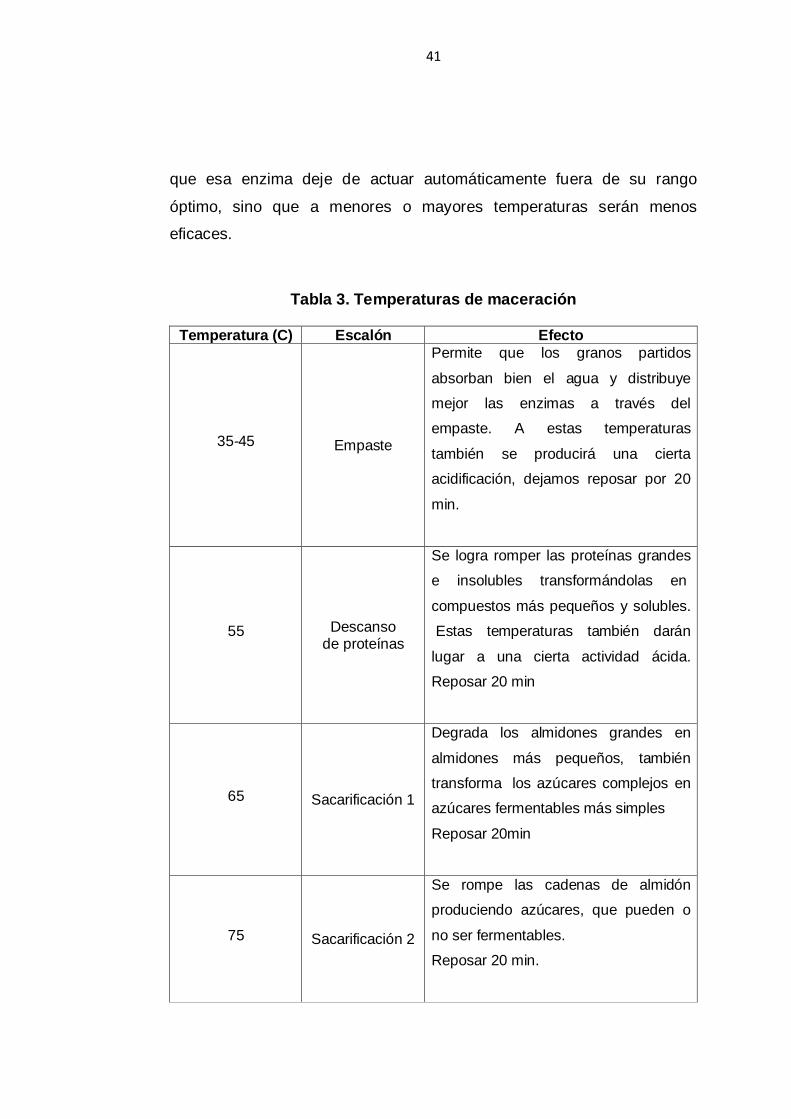
Tabla 3. Temperaturas de maceración
Temperatura (C) Escalón Efecto
35-45 Empaste
Permite que los granos partidos
absorban bien el agua y distribuye
mejor las enzimas a través del
empaste. A estas temperaturas
también se producirá una cierta
acidificación, dejamos reposar por 20
min.
55 Descanso de proteínas
Se logra romper las proteínas grandes
e insolubles transformándolas en
compuestos más pequeños y solubles.
Estas temperaturas también darán
lugar a una cierta actividad ácida.
Reposar 20 min
65 Sacarificación 1
Degrada los almidones grandes en
almidones más pequeños, también
transforma los azúcares complejos en
azúcares fermentables más simples
Reposar 20min
75 Sacarificación 2
Se rompe las cadenas de almidón
produciendo azúcares, que pueden o
no ser fermentables.
Reposar 20 min.
42
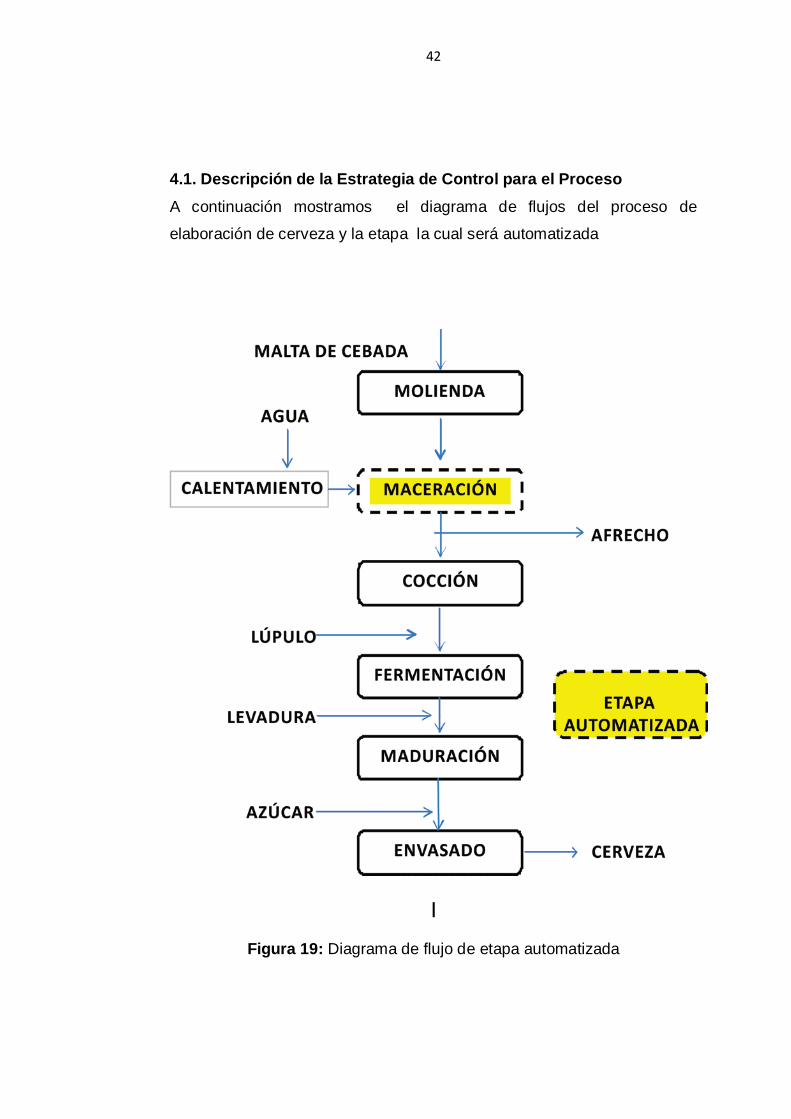
4.1. Descripción de la Estrategia de Control para el Proceso A continuación mostramos el diagrama de flujos del proceso de
elaboración de cerveza y la etapa la cual será automatizada
|
Figura 19: Diagrama de flujo de etapa automatizada
43
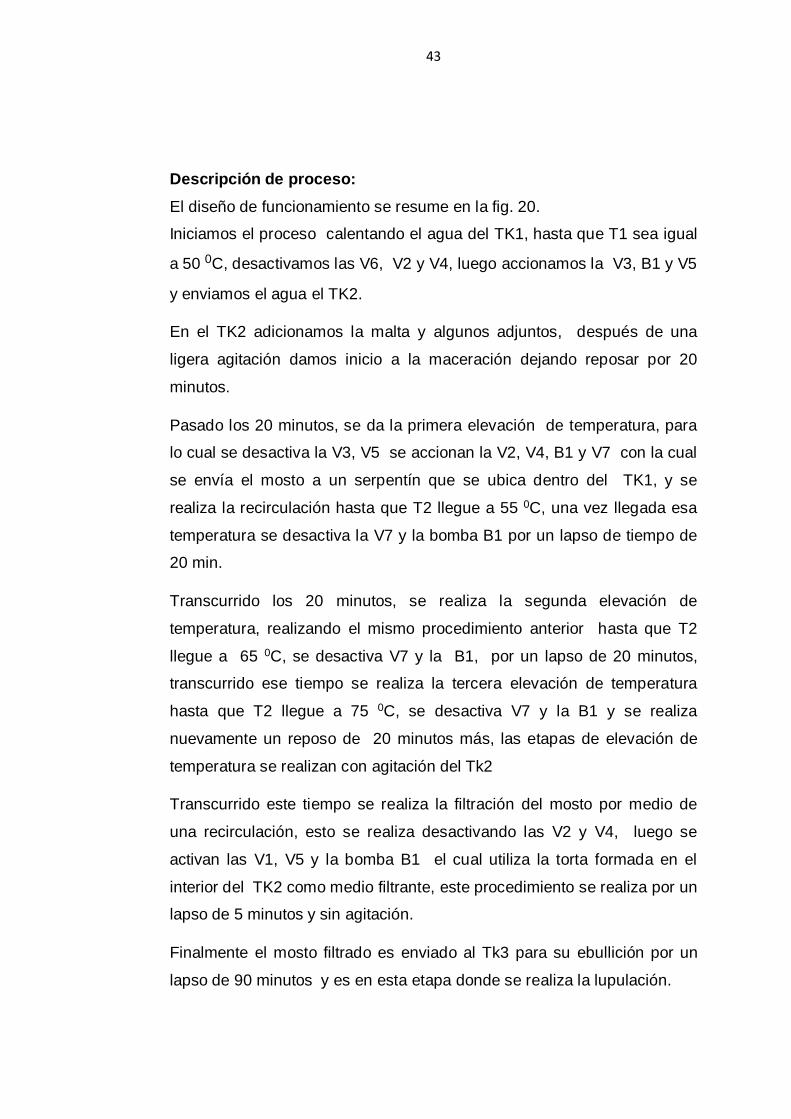
Descripción de proceso: El diseño de funcionamiento se resume en la fig. 20.
Iniciamos el proceso calentando el agua del TK1, hasta que T1 sea igual
a 50 0C, desactivamos las V6, V2 y V4, luego accionamos la V3, B1 y V5
y enviamos el agua el TK2.
En el TK2 adicionamos la malta y algunos adjuntos, después de una
ligera agitación damos inicio a la maceración dejando reposar por 20
minutos.
Pasado los 20 minutos, se da la primera elevación de temperatura, para
lo cual se desactiva la V3, V5 se accionan la V2, V4, B1 y V7 con la cual
se envía el mosto a un serpentín que se ubica dentro del TK1, y se
realiza la recirculación hasta que T2 llegue a 55 0C, una vez llegada esa
temperatura se desactiva la V7 y la bomba B1 por un lapso de tiempo de
20 min.
Transcurrido los 20 minutos, se realiza la segunda elevación de
temperatura, realizando el mismo procedimiento anterior hasta que T2
llegue a 65 0C, se desactiva V7 y la B1, por un lapso de 20 minutos,
transcurrido ese tiempo se realiza la tercera elevación de temperatura
hasta que T2 llegue a 75 0C, se desactiva V7 y la B1 y se realiza
nuevamente un reposo de 20 minutos más, las etapas de elevación de
temperatura se realizan con agitación del Tk2
Transcurrido este tiempo se realiza la filtración del mosto por medio de
una recirculación, esto se realiza desactivando las V2 y V4, luego se
activan las V1, V5 y la bomba B1 el cual utiliza la torta formada en el
interior del TK2 como medio filtrante, este procedimiento se realiza por un
lapso de 5 minutos y sin agitación.
Finalmente el mosto filtrado es enviado al Tk3 para su ebullición por un
lapso de 90 minutos y es en esta etapa donde se realiza la lupulación.
44
Tomando en consideración los cambios de temperatura que sufre el
proceso para realizar la maceración, se realiza una estrategia de control
por retroalimentación, el cual consiste en tomar a la variable controlada y
este retroalimenta al controlador para que pueda tomar la decisión.
Para nuestro caso tendremos como variable controlada a la temperatura
del mosto (temperatura de Tk2). Variable manipulada, al flujo de gas es
V7.
Primero se fija temperatura de control (setpoint), cuando el controlador
detecta que la temperatura del mosto por arriba del punto de control,
indica a la válvula que se cierre, pero esta cumple con la orden más allá
de lo necesario en consecuencia la temperatura de salida desciende por
debajo del punto de control, al notar esto, el controlador señala a la
válvula que se abra nuevamente en tanto para elevar la temperatura, este
procedimiento de ensayo y error continua hasta que la temperatura
alcanza el punto de control.
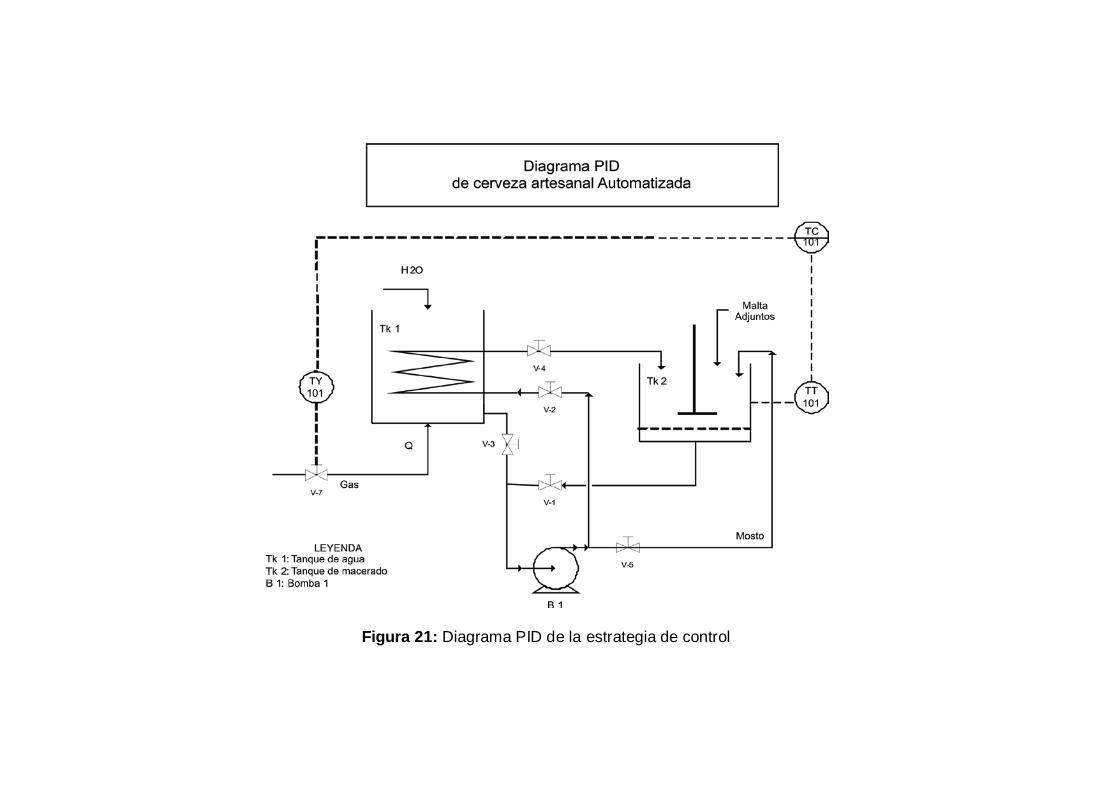
4.2. Diagrama de Estrategias de Control Para lograr el objetivo de controlar la temperatura se diseña un sistema
de control, que se muestra el la fig. 21 como tambien se muestra sus
componentes basicos, el primer paso es medir la temperatura del mosto,
temperatura del proceso (Tk2), lo cual se hace mediante un sensor
(termocupla).
El sensor se conecta fisicamente al transmisor, el cual capta la salida del
sensor y la convierte en una señal lo suficientemente intensa como para
transmitirla al controlador, el controlador recibe la señal que esta en
relacion a la temperatura, la compara con el valor que se desea y segun
el resultado de la comparacion, decide que hacer para mantener la
temperatura en el valor deseado. Con base en la decision, el controlador
envia otra señal al elemento final de control, Valvula de gas V7, el cual
maneja el flujo de gas.
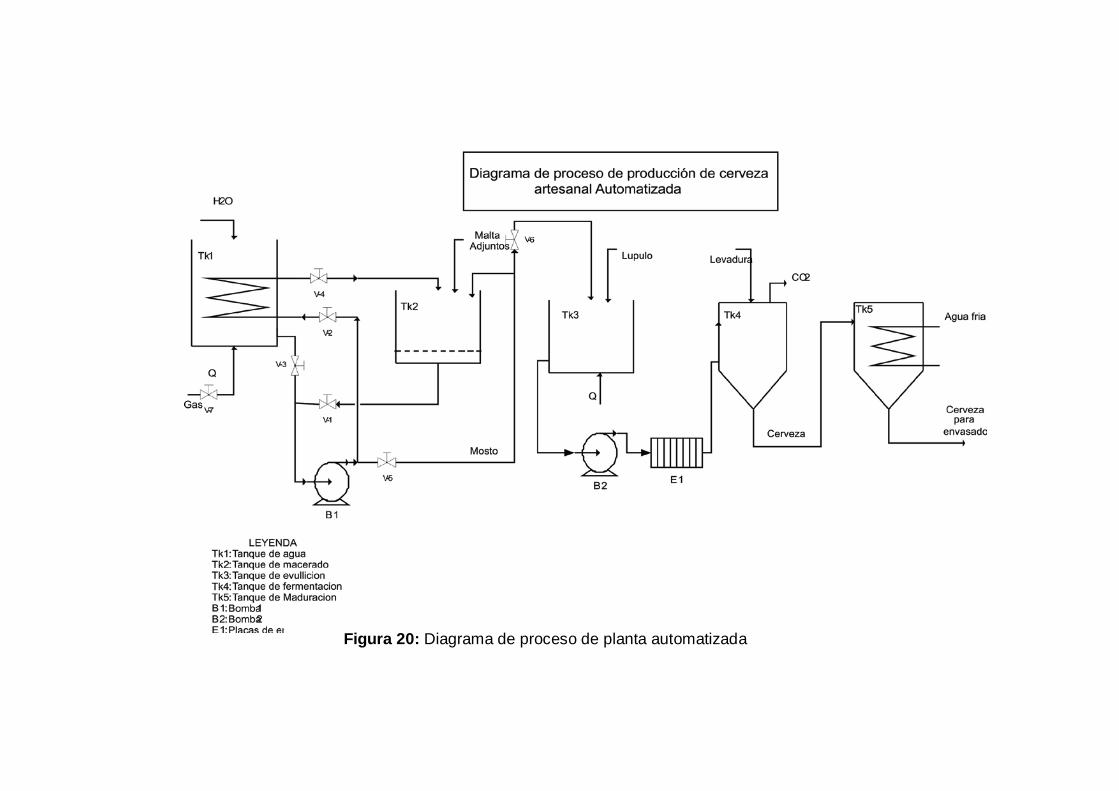
Figura 20: Diagrama de proceso de planta automatizada
46
Figura 21: Diagrama PID de la estrategia de control
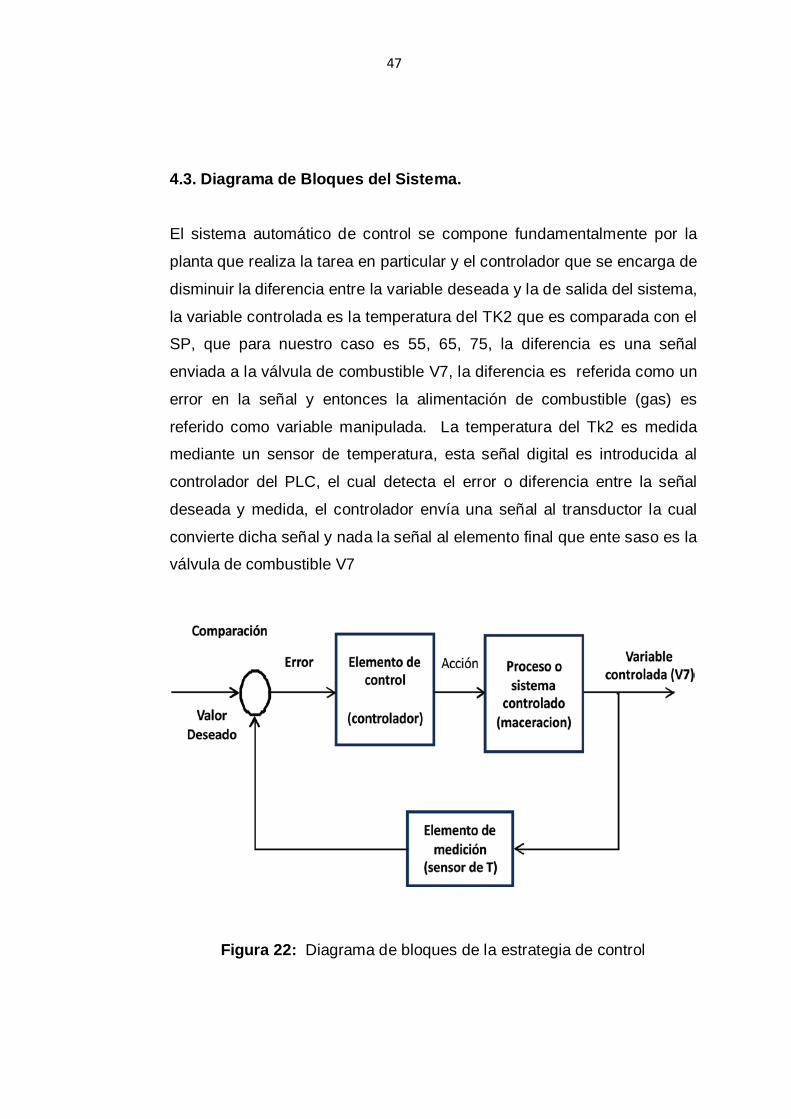
4.3. Diagrama de Bloques del Sistema. El sistema automático de control se compone fundamentalmente por la
planta que realiza la tarea en particular y el controlador que se encarga de
disminuir la diferencia entre la variable deseada y la de salida del sistema,
la variable controlada es la temperatura del TK2 que es comparada con el
SP, que para nuestro caso es 55, 65, 75, la diferencia es una señal
enviada a la válvula de combustible V7, la diferencia es referida como un
error en la señal y entonces la alimentación de combustible (gas) es
referido como variable manipulada. La temperatura del Tk2 es medida
mediante un sensor de temperatura, esta señal digital es introducida al
controlador del PLC, el cual detecta el error o diferencia entre la señal
deseada y medida, el controlador envía una señal al transductor la cual
convierte dicha señal y nada la señal al elemento final que ente saso es la
válvula de combustible V7
Figura 22: Diagrama de bloques de la estrategia de control
47
48
4.3.1 Cuadro Resumen de control El controlador es el dispositivo que toma la decision en el sistema de
control, para lo cual realiza los siguientes pasos:
Compara la señal del proceso que llega del transmisor, la variable
controlada, contra el punto de control.
Envia la señal apropiada a la valvula de control, para mantener la variable
que se controla en el punto deseado.
Considerando nuestro circuito de control, fig. 21, si la temperatura del
mosto sobrepasa el punto de control, el controlador debe de cerrar la
valvula de gas, debe reducir la señal de salida del controlador.
Para tomar esta decision el controlador debe estar en accion inversa, o
llamado decremento, es decir cuando hay un incremento en la señal que
entra al controlador, entonces se presenta un decremento en la señal que
sale del mismo.
Para un estrategia de control por retroalimentacion, un PID es un
mecanismo que calcula la desviacion o error entre el valor medido y el
valor que se quiere obtener, setpoint, el cual aplica una accion correctora
para ajustar el proceso.
El algoritmo de calculo del control PID se da en tres parametros distintos:
el proporcional, el integral y el derivativo.
El valor proporcional determina la reaccion del error actual el cual
consiste en el producto entre la señal de error y la constante proporcional
para lograr que el error en estado estacionario se aproxime a cero, el
integral genera una correccion proporcinal a la integral del error, es decir
tiene como proposito disminuir y eliminar el error en estado estacionario,
provocado por el proporcinal, actuando cuando hay cuando hay una
desviacion entre la variable y el setpoint, integrando esta deviacion en el
tiempo y sumandola a la accion prporcional, el derivativo determina la
reaccion del tiempo en el que el error se produce, es decir mantener el
49
error al minimo corrigiendolo proporcionalmente con la misma velociad
que se produce, de esta manera se evita que el error se incremente.
La suma de estas tres acciones es usada para ajustar al proceso via el
elemento de control, como en nuestro caso la poscion de la valvula de
ingreso de gas.
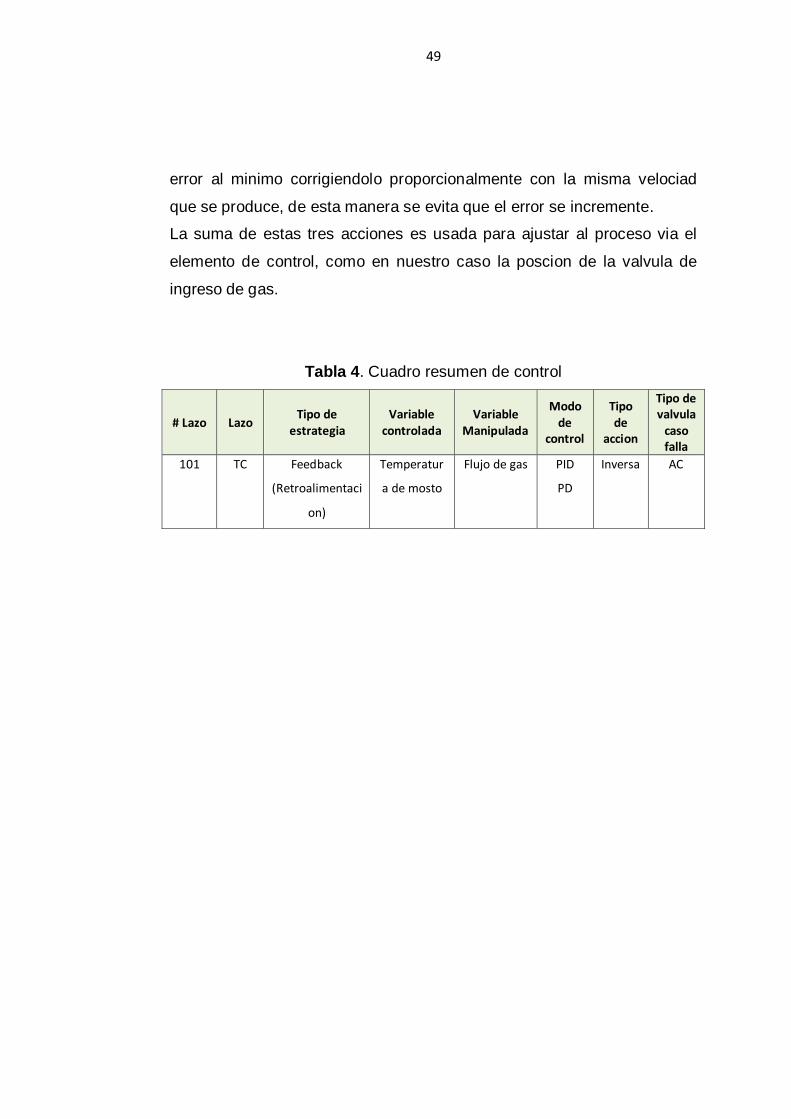
Tabla 4. Cuadro resumen de control
# Lazo Lazo Tipo de
estrategia Variable
controlada Variable
Manipulada
Modo de
control
Tipo de
accion
Tipo de valvula
caso falla
101 TC Feedback
(Retroalimentaci
on)
Temperatur
a de mosto
Flujo de gas PID
PD
Inversa AC
50
V. CONCLUSIONES
1. La maceración es un proceso enzimático, ya que son las enzimas
en las maltas las cuales convierten el almidón en azúcar
fermentable, dentro de la maceración utilizamos diferentes rangos
de temperatura, y cada rango activa y desactiva diferentes enzimas
y es por media de las temperatura que el cervecero controla el
proceso para obtener los diferentes resultados que se esperan.
2. El método más sencillo y practico se realizar una cerveza, es
realizar una infusión simple, en este proceso no se requiere ningún
control de temperatura, válvulas, bombas etc. Pero como en
nuestro caso se trata de darle el toque personal a la cerveza, es
decir modificar el perfil de la cerveza fijando tiempos y temperatura
para que puedan actuar las diversas enzimas, optamos por
automatizar la etapa de macerado, el cual nos permite tener el
control de la temperatura para lo cual calentamos el mosto a través
del serpentín que se ubica dentro del tanque de agua caliente.
3. Actualmente se viene trabajando con una maceración de fuego
directo, el cual trae los problemas de la caramelizacion de los
azucares, como también una distribución dispareja de las
temperaturas, pero al realizar la recirculación por el serpentín
superaríamos estos problemas como también tendríamos un mosto
más claro debido a la recirculación constante.
4. La automatización de la etapa de maceración tendremos un mayor
control de las temperaturas y tiempos en las que realizamos el
escalonamiento, y con esto tendremos la confianza obtener el
mosto planeado al diseñar la receta. Del mismo modo tendremos
una mejor capacidad de repetición, a medida que se estén
diseñando recetas podremos ajustarlas y obtener resultados
predecibles, como también simplemente se podrá obtener
resultados consistentes, y para la producción en gran escala la
repetibilidad es de suma importancia.
51
VI. RECOMENDACIONES
1. El conocimiento de cómo las diferentes maltas, lúpulos y levaduras
afectan el sabor, el color y el proceso de elaboración es esencial.
Este conocimiento es útil al momento de formular nuevas recetas o
modificarlas.
2. Uno de los ingredientes con los que es interesante realizar
variaciones en su composición, es la malta, aunque todas las
cervezas llevan casi el 75% de malta base, utilizar diferentes
combinaciones y tipos de maltas especiales, es una gran manera
de descubrir diferentes sabores sutiles e interesantes, este mismo
razonamiento podemos aplicarlo a los lúpulos, ya que este aporta
sabor y aroma a las cervezas.
3. El control automático es una manera de mantener la variable
controlada en su punto de control, a pesar de la perturbaciones,
por lo cual se recomendable en los procesos, no solo porque
proporcionan un entorno seguro, si no también ayuda a mantener
la calidad deseada del producto y una alta eficiencia ya que
también reduce la demanda de trabajo humana.
4. Cuando se realiza la automatización del proceso, también es
importante los ajustes de los parámetro PID y es lograr que el bucle
de control corrija eficazmente y en el mínimo tiempo posible los
efectos de las perturbaciones, se tiene que lograr la mínima
integral del error
52
VI. REFERENCIAS
Moglia Ale, Cerveceros artesanales Argentinos; Sección tipos de
fermentaciones
www.cerveceroscaseros.com.ar/interior/proc_macerado.php?aj_go=more
&id=1137957135&archive=&start_from=&ucat=19&
Vogrig Walter, Revista MASH, Ciencia cervecera, consideraciones sobre
maceración.
www.revistamash.com/detalle.php?id=92
Castañeda Aliaga, Planta prueba para elaboración de cerveza artesanal
en España.
http://prezi.com/dk6fjtjhuthw/planta-cervecera/
Conceptos de control Automático Industrial
www.sapiensman.com/control_automatico/
Collado Domínguez, Emerson, separatas de curso de Instrumentos de
control, Facultad de Ing. Química y Textil de la Universidad Nacional de
Ingeniería.
Carlos A. Smith, Armando B. Corripio, Control Automático de proceso,
Teoría y practica Editorial Limusa.
Medina Sergio A. Automatización de planta de producción de cerveza tipo
artesanal, Universidad pontificia Bolivariana, Circular 1 # 70





























