Embed Size (px)
Citation preview

INNOVACIONES EN EL ASEGURAMIENTO DE LA
BIOSEGURIDAD Y AUMENTO DE LA VIDA ÚTIL DE FRUTOS Y HORTALIZAS EN
EL PROCESO DE COMERCIALIZACIÓNM. Pilar Cano Dolado
Profesora de investigaciónInstituto de Investigación en Ciencias de la
Alimentación (CIAL) (CSIC-UAM)E-mail: [email protected]
Índice
1. Aspectos fisiológicos post-recolección de frutas y hortalizas
2. Tecnologías post-cosecha-calidad
3. Enfermedades post-cosecha por podredumbres e inocuidad
4. Control de pudrición post-cosecha-innovaciones
a) Ozono
b) Especies reactivas de oxígeno (ROS)
Alimentos vegetales
HORTALIZAS•Raíces y tubérculos•Bulbos y hojas envainadoras•Tallos y peciolos•Hortalizas de hojas•Inflorescencias•Hortalizas de frutos•Coles
LEGUMBRES
FRUTOS (frutas)Frutos secasFrutos desecadas
SEMILLAS

Caracterización fisiológica de frutos y hortalizas
Clasificación de los alimentos vegetales:– Parte comestible– Tolerancia al frío– Frutos: Climatéricos y No Climatéricos
Procesos fisiológicos– Transpiración y Respiración– Maduración de frutos– Índices de madurez
Puntos críticos Vida útil de comercialización: Shelf life
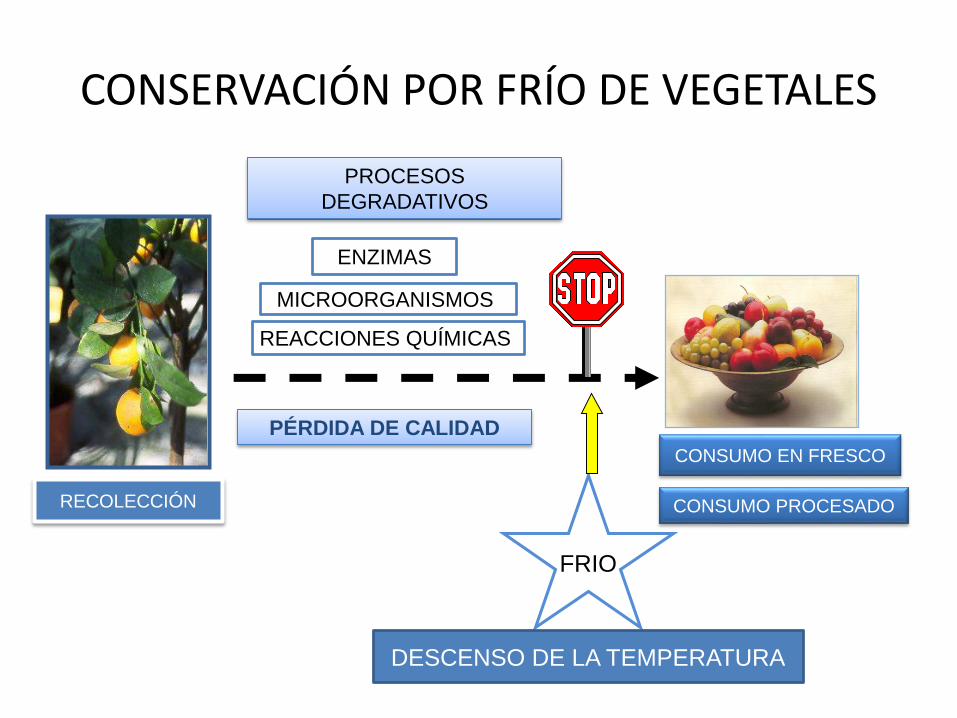
CONSERVACIÓN POR FRÍO DE VEGETALES
FRIO
DESCENSO DE LA TEMPERATURA
CONSUMO PROCESADO
CONSUMO EN FRESCO
PROCESOS
DEGRADATIVOS
ENZIMAS
MICROORGANISMOS
REACCIONES QUÍMICAS
PÉRDIDA DE CALIDAD
RECOLECCIÓN

CARACTERÍSTICAS DEL PRODUCTO VEGETAL
Alto Contenido en Agua
Diversidad
- Genética
- Tipos de Tejido
- Estado Fisiológico
Vivos
Respiran
ORIGEN DE LA PÉRDIDA DE CALIDADPOSTRECOLECCIÓN
Temperatura
Pérdida de agua (transpiración)
Cambios fisiológicos
- Maduración Acelerada y Senescencia
- Respiración
- Producción de Etileno
Cambios en la composición
Daños mecánicos
Daños fisiológicos (Temperaturas incorrectas)
Infecciones (Bacterias y Hongos)
ORIGEN DE LA PÉRDIDA DE CALIDADPOSTRECOLECCIÓN
PÉRDIDA DE AGUA (transpiración)
LAS FRUTAS Y HORTALIZAS tienen una composición
de cerca del 90% de AGUA
LA PÉRDIDA DE AGUA produce:
- Pérdida de calidad (apariencia, textura)
- Cambios en el peso y tamaño
- Modificación del volumen (problemas en el
transporte)
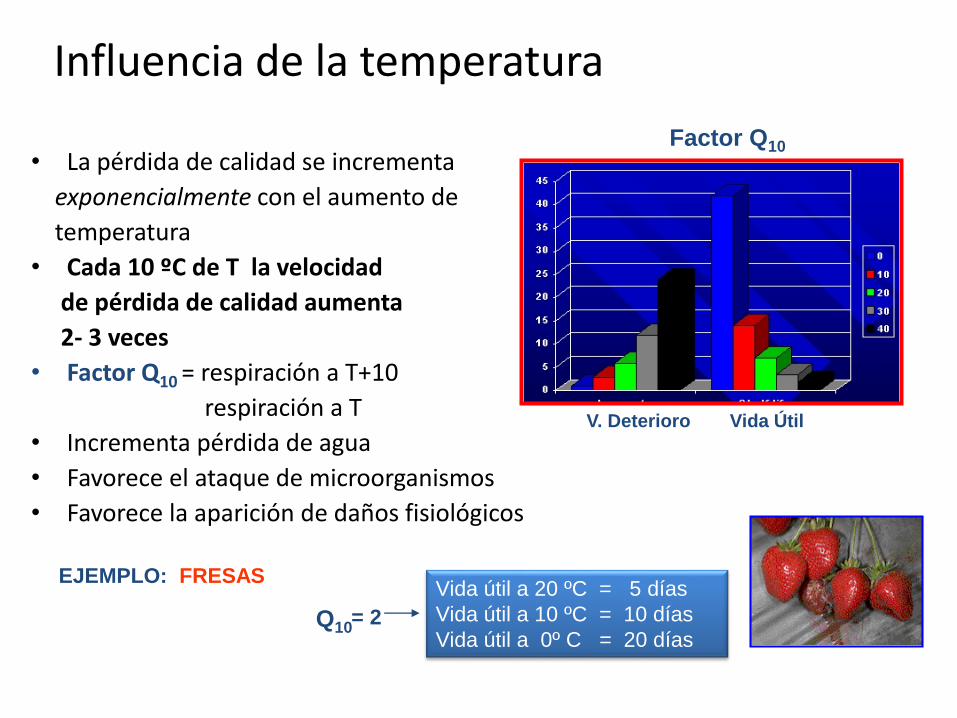
Influencia de la temperatura
• La pérdida de calidad se incrementa
exponencialmente con el aumento de
temperatura
• Cada 10 ºC de T la velocidad
de pérdida de calidad aumenta
2- 3 veces
• Factor Q10 = respiración a T+10
respiración a T
• Incrementa pérdida de agua
• Favorece el ataque de microorganismos
• Favorece la aparición de daños fisiológicos
Factor Q10
V. Deterioro Vida Útil
EJEMPLO: FRESAS
Q10= 2
Vida útil a 20 ºC = 5 días
Vida útil a 10 ºC = 10 días
Vida útil a 0º C = 20 días
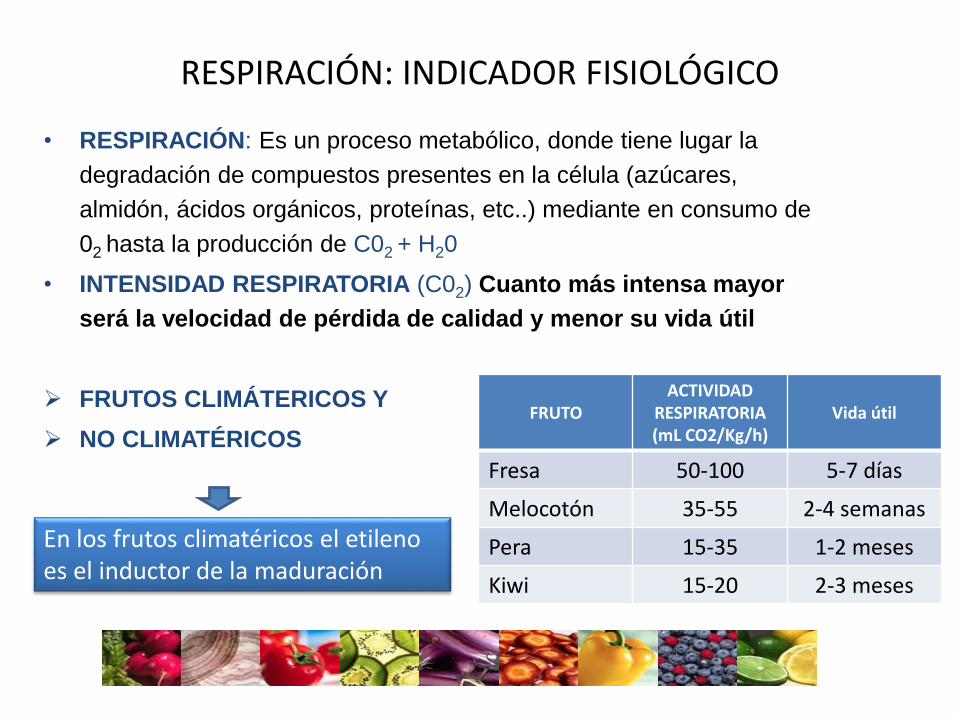
RESPIRACIÓN: INDICADOR FISIOLÓGICO
• RESPIRACIÓN: Es un proceso metabólico, donde tiene lugar la
degradación de compuestos presentes en la célula (azúcares,
almidón, ácidos orgánicos, proteínas, etc..) mediante en consumo de
02 hasta la producción de C02 + H20
• INTENSIDAD RESPIRATORIA (C02) Cuanto más intensa mayor
será la velocidad de pérdida de calidad y menor su vida útil
FRUTOS CLIMÁTERICOS Y
NO CLIMATÉRICOS
FRUTOACTIVIDAD
RESPIRATORIA(mL CO2/Kg/h)
Vida útil
Fresa 50-100 5-7 días
Melocotón 35-55 2-4 semanas
Pera 15-35 1-2 meses
Kiwi 15-20 2-3 meses
En los frutos climatéricos el etileno es el inductor de la maduración
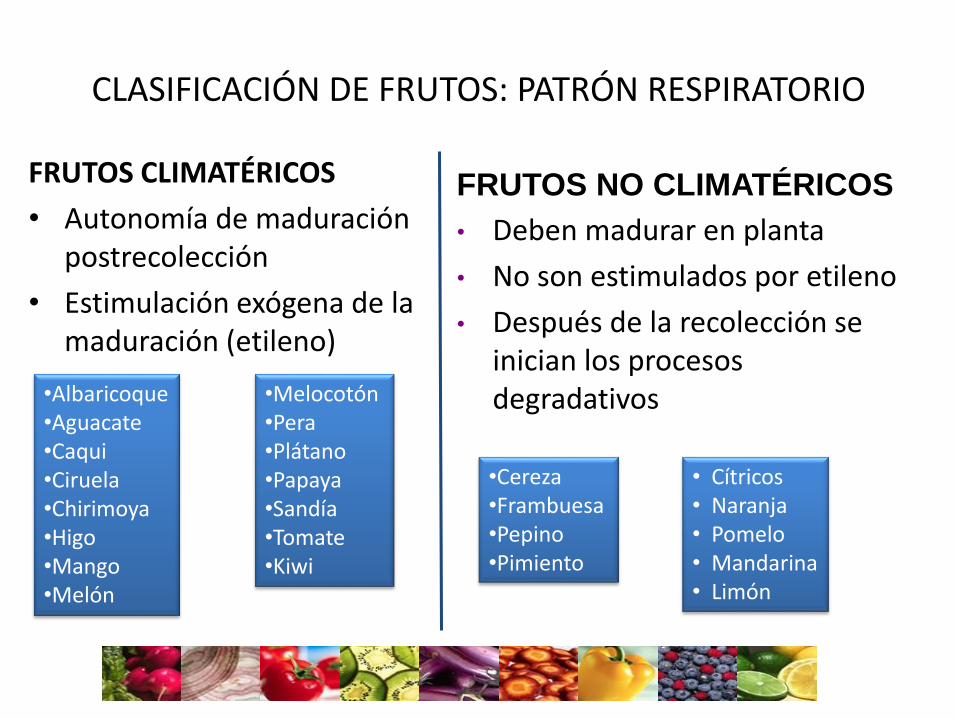
FRUTOS CLIMATÉRICOS
• Autonomía de maduración postrecolección
• Estimulación exógena de la maduración (etileno)
•Albaricoque•Aguacate•Caqui•Ciruela•Chirimoya•Higo•Mango•Melón
•Melocotón•Pera•Plátano•Papaya•Sandía•Tomate•Kiwi
FRUTOS NO CLIMATÉRICOS
• Deben madurar en planta
• No son estimulados por etileno
• Después de la recolección se inician los procesos degradativos
•Cereza•Frambuesa•Pepino•Pimiento
• Cítricos• Naranja• Pomelo• Mandarina• Limón
CLASIFICACIÓN DE FRUTOS: PATRÓN RESPIRATORIO
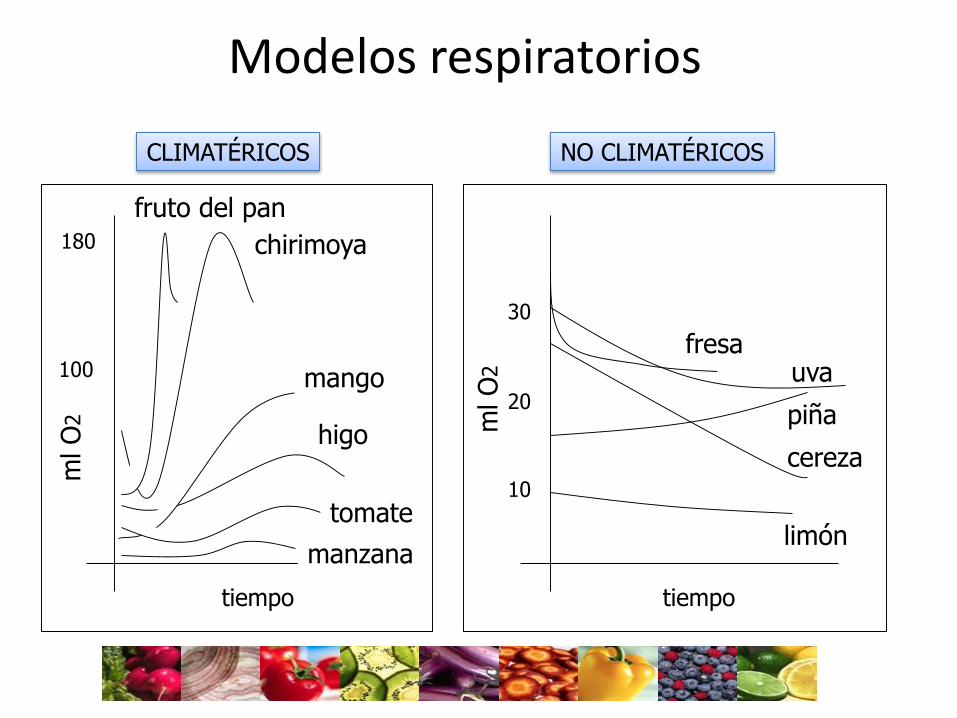
Modelos respiratorios
NO CLIMATÉRICOSCLIMATÉRICOS
180
100
chirimoya
mango
higo
tomate
manzana
fruto del pan
ml O
2
tiempo
30
10
20
uva
piña
cereza
limón
fresa
ml O
2
tiempo
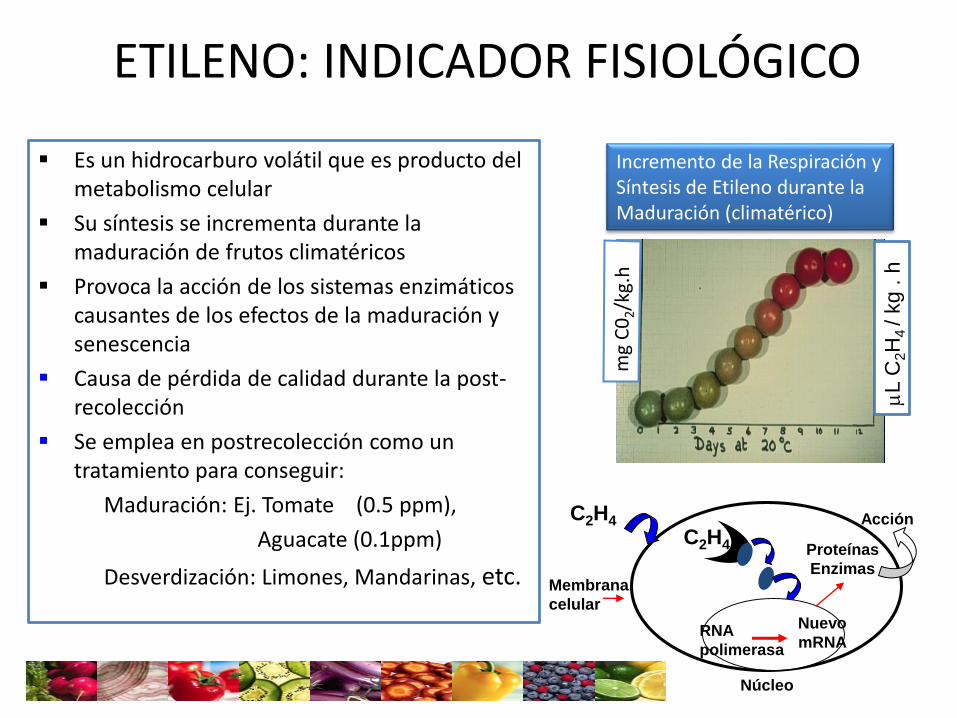
ETILENO: INDICADOR FISIOLÓGICO
Es un hidrocarburo volátil que es producto del metabolismo celular
Su síntesis se incrementa durante la maduración de frutos climatéricos
Provoca la acción de los sistemas enzimáticos causantes de los efectos de la maduración y senescencia
Causa de pérdida de calidad durante la post-recolección
Se emplea en postrecolección como un tratamiento para conseguir:
Maduración: Ej. Tomate (0.5 ppm),
Aguacate (0.1ppm)
Desverdización: Limones, Mandarinas, etc.
L C
2H
4 /
kg . h
Incremento de la Respiración ySíntesis de Etileno durante laMaduración (climatérico)
C2H4
C2H4
Núcleo
RNA
polimerasa
Nuevo
mRNA
Proteínas
Enzimas
Acción
Membrana
celular
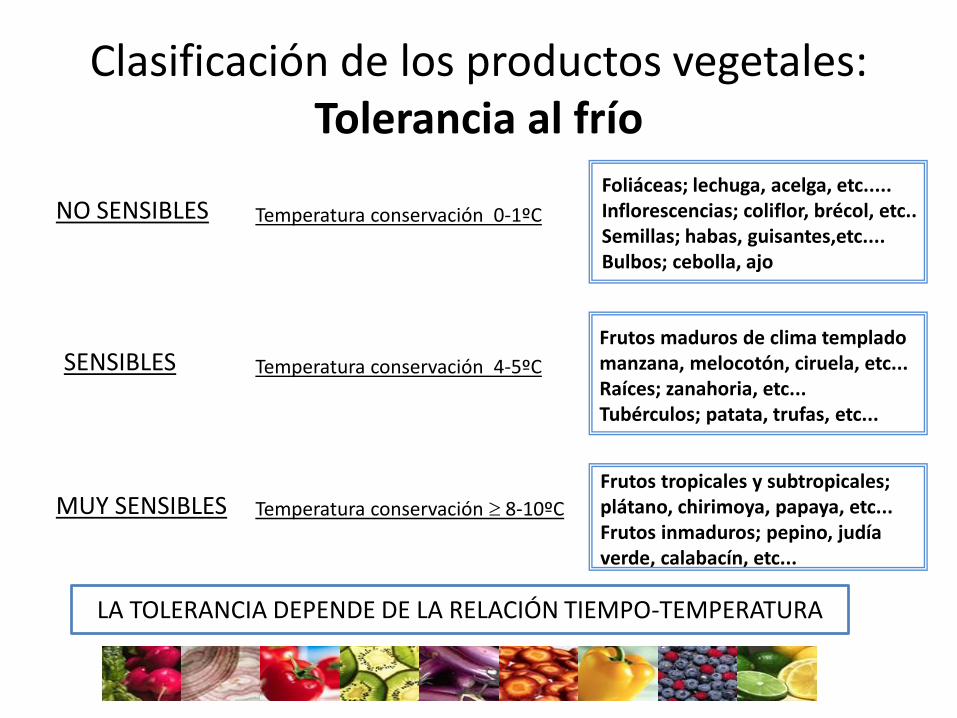
Clasificación de los productos vegetales:Tolerancia al frío
Foliáceas; lechuga, acelga, etc..... Inflorescencias; coliflor, brécol, etc..Semillas; habas, guisantes,etc....Bulbos; cebolla, ajo
Frutos maduros de clima templadomanzana, melocotón, ciruela, etc...Raíces; zanahoria, etc...Tubérculos; patata, trufas, etc...
Frutos tropicales y subtropicales;plátano, chirimoya, papaya, etc...Frutos inmaduros; pepino, judíaverde, calabacín, etc...
LA TOLERANCIA DEPENDE DE LA RELACIÓN TIEMPO-TEMPERATURA
NO SENSIBLES
SENSIBLES
MUY SENSIBLES
Temperatura conservación 0-1ºC
Temperatura conservación 4-5ºC
Temperatura conservación 8-10ºC
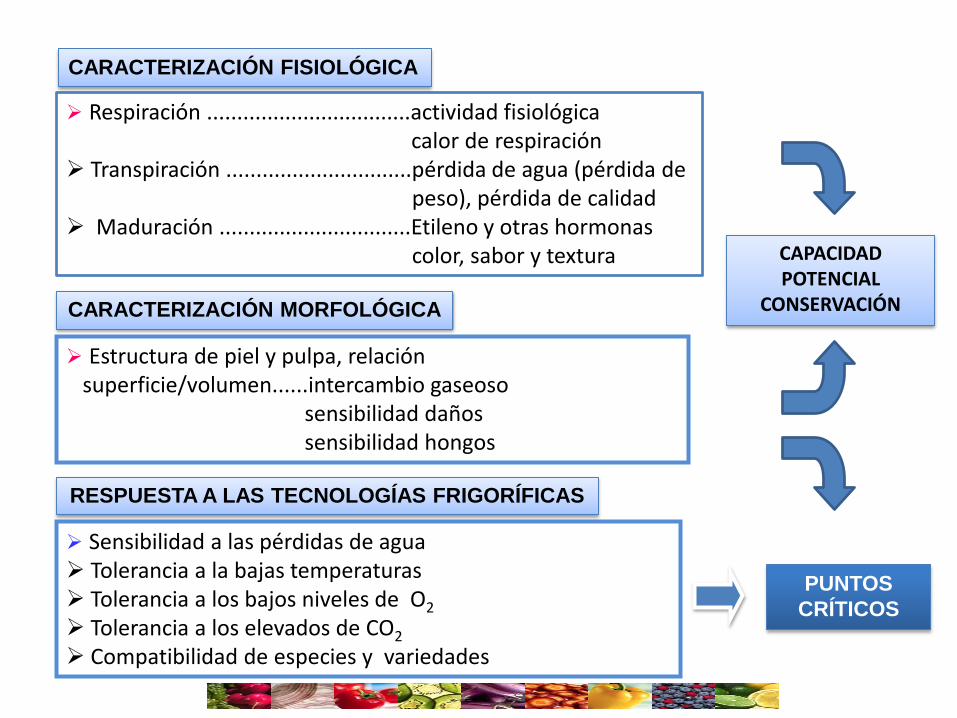
Respiración ..................................actividad fisiológicacalor de respiración
Transpiración ...............................pérdida de agua (pérdida depeso), pérdida de calidad
Maduración ................................Etileno y otras hormonascolor, sabor y textura
Estructura de piel y pulpa, relación superficie/volumen......intercambio gaseoso
sensibilidad dañossensibilidad hongos
Sensibilidad a las pérdidas de agua Tolerancia a la bajas temperaturas Tolerancia a los bajos niveles de O2
Tolerancia a los elevados de CO2
Compatibilidad de especies y variedades
CARACTERIZACIÓN FISIOLÓGICA
CARACTERIZACIÓN MORFOLÓGICA
RESPUESTA A LAS TECNOLOGÍAS FRIGORÍFICAS
CAPACIDADPOTENCIAL
CONSERVACIÓN
PUNTOS
CRÍTICOS
Tecnologías de control de la maduración
Actúan sobre intensidad respiratoria y metabolismo
Actúan sobre el metabolismo del etileno
Control de la atmósfera que rodea el fruto
Atmósferas controladas
Atmósferas modificadas
Control genético
Control biotecnológico
TECNOLOGÍA POSTCOSECHA
Definición:
Organización global del proceso de tratamiento, conjunto de métodos de conservación, empaquetado y transporte del producto vegetal, desde su recolección hasta su consumo
TECNOLOGÍAS POSTCOSECHA
Producción agraria Calidad del producto
Tecnología postcosecha Mantenimiento de la calidad
RETO DE LAS TECNOLOGÍAS POSTCOSECHA
Evitar deterioro de la calidad, a través de las prácticas correctas de:
* Manipulación* Conservación* Distribución
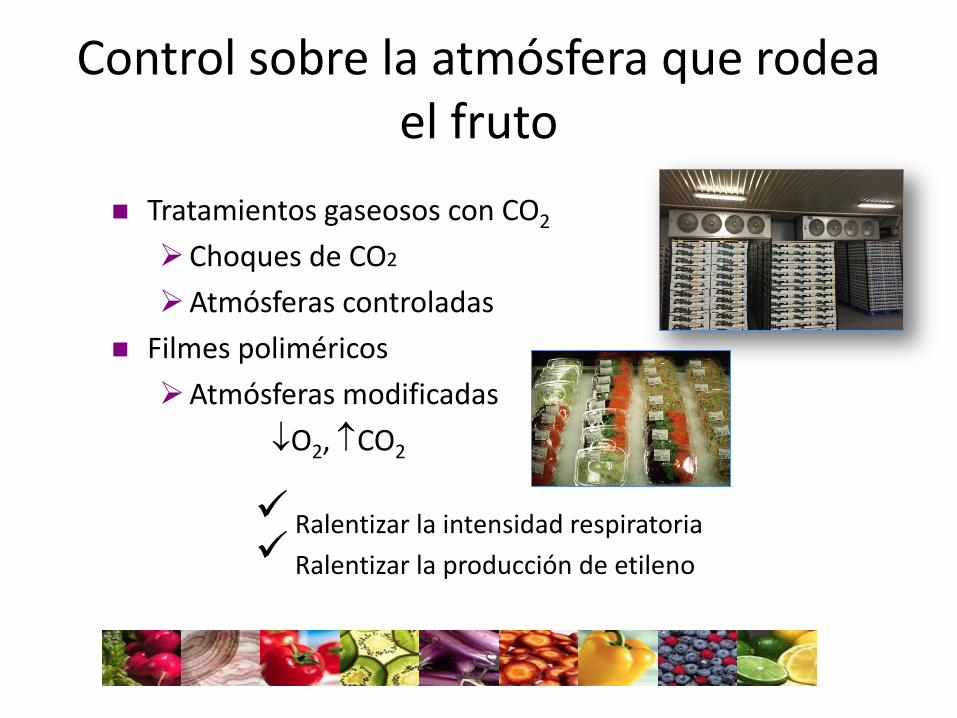
Control sobre la atmósfera que rodea el fruto
Tratamientos gaseosos con CO2
Choques de CO2
Atmósferas controladas
Filmes poliméricos
Atmósferas modificadas
O2, CO2
Ralentizar la intensidad respiratoria Ralentizar la producción de etileno
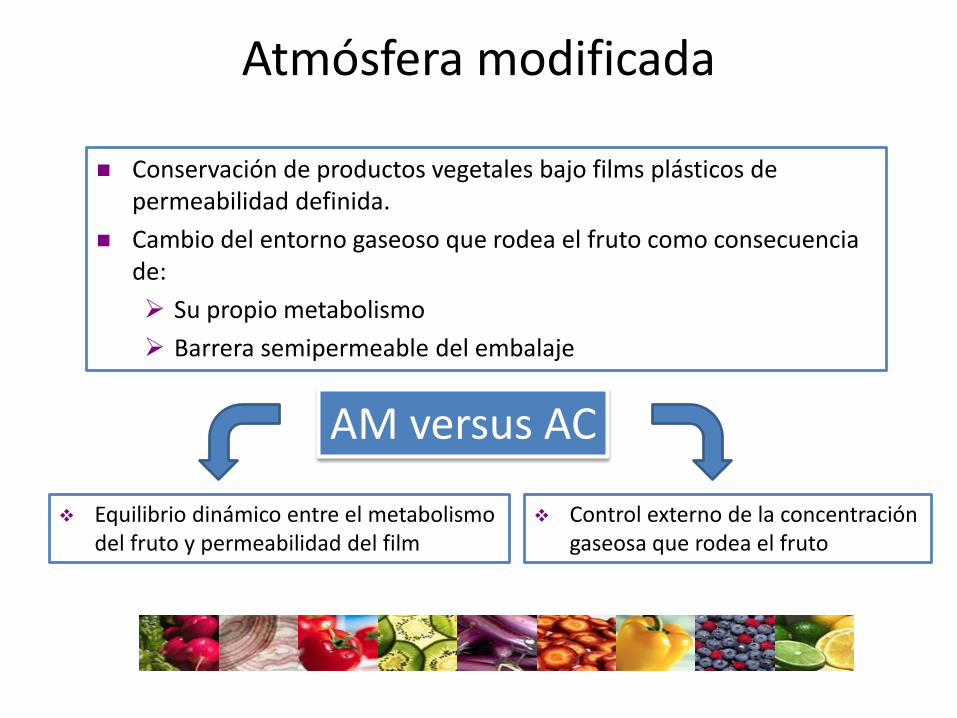
Atmósfera modificada
Conservación de productos vegetales bajo films plásticos de permeabilidad definida.
Cambio del entorno gaseoso que rodea el fruto como consecuencia de:
Su propio metabolismo
Barrera semipermeable del embalaje
AM versus AC
Equilibrio dinámico entre el metabolismo del fruto y permeabilidad del film
Control externo de la concentración gaseosa que rodea el fruto
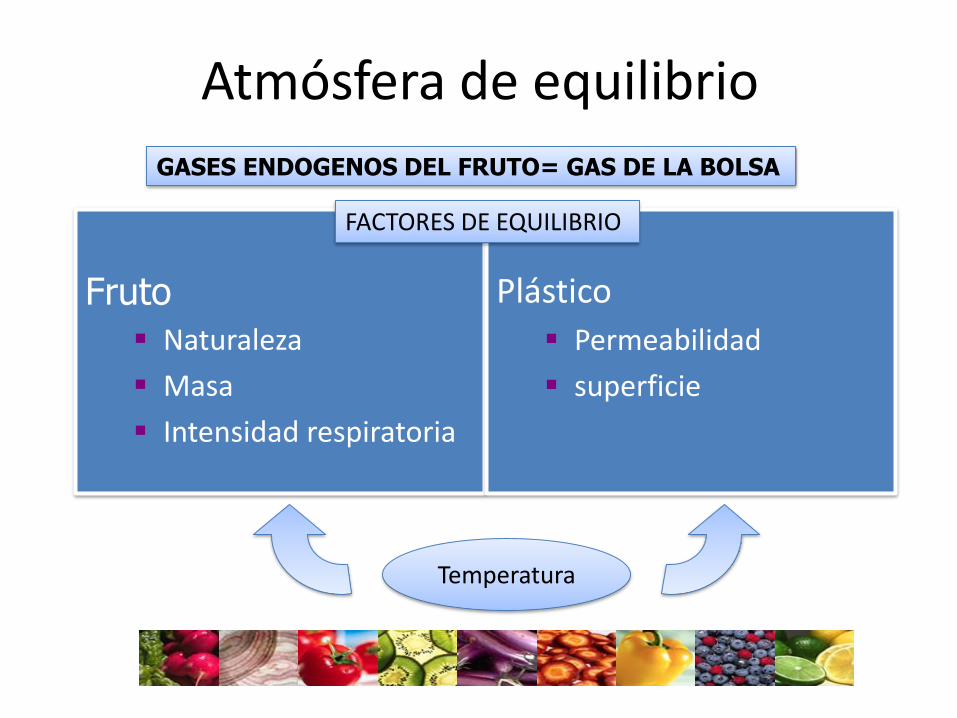
Atmósfera de equilibrio
Temperatura
Fruto Naturaleza
Masa
Intensidad respiratoria
Plástico
Permeabilidad
superficie
GASES ENDOGENOS DEL FRUTO= GAS DE LA BOLSA
FACTORES DE EQUILIBRIO
Innovación en Postcosecha: líneas actuales
Reducción de contaminantes y aditivos
Incremento de la calidad, economía, seguridad y uniformidad del producto
Mejora de la calidad nutritiva y sensorial
Aumento de la vida máxima de conservación: Refrigeración
Atmósferas controladas
Atmósferas modificadas
Empleo de técnicas de higienización no contaminantes
Empleo de técnicas de higienización no contaminantes
Principales causas de las pérdidas post-cosecha durante el almacenamiento son:
El deterioro fisiológico (ablandamiento, marchitamiento)El deterioro por infección con hongos, levaduras y microorganismos (putrefacción)
La pudrición postcosecha provoca pérdidas comerciales significativas debido al desperdicio que ocasiona
Se producen mayores pérdidas económicas si para la comercialización se requiere un re-envasado de la mercancía contaminada
En productos pre-envasados para el consumidor, si uno frutos del envase está podrido se debe retirar de la venta toda la bolsa
Control de la inocuidad de los alimentos vegetales (microorganismos patógenos)
Las principales enfermedades de postcosecha son causadas por varios
tipos de hongosAlternaria
Botrytis
Colletotrichum
Diplodia
Penicillium
Phytophthora
Rhizopus

Podredumbres ocasionadas por Alternaria
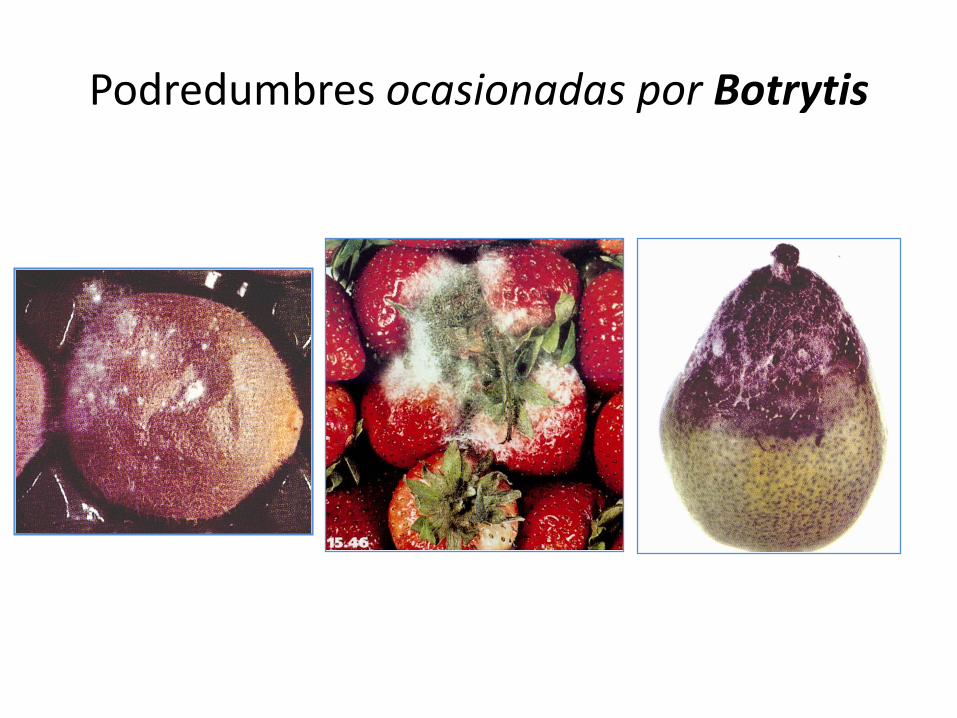
Podredumbres ocasionadas por Botrytis
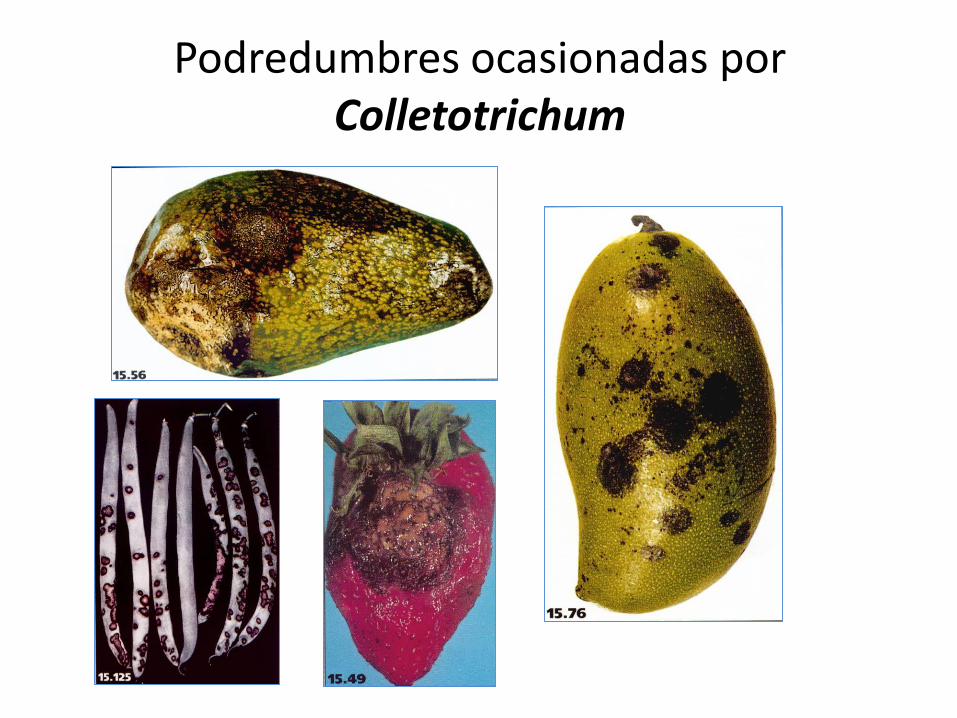
Podredumbres ocasionadas porColletotrichum

Podredumbres ocasionadas por Penicillium
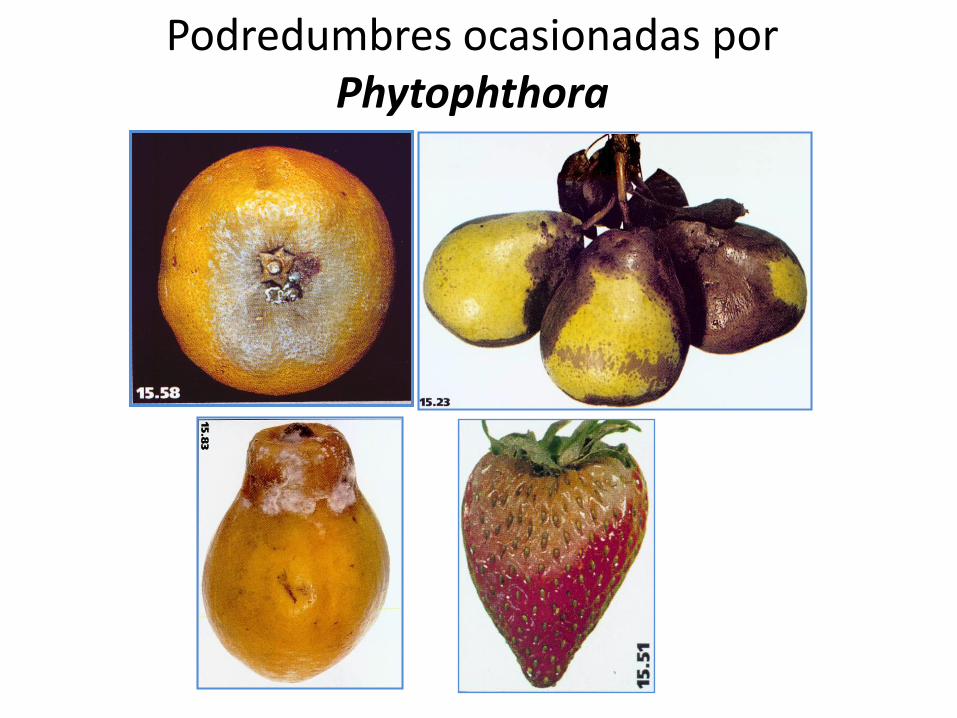
Podredumbres ocasionadas por Phytophthora

Podredumbres ocasionadas porRhizophus
Existen interacciones genéticas específicas entre el huésped y el patógeno, que rigen si los producto vegetales van a ser resistentes o susceptibles.
Por ejemplo, Penicillium digitatum ataques solamente cítricos, mientras que Penicilliumexpansum puede atacar manzanas y peras, pero no cítricos
Cuando se produce la contaminación?
Infección antes de la cosecha - se produce sobre todo en las partes florales y durante el desarrollo del fruto.Estas infecciones quedan latentes hasta que el producto madura y llega a la senescencia. Ejemplos de ello son Colletotrichum, Botrytis y varias pudriciones que ocurren en el tallo.
Infección post-cosecha - se produce después de la cosecha por la penetración a través de la piel o por la invasión a través de heridas superficiales. Ejemplos son Penicillium y Rhizopus.
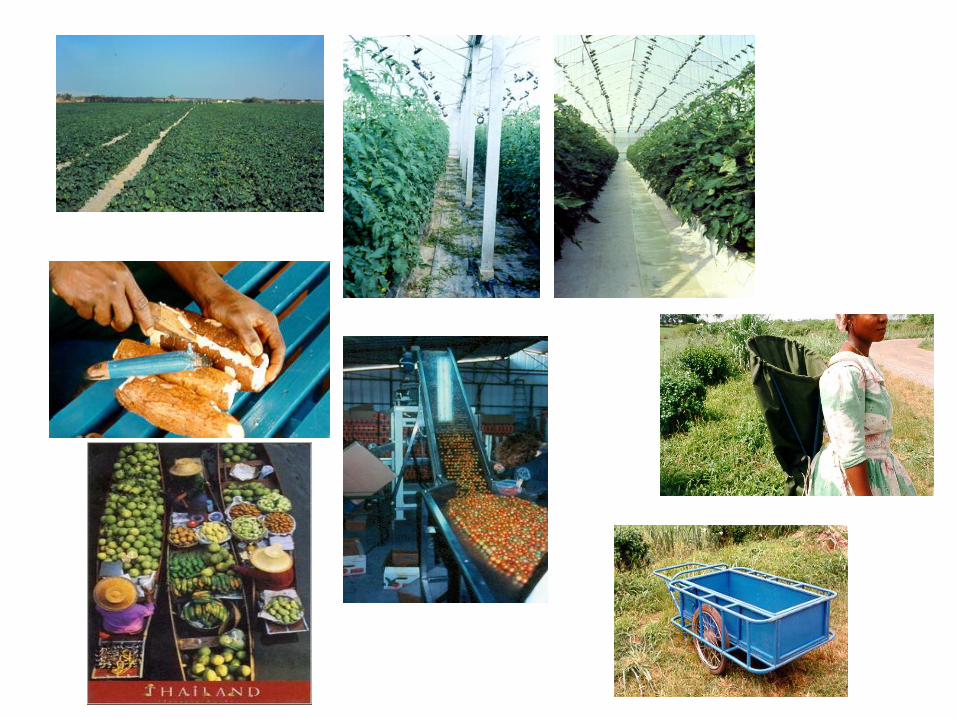
Fuentes de infección
* En el campo o en el huerto* Invernaderos* Herramientas para la cosecha* Cubos, carros, cajas, etc.
* Manipulación y acondicionamiento* Instalaciones de la envasadora* Instalaciones de almacenamiento* Mercados (comercialización)

El proceso de infecciónLos hongos producen millones de esporas, que sirven como unidades de reproducción
Esporas sobre la superficie de un fruto
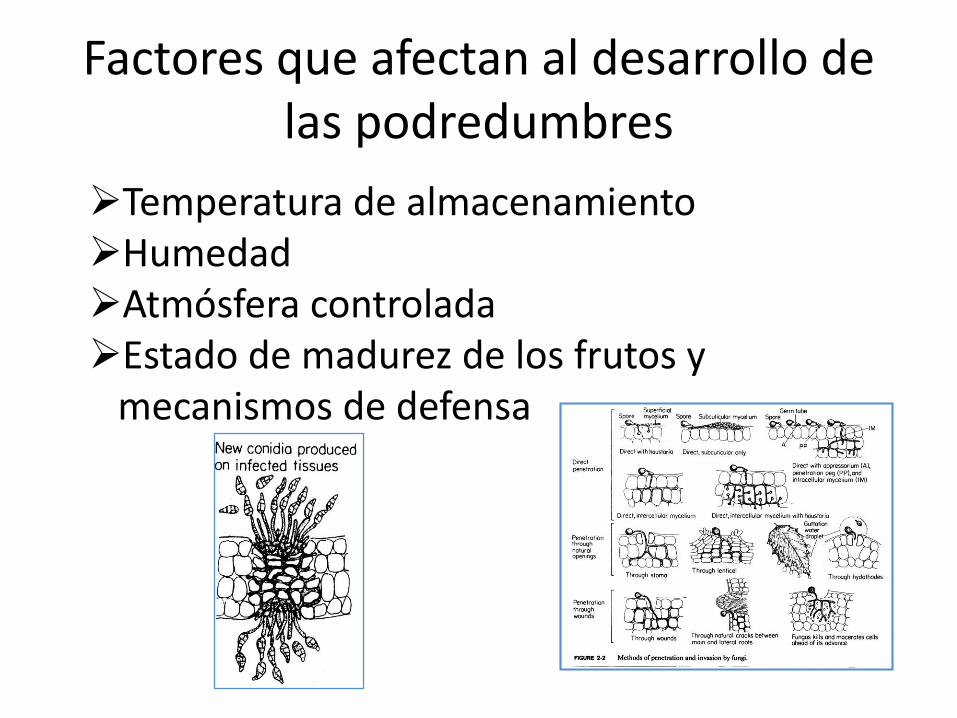
Factores que afectan al desarrollo de las podredumbres
Temperatura de almacenamientoHumedadAtmósfera controladaEstado de madurez de los frutos y
mecanismos de defensa
TemperaturaLa temperatura es el factor ambiental más importante utilizado para controlar el desarrollo de la caries.Existen otras medidas de control de enfermedades que se emplean como coadyuvantes de la refrigeración.Las bajas temperaturas reducen el desarrollo de la daños superficiales al inhibir directamente el crecimiento de hongos e indirectamente mediante el mantenimiento de la calidad y la reducción del deterioro.La mayoría de los patógenos de post-cosecha crecen mejor a 20-25ºC. Las temperaturas más bajas propician una desaceleración del crecimiento e incluso pueden matar al patógeno.
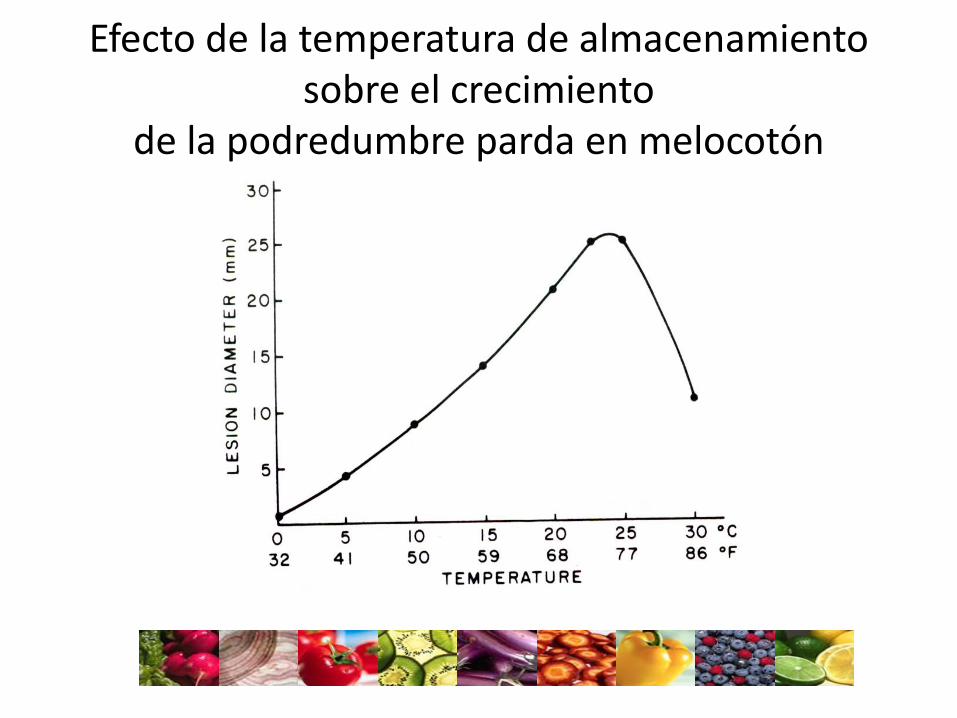
Efecto de la temperatura de almacenamiento sobre el crecimiento
de la podredumbre parda en melocotón
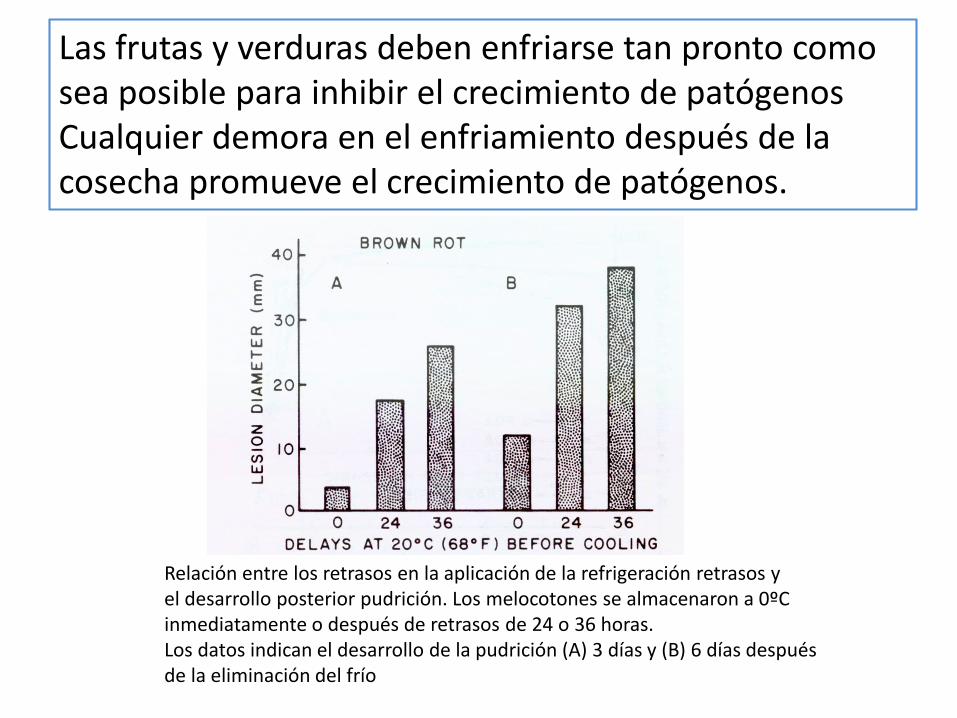
Las frutas y verduras deben enfriarse tan pronto como sea posible para inhibir el crecimiento de patógenosCualquier demora en el enfriamiento después de la cosecha promueve el crecimiento de patógenos.
Relación entre los retrasos en la aplicación de la refrigeración retrasos yel desarrollo posterior pudrición. Los melocotones se almacenaron a 0ºC inmediatamente o después de retrasos de 24 o 36 horas. Los datos indican el desarrollo de la pudrición (A) 3 días y (B) 6 días despuésde la eliminación del frío
Se requiere una alta humedad durante el almacenamiento para mantener la calidad del producto y el peso de los frutos.Sin embargo, una humedad elevada, y especialmente la condensación de agua en la superficie de los frutos, puede promover el crecimiento de patógenos y las pérdidas por podredumbres.
Humedad
Atmósfera controlada
La atmósfera controlada puede inhibir directamente el crecimiento de patógenos o indirectamente inhibir la descomposición, al retrasar la maduración y la senescencia
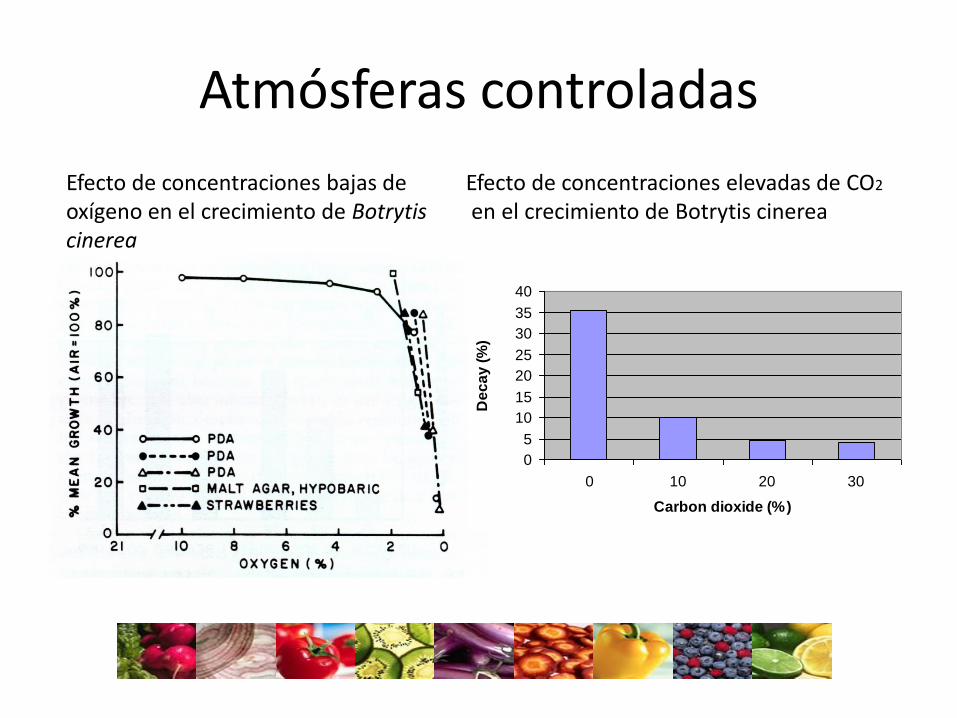
Bajo nivel de O2 - Para muchos productos, CA almacenamiento incluye 2-5% de O2 (niveles inferiores mejorar la respiración anaeróbica).Sin embargo, sólo bajos niveles de oxígeno por debajo de 1% reducen significativamente el crecimiento de patógenos.
Altos niveles de CO2 - Los altos niveles de CO2 (10-15%) se utilizan en la CA de almacenamiento de algunos productos básicos (fresas, higos, cerezas).Estas altas concentraciones de CO2 también inhiben el crecimiento de patógenos.
Atmósferas controladas
0
5
10
15
20
25
30
35
40
0 10 20 30
Carbon dioxide (%)
De
ca
y (
%)
Efecto de concentraciones bajas de oxígeno en el crecimiento de Botrytiscinerea
Efecto de concentraciones elevadas de CO2
en el crecimiento de Botrytis cinerea
Control de pudrición post-cosechaTratamientos de campoSaneamiento: Saneamiento en las arboledas y campos de poda y eliminación de la madera muerta y la fruta podrida caída.
Fumigación en campoTratamientos en campo con fungicidas que ayuda proteger contra las posibles infecciones.
Recolección manual (ó mecánica) cuidadosaPara evitar daños mecánicos, heridas y lesiones.
Mantenimiento de la resistencia frutaLos tratamientos con reguladores del crecimiento, tales como el ácido giberélico y 2,4-D, retrasan la senescencia y mantienen la resistencia de fruta a las podredumbres.
Control de pudrición post-cosecha (continuación)
Tratamientos post-cosecha
Lavado: el lavado elimina las esporas y reduce el inóculo inicial presente en la superficie de los productos básicos.
Tratamientos químicos: los fungicidas en post-cosecha son actualmente el método más eficaz que se utiliza para reducir las podredumbres.
Tratamientos físicos: agua caliente (calor) y la irradiación se pueden utilizar para la desinfección de los productos.
Control biológico: Los microorganismos antagonistas se puede usar para competir con los patógenos y reducir las podredumbres
Tratamientos químicos en la planta de tratamiento y acondicionamiento
(empaque)Desinfección de los equiposSon tratamientos aplicados para reducir las poblaciones de microorganismos en las instalaciones de acondicionamiento de los frutos y hortalizas (preparación y envasado). Uno de los tratamientos más utilizados es la limpieza con sales de con amonio cuaternario.
Higienización de frutas y hortalizasSon tratamientos para reducir los niveles de inóculo de microrganismosque causan las podredumbres de la superficie del producto. Estos tratamientos son importantes para evitar la contaminación cruzada de la fruta. Por lo general incluyen lavados con derivados clorados, o tratamientos con ozono o la fumigación con dióxido de azufre
Tratamientos químicos
Fungicidas en post-cosecha
Son actualmente el método más eficaz para reducir las podredumbres
Fungicidas químicos impiden la germinación de las esporas de hongos e inhiben el crecimiento del micelio.
El problema con los tratamientos químicos es que la mayoría de los fungicidas son tóxicos, y debido a problemas de salud, su uso está limitado a ciertos niveles de residuos permitidos por la legislación.
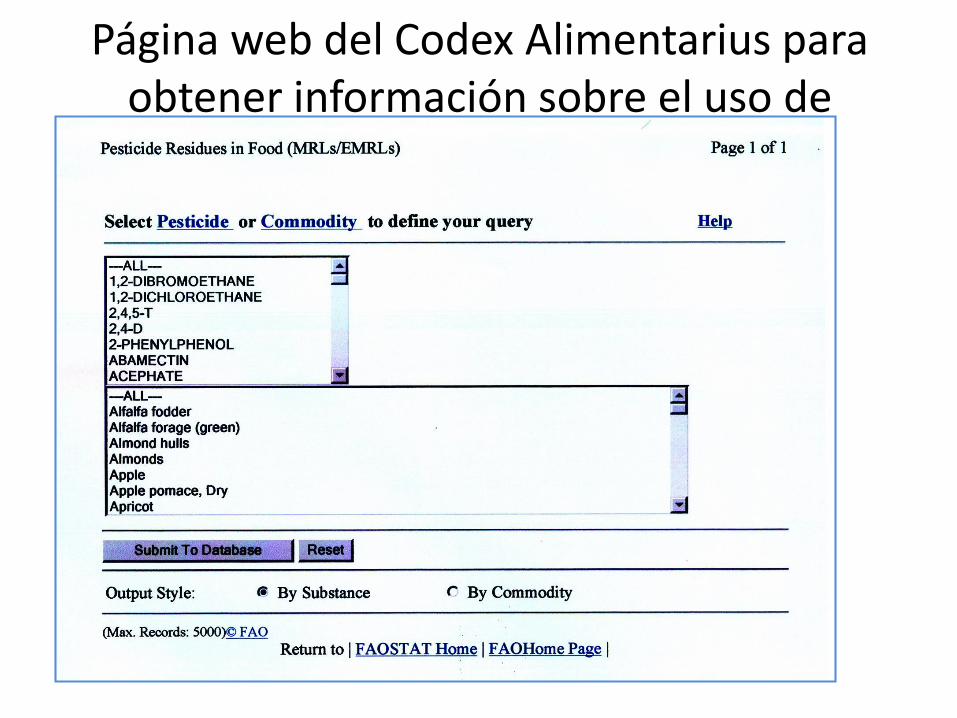
Página web del Codex Alimentarius para obtener información sobre el uso de
pesticidas y límites
Nuevos fungicidas para el uso post-cosecha
Durante los últimos años, se están desarrollando nuevos fungicidas, que han sido introducidos y registrados.
La nueva generación de fungicidas se desarrollaron con una mayor conciencia de la seguridad ambiental y humana.
Los nuevos fungicidas permiten tasas de aplicación más bajas, mayor eficacia contra los patógenos diana y efectos mínimos contra los organismos no objetivo, corta persistencia, no reactividad al medio ambiente y una mayor seguridad para los trabajadores y consumidores.
MÉTODOS ALTERNATIVOS PARA EL ASEGURAMIENTO DE LA CALIDAD Y SEGURIDAD DE FRUTAS Y HORTALIZAS

Esquema del proceso de comercialización de frutas y hortalizas frescas
Recolección
Transporte a planta de
acondicionamiento
Tratamiento y acondicionamiento
Envasado
Conservación frigorífica
(almacenamiento)
Transporte frigorífico
(terrestre, aéreo o en barco)
Comercialización
Innovaciones en el tratamiento post-cosecha
OZONO (O3)
ESPECIES REACTIVAS DE OXÍGENO (ROS)
Higienización instalaciones y
equipos
Calidad del aire
Higienización agua de lavado
(pre-cortados)
Cámaras frigoríficas
Transporte refrigerado
AGENTES IONIZANTES
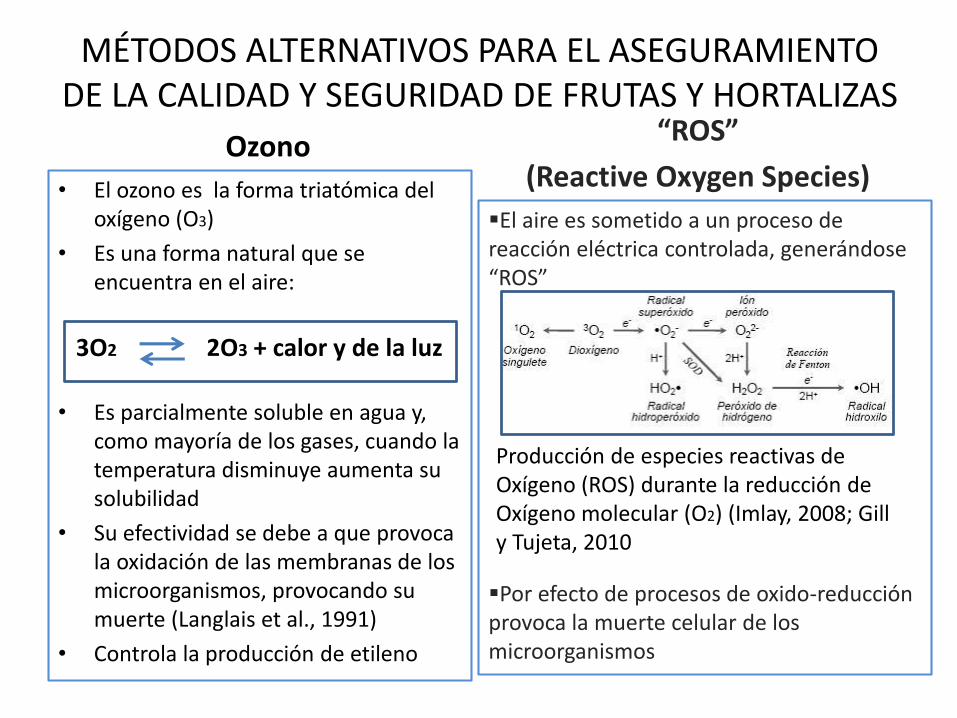
Ozono
• El ozono es la forma triatómica del oxígeno (O3)
• Es una forma natural que se encuentra en el aire:
3O2 2O3 + calor y de la luz
• Es parcialmente soluble en agua y, como mayoría de los gases, cuando la temperatura disminuye aumenta su solubilidad
• Su efectividad se debe a que provoca la oxidación de las membranas de los microorganismos, provocando su muerte (Langlais et al., 1991)
• Controla la producción de etileno
“ROS”
(Reactive Oxygen Species)
MÉTODOS ALTERNATIVOS PARA EL ASEGURAMIENTO DE LA CALIDAD Y SEGURIDAD DE FRUTAS Y HORTALIZAS
El aire es sometido a un proceso de reacción eléctrica controlada, generándose “ROS”
Por efecto de procesos de oxido-reducción provoca la muerte celular de los microorganismos
Producción de especies reactivas de Oxígeno (ROS) durante la reducción de Oxígeno molecular (O2) (Imlay, 2008; Gilly Tujeta, 2010)
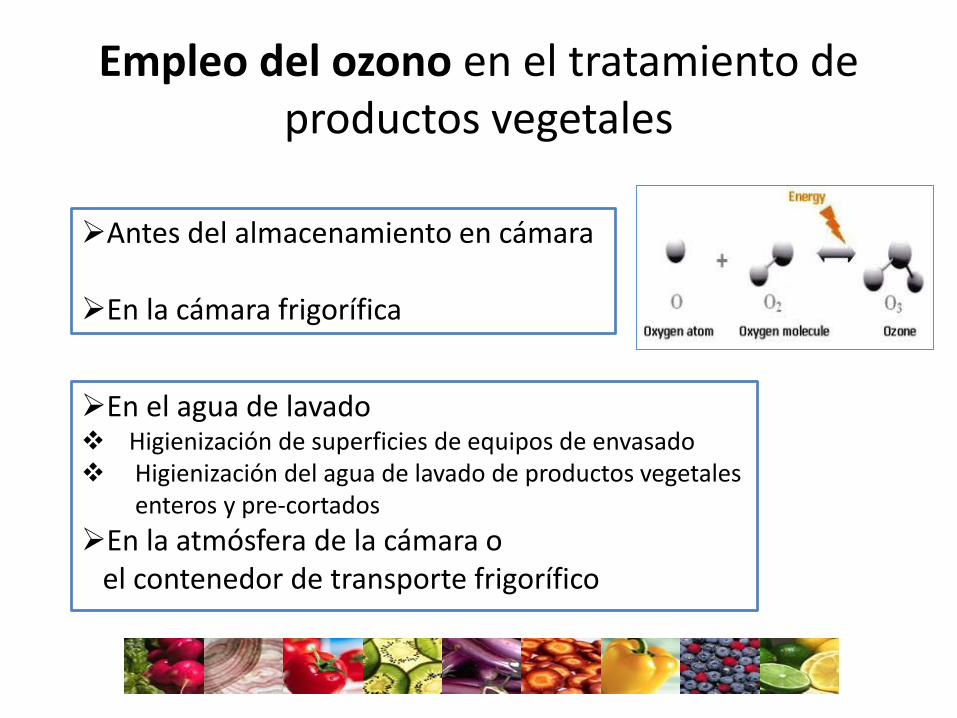
Empleo del ozono en el tratamiento de productos vegetales
Antes del almacenamiento en cámara
En la cámara frigorífica
En el agua de lavado Higienización de superficies de equipos de envasado Higienización del agua de lavado de productos vegetales
enteros y pre-cortados
En la atmósfera de la cámara o el contenedor de transporte frigorífico
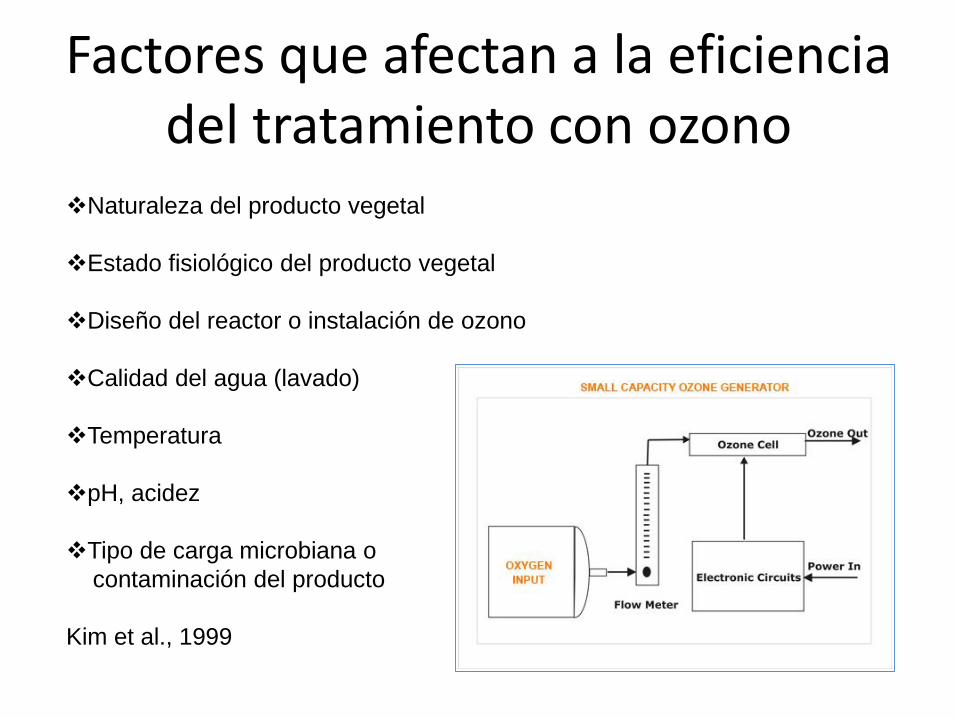
Factores que afectan a la eficiencia del tratamiento con ozono
Naturaleza del producto vegetal
Estado fisiológico del producto vegetal
Diseño del reactor o instalación de ozono
Calidad del agua (lavado)
Temperatura
pH, acidez
Tipo de carga microbiana o
contaminación del producto
Kim et al., 1999
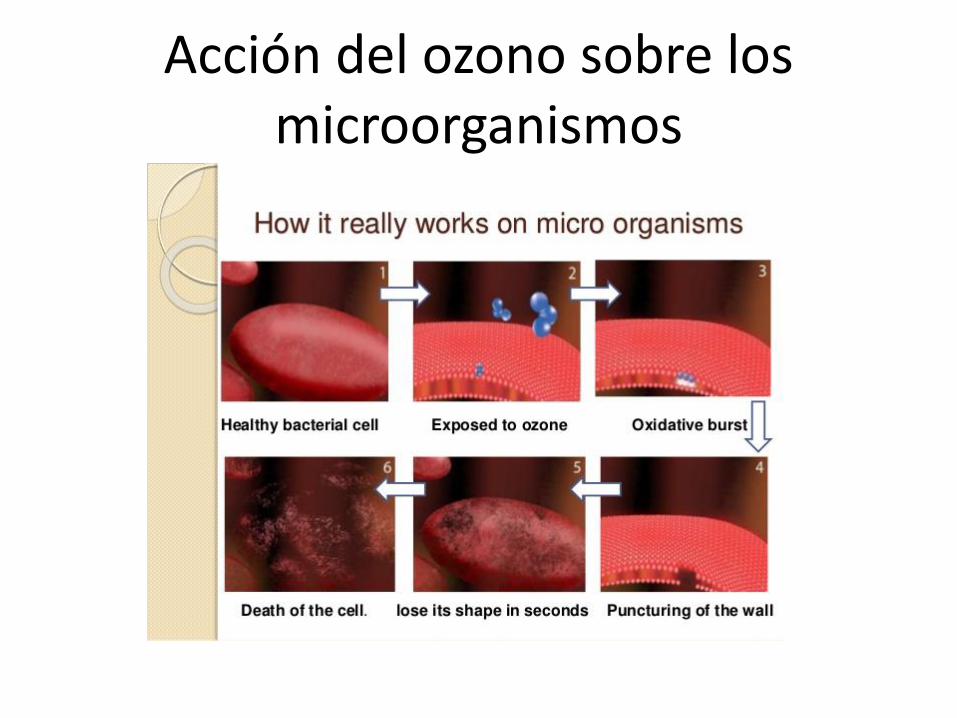
Acción del ozono sobre los microorganismos

Instalación de ozono en cámaras

Pre-cortados frescos (4ª Gama)
Ozono
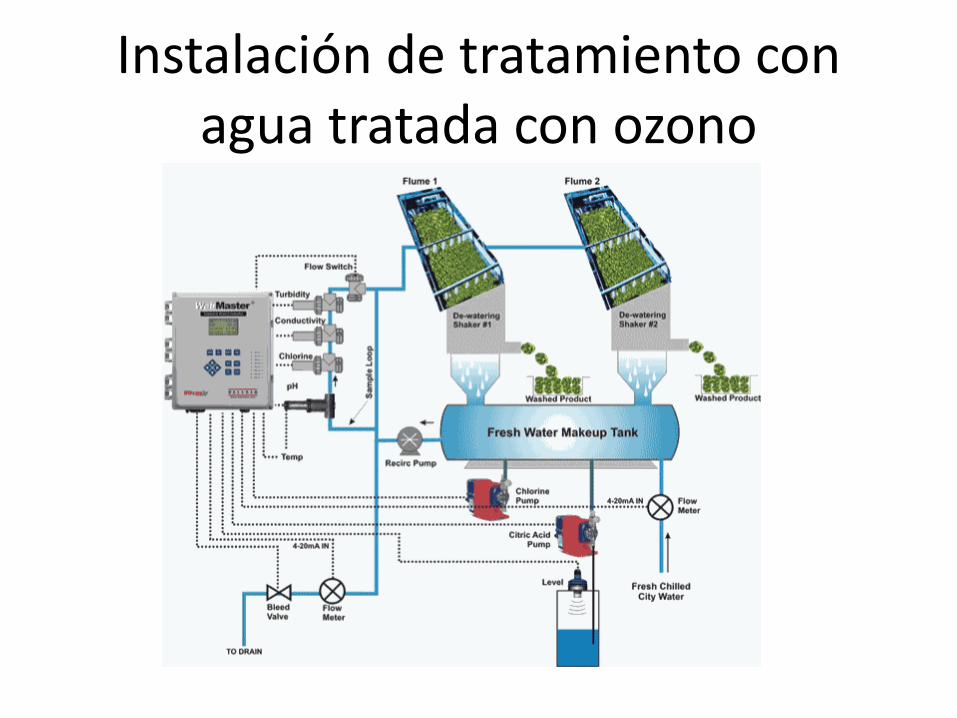
Instalación de tratamiento con agua tratada con ozono
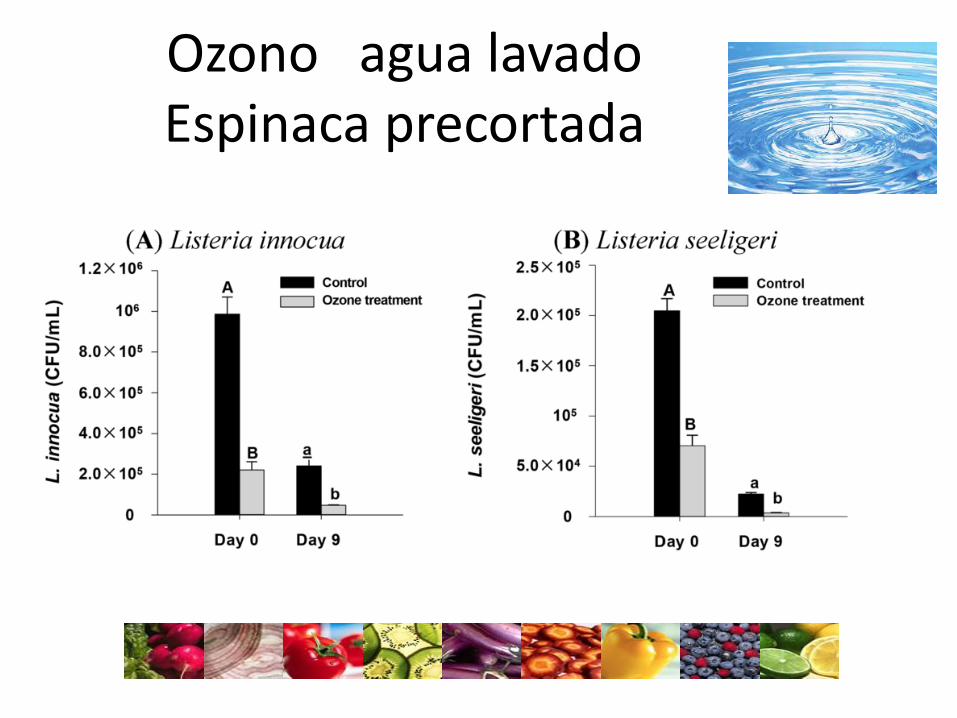
Ozono agua lavado Espinaca precortada

Ejemplos tratamiento con ozono
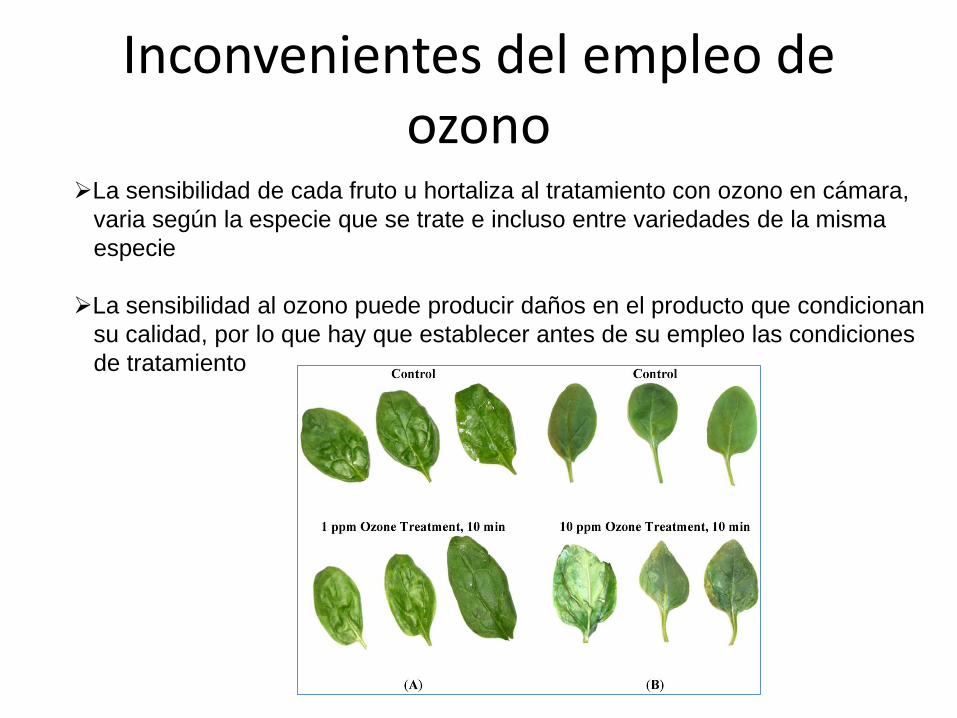
Inconvenientes del empleo de ozono
La sensibilidad de cada fruto u hortaliza al tratamiento con ozono en cámara,
varia según la especie que se trate e incluso entre variedades de la misma
especie
La sensibilidad al ozono puede producir daños en el producto que condicionan
su calidad, por lo que hay que establecer antes de su empleo las condiciones
de tratamiento
Inconvenientes del ozono(continuación)
SU USO ESTÁ AUTORIZADO EN PRESENCIA DE PERSONAS Y ALIMENTOS, así como en cámaras frigoríficas,tanto en agua como en aire (Norma española UNE 400-201-94; Real Decreto 168/1985; • Real Decreto140/2003; Norma española UNE-EN 1278:1999; FDA -Administración Americana de Alimentos y Medicamentos-;Directiva Europea de Biocidas).El uso de OZONO en cámaras frigoríficas está regulado por el B.O.E. nº 39 del 14/2/1985, R.D. 168/1985.Así mismo, la American Society or Haeting, Refrigeration and Air Conditioning cita la utilidad del OZONO enla conservación de alimentos refrigerados. Las dosis de aplicación de ozono en cámaras de frío varían de0,6 a 1,6 mg/m³, dependiendo de las condiciones de temperatura y humedad y del tipo de producto porconservar.
El ozono cuando se emplea en concentraciones bajas no es tóxico,
pero a concentraciones elevadas puede ser peligroso para los operarios
Por ello, cuando se emplea en la higienización del agua de lavado de
productos de la 4ª gama (pre-cortados frescos) deben seguirse unas
normas estrictas en el diseño de las instalaciones y en los procesos
En la cámaras de conservación también deben seguirse unos protocolos
específicos de circulación de aire y ventilación
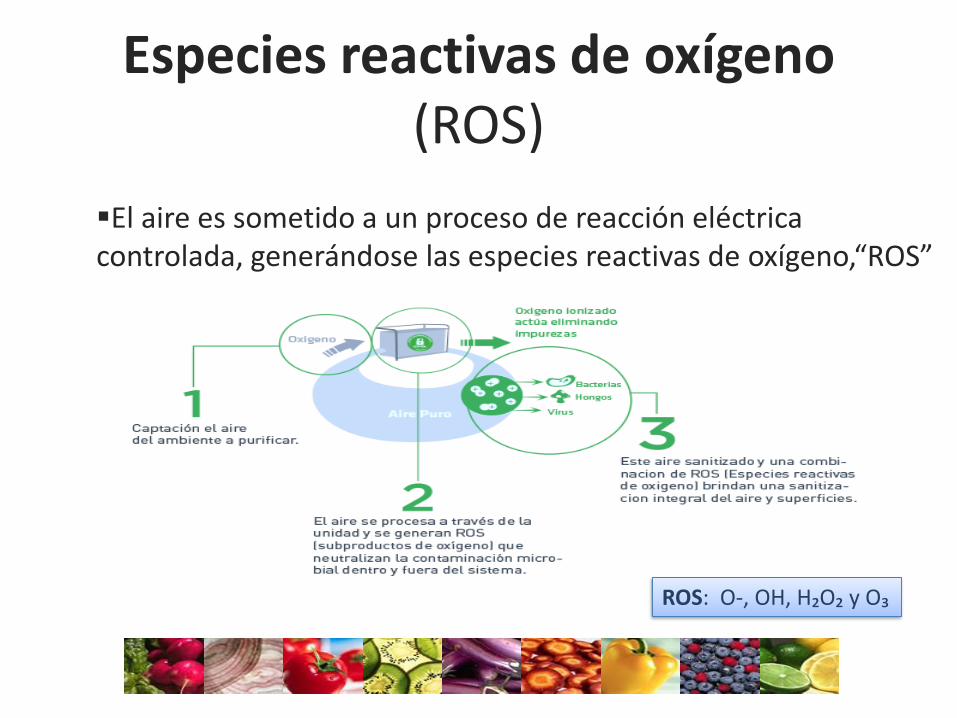
Especies reactivas de oxígeno(ROS)
El aire es sometido a un proceso de reacción eléctrica controlada, generándose las especies reactivas de oxígeno,“ROS”
ROS: O-, OH, H₂O₂ y O₃
Especies reactivas de oxígeno(ROS): objetivos
1.Reducir el riesgo bacteriológico(Inocuidad alimentaria: EscherichiaColi–Listeria –Salmonella, otros)
2.Disminuir las podredumbres(Control microbiológico –efecto fungicida y fungistático)
3.Retrasar la maduración (mantenimiento de la firmeza de los frutos)
(Control de etileno)
4.Reducir la pérdidas de peso(menor deshidratación)
Especies reactivas de oxígeno(ROS)
Higienización y desodorización del ambiente en cámaras e instalaciones
(salas de acondicionamiento, envasado, despiece (carnes y pescados),
supermercados, bodegas)
ÁREAS DE PROCESO
ÁREAS DE
MANIPULACIÓN
Y PACKING
PUNTOS DE VENTA
CÁMARAS DE FRÍO
CÁMARAS DE ALMACENAMIENTO
ZONAS DE CARGA
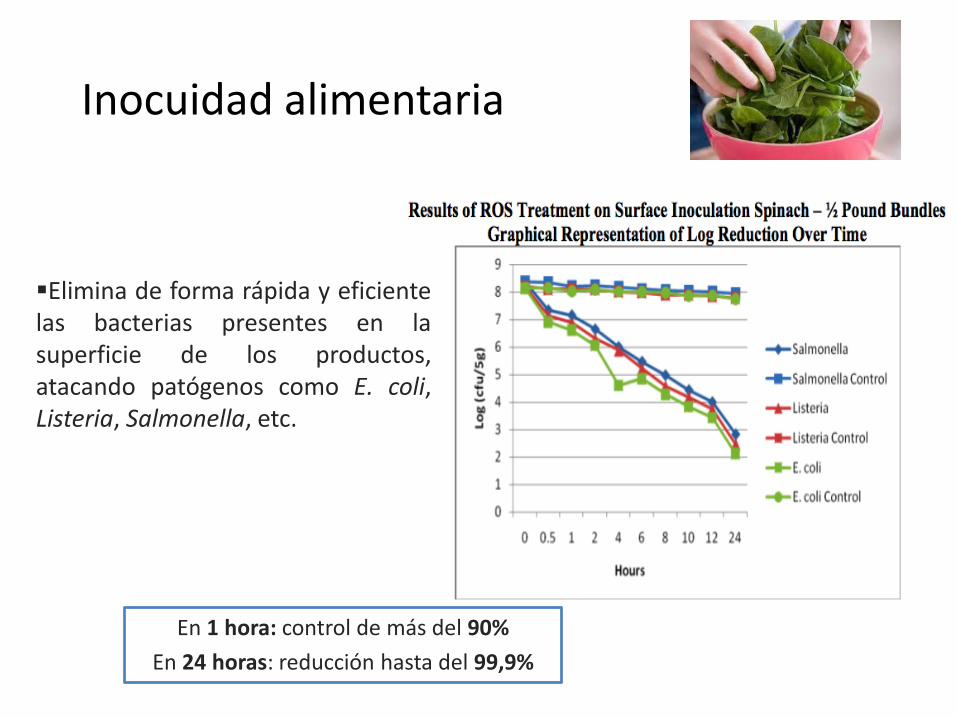
En 1 hora: control de más del 90%
En 24 horas: reducción hasta del 99,9%
Elimina de forma rápida y eficientelas bacterias presentes en lasuperficie de los productos,atacando patógenos como E. coli,Listeria, Salmonella, etc.
Inocuidad alimentaria

Acción fungicida y fungistática de los ROSTratamiento con ROS (Oxyion) durante 72 horas + 48 horas a
temperatura ambiente
CONTROLROS(Oxyion)
Las especies ROS mediante un proceso de óxido-reducción controlan laproliferación de hongos como Penicillium spp., Botrytis spp., Aspergillusspp., Rhizopus spp., Monilia spp., etc, de forma altamente eficiente .
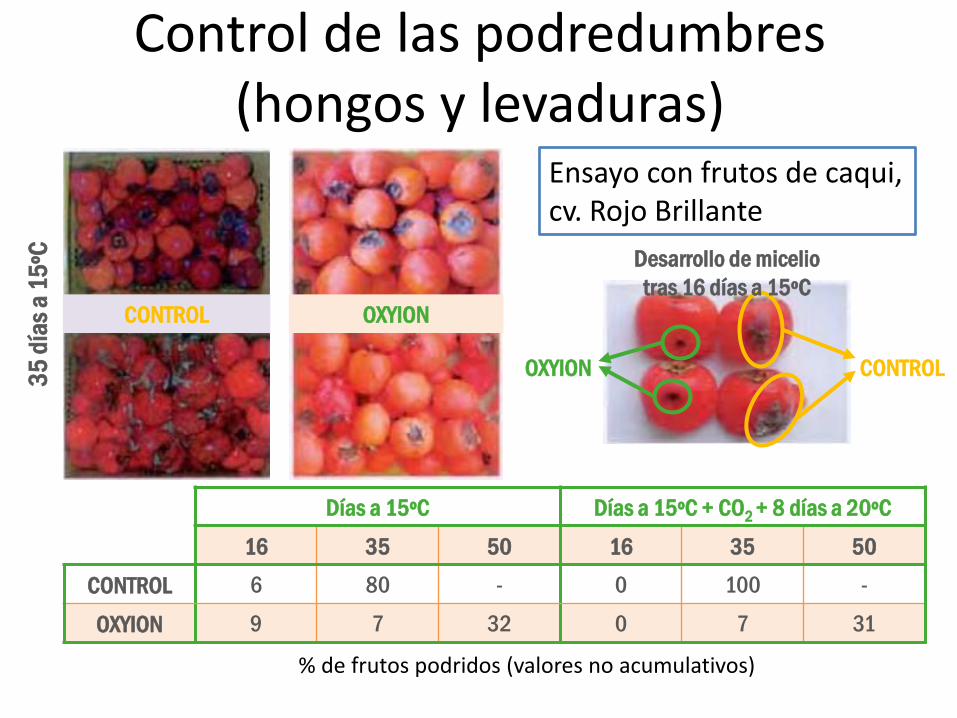
Control de las podredumbres (hongos y levaduras)
CONTROL OXYION
35
día
s a
15
ºC Desarrollo de micelio
tras 16 días a 15ºC
OXYION CONTROL
Días a 15ºC Días a 15ºC + CO2 + 8 días a 20ºC
16 35 50 16 35 50
CONTROL 6 80 - 0 100 -
OXYION 9 7 32 0 7 31
% de frutos podridos (valores no acumulativos)
Ensayo con frutos de caqui,cv. Rojo Brillante

ROS
Fruta podrida (%)
Control ROS (Oxyion)
34,73 5,01
Fruta almacenada durante 72 horas (a 0ºC y H R > 80% )con ROS (Oxyion)+ 48 horas a Tª ambiente
Control de las podredumbres (hongos y levaduras)
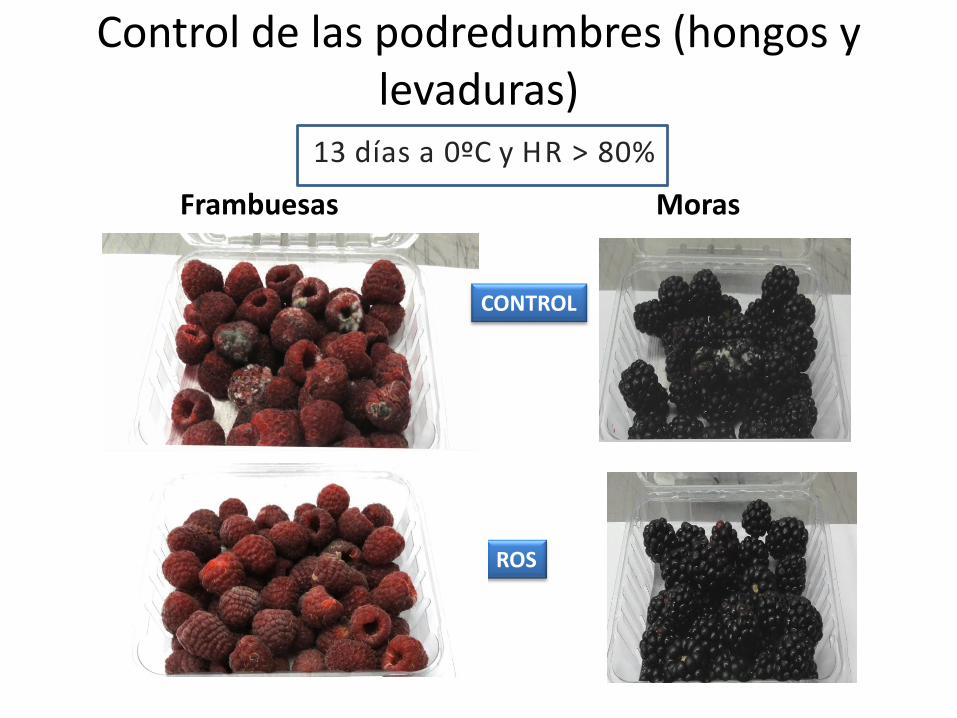
Control de las podredumbres (hongos y levaduras)
13 días a 0ºC y HR > 80%
Frambuesas Moras
ROS
CONTROL
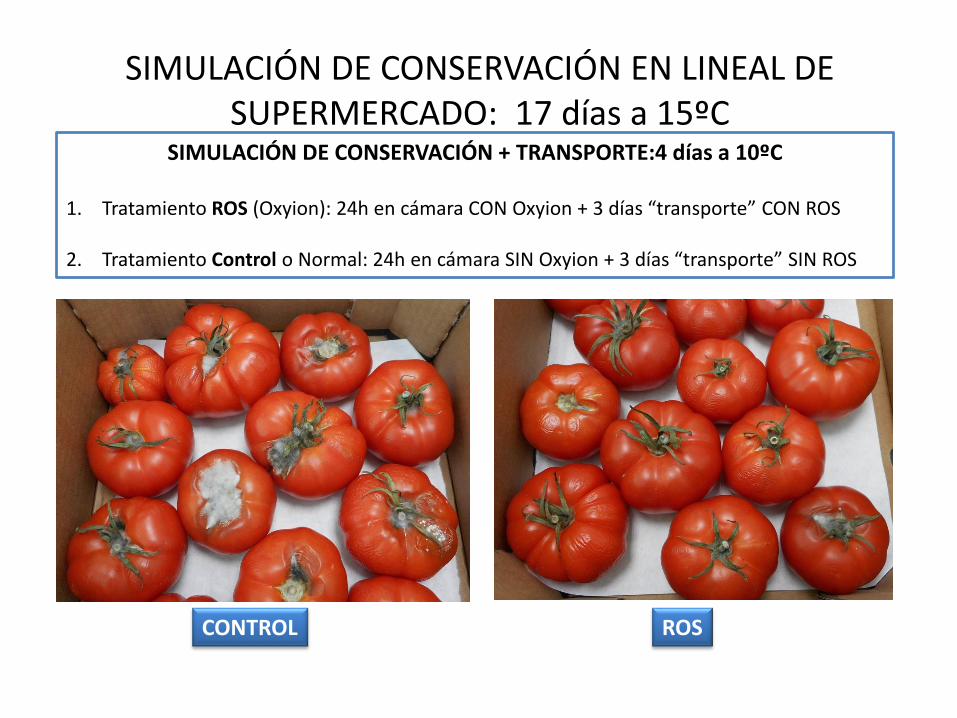
SIMULACIÓN DE CONSERVACIÓN EN LINEAL DE SUPERMERCADO: 17 días a 15ºC
CONTROL ROS
SIMULACIÓN DE CONSERVACIÓN + TRANSPORTE:4 días a 10ºC
1. Tratamiento ROS (Oxyion): 24h en cámara CON Oxyion + 3 días “transporte” CON ROS
2. Tratamiento Control o Normal: 24h en cámara SIN Oxyion + 3 días “transporte” SIN ROS

SIMULACIÓN DE CONSERVACIÓN EN LINEAL DE
SUPERMERCADO: 17 días a 15ºCSIMULACIÓN DE CONSERVACIÓN + TRANSPORTE:4 días a 10ºC
1. Tratamiento ROS (Oxyion): 24h en cámara CON Oxyion + 3 días “transporte” CON Oxyion
1. Tratamiento Control o Normal: 24h en cámara SIN Oxyion + 3 días “transporte” SIN Oxyion
2. Tratamiento ROS (Oxyion) + Control: 24h en cámara CON Oxyion + 3 días “transporte” SIN Oxyion
CONTROL ROSCONTROL + ROS
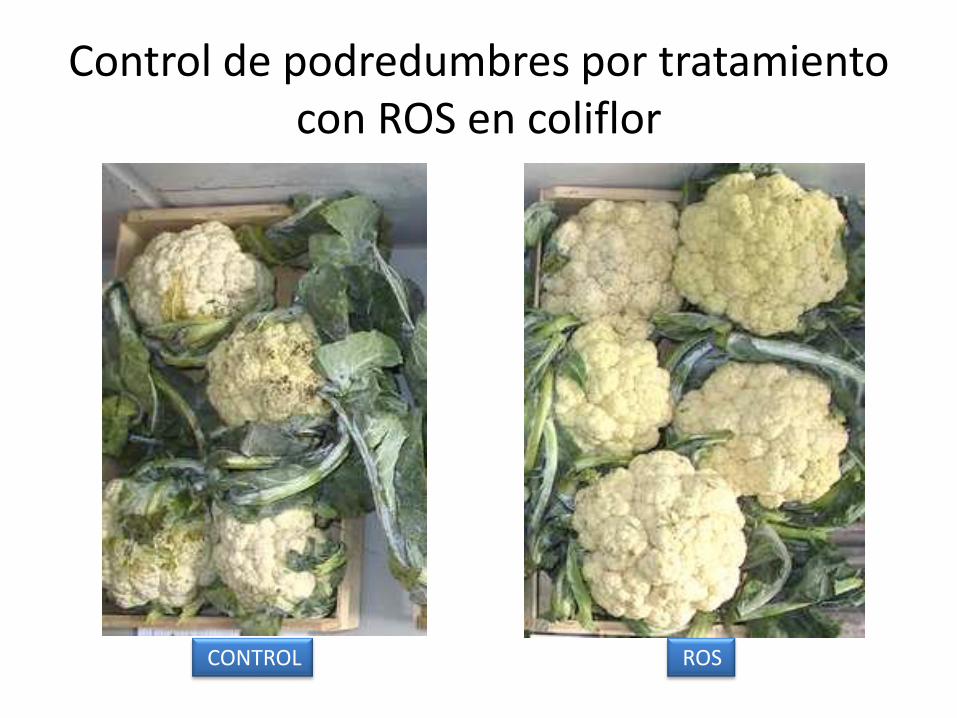
Control de podredumbres por tratamiento con ROS en coliflor
CONTROL ROS
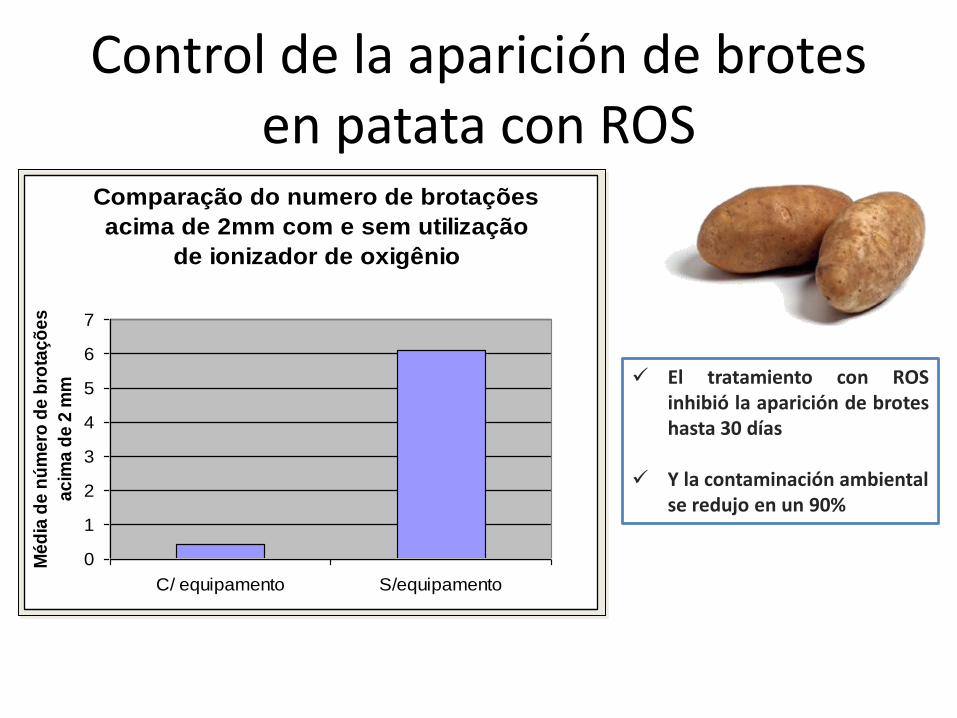
Control de la aparición de brotes en patata con ROS
Comparação do numero de brotações
acima de 2mm com e sem utilização
de ionizador de oxigênio
0
1
2
3
4
5
6
7
C/ equipamento S/equipamento
Mé
dia
de
nú
me
ro d
e b
rota
çõ
es
ac
ima
de
2 m
m
El tratamiento con ROSinhibió la aparición de broteshasta 30 días
Y la contaminación ambiental se redujo en un 90%
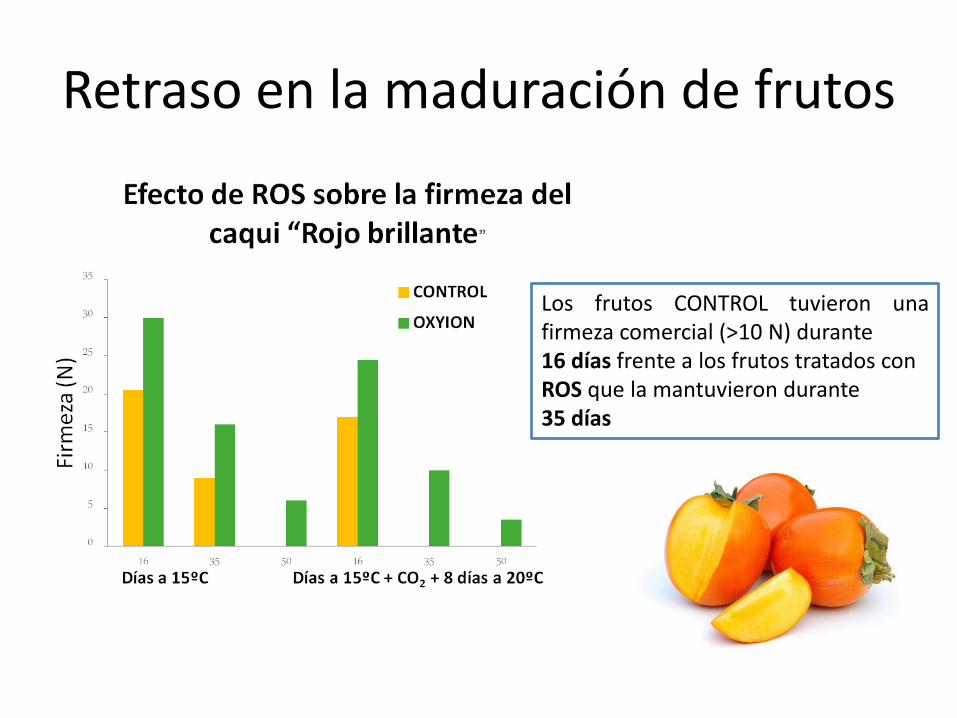
Retraso en la maduración de frutos
Los frutos CONTROL tuvieron unafirmeza comercial (>10 N) durante16 días frente a los frutos tratados conROS que la mantuvieron durante35 días
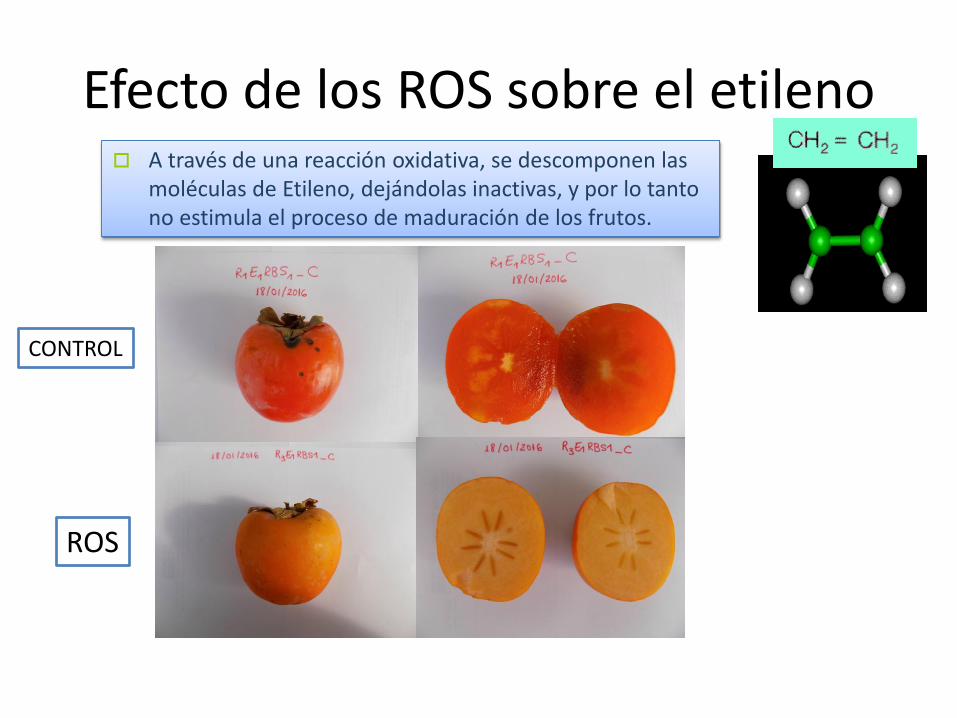
Efecto de los ROS sobre el etileno A través de una reacción oxidativa, se descomponen las
moléculas de Etileno, dejándolas inactivas, y por lo tanto no estimula el proceso de maduración de los frutos.
CONTROL
ROS
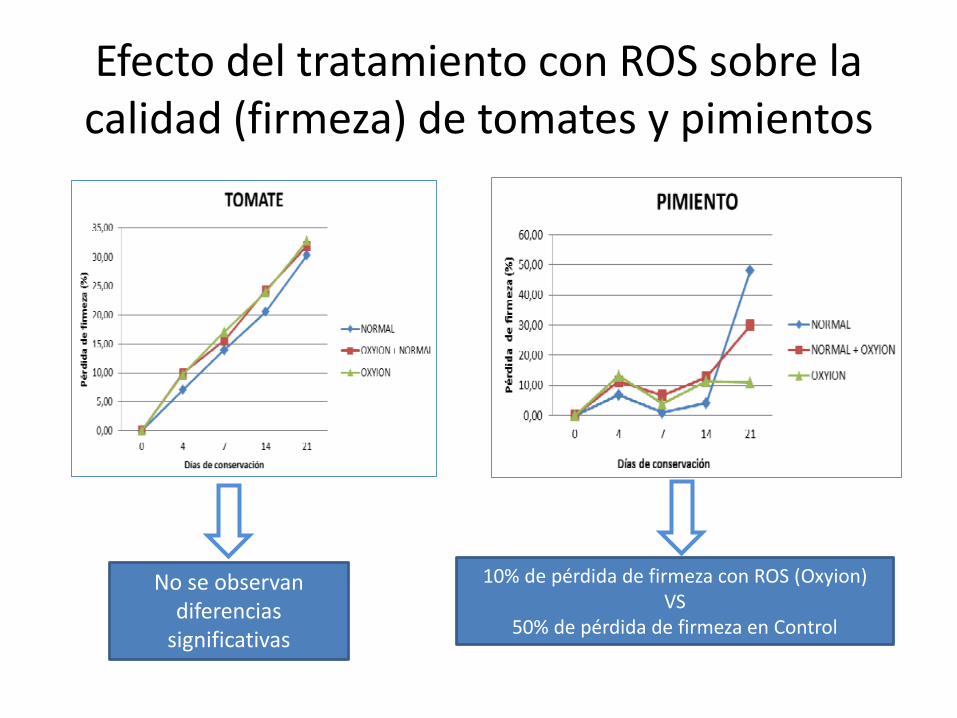
Efecto del tratamiento con ROS sobre la calidad (firmeza) de tomates y pimientos
No se observan diferencias
significativas
10% de pérdida de firmeza con ROS (Oxyion) VS
50% de pérdida de firmeza en Control
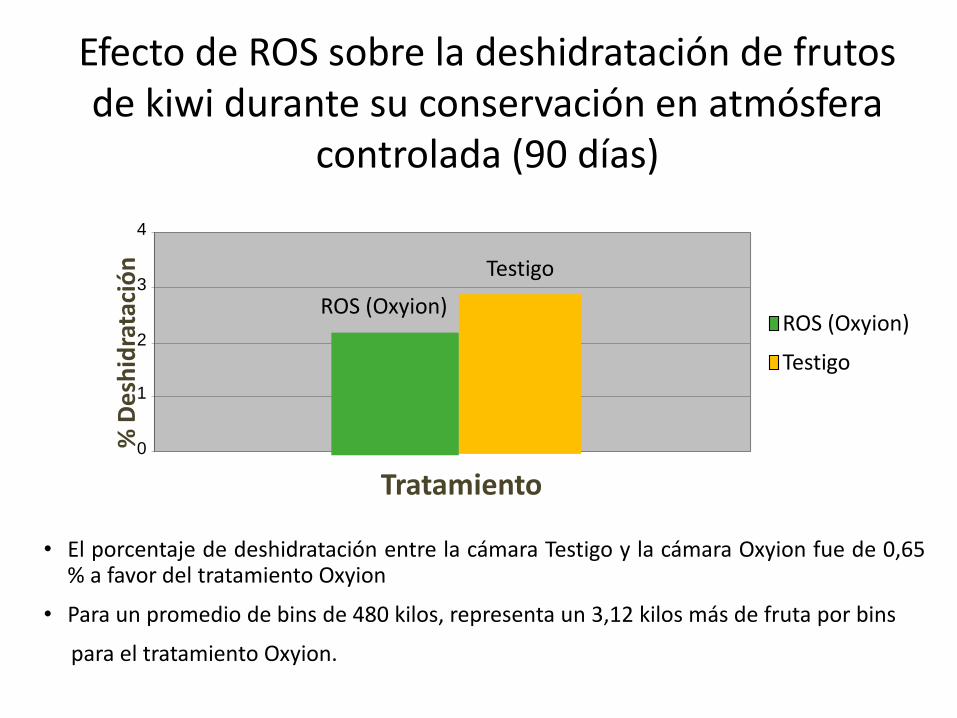
Efecto de ROS sobre la deshidratación de frutos de kiwi durante su conservación en atmósfera
controlada (90 días)
Testigo
ROS (Oxyion)
0
1
2
3
4
Tratamiento
% D
esh
idra
taci
ón
ROS (Oxyion)
Testigo
• El porcentaje de deshidratación entre la cámara Testigo y la cámara Oxyion fue de 0,65% a favor del tratamiento Oxyion
• Para un promedio de bins de 480 kilos, representa un 3,12 kilos más de fruta por bins
para el tratamiento Oxyion.
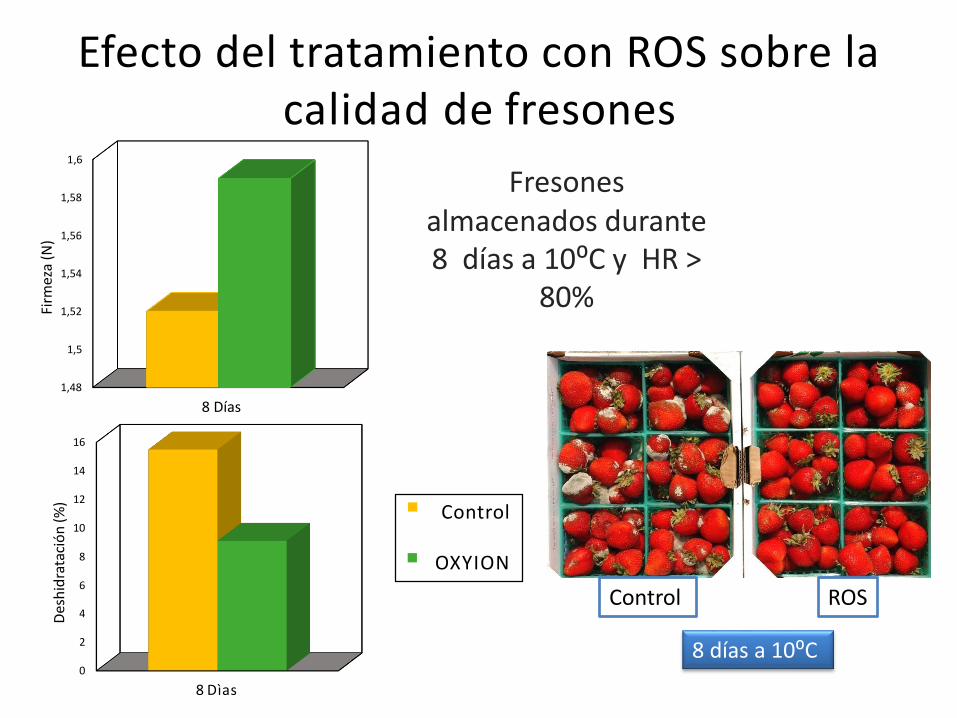
Efecto del tratamiento con ROS sobre la calidad de fresones
Fresonesalmacenados durante 8 días a 10⁰C y HR >
80%
1,5
1,52
1,54
1,56
1,58
1,6
1,48
8 Días
Firm
eza
(N)
0
2
4
10
8
6
12
14
16
8 Dìas
Des
hid
rata
ció
n(%
)
Control
OXYION
Control ROS
8 días a 10⁰C
Calidad del aire/ambiente en espacios cerrados
PLANTA DE PROCESADO DE ALIMENTOS
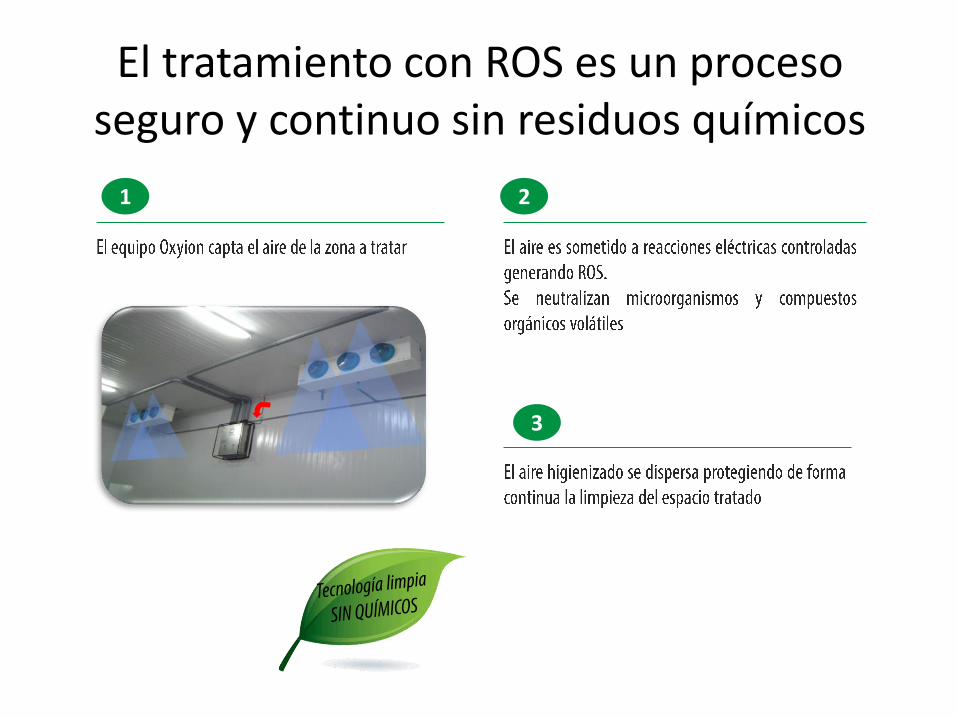
El tratamiento con ROS es un proceso seguro y continuo sin residuos químicos
1 2
3
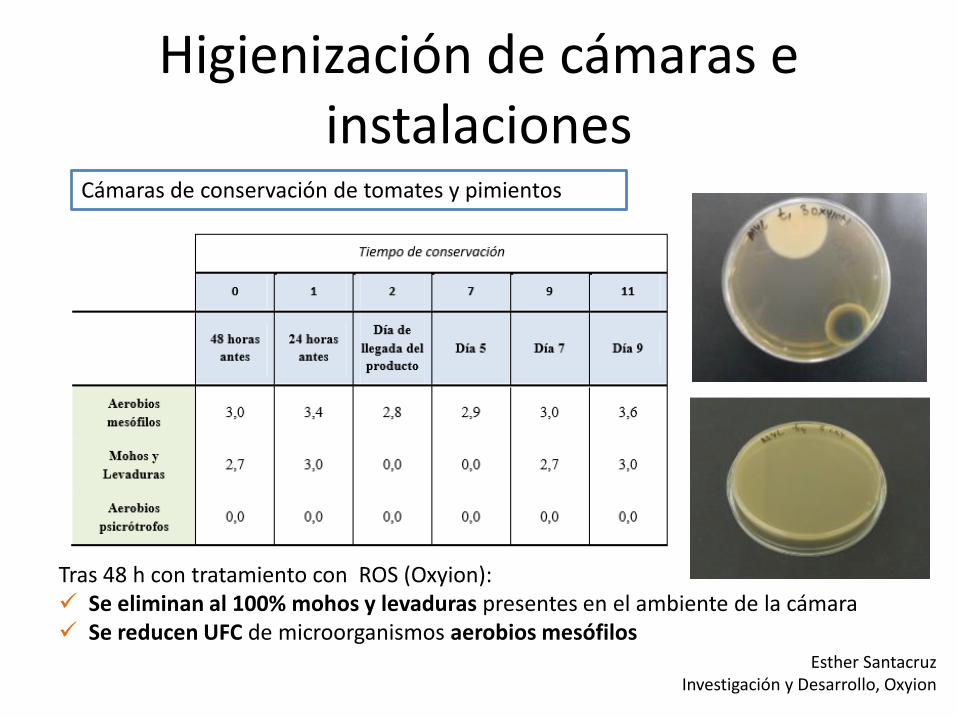
Higienización de cámaras e instalaciones
Tras 48 h con tratamiento con ROS (Oxyion): Se eliminan al 100% mohos y levaduras presentes en el ambiente de la cámara Se reducen UFC de microorganismos aerobios mesófilos
Cámaras de conservación de tomates y pimientos
Esther SantacruzInvestigación y Desarrollo, Oxyion

Higienización de las plantas de procesado y manipulación de alimentos
La tecnología ROS puede controlar la contaminación microbiana en las plantas de procesado de
alimentos (carne, pescado, etc.) así como en la preparación de comida “ready to eat”, fabricación de
zumos, entre otros
Control efectivo de los microorganismos ambientales y de superficie
Amplio espectro de acción y reacción rápida frente a patógenos comoEscherichia coli, Salmonella spp., Listeria monocytogenes
Suplemento de control de olores de origen orgánico
No utiliza ni genera productos químicos (tecnología limpia)
Bajo consumo de energía

CÁMARAS DE FRÍOZONAS DE CARGA
ÁREAS DE
MANIPULACIÓN Y
PACKINGPUNTOS DE VENTA
ÁREAS DE PROCESO
CÁMARAS DE ALMACENAMIENTO

Aplicaciones de las especies reactivas de oxígeno en supermercados
ROS
Oxyion previene de olores desagradables y controla el desarrollo de microorganismos
Aplicaciones de las especies reactivas de oxígeno en bodegas
Limpieza de recipientes (barricas, depósitos, etc)
Desinfección preventiva o curativa del aire en zonas dealmacenamiento de materias secas (corchos, cartón, tierradiatomea, placas filtrantes, ….)
Acción contra contra hongos (Penicillium, Aspergillus),levaduras (Brett) y bacterias (acetobacter)
Destrucción por oxidación de diferentes moléculas orgánicas que generan malosolores en bodega.
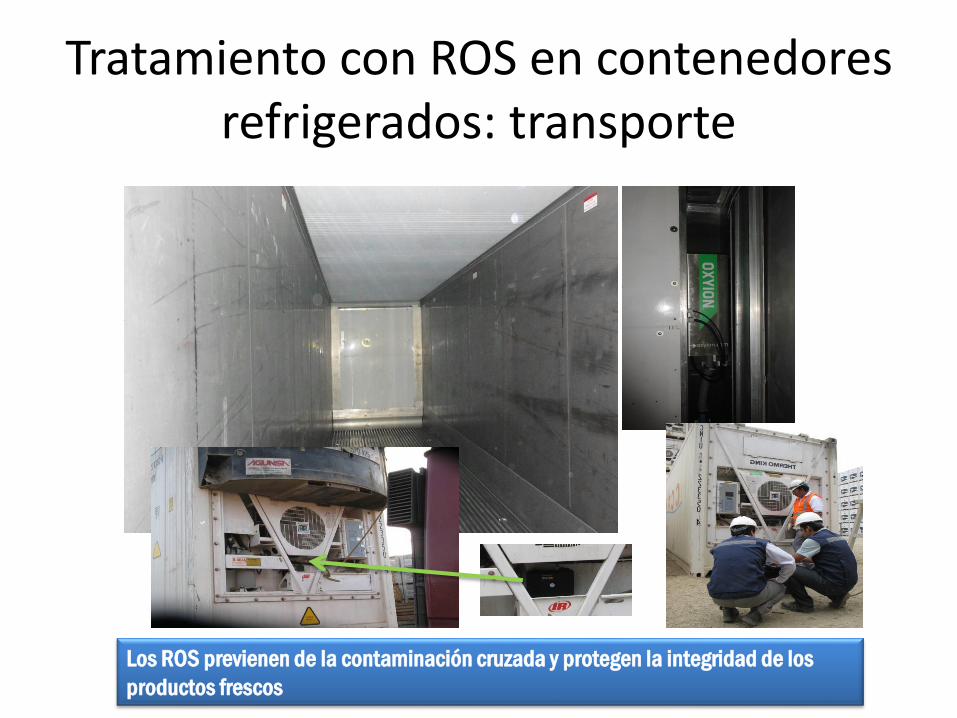
Tratamiento con ROS en contenedores refrigerados: transporte
Los ROS previenen de la contaminación cruzada y protegen la integridad de los
productos frescos

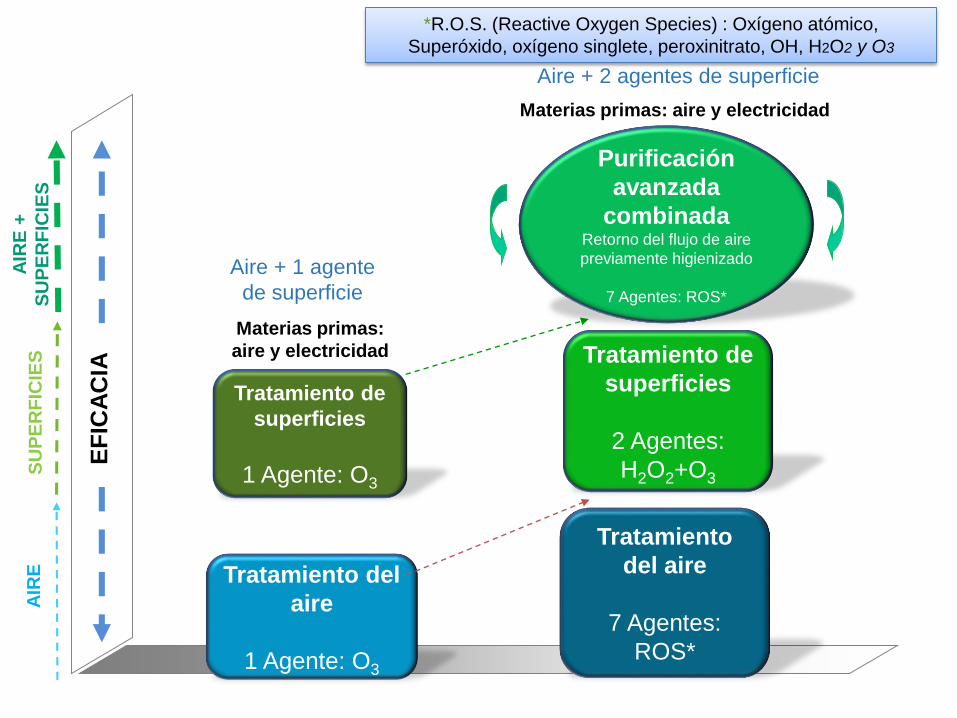
COMPARACIÓN TECNOLOGÍAS:OZONO/ROS
Aire
O2
Superóxido
Oxígeno singlete
OH-
H2O2
O3
ROS
EF
ICA
CIA
AIR
E +
SU
PE
RF
ICIE
SS
UP
ER
FIC
IES
AIR
E
Materias primas:
aire y electricidad
Aire + 1 agente
de superficie
Tratamiento de
superficies
2 Agentes:
H2O2+O3
Tratamiento
del aire
7 Agentes:
ROS*
Tratamiento del
aire
1 Agente: O3
Purificación
avanzada
combinadaRetorno del flujo de aire
previamente higienizado
7 Agentes: ROS*
Aire + 2 agentes de superficie
Materias primas: aire y electricidad
Tratamiento de
superficies
1 Agente: O3
*R.O.S. (Reactive Oxygen Species) : Oxígeno atómico,
Superóxido, oxígeno singlete, peroxinitrato, OH, H2O2 y O3
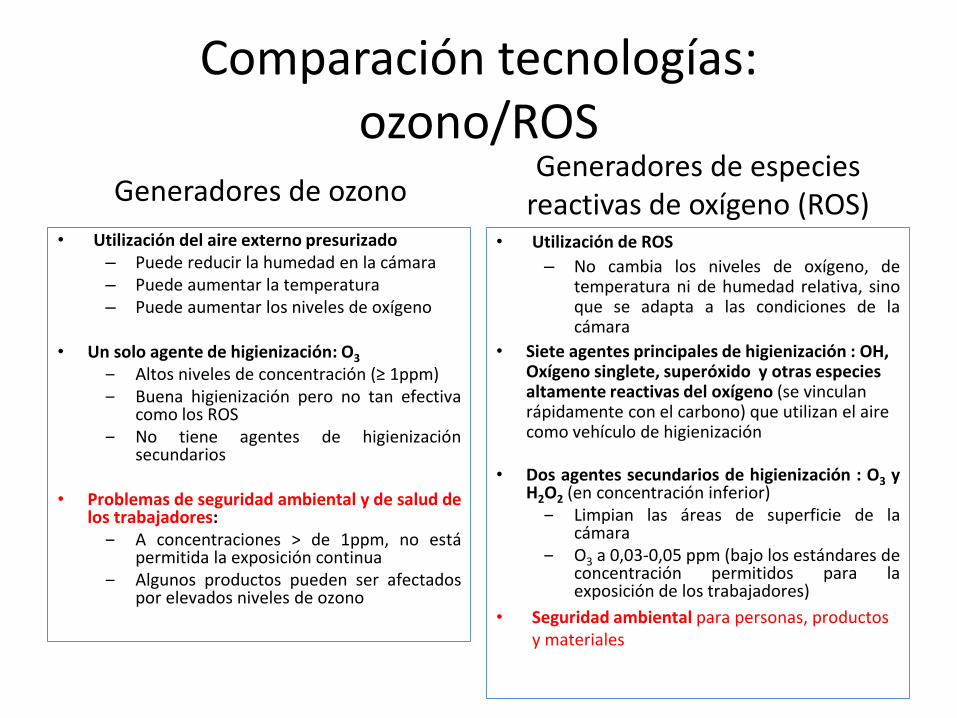
Comparación tecnologías:ozono/ROS
Generadores de ozono
• Utilización del aire externo presurizado– Puede reducir la humedad en la cámara– Puede aumentar la temperatura– Puede aumentar los niveles de oxígeno
• Un solo agente de higienización: O3
‒ Altos niveles de concentración (≥ 1ppm)‒ Buena higienización pero no tan efectiva
como los ROS‒ No tiene agentes de higienización
secundarios
• Problemas de seguridad ambiental y de salud delos trabajadores:
‒ A concentraciones > de 1ppm, no estápermitida la exposición continua
‒ Algunos productos pueden ser afectadospor elevados niveles de ozono
Generadores de especies reactivas de oxígeno (ROS)
• Utilización de ROS
– No cambia los niveles de oxígeno, detemperatura ni de humedad relativa, sinoque se adapta a las condiciones de lacámara
• Siete agentes principales de higienización : OH, Oxígeno singlete, superóxido y otras especies altamente reactivas del oxígeno (se vinculan rápidamente con el carbono) que utilizan el aire como vehículo de higienización
• Dos agentes secundarios de higienización : O3 yH2O2 (en concentración inferior)
‒ Limpian las áreas de superficie de lacámara
‒ O3 a 0,03-0,05 ppm (bajo los estándares deconcentración permitidos para laexposición de los trabajadores)
• Seguridad ambiental para personas, productos y materiales
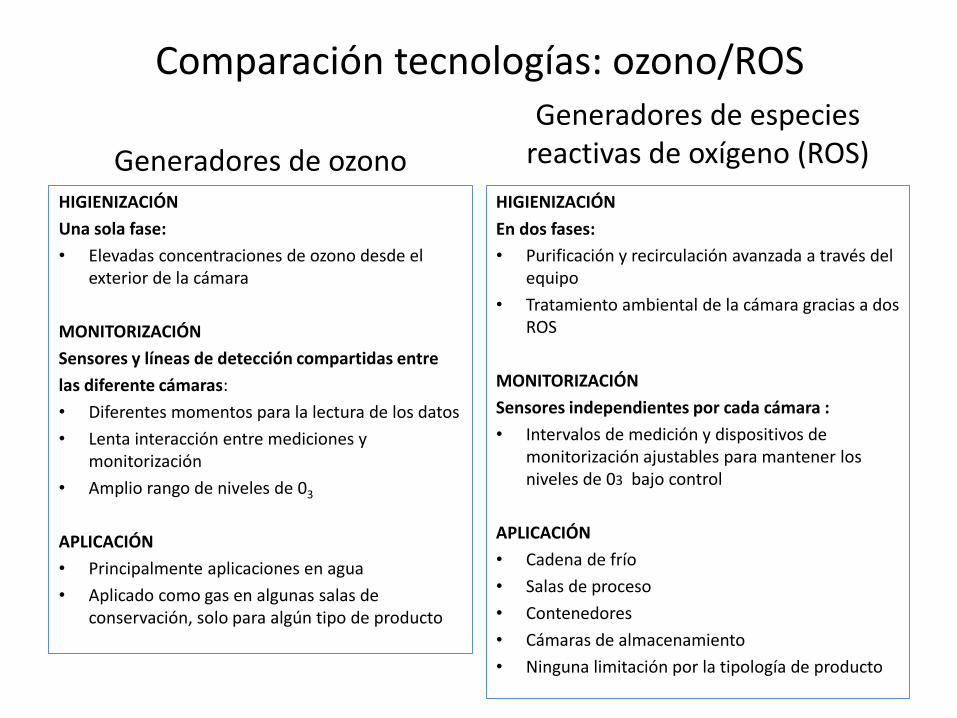
Comparación tecnologías: ozono/ROS
Generadores de ozonoHIGIENIZACIÓN
Una sola fase:
• Elevadas concentraciones de ozono desde el exterior de la cámara
MONITORIZACIÓN
Sensores y líneas de detección compartidas entre
las diferente cámaras:
• Diferentes momentos para la lectura de los datos
• Lenta interacción entre mediciones y monitorización
• Amplio rango de niveles de 03
APLICACIÓN
• Principalmente aplicaciones en agua
• Aplicado como gas en algunas salas de conservación, solo para algún tipo de producto
Generadores de especies reactivas de oxígeno (ROS)
HIGIENIZACIÓN
En dos fases:
• Purificación y recirculación avanzada a través del equipo
• Tratamiento ambiental de la cámara gracias a dos ROS
MONITORIZACIÓN
Sensores independientes por cada cámara :
• Intervalos de medición y dispositivos de monitorización ajustables para mantener los niveles de 03 bajo control
APLICACIÓN
• Cadena de frío
• Salas de proceso
• Contenedores
• Cámaras de almacenamiento
• Ninguna limitación por la tipología de producto
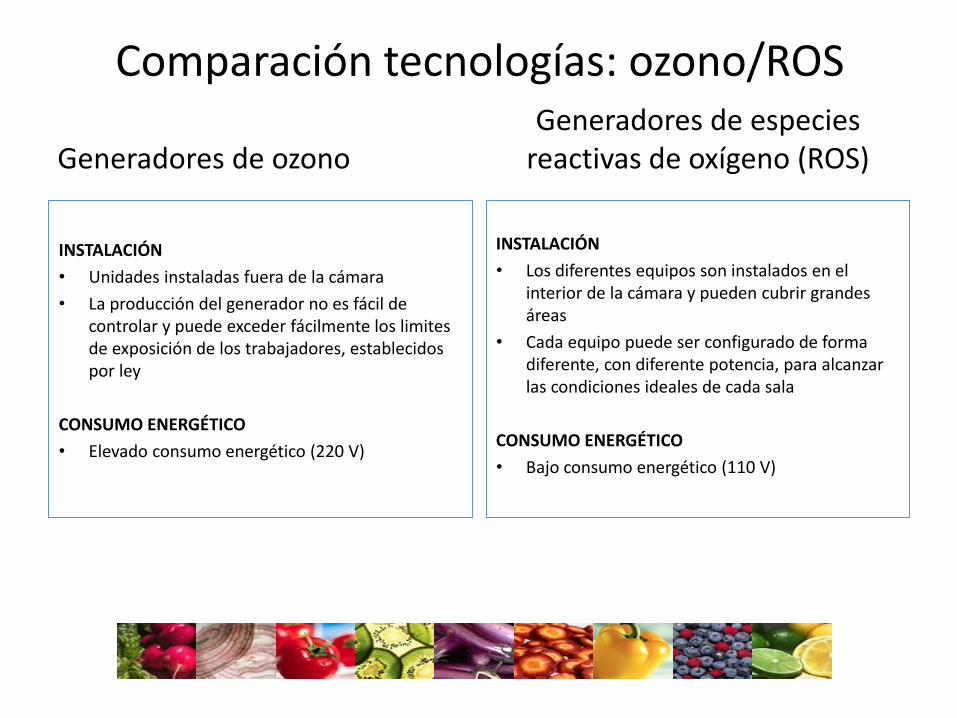
Comparación tecnologías: ozono/ROS
Generadores de ozono
INSTALACIÓN
• Unidades instaladas fuera de la cámara
• La producción del generador no es fácil de controlar y puede exceder fácilmente los limites de exposición de los trabajadores, establecidos por ley
CONSUMO ENERGÉTICO
• Elevado consumo energético (220 V)
Generadores de especies reactivas de oxígeno (ROS)
INSTALACIÓN
• Los diferentes equipos son instalados en el interior de la cámara y pueden cubrir grandes áreas
• Cada equipo puede ser configurado de forma diferente, con diferente potencia, para alcanzar las condiciones ideales de cada sala
CONSUMO ENERGÉTICO
• Bajo consumo energético (110 V)
ConclusionesLa nueva generación de fungicidas se desarrollaron con una mayor conciencia de la seguridad ambiental y humana.Estos nuevos fungicidas permiten tasas de aplicación más bajas, mayor eficacia contra los patógenos diana y efectos mínimos contra los organismos no objetivo, corta persistencia, no reactividad al medio ambiente y una mayor seguridad para los trabajadores y consumidores.
El ozono cuando cuándo se emplea en concentraciones bajas no es tóxico, y actualmente se emplea fundamentalmente en la higienización del agua de lavado de productos de la 4ª gama (pre-cortados frescos) deben seguirse unas normas estrictas en el diseño de las instalaciones y en los procesos.
En los últimos años se ha desarrollado la tecnología de aplicación de especies reactivas de oxígeno (ROS), que conlleva una gran potencial en la mejora de la conservación y el transporte de productos vegetales, en términos de inocuidad, control de podredumbres e incluso, aumento de su vida útil, por la eliminación de etileno.