Embed Size (px)
Citation preview

INSTALACIÓN DE UN SISTEMA DE RECUPERACIÓN DE AGUA DE PURGAS
CALDERA, TORRES DE ENFRIAMIENTO Y ENJUAGUE SUAVIZADORES APLICANDO LA TECNOLOGÍA DE OSMOSIS INVERSA
DIEGO FERNANDO MORENO RUIZ COD: 2013375098
JHON JAIRO ORTIZ RUIZ COD: 20142375105
UNIVERSIDAD FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTÁ D.C.
2017
INSTALACIÓN DE UN SISTEMA DE RECUPERACIÓN DE AGUA DE PURGAS
CALDERA, TORRES DE ENFRIAMIENTO Y ENJUAGUE SUAVIZADORES
APLICANDO LA TECNOLOGÍA DE OSMOSIS INVERSA
DIEGO FERNANDO MORENO RUIZ COD: 2013375098
JHON JAIRO ORTIZ RUIZ COD: 20142375105
TRABAJO DE GRADO PRESENTADO COMO REQUISITO PARA OBTENER EL TÍTULO DE INGENIERO MECÁNICO.
Tutor de proyecto: ING. P.H.D. LUINI LEONARDO HURTADO CORTES
UNIVERSIDAD FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE TECNOLOGÍA E INGENIERÍA MECÁNICA BOGOTÁ D.C.
2017

Nota de aceptación:
___________________________ ___________________________
______________________________ Firma del presidente del jurado
______________________________ Firma del jurado
______________________________ Firma del jurado
Bogotá, 20 de Abril de 2017.
4
AGRADECIMIENTOS
A Dios como eje principal de nuestras vidas por permitir que este proyecto se realizara a feliz término. A la planta productora de biodiesel Bio D S.A. por brindarnos la confianza para la ejecución de este proyecto y abrirnos las puertas para nuestro crecimiento académico, laboral y personal. Al equipo de ingenieros de los departamentos de Mejora, ingeniería y compras de BIO D S.A que fueron recursos del proyecto, Carlos Hernández, Gabriel Rincón, Annyi Villarreal, Sandra Castro, Roger Sánchez, John Alvarado, Jennifer Cardona y Cesar Osorio, por todo el trabajo realizado para sacar adelante el proyecto. A los operarios del proceso de gestión integral del agua Omar Pinilla y John Ramírez por contribuir con sus ideas y experiencia para hacer realidad la estabilización del pretratamiento y el arranque de los equipos. Al ing. P.H.D. Luini Leonardo Hurtado Cortes por asumir junto a nosotros la responsabilidad de darle solución al problema, guiándonos por un buen camino para culminar este proyecto y quien nos aportó grandes ideas con su amplio conocimiento de ingeniería.
5
CONTENIDO
OBJETIVO GENERAL Y ESPECÍFICOS .................................................. 13
1.1 OBJETIVO GENERAL. .................................................................................... 13 1.2 OBJETIVOS ESPECÍFICOS. ........................................................................... 13
MARCO TEÓRICO ................................................................................... 14
2.1 ESTADO DEL ARTE. ....................................................................................... 14 2.2 INTERCAMBIO IÓNICO PARA EL ABLANDAMIENTO DE LAS AGUAS INDUSTRIALES. .................................................................................................... 18
2.2.1 Generalidades. ......................................................................................... 18 2.2.2 Regeneración de la resina. ....................................................................... 19
2.3 OSMOSIS INVERSA. ...................................................................................... 19
2.3.1 Generalidades. ......................................................................................... 19 2.3.2 Características de las membranas. .......................................................... 20
2.3.3 Parámetros en los procesos con membranas. .......................................... 22 2.3.4 Polarización por concentración. ................................................................ 26 2.3.5 Ensuciamiento de membranas. ................................................................ 27
2.3.6 Presupuesto de proyecto. ......................................................................... 30
2.3.7 Caracterización del agua a tratar. ............................................................. 31
SELECCIÓN DE LA UBICACIÓN DE LA PLANTA DE OSMOSIS INVERSA Y ADECUACIONES PARA LA INSTALACIÓN DE LA PLANTA. .......... 34
3.1 INFORMACIÓN GENERAL DE LA PLANTA DE BIOCOMBUSTIBLES BIOD S.A., DONDE SE REALIZARÁ EL PROYECTO. ................................................... 34
3.2 REUTILIZACIÓN DE EQUIPOS. ..................................................................... 35
3.2.1 Tanque TK-14023. .................................................................................... 35 3.2.2 Tanque TK-14015. .................................................................................... 36 3.2.3 Bomba P-20004. ....................................................................................... 36
3.2.4 Bomba P-13002. ....................................................................................... 37
3.3 EQUIPOS NUEVOS. ....................................................................................... 38
3.3.1 Bomba P-12060. ....................................................................................... 38
3.4 ESPECIFICACIÓN DE RUTEO DE TUBERÍA PARA LA ALIMENTACIÓN. .... 39 3.5 OBRA CIVIL. .................................................................................................... 41 3.6 CUBIERTA ESTRUCTURAL PARA LA PLANTA DE OSMOSIS. .................... 42

6
CALCULO DE LOS SISTEMAS NECESARIOS DE BOMBEO NECESARIOS PARA REALIZAR EL PROCESO DE RECUPERACIÓN DEL AGUA. 46
INTERVENTORÍA DEL SISTEMA SELECCIONADO. .............................. 50
5.1 EMPRESAS CONTRATADAS PARA LA CONSTRUCCIÓN. .......................... 50 5.2 FICHA TÉCNICA DEL EQUIPO. ...................................................................... 50 5.3 CARACTERÍSTICAS DE LA MEMBRANAS. ................................................... 53
FUNCIONAMIENTO Y DESCRIPCIÓN OPERACIONAL DE LA PLANTA. 54
6.1 ALISTAMIENTO DEL AGUA DE PURGA DE CALDERAS. ............................. 54 6.2 ALMACENAMIENTO DE AGUA PARA TRATAMIENTO Y RECHAZO. .......... 55
6.3 FILTRACIÓN. ................................................................................................... 55
6.3.1 Microfiltración. ........................................................................................... 55
6.4 SISTEMA DE OSMOSIS INVERSA. ................................................................ 56
6.4.1 Sistema de lavado de membranas. .......................................................... 57
6.4.2 Sistema lógico programable. .................................................................... 58
RESULTADOS Y ANÁLISIS. .................................................................... 58
7.1 CARACTERIZACIÓN DEL AGUA A TRATAR. ................................................ 58 7.2 CARACTERÍSTICAS DEL PERMEADO. ......................................................... 59
7.3 VARIABLES DE OPERACIÓN CONTROLADAS. ........................................... 61 7.4 RECUPERACIÓN OBTENIDA. ........................................................................ 63 7.5 BENEFICIOS ECONÓMICOS. ........................................................................ 65
CONCLUSIONES Y RECOMENDACIONES. ........................................... 66 BIBLIOGRAFÍA. ........................................................................................ 68
ANEXOS. .................................................................................................. 69
7
LISTA DE TABLAS
Tabla 1. Presupuesto asignado por Bio D S.A. para la ejecución del proyecto. .... 30
Tabla 2. Caracterización del agua a tratar. ............................................................ 31
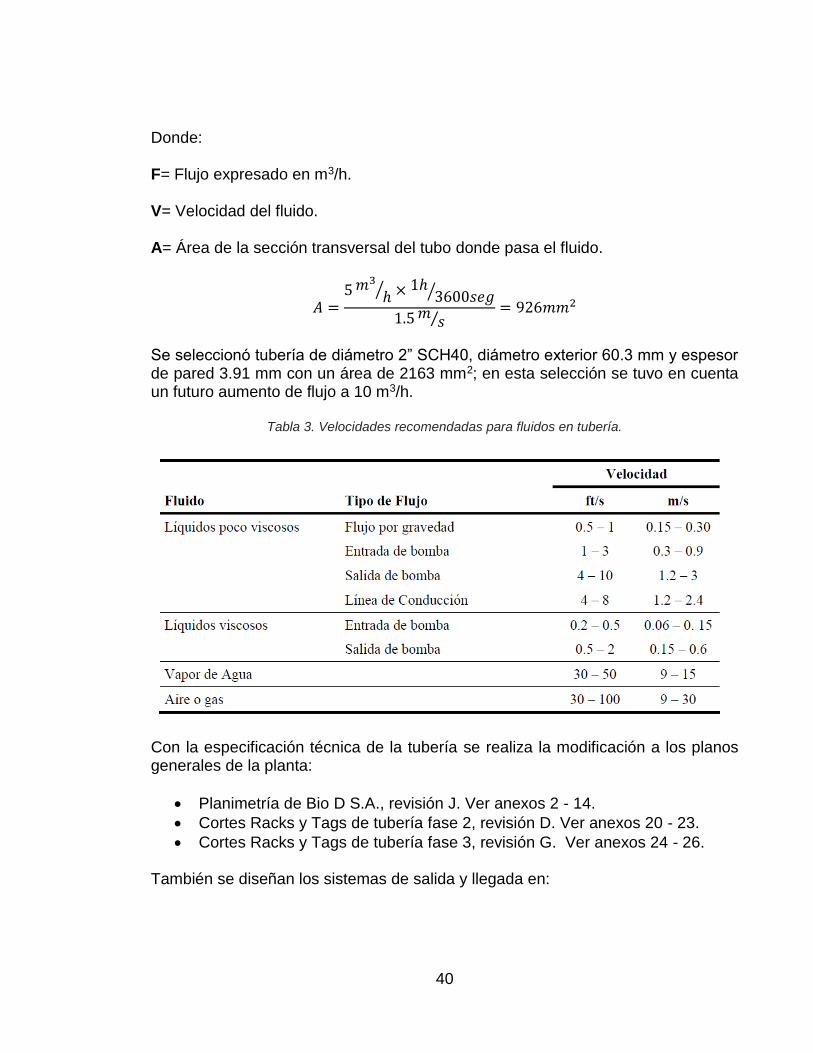
Tabla 3. Velocidades recomendadas para fluidos en tubería. ............................... 40
Tabla 4. Descripción de operación planta osmosis inversa. .................................. 51
Tabla 5. Caracterización de membranas. .............................................................. 53
Tabla 6. Caracterización del agua a tratar real. ..................................................... 59
Tabla 7. Caracterización real vs calculada. ........................................................... 59
Tabla 8. Calidad permeada vs norma agua para uso industrial BIO D. ................. 60
8
LISTA DE FIGURAS
Figura 1. Esquema de membrana fina hueca. ...................................................... 20
Figura 2. Esquema membrana enrollada en espiral. ............................................ 22
Figura 3. Operación de filtración tangencial en proceso con membranas. ........... 22
Figura 4. Variación de la velocidad de filtración en función de la presión aplicada.
............................................................................................................................... 25
Figura 5. Capa límite y retrodifusión en el proceso de polarización por
concentración. ........................................................................................................ 26
Figura 6. Capa de gel por incremento de la polarización por concentración. ....... 27
Figura 7. Gráfico de saturación génesis. .............................................................. 33
Figura 8. Ubicación geográfica planta Bio D S.A. ................................................. 34
Figura 9. Tanque TK-140023. ............................................................................... 35
Figura 10. Bomba P-20004, purgas caldera 500 BHP. ......................................... 37
Figura 11. Bomba P-13002. .................................................................................. 38
Figura 12. Instalación bomba P-14060. ................................................................ 39
Figura 13. Cimentación para placa de instalación. ............................................... 41
Figura 14. Placa de instalación de la planta de osmosis. ..................................... 42
Figura 15. Nominación de ejes de estructura metálica. ........................................ 43
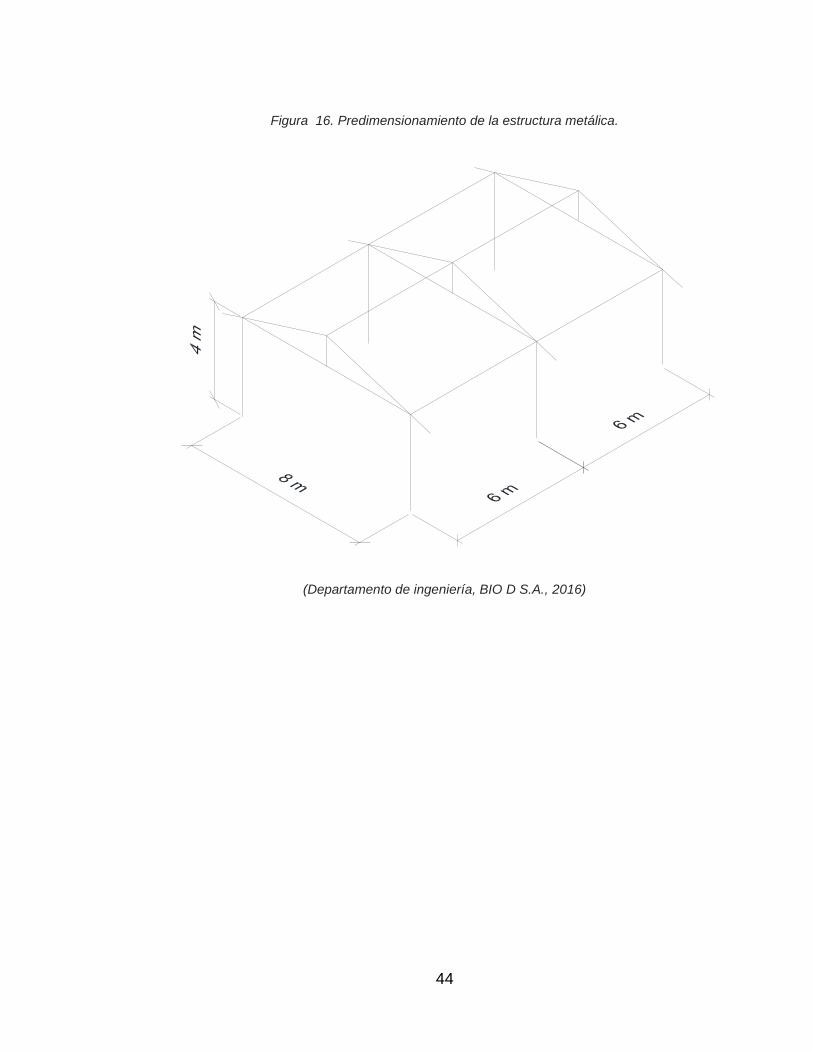
Figura 16. Predimensionamiento de la estructura metálica. ................................. 44
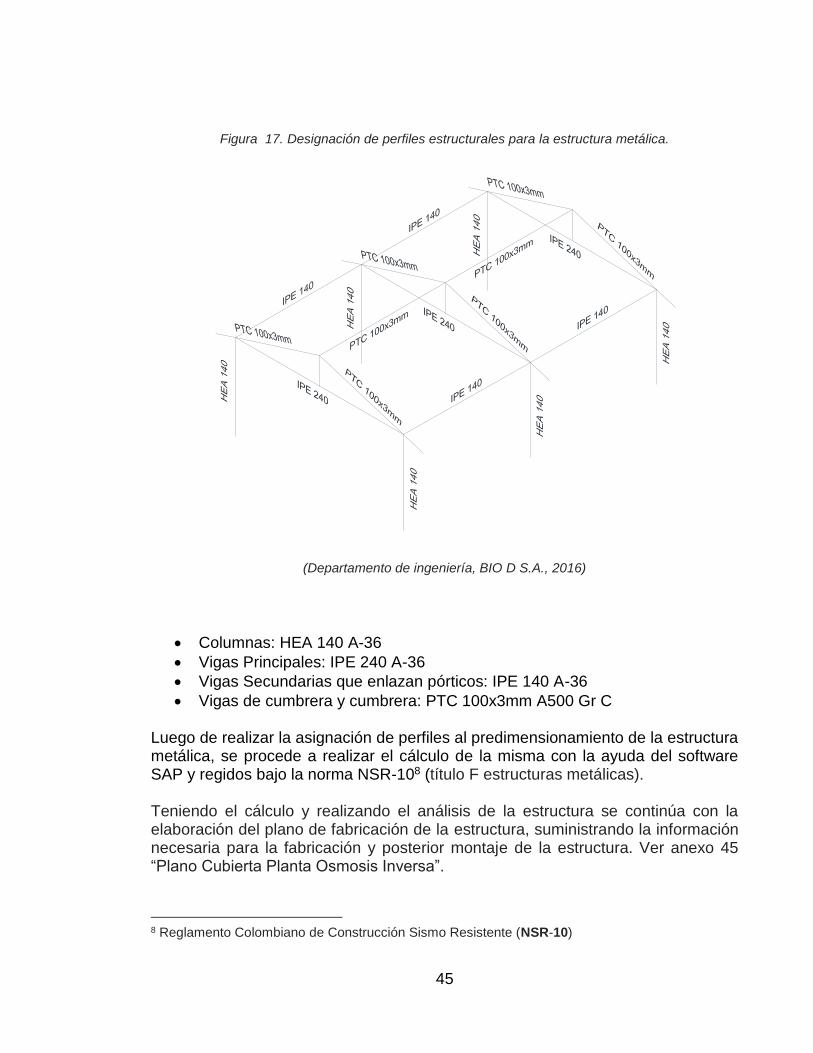
Figura 17. Designación de perfiles estructurales para la estructura metálica. ...... 45
Figura 18. PFD planta de osmosis inversa BIO D S.A. ......................................... 54
9
Figura 19. Variación conductividad del permeado. ............................................... 60
Figura 20. Reducción de la conductividad de la osmosis inversa. ........................ 61
Figura 21. Presión de alimentación membranas. .................................................. 62
Figura 22. Pasos de sales normalizado. ............................................................... 62
Figura 23. Diferencial de presión normalizado. ..................................................... 63
Figura 24. Porcentaje de recuperación y pérdida de agua. .................................. 64
Figura 25. Balance de masas de la empresa Bio D (A) proceso de existente (B)
Después del proyecto. ........................................................................................... 64
Figura 26. Costos de disposición de aguas con altas salinidad. ........................... 65
10
RESUMEN Basados en la necesidad de instalar una planta de tratamiento de agua, se da el aval para la ejecución del proyecto en la empresa Bio D S.A, iniciando con la ubicación de la planta de tratamiento de agua, teniendo en cuenta la infraestructura existente, las adecuaciones y las construcciones que se requerirán para el funcionamiento del proyecto. Teniendo definido el lugar donde posará la planta, se realizaron las adecuaciones a los instrumentos y elementos necesarios para poner en marcha la planta de osmosis inversa. Se inició con la adecuación de los tanques TK-14023, los cuales, alimentarán la planta de tratamiento junto al TK-14015 que es el que almacena el agua que se dispondrá para procesos industriales. Luego se llevó a cabo la instalación de las líneas de alimentación de agua que salen de las calderas y los intercambiadores y son transportadas a la planta y de allí a los tanques de almacenamiento. Luego de tener listas las líneas y los tanques se procedió a realizar el cálculo y la instalación de los sistemas de bombeo necesarios para hacer llegar el líquido a donde se requiere. Se calculó e instalo el sistema de bombeo que transportará el agua de las calderas hacia el tanque (TK-14023), la bomba que llevará el líquido proveniente de las purgas de torres de enfriamiento hacia el TK-14023, el sistema de bombeo que suministraran el agua a la planta desde el TK-14023 y por último las bombas que impulsará el agua tratada hacia el tanque de almacenamiento de agua para uso industrial (TK-14015). Habiendo culminado los procesos anteriores se procedió a realizar el seguimiento a la instalación y puesta a punto de la planta de osmosis inversa, la cual cuenta con 12 membranas de poliamida compuesta, ubicadas en 3 housing, suministrada por el proveedor Teka. Se inició adecuando el terreno con la obra civil, según las necesidades, en donde se instaló la planta. Luego de realizar el izaje de los equipos que conforman la planta de osmosis inversa en sitio, se procede a la instalación y puesta a punto de los mismos para iniciar las pruebas de funcionamiento. Después de acoplar todos los sistemas y accesorios vinculados con el funcionamiento de la planta de tratamiento de aguas industriales usando la tecnología de osmosis inversa, se procede a verificar el correcto funcionamiento y se realizan los ajustes respectivos en la parte del proceso donde se requiera para garantizar un funcionamiento óptimo, para así poder entrar a recolectar datos. Ya entrando en funcionamiento la planta de osmosis inversa, se inicia recolectando datos de dureza de agua y costos de operación de la planta, es allí donde se nota que la calidad del permeado permite la reutilización de agua recuperada nuevamente en el proceso, logrando un aprovechamiento de aproximadamente el 55% del agua procesada, convirtiéndose así en un sistema rentable en comparación al costo para realizar un tratamiento externo.
11
INTRODUCCIÓN En la actualidad la empresa Bio D S.A., posee infraestructuras de producción de Biodiesel en el municipio de Facatativá, departamento de Cundinamarca. Sus instalaciones están dentro de un predio de alrededor de 8.000 metros cuadrados. Las instalaciones de la compañía se nutren de captación de agua lluvia recolectada en los 8.000 m2 y un yacimiento de agua natural subterránea que se encuentra a 150 m de profundidad para satisfacer sus necesidades de agua para uso industrial. El consumo promedio de agua captada para el año 2015 fue de 450 metros cúbicos al día. En la actualidad la compañía cuenta con tres torres de enfriamiento y dos calderas generadoras de vapor que requieren de procesos químicos y mecánicos para tratar el agua utilizada en esos equipos; la corrosión en la tubería, la procedencia del agua, los equipos de proceso y otros factores industriales contaminan el agua industrial con componentes orgánicos e inorgánicos que deterioran la tubería, los elementos principales de las calderas, torres de enfriamiento y equipos vitales de toda la planta. El tratamiento del agua de proceso, purgas de torres y calderas presenta un desperdicio de agua con concentraciones de sales y partículas que debe ser tratado en una empresa externa a un costo de $158/kg, generando un gasto excesivo que podemos disminuir instalando un sistema de tratamiento para poder reutilizar parte de esta agua. El sistema de tratamiento de agua seleccionado para Bio D S.A. fue el de osmosis inversa, el cual cuenta con tres housing, cada uno de ellos con cuatro membranas de poliamida semipermeables que son los encargados de tratar el agua industrial. Para poner en funcionamiento la planta de tratamiento de aguas industriales (PTAI) se realizaron diversas adecuaciones a los sistemas existentes en la planta. Al tanque TK-14023 se le realizó una división de 70% - 30% en donde se almacenará el agua a tratar y el agua de rechazo después del proceso, también se realizaron ajustes en el tanque TK – 14015 para que recibiera el agua tratada que sale del proceso de osmosis inversa, luego se verificó que con la nueva función de las bombas P - 20004 y P – 13002, calculando e instalando nuevos equipos, se puede conducir las purgas de la caldera al tanque actual recolección. También se realizó el cálculo y la instalación de equipos nuevos como la bomba P – 12060 que será la encargada de llevar el agua de las torres de enfriamiento al tanque TK – 14026 y todo el respectivo ruteo de las tuberías que permitirán conducir el fluido a las diferentes estaciones del proceso de osmosis inversa.
12
Con la localización definida de la PTAI, se procede a realizar la obra civil en donde se izará la planta de tratamiento de osmosis inversa con todos los equipos necesarios para su funcionamiento, entre ellos, el control lógico programable, los filtros y los tanques de las sustancias químicas usadas en el proceso, también se realiza el montaje de la cubierta metálica que le brindará protección de las condiciones ambientales a la planta y a quien la opere. Luego de tener todos los elementos correctamente instalados y listos para entrar en operación, se pone en marcha la PTAI realizando los ajustes necesarios para iniciar con la toma de datos y posterior análisis de los mismos, siendo allí donde se evidencia un aprovechamiento aproximado del 55% del permeado, generando una reducción monetaria considerable en la operación de toda la planta de Bio D S.A.
13
OBJETIVO GENERAL Y ESPECÍFICOS 1.1 OBJETIVO GENERAL. Instalar un sistema de osmosis inversa en la planta de biocombustibles Bio D S.A., para la recuperación de un porcentaje de aguas residuales. 1.2 OBJETIVOS ESPECÍFICOS.
Seleccionar la ubicación donde se instalará la planta de tratamiento de Osmosis Inversa.
Adecuar las instalaciones de la planta de biocombustibles para transportar el agua residual al punto de tratamiento.
Calcular los sistemas de bombeo necesarios para realizar el proceso de recuperación del agua.
Realizar la interventoría del montaje del sistema seleccionado.
Verificar el funcionamiento de la planta de osmosis inversa y realizar un estudio de los resultados reales versus los esperados.
Cuantificar los resultados finales para obtener el plan de beneficios logrado con la implementación del proyecto propuesto.
14
MARCO TEÓRICO 2.1 ESTADO DEL ARTE. El agua cubre el 71 % de la superficie de la corteza terrestre, localizándose principalmente en los océanos donde se concentra el 96,5 % del agua total. Los glaciares y casquetes polares poseen el 1,74 %, los depósitos subterráneos acuíferos, los permafrost1 y los glaciares continentales son el 1,72 % y el restante 0,04 % se reparte en orden decreciente entre lagos, humedad del suelo, atmósfera, embalses, ríos y seres vivos, por ende, es un elemento esencial para todas las formas de vida conocidas, ya que es el recurso indispensable de supervivencia. Debido al aumento de la población mundial, se ha elevado la demanda de agua dulce y este pequeño porcentaje se ha visto escaso para suplir las necesidades básicas de la humanidad, es allí donde surge la necesidad de cambiar la fuente que provee el líquido o de reutilizar el que ya fue desechado. El desarrollo de los métodos y tecnologías para realizar la recuperación del agua está relacionado directamente con la ubicación geográfica y los recursos económicos disponibles que cada país ha destinado para suplir esta necesidad. Algunos métodos de desalinización de agua son los siguientes:
Destilación: Este método utiliza varias etapas, en cada una de ellas el agua salada se evapora y se condensa en agua dulce, la presión y la temperatura descienden en cada etapa. (hay cambio de fase, no es recomendable para sustancias fácilmente reactivas o corrosivas).
Congelación: En este caso se pulveriza agua en una cámara refrigerada, de esta manera se forman cristales, estos cristales se separan y se lavan con agua normal, así se obtiene el agua dulce. (Hay cambio de fase, se requiere otra fuente de agua).
Evaporación relámpago: El agua se introduce en gotas sobre una cámara a baja presión, estas gotas se convierten en vapor y posteriormente son condensadas, este proceso se repite hasta conseguir el grado de desalación buscado. (hay cambio de fase, requiere un consumo alto de energía, eleva los costos).
1 Capa de hielo permanentemente congelado en los niveles superficiales del suelo de las regiones muy frías, periglaciares o áreas circumpolares.

15
Electrodiálisis: Consiste en hacer pasar una corriente eléctrica a través de una solución iónica. De esta manera el agua se desaliniza obteniéndose agua dulce. (Requiere gran cantidad de energía para producir la corriente constante que impulsa la purificación y bombea el agua a través del sistema, eleva los costos, además no se puede usar para aguas de dureza superior a 1 ppm).
Ósmosis inversa: En este proceso se separa el agua de la sal a través de la presión sobre el líquido, esta presión depende de la cantidad de sólidos y del grado de desalinización que se quiera obtener. Es el proceso más eficiente en cuanto a gasto energético.
En medio de este progreso, la osmosis inversa es la que ha tenido un desarrollo masivo en el campo industrial para la desalación de aguas salobres, esto debido a que es un proceso que requiere de poca inversión económica con respecto a los beneficios obtenidos luego del proceso y la manutención de los equipos, también puede llegar a remover entre el 95-99% de los sólidos disueltos en el agua, ya sean orgánicos o inorgánicos. Debido a que no requiere cambio de fase permite un ahorro energético considerable y es capaz de remover microorganismos presentes en el agua. A nivel mundial, Israel es uno de los países que más invierte en investigación en pro de la conservación de este valioso recurso, tomando medidas como el reciclaje, el uso eficiente y la desalinización que responden a la escasez de agua que se presenta en ese territorio en el cual se presentan precipitaciones anuales de tan solo 100 L/m² al año. Las investigaciones realizadas a la fecha en materia del uso de la tecnología de osmosis inversa, para reutilizar aguas residuales industriales, están enfocados en el tratamiento y reúso de aguas residuales originadas en el proceso productivo y no como en el caso de esta investigación originada en los servicios industriales. En términos del tipo de agua que se trata en este estudio, sólo se encontró una investigación donde Lowemberg, Baum, & Groot (2015) evaluaron los efectos de diferentes pretratamientos en el declive del flujo normalizado con el uso de osmosis inversa, para desalinizar las purgas de torres de enfriamiento. Se encontraron investigaciones donde se implementó el uso de aguas residuales industriales tratadas con membranas de la industria farmacéutica Warner-Lambert INC en Puerto Rico realizadas por Casas, José, Nieves, Axel, en el 2000, de la industria de acero por Colla, Rocito, Luca, Padilla, & Menéndez en 2015 y domésticas regeneradas, es decir tratadas con tratamiento terciario que asegura una excelente calidad, en la industria química Veolia (García), para reponer agua en los sistemas de enfriamiento.
16
En la investigación de Xin, López, Crespo & Rusten desarrollada en 2013, se evaluaba el uso de las tecnologías de nanofiltración y evaporación para el reúso del agua residual de una industria de caucho como agua de alimentación para caldera. Igual caso en la investigación de Suarez, Fidalgo & Riera que en 2014 evaluaron el reúso de agua residual de la industria lechera tratada con osmosis inversa para reposición de agua en caldera. En todas las investigaciones se encontró que la calidad del permeado es apta para reutilizar el agua residual industrial tratada como reposición en los sistemas de vapor y enfriamiento. No todas las sales son completamente solubles en el agua, por lo que se pueden generar partículas que se depositan en las instalaciones y forman cristales de distinta dureza que se adhieren a las tuberías, generando problemas en el funcionamiento de los sistemas que se requieran usar y pérdidas energéticas que se verán reflejadas económicamente. Estos problemas son progresivos, es decir, las incrustaciones van creciendo al paso del tiempo llegando a generar problemas en serpentines, calderas, intercambiadores, en válvulas y tuberías a largo plazo. Estos problemas también pueden generar la obstrucción debido a que las incrustaciones empiezan a reducir el caudal hasta llegar a interrumpirlo por completo. También en el agua se puede encontrar presencia de cloruros y sulfatos los cuales son elementos que determinan el comportamiento corrosivo del agua y más si se encuentra a altas temperaturas. Todos estos factores pueden generar fallas que llevarían a detener procesos industriales importantes, generando pérdidas económicas no consideradas y que afectaría a la industria en general. En puerto Gaitán, departamento del Meta, existe un proyecto de reutilización de aguas congénitas en los campos petrolíferos de Pacific Rubiales Energy Corp., denominado “Proyecto Aguacascada”. Allí el agua obtenida junto al crudo por medio de extracción de este último, dejó de ser reinyectada en el terreno o simplemente vertida y se convirtió en agua para usos agrícolas e industriales, generando un uso de agua más sostenible, recibiendo el premio Accenture a la innovación en 2013. El funcionamiento de esta planta consiste básicamente en una fase de pretratamiento con varios sistemas de filtración que anteceden el proceso de osmosis inversa el cual brinda una recuperación del 91% que permite la disposición de aguas admisibles desde el punto de vista ambiental.
17
Por lo general se hace necesario el pretratamiento del agua en los procesos de osmosis inversa para proteger los equipos y garantizar en especial la prolongación de la vida útil de las membranas semipermeables y así atestiguar un adecuado rendimiento de la planta. Este proyecto cuenta con varias etapas para el tratamiento de aguas congénitas: La etapa de bombeo de alimentación y sistema de flotación cuenta con 6 bombas centrifugas horizontales que se encargan de impulsar el caudal al sistema de flotación por aire disuelto, donde se eliminan partículas sólidas más ligeras y conjuntamente las fases flotables que existen en el agua. Las partículas más pesadas como las arenas quedan en el compartimiento de sedimentación construido en el fondo. La etapa de filtración mediante filtros multilecho, inicia con un depósito para agua clarificada con capacidad de 400 m³, de allí se pasa a los filtros de arena/antracita que cumplen la función de retener partículas en suspensión presentes en el agua que se hayan pasado en la etapa anterior de pretratamiento. Luego pasa a la filtración mediante filtros oleofilos, este proceso de microfiltración se lleva a cabo antes de entrar a la etapa de osmosis inversa, estos filtros actúan como una barrera protectora para las membranas de osmosis inversa que pueden ser dañadas por la acción de partículas sólidas, hidrocarburos, aceites y grasas que pudieron escapar de los procesos anteriores. Continuamente llega al pretratamiento químico con el objetivo de desinfectar el agua que se quiere tratar. Se instala un sistema de dosificación de hipoclorito sódico que funciona como antioxidante, ya que si no se eliminan los elementos oxidantes degenerarían las membranas y afectarían el proceso de tratamiento de agua. Este proceso químico se realiza con el fin de favorecer la unión de las partículas de las grasas y aceites presentes en el agua y potenciar su eliminación, así se optimizan los procesos de coagulación-floculación mediante el ajuste del PH y se reduce la formación de sales precipitables sobre la superficie de la membrana. Luego de haber pasado por las etapas de filtración, llega al equipo de osmosis inversa que cuenta con 6 líneas de caudal permeado para 7 membranas, cada una construida de poliamida aromática de configuración espiral, capaces de tratar 79.891m3/día. Con el paso del tiempo las membranas se van atascando por causa de las precipitaciones salinas, restos orgánicos y materiales coloidales, generando un descenso al caudal producido por las mismas. Con el fin de controlar y restituir las propiedades perdidas, se lavan periódicamente con una serie de reactivos mediante bombeo de soluciones limpiadoras durante varias horas.
18
Por lo anterior se puede afirmar que la planta de reutilización de aguas congénitas de Pacific Rubiales es un ejemplo a seguir, ya que basan su trabajo en la tecnología empleada y la escala de producción lograda. Teniendo en cuenta que para BIO D S.A. es necesario salvaguardar las líneas de alimentación que suministran agua de proceso a toda la planta de producción de biodiesel, y principalmente las que abastecen las calderas pirotubulares, para evitar incrustaciones, corrosión y daños a futuro, la alternativa más viable para tratar el agua es usando la tecnología de osmosis inversa por los resultados obtenidos con este método en otras compañías. 2.2 INTERCAMBIO IÓNICO PARA EL ABLANDAMIENTO DE LAS AGUAS INDUSTRIALES.
Generalidades. El agua se puede suavizar eliminando los iones de calcio y magnesio (Ca++ y Mg++). Una vez que se ha conseguido esto, se denomina agua blanda. Algunas aguas son naturalmente blandas, en tanto que otras tienen diferentes grados de dureza. Uno de los medios comunes para suavizar el agua es mediante el intercambio iónico. El intercambio iónico es un proceso que permite intercambiar iones entre un líquido y un sólido. El sólido es llamado resina y hay dos tipos: las resinas catiónicas que intercambian cationes, y las anionicas que intercambian aniones. Para el ablandamiento de aguas se utilizan resinas de intercambio catiónico ya que se desean remover los cationes Ca++ y Mg++. La resina inicialmente está cargada del catión sodio (Na+) y éstos serán los iones que pasarán al líquido al mismo tiempo que los cationes Ca++ y Mg++, quedarán retenidos en la resina. Cabe destacar que los cationes sodio que son introducidos al agua no confieren dureza a la misma. En la ecuación 1, se resume el proceso de intercambio iónico: Agua Dura + Resina Agua blanda + Resina (1)
Intercambio Iónico
Con alta [ ] de Ca++ y Mg++
Saturada de Na+
Con Na+ Saturada con Ca++ y Mg++
19
Regeneración de la resina. Cuando la resina ya no tiene más iones de sodio para ser intercambiados, es cuando se establece que la resina está saturada con Ca++ y Mg++, lo cual significa que todos los espacios anteriormente ocupados por el sodio ahora lo están por los iones de Ca++ y Mg++; en este estado ya no ablanda más el agua porque el intercambio se frena. Sin embargo, la resina puede regenerarse fácilmente. Lo que se hace para regenerar la resina es justamente la operación inversa: se hace pasar una solución concentrada de cloruro de sodio por la resina de modo que todos los iones sodio que están en el líquido pasan a tomar el lugar del calcio y el magnesio, llevando la resina a su forma original y activa, lista para ser usada nuevamente. En el líquido quedarán los iones que provocan la dureza del agua y éste luego será descartado. Es importante tener en cuenta que la vida útil de la resina puede ser muy corta si se hace pasar a través de ella aguas con gran cantidad de partículas en suspensión, las cuales tapan los orificios de la resina. En la ecuación 2, se resume el proceso de regeneración de la resina: Agua lavado + R. inactiva Agua descarte + R. regenerada (2)
Regeneración de la resina
2.3 OSMOSIS INVERSA.
Generalidades. La osmosis inversa es uno de los procesos de membrana más comúnmente utilizados para el tratamiento del agua. Como para cualquier proceso de tratamiento del agua la osmosis inversa se selecciona con base al costo y calidad, siendo el costo el factor principal la mayoría de las veces. La osmosis inversa es capaz de rechazar contaminantes o partículas con diámetros tan pequeños como 0,0001µm, en ese sentido la osmosis inversa puede describirse como un proceso de difusión controlada en la que la trasferencia de masa de iones a través de las membranas está controlada por difusión. Consecuentemente este proceso puede llevar a la remoción de sales, durezas, patógenos, turbidez, compuestos orgánicos sintéticos, pesticidas y la mayoría de los contaminantes del agua conocidos hoy en día.
Con alta [ ] de Na+
Saturada de Ca++ y Mg++
Con Ca++ y Mg++
Saturada de Na+
20
Una de las primeras aplicaciones de la tecnología de membrana fue la conversión del agua de mar en agua potable. Los contaminantes a eliminar en esta aplicación serían las sales disueltas o principalmente el cloruro sódico.
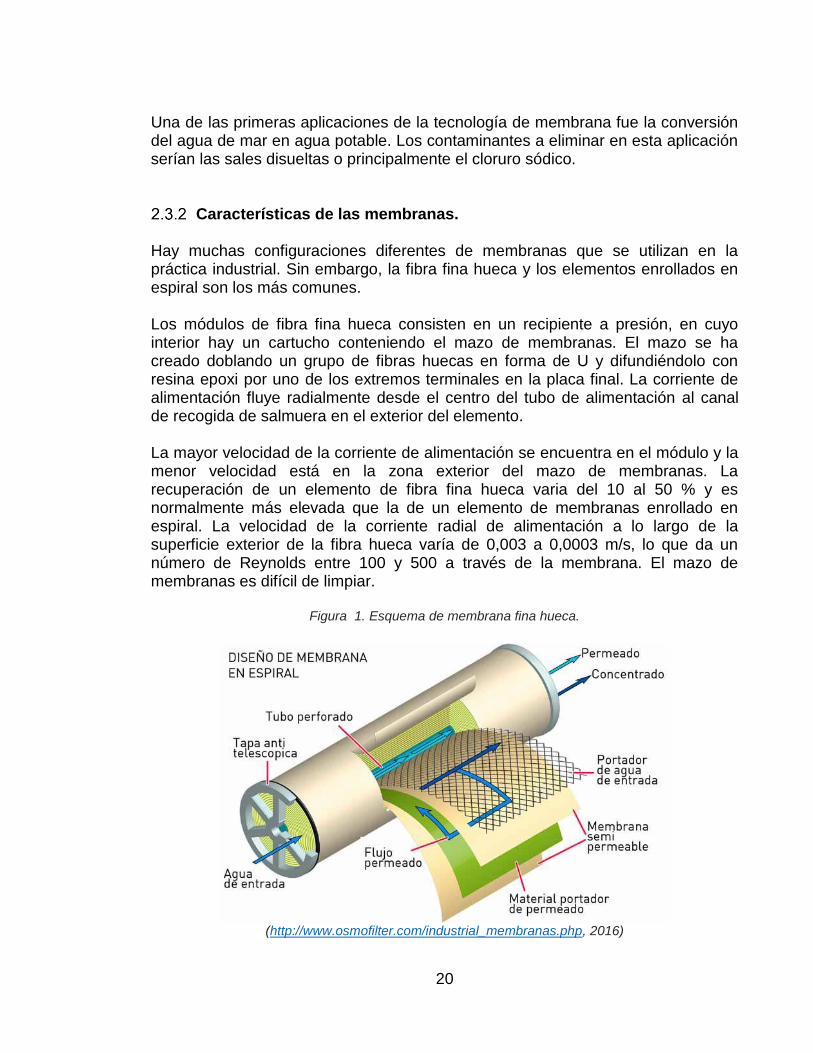
Características de las membranas. Hay muchas configuraciones diferentes de membranas que se utilizan en la práctica industrial. Sin embargo, la fibra fina hueca y los elementos enrollados en espiral son los más comunes. Los módulos de fibra fina hueca consisten en un recipiente a presión, en cuyo interior hay un cartucho conteniendo el mazo de membranas. El mazo se ha creado doblando un grupo de fibras huecas en forma de U y difundiéndolo con resina epoxi por uno de los extremos terminales en la placa final. La corriente de alimentación fluye radialmente desde el centro del tubo de alimentación al canal de recogida de salmuera en el exterior del elemento. La mayor velocidad de la corriente de alimentación se encuentra en el módulo y la menor velocidad está en la zona exterior del mazo de membranas. La recuperación de un elemento de fibra fina hueca varia del 10 al 50 % y es normalmente más elevada que la de un elemento de membranas enrollado en espiral. La velocidad de la corriente radial de alimentación a lo largo de la superficie exterior de la fibra hueca varía de 0,003 a 0,0003 m/s, lo que da un número de Reynolds entre 100 y 500 a través de la membrana. El mazo de membranas es difícil de limpiar.
Figura 1. Esquema de membrana fina hueca.
(http://www.osmofilter.com/industrial_membranas.php, 2016)
21
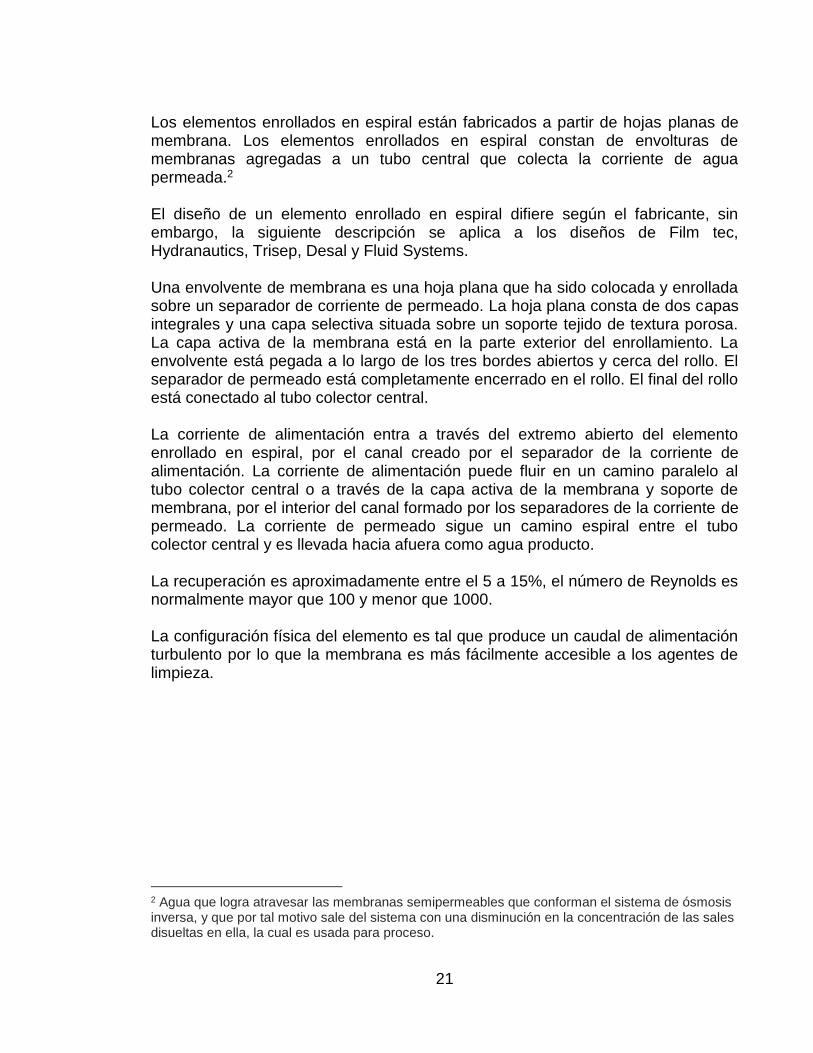
Los elementos enrollados en espiral están fabricados a partir de hojas planas de membrana. Los elementos enrollados en espiral constan de envolturas de membranas agregadas a un tubo central que colecta la corriente de agua permeada.2 El diseño de un elemento enrollado en espiral difiere según el fabricante, sin embargo, la siguiente descripción se aplica a los diseños de Film tec, Hydranautics, Trisep, Desal y Fluid Systems. Una envolvente de membrana es una hoja plana que ha sido colocada y enrollada sobre un separador de corriente de permeado. La hoja plana consta de dos capas integrales y una capa selectiva situada sobre un soporte tejido de textura porosa. La capa activa de la membrana está en la parte exterior del enrollamiento. La envolvente está pegada a lo largo de los tres bordes abiertos y cerca del rollo. El separador de permeado está completamente encerrado en el rollo. El final del rollo está conectado al tubo colector central. La corriente de alimentación entra a través del extremo abierto del elemento enrollado en espiral, por el canal creado por el separador de la corriente de alimentación. La corriente de alimentación puede fluir en un camino paralelo al tubo colector central o a través de la capa activa de la membrana y soporte de membrana, por el interior del canal formado por los separadores de la corriente de permeado. La corriente de permeado sigue un camino espiral entre el tubo colector central y es llevada hacia afuera como agua producto. La recuperación es aproximadamente entre el 5 a 15%, el número de Reynolds es normalmente mayor que 100 y menor que 1000. La configuración física del elemento es tal que produce un caudal de alimentación turbulento por lo que la membrana es más fácilmente accesible a los agentes de limpieza.
2 Agua que logra atravesar las membranas semipermeables que conforman el sistema de ósmosis inversa, y que por tal motivo sale del sistema con una disminución en la concentración de las sales disueltas en ella, la cual es usada para proceso.
22
Figura 2. Esquema membrana enrollada en espiral.
(http://ph.parker.com/co/es/8-inch-reverse-osmosis-membrane-element, 2016)
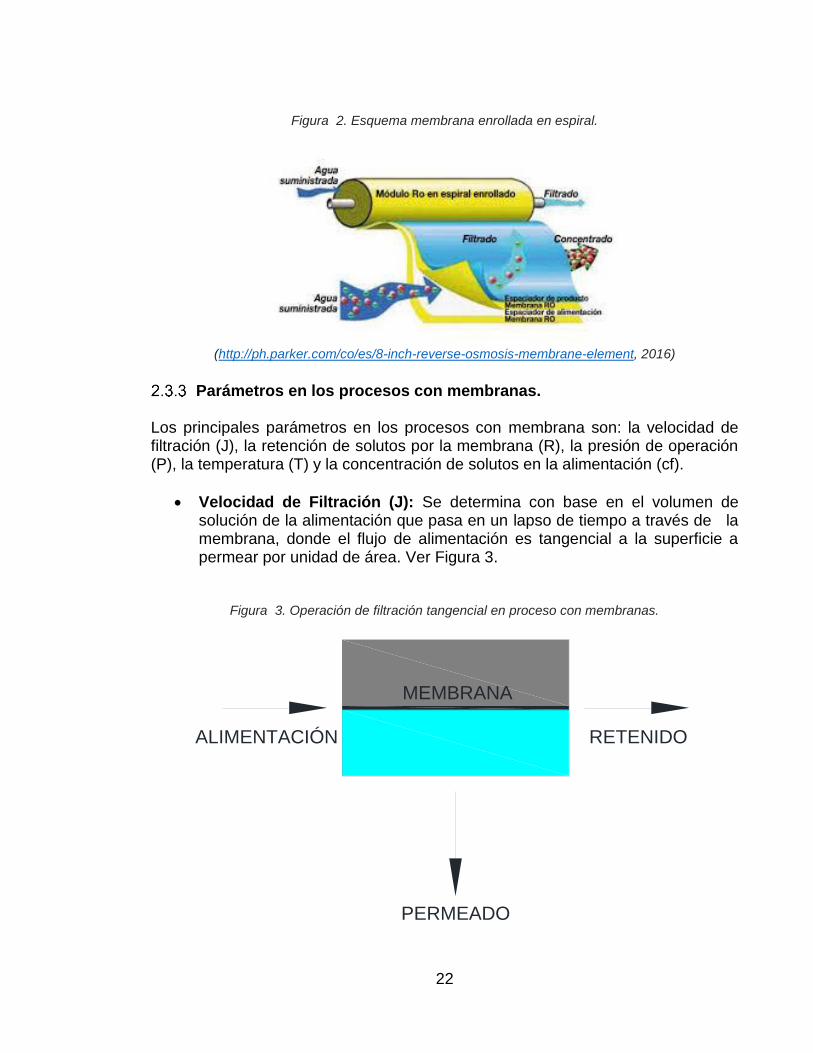
Parámetros en los procesos con membranas. Los principales parámetros en los procesos con membrana son: la velocidad de filtración (J), la retención de solutos por la membrana (R), la presión de operación (P), la temperatura (T) y la concentración de solutos en la alimentación (cf).
Velocidad de Filtración (J): Se determina con base en el volumen de solución de la alimentación que pasa en un lapso de tiempo a través de la membrana, donde el flujo de alimentación es tangencial a la superficie a permear por unidad de área. Ver Figura 3.
Figura 3. Operación de filtración tangencial en proceso con membranas.
PERMEADO
RETENIDOALIMENTACIÓN
MEMBRANA
23
El concepto de velocidad de filtración anterior se expresa matemáticamente como:
J = V / (t x A) Ecuación 1. Velocidad de filtración
La resistencia al flujo a través de la membrana se puede obtener como la suma de las resistencias R:
R = Rm + Ra + Rp + Rg + Rcp (4) Resistencia al flujo
Dónde: Rm = Resistencia de la membrana, que depende del grado de porosidad de la membrana y del espesor de la misma. Ra = Resistencia por la adsorción de solutos sobre la membrana. Rp = Resistencia por el bloqueo de poros, debido a sustancias en suspensión. Rg= Resistencia debido a la capa de gel formada a la entrada de flujo a permear la membrana y localizada sobre ella. Es similar a la de polarización de la concentración. Responde a sustancias que se agregan y se compactan formando una segunda capa. No siempre ocurre, pero es causada por la concentración de sólidos sobre la membrana. Rcp= Resistencia debida a la polarización de la concentración por sólidos que se agrupan a la entrada de la membrana oponiéndose a la filtración. Las resistencias anteriores no siempre se presentan todas, pero su ocurrencia afecta de forma inversa la velocidad de filtración, de tal manera que, si la fuerza impulsora que es la diferencia de presión es directamente proporcional a ella, esta relación se puede expresar como:
J= ΔP /R (5) Velocidad de filtración dependiente de delta P.
Como se desprende de la ecuación 5, el aumento de la resistencia va reduciendo la velocidad de filtración, determinando un tipo de resistencia que puede ir en aumento porque el transporte de sólidos hacia la membrana se hace cada vez mayor y se consolida la capa de gel hasta llevar la velocidad J a valores límite. La formación de la torta en un proceso de filtración a presión constante en el cual la dirección del flujo es tangencial a la membrana se expresa como:
24
t/V = μ/ ΔP* 1/A *(V cs α / 2A+ Rm) (6) Formación de torta
Dónde: μ = Viscosidad dinámica de la solución de alimentación. cs = Concentración de la solución de alimentación. α = Característica de la torta dependiente de los sólidos que se aglomeran encima de la superficie de la membrana. Combinando las ecuaciones 5 y 6 se obtiene:
J= Δ P / (μ Vcsα / 2A+ Rm) (7) Velocidad de filtración relacionada con la formación de torta.
En la ecuación 7 el término Vcsα/2Α representa la resistencia de las partículas que se van acumulando. De acuerdo con la ecuación 7 se puede afirmar que la velocidad de filtración se ve afectada por cambios en la presión, por cambios en la temperatura porque su variación afecta la viscosidad del fluido y por cambios en la concentración de solutos en la alimentación, ya que una mayor concentración de ellos hará más difícil el flujo a través de la membrana.
Retención de solutos (R): Su variación no suele ser muy crítica por cambios en los parámetros de presión, temperatura y concentración de solutos en la alimentación, excepto casos especiales. Esta retención de solutos determina la calidad del permeado.
Ri = 1 – Cpi/Cri (8) Retención de solutos
Dónde: Cpi = Concentración del soluto i en la solución del permeado. Cri = Concentración del soluto i en la solución del retenido.
Presión de operación (P): En los procesos de ósmosis inversa el flujo de alimentación es en dirección tangencial a la superficie de permeado de la membrana, y en razón de la alta velocidad de alimentación inducida por la presión aplicada, las sustancias
25
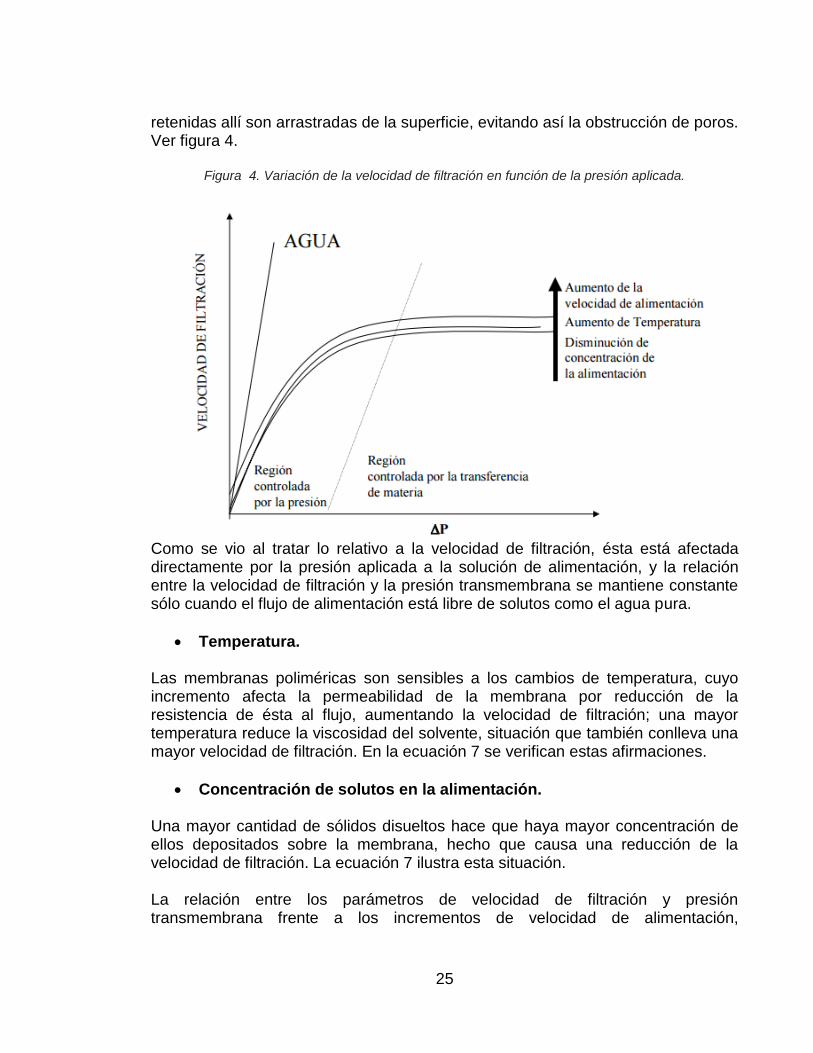
retenidas allí son arrastradas de la superficie, evitando así la obstrucción de poros. Ver figura 4.
Figura 4. Variación de la velocidad de filtración en función de la presión aplicada.
Como se vio al tratar lo relativo a la velocidad de filtración, ésta está afectada directamente por la presión aplicada a la solución de alimentación, y la relación entre la velocidad de filtración y la presión transmembrana se mantiene constante sólo cuando el flujo de alimentación está libre de solutos como el agua pura.
Temperatura. Las membranas poliméricas son sensibles a los cambios de temperatura, cuyo incremento afecta la permeabilidad de la membrana por reducción de la resistencia de ésta al flujo, aumentando la velocidad de filtración; una mayor temperatura reduce la viscosidad del solvente, situación que también conlleva una mayor velocidad de filtración. En la ecuación 7 se verifican estas afirmaciones.
Concentración de solutos en la alimentación. Una mayor cantidad de sólidos disueltos hace que haya mayor concentración de ellos depositados sobre la membrana, hecho que causa una reducción de la velocidad de filtración. La ecuación 7 ilustra esta situación. La relación entre los parámetros de velocidad de filtración y presión transmembrana frente a los incrementos de velocidad de alimentación,
26
temperatura y reducción de la concentración de alimentación se pueden visualizar en la Figura 4. En los procesos de separación con membranas cuando la fuerza impulsora es la presión de la velocidad de permeación se suele disminuir con el tiempo, este hecho se debe a los fenómenos que se llaman polarización de la concentración y ensuciamiento de las membranas por adsorción, formación de una capa de gel y taponamiento de los poros. Los hechos anteriores contribuyen a aumentar la resistencia al transporte en general a través de la membrana. Esto depende del tipo de proceso con membranas que se esté utilizando y de la solución de alimentación.
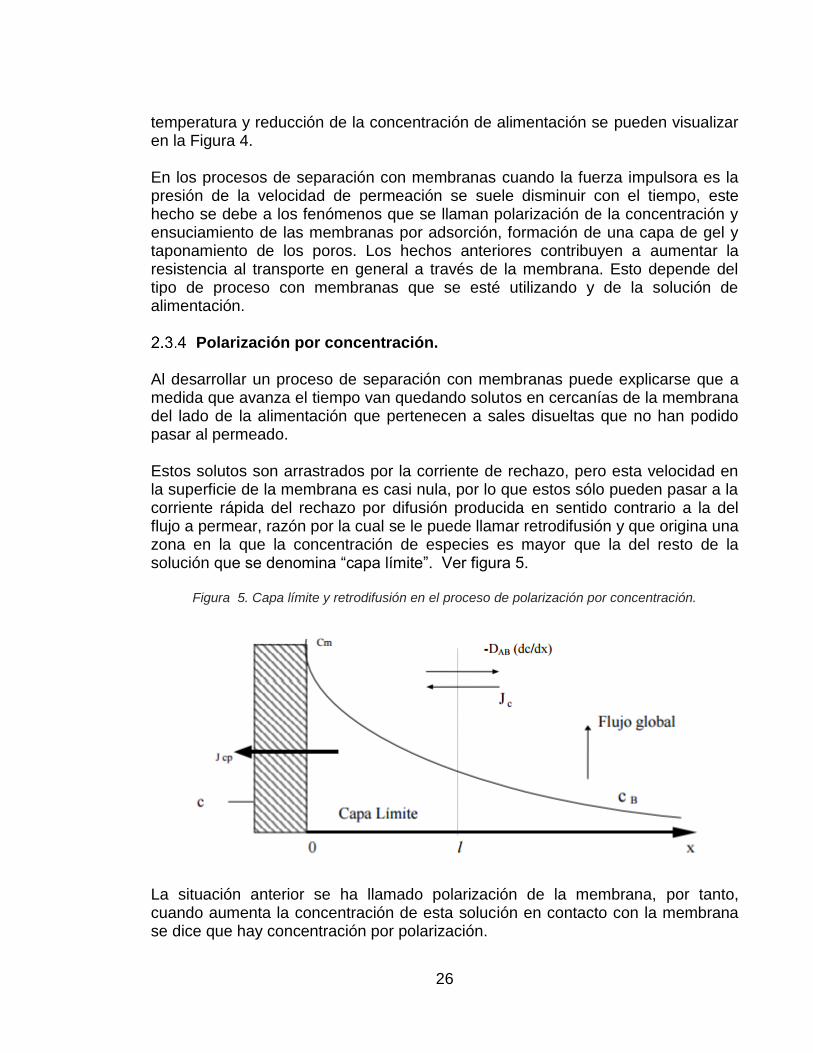
Polarización por concentración. Al desarrollar un proceso de separación con membranas puede explicarse que a medida que avanza el tiempo van quedando solutos en cercanías de la membrana del lado de la alimentación que pertenecen a sales disueltas que no han podido pasar al permeado. Estos solutos son arrastrados por la corriente de rechazo, pero esta velocidad en la superficie de la membrana es casi nula, por lo que estos sólo pueden pasar a la corriente rápida del rechazo por difusión producida en sentido contrario a la del flujo a permear, razón por la cual se le puede llamar retrodifusión y que origina una zona en la que la concentración de especies es mayor que la del resto de la solución que se denomina “capa límite”. Ver figura 5.
Figura 5. Capa límite y retrodifusión en el proceso de polarización por concentración.
La situación anterior se ha llamado polarización de la membrana, por tanto, cuando aumenta la concentración de esta solución en contacto con la membrana se dice que hay concentración por polarización.
27
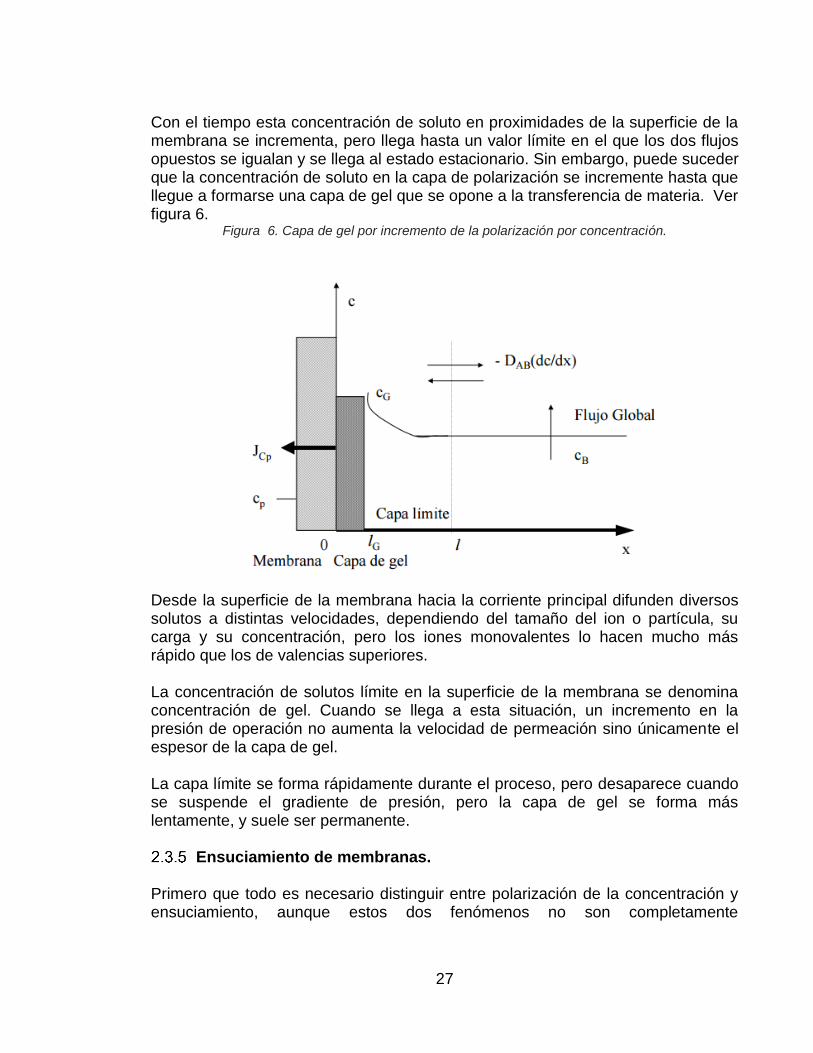
Con el tiempo esta concentración de soluto en proximidades de la superficie de la membrana se incrementa, pero llega hasta un valor límite en el que los dos flujos opuestos se igualan y se llega al estado estacionario. Sin embargo, puede suceder que la concentración de soluto en la capa de polarización se incremente hasta que llegue a formarse una capa de gel que se opone a la transferencia de materia. Ver figura 6.
Figura 6. Capa de gel por incremento de la polarización por concentración.
Desde la superficie de la membrana hacia la corriente principal difunden diversos solutos a distintas velocidades, dependiendo del tamaño del ion o partícula, su carga y su concentración, pero los iones monovalentes lo hacen mucho más rápido que los de valencias superiores. La concentración de solutos límite en la superficie de la membrana se denomina concentración de gel. Cuando se llega a esta situación, un incremento en la presión de operación no aumenta la velocidad de permeación sino únicamente el espesor de la capa de gel. La capa límite se forma rápidamente durante el proceso, pero desaparece cuando se suspende el gradiente de presión, pero la capa de gel se forma más lentamente, y suele ser permanente.
Ensuciamiento de membranas. Primero que todo es necesario distinguir entre polarización de la concentración y ensuciamiento, aunque estos dos fenómenos no son completamente
28
independientes ya que el ensuciamiento es favorecido por la polarización por concentración. Si aumenta la concentración del flujo de alimentación y se produce adsorción o interacción química de sustancias en la superficie de la membrana o al interior de los poros, entonces aumenta la polarización de la membrana, puesto que los depósitos sobre las mismas retrasan la retrodifusión de los solutos hacia la corriente principal, ocasionando una disminución de la productividad y un aumento en el paso de esos solutos, originando por consiguiente una mayor concentración del permeado. Así es que ocurre el ensuciamiento de la membrana que ya constituye un estado permanente mientras no se le limpie debidamente utilizando sustancias químicas, y ya no simplemente con agua, como se afirmaba para el caso de polarización de la concentración. El ensuciamiento se debe a las interacciones soluto-soluto y soluto –membrana, pero para cada aplicación tiene un origen determinado de acuerdo con el material de la membrana y la solución a tratar.
Orígenes del ensuciamiento:
Físico-químicos: adsorción de moléculas sobre la superficie de la membrana o su interior.
Químicos: poca solubilidad en la capa de polarización o insolubilización por cambio de condiciones. Precipitación sobre la superficie de la membrana de sales minerales y óxidos metálicos.
Mecánicas: depósitos en los poros de la membrana bloqueándolos.
Hidrodinámicos: irregularidad en el reparto del flujo que acelera la concentración por polarización y el ensuciamiento en zonas de la membrana que trabajan con conversiones elevadas y la existencia de zonas muertas que tienen muy poco flujo.
Otros: ensuciamientos extraños, como el de azufre coloidal que se da cuando en un pozo de captación de agua hay H2S y se inyecta cloro o entra aire en el pozo, se puede llegar a formar azufre coloidal por oxidación del H2S por parte del oxígeno o del cloro. Este azufre coloidal es muy difícil de eliminar.
29
Consecuencias del ensuciamiento: Entre los efectos del ensuciamiento se puede mencionar la reducción del tamaño aparente de los poros e incremento de la selectividad con el paso del tiempo, pero con reducción de la velocidad de permeación, (flux). No obstante, esta disminución aparente de los poros es de acuerdo a la estructura inicial de ellos y del tamaño de las sustancias que causan ensuciamiento. Estos hechos hacen un tanto compleja la predicción de la selectividad en el tiempo, sobre todo a largo plazo y cuando se hacen separaciones finas. La disminución de la velocidad de permeación tiene una influencia negativa sobre la economía de una operación con membranas, y por consiguiente la medida a tomar es la de reducir su ocurrencia, lo cual se recomienda mediante el pretratamiento del flujo de alimentación, del que se espera sirva como método preventivo de este ensuciamiento para preservar la membrana de sustancias o elementos agresivos . Para un funcionamiento adecuado de las membranas es conveniente que la solución de alimentación se haya sometido previamente a un pre-tratamiento, para retener sustancias que se puedan depositar sobre la membrana o quedar atrapadas en el interior de los módulos. En general los sistemas de membranas tienen una instalación de pretratamiento, ya que es mejor evitar ese ensuciamiento que pensar en protocolos de limpieza, puesto que estos van reduciendo su vida útil. Este pretratamiento es un punto de análisis económico importante, ya que se evalúa frente a sus beneficios al evitar el ensuciamiento y la limpieza de la membrana. El potencial de ensuciamiento se reduce en el caso de las plantas de ósmosis inversa que tengan un adecuado sistema de diseño, un pretratamiento eficaz que conserve las características requeridas en la alimentación y una técnica adecuada del personal de operación. La acción más oportuna es la de eliminar la capa de ensuciamiento en sus primeras etapas utilizando una limpieza adecuada. En estos casos la recuperación completa de la membrana a sus condiciones iniciales de operación es alcanzada.
30
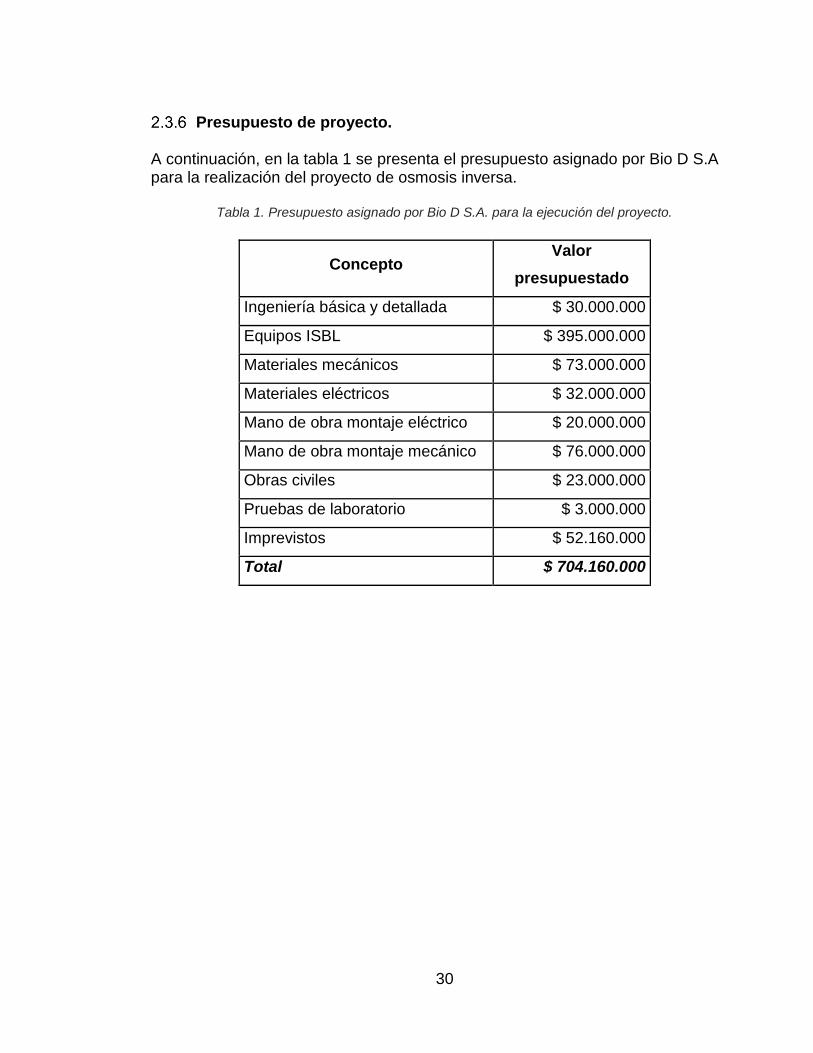
Presupuesto de proyecto. A continuación, en la tabla 1 se presenta el presupuesto asignado por Bio D S.A para la realización del proyecto de osmosis inversa.
Tabla 1. Presupuesto asignado por Bio D S.A. para la ejecución del proyecto.
Concepto Valor
presupuestado
Ingeniería básica y detallada $ 30.000.000
Equipos ISBL $ 395.000.000
Materiales mecánicos $ 73.000.000
Materiales eléctricos $ 32.000.000
Mano de obra montaje eléctrico $ 20.000.000
Mano de obra montaje mecánico $ 76.000.000
Obras civiles $ 23.000.000
Pruebas de laboratorio $ 3.000.000
Imprevistos $ 52.160.000
Total $ 704.160.000
31
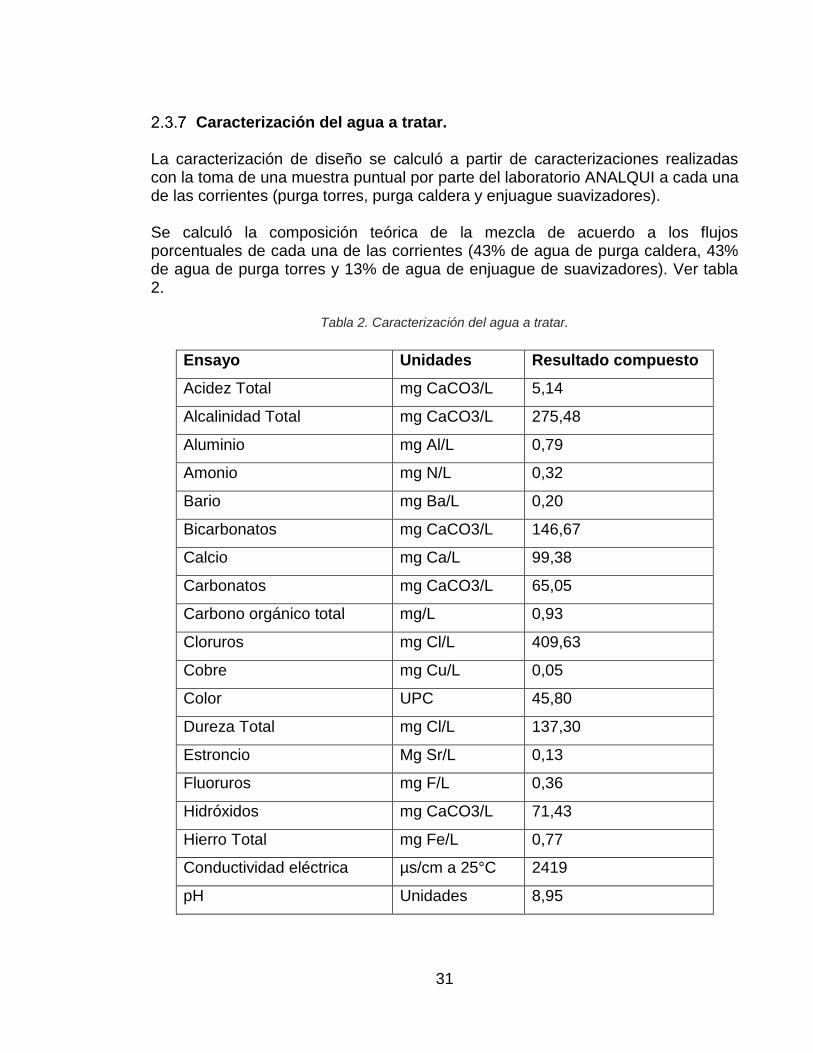
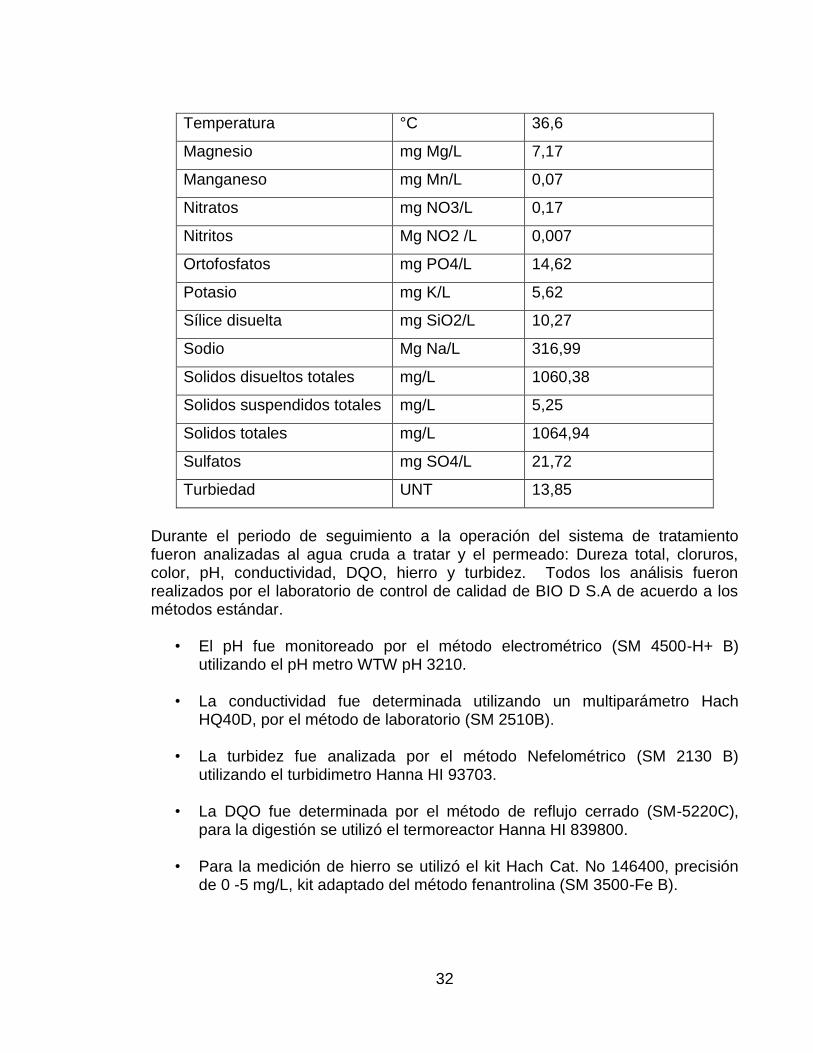
Caracterización del agua a tratar. La caracterización de diseño se calculó a partir de caracterizaciones realizadas con la toma de una muestra puntual por parte del laboratorio ANALQUI a cada una de las corrientes (purga torres, purga caldera y enjuague suavizadores). Se calculó la composición teórica de la mezcla de acuerdo a los flujos porcentuales de cada una de las corrientes (43% de agua de purga caldera, 43% de agua de purga torres y 13% de agua de enjuague de suavizadores). Ver tabla 2.
Tabla 2. Caracterización del agua a tratar.
Ensayo Unidades Resultado compuesto
Acidez Total mg CaCO3/L 5,14
Alcalinidad Total mg CaCO3/L 275,48
Aluminio mg Al/L 0,79
Amonio mg N/L 0,32
Bario mg Ba/L 0,20
Bicarbonatos mg CaCO3/L 146,67
Calcio mg Ca/L 99,38
Carbonatos mg CaCO3/L 65,05
Carbono orgánico total mg/L 0,93
Cloruros mg Cl/L 409,63
Cobre mg Cu/L 0,05
Color UPC 45,80
Dureza Total mg Cl/L 137,30
Estroncio Mg Sr/L 0,13
Fluoruros mg F/L 0,36
Hidróxidos mg CaCO3/L 71,43
Hierro Total mg Fe/L 0,77
Conductividad eléctrica µs/cm a 25°C 2419
pH Unidades 8,95
32
Temperatura °C 36,6
Magnesio mg Mg/L 7,17
Manganeso mg Mn/L 0,07
Nitratos mg NO3/L 0,17
Nitritos Mg NO2 /L 0,007
Ortofosfatos mg PO4/L 14,62
Potasio mg K/L 5,62
Sílice disuelta mg SiO2/L 10,27
Sodio Mg Na/L 316,99
Solidos disueltos totales mg/L 1060,38
Solidos suspendidos totales mg/L 5,25
Solidos totales mg/L 1064,94
Sulfatos mg SO4/L 21,72
Turbiedad UNT 13,85
Durante el periodo de seguimiento a la operación del sistema de tratamiento fueron analizadas al agua cruda a tratar y el permeado: Dureza total, cloruros, color, pH, conductividad, DQO, hierro y turbidez. Todos los análisis fueron realizados por el laboratorio de control de calidad de BIO D S.A de acuerdo a los métodos estándar.
• El pH fue monitoreado por el método electrométrico (SM 4500-H+ B) utilizando el pH metro WTW pH 3210.
• La conductividad fue determinada utilizando un multiparámetro Hach HQ40D, por el método de laboratorio (SM 2510B).
• La turbidez fue analizada por el método Nefelométrico (SM 2130 B) utilizando el turbidimetro Hanna HI 93703.
• La DQO fue determinada por el método de reflujo cerrado (SM-5220C), para la digestión se utilizó el termoreactor Hanna HI 839800.
• Para la medición de hierro se utilizó el kit Hach Cat. No 146400, precisión de 0 -5 mg/L, kit adaptado del método fenantrolina (SM 3500-Fe B).
33
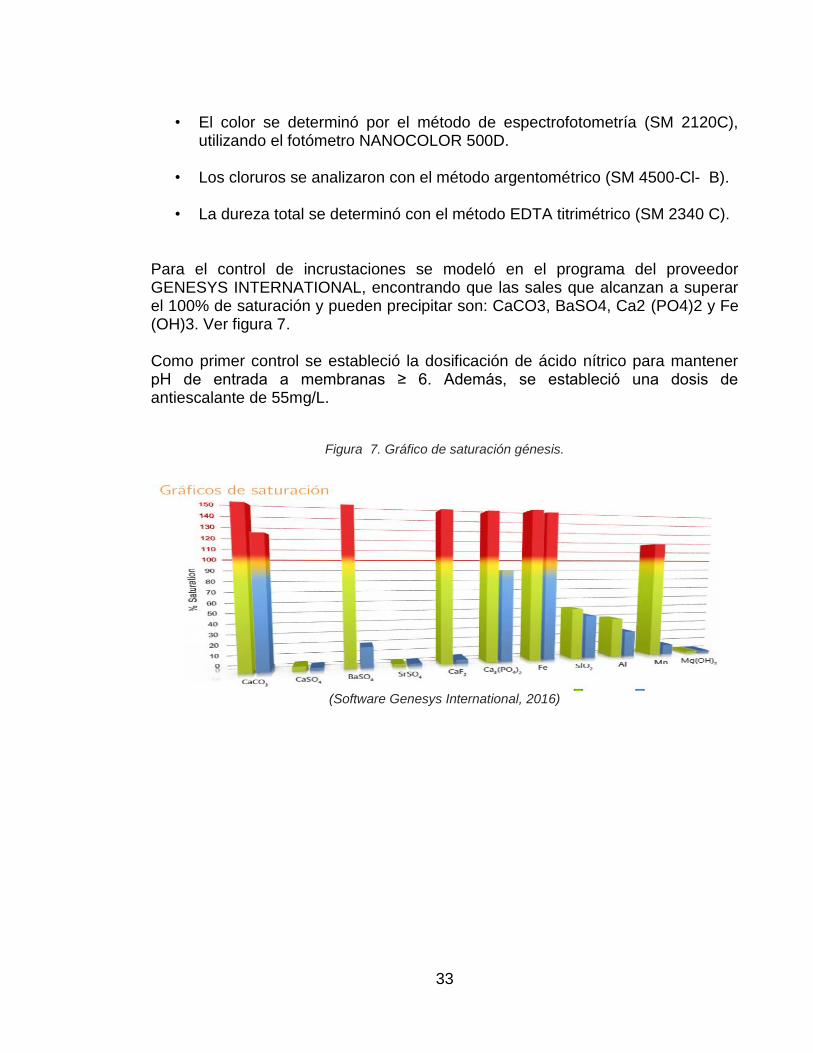
• El color se determinó por el método de espectrofotometría (SM 2120C), utilizando el fotómetro NANOCOLOR 500D.
• Los cloruros se analizaron con el método argentométrico (SM 4500-Cl- B).
• La dureza total se determinó con el método EDTA titrimétrico (SM 2340 C). Para el control de incrustaciones se modeló en el programa del proveedor GENESYS INTERNATIONAL, encontrando que las sales que alcanzan a superar el 100% de saturación y pueden precipitar son: CaCO3, BaSO4, Ca2 (PO4)2 y Fe (OH)3. Ver figura 7. Como primer control se estableció la dosificación de ácido nítrico para mantener pH de entrada a membranas ≥ 6. Además, se estableció una dosis de antiescalante de 55mg/L.
Figura 7. Gráfico de saturación génesis.
(Software Genesys International, 2016)

34
SELECCIÓN DE LA UBICACIÓN DE LA PLANTA DE OSMOSIS INVERSA Y ADECUACIONES PARA LA INSTALACIÓN DE LA PLANTA.
3.1 INFORMACIÓN GENERAL DE LA PLANTA DE BIOCOMBUSTIBLES BIOD S.A., DONDE SE REALIZARÁ EL PROYECTO. El proyecto se desarrolló en la planta de tratamiento de agua para uso industrial de BIO D S.A, ubicada en las coordenadas N: 1.027.685 y E: 970.384; del predio ubicado en el complejo industrial Mancilla Km 2.6, antigua vía a la vega, de la vereda Mancilla, jurisdicción del municipio de Facatativá, departamento de Cundinamarca, con una altitud de 2.586 msnm y temperatura promedio de 12°C. A continuación, se ilustra la figura 8 donde muestra la ubicación geográfica de la planta. En el anexo 1 encontraremos el Layout de planta donde se encontrará la ubicación de la planta de osmosis en las instalaciones de la empresa; la ubicación designada para la planta es resultado de los estudios de suelos realizado en el año 2010, adicionalmente se recomienda ubicar la planta de osmosis inversa dentro de la PTAI (planta de tratamiento de aguas industriales) debido a que los tanques de almacenamiento de agua y los equipos que se reutilizarán para dicho proceso están alrededor de ella. Esto reducirá costos en la construcción del OSBL3.
Figura 8. Ubicación geográfica planta Bio D S.A.
(https://www.google.com.co/maps , 2016)
3 Outside Battery Limits, se define como servicios públicos, instalaciones comunes, y otros equipos y componentes no incluidos en la nueva instalación.
35
Las instalaciones de la planta Bio D S.A., se modificaron bajo diseño aprobado y ejecutado por el departamento de ingeniería. Se tuvieron en cuenta las recomendaciones de la norma ASME B31.3 Tuberías de Proceso de Refinerías y Plantas Químicas para los sistemas de bombeo construidos para abastecer la planta de osmosis. A continuación, se enumerarán las modificaciones y construcciones relevantes del proyecto, con el fin de lograr el objetivo de recuperar un porcentaje de estas aguas residuales. 3.2 REUTILIZACIÓN DE EQUIPOS.
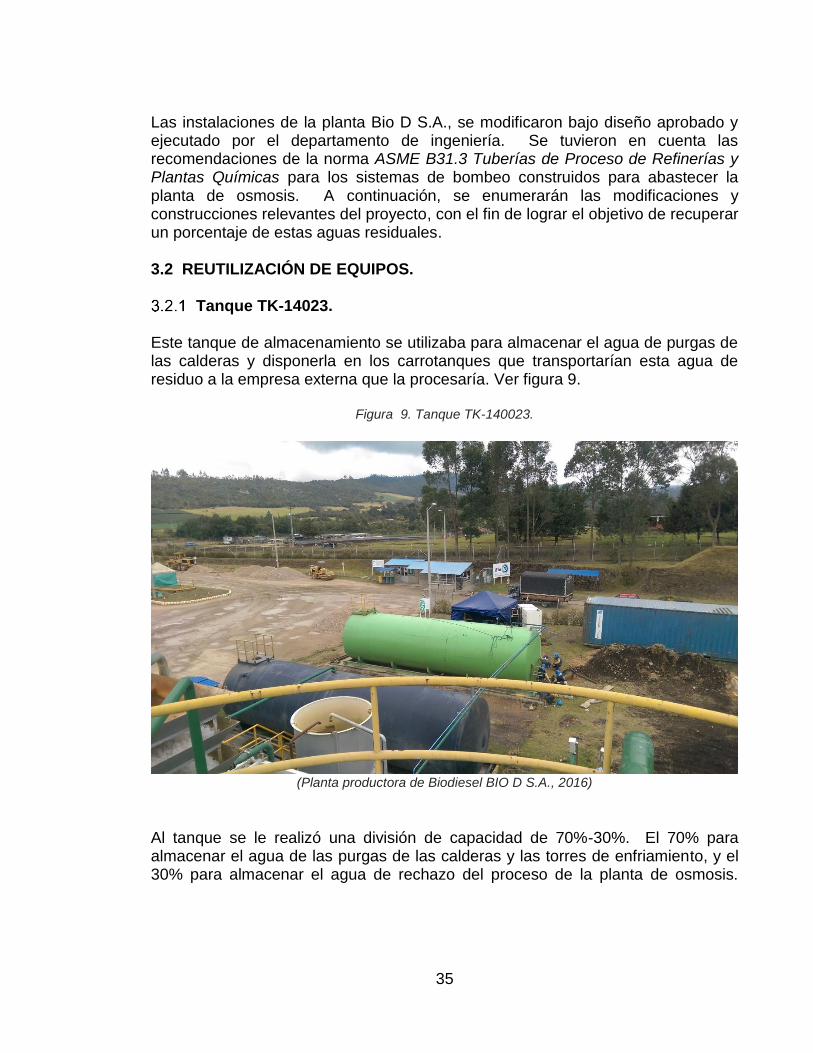
Tanque TK-14023. Este tanque de almacenamiento se utilizaba para almacenar el agua de purgas de las calderas y disponerla en los carrotanques que transportarían esta agua de residuo a la empresa externa que la procesaría. Ver figura 9.
Figura 9. Tanque TK-140023.
(Planta productora de Biodiesel BIO D S.A., 2016)
Al tanque se le realizó una división de capacidad de 70%-30%. El 70% para almacenar el agua de las purgas de las calderas y las torres de enfriamiento, y el 30% para almacenar el agua de rechazo del proceso de la planta de osmosis.
36
Adicionalmente se incluyeron una serie de niples4 para la instalación de las líneas de tubería que se utilizarán en el sistema. En el anexo 18 se muestra Data Sheet5 del tanque TK-14023.
Tanque TK-14015. Este tanque de almacenamiento de agua filtrada industrial se modificó para recibir el agua tratada por la planta de osmosis. En el anexo 37, 38 y 39 se muestra el Data Sheet del tanque TK-14015.
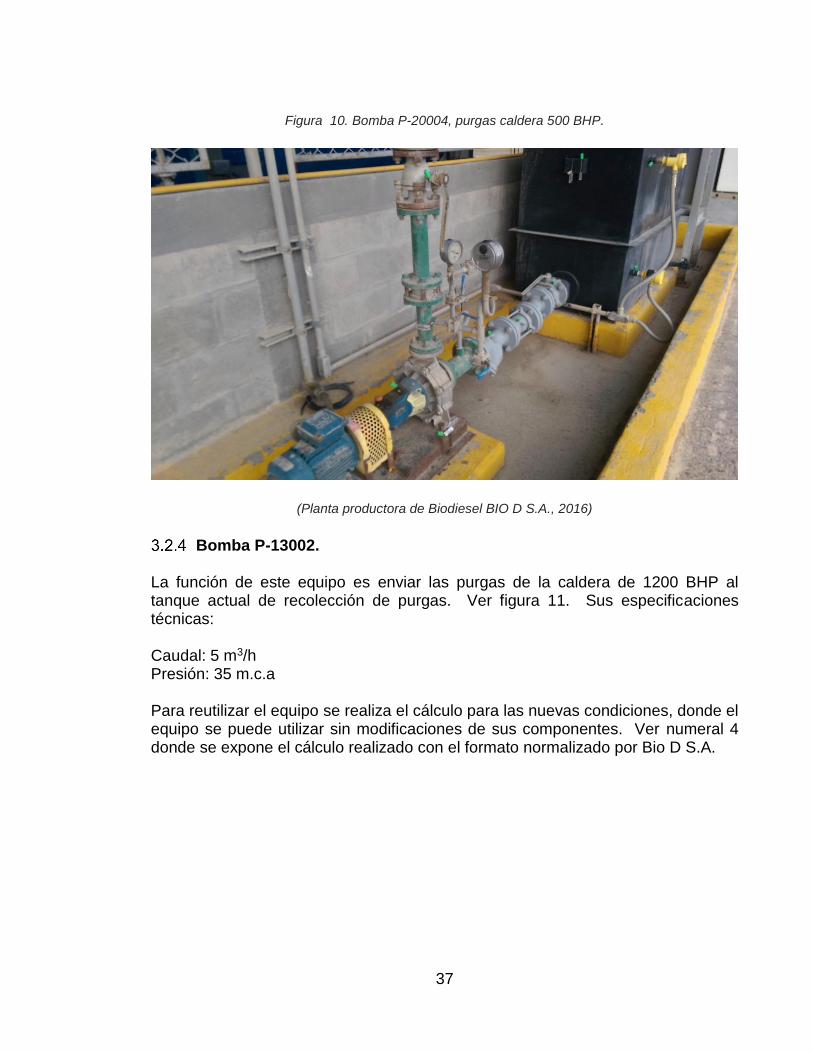
Bomba P-20004. La función de este equipo es enviar las purgas de la caldera de 500 BHP al tanque actual de recolección de purgas. Ver figura 10. Sus especificaciones técnicas: Caudal: 6 m3/h Presión: 19 m.c.a Para reutilizar el equipo se realiza el cálculo para las nuevas condiciones, donde el equipo se puede utilizar sin modificaciones de sus componentes. Ver numeral 4 donde se expone el cálculo realizado con el formato normalizado por Bio D S.A.
4 Sección de tubo que se instala a un tanque o equipo para conectar una línea de tubería un instrumento u otro servicio requerido. 5 Plano de construcción con las características técnicas de un equipo.
37
Figura 10. Bomba P-20004, purgas caldera 500 BHP.
(Planta productora de Biodiesel BIO D S.A., 2016)
Bomba P-13002. La función de este equipo es enviar las purgas de la caldera de 1200 BHP al tanque actual de recolección de purgas. Ver figura 11. Sus especificaciones técnicas: Caudal: 5 m3/h Presión: 35 m.c.a Para reutilizar el equipo se realiza el cálculo para las nuevas condiciones, donde el equipo se puede utilizar sin modificaciones de sus componentes. Ver numeral 4 donde se expone el cálculo realizado con el formato normalizado por Bio D S.A.
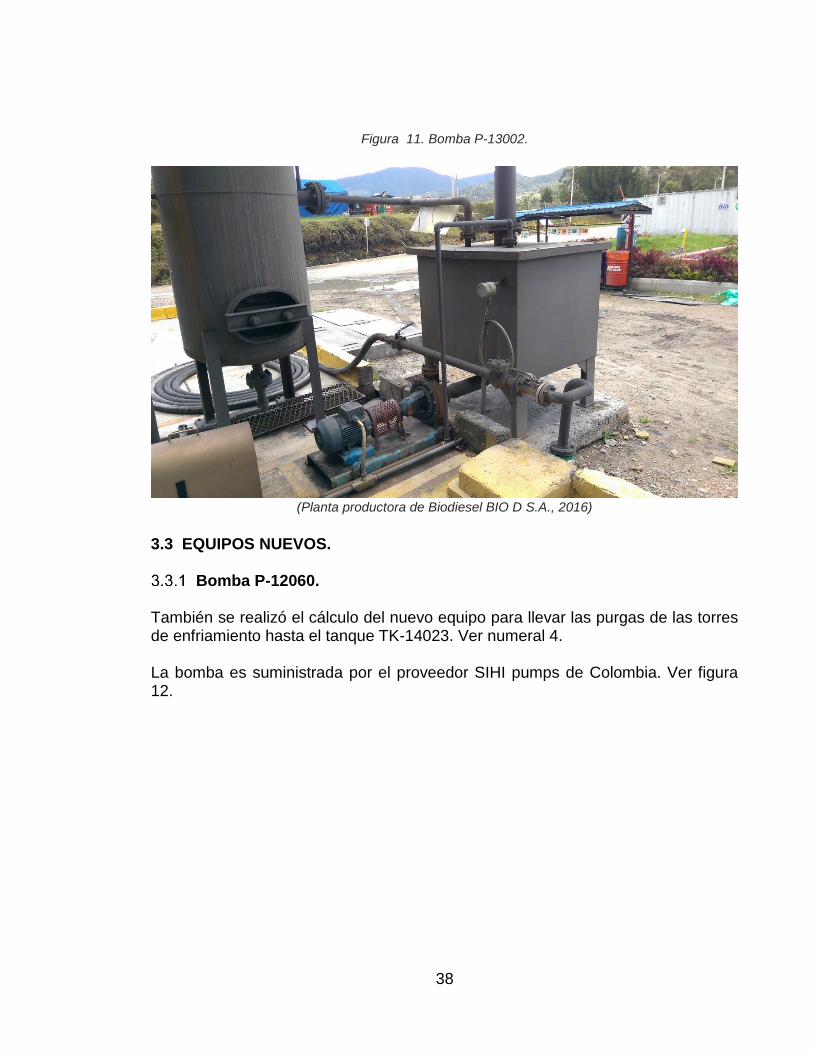
38
Figura 11. Bomba P-13002.
(Planta productora de Biodiesel BIO D S.A., 2016)
3.3 EQUIPOS NUEVOS.
Bomba P-12060. También se realizó el cálculo del nuevo equipo para llevar las purgas de las torres de enfriamiento hasta el tanque TK-14023. Ver numeral 4. La bomba es suministrada por el proveedor SIHI pumps de Colombia. Ver figura 12.

39
Figura 12. Instalación bomba P-14060.
(Planta productora de Biodiesel BIO D S.A., 2016)
3.4 ESPECIFICACIÓN DE RUTEO DE TUBERÍA PARA LA ALIMENTACIÓN. El ruteo de la tubería que conducirá el agua a tratar al tanque de almacenamiento fue diseñado con base a los espacios disponibles en los racks6 de la planta. Se realizó un recorrido y una inspección en campo en donde se estableció el lugar donde sería instalada la tubería. El flujo de agua con el que se planteó realizar los cálculos es de 5 m3/h y las recomendaciones establecidas en el departamento de ingeniería para las velocidades de flujo permitidas en fluidos poco viscosos es de 1.5 m/s. Sin embargo, se comparan con recomendaciones experimentales expuestas en Operaciones Unitarias en ingeniería química.7 Ver tabla 3. Bajo estos criterios se calculó el diámetro adecuado para el proceso con la siguiente ecuación
F=V.A (9) Flujo en función de velocidad y área
6 Estructura metálica diseñada para soportar la tubería de proceso de la planta. 7 McCabe et al., Operaciones Unitarias en Ingeniería Química, 4ª Ed., McGraw-Hill, 1991
40
Donde: F= Flujo expresado en m3/h. V= Velocidad del fluido. A= Área de la sección transversal del tubo donde pasa el fluido.
𝐴 =5𝑚3
ℎ⁄ × 1ℎ3600𝑠𝑒𝑔⁄
1.5𝑚𝑠⁄
= 926𝑚𝑚2
Se seleccionó tubería de diámetro 2” SCH40, diámetro exterior 60.3 mm y espesor de pared 3.91 mm con un área de 2163 mm2; en esta selección se tuvo en cuenta un futuro aumento de flujo a 10 m3/h.
Tabla 3. Velocidades recomendadas para fluidos en tubería.
Con la especificación técnica de la tubería se realiza la modificación a los planos generales de la planta:
Planimetría de Bio D S.A., revisión J. Ver anexos 2 - 14.
Cortes Racks y Tags de tubería fase 2, revisión D. Ver anexos 20 - 23.
Cortes Racks y Tags de tubería fase 3, revisión G. Ver anexos 24 - 26. También se diseñan los sistemas de salida y llegada en:

41
Bomba P-12060, ver anexos 40 a 44 “Planos ISOMETRICOS BOMBAS PURGAS PISCINA TORRES OSMOSIS”.
Tanque TK-14015, ver anexos 37 al 39 “TANQUE DE ALMACENAMIENTO AGUA FILTRADA TK-14015”.
Conexión con planta de osmosis inversa, ver anexos 27 al 36 “INSTALACION PLANTA OSMOSIS INVERSA”.
3.5 OBRA CIVIL. La empresa contratista PROENERGÉTICOS fue contratada para elaborar el diseño y la construcción de la parte civil del proyecto. Ver figuras 13 y 14. Los diseños y planos de constructividad se muestran en los anexos 15 y 16.
Figura 13. Cimentación para placa de instalación.
(Planta productora de Biodiesel BIO D S.A., 2016)
42
Figura 14. Placa de instalación de la planta de osmosis.
(Planta productora de Biodiesel BIO D S.A., 2016)
3.6 CUBIERTA ESTRUCTURAL PARA LA PLANTA DE OSMOSIS. Luego de ser asignado el terreno para la ubicación de la planta de osmosis inversa, se procede a planificar la ubicación espacial de la cubierta metálica para brindar protección a los equipos que se situarán en esta área. Como primera medida se designan ejes como base para delimitar el espacio, como se muestra en la figura 15 y figura 16, teniendo en cuenta que comercialmente hay más oferta de perfilería estructural en 6 m de longitud. Teniendo una limitación espacial definida se procede a realizar un predimensionamiento de la estructura, teniendo en cuenta las especificaciones técnicas de la compañía fabricante de la planta de osmosis inversa TECCA, para posteriormente ser calculada con la ayuda del software SAP. Luego de realizar el predimensionamiento se realizó una inspección al inventario del almacén de la planta, lo anterior para verificar que perfiles se tenían disponibles, para de esta manera constatar si se podía hacer uso de los mismos en la fabricación de la cubierta metálica para la planta de osmosis inversa. Teniendo en cuenta la perfilería disponible en el almacén, se procede a realizar la verificación estructural de la cubierta y con el predimensionamiento realizado

43
anteriormente se asignan los perfiles como se lista a continuación y se muestra en la figura 17.
Figura 15. Nominación de ejes de estructura metálica.
(Departamento de ingeniería, BIO D S.A., 2016)
2
2'
3
3'
4
4'
A
A'
B
B'
44
Figura 16. Predimensionamiento de la estructura metálica.
(Departamento de ingeniería, BIO D S.A., 2016)
45
Figura 17. Designación de perfiles estructurales para la estructura metálica.
(Departamento de ingeniería, BIO D S.A., 2016)
Columnas: HEA 140 A-36
Vigas Principales: IPE 240 A-36
Vigas Secundarias que enlazan pórticos: IPE 140 A-36
Vigas de cumbrera y cumbrera: PTC 100x3mm A500 Gr C Luego de realizar la asignación de perfiles al predimensionamiento de la estructura metálica, se procede a realizar el cálculo de la misma con la ayuda del software SAP y regidos bajo la norma NSR-108 (título F estructuras metálicas). Teniendo el cálculo y realizando el análisis de la estructura se continúa con la elaboración del plano de fabricación de la estructura, suministrando la información necesaria para la fabricación y posterior montaje de la estructura. Ver anexo 45 “Plano Cubierta Planta Osmosis Inversa”.
8 Reglamento Colombiano de Construcción Sismo Resistente (NSR-10)
46
CALCULO DE LOS SISTEMAS NECESARIOS DE BOMBEO NECESARIOS PARA REALIZAR EL PROCESO DE RECUPERACIÓN DEL AGUA.
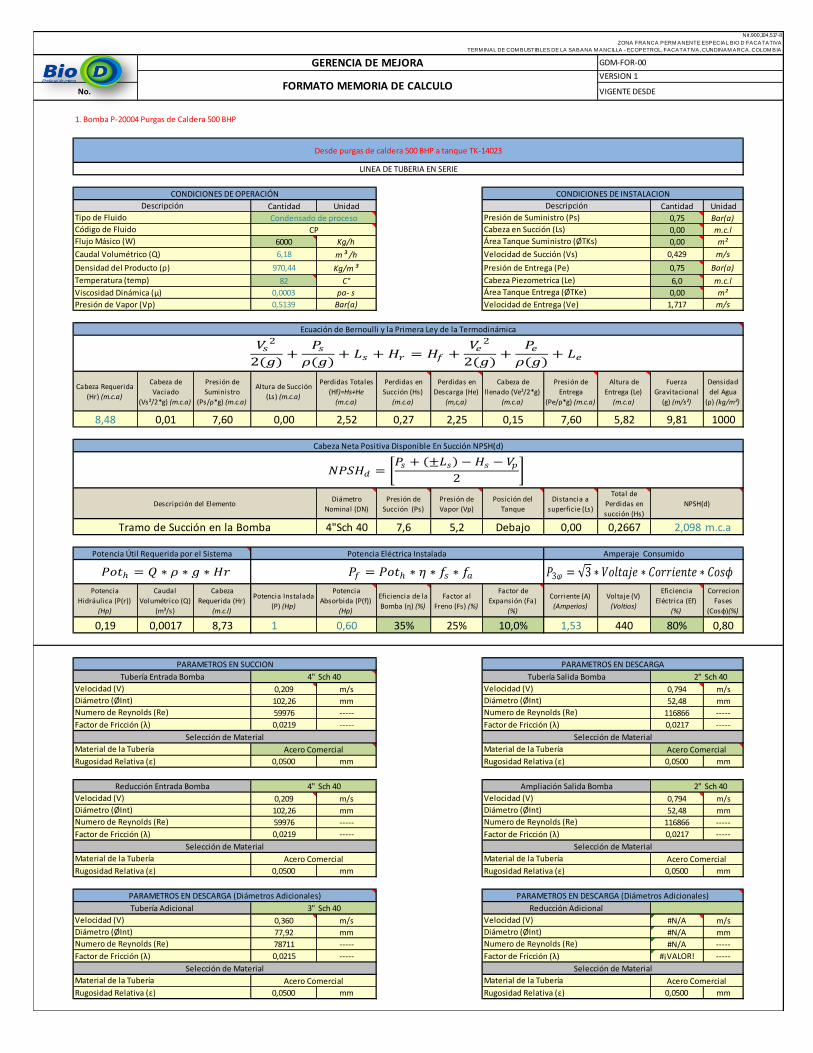
Teniendo en cuenda la ubicación de los tanques, torres de enfriamiento, tuberías y futuras bombas en las instalaciones de la planta productora de Biodiesel BIO D S.A., se procede a calcular el sistema de bombeo para el óptimo funcionamiento del procedimiento de tratamiento de aguas industriales (PTAI). Para la selección de las bombas de proceso, primero se evalúan las características físicas del fluido a bombear. En los tres casos, bombearemos agua, pero a diferentes temperaturas, por este motivo las propiedades cambiaran de acuerdo a las condiciones en las que se encuentre el fluido. Las propiedades físicas son:
Densidad.
Presión de vapor.
Viscosidad dinámica.
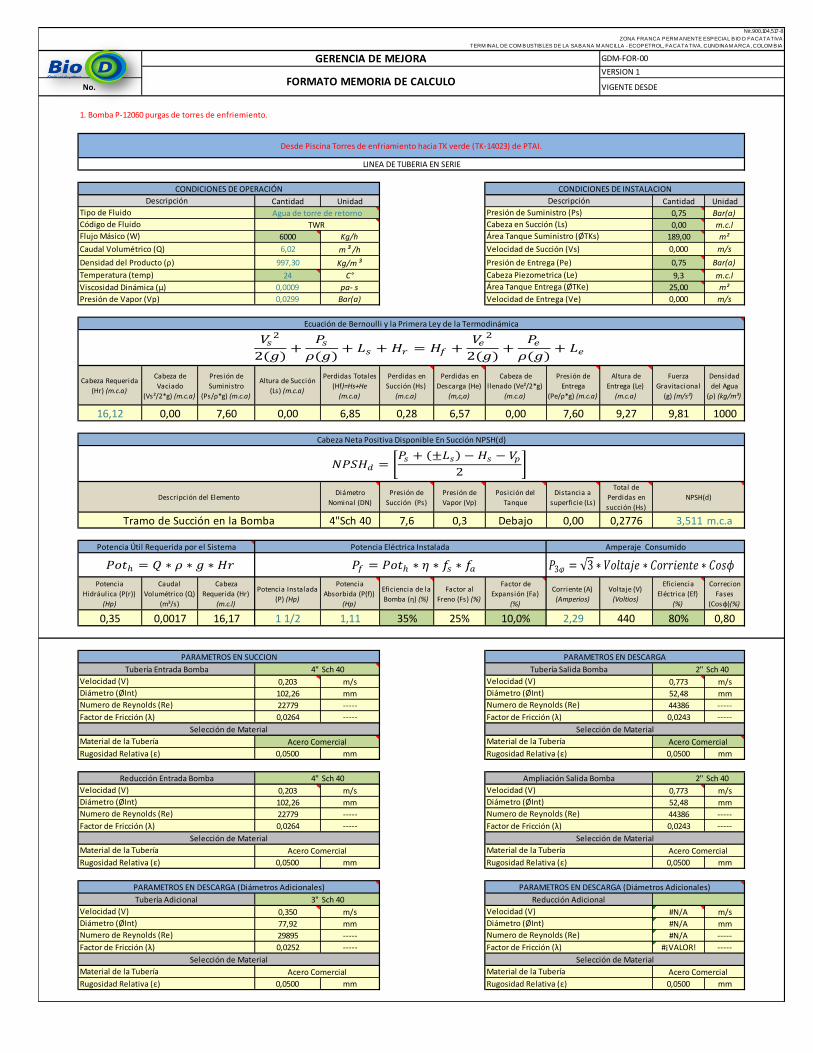
Paso seguido, se mide la altura de donde va a succionar la bomba y la altura a donde queremos entregar el fluido, luego se procede a medir la longitud aproximada de tubería empleada para la ruta de bombeo del agua a tratar. Teniendo los datos anteriores, se cuantifican los accesorios necesarios para realizar el montaje del circuito; estos accesorios son, válvulas, codos, tee, ampliaciones, reducciones, entradas y salidas de tanques, entre otros, para poder calcular las pérdidas menores generadas teniendo en cuenta el factor de fricción (Rugosidad Relativa) usando la curva del diagrama de moddy. Luego se evalúan las presiones donde se encuentra el fluido a transportar y donde lo queremos entregar, se deben tener en cuenta si los recipientes son atmosféricos, o están sometidos alguna presión mayor o si están a vacío. Habiendo analizado y cuantificado los datos anteriores se emplea la ecuación de Bernulli, para considerar el equipo idóneo para esta necesidad. Se formulando una tabla en Excel para consignar los datos suministrados por los proveedores y facilitar la selección del equipo que sea más óptimo para el circuito seleccionado. A continuación, se muestran las hojas de cálculo realizadas para la selección de las bombas que se usaran en la planta (PTAI).

47
1. Bomba P-13002 Purgas de Caldera 1200 BHP
Cantidad Unidad Cantidad Unidad
0,75 Bar(a)
Agua 0,00 m.c.l
5000 Kg/h 0,00 m²
5,15 m ³ /h 0,358 m/s
970,44 Kg/m ³ 0,75 Bar(a)
82 C° 20,0 m.c.l
0,0003 pa- s 0,00 m²
0,5139 Bar(a) 1,431 m/s
Cabeza Requerida
(Hr) (m.c.a)
Cabeza de
Vaciado
(Vs²/2*g) (m.c.a)
Presión de
Suministro
(Ps/ρ*g) (m.c.a)
Altura de Succión
(Ls) (m.c.a)
Perdidas Totales
(Hf)=Hs+He
(m.c.a)
Perdidas en
Succión (Hs)
(m.c.a)
Perdidas en
Descarga (He)
(m,c,a)
Cabeza de
llenado (Ve²/2*g)
(m.c.a)
Presión de
Entrega
(Pe/ρ*g) (m.c.a)
Altura de
Entrega (Le)
(m.c.a)
Fuerza
Gravitacional
(g) (m/s²)
Densidad
del Agua
(ρ) (kg/m³)
22,94 0,01 7,60 0,00 3,43 0,26 3,17 0,10 7,60 19,41 9,81 1000
Diámetro
Nominal (DN)
Presión de
Succión (Ps)
Presión de
Vapor (Vp)
Posición del
Tanque
Distancia a
superficie (Ls)
Total de
Perdidas en
succión (Hs)
4"Sch 40 7,6 5,2 Debajo 0,00 0,2599 2,104 m.c.a
Potencia
Hidráulica (P(r))
(Hp)
Caudal
Volumétrico (Q)
(m³/s)
Cabeza
Requerida (Hr)
(m.c.l)
Potencia Instalada
(P) (Hp)
Potencia
Absorbida (P(f))
(Hp)
Eficiencia de la
Bomba (η) (%)
Factor al
Freno (Fs) (%)
Factor de
Expansión (Fa)
(%)
Corriente (A)
(Amperios)
Voltaje (V)
(Voltios)
Eficiencia
Eléctrica (Ef)
(%)
Correcion
Fases
(Cosφ)(%)
0,43 0,0014 23,64 1 3/4 1,36 35% 25% 10,0% 2,68 440 80% 0,80
4" Sch 40 2" Sch 40
0,174 m/s 0,662 m/s
102,26 mm 52,48 mm
49980 ----- 97389 -----
0,0226 ----- 0,0221 -----
0,0500 mm 0,0500 mm
4" Sch 40 2" Sch 40
0,174 m/s 0,662 m/s
102,26 mm 52,48 mm
49980 ----- 97389 -----
0,0226 ----- 0,0221 -----
0,0500 mm 0,0500 mm
3" Sch 40
0,300 m/s #N/A m/s
77,92 mm #N/A mm
65592 ----- #N/A -----
0,0221 ----- #¡VALOR! -----
0,0500 mm 0,0500 mm
Ecuación de Bernoulli y la Primera Ley de la Termodinámica
Descripción del Elemento
Tramo de Succión en la Bomba
Tubería Adicional Reducción Adicional
Potencia Útil Requerida por el Sistema Potencia Eléctrica Instalada Amperaje Consumido
NPSH(d)
Factor de Fricción (λ) Factor de Fricción (λ)
Reducción Entrada Bomba Ampliación Salida Bomba
Velocidad (V) Velocidad (V)
Material de la Tubería
Rugosidad Relativa (ε)
PARAMETROS EN DESCARGA (Diámetros Adicionales) PARAMETROS EN DESCARGA (Diámetros Adicionales)
Velocidad (V) Velocidad (V)
Diámetro (ØInt)
Material de la Tubería Acero Comercial Material de la Tubería
Diámetro (ØInt)
Numero de Reynolds (Re) Numero de Reynolds (Re)
Factor de Fricción (λ) Factor de Fricción (λ)
Selección de Material Selección de Material
Acero Comercial
Rugosidad Relativa (ε) Rugosidad Relativa (ε)
Nit.900,104,517-8
ZONA FRANCA PERM ANENTE ESPECIAL BIO D FACATATIVA
TERM INAL DE COM BUSTIBLES DE LA SABANA M ANCILLA - ECOPETROL, FACATATIVA, CUNDINAM ARCA, COLOM BIA
GDM-FOR-00
VERSION 1
VIGENTE DESDE
Diámetro (ØInt)
GERENCIA DE MEJORA
FORMATO MEMORIA DE CALCULO
LINEA DE TUBERIA EN SERIE
CONDICIONES DE INSTALACION
Descripción
Cabeza en Succión (Ls)
Área Tanque Suministro (ØTKs)
Velocidad de Succión (Vs)
Cabeza Piezometrica (Le)
Presión de Entrega (Pe)
Presión de Suministro (Ps)
No.
Desde purgas de caldera 1200 BHP a tanque TK-14023
Descripción
CONDICIONES DE OPERACIÓN
Código de Fluido
Caudal Volumétrico (Q)
PARAMETROS EN DESCARGA
Tubería Salida Bomba
Numero de Reynolds (Re)
PARAMETROS EN SUCCION
Tubería Entrada Bomba
Velocidad (V)
Diámetro (ØInt)
Numero de Reynolds (Re)
Numero de Reynolds (Re)
Factor de Fricción (λ)
Diámetro (ØInt) Diámetro (ØInt)
Rugosidad Relativa (ε)
Acero ComercialMaterial de la Tubería Acero Comercial
Numero de Reynolds (Re)
Rugosidad Relativa (ε) Rugosidad Relativa (ε)
Selección de Material
Velocidad (V)
Densidad del Producto (ρ)
Temperatura (temp)
Tipo de Fluido Condensado de proceso
Factor de Fricción (λ)
Flujo Másico (W)
Viscosidad Dinámica (μ)
Cabeza Neta Positiva Disponible En Succión NPSH(d)
CP
Velocidad de Entrega (Ve)
Área Tanque Entrega (ØTKe)
Presión de Vapor (Vp)
Selección de Material
Selección de MaterialSelección de Material
Material de la Tubería Material de la TuberíaAcero Comercial Acero Comercial
𝑁𝑃𝑆𝐻𝑑 = 𝑃𝑠 + ±𝐿𝑠 − 𝐻𝑠 − 𝑉𝑝
2
𝑉𝑠2
2(𝑔)+
𝑃𝑠𝜌(𝑔)
+ 𝐿𝑠 + 𝐻𝑟 = 𝐻𝑓 +𝑉𝑒
2
2(𝑔)+
𝑃𝑒𝜌(𝑔)
+ 𝐿𝑒
𝑃𝑜𝑡ℎ = 𝑄 ∗ 𝜌 ∗ 𝑔 ∗ 𝐻𝑟 𝑃𝑓 = 𝑃𝑜𝑡ℎ ∗ 𝜂 ∗ 𝑓𝑠 ∗ 𝑓𝑎 𝑃3𝜑 = 3 ∗ 𝑉𝑜𝑙𝑡𝑎𝑗𝑒 ∗ 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 ∗ 𝐶𝑜𝑠𝜙
48
1. Bomba P-20004 Purgas de Caldera 500 BHP
Cantidad Unidad Cantidad Unidad
0,75 Bar(a)
Agua 0,00 m.c.l
6000 Kg/h 0,00 m²
6,18 m ³ /h 0,429 m/s
970,44 Kg/m ³ 0,75 Bar(a)
82 C° 6,0 m.c.l
0,0003 pa- s 0,00 m²
0,5139 Bar(a) 1,717 m/s
Cabeza Requerida
(Hr) (m.c.a)
Cabeza de
Vaciado
(Vs²/2*g) (m.c.a)
Presión de
Suministro
(Ps/ρ*g) (m.c.a)
Altura de Succión
(Ls) (m.c.a)
Perdidas Totales
(Hf)=Hs+He
(m.c.a)
Perdidas en
Succión (Hs)
(m.c.a)
Perdidas en
Descarga (He)
(m,c,a)
Cabeza de
llenado (Ve²/2*g)
(m.c.a)
Presión de
Entrega
(Pe/ρ*g) (m.c.a)
Altura de
Entrega (Le)
(m.c.a)
Fuerza
Gravitacional
(g) (m/s²)
Densidad
del Agua
(ρ) (kg/m³)
8,48 0,01 7,60 0,00 2,52 0,27 2,25 0,15 7,60 5,82 9,81 1000
Diámetro
Nominal (DN)
Presión de
Succión (Ps)
Presión de
Vapor (Vp)
Posición del
Tanque
Distancia a
superficie (Ls)
Total de
Perdidas en
succión (Hs)
4"Sch 40 7,6 5,2 Debajo 0,00 0,2667 2,098 m.c.a
Potencia
Hidráulica (P(r))
(Hp)
Caudal
Volumétrico (Q)
(m³/s)
Cabeza
Requerida (Hr)
(m.c.l)
Potencia Instalada
(P) (Hp)
Potencia
Absorbida (P(f))
(Hp)
Eficiencia de la
Bomba (η) (%)
Factor al
Freno (Fs) (%)
Factor de
Expansión (Fa)
(%)
Corriente (A)
(Amperios)
Voltaje (V)
(Voltios)
Eficiencia
Eléctrica (Ef)
(%)
Correcion
Fases
(Cosφ)(%)
0,19 0,0017 8,73 1 0,60 35% 25% 10,0% 1,53 440 80% 0,80
4" Sch 40 2" Sch 40
0,209 m/s 0,794 m/s
102,26 mm 52,48 mm
59976 ----- 116866 -----
0,0219 ----- 0,0217 -----
0,0500 mm 0,0500 mm
4" Sch 40 2" Sch 40
0,209 m/s 0,794 m/s
102,26 mm 52,48 mm
59976 ----- 116866 -----
0,0219 ----- 0,0217 -----
0,0500 mm 0,0500 mm
3" Sch 40
0,360 m/s #N/A m/s
77,92 mm #N/A mm
78711 ----- #N/A -----
0,0215 ----- #¡VALOR! -----
0,0500 mm 0,0500 mm
Ecuación de Bernoulli y la Primera Ley de la Termodinámica
Descripción del Elemento
Tramo de Succión en la Bomba
Tubería Adicional Reducción Adicional
Potencia Útil Requerida por el Sistema Potencia Eléctrica Instalada Amperaje Consumido
NPSH(d)
Factor de Fricción (λ) Factor de Fricción (λ)
Reducción Entrada Bomba Ampliación Salida Bomba
Velocidad (V) Velocidad (V)
Material de la Tubería
Rugosidad Relativa (ε)
PARAMETROS EN DESCARGA (Diámetros Adicionales) PARAMETROS EN DESCARGA (Diámetros Adicionales)
Velocidad (V) Velocidad (V)
Diámetro (ØInt)
Material de la Tubería Acero Comercial Material de la Tubería
Diámetro (ØInt)
Numero de Reynolds (Re) Numero de Reynolds (Re)
Factor de Fricción (λ) Factor de Fricción (λ)
Selección de Material Selección de Material
Acero Comercial
Rugosidad Relativa (ε) Rugosidad Relativa (ε)
Nit.900,104,517-8
ZONA FRANCA PERM ANENTE ESPECIAL BIO D FACATATIVA
TERM INAL DE COM BUSTIBLES DE LA SABANA M ANCILLA - ECOPETROL, FACATATIVA, CUNDINAM ARCA, COLOM BIA
GDM-FOR-00
VERSION 1
VIGENTE DESDE
Diámetro (ØInt)
GERENCIA DE MEJORA
FORMATO MEMORIA DE CALCULO
LINEA DE TUBERIA EN SERIE
CONDICIONES DE INSTALACION
Descripción
Cabeza en Succión (Ls)
Área Tanque Suministro (ØTKs)
Velocidad de Succión (Vs)
Cabeza Piezometrica (Le)
Presión de Entrega (Pe)
Presión de Suministro (Ps)
No.
Desde purgas de caldera 500 BHP a tanque TK-14023
Descripción
CONDICIONES DE OPERACIÓN
Código de Fluido
Caudal Volumétrico (Q)
PARAMETROS EN DESCARGA
Tubería Salida Bomba
Numero de Reynolds (Re)
PARAMETROS EN SUCCION
Tubería Entrada Bomba
Velocidad (V)
Diámetro (ØInt)
Numero de Reynolds (Re)
Numero de Reynolds (Re)
Factor de Fricción (λ)
Diámetro (ØInt) Diámetro (ØInt)
Rugosidad Relativa (ε)
Acero ComercialMaterial de la Tubería Acero Comercial
Numero de Reynolds (Re)
Rugosidad Relativa (ε) Rugosidad Relativa (ε)
Selección de Material
Velocidad (V)
Densidad del Producto (ρ)
Temperatura (temp)
Tipo de Fluido Condensado de proceso
Factor de Fricción (λ)
Flujo Másico (W)
Viscosidad Dinámica (μ)
Cabeza Neta Positiva Disponible En Succión NPSH(d)
CP
Velocidad de Entrega (Ve)
Área Tanque Entrega (ØTKe)
Presión de Vapor (Vp)
Selección de Material
Selección de MaterialSelección de Material
Material de la Tubería Material de la TuberíaAcero Comercial Acero Comercial
𝑁𝑃𝑆𝐻𝑑 = 𝑃𝑠 + ±𝐿𝑠 − 𝐻𝑠 − 𝑉𝑝
2
𝑉𝑠2
2(𝑔)+
𝑃𝑠𝜌(𝑔)
+ 𝐿𝑠 + 𝐻𝑟 = 𝐻𝑓 +𝑉𝑒
2
2(𝑔)+
𝑃𝑒𝜌(𝑔)
+ 𝐿𝑒
𝑃𝑜𝑡ℎ = 𝑄 ∗ 𝜌 ∗ 𝑔 ∗ 𝐻𝑟 𝑃𝑓 = 𝑃𝑜𝑡ℎ ∗ 𝜂 ∗ 𝑓𝑠 ∗ 𝑓𝑎 𝑃3𝜑 = 3 ∗ 𝑉𝑜𝑙𝑡𝑎𝑗𝑒 ∗ 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 ∗ 𝐶𝑜𝑠𝜙
49
1. Bomba P-12060 purgas de torres de enfriemiento.
Cantidad Unidad Cantidad Unidad
0,75 Bar(a)
Agua 0,00 m.c.l
6000 Kg/h 189,00 m²
6,02 m ³ /h 0,000 m/s
997,30 Kg/m ³ 0,75 Bar(a)
24 C° 9,3 m.c.l
0,0009 pa- s 25,00 m²
0,0299 Bar(a) 0,000 m/s
Cabeza Requerida
(Hr) (m.c.a)
Cabeza de
Vaciado
(Vs²/2*g) (m.c.a)
Presión de
Suministro
(Ps/ρ*g) (m.c.a)
Altura de Succión
(Ls) (m.c.a)
Perdidas Totales
(Hf)=Hs+He
(m.c.a)
Perdidas en
Succión (Hs)
(m.c.a)
Perdidas en
Descarga (He)
(m,c,a)
Cabeza de
llenado (Ve²/2*g)
(m.c.a)
Presión de
Entrega
(Pe/ρ*g) (m.c.a)
Altura de
Entrega (Le)
(m.c.a)
Fuerza
Gravitacional
(g) (m/s²)
Densidad
del Agua
(ρ) (kg/m³)
16,12 0,00 7,60 0,00 6,85 0,28 6,57 0,00 7,60 9,27 9,81 1000
Diámetro
Nominal (DN)
Presión de
Succión (Ps)
Presión de
Vapor (Vp)
Posición del
Tanque
Distancia a
superficie (Ls)
Total de
Perdidas en
succión (Hs)
4"Sch 40 7,6 0,3 Debajo 0,00 0,2776 3,511 m.c.a
Potencia
Hidráulica (P(r))
(Hp)
Caudal
Volumétrico (Q)
(m³/s)
Cabeza
Requerida (Hr)
(m.c.l)
Potencia Instalada
(P) (Hp)
Potencia
Absorbida (P(f))
(Hp)
Eficiencia de la
Bomba (η) (%)
Factor al
Freno (Fs) (%)
Factor de
Expansión (Fa)
(%)
Corriente (A)
(Amperios)
Voltaje (V)
(Voltios)
Eficiencia
Eléctrica (Ef)
(%)
Correcion
Fases
(Cosφ)(%)
0,35 0,0017 16,17 1 1/2 1,11 35% 25% 10,0% 2,29 440 80% 0,80
4" Sch 40 2" Sch 40
0,203 m/s 0,773 m/s
102,26 mm 52,48 mm
22779 ----- 44386 -----
0,0264 ----- 0,0243 -----
0,0500 mm 0,0500 mm
4" Sch 40 2" Sch 40
0,203 m/s 0,773 m/s
102,26 mm 52,48 mm
22779 ----- 44386 -----
0,0264 ----- 0,0243 -----
0,0500 mm 0,0500 mm
3" Sch 40
0,350 m/s #N/A m/s
77,92 mm #N/A mm
29895 ----- #N/A -----
0,0252 ----- #¡VALOR! -----
0,0500 mm 0,0500 mm
Ecuación de Bernoulli y la Primera Ley de la Termodinámica
Descripción del Elemento
Tramo de Succión en la Bomba
Tubería Adicional Reducción Adicional
Potencia Útil Requerida por el Sistema Potencia Eléctrica Instalada Amperaje Consumido
NPSH(d)
Factor de Fricción (λ) Factor de Fricción (λ)
Reducción Entrada Bomba Ampliación Salida Bomba
Velocidad (V) Velocidad (V)
Material de la Tubería
Rugosidad Relativa (ε)
PARAMETROS EN DESCARGA (Diámetros Adicionales) PARAMETROS EN DESCARGA (Diámetros Adicionales)
Velocidad (V) Velocidad (V)
Diámetro (ØInt)
Material de la Tubería Acero Comercial Material de la Tubería
Diámetro (ØInt)
Numero de Reynolds (Re) Numero de Reynolds (Re)
Factor de Fricción (λ) Factor de Fricción (λ)
Selección de Material Selección de Material
Acero Comercial
Rugosidad Relativa (ε) Rugosidad Relativa (ε)
Nit.900,104,517-8
ZONA FRANCA PERM ANENTE ESPECIAL BIO D FACATATIVA
TERM INAL DE COM BUSTIBLES DE LA SABANA M ANCILLA - ECOPETROL, FACATATIVA, CUNDINAM ARCA, COLOM BIA
GDM-FOR-00
VERSION 1
VIGENTE DESDE
Diámetro (ØInt)
GERENCIA DE MEJORA
FORMATO MEMORIA DE CALCULO
LINEA DE TUBERIA EN SERIE
CONDICIONES DE INSTALACION
Descripción
Cabeza en Succión (Ls)
Área Tanque Suministro (ØTKs)
Velocidad de Succión (Vs)
Cabeza Piezometrica (Le)
Presión de Entrega (Pe)
Presión de Suministro (Ps)
No.
Desde Piscina Torres de enfriamiento hacia TK verde (TK-14023) de PTAI.
Descripción
CONDICIONES DE OPERACIÓN
Código de Fluido
Caudal Volumétrico (Q)
PARAMETROS EN DESCARGA
Tubería Salida Bomba
Numero de Reynolds (Re)
PARAMETROS EN SUCCION
Tubería Entrada Bomba
Velocidad (V)
Diámetro (ØInt)
Numero de Reynolds (Re)
Numero de Reynolds (Re)
Factor de Fricción (λ)
Diámetro (ØInt) Diámetro (ØInt)
Rugosidad Relativa (ε)
Acero ComercialMaterial de la Tubería Acero Comercial
Numero de Reynolds (Re)
Rugosidad Relativa (ε) Rugosidad Relativa (ε)
Selección de Material
Velocidad (V)
Densidad del Producto (ρ)
Temperatura (temp)
Tipo de Fluido Agua de torre de retorno
Factor de Fricción (λ)
Flujo Másico (W)
Viscosidad Dinámica (μ)
Cabeza Neta Positiva Disponible En Succión NPSH(d)
TWR
Velocidad de Entrega (Ve)
Área Tanque Entrega (ØTKe)
Presión de Vapor (Vp)
Selección de Material
Selección de MaterialSelección de Material
Material de la Tubería Material de la TuberíaAcero Comercial Acero Comercial
𝑁𝑃𝑆𝐻𝑑 = 𝑃𝑠 + ±𝐿𝑠 − 𝐻𝑠 − 𝑉𝑝
2
𝑉𝑠2
2(𝑔)+
𝑃𝑠𝜌(𝑔)
+ 𝐿𝑠 + 𝐻𝑟 = 𝐻𝑓 +𝑉𝑒
2
2(𝑔)+
𝑃𝑒𝜌(𝑔)
+ 𝐿𝑒
𝑃𝑜𝑡ℎ = 𝑄 ∗ 𝜌 ∗ 𝑔 ∗ 𝐻𝑟 𝑃𝑓 = 𝑃𝑜𝑡ℎ ∗ 𝜂 ∗ 𝑓𝑠 ∗ 𝑓𝑎 𝑃3𝜑 = 3 ∗ 𝑉𝑜𝑙𝑡𝑎𝑗𝑒 ∗ 𝐶𝑜𝑟𝑟𝑖𝑒𝑛𝑡𝑒 ∗ 𝐶𝑜𝑠𝜙

50
INTERVENTORÍA DEL SISTEMA SELECCIONADO. 5.1 EMPRESAS CONTRATADAS PARA LA CONSTRUCCIÓN. El equipo de osmosis inversa (ISBL9), fue diseñado y construido por la compañía TECCA bajo nuestra supervisión, y todas las conexiones hidráulicas, suministro de servicios eléctricos y neumáticos necesarios para el óptimo funcionamiento de la planta de osmosis (OSBL) fue diseñado, al igual que la interventoría de la obra civil y el montaje del OSBL. Los contratistas seleccionados, para realizar la construcción del OSBL fueron:
PRODIMETALES y FERREINGENIERÍA: construcción mecánica.
PROENERGÉTICOS: construcción civil.
RYM SOLUCIOINES: construcción eléctrica. 5.2 FICHA TÉCNICA DEL EQUIPO.
Suministro de agua cruda basada en una conductividad de 2419 µs/cm a 25°C.
Caudal de alimentación: 35,3 GPM.
Caudal de permeado: 26,5 GPM.
Recuperación: 75%.
Presión de entrada: 109 PSI.
Calidad de agua producto: <200 µs/cm.
Voltaje: 440. En la tabla 4 se describe el sistema de osmosis inversa para tratar agua industrial salobre con capacidad para 192 m3/día diseñado para operar en la empresa Bio D S.A.
9 Inside Battery Limits, se define como todos los componentes del equipo y asociados (tuberías, etc.) que actúan sobre la corriente de alimentación principal de un proceso.
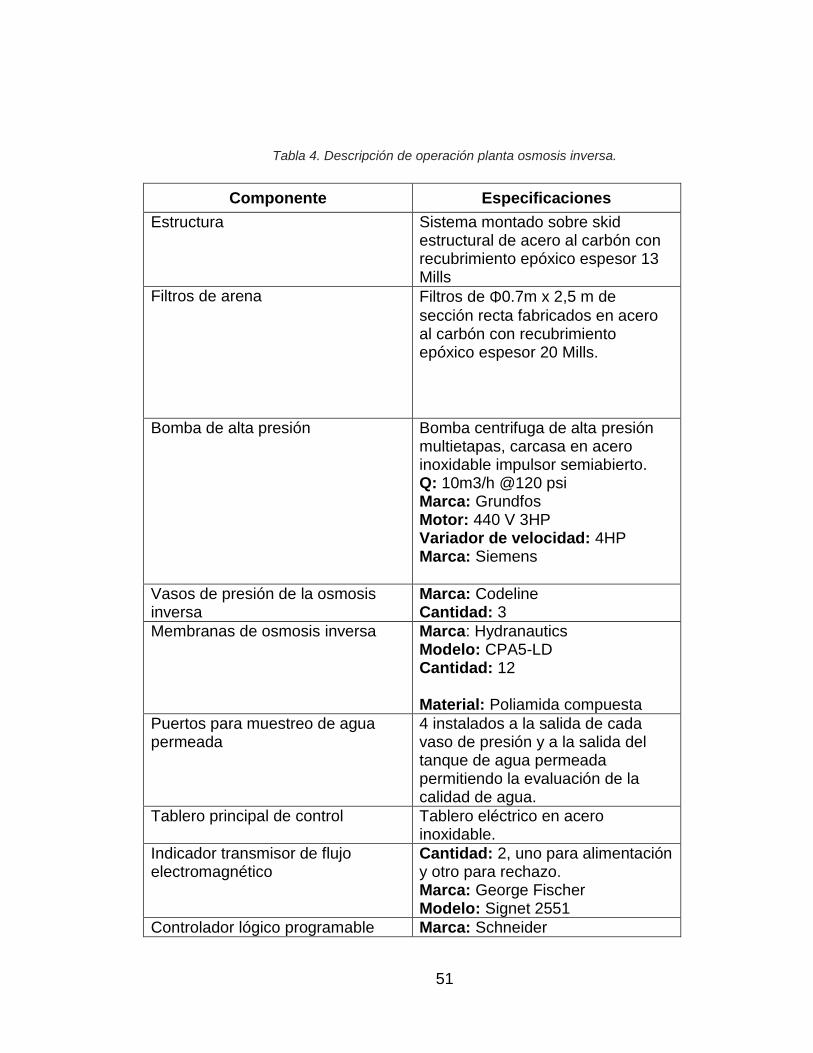
51
Tabla 4. Descripción de operación planta osmosis inversa.
Componente Especificaciones
Estructura Sistema montado sobre skid estructural de acero al carbón con recubrimiento epóxico espesor 13 Mills
Filtros de arena Filtros de Φ0.7m x 2,5 m de
sección recta fabricados en acero al carbón con recubrimiento epóxico espesor 20 Mills.
Bomba de alta presión Bomba centrifuga de alta presión multietapas, carcasa en acero inoxidable impulsor semiabierto. Q: 10m3/h @120 psi Marca: Grundfos Motor: 440 V 3HP Variador de velocidad: 4HP Marca: Siemens
Vasos de presión de la osmosis inversa
Marca: Codeline Cantidad: 3
Membranas de osmosis inversa Marca: Hydranautics Modelo: CPA5-LD Cantidad: 12 Material: Poliamida compuesta
Puertos para muestreo de agua permeada
4 instalados a la salida de cada vaso de presión y a la salida del tanque de agua permeada permitiendo la evaluación de la calidad de agua.
Tablero principal de control Tablero eléctrico en acero inoxidable.
Indicador transmisor de flujo electromagnético
Cantidad: 2, uno para alimentación y otro para rechazo. Marca: George Fischer Modelo: Signet 2551
Controlador lógico programable Marca: Schneider
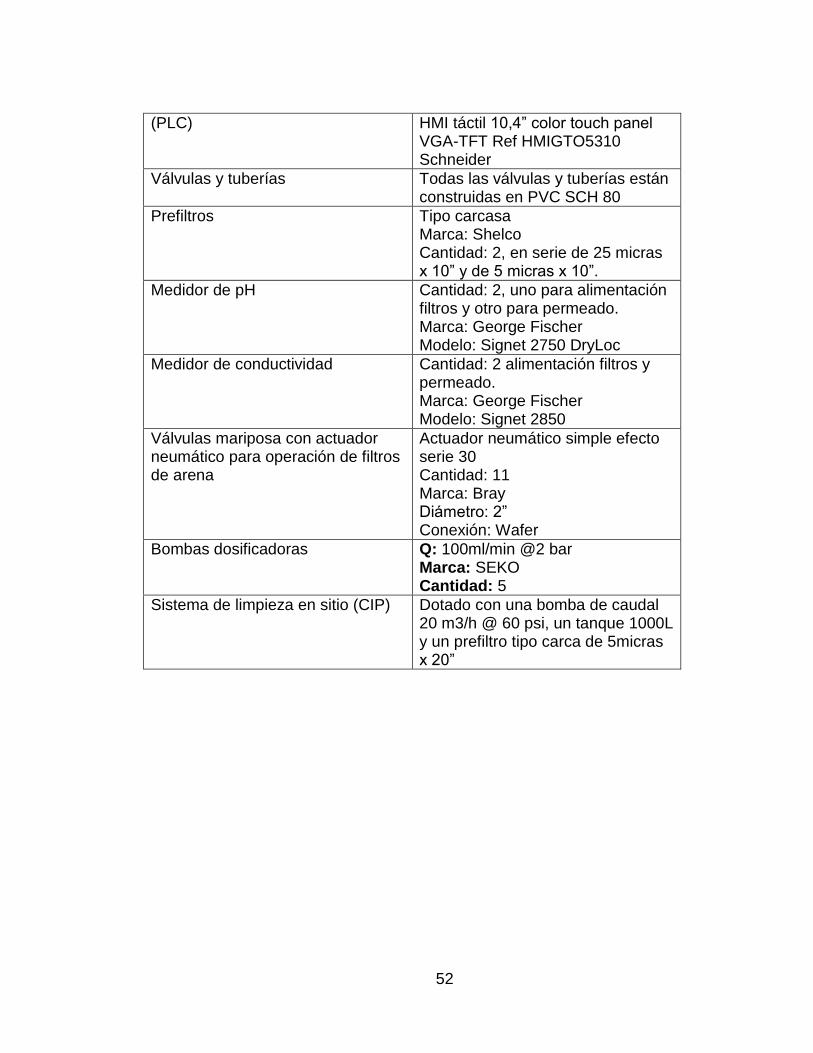
52
(PLC) HMI táctil 10,4” color touch panel VGA-TFT Ref HMIGTO5310 Schneider
Válvulas y tuberías Todas las válvulas y tuberías están construidas en PVC SCH 80
Prefiltros Tipo carcasa Marca: Shelco Cantidad: 2, en serie de 25 micras x 10” y de 5 micras x 10”.
Medidor de pH Cantidad: 2, uno para alimentación filtros y otro para permeado. Marca: George Fischer Modelo: Signet 2750 DryLoc
Medidor de conductividad Cantidad: 2 alimentación filtros y permeado. Marca: George Fischer Modelo: Signet 2850
Válvulas mariposa con actuador neumático para operación de filtros de arena
Actuador neumático simple efecto serie 30 Cantidad: 11 Marca: Bray Diámetro: 2” Conexión: Wafer
Bombas dosificadoras Q: 100ml/min @2 bar Marca: SEKO Cantidad: 5
Sistema de limpieza en sitio (CIP) Dotado con una bomba de caudal 20 m3/h @ 60 psi, un tanque 1000L y un prefiltro tipo carca de 5micras x 20”

53
5.3 CARACTERÍSTICAS DE LA MEMBRANAS. Se utilizaron membranas de poliamida compuesta en módulo de espiral con 200 mm de diámetro y 1016 mm de longitud, marca Hydranautics modelo CPA5-LD resistente al ensuciamiento, en la tabla 5 se registran sus principales características.
Tabla 5. Caracterización de membranas.
PARAMETROS CPA5-LD
Mínimo rechazo de sales (%) 99,6%
Caudal de permeado 41,6m3/día
Máximo caudal alimentación 17 m3/h
Máxima presión aplicada 600 PSIG
Máxima temperatura de operación 45°C
Rango de pH 2-11
Máxima turbidez alimentación 1 UNT
Máxima concentración de cloro < 0,1 PPM
Área activa de la membrana 37,1 m2
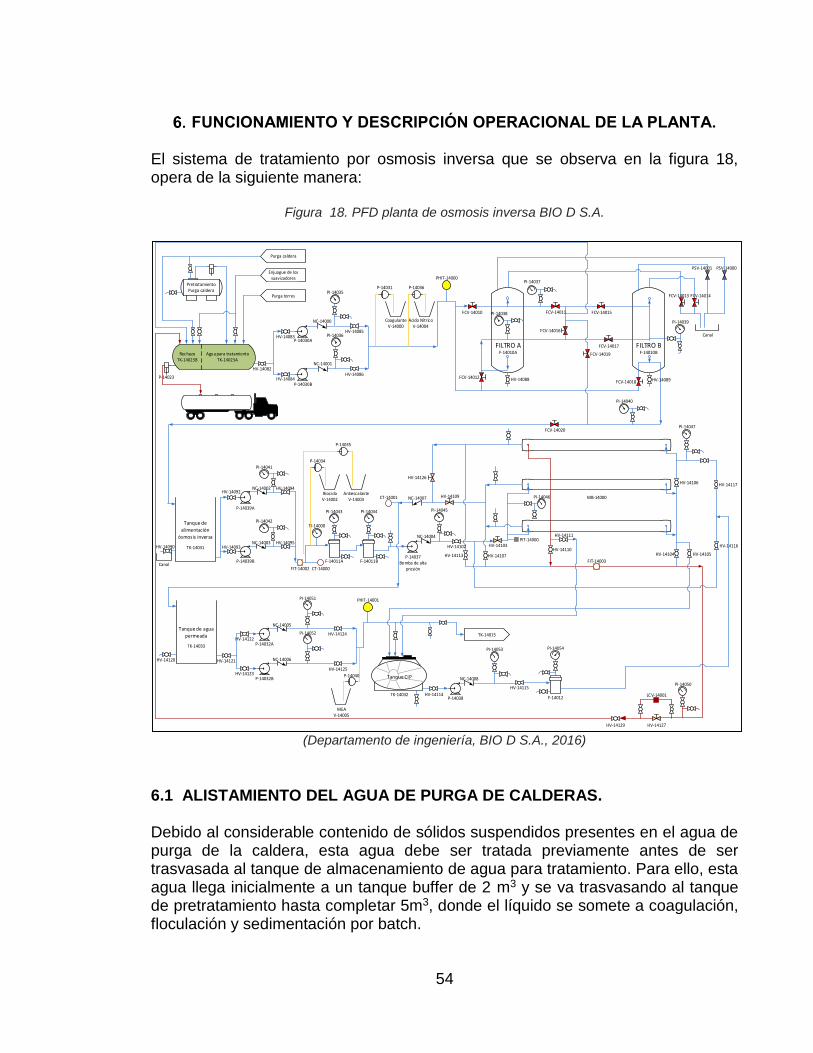
54
FUNCIONAMIENTO Y DESCRIPCIÓN OPERACIONAL DE LA PLANTA. El sistema de tratamiento por osmosis inversa que se observa en la figura 18, opera de la siguiente manera:
Figura 18. PFD planta de osmosis inversa BIO D S.A.
(Departamento de ingeniería, BIO D S.A., 2016)
6.1 ALISTAMIENTO DEL AGUA DE PURGA DE CALDERAS. Debido al considerable contenido de sólidos suspendidos presentes en el agua de purga de la caldera, esta agua debe ser tratada previamente antes de ser trasvasada al tanque de almacenamiento de agua para tratamiento. Para ello, esta agua llega inicialmente a un tanque buffer de 2 m3 y se va trasvasando al tanque de pretratamiento hasta completar 5m3, donde el líquido se somete a coagulación, floculación y sedimentación por batch.
CoagulanteV-14000
Ácido NítricoV-14004
FCV-14010
FCV-14012
FCV-14011 FCV-14015
FCV-14016
FCV-14019
FCV-14017
FCV-14018
FCV-14020
Tanque de al imentación
ósmosis inversa
FIT-14002 CT-14000
TI-14000
Tanque de agua permeada
FCV-14014FCV-14013
Canal
CT-14001 MB-14000
MEAV-14005
AntiescalanteV-14003
BiocidaV-14002
FILTRO A
Purga caldera
Purga torres
Enjuague de los suavizadores
Agua para tratamientoTK-14023A
RechazoTK-14023B
PretratamientoPurga caldera
P-14030A
P-14030B
PI-14035
PI-14036
P-14031 P-14036
PI-14038
F-14010A
PI-14037
FILTRO BF-14010B
PI-14040
P-14023
TK-14031
Canal
P-14039A
P-14039B
PI-14041
PI-14042
P-14035
P-14034
PI-14043
F-14011A
PI-14044
F-14011BP-14037
Bomba de alta presión
PI-14045
PI-14046
FIT-14003
PI-14047
TK-14033 P-14032A
P-14032B
PI-14051
PI-14052
PHIT-14001
P-14040 Tanque CIP
TK-14032
TK-14015
P-14038
PI-14053 PI-14054
PI-14050
PHIT-14000
HV-14126
HV-14109
HV-14103PIT-14000
F-14012
HV-14127
PI-14039
LCV-14001
HV-14082
HV-14083
HV-14084
HV-14085
HV-14086HV-14088 HV-14089
PSV-14001 PSV-14000
HV-14090
HV-14092
HV-14093
HV-14094
HV-14095HV-14102
HV-14104 HV-14105
HV-14106
HV-14114
HV-14115
HV-14117
HV-14116
HV-14129
HV-14120 HV-14121
HV-14122
HV-14123
HV-14124
HV-14125
HV-14107
HV-14110
HV-14111
HV-14113
NC-14000
NC-14001
NC-14002
NC-14003
NC-14004
NC-14007
NC-14005
NC-14006
NC-14008
55
6.2 ALMACENAMIENTO DE AGUA PARA TRATAMIENTO Y RECHAZO. El sistema de recuperación de agua por ósmosis inversa cuenta con un tanque que se encuentra dividido en dos secciones: en una de ellas (TK-14023A), se almacena el agua a tratarse en el sistema (sección que ocupa el 70% del tanque) y en la otra el agua de rechazo (TK-14023B) (sección que ocupa el 30% restante). A la sección del tanque donde se almacena el agua para tratamiento, llega el agua proveniente de la purga de las torres de enfriamiento, el agua de enjuague de los suavizadores y el agua resultado del pretratamiento de la purga de la caldera. El tanque posee dos switch de nivel (LSL-14006 Y LSH-14006) que controlan el funcionamiento alternado de las bombas P-14030A/B. Las bombas P-14030A/B conducen el agua al sistema de filtración: si el nivel del agua en el tanque TK-14023A es muy bajo, se desactiva la bomba que se encuentre en funcionamiento; si es muy alto, se encienden las bombas de filtración. En la línea que conduce el agua para tratamiento desde el TK-14023A hasta el sistema de filtración, se dosifica al agua ácido nítrico y coagulante con la ayuda de las bombas P-14031 y P-14036 respectivamente (las bombas dosificadoras se encienden automáticamente cuando inicia el proceso de filtración). Dichos insumos son dosificados en un punto ubicado 30 m antes de llegar al sistema de filtración, con el fin de permitir su mezcla. Antes de ingresar a los filtros, el agua es censada por un medidor de pH (PHIT-14000). 6.3 FILTRACIÓN. Luego de la dosificación de ácido nítrico y coagulante, el agua llega al sistema de filtración. Éste cuenta con 11 válvulas automatizadas, las cuales se controlan desde el sistema PLC, y dos filtros de flujo descendente que funcionan en serie. El agua en operación normal ingresa inicialmente al filtro A (F-14010A), el cual posee un lecho de arena tipo torpedo, luego ingresa al filtro B (F-14010B) cuyo lecho es de arena 2040. El agua filtrada es conducida al tanque de alimentación de ósmosis inversa (TK-14031).
Microfiltración. El agua contenida en el TK-14031 es extraída de este tanque con la ayuda de las bombas P-14039A/B, las cuales funcionan alternadamente. Luego se toma medición de flujo (FIT-14002) y de conductividad (CT-14000) y posteriormente, al
56
fluido se dosifica en línea biocida y antiescalante10 con ayuda de las bombas P-14034 y P-14035 respectivamente (las bombas dosificadoras se encienden automáticamente cuando inicia el proceso de ósmosis). Paso seguido se realiza la medición de la temperatura al agua con ayuda del indicador de temperatura TI-14000 (ya que la temperatura de diseño es de máximo 35°C), para luego dar inicio al proceso de microfiltración; el agua pasa a través del primer filtro (F-14011A), el cual cuenta con cartuchos de 25 micras y luego por un segundo filtro (F-14011B) provisto de cartuchos de 5 micras. Al salir del sistema de microfiltración, el fluido llega a la bomba de alta presión (P-14037). Dicha bomba empleada para vencer la presión osmótica11, se enciende en forma casi simultánea con la bomba de baja presión que alimenta la microfiltración. 6.4 SISTEMA DE OSMOSIS INVERSA. El sistema de ósmosis inversa se divide en dos etapas. La primera etapa consta de dos Housing12, cada uno de ellos con cuatro membranas semipermeables en su interior, mientras que la segunda se compone de un solo Housing que posee las mismas características de los que forman parte de la primera etapa. El agua con alto contenido de sales que llega a la primera etapa con la ayuda de la bomba P-14037, ingresa a los dos Housing correspondientes y en el interior de cada uno de ellos parte del agua es permeada a través de las membranas, otra parte queda sin permear. Al agua permeada, en su paso a través de las membranas, se le retira en un alto porcentaje el contenido de sales, esta agua se dirige a través de los conductos colectores ubicados sobre el eje de los Housing hacia la línea que lleva al tanque de agua permeada (TK-14033). Las sales extraídas del agua permeada quedan disueltas en el agua que no logra permear y salen de los Housing por la línea de rechazo. Dicha línea conduce esta agua hacia la segunda etapa del proceso de ósmosis; el agua ingresa al Housing respectivo y se trata de la misma forma que en los Housing de la primera etapa.
10 Producto químico empleado para solubilizar los iones presentes en el agua a tratarse en el sistema de ósmosis inversa, con el fin de evitar la generación de incrustaciones al interior de las membranas semipermeables y facilitar su salida del sistema por medio del agua de rechazo. 11 Presión ejercida por las sales contenidas en el agua (soluto), y que obliga a las moléculas de agua a atravesar la membrana semipermeable de la solución de menor a la de mayor concentración de sales. 12 Tubo o vaso de presión que aloja en su interior las membranas.
57
De nuevo el agua permeada resultante de la segunda etapa del proceso de ósmosis inversa es conducida hacia el tanque de agua permeada, mientras que el agua de rechazo13 es conducida finalmente hacia el tanque de rechazo. Antes de llegar al tanque de rechazo a este caudal se le realiza una medición de flujo con el transmisor FIT-14003. El sistema de ósmosis inversa cuenta con válvulas tipo cortina en la alimentación (HV-14126), el permeado (HV-14103/109) y el rechazo (HV-14127), las cuales permiten regular el flujo del agua a través del sistema. El caudal de diseño del sistema de ósmosis inversa es de 10 m3/h; de esa agua, el sistema recupera 7 m3/h y rechaza 3 m3/h, dando como resultado un porcentaje de eficiencia del 70% bajo condiciones de operación ideales. Se cuenta además con un transmisor de presión (PIT-14000) que apaga el sistema si la presión en la entrada del proceso de ósmosis inversa es muy alta o muy baja, y una válvula solenoide (LCV-14001) ubicada en la línea de rechazo, la cual se activa en dos momentos diferentes: durante un minuto al inicio de la operación del sistema de ósmosis inversa para proteger las membranas de una sobrepresión en el arranque, y durante 10 segundos cada hora de operación del sistema para realizar un lavado a alta velocidad de las membranas. El agua que sale del tanque de agua permeada TK-14033 es conducida por dos bombas (P-14032A/B) que trabajan alternadamente a través de una línea sobre la cual se dosifica MEA (monoetanolamina) al fluido con la ayuda de la bomba P-14040. Finalmente, el agua se dirige al tanque de agua filtrada de la PTAI (TK-14015) o al tanque CIP (TK-14032), de acuerdo a las necesidades del proceso.
Sistema de lavado de membranas. El tanque CIP (TK-14032) es empleado para almacenar el agua permeada a usarse en el enjuague de las membranas (actividad que se realiza luego del proceso de ósmosis inversa), así como para la preparación y posterior recirculación de las soluciones químicas empleadas para el lavado alcalino y ácido de las membranas. Para extraer el agua permeada o la solución contenida en el tanque CIP, se hace uso de la bomba P-14038. El fluido pasa a través de una carcasa de microfiltración de 5 micras (F-14012) y de allí el agua es conducida hasta las membranas. De acuerdo a la actividad que se esté realizando en el momento y con la manipulación de ciertas válvulas, el fluido es conducido de nuevo hacia el tanque CIP para su recirculación, o hacia el tanque de rechazo.
13 Agua que no logra pasar a través de las membranas semipermeables del sistema de ósmosis inversa, y que por ende aumenta su conductividad al acoger las sales del agua que ha sido permeada
58
Sistema lógico programable.
El sistema de recuperación de agua por ósmosis inversa cuenta con un controlador lógico programable (PLC) que permite realizar la operación sistematizada de los equipos que lo componen, gracias al uso de una computadora que muestra todo el proceso en 7 ventanas diferentes a través de una pantalla ubicada en el tablero TBE-023B. La pantalla táctil permite la operación del sistema de filtración y ósmosis inversa, el encendido de las bombas que forman parte del proceso, el seguimiento a las variables medidas en cada fase y la activación y monitoreo de las alarmas de operación.
RESULTADOS Y ANÁLISIS. 7.1 CARACTERIZACIÓN DEL AGUA A TRATAR. La mezcla de agua de enjuague, suavizadores, purga torres y purga caldera almacenada en el TK-14023 presentó los valores promedios que se muestran en la tabla 6. Los parámetros que presentaron mayor variación fueron el hierro, el color y la turbidez, el principal factor que originó variaciones en las características del agua cruda fue el suministro discontinuo del enjuague de suavizadores a la mezcla por ser un procedimiento que se realiza cada 72 horas. Las principales variables que pueden afectar el correcto funcionamiento del equipo de osmosis inversa son la turbidez, color, hierro y DQO. De allí la importancia del pretratamiento incorporado al equipo el cual consiste en una filtración para retención de las primeras 3 variables, respecto al DQO se encontró que este proviene de la molécula (Sulfato de tetrahidroximetil fosfonio) utilizada como biocida para controlar la presencia de bacterias sulfato reductoras en el sistema de enfriamiento. La temperatura del agua a su ingreso a las membranas fue constante en 22°C. Al comparar la caracterización real con la de diseño (Tabla 7) se encuentra que todos los parámetros excepto los cloruros, están por debajo o son iguales a los teóricos de diseño.
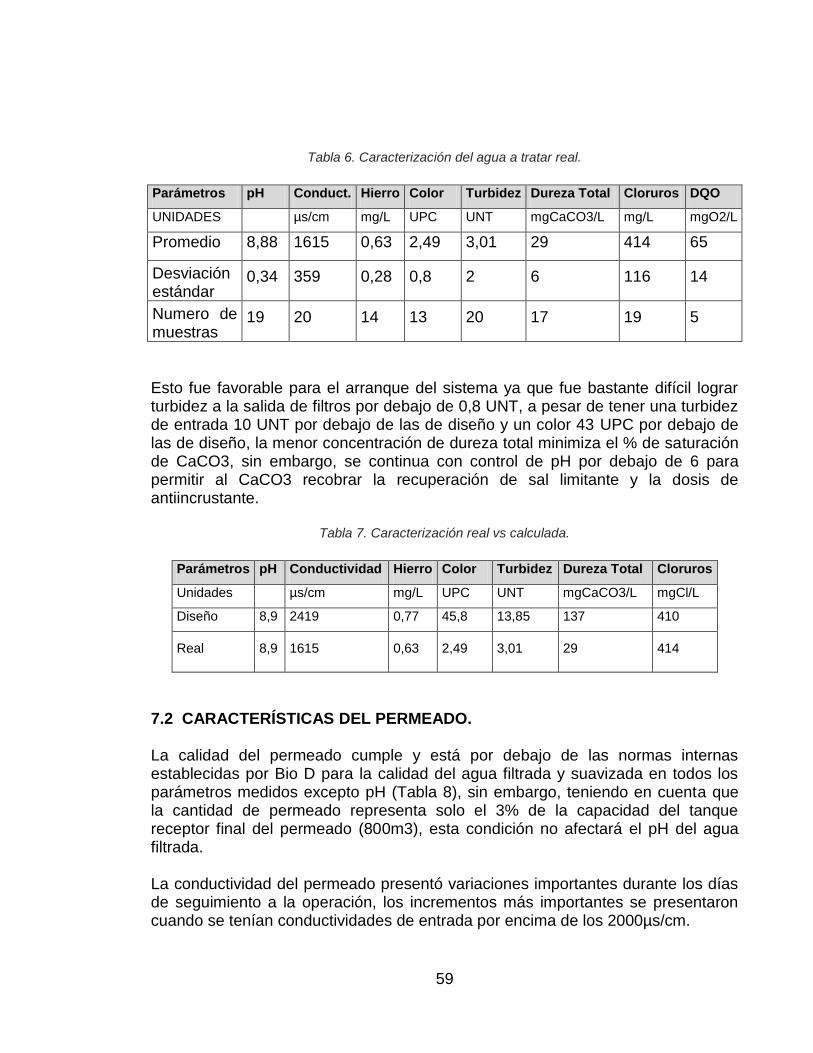
59
Tabla 6. Caracterización del agua a tratar real.
Parámetros pH Conduct. Hierro Color Turbidez Dureza Total Cloruros DQO
UNIDADES µs/cm mg/L UPC UNT mgCaCO3/L mg/L mgO2/L
Promedio 8,88 1615 0,63 2,49 3,01 29 414 65
Desviación estándar
0,34 359 0,28 0,8 2 6 116 14
Numero de muestras
19 20 14 13 20 17 19 5
Esto fue favorable para el arranque del sistema ya que fue bastante difícil lograr turbidez a la salida de filtros por debajo de 0,8 UNT, a pesar de tener una turbidez de entrada 10 UNT por debajo de las de diseño y un color 43 UPC por debajo de las de diseño, la menor concentración de dureza total minimiza el % de saturación de CaCO3, sin embargo, se continua con control de pH por debajo de 6 para permitir al CaCO3 recobrar la recuperación de sal limitante y la dosis de antiincrustante.
Tabla 7. Caracterización real vs calculada.
Parámetros pH Conductividad Hierro Color Turbidez Dureza Total Cloruros
Unidades
µs/cm mg/L UPC UNT mgCaCO3/L mgCl/L
Diseño 8,9 2419 0,77 45,8 13,85 137 410
Real 8,9 1615 0,63 2,49 3,01 29 414
7.2 CARACTERÍSTICAS DEL PERMEADO. La calidad del permeado cumple y está por debajo de las normas internas establecidas por Bio D para la calidad del agua filtrada y suavizada en todos los parámetros medidos excepto pH (Tabla 8), sin embargo, teniendo en cuenta que la cantidad de permeado representa solo el 3% de la capacidad del tanque receptor final del permeado (800m3), esta condición no afectará el pH del agua filtrada. La conductividad del permeado presentó variaciones importantes durante los días de seguimiento a la operación, los incrementos más importantes se presentaron cuando se tenían conductividades de entrada por encima de los 2000µs/cm.

60
Tabla 8. Calidad permeada vs norma agua para uso industrial BIO D.
Parámetro Unidad Permeado Norma Agua
Filtrada Norma Agua
suavizada
pH 6,4 7 - 8,3 7 - 8,3
Conductividad µs/cm 65 <400 <400
Cloruros mgCl/L 11,8 Max. 20 Max. 20
Dureza mgCaCO3/L <2 N/A <2
Turbidez UNT 0 5 Max. 5
Esto se debe a que los caudales de alimentación y rechazo se dejaron constantes, por lo que el incremento en la concentración de sal en la alimentación, produjo un incremento en el paso de sales (Figura 19). Sin embargo, ninguno de los resultados estuvo por encima de la norma de conductividad para agua filtrada, ni por encima de la calidad establecida en el diseño <200µs/cm.
Figura 19. Variación conductividad del permeado.
(Departamento de ingeniería, BIO D S.A., 2016)
La reducción de conductividad durante el arranque estuvo por encima del 98% después del primer mes de operación, presentando un rango entre el 90 y 94% (Figura 20). Estas reducciones son muy buenas si se compara con las obtenidas
0
50
100
150
200
250
(µs/
cm)
FECHA
CONDUCTIVIDAD DEL PERMEADO
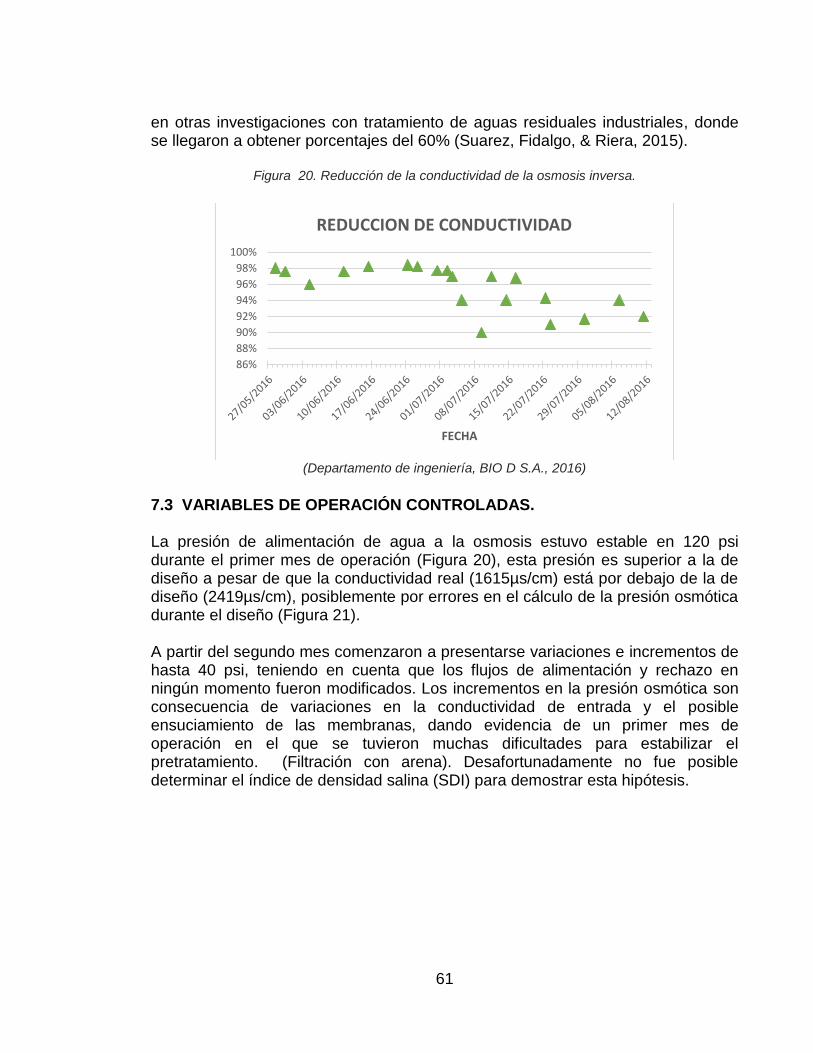
61
en otras investigaciones con tratamiento de aguas residuales industriales, donde se llegaron a obtener porcentajes del 60% (Suarez, Fidalgo, & Riera, 2015).
Figura 20. Reducción de la conductividad de la osmosis inversa.
(Departamento de ingeniería, BIO D S.A., 2016)
7.3 VARIABLES DE OPERACIÓN CONTROLADAS. La presión de alimentación de agua a la osmosis estuvo estable en 120 psi durante el primer mes de operación (Figura 20), esta presión es superior a la de diseño a pesar de que la conductividad real (1615µs/cm) está por debajo de la de diseño (2419µs/cm), posiblemente por errores en el cálculo de la presión osmótica durante el diseño (Figura 21). A partir del segundo mes comenzaron a presentarse variaciones e incrementos de hasta 40 psi, teniendo en cuenta que los flujos de alimentación y rechazo en ningún momento fueron modificados. Los incrementos en la presión osmótica son consecuencia de variaciones en la conductividad de entrada y el posible ensuciamiento de las membranas, dando evidencia de un primer mes de operación en el que se tuvieron muchas dificultades para estabilizar el pretratamiento. (Filtración con arena). Desafortunadamente no fue posible determinar el índice de densidad salina (SDI) para demostrar esta hipótesis.
86%
88%
90%
92%
94%
96%
98%
100%
FECHA
REDUCCION DE CONDUCTIVIDAD
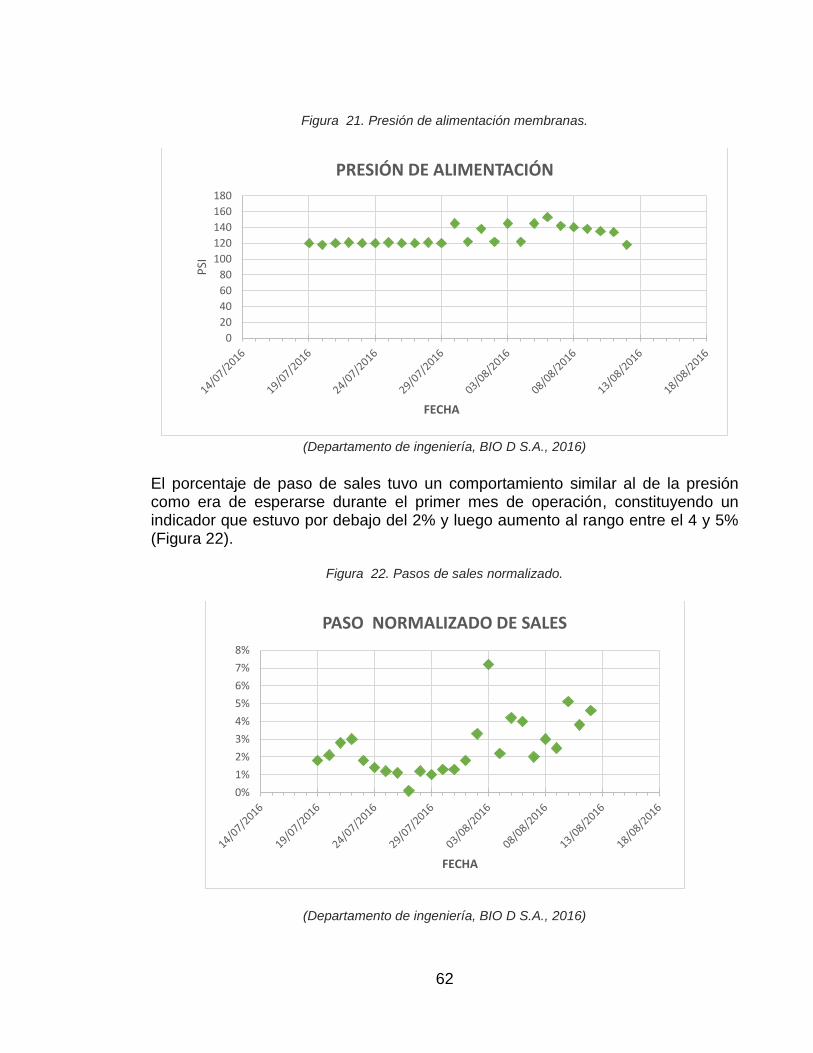
62
Figura 21. Presión de alimentación membranas.
(Departamento de ingeniería, BIO D S.A., 2016)
El porcentaje de paso de sales tuvo un comportamiento similar al de la presión como era de esperarse durante el primer mes de operación, constituyendo un indicador que estuvo por debajo del 2% y luego aumento al rango entre el 4 y 5% (Figura 22).
Figura 22. Pasos de sales normalizado.
(Departamento de ingeniería, BIO D S.A., 2016)
0
20
40
60
80
100
120
140
160
180P
SI
FECHA
PRESIÓN DE ALIMENTACIÓN
0%
1%
2%
3%
4%
5%
6%
7%
8%
FECHA
PASO NORMALIZADO DE SALES
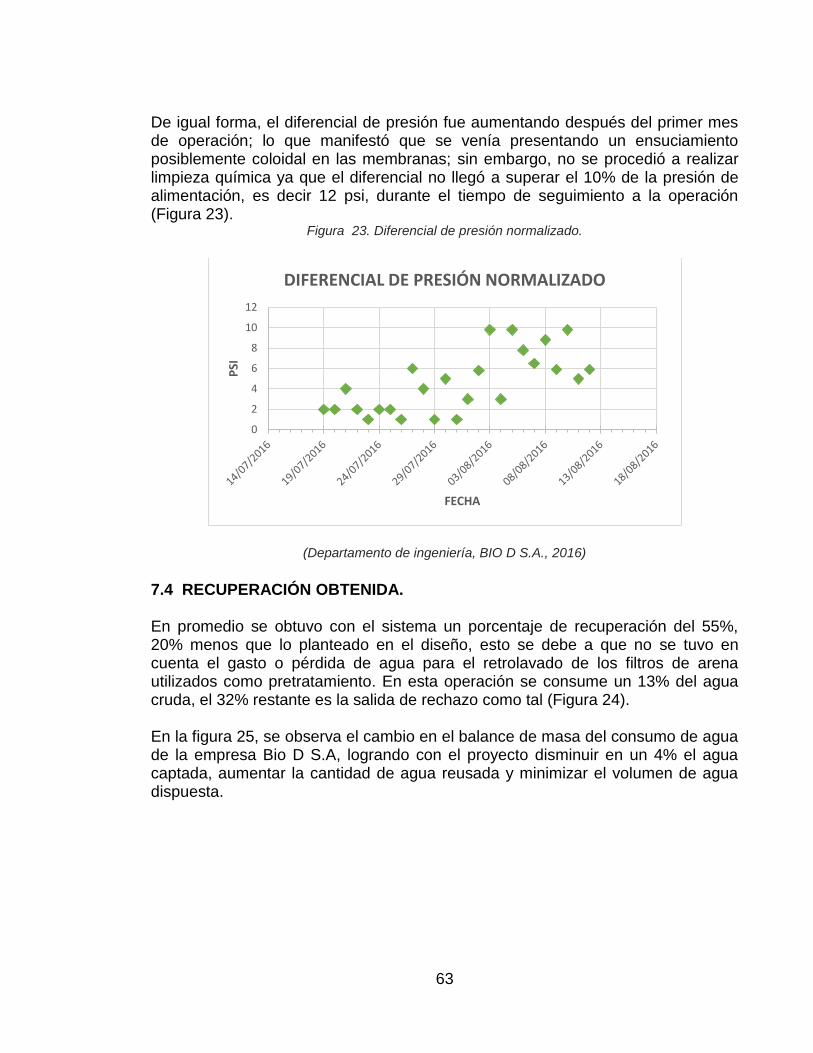
63
De igual forma, el diferencial de presión fue aumentando después del primer mes de operación; lo que manifestó que se venía presentando un ensuciamiento posiblemente coloidal en las membranas; sin embargo, no se procedió a realizar limpieza química ya que el diferencial no llegó a superar el 10% de la presión de alimentación, es decir 12 psi, durante el tiempo de seguimiento a la operación (Figura 23).
Figura 23. Diferencial de presión normalizado.
(Departamento de ingeniería, BIO D S.A., 2016)
7.4 RECUPERACIÓN OBTENIDA. En promedio se obtuvo con el sistema un porcentaje de recuperación del 55%, 20% menos que lo planteado en el diseño, esto se debe a que no se tuvo en cuenta el gasto o pérdida de agua para el retrolavado de los filtros de arena utilizados como pretratamiento. En esta operación se consume un 13% del agua cruda, el 32% restante es la salida de rechazo como tal (Figura 24). En la figura 25, se observa el cambio en el balance de masa del consumo de agua de la empresa Bio D S.A, logrando con el proyecto disminuir en un 4% el agua captada, aumentar la cantidad de agua reusada y minimizar el volumen de agua dispuesta.
0
2
4
6
8
10
12
PSI
FECHA
DIFERENCIAL DE PRESIÓN NORMALIZADO
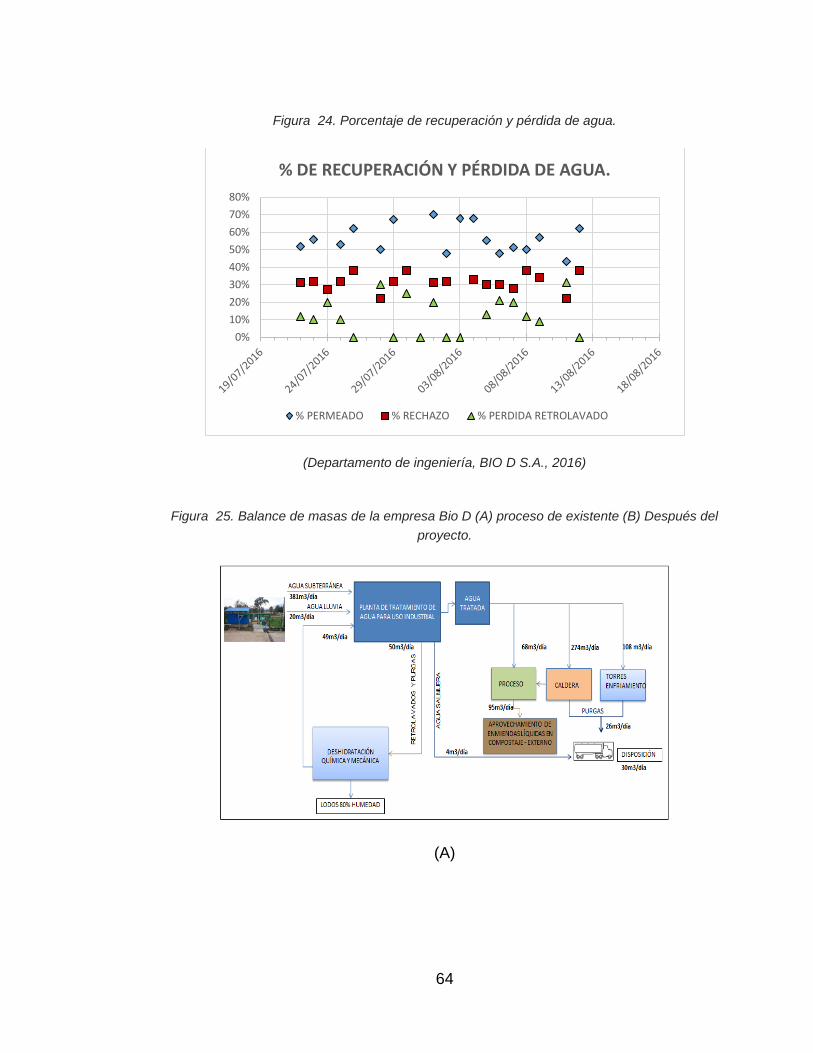
64
Figura 24. Porcentaje de recuperación y pérdida de agua.
(Departamento de ingeniería, BIO D S.A., 2016)
Figura 25. Balance de masas de la empresa Bio D (A) proceso de existente (B) Después del
proyecto.
(A)
0%
10%
20%
30%
40%
50%
60%
70%
80%
% DE RECUPERACIÓN Y PÉRDIDA DE AGUA.
% PERMEADO % RECHAZO % PERDIDA RETROLAVADO
65
(B)
(Departamento de ingeniería, BIO D S.A., 2016)
7.5 BENEFICIOS ECONÓMICOS. En cuanto a los beneficios económicos para la empresa se logró disminuir los costos mensuales de manejo de aguas y residuos por concepto de disposición de agua salmuera y purgas de torres de enfriamiento del primer trimestre del 2016, ofreciendo una rentabilidad económica que pasó de los 72 millones de pesos a 49 millones de pesos respectivamente, propiciando una reducción del 68%. (Ver figura 26).
Figura 26. Costos de disposición de aguas con altas salinidad.
(Departamento de ingeniería, BIO D S.A., 2016)
$0
$20.000.000
$40.000.000
$60.000.000
$80.000.000
$100.000.000
DIC-15 FEB-16 ABR-16 JUN-16 AGO-16
COSTO DE DISPOCISIÓN DE AGUAS CON ALTA SALINIDAD ARRANQUE
DEL EQUIPO
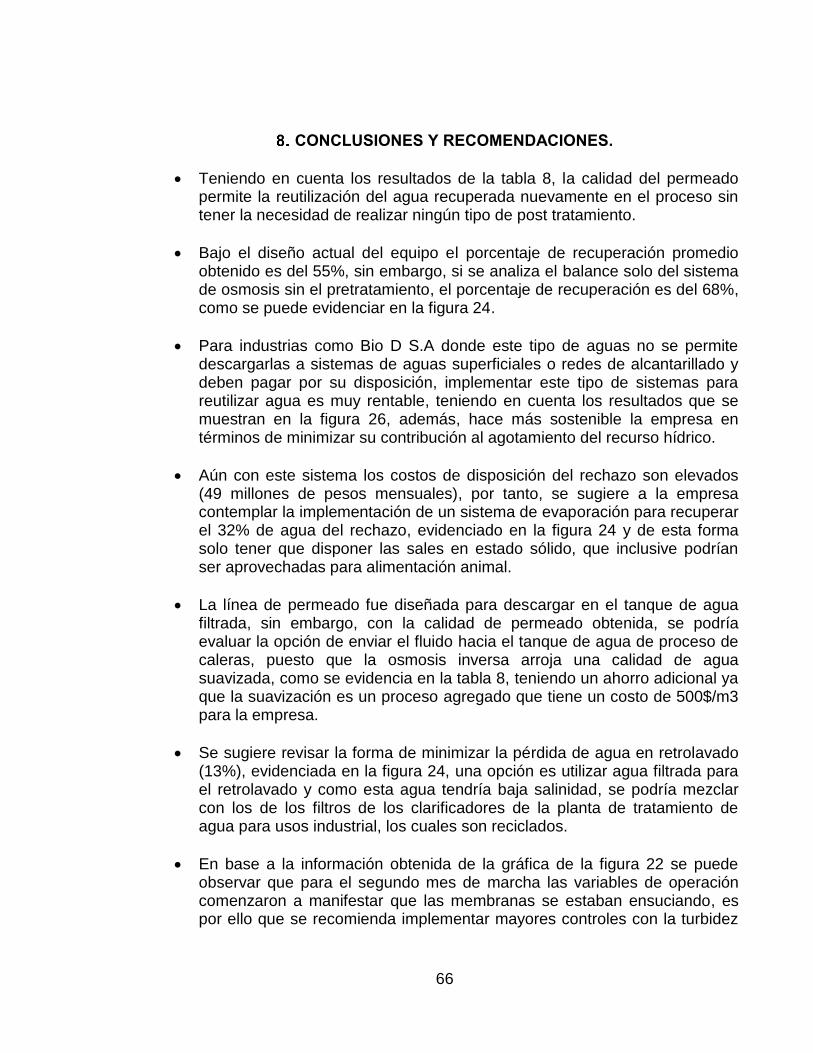
66
CONCLUSIONES Y RECOMENDACIONES.
Teniendo en cuenta los resultados de la tabla 8, la calidad del permeado permite la reutilización del agua recuperada nuevamente en el proceso sin tener la necesidad de realizar ningún tipo de post tratamiento.
Bajo el diseño actual del equipo el porcentaje de recuperación promedio obtenido es del 55%, sin embargo, si se analiza el balance solo del sistema de osmosis sin el pretratamiento, el porcentaje de recuperación es del 68%, como se puede evidenciar en la figura 24.
Para industrias como Bio D S.A donde este tipo de aguas no se permite descargarlas a sistemas de aguas superficiales o redes de alcantarillado y deben pagar por su disposición, implementar este tipo de sistemas para reutilizar agua es muy rentable, teniendo en cuenta los resultados que se muestran en la figura 26, además, hace más sostenible la empresa en términos de minimizar su contribución al agotamiento del recurso hídrico.
Aún con este sistema los costos de disposición del rechazo son elevados (49 millones de pesos mensuales), por tanto, se sugiere a la empresa contemplar la implementación de un sistema de evaporación para recuperar el 32% de agua del rechazo, evidenciado en la figura 24 y de esta forma solo tener que disponer las sales en estado sólido, que inclusive podrían ser aprovechadas para alimentación animal.
La línea de permeado fue diseñada para descargar en el tanque de agua filtrada, sin embargo, con la calidad de permeado obtenida, se podría evaluar la opción de enviar el fluido hacia el tanque de agua de proceso de caleras, puesto que la osmosis inversa arroja una calidad de agua suavizada, como se evidencia en la tabla 8, teniendo un ahorro adicional ya que la suavización es un proceso agregado que tiene un costo de 500$/m3 para la empresa.
Se sugiere revisar la forma de minimizar la pérdida de agua en retrolavado (13%), evidenciada en la figura 24, una opción es utilizar agua filtrada para el retrolavado y como esta agua tendría baja salinidad, se podría mezclar con los de los filtros de los clarificadores de la planta de tratamiento de agua para usos industrial, los cuales son reciclados.
En base a la información obtenida de la gráfica de la figura 22 se puede observar que para el segundo mes de marcha las variables de operación comenzaron a manifestar que las membranas se estaban ensuciando, es por ello que se recomienda implementar mayores controles con la turbidez
67
del agua que entra a las membranas, realizando mediciones de SDI y mejorar el rendimiento del pretratamiento.
El ensuciamiento de la membrana también se puede deber en gran parte a la presencia de DQO en el agua de alimentación lo que genera polarización en las membranas como se indica en el numeral 2.3.4; se sugiere cambiar la molécula del biocida por una que tenga menor contenido de compuestos orgánicos.
Se recomienda realizar una caracterización completa de cationes y aniones bajo las características actuales del agua de alimentación para recalcular la dosis de antiescalante y de esta forma asegurar que se esté protegiendo el sistema correctamente del ensuciamiento y evitar las consecuencias del mismo as cuales se explican en el numeral 2.3.5.
68
BIBLIOGRAFÍA.
1. Condorchem envitech, la osmosis inversa y sus diferentes aplicaciones, Mayo de 2016, [Disponible en http://blog.condorchem.com/la-osmosis-inversa-y-sus-diferentes-aplicaciones/]
2. Hidroconsulting, Israel, líder en reciclaje y tecnologías del agua, Noviembre
de 2013, [Disponible en http://www.hidroconsulting.com.co/israel-lider-en-reciclaje-y-tecnologias-del-agua/]
3. ORTEGA, Juan Manuel. La osmosis inversa como proceso de
potabilización en España (22: 2001: Hondura): Conferencia 31. En: XXII CONGRESO DE CENTROAMERICA Y PANAMA DE INGENIERIA SANITARIA Y AMBIENTAL “SUPERACION SANITARIA Y AMBIENTAL: EL RETO”. Honduras: AIDIS: Asociación Interamericana de Ingeniería Sanitaria y Ambiental -Capitulo Honduras, 2001. 32p
4. Válvulas arco, incrustación y corrosión en tus instalaciones, En:
Departamento de Marketing [En línea] (2012) http://www.valvulasarco.com/blog/incrustaciones-y-corrosion-en-tus-instalaciones.html] [Citado en 25 de Julio de 2012]
5. Tedagua, Planta de reutilización de aguas congénitas de los campos
petrolíferos en Puerto Gaitán (Colombia), Noviembre de 2014, N° de paginas 7, [Disponible en http://www.tedagua.com/uploads/1422614166_articulo-futurenviro-puerto-gaitan.pdf]
6. Kenneth J. McNaughton, BOMBAS: selección, uso y mantenimiento, 1 ed,
México: McGRAW-HILL, 1989, 373p.
7. División de ingeniería de CRANE, FLUJO DE FLUIDOS: en válvulas, accesorios y tuberías, 1 ed, México: McGRAW-HILL, 1993, 215 p.
8. Sterling Fluid Systems Group, PRINCIPIOS BÁSICOS PARA EL DISEÑO
DE INSTALACIONES DE BOMBAS CENTRÍFUGAS, 7 ed, México: Sterling SIHI, 2005, 390 p.
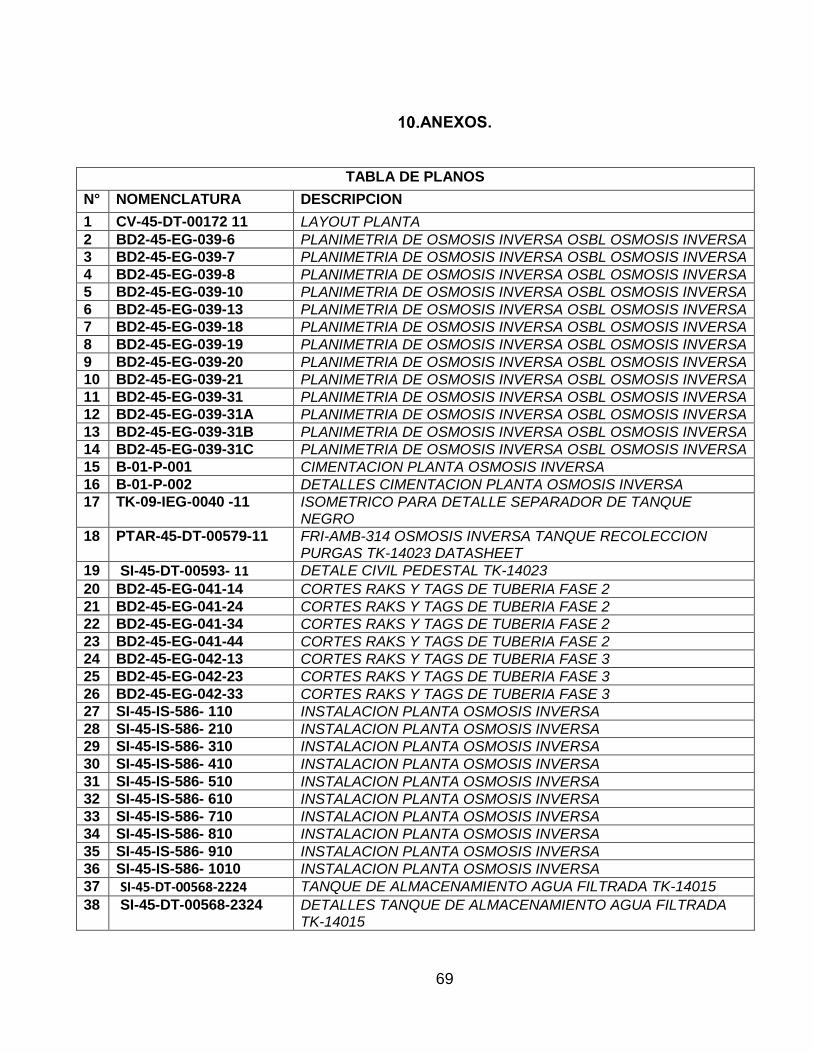
69
ANEXOS.
TABLA DE PLANOS
N° NOMENCLATURA DESCRIPCION
1 CV-45-DT-00172 11 LAYOUT PLANTA
2 BD2-45-EG-039-6 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
3 BD2-45-EG-039-7 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
4 BD2-45-EG-039-8 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
5 BD2-45-EG-039-10 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
6 BD2-45-EG-039-13 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
7 BD2-45-EG-039-18 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
8 BD2-45-EG-039-19 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
9 BD2-45-EG-039-20 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
10 BD2-45-EG-039-21 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
11 BD2-45-EG-039-31 PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
12 BD2-45-EG-039-31A PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
13 BD2-45-EG-039-31B PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
14 BD2-45-EG-039-31C PLANIMETRIA DE OSMOSIS INVERSA OSBL OSMOSIS INVERSA
15 B-01-P-001 CIMENTACION PLANTA OSMOSIS INVERSA
16 B-01-P-002 DETALLES CIMENTACION PLANTA OSMOSIS INVERSA
17 TK-09-IEG-0040 -11 ISOMETRICO PARA DETALLE SEPARADOR DE TANQUE NEGRO
18 PTAR-45-DT-00579-11 FRI-AMB-314 OSMOSIS INVERSA TANQUE RECOLECCION PURGAS TK-14023 DATASHEET
19 SI-45-DT-00593- 11 DETALE CIVIL PEDESTAL TK-14023
20 BD2-45-EG-041-14 CORTES RAKS Y TAGS DE TUBERIA FASE 2
21 BD2-45-EG-041-24 CORTES RAKS Y TAGS DE TUBERIA FASE 2
22 BD2-45-EG-041-34 CORTES RAKS Y TAGS DE TUBERIA FASE 2
23 BD2-45-EG-041-44 CORTES RAKS Y TAGS DE TUBERIA FASE 2
24 BD2-45-EG-042-13 CORTES RAKS Y TAGS DE TUBERIA FASE 3
25 BD2-45-EG-042-23 CORTES RAKS Y TAGS DE TUBERIA FASE 3
26 BD2-45-EG-042-33 CORTES RAKS Y TAGS DE TUBERIA FASE 3
27 SI-45-IS-586- 110 INSTALACION PLANTA OSMOSIS INVERSA
28 SI-45-IS-586- 210 INSTALACION PLANTA OSMOSIS INVERSA
29 SI-45-IS-586- 310 INSTALACION PLANTA OSMOSIS INVERSA
30 SI-45-IS-586- 410 INSTALACION PLANTA OSMOSIS INVERSA
31 SI-45-IS-586- 510 INSTALACION PLANTA OSMOSIS INVERSA
32 SI-45-IS-586- 610 INSTALACION PLANTA OSMOSIS INVERSA
33 SI-45-IS-586- 710 INSTALACION PLANTA OSMOSIS INVERSA
34 SI-45-IS-586- 810 INSTALACION PLANTA OSMOSIS INVERSA
35 SI-45-IS-586- 910 INSTALACION PLANTA OSMOSIS INVERSA
36 SI-45-IS-586- 1010 INSTALACION PLANTA OSMOSIS INVERSA
37 SI-45-DT-00568-2224 TANQUE DE ALMACENAMIENTO AGUA FILTRADA TK-14015
38 SI-45-DT-00568-2324 DETALLES TANQUE DE ALMACENAMIENTO AGUA FILTRADA TK-14015
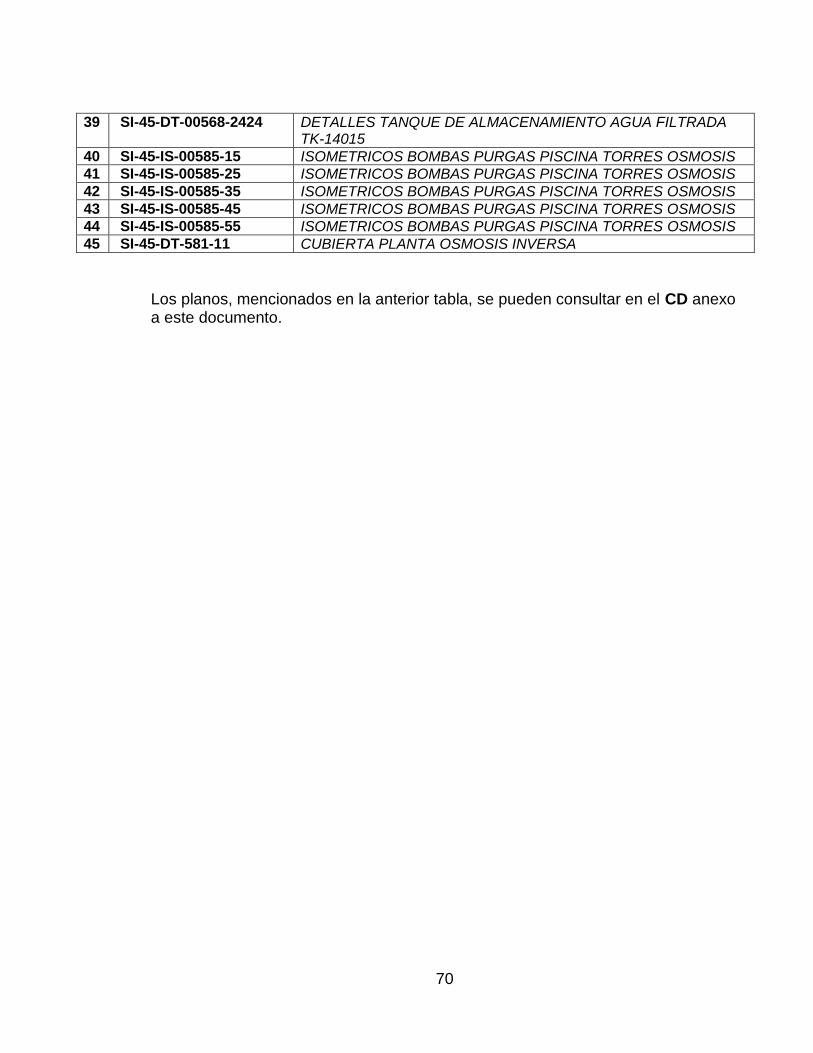
70
39 SI-45-DT-00568-2424 DETALLES TANQUE DE ALMACENAMIENTO AGUA FILTRADA TK-14015
40 SI-45-IS-00585-15 ISOMETRICOS BOMBAS PURGAS PISCINA TORRES OSMOSIS
41 SI-45-IS-00585-25 ISOMETRICOS BOMBAS PURGAS PISCINA TORRES OSMOSIS
42 SI-45-IS-00585-35 ISOMETRICOS BOMBAS PURGAS PISCINA TORRES OSMOSIS
43 SI-45-IS-00585-45 ISOMETRICOS BOMBAS PURGAS PISCINA TORRES OSMOSIS
44 SI-45-IS-00585-55 ISOMETRICOS BOMBAS PURGAS PISCINA TORRES OSMOSIS
45 SI-45-DT-581-11 CUBIERTA PLANTA OSMOSIS INVERSA
Los planos, mencionados en la anterior tabla, se pueden consultar en el CD anexo a este documento.





























