Embed Size (px)
Citation preview
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA
DEPARTAMENTO ACADÊMICO DE METAL-MECÂNICA PROGRAMA DE PÓS-GRADUAÇÃO STRICTO SENSU
EM MECATRÔNICA
RANGEL PACHECO THIESEN
AUTOMAÇÃO DO PROCESSO DE SOLDAGEM POR RESISTÊNCIA EM LINHA DE PRODUÇÃO DE SILENCIOSOS
AUTOMOTIVOS
Dissertação submetida ao Programa de Pós-Graduação em Mecatrônica do Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina como parte dos requisitos para a obtenção do título de Mestre em Mecatrônica. Orientador: AURÉLIO DA COSTA SABINO NETTO, Dr. Eng. Coorientador: MILTON PEREIRA, Dr. Eng.
FLORIANÓPOLIS 2014
Sistema de Bibliotecas Integradas do IFSC Biblioteca Dr. Hercílio Luz – Campus Florianópolis Catalogado por: Ana Paula F. Rodrigues Pacheco CRB 14/1117
CDD 629.892 T439a Thiesen, Rangel Pacheco Automação do processo de soldagem por resistência em linha de produção de silenciosos automotivos [DIS] / Rangel Pacheco Thiesen; orientação de Aurélio da Costa Sabino Netto; coorientação de Milton Pereira. – Florianópolis, 2014. 1 v.: il. Dissertação de Mestrado (Mecatrônica) – Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina. Inclui referências. 1. Automação de processos. 2. Solda ponto. 3. Linha de produção. 4. Silenciosos automotivos. 5. Robôs industriais. I. Sabino Netto, Aurélio da Costa. II. Pereira, Milton. III. Título.
AUTOMAÇÃO DO PROCESSO DE SOLDAGEM POR
RESISTÊNCIA EM LINHA DE PRODUÇÃO DE SILENCIOSOS AUTOMOTIVOS
RANGEL PACHECO THIESEN
Esta Dissertação foi julgada adequada para obtenção do Título de Mestre em Mecatrônica, e aprovada em sua forma final pela banca examinadora do Programa de Pós-Graduação em Mecatrônica, do Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina.
Florianópolis, outubro de 2014.
______________________________________ Aurélio da Costa Sabino Netto, Dr. Eng. - Orientador
______________________________________ Milton Pereira, Dr. Eng. – Coorientador
______________________________________ Roberto Alexandre Dias, Dr. Eng. – Coordenador do Curso
Banca Examinadora:
______________________________________ Nelso Gauze Bonacorso, Dr. Eng.. – IFSC
_____________________________________
Júlio Feller Golin, M. Eng. - IFSC

AGRADECIMENTOS
À minha esposa Caroline, meus pais Juares e Elzi e irmão
José Rodolfo pelo incentivo e apoio em todas as horas. A todos os professores do Mestrado Profissional em
Mecatrônica, em especial aos orientadores Aurélio da Costa
Sabino Netto e Milton Pereira pela orientação, incentivo, investimento, tempo e paciência que contribuíram para a conclusão do trabalho.
Aos colegas de curso por compartilharem da mesma caminhada.
Às empresas Tuper Sistemas de Exaustão e Eberspächer Sistemas de exaustão pela oportunidade dada.
Aos colegas de ambas as empresas que fizeram parte desta jornada em especial ao Marcio Nenevê e Tiago Levandowski.
E a todos aqueles que, de maneira direta ou indireta, contribuíram para a minha formação e a realização deste trabalho.

RESUMO
Na produção de silenciosos automotivos, as capas podem
ser unidas através de processos de recravamento ou soldagem. A definição do processo a ser utilizado depende dos requisitos relacionados ao tipo de produto, taxa de vazamento de gás admissível e nível de ruído máximo permissível. Silenciosos somente recravados foram reprovados em um teste que simula a expansão de gases no interior do produto chamado de burst test. A solução adotada para homologar o produto foi adicionar a soldagem por resistência na capa do silencioso. Para tanto, uma linha de produção de silenciosos foi adaptada para que sete pontos de solda fossem feitos sobre a linha de fechamento longitudinal da capa, possibilitando a homologação do produto. O objetivo deste trabalho foi automatizar o processo de soldagem por resistência em silenciosos automotivos na linha de produção. Para auxiliar a tomada de decisões durante o desenvolvimento da solução de automação, foram empregadas algumas ferramentas presentes na metodologia de projeto PRODIP. Desta forma, foram levantados os requisitos de projeto e definidas as especificações gerais. O conceito de automação adotado foi modularizado e dividido em: controle lógico, sistema de segurança, comunicação, robô e máquina de solda ponto. Alguns testes foram realizados para avaliação do conceito, tais como: tempo de ciclo resultante, qualidade da solda ponto, balanceamento da linha, conceito de segurança e fluxo produtivo. Como resultado, tem-se a implantação da automatização do processo de solda ponto em uma linha de produção existente, atingindo o objetivo principal deste trabalho.
Palavras Chave: Solda ponto em múltiplas chapas,
automação modular, metodologia de projeto e retrofiting, robôs industriais, adequação de linha de produção.

ABSTRACT
In automotive muffler production, outer shells can be closed
by welding or lock seaming processes. The process definition depends on requirements related to the kind of product, gas leak rate, and noise level allowed. Lock seam muffles failed on a test that simulates the gas expansion inside the product, this test is called burst test. The solution used to homologate the product was to add resistance spot welding on the muffler shell. A muffler production line was adapted in order to weld seven spots on the longitudinal lock seam line of the closed shell, achieving the product homologation. The aim of this work was to automatize the resistance welding process in an automotive muffler production line. To guide the decisions during the development of the automation solution, some tools of the PRODIP project methodology were used. On this way, the project requirements were raised and general specifications were defined. The chosen automation concept was then divided on the modules: logic control, safety system, communication, robot and spot welding machine. Some tests such as cycle time measurement, welding quality, production line balance, safety concept and production flow were performed to evaluate the concept. As result, the implementation of the resistance spot welding process automation in an existent production line is observed, achieving the main goal of this work.
Key words: Resistance spot welding in multiple stacks,
modular automation; project methodology and retrofitting, industrial robots, production line adequacy.

LISTA DE FIGURAS
Figura 1 - Recravados com capa partindo de uma chapa .......... 22 Figura 2 - Calandrados e soldados ............................................. 22 Figura 3 - Recravados a partir de duas capas em prensas ........ 22 Figura 4 - Soldados a partir de duas capas ................................ 22 Figura 5 – Esquema interno exemplo de um silencioso automotivo. .................................................................................. 23 Figura 6 - Especificação da solda ponto em desenho. ............... 24 Figura 7- Esquema da linha Comas - detalhes na estação de recravamento e embutimento. .................................................... 28 Figura 8- Distribuição dos processos de automação quanto à diversidade de produtos e volume de produção. Fonte (DUMBÁ, 2013) ............................................................................................ 31 Figura 9 - Desenho de um braço mecânico com juntas de revolução Fonte: (PAZOS, 2002) ................................................ 33 Figura 10 - Esquema de funcionamento de garra a vácuo por sistema Venturi. O ar comprimido passa pela tubulação direto para o escape, formando uma zona de baixa pressão na região da ventosa. Fonte: (COVAL) ....................................................... 34 Figura 11 - Níveis da pirâmide de automação. Fonte: (CASSIOLATO, 2011) ................................................................. 37 Figura 12- Ciclo de solda. Fonte: (SILVA, 2010) ........................ 41 Figura 13 - Correntes parasitas em solda por resistência. Fonte: (ZHANG, 2006) ............................................................................ 43 Figura 14 - Processo de solda sobre recravamento – Corte transversal da peça ..................................................................... 43 Figura 15 - Fluxo de corrente em condições normais em solda por resistência ............................................................................. 44 Figura 16 - Fluxo de corrente esperado sobre o recravamento . 45 Figura 17 - Esquema de setup de teste método 1. No lado esquerdo uma amostra (“sample”) fica submersa em água (“water”). No lado direito está representado o tanque de ar comprimido com 6bar de pressão (“Air compressed 6bar”) ....... 47 Figura 18 - Esquema de setup de teste método 2 e 3. No lado esquerdo uma amostra (“sample”) fica submersa em água (“water”). No lado direito está representado o tanque de ar comprimido com 7 a 11bar de pressão (“Air compressed 6bar”)
sobre uma camada de água (“water”) que é injetada na amostra. ..................................................................................................... 48 Figura 19 - Setup de teste ........................................................... 49 Figura 20 - Exemplo de gráfico de teste (Amostra T12 - 7 Pontos de solda – método 2) .................................................................. 50 Figura 21 - Amostra T12 após o teste ........................................ 50 Figura 22 - Esquema conceito 2 ................................................. 58 Figura 23 - Fluxo do processo conceito 2 ................................... 59 Figura 24 - Modularização de problema proposto por Rosenfeld (2006) . ........................................................................................ 60 Figura 25- Esquema de conceito de segurança original linha comas .......................................................................................... 64 Figura 26 - Esquema de segurança - conceito “A” ..................... 65 Figura 27 - Esquema de segurança - conceito “B” em modo automático ................................................................................... 66 Figura 28 - Esquema de segurança - conceito “B” em modo manual. ........................................................................................ 67 Figura 29- Esquema de comunicação da adaptação ................. 68 Figura 30 - Diagrama de estados simplificado da lógica da adaptação .................................................................................... 72 Figura 31- Robô Motoman MH50 ............................................... 74 Figura 32 - Esquema para cálculo da altura da base do robô . Fonte: Catálogo Motoman MH50 ................................................ 76 Figura 33- Face inferior de fixação do robô - Fonte Catálogo Motoman MH50 ........................................................................... 77 Figura 34 - Conceito da garra do robô escolhida ....................... 78 Figura 35 - Máquina de solda ponto por resistência maca Conan modelo MSP-3C. ......................................................................... 79 Figura 36 - Garra do robô adaptada após os primeiros testes ... 83 Figura 37 - Fluxo da peça na linha antes da integração do robô. ..................................................................................................... 85 Figura 38 - Fluxo da peça na linha após a integração do robô. . 85 Figura 39 - Grades de segurança conceito “b”. Vista lateral ref.: Figura 27 ..................................................................................... 87 Figura 40 - Conceito de segurança conceito "b" implantado. Vista área. ref.: Figura 27 ..................................................................... 88 Figura 41 - Conceito de segurança conceito "b" com máquina de solda em modo manual. Ref.: Figura 28. .................................... 88 Figura 42 - Chave geral do painel da integração (painel superior) e do controlador do robô (painel inferior) .................................... 90 Figura 43 - Painel elétrico construído. ........................................ 90

Figura 44 - Macrografia de ponto com 45% de potência (3º ponto na sequênciade solda). ............................................................... 95 Figura 45 - Macrografia de ponto com 43,4% de potência (4º ponto na sequencia de solda). .................................................... 95 Figura 46 - Esquema controlador máquina de solda ponto ...... 111 Figura 47- Detalhamento dos sete pontos de solda, requisito do cliente ........................................................................................ 113 Figura 48 - Esquema conceito 1 ............................................... 115 Figura 49 - Esquema conceito 2 ............................................... 116 Figura 50- Esquema conceito 3 ................................................ 117 Figura 51- Esquema conceito 4 ................................................ 118 Figura 52- Esquema conceito 5 ................................................ 119 Figura 53- Esquema conceito 6 ................................................ 120
LISTA DE QUADROS
Quadro 1 - Classificação geral das redes industriais - Fonte: (CASSIOLATO, 2011) ................................................................. 36 Quadro 2- Requisitos de comunicação de sistemas de automação industrial. Fonte: (CASSIOLATO, 2011). ................. 38 Quadro 3 - Requisitos de aprovação de solda ponto. ................ 45 Quadro 4 - Amostras de teste. Fonte: Relatório do teste. Amostras T1 a T4 sem solda; Amostras T5 a T8 com 4 pontos de solda; Amostras T9 a T12 com 7 pontos de solda. .................... 47 Quadro 5- Matriz de decisão de conceito - * Máquina de solda de múltiplos pontos sincronizados é considerada máquina especial e consome muita energia. Sendo necessários investimentos na rede energética da fábrica........................................................... 57 Quadro 6 - Comparativo entre linha S7 1200 e linha ET200 Siemens. Fonte: catálogo Fabricante. ........................................ 62 Quadro 7 - Lista de material módulo de controle lógico ............. 63 Quadro 8 - Sinais CLP Comas x CLP adaptação ....................... 69 Quadro 9 - 1
o teste de solda ....................................................... 80
Quadro 10 - Resultado 1o teste de solda .................................... 94
Quadro 11 - Resultado 2o teste de solda ................................... 94 Quadro 12 - Resultados relacionados às "Especificações Meta" ..................................................................................................... 98 Quadro 13- Especificações do Robô Motoman MH50. Imagem do catálogo ..................................................................................... 112
LISTA DE ABREVIATURAS E SIGLAS
CLP – Controlador lógico programável CNC – Controle numérico computadorizado CoC – Centro de competência (Eberspächer) CONAMA – Conselho nacional do meio ambiente NR12 – Norma regulamentadora 12. NR10 – Norma regulamentadora 10. QFD – Desdobramento da função qualidade. PRODIP - Processo de Desenvolvimento Integrado de Produto RSW – Solda ponto por resistência


SUMÁRIO
AGRADECIMENTOS .................................................................... 5
RESUMO ....................................................................................... 7
ABSTRACT ................................................................................... 9
LISTA DE FIGURAS ................................................................... 11
LISTA DE QUADROS ................................................................. 15
LISTA DE ABREVIATURAS E SIGLAS ...................................... 17
SUMÁRIO .................................................................................... 19
1 INTRODUÇÃO ....................................................................... 21
1.1 Justificativa e delimitação ..................................................... 23
1.2 Objetivo Principal ................................................................. 26
1.3 Objetivos Específicos / Escopo do projeto........................... 26
2 FUNDAMENTAÇÃO ............................................................... 27
2.1 Linha Comas ........................................................................ 27
2.2 Automação fixa, flexível e programável ............................... 29
2.3 Robôs industriais .................................................................. 31
2.4 Comunicação – Redes industriais ....................................... 34
2.5 Normas que afetam a adaptação ......................................... 39
2.6 Soldagem por resistência ..................................................... 39
2.7 Burst Test ............................................................................. 46
2.8 Tempo de ciclo ..................................................................... 51
3 CONSTRUÇÃO DA ADAPTAÇÃO ........................................ 53
3.1 Requisitos da adaptação ...................................................... 53
3.2 Pesquisa de mercado........................................................... 53
3.3 Definição do conceito da adaptação .................................... 54
3.4 Definição dos módulos ......................................................... 60
3.4.1 Controle lógico .................................................................. 60
3.4.2 Definição do conceito de segurança ................................. 63
3.4.3 Definição dos métodos de comunicação .......................... 68
3.4.4 Definição do robô .............................................................. 73
3.4.5 Máquina de solda ponto estacionária ............................... 78
3.5 Parametrização e testes da solda ponto ............................. 80
3.6 Programação do robô .......................................................... 81
4 RESULTADOS ....................................................................... 83
4.1 Fluxo de produção ............................................................... 84
4.2 Conceito de segurança ........................................................ 87
4.3 Tempo de ciclo / Balanceamento da linha ........................... 91
4.4 Solda ponto .......................................................................... 93
4.5 Avaliação do uso da metodologia do PRODIP no desenvolvimento de células automatizadas ............................... 96
4.6 Atendimento às especificações meta .................................. 96
5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ................................................................................... 99
6 REFERÊNCIAS .................................................................... 101
ANEXOS.................................................................................... 105
Anexo 1: NR12 .......................................................................... 106
Anexo 2: NR10 .......................................................................... 109
Anexo 3: Esquema controlador máquina de solda ponto ......... 111
Anexo 4: Especificações do Robô ............................................ 112
Anexo 5: Posicionamento dos pontos de solda ........................ 113
APÊNDICES .............................................................................. 114
Apêndice 1: Conceitos da adaptação ....................................... 115
Apêndice 2: Especificações meta ............................................. 121
Apêndice 3: Matriz QFD ............................................................ 122
1 INTRODUÇÃO
Sistemas de exaustão automotivos têm fundamental
importância em dois principais requisitos no desenvolvimento de um automóvel. O primeiro deles é o nível de emissões e, o segundo, o nível de ruído.
Este sistema inicia-se no flange que conecta o motor ao coletor, peça responsável por coletar os gases de cada um dos cilindros do motor e convergi-los a uma única tubulação. Após passar pelo coletor, os gases são conduzidos ao catalisador, que faz a catálise dos gases nocivos como CO em CO2, HC em H2O + CO2 e NOx em N2 + O2. Depois de transformados, os gases são levados pela tubulação aos silenciosos. Normalmente, uma combinação de 2 ou 3 silenciosos são utilizados para que o ruído emitido seja satisfatório e atenda as leis em vigor no país em que o automóvel será comercializado.
Silenciosos são normalmente constituídos de câmaras, tubos, mantas cerâmicas e abafadores cujas dimensões são calculadas para anular ou reduzir a amplitude de determinadas frequências de vibração que o motor produz, reduzindo assim, o ruído do automóvel.
Cada montadora de automóveis estabelece seus próprios requisitos no desenvolvimento de produtos. No caso de sistemas de exaustão, mais especificamente silenciosos, estes requisitos estão relacionados ao tipo de produto, taxa de vazamento de gás admissível, nível de ruído máximo permissível, entre outros.
Existem vários conceitos de produto relacionados à produção de silenciosos automotivos (Figura 1 a Figura 4). Estes podem ser, por exemplo, calandrados e soldados, recravados com capa partindo de uma chapa, recravados a partir de duas capas em prensas, soldados a partir de duas capas.
Cada um dos conceitos apresenta suas vantagens e desvantagens com relação à eficiência de atenuação de ruído, produtividade, custo de processo/matéria-prima e custo de ferramental.

22
Figura 1 - Recravados com
capa partindo de uma chapa
Figura 2 - Calandrados e
soldados
Figura 3 - Recravados a partir
de duas capas em prensas
Figura 4 - Soldados a partir de duas capas
Somente algumas empresas fabricantes de máquinas no
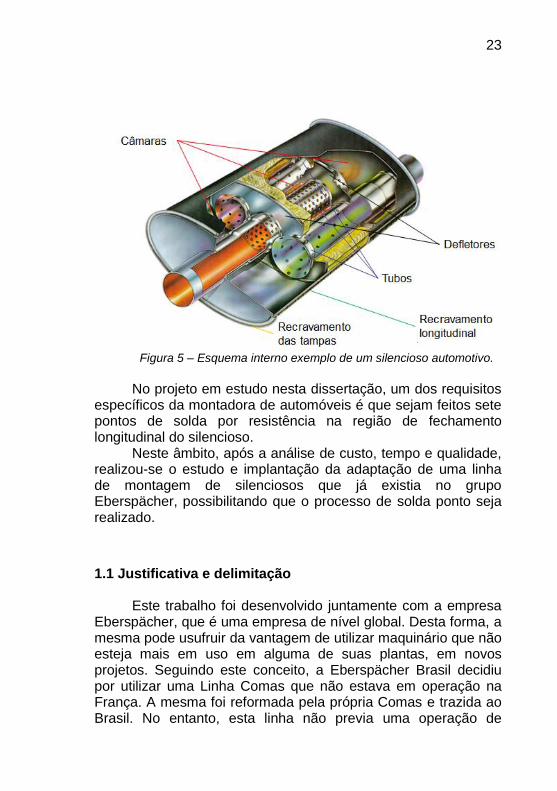
mundo dominam a tecnologia de fabricação de silenciosos recravados com a capa partindo de uma única chapa (Figura 5). Uma delas é a Comas, fabricante da linha que será objeto de estudo nesta dissertação.
Este processo consiste em enrolar uma chapa de aço sobre uma matriz que determina o perfil do silencioso, então um conjunto de ferramentas chamadas de rolos de recravamento juntam duas extremidades opostas da chapa em um processo de enrolamento das mesmas. Após este processo, as partes internas (tubos, tampas, mantas, entre outros) são embutidas neste corpo formado.
Então o conjunto pré-montado passa por um processo de recravamento das tampas externas, que fecha parcialmente as duas extremidades do silencioso, deixando apenas a posição dos tubos de entrada e saída abertas. Por último, os tubos de entrada e saída passam por um processo de calibração, que serve para eliminar as folgas entre os tubos e as tampas externas. A Figura 7 apresenta um esquema da linha Comas.
23
Figura 5 – Esquema interno exemplo de um silencioso automotivo.
No projeto em estudo nesta dissertação, um dos requisitos
específicos da montadora de automóveis é que sejam feitos sete pontos de solda por resistência na região de fechamento longitudinal do silencioso.
Neste âmbito, após a análise de custo, tempo e qualidade, realizou-se o estudo e implantação da adaptação de uma linha de montagem de silenciosos que já existia no grupo Eberspächer, possibilitando que o processo de solda ponto seja realizado.
1.1 Justificativa e delimitação Este trabalho foi desenvolvido juntamente com a empresa
Eberspächer, que é uma empresa de nível global. Desta forma, a mesma pode usufruir da vantagem de utilizar maquinário que não esteja mais em uso em alguma de suas plantas, em novos projetos. Seguindo este conceito, a Eberspächer Brasil decidiu por utilizar uma Linha Comas que não estava em operação na França. A mesma foi reformada pela própria Comas e trazida ao Brasil. No entanto, esta linha não previa uma operação de
24
soldagem por resistência em seu layout e fluxo de processo. Para isto, ela deveria ser adaptada para que pudesse atender a um requisito específico de um cliente.
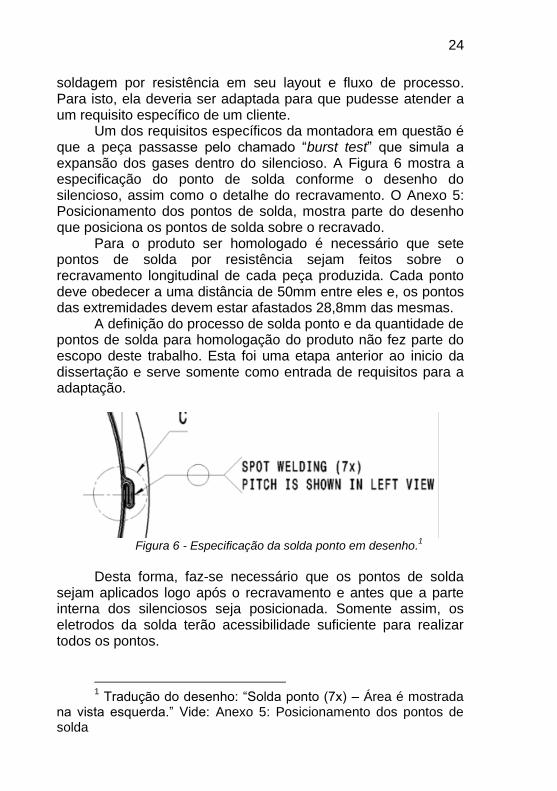
Um dos requisitos específicos da montadora em questão é que a peça passasse pelo chamado “burst test” que simula a expansão dos gases dentro do silencioso. A Figura 6 mostra a especificação do ponto de solda conforme o desenho do silencioso, assim como o detalhe do recravamento. O Anexo 5: Posicionamento dos pontos de solda, mostra parte do desenho que posiciona os pontos de solda sobre o recravado.
Para o produto ser homologado é necessário que sete pontos de solda por resistência sejam feitos sobre o recravamento longitudinal de cada peça produzida. Cada ponto deve obedecer a uma distância de 50mm entre eles e, os pontos das extremidades devem estar afastados 28,8mm das mesmas.
A definição do processo de solda ponto e da quantidade de pontos de solda para homologação do produto não fez parte do escopo deste trabalho. Esta foi uma etapa anterior ao inicio da dissertação e serve somente como entrada de requisitos para a adaptação.
Figura 6 - Especificação da solda ponto em desenho.
1
Desta forma, faz-se necessário que os pontos de solda
sejam aplicados logo após o recravamento e antes que a parte interna dos silenciosos seja posicionada. Somente assim, os eletrodos da solda terão acessibilidade suficiente para realizar todos os pontos.
1 Tradução do desenho: “Solda ponto (7x) – Área é mostrada
na vista esquerda.” Vide: Anexo 5: Posicionamento dos pontos de solda
25
A peça em questão ocupa somente 20% da disponibilidade total da máquina de solda por resistência, considerando o volume de produção cotado. Sendo assim, observou-se também a possibilidade de tornar a máquina disponível para trabalhos manuais, enquanto a linha está operando outros tipos peças que não apresentam o requisito dos pontos de solda por resistência. Esta questão será considerada, porém, este assunto não está no escopo deste trabalho, portanto, não são apresentados testes práticos e nem resultados deste conceito.
Pretende-se, com este projeto, habilitar a Eberspächer a produzir silenciosos por processo de recravamento, incluindo a soldagem de sete pontos de solda por resistência, em uma Linha Comas existente, sem que se comprometa a segurança e a produtividade da mesma, atendendo, desta forma, o requisito específico do cliente.
Este trabalho delimita-se ao projeto, montagem,
programação e testes da adaptação da linha Comas para tornar possível o processamento de sete pontos de solda por resistência de um produto específico. Estão exclusos do escopo do presente trabalho os seguintes itens:
Testes relacionados à validação de produtos produzidos pela linha como, por exemplo, o “burst test” apresentado neste trabalho. Este teste foi realizado por laboratório terceirizado e serve somente como entrada de dados para justificar a necessidade deste projeto.
Fabricação de componentes: todos os componentes foram comprados, e somente montados.
Aprimoramento dos parâmetros de solda por resistência: um planejamento de teste simples foi realizado e um parâmetro fixado. Porém a otimização fina, visando reduzir a energia gasta em cada ponto e aumentar a vida útil dos eletrodos, serve como sugestão para trabalhos futuros.
26
1.2 Objetivo Principal Automatizar o processo de soldagem por resistência em
uma linha de produção de silenciosos automotivos.
1.3 Objetivos Específicos / Escopo do projeto
Adaptar uma linha de produção de silenciosos existente para permitir a automação do processo de soldagem por resistência;
Avaliar o uso da metodologia do PRODIP no desenvolvimento de células automatizadas;
Investigar o processo de soldagem por resistência automatizada em múltiplas chapas;
Avaliar o balanceamento de tempos de ciclo dos postos de trabalho da linha.
2 FUNDAMENTAÇÃO
Visando fundamentar as decisões de projeto durante o
desenvolvimento, alguns assuntos foram aprofundados com base no que está disponível na literatura técnica. O resultado desta pesquisa é apresentado neste capítulo. Inicialmente é apresentada a linha de produção objeto deste trabalho. Na sequencia, conceitos de automação industrial, robôs industriais, comunicação e redes industriais, normas de segurança, soldagem por resistência, Burst test e tempos de ciclo.
2.1 Linha Comas
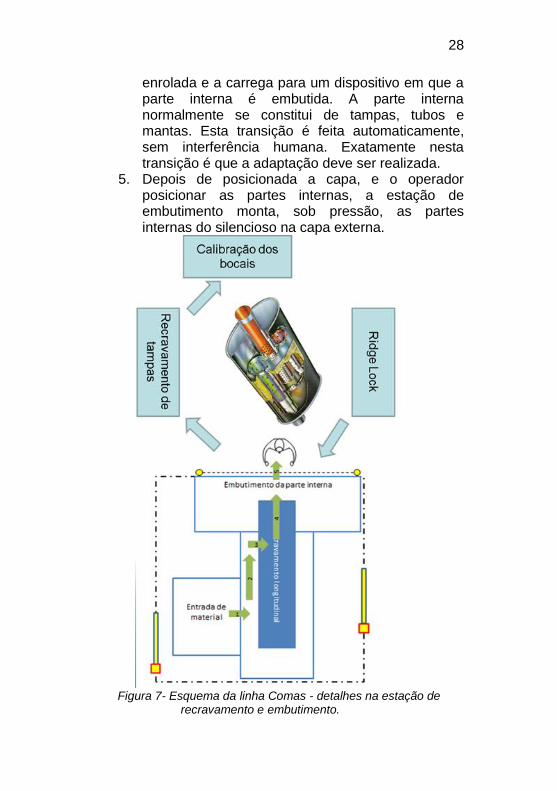
O funcionamento da linha, objeto deste trabalho, antes da
adaptação era da forma apresentada na Figura 7, cada flecha numerada significando o seguinte:
1. Uma ou duas pilhas de blanks2 para capa externa
são alimentados manualmente. No caso de silenciosos de capa simples somente uma pilha é alimentada, no caso de capas duplas, duas pilhas.
2. Um conjunto de ventosas pega um blank de cada pilha e os posiciona num dispositivo que faz o posicionamento e alinhamento dos blanks. Outro conjunto de ventosas pega os blanks posicionados e os coloca na posição de entrada da estação de recravamento.
3. Em seguida um carro carrega os blanks para a posição de recravamento.
4. A estação de recravamento enrola os blanks ao redor de uma ferramenta, chamada mandril. Esta ferramenta dá forma ao perfil do silencioso. Este perfil pode ser redondo, quadrado, oval, entre outras formas. Enrolado o blank, um carro com roletes faz o fechamento por recravamento das pontas do blank. Este mesmo carro tem um conjunto de quatro ventosas que pegam a peça já
2 Por “blank” entende-se chapas metálicas já cortadas nas
dimensões especificadas para o processo.
28
enrolada e a carrega para um dispositivo em que a parte interna é embutida. A parte interna normalmente se constitui de tampas, tubos e mantas. Esta transição é feita automaticamente, sem interferência humana. Exatamente nesta transição é que a adaptação deve ser realizada.
5. Depois de posicionada a capa, e o operador posicionar as partes internas, a estação de embutimento monta, sob pressão, as partes internas do silencioso na capa externa.
Figura 7- Esquema da linha Comas - detalhes na estação de
recravamento e embutimento.
29
Ainda na linha de montagem, mostrada na Figura 7, existe uma estação para montagem da parte interna do silencioso, identificada como “ridge lock”, outra estação para fechamento das tampas externas, também por recravamento, e uma estação para calibração dos tubos internos nos bocais de entrada e saída do silencioso. Esta calibração é importante para reduzir a “ovalização” e eliminar a folga ente o tubo interno e a tampa facilitando o posterior processo de soldagem dos tubos externos ao silencioso.
2.2 Automação fixa, flexível e programável Um dos mais antigos conceitos de automação é o de
substituição da mão de obra humana por máquinas. Este conceito não deixa de ser atual, porém, ultimamente a automação tem sido vista de forma mais estratégica, possibilitando a integração de novas tecnologias à produção e elevando os níveis de qualidade e padronização.
A evolução tecnológica tem vindo a permitir a implantação de novos sistemas de automação que acompanham as novas concepções das linhas de produção. Podemos distinguir genericamente os seguintes tipos de automação:
Automação fixa;
Automação programada;
Automação flexível. (PINTO, 2005)
Neste âmbito, Dumbá (2013) complementa que a
automação fixa utiliza de maquinário especial, ou seja, projetado somente para produção de um produto. Estas máquinas geralmente são de alto custo e alta produtividade, consequentemente, o custo de produção é baixo. Alguns exemplos clássicos de linhas de produção de 1automação fixa são linhas “transfer” para produção de motores elétricos e a combustão, lâmpada e garrafas. Este tipo de investimento normalmente é feito para produtos que tem sua venda já consolidada no mercado, pois se o produto se tornar obsoleto, o investimento é perdido.
30
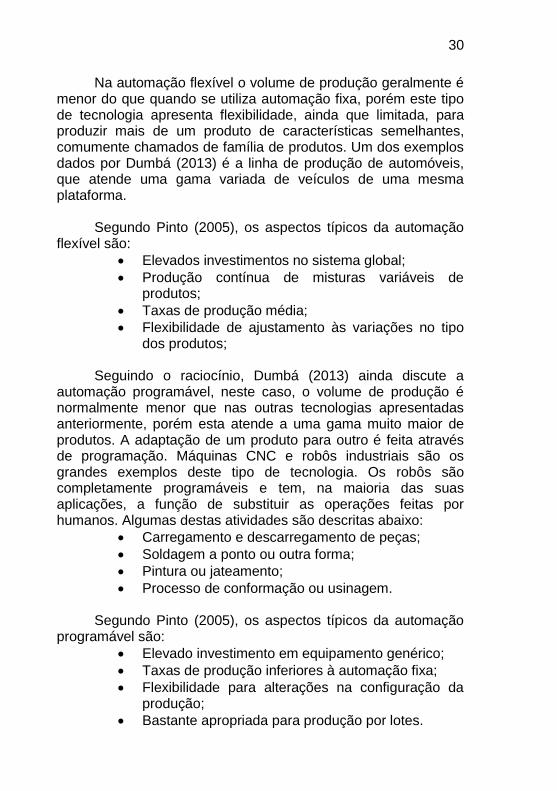
Na automação flexível o volume de produção geralmente é menor do que quando se utiliza automação fixa, porém este tipo de tecnologia apresenta flexibilidade, ainda que limitada, para produzir mais de um produto de características semelhantes, comumente chamados de família de produtos. Um dos exemplos dados por Dumbá (2013) é a linha de produção de automóveis, que atende uma gama variada de veículos de uma mesma plataforma.
Segundo Pinto (2005), os aspectos típicos da automação
flexível são:
Elevados investimentos no sistema global;
Produção contínua de misturas variáveis de produtos;
Taxas de produção média;
Flexibilidade de ajustamento às variações no tipo dos produtos;
Seguindo o raciocínio, Dumbá (2013) ainda discute a automação programável, neste caso, o volume de produção é normalmente menor que nas outras tecnologias apresentadas anteriormente, porém esta atende a uma gama muito maior de produtos. A adaptação de um produto para outro é feita através de programação. Máquinas CNC e robôs industriais são os grandes exemplos deste tipo de tecnologia. Os robôs são completamente programáveis e tem, na maioria das suas aplicações, a função de substituir as operações feitas por humanos. Algumas destas atividades são descritas abaixo:
Carregamento e descarregamento de peças;
Soldagem a ponto ou outra forma;
Pintura ou jateamento;
Processo de conformação ou usinagem. Segundo Pinto (2005), os aspectos típicos da automação
programável são:
Elevado investimento em equipamento genérico;
Taxas de produção inferiores à automação fixa;
Flexibilidade para alterações na configuração da produção;
Bastante apropriada para produção por lotes.
31
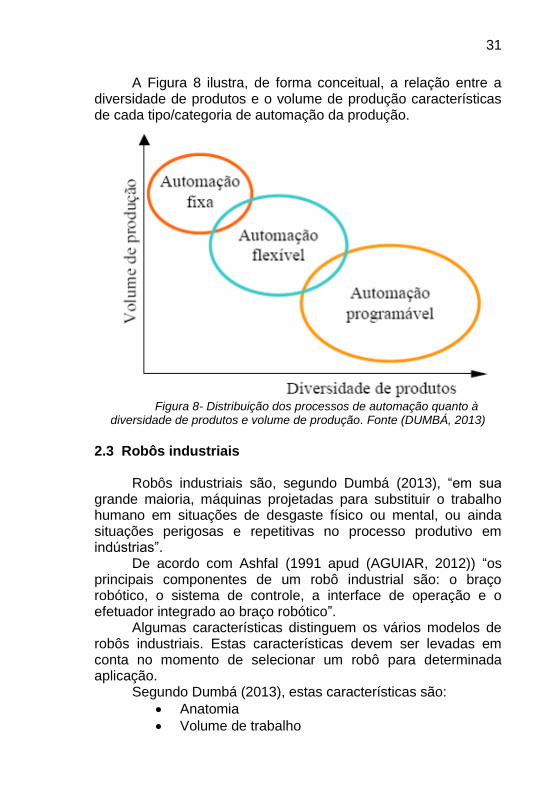
A Figura 8 ilustra, de forma conceitual, a relação entre a diversidade de produtos e o volume de produção características de cada tipo/categoria de automação da produção.
Figura 8- Distribuição dos processos de automação quanto à
diversidade de produtos e volume de produção. Fonte (DUMBÁ, 2013)
2.3 Robôs industriais
Robôs industriais são, segundo Dumbá (2013), “em sua
grande maioria, máquinas projetadas para substituir o trabalho humano em situações de desgaste físico ou mental, ou ainda situações perigosas e repetitivas no processo produtivo em indústrias”.
De acordo com Ashfal (1991 apud (AGUIAR, 2012)) “os principais componentes de um robô industrial são: o braço robótico, o sistema de controle, a interface de operação e o efetuador integrado ao braço robótico”.
Algumas características distinguem os vários modelos de robôs industriais. Estas características devem ser levadas em conta no momento de selecionar um robô para determinada aplicação.
Segundo Dumbá (2013), estas características são:
Anatomia
Volume de trabalho
32
Sistemas de acionamentos
Sistema de controle
Desempenho e precisão
Efetuador
Sensores
Programação Segundo Pazos (2002), uma definição de robô
amplamente aceita é aquela estabelecida pela Associação de Indústrias da Robótica (RIA): “um robô industrial é um manipulador reprogramável, multifuncional, projetado para mover materiais, peças, ferramentas ou dispositivos especiais em movimentos variáveis programados para a realização de uma variedade de tarefas”.
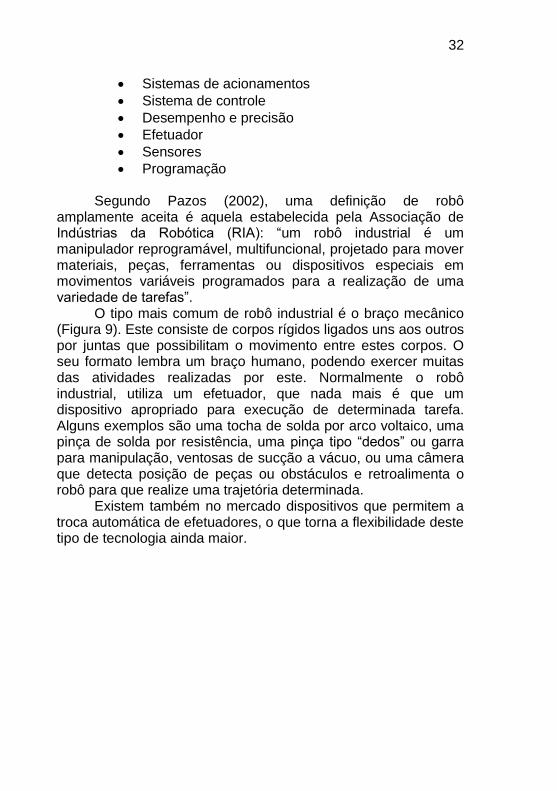
O tipo mais comum de robô industrial é o braço mecânico (Figura 9). Este consiste de corpos rígidos ligados uns aos outros por juntas que possibilitam o movimento entre estes corpos. O seu formato lembra um braço humano, podendo exercer muitas das atividades realizadas por este. Normalmente o robô industrial, utiliza um efetuador, que nada mais é que um dispositivo apropriado para execução de determinada tarefa. Alguns exemplos são uma tocha de solda por arco voltaico, uma pinça de solda por resistência, uma pinça tipo “dedos” ou garra para manipulação, ventosas de sucção a vácuo, ou uma câmera que detecta posição de peças ou obstáculos e retroalimenta o robô para que realize uma trajetória determinada.
Existem também no mercado dispositivos que permitem a troca automática de efetuadores, o que torna a flexibilidade deste tipo de tecnologia ainda maior.
33
Figura 9 - Desenho de um braço mecânico com juntas de revolução
Fonte: (PAZOS, 2002)
Os efetuadores mais comuns para robôs destinados à
manipulação podem ser: 1) Garras com dedos de movimentação
mecânica; 2) Garras a vácuo, pneumáticas e hidráulicas; 3) Eletroímãs ou garras ativadas
eletromagneticamente; 4) Ganchos tipo de guindaste; 5) Adesivos ou garras feitas com material
adesivo. (PAZOS, 2002)
Garras à vácuo consistem de ventosas de material
maleável, ligados a um sistema venturi ou a uma bomba de vácuo através de uma eletroválvula.
No caso do sistema venturi, quando a válvula é acionada, o ar comprimido passa pela tubulação direto para o escape de ar, formando uma zona de baixa pressão na ventosa, o que faz com
34
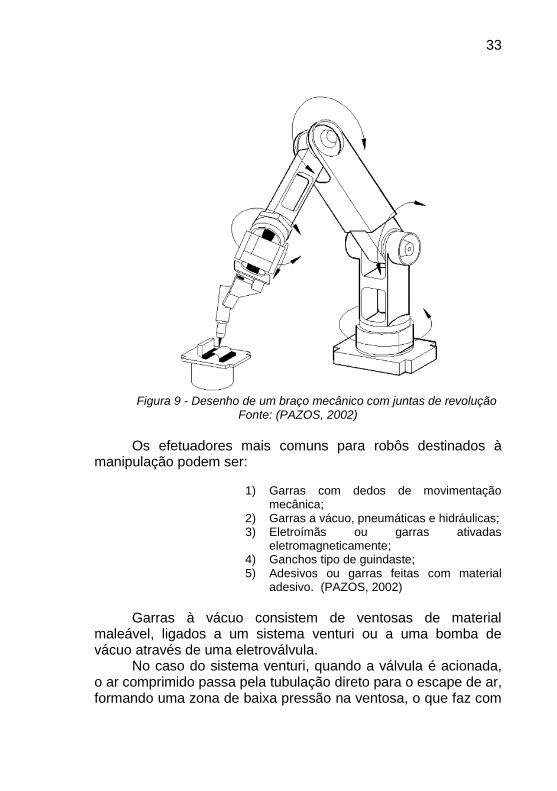
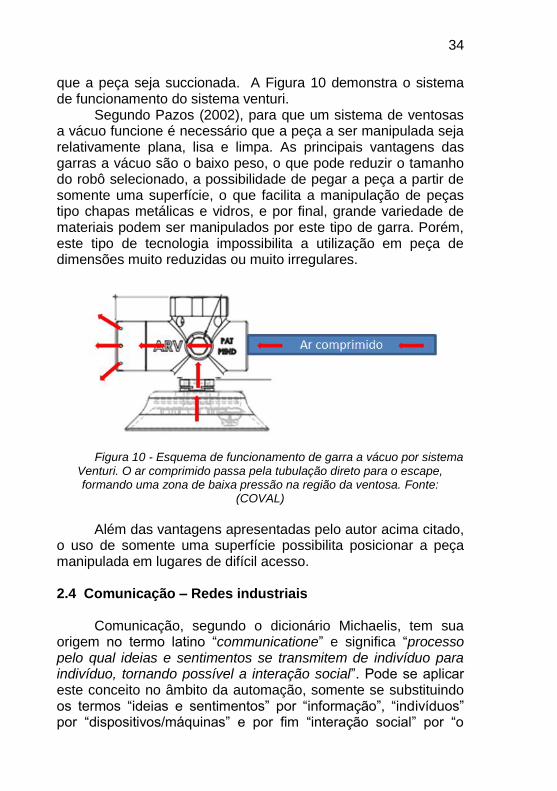
que a peça seja succionada. A Figura 10 demonstra o sistema de funcionamento do sistema venturi.
Segundo Pazos (2002), para que um sistema de ventosas a vácuo funcione é necessário que a peça a ser manipulada seja relativamente plana, lisa e limpa. As principais vantagens das garras a vácuo são o baixo peso, o que pode reduzir o tamanho do robô selecionado, a possibilidade de pegar a peça a partir de somente uma superfície, o que facilita a manipulação de peças tipo chapas metálicas e vidros, e por final, grande variedade de materiais podem ser manipulados por este tipo de garra. Porém, este tipo de tecnologia impossibilita a utilização em peça de dimensões muito reduzidas ou muito irregulares.
Figura 10 - Esquema de funcionamento de garra a vácuo por sistema
Venturi. O ar comprimido passa pela tubulação direto para o escape, formando uma zona de baixa pressão na região da ventosa. Fonte:
(COVAL)
Além das vantagens apresentadas pelo autor acima citado,
o uso de somente uma superfície possibilita posicionar a peça manipulada em lugares de difícil acesso.
2.4 Comunicação – Redes industriais
Comunicação, segundo o dicionário Michaelis, tem sua
origem no termo latino “communicatione” e significa “processo pelo qual ideias e sentimentos se transmitem de indivíduo para indivíduo, tornando possível a interação social”. Pode se aplicar este conceito no âmbito da automação, somente se substituindo os termos “ideias e sentimentos” por “informação”, “indivíduos” por “dispositivos/máquinas” e por fim “interação social” por “o
35
trabalho em conjunto”. Assim temos que a comunicação é, também, o processo pelo qual informação se transite de dispositivo para dispositivo, tornando possível o trabalho em conjunto.
A tecnologia da informação tem sido determinante no desenvolvimento da tecnologia da automação alterando hierarquias e estruturas nos mais diversos ambientes industriais assim como setores, desde as indústrias de processo e manufatura até prédios e sistemas logísticos. A capacidade de comunicação entre dispositivos e o uso de mecanismos padronizados, abertos e transparentes são componentes indispensáveis do conceito de automação de hoje. A comunicação vem se expandindo rapidamente no sentido horizontal nos níveis inferiores (field level), assim como no sentido vertical integrando todos os níveis hierárquicos. De acordo com as características da aplicação e do custo máximo a ser atingido, uma combinação gradual de diferentes sistemas de comunicação oferece as condições ideais de redes abertas em processos industriais. (CASSIOLATO, 2011).
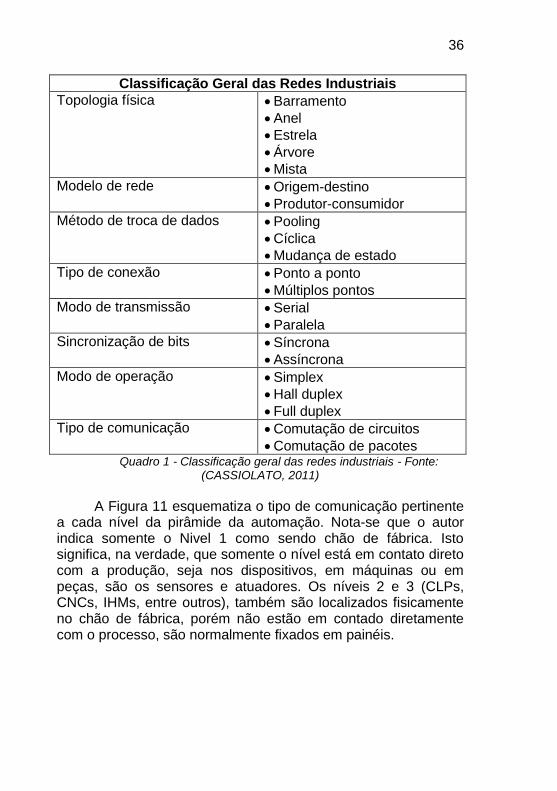
O tipo de rede pode ser classificado a partir de algumas
características tais quais: a topologia física, modelo de rede, método de troca de dados, tipo de conexão, modo de transmissão, sincronização de bits, modo de operação e tipo de comunicação conforme o Quadro 1.
36
Classificação Geral das Redes Industriais
Topologia física Barramento
Anel
Estrela
Árvore
Mista
Modelo de rede Origem-destino
Produtor-consumidor
Método de troca de dados Pooling
Cíclica
Mudança de estado
Tipo de conexão Ponto a ponto
Múltiplos pontos
Modo de transmissão Serial
Paralela
Sincronização de bits Síncrona
Assíncrona
Modo de operação Simplex
Hall duplex
Full duplex
Tipo de comunicação Comutação de circuitos
Comutação de pacotes Quadro 1 - Classificação geral das redes industriais - Fonte:
(CASSIOLATO, 2011)
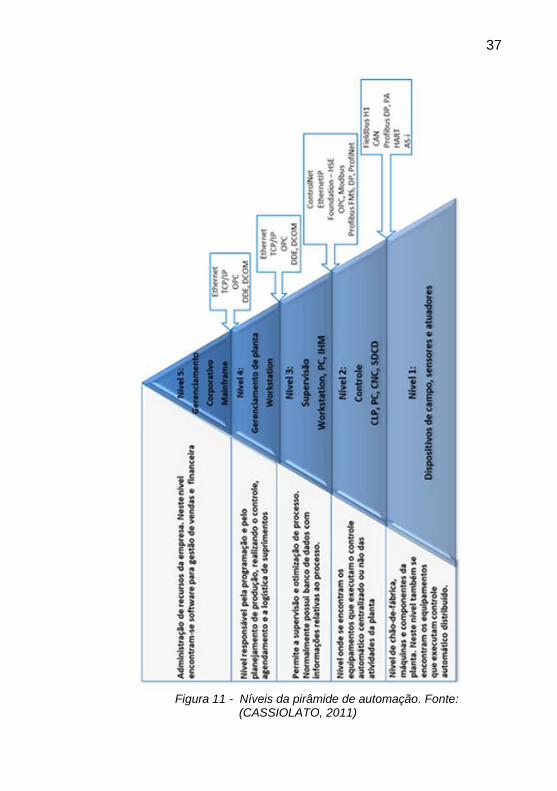
A Figura 11 esquematiza o tipo de comunicação pertinente
a cada nível da pirâmide da automação. Nota-se que o autor indica somente o Nivel 1 como sendo chão de fábrica. Isto significa, na verdade, que somente o nível está em contato direto com a produção, seja nos dispositivos, em máquinas ou em peças, são os sensores e atuadores. Os níveis 2 e 3 (CLPs, CNCs, IHMs, entre outros), também são localizados fisicamente no chão de fábrica, porém não estão em contado diretamente com o processo, são normalmente fixados em painéis.
37
Figura 11 - Níveis da pirâmide de automação. Fonte:
(CASSIOLATO, 2011)
38
Segundo a Associação PROFIBUS Brasil (2000), conforme
o tipo de aplicação e do orçamento máximo planejado, diferentes sistemas de comunicação podem ser integrados, fazendo com que cada nível na pirâmide tenha as condições ideais de comunicação. Um exemplo é no nível de atuadores/sensores (Nível 1 na Figura 11), o “AS-Interface” pode ser empregado por utilizar-se da alimentação dos próprios sensores (24Vdc) em um barramento simples e de baixo custo. Os dados são transmitidos de maneira cíclica, rápida e eficiente. Já no nível de campo, se encontram módulos de entrada e saída, transdutores, drives de acionamento, painéis de operação. Neste nível pode se utilizar, por exemplo, o PROFIBUS DP ou PA em tempo real. Neste caso, os dados também são transmitidos ciclicamente, porém alarmes, parâmetros e diagnósticos são transmitidos somente quando necessário.
Já no nível de célula (nível 2 na Figura 11), computadores e CLPs comunicam-se uns com os outros, e muitas vezes requerem transferência de grandes pacotes de dados. Neste caso, duas boas opções são PROFIBUS FMS e PROFINet, que apresentam funções poderosas de comunicação além da integração a sistemas de comunicação corporativos como Ethernet.
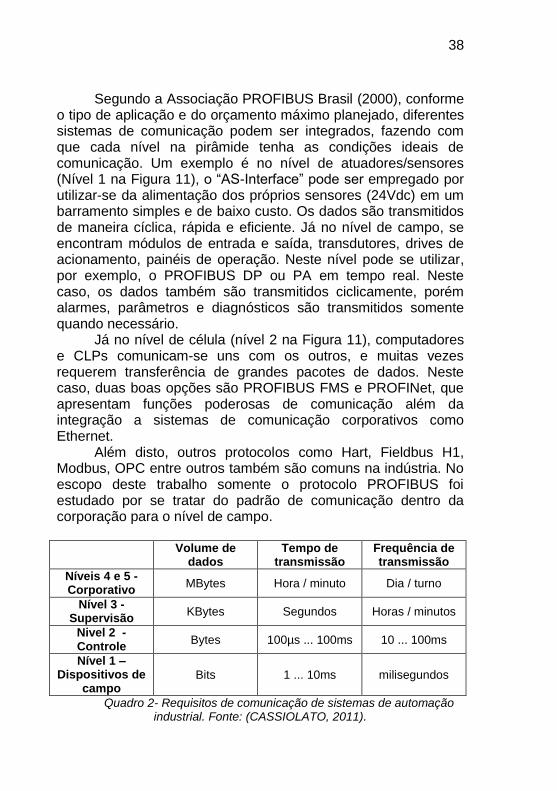
Além disto, outros protocolos como Hart, Fieldbus H1, Modbus, OPC entre outros também são comuns na indústria. No escopo deste trabalho somente o protocolo PROFIBUS foi estudado por se tratar do padrão de comunicação dentro da corporação para o nível de campo.
Volume de
dados Tempo de
transmissão Frequência de transmissão
Níveis 4 e 5 - Corporativo
MBytes Hora / minuto Dia / turno
Nível 3 - Supervisão
KBytes Segundos Horas / minutos
Nivel 2 - Controle
Bytes 100µs ... 100ms 10 ... 100ms
Nível 1 – Dispositivos de
campo Bits 1 ... 10ms milisegundos
Quadro 2- Requisitos de comunicação de sistemas de automação industrial. Fonte: (CASSIOLATO, 2011).
39
Segundo Cassiolato (2011), A opção pela implantação de sistemas de controle baseados em redes requer um estudo para determinar qual o tipo de rede que possui as maiores vantagens de implantação ao usuário final, que deve buscar uma plataforma de aplicação compatível com o maior número de equipamentos possíveis.
2.5 Normas que afetam a adaptação
As normas em vigor que afetam a adaptação da linha de
montagem são:
NR12 – Segurança no trabalho em máquinas e
equipamentos (vide Anexo 1: NR12);
NR10 – Segurança em instalações e serviços em
eletricidade (Vide Anexo 2: NR10);
Além destas, algumas normas estão relacionadas ao
produto (silenciosos) que esta linha produz. O Programa Nacional de Controle de Ruído Veicular (CETESB - Companhia Ambiental do Estado de São Paulo) lançado a partir das Resoluções CONAMA 01 e 02 de 1993, e atualizado pelas Resoluções CONAMA 08 de 1993, 17 de 1995, 20 de 1996, 242 de 1998, 268 e 272 de 2000, estabelece limites máximos de ruído para veículos novos comercializados no Brasil. Prevê, ainda, critérios para serem utilizados em futuros programas de inspeção e fiscalização de veículos em circulação, conforme as Resoluções CONAMA 07 de 1993, 227 de 1997, 252 e 256 de 1999.
2.6 Soldagem por resistência
Soldagem por resistência é um processo muito bem
conhecido no meio industrial, e muito difundido na indústria automobilística.
Segundo Silva (2010), a soldagem a ponto por resistência (RSW – Resistance Spot Welding) é um processo plenamente utilizado na junção de chapas finas, o qual apresenta alta
40
confiabilidade além de exigir baixo nível de experiência do operador (quando da necessidade), ser facilmente integrado a um processo automático, ser rápido e não necessitar adição de qualquer material.
O processo consiste em atravessar os materiais a serem unidos com um pulso de alta corrente elétrica. Este pulso encontra resistência nas deformidades dos materiais, assim como nas superfícies das chapas. Esta resistência gera calor proporcional ao tempo de aplicação de corrente (quantidade de pulsos) para fusão das chapas, unindo-as. A região fundida recebe o nome de lente de solda.
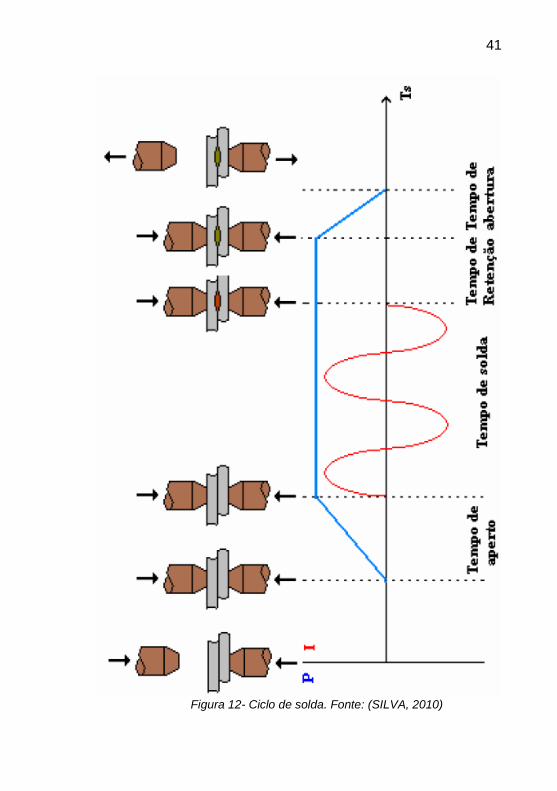
Quando o fluxo de corrente termina, os eletrodos são mantidos exercendo pressão nas chapas, para que o material fundido se solidifique rapidamente e, então, são retirados. Um exemplo de ciclo de soldagem é mostrado na Figura 12.
A Figura 12 mostra também que o tempo de solda é formado por ciclos de corrente. No exemplo, o tempo de solda é formado por dois ciclos de corrente. Desta forma, na parametrização de máquina, o tempo de solda não é contabilizado em unidades de tempo (s), mas em quantidade de ciclos. Com o valor de frequência de operação da máquina é possível transformar a quantidade de ciclos de corrente em tempo.
Segundo Silva (2010), a quantidade de calor gerado em um condutor elétrico depende de três fatores: corrente elétrica; resistência do condutor (incluindo resistência da interface entre as superfícies) e duração da corrente. A equação (1) expressa esta relação entre os três fatores.
E = I²Rt
Onde:
(1)
E = calor gerado [J]
I = corrente em [A]
R = resistência do material [Ω]
t = tempo de duração da corrente [s].
“Parte do calor gerado é utilizada para soldar e parte é
perdida por condução, convecção e radiação para o material de base e eletrodo.” (METALS HANDBOOK, 1983)
41
Figura 12- Ciclo de solda. Fonte: (SILVA, 2010)
42
Segundo Bracarence (2005), três fatores são primordiais
no processo de solda ponto: aquecimento, tempo e pressão. O equilíbrio entre eles é necessário para ter como resultado uma solda de boa qualidade.
A temperatura na área de formação da lente de solda deve ser de pelo menos 1300ºC, porém não deve ultrapassar 900ºC na superfície de contato com o eletrodo, para evitar enfraquecimento na estrutura granular do material. Para garantir que o núcleo da solda chegue a 1300ºC é necessário que a resistência elétrica das superfícies das chapas a serem soldadas seja alta.
O tempo é essencial na formação da lente de solda. O tamanho da lente é diretamente proporcional ao tempo de aplicação da corrente limitando-se ao diâmetro do eletrodo. A resistência mecânica está diretamente relacionada ao tamanho da lente de solda, e consequentemente, ao tempo de aplicação de corrente.
A pressão apresenta comportamento diferente dos outros fatores. Ela afeta a resistência entre as chapas a serem soldadas, bem como a resistência da superfície das chapas em contato com o eletrodo. Sendo assim, a pressão está diretamente ligada tanto à qualidade da solda e tamanho da lente de solda, quanto à vida útil dos eletrodos. Deve-se então buscar pelo parâmetro mais adequado para a aplicação específica.
A corrente, no processo de solda por resistência, tende a passar pelo caminho que oferecer a menor resistência. Por isto, deve-se ter cuidado no projeto de peças a serem soldadas para que os pontos não sejam realizados muito próximos uns dos outros. A resistência elétrica em um ponto já formado é menor do que na região sem solda, portanto, se o mesmo estiver muito próximo a um segundo ponto já soldado, a corrente tenderá a passar pelo ponto já formado, reduzindo a quantidade de calor na nova soldagem e, consequentemente, reduzindo a qualidade da solda neste ponto.
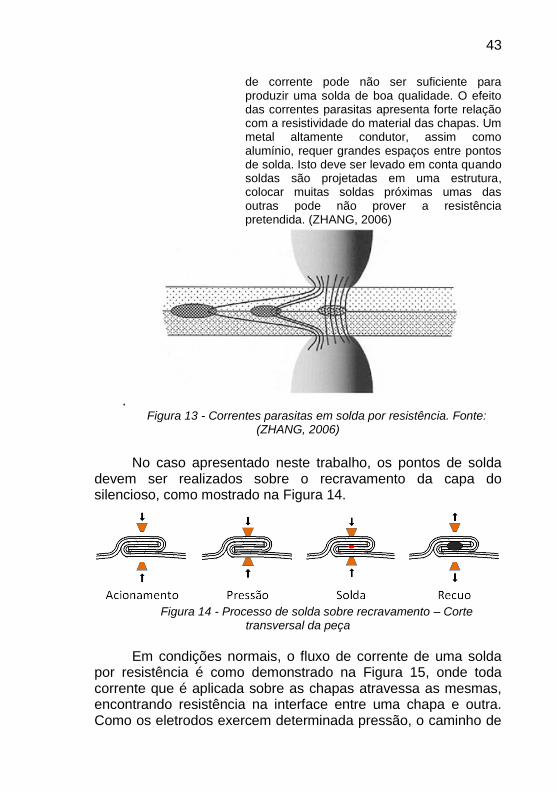
Soldas previamente realizadas podem afetar as soldas subsequentes se os pontos forem realizados a distâncias curtas uns dos outros por correntes parasitas, como mostrado na Figura 13. A corrente de solda pode divergir do caminho pretendido por soldas previamente feitas. Como resultado, a corrente ou densidade
43
de corrente pode não ser suficiente para produzir uma solda de boa qualidade. O efeito das correntes parasitas apresenta forte relação com a resistividade do material das chapas. Um metal altamente condutor, assim como alumínio, requer grandes espaços entre pontos de solda. Isto deve ser levado em conta quando soldas são projetadas em uma estrutura, colocar muitas soldas próximas umas das outras pode não prover a resistência pretendida. (ZHANG, 2006)
. Figura 13 - Correntes parasitas em solda por resistência. Fonte:
(ZHANG, 2006)
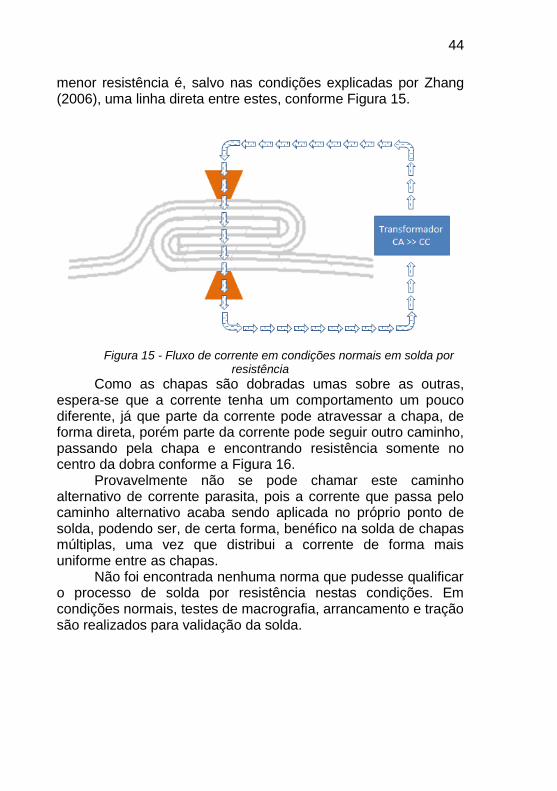
No caso apresentado neste trabalho, os pontos de solda
devem ser realizados sobre o recravamento da capa do silencioso, como mostrado na Figura 14.
Figura 14 - Processo de solda sobre recravamento – Corte
transversal da peça
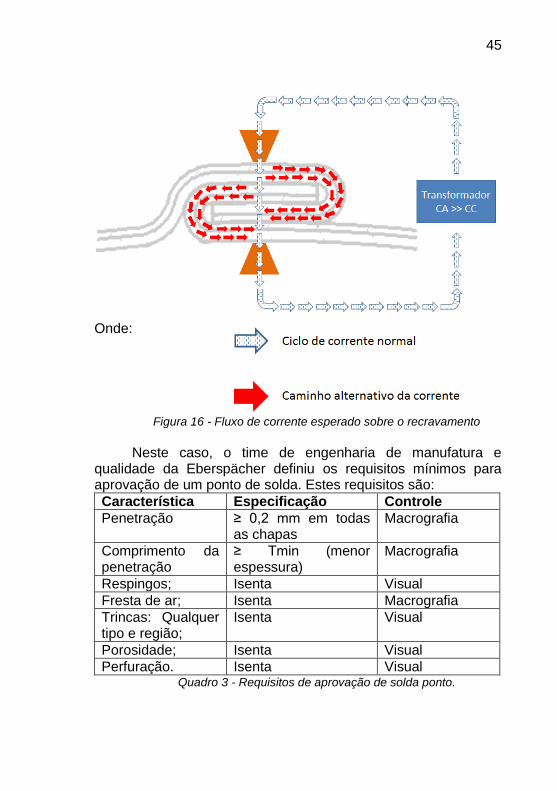
Em condições normais, o fluxo de corrente de uma solda
por resistência é como demonstrado na Figura 15, onde toda corrente que é aplicada sobre as chapas atravessa as mesmas, encontrando resistência na interface entre uma chapa e outra. Como os eletrodos exercem determinada pressão, o caminho de
44
menor resistência é, salvo nas condições explicadas por Zhang (2006), uma linha direta entre estes, conforme Figura 15.
Figura 15 - Fluxo de corrente em condições normais em solda por
resistência
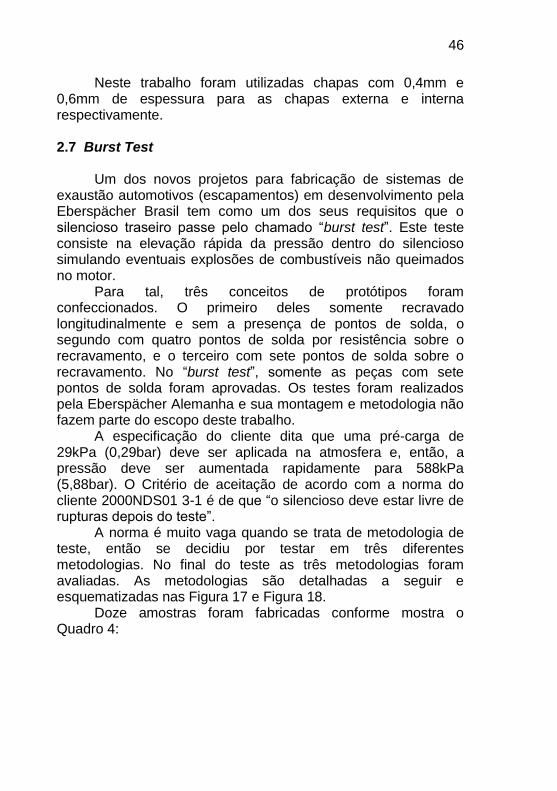
Como as chapas são dobradas umas sobre as outras, espera-se que a corrente tenha um comportamento um pouco diferente, já que parte da corrente pode atravessar a chapa, de forma direta, porém parte da corrente pode seguir outro caminho, passando pela chapa e encontrando resistência somente no centro da dobra conforme a Figura 16.
Provavelmente não se pode chamar este caminho alternativo de corrente parasita, pois a corrente que passa pelo caminho alternativo acaba sendo aplicada no próprio ponto de solda, podendo ser, de certa forma, benéfico na solda de chapas múltiplas, uma vez que distribui a corrente de forma mais uniforme entre as chapas.
Não foi encontrada nenhuma norma que pudesse qualificar o processo de solda por resistência nestas condições. Em condições normais, testes de macrografia, arrancamento e tração são realizados para validação da solda.
45
Onde:
Figura 16 - Fluxo de corrente esperado sobre o recravamento
Neste caso, o time de engenharia de manufatura e
qualidade da Eberspächer definiu os requisitos mínimos para aprovação de um ponto de solda. Estes requisitos são:
Característica Especificação Controle
Penetração ≥ 0,2 mm em todas as chapas
Macrografia
Comprimento da penetração
≥ Tmin (menor espessura)
Macrografia
Respingos; Isenta Visual
Fresta de ar; Isenta Macrografia
Trincas: Qualquer tipo e região;
Isenta Visual
Porosidade; Isenta Visual
Perfuração. Isenta Visual Quadro 3 - Requisitos de aprovação de solda ponto.
46
Neste trabalho foram utilizadas chapas com 0,4mm e 0,6mm de espessura para as chapas externa e interna respectivamente.
2.7 Burst Test
Um dos novos projetos para fabricação de sistemas de
exaustão automotivos (escapamentos) em desenvolvimento pela Eberspächer Brasil tem como um dos seus requisitos que o silencioso traseiro passe pelo chamado “burst test”. Este teste consiste na elevação rápida da pressão dentro do silencioso simulando eventuais explosões de combustíveis não queimados no motor.
Para tal, três conceitos de protótipos foram confeccionados. O primeiro deles somente recravado longitudinalmente e sem a presença de pontos de solda, o segundo com quatro pontos de solda por resistência sobre o recravamento, e o terceiro com sete pontos de solda sobre o recravamento. No “burst test”, somente as peças com sete pontos de solda foram aprovadas. Os testes foram realizados pela Eberspächer Alemanha e sua montagem e metodologia não fazem parte do escopo deste trabalho.
A especificação do cliente dita que uma pré-carga de 29kPa (0,29bar) deve ser aplicada na atmosfera e, então, a pressão deve ser aumentada rapidamente para 588kPa (5,88bar). O Critério de aceitação de acordo com a norma do cliente 2000NDS01 3-1 é de que “o silencioso deve estar livre de rupturas depois do teste”.
A norma é muito vaga quando se trata de metodologia de teste, então se decidiu por testar em três diferentes metodologias. No final do teste as três metodologias foram avaliadas. As metodologias são detalhadas a seguir e esquematizadas nas Figura 17 e Figura 18.
Doze amostras foram fabricadas conforme mostra o Quadro 4:
47
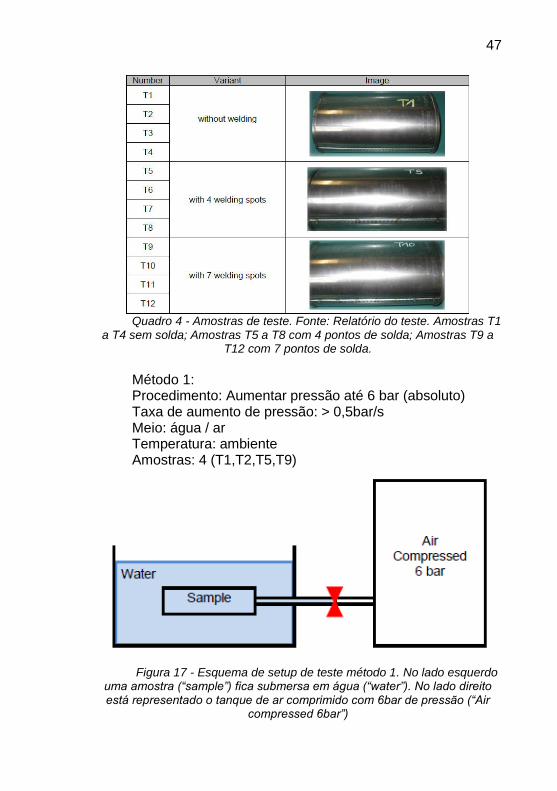
Quadro 4 - Amostras de teste. Fonte: Relatório do teste. Amostras T1
a T4 sem solda; Amostras T5 a T8 com 4 pontos de solda; Amostras T9 a T12 com 7 pontos de solda.
Método 1: Procedimento: Aumentar pressão até 6 bar (absoluto) Taxa de aumento de pressão: > 0,5bar/s Meio: água / ar Temperatura: ambiente Amostras: 4 (T1,T2,T5,T9)
Figura 17 - Esquema de setup de teste método 1. No lado esquerdo
uma amostra (“sample”) fica submersa em água (“water”). No lado direito está representado o tanque de ar comprimido com 6bar de pressão (“Air
compressed 6bar”)
48
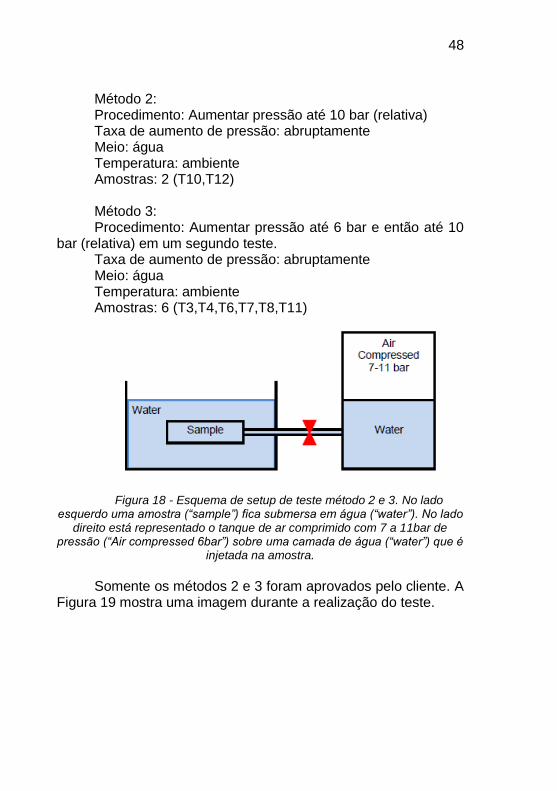
Método 2: Procedimento: Aumentar pressão até 10 bar (relativa) Taxa de aumento de pressão: abruptamente Meio: água Temperatura: ambiente Amostras: 2 (T10,T12) Método 3: Procedimento: Aumentar pressão até 6 bar e então até 10
bar (relativa) em um segundo teste. Taxa de aumento de pressão: abruptamente Meio: água Temperatura: ambiente Amostras: 6 (T3,T4,T6,T7,T8,T11)
Figura 18 - Esquema de setup de teste método 2 e 3. No lado
esquerdo uma amostra (“sample”) fica submersa em água (“water”). No lado direito está representado o tanque de ar comprimido com 7 a 11bar de
pressão (“Air compressed 6bar”) sobre uma camada de água (“water”) que é injetada na amostra.
Somente os métodos 2 e 3 foram aprovados pelo cliente. A
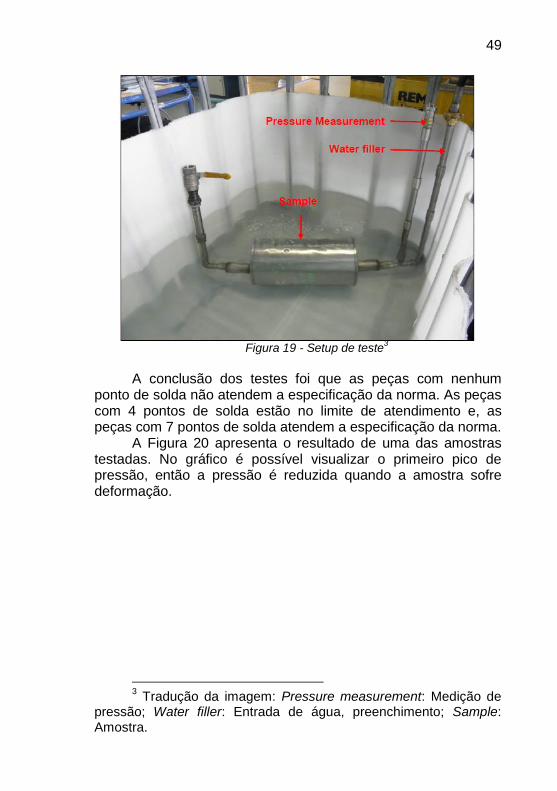
Figura 19 mostra uma imagem durante a realização do teste.
49
Figura 19 - Setup de teste
3
A conclusão dos testes foi que as peças com nenhum
ponto de solda não atendem a especificação da norma. As peças com 4 pontos de solda estão no limite de atendimento e, as peças com 7 pontos de solda atendem a especificação da norma.
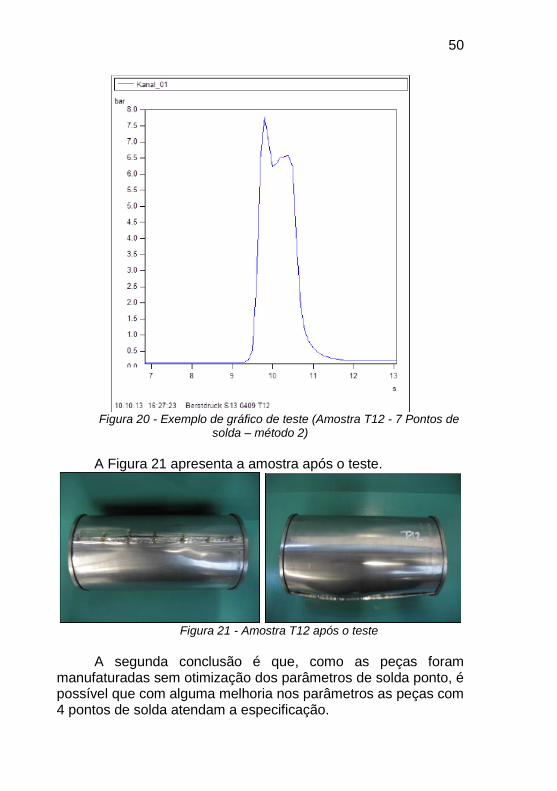
A Figura 20 apresenta o resultado de uma das amostras testadas. No gráfico é possível visualizar o primeiro pico de pressão, então a pressão é reduzida quando a amostra sofre deformação.
3 Tradução da imagem: Pressure measurement: Medição de
pressão; Water filler: Entrada de água, preenchimento; Sample: Amostra.
50
Figura 20 - Exemplo de gráfico de teste (Amostra T12 - 7 Pontos de
solda – método 2)
A Figura 21 apresenta a amostra após o teste.
Figura 21 - Amostra T12 após o teste
A segunda conclusão é que, como as peças foram
manufaturadas sem otimização dos parâmetros de solda ponto, é possível que com alguma melhoria nos parâmetros as peças com 4 pontos de solda atendam a especificação.
51
Sendo assim, a produção de silenciosos se iniciará com peças apresentando sete pontos de solda sobre o recravamento. O aprofundamento em parâmetros de soldagem e redução do número de pontos de solda ficam para uma segunda etapa, visto que há prazos apertados para início da produção comercial dos componentes. Com o tempo, é comum que o processo passe por estudos e ações de otimização de parâmetros. 2.8 Tempo de ciclo
De acordo com Zandin (2002), o interesse em saber qual o tempo total de uma atividade decorre de uma série de fatores. Na prática os três principais motivos estabelecem custos, determinam o desempenho e atendem o planejamento de fábrica. Sabendo-se o tempo de manufaturar é possível:
Determinar a quantidade de mão-de-obra direta necessária;
Determinar o custo total de mão-de-obra no produto;
Determinar a quantidade de máquinas necessárias;
Determinar o programa geral de produção; Por conseguinte, é possível ao gerente atingir perfeita
utilização de recursos (pessoas, material, equipamento) e assim garantir a sobrevivência e crescimento da organização.
O tempo de ciclo contempla a necessidade de identificar o tempo levado para processar um determinado produto. E assim, ter condições de medir a capacidade de produção dentro de um período de tempo.
Por ciclo de trabalho entende-se a série completa dos elementos de trabalho necessários ao cumprimento de uma atividade. O ciclo começa no início do primeiro elemento de trabalho e termina assim que reencontrar o mesmo ponto, repetindo a atividade ou operação. (FULLMAN, 1975).
Conforme Rother & Harris (2002), o tempo de ciclo é
definido pela frequência pela qual os produtos acabados saem do final da célula de produção. Segundo o glossário Lexico Lean (2003), o tempo de ciclo pode ser relacionado com alguns termos:
52
• Tempo de ciclo de máquina: o tempo necessário que a máquina requer para realizar por completo suas operações em uma peça;
• Tempo de não agregação de valor: é o tempo despendido em atividades que adicionam custo, porém não agregam valor ao produto. Exemplos: estocagem, inspeção, retrabalho e transporte;
• Tempo de agregação de valor: tempo dos elementos de trabalho que realmente transformam o produto;
• Tempo de ciclo do operador: tempo levado para completar os elementos de trabalho até a sua repetição.
3 CONSTRUÇÃO DA ADAPTAÇÃO
Com o intuito de organizar os trabalhos de forma
metodológica, a construção da adaptação teve como base algumas ferramentas de metodologias conhecidas, como por exemplo, o PRODIP (BACK, 2008). Este capítulo apresenta a descrição desde o planejamento da adaptação, as tomadas de decisão e sua construção.
3.1 Requisitos da adaptação
Um time multifuncional, com participação de engenharia de
manufatura, manutenção e produção foi reunido para levantamento dos requisitos da adaptação.
Os requisitos levantados foram: - Interface em português; - Dispositivos de segurança conforme normas brasileiras; - Nível de automatização de movimentação e posição; - Dimensionamento adequado para transporte / ergonomia; - Atendimento do tempo máximo de ciclo de produção; - Padronização de componentes; - Qualidade da solda ponto. - Custo adequado A “casa da qualidade” (Apêndice 3: Matriz QFD)
correlaciona os requisitos da adaptação com as necessidades dos clientes (neste caso somente internos). Além disto, ainda ranqueia os requisitos de acordo com estas correlações.
As especificações meta já hierarquizadas conforme a
matriz QFD podem ser vistas no Apêndice 2: Especificações meta. Já a matriz QFD pode ser vista no Apêndice 3: Matriz QFD. 3.2 Pesquisa de mercado
Linhas para produção de silenciosos são comuns na
indústria, porém quando se adiciona algum requisito específico, incomum, as fabricantes são desafiadas a projetar máquinas especiais. Este é um caso típico desta situação, em que não é
54
possível encontrar catálogos e/ou material disponível com facilidade.
A pesquisa foi realizada então, buscando-se a experiência das outras unidades do grupo Eberspächer e de uma empresa parceira, também presente em vários países do mundo.
No grupo Eberspächer não há histórico da necessidade de uma linha de produção com tais requisitos. Porém, em uma visita à empresa parceira na planta da Inglaterra, observou-se a presença de dois conceitos. O primeiro deles é manual (não automatizado) conforme o “conceito 1” que será explicado no Apêndice 1: Conceitos da adaptação. Este conceito foi desenvolvido internamente na empresa parceira, sem qualquer influência do fabricante original da linha de montagem.
O segundo conceito foi desenvolvido em conjunto com o fornecedor da linha (Eagle/AddisonMckee) e trata-se da inclusão de uma estação extra somente para realização da solda ponto. Para equilibrar o tempo de ciclo da linha uma estação de buffer foi adicionada. Desta forma, o problema foi resolvido com um processo automático, porém, um ponto vital levantado pelo corpo de engenharia de manufatura da empresa parceira, é que esta linha é dedicada a somente uma família de produtos (silenciosos com o mesmo perfil), fazendo com que o tempo total de troca de setup, se necessário, fosse de mais de 3 horas. Um conceito similar é exemplificado no Apêndice 1: Conceitos da adaptação – “Conceito 4”.
3.3 Definição do conceito da adaptação
Alguns conceitos para adaptação foram desenvolvidos e
uma matriz de decisão foi discutida, chegando-se ao melhor a ser adotado. A definição de cada um destes, de forma detalhada, pode ser encontrada nos anexos deste trabalho.
A partir do levantamento de conceitos, uma matriz de decisão foi feita conforme o Quadro 5. A matriz funciona da seguinte forma: nas primeiras duas colunas os conceitos foram listados, e nas colunas seguintes estão os requisitos de comparação. Cada requisito foi avaliado de forma que o melhor conceito recebeu pontuação “1” e o pior, pontuação “6”. Eventualmente, dois conceitos podem ter a mesma pontuação caso fosse julgado empate. A última coluna é a soma simples das pontuações de cada linha. O conceito com menor pontuação
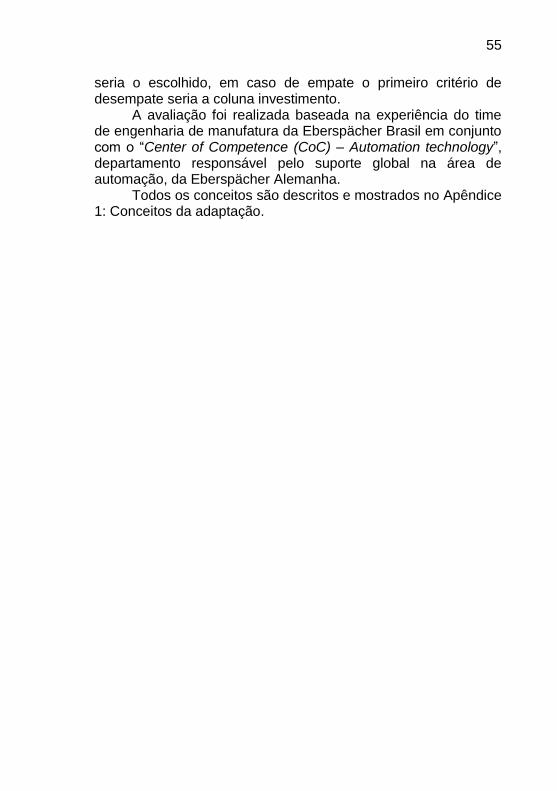
55
seria o escolhido, em caso de empate o primeiro critério de desempate seria a coluna investimento.
A avaliação foi realizada baseada na experiência do time de engenharia de manufatura da Eberspächer Brasil em conjunto com o “Center of Competence (CoC) – Automation technology”, departamento responsável pelo suporte global na área de automação, da Eberspächer Alemanha.
Todos os conceitos são descritos e mostrados no Apêndice 1: Conceitos da adaptação.

56
Quadro 5- Matriz de decisão de conceito - * Máquina de solda de múltiplos pontos sincronizados é considerada máquina especial e consome muita energia. Sendo necessários
investimentos na rede energética da fábrica.
Conceito Descrição Investimento Ferramental Confiabilidade Tempo de ciclo Segurança Pontuação
1 3 5 5 2
-Alteração do
carrinho
-Máquina de solda
Dispositivo de
posicionamento
Dificil detecção
se ocorrer um
esquecimento
Muito alta
influência
Operador é
envolvido na
operação
2 1 1 4 1
-Robo para 50Kg max
-Máquina de solda
ponto
Garra para robô
Processo
confiável de facil
setup
Alta influênciaTotalmente
automático
4 5 1 3 1
-Robo para 165Kg
-Fonte de solda
Ferramenta de
solda ponto p/
robô
Processo
confiável de facil
setup
Média influência Totalmente
automático
6 1 1 2 1
- Nova estação
inteira
- novo carro de
movimentação
- fonte de solda
ponto
Dispositivo
simples
Processo
confiável de facil
setup
Pouca influênciaTotalmente
automático
5 1 1 2 1
-Robo para 50Kg max
-Máquina de solda
de multiplos
pontos*
Garra para robô
Processo
confiável de facil
setup
Pouca influênciaTotalmente
automático
3 4 4 1 1
-Alteração do carro
de recravamento
-Máquina de solda
Alteração de
ferramental
comas
Troca de
eletrodos dificil,
tornando maior
a possibilidade
de não se trocar
Sem influência
alguma no
tempo de ciclo
Totalmente
automático
Conceito 4
Nova estação na
linha feita para
pontear as peças
11
Conceito 5
Robô pega peça e
leva para estação
de pontear com
pontos multiplos
10
Matriz de decisão - Pontear capas RM - B02
Conceito 6
Pontear durante o
recravamento por
rolos
13
Conceito 1
Carrinho tira peça
da linha e ponteia
manual
16
Altera dispositivo
do carrinho e
robô ponteia
peça
Conceito 3 14
Conceito 2
Robô pega peça e
leva para estação
de pontear
9
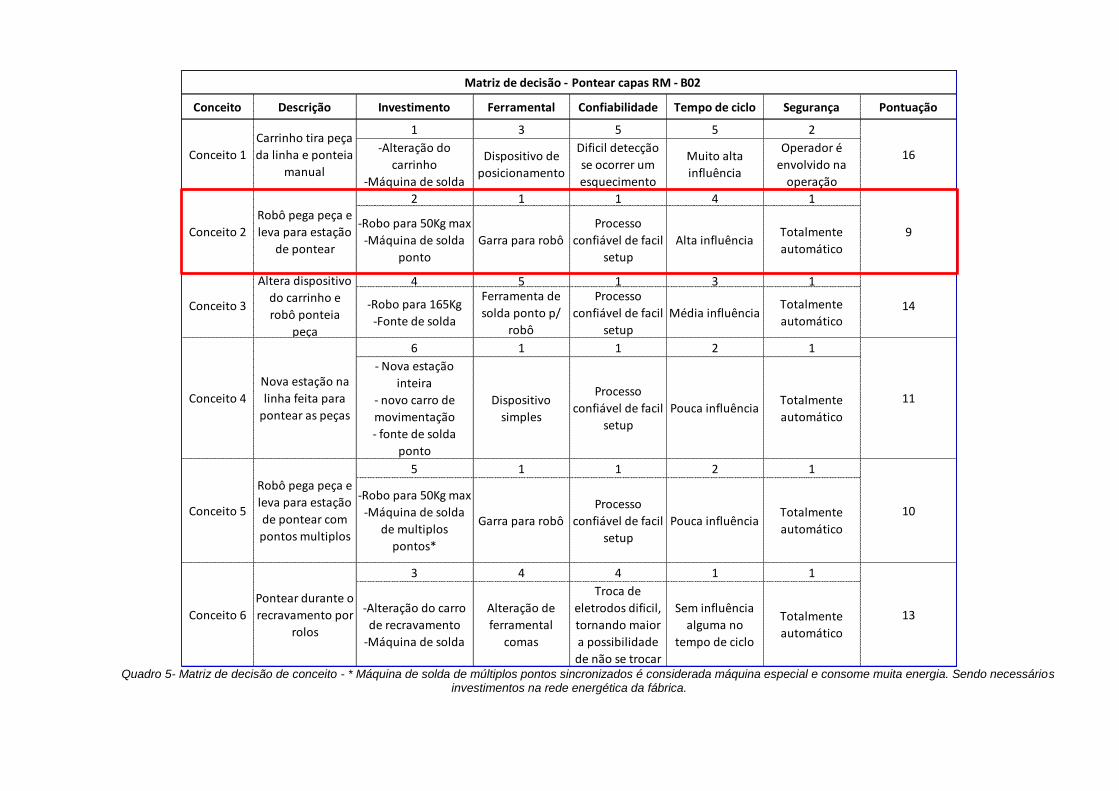
A partir desta análise, o conceito escolhido foi o conceito 2. Este foi o conceito que apresentou melhores pontuações nos quesitos confiabilidade, complexidade de ferramental e segurança, aliado a um relativo baixo nível de investimento.
Conforme este conceito, um robô de manipulação pega a peça antes que a mesma seja posicionada na estação de embutimento e a posiciona para os 7 pontos de solda em uma máquina estacionária, devolvendo a peça ponteada na estação de embutimento. A Figura 22 mostra o esquema do conceito 2 escolhido.
Figura 22 - Esquema conceito 2
O tempo de ciclo é o principal ponto fraco deste conceito,
porém, espera-se que o requisito seja atendido, uma vez que esta parte da linha não é o processo gargalo.
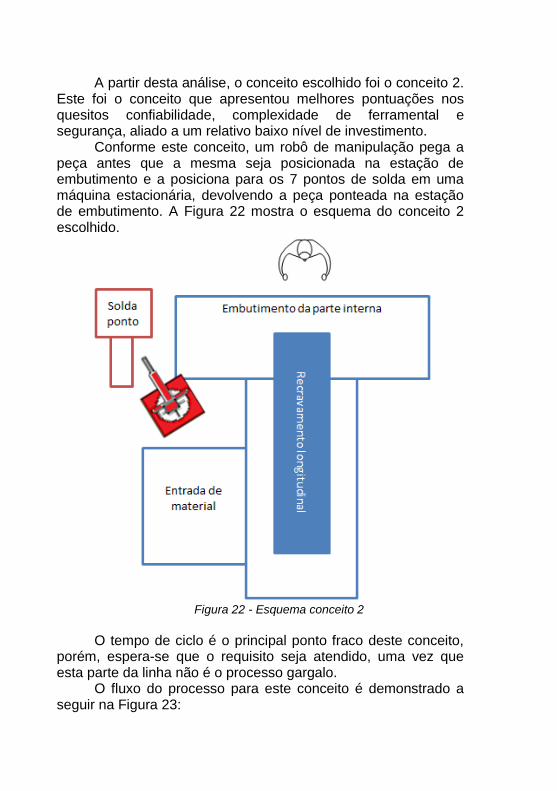
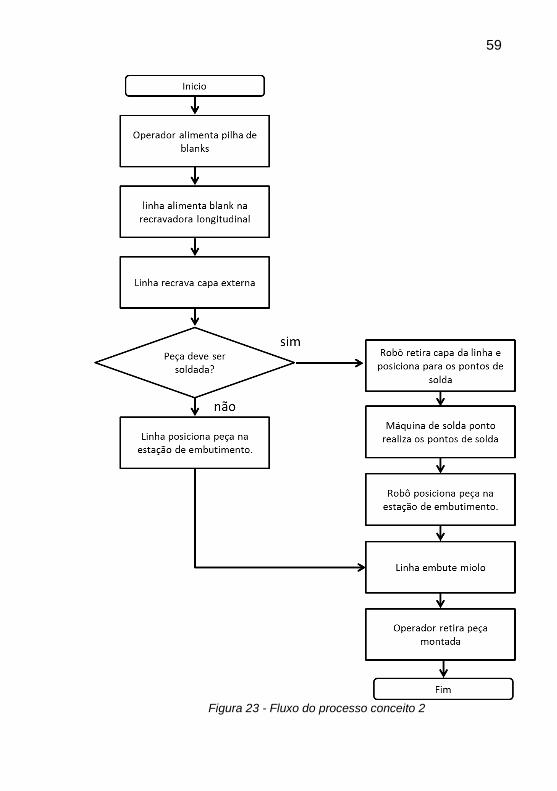
O fluxo do processo para este conceito é demonstrado a seguir na Figura 23:
59
Figura 23 - Fluxo do processo conceito 2
60
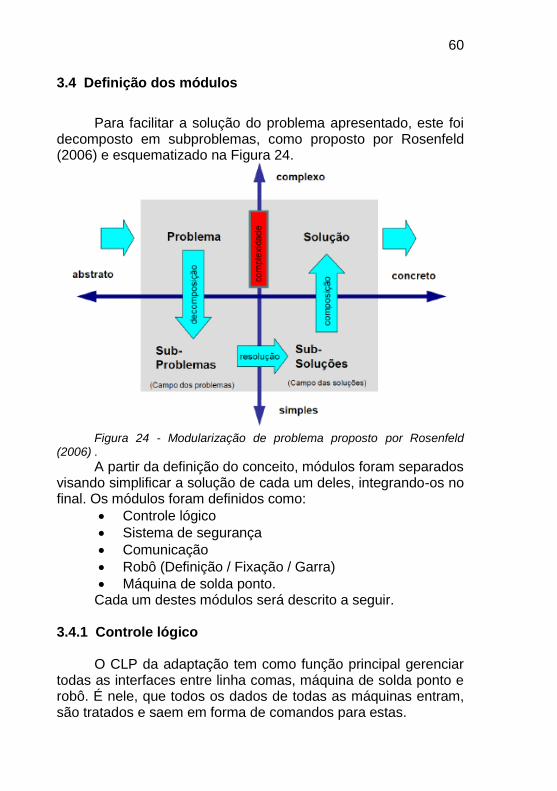
3.4 Definição dos módulos
Para facilitar a solução do problema apresentado, este foi decomposto em subproblemas, como proposto por Rosenfeld (2006) e esquematizado na Figura 24.
Figura 24 - Modularização de problema proposto por Rosenfeld
(2006) .
A partir da definição do conceito, módulos foram separados visando simplificar a solução de cada um deles, integrando-os no final. Os módulos foram definidos como:
Controle lógico
Sistema de segurança
Comunicação
Robô (Definição / Fixação / Garra)
Máquina de solda ponto. Cada um destes módulos será descrito a seguir.
3.4.1 Controle lógico
O CLP da adaptação tem como função principal gerenciar
todas as interfaces entre linha comas, máquina de solda ponto e robô. É nele, que todos os dados de todas as máquinas entram, são tratados e saem em forma de comandos para estas.
61
A escolha do CLP foi realizada tomando-se como base a quantidade de entradas e saídas necessárias, o número de interfaces Ethernet/Profinet, capacidade de memória interna, além, é claro, do custo.
Os requisitos para o CLP foram:
Entradas digitais: 8(solda ponto) + 16(Comas) + 8(reserva)
Saídas digitais: 16(solda ponto) + 8(Comas) + 8(reserva)
Entradas analógicas: 0
Saídas analógicas: 0
Interfaces PROFINet: 2 (uma para IHM e outra para comunicação com o robô)
A função de cada entrada e saída digital bem como suas variáveis associadas estão descritas na seção 3.4.3.
Somente a marca Siemens é homologada dentro do grupo Eberspächer, por isto, outras marcas não foram avaliadas.
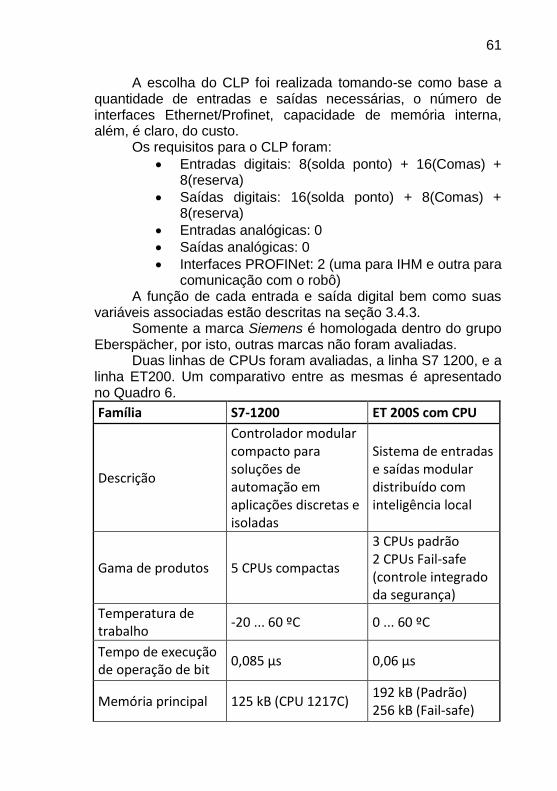
Duas linhas de CPUs foram avaliadas, a linha S7 1200, e a linha ET200. Um comparativo entre as mesmas é apresentado no Quadro 6.
Família S7-1200 ET 200S com CPU
Descrição
Controlador modular compacto para soluções de automação em aplicações discretas e isoladas
Sistema de entradas e saídas modular distribuído com inteligência local
Gama de produtos 5 CPUs compactas
3 CPUs padrão 2 CPUs Fail-safe (controle integrado da segurança)
Temperatura de trabalho
-20 ... 60 ºC 0 ... 60 ºC
Tempo de execução de operação de bit
0,085 µs 0,06 µs
Memória principal 125 kB (CPU 1217C) 192 kB (Padrão) 256 kB (Fail-safe)
62
Memória de armazenamento
4 MB (CPU 1217C) 8 MB
Endereços de entrada / saída (I/O)
1024 / 1024 bytes 2048 / 2048 bytes
I/O centralizadas integradas na CPU
sim não
Módulos de I/O na CPU
sim sim
Módulos de I/O distribuídos PROFIBUS
sim sim
Módulos de I/O distribuídos PROFINET
sim sim
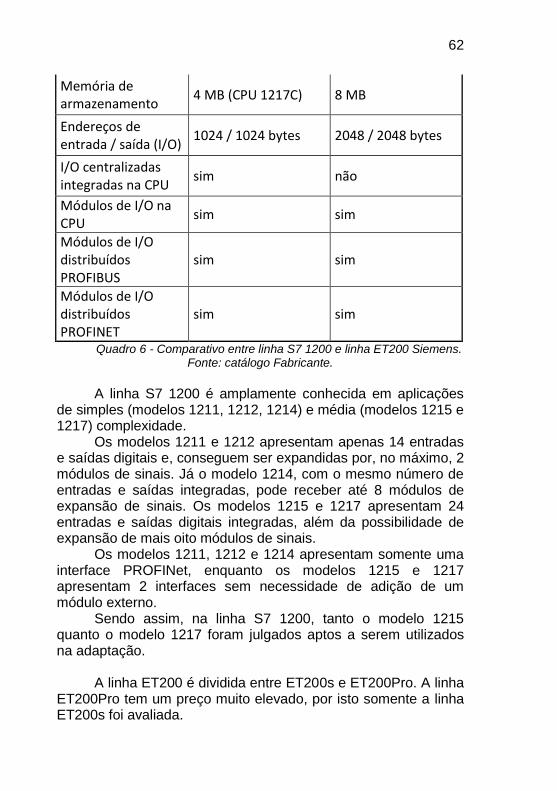
Quadro 6 - Comparativo entre linha S7 1200 e linha ET200 Siemens. Fonte: catálogo Fabricante.
A linha S7 1200 é amplamente conhecida em aplicações
de simples (modelos 1211, 1212, 1214) e média (modelos 1215 e 1217) complexidade.
Os modelos 1211 e 1212 apresentam apenas 14 entradas e saídas digitais e, conseguem ser expandidas por, no máximo, 2 módulos de sinais. Já o modelo 1214, com o mesmo número de entradas e saídas integradas, pode receber até 8 módulos de expansão de sinais. Os modelos 1215 e 1217 apresentam 24 entradas e saídas digitais integradas, além da possibilidade de expansão de mais oito módulos de sinais.
Os modelos 1211, 1212 e 1214 apresentam somente uma interface PROFINet, enquanto os modelos 1215 e 1217 apresentam 2 interfaces sem necessidade de adição de um módulo externo.
Sendo assim, na linha S7 1200, tanto o modelo 1215 quanto o modelo 1217 foram julgados aptos a serem utilizados na adaptação.
A linha ET200 é dividida entre ET200s e ET200Pro. A linha
ET200Pro tem um preço muito elevado, por isto somente a linha ET200s foi avaliada.
63
A linha ET200s consiste de 5 CPUs, 3 delas standards 2 fail-safe. A vantagem das CPUs fail-safe é que elas fazem o gerenciamento da parte de segurança integrada, não necessitando de um CPU de segurança adicional. Porém, como o módulo de segurança da adaptação é relativamente simples, o mesmo pode ser realizado com relês de segurança, sem necessidade de um CLP dedicado.
A conexão de interface PROFINet é somente escravo, e não master, sendo necessária a aquisição de um módulo de comunicação PROFINet Master para ser utilizada.
Sendo assim, por apresentar menor complexidade a linha
S7 1200 foi selecionada, e por questão de custo, o modelo 1215 foi o escolhido, ficando então a montagem do controle lógico da seguinte forma:
Descrição Modelo Quantidade
CPU Simatic S7 1200 S7 1215C 1
Módulo de 16 entradas digitais
SM1221_16E 1
Módulo de 16 saídas digitais
SM1222_16O 1
Módulo de Comunicação
CM 1243-5 Profibus DP Master
1
Switch de rede Switch CSM1277 1
IHM Simatic KTP600 Basic color PN
1
Cabos, conectores, fontes.
Diversos -
Quadro 7 - Lista de material módulo de controle lógico
3.4.2 Definição do conceito de segurança
No quesito segurança, a linha Comas trabalha ,originalmente, toda cercada com exceção da frente da estação de embutimento, que está protegida por uma cortina de luz marca SCHMERSAL modelo SLC 420-E-0730-30-RFB categoria 4. Na cerca são encontrados três portões, todos eles dotados de chaves de segurança marca Telemecanique modelo XCS conforme esquema abaixo:
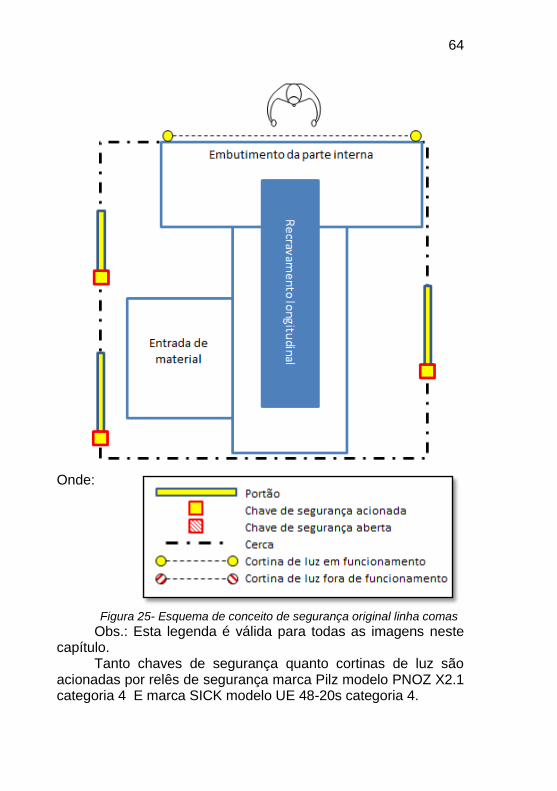
64
Onde:
Figura 25- Esquema de conceito de segurança original linha comas
Obs.: Esta legenda é válida para todas as imagens neste capítulo.
Tanto chaves de segurança quanto cortinas de luz são acionadas por relês de segurança marca Pilz modelo PNOZ X2.1 categoria 4 E marca SICK modelo UE 48-20s categoria 4.
65
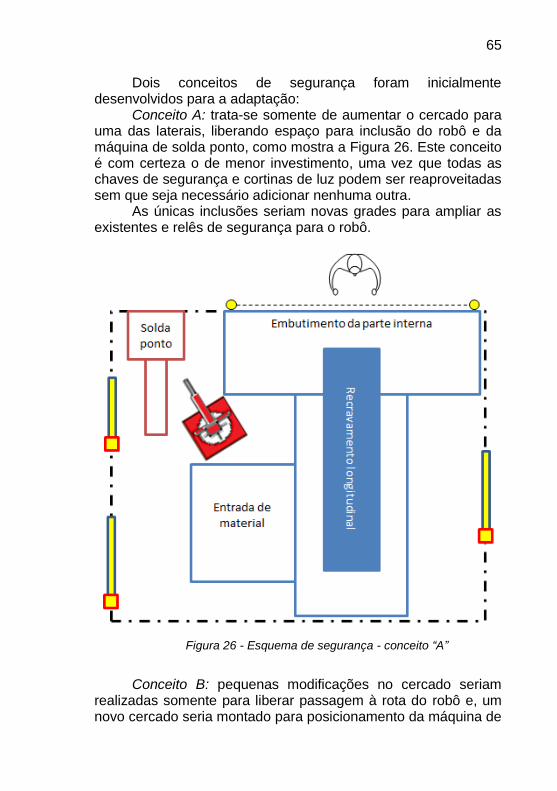
Dois conceitos de segurança foram inicialmente desenvolvidos para a adaptação:
Conceito A: trata-se somente de aumentar o cercado para uma das laterais, liberando espaço para inclusão do robô e da máquina de solda ponto, como mostra a Figura 26. Este conceito é com certeza o de menor investimento, uma vez que todas as chaves de segurança e cortinas de luz podem ser reaproveitadas sem que seja necessário adicionar nenhuma outra.
As únicas inclusões seriam novas grades para ampliar as existentes e relês de segurança para o robô.
Figura 26 - Esquema de segurança - conceito “A”
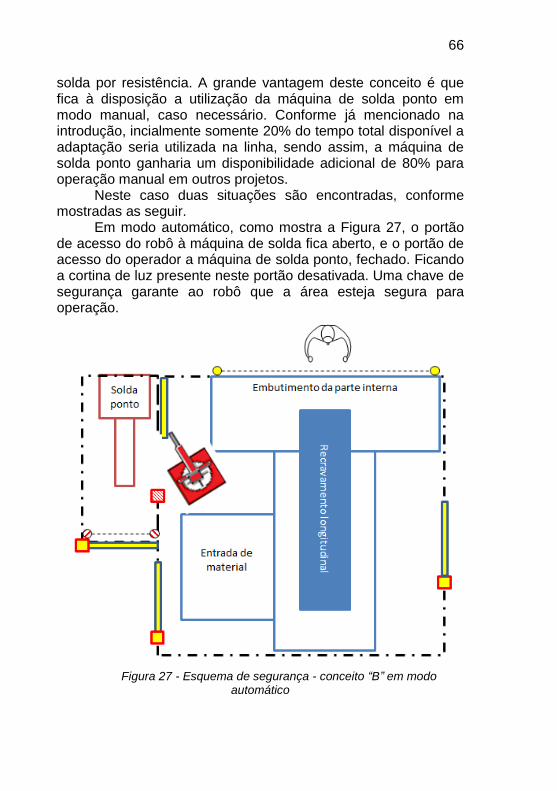
Conceito B: pequenas modificações no cercado seriam realizadas somente para liberar passagem à rota do robô e, um novo cercado seria montado para posicionamento da máquina de
66
solda por resistência. A grande vantagem deste conceito é que fica à disposição a utilização da máquina de solda ponto em modo manual, caso necessário. Conforme já mencionado na introdução, incialmente somente 20% do tempo total disponível a adaptação seria utilizada na linha, sendo assim, a máquina de solda ponto ganharia um disponibilidade adicional de 80% para operação manual em outros projetos.
Neste caso duas situações são encontradas, conforme mostradas as seguir.
Em modo automático, como mostra a Figura 27, o portão de acesso do robô à máquina de solda fica aberto, e o portão de acesso do operador a máquina de solda ponto, fechado. Ficando a cortina de luz presente neste portão desativada. Uma chave de segurança garante ao robô que a área esteja segura para operação.
Figura 27 - Esquema de segurança - conceito “B” em modo
automático
67
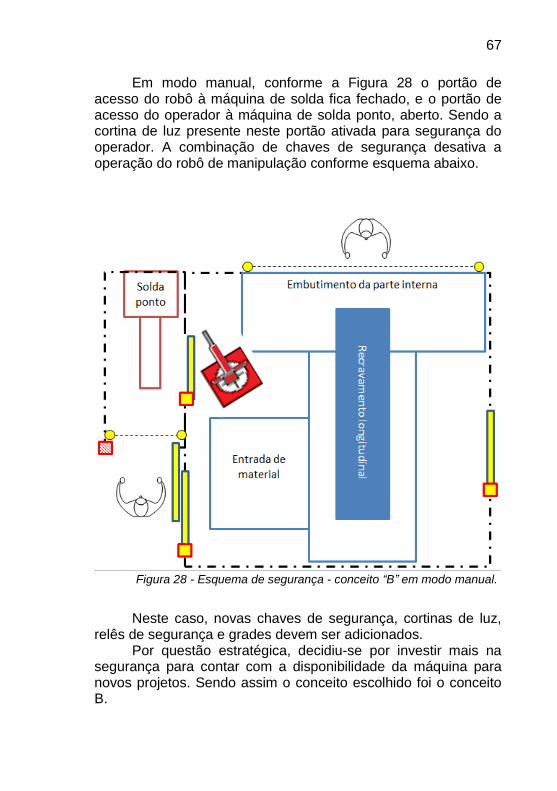
Em modo manual, conforme a Figura 28 o portão de acesso do robô à máquina de solda fica fechado, e o portão de acesso do operador à máquina de solda ponto, aberto. Sendo a cortina de luz presente neste portão ativada para segurança do operador. A combinação de chaves de segurança desativa a operação do robô de manipulação conforme esquema abaixo.
Figura 28 - Esquema de segurança - conceito “B” em modo manual.
Neste caso, novas chaves de segurança, cortinas de luz, relês de segurança e grades devem ser adicionados.
Por questão estratégica, decidiu-se por investir mais na segurança para contar com a disponibilidade da máquina para novos projetos. Sendo assim o conceito escolhido foi o conceito B.
68
No entanto, o escopo deste trabalho se delimita a somente preparar a linha para operação manual, ficando o investimento em cortinas de luz para o futuro. Somente a operação automática será testada para validação do presente projeto. 3.4.3 Definição dos métodos de comunicação
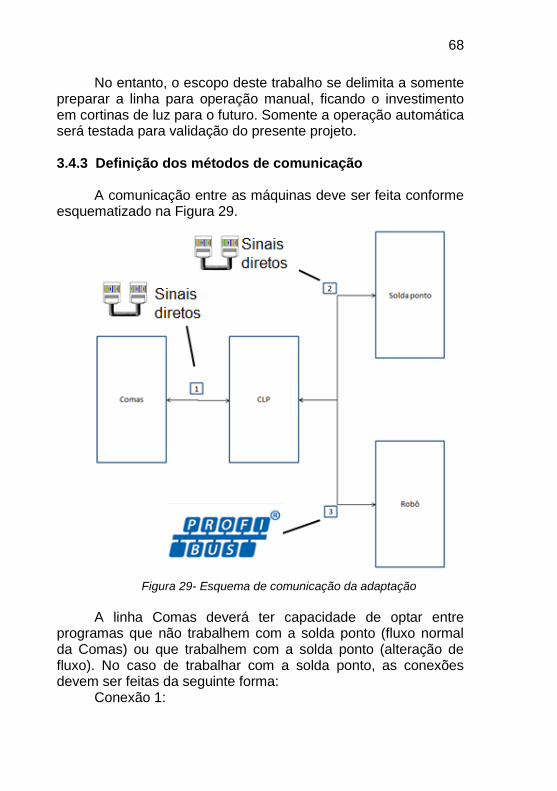
A comunicação entre as máquinas deve ser feita conforme
esquematizado na Figura 29.
Figura 29- Esquema de comunicação da adaptação
A linha Comas deverá ter capacidade de optar entre
programas que não trabalhem com a solda ponto (fluxo normal da Comas) ou que trabalhem com a solda ponto (alteração de fluxo). No caso de trabalhar com a solda ponto, as conexões devem ser feitas da seguinte forma:
Conexão 1:
69
A Comas deve parar o fluxo em uma posição definida por um sensor, e comunicar o CLP que a peça está pronta para ser retirada do fluxo.
O CLP comanda o processo de solda ponto e retorna a peça a outro ponto específico na linha, liberando o processo para sua continuidade através de sinais para a linha Comas.
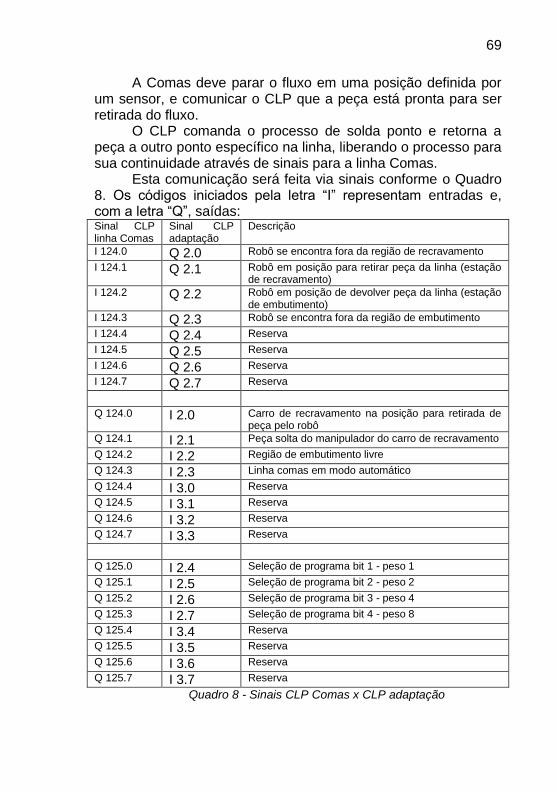
Esta comunicação será feita via sinais conforme o Quadro 8. Os códigos iniciados pela letra “I” representam entradas e, com a letra “Q”, saídas: Sinal CLP linha Comas
Sinal CLP adaptação
Descrição
I 124.0 Q 2.0 Robô se encontra fora da região de recravamento
I 124.1 Q 2.1 Robô em posição para retirar peça da linha (estação de recravamento)
I 124.2 Q 2.2 Robô em posição de devolver peça da linha (estação de embutimento)
I 124.3 Q 2.3 Robô se encontra fora da região de embutimento
I 124.4 Q 2.4 Reserva
I 124.5 Q 2.5 Reserva
I 124.6 Q 2.6 Reserva
I 124.7 Q 2.7 Reserva
Q 124.0 I 2.0 Carro de recravamento na posição para retirada de
peça pelo robô
Q 124.1 I 2.1 Peça solta do manipulador do carro de recravamento
Q 124.2 I 2.2 Região de embutimento livre
Q 124.3 I 2.3 Linha comas em modo automático
Q 124.4 I 3.0 Reserva
Q 124.5 I 3.1 Reserva
Q 124.6 I 3.2 Reserva
Q 124.7 I 3.3 Reserva
Q 125.0 I 2.4 Seleção de programa bit 1 - peso 1 Q 125.1 I 2.5 Seleção de programa bit 2 - peso 2
Q 125.2 I 2.6 Seleção de programa bit 3 - peso 4
Q 125.3 I 2.7 Seleção de programa bit 4 - peso 8
Q 125.4 I 3.4 Reserva
Q 125.5 I 3.5 Reserva
Q 125.6 I 3.6 Reserva
Q 125.7 I 3.7 Reserva
Quadro 8 - Sinais CLP Comas x CLP adaptação
70
Nota-se que os sinais foram divididos em 3 blocos: os dois primeiros se referem à comunicação de operação, e o último é destinado à seleção de programas. A seleção feita na linha Comas será transmitida automaticamente ao CLP da adaptação. Sendo assim, uma vez parametrizada, a seleção dos programas de robô e solda ponto não será necessária a cada setup da linha. Através da combinação de bits, a comunicação funcionará do programa 1 ao 15.
Conexão 2: Assim que a peça estiver posicionada pelo robô, o CLP
envia o número de programa que a máquina deve utilizar e o sinal de início de solda.
A máquina de solda ponto deve retornar o sinal de final de solda para que o CLP dê andamento ao processo do robô.
O mesmo procedimento deve ser aplicado a cada um dos pontos de solda especificados no produto. Esta comunicação será feita via sinais. O esquema apresentado no Anexo 3: Esquema controlador máquina de solda ponto, mostra o controlador com os respectivos sinais.
Conexão 3: Assim que o CLP receber o sinal de “pronto” da linha
Comas, o mesmo deve acionar o programa do robô para que este retire a peça da linha.
O robô, após ter retirado a peça da linha Comas, leva-a para o primeiro ponto de solda, e envia um sinal de que está na posição. Esta comunicação será feita via PROFIBUS. O cartão profibus presente no controlador do Robô foi parametrizado para trabalhar com 13 bytes de entradas e 9 bytes de saídas.
Entre as entradas estão os bits para mudança de status do robô, os bits de comando externo como “start”, “alarm reset”, “reduced speed”, “machine lock”, entre outros. Além disto, ainda estão disponíveis bits para proibição de trabalho, sequências de espera, reversão de ciclo, seleção de programas, entre outros bits reservas para entradas personalizadas.
Entre as saídas, estão bits de status do robô, status de servo motor, velocidade reduzida, alarmes, status dos sensores de detecção de choque, além dos bits para identificação dos cubos (regiões determinadas para que o robô emita uma saída) e 1 byte de reserva do sistema que não pode ser utilizado.
71
No caso da linha Comas trabalhar sem a solda ponto: Conexão 1: A linha Comas deve seguir seu fluxo normal, a
comunicação com o CLP deve assegurar que o robô esteja na posição de segurança.
Conexão 2: O CLP deve liberar a máquina de solda para que a mesma
possa ser operada manualmente. Conexão 3: O CLP deve manter o robô desabilitado durante operação
manual da máquina de solda ponto. A Figura 30 Apresenta um diagrama de estados
simplificado da adaptação. Nele tem-se como centro de decisão a chave seletora do painel de operação. A partir da seleção do modo de operação, cada um dos ciclos se inicia. No diagrama, mais detalhes foram descritos para a o modo de operação automático por se o escopo principal desta dissertação.
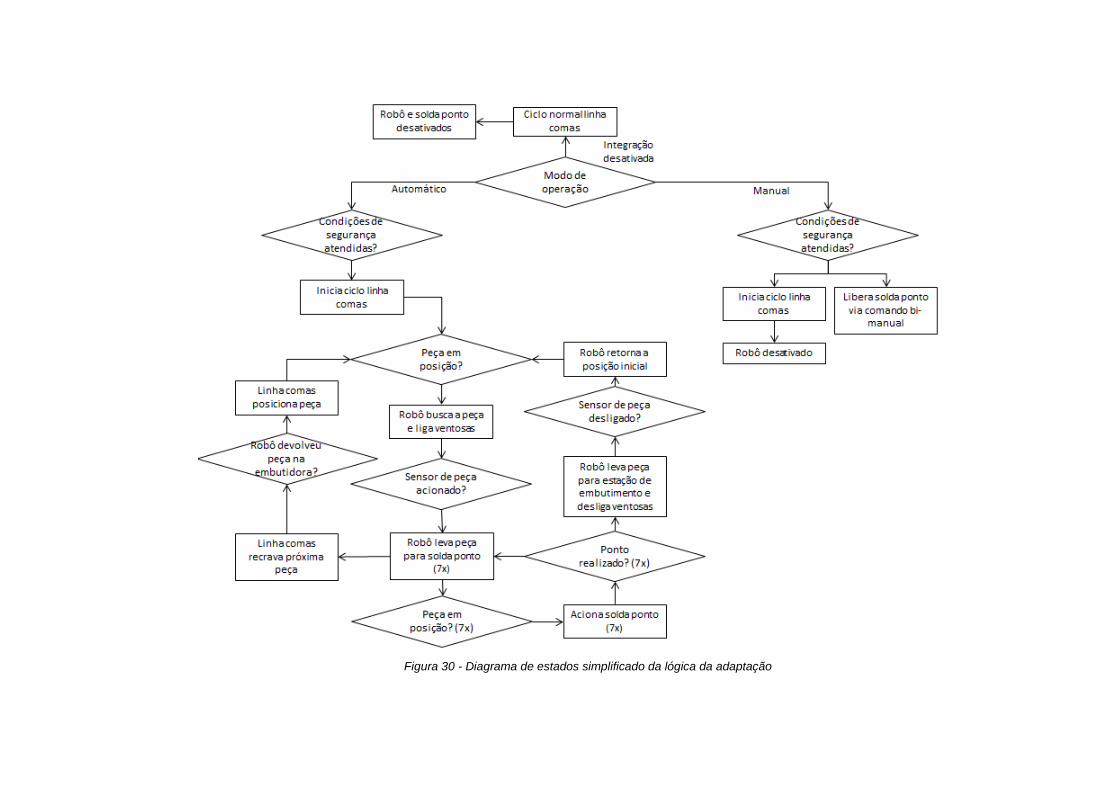
Figura 30 - Diagrama de estados simplificado da lógica da adaptação
3.4.4 Definição do robô
O robô foi definido considerando cinco principais características:
1.) A marca do robô deve estar homologada no grupo Eberspächer.
Somente duas marcas são homologadas atualmente no grupo Eberspächer, são elas:
a) Yaskawa – Motoman (daqui em diante chamada somente de Motoman);
b) ABB. 2.) A linguagem de programação deve estar de acordo
com a experiência do pessoal técnico da Eberspächer Brasil.
Somente uma das duas marcas homologadas é utilizada atualmente na Eberspächer Brasil, consequentemente, o pessoal técnico está habituado somente com esta marca. Neste caso a marca ABB foi descartada e restou somente o portfólio de produtos Motoman para escolha do modelo adequado.
3.) O robô deve ter capacidade de carga de no mínimo 40 kg.
A peça que o robô deve carregar tem aproximadamente 2 kg, porém a linha Comas é capaz de produzir peças bem maiores, que possam pesar, neste ponto do processo, aproximadamente 10 kg.
Estimou-se que a garra do robô deve ter não mais de 30 kg, isto porque o sistema de fixação deve ser por ventosas e não por berço, o que elevaria o peso da garra para aproximadamente 50kg. O conceito da garra será discutido adiante neste trabalho.
Os modelos de robôs com capacidade de carga que mais se aproximam do requisito são: MH50 (50 kg), MPK50 (50 kg), SIA50D (50 kg), MH80 (80 kg) e MPL80 (80kg).
4.) O alcance horizontal do robô deve ser de, no mínimo, 2000 mm.
Dentre os robôs descritos acima que atendem o requisito de capacidade de peso, observou-se o alcance máximo horizontal de cada um. Somente os robôs MH50 (2061 mm), MH80 (2061 mm) e MPL80 (2061 mm) atendem o requisito de

74
alcance horizontal, os robôs MPK50 (1893 mm) e SIA50D (1630 mm) não o atendem.
5.) O robô deve ter, no mínimo, seis eixos controlados. Somente os robôs MH50 (6 eixos) e MH80 (6 eixos)
atendem este requisito. O Robô MPL80 tem somente 5 eixos. Sendo assim a decisão ficou entre os modelos Motoman MH50 e
MH80.
Por questão de custo e prazo de entrega, o modelo escolhido foi o MH50.
Figura 31- Robô Motoman MH50
O quadro de especificações do robô pode ser visto no
Anexo 4: Especificações do Robô. Além disto, o robô MH50 apresenta uma repetitividade de
posicionamento de ± 0,07mm. Considerando que a posição dos pontos apresenta tolerância de ± 3mm, este requisito deve ser atendido.
A fixação do robô pode ser feita de algumas formas, entre elas:
Fixa diretamente no chão: A fixação feita diretamente no chão é uma prática
relativamente comum em robôs de grande porte e é muito
75
robusta. Normalmente restringe o alcance do robô em algumas direções
Fixa em base de concreto: A fixação em base de concreto é mais comum em fábricas
antigas, tem as vantagens da robustez do concreto, porém, há dificuldade quando é necessária uma eventual mudança de layout.
Fixa em base metálica: A fixação em base metálica é a mais comum atualmente
em robôs industriais de pequeno e médio porte. As vantagens são inúmeras, como robustez do aço, base pode ser vazada internamente podendo ser aproveitada para passagem de cabos, facilidade para uma eventual mudança de layout.
Fixa em um sétimo eixo: Fixação sobre um eixo adicional permite, em alguns casos,
aumentar a área de alcance do robô. Utilizado normalmente quando um robô tem capacidade de peso suficiente para realizar o trabalho, mas tem seu alcance limitado. A desvantagem é que o valor do investimento em um eixo com a precisão necessária, muitas vezes, ultrapassa a diferença de um robô menor para um robô de maior capacidade de carga e alcance.
Fixa em base metálica invertida (de cabeça para baixo): Esta fixação é muito comum quando o robô deve trabalhar
no interior de dispositivos e/ou máquinas com espaço muito limitado. Alguns cuidados devem ser tomados quando precisão nos movimentos e posições são requisitos primários. Este tipo de base, se mal projetada, pode apresentar torções com o movimento do robô.
No projeto em questão, o robô selecionado alinha tanto capacidade de carga quanto alcances requeridos para aplicação. Sendo assim a opção de montá-lo sobre um sétimo eixo foi descartada. O espaço de trabalho para o robô é relativamente amplo, quando comparado a dispositivos de solda e montagem complexos, sendo assim, a opção de base invertida também foi descartada.
A fixação no chão foi descartada devido à presença do carro de setup de ferramental, o qual fica na rota entre a base do robô e a posição de descarregamento da peça na estação de embutimento da parte interna.
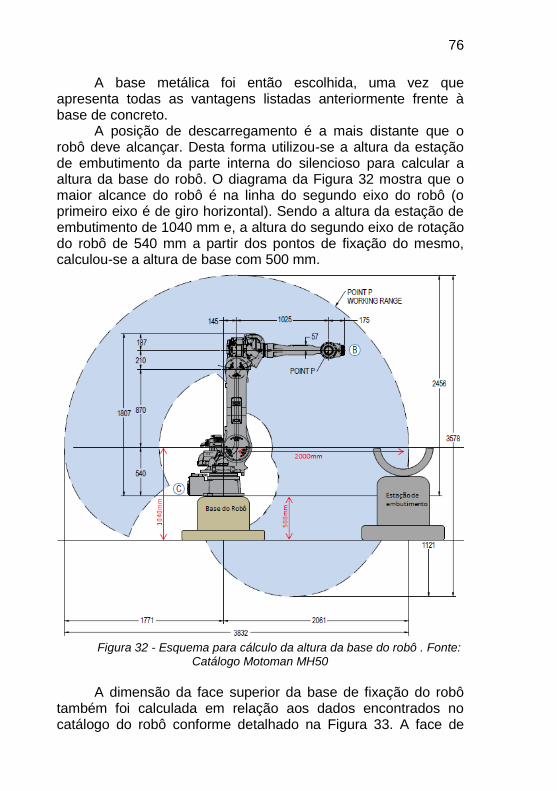
76
A base metálica foi então escolhida, uma vez que apresenta todas as vantagens listadas anteriormente frente à base de concreto.
A posição de descarregamento é a mais distante que o robô deve alcançar. Desta forma utilizou-se a altura da estação de embutimento da parte interna do silencioso para calcular a altura da base do robô. O diagrama da Figura 32 mostra que o maior alcance do robô é na linha do segundo eixo do robô (o primeiro eixo é de giro horizontal). Sendo a altura da estação de embutimento de 1040 mm e, a altura do segundo eixo de rotação do robô de 540 mm a partir dos pontos de fixação do mesmo, calculou-se a altura de base com 500 mm.
Figura 32 - Esquema para cálculo da altura da base do robô . Fonte:
Catálogo Motoman MH50
A dimensão da face superior da base de fixação do robô
também foi calculada em relação aos dados encontrados no catálogo do robô conforme detalhado na Figura 33. A face de
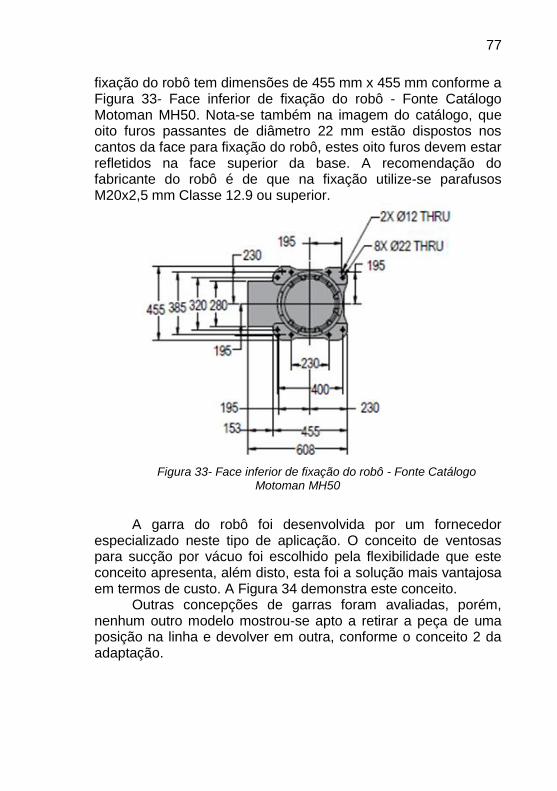
77
fixação do robô tem dimensões de 455 mm x 455 mm conforme a Figura 33- Face inferior de fixação do robô - Fonte Catálogo Motoman MH50. Nota-se também na imagem do catálogo, que oito furos passantes de diâmetro 22 mm estão dispostos nos cantos da face para fixação do robô, estes oito furos devem estar refletidos na face superior da base. A recomendação do fabricante do robô é de que na fixação utilize-se parafusos M20x2,5 mm Classe 12.9 ou superior.
Figura 33- Face inferior de fixação do robô - Fonte Catálogo
Motoman MH50
A garra do robô foi desenvolvida por um fornecedor especializado neste tipo de aplicação. O conceito de ventosas para sucção por vácuo foi escolhido pela flexibilidade que este conceito apresenta, além disto, esta foi a solução mais vantajosa em termos de custo. A Figura 34 demonstra este conceito.
Outras concepções de garras foram avaliadas, porém, nenhum outro modelo mostrou-se apto a retirar a peça de uma posição na linha e devolver em outra, conforme o conceito 2 da adaptação.

78
Figura 34 - Conceito da garra do robô escolhida
Outra vantagem deste conceito é que a garra foi produzida somente com componentes padronizados e adota um conceito flexível, portanto, se a posição das garras precisar ser alterada, ou da flange, ou até mesmo algum componente ser substituído, retirado ou adicionado durante a realização da avaliação da adaptação, isto pode ser realizado de forma rápida.
Um sensor de presença detectará a presença da peça na garra durante a movimentação do robô. Este sinal é enviado ao controlador do robô, que o repassa ao CLP.
3.4.5 Máquina de solda ponto estacionária O tipo de máquina de solda ponto foi definida no conceito
da adaptação. A máquina deveria ser estacionária. Para tal escolheu-se uma máquina padrão tipo “C” muito
comum no mercado. O dimensionamento da máquina foi realizado junto aos possíveis fornecedores da mesma na fase de cotação.
Os requisitos que foram avaliados no processo decisório
foram os seguintes: 1) Custo;
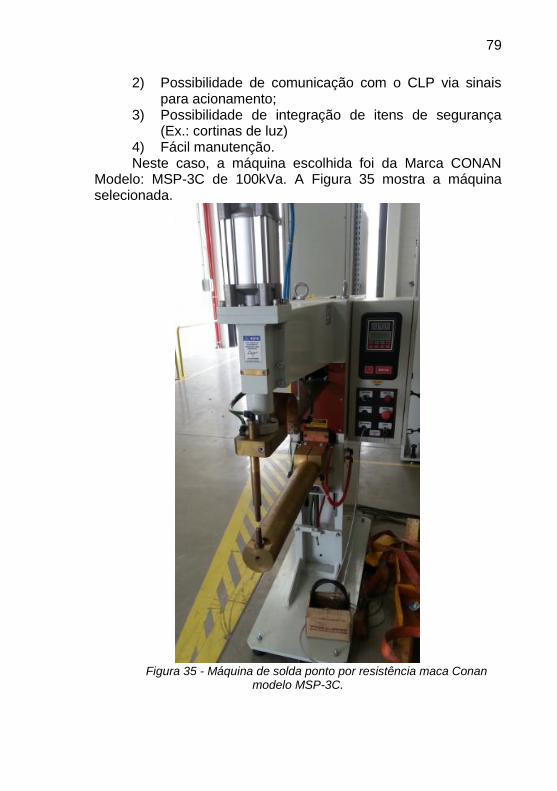
79
2) Possibilidade de comunicação com o CLP via sinais para acionamento;
3) Possibilidade de integração de itens de segurança (Ex.: cortinas de luz)
4) Fácil manutenção. Neste caso, a máquina escolhida foi da Marca CONAN
Modelo: MSP-3C de 100kVa. A Figura 35 mostra a máquina selecionada.
Figura 35 - Máquina de solda ponto por resistência maca Conan
modelo MSP-3C.
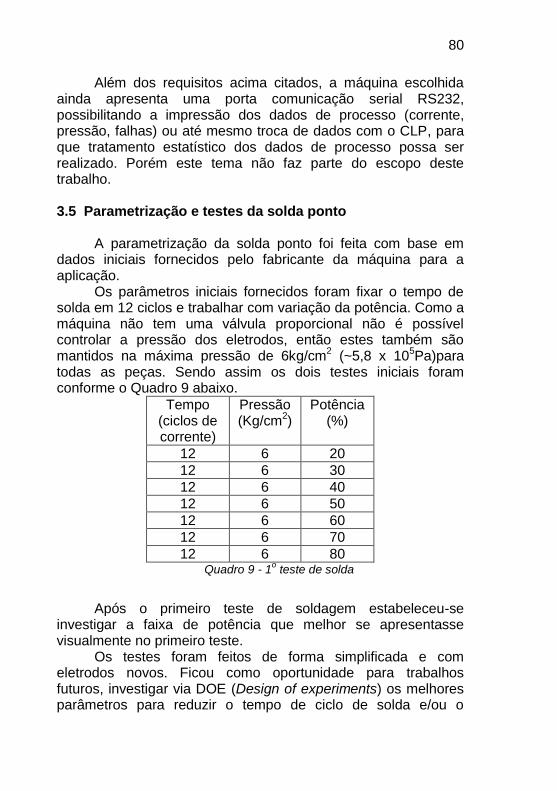
80
Além dos requisitos acima citados, a máquina escolhida ainda apresenta uma porta comunicação serial RS232, possibilitando a impressão dos dados de processo (corrente, pressão, falhas) ou até mesmo troca de dados com o CLP, para que tratamento estatístico dos dados de processo possa ser realizado. Porém este tema não faz parte do escopo deste trabalho.
3.5 Parametrização e testes da solda ponto
A parametrização da solda ponto foi feita com base em
dados iniciais fornecidos pelo fabricante da máquina para a aplicação.
Os parâmetros iniciais fornecidos foram fixar o tempo de solda em 12 ciclos e trabalhar com variação da potência. Como a máquina não tem uma válvula proporcional não é possível controlar a pressão dos eletrodos, então estes também são mantidos na máxima pressão de 6kg/cm
2 (~5,8 x 10
5Pa)para
todas as peças. Sendo assim os dois testes iniciais foram conforme o Quadro 9 abaixo.
Tempo (ciclos de corrente)
Pressão (Kg/cm
2)
Potência (%)
12 6 20
12 6 30
12 6 40
12 6 50
12 6 60
12 6 70
12 6 80 Quadro 9 - 1
o teste de solda
Após o primeiro teste de soldagem estabeleceu-se investigar a faixa de potência que melhor se apresentasse visualmente no primeiro teste.
Os testes foram feitos de forma simplificada e com eletrodos novos. Ficou como oportunidade para trabalhos futuros, investigar via DOE (Design of experiments) os melhores parâmetros para reduzir o tempo de ciclo de solda e/ou o
81
consumo de energia para formação dos pontos de solda, além do estudo de ciclo de vida dos eletrodos para esta aplicação.
3.6 Programação do robô A programação do robô teve dois princípios iniciais, nesta
ordem de prioridade: 1) Operar com segurança; 2) Utilizar o caminho com o menor tempo de ciclo
possível. Com o princípio de operar em segurança, todos os sinais
trocados entre as máquinas foram testados antes de se iniciar a programação da rota do robô. Além disto, a rota foi traçada com a linha Comas em posições que, na teoria, ofereceriam risco de colisão com o robô caso algum dos sinais falhassem. Isto faz com que se percam alguns segundos na movimentação do robô, porém, a segurança do equipamento é prioridade.
Na programação/avaliação da rota com menor tempo de ciclo, algumas tomadas de tempo, especificamente da movimentação do robô, foram feitas. A cada tomada, a rota sofreu melhorias, eliminando alguns pontos de passagem, e adequou-se a velocidade de movimentação.
Além disto, o robô Motoman, oferece uma opção de reconhecimento da ferramenta (garra). Através da rotina de marcação de alguns pontos específicos o robô reconhece o tamanho da ferramenta, e através de uma rotina de movimentação específica, o robô reconhece o peso da ferramenta. Com isto, o robô pode calcular com mais exatidão a velocidade máxima que este pode atingir com a carga de movimentação. Sem realizar estas rotinas, o robô é limitado de fábrica em sua velocidade máxima.

82
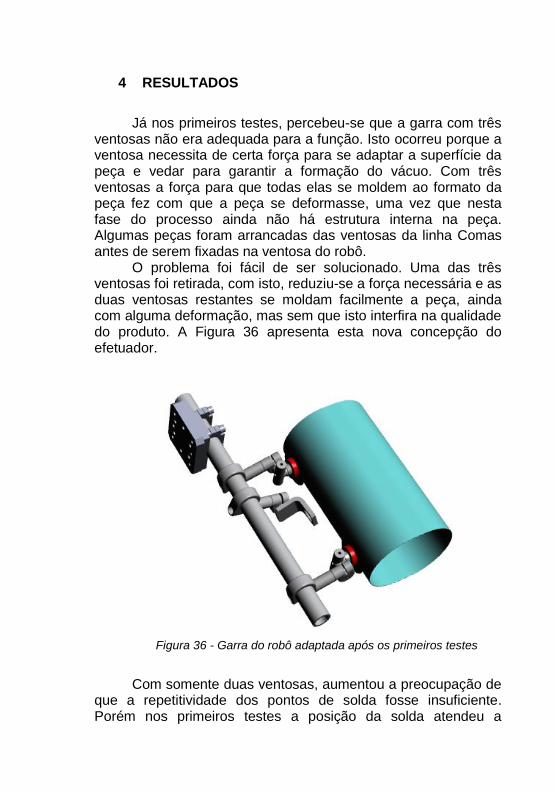
4 RESULTADOS
Já nos primeiros testes, percebeu-se que a garra com três
ventosas não era adequada para a função. Isto ocorreu porque a ventosa necessita de certa força para se adaptar a superfície da peça e vedar para garantir a formação do vácuo. Com três ventosas a força para que todas elas se moldem ao formato da peça fez com que a peça se deformasse, uma vez que nesta fase do processo ainda não há estrutura interna na peça. Algumas peças foram arrancadas das ventosas da linha Comas antes de serem fixadas na ventosa do robô.
O problema foi fácil de ser solucionado. Uma das três ventosas foi retirada, com isto, reduziu-se a força necessária e as duas ventosas restantes se moldam facilmente a peça, ainda com alguma deformação, mas sem que isto interfira na qualidade do produto. A Figura 36 apresenta esta nova concepção do efetuador.
Figura 36 - Garra do robô adaptada após os primeiros testes
Com somente duas ventosas, aumentou a preocupação de que a repetitividade dos pontos de solda fosse insuficiente. Porém nos primeiros testes a posição da solda atendeu a
84
tolerância dos ±3mm. Algumas exceções ocorreram quando as ventosas da linha Comas não suportaram a força exercida pela garra do robô e a posição de pega do robô foi alterada. Descobriu-se uma falha (rasgo) na ventosa da linha Comas, esta foi substituída e o problema foi solucionado.
4.1 Fluxo de produção
O fluxo de produção foi alterado internamente na linha
Comas, porém, externamente nada mudou. Para o operador, nada foi alterado, sua responsabilidade continua sendo a de carregar o material na área correspondente e retirar a peça da estação de embutimento. A Figura 37 e Figura 38 mostram o fluxo da peça na linha antes e após a integração do robô.
A Figura 37 foi explicada em detalhes na seção 2.1, o fluxo segue a descrição resumida a seguir.
1. Alimentação de blanks; 2. Alinhamento dos blanks; 3. Posicionamento na estação de recravamento; 4. Formação e fechamento da capa; 5. Embutimento da parte interna.
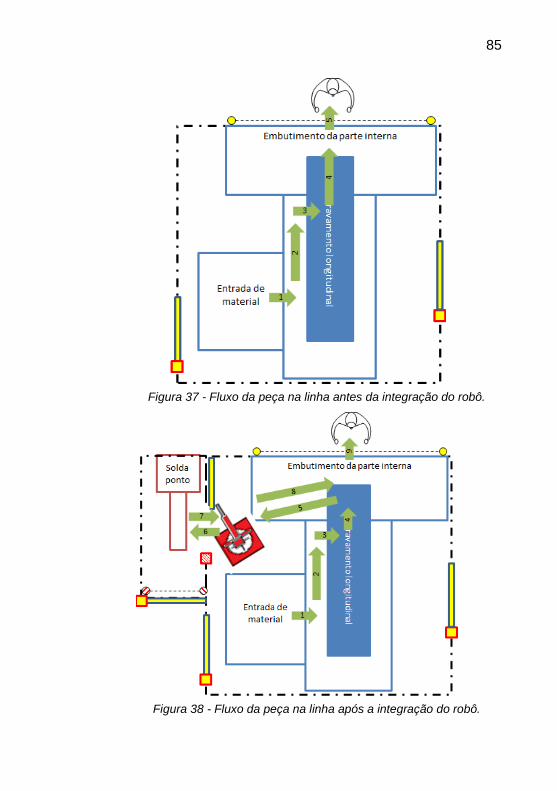
85
Figura 37 - Fluxo da peça na linha antes da integração do robô.
Figura 38 - Fluxo da peça na linha após a integração do robô.
86
Na Figura 38, 1. Uma ou duas pilhas de blanks para capa externa
são alimentados manualmente. No caso de silenciosos de capa simples somente uma pilha é alimentada, no caso de capas duplas, duas pilhas.
2. Um conjunto de ventosas pega um blank de cada pilha e os posiciona num dispositivo que faz o posicionamento e alinhamento dos blanks. Outro conjunto de ventosas pega os blanks posicionados e os coloca na posição de entrada da estação de recravamento.
3. Em seguida um carro carrega os blanks para a posição de recravamento.
4. A estação de recravamento enrola os blanks ao redor de uma ferramenta, chamada mandril. Esta ferramenta dá forma ao perfil do silencioso. Este perfil pode ser redondo, quadrado, oval, entre outras formas. Enrolado o blank, um carro com roletes faz o fechamento por recravamento das pontas do blank. Este mesmo carro tem um conjunto de quatro ventosas que pegam a peça já enrolada e a carrega até um ponto de onde o robô a retira;
5. O Robô retira a peça da máquina; 6. O Robô leva a peça e a posiciona para os 7 pontos
de solda por resistência; 7. O robô retira a peça da máquina de solda ponto; 8. O robô posiciona a capa na estação de
embutimento. 9. Depois de posicionada a capa, e o operador
posicionar as partes internas, a estação de embutimento monta, sob pressão, as partes internas do silencioso na capa externa.
Sendo assim, o fluxo de produção atendeu as
expectativas, dispensando a intervenção humana, evitando problemas como esquecimento de algum ponto ou falta de repetitividade na posição dos mesmos.
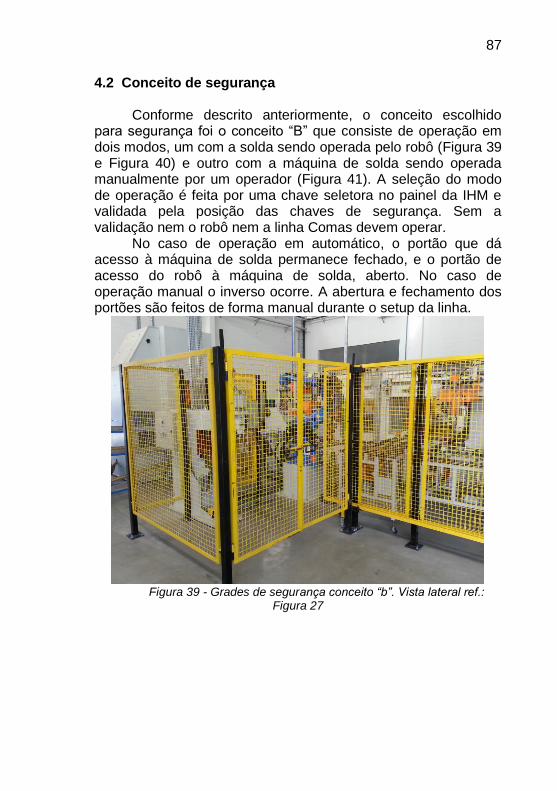
87
4.2 Conceito de segurança Conforme descrito anteriormente, o conceito escolhido
para segurança foi o conceito “B” que consiste de operação em dois modos, um com a solda sendo operada pelo robô (Figura 39 e Figura 40) e outro com a máquina de solda sendo operada manualmente por um operador (Figura 41). A seleção do modo de operação é feita por uma chave seletora no painel da IHM e validada pela posição das chaves de segurança. Sem a validação nem o robô nem a linha Comas devem operar.
No caso de operação em automático, o portão que dá acesso à máquina de solda permanece fechado, e o portão de acesso do robô à máquina de solda, aberto. No caso de operação manual o inverso ocorre. A abertura e fechamento dos portões são feitos de forma manual durante o setup da linha.
Figura 39 - Grades de segurança conceito “b”. Vista lateral ref.:
Figura 27

88
Figura 40 - Conceito de segurança conceito "b" implantado. Vista
área. ref.: Figura 27
Figura 41 - Conceito de segurança conceito "b" com máquina de
solda em modo manual. Ref.: Figura 28.
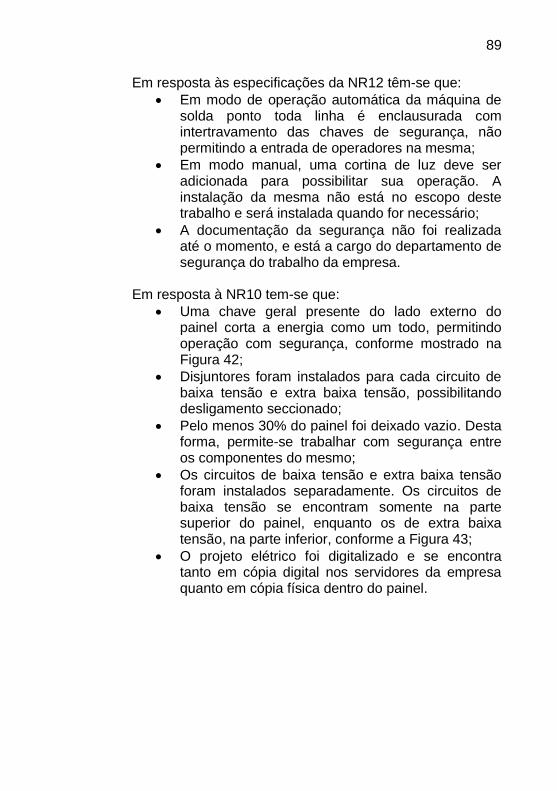
89
Em resposta às especificações da NR12 têm-se que:
Em modo de operação automática da máquina de solda ponto toda linha é enclausurada com intertravamento das chaves de segurança, não permitindo a entrada de operadores na mesma;
Em modo manual, uma cortina de luz deve ser adicionada para possibilitar sua operação. A instalação da mesma não está no escopo deste trabalho e será instalada quando for necessário;
A documentação da segurança não foi realizada até o momento, e está a cargo do departamento de segurança do trabalho da empresa.
Em resposta à NR10 tem-se que:
Uma chave geral presente do lado externo do painel corta a energia como um todo, permitindo operação com segurança, conforme mostrado na Figura 42;
Disjuntores foram instalados para cada circuito de baixa tensão e extra baixa tensão, possibilitando desligamento seccionado;
Pelo menos 30% do painel foi deixado vazio. Desta forma, permite-se trabalhar com segurança entre os componentes do mesmo;
Os circuitos de baixa tensão e extra baixa tensão foram instalados separadamente. Os circuitos de baixa tensão se encontram somente na parte superior do painel, enquanto os de extra baixa tensão, na parte inferior, conforme a Figura 43;
O projeto elétrico foi digitalizado e se encontra tanto em cópia digital nos servidores da empresa quanto em cópia física dentro do painel.
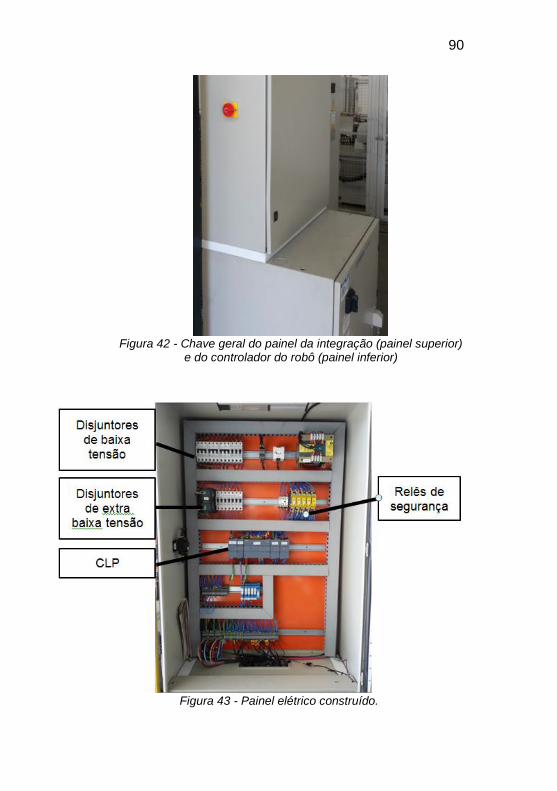
90
Figura 42 - Chave geral do painel da integração (painel superior)
e do controlador do robô (painel inferior)
Figura 43 - Painel elétrico construído.
91
4.3 Tempo de ciclo / Balanceamento da linha Nos primeiros testes, o tempo de ciclo medido foi de
aproximadamente 120 segundos (2 minutos). Porém o robô estava operando em velocidade limitada por medida de segurança. Com alguma otimização na movimentação do robô, este tempo reduziu para cerca de 90 segundos.
O próximo passo foi aumentar a velocidade do robô nos movimentos. À medida que a linha foi sendo testada, sem apresentar falhas na lógica, a velocidade do robô foi sendo aumentada gradativamente, atingindo o tempo de ciclo de 58 segundos.
Por último, uma otimização na posição de origem do robô levou a um tempo de ciclo final de 50 segundos. Este tempo ainda pode ser melhorado com a instalação de uma válvula de escape rápido no cilindro pneumático, estima-se cerca de sete segundos. Além disto, algumas alterações podem ser realizadas na lógica da linha Comas, com ganho estimado em cinco segundos.
Nenhuma destas alterações foi realizada por questões de cronograma e falta de alguns recursos, porém serão realizadas no futuro pela empresa. Somente assim, será possível obter um tempo de ciclo menor que quarenta segundos, que era o tempo de ciclo gargalo da linha antes da adaptação.
Depois de medido o tempo de ciclo, fez-se um comparativo do balanceamento da linha antes e depois da integração do robô.
O balanceamento consistiu da tomada de tempo de todas as máquinas da linha de montagem. A máquina de recravamento/embutimento, objeto de estudo deste trabalho, apresentou tempo de ciclo de 23 segundos, enquanto a máquina de recravemento de tampas, o gargalo da linha antes da integração do robô apresentou 40 segundos como mostrado no Gráfico 1
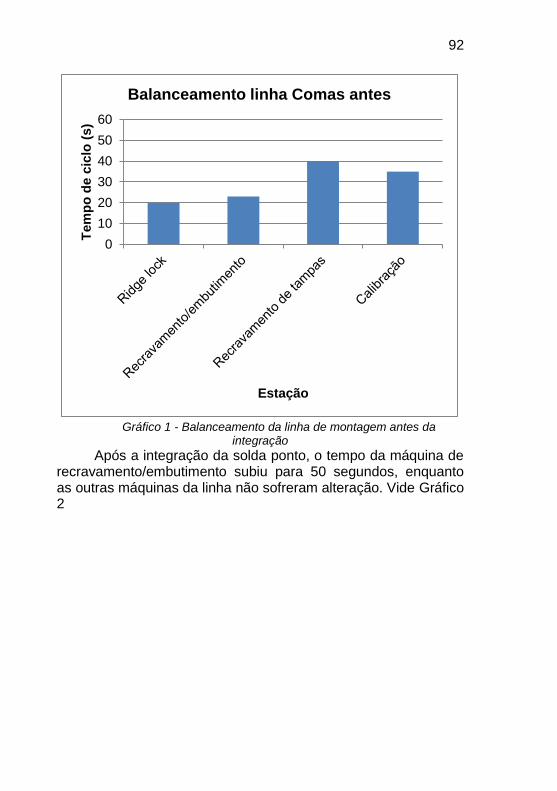
92
Gráfico 1 - Balanceamento da linha de montagem antes da
integração
Após a integração da solda ponto, o tempo da máquina de recravamento/embutimento subiu para 50 segundos, enquanto as outras máquinas da linha não sofreram alteração. Vide Gráfico 2
0
10
20
30
40
50
60
Tem
po
de c
iclo
(s)
Estação
Balanceamento linha Comas antes
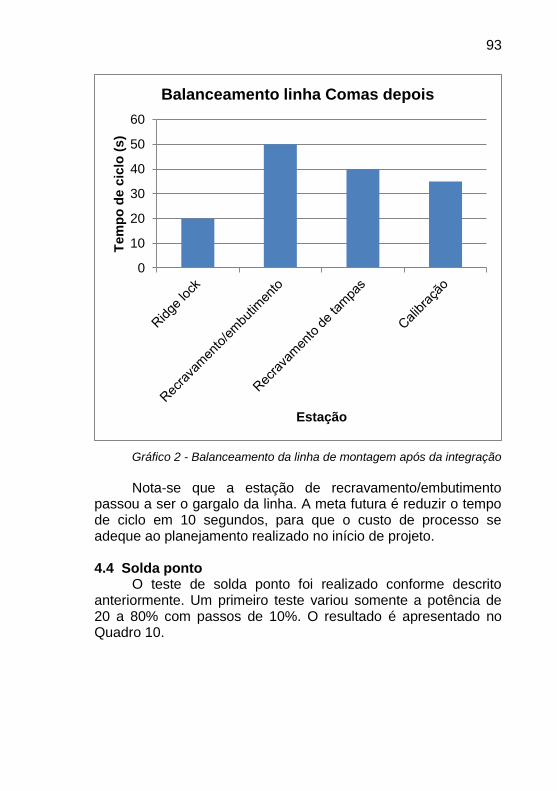
93
Gráfico 2 - Balanceamento da linha de montagem após da integração
Nota-se que a estação de recravamento/embutimento
passou a ser o gargalo da linha. A meta futura é reduzir o tempo de ciclo em 10 segundos, para que o custo de processo se adeque ao planejamento realizado no início de projeto.
4.4 Solda ponto
O teste de solda ponto foi realizado conforme descrito anteriormente. Um primeiro teste variou somente a potência de 20 a 80% com passos de 10%. O resultado é apresentado no Quadro 10.
0
10
20
30
40
50
60T
em
po
de c
iclo
(s)
Estação
Balanceamento linha Comas depois
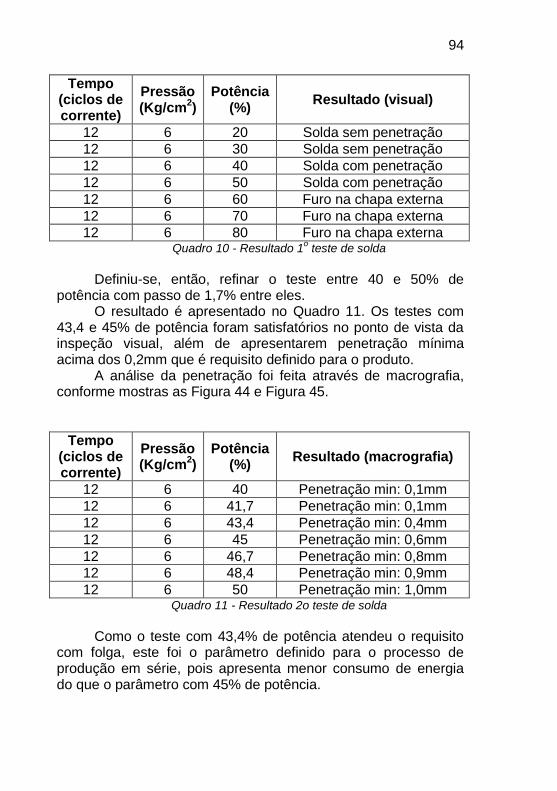
94
Tempo (ciclos de corrente)
Pressão (Kg/cm
2)
Potência (%)
Resultado (visual)
12 6 20 Solda sem penetração
12 6 30 Solda sem penetração
12 6 40 Solda com penetração
12 6 50 Solda com penetração
12 6 60 Furo na chapa externa
12 6 70 Furo na chapa externa
12 6 80 Furo na chapa externa Quadro 10 - Resultado 1
o teste de solda
Definiu-se, então, refinar o teste entre 40 e 50% de
potência com passo de 1,7% entre eles. O resultado é apresentado no Quadro 11. Os testes com
43,4 e 45% de potência foram satisfatórios no ponto de vista da inspeção visual, além de apresentarem penetração mínima acima dos 0,2mm que é requisito definido para o produto.
A análise da penetração foi feita através de macrografia, conforme mostras as Figura 44 e Figura 45.
Tempo (ciclos de corrente)
Pressão (Kg/cm
2)
Potência (%)
Resultado (macrografia)
12 6 40 Penetração min: 0,1mm
12 6 41,7 Penetração min: 0,1mm
12 6 43,4 Penetração min: 0,4mm
12 6 45 Penetração min: 0,6mm
12 6 46,7 Penetração min: 0,8mm
12 6 48,4 Penetração min: 0,9mm
12 6 50 Penetração min: 1,0mm Quadro 11 - Resultado 2o teste de solda
Como o teste com 43,4% de potência atendeu o requisito
com folga, este foi o parâmetro definido para o processo de produção em série, pois apresenta menor consumo de energia do que o parâmetro com 45% de potência.
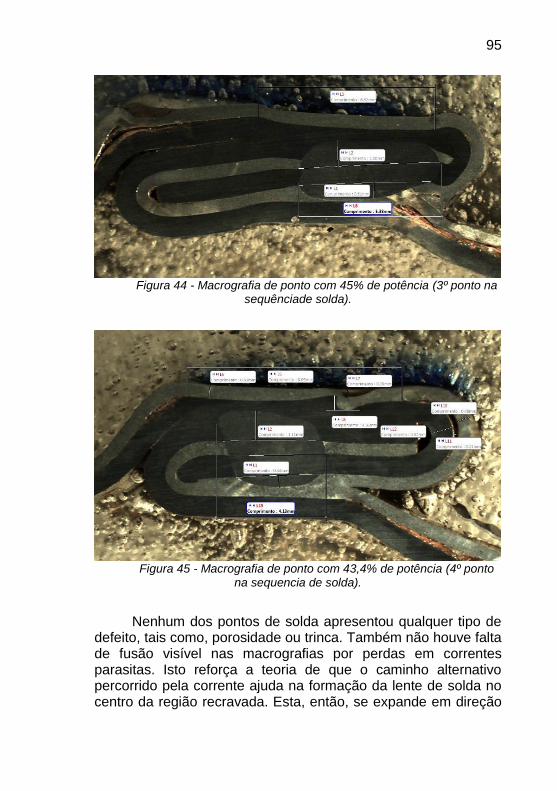
95
Figura 44 - Macrografia de ponto com 45% de potência (3º ponto na
sequênciade solda).
Figura 45 - Macrografia de ponto com 43,4% de potência (4º ponto
na sequencia de solda).
Nenhum dos pontos de solda apresentou qualquer tipo de defeito, tais como, porosidade ou trinca. Também não houve falta de fusão visível nas macrografias por perdas em correntes parasitas. Isto reforça a teoria de que o caminho alternativo percorrido pela corrente ajuda na formação da lente de solda no centro da região recravada. Esta, então, se expande em direção
96
às chapas das extremidades, preservando a qualidade do material das superfícies de contato com os eletrodos. 4.5 Avaliação do uso da metodologia do PRODIP no desenvolvimento de células automatizadas
A metodologia do PRODIP foi utilizada como base para direcionar as ações de projeto e tomadas de decisão durante o desenvolvimento do trabalho. Esta se mostrou eficaz em certos pontos e, algumas ferramentas foram muito importantes no planejamento do projeto, como a casa da qualidade e a matriz de especificações meta (ambas em apêndices deste trabalho). A quebra em módulos menores facilitou a solução de um problema de maior complexidade.
Porém, como não se trata de um produto e sim, de uma adaptação de uma linha já existente para uso interno na empresa, o levantamento de informações com cliente foi simplificado (somente clientes internos) e documentado diretamente na matriz de especificações meta, simplificando o método.
O trabalho também não foi dividido estritamente nos passos de projeto propostos pelo PRODIP. O “planejamento”, o “projeto informacional” e “projeto conceitual” foram simplificados e fundidos na definição dos conceitos da adaptação (apêndice 1).
O projeto conceitual dos módulos e o projeto preliminar também foram feitos juntos. A construção e os testes de cada módulo foram feitos, boa parte, em paralelo. Somente após a confirmação do funcionamento dos módulos individualmente, o teste da integração entre os mesmos foi realizado.
Desta forma, a metodologia do PRODIP foi utilizada, porém foi adaptada para a característica do projeto, ganhando dinamismo e interação entre as fases.
4.6 Atendimento às especificações meta Em resposta às especificações meta geradas no
planejamento do projeto, pode-se dizer que os resultados foram satisfatórios. O tempo de ciclo não foi atendido conforme esperado. O Quadro 12 apresenta uma comparação entre os
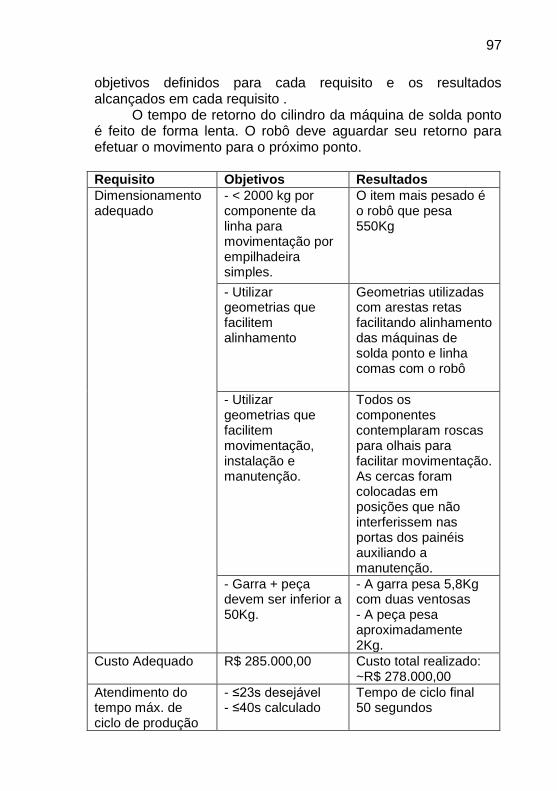
97
objetivos definidos para cada requisito e os resultados alcançados em cada requisito .
O tempo de retorno do cilindro da máquina de solda ponto é feito de forma lenta. O robô deve aguardar seu retorno para efetuar o movimento para o próximo ponto.
Requisito Objetivos Resultados
Dimensionamento adequado
- < 2000 kg por componente da linha para movimentação por empilhadeira simples.
O item mais pesado é o robô que pesa 550Kg
- Utilizar geometrias que facilitem alinhamento
Geometrias utilizadas com arestas retas facilitando alinhamento das máquinas de solda ponto e linha comas com o robô
- Utilizar geometrias que facilitem movimentação, instalação e manutenção.
Todos os componentes contemplaram roscas para olhais para facilitar movimentação. As cercas foram colocadas em posições que não interferissem nas portas dos painéis auxiliando a manutenção.
- Garra + peça devem ser inferior a 50Kg.
- A garra pesa 5,8Kg com duas ventosas - A peça pesa aproximadamente 2Kg.
Custo Adequado R$ 285.000,00 Custo total realizado: ~R$ 278.000,00
Atendimento do tempo máx. de ciclo de produção
- ≤23s desejável - ≤40s calculado
Tempo de ciclo final 50 segundos
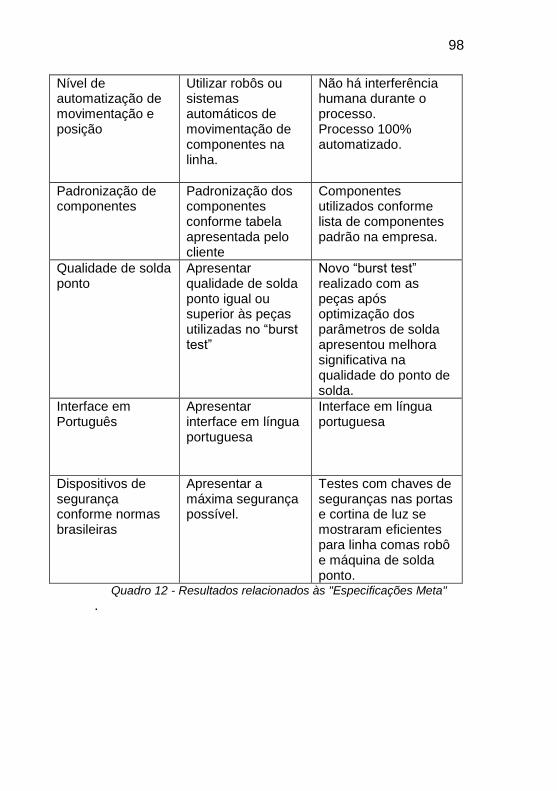
98
Nível de automatização de movimentação e posição
Utilizar robôs ou sistemas automáticos de movimentação de componentes na linha.
Não há interferência humana durante o processo. Processo 100% automatizado.
Padronização de componentes
Padronização dos componentes conforme tabela apresentada pelo cliente
Componentes utilizados conforme lista de componentes padrão na empresa.
Qualidade de solda ponto
Apresentar qualidade de solda ponto igual ou superior às peças utilizadas no “burst test”
Novo “burst test” realizado com as peças após optimização dos parâmetros de solda apresentou melhora significativa na qualidade do ponto de solda.
Interface em Português
Apresentar interface em língua portuguesa
Interface em língua portuguesa
Dispositivos de segurança conforme normas brasileiras
Apresentar a máxima segurança possível.
Testes com chaves de seguranças nas portas e cortina de luz se mostraram eficientes para linha comas robô e máquina de solda ponto.
Quadro 12 - Resultados relacionados às "Especificações Meta"
.
5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS
FUTUROS
Conclui-se que a adaptação da linha, do ponto de vista
funcional, foi realizada com sucesso. A linha operou sem a necessidade de intervenção humana no processo de soldagem por resistência.
A metodologia utilizada para a solução do problema foi a de modularização do mesmo em subproblemas, então cada um deles foi solucionado individualmente e integrado ao final. Nos testes iniciais não foi observado qualquer problema com a integração destes módulos.
A metodologia do PRODIP contribuiu também para o planejamento e organização do projeto, porém algumas ferramentas não foram aplicadas por não se tratar de um projeto a ser comercializado no futuro.
Um pequeno problema foi encontrado no projeto da garra do robô. Esta foi projetada, inicialmente, com três ventosas a vácuo, porém, a força requerida para que as três se moldassem a peça fez com que esta se deformasse e, em alguns casos, fosse arrancada da ventosa da linha Comas. A solução encontrada foi retirar uma das três ventosas. Com apenas duas ventosas não houve nem problema de deformação excessiva da peça, nem o problema de arrancamento das outras ventosas.
Os requisitos de segurança foram atendidos sem maiores problemas. As cortinas de luz e chaves de segurança foram testadas e aprovadas. As chaves de segurança têm ainda a função de validar o módulo de operação selecionado no painel.
Intervenções futuras serão necessárias para melhoria do tempo de ciclo e reestabelecer o balanceamento da linha, uma vez que após a integração do robô, a máquina de recravamento/embutimento se tornou o processo “gargalo” da linha. O tempo de ciclo esperado era de menos de 40 segundos, porém, o encontrado foi de 50 segundos ao final dos testes iniciais. Algumas sugestões foram apresentadas para redução deste tempo de ciclo e serão implantadas pela empresa no futuro próximo.
O processo de solda ponto em múltiplas chapas dobradas umas sobre as outras não é um processo muito comum, por isto havia certo receio de que, nestas condições, a qualidade da
100
solda não seria satisfatória. Porém, a mesma se apresentou de boa qualidade, sem problemas como tricas e/ou porosidade, reforçando a hipótese de que a geometria das chapas dobradas favorece a boa formação da lente de solda e contrariando a hipótese e que a corrente de solda se espalharia como no efeito de correntes parasitas.
Um segundo “burst test” foi realizado ao final do trabalho com as amostras oriundas da otimização dos parâmetros otimizados. O resultado foi ainda melhor que o teste inicial, porém o relatório oficial não havia sido divulgado até o término desse trabalho.
Como sugestão para trabalhos futuros propõem-se:
Otimização dos parâmetros de solda via metodologia DoE (Design of Experiments);
Estudo da relação de parâmetros de soldagem e durabilidade dos eletrodos de solda;
Estudo para redução do número de pontos de solda e consequente redução do tempo de ciclo;
Integração da porta serial e envio de dados de solda ao clp para monitoramento da vida dos eletrodos;
Estudar a eficiência do isolamento elétrico das ventosas e verificação da necessidade de mais algum ponto de isolamento entre a máquina de solda ponto e o robô.
6 REFERÊNCIAS
AGUIAR, A. M. VII CONNEPI - Desenvolvimento de efetuadores para robô manipulador didático, 2012.
ASSOCIAÇÃO PROFIBUS BRASIL. PROFIBUS - Descrição Técnica, São Paulo, Outubro 2000.
BACK, N. Projeto integrado de produtos: planejamento, concepção e modelagem. 1. ed. ed. São Paulo: Editora Manole Ltda, 2008.
BRACARENCE, A. Q. PROCESSO DE SOLDAGEM POR RESISTÊNCIA ELÉTRICA - RW. [S.l.]: Apostila UFMG, 2005.
CASSIOLATO, C. SMAR. Redes Industriais, 2011. Disponivel em: <http://www.smar.com/brasil/artigostecnicos/artigo.asp?id=48>. Acesso em: 26 Janeiro 2014.
CETESB - Companhia Ambiental do Estado de São Paulo. EMISSÃO VEÍCULAR. Disponivel em: <http://www.cetesb.sp.gov.br/ar/Emiss%C3%A3o-Ve%C3%ADcular/18-Ruido>. Acesso em: 2 abr. 2014.
COVAL. Bombas de vacio venturi. Disponivel em: <http://www.coval-iberica.com/la-tecnologia-de-vacio/guia-de-la-manipulacion-por-vacio/generacion-de-vacio/>. Acesso em: 07 set. 2014.
DUMBÁ, R. Robótica teórica e prática, 2013. Disponivel em: <http://tecnologiaeducacional.rogeriodumba.sabarah.com.br/wp-content/uploads/2013/02/INTRODU%C3%87%C3%83O_A_ROBOTICA.pdf>.
EMISSÃO Veícular. CETESB - Companhia Ambiental do Estado de São Paulo. Disponivel em: <http://www.cetesb.sp.gov.br/ar/Emiss%C3%A3o-Ve%C3%ADcular/18-Ruido>. Acesso em: 2 abr. 2014.
FILHO, D. G. Co-desenvolvimento de produto – Um estudo na industria automotiva. São Paulo. 2005.
102
FONSECA, A. J. H. Sistematização do processo de obtenção das especificações de projetos de produtos. Florianópolis: Tese de Doutorado, Engenharia Mecânica, Universidade Federal de Santa Catarina, 2000.
FULLMAN, C. Estudo do Trabalho. 2ª. ed. São Paulo: Editora FCA, 1975.
LEAN, L. Glossário ilustrado para praticantes do Pensamento Lean. São Paulo: Lean Institute Brasil, 2003.
METALS HANDBOOK. Vol 6 - Welding, Brazing and Soldering. [S.l.]: AMS: American Society for Metal. Metal Park., 1983.
PAZOS, F. Automação de sistemas & robótica. Rio de Janeiro: Axcel, 2002.
PINTO, F. D. C. Sistemas de Automação e Controle, Vitória, 2005. Disponivel em: <http://www.abraman.org.br/Arquivos/41/41.pdf>.
PROGRAMA de Pós-graduação Stricto Sensu em Mecatrônica. Diretrizes de Estruturação do Documento de Projeto de Dissertação de Mestrado – PDM, 2010. Disponivel em: <http://mecatronica.florianopolis.ifsc.edu.br/ppgm/>. Acesso em: 01 Abril 2012.
ROSENFELD, H. E. A. Gestão de Desenvolvimento de Produtos: Uma referencia para a melhoria do processo. São Paulo: Saraiva, 2006.
ROTHER, M.; HARRIS, R. Criando o Fluxo Contínuo: Um guia de ação para gerentes, engenheiros e associados da produção. São Paulo: Lean Institute Brasil, 2002.
SILVA. Análise Inicial da Solda a Ponto por Resistência para Caracterizar o defeito por Indentamento e Eletrodos Desalinhados - Parte 1. REVISTA CIÊNCIAS EXATAS - UNITAU, p. 47-56, 2010.
SILVA FILHO, B. S. Curso de controladores lógicos programáveis, Rio de Janeiro.
SILVA, D. C. H. D. APQP – Planejamento avançado da qualidade do produto. Itajubá, MG. 2007.
103
SILVA, F. R. E. A. ANÁLISE INICIAL DA SOLDA A PONTO POR RESISTÊNCIA PARA CARACTERIZAR O DEFEITO POR INDENTAMENTO E ELETRODOS DESALINHADOS – PARTE 1. REVISTA CIÊNCIAS EXATAS - UNITAU, p. 47-56, 2010.
ZANDIN, B. K. MOST Work Measurament System. 2ª. ed. New York: Editora Marcel Dekker, 2002.
ZHANG, H. E. S. J. RESISTANCE WELDING - Fundamentals and Applications. Boca Raton, FL: Taylor & Francis Group, 2006.

104
ANEXOS
106
Anexo 1: NR12
A norma de segurança de máquinas e equipamentos em vigor no Brasil é a NR12. Esta dita nos seguintes artigos:
12.38. As zonas de perigo das máquinas e equipamentos
devem possuir sistemas de segurança, caracterizados por proteções fixas, proteções móveis e dispositivos de segurança interligados, que garantam proteção à saúde e à integridade física dos trabalhadores.
12.38.1. A adoção de sistemas de segurança, em especial nas zonas de operação que apresentem perigo, deve considerar as características técnicas da máquina e do processo de trabalho e as medidas e alternativas técnicas existentes, de modo a atingir o nível necessário de segurança previsto nesta Norma.
12.55. Em função do risco, poderá ser exigido projeto, diagrama ou representação esquemática dos sistemas de segurança de máquinas, com respectivas especificações técnicas em língua portuguesa.
12.55.1. Quando a máquina não possuir a documentação técnica exigida, o seu proprietário deve constituí-la, sob a responsabilidade de profissional legalmente habilitado e com respectiva Anotação de Responsabilidade Técnica do Conselho Regional de Engenharia e Arquitetura – ART/CREA.
ANEXO VIII PRENSAS E SIMILARES
1. Prensas são máquinas utilizadas na conformação e corte de materiais diversos, nas quais o movimento do martelo - punção, é proveniente de um sistema hidráulico ou pneumático - cilindro hidráulico ou pneumático, ou de um sistema mecânico, em que o movimento rotativo se transforma em linear por meio de sistemas de bielas, manivelas, conjunto de alavancas ou fusos.
1.1. As prensas são divididas em: a) mecânicas excêntricas de engate por chaveta ou
acoplamento equivalente; b) mecânicas excêntricas com freio ou embreagem; c) de fricção com acionamento por fuso;
107
d) servoacionadas; e) hidráulicas; f) pneumáticas; g) hidropneumáticas; e h) outros tipos não relacionados neste subitem. 1.4. Sistemas de alimentação ou extração são meios
utilizados para introduzir a matéria prima e retirar a peça processada da matriz, e podem ser:
a) manuais; b) por gaveta; c) por bandeja rotativa ou tambor de revólver; d) por gravidade, qualquer que seja o meio de extração; e) por mão mecânica; f) por transportador ou robótica; g) contínuos - alimentadores automáticos; e h) outros sistemas não relacionados neste subitem 2. Sistemas de segurança nas zonas de prensagem. 2.1. Os sistemas de segurança nas zonas de prensagem
ou trabalho aceitáveis são: a) enclausuramento da zona de prensagem, com frestas
ou passagens que não permitem o ingresso dos dedos e mãos nas zonas de perigo, conforme item A, do Anexo I, desta Norma, e podem ser constituído de proteções fixas ou proteções móveis dotadas de intertravamento, conforme itens 12.38 a 12.55 e seus subitens desta Norma;
b) ferramenta fechada, que significa o enclausuramento do par de ferramentas, com frestas ou passagens que não permitem o ingresso dos dedos e mãos nas zonas de perigo, conforme quadro I, item A, do Anexo I desta Norma;
c) cortina de luz com redundância e autoteste, monitorada por interface de segurança, adequadamente dimensionada e instalada, conforme item B, do Anexo I, desta Norma e normas técnicas oficiais vigentes, conjugada com comando bimanual, atendidas as disposições dos itens 12.26, 12.27, 12.28 e 12.29 desta Norma.
2.1.1. Havendo possibilidade de acesso a zonas de perigo não supervisionadas pelas cortinas, devem existir proteções fixas ou móveis dotadas de intertravamento, conforme itens 12.38 a 12.55 e subitens desta Norma.
108
2.1.2. O número de comandos bimanuais deve corresponder ao número de operadores na máquina, conforme item 12.30 e subitens desta Norma.
2.1.3. Os sistemas de segurança referidos na alínea “c” do subitem 2.1 e no item 2.1.1 deste Anexo devem ser classificados como categoria 4, conforme a NBR 14153.
109
Anexo 2: NR10
A norma que dita as regras para segurança em instalações
e serviços em eletricidade em vigor no Brasil é a NR10. Esta contém nos seguintes artigos relacionados a projetos:
10.3 - SEGURANÇA EM PROJETOS 10.3.1 É obrigatório que os projetos de instalações
elétricas especifiquem dispositivos de desligamento de circuitos que possuam recursos para impedimento de reenergização, para sinalização de advertência com indicação da condição operativa.
10.3.2 O projeto elétrico, na medida do possível, deve prever a instalação de dispositivo de seccionamento de ação simultânea, que permita a aplicação de impedimento de reenergização do circuito.
10.3.3 O projeto de instalações elétricas deve considerar o espaço seguro, quanto ao dimensionamento e a localização de seus componentes e as influências externas, quando da operação e da realização de serviços de construção e manutenção.
10.3.3.1 Os circuitos elétricos com finalidades diferentes, tais como: comunicação, sinalização, controle e tração elétrica devem ser identificados e instalados separadamente, salvo quando o desenvolvimento tecnológico permitir compartilhamento, respeitadas as definições de projetos.
10.3.4 O projeto deve definir a configuração do esquema de aterramento, a obrigatoriedade ou não da interligação entre o condutor neutro e o de proteção e a conexão à terra das partes condutoras não destinadas à condução da eletricidade.
10.3.5 Sempre que for tecnicamente viável e necessário, devem ser projetados dispositivos de seccionamento que incorporem recursos fixos de equipotencialização e aterramento do circuito seccionado.
10.3.6 Todo projeto deve prever condições para a adoção de aterramento temporário.
10.3.7 O projeto das instalações elétricas deve ficar à disposição dos trabalhadores autorizados, das autoridades competentes e de outras pessoas autorizadas pela empresa e deve ser mantido atualizado.
110
10.3.8 O projeto elétrico deve atender ao que dispõem as Normas Regulamentadoras de Saúde e Segurança no Trabalho, as regulamentações técnicas oficiais estabelecidas, e ser assinado por profissional legalmente habilitado.
10.3.9 O memorial descritivo do projeto deve conter, no mínimo, os seguintes itens de segurança:
a) especificação das características relativas à proteção contra choques elétricos, queimaduras e outros riscos adicionais;
b) indicação de posição dos dispositivos de manobra dos circuitos elétricos: (Verde – “D”, desligado e Vermelho - “L”, ligado);
c) descrição do sistema de identificação de circuitos elétricos e equipamentos, incluindo dispositivos de manobra, de controle, de proteção, de intertravamento, dos condutores e os próprios equipamentos e estruturas, definindo como tais indicações devem ser aplicadas fisicamente nos componentes das instalações;
d) recomendações de restrições e advertências quanto ao acesso de pessoas aos componentes das instalações;
e) precauções aplicáveis em face das influências externas; f) o princípio funcional dos dispositivos de proteção,
constantes do projeto, destinados à segurança das pessoas; g) descrição da compatibilidade dos dispositivos de
proteção com a instalação elétrica. 10.3.10 Os projetos devem assegurar que as instalações
proporcionem aos trabalhadores iluminação adequada e uma posição de trabalho segura, de acordo com a NR 17 – Ergonomia.
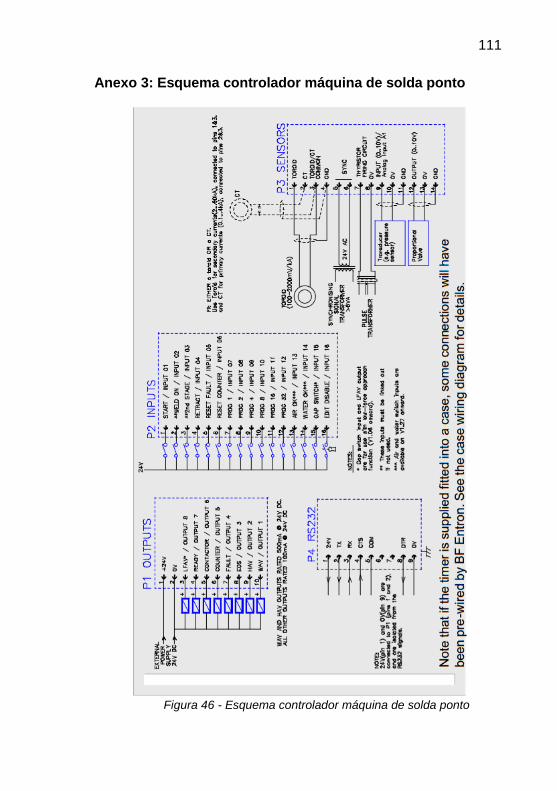
111
Anexo 3: Esquema controlador máquina de solda ponto
Figura 46 - Esquema controlador máquina de solda ponto
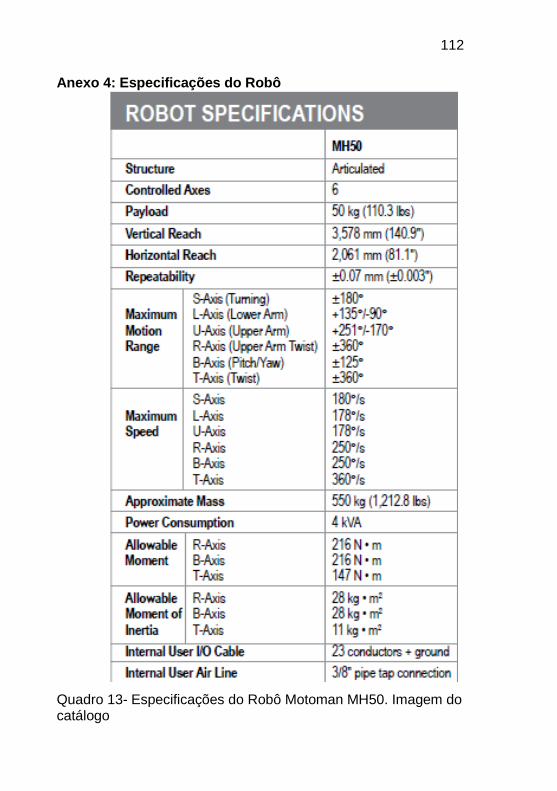
112
Anexo 4: Especificações do Robô
Quadro 13- Especificações do Robô Motoman MH50. Imagem do catálogo
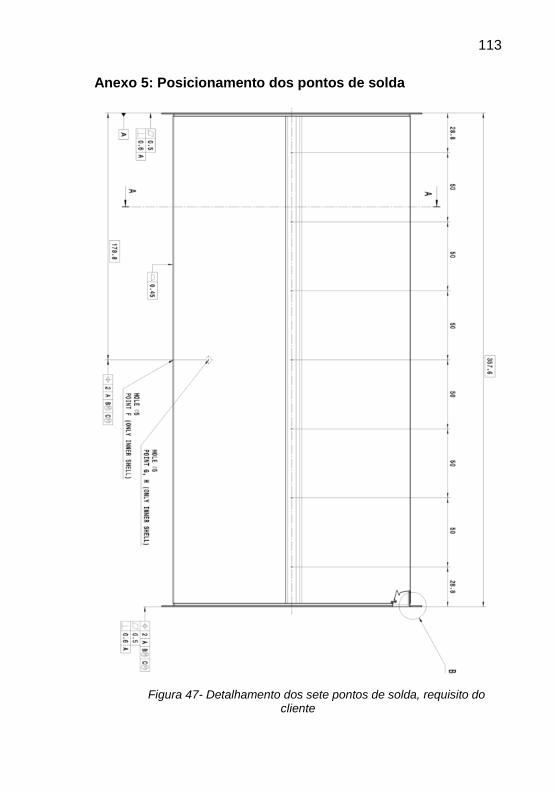
113
Anexo 5: Posicionamento dos pontos de solda
Figura 47- Detalhamento dos sete pontos de solda, requisito do
cliente
APÊNDICES
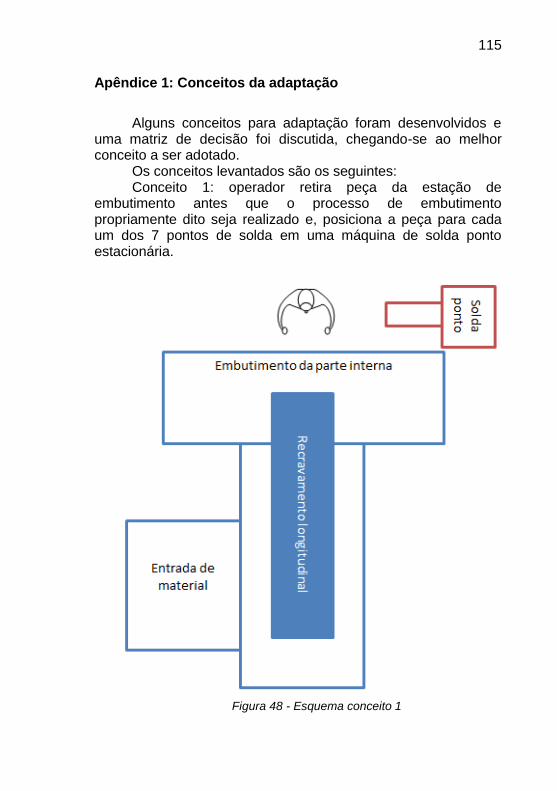
115
Apêndice 1: Conceitos da adaptação
Alguns conceitos para adaptação foram desenvolvidos e uma matriz de decisão foi discutida, chegando-se ao melhor conceito a ser adotado.
Os conceitos levantados são os seguintes: Conceito 1: operador retira peça da estação de
embutimento antes que o processo de embutimento propriamente dito seja realizado e, posiciona a peça para cada um dos 7 pontos de solda em uma máquina de solda ponto estacionária.
Figura 48 - Esquema conceito 1
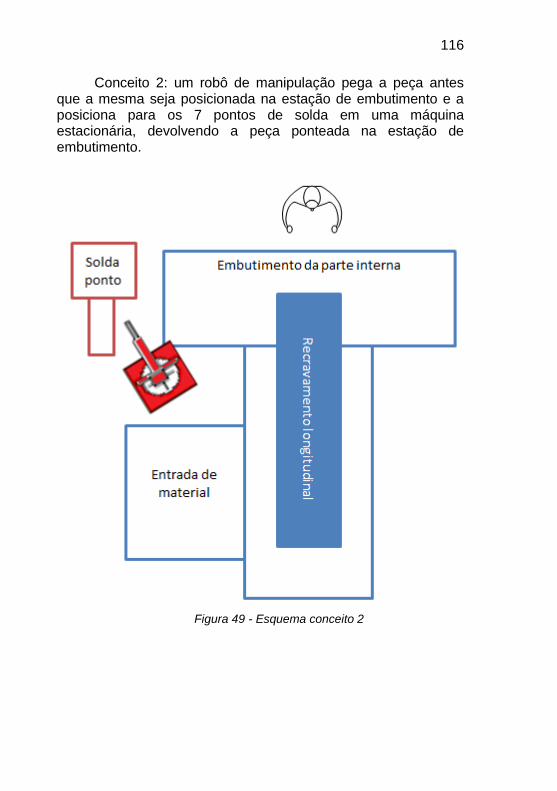
116
Conceito 2: um robô de manipulação pega a peça antes que a mesma seja posicionada na estação de embutimento e a posiciona para os 7 pontos de solda em uma máquina estacionária, devolvendo a peça ponteada na estação de embutimento.
Figura 49 - Esquema conceito 2
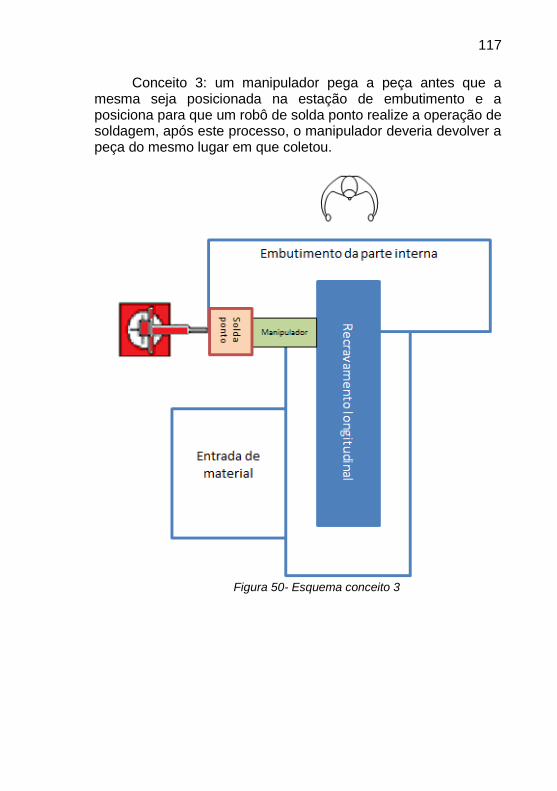
117
Conceito 3: um manipulador pega a peça antes que a mesma seja posicionada na estação de embutimento e a posiciona para que um robô de solda ponto realize a operação de soldagem, após este processo, o manipulador deveria devolver a peça do mesmo lugar em que coletou.
Figura 50- Esquema conceito 3
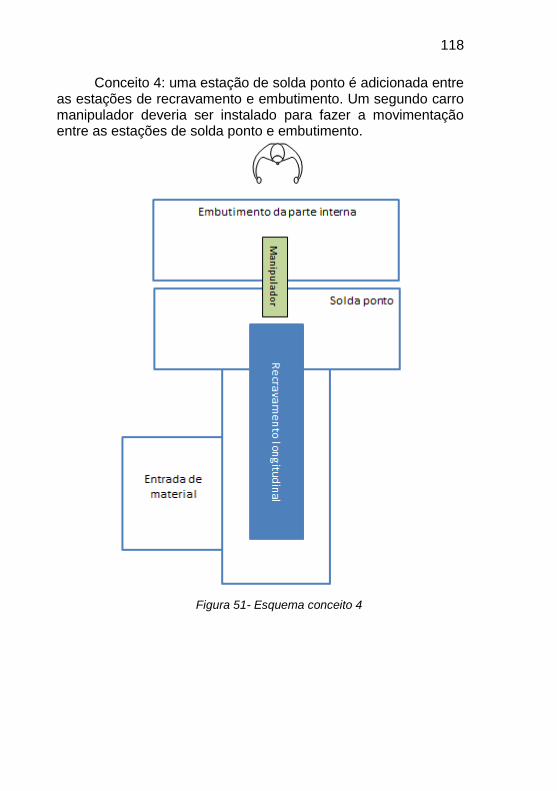
118
Conceito 4: uma estação de solda ponto é adicionada entre as estações de recravamento e embutimento. Um segundo carro manipulador deveria ser instalado para fazer a movimentação entre as estações de solda ponto e embutimento.
Figura 51- Esquema conceito 4
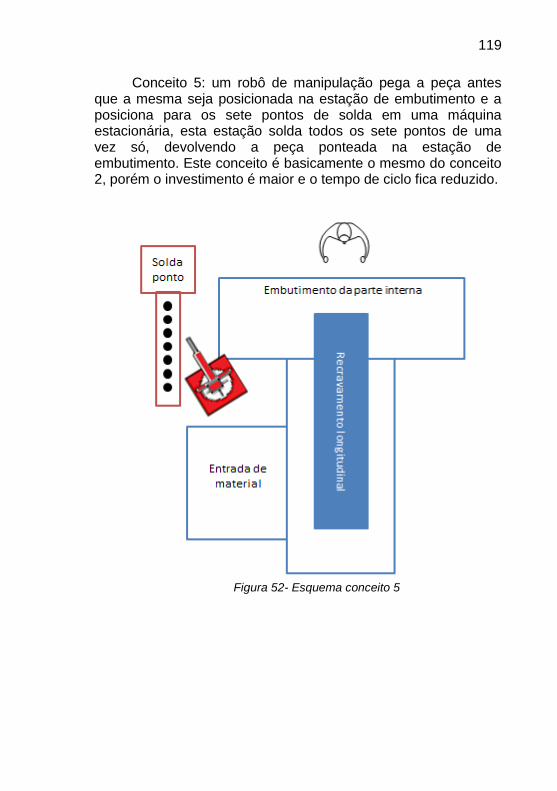
119
Conceito 5: um robô de manipulação pega a peça antes que a mesma seja posicionada na estação de embutimento e a posiciona para os sete pontos de solda em uma máquina estacionária, esta estação solda todos os sete pontos de uma vez só, devolvendo a peça ponteada na estação de embutimento. Este conceito é basicamente o mesmo do conceito 2, porém o investimento é maior e o tempo de ciclo fica reduzido.
Figura 52- Esquema conceito 5
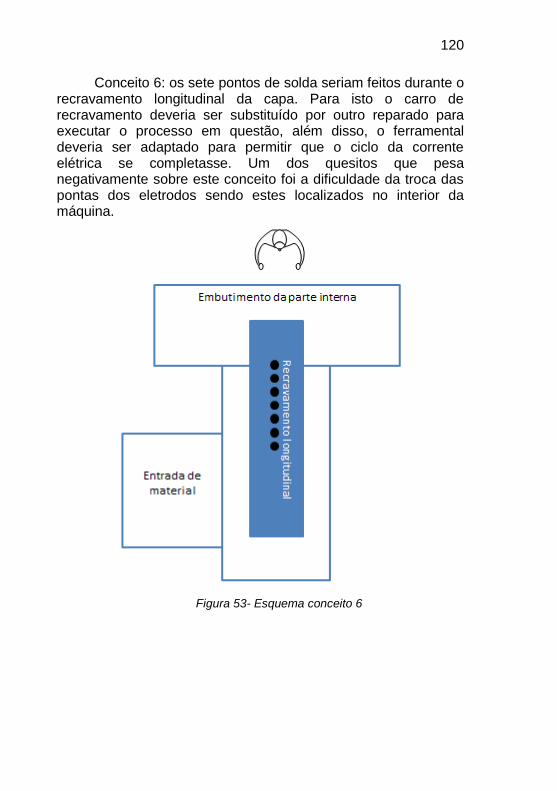
120
Conceito 6: os sete pontos de solda seriam feitos durante o recravamento longitudinal da capa. Para isto o carro de recravamento deveria ser substituído por outro reparado para executar o processo em questão, além disso, o ferramental deveria ser adaptado para permitir que o ciclo da corrente elétrica se completasse. Um dos quesitos que pesa negativamente sobre este conceito foi a dificuldade da troca das pontas dos eletrodos sendo estes localizados no interior da máquina.
Figura 53- Esquema conceito 6
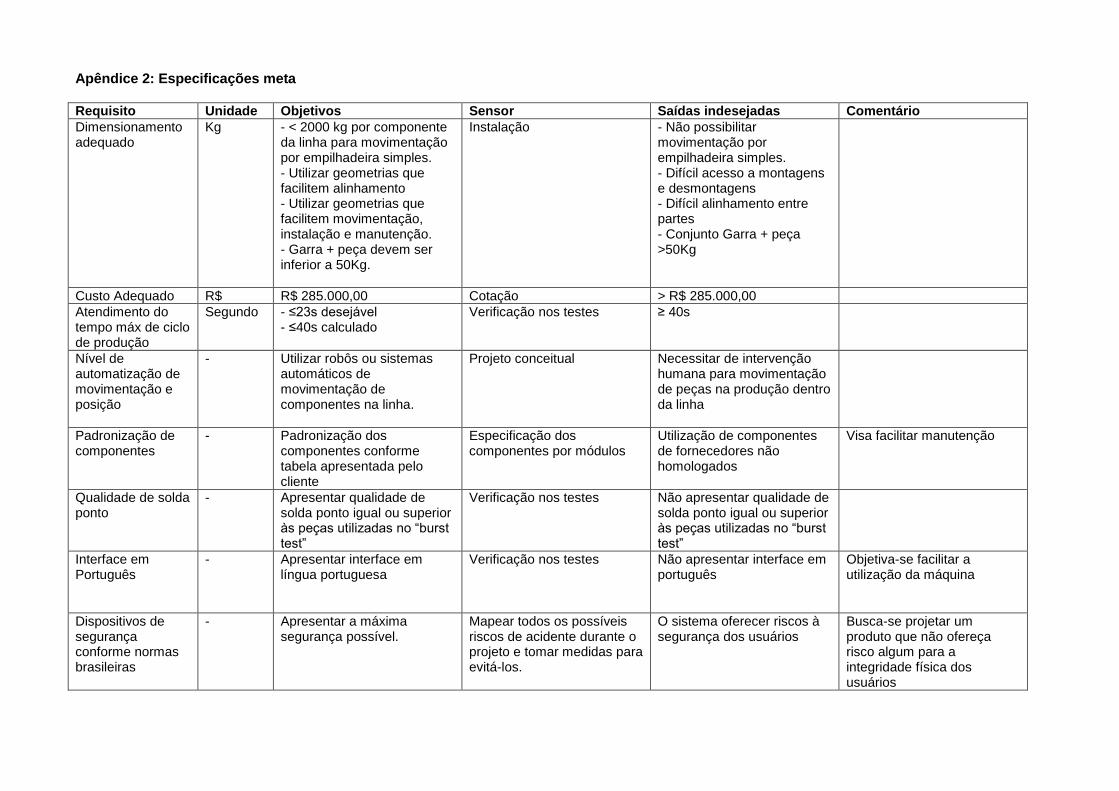
Apêndice 2: Especificações meta Requisito Unidade Objetivos Sensor Saídas indesejadas Comentário
Dimensionamento adequado
Kg - < 2000 kg por componente da linha para movimentação por empilhadeira simples. - Utilizar geometrias que facilitem alinhamento - Utilizar geometrias que facilitem movimentação, instalação e manutenção. - Garra + peça devem ser inferior a 50Kg.
Instalação - Não possibilitar movimentação por empilhadeira simples. - Difícil acesso a montagens e desmontagens - Difícil alinhamento entre partes - Conjunto Garra + peça >50Kg
Custo Adequado R$ R$ 285.000,00 Cotação > R$ 285.000,00
Atendimento do tempo máx de ciclo de produção
Segundo - ≤23s desejável - ≤40s calculado
Verificação nos testes ≥ 40s
Nível de automatização de movimentação e posição
- Utilizar robôs ou sistemas automáticos de movimentação de componentes na linha.
Projeto conceitual Necessitar de intervenção humana para movimentação de peças na produção dentro da linha
Padronização de componentes
- Padronização dos componentes conforme tabela apresentada pelo cliente
Especificação dos componentes por módulos
Utilização de componentes de fornecedores não homologados
Visa facilitar manutenção
Qualidade de solda ponto
- Apresentar qualidade de solda ponto igual ou superior às peças utilizadas no “burst test”
Verificação nos testes Não apresentar qualidade de solda ponto igual ou superior às peças utilizadas no “burst test”
Interface em Português
- Apresentar interface em língua portuguesa
Verificação nos testes Não apresentar interface em português
Objetiva-se facilitar a utilização da máquina
Dispositivos de segurança conforme normas brasileiras
- Apresentar a máxima segurança possível.
Mapear todos os possíveis riscos de acidente durante o projeto e tomar medidas para evitá-los.
O sistema oferecer riscos à segurança dos usuários
Busca-se projetar um produto que não ofereça risco algum para a integridade física dos usuários
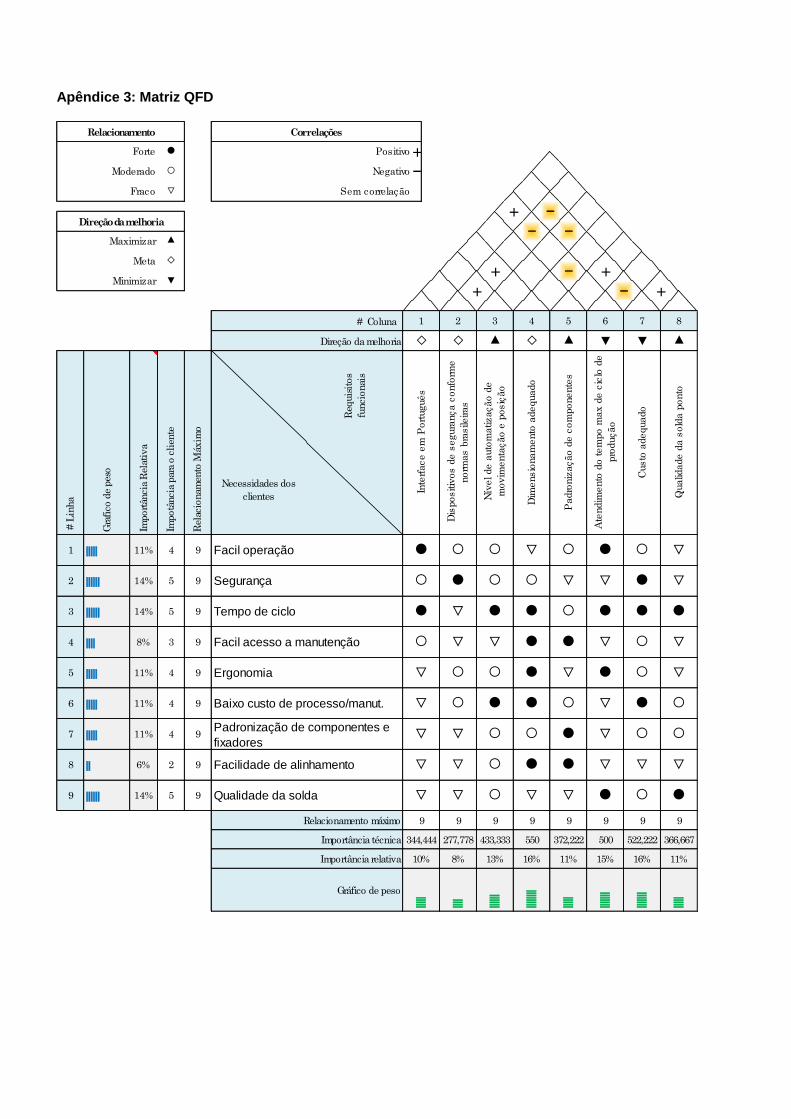
Apêndice 3: Matriz QFD
Req
uis
itos
funci
onai
s
Necessidades dos
clientes
1 | | | | | 11% 4 9
2 | | | | | | 14% 5 9
3 | | | | | | 14% 5 9
4 | | | | 8% 3 9
5 | | | | | 11% 4 9
6 | | | | | 11% 4 9
7 | | | | | 11% 4 9
8 | | 6% 2 9
9 | | | | | | 14% 5 9
Direção da melhoria
Relacionamento
Forte Moderado
Fraco R
elac
ionam
ento
Máx
imo
4 5 6 7 8
Correlações
Positivo+
Negativo −Sem correlação
Maximizar
Meta
Minimizar
9 9 9
|||||||
10% 8% 13%
|||||
Importância técnica
Relacionamento máximo 9 9
Gráfico de peso
Importância relativa
9 9 9
344,444 277,778 433,333
|||||
||||
||||||
||||||||
|||||
|||||||
3
Impotâ
nci
a par
a o c
lien
te
Import
ânci
a R
elat
iva
# L
inha
Gra
fico
de
pes
o
Direção da melhoria
# Coluna 1
2
550 372,222 500 522,222 366,667
16% 11% 15% 16% 11%
Padronização de componentes e
fixadores
Facilidade de alinhamento
Qualidade da solda
Facil operação
Segurança
Tempo de ciclo
Facil acesso a manutenção
Ergonomia
Baixo custo de processo/manut.
Qualid
ade d
a s
old
a p
onto
Inte
rface e
m P
ort
uguês
Dis
positiv
os d
e s
egura
nça c
onfo
rme
norm
as b
rasile
iras
Nív
el de a
uto
matização d
e
movim
enta
ção e
posiç
ão
Dim
ensio
nam
ento
adequado
Padro
niz
ação d
e c
om
ponente
s
Ate
ndim
ento
do t
em
po m
ax d
e c
iclo
de
pro
dução
Custo
adequado
+
+−
−
+ −
− −
+
+