Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA DEPARTAMENTO DE INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN
UNIDAD PROFESIONAL ADOLFO LÓPEZ MATEOS
“Propuesta de automatización de un conjunto de plantas
enfriadoras de líquido con compresor centrífugo”
TESIS
Que para obtener el título de Ingeniero en Control y
Automatización
Presenta:
Eduardo Castillo Alcántara
Asesores:
Ing. Humberto Soto Ramírez
M. en C. Mauricio Aarón Pérez Romero




Por que nos duele la patria en nuestras entrañas y aspiramos a calmar su dolor
“La Técnica al Servicio de la Patria”
AGRADECIMIENTOS
A quien en cada momento me enseño una filosofía de vida admirable, y digna de seguir
como ejemplo, quien me enseño que la lucha por lograr una superación intelectual y moral
es necesaria para contribuir al desarrollo como sociedad, quien me enseño a ser humilde y
sincero, a alzar la voz contra las injusticias, a ser un hombre integro y respetuoso, quien, con
su ejemplo, me enseño a vivir, a amar la vida, a amar la lucha, a amar la dignidad. Las
palabras no me son suficientes para expresar mi sentir por tan gran amiga, hermana,
compañera, madre; honorable madre, cariñosa, justa, sabia, sincera y amorosa, esa madre
ejemplo. Hay quien proclama que detrás de un gran hombre hay una gran mujer, yo opino lo
contrario, ya que la mujer marcha a nuestro lado y es gracias a ella que llegamos a ser quienes
somos. ¡Gracias mamá por enseñarme el significado de la Vida, de la Revolución y del
Socialismo!
El conocimiento es una virtud que no puede quedar en un solo hombre, debe compartirse y
enseñarse a quienes nos rodean, especialmente a quienes más queremos. Claudio, fuiste mi
padre, nos mostraste el camino de la dignidad, el camino del revolucionario y mi madre y yo
lo supimos tomar con orgullo. Me apoyaste en los momentos más difíciles, me brindaste la
mano, me aconsejaste y nos compartiste ese maravilloso conocimiento que te caracteriza.
Hombres de tu talla y de tu capacidad son pocos, y hombres dispuestos a forjar ciudadanos
con conciencia y humanidad, solo tu. ¡Gracias por ser mi amigo, mi padre y mi compañero!
Gracias a mi familia, a mis tías, Ana y Mony, a mi abuela, Tere, al futuro ingeniero, Nico,
gracias a todos por alentarme, por confiar en mi y en mi capacidad. Por ser mis segundas
madres. ¡Gracias familia!

Por que nos duele la patria en nuestras entrañas y aspiramos a calmar su dolor
“La Técnica al Servicio de la Patria”
Todo profesor merece el respeto que por si mismo representa su trabajo, sin embargo, existen
profesores que merecen todo el respeto y la admiración posible. Mis asesores representaron al
profesor ejemplar, aquel que orienta, enseña, educa y da el ejemplo. Quienes dedican su
tiempo y vida a la docencia, quienes eligieron la profesión por vocación y no por
circunstancia.
Gracias al Ing. Humberto, que más que ser solo un titulo es un profesor amigo, estricto, pero
paciente, constante, pero accesible, de aquellos que más que dar una clase, enseñan, que más
que cumplir con el horario, dedican su tiempo a sus alumnos, de aquellos que son ejemplo.
De aquellos que tienen conciencia de la situación en la institución y ponen de su parte para
hacer una institución de calidad, una escuela mundialmente reconocida.
Gracias el Maestro Aarón, un profesor joven pero sabio. Un profesor que veía la manera pero
siempre tenía una solución a los problemas. Que aunque siendo solo un profesor da todo a
sus alumnos con tal de que ellos se superaren y logren sus objetivos. Profesor sencillo,
humilde, pero sabio. De esa casta de profesores jóvenes que proyectan un futuro promisorio
para el instituto.
A mis Sinodales, la Ingenieras Selene y Teresita, dos grandes mujeres, dos grandes
ingenierías, siempre estuvieron a la altura de su embestidura. Amables, serias, y honestas
dieron un criterio justo de un trabajo arduo. Siempre va a ser un orgullo escuchar que
contamos con profesoras que llevan el titulo de ingenieras, pero sobre todo que ponen en
alto el importante cargo que se les ha conferido, el cargo de impartir conocimiento. Les
agradezco su paciencia y su tiempo, pero sobre todo, les agradezco su amistad. ¡Gracias!
Gracias a cada estudiante, padre y madre de familia, obrero, maestro, artesano, medico,
ingeniero, etc. Gracias al pueblo que ha luchado por sostener la educación publica, laica,
gratuita y de calidad. Gracias a los maestros y compañeros estudiantes que salen a las calles a
defender el derecho a la educación. Sobre todo, gracias, al General Lázaro Cárdenas por
sentar las bases del Instituto Politécnico Nacional y darnos la oportunidad de superarnos
intelectual y humanamente, gracias a México, un gran país. ¡Gracias!

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
i
RESUMEN
La necesidad apremiante de desarrollar tecnología propia en México ha ido en aumento en los
últimos años pese a la falta de apoyo gubernamental y a la alta tasa de dependencia tecnológica
con respecto a otros países de América Latina. Por otro lado es bien sabido que las grandes
empresas, en su mayoría extranjeras, que proporcionan maquinaria y equipos industriales a
México, llevan décadas desarrollando dicha tecnología, pero también es cierto que nunca es tarde
para comenzar a desarrollar tecnológica propia en este país.
En la industria y/o edificios comerciales donde se utilizan equipos de Calefacción, Ventilación y
Aire Acondicionado (HVAC por sus siglas en inglés) se cuenta con sistemas para coordinar el
funcionamiento de múltiples plantas de enfriamiento de líquido, sin embargo, estos sistemas
están restringidos a ser utilizados solo con la tecnología de automatización que la misma marca
proporciona, sin poder interconectar diversas plantas de enfriamiento que no sean de la misma
marca o modelo.
Este trabajo se enfoca en dar una propuesta a las diversas alternativas ya existentes de sistemas
para la automatización de múltiples plantas de enfriamiento de líquido, también conocidos como
Chillers mediante un sistema de automatización para coordinar el funcionamiento en conjunto de
los Chillers, donde además cabe destacar que dicho sistema fue desarrollado por el intelecto
mexicano y es de carácter abierto, lo que implica que se puede modificar según las necesidades
del usuario.
Claramente se busca reducir la dependencia tecnológica en este tipo de sistemas, para ello se
utilizaron diversas herramientas como lo fueron los programas para el desarrollo de la lógica de
PLC en lenguaje escalera, diseño asistido por computadora, diseño de Interfaces Humano-
Máquina (HMI), y la simulación mediante un protocolo de comunicación entre el programa de
diseño HMI y el programa de emulación del PLC.
Dentro de esta propuesta se contempla la programación en PLC para el arranque, paro y paro de
emergencia de una planta de enfriamiento de líquido, y como eje central la programación para la
coordinación de 3 Chillers.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
ii
Se propone una HMI funcional, donde se monitoreen las variables de presión y temperatura en la
planta, y que además sirva de herramienta para controlar el arranque, paro y paro de emergencia
de las plantas en su conjunto.
Se desarrolló el modelo 3D de una planta de enfriamiento de líquido, donde se aprecian los
componentes principales y la estructura física que posee. Para comprobar lo anterior se llevó a
cabo la simulación del sistema de automatización, debido a que no se dispone físicamente la
planta ni los elementos necesarios para llevar a cabo la implementación real de la propuesta.
Como resultado se logró la programación en PLC necesaria para coordinación, de manera
secuencial, de tres plantas de enfriamiento de líquido con compresor centrífugo, la visualización
de las variables presión y temperatura más importantes dentro de la planta, la mejora visual en
cuanto al diseño de la Interfaz Humano-Máquina (HMI) y la comprobación de la funcionalidad
del sistema mediante la simulación del mismo.
En conclusión, esta propuesta cumple con los requerimientos necesarios en cuando a la
automatización de 3 plantas de enfriamiento de líquido con compresor centrífugo, utilizando
como herramienta una HMI funcional e intuitiva, donde una de las principales características de
esta propuesta es el carácter abierto que posee, destacando el desarrollo del intelecto académico
con el que cuenta el Instituto Politécnico Nacional, en la Escuela Superior de Ingeniería
Mecánica y Eléctrica, y la disminución de la dependencia tecnológica con respecto a otros
países.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
iii
ÍNDICE GENERAL
Resumen…………………………………………………………………………….…………...i
Índice general...……………………………………………………………………….................iii
Objetivo…………………………………………………………………………………………vii
Justificación……………………………………………………………………………………..viii
Planteamiento del problema……………………………………………………………………..ix
Hipótesis………………………………………………………………………………...............x
Alcances y delimitación del trabajo…………………………………………………………….xi
Índice de tablas………...………………………………………………………………………..xii
Índice de figuras………………………………………………………………………...............xiii
Introducción………………………………………………………………………………….…xvii
Capítulo I. Generalidades de una planta de enfriamiento de líquido……………………..…1
1.1 Partes principales de una planta enfriadora de líquido con compresor centrífugo................ 2
1.1.1 Evaporador...................................................................................................................... 2
1.1.2 Condensador ................................................................................................................... 4
1.1.3 Compresor Centrífugo .................................................................................................... 5
1.1.4 Válvula de Expansión ..................................................................................................... 6
1.1.5 Bomba de Aceite ............................................................................................................ 7
1.2 Principio de funcionamiento ................................................................................................. 9
1.2.1 Diagrama Presión-Entalpía ............................................................................................. 9
1.2.2 Ciclo de refrigeración saturado simple ......................................................................... 10
-Proceso de expansión (Etapa A-B): .................................................................................. 11
-Proceso vaporizante (Etapa B-C): .................................................................................... 12
-Proceso de compresión (Etapa C-D): ............................................................................... 13
-Proceso de condensación (Etapa E-A): ............................................................................ 14

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
iv
1.3 Parámetros generales de una planta de enfriamiento de líquido ......................................... 15
1.3.1 Tipos de refrigerantes ................................................................................................... 15
1.3.2 Unidades de refrigeración ............................................................................................. 17
1.3.3 Tipos de enfriadores de líquido .................................................................................... 17
1.3.4 Circuito hidráulico de una planta de enfriamiento de líquido con compresor centrífugo
............................................................................................................................................... 19
1.4 Aplicaciones en la industria ................................................................................................. 20
...1.5 Funcionamiento de un conjunto de plantas de enfriamiento con compresor centrífugo ..... 21
Capítulo II. Múltiples Plantas de Enfriamiento de Líquido Automatizadas……………….26
2.1 Elementos principales de un sistema de automatización para plantas de enfriamiento de
líquido........................................................................................................................................ 29
2.2 Sensores de temperatura tipo RTD para plantas enfriadoras de líquido ............................. 31
2.3 Transmisores de presión para plantas enfriadoras de líquido ............................................. 35
2.4 Puesta en marcha y operación de una planta enfriadora de líquido con compresor
centrífugo. ................................................................................................................................. 38
2.5 Sistemas comerciales de control para múltiples plantas de enfriamiento de líquido. ......... 39
2.6 Variables más importantes en una planta de enfriamiento de líquido con compresor
centrífugo .................................................................................................................................. 40
2.7 Análisis de la Problemática ................................................................................................. 41
2.7.1 Definición del problema ............................................................................................... 41
2.7.2 Recolección de datos .................................................................................................... 42
2.7.3 Análisis del problema ................................................................................................... 42
2.7.4 Propuesta de solución ................................................................................................... 43
Capítulo III. Desarrollo de Ingeniería………………………………………………………...44
3.1 Diagrama de Tubería e Instrumentación de una planta de enfriamiento de líquido con
compresor centrífugo................................................................................................................. 49
3.2 Configuración de procesador y tarjetas de entradas/salidas del PLC .................................. 50

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
v
3.3 Programa de PLC para un conjunto de plantas de enfriamiento de líquido con compresor
centrífugo .................................................................................................................................. 55
3.4 Filosofía de operación de la propuesta de automatización de una planta de enfriamiento de
líquido con compresor centrífugo. ............................................................................................ 58
3.4.1 Modo Manual ............................................................................................................... 59
3.4.1.1 Puesta en Marcha ................................................................................................... 59
3.4.1.2 Paro ........................................................................................................................ 62
3.4.2 Modo Automático ......................................................................................................... 63
3.4.2.1 Condición 1 en modo automático .......................................................................... 64
3.4.2.2 Condición 2 en modo automático .......................................................................... 67
3.4.2.3 Condición 3 en modo automático .......................................................................... 70
3.4.3 Paro de emergencia ....................................................................................................... 72
3.5 Comunicación entre RSLinx y Wonderware Intouch ........................................................ 73
3.5.1 Configuración de los marcadores ................................................................................. 74
3.6 Modelo 3D de una planta enfriadora de líquido con compresor centrífugo. ....................... 75
3.7 Desarrollo de la interfaz humano-máquina de un sistema de automatización para 3 plantas
de enfriamiento de líquido con compresor centrífugo. ............................................................. 81
3.7.1 Ventana principal de la HMI para 3 plantas de enfriamiento ....................................... 87
3.7.2 Ventana emergente para iniciar sesión y definir el nivel de acceso ............................. 89
3.7.3 Ventana de la planta de enfriamiento y scripts............................................................. 90
3.7.4 Ventana de la bomba de aceite y resistencia del cárter ................................................ 93
3.7.5 Ventana de las tendencias correspondientes a diversas temperaturas .......................... 94
3.7.6 Ventana de las circuito hidráulico de 3 plantas de enfriamiento de líquido ................. 95
3.7.7 Ventana emergente de advertencia para el paro de emergencia ................................... 96
3.7.8 Ventanas de alarmas y ayuda al operario ..................................................................... 98
Capítulo IV. Pruebas de Simulación y Resultados………………………………………….103
4.1 Prueba de simulación en modo manual ............................................................................ 104
4.1.1 Arranque en modo manual ......................................................................................... 104
4.1.1.1 Visualización de variables presión y temperatura ............................................... 105

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
vi
4.1.2 Alarmas en modo manual ........................................................................................... 108
4.1.3 Paro en modo manual ................................................................................................. 112
4.1.4 Paro de emergencia en modo manual ......................................................................... 113
4.2 Prueba de simulación en modo automático ....................................................................... 115
4.2.1 Arranque, paro y paro de emergencia en modo automático condición 1 ................... 115
4.2.2 Arranque, paro y paro de emergencia en modo automático condición 2 ................... 116
4.2.3 Arranque, paro y paro de emergencia en modo automático condición 3 ................... 117
4.2.4 Cambio de condición en modo automático ................................................................ 118
4.2.5 Cambio de condición 1 a condición 2 en modo automático ...................................... 119
4.2.6 Cambio de condición 2 a condición 3 en modo automático ...................................... 119
4.2.7 Cambio de condición 3 a condición 2 en modo automático ...................................... 120
4.2.8 Cambio de condición 2 a condición 1 en modo automático ...................................... 120
4.2.9 Alarmas en modo automático ..................................................................................... 121
4.3 Modo de operación deshabilitado ..................................................................................... 121
4.4 Resultados obtenidos mediante la simulación del sistema de automatización ................. 121
Capítulo V. Planteamiento Económico………………………………………………………123
5.1 Cargos directos .................................................................................................................. 124
5.1.1 Cargo directo por mano de obra ................................................................................. 124
5.2 Cargos indirectos ............................................................................................................... 127
5.3 Costos de los sistemas de control comerciales para plantas de enfriamiento de líquido con
compresor centrífugo............................................................................................................... 130
CONCLUSIONES GENERALES .............................................................................................. 134
RECOMENDACIONES PARA TRABAJOS FUTUROS ......................................................... 138
REFERENCIAS .......................................................................................................................... 139

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
vii
OBJETIVO
Desarrollar una propuesta de automatización de un conjunto de plantas enfriadoras de líquido
con compresor centrífugo, por medio de un sistema abierto de automatización, orientado a
mejorar el funcionamiento de las plantas en conjunto y a reducir la dependencia tecnológica.
OBJETIVOS ESPECÍFICOS
Desarrollar diagrama de tubería e instrumentación de una planta enfriadora de líquido con
compresor centrífugo.
Proponer la lógica de funcionamiento de un sistema de automatización para la
coordinación de un conjunto de plantas de enfriamiento de líquido con compresor
centrífugo.
Desarrollar un programa de PLC en lenguaje escalera para la coordinación de 3 plantas
de enfriamiento.
Diseñar una Interfaz Humano-Máquina (HMI) con ayuda de equipo de cómputo y un
programa especializado.
Simular el sistema de automatización.
Realizar pruebas finales de simulación y plantear las comprobaciones necesarias de
funcionamiento.
Generar un planteamiento económico de la propuesta.
Evaluar los resultados.
Obtener conclusiones.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
viii
JUSTIFICACIÓN
En México la dependencia tecnológica en los últimos 30 años ha se ha incrementado de manera
alarmante. En el decenio 1980-1989 la tasa de dependencia tecnológica en México era del
12.98 %, a partir de la entrada en vigor del Tratado de Libre Comercio de América del Norte
(TLCAN) y hasta la fecha se ha elevado a más del 60 %. Este trabajo tiene como propósito una
propuesta de solución orientada a disminuir el problema de la dependencia tecnológica en los
sistemas de automatización para plantas enfriadoras de líquido con compresor centrífugo, debido
a que el sistema de una planta enfriadora de líquido está restringido a modificaciones,
mantenimiento, actualización o flexibilización por parte de las empresas proveedoras, en su
mayoría extranjeras. Además el hecho de que el usuario requiera adaptar el control de un
conjunto de plantas enfriadoras de líquido a un propósito distinto al que originalmente fue
planteado, implica que solo la empresa proveedora y su personal a cargo sean los únicos
autorizados para llevar a cabo cualquier acción referente a la modificación del sistema de
control.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
ix
PLANTEAMIENTO DEL PROBLEMA
Las plantas de enfriamiento de líquido, también conocidas como Chillers, son comercializadas
como equipos paquete, en los cuales se incluye un controlador específico para cada planta o
conjunto de plantas, además de los accesorios necesarios para un adecuado funcionamiento de
las mismas. En grandes instalaciones comerciales e industriales se requiere la utilización de 2 o
más plantas de enfriamiento para satisfacer la demanda. Para ello se cuenta con un sistema de
control donde se monitorea el funcionamiento de las plantas, se ponen en marcha, se visualizan
alertas, etc. El problema principal radica en que las grandes empresas que comercializan los
sistemas de control para 2 o más plantas de enfriamiento de líquido, son las únicas autorizadas
para acceder directamente a la programación interna del sistema de control y automatización, ya
sea para modificarlo, actualizarlo, expandirlo o simplemente para darle mantenimiento
preventivo o correctivo, lo que implica costos debido a que solo la empresa proveedora puede
llevar a cabo las tareas antes mencionadas, además implica de retardos de tiempo ocasionados
por la lenta respuesta de dichas empresas para solucionar los problemas que se presenten en el
sistema de control y automatización de la planta.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
x
HIPÓTESIS
Si se establece una propuesta de un sistema abierto de automatización, mediante el uso de un
programa de diseño para Interfaces Humano-Máquina (HMI), programas de simulación y
automatización a un conjunto de plantas enfriadoras de líquido con compresor centrífugo,
entonces se logrará una mejora significativa en su funcionamiento secuencial o coordinado, se
reducirá la dependencia tecnológica y se facilitará la modificación de la programación del
sistema de automatización por parte del usuario.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xi
ALCANCES Y DELIMITACIÓN DEL TRABAJO
El presente trabajo está enfocado a desarrollar una propuesta de automatización de 3 plantas de
enfriamiento de líquido con compresor centrífugo. A continuación se presentan los puntos que se
desarrollan en esta propuesta como parte del alcance esperado:
Configuración y programación en lenguaje escalera la lógica de funcionamiento necesaria
para el arranque, paro y paro de emergencia de una planta de enfriamiento de líquido.
Configuración y programación en lenguaje escalera la lógica de funcionamiento para
coordinar 3 plantas de enfriamiento de líquido.
Simulación de la programación en PLC para verificar su funcionamiento.
Diseño y desarrollo del modelo en tercera dimensión de una planta de enfriamiento de
líquido con compresor centrífugo.
Diseño y desarrollo de una HMI para monitorear las variables temperatura y presión,
además de controlar el modo de operación coordinado, arranque, paro y paro de
emergencia de tres plantas de enfriamiento de líquido.
Simulación del funcionamiento del sistema, integrando los programas necesarios para el
desarrollo de los puntos antes mencionados y obtener resultados.
En cuanto a la delimitación del tema, a continuación se mencionan algunos de los puntos más
importantes que no se abordaron en el desarrollo de este trabajo:
Diseño y desarrollo del algoritmo de control necesario para mantener la temperatura de
agua refrigerada dentro de un rango dado.
Cálculo de la capacidad de enfriamiento con base a la carga térmica.
Control y automatización de una torre de enfriamiento.
Diseño y cálculo de la capacidad de una Unidad Manejadora de Aire (UMA).
Cálculo de tuberías, bombas, etc.
Cálculo del sistema eléctrico necesario para implementar físicamente la propuesta.
Implementación física de la propuesta.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xii
ÍNDICE DE TABLAS
Tabla 1 Tipos de refrigerantes de la serie etano ........................................................................... 16
Tabla 2 Tipos de RTD más utilizados en la medición de temperatura en chillers. ....................... 31
Tabla 3 Abreviaturas de los TAG digitales en RSLogix500 ........................................................ 54
Tabla 4 TAG discretos correspondientes al chiller 1 .................................................................... 56
Tabla 5 TAG analógicos correspondientes al chiller 1 ................................................................. 57
Tabla 6 TAG discretos correspondientes al chiller 2 .................................................................... 57
Tabla 7 TAG analógicos correspondientes al chiller 2 ................................................................. 57
Tabla 8 TAG discretos correspondientes al chiller 3 .................................................................... 58
Tabla 9 TAG analógicos correspondientes al chiller 3 ................................................................. 58
Tabla 10 Variables discretas correspondientes al chiller 1 ........................................................ 100
Tabla 11 Variables analógicas correspondientes al chiller 1 ..................................................... 101
Tabla 12 Variables discretas correspondientes al chiller 2 ........................................................ 101
Tabla 13 Variables analógicas correspondientes al chiller 2 ...................................................... 101
Tabla 14 Variables discretas correspondientes al chiller 3 ........................................................ 102
Tabla 15 Variables analógicas correspondientes al chiller 3 ..................................................... 102
Tabla 16. Personal y salario mínimo mensual ............................................................................ 124
Tabla 17. Total de horas invertidas ............................................................................................. 125
Tabla 18. Costo total de mano de obra ....................................................................................... 126
Tabla 19. Esquema de pagos semanales a los trabajadores ........................................................ 127
Tabla 20. Tabla de bienes requeridos ......................................................................................... 128
Tabla 21. Tabla de servicios requeridos ..................................................................................... 129
Tabla 22. Obtención del costo total del proyecto ....................................................................... 130
Tabla 23. Costos del sistema de control Tracer Adaptiview Control ......................................... 131
Tabla 24. Costos del sistema de control Tracer Adaptiview Display ......................................... 132

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xiii
ÍNDICE DE FIGURAS
Figura 1. Componentes principales de una planta de enfriamiento de líquido con compresor
centrífugo (Manual ICOM-ES-YK YORK) ....................................................................... 2
Figura 2. Enfriador acorazado de tubos en U tipo inundado (SHECO Services) ........................... 3
Figura 3. Partes principales de un compresor centrífugo (General Electric) .................................. 5
Figura 4. Esquema de las partes del ciclo de refrigeración saturado simple. ................................. 6
Figura 5. Partes principales de una válvula de expansión termostática .......................................... 7
Figura 6. Sistema de lubricación y separación de aceite de un compresor centrífugo
(Manual ICOM-ES-YK YORK) ..................................................................................................... 8
Figura 7. Grafica Presión-Entalpia del refrigerante R-12 ............................................................... 9
Figura 8. Etapas del ciclo de refrigeración saturado simple (MANUAL ICOM-ES-YK YORK) 10
Figura 9. Chiller tipo scroll enfriado por aire (TRANE) .............................................................. 17
Figura 10. Chiller tipo scroll enfriado por agua (YORK) ............................................................ 18
Figura 11. Chiller tipo tornillo enfriado por aire (YORK) ........................................................... 18
Figura 12. Chiller tipo tornillo enfriado por agua (YORK) .......................................................... 18
Figura 13. Chiller tipo centrífugo enfriado por agua (Carrier) ..................................................... 19
Figura 14. Chiller de tipo absorción enfriado por agua (YORK) ................................................. 19
Figura 15. Esquema típico de un circuito hidráulico de enfriamiento de líquido (YORK) .......... 20
Figura 16. SCADA de un conjunto de Chillers centrífugos (DANBELL) ................................... 22
Figura 17. Tres plantas de enfriamiento de líquido con compresor centrífugo, cada una con un
controlador/HMI (The Middle State University) ......................................................................... 24
Figura 18. Configuración en paralelo de 3 chillers (TRANE) ..................................................... 25
Figura 19. Panel de control para un chiller enfriado por aire (TRANE) ...................................... 28
Figura 20. Desplegado grafico de control para un chiller centrífugo (YORK) ............................ 28
Figura 21. Interfaz gráfica para el control de un chiller centrífugo (McQuay) ............................ 29
Figura 22. Elementos principales para el sistema de control de una planta enfriadora condensada
por aire (TRANE). ........................................................................................................................ 30
Figura 23. Esquemático de un módulo RTD para PLC
(Manual de usuario Compact I/O RTD/Resistance Input Module Allen Bradley) ........................ 32
Figura 24. Diagramas físicos de conexión de un RTD al módulo de PLC
(Manual de usuario Compact I/O RTD/Resistance Input Module Allen Bradley) ........................ 33
Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xiv
Figura 25. Gráfica del escalamiento de la señal de un sensor RTD configurado en un módulo
RTD para PLC. ............................................................................................................................. 34
Figura 26. Transmisor para un sensor RTD con una señal de respuesta de 4 a 20 mA ................ 35
Figura 27. Transmisor de presión utilizado en aplicaciones de refrigeración y plantas de
enfriamiento. ................................................................................................................................. 35
Figura 28. Módulo de entradas analógicas (Manual de usuario Compact I/O Analog Module
Allen Bradley) ............................................................................................................................... 36
Figura 29. Gráfica del escalamiento de la señal analógica de un transmisor de presión
configurado en un módulo de entradas analógicas para PLC. ...................................................... 37
Figura 30. Pantalla principal del desplegado gráfico de una planta de enfriamiento ................... 41
Figura 31. Metodología para la solución de proyectos de automatización ................................... 48
Figura 32. Diagrama a bloques de la integración necesaria para la simulación ........................... 50
Figura 33. Selección de los módulos I/O en la configuración del PLC ........................................ 52
Figura 34. Selección del procesador de PLC utilizado ................................................................. 53
Figura 35. Programa principal y subrutinas de chillers 1, 2 y 3 en RSLogix500. ........................ 59
Figura 36. Diagrama de flujo de la puesta en marcha de una planta de enfriamiento. ................. 60
Figura 37. Línea de programación para activar la resistencia del cárter ...................................... 61
Figura 38. Línea de programación donde se ubica el interruptor de flujo del chiller 1 (permisivo).
....................................................................................................................................................... 61
Figura 39. Diagrama a flujo de la secuencia de paro de un chiller ............................................... 62
Figura 40. Diagrama de flujo de la selección del modo de operación .......................................... 63
Figura 41. Línea de programación donde se adquieren los datos del sensor de temperatura
ambiente ........................................................................................................................................ 64
Figura 42. Línea de programación del modo automático en condición 1 ..................................... 64
Figura 43. Línea de programación condición 1 activación de subrutina 1 ................................... 65
Figura 44. Línea de programación condición 1 activación de subrutina 2 ................................... 65
Figura 45. Diagrama de flujo de la secuencia de operación en condición 1 ................................ 66
Figura 46. Línea de programación del modo automático en condición 2 ..................................... 67
Figura 47. Línea de programación condición 2 activación de subrutinas 1 y 2 ............................ 68
Figura 48. Línea de programación condición 3 activación de subrutinas 2 y 3 ............................ 68
Figura 49. Diagrama de flujo de la secuencia de operación en condición 2 ................................. 69
Figura 50. Línea de programación del modo automático en condición 3 ..................................... 70

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xv
Figura 51. Línea de programación condición 3 subrutinas 1, 2 y 3 .............................................. 70
Figura 52. Línea de programación condición 3 reinicio de temporizador. ................................... 71
Figura 53. Diagrama a flujo de la secuencia de operación en condición 3 ................................... 71
Figura 54. Ejemplo de una línea de programación donde se encuentra el paro por emergencia .. 72
Figura 55. Configuración en RSLinx500 para la comunicación DDE ......................................... 73
Figura 56. Configuración de la comunicación en Wonderware Intouch ...................................... 74
Figura 57. Ventana de configuración de los TAG ........................................................................ 74
Figura 58. Rejilla frontal del intercambiador de calor tipo tubos en U ........................................ 75
Figura 59. Vista lateral del arreglo de tubos en U ........................................................................ 76
Figura 60. Arreglo del haz de conformado por 132 tubos en U ................................................... 76
Figura 61. Estructura base de una planta enfriadora de líquido con compresor centrífugo .......... 77
Figura 62. Vista del interior de los intercambiadores de calor de un chiller centrífugo ............... 78
Figura 63. Vista lateral e isométrica de compresor centrífugo ..................................................... 79
Figura 64. Vista de la planta enfriadora de líquido completa ....................................................... 79
Figura 65. Selección de la opción Renderizado Final .................................................................. 80
Figura 66. Desarrollo del Renderizado Final ............................................................................... 80
Figura 67. Metodología propuesta para el desarrollo de una HMI. .............................................. 83
Figura 68. Vista del compresor centrífugo en un HMI (Jonhson Controls) ................................. 84
Figura 69. Wizards para Intouch ................................................................................................... 86
Figura 70. Ventana principal del Wonderware Intouch ................................................................ 87
Figura 71. Ventana principal de la HMI para 3 plantas de enfriamiento de líquido con compresor
centrífugo. ..................................................................................................................................... 88
Figura 72. Iniciar sesión para el nivel de acceso dentro de la HMI .............................................. 89
Figura 73. Configuración del usuario, nombre de acceso, nivel de acceso y contraseña. ............ 89
Figura 74. Ventana del chiller 1 donde se muestran sus principales características ..................... 90
Figura 75. Indicadores del total de arranque de la planta ............................................................. 92
Figura 76. Aspecto de Window script para la ventana principal .................................................. 93
Figura 77. Ventana de la bomba de aceite y la resistencia del cárter ........................................... 94
Figura 78. Ventana de las tendencias de las distintas temperaturas de la planta .......................... 95
Figura 79. Circuito hidráulico propuesto para tres plantas de enfriamiento de líquido ................ 96
Figura 80. Ventana emergente de advertencia .............................................................................. 97

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xvi
Figura 81. Ventana de alarmas y las características más importantes presentes en cada alarma. 98
Figura 82. Diferentes ventanas de ayuda al operario .................................................................. 100
Figura 83. Comando SCP modificado para pruebas de simulación............................................ 105
Figura 84. Comando SCP con un valor decimal y un valor en grados Fahrenheit ..................... 106
Figura 85. Simulación del sistema de automatización ................................................................ 107
Figura 86. Comando SCP para un valor decimal y un valor en psia ......................................... 108
Figura 87. Configuración de las alarmas dentro del Tagname Dictionary ................................. 109
Figura 88. Ventana de alarmas con 4 alarmas de TAG reconocidas y una sin reconocer .......... 109
Figura 89. Modificación de la ventana del chiller 1 añadiendo la opción de reconocimiento de
alarmas. ....................................................................................................................................... 110
Figura 90. Ventana de la bomba de aceite y el carter del compresor ......................................... 111
Figura 91. Grafica de las temperaturas más importantes presentes en el chiller 1 ..................... 112
Figura 92. Avisos emergentes cuando se produce un paro de emergencia ................................. 114
Figura 93. Simulación en modo automático condición 1 .......................................................... 116
Figura 94. Simulación en modo automático condición 2 ........................................................... 117
Figura 95. Simulación en modo automático condición 3 ........................................................... 118

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xvii
INTRODUCCIÓN
Hoy en día todos y cada uno de los sistemas para el control y la automatización de plantas de
enfriamiento son proporcionados por las empresas proveedoras de las plantas, las cuales en su
gran mayoría, son extranjeras.
Dichas empresas imponen sus términos para modificar, expandir, o dar mantenimiento a sus
sistemas, ello, muy claramente implica un costo, el cual también es fijado por la empresa
proveedora de la planta. Esto, además de ser poco rentable para quienes utilizan este tipo de
plantas en su empresa o negocio, evidencia que en el país no hay otra opción en cuanto a este
tipo de sistemas.
Por lo tanto, para avanzar en la solución definitiva y de fondo al problema, en este trabajo se da
una propuesta de un sistema abierto de automatización, donde el término “abierto” hace
referencia a un sistema que permite el libre acceso, sin restricciones, para su personalización o
reconfiguración. Es decir que dicho sistema cual pueda ser modificado o expandido según sea el
caso, por quien adquiere una planta de enfriamiento.
Para ello, con base a la vinculación con expertos en el tema, se planteó la solución, consistente
en proponer un programa en PLC, lenguaje escalera, para la coordinación de 3 plantas de
enfriamiento de líquido con compresor centrífugo, manipulado con ayuda de una HMI funcional,
donde se visualicen las variables presión y temperatura más importantes de la planta, y además
se lleve a cabo la simulación del sistema con ayuda de programas especializados para dar certeza
a su funcionalidad.
Con lo anterior se busca reducir la dependencia tecnológica, además de mejorar el
funcionamiento en conjunto de las plantas. Con base en lo anteriormente mencionado se
consideró un protocolo de desarrollo para abordar esta propuesta y poder lograr el cumplimiento
del objetivo general.
El presente trabajo consta de 5 capítulos, donde se describen los procedimientos necesarios para
llevar a cabo el diseño y simulación de un sistema de automatización para múltiples plantas de
enfriamiento de líquido.

Escuela Superior de Ingeniería Mecánica y Eléctrica
Ingeniería en Control y Automatización
xviii
El capítulo 1 titulado “Generalidades de una planta de enfriamiento de líquido” contiene las
bases teóricas necesarias para comprender el funcionamiento del ciclo de refrigeración saturado
simple y como es que éste es utilizado en la industria y en diversos edificios comerciales donde
se cuenta con un sistema de enfriamiento de líquido.
En el capítulo 2 “Tipos de sistemas de control existentes para automatizar múltiples plantas de
enfriamiento de líquido” se explica de manera global cuales son los sistemas que existen, de que
elementos están conformados y como es que se visualizan las acciones llevadas a cabo por el
control, además de los valores de las variables medidas en el sistema. Se explican las
características más relevantes de los sensores utilizados en Chillers, sus rangos de medida y las
gráficas características de cada uno de ellos.
En el capítulo 3 “Desarrollo de ingeniería” se detallan las acciones que se llevaron a cabo con la
finalidad de integrar los diversos programas utilizados en esta propuesta. En cada programa se
explica cómo fue configurado y cuál es su finalidad dentro del sistema de automatización. De
igual manera se explican las líneas de programación más relevantes, en PLC lenguaje escalera,
además de las ventanas en la Interfaz Humano-Máquina y el modelo en tercera dimensión de la
planta de enfriamiento.
En el capítulo 4 “Simulación y pruebas del sistema de automatización” se simulo la operación
del conjunto de plantas de enfriamiento además de simular las condiciones más importantes que
se pueden presentar en el sistema. Se verifico el correcto desempeño de la HMI y se obtuvieron
resultados de lo antes descrito.
Finalmente en el capítulo 5 “Planteamiento económico” se hace una propuesta de los cargos
directos e indirectos, además de la utilidad y el costo total del proyecto necesario para llevar a
cabo la propuesta. Se considera el personal necesario y las tareas que se deben desarrollar para
lograr el objetivo.

CAPÍTULO I
Generalidades de una Planta de Enfriamiento de Líquido
con Compresor Centrífugo


Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
2
1. Generalidades de una planta de enfriamiento de líquido
Las plantas enfriadoras de líquido con compresor centrífugo son equipos que generan agua
helada y tienen como principio de funcionamiento el ciclo de refrigeración saturado simple [1].
Dentro de los componentes esenciales de un sistema de refrigeración se tiene un condensador,
evaporador, compresor, motor, válvula de expansión, válvula de seguridad, líquido refrigerante
etc. (Figura 1).
Figura 1. Componentes principales de una planta de enfriamiento de líquido con compresor centrífugo
(Manual ICOM-ES-YK YORK)
1.1 Partes principales de una planta enfriadora de líquido con compresor centrífugo.
Dentro de las partes principales de una planta de enfriamiento de líquido se tiene el evaporador,
condensador, compresor y válvula de expansión termostática.
1.1.1 Evaporador
Un evaporador es cualquier superficie de transferencia de calor en el cual se vaporiza un líquido
volátil para eliminar el calor de un espacio o producto refrigerado [2].

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
3
En refrigeración, a los equipos que llevan a cabo la evaporación se les conoce como enfriadores
[5], de los cuales existen 5 tipos diferentes:
1) Enfriador de doble tubo.
2) Enfriador Baudelot.
3) Enfriador tipo tanque.
4) Enfriador con serpentín en casco.
5) Enfriador acorazado.
Las plantas enfriadoras de líquido con compresor centrífugo utilizan enfriadores acorazados de
tipo inundados con tubos en U (Figura 2).
Figura 2. Enfriador acorazado de tubos en U tipo inundado (SHECO Services)
En este tipo de enfriadores el líquido refrigerante fluye por fuera de los tubos en U, entrando por
la parte inferior del enfriador, proveniente del condensador en estado líquido y saliendo por la
parte superior, dentro del evaporador en estado gaseoso. Precisamente es por ello que se les
denomina de tipo inundado, ya que existen también los de expansión seca donde el refrigerante
fluye por dentro de los tubos.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
4
El rango de diámetros usados en los cascos de los enfriadores es aproximadamente de 6 in a 60
in, y el número de tubos dentro del casco desde menos de 50 hasta varios miles. Los diámetros
de los tubos varían desde 5/8 in hasta 2 in y la longitud de los tubos con variantes de 5 ft a 20 ft
[1].
Una de las ventajas de este tipo de equipos es que su mantenimiento es sencillo y se pueden
adaptar fácilmente a casi todos los casos de enfriamiento de líquido. Por estas razones los
enfriadores de tipo acorazado son los más utilizados.
1.1.2 Condensador
Al igual que con los evaporadores, el condensador es una superficie de transferencia de calor. El
calor del vapor refrigerante caliente pasa a través de las paredes del condensador para su
condensación.
Como resultado de la perdida de calor del refrigerante hacia el medio condensante (agua o aire)
el vapor refrigerante es primero enfriado hasta su saturación y después condensado hasta su fase
de estado líquido.
Los condensadores enfriados por agua básicamente son de 3 tipos:
1) Condensador de doble tubo.
2) Condensador de casco y serpentín.
3) Condensador acorazado.
Las plantas enfriadoras de líquido con compresor centrífugo utilizan condensadores acorazados
con tubos en U. Su construcción es prácticamente la misma que la del evaporador, la diferencia
radica en que ambos intercambiadores de calor están diseñados para diferentes condiciones de
operación.
El diámetro de los cilindros en los condensadores varía desde aproximadamente 4 in hasta 60 in
y la longitud de los tubos varía desde 3 ft hasta 20 ft, son comunes los diámetros de tubos desde
5/8 in hasta 2 in, y el número de tubos va desde 6 u 8 hasta mil o más [1].

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
5
1.1.3 Compresor Centrífugo
Los 3 tipos de compresores más comúnmente usados en los trabajos de refrigeración son:
1) Recriprocantes.
2) Rotatorios.
3) Centrífugos.
Los compresores centrífugos consisten esencialmente de una serie de ruedas impulsoras
montadas en un eje de acero contenidas dentro de una carcasa. El número de ruedas impulsoras
depende de la magnitud de la carga termodinámica del compresor.
Es común tener compresores de dos, tres o cuatro ruedas de paso de compresión, en el caso de
las plantas enfriadores de líquido se utiliza un compresor centrífugo de un paso (Figura 3).
Aunque para aplicaciones especiales existen plantas de enfriamiento con 2 compresores
centrífugos, los cuales aumentan la capacidad de refrigeración.
Figura 3. Partes principales de un compresor centrífugo (General Electric)

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
6
1.1.4 Válvula de Expansión
A las válvulas de expansión también se les conoce como controles de flujo refrigerante [1], y
existen 6 tipos diferentes:
1) Válvula de expansión manual.
2) Válvula de expansión automática.
3) Válvula de expansión termostática.
4) Tubo capilar.
5) Válvula de flotador de presión baja.
6) Válvula de flotador de presión alta.
Los controles de flujo refrigerante tienen 2 funciones principales: La primera es medir el
refrigerante líquido en la tubería que va hacia el evaporador con una rapidez que sea
proporcional a la rapidez de la vaporización en el evaporador.
La segunda es mantener una diferencia de presión entre los lados de baja y alta presión del
sistema. Esta última función tiene como fin permitir la vaporización del refrigerante bajo las
condiciones de baja presión en el evaporador y al mismo tiempo efectuar la condensación a la
presión alta que se tiene en el condensador (Figura 4).
Figura 4. Esquema de las partes del ciclo de refrigeración saturado simple.

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
7
Las válvulas de expansión termostática (Figura 5), debido a su alta eficiencia y a lo fácil de
adaptarse a cualquier tipo de aplicación en refrigeración es probablemente la más utilizada hoy
en día para el control del flujo refrigerante [1].
La válvula de expansión termostática mantiene un grado constante de sobrecalentamiento de la
succión del compresor en la salida del evaporador por medio del bulbo remoto (sensor). Lo que
permite mantener al evaporador completamente lleno de refrigerante bajo las condiciones de
carga del sistema, y a la vez evita que se introduzca refrigerante líquido en la succión del
compresor.
Este tipo de válvulas son adecuadas para el control del flujo refrigerante en sistemas que están
sujetos a variaciones grandes y frecuentes de la carga [3].
Figura 5. Partes principales de una válvula de expansión termostática
1.1.5 Bomba de Aceite
Los compresores centrífugos requieren de grandes cantidades de aceite necesarias para sellar y
lubricar el cárter. El aceite es bombeado hacia el carter constantemente lo que implica que a la
descarga del compresor existan fugas de ese mismo aceite que se mezcla con el refrigerante, para
ello se necesita un sistema de separación de aceite lo que evita problemas dentro del condensador
(Figura 6).

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
8
El separador de aceite, en la mayoría de los sistemas de enfriamiento, es altamente eficiente ya
que separa una 99.5% del aceite que se mezcla con el refrigerante [3]. Para evitar que el aceite
que entra al compresor tenga impurezas que pueden ser perjudiciales se coloca un filtro de alta
eficiencia dentro del mismo compresor.
Figura 6. Sistema de lubricación y separación de aceite de un compresor centrífugo
(Manual ICOM-ES-YK YORK)

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
9
1.2 Principio de funcionamiento
El ciclo de refrigeración saturado simple es un ciclo ideal [1]. En este ciclo se dice que el vapor
(refrigerante) que sale del evaporador y entra a la carga del compresor es un vapor a la
temperatura y presión vaporizante (ideal) y el líquido (refrigerante) que después de salir de la
descarga del compresor y del condensador es un líquido a la temperatura y presión condensante
(en valores ideales). Es ciclo de refrigeración real se desvía un poco del ciclo teórico, pero éste
último sirve de base para comprender e identificar con facilidad el ciclo de refrigeración
(Figura 8).
1.2.1 Diagrama Presión-Entalpía
La condición del refrigerante en cualquier estado termodinámico puede ser localizada en un
punto sobre el diagrama Presión-Entalpía [1]. Para poder obtener la gráfica con respecto a una
cierta temperatura y presión se necesitan conocer dos valores principales: la temperatura
vaporizante y la condensante. Una vez localizado el punto sobre el diagrama se podrá obtener la
gráfica de todas las demás propiedades del refrigerante para dicho estado. La Figura 7 muestra
un ejemplo de diagrama presión-entalpía del refrigerante R-12 partiendo de una temperatura
vaporizante de 20 °F y una temperatura condensante de 100 °F.
Figura 7. Grafica Presión-Entalpia del refrigerante R-12
Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
10
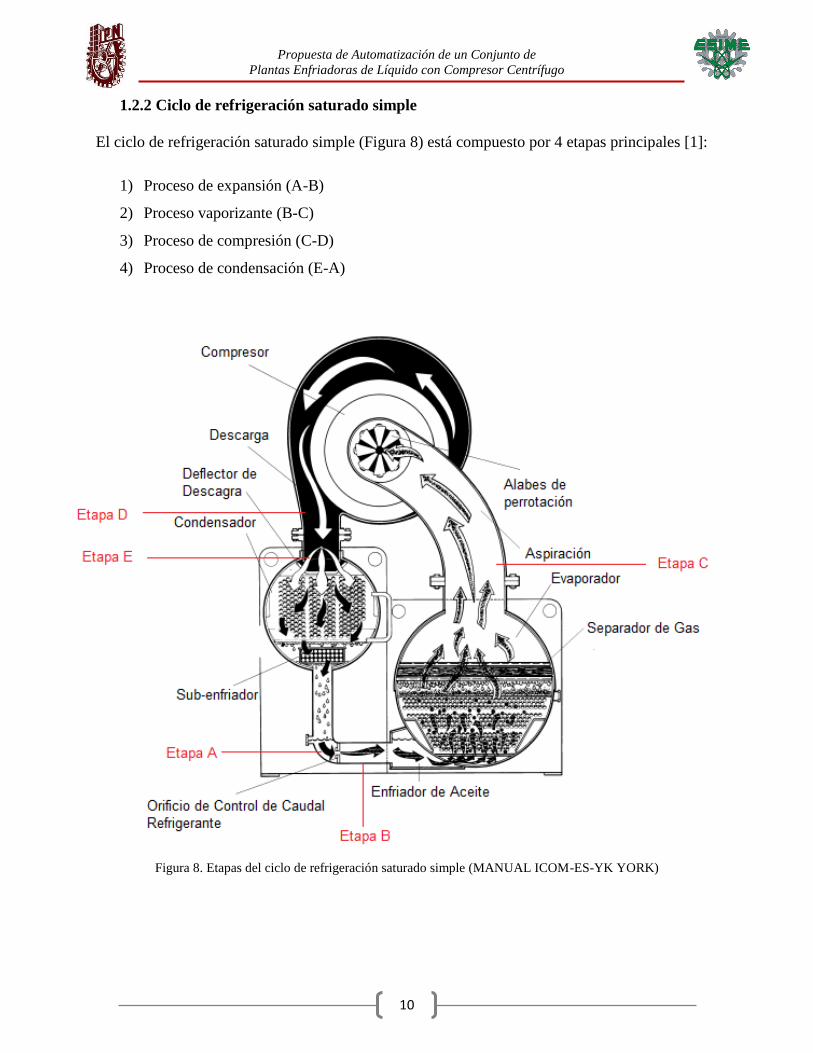
1.2.2 Ciclo de refrigeración saturado simple
El ciclo de refrigeración saturado simple (Figura 8) está compuesto por 4 etapas principales [1]:
1) Proceso de expansión (A-B)
2) Proceso vaporizante (B-C)
3) Proceso de compresión (C-D)
4) Proceso de condensación (E-A)
Figura 8. Etapas del ciclo de refrigeración saturado simple (MANUAL ICOM-ES-YK YORK)

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
11
-Proceso de expansión (Etapa A-B):
Este proceso parte del final de la etapa de condensación hasta la válvula de expansión del lado
del evaporador. Para el análisis de esta y las demás etapas se tomará como referencia un
refrigerante R-12 (Diclorodifluorometano o Freón 12).
En el condensador se utiliza agua a temperatura ambiente, la cual fluye dentro de los tubos de
intercambiador de calor para condensar el vapor refrigerante que se encuentra por fuera de los
tubos. Al final de esta etapa, tomando de referencia el R-22, este refrigerante posee las siguientes
características:
Cabe señalar que la presión, considerada desde el punto de vista de los equipos enfriadores de
líquido, es alta, en comparación con la presión en el evaporador. Fuera de la válvula de
expansión del lado del evaporador, o también conocido como lado de baja presión, el refrigerante
posee las siguientes características:
Se observa la diferencia de presiones y de temperaturas. En este punto el refrigerante es una
mezcla de 63 % líquido y 27 % vapor, a estos porcentajes se les llama “Títulos” [5] e indican que
tanto por cierto hay de vapor o liquido en el refrigerante durante alguna etapa del ciclo de
refrigeración. La entalpia permanece constante durante este proceso, no cambia, aunque la
presión y la temperatura sí.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
12
Es importante enfatizar que la válvula de expansión sirve para controlar la cantidad de líquido
refrigerante que pasa desde el condensador al evaporador.
-Proceso vaporizante (Etapa B-C):
En este proceso ocurre la vaporización del refrigerante y es aquí donde se lleva a cabo la
transferencia de calor entre el refrigerante y el medio a enfriar, en este caso agua. Al igual que en
el proceso anterior el refrigerante fluye por fuera de los tubos del intercambiador de calor y a
medida que el agua cede calor al refrigerante éste aumenta su temperatura hasta vaporizarse.
Este proceso se caracteriza por ser Isotérmico e Isobárico, es decir, se desarrolla en condiciones
de temperatura y presión constantes dentro del evaporador. Al final de esta etapa el refrigerante
posee las siguientes características:
Su entalpia incrementa considerablemente a medida que el refrigerante absorbe calor del espacio
refrigerado, la temperatura y la presión permanecen constantes. La presión a la cual se lleva a
cabo la vaporización del refrigerante se le conoce como presión vaporizante. Al aumento en la
entalpia se le conoce como efecto refrigerante y se aprecia claramente en la siguiente ecuación:

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
13
Dónde:
ha= entalpia al final de la etapa del condensador
hb= entalpia después de la válvula de expansión del lado del evaporador
hc= entalpia al final de la etapa del evaporador
qe= efecto refrigerante
-Proceso de compresión (Etapa C-D):
Este proceso abarca desde la etapa final del evaporador hasta la salida del compresor. Cabe
señalar que en el ciclo de refrigeración saturado simple, por definición, el refrigerante no cambia
de condición mientras esta fluyendo por la tubería de succión desde el evaporador hasta el
compresor.
Se dice que el este proceso es isoentrópico [1], el cual es un tipo especial de proceso adiabático
que ocurre sin fricción. A este proceso también se le conoce como “compresión adiabática-no
fricción”.
En la descarga del compresor el refrigerante posee las siguientes características:
La etapa de condensación también es conocida como la etapa de alta presión, y se considera a la
salida del compresor. Durante el proceso de compresión se incrementa la entalpia del vapor
refrigerante. Este incremento es igual al trabajo mecánico efectuado sobre el vapor, también se le
conoce como calor de compresión.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
14
Dónde:
hc= entalpia a la entrada del compresor
hd= entalpia a la descarga del compresor
qw= calor de compresión
En este punto se tiene un vapor sobrecalentado, debido a que su temperatura es de 112 °F (44.44
°C) cuando la temperatura de saturación correspondiente a la presión de salida del compresor es
de 100 °F (37.77 °C).
-Proceso de condensación (Etapa E-A):
Este proceso abarca desde el inicio de la etapa de condensación hasta el final de la misma etapa,
Justo antes del tanque receptor (pre-enfriador).
Para este ejemplo se utiliza agua como medio condensante y cabe hacer mención que el agua,
después de ganar calor del refrigerante, es bombeada hacia una torre de enfriamiento donde baja
su temperatura para reiniciar el ciclo.
En este proceso se verifica que el gas caliente descargado del compresor, a medida que pasa por
el condensado es enfriado hasta la temperatura condensante y después condensado.
Al principio de la etapa de condensación el refrigerante es un vapor saturado a la temperatura y
presión condensante y posee las siguientes características:

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
15
En un intervalo corto entre la descarga del compresor y el inicio del condensador ocurre una
disminución en la temperatura del vapor refrigerante que va de 112 °F a 100 °F.
1.3 Parámetros generales de una planta de enfriamiento de líquido
Dentro de las distintas clasificaciones de plantas de enfriamiento se tiene una de las más
importantes y es según el refrigerante que utiliza, además para medir la capacidad de
refrigeración se tienen ciertas unidades que son sumamente utilizadas en el campo del HVAC.
Por otro lado existe una clasificación de plantas de enfriamiento según su estructura física,
especialmente el método para condensar el refrigerante, que puede ser agua o aire y como están
interconectadas con los elementos necesarios para su correcto funcionamiento, como válvulas,
bombas centrífugas o torres de enfriamiento (también conocidas como torres de recuperación).
1.3.1 Tipos de refrigerantes
Un refrigerante es cualquier cuerpo o sustancia que actué como agente de enfriamiento
absorbiendo el calor de otro cuerpo o sustancia [1]. Algunos de los refrigerantes utilizados en
sistemas de refrigeración tales como el R-11 (Tricloromonofluorometano), R-12
(Diclorodifluorometano), R-13 (Clorotrifluorometano) y R-15 han sido descontinuados debido al
daño que ocasionan en la capa de ozono. Una mezcla azeotrópica es la combinación de 3
refrigerantes diferentes, lo cual da como resultado un refrigerante menos dañino a la capa de
ozono y más adaptable a los compresores que utilizaban los antiguos refrigerantes, ejemplo de
ello son el R-134a, R-152a, R-22, R-124 y R-125.
Un refrigerante ideal debe cumplir las siguientes características: Debe operar con presiones
positivas, debe tener una temperatura crítica por arriba de la temperatura de condensación, debe
tener una temperatura de congelación por debajo de la temperatura del evaporador, una
temperatura de ebullición baja, un valor bajo de volumen específico en fase vapor y alto valor de
volumen en fase líquida, debe tener un alto valor de calor latente de vaporización, no debe ser
tóxico ni venenoso, explosivo o inflamable, que sea fácil de detectar cuando exista algún fuga,
miscible con el aceite, no debe reaccionar con la humedad y debe ser un compuesto estable.
Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
16
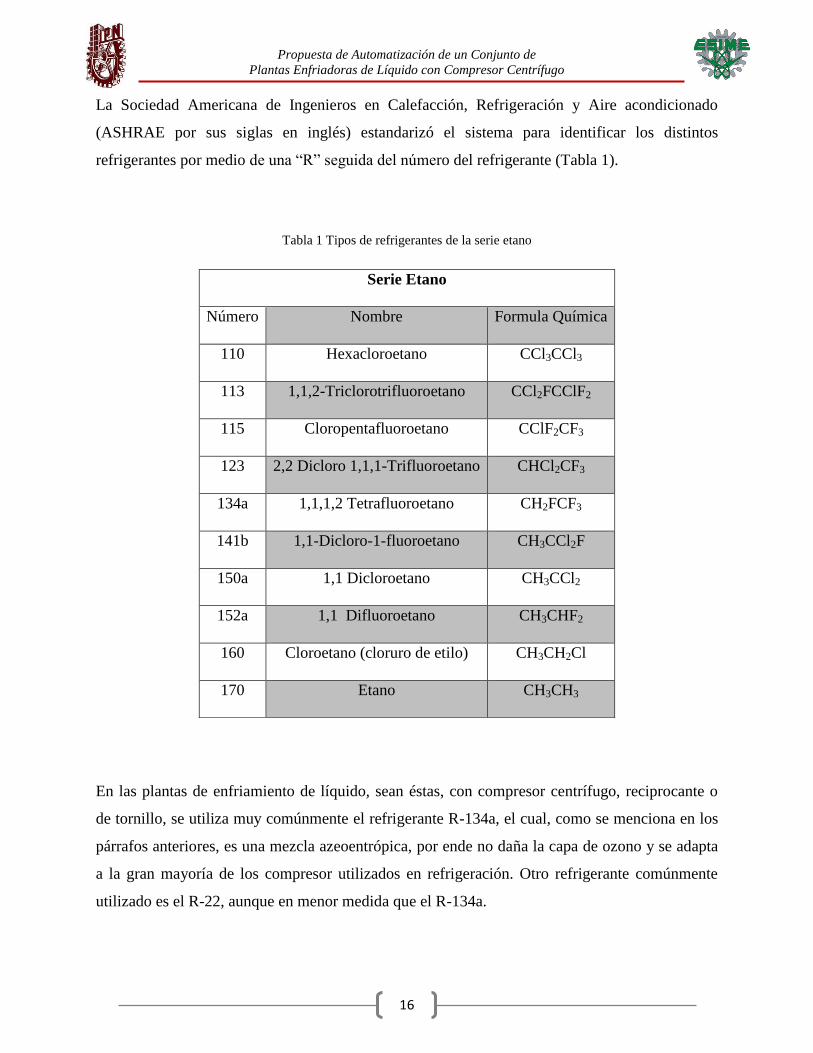
La Sociedad Americana de Ingenieros en Calefacción, Refrigeración y Aire acondicionado
(ASHRAE por sus siglas en inglés) estandarizó el sistema para identificar los distintos
refrigerantes por medio de una “R” seguida del número del refrigerante (Tabla 1).
Tabla 1 Tipos de refrigerantes de la serie etano
En las plantas de enfriamiento de líquido, sean éstas, con compresor centrífugo, reciprocante o
de tornillo, se utiliza muy comúnmente el refrigerante R-134a, el cual, como se menciona en los
párrafos anteriores, es una mezcla azeoentrópica, por ende no daña la capa de ozono y se adapta
a la gran mayoría de los compresor utilizados en refrigeración. Otro refrigerante comúnmente
utilizado es el R-22, aunque en menor medida que el R-134a.
Serie Etano
Número Nombre Formula Química
110 Hexacloroetano CCl3CCl3
113 1,1,2-Triclorotrifluoroetano CCl2FCClF2
115 Cloropentafluoroetano CClF2CF3
123 2,2 Dicloro 1,1,1-Trifluoroetano CHCl2CF3
134a 1,1,1,2 Tetrafluoroetano CH2FCF3
141b 1,1-Dicloro-1-fluoroetano CH3CCl2F
150a 1,1 Dicloroetano CH3CCl2
152a 1,1 Difluoroetano CH3CHF2
160 Cloroetano (cloruro de etilo) CH3CH2Cl
170 Etano CH3CH3

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
17
1.3.2 Unidades de refrigeración
La capacidad o potencia térmica de un sistema de refrigeración normalmente es expresada en
BTU/hr (Sistema Ingles de Unidades) aunque la mayoría de los equipos de enfriamiento son
comercializados con una capacidad dada en Toneladas de Refrigeración (TR).
Por definición una TR es el efecto refrigerante que produce la fusión de una tonelada de hielo
durante 24 horas. Una TR es igual a 12,000 BTU/hr, o 3,350 cal/hr [3]. Cuando se dice que un
compresor tiene una capacidad de 1 TR significa que el compresor es capaz de absorber a través
del evaporador 12,000 BTU/hr en una sustancia en contacto con el evaporador (agua o aire).
1.3.3 Tipos de enfriadores de líquido
Hoy en día existen diversos tipos de equipos enfriadores de líquido, aunque básicamente todos
poseen los mismos componentes. Su función varía dependiendo la carga a enfriar. A
continuación se mencionan algunos de los equipos existentes en el mercado:
Chillers tipo scroll enfriados por aire (Figura 9)
Chillers tipo scroll enfriados por agua (Figura 10)
Chillers tipo tornillo enfriados por aire (Figura 11)
Chillers tipo tornillo enfriados por agua (Figura 12)
Chillers tipo centrifugo enfriados por agua (Figura 13)
Chillers tipo absorción enfriados por agua (Figura 14)
Figura 9. Chiller tipo scroll enfriado por aire (TRANE)

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
18
Figura 10. Chiller tipo scroll enfriado por agua (YORK)
Figura 11. Chiller tipo tornillo enfriado por aire (YORK)
Figura 12. Chiller tipo tornillo enfriado por agua (YORK)

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
19
Figura 13. Chiller tipo centrífugo enfriado por agua (Carrier)
Figura 14. Chiller de tipo absorción enfriado por agua (YORK)
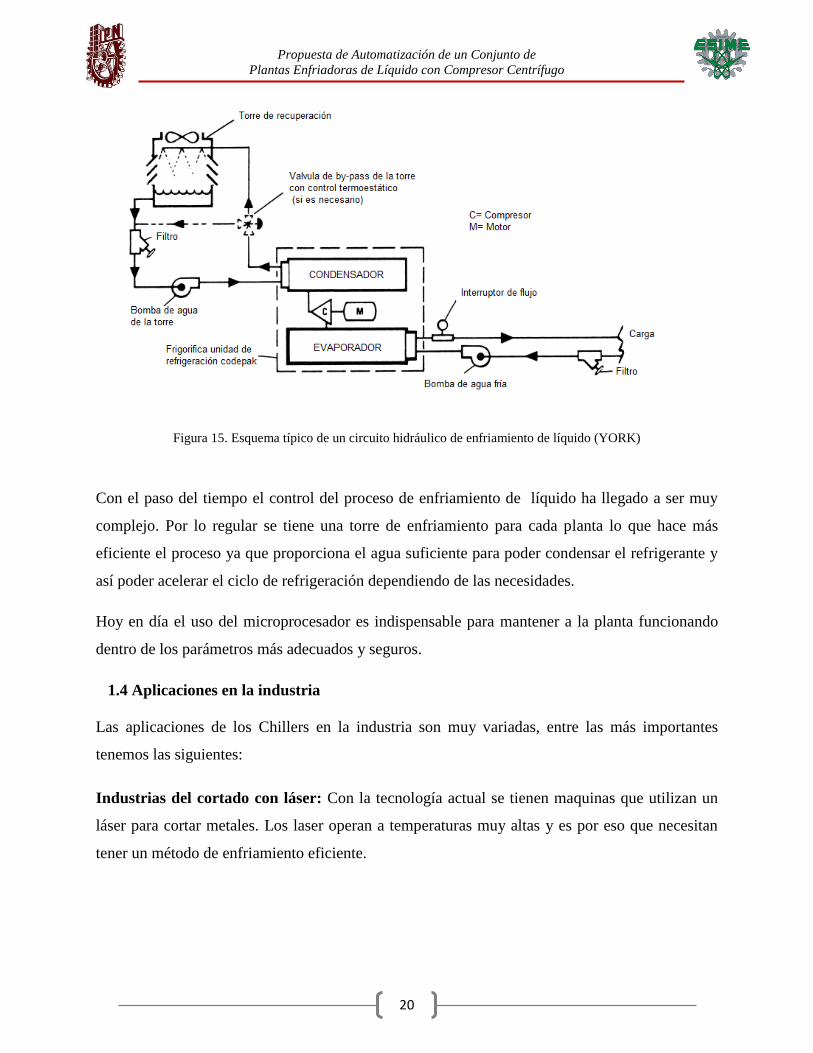
1.3.4 Circuito hidráulico de una planta de enfriamiento de líquido con compresor
centrífugo
Dentro del proceso de enfriamiento de líquido se tienen elementos externos al chiller tales como
bombas centrifugas, torres de enfriamiento, válvulas, tuberías, etc. A continuación se muestra un
diagrama de flujo de proceso donde se incluyen los elementos externos al equipo enfriador.
Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
20
Figura 15. Esquema típico de un circuito hidráulico de enfriamiento de líquido (YORK)
Con el paso del tiempo el control del proceso de enfriamiento de líquido ha llegado a ser muy
complejo. Por lo regular se tiene una torre de enfriamiento para cada planta lo que hace más
eficiente el proceso ya que proporciona el agua suficiente para poder condensar el refrigerante y
así poder acelerar el ciclo de refrigeración dependiendo de las necesidades.
Hoy en día el uso del microprocesador es indispensable para mantener a la planta funcionando
dentro de los parámetros más adecuados y seguros.
1.4 Aplicaciones en la industria
Las aplicaciones de los Chillers en la industria son muy variadas, entre las más importantes
tenemos las siguientes:
Industrias del cortado con láser: Con la tecnología actual se tienen maquinas que utilizan un
láser para cortar metales. Los laser operan a temperaturas muy altas y es por eso que necesitan
tener un método de enfriamiento eficiente.

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
21
Industria plástica: Se utilizan para enfriar los moldes de inyección y soplado de plástico, y en
algunos casos son utilizados para enfriar el aceite hidráulico de las inyectoras.
Industria alimenticia: Las aplicaciones en la industria alimenticia son igualmente variadas y
están presentes en procesos como: La pasteurización de la leche, la conservación de embutidos,
enfriando vegetales para su empaque y traslado, fábricas de hielo, destilación de tequila y
enfriamiento de mosto.
Industria médica: Los equipos de resonancia magnética necesitan de un método de
refrigeración eficiente para mantener al equipo operando en condiciones óptimas. Los bancos de
sangre necesitan de un sistema de refrigeración que opere todos los días del año y que se
mantenga constante para conservar la sangre en buenas condiciones.
Industria farmacéutica: Para la fabricación y almacenamiento de medicinas se necesita un
sistema de aire acondicionado eficiente ya que es crucial mantener ciertas temperaturas durante
la fabricación de medicamentos especiales.
Aire acondicionado: Son muchas las aplicaciones de aire acondicionado que existen
actualmente, dentro de las más importantes tenemos las siguientes: Centros comerciales, hoteles,
plantas procesadoras de alimento etc.
1.5 Funcionamiento de un conjunto de plantas de enfriamiento con compresor centrífugo
Existen aplicaciones, tanto industriales como comerciales, que necesitan contar con más de una
planta de enfriamiento de líquido operando en conjunto, ya sea de manera secuencial o mediante
condiciones especiales que determinen que planta entra en funcionamiento, durante cuánto
tiempo, o si se tiene una de reserva para cuestiones de mantenimiento o emergencia (Figura 16).
La gran importancia de sistemas con más de una planta de enfriamiento de líquido, radica en la
manera en que se coordinan cada una de ellas para obtener un desempeño adecuado y satisfacer
la demanda de carga térmica presente en la aplicación. Por otro lado en algunas aplicaciones se
tiene una planta de enfriamiento como reserva ante cualquier eventualidad que ponga en riesgo el
suministro de agua enfriada.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
22
Figura 16. SCADA de un conjunto de Chillers centrífugos (DANBELL)
En la Ciudad de México, sobre una de las avenidas más importantes, se encuentra ubicado uno
de los edificios más altos del mundo, el cual cuenta con 55 pisos, 4 niveles de estacionamiento
subterráneo, 43 oficinas de alta calidad, 2 instalaciones mecánicas de apoyo, 1 helipuerto y más
de 10,000 personas que diariamente laboran en su interior.
El sistema de acondicionamiento de aire con el que cuenta el edificio está constituido por 3
unidades enfriadoras de líquido con compresor centrífugo de condensación por agua, cada
unidad posee una capacidad de 900 toneladas de refrigeración y utilizan un refrigerante R-134a.
Las 3 plantas de enfriamiento se encuentran ubicadas en el cuarto de máquinas principal del
edificio. El circuito hidráulico de enfriamiento de líquido está constituido por: 4 bombas de tipo
centrífugo que recirculan agua tratada, proveniente de la planta de tratamiento de aguas del
edificio, al condensador del Chiller, tuberías, válvulas, aislamiento térmico, conexiones y 4
torres de enfriamiento de tipo abierto.

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
23
El sistema que abastece el agua helada hasta el piso 21 del edificio es impulsado por 4 bombas
centrífugas tipo vertical de volumen constante, las cuales están ubicadas en el piso 9 del edificio.
De las 4 bombas, 3 son para uso continuo y una es para emergencias o en caso de
mantenimiento.
Cada una de las plantas de enfriamiento de líquido cuenta con un controlador/HMI dedicado
específicamente para una planta, similar al de la Figura 17. Debido a que originalmente las
plantas fueron adquiridas como equipos paquete, no cuentan con un sistema de automatización
en el cual se lleve a cabo el control de las 3 unidades, o en su defecto se tengan tendencias, lista
de eventos, alarmas y una visualización del proceso ubicada en un cuarto de control.
Es importante señalar que la automatización es un sistema donde se sustituyen las actividades
normalmente realizadas por el hombre mediante tecnologías que integran las diversas
herramientas existentes que permitan controlar maquinaria y procesos. Una Interfaz Humano
Máquina (HMI por sus siglas en ingles), también conocida como Interfaz de Usuario o Terminal
y es una herramienta que permite el control, manejo, monitoreo y visualización de los
dispositivos, elementos o equipos presentes en un proceso.
Además permite la interacción con la máquina en un modo visual o gráfico. Toda la información
que presenta el HMI es recabada a través de tarjetas de adquisición de datos, módulos de PLC o
PAC (Controladores de Automatización Programables) y Unidades Remotas de entradas/salidas
(RIO por sus siglas en ingles).
Las dos herramientas mencionadas en el párrafo anterior permiten la modernización de los
sistemas de automatización para plantas de enfriamiento de líquido ya que reducen de manera
considerable la intervención directa de la mano del hombre, lo que a su vez reduce la cantidad de
personal requerido para controlar y monitorear los procesos.
Aunque implica una inversión inicial considerable, la automatización ha demostrado ser una
herramienta de gran utilidad y rentabilidad en la industria, que además de aumentar la
producción y el desempeño de las máquinas no necesita de una gran cantidad de personal para
poder operar.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
24
Figura 17. Tres plantas de enfriamiento de líquido con compresor centrífugo, cada una con un controlador/HMI
(The Middle State University)
Las tres plantas de enfriamiento de líquido están dispuestas en una configuración paralela, donde
cada planta cuenta con una bomba centrifuga (Figura 18) que recircula el agua. Algunas otras
aplicaciones colocan dos bombas centrífugas en paralelo para aumentar el flujo por entre las
tuberías de los intercambiadores de calor.
No obstante existen otras configuraciones para interconectar dos o más plantas de enfriamiento,
algunos manuales mencionan las más utilizadas entre las que se encuentran serie y paralelo e
igualmente la configuración depende del tipo de planta de enfriamiento del tipo de refrigerante
secundario para condensar el refrigerante primario, es decir, si es condensador por agua o por
aire.

Capítulo I: Generalidades de una planta de enfriamiento de líquido con compresor centrífugo
25
Figura 18. Configuración en paralelo de 3 chillers (TRANE)
Sumario
En el presente capítulo se documenta la descripción de las partes principales de una planta de
enfriamiento de líquido con compresor centrífugo, además de la explicación del principio de
funcionamiento, el cual se basa en el ciclo de refrigeración saturado simple. De igual manera se
abordan los principales tipos de plantas de enfriamiento de líquido, existentes y las aplicaciones
más relevantes para este tipo de equipos. Finalmente se documentan, de manera general, las
características más importantes del sistema de enfriamiento de líquido en un edificio comercial
tomado como ejemplo.

CAPÍTULO II
Múltiples Plantas de Enfriamiento de Líquido
Automatizadas

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
27
2. Múltiples plantas de enfriamiento de líquido automatizadas
Las estructura de un sistema de automatización para 2 o más plantas enfriadoras de líquido
pueden ser de 2 tipos: Con controladores dedicados para cada planta y los sistemas de control
para 2 o más plantas, dentro de esta clasificación se contemplan los sistemas que funcionan con
base a Microcontroladores y los sistemas electromecánicos (más antiguos).
La elección del tipo de sistema depende, además del presupuesto con el que se cuente, del tipo de
aplicación. En grandes edificios comerciales, donde se requiere enfriar una carga de gran
magnitud, por lo regular utilizan 3 plantas enfriadoras de líquido de gran capacidad (de entre 250
toneladas y 900 toneladas por planta) las cuales son puestas en operación a través de sus
controles dedicados. Por otro lado, en instalaciones industriales, dependiendo la aplicación, se
utilizan 3 o más plantas de enfriamiento, donde todas son controladas y monitoreadas a través de
un Sistema de Control Supervisorio y Adquisición de Datos (SCADA).
Es importante señalar que el tipo de sistema depende esencialmente de que tan preciso sea el
control de la planta, lo que influye directamente en la aplicación, en otras palabras, mientras más
moderno sea el sistema de automatización y control más preciso será el control de la planta
(Figura 19). En el caso del sistema de acondicionamiento de aire de un edificio comercial no es
necesario contar con un sistema de control sofisticado, aunque existen excepciones, donde se
procura que el sistema de acondicionamiento de airea sea controlado y monitoreado en gran
medida.
Por otro lado la importancia no solo reside en el sistema de automatización de cada una de las
plantas, sino en la manera en que éstas se coordinan para trabajar en conjunto. Así mismo se
consideran los retrasos de tiempo que implican contar con un control individual en cada planta
en vez de tener el control y la automatización de las 3 plantas en un mismo sistema, ya que el
operario se debe trasladar a cada uno de los Chillers y ponerlo en marcha o pararlo manualmente.
Se debe puntualizar que el sistema de control se encuentra propiamente en campo, es decir, en el
área donde se está llevando a cabo el proceso de enfriamiento de líquido, la cual generalmente es
el cuarto de máquinas.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
28
Figura 19. Panel de control para un chiller enfriado por aire (TRANE)
Además del control necesario para que la planta mantenga la temperatura de agua enfriada en un
rango deseado, se necesita tener una secuencia de funcionamiento, necesaria para evitar poner en
marcha las tres plantas simultáneamente todo el tiempo, es decir, las secuencias solo pueden
entrar en funcionamiento con base a ciertas condiciones. Algunos sistemas de control poseen una
interfaz gráfica, que en apariencia luce simple (Figura 20), pero internamente los algoritmos de
control llegan a ser sumamente complejos ya que día a día la tecnología provee una mejora
significativa en el procesamiento de señales y acciones de control en las plantas de enfriamiento.
Figura 20. Desplegado grafico de control para un chiller centrífugo (YORK)

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
29
Por otro lado algunos sistemas de control están provistos, además de complejos algoritmos, de
una interfaz gráfica amigable con el usuario, que además utiliza pantallas táctiles a color
(Figura 21).
Figura 21. Interfaz gráfica para el control de un chiller centrífugo (McQuay)
2.1 Elementos principales de un sistema de automatización para plantas de enfriamiento
de líquido
Para controlar y automatizar una planta de enfriamiento es indispensable tener elementos
necesarios para su correcta puesta en marcha, operación y paro. Dentro de los elementos más
importantes que puede tener un sistema de control en las plantas de enfriamiento se tienen los
siguientes:

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
30
Transformadores de Tensión.
Interruptores de seguridad termo magnéticos.
Relevadores/Contactores.
Relevadores térmicos bimetálicos de sobrecarga.
Variadores de velocidad (en plantas de enfriamiento condensadas por aire).
Controlador (tarjeta de adquisición de datos o Controlador Lógico Programable).
Sensores (Transmisores).
Desplegado gráfico de control (solo en los sistemas modernos de control).
Interruptores de presión.
Válvulas solenoides.
Válvula de control refrigerante (o de expansión termostática).
Figura 22. Elementos principales para el sistema de control de una planta enfriadora condensada por aire (TRANE).
En el panel de control de una planta enfriadora generalmente se observan indicadores de
temperatura, presión, porcentaje de corriente total demanda por el motor/compresor, el punto de
ajuste de la temperatura deseada o la velocidad del compresor centrífugo entre otros.

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
31
Los elementos que a continuación se describen son una referencia para el desarrollo de este
trabajo, ya que siendo una propuesta flexible solo se explican para tener una mejor comprensión
de lo que se pretende hacer en esta propuesta de automatización.
2.2 Sensores de temperatura tipo RTD para plantas enfriadoras de líquido
Las mediciones de temperatura en una planta de enfriamiento de líquido, comúnmente, se hacen
a través de sensores de temperatura de tipo RTD (Resistance Temperature Detector), y más
específicamente con el sensor Platino 385 con un valor de resistencia de 100 Ω (Tabla 2) donde
el rango de medición de este sensor oscila entre -328 °F y 1562 °F (-200 °C y 850 °C). Para
proteger a este tipo de sensores de los efectos del líquido refrigerante se debe recubrir con una
pasta conductora de calor e introducidos en su respectiva vaina. Los RTD son los más usados en
la medición de temperaturas en un Chiller.
Tabla 2 Tipos de RTD más utilizados en la medición de temperatura en chillers.
Tipo de RTD Rango de
temperatura
usando 0.5mA
de excitación
Rango de
temperatura
usando 1.0mA
de excitación
Escala
máxima de
resolución
Escala
máxima de
repetitividad
Cobre 426 10Ω No permitido -148…500°F 0.1°F ±0.4°F
Níquel 618 120Ω -148…500°F -148…500°F 0.1°F ±0.2°F
Níquel 672 120Ω -112…500°F -112…500°F 0.1°F ±0.2°F
Níquel/Hierro
518
604Ω -328…338°F -148…392°F 0.1°F ±0.2°F
Platino 385 100Ω -328…1562°F -328…1562°F 0.1°F ±0.4°F
200Ω -328…1562°F -328…1562°F 0.1°F ±0.4°F
500Ω -328…1562°F -328…1562°F 0.1°F ±0.4°F
1000Ω -328…1562°F No permitido 0.1°F ±0.4°F
Platino 3916 100Ω -328…1166°F -328…1166°F 0.1°F ±0.4°F
200Ω -328…1166°F -328…1166°F 0.1°F ±0.4°F
500Ω -328…1166°F -328…1166°F 0.1°F ±0.4°F
1000Ω -328…1166°F No permitido 0.1°F ±0.4°F

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
32
El número que precede al material del RTD, ejemplo, el Platino 385, es un coeficiente de
resistencia térmica (α) que se define como el cambio de resistencia en Ohms por temperatura, en
el ejemplo anterior α=0.00385/°C [4].
Los 2 tipos de configuraciones más importantes para conectar un RTD a un módulo de PLC para
este tipo de sensores, la conexión a 2 y 3 cables. La conexión a dos cables no es recomendable
cuando se tiene una larga distancia entre el sensor y el módulo RTD en el PLC ya que disminuye
la precisión de la medición debido a que la longitud del cable influye directamente en la
medición de la resistencia. Si en dado caso solo se tuviera la opción de configurar el sensor RTD
a dos cables es recomendable utilizar un cable de diámetro menor al que se tiene para reducir la
resistencia que añade dicho cable.
En la configuración a 3 cables, normalmente el módulo RTD detecta la resistencia de uno de los
cables y la compara con el otro, si la diferencia entre ambos es mayor entonces se considera
como un error en la medición, es por ello que este tipo de configuración resulta más precisa ya
que desprecia algún valor resistivo que pueda afectar la medición, por lo tanto esta es una de las
configuraciones más usadas en plantas de enfriamiento.
Figura 23. Esquemático de un módulo RTD para PLC
(Manual de usuario Compact I/O RTD/Resistance Input Module Allen Bradley)

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
33
Debido a que la propuesta que se presenta en este trabajo es flexible solo se da una referencia
general del tipo de sensores que están instalados en una planta de enfriamiento de líquido con
compresor centrífugo. Los tipos y modelos de sensores, sus rangos de medición etc. dependen
del tipo de planta y de la capacidad de refrigeración, además del tipo de control que se tenga.
Para esta propuesta se tiene un PLC, por ello se explican algunas características generales de
cómo se debe llevar a cabo la conexión de los sensores más importantes de una planta de
enfriamiento en los módulos de PLC (Figura 24).
(a)
(b)
Figura 24. Diagramas físicos de conexión de un RTD al módulo de PLC
(Manual de usuario Compact I/O RTD/Resistance Input Module Allen Bradley)

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
34
Además de la conexión física en las terminales del módulo para RTD se necesita configurar el
comando SCP (Scale Whit Parameters) dentro de la programación en PLC para poder escalar la
señal resultante de medir la resistencia del sensor RTD. Para ello, en el caso de Allen Bradley, se
elige una manera de interpretar los datos, en esta propuesta, solo para fines demostrativos se
configuro como proporcional, en otras palabras Allen Bradley®
soporta una configuración
decimal de -32767 hasta 32767, y la hace proporcional a la medición del sensor de -385 °F a
1562 °F (Figura 25). En dicha configuración del módulo podemos definir la unidad de medida
entre °C y °F, la corriente de excitación, en este caso 1 mA y demás parámetros importantes a
considerar.
Figura 25. Gráfica del escalamiento de la señal de un sensor RTD configurado en un módulo RTD para PLC.
Ambas configuraciones antes mencionadas son conexiones directamente desde el sensor hasta el
módulo de PLC, y no siempre es de esta manera, existe otra configuración donde se requiere un
transmisor (Figura 26), el cual va a proporcionar la corriente de excitación necesaria el sensor
RTD y va a mandar una señal estandarizada de 4-20 mA al controlador en cuestión, que es
importante señalar, no necesariamente deber ser un PLC, también puede ser una tarjeta de
adquisición de datos.

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
35
Figura 26. Transmisor para un sensor RTD con una señal de respuesta de 4 a 20 mA (Novus Automation)
2.3 Transmisores de presión para plantas enfriadoras de líquido
Los transmisores de presión utilizados en plantas de enfriamiento son de uso especial para este
tipo de aplicaciones. La empresa Danfoss® fabrica transmisores de este tipo que son utilizados en
plantas de enfriamiento para medir la presión en ambos intercambiadores de calor (condensador
y evaporador), en el compresor, y en la bomba que suministra aceite al cárter del compresor. La
señal de respuesta que manejan este tipo de transmisores normalmente es de 4-20 mA, aunque
también existen transmisores con una respuesta de 0-10 Vcd. La propuesta que se presenta en
este trabajo está basada en un transmisor marca Danfoss® modelo K33 con un rango de presión
de 0-200 psia (Figura 27).
Figura 27. Transmisor de presión utilizado en aplicaciones de refrigeración y plantas de enfriamiento.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
36
Para la conexión del transmisor de presión, en esta propuesta, se sugiere un módulo de entradas
analógicas para PLC, donde se adquieran las mediciones de presión necesarias en valores de
tensión o corriente según el tipo de transmisor (Figura 28).
Figura 28. Módulo de entradas analógicas (Manual de usuario Compact I/O Analog Module Allen Bradley)
Los módulos de entradas analógicas de Allen Bradley® miden voltaje o corriente en sus
terminales para poder dar una representación numérica de la variable medida, para el caso del
transmisor de presión, al igual que en el sensor RTD, éste se configuro como proporcional, y
dado que es una señal de entrada analógica se puede configurar a una representación
proporcional de -32767 a 32767 para hacer la relación lineal de un valor de presión de 0 psia a
200 psia referente a la respuesta de 4 - 20 mA del transmisor de presión seleccionado
(Figura 29).
En la siguiente grafica se muestra la recta resultante de escalar la señal de 4-20 mA proveniente
del transmisor de presión con la representación decimal descrita en el párrafo anterior.

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
37
Figura 29. Gráfica del escalamiento de la señal analógica de un transmisor de presión configurado en un módulo de
entradas analógicas para PLC.
Todo lo anterior, en conjunto, permite controlar la planta, aunque algunas poseen algoritmos
complejos que mejoran el desempeño de la planta, y otras, utilizan algoritmos más simples,
donde solo utilizan una relación entre las temperaturas de entrada y salida al evaporador y la
velocidad del compresor o la posición de los álabes de pre-rotación. Todo esto orientado a lograr
una temperatura deseada en el agua refrigerada y mantenerla pese a los cambios externos de
temperatura que pueden ser considerados como perturbaciones en el sistema.
Antes de la implementación del Microcontrolador para la automatización y el control de plantas
de enfriamiento, éstas se eran manipuladas por simples controles ON/OFF, ya que fue hasta el
desarrollo e implementación de la tecnología moderna cuando se utilizaron los algoritmos de
control complejos, que relacionan diversas variables de la planta o incluso externas a la planta
para mejorar el funcionamiento de la misma, y se añadieron diversos elementos mecánicos,
como los álabes de pre-rotación.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
38
2.4 Puesta en marcha y operación de una planta enfriadora de líquido con compresor
centrífugo.
Cuando se cuenta con sistemas de control dedicados para cada planta enfriadora se tiene un
procedimiento para la puesta en marcha y operación del equipo. El arranque se hace por medio
del Centro de Control Gráfico, que básicamente es un Controlador/HMI donde se puede arrancar,
configurar, programar y apagar el equipo [5].
Lo primero que se verifica es la resistencia del Carter del compresor, misma que sirve para
mantener el aceite que lubrica al carter a una temperatura óptima, aproximadamente de 77 °F
(25 °C) a 86 °F (30 °C), esta resistencia se debe activar 12 horas antes de la puesta en marcha del
equipo.
Antes de la puesta en marcha, el operario debe introducir los datos necesarios para el
funcionamiento de la planta, dependiendo del día introduce los datos de la capacidad, las horas
de funcionamiento, la hora del paro y demás parámetros.
Una vez que la planta es puesta en marcha, el operario se debe permanecer vigilando la planta de
10 a 15 min para verificar que el desplegado grafico no de aviso de alguna situación irregular
que pudiera haber ocurrido durante el arranque.
Previo a la puesta en marcha del equipo se debe verificar que la bomba de aceite (del compresor)
funcione, para ello hay controladores que lo incluyen en el desplegado gráfico de control, en
otros la puesta en marcha de la bomba es manual por medio de un interruptor físico.
Una vez puesto en marcha el equipo se debe esperar de 1 a 2 minutos para que el sistema se
“Pre-lubrique” lo que asegura un correcto funcionamiento del compresor para evitar fricción
excesiva en el carter.
Antes de que el compresor arranque, se cierran los contactos que activan la bomba centrifuga de
circulación de agua dentro del evaporador, y de 1 a 2 minutos después arranca el compresor. Una
vez que el compresor alcanza su velocidad nominal ajusta los alabes de pre-rotación (Figura 3)
por medio de un servomotor que es ajustado desde el microprocesador para regular el flujo de
refrigerante desde el evaporador hacia el condensador.

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
39
Con este ajuste se logra la capacidad de enfriamiento previamente ajustada por el operario en el
panel de control. El control de la temperatura del agua que entra al condensador depende
principalmente de la velocidad con la que cuentan los ventiladores de la torre de enfriamiento
que asegure una temperatura mínima adecuada para el tipo de carga que se necesita.
2.5 Sistemas comerciales de control para múltiples plantas de enfriamiento de líquido.
Entre las marcas más destacadas en cuanto a la comercialización de sistemas de control para
plantas de enfriamiento de líquido se encuentran TRANE® y Jonhson Controls
®. Aunque existen
grandes empresas dedicadas a la fabricación y comercialización de equipos de enfriamiento de
líquido como lo son YORK®, Carrier
®, McQuay
®, etc.
Solamente TRANE® y Jonhson Controls
® diseñan y desarrollan sistemas de control que son
comercializados a las empresas antes mencionadas. Los diseños de las empresas antes
mencionadas contemplan el tipo de controlador, los transmisores, elementos de arranque y paro
para los motores etc.
Uno de los principales problemas en los sistemas de control antes mencionados surge al
momento de tener que implementar el sistema de control de una marca específica con otro
sistema de control de una marca distinta, ya que su sistema de comunicación es incompatible.
Para ello se les tiene que notificar a las empresas proveedoras, las cuales por lo regular, lo
solucionan mediante alguna de sus herramientas tecnológicas a su alcance.
El Control AdaptiView® de TRANE
® utiliza protocolos de comunicación abiertos, como
BACnetTM
, Modbus RTU y LonTalkTM
aunque para intercomunicar este tipo de controlador con
otra de una marca distinta en ocasiones resulta conflictivo por la compatibilidad entre protocolos.
Otro problema es que los controladores que comercializan las 2 principales empresas
comerciales (Jonhson Controls® y TRANE
®) son dedicados para un tipo de planta de
enfriamiento, es decir, que se fabrica un controlador para una planta con compresor tipo tornillo
enfriada por aire y otro distinto para una planta con compresor centrífugo enfriada por agua.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
40
2.6 Variables más importantes en una planta de enfriamiento de líquido con compresor
centrífugo
Con el paso de los años y el surgimiento del microprocesador los sistemas de control se han
vuelto más precisos y complejos, aumentando su capacidad de control debido a que ahora se
pueden interconectar una gran cantidad de sensores y actuadores al mismo dispositivo de control
con una velocidad de respuesta mayor a la que se tenía anteriormente con la lógica de
relevadores (antiguo sistema de control).
La industria de la refrigeración ha incursionado notablemente en el auge de los sistemas de
control modernos. Actualmente las plantas de enfriamiento de líquido cuenta con una gran
cantidad de sensores y transmisores, los cuales hacen más preciso el control de las mismas.
En los inicios de la industria de refrigeración solo se controlaba el arranque y paro de los
compresores, ventiladores y bombas de aceite, la apertura y cierre de válvulas y se medía la
temperatura de entrada y salida del medio refrigerado (agua, salmuera o aire). Actualmente se
controlan el arranque y paro del compresor, bomba de aceite, ventiladores, se varía su velocidad,
se monitorea su eficiencia energética, se controla la temperatura de salida de agua refrigerada, la
temperatura del aceite del compresor, del interior del evaporador y condensador, del medio
ambiente, la posición de los alabes de pre-rotación del compresor. Actualmente dentro de las
variables más importantes a controlar en una planta enfriadora de líquido con compresor
centrífugo se tienen las siguientes:
Temperatura: A la entrada y a la salida de la tubería por donde fluye el agua enfriada y a
la entrada y salida del medio condensante, agua o aire (Figura 30). Temperatura del aceite
necesario para lubricar al carter del compresor. Temperatura en la entrada y salida de la
válvula de expansión electrónica.
Presión: Tanto en el evaporador como en el condensador. Baja y alta presión
respectivamente. A la entrada y salida de la tubería que transporta al agua enfriada solo
utilizan indicadores de presión.
Flujo: A la entrada de la tubería por donde fluye el agua helada. También funciona como
permisivo para poner en marcha la planta.
Nivel: Del líquido refrigerante en el evaporador.

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
41
Velocidad: Del motor que impulsa el compresor centrífugo.
Posición: De los alabes de pre-rotación del compresor centrífugo.
Figura 30. Pantalla principal del desplegado gráfico de una planta de enfriamiento
2.7 Análisis de la Problemática
Aplicando la metodología para en análisis y solución de problemas, denominado Problem
Resolution Framework, desarrollada por ingenieros pertenecientes al grupo de soporte de
Microsoft en América Latina se tienen las siguientes 4 fases:
2.7.1 Definición del problema
La dependencia tecnológica de las empresas mexicanas hacia los sistemas de control y
automatización con los que cuentan sus sistemas de enfriamiento han ocasionado un incremento
en los costos de operación debido a que el sistema está restringido.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
42
No se cuenta con un sistema libre de automatización que permita la interconexión con diferentes
marcas de controladores para plantas de enfriamiento de líquido, además de que toda
modificación que se necesite realizar en el sistema de control, ya sea modificar la programación
interna o añadir/quitar elementos está restringida por parte de la empresa proveedora lo que
evidentemente implica costos extras e implica una dependencia tecnológica hacia dichas
empresas.
2.7.2 Recolección de datos
Las empresas TRANE®, Johnson Controls
® y McQuay
® se dedican al diseño y comercialización
de sistemas de control para Chillers. Las tres empresas anteriormente mencionadas, son las más
importantes de la industria HVAC, por ende tienen sumamente restringido el acceso a lógica de
funcionamiento provista en los controladores que comercializan. Por lo que estas empresas
imponen que el mantenimiento, actualización o modificación de los sistemas sea efectuado solo
por su personal.
Anualmente el costo que implica el consumo eléctrico de una sola planta de enfriamiento de
líquido asciende a más de $750,000 pesos al año y aunado a ello se suma la cantidad requerida
erogada a las empresas antes mencionadas por conceptos de mantenimiento, actualización o
modificación del sistema de control y automatización.
2.7.3 Análisis del problema
La causa principal de este incremento de los costos es que en México no se ha comenzado con el
desarrollo de tecnología propia para que las empresas puedan recurrir a ella, como un sistema
abierto de automatización. Con ello cada una de las empresas podría adaptar el sistema a sus
requerimientos y necesidades.
No hay inversión por parte de las instituciones ni del gobierno, por ende no se ha iniciado una
investigación a fondo que busque dar una alternativa a los equipos que comercializan las grandes
empresas de refrigeración. Todo lo anterior ha derivado en que las empresas monopolicen el
mercado e impongan sus precios para tareas que podrían ser realizadas por ingenieros afines a la
materia.

Capítulo II: Múltiples Plantas de Enfriamiento de Líquido Automatizadas
43
2.7.4 Propuesta de solución
Como propuesta de solución para el sistema de automatización de un conjunto de plantas de
enfriamiento con compresor centrífugo se propone un sistema flexible, que permita al usuario
mediante una Interfaz Humano-Máquina (HMI) compatible con diversas marcas de Controlador
Lógico Programable (PLC), modificar el programa de automatización o en su defecto expandirlo
en caso de que se tuvieran más de 3 plantas de enfriamiento. Para ello se consideraron los
siguientes elementos en el sistema de automatización:
PLC modular con módulos de entradas/salidas analógicas y digitales, con capacidad añadir
módulos de expansión dependiendo de la cantidad de plantas de enfriamiento de líquido.
Un módulo de procesamiento central (CPU) con una memoria de 16 Kb o superior para el
almacenamiento y procesamiento de información con comunicación Ethernet.
Estación de trabajo: También conocida como estación de ingeniería es una PC con los
requerimientos de memoria, procesador, puertos de comunicación y resolución de pantalla
suficiente para la aplicación.
Programa de diseño para Interfaces Humano Máquina: Que cuente con la flexibilidad de
interconexión con diversos protocolos de comunicación y diversas marcas de PLC.
Programa para automatización: Para llevar a cabo la simulación del programa de control.
Programa de emulación: Para poder emular el PLC dentro de la estación de trabajo.
Sumario
En el presente capítulo se explican los 2 tipos de estructuras de automatización existentes para
plantas de enfriamiento de líquido, así como los elementos más importantes presentes en dicha
estructura. Por otro lado se documentan los dos tipos de sensores más importantes en
aplicaciones de enfriamiento de líquido, además de la secuencia de arranque de una planta de
este tipo y cuáles son los principales sistemas comerciales para el control y la automatización.
Finalmente se aborda en análisis de la problemática y se da una breve explicación de la propuesta
de solución.


CAPÍTULO III
Desarrollo de Ingeniería


Capítulo III: Desarrollo de Ingeniería
45
3. Desarrollo de Ingeniería
Para el desarrollo de este trabajo se considera una metodología descrita en un organigrama
(Figura 31), para diseñar e implementar la automatización a un proceso [6]. Dicha metodología
consta de una serie de pasos estructurados y ordenados, donde se puntualizan las partes más
importantes a desarrollar en un proyecto de automatización. También, para facilitar la
comprensión del organigrama, seguido de cada paso se coloca entre paréntesis el número de paso
al que corresponde.
Como primera parte se tiene la documentación del proceso (2), la cual debe incluir planos,
funcionamiento etc. Esta parte fue incluida en el Diagrama de Tubería e Instrumentación (DTI),
donde se tiene los valores de operación tomados como referencia para el desarrollo de este
trabajo, además de toda la información necesaria documentada en el Capítulo 1.
El siguiente paso es la interpretación del proceso a controlar (3), en este caso se interpreta como
la coordinación de 3 plantas de enfriamiento de líquido. En la cual, en función del valor que
proporcione el sensor de temperatura externo a la planta, se van a activar ciertas plantas de
enfriamiento durante cierto tiempo.
La idea planteada desde un principio correspondiente a la coordinación de las 3 plantas fue
sustentada por el Ingeniero Ángel Tenorio Sandoval, experto en sistemas HVAC con más de 30
años de experiencia en el diseño, desarrollo y comercialización de plantas de enfriamiento.
Además se plantea el diseño de una HMI para manipular el arranque, paro y paro de emergencia
de las 3 plantas de enfriamiento.
Para delimitar los alcances del trabajo se opta solo por colocar en la HMI la visualización de las
variables más importantes de presión y temperatura de las 3 plantas de enfriamiento. Además de
colocar las alarmas por altos y bajos valores correspondientes a las variables antes mencionadas.
Posteriormente se asignan, de manera general, las entradas y salidas necesarias para la
automatización de una planta de enfriamiento (5). Una vez teniendo lo necesario para una planta
se procede a tomar como base las entradas y salidas elegidas para las demás plantas.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
46
En el siguiente paso, que corresponde a la elección del PLC (6), para esta propuesta que está
planteada como simulación, se deben considerar las características mínimas necesarias para la
elección del PLC; como puede ser el número de entradas y salidas, el tipo de señales, la
capacidad de memoria, etc.
Una vez teniendo lo anterior como base se procede a desarrollar la programación necesaria (8), la
cual fue seleccionada en lenguaje escalera. Donde además de considerar las entradas y salidas se
deben considerar comandos especiales, temporizadores, contadores, etc.
Y es precisamente en este paso donde se debe hacer una comparación con lo que se plantea en
los puntos anteriores para corroborar que efectivamente las entradas y salidas que se han
seleccionado están configuradas dentro de la programación en PLC (7). Un ejemplo de lo
anterior podría ser el contar con una entrada analógica, donde además de configurar el modulo en
el programa se debe configurar un comando especial dentro de la programación en lenguaje
escalera para interpretar la información de dicha señal.
A modo de prueba se debe poner en funcionamiento el programa de PLC (9). En esta propuesta
se lleva a cabo la emulación del PLC para poder simular la lógica de funcionamiento. Se deben
corregir errores, mejorar el funcionamiento, colocar condiciones especiales si estas llegaran a
faltar. Finalmente el PLC se pone en modo Run (10). Más adelante se detalla la forma en la que
se integran los distintos programas para lograr la simulación del sistema de automatización.
En paralelo al desarrollo que inicia a partir de la programación de PLC se llevan a cabo otras
acciones necesarias para implementar físicamente la propuesta de automatización (Figura 31).
Debido a que el alcance de este trabajo está enfocado a la simulación, únicamente se mencionan
las acciones desarrolladas del punto 1 al 10.
El esquema eléctrico de potencia del proceso (11) es un diagrama en el cual se detallan los
elementos necesarios para el accionamiento de motores, solenoides, y otro tipo de actuadores
presentes en el proceso, donde además, se añade el cálculo de conductores, de carga, corriente,
protecciones eléctricas etc.

Capítulo III: Desarrollo de Ingeniería
47
El siguiente punto es el plano de distribución de componentes del automatismo (12), donde se
explica el lugar preciso en el cual están configurados los elementos del sistema de
automatización, tales como sensores, transmisores, actuadores, tableros de control etc. Esto es
considerado como relevante para especificar en qué lugar estarán colocados los elementos
presentes en la estructura de automatización.
También se tienen los diagramas de conexiones eléctricas al PLC (13), donde se aprecia la
manera en la cual se deben conectar tanto las salidas como las entradas, ya sean analógicas o
digitales al PLC; sea éste modular o fijo. Finalmente se tiene el montaje (14), en el cual se
integran todas las herramientas anteriormente mencionadas para comprobar el funcionamiento de
la automatización. Regularmente esta información es obtenida de los manuales de usuario, o bien
de alguna literatura donde se aborde el tema.
También en el montaje (14) se tiene un diagrama con las vistas más relevantes correspondientes
a la forma correcta de instalar los elementos presentes en la estructura de automatización. Dentro
de este punto se tiene los típicos de instalación.
La metodología propuesta, explicada en los párrafos anteriores, es una herramienta de gran
utilidad para estructurar, organizar y simplificar el desarrollo de un proyecto de automatización.
Como se menciona, en este trabajo no se consideran todos los puntos descritos en el diagrama
(Figura 31). Finalmente dicha metodología está en función de la naturaleza del proceso a
automatizar y de los alcances del proyecto.
Una vez analizado lo anterior, se eligen los programas necesarios para llevar a cabo la propuesta.
El criterio para la elección de estos programas se detalla más adelante aunque no se debe pasar
por alto que no es un criterio estricto, esto implica que la estructura de automatización, como la
programación, lógica de funcionamiento, etc., puede ser modificada.
Y a su vez, los programas pueden ser sustituidos por otra marca o modelo con la condición de
que se adecue a las características planteadas para este trabajo. Finalmente es una propuesta de
un sistema abierto de automatización y cualquier persona con los conocimientos necesarios
puede hacer una mejora, corrección o modificación.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
48
Inicio
Documentación del Proceso:-Memoria de Funciones, planos, etc.
Interpretación del proceso a controlar
Diagrama del Proceso
Determinación de E/S, temporizadores, relevadores etc.
Elección del PLC
Asignación de E/S, temporizadores, relevadores etc.
Programación: Diagrama, Lista de instrucciones, diagrama de tiempos etc.
Esquema eléctrico de potencia del proceso
PLC: Puesta en funcionamiento
Puesta en modo RUN
Plano, distribución de componentes del automatismo.
Esquema de conexionado de E/S al PLC
Montajes
Proceso a controlar
Fin
Asignación de E/S, temporizadores, relevadores etc.
Nota:
A un lado de cada parte del organigrama se representa el numero de paso asignado.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Figura 31. Metodología para la solución de proyectos de automatización

Capítulo III: Desarrollo de Ingeniería
49
3.1 Diagrama de Tubería e Instrumentación de una planta de enfriamiento de líquido con
compresor centrífugo.
En el punto número 4 de la metodología antes mencionada se tiene el Diagrama de Proceso, en el
caso de este trabajo se desarrolla el Diagrama de Tubería e Instrumentación (DTI), donde la
simbología se basa en la norma ANSI/ISA 5.1/2009. Debido a que el diagrama de las 3 plantas
de enfriamiento es similar, ya que la única diferencia radica en los TAG de los elementos
presentes en el DTI, se opta por presentar el diagrama correspondiente a la planta de
enfriamiento de líquido número 1.
Adicionalmente al DTI se tiene el Plano de Simbología, donde se coloca la simbología de los
elementos presentes en el DTI de manera ordenada y estructurada junto con la descripción del
elemento. Este tipo de planos resulta sumamente útil al momento de interpretar un DTI ya que
define cada elemento y facilita la comprensión del diagrama.
Las notas adicionadas en el DTI dan una breve explicación del elemento donde se cita dicha
nota. Algunas de las notas utilizadas en el DTI de este trabajo son utilizadas para precisar el
alcance del trabajo.
En el DTI se aprecia un recuadro que rodea a la planta de enfriamiento junto con los elementos
tales como transmisores, actuadores, unidades de proceso, etc. Dicho recuadro indica que se trata
de un equipo paquete y la propuesta presentada en este trabajo se visualiza por fuera del
recuadro.
En la parte superior del DTI se encuentran las especificaciones de las unidades de proceso, como
los intercambiadores de calor, el compresor, motores, etc. El colocar dichas especificaciones
resulta de suma importancia al momento de proponer la instrumentación y el control ya que
indican los valores mínimos, normales y máximos de operación de los equipos, y en algunos
casos las dimensiones de los mismos.
Este tipo de diagramas son un elemento básico e imprescindible para el desarrollo de proyectos
de automatización y control de procesos.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
50
RSLogix500 (Allen Bradley)
RSLinx (Allen Bradley)
RSEmulate500(Allen Bradley)
Wonderware Intouch
(Invensys)
Simulación del Sistema de
Automatización
Mediante programación en lenguaje escalera
Programa para un procesador 5/03 SLC 500
Comunicación DDE (Dynamic Data Exchange)
Para emular PLC 5/03 SLC 500 y Módulos E/S
Para el diseño del entorno gráfico
(HMI) para el control del sistema
Modelo 3D de una planta de enfriamiento.
3.2 Configuración de procesador y tarjetas de entradas/salidas del PLC
En el siguiente diagrama (Figura 32) se muestra la manera en la cual se integran las diversas
herramientas necesarias para el desarrollo de este trabajo, las cuales se seleccionan a partir de la
función que se considera pudieran tener en esta propuesta. No es un criterio cerrado, ya que la
marca del programa pueda ser distinta a la presentada en este trabajo, solo debe cumplir con
ciertas características, las cuales se detallan más adelante.
Cabe hacer mención que los programas son de diseño, simulación, comunicación y
programación, los cuales pueden ser comunicados entre sí mediante un protocolo de
comunicación DDE, utilizado solo para programas basados en la plataforma Windows®. Debido
al tiempo y a la falta de acceso para realizar pruebas con equipos reales el alcance es la
simulación del sistema de automatización considerando los aspectos importantes que puedan dar
certeza de su funcionalidad.
Figura 32. Diagrama a bloques de la integración necesaria para la simulación
Los criterios para la selección de los programas antes mencionados de la marca Rockwell
Software® de Allen Bradley
® se explican a continuación:

Capítulo III: Desarrollo de Ingeniería
51
Facilidad de utilizar el software en los laboratorios escolares.
Cumple con los requerimientos mínimos necesarios para simular el sistema, como lo son
la memoria, módulos de entradas y salidas etc.
Soporta comunicaciones Olee for Process Control (OPC) y Dynamic Data Exchange
(DDE).
Capacidad del emular una amplia gama de procesadores de PLC de las series
MicroLogix1000®, 1100, SLC500
® 5/01, 5/02 y 5/03 de distintas series y modelos.
Los 3 programas, el de programación, emulación y comunicación pertenecen a la misma
marca por lo que no se tienen problemas de compatibilidad entre ellos.
Compatible con la plataforma de diseño de HMI Wonderware Intouch®.
Como se ha mencionado anteriormente el propósito de este trabajo es hacer una propuesta
abierta, lo que implica que el usuario puede, si así fuera el caso, transcribir o traducir la
programación en escalera, comandos e instrucciones de este trabajo a otro programa de PLC de
distinta marca, evidentemente tratando de homologar la lógica de funcionamiento adaptándola a
las distintas marcas de PLC. Si los programas cumplen con los puntos antes mencionados,
exceptuando los modelos de PLC Allen Bradley®
, entonces se pueda adaptar el sistema de
automatización.
Para la elección de los módulos de entradas y salidas del PLC se considera el tipo de sensores y
transmisores presentes en la planta, es decir, que se tiene un módulo para sensores tipo RTD
debido a que las distintas temperaturas a medir en una planta de enfriamiento se hacen por medio
de un sensor RTD, o bien la medición de presión se hace por medio de transmisores de presión
que entregan una señal analógica de voltaje o corriente, para ello se elige entonces un módulo de
entradas analógicas de voltaje o corriente y finalmente se tienen las salidas discretas las cuales
controlan elementos tales como la bomba de aceite, el motor-compresor, la resistencia de cárter,
etc., donde se elige un módulo de salidas digitales a 127/220 Vca.
Esta propuesta hace referencia a un sistema abierto, a fin de cuentas el cliente decidirá que
módulos escoger dependiendo del tipo de sensores/transmisores que se tengan en la planta,
además de que debe considerar otros elementos presentes en la automatización, como los
contactores para las bombas centrífugas, el compresor centrífugo o para la resistencia del cárter.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
52
Los modelos de módulos que a continuación se mencionan (Figura 33) son una referencia
utilizada en esta propuesta, ya que el usuario, finalmente, puede utilizar otro modelo o marca
distinta siempre y cuando cumplan con los requerimientos necesarios.
Figura 33. Selección de los módulos I/O en la configuración del PLC
El Rack está en función del número de módulos que contenga el PLC, en este caso fue un Rack
de 7 Slots, considerando que lo anterior se selecciona con base en la cantidad de marcadores
(TAG por sus siglas en ingles), la cual depende directamente del número de plantas de
enfriamiento, que para esta propuesta son 3.
El programa RSEmulate500® puede emular distintos tipos de procesadores correspondientes a
una amplia gama de modelos de PLC, aunque existen ciertos procesadores que no pueden ser
emulados por este programa, ya que sobrepasan la capacidad del mismo.
El procesador seleccionado para esta propuesta (Figura 34) tiene como número de parte el
siguiente: 1747-L532 C/D 503 CPU-16K Mem OS302 y es elegido debido a que es soportado
por el programa RSEmulate500® y cumple con los requerimientos mínimos necesarios.

Capítulo III: Desarrollo de Ingeniería
53
Figura 34. Selección del procesador de PLC utilizado
Como recomendación se sugiere utilizar un PLC Micrologix 1500® LSP Series A, el cual no fue
utilizado en este trabajo ya que no lo soporta el programa de emulación. Empresas como lo son
Stearling® y AEC
® utilizan PLC Micrologix 1500
® para controlar dos o más plantas de
enfriamiento, que no necesariamente son plantas con compresor centrífugo, pero considerando
que el PLC antes mencionado es un dispositivo de gama media es ideal para este tipo de
aplicaciones.
En el programa se utilizan 42 TAG (para las 3 plantas de enfriamiento) entre discretos y
analógicos, los cuales fueron nombrados con base a las primeras letras del nombre del elemento
relacionado con el marcador, seguido de la abreviatura del Chiller en cuestión, ejemplo:
“B1CH1”, donde B1 hace referencia a la Bomba 1 y CH1 al Chiller 1, o BACCH3 donde B es
bomba, AC es aceite y CH3 es el Chiller 3. De esta manera se nota una comprensión más simple
de lo que significa cada TAG y a que planta de enfriamiento pertenece (Tabla 3).

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
54
Tabla 3 Abreviaturas de los TAG digitales en RSLogix500
Abreviatura Significado
CH Chiller
B1 Bomba Evaporador
B2 Bomba Condensador
BAC Bomba de Aceite
RCART Resistencia del Cárter
COMP Compresor
FS Interruptor de Flujo
1 Correspondiente al Chiller 1
2 Correspondiente al Chiller 2
3 Correspondiente al Chiller 3
En la documentación del programa de PLC en lenguaje escalera se utilizan TAG discretos
nombrados de la misma manera que en el programa Wonderware Intouch®, los TAG analógicos
en la programación de PLC se nombraron con base a la norma ANSI/ISA 5.1/2009 y en Intouch
se nombran de una manera más simple para facilitar la compresión del operario. Si se llegara a
expandir el sistema de automatización se tendrían que agregar más módulos de E/S, dependiendo
de la cantidad de plantas de enfriamiento de líquido que se tengan en el proceso. En este trabajo
se da una propuesta, la cual incluye la cantidad de TAG que se utilizaron para la automatización
de las tres plantas de enfriamiento.
El programa de PLC está basado en una planta de enfriamiento de líquido tipo centrífugo con
una capacidad de refrigeración de 900 toneladas (Figura. 1), la cual cuenta con las siguientes
características:
Medición de temperatura mediante sensores tipo RTD. Principalmente ubicados en la
entrada y salida del evaporador y condensador, en el compresor centrífugo y en la bomba
de aceite.
Medición de presión mediante transmisores especiales para aplicaciones de refrigeración.
Ubicados en el evaporador, condensador, compresor, y en la bomba de aceite.

Capítulo III: Desarrollo de Ingeniería
55
Motor-compresor, la capacidad en H.P. varía dependiendo de la planta de enfriamiento,
normalmente se especifica en el manual de operación. En este caso se considera de 900
H.P.
Bomba de aceite de ½ H.P. De igual forma la capacidad de la bomba de aceite depende
del tipo de planta.
Válvula de expansión termostática de tipo mecánico. Algunas aplicaciones más modernas
utilizan válvulas de expansión termostática electrónicas.
Interruptor de flujo. Este dispositivo va conectado en la tubería de entrada al evaporador,
esto con la finalidad de utilizarlo como permisivo para el arranque del compresor y evitar
que la planta funcione sin carga térmica a enfriar.
Bombas centrífugas. Estos dispositivos no son propiamente parte de la planta de
enfriamiento, pero se consideran ya que son esenciales, como elementos externos, para el
funcionamiento de la planta.
Torre de enfriamiento. De igual forma, la capacidad de cada torre de enfriamiento
depende directamente de la capacidad de la(s) planta(s) de enfriamiento.
Sensor de temperatura externo. Este dispositivo queda a elección del usuario, solo se
considera un elemento que emita una señal de respuesta de 4-20 mA.
Con base a las características antes mencionadas se desarrolla el programa en PLC, el cual, como
se plantea al principio puede ser modificado según los requerimientos de una aplicación en
específico y el número de plantas de enfriamiento que se tengan.
3.3 Programa de PLC para un conjunto de plantas de enfriamiento de líquido con
compresor centrífugo
Para llevar a cabo esta propuesta se consideran algunos de los métodos de puesta en marcha más
utilizados en plantas de enfriamiento, especialmente en las que funcionan a base de un
compresor centrífugo. La principal característica de la puesta en marcha de un Chiller es la
manera secuencial en la que ésta se lleva a cabo, lo que implica que los distintos elementos de la
planta se activen uno tras otro siempre y cuando se cumplan ciertas condiciones

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
56
Toda la programación se desarrolla en lenguaje escalera, uno de los motivos principales para la
elección de este lenguaje es que en la industria es muy utilizado en procesos de manufactura, lo
que simplifica la comprensión de la secuencia de funcionamiento para quienes están en contacto
directo con el proceso y no precisamente son especialistas en lenguajes de programación para
PLC. Aunado a ello, el programa RSLogix500® solo soporta lenguaje escalera, aunque si el
usuario requiere adaptar la programación a otro lenguaje lo puede hacer guiándose por los
diagramas de flujo y las condiciones especiales que se describen más adelante.
La secuencia descrita por el diagrama de flujo es mostrada de manera muy general, las
especificaciones de programación se encuentran en el Anexo C que es el programa de PLC
completo de 3 plantas enfriadoras de líquido con compresor centrífugo. Es importante señalar
que en las plantas de enfriamiento existe un elemento que se conoce como permisivo (interruptor
de flujo) y es aquel que da la pauta para que el proceso pueda completar la puesta en marcha o
continuar si es que el proceso ya está funcionando. En las tablas de la 4 a la 9 se muestran los
TAG de la programación en PLC, su direccionamiento, el tipo de señal y lo que significa cada
uno de ellos.
Tabla 4 TAG discretos correspondientes al chiller 1
Variables Discretas Chiller 1
TAG RSLogix500 Direccionamiento
para PLC
Tipo de señal Descripción
B1CH1 O:3/1 Salida Discreta Bomba 1 Evaporador Chiller 1
B2CH1 O:3/6 Salida Discreta Bomba 2 Condensador Chiller 1
BACCH1 O:3/3 Salida Discreta Bomba Aceite Chiller 1
RCARTCH1 O:3/0 Salida Discreta Termoresistencia Cárter Chiller 1
COMPCH1 O:3/2 Salida Discreta Compresor Centrífugo Chiller 1
FSCH1
I:5/0 Entrada Discreta Interruptor de Flujo Chiller 1

Capítulo III: Desarrollo de Ingeniería
57
Tabla 5 TAG analógicos correspondientes al chiller 1
Tabla 6 TAG discretos correspondientes al chiller 2
Variables Discretas Chiller 2
TAG RSLogix500 Direccionamiento
para PLC
Tipo de señal Descripción
B1CH2 O:3/11 Salida Discreta Bomba 1 Evaporador Chiller 2
B2CH2 O:3/4 Salida Discreta Bomba 2 Condensador Chiller 2
BACCH2 O:3/8 Salida Discreta Bomba Aceite Chiller 2
RCARTCH2 O:3/5 Salida Discreta Termoresistencia Cárter Chiller 2
COMPCH2 O:3/7 Salida Discreta Compresor Centrífugo Chiller 2
FSCH2 I:5/1 Entrada Discreta Interruptor de Flujo Chiller 2
Tabla 7 TAG analógicos correspondientes al chiller 2
Variables Analógicas de Chiller 2
TAG
RSLogix500
Direccionamiento
para PLC
Tipo de señal Descripción
PT006 I:2/5 Entrada Analógica Presión en el Condensador CH2
PT005 I:2/4 Entrada Analógica Presión en el Evaporador CH2
TE011 I:6/4 Entrada Analógica Temperatura Bomba de Aceite CH2
TE009 I:6/2 Entrada Analógica Temperatura Entrada Condensador CH2
TE010 I:6/3 Entrada Analógica Temperatura Salida Condensador CH2
TE007 I:6/0 Entrada Analógica Temperatura Entrada Evaporador CH2
TE008 I:6/1 Entrada Analógica Temperatura Salida Evaporador CH2
TE012 I:6/5 Entrada Analógica Temperatura Compresor CH2
Variables Analógicas Chiller 1
TAG
RSLogix500
Direccionamiento
para PLC
Tipo de señal Descripción
PT002 I:2/1 Entrada Analógica Presión en el Condensador CH1
PT001 I:2/0 Entrada Analógica Presión en el Evaporador CH1
TE010 I:1/4 Entrada Analógica Temperatura Bomba de Aceite CH1
TE003 I:1/2 Entrada Analógica Temperatura Entrada Condensador CH1
TE004 I:1/3 Entrada Analógica Temperatura Salida Condensador CH1
TE001 I:1/0 Entrada Analógica Temperatura Entrada Evaporador CH1
TE002 I:1/1 Entrada Analógica Temperatura Salida Evaporador CH1
TE006 I:1/5 Entrada Analógica Temperatura Compresor CH1

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
58
Tabla 8 TAG discretos correspondientes al chiller 3
Variables Discretas Chiller 3
TAG RSLogix500 Direccionamiento
para PLC
Tipo de señal Descripción
B1CH3 O:3/9 Salida Discreta Bomba 1 Evaporador Chiller 3
B2CH3 O:3/14 Salida Discreta Bomba 2 Condensador Chiller 3
BACCH3 O:3/13 Salida Discreta Bomba Aceite Chiller 3
RCARTCH3 O:3/10 Salida Discreta Termoresistencia Cárter Chiller 3
COMPCH3 O:3/12 Salida Discreta Compresor Centrífugo Chiller 3
FSCH3 I:5/2 Entrada Discreta Interruptor de Flujo Chiller 3
Tabla 9 TAG analógicos correspondientes al chiller 3
Variables Analógicas de Chiller 3
TAG
RSLogix500
Direccionamiento
para PLC
Tipo de señal Descripción
PT010 I:8/1 Entrada Analógica Presión en el Condensador CH3
PT009 I:8/0 Entrada Analógica Presión en el Evaporador CH3
TE017 I:7/2 Entrada Analógica Temperatura Bomba de Aceite CH3
TE015 I:7/0 Entrada Analógica Temperatura Entrada Condensador CH3
TE016 I:7/1 Entrada Analógica Temperatura Salida Condensador CH3
TE013 I:6/6 Entrada Analógica Temperatura Entrada Evaporador CH3
TE014 I:6/7 Entrada Analógica Temperatura Salida Evaporador CH3
TE018 I:7/3 Entrada Analógica Temperatura Compresor CH3
Los TAG contenidos en cada una de las tablas anteriores corresponden a las 3 plantas de
enfriamiento de líquido consideradas en esta propuesta. En el Anexo C se encuentra el programa
completo de PLC en lenguaje escalera para la coordinación de las 3 plantas de enfriamiento de
líquido con compresor centrífugo, donde se aprecian los direccionamientos y la documentación
de cada línea del programa.
3.4 Filosofía de operación de la propuesta de automatización de una planta de
enfriamiento de líquido con compresor centrífugo.
La filosofía de operación es la explicación detallada de cómo funciona un proceso, en este caso,
se detalla cómo debe de funcionar la secuencia propuesta, bajo qué condiciones, además de
mostrar gráficamente algunas de las partes de la programación en PLC más relevantes.

Capítulo III: Desarrollo de Ingeniería
59
De igual forma en la gran mayoría de las filosofías de operación, más comúnmente utilizadas en
procesos, se debe elaborar un Diagrama de Tubería e Instrumentación donde se aprecie de una
manera más precisa como está constituido el proceso a automatizar y las condiciones de
operación en que éste se basa.
3.4.1 Modo Manual
Mediante el selector “Manual” se accede a las 3 subrutinas donde se encuentra la programación
de la puesta en marcha, paro y paro por emergencia correspondiente a los Chillers 1, 2 y 3,
respectivamente (Figura 35).
Figura 35. Programa principal y subrutinas de chillers 1, 2 y 3 en RSLogix500.
3.4.1.1 Puesta en Marcha
Cuando se inicia la secuencia de funcionamiento del Chiller 1, 2 o 3 (Figura 36) mediante el
boton de arranque se activan la resistencia del cárter (RCART), la bomba 1 (B1) que suministra
agua al evaporador y la bomba 2 (B2) que suministra agua al condensador, una vez que estos tres
elementos estén funcionando se lleva a cabo un conteo de tiempo de 120 s y al término de éste se
activa la bomba que suministra aceite al cárter del compresor. La temperatura del aceite debe
mantenerse en los 82 °F (28 °C), si la temperatura del aceite aumenta 5 °F (3°C), la resistencia
del cárter se desactiva, y si disminuye 5 °F (3°C) por debajo del valor deseado, entonces se
vuelve a activar (Figura 37).

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
60
Puesta en Marcha
Activar resistencia para calentar el aceite
lubricante del cárter
Activar bombeo de agua al evaporador
Conteo 120 segundos
Interruptor de Flujo esta activado?
Activar compresor centrífugo
Si
No
Activar bombeo de agua al condensador
Activar bomba de aceite
Conteo 50 segundos
Fin de la secuencia de arranque
1
0000
0002
0006
0014 0016
0008
0011
0019
0021
Nota:
Los números de 4 dígitos puestos al lado de cada proceso indican el numero de la línea de programación en PLC donde se lleva a cabo la acción descrita en el proceso.
Figura 36. Diagrama de flujo de la puesta en marcha de una planta de enfriamiento.

Capítulo III: Desarrollo de Ingeniería
61
Figura 37. Línea de programación para activar la resistencia del cárter
Una vez que los elementos antes mencionados estén funcionando se lleva a cabo un conteo de
50 s y al término, si el interruptor de flujo está activado se procede a poner en marcha al
compresor centrífugo (Figura 38), y si el interruptor de flujo no está activado entonces el
compresor no puede ser puesto en marcha hasta no cumplirse el permisivo (interruptor de flujo).
La principal condición para que el compresor centrífugo sea puesto en marcha es tener un flujo
constante de agua a través de la tubería que proporciona agua tanto al evaporador como al
condensador. Si no existiera dicho flujo entonces la planta no completaría su secuencia de
arranque, así se evita que pueda haber un sobre calentamiento y una sobrepresión dentro de los
intercambiadores de calor.
Figura 38. Línea de programación donde se ubica el interruptor de flujo del chiller 1 (permisivo).

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
62
Paro de la planta
Detener el compresor centrífugo
Detener bombeo de agua al
evaporador
Conteo 50 segundos
Detener bombeo de agua al
condensador
Detener bomba de aceite
Desactivar resistencia para
calentar el aceite del cárter
Fin de la secuencia de paro
2
0001
0023
0024
0018 00150010 0004
3.4.1.2 Paro
Completada la secuencia de arranque, la planta se mantiene funcionando siempre y cuando las
condiciones mínimas de operación sean las adecuadas. Cuando se necesite parar la planta de
enfriamiento se debe presionar el boton de paro el cual inicia una secuencia de paro que
igualmente es propuesta con base a las referencias consultadas para este trabajo.
La secuencia inicia desactivando inmediatamente el compresor (Figura 39), después se inicializa
un conteo de tiempo de 50s y al término de éste se desactivan simultáneamente la bomba1,
bomba2, bomba de aceite y resistencia del cárter terminando así la secuencia de paro.
Figura 39. Diagrama a flujo de la secuencia de paro de un chiller

Capítulo III: Desarrollo de Ingeniería
63
Menú Principal
Activar subrutinas de
Chillers 1, 2 y 3
Seleccione el modo de operación
Automatico
Manual
1
2
Condiciones de operación
Condición 1
Condición 2
Condición 3
3 4 5
Los lapsos de tiempo propuestos entre procesos (Figura 39) se seleccionan con base en
referencias verbales y manuales de operación, tomando en cuenta una media de tiempo para esta
propuesta.
3.4.2 Modo Automático
En este modo se activan la(s) subrutina(s) que sea necesaria dependiendo de la secuencia
(Figura 40) que en ese momento esté en funcionamiento. Para ello se consideran 3 secuencias de
operación, las cuales dependen de un rango de temperatura que en ese momento se tenga, el cual
es tomado de un sensor de temperatura externo a la planta de enfriamiento (Figura 41) que mide
la temperatura ambiente del lugar a enfriar, estos rangos pueden ser modificados por el usuario,
los que se ejemplifican en este trabajo tienen un propósito meramente demostrativo, no parten de
un criterio estricto sino dependen del lugar donde se vaya a aplicar el sistema y de la carga
térmica a enfriar.
Figura 40. Diagrama de flujo de la selección del modo de operación

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
64
Figura 41. Línea de programación donde se adquieren los datos del sensor de temperatura ambiente
3.4.2.1 Condición 1 en modo automático
En esta condición se tiene un rango de temperatura de 73 °F a 78 °F (Figura 42), si la
temperatura ambiente se encuentra dentro de este rango entonces se activa la secuencia
correspondiente a la condición 1, la cual implica que solo puede funcionar 1 Chiller durante 8
horas consecutivas, al terminó de este tiempo se detiene la planta y entra en funcionamiento la
planta inmediata posterior y posteriormente después de otras 8 horas se pone en marcha la última
planta. Si se mantiene la condición 1 entonces la secuencia se repite.
Figura 42. Línea de programación del modo automático en condición 1

Capítulo III: Desarrollo de Ingeniería
65
En la estructura del programa en PLC lenguaje escalera, como se menciona en los párrafos
anteriores, se utilizan subrutinas las cuales contienen la programación necesaria para el arranque,
paro y paro de emergencia de cada una de las plantas. El comando Saltar a Subrutina (JSR por
sus siglas en inglés) activa la subrutina seleccionada, y posteriormente un temporizador con
retardo a la energización (TON) lleva a cabo el conteo de 8 horas de funcionamiento de la planta
en cuestión (Figura 43).
Figura 43. Línea de programación condición 1 activación de subrutina 1
Una vez que el tiempo de funcionamiento, en la condición 1, del chiller 1 se mantiene, entonces
se procede a activar la secuencia de paro, simultáneamente se activa la subrutina que contiene al
chiller inmediato posterior, en este caso el chiller 2 (Figura 44). Entonces la secuencia se repite
hasta llegar al chiller 3 y repetir la secuencia desde el inicio.
Figura 44. Línea de programación condición 1 activación de subrutina 2

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
66
Activar subrutina de
Chiller 1
Conteo de tiempo 8 horas
1
2
3
Activar subrutina de
Chiller 2
Conteo de tiempo 8 horas
1
2
Activar subrutina de
Chiller 3
Conteo de tiempo 8 horas
1
2
Entre cada puesta en marcha se tiene un tiempo de espera en el que no opera ninguna de las
plantas de enfriamiento hasta no transcurrido dicho tiempo, esto para no tener un consumo de
corriente excesivo, ya que como es bien sabido la corriente de arranque que consumen 3 motores
que arrancan simultáneamente es mucho mayor que si se arranca primero un motor, después de
un tiempo otro motor y así sucesivamente (Figura 45).
Figura 45. Diagrama de flujo de la secuencia de operación en condición 1

Capítulo III: Desarrollo de Ingeniería
67
3.4.2.2 Condición 2 en modo automático
El rango de temperaturas de la condición 2 va de los 79 °F a los 95 °F (Figura 46) y en esta
secuencia se activan dos subrutinas simultáneamente, las cuales corresponden a los Chillers que
en ese momento sean puestos en marcha. Los dos Chillers puestos en marcha funcionaran
durante 8 horas continuas, y al término de este periodo de tiempo ambos Chillers se detienen,
posteriormente transcurre un tiempo de espera antes de que se active el Chiller inmediato
posterior y se vuelva a activar el ultimo Chiller de la secuencia anterior.
Figura 46. Línea de programación del modo automático en condición 2
Más claramente explicado queda de la siguiente manera: primero funciona el CH1 y el CH2
durante 8 horas, después de un tiempo se detienen ambos Chillers y se pone en marcha el CH3 y
de nuevo el CH2, después de 8 horas se detienen ambos Chillers y posteriormente transcurre otro
lapso de tiempo de espera y se pone en marcha el CH3 y el CH1, finalmente se repite la
secuencia (Figura 49).
De manera muy similar a la condición 1, en la programación de PLC, se tiene la activación de las
subrutinas que contengan a las plantas que en ese momento sean puestas en marcha.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
68
En la Figura 47 se muestra la activación de las subrutinas que contienen la programación del
funcionamiento de las plantas 1 y 2. Al igual que en el caso anterior se tiene un funcionamiento
continuo de 8 horas siempre y cuando se presente la condición 2 en el sistema.
Figura 47. Línea de programación condición 2 activación de subrutinas 1 y 2
Una vez transcurrido el tiempo de funcionamiento se activan las subrutinas 2 y 3 del sistema
(Figura 48). Es importante mencionar que las bobinas auxiliares colocadas en paralelo a las
subrutinas son utilizadas para activar el temporizador que lleva a cabo el conteo del tiempo de
funcionamiento de las plantas. Finalmente, después de 8 horas transcurridas de funcionamiento,
se activan las subrutinas 3 y 1, y la secuencia completa se repite si la condición 2 prevalece.
Figura 48. Línea de programación condición 3 activación de subrutinas 2 y 3

Capítulo III: Desarrollo de Ingeniería
69
Activar subrutinas de Chillers 1 y 2
Conteo de tiempo 8 horas
1
2
4
Activar subrutinas de Chillers 2 y 3
Conteo de tiempo 8 horas
1
2
Activar subrutinas de Chillers 3 y 1
Conteo de tiempo 8 horas
1
2
Figura 49. Diagrama de flujo de la secuencia de operación en condición 2

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
70
3.4.2.3 Condición 3 en modo automático
Para una temperatura arriba de 96 °F (Figura 50) se tiene una secuencia de funcionamiento
donde los 3 Chillers funcionan simultáneamente durante 8 horas continuas, para ello se habilitan
las subrutinas de cada uno de los Chillers, posteriormente se tiene un tiempo de espera antes de
que la secuencia se vuelva a repetir siempre y cuando se mantengan las condiciones de
temperatura antes expuestas (Figura 53).
Figura 50. Línea de programación del modo automático en condición 3
En la figura 51 se muestran las subrutinas 1, 2 y 3 en paralelo, las cuales se activan en la
condición 3, y habilitan la puesta en marcha, el paro y paro de emergencia de las 3 plantas de
enfriamiento. Al igual que en las dos condiciones anteriores, en ésta se tiene un comando de
retraso a la energización que lleva a cabo el conteo de 8 horas de funcionamiento.
Figura 51. Línea de programación condición 3 subrutinas 1, 2 y 3

Capítulo III: Desarrollo de Ingeniería
71
5
Activar subrutina de
Chiller 2
Activar subrutina de
Chiller 1
Activar subrutina de
Chiller 3
1
2
Conteo de 8 horas
1 1
Al termino del conteo de 8 horas se debe reiniciar el valor del acumulado en el temporizador,
esto implica asignarle un valor igual a cero, para ello se tiene un comando llamado Reset
(Figura 52), el cual reinicia dicho valor con la finalidad de poder volver a llevar a cabo el conteo
de tiempo.
Figura 52. Línea de programación condición 3 reinicio de temporizador.
Con el objetivo de facilitar la comprensión del programa para la coordinación, arranque, paro y
paro de emergencia, en lenguaje escalera se documenta cada una de las líneas de programación,
es decir, se coloca una descripción breve de la funcionalidad que posee la línea de programación
en cuestión.
Figura 53. Diagrama a flujo de la secuencia de operación en condición 3

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
72
3.4.3 Paro de emergencia
El modo de paro por emergencia fue considerado con base a información recopilada de manuales
de operación. Cuando se presiona el boton de paro por emergencia se detiene inmediatamente el
compresor del Chiller (Figura 54), las bombas centrifugas, la bomba de aceite y la resistencia. Lo
más importante a considerar cuando se lleva a cabo un paro de emergencia es saber si la
situación lo amerita, ya que la planta no debe ser parada de esa forma continuamente.
Algunas condiciones pueden propiciar el paro de la planta, como pueden ser: altas presiones y
bajas presiones en el evaporador y condensador o altas y bajas temperaturas en los mismos
equipos. Quizás estas últimas consideraciones no sean consideradas como un paro de
emergencia, pero podrían serlo como un paro preventivo para evitar algún accidente o mal
funcionamiento en la planta. Además del paro de emergencia existen otros métodos para
salvaguardar la integridad del personal y del equipo en cuestión, dichos métodos no están
considerados dentro del alcance de este trabajo aunque es importante mencionar algunos de ellos
como se muestra a continuación:
Válvula de seguridad de presión.- Este elemento protege al equipo de sobrepresiones que
se puedan presentar dentro de la planta, es un elemento mecánico, que está diseñado para
activarse cuando se presente un cierto valor de presión fuera de los rangos máximos de
operación.
Filtros armónicos.-Altas y bajas tensiones en alguna de las fases que alimentan al motor
que impulsa al compresor centrífugo o en el bus de alimentación del equipo de control.
Figura 54. Ejemplo de una línea de programación donde se encuentra el paro por emergencia

Capítulo III: Desarrollo de Ingeniería
73
3.5 Comunicación entre RSLinx y Wonderware Intouch
Esta propuesta tiene un alcance de simulación, para ello, como se mencionó anteriormente se
consideran ciertos programas. Es importante señalar que para poder simular el sistema de
automatización se debe contar con algún medio para comunicar programas entre ellos. Una
opción es la comunicación Olee for Process Control (OPC) y la otra es Dynamic Data Exchange
(DDE), y es debido a que los programas antes mencionados solo soportan los dos tipos de
comunicaciones, que se eligió la comunicación DDE (Figura 55).
Figura 55. Configuración en RSLinx500 para la comunicación DDE
El programa que lleva a cabo la comunicación entre el emulador de PLC y el programa de diseño
de HMI es RSLinx® por medio del intercambio de datos dinámicos (DDE). Para ello se debe
“configurar un tópico” en RSLinx®, el cual define el nombre del tópico y el PLC al que va a ser
configurado. En cambio en Intouch se debe configurar un “Nombre de acceso” que es el
equivalente a la configuración de tópico, en el cual se define el nombre del tópico y el programa
con el que se va a comunicar, además del protocolo de comunicación a utilizar. Es de suma
importancia configurar el nombre de acceso ya que cuando se definen los TAG se va a necesitar
seleccionar un nombre de acceso para poder llevar a cabo la comunicación con el programa de
PLC en ejecución o modo Run (Figura 56).

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
74
Figura 56. Configuración de la comunicación en Wonderware Intouch
3.5.1 Configuración de los marcadores
Una vez teniendo comunicación entre programas se definen los marcadores (TAG por sus siglas
en inglés) en Wonderware Intouch®
, para ello se tiene que considerar de que tipo son, analógicos
o digitales, si son reales o enteros, el nombre del TAG, su direccionamiento, en este caso del
PLC. Todas estas características se definen en la opción Tagname Dictionary (Figura 57), la cual
es una de las funciones más importantes de Wonderware Intouch®
, podría incluso decirse que es
una de las partes más importantes de la HMI.
Figura 57. Ventana de configuración de los TAG

Capítulo III: Desarrollo de Ingeniería
75
3.6 Modelo 3D de una planta enfriadora de líquido con compresor centrífugo.
En general, como se explica en el Capítulo I, una planta enfriadora de líquido está compuesta de
partes esenciales para su funcionamiento, como lo son el compresor, condensador, evaporador,
tuberías etc. Tales consideraciones se toman en cuenta para elaborar el modelo 3D que a grandes
rasgos permite visualizar la estructura física de la planta así como los elementos más importantes
que intervienen en ella, para ello se utilizó el programa de diseño asistido por computadora
SOLIDWORKS®.
El modelo 3D se diseña a partir de medidas aproximadas de una planta real que utiliza un
compresor centrífugo y tiene una capacidad de 900 toneladas de refrigeración. El propósito del
modelo no es dar una referencia exacta en cuanto a las medidas de la planta como lo son el
diámetro de la tubería, espesores de cada intercambiador de calor, medidas exactas de cada
tornillo o tuerca y ángulos precisos en la tubería de succión del compresor, dicho de otra manera
lo que se busca es que, de una forma muy general, se entienda como es que se comporta la planta
y se visualicen gráficamente en donde se producen los cambios en la misma.
Partiendo de conocer la estructura física de un intercambiador de calor tipo tubos en U se diseña
la rejilla frontal que funge como soporte para la tubería interna (Figura 58) la cual tiene 132
orificios de 2 in de diámetro. El arreglo para el haz de tubos es muy variado, en la mayoría de la
literatura manejan formas preestablecidas, aunque ciertamente no se define el número de tubos
máximo que puede albergar cada arreglo geométrico.
Figura 58. Rejilla frontal del intercambiador de calor tipo tubos en U

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
76
El haz de tubos del mismo diámetro pero diferente longitud se elabora tomando en cuenta la
cantidad de perforaciones de la rejilla y su configuración geométrica. Por razones estructurales a
cada 8.2 in se colocó un soporte en forma semicircular que mantiene a los tubos unidos entre sí,
evita el movimiento de los mismos y da soporte al haz de tubos dentro del intercambiador de
calor (Figura 59).
Figura 59. Vista lateral del arreglo de tubos en U
El haz de tubos está conformado por 10 tubos en U con diferente Angulo y longitud, esto para
lograr que el haz se conformara sin que los tubos chocaran entre sí. En el Capítulo I se menciona
que el número de tubos de un intercambiador de calor en aplicaciones de enfriamiento,
especialmente del tipo inundado, puede variar desde menos de 50 hasta varios miles de tubos,
ello depende principalmente del tamaño que tenga el intercambiador de calor y de la aplicación
(Figura 60).
Figura 60. Arreglo del haz de conformado por 132 tubos en U

Capítulo III: Desarrollo de Ingeniería
77
La estructura principal que sostiene las piezas removibles de la planta se diseña con medidas
aproximadas a las reales. Se toma en cuenta un espesor mayor en la cavidad que alberga al
condensador y una menor en del evaporador, ya que el primero está diseñado para soportar
presiones altas a diferencia del evaporador. Cabe hacer mención que las perforaciones para los
tornillos son de un diámetro mayor en el condensador que en el evaporador, igualmente por la
diferencia de presiones entre ambos intercambiadores (Figura 61).
Figura 61. Estructura base de una planta enfriadora de líquido con compresor centrífugo
La figura anterior es la parte donde se monta la rejilla con los tubos en U. En una planta real la
rejilla esta soldada a estructura principal lo que evita fugas y vibración. Las placas semicirculares
que mantienen unidos a los tubos en U (Figura 59) son de un diámetro menor al de la cavidad en
la estructura principal lo que asegura el flujo del refrigerante en su estado líquido y gaseoso.
El ensamble de la rejilla, tuberías, estructura y tapas traseras se observa en la figura 62. El
refrigerante, en estado líquido o gaseoso fluye por fuera de los tubos, es por ello que se conoce
como intercambiador de tipo inundado, cuando fluye por dentro de los tubos se conoce como de
tipo seco.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
78
Dentro de los tubos fluye el refrigerante secundario (agua o salmuera) y en el recorrido por la
tubería se lleva a cabo la transferencia de calor entre ambas sustancias, el refrigerante primario y
el secundario sin que ninguna de las dos se mezcle.
Figura 62. Vista del interior de los intercambiadores de calor de un chiller centrífugo
En ocasiones la geometría de un compresor llega a ser sumamente compleja, especialmente
porque una desviación milimétrica en el diseño puede significar un mal desempeño del elemento.
Como se mencionó anteriormente el modelo de la planta es meramente demostrativo, no está
regido bajo criterios estrictos de diseño, y queda sujeto a cambios estructurales como una
cuestión de estética. En la Figura 63 se muestra el compresor centrífugo con la tubería de succión
y descarga, también se aprecia el gabinete que contiene algunos dispositivos de control, como
Relevadores/Contactores, transmisores, protecciones eléctricas, interruptores, etc.

Capítulo III: Desarrollo de Ingeniería
79
Figura 63. Vista lateral e isométrica de compresor centrífugo
En la Figura 64 se aprecia la integración de los distintos elementos considerados en este trabajo
que conforman a la planta de enfriamiento de líquido con compresor centrífugo.
Figura 64. Vista de la planta enfriadora de líquido completa

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
80
Para dar una vista más realista al modelo se utiliza la herramienta de SOLIDWORKS®
denominada PhotoView 360 en la opción Renderizado Final (Figura 65) la cual proyecta el
modelo en una imagen muy similar al elemento con materiales reales, en este caso se opta por el
acero inoxidable para darle una mejor vista a la planta (Figura 66). Así entonces se logran una
gran gama de vistas correspondientes a la planta que de alguna manera facilitan la comprensión
de los elementos principales que conforman a un Chiller de tipo centrífugo.
Figura 65. Selección de la opción Renderizado Final
Figura 66. Desarrollo del Renderizado Final
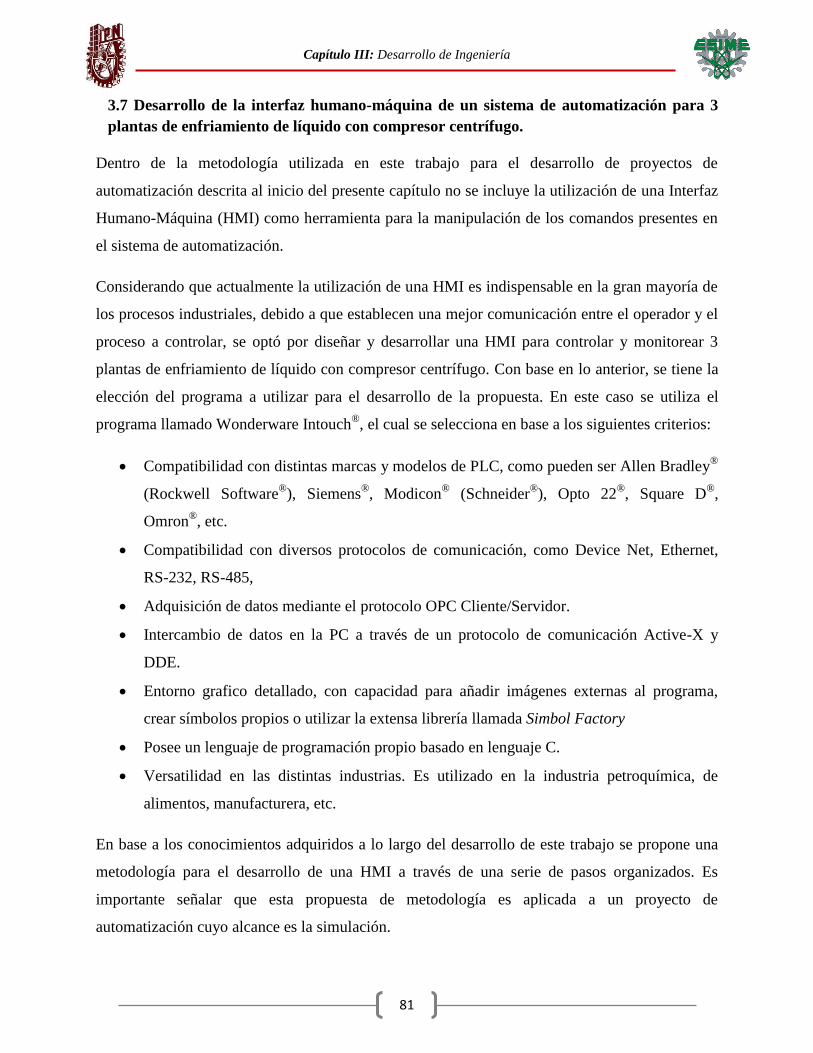
Capítulo III: Desarrollo de Ingeniería
81
3.7 Desarrollo de la interfaz humano-máquina de un sistema de automatización para 3
plantas de enfriamiento de líquido con compresor centrífugo.
Dentro de la metodología utilizada en este trabajo para el desarrollo de proyectos de
automatización descrita al inicio del presente capítulo no se incluye la utilización de una Interfaz
Humano-Máquina (HMI) como herramienta para la manipulación de los comandos presentes en
el sistema de automatización.
Considerando que actualmente la utilización de una HMI es indispensable en la gran mayoría de
los procesos industriales, debido a que establecen una mejor comunicación entre el operador y el
proceso a controlar, se optó por diseñar y desarrollar una HMI para controlar y monitorear 3
plantas de enfriamiento de líquido con compresor centrífugo. Con base en lo anterior, se tiene la
elección del programa a utilizar para el desarrollo de la propuesta. En este caso se utiliza el
programa llamado Wonderware Intouch®, el cual se selecciona en base a los siguientes criterios:
Compatibilidad con distintas marcas y modelos de PLC, como pueden ser Allen Bradley®
(Rockwell Software®
), Siemens®, Modicon
® (Schneider
®), Opto 22
®, Square D
®,
Omron®, etc.
Compatibilidad con diversos protocolos de comunicación, como Device Net, Ethernet,
RS-232, RS-485,
Adquisición de datos mediante el protocolo OPC Cliente/Servidor.
Intercambio de datos en la PC a través de un protocolo de comunicación Active-X y
DDE.
Entorno grafico detallado, con capacidad para añadir imágenes externas al programa,
crear símbolos propios o utilizar la extensa librería llamada Simbol Factory
Posee un lenguaje de programación propio basado en lenguaje C.
Versatilidad en las distintas industrias. Es utilizado en la industria petroquímica, de
alimentos, manufacturera, etc.
En base a los conocimientos adquiridos a lo largo del desarrollo de este trabajo se propone una
metodología para el desarrollo de una HMI a través de una serie de pasos organizados. Es
importante señalar que esta propuesta de metodología es aplicada a un proyecto de
automatización cuyo alcance es la simulación.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
82
En el siguiente diagrama de flujo (Figura 67) se muestra dicha metodología. A un costado de
cada bloque del diagrama se coloca un número, el cual corresponde al paso que se lleva a cabo.
Lo anterior con la finalidad explicar dichos pasos y así lograr una mejor comprensión de la
metodología. En el paso número 2 se tiene el desarrollo de la programación en PLC, en la cual se
tiene la lógica de funcionamiento del proceso y a partir de la cual se puede iniciar con el
planteamiento de desarrollo de la HMI.
Posteriormente en el paso número 3 se adecua el programa de PLC existente adicionando salidas
direccionadas a alguna memoria interna del PLC para poder enviar información a la HMI y
visualizar tantos valores enteros, flotantes o binarios. Una vez concluido el paso 3 se procede a
realizar una lista de las variables (digitales o analógicas) que contiene la programación en PLC y
que se desea estén presentes en la HMI.
Las variables antes mencionadas normalmente están direccionadas a la memoria interna del PLC.
Un ejemplo de ello es en el programa RSLogix500®, donde un valor entero se puede almacenar
en la dirección N7:0, un flotante en F8:0, y un binario en B3:0/0. Después, en los pasos 5 y 6 se
establece una comunicación entre programas con plataforma Windows® mediante un protocolo
DDE y se realizan algunas pruebas con el propósito de comprobar que efectivamente existe
comunicación.
El paso número 7 es opcional, no es necesario desarrollar el modelo CAD si no se desea tener
una visualización clara del proceso. Para ello existen librerías de objetos las cuales incluyen una
amplia gama de industrias. En los pasos 8, 9 y 10 se tiene el desarrollo de la HMI, el entorno
gráfico, las ventanas existentes, botones, visualizadores, históricos, tendencias, comandos,
programación, lógica de funcionamiento, alarmas, etc. Finalmente en una HMI se busca un
diseño simple y comprensible sin perder el enfoque de funcionalidad.
Posteriormente se realizan pruebas generales para verificar la comunicación entre el programa de
PLC y el de diseño de HMI, se prueban los comandos, botones, la visualización de variables,
animaciones, funciones especiales, etc. Si lo descrito en los párrafos anteriores no logra cumplir
el objetivo propio de la HMI entonces se procede a rediseñar el sistema buscando mejoras en el
funcionamiento.

Capítulo III: Desarrollo de Ingeniería
83
Inicio
Desarrollar la programación en PLC
Adicionar comandos de salida paralelos a las salidas reales direccionados a una
memoria interna del PLC
Enlistar los TAG que podrían estar presentes en la HMI en base a los TAG del PLC.
Establecer una comunicación entre el programa de PLC y el programa de HMI
Realizar pruebas preliminares de comunicación para variables digitales y analógicas.
Diseñar y desarrollar el entorno grafico de la
HMI
Diseñar y desarrollar las funciones de la HMI
Diseñar y desarrollar las ventanas en la HMI
Realizar pruebas generales de funcionamiento
Diseñar y desarrollar un modelo CAD de la planta (opcional)
¿Necesita alguna mejora?
Fin
Si
No
1
2
3
4
5
6
7
8 9 10
11
12
13
Nota:
A cada lado de las operaciones se
encuentra el numero de paso asignado.
Figura 67. Metodología propuesta para el desarrollo de una HMI.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
84
Con base al programa de PLC se diseña y desarrollo la HMI, en la cual se consideran algunos
aspectos gráficos y funcionales que aportan una mejora en la visualización del proceso de
enfriamiento de líquido con compresor centrífugo. Es preciso hacer mención de que las grandes
empresas comerciales llevan décadas desarrollando tecnología para la automatización de
Chillers, además de que cuentan con los recursos y la información necesaria para mejorar sus
diseños (Figura 68).
Figura 68. Vista del compresor centrífugo en un HMI (Jonhson Controls)
Con base a los diversos ejemplos de HMI para plantas de enfriamiento de líquido encontrados en
la industria y en la teoría se consideran algunos aspectos importantes para esta propuesta, como
es el caso del sistema de unidades utilizado, el cual, con base a recomendaciones de expertos en
la materia y a través de los distintos sistemas comerciales existentes, se opta por utilizar en esta
propuesta el Sistema Inglés de Unidades.

Capítulo III: Desarrollo de Ingeniería
85
Una de las razones principales para optar por el diseño que a continuación se presenta es que
normalmente, en las HMI para automatización de múltiples plantas de enfriamiento no se tienen
distintas perspectivas visuales de cómo está configurado físicamente el proceso, tanto de manera
particular, como de manera general. Algunas de las HMI solo cuentan con la visualización del
circuito hidráulico, otras solo con la visualización de la planta pero no se cuenta con una opción
que contenga ambas. Aunado a lo anterior el operario muchas veces no comprende
completamente el proceso, por lo tanto se agregaron ventanas que explican las partes más
importantes de la planta de enfriamiento.
Otra desventaja de este tipo de HMI es que son poco intuitivas para navegar a través de las
distintas ventanas disponibles, incluso en ocasiones se hace confuso y tedioso, es por ello que en
esta propuesta se opta por hacer intuitiva la HMI, de manera que quien navegue por las distintas
opciones se vaya familiarizando con las mismas y reconociendo comandos y nombres simples.
Es importante señalar que el entorno gráfico de la HMI está completamente en idioma inglés,
debido a que es universal y con miras a que este trabajo pueda ser retomado por algún interesado
extranjero.
Intouch ofrece la ventaja de contar con librerías internas, denominados “Wizards” (Figura 69),
donde se tienen diversos símbolos y objetos que pueden ser usados en el diseño de la HMI,
existen una gran variedad de opciones. También se pueden añadir imágenes externas a Intouch
para personalizar aún más la HMI además de las diversas animaciones que se pueden realizar en
este programa.
Para la opción de agregar imágenes externas se cuenta con el comando import bit map con el que
se importan imágenes externas al programa Intouch. Si se desea agregar una imagen se tiene que
tomar en cuenta la resolución de ésta, ya que puede quedar demasiado grande muy pequeña en la
pantalla de visualización de la HMI.
Es importante mencionar que dentro de la opción Wizards se encuentra una gama de objetos con
formas sumamente variadas de los distintos elementos, máquinas y simbología que se encuentra
en la industria, la opción se llama Simbol Factory. Dichos elementos son de carácter abierto, es
decir que son librerías disponibles para utilizar, sin restricciones, en cualquier aplicación.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
86
Figura 69. Wizards para Intouch
Para editar, programar, definir TAG, crear pantallas y demás capacidades de Intouch se tiene un
programa dentro de Intouch, se llama WindowMaker. Para visualizar todo el desarrollo de la
interfaz y ejecutar los comandos e instrucciones se tiene WindowViewer. Dentro de
WindowMaker (Figura 70) en la esquina superior derecha se observa una opción denominada
Runtime, la cual a ser seleccionada activa y despliega el programa WindowViewer. Estos dos
programas en conjunto son utilizados para diseñar y desarrollar HMI en una gran gama de
industrias, y puesto que Intouch es compatible con una amplia gama de PLC y
Microcontroladores su uso se torna muy común e indispensable en la automatización de
procesos.
Otro motivo relevante por el cual Intouch es utilizado en una amplia gama de procesos, es la
mejora en los elementos visuales de la HMI, ya que se puede adquirir el complemento Archestra
Grafics que es una librería con diversos equipos de procesos, maquinaria etc. representados en
tercera dimensión, donde se pueden programar animaciones más realistas, coloridas y claras que
en otros programas para el diseño de HMI.

Capítulo III: Desarrollo de Ingeniería
87
Figura 70. Ventana principal del Wonderware Intouch
Considerar la resolución del proyecto es algo de suma importancia, ya que dependiendo del tipo
de pantalla a utilizar y de la aplicación que se le quiera dar a la HMI se elige la resolución que
mejor se adapte a las necesidades. En este trabajo se utiliza la imagen de un modelo 3D de un
Chiller centrífugo, dicha imagen se introdujo a WindowMaker y debido a que la imagen tenía una
resolución de 791 pixeles de ancho por 612 pixeles de alto entonces se tuvo que aumentar la
resolución de la aplicación, y como propuesta queda en 1024 pixeles de ancho por 600 pixeles de
alto. Básicamente la resolución es la cantidad de pixeles que se tienen en las ventanas de Intouch,
entre menos pixeles menos resolución.
3.7.1 Ventana principal de la HMI para 3 plantas de enfriamiento
En la ventana principal de la HMI se observan 3 chilles centrífugos en el centro de la misma, los
cuales están interconectados con un gabinete de control, donde idealmente se tendría el sistema
de automatización necesario para las plantas, cabe hacer mención que los 3 Chillers fueron
diseñados en SOLIDWORKS®, mas no forman parte de las librerías internas de Intouch. En la
parte superior se colocaron botones que despliegan las ventanas donde se encuentran las
tendencias de los 3 Chillers, el boton que muestra el circuito hidráulico del conjunto de Chillers,
el de ayuda al operario y finalmente el boton de la ventana de alarmas (Figura 71).

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
88
En la parte superior izquierda se colocan las opciones de paro por emergencia de los 3 Chillers,
con sus respectivos botones de restablecimiento del sistema y luces indicadoras. En la parte
superior derecha se encuentra el selector del modo de operación, entre las opciones se tiene
Automatic, Off y Manual. En modo automático, como se explicó en la Filosofía de Operación se
tienen tres condiciones, cada una representada por una luz indicadora.
Figura 71. Ventana principal de la HMI para 3 plantas de enfriamiento de líquido con compresor centrífugo.
Se observan los botones para la identificación del operario, es decir, el nivel de acceso que éste
va a tener sobre la HMI. La opción Log In identifica a quien desea acceder al control del HMI,
para esta propuesta se tienen dos niveles, uno llamado Administrator y otro llamado Enginner.
Log Out finaliza la sesión y User confiiguration permite modificar los niveles de acceso,
nombres y contraseñas. Por otro lado, en esta ventana se procura contar con un ambiente
comprensible de lo que se tiene en el sistema, evitando saturarlo de información y/o imágenes
innecesarias.

Capítulo III: Desarrollo de Ingeniería
89
3.7.2 Ventana emergente para iniciar sesión y definir el nivel de acceso
En la siguiente imagen se aprecia la ventana emergente que requiere de un nombre y una
contraseña para poder iniciar sesión con un nivel de acceso dado. Si se accede con el nombre
“Engineer” y la contraseña “Centrífugos” se accede a la HMI con un nivel dado. El nivel de
usuario más alto en la plataforma Intouch corresponde al número 999 y solo con este nivel se
puede tener acceso a la opción User Configuration (Figura 72).
Figura 72. Iniciar sesión para el nivel de acceso dentro de la HMI
Una vez iniciada la sesión se procede a verificar cuantos usuarios se tienen dentro de la HMI y el
nivel de acceso de cada uno. Se puede modificar el acceso o crear un usuario nuevo,
dependiendo del personal que se tenga en el proceso (Figura 73).
Figura 73. Configuración del usuario, nombre de acceso, nivel de acceso y contraseña.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
90
3.7.3 Ventana de la planta de enfriamiento y scripts
La siguiente ventana muestra el modelo en tercera dimensión de una planta enfriadora de líquido
donde se aprecia en que parte de la planta se encuentra cada sensor y cuál es el valor que éste
entrega al sistema. Es dentro de esta ventana donde se puede poner en marcha o parar la planta,
además de visualizar que elementos de están activos y bajo qué condiciones (Figura 74).
En la parte superior de la ventana se encuentran los botones de navegación donde se tienen las
siguientes opciones: Hidraulic Circuit Chiller, Principal Menu, CH2, CH3, Carter Resistor and
Oil Pump, y Trends CH1. Las opciones CH2 y CH3 son ventanas similares correspondientes a
los Chillers 2 y 3, la opción Carter Resistor and Oil Pump es donde se visualiza el estado de
operación y la temperatura que se tiene dentro de la bomba de aceite, y finalmente Trends CH1
muestra las gráficas de comportamiento de las variables más relevantes de la planta.
Figura 74. Ventana del chiller 1 donde se muestran sus principales características

Capítulo III: Desarrollo de Ingeniería
91
En la esquina superior izquierda se muestran dos elementos, uno de ellos es un reloj,
sincronizado con la estación de trabajo donde se configure, el otro es la visualización de las
bombas centrífugas con sus respectivas luces indicadoras y las etiquetas ON/OFF para indicar su
estado. Junto a este elemento se encuentran los botones de puesta en marcha y paro y sobre de
ellos el estado del Chiller, es decir, si la indicación CH1 se encuentra de color verde indica que el
Chiller se encuentra en funcionamiento, de lo contrario el color que muestra es rojo.
En la imagen del Chiller se observan recuadros de color verde con números y unidades de
medida, como temperaturas en grados Fahrenheit o presiones en psi. Se consideraron las
mediciones más importantes para una planta de enfriamiento, dentro de las que podemos
encontrar las siguientes:
Temperatura del agua de entrada al evaporador
Temperatura del agua de salida del evaporador
Temperatura del agua de entrada al condensador
Temperatura del agua de salida al condensador
Temperatura del compresor centrífugo
Presión en el evaporador
Presión en el condensador
Igualmente se observa que el estado de funcionamiento del compresor se coloca sobre la imagen
dentro de un recuadro verde. Del lado derecho de la ventana se observan los botones de paro por
emergencia y debajo de ellos la visualización del estado de la bomba de aceite y de la resistencia
del cárter. Una de las ventajas de esta HMI con respecto a las HMI comerciales es la
visualización grafica del estado que guardan las bombas centrífugas, ya que no es común
encontrar HMI que incluyan esta opción.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
92
Las ventanas CH2 y CH3 son muy similares a la ventana antes descrita, los cambios, obviamente
son con respecto al número de Chiller y a los botones que se encuentran en la parte superior de la
ventana.
En Intouch existe una opción llamada Scripts en la cual se pueden programar ciertas condiciones
de funcionamiento. Los Scripts pueden ser de tipo window scripts, application scripts, key
scripts o condition scripts. En la ventana principal se utilizaron window scripts para programar la
animación de una pequeña barra que indica el nivel en el que se encuentra la secuencia de
arranque, y cuando esta barra se llena entonces se muestra una indicación denominada
COMPLETE a partir de la cual se corrobora que la secuencia de arranque del Chiller en
funcionamiento fue exitosa (Figura 75).
Figura 75. Indicadores del total de arranque de la planta
Para la programación de estas indicaciones se utilizaron comandos if programados dentro de un
window script debido a que este comando se ejecuta solo si la ventana esta activa, lo que implica
que mientras la ventana pueda ser visualizada podremos observar cómo es que aumenta la barra
indicadora hasta que la secuencia se ha completado.

Capítulo III: Desarrollo de Ingeniería
93
En el momento en que se lleva a cabo un paro por emergencia se debe restablecer el sistema para
volver a arrancar la planta de enfriamiento, para ello se habilita una ventana emergente, de tipo
pop-up, la cual alerta de una advertencia antes de volver a poner en marcha la planta.
En esta ventana se tienen dos opciones, podemos restablecer desde esta ventana o podemos
regresar a la ventana del Chiller y restablecer desde dicha ventana, posteriormente se presiona
nuevamente el comando Start (Figura 76).
Figura 76. Aspecto de Window script para la ventana principal
3.7.4 Ventana de la bomba de aceite y resistencia del cárter
En la opción Carter Resistor and Oil Pump se tiene la imagen de una bomba de tipo sumergible,
la cual es utilizada en este tipo de plantas de enfriamiento. En este elemento se observa el valor
de la temperatura que posee, el estado de la bomba y de la resistencia que debe calentar el aceite
para lubricar el cárter del compresor.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
94
Como esta ventana es del tipo Pop-up solo aparece sobre la ventana utilizada previamente sin
afectar la ventana que en este momento se tenga abierta. Para regresar al Chiller correspondiente
se tiene un boton denominado Back to CH1 (Figura 77).
Figura 77. Ventana de la bomba de aceite y la resistencia del cárter
3.7.5 Ventana de las tendencias correspondientes a diversas temperaturas
Cada uno de los Chillers presentes en este sistema cuenta con una ventana donde se visualizan
las gráficas correspondientes a las tendencias de comportamiento de las temperaturas de entrada
y salida del evaporador y condensador (Figura 78). En esta opción no se generan históricos, solo
se visualiza el comportamiento que en ese momento tienen dichas temperaturas. Cada una de las
gráficas posee un color distinto que contrasta con el color negro para poder apreciarlas mejor y
evitar errores en la interpretación.

Capítulo III: Desarrollo de Ingeniería
95
Figura 78. Ventana de las tendencias de las distintas temperaturas de la planta
En toda visualización de un proceso se necesita tener una idea general pero clara de la manera en
cómo está configurado físicamente dicho proceso. Para ello debemos conocer el sentido del flujo
de proceso, los equipos que intervienen en el mismo y los elementos auxiliares que permiten su
funcionamiento.
3.7.6 Ventana de las circuito hidráulico de 3 plantas de enfriamiento de líquido
En la siguiente ventana se muestran las tres plantas de enfriamiento, en una vista isométrica
(Figura 79), donde se aprecian las conexiones necesarias para el circuito hidráulico, el número de
bombas y la conexión de las tuberías de proceso, así como algunos equipos auxiliares. Las
bombas centrífugas de cada ventana cuentan con una animación, en la cual se cambia el color de
la bomba dependiendo su estado de funcionamiento, al igual que el interruptor de flujo y la
etiqueta del Chiller.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
96
Las flechas que indican el sentido de flujo de la corriente de refrigerante secundario poseen un
color distinto, únicamente representativo de la temperatura que se tiene en ese tramo de tubería y
como es que cambia cuando entra y sale de los intercambiadores de calor y de las torres de
enfriamiento. Las válvulas colocadas en este sistema son solo una guía básica de cómo podrían
están configuradas, depende de quien desee adaptar este sistema a sus necesidades añadir o
suprimir alguno de los elementos presentes en esta ventana. Es importante señalar que el circuito
hidráulico mostrado en la siguiente ventana es una propuesta, no necesariamente todos los
sistemas con múltiples plantas de enfriamiento poseen esta configuración, ya que como se sabe
existen distintas, las cuales dependen directamente de la aplicación.
Figura 79. Circuito hidráulico propuesto para tres plantas de enfriamiento de líquido
3.7.7 Ventana emergente de advertencia para el paro de emergencia
En el momento en que se lleva a cabo un paro por emergencia se debe restablecer el sistema para
volver a arrancar la planta de enfriamiento, para ello se habilita una ventana emergente, de tipo
pop-up, la cual alerta de una advertencia antes de volver a poner en marcha la planta después de
haberse presentado un paro de emergencia. En esta ventana se tiene dos opciones, se puede
restablecer desde esta ventana o regresar a la ventana del Chiller y restablecer desde dicha
ventana, posteriormente se presiona nuevamente el comando Start (Figura 80).

Capítulo III: Desarrollo de Ingeniería
97
Para esta ventana emergente se utilizaron Application Scripts que son comandos de
programación que se ejecutan en toda la aplicación, los cuales a partir de una cierta condición
muestran la ventana emergente mediante una función de Intouch que se coloca dentro de la
programación.
Figura 80. Ventana emergente de advertencia
En el caso de las alarmas por altos y bajos valores se consideró una ventana en donde se sintetiza
la información de las alarmas presentes en esta propuesta (Figura 81). Entre las características
más importantes presentes en esta ventana se tienen las siguientes:
Fecha y hora en que se presentó la alarma
Estado de la alarma (reconocida o no reconocida)
Tipo de alarma (por alto, bajo valor de la variable)
Prioridad de la alarma (desde 0 hasta 999)
Nombre de la variable que presenta la alarma en ese momento

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
98
3.7.8 Ventanas de alarmas y ayuda al operario
Para configurar las alarmas se accede al Tagname Dictionary donde se encuentran todos los
TAG de la HMI, y en la parte superior indica Alarms donde se puede configurar a partir de valor
se considera que un TAG está en bajo o alto valor, donde se indica la prioridad, y algunas otras
características primordiales de las alarmas que se pueden configurar en este programa.
Fi
Figura 81. Ventana de alarmas y las características más importantes presentes en cada alarma.
Otra característica de esta propuesta que es importante señalar es el hecho de que se incluyen 3
ventanas de ayuda para el operario. Dicha ayuda es acerca de las partes más importantes de una
planta de enfriamiento, con el fin de que el operario logre una mejor comprensión del proceso
que precisamente está manipulando y monitoreando. En las ventanas antes mencionadas se
visualizan gráficamente y con etiquetas los elementos de la planta
Estas ventanas se diseñaron a modo de una llamar la atención del operario con términos simples
y a grandes rasgos, donde se generalizan las partes de una planta de enfriamiento con el único fin
de ayudar a la compresión de quien en ese momento se encuentre operando la planta. No siempre
se tiene un personal altamente capacitado para la operación de este tipo de equipos, lo que
implica que no siempre se tenga un entendimiento pleno de, por lo menos, las partes principales
que lo conforman (Figura 82).
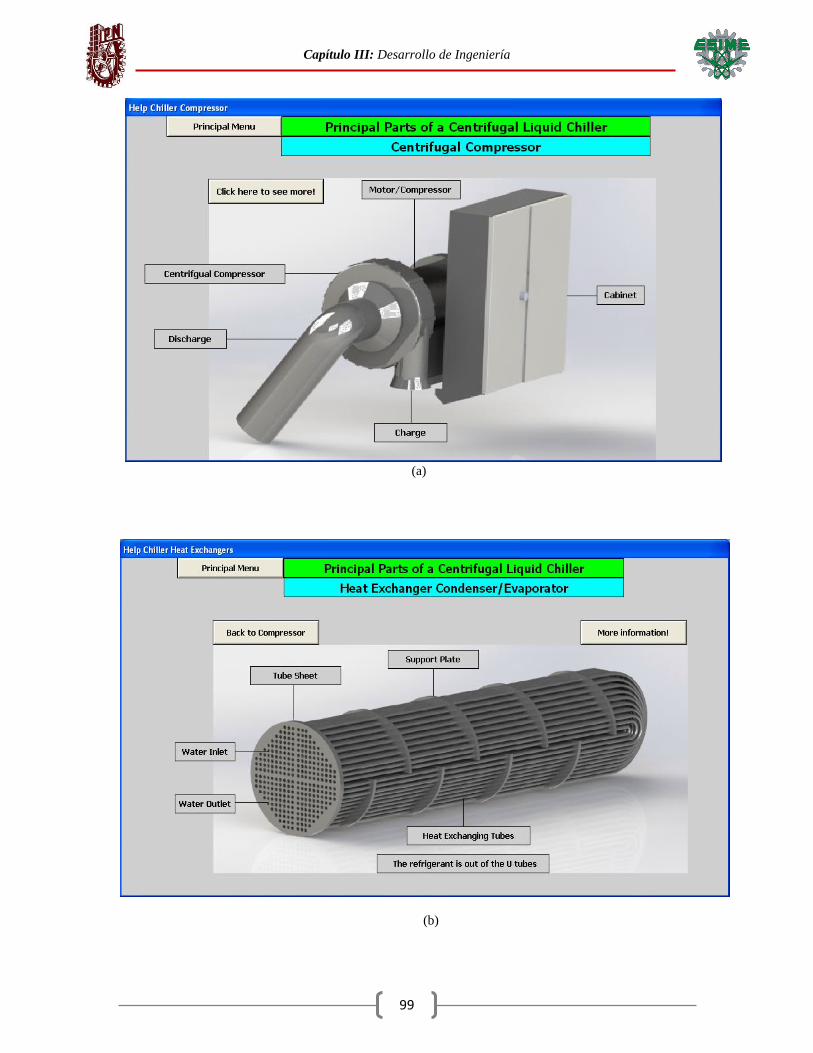
Capítulo III: Desarrollo de Ingeniería
99
(a)
(b)

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
100
(c)
Figura 82. Diferentes ventanas de ayuda al operario
En las siguientes tablas se observan los TAG en Wonderware Intouch®
para la identificación de
las variables analógicas y digitales de las 3 plantas de enfriamiento de líquido con compresor
centrífugo. En dichas tablas se muestra la abreviación del TAG, su direccionamiento a la
memoria interna del PLC, el tipo de señal y la descripción de cada uno de los TAG.
Tabla 10 Variables discretas correspondientes al chiller 1
Variables Discretas Chiller 1
TAG Wonderware
Intouch
Direccionamiento Tipo de TAG Descripción
B1CH1 B3:0/8 Discreto Bomba 1 Evaporador Chiller 1
B2CH1 B3:0/9 Discreto Bomba 2 Condensador Chiller 1
BACCH1 B3:0/7 Discreto Bomba Aceite Chiller 1
RCARTCH1 B3:0/6 Discreto Termoresistencia Cárter Chiller 1
COMPCH1 B3:0/10 Discreto Compresor Centrífugo Chiller 1
FSCH1 B3:3/10 Discreto Interruptor de Flujo Chiller 1

Capítulo III: Desarrollo de Ingeniería
101
Tabla 11 Variables analógicas correspondientes al chiller 1
Tabla 12 Variables discretas correspondientes al chiller 2 Variables Discretas Chiller 2
TAG Wonderware
Intouch
Direccionamiento Tipo de TAG Descripción
B1CH2 B3:1/8 Discreto Bomba 1 Evaporador Chiller 2
B2CH2 B3:1/9 Discreto Bomba 2 Condensador Chiller 2
BACCH2 B3:1/7 Discreto Bomba Aceite Chiller 2
RCARTCH2 B3:1/6 Discreto Termoresistencia Cárter Chiller 2
COMPCH2 B3:1/10 Discreto Compresor Centrífugo Chiller 2
FSCH2 B3:3/11 Discreto Interruptor de Flujo Chiller 2
Tabla 13 Variables analógicas correspondientes al chiller 2
Variables Analógicas Chiller 1
TAG Wonderware
Intouch Direccionamiento Tipo de TAG Descripción
PTCOCH1 N7:7 Entero Presión en el Condensador CH1
PTEVCH1 N7:6 Entero Presión en el Evaporador CH1
TEBACCH1 N7:4 Entero Temperatura Bomba de Aceite CH1
TECOENTCH1 N7:2 Entero Temperatura Entrada Condensador CH1
TECOSALCH1 N7:3 Entero Temperatura Salida Condensador CH1
TEEVENTCH1 N7:0 Entero Temperatura Entrada Evaporador CH1
TEEVSALCH1 N7:1 Entero Temperatura Salida Evaporador CH1
TECOMPCH1 N7:5 Entero Temperatura Compresor CH1
Variables Analógicas Chiller 2
TAG Wonderware
Intouch
Direccionamiento Tipo de TAG Descripción
PTCOCH2 N7:18 Entero Presión en el Condensador CH2
PTEVCH2 N7:17 Entero Presión en el Evaporador CH2
TEBACCH2 N7:15 Entero Temperatura Bomba de Aceite CH2
TECOENTCH2 N7:13 Entero Temperatura Entrada Condensador CH2
TECOSALCH2 N7:14 Entero Temperatura Salida Condensador CH2
TEEVENTCH2 N7:11 Entero Temperatura Entrada Evaporador CH2
TEEVSALCH2 N7:12 Entero Temperatura Salida Evaporador CH2
TECOMPCH2 N7:16 Entero Temperatura Compresor CH2

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
102
Tabla 14 Variables discretas correspondientes al chiller 3
Variables Discretas Chiller 3
TAG Wonderware
Intouch
Direccionamiento Tipo de TAG Descripción
B1CH3 B3:2/8 Discreto Bomba 1 Evaporador Chiller 3
B2CH3 B3:2/9 Discreto Bomba 2 Condensador Chiller 3
BACCH3 B3:2/7 Discreto Bomba Aceite Chiller 3
RCARTCH3 B3:2/6 Discreto Termoresistencia Cárter Chiller 3
COMPCH3 B3:2/10 Discreto Compresor Centrífugo Chiller 3
FSCH3 B3:3/12 Discreto Interruptor de Flujo Chiller 3
Tabla 15 Variables analógicas correspondientes al chiller 3
Sumario
En este capítulo se desarrolla la ingeniería necesaria para lograr la simulación de un sistema de
automatización para 3 plantas de enfriamiento de líquido con compresor centrífugo, con base a la
metodología representada por el organigrama descrito al inicio del capítulo. Dentro de los puntos
más relevantes se encuentra en desarrollo de la filosofía de operación, el programa en lenguaje
escalera para el arranque, paro, paro de emergencia y principalmente la coordinación de 3 plantas
de enfriamiento, también se desarrolla el modelo 3D de una planta de enfriamiento y una HMI
funcional para manipular y monitorear el funcionamiento de las plantas.
Variables Analógicas Chiller 3
TAG Wonderware
Intouch
Direccionamiento Tipo de TAG Descripción
PTCOCH3 N7:28 Entero Presión en el Condensador CH3
PTEVCH3 N7:27 Entero Presión en el Evaporador CH3
TEBACCH3 N7:25 Entero Temperatura Bomba de Aceite CH3
TECOENTCH3 N7:23 Entero Temperatura Entrada Condensador CH3
TECOSALCH3 N7:24 Entero Temperatura Salida Condensador CH3
TEEVENTCH3 N7:21 Entero Temperatura Entrada Evaporador CH3
TEEVSALCH3 N7:22 Entero Temperatura Salida Evaporador CH3
TECOMPCH3 N7:26 Entero Temperatura Compresor CH3

CAPÍTULO IV
Pruebas de Simulación y Resultados


Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
104
4. Pruebas de simulación y resultados
La simulación del sistema de automatización propuesto en este trabajo se logra mediante la
integración de los distintos programas antes descritos, mediante un protocolo de comunicación
DDE utilizado para enlazar la emulación del PLC con la HMI en Wonderware Intouch®. Esto se
hace para corroborar que efectivamente esta propuesta es funcional y en dado momento que se
implemente en un sistema real se va a desempeñar como se espera, considerando algunas de las
condiciones más comunes que se pueden encontrar en las aplicaciones de enfriamiento para
edificios comerciales se realizaron las siguientes pruebas.
4.1 Prueba de simulación en modo manual
El objetivo principal de esta prueba es verificar que efectivamente el modo manual cumple la
función descrita en la filosofía de operación, para esta prueba solo se va a considerar el Chiller 1.
Dentro de los puntos más relevantes en esta prueba se encuentra la manipulación de la interfaz
humano-máquina verificando que todos los botones, visualizadores y pantallas en general no
presenten algún error o mal funcionamiento. Se debe recalcar que en estas pruebas no se incluye
el control de temperatura de agua enfriada de la planta ya que el alcance de este trabajo es
simular la secuencia de arranque, paro, paro de emergencia de la planta en general y la
coordinación entre las plantas. Para el modo manual, primero, se debe colocar el selector en la
opción Manual en la ventana principal de la HMI, la cual activa las 3 subrutinas que contienen la
programación de cada una de las plantas de enfriamiento de líquido.
4.1.1 Arranque en modo manual
Una vez estando dentro de la ventana del Chiller 1 se procede a presionar el boton Start para
iniciar la secuencia de arranque de la planta, posteriormente se activa la resistencia del cárter, y
las dos bombas centrífugas que suministran el refrigerante secundario a través de los
intercambiadores de calor, 120 segundos después se activa la bomba sumergible que suministra
aceite al cárter del compresor, y comienza un conteo de 50 segundos para el arranque del
compresor centrífugo. Para comprobar que efectivamente no existe algún cambio después de la
secuencia de arranque se deja funcionar el sistema durante 10 minutos.

Capítulo IV: Pruebas de Simulación y Resultados
105
4.1.1.1 Visualización de variables presión y temperatura
Para corroborar el correcto funcionamiento de las demás ventanas que están disponibles, se abre
la ventana que contiene la visualización de la temperatura del aceite y el estado de la resistencia
que calienta a ese mismo aceite. La visualización de las temperaturas en toda la HMI se observa
en 0 °F, debido a que físicamente no se cuenta con los sensores necesarios. Para poder completar
la prueba de simulación se modifican los parámetros del comando SCP, en primer término se
camba el direccionamiento de un módulo (ejemplo una entrada I:0/0 para el módulo RTD) por
un direccionamiento a un valor de memoria interno del PLC, un N7, y un valor flotante F8 para
guardar el dato en el comando SCP dentro de la misma memoria del PLC (Figura 83).
Figura 83. Comando SCP modificado para pruebas de simulación
De esta manera se observa que en la HMI se visualiza el cambio de la temperatura conforme se
cambia el valor del número flotante. Es importante mencionar que esta propuesta está basada en
el Sistema Ingles de Unidades debido a que la gran mayoría de aplicaciones HMI para sistemas
de enfriamiento utilizan el Sistema Ingles como base. Esta prueba es para comprobar que
efectivamente existe comunicación entre ambos programas para poder visualizar los valores
cambiantes provenientes de la programación en PLC a la HMI además de corroborar que la
relación entre la representación decimal de RSLogix500® descrita en las gráficas del respuesta de
un señor RTD corresponde efectivamente a el valor mostrado en la HMI.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
106
Un ejemplo de lo descrito en el párrafo anterior es el siguiente; se supone que un el sensor de
temperatura colocado a la entrada de agua a evaporador, el cual tiene un rango de medición de -
385 °F a 1562 °F, éste rango es representado mediante la relación de -32767 a 32767 en valor
decimal, para ello se necesita la ecuación de la recta obtenida de la gráfica correspondiente al
sensor RTD (Figura 28):
Donde el eje de las ordenadas es donde está representado el valor de -32767 a 32767 y el eje de
las abscisas desde -385 °F a 1562 °F (Figura 84), entonces, si se quiere saber la representación
numérica para una temperatura de 50 °F entonces se despeja la formula anterior:
Figura 84. Comando SCP con un valor decimal y un valor en grados Fahrenheit
El valor que se guarda en la memoria F8:7 es un valor de 50 °F, la unidad de medida fue definida
en la configuración del módulo para RTD, donde igualmente se configura la relación
proporcional para la medición de esta variable. Posteriormente se observa que el cambio
realizado en el comando SCP se observa en la HMI (Figura 85).

Capítulo IV: Pruebas de Simulación y Resultados
107
Figura 85. Simulación del sistema de automatización
La misma prueba se hizo para todos los sensores RTD de la planta. Es importante señalar que la
prueba de sensores se realiza solo para el Chiller 1 ya que se sombre entiende que los demás
Chillers llevan la misma configuración, solo cambia el direccionamiento de las entradas
(Tabla 7) y la visualización en la HMI.
De la misma manera que lo anterior se hace la prueba para los transmisores de presión, donde
igualmente se toma como base la gráfica de la respuesta del transmisor (Figura 29), que en este
caso correspondía a 4 – 20 mA, donde se propuso una relación proporcional de -32767 a 32767
para un rango de medición de 0 a 200 psia. La siguiente formula corresponde a la ecuación de la
recta resultante entre la relación antes mencionada:

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
108
Donde, por ejemplo, si se desea saber el valor en la representación decimal de 100 psi
correspondiente el transmisor de presión en el condensador, entonces se despeja a formula
anterior, recordando que el eje de las ordenadas es la relación de -32767 a 32767 y el eje de las
abscisas de 0 a 200 psia (Figura 86). Es importante señalar que la representación decimal está
relacionada directamente con la señal de 4 a 20 mA, en la cual 4 mA corresponde a un valor de
-32767 y 20 mA a uno de 32767.
Figura 86. Comando SCP para un valor decimal y un valor en psia
4.1.2 Alarmas en modo manual
Para la prueba de alarmas se proponen algunos rangos para altos, bajos, muy altos y muy bajos
valores con la finalidad de corroborar la activación de las alarmas en el caso que se presentara
alguna y la prioridad que éstas tienen dentro de la planta (Figura 87). Se les asigno una prioridad
la cual, al igual que la gran mayoría de las partes de estar trabajo, quedan sujetas a
modificaciones y cambios por parte del cliente, ya que es importante señalar que para la
simulación se proponen valores para presión y temperatura, que no son criterios estrictos debido
a que cada planta, dependiendo del tipo y capacidad de la misma tienen sus propios valores de
operación.

Capítulo IV: Pruebas de Simulación y Resultados
109
Figura 87. Configuración de las alarmas dentro del Tagname Dictionary
Todas y cada una de las alarmas, como se menciona anteriormente, están configuradas en una
ventana que sintetiza la información correspondiente a cada una de ellas. Muestra el valor que se
tuvo en ese momento y cuál es el límite para alarmar el TAG, igualmente indica si la alarma ha
sido o no reconocida por el operario mediante el color del texto, si es rojo significa que no ha
sido reconocido y el texto en color negro significa el reconocimiento de la alarma (Figura 88).
Figura 88. Ventana de alarmas con 4 alarmas de TAG reconocidas y una sin reconocer

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
110
Dentro de las funciones que internamente maneja Intouch se tiene una que sirve para reconocer
las alarmas que se hayan presentado en el sistema. Esta función fue introducida dentro de un
boton pulsador colocado sobre el indicador de cada una delas variables del Chiller 1. La
abreviación ACK significa reconocimiento de la alarma, y cuando se presiona el boton ACK
configurado en la HMI se reconoce la alarma que en ese momento se haya presentado
(Figura 89).
En esta propuesta, como ya se ha mencionado anteriormente, no se incluye el algoritmo de
control necesario para mantener el agua enfriada en un valor dado (punto de ajuste), por ello la
ventana de alarmas tiene como única función representar gráficamente cual TAG se ha alarmado
en ese momento. No se contempla el control de la variable desde la HMI cuando se presenta la
alarma.
Figura 89. Modificación de la ventana del chiller 1 añadiendo la opción de reconocimiento de alarmas.
La ventana que incluye a la bomba de aceite está ubicada con el nombre Carter Resistor and Oil
Pump, en la cual se observan que efectivamente hay comunicación entre la emulación del PLC y
la HMI, ya que se observan la temperatura y la presión que en ese momento se encuentra en este
elemento.

Capítulo IV: Pruebas de Simulación y Resultados
111
Es de suma importancia recalcar que en esta propuesta la HMI se simplifica para un mejor
entendimiento, fue por ese motivo que la bomba de aceite se ubica en otra ventana de tipo pop-
up (Figura 90).
Todos los cambios que se realicen en la programación en PLC para visualizar un cambio en la
HMI suceden con un pequeño retardo de tiempo, debido a que el protocolo DDE es de respuesta
lenta, aunque por el momento solo cumple una función demostrativa y de simulación.
Figura 90. Ventana de la bomba de aceite y el carter del compresor
Por otro lado, las tendencias de las temperaturas más importantes consideradas en este trabajo se
visualizan en una ventana denomina Trends CH1, en la cual se observan las temperaturas de
entrada y salida al evaporador y al condensador de cada uno de los Chillers. Se dio un color
diferente a cada una de las gráficas para un mejor entendimiento, la gráfica es simple, no
contiene parámetros complejos, a grandes rasgos es una relación del valor de la temperatura que
se tenga en ese momento con respecto al tiempo.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
112
Si se presenta un cambio de temperatura, momentáneamente, se aprecia la desviación de la
misma dentro de la gráfica. La escala se grados Fahrenheit puede ser modificada en Window
Maker, igualmente el intervalo de tiempo para el muestro del valor de temperatura puede ser
modificado. Los cambios de temperatura en el caso de las plantas de enfriamiento son lentos, por
lo tanto el tiempo de muestreo propuesto fue de 2 segundos, es decir, cada 2 segundos se
actualiza el valor en la gráfica (Figura 91).
Figura 91. Grafica de las temperaturas más importantes presentes en el chiller 1
4.1.3 Paro en modo manual
En la Filosofía de Operación se describe a detalle la secuencia de paro para una planta de
enfriamiento. Entonces, tomando como referencia la filosofía, una vez que la planta fue puesta
en marcha en modo manual, se procede a detenerla, para ello se presiona el botón Stop e
inmediatamente se debe detener el compresor centrifugo y 50 segundos después las bombas
centrífugas, la bomba de aceite y la resistencia del cárter.

Capítulo IV: Pruebas de Simulación y Resultados
113
Las acciones antes mencionadas se pueden visualizar en dos ventanas diferentes, una, en la
ventana principal, donde mediante una serie de indicadores rectangulares de color verde
colocados sobre la imagen de cada planta de enfriamiento se indica el total de arranque de la
planta (Figura 75) y la otra es la ventana del Chiller 1, donde se aprecia el estado de cada uno de
los elementos.
En esta prueba se comprueba que efectivamente la secuencia de paro se lleva a cabo de manera
adecuada, no se presenta ningún problema y después de la secuencia de paro la planta vuelve a
su estado inicial. Es preciso mencionar que cuando la planta esta parada la visualización de las
presiones y temperaturas sigue funcionando, no se desactiva esta función.
Otra prueba que se realiza es intentar poner en marcha la planta inmediatamente después de
haberse accionado el boton Stop, corroborando que la planta vuelve a ponerse en marcha desde
el último elemento que se quedó activado antes de terminar la secuencia de paro. La finalidad de
esta prueba es para simular un caso que en ocasiones es muy común en la industria,
especialmente cuando se tiene un tablero de control con los botones de puesta en marcha y paro
juntos, se deben considerar estos factores para evitar que el operario pueda dañar la máquina.
4.1.4 Paro de emergencia en modo manual
En esta propuesta se considera un paro de emergencia en el que los elementos antes mencionados
se detienen inmediatamente una vez pulsado el boton Emergency Stop. No es muy común
accionar un paro de emergencia en una planta de enfriamiento, solo se hace cuando ciertas
condiciones lo ameritan por seguridad del personal y del equipo.
Para la simulación se considera una situación de emergencia en la que se debe detener la planta
de enfriamiento inmediatamente, para ello hay dos maneras, la primera es pulsar el boton
Emergency Stop CH-1 en la ventana principal y la otra es presionar el boton Emergency Stop
dentro de la ventana del Chiller 1. Ambas opciones cuentan con un indicador luminoso que
indica si la planta fue parada de emergencia, este indicador normalmente esta en de color gris
claro, y solo cuando su color es rojo indica que se produjo un paro de emergencia.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
114
Efectivamente, en esta prueba de simulación el sistema responde de manera satisfactoria, la
planta se desactiva inmediatamente todos sus componentes y cada uno de ellos se visualiza en la
ventana del Chiller 1 y en la ventana principal. Pero una condición especial fue intentar poner en
marcha la planta inmediatamente después de haberse presentado el paro de emergencia, algo que
normalmente no debe hacerse después de un paro de este tipo. Antes de volver a poner en
marcha la planta el operario debe percatarse de la anomalía, corregirla y posteriormente
restablecer el sistema para arrancar nuevamente la planta (Figura 92).
Figura 92. Avisos emergentes cuando se produce un paro de emergencia
El sistema de paro por emergencia responde satisfactoriamente a las pruebas de simulación,
aunque es importante señalar que esta propuesta es muy general por lo que cada usuario deberá
adaptar y añadir las condiciones que así crea pertinentes para que se produzca el paro de
emergencia.

Capítulo IV: Pruebas de Simulación y Resultados
115
4.2 Prueba de simulación en modo automático
Es esta prueba se va a corroborar el funcionamiento del modo automático y de las tres
condiciones que éste conlleva. Se corrobora que las secuencias se lleven a cabo de manera
correcta y dadas algunas condiciones especiales probar los casos más comunes que se pueden
presentar durante el funcionamiento de un conjunto de plantas de enfriamiento de líquido con
compresor centrífugo.
Para poder accionar este modo de funcionamiento se debe seleccionar el modo automático en la
ventana principal con la opción Automatic, posteriormente dependiendo del valor que se presente
en el sensor de temperatura del medio ambiente se va accionar una condición de
funcionamiento. Se tienen tres secuencias de funcionamiento, para la primera, el valor de
temperatura debe estar entre los 73 ºF y los 78 ºF (la secuencia de funcionamiento se explica a
detalle en la Filosofía de Operación).
4.2.1 Arranque, paro y paro de emergencia en modo automático condición 1
Cuando se activa la condición 1 con base al rango de temperaturas entonces se activa un
indicador de color verde a un costado del selector manual de tres posiciones. En esta prueba, en
primer lugar, podemos observar que se activa el Chiller 1 y funciona durante 50 segundos
(tiempo de funcionamiento propuesto para esta prueba), posteriormente el Chiller 1 se detiene y
entra en funcionamiento el Chiller 2 durante otros 50 segundos, transcurrido el tiempo se detiene
el Chiller 2 y se activa el Chiller 3 y finalmente la secuencia se repite siempre y cuando la
temperatura ambiente se mantenga en el rango de los 73 ºF a 78 ºF (Figura 93).
La secuencia de arranque y paro para cada planta es la misma que en el modo manual, es decir se
activan primero las bombas centrífugas y la resistencia del cárter, posteriormente la bomba de
aceite y al final el compresor centrífugo. Para efectos de simulación el tiempo de funcionamiento
de cada Chiller se propone como 50 segundos aunque en una aplicación real, según esta
propuesta, sería de 8 horas de funcionamiento por cada planta en cualquiera de las 3 condiciones
propuestas.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
116
El paro de emergencia se aplica al Chiller que en ese momento estuviera funcionando en la
condición 1, y se observa que efectivamente el Chiller se detiene de manera instantánea y la
secuencia de funcionamiento podía continuar sin problemas con los dos Chillers disponibles, y
hasta restablecer el Chiller en cuestión vuelve a entrar dentro de la secuencia de funcionamiento.
Esta prueba se realiza para cada uno de los 3 Chillers en modo automático condición 1.
Figura 93. Simulación en modo automático condición 1
4.2.2 Arranque, paro y paro de emergencia en modo automático condición 2
El rango de temperaturas de la condición 2 se propone de 79 ºF a 95 ºF, y de la misma manera
que en la condición 1 se tiene un indicador a un costado del selector manual de 3 posiciones
(Figura 94). La secuencia de funcionamiento se explica a detalle en la Filosofía de Operación.
En esta opción funcionan dos Chillers simultáneamente cada 8 horas, posteriormente uno los dos
se detienen y vuelve a entrar el último de ellos que estuvo en funcionamiento y el inmediato
posterior, así sucesivamente hasta repetir la secuencia de funcionamiento. Al igual que en la
condición anterior y que en el modo manual las secuencias de arranque y paro son las mismas.

Capítulo IV: Pruebas de Simulación y Resultados
117
Para la prueba de paro por emergencia al momento de activar dicha opción se detiene el Chiller
que está en funcionamiento y se pone en paro de emergencia, la secuencia continua sin
contratiempos, obviamente el Chiller puesto en paro no puede entrar dentro de la secuencia hasta
no ser restablecido. La prueba se hace para cada una de las posibilidades de funcionamiento
dentro del condición 2. En la ventana Hidraulic Circuit Chillers, mediante un indicador ubicado
sobre cada planta de enfriamiento igualmente se observa la secuencia de funcionamiento. Esta
ventana es una opción para facilitar la comprensión del proceso y como es que está configurado
en su forma más general.
Figura 94. Simulación en modo automático condición 2
4.2.3 Arranque, paro y paro de emergencia en modo automático condición 3
El rango de temperaturas propuesto para la condición 3 se contempla para todos los valores de
temperatura arriba de los 96 ºF (Figura 95). La secuencia de funcionamiento es que los tres
Chillers funcionan simultáneamente durante 8 horas continuas (50 segundos para efectos de
simulación), una vez transcurrido el tiempo de funcionamiento existe un pequeño periodo de
espera antes de volver a iniciar la secuencia, para la simulación fue propuesto de 20 segundos y
en una aplicación real podrían ser entre 30 minutos y 1 hora.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
118
Para el paro de emergencia en esta condición se aplica a cualquiera de las tres plantas de
enfriamiento, observando que solo la planta con el paro de emergencia deja de funcionar y las
dos disponibles continúan sin ningún contratiempo. La planta de enfriamiento debe ser
restablecida y en ese momento vuelve a entrar dentro de la secuencia de funcionamiento. Esta
prueba se realiza para las tres plantas y la respuesta es la misma.
Se debe resaltar que el rango de temperaturas propuestas para activar cada una de las 3
condiciones de funcionamiento se utiliza como una herramienta para coordinar el
funcionamiento de las plantas, sin embargo es importante mencionar que el usuario puede
adecuar estas condiciones a su proceso o aplicación en particular.
Figura 95. Simulación en modo automático condición 3
4.2.4 Cambio de condición en modo automático
La finalidad de esta prueba es comprobar el comportamiento del sistema si, la medición que sirve
de base para la activación de las secuencias, varía entre los 3 diferentes rangos propuestos. Los
rangos oscilan entre los 73 °F y los 96 °F o más, para las condiciones 1, 2 y 3 respectivamente
(en la Filosofía de Operación se detallan las características de cada una de las condiciones de
funcionamiento).

Capítulo IV: Pruebas de Simulación y Resultados
119
4.2.5 Cambio de condición 1 a condición 2 en modo automático
En el momento que se tiene en funcionamiento la condición 1, es decir, solo se activa una planta
de enfriamiento cada 8 horas y la temperatura ambiente aumenta hasta llegar a los 79 °F que es
el inicio del rango correspondiente a la condición 2 entonces ésta entra en funcionamiento. La
primera prueba en este punto es que al momento de estar en funcionamiento el Chiller 1 bajo la
condición uno se aplica un cabio drástico de 73 °F a 79 °F, es entonces cuando entra en
operación la condición 2, y si el Chiller 1 está funcionando se activa el Chiller 2, teniendo
Chiller 1 y 2 en funcionamiento.
Por otro lado si el Chiller que se encuentra funcionando en la condición 1 es el Chiller 2 y si se
aplica el cambio de temperatura antes mencionado entonces se activa el Chiller 1, a diferencia
del ejemplo anterior, en este se activa el Chiller anterior al 2. Puede ser que esta respuesta altere
la secuencia de funcionamiento de la condición 2, ya que de manera ideal se tendría que activar
el Chiller 3 después del Chiller 2 en un cabio de condición de 1 a 2, pero de alguna manera se
cumple el tener dos Chillers en funcionamiento en la condición 2.
Para el Chiller 3 sucede de manera similar al anterior, si en ese momento se tiene dicho Chiller
funcionando bajo la condición 1 y se cambia a condición 2 se activan los dos Chillers anteriores,
el 1 y 2. Entonces se tienen los 3 Chillers en puestos en marcha, pero una vez que cumplen el
tiempo de funcionamiento de cada uno, la secuencia vuelve a normalizarse y entonces se
desactiva el Chiller 1 y quedan activados el 2 y el 3.
4.2.6 Cambio de condición 2 a condición 3 en modo automático
Para el cambio de la condición 2 a la 3 las consideraciones se dan de una manera más sencilla. Si
se tienen funcionando dos plantas de enfriamiento en la condición 2, cuales quiera que sean, y la
temperatura aumenta de los 79 °F a 96 °F o más, entonces se activa la planta que en ese
momento no esté funcionando.
Por ejemplo, si en la condición 2 está funcionando en Chiller 1 y 2 y se cambia la condición de 2
a 3 entonces se activa el Chiller 3 y en ese momento se tienen activas las tres plantas de
enfriamiento.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
120
4.2.7 Cambio de condición 3 a condición 2 en modo automático
Ahora, en un descenso de temperatura de los 96 °F al rango de temperatura para la condición 2,
considerando que en la condición 3 están activados los 3 Chillers, entonces, al aplicarse el
cambio primero terminan su tiempo de funcionamiento y posteriormente se activan el Chiller 2 y
3 (condición 2), para entonces seguir con la secuencia de funcionamiento de la condición 2.
4.2.8 Cambio de condición 2 a condición 1 en modo automático
En este cambio de condiciones se debe puntualizar que el cambio se ve reflejado de manera más
lenta que en los casos anteriores. Ya que si en la condición 2 se tienen activados, por ejemplo,
los Chillers 1 y 3 y se hace un cambio a la condición 1, primero, después de cumplir su tiempo
de funcionamiento, el Chiller 1 se desactiva, y se activa el Chiller 2, pero el Chiller 3 sigue
activado hasta después de que el Chiller 2 se desactiva y el Chiller 3 cumple su secuencia de
funcionamiento, entonces es cuando la condición 1 entra en funcionamiento plenamente teniendo
solo una planta de enfriamiento funcionando, comenzando desde el Chiller 1.
Como aclaración, el cambio de condiciones de manera descendente se ve reflejado más
lentamente que de manera ascendente, ya que en la descendente se tienen que cumplir el tiempo
de funcionamiento antes de que entre en vigor el cambio de condición y en la ascendente entra
inmediatamente el cambio de condición. Visto desde una perspectiva orientada a una aplicación
real, si se tuviera un cambio de manera ascendente entonces la secuencia de funcionamiento seria
correcta ya que en el momento que aumenta la temperatura significa que se tiene una carga
térmica a enfriar mayor, por ende se necesitan que entren en funcionamiento inmediatamente
más plantas de enfriamiento.
En el caso de un cambio descendente significa un descenso en la carga térmica a enfriar, lo que a
su vez implica un descenso del número de plantas que se tengan en funcionamiento en ese
momento. Pero no necesariamente el descenso de las plantas en funcionamiento debe ser de
manera rápida, ya que si se tiene un excedente de agua helada, éste es regulado por equipos
llamados Unidades Manejadores de Aire (UMA), las cuales regulan la capacidad de enfriamiento
proveniente del agua helada suministrada por los Chillers.

Capítulo IV: Pruebas de Simulación y Resultados
121
4.2.9 Alarmas en modo automático
Las alarmas en modo automático, prácticamente, funcionan de la misma manera que en el modo
manual. Igualmente están disponibles en la ventana de visualización de alarmas y se reconocen
con las distintas opciones de ACK o reconocimiento.
4.3 Modo de operación deshabilitado
Cuando el selector, colocado en la ventana principal, se encuentra en la posición Off se desactiva
todo tipo de control o mando desde la HMI hacia la programación en PLC, por ello es de suma
importancia recalcar que antes de cambiar el modo de operación de Manual a Automatic o
viceversa se deben primero detener las tres plantas de enfriamiento y posteriormente colocar el
selector en modo Off.
Si la recomendación anterior no se sigue de manera adecuada puede provocar algún accidente o
mal funcionamiento de la planta. Esto implica que se pierda el control sobre las 3 plantas de
enfriamiento, se inhabiliten todos los botones de arranque y paro, además de que los cambios de
temperatura no tienen efecto alguno si la planta se encuentra en modo automático.
4.4 Resultados obtenidos mediante la simulación del sistema de automatización
La finalidad de llevar a cabo la simulación en esta propuesta es corroborar que el sistema es
funcional, para ello se realizaron distintas pruebas, que fueron consideradas las más relevantes e
importantes en este trabajo. Dichas pruebas se mencionan en los puntos anteriores, aunque es
importante hacer notar cuales fueron los resultados generales obtenidos al llevarlas a cabo.
Debido a que el alcance de este trabajo no contempla el algoritmo necesario para el control de
temperatura del agua refrigerada de cada planta solo se obtuvieron los resultados concernientes
al programa de automatización para la coordinación de las plantas de enfriamiento y la
adquisición de la información proporcionada por los sensores de presión y temperatura. Se
verifico de igual manera el desempeño de la HMI, su entorno gráfico y la versatilidad para
navegar a través de las distintas ventanas presentes en la interfaz.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
122
El primer resultado obtenido fue verificar que cada uno de los puntos presentados en la Filosofía
de Operación se cumple. Aunque no se debe pasar por alto la necesidad de hacer pruebas en
condiciones poco usuales pero importantes, dentro de la manipulación de un programa de esta
índole como las que se mencionaron en los puntos anteriores.
Otro resultado importante fue el comprobar que la HMI respondía a los comandos de manera
correcta, ya fuera en los botones pulsadores, la visualización de valores correspondientes a
presión y temperatura o las distintas indicaciones presentes. De igual forma el entorno gráfico de
la HMI facilitaba el desplazamiento entre las diversas ventanas.
Los colores presentes en la HMI fueron de gran ayuda para que el sistema se comprendiera de
manera más fácil, ya que procuro homologar los colores de un dispositivo activado (verde) y de
uno desactivado (gris), además de indicaciones de seguridad (rojo). Las ventanas de ayuda al
operario cumplieron el propósito de brindar una perspectiva general del proceso de enfriamiento
de líquido.
Sumario
En el presente capítulo se lleva a cabo la simulación del sistema de automatización, cuyo
objetivo es verificar, en primer lugar, la correcta coordinación de las 3 plantas de enfriamiento en
cualquiera de las 3 condiciones propuestas. Además se verifica la visualización de los valores de
temperatura y presión presentes en la planta, así como la prueba de todas las funciones y
comandos considerados en la HMI. De la misma manera se simulan algunas condiciones
especiales en la coordinación de las tres plantas de enfriamiento, se verifica el correcto
funcionamiento y desempeño del arranque, paro, paro de emergencia, alarmas, etc. Finalmente se
obtienen resultados de lo anteriormente mencionado.

CAPÍTULO V
Planeamiento Económico


Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
124
5. Planteamiento económico
El planteamiento económico es un análisis del posible costo-beneficio que podría retribuir un
proyecto, considerando todos los aspectos concernientes al mismo. Aunque para entender un
planteamiento económico, es necesario comprender algunos conceptos de gran importancia, los
cuales se mencionan a continuación.
5.1 Cargos directos
Son aquellos cargos que se aplican al concepto de trabajo, y se derivan de las erogaciones por
mano de obra, materiales, maquinaria, herramientas, instalaciones, y en su caso, por patentes,
efectuadas exclusivamente para realizar dicho concepto de trabajo.
El costo es un conjunto de esfuerzos y recursos que se han invertido para producir un satisfactor,
ya sea un bien o un servicio.
5.1.1 Cargo directo por mano de obra
Se considera el caso de un Bufete de ingeniería, en el cual se cuenta con el siguiente personal:
Un ingeniero a fin al área, un supervisor y un técnico, donde a cada uno se le asigna una
percepción mensual promedio (Tabla 16). Dicha percepción mensual fue tomada en base a las
cifras del Observatorio Laboral, organismo dependiente de la Secretaria del Trabajo y Previsión
Social.
Tabla 16. Personal y salario mínimo mensual
Personal involucrado Cantidad requerida Salario mensual promedio M.N.
Ingeniero en Control y
Automatización
1 $ 16,518
Supervisor 1 $ 10,000
Técnico 1 $ 6,966

Capítulo V: Planteamiento Económico
125
Para analizar el monto correspondiente al pago de mano de obra, en este planteamiento se
considera la cantidad de horas trabajadas, por lo tanto se consideraron las horas que cada uno de
quienes intervienen en el proyecto laboró y cuál fue la actividad que realizó. En la Tabla 17 se
sintetiza la información de la cantidad de horas que se invirtieron para el desarrollo de esta
propuesta, además del personal a cargo de las mismas.
Es importante señalar que algunas las actividades están colocadas en el orden de ejecución en el
que fueron desarrolladas. La duración total del proyecto con el personal antes mencionado fue
de 400 horas, y considerando una jornada laboral de 8 horas diarias y 5 días por semana se
obtuvo una duración total del proyecto de aproximadamente 2.5 meses.
Tabla 17. Total de horas invertidas
Actividad Personal a cargo Cantidad de horas
invertidas
Búsqueda de información necesaria Técnico 80
Desarrollo de la programación en
PLC
Ingeniero en Control y
Automatización
120
Verificar funcionamiento del
programa en PLC
Supervisor y Técnico 20
Desarrollo CAD de una planta de
enfriamiento
Ingeniero en Control y
Automatización
40
Desarrollo de la HMI Ingeniero en Control y
Automatización
120
Verificar funcionamiento de la HMI Supervisor y Técnico 20
Total 400
En cualquier proyecto, forzosamente, se debe considerar el costo de la mano de obra, que incluye
tanto a los trabajadores físicos como a los intelectuales.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
126
En la tabla 18 se sintetiza la cantidad total de horas y su equivalente en meses que labora el
personal a lo largo del desarrollo del proyecto. El salario se calcula en base a la cantidad mensual
que según el Observatorio Laboral debe percibir el trabajar dependiendo de su perfil de estudios
y experiencia. Se considera, además, un esquema de pagos semanales a los trabajadores, el cual
se deriva de la información vertida en la tabla 18, tal como se muestra en la tabla 19.
Es importante señalar que, en este caso, el ingeniero a cargo del proyecto es quien invierte más
horas de trabajo, aunque por ningún motivo se debe menospreciar la cantidad de horas que
laboró el personal técnico y supervisor, siendo este último quien laboró menos horas, debido a la
naturaleza del cargo que desempeña en un proyecto.
Tabla 18. Costo total de mano de obra
Por lo tanto, considerando los salarios mensuales, y el hecho de que 1 mes promedio tiene 4
semanas laborables, se tienen las siguientes formulas:
Personal involucrado Total de horas
laboradas
Equivalente en
meses laborados
Ingeniero en Control y
Automatización
280 1.75
Supervisor 40 0.25
Técnico 120 0.75

Capítulo V: Planteamiento Económico
127
Donde
Tabla 19. Esquema de pagos semanales a los trabajadores
5.2 Cargos indirectos
Este concepto corresponde a los gastos generales necesarios para la ejecución de los trabajos no
incluidos en los cargos directos antes mencionados. Dentro de estos cargos indirectos se
encuentran los bienes y servicios, siendo los primeros todo aquello que es tangible (Tabla 20),
Personal involucrado Total de semanas
laboradas
Pago semanal
M.N.
Pago total por semanas
laboradas M.N.
Ingeniero en Control y
Automatización
7 $ 4,129 $ 28,906
Supervisor 1 $ 2,500 $ 2,500
Técnico 3 $ 1,741 $ 5,224
Costo total de mano de obra $ 36,630

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
128
como puede ser un escritorio, computadora, etc. y lo segundo algo intangible (Tabla 21) como el
servicio de energía eléctrica, calefacción, agua potable, etc.
Resulta importante considerar lo anterior, ya que en el desarrollo de un proyecto se debe tener
como mínimo un lugar adecuado para trabajar, insumos suficientes, material requerido, y
algunos otros servicios que mejoran la calidad del trabajo y facilitan las tareas.
Tabla 20. Tabla de bienes requeridos
Bienes requeridos
Descripción Cantidad Precio Unitario
M.N.
Precio Total
M.N.
Estación de trabajo de escritorio (500 Gb
en disco duro, mínimo 6 Gb en RAM,
S.O. Windows 7 32 bits. Mínimo 1 Gb en
gráficos, procesador Intel Core i3 o
superior)
1 $ 21,000 $ 21,000
Estación de trabajo portátil (500 Gb en
disco duro y mínimo 6 Gb en RAM, S.O.
Windows 7 32 bits. Mínimo 1 Gb para
gráficos, procesador Intel Core i3 o
superior)
1 $15,000 $15,000
Mouse óptico 1 $300 $300
Memoria USB 16 Gb 2 $280 $560
Disco duro externo (mínimo 500 Gb) 1 $1600 $1600
Multifuncional 1 $3,500 $3,500
Teléfono inalámbrico 1 $ 500 $ 500
Escritorio (1.4m x 2.2 m) 2 $ 3,000 $ 6,000.
Luminaria 2 $ 350 $ 700
Pizarrón (1.2m x 2.4 m) 1 $ 850 $ 850
Papelería varios ---- $2,000 $2,000
Costo Total $ 52,010

Capítulo V: Planteamiento Económico
129
En la tabla anterior, de forma general se ordenan los elementos mínimos requeridos para poder
implementar un lugar de trabajo, además se colocan los precios actualizados de cada uno de los
elementos, donde al final se hace la sumatorio correspondiente al total obtenido solo de los
bienes considerados. Por otro lado en la Tabla 21 se enlistan los bienes mínimos requeridos para
garantizar las condiciones de operación de un lugar donde se diseñan proyectos.
Tabla 21. Tabla de servicios requeridos
Servicios requeridos
Descripción Cantidad Renta mensual Precio Total M.N.
(2.5 meses)
Local de trabajo
(mínimo 6m x 4m, 1 baño
medio, 1 ventana, entrada
amplia, ubicación céntrica)
1 $ 4,000 $10,000
Servicio telefónico 1 $200 $ 450
Servicio de energía eléctrica 1 $ 500 $1,500
Agua 1 $ 80 $ 200
Costo Total $ 3,150
Ahora, para saber el costo total del proyecto (Tabla 21), en este caso, se tiene que considerar los
costos directos y los indirectos, posteriormente se debe obtener un porcentaje de utilidad con
base a los costos directos, el cual depende, además de la empresa, de la ley vigente en la materia.
En la Tabla 22 se aprecia la información sintetizada para obtener el costo total del proyecto.
[ ]
[ ]

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
130
Donde
COSTOtotal= Costo Total del Proyecto
Cdirectos= Cargos Directos
Cindirectos= Cargos Indirectos
Tabla 22. Obtención del costo total del proyecto
Concepto Costo total M.N.
Cargos directos $36,630
Cargos indirectos $55,160
Utilidad (20%) $18,367
Costo Total del Proyecto $110,157
5.3 Costos de los sistemas de control comerciales para plantas de enfriamiento de líquido
con compresor centrífugo.
En el presente capitulo se aborda el planteamiento económico de un proyecto para diseñar y
desarrollar un sistema de automatización para plantas de enfriamiento de líquido con compresor
centrífugo, donde el alcance es la simulación del sistema. Como se menciona en la sección de
alcances y delimitación del trabajo, no se aborda lo relativo al diseño del algoritmo de control,
selección de equipo, implementación física, etc.
Por lo anterior, resulta prematuro realizar una comparación entre el sistema propuesto en este
trabajo y los diversos sistemas de control existentes hoy en día en el mercado. Ya que por lo
regular dichos sistemas están conformados por todos los elementos necesarios para implementar
el control y la automatización a una planta de enfriamiento de líquido.
Por lo tanto, se plantea una perspectiva general de los precios comerciales de los sistemas de
control de las marcas más importantes en la industria HVAC, como lo son TRANE®, McQuay
®,
York®, Carrier
®, etc. Además se menciona el costo promedio que implica dar mantenimiento al
sistema de control de una planta de enfriamiento de líquido con compresor centrífugo.

Capítulo V: Planteamiento Económico
131
Uno de los sistemas de control utilizados en las plantas de enfriamiento de líquido con
compresor centrífugo, de la marcha TRANE®
es el Tracer AdaptiView Control®. Como se
menciona en los párrafos anteriores, este sistema de control posee dispositivos eléctricos como
relevadores, interruptores termomagnéticos, temporizadores, bornes de conexión, etc.
También posee placas electrónicas con los circuitos de control y el gabinete donde se contiene
todo lo anterior. Para manipular el sistema se cuenta con una HMI ubicada en un panel táctil a
color. En la tabla 23 se muestra el costo del equipo cotizado en la empresa REFRIGERACIÓN
STARR S.A. DE C.V.
Tabla 23. Costos del sistema de control Tracer Adaptiview Control
Equipo Costo unitario en U.S.D.
$9,800
Por otro lado, en ocasiones únicamente se desea adquirir la pantalla táctil a color para manipular
el sistema de control. Tomando como referencia el modelo Tracer AdaptiView Display®
en la
tabla 34 se muestra la imagen del equipo y la cotización del costo.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
132
Tabla 24. Costos del sistema de control Tracer Adaptiview Display
Equipo Costo unitario en U.S.D.
$2,995
Con base en referencias verbales, principalmente del ingeniero Ángel Tenorio Sandoval, el costo
de mantenimiento de un sistema de control para una planta de enfriamiento de líquido con una
capacidad de 400 a 1000 TR asciende, aproximadamente de $800 USD a 1000 USD. Dentro de
dicho mantenimiento se considera la detección de fallas, la reparación de tarjetas dañadas,
diagnostico general del equipo de control, limpieza general, etc.
Sumario
Dentro de este capítulo se aborda el planteamiento económico, donde como puntos principales se
consideran los cargos directos (pago de mano de obra) y los cargos indirectos (bienes y servicios
requeridos). Además se realiza el cálculo necesario para obtener el costo total del proyecto y la
ganancia que se obtendría con base a dicho costo.


CONCLUSIONES


Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
134
CONCLUSIONES GENERALES
Con respecto al desarrollo de este trabajo, en el Capítulo IV se ha logrado la simulación del
sistema de automatización de 3 plantas de enfriamiento de líquido con compresor centrífugo,
donde se visualizan las variables más importantes dentro de la planta de enfriamiento las cuales
son presión y temperatura, como se vio en el punto 4.1.1.1. Se analizó cada una de las secuencias
de operación verificándose su correcto funcionamiento con respecto a lo propuesto en la filosofía
de operación.
Las herramientas necesarias para el desarrollo de este trabajo se integraron con base a una
metodología de desarrollo de proyectos de automatización descrita en el Capítulo III. Esta
metodología se analizó y se adecuo a la propuesta desarrollada en este trabajo, además es
importante señalar que en el alcance del trabajo se abordaron los puntos del 1 al 10 (Figura 31)
de dicha metodología.
Dentro de la metodología mencionada en el párrafo anterior no se incluye el desarrollo de una
HMI, fue por ello que dentro de esta propuesta, específicamente en el punto 3.5 se agregó el
desarrollo de una HMI funcional, para fungir como una herramienta necesaria en la
automatización y monitoreo del sistema.
Para lograr lo anterior se desarrolló una investigación y se consultó a una serie de expertos en el
tema, los cuales consideraron viable el proponer un sistema de automatización alternativo al ya
existente, especialmente aquellos que se dedicaban al diseño y comercialización de plantas de
enfriamiento, como en el caso del ingeniero Ángel Tenorio Sandoval, premio a la excelencia en
sistemas HVAC en el año 2013. Con base a su opinión, la experiencia y conocimientos teóricos
adquiridos durante el desarrollo de este trabajo se evaluaron los alcances de la propuesta.
Una vez definida la filosofía de operación, como se describe en el punto 3.2, se llevó a cabo la
programación de PLC en lenguaje escalera, la cual fue comprobada a partir de la simulación con
ayuda de un programa para emular el PLC propuesto para este trabajo. Se debe recalcar que la
elección del PLC es con base a sus características técnicas, como se menciona al principio del
Capítulo III, como la memoria disponible, la capacidad de expansión de entradas y salidas,
algunas funciones especiales etc.

Conclusiones Generales
135
Para el desarrollo de la propuesta de coordinación de 3 plantas de enfriamiento de líquido con
compresor centrífugo se evaluaron algunas de las posibilidades más viables para condicionar el
funcionamiento secuencial de las plantas, para lo cual se analizó la información técnica y las
opiniones vertidas por los expertos en el tema.
Por lo tanto se optó por utilizar la opción de un sensor de temperatura externo a la planta, el cual
diera la pauta para iniciar alguna de las 3 secuencias planteadas. La visualización del valor de
temperatura asociado a dicho dispositivo se incluyó en la HMI. El sensor externo de temperatura
es una herramienta que ayuda a comprobar el funcionamiento de la coordinación propuesta.
Los sistemas actuales funcionan independientemente y son puestos en funcionamiento a criterio
de los operadores encargados del sistema. Algunos criterios para poner en funcionamiento las
planas pueden ser con base a la hora del día, o dependiendo de la experiencia del operario. Con
la presente propuesta se logró la coordinación de 3 plantas de enfriamiento de líquido con
compresor centrífugo, mejorando la manera en que estas operan en conjunto, coordinando su
funcionamiento con base a un sensor de temperatura externo a la planta.
Se propusieron 3 secuencias de funcionamiento para 3 plantas de enfriamiento de líquido, donde
además se tiene un sistema abierto, el cual puede ser modificado por el usuario, y en su caso
expandido, si es que se tuvieran más de 3 plantas de enfriamiento en la aplicación. Además en
contraste con los sistemas actuales, la presente propuesta se basa en un sistema centralizado,
donde se puede controlar y monitorear el sistema desde un mismo punto de control.
Como herramienta para poder manipular el sistema se diseñó una HMI funcional, donde se
procuró desarrollar ventanas de fácil comprensión, estructuradas, ordenadas de manera intuitiva,
donde además se consideró el utilizar fondos grises, elementos claros, colores contrastantes etc.
El factor tiempo no hizo posible llevar a cabo pruebas con operarios especializados en plantas de
enfriamiento de líquido para evaluar el carácter intuitivo de la HMI según su experiencia y
conocimientos en el tema.
Por otro lado, en la HMI se puede visualizar gráficamente en desarrollo de la secuencia de
coordinación de las plantas, donde además, es posible visualizar la condición que en ese
momento se encuentra activada, el modo de operación seleccionado, además del estado de
funcionamiento que posee cada una de las plantas de enfriamiento.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
136
El carácter abierto de este trabajo implicó que la gran mayoría de los objetos visuales presentes
en la HMI fuesen diseñados con ayuda de un programa CAD, donde se procuró realizar el diseño
de un modelo general de una planta de enfriamiento de líquido con compresor centrífugo con la
finalidad de representar la estructura física de la planta y las partes principales que la conforman.
Se debe aclarar que los detalles mecánicos y estructurales de la planta no fueron abordados en
este trabajo.
Por lo tanto, con base a lo planteado en los puntos anteriores se desarrolló un sistema de
automatización para la coordinación de 3 plantas de enfriamiento con compresor centrífugo
manipulado mediante una HMI funcional, donde se comprobó su funcionamiento mediante la
simulación del sistema con ayuda de diversos programas.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
138
RECOMENDACIONES PARA TRABAJOS FUTUROS
Se considera principalmente, que se debe retomar el desarrollo del algoritmo de control necesario
para poder mantener una cierta temperatura de agua enfriada en un valor predeterminado,
especialmente basándose en la relación de la posición de los alabes de pre-rotación del
compresor centrífugo con respecto a la temperatura del agua enfriada que fluye dentro del
evaporador. Lo anterior repercute en el hecho de aumentar ventanas y funciones en la HMI, las
cuales contengan los elementos necesarios como puede ser el punto de ajuste (setpoint), la
posición de los alabes de pre-rotación en porcentaje de apertura, para visualizar y manipular la
temperatura de agua enfriada deseada.
Otra recomendación consiste en abordar y desarrollar lo correspondiente a monitoreo de
consumo de energía en una planta de enfriamiento, ya que en la gran mayoría de sistemas de
control y automatización para plantas de enfriamiento se cuenta con elementos que monitorean el
valor de la corriente de cada una de las fases que suministran energía eléctrica al motor del
compresor, además de la temperatura de cada una de estas fases.
Para coordinar las plantas de enfriamiento una de las opciones más utilizadas es con base a la
temperatura que se tenga en el lugar de la aplicación. Hoy en día se utilizan algoritmos que
funcionan a través de la medición de temperatura que se tiene en los puntos más importantes
considerando la carga térmica presente. Con base al resultado obtenido de dichos algoritmos se
coordinan las plantas de enfriamiento para satisfacer la demanda de carga térmica.
De igual manera sería conveniente desarrollar la investigación necesaria para llevar a cabo el
control y la automatización de cada tipo de planta de enfriamiento existente, ya sea condensada
por agua o por aire. Desarrollar la HMI para los distintos tipos de plantas además de programar
la secuencia de arranque, paro, y paro de emergencia para los distintos casos que se puedan
presentar.
Posteriormente este trabajo, junto con las recomendaciones antes expuestas, podría ser
implementado físicamente, con el fin de llevar a cabo las pruebas necesarias que den certeza a la
funcionalidad de la investigación planteada en esta propuesta, y así poder sustituir
paulatinamente los sistemas actuales con los que cuentan las plantas de enfriamiento.

Referencias
139
REFERENCIAS
[1] Dossat, Roy J. (1980). Principios de Refrigeración. (1ª Edición): CECSA.
[2] Arlington, Eichert L. (1993). Calefacción, Aire Acondicionado y Refrigeración; Conceptos y
aplicaciones: LIMUSA.
[3] William, C. Whitman y William M. Jonhson (1998). Tecnología de Refrigeración y Aire
Acondicionado Tomo 2: Macombo Boixareu.
[4] Rockwell Software, (2012). User Manual. Compact RTD I/O Resistant Input Module (Cat.
No. 1746-IR-6).
[5] York International, (2009). PLANTA ENFRIADORA DE LÍQUIDO CON COMPRESOR
CENTRÍFUGO. INSTALACIÓN, PUESTA EN MARCHA, FUNCIONAMIENTO Y
MANTENIMIENTO, ICOM-ES-YK.
[6] Porras A., Montanero A.P. (1995). Autómatas Programables. España: Mc Graw Hill.
[7] Browne M.W., Bansal P.K., (1998). An Insight into the Application for the NTU. Approach
for Modelling Vapour-Compression Liquid Chillers. International Refrigeration and Air
Conditioning Conference. Paper 408.
[8] Carrier, (1999). Bitondo, Michael J. and Tozzi, Mark J. Chiller Plant Control: Multiple
Chiller Controls.
[9] Danfoss, (2006). Technical Leaflet. Pressure Transmitter Type AKS 33.
[10] Flores, J. M. B., (2008). Desarrollo de un modelo físico para una instalación de producción
de frio por compresión de vapor utilizando el refrigerante R-134a. Validación experimental y
aplicación para la simulación energética. Tesis Doctoral. Universitat Jaume. España
[11] Jonhson Controls, (2002). . Model YK Centrifugal Liquid Chillers Style G: 250 Through
3000 Tons (879 Through 10500 kW) Utilizing R-134a.
[12] Jonhson Controls, (2007). Engineering Guide YORK. TITANTM
OPEN MULTISTAGE
ELECTRIC DRIVE CHILLER STANDARD PLC CONTROL CENTER.
[13] Le C.V., Bansal P.K., Tedford J.D., (2004). Three zone system simulation of a multiple-
chiller plant. The University of Auckland.
[14] LOGITEK, S.A. (2002). Curso Intouch Básico Versión 7.1.
[15] McQuay, (2002). Application Guide AG 31-003-1. Chiller Plant Design.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
140
[16] McQuay, (2004). Installation, Operating and Maintainance Manual IM 786, Field
Installation Procedure for Microtech IITM
Centrifugal Chiller Control Panel Retrofit Kit.
[17] Medina, Salvador R. La dependencia tecnológica en México. Facultad de Economía,
UNAM. Número 330, Octubre de 2004.
[18] Martínez, T. J., (2010). Automatización de un biodigestor anaerobio con un PLC SLC500 y
una HMI Panel View Plus 100. Tesis de Licenciatura. Instituto Politécnico Nacional.
[19] Mayor, H. N., Rosas Z. A. D., Vicentel Z. S., (2007). Reporte técnico: Mantenimiento
preventivo del enfriador de líquido chiller. Tesis de Licenciatura. Instituto Politécnico Nacional.
[20] Rockwell Automation, (2002). MicroLogix 1500TM
Programable Controllers, Bulletin 1764.
[21] Rockwell Software, (1997). User Manual. SLC 500TM
Analog Input Module (Cat. No. 1746-
NI8).
[22] Rodríguez, Patricio V. Diseño de Interfaces Hombre-Máquina (HMI). Instituto de
Electricidad y Electrónica, Universidad Austral de Chile.
[23] Smith, Carlos A. y Corripio, Armando B. (1991). Control Automático de Procesos, Teoría y
Práctica. (1ª Edición): LIMUSA.
[24] Sterling, (2011). SCW Series. Central Chilling Stations: Screw Compressor Chiller 60 to
195 Tons.
[25] TRANE, (2001). Applications Engineering Manual: Multiple-Chiller-System Design and
Control.
[26] TRANE, (2006). Enfriadora de Líquido Tipo Tornillo Enfriada por Aire Series R.
Instalación, Operación y Mantenimiento.
[27] TRANE, (2001). UCM-CLD Chiller Control System, RLC-SVU02C-E4.
[28] TRANE, (2004). Introducing Trane´s Model CVGF Centrifugal Water Chiller CTV-
PRC001-GB. Centrifugal Water Chillers: Model CVGF Water-Cooled Hermetic Centrifugal,
Refrigeration Capacities From 400 to 1000 Tons (1400 kW-3510 kW) 50 and 60 Hz.
[29] Wang, Shengwei (2010). Intelligent Buildings and Building Automation. (1ª Edición). Spon
Press.
[30] York, (2006). Operation Instruction. YK Centrifugal Liquid Chiller: OptiView Control
Panel.

ANEXOS
Glosario
Simbología y Unidades
Programación en PLC
Hojas de datos


Anexos
ANEXO A: GLOSARIO
Presión: Es la fuerza ejercida por unidad de área.
Presión absoluta: Es la presión “total” o “verdadera” que tiene un fluido. Ningún manómetro
tiene la capacidad de medir la presión absoluta que tiene un fluido en un depósito. Solo tiene la
capacidad de medir la diferencia de presiones entre la presión del fluido dentro del depósito y la
presión atmosférica.
Calor: Es una forma de energía. En termodinámica se define al calor como la energía en tránsito
de un cuerpo a otro como resultado de una diferencia de temperatura entre los dos cuerpos.
Temperatura: Es una medida del nivel de presión térmica de un cuerpo. Una presión térmica
alta indica que el cuerpo tiene una temperatura alta.
Dirección y razón de transferencia de calor: Solo cuando existe diferencia de temperaturas
entre 2 cuerpos pasará calor de un cuerpo a otro. La transferencia de calor siempre ocurre de un
cuerpo con una temperatura alta a un cuerpo con una temperatura baja. La razón de transferencia
de calor siempre es proporcional a la diferencia de temperatura que causa la transferencia.
Transferencia de calor por conducción: La transferencia de calor por conducción se da cuando
se tiene un contacto directo entre las moléculas de dos o más cuerpos.
Algunos metales conducen más rápidamente el calor como los metales aunque otros materiales
como el vidrio, la lana y el caucho presentan una considerable resistencia a la transferencia de
calor.
Unidad Térmica Británica (BTU): Es la cantidad de calor necesaria para cambiar la
temperatura de 1lb de agua a 1°F. Un BTU ha sido definido como la 1/180 de la cantidad de
calor necesario para elevar en 180° una 1lb de agua desde su punto de congelamiento hasta su
punto de ebullición.
Calor específico: Es la cantidad de energía en BTU necesaria para producir un cambio de
temperatura de 1°F a 1lb de masa.

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
Calor sensible: A la energía térmica que cause o produzca un cambio en la temperatura de la
sustancia.
Calor latente: A la energía térmica que cause o produzca un cambio en la fase de la sustancia.
Temperatura de saturación: Temperatura a la cual un fluido cambia de la fase líquida a la fase
de vapor o viceversa, de la fase de vapor a la fase líquida. Un líquido a la temperatura de
saturación se le llama líquido saturado y un vapor a la temperatura de saturación se le llama
vapor saturado.
Vapor sobrecalentado: Es un vapor a cualquier temperatura arriba de su temperatura de
saturación correspondiente a su presión. Una vez que el líquido ha sido vaporizado se podrá
aumentar la temperatura del vapor mediante la adición de energía
Proceso termodinámico: Cuando un sistema cambia de un estado a otro se dice que está
sometido a un proceso. Los procesos termodinámicos pueden ser reversibles o irreversibles,
termodinámicamente todos los procesos son irreversibles.
Líquido subenfriado: Si después de la condensación, el líquido resultante es enfriado de tal
manera que su temperatura este por debajo de la temperatura de saturación se dice que el líquido
esta subenfriado.
Efecto de la presión sobre la temperatura de saturación: La temperatura de saturación de un
fluido depende líquido depende de la presión del líquido. Al aumentar la presión se eleva el valor
de la temperatura de saturación y viceversa.
Temperatura crítica: Es la temperatura más alta que puede tener un gas sin lograr su
condensación a la presión a que está sujeto.
Entalpía: La entalpía de una masa dada de un material a una condición termodinámica conocida
es igual a la suma de todas las energías suministradas.

Anexos
ANEXO B: SIMBOLOGÍA Y UNIDADES
°F Grados Fahrenheit
°C Grados Centígrados
in Pulgadas
in2
Pulgada cuadrada
ft Pie
lb Libra
psia Libra sobre pulgada cuadrada absoluta
BTU Unidad Térmica Británica
cal Caloría
q Efecto refrigerante
TR Tonelada de Refrigeración
s Segundo
hr Hora
min Minuto
Ω Ohm
mA Mili Amperes
Vdc Voltaje de Corriente Directa
Vca Voltaje de Corriente Alterna
Kb Kilobytes
Gb Gigabytes

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
Anexo C: Programación de PLC en Lenguaje Escalera
LAD2: Main Routine

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos
LAD3: CH-1

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
LAD 4: CH-2

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos
LAD 5: CH-3

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Anexos
ANEXO F: HOJA DE DATOS TRASMISOR DE PRESIÓN

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo
ANEXO G: HOJA DE DATOS SENSOR DE TEMPERATURA

Anexos
ANEXO H: HOJA DE DATOS INTERRUPTOR DE FLUJO
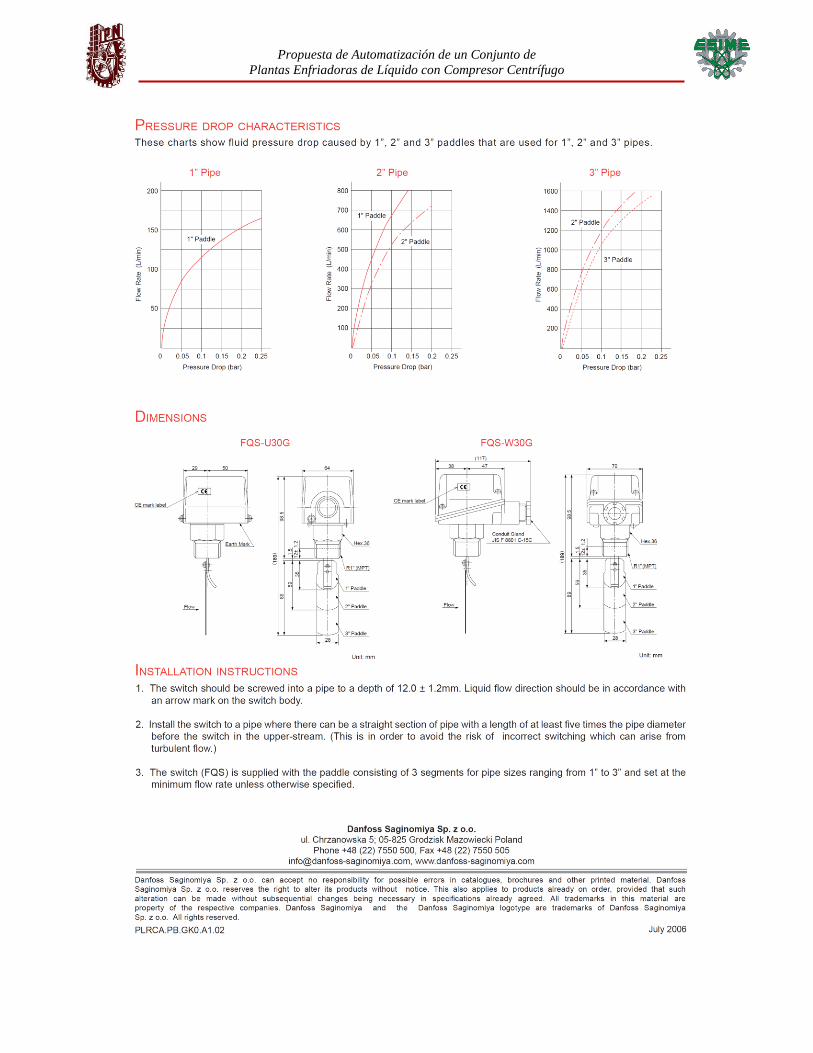
Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo

Anexos

Propuesta de Automatización de un Conjunto de
Plantas Enfriadoras de Líquido con Compresor Centrífugo





























