Embed Size (px)
Citation preview

INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
“DISEÑO DE MOLDES DE EXTRUSION SOPLADO
PARA ENVASAR ACEITE DE TRANSMISION
AUTOMATICA AUTOMOTRIZ”
TESIS
QUE PARA OBTENER EL TITULO DE:
INGENIERO MECANICO
PRESENTA:
JOSE ALBERTO MOCTEZUMA GARCIA
ASESOR:
ING. JOSE LUIS ANGUIANO GAMIÑO
MEXICO, D.F. AGOSTO DEL 2008

2

Dedicatorias
A Dios. Por permitirme llegar a este momento tan especial en mi vida. Por los triunfos y los momentos difíciles que me han enseñado a valorarte cada día más. A mi abuelita. Por ser la persona más admirable y especial en mi vida, que siempre confió en mí para convertirme en una persona de grandeza y esto es un pequeño paso para cumplir tu deseo. Doy gracias a Dios por haberte puesto en mi vida, por tu amor, por ser la persona más importante para mí, por transmitirme tus valores, que es para mí el mejor recuerdo que puedo tener de ti. Aunque ya no estas conmigo, se que estarías orgullosa de mi y eso es el mejor estimulante para seguir venciendo los obstáculos. Gracias abue, ¡te amo! A mi madre. Que gracias a su apoyo incondicional y a su inmenso amor me ha impulsado a terminar mi carrera profesional y esta es la mejor herencia que me puede dejar. A ti mamá, te debo todo lo que soy y seré. Además quiero decirte que ocupas el principal lugar de mi corazón. Te amo y ¡Gracias! A mi padre. Por ser mi principal motivación para terminar esta etapa de mi vida, te agradezco por ser la persona más maravillosa e importante para nosotros, esta tesis es un reflejo de tu trabajo, de tu esfuerzo y apoyo. Te amo papá, doy gracias a Dios por que estas en mi vida y quiero que sepas que gracias a los valores que me inculcaste, soy una persona que sigue sus sueños y busca ser mejor cada día. Gracias. A mis hermanos. A mi hermano Jorge Uriel que es una persona perseverante, dedicada, quiero decirle que si pones empeño y gusto en lo que te propones, lo logras y cuando menos te das cuenta ya lo superaste y estas por alcanzar metas más altas. A mi hermano Carlos Israel por mostrarme que la familia es el mejor apoyo que puedes tener y doy gracias a Dios por tenerlos a los dos. Los quiero mucho, gracias. 3
A mi familia. Por haber estado a mi lado y creer en mí. A mi tía Sonia una persona maravillosa que me ha brindado su cariño y apoyo a lo largo de mi vida, a mi prima Melisa que me demostró que la grandeza se lleva en el corazón y en el entusiasmo que le pongas a lo que hagas, a Roberto Antonio por ser un primo distinguido y una fabulosa persona. A mis tíos, tías y mis primos gracias por estar conmigo y agradezco a Dios por darme la oportunidad de dedicarles este trabajo. A mis amigos. Que en todo momento estuvieron conmigo y me alentaron a seguir en los momentos difíciles. A Maya una de las personas que más quiero y aprecio, que me enseño a brillar por mi mismo, a Efraín por ser una gran persona y brindarme su incondicional amistad y apoyo, a Jorge por ser una persona irremplazable en mi vida que me motivo a seguir adelante y a todos los demás que me faltó nombrar. ¡Gracias a Ustedes! A mis profesores. Por haberme preparado para afrontar los retos venideros con la principal cualidad humana “La Razón”, por instruirme y darme armas para desarrollarme y ser un profesionista de altos valores. ¡Gracias a ustedes! Al INSTITUTO POLITECNICO NACIONAL y en especial a la ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD AZCAPOTZALCO por permitirme ser parte de una generación de triunfadores y gente productiva para el país.
4

Agradecimientos
Quiero expresar mi agradecimiento
Al Ing. José Ramírez por brindarme la oportunidad de dar mis primeros pasos como profesionista y ser una persona excepcional conmigo.
Al Ing. Carlos Corro por ofrecerme su amistad, consejo y enseñanzas en la etapa inicial de mí formación profesional.
A Francisco Olvera por enseñarme tantas cosas en tan poco tiempo, por mostrarme que la educación y honradez, te abren puertas en cualquier circunstancia.
Al Ing. Anguiano por ayudarme a finalizar este trabajo.
Y a todas las personas que hicieron posible que pudiera culminar mi carrera profesional, ya fuera con una sonrisa, un momento alegre o regaños. A todos ustedes gracias.
José Alberto Moctezuma
Ing. Mecánico
5

ÍNDICE
OBJETIVO DEL PROYECTO ................................................................................................................... 9
JUSTIFICACIÓN. ................................................................................................................................... 9
GENERALIDADES. ............................................................................................................................... 10
ANTECEDENTES. ................................................................................................................................ 12
CAPÍTULO I MOLDEO POR EXTRUSIÓN SOPLO .................................................................................. 13
1.1.‐ Clasificación de los plásticos.................................................................................................. 13
1.1.1‐ Termoplásticos ................................................................................................................ 13
1.1.2.‐ Termofíjos ...................................................................................................................... 13
1.2.‐ Métodos de procesamiento de los plásticos. ........................................................................ 13
1.2.1.‐Extrusión ......................................................................................................................... 13
1.2.2.‐ Inyección. ....................................................................................................................... 15
1.2.3.‐ Soplado. ......................................................................................................................... 15
CAPITULO II COMPONENTES DE LOS MOLDES. ................................................................................. 16
2.1.‐ Moldes ................................................................................................................................... 16
2.2.‐ Clasificación de los moldes. ................................................................................................... 17
2.2.1.‐ Moldes de dos platos ..................................................................................................... 17
2.2.2.‐ Moldes de tres platos..................................................................................................... 17
2.2.3.‐ Moldes de canales calientes. ......................................................................................... 18
2.3.‐ Bases para diseño de moldes. ............................................................................................... 19
2.4.‐ Componentes básicos de los moldes. ................................................................................... 20
2.4.1.‐ Elementos guía y centrado............................................................................................. 20
2.4.2.‐ Cavidades y núcleo. ........................................................................................................ 21
6

2.4.3.‐ Protuberancias. .............................................................................................................. 22
2.4.4.‐ Grosor de pared. ............................................................................................................ 22
2.4.5.‐ Ángulo de salida. ............................................................................................................ 22
2.4.6.‐Contracción. .................................................................................................................... 23
2.4.7.‐ Tolerancias de moldeo. .................................................................................................. 24
2.4.8.‐ Ventilación (salida de gases o de aire). .......................................................................... 24
2.4.9.‐ Canales de enfriamiento. ............................................................................................... 25
CAPÍTULO III Especificaciones de materiales. ................................................................................... 27
3.1.‐ Polietileno. ............................................................................................................................. 27
3.1.1.‐ Tipos de Polietileno. ....................................................................................................... 27
3.1.2.‐ Consideraciones Generales. ........................................................................................... 28
3.1.3.‐ Propiedades del Polietileno. .......................................................................................... 28
3.1.4.‐ Fabricación de artículos de polietileno. ......................................................................... 32
3.1.5.‐ Usos y aplicaciones del polietileno. ............................................................................... 33
3.1.6.‐ Relación entre la estructura y las propiedades del polietileno. .................................... 34
3.1.7.‐ Efectos producidos por variaciones en la densidad ....................................................... 34
3.2.‐ Aceite hidráulico Dexron. ...................................................................................................... 36
3.2.1.‐ Marcas de aceite consultadas. ....................................................................................... 37
3.3.‐ Acero para moldes. ............................................................................................................... 41
3.3.1.‐ Aplicaciones Típicas. ...................................................................................................... 41
3.3.2.‐ Composición química ‐ % promedio. ............................................................................. 41
3.3.3.‐ Propiedades Mecánicas. ................................................................................................ 41
3.3.4.‐ Tratamiento térmico. ..................................................................................................... 42
3.3.5.‐ Relevado de Tensiones. ................................................................................................. 43
CAPÍTULO IV Planos y diseños ........................................................................................................... 44
4.1.‐ Software de Diseño mecánico 3D SolidWorks. ..................................................................... 44
7

4.2.‐ Acabado ................................................................................................................................. 44
4.2.1.‐ Defectos Críticos ............................................................................................................ 45
4.2.2.‐ Defectos Mayores .......................................................................................................... 45
4.2.3.‐ Defectos Menores .......................................................................................................... 45
4.3.‐ Planos de construcción del producto. ................................................................................... 45
4.4.‐ Planos de construcción del molde ......................................................................................... 51
4.4.1.‐ Molde completo ............................................................................................................. 51
4.4.2.‐ Parte derecha ................................................................................................................. 55
4.4.3.‐ Parte Izquierda ............................................................................................................... 59
4.5.‐ Planos de construcción del sistema de enfriamiento ........................................................... 64
CAPÍTULO V CÁLCULOS. .................................................................................................................... 67
5.1.‐ Cálculo de la fuerza de cierre. ............................................................................................... 67
5.2.‐ Cálculo del tiempo de llenado del producto. ........................................................................ 68
5.3.‐ Cálculos de las propiedades del producto. ........................................................................... 70
5.4.‐ Cálculos de las propiedades del molde. ................................................................................ 71
5.5.‐ Cálculos del sistema de enfriamiento. .................................................................................. 72
ASPECTOS FINALES ............................................................................................................................ 73
NORMATIVA ...................................................................................................................................... 73
LIMITACIONES DE ESTUDIO. .............................................................................................................. 73
CONCLUSIONES. ................................................................................................................................ 75
BIBLIOGRAFÍA. ................................................................................................................................... 77
8

INTRODUCCIÓN
OBJETIVO DEL PROYECTO
Se buscó realizar este proyecto para demostrar que el diseño de un molde por medio de un software
de dibujo mecánico, proporciona la solución para crear moldes complejos de gran valor, acortar los
plazos de entrega y reducir costosos errores a lo largo del proceso de diseño de moldes. El sector de
los moldes ha visto cómo se incrementaban los costes y se alargaban los ciclos. Esta tendencia ha
experimentado una aceleración como consecuencia del desafío que supone la exigencia de producir
más moldes complejos que generen piezas de mayor calidad. Si tenemos en cuenta que la producción
de trabajos es la clave para dirigir una empresa que sea rentable, los principales retos se centran en
cumplir con los cada vez más cortos plazos de entrega sin que la calidad se vea afectada. La mayor
amenaza para la rentabilidad es rehacer un trabajo que ya se ha hecho, por lo que es fundamental
hacer las cosas bien a la primera. Si sigue utilizando 2D, es probable que sean negocios perdidos por no
haber podido reducir los plazos de entrega como consecuencia de la dificultad que supone crear
moldes complejos para piezas en 3D y tener que rehacer trabajo por haber cometido errores.
JUSTIFICACIÓN.
Económicamente hablando busco disminuir el tiempo de fabricación y de entrega, mejorar la
productividad y la competitividad así como aumentar el desempeño del molde, aunado a esto se
obtendrán mayores beneficios tanto para los productores de moldes como para los fabricantes de
productos de soplado de plástico.
9

10
GENERALIDADES.
Como ya se sabe la obtención de productos plásticos por medio del proceso del moldeo por
inyección se ha convertido en uno de los procesos más importantes para la transformación de
los materiales plásticos en una gran variedad de productos. Este proceso ha presentado un continuo
crecimiento, debido por un lado al incremento en el consumo de materiales plásticos, así como la
versatilidad que presenta este proceso para alcanzar alto volúmenes de producción en la elaboración
de diversos productos.
Es por ello que resulta importante describir de manera precisa todos los lineamientos y/o parámetros
requeridos para realizar un buen diseño(molde), esto con el fin de garantizar la calidad y
funcionabilidad óptima de la pieza moldeada ya que de esto depende que los materiales plásticos
sigan teniendo más auge en el campo laboral, por otro lado también resulta importante conocer el
proceso por el cual pasa la materia prima (plástico), y las condiciones que se deben de tener para
garantizar una moldeada óptima, y desde luego conocer la maquinaria por la cual se realiza el
proceso.
El diseño depende en gran parte de la pieza que se va a fabricar y de la maquinaria que se dispone;
la selección de materiales es muy importante ya que esta selección depende de acuerdo al uso que
se le va a dar al molde mismo, los dispositivos que tiene un molde también dependen de lo
complejo de su constricción, principalmente están formados por placas, elementos expulsores,
boquillas, pernos guía y elementos menores (tornillos, limitadores etc.).
Para obtener una buena calidad de la pieza se requiere de que los moldes estén dotados de buenas
salidas de aire ya que el lugar que ocupa este pasara a ser ocupado por el plástico; buen
enfriamiento, porque en base a este se debe de disipar el calor de manera uniforme, con lo cual la
pieza toma la consistencia; los canales de refrigeración se diseñan dependiendo de la forma de
la pieza, una vez que se ha enfriado la pieza, el paso que sigue es el de sacarla del molde, es decir,
desmoldarla, el cual se puede realizar por medio de pernos botadores.

11
Otro tema muy importante son las maquinas de inyección, aquí se trataran : tipos de maquinas de
inyección y sus características principales, partes de la máquina de inyección, diferentes tipos de
boquillas, estas se diseñan de acuerdo al material que se esté procesando; se debe de tener
cuidado con esto ya que si seleccionamos una boquilla que no es la correcta se puede tener problemas
a la hora de estar moldeando, hay que tener en cuenta que la maquina está equipada con dos
unidades principales que desempeñan un papel muy importante para que el molde pueda realizar
su trabajo y de esta forma darle vida a la pieza que se desea fabricar estas unidades son: la unidad
de inyección y la unidades de cierre.
Una vez que se ha fabricado el molde de acuerdo a un buen diseño y si se tiene bien identificada la
maquina que se va a utilizar se prosigue a hablar del proceso de moldeo por inyección, proceso en el
cual interviene un polímetro, una maquina de inyección y desde luego un molde de inyección
debidamente diseñado. El equipo que se utiliza para este proceso opera en ciclos predeterminados.
El proceso comienza cuando ponemos un material sólido en la tolva de la maquina este material baja
al cilindro de plastificación, en el que se aloja el husillo que tiene una doble función, la primera el de
cargar el material y la segunda de empujar el material hacia el molde que en este toma la forma
del mismo; el cilindro está dotado de resistencias conectadas a unos pirómetros ajustables a altas
temperaturas, estas resistencias, junto con la fricción que se genera adentro del cañón, ayudan a
que el material se solidifique de manera más rápida y uniforme y de esta forma introducirlo al
molde.
En este proceso entran diversas variables pero el procesamiento más consistente ocurre cuando se
comprende y se controlan la temperatura del plástico, la presión del plástico cuando llena el molde,
la velocidad en que el plástico llena el molde y las condiciones de enfriamiento, la combinación
adecuada de estas variables debe de tener como resultado piezas, con dimensiones correctas, con la
consistencia adecuada, pocas tensiones internas, etc. que se requieren para la pieza sea funcional.

12
ANTECEDENTES.
¿En que pensamos cuando decimos o escuchamos la palabra plástico? Hace cien años, al mencionar el
término plástico, éste se podía entender como algo relativo a la reproducción de formas o las artes
plásticas, la pintura, la escultura, el moldeado. En la actualidad, esta palabra se utiliza con mayor
frecuencia y tiene un significado que implica no sólo arte, sino también tecnología y ciencia.
En la época actual resultaría difícil imaginar que alguno de los sectores de nuestra vida diaria, de la
economía o de la técnica, pudiera prescindir de los plásticos. Sólo basta con observar a nuestro
alrededor y analizar cuántos objetos son de plástico para visualizar la importancia económica que
tienen estos materiales.
Dicha importancia se refleja en los índices de crecimiento que, mantenidos a lo largo de algunos años
desde principios de siglo, superan a casi todas las demás actividades industriales y grupos de
materiales. En 1990 la producción mundial de plásticos alcanzó los 100 millones de toneladas y para el
año 2,000 llegará a 160 millones de toneladas. Los plásticos seguirán creciendo en consumo pues
abarcando mercado del vidrio, papel y metales debido a sus buenas propiedades y su relación costo‐
beneficio.
Con base en los datos, México debe cambiar para ya no ser sólo un exportador de petróleo. Aunque
este recurso es un buen negocio en el presente, si se agrega valor, se convierte en un negocio más
interesante.
PLÁSTICOS es una palabra que deriva del griego "Plastikos" que significa "Capaz de ser Moldeado", sin
embargo, esta definición no es suficiente para describir de forma clara a la gran variedad de materiales
que así se denominan.
13
CAPÍTULO I MOLDEO POR EXTRUSIÓN SOPLO
1.1.‐ Clasificación de los plásticos.
1.1.1‐ Termoplásticos
Son resinas que durante el moldeo en caliente no sufren ninguna modificación química. La acción del calor causa que estas resinas se fundan, solidificándose rápidamente por enfriamiento en el aire o al contacto con las paredes del molde. Dentro de ciertos límites, el ciclo de fusión solidificación puede repetirse, sin embargo, debe tenerse en cuenta que el calentamiento repetido puede dar como resultado la degradación de la resina. Algunos ejemplos:(PE), (PP), (PS), (PVC), polietileno tereftalato.
1.1.2.‐ Termofíjos
Son resinas que se funden inicialmente por acción de calor, pero en seguida, si se continua la aplicación del calor, experimentan un cambio químico irreversible, el cual provoca que las resinas se tornen infusibles (es decir, no se plastifican) e insolubles. Este endurecimiento es causado por la presencia de catalizadores o de agentes reticulantes. Aquí se incluye a los plásticos como las resinas poliéster, fenólicas, epoxicas, poliuretanos, y silicones.
1.2.‐ Métodos de procesamiento de los plásticos.
Debido a la gran versatilidad que han presentado los plásticos para su transformación y uso gracias a sus características tan especiales y ventajas que nos brindan, se han desarrollado técnicas de procesamiento muy diferentes y variadas como son las que a continuación se mencionan:
1.2.1.‐Extrusión
En el moldeo por extrusión se utiliza un transportador de tomillo helicoidal. El polímero es transportado desde la tolva, a través de la cámara de calentamiento, hasta la boca de descarga, en una corriente continua. A partir de gránulos sólidos, el polímero emerge de la matriz de extrusión en un estado blando. Como la abertura de la boca de la matriz tiene la forma del producto que se desea obtener, el proceso es continuo. Posteriormente se corta en la medida adecuada. El molde produce el corte y soldadura del parisón en el extremo cerrado, y moldea la forma de la abertura del recipiente.

Moldeo por Extrusión
14

1.2.2.‐ Inyección.
Las maquinas que realizan este proceso están constituidas por un mecanismo de tornillo alternativo para fundir el polímero e inyectarlo dentro del molde. Algunas maquinas realizan este procedimiento pero con un pistón para inyectar el polímero. Este proceso de inyección se realiza de la siguiente manera: Los gránulos de los polímeros contenidos en una tolva, caen a través de una abertura en el cilindro de inyección, sobre la superficie de un tornillo rotatorio impulsor. La rotación del tornillo fuerza los gránulos contra las paredes calientes del cilindro, obligándoles a que se fundan debido al calor de compresión, al de fricción y al calor de las paredes del cilindro.
1.2.3.‐ Soplado.
Es un proceso usado para hacer formas huecas (botellas, recipientes). Un cilindro plástico de paredes delgadas es extruido y luego cortado en el largo que se desea. Luego el cilindro se coloca en un molde que se cierra sobre el polímero ablandado y le suprime su parte inferior cortándola. Una corriente de aire o vapor es insuflado por el otro extremo y expande el material hasta llenar la cavidad. El molde es enfriado para el fraguado.
15

16
CAPITULO II COMPONENTES DE LOS MOLDES.
2.1.‐ Moldes
Cavidad o matriz en la cual se introduce y trabaja la materia prima y el diseño del artículo. En este caso es plástico y toma la forma del mismo.
Los moldes pueden ser reconocidos de 2 formas:
• Como parte del equipo de la máquina de inyección.
• Como herramienta indispensable para moldear un termoplástico.
Los moldes fueron diseñados desde hace poco tiempo (ya que la inyección de los plásticos es un proceso relativamente nuevo), ya que la inyección de polímeros termoplásticos requiere de moldes de gran calidad; con una elaboración muy precisa y que deben presentar una elevada duración. Actualmente estos moldes se fabrican con acero, metales no férricos etc. En el futuro quizás se construyan también en materiales cerámicos. Para poder determinar el molde que se debe utilizar, debemos tomar en cuenta lo siguiente:
• De la exigencias impuestas por la pieza a fabricar.
• De los costos de fabricación del molde.
• Del tiempo del ciclo.
• Del número de piezas a fabricar con el molde.
Estas condiciones no van incondicionalmente unidas con las propiedades térmicas y mecánicas, ni tampoco con las condiciones de facilidad de elaboración de los moldes, que también son otros aspectos importantes a considerar.

2.2.‐ Clasificación de los moldes.
2.2.1.‐ Moldes de dos platos
Las cavidades del molde se montan en un plato y los machos en otro; el bebedero central va situado en la mitad fija del molde central y alimenta directamente al sistema de canales de alimentación en moldes de cavidades múltiples o sirve de entrada directa en el centro en molde de una sola cavidad, la mitad móvil del molde contiene los machos, el mecanismo extractor y los canales de alimentación.
Lado Lado
Pernos
Anillo
Placa Fija Botadore
Casquillos
Placa de Placa de
2.2.2.‐ Moldes de tres platos
Este tipo de molde está formado por tres platos; uno estacionario o fijo, que está unido al plato portamoldes estacionario de la máquina, el cual normalmente contiene la vena y la mitad de los canales de alimentación. Un segundo plato intermedio (o flotante), el cual contiene la otra mitad de los canales de alimentación, las entradas y las cavidades. Por último, un tercer plato móvil que contiene la parte macho o núcleo del molde, así como el sistema expulsor de la pieza. Esto ocasiona que al moverse tanto el plato intermedio como el plato móvil liberen separadamente, por un lado, la vena con los canales de alimentación y, por otro, la pieza libre de los canales.
Plato 2
Plato 1Plato 3
17

2.2.3.‐ Moldes de canales calientes.
Los moldes de canales calientes se utilizan para mantener el material en estado fundido hasta la misma entrada de la cavidad. Este procedimiento también se llama moldeo sin canales o de colada caliente. Cuando se abre el molde, la entrada, que acaba de endurecerse, queda libre del sistema de canales de alimentación, lo cual permite un moldeo automático.
En este tipo de moldes, se mantiene caliente ya sea el plato que porta los canales, o los canales mismos. La temperatura de los canales calientes debe controlarse perfectamente y en moldes de grandes superficies, es fundamental el empleo de varios pirómetros y dispositivos de calentamiento con voltaje variable, con objeto de poder mantener las temperaturas correctas en todas las zonas. Deben instalarse dispositivos indicadores que llamen la atención cuando ocurre una variación indebida de calor, para evitar que el material solidifique, se tire o gotee.
Bebedero
Vena
Placa calentada eléctricamente
Canal Saliente
Boquilla Aislada
Canales de enfriamiento
Línea de partición
Botadores
18

19
2.3.‐ Bases para diseño de moldes.
Al diseñar un molde para una pieza moldeada por inyección, es importante mantener en la mente que la meta es producir piezas con la mejor calidad, en un ciclo tan corto como sea posible, con chatarra mínima. Para lograr esta meta, necesitamos un molde de buen diseño que cuente con un relleno equilibrado, que esté ventilado adecuadamente y que trabaje en óptimas condiciones para que de esta manera pueda ser rentable.
Al diseñar moldes es indispensable adaptarse a la pieza que va a ser moldeada, al material y a la máquina de inyección.
El diseño del molde de inyección determina el tamaño, la forma, dimensiones, acabado y, a veces, las propiedades físicas, del producto final. Los principales aspectos por considerar en el diseño son los siguientes:
• Aceros para moldes y tratamientos para superficies.
• Elementos guía y centrado.
• Cavidades y núcleos.
• Núcleos laterales.
• Nervios.
• Protuberancias.
• Grosor de pared.
• Concentración de esfuerzos.
• Ángulos de salida.
• Tolerancias.
• Contracción.
• Líneas de separación.
• Ventilación.
• Mecanismo Expulsor.
• Posición y diseño de la espiga de expulsión
• Relleno equilibrado
• Canales distribuidores y colada
• Compuertas o entradas
• Puntos de inyección
• Canales de enfriamiento
• Bebedero
• Placas de expulsión

2.4.‐ Componentes básicos de los moldes.
20
1. Bebedero. 2. Anillo Centrador. 3. Placas de fijación. 4. Placa fija porta cavidades. 5. Pernos‐guía. 6. Casquillos‐guía. 7. Placa soporte o plato de apoyo. 8. Botadores o Expulsores. 9. Placas de fijación de expulsores. 10. Pernos Recuperadores. 11. Cavidades.
4
5
13
6
2 8
1
12. Corazones. 7 9 3
13. Placas Paralelas.
2.4.1.‐ Elementos guía y centrado
2.4.1.1 Guía y Centrado de Interiores
Para alcanzar la máxima precisión el molde necesita una guía propia y unos elementos de centrado propios. En moldes pequeños y particularmente planos, se utilizan pernos de guía. Se trata de pernos que sobresalen de una de las mitades del molde cuando este abierto y al efectuar el cierre se introducen con un ajuste perfecto en los bujes que se encuentran en la otra mitad.
En los moldes planos este sistema asegura una posición exacta de ambas superficies externas durante el proceso de inyección, así como la obtención de piezas sin desplazamiento.
Para asegurar una guía segura, se emplean normalmente cuatro unidades de guía (pernos y camisas). Con el objeto de facilitar el montaje y garantizar siempre una correcta colocación del molde, una de las unidades guía se hace de dimensión diferente de esta forma se obtienen menores dificultades de montaje.
Las unidades de guía se colocaran en la zona más externa del molde a fin de aprovechar el área al máximo para el vaciado y facilitar la colocación del sistema de calefacción o refrigeración. Solo puede alcanzarse un centrado efectivo cuando las tolerancias de los diámetros del perno y de las camisas se mantienen estrechas, las consecuencia es un fuerte desgaste, por ello es aconsejable lubricar los pernos guía con bisulfuro de molibdeno; para tal fin los pernos poseen ranuras de engrase.

2.4.1.2.‐ Guía y centrado de exteriores.
Los moldes de extrusión se montan, para su ajuste, sobre la platina móvil de la máquina de inyección. Esta unidad de cierre tiene la misión de abrir y cerrar el molde dentro del ciclo general de trabajo. Las guías de los moldes han de cuidar de que los elementos del molde coincidan exactamente y de que el molde cierre de forma hermética. Si los elementos del molde no coinciden, pueden chocar mutuamente y deteriorarse bajo la influencia de las elevadas fuerzas de cierre, además con los moldes descentrados, la pieza presentaría distintos espesores de pared, no correspondiendo a alas medidas exigidas.
Para facilitar al ajustador la fijación del molde sobre las platinas porta moldes de la unidad de cierre y garantizar la posición correcta del mismo, logrando especialmente la concentricidad de agujero de la boquilla del cilindro de plastificación con el orificio de entrada de material al molde.
2.4.2.‐ Cavidades y núcleo.
Por lo general cuando se diseña y construye un molde el diseñador se tiene que adaptar, a varias cuestiones como por ejemplo: qué tipo de material se va a inyectar, la forma de la pieza, en que maquina se va a inyectar, esto es con el fin de conseguir la calidad deseada en las piezas inyectadas, tomándose también en cuenta la rentabilidad, y por supuesto que presupuesto se tiene para la fabricación del mismo. Por lo anterior se hace una pregunta ¿Cuál deberá ser la cantidad de cavidades del molde?
Una manera muy fácil y practica de tener un aproximado, es ver la cantidad a inyectar que proporciona la maquina en que se va a trabajar el molde, en base a este dato se procede a pesar la pieza en y se determina qué cantidad de cavidades se deben realizar, considerando un margen considerable para la colada o canal de alimentación.
Pero hay un aspecto muy importante que hay que tener en cuenta en el diseño de las cavidades, que la gran mayoría de las maquinas aun siendo nuevas no trabajan al 100% más o menos andan en un rango de rendimiento volumétrico entre el 20 y 80%, por lo que hay que considerar esto para el diseño.
21

22
En casi todos los moldes, el uso de cavidades insertadas y núcleos se fomenta. La razón principal de esto es que en el caso de que una cavidad individual o núcleo esté dañada, esta cavidad en particular puede ser quitada del molde y reparada mientras el resto del molde está restituido al servicio. Tener las cavidades individuales también permite que los cambios de inserción hagan posible el hacer funcionar versiones múltiples de la misma básica pieza simultáneamente. Cuando las piezas son muy pequeñas y hay un gran número de cavidades, las inserciones de cavidad individual quizá no sean factibles. En estas situaciones, sugeriríamos usar las inserciones de cavidad de 3 ó 4 cavidades. Los materiales usados más comúnmente para las inserciones de cavidad son H‐13 y S‐7. Ambos de estos materiales endurecerán al Rockwell 52 y 54 Rc y se pueden ser pulimentados para producir un acabado superficial excelente en las piezas.
2.4.3.‐ Protuberancias.
Las protuberancias son clavos o tacos salientes y son usados para el refuerzo de los agujeros. La altura de las protuberancias no debería ser más de dos veces del diámetro. La protuberancia debería estar diseñada con un ángulo de desmoldeo generoso y también un radio generoso en su fondo.
2.4.4.‐ Grosor de pared.
Es una buena práctica evitar diseñar una parte con áreas transversales muy delgadas. Las secciones transversales delgadas son propensas a picarse y romperse durante el manejo y son propensas a que se produzcan esfuerzos moldeados interiores, los cuales pueden causar deformación y piezas débiles. Estas áreas también restringirán el flujo y tienen la tendencia de ser los últimos lugares en llenarse.
Como resultado, el aire y los volátiles están atrapados en estas áreas, lo que puede causar manchas en la superficie de molde.
Los diseñadores deberían procurar diseñar todas las partes con secciones de pared uniformes para evitar los problemas de picarse, romperse y deformarse como fue mencionado arriba.
2.4.5.‐ Ángulo de salida.
El ángulo de salida consiste en añadir una conicidad que permita que la pieza se libere del molde después de sólo un desplazamiento corto de los pernos expulsores. El nivel de conicidad se conoce comúnmente como ángulo de salida. Aunque los ángulos de salida por lo general no se consideran parte del sistema de expulsión, son esenciales para que el sistema de expulsores funcione correctamente. Los ángulos de salida mínimos para son de 0.5 a 1 grado para las superficies exteriores del molde y de 1 a 1.5 grados para las superficies interiores o corazones.

2.4.6.‐Contracción.
Otro aspecto de gran interés para el fabricante de moldes es la contracción. Que es la característica que tienen los materiales plásticos que al ser moldeados tienden a reducir sus dimensiones en el momento de su solidificación o enfriamiento. La contracción es distinta según el tipo de plástico y depende de la forma del artículo a fabricar y de las condiciones de producción en la siguiente tabla se muestran los valores de contracción para los diversos plásticos.
Algunos valores de contracción
Numero y símbolo Plástico Rango % Prom. % 4. ABS Acrilonitrilo butadieno estireno 0.4‐0.7 0.55 1. POM Acetal 1.9‐2.3 2.10 3. PMMA Acrílico 0.1‐0.8 0.45 13. PA6/6 Nylon 6/6 0.5‐2.5 1.50 12. PAO Nylon 6 0.5‐2.2 1.35 15. PC policarbonato 0.8 0.8 21. PEBD Polietileno de baja densidad 1.5‐50. 3.25 20. PEAD Polietileno alta densidad 1.5‐3.0 2.25 23. PP polipropileno 1.0‐2.5 1.75 17. PSMH Poliestireno medio impacto 0.5‐0.6 0.55 18. PSAH Poliestireno alto impacto 0.5‐0.6 0.55 6. PVC‐f Cloruro de polivinilo flexible 0.5 0.5 7. PVC‐R Cloruro de polivinilo rígido 0.5 0.5 16. PS Poliestireno cristal 0.3‐0.6 0.45 31. SI Silicón 0.1‐0.6 0.35
La contracción lineal es definida por:
23
11
w
w
ISI−=
La contracción volumétrica definida por
wv
w
V VSV−
=
Donde: .
.w
w
I Dimensiondela pieza a temperatura ambienteI Dimensiondel moldea temperatura ambienteV Volumen dela cavidad a temperatura ambienteV Volumendela pieza a temperatura ambiente
==
==

24
2.4.7.‐ Tolerancias de moldeo.
La variabilidad dimensional de una pieza moldeada es una combinación de la variabilidad dimensional de las cavidades, la variabilidad debida al proceso de moldeo y la variabilidad por el encogimiento del material.
El encogimiento del material depende del tipo de carga y de su contenido. Cuanto mayor es el nivel de carga, menor será el encogimiento. Las cargas con una relación de aspecto, como la fibra de vidrio, talco, carbonato de calcio tienen diferentes encogimientos en la dirección del flujo y la dirección transversal.
Fibra de vidrio.‐ Incrementa la resistencia a la tensión, temperatura, fatiga y rigidez. Se pueden utilizar fibras cortas o largas. La fibra de vidrio corta imparte buena rigidez y la larga aumenta la resistencia a la tensión a elevadas temperaturas.
La desventaja de la fibra de vidrio es que disminuye los efectos de la orientación, reduce la resistencia al impacto e incrementa el desgaste de la maquinaria durante el proceso de transformación.
Talco.‐ Es una carga clásica que proporciona rigidez, incrementa la temperatura de deflexión y proporciona estabilidad dimensional. La desventaja del talco es que disminuye la resistencia al impacto a bajas temperaturas y la resistencia a la tensión.
Carbonato de calcio.‐ Ofrece al material resistencia al impacto, a los rayos ultravioleta y mejor estabilidad dimensional. Conserva un alto índice de fluidez que ayuda a su fácil moldeabilidad.
La tolerancia real depende de la dimensión. Cuanto mayor es la dimensión, mayor será la tolerancia necesaria. Por lo general, se puede mantener una tolerancia de +/_ 0.2% de una dimensión dada. Para dimensiones muy grandes, puede ser posible mantener una tolerancia de más de 0.2%. Para dimensiones muy pequeñas, suponga que la mejor tolerancia sea de +/_ 0.002 pulg. (0.05 mm).
2.4.8.‐ Ventilación (salida de gases o de aire).
Los orificios de ventilación en la cavidad del molde, permiten que el gas (aire) que se encuentra presente en la cavidad escape mientras el plástico la llena. La ventilación inadecuada puede hacer que el gas se comprima en la cavidad y se caliente entonces hasta el punto de causar marcas de quemaduras en la pieza y un depósito en la superficie del molde. Esto se conoce como dieselización. El venteo deficiente también puede producir una resistencia deficiente en la línea de soldadura y la incapacidad para llenar por completo la cavidad. Las velocidades de inyección relativamente rápidas necesarias en la mayoría de los materiales plásticos requieren que se utilice una cantidad considerable de venteo en el herramental.

La ubicación de los orificios de ventilación depende de la distribución de la cavidad y puede predecirse con exactitud por medio de la simulación del flujo. También se pueden usar inyecciones cortas para descubrir las áreas donde se requiere el venteo. Por lo general, los orificios de ventilación se deben colocar opuestos a los puntos de inyección, en las esquinas, cerca de los insertos y de las secciones delgadas, en los sitios donde la cavidad llena en último lugar y, por último, alrededor de los expulsores, es importante que todas las aberturas deben conducir hasta la atmósfera o la abertura será inútil.
En algunos casos es necesario que salga plástico por las salidas de gases para evitar las líneas de soldadura.
Otra posibilidad de eliminar el aire consiste en hacer que el molde "respire", es decir, que se habrá ligeramente al efectuar la inyección, esto se puede lograr ajustando la fuerza de cierre, o en su caso el ajuste de las rodilleras de la máquina de inyección, de tal forma que el molde pueda abrirse ligeramente al efectuar la inyección.
2.4.9.‐ Canales de enfriamiento.
Para que el molde no se caliente demasiado y este propenso a que sus componentes internos sufran algún deterioro los moldes deben de estar equipados de canales de enfriamiento para evitar que esto pase.
Los canales de transferencia de calor en el molde se deben ubicar equidistantes de la cada cavidad, y el flujo se debe diseñar de forma que cada cavidad quede expuesta a la misma cantidad y temperatura del líquido. El patrón de flujo por las cavidades se debe diseñar para que sea simultáneo en lugar de secuencial. Los conductos internos que transportan el líquido para la transferencia de calor se deben dimensionar, dentro de los límites de la velocidad de flujo disponible, para crear un flujo turbulento que aumente al máximo la transferencia de calor. Es recomendable que cada parte del molde sea enfriada a la misma velocidad, lo cual a menudo involucra un enfriamiento por sección del molde. Pueden enfriarse con agua fría las partes internas del molde, sobre todo cerca de la entrada, y con agua caliente las partes extremas para lograr así un enfriamiento más homogéneo, principalmente en piezas gruesas con largos recorridos.Aceros para moldes y tratamientos para superficies.
25

26
Al igual que con cualquier polímero de ingeniería, el número y la calidad de las piezas que se espera que produzca el molde dictarán la selección del acero para el mismo. Para una producción de alto volumen, el gasto inicial en un herramental de alta calidad será una inversión viable.
Por lo general, los aceros comunes para moldes como el H13, S7 y P20 son aceptables para construir moldes para inyección. Se debe evitar el uso de metales suaves como el aluminio, aún para prototipos. El acero del molde se debe endurecer antes de la producción; sin embargo, es recomendable probar el molde antes de endurecerlo para que los cortes finales en las dimensiones se puedan hacer con facilidad.
Después del muestreo inicial del material, las piezas moldeadas se pueden medir y las dimensiones finales del molde se pueden ajustar para producir las dimensiones deseadas en la pieza. Aunque no se requiera un aspecto excelente en la superficie, es necesario eliminar todas las marcas que después del maquinado quedan en la superficie, esto es simplemente por estética del molde. Todas las superficies deben pulirse en dirección de la expulsión.
Por lo general no se requiere el chapado del acero del molde. Si se requiere una superficie durable y con alto brillo, ésta se puede obtener con un tratamiento superficial como el cromado de alta densidad o el tratamiento con nitruro de Titanio.
Aunque la mayoría de los materiales poliméricos no son químicamente corrosivos para el acero del molde, sí pueden ocurrir desgastes. Normalmente, el desgaste ocurre en las áreas de mucho deslizamiento del molde como los puntos de inyección, mangas corazones, las esquinas y las áreas dentro de la cavidad que entran inicialmente en contacto con el polímero inyectado. Al diseñar el molde se debe de considerar el desgaste cuando se seleccione la ubicación del punto de inyección y la distribución de la cavidad.
El uso de insertos para puntos de inyección y componentes fácilmente intercambiables para el interior de la cavidad en sitios de desgaste esperados reducirá al mínimo el tiempo improductivo debido a reparaciones.
• Cromo ‐ Una capa delgada de cromo se aplica a la superficie del molde entera. Esta capa puede ser tan delgada como 0.025 mm (0.001") o puede ser tan gruesa como 0.076 mm (0.003"). Esto no sólo protege el molde, pero ayuda en la liberación de las piezas moldeadas. Las capas más gruesas de cromo algunas veces son usadas para ayudar a corregir una dimensión que no está en tolerancia.
• Nitruración ‐ Una superficie nitrada es muy dura y como resultado es más resistente de desgaste que acero no‐tratado. Sin embargo, la nitruración no mejora las propiedades de liberación del molde.
• Nitruración de Titanio ‐ Una superficie de titanio nitrada es muy dura, lo que significa es más resistente que el acero no tratado. Hay dos métodos de aplicar esta capa al molde. Uno se refiere al proceso frío y el segundo se refiere al proceso caliente. El método recomendado para moldes que procesan materiales plásticos es el proceso caliente. Se aplica alrededor de 482°C (900°F), pero en esta temperatura la dureza del molde puede ser reducida.

CAPÍTULO III Especificaciones de materiales.
3.1.‐ Polietileno.
El polietileno (PE) es un material termoplástico blanquecino, de transparente a translúcido, y es
frecuentemente fabricado en finas láminas transparentes. Las secciones gruesas son translúcidas y
tienen una apariencia de cera. Mediante el uso de colorantes pueden obtenerse una gran variedad
de productos coloreados. Por la polimerización de etileno pueden obtenerse productos con
propiedades físicas muy variadas. Estos productos tienen en común la estructura química
fundamental (‐CH2‐CH2‐)n, y en general tienen propiedades químicas de un alcano de peso
molecular elevado. Este tipo de polímero se creó para usarlo como aislamiento eléctrico, pero
después ha encontrado muchas aplicaciones en otros campos, especialmente como película y para
envases.
3.1.1.‐ Tipos de Polietileno.
En general hay dos tipos de polietileno:
• De Baja Densidad (LDPE)
• De Alta Densidad (HDPE).
El de baja densidad tiene una estructura de cadena enramada, mientras que el polietileno de alta
densidad tiene esencialmente una estructura de cadena recta.
27

28
3.1.2. Consideraciones Generales.
Los termoplásticos pueden ser ablandados mediante calor repetidas veces y endurecidos
mediante enfriamiento. Las resinas de polietileno son termoplásticas. Las propiedades de las
resinas de polietileno se deben principalmente, sino exclusivamente a tres propiedades
moleculares básicas: densidad, peso molecular promedio y distribución del peso molecular. Estas
propiedades básicas a su vez dependen del tamaño, estructura y uniformidad de la molécula de
polietileno. Algunas de las propiedades que hacen del polietileno una materia prima tan
conveniente para miles de artículos manufacturados son, entre otros pocos pesos, flexibilidad,
tenacidad, alta resistencia química y propiedades eléctricas sobresalientes. La enorme
competencia en el mercado de polietileno ha traído consigo más trabajos acerca de la
modificación de polietilenos con propiedades específicas para aplicaciones determinadas. Son de
esperar mejoras en propiedades parejas con determinados usos, a medida que se comprenda
mejor la estructura de los diversos polímeros de polietileno y su relación con las propiedades
físicas y químicas.
3.1.3.‐ Propiedades del Polietileno.
El polietileno de alto peso molecular es un sólido blanco y translúcido. En secciones delgadas es
casi del todo transparente. A las temperaturas ordinarias es tenaz y flexible, y tiene una superficie
relativamente blanda que puede rayarse con la uña. A medida que aumenta la temperatura, el
sólido va haciéndose más blando y finalmente se funde a unos 110 ºC, transformándose en un
líquido transparente. Si se reduce la temperatura por debajo de la normal, el sólido se hace más
duro y más rígido, y se alcanza una temperatura a la cual una muestra no puede doblarse sin
romperse.
Polietileno líquido.
El movimiento del polietileno líquido es no newtoniano. La velocidad disminuye a medida que
aumenta la presión y con ésta la velocidad de paso. Por la sensibilidad de la viscosidad de la masa
fundida al peso molecular, y en virtud de que el polietileno se maneja normalmente en estado
fundido en operaciones de extrusión, moldeo o vaciado, los diferentes polímeros del comercio se
caracterizan por la viscosidad del producto fundido. La viscosidad del polietileno fundido
disminuye a medida que aumenta la temperatura; se reduce aproximadamente a la mitad por un
aumento de 25 °C, en la temperatura.

29
Cuando fluye por un orificio, como durante la extrusión o el moldeo, existe una orientación
apreciable de las moléculas, que pasan al estado no orientado si el material se mantiene en el
estado líquido, pero permanecen orientadas en el sólido si, como es normal en la fabricación, el
material fundido se enfría rápidamente. El grado de esta orientación es una función de la longitud
media de la cadena y del grado de ramificación.
3.1.3.1.‐ Propiedades Físicas y Mecánicas
Peso molecular medio 25.000
Viscosidad intrínseca ( en tetranidronaftaleno a 75 ºC),dlts/gr 1,0
Punto de Fusión, ºC 110
Densidad
a 20 ºC 0,92
a 50 ºC 0,90
a 80 ºC 0,87
a 110 ºC 0,81
Coeficiente de dilatación lineal entre 0 y 40 ºC, por ºC 0,0002
Aumento de volumen por calentamiento desde 20 a 110 ºC, 14
Compresibilidad a 20 ºC, por atm. 5,5 x 10‐5
Calor específico
a 20 ºC 0,55
Índice de refracción 1,52
Módulo de Young ( 0‐5% de extensión), Kg/cm2 1.600
Resistencia a la tracción a 20 ºC., Kg/cm2 150
Resistencia al choque ( barra con muesca de 0,5 plg. en cuadro),Kgm +2,07
Dureza Brinell ( bola de 2 mm de diám., 3 Kg) 2
Conductividad térmica, cal/ (s) (cm2) ( ºC/cm) 0,0007
Alargamiento en la ruptura 500

30
3.1.3.2.‐ Permeabilidad
Una propiedad importante del polietileno es su pequeña permeabilidad al vapor de agua. Por otro
lado, el polietileno tiene una permeabilidad elevada a los vapores orgánicos y al oxígeno. La
permeabilidad aumenta con la temperatura.
3.1.3.3.‐ Propiedades eléctricas
Como podía esperarse de su composición química, el polietileno tiene una conductividad eléctrica
pequeña, baja permisividad, un factor de potencia bajo (9,15) y una resistencia dieléctrica elevada.
Las propiedades eléctricas no son especialmente sensibles a la humedad en virtud de la absorción
muy pequeña de agua por el polietileno; pero el factor de potencia es probable que aumente si se
somete el polietileno a la oxidación.
3.1.3.4.‐ Propiedades químicas
El polietileno es uno de los polímeros más estables e inertes, como podía esperarse de su
estructura sustancialmente parafínica. Sin embargo, tiene algunas reacciones que limitan sus usos
y que exigen adoptar ciertas precauciones durante su tratamiento. En ausencia completa de
oxígeno, el polietileno es estable hasta 290 ºC. Entre 290 y 350 ºC, se descompone y da polímeros
de peso molecular más bajo, que son normalmente termoplásticos o ceras, pero se produce poco
etileno. A temperaturas superiores a 350 ºC, se producen productos gaseosos en cantidad
creciente, pero el producto principal no es el etileno, sino el butileno. En este respecto, el
polietileno difiere del poliestireno y del metilacrilato de metilo, que dan el monómero como
producto principal de la pirolisis. En presencia de oxígeno, el polietileno es mucho menos estable.
Se han observado cambios en las propiedades físicas y químicas que indican oxidación y
degradación de las moléculas del polímero a 50 ºC, y en presencia de la luz se produce una
degradación incluso a las temperaturas ordinarias.
Una propiedad bastante extraordinaria del polietileno de peso molecular inferior a 20 es su
sensibilidad al agrietamiento cuando se somete a tensiones en contacto con ciertos líquidos, en
especial líquidos orgánicos polares. Los rasgos moleculares que rigen esta propiedad son
semejantes a los que regulan la flexibilidad a baja temperatura, y si es necesaria la resistencia a
esta forma de ataque, debe usarse polietileno de alto peso molecular.

Todas las propiedades mecánicas del polietileno son sensibles a la historia térmica del ejemplar. Si
el material se enfría rápidamente desde el estado fundido, el sólido tiene densidad y cristalinidad
menores; por consiguiente es más blando y más flexible y, por lo menos al principio, es más
resistente al agrietamiento a bajas temperaturas y al agrietamiento en presencia de líquidos
orgánicos. Por otro lado, es probable que contenga más tensiones internas. El enfriamiento lento
partiendo del estado fundido o el recocido de la muestra, por ejemplo, por tratamiento en agua
hirviendo, da un producto más cristalino, más duro y algo más quebradizo; pero el sólido puede
estar sometido a menos tensiones y es menos probable que se produzcan cambios lentos en las
dimensiones al elevarse después la temperatura.
El polietileno sólido sufre deslizamiento en frío, como sucede a muchos otros polímeros; pero en
virtud de su naturaleza cristalina, este corrimiento es muy pequeño a temperaturas ordinarias,
salvo bajo cargas que se aproximan al punto de cedencia. Sin embargo, a temperaturas más altas,
el corrimiento en frío es apreciable. A temperaturas más altas y con tensiones mayores se produce
una deformación permanente de la muestra.
3.1.3.5.‐ Propiedades de los LDPE y HDPE
Propiedad LDPE LLDPE HDPE
Densidad, g/cm3 0,92‐0,93 0,922‐0,926 0,95‐0,96
Resistencia a la tracción x 1000 psi 0,9‐2,5 1,8‐2,9 2,9‐5,4
Elongación, % 550‐600 600‐800 20‐120
Cristalinidad, % 65 .... 95
Rigidez dieléctrica, V/mill. 480 .... 480
Máxima temperatura de uso, ºC 82‐100 480 80‐120
31

3.1.4.‐ Fabricación de artículos de polietileno.
El polietileno se suministra generalmente en forma de gránulos de unos 3mm de diámetro, ya sea
en su estado natural, con un antioxidante o un pigmento. La mayor parte de los artículos
terminados hechos con polietileno se fabrican por extrusión. La extrusión se hace sobre alambres
para la fabricación de cables, o en forma de tubos de pared gruesa para instalaciones de
abastecimiento de agua o fábricas de productos químicos, en monofilamento para tejidos, en
película, ya como lámina plana, ya como tubo ancho de pared delgada, ya como lámina plana
sobre una hoja de papel. En general, se usan máquinas de extrusión del tipo de husillo y los
gránulos se introducen en frío. La temperatura de extrusión varía considerablemente, según la
naturaleza del artículo terminado, entre temperaturas próximas al punto de fusión para secciones
gruesas y temperaturas próximas a la temperatura de descomposición (300 °C) cuando el objeto
es de acción delgada y puede enfriarse rápidamente sin que se deforme.
En el moldeo por inyección, pueden usarse velocidades elevadas de moldeo en virtud del elevado
punto de solidificación del polietileno. El moldeo por extrusión del polímero fundido se hace en
máquina de husillo y con un molde grande calentado provisto de orificios para la expulsión del
aire, que se enfría progresivamente desde el extremo más alejado del extrusor mientras se
mantiene la alimentación del molde; así se fabrican artículos que pesan 45 o más kilogramos. Para
la fabricación de artículos huecos, como botellas, se usa un procedimiento parecido al de soplado
del vidrio. Se usan también el moldeo por compresión y la conformación de láminas previamente
formadas.
Moldeo de Polietileno por inyección
32

33
El polietileno en forma de láminas o tubos puede soldarse, usando una corriente de nitrógeno a
200 ºC, y una barra de polietileno. Puede usarse metal perforado para reforzar una junta soldada.
Si es necesario incorporar un antioxidante o un pigmento antes de la fabricación, puede hacerse
sobre rodillos abiertos, en mezcladores internos o en máquinas de extrusión del tipo de husillo. Si
el extrusor usado para la fabricación del artículo final es apropiado, puede ser suficiente introducir
una mezcla mecánica de gránulos de polietileno natural con gránulos compuestos de un
concentrado del antioxidante o el pigmento, pues esto puede conducir a una dispersión adecuada
en el artículo final.
3.1.5.‐ Usos y aplicaciones del polietileno.
El polietileno ha encontrado amplia aceptación en virtud de su buena resistencia química, falta de
olor, no toxicidad, poca permeabilidad para el vapor de agua, excelentes propiedades eléctricas y
ligereza de peso. Se emplea en tuberías, fibras, películas, aislamiento eléctrico, revestimientos,
envases, utensilios caseros, aparatos quirúrgicos, juguetes y artículos de fantasía.
Las primeras aplicaciones del polietileno se basaron en sus excelentes propiedades eléctricas, y
hasta el año 1945 su uso como aislante en los cables submarinos y otras formas de recubrimiento
de conductores absorbió la mayor parte del material fabricado. Recientemente, han adquirido
mayor importancia los usos que se basan en su inercia y su resistencia al agua, y hoy se usa el
polietileno en grado cada vez mayor para hacer botellas y otros envases, tuberías para agua y
película para envolver, usos que consumen más de la mitad del polietileno producido. A
continuación se estudian con más detalles algunos de los usos más importantes.
El PE se usa muchos en forma de botellas, vasos y otros recipientes, tanto en la industria para la
manipulación de materias corrosivas como en el hogar para diversos líquidos. En esas aplicaciones,
las principales ventajas son la inercia, el poco peso y menor probabilidad de que se rompa,
comparado al vidrio. El PE se utiliza en frascos lavadores de laboratorio y en frascos para la
pulverización de cosméticos. El PE se usa mucho para cierres de diversos tipos. Los tubos de pared
gruesa se usan para el transporte de agua, especialmente en las granjas y en las minas, donde la
facilidad para colocar las tuberías, la resistencia a las condiciones corrosivas del suelo y el poco
peso son factores importantes. Otra aplicación de los tubos de polietileno son las instalaciones de
calor radiante; en éstas, las tuberías que conducen el agua caliente están incluidas en un piso de
hormigón. Sin embargo, en ésta y en otras aplicaciones hay que tener en cuenta la oxidación del
polímero a temperaturas próximas a 50 ºC y posiblemente a temperaturas más bajas.

34
3.1.6.‐ Relación entre la estructura y las propiedades del polietileno.
Tres propiedades moleculares básicas: densidad, peso molecular promedio y distribución del peso
molecular son las que afectan a la mayoría de las propiedades esenciales en el uso de polietileno
para obtener productos de buena calidad. Pequeñas variaciones en la estructura molecular
pueden mejorar o afectar algunas de estas propiedades considerablemente. Las propiedades
eléctricas de las resinas de polietileno, por otra parte, son poco afectadas por estos tres factores
moleculares básicos (ya que la composición química de los diversos polietilenos es idéntica; esto
es, (CH2) n.
3.1.7.‐ Efectos producidos por variaciones en la densidad
Una clasificación general basada en tres clases distintas de densidad es ahora generalmente
aceptada en la industria.
Baja densidad 0,910 a 0,925 gr/cm3
Mediana densidad 0,926 a 0,940 gr/cm3
Alta densidad 0,941 a 0,965 gr/cm3
Los polietilenos más densos son lógicamente más pesados, pero aún los artículos fabricados con
los polietilenos de alta densidad flotarán en agua. Esta es una ventaja para el moldeador pues le
permitirá obtener más volumen por cada kilogramo de polietileno que usando cualquier otro
plástico.
La siguiente tabla muestra diferentes propiedades del polietileno a diferentes densidades y como
se comportan estas propiedades a las diferentes densidades.

Densidad 0,915‐0,918 0,924 0,929 ‐ 0,938
Punto de ablandamiento más elevado máximo
Resist. al estiramiento máxima más elevada máxima
Resist. a la tracción máxima más elevada
Elongación en rotura más elevada
Rigidez máxima más elevada máxima
Resist. a la contracción máxima más elevada
Resist. a la deformación máxima más elevada
Resist. al impacto más elevada
Resist. a la desgarradura máxima máxima máxima
Resist. a la fragilidad a bajas temperaturas más elevada
Resist. al cuarteo bajo tensiones ambientales máxima más elevada
Impermeabilidad a gases y líquidos más elevada máxima
Resist. a la absorción de grasas y aceites más elevada máxima
Transparencia más elevada máxima
Ausencia de opacidad más elevada máxima
Brillo más elevado máximo
Tiraje más elevado máximo
Resist. a la desgarradura en caliente más elevada máxima
Resist. al pegado entre sí y al molde más elevada máxima
35

36
3.2.‐ Aceite hidráulico tipo “Dexron”.
El Aceite hidráulico DEXRON® para transmisiones automáticas, debe estar de acuerdo con las
especificaciones GM DEXRON® III, GM Allison C‐4 y FORD MERCON®.
El Aceite DEXRON® controla el desgaste y corrosión de las partes lubricadas. Su aditivación
garantizara la baja oxidación y baja formación de espuma.
El Aceite DEXRON® debe contar con un colorante para evitar su uso indebido e identificar
cualquier pérdida.
El Aceite DEXRON estará recomendado para lubricación de transmisiones automáticas que
requieran lubricantes de los niveles DEXRON®, DEXRON® II, II‐D o III y C‐4 de GENERAL MOTORS®,
MERCON® de FORD, VOLKSWAGEN, VOLVO o cualquier otro fabricante de vehículos, puede ser
utilizado en direcciones hidráulicas, en horquillas de motocicletas y en cajas de transmisión
ALLISON serie MT600 de ómnibus urbanos VOLVO y MAFERSA.
Aditivos ‐ anticorrosivo, antidesgaste, antiespumante, antioxidante, depresor del punto de
escurrimiento, mejorador del índice de viscosidad y contiene colorante generalmente rojo.
GRADO SAE 15 W/40
Densidad a 20º C 0.8570
Punto de inflamación (VA) (º C) 190
Punto de escurrimiento (º C) ‐48
Viscosidad a 40º C (cSt) 36.4
Viscosidad a 100º C (cSt) 7.72
Índice de viscosidad 189

37
3.2.1.‐ Marcas de aceite consultadas.
Se tomaron varias muestras de aceite de transmisión, de diferentes empresas como fueron
Bardahl®, Castrol®, Shell® y se hizo una estadística de las diferentes propiedades que cada marca
proporciona, así se pudo llenar la tabla posterior con el promedio de las propiedades generales
de todos los aceites de diferentes marcas.
Puesto que esto es un proyecto escolar se pudo realizar dicha acción, pero en el caso que sea un
proyecto comercial, se deberá tomar las especificaciones del aceite que se proporciona y
únicamente basarse en él.
Se anexan las hojas técnicas del aceite tipo DEXRON® que las compañías proporcionan por medio
de su página de internet.

FICHA TECNICA
AUTOMATIC TRANSMISION FLUID DIII Bardahl ATF DEXRON III es un nuevo líquido para transmisiones automáticas recomendado para el uso dónde sea prescrito un DEXRON II, IIE, III O Mercon. El líquido está especialmente compuesto para una protección máxima bajo todo tipo de condiciones. Este producto tiene un alto índice de viscosidad y contiene un equilibrado paquete de aditivos. EL PROBLEMA La parada y puesta en marcha y el desgaste de la conducción tiene fuertes efectos negativos en el funcionamiento y en la vida de complejas transmisiones automáticas de nueva generación. Las altas temperaturas influyen en la estabilidad de la oxidación de los líquidos de transmisiones automáticas. ACTUACION Bardahl Automatic Transmission Fluid está formulado desde bases de máxima calidad y un equilibrado paquete de aditivos. Esta combinación mantendrá el moderno y complejo sistema de transmisión automática funcionando al más alto rendimiento en todo tipo de clima, caliente o frío. Proporciona una excelente protección en cojinetes y juntas. Mantiene los estrechos circuitos de paso del líquido limpios para una circulación fluída. Bardahl Automatic Transmission Fluid es muy resistente a la oxidación por altas temperaturas. Bardahl Automatic Transmission Fluid está totalmente aprobado para ser utilizado en transmisiones GM, Ford y Allison C-4. Cumple con las exigencias de la mayoría de fabricantes. ESPECIFICACIONES TECNICAS Viscosidad; cst a 100ºC : 7.7 Viscosidad: cst a 40ºC : 36 Grado de Viscosidad : 204 Viscosidad mPa.s -25ºC : 1250 Ceniza sulfatada; wt.% : 0.10 TAN: mg KOH/g (ASTM D-664) : 1.3 TBN: mg KOH/g (ASTM D-2896) : 2.2 Punto de Congelación;ºC : -40 Punto de Inflamación; COC; ºC : 185 Color : Rojo Gravedad específica a 15/15ºC : 0.870 ESPECIFICACIONES GM; Dexron III F-30148 Ford: Mercon M 930505 Allison: C-4 Nissan: all models Caterpillar: TO-2 Este producto puede ser utilizado para otras aplicaciones como compresores de aire y sistemas hidráulicos.
Lubricantes y Aditivos Bardahl, S.A. Avda. Doctor Severo Ochoa,37 P.Emp. Casablanca II Nave 4-N – 28100 Alcobendas (Madrid) Tfno.: 91 662 61 89 Fax.:91 662 59 00 www.bardahlspain.com

Descripción
Especificaciones y Características Típicas
Aplicación y Beneficios
fichaTécnica Dexron III / Mercon
El aceite Castrol Dexron III / Mercon es un fluido de transmisión automática diseñado para satisfacer las demandas de las transmisiones modernas que requierenuna fluidez superior en condiciones de baja temperatura.
Castrol Dexron III / Mercon da protección contra la pérdida de viscosidad por temperatura y corte.
Castrol Dexron III / Mercon está aprobado por General Motors para uso en todas sus transmisiones automáticas y transejes. Está también aprobado y certificadopor Ford para las transmisiones automáticas de vehículos de pasajeros y camiones ligeros desde 1983 a la fecha.
Este fluido de transmisión automática puede ser usado para las transmisiones automáticas y dirección de poder de muchos otros fabricantes de vehículos cuando serequiera un fluido Dexron, Dexron II, Dexron IIE, Dexron III o Mercon.
Siempre consulte el manual del fabricante para la recomendación apropiada para cada caso.
General Motors
Ford
Allison
Caterpillar
Gravedad Específica
Viscosidad 100 ºC, cSt
Viscosidad 40 ºC, cSt
Índice de Viscosidad
Color
Espuma 0 Minuto
Espuma 10 Minutos
Punto de fluidez (°C)
Punto de Inflamación PMCC (°C)
0.868
7.0
32,0
190
Rojo
0 ml.
0 ml.
-45
145
Dexron III
Mercon
C-4
TO-2

Shell ATF II Fluido de primera calidad para transmisiones automáticas de equipos automotores
Shell ATF II / Lubricantes para transporte / Aceites para engranes
Especificaciones Shell ATF II cumple y excede las siguientes especificaciones:
GM DEXRON II Allison C-3
CAT TO – 2 Ford Mercon
Higiene y seguridad No presenta riesgo alguno para la salud cuando es utilizado en las aplicaciones recomendadas y se observan niveles adecuados de higiene personal e industrial. Para una información más detallada sobre higiene y seguridad, solicite la Hoja de Seguridad del Producto a su representante Shell.
Proteja el medio ambiente. Disponga del aceite y sus envases de acuerdo a la legislación vigente. No descargar aceite en suelos, desagües o cursos de agua.
Características típicas
Método ASTM Shell ATF II
Apariencia Visual Brillante Gravedad específica D1298 0.876 Color D1500 Rojo Viscosidad a 40°C (cSt) D445 37 Viscosidad a 100°C (cSt) D445 7.3 Índice de Viscosidad D2270 167 Punto de Fluidez (°C) D97 -42 Punto de Inflamación (°C) D92 190
Las propiedades típicas del producto son actuales a la fecha de publicación de esta ficha técnica. Estas propiedades son determinadas promediando los datos reales del lote suministrado por las plantas de fabricación sobre un período de tiempo. Estos datos típicos no pueden ser garantizados idénticos a los productos en cualquier momento específico. Los datos suministrados en esta publicación son presentados como guía para los usuarios de lubricantes Shell. Consulte a su representante para la información más reciente.
Para obtener mayor información sobre estos productos contáctese con su compañía local Shell.
41
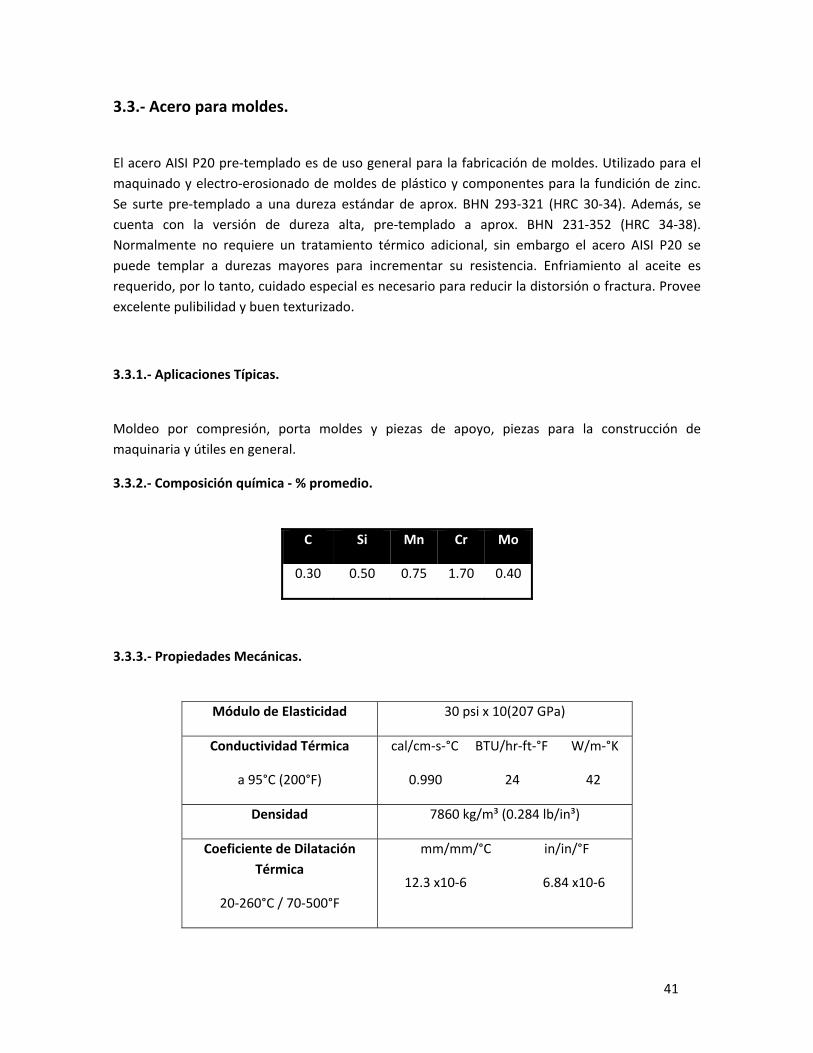
3.3.‐ Acero para moldes.
El acero AISI P20 pre‐templado es de uso general para la fabricación de moldes. Utilizado para el maquinado y electro‐erosionado de moldes de plástico y componentes para la fundición de zinc. Se surte pre‐templado a una dureza estándar de aprox. BHN 293‐321 (HRC 30‐34). Además, se cuenta con la versión de dureza alta, pre‐templado a aprox. BHN 231‐352 (HRC 34‐38). Normalmente no requiere un tratamiento térmico adicional, sin embargo el acero AISI P20 se puede templar a durezas mayores para incrementar su resistencia. Enfriamiento al aceite es requerido, por lo tanto, cuidado especial es necesario para reducir la distorsión o fractura. Provee excelente pulibilidad y buen texturizado.
3.3.1.‐ Aplicaciones Típicas.
Moldeo por compresión, porta moldes y piezas de apoyo, piezas para la construcción de maquinaria y útiles en general.
3.3.2.‐ Composición química ‐ % promedio.
C Si Mn Cr Mo
0.30 0.50 0.75 1.70 0.40
3.3.3.‐ Propiedades Mecánicas.
Módulo de Elasticidad 30 psi x 10(207 GPa)
Conductividad Térmica
a 95°C (200°F)
cal/cm‐s‐°C BTU/hr‐ft‐°F W/m‐°K
0.990 24 42
Densidad 7860 kg/m³ (0.284 lb/in³)
Coeficiente de Dilatación Térmica
20‐260°C / 70‐500°F
mm/mm/°C in/in/°F
12.3 x10‐6 6.84 x10‐6

3.3.4.‐ Tratamiento térmico.
3.3.4.1.‐ Nitrurado. El acero SISA P20 es apto para el nitrurado por medio de la mayoría de procedimientos comerciales, resultando en una dureza superficial de 55‐65 HRC. La penetración de dureza típica después de nitrurado a 525°C (975°F) se muestra a continuación:
3.3.4.2.‐ Recocido.
Calentamiento a 790‐815°C (1450‐1500°F), mantener 2 horas, enfriamiento lento no mayor de 30°C (50°F) por hora hasta alcanzar 650‐675°C (12001250°F), mantener hasta normalizar, posterior enfriamiento al aire. Dureza en Estado Recocido BHN 187/223
42

3.3.4.3.‐ Revenido.
Doble revenido a 205‐ 650°C (400‐1200°F), mantener 1 hr. por pulgada de espesor (25 mm),
2 hrs. Mínimo por revenido.
Diagrama de revenido.
3.3.5.‐ Relevado de Tensiones.
Dureza estándar (BHN 293‐321) Calentar a 480°C (900°F), mantener 2 horas después de calentamiento al núcleo.
Dureza alta (BHN 321‐352) Calentar a 455°C (850°F), mantener 2 horas después de calentamiento al núcleo. Recomendable para reducir las tensiones causadas por un extenso maquinado en caso de herramientas de configuración complicada.
43

44
CAPÍTULO IV Planos y diseños
4.1.‐ Software de Diseño mecánico 3D SolidWorks.
SolidWorks es un programa de CAD para modelado mecánico y un modelador de sólidos paramétrico, que usa el kernel de modelado geométrico Parasolid. Fue introducido en el mercado en 1995 para competir con otros programas CAD como Pro/ENGINEER, I‐DEAS, Unigraphics, CATIA, y Autodesk Mechanical Desktop y es actualmente el líder del mercado del modelado mecánico en CAD.
El programa permite modelar piezas y conjuntos y extraer de ellos tanto planos como otro tipo de información necesaria para la producción. Es un programa que funciona con base en las nuevas técnicas de modelado con sistemas CAD. El proceso consiste en trasvasar la idea mental del diseñador al sistema CAD, "construyendo virtualmente" la pieza o conjunto. Posteriormente todas las extracciones (planos y ficheros de intercambio) se realizan de manera bastante automatizada
El producto se diseñó primero para que se partiera de ahí para crear el molde, este diseño se realizo en el software SOLIDWORKS 2007.
4.2.‐ Acabado
Las botellas deben estar limpias, libres de partículas extrañas, perforaciones o defectos de terminado, las cuales puedan ser la causa de fugas o problemas en el envasado. Deben tener una base firme para asegurar un llenado normal, al pasar a determinada velocidad por la línea de llenado. No deben tener defectos visuales significativos tales como marcas, raspaduras, líneas de color, contaminación o un moldeo defectuoso. El color debe ser comercial y aceptable, comparado con un estándar y el pigmento debe estar disperso.
En el acabado de las botellas, se toman en cuenta los siguientes defectos, que se dividen por su importancia en:

45
4.2.1.‐ Defectos Críticos
Aquéllos que afectan la función básica del producto o parte especificada.
a) Fugas.
b) Variación de dimensiones.
c) Material diferente al específico.
d) Contaminación externa.
4.2.2.‐ Defectos Mayores
Aquéllos que pueden causar problemas en su utilización, tanto en proceso como uso final.
a) Rebabas.
b) Fisuras o cuarteaduras en el interior.
c) Partículas extrañas en el interior.
4.2.3.‐ Defectos Menores
Son aquéllos que afectan la apariencia del envase, sin alterar la calidad del producto.
4.3.‐ Planos de construcción del producto.

17
11.01
10.1
9
R0.50
7.97
R0.50
R1
4.07
1
6.44
10.01
11.1
9
16.5
019
R1
R0.5
0
2 X R0.70
3.72
0.301
Acot: cm
BOTELLA DE POLIETILENO DE ALTA DENSIDADSHEET 1 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:1
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista frontal de la botella
1
DIMENSIONES EN CENTIMETROS
Tolerancia: 0.5mmANGULAR: .05 ° TWO PLACE DECIMAL
HDPE
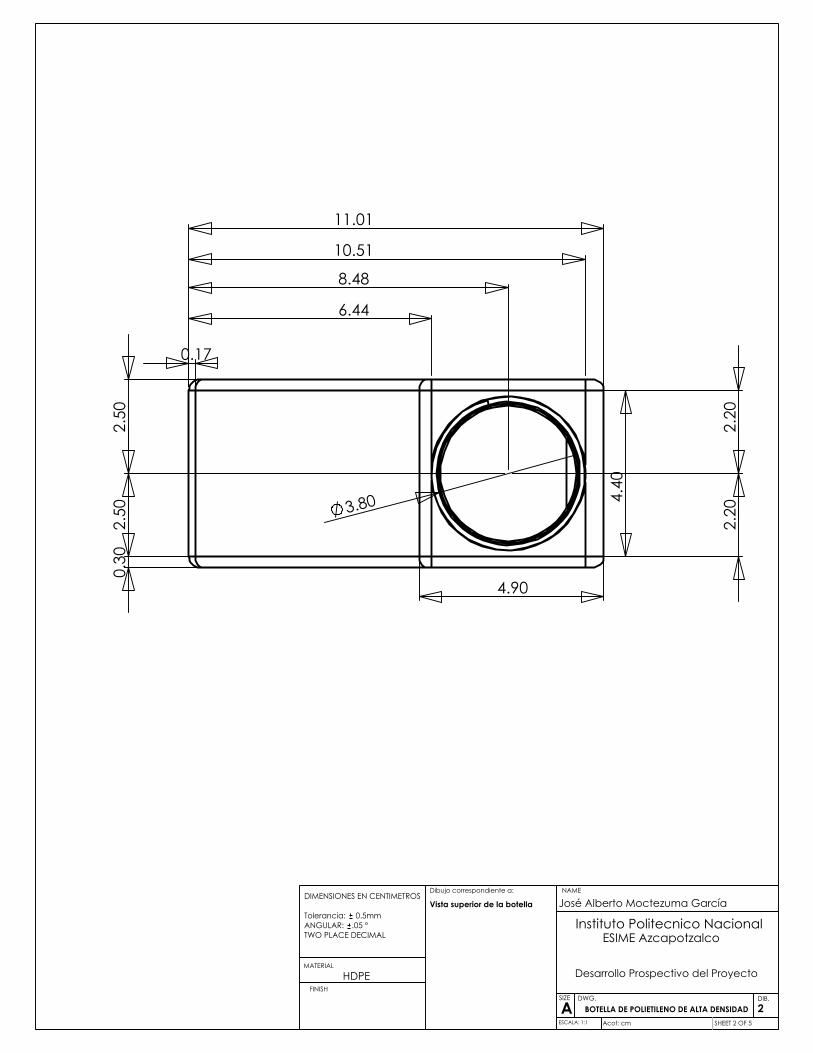
3.80
4.90
4.40
6.44
8.48
10.51
2.20
2.20
2.50
0.17
2.50
11.01
0.30
Acot: cm
BOTELLA DE POLIETILENO DE ALTA DENSIDADSHEET 2 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
ESCALA: 1:1
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista superior de la botella
2
DIMENSIONES EN CENTIMETROS
Tolerancia: 0.5mmANGULAR: .05 ° TWO PLACE DECIMAL
HDPE

5
18.9
6
4
3.80
1.96
0.79
2x R0.3
0
R0.30
2
1
0.30
Acot: cm
Botella de Polietileno de Alta densidadSHEET 3 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:1
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista lateral derecha de la botella
3
DIMENSIONES EN CENTIMETROS
Tolerancia: 0.5mmANGULAR: .05 ° TWO PLACE DECIMAL
HDPE

Acot: cm
BOTELLA DE POLIETILENO DE ALTA DENSIDADSHEET 4 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:1.5
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Proyeccion de la botella en sist.americano
4
DIMENSIONES EN CENTIMETROS
Tolerancia: 0.5mmANGULAR: .05 ° TWO PLACE DECIMAL
HDPE

Acot: cm
Botella de polietileno de alta densidadSHEET 5 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:1
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista Isométrica de la botella
5
DIMENSIONES EN CENTIMETROS
Tolerancia: 0.5mmANGULAR: .05 ° TWO PLACE DECIMAL
HDPE

27.50
152.50
30
2.50
1527
.50 30
3/8 NPT
7 x 1.43
3.20
30
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 1 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista frontal del molde cerrado
6
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

17.34
30
10 10.4
020
R1.85
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 2 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista superior del molde cerrado
7
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

1020
30
4 X1
6
6
Sist. deEnfriamiento
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 3 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista lateral izq del molde cerrado
8
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20
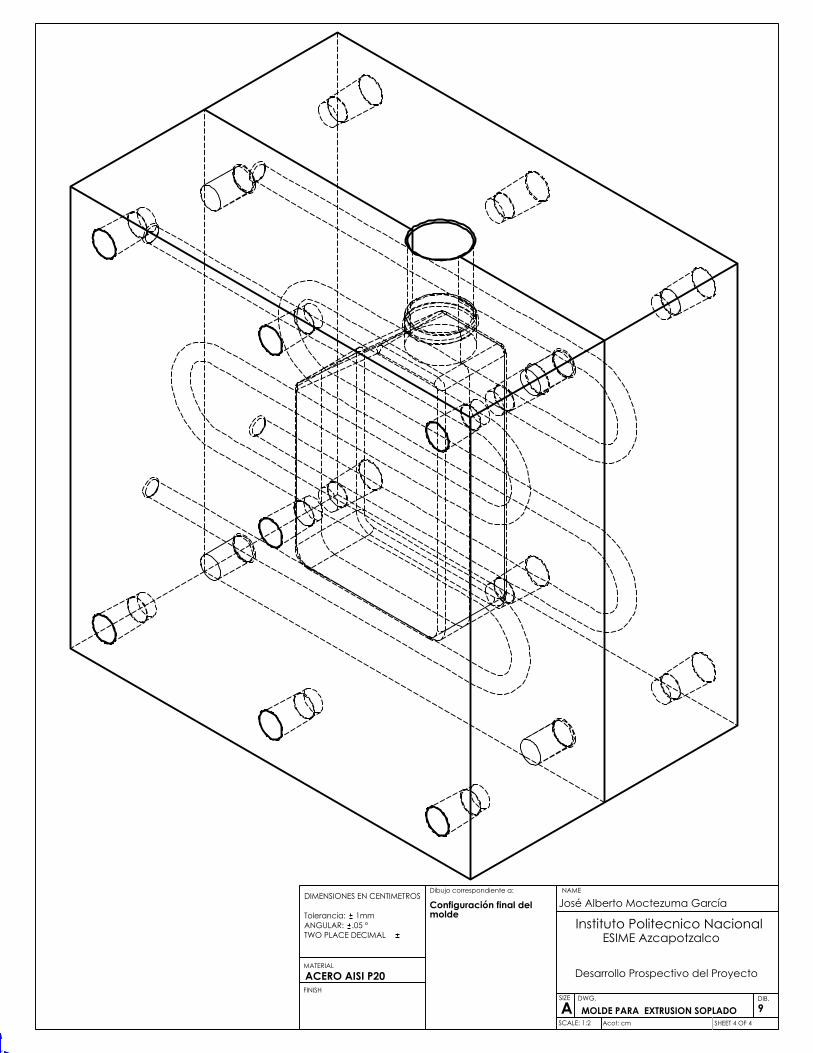
Acot: cm
MOLDE PARA EXTRUSION SOPLADO SHEET 4 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Configuración final del molde
9
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

2710.8211.11
20.21
20.71
3
37.
0117
.31
23.1
7
25.1
927
2 X
R0.7
1
4 X 1.51
3.75
3 X R0.20
2 X R1.01
3 X
R0.5
1
Acot: cm
MOLDE PARA EXTRUSION SOPLADO SHEET 1 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista frontal de la mitad derecha del molde
10
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20
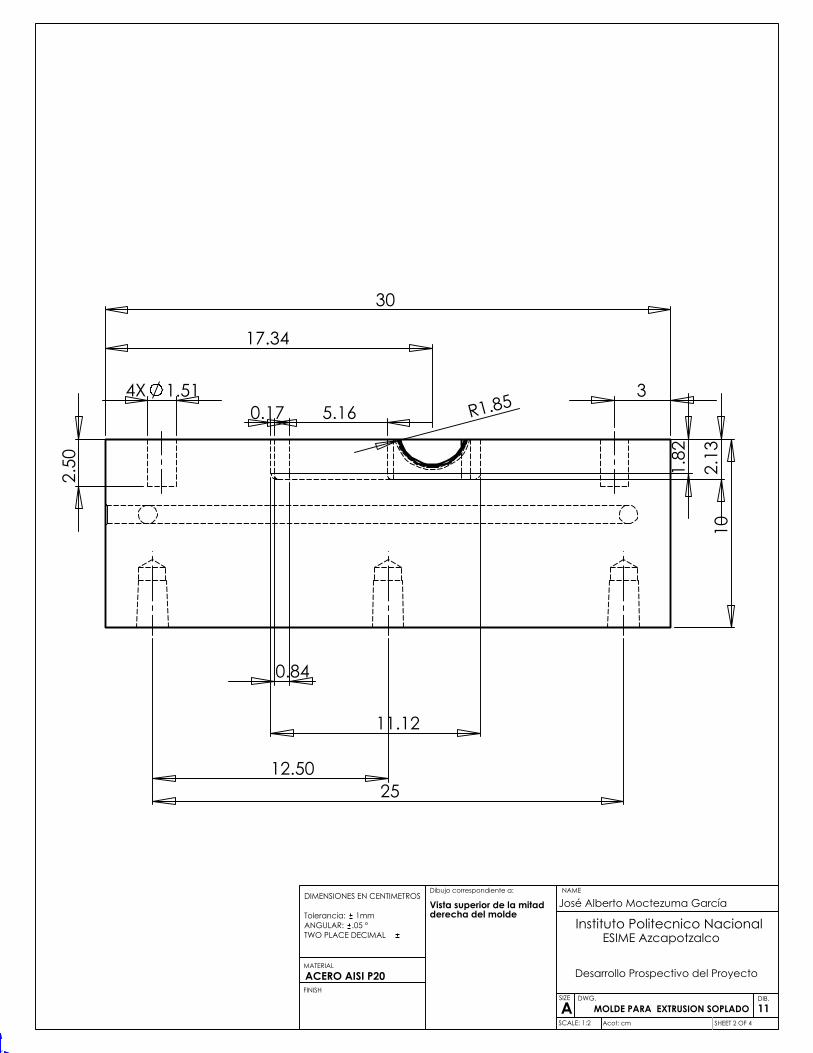
17.34
30
10
R1.85
2.50
4X 1.51
12.5025
3
2.13
1.82
5.16
0.84
0.17
11.12
Acot: cm
MOLDE PARA EXTRUSION SOPLADO SHEET 2 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista superior de la mitadderecha del molde
11
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20
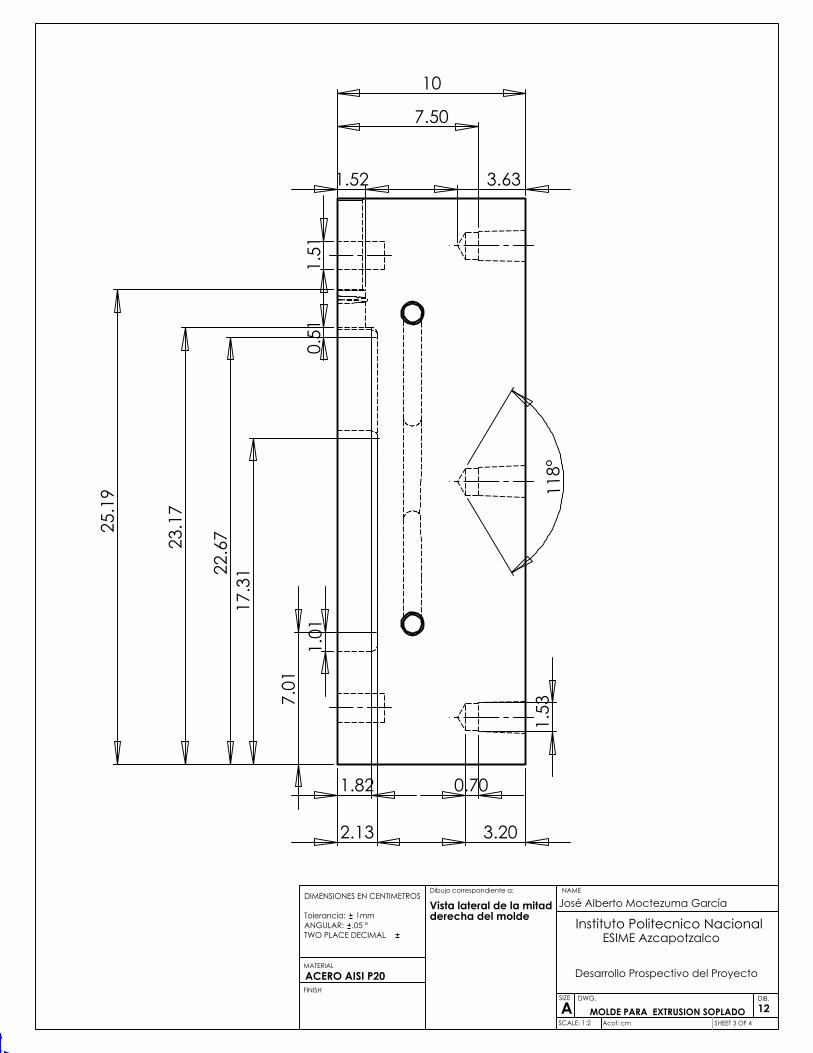
1.82
2.13
7.50
10
7.01
17.3
122.6
723.1
7
25.1
9
1.53
1.52
1.51
1.01
0.51
0.70
3.20
3.63
118°
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 3 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista lateral de la mitadderecha del molde
12
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 4 OF 4
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista isometrica de la mitad derecha del molde
13
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

3.41
8.78 10.10
615.64 10.95
3
24
23.1
725
.19
24
324
4x 1.70
Acot: cm
MOLDE PARA EXTRUSION SOPLADO SHEET 1 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista frontal de la mitad izquierda del molde.
14
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

2.50
15.54
10
R1.85
10.85
11.797.10
1
2.92
2.62
12.50
25
4
Acot: cm
MOLDE PARA EXTRUSION SOPLADO SHEET 2 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista superior de la mitadizquierda del molde.
15
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

3
24
2.50
1.50
2.92
2.15
10.3
011
.68
16.6
7
17.0
4
17.1
7
1
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 3 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista lateral de la mitadizquierda del molde.
16
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

2.5015
27.5030
2.50
15
27.5
030
7 X 1.68
12.50
12.5
0
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 4 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista posterior de la parte izquierda del molde.
17
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20
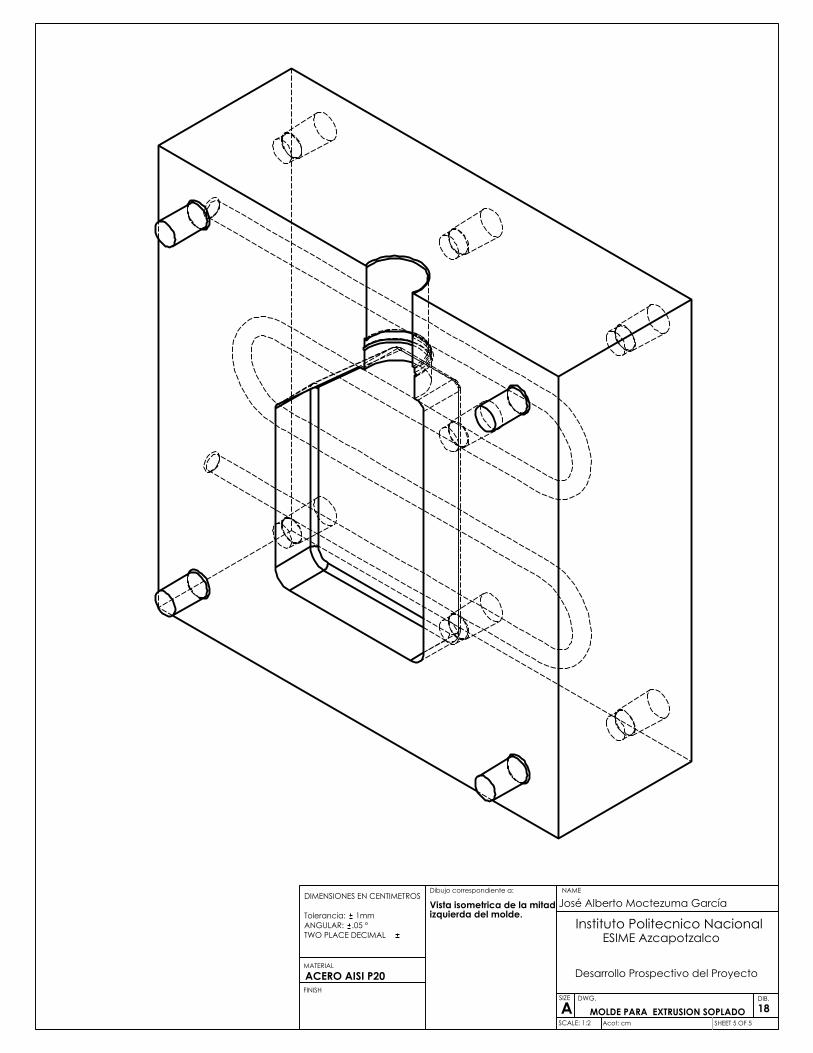
Acot: cmMOLDE PARA EXTRUSION SOPLADO
SHEET 5 OF 5
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista isometrica de la mitadizquierda del molde.
18
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

30
6.05
15.
505.
505.
50
R2.7
5R3.7
5
4.45
25.11
25
20 5.1110
.95
Acot: cm
SISTEMA DE ENFRIAMIENTO DEL MOLDESHEET 1 OF 3
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista frotnal del sistema de enfriamiento
19
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

16.5
0
6
6.05
7.45
8
Acot: cm
SISTEMA DE ENFRIAMIENTO DEL MOLDESHEET 2 OF 3
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista lateral del sistema deenfriamiento
20
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

Acot: cm
SISTEMA DE ENFRIAMIENTO DEL MOLDESHEET 3 OF 3
NAME
FINISH
MATERIAL
DIB.
ADWG. SIZE
SCALE: 1:2
José Alberto Moctezuma García
Instituto Politecnico NacionalESIME Azcapotzalco
Desarrollo Prospectivo del Proyecto
Dibujo correspondiente a:
Vista isometrica del sistemade enfriamiento
21
DIMENSIONES EN CENTIMETROS
Tolerancia: 1mmANGULAR: .05 ° TWO PLACE DECIMAL
ACERO AISI P20

67
CAPÍTULO V CÁLCULOS.
5.1.‐ Cálculo de la fuerza de cierre.
Después de haber elegido el tipo de material, haber hecho los planos del producto a fabricar se precederá a realizar el diseño.
Los moldes de extrusión están sometidos a tensiones de valores considerables. Por lo general, las piezas que se desean producir deben tener una alta precisión, por lo que una variación o cambio puede producir fallas, por lo que es necesario considerar la deformación y rigidez del sistema.
Para el polietileno de alta densidad, se obtiene la presión necesaria de cierre, para un espesor de pared de 1.8 mm que resulta de 176 kg/cm2.
Fcierre= Área proyectada * presión de cierre para el plástico.
Fc= 176 kg/cm2 *1161.45 cm2.
Fc= 204415.2 kgf o 450658.374 lbf
Pero como las máquinas generalmente trabajan en toneladas.
Fc= 4550658.374/2000= 225 ton
Se necesitara una maquina de extrusión que tenga una fuerza de cierre de 225 toneladas.
Se deberá utilizar aproximadamente un 5% arriba del valor calculado, pues las condiciones de extrusión no son perfectas.
Existen muchas variantes en la máquina, lo que provocará que disminuya la eficiencia, tal es el caso de las platinas que realmente nunca son paralelas, fugas de presión en el molde y máquina.

68
5.2.‐ Cálculo del tiempo de llenado del producto.
Gracias a la ayuda del programa de diseño de moldes asistido por computadora llamado MOLDFLOW Express, no dio un tiempo de llenado del producto de aproximadamente 1.79 s
Basándose en las sig. Temperaturas de trabajo.
Qm= Temperatura de Extrusión = 210°C
Qe= temperatura del molde= 40°C
Qw= Temperatura de desmoldeo=70°C
Conductividad térmica= 0.461 W/m K
Uno de los criterios de determinación de tiempo óptimo es el de la mínima presión de inyección, siempre que la diferencia de temperatura entre las zonas más calientes y más frías de la pieza no sean excesivas. Así mismo hay que asegurarse que todos los parámetros están dentro de las especificaciones.
El software de diseño MOLDFLOW simula el flujo de llenado y envasado fases del proceso de moldeo por inyección para predecir el comportamiento del flujo de termoplástico se funde por lo que puede garantizar partes de calidad aceptable se pueden fabricar de manera eficiente.

69

70
5.3.‐ Cálculos de las propiedades del producto.
Densidad
0.95 gr/cm3
Masa 98.46 g
Volumen 103.43 cm3
Área de superficie 1161.45 cm2
Grosor de pared 0.18 cm
Paso de Rosca 0.508 cm
Ángulo Inicial 250°
Revoluciones 1.1
Centro de masa: (cm) X = ‐5.06 Y = 8.03 Z = ‐2.50
Ejes principales de inercia y momentos principales de inercia: (gr/cm2)
Medido desde el centro de masa.
Ix = (0.21, 0.98, ‐0.00) Px = 1669.83
Iy = (‐0.98, 0.21, 0.00) Py = 3349.46
Iz = (0.00, 0.00, 1.00) Pz = 4210.05
Momentos de inercia: (gr /cm2)
(Medido desde el centro de masa y alineado con el sistema de coordenadas resultante)
Lxx = 3273.33 Lxy = 349.38 Lxz = ‐0.15
Lyx = 349.38 Lyy = 1745.96 Lyz = ‐0.59
Lzx = ‐0.15 Lzy = ‐0.59 Lzz = 4210.05
Momentos de inercia: (gr/cm2)
Medido desde el sistema de coordenadas de salida.
Ixx = 10240.81 Ixy = ‐3654.14 Ixz = 1246.28
Iyx = ‐3654.14 Iyy = 4885.03 Iyz = ‐1978.11
Izx = 1246.28 Izy = ‐1978.11 Izz = 13085.26

71
5.4.‐ Cálculos de las propiedades del molde.
Densidad 7860 kg/m³
Masa 130.95 kg
Volumen 16788.07 cm3
Área de superficie 7297.26 cm2
Centro de masa: (cm) X = 0.49 Y = 0.96 Z = ‐2.08
Ejes principales de inercia y momentos principales de inercia: (gr/cm2)
Medido desde el centro de masa.
Ix = (0.98, ‐0.21, ‐0.00) Px = 14736.83
Iy = (0.21, 0.98, ‐0.00) Py = 14898.76
Iz = (0.00, 0.00, 1.00) Pz = 20454.19
Momentos de inercia: (gr /cm2)
(Medido desde el centro de masa y alineado con el sistema de coordenadas resultante)
Lxx = 14744.09 Lxy = ‐33.50 Lxz = ‐0.52
Lyx = ‐33.50 Lyy = 14891.50 Lyz = ‐0.46
Lzx = ‐0.52 Lzy = ‐0.46 Lzz = 20454.19
Momentos de inercia: (gr/cm2)
Medido desde el sistema de coordenadas de salida.
Ixx = 15429.72 Ixy = 28.15 Ixz = ‐134.29
Iyx = 28.15 Iyy = 15488.67 Iyz = ‐261.08
Izx = ‐134.29 Izy = ‐261.08 Izz = 20605.95

72
5.5.‐ Cálculos del sistema de enfriamiento.
Densidad 7.80 gr/ cm3
Masa 312.46 gr
Volumen 40.06 cm3
Área de superficie 801.86 cm2
Centro de masa: (cm) X = 14.80 Y = ‐8.25 Z = 0.00
Ejes principales de inercia y momentos principales de inercia: (gr/cm2)
Medido desde el centro de masa.
Ix = (1.00, 0.00, 0.00) Px = 11762.14
Iy = (0.00, 1.00, 0.00) Py = 21252.80
Iz = (0.00, 0.00, 1.00) Pz = 32919.64
Momentos de inercia: (gr /cm2)
(Medido desde el centro de masa y alineado con el sistema de coordenadas resultante)
Lxx = 11762.14 Lxy = 0.00 Lxz = 0.00
Lyx = 0.00 Lyy = 21252.8 Lyz = 0.00
Lzx = 0.00 Lzy = 0.00 Lzz = 32919.64
Momentos de inercia: (gr/cm2)
Medido desde el sistema de coordenadas de salida.
Ixx = 33028.66 Ixy = ‐38151.02 Ixz = 0.00
Iyx = ‐38151.02 Iyy = 89693.71 Iyz = 0.00
Izx = 0.00 Izy = 0.00 Izz = 122627.07
Esta refrigeración se puede llevar a cabo con agua con una temperatura baja que puede ser de 5 a 10° C ,si la temperatura no es la adecuada el consumo energético aumenta, pues el rendimiento de los equipos frigoríficos aumenta; si además la circulación del fluido se hace a impulsos en lugar de continuo, la eficacia también aumenta. Combinando ambos parámetros (temperatura del fluido refrigerante y régimen del caudal mismo), se pueden conseguir importantes ahorros en electricidad, que puede alcanzar el 10% de consumo eléctrico.

73
ASPECTOS FINALES NORMATIVA
Este proyecto escolar muestra el diseño de un molde de extrusión, en el se trato de dar cavidad a la mayoría de las normas que se usan en la industria, pero al carecer de instrumentos adecuados para realizar pruebas y exámenes, no fue posible seguir la norma al 100% pero listaré las normas en que se basan los diseñadores para la fabricación de botellas.
NMX‐EE‐076‐1980
ENVASE Y EMBALAJE.‐ PLASTICO.‐ PASOS ROSCA PARA CUELLOS DE ENVASES.‐ ESPECIFICACIONES
NMX‐EE‐79‐1980 ENVASE PLASTICO.‐ BOTELLAS CILINDRICAS ESTANDAR DE POLIETILENO ALTA DENSIDAD.‐ ESPECIFICACIONES
NMX‐R‐18 INSPECCIÓN POR ATRIBUTOS.‐ MUESTREO
NMX‐EE‐082‐1980 ENVASE Y EMBALAJE.‐ PLASTICO.‐ DETERMINACION DE LA CAPACIDAD DE FRASCOS Y BOTELLAS
NMX‐EE‐088‐1980 “ENVASE Y EMBALAJE.‐ PRODUCTO.‐ DETERMINACION DE LA RESISTENCIA A LA VIBRACION”
NMX‐EE‐98‐1980 ENVASES Y EMBALAJES ‐ PRUEBA DE CHOQUE
NMX‐EE‐109‐1982 ENVASE.‐ PLASTICO‐ DETERMINACION DE LA RESISTENCIA AL IMPACTO EN BOTELLAS
NMX‐EE‐116‐1981 ENVASE.‐ PLASTICO.‐ BOTELLAS DE POLIETILENO ALTA DENSIDAD.‐ ESPECIFICACIONES
NMX‐EE‐118‐1981 ENVASE.‐ PLASTICO.‐ DETERMINACION DE LA PERMEABILIDAD DE BOTELLAS
NMX‐EE‐136‐1982 ENVASE Y EMBALAJE.‐ PLASTICO.‐ TERMINOLOGIA
NMX‐EE‐142‐1982 ENVASE Y EMBALAJE‐PLASTICO‐ACONDICIONAMIENTO DE MATERIALES PLASTICOS

74
LIMITACIONES DE ESTUDIO.
En la industria de la elaboración de moldes, el diseño es propiedad de la empresa, puesto que las
tecnologías de fabricación y aplicación se desarrollan generalmente dentro de ésta, por lo que es
difícil y a veces imposible conseguir información técnica detallada, y en dado caso de que se pueda
conseguir no es posible publicarla dado que la gente involucrada en estos desarrollos firma
contratos de confidencialidad que si son violados la empresa puede tomar medidas penales en
contra de quien se encuentre responsable.

75
CONCLUSIONES.
Trabajando en el medio de la fabricación de moldes para la industria de los plásticos me di cuenta
del tiempo y los procesos que intervienen en la fabricación de los moldes, específicamente en los
moldes de extrusión‐soplo note que el tiempo invertido para la su fabricación es relativamente
alto tomando en cuenta que es un producto no muy complicado, puesto que no tiene elementos
móviles ni sistemas complejos de extracción, en pocas palabras; este tipo de moldes se forman
con dos mitades de metal que forman un hueco, enfriados por medio de agua que fluye a través
de cada uno de los lados del molde para mantenerlos a la temperatura deseada, dependiendo el
tipo de producto y del material del que se pretende fabricar. Así que mediante el uso de un
software de diseño mecánico se simplifica aún más el diseño del molde, ya que con el análisis de
elementos finitos permite simular los esfuerzos producidos en el molde cuando está en operación
normal. Otra ventaja es la simulación de llenado del producto, la cuál nos auxilia en simular el
comportamiento del material (en este caso polietileno) cuando se le aplique la fuerza de soplado,
también nos proporciona información del tiempo que tarda en ser llenado el producto que
diseñamos, el flujo del material, los puntos que no alcanzan a ser llenados, la calidad de la pieza
(que en ocasiones depende del espesor de pared).
Esta forma de diseño (relativamente nueva) deriva en ahorros de tiempo de diseño, materiales,
cálculos, manufactura, innovación, desempeño. Toda una serie de ventajas que cualquier empresa
adoptaría.
La única desventaja es que el software puede llegar a ser un poco complicado para las personas
que apenas inician en el campo del diseño en 3D.
76
Anteriormente a este trabajo me relacione en el proceso de fundición de aceros y aluminios, de tal
manera que al estar involucrados en la industria de la fabricación de moldes asociamos los
procesos y sus ventajas.
Uno de los problemas encontrados en la fabricación de los moldes de extrusión‐soplo es que
deben de ser enfriados por agua, de tal manera que la superficie de la cavidad tenga una
temperatura característica específica al material del que hemos de elaborar nuestro producto para
que la calidad de éste sea la mejor posible mecánica y estéticamente. Esto nos ocasiona que
debemos de hacer los conductos por donde circule el agua de acuerdo a la figura de nuestra pieza
en cada una de las cavidades. Los métodos tradicionales de mecanizado nos ofrecen líneas rectas
para hacer ductos, pero generalmente ninguna de los piezas que se ofrecen en el mercado son
rectos, he ahí donde nos encontramos con algunas dificultades para realizar el enfriamiento
correcto del molde; en donde tenemos que aceptar las limitantes que esto conlleva, por ejemplo:
tener que seccionar el molde para distribuir los enfriamientos de diferentes formas, de tal manera
que mantengamos una distribución adecuada de éstos, pero al hacer esto aumentamos los
procesos y el tiempo y de producción que directamente nos afectan en los costos, tiempos de
entrega, producción e introducción al mercado.

77
BIBLIOGRAFÍA.
• R.B.Seymour & C.E.Carraher. "Introducción a la QUIMICA DE LOS POLIMEROS". Reverté,
1995
• Luis Avendaño. "INICIACION A LOS PLASTICOS". Centro Español de Plásticos, 1992
• P.C.Painter & M.M.Coleman. "FUNDAMENTALS OF POLYMER SCIENCES".Technomic
Publishing Co., 1994
• Birley/ Haworth/ Batchelor. "PHYSICS OF PLASTICS". Hanser Publishers, Munich, 1992.
• Osswald/Menges. "MATERIALS SCIENCE OF POLYMERS FOR ENGINEERS". Hanser
Publishers, Munich, 1995.
• Gnauck / Fründt. INICIACIÓN A LA QUÍMICA DE LOS PLÁSTICOS. 1989, Hanser.
• Hellerich/Harsch/Haenle. GUÍA DE MATERIALES PLÁSTICOS Propiedades ensayos
parámetros. Hanser Editorial, 1989.
• M.A.Ramos & M.R.De María "INGENIERIA DE LOS MATERIALES PLASTICOS"Diaz de Santos.,
1988.
• Brent Strong. "PLASTICS MATERIALS AND PROCESSING". Prentice‐Hall, Inc., 1996
• Edward A. Muccio. "PLASTIC PROCESSING TECHNOLOGY". ASM International, 1994.
• Michaeli/Greif/Kaufmann/Vossebürger. "INTRODUCCIÓN A LA TECNOLOGÍA DE LOS
PLÁSTICOS". Hanser Editorial, 1992.
• Enric Gil Bas. "COLORACIÓN DE MATERIAS PLÁSTICAS". Centro Español de Plásticos, 1990.
• Donald V. Rosato and Domionick V. Rosato. "INJECTION MOLDING HANDBOOK" by
Chapman & Hall. ITP, 1995.
• Robert A. Malloy. "PLASTIC PART DESIGN FOR INJECTION MOLDING". Hanser
Publishers,1994.
• LOCTITE WORLDWIDE DESIGH HANDBOOK 1996/97 SPANISH EDITION. Loctite
Corporation. 1995.
• R.J. Crawford. "ROTATIONAL MOULDING OF PLASTICS". RSP,1996.
• Donald V. Rosato, David P. DiMattia, Dominick V. Rosato. "DESIGNING WITH PLASTICS AND
COMPOSITES. A HANDBOOK"., Ed. Van Nostrand Reinhold. New York, 1991.
• C. Rauwendaal. "Polymer Extrusion". Hanser, 1994
• D.M. Bryce. "Plastics Injection Molding". SME, 1996
• James L. Throne "Technology of THERMOFORMING". Hanser Publishers, 1996

78
• E.A. Muccio. "Plastics Processing Technology". ASM International, 1994
• J.L. Throne. "Technology of Thermoforming". Hanser, 1996
• W. Michaeli, M. Wegener. "Tecnología de los Composites/Plásticos Reforzados". Hanser,
1989
• Moldeado de piezas por extrusión. Disponible en
http://html.rincondelvago.com/procesos‐de‐fabricacion_moldeado‐de‐plastico.html
• Wikipedia la enciclopedia libre. Disponible en:
http://upload.wikimedia.org/wikipedia/commons/thumb/4/43/Archimedes.png/
• Plastivida 2006 Características del Polietileno.
http://www.plastivida.com.ar/4.html