Embed Size (px)
Citation preview

Introducciónal
CONTROL CON PLC’s
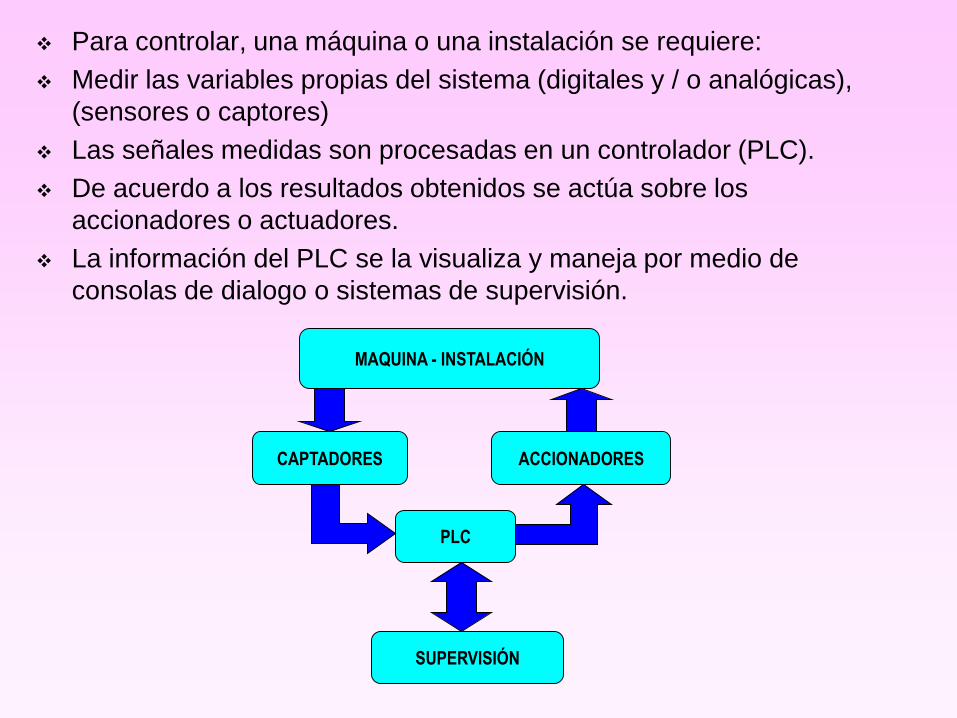
Para controlar, una máquina o una instalación se requiere:
Medir las variables propias del sistema (digitales y / o analógicas),
(sensores o captores)
Las señales medidas son procesadas en un controlador (PLC).
De acuerdo a los resultados obtenidos se actúa sobre los
accionadores o actuadores.
La información del PLC se la visualiza y maneja por medio de
consolas de dialogo o sistemas de supervisión.
MAQUINA - INSTALACIÓN
CAPTADORES ACCIONADORES
PLC
SUPERVISIÓN

Automatización
El PLC o autómata programable es el núcleo
de cualquier sistema automatizado llevando a
cabo tareas más especializadas que el simple
control lógico.
Regulación de procesos
Gestión de datos
Comunicaciones
Servocontrol
Telecontrol
Etc...
Papel
CerámicaTelecontrol
Aplicaciones Automatización
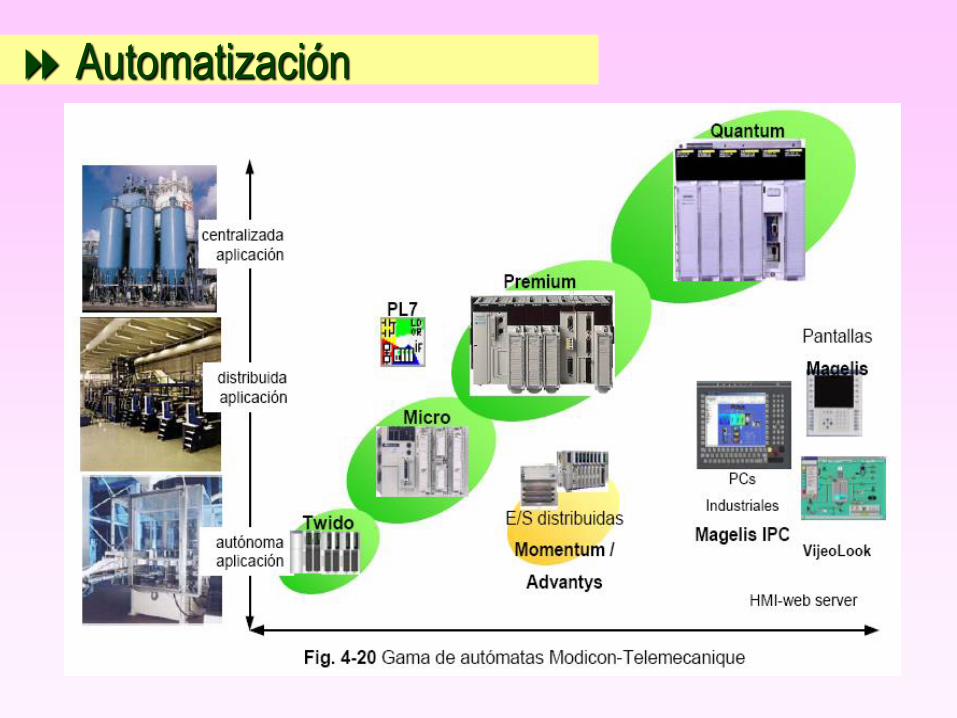
Automatización
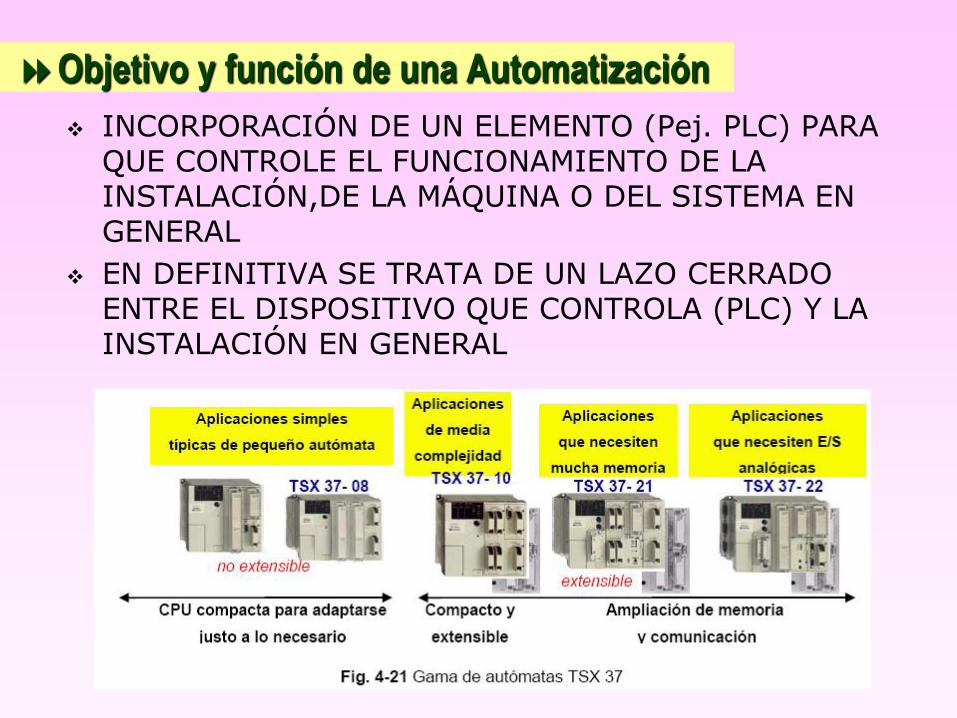
INCORPORACIÓN DE UN ELEMENTO (Pej. PLC) PARA QUE CONTROLE EL FUNCIONAMIENTO DE LA INSTALACIÓN,DE LA MÁQUINA O DEL SISTEMA EN GENERAL
EN DEFINITIVA SE TRATA DE UN LAZO CERRADO ENTRE EL DISPOSITIVO QUE CONTROLA (PLC) Y LA INSTALACIÓN EN GENERAL
Objetivo y función de una Automatización

Concepto de PLC
EL AUTÓMATA PROGRAMABLE INDUSTRIAL(PLC: Programmable Logic Controller)
ES UN EQUIPO ELECTRÓNICO, PROGRAMABLE EN LENGUAJE NO INFORMÁTICO, DISEÑADO
PARA CONTROLAR EN TIEMPO REAL Y EN AMBIENTE DE TIPO INDUSTRIAL PROCESOS
SECUENCIALES.
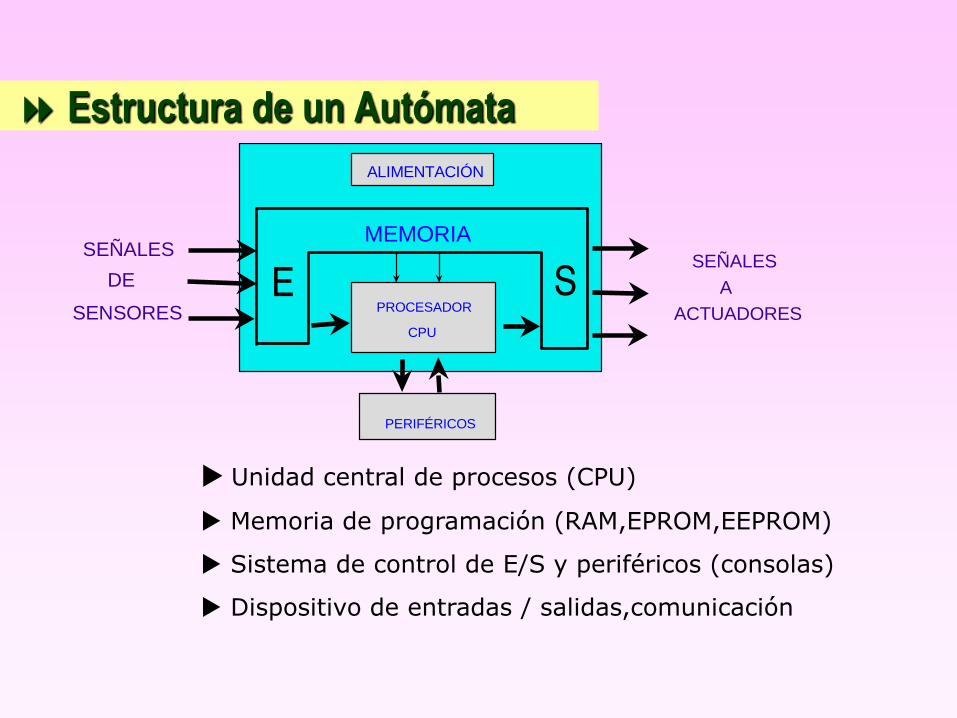
Estructura de un Autómata
SEÑALES
DE
SENSORES
SEÑALES
A
ACTUADORES
ALIMENTACIÓN
MEMORIA
PROCESADOR
CPU
PERIFÉRICOS
Unidad central de procesos (CPU)
Memoria de programación (RAM,EPROM,EEPROM)
Sistema de control de E/S y periféricos (consolas)
Dispositivo de entradas / salidas,comunicación
Clasificación de Autómatas
POR TIPO DE FORMATO:
– COMPACTOS: Suelen integrar en el mismo bloque la alimentación, entradas y salidas y/o la CPU. Se expanden conectándose a otros con parecidas características.
– MODULARES: Están compuestos por módulos o tarjetas adosadas a rack con funciones definidas: CPU, fuente de alimentación, módulos de E/S, etc … La expansión se realiza mediante conexión entre racks.
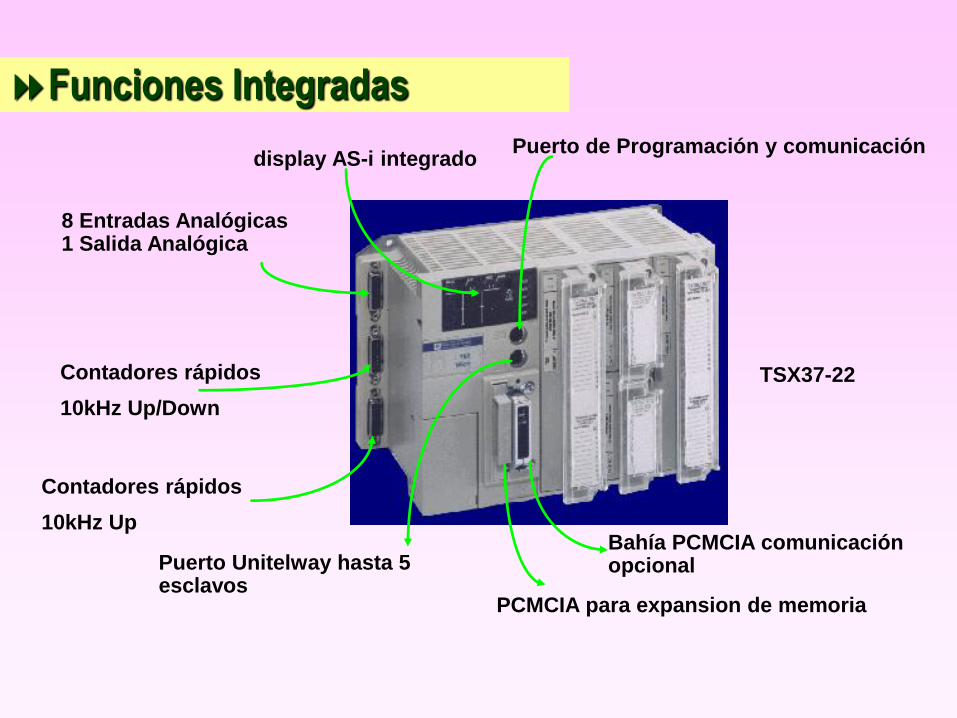
8 Entradas Analógicas 1 Salida Analógica
Contadores rápidos
10kHz Up/Down
Contadores rápidos
10kHz Up
Puerto de Programación y comunicación
Puerto Unitelway hasta 5 esclavos
PCMCIA para expansion de memoria
Bahía PCMCIA comunicación opcional
TSX37-22
display AS-i integrado
Funciones Integradas
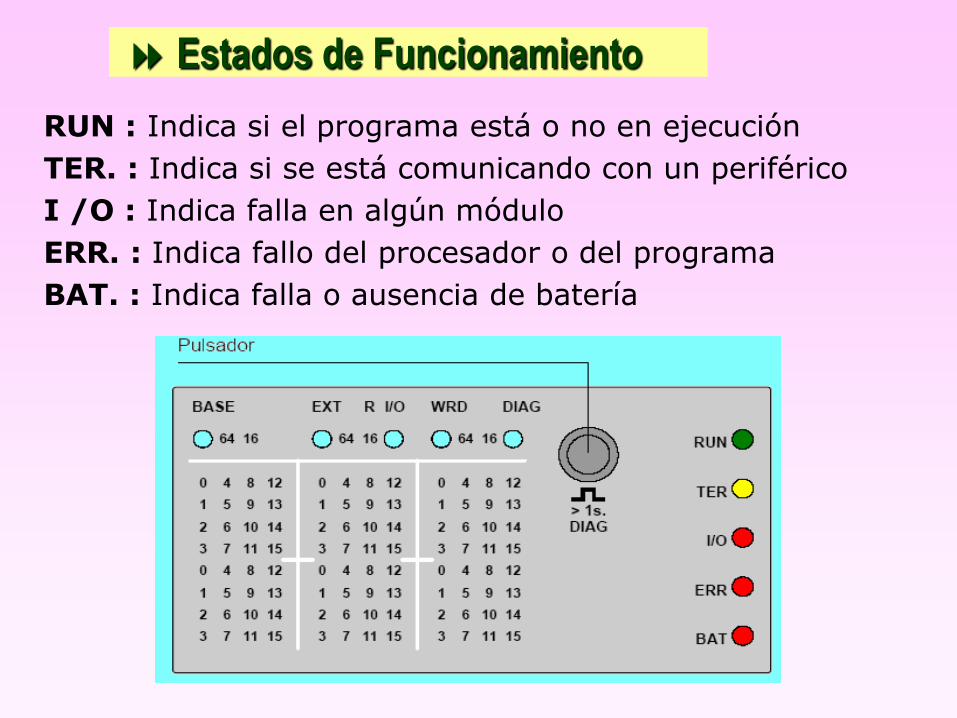
Estados de Funcionamiento
RUN : Indica si el programa está o no en ejecución
TER. : Indica si se está comunicando con un periférico
I /O : Indica falla en algún módulo
ERR. : Indica fallo del procesador o del programa
BAT. : Indica falla o ausencia de batería
Memoria del PLC
La memoria del PLC se encuentra dividida en varias áreas, cada una de ellas con un contenido y características distintas:
ÁREA DE PROGRAMA:
• En este área es donde se encuentra almacenado el programa del PLC (que se
puede programar en lenguaje Ladder ónemónico ).
ÁREA DE DATOS:
• Este área es usada para almacenar valores o para obtener información sobre el estado del PLC.
Selección de Autómata
CRITERIOS :
– Número de E/S digitales a controlar
– Número de E/S analógicas a controlar
– Posibilidad de conexión de periféricos, módulos especiales y comunicaciones.
Periféricos PERIFÉRICOS son dispositivos que realizan tareas
complementarias al funcionamiento del autómata y están en constante comunicación con éste. Se usan tanto para programar como para visualizar el estado del autómata.
- ORDENADOR
- CONSOLA DE PROGRAMACIÓN
- TARJETA DE MEMORIA
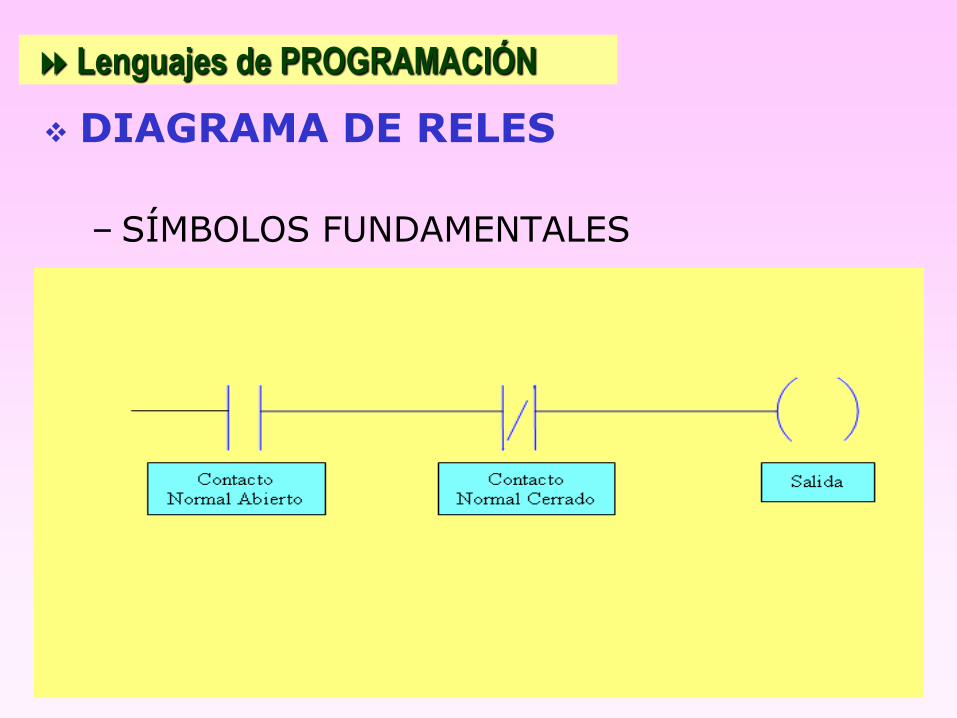
Lenguajes de PROGRAMACIÓN
DIAGRAMA DE RELES
– SÍMBOLOS FUNDAMENTALES
Lenguajes de PROGRAMACIÓN
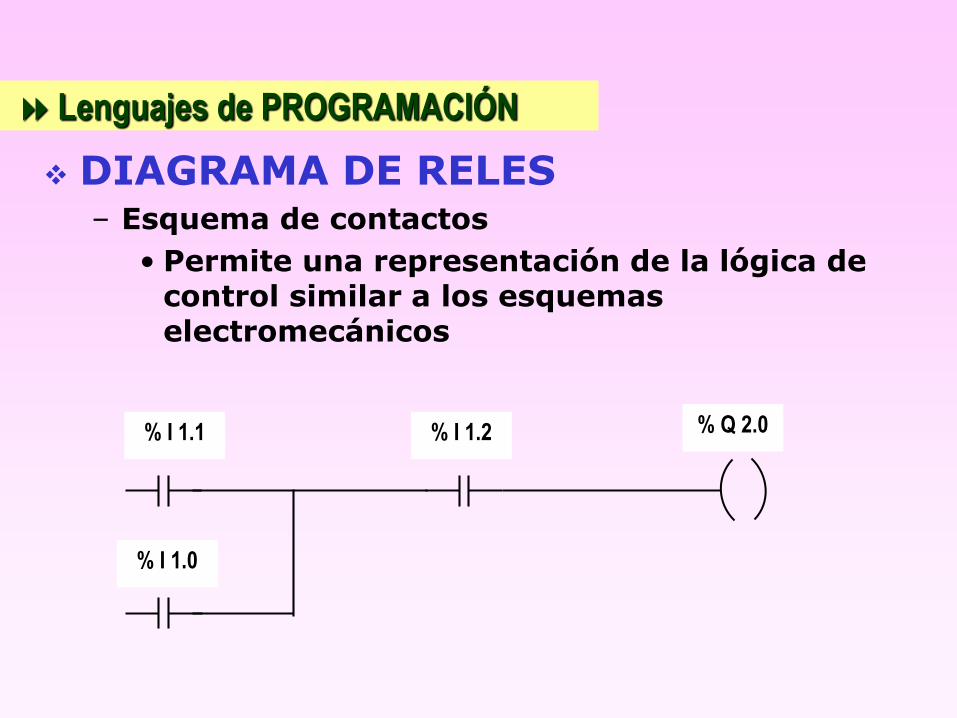
DIAGRAMA DE RELES– Esquema de contactos
• Permite una representación de la lógica de control similar a los esquemas electromecánicos
% I 1.1 % I 1.2
% I 1.0
% Q 2.0
Análisis de la INSTALACIÓN
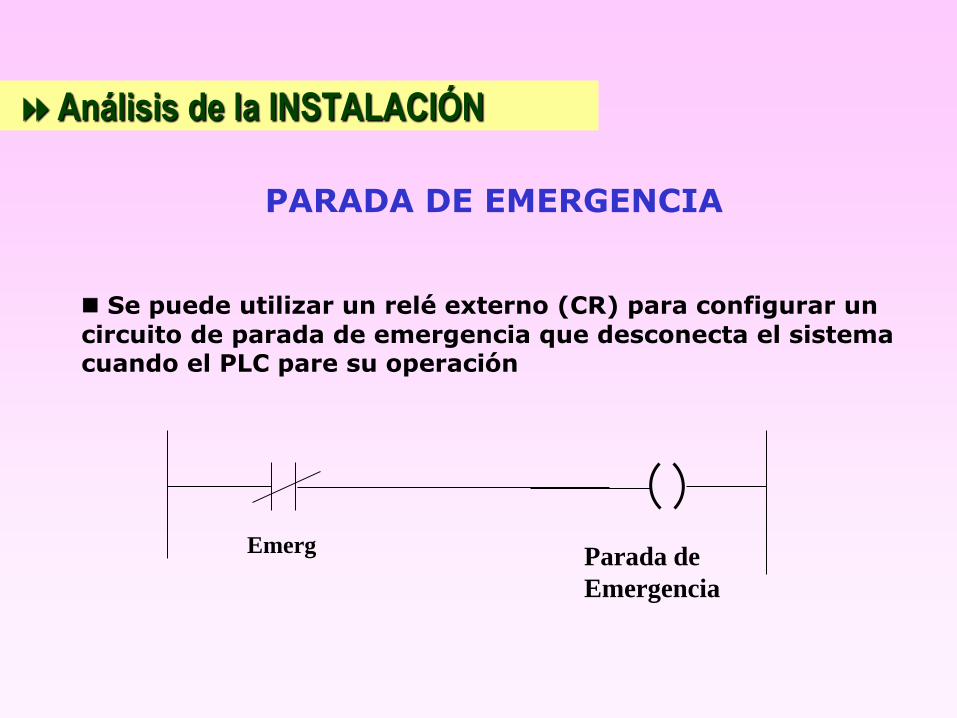
PARADA DE EMERGENCIA
Se puede utilizar un relé externo (CR) para configurar un
circuito de parada de emergencia que desconecta el sistema cuando el PLC pare su operación
Parada de
Emergencia
Emerg
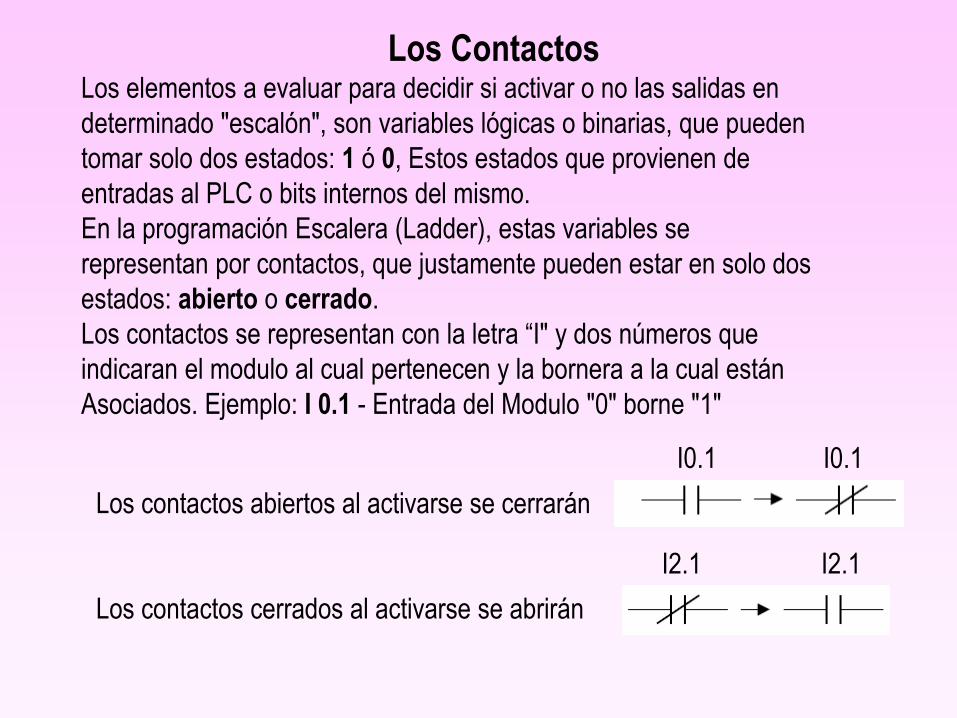
Los ContactosLos elementos a evaluar para decidir si activar o no las salidas en
determinado "escalón", son variables lógicas o binarias, que pueden
tomar solo dos estados: 1 ó 0, Estos estados que provienen de
entradas al PLC o bits internos del mismo.
En la programación Escalera (Ladder), estas variables se
representan por contactos, que justamente pueden estar en solo dos
estados: abierto o cerrado.
Los contactos se representan con la letra “I" y dos números que
indicaran el modulo al cual pertenecen y la bornera a la cual están
Asociados. Ejemplo: I 0.1 - Entrada del Modulo "0" borne "1"
Los contactos abiertos al activarse se cerrarán
Los contactos cerrados al activarse se abrirán
I0.1 I0.1
I2.1 I2.1
Las salidas de un programa Ladder son equivalentes a las cargas
(bobinas de relés, lámparas, etc.) en un circuito eléctrico.
Se las identifica con la letra “Q" u otra letra, dependiendo de los fabricantes,
y dos números que indicaran el módulo al cual pertenecen y la bornera a la
cual están asociados.
Ejemplo: Q0.1 - Salida del Modulo "0" borne "1"
Bits Internos o MarcasComo salidas en el programa del PLC se toma no solo a las salidas que el
equipo posee físicamente hacia el exterior, sino también las que se conocen
como “Bits Internos o Marcas". Los bits internos son simplemente variables
lógicas que se pueden usar, por ejemplo, para memorizar estados o como
acumuladores de resultados que utilizaran posteriormente en el programa.Se
las identifica con la letra "M" y un número el cual servirá para
asociarla a algún evento
Salidas
Reglas de programación Ladder
La programación de una red de contactos debe respetar las reglas siguientes:
Los elementos gráficos de condiciones y de acción ocupan cada uno una
celda dentro de una red.
Las acciones están siempre situadas en la columna de bobina.
El estado de una función de automatismo puede ser utilizado como
condición (contacto). El contacto se designará entonces por el nombre de la
función asociada, por ejemplo: %T1
Las conexiones se leen de izquierda a derecha y de arriba hacia abajo.
En caso de que en una red se utilice la acción S (Set) de una función de
automatismo debe utilizar una acción R (Reset).
Las acciones R (Reset) de una función de automatismo prevalecen siempre
sobre la acción S (Set) aplicada a la misma función en el mismo momento.
La combinación de las condiciones de la red se efectúa de la misma forma
que la circulación de una corriente eléctrica desde la columna de la izquierda
de la red (+V) hacia la columna de la derecha (+0 V).
INICIACIÓN
A LA PROGRAMACIÓN DEL PLC
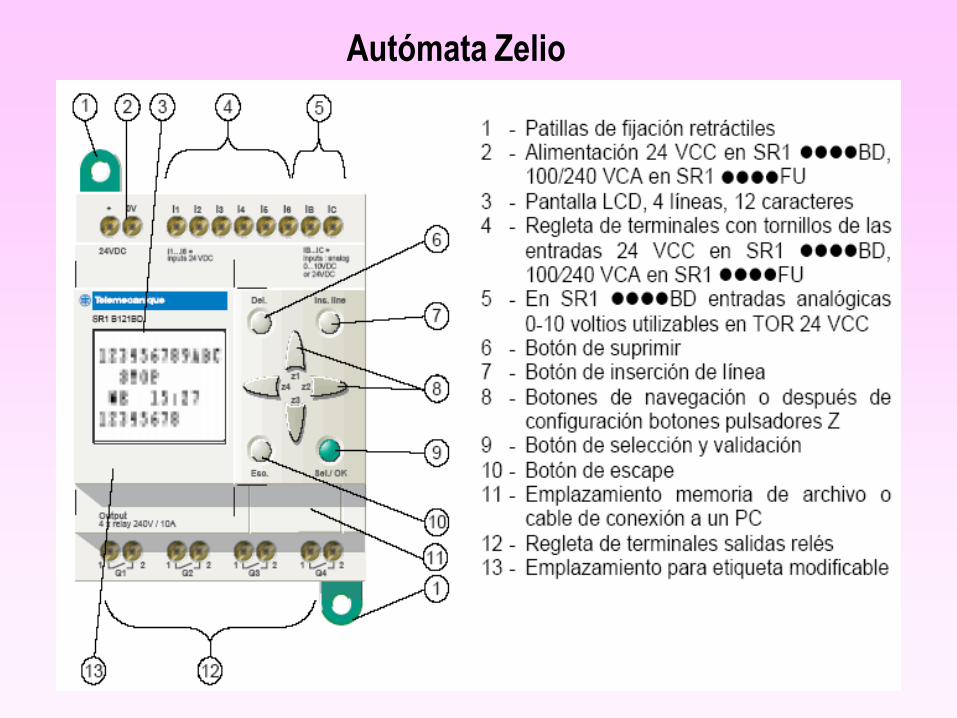
Autómata Zelio

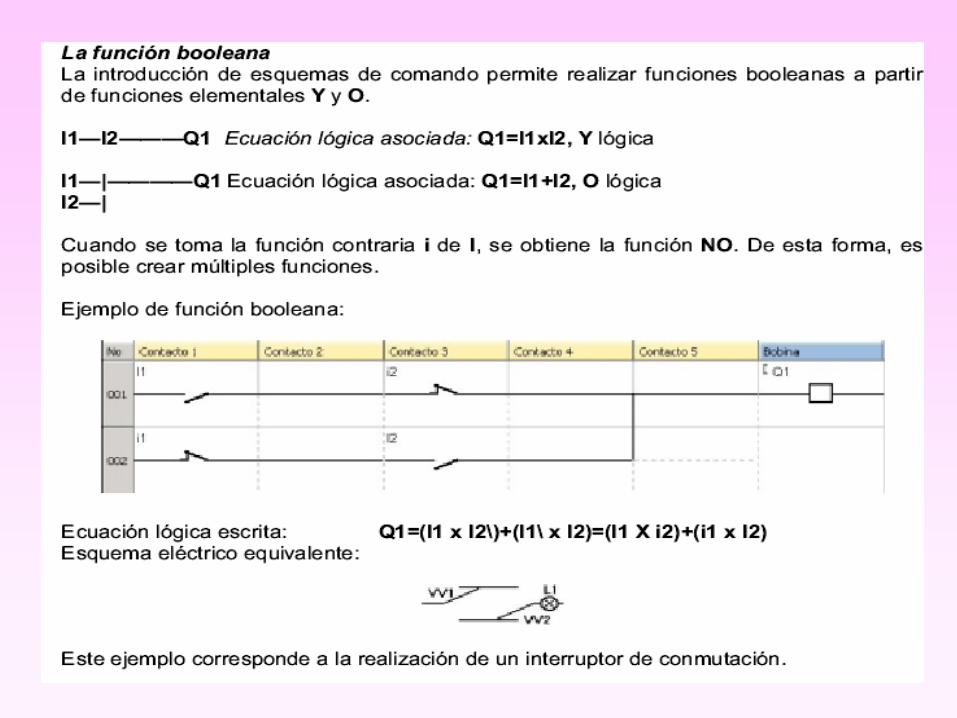
ESQUEMAS DE MANDO
Gracias al relé programable podemos utilizar interruptores sencillos en lugar de contactores de
posición. En el esquema de cableado de la derecha aparecen como S1 y S2. S1 y S2 están
conectados a las entradas I1 y I2 del relé programable.
El principio de funcionamiento es el siguiente: cada cambio de estado de las
Entradas I1 y I2 provoca un cambio de estado de la salida Q1 que dirige la lámpara H1. El esquema
de mando utiliza funcionalidades de base como la puesta en paralelo y en serie de contactos pero
también la función inversa con la marca I1 e I2
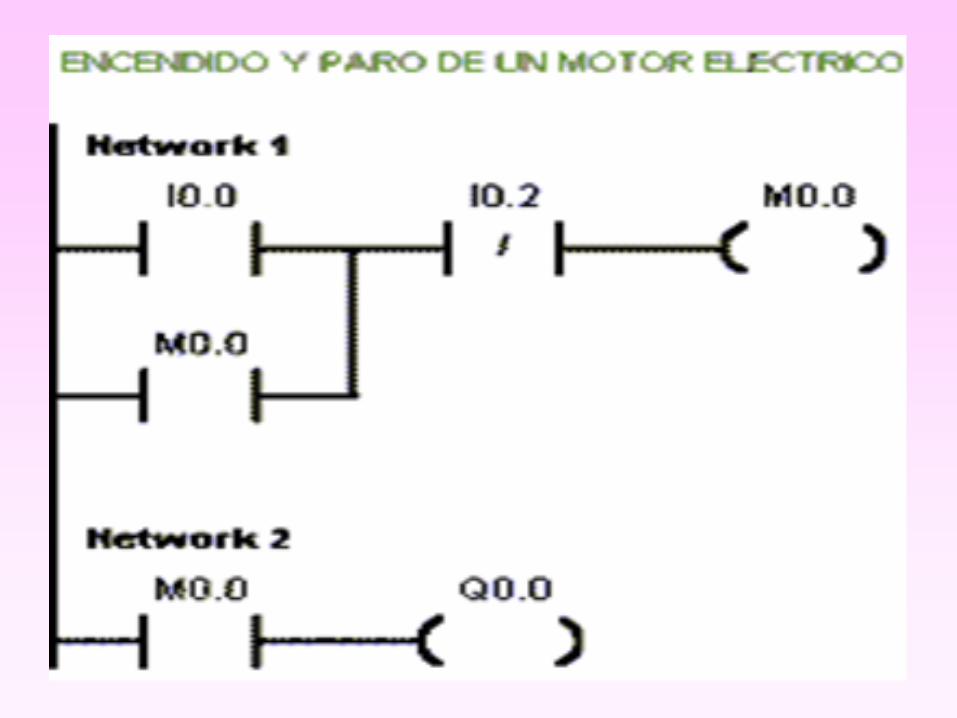
Programa Ejemplo 1
Arranque y
Parada de un
Motor
CONTROL CON PLC's 27
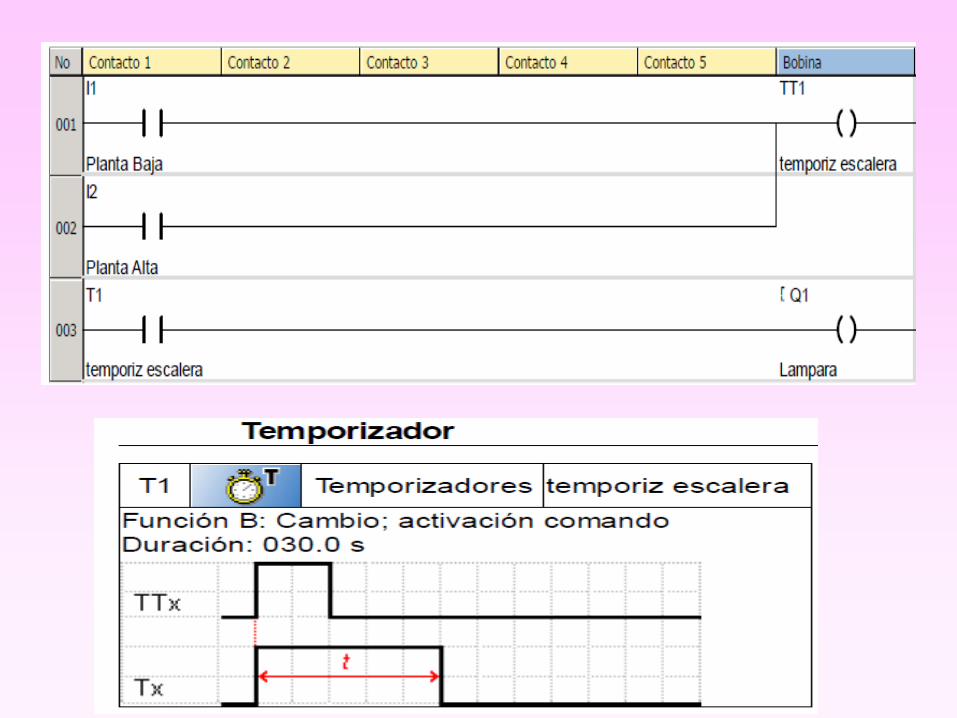
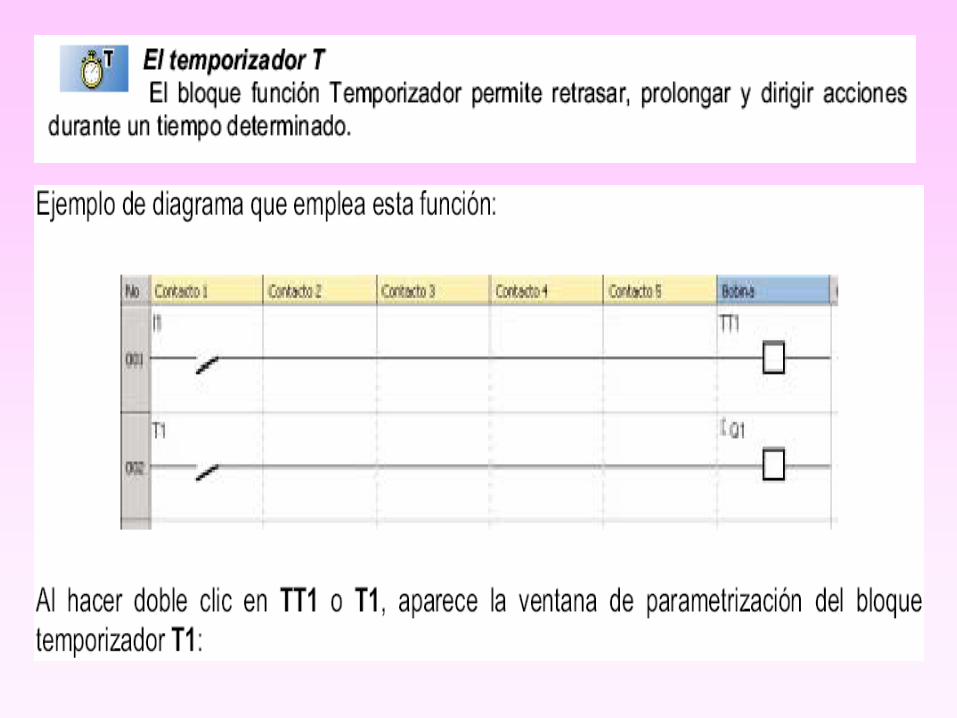
Programa Ejemplo 2
Temporización
de Automático
Escalera
CONTROL CON PLC's 28

CONTROL CON PLC's 29
Programa Ejemplo
Automatización de
LLenado de Cajas
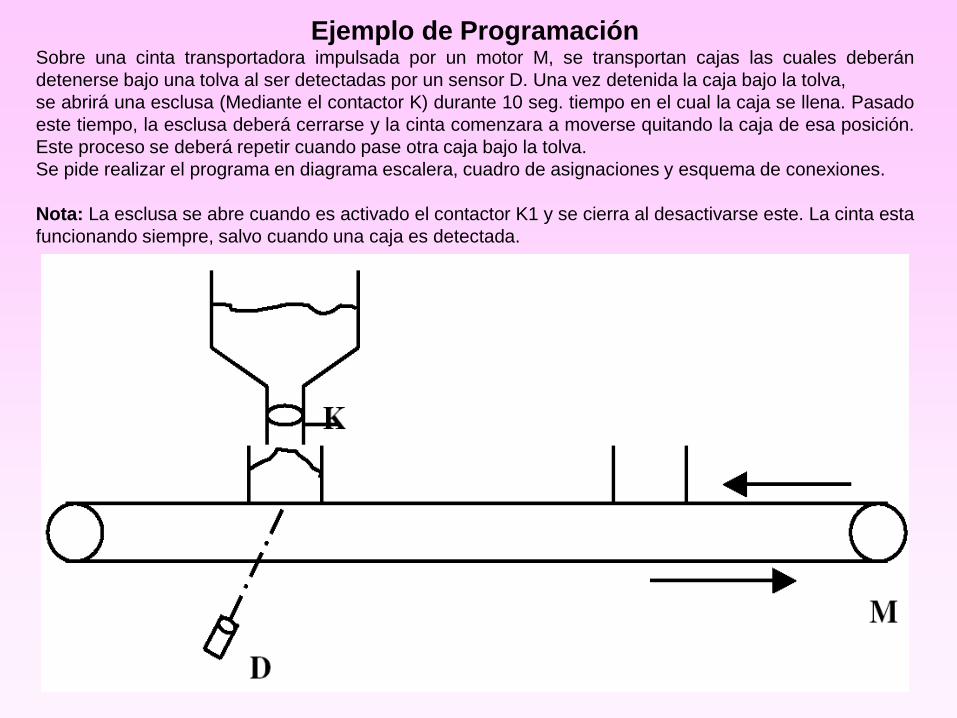
Ejemplo de ProgramaciónSobre una cinta transportadora impulsada por un motor M, se transportan cajas las cuales deberán
detenerse bajo una tolva al ser detectadas por un sensor D. Una vez detenida la caja bajo la tolva,
se abrirá una esclusa (Mediante el contactor K) durante 10 seg. tiempo en el cual la caja se llena. Pasado
este tiempo, la esclusa deberá cerrarse y la cinta comenzara a moverse quitando la caja de esa posición.
Este proceso se deberá repetir cuando pase otra caja bajo la tolva.
Se pide realizar el programa en diagrama escalera, cuadro de asignaciones y esquema de conexiones.
Nota: La esclusa se abre cuando es activado el contactor K1 y se cierra al desactivarse este. La cinta esta
funcionando siempre, salvo cuando una caja es detectada.
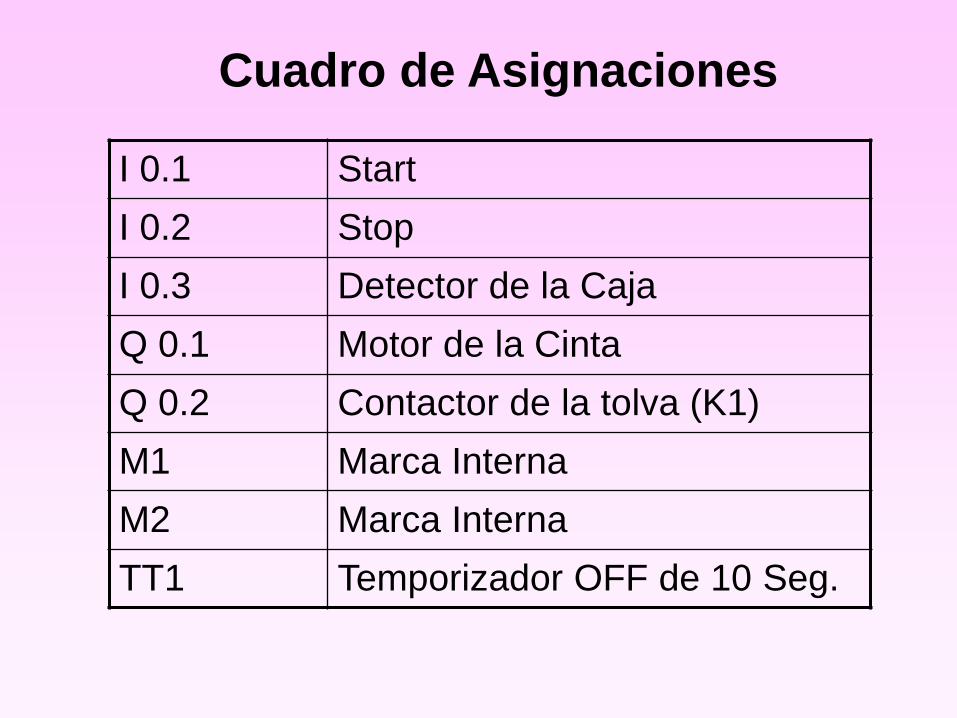
Cuadro de Asignaciones
I 0.1 Start
I 0.2 Stop
I 0.3 Detector de la Caja
Q 0.1 Motor de la Cinta
Q 0.2 Contactor de la tolva (K1)
M1 Marca Interna
M2 Marca Interna
TT1 Temporizador OFF de 10 Seg.
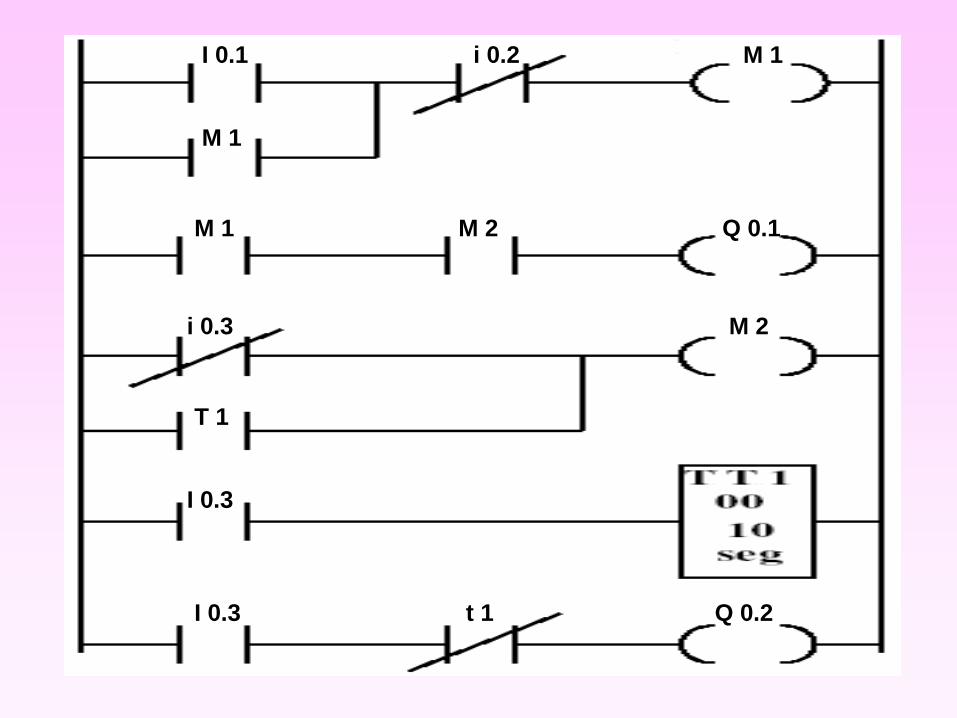
I 0.1 i 0.2 M 1
M 1
M 1 M 2 Q 0.1
i 0.3
T 1
M 2
I 0.3
I 0.3 t 1 Q 0.2
FIN
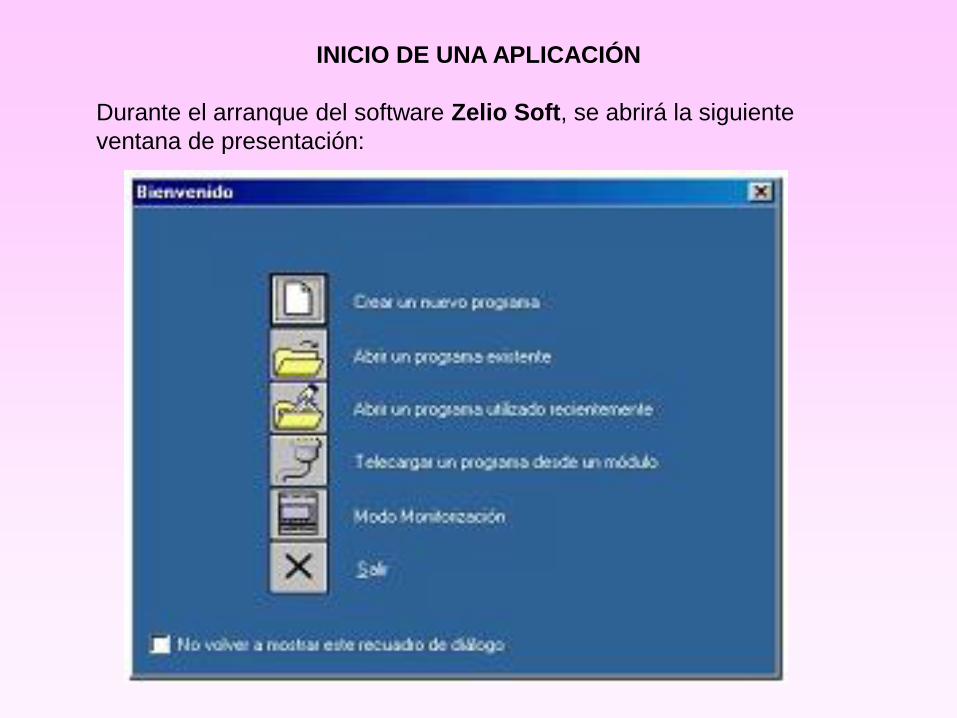
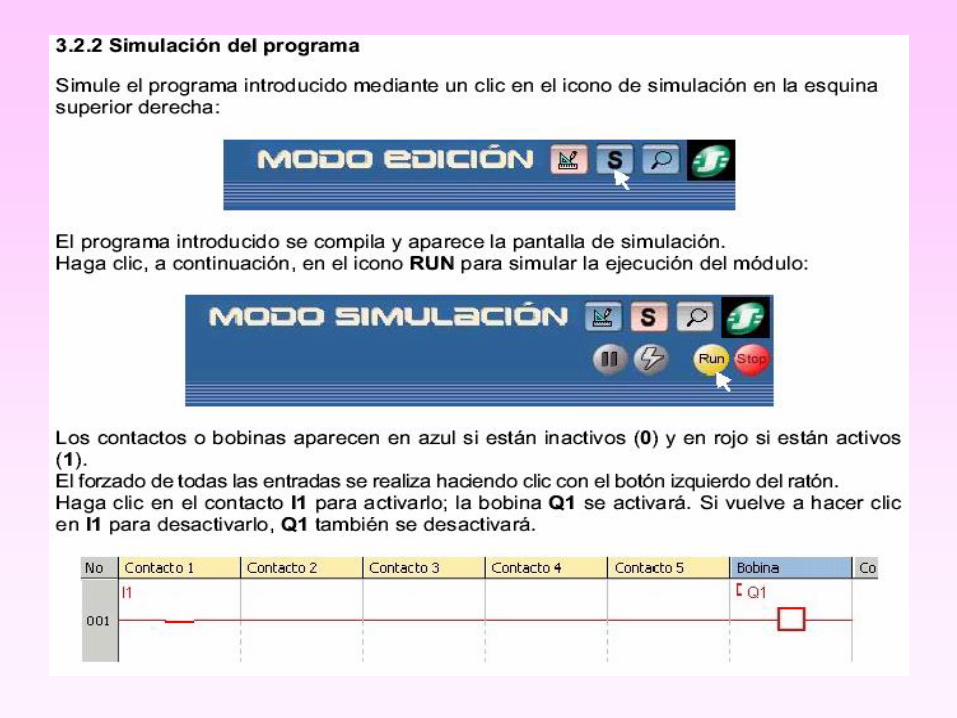
INICIO DE UNA APLICACIÓN
Durante el arranque del software Zelio Soft, se abrirá la siguiente
ventana de presentación:
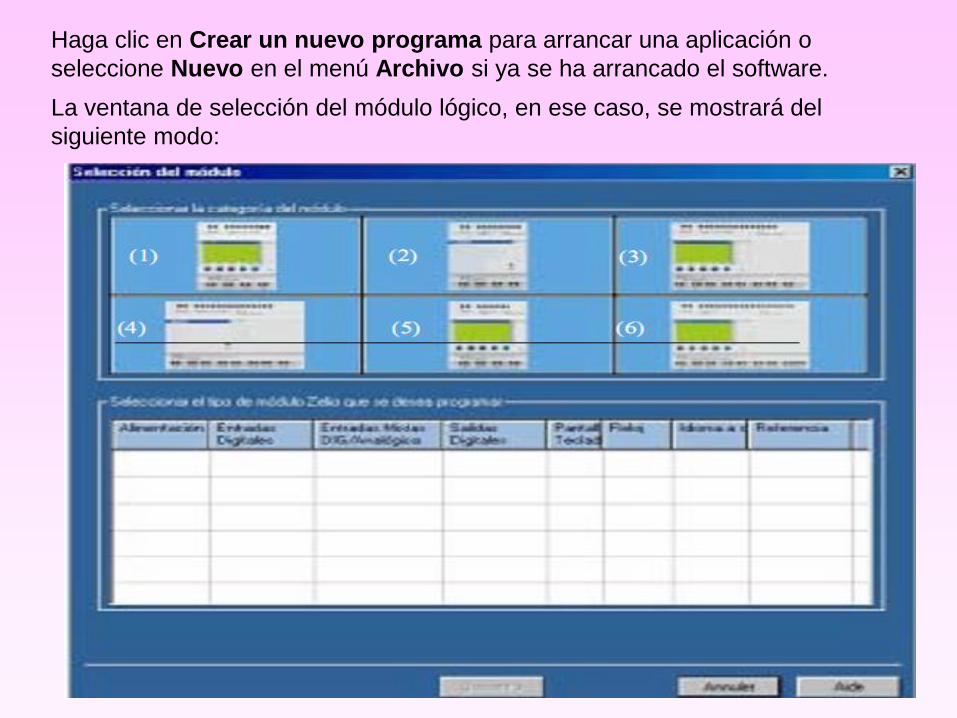
Haga clic en Crear un nuevo programa para arrancar una aplicación o
seleccione Nuevo en el menú Archivo si ya se ha arrancado el software.
La ventana de selección del módulo lógico, en ese caso, se mostrará del
siguiente modo:
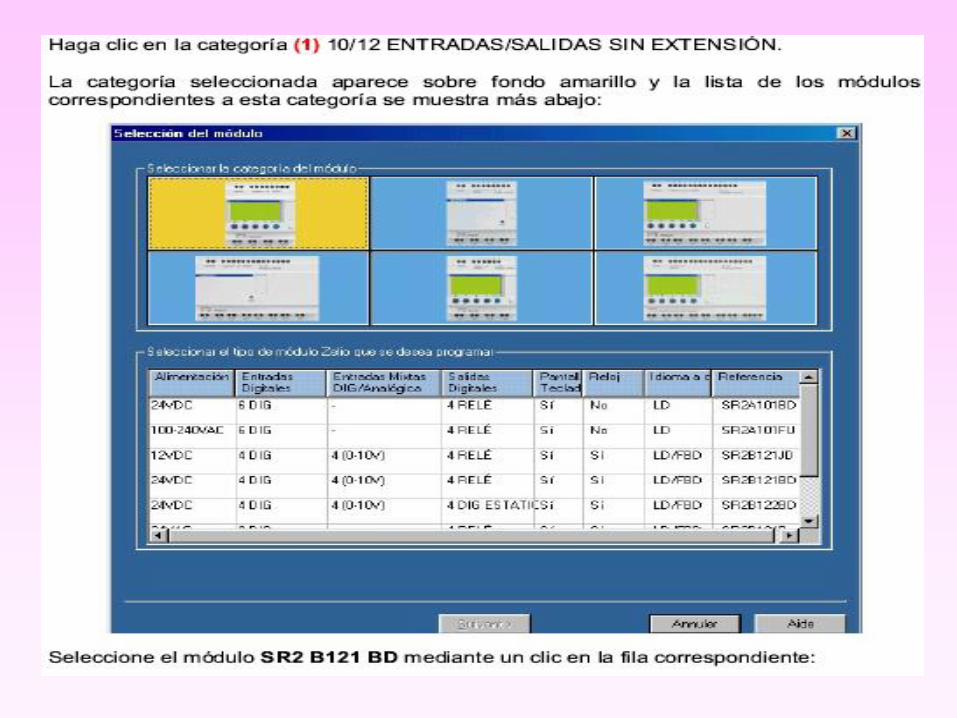
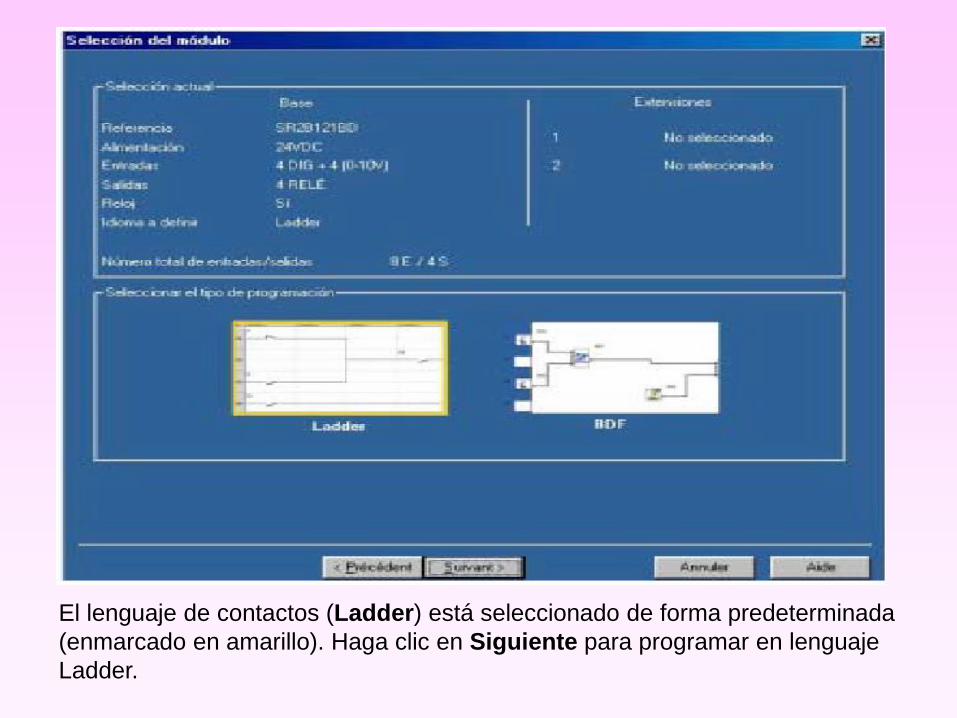
El lenguaje de contactos (Ladder) está seleccionado de forma predeterminada
(enmarcado en amarillo). Haga clic en Siguiente para programar en lenguaje
Ladder.

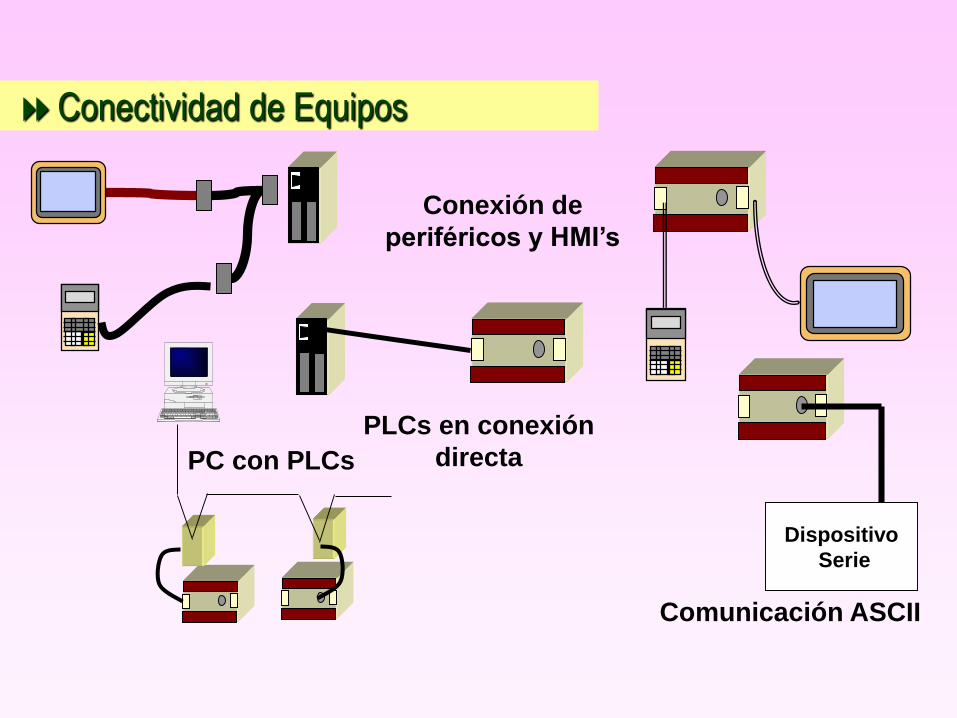
Conectividad de Equipos
Conexión de
periféricos y HMI’s
PC con PLCs
PLCs en conexión
directa
Dispositivo
Serie
Comunicación ASCII
Con el objetivo de resaltar las ventajas de los aspectos técnico y económico del
PLC, a continuación se comparará los costos aproximados de un supuesto caso de
requerimiento de inversión para automatizar un sistema, ya sea empleando la
alternativa de una automatización en base a lógica convencional (relés) como
también la alternativa en base a lógica programada (PLC).
Supongamos que se desea automatizar un sistema de una planta industrial,
compuesto de arrancadores directos, estrella-triángulo, resistencias rotóricas,
mandos secuenciales, etc. donde son necesarios para su implementación los
equipos tal como se detalla en las tablas siguientes, tanto para la alternativa por
lógica convencional como para la programada respectivamente.
Es importante señalar que solamente se han considerado los equipos
representativos en el costo total, no figurando otros, tales como: conductores,
terminales, canaletas, cintas de amarre, pernos, etc.
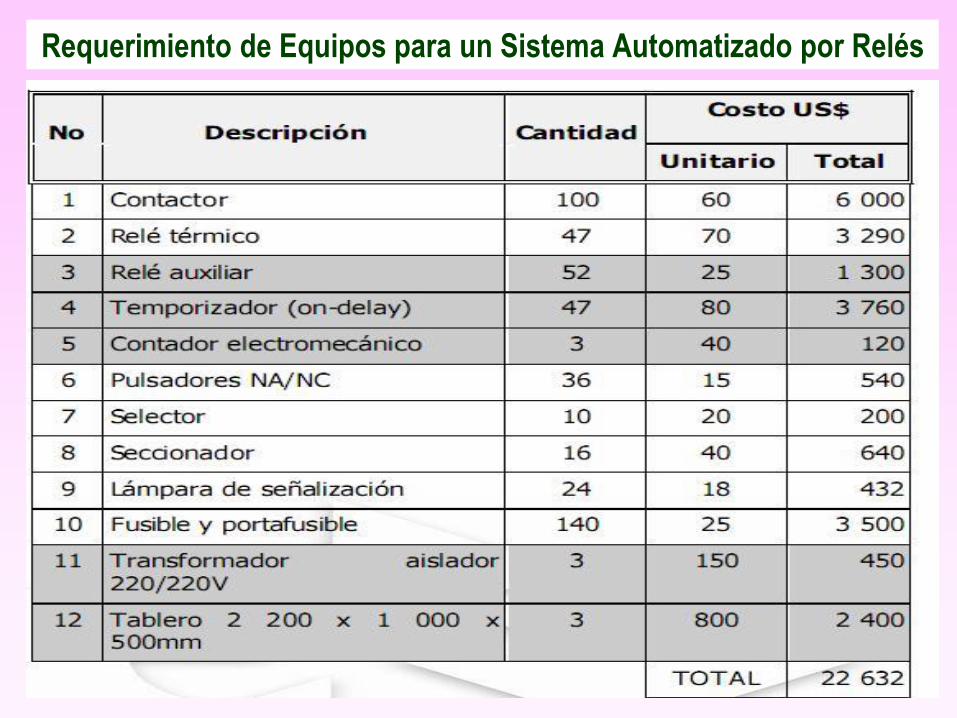
Requerimiento de Equipos para un Sistema Automatizado por Relés

Requerimientos de Equipos para un sistema automatizado por PLC
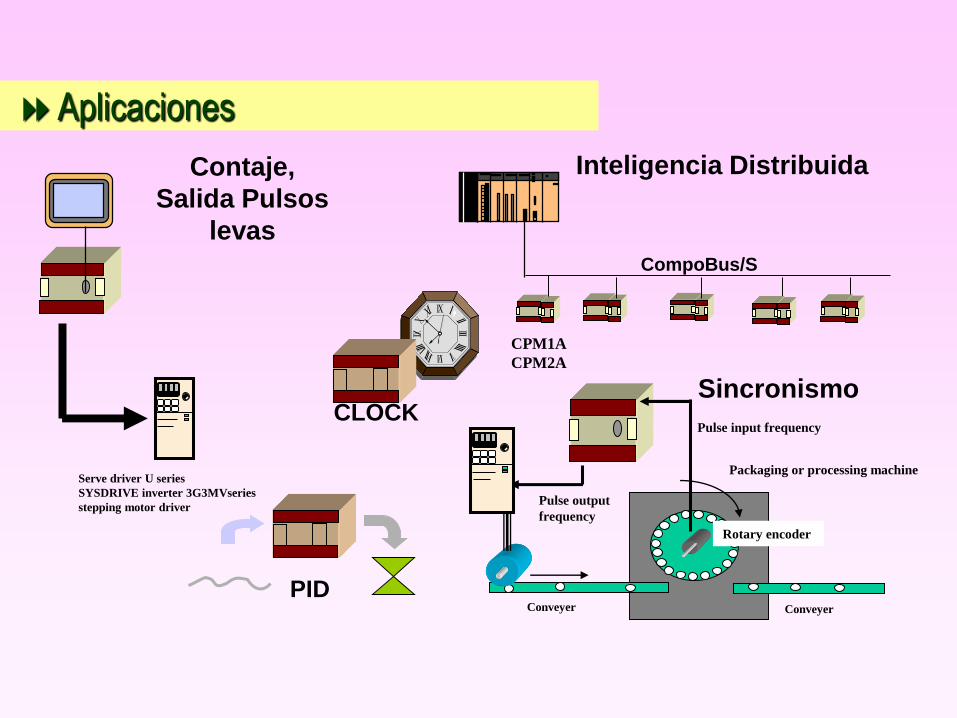
Aplicaciones
Conveyer Conveyer
Packaging or processing machine
Pulse input frequency
Pulse output
frequency
Rotary encoder
Sincronismo
CompoBus/S
CPM1A
CPM2A
Inteligencia Distribuida
Serve driver U series
SYSDRIVE inverter 3G3MVseries
stepping motor driver
Contaje,
Salida Pulsos
levas
PID
CLOCK
E/S Digitales
Las E/S digitales se basan en el principio de todo o nada, es decir o no conducen señal alguna o poseen un nivel mínimo de tensión. Estas E/S se manejan a nivel de bit dentro del programa de usuario.
Tensiones normalizadas: 24Vcc, 48Vcc, 110Vac
Suelen comercializarse en módulos múltiplos de 8, 16, 32 , 64 y 96 entradas, salidas o mixtas.
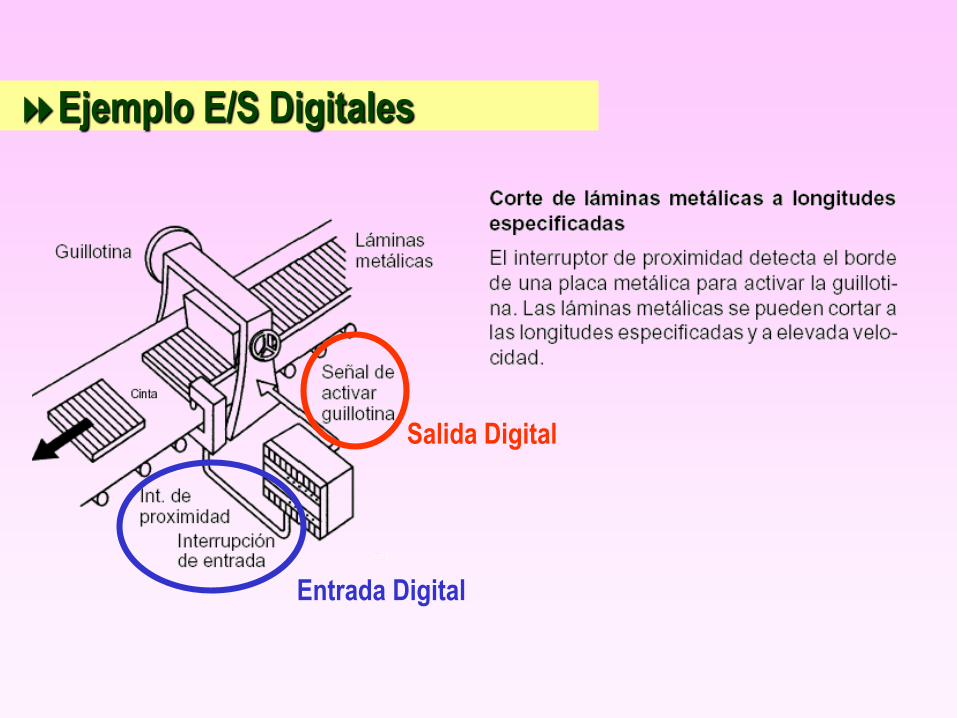
Ejemplo E/S Digitales
Entrada Digital
Salida Digital








![[clase10] HERIDAS -ANTIBIOTICOS (1)](https://img.pdfslide.tips/doc/110x75/55cf9899550346d033989312/clase10-heridas-antibioticos-1.jpg)




















