Embed Size (px)
DESCRIPTION
BMF-KGK Műmen
Citation preview
1.Tétel A) A vevői minőségérzékelés lépcsői, a Kano-féle minőségfilozófia gyakorlati bemutatása. Aminőség számszerűsítése, minőségpoligon. Vevői elégedettség
jellemzők megléte (Korszerű II.)
Vevő által elvárt termék- és szolgáltatás jellemzők
Elragadtatás
többletértéket nyújtó jellemzők kimondatlan
látens
Specifikációk és igények
szabadon választott jellemzők kimondott
opciók
Alapvető elvárások
minimális teljesítményszint kimondatlan megkövetelt
(TQM)
A minőség számszerűsítése, minőségpoligon Minőség fogalma Az ISO 8402 szabvány szerint:(TQM)
A minőség a termék vagy szolgáltatás olyan tulajdonságainak és jellemzőinek összessége, amelyek alkalmassá teszik kifejezett vagy elvárható igények kielégítésére.
MSZ EN ISO 9000: 2001 szerint:(Korszerű II.)
„Egy termék, rendszer vagy folyamat saját jellemzőiegyüttesének az a képessége, hogy kielégítse avevők és más érdekelt felek követelményeit.”
A minőség számszerűsítésének lépései
1. vevői igények összegyűjtése
2. vevői elvárások lefordítása
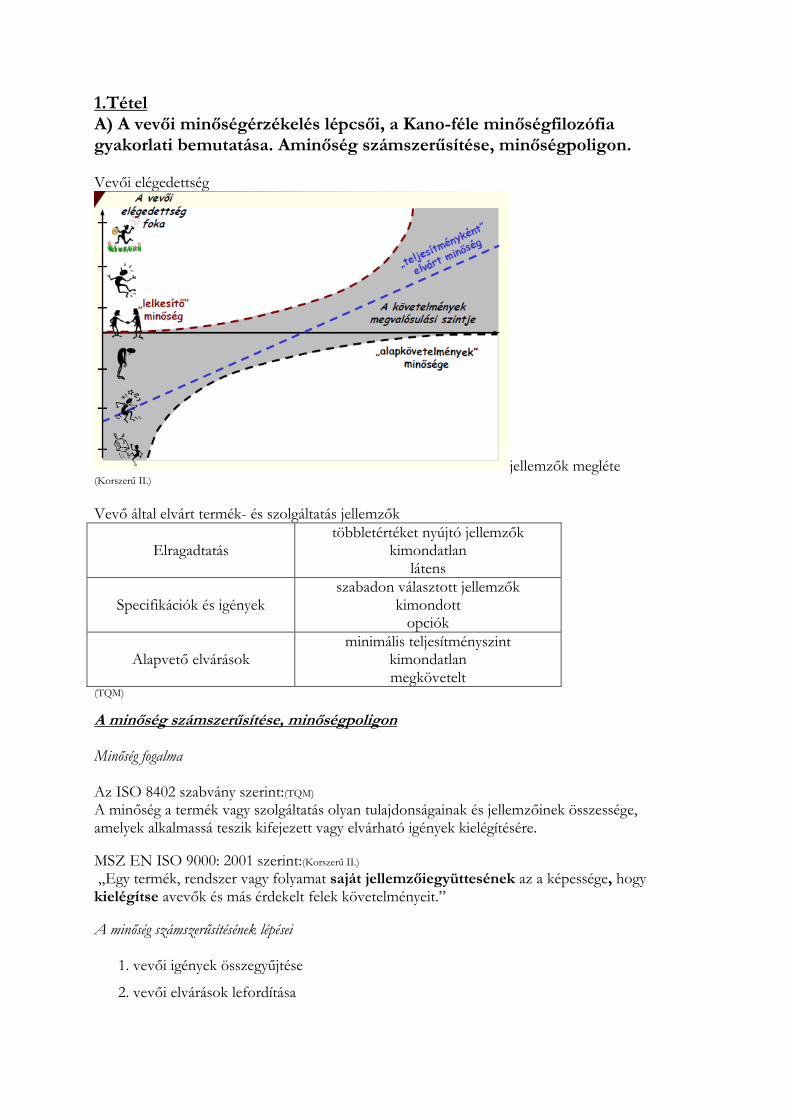
3. termékekkel szemben támasztott legfontosabb követelmények számszerűsítése
4. minőség poligon szerkesztése
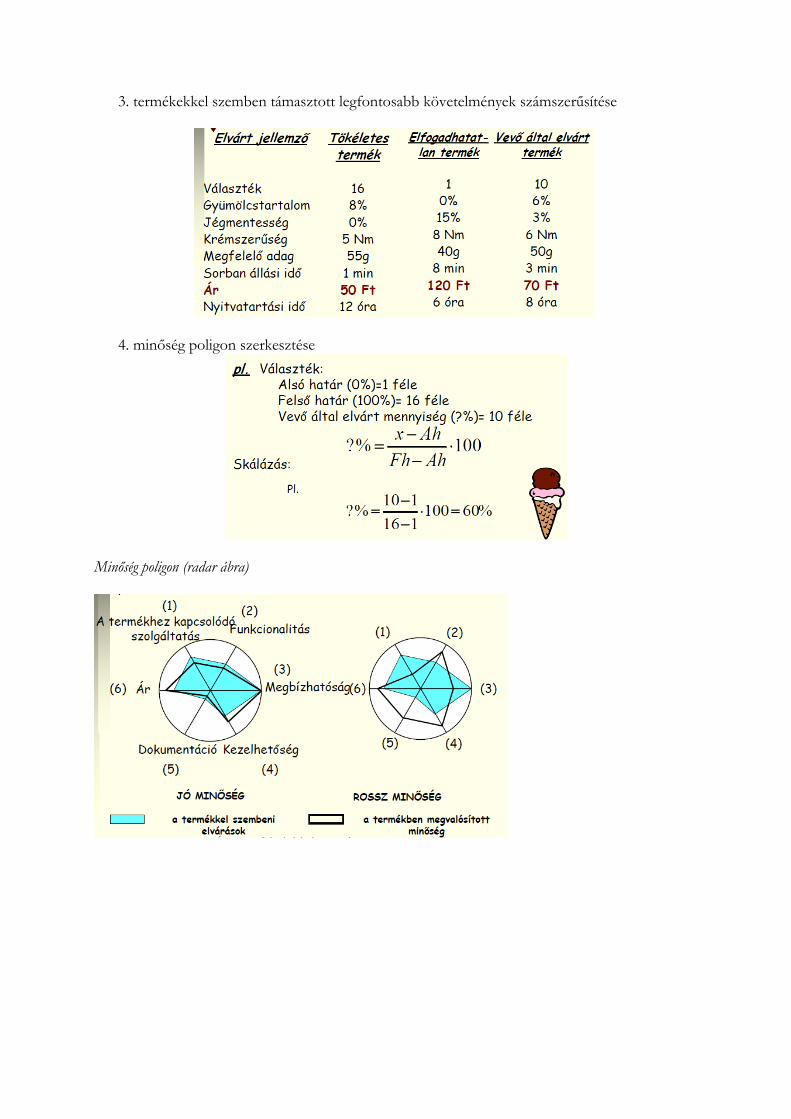
Minőség poligon (radar ábra)
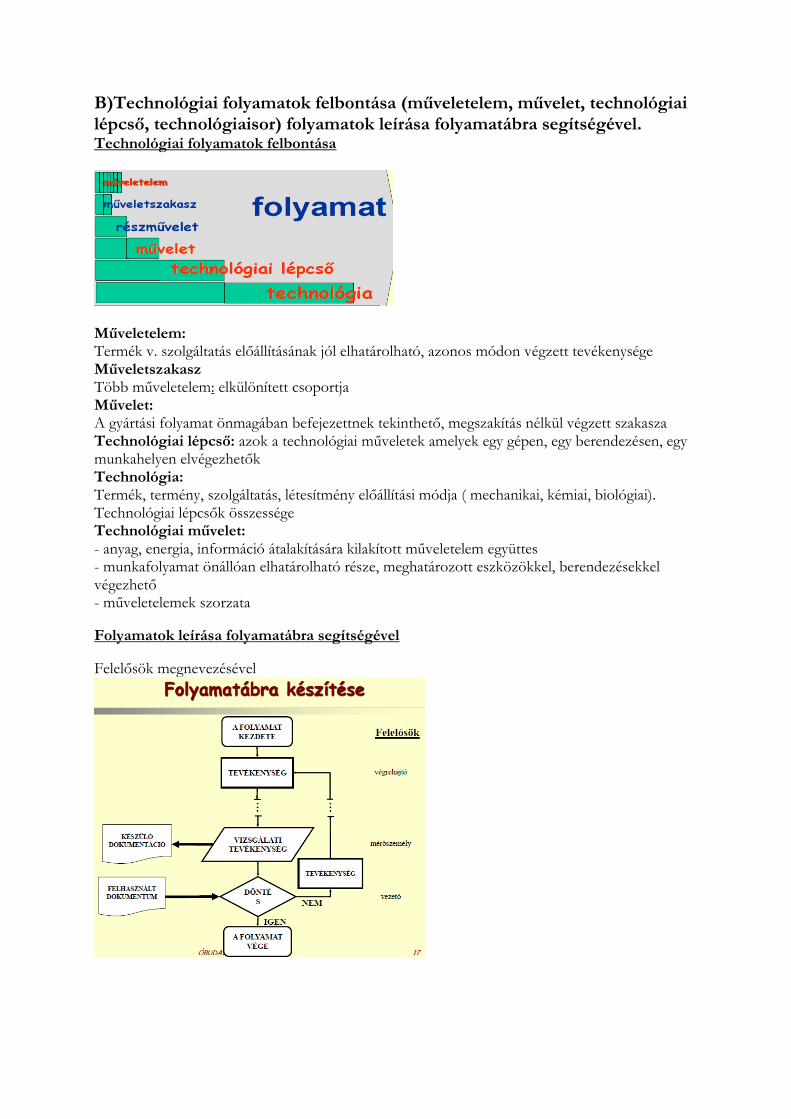
B)Technológiai folyamatok felbontása (műveletelem, művelet, technológiai lépcső, technológiaisor) folyamatok leírása folyamatábra segítségével. Technológiai folyamatok felbontása
Műveletelem: Termék v. szolgáltatás előállításának jól elhatárolható, azonos módon végzett tevékenysége Műveletszakasz Több műveletelem: elkülönített csoportja Művelet: A gyártási folyamat önmagában befejezettnek tekinthető, megszakítás nélkül végzett szakasza Technológiai lépcső: azok a technológiai műveletek amelyek egy gépen, egy berendezésen, egy munkahelyen elvégezhetők Technológia: Termék, termény, szolgáltatás, létesítmény előállítási módja ( mechanikai, kémiai, biológiai). Technológiai lépcsők összessége Technológiai művelet: - anyag, energia, információ átalakítására kilakított műveletelem együttes - munkafolyamat önállóan elhatárolható része, meghatározott eszközökkel, berendezésekkel végezhető - műveletelemek szorzata
Folyamatok leírása folyamatábra segítségével
Felelősök megnevezésével
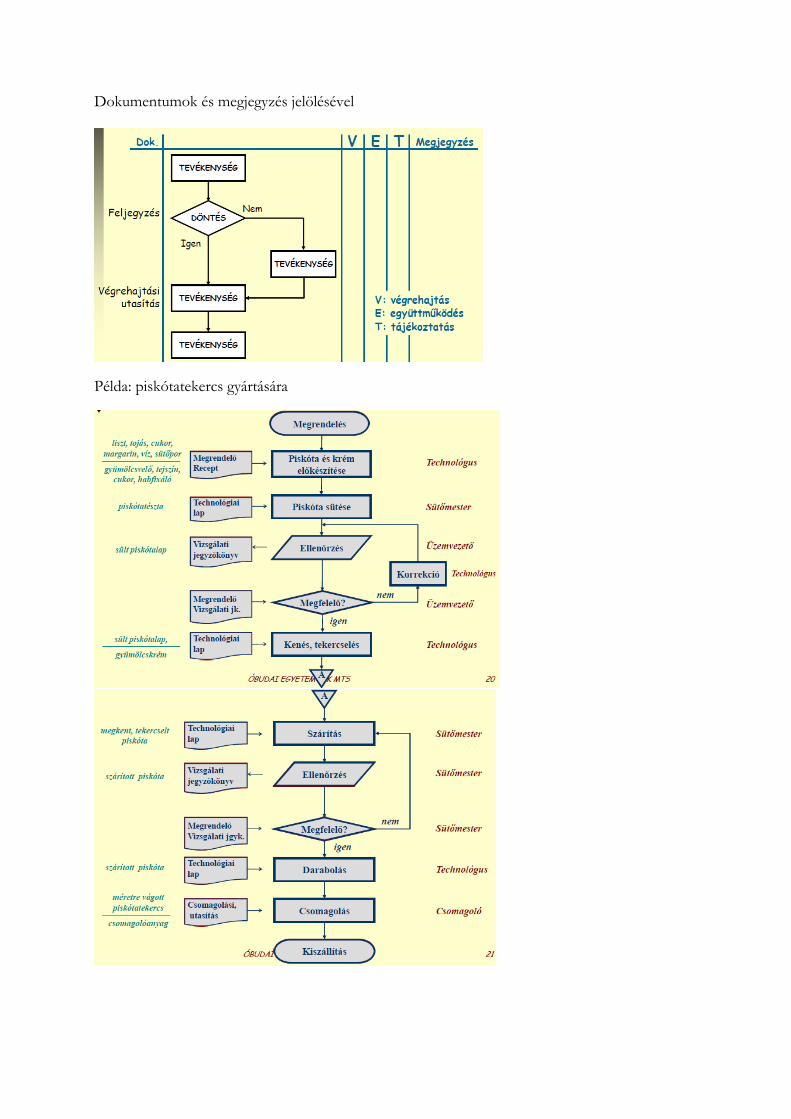
Dokumentumok és megjegyzés jelölésével
Példa: piskótatekercs gyártására
2. Tétel A) Csoportos vélemények értékelése, jellemzők rangsorolása páronkénti összemérés módszerével. Páronkénti összehasonlítás
Sorrend:
1. Funkciófelbontás (összemérési jellemzők) meghatározása brainstorming-eljárással. 2. A lehetséges jellemző párok számának megállapítása, a kérdőív kialakítása. 3. E1 – EN tulajdonságok összemérése páronként, több ember véleménye alapján. 4. A preferenciamátrix kitöltése a kérdőívek alapján. 5. Az egyéni tesztlapok feldolgozása. - a konzisztenciamutatók kiszámítása, - a következetlen bírálatok kiszűrése, - a fennmaradó preferenciamátrixok aggregálása. 6. Kendall-féle egyesítési mátrix kitöltése és értékelése.
1.Összemérési jellemzők meghatározása
Szempontok: •A célzott vevőkör igényeinek, egyedi vagy általános elvárásainak meghatározása, felvételezése • Elemek (értékelési tényezők) száma • Teljes körűség a vevői szempontok teljes lefedése • Az értékelési tényezők egymást teljes mértékben nem zárhatják ki • Egymástól kölcsönösen függetlenek legyenek
2. Párok összeállítása (a párok Ross-féle elrendezése):
•Jellemzők száma: N (legyen N=4) •Az összes lehetséges pár:
•Az összes lehetséges pár véletlenszerű összepárosítását biztosítja a randomizálás(véletlenszerűsítés).
Ross-féle elrendezés szerint Példa: • A kávéval szembeni igények: – E1 Forró – E2 Finom – E3 Erős – E4 Zaccmentes • Párok összeállítása a Ross-féle elrendezésszerint:
1-2 1-3 4-1 2-4 3-2 3-4
3. A kérdőívek kitöltése • Az E1-EN tulajdonságok összemérésepáronként, több személy véleményealapján. • A kérdőívek kitöltése az értékelők által. – A döntéshozó aláhúzással jelöli meg, hogymelyik értékelési tényezőt preferálja a kettő közül (azonos preferálás nem megengedett)
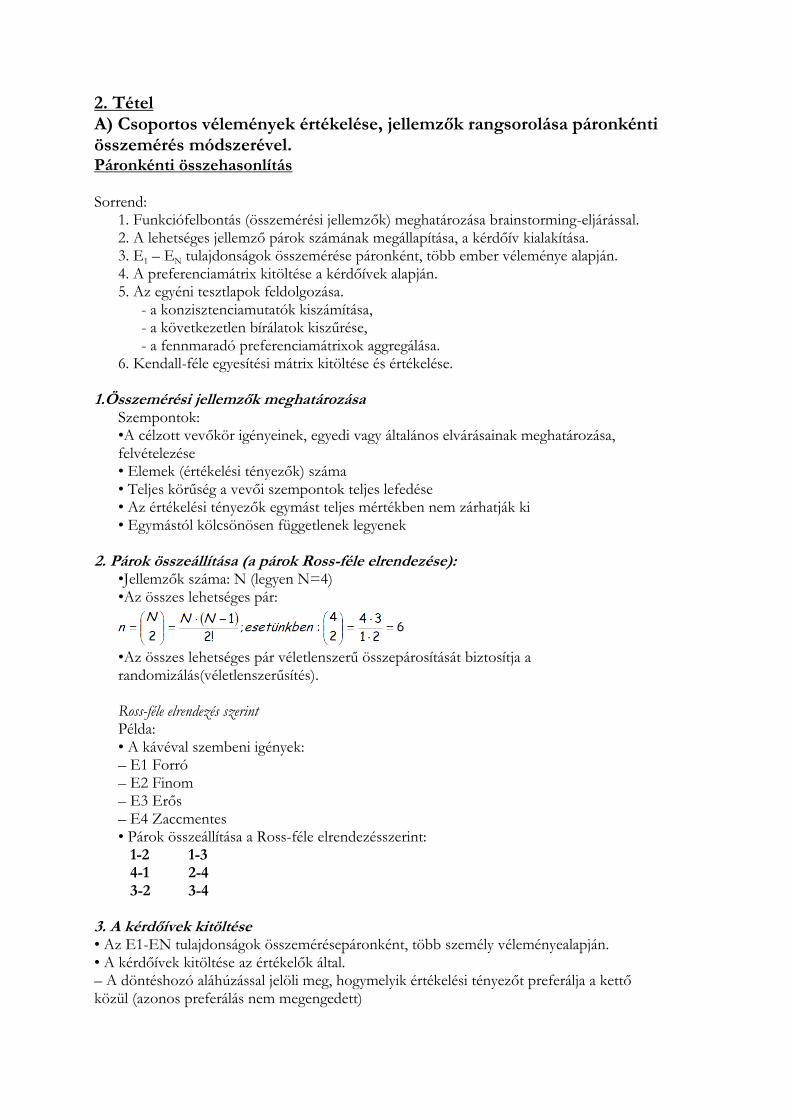
4. A preferenciamátrix kitöltése N=4 A sorokban és az oszlopokban az összemérésijellemzők szerepelnek. Egy sor és egy oszlop találkozásánál a preferenciaviszonyt jelöljük
Következetesség – konzisztencia számítása A lehetséges ellentmondások inkonzisztenstriádok (körhármasok) száma páratlanszámú N esetében:
párosszámú N esetében:
Az inkonzisztenciát mutató arányszámot a d körhármasoktényleges száma és a körhármasok maximális számánakhányadosa adja. A konzisztencia, következetesség az inkonzisztencia ellentettje (ezért az inkonzisztencia mérőszámát 1-bőllevonva kapjuk a következetesség mutatószámát). A konzisztencia mutató kiszámítása N=7
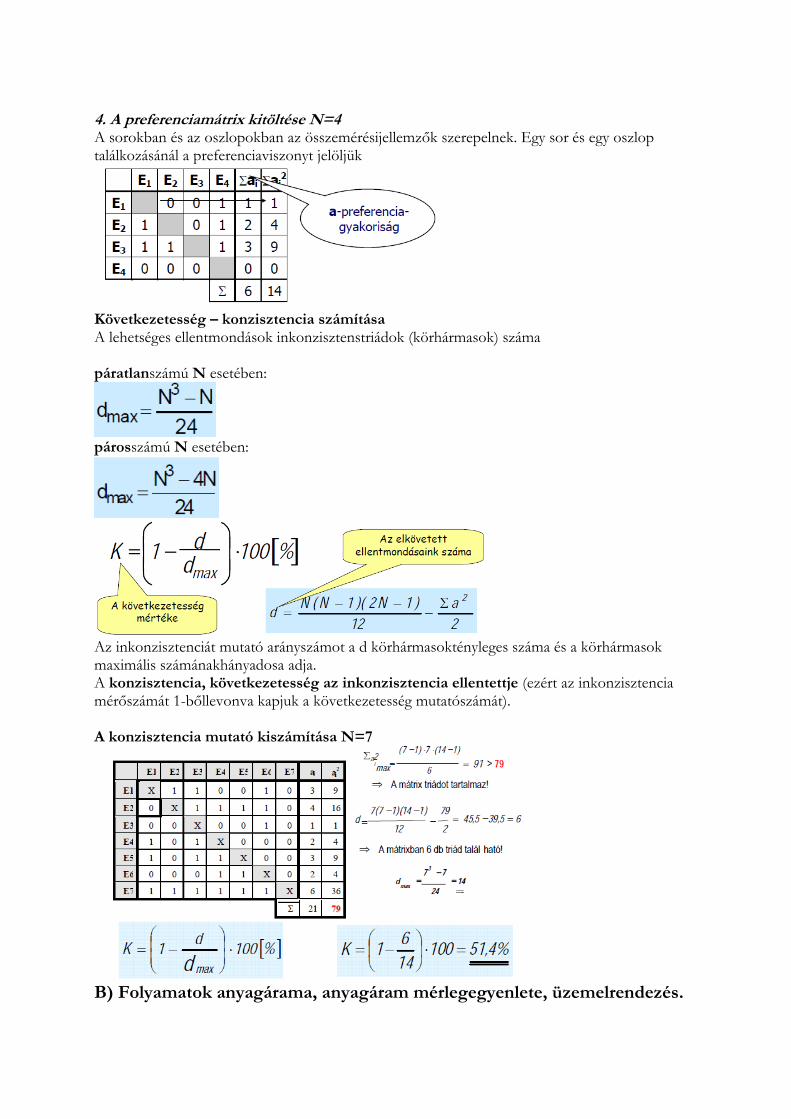
B) Folyamatok anyagárama, anyagáram mérlegegyenlete, üzemelrendezés.
Anyagáram
Számítások
Üzemelrendezés
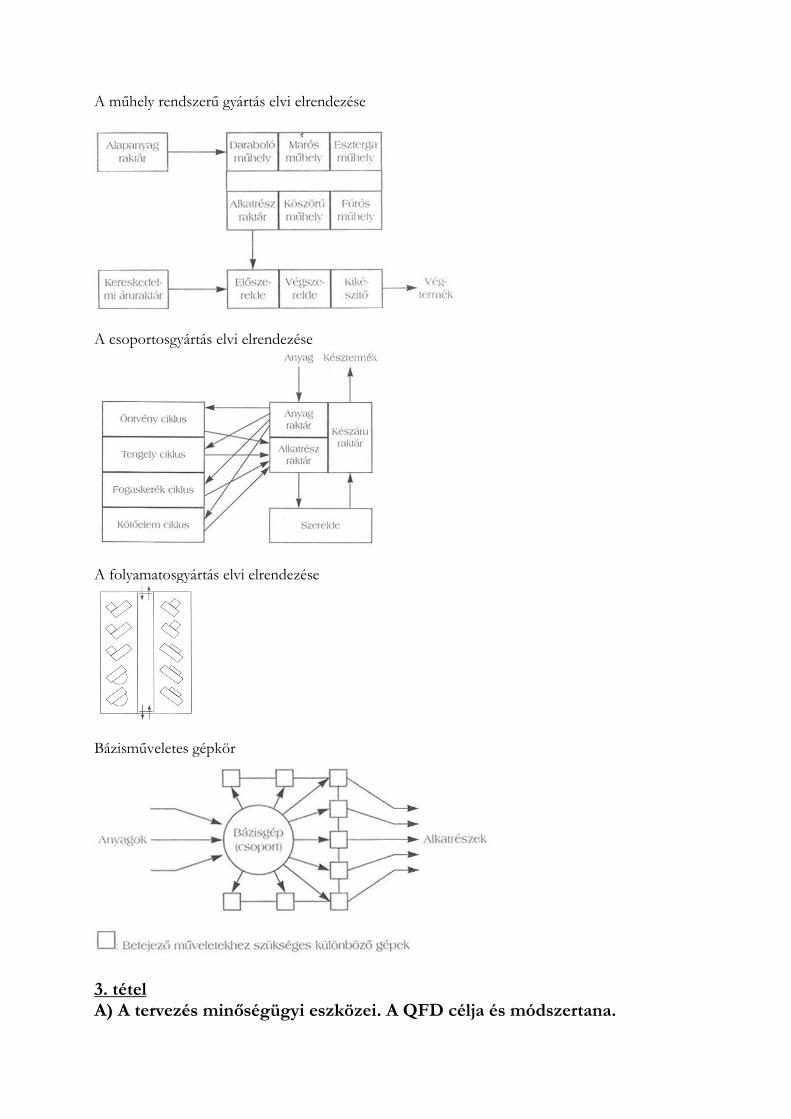
A műhely rendszerű gyártás elvi elrendezése
A csoportosgyártás elvi elrendezése
A folyamatosgyártás elvi elrendezése
Bázisműveletes gépkör
3. tétel A) A tervezés minőségügyi eszközei. A QFD célja és módszertana.
B) Termék előállító folyamatok tömegszerűségi vonatkozásai, egyedi-, sorozat- és a tömeggyártásfeltételei, jellegzetességei, eltérései.
4. tétel A) A jellemzők tulajdonságainak kompromisszumos optimálása, a Harrington-féle kívánatosságifüggvények gyakorlati alkalmazása.
B) Jellegzetes technológiák: szűrés, nedvesítés.
5. tétel A) A kísérlettervezés alapjai, a 2p-en kísérlettervezés elmélete és gyakorlati alkalmazása.
B) Technológiai folyamatok típusai, folyamatok modellezése, folyamatelemek kapcsolódásai(soros, párhuzamos, konvergens, divergens folyamatok)
6. tétel A) A kockázat minőségügyi értelmezése és számszerűsítése. A kockázatelemzés lehetségesmódszerei: hagyományos kockázat elemzés, hibafa, döntési fa, FMEA. Kockázat: adott körülmények között bekövetkező veszteség mértéke. A kockázatértékelés hagyományos értelmezés szerint nem más, mint a bekövetkezés gyakoriságának (valószínűségének), és a veszteség mértékének a szorzata:
K = P×V Sok esetben azonban nem ennyire egyértelmű a helyzet. Egy termelő vállalatnál sokkal több tényezőt kell figyelembe venni. Ha arra vagyunk kíváncsiak, hogy mekkora kockázatot jelent egy hibás termék, akkor nem elegendő csak a bekövetkezés gyakoriságával és a veszteséggel számolni. Az ok, ami miatt nem elegendő az az, hogy az esetek döntő többségében maximális kockázatot kell számolni. Ha megnézzük, hogy az el nem adott (tehát még a gyártás során észlelt), vagy a már értékesített (a vevő által észlelt) terméknél jelentkező hiba rejt-e nagyobb kockázatot, akkor beláthatjuk, hogy a vevőhöz kikerülő hiba súlyosabb. A vevőnél észlelt hibánál súlyos költségei vannak a reklamációkezelésnek, illetve a vevő elvesztésének, vagy a rossz hírünk keltésének be nem látható következményei lehetnek.
Éppen ezért kell kiegészíteni a hagyományos kockázatértékelési modellünket. A kiegészítés során figyelembe vesszük, hogy a bekövetkezés valószínűségének meghatározásakor nem elegendő a hiba tényleges bekövetkezésével számolni, hanem a hibás termék vevőhöz kerülését is számításba kell venni. Ezen kívül az sem elhanyagolható tény, hogy a gyártónál jelentkező veszteség nem minden esetben forintosítható (pl. elvesztett vevő). Célszerű tehát megkülönböztetni egymástól a két számítási módot, így már nem kockázatnak nevezzük az értékelést, hanem Rizikó Prioritási Számnak (RPN). Ezeket a szempontokat figyelembe véve az értékelés az alábbi módon változik:
RPN=Hiba előfordulása(R(A)) x A hiba jelentősége(R(B)) x Felfedés valószínűsége(R(C))
A kockázat számszerűsítés lehetőségei:
- Egyszerű kockázat számítási alapelv
- FMEA (egyre szélesebb körben alkalmazott)
- PRA (nukleáris iparban elterjedt)
- Munkahelyi kockázatelemzés
- Egyéb szakma specifikus számítási módok???
- Hibafa elemzés (nem csak a struktúrát mutató ábrázolás)
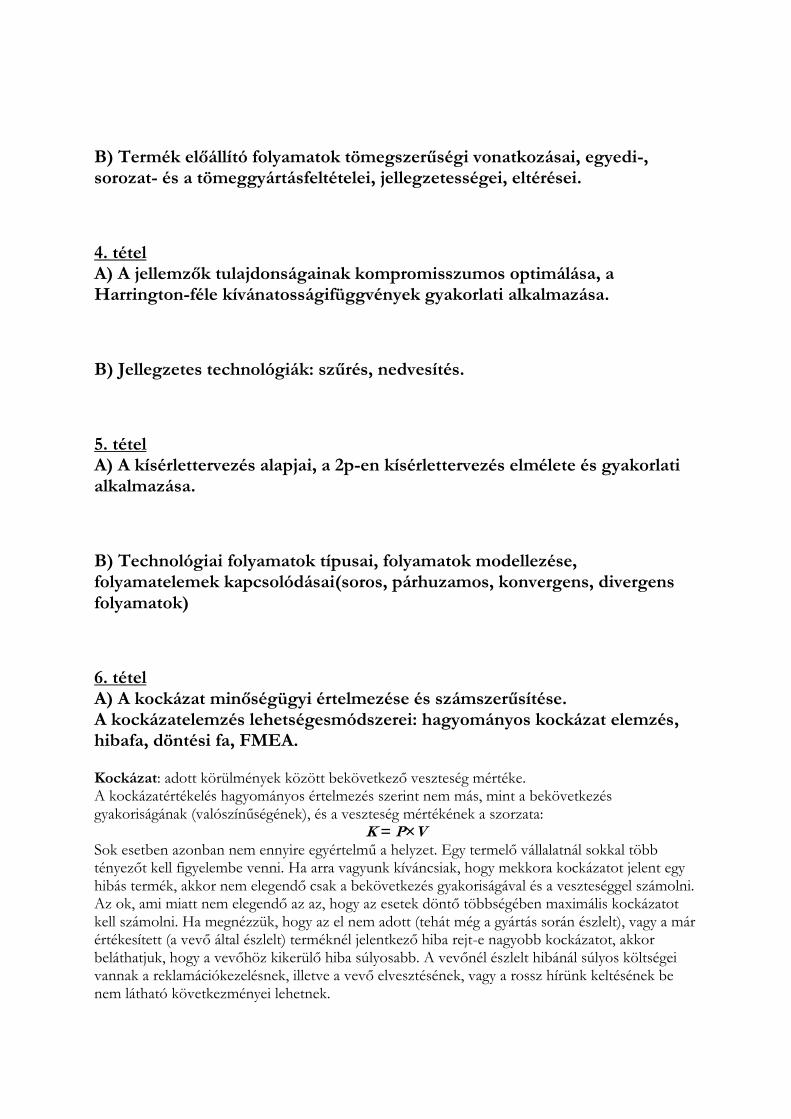
- Döntési fa (élelmezési területen /HACCP/ elterjedt) Fadiagram:A problémához tartozó fogalmak (okok) hierarchikus rendszere. Az okpárok, okcsoportok logikai “és”, “vagy” kapcsolatát mutatja be. Használható: “Hogyan tudjuk a problémát megoldani?”
- okok feltárására
- megoldások keresésére
Hibafa:
Eseményfa a következmények elemzésével
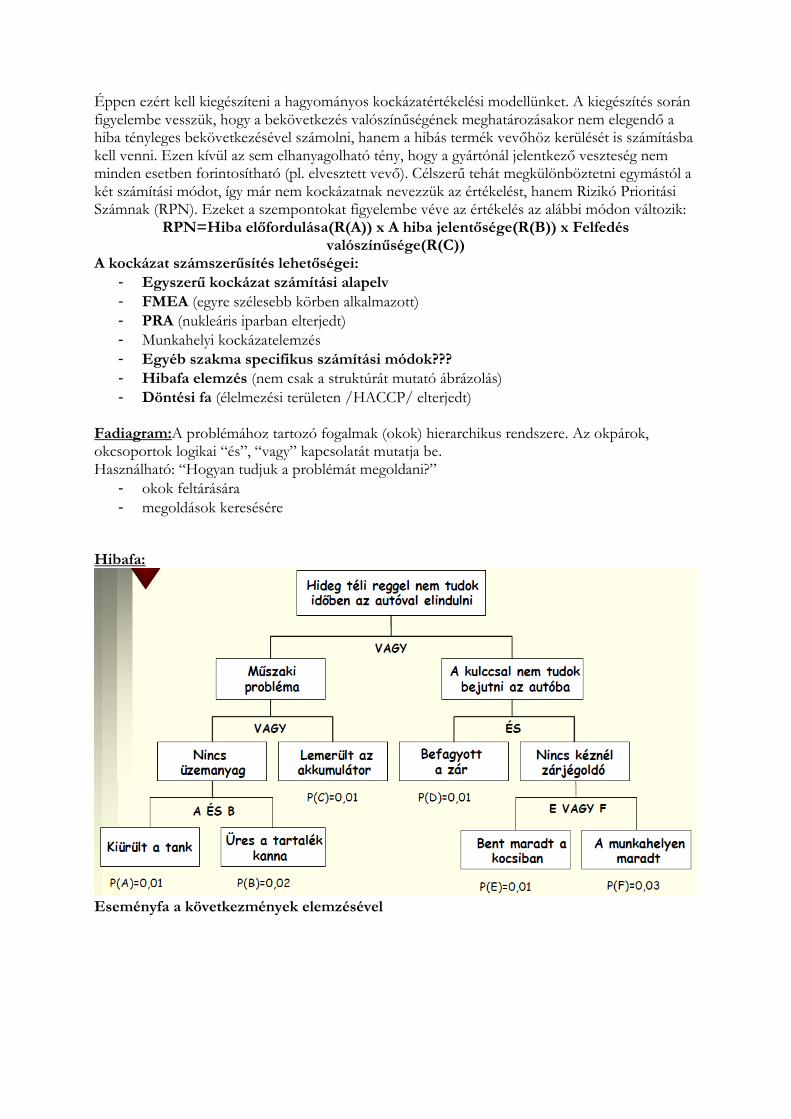
Döntésifa: Általános kérdések a döntési fánál
- Felmerülhet-e a definiált veszély a folyamat vagy rendszer adott pontjánál
- Léteznek-e ezt kiküszöbölő, detektáló rutin intézkedések, védelmi elemek
- Hatékonyak-e ezek a védelmi-elhárító rendszerek, megoldások
- Hiba/sikertelenség esetén elfogadhatatlanul megnőhet-e a veszély mértéke
- Létezik-e a logikai sorban későbbi lépések/elemek, amelyek FMEA:FailureMode and EffectsAnalysis - „Lehetséges hibák és összefüggéseinek elemzése” - „Hibamód és hatáselemzés” Az FMEA szisztematikus módszer a lehetséges hibák felismeréséhez, elemzéséhez, értékeléséhez, kezeléséhez és ezáltal a megelőzésükhöz.A módszer a hibákat a becsült kockázatok alapján rangsorolja, egy termék, folyamat vagy rendszer még be nem következett hibáival foglalkozik. FMEA fajtái
- konstrukciós FMEA (DFMEA)
- folyamat FMEA (PFMEA)
- felhasználói FMEA
- rendszer FMEA FMEA lépései
- A problémakör meghatározása.
- Az FMEA munkacsoport létrehozása, előkészítés.
- A kockázati tényezők és a rizikóprioritási szám (RPN)meghatározása.
- A beavatkozások és felelőseinek kijelölése.
- A beavatkozás megtervezése.
- Beszámolás a vezetőnek.
- A javított állapot ellenőrzése, ismételt elemzés, aszükséges javító intézkedések meghatározása.
- A módszer értékelése, szükség szerint külső segítséggel.
- A csoport önértékelése. FMEA értékelése:
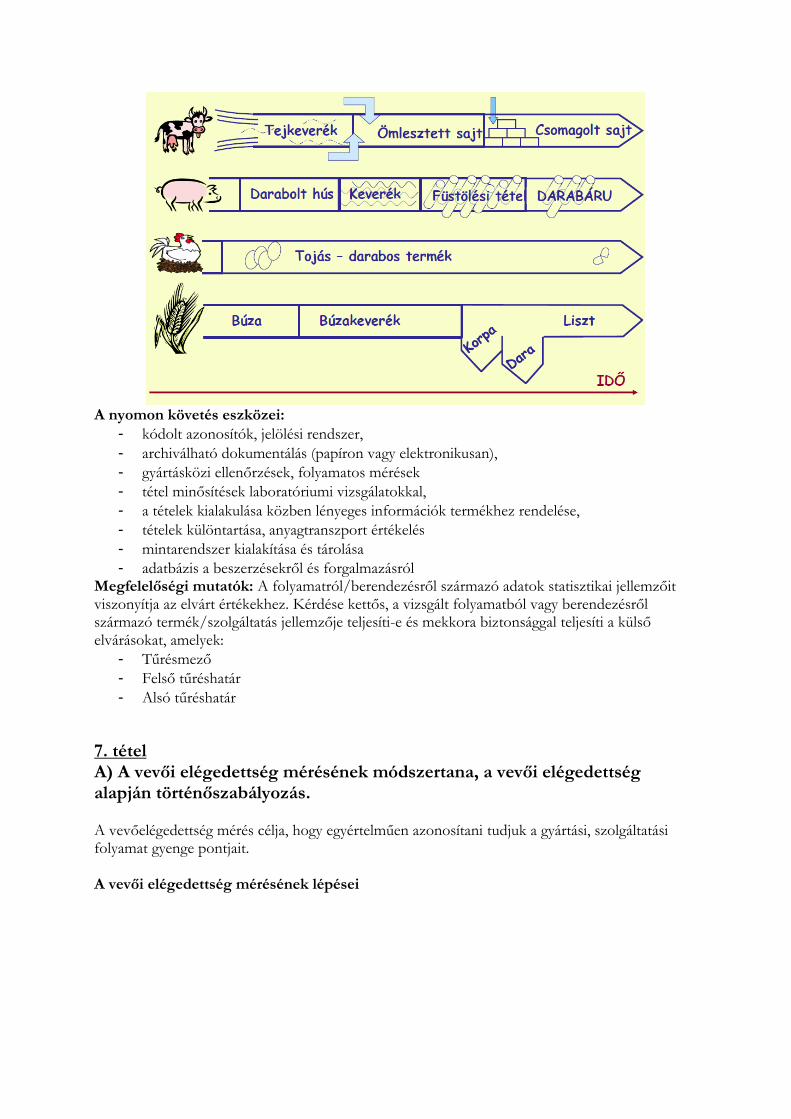
B) A technológiai folyamatok nyomon követése darabos és ömlesztett termékek esetében. Nyomon követés: Rendszer, amely lehetővé teszi, hogy azonosíthassanak egy-egy terméket, tételt és azok kapcsolatát:
- az alapanyag sarzsokhoz,
- adalékokhoz,
- szállítmányhoz,
- termelési fázishoz,
- csomagolóanyagokhoz,
- mintákhoz,
- előállítási és logisztikai feljegyzésekhez. Figyelési szempontok:
- általános anyagtranszport információk,
- GMO követés,
- allergének. Ömlesztett és identifikálható termék:
A nyomon követés eszközei:
- kódolt azonosítók, jelölési rendszer,
- archiválható dokumentálás (papíron vagy elektronikusan),
- gyártásközi ellenőrzések, folyamatos mérések
- tétel minősítések laboratóriumi vizsgálatokkal,
- a tételek kialakulása közben lényeges információk termékhez rendelése,
- tételek különtartása, anyagtranszport értékelés
- mintarendszer kialakítása és tárolása
- adatbázis a beszerzésekről és forgalmazásról Megfelelőségi mutatók: A folyamatról/berendezésről származó adatok statisztikai jellemzőit viszonyítja az elvárt értékekhez. Kérdése kettős, a vizsgált folyamatból vagy berendezésről származó termék/szolgáltatás jellemzője teljesíti-e és mekkora biztonsággal teljesíti a külső elvárásokat, amelyek:
- Tűrésmező
- Felső tűréshatár
- Alsó tűréshatár
7. tétel A) A vevői elégedettség mérésének módszertana, a vevői elégedettség alapján történőszabályozás. A vevőelégedettség mérés célja, hogy egyértelműen azonosítani tudjuk a gyártási, szolgáltatási folyamat gyenge pontjait. A vevői elégedettség mérésének lépései
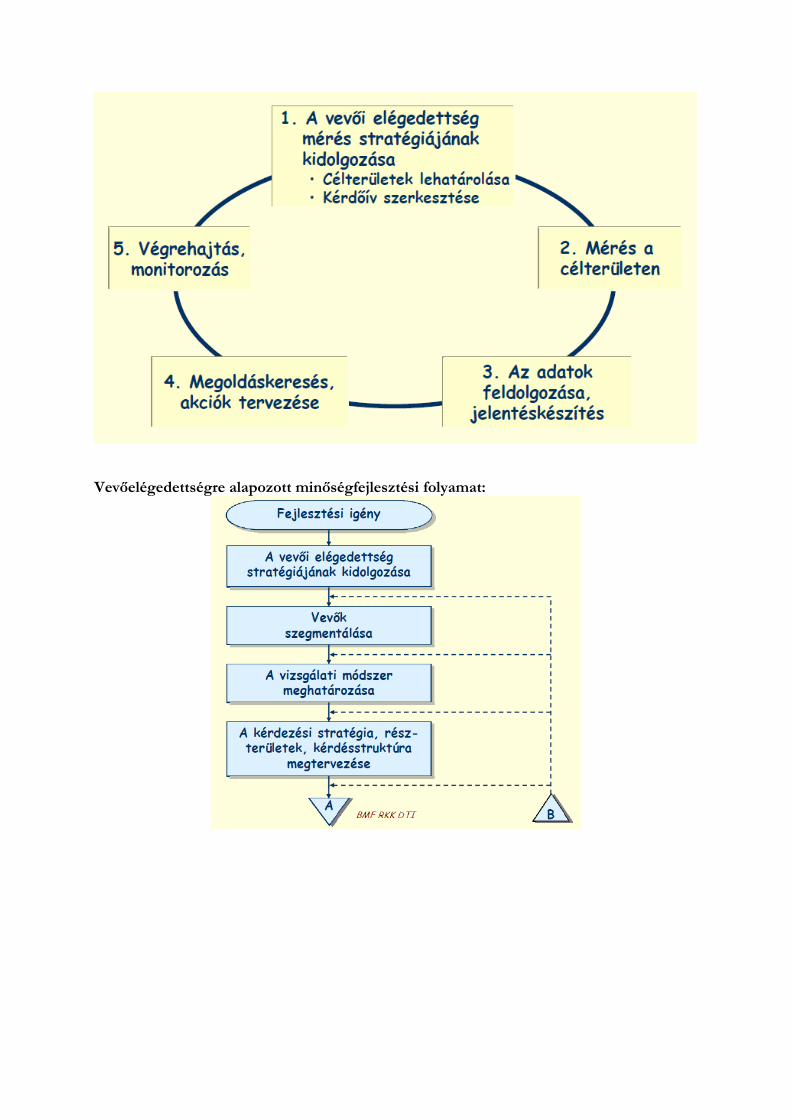
Vevőelégedettségre alapozott minőségfejlesztési folyamat:
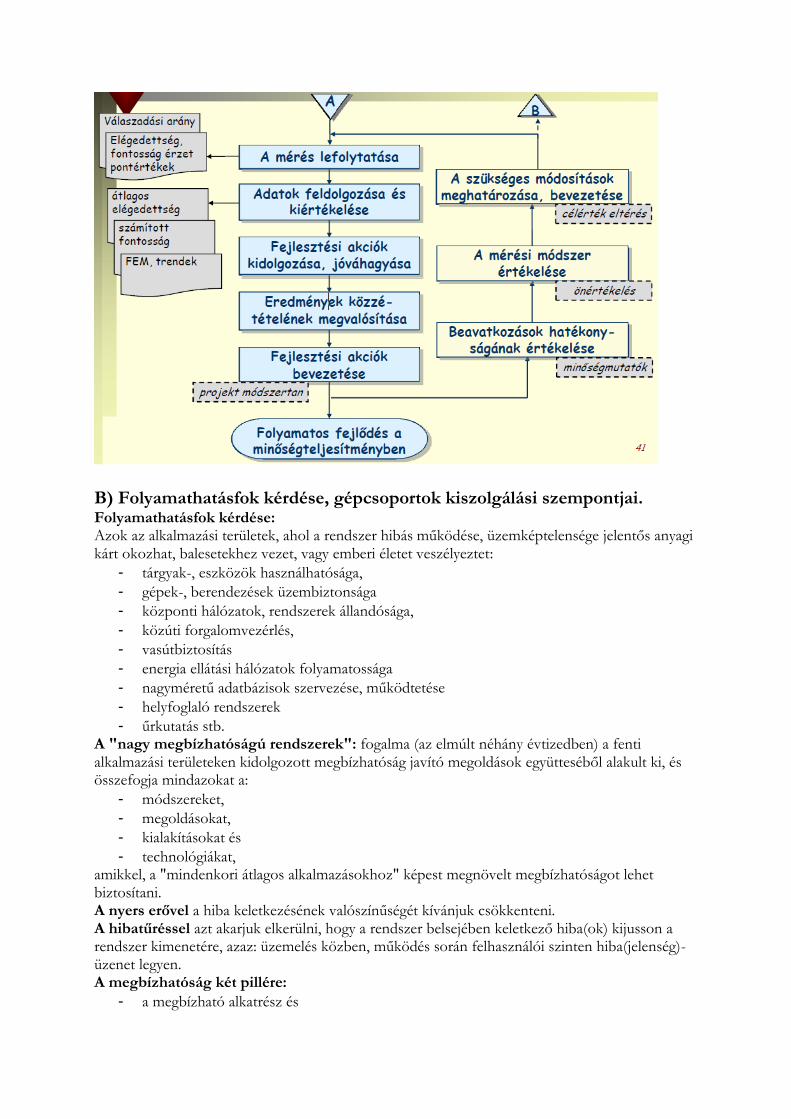
B) Folyamathatásfok kérdése, gépcsoportok kiszolgálási szempontjai. Folyamathatásfok kérdése: Azok az alkalmazási területek, ahol a rendszer hibás működése, üzemképtelensége jelentős anyagi kárt okozhat, balesetekhez vezet, vagy emberi életet veszélyeztet:
- tárgyak-, eszközök használhatósága,
- gépek-, berendezések üzembiztonsága
- központi hálózatok, rendszerek állandósága,
- közúti forgalomvezérlés,
- vasútbiztosítás
- energia ellátási hálózatok folyamatossága
- nagyméretű adatbázisok szervezése, működtetése
- helyfoglaló rendszerek
- űrkutatás stb. A "nagy megbízhatóságú rendszerek": fogalma (az elmúlt néhány évtizedben) a fenti alkalmazási területeken kidolgozott megbízhatóság javító megoldások együtteséből alakult ki, és összefogja mindazokat a:
- módszereket,
- megoldásokat,
- kialakításokat és
- technológiákat, amikkel, a "mindenkori átlagos alkalmazásokhoz" képest megnövelt megbízhatóságot lehet biztosítani. A nyers erővel a hiba keletkezésének valószínűségét kívánjuk csökkenteni. A hibatűréssel azt akarjuk elkerülni, hogy a rendszer belsejében keletkező hiba(ok) kijusson a rendszer kimenetére, azaz: üzemelés közben, működés során felhasználói szinten hiba(jelenség)-üzenet legyen. A megbízhatóság két pillére:
- a megbízható alkatrész és
- a hibatűrő rendszertechnika, mindig együtt van, de időről időre fontosságuk, fejlődésük-fejlesztésük gyorsasága változik, a szakma az idők során hol az egyik, hol a másik oldalt hangsúlyozza és fejleszti. A nagy gyártó-, ellátó rendszerek, elviselhető költségű,átlagos egységekből,alkatrészekből felépítve csak akkor tudnak folyamatosan működni, ha:
- üzembiztosak az egységek
- kiesési-, javítási idők csökkentik
- tartalék egységeket,
- hibavédő kódokat,
- belső ellenőrzéseket, stb. azaz: hibatűrő megoldásokat tartalmaznak. Gépcsoportok kiszolgálási szempontjai Meghibásodás miatti állásidő összetétele:
- érzékelési idő
- jelzési idő
- észlelési idő
- mérlegelési idő
- ki-, és odaérkezési idő
- hibaelhárítási idő o előkészületi idő o megbontási-, szétszerelési idő o döntési idő o javítási idő o ellenőrzési idő o összeszerelési idő
- próbajáratási idő
Géphatásfok: ∑
;ahol T - üzem idő, - üzemelési idő
Gépcsoportok hatásfoka: ∑ ∑
8. tétel A) A problémamegoldás jellemző módszertana, lépései, PDCA logika. A csoport technikákszempontjai.
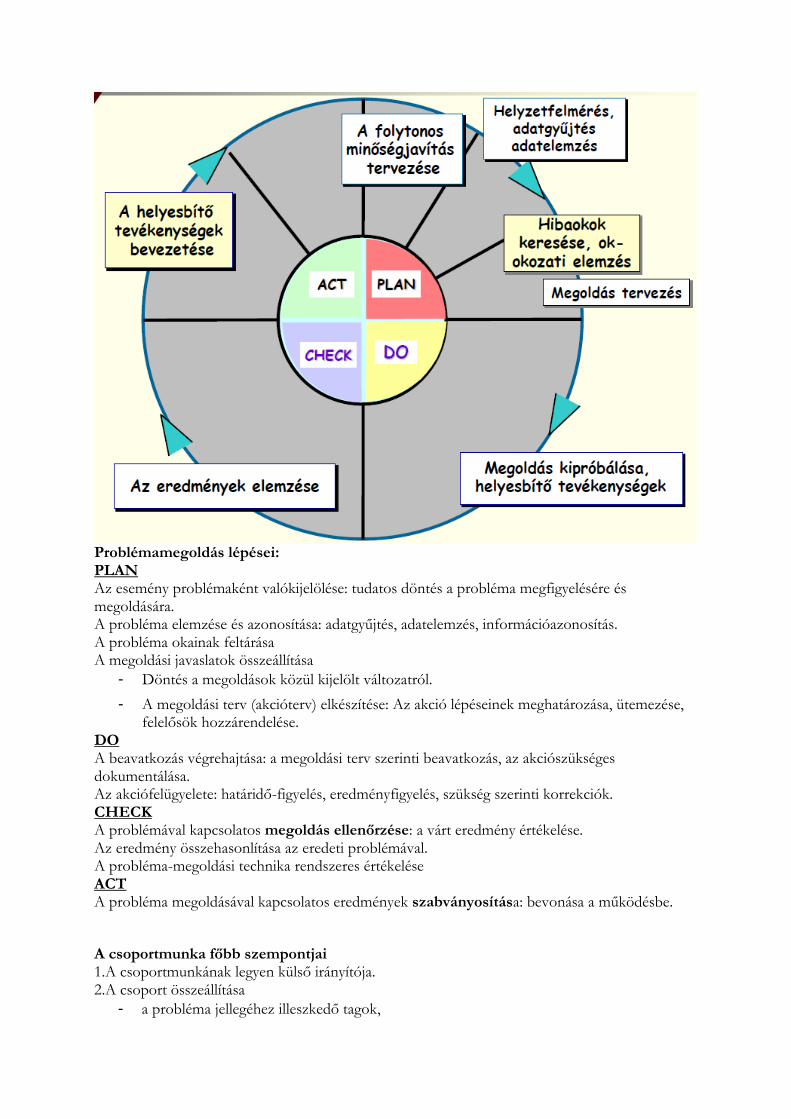
Problémamegoldás lépései: PLAN Az esemény problémaként valókijelölése: tudatos döntés a probléma megfigyelésére és megoldására. A probléma elemzése és azonosítása: adatgyűjtés, adatelemzés, információazonosítás. A probléma okainak feltárása A megoldási javaslatok összeállítása
- Döntés a megoldások közül kijelölt változatról.
- A megoldási terv (akcióterv) elkészítése: Az akció lépéseinek meghatározása, ütemezése, felelősök hozzárendelése.
DO A beavatkozás végrehajtása: a megoldási terv szerinti beavatkozás, az akciószükséges dokumentálása. Az akciófelügyelete: határidő-figyelés, eredményfigyelés, szükség szerinti korrekciók. CHECK A problémával kapcsolatos megoldás ellenőrzése: a várt eredmény értékelése. Az eredmény összehasonlítása az eredeti problémával. A probléma-megoldási technika rendszeres értékelése ACT A probléma megoldásával kapcsolatos eredmények szabványosítása: bevonása a működésbe.
A csoportmunka főbb szempontjai 1.A csoportmunkának legyen külső irányítója. 2.A csoport összeállítása
- a probléma jellegéhez illeszkedő tagok,
- lehető legszélesebb körből választva. 3. Alkalmi, vagy állandó vezető irányítsa a csoportmunkát 4. A csoportban elhangzó vélemények egyenértékűek, és megérdemlik a tiszteletet 5. A kritikákhoz társuljon megoldási javaslat is 6. A csoportmunka zavartalan körülmények között, előzetesen meghatározott időterv szerint folyjon 7. A csoportmunkához minden segédeszközt előzetesen kell előkészíteni A csoporttechnikák előnyei:
- a módszeresség és rendezettség növekedése, mely a szervezéssel jár együtt
- többrétegű ismeretanyag igénybevétele (mennyiségi tudástöbblet)
- a megoldás során mutatkozó egymásra épülő gondolatok (minőségileg nagyobb tudás)
- a folyamat több érdekszférájának szempontjai jelennek meg
- az együttműködés motiválása a megoldási javaslat végrehajtásakor
- az egyik leghatékonyabb ismeretgyűjtést biztosítja a résztvevőknek
- a minőségtudat (gyakran a közösségtudat) erősítése
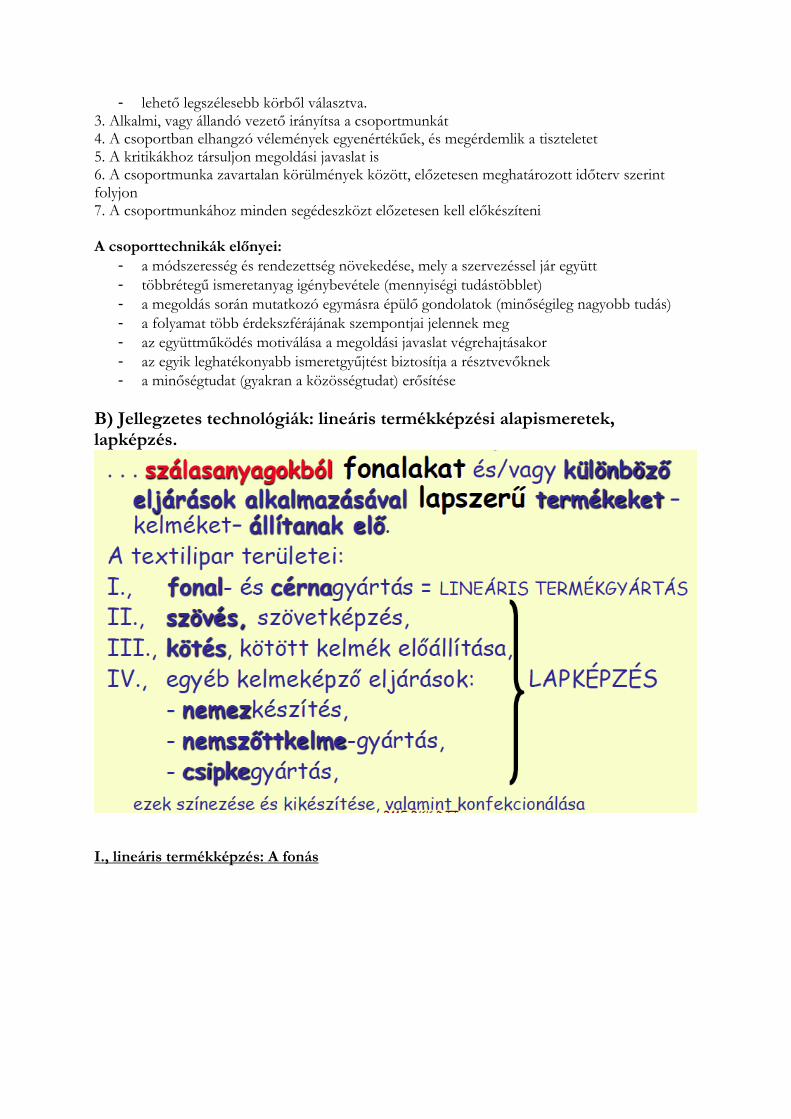
B) Jellegzetes technológiák: lineáris termékképzési alapismeretek, lapképzés.
I., lineáris termékképzés: A fonás
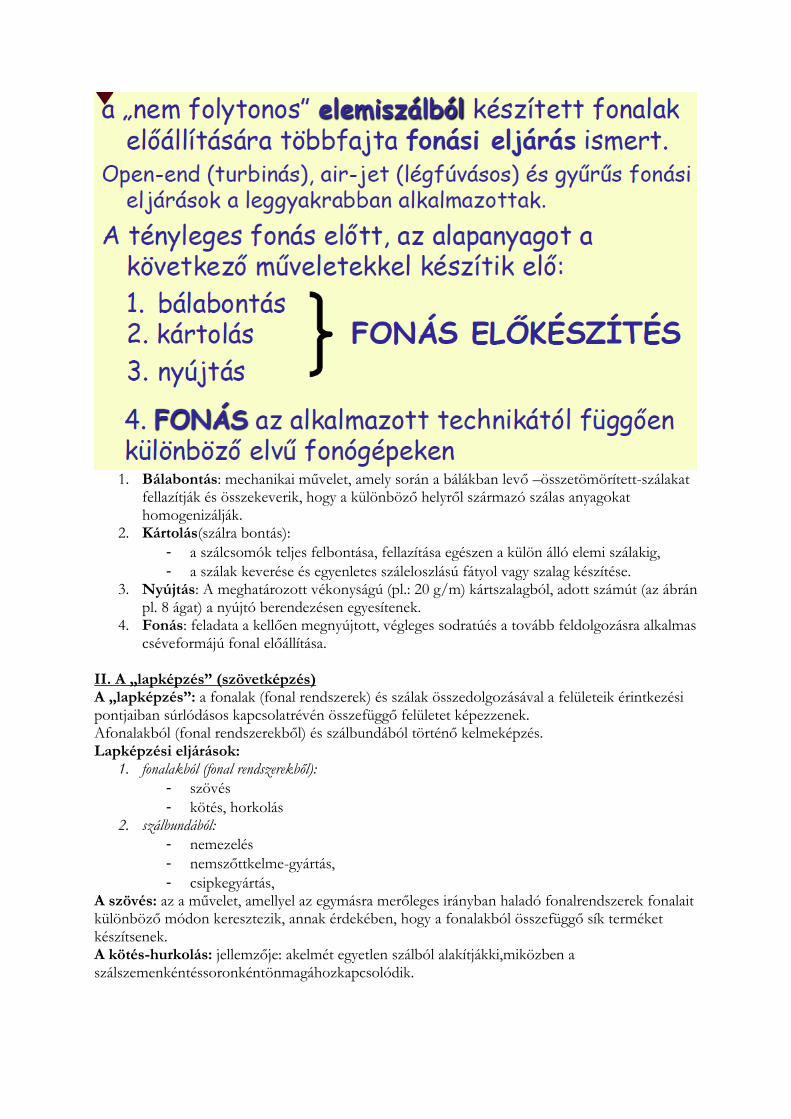
1. Bálabontás: mechanikai művelet, amely során a bálákban levő –összetömörített-szálakat
fellazítják és összekeverik, hogy a különböző helyről származó szálas anyagokat homogenizálják.
2. Kártolás(szálra bontás):
- a szálcsomók teljes felbontása, fellazítása egészen a külön álló elemi szálakig,
- a szálak keverése és egyenletes száleloszlású fátyol vagy szalag készítése. 3. Nyújtás: A meghatározott vékonyságú (pl.: 20 g/m) kártszalagból, adott számút (az ábrán
pl. 8 ágat) a nyújtó berendezésen egyesítenek. 4. Fonás: feladata a kellően megnyújtott, végleges sodratúés a tovább feldolgozásra alkalmas
cséveformájú fonal előállítása. II. A „lapképzés” (szövetképzés) A „lapképzés”: a fonalak (fonal rendszerek) és szálak összedolgozásával a felületeik érintkezési pontjaiban súrlódásos kapcsolatrévén összefüggő felületet képezzenek. Afonalakból (fonal rendszerekből) és szálbundából történő kelmeképzés. Lapképzési eljárások:
1. fonalakból (fonal rendszerekből):
- szövés
- kötés, horkolás 2. szálbundából:
- nemezelés
- nemszőttkelme-gyártás,
- csipkegyártás, A szövés: az a művelet, amellyel az egymásra merőleges irányban haladó fonalrendszerek fonalait különböző módon keresztezik, annak érdekében, hogy a fonalakból összefüggő sík terméket készítsenek. A kötés-hurkolás: jellemzője: akelmét egyetlen szálból alakítjákki,miközben a szálszemenkéntéssoronkéntönmagáhozkapcsolódik.
Nemezelés: Alapanyaga a gyapjúszál, melyet,hahő-és nedvesség hatása mellett mechanikailag„tömörítünk”, akkor az elemi szálhalmaz összefüggőlappáalakul (a fonás és szövés, illetve a hurkolás munkafolyamatának mellőzésével). A „nemszőtt”: olyan kelmék gyűjtőneve, amelyeket szintén kártolással állítanak elő, de a „kusza”, szétterített szálhalmaz (szövedék) szálait az érintkezési pontokon mechanikailagvagy kémiailagerősítik egymáshoz:
a. ragasztással b. hőre lágyuló száltartalommal c. tűzéssel
A csipkegyártás: A horgolásleggyakoribbformája acsipke(könnyed,áttört textília). Lehet:varrott,vert,csomózott(makramé),kötött,horgolt ésrececsipke.
9. tétel A) Ötletgyűjtő módszerek, adatgyűjtés, adatcsoportosítás, rangsorolás, ok-okozati összefüggésekábrázolása. 5S módszer. Ötletgyűjtő módszerek: Brainstorming(ötletroham):Csoportosalkotó technika egy témakörfeldolgozására. A munkát moderátor irányítja. Célja: a problémát befolyásoló tényezők,megoldási utak több szempontú, gyorsmegközelítése, feltárása hatékony ötletgyűjtéssel; rövid időalatt a lehető legnagyobb számúötlet összegyűjtése. Időben korlátozott: 15 – 20 perc, Cél: egymás elgondolásaihoz asszociatív módon kapcsolódni, minél több ötletet összegyűjteni. Két szakasza van: generikus (ötlettermő), analitikus fázis (ötletek csoportosítása, strukturálása) Szabályai:
- KRITIKA NÉLKÜL nincs értékelés, minősítés, kritizálás
- SZABAD SZÁRNYALÁS Az ötletek áramlása gátak, korlátok nélkül
- MENNYISÉG, NEM MINŐSÉG minden ötlet elfogadható
- MINDEN ÖTLET FELÍRANDÓ
- KÖLCSÖNÖS „MEGTERMÉKENYÍTÉS” egymás ötleteinek átvétele, továbbgondolása, asszociáció
Technikák: A strukturált brainstorming: A körben ülő résztvevők meghatározott sorrendben sorrakerülve adják elő elképzeléseiket. Az elhangzottakat flip-charton, vagy táblánrögzítik. Brainwriting: A résztvevők asztal körül foglalnak helyet. Elképzeléseiket papírlapokra rögzítik, majdaz asztal közepére helyezik. Ha valaki kifogy az ötletekből, a középre tett lapokból merít további ötletet 635 módszer:6 résztvevő, 3-3 ötletet 5-ször továbbfejleszt. Ötletek finomítása, továbbfejlesztése a papírok körbeadásával. Philips-66 módszer: Kétfordulós csoportmunka. 1. forduló: 6 fős munkacsoportok meghatározott probléma megoldására 6 perces megbeszélést
folytatnak, 6 perc letelte után javaslataikat megosztják a többi résztvevővel, A javaslatokat mindenki számára látható módon helyezik el a teremben.
2. forduló: a csoportok az 1.fordulóegyes javaslataittovábbfejlesztik, ismét 6 perc alatt Több forduló islebonyolítható.
Cél közös megegyezésen alapuló javaslat kidolgozása. Résztvevőik száma: 30-36 fő, 6 fős munkacsoportokban Időszükséglet: fél-egy nap. Delphi módszer: Alkalmazás: bonyolult, több szakterületet érintő problémakör szakértői véleményezésére, koncepcióalkotásra, részletes terv kidolgozására.
Csoport-koordinátor szervezi a térben különbözőhelyen levő szakértők, tudósok munkáját
- Szakértői csoport felkérése
- A tagok javaslataikat írásban elkészítik.
- A javaslatokat begyűjtik, összegzik, értékelik, és az eredményt visszaküldik a résztvevőknek.
- Újabb véleménynyilvánítás kérése. Cél: közös megoldási javaslat. Ehhez 4-10 forduló is szükséges lehet. Résztvevők száma: tetszés szerinti, maximum 20-25 fő, Időszükséglete: több hónap (hagyományos eszközökkel). K-J diagram (affinitás diagram):
- Kérdés, téma vagy probléma felvetése, a csoport részére tömören
- Cédulákon válaszadás (1-cédula, 1-mondat)
- A válaszok, ötletek, csoportokba sorolása,
- A „címek” témák fontossági sorrendjének szavazása Adatgyűjtés, adatcsoportosítás, rangsorolás:(db-ra, ktg-re, árú fajtára) Pareto elemzés A fontoselemek kiválasztása (Pareto értékelés)A problémák súlyozásának, a lényeges problémák kiemelésének eszköze.Láthatóvá teszi a kisszámú, fontos hibát.Az elemzés alapja az ún. 80/20 szabály.Eszerint a problémák 80%-a mögött a kiváltó okok 20%-a áll. Mire használható?
- Segítmérlegelni
- Lehetővé teszi a jelentős és lényegtelen problémák, hibák szétválasztását
- Feltárja a problémák egymáshoz viszonyított súlyát
- Megmutatja, mi okozza a legtöbb gondot, a legnagyobb veszteséget
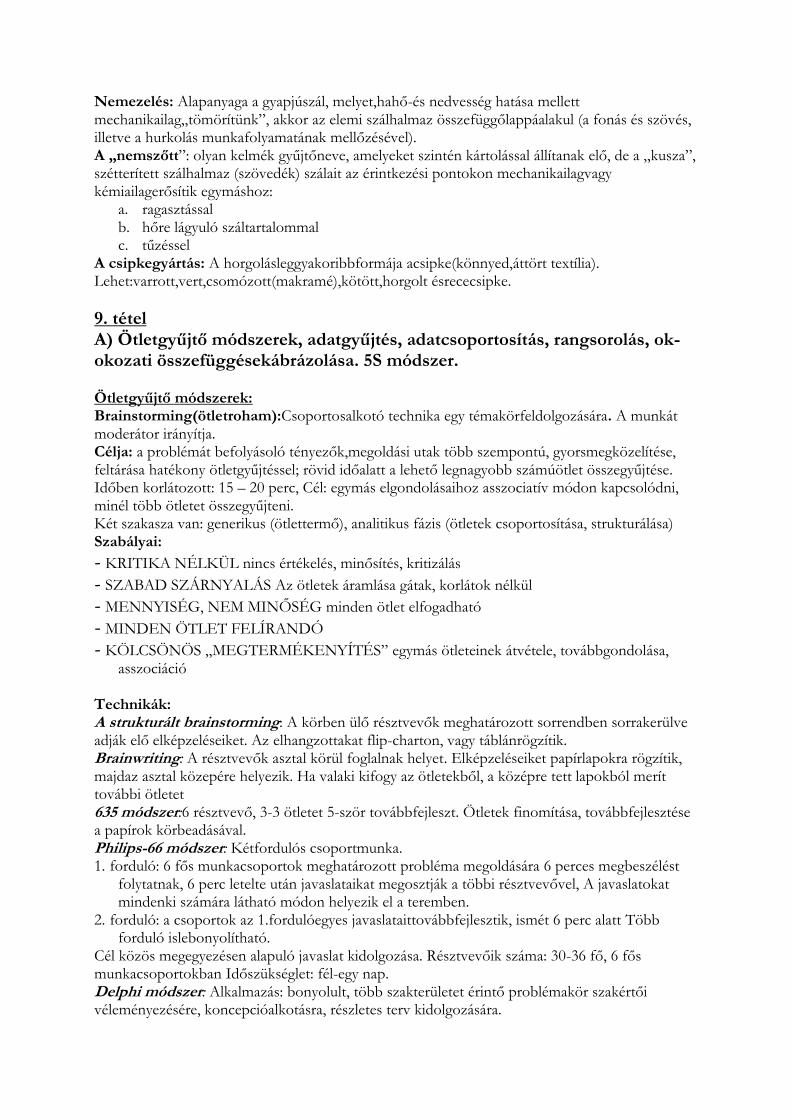
- Lehetővé teszi a változások, a fejlődés kimutatását Pareto diagram készítése: 1.A vizsgálandó probléma és az összegyűjtendő információ meghatározása 2. A vizsgálandó időszak meghatározása 3. Információgyűjtés táblázatos formában. A hibák gyakoriságának és költségének felvételezése 4. Az adatok (gyakorisági-vagy veszteségadatok) csökkenő sorrendberendezése 5. Annak kiszámítása, hogy az egyes esetek azösszes eset hány százalékát képzik 6. Az adatok ábrázolása oszlopdiagramban 7. A kumulatív görbe berajzolása Ok-okozati összefüggések ábrázolása: 1) Ishikawa diagram (halszálka diagram): Ok-okozati diagram
Mire használható?:
- A probléma okaira vonatkozó ötletek összegyűjtése
- Szemléletesen mutatja mi mire hat
- Feltárja az okok és a következmények, az okozatok rejtett kapcsolatait („ok
térkép”)
- Rávilágít az okok kapcsolatrendszerére
- Segít a probléma gyökerének, alap okának feltárásában Lépései: 1. Az okozat (a megoldandó probléma) meghatározása 2. A probléma lehetséges okainak meghatározása (brainstorming) 3. Az ok-okozati ábra megalkotása (fő okok meghatározása, ábrázolása) 4. A fő okok és a kiváltó okok összerendelése, ábrázolása (okok lebontása) 5. Az ok-okozati ábra értékelése. A problémát kiváltó okok fontossági sorrendjének
meghatározása. (Alkalmazható a Pareto analízis segítségül) 6. A beavatkozó intézkedések kidolgozása
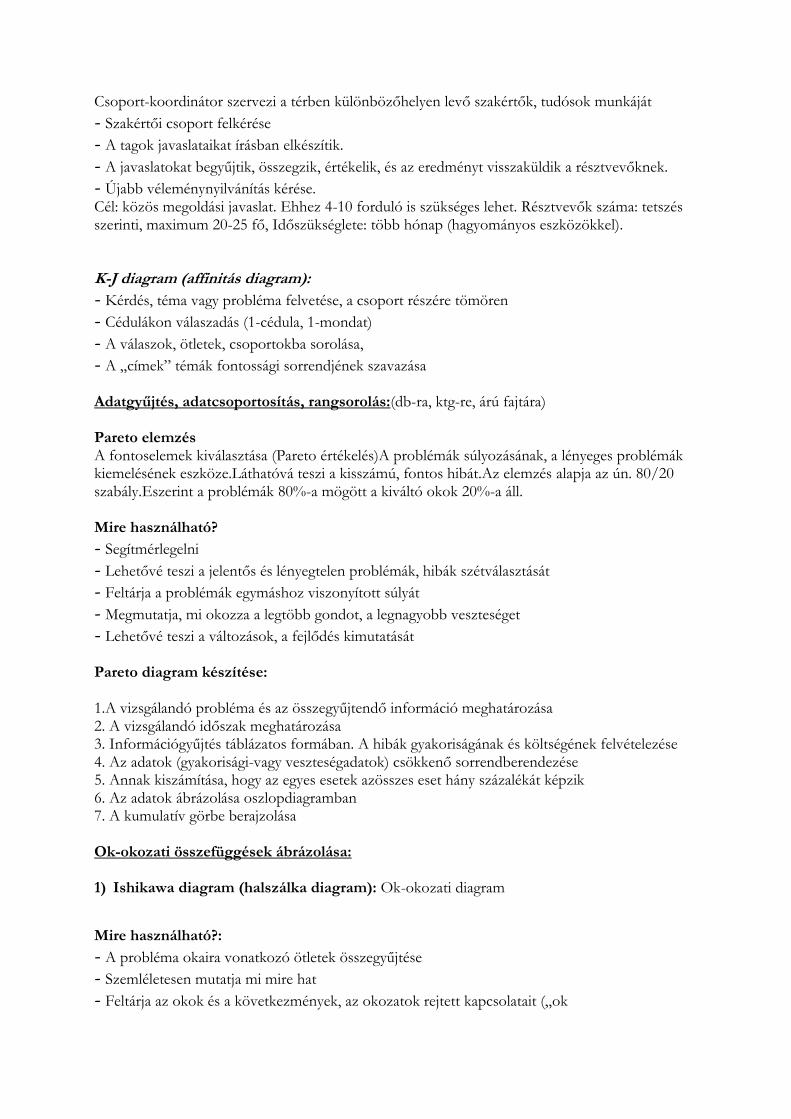
2) Fa diagram (Valószínűségi elemzés) A problémához tartozó fogalmak (okok) hierarchikus rendszere. Az ok párok, ok csoportok logikai “és” (szorzás), “vagy” (összeadás) kapcsolatát mutatja be. Használható: “Hogyan tudjuk a problémát megoldani?” - Okok feltárására - megoldások keresésére A fa diagram célja a feladatok, célok végrehajtható tevékenységek szintjére történõ lebontása. A cél megvalósításához szükséges megoldásokat egy ötletroham során gyûjti össze a csoport, majd egy fa struktúrájú formában dokumentálják. Minden javasolt megoldás esetén megvizsgálják, hogy az közvetlenül megvalósítható-e. Amennyiben nem, akkor a lebontást addig kell folytatni, míg közvetlenül végrehajtható eljárásokhoz nem érnek. 3) Hibafa(valószínűségi elemzés) A Hibafa diagramot a hibaokok strukturált feltárására alkalmazzuk. A Hibafa diagram készítésének 7 lépése: 1. A hiba jelenségének, az esemény vagy a nemmegfelelőség meghatározása, leírása. 2. Az elsődleges okcsoportok meghatározása, leírása. 3. A másodlagos okcsoportok meghatározása, leírása. 4. A harmadlagos okcsoportok meghatározása, leírása (ha szükséges).
5. Az okcsoportokon belül az okok és láncolataik meghatározása, leírása. 6. Az okok valódiságának vizsgálata és igazolása. 7. A valós hibaokok megjelölése. Időszükséglet: 0,5-1 óra, az okok valódiság ellenőrzése nélkül. Típusa: egyénileg és csoportosan is alkalmazható.
4) Kapcsolati diagram A diagramot olyan esetekben használjuk, amikor az ok-hatás viszonyok nem csak lineáris összefüggéseket mutatnak. Időszükséglet: 0,5-1,5 óra, gyakorlattól függően. Típusa: egyénileg és csoportosan is alkalmazható. A kapcsolat diagram feladata az egymással kapcsolatban levõ struktúrák megjelenítése. A problémamegoldó folyamat itt is csoportülés keretében zajlik. A csoport vezetõje felírja a táblára a központi kérdést „Miért.....” formában. Ezután minden résztvevõ felírja egy-egy kártyára az általa ismert vagy sejtett okokat. A kártyákat összegyûjtik, majd kör alakban kitûzik a falra. Külön-külön megvizsgálnak minden egyes kártyát, annak kiderítése érdekében, hogy ok-hatás kapcsolatban áll-e a többi kártyával. Ilyen esetben egy nyilat rajzolnak az okot jelképezõ kártyától a hatást jelképezõ kártyáig. 5S módszer: SEIRI, SZELEKTÁLÁS: A szükséges és szükségtelen dolgok szétválasztása, a szükségtelen dolgok elkülönítése és eltávolítása a munkaterületről. SEITON, HELYES ELRENDEZÉS: A területen maradó tárgyak helyének kijelölése, területi elrendezés, áttekinthetőség, funkcionális elhelyezés. SEISO, TISZTÍTÁS, TAKARÍTÁS: A munkahely, berendezés takarítása, tisztántartás, rendszeres takarítás, szennyező források megszüntetése. SEIKETSU, TISZTÁN TARTÁSÁLLANDÓSÍTÁS, JAVÍTÁS: Magas szintű munkahelyi szervezéssel, szabványosítással az előző 3Sáltal elért eredmények fenntartása, folyamatos javítása, a rend, a tisztaság, a módszeresség és a pontosság állandósítása, szabályzat az 5S fenntartására.
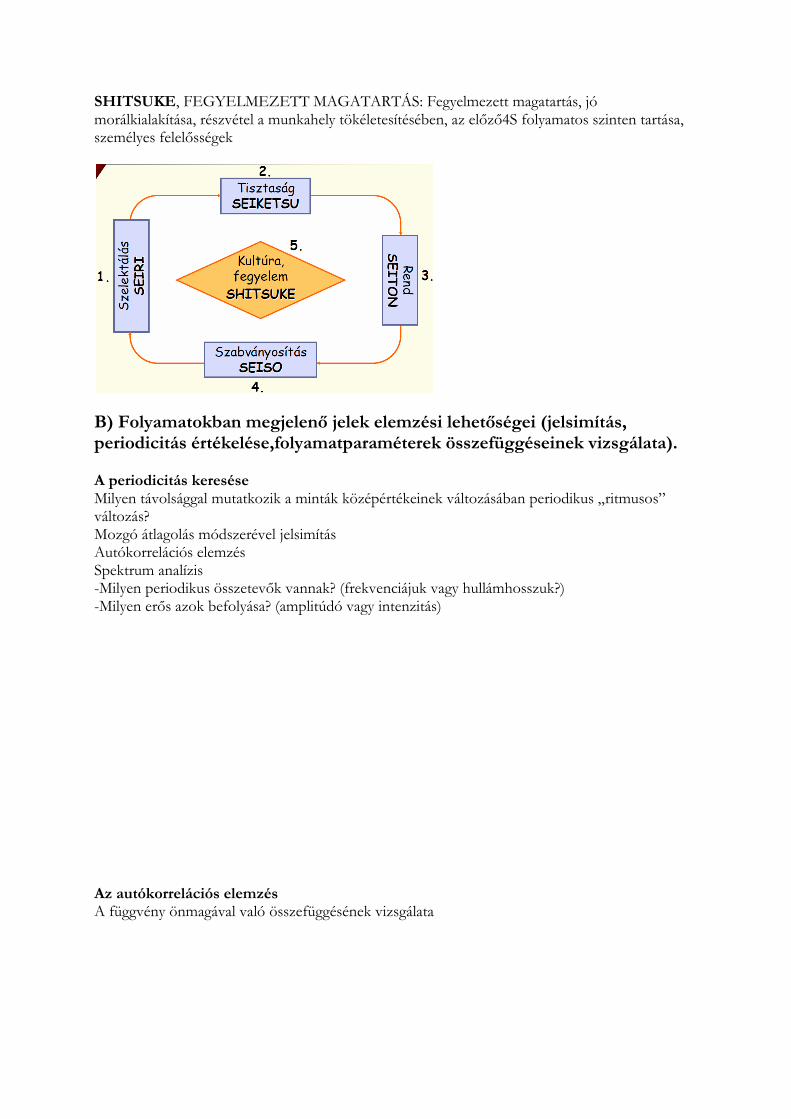
SHITSUKE, FEGYELMEZETT MAGATARTÁS: Fegyelmezett magatartás, jó morálkialakítása, részvétel a munkahely tökéletesítésében, az előző4S folyamatos szinten tartása, személyes felelősségek
B) Folyamatokban megjelenő jelek elemzési lehetőségei (jelsimítás, periodicitás értékelése,folyamatparaméterek összefüggéseinek vizsgálata). A periodicitás keresése Milyen távolsággal mutatkozik a minták középértékeinek változásában periodikus „ritmusos” változás? Mozgó átlagolás módszerével jelsimítás Autókorrelációs elemzés Spektrum analízis -Milyen periodikus összetevők vannak? (frekvenciájuk vagy hullámhosszuk?) -Milyen erős azok befolyása? (amplitúdó vagy intenzitás) Az autókorrelációs elemzés A függvény önmagával való összefüggésének vizsgálata
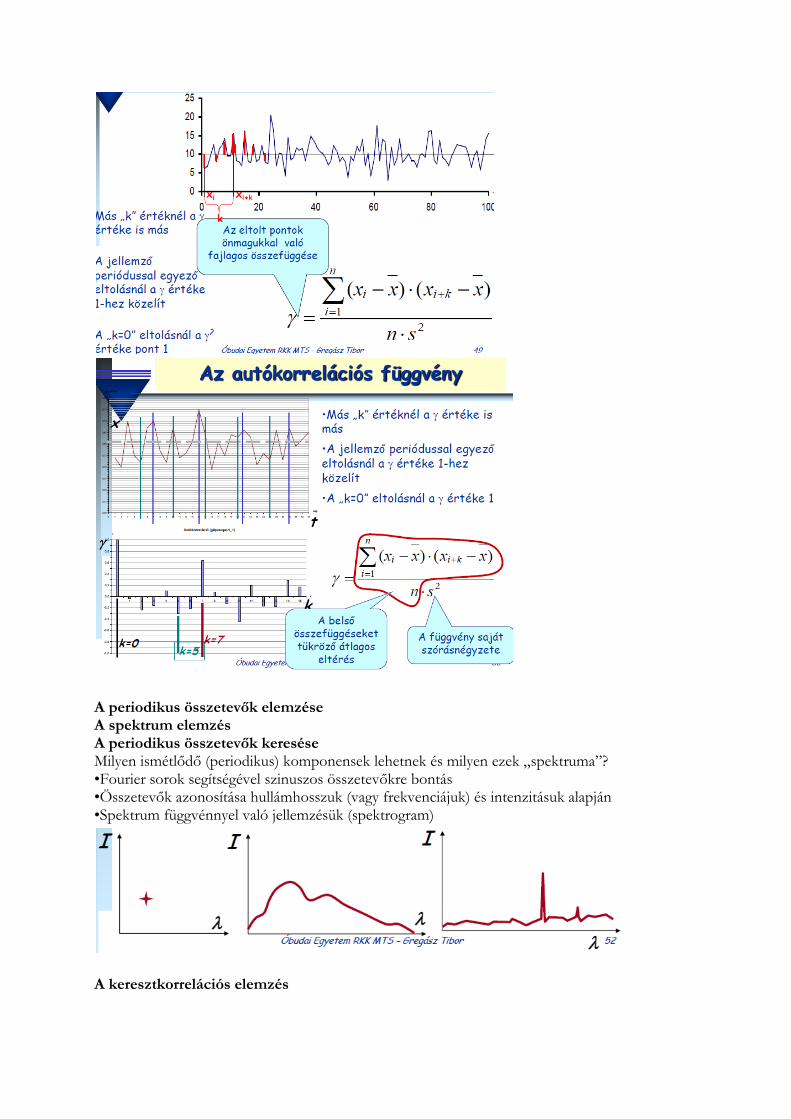
A periodikus összetevők elemzése A spektrum elemzés A periodikus összetevők keresése Milyen ismétlődő (periodikus) komponensek lehetnek és milyen ezek „spektruma”? •Fourier sorok segítségével szinuszos összetevőkre bontás •Összetevők azonosítása hullámhosszuk (vagy frekvenciájuk) és intenzitásuk alapján •Spektrum függvénnyel való jellemzésük (spektrogram)
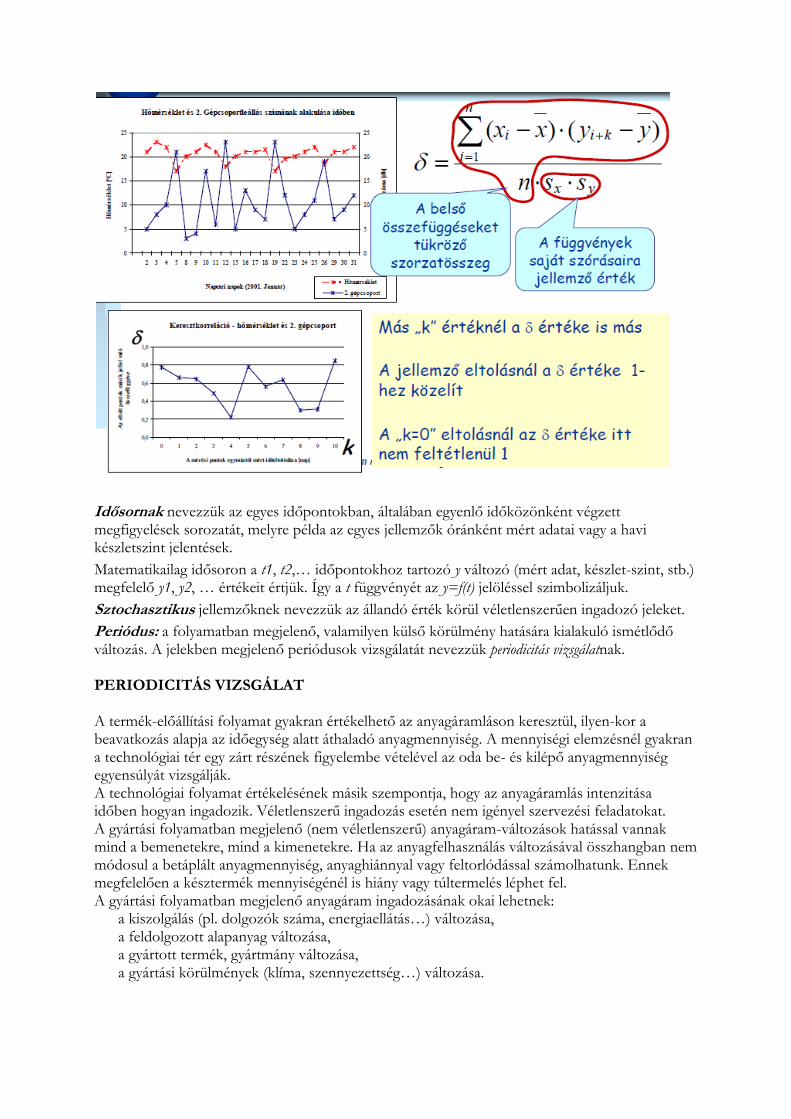
A keresztkorrelációs elemzés
Idősornak nevezzük az egyes időpontokban, általában egyenlő időközönként végzett megfigyelések sorozatát, melyre példa az egyes jellemzők óránként mért adatai vagy a havi készletszint jelentések.
Matematikailag idősoron a t1, t2,… időpontokhoz tartozó y változó (mért adat, készlet-szint, stb.) megfelelő y1, y2, … értékeit értjük. Így a t függvényét az y=f(t) jelöléssel szimbolizáljuk.
Sztochasztikus jellemzőknek nevezzük az állandó érték körül véletlenszerűen ingadozó jeleket.
Periódus: a folyamatban megjelenő, valamilyen külső körülmény hatására kialakuló ismétlődő változás. A jelekben megjelenő periódusok vizsgálatát nevezzük periodicitás vizsgálatnak. PERIODICITÁS VIZSGÁLAT A termék-előállítási folyamat gyakran értékelhető az anyagáramláson keresztül, ilyen-kor a beavatkozás alapja az időegység alatt áthaladó anyagmennyiség. A mennyiségi elemzésnél gyakran a technológiai tér egy zárt részének figyelembe vételével az oda be- és kilépő anyagmennyiség egyensúlyát vizsgálják. A technológiai folyamat értékelésének másik szempontja, hogy az anyagáramlás intenzitása időben hogyan ingadozik. Véletlenszerű ingadozás esetén nem igényel szervezési feladatokat. A gyártási folyamatban megjelenő (nem véletlenszerű) anyagáram-változások hatással vannak mind a bemenetekre, mind a kimenetekre. Ha az anyagfelhasználás változásával összhangban nem módosul a betáplált anyagmennyiség, anyaghiánnyal vagy feltorlódással számolhatunk. Ennek megfelelően a késztermék mennyiségénél is hiány vagy túltermelés léphet fel. A gyártási folyamatban megjelenő anyagáram ingadozásának okai lehetnek: a kiszolgálás (pl. dolgozók száma, energiaellátás…) változása, a feldolgozott alapanyag változása, a gyártott termék, gyártmány változása, a gyártási körülmények (klíma, szennyezettség…) változása.
Amennyiben az anyagáram időben valamilyen meghatározott mód szerint változik, az matematikailag modellezhető és enneksegítségével az anyagfelhasználás, illetve a termelési volumen előre tervezhető. Az anyagáram jellegzetes időbeni változása a periodikus ingadozás. Periodikus ingadozás esetén a periódus nagyságából következtethetünk az ingadozást kiváltó ok(ok)ra, a szükséges megelőző intézkedéseket meghozhatjuk annak kiküszöbölésé-re, figyelembe-vételére a vele összefüggésben álló területeknél:
gyártási programtervezés, vállalási határidők meghatározása stb.
Folyamatparaméterek összefüggéseinek vizsgálata: Beavatkozásokat megelőzően gyakran két paraméter kapcsolatának matematikaileírását végezzük el. A kapcsolat meghatározása az alábbi kérdésekmegválaszolásával lehetséges:
- Milyen a két paraméter közötti kapcsolat jellege? (modell egy matematikai függvény.)
- Milyen a két paraméter közötti kapcsolat szorossága? (a szorosság számszerűsítéssel)
- Milyen a két paraméter közötti kapcsolat iránya? (a tendenciákban egyirányú vagy ellentétes irányú változások a jellemzőek)
- Megalapozott-e kijelenteni az összefüggést a két véletlen változó között? (a szignifikáns összefüggés bizonyítása vagy elvetése)
A változók közötti kapcsolatot jellemző egyenlet meghatározásához első lépésbenadatokat kell gyűjteni a vizsgált változók megfelelő értékeire. Tekintsük egy termékesetén annak vastagságát (x) és területi sűrűségét (y) a két vizsgált változónak. Egy„n” elemű mintát megvizsgálva meghatározhatjuk az x1, x2, ... , xn termékekvastagságát és a hozzájuk tartozó y1, y2, ... ,yn lineáris sűrűség értékét. Két változó (x, y) esetleges valószínűségi kapcsolatáról oly módon kaphatunktájékoztatást, hogy az összetartozó értékpárokat (xi, yi) egy-egy pont formájában egyderékszögű koordináta rendszerben pontdiagramon ábrázoljuk, és a pontokszóródását, illetve elhelyezkedését vizsgáljuk. Amennyiben a változók között valamilyen kapcsolat sejthető, a pontdiagramra betudunk rajzolni egy olyan görbét (pl. egy egyenes, parabola, stb.), amely jól közelíti azadatpárokat. Görbeillesztésnek azt az általános feladatot nevezzük, mely során eponthalmazra közelítő görbe egyenletét határozzuk meg. Az alábbi ábrán láthatjuk, hogy az adatok jól közelíthetőek egy egyenessel, így aztmondhatjuk, hogy az adatok között lineáris kapcsolat van.
A következő ábrán is vanvalamilyen kapcsolat, noha ez nem lineáris, s ezt nemlineáris kapcsolatnak nevezzük.
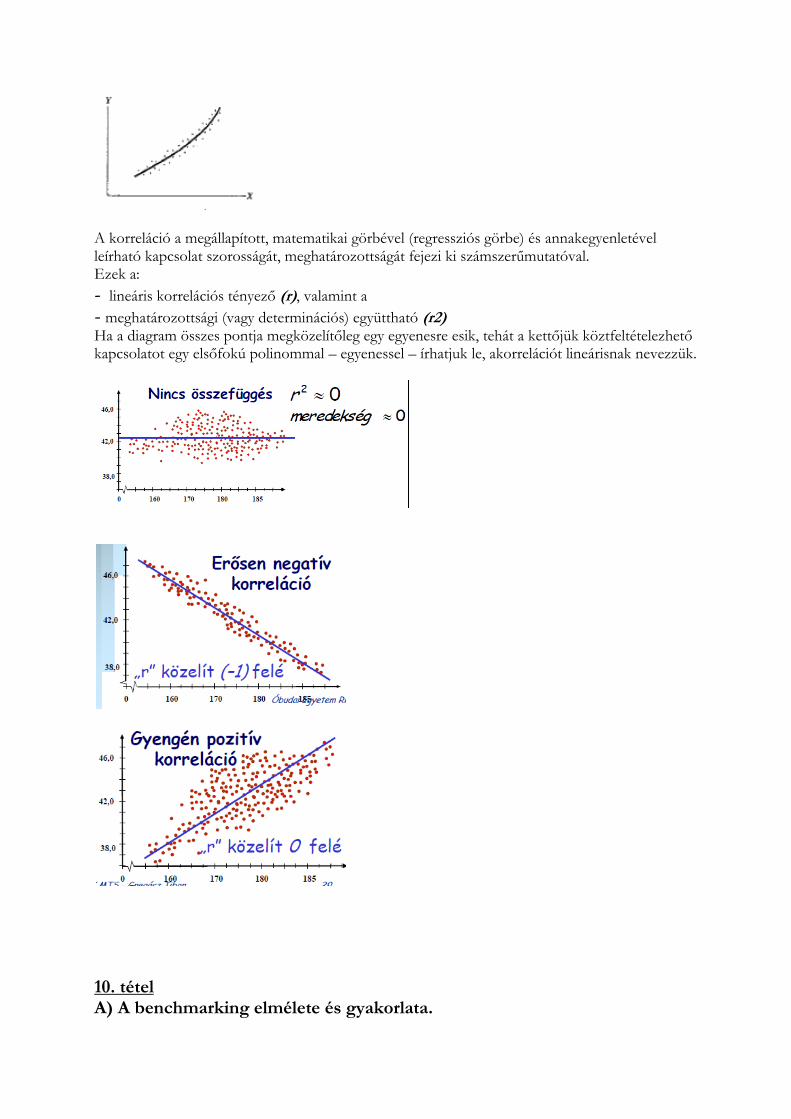
A korreláció a megállapított, matematikai görbével (regressziós görbe) és annakegyenletével leírható kapcsolat szorosságát, meghatározottságát fejezi ki számszerűmutatóval. Ezek a:
- lineáris korrelációs tényező (r), valamint a
- meghatározottsági (vagy determinációs) együttható (r2) Ha a diagram összes pontja megközelítőleg egy egyenesre esik, tehát a kettőjük köztfeltételezhető kapcsolatot egy elsőfokú polinommal – egyenessel – írhatjuk le, akorrelációt lineárisnak nevezzük.
10. tétel A) A benchmarking elmélete és gyakorlata.
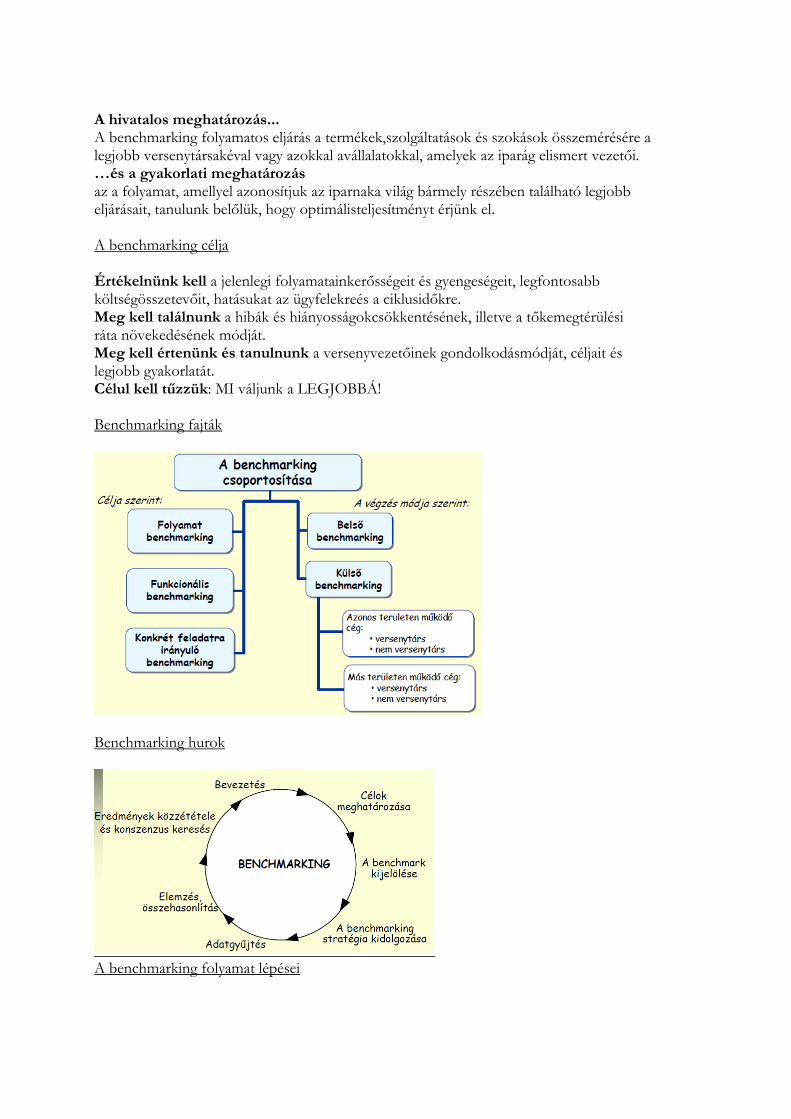
A hivatalos meghatározás... A benchmarking folyamatos eljárás a termékek,szolgáltatások és szokások összemérésére a legjobb versenytársakéval vagy azokkal avállalatokkal, amelyek az iparág elismert vezetői. …és a gyakorlati meghatározás az a folyamat, amellyel azonosítjuk az iparnaka világ bármely részében található legjobb eljárásait, tanulunk belőlük, hogy optimálisteljesítményt érjünk el. A benchmarking célja Értékelnünk kell a jelenlegi folyamatainkerősségeit és gyengeségeit, legfontosabb költségösszetevőit, hatásukat az ügyfelekreés a ciklusidőkre. Meg kell találnunk a hibák és hiányosságokcsökkentésének, illetve a tőkemegtérülési ráta növekedésének módját. Meg kell értenünk és tanulnunk a versenyvezetőinek gondolkodásmódját, céljait és legjobb gyakorlatát. Célul kell tűzzük: MI váljunk a LEGJOBBÁ! Benchmarking fajták
Benchmarking hurok
A benchmarking folyamat lépései
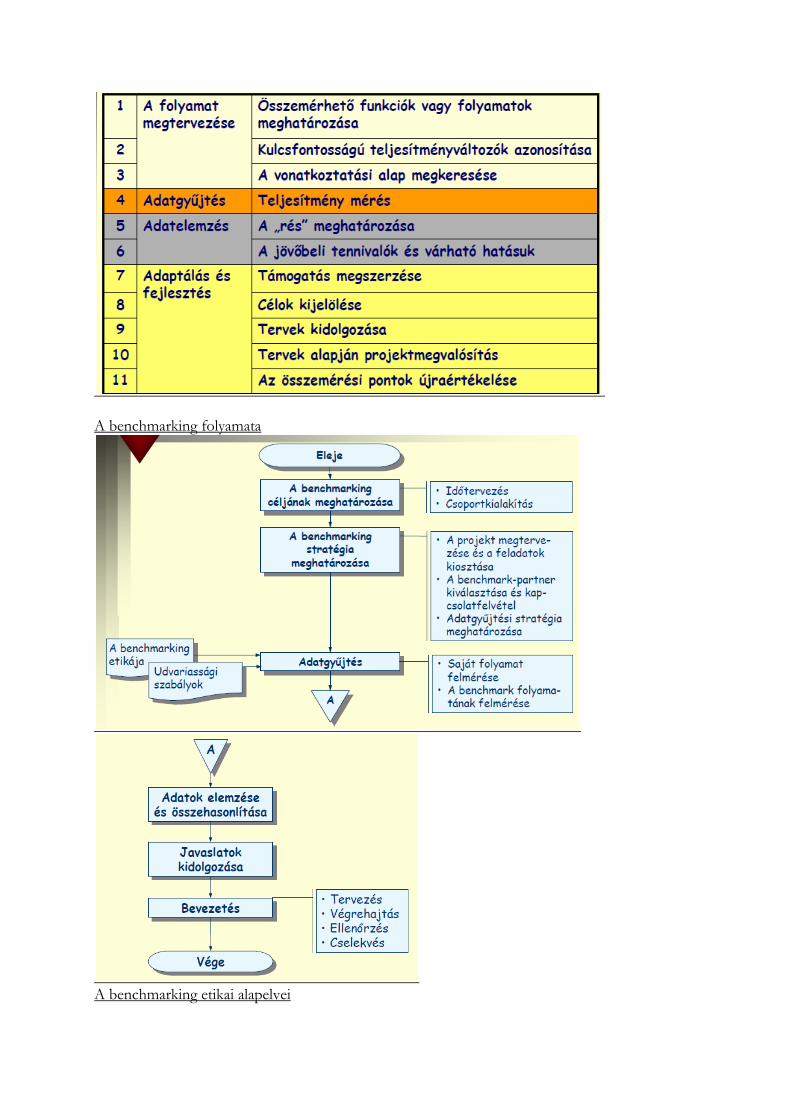
A benchmarking folyamata
A benchmarking etikai alapelvei
• JOGSZERŰSÉG
- a megszerzett információkkal a benchmarking partnert a piaci versenyben ne hozzuk hátrányos helyzetbe • VISZONOSSÁG
- a benchmarking résztvevői ugyanolyan mennyiségű információ közreadására legyenek készek, mint amennyit a partnerektől kaptak • BIZALMI ELV
- bizalmas adatközlés és adatcsere,
- előzetes egyeztetés nélkül a kapott információk nem adhatók tovább •BELSŐ FELHASZNÁLÁS ELVE -a szerzett adatokat csak cégen belülifolyamatok javítására használhatjuk fel (leányvállalat, külső szakértők, munkahelyváltoztató szakemberek) • KÖZVETLEN KAPCSOLATOK ELVE
- több résztvevős benchmarking esetén mindenki maga adja tovább a saját adatait • HARMADIK FÉLHEZ FŰZŐDŐ KAPCSOLATOKELVE
- harmadik féllel kapcsolatos adatokat a benchmarking partnernek csak a 3. fél előzetes engedélye alapján szabad kiadni
• FELKÉSZÜLTSÉG ELVE
- a folyamat minden egyes lépcsőjében megfelelő felkészülés és felkészültség legyen a jellemző
- kritikus pont a kapcsolatfelvétel (a jó felkészültség bizalmat kelt)
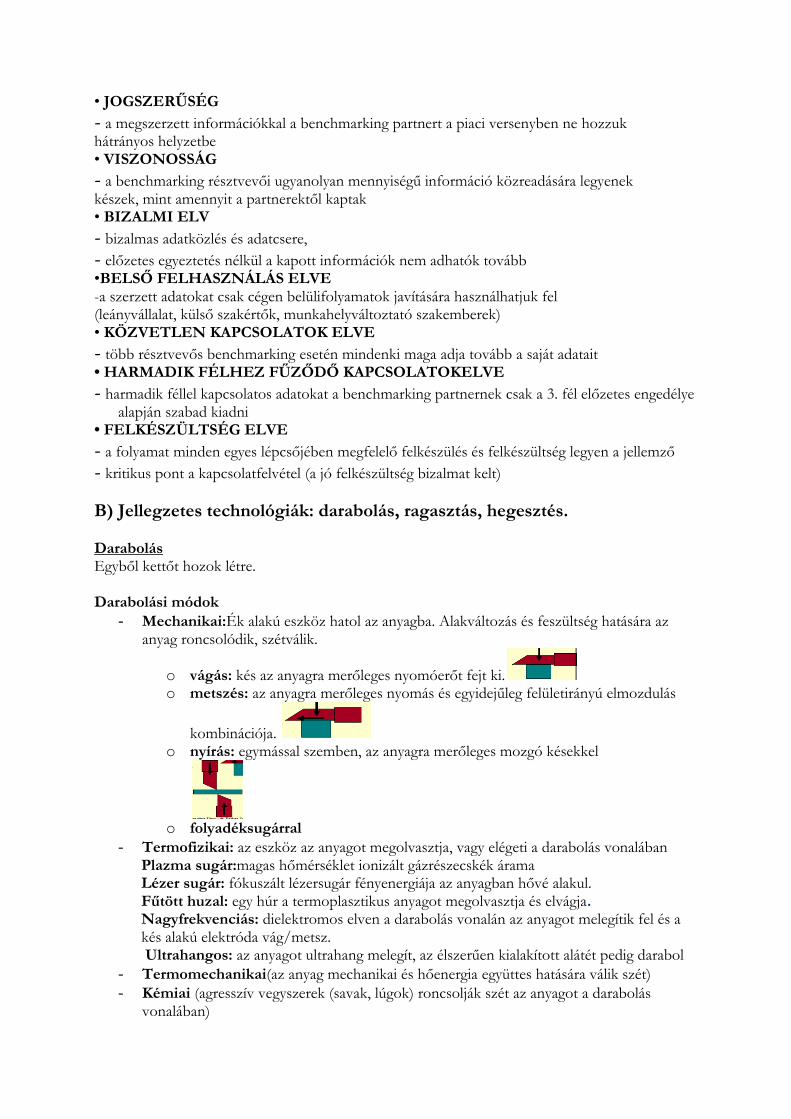
B) Jellegzetes technológiák: darabolás, ragasztás, hegesztés. Darabolás Egyből kettőt hozok létre. Darabolási módok
- Mechanikai:Ék alakú eszköz hatol az anyagba. Alakváltozás és feszültség hatására az anyag roncsolódik, szétválik.
o vágás: kés az anyagra merőleges nyomóerőt fejt ki. o metszés: az anyagra merőleges nyomás és egyidejűleg felületirányú elmozdulás
kombinációja. o nyírás: egymással szemben, az anyagra merőleges mozgó késekkel
o folyadéksugárral
- Termofizikai: az eszköz az anyagot megolvasztja, vagy elégeti a darabolás vonalában Plazma sugár:magas hőmérséklet ionizált gázrészecskék árama Lézer sugár: fókuszált lézersugár fényenergiája az anyagban hővé alakul. Fűtött huzal: egy húr a termoplasztikus anyagot megolvasztja és elvágja. Nagyfrekvenciás: dielektromos elven a darabolás vonalán az anyagot melegítik fel és a kés alakú elektróda vág/metsz. Ultrahangos: az anyagot ultrahang melegít, az élszerűen kialakított alátét pedig darabol
- Termomechanikai(az anyag mechanikai és hőenergia együttes hatására válik szét)
- Kémiai (agresszív vegyszerek (savak, lúgok) roncsolják szét az anyagot a darabolás vonalában)
Ragasztás Két szilárd rétegen kell kötést létrehozni. Nemfémes anyagok, amelyek szilárd anyag felületét adhézió(tapadással) és kohézióbelső összetartó erővel(saját szilárdsággal) kötik össze. -A fenti mechanizmusok bizonyos ragasztó kötéseknél nemkülöníthet el. (pl. PVC polimerek ragasztása PVCragasztóval.) - Az összekötött anyagok eredeti szerkezeti felépítése nemváltozik. -A ragasztóanyagban fizikai és kémiai változások iskialakulhatnak a kötés létrehozásával.
Ragasztóanyagok csoportosítása:
Eredet:
- természetes (növényi, állati, ásványi).
- szintetikus Megjelenési forma:
- folyékony: oldat, szuszpenzió, emulzió
- szilárd: por, granulátum, fólia, rácsfólia, huzal, szalag. (A ragasztás során azonban folyékonnyá tipikusan hő hatására ömledékké - válnak, a kötés kialakulása végett)
A folyékonyban a fázisok jellege szerint
- szuszpenzió
- emulzió Komponensek száma:
- egy, vagy többkomponensű . Kötési mechanizmus:
- fizikai folyamat révén szilárdul o száradás (oldatok, diszperziók) o lehűlés (ömledék ragasztók). o kikristályosodással
- polimerizációval Kötés oldhatósága:
- oldható (de csak egyszer használatos)
- oldható (többször létrehozható adhéziós kapcsolat)
- roncsolással oldható Kötés hőmérséklete:
- hidegen és melegen köt Felhasználási igény szerint:
- nyomásra tapadó ragasztók
- kontakt ragasztó
- szerkezeti ragasztók A ragasztás folyamata A ragasztóanyag felhordása A ragasztandó felületek nedvesítése lényeges, legfontosabb feladat!
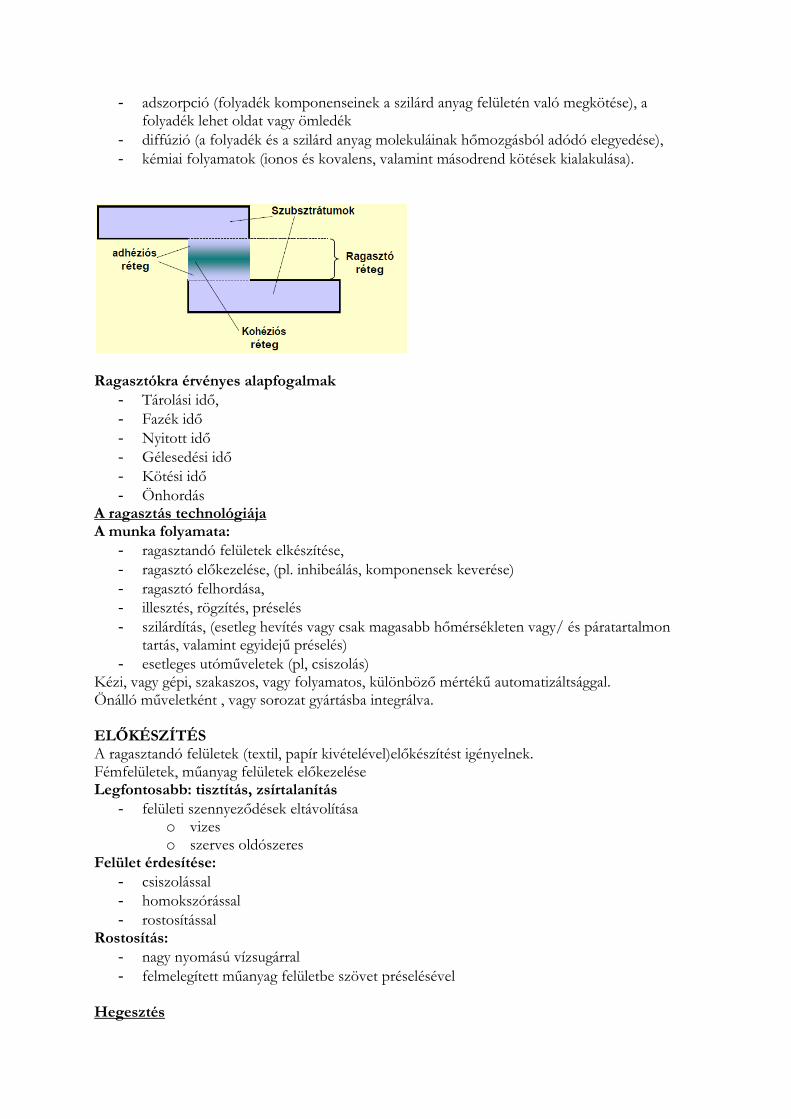
- adszorpció (folyadék komponenseinek a szilárd anyag felületén való megkötése), a folyadék lehet oldat vagy ömledék
- diffúzió (a folyadék és a szilárd anyag molekuláinak hőmozgásból adódó elegyedése),
- kémiai folyamatok (ionos és kovalens, valamint másodrend kötések kialakulása).
Ragasztókra érvényes alapfogalmak
- Tárolási idő,
- Fazék idő
- Nyitott idő
- Gélesedési idő
- Kötési idő
- Önhordás A ragasztás technológiája A munka folyamata:
- ragasztandó felületek elkészítése,
- ragasztó előkezelése, (pl. inhibeálás, komponensek keverése)
- ragasztó felhordása,
- illesztés, rögzítés, préselés
- szilárdítás, (esetleg hevítés vagy csak magasabb hőmérsékleten vagy/ és páratartalmon tartás, valamint egyidejű préselés)
- esetleges utóműveletek (pl, csiszolás) Kézi, vagy gépi, szakaszos, vagy folyamatos, különböző mértékű automatizáltsággal. Önálló műveletként , vagy sorozat gyártásba integrálva. ELŐKÉSZÍTÉS A ragasztandó felületek (textil, papír kivételével)előkészítést igényelnek. Fémfelületek, műanyag felületek előkezelése Legfontosabb: tisztítás, zsírtalanítás
- felületi szennyeződések eltávolítása o vizes o szerves oldószeres
Felület érdesítése:
- csiszolással
- homokszórással
- rostosítással Rostosítás:
- nagy nyomású vízsugárral
- felmelegített műanyag felületbe szövet préselésével Hegesztés
Az összekötendő anyagok helyimegömlesztésével kialakuló, roncsolássaloldható kötésforma. A kötés a hegesztésivarrat mentén alakul ki. Általában vonal mentén, vagy pontszerűentörténik, felületek csak polimereknél és hegeszthetők. A hegesztett kötés az eredeti anyaggalcsaknem azonos szilárdságot biztosít. A hegesztési technológiák hátrányai
- csak hőre lágyuló anyagokat lehet,
- csak azonos kémiai összetétel (vagy jól összeférhető) anyagokat lehet hegeszteni,
- az erősítő anyagok hatása a hegesztési varratnál nem érvényesül,
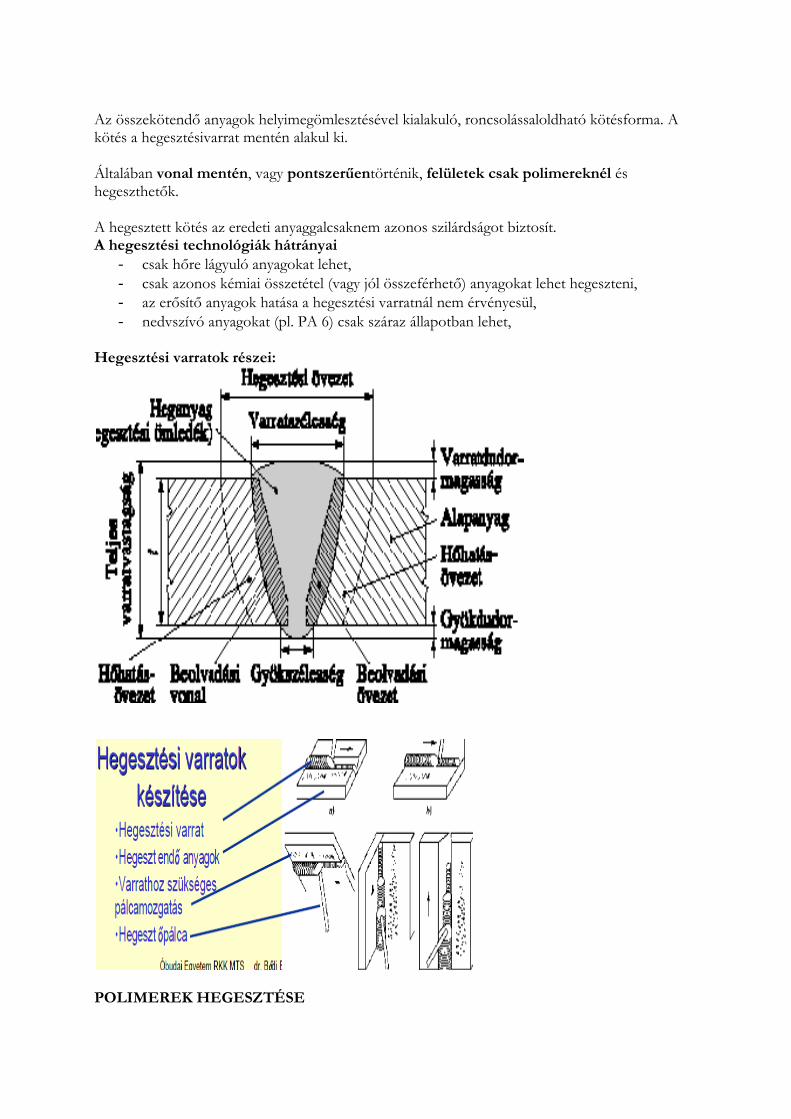
- nedvszívó anyagokat (pl. PA 6) csak száraz állapotban lehet, Hegesztési varratok részei:
POLIMEREK HEGESZTÉSE
Direkt hevítéses eljárások hőátadással
Forrógázas hegesztés
Extrúziós hegesztés
Tükör (forró szerszámos) hegesztés
Hősugárzós (infra) hegesztés
Lézersugaras hegesztés Frikciós hegesztések
rotációs dörzshegesztés,
vibrációs hegesztés,
ultrahangos hegesztés.
Elektromos/elektromágneses eljárások:
ellenálláshuzalosinplant (elektrofitting) (0 60 Hz),
indukciós hegesztés (0,2 10 MHz),
dielektromosnagyfrekvenciásevítés (10 120 MHz),
mikrohullámú (nagyfrekvenciás) hegesztés (1- 100 GHz) Forrógázos hegesztés
Hőre lágyuló műanyag pálcát és az összehegesztendő felületeket forró (200 400°C) gázsugárral (ált. nitrogénnel vagy levegővel ) hevítik fel.
A hegesztő pálca csak meglágyul, így a hegesztendő élek közé benyomva a megolvadó felületekkel kohéziós kapcsolatot létesít
Határozott olvadáspontú (kis polidiszperzitás) m anyagok (pl. PA 6, PET) ezzel a módszerrel nehezen hegeszthető k, mivel az ömledék elfolyik.
Extrúziós hegesztés
A hegeszt pálca helyett egy kis extruder által, megömlesztett zsinórt juttatnak a forró gázárammal felhevített összehegesztendő felületek közé.
Tükör (forrószerszámos) hegesztés
A felületekre forró fémszerszámot (tükör) szorítanak rá, és megolvasztják. Általában sík, de fejlesztik a bonyolult geometriájú felületeken való hegesztést.Tapadni képes műanyagoknál a fémtükör felületét teflonbevonattal látják el, (max. 260°C-ig alkalmazható)
A hőimpulzusos eljárás is tükörhegesztés, ahol az egymásra fektetet t fóliákra felülről forró fémhuzalt / szalagot szorítanak, így azok megolvadnak és összehegednek.
Hősugárzásos (infra) és lézersugarashegesztés
A fémszer szám, vagy az infravörös hősugárzó fűtőtestek érintkezés nélkül hőt sugároznak.
Alkalmazása akkor célszerű, ha a műanyag ömledék feltapadását nem lehet megakadályozni,
A szükséges hő biztosítható lézer sugarakkal is megoldható, ezáltal bonyolult geometriájú felületek is egyszerűen, reprodukálhatóan hegeszthetők.
Vibrációs hegesztés
Az összehegesztendő felületek összedörzsöléssel történő felmelegítését rezgőmozgatással.
A felületeket összeszorítva, azokat egymáson dörzsölődnek, az így a fejlődő h súrlódási hő hatására a műanyag megolvad.
A mozgást hirtelen megállítva az ömledék összeheged.
A vibráció frekvenciája általában 100 - 120 Hz amplitúdója általában 1 2 mm.
Ultrahangos hegesztés
a Az ultrahangos hegesztésnél a műanyag megömlését a nagyfrekvenciás mechanikai energia miatti helyi
felmelegedés okozza. (a frekvencia ált. 20-50 kHz), amplitúdója kicsi (0,015-0,06 mm).
Ellenálláshuzalos hegesztés
A hegesztendő felületek közelében a műanyagba villamosan vezető huzalokat/szalagokat ágyaznak be. Ezeken áramot átvezetve a felhevült huzal megolvasztja a műanyagot.
Indukciós hegesztés
ferromágneses fémdarabot ágyaznak be a hegeszt end felület közelébe, amely 200 500 kHz frekvenciájú váltakozó elektromágneses erőtér hatásár a felhevült és megolvasztja a műanyagot .
Ferromágneses port (vas, ferrit, saválló acél) adalékként tartalmazó, előre gyártott mandzsettákat vagy más formájú, megolvadó közdarabokat hevítenek 3-10 MHz frekvencián.
Az összeszorított felületeken a megolvadt polimer az erőtér kikapcsolása után lehűl, megszilárdul, kialakul a kötés
Dielektromos és mikrohullámú heg.
E két, nagyon hasonló módszerrel csak a nagy dielektromos veszteségi tényezővel (t g d) rendelkező műanyagok (pl. PVC, ABS) hegeszthetők. Elsősorban fóliák és vékony lemezek összehegesztésére használják. A 10-120 MHz frekvencián működő dielektromos és az 1-100 GHz frekvenciát használó mikrohullámú (nagyfrekvenciás) berendezések
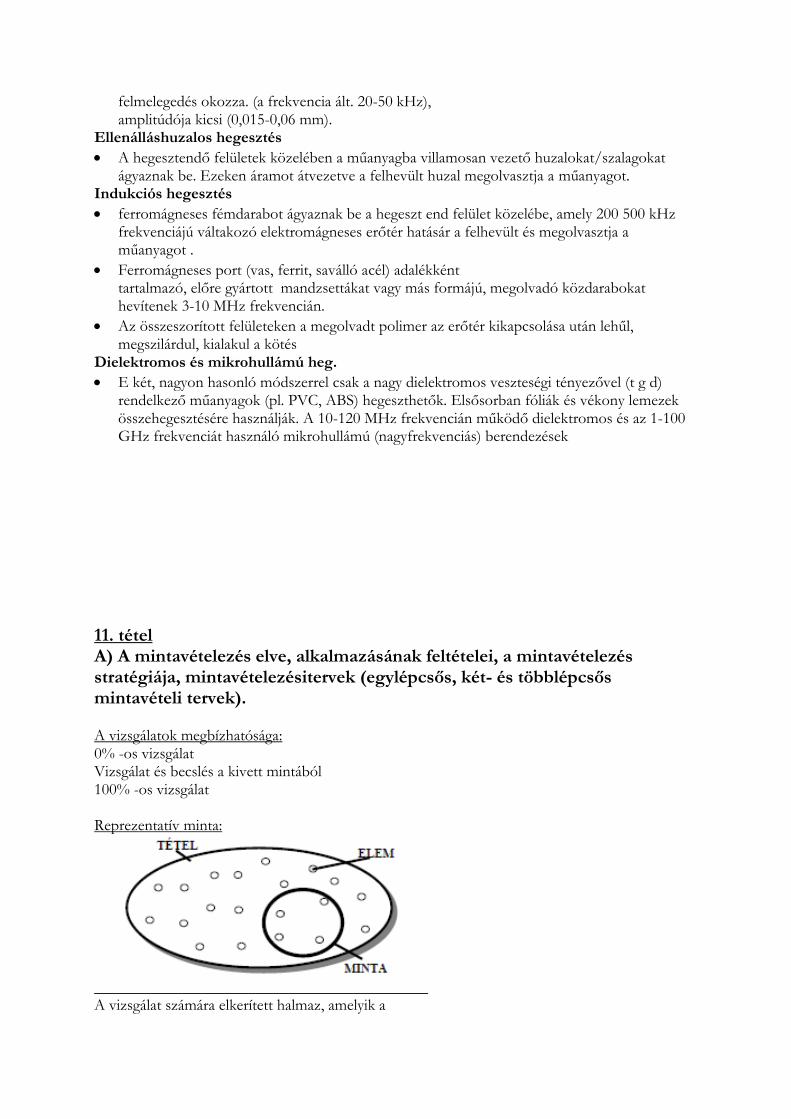
11. tétel A) A mintavételezés elve, alkalmazásának feltételei, a mintavételezés stratégiája, mintavételezésitervek (egylépcsős, két- és többlépcsős mintavételi tervek). A vizsgálatok megbízhatósága: 0% -os vizsgálat Vizsgálat és becslés a kivett mintából 100% -os vizsgálat Reprezentatív minta:
A vizsgálat számára elkerített halmaz, amelyik a
• sokaság általános tulajdonságát (pl.középértékét) • tulajdonságok különbözőségét (pl. a szóródást) adott hibahatáron belül tükrözi A „jó” minta összetétele megfeleltethető a tételvalódi tulajdonság-eloszlásának, ami két szempontból figyelendő: • minőségi reprezentativitás • mennyiségireprezentativitás Méréses és minősítéses vizsgálatok Mintavételezések formái és az alkalmazandó eloszlástípusok Minősítéses: • Binomiális
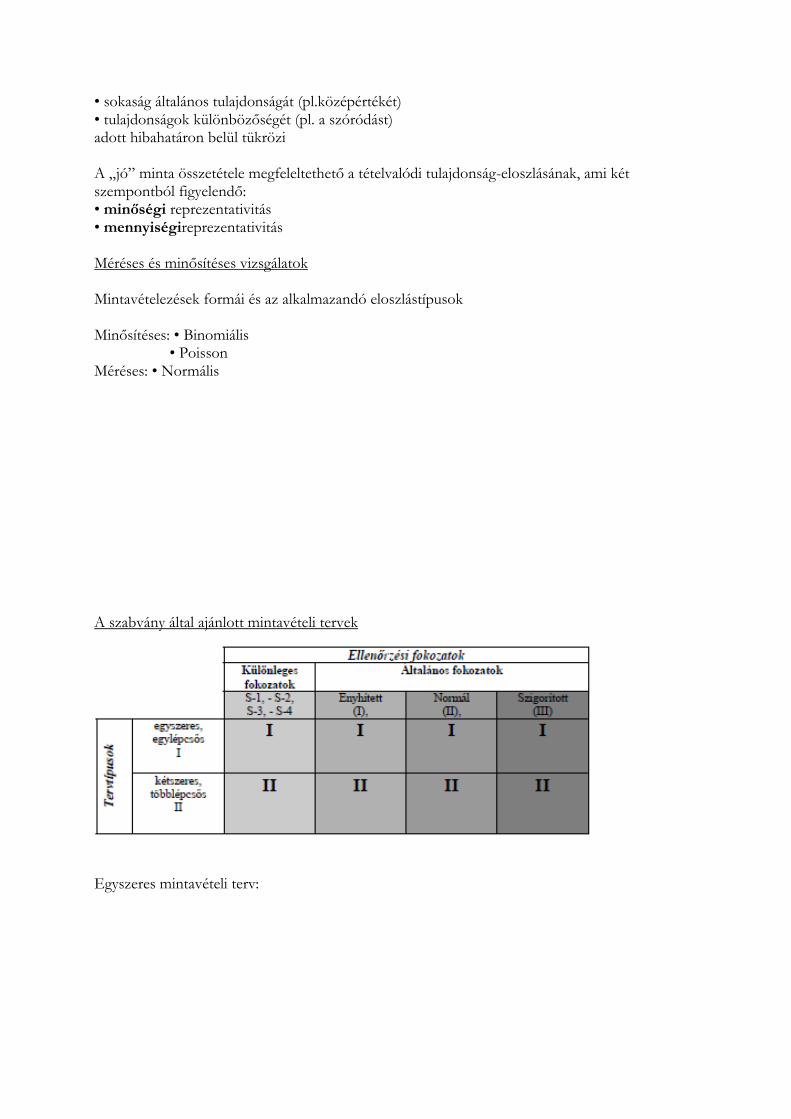
• Poisson Méréses: • Normális A szabvány által ajánlott mintavételi tervek
Egyszeres mintavételi terv:
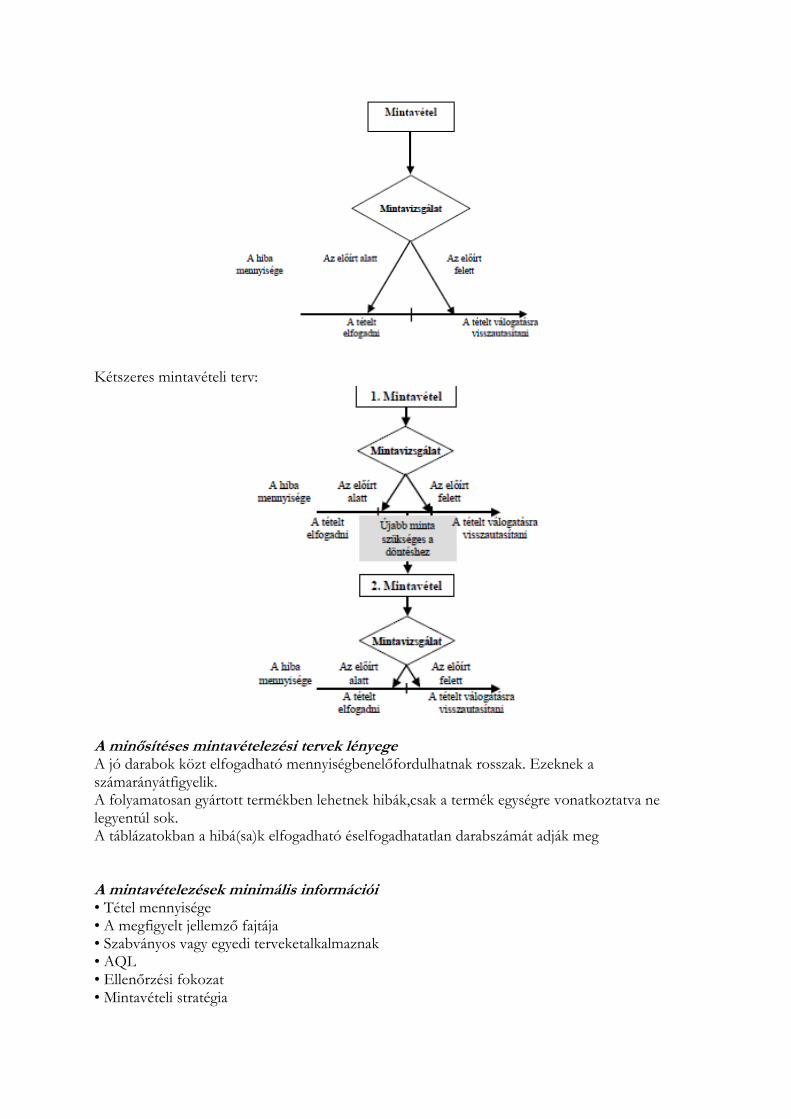
Kétszeres mintavételi terv:
A minősítéses mintavételezési tervek lényege A jó darabok közt elfogadható mennyiségbenelőfordulhatnak rosszak. Ezeknek a számarányátfigyelik. A folyamatosan gyártott termékben lehetnek hibák,csak a termék egységre vonatkoztatva ne legyentúl sok. A táblázatokban a hibá(sa)k elfogadható éselfogadhatatlan darabszámát adják meg A mintavételezések minimális információi • Tétel mennyisége • A megfigyelt jellemző fajtája • Szabványos vagy egyedi terveketalkalmaznak • AQL • Ellenőrzési fokozat • Mintavételi stratégia
• Teendők eltérés esetén A méréses mintavételezési tervek lényege A mintában vizsgált darabok mért paraméterei egyeloszlást adnak. Ebben az alsó és/vagy felsőtűréshatárokhoz viszonyított távolságokatnormalizált viszonyszámokkal fejezik ki.
Ez a viszonyszám minél nagyobb, annál jobb. Akritikus (minimális) értékeket táblázat foglaljaössze.
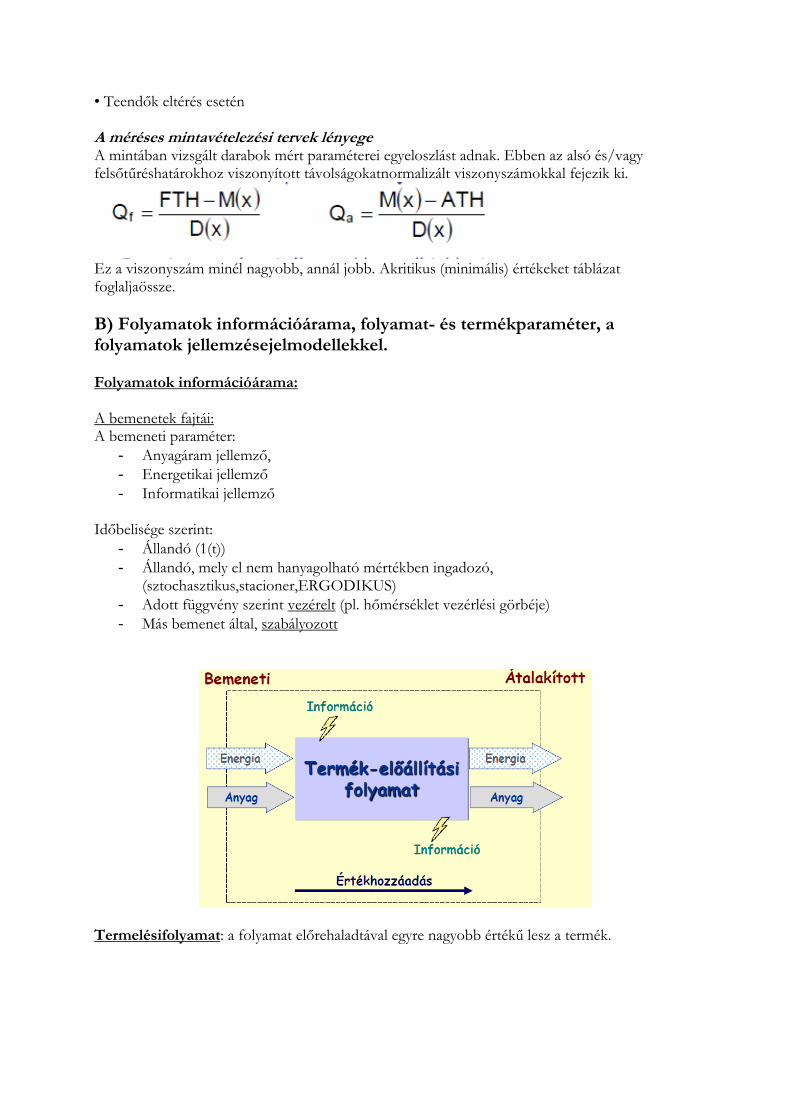
B) Folyamatok információárama, folyamat- és termékparaméter, a folyamatok jellemzésejelmodellekkel. Folyamatok információárama: A bemenetek fajtái: A bemeneti paraméter:
- Anyagáram jellemző,
- Energetikai jellemző
- Informatikai jellemző Időbelisége szerint:
- Állandó (1(t))
- Állandó, mely el nem hanyagolható mértékben ingadozó, (sztochasztikus,stacioner,ERGODIKUS)
- Adott függvény szerint vezérelt (pl. hőmérséklet vezérlési görbéje)
- Más bemenet által, szabályozott
Termelésifolyamat: a folyamat előrehaladtával egyre nagyobb értékű lesz a termék.
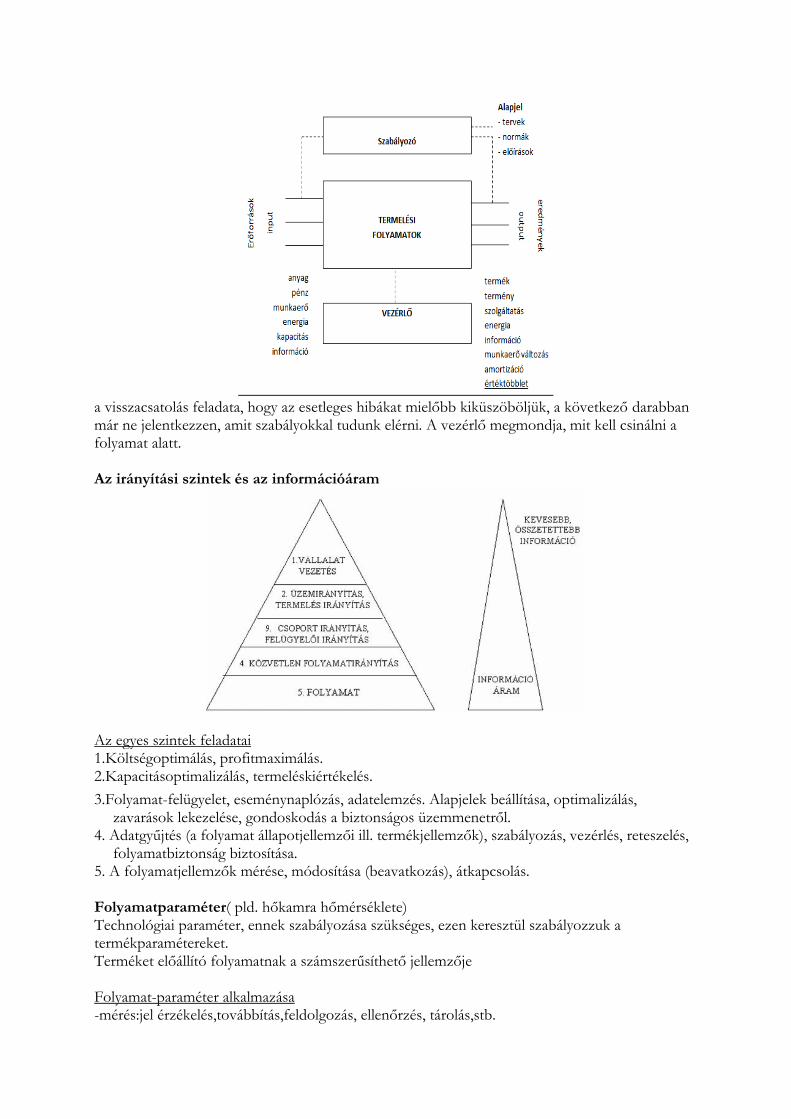
a visszacsatolás feladata, hogy az esetleges hibákat mielőbb kiküszöböljük, a következő darabban már ne jelentkezzen, amit szabályokkal tudunk elérni. A vezérlő megmondja, mit kell csinálni a folyamat alatt. Az irányítási szintek és az információáram
Az egyes szintek feladatai 1.Költségoptimálás, profitmaximálás. 2.Kapacitásoptimalizálás, termeléskiértékelés.
3.Folyamat-felügyelet, eseménynaplózás, adatelemzés. Alapjelek beállítása, optimalizálás, zavarások lekezelése, gondoskodás a biztonságos üzemmenetről.
4. Adatgyűjtés (a folyamat állapotjellemzői ill. termékjellemzők), szabályozás, vezérlés, reteszelés, folyamatbiztonság biztosítása.
5. A folyamatjellemzők mérése, módosítása (beavatkozás), átkapcsolás. Folyamatparaméter( pld. hőkamra hőmérséklete) Technológiai paraméter, ennek szabályozása szükséges, ezen keresztül szabályozzuk a termékparamétereket. Terméket előállító folyamatnak a számszerűsíthető jellemzője Folyamat-paraméter alkalmazása -mérés:jel érzékelés,továbbítás,feldolgozás, ellenőrzés, tárolás,stb.
- vezérlés:azutasításokvégrehajtásaanélkül,hogyamegvalósításaeredményérőlgépiútonvisszajelzéstkapnánk(nyitott,nem visszacsatoltinformációsrendszer)
-szabályozás:azutasításokvégrehajtásaúgy,hogyazutasításeredményeazutasításravisszahatássallegyen(zárt,visszacsatoltinformációsrendszer)
Termékparaméter( pld. zsemle nedvességtartalma): a termék tulajdonságait írja le, ezeket a legtöbbször a vevő fejezi ki.
- minősítéses, több adatot kapunk, de egyszerre több tulajdonság megítélésében.
- méréses, kevés adat, amiből eloszlást kapunk, viszont csak egy tulajdonság megítélésében.
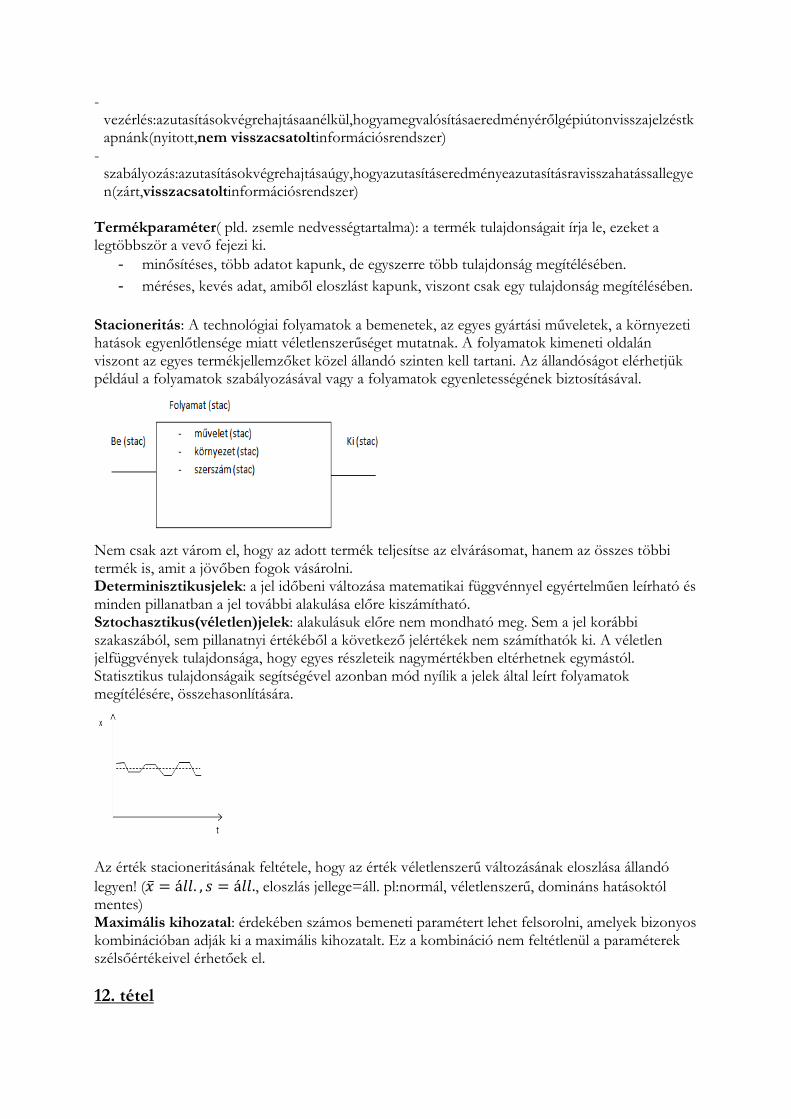
Stacioneritás: A technológiai folyamatok a bemenetek, az egyes gyártási műveletek, a környezeti hatások egyenlőtlensége miatt véletlenszerűséget mutatnak. A folyamatok kimeneti oldalán viszont az egyes termékjellemzőket közel állandó szinten kell tartani. Az állandóságot elérhetjük például a folyamatok szabályozásával vagy a folyamatok egyenletességének biztosításával.
Nem csak azt várom el, hogy az adott termék teljesítse az elvárásomat, hanem az összes többi termék is, amit a jövőben fogok vásárolni. Determinisztikusjelek: a jel időbeni változása matematikai függvénnyel egyértelműen leírható és minden pillanatban a jel további alakulása előre kiszámítható. Sztochasztikus(véletlen)jelek: alakulásuk előre nem mondható meg. Sem a jel korábbi szakaszából, sem pillanatnyi értékéből a következő jelértékek nem számíthatók ki. A véletlen jelfüggvények tulajdonsága, hogy egyes részleteik nagymértékben eltérhetnek egymástól. Statisztikus tulajdonságaik segítségével azonban mód nyílik a jelek által leírt folyamatok megítélésére, összehasonlítására.
Az érték stacioneritásának feltétele, hogy az érték véletlenszerű változásának eloszlása állandó
legyen! ( ̅ , eloszlás jellege=áll. pl:normál, véletlenszerű, domináns hatásoktól mentes) Maximális kihozatal: érdekében számos bemeneti paramétert lehet felsorolni, amelyek bizonyos kombinációban adják ki a maximális kihozatalt. Ez a kombináció nem feltétlenül a paraméterek szélsőértékeivel érhetőek el.
12. tétel
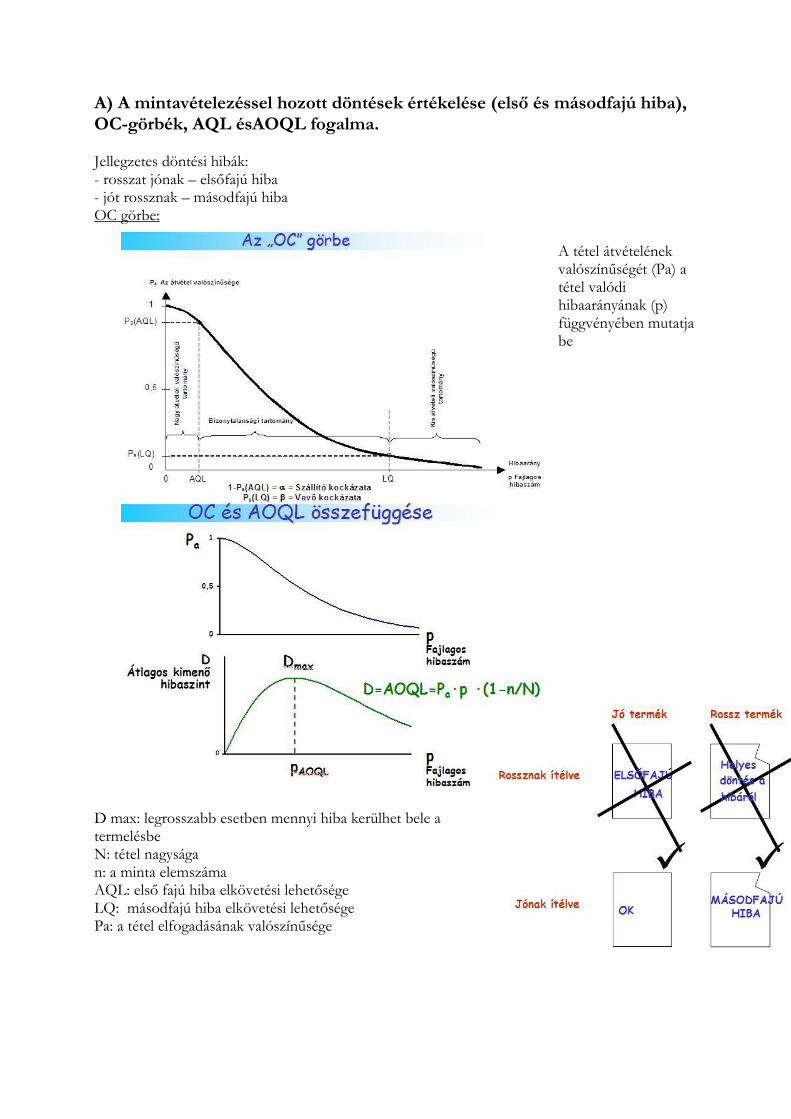
A) A mintavételezéssel hozott döntések értékelése (első és másodfajú hiba), OC-görbék, AQL ésAOQL fogalma. Jellegzetes döntési hibák: - rosszat jónak – elsőfajú hiba - jót rossznak – másodfajú hiba OC görbe:
A tétel átvételének valószínűségét (Pa) a tétel valódi hibaarányának (p) függvényében mutatja be
D max: legrosszabb esetben mennyi hiba kerülhet bele a termelésbe N: tétel nagysága n: a minta elemszáma AQL: első fajú hiba elkövetési lehetősége LQ: másodfajú hiba elkövetési lehetősége Pa: a tétel elfogadásának valószínűsége
B) Jellegzetes technológiák: polimerek mechanikai hőmegmunkálása, vasalás, kalanderezés,extrudálás, fröccsöntés. Polisztirol és poli(vinil-klorid) előállítása A sztirolt (vinil-benzolt, fenil-etilént) benzolból és etilénből jelenlétében történő dehidrogénezésével állítják elő. Az etil-benzolt vízgőzzel együtt porlasztják és forró gázokkal ellenáramban 200 °C-ra hevítik. További hőcserélőkön keresztül 570 °C-os gázelegy jut a dehidrogénező térbe, ahol katalizátorral töltött csöveken halad át. Az átáramló etil-benzolnak igen rövid idő alatt kb. 40%-a sztirollá alakul. A reakcióban keletkező gázokat cseppfolyósítják és frakcionált desztillációval választják el egymástól. Az így kapott tiszta sztirol monomereket és az iniciátorokat (hő hatására képződő sztirolgyököket) kevert autoklávokba vezetik, ahol a polimerizáció rendkívül gyorsan lejátszódik.A keletkező olvadékot gáztalanítják, az át nem alakult monomereket és az oldószert a folyamatba visszavezetik. A polisztirol (PS) végtelen szál formájában hagyja el a rendszert, vízfürdőben megszilárdul, majd granulálják. A poli(vinil-klorid) (PVC) előállítása etilén klórozásával nyert vinil-klorid monomerekből történik. A monomereket szuszpendáló anyagba (pl. zselatinba, cellulóz-éterbe) vezetik, amelyben a monomerek stabil cseppecskéket képeznek. A reakció megindítására pl. azo-izobitironitrilthasználnak, majd a polimerizáció során a cseppecskék golyó alakú granulátummá állnak össze. Az 5…15 óráig tartó polimerizáció keverős autoklávokban, 6…12 bar nyomáson és 40…70 °C hőmérsékleten zajlik. A reakció után a PVC termékeket gáztalanítják, centrifugálják és szárítják, majd a kapott szemcsés anyagot szitálják. A hőre lágyuló műanyagok többnyire reverzibilis módon újraolvaszthatók és újradermeszthetők, ezért a feldolgozó technológiák alapanyagait készre lehet polimerizálni. Újraolvasztásnál csak a láncmolekulák közötti gyenge kötések szűnnek meg, maga a molekula nem bomlik fel. A molekulák felépítése (átlagos molekulatömegük /M/, vagyis a polimerizációs fokuk /P/ és izomerjeik aránya) jelentős befolyással bír a feldolgozhatóságra. Bizonyos molekulatömeg- és izomer-arány mellett a molekulabomlás hőmérséklete jóval az olvadáspont fölött van, azaz a feldolgozási technológia biztonsággal végrehajtható. Más paraméterek esetén a molekulabomlás hőmérséklete az olvadáspont közelébe kerül (a technológia bizonytalanná válik), vagy az alá süllyed (a technológia lehetetlenné válik). Továbbá csak bizonyos izomerekből lehet kristályos polimert előállítani, míg másokból csak amorf szerkezetű anyag nyerhető. A gumirugalmas és a hőre keményedő műanyagok gyártásánál a további feldolgozásra szánt alapanyagok nem, vagy csak részben polimerizálhatók, hiszen a gyengén vagy erősen térhálós szerkezetet a késztermék előállítási folyamatában állítják be, megfelelő technológiai paraméterek (hőmérséklet, nyomás, adalékok stb.) biztosításával. Ezek a műanyagok nem olvaszthatók meg, adott hőmérsékleten degradálódnak, ezért a feldolgozó technológiák kiinduló anyagai (porok, masszák, folyadékok formájában) maguk a technológiával történhet.
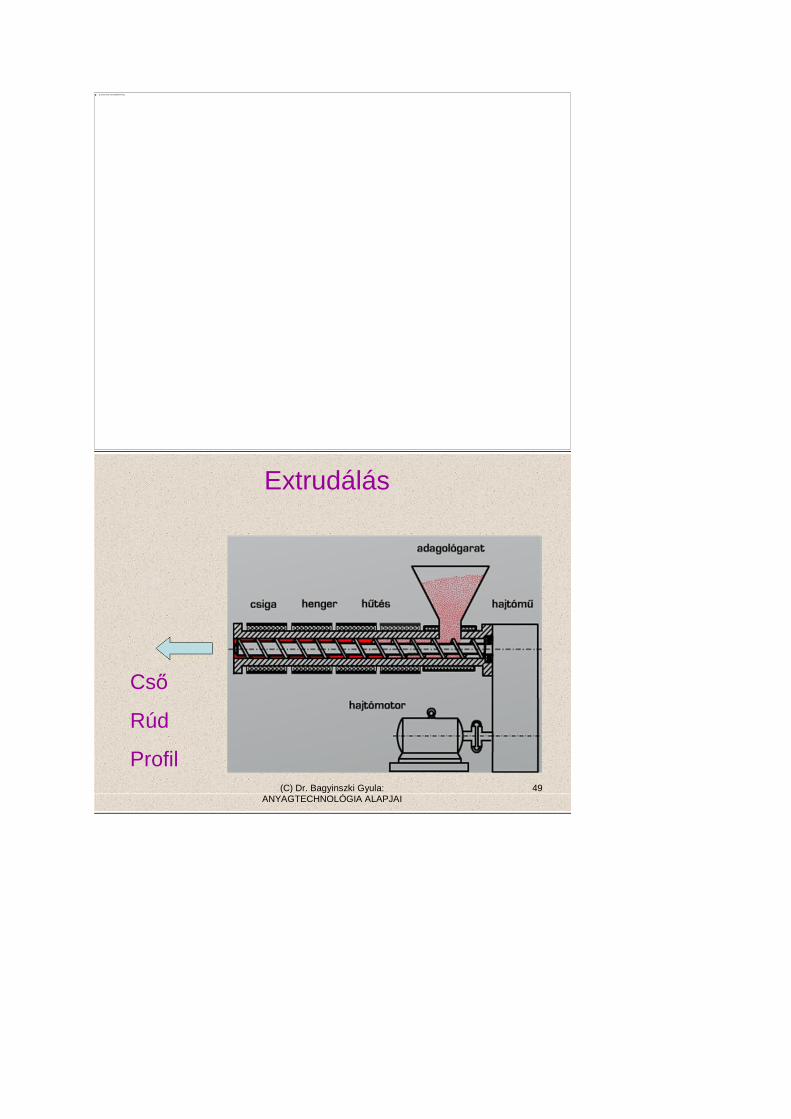
Extrudálás
Cső
Rúd
Profil
(C) Dr. Bagyinszki Gyula: 49ANYAGTECHNOLÓGIA ALAPJAI
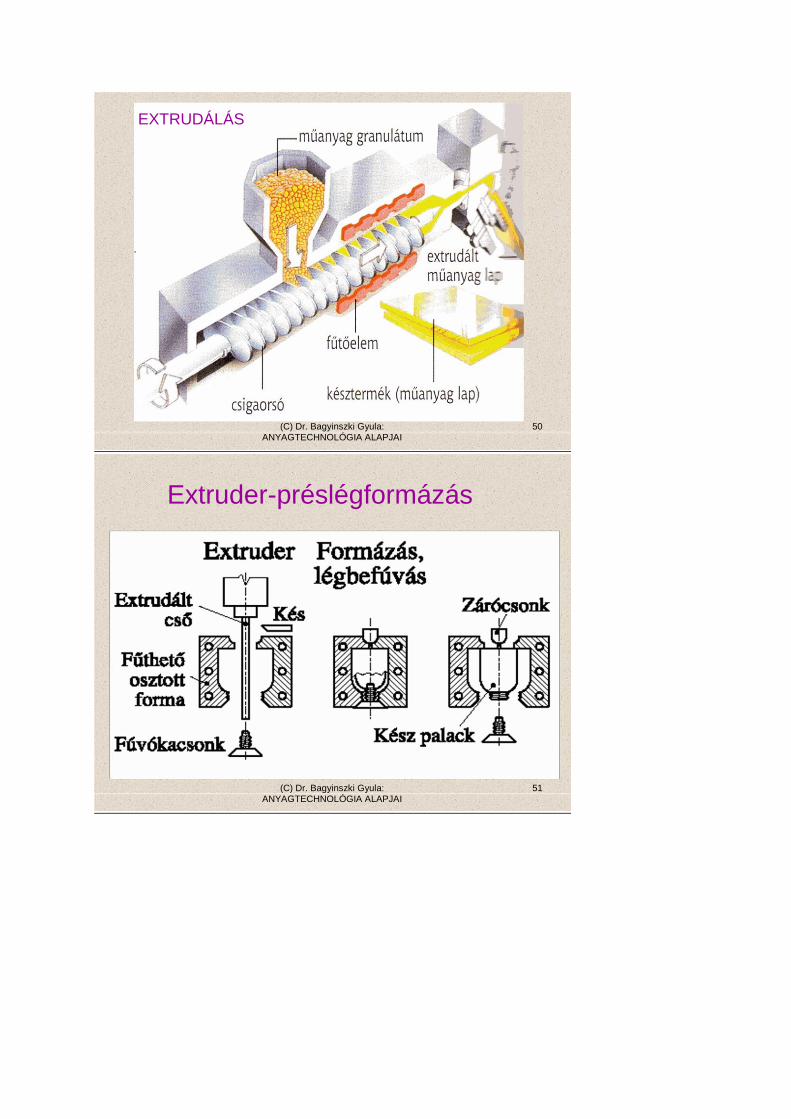
EXTRUDÁLÁS
(C) Dr. Bagyinszki Gyula: 50ANYAGTECHNOLÓGIA ALAPJAI
Extruder-préslégformázás
(C) Dr. Bagyinszki Gyula: 51ANYAGTECHNOLÓGIA ALAPJAI
Kalanderezés
(C) Dr. Bagyinszki Gyula: 54ANYAGTECHNOLÓGIA ALAPJAI
Kalanderezés
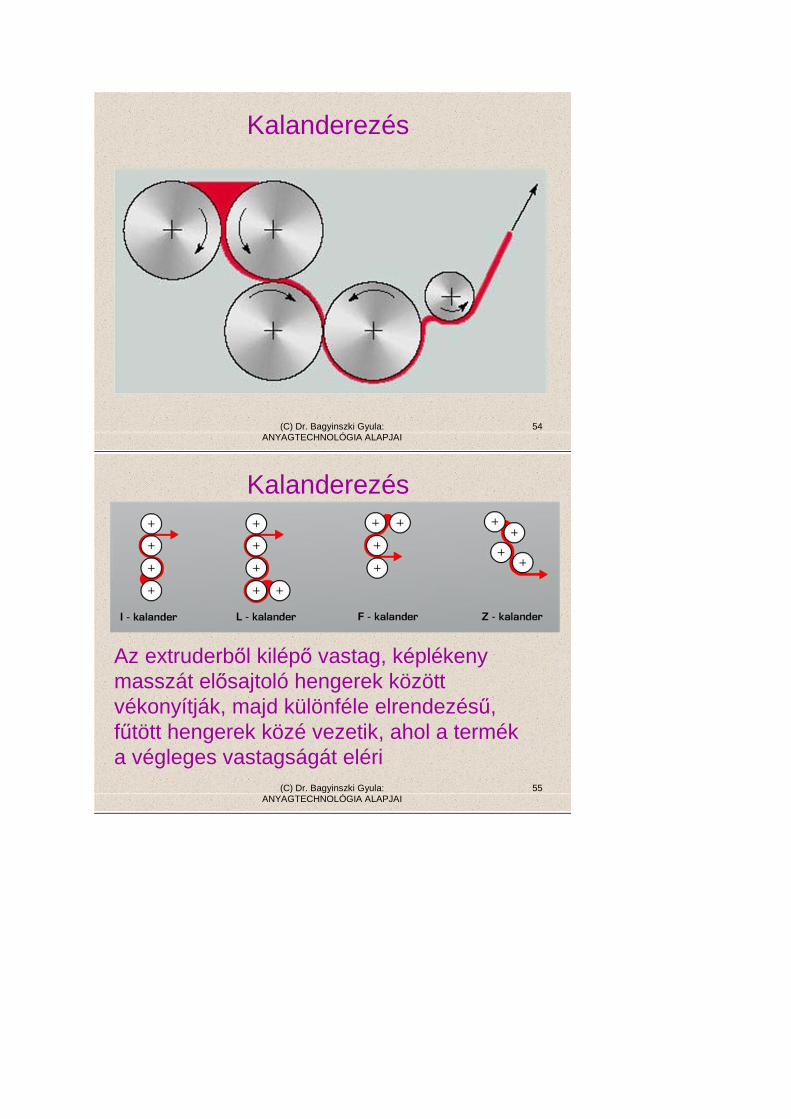
Az extruderből kilépő vastag, képlékeny
masszát elősajtoló hengerek között
vékonyítják, majd különféle elrendezésű,
fűtött hengerek közé vezetik, ahol a termék
a végleges vastagságát eléri
(C) Dr. Bagyinszki Gyula: 55ANYAGTECHNOLÓGIA ALAPJAI
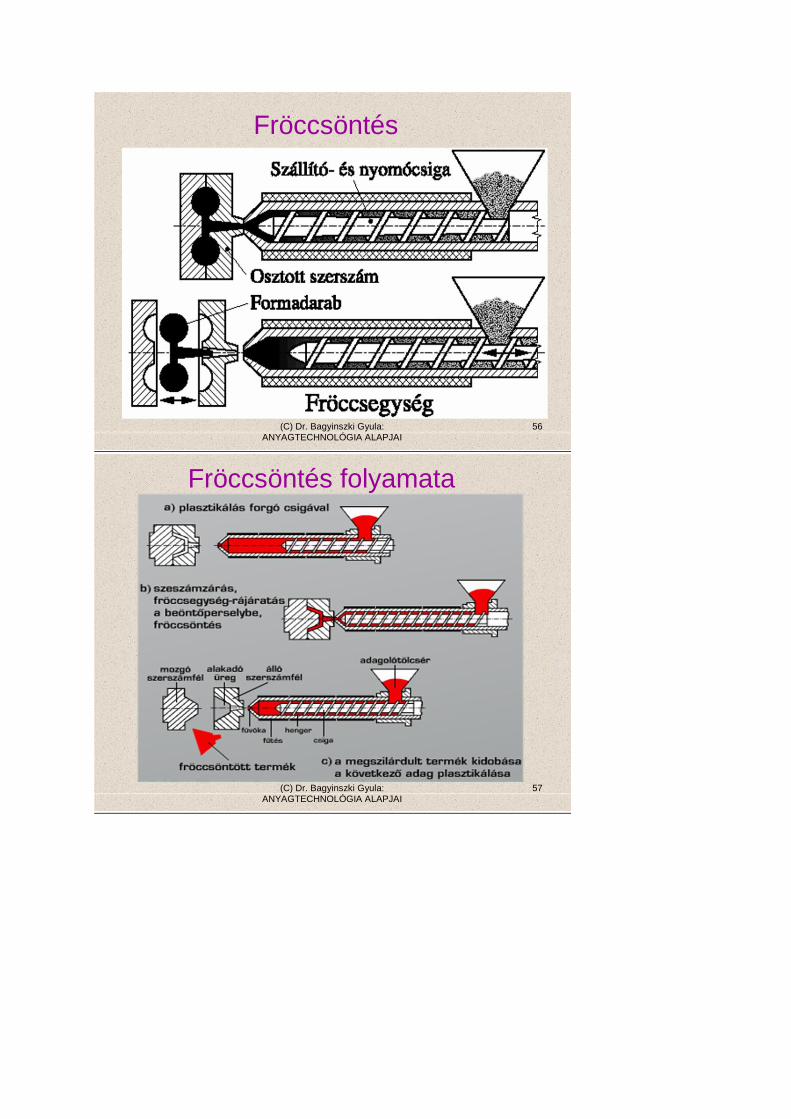
Fröccsöntés
(C) Dr. Bagyinszki Gyula: 56ANYAGTECHNOLÓGIA ALAPJAI
Fröccsöntés folyamata
(C) Dr. Bagyinszki Gyula: 57ANYAGTECHNOLÓGIA ALAPJAI
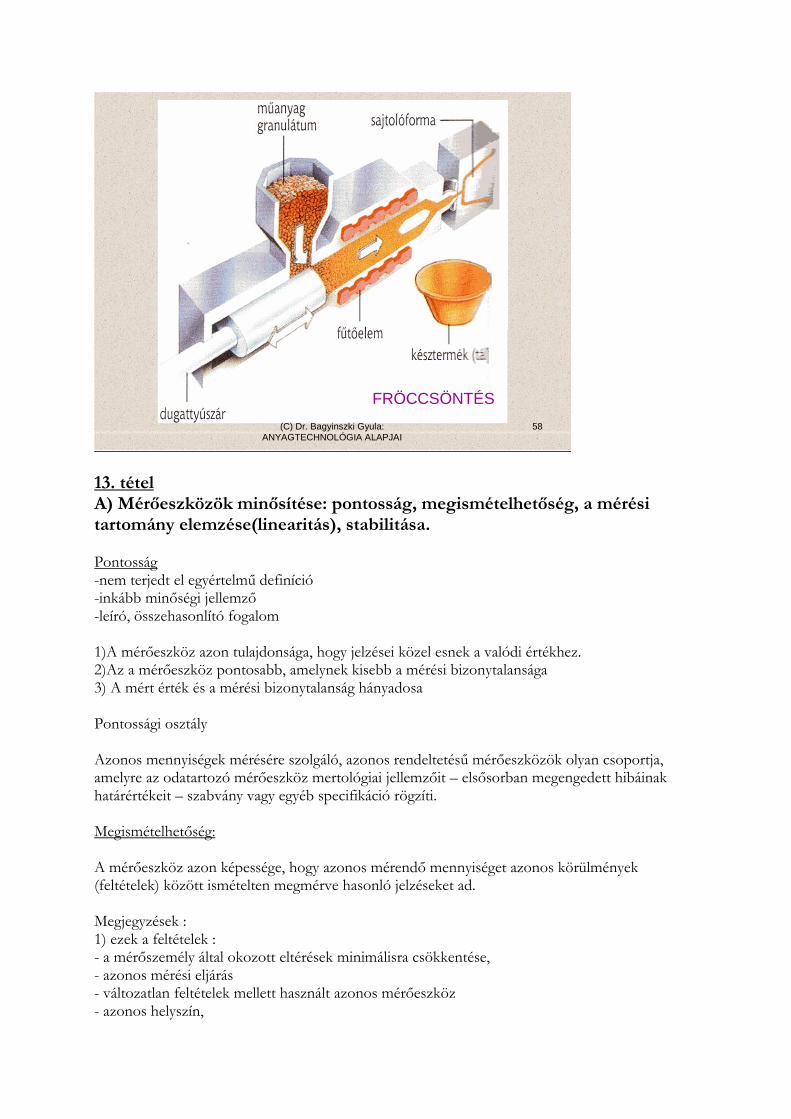
13. tétel A) Mérőeszközök minősítése: pontosság, megismételhetőség, a mérési tartomány elemzése(linearitás), stabilitása. Pontosság -nem terjedt el egyértelmű definíció -inkább minőségi jellemző -leíró, összehasonlító fogalom 1)A mérőeszköz azon tulajdonsága, hogy jelzései közel esnek a valódi értékhez. 2)Az a mérőeszköz pontosabb, amelynek kisebb a mérési bizonytalansága 3) A mért érték és a mérési bizonytalanság hányadosa Pontossági osztály Azonos mennyiségek mérésére szolgáló, azonos rendeltetésű mérőeszközök olyan csoportja, amelyre az odatartozó mérőeszköz mertológiai jellemzőit – elsősorban megengedett hibáinak határértékeit – szabvány vagy egyéb specifikáció rögzíti. Megismételhetőség: A mérőeszköz azon képessége, hogy azonos mérendő mennyiséget azonos körülmények (feltételek) között ismételten megmérve hasonló jelzéseket ad. Megjegyzések : 1) ezek a feltételek : - a mérőszemély által okozott eltérések minimálisra csökkentése, - azonos mérési eljárás - változatlan feltételek mellett használt azonos mérőeszköz - azonos helyszín,
FRÖCCSÖNTÉS
(C) Dr. Bagyinszki Gyula: 58ANYAGTECHNOLÓGIA ALAPJAI
- rövid időtartamon belüli ismétlés 2) Az ismétlőképesség mennyiségileg a jelzések szóródásával vagy ebből számított paraméterrel jellemezhető. Méréstartomány: A mérendő mennyiség lehetséges értékeinek olyan tartománya, amelyben a mérőeszköz hibahatárai, pontossága specifikálva van (nem mindig azonos a jelzéstartománnyal).
B) A karbantartás, mint a folyamatok biztonságos üzemeltetésének feltétele. karbantartás feladata:
a fizikai elhasználódási folyamat késleltetése,
a megbízható működés szinten tartása. A karbantartás a gazdaságos üzemeltetés feltételeit megteremtő - kezelés, gondozás, - felügyelet, - vizsgálat, - a szükséges beállítások, - a kisebb javítások összessége. Jellemzője, hogy a műveleteket (a kisebb javításokat kivéve) általában szétszerelés nélkül végzik. Kezelés, gondozás A kezelés elsősorban a gépen dolgozó munkás feladata. A kezelés magába foglalja a rendeltetésszerű használatot és az ún. napi karbantartást. A gondozás a gépek megbízható működése érdekében rendszeresen elvégzendő tevékenységeket, a tisztítást és a kenést jelenti. A rendeltetésszerű használat előírásait a gépkönyvek tartalmazzák. - technológiai adatok meghatározásakor az adott gép jellemző adataiból kell kiindulni. - meg kell határozni a gép terhelhetőségét - a különböző fordulatszámokhoz meg kell határozni a részegységek (a hajtómű, ill. alkatrészeinek, ékszíjak, fogaskerekek, tengelyek, csapágyak, tengelykapcsolók, hajtókarok) terhelhetőségét. Tisztítás Az előírt tisztítás feladatait a gép jellegének megfelelően a gépkönyvek tartalmazzák. A tisztítás gyakorisága az üzemi körülményektől függ. Ide sorolhatók többek között a hűtő-, kenő-, hidraulika-, a mechanikai-, az elektromos-, és az elektronikus rendszer teljes tisztítása. Ez rendszerint magába foglalja a szivattyú, a tartály, az ülepítők, a leválasztók, stb. tisztítását. A szűrőket kitisztítják vagy cserélik. A villamos berendezések üzemszerűen feszültség alatt levő részeinek tisztítása szakember feladata. A kenés A kenéshez használatos olajokat, zsírokat a terhelések és az üzemi viszonyok figyelembevételével választják ki. A kenőolajok alkalmazhatóságát viszkozitási fokozatuk és teljesítmény szintjük határozza meg. (lsd.: gépkönyvek) A kenőanyagok tulajdonságai az üzemközben megváltoznak (hőmérséklet („kokszosodás”), a levegőből származó oxigén, különféle kémiai hatások, a bekerülő, vagy a benne keletkező szennyezések, korom, üledék, por, fémkopadék, az adalékok elhasználódása, víz bejutása, stb stb.) Adott használati idő után az olajkenésre alkalmatlan lesz, és cseréje szükségessé válik. A kenés gyakoriságát, a felhasználandó kenőanyagot és annak mennyiségét a kenési utasítások tartalmazzák.
Felügyelet A felügyelet során az ezzel megbízott karbantartó szakemberek a termelő berendezések meghatározott csoportját folyamatosan figyelemmel kísérik, és ha rendellenes működést észlelnek a hibákat azonnal megszüntetik, még mielőtt nagyobb üzemzavart okoznának. A karbantartók rendszerint egy műszakban dolgoznak, a felügyelet viszont folyamatos, ill. a termelés műszakbeosztásához igazodik. A felügyelet rendszerint megoszlik gépészeti és villamos felügyeletre. (üzem-, épület felügyelet, bouldingfacility) Vizsgálatok A vizsgálatok célja -az üzemképesség ellenőrzése -az elhasználódás ellenőrzése, -azutánállítások elvégzése, -a tervszerű javítások előkészítése. A tervszerű időszakos vizsgálatok: - szerkezeti vizsgálat, - fővizsgálat, - pontossági vizsgálat. A vizsgálatokat a karbantartó üzem (műhely) dolgozói végzik. A vizsgálat alkalmával figyelembe kell venni a gépen dolgozó szakmunkás észrevételeit is.
14. tétel A) Kalibrálás és hitelesítés fogalma. Kalibrálás, mint minőségügyi tevékenység. Kalibrálás Azon műveletek összessége, amelyekkel az előírt feltételek között megállapítható az összefüggés a mérőeszköz jelzéseés a mérendő mennyiség etalonnal mért vagy reprodukált helyes értéke között. Ez technikailag jelenti • érték tulajdonítás (pl. névleges súly tömegének megerősítése) • mérőeszköz kijelzésének megerősítése • a mérendő mennyiség megfelelő értékeinek hozzárendelése az eszköz kijelzéseihez (skálázás) • hibák és/vagy korrekciók meghatározása (pl. mérleg kalibrálás, kalibrációs görbe megadása, korrekciós faktorok meghatározása) Ezen minősítések, (kalibrálások, és/vagy hitelesítés) történhetnek • etalonokkal történő összehasonlítás (pl. magasabb pontossági osztályba tartozó hitelesített etalon-súly tömegével) • magasabb pontossági osztályba tartozó (és érvényes státuszú) eszközzel való összehasonlítással (pl tolómérőt a mikrométerrel) • fizikai jelenségnek a szabályozott körülmények közt reprodukált jellemzőjével való összehasonlításával (pl. 105Pa nyomású, analitikai tisztaságú H2O forralásával 1000C állítható elő) Kalibrálhatóság, visszavezethetőség Kalibráltnak és kalibrálhatónak tekinthető az az eszköz, amelynek (a megengedettnél kisebb mérési hibájú) értékmutatása visszavezethető egy nemzetközi etalonmegadott tulajdonságára, vagy a mértékegység definíciójára a minősítések megszakítatlan láncolatán keresztül. Vagyis a kalibrálhatóság(és ebből következően a hitelesíthetőség) egyik feltétele a visszavezethetőség. A hitelesítés, kötelező hitelesítés
A mérőeszköz-hitelesítés célja annak elbírálása, hogy a mérőeszköz megfelel-e a vele szemben támasztott mérésügyi előírásoknak. Metrológiai vizsgálat (mint a kalibrálásnál) és a felhatalmazott hatóság joghatályos eljárása együttesen.
A kötelező hitelesítésű mérőeszközök hitelesítése a hitelesítési előírásban és/vagy a hitelesítési engedélyben meghatározott mérésügyi vizsgálatbólés a hitelesítés tanúsításábóláll.
Azon eszközök kötelező hitelesítésűek, amelyekkel joghatásos mérést végeznek. A szabályozás az eszközre, nem a személyre, vonatkozik.
B) Jellegzetes technológiák: szárítás, mechanikai víztelenítés. Szárítás:
a nedvesség eltávolítása a szárítás feladata.
Az anyag belsejében, a szál intermicelláris üregeiben mellékvegyérték-erőkkel kötött szorpciós, egyensúlyi nedvességtartalom eltávolítása nem kívánatos, mert egyrészt a szálasanyagok károsodását okozhatja, másrészt a szálasanyag a környező levegőből ezt a nedvességet egy idő után ismét felveszi, tehát csak energiapazarlás lenne a szárításkor való eltávolítása
A szálasanyagok kapilláris nedvességtartalmát szárítással távolíthatják el. A szárítás során a szálasanyagot, ill. a benne levő nedvességet felmelegítik, és a felesleges nedvességtartalmat elpárologtatják. A szárítási módszerek alapvetően a hőközlés módjában térnek el egymástól. A hőközlést
áramlással,
vezetésessel,
sugárzással és
nagyfrekvenciás elektromos erőtér által lehet létrehozni. A szárítás folyamatának három periódusa:
Az első szakaszban a szárítóba érkező hideg, nedves szálasanyag hőmérséklete gyorsan emelkedik. Ebben a szakaszban az anyaggal közölt hő nagy része a hőmérséklet emelésére fordítódik és csak kis részben párologtatásra. A hőmérséklet emelkedése következtében a párolgás addig gyorsul, míg az anyaggal közölt hőmennyiség teljes egészében nem fedezi a párolgáshőt.
A második főszakaszban a szálasanyag hőmérséklete nem emelkedik tovább. Ebben a szakaszban megy végbe a szálasanyag kapilláris nedvességtartalmának teljes eltávolítása.
A harmadik, utószakasz során előfordulhat, hogy a szálasanyag egyensúlyi nedvességtartalmát is eltávolítják. Ez rendszerint nem kívánatos. Helyesen irányított szárításkor ezt az ún. túlszárítást el kell kerülni.
Szárítók: Az energetikai viszonyokon kívül a szárítás sebessége a levegő és a szálasanyag hőmérsékletének különbségétől, a légáram sebességének nagyságától és irányától, a levegő relatív páratartalmától, valamint a szálasanyag szerkezetétől függ. A kelmék szárítására alkalmas légszárítókat a légáramlás iránya szerint csoportosítják.
Egyenáramú szárítók
Ellenáramú szárítóban Egyenáramú szárítókban a szárítótérbe érkező forró levegő a hideg nedves kelmével érintkezik először, a szárító végén, pedig a már majdnem megszáradt kelme a legalacsonyabb hőmérsékletű
levegővel találkozik. Túlszáradás, károsodás ezért az egyenáramú szárítókban általában nem következik be, az egyenáram tehát kíméletesen szárít. Ellenáramú szárítóban az érkező forró levegő a gyakorlatilag már megszáradt textíliával érintkezik először. Ez a módszer sokkal kevésbé kíméletes, mert a túlszáradásra, valamint a szálasanyag káros túlmelegedésére lényegesen nagyobb a lehetőség, mint az egyenáramú szárítókban. Ennek ellenére a textilipar egyenáramú szárítókat alig használ, miután az ellen- és keresztáramú szárítók gazdaságosabbak. Mechanikai víztelenítés
Az előkezelés kémiai műveletei rendszerint vizes közegben mennek végbe. A további feldolgozás előtt az anyagokat általában meg kell szárítani
A szálas- és rostalapú anyagok nedvességtartalmának egy része a szálasanyag hézagaiban lazán, mechanikai erőkkel kötődik.
Ez az ún. adherált nedvességtartalom mechanikai módszerekkel, pl. préseléssel, kifacsarással eltávolítható.
Az elemi szálak alkotta kapilláris rendszerben levő kapilláris nedvességet mechanikai módszerekkel már csak részben lehet eltávolítani.
• A szárítás – a víz nagy párolgáshője miatt – rendkívül energiaigényes művelet, ezért a szárítást minden esetben mechanikai víztelenítésnek kell megelőznie. • A víztelenítés célja - a szálasanyag mechanikailag eltávolítható nedvességtartalmának a lehető legnagyobb mérvű csökkentése, - valamely következő nedves művelet (pl. vegyszeroldattal való telítés) intenzitásának növelése Maradék víztartalom: Vízmennyiség tömeg/száraz szövet tömeg. Szövetek víztelenítésének legegyszerűbb módja az összeszorított hengerek közötti kipréselés. A törésre nem érzékeny pamut- és lenszövetek vízteleníthetők kötegelt formában kipréseléssel. A kipréselés után mintegy 80 – 100% a maradék nedvességtartalom. Szélesen kiterített kelme kipréselésével a víztelenítő hatás lényegesen nagyobb, a maradék nedvességtartalom 60 – 70% Centrifugálással a rost- és szálasanyag bármely feldolgozási állapotában (laza, fonal, kelme, granulátum, rost) vízteleníthető. A centrifugák kitűnő víztelenítő hatásúak, mintegy 50 –70%-ra csökkentik a szálasanyag nedvességtartalmát, hátrányuk azonban a művelet szakaszossága. A törésre érzékeny kelmék hagyományosan végzett centrifugálása maradó töréseket okozhat, ezért csak széles állapotban centrifugálhatók. Ezt a műveletet horizontális centrifugában, a kelmét bordás hengerre felsodorva végzik. A centrifugák töltése, kezelése nagy gondot igénylő művelet. Ügyelni kell a forgatónyomaték kiegyenlítésére, ill. a szálasanyag egyenletes, kiegyensúlyozott berakására. A megengedett terhelést és fordulatszámot túllépni nem szabad. Leszívás Kényes, törésre hajlamos kelmék, egyéb laptermékek leszívatással vízteleníthetők. A kelmét szélesen kiterítve légritkított térrel összekötött szívórés felett vezetik el. Ennek a módszernek a víztelenítő hatása rosszabb, de egyenletesebb, mint a centrifugáé. Az elérhető víztelenítést a kezdeti nedvességtartalom, a vákuum nagysága, valamint a kelme haladási sebessége határozza meg döntően. A visszamaradó víz mennyisége a szálasanyag súlyára számítva mintegy 100%
15. tétel
A) Mérésügyi törvény, mérésüggyel kapcsolatos szabványok. Méréses R&R vizsgálat.
B) Megbízhatósági modellek, redundancia és értékelése.
16. tétel A) Mérőeszköz megfelelőségének értékelése. A mérőeszközök nyilvántartási rendszere.Mérőeszközként kezelt egyéb eszközök.
B) Jellegzetes technológiák: nyújtás, zsugorítás, feszültségcsökkentés, csévélés, tekercselés.