Embed Size (px)
Citation preview
TS16949.PPT
TMS
1
ISO / TS16949: 2009
TMSSteinbeis-Transferzentrum Managementsysteme
Industriepark West, Söflinger Strasse 100, 89077 UlmTel.: 0731-933-1180, Fax: 0731-933-1189
Mail: [email protected], Internet: www.tms-ulm.de
Folienauszüge aus:
TS16949.PPT
TMS
2
Zielsetzung der ISO / TS 16949: 2009
Zielsetzung der ISO / TS 16949ist die Entwicklung eines QM-Systems ...
§ das ständige Verbesserung vorsieht
§ das Fehlervermeidung und
§ Verringerung von Streuung und Verschwendung in der Lieferkette
... betont.
Die ISO / TS 16949legt verbunden mit zutreffenden kundenspezifischen Anforderungen,
die grundlegenden Anforderungen an ein QM-System fest !
TS16949.PPT
TMS
3
Anwendung der ISO / TS 16949
ISO / TS 16949 spezifiziert im Zusammenhang mitder ISO 9001: 2008, die QM-System-Anforderungen für ...
§ Entwicklung
§ Produktion
... wenn zutreffend für ...
§ Montage und Wartung
... von Produkten (Serien- und Ersatzteile) für die Automobilindustrie.
§ Anwendung an den Standorten der Organisation, an denen Produkte für den Kunden hergestellt werden
§ unterstützende Funktionen sind einzubeziehen, allerdings nicht eigenständig zertifizierbar(z.B. Entwicklungs-, Vertriebszentren, Unternehmenszentralen)
TS16949.PPT
TMS
4
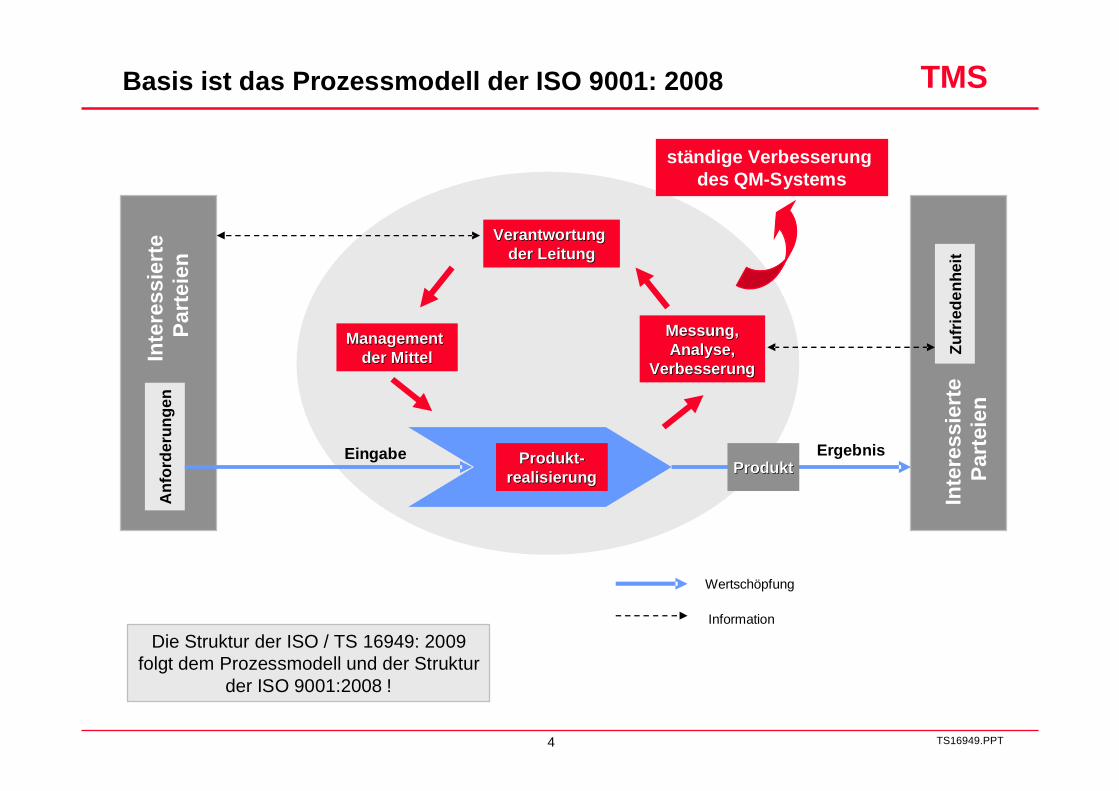
Basis ist das Prozessmodell der ISO 9001: 2008
VerantwortungVerantwortungder Leitungder Leitung
Messung,Messung,Analyse,Analyse,
VerbesserungVerbesserung
ProduktProdukt--realisierungrealisierung
ManagementManagementder Mittelder Mittel
Anf
orde
rung
en
Zufr
iede
nhei
t
Eingabe ErgebnisProduktProdukt
ständige Verbesserungdes QM-Systems
Inte
ress
iert
ePa
rtei
en
Inte
ress
iert
ePa
rtei
en
Information
Wertschöpfung
Die Struktur der ISO / TS 16949: 2009folgt dem Prozessmodell und der Struktur
der ISO 9001:2008 !
TS16949.PPT
TMS
5
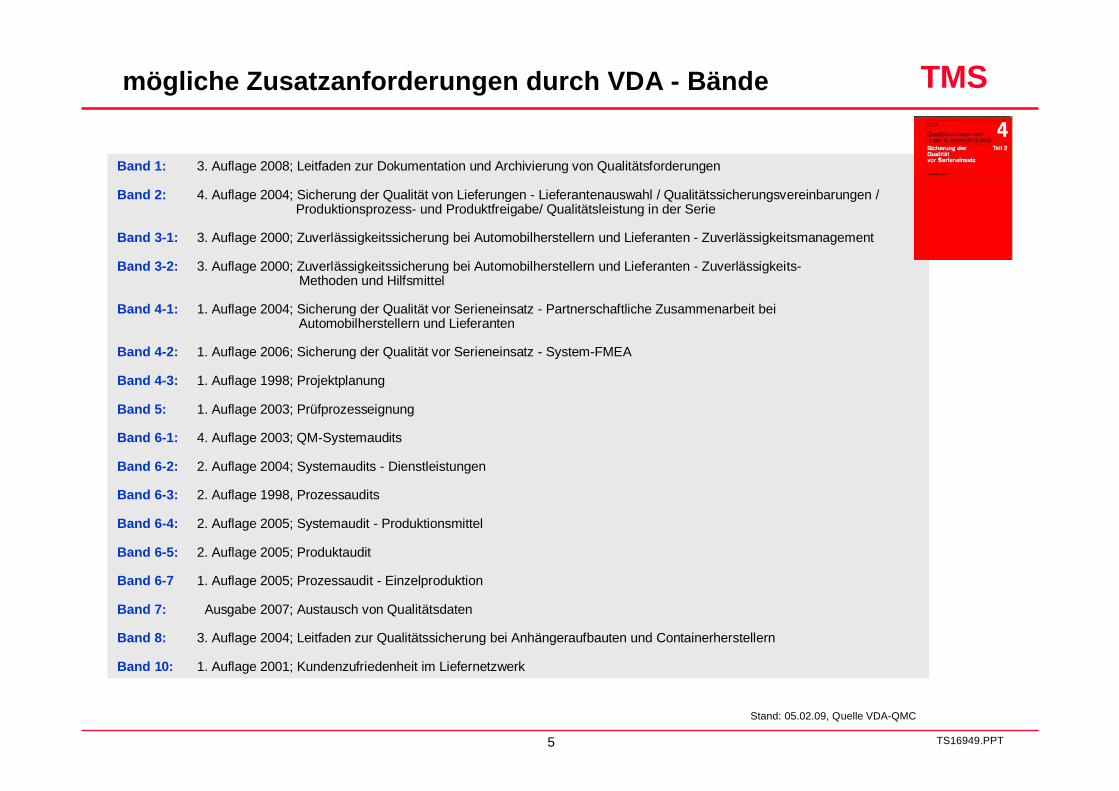
mögliche Zusatzanforderungen durch VDA - Bände
Band 1: 3. Auflage 2008; Leitfaden zur Dokumentation und Archivierung von Qualitätsforderungen
Band 2: 4. Auflage 2004; Sicherung der Qualität von Lieferungen - Lieferantenauswahl / Qualitätssicherungsvereinbarungen /Produktionsprozess- und Produktfreigabe/ Qualitätsleistung in der Serie
Band 3-1: 3. Auflage 2000; Zuverlässigkeitssicherung bei Automobilherstellern und Lieferanten - Zuverlässigkeitsmanagement
Band 3-2: 3. Auflage 2000; Zuverlässigkeitssicherung bei Automobilherstellern und Lieferanten - Zuverlässigkeits-Methoden und Hilfsmittel
Band 4-1: 1. Auflage 2004; Sicherung der Qualität vor Serieneinsatz - Partnerschaftliche Zusammenarbeit beiAutomobilherstellern und Lieferanten
Band 4-2: 1. Auflage 2006; Sicherung der Qualität vor Serieneinsatz - System-FMEA
Band 4-3: 1. Auflage 1998; Projektplanung
Band 5: 1. Auflage 2003; Prüfprozesseignung
Band 6-1: 4. Auflage 2003; QM-Systemaudits
Band 6-2: 2. Auflage 2004; Systemaudits - Dienstleistungen
Band 6-3: 2. Auflage 1998, Prozessaudits
Band 6-4: 2. Auflage 2005; Systemaudit - Produktionsmittel
Band 6-5: 2. Auflage 2005; Produktaudit
Band 6-7 1. Auflage 2005; Prozessaudit - Einzelproduktion
Band 7: Ausgabe 2007; Austausch von Qualitätsdaten
Band 8: 3. Auflage 2004; Leitfaden zur Qualitätssicherung bei Anhängeraufbauten und Containerherstellern
Band 10: 1. Auflage 2001; Kundenzufriedenheit im Liefernetzwerk
Stand: 05.02.09, Quelle VDA-QMC
TS16949.PPT
TMS
6
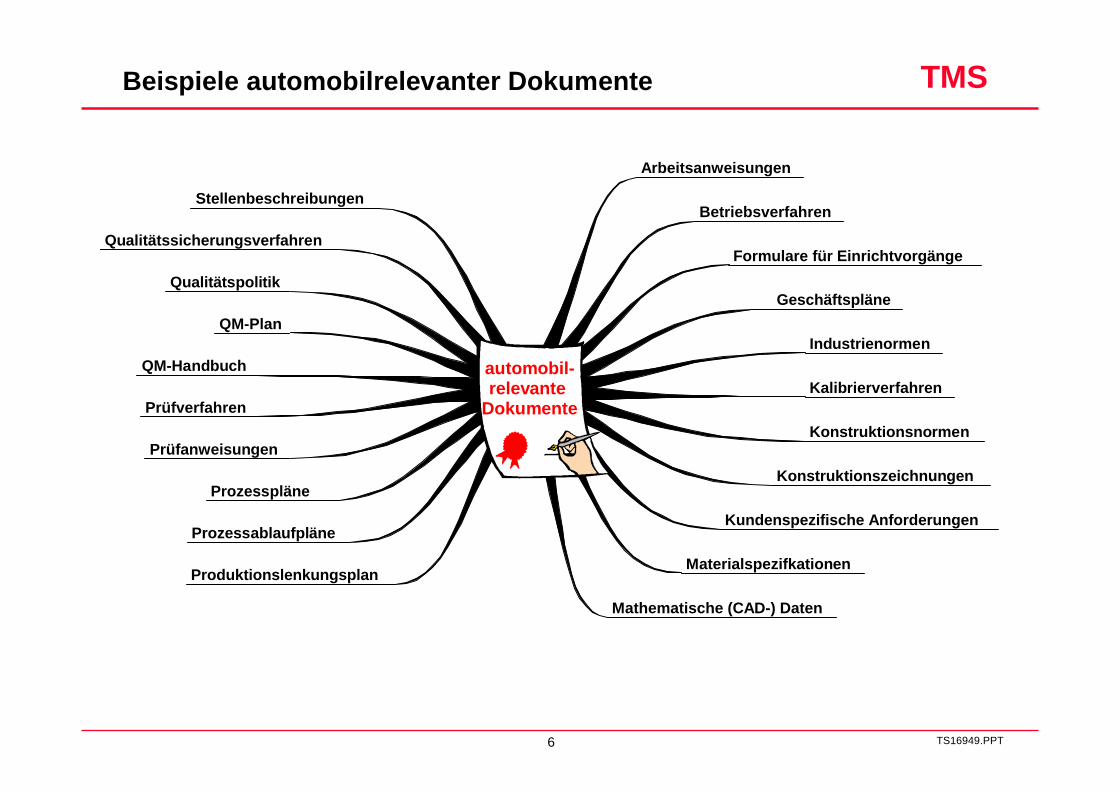
Beispiele automobilrelevanter Dokumente
Stellenbeschreibungen
Qualitätssicherungsverfahren
Qualitätspolitik
QM-Plan
QM-Handbuch
Prüfverfahren
Prüfanweisungen
Prozesspläne
Prozessablaufpläne
Produktionslenkungsplan
Mathematische (CAD-) Daten
Materialspezifkationen
Kundenspezifische Anforderungen
Konstruktionszeichnungen
Konstruktionsnormen
Kalibrierverfahren
Industrienormen
Geschäftspläne
Formulare für Einrichtvorgänge
Betriebsverfahren
Arbeitsanweisungen
automobil-relevante
Dokumente
TS16949.PPT
TMS
7
Effizienz von Prozessen
Die oberste Leitung muss ...
§ die Produktrealisierungsprozesse
§ unterstützenden Prozesse
… bewerten, um deren Wirksamkeit und Effizienz sicherzustellen.
Die Bewertung kann Folgendes umfassen ...
• ständige Verbesserung als Zielsetzung für Prozessezur Organisationsanalyse und Optimierung der Wechselwirkungen zwischen Prozessen
• Identifizierung der Produktionsrealisierungsprozesse der Organisation,da diese Prozesse einen direkten Einfluss auf den Unternehmenserfolg haben
• Identifizierung der unterstützenden Prozesse,die Einfluss auf die Leistung der Produktrealisierungsprozesse haben
• Verifizierung während der Prozessänderungen,das Kommunikation und Ressourcen vorhanden sind,die zur Aufrechterhaltung der Funktionen des QM - Systems erforderlich sind
• Verifizierung, das Prozesse als effizientes und wirksames Prozessnetzwerk zu operieren
TS16949.PPT
TMS
8
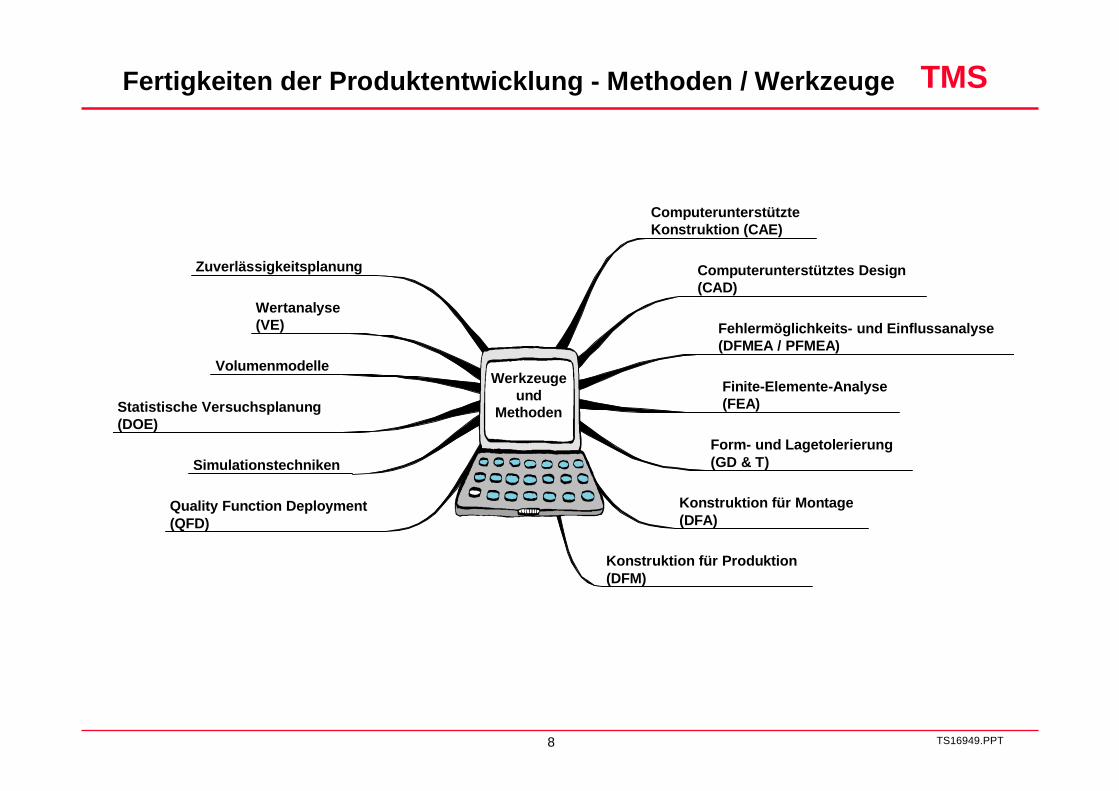
Fertigkeiten der Produktentwicklung - Methoden / Werkzeuge
Zuverlässigkeitsplanung
Wertanalyse(VE)
Volumenmodelle
Statistische Versuchsplanung(DOE)
Simulationstechniken
Quality Function Deployment(QFD)
Konstruktion für Produktion(DFM)
Konstruktion für Montage(DFA)
Form- und Lagetolerierung(GD & T)
Finite-Elemente-Analyse(FEA)
Fehlermöglichkeits- und Einflussanalyse(DFMEA / PFMEA)
Computerunterstütztes Design(CAD)
ComputerunterstützteKonstruktion (CAE)
Werkzeuge und
Methoden
TS16949.PPT
TMS
9
Mitarbeitermotivation
Es muss ein Prozess zur ...
§ Motivation
§ ständigen Verbesserung
§ Schaffung eines Umfeldes zur Förderung von Innovation
... eingeführt sein.
Es muss ein Prozess zur Messung des Ausmaß ...
§ inwieweit sich das Personalder Bedeutung und Wichtigkeitseiner Tätigkeiten bewusst ist
§ wie es zur Erreichung der Qualitätszielebeiträgt.
Konzepte zur Mitarbeitermotivation
§ Auszeichnungen§ Verbesserungsvorschläge§ Posterkampagnen, Wettbewerbe§ Qualitätskreise, Arbeitskreise§ Schulungen und Inforationsmeeetings§ Null-Fehler-Programme§ Mitarbeiterbefragungen
TS16949.PPT
TMS
10
Werks-, Anlagen-, Einrichtungsplanung
Bereichsübergreifender Ansatz zur Entwicklung von ...
§Werk-, Anlagen- und Einrichtungsplänen
Werksstrukturpläne müssen ...
§ den Materialtransport
§ die Handhabung und wertsteigernde Nutzungder vorhandenen Fläche
§ einen synchronen Materialfluss
... optimieren.
Faktoren zurProduktivitätsbewertungkönnen sein ....
§ Ergonomie und Personalfaktoren§ Verhältnis Arbeiter und Produktionslinien§ Lagerung und Warenvorrat§ Nutzen von Automatisierung§Wertschöpfender Inhalt§ Arbeitsplan
Methoden zur Bewertung und Überwachungder Wirksamkeit vorhandener Arbeitsgängemüssen entwickelt und verwirklicht werden !
TS16949.PPT
TMS
11
Notfallpläne - Maßnahmen und Lösungsansätze
Maßnahmen bei möglichen Notfällen ...
§ wie Erhalt der Lieferfähigkeit§ wie Versorgungsstörungen bei strategisch wichtiger Lieferanten§ wie Streiks§ wie finanzielle Engpässe§ wie Ausfall wichtiger Einrichtungen§ wie Ausfall des EDV-Netzes§ wie Ausfall der Energien (Strom, Wasser, Gas)§ wie Ausfall sicherheitsrelevanter Einrichtungen§ wie Ausfall von Just-in-Time Lieferungen§ wie Ausfall der Logistik§ wie Ausfall der Kommunikationseinrichtungen
mögliche Lösungsansätze sind z.B. ...
§ Einsatz bestimmter ext. und int. Ansprechpartner für Reparaturen / Hilfestellungen§ Regelungen für die Anwesenheit / Erreichbarkeit relevanter Mitarbeiter§ Regelungen für eine evtl. Kundeninformation
TS16949.PPT
TMS
12
Lenkung von Änderungen
• die Organisation muss einen Prozess zur Lenkung und Reaktionauf Änderungen, welche die Produktrealisierung beeinflussen, haben.
• die Auswirkung aller Änderungen, einschliesslich solcher,die durch irgend einen Lieferanten verursacht werden,müssen bewertet werden.
• ausserdem müssen Verifizierungs- und Validierungsaktivitätenfestgelegt werden, um die Erfüllung der Kundenanforderungensicherzustellen.
• für geschützte Entwicklungsergebnissemuss die Auswirkung auf die Gestaltung,Passform und Funktion(einschl. Leistung und Haltbarkeit)zusammen mit dem Kunden beurteiltwerden.
• wenn vom Kunden gefordert, müssen zusätzlicheVerfizierungen oder Kennzeichnung, wie z.B.bei der Einführung eines neuen Produktes geforderterfüllt werden.
Lenkung von Änderungen inz.B. folgenden Dokumenten ...
§ Produktionslenkungsplänen§ Kundenanforderungen§ Entwicklungsaufzeichnungen§ Prüfanweisungen§ Maschinen-/ Prozessparameter§ Materialspezifikationen§ Messmittel§ Anforderungen der Produktfreigabe§ Technische Zeichnungen§ Arbeitsanweisungen
TS16949.PPT
TMS
13
Bereichsübergreifender Ansatz
Der interdisziplinäre Ansatz kann betreffen ....
- im eigenen Unternehmen durch Mitarbeiter:
§ der Entwicklung§ der Produktion§ der Konstruktion§ der Qualität§ der Montage
- beim Kundenunternehmen durch Mitarbeiter:
§ der Beschaffung§ der Qualität§ der Fertigungstechnik§ des Werkspersonals
- ggf. Mitarbeiterdes Lieferanten
Bereichsübergreifender Ansatz bezüglich ...
§ Entwicklung, Festlegung und Überwachung besonderer Merkmale
§ Entwicklung, Überarbeitung der FMEA, einschließlich Maßnahmen
§ Entwicklung, Überarbeitung der Produktionslenkungspläne
TS16949.PPT
TMS
14
Ergebnisse der Produktentwicklung
Zielsetzung der Entwicklungsergebnsisse sollten dieVereinfachung, Optimierung, Innovation und Reduzierung von Abfall sein.
Beispiele von Methoden zur Erarbeitung von Entwicklungsergebnissenkönnen sein ...
Wertanalyse(VE)
Toleranzstudien
Statistische Versuchsplanung(DOE)
Rückmeldungen aus denBereichen Prüfung, Produktion,Gebrauchsphase
Quality Function Deployment(QFD)
Konstruktion für Produktion(DFM)
Konstruktion für Montage(DFA)
Form- und Lagetolerierung(GD & T)
Fehlermöglichkeits- und Einflussanalyse(DFMEA / PFMEA)
Analyse der Kosten / Leistung /Abwägungen der Geschäftsrisiken
Werkzeuge und
Methoden
TS16949.PPT
TMS
15
Ergebnisse der Produktionsprozessentwicklung
Die Ergebnisse müssen Folgendes beinhalten ...
§ Produktfestlegung (Spezifikationen, Zeichnungen, CAD-Daten)§ Produktionsprozess-Flussdiagramm oder -layout§ Prozess - FMEA und Zuverlässigkeitprüfungen§ besondere Merkmale für Produkt und Spezifikation§ Fehlervermeidung für das Produkt§ Arbeitsanweisungen§ Annahmekriterien für die Prozessfreigabe§ Daten zu Qualität, Zuverlässigkeit, Instandhaltbarkeit, Messbarkeit§ Ergebnisse der Produktentwicklungsbewertungen§ Diagnoseleitfäden§ Methoden zur schnellen Ermittlung und Rückmeldung von Fehlern
am Produkt oder Produktionsprozess
weitere Ergebnisse können sein ...
§ ANDON-System (Lenkungssystem der Produktionslinien)§ Kapazitätsorientierte Losgrössenplanung§ Lagerentnahme (pull-) Steuerungssystem§ visuelle Lenkung§ Organisation und Gestaltung des Arbeitsplatzes
Die Ergebnisse müssengegenüber den Eingaben
verifizierbar und validierbarsein !
TS16949.PPT
TMS
16
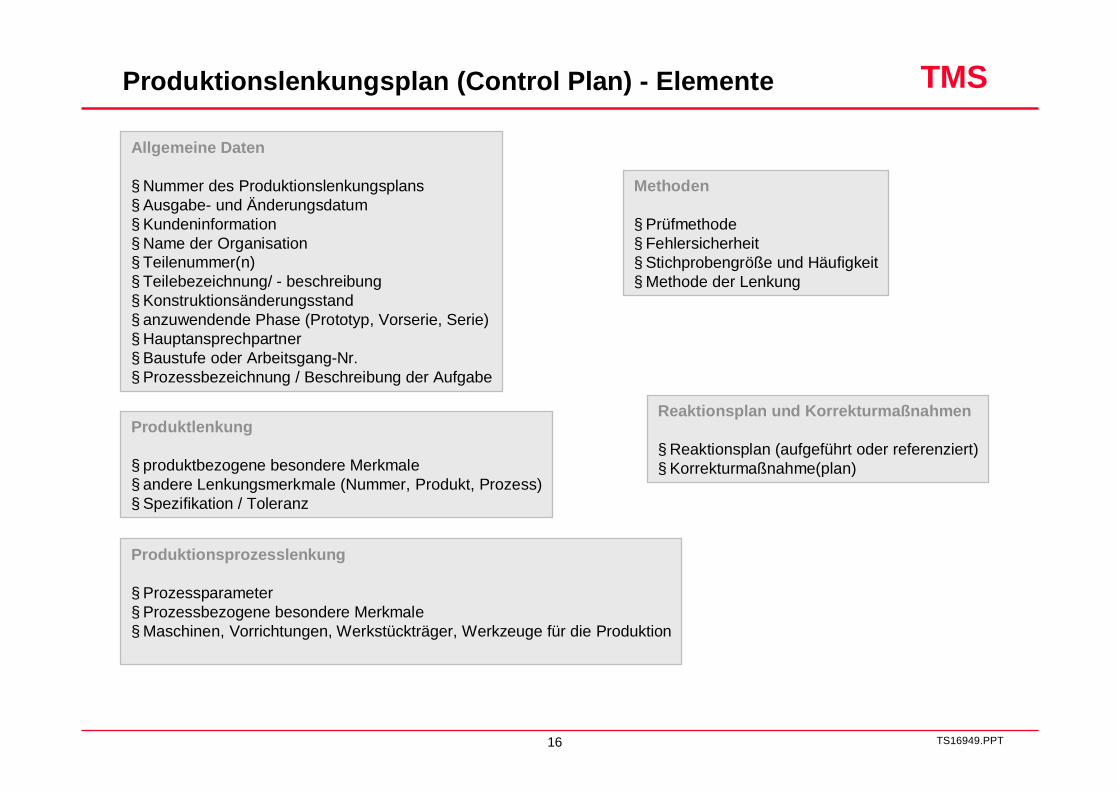
Produktionslenkungsplan (Control Plan) - Elemente
Allgemeine Daten
§ Nummer des Produktionslenkungsplans§ Ausgabe- und Änderungsdatum§ Kundeninformation§ Name der Organisation§ Teilenummer(n)§ Teilebezeichnung/ - beschreibung§ Konstruktionsänderungsstand§ anzuwendende Phase (Prototyp, Vorserie, Serie)§ Hauptansprechpartner§ Baustufe oder Arbeitsgang-Nr.§ Prozessbezeichnung / Beschreibung der Aufgabe
Produktlenkung
§ produktbezogene besondere Merkmale§ andere Lenkungsmerkmale (Nummer, Produkt, Prozess)§ Spezifikation / Toleranz
Produktionsprozesslenkung
§ Prozessparameter§ Prozessbezogene besondere Merkmale§ Maschinen, Vorrichtungen, Werkstückträger, Werkzeuge für die Produktion
Methoden
§ Prüfmethode§ Fehlersicherheit§ Stichprobengröße und Häufigkeit§ Methode der Lenkung
Reaktionsplan und Korrekturmaßnahmen
§ Reaktionsplan (aufgeführt oder referenziert)§ Korrekturmaßnahme(plan)
TS16949.PPT
TMS
17
Verifizierung von Einrichtvorgängen
Einrichtvorgänge müssen nach Durchführung verifiziert werden.Dies kann umfassen ...
§ Vergleich von Daten / Aufzeichnungen der letzten Serie
§ Vollständigkeit der Ausrüstung und Dokumente für Produktion und Prüfung
§ Festlegung der Verantwortlichen für die Freigabenach Abschluss des Einrichtens
§ Festlegung der Verwendung des Vorlauf- oder Einrichtausschusses
§ Letzte - Teile - Vergleich-> Teile des letzten Produktionslaufes mit Teilen des aktuellen Produktionslaufes
Arbeitsanweisungen für das Einrichten müssen vorhanden sein !
TS16949.PPT
TMS
18
Validierung der Prozesse zur Produktion
Anforderungen an die Validierung betreffen die Festlegung von ...
§ Kriterien für die Bewertung und Genehmigung der Prozesse
§ Genehmigung der Ausrüstung und der Qualifikation des Personals
§ Gebrauch spezifischer Methoden und Verfahren
§ Anforderungen zu Aufzeichnungen
§ erneute Validierung
alle Produktionsprozesse müssen validiert werden
...allerdings ...
kann eine Verifizierung der Prozessparameter und Produktmerkmaleunter Serienbedingungen im Rahmen der Abnahme bzw. Erstfreigabeeines Produktionsprozesses als Prozessvalidierung angesehen werden
TS16949.PPT
TMS
19
Aufzeichnungen der Kalibrierung und Verifizierung
werker- und kundeneigene Lehren, Mess- und Prüfmittel müssenFolgendes berücksichtigen ...
§ Messmittelkennzeichnung inkl. Rückführbarkeit auf das Kalibriernormal
§ Überarbeitung infolge von Konstruktionsänderungen
§ sämtliche Messwerte ausserhalb der Spezifikation,die bei der Kalibrierung / Verifizierung vorgefunden werden
§ Bewertung der Auswirkungen des fehlerhaften Zustandes
§ Bestätigung der Erfüllung der Spezifikationnach Kalibrierung / Verifizierung
§ Benachrichtigung des Kunden bei Lieferungvon fehlerverdächtigen Produkten / Materialen
TS16949.PPT
TMS
20
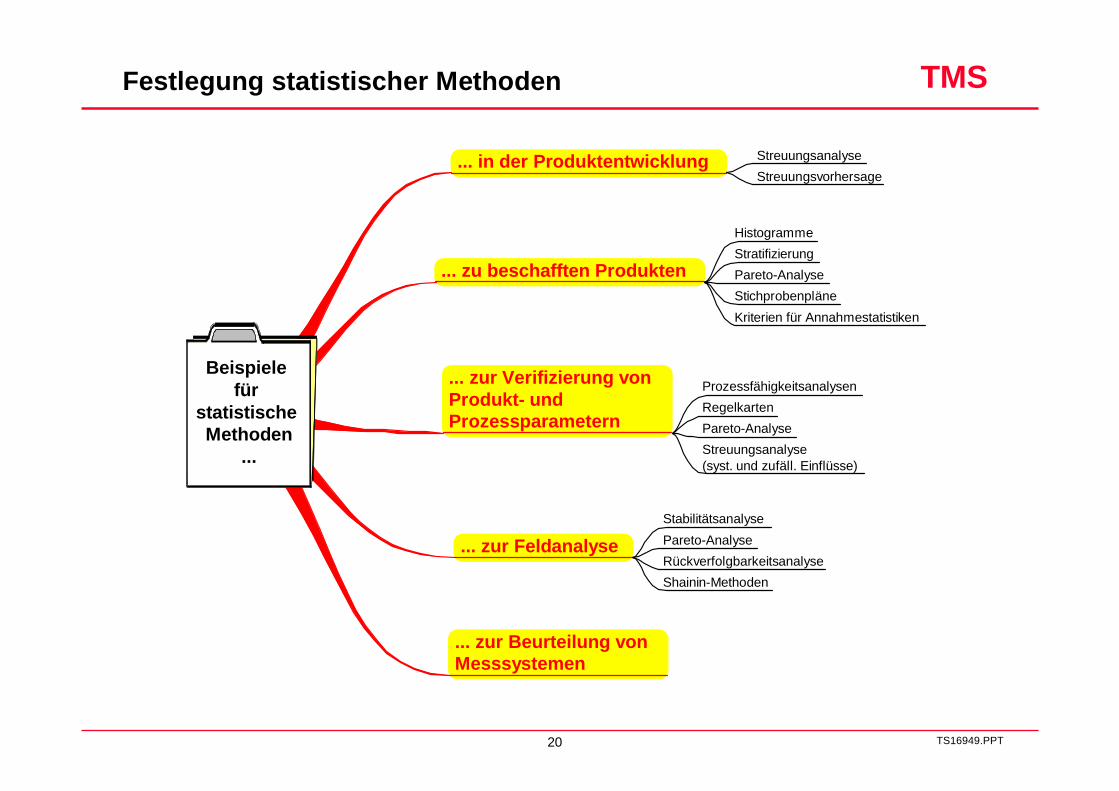
Festlegung statistischer Methoden
... zur Beurteilung vonMesssystemen
... zur Feldanalyse
... zur Verifizierung vonProdukt- undProzessparametern
... zu beschafften Produkten
... in der Produktentwicklung
Beispielefür
statistischeMethoden
...
StabilitätsanalysePareto-AnalyseRückverfolgbarkeitsanalyseShainin-Methoden
ProzessfähigkeitsanalysenRegelkartenPareto-AnalyseStreuungsanalyse(syst. und zufäll. Einflüsse)
HistogrammeStratifizierungPareto-AnalyseStichprobenpläneKriterien für Annahmestatistiken
StreuungsanalyseStreuungsvorhersage
TS16949.PPT
TMS
21
Überwachung und Messung von Produktionsprozessen
§ die Organisation muss für alle neuen Produktionsprozesse(inkl. Montage und Sequenzierung) Prozessanalysen durchführen.
§ die Ergebnisse der Prozessanalysen müssen mit den Spezifikationendokumentiert werden.
§ wichtige Vorkommnisse im Prozess (z.B. Werkzeugwechsel,Maschinenreparatur) müssen aufgezeichnet werden.
§ es müssen Reaktionspläne für statistisch nicht fähige odernicht beherrschte Prozesse festgelegt werden.
§ diese Reaktionspläne müssen Separierensowie 100 % -Prüfungen enthalten.
§ ein Plan mit Korrekturmaßnahmen zur Sicherstellung der Fähigkeitund Beherrschbarkeit muss erstellt werden.
TS16949.PPT
TMS
22
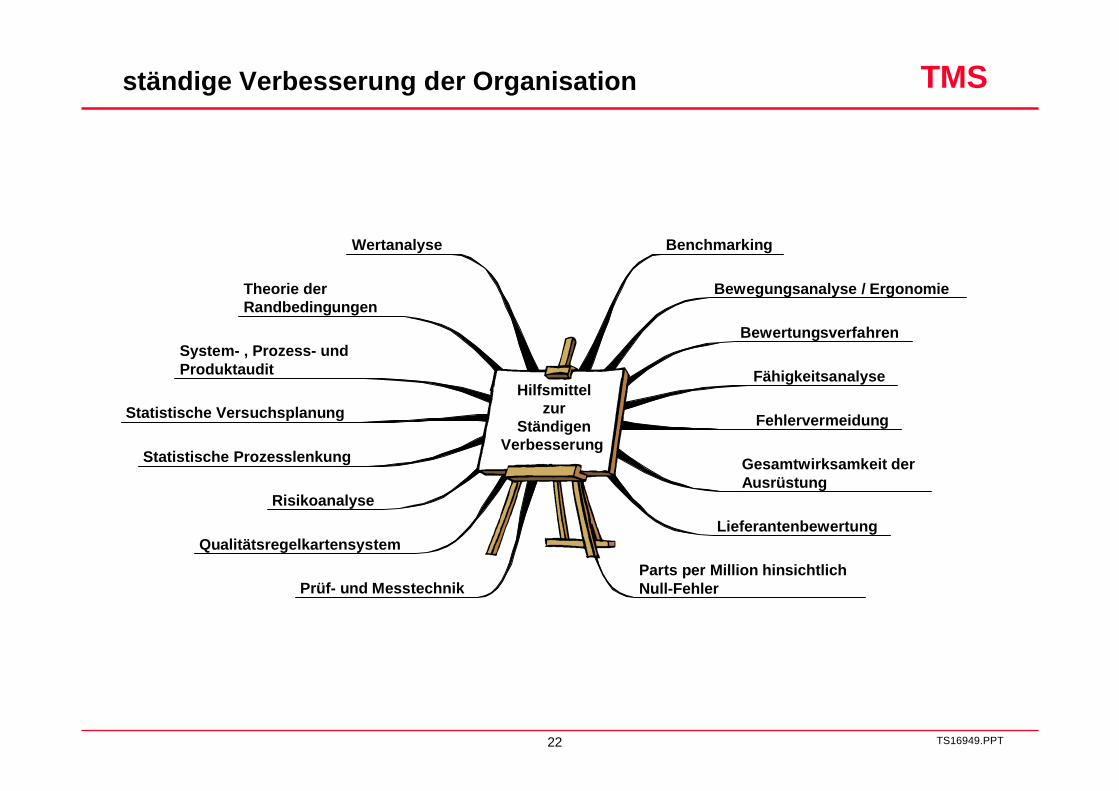
ständige Verbesserung der Organisation
Wertanalyse
Theorie derRandbedingungen
System- , Prozess- undProduktaudit
Statistische Versuchsplanung
Statistische Prozesslenkung
Risikoanalyse
Qualitätsregelkartensystem
Prüf- und MesstechnikParts per Million hinsichtlichNull-Fehler
Lieferantenbewertung
Gesamtwirksamkeit derAusrüstung
Fehlervermeidung
Fähigkeitsanalyse
Bewertungsverfahren
Bewegungsanalyse / Ergonomie
Benchmarking
Hilfsmittelzur
StändigenVerbesserung