Embed Size (px)
Citation preview

Progetto Scuola “Smart Project OMRON 2018"
ITT FEDI FERMI PISTOIA IV°AA SPEC. AUTOMAZIONE INDUSTRIALE
Codice meccanografico scuola PTTF01000R
Nome scuola ITT “FEDI-FERMI”
Indirizzo scuola Via Panconi, 39 - 51100 - Pistoia
Nome docente Bardelli Francesco
Nome studente 1 Alunno 1
Nome studente 2 Alunno 2
Titolo progetto ECO-RAMEUSE 4.20
1
Progetto Scuola “Smart Project OMRON 2018"
Indice generalePREFAZIONE........................................................................................................................................................................................................................3PREMESSA............................................................................................................................................................................................................................4COS'È' LA RAMEUSE?.........................................................................................................................................................................................................4PROGRAMMAZIONE SFC..................................................................................................................................................................................................5PID..........................................................................................................................................................................................................................................6
Spieghiamo cos’è il PID....................................................................................................................................................................................................6Come lo abbiamo implementato........................................................................................................................................................................................7Studio matematico dei modelli .......................................................................................................................................................................................11
DATABASE .........................................................................................................................................................................................................................14PARTE “ INTRODUZIONE” .............................................................................................................................................................................................16
Descrizione Programmer:................................................................................................................................................................................................16Task Main:...................................................................................................................................................................................................................16Task Manuale:.............................................................................................................................................................................................................17Task Automatico:.........................................................................................................................................................................................................18
Descrizione Supervisor:...................................................................................................................................................................................................20Visione laterale:...........................................................................................................................................................................................................21Visione dall’alto:.........................................................................................................................................................................................................22
PARTE CENTRALE............................................................................................................................................................................................................23Descrizione Programmer:................................................................................................................................................................................................23
Campi paralleli............................................................................................................................................................................................................23Controllo temperatura tramite PID..............................................................................................................................................................................24Controllo sistema di ventilazione ...............................................................................................................................................................................25
Descrizione Supervisor:...................................................................................................................................................................................................26Campi paralleli............................................................................................................................................................................................................26Forno...........................................................................................................................................................................................................................26Script...........................................................................................................................................................................................................................28
PARTE FINALE...................................................................................................................................................................................................................30Descrizione Programmer:................................................................................................................................................................................................31Descrizione Supervisor:...................................................................................................................................................................................................36
IMMAGAZZINAMENTO...................................................................................................................................................................................................40Descrizione CX-Programmer magazzino........................................................................................................................................................................40Descrizione Supervisor:...................................................................................................................................................................................................43
SCELTA DEI SENSORI.......................................................................................................................................................................................................47SCELTA ATTUATORI........................................................................................................................................................................................................48SCHEMI ELETTRICI .........................................................................................................................................................................................................49SALUTI DA PARTE DELLA CLASSE...............................................................................................................................................................................52
2
Progetto Scuola “Smart Project OMRON 2018"
PREFAZIONELa classe 4AA della specializzazione di Automazione Industriale dell'ITT “S.Fedi E. Fermi” di Pistoia, autrice del presenteprogetto, è composta da 23 alunni, di cui una cucciola…. per noi, delle materie tecniche, un buon gruppo, omogeneo edaffiatato.Inizialmente, dopo aver vagliato anche i diversi processi legati ai percorsi ASL che valorizzassero l’economia dell’industrialocale, abbiamo deciso di affrontare una realtà forte e diffusa: il tessile. La nostra provincia confine con Prato, capitale, insieme al Biellese e Carpi, del tessile italiano. Molte officine elettro-meccanichemedio-piccole, sviluppano macchinari per processi produttivi riguardanti il settore. Forte è l’esportazione e la ricaduta lavorativasulla nostra zona. Sempre più spesso, la ricerca di lavoro, chiede competenze spinte nel campo dell’automazione industriale. Ma tornando al progetto; quale processo produttivo scegliere, quale macchinario rappresentare, come sono fatte nella realtà… imiei alunni appartengono ad una IV°, quindi non hanno ancora direttamente incontrato nessuna di queste azienda. Come gestirequindi questa fase iniziale molto importante. Sono venute in nostro aiuto 4 aziende del settore, in qualche modo tra loroconnesse:
• TESSILTOSCHI di Prato• UNITECH TEXTIL di Montemurlo• TELIND di Montale Agliana• ADITECH di Montale Agliana
La prima è un industria tessile Pratese, specializzata in produzione di tessuti particolari e coperti da numerosi brevettiinternazionali. Alcune delle loro lavorazioni, prevedono l’utilizzo di un macchinario chiamato “ RAMEUSE” , progettato,prodotto ed esportato in tutto il mondo dalla seconda azienda. La terza, è uno studio ingegneristico che progetta e sviluppasoftware PLC per la seconda azienda. La quarta azienda, invece, gestisce e monta la quadristica elettrica ed il bordo macchinaanche per le macchine prodotte dalla seconda azienda. In questo modo abbiamo conosciuto e visitato tutta la filiera diprogettazione-produzione-utilizzazione del processo costruttivo di una RAMEUSE. Il compito essenziale di questaapparecchiatura nel ciclo tessile, è principalmente quello di termofissare i tessuti. Abbiamo passato un intera giornata con itecnici e gli ingegneri delle aziende sovra menzionate; da loro i miei ragazzi hanno imparato, visto ed osservato questo prodottoin ogni minimo dettaglio. La loro disponibilità è stata perfetta e cordiale. Due o tre generazioni che insieme insegnavano la lorovita, i loro trucchi, la loro esperienza e la prima che ascoltava e tempestava di curiosità e domande. E’ stata una giornata piena edintensa.
Questa esperienza, ha decisamente chiarito le idee dei miei ragazzi. Nei giorni successivi, avrebbero automatizzatoqualunque cosa ……
E' stato un lavoro di scrematura e di approfondimento bello, interessante ed avvincente...... Importante è stato il loro lavorare in squadra ed assegnare ad alcuni di loro il compito di coordinamento dei 4 gruppi formati:• gruppo introduzione col compito di sviluppo sia lato CX-P che CX-S• gruppo forno-campo parallelo-uscita col compito di sviluppo sia lato CX-P che CX-S• gruppo estrazione manufatto ed immagazzinamento col compito di sviluppo sia lato CX-P che CX-S• gruppo relazione e documentazione, comprensivo degli schemi elettrici.
In una classe non tutti sono predisposti alla programmazione, quindi ho proposto di analizzare il progetto come se, componentidi uno studio di progettazione, dovessero realmente gestire tutta la fase progettuale.Il 4 gruppo è stato quindi composto con lo scopo di risolvere temi forse non richiesti in questo concorso, ma certamente necessariper il completamento della visione progettuale che, come docenti, dovremmo fornire ai nostri studenti. Un grazie quindi ad OMRON ed al MIUR che mi ha permesso, grazie alla partecipazione a questo progetto, di conoscere meglio imiei ragazzi al di fuori delle lezioni curricolari ..... scoprire le loro doti e le loro ambizioni. Cosa fuori dall'ordinario, ho visto imiei ragazzi lavorare e studiare anche più di 3 ore di fila o sentirmi chiamare il Sabato pomeriggio o la Domenica. Un grazie quindi a Priamo, Tommaso, Marco, Alessio, Andrea, Samuele, Elena, Matteo, Diego, Gabriel, Tommaso, Fabio,Manuel, Luis Federico, Alessio, Francesco, Diego, Gabriel, Andrea, Andrea, Lorenzo, Francesco , Mattia…….
comunque vada sono stati fortissimi.....
Prof Bardelli Francesco
Un sincero ringraziamento ai tecnici ed agli ingegneri della TESSILTOSCHI, UNITECH, TELIND edADITECH……..Senza di loro forse…. Tutto questo non sarebbe stato possibile.
3
Progetto Scuola “Smart Project OMRON 2018"
PREMESSA
Il nostro progetto nasce da un’importante realtà presente da anni nei nostri territori e dintorni, più precisamente nel territoriopratese, che si occupa della lavorazione dei tessuti.Questa lavorazione è presente sin dal XIII secolo; precedentemente era basata su sistemi di mulini ad acqua sfruttando l’ampiarete idrica presente nel territorio.Il grande sviluppo del settore tessile ebbe inizio nel secondo dopo-guerra per effetto di un’evoluzione del mercato, che nelperiodo precedente era stato dominato da pochi grandi lanifici.In quegli anni comincia a organizzarsi un nuovo sistema produttivo: con il tempo si sviluppa infatti un modello organizzativobasato sull’estensione e l’aggiustamento della divisione locale del lavoro fra imprese specializzate, spesso piccole e piccolissime,in gran parte manifatturiere ma in parte dedite anche a funzioni di intermediazione, coordinamento e commercializzazione.Questo modello si consolida, produttivamente, territorialmente e dal punto di vista istituzionale, negli anni ’60.Il settore tessile nella nostra zona è così enormemente migliorato, diventando uno dei principali centri italiani e mondiali,esportando così il “made in Italy” in tutto il globo.I dati più recenti indicano la presenza di circa 7.200 aziende e 40.000 addetti, che ogni anno immettono sul mercato mondiale70.000 nuovi articoli e circa 350 milioni di metri di tessuto, soltanto per abbigliamento. Con l’aumentare della produzione, le aziende si sono dovute modernizzare allo scopo di aumentare il materiale lavorato nelminor tempo possibile andando ad utilizzare macchinari sempre più avanzati,avviandosi così verso la cosiddetta industria 4.0. Una delle macchine più interessanti, dal punto di vista automatico, è la rameuse.
COS'È' LA RAMEUSE?
La rameuse è una macchina tessile impiegata nel finissaggio ovvero la parte di lavorazione dove vengono asciugati e ne vienedefinitivamente fissata l’altezza. Consiste essenzialmente in un forno formato da sezioni di numero variabile in cui viene fattopassare il tessuto trascinato da una catena. Questo procedimento è molto complesso e si divide essenzialmente in 4 fasi:
fase iniziale: nella parte pre-introduttiva della macchina la stoffa, proveniente da bagni fissativi o da altri repartigeneralmente in stato umido, entra aiutata da rulli non folli. Il tessuto dovrà quindi essere introdotta nella macchina edagganciato da una catena doppia ( così viene chiamata dagli operatori), sulle quali sono presenti degli aghi,su questi lastoffa dovrà essere agganciata per permetterne il trascinamento all’interno del sistema di forni di cui è composta laRameuse.
fase centrale: il tessuto, in arrivo dalla fase precedente, segue la catena che si allarga progressivamente aumentandone cosìl’altezza. Tutto questo ad un’alta temperatura, dipendente dal tipo di materiale, che viene mantenuta costante da un sistemadi bruciatori e ventole.
fase finale: la stoffa, appena uscita dal forno, può essere ora immagazzinata secondo varie modalità: in rotoli o a falde. Lamacchina è composta da blocchi assemblabili e quindi può essere scelta la modalità più congeniale alle esigenze e al tipo ditessuto lavorato.
fase di immagazzinamento: il tessuto, in rotoli o in falde, viene ora immagazzinato da un sistema di muletti automaticiche vanno a collocarlo nella posizione determinata dall’ufficio di produzione ( nel nostro sistema simulato da undatabase).
Nello sviluppo del progetto, sono stati affrontati alcuni elementi didattici, che hanno reso estremamente educativa questaesperienza, coinvolgendo più materie e docenti che hanno fornito un supporto prezioso. Di seguito riportiamo alcune di questefasi.
4
Progetto Scuola “Smart Project OMRON 2018"
PROGRAMMAZIONE SFC
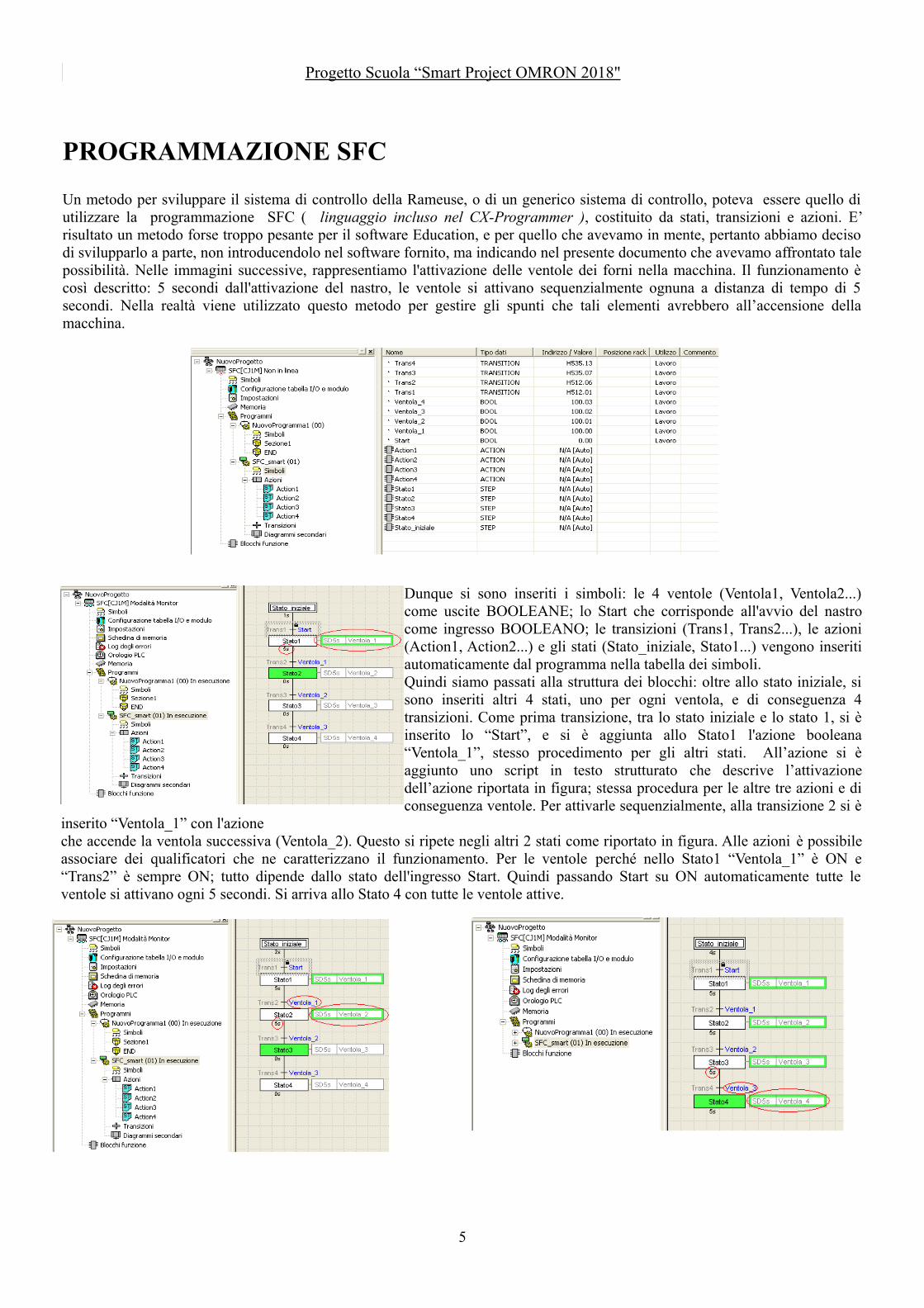
Un metodo per sviluppare il sistema di controllo della Rameuse, o di un generico sistema di controllo, poteva essere quello diutilizzare la programmazione SFC ( linguaggio incluso nel CX-Programmer ), costituito da stati, transizioni e azioni. E’risultato un metodo forse troppo pesante per il software Education, e per quello che avevamo in mente, pertanto abbiamo decisodi svilupparlo a parte, non introducendolo nel software fornito, ma indicando nel presente documento che avevamo affrontato talepossibilità. Nelle immagini successive, rappresentiamo l'attivazione delle ventole dei forni nella macchina. Il funzionamento ècosì descritto: 5 secondi dall'attivazione del nastro, le ventole si attivano sequenzialmente ognuna a distanza di tempo di 5secondi. Nella realtà viene utilizzato questo metodo per gestire gli spunti che tali elementi avrebbero all’accensione dellamacchina.
Dunque si sono inseriti i simboli: le 4 ventole (Ventola1, Ventola2...)come uscite BOOLEANE; lo Start che corrisponde all'avvio del nastrocome ingresso BOOLEANO; le transizioni (Trans1, Trans2...), le azioni(Action1, Action2...) e gli stati (Stato_iniziale, Stato1...) vengono inseritiautomaticamente dal programma nella tabella dei simboli.Quindi siamo passati alla struttura dei blocchi: oltre allo stato iniziale, sisono inseriti altri 4 stati, uno per ogni ventola, e di conseguenza 4transizioni. Come prima transizione, tra lo stato iniziale e lo stato 1, si èinserito lo “Start”, e si è aggiunta allo Stato1 l'azione booleana“Ventola_1”, stesso procedimento per gli altri stati. All’azione si èaggiunto uno script in testo strutturato che descrive l’attivazionedell’azione riportata in figura; stessa procedura per le altre tre azioni e diconseguenza ventole. Per attivarle sequenzialmente, alla transizione 2 si è
inserito “Ventola_1” con l'azioneche accende la ventola successiva (Ventola_2). Questo si ripete negli altri 2 stati come riportato in figura. Alle azioni è possibileassociare dei qualificatori che ne caratterizzano il funzionamento. Per le ventole perché nello Stato1 “Ventola_1” è ON e“Trans2” è sempre ON; tutto dipende dallo stato dell'ingresso Start. Quindi passando Start su ON automaticamente tutte leventole si attivano ogni 5 secondi. Si arriva allo Stato 4 con tutte le ventole attive.
5
Progetto Scuola “Smart Project OMRON 2018"
PID
Spieghiamo cos’è il PID.
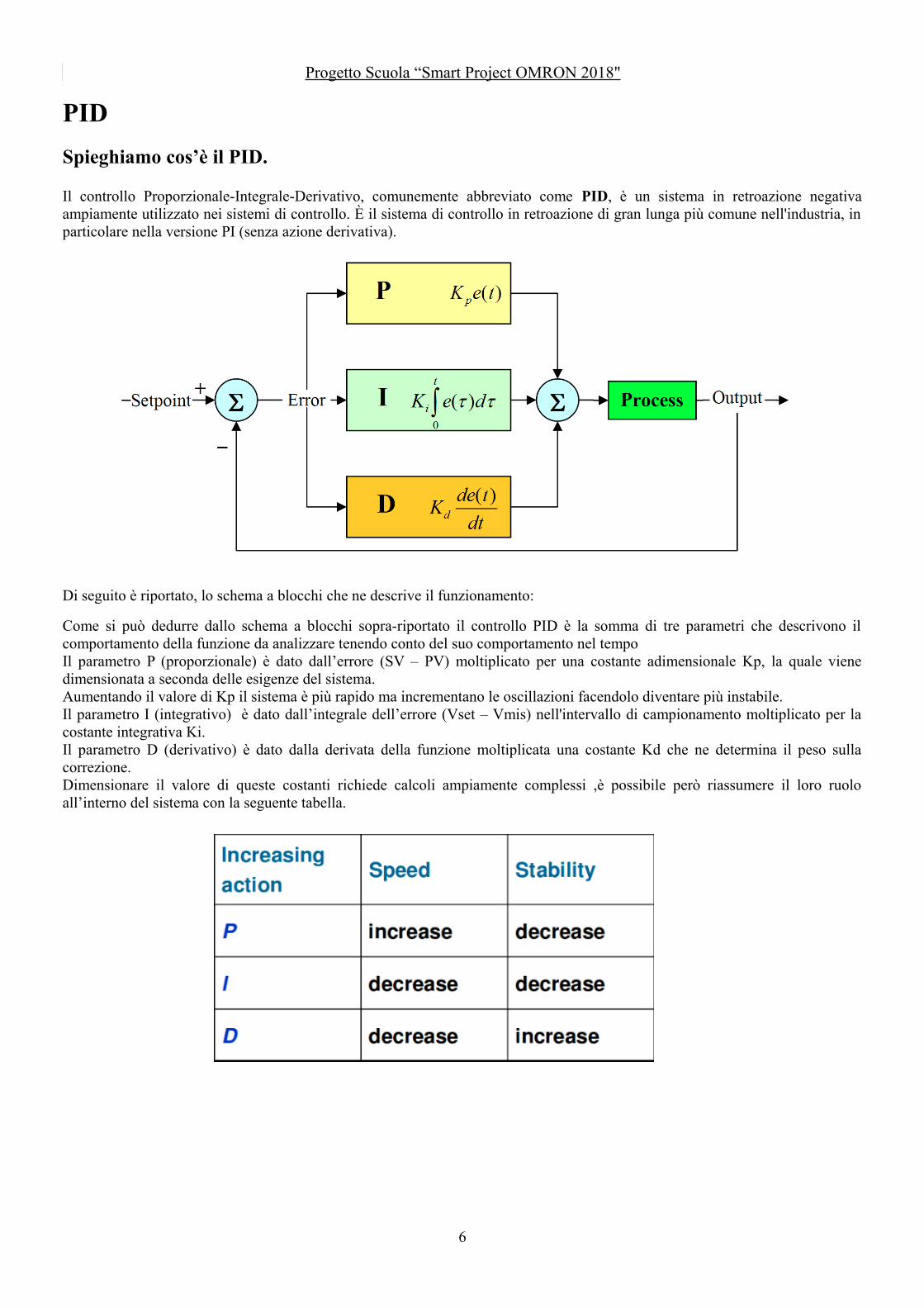
Il controllo Proporzionale-Integrale-Derivativo, comunemente abbreviato come PID, è un sistema in retroazione negativaampiamente utilizzato nei sistemi di controllo. È il sistema di controllo in retroazione di gran lunga più comune nell'industria, inparticolare nella versione PI (senza azione derivativa).
Di seguito è riportato, lo schema a blocchi che ne descrive il funzionamento:
Come si può dedurre dallo schema a blocchi sopra-riportato il controllo PID è la somma di tre parametri che descrivono ilcomportamento della funzione da analizzare tenendo conto del suo comportamento nel tempoIl parametro P (proporzionale) è dato dall’errore (SV – PV) moltiplicato per una costante adimensionale Kp, la quale vienedimensionata a seconda delle esigenze del sistema.Aumentando il valore di Kp il sistema è più rapido ma incrementano le oscillazioni facendolo diventare più instabile.Il parametro I (integrativo) è dato dall’integrale dell’errore (Vset – Vmis) nell'intervallo di campionamento moltiplicato per lacostante integrativa Ki.Il parametro D (derivativo) è dato dalla derivata della funzione moltiplicata una costante Kd che ne determina il peso sullacorrezione.Dimensionare il valore di queste costanti richiede calcoli ampiamente complessi ,è possibile però riassumere il loro ruoloall’interno del sistema con la seguente tabella.
6
Progetto Scuola “Smart Project OMRON 2018"
Come lo abbiamo implementato
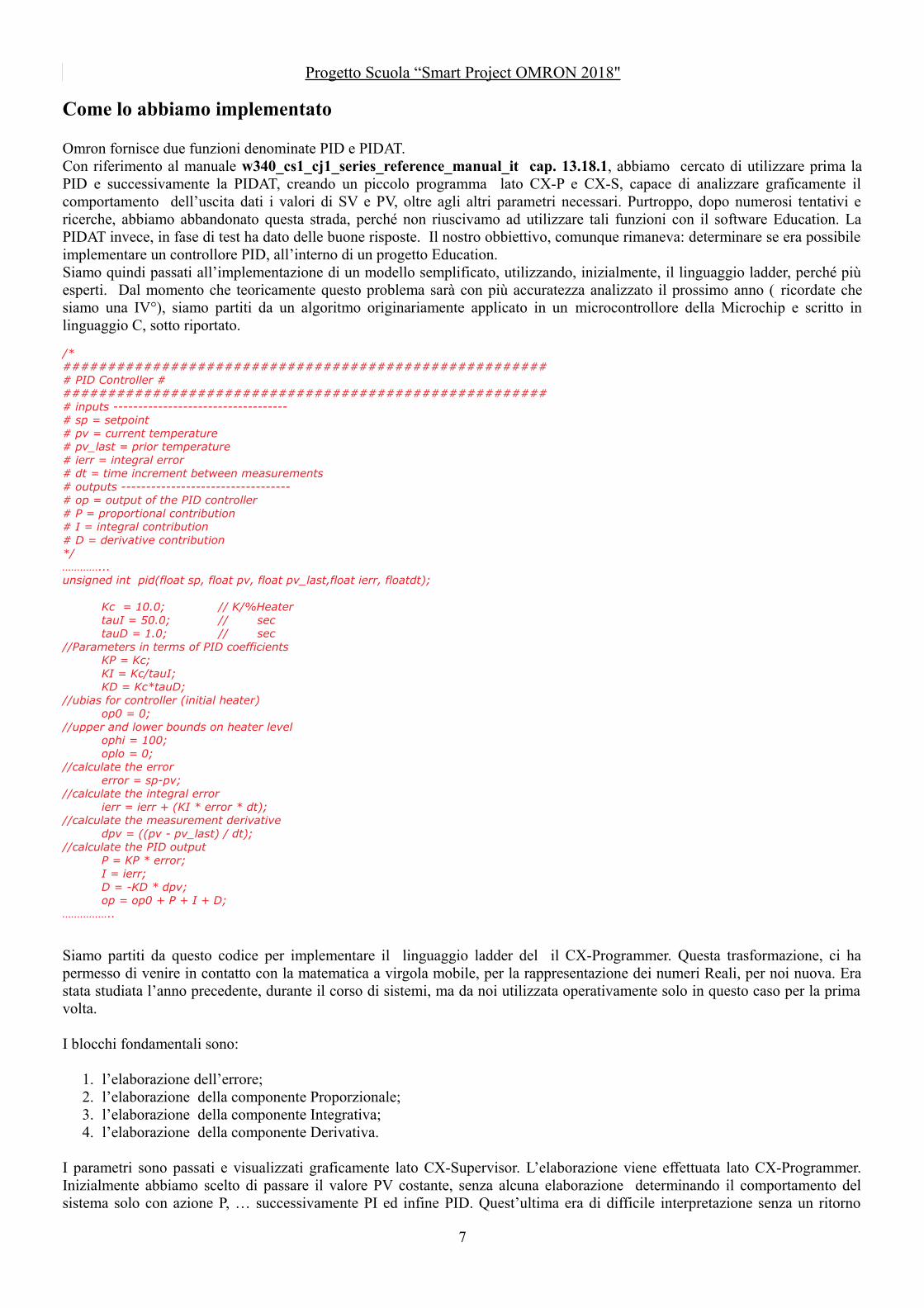
Omron fornisce due funzioni denominate PID e PIDAT. Con riferimento al manuale w340_cs1_cj1_series_reference_manual_it cap. 13.18.1, abbiamo cercato di utilizzare prima laPID e successivamente la PIDAT, creando un piccolo programma lato CX-P e CX-S, capace di analizzare graficamente ilcomportamento dell’uscita dati i valori di SV e PV, oltre agli altri parametri necessari. Purtroppo, dopo numerosi tentativi ericerche, abbiamo abbandonato questa strada, perché non riuscivamo ad utilizzare tali funzioni con il software Education. LaPIDAT invece, in fase di test ha dato delle buone risposte. Il nostro obbiettivo, comunque rimaneva: determinare se era possibileimplementare un controllore PID, all’interno di un progetto Education. Siamo quindi passati all’implementazione di un modello semplificato, utilizzando, inizialmente, il linguaggio ladder, perché piùesperti. Dal momento che teoricamente questo problema sarà con più accuratezza analizzato il prossimo anno ( ricordate chesiamo una IV°), siamo partiti da un algoritmo originariamente applicato in un microcontrollore della Microchip e scritto inlinguaggio C, sotto riportato.
/*####################################################### PID Controller ######################################################## inputs -----------------------------------# sp = setpoint# pv = current temperature# pv_last = prior temperature# ierr = integral error# dt = time increment between measurements# outputs ----------------------------------# op = output of the PID controller# P = proportional contribution# I = integral contribution# D = derivative contribution*/…………...unsigned int pid(float sp, float pv, float pv_last,float ierr, floatdt);
Kc = 10.0; // K/%HeatertauI = 50.0; // sectauD = 1.0; // sec
//Parameters in terms of PID coefficientsKP = Kc;KI = Kc/tauI;KD = Kc*tauD;
//ubias for controller (initial heater)op0 = 0;
//upper and lower bounds on heater levelophi = 100;oplo = 0;
//calculate the errorerror = sp-pv;
//calculate the integral errorierr = ierr + (KI * error * dt);
//calculate the measurement derivativedpv = ((pv - pv_last) / dt);
//calculate the PID outputP = KP * error;I = ierr;D = -KD * dpv;op = op0 + P + I + D;
……………..
Siamo partiti da questo codice per implementare il linguaggio ladder del il CX-Programmer. Questa trasformazione, ci hapermesso di venire in contatto con la matematica a virgola mobile, per la rappresentazione dei numeri Reali, per noi nuova. Erastata studiata l’anno precedente, durante il corso di sistemi, ma da noi utilizzata operativamente solo in questo caso per la primavolta.
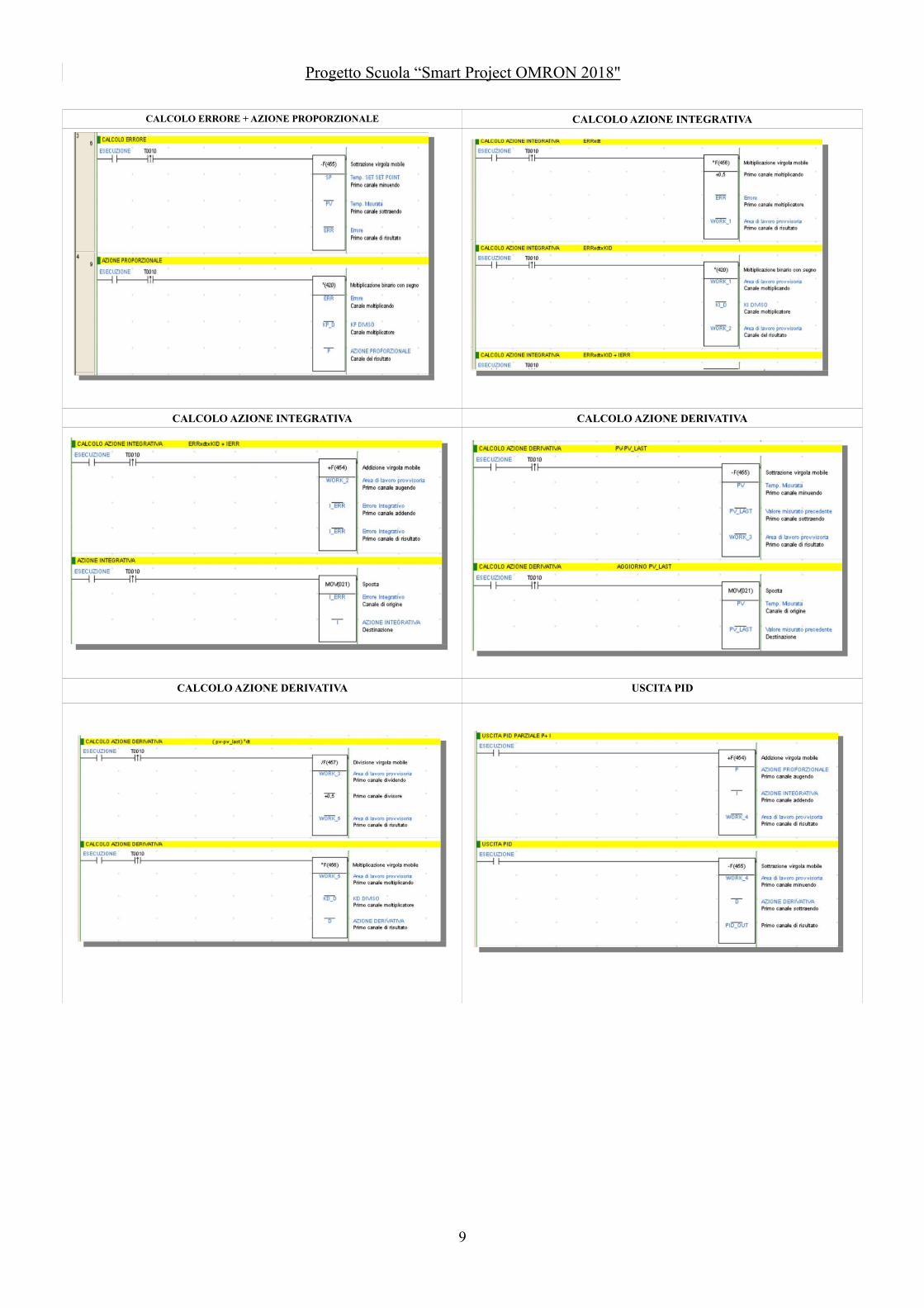
I blocchi fondamentali sono:
1. l’elaborazione dell’errore;2. l’elaborazione della componente Proporzionale;3. l’elaborazione della componente Integrativa;4. l’elaborazione della componente Derivativa.
I parametri sono passati e visualizzati graficamente lato CX-Supervisor. L’elaborazione viene effettuata lato CX-Programmer.Inizialmente abbiamo scelto di passare il valore PV costante, senza alcuna elaborazione determinando il comportamento delsistema solo con azione P, … successivamente PI ed infine PID. Quest’ultima era di difficile interpretazione senza un ritorno
7
Progetto Scuola “Smart Project OMRON 2018"
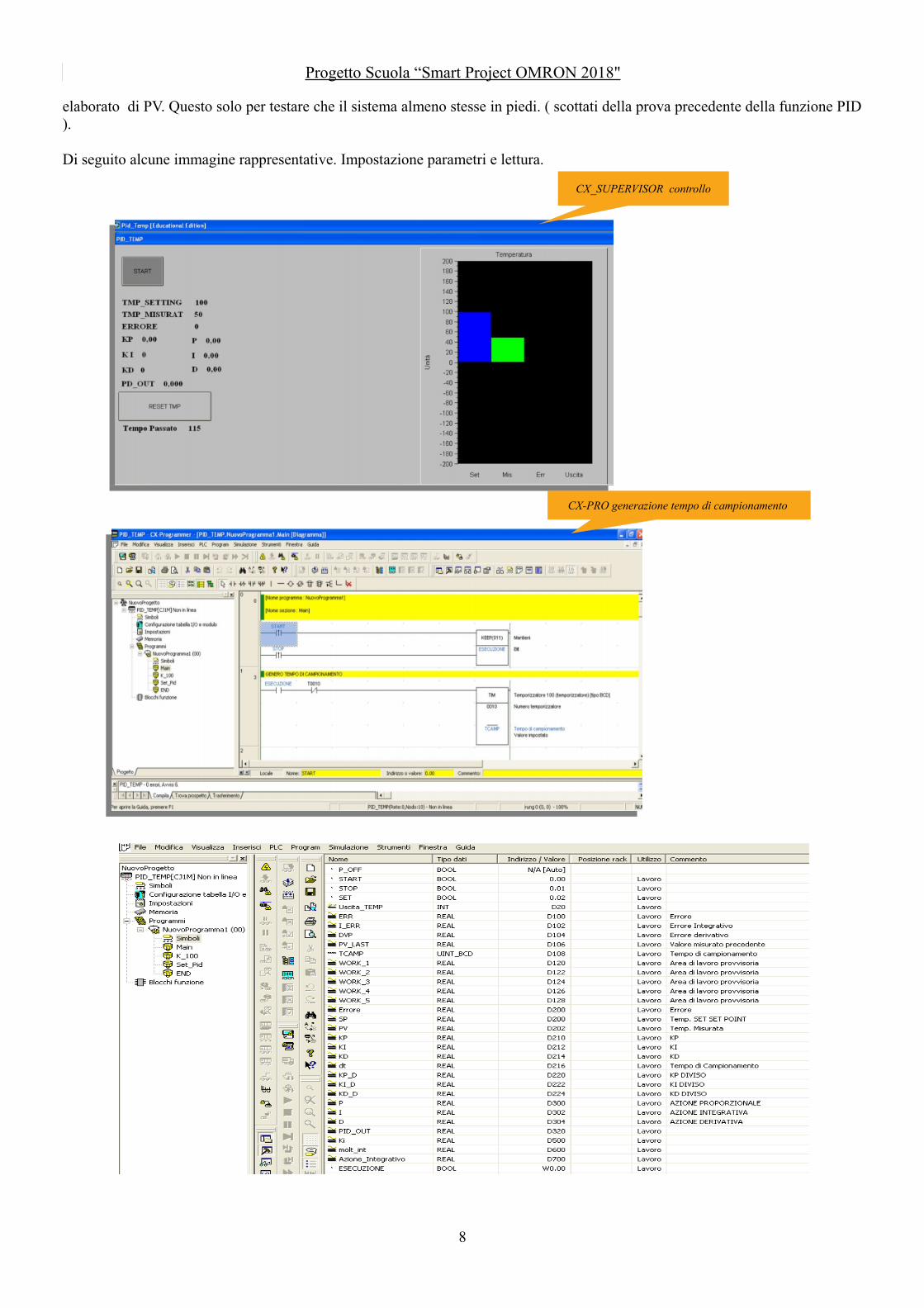
elaborato di PV. Questo solo per testare che il sistema almeno stesse in piedi. ( scottati della prova precedente della funzione PID).
Di seguito alcune immagine rappresentative. Impostazione parametri e lettura.
8
CX_SUPERVISOR controllo
CX-PRO generazione tempo di campionamento
Progetto Scuola “Smart Project OMRON 2018"
CALCOLO ERRORE + AZIONE PROPORZIONALE CALCOLO AZIONE INTEGRATIVA
CALCOLO AZIONE INTEGRATIVA CALCOLO AZIONE DERIVATIVA
CALCOLO AZIONE DERIVATIVA USCITA PID
9
Progetto Scuola “Smart Project OMRON 2018"
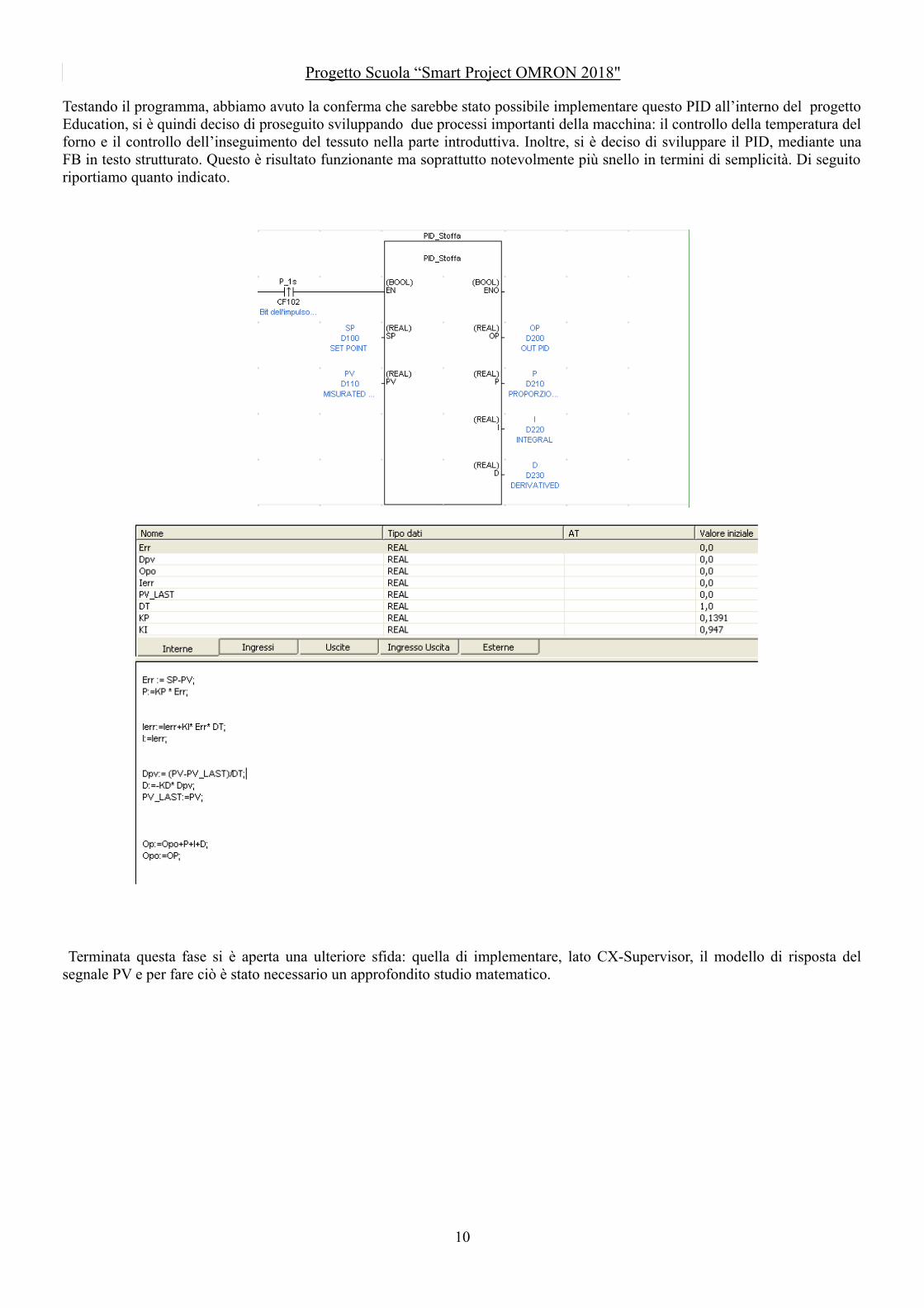
Testando il programma, abbiamo avuto la conferma che sarebbe stato possibile implementare questo PID all’interno del progettoEducation, si è quindi deciso di proseguito sviluppando due processi importanti della macchina: il controllo della temperatura delforno e il controllo dell’inseguimento del tessuto nella parte introduttiva. Inoltre, si è deciso di sviluppare il PID, mediante unaFB in testo strutturato. Questo è risultato funzionante ma soprattutto notevolmente più snello in termini di semplicità. Di seguitoriportiamo quanto indicato.
Terminata questa fase si è aperta una ulteriore sfida: quella di implementare, lato CX-Supervisor, il modello di risposta delsegnale PV e per fare ciò è stato necessario un approfondito studio matematico.
10
Progetto Scuola “Smart Project OMRON 2018"
Studio matematico dei modelli
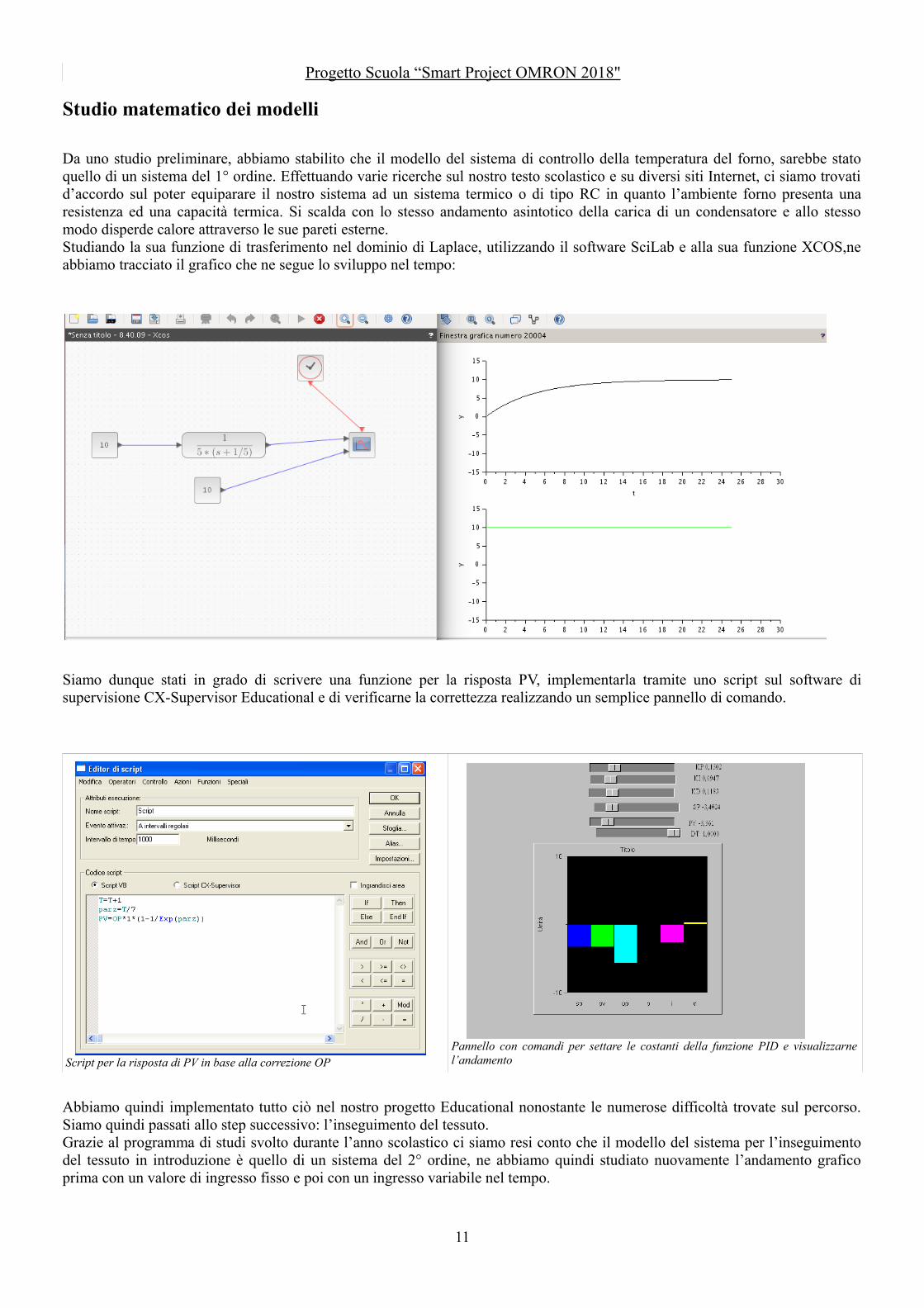
Da uno studio preliminare, abbiamo stabilito che il modello del sistema di controllo della temperatura del forno, sarebbe statoquello di un sistema del 1° ordine. Effettuando varie ricerche sul nostro testo scolastico e su diversi siti Internet, ci siamo trovatid’accordo sul poter equiparare il nostro sistema ad un sistema termico o di tipo RC in quanto l’ambiente forno presenta unaresistenza ed una capacità termica. Si scalda con lo stesso andamento asintotico della carica di un condensatore e allo stessomodo disperde calore attraverso le sue pareti esterne.Studiando la sua funzione di trasferimento nel dominio di Laplace, utilizzando il software SciLab e alla sua funzione XCOS,neabbiamo tracciato il grafico che ne segue lo sviluppo nel tempo:
Siamo dunque stati in grado di scrivere una funzione per la risposta PV, implementarla tramite uno script sul software disupervisione CX-Supervisor Educational e di verificarne la correttezza realizzando un semplice pannello di comando.
Script per la risposta di PV in base alla correzione OPPannello con comandi per settare le costanti della funzione PID e visualizzarnel’andamento
Abbiamo quindi implementato tutto ciò nel nostro progetto Educational nonostante le numerose difficoltà trovate sul percorso.Siamo quindi passati allo step successivo: l’inseguimento del tessuto.Grazie al programma di studi svolto durante l’anno scolastico ci siamo resi conto che il modello del sistema per l’inseguimentodel tessuto in introduzione è quello di un sistema del 2° ordine, ne abbiamo quindi studiato nuovamente l’andamento graficoprima con un valore di ingresso fisso e poi con un ingresso variabile nel tempo.
11
Progetto Scuola “Smart Project OMRON 2018"
In verde l’ingresso,innero l’uscita.Sistema ad ingressostabile,notare comel’uscita si assesta ad undeterminato valore conil passare del tempo.
In verde l’ingresso,in nerol’uscita.Sistema del 2° ordine adingresso variabile,notare come l’uscita segueapprossimativamente ilsegnale in ingresso.
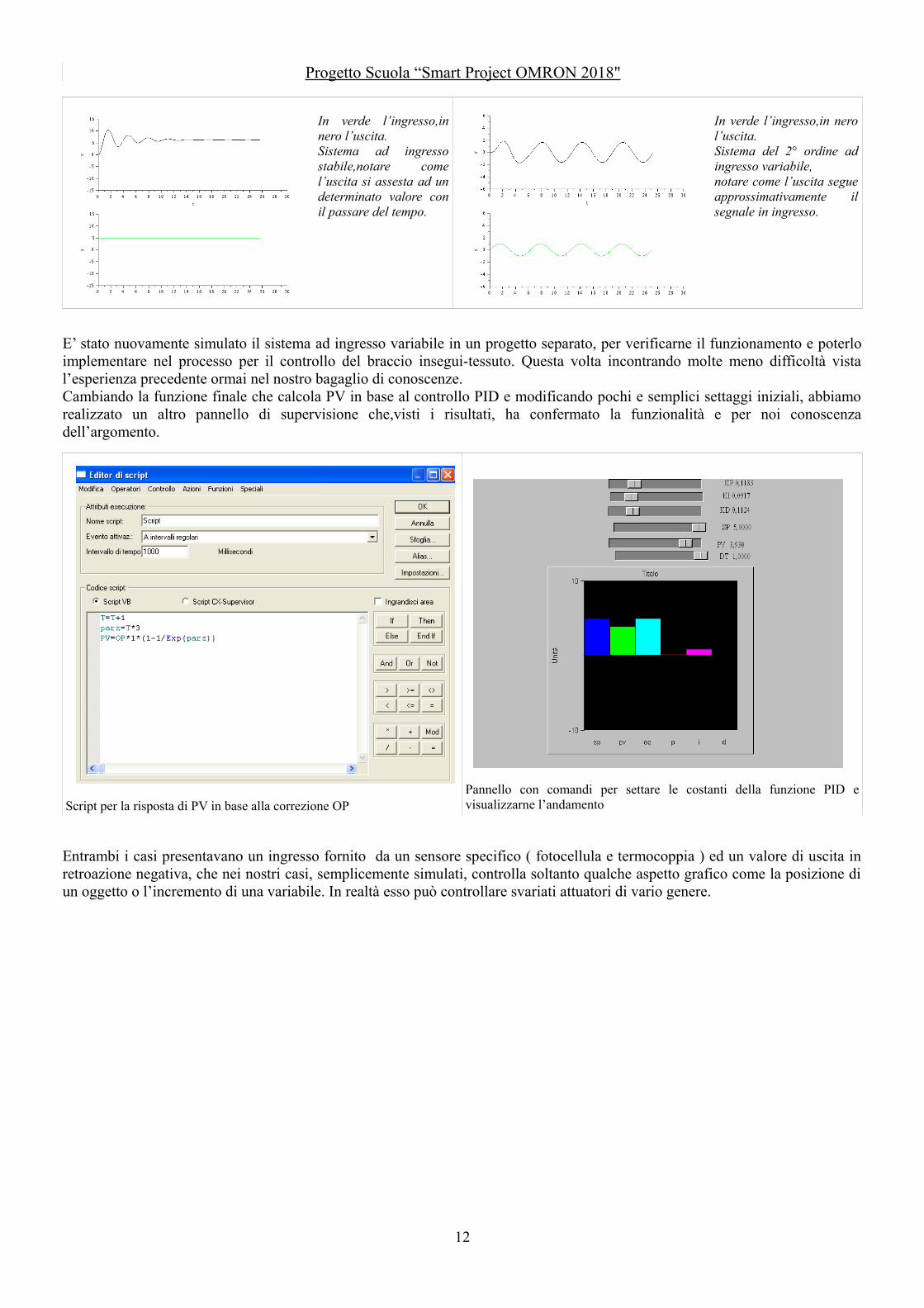
E’ stato nuovamente simulato il sistema ad ingresso variabile in un progetto separato, per verificarne il funzionamento e poterloimplementare nel processo per il controllo del braccio insegui-tessuto. Questa volta incontrando molte meno difficoltà vistal’esperienza precedente ormai nel nostro bagaglio di conoscenze.Cambiando la funzione finale che calcola PV in base al controllo PID e modificando pochi e semplici settaggi iniziali, abbiamorealizzato un altro pannello di supervisione che,visti i risultati, ha confermato la funzionalità e per noi conoscenzadell’argomento.
Script per la risposta di PV in base alla correzione OPPannello con comandi per settare le costanti della funzione PID evisualizzarne l’andamento
Entrambi i casi presentavano un ingresso fornito da un sensore specifico ( fotocellula e termocoppia ) ed un valore di uscita inretroazione negativa, che nei nostri casi, semplicemente simulati, controlla soltanto qualche aspetto grafico come la posizione diun oggetto o l’incremento di una variabile. In realtà esso può controllare svariati attuatori di vario genere.
12
Progetto Scuola “Smart Project OMRON 2018"
DATABASE
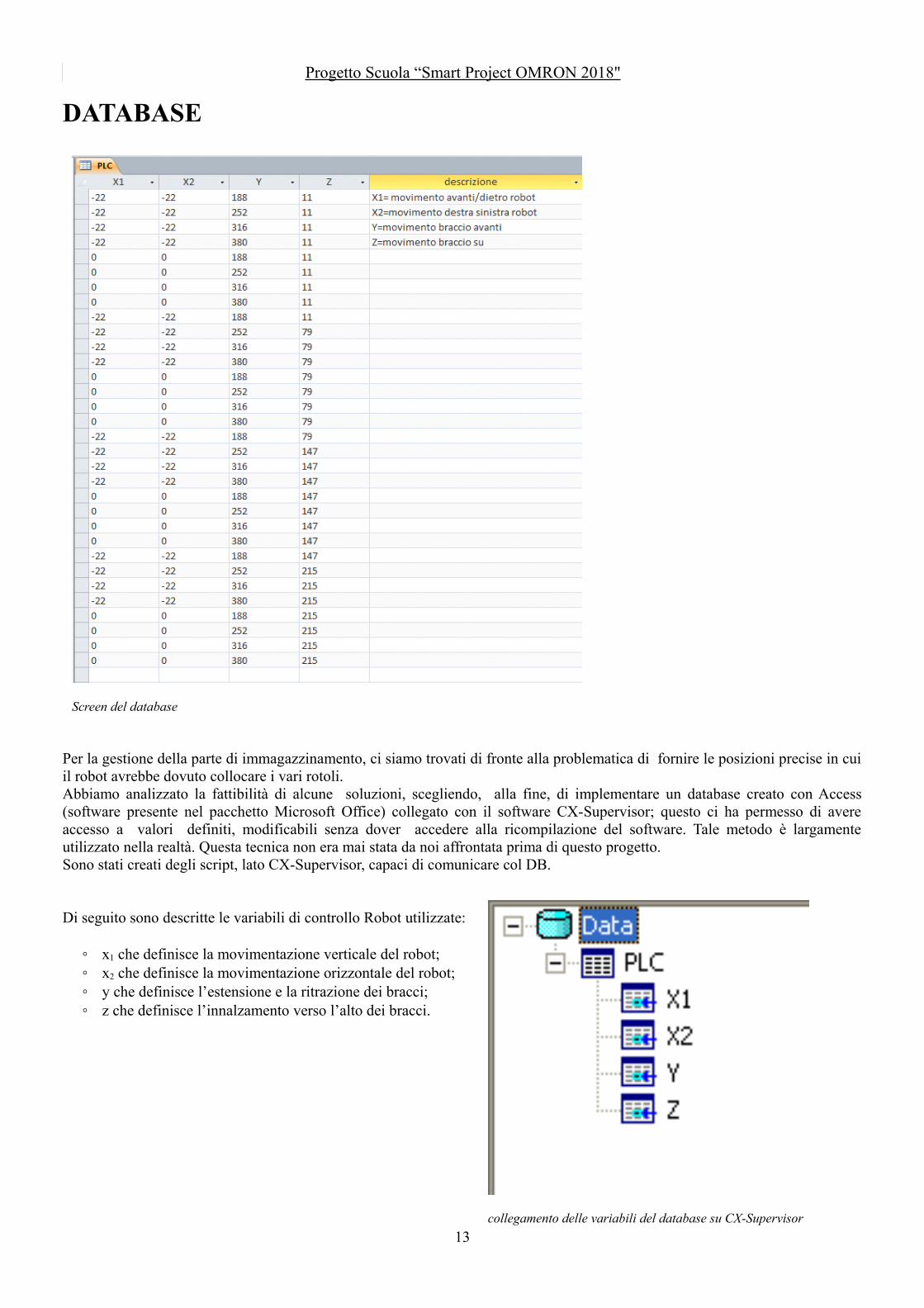
Per la gestione della parte di immagazzinamento, ci siamo trovati di fronte alla problematica di fornire le posizioni precise in cuiil robot avrebbe dovuto collocare i vari rotoli.Abbiamo analizzato la fattibilità di alcune soluzioni, scegliendo, alla fine, di implementare un database creato con Access(software presente nel pacchetto Microsoft Office) collegato con il software CX-Supervisor; questo ci ha permesso di avereaccesso a valori definiti, modificabili senza dover accedere alla ricompilazione del software. Tale metodo è largamenteutilizzato nella realtà. Questa tecnica non era mai stata da noi affrontata prima di questo progetto.Sono stati creati degli script, lato CX-Supervisor, capaci di comunicare col DB.
Di seguito sono descritte le variabili di controllo Robot utilizzate:
◦ x1 che definisce la movimentazione verticale del robot;◦ x2 che definisce la movimentazione orizzontale del robot;◦ y che definisce l’estensione e la ritrazione dei bracci;◦ z che definisce l’innalzamento verso l’alto dei bracci.
13
Screen del database
collegamento delle variabili del database su CX-Supervisor
Progetto Scuola “Smart Project OMRON 2018"
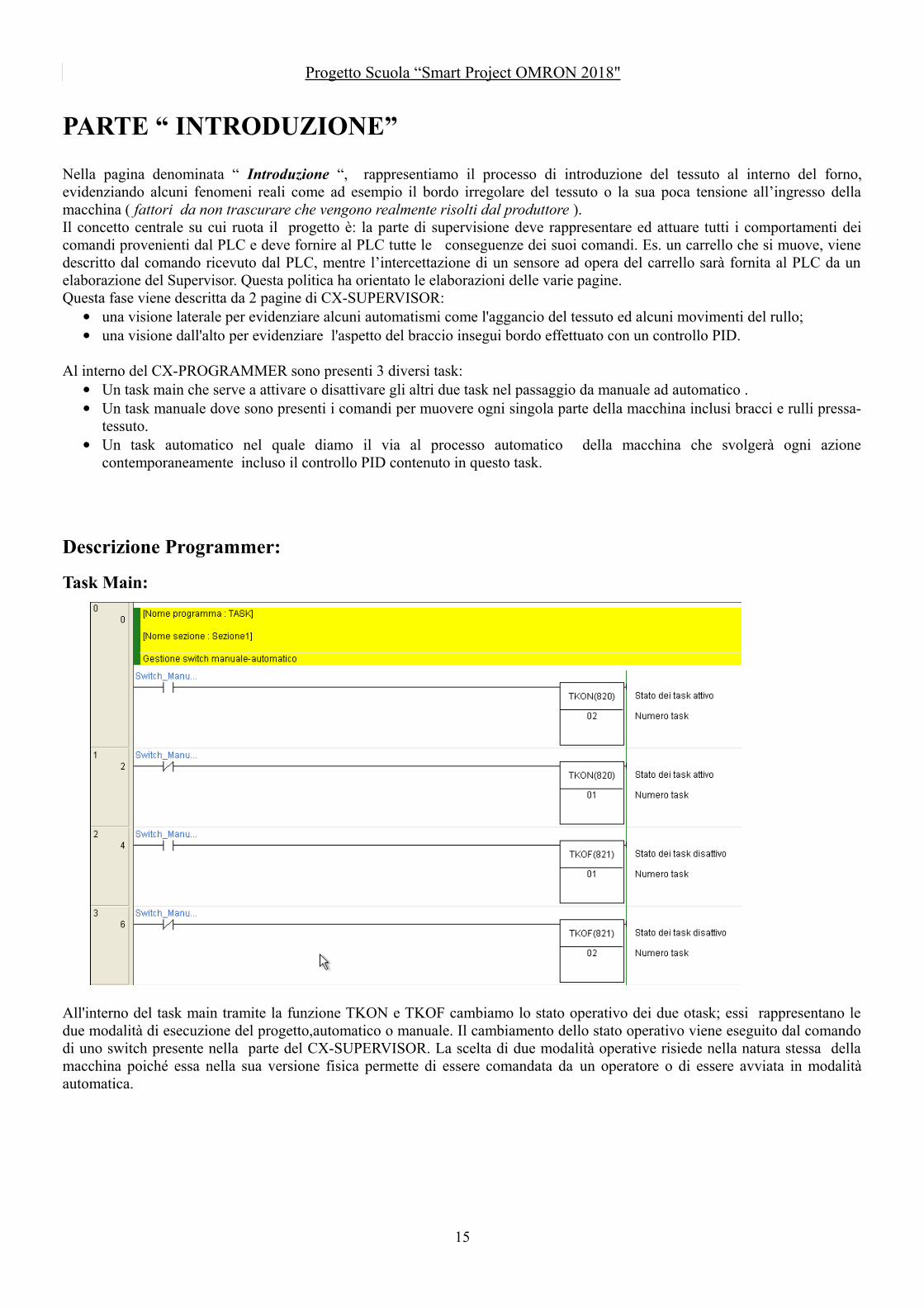
Il database, in sintesi, si comporta come un file di calcolo ( excel ) che viene letto e implementato nelle variabili di memoria delprogramma di supervisione.
Per poter estrarre i dati inseriti nel database, abbiamo utilizzato le funzioni DBMove e DBRead.La funzione DBMove insieme all’istruzione “Position”, sceglie la posizione che vogliamo leggere nel database.La funzione DBRead invece si occupa di leggere i valori scelti con la funzione DBMove e li assegna alle variabiliprecedentemente indicate.
14
Script di collegamento del database al CX-Supervisor
Progetto Scuola “Smart Project OMRON 2018"
PARTE “ INTRODUZIONE”
Nella pagina denominata “ Introduzione “, rappresentiamo il processo di introduzione del tessuto al interno del forno,evidenziando alcuni fenomeni reali come ad esempio il bordo irregolare del tessuto o la sua poca tensione all’ingresso dellamacchina ( fattori da non trascurare che vengono realmente risolti dal produttore ).Il concetto centrale su cui ruota il progetto è: la parte di supervisione deve rappresentare ed attuare tutti i comportamenti deicomandi provenienti dal PLC e deve fornire al PLC tutte le conseguenze dei suoi comandi. Es. un carrello che si muove, vienedescritto dal comando ricevuto dal PLC, mentre l’intercettazione di un sensore ad opera del carrello sarà fornita al PLC da unelaborazione del Supervisor. Questa politica ha orientato le elaborazioni delle varie pagine. Questa fase viene descritta da 2 pagine di CX-SUPERVISOR: • una visione laterale per evidenziare alcuni automatismi come l'aggancio del tessuto ed alcuni movimenti del rullo; • una visione dall'alto per evidenziare l'aspetto del braccio insegui bordo effettuato con un controllo PID.
Al interno del CX-PROGRAMMER sono presenti 3 diversi task: • Un task main che serve a attivare o disattivare gli altri due task nel passaggio da manuale ad automatico .• Un task manuale dove sono presenti i comandi per muovere ogni singola parte della macchina inclusi bracci e rulli pressa-
tessuto.• Un task automatico nel quale diamo il via al processo automatico della macchina che svolgerà ogni azione
contemporaneamente incluso il controllo PID contenuto in questo task.
Descrizione Programmer:
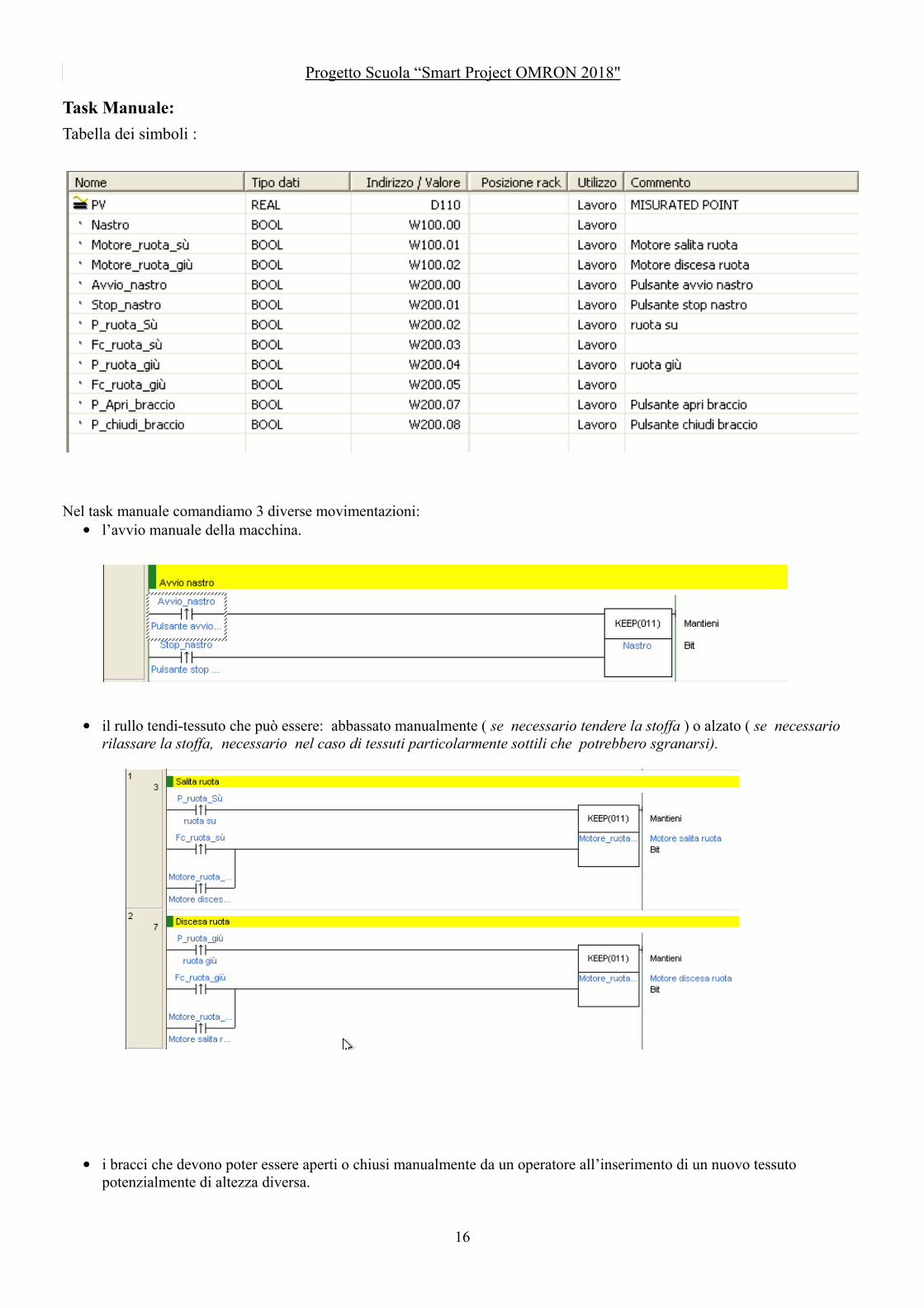
Task Main:
All'interno del task main tramite la funzione TKON e TKOF cambiamo lo stato operativo dei due otask; essi rappresentano ledue modalità di esecuzione del progetto,automatico o manuale. Il cambiamento dello stato operativo viene eseguito dal comandodi uno switch presente nella parte del CX-SUPERVISOR. La scelta di due modalità operative risiede nella natura stessa dellamacchina poiché essa nella sua versione fisica permette di essere comandata da un operatore o di essere avviata in modalitàautomatica.
15
Progetto Scuola “Smart Project OMRON 2018"
Task Manuale:
Tabella dei simboli :
Nel task manuale comandiamo 3 diverse movimentazioni:• l’avvio manuale della macchina.
• il rullo tendi-tessuto che può essere: abbassato manualmente ( se necessario tendere la stoffa ) o alzato ( se necessario rilassare la stoffa, necessario nel caso di tessuti particolarmente sottili che potrebbero sgranarsi).
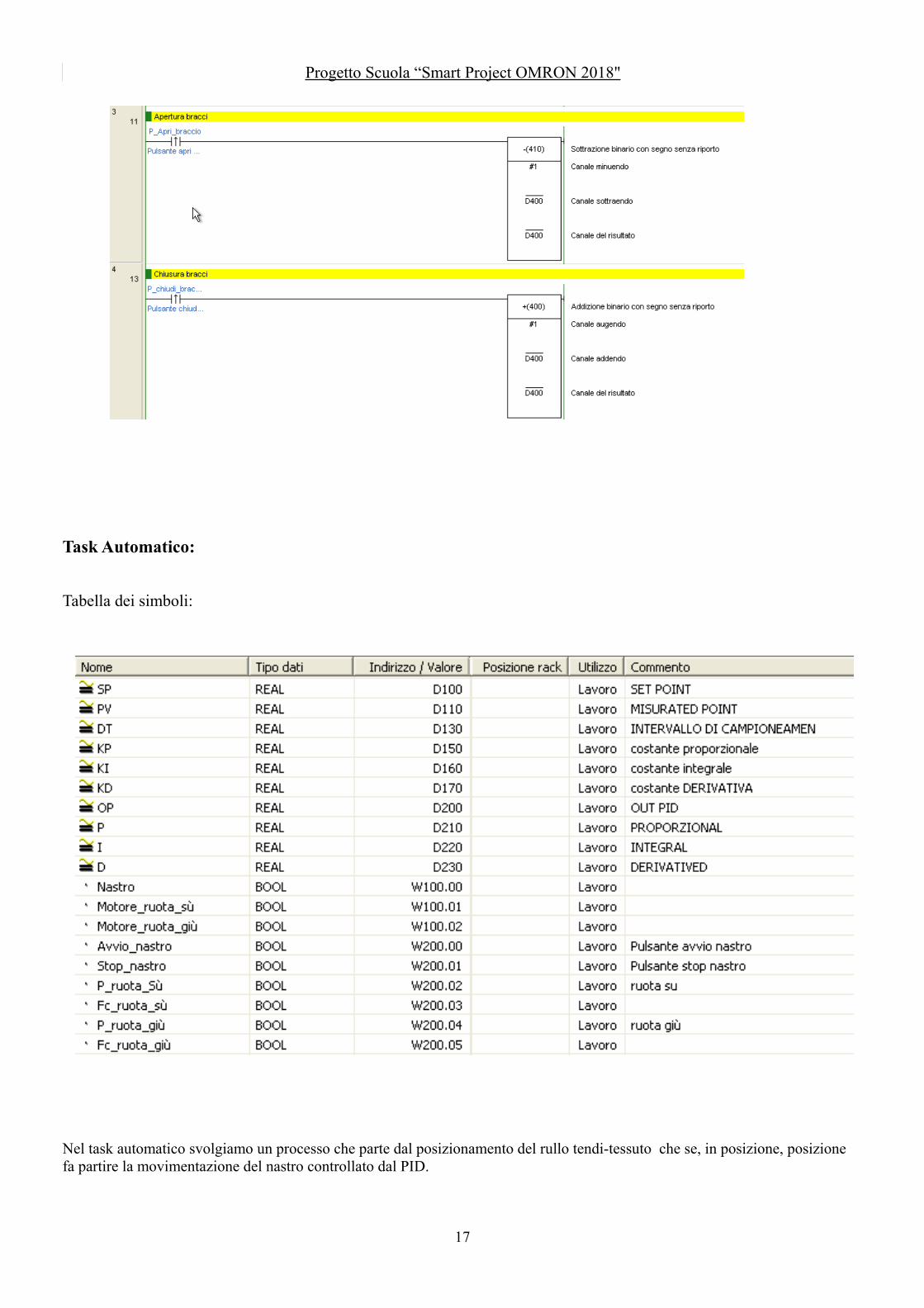
• i bracci che devono poter essere aperti o chiusi manualmente da un operatore all’inserimento di un nuovo tessuto potenzialmente di altezza diversa.
16
Progetto Scuola “Smart Project OMRON 2018"
Task Automatico:
Tabella dei simboli:
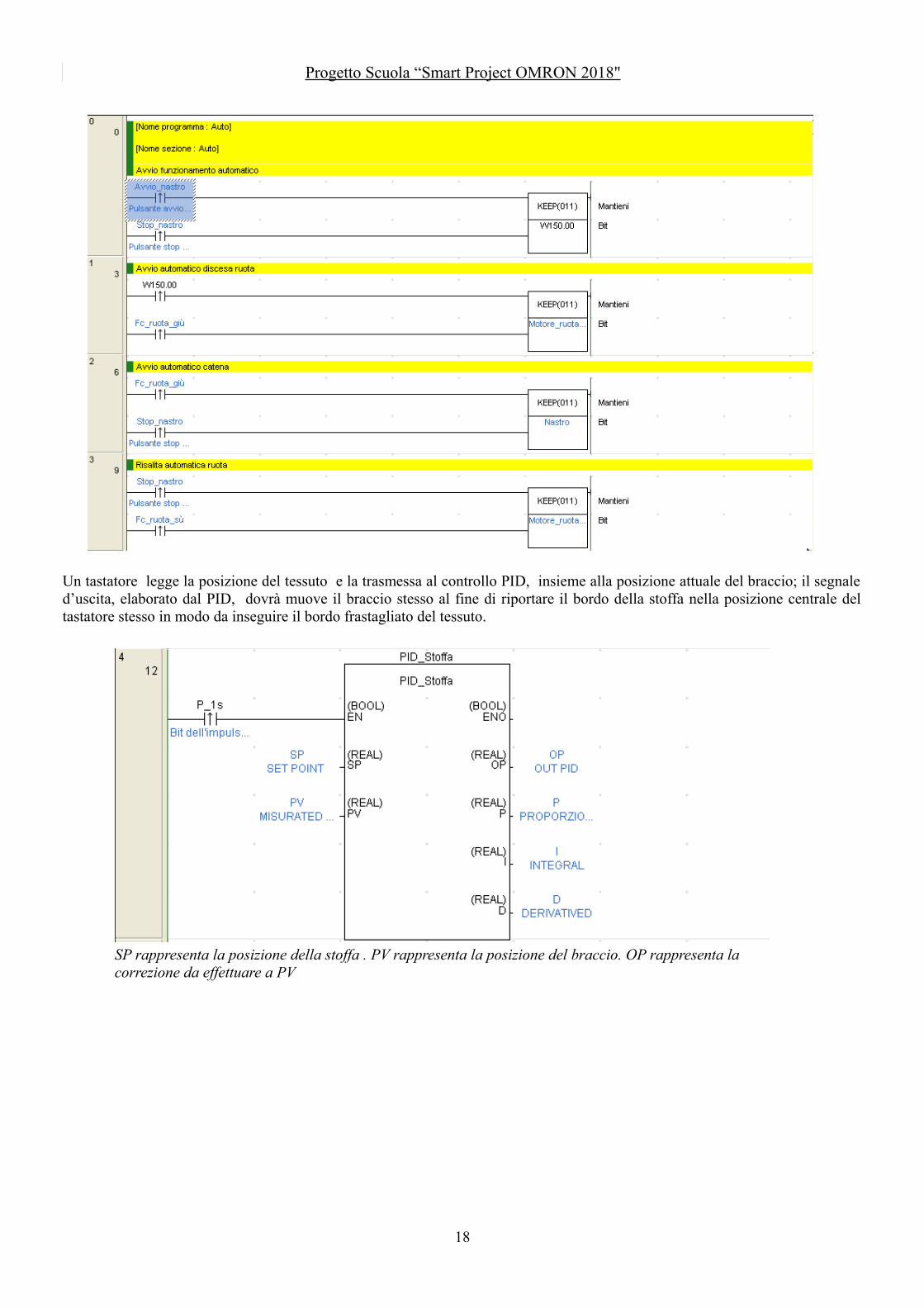
Nel task automatico svolgiamo un processo che parte dal posizionamento del rullo tendi-tessuto che se, in posizione, posizione fa partire la movimentazione del nastro controllato dal PID.
17
Progetto Scuola “Smart Project OMRON 2018"
Un tastatore legge la posizione del tessuto e la trasmessa al controllo PID, insieme alla posizione attuale del braccio; il segnaled’uscita, elaborato dal PID, dovrà muove il braccio stesso al fine di riportare il bordo della stoffa nella posizione centrale deltastatore stesso in modo da inseguire il bordo frastagliato del tessuto.
18
SP rappresenta la posizione della stoffa . PV rappresenta la posizione del braccio. OP rappresenta la correzione da effettuare a PV
Progetto Scuola “Smart Project OMRON 2018"
Descrizione Supervisor:
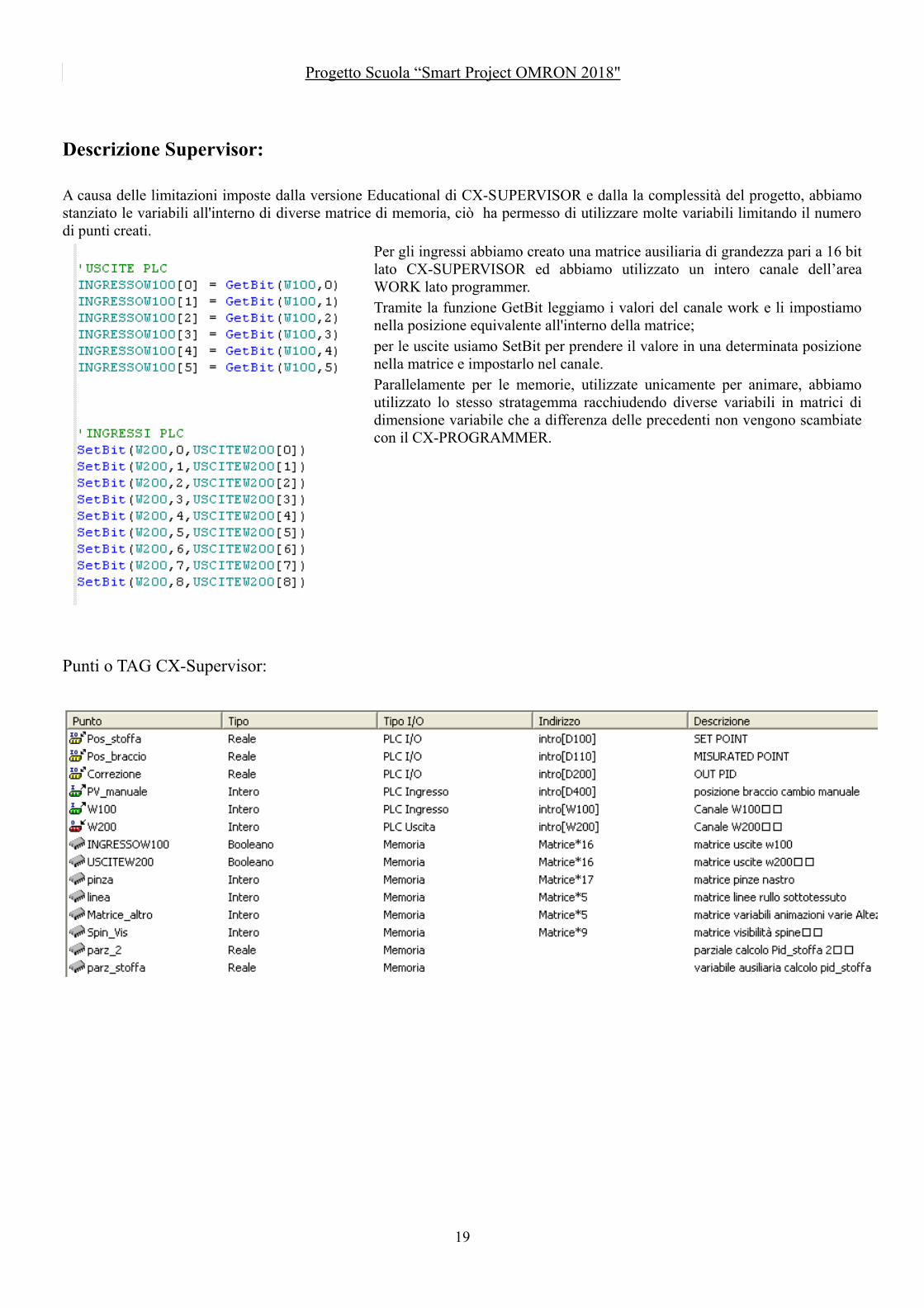
A causa delle limitazioni imposte dalla versione Educational di CX-SUPERVISOR e dalla la complessità del progetto, abbiamostanziato le variabili all'interno di diverse matrice di memoria, ciò ha permesso di utilizzare molte variabili limitando il numerodi punti creati.
Per gli ingressi abbiamo creato una matrice ausiliaria di grandezza pari a 16 bitlato CX-SUPERVISOR ed abbiamo utilizzato un intero canale dell’areaWORK lato programmer.Tramite la funzione GetBit leggiamo i valori del canale work e li impostiamonella posizione equivalente all'interno della matrice; per le uscite usiamo SetBit per prendere il valore in una determinata posizionenella matrice e impostarlo nel canale.Parallelamente per le memorie, utilizzate unicamente per animare, abbiamoutilizzato lo stesso stratagemma racchiudendo diverse variabili in matrici didimensione variabile che a differenza delle precedenti non vengono scambiatecon il CX-PROGRAMMER.
Punti o TAG CX-Supervisor:
19
Progetto Scuola “Smart Project OMRON 2018"
Visione laterale:
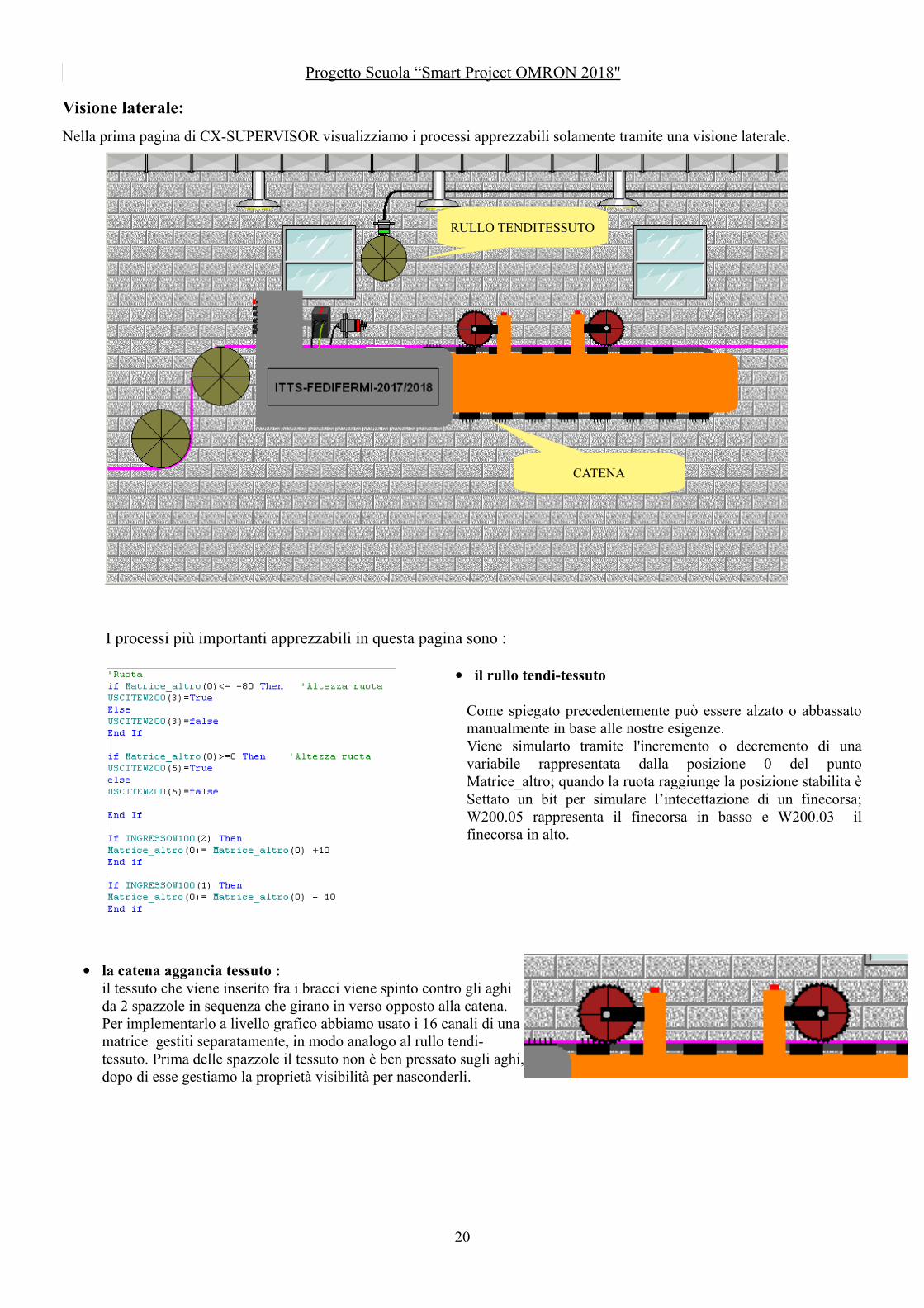
Nella prima pagina di CX-SUPERVISOR visualizziamo i processi apprezzabili solamente tramite una visione laterale.
I processi più importanti apprezzabili in questa pagina sono :
• il rullo tendi-tessuto
Come spiegato precedentemente può essere alzato o abbassatomanualmente in base alle nostre esigenze.Viene simularto tramite l'incremento o decremento di unavariabile rappresentata dalla posizione 0 del puntoMatrice_altro; quando la ruota raggiunge la posizione stabilita èSettato un bit per simulare l’intecettazione di un finecorsa;W200.05 rappresenta il finecorsa in basso e W200.03 ilfinecorsa in alto.
• la catena aggancia tessuto :il tessuto che viene inserito fra i bracci viene spinto contro gli aghida 2 spazzole in sequenza che girano in verso opposto alla catena.Per implementarlo a livello grafico abbiamo usato i 16 canali di unamatrice gestiti separatamente, in modo analogo al rullo tendi-tessuto. Prima delle spazzole il tessuto non è ben pressato sugli aghi,dopo di esse gestiamo la proprietà visibilità per nasconderli.
20
RULLO TENDITESSUTO
CATENA
Progetto Scuola “Smart Project OMRON 2018"
Visione dall’alto:
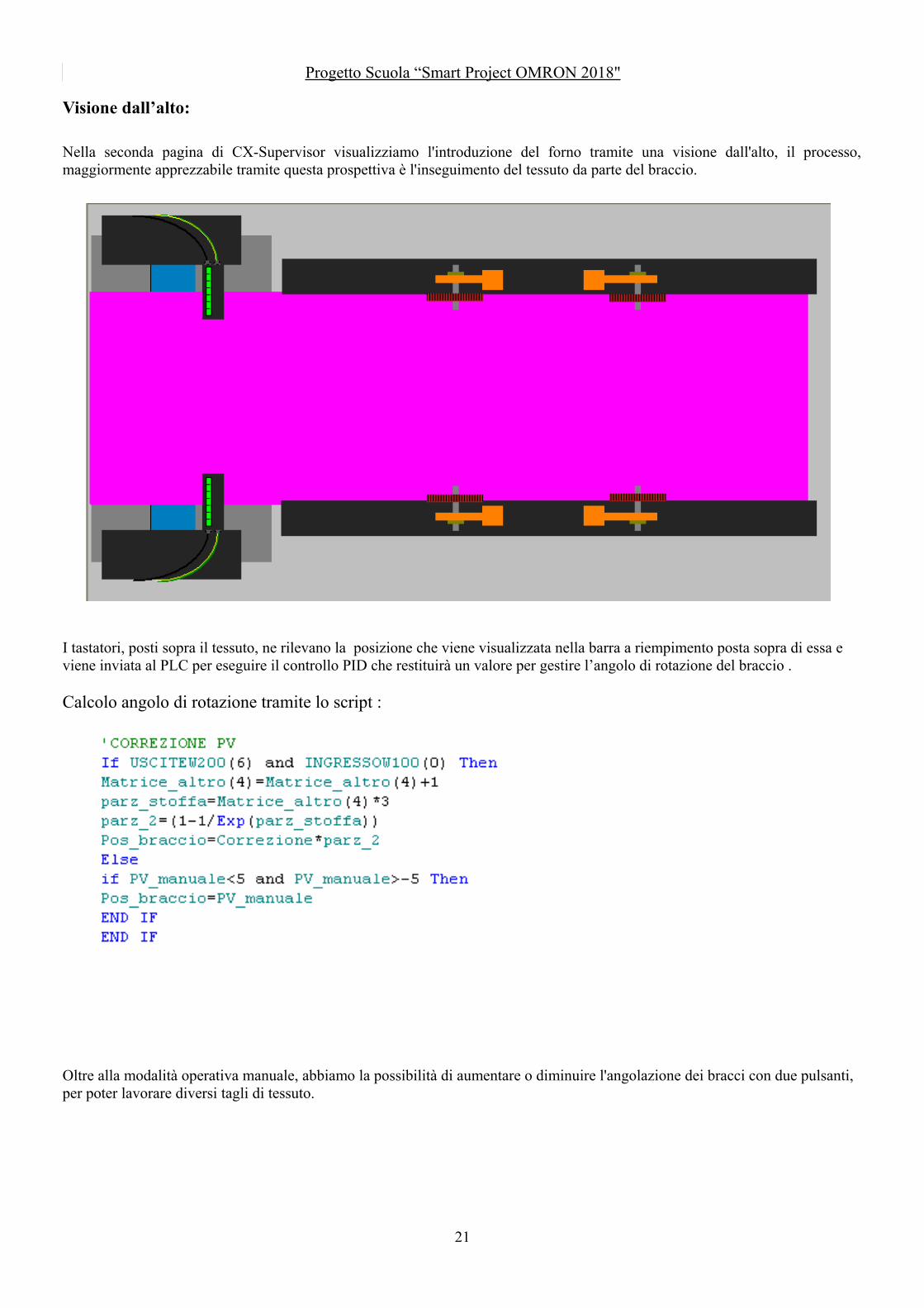
Nella seconda pagina di CX-Supervisor visualizziamo l'introduzione del forno tramite una visione dall'alto, il processo,maggiormente apprezzabile tramite questa prospettiva è l'inseguimento del tessuto da parte del braccio.
I tastatori, posti sopra il tessuto, ne rilevano la posizione che viene visualizzata nella barra a riempimento posta sopra di essa e viene inviata al PLC per eseguire il controllo PID che restituirà un valore per gestire l’angolo di rotazione del braccio .
Calcolo angolo di rotazione tramite lo script :
Oltre alla modalità operativa manuale, abbiamo la possibilità di aumentare o diminuire l'angolazione dei bracci con due pulsanti, per poter lavorare diversi tagli di tessuto.
21
Progetto Scuola “Smart Project OMRON 2018"
PARTE CENTRALE
Il processo attraverso il quale il tessuto viene introdotto nel forno rappresenta un passaggio fondamentale per il suo trattamento.Il tessuto in entrata è formato in prevalenza da “setole”, una volta entrato nel forno il calore dato dal bruciatore permette diripulirne la superficie, rendendolo adatto all’utilizzo e termostabilizzando le sostanze con cui è stato trattato.
Durante il trattamento termico il tessuto viene allargato da un sistema di catene e motori detto campo parallelo. Per prevenireeventuali danni al tessuto il calore viene costantemente fatto circolare e fuoriuscire da un sistema di ventilazione. Ogni cella dicui è composta la macchina (rameuse orizzontale di tipo modulare) comprende due ventole collegate ai relativi motori e ad unencoder che permette di regolare il numero di giri e segnalare possibili guasti o rallentamenti.
Le ventole vengono alimentate gradualmente, all’accensione, per evitare grandi assorbimenti di energia in un breve periodo,riducendo la corrente di spunto. L’accensione graduale permette al calore di propagarsi in maniera uniforme in tutto il forno,raggiungendo la temperatura stabilita.
La struttura è dotata anche di pannelli solari a concentrazione, sistemi in grado di concentrare i raggi solari verso un ricevitore didimensione contenute tramite un sistema di specchi riflettenti. Rispetto ai collettori fotovoltaici i pannelli a concentrazionepresentano alcuni vantaggi: un costo di produzione più basso ed un rendimento maggiore. L'energia termica sprigionata dallaconcentrazione dei raggi solari è utilizzata per riscaldare un liquido termo-vettore, generare forza vapore e quindi energia elettricautilizzata per alimentare il bruciatore Weishaupt.
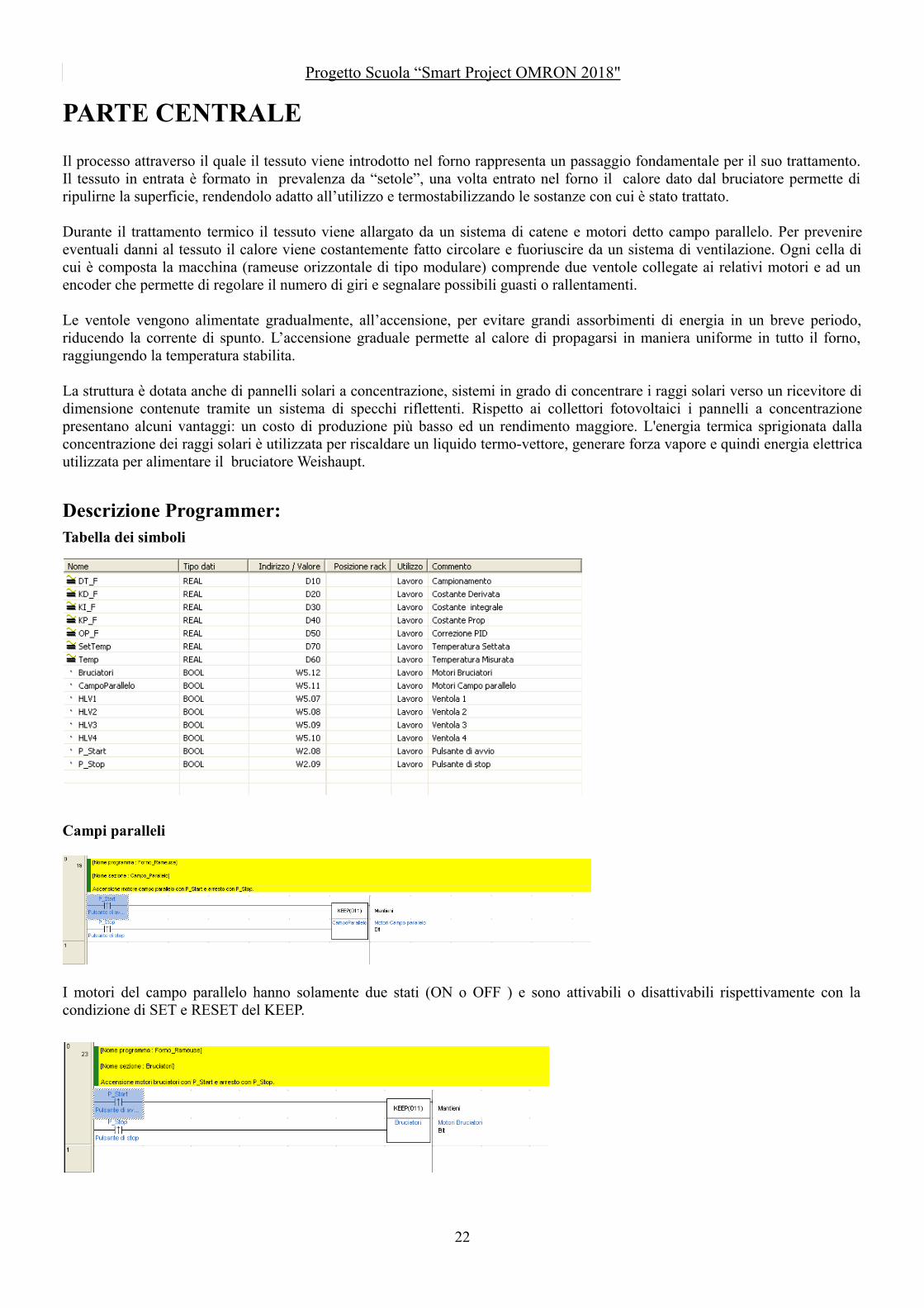
Descrizione Programmer:Tabella dei simboli
Campi paralleli
I motori del campo parallelo hanno solamente due stati (ON o OFF ) e sono attivabili o disattivabili rispettivamente con lacondizione di SET e RESET del KEEP.
22
Progetto Scuola “Smart Project OMRON 2018"
I motori dei bruciatori hanno solamente due stati (ON o OFF ) e sono attivabili e disattivabili rispettivamente con la condizione diSET e RESET del KEEP.
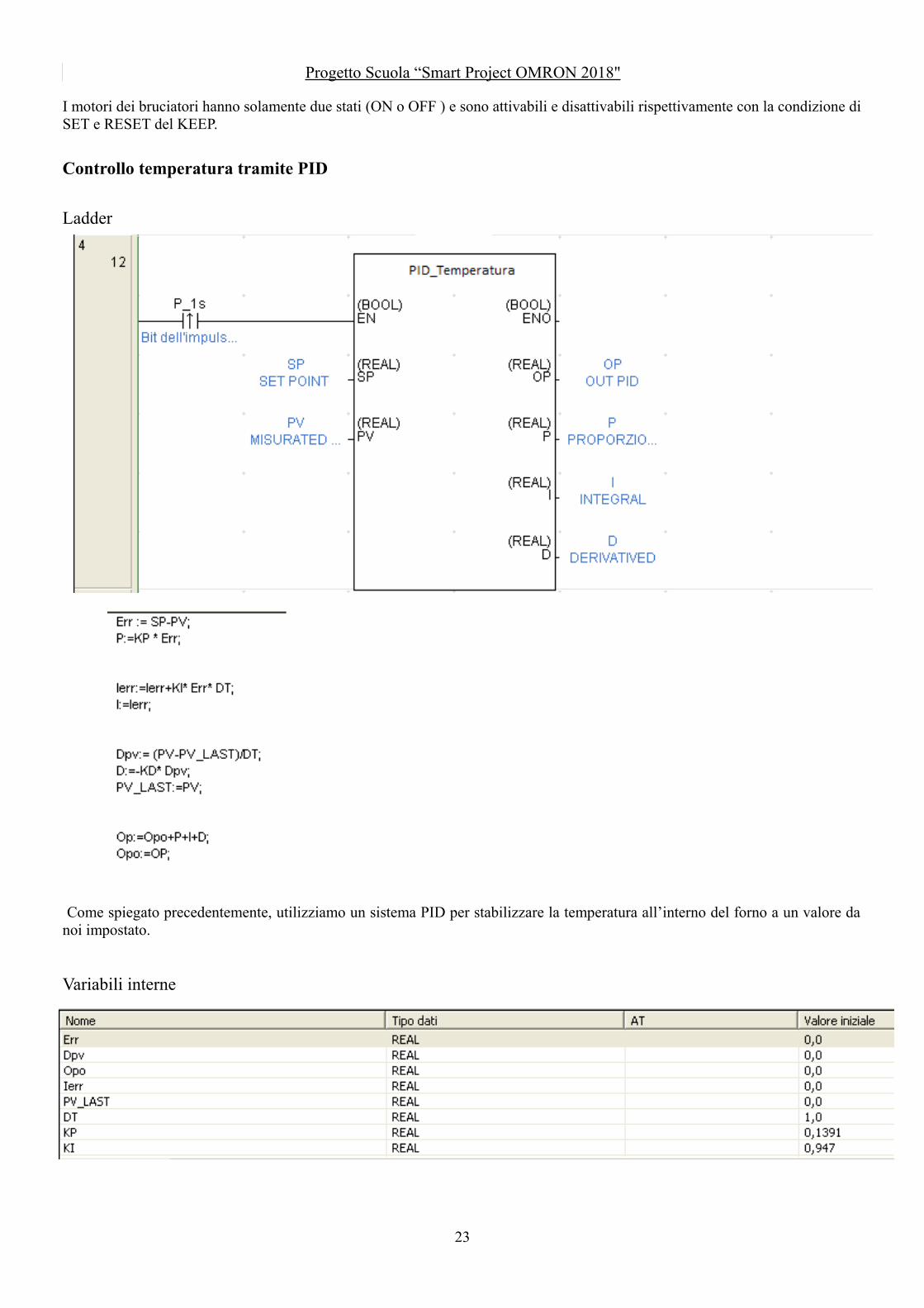
Controllo temperatura tramite PID
Ladder
Come spiegato precedentemente, utilizziamo un sistema PID per stabilizzare la temperatura all’interno del forno a un valore danoi impostato.
Variabili interne
23
Progetto Scuola “Smart Project OMRON 2018"
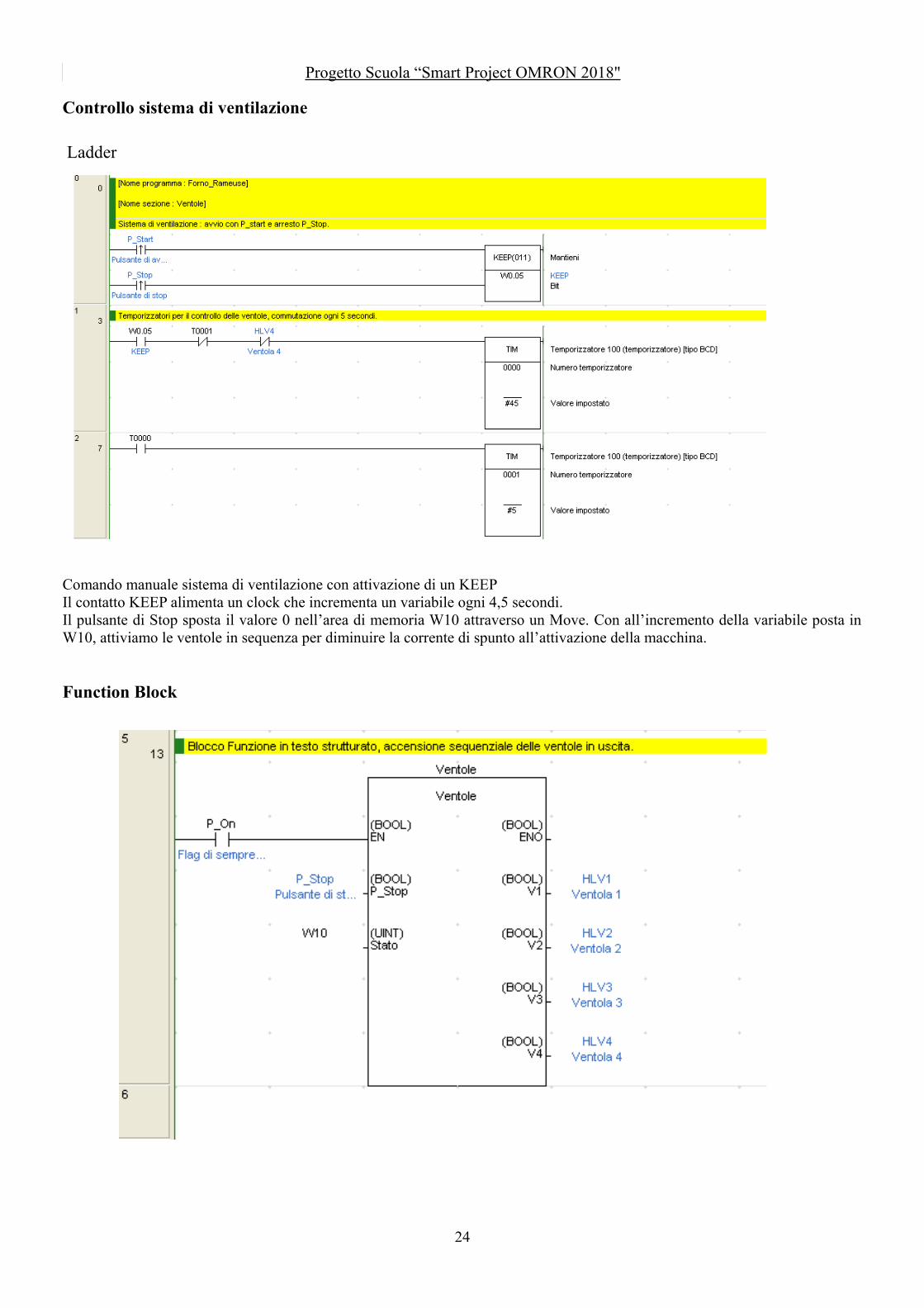
Controllo sistema di ventilazione
Ladder
Comando manuale sistema di ventilazione con attivazione di un KEEPIl contatto KEEP alimenta un clock che incrementa un variabile ogni 4,5 secondi.Il pulsante di Stop sposta il valore 0 nell’area di memoria W10 attraverso un Move. Con all’incremento della variabile posta inW10, attiviamo le ventole in sequenza per diminuire la corrente di spunto all’attivazione della macchina.
Function Block
24
Progetto Scuola “Smart Project OMRON 2018"
Descrizione Supervisor:
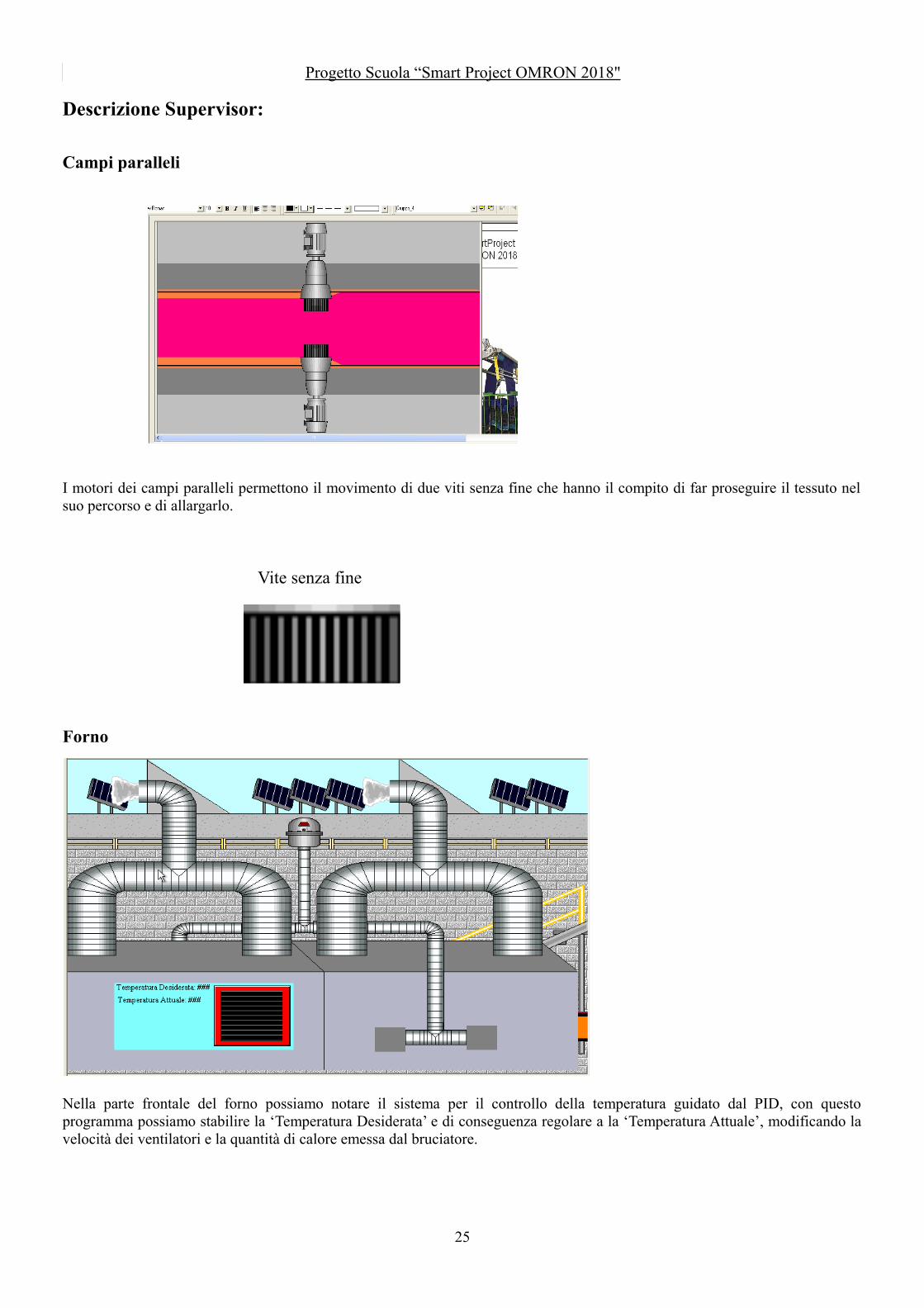
Campi paralleli
I motori dei campi paralleli permettono il movimento di due viti senza fine che hanno il compito di far proseguire il tessuto nelsuo percorso e di allargarlo.
Vite senza fine
Forno
Nella parte frontale del forno possiamo notare il sistema per il controllo della temperatura guidato dal PID, con questoprogramma possiamo stabilire la ‘Temperatura Desiderata’ e di conseguenza regolare a la ‘Temperatura Attuale’, modificando lavelocità dei ventilatori e la quantità di calore emessa dal bruciatore.
25
Progetto Scuola “Smart Project OMRON 2018"
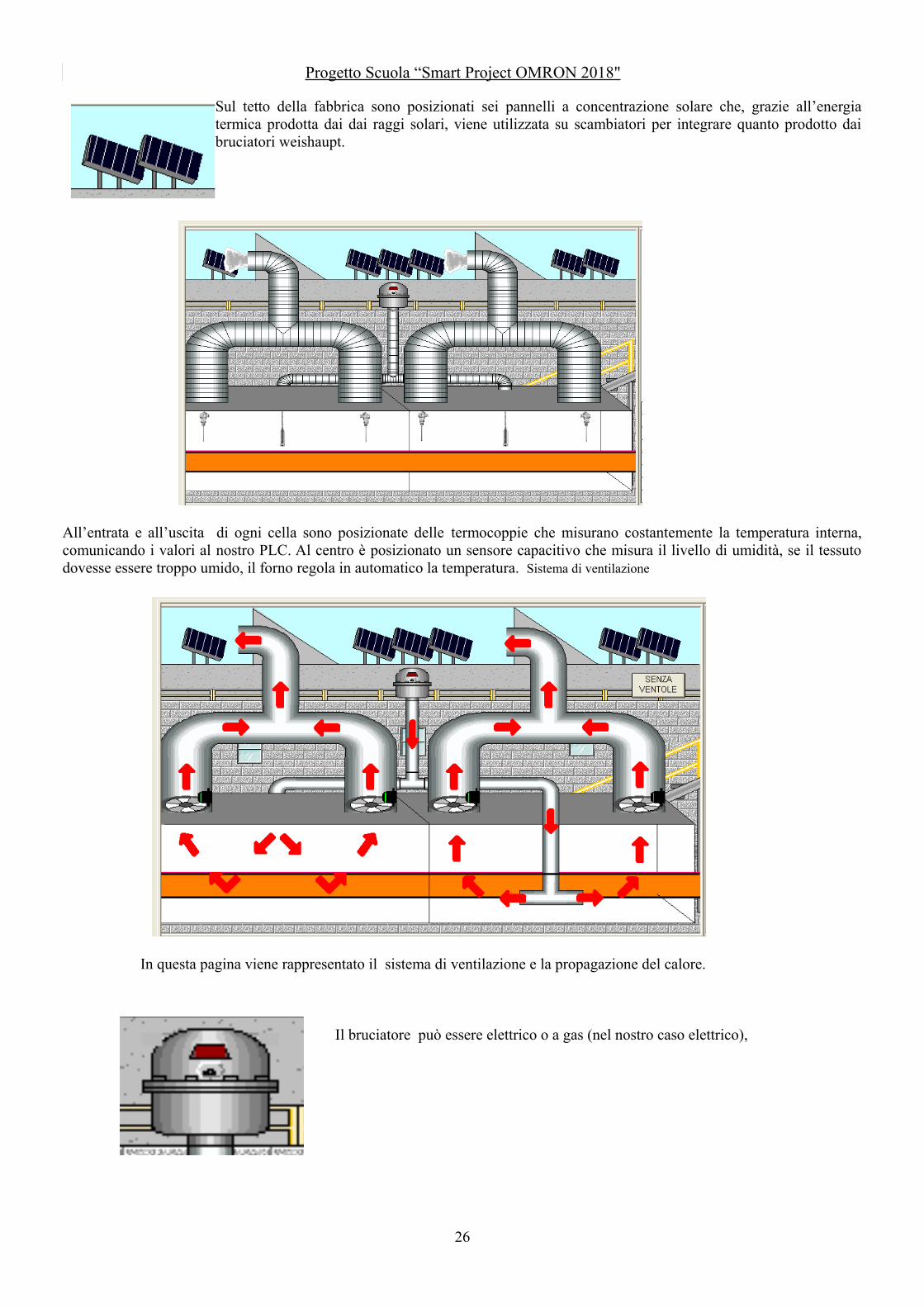
Sul tetto della fabbrica sono posizionati sei pannelli a concentrazione solare che, grazie all’energiatermica prodotta dai dai raggi solari, viene utilizzata su scambiatori per integrare quanto prodotto daibruciatori weishaupt.
All’entrata e all’uscita di ogni cella sono posizionate delle termocoppie che misurano costantemente la temperatura interna,comunicando i valori al nostro PLC. Al centro è posizionato un sensore capacitivo che misura il livello di umidità, se il tessutodovesse essere troppo umido, il forno regola in automatico la temperatura. Sistema di ventilazione
In questa pagina viene rappresentato il sistema di ventilazione e la propagazione del calore.
Il bruciatore può essere elettrico o a gas (nel nostro caso elettrico),
26
Progetto Scuola “Smart Project OMRON 2018"
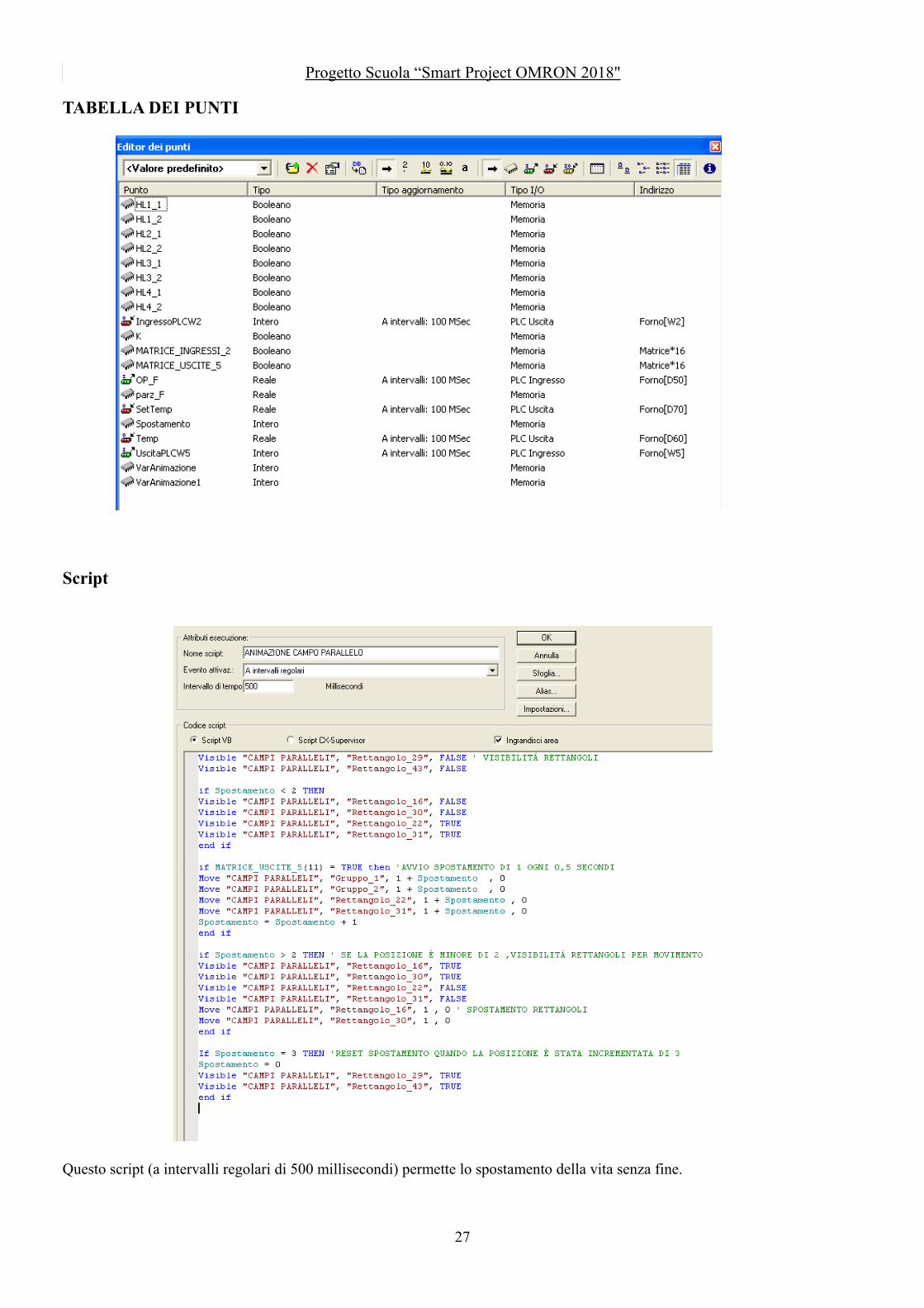
TABELLA DEI PUNTI
Script
Questo script (a intervalli regolari di 500 millisecondi) permette lo spostamento della vita senza fine.
27
Progetto Scuola “Smart Project OMRON 2018"
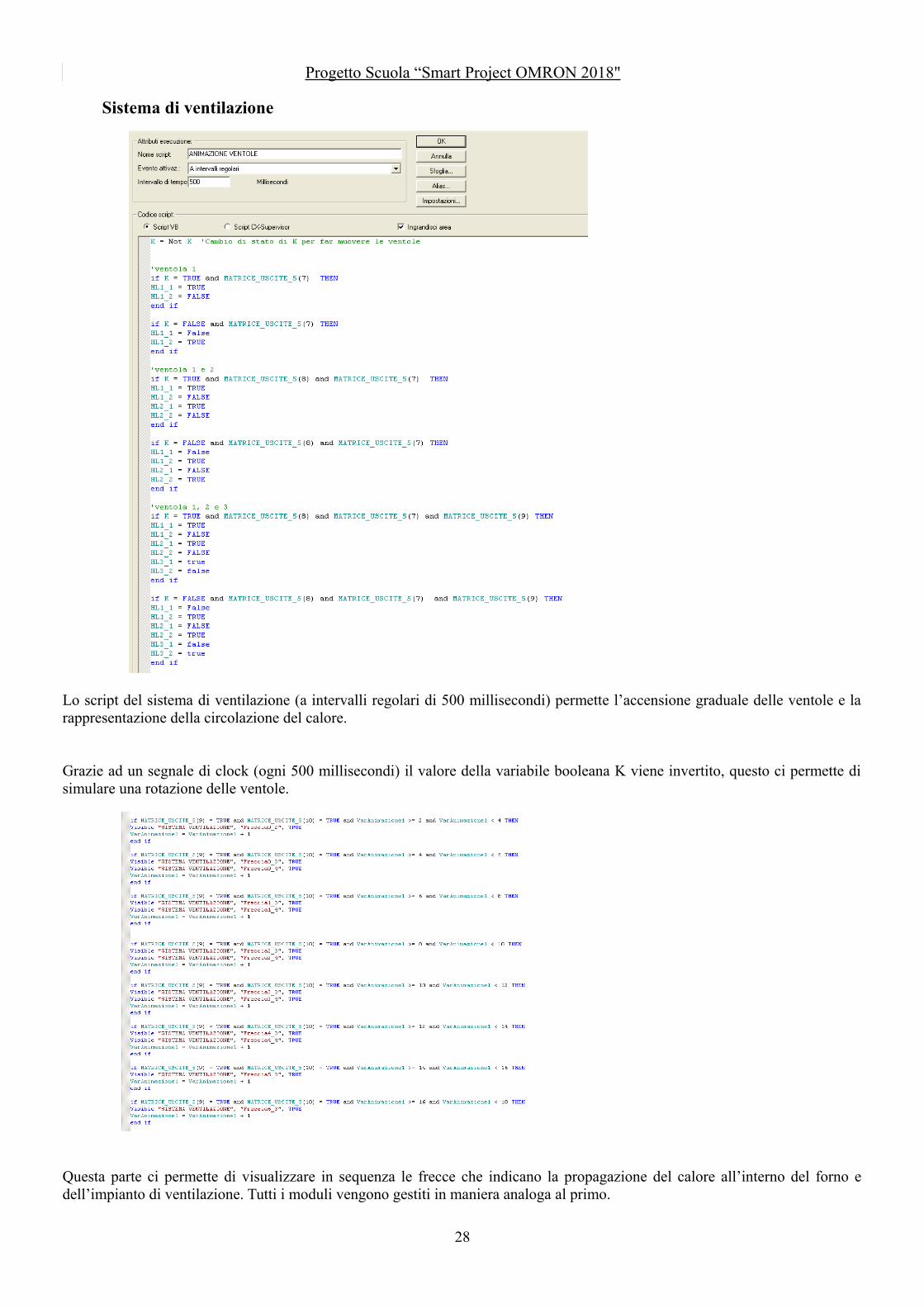
Sistema di ventilazione
Lo script del sistema di ventilazione (a intervalli regolari di 500 millisecondi) permette l’accensione graduale delle ventole e larappresentazione della circolazione del calore.
Grazie ad un segnale di clock (ogni 500 millisecondi) il valore della variabile booleana K viene invertito, questo ci permette disimulare una rotazione delle ventole.
Questa parte ci permette di visualizzare in sequenza le frecce che indicano la propagazione del calore all’interno del forno edell’impianto di ventilazione. Tutti i moduli vengono gestiti in maniera analoga al primo.
28
Progetto Scuola “Smart Project OMRON 2018"
PARTE FINALE
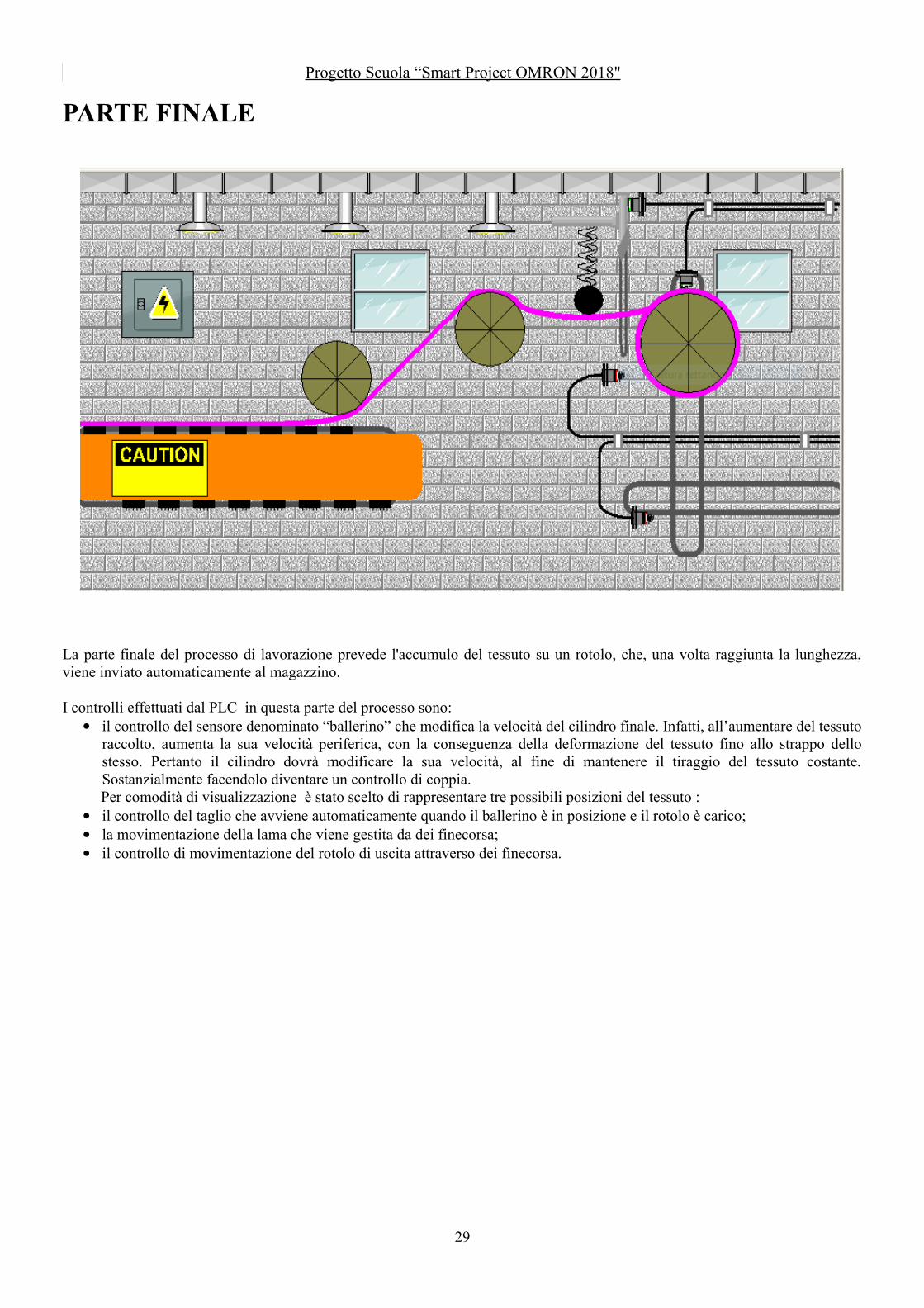
La parte finale del processo di lavorazione prevede l'accumulo del tessuto su un rotolo, che, una volta raggiunta la lunghezza,viene inviato automaticamente al magazzino.
I controlli effettuati dal PLC in questa parte del processo sono:• il controllo del sensore denominato “ballerino” che modifica la velocità del cilindro finale. Infatti, all’aumentare del tessuto
raccolto, aumenta la sua velocità periferica, con la conseguenza della deformazione del tessuto fino allo strappo dellostesso. Pertanto il cilindro dovrà modificare la sua velocità, al fine di mantenere il tiraggio del tessuto costante.Sostanzialmente facendolo diventare un controllo di coppia.
Per comodità di visualizzazione è stato scelto di rappresentare tre possibili posizioni del tessuto :• il controllo del taglio che avviene automaticamente quando il ballerino è in posizione e il rotolo è carico;• la movimentazione della lama che viene gestita da dei finecorsa;• il controllo di movimentazione del rotolo di uscita attraverso dei finecorsa.
29
Progetto Scuola “Smart Project OMRON 2018"
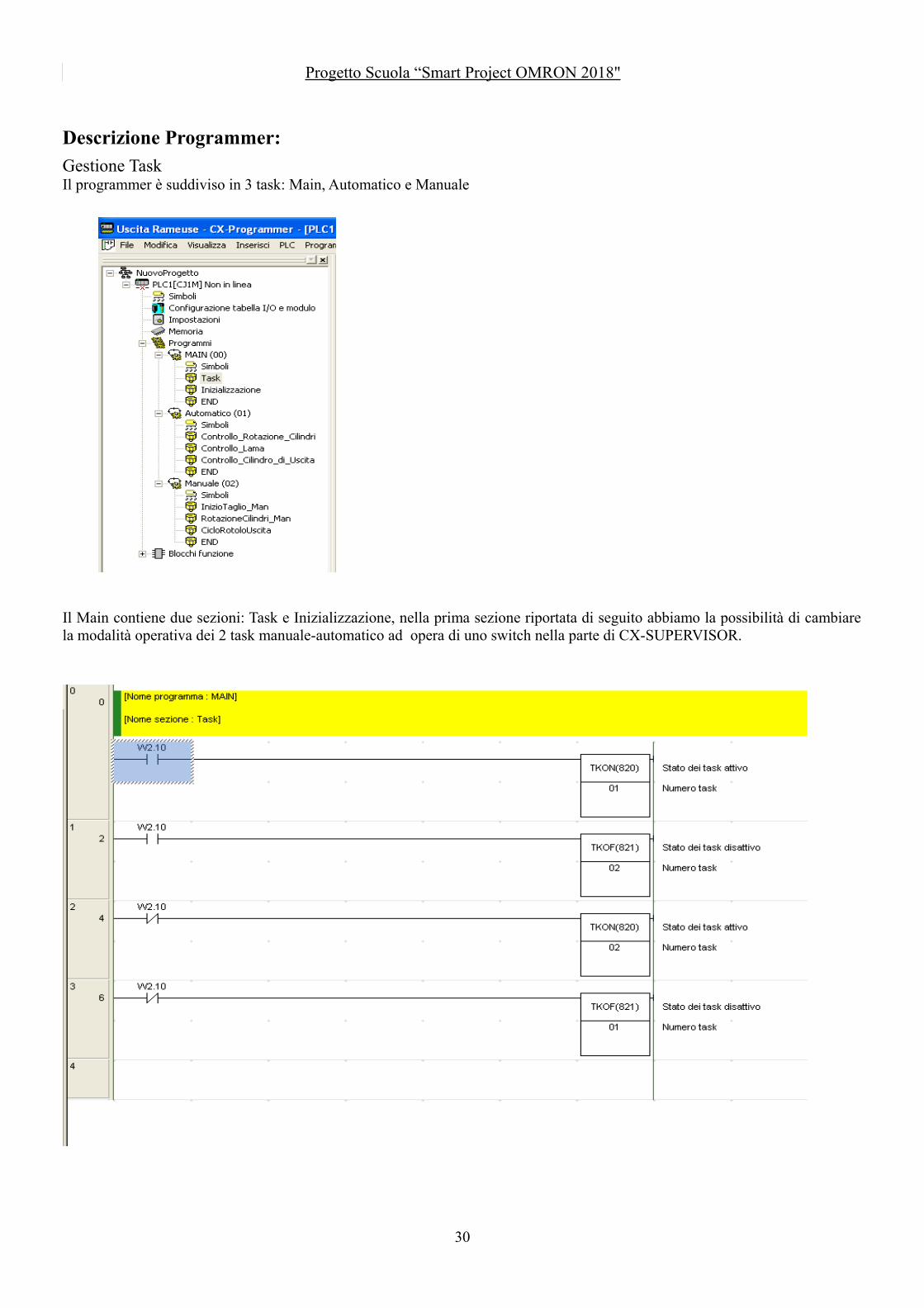
Descrizione Programmer:Gestione TaskIl programmer è suddiviso in 3 task: Main, Automatico e Manuale
Il Main contiene due sezioni: Task e Inizializzazione, nella prima sezione riportata di seguito abbiamo la possibilità di cambiarela modalità operativa dei 2 task manuale-automatico ad opera di uno switch nella parte di CX-SUPERVISOR.
30
Progetto Scuola “Smart Project OMRON 2018"
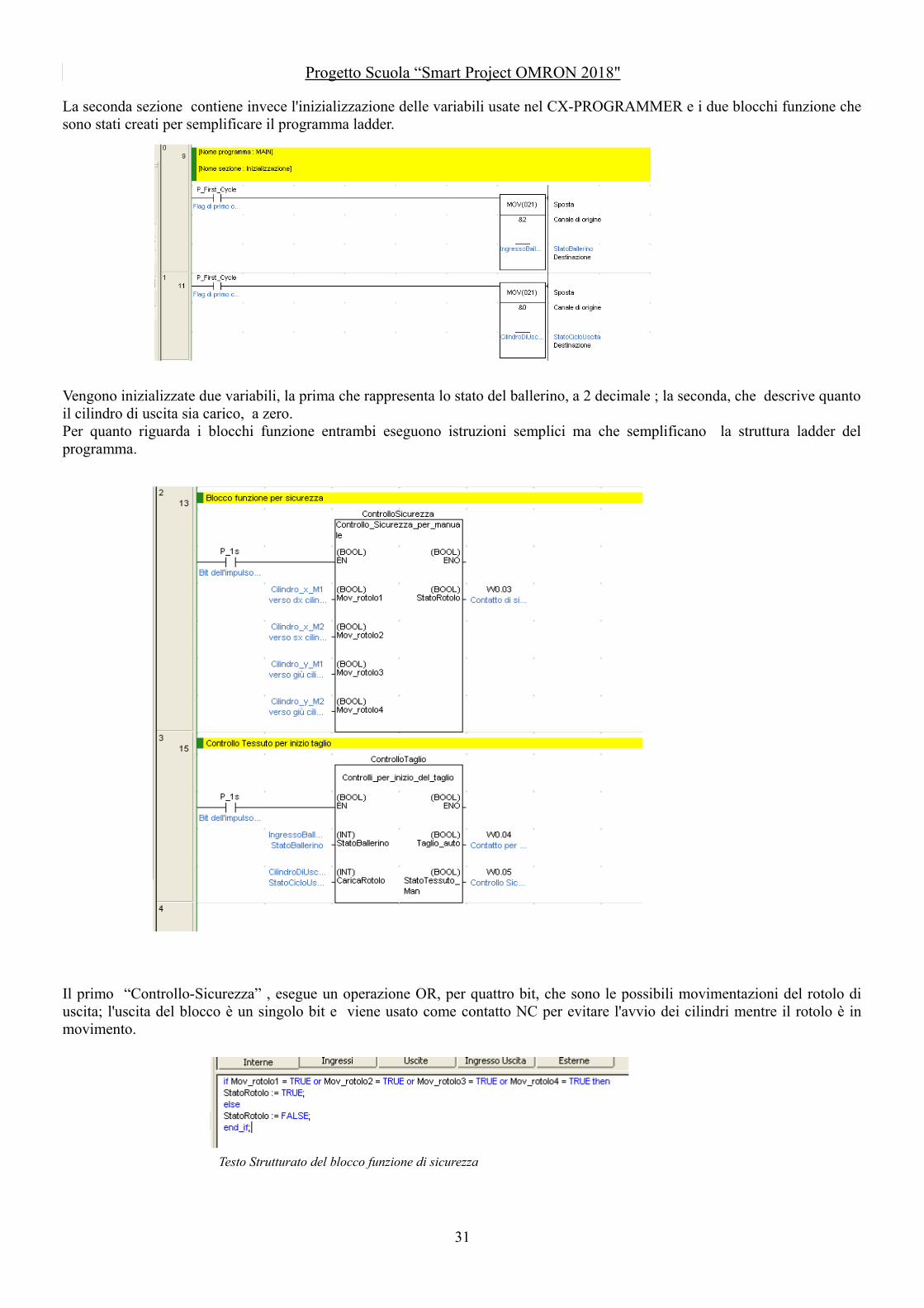
La seconda sezione contiene invece l'inizializzazione delle variabili usate nel CX-PROGRAMMER e i due blocchi funzione chesono stati creati per semplificare il programma ladder.
Vengono inizializzate due variabili, la prima che rappresenta lo stato del ballerino, a 2 decimale ; la seconda, che descrive quantoil cilindro di uscita sia carico, a zero.Per quanto riguarda i blocchi funzione entrambi eseguono istruzioni semplici ma che semplificano la struttura ladder delprogramma.
Il primo “Controllo-Sicurezza” , esegue un operazione OR, per quattro bit, che sono le possibili movimentazioni del rotolo diuscita; l'uscita del blocco è un singolo bit e viene usato come contatto NC per evitare l'avvio dei cilindri mentre il rotolo è inmovimento.
31
Testo Strutturato del blocco funzione di sicurezza
Progetto Scuola “Smart Project OMRON 2018"
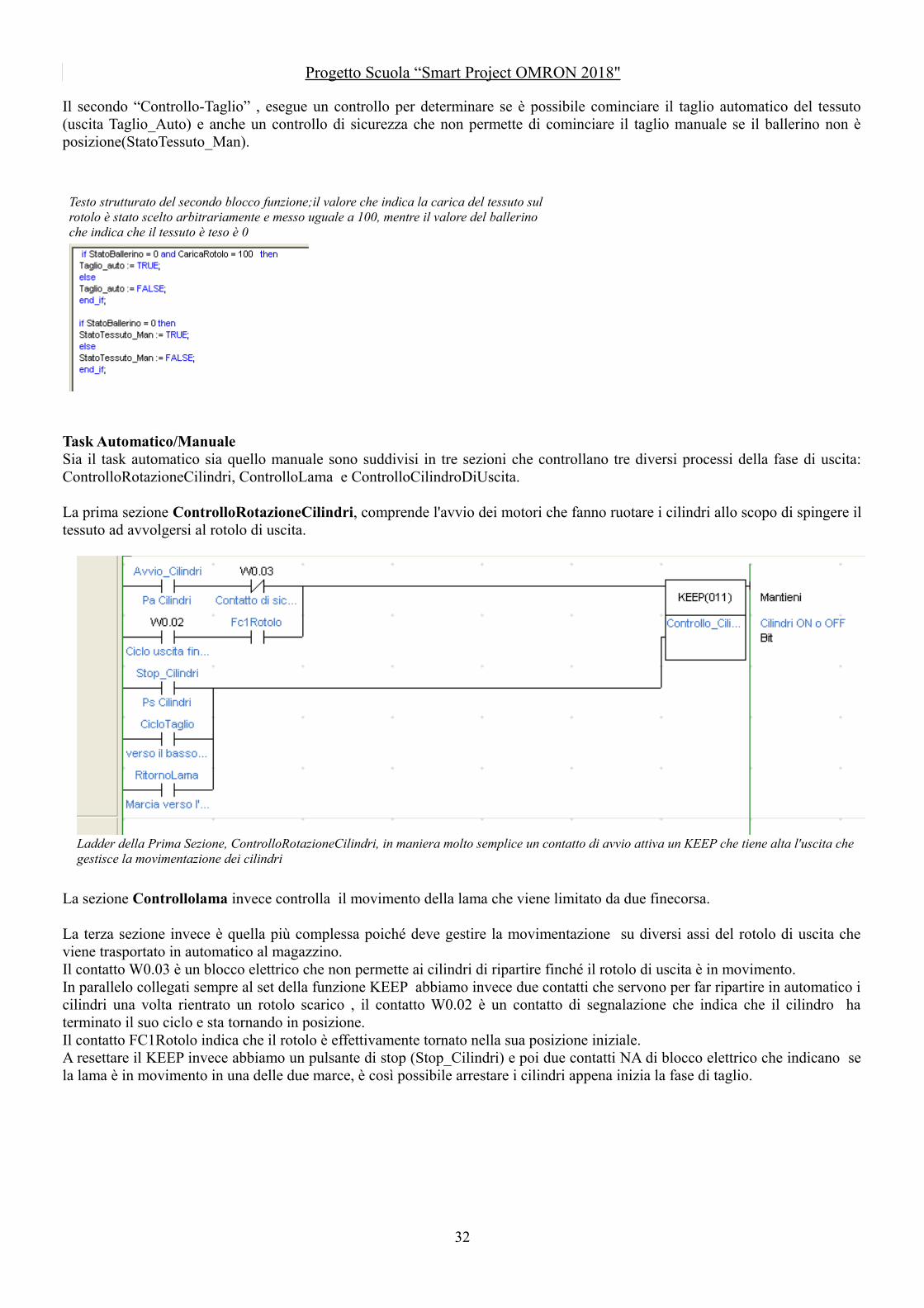
Il secondo “Controllo-Taglio” , esegue un controllo per determinare se è possibile cominciare il taglio automatico del tessuto(uscita Taglio_Auto) e anche un controllo di sicurezza che non permette di cominciare il taglio manuale se il ballerino non èposizione(StatoTessuto_Man).
Task Automatico/ManualeSia il task automatico sia quello manuale sono suddivisi in tre sezioni che controllano tre diversi processi della fase di uscita:ControlloRotazioneCilindri, ControlloLama e ControlloCilindroDiUscita.
La prima sezione ControlloRotazioneCilindri, comprende l'avvio dei motori che fanno ruotare i cilindri allo scopo di spingere iltessuto ad avvolgersi al rotolo di uscita.
La sezione Controllolama invece controlla il movimento della lama che viene limitato da due finecorsa.
La terza sezione invece è quella più complessa poiché deve gestire la movimentazione su diversi assi del rotolo di uscita cheviene trasportato in automatico al magazzino.Il contatto W0.03 è un blocco elettrico che non permette ai cilindri di ripartire finché il rotolo di uscita è in movimento.In parallelo collegati sempre al set della funzione KEEP abbiamo invece due contatti che servono per far ripartire in automatico icilindri una volta rientrato un rotolo scarico , il contatto W0.02 è un contatto di segnalazione che indica che il cilindro haterminato il suo ciclo e sta tornando in posizione.Il contatto FC1Rotolo indica che il rotolo è effettivamente tornato nella sua posizione iniziale.A resettare il KEEP invece abbiamo un pulsante di stop (Stop_Cilindri) e poi due contatti NA di blocco elettrico che indicano sela lama è in movimento in una delle due marce, è così possibile arrestare i cilindri appena inizia la fase di taglio.
32
Testo strutturato del secondo blocco funzione;il valore che indica la carica del tessuto sul rotolo è stato scelto arbitrariamente e messo uguale a 100, mentre il valore del ballerino che indica che il tessuto è teso è 0
Ladder della Prima Sezione, ControlloRotazioneCilindri, in maniera molto semplice un contatto di avvio attiva un KEEP che tiene alta l'uscita che gestisce la movimentazione dei cilindri
Progetto Scuola “Smart Project OMRON 2018"
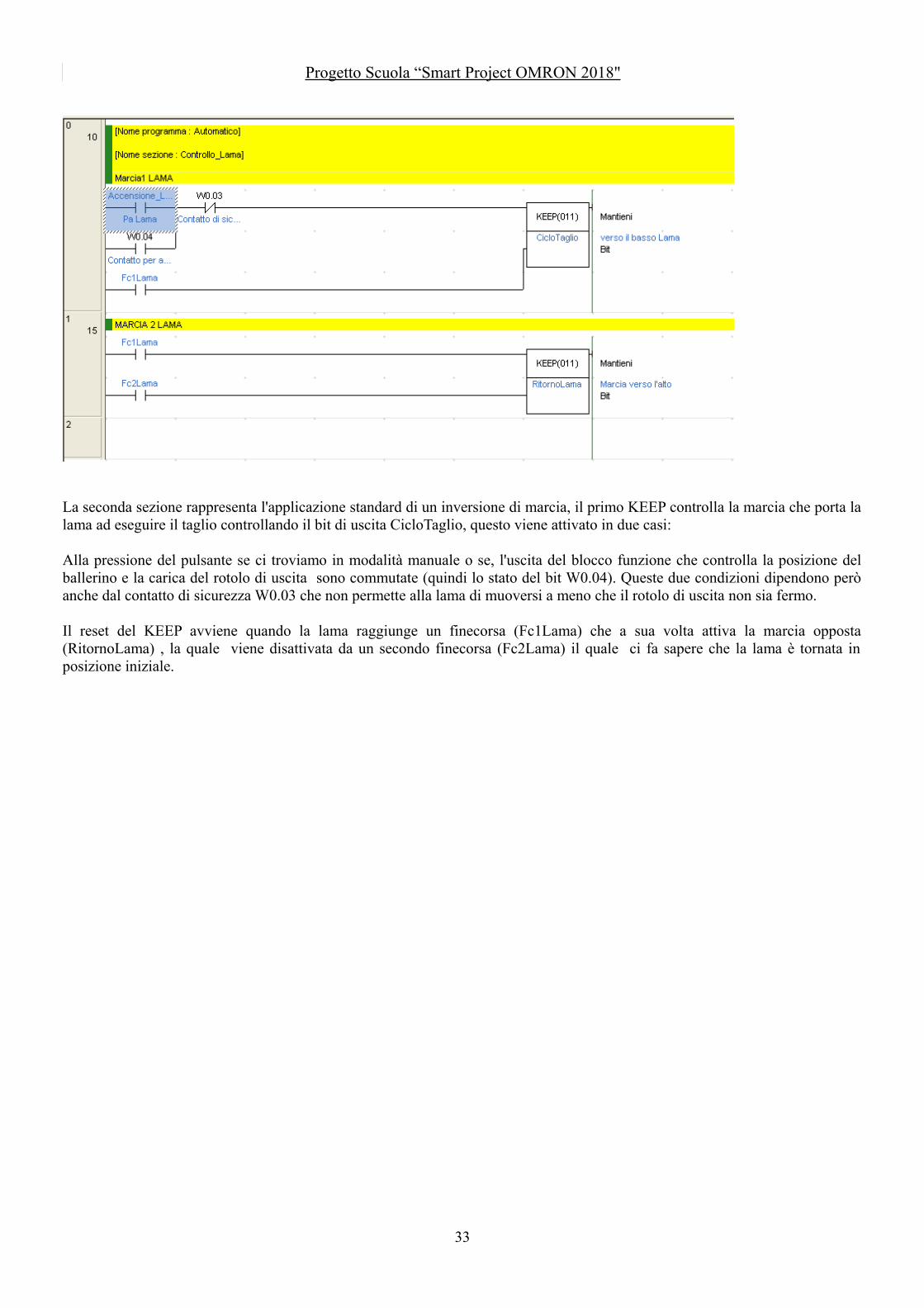
La seconda sezione rappresenta l'applicazione standard di un inversione di marcia, il primo KEEP controlla la marcia che porta lalama ad eseguire il taglio controllando il bit di uscita CicloTaglio, questo viene attivato in due casi:
Alla pressione del pulsante se ci troviamo in modalità manuale o se, l'uscita del blocco funzione che controlla la posizione delballerino e la carica del rotolo di uscita sono commutate (quindi lo stato del bit W0.04). Queste due condizioni dipendono peròanche dal contatto di sicurezza W0.03 che non permette alla lama di muoversi a meno che il rotolo di uscita non sia fermo.
Il reset del KEEP avviene quando la lama raggiunge un finecorsa (Fc1Lama) che a sua volta attiva la marcia opposta(RitornoLama) , la quale viene disattivata da un secondo finecorsa (Fc2Lama) il quale ci fa sapere che la lama è tornata inposizione iniziale.
33
Progetto Scuola “Smart Project OMRON 2018"
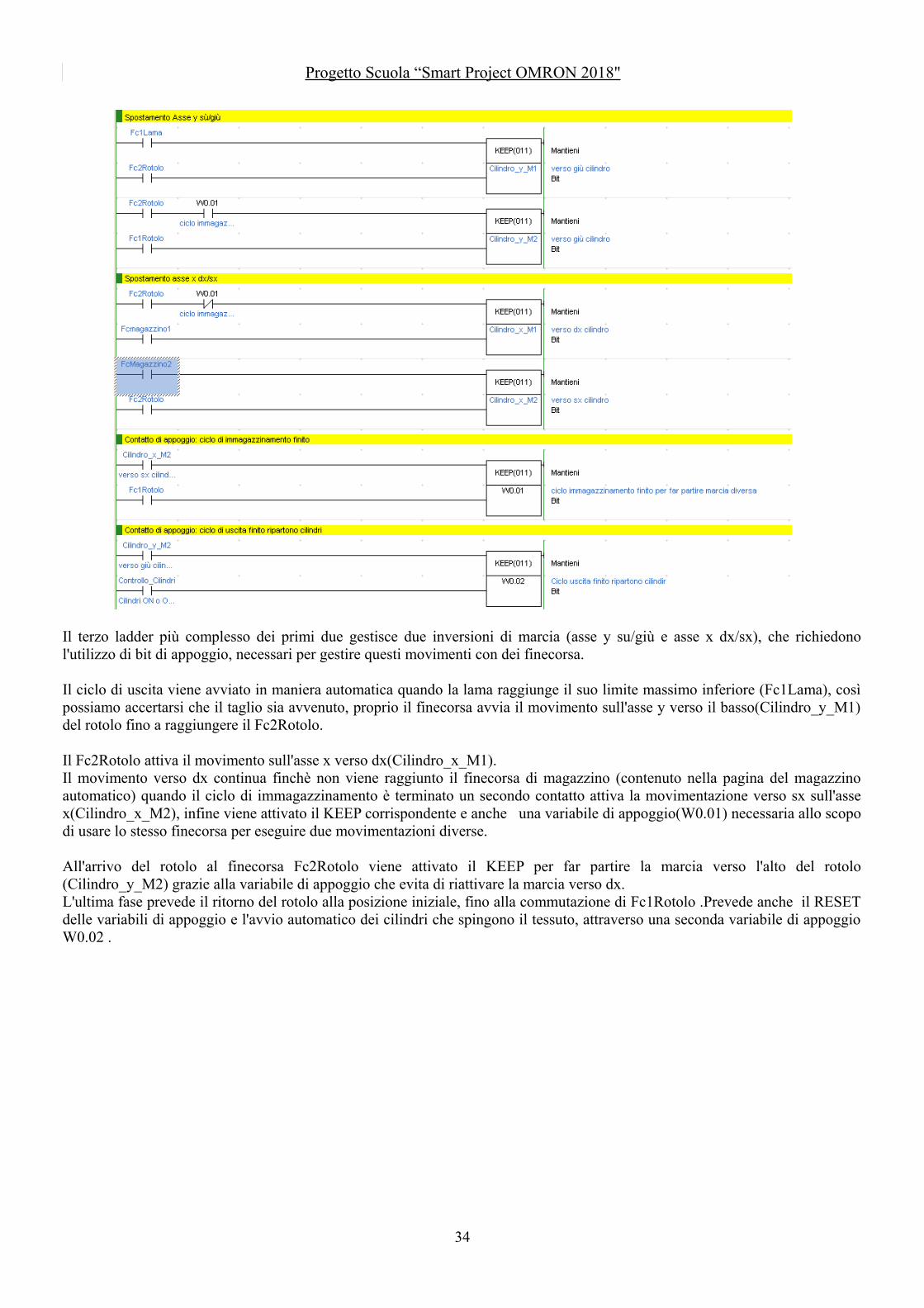
Il terzo ladder più complesso dei primi due gestisce due inversioni di marcia (asse y su/giù e asse x dx/sx), che richiedonol'utilizzo di bit di appoggio, necessari per gestire questi movimenti con dei finecorsa.
Il ciclo di uscita viene avviato in maniera automatica quando la lama raggiunge il suo limite massimo inferiore (Fc1Lama), cosìpossiamo accertarsi che il taglio sia avvenuto, proprio il finecorsa avvia il movimento sull'asse y verso il basso(Cilindro_y_M1)del rotolo fino a raggiungere il Fc2Rotolo.
Il Fc2Rotolo attiva il movimento sull'asse x verso dx(Cilindro_x_M1).Il movimento verso dx continua finchè non viene raggiunto il finecorsa di magazzino (contenuto nella pagina del magazzinoautomatico) quando il ciclo di immagazzinamento è terminato un secondo contatto attiva la movimentazione verso sx sull'assex(Cilindro_x_M2), infine viene attivato il KEEP corrispondente e anche una variabile di appoggio(W0.01) necessaria allo scopodi usare lo stesso finecorsa per eseguire due movimentazioni diverse.
All'arrivo del rotolo al finecorsa Fc2Rotolo viene attivato il KEEP per far partire la marcia verso l'alto del rotolo(Cilindro_y_M2) grazie alla variabile di appoggio che evita di riattivare la marcia verso dx.L'ultima fase prevede il ritorno del rotolo alla posizione iniziale, fino alla commutazione di Fc1Rotolo .Prevede anche il RESETdelle variabili di appoggio e l'avvio automatico dei cilindri che spingono il tessuto, attraverso una seconda variabile di appoggioW0.02 .
34
Progetto Scuola “Smart Project OMRON 2018"
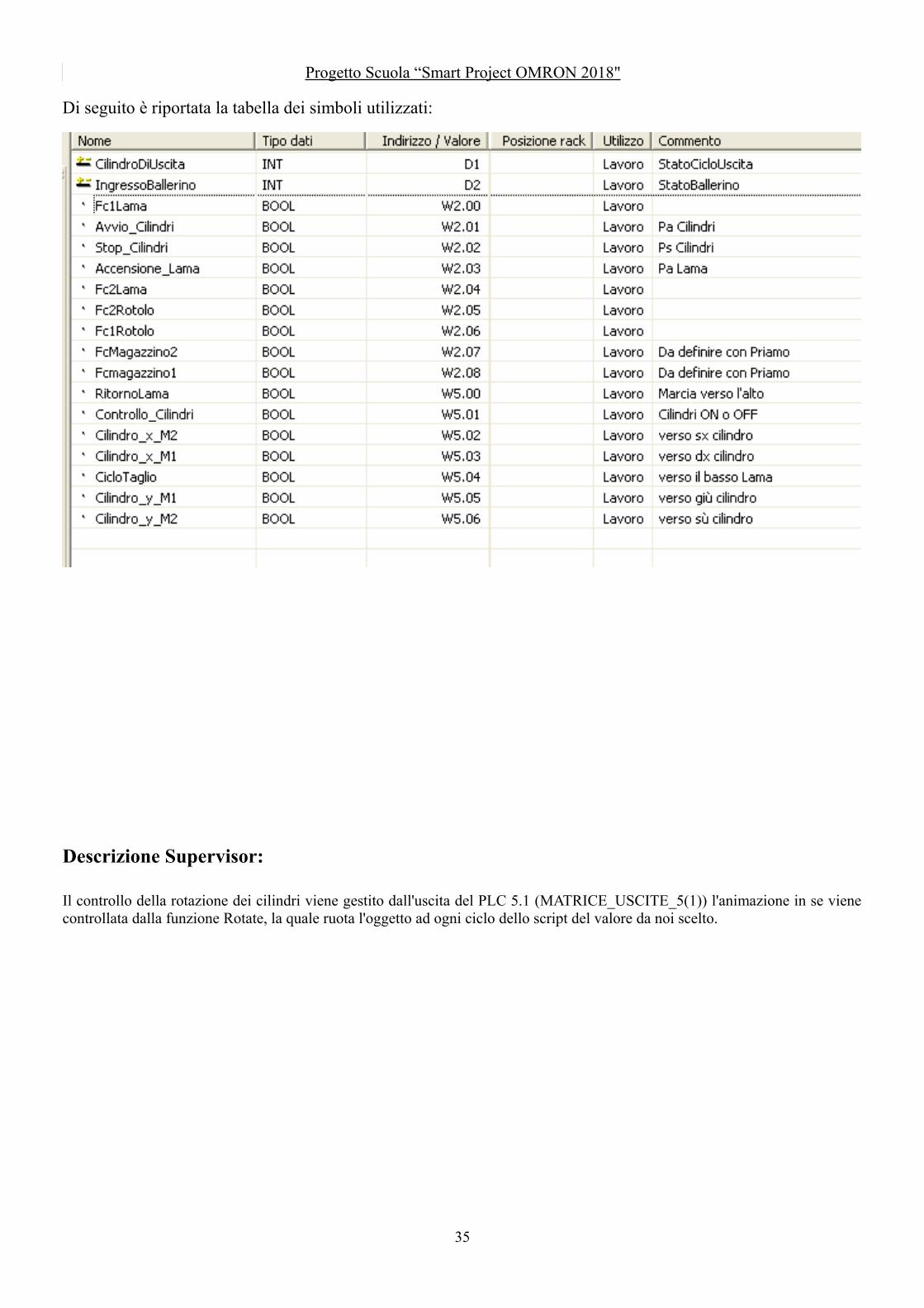
Di seguito è riportata la tabella dei simboli utilizzati:
Descrizione Supervisor:
Il controllo della rotazione dei cilindri viene gestito dall'uscita del PLC 5.1 (MATRICE_USCITE_5(1)) l'animazione in se vienecontrollata dalla funzione Rotate, la quale ruota l'oggetto ad ogni ciclo dello script del valore da noi scelto.
35
Progetto Scuola “Smart Project OMRON 2018"
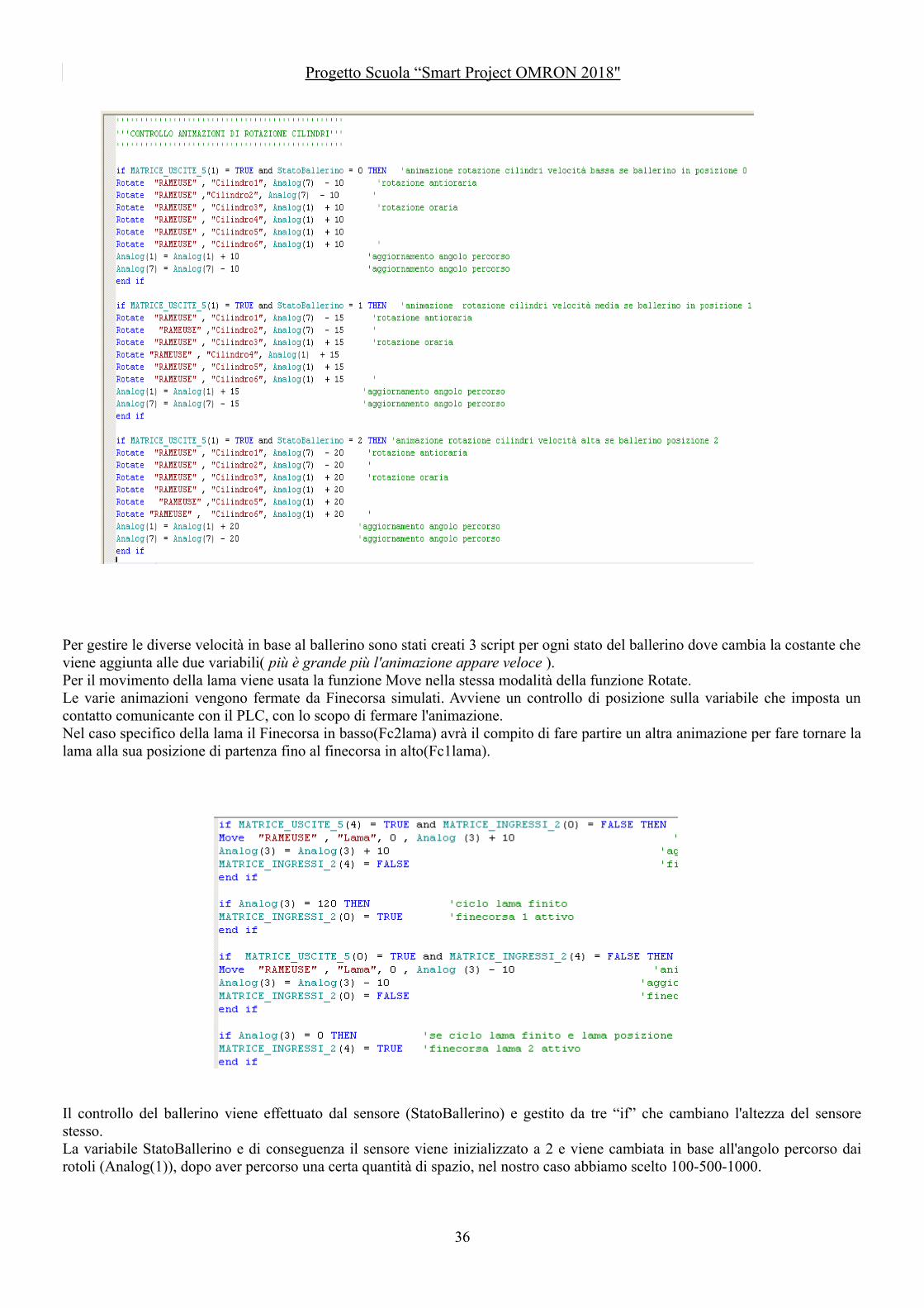
Per gestire le diverse velocità in base al ballerino sono stati creati 3 script per ogni stato del ballerino dove cambia la costante cheviene aggiunta alle due variabili( più è grande più l'animazione appare veloce ).Per il movimento della lama viene usata la funzione Move nella stessa modalità della funzione Rotate. Le varie animazioni vengono fermate da Finecorsa simulati. Avviene un controllo di posizione sulla variabile che imposta uncontatto comunicante con il PLC, con lo scopo di fermare l'animazione.Nel caso specifico della lama il Finecorsa in basso(Fc2lama) avrà il compito di fare partire un altra animazione per fare tornare lalama alla sua posizione di partenza fino al finecorsa in alto(Fc1lama).
Il controllo del ballerino viene effettuato dal sensore (StatoBallerino) e gestito da tre “if” che cambiano l'altezza del sensorestesso.La variabile StatoBallerino e di conseguenza il sensore viene inizializzato a 2 e viene cambiata in base all'angolo percorso dairotoli (Analog(1)), dopo aver percorso una certa quantità di spazio, nel nostro caso abbiamo scelto 100-500-1000.
36
Progetto Scuola “Smart Project OMRON 2018"
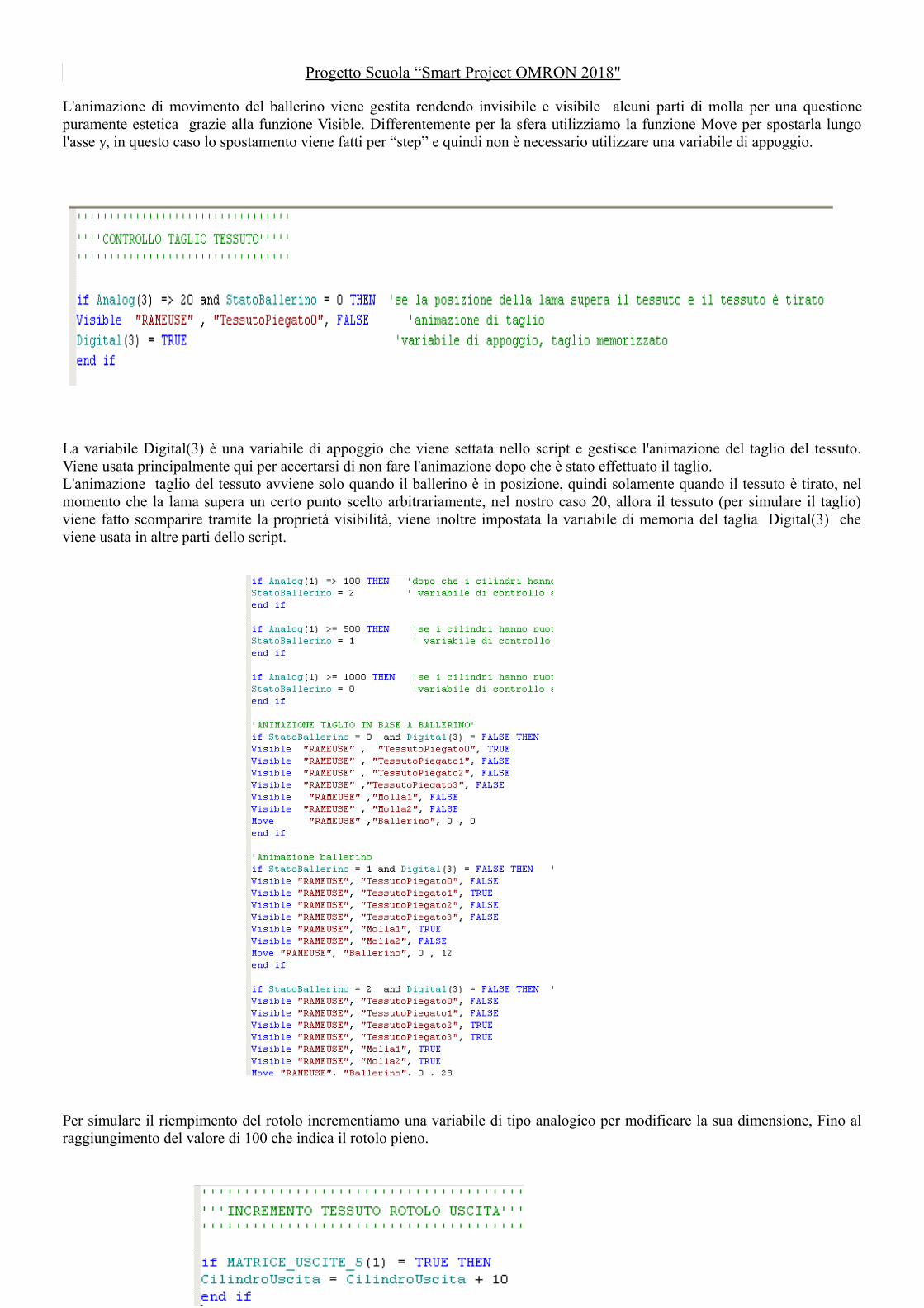
L'animazione di movimento del ballerino viene gestita rendendo invisibile e visibile alcuni parti di molla per una questionepuramente estetica grazie alla funzione Visible. Differentemente per la sfera utilizziamo la funzione Move per spostarla lungol'asse y, in questo caso lo spostamento viene fatti per “step” e quindi non è necessario utilizzare una variabile di appoggio.
La variabile Digital(3) è una variabile di appoggio che viene settata nello script e gestisce l'animazione del taglio del tessuto.Viene usata principalmente qui per accertarsi di non fare l'animazione dopo che è stato effettuato il taglio.L'animazione taglio del tessuto avviene solo quando il ballerino è in posizione, quindi solamente quando il tessuto è tirato, nelmomento che la lama supera un certo punto scelto arbitrariamente, nel nostro caso 20, allora il tessuto (per simulare il taglio)viene fatto scomparire tramite la proprietà visibilità, viene inoltre impostata la variabile di memoria del taglia Digital(3) cheviene usata in altre parti dello script.
Per simulare il riempimento del rotolo incrementiamo una variabile di tipo analogico per modificare la sua dimensione, Fino alraggiungimento del valore di 100 che indica il rotolo pieno.
37
Progetto Scuola “Smart Project OMRON 2018"
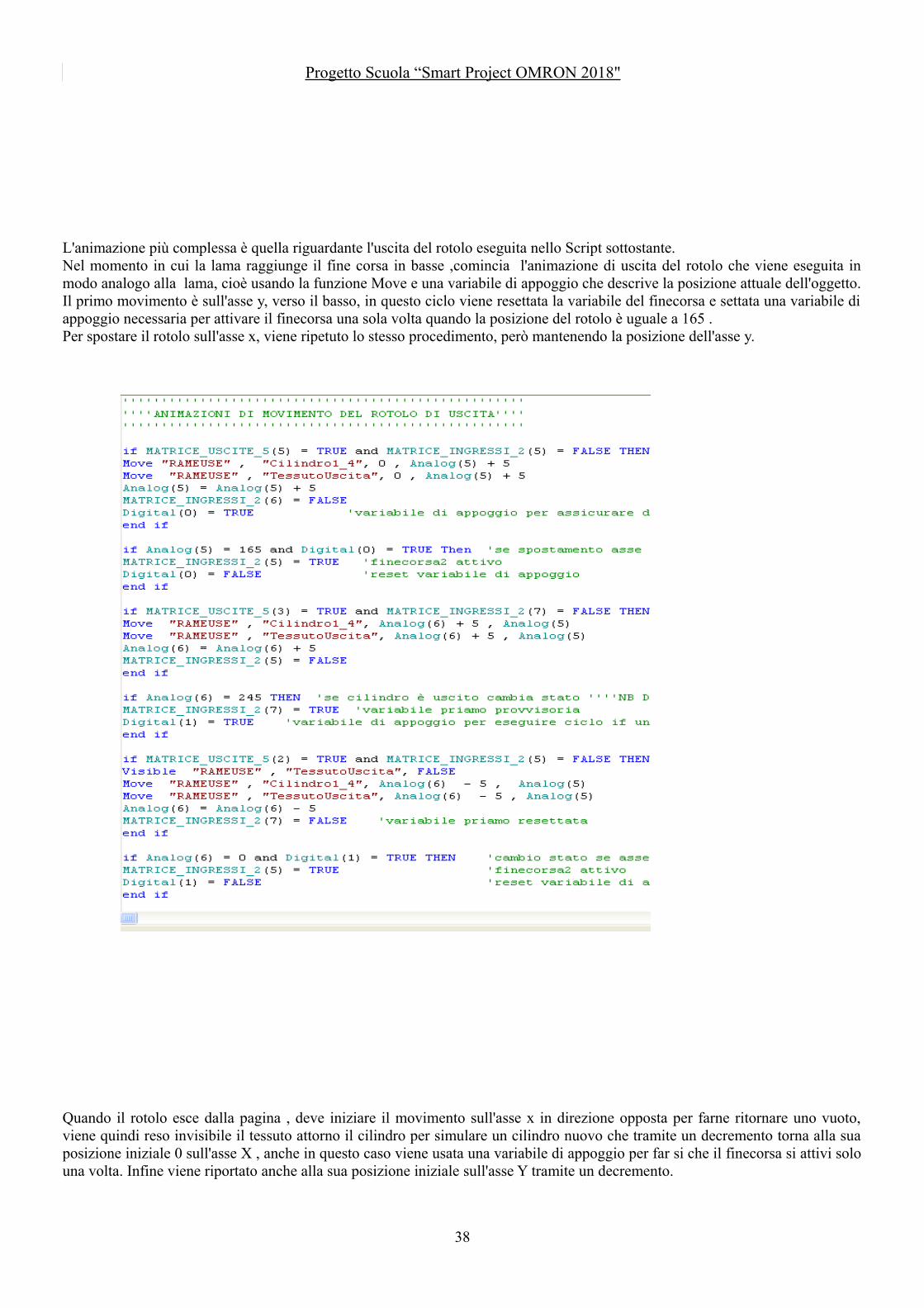
L'animazione più complessa è quella riguardante l'uscita del rotolo eseguita nello Script sottostante.Nel momento in cui la lama raggiunge il fine corsa in basse ,comincia l'animazione di uscita del rotolo che viene eseguita inmodo analogo alla lama, cioè usando la funzione Move e una variabile di appoggio che descrive la posizione attuale dell'oggetto.Il primo movimento è sull'asse y, verso il basso, in questo ciclo viene resettata la variabile del finecorsa e settata una variabile diappoggio necessaria per attivare il finecorsa una sola volta quando la posizione del rotolo è uguale a 165 .Per spostare il rotolo sull'asse x, viene ripetuto lo stesso procedimento, però mantenendo la posizione dell'asse y.
Quando il rotolo esce dalla pagina , deve iniziare il movimento sull'asse x in direzione opposta per farne ritornare uno vuoto,viene quindi reso invisibile il tessuto attorno il cilindro per simulare un cilindro nuovo che tramite un decremento torna alla suaposizione iniziale 0 sull'asse X , anche in questo caso viene usata una variabile di appoggio per far si che il finecorsa si attivi solouna volta. Infine viene riportato anche alla sua posizione iniziale sull'asse Y tramite un decremento.
38
Progetto Scuola “Smart Project OMRON 2018"
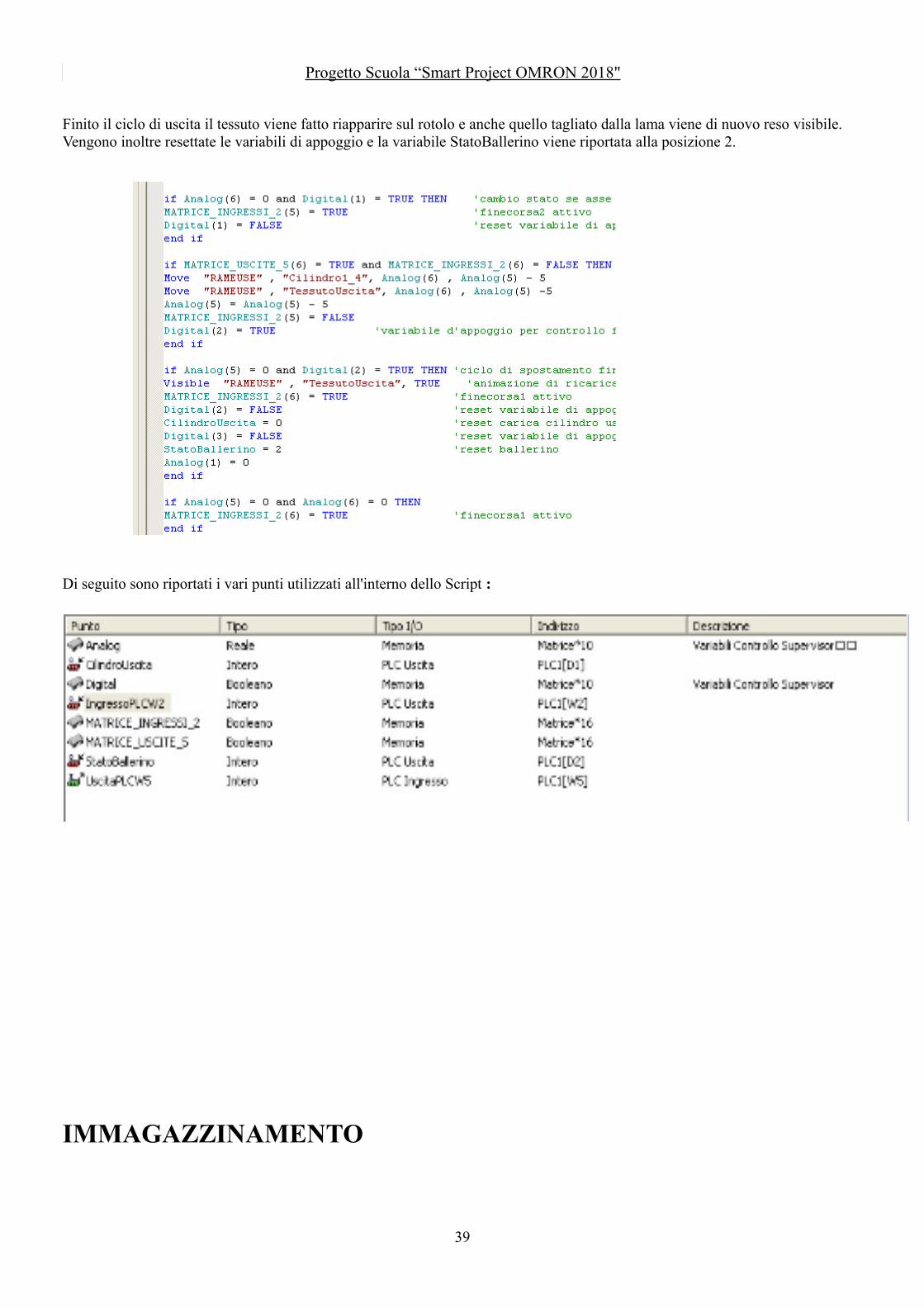
Finito il ciclo di uscita il tessuto viene fatto riapparire sul rotolo e anche quello tagliato dalla lama viene di nuovo reso visibile.Vengono inoltre resettate le variabili di appoggio e la variabile StatoBallerino viene riportata alla posizione 2.
Di seguito sono riportati i vari punti utilizzati all'interno dello Script :
IMMAGAZZINAMENTO
39
Progetto Scuola “Smart Project OMRON 2018"
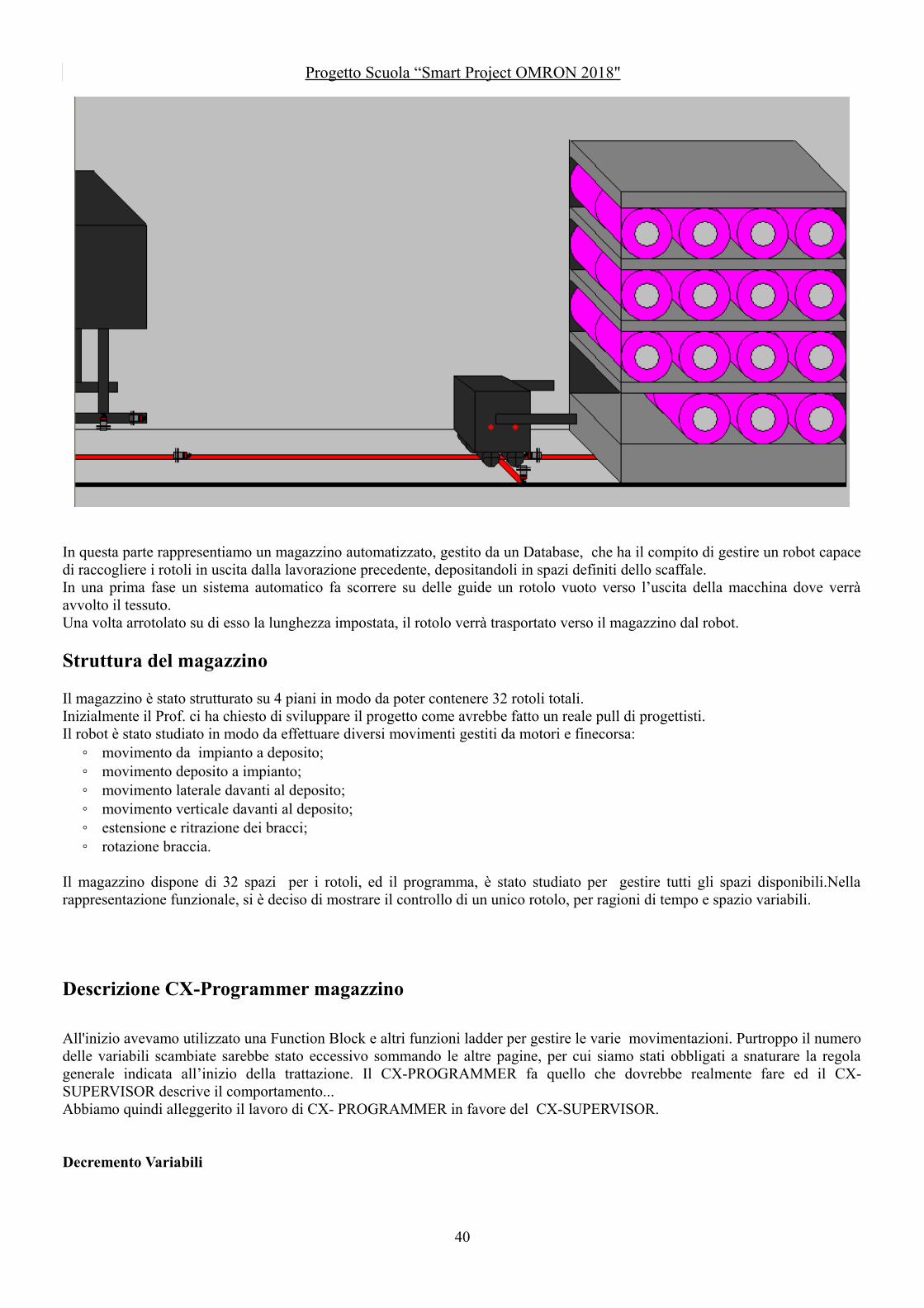
In questa parte rappresentiamo un magazzino automatizzato, gestito da un Database, che ha il compito di gestire un robot capacedi raccogliere i rotoli in uscita dalla lavorazione precedente, depositandoli in spazi definiti dello scaffale.In una prima fase un sistema automatico fa scorrere su delle guide un rotolo vuoto verso l’uscita della macchina dove verràavvolto il tessuto. Una volta arrotolato su di esso la lunghezza impostata, il rotolo verrà trasportato verso il magazzino dal robot.
Struttura del magazzino
Il magazzino è stato strutturato su 4 piani in modo da poter contenere 32 rotoli totali.Inizialmente il Prof. ci ha chiesto di sviluppare il progetto come avrebbe fatto un reale pull di progettisti.Il robot è stato studiato in modo da effettuare diversi movimenti gestiti da motori e finecorsa:◦ movimento da impianto a deposito;◦ movimento deposito a impianto;◦ movimento laterale davanti al deposito;◦ movimento verticale davanti al deposito;◦ estensione e ritrazione dei bracci;◦ rotazione braccia.
Il magazzino dispone di 32 spazi per i rotoli, ed il programma, è stato studiato per gestire tutti gli spazi disponibili.Nellarappresentazione funzionale, si è deciso di mostrare il controllo di un unico rotolo, per ragioni di tempo e spazio variabili.
Descrizione CX-Programmer magazzino
All'inizio avevamo utilizzato una Function Block e altri funzioni ladder per gestire le varie movimentazioni. Purtroppo il numerodelle variabili scambiate sarebbe stato eccessivo sommando le altre pagine, per cui siamo stati obbligati a snaturare la regolagenerale indicata all’inizio della trattazione. Il CX-PROGRAMMER fa quello che dovrebbe realmente fare ed il CX-SUPERVISOR descrive il comportamento...Abbiamo quindi alleggerito il lavoro di CX- PROGRAMMER in favore del CX-SUPERVISOR.
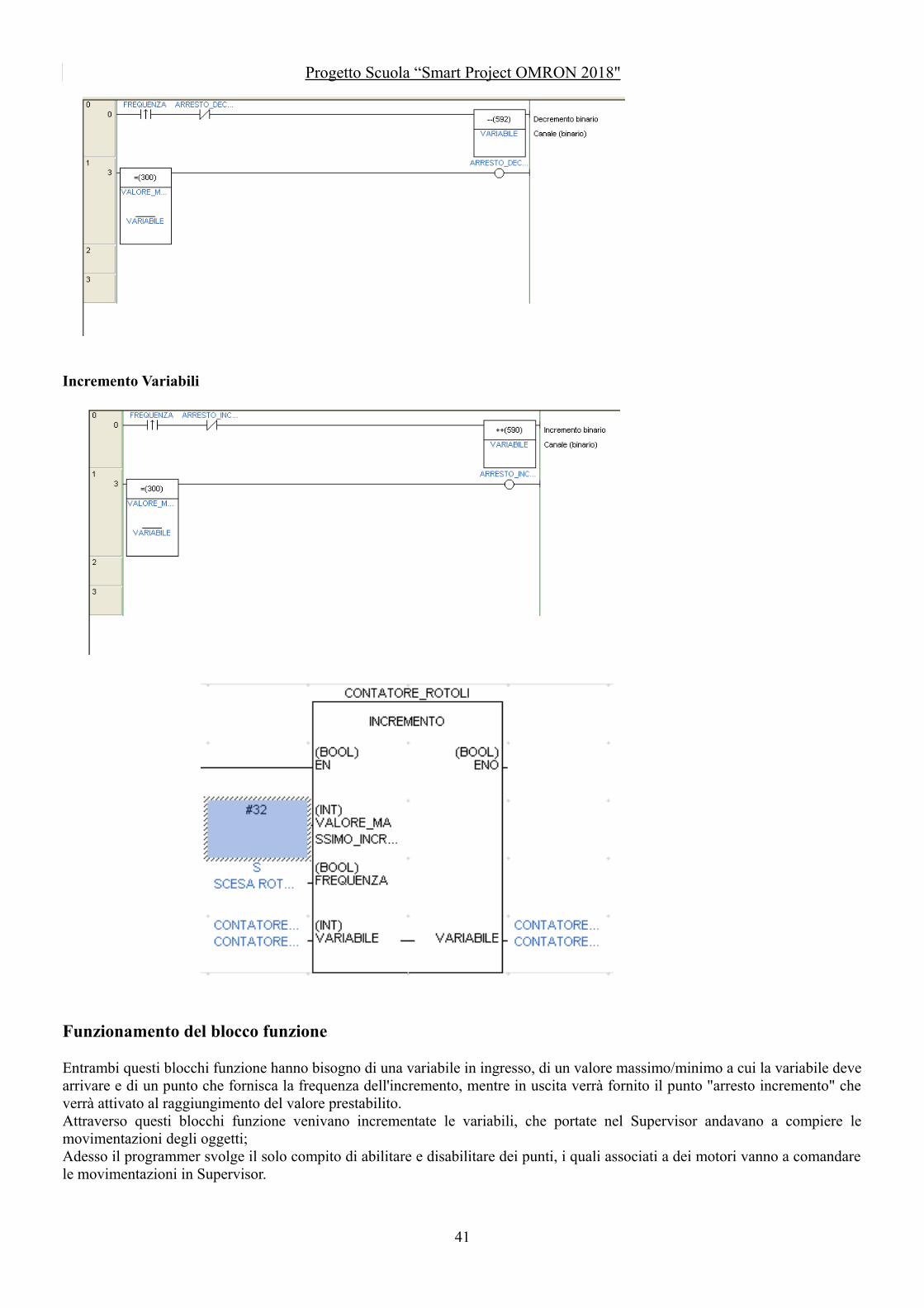
Decremento Variabili
40
Progetto Scuola “Smart Project OMRON 2018"
Incremento Variabili
Funzionamento del blocco funzione
Entrambi questi blocchi funzione hanno bisogno di una variabile in ingresso, di un valore massimo/minimo a cui la variabile devearrivare e di un punto che fornisca la frequenza dell'incremento, mentre in uscita verrà fornito il punto "arresto incremento" cheverrà attivato al raggiungimento del valore prestabilito.Attraverso questi blocchi funzione venivano incrementate le variabili, che portate nel Supervisor andavano a compiere lemovimentazioni degli oggetti;Adesso il programmer svolge il solo compito di abilitare e disabilitare dei punti, i quali associati a dei motori vanno a comandarele movimentazioni in Supervisor.
41
Progetto Scuola “Smart Project OMRON 2018"
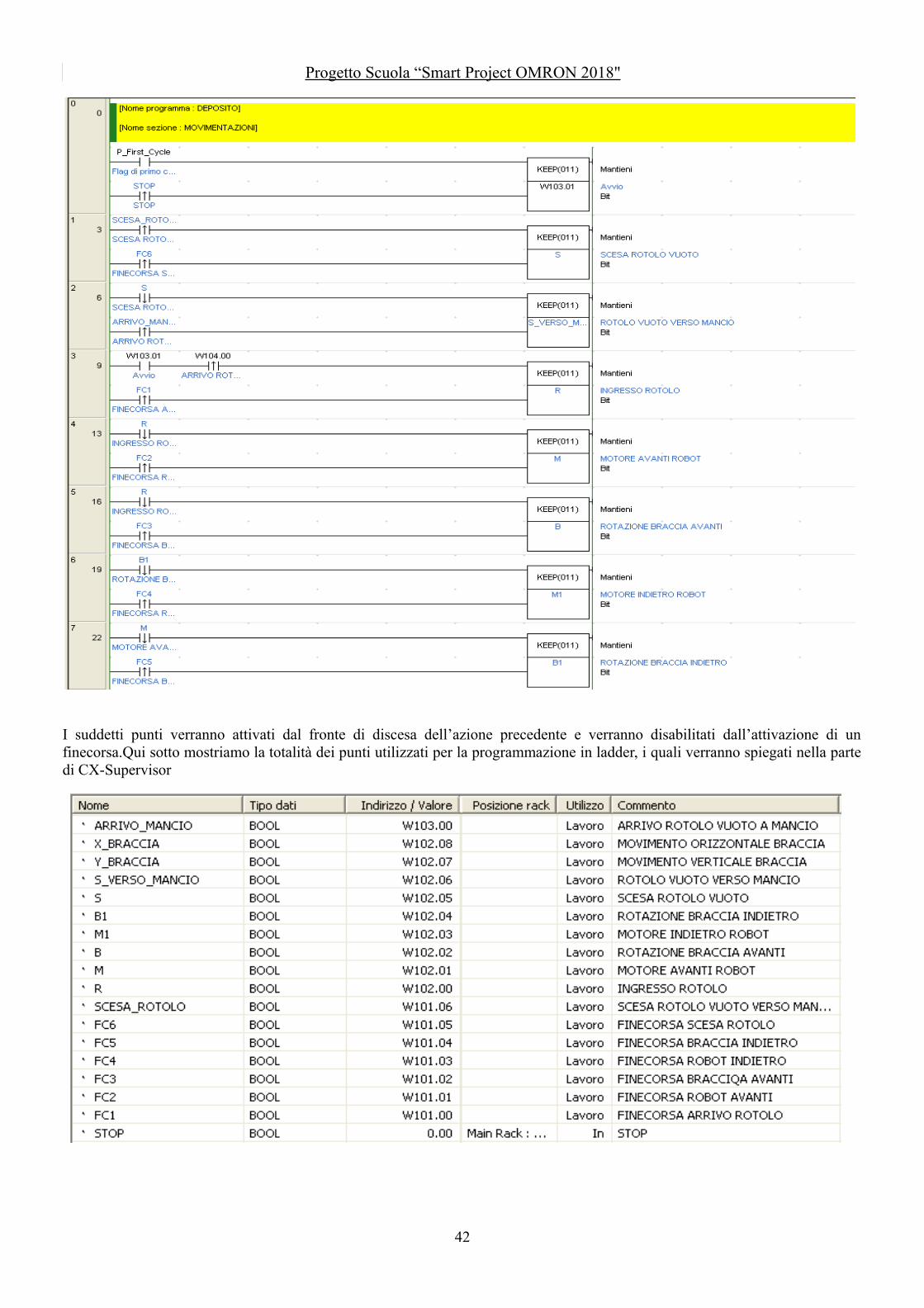
I suddetti punti verranno attivati dal fronte di discesa dell’azione precedente e verranno disabilitati dall’attivazione di unfinecorsa.Qui sotto mostriamo la totalità dei punti utilizzati per la programmazione in ladder, i quali verranno spiegati nella partedi CX-Supervisor
42
Progetto Scuola “Smart Project OMRON 2018"
Descrizione Supervisor:
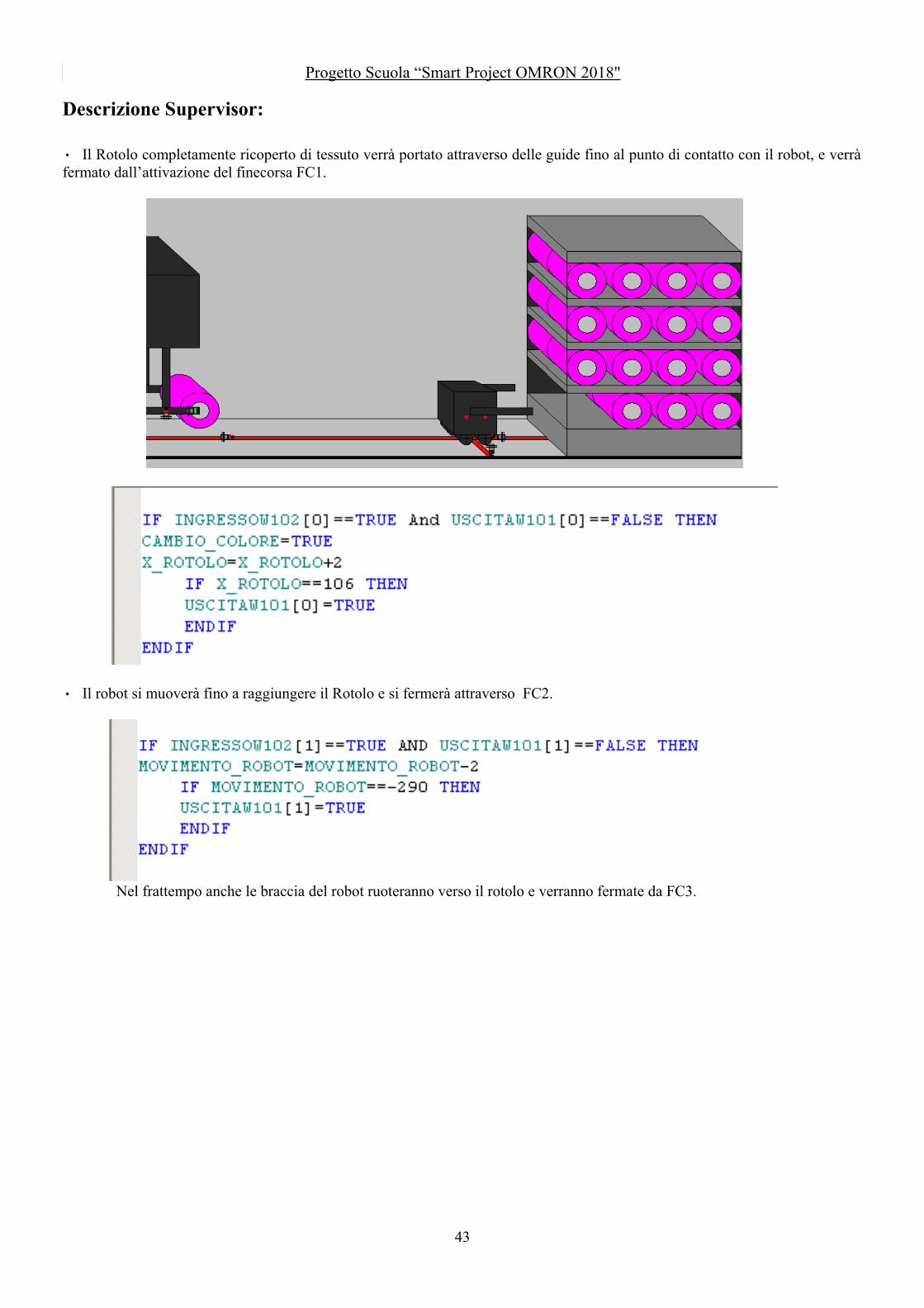
• Il Rotolo completamente ricoperto di tessuto verrà portato attraverso delle guide fino al punto di contatto con il robot, e verràfermato dall’attivazione del finecorsa FC1.
• Il robot si muoverà fino a raggiungere il Rotolo e si fermerà attraverso FC2.
Nel frattempo anche le braccia del robot ruoteranno verso il rotolo e verranno fermate da FC3.
43
Progetto Scuola “Smart Project OMRON 2018"
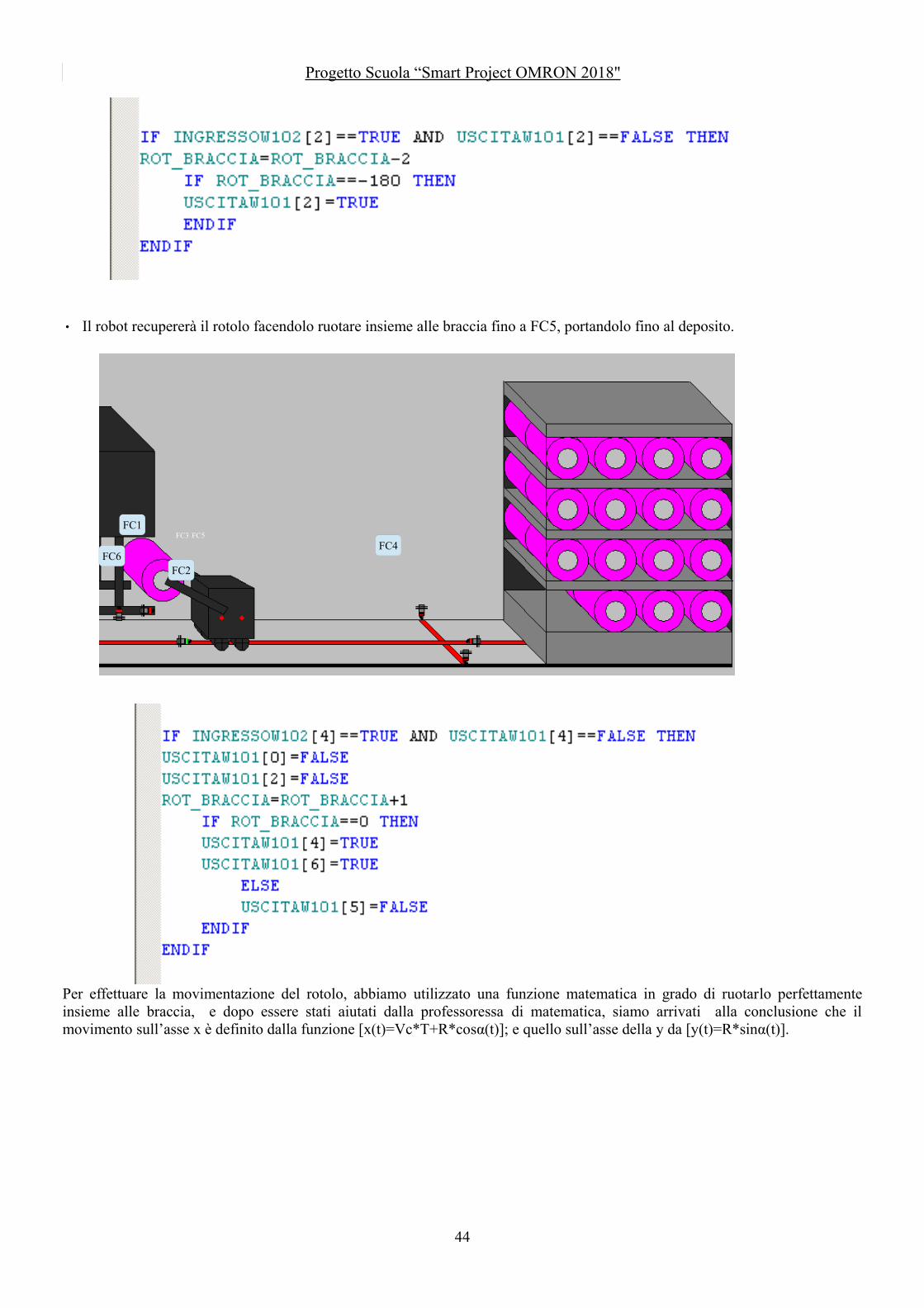
• Il robot recupererà il rotolo facendolo ruotare insieme alle braccia fino a FC5, portandolo fino al deposito.
Per effettuare la movimentazione del rotolo, abbiamo utilizzato una funzione matematica in grado di ruotarlo perfettamenteinsieme alle braccia, e dopo essere stati aiutati dalla professoressa di matematica, siamo arrivati alla conclusione che ilmovimento sull’asse x è definito dalla funzione [x(t)=Vc*T+R*cosα(t)]; e quello sull’asse della y da [y(t)=R*sinα(t)].
44
FC1
FC6FC2
FC4FC3 FC5
Progetto Scuola “Smart Project OMRON 2018"
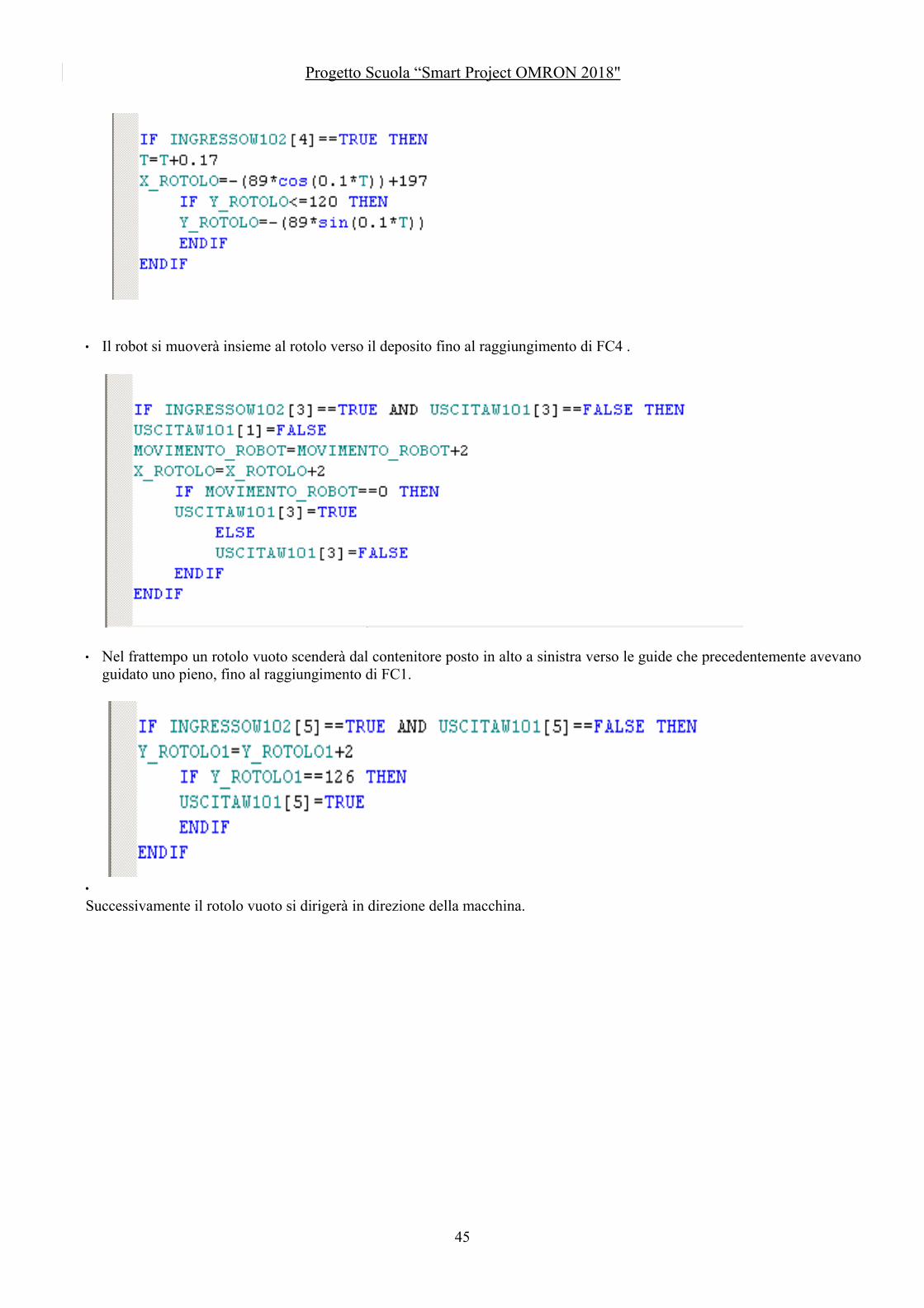
• Il robot si muoverà insieme al rotolo verso il deposito fino al raggiungimento di FC4 .
• Nel frattempo un rotolo vuoto scenderà dal contenitore posto in alto a sinistra verso le guide che precedentemente avevanoguidato uno pieno, fino al raggiungimento di FC1.
• Successivamente il rotolo vuoto si dirigerà in direzione della macchina.
45
Progetto Scuola “Smart Project OMRON 2018"
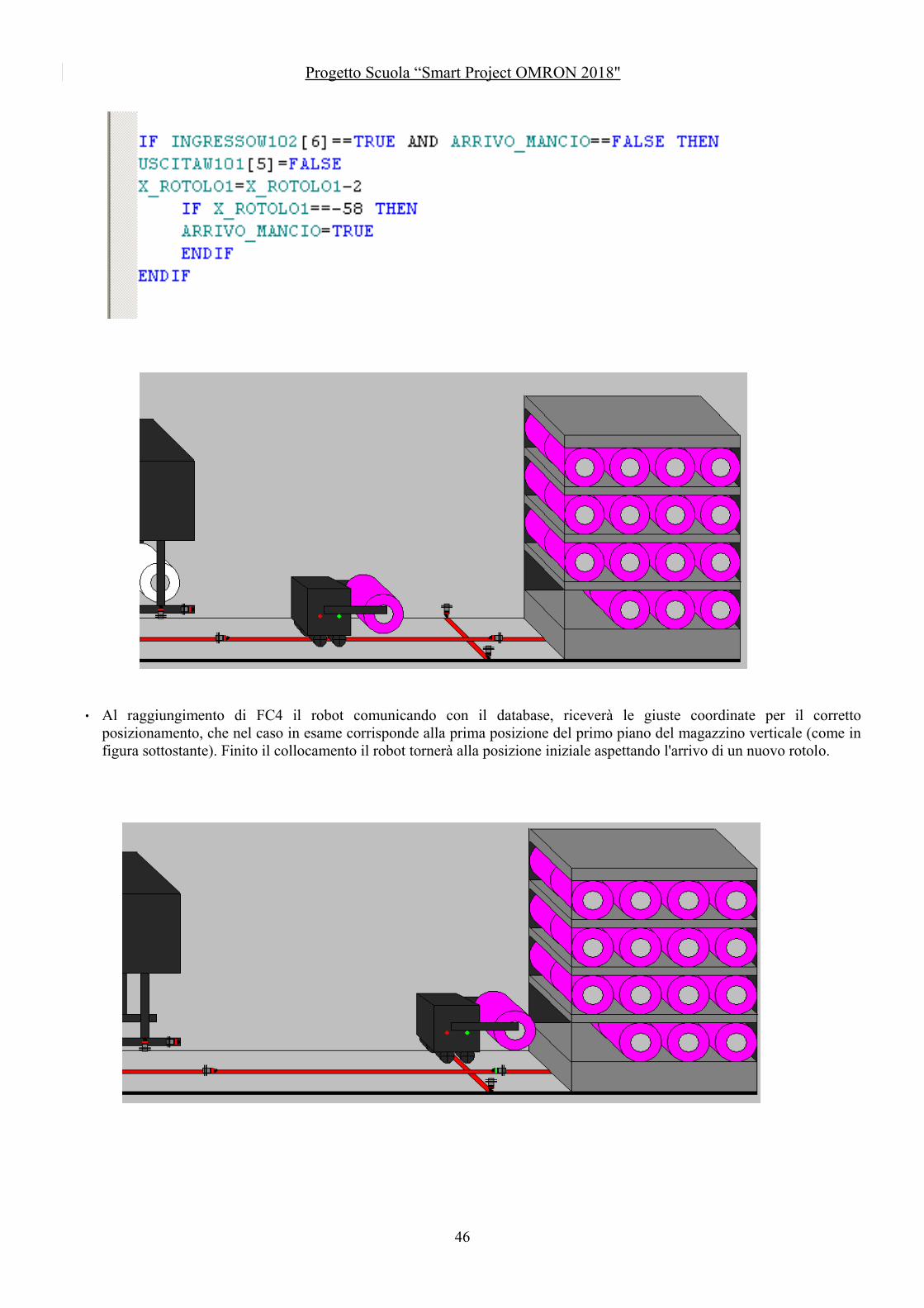
• Al raggiungimento di FC4 il robot comunicando con il database, riceverà le giuste coordinate per il correttoposizionamento, che nel caso in esame corrisponde alla prima posizione del primo piano del magazzino verticale (come infigura sottostante). Finito il collocamento il robot tornerà alla posizione iniziale aspettando l'arrivo di un nuovo rotolo.
46
Progetto Scuola “Smart Project OMRON 2018"
.
SCELTA DEI SENSORI
Nome componente Rappresentazione Specifiche tecniche Prezzo
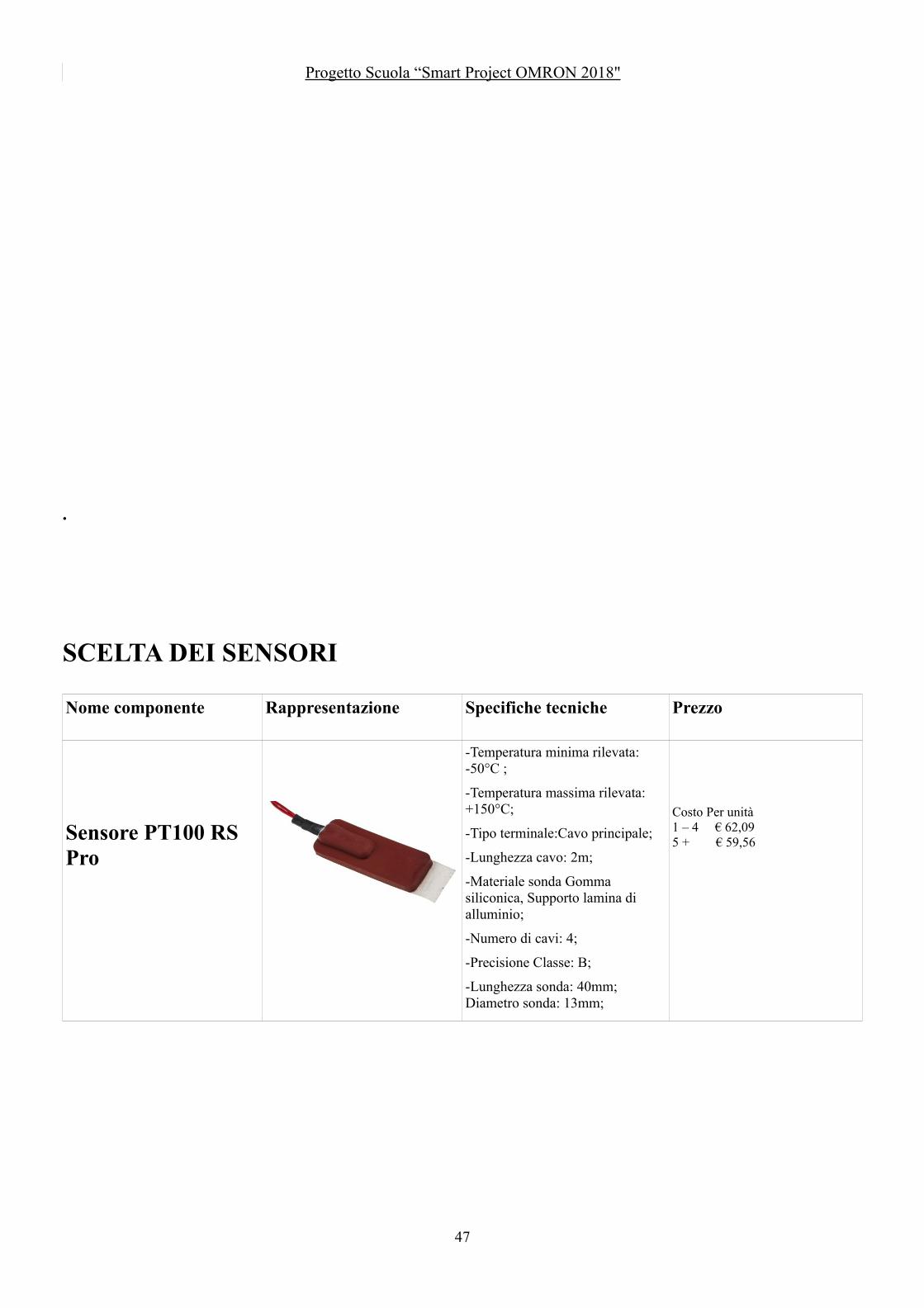
Sensore PT100 RS Pro
-Temperatura minima rilevata: -50°C ;
-Temperatura massima rilevata: +150°C;
-Tipo terminale:Cavo principale;
-Lunghezza cavo: 2m;
-Materiale sonda Gomma siliconica, Supporto lamina di alluminio;
-Numero di cavi: 4;
-Precisione Classe: B;
-Lunghezza sonda: 40mm; Diametro sonda: 13mm;
Costo Per unità1 – 4 € 62,095 + € 59,56
47
Progetto Scuola “Smart Project OMRON 2018"
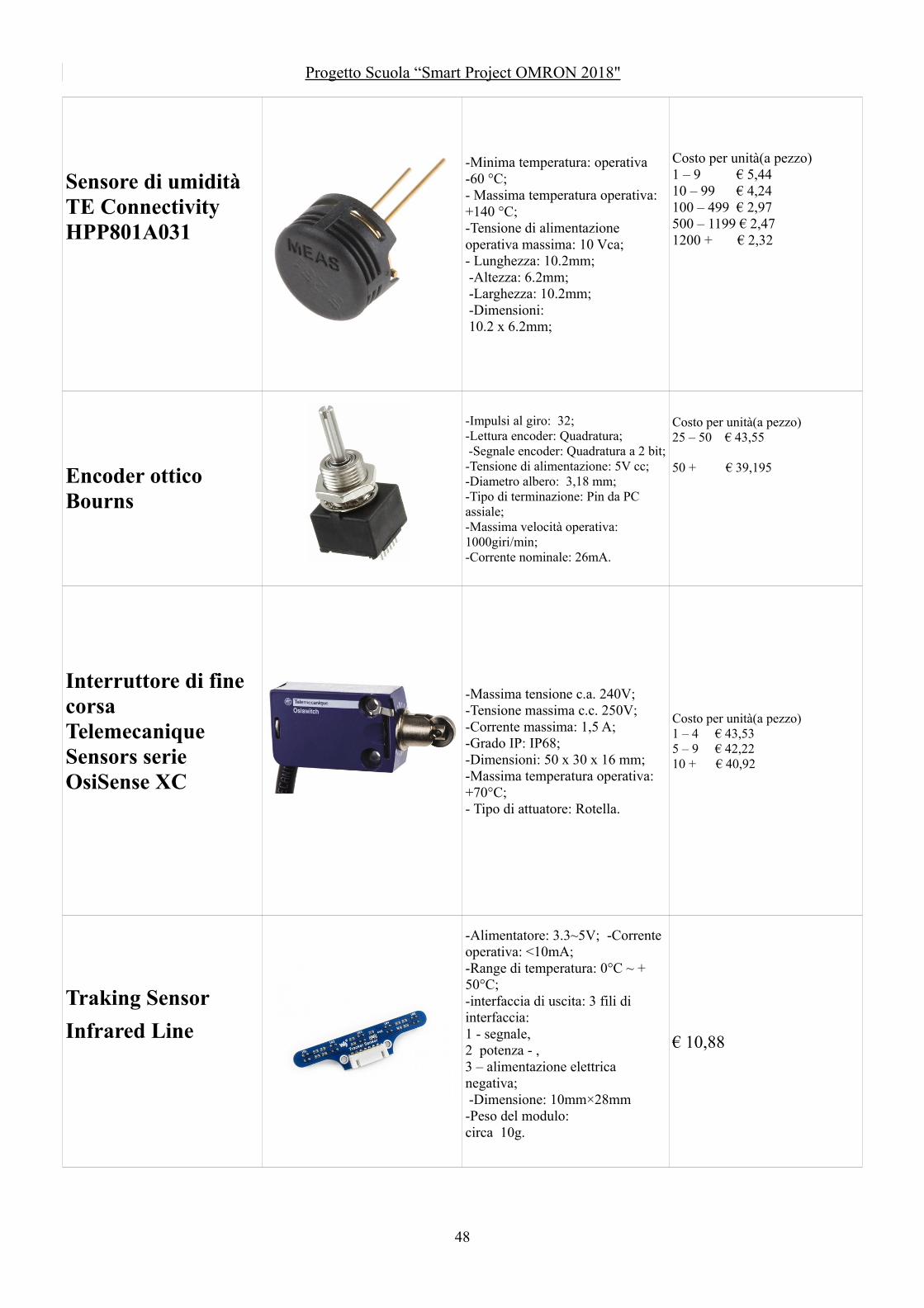
Sensore di umidità TE Connectivity HPP801A031
-Minima temperatura: operativa -60 °C;- Massima temperatura operativa: +140 °C; -Tensione di alimentazione operativa massima: 10 Vca;- Lunghezza: 10.2mm; -Altezza: 6.2mm; -Larghezza: 10.2mm; -Dimensioni: 10.2 x 6.2mm;
Costo per unità(a pezzo)1 – 9 € 5,4410 – 99 € 4,24100 – 499 € 2,97500 – 1199 € 2,471200 + € 2,32
Encoder ottico Bourns
-Impulsi al giro: 32;-Lettura encoder: Quadratura; -Segnale encoder: Quadratura a 2 bit;-Tensione di alimentazione: 5V cc; -Diametro albero: 3,18 mm;-Tipo di terminazione: Pin da PC assiale;-Massima velocità operativa: 1000giri/min; -Corrente nominale: 26mA.
Costo per unità(a pezzo)25 – 50 € 43,55
50 + € 39,195
Interruttore di fine corsa Telemecanique Sensors serie OsiSense XC
-Massima tensione c.a. 240V;-Tensione massima c.c. 250V; -Corrente massima: 1,5 A;-Grado IP: IP68;-Dimensioni: 50 x 30 x 16 mm;-Massima temperatura operativa: +70°C;- Tipo di attuatore: Rotella.
Costo per unità(a pezzo)1 – 4 € 43,535 – 9 € 42,2210 + € 40,92
Traking Sensor
Infrared Line
-Alimentatore: 3.3~5V; -Corrente operativa: <10mA;-Range di temperatura: 0°C ~ + 50°C; -interfaccia di uscita: 3 fili di interfaccia:1 - segnale, 2 potenza - , 3 – alimentazione elettrica negativa; -Dimensione: 10mm×28mm-Peso del modulo:circa 10g.
€ 10,88
48
Progetto Scuola “Smart Project OMRON 2018"
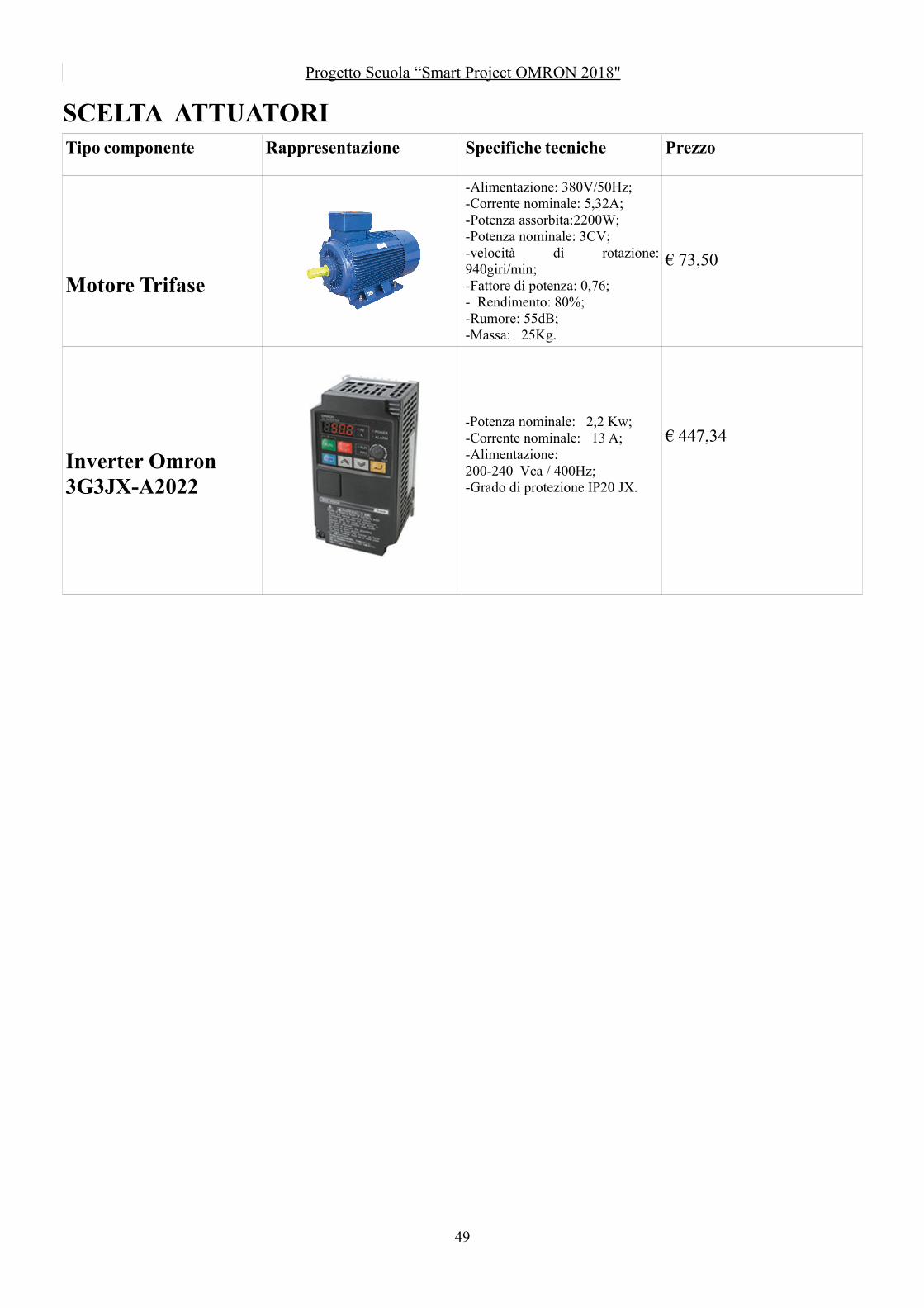
SCELTA ATTUATORITipo componente Rappresentazione Specifiche tecniche Prezzo
Motore Trifase
-Alimentazione: 380V/50Hz;-Corrente nominale: 5,32A;-Potenza assorbita:2200W;-Potenza nominale: 3CV;-velocità di rotazione:940giri/min;-Fattore di potenza: 0,76;- Rendimento: 80%;-Rumore: 55dB;-Massa: 25Kg.
€ 73,50
Inverter Omron 3G3JX-A2022
-Potenza nominale: 2,2 Kw;-Corrente nominale: 13 A;-Alimentazione: 200-240 Vca / 400Hz;-Grado di protezione IP20 JX.
€ 447,34
49
Progetto Scuola “Smart Project OMRON 2018"
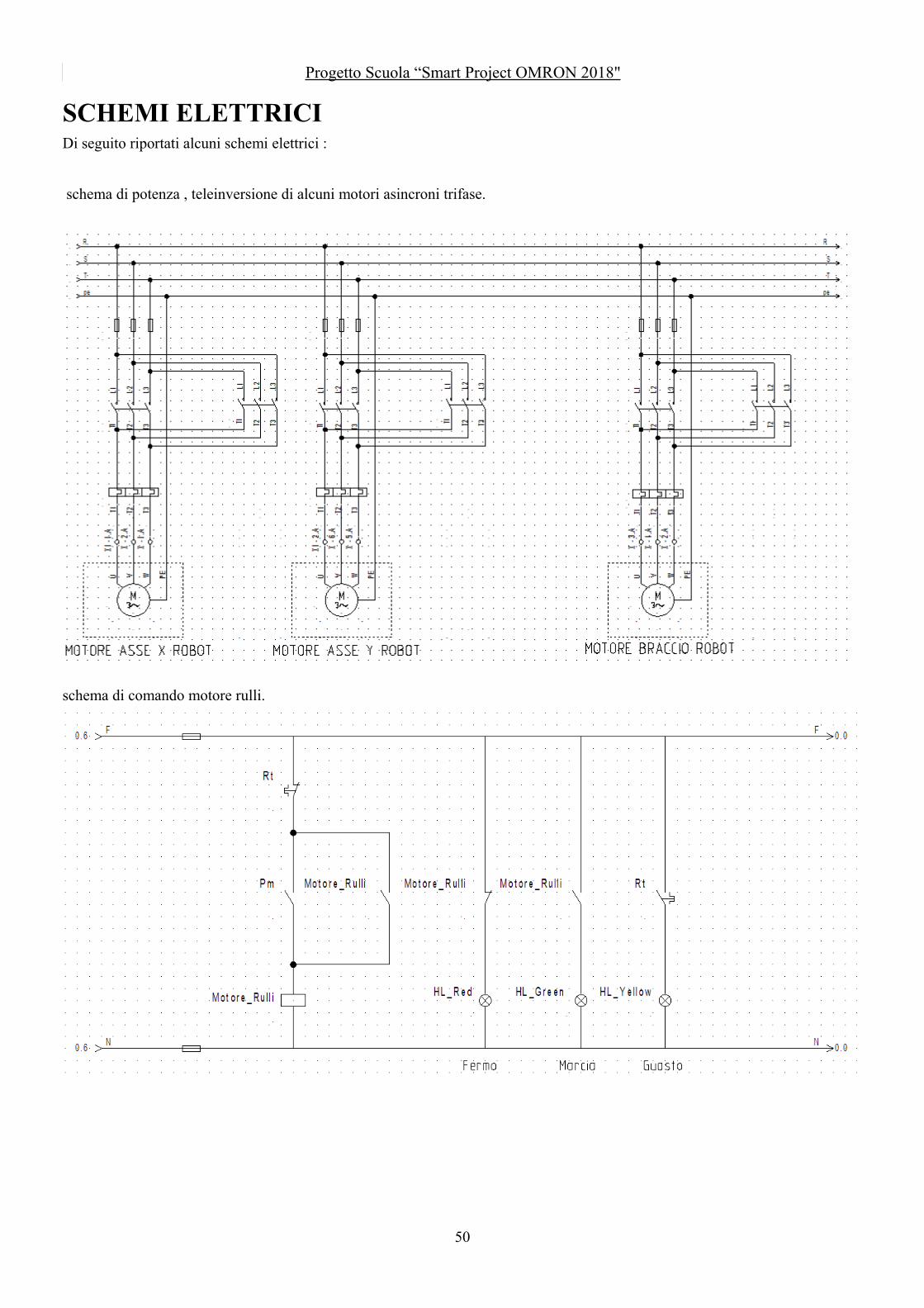
SCHEMI ELETTRICI Di seguito riportati alcuni schemi elettrici :
schema di potenza , teleinversione di alcuni motori asincroni trifase.
schema di comando motore rulli.
50
Progetto Scuola “Smart Project OMRON 2018"
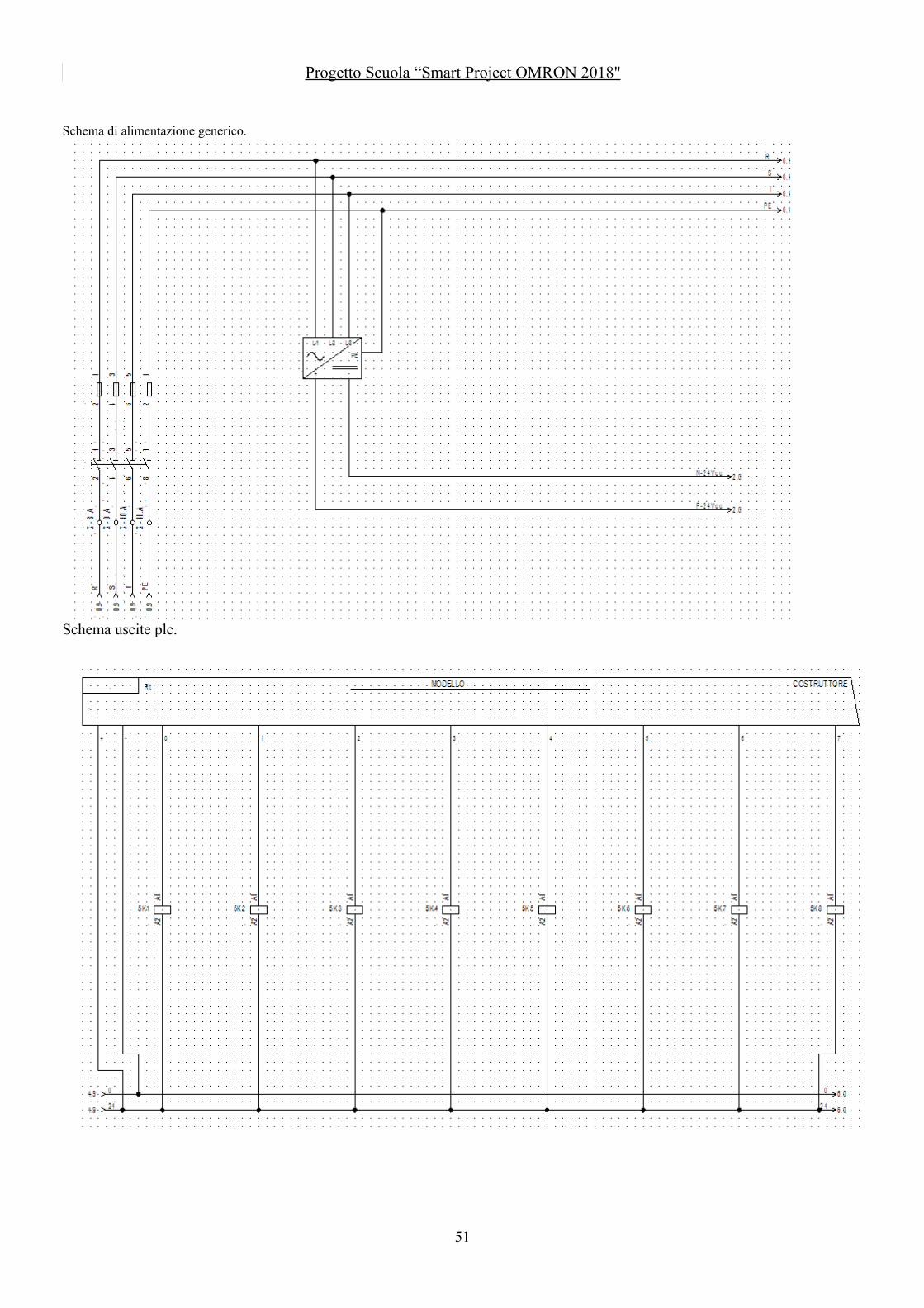
Schema di alimentazione generico.
Schema uscite plc.
51
Progetto Scuola “Smart Project OMRON 2018"
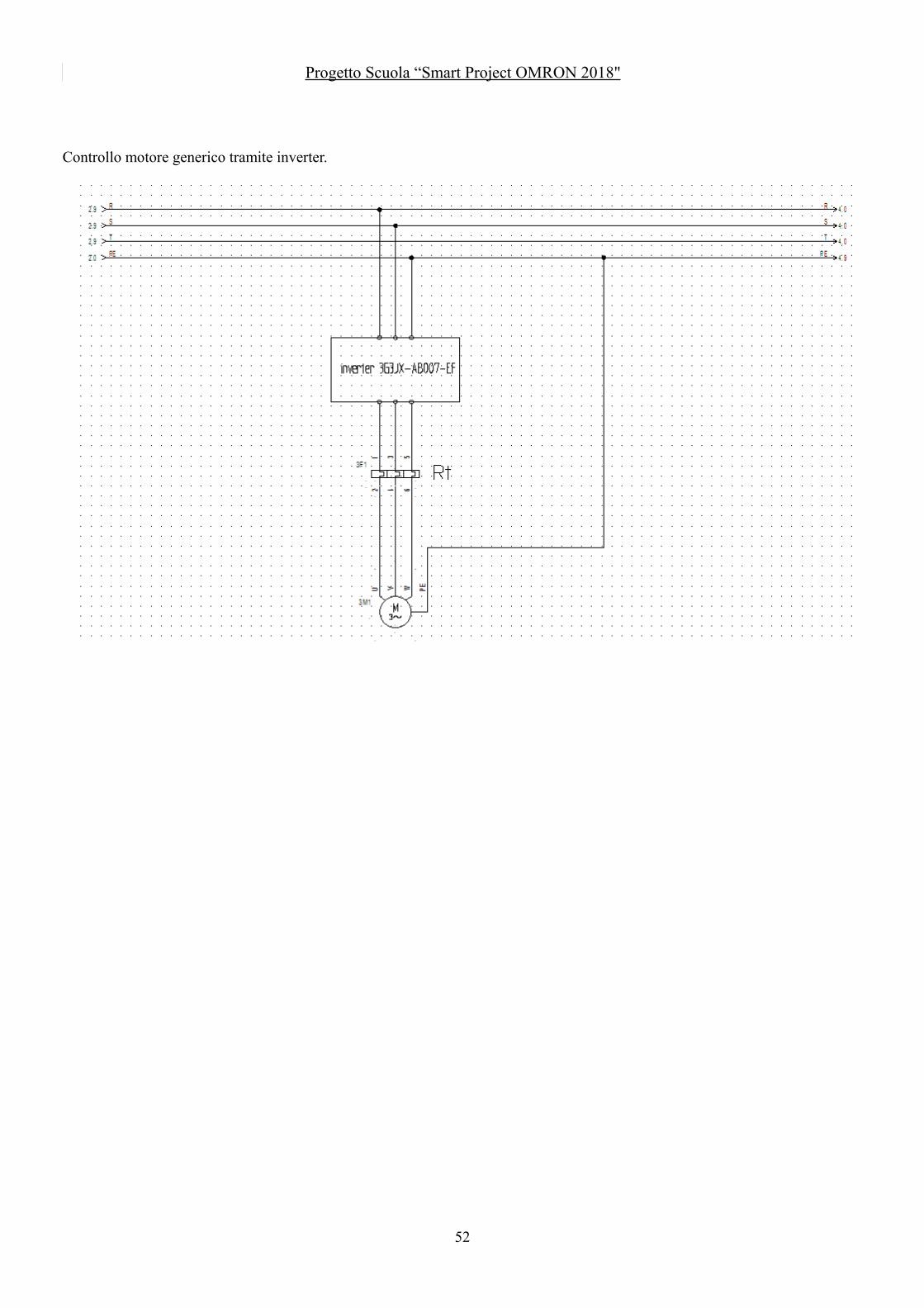
Controllo motore generico tramite inverter.
52
Progetto Scuola “Smart Project OMRON 2018"
SALUTI DA PARTE DELLA CLASSE
La classe 4°AA ringrazia per l'attenzione concessa,il lavoro ci ha divertito molto e durante tutta la durata del corso abbiamo avutola possibilità di imparare moltissime cose a livello multidisciplinare.
Vi auguriamo un buon lavoro e speriamo che il nostro progetto vi sia piaciuto.
53