Embed Size (px)
Citation preview
IV. Fase de Análisis
Curso de Yellow Belts
Dr. Primitivo Reyes Aguilar / agosto 2012/ www.icicm.com [email protected] 04455 52 17 49 12
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
ContenidoIV. FASE DE ANÁLISIS..........................................................................................................3
1. Introducción...................................................................................................................3
2. Los 7 desperdicios..........................................................................................................9
Sobreproducción............................................................................................................9
Inventarios innecesarios.................................................................................................9
Reparaciones / Rechazos..............................................................................................10
Movimientos innecesarios............................................................................................10
Proceso adicional o Reproceso.....................................................................................10
Transportes innecesarios..............................................................................................10
Esperas innecesarias.....................................................................................................10
Otros desperdicios........................................................................................................11
3. Modelo lineal simple...................................................................................................11
4. Regresión lineal múltiple.............................................................................................14
Valor p (p – value)........................................................................................................15
5. Pruebas de hipótesis....................................................................................................16
1. Conceptos básicos....................................................................................................16
Hipótesis nula............................................................................................................16
Estadístico de prueba................................................................................................16
Tipos de errores........................................................................................................ 16
2. Pruebas de una y dos colas.......................................................................................17
Prueba de una cola....................................................................................................17
Prueba de dos colas...................................................................................................18
Prueba de hipótesis para la media (sigma conocida)................................................18
Prueba de hipótesis para la media (sigma desconocida, muestras pequeñas)..........20
Pruebas de hipótesis de dos medias – varianzas iguales...........................................21
6. Análisis de varianza......................................................................................................22
ANOVA – una vía...........................................................................................................22
7. Otras herramientas......................................................................................................25
Análisis de causa raíz....................................................................................................25
Los cinco porqués.........................................................................................................26
5Ws – 1H (o 2H)............................................................................................................26
Análisis del modo y efecto de falla (AMEF)...................................................................27
Página 2 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
IV. FASE DE ANÁLISIS
1. Introducción
En esta fase se efectuará el análisis de los datos obtenidos en la etapa de Medición, con el propósito de conocer las relaciones causales tanto causas potenciales como comprobación de causas raíz. La información de este análisis proporcionará evidencias de las fuentes de variación y desempeño insatisfactorio, el cual es de gran utilidad para la mejora del proceso.
Los objetivos de esta fase son:
Aprender el uso de las herramientas de la fase de análisis. Establecer causas potenciales, identificar las más probables y comprobar las causas
reales o raíz. Identificar cuáles son las fuentes de variación que se presentan en los procesos. Aplicar herramientas estadísticas para comprobar la significancia de los efectos de
las causas reales y la correlación entre variables.
Las herramientas que se incluyen en esta fase son (Tabla 4.1):
No. Herramienta ¿Para qué es utilizada?
1 Los 7 desperdicios (Muda)Identificar las diferentes formas de desperdicio para minimizarlos
2 Diagrama de Ishikawa / Diagrama de causa efecto / Diagrama de espina de pescado
Diagrama con seis ramas correspondientes a causas potenciales por: métodos, materiales, personal, mediciones, máquinas y ambiente. Se forma a través de una lluvia de ideas de causas potenciales. El equipo identifica las causas potenciales más probables para su comprobación real.
Página 3 de 29
MedirMedir AnalizarAnalizar MejorarMejorar ControlarControlarDefinirDefinir
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
3 Diagrama de Interrelaciones
Diagrama de causas, efectos y sus interrelaciones de formato libre formado con lluvia de ideas de causas potenciales que tienen efectos que a su vez son causas de otros efectos y así sucesivamente. En cada causa o efecto se anotan las flechas que salen y las que llegan.Las causas más probables son de las que salen más flechas y los problemas potenciales son a los que llegan más flechas.
4 Diagrama 5W-1H
Programa de trabajo para la comprobación de las causas más probables, resultado de los diagramas de causa efecto y de interrelaciones. Especifica Qué comprobar, por qué, dónde, cómo, quién y cuándo.
5-6Análisis de Regresión y Correlación – simple y múltiple
Sirve para predecir el valor de una variable a partir de una o más variables. Es usada para conocer las relaciones que existen entre las variables dependientes e independientes.
7 Valor pSirve para interpretar la significancia de variables y factores en diversos métodos estadísticos
Página 4 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
8 Pruebas de hipótesis
Pruebas estadísticas para probar afirmaciones y teorías sobre causas potenciales y para verificar las mejoras:
Conceptos básicos- Estimación puntual y por intervalo
Media Proporción Varianza
- Pruebas de hipótesis Una media Dos medias Medias pareadas Una proporción Una varianza Tabla de contingencia Igualdad de varianzas
9 ANOVA de una vía
Para probar la significancia del efecto de diversos niveles o tratamientos de un factor. Sirve para analizar la variación entre muestras y al interior de las mismas con sus varianzas
10 ANOVA de dos víasPara probar la significancia del efecto de los tratamientos de un factor con una variable de bloqueo para reducir el error experimental.
11 Análisis de causas raízPermite identificar la causa raíz para tomar la acción correctiva necesaria
12 5 PorquésPermite identificar la causa raíz a través de una serie de preguntas sucesivas porqué
13 3 x 5W – 1H
Permite identificar la causa raíz a través de una serie de preguntas combinadas para colectar la mayor parte de la información sobre el problema
14 AMEF (FMEA)
Identificar las maneras en las cuales un proceso puede fallar para alcanzar los requerimientos críticos del cliente. Estimar el riesgo de causas específicas en relación con estas fallas, para tomar acciones preventivas.
Página 5 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Medioambiente Métodos Personal
¿Quéproducebajas ventasdeTortillinasTía Rosa?
Climahúmedo
Calidad delproducto
Tipo deexhibidor
Falta demotivación Ausentismo
Rotación depersonal
Maquinaría Materiales
Clientes conventas bajas
Malositinerarios
Descomposturadel camiónrepartidor
Distancia dela agencia alchangarro
Medición
Seguimientosemanal
Conocimientode losmínimos porruta
Frecuenciade visitas
Elaboraciónde pedidos
Posición deexhibidores
Falta desupervición
Figura 4.1 Diagrama de Ishikawa
Página 6 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Figura 4.2 Diagramas de interrelaciones
Identificar las fuentes de variación.-Cuando un proceso se encuentra fuera de las especificaciones permitidas, se tiene evidencia de que existe variación. Una vez determinadas las causas de variación, nos enfocaremos en los “pocos vitales X” que están afectando la variable de respuesta “y”.
Posibles Fuentes de la Variación del Proceso
La “Repetibilidad” y “reproducibilidad” (R&R), son los errores más relevantes en la medición.
Variación del proceso, real Variación de la medición
Variación del proceso, observado (Zlp/Zlt y/ó DPMO)
Reproducibilidad
Repetibilidad
Variación dentro de la muestra
Estabilidad Linealidad Sesgo
Variación originada
por el calibrador
Calibración
Página 7 de 29
DancerTaco generador
del motorPoleas guías
Presión deldancer
Mal guiadoSensor de velocidad
de líneaSensor
circunferencial
Bandas detransmisión
Empaques de arrastre
Presión de aire de trabajo
Drive principal
Voltaje del motor
Ejes principales
Poleas de transmisión
¿Que nos puede provocar Variación de Velocidad
Durante el ciclo de cambio en la sección del Embobinadores?
Causas a validar
13/02/40/41/2
5/11/4
1/4
2/1
1/10/3
5/2
4/11/5
1/5Entradas CausaSalidas Efecto

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Figura 4.3 Posibles fuentes de variación del proceso.
Salidas de la Fase de Análisiso Causas raíz validadas
Figura 4.4 El proceso de análisis recomendado
¿qué? ¿por qué? ¿cómo? ¿cuándo? ¿dónde? ¿quién?
1 Tacogenerador de motor embobinador
1.1 Por variación de voltaje durante el ciclo de cambio
1.1.1 Tomar dimensiones de ensamble entre coples.1.1.2 Verificar estado actual y especificaciones de escobillas.1.1.3 tomar valores de voltaje de salida durante el ciclo de cambio.
Abril ’04 1804 Embob.
J . R.
2 Sensor circular y de velocidad de linea.
2.1 Por que nos genera una varión en la señal de referencia hacia el control de velocidad del motor embobinador
2.1.1 Tomar dimensiones de la distancia entre poleas y sensores.2.1.2 Tomar valores de voltaje de salida de los sensores.2.1.3 Verificar estado de rodamientos de poleas.
Abril ’04 1804Embob.
U. P.
3 Ejes principales de transmisión.
3.1 Por vibración excesiva durante el ciclo de cambio
3.1.1 Tomar lecturas de vibración en alojamientos de rodamientos3.1.2 Comparar valores de vibraciones con lecturas anteriores.3.1.3 Analizar valor lecturas de vibración tomadas.
Abril’04 1804 Embob.
F. F.
4 Poleas de transmisión de ejes embobinadores.
4.1 Puede generar vibración excesiva durante el ciclo de cambio.
4.1.1 Verificar alineación, entre poleas de ejes principales y polea de transmisión del motor.4.1.2 Tomar dimensiones de poleas(dientes de transmisión).4.1.3 Tomar dimensiones de bandas (dientes de transmisión)4.1.4 Verificar valor de tensión de bandas.
Abril’04 1804 Embob.
J . R.U. P.
Página 8 de 29
Diagrama deIshikawa
Diagrama derelaciones
Diagramade Árbol
Análisis del Modo y Efecto deFalla (AMEF)
QFD
DiagramaCausa Efecto
CTQs = YsOperatividad
X's vitales
Diagramade Flujo
delproceso
Pruebasde
hipótesis
Causas raízvalidadas
¿CausaRaíz?
DefiniciónY=X1 + X2+. .Xn
X'sCausas
potenciales
Medición Y,X1, X2, Xn
FASE DE ANÁLISIS
SiNo

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Tabla 4.2 Programa 5W – 1H para comprobación de causas raíz o reales
Causa Raíz
ResultadosCausas# de Causa
SI ES CAUSA RAIZ
SI ES CAUSA RAIZ
NO ES CAUSA RAIZ
NO ES CAUSA RAIZ
SI ES CAUSA RAIZ
SI ES CAUSA RAIZ
NO ES CAUSA RAIZ
Ensamble de ojillos, bloques y contrapesos no adecuados en aspas.Amortiguadores dañados.Desgaste de bujes en los carretes.Fabricación y reemplazo deejes y poleas no adecuados en ensamble de aspas.Desalineamiento de poleas y bandas de transmisión de aspas.Método de Balanceo no adecuado.Desalineación de pinolas en cuna.
1
23
4
5
67
Resumen de la validación de las causas
X
X
X
X
Tabla 4.3 Resumen de las causas raíz encontradas
2. Los 7 desperdicios
Las actividades que no agregan valor se clasifican como Muda: Las actividades por las que paga el cliente se considera que agregan valor. Imai proporciona 7 categorías comunes en la industria:
Sobreproducción Inventarios innecesarios Reparaciones / Rechazos Movimientos innecesarios Proceso adicional o reproceso Transportes innecesarios Esperas innecesarias
SobreproducciónSe refiere a producir de más en un momento dado, se caracteriza por:
Producir más de lo que necesita el siguiente proceso o cliente
Página 9 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Producir antes de lo que necesita el siguiente proceso o cliente Producir más rápido de lo que necesita el siguiente proceso o cliente
Inventarios innecesarios Son formas de inventario que no agrega valor o Muda: las partes, WIP, inventarios de materia prima, materiales indirectos y productos terminados, estos:
Requieren espacio en la planta Requieren transporte Requieren montacargas Requieren transportadores Requieren personal adicional para su manejo Requieren el pago de un interés financiero por el costo de los materiales
Además el inventario almacenado en varias etapas puede ser afectado de estas formas: Se empolva, se deteriora, se hace obsoleto Se humedece, se daña en el manejo
Reparaciones / RechazosLa reparación o retrabajo de partes defectivas son una segunda oportunidad de producir partes buenas, las partes que ya no se pueden recuperar se convierten en desperdicio de recursos. Si hay defectos en una línea continua elimina el flujo continuo. Se utilizan operadores y personal de apoyo para corregir problemas, excediendo el takt time. También intervienen los proveedores en los retrabajos generando muda.
Movimientos innecesariosEl uso eficiente del cuerpo humano es crítico para el bienestar del operador, los movimientos extra innecesarios causan desperdicio de energías. Los operadores no deben caminar demasiado, cargar pesado, doblarse periódicamente, tener cosas lejos, repetir movimientos, etc. Se deben desarrollar nuevas herramientas para hacer el trabajo más fácil, incluyendo el rediseño del layout con un enfoque ergonómico. Cada estación debe ser analizada de acuerdo a los requisitos de ergonomía y movimientos.
Proceso adicional o ReprocesoConsiste de pasos adicionales o actividades en el proceso de manufactura, puede describirse como:
Remover rebabas del proceso de manufactura Retrabajar piezas causadas por dados dañados
Página 10 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Agregar un proceso extra de manejo por falta de espacios Realizar un paso de inspección (no agregan valor) Repetir cambios al producto que sean innecesarios Mantener copias adicionales de información
Transportes innecesariosTodas las formas de transporte son Muda (excepto el llevarle el producto al cliente), ya que implica el uso de montacargas, transportadores, movedores de pallets y camiones. La causa puede ser una distribución de planta inadecuada, celdas mal diseñadas, uso de proceso en lotes, tiempos de proceso largos, áreas grandes de almacenamiento, o problemas de programación. El transporte en general se debe minimizar.
Esperas innecesariasEl muda de espera ocurre cuando un operador está listo para la siguiente operación, pero debe permanecer ocioso en espera, ya sea por falla en máquinas, falta de partes, actividades de seguimiento descuidadas o paros de línea. Un técnico de mantenimiento es espera de una refacción es parte de muda.El muda de espera se caracteriza por:
Operadores ociosos Fallas de maquinaria Tiempos de preparación y ajuste muy largos Programación de tareas no balanceado Flujo de materiales en lotes Reuniones largas e innecesarias
Otros desperdiciosAdemás de los siete desperdicios clásicos listados previamente, otras fuentes son;
Recursos mal utilizados Recursos subutilizados Conteos Búsqueda de herramientas o partes Sistemas múltiples Manejo excesivo de los productos Aprobaciones innecesarias Fallas mayores de máquinas Muda causado por enviar productos malos a los clientes Muda causado por proporcionar un mal servicio a los clientes
Página 11 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
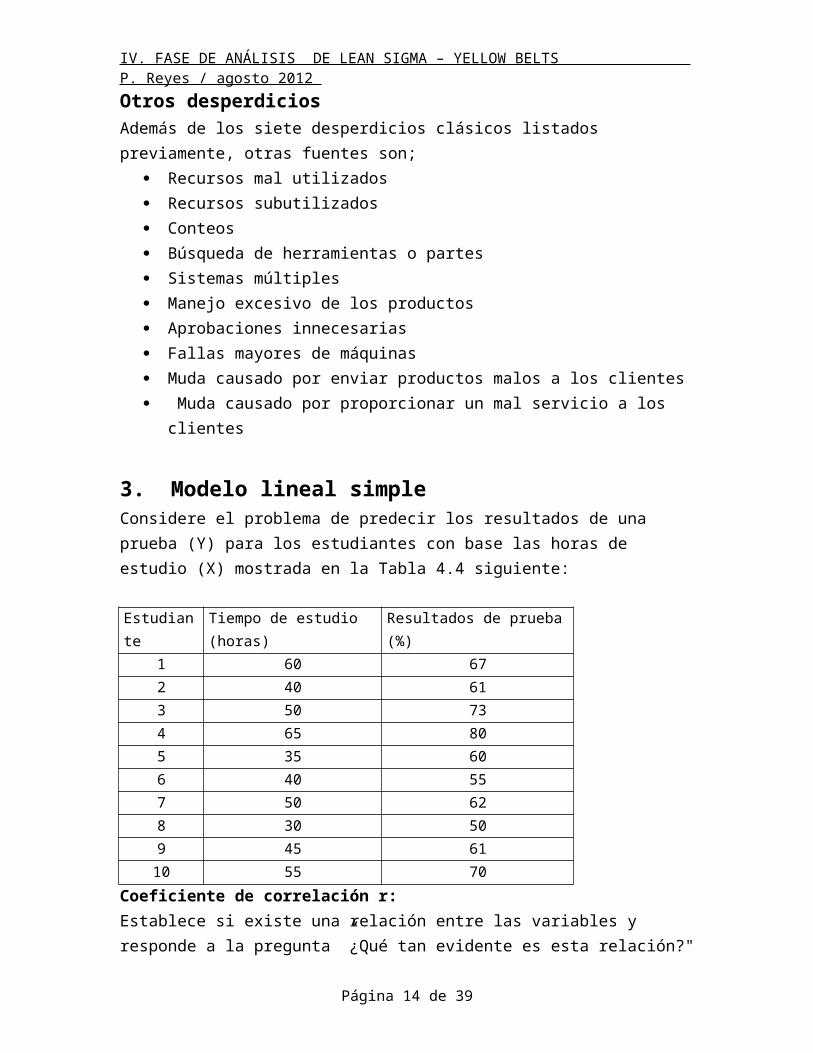
3. Modelo lineal simpleConsidere el problema de predecir los resultados de una prueba (Y) para los estudiantes con base las horas de estudio (X) mostrada en la Tabla 4.4 siguiente:
Estudiante Tiempo de estudio (horas) Resultados de prueba (%)1 60 672 40 613 50 734 65 805 35 606 40 557 50 628 30 509 45 61
10 55 70Coeficiente de correlación r:Establece si existe una relación entre las variables y responde a la pregunta ”¿Qué tan evidente es esta relación?"
Correlación PositivaEvidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Correlación NegativaEvidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónPositiva
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónNegativa
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Sin Correlación
10
15
20
25
5 10 15 20 25
X
Y
0
5
0
R=1
R=>-1
R=-1
R=0
R=>1Fig. 4.5 Correlación entre las variables X y Y
En relación al coeficiente de correlación r se tiene: r se encuentra entre -1 y 1 Con r positiva la recta va hacia arriba a la derecha. Con r negativo va hacia abajo
Página 12 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Con r = 0 no hay correlación lineal, los puntos están muy dispersos de la recta, puede haber un patrón curvilíneo
Cuando r = 1 o -1, todos los puntos está, sobre la recta.
Tabla 4.5 Reglas empíricas de correlación
Página 13 de 29
Coeficiente de
correlación0.8 < r <
1.00.3 < r <
0.8-0.3 < r <
0.3-0.8 < r < -
0.3-1.0 < r < -
0.8
RelaciónFuerte, positivaDébil, positiva
No existeDébil, negativa
Fuerte, negativa
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
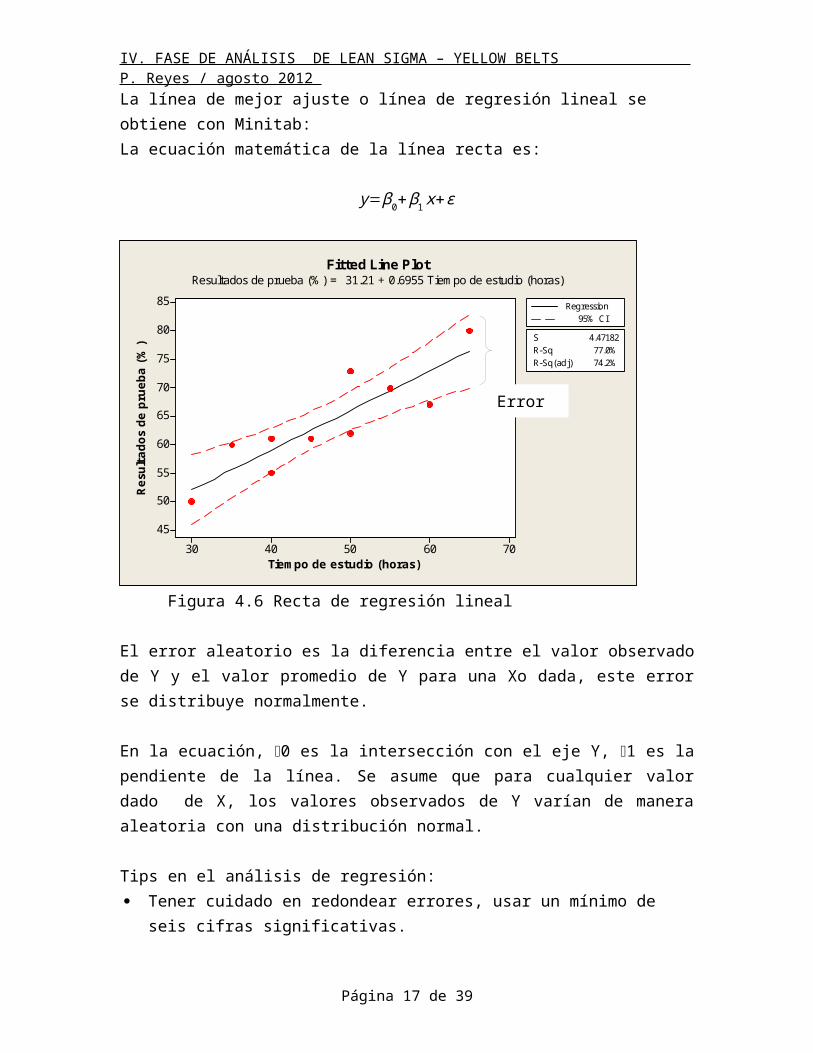
La línea de mejor ajuste o línea de regresión lineal se obtiene con Minitab:La ecuación matemática de la línea recta es:
y=β0+β1 x+ϵ
7060504030
85
80
75
70
65
60
55
50
45
Tiempo de estudio (horas)
Resu
ltado
s de
pru
eba
(%) S 4.47182
R-Sq 77.0%R-Sq(adj) 74.2%
Regression95% CI
Fitted Line PlotResultados de prueba (%) = 31.21 + 0.6955 Tiempo de estudio (horas)
Figura 4.6 Recta de regresión lineal
El error aleatorio es la diferencia entre el valor observado de Y y el valor promedio de Y para una Xo dada, este error se distribuye normalmente.
En la ecuación, 0 es la intersección con el eje Y, 1 es la pendiente de la línea. Se asume que para cualquier valor dado de X, los valores observados de Y varían de manera aleatoria con una distribución normal.
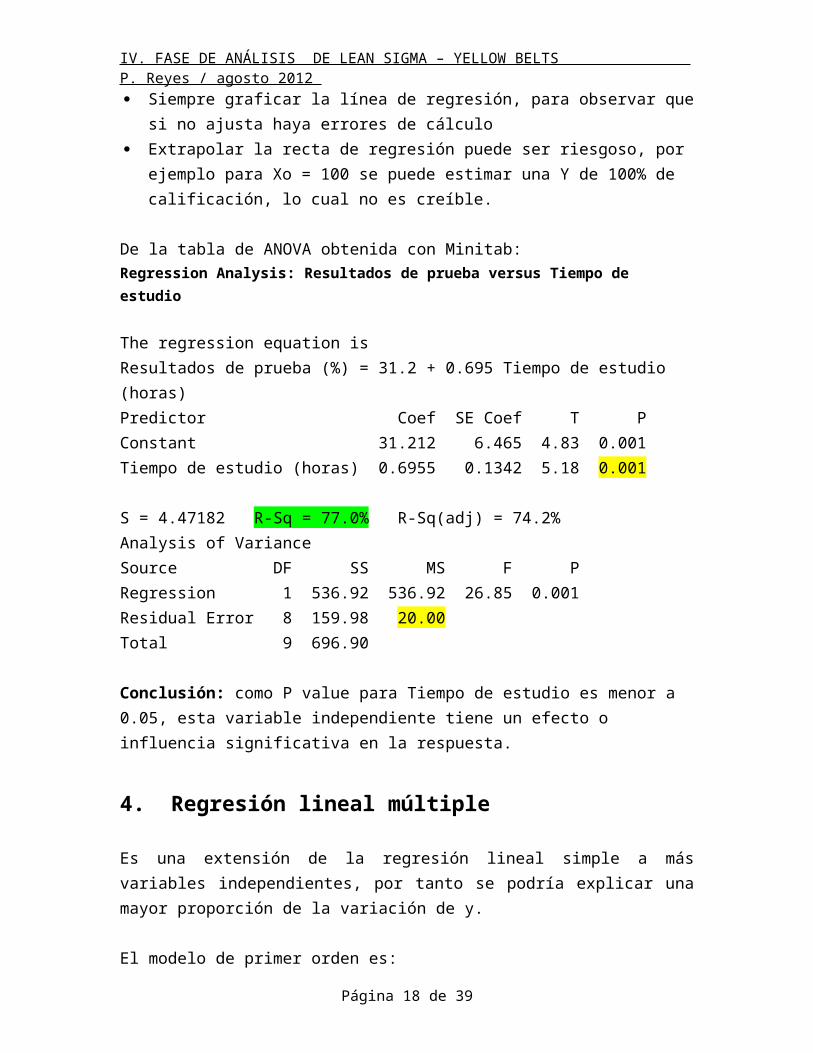
Tips en el análisis de regresión: Tener cuidado en redondear errores, usar un mínimo de seis cifras significativas. Siempre graficar la línea de regresión, para observar que si no ajusta haya errores
de cálculo Extrapolar la recta de regresión puede ser riesgoso, por ejemplo para Xo = 100 se
puede estimar una Y de 100% de calificación, lo cual no es creíble.
De la tabla de ANOVA obtenida con Minitab:Regression Analysis: Resultados de prueba versus Tiempo de estudio
Página 14 de 29
Error

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
The regression equation isResultados de prueba (%) = 31.2 + 0.695 Tiempo de estudio (horas)Predictor Coef SE Coef T PConstant 31.212 6.465 4.83 0.001Tiempo de estudio (horas) 0.6955 0.1342 5.18 0.001
S = 4.47182 R-Sq = 77.0% R-Sq(adj) = 74.2%Analysis of VarianceSource DF SS MS F PRegression 1 536.92 536.92 26.85 0.001Residual Error 8 159.98 20.00Total 9 696.90
Conclusión: como P value para Tiempo de estudio es menor a 0.05, esta variable independiente tiene un efecto o influencia significativa en la respuesta.
4. Regresión lineal múltiple
Es una extensión de la regresión lineal simple a más variables independientes, por tanto se podría explicar una mayor proporción de la variación de y.
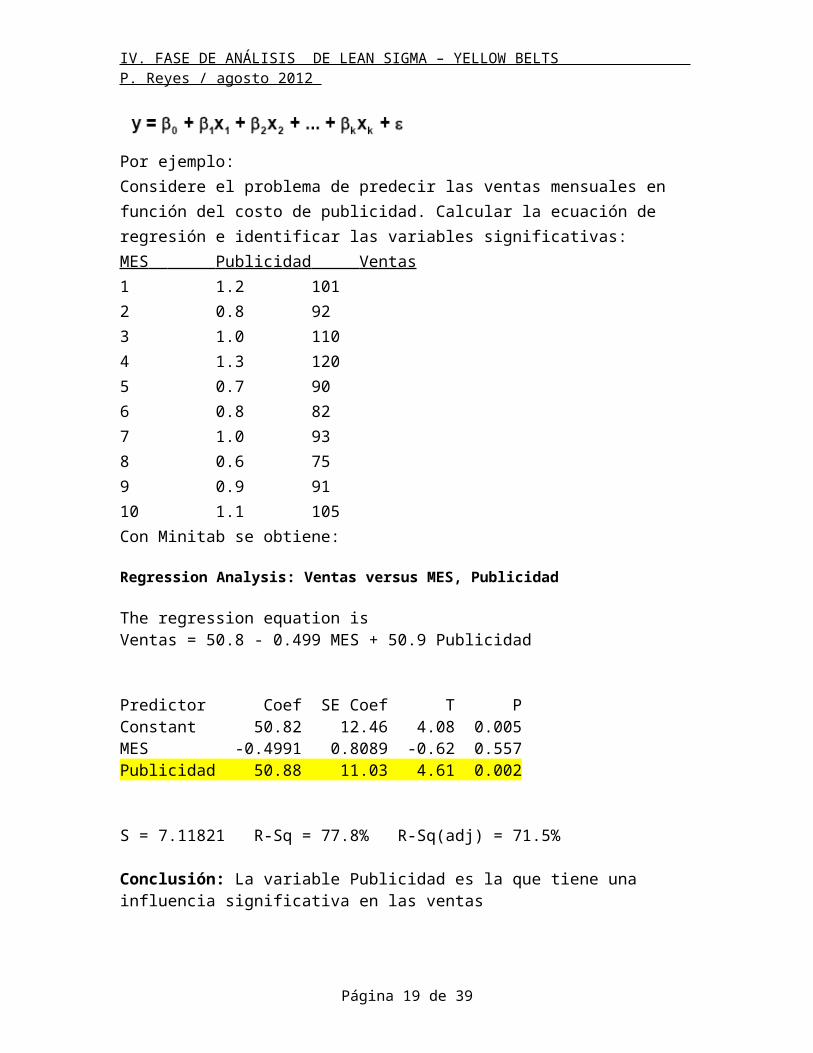
El modelo de primer orden es:
Por ejemplo:Considere el problema de predecir las ventas mensuales en función del costo de publicidad. Calcular la ecuación de regresión e identificar las variables significativas:MES Publicidad Ventas 1 1.2 1012 0.8 923 1.0 1104 1.3 1205 0.7 906 0.8 827 1.0 938 0.6 759 0.9 9110 1.1 105
Página 15 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Con Minitab se obtiene:
Regression Analysis: Ventas versus MES, Publicidad
The regression equation isVentas = 50.8 - 0.499 MES + 50.9 Publicidad
Predictor Coef SE Coef T PConstant 50.82 12.46 4.08 0.005MES -0.4991 0.8089 -0.62 0.557Publicidad 50.88 11.03 4.61 0.002
S = 7.11821 R-Sq = 77.8% R-Sq(adj) = 71.5%
Conclusión: La variable Publicidad es la que tiene una influencia significativa en las ventas
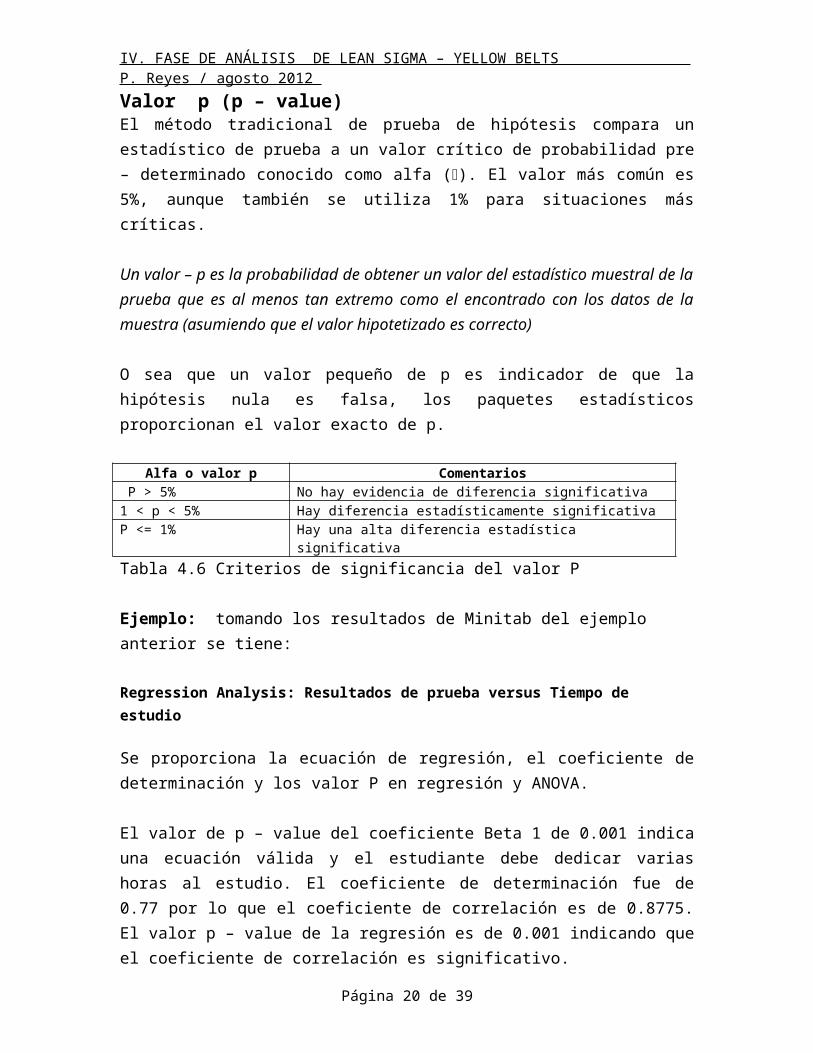
Valor p (p – value)El método tradicional de prueba de hipótesis compara un estadístico de prueba a un valor crítico de probabilidad pre – determinado conocido como alfa (). El valor más común es 5%, aunque también se utiliza 1% para situaciones más críticas.
Un valor – p es la probabilidad de obtener un valor del estadístico muestral de la prueba que es al menos tan extremo como el encontrado con los datos de la muestra (asumiendo que el valor hipotetizado es correcto)
O sea que un valor pequeño de p es indicador de que la hipótesis nula es falsa, los paquetes estadísticos proporcionan el valor exacto de p.
Alfa o valor p Comentarios P > 5% No hay evidencia de diferencia significativa1 < p < 5% Hay diferencia estadísticamente significativaP <= 1% Hay una alta diferencia estadística significativaTabla 4.6 Criterios de significancia del valor P
Ejemplo: tomando los resultados de Minitab del ejemplo anterior se tiene:
Regression Analysis: Resultados de prueba versus Tiempo de estudio
Se proporciona la ecuación de regresión, el coeficiente de determinación y los valor P en regresión y ANOVA.
Página 16 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
El valor de p – value del coeficiente Beta 1 de 0.001 indica una ecuación válida y el estudiante debe dedicar varias horas al estudio. El coeficiente de determinación fue de 0.77 por lo que el coeficiente de correlación es de 0.8775. El valor p – value de la regresión es de 0.001 indicando que el coeficiente de correlación es significativo.
5. Pruebas de hipótesis
1. Conceptos básicos
Se revisan algunos conceptos básicos:
Hipótesis nulaEs la hipótesis que se desea probar, se establece a partir del problema y se indica como Ho. Por ejemplo:
Al investigar si una semilla mejora el rendimiento. Ho: R1 = R2 Se trata de probar si el promedio del proceso A es mayor que el promedio del
proceso B. Ho: A <= B
La hipótesis nula solo puede rechazarse o no rechazarse (no se puede aceptar), cuando se rechaza la Ho, se acepta la hipótesis alterna (su complemento) Ha.
Estadístico de pruebaPara probar la hipótesis nula, se calcula un estadístico de prueba a partir de los datos de la muestra, para que después se compare con un valor crítico apropiado, para tomar una decisión sobre la hipótesis nula.
Tipos de errores Cuando se formulan conclusiones en relación a una población con base en datos de una muestra, se pueden cometer dos tipos de errores:
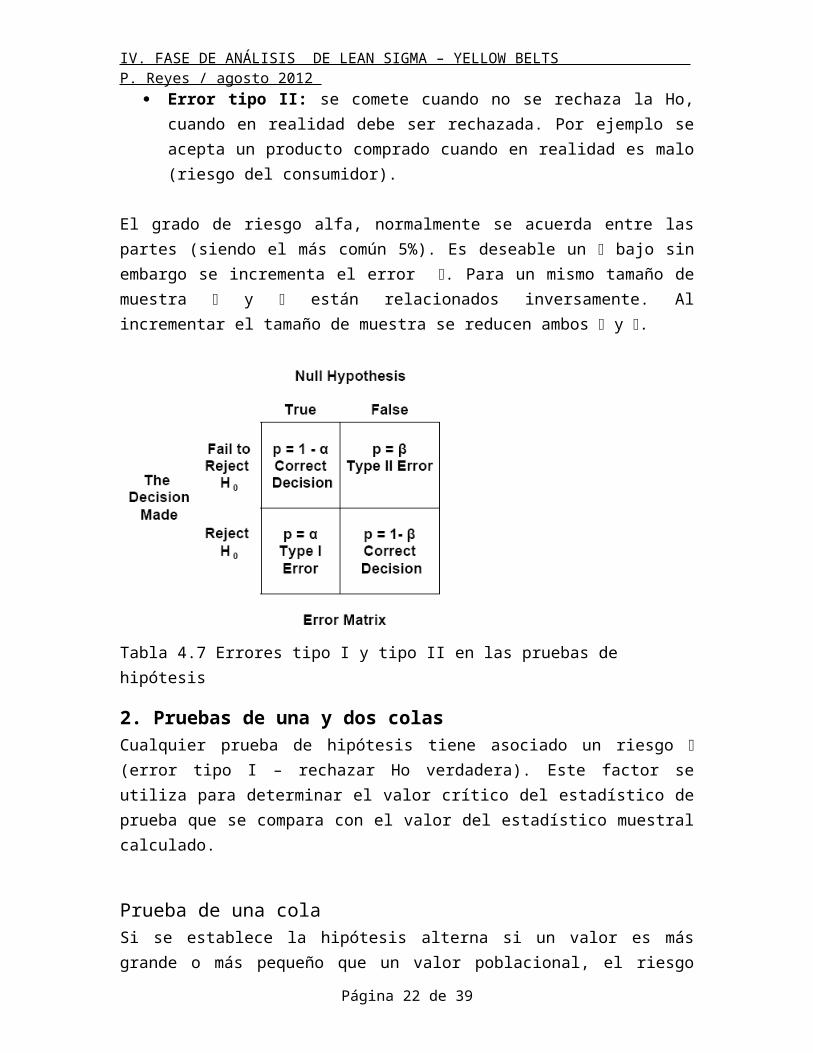
Error tipo I: se comete cuando la Ho es rechazada, siendo en realidad verdadera. Se denomina error Alfa. Por ejemplo, se rechaza un producto comprado cuando en realidad es bueno (riesgo del productor).
Error tipo II: se comete cuando no se rechaza la Ho, cuando en realidad debe ser rechazada. Por ejemplo se acepta un producto comprado cuando en realidad es malo (riesgo del consumidor).
Página 17 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
El grado de riesgo alfa, normalmente se acuerda entre las partes (siendo el más común 5%). Es deseable un bajo sin embargo se incrementa el error . Para un mismo tamaño de muestra y están relacionados inversamente. Al incrementar el tamaño de muestra se reducen ambos y .
Tabla 4.7 Errores tipo I y tipo II en las pruebas de hipótesis
2. Pruebas de una y dos colasCualquier prueba de hipótesis tiene asociado un riesgo (error tipo I – rechazar Ho verdadera). Este factor se utiliza para determinar el valor crítico del estadístico de prueba que se compara con el valor del estadístico muestral calculado.
Prueba de una colaSi se establece la hipótesis alterna si un valor es más grande o más pequeño que un valor poblacional, el riesgo alfa se coloca en un lado de la curva de la distribución. Esto se llama prueba de una cola. Por ejemplo para Ha: Media >35 horas:
En caso de ser Ha: Media < 20%
Página 18 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Figura 4.7 Pruebas de cola derecha (Ha >) y cola izquierda (Ha <)
Determinar si la media verdadera se encuentra dentro de la región crítica o de rechazo Alfa.
Prueba de dos colasSi la hipótesis alterna se establece para probar si ha ocurrido un corrimiento de la población en cualquier dirección, el error se distribuye en los dos extremos de la curva normal. Por ejemplo: Ha: Los niveles de salario de la empresa A difieren de los de la B o Ha: los niveles son y Ho: los niveles son iguales:
Figura 4.8 Pruebas de dos colas (Ha <>)
Prueba de hipótesis para la media (sigma conocida)
La hipótesis nula es Ho y la hipótesis nula es H1, el valor fijo de comparación es 0.
Dependiendo del signo de la hipótesis alterna H1, si es > se trata de una prueba de cola derecha, si es < es una prueba de cola derecha y si es una prueba de dos colas.
Página 19 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Ejemplo: el tiempo promedio que una persona ahorra en un banco es de 5 años con una desviación estándar de 0.12 años. Se verificaron 5 cuentas nuevas resultando en 5.10, 4.90, 4.92. 4.87, 5.09, 4.89, 4.95 y 4.88 ¿Se puede afirmar con un 95% de confianza que las nuevas cuentas se guardan por un periodo más corto que el original?
es una prueba de cola izquierda
Instrucciones de Minitab:Stat > Basic statistics > 1 Sample Z Samples in columns Datos Standard deviation 0.12 Sel. Perform hypothesis test Hypothesized mean 5 Options Confidence level 95% Alternative Less ThanOK
Se obtienen los resultados siguientes:
One-Sample Z: Tiempo prom
Test of mu = 5 vs < 5The assumed standard deviation = 0.12 95% UpperVariable N Mean StDev SE Mean Bound Z PTiempo prom 8 4.9500 0.0929 0.0424 5.0198 -1.18 0.119
Como el P value 0.119 es mayor a 0.05 y no se encuentra en la región de rechazo, no puede rechazarse Ho. -1.645 -1.18 0
Figura 4.9 Prueba de hipótesis para Ho: Media >= 5, no se rechaza Ho.
Página 20 de 29
P value
Alfa = 0.05
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
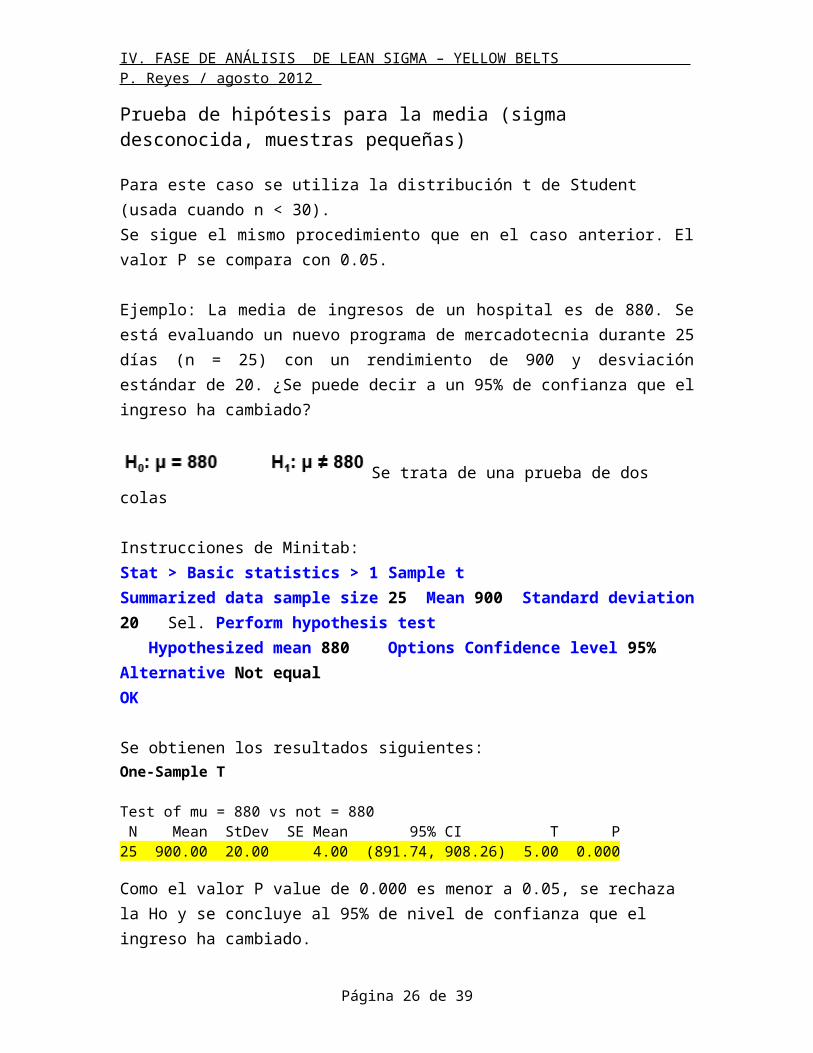
Prueba de hipótesis para la media (sigma desconocida, muestras pequeñas)
Para este caso se utiliza la distribución t de Student (usada cuando n < 30).Se sigue el mismo procedimiento que en el caso anterior. El valor P se compara con 0.05.
Ejemplo: La media de ingresos de un hospital es de 880. Se está evaluando un nuevo programa de mercadotecnia durante 25 días (n = 25) con un rendimiento de 900 y desviación estándar de 20. ¿Se puede decir a un 95% de confianza que el ingreso ha cambiado?
Se trata de una prueba de dos colas
Instrucciones de Minitab:Stat > Basic statistics > 1 Sample t Summarized data sample size 25 Mean 900 Standard deviation 20 Sel. Perform hypothesis test Hypothesized mean 880 Options Confidence level 95% Alternative Not equal OK
Se obtienen los resultados siguientes:One-Sample T
Test of mu = 880 vs not = 880 N Mean StDev SE Mean 95% CI T P25 900.00 20.00 4.00 (891.74, 908.26) 5.00 0.000
Como el valor P value de 0.000 es menor a 0.05, se rechaza la Ho y se concluye al 95% de nivel de confianza que el ingreso ha cambiado.
Figura 4.10 Prueba de hipótesis para Ho: Media = 880, se rechaza Ho. La media cambió
0.025 2.064 0.025 P value = 0.000
Página 21 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Ejercicio 1: Una nueva bujía se prueba para desgaste. Una muestra de seis bujías dieron los resultados siguientes: 58, 49, 44, 50 y 47 milésimas de pulgada de desgaste. El diseño clásico tiene un desgaste promedio de 55, a un 95% de nivel de confianza ¿es mejor el nuevo diseño?
Ejercicio 2: Un experimento muy caro se evalúa para producir diamantes sintéticos por una nueva técnica, se han generado cinco de ellos con pesos: 0.46, 0.61, 0.52, 0.57 y 0.54 quilates. Si el peso promedio se encuentra por encima de los 0.50 quilates el proyecto es rentable, probar esto a un 95% de nivel de confianza ¿cuál es la recomendación?
Pasos de la prueba de hipótesis:
En los ejemplos anteriores, los pasos seguidos fueron:
Paso 1. Establecer las hipótesis Ho y H1 (la Ho siempre lleva el signo =, <=, >=)
Paso 2. Calcular P value con Minitab
Paso 3. Comparar P value con 0.05
Paso 4. Si P value es menor a 0.05, rechazar Ho de otra forma no habrá evidencia suficiente para rechazarla
Pruebas de hipótesis de dos medias – varianzas iguales
Prueba la diferencia entre 2 medias muestrales cuando se conocen las varianzas de las poblaciones y se consideran iguales.
Las hipótesis son las siguientes:
Con Sp = desviación estándar conjunta
Página 22 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Ejemplo: Comparar el peso de productos en dos máquinas
M 1 M 23.125 3.11
3.12 3.0953.135 3.115
3.13 3.123.125 3.125
Instrucciones de Minitab:Stat > Basic statistics > 2 Sample t Samples in different columns First M1 Second M2 Sel. Assume equal variances Options Confidence level 95% Test difference 0.0 Alternative Not equal OK
Los resultados son los siguientes:Two-Sample T-Test and CI: M1, M2 Two-sample T for M1 vs M2 N Mean StDev SE MeanM1 5 3.12700 0.00570 0.0025M2 5 3.1130 0.0115 0.0051
Difference = mu (M1) - mu (M2)Estimate for difference: 0.0140095% CI for difference: (0.00075, 0.02725)T-Test of difference = 0 (vs not =): T-Value = 2.44 P-Value = 0.041 DF = 8Both use Pooled StDev = 0.0091
Conclusión: Como el valor P value de 0.041 es menor a 0.05, se rechaza la Ho y se concluye al 95% de nivel de confianza que las medias de las máquinas son diferentes.
6. Análisis de varianza
ANOVA – una vía
En muchas investigaciones es necesario comparar tres o más medias poblacionales simultáneamente, los supuestos antes de realizar la prueba son:
La varianza es la misma para todos los tratamientos o niveles del factor Las mediciones individuales dentro de cada tratamiento están normalmente
distribuidas El término de error o residuales se considera que tienen un efecto aleatorio
normal e independientemente distribuido.
Página 23 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
http://www.uncp.edu/home/frederick/DSC510/m510ANOVA.htmFigura 4.11 Prueba de hipótesis ANOVA, prueba la igualdad de varias medias a la vez
Con el ANOVA, las variaciones en las mediciones de la respuesta se particionan en componentes que reflejan el efecto de una o más variables independientes.
Ho: Media 1 = Media 2 = …. Media n Ha: Alguna media es diferente de las demás
Ejemplo de datos: se mide la resistencia de la tela de algodón cuando se cambia el porcentaje de algodón contenido en la misma, se trata de probar si el porcentaje de algodón en la tela no tiene efecto en su resistencia. Los datos se muestran a continuación.
Página 24 de 29
Peso porc. Respuestade algodón Resistencia de la tela
15 7 7 15 11 920 12 17 12 18 1825 14 18 18 19 1930 19 25 22 19 2335 7 10 11 15 11

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Ejemplo: Se comparan las salidas de tres máquinas, determinar si hay una diferencia significativa en alguna de ellas.
Instrucciones de Minitab:Stat > ANOVA > One Way (unstacked) Responses (in separate columns) M1 M2 M3 Confidence level 95% OK
Se obtienen los resultados siguientes:
One-way ANOVA: M1, M2, M3
Source DF SS MS F PFactor 2 137.20 68.60 33.19 0.000Error 12 24.80 2.07Total 14 162.00
S = 1.438 R-Sq = 84.69% R-Sq(adj) = 82.14%
Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev ---------+---------+---------+---------+M1 5 6.200 0.837 (-----*----)M2 5 0.600 1.673 (----*-----)M3 5 -0.800 1.643 (-----*----) ---------+---------+---------+---------+ 0.0 2.5 5.0 7.5
Pooled StDev = 1.438
Conclusión: Como el valor P value de 0.000 es menor a 0.05, se rechaza la Ho y se concluye al 95% de nivel de confianza que la media de la máquina M1 es diferente de las demás, como se muestra en las gráficas.
Página 25 de 29
M1 M2 M35, 7, 6, 7, 6 2, 0, 1, -2, 2 1, 0, -2, -3, 0
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
7. Otras herramientas
Análisis de causa raíz
L a solución a un problema puede tomar varios pasos:
Situación Acción inmediata Acción intermedia Acción de causa raízLa presa tiene fuga Taparle Poner un parche Buscar la causa de la
fuga y reconstruir la presa
Partes fuera de especificaciones
Inspección 100% Poner un dispositivo de prueba en la línea
Analizar el proceso y tomar acción para eliminar la producción de partes defectuosas
Para ayudar a localizar el problema verdadero del sistema, se pueden utilizar diversas herramientas como son:
Herramientas subjetivas Herramientas analíticasPreguntar por qué, por qué, por qué,….Tormenta de ideasAnálisis de flujo de procesoPlanear –hacer – verificar – actuarSolución sistemática de problemasTécnica de grupo nominalObservación de operadorDiagramas de causa efectoEjercicios de consensoSeis sombreros de pensamientoUso de equiposFMEA / Árbol de fallas
Colección y análisis de datosAnálisis de ParetoAnálisis de regresiónHojas de verificaciónMatriz de análisis de datosAnálisis de capacidad de procesosPartición de variaciónSubgrupos de datosExperimentos simplesDiseño estadístico de experimentosPruebas analíticas (Chi cuadrada, F, Z, t)Cartas de control
Cuando se proponen acciones correctivas permanentes, la administración debe determinar si:
El análisis de causa raíz ha identificado la extensión completa del problema La acción correctiva es satisfactoria para eliminar o prevenir la recurrencia La acción correctiva es realista y sustentable
Los cinco porqués
El método de los 5 porqués para el análisis de causa raíz se describe como hacer cinco veces la pregunta ¿Por qué?, por ejemplo:
Página 26 de 29
IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Síntoma: Los embarques al cliente no llegan a tiempo:
1. ¿Por qué? Nos atrasamos porque falló la troqueladora2. ¿Por qué? No se le ha dado mantenimiento durante tres meses3. ¿Por qué? Se redujo el personal de mantenimiento de ocho a seis personas4. ¿Por qué? El departamento de mantenimiento excedió su presupuesto por los costos de tiempo extra, el director eliminó el tiempo extra y pidió una reducción del 25%5. La empresa no logró los resultados planeados de modo que el director ordenó evitar todos los gastos innecesarios
Las cinco preguntas no son mandatorias, si no hay necesidad de preguntar más pararle y si hay necesidad hacer más preguntas.
5Ws – 1H (o 2H)Es una técnica ya común, se originó con periodistas que preguntaban para conseguir la historia completa, se trata de preguntar ¿Quién?, ¿Qué?, ¿Cuándo?, ¿Dónde?, ¿Por qué? Y ¿Cómo?. En el área de calidad se aplica en cada rama del diagrama de Ishikawa para llegar a la causa raíz.
El orden de las Ws cambia dependiendo la fuente de referencia. La técnica busca en un problema o síntoma desde varios puntos de vista de modo de incluir tanta información como sea requerida para ayudar a determinar la causa raíz.
Página 27 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Análisis del modo y efecto de falla (AMEF)
Herramienta para anticipar acciones preventivas a problemas potenciales.
El Análisis de del Modo y Efectos de Falla es un grupo sistematizado de actividades para: Reconocer y evaluar fallas potenciales y sus efectos. Identificar acciones que reduzcan o eliminen las probabilidades de falla. Documentar los hallazgos del análisis.
Modo de falla es la forma en que un producto o proceso puede fallar para cumplir con las especificaciones.
Efecto: es el impacto en el cliente, siguiente proceso o mismo proceso cuando el modo de falla no se previene ni se corrige. Se deben buscar efectos locales, en procesos subsecuentes y con el cliente final.
Se llenan los campos del siguiente formato: Proceso o función Modo potencial de falla Efecto potencial de falla Severidad (1 a 10) Causas potenciales o mecanismos de falla Ocurrencia (1 a 10) Controles de diseño o de proceso preventivos y de detección Detección (10 a 1) Determinar el nivel de riesgo RPN = Severidad * Ocurrencia * Detección Atender las severidades 9 y 10 y los niveles de riesgo RPN más altos.
Al final después del análisis:Para todos los CTQs
Listar todas las acciones sugeridas, qué persona es la responsable y fecha de terminación.
Describir la acción adoptada y sus resultados. Recalcularla ocurrencia, detección y número de prioridad de riesgo.
Página 28 de 29

IV. FASE DE ANÁLISIS DE LEAN SIGMA – YELLOW BELTS P. Reyes / agosto 2012
Página 29 de 29
Comp
onen
te __
____
____
____
____
____
Resp
onsa
ble
del D
iseño
____
____
____
AMEF
Núm
ero
____
____
____
____
_En
samb
le __
____
____
____
__Pr
epar
ó __
____
____
____
_Pa
gina
____
___d
e __
____
_Eq
uipo
de
Trab
ajo __
____
____
_FE
CHA
(orig
.) de
FM
EA __
____
(rev.
) ___
___
Artíc
ulo
/Fu
nció
n
Mod
o Po
tenc
ial
de F
alla
Efec
to (s
)Po
tenc
ial
(es)
de fa
lla
S e v .
C l a s e
Caus
a(s)
Pote
ncia
l(es)
/M
ecan
ism
osde
la fa
lla
O c c u r
Cont
role
s de
Dis
eño
Actu
ales
Pr
even
ción
Cont
role
s de
Di
seño
Ac
tual
es
Dete
cció
n
D e t e c
R P N
Acci
ón (e
s)Re
com
enda
da (s
)
Resp
onsa
ble
y fe
cha
obje
tivo
de T
erm
inac
ión
Acci
ones
Tom
adas
S e v
O c c
D e t
R P N
Resu
ltado
s de
Acc
ión
ANAL
ISIS D
EL M
ODO
Y EFE
CTO
DE FA
LLA
AMEF
de Di
seño