Embed Size (px)
Citation preview

JEDINIČNE OPERACIJE
U EKOINŽENJERSTVU
Skripta – 2. dio, Mehaničke operacije
Jedinične operacije u Ekoinženjerstvu , 3. godina, Ekoinženjerstvo
Fakultet kemijskog inženjerstva i tehnologije Sveučilišta u Zagrebu, 2016.
Izv. prof. dr. sc. Gordana Matijašić

Preporučena literatura
1. M. Hraste, Mehaničko procesno inženjerstvo, Hinus, Zagreb 2003.
2. M. Rhodes, Introduction to Particle Technology, John Wiley, London 1998.
3. A. Rushton, A.S. Ward, R.G. Hodlich: Solid –Liquid Filtration and Separation
Technology, VCH Weinheim 1996.
4. K. Satler, H. J. Feindt, Thermal Separation Processes – Principles and Design,
VCH Verlagsgesellschaft mbH, Weinheim; 1995.
5. J. D. Seader, E. J. Henley, Separation Process Principles, John Wiley & Sons,
Inc., 2006.
6. e-kolegij Jedinične operacije u ekoinženjerstvu, MERLIN
7. A. Sander, Jedinične operacije u ekoinženjerstvu (1. dio); Toplinski
separacijski procesi, Interna skripta, FKIT, 2011.

Sadržaj
1. UVOD ................................................................................................. 1
2. KARAKTERISTIKE ČESTICA ................................................................ 2
2.1. Uvod ............................................................................................. 2
2.2. Veličina čestica ............................................................................. 3
2.2.1. Ekvivalentni promjeri ....................................................................... 4
2.2.2. Statistički promjeri .......................................................................... 6
2.3. Oblik čestica ................................................................................. 7
2.4. Raspodjela veličina čestica .......................................................... 10
2.4.1. Prikazivanje raspodjele veličina čestica ........................................... 10
2.4.2. Karakteristični parametri raspodjele ............................................... 13
2.4.3. Opis raspodjele veličina čestica ...................................................... 15 2.4.3.1. Analitičke funkcije raspodjele.................................................. 15 2.4.3.2. Opisivanje raspodjele jednom veličinom .................................. 16
3. PROCESI ODVAJANJA ...................................................................... 19
3.1. Djelotvornost separatora ............................................................. 20
3.1.1. Ukupna djelotvornost separatora ................................................... 21
3.1.2. Frakcijska djelotvornost ................................................................. 22 3.1.2.1. Značajke razdvajanja .............................................................. 23 3.1.2.2. Granica razdvajanja ................................................................ 24 3.1.2.3. Oštrina razdvajanja ................................................................ 24
3.2. Odvajanje čvrsto-kapljevito ......................................................... 25
3.2.1. Gravitacijska sedimentacija............................................................ 26 3.2.1.1. Partikulska sedimentacija ....................................................... 28 3.2.1.2. Zonska sedimentacija ............................................................. 29 3.2.1.3. Sedimentacijski test................................................................ 30 3.2.1.4. Dizajn sedimentatora .............................................................. 31 3.2.1.5. Sedimentatori ......................................................................... 35
3.2.2. Centrifugalna sedimentacija ........................................................... 37 3.2.2.1. Sigma koncept ........................................................................ 38 3.2.2.2. Sedimentacijske centrifuge ..................................................... 39 3.2.2.3. Odabir centrifuga ................................................................... 43
3.2.3. Filtracija ........................................................................................ 45 3.2.3.1. Filtracija kroz kolač ................................................................ 47 3.2.3.2. Filtri s kolačem ....................................................................... 55 3.2.3.3. Odabir filtara .......................................................................... 61
3.2.4. Centrifugalna filtracija ................................................................... 62 3.2.4.1. Filtracijske centrifuge ............................................................. 65 3.2.4.2. Odabir filtracijskih centrifuga ................................................. 68
4. MIJEŠANJE ...................................................................................... 70
4.1. Uvod ........................................................................................... 70
4.2. Miješanje mješljivih kapljevina .................................................... 71

4.2.1. Dizajn sustava za miješanje kapljevina ........................................... 72 4.2.1.1. Vrste miješala i odabir ............................................................ 74 4.2.1.2. Značajka dobave i značajka snage ........................................... 79
4.3. Miješanje suspenzija ................................................................... 85
4.3.1. Granična stanja suspenzija ............................................................ 85
4.3.2. Minimalna brzina suspendiranja .................................................... 86
4.4. Uvećanje procesa miješanja kapljevina i suspenzija .................... 89
4.5. Miješanje prašaka ....................................................................... 91
4.5.1. Vrste mješavina ............................................................................. 91
4.5.2. Segregacija .................................................................................... 92
4.5.3. Kvaliteta mješavine ........................................................................ 94
4.5.4. Mehanizmi miješanja i brzina miješanja prašaka ............................ 96
4.5.5. Vrste miješalica i odabir ................................................................. 98 4.5.5.1. Miješalice s prevrtanjem ......................................................... 98 4.5.5.2. Konvektivne miješalice ............................................................ 99 4.5.5.3. Miješalice s fludiziranim slojem ............................................. 101 4.5.5.4. Smične miješalice ................................................................. 102 4.5.5.5. Odabir miješalica .................................................................. 102
5. PROMJENA VELIČINE ČESTICA ..................................................... 104
5.1. Usitnjavanje .............................................................................. 104
5.1.1. Mehanizam loma čestica .............................................................. 104
5.1.2. Procjena energije ......................................................................... 107
5.1.3. Kinetički aspekt usitnjavanja ....................................................... 108
5.1.4. Uređaji za usitnjavanje ................................................................ 114 5.1.4.1. Prijenos naprezanja .............................................................. 114 5.1.4.2. Vrste procesnih krugova ....................................................... 115 5.1.4.3. Vrste uređaja i odabir ........................................................... 116

1
1. UVOD
U kemijskom inženjerstvu jedinična operacija je osnovni dio bilo kojeg procesa. Svi
postupci pri kojima dolazi do fizičke promjene tvari i energije nazivaju se tehnološke
operacije ili jedinične operacije. Nekoliko jediničnih operacija može činiti proces kojim
se dolazi do produkta željenih svojstava. Sve jedinične operacije temeljene su na
zakonitostima prijenosa tvari, topline i količine gibanja.
Tako se jedinične operacije dijele na mehaničke, toplinske i difuzijske.
MEHANIČKE OPERACIJE poput sedimentacije, miješanja ili usitnjavanja temelje se
na zakonitostima prijenosa količine gibanja. TOPLINSKE OPERACIJE poput
destilacije i sušenja temelje se na zakonitostima prijenosa topline dok se DIFUZIJSKE
OPERACIJE (destilacija, ekstrakcija i apsorpcija) temelje na zakonitostima prijenosa
tvari.
U okviru kolegija Jedinične operacije u ekoinženjerstvu cilj je upoznati studente s
metodama karakterizacije grubodisperznih sustava, pretvorbama koje nastaju
uslijed mehaničkog djelovanja, te njihovim utjecajem na odziv pojedinih procesa
separacije ili procese promjene stanja izmiješanosti. Također, studentima će biti
pruženo znanje koje im omogućuje procjenu i odabir optimalnog toplinskog
separacijskog procesa te osnove dimenzioniranja opreme, uz osvrt na uštedu energije
i ekološki aspekt.
Gradivo obrađeno ovom skriptom obuhvaća dio Jediničnih operacija koji se bavi
mehaničkim operacijama. Cjelokupne nastavne materijale kolegija čini ova skripta i
skripta autorice prof. dr. sc. Aleksandre Sander (A. Sander, Jedinične operacije u
ekoinženjerstvu (1. dio); Toplinski separacijski procesi, Interna skripta, FKIT, 2011.).

2
2. KARAKTERISTIKE ČESTICA
2.1. Uvod
U mnogim procesnim industrijama susreće se pojam čestica i veličina čestica. Pri
tome čestice mogu biti dispergirane unutar druge faze, a ne moraju nužno
podrazumijevati čvrste čestice. Tehnologija čestica (partikulska tehnologija) bavi se
proučavanjem disperznih sustava u kojima čestica (lat. particula) može biti bilo koji
oblik u nekom od tri agregatna stanja (zrno, kapljica, mjehurić), a dispergirana
unutar kontinuirane faze. Također, uključuje analizu svih procesa u kojima
sudjeluju disperzni sustavi (tablica 2.1.) bilo da se radi o proizvodnji, preradi ili
uporabi čestica. Engleski pojam particle technology u slobodnom bi prijevodu glasio
tehnologija čestica. Nažalost, ovaj je pojam vrlo neadekvatan u opisu problematike
koju proučava pa se uvriježio naziv partikulska tehnologija.
Tablica 2.1. Primjeri disperznih sustava
KONTINUIRANA FAZA
DIS
PE
RZN
A F
AZA
Krutina Kapljevina Plin
Krutina Staklo
(smrznuta hrana)
Sol
(koloidna suspenzija;
rastopljena čokolada)
Dim
Kapljevina
Emulzija (ulje – voda)
Aerosol (magla, sprej)
Plin
Čvrsta pjena
(zrak u poroznim
materijalima,
spužva)
Pjena
(snijeg od bjelanjaka)
S obzirom na veličinu čestica disperzne faze, disperzni sustavi mogu se podijeliti na:
1. Grubo disperzne sustave – čestice veće od 100 nm.
2. Koloidno disperzne sustave – čestice između 1 i 100 nm.
3. Molekulsko disperzne sustave – čestice manje od 1 nm.
U većini industrijskih procesa sudjeluju čestice veličina od 10–6 do 10–3 m, odnosno
1 do 1000 m što obuhvaća grubo disperzne sustave. Mehaničke pretvorbe koje se
događaju u takvim sustavima uključuju najčešće suspenzije (čvrste čestice
dispergirane u kapljevini) ili pak čvrste čestice dispergirane u plinu.
Karakterizacija grubo disperznog sustava ovisi o udjelu komponenata prisutnih u
fazama, a definira se jednostavnim veličinama poput volumnog udjela disperzne faze
3
(jedn. 2.1.) ili poroznosti (jedn. 2.2.). Volumni udio disperzne faze definira se u
sustavima s relativno slobodnom fazom.
d
dd k
V
V V
(2.1.)
Vd je volumen disperzne faze (m3), a Vk volumen kontinuirane faze (m3).
Grubo disperzni sustavi u kojima je zbog velikog udjela disperzne faze ograničeno
kretanje čestica nazivaju se pakiranje ili porozni sloj. Poroznost takvog grubo
disperznog sustava ovisit će o veličini i raspodjeli veličina čestica te o njihovom
obliku. Vrijednosti poroznosti kreću se u rasponu od nula (neporozni sustavi) do
jedan (samo kontinuirana faza).
k
d k
V
V V
(2.2.)
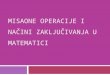
Uzorci većeg stupnja disperznosti ostvarit će gušća pakiranja zbog sitnijih čestica
koje pune međuprostore (slika 2.1.).
Slika 2.1. Pakiranje čestica različitih veličina, a) monodisperzan uzorak, b) polidisperzan
uzorak.
2.2. Veličina čestica
Veličina je jedno od važnijih fizikalnih svojstava čestica. Određivanje veličine i
raspodjele veličina čestica često je ključno pri utvrđivanju ishoda proizvodnog
procesa i same kvalitete proizvoda. Različitost u raspodjeli veličina čestica može
utjecati na svojstva kao što su brzina kemijske reakcije (katalizatori), brzina otapanja
i otpuštanja (tablete i farmaceutski oblici), stabilnost suspenzije (bojila), djelotvornost
dostave lijeka (inhalatori za astmu), izgled (praškasti premazi, tinte), tecivost i
rukovanje (granule), viskoznost (nazalni sprejevi), gustoća pakiranja i poroznost
(keramika) i sl.

4
2.2.1. Ekvivalentni promjeri
Veličina sferičnih čestica može se opisati jednom veličinom, njezinim promjerom.
Potpuno je jasno da je za opis nepravilnih čestica potrebno upotrijebiti više dimenzija
duljine i širine Na slici 2.2. prikazana je sferična čestica i primjer duljine i širine
projekcije nepravilne čestice.
Slika 2.2. Sferična čestica i projekcija nepravilne čestice
Upotreba više dimenzija osigurat će veću točnost, ali istovremeno i kompleksnost
opisa. Zbog toga se velik broj tehnika mjerenja veličine čestica temelji na pretpostavci
da je čestica sferična, a njezina veličina izražava se ekvivalentnim promjerom. Dakle,
veličina nepravilne čestice definira se kao promjer kuglice kojae ima ista svojstva kao
promatrana čestica (volumen, površina, brzina sedimentiranja, aerodinamička
svojstva, otvor očice sita). Ova aproksimacija može dati velika odstupanja i krive
rezultate kada se radi o česticama koje imaju veliki odnos duljine i širine kao što su
vlakna, igličaste čestice i slično. U tablici 2.2. prikazani su često korišteni
ekvivalentni promjeri.
Tablica 2.2. Ekvivalentni promjeri
Oznaka * Naziv Ekvivalentno svojstvo
Vx Volumni promjer Volumen kugle
Sx Površinski promjer Površina kugle
Stx Stokesov promjer
Brzina nesmetanog
sedimentiranja, laminarni uvjeti
(Re < 0,5)
ax Promjer projicirane
površine Projicirana površina čestice
Ax Promjer prosijavanja Otvor očice sita
* U literaturi je kao oznaku za veličinu čestice moguće naći x i d.
5
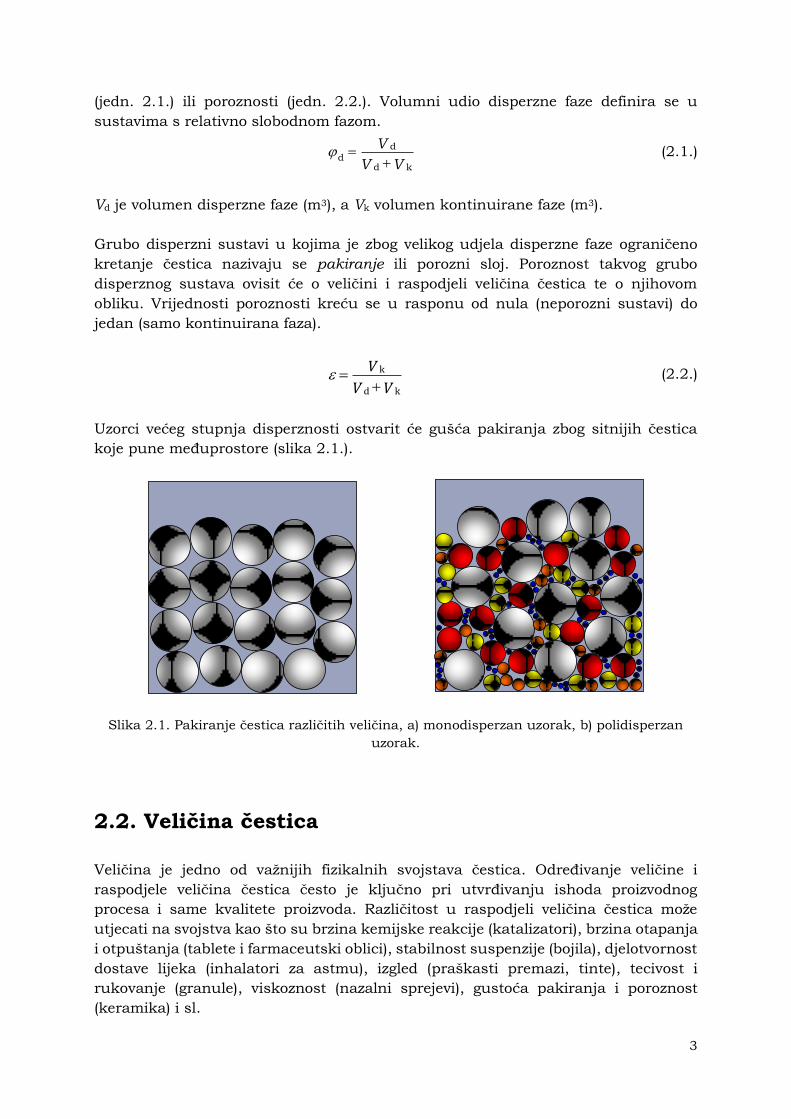
Najznačajniji ekvivalentni promjeri opisani su u nastavku.
Volumni (obujmni) promjer – promjer koji bi imala kugla istog obujma kao i
nepravilna čestica (jedn. 2.3.).
36
V
Vx
(2.3.)
gdje je V obujam nesferične čestice (m3). Npr. Za kocku duljine brida 1 mm,
ekvivalentni volumni promjer je 1,24 mm.
Površinski (oplošni) promjer – promjer koji bi imala kugla istog oplošja kao i
nepravilna čestica (jedn. 2.4.).
S
Sx
(2.4.)
gdje je S oplošje nesferične čestice (m2). Npr. Za kocku duljine brida 1 mm,
ekvivalentni površinski promjer je 1,38 mm.
Stokesov promjer – promjer koji bi imala kugla iste brzine sedimentacije kao i
nepravilna čestica (jedn. 2.5.), uz uvjet da se radi o sedimentaciji u fluidu iste gustoće
i viskoznosti. Definicija Stokesovog promjera slijedi iz Stokesovog zakona kojim je
definirana brzina sedimentacije sferičnih čestica u laminarnim uvjetima (Re < 0,5).
s
č
18St
vx
g
(2.5.)
gdje je viskoznost čiste kapljevine (Pa s), č je gustoća čestica (kg m–3), je gustoća
kapljevine (kg m–3), vs je konačna brzina sedimentacije u gravitacijskom polju (m s–1).
Promjer projicirane površine – promjer koji bi imao krug iste površine kao
projekcija nepravilne čestice (slika 2.3.).
Slika 2.3. Usporedba kruga i projekcije nepravilne čestice
Promjer projicirane površine može se izračunati iz sljedećeg izraza (jedn. 2.6.):
4a
Ax
(2.6.)
gdje je A površina nepravilne čestice (m2).
6
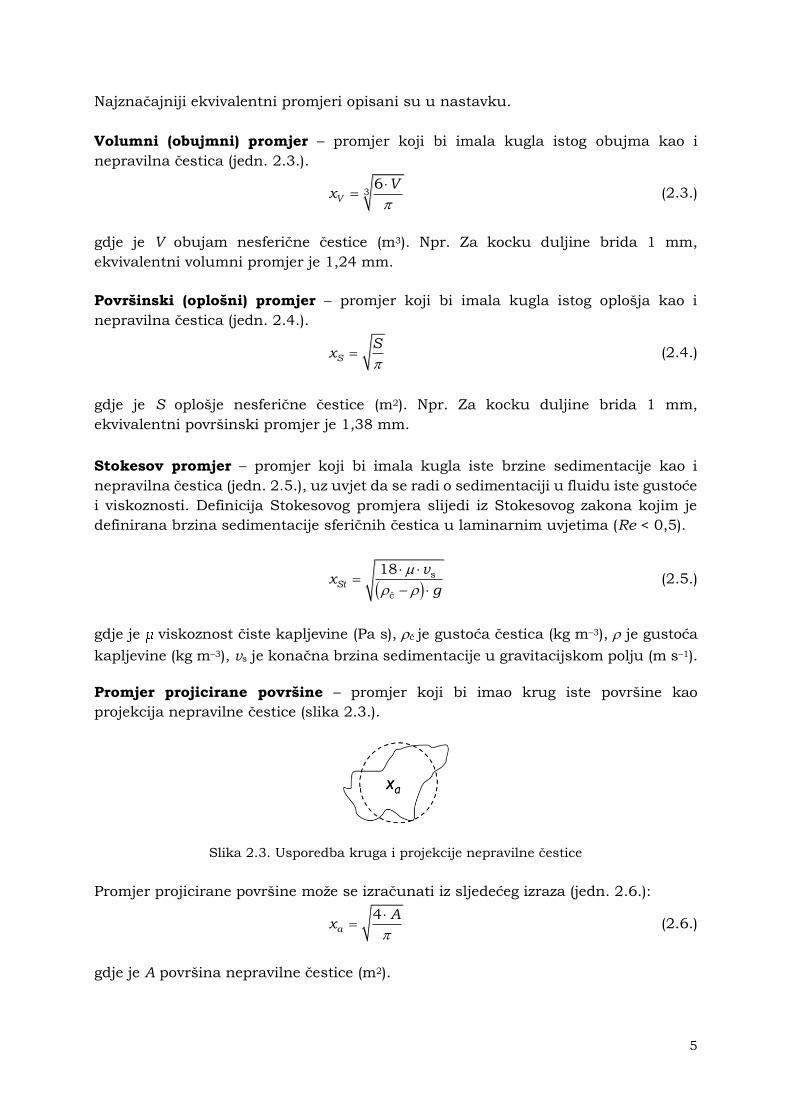
Promjer projicirane površine uglavnom se povezuje uz određivanje veličine čestica
analizom slike mikroskopa. Navedeni promjer ovisi o orijentaciji i projekciji koju
čestica stvara. Prilikom mikroskopiranja, ovaj promjer se najčešće odnosi na promjer
projekcije koja je posljedica tzv. stabilne orijentacije čestice.
Aerodinamički promjer – promjer koji bi imala kugla gustoće 1 g cm–3 jednakog
aerodinamičkog ponašanja kao nepravilna čestica (jedn. 2.7.). Izračunava se iz
Stokesovog promjera (xSt) za brzinu sedimentacije čestice u zraku.
ae rel.Stx x (2.7.)
gdje je rel. relativna gustoća, odnosno omjer gustoće čestice i gustoće vode.
Promjer prosijavanja – promjer kugle koja prolazi kroz očicu sita, definiranu
odgovarajućom normom, četvrtastog ili kružnog oblika.
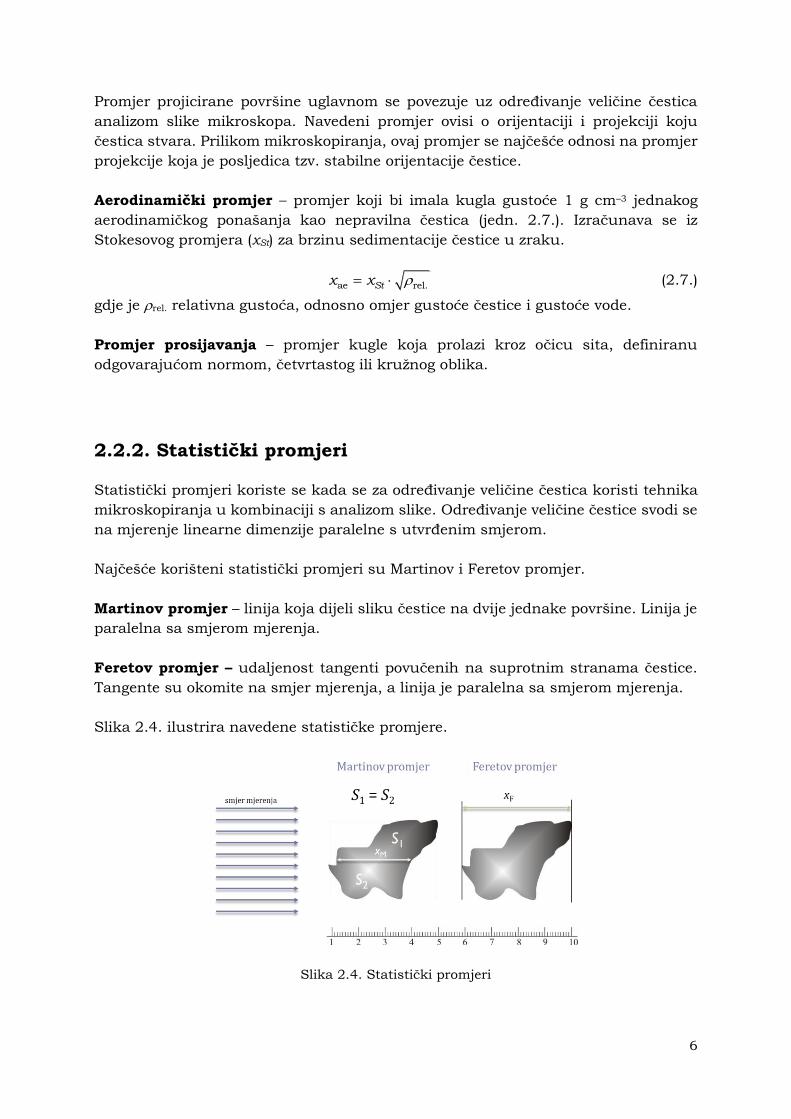
2.2.2. Statistički promjeri
Statistički promjeri koriste se kada se za određivanje veličine čestica koristi tehnika
mikroskopiranja u kombinaciji s analizom slike. Određivanje veličine čestice svodi se
na mjerenje linearne dimenzije paralelne s utvrđenim smjerom.
Najčešće korišteni statistički promjeri su Martinov i Feretov promjer.
Martinov promjer – linija koja dijeli sliku čestice na dvije jednake površine. Linija je
paralelna sa smjerom mjerenja.
Feretov promjer – udaljenost tangenti povučenih na suprotnim stranama čestice.
Tangente su okomite na smjer mjerenja, a linija je paralelna sa smjerom mjerenja.
Slika 2.4. ilustrira navedene statističke promjere.
Slika 2.4. Statistički promjeri

7
2.3. Oblik čestica
Oblik čestica predstavlja vrlo kompleksnu geometrijsku karakteristiku. Ona nije
samo oblik već mogu biti i karakteristike poput konveksnosti i hrapavosti površine.
Literature koja opisuje oblik čestica je nebrojeno pa je takav i broj definicija faktora
oblika. Ovdje će biti navedeni neki najznačajniji, a koji će pomoći u daljnjem
razumijevanju gradiva.
Sam oblik može značajno utjecati na ponašanje čestica u procesima, ali i na njihova
konačna svojstva. Na slici 2.5. prikazana je mikrografija različitih oblika čestica.
Slika 2.5. Mikrografija čestica različitih oblika
U literaturi se mogu vrlo često pronaći kvalitativni opisi oblika čestica koji se
izražavaju njihovim evidentnim svojstvima (slika 2.6.).
Slika 2.6. Primjeri kvalitativnog opisa oblika čestica (engl. pojmovi govore više od prijevoda)
Kvantitativni oblik čestica izražava se uglavnom odnosom karakterističnih dimenzija
i faktorima oblika.
Oblik čestice ima najmanje dva različita značenja:
1. Oblik (forma) u smislu odstupanja od sferičnog oblika,
2. Oblik (ponašanje) u smislu odstupanja od izometričnog oblika.

8
Osim ova dva značenja oblik može označavati odstupanje od zaobljenosti (zaobljen
(rounded) – uglat (angular)) (slika 2.9.) i odstupanja od konveksnosti (konveksan
nasuprot konkavan oblik).
Oblik se najčešće određuje analizom slike pri čemu se trodimenzionalni objekti
prevode u dvodimenzionalne projekcije (slika 2.7.). Najjednostavnije kvantitativno
izražavanje oblika je na temelju geometrijskih odnosa čestice. Izometrični oblik
čestice je onaj koji podrazumijeva jednako „proširenje“ čestice u svim smjerovima.
Neizmoetrične čestice imaju bitno različite dimenzije u različitim smjerovima.
Slika 2.7. Prikaz trodimenzionalnog objekta i njegove dvodimenzionalne projekcije
Najjednostavnije izražavanje oblika čestice moguće je odnosom njezinih
karakterističnih duljina (slika 2.8.) veličinama poput:
1. Izduženosti – odnos duljine (L) i širine (B),
2. Spljoštenosti – odnos širine (B) i debljine čestice (T).
3. Omjera F – omjer minimalne i maksimalne vrijednosti Feretovog promjera.
Prema ISO 9276-6 koristi se omjer maksimalne i minimalne vrijednosti
Feretovog promjera.
4. Inverzne vrijednosti omjera F.
Slika 2.8. Prikaz dimenzija čestice
Odstupanje zaobljenosti čestice od sferičnog oblika (R = 1) izražava se pomoću
zaobljenosti, a svrstava čestice od zaobljenih (engl. rounded) do uglatih (engl. angular)
(slika 2.9.). U literaturi je moguće pronaći različite definicije zaobljenosti (jedn. 2.8. –
2.10.).
2
41
AR
L
(2.8.)

9
2
24
PR
A
(2.9.)
2
43
AR
P
(2.10.)
A je projicirana površina čestice (m2), L je duljina čestice (m), a P njezin opseg (m).
Slika 2.9. Zaobljenost čestica
Faktori oblika iskazuju odstupanje čestice od sferičnog oblika.
Wadellov faktor sferičnosti (, Wa) je 3D faktor oblika analogan zaobljenosti.
Predstavlja odnos između površine kugle i površine čestice istih volumena.
Nedostatak ovog faktora je teško određivanje površine nepravilne čestice pa ga je zbog
toga i teško direktno odrediti. U pojednostavljenom obliku može se pisati kao odnos
ekvivalentnih promjera, volumnog i površinskog: 2
V
S
x
x
(2.11.)
Vrijednosti Wadellovog faktora sferičnost kreću se u rasponu od 0 do 1, a
maksimalna vrijednost 1 odnosi se na kuglu.
Oblik čestice značajno utječe na njezino ponašanje u procesu. Posebno kada se govori
o sedimentaciji u gravitacijskom polju, izuzetno je važno definiranje dinamičkog
faktora oblika (K): 2
V
St
xK
x
(2.12.)
U izrazima 2.11. i 2.12. xV je ekvivalentni volumni promjer (jedn. 2.3.), xS je
ekvivalentni površinski promjer (jedn. 2.4.), a xSt je ekvivalentni Stokesov promjer
(jedn. 2.5.).

10
Heywood je predložio vrlo često korišten empirijski parametar oblika temeljen na
projiciranoj slici čestice. Naziva se Heywoodov ili volumni faktor oblika, a definiran
je na sljedeći način:
3a
Vk
x (2.13.)
gdje je V volumen čestice (m3), a xa promjer projicirane površine (m) (jedn. 2.6.).
2.4. Raspodjela veličina čestica
2.4.1. Prikazivanje raspodjele veličina čestica
Svojstva populacije čestica izražavaju se putem raspodjele veličina čestica, odnosno
odgovarajućeg udjela čestica neke veličine.
Raspodjela se može prikazati grafički putem histograma (diskretizirani oblik) ili
kontinuirane krivulje kada su veličinski intervali dovoljno mali (slika 2.10.).
Krivulja raspodjele veličina čestica može imati:
1. Diferencijalni oblik u kojem je na x-osi srednja veličina čestica xi (izražena
nekim ekvivalentnim promjerom koji predstavlja srednju veličinu intervala i), a
na y-osi udio odgovarajuće veličine (slika 2.10.). Funkcija qr naziva se funkcija
gustoće raspodjele (m–1), a predstavlja udio čestica u intervalu x do x + dx.
Srednja vrijednost intervala veličina izračunava se prema izrazu 2.14.
1
2
i ii
x xx
(2.14.)
2.10. Prikaz funkcije gustoće raspodjele

11
2. Integralni oblik u kojem je na x-osi veličina čestica xi, a na y-osi kumulativni
udio čestica manjih od veličine xi (slika 2.11.). Funkcija Qr naziva se
kumulativna funkcija raspodjele.
2.11. Prikaz kumulativne funkcije raspodjele
Funkcije jednostavnim diferenciranjem ili integriranjem prelaze jedna u drugu pa
vrijedi:
r
r
dQ xq x
dx (2.15.)
odnosno,
min
r r
ix
x
Q x q x dx (2.16.)
Indeks r označava vrstu raspodjele koje se prema momentu raspodjele mogu svrstati
u sljedeće skupine:
1. Brojčana raspodjela (r = 0) – brojčani udio čestica u nekom intervalu veličina.
2. Raspodjela izražena duljinom (r = 1) – omjer sume duljina čestica veličine xi i
ukupne duljine.
3. Raspodjela izražena površinom (r = 2) – omjer sume površina čestica veličine xi
i ukupne površine svih čestica.
4. Volumna raspodjela (r = 3) – volumni udio čestica u nekom intervalu veličina.
5. Masena raspodjela (r = 3) – maseni udio čestica u nekom intervalu veličina.
Dakle, raspodjela veličina čestica može biti izražena udjelom broja, volumena, mase,
površine ili duljine čestica što dovodi do razlike u raspodjelama (slika 2.12.).

12
Slika 2.12. Prikaz brojčane i volumne gustoće raspodjele
U sljedećem primjeru ilustrirana je razlika raspodjela uzorka koji sadrži čestice četiri
različite veličine (x = 1, 2, 3, 4) (slika 2.13.).
Slika 2.13. Polidisperzni uzorak
Raspodjela veličina čestica može se izračunati prema općem izrazu:
rr i i iq x n x (2.17.)
gdje je ni broj čestica veličine xi, r predstavlja moment raspodjele, a qr(xi) u ovom
slučaju predstavlja odgovarajući udio čestica veličine xi. Važno je napomenuti da se
ovdje ne radi o funkciji gustoće raspodjele (jedn. 2.15.) koja je izražena kao udio
čestica normaliziran prema veličini čestica. Rezultati različitih raspodjela uzorka
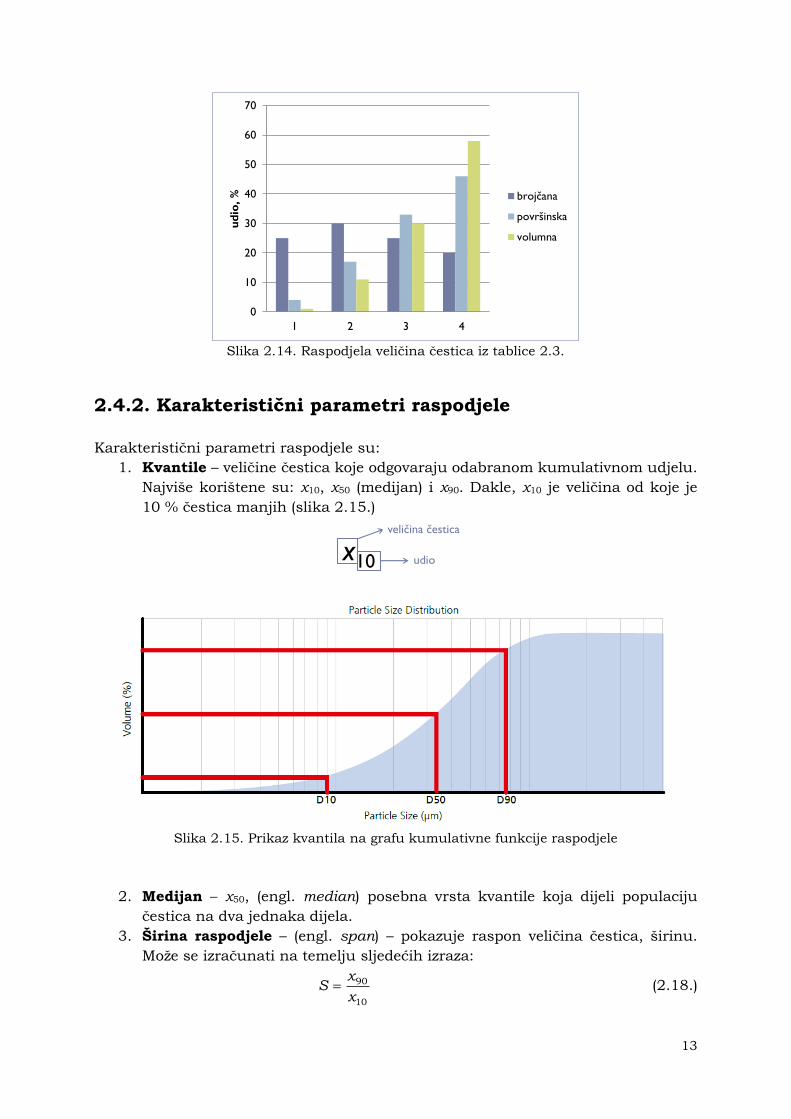
prikazanog na slici 2.13. dani su u tablici 2.3. i na slici 2.14.
Tablica 2.3. Izračun raspodjele veličina čestica
Brojčana (r = 0) Površinska (r = 2) Volumna (r = 3)
x = 4 4 x 40 = 4 (20 %) 4 x 42 = 64 (46 %) 4 x 43 = 256 (58 %)
x = 3 5 x 30 = 5 (25 %) 5 x 32 = 45 (33 %) 5 x 33 = 135 (30 %)
x = 2 6 x 20 = 6 (30 %) 6 x 22 = 24 (17 %) 6 x 23 = 48 (11 %)
x = 1 5 x 10 = 5 (25 %) 5 x 12 = 5 (4 %) 5 x 13 = 5 (1 %)
13
Slika 2.14. Raspodjela veličina čestica iz tablice 2.3.
2.4.2. Karakteristični parametri raspodjele
Karakteristični parametri raspodjele su:
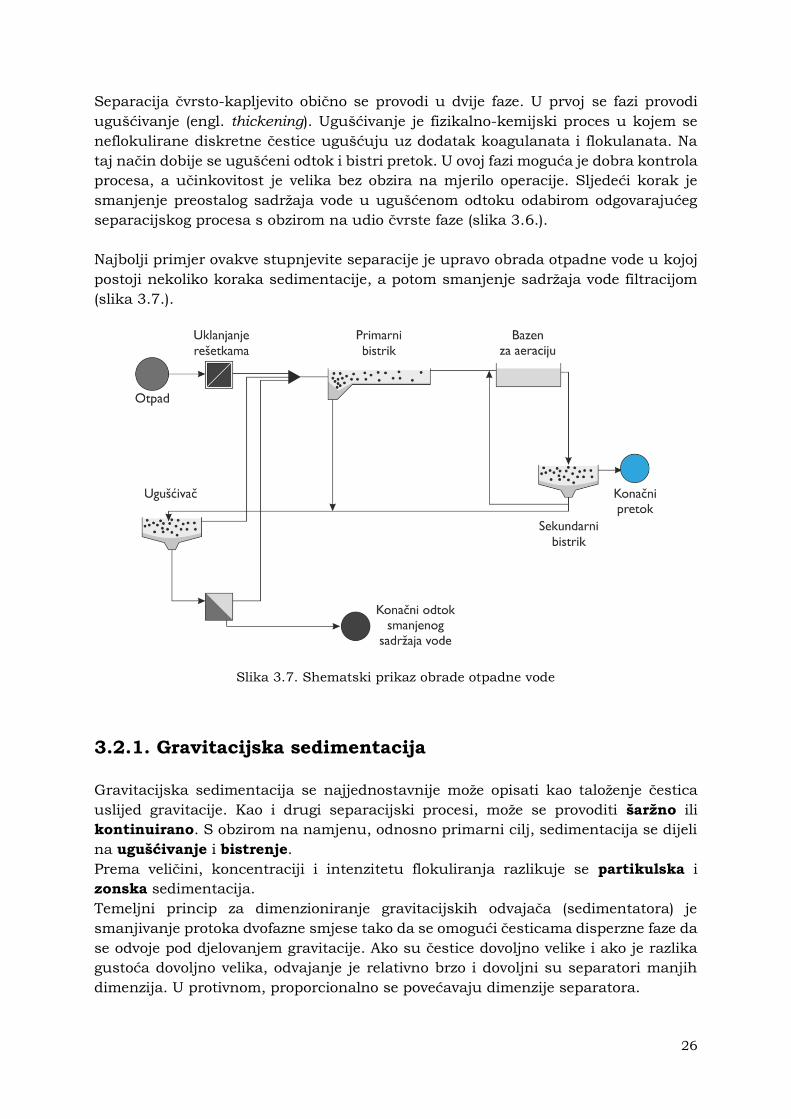
1. Kvantile – veličine čestica koje odgovaraju odabranom kumulativnom udjelu.
Najviše korištene su: x10, x50 (medijan) i x90. Dakle, x10 je veličina od koje je
10 % čestica manjih (slika 2.15.)
Slika 2.15. Prikaz kvantila na grafu kumulativne funkcije raspodjele
2. Medijan – x50, (engl. median) posebna vrsta kvantile koja dijeli populaciju
čestica na dva jednaka dijela.
3. Širina raspodjele – (engl. span) – pokazuje raspon veličina čestica, širinu.
Može se izračunati na temelju sljedećih izraza:
90
10
xS
x (2.18.)
0
10
20
30
40
50
60
70
1 2 3 4
ud
io,
% brojčana
površinska
volumna
x10
veličina čestica
udio

14
90 10
50
x xS
x
(2.19.)
U izrazima 2.18. i 2.19. veličine čestica predstavljaju karakteristične kvantile koje se
mogu očitati iz kumulativne funkcije raspodjele.
Računa li se širina raspodjele prema izrazu 2.18. moguće je raspodjelu kategorizirati
od monodisperzne do jako široke (tablica 2.4.).
Tablica 2.4. Širina raspodjele prema vrijednostima iz izraza 2.18.
Monodisperzna < 1,02 (idealno 1)
Jako uska 1,02 – 1,05
Uska 1,05 – 1,5
Srednje širine 1,5 – 4
Široka 4 – 10
Jako široka > 10
Prema NIST-u (engl. National Institute of Standards and Technology) uzorak se smatra
monodisperznim ako se barem 90 % čestica nalazi u području ± 5 % od medijana
(x50).
4. Najučestalija veličina (engl. mode) – veličina čestica koja je najprisutnija u
uzorku. Vrijednost odgovara maksimumu krivulje na grafu funkcije gustoće
raspodjele. Raspodjele koje imaju jednu najučestaliju veličinu nazivaju se
monomodalne, one s dvije bimodalne, s tri trimodalne ili generalno
multimodalne (slika 2.16.)
a) b)
Slika 2.16. Prikaz monomodalne (a) i bimodalne (b) raspodjele veličina čestica

15
2.4.3. Opis raspodjele veličina čestica
Kako bi se pojednostavilo iskazivanje raspodjele veličina čestica, odnosno populacije
čestica, raspodjela se opisuje odgovarajućim analitičkim funkcijama ili statističkim
veličinama.
2.4.3.1. Analitičke funkcije raspodjele
Poznate su brojne analitičke funkcije raspodjele koje služe za aproksimiranje
rezultata mjerenja, ali najviše su spominjane logaritam-normalna funkcija raspodjele
(LN funkcija) (jedn. 2.20.) i Rosin-Rammler-Sperling-Bennetova funkcija raspodjele
(RRSB funkcija) (jedn. 2.22.).
Spomenute funkcije su dvoparametarske, a određene su parametrom položaja i
parametrom raspršenosti. Parametar položaja predstavlja centralnu tendenciju
raspodjele, veličinu čestica oko koje su distribuirane preostale veličine. Parametar
raspršenosti mjera je raspršenosti čestica oko centralne tendencije sustava.
LN funkcija raspodjele:
50,r
2lnln
1exp
22r
x xq x
(2.20.)
x50 je parametar položaja koji u ovom slučaju predstavlja medijan raspodjele, veličina
koja dijeli populaciju na dva jednaka dijela. ln je parametar raspršenosti koji
pokazuje širinu distribucije čestica oko medijana. Što je ln veći to je raspodjela šira.
Parametar raspršenosti može se izračunati iz kvantila na sljedeći način:
84ln
50
lnx
x (2.21.)
LN funkcija koristi se za opis prirodnih fenomena, npr. duljina komentara na
internetskim forumima, broj hospitaliziranih pacijenata uslijed epidemije SARS-a
2003., predviđanje kišnih perioda tijekom godine i sl.
RRSB funkcija raspodjele:
63
1 exp
n
r
xQ x
x
(2.22.)
Ova funkcija raspodjele u osnovi je Weibullova funkcija koju su Rosin, Rammler,
Sperling i Bennett modificirali te primijenili za opis raspodjele veličina čestica
usitnjenog ugljena. RRSB funkcija najčešće se koristi za opis široke raspodjele
veličina dobivene usitnjavanjem. U izrazu 2.22. x63 je parametar položaja, a n
parametar raspršenosti (veći n, uža raspodjela i obrnuto).

16
Testiranje primjenjivosti ovih funkcija u prošlosti se provodilo unosom podataka u
standardizirane predloške u kojima je odgovarajuća funkcija linearizirana. Parametri
funkcija mogli su se dobiti direktno iz predložaka. Odstupanje od linearnosti u
ovakvim predlošcima ukazivalo je na neprikladnost odabrane funkcije ili mjernu
pogrešku. Danas postoji veliki broj programskih paketa koji omogućuju analizu
raspodjele veličina čestica i primjenu navedenih funkcija raspodjele.
Prednost primjene dvoparamaterskih funkcija vidljiva je u iskazu cjelokupne
raspodjele pomoću samo dva parametra koji zatim mogu biti povezani s procesnim
parametrima ili svojstvima disperznog sustava na ulazu.
Ipak, navedeni parametri ne mogu ukazati na oblik raspodjele (asimetriju i
zaobljenost) ili višemodalnost. Tada je moguće koristiti višeparametarske funkcije.
2.4.3.2. Opisivanje raspodjele jednom veličinom
Osim analitičkim funkcijama, raspodjela veličina čestica može se iskazati i
statističkim veličinama. Opisivanje raspodjele jednom veličinom ima za prednost
jednostavno povezivanje svojstava disperzne faze s procesnim uvjetima, ali nažalost
ne daje dovoljno podataka o raspodjeli.
(Mark Twain: There are three kinds of lies: lies, damned lies, and statistics.)
Najjednostavniji način je iskazivanje raspodjele pomoću najučestalije veličine (engl.
mode) ili medijana (engl. median), međutim raspodjele različite širine mogu imati istu
vrijednost ovih veličina (slika 2.17.). Također je važno napomenuti da kod simetričnih
raspodjela najučestalija veličina i medijan imaju istu vrijednost.
Slika 2.17. Primjer najučestalije veličine i medijana kod raspodjela različite širine
Srednji promjeri (engl. mean) uzimaju u obzir veličinu čestica kao i njihov udio te
mogu dati bolji uvid u raspodjelu veličina čestica. Velik je broj srednjih promjera koji

17
se definiraju ovisno o načinu određivanja i izražavanja raspodjele. Srednji promjer
općenito se može definirati na sljedeći način:
r r
1
n
i i
i
x x Q x
(2.23.)
gdje rx predstavlja srednji promjer, ix veličinu čestica i, a r iQ x udio čestica veličine
i.
Za opis raspodjele mogu se koristiti sljedeći srednji promjeri:
1. Aritmetički srednji promjer, x1,0
1,0
1
n
i r i
i
x x Q x
(2.24.)
2. Kvadratni srednji promjer, x2,0
22,0
1
n
i r i
i
x x Q x
(2.25.)
3. Kubični srednji promjer, x3,0
33
3,0
1
n
i r i
i
x x Q x
(2.26.)
4. Geometrijski srednji promjer, xg
g
1
log logn
i r i
i
x x Q x
(2.27.)
5. Harmonijski srednji promjer, xh
h 1
1 1n
r i
ii
Q xx x
(2.28.)
6. Površinski ili Sauterov srednji promjer, xST ili x3,2 – koristi se kada je specifična
površina čestica važna (bioraspoloživost lijeka, otapanje i sl.). Najosjetljiviji je
na prisutnost sitnih čestica što znači da će njegove vrijednosti biti velike kada
je prisutan velik udio malih čestica u uzorku.
3r
13,2
2r
1
n
i i
i
n
i i
i
x Q x
x
x Q x
(2.29.)
7. Volumni ili De Broukereov srednji promjer, x4,3 – koristi se kada volumen
čestica ima važnu ulogu u procesu. Za razliku od površinskog srednjeg
promjera, volumni je najosjetljiviji na prisutnost velikih čestica zbog njihovog
velikog volumena (slika 2.18.).

18
4r
14,3
3r
1
n
i i
i
n
i i
i
x Q x
x
x Q x
(2.30.)
Slika 2.18. Usporedba površinskog i volumnog srednjeg promjera
Kao što je napomenuto, simetrične raspodjele imat će istu vrijednost najučestalije
veličine, medijana i srednjeg promjera, ali će raspodjele različite širine i visine
rezultirati drugim vrijednostima srednjih promjera.
Specifična površina (engl. specific surface area) predstavlja ukupnu vanjsku
površinu čestica. Može se izmjeriti metodom propusnosti poroznog sloja ili izračunati
iz podataka raspodjele veličina čestica.
max
min
3
Wa
6x
m
x
q xS dx
x
(2.31.)
Sm predstavlja specifičnu površinu izraženu po masi uzorka (m2 kg–1). Specifična
površina može biti izražena po masi (jedn. 2.32.) ili po volumenu (jedn. 2.33.) uzorka.
3
Wa 1
6 ni
m
ii
Q xS
x
(2.32.)
3
Wa 1
6 ni
V
ii
Q xS
x
(2.33.)

19
3. PROCESI ODVAJANJA
U kemijskoj procesnoj industriji, nakon reakcijske faze, odvijaju se operacije
odvajanja i pročišćavanja produkata. Za tu se svrhu koristi raznovrsna oprema koja
se može svrstati u standardiziranu i nestandardiziranu. Upotreba će standardizirane
opreme smanjiti investicijske troškove. Odabir standardizirane opreme temelji se na
karakterističnim varijablama procesa i svojstvima materijala.
Procesi odvajanja mogu se podijeliti s obzirom na vrstu i udio kontinuirane i
disperzne faze (slika 3.1.).
Slika 3.1. Podjela separacijskih procesa prema udjelu kontinuirane i disperzne faze
Separacija čvrsto-kapljevito temelji se na dva principa separacije:
1. Filtracija – suspenzija se usmjerava prema separacijskom mediju (mreža,
papir, membrana, tkanina i sl.). Kapljevina prolazi kroz filtarsko sredstvo, a
čvrsta faza se zadržava na njemu.
2. Sedimentacija – taloženje pod djelovanjem gravitacije zbog razlike u gustoći
faza ili djelovanjem sile u centrifugalnom polju.

20
3.1. Djelotvornost separatora
Procesi odvajanja su procesi u kojima dolazi do promjene stanja izmiješanosti.
Provode se s ciljem odvajanja faza iz suspenzije kada je potrebna čvrsta faza,
kapljevina, obje faze ili niti jedna faza (odvajanje radi sprječavanja onečišćenja
prirodnih tokova).
Na slici 3.2. shematski je prikazan separator te su naznačeni odgovarajući tokovi i
veličine koje je potrebno znati za definiranje djelotvornosti. Dotok (engl. feed) je
suspenzija na ulazu u separator. Pretok (engl. overflow) predstavlja kapljevinu, a
odtok (engl. underflow) predstavlja čvrstu fazu. Indeksi 0, 1 i 2 označavaju
odgovarajuću struju u separatoru. M je maseni protok (kg s–1), V je volumni protok
(m3 s–1), a rdQdx
funkcija gustoće raspodjele (jedn. 2.15.).
Slika 3.2. Shematski prikaz separatora
Idealno odvajanje podrazumijeva da se u pretoku odvoji samo kapljevina, a u odtoku
samo čestice. Međutim, niti jedan separacijski uređaj ne radi idealno. Uobičajeno je
da u struji kapljevine postoji nešto čestica kao što i u struji čestica postoji zaostale
kapljevine.
Neidealnost separacijskog procesa može se opisati na dva načina:
1. Djelotvornost odvajanja – djelotvornost odvajanja definira se kroz maseni udio
čvrstog dijela koji je separiran.
2. Udio vlage – predstavlja udio zaostale kapljevine u čvrstom dijelu.
Za prikazani separator vrijedi sljedeća bilanca tvari:
0 1 2M M M (3.1.)
Ukupni maseni protok na ulazu mora biti jednak sumi masenih protoka u izlaznim
strujama, uz uvjet da u separatoru nema akumulacije.

21
Primijeni li se ova bilanca na određenu česticu veličine x, može se gornji izraz pisati u
obliku:
0 1 2x x xM M M (3.2.)
Ova bilanca vrijedi za svaku veličinu čestica koje ulaze u separator uz uvjet da nema
promjene veličine čestica (aglomeriranje ili usitnjavanje) u separatoru. Uzme li se da
se udio čestica određene veličine može definirati funkcijom gustoće raspodjele (jedn.
2.15.) vrijedi:
0 1 2
0 1 2r r rdQ dQ dQ
M M Mdx dx dx
(3.3.)
gdje izraz rdQM
dx predstavlja maseni protok čestica veličine x.
3.1.1. Ukupna djelotvornost separatora
Budući da je djelotvornost odvajanja definirana kao maseni udio čvrstog dijela koji je
separiran, ukupna djelotvornost separatora može se najjednostavnije izraziti kao
omjer masenog protoka čestica x u odtoku i u dotoku (jedn. 3.4.).
2T
0
ME
M (3.4.)
Uzevši u obzir bilancu tvari za separator (jedn. 3.1.), ukupna djelotvornost može se
pisati i na sljedeći način:
1T
0
1M
EM
(3.5.)
Ukupna djelotvornost karakteristika je separatora, ali vrijedi za točno određeni
grubodisperzni sustav. Drugim riječima, različite raspodjele veličina čestica u ulaznoj
suspenziji rezultirat će drugačijim odvajanjem, odnosno drugim vrijednostima
ukupne djelotvornosti (slika 3.3.).
Budući da ukupna djelotvornost separatora ovisi o raspodjeli veličina čestica u
ulaznoj suspenziji (dotok), nepogodna je veličina za generalnu ocjenu djelotvornosti
separacijskog uređaja.
Kada je u proizvođačkoj dokumentaciji navedena ukupna djelotvornost, trebaju biti
navedeni i uvjeti pri kojima je ona određena:
- raspodjela veličina čestica,
- metoda određivanja raspodjele veličina čestica,
- gustoća čvrste faze,
- protok,
- temperatura,
- vrsta fluida,

22
- koncentracija i sl.
Slika 3.3. Uzorci A i B nemaju istu djelotvornost odvajanja
3.1.2. Frakcijska djelotvornost
Frakcijska djelotvornost, T(x), za razliku od ukupne djelotvornosti, predstavlja
djelotvornost odvajanja čestica veličine x. Iz bilance tvari za određenu veličinu čestica
slijedi:
2
2
00
r
r
dQM dxT xM dQ
dx
(3.6.)
Prvi dio jednadžbe 3.6. predstavlja ukupnu djelotvornost (jedn. 3.4.):
2
T 0
r
r
dQT x E
dQ (3.7.)
odnosno:
1
T 01 1 r
r
dQT x E
dQ (3.8.)
Frakcijska djelotvornost ima karakter vjerojatnosti. Može se promatrati kao
vjerojatnost da čestica veličine x bude odvojena.
Poznata frakcijska djelotvornost za svaku veličinu x rezultira krivuljom frakcijske
djelotvornosti. Krivulja je u realnim slučajevima S-oblika (slika 3.4.).
Crtkanom linijom na slici 3.4. označeno je idealno odvajanje. Pri idealnom odvajanju
postojala bi značajka razdvajanja (okomita crtkana linija), odgovarajuća veličina x,
kojom su definirane čestice koje će se odvojiti i one koje neće. Sve čestice veće od ove

23
značajke bile bi odvojene, a sve manje od nje završile bi u pretoku. Kao što je već
opisano, stvarno odvajanje može se prikazati krivuljom S-oblika.
Slika 3.4. Krivulja frakcijske djelotvornosti
Na temelju krivulje frakcijske djelotvornosti moguće je odrediti karakteristične
veličine separatora:
1) Značajka razdvajanja (engl. cut size)
2) Granica razdvajanja (engl. limit of separation)
3) Oštrina razdvajanja (engl. sharpness of cut)
3.1.2.1. Značajke razdvajanja
Jednakovjerojatna veličina, x50
Vjerojatnost odvajanja za ovu veličinu je 50 %. To se može pisati kao:
50 0,5T x (3.9.)
Za ovu veličinu jednako je vjerojatno da će biti odvojena ili da će završiti u pretoku.
Određuje se iz krivulje frakcijske djelotvornosti.
Sve čestice veće od veličine x50 imat će vjerojatnost odvajanja veću od 50 %, a sve
manje manju od 50 %.
Analitička značajka razdvajanja, xa
U slučajevima kada nije poznata krivulja frakcijske djelotvornosti moguće je iz
raspodjele veličina čestica u dotoku i ukupne djelotvornosti separatora odrediti
analitičku značajku razdvajanja.
Vrijedi da je:
0a T1 rQ x E (3.10.)

24
Eksperimentalna značajka razdvajanja, xe
Koristi se rijetko, u slučajevima kada nije poznata niti ukupna niti frakcijska
djelotvornost separatora. To je najčešće slučaj pri korištenju starih separatora bez
dokumentacije. U takvim slučajevima provodi se eksperiment, utvrdi se raspodjela
veličina čestica u odtoku i pretoku te se izjednačavanjem ovih raspodjela dobije
eksperimentalna značajka razdvajanja.
2 1e e1 r rQ x Q x (3.11.)
Iako se sve navedene značajke razdvajanja mogu naći u upotrebi, važno je
napomenuti da je najvažnija ipak jednakovjerojatna veličina. Ne samo da daje jasnu
sliku o vjerojatnosti odvajanja već je i temelj za odabir separacijskog uređaja.
3.1.2.2. Granica razdvajanja
Granica razdvajanja je veličina iznad koje je frakcijska djelotvornost 100 % za sve
veće čestice. To znači da će sve veličine iznad granice razdvajanja sigurno biti
odvojene.
U praksi se kao granica razdvajanja uzima veličina kojoj odgovara vrijednost
frakcijske djelotvornosti 98 %, a označava se kao x98. Naziva se približna granica
razdvajanja, a predstavlja veličinu za koju postoji još najmanja vjerojatnost da ne
bude odvojena. Prema svemu navedenom prethodno, vrijedi:
gr 1T x i 98 0,98T x (3.12.)
3.1.2.3. Oštrina razdvajanja
Oštrina razdvajanja je veličina koja pokazuje odstupanje od idealnog odvajanja.
Vrijednosti oštrine razdvajanja kreću se od 0 (nema separacije – horizontalna linija)
do 1 (idealna separacija – okomita linija). Njena vrijednost ukazivat će na nagib
S-krivulje frakcijske djelotvornosti. Što je krivulja položenija to su vrijednosti oštrine
razdvajanja manje, a separacija lošija.
Oštrina razdvajanja izračunava se iz karakterističnih veličina krivulje frakcijske
djelotvornosti:
25
75
x
x ili 10
90
x
x (3.13.)

25
3.2. Odvajanje čvrsto-kapljevito
Odvajanje čvrste faze od kapljevite najčešći je oblik separacije u procesnoj industriji.
Separacija će u slučaju gravitacijske ili centrifugalne sile ovisiti o razlici gustoća
između faza te o veličini i obliku čestica. Odabir operacije temelji se na udjelu čvrste
faze (slika 3.5.) kao i veličini i prirodi čestica (slika 3.6.).
Slika 3.5. Shematski prikaz podjele operacija odvajanja S-L
Jednom kada je odabrana vrsta operacije, odabir operacije ovisit će o tome da li je
primarni cilj dobivanje čiste kapljevine ili čvrste faze, kao i udio vlage u proizvodu.
Slika 3.6. Odabir operacije i uređaja prema veličini čestica i udjelu čvrste faze
Odvajanje S-L
Sedimentacija
Gravitacija
Ugušćivanje
Bistrenje
Centrifugalna sila
Filtracija
Gravitacijska
Tlačna
Vakuum
Centrifugalna
Istiskivanje Sušenje
Udio čvrste faze
26
Separacija čvrsto-kapljevito obično se provodi u dvije faze. U prvoj se fazi provodi
ugušćivanje (engl. thickening). Ugušćivanje je fizikalno-kemijski proces u kojem se
neflokulirane diskretne čestice ugušćuju uz dodatak koagulanata i flokulanata. Na
taj način dobije se ugušćeni odtok i bistri pretok. U ovoj fazi moguća je dobra kontrola
procesa, a učinkovitost je velika bez obzira na mjerilo operacije. Sljedeći korak je
smanjenje preostalog sadržaja vode u ugušćenom odtoku odabirom odgovarajućeg
separacijskog procesa s obzirom na udio čvrste faze (slika 3.6.).
Najbolji primjer ovakve stupnjevite separacije je upravo obrada otpadne vode u kojoj
postoji nekoliko koraka sedimentacije, a potom smanjenje sadržaja vode filtracijom
(slika 3.7.).
Slika 3.7. Shematski prikaz obrade otpadne vode
3.2.1. Gravitacijska sedimentacija
Gravitacijska sedimentacija se najjednostavnije može opisati kao taloženje čestica
uslijed gravitacije. Kao i drugi separacijski procesi, može se provoditi šaržno ili
kontinuirano. S obzirom na namjenu, odnosno primarni cilj, sedimentacija se dijeli
na ugušćivanje i bistrenje.
Prema veličini, koncentraciji i intenzitetu flokuliranja razlikuje se partikulska i
zonska sedimentacija.
Temeljni princip za dimenzioniranje gravitacijskih odvajača (sedimentatora) je
smanjivanje protoka dvofazne smjese tako da se omogući česticama disperzne faze da
se odvoje pod djelovanjem gravitacije. Ako su čestice dovoljno velike i ako je razlika
gustoća dovoljno velika, odvajanje je relativno brzo i dovoljni su separatori manjih
dimenzija. U protivnom, proporcionalno se povećavaju dimenzije separatora.

27
Pri opisu gravitacijske sedimentacije mogu se primijeniti osnovne zakonitosti koje
vrijede za optjecanje, odnosno gibanje čestica u fluidu. Na brzinu gibanja čestica,
brzinu sedimentacije, utječe: (1) priroda čestica, (2) koncentracija, (3) intenzitet
flokuliranosti i (4) promjer taložnika.
Priroda čestica
Kako je već opisano, sedimentacija se može opisati osnovnim zakonitostima koje
vrijede za gibanje čestica u fluidu. U tom slučaju raspodjela veličina čestica, oblik,
kemijska svojstva i sl. značajno će mijenjati brzinu taloženja čestice. Sferične čestice
brže talože od nesferičnih i igličastih čestica jer pružaju manji otpor pri gibanju.
Taložna svojstva čestica često se mogu poboljšati dodatkom flokulanata. Veće
nakupine čestica tzv. flokule, brže će taložiti od malih čestica.
Koncentracija
Što je veća koncentracija suspenzije to će sedimentacija biti sporija. Porastom
koncentracije raste vrijeme potrebno da suspenzija potpuno sedimentira što se
očituje postizanjem stalne visine sedimenta tzv. točke kompresije, trenutak kada u
suspenziji ostaju samo bistra i sedimentacijska zona. Na slici 3.8.a. može se vidjeti
sedimentacijska krivulja za različite masene koncentracije suspenzije (c, kg m–3).
Sedimentacijska krivulja daje ovisnost visine granične plohe između bistre i
sedimentacijske zone o vremenu sedimentacije (vidi poglavlje 3.2.1.3.). Točkom je na
slici označena točka kompresije koja se kasnije postiže pri većim koncentracijama.
Položaj točke odgovara granici vidljivoj na slici 3.8.b.
a) b)
Slika 3.8. Utjecaj koncentracije na sedimentaciju: a) sedimentacijska krivulja, b) fotografija
sedimentiranih suspenzija različitih koncentracija
Intenzitet flokuliranosti
Taložna svojstva čestica poboljšavaju se dodatkom flokulanata. Flokulirane čestice
sastoje se od klastera manjih čestica. Takve čestice znatno će brže taložiti od
individualnih čestica, ali mogu sadržavati veće količine vode unutar praznina.
Rezultat toga će biti voluminozni talozi velikog sadržaja vode pa će biti potreban još
jedan separacijski korak za uklanjanje vode. S obzirom na udio čvrste faze i intenzitet

28
flokuliranosti postoje različite vrste sedimentacije, partikulska i zonska. Kompresijski
režim naznačen na slici 3.9. područje je u kojem nema sedimentacije, odnosno
taloženja čestica. Koncentracija je velika, intenzitet flokuliranosti je velik, a čestice se
unutar suspenzije preslaguju kako bi zauzele najbolji oblik. Pri tome istiskuju vodu iz
sloja pa dolazi do smanjenja visine granične plohe unatoč tome što nema stvarne
sedimentacije.
Slika 3.9. Vrste gravitacijske sedimentacije
Geometrija sedimentatora
Promjer taložnika može imati utjecaj na brzinu sedimentacije. Zbog prisutnosti
stacionarnih stijenki sedimentatora, taložne strujnice čestica su poremećene čime se
smanjuje brzina sedimentacije. Općenito se smatra da se utjecaj stijenke može
zanemariti u slučaju kada je zadovoljen uvjet:
100D
x (3.14.)
gdje je D promjer taložnika (m), a x veličina čestice (m).
Visina taložnika nema utjecaja na brzinu sedimentacije. U slučaju kada je
koncentracija suspenzije velika, visina mora biti dovoljno velika da se osigura vrijeme
potrebno za sedimentaciju.
3.2.1.1. Partikulska sedimentacija
Partikulska sedimentacija karakteristična je za suspenzije manjih koncentracija i
manjeg intenziteta flokuliranosti. Nema granične plohe između bistre i
sedimentacijske zone, a efekt koji nastaje naziva se bistrenje. Brzina sedimentacije
određena je primarnim svojstvima čestica: veličinom, gustoćom i oblikom.

29
Modeliranje procesa temelji se na Stokesovoj zakonitosti kojom se opisuje gibanje
čestica u laminarnom režimu:
2d
s18
x gv
(3.15.)
gdje je x veličina čestica (m), d gustoća čvrste faze, gustoća kapljevine, a
viskoznost kapljevine (Pa s).
Stokesova zakonitost vrijedi za nesmetano gibanje sferičnih čestica u laminarnim
uvjetima. Realni slučajevi podrazumijevaju smetano sedimentiranje najčešće
nesferičnih čestica. Zbog toga se Stokesova zakonitost modificira uvođenjem
dinamičkog faktora oblika, K (jedn. 2.12.) i faktora smetanog sedimentiranja, K:
2d
ss18
x gv K K
(3.16.)
Površina sedimentatora može se izračunati iz volumnog protoka pretoka i brzine
smetanog sedimentiranja prema izrazu:
1
ss
VA
v (3.17.)
Realni uvjeti u sedimentatoru razlikuju se od idealnih zbog turbulencije i
nejednolikog toka pa je površinu potrebno uvećati za 50 %.
3.2.1.2. Zonska sedimentacija
Zonska sedimentacija ili sedimentacija u zoni karakteristična je za suspenzije većih
koncentracija ili većeg intenziteta flokuliranosti. Brzina sedimentacije određena je
lokalnom razlikom koncentracija u suspenziji i u režimu idealne sedimentacije ne
ovisi o veličini i gustoći čestica.
Modeliranje procesa temelji se na Carman-Kozenyjevoj zakonitosti kojom se opisuje
brzina strujanja kroz porozni sloj. Prema tome, brzina sedimentiranja može se
izjednačiti s površinskom brzinom kapljevine kroz porozni sloj, ss Av v , što daje
izraz za brzinu sedimentacije:
2 2ST1
150 1A
x pv
l
(3.18.)
gdje je xST Sauterov promjer (m), poroznost sloja, viskoznost kapljevine (Pa s), a
p/l gradijent tlaka (Pa m–1).
Budući da se radi o flokuliranim sustavima teško je odrediti strukturu čestica i
poroznost sloja te je stoga teško primijeniti Carman-Kozenyjevu zakonitost.
Dimenzioniranje sedimentatora provodi se na temelju sedimentacijskog testa.

30
3.2.1.3. Sedimentacijski test
Sedimentacijskim testom dobije se sedimentacijska krivulja koja predstavlja prikaz
promjene visine granične plohe između bistre i sedimentacijske zone s vremenom.
Provodi se u cilindričnim posudama koje imaju promjer veći od 50 mm kako bi se
zanemario utjecaj stijenke na brzinu sedimentacije (slika 3.10.). Dakle,
sedimentacijski test se provodi isključivo kada je prisutan režim zonske
sedimentacije jer je samo tada moguće razlikovati granicu između zona. Na slici 3.10.
ilustriran je vremenski tijek sedimentacije. Prije početka sedimentacije prisutna je
samo sedimentacijska zona (B) koja zapravo predstavlja početnu suspenziju. S
vremenom dolazi do formiranja koncentracijskog profila po visini kolone što se
opisuje pojavom zona sedimentacije. U bistroj zoni (A) prisutna je samo kapljevina,
zona (D) je kompresijska zona, a između njih se stvara tzv. prijelazna zona (C).
Koncentracija je najveća u kompresijskoj zoni, a sve manja prema vrhu kolone. S
vremenom kompresijska zona postaje sve veća, a sedimentacijska zona sve manja. Na
kraju ostaju samo bistra zona i kompresijska zona. Položaj granične plohe između ove
dvije zone naziva se točka kompresije (K). Nakon što se dostigne točka kompresije
više nema sedimentacije u klasičnom smislu već nastupa kompresijski režim. Visina
granične plohe se i dalje mijenja, ali zbog ugušćivanja kompresijske zone, a ne zbog
sedimentacije. Čestice se u kompresijskoj zoni preslaguju tako da postignu što bolje
pakiranje. Pri tome dolazi do istiskivanja kapljevine iz poroznog sloja, a što ima za
posljedicu smanjenje visine granične plohe. Sedimentacija je završena kada se
položaj granične plohe prstane mijenjati.
Slika 3.10. Zone u sedimentacijskom testu
Praćenjem promjene opisane slikom 3.10. moguće je konstruirati sedimentacijsku
krivulju (slika 3.11.).
U vrlo kratkom periodu na početku sedimentacije postoji tzv. period stabilizacije.
Potom nastupa period konstantne brzine sedimentacije kad je koncentracija uz
graničnu plohu gotovo jednaka početnoj koncentraciji suspenzije. Brzina je u ovom
periodu konstantna, a može se dobiti iz nagiba linearnog dijela sedimentacijske
A – bistra zona
B – sedimentacijska zona
C – prijelazna zona
D – kompresijska zona
K – točka kompresije
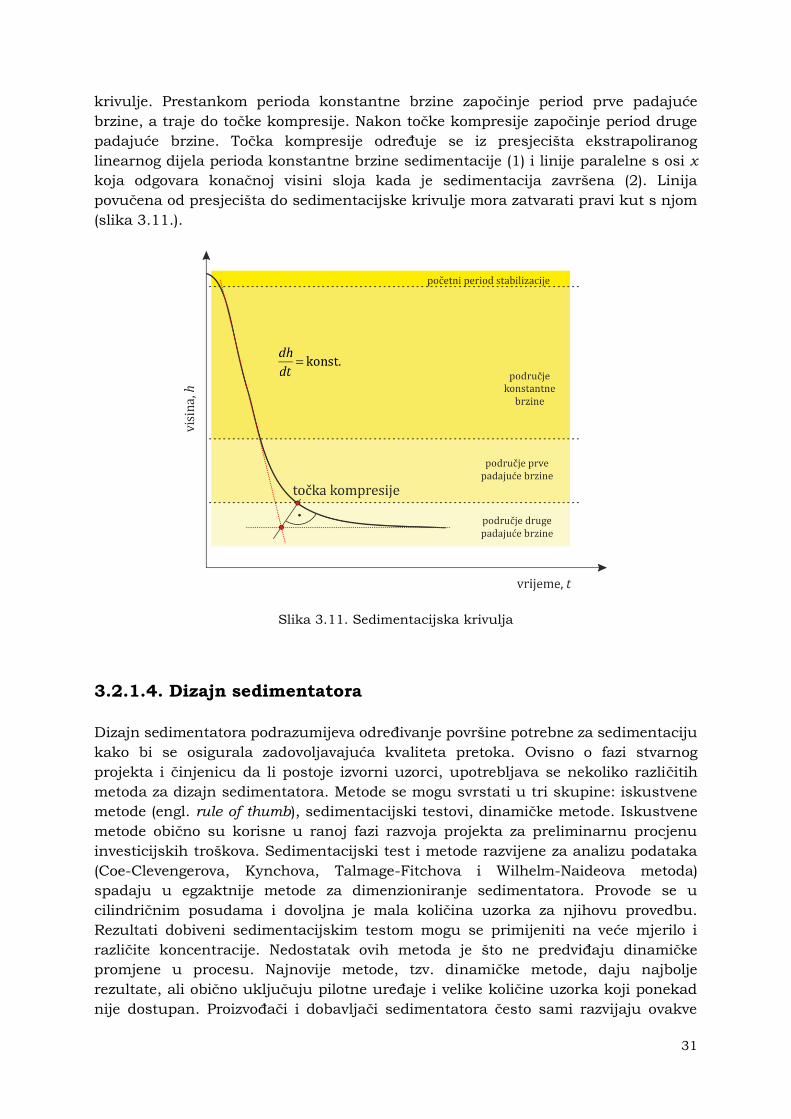
31
krivulje. Prestankom perioda konstantne brzine započinje period prve padajuće
brzine, a traje do točke kompresije. Nakon točke kompresije započinje period druge
padajuće brzine. Točka kompresije određuje se iz presjecišta ekstrapoliranog
linearnog dijela perioda konstantne brzine sedimentacije (1) i linije paralelne s osi x
koja odgovara konačnoj visini sloja kada je sedimentacija završena (2). Linija
povučena od presjecišta do sedimentacijske krivulje mora zatvarati pravi kut s njom
(slika 3.11.).
Slika 3.11. Sedimentacijska krivulja
3.2.1.4. Dizajn sedimentatora
Dizajn sedimentatora podrazumijeva određivanje površine potrebne za sedimentaciju
kako bi se osigurala zadovoljavajuća kvaliteta pretoka. Ovisno o fazi stvarnog
projekta i činjenicu da li postoje izvorni uzorci, upotrebljava se nekoliko različitih
metoda za dizajn sedimentatora. Metode se mogu svrstati u tri skupine: iskustvene
metode (engl. rule of thumb), sedimentacijski testovi, dinamičke metode. Iskustvene
metode obično su korisne u ranoj fazi razvoja projekta za preliminarnu procjenu
investicijskih troškova. Sedimentacijski test i metode razvijene za analizu podataka
(Coe-Clevengerova, Kynchova, Talmage-Fitchova i Wilhelm-Naideova metoda)
spadaju u egzaktnije metode za dimenzioniranje sedimentatora. Provode se u
cilindričnim posudama i dovoljna je mala količina uzorka za njihovu provedbu.
Rezultati dobiveni sedimentacijskim testom mogu se primijeniti na veće mjerilo i
različite koncentracije. Nedostatak ovih metoda je što ne predviđaju dinamičke
promjene u procesu. Najnovije metode, tzv. dinamičke metode, daju najbolje
rezultate, ali obično uključuju pilotne uređaje i velike količine uzorka koji ponekad
nije dostupan. Proizvođači i dobavljači sedimentatora često sami razvijaju ovakve

32
pilotne uređaje koji uključuju sve segmente velikih sedimentatora, a preliminarna
ispitivanja provode se direktno u postrojenju, ako za to postoji mogućnost.
Coe-Clevengerova metoda
Metoda analize sedimentacijske krivulje koju su još 1916. predložili Coe i Clevenger.
Njihova metoda temelji se na pretpostavci da se podaci šaržnog sedimentacijskog
testa mogu primijeniti i na kontinuirane procese. Sedimentacijski test radi se pri
određenoj koncentraciji, a brzina sedimentacije određuje se iz nagiba područja
konstantne brzine na sedimentacijskoj krivulji. Kako bi se simulirali različiti uvjeti,
odnosno koncentracije, potrebno je provesti više sedimentacijskih testova s različitim
početnim koncentracijama. Površina se izračuna na temelju izraza:
0
s s s,2
1 1MA
v c c
(3.19.)
gdje je vs brzina sedimentacije (m s–1) (određena iz sedimentacijske krivulje) pri
koncentraciji cs (kg m–3). cs,2 je koncentracija suspenzije u odtoku (kg m–3), a 0M
maseni protok na ulazu u sedimentator (kg s–1). Da bi bio zadovoljen veći raspon
procesnih uvjeta uzima se najveća dobivena površina sedimentatora.
Kynchova metoda
Kynch je bio matematičar koji je pokazao kako na temelju samo jednog
sedimentacijskoj testa odrediti brzine sedimentacije, koncentracije i fluks čvrstih
čestica. Polazište ove metode je Coe-Clevengerova metoda. Tijekom sedimentacije
čestice prolaze kroz područja različite koncentracije, od početne do ugušćene
suspenzije. Kynch je pretpostavio da se kod kritične koncentracije formira zamišljeni
sloj koji putuje prema površini suspenzije konstantnom brzinom (sloj C, slika 3.10.).
Slika 3.12. Zamišljeni sloj u sedimentaciji
Do formiranja sloja dolazi jer je brzina kojom čestice ulaze u sloj manja od brzine
kojom čestice izlaze iz sloja. Sve čestice prilikom sedimentacije moraju proći kroz taj
zamišljeni sloj (slika 3.21.) pa se na temelju toga može napisati bilanca tvari:
0 0 s, sj j jc A h c A t v u (3.20.)
u vremenu tjkoncentracija cj
us
ulaz čestica
izlaz čestica

33
koja znači da je ukupna masa čvrste tvari jednaka masi čestica koje prolaze kroz
zamišljeni sloj kod neke kritične koncentracije. Uzme li se da se sloj giba
konstantnom brzinom, us:
konst.j
s
j
hu
t (3.21.)
izraz 3.20. može se pisati u sljedećem obliku:
0 0
,
j
j s j j
c hc
h v t
(3.22.)
U izrazu 3.22., nazivnik se može supstituirati visinom hi koja se dobije iz nagiba
tangente povučene na sedimentacijsku krivulju (slika 3.13.).
Slika 3.13. Analiza sedimentacijske krivulje Kynchovom metodom
Izraz 3.22. može se pisati u obliku:
0 0j
i
c hc
h
(3.23.)
cj predstavlja koncentraciju (kg m–3) koju bi imala suspenzija visine hi (m) kada bi
imala isti sadržaj čvrste tvari kao i početna suspenzija 0 0c h (kg m–2).
Brzina sedimentacije određuje se iz nagiba tangente. Prema tome, prema Kynchovoj
metodi moguće je na temelju tangenti u području prve padajuće brzine izračunati
koncentraciju suspenzije i brzinu sedimentacije koju biti takva suspenzija imala. U
tome se očituje prednost Kynchove metode u odnosu na Coe-Clevengerovu. Dovoljan
je jedan sedimentacijski test, a povlačenjem tangenti simuliraju se različite
koncentracije. Površina sedimentatora može se izračunati prema izrazu 3.19. kao i
kod Coe-Clevengerove metode, ali brzina i koncentracija odgovaraju onima dobivenim
na temelju tangenti.

34
Dizajn na temelju kritičnog kapaciteta obrade
Kritični kapacitet obrade određuje učinak cjelokupnog sedimentacijskog postupka, a
predstavlja kritičnu vrijednost fluksa čvrstih čestica koji se ostvaruje pri kritičnoj
koncentraciji. Ukupni fluks pri sedimentaciji sastoji se od apsolutnog i transportnog
fluksa:
ukupni apsolutni transportniS S S (3.24.)
Apsolutni fluks (Sapsolutni, kg m–2 s–1)posljedica je sedimentacije čvrstih čestica dok se
transportni (Stransportni, kg m–2 s–1) pojavljuje zbog odvođenja guste suspenzije.
Oba fluksa ovise o koncentraciji i brzini sedimentacije pa se gornji izraz može pisati
na sljedeći način:
ukupni s s s tr. s s tr.S c v c v c v v (3.25.)
gdje je cs koncentracija suspenzije (kg m–3), vs relativna brzina čvrstih čestica u
odnosu na fluid (m s–1), a vtr. je brzina odvođenja guste suspenzije (m s–1).
Brzina odvođenja guste suspenzije često nije poznata prilikom dizajna sedimentatora
pa se ukupni fluks može izračunati na temelju preuređenog izraza 3.25. koji uzima u
obzir očekivanu koncentraciju u odtoku (cs,2):
0 sukupni
s s,2
1 1
M vS
A
c c
(3.26.)
Koncentracija suspenzije i odgovarajuća brzina sedimentacije dobiju se na temelju
podataka sedimentacijskog testa pa je moguće konstruirati krivulju ovisnosti
apsolutnog ili ukupnog fluksa o koncentraciji suspenzije. Kritični kapacitet obrade
predstavlja minimum na krivulji ukupnog fluksa, dok se na krivulji apsolutnog
fluksa dobije kao odsječak tangente povučene iz koncentracije odtoka (cs,2) (slika
3.14.).
Slika 3.14. Određivanje kritičnog kapaciteta obrade iz krivulje ovisnost fluksa o koncentraciji;
a) ukupni fluks, b) apsolutni fluks

35
Uz poznatu vrijednost kritičnog kapaciteta obrade (engl. SHC – Solids Handling
Capacity) moguće je izračunati potrebnu površinu sedimentatora:
0
krit.
KMA
S
(3.27.)
gdje je K sigurnosni faktor koji može imati vrijednost 1,2 – 1,5, a što znači da se
dobivena površina sedimentatora uvećava za 20 – 50 % zbog realnih uvjeta
(nejednolik tok, turbulencije, promjene u koncentraciji i sl.) koje nije moguće
predvidjeti sedimentacijskim testom.
3.2.1.5. Sedimentatori
U kemijskoj procesnoj industriji, nakon reakcijske faze, odvijaju se operacije
odvajanja i pročišćavanja produkata. Za tu se svrhu koristi raznovrsna oprema koja
se može svrstati u standardiziranu i nestandardiziranu. Upotrebom standardizirane
opreme smanjuju se investicijski troškovi. Odabir standardizirane opreme temelji se
na karakterističnim varijablama procesa i svojstvima materijala.
Temeljni princip za dimenzioniranje gravitacijskih odvajača (sedimentatora) je
smanjivanje protoka dvofazne smjese tako da se omogući česticama dispergirane faze
da se odvoje pod djelovanjem gravitacije. Ako su čestice dovoljno velike i ako je razlika
gustoća dovoljno velika, odvajanje je relativno brzo i dovoljni su separatori manjih
dimenzija. U protivnom je potrebno proporcionalno povećati dimenzije separatora.
Pročišćavanje otpadnih voda sedimentacijom podrazumijeva odvajanje čvrste faze
uslijed taloženja pod djelovanjem gravitacije. Sedimentacija se koristi u primarnim
taložnicima, za odvajanje kemijski tretiranih čvrstih tvari te za koncetriranje
suspenzije. Sedimentacijski bazeni (sedimentatori) mogu imaju dvojaku funkciju, na
izlazu daju pročišćenu vodu i koncentriranu suspenziju. Postoje dvije vrste
sedimentatora, bistrici i ugušćivači. Bistrici se koriste za pročišćavanje suspenzija
manjih koncentracija kako bi se dobila pročišćena voda sa što manjim sadržajem
čvrste tvari. Ugušćivači se koriste kada je cilj dobiti odtok s velikim udjelom čvrste
tvari uz istovremeno čisti pretok. Konstrukcija im je gotovo ista, ali s obzirom na
manje koncentracije suspenzije koje se obrađuju u bistricima, pomoćna oprema
(grablje i sl.) je manje robusna, a time i jeftinija.
Ugušćivač (engl. thickener)
Primarna zadaća gravitacijskih ugušćivača je postizanje veće koncentracije čvrste
tvari u odtoku taloženjem uslijed gravitacije. Obično su kružnog presjeka, promjera 2
do 150 m.
Ugušćivač se sastoji od osnovnih dijelova:
spremnik za suspenziju

36
cijevi za dovod suspenzije
grablje
sustav za odvođenje ugušćene suspenzije
preljevna cijev
Najjednostavniji oblik ugušćivača prikazan je na slici 3.15. To je ugušćivač s mostom
koji služi za pristup motoru koji pokreće grablje.
Slika 3.15. Jednostavan ugušćivač s mostom
Cijenu ugušćivača obuhvaćaju troškovi izrade i operativni troškovi. Troškovi izrade
ugušćivača ovise o njihovom promjeru jer dimenzije određuju i vrstu sedimentatora i
popratne konstrukcije. Ukupna cijena je 3 do 4 puta veća od cijene mehanizma koji
pokreće grablje, uključujući i mostove, ograde i preljevne cijevi. Kontinuirani
ugušćivač troši vrlo malo energije pa je ovaj trošak zanemariv u odnosu na cijenu
izrade. Razlog tome su uglavnom vrlo male brzine rotacije grablji. Zbog toga su i
troškovi održavanja vrlo niski. Ukoliko je sedimentaciju potrebno provesti uz dodatak
flokulanata, cijena kemikalija često nadmašuje sve operativne troškove.
Slika 3.16. Dijagram za preliminarnu procjenu cijene ugušćivača [Izvor: D. W. Green, R. H.
Perry: Perry's Chemical Engineers' Handbook, Seventh Edition. Thickener Cost, Chapter,
18-73, McGraw-Hill Professional (1997)]
37
Preliminarna procjena cijene ugušćivača može se provesti na temelju dijagrama
prikazanog na slici 3.16. Ova cijena ne uključuje troškove pumpi, cjevovoda,
instrumentacije, pristupnih staza i mehanizama za podizanje grablji.
3.2.2. Centrifugalna sedimentacija
Centrifugalna separacija koristi se za odvajanje čestica koje imaju malu brzinu
gravitacijske sedimentacije, nemješljivih kapljevina različitih gustoća, filtraciju
suspenzija, isušivanje kristala, odnosno istiskivanje kapljevine zadržane između
kristala, emulzija i koloidnih suspenzija stabilnih u gravitacijskom polju.
Pokretačka sila centrifugalne separacije je centrifugalna sila, a sama centrifugalna
separacija može biti sedimentacija ili filtracija.
Kod centrifugalne sedimentacije čestice se pod djelovanjem centrifugalne sile gibaju
radijalno prema stijenci bubnja centrifuge. Ova se operacija koristi za sitnije čestice
koje nije moguće odvojiti gravitacijskom sedimentacijom ili za odvajanje emulzija koje
su stabilne u gravitacijskom polju. Djelotvornost procesa određena je vladanjem
najmanjih čestica.
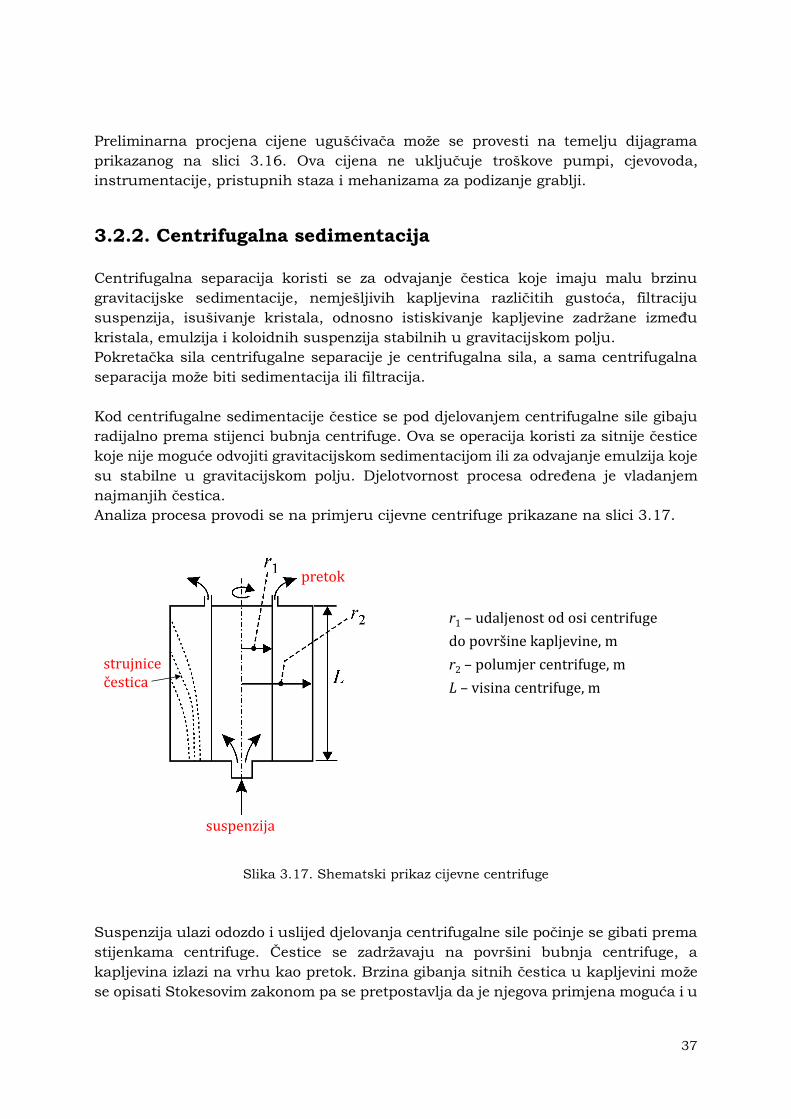
Analiza procesa provodi se na primjeru cijevne centrifuge prikazane na slici 3.17.
Slika 3.17. Shematski prikaz cijevne centrifuge
Suspenzija ulazi odozdo i uslijed djelovanja centrifugalne sile počinje se gibati prema
stijenkama centrifuge. Čestice se zadržavaju na površini bubnja centrifuge, a
kapljevina izlazi na vrhu kao pretok. Brzina gibanja sitnih čestica u kapljevini može
se opisati Stokesovim zakonom pa se pretpostavlja da je njegova primjena moguća i u
suspenzija
pretok
strujnicečestica
r1 – udaljenost od osi centrifuge
do površine kapljevine, m
r2 – polumjer centrifuge, m
L – visina centrifuge, m

38
centrifugi. Prema Stokesovom zakonu, brzinu centrifugalne sedimentacije moguće je
opisati izrazom:
2 2
cs18
dx rv
(3.28.)
gdje je x veličina čestica (m), d gustoća čvrste faze, gustoća kapljevine, viskoznost
kapljevine (Pa s), r polumjer centrifuge (m), kutna brzina (s–1), a 2r
centrifugalna akceleracija.
3.2.2.1. Sigma koncept
Usporedba istovrsnih centrifuga i njihovo uvećanje provode se na temelju tzv. Sigma
koncepta. Sigma koncept koristi se u području centrifugalne sedimentacije još od
1952. kada ga je predložio Ambler. Daje pojednostavljenu vezu između karakteristika
uređaja izraženih značajkom odvajanja x50, volumnog protoka i geometrijskog
indeksa centrifuge, , koji se naziva Amblerov faktor kapaciteta.
Ambler je započeo razvoj ovog koncepta na primjeru cijevne centrifuge (slika 3.18.) s
pretpostavkom da čestica u nekom vremenu t prijeđe put jednak polovici prstenastog
dijela kapljevine u centrifugi (s), odnosno polovici udaljenosti od površine kapljevine
do zida bubnja.
Slika 3.18. Cijevna centrifuga i Amblerova pretpostavka
Brzina centrifugalne sedimentacije prema Amblerovoj pretpostavci može se izraziti
kao put koji čestica prijeđe u određenom vremenu:
cs2
l V sv
t V
(3.29.)
s
površina
kapljevine
zid bubnja

39
Izjednačavanjem brzina centrifugalne sedimentacije prema Stokesovoj zakonitosti i
Amblerovom konceptu dobije se protok kapljevine koji se može ostvariti na izlazu iz
odgovarajuće centrifuge:
2 250
218
dx V rV
s
(3.30.)
gdje je x50 značajka odvajanja centrifuge (m), d gustoća čvrste faze, gustoća
kapljevine, viskoznost kapljevine (Pa s), V volumen centrifuge (m3), kutna brzina
(s–1), polumjer centrifuge (m), a s polumjer prstenastog dijela kapljevine (m).
U sljedećem koraku se množenjem i dijeljenjem gornjeg izraza s ubrzanjem sile teže, g
dobije sljedeći oblik izraza:
2 250
218
dx g V rV
s g
(3.31.)
U izrazu 3.31. prvi dio predstavlja brzinu sedimentacije čestice u gravitacijskom polju
prema Stokesovoj zakonitosti (jedn. 3.11.), a drugi dio uzima u obzir karakteristike
centrifuge te se naziva Abmlerov faktor kapaciteta, (m2). Za svaki tip centrifuge
Amblerov faktor je definiran odgovarajućim izrazom koji uključuje geometriju i kutnu
brzinu centrifuge. Sigma vrijednost, izražena u m2, predstavlja površinu poprečnog
presjeka gravitacijskog taložnika koji bi imao isti kapacitet kao i centrifuga te istu
kvalitetu pretoka.
Konačno se Sigma koncept može pisati u obliku:
s2V v (3.32.)
što omogućuje procjenu protoka na izlazu iz centrifuge. V je volumni protok na izlazu
iz centrifuge (m3 s–1), vs je brzina gravitacijske sedimentacije (m s–1), a je Amblerov
faktor kapaciteta (m2).
Sigma koncept nalazi svoju primjenu u prenošenju rezultata u veće mjerilo između
istovrsnih centrifuga kod kojih se želi zadržati ista značajka razdvajanja x50:
21s
1 2
2VV
v
(3.33.)
3.2.2.2. Sedimentacijske centrifuge
Sedimentacijske centrifuge se mogu podijeliti ovisno o načinu rada na
diskontinuirane, polukontinuirane i kontinuirane. Neke od centrifuga, ovisno o
načinu izvedbe, mogu raditi na sva tri načina. Na slici 3.19. shematski je prikazana
podjela sedimentacijskih centrifuga prema vrsti i načinu njihovog rada.

40
Slika 3.19. Shematski prikaz podjele sedimentacijskih centrifuga
Cijevna centrifuga (engl. tubular centrifuge)
a) b) c)
Slika 3.20. Cijevne centrifuge: a) shematski prikaz, b) prikaz tokova, c) izgled centrifuge.
Različite izvedbe cijevne centrifuge prikazane su na slici 3.20. Ova vrsta centrifuga
djelotvorna je za područje vrlo sitnih čestica, ispod 1 m. Radi diskontinuirano.
Zaustavlja se nakon što debljina čvrstog kolača dosegne određenu debljinu kada
djelotvornost separatora počinje opadati. Uklanjanje kolača provodi se ručno. Koristi
se za manje koncentracije (< 1 % volumni udio čvrstog) jer tada zbog
diskontinuiranog rada nije potrebno često pražnjenje centrifuge. Za kontinuirani rad
mogu se koristiti dvije centrifuge istovremeno.
Amblerov faktor kapaciteta za cijevnu centrifugu definiran je izrazom: 2
2 22 1
3 1
2 2
Lr r
g
(3.34.)
Sedimentacijske centrifuge
Cijevna centrifuga Diskontinuirana
Zdjelasta centrifuga
Polukontinuirana
Pužna centrifuga Kontinuirana
Disk centrifuga
Ovisno o izvedbi može biti kontinuirana,
polukontinuirana i diskontinuirana

41
gdje je kutna brzina centrifuge (s–1), a geometrija cijevne centrifuge pojašnjena je na
slici 3.17. Indeksi uz volumne protoke na svim prikazima centrifuga označavaju
dotok (0), pretok (1) i odtok (2).
Zdjelasta centrifuga (engl. imperforate basket centrifuge)
Zdjelasta centrifuga slične je izvedbe kao i cijevna centrifuga, ali je omjer između
duljine i promjera oko 0,6 (za cijevnu 4 do 8) pa im je i djelotvornost znatno manja.
Suspenzija se uvodi kroz centralnu cijev do dna posude. Bistra kapljevina preljeva se
kontinuirano preko prstenaste brane. Po završetku ciklusa (ovisi o debljini kolača)
preostala kapljevina iznad kolača se obire, a kolač se uklanja pomoću strugača. Zbog
iste geometrije kao i cijvna centrifuga, Amblerov faktor kapaciteta definira se na isti
način (jedn. 3.30.).
a) b)
Slika 3.21. Zdjelasta centrifuga: a) prikaz tokova, b) izgled centrifuge.
Pužna centrifuga (engl. scroll-type centrifuge; decanter centrifuge)
Centrifuga može raditi kontinuirano zbog kontinuiranog uklanjanja stvorenog kolača
pomoću pužnice. Sastoji se od horizontalno položenog konusnog ili
konusno-cilindričnog bubnja (slika 3.22.). Omjer između duljine i promjera obično je
1,5 do 3,5 m. Pužnica u bubnju rotira u istom smjeru kao i bubanj, ali brzinom koja
je 5 do 100 o min–1 veća ili manja od brzine okretaja bubnja.
Suspenzija ulazi kroz centralnu cijev, prolazi kroz otvore na pužnici i pod djelovanjem
centrifugalne sile odbačena je prema stijenkama centrifuge, odnosno bubnja. Čestice
deponirane na površini bubnja transportiraju se uz konusni dio pomoću pužnice.
Amblerov faktor kapaciteta za konusnu pužnu centrifugu (slika 3.22.a) dan je
izrazom: 2 222 2 1 13 4
4
r r r rL
g
(3.35.)

42
gdje je kutna brzina centrifuge (s–1), r1 i r2 su polumjeri centrifuge (m) na suprotnim
stranama, a L je duljina centrifuge (m).
a)
b)
Slika 3.22. Shematski prikaz pužne centrifuge, a) konusne, b) konusno-cilindrične
U slučaju konusno-cilindrične pužne centrifuge (slika 3.22.b) potrebno je u
Amblerovom faktoru kapaciteta razdvojiti duljinu centrifuge na duljinu konusnog (L2)
i duljinu cilindričnog dijela (L1):
2 222 2 2 2 1 1
1 2 1 2
3 43 1
2 2 4
r r r rL r r L
g
(3.36.)
Na slici 3.23. prikazani su tokovi suspenzije, kapljevine i čvrste faze u konusnoj
pužnoj centrifugi.
Slika 3.23. Prikaz tokova u pužnoj centrifugi
Disk centrifuga (engl. disc centrifuge)
Sastoji se od bubnja koji rotira zajedno s nizom koničnih diskova (slika 3.24.).
Suspenzija ulazi kroz centralnu cijev, a zatim prelazi preko diskova. Kapljevina preko

43
diskova nastavlja put prema vrhu, a čvrste čestice se prvo deponiraju na donjoj
površini gornjeg od dva diska koji tvore tzv. kanal. U sljedećoj fazi čestice klize s
površine diska prema zidu bubnja. Kapacitet centrifuge povećava se brojem diskova
koji se koriste.
Ovisno o tipu disk centrifuge moguć je kontinuiran, polukontinuiran i diskontinuiran
rad centrifuge. Omjer promjera i visine obično je 1, a nagib diskova iznosi 35 do 50°.
Amblerov faktor kapaciteta za disk centrifugu definiran je izrazom:
2
3 32 1
2cot
3n r r
g
(3.37.)
gdje je kutna brzina centrifuge (s–1), r1 je udaljenost od osi centrifuge do početka
diskova (m), r2 je polumjer diskova (m), n broj diskova, a je njihov nagib (°).
a) b) c)
Slika 3.24. Disk centrifuga: a) shematski prikaz, b) prikaz tokova, c) izgled centrifuge.
3.2.2.3. Odabir centrifuga
Odabir sedimentacijskih centrifuga provodi se na temelju Sigma koncepta (jedn.
3.28.). Dijagram koji se često koristi za odabir odgovarajućeg tipa sedimentacijske
centrifuge dao je Lavanchy (1964.) (slika 3.32.).
Na slici 3.25. vidljiva su preklapanja radnih područja različitih centrifuga pa se izbor
može suziti na temelju poznatih svojstava materijala i zahtjeva procesa:
sadržaj čvrste tvari,
priroda čvrste faze (ljepljivi, vlaknasti materijali ...),
priroda kontinuirane faze (korozivnost ...),
potreba za kontinuiranim, polukontinuiranim ili šaržnim (diskontinuiranim)
procesom.

44
Slika 3.25. Dijagram za odabir sedimentacijskih centrifuga
Kada su poznati navedeni faktori, uređaj se odabire tako da budu zadovoljeni svi
faktori u nekoj prihvatljivoj mjeri. Uz poznate tehničke karakteristike proizvođača
opreme, ovaj vodič olakšava izbor sedimentacijskih centrifuga.
Na y-osi dane su vrijednosti volumnog protoka bistre kapljevine tzv. pretoka. Skale
na x-osi prikazuju veličine čestica i odgovarajuće brzine gravitacijske sedimentacije
dobivene na temelju Stokesove zakonitosti (jedn. 3.15.). Brzine su izračunate za
čestice gustoće 2000 kg m–3 koje sedimentiraju u vodi gustoće 1000 kg m–3. Ukoliko
su stvarni podaci značajno različiti potrebno je izračunati brzine gravitacijske
sedimentacije za dani sustav.
Uz navedene tipove sedimentacijskih centrifuga, za usporedbu je prikazano i
područje rada gravitacijskog sedimentatora gdje je vidljivo da je njegova primjena
isključivo za područje većih čestica koje dovoljno brzo sedimentiraju pod djelovanjem
gravitacijske sile. Za područje manjih veličina pogodniji je odabir neke od prikazanih
centrifuga ili pak upotreba flokulanata.

45
3.2.3. Filtracija
Filtracija je separacijski proces u kojem se čvrsta faza odvaja od kapljevine pomoću
nekog filtarskog sredstva. Da bi došlo do protoka kapljevine kroz porozni sloj
potrebna je odgovarajuća pokretačka sila koja se ostvaruje razlikom tlakova s jedne i
druge strane filtarskog sredstva (slika 3.26.). Kapljevina koja prolazi kroz filtarsko
sredstvo naziva se filtrat.
Slika 3.26. Shematski prikaz filtra
Općenita podjela filtracije prikazana je u tablici 3.2. Vrste filtracija i navedena podjela
ne isključuju jedna drugu.
Tablica 3.2. Podjela filtracije i filtara
Vrsta podjele Vrsta filtracije
Pokretačka sila Gravitacijska
Tlačna ili vakuum Centrifugalna
Mehanizam zadržavanja čvrste faze Filtracija kroz kolač
Dubinska filtracija
Cilj Odvajanje čvrste faze
Čišćenje kapljevine
Korištenje obje faze
Radni ciklus Šaržna
Kontinuirana
Priroda čvrste faze Filtracija stlačivih kolača
Filtracija nestlačivih kolača
Filtracija se uvijek odvija uz prisutnost filtarskog sredstva. Ono može biti vrlo tanko s
ujednačenim porama. U tom slučaju čestice se zadržavaju na površini filtarskog
sredstva i stvaraju tzv. kolač. Čestice manje od pora filtarskog sredstva prolaze kroz
njega ili se zadržavaju unutar kolača (slika 3.27.a). Veće čestice mogu stvoriti
SUSPENZIJA
FILTARSKO SREDSTVO
FILTARSKI UREĐAJ(Filtar)
FILTRAT
POKRETAČKA SILA(Razlika tlakova, p)

46
premoštenja iznad pora filtarskog sredstva što omogućuje zadržavanje i sitnijih
čestica. S vremenom može u potpunosti doći do začepljenja pora i smanjenja protoka
filtrata. Tada je filtraciju potrebno zaustaviti. Ovakva vrsta filtracije naziva se
filtracija kroz kolač (engl. surface filtration). većih čestica.
a) b)
Slika 3.27. Mehanizam zadržavanja čvrste faze, a) filtracija kroz kolač, b) dubinska filtracija
Koristi se za separaciju koncentriranih suspenzija (> 1% vol. udio čvrstog) jer kod
rijetkih suspenzija dolazi do brzog začepljenja pora filtarskog sredstva. “Umjetno”
povećanje koncentracije moguće je postići tzv. pomoćnim filtarskim sredstvima. Dvije
su mogućnosti njihovog korištenja, nanošenje na površinu filtarskog sredstva prije
filtracije ili dodavanje direktno u suspenziju. Međutim, njihova primjena je
ograničena samo na slučajeve kada je u filtraciji potreban filtrat, a kolač je otpad.
Pomoćna filtarska sredstva stvaraju kolače velike poroznosti što s jedne strane
smanjuje otpor protjecanju kapljevine, ali s druge strane stvara vrlo voluminozne
kolače i velike količine otpada. Također je potrebno voditi računa da su takvi kolači
vrlo kompresibilni (stlačivi) pa preveliki filtracijski tlak može dovesti do njihovog
stlačivanja. Dijatomejska zemlja je vrlo često korišteno pomoćno filtarsko sredstvo
čijom upotrebom nastaju kolači poroznosti 0,85.
U slučaju kada se čestice zadržavaju unutar filtarskog sredstva govorimo o dubinskoj
filtraciji. Čestice su manje od pora filtarskog sredstva te se zadržavaju unutar
filtarskog sloja na različitim dubinama. Ova vrsta filtracije djelotvorna je za
uklanjanje sitnih čestica te za rijetke suspenzije kojima je volumni udio čvrste faze
manji od 0,1 %. Filtarsko sredstvo obično je neki disperzni sustav koji stvara poroznu
strukturu. Čestice su uhvaćene na površini nepravilnih pora (slika 3.27.b) uslijed
inercijskih sila ili difuzijskog mehanizma. S vremenom može doći do začepljenja pora
uslijed vezivanja više čestica, međutim potpuno začepljenje je rijetko jer kapljevina i
dalje može protjecati oko čestica. Sam sloj filtarskog sredstva može biti i preko 1 m.
Čestice mogu biti postavljene u slojevima prema različitim veličinama (granulaciji)
čime se pospješuje djelotvornost. Dubinska se filtracija primjenjuje u procesima
obrade pitke vode kada se koriste pješčani filtri.
SUSPENZIJA
FILTRAT
filtarsko sredstvo
sloj filtar
skog
sredst
va
SUSPENZIJA
FILTRAT

47
3.2.3.1. Filtracija kroz kolač
Kako je navedeno ranije, filtracija kroz kolač češća je u procesnoj industriji prilikom
odvajanja produkata dok se dubinska filtracija koristi za pročišćavanje voda.
Filtarsko sredstvo prilikom filtracije služi kao nosač stvorenog kolača. Zadržavanjem
čestica na površini filtarskog sredstva nastaje kolač zbog čega se ova filtracija i naziva
površinska filtracija ili filtracija kroz kolač. Međutim, separacija čestica ne odvija se
samo na površini filtarskog sredstva i površini kolača već i u njegovoj unutrašnjosti.
Zbog toga ova vrsta filtracije obuhvaća dvojaki mehanizam separacije pa se može reći
da djelomično uključuje i dubinsku filtraciju.
Odvajanje faza nikada nije idealno i potpuno. Djelotvornost filtracije može se izrazi
dvjema veličinama:
1) Učinom filtra koji predstavlja količinu odvojenog filtrata po jedinici vremena i
jedinici filtarske površine (m3 m–2 s–1).
2) Stupnjem potpunosti razdvajanja faza koji predstavlja masu zaostale
kapljevine u kolaču.
Glavna karakteristika filtara je odnos između protoka, pokretačke sile i svojstava
poroznog sloja. Prvu zakonitost koja povezuje navedene veličine dao je Darcy 1856.
Kapljevina protječe kroz porozni sloj čestica. Zbog kontakta kapljevine i površine
čestica dolazi do trenja što dovodi do pada tlaka. Što je količina čestica veća, veća je
površina kontakta, a time i rezultirajući pad tlaka. Darcy je svojim eksperimentima
utvrdio da je pad tlaka direktno proporcionalan protoku, odnosno brzini protjecanja
kapljevine (slika 3.28.):
LA
dpv
dl K
(3.38.)
gdje je Ldp
dlgradijent hidrodinamičkog tlaka (Pa m–1), viskoznost kapljevine (Pa s), K
permeabilnost sloja (m2), a vA površinska brzina strujanja kapljevine (m s–1).
Slika 3.28. Proporcionalnost između pada tlaka i protoka prema Darcyjevoj zakonitosti

48
Primijeni li se Darcyjeva zakonitost na filtraciju kroz kolač kada je prisutno samo
filtarsko sredstvo, pad tlaka ovisit će o brzini protjecanja i viskoznosti kapljevine, te o
karakteristikama filtarskog sredstva, permeabilnosti i debljini (slika 3.29.)
Za cjelokupnu debljinu filtarskog sredstva, Darcyjeva jednadžba može se pisati u
obliku:
A pV K
L
(3.39.)
Otpor protjecanju kapljevine koje pruža filtarsko sredstvo označava se kao RM (engl.
medium resistance), a ima jedinicu m–1. Kako je već navedeno, otpor filtarskog
sredstva ovisi o njegovoj debljini i permeabilnosti:
M
debljina filtarskog sredstva
permeabilnost filtarskog sredstva
LR
K (3.40.)
Slika 3.29. Pad tlaka kroz filtarsko sredstvo
Permeabilnost ovisi o karakteristikama čestica koje formiraju sloj, a u ovom slučaju o
karakteristikama samog filtarskog sredstva koje uključuju poroznost i veličinu pora.
SI jedinica za permeabilnost je m2, ali u naftno-petrokemijskoj industriji i geologiji u
upotrebi se može naći i jedinica 1 darcy (1 darcy = 9,869233×10−13 m2).
Razlika tlakova raspodjeljuje se unutar filtarskog sredstva kako je prikazano na slici
3.29. Uzme li se u obzir izraz 3.40., Darcyjeva jednadžba piše se u obliku:
M
M
A pV
R
(3.41.)
gdje ostvareni protok kapljevine ovisi o pokretačkoj sili, razlici tlakova s jedne i druge
strane filtarskog sredstva (pM) i otporu filtarskog sredstva (RM). U slučaju kada kroz
filtarsko sredstvo protječe samo kapljevina, sve veličine u izrazu 3.41. su konstantne
pa je uz konstantnu pokretačku silu i protok kapljevine konstantan.
M 1 0p p p

49
Pri filtraciji suspenzije dolazi do stvaranja kolača na površini filtarskog sredstva.
Otpor protjecanju sada uz filtarsko sredstvo pruža i stvoreni kolač. Ukupni otpor
tijekom filtracije raste pa uz konstantnu pokretačku silu dolazi do smanjenja
volumena filtrata koji je moguće prikupiti u jediničnom vremenu (slika 3.30.).
Filtraciju je potrebno zaustaviti prije nego otpor protjecanju postane toliko velik da
dolazi do njegovog značajno smanjenja. Taj trenutak naziva se optimalno vrijeme
filtracije.
Slika 3.30. Volumen filtrata prikupljen u vremenu pri filtraciji kapljevine i suspenzije
Razlika tlakova raspodjeljuje se sada po cijeloj debljini filtarskog sredstva i kolača
(slika 3.31.), a na ukupan protok utječe i otpor filtarskog kolača, RC (engl. cake
resistance). Darcyjeva jednadžba piše se u obliku:
M C
A pV
R R
(3.42.)
Otpor filtarskog kolača ovisi o količini stvorenog kolača što pak ovisi o koncentraciji
suspenzija koja se filtrira. Zbog toga je uobičajeno koristiti specifični otpor
filtarskog kolača koji ovisi o masi kolača stvorenoj po jediničnoj površini filtarske
površine.
Specifični otpor filtarskog kolača ima jedinicu m kg–1, a može se izračunati na temelju
izraza:
CR w (3.43.)
gdje je specifični otpor filtaskog kolača (m kg–1), a w masa kolača po jediničnoj
površini filtarskog sredstva (kg m–2).
Volumen
filtrata
Vrijeme
Suspenzija
Čista kapljevina
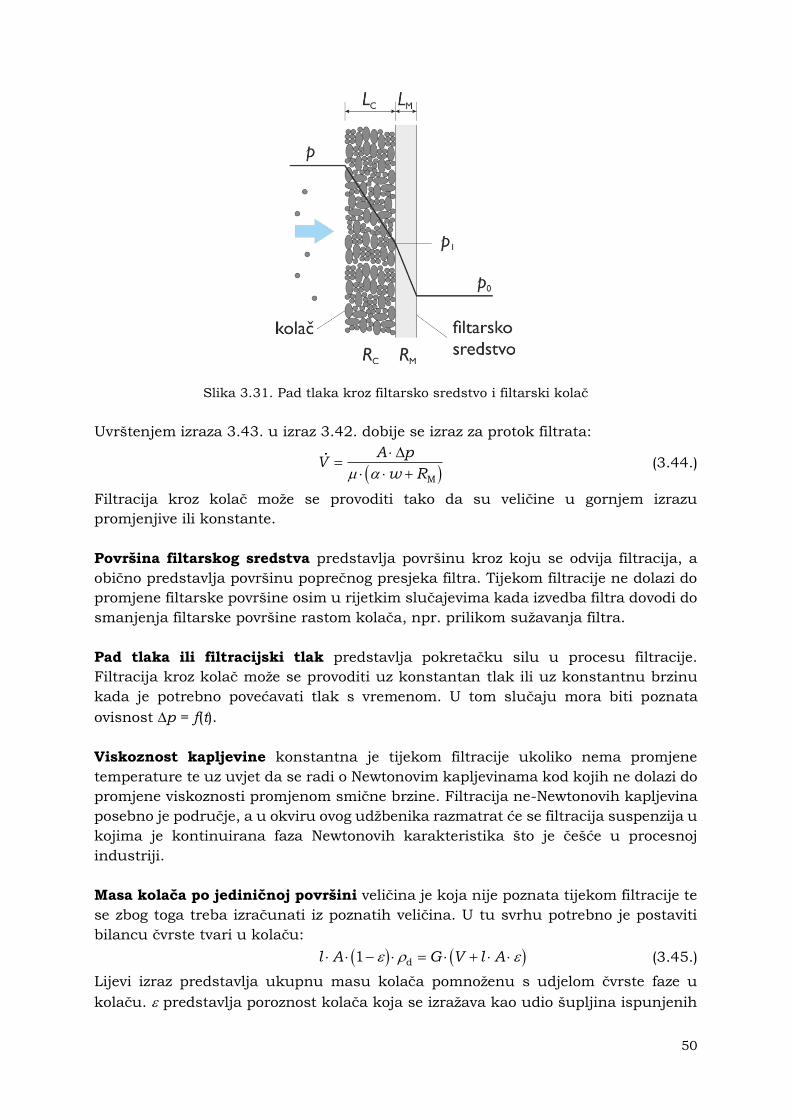
50
Slika 3.31. Pad tlaka kroz filtarsko sredstvo i filtarski kolač
Uvrštenjem izraza 3.43. u izraz 3.42. dobije se izraz za protok filtrata:
M
A pV
w R
(3.44.)
Filtracija kroz kolač može se provoditi tako da su veličine u gornjem izrazu
promjenjive ili konstante.
Površina filtarskog sredstva predstavlja površinu kroz koju se odvija filtracija, a
obično predstavlja površinu poprečnog presjeka filtra. Tijekom filtracije ne dolazi do
promjene filtarske površine osim u rijetkim slučajevima kada izvedba filtra dovodi do
smanjenja filtarske površine rastom kolača, npr. prilikom sužavanja filtra.
Pad tlaka ili filtracijski tlak predstavlja pokretačku silu u procesu filtracije.
Filtracija kroz kolač može se provoditi uz konstantan tlak ili uz konstantnu brzinu
kada je potrebno povećavati tlak s vremenom. U tom slučaju mora biti poznata
ovisnost p = f(t).
Viskoznost kapljevine konstantna je tijekom filtracije ukoliko nema promjene
temperature te uz uvjet da se radi o Newtonovim kapljevinama kod kojih ne dolazi do
promjene viskoznosti promjenom smične brzine. Filtracija ne-Newtonovih kapljevina
posebno je područje, a u okviru ovog udžbenika razmatrat će se filtracija suspenzija u
kojima je kontinuirana faza Newtonovih karakteristika što je češće u procesnoj
industriji.
Masa kolača po jediničnoj površini veličina je koja nije poznata tijekom filtracije te
se zbog toga treba izračunati iz poznatih veličina. U tu svrhu potrebno je postaviti
bilancu čvrste tvari u kolaču:
d1l A G V l A (3.45.)
Lijevi izraz predstavlja ukupnu masu kolača pomnoženu s udjelom čvrste faze u
kolaču. predstavlja poroznost kolača koja se izražava kao udio šupljina ispunjenih

51
kapljevinom. Prema tome, 1 će biti udio čvrstih čestica u kolaču. Navedena
masa odnosi se na suhi kolač, a izjednačava se s ukupnom količinom čvrste tvari u
suspenziji. U desnom izrazu uvodi se veličina, G, koja predstavlja masu čvrste tvari
po jediničnom volumenu filtrata, a pomnožena s ukupnim volumenom daje masu
čvrste tvari u suspenziji. Ukupni volumen kapljevine predstavlja sumu volumena
filtrata (V) i količine kapljevine zaostale u masi mokrog kolača l A . Filtracija kroz
kolač daje kompaktne kolače s malim sadržajem kapljevine pa je dio zaostale
kapljevine u kolaču zanemariv u odnosu na volumen prikupljenog filtrata. Slijedi da
je:
G Vw
A
(3.46.)
Masa čvrste tvari po volumenu filtrata može se izračunati korigiranjem masene
koncentracije suspenzije:
d
d
cG
c
(3.47.)
gdje je d gustoća disperzne faze, a c masena koncentracija (kg m–3).
Otpor filtarskog sredstva konstantan je tijekom filtracije. Postoje slučajevi kada se
on može promijeniti zbog učestalog korištenja filtarskog sredstva ili začepljenja pora,
ali se u praksi uzima konstantna vrijednost tijekom filtracije.
Specifični otpor filtarskog kolača ne mijenja se tijekom filtracije u slučaju da je
kolač nestlačiv ili kada se radi pri konstantnom filtracijskom tlaku. Stlačivost kolača
podrazumijeva promjenu strukture kolača promjenom filtracijskog tlaka, a ovisi o
prirodi čestica.
Uzevši u obzir analizu svih veličina iz Darcyjevog izraza proizlazi konačni izraz koji
povezuje protok filtrata, filtracijski tlak i otpore pri filtraciji:
M
A pV
G VR
A
(3.48.)
Gornji izraz predstavlja najjednostavniji model strujanja kroz porozni sloj u slučaju
nestlačivih kolača. Kada bi se u Darcyjevoj jednadžbi definirala permeabilnost sloja
prema Kozenyju, te uzeli u obzir laminarni hidrodinamički uvjeti, dobila bi se poznata
Carman-Kozenyjeva jednadžba strujanja kroz porozni sloj.
U praksi se gotovo svi kolači mogu smatrati stlačivima. Kod takvih se kolača
poroznost i otpor mijenjaju tijekom protjecanja kapljevine. Kao posljedica, specifični
otpor kolača mijenja se promjenom tlaka. U tom slučaju potrebno je u razmatranja
uzeti funkcionalnu ovisnost srednjeg specifičnog otpora kolača o filtracijskom tlaku.
Specifični otpor filtarskog kolača ovisi o tzv. pseudo tlaku:
s
s
sr. s 0
1 1p
L
dp
p (3.49.)
te o lokalnim otporima unutar kolača.

52
Prilikom formiranja kolača dolazi do zadržavanja čestica na površini filtarskog
sredstva. Kolač uz površinu filtarskog sredstva je kompaktan i relativno suh, a
udaljavanjem od površine filtarskog sredstva sve je veći sadržaj vlage u kolaču. Ovo je
u direktnoj vezi s lokalnim otporima u kolaču. Specifični otpor kolača uz površinu
filtarskog sredstva bit će veći i smanjivat će se prema površini kolača (slika 3.32.).
Pseudo tlak raste prema površini filtarskog sredstva, a posljedica je akumulacije
otpora (Fs) koji se prenose s jedne čestice na drugu njihovim dodirnim točkama.
Hidrodinamički tlak raste prema površini kolača. Zanemare li se inercijske sile u
sloju, bilanca sila u dijelu sloja dana je izrazom:
s 0LdF A dp (3.50.)
odnosno:
s LF A p A p (3.51.)
Tlak, p, u bilo kojem dijelu kolača ovisi o pseudo tlaku (ps)i hidrodinamičkom tlaku
(pL). Može biti funkcija vremena, ali ne ovisi o položaju u kolaču.
s Lp p p (3.52.)
Slika 3.32. Formiranje filtarskog kolača
Prema definiciji tlaka poznato je da je to sila po površini. Površina djelovanja
hidrodinamičke sile jest ukupna površina poprečnog presjeka kolača. S druge strane,
sila akumuliranog otpora prenosi se samo dodirnim točkama čestica (slika 3.33.).
Površine su značajno različite pa je konvencijom uvedena fiktivna veličina nazvana
pseudo tlak.
Slika 3.33. Prikaz sila i tlakova u kolaču

53
Navedena pojašnjenja vode natrag do osnovne jednadžbe filtracije, Darcyjeve
jednadžbe (jedn. 3.38.). Polazište je sada zakonitost strujanja kroz stlačivi kolač.
Permeabilnost filtarskog kolača ovisi o lokalnom otporu kolača i njegovim
karakteristikama:
d
1
1 L
K
(3.53.)
gdje je L lokalni otpor filtarskog kolača (m kg–1) koji ovisi o pseudo tlaku.
Umjesto debljine kolača razmatra se masa kolača po jediničnoj površini budući da
ona ovisi o karakteristikama disperzne faze. Iz bilance tvari slijedi:
d 1
dwdl
(3.54)
Darcyjeva jednadžba sada se modificira u osnovnu jednadžbu filtracije:
LL A
dpv
dw (3.55.)
u koju je potrebno uključiti pseudo tlak koji određuje lokalne otpore kolača:
sLL A
dpdpv
dw dw (3.56.)
Gornji izraz potrebno je integrirati po cjelokupnoj visini, odnosno masi kolača (w)
kako je ilustrirano slikom 3.34. Uz površinu filtarskog sredstva (w = 0) pseudo tlak je
maksimalan i ima vrijednost ukupnog tlaka umanjenu za tlak na površini filtarskog
sredstva (p1).
Slika 3.34. Prikaz graničnih uvjeta u kolaču
Na površini filtarskog kolača (w = w) hidrodinamički tlak je maksimalan, a pseudo
tlak ima vrijednost nula. Uzevši u obzir granične uvjete slijedi:
1
s
0 0
p pw
A
L
dpv dw
(3.57.)
Jednostavnim integriranjem i uzimanjem u obzir ovisnost specifičnog otpora o
pseudo tlaku (jedn. 3.49.) slijedi:
1A
L
p pv w
(3.58.)
Tlak na površini filtarskog sredstva ovisi o njegovom otporu RM:
1 MAp v R (3.59.)

54
što konačno dovodi do Carmanove jednadžbe:
sr. M
1A
dV pv
A dt w R
(3.60.)
Supstitucijom mase kolača po jediničnoj površini (jedn. 3.46.) slijedi opća
Carmanova jednadžba primjenjiva za sve oblike filtracije:
sr.M
dV A p
G VdtR
A
(3.61.)
gdje je A površina filtracije (m2), p je filtracijski tlak (Pa), viskoznost kapljevine (Pa
s), sr. srednji specifični otpor kolača (m kg–1), G masa kolača po jediničnom volumenu
filtrata (kg m–3), V volumen suspenzije (filtrata) (m3), a RM otpor filtarskog sredstva
(m–1).
Filtracija se može provoditi uz konstantan tlak, konstantnu brzinu ili promjenjive
uvjete kako je ilustrirano slikom 3.35. Konstantan filtracijski tlak rezultirat će
smanjenjem brzine protjecanja kapljevine uslijed povećanja filtracijskih otpora.
Ukoliko je neophodno provođenje filtracije uz konstantnu brzinu protjecanja
kapljevine potrebno je povećavati filtracijski tlak tijekom filtracije kako bi se
kompenzirali rastući otpori u procesu. Industrijska filtracija često se provodi uz
promjenjive uvjete filtracije na način da se u prvom periodu povećava tlak do neke
maksimalno dozvoljene vrijednosti koja je određena karakteristikama čvrste faze i
samom izvedbom filtracijskog uređaja. U ovom periodu održava se konstantna brzina
protjecanja nakon čega slijedi drugi period u kojem se provodi filtracija pri
konstantnom tlaku.
Slika 3.35. Prikaz uvjeta provedbe filtracije
Opća Carmanova jednadžba može se primijeniti za sve navedene načine provedbe
filtracijskog procesa integriranjem izraza 3.61. uz odgovarajuće uvjete.
Brz
ina
pro
tjec
anja
Tlak
konstantna brzina
ko
nstan
tan tlak

55
Ukoliko se filtracija provodi pri konstantnom filtracijskom tlaku (p = konst.) rješenje
integrala ima oblik:
sr. M
22
G RtV
V A pA p
(3.62.)
3.2.3.2. Filtri s kolačem
Filtri s kolačem mogu se podijeliti s obzirom na pokretačku silu na tlačne i
vakuumske filtre. Tlačni filtri nalaze čestu upotrebu u kemijskoj procesnoj industriji
za separaciju suspenzija koncentracije 1 do 10 %, a koje sadrže sitnije čestice koje
sporo talože. Vakuumski filtri pogodniji su kod suspenzija s manjim udjelom sitnijih
čestica (slika 3.36.).
Slika 3.36. Odabir tlačnih ili vakuumskih filtara
Slika 3.37. Podjela filtara s kolačem
Filtri s kolačem
TLAČNI
Okvirna filtarska preša
Komorna filtarska preša
Lisnati filtar
VAKUUMSKI
DISKONTINUIRANI
Lisnati filtar
Nuča
KONTINUIRANI
S rotirajućim bubnjem
Disk HORIZONTALNI
Tanjurasti
S beskrajnom trakom

56
Tlačni filtri rade diskontinuirano dok je kod vakuumskih moguć i kontinuiran rad jer
je jednostavnije uklanjanje kolača. Na slici 3.37. prikazana je podjela filtara s
kolačem.
Filtarska preša (engl. filter press)
Originalan dizajn filtarske preše potječe iz industrije proizvodnje šećera kada su se
sokovi iz šećerne repe istiskivali kroz neki porozni materijal (platno). Danas se vrlo
često upotrebljava u prehrambenoj industriji za filtriranje vina, ekstrahiranih
proteina, šećera, jestivih ulja i slično. U kemijskoj procesnoj industriji koristi se u
proizvodnji kemikalija poput sumporne, klorovodične, fosforne i fluorovodične
kiseline i nekih jakih baza, zatim u proizvodnji organskih kemikalija, detergenata,
boja, ulja, katalizatora, gnojiva, bio-goriva te u naftno-petrokemijskoj industriji.
Postoje dvije izvedbe preše, komorna (engl. plate filter press) i okvirna (engl. frame
and plate filter press) filtarska preša. Shematski su prikazane na slici 3.38.
a) b)
Slika 3.38. Filtarska preša: a) komorna, b) okvirna
Kod komorne filtarske preše nižu se ploče (slika 3.39.a i b) preko kojih se nalazi
filtarsko sredstvo. Prostor između ploča naziva se komora i unutar njega se prikuplja
kolač. Suspenzija ulazi kroz centralnu cijev i ispunjava komore. Čestice se zadržavaju
na površini filtarskog sredstva, a kapljevina se cijedi preko ploča u sabirni kanal te se
odvodi kao filtrat. Filtracija se zaustavlja kada su komore ispunjene kolačem nakon
čega slijedi ciklus rastavljanja, pražnjenja i čišćenja preše. Zbog diskontinuiranog
rada ove preše moraju biti jednostavne izvedbe kako bi se što lakše uklonio kolač.
Kod okvirne filtar preše naizmjenično se postavljaju ploče i okviri (slika 3.38.b).
Filtarsko sredstvo nalazi se na pločama, a kolač se skuplja unutar okvira. Okviri i
ploče su obično kvadratnog oblika, ali mogu biti i pravokutni. Suspenzija ulazi u
okvir, a kako se s obje strane okvira nalaze ploče s filtarskim sredstvom preko kojih
se odvija separacija, svaki okvir ima dvije filtarske površine. Kapljevina prolazi kroz
filtarsko sredstvo i cijedi se po kanalima ploče te se prikuplja kao filtrat u zajednički
SUSPENZIJA
FILTRAT
PLOČA
kolač
FS
SUSPENZIJA
FILTRAT
PLOČA
kolač
FSOKVIR

57
odvod. Zbog dimenzija okvira moguće je dobiti deblje filtarske kolače nego kod
komornih preša.
Slika 3.39. Ploče filtarske preše
Prvi korak pri izboru ovih filtara je procjena površine potrebne za filtraciju. Odabir
ovisi o dimenzijama i broju ploča. Moguće su različite kombinacije veličina i broja, a
dobra je praksa uvijek odabrati manji broj ploča većih dimenzija.
Lisnati filtar (engl. leaf filter)
Tlačni lisnati filtri (engl. pressure leaf filter) zatvorene su posude u kojima su filtarski
elementi tzv. listovi koji služe ili kao filtarsko sredstvo ili kao nosači filtarskog
sredstva.
Mogu biti različite izvedbe:
- vertikalne posude i vertikalni listovi,
- horizontalne posude i vertikalni listovi,
- vertikalne posude i horizontalni listovi i
- horizontalne posude i horizontalni listovi.
a) b)
Slika 3.40. Vertikalni lisnati filtar s vertikalnim listovima: a) shematski prikaz, b) izgled
FILTRAT
kolač
FS(listovi)
SUSPENZIJA

58
Najjeftiniji i nejjednostavniji tlačni lisnati filtar je onaj koji u vertikalnoj posudi ima
vertikalne listove (slika 3.40.).
Unatoč pristupačnoj cijeni, ova vrsta filtara ima najmanji omjer volumena i
raspoložive filtarske površine koja je manja od 80 m2. Uklanjanje kolača iz filtra
potpomognuto je sprejanjem, vibracijama i sl.
Vakuumski lisnati filtar (engl. vacuum leaf filter) sastoji se od niza listova spojenih sa
sustavom za stvaranje podtlaka. Listovi se uranjanju u posudu sa suspenzijom gdje
se odvija filtracija, zatim u posudu u kojoj se ispire kolač, a potom se kolač skida
obrnutim ispuhivanjem pomoću komprimiranog zraka.
Nuča (engl. nutsche filter)
Nuča je industrijski ekvivalent laboratorijskog Büchnerovog lijevka. Filtar se sastoji
od posude podijeljene u dva dijela s tzv. lažnim dnom, perforiranim ili poroznim koje
djeluje ili kao nosač filtarskog sredstva ili kao samo filtarsko sredstvo. Tlak ispod
perforiranog dna manji je od atmosferskog što uzrokuje protjecanje kapljevine kroz
filtarsko sredstvo (slika 3.41.).
Slika 3.41. Nuča. Prikaz perforiranog dna i filtarskog sredstva
Nuče su jednostavne izvedbe, ali je uklanjanje kolača komplicirano. Budući da su
posude otvorene, neprikladne su za filtriranje zapaljivih ili toksičnih tvari.
Rotirajući bubanj (engl. rotary drum filter)
Ovaj vakuumski filtar najpopularniji je kontinuirani filtar. Mogu biti različitih izvedbi,
ali sve uključuju bubanj koji polako rotira brzinom 0,1 do 1 okretaj u minuti (slika
3.42.). Bubanj je djelomično uronjen u suspenziju. Perforirana površina bubnja
podijeljena je u niz sekcija te je svaka od njih vakuumska komora spojena pomoću
cijevi u centar bubnja. Površina bubnja prekrivena je filtarskim sredstvom, a filtracija
se odvija u svakoj sekciji prilikom uranjanja u suspenziju. Koriste se za suspenzije
koje se lako filtriraju, ali je moguće i filtriranje uz predsloj pomoćnih filtarskih
sredstava nanesenih na površinu bubnja. Površina im je 0,05 do 100 m2 što je
relativno malo u odnosu na volumen koji zauzimaju.
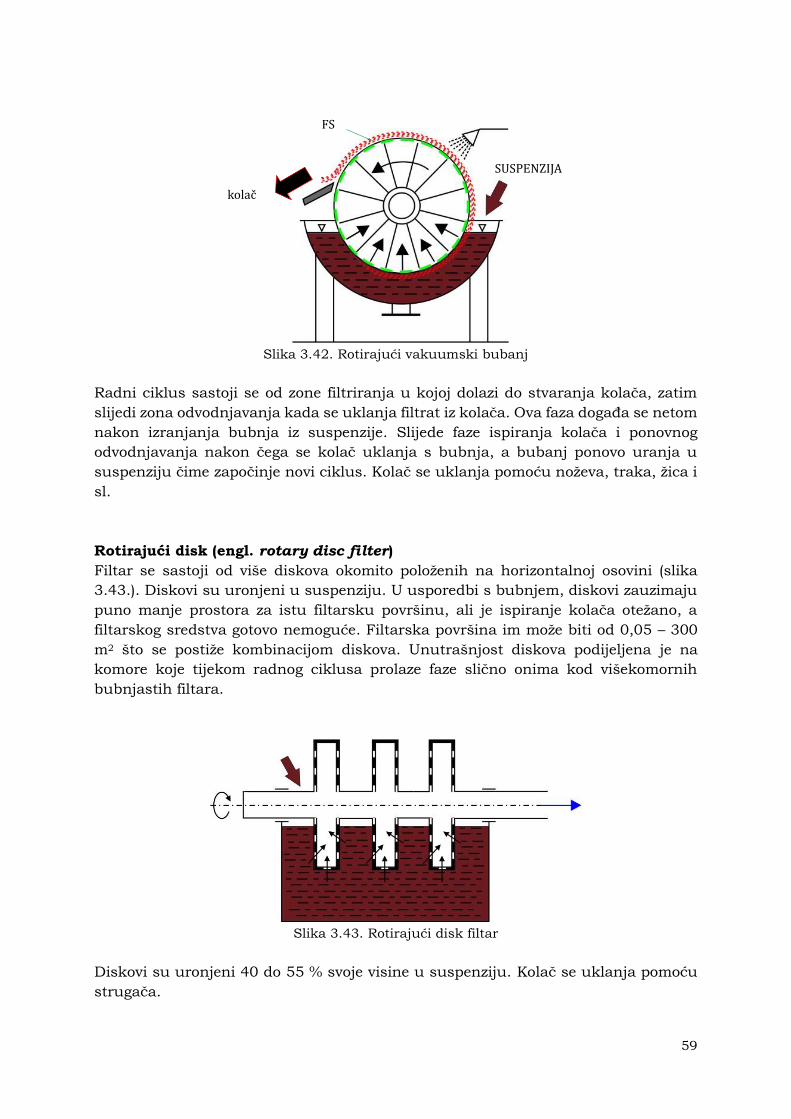
59
Slika 3.42. Rotirajući vakuumski bubanj
Radni ciklus sastoji se od zone filtriranja u kojoj dolazi do stvaranja kolača, zatim
slijedi zona odvodnjavanja kada se uklanja filtrat iz kolača. Ova faza događa se netom
nakon izranjanja bubnja iz suspenzije. Slijede faze ispiranja kolača i ponovnog
odvodnjavanja nakon čega se kolač uklanja s bubnja, a bubanj ponovo uranja u
suspenziju čime započinje novi ciklus. Kolač se uklanja pomoću noževa, traka, žica i
sl.
Rotirajući disk (engl. rotary disc filter)
Filtar se sastoji od više diskova okomito položenih na horizontalnoj osovini (slika
3.43.). Diskovi su uronjeni u suspenziju. U usporedbi s bubnjem, diskovi zauzimaju
puno manje prostora za istu filtarsku površinu, ali je ispiranje kolača otežano, a
filtarskog sredstva gotovo nemoguće. Filtarska površina im može biti od 0,05 – 300
m2 što se postiže kombinacijom diskova. Unutrašnjost diskova podijeljena je na
komore koje tijekom radnog ciklusa prolaze faze slično onima kod višekomornih
bubnjastih filtara.
Slika 3.43. Rotirajući disk filtar
Diskovi su uronjeni 40 do 55 % svoje visine u suspenziju. Kolač se uklanja pomoću
strugača.
SUSPENZIJA
kolač
FS

60
Tanjurasti filtar (engl. horizontal pan filter)
Tanjurasti filtar (slika 3.44.) spada u skupinu horizontalnih vakuumskih filtara.
Uređaji su slični tanjurima. Površina im je prekrivena filtarskim sredstvom. Tanjur je
podijeljen u komore ispod kojih je pumpama stvoren podtlak. Svaka komora prolazi
fazu filtriranja, odvodnjavanja, ispiranja kolača i njegovog uklanjanja. Kolač se
obično uklanja pomoću pužnice, a filtarsko sredstvo se propuhuje strujom
komprimiranog zraka prije novog radnog ciklusa. Ovi filtri su složene konstrukcije.
Površina im je 0,5 do 100 m2 što je nedostatak kao i kod bubnja jer zauzimaju veliki
volumen u odnosu na raspoloživu površinu filtracije.
Slika 3.44. Tanjurasti filtar
Beskrajna traka (engl. horizontal belt filter)
Filtar s beskrajnom trakom nastao je modificiranjem tanjurastog filtra, a od inicijalne
izvedbe pretvorio se u onu prikazanu slikom 3.45. Izgledom podsjeća na traku koja
služi za transport materijala. Beskrajna traka je perforirana i služi kao nosač
filtarskog sredstva. Ispod trake se nalaze posude pod vakuumom. Na gornjem se
dijelu odvija filtracija nakon čega slijedi uklanjanje kolača i ispiranje trake. Prednost
im je mogućnost temeljitog ispiranja kolača i čišćenja filtarskog sredstva. Modularne
su konstrukcije pa se prilagođavaju uvjetima procesa.
Slika 3.45. Horizontalni filtar s beskrajnom trakom
SUSPENZIJA
FILTRAT
FS
kolač
SUSPENZIJA
FILTRAT
FS
kolač
61
3.2.3.3. Odabir filtara
Prilikom odabira opreme i procesnih uvjeta treba voditi računa o sljedećim faktorima:
svojstvima fluida: viskoznost, gustoća, korozivnost,
svojstvima čvrste faze: veličina i oblik čestica, raspodjela veličina čestica,
poroznost,
koncentraciji,
količini suspenzije,
traži li se kapljevita, čvrsta ili obje faze,
je li potrebno ispiranje kolača,
utječe li oprema na kontaminaciju proizvoda,
može li se ulazna suspenzija zagrijavati,
da li je potrebna predobrada suspenzije.
Za pomoć pri odabiru standardizirane opreme danas služe vodiči koje nude
proizvođači opreme. Također, danas su razvijeni tzv. ekspertni sustavi koji
omogućuju odabir opreme na temelju odgovarajućih laboratorijskih testova. Nerijetko
i sami proizvođači opreme razvijaju ovakve sustave. Međutim, pravilan odabir nije
moguć bez dobrog poznavanja proizvodnog procesa i uvjeta u kojima uređaj mora
raditi. Iako je moguće kvalitativno predvidjeti utjecaj fizičkih svojstava fluida i čvrste
tvari na tijek i ishod filtracije, neophodno je provesti laboratorijska mjerenja prije
dizajna velikog mjerila. Za to su, prije svega, potrebni podaci dobiveni filtracijskim
testom u laboratorijskim uvjetima, specifični otpor kolača i otpor filtarskog sredstva.
Najprikladniji filtar za operaciju je onaj koji će zadovoljiti zahtjeve procesa i pri tome
imati najnižu cijenu. Cijena opreme proporcionalna je filtarskoj površini. Kako bi se
ostvario veliki učin poželjno je da se filtracija odvija pri velikim brzinama, odnosno pri
višim tlakovima. Međutim, treba voditi računa o maksimalno dozvoljenim radnim
uvjetima s obzirom na konstrukciju opreme. Najveći učin daju kontinuirani filtri, ali
ponekad je nužno koristiti diskontinuirane uređaje.
Kolači koji pružaju veliki otpor zahtijevaju velike radne tlakove pa je preporučeno
odabrati diskontinuirane uređaje budući da su kontinuirani limitirani radnim
tlakovima. Važna je jednostavnost uklanjanja kolača i pražnjenja filtra te mogućnost
nadzora kvalitete filtrata.
Najvažniji faktori pri odabiru filtra su specifični otpor filtarskog kolača, količina koju
je potrebno filtrirati i koncentracija suspenzije.

62
3.2.4. Centrifugalna filtracija
Pokretačka sila u ovoj operaciji je centrifugalna sila koja djeluje na fluid. Koristi se
kada želimo dobiti kolač što manjeg sadržaja vlage. Filtracijskih centrifuge, za razliku
od sedimentacijskih, imaju perforirani bubanj na kojem se nalazi filtarsko sredstvo
(slika 3.46.). Za ovu vrstu separacije nije potrebna razlika u gustoći između čvrste i
kapljevite faze.
Slika 3.46. Shematski prikaz centrifugalne filtracije
Geometrija centrifuge određena je sljedećim dimenzijama: r0 je udaljenost od osi
centrifuge do površine kapljevine (m), rS je udaljenost od osi centrifuge do površine
kolača (m), rB je polumjer centrifuge (m), L je visina centrifuge (m). Bubanj centrifuge
rotira kutnom brzinom, (s–1).
Najznačajnija razlika između centrifugalnih i ostalih filtara je upravo u dodatnoj
pokretačkoj sili. Osim razlike tlakova s jedne i druge strane filtarskog sredstva, na
kapljevinu u kolaču dodatno djeluje centrifulgalna sila što osigurava brzo izlaženje
kapljevine iz kolača. Upravo ovo daje prednost filtracijskim centrifugama kada je
potrebno provesti uklanjanje vode iz kolača.
Proces centrifugalne filtracije odvija se u dva koraka. U prvom koraku dolazi do
stvaranja kolača na površini filtarskog sredstva pa se može zaključiti da je prvi korak
centrifugalna sedimentacija. Sljedeći korak je centrifugalna filtracija; kapljevina
iznad kolača protječe kroz pore kolača uslijed djelovanja centrifugalne sile. Brzina
centrifugalne sedimentacije znatno je veća od brzine centrifugalne filtracije.
Pretpostavlja se da je odmah došlo do stvaranja kolača nakon čega se odvija filtracija.
Centrifugalna filtracija može se smatrati vrstom filtracije kroz kolač pa je moguće
primijeniti Darcyjevu zakonitost strujanja kroz porozni sloj (jedn. 3.38.). Umjesto
permeabilnosti u Darcyjevu jednadžbu se uvodi intrinzička propusnost, k (m4 N–1 s–1),
te se uzimaju u obzir dvije pokretačke sile, sila tlaka (Fp) i centrifugalna sila (FC).

63
Cpk F FV
l
(3.63)
Uzme li se u obzir prstenasti element kapljevine (slika 3.47.) debljine dr i visine
jednake visini centrifuge, L, na nekoj udaljenosti r od osi centrifuge koja rotira
kutnom brzinom , na njega djeluju sila tlaka i centrifugalna sila:
2p
dpdF r L dr
dr (3.64.)
2C 2dF r L dr r (3.65.)
Uvrštenjem izraza za sile u Darcyjev zakon centrifugalne filtracije slijedi:
22dp
V r L k rdr
(3.66.)
Slika 3.47. Element fluida u bubnju centrifuge
Slika 3.48. Granični uvjeti

64
Protok filtrata kroz centrifugu dobije se rješavanjem gornjeg izraza u granicama koje
predstavljaju površinu bubnja i površinu kolača (slika 3.48.). Kada je polumjer r = rB,
tlak je jednak tlaku s donje strane filtarskog sredstva p = 0. S druge strane, na
površini kolača tlak je jednak nekom tlaku pS. Na kapljevinu u centrifugalnom polju,
na nekoj udaljenosti r, zbog rotacije kutnom brzinom , djeluje tlak:
2 2 20
1
2p r r r (3.67.)
Uzme li se da je r = rS slijedi izraz za tlak na površini kolača:
2 2 2S S 0
1
2p r r (3.68.)
Rješenje jednadžbe 3.66. je u koracima kako slijedi:
2 1
2
Vdp r dr
L k r
(3.69.)
S S S
B B
2
0
1
2
p r r
r r
Vdp rdr dr
L k r
(3.70.)
2
2 2 SS S B
B
ln2 2
rVp r r
L k r
(3.71.)
2
2 2BS B S
S
ln2 2
rVp r r
L k r
(3.72.)
22 2SB B
S 2S B
ln 2 12
rr rV L k p
r r
(3.73.)
Konačni izraz za protok filtrata koji se može ostvariti u filtracijskoj centrifugi dobije se
uvrštavanjem izraza 3.68. u izraz 3.73.:
2
2 2B 0
B
S
ln
L kV r r
r
r
(3.74.)
Navedena teorija primjene Darcyjevog zakona samo je jedna od onih koje se
primjenjuju za opis centrifugalne filtracije. Smatra se najjednostavnijom teorijom
iako je njezin glavni nedostatak što ne uzima u obzir masene sile koje djeluju na
kapljevinu u kolaču i filtarskom sredstvu.
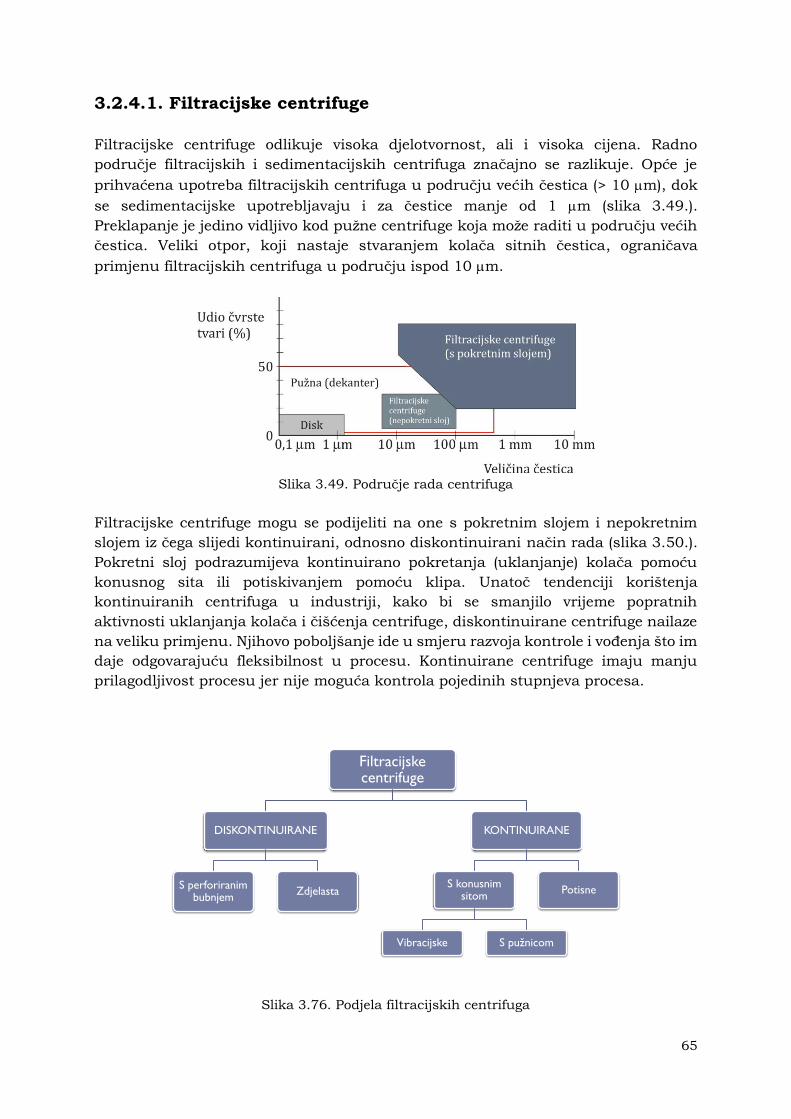
65
3.2.4.1. Filtracijske centrifuge
Filtracijske centrifuge odlikuje visoka djelotvornost, ali i visoka cijena. Radno
područje filtracijskih i sedimentacijskih centrifuga značajno se razlikuje. Opće je
prihvaćena upotreba filtracijskih centrifuga u području većih čestica (> 10 m), dok
se sedimentacijske upotrebljavaju i za čestice manje od 1 m (slika 3.49.).
Preklapanje je jedino vidljivo kod pužne centrifuge koja može raditi u području većih
čestica. Veliki otpor, koji nastaje stvaranjem kolača sitnih čestica, ograničava
primjenu filtracijskih centrifuga u području ispod 10 m.
Slika 3.49. Područje rada centrifuga
Filtracijske centrifuge mogu se podijeliti na one s pokretnim slojem i nepokretnim
slojem iz čega slijedi kontinuirani, odnosno diskontinuirani način rada (slika 3.50.).
Pokretni sloj podrazumijeva kontinuirano pokretanja (uklanjanje) kolača pomoću
konusnog sita ili potiskivanjem pomoću klipa. Unatoč tendenciji korištenja
kontinuiranih centrifuga u industriji, kako bi se smanjilo vrijeme popratnih
aktivnosti uklanjanja kolača i čišćenja centrifuge, diskontinuirane centrifuge nailaze
na veliku primjenu. Njihovo poboljšanje ide u smjeru razvoja kontrole i vođenja što im
daje odgovarajuću fleksibilnost u procesu. Kontinuirane centrifuge imaju manju
prilagodljivost procesu jer nije moguća kontrola pojedinih stupnjeva procesa.
Slika 3.76. Podjela filtracijskih centrifuga
Filtracijske centrifuge
DISKONTINUIRANE
S perforiranim bubnjem
Zdjelasta
KONTINUIRANE
S konusnim sitom
Vibracijske S pužnicom
Potisne

66
Centrifuga s perforiranim bubnjem (engl. perforated basket centrifuge)
Centrifuga s perforiranim bubnjem (slika 3.51.) je vertikalna centrifuga, a smatra se
najjednostavnijom šaržnom filtracijskom centrifugom. Upotrebljava se za filtraciju
materijala koji zahtijevaju dugo ispiranje i odvodnjavanje. Pogodna je za separaciju
lomljivih materijala poput kristala. U odnosu na druge filtracijske centrifuge,
upotrebljava se u području manjih veličina čestica. Izvedba centrifuge može biti
raznolika, ali uvijek sadrži perforirani bubanj koji rotira. Suspenzija se uvodi
centralno u bubanj i ispunjava cjelokupni volumen bubnja. Na taj se način postiže
jednoliko formiranje kolača na unutarnjoj površini bubnja. Kolač se skida ručno po
završetku ciklusa.
a) b) c)
Slika 3.51. Centrifuga s perforiranim bubnjem: a) shematski prikaz, b) izgled, c) perforirani
bubanj
Zbog vertikalno položenog bubnja može doći do klizanja kolača uslijed gravitacije što
ima za posljedicu nejednolik kolač. Ispiranje kolača obično se provodi raspršivanjem
kapljevine po površini, a izvedba centrifuge omogućuje odvajanje matične kapljevine i
one za ispiranje.
Zdjelasta centrifuga (engl. bowl centrifuge, peeler centrifuge)
Centrifuga ima horizontalnu os čime se eliminira mogućnost stvaranja
neujednačenog kolača uslijed gravitacije. Za razliku od centrifuge s perforiranim
bubnjem, ova centrifuga radi pri konstantnoj brzini pa su eliminirani periodi
ubrzanja i usporavanja centrifuge. Kolač se uklanja pri punoj brzini pomoću noža
koji struže površinu kolača. Zbog načina uklanjanja kolača nije pogodna za lako
lomljive materijale. Upotrebljava se za kratke periode filtracije.

67
Slika 3.52. Zdjelasta centrifuga
Promjer zdjele obično je 250 do 2500 mm, a broj okretaja 460 do 3800 min–1.
Centrifuga s konusnim sitom (engl. conical basket centrifuge)
Ova kontinuirana centrifuga ima konusno sito koje rotira horizontalnom ili
vertikalnom osi. Suspenzija se uvodi u uži dio perforiranog konusnog bubnja (sita).
Kolač se kontinuirano uklanja s konusnog dijela. Ukoliko je nagib konusa dovoljno
velik, kolač sam klizi s konusnog dijela. Kut ne smije biti prevelik jer se tada značajno
skraćuje vrijeme zadržavanja suspenzije pa je djelotvornost separacije mala.
Uobičajen nagib konusa je 20°, ali on ovisi o vrsti materijala. Uklanjanje kolača može
biti potpomognuto vibracijama (slika 3.53.a) ili mehaničkim gibanjem pužnice (slika
3.53.b).
a) b)
Slika 3.53. Centrifuga s konusnim sitom: a) vibracijska, b) s pužnicom

68
Kod vibracijske centrifuge (engl. vibratin centrifuge) s konusnim sitom nagib
konusnog dijela manji je od 20°. Pogodna je za separaciju suspenzija s masenim
udjelom čvrste faze od 20 do 75 %. Kapacitet joj može biti od 20 do 300 tona na sat, a
promjer 1000 do 1300 mm.
Centrifuga s pužnicom (engl. scroll centrifuge) najčešća je centrifuga malog nagiba
konusa. Skidanje kolača kontrolirano je pužnicom koja rotira relativno sporo u
odnosu na bubanj. Promjer bubnja je 300 do 1000 mm, a broj okretaja od 900 do
3000 min–1.
Ispiranje kolača moguće je kod obje vrste centrifuga s konusnim sitom, ali nije
učinkovito jer nije moguće odvojiti matičnu kapljevinu od one kojom je kolač ispiran.
Potisna centrifuga (engl. pusher centrifuge)
Potisna centrifuga ima cilindrični bubanj koji je horizontalno položen. Suspenzija se
uvodi kroz cijev sve do zatvorenog dijela centrifuge. Kolač se uklanja horizontalnim
pomicanjem klipa koji rotira. Klip može biti višestupnjevit što znači da sadrži nekoliko
sita različitih promjera. Pogodna je za uklanjanje čestica većih od 100 m. Promjer
bubnja je od 300 do 900 mm, klip se giba 20 do 100 puta u minuti, a rade pri
ubrzanju od 300 do 400 g . Kapacitet centrifuge je 40 t h–1 i više.
Slika 3.54. Potisna centrifuga
3.2.4.2. Odabir filtracijskih centrifuga
Odabir i uvećanje filtracijskih centrifuga provodi se na temelju laboratorijskih
testova. Filtracijski test u ovom slučaju nije primjenjiv zbog značajnog utjecaja
centrifugalne sile na kapljevinu u kolaču. Zbog toga se provode testovi u posebno
dizajniranim uređajima kojima se mjeri intrinzička propusnost kolača (slika 3.55.). U
takvim uređajima dolazi do brzog stvaranja kolača, a potom kapljevina protječe kroz
kolač i prikuplja se u menzuri.

69
Slika 3.55. Shematski prikaz testa za određivanje intrinzičke propusnosti
Intrinzička propusnost, k (m4 N–1 s–1), može se izračunati na temelju mjernih
podataka:
c 0
c
lnH H
kg C H
(3.75.)
gdje je vrijeme potrebno da kapljevina dosegne površinu kolača (s), je gustoća
kapljevine (kg m–3), Hc je debljina kolača (m), H
0 je ukupna debljina kolača i sloja
kapljevine (m), a C je broj g-a.
Odabir prikladne centrifuge može se provesti na temelju eksperimentalno određene
vrijednosti intrinzičke propusnosti (tablica 3.3.).
Tablica 3.3. Kriterij odabira filtracijskih centrifuga
Intrinzička propusnost,
k, m4 N–1 s–1
Tip centrifuge
> 20 x 10–10 Centrifuge s pokretnim slojem, najčešće pužna.
10 x 10–10 – 20 x 10–10 Zdjelasta centrifuga.
0,02 x 10–10 – 10 x 10–10 Centrifuga s perforiranim bubnjem.
< 0,02 x 10–10 Sedimentacijska centrifuga.

70
4. MIJEŠANJE
4.1. Uvod
Miješanje se može definirati kao gibanje fluida i/ili čestica kako bi se postigao
odgovarajući procesni rezultat, obično homogenost u koncentracijskom ili
temperaturnom smislu. Sekundarni efekt koji nastaje, prijenos tvari i topline,
kemijska reakcija, apsorpcija ili ekstrakcija određuju uvjete provedbe operacije.
Miješanje se susreće u svim granama industrije i može se analizirati na jedinstven
način bez obzira na disciplinu. Smatra se najzastupljenijom jediničnom operacijom
kemijske industrije jer omogućuje postizanje dobre izmiješanosti i/ili kontakt dviju
faza.
S obzirom na faze koje sudjeluju u miješanju, miješanje se može odvijati u
homogenim i heterogenim sustavima dviju ili više faza.
Miješanje dviju mješljivih kapljevina odvija se s ciljem postizanja zadovoljavajućeg
stupnja izmiješanosti u prihvatljivom vremenu miješanja. Kritični parametri za dizajn
miješalica za ovakve sustave su broj kapljevina i njihov volumen, fizičke
karakteristike kapljevina, oblik posude, vrijeme miješanja kod šaržnih operacija ili
vrijeme zadržavanja kod kontinuiranog miješanja. Ovo je najjednostavniji oblik
miješanja u kojem se želi postići homogenost mješavine. Nema kemijske reakcije niti
prijenosa tvari. Problemi se javljaju kada postoji znatna razlika u viskoznostima ili
gustoći kapljevina.
Miješanje nemješljivih kapljevina postiže se pomoću turbinskih miješala, a ima za
cilj postizanje veće površine između dvije faze. Time se ostvaruje veća brzina prijenosa
tvari i kemijske reakcije. Primjeri ove operacije mogu se naći u industriji proizvodnje
kemikalija, preradi nafte, farmaceutskoj industriji, proizvodnji kozmetike i hrane.
Optimiranje uvjeta provedbe miješanja je neophodno jer se pretjeranim miješanjem
može postići suprotan efekt. Pri tome je važno imati na umu cilj procesa kao što je
npr. homogeniziranje faza, postizanje disperzije sitnih čestica, stabilne emulzije i sl.
U literaturi postoje empirijski modeli koji omogućuju procjenu prosječne veličine
kapljica koja nastaje u emulziji na temelju procesnih uvjeta i fizičkih karakteristika
kapljevina.
Suspendiranje je naziv za miješanje čvrste faze i kapljevine. Provodi se mehaničkim
miješanjem u posudama bez obzira da li je čestice potrebno podići u kapljevini ili ih
potopiti. Operacija nalazi primjenu u kristalizaciji, katalitičkoj polimerizaciji, pripravi
suspenzija ugljena i sl. U praksi se najčešće nastoji postići stanje potpune suspenzije,
međutim u slučajevima prijenosa tvari potrebno je osigurati veću površinu kontakta
faza pa je neophodno postizanje homogene suspenzije.
Mehaničko miješanje sustava plin-kapljevina često se primjenjuje u industriji pri
apsorpciji, stripiranju, hidrogeniranju, fermentaciji pa i u obradi otpadnih voda. Cilj

71
operacije je postizanje disperznog sustava u kojem su mjehurići plina dispergirani
unutar kapljevine. Time se postiže bolji kontakt dviju faza u svrhu boljeg prijenosa
tvari. Za miješanje se koriste radijalna turbinska miješala.
Miješanje prašaka provodi se u svrhu postizanja homogenosti sustava. Za razliku od
prethodno navedenih sustava, kod miješanja prašaka nema relativnog gibanja
čestica bez dovođenja vanjske energije. Također, prestankom miješanja sustav se ne
vraća u prvobitno stanje. Prašci imaju svojstva kapljevina jer teku, svojstva plina
kada su dispergirani u zraku i sadrže vrlo sitne čestice, a prilikom komprimiranja
pokazuju svojstva krutina. Međutim, režimi i mehanizmi koji se ostvaruju u
miješanju prašaka različiti su od onih u kojima je jedna faza kapljevina ili plin.
4.2. Miješanje mješljivih kapljevina
Mehaničko miješanje mješljivih kapljevina može se odvijati u cjevovodu ili u
posudama s miješalom, tzv. miješalicama. Miješanje u cjevovodu odvija se ugradnjom
elemenata koji će pri strujanju kapljevina osigurati njihovo miješanje. Ovaj način
miješanja može biti vrlo učinkovit i jeftin kada postoji potreba transportiranja fluida.
Međutim, više od 50 % svjetske proizvodnje kemikalija odvija se uz mehaničko
miješanje u posudama koje sadrže miješala. Uobičajena geometrija miješalice
prikazana je na slici 4.1. Promjer posude označen je s D, visina kapljevine u posudi je
H, promjer miješala dm, udaljenost miješala od dna posude označena je sa s, w je
visina lopatica miješala, a B debljina razbijala.
Slika 4.1. Geometrija miješalice
Režimi miješanja koji se postižu u posudama ovise o vrsti miješala, broju okretaja i
viskoznosti kapljevine koja se miješa. Primijeni li se analogija fluksa količine gibanja
u miješalici, stupanj izmiješanosti koji se postiže ovisit će o pokretačkoj sili i otporu.
Pokretačka sila je mehanička energija dovedena miješalom, a otpori gibanju ističu se
kroz viskoznost kapljevine. Miješanje kapljevina malih viskoznosti, manjih od

72
10 mPa s, uobičajeno se odvija u turbulentnom režimu strujanja. Budući da je otpor
strujanju mali, ostvarit će se veći stupanj izmiješanosti nego kod laminarnog režima.
Brzine strujanja fluida su velike, a prijenos tvari se odvija vrtložnim mehanizmom.
Potpuno laminarni režim ostvaruje se kod kapljevina viskoznosti veće od 10 Pa s.
Otpori strujanju vrlo su veliki zbog velike viskoznosti. Stvaraju se velika smična
naprezanja koja se prenose na elemente fluida i zbog velikog trenja među slojevima
brzo se prigušuje gibanje uzrokovano okretanjem miješala. Potrebne su velike
količine energije da se ostvari željeni tok. Za miješanje vrlo viskoznih kapljevina radni
element (miješalo) mora zauzimati veliki dio posude kako bi se postiglo uzgibavanje
cjelokupne mase fluida. Prijenos tvari odvija se molekularnim mehanizmom
(difuzijom).
Hidrodinamički režim određuje se na temelju Reynoldsove značajke miješala: 2mn d
Re
(4.1.)
gdje je n broj okretaja miješala (s–1), dm je promjer miješala (m), a i µ su gustoća (kg
m–3), odnosno viskoznost (Pa s) kapljevine.
Laminarni režim ostvaren je za vrijednosti Reynoldsove značajke manje od 10, a
turbulentni režim za vrijednosti veće od 10000. Između ovih vrijednosti Reynoldsove
značajke postoji značajan raspon koji obuhvaća tzv. prijelazno područje između
laminarnog i turbulentnog strujanja. Uz samo miješalo, brzine strujanja su najveće
pa je moguće ostvariti tubulentno strujanje. Zbog otpora dolazi do smanjenja brzine
strujanja kapljevine prema stijenkama što u tom području rezultira laminarnim
gibanjem. Smatra se da se kod Newtonovih kapljevina i ranije postiže turbulentno
strujanje (Re > 300), ali iznad vrijednosti 10000 viskoznost više nema nikakvog
utjecaja na gibanje fluida, a značajka snage postaje konstantna i neovisna o
Reynoldsovoj značajci.
4.2.1. Dizajn sustava za miješanje kapljevina
Za dizajn miješalice inženjeri moraju imati na raspolaganju informacije značajne za
proces. Ove informacije pronalaze se u novim publiciranim člancima, knjigama ili
brošurama proizvođača opreme. Dizajn sustava za miješanje kapljevina može se
podijeliti u nekoliko koraka: odabir odgovarajućeg miješala i njegovih dimenzija,
odabir odgovarajuće posude za miješanje i potrebnih razbijala ovisno o vrsti toka koji
se želi postići, optimiranje broja okretaja miješala i utvrđivanje snage potrebne za
miješanje.
Uobičajene posude za miješanje su cilindričnog oblika i ravnog ili zaobljenog dna
Zaobljeno dno je eliptičnog oblika omjera 1:2. Strujnice kapljevine ispod miješala
razlikuju se ovisno o obliku dna posude što ima za posljedicu različitu učinkovitost
miješanja. Zaobljeno dno preferira se kod miješanja suspenzija jer se time izbjegavaju
tzv. mrtvi prostori u kojima nema miješanja, a u kojima se mogu akumulirati čestice.

73
Velike posude se konstruiraju s ravnim dnom ili plitkim konusom. Dublji konusi
zahtijevaju niže smještena miješala kako bi se osigurao tok kapljevine na nižim
razinama.
Tijekom miješanja često dolazi do stvaranja vrtloga što može uzrokovati probleme pri
miješanju te nedovoljan stupanj izmiješanosti (slika 4.2.).
Slika 4.2. Stvaranje vrtloga
Načini sprječavanja nastajanja vrtloga:
1. postavljanje miješala pod kutom (slika 4.3.a),
2. postavljanje miješala izvan centra posude (slika 4.3.b) i,
3. ugradnja razbijala (engl. baffles) (slika 4.3.c).
a) b) c)
Slika 4.3. Načini sprječavanja stvaranja vrtloga: a) miješalo pod kutom, b) miješalo izvan
centra, c) ugradnja razbijala
Aksijalna miješala mogu se postaviti pod kutom od 10 do 15° kako bi se spriječilo
stvaranje vrtloga. Međutim, pri većim snagama miješanja može doći do
neujednačenog strujanja kapljevine. Postavljanjem miješala izvan centra posude
također se izbjegava stvaranje vrtloga. Miješala se iskustveno postavljaju udaljena
1/6 promjera od centra u smjeru x-osi, kako je prikazano na slici 4.3.b. Ipak, najčešći
i najdjelotvorniji način sprječavanja stvaranja vrtloga je postavljanje razbijala (slika

74
4.3.c). Razbijala su tanke okomite trake postavljene radijalno na površini posude.
Debljina im je obično 1/10 ili 1/12 od promjera posude.
Kod miješanja suspenzija smještaju se na 1/2 udaljenosti svoje debljine od površine
posude kako bi se spriječila akumulacija čestica uz njihovu površinu.
a) b)
Slika 4.4. Razbijala: a) uz stijenku posude, b) prikaz geometrije
Razbijala se koriste u prijelaznom i turbulentnom hidrodinamičkom režimu. Pri
laminarnom miješanju viskoznih kapljevina nije potrebna ugradnja razbijala.
Također, kod pravokutnih spremnika rubovi razbijaju strujnice kapljevine pa nisu
potrebna razbijala.
4.2.1.1. Vrste miješala i odabir
Danas na tržištu postoje stotine vrsta miješala. Odabir odgovarajućeg miješala
zahtijeva dobro poznavanje procesa i fizikalnih svojstava sustava. Miješala se
najopćenitije mogu podijeliti u dvije grupe, ona koja se koriste za male i srednje
viskoznosti kapljevina te ona za vrlo velike viskoznosti. Njihova je razlika u izvedbi
kao i u vrsti toka koji uzrokuju u posudi. Miješala za kapljevine malih i srednjih
viskoznosti mogu se podijeliti s obzirom na vrstu toka u posudi na aksijalna i
radijalna miješala.
Slika 4.5. Osnovni tipovi cirkulacije kapljevine u posudi: a) aksijalni tok, b) radijalni tok

75
Aksijalni tok je tok kapljevine paralelan s osi rotacije miješala (slika 4.5.a). Obično se
odvija kada se koriste miješala s nagnutim lopaticama. Kapljevina se giba od miješala
prema dnu, nakon toga prema vrhu posude, pa opet prema miješalu. Radijalni tok je
tok kapljevine okomit na smjer rotacije (slika 4.5.b). Kapljevina se giba prema zidu
posude u vodoravnom (radijalnom) smjeru. Ova vrsta toka ostvaruje se kod miješala s
ravnim lopaticama.
Posebne izvedbe su miješala kojima se postižu velika ili mala smična naprezanja.
Pregled tipova miješala dan je u tablici 4.1.
Tablica 4.1. Osnovni tipovi miješala za kapljevine malih i srednjih viskoznosti
Vrsta miješala
Radijalni tok Miješalo s ravnim lopaticama (engl. flat-blade impeller), disk turbina
(engl. disk turbine – Rushton), turbinsko sa zaobljenim lopaticama (engl.
hollow-blade turbine – Smith)
Aksijalni tok Propeler (engl. propeller), turbinsko s nagnutim lopaticama (engl.
pitched blade turbine), miješalo sa zakrivljenim krilcima (engl. hydrofoil)
Visokosmična Disk (engl. disk), disk sa šipkama (bar disk) i sl.
Posebna Opruga (engl. spring impeller), miješalo sa zaobljenim lopaticama (engl.
sweptback impeller) i sl.
Miješala za radijalni tok
U ovu skupinu miješala spadaju sva miješala kod kojih je površina lopatica paralelna
s osi miješala (slike 4.6. – 4.9.). Koriste se za manje i srednje viskozne kapljevine, a
najučinkovitija su za miješanje sustava plin-kapljevina i kapljevina-kapljevina. Ova
miješala rezultiraju snažnijom turbulencijom i smičnim naprezanjima, ali manjom
dobavom u odnosu na aksijalna miješala. Uz ugrađena razbijala dolazi do stvaranja
intenzivnog okomitog toka iznad i ispod miješala.
Slika 4.6. Turbinsko miješalo s ravnim lopaticama (engl. flat-blade turbine, FBT)

76
Slika 4.7. Turbinsko miješalo sa zaobljenim lopaticama (engl. sweptback turbine)
Slika 4.8. Disk turbina (engl. disk turbine, Rushton)
Disk turbina Rushtonovog tipa (slika 4.8.) sastoji se od šest okomitih lopatica
postavljenih na disk. Lopatice su obično duljine koja odgovara četvrtini promjera
posude (D/4), a visine koja je petina promjera posude (D/5). Disk je promjera od 0,66
do 0,75D. Rushtonova turbina ima pri istim vrijednostima Reynoldsove značajke do
10 % veću značajku snage od turbine sa zaobljenim lopaticama (slika 4.9.)
Slika 4.9. Turbina sa zaobljenim lopaticama (engl. hollow-blade turbine, Smith)
Miješala za aksijalni tok
Miješala za aksijalni tok imaju lopatice nagnute pod kutom manjim od 90° u odnosu
na površinu rotacije. Koriste se za miješanje kapljevina i suspenzija. Najstarije
miješalo ovog tipa je brodski propeler.
Slika 4.10. Propelersko miješalo (engl. propeller)
Propelerska miješala (slika 4.10.) smještaju se centralno u posudu ili s bočne strane
kada se zahtijeva intenzivan aksijalni tok. Koriste se za miješanje kapljevina manje

77
viskoznosti. Proizvode se lijevanjem pa ponekad znaju biti preteška kada su velikih
dimenzija.
Slika 4.11. Turbinsko miješalo s nagnutim lopaticama (Pitched blade turbine, PBT)
Turbinska miješala s nagnutim lopaticama (slika 4.11.) koriste se za postizanje
aksijalnog toka kapljevina male i srednje viskoznosti. Lopatice mogu biti nagnute pod
kutom od 10 do 90°, a najčešće su nagnute pod 45°. Kada se smještaju pri vrhu
posude, omogućuju učinkovito “potapanje” i miješanje čestica manje gustoće koje
plivaju na površini kapljevine.
Slika 4.12. Miješalo sa zakrivljenim lopaticama (engl. hydrofoil)
Miješala za zakrivljenim lopaticama (slika 4.12.) imaju 3 ili 4 lopatice koje su
zakrivljene i sužavaju se prema vrhu čime je osigurana bolja raspodjela brzina i dobar
aksijalni tok. Uzrokuju mala smična naprezanja i malu značajku snage, ali veće
vrijednosti protoka po jediničnoj snazi.
Visokosmična miješala
Visokosmična miješala rade pri velikim brzinama, a koriste se za pripravu emulzija,
dispergiranje pigmenata i sl. Odlikuje ih mala dobava pa se često koriste u
kombinaciji s aksijalnim miješalima što rezultira velikim smičnim naprezanjima i
ujednačenom raspodjelom faza.
Miješala velike površine
Miješala velike površine (slike 4.13. – 4.15.) koriste se za vrlo viskozne kapljevine,
viskoznosti većih od 20 Pa s.
Pogodna su za miješanje ne-Newtonovih kapljevina, a miješanje se odvija u
laminarnom režimu. Zbog velikih viskoznosti kapljevine i trenja koje nastaje između
slojeva dolazi do brzog gubitka energije dovedene miješalom pa kapljevina uz stijenku
može mirovati ukoliko miješalo nema dovoljnu površinu. Zbog toga miješala za
viskozne kapljevine moraju zauzimati veći volumen posude. Promjer turbina za

78
miješanje kapljevina velike viskoznosti kreće se u rasponu od 85 do 95 % od promjera
posude.
Slika 4.13. Spiralno miješalo (engl. helical-ribbon impeller)
Slika 4.14. Sidrasta miješala (engl. anchor impeller)
Slika 4.15. Lopatasto miješalo (engl. paddle impeller)
Odabir miješala ovisi o vrsti i namjeni procesa, svojstvima materijala, viskoznosti
kapljevine i mjerilu operacije. Prvenstveno se temelji na viskoznosti kapljevine koju je
potrebno promiješati. Brojni su dijagrami koji omogućuju ovakvu procjenu, od onih
općih u kojima je dana samo viskoznost (slika 4.16.), pa do onih koji povezuju i
viskoznost kapljevine i volumen posude.

79
Slika 4.16. Vodič za odabir miješala
4.2.1.2. Značajka dobave i značajka snage
Kako je navedeno u uvodu poglavlja 4.2.1., dimenzioniranje miješalice podrazumijeva
poznavanje dviju ključnih bezdimenzijskih značajki, značajke dobave (engl. pumping
number, flow number) i značajke snage (engl. power number). Značajka dobave
bezdimenzijska je veličina koja je mjera stvarnog toka kapljevine u posudi. Potreban
tok kapljevine (dobava), kako bi se ostvarili zadovoljavajući hidrodinamički uvjeti,
određuje se na temelju potrebne brzine u masi fluida. Ova je brzina određena tzv.
mjerilom uzgibavanja, a ono ovisi o viskoznosti kapljevine koju je potrebno
promiješati (slika 4.17.). Potrebne brzine u masi kapljevine literaturni su podaci za
kapljevine odgovarajućih viskoznosti. Vrijednosti značajke dobave u turbulentnim su
uvjetima poznate za svaku vrstu miješala, a kreću se u rasponu od 0,4 do 0,8 (tablica
4.2.).
sidra
sta
pro
pele
rska
turb
insk
a –
ravn
e lopat
ice
lopat
asta
sidra
sta
(veća
A)
spir
alna
(vija
k)
spir
alna
(tra
ka)
1
10
102
103
104
105
106
107
Vis
kozn
ost
, cP
Vrste miješala

80
Slika 4.17. Shematski prikaz tijeka dimenzioniranja miješalice
Tablica 4.2. Vrijednosti značajke dobave za različite tipove miješala u turbulentnom režimu
Vrsta miješala Značajka
dobave
Propelersko (slika 4.12.) 0,4 – 0,6
Turbinsko s nagnutim lopaticama (slika 4.13.) 0,79
Turbinsko miješalo sa zakrivljenim lopaticama (slika 4.14.) 0,55 – 0,73
Turbinsko miješalo s ravnim lopaticama (slika 4.8.) 0,7
Disk turbina (slika 4.10.) 0,72
Turbina sa zaobljenim lopaticama (slika 4.11.) 0,76
Značajka dobave ovisi o hidrodinamičkim uvjetima i vrijednostima Reynoldsove
značajke. Raste porastom vrijednosti Reynoldsove značajke sve do turbulentnih
uvjeta (Re = 10 000) kada postaje konstantna. Manja miješala imaju veće vrijednosti
značajke dobave pri istoj vrijednosti Reynoldsove značajke. Ovisnost značajke dobave
o Reynoldsovoj značajci poznata je s obzirom na vrstu i dimenzije miješala. Ovakve
dijagrame dostavljaju proizvođači/dobavljači miješala. Primjer dijagrama dobave za
turbinsko miješalo s nagnutim lopaticama pod kutom od 45° najprisutniji je dijagram
u literaturi (slika 4.18.)
V
, n P
v
2
4
DV v A v
brzina u
masi fluida
prema
mjerilu
uzgibavanja

81
Slika 4.18. Primjer ovisnosti značajke dobave o Reynoldsovoj značajci za turbinsko miješalo s
lopaticama nagnutim pod kutom od 45°
Značajka dobave određenog tipa miješala ovisi o njegovoj geometriji (broj lopatica,
širina lopatica) i veličini, ali ovisi i o razini kapljevine u posudi.
Uz poznatu značajku dobave i promjer miješala moguće je izračunati broj okretaja
potreban da se osigura zadovoljavajući protok kapljevine u posudi:
3V m
Vn
N d
(4.2.)
gdje je n broj okretaja miješala (s–1), V volumni protok kapljevine u posudi (m3 s–1), NV
značajka dobave, a dm promjer miješala (m).
Snaga potrebna za miješanje određuje se na temelju sljedećeg izraza:
3 5
mPP N n d (4.3.)
gdje je P snaga (W), NP značajka snage, n broj okretaja miješala (s–1), dm promjer
miješala (m), a gustoća kapljevine (kg m–3).
Značajka snage je bezdimenzijska veličina koja je mjera snage potrebne za pokretanje
miješala. Izražava energiju koja uzrokuje lokalne turbulencije, a kojima se ostvaruje
tok cjelokupne mase fluida. Ovisi o svim veličinama koje uzrokuju promjenu toka
kapljevine, a prvenstveno o geometriji miješala i posude.
Općenita ovisnost značajke snage može se iskazati izrazom:
m n
PN k Re Fr (4.4.)

82
gdje su k, m i n konstante čije vrijednosti ovise o vrsti miješala, Re je Reynoldsova
značajka, a Fr Froudeova značajka.
Froudeova značajka definirana je izrazom: 2
mn dFr
g
(4.5.)
Froudeova značajka iskazuje utjecaj gravitacije, a značajna je samo u slučajevima
kada miješalo uzorkuje gibanje površine fluida. Može se zanemariti kada su u posudi
ugrađena razbijala te kada je vrijednost Reynoldosve značajke manja od 300. Izraz
4.4. tada se pipe u sljedećem obliku:
m
PN k Re (4.6.)
Na slici 4.19. prikazana je opća ovisnost značajke snage o Reynoldsovoj značajki, tzv.
krivulja snage. U većini je slučajeva značajka snage konstantna u turbulentnom
području (Re > 10 000) što znači da je proporcionalna gustoći fluida, a neovisna o
njegovoj viskoznosti. U laminarnom području značajka snage je obrnuto
proporcionalna Reynoldsovom broju što znači da je proporcionalna viskoznosti, a
neovisna o gustoći fluida.
Slika 4.19. Opća krivulja snage
Krivulje snage prikazuju se za različite tipove miješala ovisno o Reynoldsovoj značajci
i geometrijskim simpleksima:
m m m
, , ,P
D H sN f Re
d d d
(4.7.)
gdje je D promjer posude (m), H je visina kapljevine u posudi (m), a s je udaljenost
miješala od dna posude (m). Primjer krivulja snage prikazan je na slici 4.20., a
pripadni tipovi miješala i njihova geometrija u tablici 4.3.

83
Slika 4.20. Krivulje snage za različite tipove miješala (tablica 4.3.)
Tablica 4.3. Tipovi miješala koji odgovaraju krivuljama snage na slici 4.22.
Krivulja Tip miješala H/dm D/dm s/dm
1 Lopatasto s 2 krilca 2 2 0,36
2 Lopatasto s 2 krilca 3 3 0,33
3 Lopatasto s 2 krilca pod 45° 3 3 0,33
4 Lopatasto s 4 krilca 3 3 0,33
5 Lopatasto s 4 krilca pod 45° 3 3 0,33
6 Lopatasto s 4 krilca pod 60° 3 3 0,5
7 Sidrasto s 2 kraka 1,11 1,11 0,11
8 Sidrasto s 4 kraka 1,11 1,11 0,11
9 Propelersko s 2 krilca pod 22,5° 3 3 0,33
10 Propelersko s 3 krilca 3,5 3,8 1
11 Turbinsko s 3 lopatice 3 3 0,33
12 Turbinsko sa 6 lopatica 1,78 2,4 0,25
Kako je navedeno, u većini slučajeva u industrijskoj primjeni, značajka snage je
konstanta u turbulentnom području pa se njezine vrijednosti mogu naći tabelirane za
određene tipove miješala (tablica 4.4.).
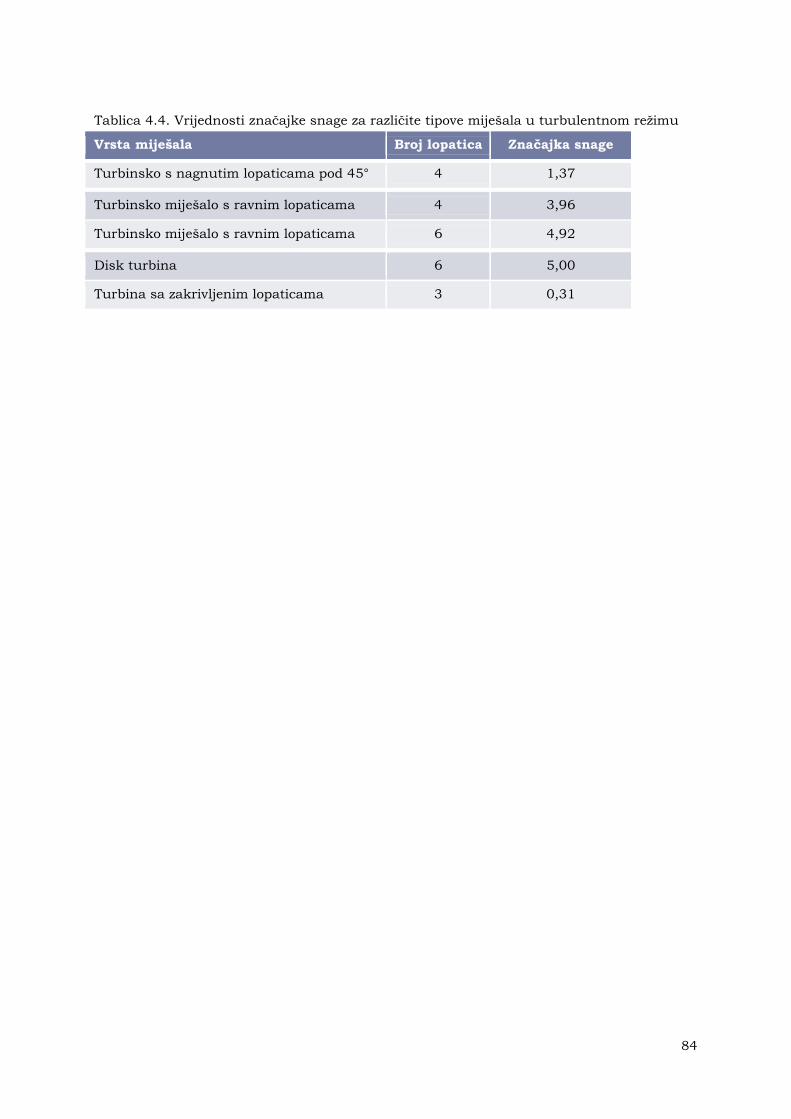
84
Tablica 4.4. Vrijednosti značajke snage za različite tipove miješala u turbulentnom režimu
Vrsta miješala Broj lopatica Značajka snage
Turbinsko s nagnutim lopaticama pod 45° 4 1,37
Turbinsko miješalo s ravnim lopaticama 4 3,96
Turbinsko miješalo s ravnim lopaticama 6 4,92
Disk turbina 6 5,00
Turbina sa zakrivljenim lopaticama 3 0,31

85
4.3. Miješanje suspenzija
Suspendiranje podrazumijeva miješanje sustava u kojima postoji čvrsta i kapljevita
faza, bez obzira da li se radi o česticama koje talože ili plivaju na površini kapljevine.
Za tu su svrhu najpogodnija aksijalna miješala velike dobavne djelotvornosti.
Kapljevina uslijed miješanja struji prema dnu posude i podiže čestice istaložene na
njezinom dnu. U slučaju plutajućih čestica, miješala se smještaju tik ispod površine
kapljevine.
Suspendiranje čestica koje talože najčešće se provodi u miješalicama Rushtonovih
dimenzija kod kojih je visina kapljevine jednaka promjeru posude (H = D), ugrađena
su četiri razbijala koja sprječavaju nastajanje vira, dno posude je zaobljeno kako bi se
izbjegli mrtvi prostori u kojima nema miješanja, a promjer aksijalnog miješala
zauzima trećinu promjera posude (dm = D/3). Miješalo mora biti dizajnirano tako da
obuhvaća širi raspon procesnih uvjeta te omogući različite stupnjeve
suspendiranosti.
4.3.1. Granična stanja suspenzija
Minimum koji podrazumijeva suspendiranje jest dobro gibanje čestica po dnu posude
iako ovi uvjeti često nisu dostatni u praksi. Ova vrsta suspenzije naziva se djelomična
suspenzija (engl. on-bottom or partial suspension). Najčešće je u praksi potrebno
postići stanje potpune suspenzije (engl. off-bottom or complete suspension). Krajnje
stanje suspenzije koje se postiže povećanjem broja okretaja je homogena suspenzija
(engl. uniform suspension). Na slici 4.21. ilustrirana su granična stanja suspenzija.
Slika 4.21. Granična stanja suspenzija s obzirom na broj okretaja miješala
Djelomična suspenzija podrazumijeva konstantno gibanje čestica po dnu posude.
Ovo stanje utvrđuje se vizualno. Budući da su čestice stalno u kontaktu s dnom
posude njihova ukupna površina nije raspoloživa za kemijsku reakciju te prijenos
... ...
Potpuna suspenzija Homogena suspenzija
BROJ OKRETAJA

86
tvari i topline. Ovakvo stanje suspenzije dostatno je za otapanje vrlo topivih
komponenata.
Potpuna suspenzija karakterizirana je neprestanim gibanjem čestica uz uvjet da se
čestice ne zadržavaju na dnu posude duže od 1 – 2 sekunde. Ovaj uvjet naziva se
Zwieteringov kriterij. Površina čestica u potpunosti je u kontaktu s kapljevinom pa su
stvoreni dobri preduvjeti za kemijsku reakciju i prijenos tvari i topline. Minimalna
brzina potrebna da se postigne stanje potpune suspenzije određuje se na temelju
Zwieteringove empirijske korelacije koja se pokazala kao najzastupljenija jer
uključuje velik broj varijabli i daje dobre procjene.
Homogena suspenzija podrazumijeva jednoliku koncentraciju i raspodjelu veličina
čestica u cijelom volumenu kapljevine. Daljnje povećanje broja okretaja miješala neće
poboljšati raspodjelu čvrste faze. U praksi je teško postići potpunu (100 %)
ujednačenost suspenzije zbog sloja kapljevine uz površinu gdje je koncentracija
čvrste faze niža što je posljedica male aksijalne brzine u ovom dijelu kapljevine.
Homogena suspenzija najčešće je potrebna u procesima gdje se zahtijeva
reprezentativan uzorak ili jednolika koncentracija.
4.3.2. Minimalna brzina suspendiranja
U literaturi postoji velik broj eksperimentalnih i teorijskih modela za procjenu
minimalne brzine suspendiranja. Ova brzina odgovara minimalnom broju okretaja
potrebnom da se postigne stanje potpune suspenzije.
Voit i Mersmann koristili su u svom radu novi pristup koji razlikuje režime
suspendiranja s obzirom na odnos veličine čestica i posude:
- režim u kojem se energija troši na sprječavanje taloženja čestica (engl. to avoid
settling law) i
- režim u kojem se postiže stanje potpune suspenzije (engl. generate off-bottom
suspension).
Režim sprječavanja taloženja ili režim lebdjenja vrijedi za male čestice u velikim
posudama gdje miješalo mora proizvesti tok kapljevine čija se brzina suprotstavlja
brzini taloženja čestica. Ovaj režim očituje se u konstantnoj vrijednosti Froudeove
značajke:
2 2
* mM, konst.x
n dFr
x g
(4.8.)
Prema ovom izrazu slijedi da je pri uvećanju potrebno slijediti pravilo konstantne
brzine miješanja.

87
Režim u kojem se postiže stanje potpune suspenzije, režim uzmješavanja, odvija se
prilikom suspendiranja velikih čestica. Miješalo tada mora osigurati dostatnu
kinetičku energiju u kapljevini kako bi se nadoknadila razlika u potencijalnoj energiji
između istaloženih čestica i potpune suspenzije. Modificirana Froudeova značajka
proporcionalna je omjeru promjera posude i veličine čestica: 2 2
* mM,x
n d DFr
x g x
(4.9.)
Prema izrazu 4.9. slijedi da je je pri uvećanju potrebno povećavati jediničnu snagu po
volumenu kako bi čestice ostale suspendirane.
Kako bi se navedeni režimi jasno mogli razlikovati, uobičajeno se modificirana
Froudeova značajka prikazuje u ovisnosti o omjeru veličine čestica i promjera posude
(x/D) (slika 4.22.).
Granica između režima lebdjenja i uzmješavanja postiže se pri vrijednosti x/D = 1/3
Slika 4.22. Modificirana Froudeova značajka; utvrđivanje režima suspendiranja
S obzirom na režime suspendiranja postoje kriterijske jednadžbe koje također
omogućuju procjenu minimalne brzine suspendiranja. S obzirom da se stanje
potpune suspenzije postiže u režimu uzmješavanja, u ovom području vrijedi da je:
m
, , m
xRe f
d
Ar (4.10.)
Kriterijske jednadžbe tzv. karakteristike potpunog suspendiranja, definiraju kritičnu
vrijednost Reynoldsove značajke s obzirom na hidrodinamički režim. Za turbulentni
režim uzmješavanja vrijedi kriterijska jednadžba: 0,5 0,25
kr. mRe a Ar , (4.11.)
a za laminarni:

88
0,2
0,4 0,2mkr. m
dRe b
x
Ar (4.12.)
U gornjim jednadžbama konstante a i b analogne su Zwieteringovoj konstanti, a ovise
o karakteristikama miješala te se nazivaju konstantama miješala.
Odabir jednadžbe provodi se na temelju kriterija: 2
0,5
m
Ar m
x
d
(4.13.)
Kada je vrijednost izraza 4.13. manja od 104, uzmješavanje se smatra laminarnim i
primjenjuje se izraz 4.12. Za vrijednosti veće od 105, uzmješavanje se smatra
turbulentnim pa se može primijeniti izraz 4.11.
Arhimedova značajka, Ar, može se izračunati na temelju karakteristika čvrste faze i
kapljevine i promjera miješala: 3m
2
d g
Ar (4.14.)
gdje je dm promjer miješala (m), kinematička viskoznost kapljevine (m2 s–1),
razlika gustoća čvrste i kapljevite faze (kg m–3), a gustoća kapljevine (kg m–3).
Izjednačavanjem Reynoldsove značajke izračunate iz izraza 4.11. ili 4.12. s općim
izrazom za Reynoldsovu značajku pri miješanju (jedn. 4.1.) slijedi izraz za procjenu
minimalne brzine suspendiranja:
kr.min 2
m
Ren
d
(4.15.)
gdje je dm promjer miješala (m), dinamička viskoznost kapljevine (Pa s), Rekr.
kritična Reynoldsova značajka (jedn. 4.11. ili 4.12.), a gustoća kapljevine (kg m–3).
Snaga utrošena za suspendiranje može se procijeniti po istom postupku kao i za
miješanje jednofaznih sustava (jedn. 4.3.). Za gustoću se uzima vrijednost gustoće
kapljevine ili se može računati s prosječnim vrijednostima gustoća (jedn. 4.16.):
S Lsr.
m m
V
(4.16.)
gdje je ms masa čvrste faze (kg), mL masa kapljevite faze (kg), a V ukupni volumen
suspenzije.

89
4.4. Uvećanje procesa miješanja kapljevina i suspenzija
Uvećanje procesa miješanja podrazumijeva stvaranje istih uvjeta miješanja u
industrijskom mjerilu na temelju laboratorijskih ispitivanja. Povećanjem volumena
dolazi do povećanja smične brzine i disipacije energije.
Mehaničko miješanje u posudama odvija se mehanizmom turbulencije. Slični uvjeti
turbulencije mogu se održati u većem mjerilu ukoliko su hidrodinamički uvjeti,
veličina vrtloga i raspodjela energija jednaki kao i u laboratorijskom mjerilu. Uvećanje
temeljeno na kriteriju geometrijske sličnosti osigurat će jednako strujanje kapljevine.
Sama geometrijska sličnost podrazumijeva održavanje konstantnih vrijednosti
geometrijskih simpleksa:
m,1 m,22 2 2 21 1 1 1
1 2 1 2 m,1 m,2 1 2 1 2
, , , i d ds w H Bs w H B
D D D D d d D D D D (4.17.)
Značenje veličina objašnjeno je i prikazano na slici 4.2.
Međutim, vrlo je teško osigurati jednaku veličinu vrtloga i raspodjelu energije pri
uvećanju. Uz uvjet da je održana geometrijska sličnost, uvećanje se temelji na teoriji
turbulencije i mikromiješanja (engl. micromixing). Na mikrorazini miješanje je
kontrolirano molekularnom difuzijom. Ovaj kriterij podrazumijeva primjenu
Kolmogoroffove mikrorazine turbulencije kojom se definira veličina mikrovrtloga
odgovornog za miješanje.
Na slici 4.23. shematski su prikazane razine miješanja, makrorazina i mikrorazina.
Primijeni li se Kolmogoroffova teorija turbulencije na miješanje suspenzija i
kapljevina, vidljivo je da se miješanje kapljevina odvija na mikrorazini. Prema tome,
na ovoj je razini potrebno osigurati istu veličinu mikrovrtloga koji ovisi o brzini
disipacije energije. Iste vrijednosti brzine disipacije energije mogu održati jedino
održavanjem konstantnog omjera snage dovedene po jediničnom volumenu. Dakle, za
miješanje kapljevina je pri uvećanju potrebno slijediti pravilo:
21
1 2
PP
V V (4.18.)
S druge strane, miješanje suspenzija se odvija na makrorazini i kontrolirano je
gibanjem primarnih vrtloga kapljevine. U takvim slučajevima potrebno je, uz
geometrijsku sličnost, održavati konstantnu brzinu vrha miješala. Pri tome snaga
dovedena po jediničnom volumenu neće biti konstantna, a izražava se odnosom:
xPc D
V (4.19.)
gdje je c konstanta, a x eksponent koji se kreće u rasponu od –1 do 0,5. Pravila
uvećanja za suspenzije ilustrirana su Penneyevim dijagramom (slika 4.24.).
Nedostatak ovakvog pravila uvećanja je što ne uključuje mogućnost postojanja
različitih geometrija, drugih vrsta miješala ili stupnjeva suspendiranosti.

90
Slika 4.23. Shematski prikaz razina miješanja
Slika 4.24. Penneyjev dijagram, pravila uvećanja za suspenzije
MAKROMJERILO
/ SUSPENDIRANJE
MIKROMJERILO
/ JEDNOFAZNI SUSTAVI
/SUSTAVI PLIN - KAPLJEVINA

91
4.5. Miješanje prašaka
Miješanje prašaka provodi se kako bi se osigurala ujednačenost sastava ili jednolika
raspodjela veličina čestica. Postizanje dobre mješavine prašaka različitih veličina
čestica i gustoće važno je u mnogim industrijama, ali ujedno predstavlja veliki
problem. Iako je miješanje jedna od najstarijih operacija procesne industrije,
fenomeni koji se događaju pri miješanju i danas su nepoznanica. Pravila koja se
primjenjuju pri miješanju kapljevina potpuno su neprimjenjiva na praškaste sustave.
Razlikuju se tri skupine sustava koji se pri miješanju različito ponašaju. Samo
miješanje takvih sustava može se okarakterizirati kao:
- Pozitivno miješanje koje se odvija u sustavima u kojima, nakon dovoljno
vremena, dolazi do spontanog miješanja. Tu se mogu svrstati plinovi i mješljive
kapljevine.
- Negativno miješanje odvija se u sustavima koji će se prestankom miješanja
vratiti u prvobitno stanje. Primjer su suspenzije i emulzije.
- Neutralno miješanje podrazumijeva nužno dovođenje energije bez koje se ne
odvija niti miješanje niti odmješavanje. U ovu skupinu spadaju prašci.
S obzirom na veličinu čestica i svojstvo tecivosti, prašci se mogu podijeliti na
slobodno tecive (engl. free flowing powders ili cohesionless powders) i kohezivne
praške (engl. cohesive powders). Slobodno tecivi prašci sastoje se od individualnih
čestica između kojih vladaju male privlačne sile. Čestice su uglavnom veće od 100 m
pa zbog njihove veličine i mase prevladavaju gravitacijske sile. Ovi prašci se dobro
ponašaju u procesima, lako se miješaju, ali njihova negativna strana je sklonost
segregaciji. Kohezivni prašci nemaju dobru tecivost. Zbog velikih međučestičnih
djelovanja, čestice stvaranju nakupine, aglomerate koji se ponašaju kao individualne
čestice. Miješanje ovih prašaka je vrlo zahtjevno. Prašci ovih karakteristika sadrže
čestice manje od 30 m.
4.5.1. Vrste mješavina
Miješanjem prašaka mogu se postići tri stanja mješavine:
1. Homogena mješavina ili savršena mješavina (engl. perfect mixture)
Savršena mješavina dviju vrsta čestica je ona mješavina u kojoj, na bilo kojem mjestu
u sustavu, mješavina sadrži jednake omjere dviju vrsta čestica kao i u cijelom
sustavu. U praksi je nemoguće postići savršenu mješavinu (slika 4.25.a), a teži se
postizanju slučajne mješavine.
2. Slučajna mješavina (engl. random mixture)
U slučajnoj je mješavini (slika 4.25.b) podjednaka vjerojatnost da se u pojedinom
dijelu mješavine pronađe jedna ili druga vrsta čestica. Ovo je uglavnom najbolji
stupanj izmiješanosti koji se može postići prilikom miješanja čestica koje nisu sklone
segregaciji.

92
3. Segregirana mješavina (engl. segregating mixture)
Kada se čestice u mješavini razlikuju po svojim fizičkim svojstvima (veličina čestica ili
gustoća) može doći do segregacije. Segregacija se može opisati kao preferirano
grupiranje čestica što za posljedicu ima veću vjerojatnost da se u određenom dijelu
mješavine nađe jedna vrsta čestica. Takva mješavina naziva se segregirana mješavina
(slika 4.25.c).
a) b) c)
Slika 4.28. Prikaz vrsta mješavina: a) homogena mješavina, b) slučajna mješavina, c)
segregirana mješavina
4.5.2. Segregacija
Segregacija ili odmješavanje (engl. segregation, demixing) pojavljuje se kod slobodno
tecivih prašaka koji sadrže čestice različite veličine, gustoće ili oblika. Čestice istih
svojstava grupiraju se u određenom dijelu mješavine. Slučajna mješavina nije
prirodno stanje ovakvih sustava pa će oni, čak i u slučaju da su dobro promiješani,
prilikom transporta ili rukovanja prelaziti u stanje segregirane mješavine. Uzroci
segregacije su razlike u gustoći i obliku čestica, elektrostatskom naboju površine
čestica i veličini čestica. Razlika u veličini čestica najčešći je uzrok segregacije.
Segregacija predstavlja veliki problem u industriji jer izaziva mnogobrojne probleme
(pakiranje, razlike u sastavu i sl.). Unatoč negativnim posljedicama segregacija, ova
prirodna težnja čestica može se iskoristiti kao prednost te biti temelj za odvajanje
čestica po veličini.
Prema Williamsu postoje četiri mehanizma segregacije zbog veličine čestica:
1. Segregacija uslijed putanja čestica (engl. trajectory segregation)
Segregacija uslijed putanja čestica značajna je u horizontalnom gibanju čestica. Veće
čestice, kao i one veće mase imat će različite putanje što dovodi do njihovog
razdvajanja. Usporavanje čestica rezultat je sile otpora i mase čestica. Sila otpora
može se definirati općim izrazom:

93
2
D D2
vF C A
(4.20.)
gdje je CD faktor otpora koji se u laminarnom području definira kao 24/Re, A je
oplošje čestice (m2), v je brzina gibanja čestice (m s–1), a je gustoća kapljevine
(kg m–3).
Uzevši da je Reynoldsova značajka čestica u gibanju:
v dRe
(4.21.)
Prema gore navedenim izrazima, uzevši u obzir Stokesovu zakonitost za brzinu
taloženja, slijedi da se usporavanje čestica može izraziti kao:
2d
18 v
x
(4.22.)
Iz izraza 4.22. slijedi da će čestice veće gustoće i veće veličine manje usporavati pri
gibanju, što znači da će prijeći veći put prije nego dođu u stanje mirovanja (slika
4.26.).
Slika 4.26. Segregacija uslijed putanja čestica
2. Segregacija perkolacijom sitnih čestica (engl. percolation of fines)
Prilikom potresanja ili vibriranja mješavine prašaka dolazi do pregrupiravanja čestica
i stvaranja porozne strukture. Sitne čestice propadaju kroz poroznu strukturu i
padaju na dno mješavine. Ova vrsta segregacije nastaje i kod najmanjih razlika u
veličini čestica (slika 4.27.).
Slika 4.27. Segregacija perkolacijom sitnih čestica
3. Izdizanje većih čestica uslijed vibracija (engl. rise of coarse particles on vibration)
Sadrži li mješavina čestice različitih veličina, uslijed potresanja može doći do
izdizanja većih čestica na površinu. Efekt koji nastaje jednak je kao i kod perkolacije
sitnih čestica, ali u ovom mehanizmu ne dolazi do propadanja čestica kroz poroznu
strukturu. Mješavina može sadržavati samo jednu veliku česticu koja će uslijed

94
vibracija završiti na vrhu mješavine. Velike čestice prilikom gibanja prema gore, zbog
velikog momenta, prodiru kroz sloj čestica. Sitnije čestice ispunjavaju prostor ispod
velike čestice pa ona prilikom gibanja prema dolje komprimira stvoreni sloj čime se
povećava otpor prodiranju velike čestice prema dnu. Ova vrsta segregacije poznata je
i kao efekt brazilskog oraščića (engl. brazil-nut effect), a dobila je ime upravo po
brazilskom oraščiću koji je najveći te u mješavini različitih oraščića uvijek završi na
vrhu.
Efekt brazilskog oraščića nastaje zbog razlike u veličini čestica uz uvjet da je omjer
promjera manji od obrnutog omjera gustoća dviju vrsta čestica:
21
2 1
dx
x d (4.23.)
Ukoliko je omjer promjera veći od obrnutog omjera gustoća dviju vrsta čestica, dolazi
do obrnutog efekta brazilskog oraščića.
4. Taložna segregacija (engl. elutriation segregation)
Taložna segregacija može se javiti prilikom sipanja mješavina koje sadrže dio čestica
manjih od 50 m. Kada se mješavina sipa iz spremnika, stvara se protustruja zraka
koja sprječava taloženje sitnih čestica. Veće čestice talože, a sitnije su odnesene
strujom zraka ili lebde i naknadno talože na vrhu mješavine.
Slika 4.28. Segregacija taloženjem
4.5.3. Kvaliteta mješavine
Kvaliteta mješavine i stupanj izmiješanosti utvrđuju se uzimanjem uzoraka, a
izražavaju statističkim veličinama.
1. Srednji sastav mješavine
Sastav mješavine prašaka može biti poznat ili se može odrediti kao srednja vrijednost
sastava uzimanih uzoraka:
1
1 N
i
i
y yN
(4.24.)

95
gdje je N broj uzoraka, a yi udio određene komponente u uzorku i.
2. Standardna devijacija i varijanca
Standardna devijacija i varijanca iskazuju odstupanje sastava mješavine od poznatog
sastava ili srednje vrijednosti sastava.
Ukoliko je sastav mješavine poznat (), standardna devijacija definirana je izrazom:
22
1
1 N
i
i
s yN
(4.25.)
Odstupanje sastava mješavine od srednje vrijednosti sastava y iskazuje se
standardnom devijacijom u sljedećem obliku:
22
1
1
1
N
i
i
s y yN
(4.26.)
Varijanca se izračunava kao drugi korijen vrijednosti standardne devijacije.
3. Teorijske granice varijance
Za dvokomponentne sustave definiraju se teorijske granice varijance.
Gornja granica varijance, 0, (jedn. 4.27.) predstavlja vrijednost varijance za potpuno
segregiranu mješavinu:
20 1p p (4.27.)
Donja granica varijance, R, (jedn. 4.28.) odgovara vrijednosti varijance slučajne
mješavine:
2 1R
p p
n
(4.28.)
p i (1 – p) su maseni udjeli dviju komponenata u mješavini, a n je broj čestica u
uzetom uzorku.
Stvarne vrijednosti varijance uzorka nalaze se između ovih krajnjih vrijednosti.
4. Indeksi miješanja
Kvaliteta mješavine može se izraziti i na temelju indeksa miješanja, Laceyjevog i
Pooleovog indeksa. Oni izražavaju stupanj izmiješanosti. Oba indeksa izračunavaju
se na temelju statističkih veličina.
Laceyjev indeks predstavlja omjer između stvarnog 2 20 i maksimalno mogućeg
stupnja izmiješanosti 2 20 R :
2 20
L 2 20
IMR
(4.29.)
Vrijednosti Laceyjevog indeksa miješanja kreću se on nula do jedan. Vrijednost nula
označava potpuno segregiranu miješavinu, a vrijednost jedan predstavlja potpuno
slučajnu mješavinu. Uspoređuje li se stupanj izmiješanosti mješavina pri različitim
procesnim uvjetima, Laceyjev indeks ne daje dovoljnu razliku jer vrlo brzo postiže
vrijednosti između 0,75 i 1.

96
Pooleov indeks miješanja izračunava se iz omjera varijance mješavine u nekom
vremenu i donje granice varijance:
PIM
R
(4.30.)
Za potpuno segregiranu mješavinu Pooleov indeks ima vrijednost 0 R , a za
slučajnu mješavinu ima vrijednost 1. U odnosu na Laceyjev indeks miješanja, Pooleov
indeks pokazuje značajnije razlike pri usporedbi različitih mješavina.
Ovisno o broju uzetih uzoraka potrebno je provesti statistički test pouzdanosti
podataka sastava i varijance kojim se utvrđuju granične vrijednosti varijable.
Statističkim testovima, poput Studentovog t – testa ili 2 – testa ispituje se nulta
hipoteza da obilježje X ima određenu (teorijsku) razdiobu protiv alternativne da nema
tu razdiobu.
4.5.4. Mehanizmi miješanja i brzina miješanja prašaka
Razlikuju se tri mehanizma miješanja prašaka:
1. Difuzijski mehanizam. Mehanizam uzorkovan slučajnim gibanjem čestica. Poznat
je i kao fenomen slučajnog hoda jer se odvija prilikom kotrljanja čestica po nagnutoj
površini čime je njihovo gibanje potpuno slučajno. Brzine miješanja relativno su male
u odnosu na druge mehanizme.
2. Smični mehanizam. Odvija se kada postoje proklizavajuće površine u miješalici ili
odgovarajući element pomoću kojeg se miješa. Smično naprezanje dovodi do
stvaranja zona klizanja, a miješanje se odvija prelaskom čestica iz slojeva unutar
zone uslijed različitih brzina čestica.
3. Konvektivni mehanizam. Miješanje konvektivnim mehanizmom obuhvaća skupno
gibanje nakupine čestica unutar miješalice. Obično se odvija u miješalicama kod
kojih postoje elementi za miješanje poput vrpci, lopatica, spirala i sl. Brzine miješanje
su relativno visoke, ali doprinos mikroskopskom miješanju je zanemariv.
Konvektivno miješanje najznačajnije je pri šaržnim operacijama, ali neprimjenjivo pri
kontinuiranom miješanju.
Sva tri mehanizma učinkovita su za miješanje prašaka koji ne segregiraju. Međutim,
za praške koji su skloni segregaciji, difuzijski i smični mehanizam miješanja nisu
pogodni.
Kvaliteta mješavine prati se promjenom standardne devijacije, a kreće se od potpuno
segregirane mješavine prije početka miješanja, do slučajne mješavine kada je

97
miješanje završeno. Krivulja miješanja prikazuje promjenu standardne devijacije u
vremenu na temelju čega se može odrediti brzina miješanja prašaka (slika 4.29.).
Slika 4.29. Krivulja miješanja prašaka
Tijekom miješanja prašaka prisutni su, u većoj ili manjoj mjeri, svi mehanizmi
miješanja. Ovisno o vrsti odabrane miješalice prevladavat će određeni mehanizam
miješanja. Prvi i drugi period miješanja obično su linearni za većinu prašaka.
Predstavljaju miješanje konvektivnim mehanizmom i kombiniranim, konvektivnim i
smičnim mehanizmom. U miješalicama u kojima dominira difuzijski mehanizam
miješanja, ovi će periodi biti kratki. U trećem periodu miješanja dominira difuzijski
mehanizam i postiže se dinamička ravnoteža između miješanja i segregacije te se
postiže konačan stupanj izmiješanosti.
U prvom periodu miješanja, kod većine prašaka, promjena standardne devijacije s
vremenom je linearna i može se definirati brzinom miješanja za proces prvog reda:
1
dk
dt
(4.31.)
Uz uvjet da je u vremenu nula (t = 0) vrijednost standardne devijacije jednaka onoj
segregirane mješavine ( = 0), rješenje jednadžbe 4.31. piše se u obliku:
0 1exp k t (4.32.)
gdje je k1 konstanta brzine miješanja prašaka (s–1), a ovisi o karakteristikama prašaka
i procesnim uvjetima.
log
0
R
I II III
konvektivni
mehanizam
konvektivni i smični
mehanizam
difuzijski mehanizam
t
u III. fazi miješanja
postiže se konačni
stupanj izmiješanosti

98
4.5.5. Vrste miješalica i odabir
Općenito, sva tri navedena mehanizma miješanja mogu biti prisutna u miješalici, ali
obično jedan od njih prevladava. Zbog toga se i miješalice za praškaste uzorke mogu
podijeliti u skupine s obzirom na dominirajući mehanizam miješanja.
4.5.5.1. Miješalice s prevrtanjem
Miješalice s prevrtanjem sastoje se od posude koja rotira oko svoje osi. Mogu biti
različitih izvedbi, a miješanje se uvijek provodi šaržno. Posude su obično oblika
kocke, duplog konusa ili V-oblika. Koriste se za miješanje slobodno tecivih prašaka,
ali ne onih sklonih segregaciji jer se miješanje odvija klizanjem čestica po nagnutoj
površini što uzrokuje veliki stupanj segregacije. Prevladavajući mehanizam miješanja
je difuzija.
Miješalice s prevrtanjem rotiraju brzinama do 100 min–1. Optimalan broj okretaja im
je od 50 do 80 % od kritičnog broja okretaja.
Kritični broj okretaja (nkr., s–1) ovisi o maksimalnom radijusu rotacije miješalice (Rmax):
kr.
max
0,498n
R (4.33.)
Najbolji rezultati miješanja postižu se kada mješavina ispunjava 50 do 60 %
volumena miješalice čime se postiže dobro gibanje čestica prilikom prevrtanja.
Horizontalna miješalica – cilindar (engl. rotating cilindar)
Horizontalna posuda smještena je na nosačima (slika 4.30.) i rotira oko svoje osi.
Izgledom podsjeća na horizontalni bubnjasti mlin. U unutrašnjosti mlina često se
postavljaju razbijala kako bi se postiglo bolje miješanje, aeriranje mješavine i
spriječilo klizanje mješavine po stijenkama. Puni se na jednom kraju pri vrhu, a
prazni na drugom kraju pri dnu posude.
a) b)
Slika 4.30. Horizontalna miješalica: a) cilindar, b) uređaj

99
Miješalica s dva konusa (engl. double cone)
Sastoji se od dva konusna dijela, obično pod kutom od 45° (slika 4.31.). Konusna
posuda smještena je na nosačima i rotira oko svoje osi. Otvor u jednom od konusa
služi za punjenje i pražnjenje miješalice, ali moguće su izvedbe i s dva otvora.
Područje između dva konusa sprječava klizanje materijala po stijenkama.
a) b)
Slika 4.31. Miješalica s dva konusa: a) izgled, b) konus
V-miješalica ili Y-miješalica (engl. V- or Y-type mixer)
V-miješalica slična je miješalici s dva konusa (slika 4.32.a). Sastoji se od dvije cijevi
koje su odrezane pod kutom od 45° i zavarene zajedno u V oblik. Y-miješalica (slika
4.32.b) ima i treći dio kojim se povećava volumen miješalice. Miješalice imaju dva
ulaza i jedan izlaz.
a) b)
Slika 4.32. a) V-miješalica, b) Y-miješalica
4.5.5.2. Konvektivne miješalice
Konvektivne miješalice sastoje se od statične posude unutar koje su smješteni
elementi pomoću kojih se miješa. To mogu biti vrpce, lopatice, vijak i sl. Miješanje se
uglavnom provodi šaržno, a kod nekih izvedbi moguće je i kontinuirano miješanje.
Prevladavajući mehanizam miješanja je konvekcija, ali je u manjoj mjeri prisutan i
smični i difuzijski mehanizam. Zbog prisutnosti manjih smičnih naprezanja često se
ulaz
izlaz
ulaz
izlaz
ulaz
izlaz

100
nazivaju i nisko-smične miješalice (engl. low-shear blender). Ovisno o orijentaciji
posude, miješalice se mogu podijeliti na horizontalne i vertikalne miješalice.
Horizontalna vrpčasta miješalica (engl. ribbon blender)
Horizontalna vrpčasta miješalica (slika 4.33.) sastoji se od statične cilindrične posude
unutar koje se nalazi vrpca (spirala). Za jednostavnije operacije koriste se
jednostruke vrpce, a za složene operacije često se koriste dvostruke vrpce (spirale)
koje se okreću u suprotnim smjerovima.
Jedna vrpca se sporo okreće, a druga brže što rezultira gibanjem mješavine u jednom
smjeru, te je na taj način omogućen kontinuirani način rada. Složenije konstrukcije
mogu imati više izlaza što omogućuje ispust mješavine na različitim mjestima. Zbog
malog razmaka između vrpci i stijenke, može doći do loma materijala.
a)
b)
Slika 4.33. Vrpčasta miješalica: a) shematski prikaz, b) vrpce
Horizontalna lopatasta miješalica (engl. paddle blender)
Izvedba joj je ista kao i kod vrpčaste, ali su elementi za miješanje lopatice (slika 4.34.).
a) b)
Slika 4.34. Lopatasta miješalica: a) shematski prikaz, b) lopatice
U odnosu na vrpčastu miješalicu, prednosti lopataste miješalice su sljedeće:
- lopatice su trajnije od vrpci,
- moguće je miješanje abrazivnih materijala,
ulaz
izlaz
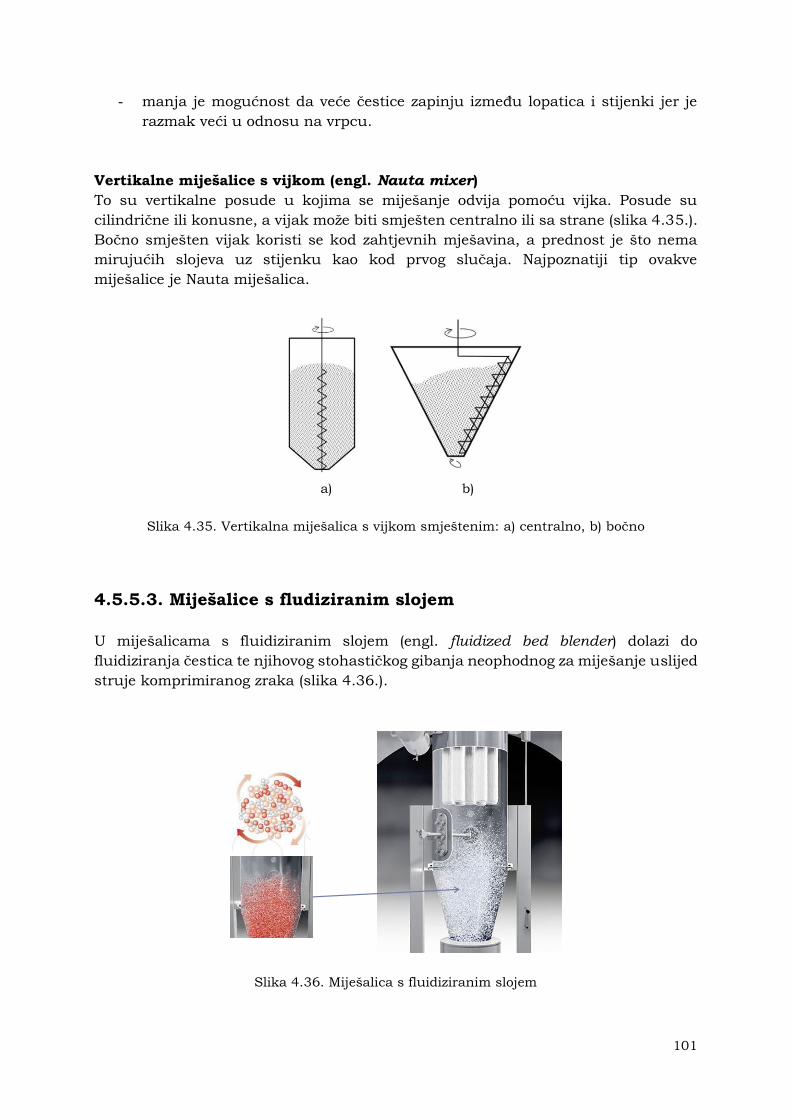
101
- manja je mogućnost da veće čestice zapinju između lopatica i stijenki jer je
razmak veći u odnosu na vrpcu.
Vertikalne miješalice s vijkom (engl. Nauta mixer)
To su vertikalne posude u kojima se miješanje odvija pomoću vijka. Posude su
cilindrične ili konusne, a vijak može biti smješten centralno ili sa strane (slika 4.35.).
Bočno smješten vijak koristi se kod zahtjevnih mješavina, a prednost je što nema
mirujućih slojeva uz stijenku kao kod prvog slučaja. Najpoznatiji tip ovakve
miješalice je Nauta miješalica.
a) b)
Slika 4.35. Vertikalna miješalica s vijkom smještenim: a) centralno, b) bočno
4.5.5.3. Miješalice s fludiziranim slojem
U miješalicama s fluidiziranim slojem (engl. fluidized bed blender) dolazi do
fluidiziranja čestica te njihovog stohastičkog gibanja neophodnog za miješanje uslijed
struje komprimiranog zraka (slika 4.36.).
Slika 4.36. Miješalica s fluidiziranim slojem

102
Pogodne su za miješanje relativno malih veličina čestica uske raspodjele i slobodno
tecivih prašaka. Vrijeme miješanja je znatno manje nego kod konvencionalnih
konvektivnih miješalica. Kao i u miješalicama koje sadrže elemente za miješanje, i u
ovim miješalicama prevladava konvektivni mehanizam miješanja. Prednost ovih
miješalica je što se istovremeno mogu odvijati i druge operacije poput kemijske
reakcije, sušenja, oblaganja i sl. Zbog izvedbe omogućen je samo šaržni rad.
4.5.5.4. Smične miješalice
Smične miješalice (engl. high shear blender) imaju rotirajući radni element koji se
okreće velikom brzinom (slika 4.37.). Dolazi do stvaranja izrazitih smičnih naprezanja
pa se ove miješalice nazivaju visoko smične miješalice. Dominirajući je smični
mehanizam miješanja, a pogodne su za miješanje kohezivnih prašaka. Velike smične
sile razbijaju nakupine kohezivnog praška.
Slika 4.37. Unutrašnjost smične miješalice
4.5.5.5. Odabir miješalica
Odabir miješala ovisi o stupnju homogenosti proizvoda koji se želi postići, brzini
miješanja i potrebnoj snazi. Također treba uzeti u obzir da li se operacija provodi
šaržno ili kontinuirano te o kakvoj se vrsti prašaka radi. Međutim, odabir miješalica
uglavnom se ne temelji na znanstvenim principima već metodama pokušaja i
pogreške te prethodnim iskustvima.
Jedan od čimbenika o kojima treba voditi računa prilikom odabira miješalice je
mogućnost uvećanja. Preliminarna ispitivanja provode se u laboratorijskom mjerilu,
a pri uvećanju je potrebno voditi računa o sljedećem:
1. Da li je ostvaren stupanj miješanja održiv u većem mjerilu.
2. Kako odabrati procesne uvjete.
3. Utrošak snage i cijena operacije.
Za miješalice s prevrtanjem, pri uvećanju se održava konstantan omjer između
centrifugalne i gravitacijske sile izražen npr. Froudeovom značajkom:
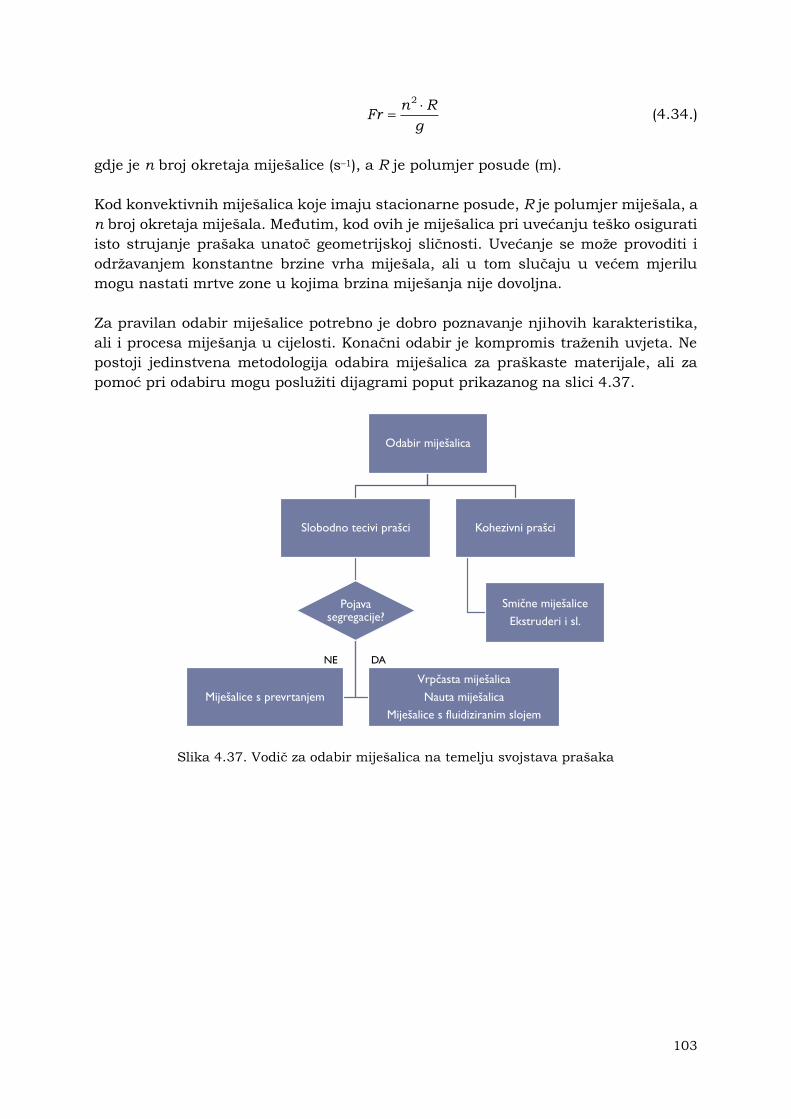
103
2n RFr
g
(4.34.)
gdje je n broj okretaja miješalice (s–1), a R je polumjer posude (m).
Kod konvektivnih miješalica koje imaju stacionarne posude, R je polumjer miješala, a
n broj okretaja miješala. Međutim, kod ovih je miješalica pri uvećanju teško osigurati
isto strujanje prašaka unatoč geometrijskoj sličnosti. Uvećanje se može provoditi i
održavanjem konstantne brzine vrha miješala, ali u tom slučaju u većem mjerilu
mogu nastati mrtve zone u kojima brzina miješanja nije dovoljna.
Za pravilan odabir miješalice potrebno je dobro poznavanje njihovih karakteristika,
ali i procesa miješanja u cijelosti. Konačni odabir je kompromis traženih uvjeta. Ne
postoji jedinstvena metodologija odabira miješalica za praškaste materijale, ali za
pomoć pri odabiru mogu poslužiti dijagrami poput prikazanog na slici 4.37.
Slika 4.37. Vodič za odabir miješalica na temelju svojstava prašaka
Odabir miješalica
Slobodno tecivi prašci
Pojava segregacije?
Miješalice s prevrtanjem
Vrpčasta miješalica
Nauta miješalica
Miješalice s fluidiziranim slojem
Kohezivni prašci
Smične miješalice
Ekstruderi i sl.
NE DA

104
5. PROMJENA VELIČINE ČESTICA
5.1. Usitnjavanje
Usitnjavanje (engl. comminution, grinding, milling) je važan korak obrade čvrstih
materijala u brojnim proizvodnim procesima. Upotrebljava se za promjenu stanja
disperznosti sustava kako bi se osigurala odgovarajuća veličina čestica ili njihov oblik
te povećala specifična površina uzorka što može utjecati na brzinu kemijske reakcije,
brzinu prijenosa tvari i topline te olakšati rukovanje ili poboljšati kvalitetu proizvoda.
Usitnjavanje je energetski vrlo neučinkovit proces. Različite procjene pokazuju da se
od ukupno utrošene električne energije u svijetu, čak 1 do 10 % koristi u procesu
usitnjavanja.
Osim energetskog aspekta usitnjavanja važno je imati na umu i cijenu uređaja za
usitnjavanje te trošenje elemenata za usitnjavanje. Zbog njihove velike cijene ovaj je
trošak često ekvivalentan onom nastalom utroškom energije. S obzirom na potrošnju
energije i cijenu opreme, poboljšanja u procesu usitnjavanja od velikog su
ekonomskog, a samim time i ekološkog značaja.
Tri su značajna pravca u poboljšanju učinkovitosti usitnjavanja:
1. Razvoj i primjena novih mlinova i klasifikatora.
2. Potpomognute metode usitnjavanja u kojima se materijal prije usitnjavanja izlaže
naprezanjima uzorkovanim mikrovalovima ili ultrazvukom.
3. Razvoj metoda za simulaciju procesa koje uključuju analizu podataka, optimiranje
i dizajn procesa.
Unatoč velikom trudu uloženom u poboljšanje procesa usitnjavanja njegova
neučinkovitost je i dalje značajna, a dizajn procesa i uvećanje temelje se više na
iskustvenim pravilima nego teorijskim i empirijskim modelima.
5.1.1. Mehanizam loma čestica
Teorijska vlačna čvrstoća materijala, kod idealnih materijala, određena je
međudjelovanjem između pravilno raspoređenih atoma. Naprezanje koje
karakterizira to uzajamno djelovanje funkcija je njihova razmaka, a (slika 5.1.).
Unutar malog područja međuatomskih udaljenosti odnos između primijenjenog
mehaničkog opterećenja, koje uzrokuje naprezanje u materijalu, i udaljenosti atoma
je linearan. Na slici 5.1. ovo područje je označeno kao A–B i u njemu vrijedi Hookeov
zakon: deformacija je direktno proporcionalna primijenjenom naprezanju.
Proporcionalnost se izražava Youngovim modulom elastičnosti, E. U području
primjenjivosti Hookeovog zakona deformacija tijela je elastična. Prestankom
djelovanja opterećenja materijal se vraća u prvobitni oblik. Kako bi došlo do loma
materijala potrebno je dostići maksimalno naprezanje koje materijal može izdržati.
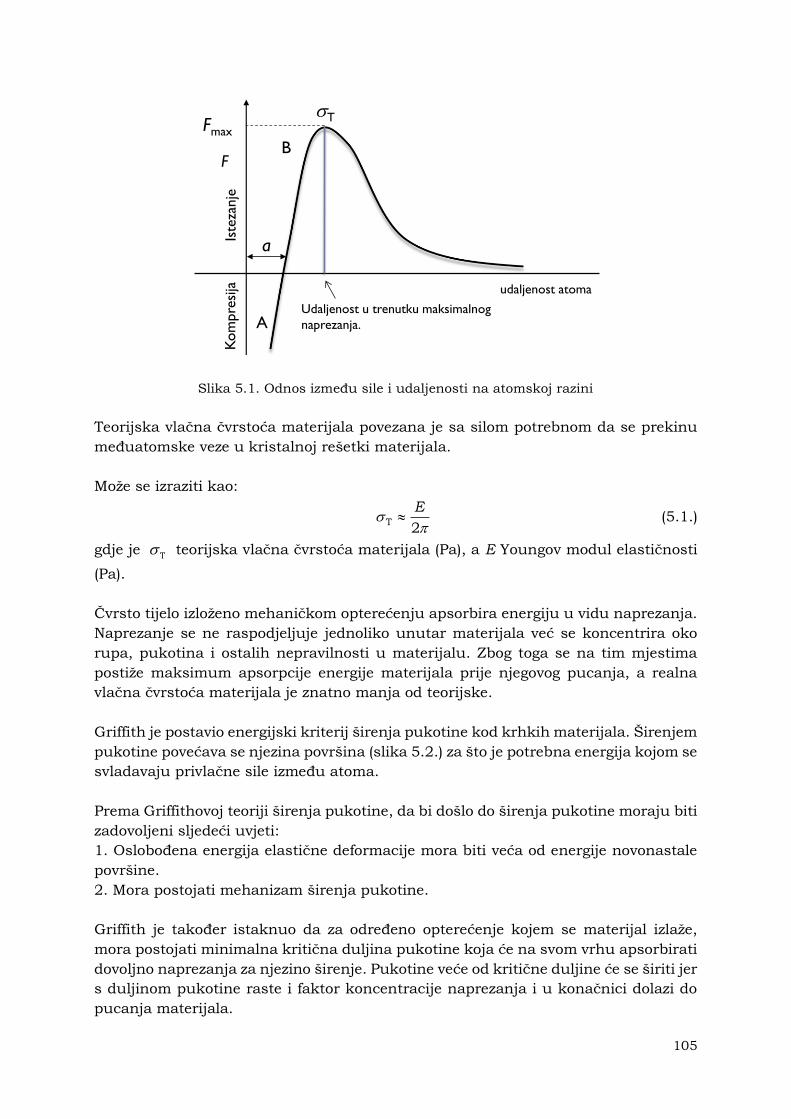
105
Slika 5.1. Odnos između sile i udaljenosti na atomskoj razini
Teorijska vlačna čvrstoća materijala povezana je sa silom potrebnom da se prekinu
međuatomske veze u kristalnoj rešetki materijala.
Može se izraziti kao:
T2
E
(5.1.)
gdje je T teorijska vlačna čvrstoća materijala (Pa), a E Youngov modul elastičnosti
(Pa).
Čvrsto tijelo izloženo mehaničkom opterećenju apsorbira energiju u vidu naprezanja.
Naprezanje se ne raspodjeljuje jednoliko unutar materijala već se koncentrira oko
rupa, pukotina i ostalih nepravilnosti u materijalu. Zbog toga se na tim mjestima
postiže maksimum apsorpcije energije materijala prije njegovog pucanja, a realna
vlačna čvrstoća materijala je znatno manja od teorijske.
Griffith je postavio energijski kriterij širenja pukotine kod krhkih materijala. Širenjem
pukotine povećava se njezina površina (slika 5.2.) za što je potrebna energija kojom se
svladavaju privlačne sile između atoma.
Prema Griffithovoj teoriji širenja pukotine, da bi došlo do širenja pukotine moraju biti
zadovoljeni sljedeći uvjeti:
1. Oslobođena energija elastične deformacije mora biti veća od energije novonastale
površine.
2. Mora postojati mehanizam širenja pukotine.
Griffith je također istaknuo da za određeno opterećenje kojem se materijal izlaže,
mora postojati minimalna kritična duljina pukotine koja će na svom vrhu apsorbirati
dovoljno naprezanja za njezino širenje. Pukotine veće od kritične duljine će se širiti jer
s duljinom pukotine raste i faktor koncentracije naprezanja i u konačnici dolazi do
pucanja materijala.
aK
om
pre
sija
Iste
zanje
T
F
udaljenost atoma
Udaljenost u trenutku maksimalnog
naprezanja.
Fmax
A
B

106
Slika 5.2. Širenje pukotine u materijalu
Kritična duljina pukotine definira se izrazom:
krit. 2
2 SEL
(5.2.)
gdje Lkrit. predstavlja polovicu duljine pukotine (m) kako je prikazano na slici 5.3., a S
je energija novonastale površine po jediničnoj površini pukotine, odnosno specifična
energija novonastale površine (J m–2).
Slika 5.3. Shematski prikaz elipsoidne pukotine u materijalu
Griffithova kritična duljina pukotine definira širenje elipsoidne pukotine (slika 5.3.)
prilikom idealnog loma. U realnim je slučajevima potrebno, uz specifičnu energiju
novonastale površine, uzeti u obzir i specifičnu energiju mikroplastične deformacije,
pl..

107
5.1.2. Procjena energije
Energija utrošena pri usitnjavanju ovisi o količini materijala, veličini i prirodi čestica.
Sve jednadžbe za procjenu energije proizlaze iz općeg izraza:
n
dE C
dx x (5.3.)
gdje je E specifična energija (J kg–1), C je konstanta koja ovisi o svojstvima materijala,
x je veličina čestica (m), a n je geometrijski faktor.
Ovisno o vrijednosti geometrijskog faktora, n, kronološki slijede Rittingerova, Kickova
i Bondova zakonitost.
Rittinger je predložio izraz u kojem je energija potrebna za usitnjavanje direktno
propocionalna porastu novonastale površine. Geometrijski faktor ima vrijednost dva
(n = 2) što predstavlja specifičnu površinu uzorka, a rješavanjem diferencijalne
jednadžbe (jedn. 5.3.) slijedi Rittingerova zakonitost.
R
2 1
1 1E C
x x
(5.4.)
gdje je CR konstanta, a x2 i x1 je veličina čestica nakon i prije usitnjavanja (m).
Rittingerova zakonitost primjenjuje se za fino drobljenje i mljevenje, odnosno
usitnjavanje sitnih čestica.
Nedostatak ove zakonitosti jest to da se temelji na analizi novonastale površine, a u
praksi se pokazalo da je energija potrebna za usitnjavanje obično 200 do 300 puta
veća od one potrebne za stvaranje nove površine.
Kick je kao geometrijski faktor uzeo volumen čestica (n = 1) i pretpostavio da je
energija direktno proporcionalna smanjenju volumena čestica određene veličine.
Rješenje jednadžbe 5.3. daje Kickovu zakonitost:
1K
2
lnx
E Cx
(5.5.)
gdje je CK konstanta, a x2 i x1 je veličina čestica nakon i prije usitnjavanja (m).
Nedostatak Kickove zakonitosti je nerealno predviđanje energije potrebne za
usitnjavanje jer predviđa isti utrošak energije za usitnjavanje čestica od 100 m na
10 m, kao i za one od 1 m na 10 cm. Zbog toga se Kickova zakonitost može
primijeniti samo za usitnjavanje velikih čestica, a kod malih čestica daje preniske
vrijednosti energije.

108
Bondova zakonitost predstavlja kompromis između Rittingerove i Kickove
zakonitosti. Za vrijednost geometrijskog faktora uzima aritmetičku sredinu dviju
navedenih zakonitosti, n = 1,5.
Bondova zakonitost se može pisati u izvornom obliku koji slijedi rješavanjem
jednadžbe 5.3.:
B
2 1
1 1E C
x x
(5.6.)
gdje je CB konstanta, a x2 i x1 je veličina čestica nakon i prije usitnjavanja (m).
Pretpostavlja postojanje strukturnih defekata u čestici. Temelji se na Griffithovoj
teoriji pukotine i pretpostavlja da je energija proporcionalna duljini novonastale
pukotine. Bondova zakonitost primjenjiva je za usitnjavanje čestica srednjeg
područja veličina, između Kickove i Rittingerove zakonitosti.
Bondova zakonitost češće se piše u obliku prikazanom jednadžbom 5.7. Izraz je
izveden na temelju podataka dobivenih u laboratorijskom i industrijskom mjerilu
usitnjavanjem različitih vrsta materijala.
80,2 80,1
10 10iE E
x x (5.7.)
U Bondovoj zakonitosti (jedn. 5.7.) Ei je energija potrebna da se jedinična masa
čestica neizmjerne veličine usitni tako da ih je 80 % manjih od 100 m, a naziva se i
radni indeks (engl. work index). Izražen je u kW h t–1. Radni indeks ovisi o vrsti
materijala, određuje se eksperimentalno te raste u skladu s Mohsovom skalom
tvrdoće materijala. Za određene materijale, vrijednosti radnog indeksa mogu se naći
tabelirane. Bond je dao značenje veličini x80 jer je u praksi najbrže i najlakše materijal
analizirati sitima. Sukladno tome, to će biti veličina čestica od koje je 80 % manjih
čestica. Indeksi 1 i 2 odnose se na veličinu prije i nakon usitnjavanja. Zbog što brže
primjene u praksi, veličine x80 u Bondovoj zakonitosti (jedn. 5.7.) izražene su u
mikrometrima (m) što odgovara veličini otvora očice sita.
Svaka od navedenih zakonitosti primjenjiva je u određenom području veličina te ima
svoje prednosti i nedostatke. Kickova zakonitost primjenjiva je za veće čestice, a
Rittingerova za fino mljevenje. Veće čestice je lakše slomiti od malih jer sadrže više
pukotina i defekata. U praksi je uvijek potrebno kombinirati neku od navedenih
zakonitosti i eksperimentalne rezultate za dobro predviđanje utroška energije
usitnjavanja.
5.1.3. Kinetički aspekt usitnjavanja
Složenost procesa usitnjavanja i parametara koji utječu na lom čestice onemogućuje
primjenu univerzalnog matematičkog modela za opis kinetike procesa. Kinetički
odnosi pri usitnjavanju opisuju se populacijskim bilancama. Populacijska bilanca je
jednadžba kojom se opisuje promjena broja jedinki (čestica) nekog određenog

109
svojstva. Analogna je bilancama tvari u rekatoru ili demografskoj bilančnoj jednadžbi,
ali razlikuje se po tome jer osim ulaza i izlaza uključuje i član postupne promjene
svojstava u određenom vremenskom periodu što utječe na akumulaciju određenih
jedinki.
Koncept populacijskih bilanci nalazi svoju primjenu u različitim inženjerskim
granama, a najraznovrsnija je njihova primjena u kemijskom inženjerstvu. Danas se
populacijske bilance smatraju izuzetno moćnim alatom u modeliranju procesa s
partikulskim sustavima jer omogućuju:
procjenu dominirajućeg mehanizma u procesu,
predviđanje raspodjele veličina čestica i srednjeg promjera nastale
populacije čestica,
kvantitativnu analizu utjecaja svojstava ulazne struje materijala i
promjene procesnih uvjeta na kvalitetu proizvoda te
optimiranje i kontrolu procesa.
Opći oblik populacijske bilance predložili su neovisno Randolph i Larson (1964.) i
Hulbert i Katz (1964.):
1
m
e i
i
nv n v n B D
t
(5.8.)
Višedimenzijska, mikroskopska populacijska bilanca je najopćenitiji iskaz dinamičke
promjene gustoće populacije određenog promatranog svojstva.
Prvi član u izrazu 5.8., ev n , naziva se član vanjskih koordinata (engl. external
coordinates). Vanjske koordinate jedinke (x, y, z) definiraju njezin smještaj u
procesnom prostoru (slika 5.4.). Dakle, ovim članom uključena je promjena gustoće
populacije ovisno o prostornom smještaju jedinke. U uvjetima idealnog miješanja ovaj
član se može zanemariti jer je promjena gustoće populacije u svim točkama
procesnog prostora jednaka, odnosno ne ovisi o smještaju jedinke u procesnom
prostoru.
Slika 5.4. Prostorne koordinate jedinke u procesnom prostoru

110
Drugi član u izrazu 5.8., 1
m
i
i
v n
, je član unutarnjih koordinata (engl. internal
coordinates). Ovim članom opisuje se raspodjela određenog svojstva čestica (npr.
veličina, oblik, boja i sl.). Uključuje doprinos kontinuiranosti/diskontinuiranosti
procesa. U kontinuiranim procesima ulaz novih čestica doprinosi promjeni gustoće
populacije jedinki određenog svojstva. Ukoliko se radi o šaržnom procesu, ovaj član je
zanemariv. Nadalje, ovaj član uključuje i doprinos diferencijalnog (postupnog)
mehanizma promjene populacije kojim ne nastaju nove jedinke (habanje) te suprotne
mehanizme koji će uzrokovati rast čestica (koalescencija i oslojavanje) (slika 5.5.)
a) b) c)
Slika 5.5. Mehanizmi promjene veličine čestica: a) habanje, b) koalescencija, c) oslojavanje
Nastajanje, B (engl. birth) i nestajanje, D (engl. death), uključuju doprinos
diskretnog (iznenadnog) mehanizma promjene populacije koji uzrokuje nastajanje
nove jedinke. U procesu usitnjavanja, iznenadni mehanizam definiran je kao lom
čestica (slika 5.6.).
Slika 5.6. Smanjenje veličine čestica mehanizmom loma
Analizom šaržnog procesa usitnjavanja mogu se uzeti sljedeća pojednostavljenja
populacijske bilance:
1. Promatra se samo jedno svojstvo jedinke, a to je veličina čestice.
2. Nema ovisnosti svojstava o prostornim koordinatama.
3. Radi se o šaržnom procesu u kojem nema kontinuiranog ulaza i izlaza čestica
određenih svojstava (veličine).
4. Nema mehanizama promjene koji uzrokuju rast čestice ili njezino postupno
smanjenje. Promjena veličine odvija se mehanizmom loma.
Navedena pojednostavljenja ostavljaju u populacijskoj bilanci (jedn. 5.8.) samo član
nastajanja i nestajanja:
nB D
t
(5.9.)
Uzevši u obzir da je u procesu usitnjavanja uobičajeno pratiti masenu gustoću
populacije umjesto brojčane slijedi:
dmB D
dt (5.10.)

111
Rješenje gore navedene jednadžbe (jedn. 5.10.) temelji se na predočenju kontinuirane
raspodjele veličina čestica u obliku niza uskih veličinskih intervala što rezultira
aproksimacijom populacijske bilance nizom samoodrživih diskretnih jednadžbi.
Prednost ove metode je njezina jednostavnost, a nedostatak je što zahtijeva unaprijed
definirane veličinske intervale. Provedba geometrijske diskretizacije podrazumijeva
geometrijski niz intervala u kojem je najveća veličina čestica označena kao x1, a ostale
su definirane nizom: 1
1
1
2
n
nx x
(5.11.)
Omjer između gornje i donje granice intervala jednak je vrijednosti 2 .
Na slici 5.7. shematski su prikazani veličinski intervali. xn predstavlja najmanju
gornju granicu zadnjeg intervala, intervala čestica najmanjih veličina. Donja granica
zadnjeg intervala, xn+1 ima vrijednost nula.
Slika 5.7. Veličinski intervali dobiveni geometrijskom diskretizacijom
Rješenje populacijske bilance uz sva navedena pojednostavljenja daje model
idealnog miješanja u kugličnom mlinu (engl. perfect mixing ball mill model):
1
,
1nestajanje,
nastajanje,
ii
i j j j i i
jD
B
dw tb S w t S w t
dt
(5.12.)
gdje je wi maseni udio čestica veličinskog intervala i, bi,j je funkcija raspodjele
produkata loma, a Si je funkcija selekcije (s–1).
Uzme li se za primjer četvrti interval veličina čestica, i = 4 [x4-x5], brzina promjene
masenog udjela ovih čestica može se raspisivanjem jednadžbe 5.12. napisati na
sljedeći način:
4
4,1 1 1 4,2 2 2 4,3 3 3 4 4
dw tb S w t b S w t b S w t S w t
dt (5.13.)
Dospijeće čestica u četvrti interval i nestajanje iz njega shematski su prikazani na
slici 5.8.
Model idealnog miješanja u kugličnom mlinu rezultira s n diferencijalnih jednadžbi
koje opisuju n veličinskih intervala. Za svaki interval moguće je napisati
diferencijalnu jednadžbu koja sadrži član nastajanja i član nestajanja, analogno onoj
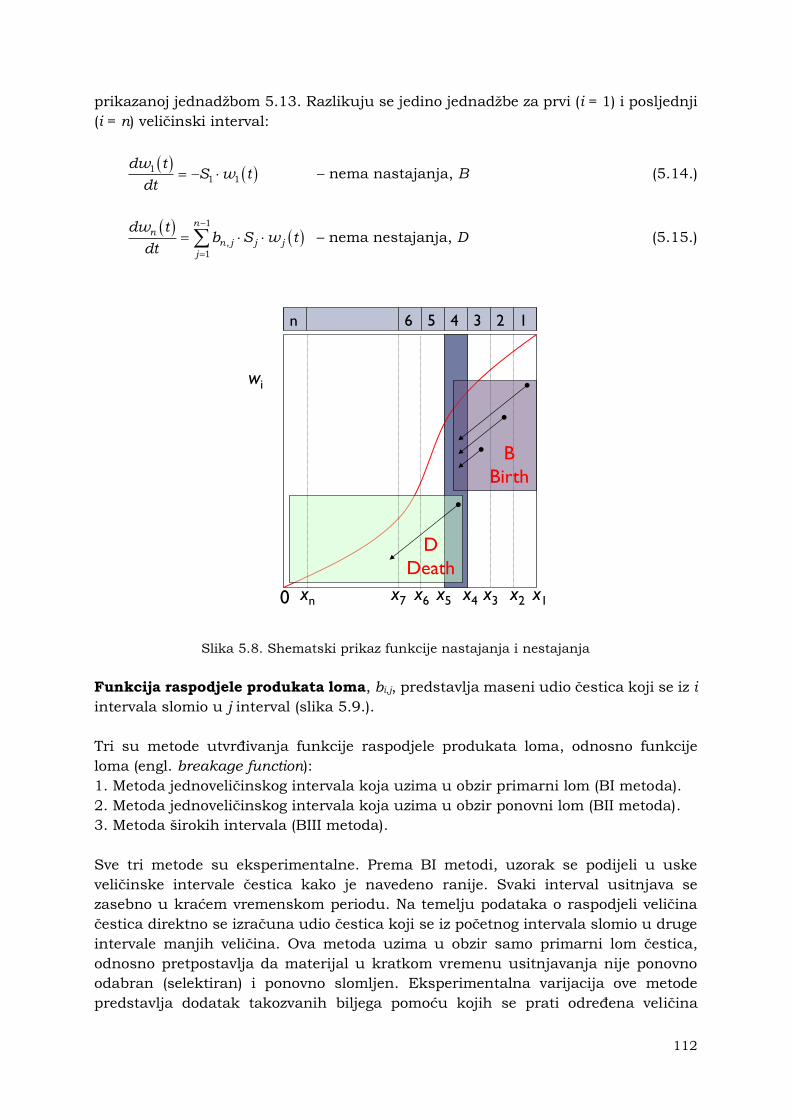
112
prikazanoj jednadžbom 5.13. Razlikuju se jedino jednadžbe za prvi (i = 1) i posljednji
(i = n) veličinski interval:
1
1 1
dw tS w t
dt – nema nastajanja, B (5.14.)
1
,
1
nn
n j j j
j
dw tb S w t
dt
– nema nestajanja, D (5.15.)
Slika 5.8. Shematski prikaz funkcije nastajanja i nestajanja
Funkcija raspodjele produkata loma, bi,j, predstavlja maseni udio čestica koji se iz i
intervala slomio u j interval (slika 5.9.).
Tri su metode utvrđivanja funkcije raspodjele produkata loma, odnosno funkcije
loma (engl. breakage function):
1. Metoda jednoveličinskog intervala koja uzima u obzir primarni lom (BI metoda).
2. Metoda jednoveličinskog intervala koja uzima u obzir ponovni lom (BII metoda).
3. Metoda širokih intervala (BIII metoda).
Sve tri metode su eksperimentalne. Prema BI metodi, uzorak se podijeli u uske
veličinske intervale čestica kako je navedeno ranije. Svaki interval usitnjava se
zasebno u kraćem vremenskom periodu. Na temelju podataka o raspodjeli veličina
čestica direktno se izračuna udio čestica koji se iz početnog intervala slomio u druge
intervale manjih veličina. Ova metoda uzima u obzir samo primarni lom čestica,
odnosno pretpostavlja da materijal u kratkom vremenu usitnjavanja nije ponovno
odabran (selektiran) i ponovno slomljen. Eksperimentalna varijacija ove metode
predstavlja dodatak takozvanih biljega pomoću kojih se prati određena veličina
wi
x1
1n 23456
B
Birth
D
Death
x3 x2x5 x4x6x7xn0

113
čestica tijekom dužeg vremena usitnjavanja. Metoda podrazumijeva radioaktivno
označavanje ili dodatak neke druge tvari različitog kemijskog sastava. Nedostatak je
ovakvog provođenja eksperimenta da vrijeme usitnjavanja u kojem dolazi do izlaska
obilježenog materijala iz mlina obično nije dovoljno kratko da bi se mogao zanemariti
ponovljeni lom materijala. BII metoda temelji se na BI metodi, međutim eliminira
njezine nedostatke te uvodi aproksimativnu korekciju za ponovljeni lom.
Eksperimentalno je jednaka BI metodi, ali se vrijednosti funkcije raspodjele
produkata računaju na drugačiji način, prema odgovarajućim izrazima. BIII metoda
najpogodnija je za izračunavanje vrijednosti funkcije raspodjele produkata loma. Kao
što i sam naziv govori, primjenjiva je kod materijala široko raspodijeljenih veličina
čestica te kada vrijednosti umnoška funkcije selekcije i funkcije loma nisu približno
konstantne za različite veličine čestica.
Slika 5.9. Shematski prikaz veličinskih intervala i raspodjele produkata loma
Funkcija selekcije, Si, naziva se još i specifična brzina loma (engl. selection function).
Predstavlja vjerojatnost da čestica veličine xi bude odabrana (engl. selected) za lom i
slomljena na veličinu manju od donje granice intervala i (xi+1). Određuje se metodom
jednoveličinskih intervala. Uzorak se podijeli na uske veličinske intervale čestica.
Ovako odabrani intervali zasebno se usitnjavaju te se određuje masa neusitnjenog
materijala intervala i u vremenu. Pretpostavi li se da je kinetika loma pojedinih
veličina čestica proces prvog reda, brzina nestajanja te veličine proporcionalna je
masi iste u vremenu, što se može prikazati izrazom 5.14. Integriranjem izraza 5.14. u
vremenu od 0 do t, uz pretpostavku da 1S ne ovisi o vremenu, dobije se:
1 1 10 expw t w S t , (5.16.)

114
odnosno logaritmiranjem:
1 1 1ln ln 0 expw t w S t (5.17.)
gdje je 1w t maseni udio čestica u veličinskom intervalu najvećih čestica u vremenu
t. Metoda jednoveličinskog intervala podrazumijeva da se prije usitnjavanja sav
materijal nalazi u jednom veličinskom intervalu pa slijedi da je 1 0 1w te se iz
izraza 5.17. dobiva jednadžba koja je temelj za određivanje funkcije selekcije
pojedinih intervala čestica:
ln i iw t S t (5.18.)
Jednadžba 5.18. predstavlja jednadžbu pravca kojoj je koeficijent smjera funkcija
selekcije, a vrijedi uz sljedeće pretpostavke:
1. Lom čestice ne ovisi o prisustvu drugih čestica.
2. Funkcija selekcije, Si ovisi samo o veličini čestica xi.
3. Funkcija raspodjele produkata loma, bi,j ovisi samo o veličinama xi i xj.
4. Vjerojatnost loma ne ovisi o položaju u mlinu.
5. Brzina usitnjavanja opisuje se modelom procesa prvog reda.
Funkcija selekcije može se izračunati i na temelju nekih empirijskih modela, ali
unatoč tome, za opis kinetike procesa usitnjavanja nužan je velik broj eksperimenata.
5.1.4. Uređaji za usitnjavanje
Usitnjavanje obuhvaća pojmove poput drobljenja i mljevenja. Drobljenje se odnosi na
područje velikih čestica koje se mogu smanjiti do otprilike 20 mm, a mljevenje za
čestice manje od ove granice. S obzirom na područje primjene, uređaji se mogu
podijeliti na drobilice i mlinove. Mljevenje se može provoditi dodatkom kontinuirane
faze pa se postupak naziva mokro mljevenje (engl. wet milling) Drobilice i mlinovi
mogu raditi šaržno ili kontinuirano.
5.1.4.1. Prijenos naprezanja
Tri su glavna mehanizma prijenosa sile koja uzrokuje naprezanje i lom materijala:
1. Naprezanje između dvije površine: površina–čestica, čestica–čestica. Primjenjuju
se normalne i tangencijalne sile na jednu ili više čestica u obrađivanom materijalu
(slika 5.10). Odvija se pri malim brzinama, 0,01 – 10 m s–1.
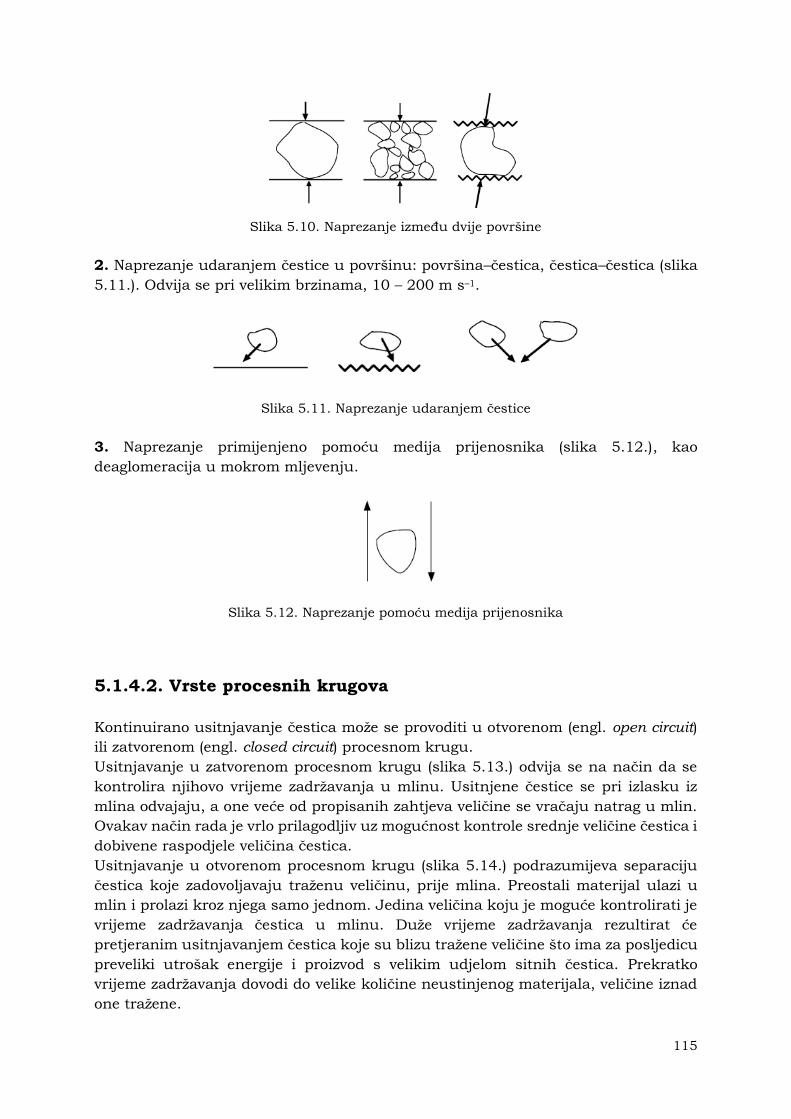
115
Slika 5.10. Naprezanje između dvije površine
2. Naprezanje udaranjem čestice u površinu: površina–čestica, čestica–čestica (slika
5.11.). Odvija se pri velikim brzinama, 10 – 200 m s–1.
Slika 5.11. Naprezanje udaranjem čestice
3. Naprezanje primijenjeno pomoću medija prijenosnika (slika 5.12.), kao
deaglomeracija u mokrom mljevenju.
Slika 5.12. Naprezanje pomoću medija prijenosnika
5.1.4.2. Vrste procesnih krugova
Kontinuirano usitnjavanje čestica može se provoditi u otvorenom (engl. open circuit)
ili zatvorenom (engl. closed circuit) procesnom krugu.
Usitnjavanje u zatvorenom procesnom krugu (slika 5.13.) odvija se na način da se
kontrolira njihovo vrijeme zadržavanja u mlinu. Usitnjene čestice se pri izlasku iz
mlina odvajaju, a one veće od propisanih zahtjeva veličine se vračaju natrag u mlin.
Ovakav način rada je vrlo prilagodljiv uz mogućnost kontrole srednje veličine čestica i
dobivene raspodjele veličina čestica.
Usitnjavanje u otvorenom procesnom krugu (slika 5.14.) podrazumijeva separaciju
čestica koje zadovoljavaju traženu veličinu, prije mlina. Preostali materijal ulazi u
mlin i prolazi kroz njega samo jednom. Jedina veličina koju je moguće kontrolirati je
vrijeme zadržavanja čestica u mlinu. Duže vrijeme zadržavanja rezultirat će
pretjeranim usitnjavanjem čestica koje su blizu tražene veličine što ima za posljedicu
preveliki utrošak energije i proizvod s velikim udjelom sitnih čestica. Prekratko
vrijeme zadržavanja dovodi do velike količine neustinjenog materijala, veličine iznad
one tražene.

116
Slika 5.13. Usitnjavanje u zatvorenom procesnom krugu
Slika 5.14. Usitnjavanje u otvorenom procesnom krugu
5.1.4.3. Vrste uređaja i odabir
Kružna ili konusna drobilica (engl. gyratory crusher)
U kružnim se drobilicama odvija drobljenje materijala gnječenjem. Najpoznatiji tipovi
ovih drobilica su McCullyjev tip (kružna) i Symonsov tip (konusna). Drobilice imaju
fiksne čeljusti između kojih rotira konus. Materijal izlazi iz drobilice kada je dovoljno
malen da prođe razmak između čeljusti.
MLINulazna struja
materijala
usitnjeni materijal
manje čestice
veće čestice
MLINulazna struja
materijala
usitnjeni materijal
manje čestice
veće
čestice
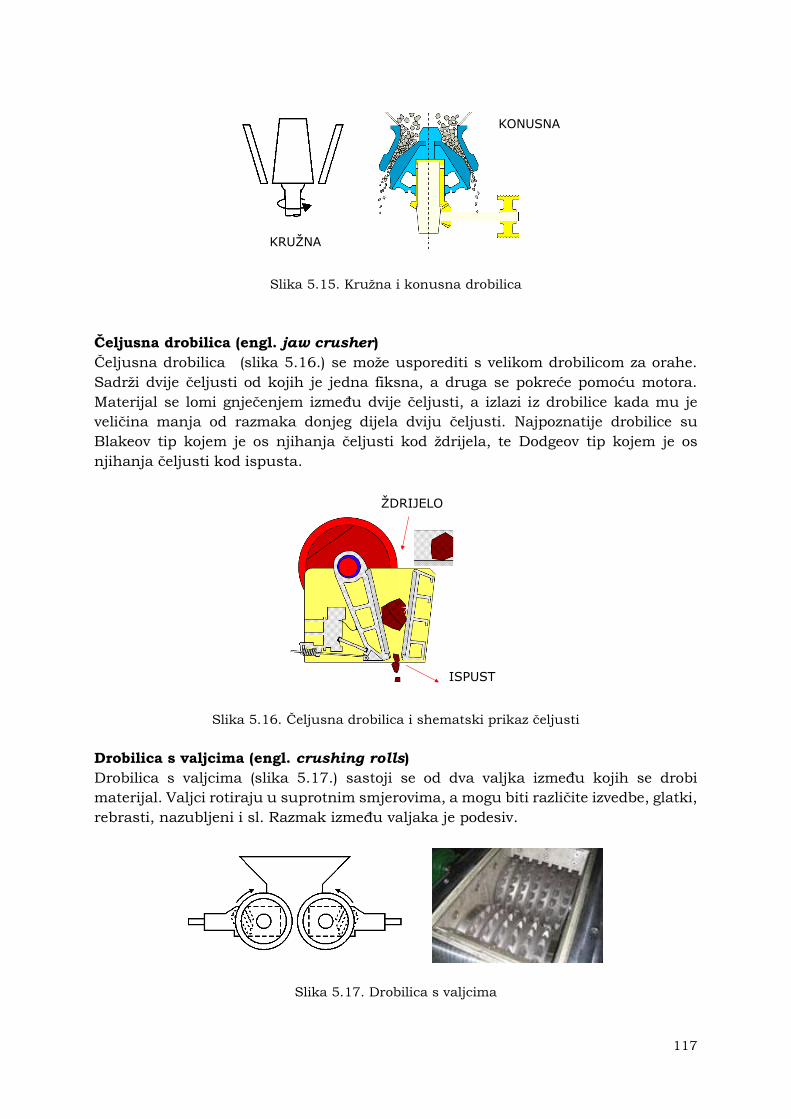
117
Slika 5.15. Kružna i konusna drobilica
Čeljusna drobilica (engl. jaw crusher)
Čeljusna drobilica (slika 5.16.) se može usporediti s velikom drobilicom za orahe.
Sadrži dvije čeljusti od kojih je jedna fiksna, a druga se pokreće pomoću motora.
Materijal se lomi gnječenjem između dvije čeljusti, a izlazi iz drobilice kada mu je
veličina manja od razmaka donjeg dijela dviju čeljusti. Najpoznatije drobilice su
Blakeov tip kojem je os njihanja čeljusti kod ždrijela, te Dodgeov tip kojem je os
njihanja čeljusti kod ispusta.
Slika 5.16. Čeljusna drobilica i shematski prikaz čeljusti
Drobilica s valjcima (engl. crushing rolls)
Drobilica s valjcima (slika 5.17.) sastoji se od dva valjka između kojih se drobi
materijal. Valjci rotiraju u suprotnim smjerovima, a mogu biti različite izvedbe, glatki,
rebrasti, nazubljeni i sl. Razmak između valjaka je podesiv.
Slika 5.17. Drobilica s valjcima
KRUŽNA
KONUSNA
ŽDRIJELO
ISPUST

118
Horizontalni mlin s kotrljajućim valjcima (engl. horizontal table mill)
Ovaj mlin izvedbom podsjeća na prve tipove vodenih mlinova koji su služili za
usitnjavanje žita. Sastoji se od horizontalne ploče koja se okreće. Materijal se usipava
u sredini ploče i uslijed centrifugalne sile struji prema rubu ploče. Usitnjavanje se
provodi gnječenjem materijala između ploče i valjaka.
Slika 5.18. Mlin s kotrljajućim valjcima
Dezintegrator (engl. pin mill)
Dezintegrator (slika 5.19.) se sastoji od kućišta unutar kojeg se nalaze dvije ploče. Na
pločama su u koncentričnim krugovima učvršćeni klinovi pomoću kojih se materijal
usitnjava. Klinovi jedne ploče prolaze između dva koncentrična reda klinova druge
ploče. Jedna ploča miruje, a druga se okreće velikom brzinom. Čestice su nošene
strujom zraka prema centru, a prilikom njihovog radijalnog gibanja prema rubu ploče
dolazi do usitnjavanja uslijed udara ili habanja.
Slika 5.19. Dezintegrator
Strujni mlin (engl. fluid energy mill)
Energija potrebna za usitnjavanje čvrstih čestica se u strujnom mlinu (slika 5.20.)
predaje strujom zraka, pare ili inertnog plina koji se pod tlakom uvodi u mlin velikom
brzinom. Komore za usitnjavanje mogu biti vertikalne ili horizontalne.
Čestice se uvode u komoru, a radni medij uvodi se pomoću mlaznica na određenim
udaljenostima. Usitnjavanje se događa uslijed višestrukih sudara čestica u točkama
presjeka struja radnoj medija i vrtložne struje. Odvajanje usitnjenog materijala odvija
se u komori za odvajanje, a prilikom povratka radnog medija u komoru za
usitnjavanje. Uslijed centrifugalne sile, veće čestice odlaze prema stijenkama komore

119
i vraćaju se u komoru za usitnjavanje zajedno s radnim medijem. Sitnije čestice
putuju prema središtu komore i odvajaju se pomoću ciklona. Strujni mlinovi često se
koriste za usitnjavanje vrijednih materijala u farmaceutskoj industriji jer omogućuju
očuvanje čistoće djelatnih tvari tijekom usitnjavanja.
Slika 5.20. Shematski prikaz strujnog mlina
Mlin čekićar (engl. hammer mill)
Mlin čekićar (slika 5.21.) sadrži rotirajuću osovinu na kojoj su pričvršćeni čekići.
Čestice se uvode u mlin kroz lijevak djelovanjem gravitacijske sile ili u struji zraka.
Usitnjavanje se odvija uslijed sudara čestica i čekića, međusobnog sudara čestica ili
sudara čestica i stijenke mlina. Ispod rotirajuće osovine s čekićima nalazi se sito kroz
koje prolaze dovoljno usitnjene čestice.
Slika 5.21. Mlin čekićar
Kuglični mlin (engl. ball mill)
Kuglični mlin (slika 5.22.) naziv je za horizontalni bubnjasti mlin u kojem su tijela za
usitnjavanje kugle. Osim kugli mogu se koristiti različiti oblici poput šipki, kockica i
sl.
Mlin se sastoji od cilindričnog ili cilindrično-konusnog bubnja koji rotira oko svoje
osi. Bubanj je napunjen do svoje polovice tijelima za usitnjavanje. Uslijed gibanja
čestica i kugli dolazi do usitnjavanja. Bubanj mlina rotira obično brzinom koja iznosi

120
60 do 80 % od kritične brzine pri kojoj dolazi do centrifugiranja materijala. Kritični
broj okretaja određuje se na temelju ravnoteže centrifugalne i gravitacijske sile koje
djeluju na kugle:
2kr.
2
D dm m g
(5.19.)
gdje je m masa tijela za usitnjavanje (kugli) (kg), D je promjer bubnja mlina (m), d je
promjer tijela za usitnjavanje (m), a 2kr. je kritična kutna brzina bubnja (s–1).
Izrazi li se kritična kutna brzina preko kritičnog broja okretaja:
kr.kr.
2
60
n
(5.20.)
slijedi izraz za kritični broj okretaja koji je izražen u jedinicama min–1:
kr.
42,3n
D (5.21.)
Slika 5.22. Kuglični mlin
Prilikom odabira uređaja za usitnjavanje važno je voditi računa o svojstvima čestica i
zahtjevima procesa. Svojstva materijala uključuju njegovu tvrdoću prema Mohsovoj
skali, abrazivnost koja može uzrokovati trošenje dijelova mlina, čvrstoću kao mjeru
otpora širenja pukotina, kohezivnost koja uzrokuje lijepljenje čestica te nisko talište
koje može uzrokovati taljenje materijala uslijed visokih temperatura u mlinu. Osim
svojstava materijala važno je imati na umu i potrebu za šaržnim ili kontinuiranim
načinom rada uređaja te odabrati medij u kojem će se odvijati usitnjavanje. Uz sve
navedeno, ključno je pri odabiru uređaja za usitnjavanje provjeriti područje veličina
čestica te stupanj usitnjava koji je moguće ostvariti (slika 5.23.). Iako ne postoji
univerzalni vodič za odabir mlinova, proizvođači kupcima olakšavaju izbor na temelju
već navedenih zahtjeva.
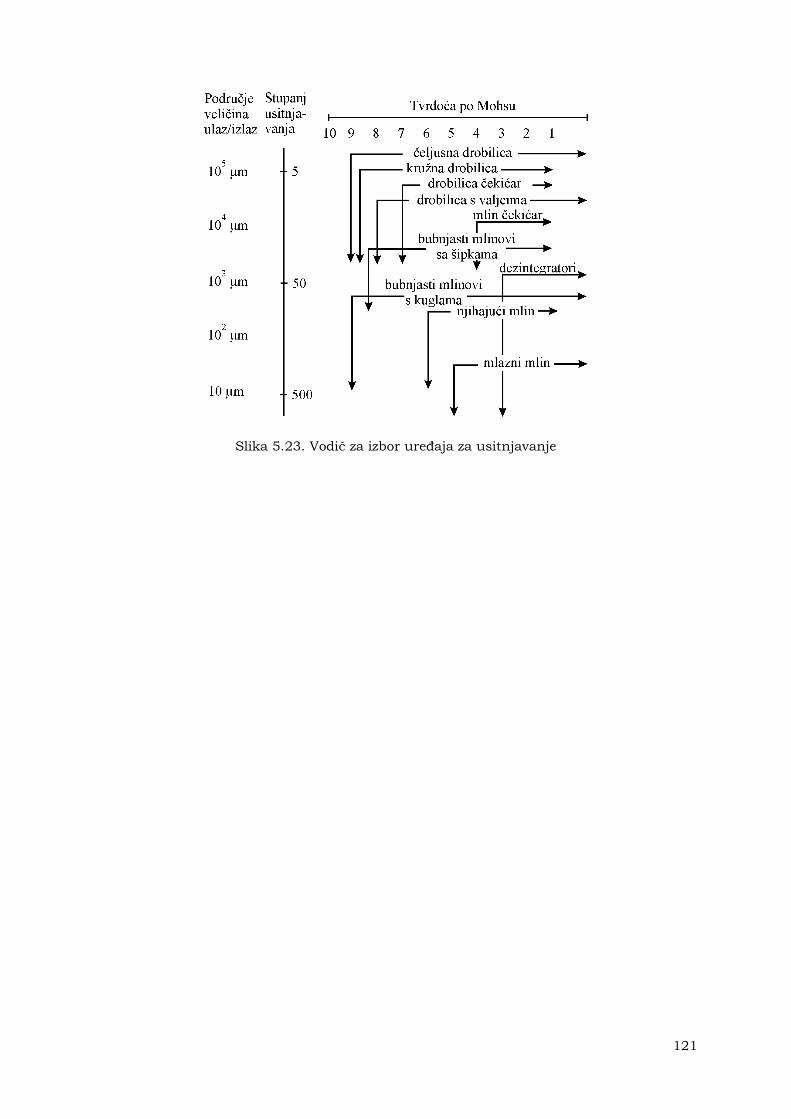
121
Slika 5.23. Vodič za izbor uređaja za usitnjavanje