Embed Size (px)
Citation preview
KAJIAN APLIKASI HACCP PADA PROSES PRODUKSI
AYAM GORENG DI SALAH SATU RESTORAN
CEPAT SAJI DI KOTA BOGOR
SKRIPSI
YESUA GIFSAN TONDAS
DEPARTEMEN ILMU PRODUKSI DAN TEKNOLOGI PETERNAKAN
FAKULTAS PETERNAKAN
INSTITUT PETERNAKAN BOGOR
2013

RINGKASAN
Yesua Gifsan Tondas. D14070005. 2013. Kajian Aplikasi HACCP pada Proses
Produksi Ayam Goreng di Salah Satu Restoran Cepat Saji di Kota Bogor.
Skripsi. Departemen Ilmu Produksi dan Teknologi Peternakan. Fakultas Peternakan.
Institut Pertanian Bogor.
Pembimbing Utama : Tuti Suryati, S.Pt., M.Si.
Pembimbing Kedua : Zakiah Wulandari, S.TP., M.Si.
Konsep pangan siap saji lahir dan berkembang pesat seiring dengan perubahan
dan perkembangan gaya hidup masyarakat modern. Seiring berjalannya waktu,
pangan siap saji dinilai sebagai pangan yang kurang sehat oleh masyarakat, baik di
dunia, maupun di Indonesia. Prosedur penyajian pangan yang harus dilakukan dalam
waktu cepat dengan tingkat penjualan yang cukup tinggi menyebabkan restoran siap
saji memiliki resiko kontaminasi yang cukup tinggi. Restoran siap saji memerlukan
suatu prosedur yang dapat menjamin dan meyakinkan konsumen bahwa produknya
aman, sehat, utuh, dan halal (ASUH).
Salah satu cara yang dapat dilakukan untuk menghasilkan produk pangan siap
saji yang ASUH adalah dengan menerapkan sistem hazard analysis and critical
control point (HACCP) pada proses pengolahan produk pangan. Saat ini restoran
telah menerapkan good manufacturing practice (GMP) dan sanitation standard
operating procedure (SSOP) yang merupakan persyaratan dasar sistem HACCP dan
tengah menyusun dokumentasi untuk program HACCP. GMP adalah cara
memproduksi makanan yang baik dan memenuhi persyaratan-persyaratan yang telah
ditentukan untuk menghasilkan produk makanan bermutu sesuai dengan tuntutan
konsumen. Prosedur SSOP merupakan alat bantu dalam penerapan GMP berupa
prosedur operasi standar sanitasi yang harus dilakukan oleh perusahaan yang bergerak
dalam bidang pengolahan pangan. Hazard analysis and critical control point
(HACCP) adalah suatu sistem jaminan mutu pangan yang diterapkan dalam proses
produksi oleh industri pangan, termasuk restoran, dalam mengendalikan bahaya yang
mungkin timbul pada setiap tahapan produksi.
Kegiatan magang penelitian ini bertujuan untuk memperoleh gambaran nyata
tentang dunia industri serta permasalahan yang menjadi kendala dalam menghasilkan
produk pangan yang ASUH dan secara khusus mempelajari penerapan sistem HACCP
yang dilakukan pada proses pengolahan produk ayam goreng di salah satu restoran
siap saji di kota Bogor. Kegiatan magang penelitian dilaksanakan di salah satu
restoran cepat saji kota Bogor unit dapur selama 2 bulan, dimulai dari tanggal
1 Februari 2011 sampai dengan 31 Maret 2011. Proses pengumpulan data dan
informasi dilakukan dengan cara wawancara dan pengamatan langsung terkait
penerimaan dan penggunaan bahan baku, proses produksi, penyajian produk,
pengemasan, penyimpanan, serta penanganan produk reject. Data hasil pengamatan
yang diperoleh kemudian diolah untuk selanjutnya dibuatkan HACCP plan.
Data hasil pengamatan menunjukkan bahwa penerapan GMP dan SSOP oleh
restoran sudah cukup baik, akan tetapi masih perlu mendapat penyempurnaan. Lokasi
restoran serta beberapa aspek pada fasilitas restoran dan persyaratan hygiene sanitasi
pengolahan makanan pada prosedur GMP dinilai masih kurang terpenuhi dengan baik.
Penerapan prosedur SSOP oleh restoran juga dinilai masih perlu disempurnakan,
khususnya pada aspek fasilitas kebersihan dan kesehatan karyawan. Penerapan
prosedur GMP dan SSOP yang dilakukan dengan baik dan benar dapat menunjang
keberhasilan penerapan sistem HACCP.
Proses penyusunan dokumentasi program HACCP tertuang dalam HACCP
plan. HACCP plan dibuat berdasarkan dua belas langkah penerapan sistem HACCP
yang terdiri atas tujuh prinsip HACCP untuk menjamin keamanan pangan pada
rantai pangan yang dipertimbangkan. Pembuatan HACCP plan diawali dengan
pembentukan tim HACCP. Tim HACCP harus terdiri atas personal dengan latar
belakang disiplin ilmu yang beragam serta berkaitan dengan produk dan prosesnya.
Susunan terbaik tim HACCP untuk restoran ini terdiri atas para personal yang berasal
dari departemen quality assurance, research, and development, operation
administration, dan marketing. Tim HACCP selanjutnya akan membuat deskripsi
produk dan rencana penggunaan produk sebelum akhirnya dilakukan pembuatan
diagram alir. Pembuatan diagram alir bertujuan untuk mempermudah tim HACCP
dalam mengetahui tahapan proses yang terjadi dan melaksanakan ketujuh prinsip
HACCP.
Hasil perumusan ketujuh prinsip HACCP menunjukkan bahwa proses
pengolahan produk ayam goreng memiliki 1 titik kendali kritis (CCP), yaitu tahap
penggorengan. Tahap penerimaan bahan baku (ayam segar dan beku) juga dinilai
berpotensi menjadi CCP, akan tetapi dikendalikan sebagai control point (CP) di dalam
penerapan GMP dan SSOP. Proses penggorengan dinilai memiliki resiko bahaya
kimia apabila pelaksanaannya tidak mendapat perhatian khusus. Penetapan kapasitas
maksimum pada setiap periode penggorengan dinilai sebagai langkah yang dilakukan
restoran untuk menanggulangi resiko bahaya kimia. Kapasitas maksimum
penggorengan ditentukan berdasarkan hasil pengujian yang telah dilakukan terlebih
dahulu oleh perusahaan pemilik restoran. Kapasitas maksimum penggorengan juga
digunakan sebagai indikator penetapan batas kritis, kegiatan monitoring, dan tindakan
koreksi.
Kesimpulan dari kegiatan magang penelitian ini adalah restoran telah
menerapkan prosedur GMP dan SSOP dengan cukup baik, akan tetapi masih perlu
mendapatkan beberapa penyempurnaan. Hasil perumusan ketujuh prinsip HACCP
menunjukkan bahwa proses pengolahan produk ayam goreng memiliki 1 titik kendali
kritis (CCP), yaitu tahap penggorengan. Restoran juga diharapkan dapat memperketat
kegiatan pemantauan pada proses penggorengan, sebab proses penggorengan yang
dilakukan pada open fryer dan pressure fryer sering melebihi kapasitas maksimum
penggorengan yang diizinkan. Asisstant restaurant manager, selaku pihak yang
bertanggung jawab atas seluruh kegiatan operasional restoran, hendaknya dapat
melakukan kegiatan pemantauan secara langsung dan berkala.
Kata-kata kunci: ayam goreng, HACCP, cepat saji, restoran

ABSTRACT
Study of HACCP Application on Fried Chicken Production at One of Fast Food
Restaurants in Bogor
Tondas, Y. G., T. Suryati and Z. Wulandari
Nowadays, people face so many problems in food sector, for example in 2004 and
2005. 60% of 41 and 72.20% of 53 cases of the disease in Indonesia are foodborne
illness cases. Those cases made industry and restaurant which serve fastfood products
have to concern more and more about the food safety of their food products due to
their short time preparation process. HACCP system is the most appropiate system in
order to help fastfood restaurants to produce food products that save to be consumed.
The objective of this research were to analyze the application of HACCP system on
fried chicken production process. This study conducted in February and March 2011
at one of fast food restaurant in Bogor in a way directly involved in production
process, interview with stakeholders, and related data collection. Restaurant has
applied the principles of GMP and SSOP well, as the pre-requisite program of
HACCP, but still needs to be improved. The result of the seven principles of HACCP
also denoted that frying process is expressed as the CCP. Maximum frying capacity is
used as an indicator for determinating critical limits, monitoring, and correcting.
Assistant of restaurant manager, which is responsible for the entire restaurant
activities, should give more attention to the frying process.
Keywords: fried chicken, HACCP, fastfood, restaurant
KAJIAN APLIKASI HACCP PADA PROSES PRODUKSI
AYAM GORENG DI SALAH SATU RESTORAN
CEPAT SAJI DI KOTA BOGOR
Yesua Gifsan Tondas
D14070005
Skripsi ini merupakan salah satu syarat untuk
memperoleh gelar Sarjana Peternakan pada
Fakultas Peternakan
Institut Pertanian Bogor
DEPARTEMEN ILMU PRODUKSI DAN TEKNOLOGI PETERNAKAN
FAKULTAS PETERNAKAN
INSTITUT PERTANIAN BOGOR
2013
Judul : Kajian Aplikasi HACCP pada Proses Produksi Ayam Goreng di Salah
Satu Restoran Cepat Saji di Kota Bogor
Nama : Yesua Gifsan Tondas
NIM : D14070005
Menyetujui,
Pembimbing Utama, Pembimbing Anggota,
(Tuti Suryati, S.Pt., M.Si.) (Zakiah Wulandari, S.TP., M.Si.)
NIP. 19720516 199702 2 001 NIP. 19750207 199802 2 001
Mengetahui,
Ketua Departemen,
Ilmu Produksi dan Teknologi Peternakan
(Prof. Dr. Ir. Cece Sumantri, M.Agr.Sc.)
NIP. 19591212 198603 1 004
Tanggal Ujian: 12 Desember 2012 Tanggal Lulus:
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 13 Maret 1989 di Jakarta. Penulis adalah anak
pertama dari dua bersaudara dari pasangan Ir. Handy Tondas dan dr. Maria Nana
Saputra. Penulis mengawali kegiatan pendidikan di Taman Kanak-Kanak Santo Don
Bosco Kelapa Gading, Jakarta Utara pada tahun 1993 hingga 1995. Pendidikan dasar
ditempuh penulis pada tahun 1995 hingga 2001 di Sekolah Dasar Don Bosco I Kelapa
Gading. Pendidikan lanjutan tingkat pertama ditempuh penulis pada tahun 2001
hingga 2004 di Sekolah Menengah Pertama Don Bosco I Kelapa Gading. Penulis
melanjutkan pendidikan tingkat atas di Sekolah Menengah Atas Don Bosco I Kelapa
Gading dan menyelesaikan pendidikan sebagai Juara Umum pada tahun 2007.
Penulis mengawali pendidikan di Institut Pertanian Bogor pada tahun 2007
melalui jalur Undangan Seleksi Masuk IPB (USMI) dan diterima di Departemen Ilmu
Produksi dan Teknologi Peternakan, Fakultas Peternakan pada tahun 2008. Selama
berkuliah, penulis pernah menjadi Mahasiswa Berprestasi Tingkat Departemen periode
2008-2010, runner-up Mahasiswa Berprestasi Tingkat Fakultas periode 2008-2010,
mengikuti Seminar International “Go Organic” di Bangkok, Thailand tahun 2009, dan
mengikuti program pertukaran pelajar di Humboldt University of Berlin, Germany
pada tahun 2011-2012. Penulis juga pernah menjadi anggota Persekutuan Mahasiswa
Kristen Institut Pertanian Bogor (PMK IPB) sebagai anggota Komisi Pelayanan
Khusus (Kopelkhu) tahun 2008-2010 dan anggota Himpunan Mahasiswa Produksi
Peternakan (HIMAPROTER) bidang Kewirausahaan tahun 2009.
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas kasih
karunia-Nya sehingga Penulis dapat menyelesaikan skripsi yang berjudul “Kajian
Aplikasi HACCP pada Proses Produksi Ayam Goreng di Salah Satu Restoran Cepat
Saji di Kota Bogor”. Skripsi ini merupakan salah satu syarat untuk memperoleh gelar
Sarjana Peternakan di Fakultas Peternakan, Institut Pertanian Bogor. Skripsi ini
diharapkan dapat memberikan sumbangan informasi dalam dunia peternakan akan
pentingnya penerapan sistem HACCP demi terwujudnya keamanan pangan.
Penelitian dilakukan melalui kegiatan magang di salah satu restoran cepat saji
di kota Bogor. Penelitian ini diharapkan dapat memberikan gambaran salah satu
bentuk usaha pengolahan produk pangan hasil peternakan serta cara berproduksi yang
benar sesuai standar higienis yang berlaku. Penulis menyadari bahwa skripsi ini masih
jauh dari sempurna. Penulis berharap skripsi ini dapat menjadi salah satu sumber
informasi yang bermanfaat bagi pembaca.
Bogor, Januari 2013
Penulis
DAFTAR ISI
Halaman
RINGKASAN .................................................................................................. i
ABSTRACT . ................................................................................................... iii
LEMBAR PERNYATAAN ............................................................................. iv
LEMBAR PENGESAHAN ............................................................................. v
RIWAYAT HIDUP ......................................................................................... vi
KATA PENGANTAR ..................................................................................... vii
DAFTAR ISI ................................................................................................... viii
DAFTAR TABEL ............................................................................................ xi
DAFTAR GAMBAR ....................................................................................... xiii
DAFTAR LAMPIRAN .................................................................................... xiv
PENDAHULUAN ........................................................................................... 1
Latar Belakang ..................................................................................... 1
Tujuan .................................................................................................. 2
TINJAUAN PUSTAKA .................................................................................. 3
Daging Ayam ....................................................................................... 3
Karkas Ayam Pedaging …… ................................................................ 4
Potensi Cemaran Biologi terhadap Daging Ayam ................................ 5
Salmonella ................................................................................ 5
Campylobacter sp. ................................................................... 6
Arcobacter sp. .......................................................................... 6
E. coli O157:H7 ....................................................................... 6
Clostridium perfringens ............................................................ 7
Listeria monocytogenes ............................................................ 7
Penggorengan ........................................................................................ 8
Deep-fat Frying ......................................................................... 8
Reaksi Oksidasi Selama Proses Penggorengan ........................ 9
Potensi Cemaran Kimia pada Proses Pengolahan Pangan ..................... 10
3-Monochloropropane-1,2-diol (3-MCPD) .............................. 10
Heterocyclic Amines ................................................................. 11
Acrylamide ................................................................................ 11
Good Manufacturing Practice (GMP) ................................................... 12
Persyaratan Umum Hygiene ..................................................... 12
Persyaratan Khusus Golongan .................................................. 16
Persyaratan Hygiene Sanitasi Makanan .................................... 17
Persyaratan Hygiene Sanitasi Pengolahan Makanan ................ 18
Persyaratan Hygiene Sanitasi Penyimpanan Makanan ............. 19
Sanitation Standard Operating Procedure (SSOP) .............................. 20
Keamanan Air ........................................................................... 21
Kebersihan Permukaan yang Kontak dengan Bahan Pangan ... 22
Pencegahan Kontaminasi Silang ............................................... 22
Fasilitas Kebersihan .................................................................. 22
Pencegahan Adulterasi .............................................................. 22
Pelabelan dan Penyimpanan Senyawa Berbahaya .................... 22
Kesehatan Pekerja ..................................................................... 22
Pengendalian Hama .................................................................. 23
Hazard Analysis and Critical Control Point (HACCP) ........................ 23
Pembentukan Tim HACCP ....................................................... 26
Deskripsi Produk ....................................................................... 26
Identifikasi Rencana Penggunaan Produk ................................ 28
Penyusunan dan Verifikasi Diagram Alir Produk .................... 28
Identifikasi atau Analisis Bahaya ............................................. 28
Penetapan Titik Kendali Kritis ................................................. 33
Penetapan Batas Kritis untuk Setiap CCP ................................ 34
Penetapan Tindakan Monitoring untuk Setiap CCP ................. 34
Penetapan Tindakan Koreksi .................................................... 35
Penetapan Prosedur Verifikasi .................................................. 35
Penetapan Prosedur Pencatatan dan Penyimpanan Dokumen .. 35
MATERI DAN METODE ............................................................................... 36
Lokasi dan Waktu ................................................................................ 36
Materi ................................................................................................... 36
Alat ............................................................................................ 36
Bahan ...................................................................................... 36
Prosedur ............................................................................................... 36
Analisis Data ........................................................................................ 36
KEADAAN UMUM PERUSAHAAN ............................................................ 38
Sejarah Kentucky Fried Chicken (KFC) .............................................. 38
Sejarah Kentucky Fried Chicken (KFC) di Indonesia ......................... 39
Visi dan Misi Perusahaan .................................................................... 40
Produk Kentucky Fried Chicken (KFC) ............................................... 40
KEADAAN UMUM TEMPAT MAGANG .................................................... 41
Lokasi dan Tata Letak Restoran ........................................................... 41
Fasilitas Restoran .................................................................................. 42
Fasilitas Layanan ...................................................................... 42
Fasilitas Penunjang Proses Produksi ......................................... 42
Fasilitas Produksi ...................................................................... 47
Tenaga Kerja ......................................................................................... 49
HASIL DAN PEMBAHASAN ....................................................................... 52
Penerapan Good Manufacturing Practice di Restoran ......................... 52
Persyaratan Umum Hygiene Restoran ...................................... 52
Persyaratan Khusus Golongan Restoran ................................... 53
Persyaratan Hygiene Sanitasi Makanan Restoran ..................... 53
Persyaratan Hygiene Sanitasi Pengolahan Makanan Restoran .. 55
Persyaratan Hygiene Sanitasi Penyimpanan Makanan Restoran 55
Penerapan Sanitation Standard Operating Procedure di Restoran ...... 56
Keamanan Air ........................................................................... 56
Kebersihan Permukaan yang Kontak dengan Bahan Pangan ... 56
Pencegahan Kontaminasi Silang ............................................... 57
Fasilitas Kebersihan .................................................................. 57
Pencegahan Adulterasi .............................................................. 57
Pelabelan dan Penyimpanan Senyawa Berbahaya .................... 58
Kesehatan Pekerja ..................................................................... 58
Pengendalian Hama .................................................................. 58
HACCP Plan ......................................................................................... 58
Pembentukan Tim HACCP ....................................................... 59
Deskripsi Produk ....................................................................... 60
Identifikasi Rencana Penggunaan Produk ................................ 61
Penyusunan dan Verifikasi Diagram Alir Produk .................... 61
Identifikasi atau Analisis Bahaya ............................................. 67
Penetapan Titik Kendali Kritis ................................................. 77
Penetapan Batas Kritis untuk Setiap CCP ................................ 79
Penetapan Tindakan Monitoring untuk Setiap CCP ................. 84
Penetapan Tindakan Koreksi .................................................... 84
Penetapan Prosedur Verifikasi .................................................. 84
Penetapan Prosedur Pencatatan dan Penyimpanan Dokumen .. 85
KESIMPULAN DAN SARAN ....................................................................... 86
Kesimpulan ......................................................................................... 86
Saran ................................................................................................... 86
UCAPAN TERIMA KASIH ........................................................................... 87
DAFTAR PUSTAKA ...................................................................................... 88
LAMPIRAN ................................................................................................... 92
DAFTAR TABEL
Nomor Halaman
1. Data Klasifikasi Daging Ayam ……………………………………......... 3
2. Data Perbandingan Kadar Lemak Daging Ayam dan Ruminansia …....... 4
3. Standar Suhu Penyimpanan Bahan Mentah …..…………….................... 19
4. Langkah-Langkah Penerapan Sistem HACCP dalam Industri Pangan .... 25
5. Daftar Uraian Tugas dan Kewajiban Tim HACCP ….............................. 27
6. Data Sumber Bahaya Biologis pada Pangan …….................................... 29
7. Data Sumber Bahaya Kimia pada Pangan …............................................ 30
8. Data Sumber Bahaya Fisik pada Pangan ……………………………….. 31
9. Data Kelompok Bahaya pada Produk Pangan Berdasarkan Karakteristik
Resiko ………………………………………...........................................
32
10. Data Kelompok Produk Pangan Berdasarkan Tingkat Resiko Bahaya … 32
11. Tabel Penentuan Kategori Resiko Berdasarkan Karakteristik Bahaya ..... 33
12. Tabel Penentuan Tingkat Signifikansi Bahaya………………………….. 33
13. Syarat Mutu Air Minum dalam Kemasan (SNI 01-3553-1996) ………... 44
14. Data Penggunaan Air Restoran Bulan Juli – Desember 2010 ………...... 45
15. Data Penggunaan Listrik Restoran Bulan Juli – Desember 2010 ……..... 45
16. Data Jumlah dan Kualifikasi Tenaga Kerja Operasional Restoran Bulan
Juli – Desember 2010 ……………………………………………….…..
51
17. Data Kriteria Mutu Karkas Ayam Berdasarkan Standarisasi Perusahaan. 54
18. Deskripsi Produk Ayam Goreng Hot & Crispy Chicken Restoran Siap
Saji ............................................................................................................
60
19. Deskripsi Produk Ayam Goreng Original Recipe Chicken Restoran
Siap Saji ………………………………………………………………....
61
20. Data Persentase Kesesuaian Suhu Penerimaan Fresh Chicken dan Fresh
Wing dengan Standar Restoran Selama Bulan Januari hingga Maret
2011 ..........................................................................................................
68
21. Data Persentase Kesesuaian Suhu Penerimaan Frozen Chicken dan
Frozen Wing dengan Standar Restoran Selama Bulan Januari hingga
Maret 2011 ...............................................................................................
68
22. Data Persentase Kesesuaian Suhu Chiller dengan Standar Restoran
Selama Bulan Februari dan Maret 2011 ...................................................
69
23. Data Persentase Kesesuaian Suhu Freezer dengan Standar Restoran
Selama Bulan Februari dan Maret 2011 ...................................................
69
24. Tabel Identifikasi atau Analisis Bahaya .................................................... 73
25. Data Jumlah Ayam Total yang Digoreng pada Setiap Periode
Penggantian Minyak Selama Bulan Februari dan Maret 2011 ................
78
26. Tabel Penentuan Titik Kendali Kritis (CCP) ............................................ 80
27. Tabel Lembar Kerja Pengendalian Mutu …….......................................... 83
DAFTAR GAMBAR
Nomor Halaman
1. Diagram Penggunaan Air Restoran Bulan Juli – Desember 2010 ……..... 46
2. Diagram Penggunaan Listrik Restoran Bulan Juli – Desember 2010 ….... 46
3. Palet …………………………………………………………………….... 47
4. Prosedur Penggunaan Palet …………………………………………….... 47
5. Diagram Struktur Organisasi Restoran Siap Saji ……………………....... 51
6. Diagram Alir Proses Pembuatan Ayam Goreng HCC dan ORC di
Restoran Siap Saji …………………………………………………..........
62
DAFTAR LAMPIRAN
Nomor Halaman
1. Data Penggorengan HCC pada Open Fryer 1 dan 2 Bulan Februari 2011 93
2. Data Penggorengan HCC pada Open Fryer 1 dan 2 Bulan Maret 2011 ... 94
3. Data Penggorengan HCC pada Open Fryer 3 Bulan Februari 2011 .......... 95
4. Data Penggorengan HCC pada Open Fryer 3 Bulan Maret 2011 .............. 96
5. Data Penggorengan ORC pada Pressure Fryer 1 Bulan Februari 2011 .... 97
6. Data Penggorengan ORC pada Pressure Fryer 1 Bulan Maret 2011 ........ 98
7. Data Penggorengan ORC pada Pressure Fryer 2 Bulan Februari 2011 .... 99
8. Data Penggorengan ORC pada Pressure Fryer 2 Bulan Maret 2011 ........ 100
9. Data Pengamatan Suhu Chiller Ayam Februari 2011 ................................ 101
10. Data Pengamatan Suhu Freezer Ayam Februari 2011 …........................... 102
11. Data Pengamatan Suhu Chiller Ayam Maret 2011 .................................... 103
12. Data Pengamatan Suhu Freezer Ayam Maret 2011 ……........................... 104
13. Data Suhu Penerimaan Fresh Chicken dan Fresh Wing Januari 2011 ....... 105
14. Data Suhu Penerimaan Fresh Chicken dan Fresh Wing Februari 2011 ..... 106
15. Data Suhu Penerimaan Fresh Chicken dan Fresh Wing Maret 2011 …..... 107
16. Data Suhu Penerimaan Frozen Chicken dan Frozen Wing Januari 2011 ... 108
17. Data Suhu Penerimaan Frozen Chicken dan Frozen Wing Februari 2011.. 109
18. Data Suhu Penerimaan Frozen Chicken dan Frozen Wing Maret 2011 ..... 110
19. Diagram Pohon Penetapan CCP pada Bahan Mentah …………………..... 111
20. Diagram Pohon Penetapan CCP pada Proses Pengolahan ……………..... 112
PENDAHULUAN
Latar Belakang
Masyarakat dunia sekarang ini sedang menghadapi begitu banyak
permasalahan pada sektor pangan. Permasalahan yang terjadi pada sektor pangan
sebagian besar disebabkan oleh pencemaran pada makanan yang pada akhirnya akan
membahayakan kesehatan manusia. Data hasil pengamatan menunjukkan bahwa
sebanyak 76 juta dan 9,4 juta kasus penyakit yang terjadi di USA dan Inggris
disebabkan karena keracunan makanan (Tauxe, 2002; Walker et al., 2003). Kasus
penyakit akibat pencemaran pangan yang terjadi di Indonesia juga cukup
memprihatinkan. Djaafar dan Rahayu (2007) menyatakan bahwa pada tahun 2004
dan 2005, sebanyak 60% dari 41 kasus penyakit dan 72,20% dari 53 kasus penyakit
di Indonesia disebabkan karena keracunan makanan.
Kasus-kasus tentang pencemaran terhadap produk pangan menyadarkan
masyarakat akan pentingnya keamanan pangan. Departemen Kesehatan Republik
Indonesia mendefinisikan keamanan pangan sebagai suatu kondisi dan upaya yang
diperlukan untuk mencegah pangan dari kemungkinan cemaran biologis, kimia, dan
benda lain yang dapat mengganggu, merugikan, dan membahayakan kesehatan
manusia (Departemen Kesehatan Republik Indonesia, 1998). Prinsip keamanan
pangan menjadi sangat penting untuk diterapkan di zaman yang semakin modern.
Masyarakat modern cenderung menginginkan segala sesuatu yang bersifat
instan. Gaya hidup masyarakat modern ke arah yang serba instan juga melahirkan
sebuah konsep baru di dalam proses penyediaan pangan. Konsep pangan siap saji
lahir dan berkembang pesat seiring dengan perubahan dan perkembangan gaya hidup
masyarakat modern. Konsep pangan siap saji juga menyebabkan bisnis restoran siap
saji tumbuh subur.
Pangan siap saji, seiring berjalannya waktu, dinilai sebagai pangan yang
kurang sehat oleh masyarakat, baik di dunia, maupun di Indonesia. Prosedur
penyajian pangan yang terjadi dalam waktu cepat dengan tingkat penjualan yang
cukup tinggi seringkali tidak sesuai dengan standar hygiene dan sanitasi.
Pelaksanaan proses produksi yang tidak sesuai dengan standar hygiene dan sanitasi
memiliki resiko kontaminasi yang cukup tinggi. Restoran siap saji memerlukan
suatu prosedur yang dapat menjamin dan meyakinkan konsumen bahwa produknya
2
layak dan aman untuk dikonsumsi. Keamanan pangan menjadi sangat penting untuk
diterapkan oleh restoran siap saji guna menghasilkan produk yang aman, sehat, utuh,
dan halal (ASUH).
Salah satu cara yang dapat dilakukan untuk dapat menghasilkan produk
pangan siap saji yang ASUH adalah dengan menerapkan sistem HACCP dalam
proses pengolahan produk pangan. Hazard analysis and critical control point
(HACCP) adalah suatu sistem jaminan mutu pangan yang diterapkan dalam proses
produksi oleh industri pangan, termasuk restoran, dalam mengendalikan bahaya yang
mungkin timbul pada setiap tahapan produksi. Sistem HACCP pertama kali
diperkenalkan di USA pada tahun 1960 yang selanjutnya dipublikasikan oleh Codex
Alimentarius Commission serta mendapat rekomendasi dari Food and Agriculture
Organization dan National Advisory Committee on Microbiological Criteria for
Foods (Mortimore dan Wallace, 2001; Takenaka, 2005).
Sistem HACCP hanya dapat diterapkan apabila perusahaan atau restoran
yang bersangkutan telah memenuhi prosedur GMP (good manufacturing practice)
dan SSOP (sanitation standard operating procedure) yang merupakan persyaratan
dasar (pre-requisite programme) terlebih dahulu. SSOP dan GMP merupakan dua
prosedur yang saling berhubungan, sebab prosedur SSOP berisi tentang perencanaan
tertulis untuk melaksanakan GMP, syarat agar aplikasi GMP dapat dimonitor, serta
tindakan koreksi yang harus dilakukan apabila terjadi komplain, verifikasi, dan
dokumentasi (Mortimore dan Wallace, 2001).
Tujuan
Magang penelitian ini secara umum bertujuan untuk memperoleh gambaran
nyata tentang dunia industri serta permasalahan yang menjadi kendala dalam
menghasilkan produk pangan yang ASUH (aman, sehat, utuh, dan halal),
memperoleh pengalaman bekerja di industri pangan, dan meningkatkan kemampuan
mengobservasi, menganalisis, serta memecahkan masalah-masalah yang timbul di
dunia industri dengan pengetahuan ilmiah. Secara khusus, magang penelitian ini
bertujuan untuk mempelajari penerapan sistem HACCP yang dilakukan pada proses
pengolahan produk ayam goreng di salah satu rumah makan cepat saji yang terdapat
di kota Bogor melalui kegiatan observasi lapang, identifikasi, analisis, dan
pemecahan masalah yang terdapat di lapangan.

TINJAUAN PUSTAKA
Daging Ayam
Manusia telah mendomestikasi ayam selama lebih dari 4000 tahun untuk
diambil daging dan telurnya. Seiring dengan perkembangan zaman, popularitas
daging ayam terus mengalami peningkatan dibandingkan daging sapi. Sekarang ini,
daging ayam telah menjadi salah satu jenis daging yang paling banyak dikonsumsi
oleh masyarakat dunia (Brown, 2000). Daging ayam siap konsumsi umumnya
diklasifikasikan berdasarkan tingkatan umur potong. Data klasifikasi daging ayam
dapat dilihat pada Tabel 1.
Tabel 1. Data Klasifikasi Daging Ayam
Kategori Jenis Kelamin Umur (Minggu)
Cornish game hen ♂ / ♀ 5 – 6
Broiler / fryer ♂ / ♀ < 10
Roaster ♂ / ♀ < 12
Capon ♂ kastrasi < 4
Hen, fowl, baking chicken, stewing chicken ♀ > 10
Cock / rooster ♂ > 10
Sumber : Brown (2000)
Badan Standardisasi Nasional (2009) mendefinisikan daging ayam sebagai
otot skeletal dari karkas ayam yang aman, layak, dan lazim dikonsumsi manusia.
Daging ayam dapat dikatakan sebagai salah satu tempat penimbunan zat-zat gizi
dalam tubuh. Daging ayam terdiri atas serabut-serabut otot atau muscle fibers.
Berdasarkan hasil penelitian, jumlah serabut-serabut otot yang terdapat dalam daging
sudah lengkap pada saat menetas. Serabut-serabut otot tersebut akan membesar
dengan bertambahnya umur dan masuknya gizi yang cukup (berasal dari pakan). Zat
gizi yang terdapat di dalam daging ayam, antara lain air, protein, lemak, vitamin, dan
mineral (Hardjosworo dan Rukmiasih, 2000).
Sekarang ini, daging ayam lebih diminati oleh masyarakat dibandingkan
daging sapi, kambing, dan domba karena memiliki harga yang relatif lebih murah
dengan kandungan gizi yang tidak jauh berbeda (Abdullah dan Matarneh, 2010).
Daging ayam juga dinilai memiliki kadar lemak dan kolesterol yang lebih rendah
dibandingkan daging sapi, kambing, dan domba. Hal inilah yang menyebabkan
4
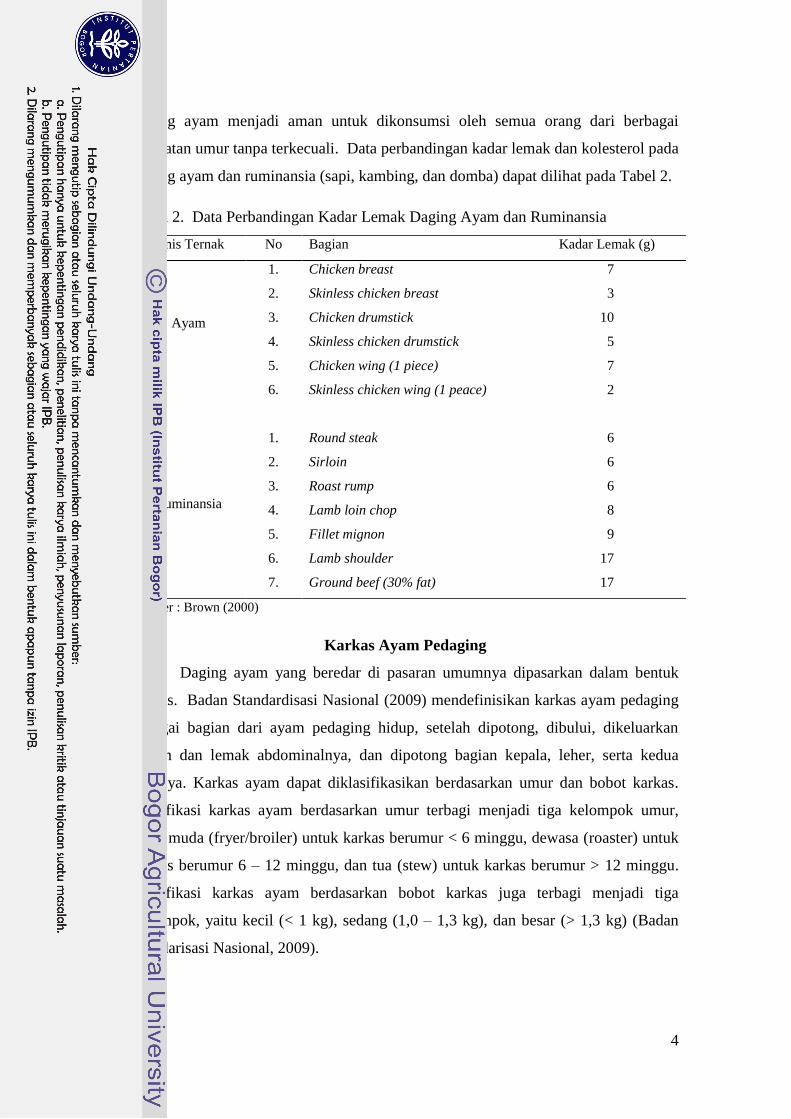
daging ayam menjadi aman untuk dikonsumsi oleh semua orang dari berbagai
tingkatan umur tanpa terkecuali. Data perbandingan kadar lemak dan kolesterol pada
daging ayam dan ruminansia (sapi, kambing, dan domba) dapat dilihat pada Tabel 2.
Tabel 2. Data Perbandingan Kadar Lemak Daging Ayam dan Ruminansia
Sumber : Brown (2000)
Karkas Ayam Pedaging
Daging ayam yang beredar di pasaran umumnya dipasarkan dalam bentuk
karkas. Badan Standardisasi Nasional (2009) mendefinisikan karkas ayam pedaging
sebagai bagian dari ayam pedaging hidup, setelah dipotong, dibului, dikeluarkan
jeroan dan lemak abdominalnya, dan dipotong bagian kepala, leher, serta kedua
kakinya. Karkas ayam dapat diklasifikasikan berdasarkan umur dan bobot karkas.
Klasifikasi karkas ayam berdasarkan umur terbagi menjadi tiga kelompok umur,
yaitu muda (fryer/broiler) untuk karkas berumur < 6 minggu, dewasa (roaster) untuk
karkas berumur 6 – 12 minggu, dan tua (stew) untuk karkas berumur > 12 minggu.
Klasifikasi karkas ayam berdasarkan bobot karkas juga terbagi menjadi tiga
kelompok, yaitu kecil (< 1 kg), sedang (1,0 – 1,3 kg), dan besar (> 1,3 kg) (Badan
Standarisasi Nasional, 2009).
Jenis Ternak No Bagian Kadar Lemak (g)
Ayam
1. Chicken breast 7
2. Skinless chicken breast 3
3. Chicken drumstick 10
4. Skinless chicken drumstick 5
5. Chicken wing (1 piece) 7
6. Skinless chicken wing (1 peace) 2
Ruminansia
1. Round steak 6
2. Sirloin 6
3. Roast rump 6
4. Lamb loin chop 8
5. Fillet mignon 9
6. Lamb shoulder 17
7. Ground beef (30% fat) 17
5
Proses pemasaran karkas ayam pedaging dapat dilakukan secara langsung
setelah dipotong (karkas panas), maupun setelah dilakukan proses pembekukan
terlebih dahulu (karkas beku). Proses pembekuan yang sebaiknya dilakukan pada
karkas ayam pedaging adalah proses pembekuan cepat yang dilakukan pada suhu
-25 oC hingga suhu dari karkas ayam pedaging tersebut mencapai -10
oC (Badan
Standarisasi Nasional, 1992).
Potensi Cemaran Biologi terhadap Daging Ayam
Daging ayam merupakan salah satu bahan pangan asal ternak yang mudah
rusak (Mbata, 2005). Daging ayam dapat dengan mudah terkontaminasi, baik oleh
mikroba pembusuk maupun mikroba patogen, karena memiliki berbagai kandungan
zat gizi (Hardjosworo dan Rukmiasih, 2000). Sumber pencemaran pada daging
ayam dapat berupa cemaran fisik, kimia, maupun biologi. Cemaran biologi
merupakan faktor pencemar yang berpotensi paling besar dalam mencemari daging
ayam. Salmonella dan Campylobacter sp. merupakan dua sumber pencemar biologi
yang paling banyak ditemukan pada daging ayam (Mead, 2004). Selain Salmonella
dan Campylobacter sp., Clostridium perfringens, Listeria monocytogenes,
Arcobacter sp., dan E. Coli O157:H7 adalah beberapa jenis mikroorganisme lainnya
yang juga berpotensi mencemari daging ayam (Mead, 2004; Baran dan Gulmez,
2000; Doyle dan Schoeni, 1987).
Salmonella
Salmonella adalah bakteri patogen, berjenis gram negatif, bersifat anaerobik
fakultatif, dan berasal dari famili Enterobacteriaceae. Salmonella dapat melakukan
dua jenis proses metabolisme dalam tubuhnya, yaitu metabolisme oksidatif dan
fermentatif. Salmonella dapat tumbuh pada rentang suhu 5 oC hingga 45 / 47
oC
dengan rentang suhu optimal 35 – 37 oC. Semua jenis bakteri yang termasuk dalam
famili Enterobacteriaceae sangat sensitif terhadap panas, tidak terkecuali
Salmonella. Proses pasteurisasi pada suhu 72 oC selama 15 detik sudah cukup untuk
membunuh Salmonella. Salmonella dapat tumbuh pada medium dengan kisaran pH
4,5 – 9,0 dengan pH optimal pada kisaran 6,5 – 7,5. Salmonella juga dikenal sebagai
bakteri yang tahan terhadap kadar air (aw). Salmonella dapat tumbuh subuh pada aw
0,945 dan 0,999 serta dapat bertahan hidup dalam waktu yang cukup lama pada aw
6
0,200. Salmonella juga memiliki tingkat sensitivitas yang tinggi pada garam (NaCl),
tetapi tahan terhadap nitrit (NO2) (Luning et al., 2006).
Campylobacter sp.
Famili Campylobacteriaceae terdiri dari dua puluh spesies dan subspesies
yang termasuk ke dalam genus Campylobacter dan empat spesies dalam genus
Arcobacter (Vandamme et al., 1991). Sebanyak 95% dari total kasus infeksi
penyakit yang diakibatkan oleh Campylobacter disebabkan oleh C. jejuni dan C. coli
(Nachamkin, 1997). Campylobacter adalah organisme mikroaerofilik yang
membutuhkan 3% – 5% oksigen dan 2% – 10% karbondioksida untuk dapat tumbuh
optimal. Campylobacter sangat sensitif terhadap perubahan tekanan osmotik dan
tidak dapat tumbuh pada konsentrasi garam 2% atau lebih. Campylobacter juga
tidak dapat tumbuh dan bahkan mati pada pH kurang dari 4,9 (Park, 2002). Kasus
infeksi yang diakibatkan oleh Campylobacter umumnya berasal dari konsumsi bahan
pangan asal ternak yang telah terlebih dahulu terkontaminasi. Daging ayam adalah
bahan pangan asal ternak yang paling sering terkontaminasi oleh Campylobacter.
Survey menunjukkan bahwa 20% – 100% dari ayam yang dipasarkan secara eceran
terkontaminasi oleh Campylobacter dengan tingkat kontaminasi yang bervariasi
antara 102 - 10
5 cfu/karkas. Proses kontaminasi umumnya terjadi pada saat
penyembelihan (Luning et al., 2006).
Arcobacter sp.
Arcobacter adalah genus Campylobacter yang toleran terhadap oksigen
(aerotolerant) (Vandamme et al., 1991). Arcobacter terdiri dari empat spesies, yaitu
A. butzleri, A. cryaerophilus, A. skirrowii, A. nitrofrigilis. Arcobacter memiliki
bentuk morfologi yang sama dengan Campylobacter, hanya bedanya, Arcobacter
dapat tumbuh pada suhu 15 oC tetapi tidak pada suhu 42
oC. Infeksi Arcobacter pada
manusia umumnya terjadi karena mengonsumsi bahan pangan asal unggas,
khususnya daging ayam dan kalkun (Phillips, 2001).
E. coli O157:H7
E. coli O157:H7 adalah bakteri yang sangat toleran terhadap asam dan dapat
hidup pada mayones dengan pH 3,6 – 3,9 pada suhu 5 oC selama 5 – 7 minggu atau
10 – 31 hari pada suhu 8 oC dalam sari apel dengan pH 3,6 – 4,0. Proses pasteurisasi
7
dapat mengurangi jumlah E. coli sebanyak 104 cfu/ml. Suhu pemasakan lebih dari
68,3 oC juga dibutuhkan untuk memastikan bahwa E. coli menjadi tidak aktif pada
semua bahan pangan asal ternak (Doyle et al., 1997). Daging sapi dan hewan
ruminan lain umumnya merupakan sumber penyebab infeksi E. coli yang utama. E.
coli juga dapat mengontaminasi produk pangan asal hewan lainnya melalui air yang
sudah terlebih dahulu terkontaminasi E. coli (Luning et al., 2006).
Clostridium perfringens
Clostridium perfringens adalah bakteri patogen yang sangat agresif. C.
perfringens mampu menghasilkan toksin aktif berupa sel vegetatif yang dapat
berduplikasi setiap 10 menit di dalam saluran pencernaan manusia (Labbé, 1989). C.
perfringens juga akan menghasilkan spora anaerobik yang sangat toleran terhadap
panas dan dapat tumbuh pada kondisi 5% oksigen (Poumeyrol, 1988). Daging dan
produk olahan daging adalah bahan pangan yang paling mudah terkontaminasi C.
perfringens (Center for Food Safety and Applied Nutrition, 2003).
Listeria monocytogenes
Listeria monocytogenes adalah bakteri gram positif, tidak berspora, dan
mikroaerofilik. L. monocytogenes adalah bakteri yang sangat tahan terhadap stres
dan dapat tumbuh pada kondisi lingkungan yang tidak memadai. L. monocytogenes
dapat tumbuh pada suhu 0 – 45 oC dengan suhu optimal pertumbuhan adalah 25 –
30 oC. Fakta ini menunjukkan bahwa L. monocytogenes adalah bakteri psikotrofik
yang dapat berkembang biak pada suhu rendah. L. monocytogenes dapat bertahan
hidup pada suhu -18 oC. L. monocytogenes dapat tumbuh optimal pada pH 7 – 7,5
dan dapat bertahan hidup hingga pH 4,4 pada suhu 30 oC atau pada pH 5,0 dan 9,0
pada suhu 4 oC (Davies dan Adams, 1994). Mikroorganisme ini dapat ditemukan di
tanah dan air serta dapat mengontaminasi tanaman dan hewan. Mikroorganisme ini
juga dapat dengan mudah mengontaminasi bahan pangan, seperti susu murni, susu
pasteurisasi, produk olahan susu dengan kadar lemak tinggi, keju lunak (soft cheese),
sayuran, daging mentah dan matang (termasuk daging unggas). Manusia dapat
terinfeksi mikroorganisme ini apabila mengonsumsi bahan pangan yang telah
terkontaminasi (Food and Drug Administration, 2003).
8
Penggorengan
Salah satu proses pengolahan pangan tertua dan banyak diterapkan adalah
penggorengan (Choe dan Min, 2007). Penggorengan merupakan suatu proses
pemanasan bahan pangan dengan menggunakan medium minyak goreng sebagai
penghantar panas. Tujuan dari proses penggorengan, antara lain melakukan
pemanasan pada bahan pangan, pemasakan, dan pengeringan pada bahan pangan
yang digoreng (Muchtadi, 2008).
Proses penggorengan umumnya hanya berlangsung pada waktu singkat,
sebab selama penggorengan, perubahan pada bahan pangan sangat cepat terjadi
akibat suhu penggorengan yang tinggi. Proses penggorengan bersifat efisien, sebab
energi panas yang diberikan tidak banyak terbuang selama proses penggorengan, dan
media pindah panas (minyak goreng) juga dapat dipakai kembali. Proses
penggorengan dapat dibedakan menjadi dua berdasarkan metode perpindahan panas
yang terjadi selama penggorengan, yaitu shallow / pan frying atau penggorengan
dangkal dan deep-fat frying (Fellows, 2000).
Setiap bahan pangan memiliki waktu penggorengan yang berbeda-beda.
Waktu penggorengan yang dibutuhkan bahan pangan tergantung pada beberapa
faktor, yaitu jenis bahan pangan, suhu minyak goreng, metode penggorengan,
ketebalan bahan pangan, dan tingkat perubahan sesuai dengan mutu makanan yang
diinginkan (Muchtadi, 2008; Fellows, 2000).
Minyak yang digunakan dalam proses penggorengan umumnya akan
mengalami tiga jenis reaksi kimia, yaitu hidrolisis, oksidasi, dan polimerisasi,
sehingga akan menghasilkan senyawa-senyawa volatil dan nonvolatil. Sebagian
besar dari senyawa volatil akan menguap di atmosfer, sedangkan senyawa nonvolatil
akan mengalami reaksi kimia lanjutan atau terserap ke dalam pangan. Senyawa
nonvolatil yang dihasilkan akan mempengaruhi karakteristik fisik dan kimia dari
bahan pangan maupun minyak itu sendiri. Senyawa nonvolatil juga akan
mempengaruhi kualitas dan stabilitas rasa serta tekstur dari pangan yang digoreng
selama proses penyimpanan (Choe dan Min, 2007).
Deep-fat Frying
Deep-fat frying adalah salah satu metode penyajian makanan yang terkenal di
dunia. Metode deep-fat frying adalah salah satu metode penggorengan yang
9
dilakukan dengan menggunakan minyak goreng dalam jumlah banyak sehingga
bahan pangan yang digoreng akan terendam seluruhnya di dalam minyak goreng.
Proses perpindahan panas dan massa yang terjadi pada metode penggorengan deep-
fat frying merupakan kombinasi antara proses perpindahan panas secara konveksi
melalui media pindah panas minyak goreng dan proses perpindahan panas secara
konduksi melalui bagian dalam bahan pangan yang terjadi secara simultan
(Muchtadi, 2008; Lui-ping et al., 2005).
Proses penggorengan dengan metode deep-fat frying akan menyebabkan
terjadinya beberapa hal, antara lain pembentukan komponen rasa (flavor), perubahan
warna dan tekstur, serta perubahan kualitas nutrisi pada pangan yang digoreng (Choe
dan Min, 2007). Metode deep-fat frying memungkinkan bahan pangan memperoleh
panas secara lebih merata selama proses penggorengan, sehingga akan menghasilkan
hasil gorengan yang masak secara merata dengan warna dan penampakan yang
seragam. Metode deep-fat frying sering digunakan untuk menciptakan rasa dan
tekstur yang unik dalam proses pengolahan pangan (Patterson et al., 2004). Metode
deep-fat frying merupakan metode yang sesuai untuk digunakan dalam proses
penggorengan berbagai jenis bahan pangan, akan tetapi, bahan pangan yang memiliki
bentuk yang tidak merata akan cenderung memerangkap minyak dalam jumlah yang
lebih banyak pada saat produk pangan tersebut diangkat dari penggorengan (Fellows,
2000).
Reaksi Oksidasi Selama Proses Penggorengan
Proses penggorengan umumnya dilakukan secara terbuka pada tekanan
atmosfer. Proses penggorengan yang dilakukan pada keadaan terbuka
memungkinkan terjadinya kontak antara permukaan minyak goreng dengan oksigen.
Minyak yang mengalami kontak dengan oksigen pada saat proses penggorengan
akan mengalami reaksi oksidasi sehingga terjadi penurunan kualitas. Lapisan
minyak yang terpapar langsung oleh oksigen adalah bagian yang paling rentan
mengalami reaksi oksidasi. Reaksi oksidasi antara minyak dan oksigen terjadi dalam
tiga tahap, yaitu inisiasi (initiation), perambatan (propagation), pembentukan cabang
(branching), dan penghentian (termination). Tahap inisiasi pada reaksi oksidasi
diawali dengan terjadinya pelepasan hidrogen dari asam lemak tidak jenuh secara
homolitik sehingga terbentuk radikal alkil karena adanya inisiator (panas, oksigen
10
aktif, logam, dan cahaya). Radikal alkil kemudian bereaksi dengan oksigen
membentuk radikal peroksi (propagation) yang selanjutnya akan bereaksi dengan
asam lemak tidak jenuh membentuk hidroproksida dan radikal alkil. Radikal alkil
yang baru kemudian akan bereaksi dengan oksigen. Hidroperoksida asam lemak tak
jenuh yang terbentuk dari reaksi oksidasi sangat tidak stabil dan mudah mengalami
pemecahan (dekomposisi) menjadi berbagai senyawa flavor dan produk nonvolatil
(branching). Dekomposisi hidroperoksida akan menyebabkan terjadinya pemutusan
gugus -OOH sehingga terbentuk radikal alkoksi dan radikal hidroksi. Radikal
alkoksi kemudian mengalami pemutusan beta pada rantai C-C sehingga terbentuk
aldehid dan radikal alkil (termination). Berbagai senyawa hasil proses degradasi
lipida, yaitu hidrokarbon, aldehid, keton, asam karboksilat, alkohol, dan heterosiklik.
Oksidasi lipida akan membentuk suatu radikal bebas yang bersifat karsinogen.
Selain reaksi oksidasi, reaksi hidrolisis dan hidrogenasi pada minyak juga dapat
menurunkan kualitas minyak (Wasowicz et al., 2004).
Potensi Cemaran Kimia pada Proses Pengolahan Pangan
Proses pengolahan pangan pasti melibatkan berbagai reaksi kimia. Reaksi
kimia yang terjadi pada saat proses pengolahan dapat menghasilkan senyawa kimia
yang diinginkan maupun yang tidak diinginkan. Sebagian besar senyawa kimia yang
tidak diinginkan memiliki tingkat toksisitas yang tinggi. Jumlah keseluruhan
senyawa kimia toksik belum diketahui secara pasti, akan tetapi beberapa diantaranya
telah teridentifikasi. Polycyclicaromatic hydrocarbons (PAH), heterocyclic amines,
nitrosoamines, oxidised sterols, oxidised triacylglycerols, 3-monochloropropane-1,2-
diol (3-MCPD) adalah contoh senyawa-senyawa kimia toksik yang dihasilkan selama
proses pengolahan pangan. Acrylamide juga termasuk dalam kelompok senyawa
kimia toksik, akan tetapi belum teridentifikasi secara sempurna (Luning et al., 2006;
Svejkovska et al., 2006).
3-Monochloropropane-1,2-diol (3-MCPD)
Senyawa 3-monochloropropane-1,2-diol atau 3-MCPD dikenal sebagai
senyawa kimia yang terbentuk dari proses pengolahan bahan pangan kaya akan
acylglycerols, gliserol, dan natrium klorida pada suhu tinggi, yaitu 100 – 230 oC.
Daging dan serealia adalah dua contoh bahan pangan yang kaya akan lemak.
Pembentukan senyawa 3-MCPD umumnya terjadi pada proses pengolahan pangan
11
seperti pemanggangan, penggorengan, maupun pembakaran. Senyawa 3-MCPD
terkait erat dengan peristiwa karsinogenesis (Svejkovska et al., 2006).
Heterocyclic Amines
Proses pengolahan pangan kaya protein hewani pada kondisi normal dapat
memicu terbentuknya senyawa mutagenik yang dikenal sebagai heterocyclic amines.
Sekarang ini, sekitar dua puluh jenis senyawa heterocyclic amines telah
teridentifikasi dengan baik. Beberapa senyawa heterocyclic amines juga telah
terbukti bersifat karsinogenik melalui studi genetik jangka panjang. Dua jenis
senyawa heterocyclic amines yang paling banyak ditemukan adalah 2-amino-3,8-
dimethylimidazo[4,5-f]quinoxaline yang merupakan senyawa imidazoquinoline (IQ)
dan 2-amino-1-metil-6-imidazo[4,5b]piridin yang juga dikenal sebagai senyawa
imidazoquinoxaline. Imidazoquinoxaline atau PhIP umumnya diproduksi pada
jumlah yang lebih tinggi (480 ng/g) dibandingkan imidazoquinoline atau MelQx (50
ng/g). Reaksi Maillard dianggap memiliki kaitan erat dengan produksi senyawa
imidazoquinoline (IQ). Produk samping hasil reaksi Maillard yang dikenal sebagai
degradasi Strecker, seperti pyrazines dan pyridines, diperkirakan bereaksi dengan
senyawa karbonil dan amino sehingga membentuk senyawa heterocyclic amines.
Produksi senyawa heterocyclic amines dapat dihambat melalui penambahan
senyawa-senyawa aditif, seperti asam sulfit, nitrit atau asam sitrat. Produk pangan
yang dimasak umumnya mengandung senyawa heterocyclic amines dalam jumlah
yang sangat rendah dan bahkan tidak terdeteksi (Luning et al., 2006).
Acrylamide
Senyawa acrylamide, meskipun belum lama ditemukan, dinilai memiliki
kaitan yang sangat erat dengan senyawa heterocyclic amines. Kehadiran senyawa
acrylamide dalam produk pangan juga dinilai sebagai hasil dari reaksi Maillard.
Sedikit berbeda dengan heterocyclic amines, senyawa acrylamide umumnya banyak
diproduksi pada produk pangan yang kaya akan karbohidrat, seperti kentang dan
serealia. Selain faktor endogen, proses pengolahan juga berperan dalam
pembentukan senyawa acrylamide, seperti pemasakan, pemanggangan, dan
penggorengan. Proses pengolahan pangan dengan perebusan dinilai akan
menghasilkan senyawa acrylamide yang lebih rendah, karena air dapat menghambat
pembentukan senyawa acrylamide. Proses penggorengan dan pemanggangan dinilai
12
akan menghasilkan senyawa acrylamide dalam jumlah yang cukup besar (Luning et
al., 2006).
Good Manufacturing Practice
Selain SSOP, sistem HACCP juga memiliki persyaratan dasar lain yang harus
dipenuhi, yaitu good manufacturing practice. Good manufacturing practice atau
GMP dapat dikatakan sebagai salah satu pilar penopang sistem HACCP dalam
menjamin praktek pencegahan terhadap kontaminasi yang menyebabkan produk
menjadi tidak aman untuk dikonsumsi (Winarno dan Surono, 2002). Thaheer (2005)
mendefinisikan GMP sebagai suatu pedoman cara memproduksi makanan yang
bertujuan agar produsen memenuhi persyaratan-persyaratan yang telah ditentukan
untuk menghasilkan produk makanan bermutu sesuai dengan tuntutan konsumen.
Setiap restoran maupun industri pangan harus memenuhi persyaratan GMP
apabila ingin memperoleh izin mendirikan usaha. Penerapan GMP dilakukan sesuai
Keputusan Menteri Kesehatan Republik Indonesia No.715/MENKES/SK/V/2003
tentang Persyaratan Hygiene Sanitasi Jasaboga. Penerapan GMP harus memenuhi
lima persyaratan utama, yaitu persyaratan umum hygiene, persyaratan khusus
golongan, persyaratan hygiene sanitasi makanan, persyaratan hygiene sanitasi
pengolahan makanan, dan persyaratan hygiene sanitasi penyimpanan makanan.
Persyaratan Umum Hygiene
Persyaratan pertama adalah persyaratan hygiene secara umum. Persyaratan
ini terdiri dari dua aspek utama, yaitu lokasi serta bangunan dan fasilitas.
Lokasi. Lokasi restoran adalah aspek persyaratan umum hygiene pertama. Jarak
restoran harus terletak minimal 500 m dari sumber pencemaran, seperti tempat
sampah umum, WC umum, bengkel cat, maupun sumber pencemaran lainnya. Jarak
minimal 500 meter ditentukan secara pasti berdasarkan batas terbang lalat rumah.
Bangunan dan Fasilitas. Aspek ini memiliki 15 hal yang harus diperhatikan, yaitu
halaman, konstruksi, lantai, dinding, langit-langit, pintu dan jendela, pencahayaan,
ventilasi, ruang pengolahan makanan, fasilitas pencucian peralatan dan bahan
makanan, tempat cuci tangan, air bersih, jamban dan peturasan, kamar mandi, serta
tempat sampah.
13
a. Halaman
Halaman harus mempunyai papan nama perusahaan serta nomor Izin Usaha dan
Sertifikat Laik Hygiene Sanitasi. Halaman harus bersih, tidak banyak lalat dan
tersedia tempat sampah yang memenuhi syarat hygiene sanitasi serta tidak
terdapat tumpukan barang-barang yang dapat menjadi sarang tikus.
Pembuangan air kotor (limbah dapur dan kamar mandi) tidak menimbulkan
sarang serangga maupun jalan masuknya tikus dan dipelihara kebersihannya.
Pembuangan air hujan lancar dan tidak menimbulkan genangan air.
b. Konstruksi
Bangunan restoran harus memenuhi persyaratan teknis konstruksi bangunan
yang berlaku. Konstruksi, selain kuat, juga harus dalam keadaan bersih secara
fisik dan bebas dari barang-barang sisa atau bekas yang ditempatkan
sembarangan.
c. Lantai
Aspek selanjutnya adalah lantai. Permukaan lantai harus rapat air, halus,
kelandaian cukup, tidak licin, dan mudah dibersihkan.
d. Dinding
Permukaan dinding sebelah dalam halus, kering / tidak menyerap air, dan mudah
dibersihkan. Permukaan dinding yang mudah terkena percikan air harus dilapisi
bahan kedap air berpermukaan halus hingga ketinggian 2 meter, tidak menahan
debu, dan berwarna terang.
e. Langit – langit
Bidang langit-langit harus menutup atap bangunan. Permukaan langit-langit
ruang pengolahan dan penyimpanan makanan serta ruang pencucian alat
makanan maupun tempat cuci tangan harus dibuat dari bahan yang
permukaannya rata dan mudah dibersihkan, tidak menyerap air, serta berwarna
terang. Tinggi langit-langit tidak kurang dari 2,4 meter di atas lantai.
f. Pintu dan jendela
Pintu-pintu pada ruang pengolahan makanan harus membuka ke arah luar.
Jendela, pintu, dan lubang ventilasi ruang pengolah makanan harus dilengkapi
dengan kassa yang dapat dibuka dan dipasang. Semua pintu ruang pengolahan
14
makanan dibuat menutup sendiri atau dilengkapi peralatan anti lalat, seperti
kassa, tirai pintu rangkap, dan lain-lain.
g. Pencahayaan
Intensitas pencahayaan harus cukup untuk dapat melakukan pemeriksaan,
pembersihan, dan pekerjaan-pekerjaan lain secara efektif. Setiap ruangan
pengolahan makanan dan tempat mencuci tangan harus memiliki intensitas
pencahayaan minimal 10 fc (100 lux) pada titik 90 cm dari lantai. Pencahayaan
tidak boleh menimbulkan silau dan harus sejauh mungkin menghindarkan
bayangan.
h. Ventilasi
Ruangan pengolahan makanan harus dilengkapi dengan ventilasi yang dapat
menjaga kenyamanan. Ventilasi (+ 20% dari luas lantai) harus dapat mencegah
udara dalam ruangan tidak terlalu panas, mencegah terjadinya kondensasi uap air
atau lemak pada lantai, dinding, serta langit-langit, dan membuang bau, asap,
serta pencemar lain dari ruangan.
i. Ruang pengolahan makanan
Luas ruangan pengolahan makanan harus efisien dan memudahkan dalam proses
pelaksanaan untuk menghindari kemungkinan kontaminasi makanan dan
memudahkan pembersihan. Luas lantai dapur yang bebas dari peralatan minimal
2 m2 untuk setiap pekerja. Ruang pengolahan makanan tidak boleh berhubungan
langsung dengan jamban, peturasan, dan kamar mandi. Kegiatan pengolahan
makanan harus dilengkapi dengan meja kerja dan lemari tempat penyimpanan
bahan makanan maupun makanan jadi yang terlindung dari gangguan tikus dan
hewan lainnya.
j. Fasilitas pencucian peralatan dan bahan makanan
Proses pencucian peralatan harus menggunakan bahan pembersih atau deterjen.
Proses pencucian bahan makanan yang tidak dimasak harus menggunakan
larutan kalium permanganat 0,02% atau di dalam rendaman air mendidih selama
beberapa detik. Peralatan dan bahan makanan yang telah dibersihkan harus
disimpan dalam tempat yang terlindung dari kemungkinan pencemaran oleh
tikus dan hewan lainnya.
15
k. Tempat cuci tangan
Tempat cuci tangan harus terpisah dengan tempat cuci peralatan maupun bahan
makanan yang dilengkapi dengan air kran, saluran pembuangan tertutup, bak
penampungan, sabun, dan pengering. Jumlah tempat cuci tangan harus
disesuaikan dengan banyaknya pekerja, 1 tempat cuci tangan hanya boleh
digunakan maksimal 10 orang. Tempat cuci tangan harus diletakkan sedekat
mungkin dengan tempat bekerja.
l. Air bersih
Air bersih harus tersedia cukup untuk seluruh kegiatan penyelenggaraan
restoran. Kualitas air bersih harus memenuhi standar baku mutu air bersih yang
tertuang di dalam SNI 01-3553-1996.
m. Jamban dan peturasan
Restoran harus mempunyai jamban dan peturasan yang memenuhi syarat
hygiene sanitasi. Jumlah jamban harus disesuaikan dengan jumlah pekerja, yaitu
1 – 10 orang: 1 buah; 11 - 25 orang: 2 buah; 26 - 50 orang: 3 buah, dan diikuti
dengan penambahan 1 buah setiap penambahan 25 orang berikutnya. Jumlah
peturasan juga harus mencukupi dan disesuaikan dengan jumlah karyawan yaitu:
1 - 30 orang: 1 buah; 31 - 60 orang: 2 buah, dan diikuti dengan penambahan 1
buah setiap penambahan 30 orang berikutnya.
n. Kamar mandi
Restoran harus dilengkapi kamar mandi dengan air kran mengalir dan saluran
pembuangan air limbah yang memenuhi pedoman plumbing Indonesia. Jumlah
kamar mandi harus mencukupi kebutuhan dan disesuaikan dengan jumlah
pekerja, yaitu 1 buah untuk 1 – 10 orang dengan penambahan 1 buah untuk
setiap 20 orang.
o. Tempat sampah
Tempat sampah, seperti kantong plastik, kertas, maupun bak sampah tertutup
harus tersedia dalam jumlah yang cukup dan diletakkan sedekat mungkin dengan
sumber produksi sampah, akan tetapi terhindar dari kemungkinan tercemarnya
makanan oleh sampah. Penanggung jawab restoran harus memelihara semua
bangunan dan fasilitas dengan baik untuk menghindari kemungkinan terjadinya
16
pencemaran terhadap makanan, akumulasi debu atau jasad renik, meningkatnya
suhu, akumulasi sampah, serangga, tikus, dan genangan air.
Persyaratan Khusus Golongan
Persyaratan khusus golongan terdiri dari tiga aspek, yaitu restoran golongan
A1, restoran golongan A2, dan restoran golongan A3.
Restoran Golongan A1. Golongan restoran ini melayani kebutuhan masyarakat
umum dengan pengolahan produk menggunakan dapur rumah tangga dan dikelola
oleh keluarga. Restoran golongan ini harus memenuhi beberapa persyaratan, yaitu :
restoran harus memenuhi persyaratan umum,
ruang pengolahan makanan tidak boleh dipakai sebagai ruang tidur,
restoran harus menyediakan ventilasi yang dapat memasukkan udara segar
apabila bangunan tidak mempunyai ventilasi alam yang cukup,
pembuangan udara kotor atau asap tidak boleh menimbulkan gangguan terhadap
lingkungan,
restoran harus menyediakan tempat cuci tangan dengan permukaan yang halus
dan mudah dibersihkan,
restoran harus memiliki minimal 1 buah lemari es untuk menyimpan makanan
yang mudah rusak.
Restoran Golongan A2. Golongan restoran ini melayani kebutuhan masyarakat
umum dengan proses pengolahan yang menggunakan dapur rumah tangga dan
mempekerjakan tenaga kerja. Persyaratan yang harus dipenuhi oleh restoran
golongan A2, yaitu :
memenuhi persyaratan restoran golongan A1,
ruang pengolahan makanan dan ruangan lain harus dipisahkan dengan dinding
pemisah,
pembuangan asap dari dapur harus dilengkapi dengan alat pembuangan asap
yang membantu proses pengeluaran sehingga tidak mengotori ruangan,
restoran harus memiliki minimal 1 buah lemari es untuk menyimpan makanan
yang mudah rusak,
17
bangunan harus dilengkapi dengan tempat penyimpanan dan ganti pakaian yang
cukup dan ditempatkan sedemikian rupa sehingga mencegah kontaminasi
terhadap makanan.
Restoran Golongan A3. Golongan restoran ini melayani kebutuhan masyarakat
umum dengan proses pengolahan yang menggunakan dapur khusus dan
mempekerjakan tenaga kerja. Persyaratan restoran golongan A3, yaitu :
memenuhi persyaratan restoran golongan A2,
ruang pengolahan makanan harus terpisah dari bangunan untuk tempat tinggal,
pembuangan asap dari dapur harus dilengkapi dengan alat pembuangan asap dan
cerobong asap,
ruang pengolahan makanan harus terpisah secara jelas dengan ruang penyiapan
makanan matang,
restoran harus memiliki lemari penyimpanan dingin yang dapat mencapai suhu -
5 oC dengan kapasitas yang cukup untuk melayani kegiatan sesuai dengan jenis
bahan makanan yang digunakan,
restoran harus memiliki kendaraan pengangkut makanan khusus dengan
konstruksi tertutup dan hanya digunakan untuk mengangkut makanan matang,
alat atau tempat angkut makanan harus tertutup sempurna, dibuat dari bahan
kedap air, permukaan halus, dan mudah dibersihkan,
setiap kotak wadah makanan sekali pakai harus dicantumkan nama perusahaan,
nomor izin usaha, dan laik hygiene sanitasi,
restoran yang menyajikan makanan tidak dengan kotak harus mencantumkan
nama perusahaan, nomor izin usaha, dan laik hygiene sanitasi di tempat
penyajian yang mudah diketahui umum.
Persyaratan Hygiene Sanitasi Makanan
Persyaratan hygiene sanitasi makanan terdiri dari tiga aspek, yaitu bahan
makanan, makanan terolah, dan makanan jadi.
Bahan Makanan. Bahan makanan yang akan diolah, terutama daging, susu, telur,
ikan atau udang, dan sayuran harus baik, segar, dan tidak rusak atau berubah bentuk,
warna, dan rasa, serta berasal dari tempat resmi yang diawasi. Bahan terolah yang
18
dikemas, bahan tambahan, dan bahan penolong harus memenuhi persyaratan
keputusan Menteri Kesehatan yang berlaku.
Makanan Terolah. Makanan yang dikemas harus mempunyai label dan merek,
terdaftar dan mempunyai nomor daftar, memiliki kemasan yang utuh dan tidak cacat,
belum kadaluarsa, dan penggunaan kemasan tidak dilakukan berulang. Makanan
yang tidak dikemas harus baru dan segar, tidak mengandung bahan yang dilarang,
dan tidak basi, busuk, rusak, atau berjamur.
Makanan Jadi. Makanan jadi tidak boleh rusak atau busuk yang ditandai dari
perubahan rasa, warna, dan bau serta berlendir atau berjamur. Makanan harus
memenuhi persyaratan bakteriologis berdasarkan ketentuan yang berlaku. Angka
bakteri E. coli pada makanan dan minuman jadi harus 0/gram contoh makanan dan
minuman. Jumlah kandungan logam berat residu pestisida pada makanan jadi tidak
boleh melebihi ambang batas yang diperkenankan berdasarkan ketentuan yang
berlaku.
Persyaratan Hygiene Sanitasi Pengolahan Makanan
Persyaratan hygiene sanitasi pengolahan makanan terdiri dari aspek karyawan
pengolah makanan, peralatan yang kontak dengan makanan, dan cara pengolahan
makanan.
Karyawan Pengolah Makanan. Karyawan pengolah makanan harus memiliki
sertifikat hygiene sanitasi makanan, berbadan sehat yang dibuktikan dengan surat
keterangan dokter, tidak mengidap penyakit menular, seperti thypus, kolera, TBC,
dan lain-lain, serta memiliki buku pemeriksaan kesehatan yang berlaku.
Peralatan yang Kontak dengan Makanan. Peralatan yang kontak dengan
makanan harus memiliki permukaan yang utuh dan mudah dibersihkan, memiliki
lapisan permukaan yang tidak terlarut dalam asam, basa, atau garam-garam yang
lazim dijumpai dalam makanan, tidak mengeluarkan logam berat beracun yang
membahayakan, seperti timah hitam (Pb), arsenikum (As), tembaga (Cu), seng (Zn),
cadmium (Cd), dan antimon (Stibium) apabila bersentuhan dengan makanan,
memiliki wadah yang dapat menutup dengan sempurna, serta memiliki angka
kebersihan yang ditentukan dengan angka kuman maksimal 100/cm3 permukaan dan
tidak terdapat bakteri E. coli.
19
Cara Pengolahan Makanan. Semua kegiatan pengolahan makanan harus dilakukan
dengan cara yang terlindung dari kontak langsung dengan tubuh. Perlindungan
kontak langsung dengan makanan dilakukan dengan menggunakan sarung tangan
plastik sekali pakai, penjepit makanan, dan sendok garpu. Perlindungan pencemaran
terhadap makanan dilakukan dengan menggunakan celemek (apron), tutup rambut
(hair net), dan sepatu dapur. Perilaku karyawan yang harus dipatuhi selama bekerja,
yaitu tidak merokok, tidak makan atau mengunyah, tidak memakai perhiasan kecuali
cincin nikah polos, tidak menggunakan peralatan dan fasilitas yang tidak diperlukan,
selalu mencuci tangan sebelum bekerja dan setelah keluar dari kamar kecil, selalu
memakai pakaian kerja dan pakaian pelindung dengan benar, selalu memakai
pakaian kerja yang bersih, dan tidak diperkenankan memakai pakaian kerja selain di
tempat kerja.
Persyaratan Hygiene Sanitasi Penyimpanan Makanan
Persyaratan hygiene sanitasi penyimpanan makanan terdiri dari empat aspek,
yaitu penyimpanan bahan mentah, penyimpanan makanan terolah, penyimpanan
makanan jadi, dan cara penyimpanan makanan.
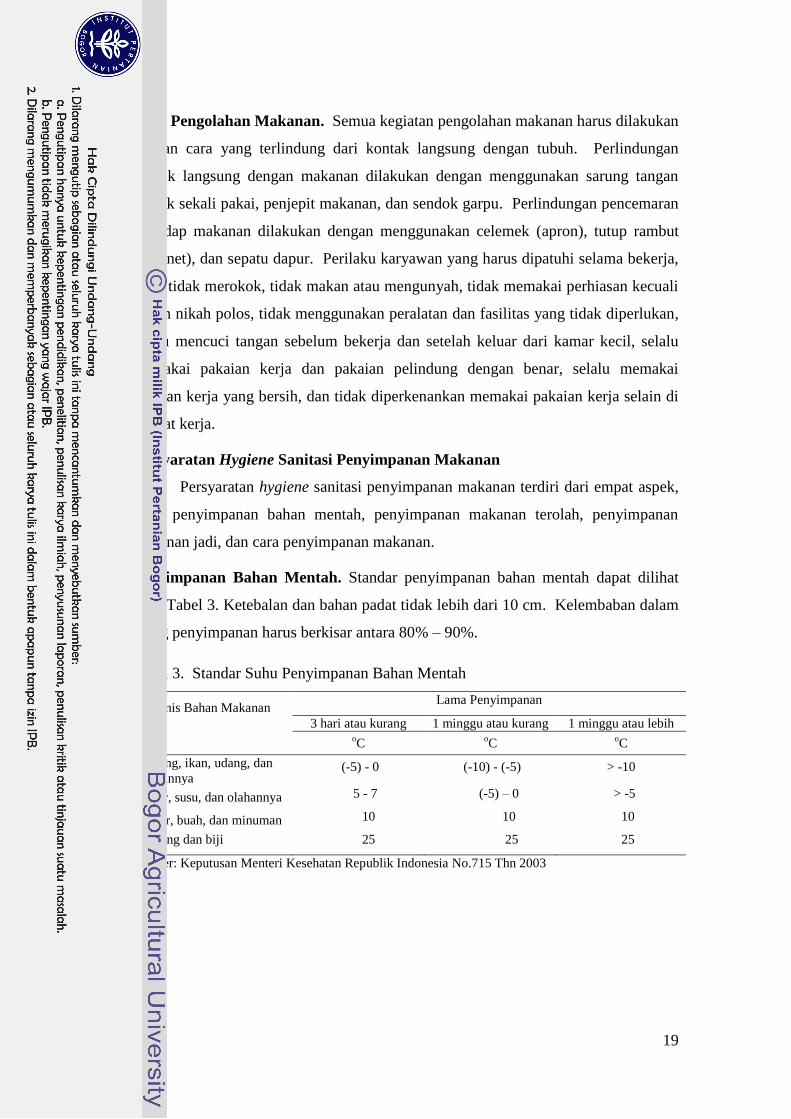
Penyimpanan Bahan Mentah. Standar penyimpanan bahan mentah dapat dilihat
pada Tabel 3. Ketebalan dan bahan padat tidak lebih dari 10 cm. Kelembaban dalam
ruang penyimpanan harus berkisar antara 80% – 90%.
Tabel 3. Standar Suhu Penyimpanan Bahan Mentah
Jenis Bahan Makanan Lama Penyimpanan
3 hari atau kurang 1 minggu atau kurang 1 minggu atau lebih
oC
oC
oC
Daging, ikan, udang, dan
olahannya (-5) - 0 (-10) - (-5) > -10
Telur, susu, dan olahannya 5 - 7 (-5) – 0 > -5
Sayur, buah, dan minuman 10 10 10
Tepung dan biji 25 25 25
Sumber: Keputusan Menteri Kesehatan Republik Indonesia No.715 Thn 2003
20
Penyimpanan Makanan Terolah. Makanan kemasan tertutup sebaiknya disimpan
dalam suhu sekitar 10 oC.
Penyimpanan Makanan Jadi. Makanan jadi atau makanan matang harus
terlindung dari debu, bahan kimia berbahaya, serangga, dan hewan. Makanan
dengan masa kadaluarsa yang singkat harus disimpan dalam suhu 65,5 oC atau lebih
atau disimpan dalam suhu 4 oC atau kurang. Makanan dengan masa kadaluarsa
singkat yang ingin digunakan dalam waktu lama (lebih dari 6 jam) harus disimpan
dalam suhu -5 oC sampai -1
oC.
Cara Penyimpanan Makanan. Cara penyimpanan makanan yang baik, yaitu tidak
tercampur antara produk matang dengan bahan mentah serta tidak menempel pada
lantai, dinding, atau langit-langit dengan ketentuan 15 cm untuk jarak makanan
dengan lantai, 5 cm untuk jarak makanan dengan dinding, dan 60 cm untuk jarak
makanan dengan langit-langit.
Sanitation Standard Operating Procedure
Sanitasi pangan, berdasarkan Undang-Undang Republik Indonesia No. 7
tentang Pangan (Kementerian Negara Sekretaris Negara, 1996), didefinisikan sebagai
suatu upaya pencegahan terhadap kemungkinan bertumbuh dan berkembangbiaknya
jasad renik atau mikroorganisme pembusuk dan patogen dalam pangan, minuman,
peralatan, dan bangunan yang dapat merusak pangan dan membahayakan manusia.
Sanitasi sangat diperlukan dalam proses produksi pangan guna menjamin produk
yang dihasilkan aman untuk dikonsumsi dan tidak menyebabkan keracunan yang
dapat membahayakan kesehatan manusia (foodborne illness). Faktor-faktor yang
dapat menjadi sumber kontaminan, antara lain air, bahan baku produksi, peralatan,
pekerja, dan ruang pengolahan. Pentingnya sanitasi dalam proses produksi pangan
menyebabkan diperlukannya suatu prosedur yang memperhatikan mekanisme
sanitasi produk di dalam pelaksanaannya (Winarno dan Surono, 2002).
Sanitation standard operating procedure atau yang lebih dikenal dengan
SSOP merupakan prosedur operasi standar sanitasi yang umumnya dilakukan oleh
perusahaan yang bergerak dalam bidang pengolahan pangan. Menurut Mortimore
dan Wallace (2001), SSOP merupakan suatu komponen program persyaratan teknis
21
dasar (pre-requisite programme) yang harus dipenuhi apabila suatu unit usaha akan
memulai suatu proses produksi dan berencana untuk menerapkan HACCP.
Winarno dan Surono (2002) menyatakan bahwa penerapan SSOP memiliki
tujuan agar setiap karyawan, baik karyawan teknis maupun non teknis, dapat :
1. mengerti bahwa program kebersihan dan sanitasi akan meningkatkan kualitas,
sehingga tingkat keamanan produk akan meningkat seiring dengan menurunnya
kontaminasi mikroorganisme;
2. mengetahui adanya peraturan GMP yang mengharuskan digunakannya zat-zat
tertentu yang dianggap aman dan efektif bagi program sanitasi dan hygiene;
3. mengetahui tahapan-tahapan dalam program hygiene dan sanitasi;
4. mengetahui persyaratan minimum penggunaan sanitasi dengan klorin pada air
pendingin, khususnya pada industri pengolahan makanan;
5. mengetahui adanya faktor-faktor, seperti suhu, pH, dan konsentrasi desinfektan
yang mempengaruhi hasil akhir suatu proses sanitasi;
6. mengetahui masalah potensial yang mungkin timbul apabila sanitasi tidak
dijalankan dengan cukup.
Prosedur penerapan SSOP mencakup beberapa hal, yaitu kebijakan
perusahaan, tahapan kegiatan, nama petugas, cara pemantauan, dan cara dokumentasi
sebagai pertimbangan dalam melakukan inspeksi. Faktor penting yang harus
diperhatikan dan dipenuhi dalam penyusunan SSOP, yaitu keamanan air; kebersihan
permukaan yang kontak dengan bahan pangan; pecegahan kontaminasi silang;
pemeliharaan fasilitas kebersihan (fasilitas cuci dan sanitizer tangan serta toilet);
pencegahan terhadap pencemaran (adulterasi); pelabelan (labelisasi), penyimpanan,
dan penggunaan senyawa berbahaya; kesehatan pekerja; dan pengendalian hama
(Winarno dan Surono, 2002).
Keamanan Air
Aspek pertama dari delapan kunci SSOP adalah keamanan air. Aspek
keamanan air yang harus diperhatikan, yaitu suplai air bersih untuk air yang kontak
dengan bahan makanan maupun air yang kontak dengan permukaan yang kontak
dengan bahan makanan serta tidak ada kontaminasi silang antara air yang dapat
diminum dengan yang tidak dapat diminum.
22
Kebersihan Permukaan yang Kontak dengan Bahan Pangan
Permukaan yang kontak langsung dengan bahan pangan harus mudah
dibersihkan, tidak bereaksi, tahan karat, tidak menyerap, dan tidak mengandung
toksik. Proses pencucian permukaan yang kontak dengan bahan makanan harus
menggunakan bahan pembersih atau deterjen.
Pencegahan Kontaminasi Silang
Kontaminasi silang umumnya disebabkan oleh human eror. Proses
pencegahan kontaminasi silang dapat dilakukan melalui pemisahan antara bahan
mentah dan produk matang, perlindungan terhadap produk selama pengolahan dan
penyimpanan, serta pelaksanaan proses sanitasi ruangan dan peralatan pengolahan
makanan yang baik dan benar.
Fasilitas Kebersihan
Salah satu aspek penting dalam mewujudkan sanitasi pangan adalah
kebersihan. Restoran harus menjamin ketersediaan, kelengkapan, dan kondisi
fasilitas kebersihan yang dimiliki, yaitu fasilitas cuci tangan, sanitizer, serta toilet.
Pencegahan Adulterasi
Aspek kelima adalah pencegahan adulterasi. Kegiatan pencegahan terhadap
pencemaran dilakukan untuk menjamin produk pangan, bahan pangan, maupun
permukaan yang kontak dengan bahan pangan terhindar dari cemaran fisik, kimia,
dan biologi termasuk pelumas, pestisida, senyawa pembersih, bahan bakar, sanitizer,
serta cipratan dari lantai.
Pelabelan dan Penyimpanan Senyawa Berbahaya
Aspek keenam adalah pelabelan dan penyimpanan senyawa berbahaya.
Proses pelabelan, penyimpanan, dan penggunaan senyawa berbahaya mencakup jenis
dan tata cara pelabelan, prosedur penggunaan, serta metode penyimpanan bahan-
bahan kimia yang digunakan, baik pada proses produksi, desinfeksi, pembersihan,
dan lain-lain.
Kesehatan Pekerja
Aspek selanjutnya adalah kesehatan pekerja. Restoran harus melakukan
kegiatan pemantauan dan pengelolaan kesehatan pekerja secara rutin guna mencegah
23
terjadinya kontaminasi pada produk pangan, bahan pangan, kemasan, maupun
peralatan pengolahan pangan oleh pekerja yang tidak sehat.
Pengendalian Hama
Kegiatan pengendalian hama dilakukan untuk menjamin dan menghindarkan
unit pengolahan pangan dari intervensi hama. Kegiatan pengendalian hama
mencakup prosedur pencegahan, pemusnahan, dan penggunaan bahan kimia
pembasmi hama (Winarno dan Surono, 2002).
Hazard Analysis and Critical Control Point
Departemen Kesehatan Republik Indonesia mendefinisikan keamanan pangan
sebagai suatu kondisi dan upaya yang diperlukan untuk mencegah pangan dari
kemungkinan cemaran biologis, kimia, dan benda lain yang dapat mengganggu,
merugikan, serta membahayakan kesehatan manusia (Departemen Kesehatan
Republik Indonesia, 1998). Keamanan pangan merupakan faktor yang sangat
diperhatikan oleh masyarakat dunia saat ini. Masyarakat dunia menginginkan agar
makanan yang dikonsumsinya terbebas dari segala bentuk kontaminan. Keadaan
inilah yang menyebabkan, baik industri pengolahan pangan maupun restoran, harus
menerapkan suatu sistem pengendalian mutu dalam proses produksi yang
dilakukannya guna menghasilkan produk pangan yang aman untuk dikonsumsi
(Brown, 2000).
Hazard analysis and critical control point (HACCP) adalah suatu sistem
jaminan mutu pangan yang diterapkan dalam proses produksi oleh industri pangan
maupun restoran dan difokuskan terhadap bahaya yang mungkin timbul pada setiap
tahapan produksi. HACCP merupakan alat yang dapat digunakan untuk
mengidentifikasi dan mengevaluasi bahaya serta menetapkan sistem pengendalian
bahaya yang diarahkan pada tindakan pencegahan untuk meminimalkan bahaya
keamanan pangan yang mungkin terjadi sebelum, selama, dan sesudah proses
pengolahan pangan daripada mengandalkan sebagian besar pengujian produk akhir
(Badan Standarisasi Nasional, 1998). Penerapan sistem HACCP dalam proses
produksi bertujuan untuk menghasilkan produk pangan yang ASUH (aman, sehat,
utuh, dan halal). Prosedur penerapan sistem HACCP tertuang secara lengkap di
dalam dokumen HACCP plan. HACCP plan merupakan dokumen yang dibuat
24
berdasarkan prinsip HACCP untuk menjamin keamanan pangan pada rantai pangan
yang dipertimbangkan (Badan Standarisasi Nasional, 1998).
Sistem HACCP diperkenalkan pertama kali di USA oleh perusahaan
Pillsbury yang bekerja sama dengan NASA dan laboratorium Research and
Development USA Army Natick pada awal tahun 1960. Sistem HACCP diaplikasi
oleh NASA dan USA Army Natick dalam upaya menciptakan bahan pangan yang
terbebas dari berbagai jenis kontaminasi, baik mikroorganisme patogen, bakteri,
maupun virus yang dapat mengakibatkan gangguan kesehatan bagi para astronot
yang akan bertugas di luar angkasa. Sederetan hasil penelitian dan evaluasi yang
dilakukan oleh NASA dan USA Army Natick menunjukkan bahwa cara terbaik
untuk memperoleh bahan pangan yang terbebas dari kontaminasi adalah dengan
melakukan tindakan pengendalian mutu sedini mungkin pada saat proses produksi
dilakukan. Hasil evaluasi tersebut kemudian melandasi penemuan 7 prinsip utama
sistem HACCP yang dipublikasikan oleh Codex Alimentarius Commission serta
mendapat rekomendasi dari Food and Agriculture Organization dan National
Advisory Committee on Microbiological Criteria for Foods (Takenaka, 2005;
Mortimore dan Wallace, 2001). Badan Standardisasi Nasional Indonesia kemudian
mengadopsi prosedur penerapan sistem HACCP yang dikembangkan oleh CAC dan
mencantumkannya di dalam SNI 01-4852-1998.
Badan Standarisasi Nasional (1998) dalam SNI 01-4852-1998 juga
menyatakan bahwa penerapan sistem HACCP pada industri pangan dan restoran
memiliki tujuan umum dan khusus. Tujuan umum penerapan sistem HACCP adalah
meningkatkan kesehatan masyarakat dengan cara mencegah atau mengurangi kasus
keracunan dan penyakit melalui pangan. Tujuan khusus penerapan sistem HACCP,
yaitu mengevaluasi cara memproduksi pangan untuk mengetahui bahaya yang
mungkin timbul dari makanan, memperbaiki cara memproduksi pangan dengan
memberi perhatian khusus terhadap tahap-tahap proses yang dianggap kritis,
memantau dan mengevaluasi cara-cara penanganan, pengolahan, serta penerapan
sanitasi dalam memproduksi pangan, dan meningkatkan inspeksi mandiri terhadap
industri pangan oleh operator dan karyawan.
Sistem HACCP sangat bermanfaat bagi industri pangan maupun restoran
yang menerapkannya. Keuntungan penerapan sistem HACCP bagi pihak terkait,
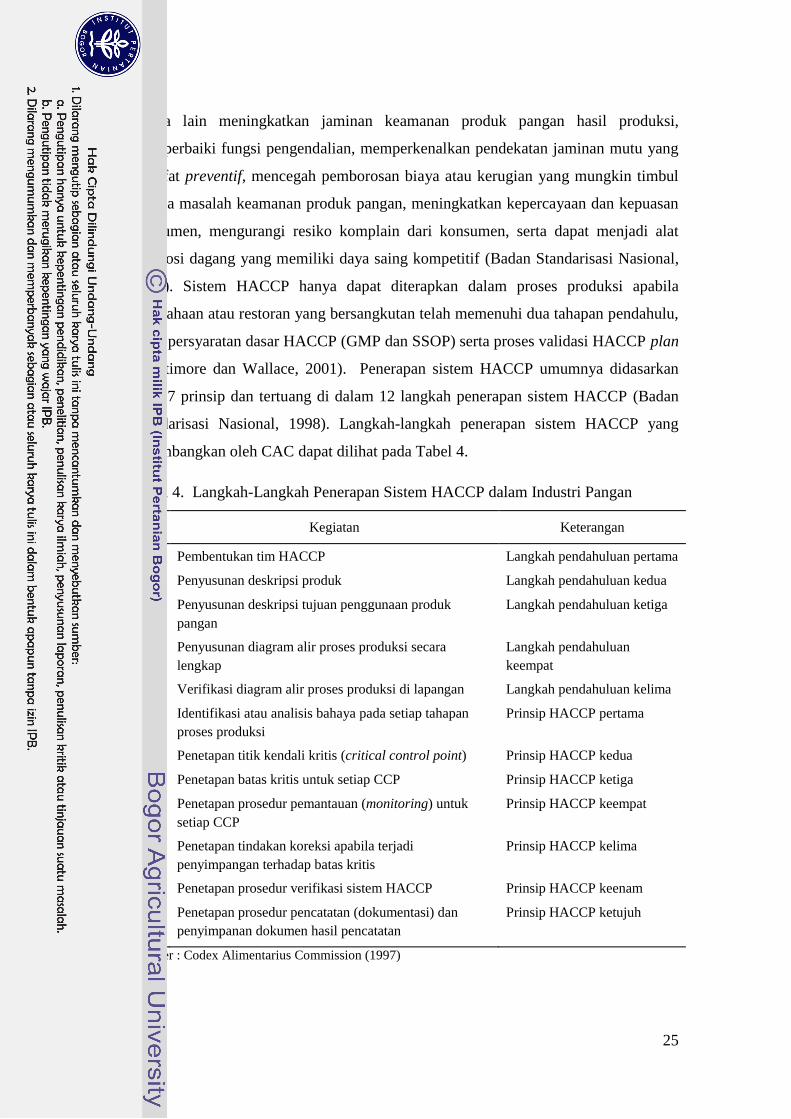
25
antara lain meningkatkan jaminan keamanan produk pangan hasil produksi,
memperbaiki fungsi pengendalian, memperkenalkan pendekatan jaminan mutu yang
bersifat preventif, mencegah pemborosan biaya atau kerugian yang mungkin timbul
karena masalah keamanan produk pangan, meningkatkan kepercayaan dan kepuasan
konsumen, mengurangi resiko komplain dari konsumen, serta dapat menjadi alat
promosi dagang yang memiliki daya saing kompetitif (Badan Standarisasi Nasional,
1998). Sistem HACCP hanya dapat diterapkan dalam proses produksi apabila
perusahaan atau restoran yang bersangkutan telah memenuhi dua tahapan pendahulu,
yaitu persyaratan dasar HACCP (GMP dan SSOP) serta proses validasi HACCP plan
(Mortimore dan Wallace, 2001). Penerapan sistem HACCP umumnya didasarkan
pada 7 prinsip dan tertuang di dalam 12 langkah penerapan sistem HACCP (Badan
Standarisasi Nasional, 1998). Langkah-langkah penerapan sistem HACCP yang
dikembangkan oleh CAC dapat dilihat pada Tabel 4.
Tabel 4. Langkah-Langkah Penerapan Sistem HACCP dalam Industri Pangan
No. Kegiatan Keterangan
1 Pembentukan tim HACCP Langkah pendahuluan pertama
2 Penyusunan deskripsi produk Langkah pendahuluan kedua
3 Penyusunan deskripsi tujuan penggunaan produk
pangan
Langkah pendahuluan ketiga
4 Penyusunan diagram alir proses produksi secara
lengkap
Langkah pendahuluan
keempat
5 Verifikasi diagram alir proses produksi di lapangan Langkah pendahuluan kelima
6 Identifikasi atau analisis bahaya pada setiap tahapan
proses produksi
Prinsip HACCP pertama
7 Penetapan titik kendali kritis (critical control point) Prinsip HACCP kedua
8 Penetapan batas kritis untuk setiap CCP Prinsip HACCP ketiga
9 Penetapan prosedur pemantauan (monitoring) untuk
setiap CCP
Prinsip HACCP keempat
10 Penetapan tindakan koreksi apabila terjadi
penyimpangan terhadap batas kritis
Prinsip HACCP kelima
11 Penetapan prosedur verifikasi sistem HACCP Prinsip HACCP keenam
12 Penetapan prosedur pencatatan (dokumentasi) dan
penyimpanan dokumen hasil pencatatan
Prinsip HACCP ketujuh
Sumber : Codex Alimentarius Commission (1997)
26
Pembentukan Tim HACCP
Langkah pertama dalam penerapan sistem HACCP adalah pembentukan tim
HACCP. Pembentukan organisasi tim HACCP, sesuai dengan persyaratan SNI 01-
4852-1998, perlu melibatkan semua komponen dalam industri yang terlibat dalam
proses produksi, seperti divisi produksi, divisi pengendalian mutu (QA dan QC),
divisi pembelian dan gudang, serta divisi pemeliharaan (maintenance). Tim HACCP
juga sebaiknya terdiri atas personal dengan latar belakang disiplin ilmu yang
beragam serta berkaitan dengan produk dan prosesnya (Badan Standarisasi Nasional,
1998).
Pembentukan tim HACCP hendaknya disusun berdasarkan struktur organisasi
yang sudah ada dalam badan usaha pemilik restoran terkait, sehingga legalitas dari
tim HACCP tersebut dapat dipertanggungjawabkan. Tim HACCP harus dipimpin
oleh seorang ketua yang berada langsung di bawah pimpinan tertinggi suatu badan
usaha. Pimpinan tertinggi kemudian akan memberikan mandat kepada ketua tim
HACCP untuk melaksanakan tugas dan kewajibannya (Sudibyo, 2008).
Ketua tim HACCP harus merupakan personal yang sangat memahami konsep
HACCP dan sudah mempunyai pengalaman dalam penerapan sistem HACCP.
Anggota tim HACCP juga harus multidisiplin atau multidepartemen serta telah
memperoleh pelatihan HACCP yang mencukupi. Pelatihan dan pembekalan tentang
HACCP sangat diperlukan, baik oleh ketua maupun anggota tim HACCP, sebelum
melaksanakan tugas dan tanggung jawab masing-masing. Pelatihan yang umumnya
diberikan kepada personal tim HACCP, yaitu pengantar sistem pengendalian
keamanan pangan, GMP, pengenalan dan implementasi sistem HACCP, dokumentasi
GMP dan sistem HACCP, serta workshop penyusunan HACCP plan (Sudibyo,
2008). Setiap personal di dalam tim HACCP, baik ketua maupun anggota, memiliki
tugas dan kewajiban masing-masing. Uraian tugas dan kewajiban dari ketua dan
anggota tim HACCP dapat dilihat pada Tabel 5.
Deskripsi Produk
Langkah kedua dari 12 langkah penerapan HACCP adalah deskripsi produk.
Deskripsi produk dilakukan setelah terlebih dahulu dilakukan penentuan jenis produk
yang kemudian akan diimplementasi dengan sistem HACCP. Deskripsi produk
dilakukan untuk mengetahui nama dagang, komposisi utama, kategori proses, cara
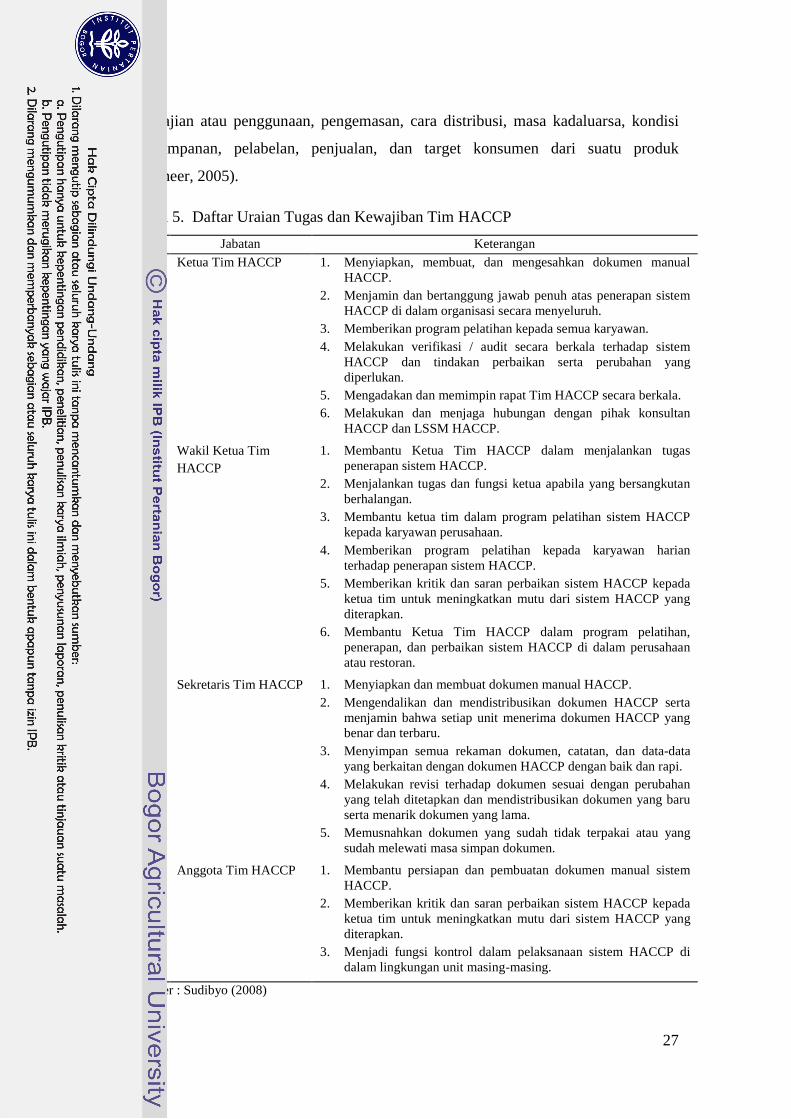
27
penyajian atau penggunaan, pengemasan, cara distribusi, masa kadaluarsa, kondisi
penyimpanan, pelabelan, penjualan, dan target konsumen dari suatu produk
(Thaheer, 2005).
Tabel 5. Daftar Uraian Tugas dan Kewajiban Tim HACCP
No. Jabatan Keterangan
1 Ketua Tim HACCP 1. Menyiapkan, membuat, dan mengesahkan dokumen manual
HACCP.
2. Menjamin dan bertanggung jawab penuh atas penerapan sistem
HACCP di dalam organisasi secara menyeluruh.
3. Memberikan program pelatihan kepada semua karyawan.
4. Melakukan verifikasi / audit secara berkala terhadap sistem
HACCP dan tindakan perbaikan serta perubahan yang
diperlukan.
5. Mengadakan dan memimpin rapat Tim HACCP secara berkala.
6. Melakukan dan menjaga hubungan dengan pihak konsultan
HACCP dan LSSM HACCP.
2 Wakil Ketua Tim
HACCP
1. Membantu Ketua Tim HACCP dalam menjalankan tugas
penerapan sistem HACCP.
2. Menjalankan tugas dan fungsi ketua apabila yang bersangkutan
berhalangan.
3. Membantu ketua tim dalam program pelatihan sistem HACCP
kepada karyawan perusahaan.
4. Memberikan program pelatihan kepada karyawan harian
terhadap penerapan sistem HACCP.
5. Memberikan kritik dan saran perbaikan sistem HACCP kepada
ketua tim untuk meningkatkan mutu dari sistem HACCP yang
diterapkan.
6. Membantu Ketua Tim HACCP dalam program pelatihan,
penerapan, dan perbaikan sistem HACCP di dalam perusahaan
atau restoran.
3 Sekretaris Tim HACCP 1. Menyiapkan dan membuat dokumen manual HACCP.
2. Mengendalikan dan mendistribusikan dokumen HACCP serta
menjamin bahwa setiap unit menerima dokumen HACCP yang
benar dan terbaru.
3. Menyimpan semua rekaman dokumen, catatan, dan data-data
yang berkaitan dengan dokumen HACCP dengan baik dan rapi.
4. Melakukan revisi terhadap dokumen sesuai dengan perubahan
yang telah ditetapkan dan mendistribusikan dokumen yang baru
serta menarik dokumen yang lama.
5. Memusnahkan dokumen yang sudah tidak terpakai atau yang
sudah melewati masa simpan dokumen.
4 Anggota Tim HACCP 1. Membantu persiapan dan pembuatan dokumen manual sistem
HACCP.
2. Memberikan kritik dan saran perbaikan sistem HACCP kepada
ketua tim untuk meningkatkan mutu dari sistem HACCP yang
diterapkan.
3. Menjadi fungsi kontrol dalam pelaksanaan sistem HACCP di
dalam lingkungan unit masing-masing.
Sumber : Sudibyo (2008)
28
Identifikasi Rencana Penggunaan Produk
Langkah ketiga dari dua belas langkah penerapan HACCP adalah identifikasi
rencana atau tujuan penggunaan produk. Identifikasi rencana penggunaan produk
dilakukan setelah terlebih dahulu dilakukan deskripsi produk. Identifikasi rencana
atau tujuan penggunaan produk perlu dilakukan karena setiap produk memiliki
tingkat resiko yang berbeda-beda terhadap konsumen. Identifikasi penggunaan
produk bertujuan untuk menginformasikan apakah produk tersebut dapat dikonsumsi
oleh semua populasi atau hanya oleh populasi tertentu saja (Thaheer, 2005).
Penyusunan dan Verifikasi Diagram Alir Produk
Langkah keempat dan kelima adalah penyusunan dan verifikasi diagram alir
produk. Penyusunan dan verifikasi diagram alir merupakan langkah penting dalam
menyusun sebuah HACCP plan. Penyusunan diagram alir dapat dilakukan setelah
terlebih dahulu dilakukan identifikasi rencana penggunaan produk oleh tim HACCP.
Penyusunan diagram alir penting untuk dilakukan guna mengetahui tahapan proses
yang terjadi, mengetahui dan merumuskan permasalahan yang terjadi, menentukan
titik kendali kritis (CCP), menentukan batas kritis, dan menentukan tindakan
pengendalian terhadap masalah (Badan Standarisasi Nasional, 1998). Diagram alir
yang telah disusun kemudian diverifikasi untuk dilihat kesesuaiannya dengan
pelaksanaan di lapangan.
Identifikasi atau Analisis Bahaya
Analisis bahaya merupakan prinsip pertama dari tujuh prinsip HACCP yang
tertuang di dalam dua belas langkah penerapan sistem HACCP. Analisis bahaya
dilakukan untuk mengidentifikasi potensi-potensi bahaya termasuk penyebabnya
serta menentukan peluang kejadian atau resiko (risk) dan tingkat keparahan
(severity) pada setiap tahapan proses (Brown, 2000). Proses identifikasi bahaya pada
makanan merupakan langkah pertama yang harus dilakukan guna menghasilkan
produk pangan yang aman, sehat, utuh, dan halal (Badan Standarisasi Nasional,
1998).
Badan Standarisasi Nasional (1998) mendefinisikan bahaya (hazard) sebagai
unsur biologi, kimia, dan fisik dalam pangan atau kondisi dari pangan yang
berpotensi menyebabkan dampak buruk pada kesehatan. Mortimore dan Wallace
(2001) menambahkan definisi bahaya (hazard) adalah perangkat biologis, kimiawi,
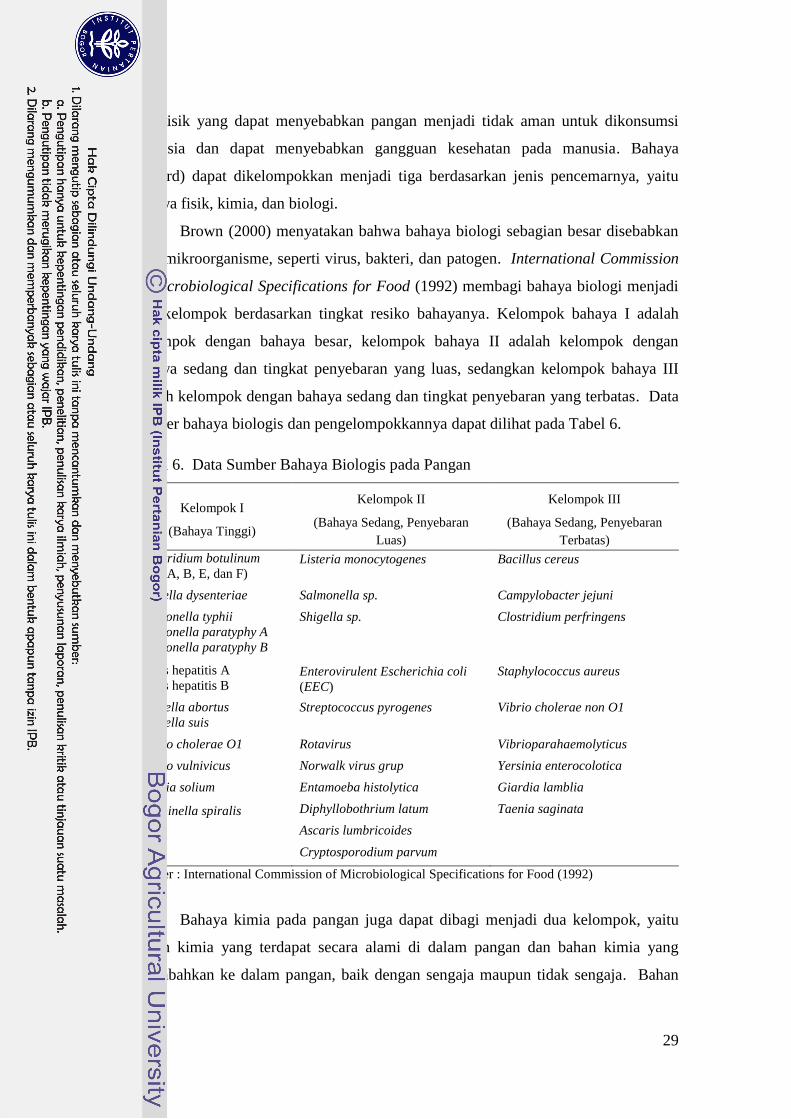
29
dan fisik yang dapat menyebabkan pangan menjadi tidak aman untuk dikonsumsi
manusia dan dapat menyebabkan gangguan kesehatan pada manusia. Bahaya
(hazard) dapat dikelompokkan menjadi tiga berdasarkan jenis pencemarnya, yaitu
bahaya fisik, kimia, dan biologi.
Brown (2000) menyatakan bahwa bahaya biologi sebagian besar disebabkan
oleh mikroorganisme, seperti virus, bakteri, dan patogen. International Commission
of Microbiological Specifications for Food (1992) membagi bahaya biologi menjadi
tiga kelompok berdasarkan tingkat resiko bahayanya. Kelompok bahaya I adalah
kelompok dengan bahaya besar, kelompok bahaya II adalah kelompok dengan
bahaya sedang dan tingkat penyebaran yang luas, sedangkan kelompok bahaya III
adalah kelompok dengan bahaya sedang dan tingkat penyebaran yang terbatas. Data
sumber bahaya biologis dan pengelompokkannya dapat dilihat pada Tabel 6.
Tabel 6. Data Sumber Bahaya Biologis pada Pangan
Kelompok I
(Bahaya Tinggi)
Kelompok II
(Bahaya Sedang, Penyebaran
Luas)
Kelompok III
(Bahaya Sedang, Penyebaran
Terbatas)
Clostridium botulinum
(tipe A, B, E, dan F) Listeria monocytogenes
Bacillus cereus
Shigella dysenteriae Salmonella sp. Campylobacter jejuni
Salmonella typhii
Salmonella paratyphy A
Salmonella paratyphy B
Shigella sp. Clostridium perfringens
Virus hepatitis A
Virus hepatitis B Enterovirulent Escherichia coli
(EEC)
Staphylococcus aureus
Brucella abortus
Brucella suis
Streptococcus pyrogenes Vibrio cholerae non O1
Vibrio cholerae O1 Rotavirus Vibrioparahaemolyticus
Vibrio vulnivicus Norwalk virus grup Yersinia enterocolotica
Taenia solium Entamoeba histolytica Giardia lamblia
Trichinella spiralis Diphyllobothrium latum Taenia saginata
Ascaris lumbricoides
Cryptosporodium parvum
Sumber : International Commission of Microbiological Specifications for Food (1992)
Bahaya kimia pada pangan juga dapat dibagi menjadi dua kelompok, yaitu
bahan kimia yang terdapat secara alami di dalam pangan dan bahan kimia yang
ditambahkan ke dalam pangan, baik dengan sengaja maupun tidak sengaja. Bahan

30
kimia yang terbentuk secara alami pada bahan pangan berasal dari bahan pangan itu
sendiri. Berbeda dengan bahan kimia alami, bahan kimia yang ditambahkan ke
dalam bahan pangan, baik dengan sengaja maupun tidak sengaja, berasal dari luar
bahan pangan. Bahan kimia yang tidak sengaja ditambahkan umumnya berasal dari
residu bahan kimia yang sengaja ditambahkan untuk keperluan produksi, bahan
mentah yang pada saat penanganan terus terbawa hingga terkonsumsi, bahan pangan
(sedikit atau banyak) akibat perlakuan selama proses produksi, pengolahan dan
pengemasan, sisa pestisida dan herbisida, pupuk kimia, antibiotik, dan logam berat.
Bahan kimia yang dengan sengaja ditambahkan dapat berasal dari bahan tambahan
pangan (BTP), seperti bahan pengawet, antioksidan, pewarna, pengemulsi dan
penstabil, penguat rasa, humektan, pewangi, pengasam, pemanis, penambah nilai
gizi, dan lain-lain (Cliver, 1992). Data sumber bahaya kimia dapat dilihat pada
Tabel 7.
Tabel 7. Data Sumber Bahaya Kimia pada Pangan
Sumber Bahan Kimia Jenis Bahan Kimia Berbahaya
Terbentuk secara alami Mikotoksin
Skrombotoksin (histamin)
Ciguatoksin
Toksin jamur
Toksin kerang : toksin paralitik (PSP), toksin diare (DSP),
neurotoksin (NSP), toksin amnesik (ASP)
Alkaloid pirolizidin
Fitohemaglutinin
PCB (polychlorinated biphenyl)
Ditambahkan secara sengaja
atau tidak sengaja Bahan kimia pertanian : pestisida, fungisida, pupuk, insektisida,
antibiotik, hormon pertumbuhan
Logam-logam berbahaya (Pb, Zn, As, Hg, sianida)
Bahan tambahan pangan (BTP) : pengawet (nitrit dan sulfit),
penambah cita rasa (MSG), penambah gizi (niasin), bahan
pewarna (amaranth, methanyl yellow, dll), pemanis
Bahan bangunan dan sanitasi : lubrikan, pembersih, sanitaizer,
pelapis cat, dll
Sumber : Cliver (1992)
Bahaya fisik didefinisikan sebagai benda asing berbentuk fisik yang secara
normal tidak terdapat dalam pangan dan dapat menimbulkan penyakit (termasuk
trauma psikologis) atau luka terhadap individu (Corlett, 1992). Sumber bahaya fisik
dapat berasal dari peralatan, material gedung, rambut, kotoran, kelupasan cat, karat,
debu, dan kertas (Pierson dan Corlett, 1992). Berbeda dengan bahaya kimia dan
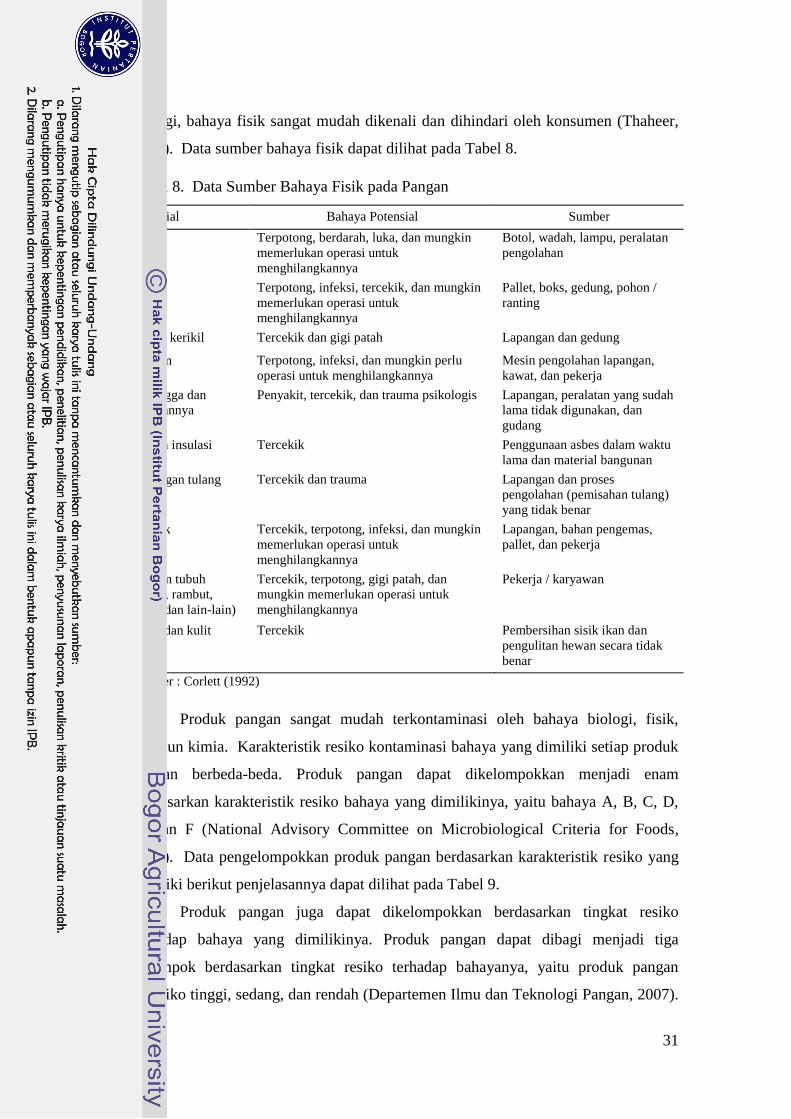
31
biologi, bahaya fisik sangat mudah dikenali dan dihindari oleh konsumen (Thaheer,
2005). Data sumber bahaya fisik dapat dilihat pada Tabel 8.
Tabel 8. Data Sumber Bahaya Fisik pada Pangan
Material Bahaya Potensial Sumber
Gelas Terpotong, berdarah, luka, dan mungkin
memerlukan operasi untuk
menghilangkannya
Botol, wadah, lampu, peralatan
pengolahan
Kayu Terpotong, infeksi, tercekik, dan mungkin
memerlukan operasi untuk
menghilangkannya
Pallet, boks, gedung, pohon /
ranting
Batu / kerikil Tercekik dan gigi patah Lapangan dan gedung
Logam Terpotong, infeksi, dan mungkin perlu
operasi untuk menghilangkannya
Mesin pengolahan lapangan,
kawat, dan pekerja
Serangga dan
kotorannya
Penyakit, tercekik, dan trauma psikologis Lapangan, peralatan yang sudah
lama tidak digunakan, dan
gudang
Bahan insulasi Tercekik Penggunaan asbes dalam waktu
lama dan material bangunan
Potongan tulang Tercekik dan trauma Lapangan dan proses
pengolahan (pemisahan tulang)
yang tidak benar
Plastik Tercekik, terpotong, infeksi, dan mungkin
memerlukan operasi untuk
menghilangkannya
Lapangan, bahan pengemas,
pallet, dan pekerja
Bagian tubuh
(kuku, rambut,
bulu, dan lain-lain)
Tercekik, terpotong, gigi patah, dan
mungkin memerlukan operasi untuk
menghilangkannya
Pekerja / karyawan
Sisik dan kulit Tercekik Pembersihan sisik ikan dan
pengulitan hewan secara tidak
benar
Sumber : Corlett (1992)
Produk pangan sangat mudah terkontaminasi oleh bahaya biologi, fisik,
maupun kimia. Karakteristik resiko kontaminasi bahaya yang dimiliki setiap produk
pangan berbeda-beda. Produk pangan dapat dikelompokkan menjadi enam
berdasarkan karakteristik resiko bahaya yang dimilikinya, yaitu bahaya A, B, C, D,
E, dan F (National Advisory Committee on Microbiological Criteria for Foods,
1990). Data pengelompokkan produk pangan berdasarkan karakteristik resiko yang
dimiliki berikut penjelasannya dapat dilihat pada Tabel 9.
Produk pangan juga dapat dikelompokkan berdasarkan tingkat resiko
terhadap bahaya yang dimilikinya. Produk pangan dapat dibagi menjadi tiga
kelompok berdasarkan tingkat resiko terhadap bahayanya, yaitu produk pangan
beresiko tinggi, sedang, dan rendah (Departemen Ilmu dan Teknologi Pangan, 2007).
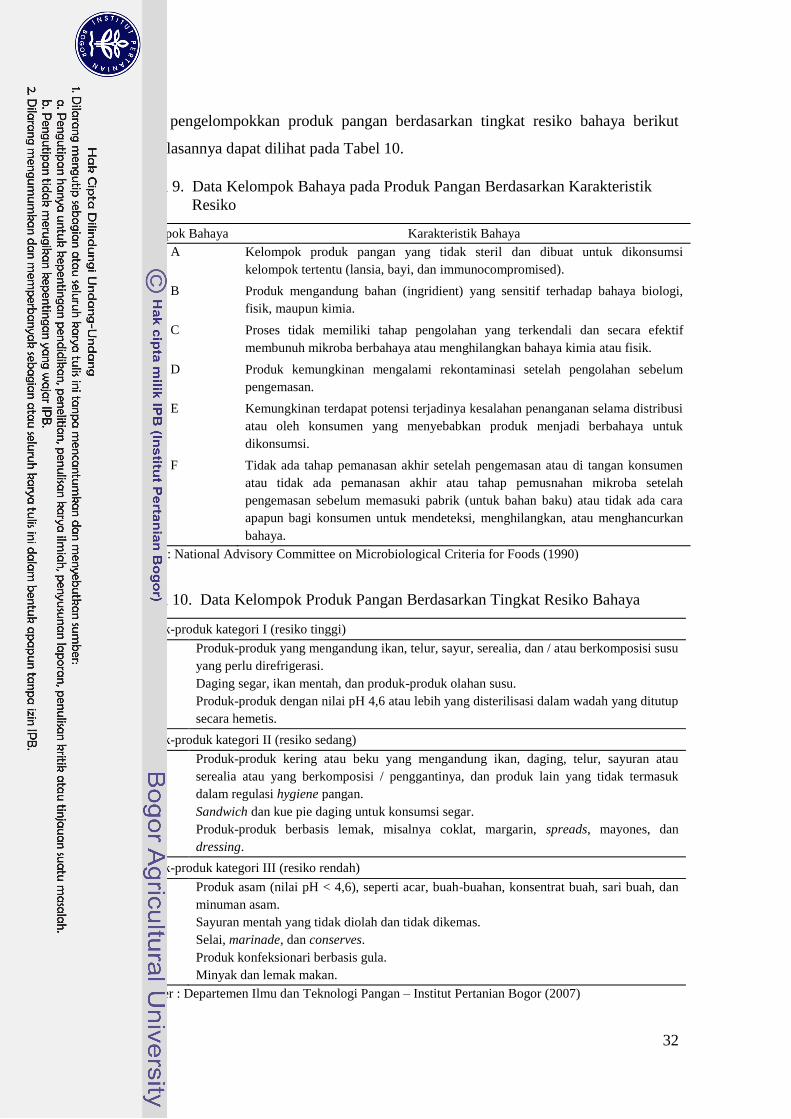
32
Data pengelompokkan produk pangan berdasarkan tingkat resiko bahaya berikut
penjelasannya dapat dilihat pada Tabel 10.
Tabel 9. Data Kelompok Bahaya pada Produk Pangan Berdasarkan Karakteristik
Resiko
Kelompok Bahaya Karakteristik Bahaya
Bahaya A Kelompok produk pangan yang tidak steril dan dibuat untuk dikonsumsi
kelompok tertentu (lansia, bayi, dan immunocompromised).
Bahaya B Produk mengandung bahan (ingridient) yang sensitif terhadap bahaya biologi,
fisik, maupun kimia.
Bahaya C Proses tidak memiliki tahap pengolahan yang terkendali dan secara efektif
membunuh mikroba berbahaya atau menghilangkan bahaya kimia atau fisik.
Bahaya D Produk kemungkinan mengalami rekontaminasi setelah pengolahan sebelum
pengemasan.
Bahaya E Kemungkinan terdapat potensi terjadinya kesalahan penanganan selama distribusi
atau oleh konsumen yang menyebabkan produk menjadi berbahaya untuk
dikonsumsi.
Bahaya F Tidak ada tahap pemanasan akhir setelah pengemasan atau di tangan konsumen
atau tidak ada pemanasan akhir atau tahap pemusnahan mikroba setelah
pengemasan sebelum memasuki pabrik (untuk bahan baku) atau tidak ada cara
apapun bagi konsumen untuk mendeteksi, menghilangkan, atau menghancurkan
bahaya.
Sumber : National Advisory Committee on Microbiological Criteria for Foods (1990)
Tabel 10. Data Kelompok Produk Pangan Berdasarkan Tingkat Resiko Bahaya
Produk-produk kategori I (resiko tinggi)
I Produk-produk yang mengandung ikan, telur, sayur, serealia, dan / atau berkomposisi susu
yang perlu direfrigerasi.
II Daging segar, ikan mentah, dan produk-produk olahan susu.
III Produk-produk dengan nilai pH 4,6 atau lebih yang disterilisasi dalam wadah yang ditutup
secara hemetis.
Produk-produk kategori II (resiko sedang)
I Produk-produk kering atau beku yang mengandung ikan, daging, telur, sayuran atau
serealia atau yang berkomposisi / penggantinya, dan produk lain yang tidak termasuk
dalam regulasi hygiene pangan.
II Sandwich dan kue pie daging untuk konsumsi segar.
III Produk-produk berbasis lemak, misalnya coklat, margarin, spreads, mayones, dan
dressing.
Produk-produk kategori III (resiko rendah)
I Produk asam (nilai pH < 4,6), seperti acar, buah-buahan, konsentrat buah, sari buah, dan
minuman asam.
II Sayuran mentah yang tidak diolah dan tidak dikemas.
III Selai, marinade, dan conserves.
IV Produk konfeksionari berbasis gula.
V Minyak dan lemak makan.
Sumber : Departemen Ilmu dan Teknologi Pangan – Institut Pertanian Bogor (2007)
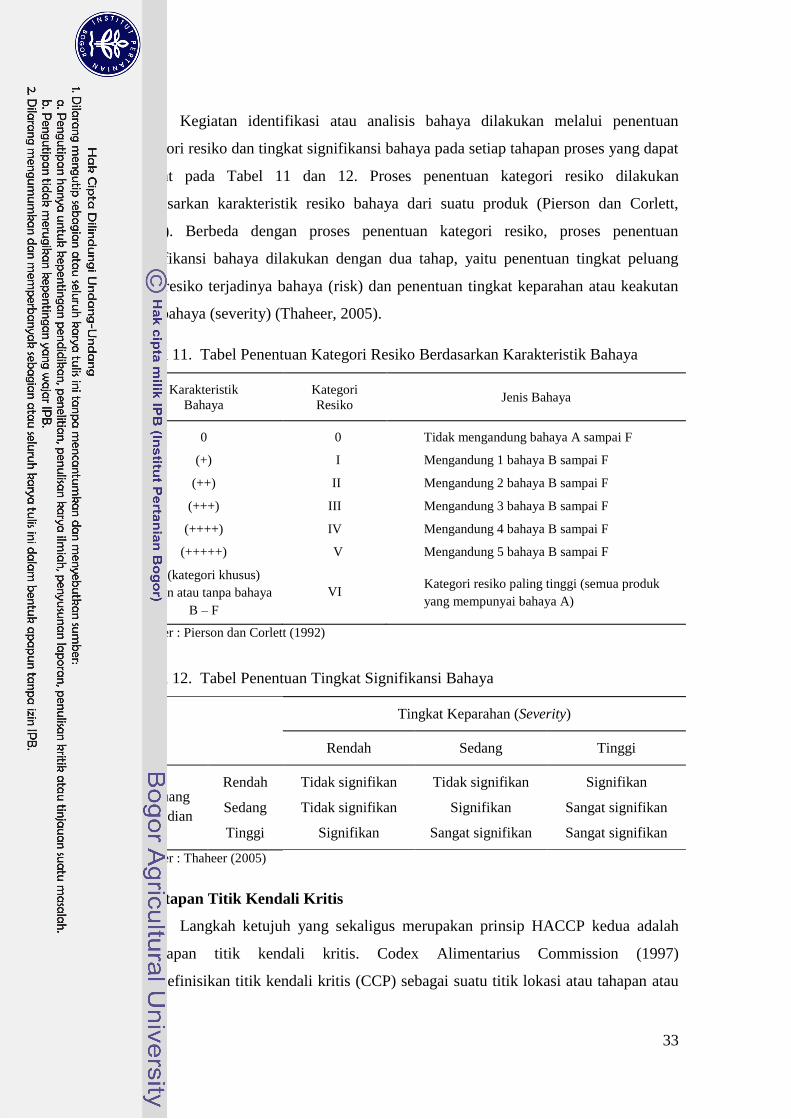
33
Kegiatan identifikasi atau analisis bahaya dilakukan melalui penentuan
kategori resiko dan tingkat signifikansi bahaya pada setiap tahapan proses yang dapat
dilihat pada Tabel 11 dan 12. Proses penentuan kategori resiko dilakukan
berdasarkan karakteristik resiko bahaya dari suatu produk (Pierson dan Corlett,
1992). Berbeda dengan proses penentuan kategori resiko, proses penentuan
signifikansi bahaya dilakukan dengan dua tahap, yaitu penentuan tingkat peluang
atau resiko terjadinya bahaya (risk) dan penentuan tingkat keparahan atau keakutan
dari bahaya (severity) (Thaheer, 2005).
Tabel 11. Tabel Penentuan Kategori Resiko Berdasarkan Karakteristik Bahaya
Karakteristik
Bahaya
Kategori
Resiko Jenis Bahaya
0 0 Tidak mengandung bahaya A sampai F
(+) I Mengandung 1 bahaya B sampai F
(++) II Mengandung 2 bahaya B sampai F
(+++) III Mengandung 3 bahaya B sampai F
(++++) IV Mengandung 4 bahaya B sampai F
(+++++) V Mengandung 5 bahaya B sampai F
A+ (kategori khusus)
dengan atau tanpa bahaya
B – F
VI Kategori resiko paling tinggi (semua produk
yang mempunyai bahaya A)
Sumber : Pierson dan Corlett (1992)
Tabel 12. Tabel Penentuan Tingkat Signifikansi Bahaya
Tingkat Keparahan (Severity)
Rendah Sedang Tinggi
Peluang
Kejadian
Rendah Tidak signifikan Tidak signifikan Signifikan
Sedang Tidak signifikan Signifikan Sangat signifikan
Tinggi Signifikan Sangat signifikan Sangat signifikan
Sumber : Thaheer (2005)
Penetapan Titik Kendali Kritis
Langkah ketujuh yang sekaligus merupakan prinsip HACCP kedua adalah
penetapan titik kendali kritis. Codex Alimentarius Commission (1997)
mendefinisikan titik kendali kritis (CCP) sebagai suatu titik lokasi atau tahapan atau
34
prosedur yang memerlukan proses pengendalian untuk mencegah, mengurangi,
maupun mengeliminasi bahaya keamanan pangan ke tingkat yang dapat diterima.
Brown (2000) menambahkan bahwa titik kendali kritis (CCP) adalah suatu titik yang
memiliki potensi untuk menimbulkan bahaya kesehatan apabila tidak ditangani dan
dipantau dengan baik.
Proses penentuan CCP dilakukan dengan menggunakan “diagram pohon
penentuan titik kendali kritis“. Diagram pohon penentuan titik kendali kritis dapat
dikelompokkan menjadi tiga berdasarkan jenis proses yang diamati, yaitu diagram
pohon penentuan titik kendali kritis untuk bahan baku, formulasi, dan tahapan
proses. Diagram pohon berisi urutan pertanyaan mengenai bahaya yang muncul
dalam suatu langkah proses, bahan baku, dan formulasi untuk mengidentifikasi
proses, bahan baku, maupun formulasi yang sensitif terhadap bahaya atau untuk
menghindari terjadinya kontaminasi silang (Badan Standarisasi Nasional, 1998).
Penetapan Batas Kritis untuk Setiap CCP
Penetapan batas kritis adalah prinsip HACCP ketiga yang dilakukan setelah
terlebih dahulu dilakukan penetapan titik kendali kritis (CCP). Batas kritis harus
ditetapkan secara spesifik dan divalidasi, apabila mungkin, untuk setiap CCP. Batas
kritis didefinisikan sebagai suatu kriteria yang memisahkan atau membedakan antara
kondisi produk atau parameter yang dapat diterima dengan yang tidak dapat diterima
(Badan Standarisasi Nasional, 1998). Thaheer (2005) menambahkan bahwa batas
kritis merupakan satu atau lebih toleransi mutlak yang harus dipenuhi untuk
menjamin keamanan pangan dari suatu produk.
Penetapan Tindakan Monitoring untuk Setiap CCP
Penetapan prosedur pengendalian (monitoring) adalah prinsip HACCP
keempat yang dilakukan setelah terlebih dahulu dilakukan penetapan batas kritis
untuk setiap CCP. Penetapan prosedur pengendalian (monitoring) dilakukan untuk
mencegah keadaan sebuah CCP menjadi tidak terkontrol yang berakibat pada
peningkatan resiko dihasilkannya produk berbahaya, mengidentifikasi masalah
sebelum muncul, menemukan titik sebab suatu masalah, serta membantu proses
verifikasi dan pembuktian kelayakan sistem HACCP (Sudibyo, 2008).
35
Penetapan Tindakan Koreksi
Prinsip HACCP kelima adalah penetapan tindakan koreksi apabila terjadi
penyimpangan pada batas kritis. Tindakan koreksi atau corrective action adalah
setiap tindakan yang harus diambil apabila hasil pemantauan pada titik kendali kritis
menunjukkan hilangnya kendali (Badan Standarisasi Nasional, 1998).
Penetapan Prosedur Verifikasi
Prinsip HACCP keenam adalah penetapan prosedur verifikasi. Prosedur
verifikasi merupakan suatu kegiatan penerapan metode, prosedur pengujian dan
analisis, maupun tindakan evaluasi lainnya sebagai tambahan pada sistem monitoring
(pemantauan) guna mengetahui dan memastikan tingkat kesesuaiannya terhadap
sistem HACCP.
Penetapan Prosedur Pencatatan dan Penyimpanan Dokumen
Penetapan prosedur pencatatan dan penyimpanan dokumen hasil pencatatan
adalah prinsip HACCP ketujuh yang juga merupakan prinsip dan langkah terakhir
dalam penerapan sistem HACCP (Badan Standarisasi Nasional, 1998). Prosedur
dokumentasi dan penyimpanan dokumen penting untuk dilakukan dalam penerapan
sistem HACCP. Penerapan prosedur dokumentasi bertujuan untuk mempermudah
proses pelaksanaan maupun pembaharuan sistem HACCP yang dilakukan (Sudibyo,
2008). Thaheer (2005) menambahkan bahwa prosedur dokumentasi dan
penyimpanan dokumen memiliki beberapa tujuan, yaitu :
bukti keamanan produk berkaitan dengan prosedur dan proses yang ada;
jaminan pemenuhan terhadap peraturan;
kemudahan pelacakan / penelusuran dan peninjauan catatan;
dokumentasi data pengukuran menuju catatan permanen mengenai keamanan
produk pangan;
sumber tinjauan data yang diperlukan pada proses audit HACCP;
rekaman / catatan HACCP dapat lebih terpusat pada isu keamanan pangan
sehingga mempercepat proses identifikasi masalah;
membantu mengidentifikasi lot ingredient, bahan pengemas, dan produk akhir
apabila timbul masalah keamanan pangan yang memerlukan prosedur penarikan
produk dari pasaran sesegera mungkin.
MATERI DAN METODE
Lokasi dan Waktu
Kegiatan magang dilaksanakan selama 2 bulan, dimulai dari tanggal 1
Februari 2011 sampai dengan 31 Maret 2011. Magang dilakukan di salah satu
restoran siap saji yang terdapat di kota Bogor.
Materi
Alat
Beberapa alat digunakan pada kegiatan magang penelitian ini. Alat tulis
secara lengkap sangat dibutuhkan sebagai sarana pengumpulan data yang utama.
Alat perekam, kamera, pakaian kerja secara lengkap, dan lembar pencatatan juga
sangat diperlukan untuk mendukung kegiatan magang penelitian.
Bahan
Bahan-bahan yang digunakan pada kegiatan penelitian dan observasi lapang,
yaitu informasi karyawan, narasumber, dan literatur. Literatur yang digunakan,
antara lain jurnal, buku, dokumen perusahaan yang berkaitan dengan bahan baku,
bahan tambahan, proses pengolahan, dan penerapan sistem HACCP, serta
dokumentasi berupa foto-foto.
Prosedur
Kegiatan magang penelitian dilakukan sesuai dengan waktu kerja karyawan
restoran siap saji. Pelaksanaan kegiatan magang ini dilakukan dengan cara terlibat
langsung dalam beberapa kegiatan restoran. Kegiatan utama yang dilakukan selama
proses magang tersebut terdiri atas empat hal, yaitu observasi lapang yang dilakukan
melalui keterlibatan langsung dalam kegiatan operasional restoran siap saji,
wawancara dengan pihak yang terkait, pengumpulan data, dan dokumentasi.
Analisis Data
Data yang diperoleh dari hasil pengamatan selama kegiatan magang dievaluasi.
Hasil evaluasi akan dianalisis untuk kemudian dijadikan dasar dalam pembuatan
dokumen HACCP plan. Proses pembuatan dokumen HACCP plan mengacu pada 12
langkah penerapan HACCP yang dipublikasikan oleh Codex Alimentarius
Commission, yaitu :
37
1. pembentukan tim HACCP;
2. deskripsi produk;
3. identifikasi rencana penggunaan produk;
4. penyusunan diagram alir produk;
5. verifikasi diagram alir produk;
6. identifikasi atau analisis bahaya;
7. penetapan titik kendali kritis (CCP);
8. penentuan batas kritis untuk setiap CCP;
9. penetapan tindakan pemantauan terhadap pengendalian CCP (monitoring);
10. penetapan tindakan koreksi apabila terjadi penyimpangan terhadap batas kritis;
11. penetapan prosedur verifikasi;
12. penetapan prosedur pencatatan (dokumentasi) dan penyimpanan dokumen hasil
pencatatan.
HACCP plan yang telah selesai dirumuskan kemudian akan diserahkan kepada pihak
restoran untuk dikaji dan ditindaklanjut.
KEADAAN UMUM PERUSAHAAN
Sejarah Kentucky Fried Chicken (KFC)
Kentucky Fried Chicken (KFC) didirikan pada tahun 1930 oleh Harland
Sanders. Harland Sanders lahir di Henryville pada tanggal 9 September 1890.
Restoran pertama KFC yang didirikan oleh Harland Sanders berlokasi di Corbin,
Sanders Court. Harland Sanders kemudian dinobatkan menjadi “Kentucky Colonel”
oleh gubernur negara bagian Kentucky, Amerika Serikat, pada tahun 1935, karena
keberhasilannya menciptakan Original Recipe (OR) “11 Herbs and Spices”.
Harland Sanders kemudian menjual hak kepemilikan KFC franchise pertama
kepada Pete Harmon di Salt Lake City pada tahun 1952. Setelah berhasil menjual
hak kepemilikan franchise pertamanya, Sanders turun ke jalan untuk menjual
franchise-nya pada tahun 1956. Harland Sanders akhirnya berhasil menjual hak
franchise KFC kepada investor Jack Massey dan John Y. Brown Jr. pada tahun 1964.
KFC pun mengalami perkembangan yang pesat dan menjadi perusahaan publik yang
terdaftar pada bursa saham New York dengan Sanders sebagai pembeli seratus
terbitan saham perdananya pada tahun 1969.
KFC internasional kemudian melakukan merger dengan Hublein Industries
Inc. pada tahun 1971 guna memperbesar skala usahanya. Tidak hanya itu, pada
tahun ini, KFC internasional juga mengembangkan resep baru dari menu ayam
goreng yang dikenal dengan nama “Crispy Chicken”. Hublein Industries Inc.
kemudian melakukan merger yang lebih besar lagi dengan R. J. Reynolds Co.
(sekarang R. J. R. Nibisco) pada tahun 1982. Menyadari bahwa usahanya mulai
mengalami perkembangan yang pesat, perusahaan kemudian mendirikan “Colonel
Sanders Technical Centre” di Louisville pada tahun 1986 untuk meningkatkan
keterampilan karyawan. Pusat pelatihan ini akan membekali karyawan dengan
pelatihan-pelatihan mengenai pengembangan departemen, keteknikan,
pengembangan produk, dan teknologi untuk seluruh pemegang lisensi KFC di
seluruh dunia.
Perkembangan demi perkembangan terus terjadi di tubuh KFC yang
menjadikannya semakin besar dan menarik perhatian dari PEPSICO (pemilik Pizza
Hut). PEPSICO akhirnya membeli seluruh saham KFC dari R. J. Reynolds Co.,
sehingga sejak saat itu, KFC menjadi satu kepemimpinan manajemen dengan
39
restoran Pizza Hut dan Taco Bell. KFC kemudian membuat logo baru yang lebih
didominasi warna merah pada tahun 1991 dengan maksud untuk lebih meningkatkan
brand image KFC. Seiring dengan berjalannya waktu, KFC terus mengalami
perkembangan yang pesat. Perkembangan itu tidak hanya terjadi di dalam negeri,
melainkan sampai di kota-kota besar beberapa negara di dunia, seperti Jepang dan
China. Sebagai contoh, jumlah restoran KFC yang telah berdiri di Jepang pada tahun
1992 sudah mencapai 1.000 unit, sedangkan di Shanghai, China, telah berdiri
sebanyak 9.000 unit pada tahun 1994.
Sejarah Kentucky Fried Chicken (KFC) di Indonesia
PT. Fastfood Indonesia, Tbk. didirikan oleh perusahaan Gelael pada tahun
1978. PT. Fastfood Indonesia, Tbk. adalah satu-satunya perusahaan di Indonesia
yang memperoleh hak waralaba atas restoran KFC dari YUM! Brands Inc. YUM!
Brands Inc., dahulu dikenal sebagai Tricon Global Restaurants, merupakan
perusahaan restoran pemilik sistem unit terbesar di dunia sekaligus pemilik waralaba
untuk merek dagang KFC, Pizza Hut, Taco Bell, A&W, dan Long John Silvers.
Setelah hak waralaba atas restoran KFC diperoleh, PT. Fastfood Indonesia, Tbk.
kemudian mendirikan restoran KFC pertama di Indonesia yang berlokasi di Jalan
Melawai Raya 84 – 85, Jakarta pada bulan Oktober 1979.
Restoran KFC di Indonesia juga mengalami perkembangan yang sangat pesat
seperti di negara-negara lainnya. Keberhasilan KFC membuka restoran pertama di
Jakarta juga diikuti dengan keberhasilan pembukaan restoran di kota-kota besar
lainnya di Indonesia. Hingga akhir 2004, telah berdiri sekitar 208 restoran KFC yang
tersebar pada 45 kota di Indonesia dengan jumlah karyawan sekitar 9.074 orang dan
total penjualan lebih dari 889,4 milyar. Salah satu kunci keberhasilan KFC terletak
pada usaha KFC untuk selalu memberikan pelayanan, produk, dan kenyamanan
terbaik yang tercermin melalui fokusnya pada Quality, Service, dan Cleanliness
(QSC). Keberhasilan yang terus berlanjut hingga kini secara tidak langsung telah
memproklamirkan KFC sebagai pemimpin pasar hidangan cepat saji yang dominan
di Indonesia.
PT. Fastfood Indonesia, Tbk. selaku perusahaan pendiri restoran KFC juga
memperoleh banyak prestasi dan penghargaan dikarenakan berhasilnya PT. Fastfood
Indonesia, Tbk. dalam mengembangkan restoran KFC yang ada di Indonesia. PT.
40
Fastfood Indonesia, Tbk. sempat meraih empat penghargaan internasional sekaligus
pada tahun 1993, yaitu Harland D. Sanders Award of Exellence & Asia Pacific
Operations of the Year 1992, Best Advertising, Most Improving Operational
Standards, dan Best New Restaurant Facility untuk KFC Cinere Mall. Tidak hanya
itu, PT. Fastfood Indonesia, Tbk. juga mendapat pengakuan sebagai merek
terpopuler 2000, Top of Mind, kategori Awareness dari hasil survey majalah SWA
dan penghargaan “The Chain” dari Tricon International Restaurant kategori
Exellence di bidang Supply Chain Management pada tahun 2000.
Visi dan Misi Perusahaan
PT. Fastfood Indonesia, Tbk. memiliki visi menempatkan KFC sebagai
restoran nomor satu serta pemimpin dalam segala bidang pasar industri makan cepat
saji dan misi menjadikan KFC sebagai restoran cepat saji modern yang memberikan
suasana ramah dan menyenangkan melalui kepuasan pelanggan. Segala bentuk
dukungan, baik dari para investor maupun segenap karyawan, melalui sistem
manajemen yang baik dengan tingkat loyalitas yang tinggi, didedikasikan secara
penuh demi memberikan kepuasan dan menanamkan image positif kepada pelanggan
untuk mencapai visi dan misi yang telah dicanangkan.
Produk Kentucky Fried Chicken (KFC)
Produk utama KFC yang juga merupakan objek pada penelitian ini adalah
ayam goreng tepung yang dikenal dalam dua jenis, yaitu Hot & Spicy Crispy Chicken
dan Colonel’s Original Recipe Chicken. Sekarang ini, KFC memiliki variasi menu
produk yang dikembangkan sesuai dengan selera dan kepuasan konsumen serta
diterima baik oleh masyarakat, seperti nasi, nasi organik, perkedel, salad, chicken
soup, cream soup, pudding, soft ice cream, sundae ice cream, waffle ice cream,
Colonel’s yakiniku, spaghetti, french fries, burger deluxe, chicken fillet, fish fillet,
twister, oriental bento, molten cake, dan Colonel’s bento. KFC juga memberikan
penawaran-penawaran tertentu, seperti KFC Attack, KFC Breakfast dan sebagainya
guna memberikan kepuasan kepada pelanggan dari sudut pandang yang berbeda.
KEADAAN UMUM TEMPAT MAGANG
Lokasi dan Tata Letak Restoran
Restoran siap saji tempat dilangsungkannya kegiatan magang terletak di pusat
kota Bogor. Lokasi restoran dinilai sangat strategis, sehingga restoran ini memiliki
peluang yang sangat besar untuk dikunjungi pelanggan, tidak hanya dari dalam kota,
tetapi juga dari luar kota.
Restoran siap saji ini memiliki luas tanah dan luas bangunan sebesar 1.986 m2
dan 995,76 m2. Luas tanah yang dimiliki restoran jauh melebihi luas bangunan yang
didirikan. Luas tanah yang berlebih diperuntukan sebagai lahan parkir mobil dan
motor pengunjung. Data hasil pengamatan menunjukkan bahwa luas lahan yang
dipakai untuk area parkir dan sirkulasi sebesar 1.390 m2. Lahan parkir yang luas
memungkinkan restoran untuk menerima pengunjung dalam jumlah besar. Restoran
juga memanfaatkan sebagian kecil lahan yang dimiliki, yaitu pada bagian belakang
restoran, untuk digunakan sebagai lorong drive through yang memungkinkan
pengunjung untuk memesan makanan dari dalam kendaraan.
Restoran ini hanya memiliki satu bangunan utama yang terbagi menjadi dua
lantai. Lantai bawah terbagi atas tiga ruangan besar, yaitu ruang makan (dining
room), arena bermain anak (play land), dan dapur. Lantai atas hanya terdiri atas dua
ruangan, yaitu aula serba guna dan ruang penyimpanan souvenir. Restoran memiliki
dapur di lantai bawah dan berada satu lantai dengan dining room dan play land.
Ruangan dapur restoran tidak begitu luas dan terpisah dari dining room melalui pintu
yang membuka ke arah dapur. Ruangan dapur juga terbagi menjadi beberapa bagian
tanpa ada sekat pemisah antar bagian. Hal ini bertujuan untuk memaksimalkan
pemanfaatan ruangan dapur. Sebagian dari ruangan dapur juga digunakan sebagai
tempat penyimpanan bahan baku produk, seperti bumbu-bumbu, tepung, minyak, dan
lain-lain. Restoran juga memanfaatkan dapur sebagai gudang bahan baku produk
karena restoran hanya memiliki satu buah gudang untuk penyimpanan. Gudang
penyimpanan terletak di lantai atas dan terpisah dari bangunan lantai atas. Gudang
penyimpanan digunakan sebagai tempat penyimpanan dry goods, seperti plastik,
kemasan produk, dan peralatan-peralatan. Restoran juga memanfaatkan ruangan
kecil yang ada di bawah tangga sebagai tempat penyimpanan minuman kaleng dan
saos, karena keterbatasan kapasitas gudang yang dimiliki.
42
Fasilitas Restoran
Restoran siap saji terkait menyediakan berbagai fasilitas dengan tujuan untuk
memberikan kenyamanan kepada pengunjung. Fasilitas yang dimiliki restoran ini
dibagi menjadi tiga kelompok, yaitu fasilitas layanan, fasilitas penunjang proses
produksi, dan fasilitas produksi.
Fasilitas Layanan
Restoran memiliki fasilitas layanan yang lengkap demi kenyamanan
customer, mulai dari meja dan kursi dine-in bagi para customer yang ingin santap di
tempat, lounge dan barista yang menyediakan snack dan beverages sebagai teman
untuk bersantai, wi-fi dan komputer yang bebas untuk diakses, aula untuk acara
ulang tahun, area play land untuk anak-anak, home delivery, dan layanan drive
through yang memberikan pelayanan kepada customer yang ingin memesan
makanan dari dalam mobil. Penyediaan fasilitas-fasilitas layanan tersebut dilakukan
dengan tujuan untuk memberikan kenyamanan kepada para customer, sehingga
peluang kembalinya customer akan semakin besar.
Fasilitas Penunjang Proses Produksi
Fasilitas penunjang proses produksi merupakan fasilitas yang dimiliki dan
dibutuhkan oleh restoran guna menunjang kegiatan produksi. Fasilitas penunjang
proses produksi yang dimiliki restoran, antara lain instalasi air, tenaga listrik, sarana
penanganan bahan dan transportasi, sarana pendingin, gudang, dan sarana
kebersihan.
Instalasi Air. Instalasi air bersih sangat penting bagi kelangsungan proses produksi.
Air bersih dibutuhkan sebagai pencampur bahan adonan, sarana sanitasi karyawan
dan konsumen, sarana kebersihan alat dan ruangan, serta sarana kebersihan bangunan
dan lingkungan. Sumber air bersih restoran ini berasal dari PDAM kota Bogor dan
sumur air artesis. Kedua sumber air tersebut memasok air bersih secara berkala bagi
kegiatan operasional restoran setiap harinya. Air sumur yang akan digunakan telah
melewati beberapa tahap penyaringan terlebih dahulu. Pengujian terhadap kualitas
air, khususnya air sumur, dilakukan secara berkala oleh pihak PDAM setiap 3 bulan
sekali, sehingga layak untuk digunakan dan memenuhi standar baku air bersih.
Standar baku air bersih yang diterapkan mengacu kepada SNI 01-3553-1996 tentang
syarat mutu air minum dalam kemasan (Badan Standarisasi Nasional, 1996). Data
43
syarat mutu air minum dapat dilihat pada Tabel 13. Rata-rata penggunaan air untuk
kebutuhan operasional restoran ini adalah 30,98 m3/ hari dan 929,4 m
3/ bulan. Data
rincian penggunaan air oleh restoran dapat dilihat pada Tabel 14 dan Gambar 1.
Tenaga Listrik. Sumber daya listrik utama yang dibutuhkan restoran berasal dari
Perusahaan Listrik Negara (PLN). Sistem tegangan yang digunakan sesuai dengan
standar PLN. Daya sambungan listrik yang direncanakan pada restoran ini sama
dengan daya yang terpasang, yaitu sebesar 131.000 Watt atau 131 kVA. Data dan
diagram penggunaan listrik restoran siap saji dapat dilihat pada Tabel 15 dan
Gambar 2.
Sarana Penanganan Bahan dan Transportasi. Sarana penanganan bahan baku
sangat penting dalam proses penerimaan dan pendistribusian bahan baku dari lokasi
penerimaan menuju storage. Palet adalah sarana penanganan bahan baku yang
terdapat di restoran. Palet berfungsi untuk melindungi bahan baku dari kerusakan
maupun kontaminasi selama proses distribusi dari lokasi penerimaan menuju
storage. Bentuk dan prosedur penggunaan palet dapat dilihat pada Gambar 3 dan 4.
Sarana transportasi tidak terlalu berperan dalam kegiatan operasional restoran, hanya
pada kegiatan home delivery. Sarana transportasi yang dimiliki restoran berupa 5 unit
sepeda motor yang masing-masing dilengkapi dengan kotak penyimpanan makanan.
Sarana Pendingin. Restoran yang bergerak di bidang penyediaan pangan asal hewan
sangat membutuhkan sarana pendingin di dalam pelaksanaan kegiatan
operasionalnya. Sarana pendingin yang dimiliki oleh restoran, antara lain 1 unit
chiller, 1 unit freezer, 5 unit cold storage, dan pendingin ruangan (AC). Pendingin
ruangan termasuk ke dalam sarana pendingin yang harus dimiliki oleh KFC sebagai
sebuah restoran, terkait kenyamanan konsumen.
Gudang. Restoran juga memiliki gudang sebagai tempat penyimpanan bahan baku.
Gudang penyimpanan yang dimiliki restoran seluruhnya merupakan gudang kering
dan berada di tiga tempat yang berbeda, yaitu di bawah tangga dining room, di lantai
2 dekat aula ulang tahun, dan di dapur. Gudang kering digunakan untuk menyimpan
bahan baku berupa kemasan produk dan bumbu-bumbu.
Sarana Kebersihan. Sarana kebersihan yang dimiliki restoran, antara lain kain lap,
ember kecil, ember besar, kain pel, tempat cuci tangan, tempat cuci piring, liquid
hand soap, sanitizer, dan pembersih lemak (yellow, kadet, dan titan).
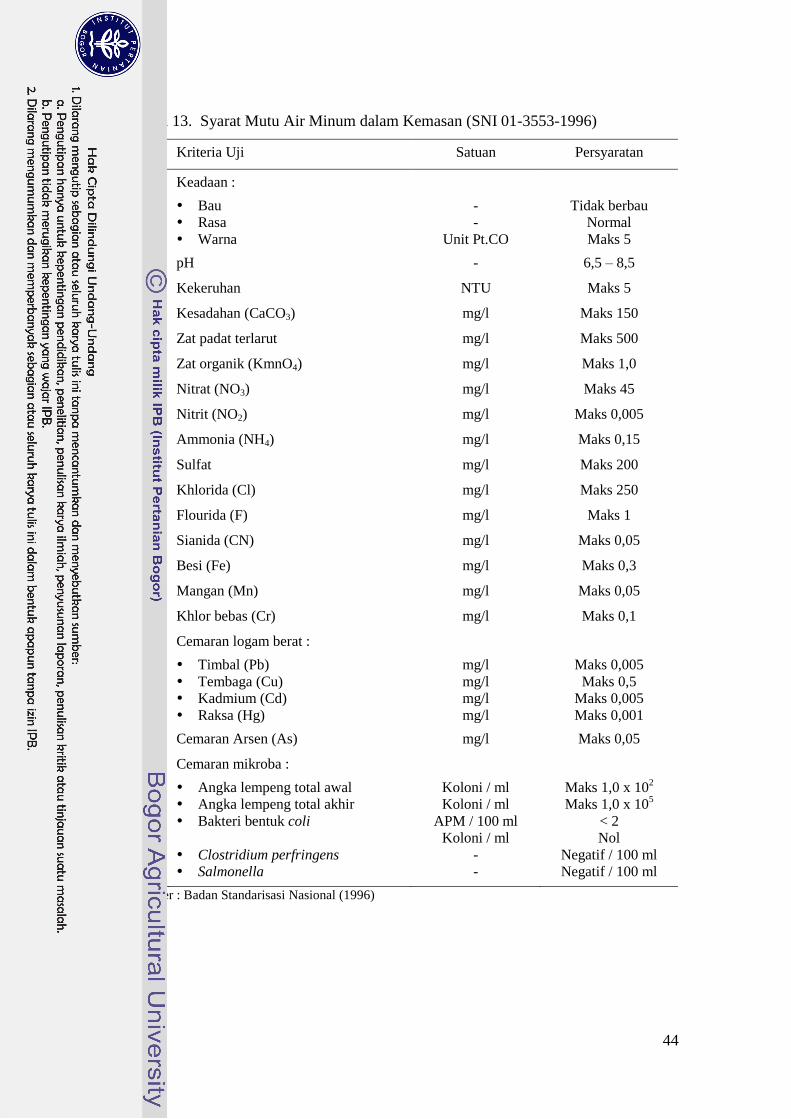
44
Tabel 13. Syarat Mutu Air Minum dalam Kemasan (SNI 01-3553-1996)
No. Kriteria Uji Satuan Persyaratan
1. Keadaan :
Bau
Rasa
Warna
-
-
Unit Pt.CO
Tidak berbau
Normal
Maks 5
2. pH - 6,5 – 8,5
3. Kekeruhan NTU Maks 5
4. Kesadahan (CaCO3) mg/l Maks 150
5. Zat padat terlarut mg/l Maks 500
6. Zat organik (KmnO4) mg/l Maks 1,0
7. Nitrat (NO3) mg/l Maks 45
8. Nitrit (NO2) mg/l Maks 0,005
9. Ammonia (NH4) mg/l Maks 0,15
10. Sulfat mg/l Maks 200
11. Khlorida (Cl) mg/l Maks 250
12. Flourida (F) mg/l Maks 1
13. Sianida (CN) mg/l Maks 0,05
14. Besi (Fe) mg/l Maks 0,3
15. Mangan (Mn) mg/l Maks 0,05
16. Khlor bebas (Cr) mg/l Maks 0,1
17. Cemaran logam berat :
Timbal (Pb)
Tembaga (Cu)
Kadmium (Cd)
Raksa (Hg)
mg/l
mg/l
mg/l
mg/l
Maks 0,005
Maks 0,5
Maks 0,005
Maks 0,001
18. Cemaran Arsen (As) mg/l Maks 0,05
19. Cemaran mikroba :
Angka lempeng total awal
Angka lempeng total akhir
Bakteri bentuk coli
Clostridium perfringens
Salmonella
Koloni / ml
Koloni / ml
APM / 100 ml
Koloni / ml
-
-
Maks 1,0 x 102
Maks 1,0 x 105
< 2
Nol
Negatif / 100 ml
Negatif / 100 ml
Sumber : Badan Standarisasi Nasional (1996)
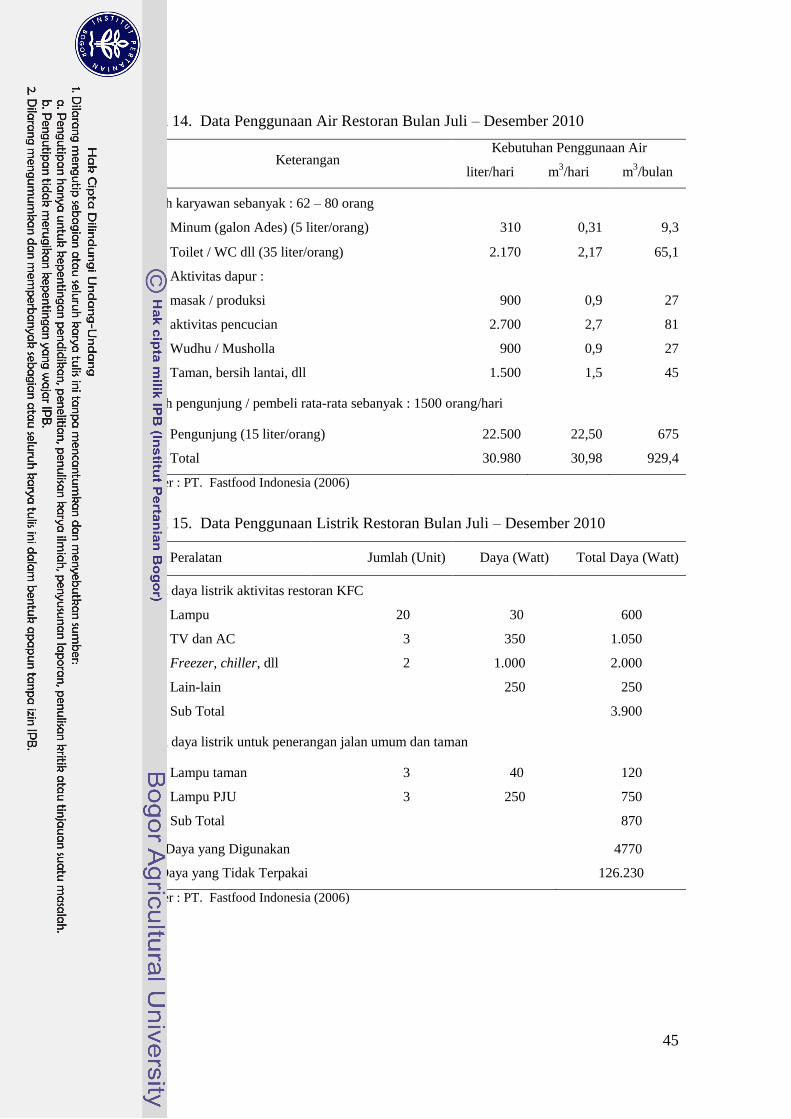
45
Tabel 14. Data Penggunaan Air Restoran Bulan Juli – Desember 2010
No. Keterangan Kebutuhan Penggunaan Air
liter/hari m3/hari m
3/bulan
Jumlah karyawan sebanyak : 62 – 80 orang
1. Minum (galon Ades) (5 liter/orang) 310 0,31 9,3
Toilet / WC dll (35 liter/orang) 2.170 2,17 65,1
2. Aktivitas dapur :
masak / produksi 900 0,9 27
aktivitas pencucian 2.700 2,7 81
3. Wudhu / Musholla 900 0,9 27
4. Taman, bersih lantai, dll 1.500 1,5 45
Jumlah pengunjung / pembeli rata-rata sebanyak : 1500 orang/hari
5. Pengunjung (15 liter/orang) 22.500 22,50 675
Total 30.980 30,98 929,4
Sumber : PT. Fastfood Indonesia (2006)
Tabel 15. Data Penggunaan Listrik Restoran Bulan Juli – Desember 2010
No. Peralatan Jumlah (Unit) Daya (Watt) Total Daya (Watt)
Beban daya listrik aktivitas restoran KFC
1. Lampu 20 30 600
2. TV dan AC 3 350 1.050
3. Freezer, chiller, dll 2 1.000 2.000
4. Lain-lain 250 250
Sub Total 3.900
Beban daya listrik untuk penerangan jalan umum dan taman
5. Lampu taman 3 40 120
6. Lampu PJU 3 250 750
Sub Total 870
Total Daya yang Digunakan 4770
Sisa Daya yang Tidak Terpakai 126.230
Sumber : PT. Fastfood Indonesia (2006)
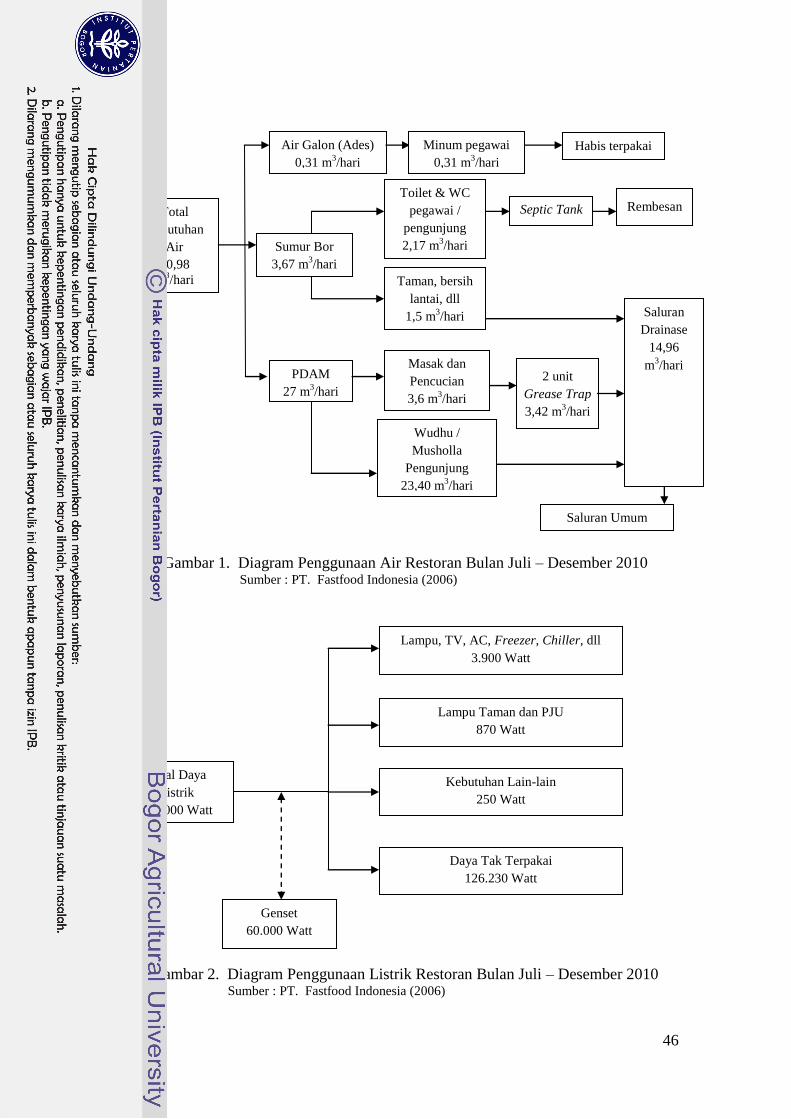
46
Gambar 1. Diagram Penggunaan Air Restoran Bulan Juli – Desember 2010 Sumber : PT. Fastfood Indonesia (2006)
Gambar 2. Diagram Penggunaan Listrik Restoran Bulan Juli – Desember 2010 Sumber : PT. Fastfood Indonesia (2006)
Total
Kebutuhan
Air
30,98
m3/hari
Air Galon (Ades)
0,31 m3/hari
Sumur Bor
3,67 m3/hari
PDAM
27 m3/hari
Minum pegawai
0,31 m3/hari
Toilet & WC
pegawai /
pengunjung
2,17 m3/hari
Taman, bersih
lantai, dll
1,5 m3/hari
Masak dan
Pencucian
3,6 m3/hari
Wudhu /
Musholla
Pengunjung
23,40 m3/hari
Habis terpakai
Septic Tank Rembesan
2 unit
Grease Trap
3,42 m3/hari
Saluran
Drainase
14,96
m3/hari
Saluran Umum
Total Daya
Listrik
131.000 Watt
Lampu, TV, AC, Freezer, Chiller, dll
3.900 Watt
Lampu Taman dan PJU
870 Watt
Kebutuhan Lain-lain
250 Watt
Daya Tak Terpakai
126.230 Watt
Genset
60.000 Watt
47
Gambar 3. Palet
Gambar 4. Prosedur Penggunaan Palet
Fasilitas Produksi
Restoran menggunakan berbagai macam peralatan dalam menjalankan
kegiatan operasional sehari-hari, khususnya dalam kegiatan produksi. Peralatan
memiliki fungsi dan peranan yang sangat penting dalam proses produksi.
48
Kelangsungan dan kelancaran proses produksi juga dipengaruhi oleh kinerja dari
peralatan-peralatan yang digunakan. Peralatan yang digunakan dalam proses
produksi restoran, yaitu mesin marinator putar, open fryer, Henny Penny pressure
fryer, upright holding cabinet, holding cabinet flip up door, chiller, freezer, dan
display holding cabinet.
Mesin Marinator Putar (Rolling Marinator). Marinator putar (rolling marinator)
adalah mesin yang digunakan untuk memberi bumbu Original Recipe Chicken dan
Hot & Crispy Chicken. Marinator putar yang digunakan berbahan dasar stainless
steel.
Open Fryer. Open fryer digunakan untuk menggoreng beberapa produk restoran.
Peralatan ini terdiri atas dua jenis, yaitu single vat (satu wadah minyak) dan split-vat
(dua wadah minyak terpisah). Single vat open fryer digunakan untuk menggoreng
Hot & Crispy Chicken dan Chicken Strips, sedangkan split-vat open fryer digunakan
untuk menggoreng french fries dan patty burger. Proses penggorengan di dalam
single vat open fryer dan split-vat open fryer dilakukan dengan program komputer,
sehingga suhu dan lama penggorengan dapat ditentukan dengan tepat.
Henny Penny Pressure Fryer. Henny Penny Pressure Fryer merupakan mesin
penggoreng yang dilengkapi dengan tekanan. Alat ini dipakai khusus untuk
menggoreng Original Recipe Chicken. Proses penggorengan di dalam pressure fryer
ini juga dilakukan dengan program komputer, sama seperti open fryer.
Upright Holding Cabinet. Upright holding cabinet digunakan untuk menyimpan
produk-produk matang agar tetap panas sampai produk tersebut terjual. Alat ini
mempunyai 2 atau 4 pintu dan dapat memberikan udara panas yang lembab ataupun
kering pada produk siap saji yang disimpan didalamnya. Temperatur makanan akan
dijaga oleh udara panas di dalam holding cabinet yang disirkulasi oleh kipas angin
melalui lubang-lubang yang terdapat di atas, bawah, samping, dan belakang cabinet.
Holding Cabinet Flip Up Door. Holding cabinet flip up door memiliki fungsi yang
sama dengan upright holding cabinet. Perbedaan antara kedua jenis holding cabinet
ini terletak pada pintu flip up pada bagian tengah yang dimiliki oleh holding cabinet
flip up door.
49
Chiller. Chiller merupakan tempat penyimpanan dingin berbentuk cabinet berukuran
besar. Chiller dilengkapi dengan insulator dan digunakan untuk menyimpan ayam
mentah, sayuran, dan produk setengah jadi lainnya. Chiller akan menjaga temperatur
produk antara 1 – 5 oC + 1
oC. Chiller yang dimiliki oleh restoran memiliki dua
kompartmen, yaitu atas dan bawah. Kompartmen bawah digunakan untuk
menyimpan ayam mentah dan ayam marinade, sedangkan kompartmen atas
digunakan untuk menyimpan produk nonayam. Penyimpanan produk nonayam di
dalam chiller harus selalu berada dalam keadaan terbungkus atau diletakan di dalam
wadah yang dapat ditutup, agar produk tersebut tidak menjadi kering karena
kehilangan kelembaban.
Freezer. Freezer digunakan untuk menyimpan produk pada temperatur beku guna
menjaga keaslian bahan dan menghambat pertumbuhan bakteri. Temperatur freezer
harus dijaga pada -23 sampai -12 oC atau -10 sampai 10
oF. Restoran menggunakan
freezer untuk menyimpan ayam beku, dan ice cream.
Display Holding Cabinet. Display holding cabinet atau display cabinet merupakan
alat yang digunakan untuk meletakan produk-produk yang siap dipasarkan. Alat ini
sengaja diletakkan di atas meja pengemasan yang berada di belakang counter depan
agar pembeli dapat melihat dan mengamati produk yang ditawarkan. Display cabinet
memiliki model dua susun dengan pintu tembus pandang yang memudahkan pembeli
maupun karyawan (team member) untuk melihat produk-produk yang dipasarkan.
Pintu display cabinet harus selalu tertutup untuk menjaga temperatur internal cabinet
tidak berubah.
Tenaga Kerja
Restoran memiliki tenaga kerja berjumlah 80 orang yang terdiri atas 1 orang
restaurant manager (RM), 4 orang assistant restaurant manager (ARM), 3 orang
supervisor, 1 orang chief cashier, 5 orang security, dan 66 orang crew (Gambar 5).
Data jumlah karyawan dapat dilihat pada Tabel 16. Setiap karyawan, tanpa
terkecuali, harus mengenakan pakaian kerja saat sedang bekerja. Setiap posisi
memiliki pakaian kerja yang berbeda. RM dan ARM harus mengenakan kemeja
putih polos tangan panjang, celana panjang bahan berwarna abu-abu, dan dasi
berwarna abu-abu yang bergambar logo restoran setiap hari. Berbeda dengan RM
50
dan ARM, masing-masing security dan crew akan diberikan dua jenis pakaian kerja
lengkap dengan warna yang berbeda, yaitu hitam dan putih untuk security serta hitam
dan merah untuk crew. Setiap crew dan security harus mengenakan pakaian kerja
secara lengkap selama bekerja di restoran dan harus menanggalkannya setelah jam
kerja usai. Setiap karyawan juga diwajibkan untuk mengenakan perlengkapan kerja
apabila akan melakukan kontak langsung dengan bahan baku maupun produk, seperti
hand gloves, apron, dan penjepit.
Tenaga kerja di restoran juga digolongkan menjadi dua bagian berdasarkan
fokus pekerjaan yang dilakukan, yaitu FSTM (food service team member) dan
CSTM (customer service team member). Karyawan yang termasuk ke dalam
kelompok FSTM adalah karyawan yang bekerja pada bagian cooking dan kitchen,
sedangkan karyawan yang termasuk ke dalam kelompok CSTM adalah karyawan
dining, back-up, dan cashier. Kegiatan rolling akan dilakukan oleh RM (restaurant
manager) setiap tiga minggu sekali secara teratur kepada seluruh karyawan, sehingga
setiap karyawan akan memperoleh kesempatan yang sama untuk menempati setiap
divisi yang ada. Hal ini dilakukan dengan tujuan agar setiap karyawan (crew)
restoran dapat memahami dan mahir dalam menjalankan tugas di seluruh bidang
pekerjaan restoran. Rolling system tidak diberlakukan pada posisi tertentu, yaitu
restaurant manager, assistant restaurant manager, supervisor, dan chief cashier,
sebab posisi-posisi tersebut terkait langsung dengan kemajuan dan nama baik
restoran serta berhubungan erat dengan tanggung jawab dan profesionalitas personal.
Restoran memiliki jam kerja operasional yang terbagi ke dalam tiga shift,
yaitu pukul 07.00 – 15.00, 15.00 – 22.00, dan 22.00 – 07.00 WIB. Mengacu pada
jam kerja operasional, restoran kemudian menetapkan sistem rolling shift bagi
seluruh karyawan, terkecuali restaurant manager (RM). Rolling shift bertujuan agar
setiap karyawan, baik pria maupun wanita, memperoleh perlakuan yang sama pada
saat bekerja. Kegiatan rolling shift harus dipatuhi oleh seluruh karyawan dan
tertuang di dalam perencanaan rolling shift yang ditetapkan oleh salah satu ARM
atas perintah langsung dari RM. Ketentuan rolling shift sedikit berbeda antara
karyawan pria dan wanita. Karyawan wanita hanya diizinkan untuk mengikuti shift
pagi dan sore (07.00 – 15.00 dan 15.00 – 22.00 WIB), sedangkan karyawan pria
wajib untuk melakukan semua shift. Ketentuan tersebut ditetapkan dan dirumuskan
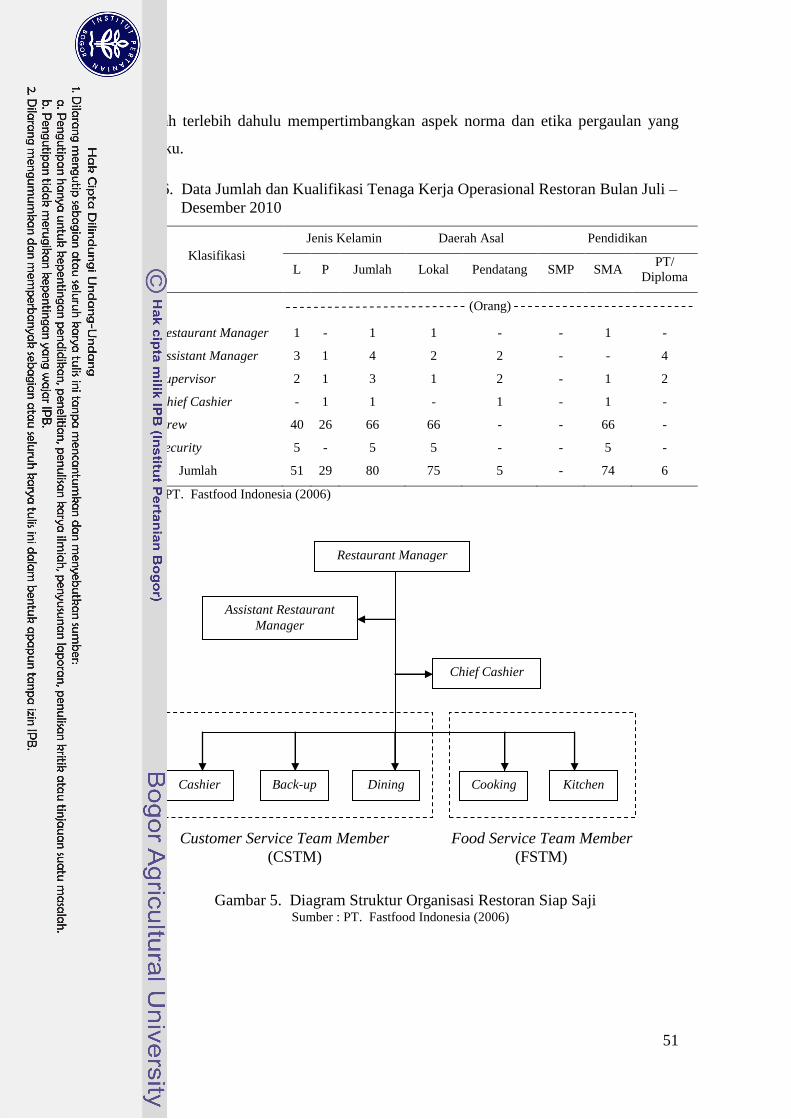
51
setelah terlebih dahulu mempertimbangkan aspek norma dan etika pergaulan yang
berlaku.
Tabel 16. Data Jumlah dan Kualifikasi Tenaga Kerja Operasional Restoran Bulan Juli –
Desember 2010
No. Klasifikasi
Jenis Kelamin Daerah Asal Pendidikan
L P Jumlah Lokal Pendatang SMP SMA PT/
Diploma
(Orang)
1. Restaurant Manager 1 - 1 1 - - 1 -
2. Assistant Manager 3 1 4 2 2 - - 4
3. Supervisor 2 1 3 1 2 - 1 2
4. Chief Cashier - 1 1 - 1 - 1 -
5. Crew 40 26 66 66 - - 66 -
6. Security 5 - 5 5 - - 5 -
Jumlah 51 29 80 75 5 - 74 6
Sumber : PT. Fastfood Indonesia (2006)
Customer Service Team Member Food Service Team Member
(CSTM) (FSTM)
Gambar 5. Diagram Struktur Organisasi Restoran Siap Saji Sumber : PT. Fastfood Indonesia (2006)
Restaurant Manager
Assistant Restaurant
Manager
Chief Cashier
Cashier Back-up Dining Cooking Kitchen
HASIL DAN PEMBAHASAN
Penerapan Good Manufacturing Practice di Restoran
Penerapan Good manufacturing practice oleh restoran dilakukan berdasarkan
Keputusan Menteri Kesehatan Republik Indonesia No.715/MENKES/SK/V/2003
tentang Persyaratan Hygiene Sanitasi Jasaboga. Good manufacturing practice atau
GMP merupakan bagian dari proses pemastian mutu guna memastikan produk
diproduksi dan diawasi secara konsisten berdasarkan standar mutu yang sesuai
dengan tujuan penggunaan dan syarat izin edar yang berlaku (WHO, 1997).
Penerapan GMP harus memenuhi lima persyaratan utama, yaitu persyaratan umum
hygiene, persyaratan khusus golongan, persyaratan hygiene sanitasi makanan,
persyaratan hygiene sanitasi pengolahan makanan, dan persyaratan hygiene sanitasi
penyimpanan makanan.
Persyaratan Umum Hygiene Restoran
Persyaratan umum hygiene restoran terdiri atas dua aspek utama, yaitu lokasi
serta bangunan dan fasilitas.
Lokasi. Lokasi restoran terletak tidak jauh dari pemukiman penduduk dan berbatasan
dengan parit besar. Resiko-resiko yang disebabkan oleh parit, secara khusus,
menyebabkan penilaian atas lokasi restoran menjadi kurang sempurna.
Bangunan dan Fasilitas. Persyaratan untuk bangunan dan fasilitas restoran terdiri
atas lima belas aspek yang harus dipenuhi, yaitu halaman, konstruksi, lantai, dinding,
langit-langit, pintu dan jendela, pencahayaan, ventilasi, ruang pengolahan makanan,
fasilitas pencucian peralatan dan bahan makanan, tempat cuci tangan, air bersih,
jamban dan peturasan, kamar mandi, serta tempat sampah. Restoran dinilai telah
memenuhi tiga belas dari lima belas aspek yang harus dipenuhi. Beberapa hal yang
dinilai masih perlu disempurnakan, yaitu aspek pintu dapur, sistem ventilasi, dan
halaman restoran yang masih kurang sempurna. Pintu bagian dapur restoran tidak
membuka ke arah luar meski pintu tersebut dibuat tidak bercelah dan dapat menutup
sendiri. Sistem ventilasi dapur restoran juga dinilai kurang memenuhi syarat
sehingga kondisi dapur menjadi pengap, panas, dan kurang nyaman. Aspek halaman
restoran juga dinilai masih perlu mendapat penyempurnaan terkait faktor lokasi
restoran yang berbatasan dengan parit.
53
Persyaratan Khusus Golongan Restoran
Restoran ini termasuk ke dalam golongan jasaboga atau restoran A3, karena
melayani kebutuhan masyarakat umum melalui proses pengolahan dengan
menggunakan dapur khusus dan mempekerjakan tenaga kerja. Restoran golongan
A3 memiliki persyaratan yang lebih kompleks serta diwajibkan untuk memenuhi
persyaratan restoran golongan A1 dan A2 terlebih dahulu dalam proses
pelaksanaannya. Restoran ini, sebagai restoran golongan A3, dinilai telah memenuhi
semua persyaratan yang diwajibkan dengan baik, yaitu memiliki ruang pengolahan
makanan yang terpisah dengan bangunan tempat tinggal, chiller dan freezer dalam
jumlah yang mencukupi, alat pembuang asap dan cerobong asap yang tidak
mengganggu lingkungan, ruang pengolahan makan yang terpisah dengan ruang
penyajian produk matang, kendaraan dan alat pengangkut makanan khusus dengan
desain tertutup, kedap air, dan mudah dibersihkan, serta mencantumkan nama
perusahaan, nomor izin usaha, dan laik hygiene sanitasi pada setiap kemasan
makanan.
Persyaratan Hygiene Sanitasi Makanan Restoran
Persyaratan hygiene sanitasi makanan terdiri atas tiga aspek, yaitu bahan
makanan, makanan terolah, dan makanan jadi. Restoran ini dinilai telah memenuhi
ketiga aspek persyaratan hygiene sanitasi makanan dengan baik. Bahan baku utama
restoran adalah daging ayam. Daging ayam yang digunakan harus memiliki kondisi
yang baik, segar, dan tidak rusak atau berubah bentuk, warna, dan rasa, serta berasal
dari tempat resmi yang diawasi. Kegiatan pengawasan terhadap bahan baku daging
ayam dilakukan oleh perusahaan pemilik restoran secara rutin melalui departemen
Quality Assuarance. Departemen QA menggunakan SNI 01-3924-2009 sebagai
standar mutu acuan untuk bahan baku daging ayam, disamping kriteria kualitas
karkas yang diinginkan oleh perusahaan. Data kriteria kualitas perusahaan untuk
daging ayam dapat dilihat pada Tabel 17. Restoran juga menggunakan bahan baku
selain daging ayam, yaitu kentang, patty, roti burger, sayuran, beras, dan lain-lain
serta bahan tambahan, seperti bumbu-bumbu, minyak, saos, dan lain-lain. Semua
bahan baku dan bahan tambahan yang digunakan restoran berada dalam kondisi yang
baik dan tidak rusak atau busuk.

54
Produk utama dari restoran ini adalah ayam goreng tepung yang terdiri atas
dua jenis, crispy dan original. Kedua produk ini dapat disajikan untuk disantap
langsung maupun dibawa pulang dengan menggunakan kemasan tertentu. Restoran
ini menyediakan produk ayam goreng yang fresh dengan jangka waktu penyajian
yang juga sangat singkat. Restoran juga menggunakan kemasan khusus sekali pakai
yang dilengkapi dengan label, merk, nama restoran, nomor izin usaha, dan laik
hygiene sanitasi pada setiap kemasan yang digunakan sesuai dengan persyaratan
hygiene restoran.
Tabel 17. Data Kriteria Mutu Karkas Ayam Berdasarkan Standarisasi Perusahaan
Fisik Perlemakan Perdagingan Kulit
Fisik karkas harus
mendekati sempurna.
Tidak menerima
karkas dengan
kondisi :
1. Patah tulang,
2. tulang leher >
1,25 cm,
3. kaki terlalu
pendek,
4. dada atau tulang
sobek > 2 cm,
5. sobekan oleh
tangan atau pisau
pada kulit,
6. terdapat memar >
2 cm,
7. folikel bulu
berbintik merah >
2 cm,
8. terkontaminasi
oleh kotoran atau
sisa makanan dari
tembolok,
9. bulu halus dan
kasar di
permukaan karkas
> 1,25 cm,
10. masih terdapat
organ dalam,
11. terkontaminasi
ingesta > 5 cm.
Perlemakan sedikit
(+ 16%) untuk
setiap potongan
karkas.
Tidak menerima
karkas dengan
lemak berlebihan
di daerah dubur
atau leher.
Daging bersih dan
mengkilat.
Daging berbau
aromatis dan tidak
amis.
Konsistensi daging
kenyal.
Perdagingan penuh
di seluruh
permukaan karkas.
Serabut otot di
sekitar daging
berwarna pucat.
Kondisi kulit
sempurna.
Kerusakan kulit
sayap + 1 cm.
Kulit karkas
berwarna merah
muda.
Hanya boleh
memar pada sayap
0,5 cm.
Sumber : Departemen Logistik PT. Fast Food Indonesia, Tbk. dalam Aprido (2005)
55
Persyaratan Hygiene Sanitasi Pengolahan Makanan Restoran
Persyaratan hygiene sanitasi pengolahan makanan terdiri atas tiga aspek,
yaitu karyawan pengolah makanan, peralatan yang kontak dengan makanan, dan cara
pengolahan makanan. Restoran telah memenuhi aspek kedua dengan baik, akan
tetapi masih perlu mendapat peningkatan dan penyempurnaan dalam pemenuhan
aspek pertama dan ketiga dari persyaratan hygiene sanitasi pengolahan makanan.
Peralatan pengolahan pangan yang digunakan restoran terbuat dari stainless steel anti
karat dan kelupas, memiliki permukaan yang utuh dan mudah dibersihkan, memiliki
lapisan permukaan yang tidak terlarut dalam asam, basa, atau garam-garam yang
lazim dijumpai dalam makanan, serta tidak mengeluarkan logam berat beracun yang
membahayakan, seperti timah hitam (Pb), arsenikum (As), tembaga (Cu), seng (Zn),
cadmium (Cd), dan antimon (Stibium) apabila bersentuhan dengan makanan.
Peralatan pengolahan pangan selalu dibersihkan dan disanitasi sebelum dan setelah
digunakan. Peralatan dibersihkan terlebih dahulu dengan larutan multi purpose sink
detergent dan air hangat (49 – 54 oC) kemudian disanitasi dengan menggunakan
larutan klorin 100 ppm dan air bersuhu (32 – 38 oC). Kegiatan pembersihan dan
sanitasi peralatan dilakukan guna menjamin setiap peralatan pengolahan pangan
terbebas dari faktor-faktor pencemar.
Restoran perlu melakukan sedikit penyempurnaan agar dapat memenuhi
aspek pertama dan ketiga dengan baik. Penerapan perilaku hygiene dan bersih oleh
karyawan pada saat proses pengolahan pangan merupakan faktor yang dinilai masih
perlu mendapat penyempurnaan. Sertifikasi hygiene sanitasi makanan untuk setiap
karyawan dinilai sebagai salah satu cara yang efektif dalam mewujudkan penerapan
perilaku hygiene. Kegiatan pemantauan terhadap proses produksi juga penting untuk
ditingkatkan guna memperkecil kemungkinan terjadinya penyimpangan terhadap
SSOP yang telah ditetapkan.
Persyaratan Hygiene Sanitasi Penyimpanan Makanan Restoran
Persyaratan hygiene sanitasi penyimpanan makanan terdiri atas empat aspek,
yaitu penyimpanan bahan mentah, penyimpanan makanan terolah, penyimpanan
makanan jadi, dan cara penyimpanan makanan. Restoran telah memenuhi semua
aspek persyaratan hygiene sanitasi penyimpanan makanan dengan cukup baik.
Semua bahan mentah maupun produk makanan terolah disimpan di dalam freezer
56
dan chiller bersuhu < 4 oC. Produk matang restoran, khususnya ayam goreng crispy
dan original, disajikan langsung di dalam display holding cabinet bersuhu 65 oC
ataupun disimpan di dalam holding cabinet bersuhu 68 – 82 oC. Proses penyimpanan
dilakukan sesuai persyaratan, yaitu tidak tercampur antara produk matang dengan
bahan mentah serta tidak menempel pada lantai, dinding, dan langit-langit.
Penerapan Sanitation Standard Operating Procedure di Restoran
Program Sanitation standard operating procedure atau SSOP telah
diterapkan oleh pihak restoran dan didokumentasikan dengan baik dalam standard
library. SSOP merupakan suatu komponen program persyaratan teknis dasar (pre-
requisite programme) yang harus dipenuhi apabila suatu unit usaha akan memulai
suatu proses produksi dan berencana untuk menerapkan HACCP (Mortimore dan
Wallace, 2001). Proses pemantauan terhadap pelaksanaan prosedur standar sanitasi
dan kebersihan restoran juga dilakukan secara rutin oleh departemen QA melalui
kegiatan audit. Kegiatan audit oleh QA didasarkan pada delapan kunci SSOP dan
dilakukan setiap tiga bulan sekali tanpa adanya pemberitahuan kepada pihak
restoran.
Keamanan Air
Sumber air bersih restoran berasal dari PDAM kota Bogor dan sumur air
artesis. Air sumur yang akan digunakan telah melewati beberapa tahap penyaringan
terlebih dahulu. Sistem distribusi air sumur juga berbeda dengan air dari PDAM.
Air sumur akan ditampung terlebih dahulu dalam tangki air yang berada di atap
restoran dan kemudian didistribusikan dengan sistem down feed. Pengujian terhadap
kualitas air, khususnya air sumur, dilakukan secara berkala oleh pihak PDAM setiap
tiga bulan sekali, sehingga layak untuk digunakan dan memenuhi standar SNI.
Kebersihan Permukaan yang Kontak dengan Bahan Pangan
Kebersihan permukaan yang kontak dengan bahan makanan bergantung pada
pemeliharaan kebersihan peralatan pengolahan pangan dan karyawan. Pemeliharaan
kebersihan karyawan dilakukan dengan cara mewajibkan karyawan untuk mencuci
tangan sebelum dan sesudah menangani bahan makanan serta menggunakan gloves.
Pemeliharaan kebersihan peralatan pengolahan pangan dilakukan dengan proses
pembersihan serta sanitasi sebelum dan setelah digunakan. Peralatan dibersihkan
dengan larutan multi purpose sink detergent dan air hangat (49 – 54 oC) kemudian
57
disanitasi dengan menggunakan larutan klorin 100 ppm dan air bersuhu (32 – 38 oC).
Setiap peralatan pengolahan pangan yang terdapat di restoran terbuat dari stainless
steel sehingga mudah dibersihkan, tidak bereaksi, tahan karat, tidak menyerap, dan
tidak mengandung toksik.
Pencegahan Kontaminasi Silang
Kontaminasi silang merupakan hal yang perlu mendapat perhatian dan
pencegahan secara menyeluruh. Bentuk pencegahan terhadap kontaminasi silang
yang dilakukan oleh restoran, yaitu pemisahan tempat penyimpanan antara bahan
mentah dengan produk setengah jadi atau produk jadi, pelaksanaan proses
pengolahan, penyimpanan, dan penyajian pangan sesuai dengan standar sanitasi,
serta pelaksanaan proses sanitasi ruangan dan peralatan pengolahan pangan secara
baik dan benar.
Fasilitas Kebersihan
Ketersediaan dan pemeliharaan fasilitas kebersihan merupakan salah satu
aspek penting dalam mewujudkan sanitasi pangan. Penyediaan fasilitas kebersihan
bagi para pekerja, khususnya fasilitas cuci tangan dan toilet, masih perlu mendapat
peningkatan dan penyempurnaan. Restoran hanya menyediakan 1 buah fasilitas cuci
tangan dan 1 buah toilet untuk para pekerja. Fasilitas cuci tangan terletak di sebelah
pintu masuk dapur, sedangkan toilet untuk para pekerja berada di luar bangunan
restoran. Jumlah fasilitas cuci tangan dan toilet dinilai perlu ditambah guna
mendukung penerapan standar operasional sanitasi. Fasilitas cuci tangan modern
yang dilengkapi alat pengering tangan dan sesuai standar sanitasi serta toilet yang
memadai dan mudah dijangkau dinilai efektif dalam mengurangi resiko terjadinya
pencemaran kembali dan kontaminasi silang (Crammer, 2006).
Pencegahan Adulterasi
Pencegahan terhadap pencemaran dilakukan untuk menjamin produk pangan,
bahan pangan, maupun permukaan yang kontak dengan bahan pangan terhindar dari
cemaran fisik, kimia, dan biologi. Restoran telah melakukan kegiatan pencegahan
terhadap pencemaran dengan baik. Bentuk pencegahan terhadap pencemaran yang
dilakukan restoran, yaitu penyimpanan senyawa pembersih dan sanitizer pada tempat
terpisah dan tertutup, penggunaan tempat sampah yang dapat menutup dengan
sempurna, penempatan gas pada ruangan yang tertutup, serta pemisahan wadah yang
58
digunakan untuk bahan makanan atau peralatan dengan wadah untuk pembersih dan
sanitizer.
Pelabelan dan Penyimpanan Senyawa Berbahaya
Restoran telah melakukan proses pelabelan, penyimpanan, dan penggunaan,
baik bahan pangan maupun non pangan, dengan baik. Kegiatan pelabelan bahan
pangan maupun non pangan dilakukan dengan menggunakan sistem kartu dan
formulir pencatatan yang dilakukan oleh stock control. Prosedur pencatatan dan
pemberian label dilakukan untuk mempermudah proses penyimpanan, pengawasan,
dan pemeriksaan serta mencegah terjadinya kesalahan penggunaan yang dapat
menimbulkan pencemaran.
Kesehatan Pekerja
Kesehatan pekerja merupakan salah satu faktor penting yang perlu
diperhatikan dalam mewujudkan sanitasi pangan. Kegiatan pemantauan dan
pengelolaan kesehatan pekerja telah dilakukan dengan baik, akan tetapi masih perlu
mendapat penyempurnaan. Hasil pengamatan menunjukkan bahwa restoran perlu
memperketat kegiatan pemantauan terhadap kesehatan pekerja guna memperkecil
resiko terjadinya kontaminasi silang.
Pengendalian Hama
Keberadaan hama mutlak tidak dikehendaki dalam mewujudkan sanitasi
pangan. Kegiatan pengendalian hama yang dilakukan oleh restoran mencakup
prosedur pencegahan dan penggunaan bahan kimia pembasmi hama. Penerapan
praktik hygiene, konstruksi restoran, lubang, dan saluran pembuangan dengan desain
khusus dan tertutup, pemeliharaan kebersihan ruang penyimpanan, serta penataan
penyimpanan merupakan bentuk-bentuk pencegahan hama yang dilakukan oleh
restoran. Restoran juga menggunakan jasa pembasmi hama komersil terminix setiap
dua minggu sekali. Prosedur pembasmian hama oleh terminix dilakukan dengan
menyemprotkan bahan kimia pembasmi hama pada malam hari.
HACCP Plan
Penerapan HACCP plan didasarkan pada ketujuh prinsip HACCP yang telah
dipublikasikan oleh Codex Alimentarius Commission dan tertuang di dalam dua
belas langkah penerapan HACCP. Kedua belas langkah penerapan sistem HACCP
59
tersebut, antara lain pembentukan tim HACCP, deskripsi produk, identifikasi rencana
dan tujuan penggunaan produk, penyusunan diagram alir proses produksi, verifikasi
diagram alir proses produksi, identifikasi atau analisis bahaya pada setiap tahapan
proses produksi, penetapan titik kendali kritis (CCP), penetapan batas kritis untuk
setiap CCP, penetapan prosedur monitoring pada setiap CCP, penetapan tindakan
koreksi, penetapan prosedur verifikasi sistem HACCP, serta penetapan prosedur
pencatatan (dokumentasi) dan penyimpanan dokumen hasil pencatatan.
Pembentukan Tim HACCP
Data yang diperoleh menunjukkan bahwa susunan terbaik tim HACCP yang
tepat untuk restoran siap saji terdiri atas para personal yang berasal dari departemen
quality assurance & research and development, operation administration, dan
marketing. Ketiga departemen tersebut memiliki kaitan yang paling erat dengan
produk dan kegiatan proses produksi. Sudibyo (2008) mengatakan bahwa susunan
utama tim HACCP harus terdiri atas ketua, wakil ketua, sekretaris, dan anggota.
QA dan QC yang berasal dari departemen quality assurance & research and
development paling sesuai untuk menempati posisi ketua dan sekretaris tim HACCP
yang memerlukan pengetahuan dan pengertian yang baik terhadap sistem HACCP
dan penerapannya serta prosedur pembuatan dokumen manual HACCP (Sudibyo,
2008). Posisi wakil ketua tim HACCP hendaknya berasal dari departemen yang juga
memiliki pengetahuan akan proses produksi dan sistem HACCP. Personal yang
berasal dari departemen operation administration paling sesuai untuk menempati
posisi wakil ketua tim HACCP, karena memiliki pengetahuan dan keterampilan yang
memadai dalam proses produksi sehingga dapat melengkapi kinerja dari ketua tim.
Anggota tim HACCP dapat berasal dari departemen lain, akan tetapi diharapkan
untuk dapat mengerti tentang penerapan sistem HACCP pada proses produksi.
Personal yang berasal dari departemen marketing cukup kompeten untuk menempati
posisi anggota tim HACCP, karena memiliki informasi-informasi penunjang yang
dapat mendukung penerapan sistem HACCP, seperti informasi tentang pemasok
maupun pihak lain yang bekerja sama dengan pihak restoran. Tim HACCP juga
disarankan untuk memiliki pendamping yang bersifat independen dan bertindak
sebagai tenaga ahli luar yang paham terhadap bahaya potensial fisik, kimia, dan
biologi (Badan Standarisasi Nasional, 1998).

60
Deskripsi Produk
Hasil deskripsi produk menunjukkan bahwa produk yang dikaji adalah ayam
goreng yang terdiri atas dua jenis, yaitu Hot & Crispy Chicken dan Original Recipe
Chicken. Kedua jenis ayam goreng tersebut dimasak dengan metode deep-fat frying
pada suhu dan lama penggorengan yang berbeda. Ayam goreng HCC digoreng pada
suhu 171 oC selama 13 menit, sedangkan ayam goreng ORC digoreng pada suhu
141 oC dengan tekanan tertentu selama 14,5 menit. Bahan dasar yang digunakan
pada dasarnya adalah sama, perbedaannya hanya terletak pada komposisi bumbu
yang digunakan. Hal tersebut menyebabkan kedua jenis produk ayam goreng ini
memiliki masa kadaluarsa yang sama, yaitu 90 menit sejak matang. Perbedaan lain
yang terdapat pada kedua jenis produk ini adalah metode pengemasan. Original
Recipe Chicken menggunakan food paper khusus dan berlabel, sedangkan Hot &
Crispy Chicken hanya dikemas dengan menggunakan food paper biasa. Data
deskripsi produk ayam goreng dari restoran siap saji ini selengkapnya dapat dilihat
pada Tabel 18 dan 19.
Tabel 18. Deskripsi Produk Ayam Goreng Hot & Crispy Chicken Restoran Siap
Saji
Kriteria Deskripsi Keterangan
Nama Dagang Produk Hot & Crispy Chicken
Komposisi Utama Daging ayam serta tepung dan bumbu khusus standar
restoran waralaba
Kategori Proses Deep-fat frying
Cara Penyajian Produk Digoreng secara deep-fat frying pada suhu 171 oC
selama 13 menit
Pengemasan Primer : food paper
Sekunder : kardus makanan
Cara Distribusi Dine-in : disajikan di atas piring
Home delivery : dimasukkan ke dalam kemasan lalu
dimasukkan ke dalam ruang penyimpan makanan yang
ada di motor
Masa Kadaluarsa 1,5 jam (90 menit)
Kondisi Penyimpanan Di dalam display cabinet bersuhu 65 – 72 oC
Di dalam holding cabinet bersuhu 79 – 82 oC
Pelabelan Label halal, label DEPKES, label penunjuk produk,
dan logo restoran
Penjualan Langsung kepada konsumen akhir
Target Konsumen Semua umur, khususnya anak-anak dan remaja

61
Tabel 19. Deskripsi Produk Ayam Goreng Original Recipe Chicken Restoran Siap
Saji
Kriteria Deskripsi Keterangan
Nama Dagang Produk Original Recipe Chicken
Komposisi Utama Daging ayam serta tepung dan bumbu khusus standar
restoran waralaba
Kategori Proses Deep-fat frying
Cara Penyajian Produk Digoreng secara deep-fat frying pada suhu 141 oC dan
tekanan tertentu selama 14,5 menit
Pengemasan Primer : food paper khusus bertanda Original Recipe
Sekunder : kardus makanan
Cara Distribusi Dine-in : disajikan di atas piring
Home Delivery : dimasukkan ke dalam kemasan lalu
dimasukkan ke dalam ruang penyimpan makanan yang
ada di motor
Masa Kadaluarsa 1,5 jam (90 menit)
Kondisi Penyimpanan Di dalam display cabinet bersuhu 65 – 72 oC atau di
dalam holding cabinet bersuhu 79 – 82 oC dengan
wadah khusus yang dilengkapi tempat penampungan
air
Pelabelan Label halal, label DEPKES, label penunjuk produk,
dan logo restoran
Penjualan Langsung kepada konsumen akhir
Target Konsumen Semua umur, khususnya anak-anak dan remaja
Identifikasi Rencana Penggunaan Produk
Identifikasi rencana dan tujuan penggunaan produk adalah langkah ketiga
dalam penerapan sistem HACCP. Data hasil pengamatan menunjukkan bahwa kedua
jenis produk ayam goreng tersebut merupakan produk pangan yang aman, sehat,
utuh, dan halal (ASUH), sehingga tidak menimbulkan gangguan kesehatan apabila
dikonsumsi. Restoran menetapkan target penjualan yang seluas-luasnya untuk kedua
jenis produk ayam goreng tersebut. Target penjualan dari kedua jenis produk ayam
goreng ini juga tidak dibatasi oleh kalangan tertentu dan memiliki batasan umur yang
cukup luas, yaitu mulai dari empat tahun ke atas.
Penyusunan dan Verifikasi Diagram Alir Produk
Penyusunan dan verifikasi diagram alir produk merupakan dua langkah
penting yang harus dilakukan dalam penerapan sistem HACCP. Diagram alir
pembuatan ayam goreng Hot & Crispy Chicken (HCC) dan Original Recipe Chicken
(ORC) dapat dilihat pada Gambar 6.
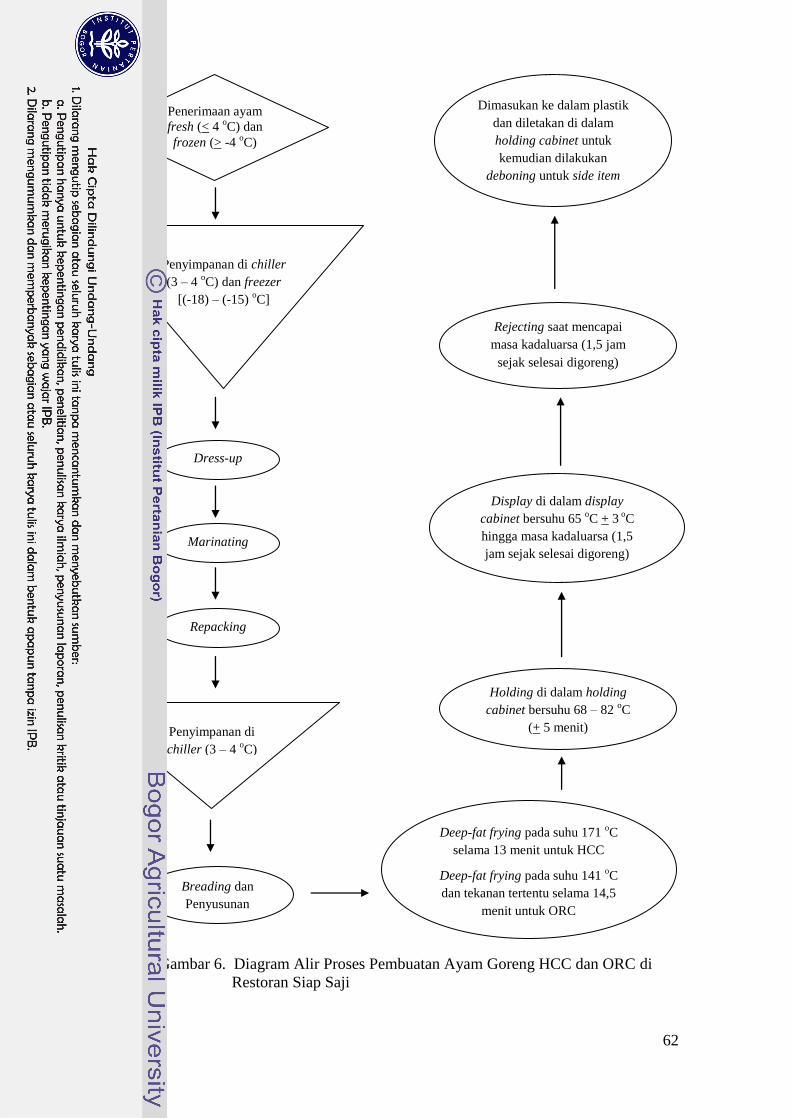
62
Gambar 6. Diagram Alir Proses Pembuatan Ayam Goreng HCC dan ORC di
Restoran Siap Saji
Penerimaan ayam
fresh (< 4 oC) dan
frozen (> -4 oC)
Penyimpanan di chiller
(3 – 4 oC) dan freezer
[(-18) – (-15) oC]
Dress-up
Marinating
Penyimpanan di
chiller (3 – 4 oC)
Breading dan
Penyusunan
Deep-fat frying pada suhu 171 oC
selama 13 menit untuk HCC
Deep-fat frying pada suhu 141 oC
dan tekanan tertentu selama 14,5
menit untuk ORC
Holding di dalam holding
cabinet bersuhu 68 – 82 oC
(+ 5 menit)
Display di dalam display
cabinet bersuhu 65 oC + 3
oC
hingga masa kadaluarsa (1,5
jam sejak selesai digoreng)
Rejecting saat mencapai
masa kadaluarsa (1,5 jam
sejak selesai digoreng)
Dimasukan ke dalam plastik
dan diletakan di dalam
holding cabinet untuk
kemudian dilakukan
deboning untuk side item
Repacking
63
Penerimaan Bahan Baku. Tahap pertama dari rangkaian proses produksi yang
dilakukan oleh restoran adalah penerimaan bahan baku. Kegiatan penerimaan bahan
baku dibagi menjadi tiga tahap, yaitu penerimaan ayam segar (fresh chicken), ayam
beku (frozen chicken), dan bahan kering (dry goods). Kegiatan-kegiatan tersebut
dilakukan pada waktu yang berbeda-beda. Penerimaan ayam segar (fresh chicken)
dilakukan setiap pukul 10.00 WIB, sedangkan penerimaan ayam beku (frozen
chicken) dilakukan setiap pukul 13.00 WIB. Proses penerimaan tidak terjadi setiap
hari untuk ayam segar maupun ayam beku, tergantung dari jumlah ayam yang
dibutuhkan dan persediaan. Berbeda dengan penerimaan ayam segar dan ayam beku,
penerimaan bahan kering (dry goods) dilakukan pada hari Selasa dan Jumat setiap
pukul 16.00 WIB.
Kegiatan penerimaan bahan baku dilakukan oleh stock control restoran.
Restoran memiliki tiga orang stock control yang masing-masing bertugas pada waktu
yang berbeda, yaitu 07.00 – 14.00 WIB, 09.00 – 16.00 WIB, dan 23.00 – 07.00 WIB.
Setiap stock control akan menjalani ketiga waktu kerja tersebut, sebab proses
pertukaran shift (jam kerja) terjadi setiap seminggu sekali.
Kegiatan penerimaan bahan baku, khususnya ayam segar (fresh chicken) dan
ayam beku (frozen chicken) merupakan kegiatan pertama dari rangkaian proses
produksi ayam goreng di restoran. Penerimaan ayam segar dan beku dilakukan pada
bagian belakang dapur yang memiliki pintu keluar. Daging ayam yang dibawa oleh
pemasok (supplier) dengan menggunakan truk berpendingin diturunkan dari truk,
ditempatkan ke dalam palet, lalu didistribusikan ke dalam chiller (fresh chicken) atau
freezer (frozen chicken). Sebelum proses distribusi dilakukan, daging ayam harus
melewati pemeriksaan suhu terlebih dahulu. Pemeriksaan suhu dilakukan dengan
menggunakan termometer oleh stock control yang sedang bertugas pada saat itu.
Suhu ayam yang diperoleh kemudian dicatat di dalam buku laporan penerimaan
barang. Data suhu ayam pada saat penerimaan dapat dilihat pada Lampiran 5, 6, 7,
8, 9, dan 10.
Proses penerimaan ayam, baik segar maupun beku, tidak selalu bebas dari
kendala. Kendala yang paling sering dihadapi dalam proses penerimaan ayam adalah
proses serah terima yang terkadang kurang memperhatikan standar higienitas
64
sehingga menyebabkan persentase tingkat kontaminasi pada daging ayam menjadi
lebih tinggi. Kendala tersebut sebagian besar disebabkan oleh human error.
Penyimpanan. Proses penerimaan ayam diikuti oleh proses pendistribusian dan
penyimpanan ayam ke dalam chiller (fresh chicken) dan freezer (frozen chicken).
Proses penyimpanan dilakukan untuk menjaga suhu ayam berada pada kisaran 1 – 5
oC untuk ayam segar dan (-23) – (-12)
oC untuk ayam beku selama belum diolah.
Suhu chiller dan freezer yang digunakan harus dijaga pada kisaran 3 – 4 oC dan (-18)
– (-15) oC. Pemantauan terhadap suhu chiller dan freezer dilakukan tiga kali sehari,
yaitu pada pukul 07.00, 15.00, dan 23.00 WIB. Data hasil pemantauan suhu
kemudian dicatat pada lembar yang telah disiapkan. Data hasil pemantauan suhu
dapat dilihat pada Lampiran 1, 2, 3, dan 4.
Dress-up. Dress-up merupakan proses persiapan terhadap daging ayam yang harus
dilakukan sebelum proses marinating. Dress-up memiliki tiga fungsi utama, yaitu
mengurangi lemak-lemak yang menempel pada kulit, menghilangkan jeroan pada
paha atas, dan mematahkan persendian paha atas. Proses dress-up diawali dengan
mengeluarkan ayam dari dalam chiller (ayam segar) atau bak thawing (ayam beku)
dan menempatkannya di dalam wadah. Daging ayam kemudian dikeluarkan dari
kemasan, dipersiapkan (dress-up), dan ditempatkan ke dalam wadah lainnya sebelum
akhirnya dilakukan proses marinating. Penerapan proses dress-up sangat erat
hubungannya dengan proses marinating, oleh sebab itu dalam kesehariannya, proses
dress-up dan marinating merupakan suatu kesatuan proses.
Marinating. Ayam yang telah melewati proses dress-up akan memasuki proses
marinating. Ayam yang telah selesai dipersiapkan (dress-up) kemudian dimasukkan
ke dalam marinator bersama larutan bumbu marinade untuk selanjutnya dilakukan
marinating selama 15 menit. Proses marinating untuk ayam ORC tidak boleh
disatukan dengan ayam HCC, sebab bumbu marinade yang digunakan berbeda.
Proses marinating ayam ORC harus dilakukan terlebih dahulu, karena bumbu
marinade untuk ayam HCC lebih pedas dibandingkan ayam ORC. Kegiatan
marinating dilakukan dengan menggunakan mesin marinator putar (rolling
marinator). Restoran lebih menyukai proses marinating yang dilakukan dengan cara
diputar daripada direndam. Proses marinating dengan cara diputar akan memberikan
65
hasil yang lebih baik dibandingkan dengan proses rendam, sebab bumbu marinade
akan meresap dengan lebih merata (Chen, 1982).
Repacking. Setelah proses marinating selesai, daging ayam ditempatkan ke dalam
suatu wadah khusus untuk kemudian dimasukkan ke dalam plastik. Pengemasan ke
dalam plastik harus dipisah antara ayam ORC dan HCC serta dilakukan dengan
menggunakan hand gloves. Satu plastik harus berisi 9 potong daging ayam yang
terdiri atas 1 buah dada daging, 2 buah dada rusuk, 2 buah paha atas, 2 buah paha
bawah (drum stick), dan 2 buah sayap (wing). Jumlah daging ayam yang dikemas
harus sesuai dengan jumlah daging ayam yang dikeluarkan. Satuan yang digunakan
untuk potongan daging ayam tersebut adalah head. Satu head mewakili 1 ekor ayam
yang akan menghasilkan 9 potongan komersial. Jumlah daging ayam yang
dikeluarkan untuk diproses (dress-up dan marinating) bervariasi, tergantung pada
kebutuhan dan persediaan daging ayam marinade. Daging ayam marinade yang
telah dikemas selanjutnya akan dimasukkan kembali ke dalam chiller selama 24 jam
sebelum diolah pada tahap berikutnya.
Breading. Proses pengolahan berikutnya adalah breading (pembalutan dengan
tepung). Proses breading dilakukan oleh karyawan cook. Proses breading harus
dilakukan sebelum daging ayam digoreng. Proses ini juga harus dilakukan dengan
perhitungan yang pas, sebab daging ayam yang telah dibalut tepung hanya boleh
berada pada keadaan terbuka selama sekitar lima menit. Daging ayam breading yang
berada pada keadaan terbuka dalam waktu lama tidak layak untuk digoreng, karena
akan menghasilkan ayam goreng yang sangat kering. Proses breading hanya boleh
dilakukan pada daging ayam marinade yang telah terlebih dahulu disimpan di dalam
chiller selama 24 jam.
Proses breading diawali dengan mengeluarkan ayam marinade siap breading
dari dalam chiller dan ditempatkan di dalam wadah yang sudah disiapkan
sebelumnya di atas meja breading. Sama seperti proses marinating, proses breading
kedua jenis ayam tersebut tidak boleh disatukan. Hal ini disebabkan karena tepung
yang digunakan untuk breading ayam ORC memiliki campuran khusus dan berbeda
dari tepung yang digunakan untuk breading ayam HCC. Restoran menyediakan dua
buah meja breading (breading table) agar proses breading dapat dilakukan secara
66
terpisah. Proses breading harus dilakukan dengan metode tertentu sesuai dengan
standar yang telah ditetapkan oleh restoran.
Penggorengan. Daging ayam yang telah melewati proses breading harus segera
digoreng. Metode penggorengan yang digunakan oleh restoran adalah deep-fat
frying. Deep-fat frying merupakan salah satu metode penggorengan yang dilakukan
dengan menggunakan minyak goreng dalam jumlah banyak, sehingga bahan pangan
yang digoreng akan terendam seluruhnya di dalam minyak goreng (Muchtadi, 2008).
Proses penggorengan kedua jenis ayam dilakukan pada penggorengan yang berbeda
dengan waktu dan suhu yang berbeda pula. Ayam HCC digoreng pada open fryer
dengan suhu 171 oC selama 13 menit, sedangkan ayam ORC digoreng pada pressure
fryer dengan suhu 141 oC selama 14,5 menit.
Holding. Proses penggorengan akan dilanjutkan dengan proses penyimpanan di
dalam holding cabinet. Restoran memiliki dua jenis holding cabinet yang digunakan
untuk menyimpan ayam dan produk lainnya, yaitu upright holding cabinet dan
holding cabinet flip up door. Kedua jenis holding cabinet tersebut memiliki fungsi
yang sama, yaitu sebagai tempat penyimpanan produk sementara sebelum
dipasarkan. Suhu di dalam holding cabinet harus berada pada kisaran 68 – 82 oC.
Penyimpanan di dalam holding cabinet tidak harus terjadi. Holding cabinet
umumnya digunakan apabila produk yang dipasarkan belum habis terjual, sedangkan
produk yang baru telah selesai dimasak (telah matang). Penyimpanan di dalam
holding cabinet bertujuan untuk menjaga agar produk tetap hangat, akan tetapi tidak
boleh terlalu lama (+ 5 menit) agar produk tidak kering.
Prosedur penyimpanan yang dilakukan juga sedikit berbeda antara ayam
goreng HCC dan ORC. Ayam goreng HCC disimpan di dalam holding cabinet
dengan menggunakan nampan biasa, sedangkan ayam goreng ORC menggunakan
nampan yang dilengkapi dengan wadah penampungan air. Hal tersebut dilakukan
agar ayam goreng ORC tetap memiliki tekstur yang empuk dan basah. Proses
penyimpanan yang dilakukan di dalam holding cabinet tidak boleh terlalu lama,
sebab suhu internal holding cabinet yang cukup tinggi akan menyebabkan terjadinya
evaporasi pada ayam goreng, baik HCC maupun ORC, sehingga ayam goreng akan
menjadi kering dan keras. Perhitungan yang matang sejak dari proses breading
67
hingga penyajian sangat diperlukan guna memastikan produk ayam goreng tidak
terlalu lama disimpan di dalam holding cabinet.
Pemasaran dan Rejecting. Ayam yang telah digoreng dapat juga langsung
dipasarkan di dalam display holding cabinet. Suhu di dalam display holding cabinet
dijaga pada suhu 65 oC + 3
oC. Bagian display holding cabinet yang digunakan
untuk menyimpan ayam ORC juga dilengkapi dengan nampan berisi wadah
penampung air. Ayam yang telah matang, baik HCC maupun ORC, hanya memiliki
waktu penyajian selama 90 menit dari saat matang sebelum akhirnya ayam tersebut
ditarik dari display holding cabinet (reject) dan dijadikan bahan baku pembuatan side
item (perkedel, cream soup, dan chicken soup).
Identifikasi atau Analisis Bahaya
Identifikasi atau analisis bahaya adalah langkah penerapan sistem HACCP
keenam sekaligus merupakan prinsip HACCP pertama. Kedua jenis produk ayam
goreng dinilai memiliki tingkat resiko bahaya yang tinggi, karena berbahan baku
daging ayam (Departemen ITP, 2007). Produk-produk ayam goreng ini juga
termasuk ke dalam kelompok bahan pangan dengan kategori bahaya III, karena
memiliki karakteristik resiko bahaya B, D, dan E. Produk dengan karakteristik
bahaya B merupakan kelompok bahan pangan yang sensitif terhadap bahaya biologi,
fisik, dan kimia. Bahaya ini sangat mungkin terjadi pada setiap tahapan karena
produk ayam goreng kaya akan kandungan nutrisi. Bahaya D menunjukkan adanya
kemungkinan produk dapat terkontaminasi kembali setelah pengolahan sebelum
pengemasan. Bahaya E merupakan karakteristik bahaya yang dapat terjadi selama
proses penanganan, distribusi, dan pemasaran (National Advisory Committee on
Microbiological Criteria for Foods, 1990; Pierson dan Corlett, 1992).
Proses analisis bahaya diawali pada tahap penerimaan ayam. Data hasil
pengamatan pada proses penerimaan daging ayam, baik ayam segar maupun ayam
beku, dapat dilihat pada Tabel 20 dan 21. Standar suhu penerimaan daging ayam
yang telah ditetapkan oleh restoran adalah maksimum 4 oC untuk ayam segar dan
maksimum -4 oC untuk ayam beku. Data hasil pengamatan menunjukkan bahwa
tingkat kesesuaian suhu penerimaan di lapangan dengan standar suhu penerimaan
restoran sangat rendah untuk ayam segar (fresh chicken) dan sangat tinggi untuk
ayam beku (frozen chicken) pada bulan Januari 2011. Perilaku pekerja yang kurang
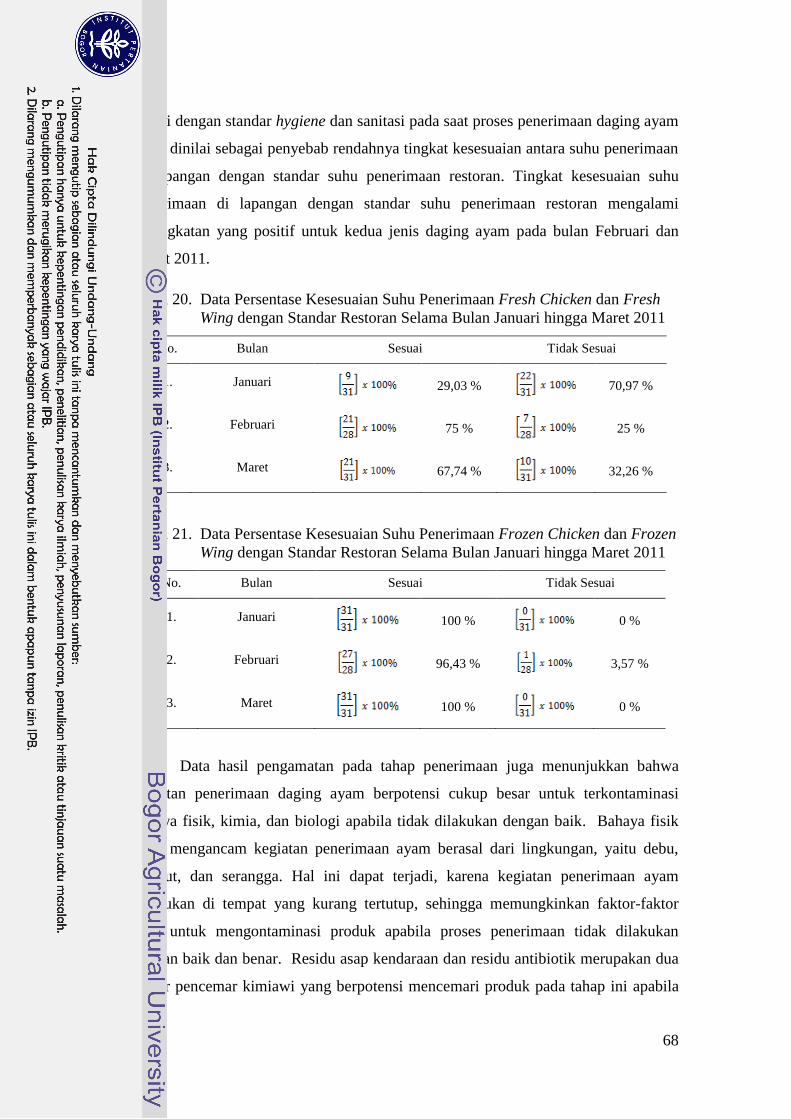
68
sesuai dengan standar hygiene dan sanitasi pada saat proses penerimaan daging ayam
segar dinilai sebagai penyebab rendahnya tingkat kesesuaian antara suhu penerimaan
di lapangan dengan standar suhu penerimaan restoran. Tingkat kesesuaian suhu
penerimaan di lapangan dengan standar suhu penerimaan restoran mengalami
peningkatan yang positif untuk kedua jenis daging ayam pada bulan Februari dan
Maret 2011.
Tabel 20. Data Persentase Kesesuaian Suhu Penerimaan Fresh Chicken dan Fresh
Wing dengan Standar Restoran Selama Bulan Januari hingga Maret 2011
No. Bulan Sesuai Tidak Sesuai
1. Januari
29,03 %
70,97 %
2. Februari
75 %
25 %
3. Maret
67,74 %
32,26 %
Tabel 21. Data Persentase Kesesuaian Suhu Penerimaan Frozen Chicken dan Frozen
Wing dengan Standar Restoran Selama Bulan Januari hingga Maret 2011
No. Bulan Sesuai Tidak Sesuai
1. Januari
100 %
0 %
2. Februari
96,43 %
3,57 %
3. Maret
100 %
0 %
Data hasil pengamatan pada tahap penerimaan juga menunjukkan bahwa
kegiatan penerimaan daging ayam berpotensi cukup besar untuk terkontaminasi
bahaya fisik, kimia, dan biologi apabila tidak dilakukan dengan baik. Bahaya fisik
yang mengancam kegiatan penerimaan ayam berasal dari lingkungan, yaitu debu,
rambut, dan serangga. Hal ini dapat terjadi, karena kegiatan penerimaan ayam
dilakukan di tempat yang kurang tertutup, sehingga memungkinkan faktor-faktor
fisik untuk mengontaminasi produk apabila proses penerimaan tidak dilakukan
dengan baik dan benar. Residu asap kendaraan dan residu antibiotik merupakan dua
faktor pencemar kimiawi yang berpotensi mencemari produk pada tahap ini apabila
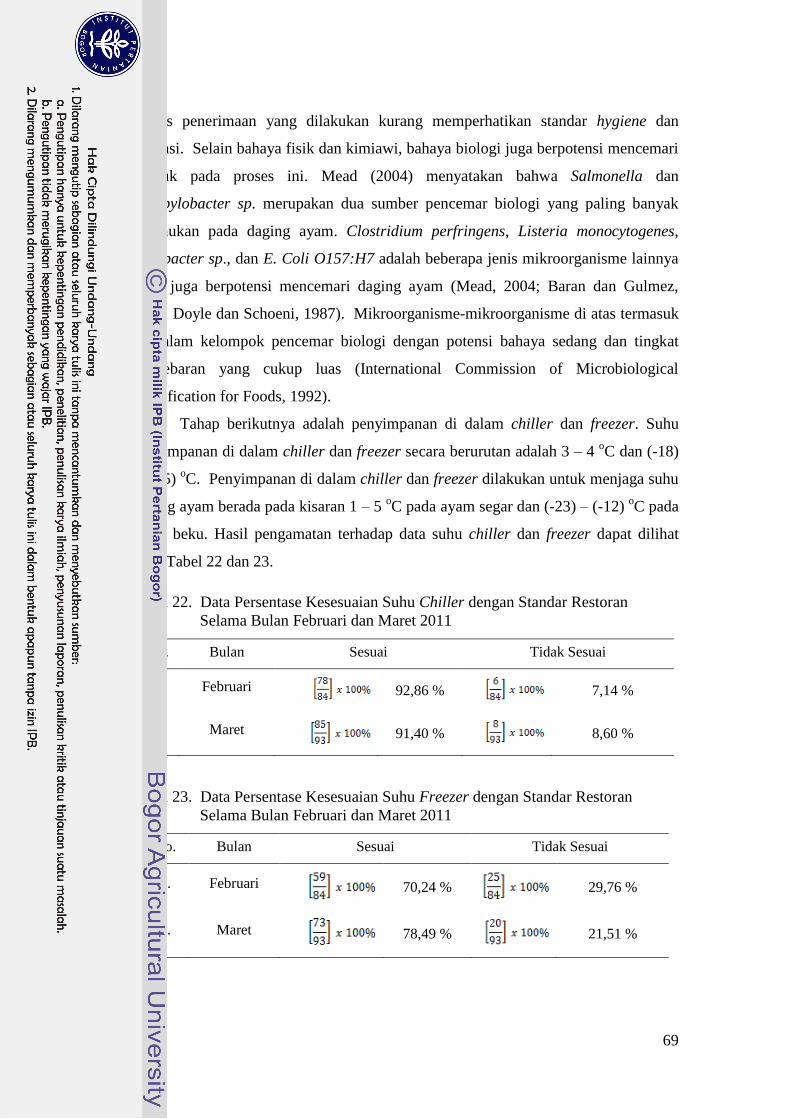
69
proses penerimaan yang dilakukan kurang memperhatikan standar hygiene dan
sanitasi. Selain bahaya fisik dan kimiawi, bahaya biologi juga berpotensi mencemari
produk pada proses ini. Mead (2004) menyatakan bahwa Salmonella dan
Campylobacter sp. merupakan dua sumber pencemar biologi yang paling banyak
ditemukan pada daging ayam. Clostridium perfringens, Listeria monocytogenes,
Arcobacter sp., dan E. Coli O157:H7 adalah beberapa jenis mikroorganisme lainnya
yang juga berpotensi mencemari daging ayam (Mead, 2004; Baran dan Gulmez,
2000; Doyle dan Schoeni, 1987). Mikroorganisme-mikroorganisme di atas termasuk
ke dalam kelompok pencemar biologi dengan potensi bahaya sedang dan tingkat
penyebaran yang cukup luas (International Commission of Microbiological
Specification for Foods, 1992).
Tahap berikutnya adalah penyimpanan di dalam chiller dan freezer. Suhu
penyimpanan di dalam chiller dan freezer secara berurutan adalah 3 – 4 oC dan (-18)
– (-15) oC. Penyimpanan di dalam chiller dan freezer dilakukan untuk menjaga suhu
daging ayam berada pada kisaran 1 – 5 oC pada ayam segar dan (-23) – (-12)
oC pada
ayam beku. Hasil pengamatan terhadap data suhu chiller dan freezer dapat dilihat
pada Tabel 22 dan 23.
Tabel 22. Data Persentase Kesesuaian Suhu Chiller dengan Standar Restoran
Selama Bulan Februari dan Maret 2011
No. Bulan Sesuai Tidak Sesuai
1. Februari
92,86 %
7,14 %
2. Maret
91,40 %
8,60 %
Tabel 23. Data Persentase Kesesuaian Suhu Freezer dengan Standar Restoran
Selama Bulan Februari dan Maret 2011
No. Bulan Sesuai Tidak Sesuai
1. Februari
70,24 %
29,76 %
2. Maret
78,49 %
21,51 %
70
Data hasil pengamatan menunjukkan bahwa pelaksanaan proses penyimpanan
masih perlu mendapat penyempurnaan, khususnya pada freezer. Persentase
ketidaksesuaian suhu di dalam freezer dengan standar suhu yang ditetapkan lebih
besar dibandingkan dengan persentase ketidaksesuaian suhu di dalam chiller.
Frekuensi buka tutup yang terlalu sering dan perilaku pekerja yang terkadang sedikit
kurang sesuai dengan standar hygiene dan sanitasi pada saat melakukan
penyimpanan ke dalam chiller dan freezer diduga menjadi penyebab terjadinya
penyimpangan pada tahap penyimpanan. Fluktuasi suhu dan perilaku pekerja yang
sedikit kurang sesuai dengan standar hygiene dan sanitasi dinilai berkorelasi positif
dengan resiko bahaya biologi yang berpotensi mencemari produk pada tahap ini.
Salmonella, E. Coli O157:H7, dan Listeria monocytogenes adalah faktor pencemar
biologi pada tahap ini. Ketiga bakteri tersebut dapat hidup dan tumbuh pada suhu
rendah hingga 5 oC (Luning et al., 2006). Listeria monocytogenes bahkan dapat
bertahan hidup pada suhu -18 oC sehingga berpotensi mencemari ayam beku (Davies
dan Adams, 1994).
Tahap berikutnya adalah dress-up, marinating, dan repacking yang saling
berhubungan dan harus dilakukan secara berkelanjutan. Data hasil pengamatan
menunjukkan bahwa bahaya fisik dan biologi berpotensi mencemari produk pada
proses dress-up, marinating, dan repacking yang dilakukan di dapur apabila proses
pelaksanaannya kurang sesuai dengan standar hygiene dan sanitasi yang telah
ditetapkan. Data hasil pengamatan juga menunjukkan bahwa ketiga proses ini
terkadang dilakukan oleh pekerja yang berada dalam kondisi fisik yang kurang
prima. Kondisi fisik yang sedikit kurang prima berdampak pada kurangnya
konsentrasi pada saat bekerja, sehingga berpotensi untuk melakukan kegiatan yang
kurang sesuai dengan standar hygiene dan sanitasi pada saat melakukan ketiga proses
tersebut. Faktor fisik yang berpotensi mencemari adalah rambut, debu, dan serangga,
sedangkan faktor biologi yang berpotensi adalah Salmonella, Campylobacter sp.,
Clostridium perfringens, Listeria monocytogenes, Arcobacter sp., dan E. Coli
O157:H7 (Mead, 2004; Baran dan Gulmez, 2000; Doyle dan Schoeni, 1987).
Tahap selanjutnya adalah penyimpanan ayam marinade di dalam chiller.
Tahap ini hampir sama dengan tahap penyimpanan pada chiller atau freezer.
Frekuensi buka tutup chiller dan perilaku pekerja yang sedikit kurang sesuai dengan
71
standar hygiene dan sanitasi pada saat melakukan penyimpanan ke dalam chiller
menjadi hal yang perlu diperhatikan guna memperkecil resiko bahaya biologi yang
berpotensi mencemari produk pada tahap ini. E. coli O157:H7 dan Listeria
monocytogenes dinilai sebagai faktor pencemar biologi pada tahap ini. Kedua jenis
bakteri ini dapat bertahan hidup pada kondisi yang tidak memadai. Salmonella tidak
dapat bertahan pada tahap ini karena memiliki tingkat sensitivitas yang tinggi
terhadap garam (Luning et al., 2006).
Proses penyimpanan di chiller diikuti oleh proses breading dan penyusunan.
Bahaya fisik, kimia, dan biologi berpotensi mengontaminasi produk pada tahap ini
apabila tidak dilakukan sesuai dengan standar yang berlaku. Bahaya fisik pada tahap
ini berasal dari rambut, serangga, dan debu. Proses breading dan penyusunan yang
dilakukan di dapur tanpa dilengkapi dengan wadah penutup dinilai akan
mempermudah faktor-faktor fisik dalam mengontaminasi produk. Bahaya biologi
juga beresiko mengontaminasi produk pada tahap ini melalui medium air. Sumber
air yang digunakan pada proses breading perlu dijaga kualitasnya secara berkala
guna memperkecil dan bahkan menghilangkan kemungkinan terjadinya pencemaran
melalui air yang dilakukan oleh E. coli O157:H7 dan Listeria monocytogenes
(Luning et al., 2006). Selain bahaya fisik dan biologi, bahaya kimia juga berpotensi
mencemari produk pada tahap breading dan penyusunan. Potensi pencemaran oleh
bahaya kimia berasal dari perilaku pekerja yang terkadang kurang cermat dan
bijaksana dalam mengelola remah-remah tepung hasil sisa proses breading, sehingga
kurang sesuai dengan standar hygiene dan sanitasi yang telah ditetapkan. Sisa-sisa
tepung hasil proses breading yang berserakan di sekitar meja breading dinilai
berpotensi terkontaminasi residu klorin yang digunakan pada proses pembersihan
peralatan breading.
Tahap selanjutnya adalah proses penggorengan. Proses penggorengan
dilakukan pada suhu 171 oC untuk ayam HCC dan 141
oC untuk ayam ORC. Proses
penggorengan dinilai terbebas dari resiko bahaya biologi, akan tetapi berpotensi
tercemar bahaya kimia. Suhu penggorengan yang sangat tinggi tidak memungkinkan
mikroorganisme untuk dapat bertahan hidup, akan tetapi berpotensi menghasilkan
senyawa-senyawa kimia yang tidak diinginkan, meskipun dalam jumlah dan
kemungkinan yang kecil. Heterocyclic amines, acrylamide, 3-monochloropropane-

72
1,2-diol (3-MCPD), dan senyawa radikal bebas adalah senyawa-senyawa kimia yang
berpotensi terbentuk pada saat proses pengolahan bahan pangan kaya protein hewani.
Produk samping hasil reaksi Maillard pada proses penggorengan dinilai berkaitan
erat dengan produksi senyawa heterocyclic amines dan acrylamide. Proses
penggorengan juga berkaitan erat dengan produksi senyawa 3-MCPD. Senyawa 3-
MCPD dihasilkan dari proses penggorengan bahan pangan yang mengandung
acylglycerols, gliserol, dan natrium klorida pada suhu 100 – 230 oC, seperti daging
dan serealia. Kegiatan penggorengan yang dilakukan pada keadaan terbuka juga
memungkinkan terjadinya kontak antara minyak goreng dengan oksigen. Minyak
yang bersentuhan dengan oksigen pada saat proses penggorengan akan mengalami
reaksi oksidasi sehingga menyebabkan terjadinya penurunan kualitas dan
memungkinkan terjadinya pembentukan senyawa radikal bebas yang bersifat
karsinogen. Kegiatan pencegahan dan pengendalian sangat diperlukan pada tahap ini
guna memperkecil resiko kontaminasi bahaya kimia (Brown, 2000; Luning et al.,
2006; Wasowicz et al., 2004; Svejkovska et al., 2006).
Beberapa tahapan selanjutnya setelah proses penggorengan adalah holding,
pemasaran atau display, dan rejecting. Data hasil pengamatan menunjukkan bahwa
proses holding, display, dan rejecting dinilai tidak memiliki resiko bahaya fisik,
kimia, maupun biologi. Proses penanganan produk matang pada ketiga tahapan
proses tersebut dilakukan dengan menggunakan penjepit khusus serta sesuai dengan
standar hygiene dan sanitasi. Produk matang yang telah selesai digoreng akan
langsung didistribusikan ke dalam holding cabinet atau display cabinet. Produk
ayam goreng yang telah melewati batas penyajian, 90 menit sejak selesai digoreng,
akan langsung ditarik dari display cabinet untuk disimpan sementara di dalam
holding cabinet secara terpisah sebelum dijadikan bahan baku pembuatan side item.
Proses analisis atau identifikasi bahaya dilakukan pada setiap tahapan proses
produksi dan dapat dilihat pada Tabel 24. Jenis bahaya pada tahap penerimaan
bahan baku ditetapkan berdasarkan kegiatan pengamatan di lapangan dan hasil
analisis laboratorium yang dilakukan oleh pihak perusahaan pemilik restoran.
Berbeda dengan jenis bahaya pada saat penerimaan bahan baku, jenis bahaya pada
tahapan proses produksi ditetapkan hanya berdasarkan hasil observasi dan
pengamatan di lapangan.
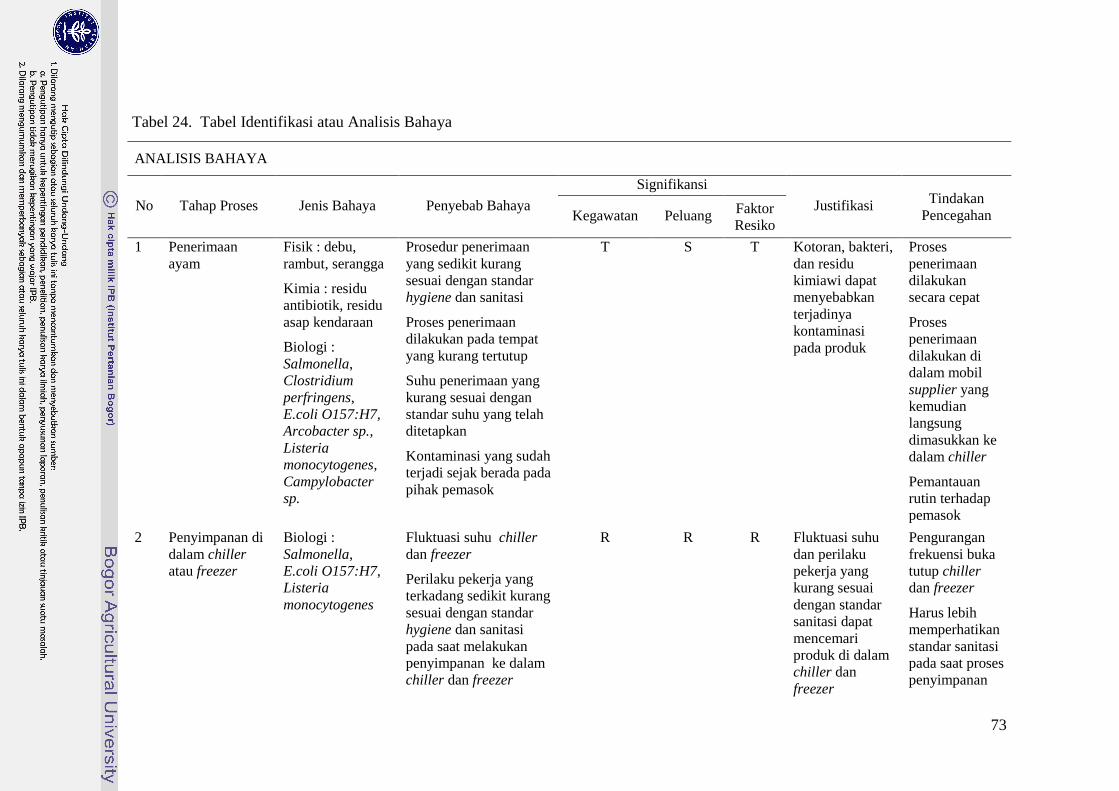
73
Tabel 24. Tabel Identifikasi atau Analisis Bahaya
ANALISIS BAHAYA
No Tahap Proses Jenis Bahaya Penyebab Bahaya
Signifikansi
Justifikasi Tindakan
Pencegahan Kegawatan Peluang Faktor
Resiko
1 Penerimaan
ayam
Fisik : debu,
rambut, serangga
Kimia : residu
antibiotik, residu
asap kendaraan
Biologi :
Salmonella,
Clostridium
perfringens,
E.coli O157:H7,
Arcobacter sp.,
Listeria
monocytogenes,
Campylobacter
sp.
Prosedur penerimaan
yang sedikit kurang
sesuai dengan standar
hygiene dan sanitasi
Proses penerimaan
dilakukan pada tempat
yang kurang tertutup
Suhu penerimaan yang
kurang sesuai dengan
standar suhu yang telah
ditetapkan
Kontaminasi yang sudah
terjadi sejak berada pada
pihak pemasok
T S T Kotoran, bakteri,
dan residu
kimiawi dapat
menyebabkan
terjadinya
kontaminasi
pada produk
Proses
penerimaan
dilakukan
secara cepat
Proses
penerimaan
dilakukan di
dalam mobil
supplier yang
kemudian
langsung
dimasukkan ke
dalam chiller
Pemantauan
rutin terhadap
pemasok
2 Penyimpanan di
dalam chiller
atau freezer
Biologi :
Salmonella,
E.coli O157:H7,
Listeria
monocytogenes
Fluktuasi suhu chiller
dan freezer
Perilaku pekerja yang
terkadang sedikit kurang
sesuai dengan standar
hygiene dan sanitasi
pada saat melakukan
penyimpanan ke dalam
chiller dan freezer
R R R Fluktuasi suhu
dan perilaku
pekerja yang
kurang sesuai
dengan standar
sanitasi dapat
mencemari
produk di dalam
chiller dan
freezer
Pengurangan
frekuensi buka
tutup chiller
dan freezer
Harus lebih
memperhatikan
standar sanitasi
pada saat proses
penyimpanan
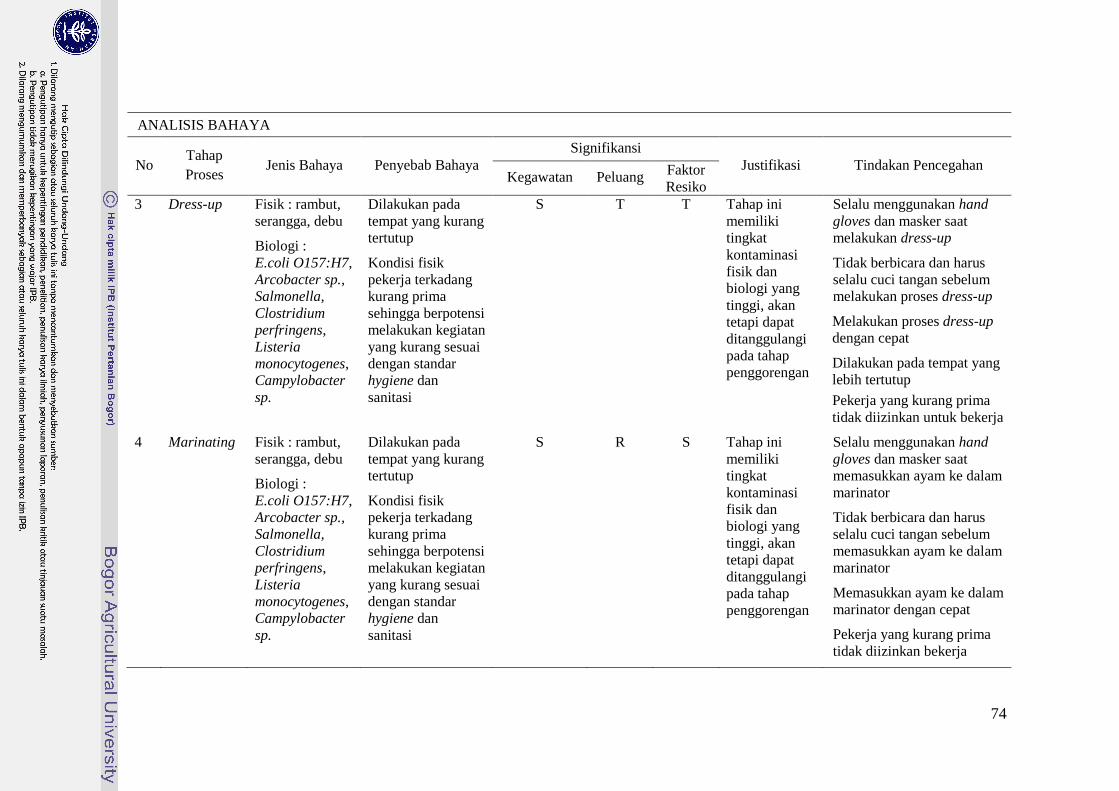
74
ANALISIS BAHAYA
No Tahap
Proses Jenis Bahaya Penyebab Bahaya
Signifikansi
Justifikasi Tindakan Pencegahan Kegawatan Peluang
Faktor
Resiko
3 Dress-up Fisik : rambut,
serangga, debu
Biologi :
E.coli O157:H7,
Arcobacter sp.,
Salmonella,
Clostridium
perfringens,
Listeria
monocytogenes,
Campylobacter
sp.
Dilakukan pada
tempat yang kurang
tertutup
Kondisi fisik
pekerja terkadang
kurang prima
sehingga berpotensi
melakukan kegiatan
yang kurang sesuai
dengan standar
hygiene dan
sanitasi
S T T Tahap ini
memiliki
tingkat
kontaminasi
fisik dan
biologi yang
tinggi, akan
tetapi dapat
ditanggulangi
pada tahap
penggorengan
Selalu menggunakan hand
gloves dan masker saat
melakukan dress-up
Tidak berbicara dan harus
selalu cuci tangan sebelum
melakukan proses dress-up
Melakukan proses dress-up
dengan cepat
Dilakukan pada tempat yang
lebih tertutup
Pekerja yang kurang prima
tidak diizinkan untuk bekerja
4 Marinating Fisik : rambut,
serangga, debu
Biologi :
E.coli O157:H7,
Arcobacter sp.,
Salmonella,
Clostridium
perfringens,
Listeria
monocytogenes,
Campylobacter
sp.
Dilakukan pada
tempat yang kurang
tertutup
Kondisi fisik
pekerja terkadang
kurang prima
sehingga berpotensi
melakukan kegiatan
yang kurang sesuai
dengan standar
hygiene dan
sanitasi
S R S Tahap ini
memiliki
tingkat
kontaminasi
fisik dan
biologi yang
tinggi, akan
tetapi dapat
ditanggulangi
pada tahap
penggorengan
Selalu menggunakan hand
gloves dan masker saat
memasukkan ayam ke dalam
marinator
Tidak berbicara dan harus
selalu cuci tangan sebelum
memasukkan ayam ke dalam
marinator
Memasukkan ayam ke dalam
marinator dengan cepat
Pekerja yang kurang prima
tidak diizinkan bekerja
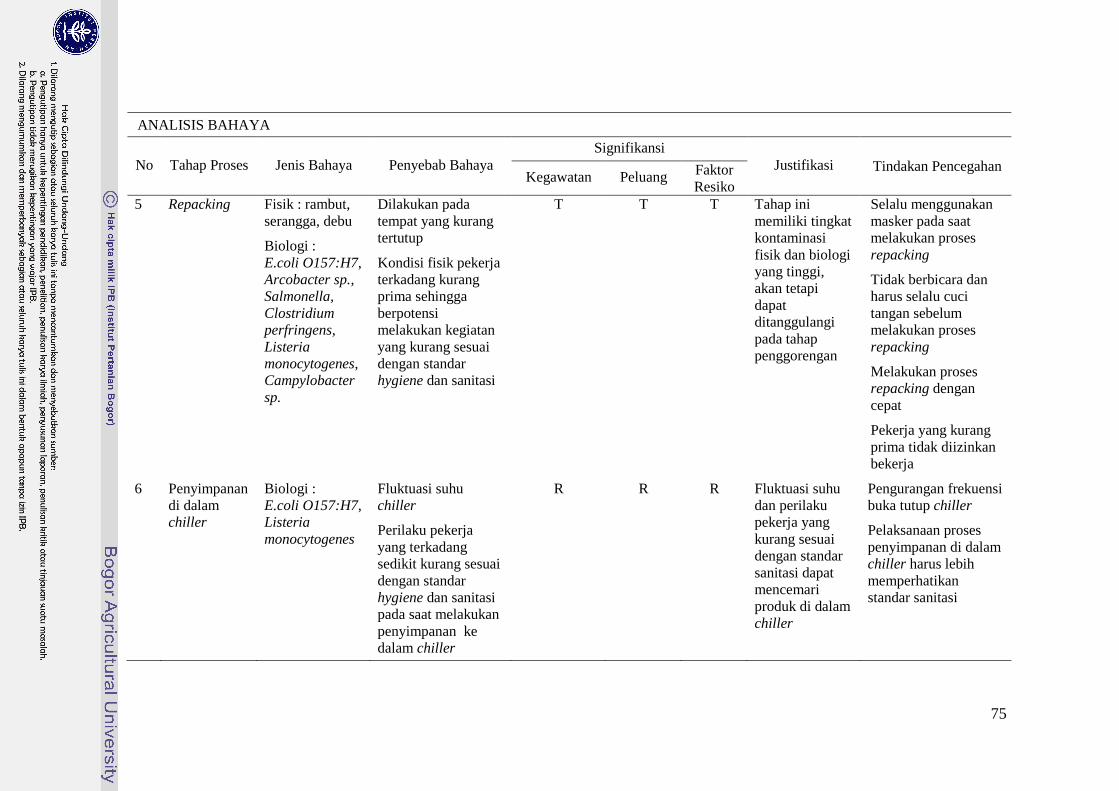
75
ANALISIS BAHAYA
No Tahap Proses Jenis Bahaya Penyebab Bahaya
Signifikansi
Justifikasi Tindakan Pencegahan Kegawatan Peluang
Faktor
Resiko
5 Repacking Fisik : rambut,
serangga, debu
Biologi :
E.coli O157:H7,
Arcobacter sp.,
Salmonella,
Clostridium
perfringens,
Listeria
monocytogenes,
Campylobacter
sp.
Dilakukan pada
tempat yang kurang
tertutup
Kondisi fisik pekerja
terkadang kurang
prima sehingga
berpotensi
melakukan kegiatan
yang kurang sesuai
dengan standar
hygiene dan sanitasi
T T T Tahap ini
memiliki tingkat
kontaminasi
fisik dan biologi
yang tinggi,
akan tetapi
dapat
ditanggulangi
pada tahap
penggorengan
Selalu menggunakan
masker pada saat
melakukan proses
repacking
Tidak berbicara dan
harus selalu cuci
tangan sebelum
melakukan proses
repacking
Melakukan proses
repacking dengan
cepat
Pekerja yang kurang
prima tidak diizinkan
bekerja
6 Penyimpanan
di dalam
chiller
Biologi :
E.coli O157:H7,
Listeria
monocytogenes
Fluktuasi suhu
chiller
Perilaku pekerja
yang terkadang
sedikit kurang sesuai
dengan standar
hygiene dan sanitasi
pada saat melakukan
penyimpanan ke
dalam chiller
R R R Fluktuasi suhu
dan perilaku
pekerja yang
kurang sesuai
dengan standar
sanitasi dapat
mencemari
produk di dalam
chiller
Pengurangan frekuensi
buka tutup chiller
Pelaksanaan proses
penyimpanan di dalam
chiller harus lebih
memperhatikan
standar sanitasi
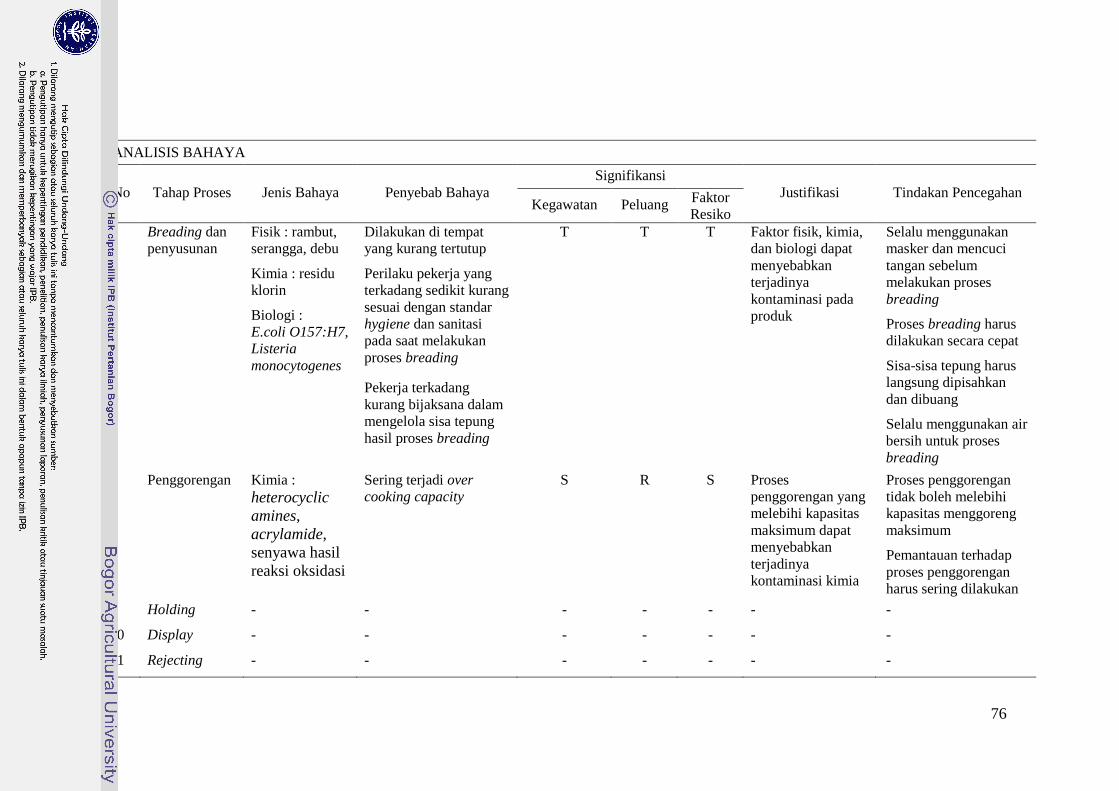
76
ANALISIS BAHAYA
No Tahap Proses Jenis Bahaya Penyebab Bahaya
Signifikansi
Justifikasi Tindakan Pencegahan Kegawatan Peluang
Faktor
Resiko
7 Breading dan
penyusunan
Fisik : rambut,
serangga, debu
Kimia : residu
klorin
Biologi :
E.coli O157:H7,
Listeria
monocytogenes
Dilakukan di tempat
yang kurang tertutup
Perilaku pekerja yang
terkadang sedikit kurang
sesuai dengan standar
hygiene dan sanitasi
pada saat melakukan
proses breading
Pekerja terkadang
kurang bijaksana dalam
mengelola sisa tepung
hasil proses breading
T T T Faktor fisik, kimia,
dan biologi dapat
menyebabkan
terjadinya
kontaminasi pada
produk
Selalu menggunakan
masker dan mencuci
tangan sebelum
melakukan proses
breading
Proses breading harus
dilakukan secara cepat
Sisa-sisa tepung harus
langsung dipisahkan
dan dibuang
Selalu menggunakan air
bersih untuk proses
breading
8 Penggorengan Kimia :
heterocyclic
amines,
acrylamide,
senyawa hasil
reaksi oksidasi
Sering terjadi over
cooking capacity
S R S Proses
penggorengan yang
melebihi kapasitas
maksimum dapat
menyebabkan
terjadinya
kontaminasi kimia
Proses penggorengan
tidak boleh melebihi
kapasitas menggoreng
maksimum
Pemantauan terhadap
proses penggorengan
harus sering dilakukan
9 Holding - - - - - - -
10 Display - - - - - - -
11 Rejecting - - - - - - -
77
Penetapan Titik Kendali Kritis
Langkah penerapan sistem HACCP ketujuh yang juga merupakan prinsip
HACCP kedua adalah penetapan titik kendali kritis (critical control point). Proses
penentuan critical control point (CCP) dilakukan dengan menggunakan “diagram
pohon penentuan titik kendali kritis“ yang dapat dilihat pada Tabel 25. Diagram
pohon yang digunakan pada proses penentuan CCP kali ini adalah diagram pohon
untuk bahan baku dan tahapan proses yang dapat dilihat pada Lampiran 19 dan 20.
Proses penentuan CCP dengan bantuan diagram pohon menghasilkan
keputusan bahwa titik kendali kritis pada proses produksi kedua jenis ayam goreng
tersebut hanya terletak pada tahap penggorengan (frying). Proses penggorengan
dinilai memiliki resiko bahaya kimia apabila pelaksanaannya tidak mendapat
perhatian khusus. Bahaya kimia yang mungkin terjadi pada tahap penggorengan
dinilai perlu mendapat pengendalian di dalam rencana HACCP.
Tahapan penerimaan bahan baku (ayam segar dan beku) juga dinilai
berpotensi menjadi CCP, akan tetapi, mengacu pada panduan penetapan langkah
pengendalian yang tercantum dalam SNI 01-4852-1998, yaitu berdasarkan dampak
langkah pengendalian pada setiap tingkat pengendalian bahaya atau frekuensi
kejadian, tingkat keparahan bahaya pada kesehatan konsumen, dan kebutuhan untuk
pemantauan (monitoring), maka bahaya kimia (residu antibiotik dan asap kendaraan)
yang terdapat pada proses penerimaan bahan baku (ayam segar dan beku) tidak perlu
dikendalikan dalam rencana HACCP, tetapi dikendalikan sebagai control point (CP)
di dalam penerapan GMP dan SSOP. Hal ini disebabkan karena, saat ini, proses
produksi kedua jenis ayam goreng yang diterapkan oleh restoran tidak mendesain
suatu metode tertentu yang dikhususkan untuk menghilangkan residu antibiotik dan
asap kendaraan. Terkait proses pengendalian residu antibiotik, restoran harus
menetapkan spesifikasi bahan baku dengan benar yang mengacu pada regulasi
pemerintah dan melakukan pemeriksaan kesesuaian antara sertifikat hasil pengujian
(certificate of analysis) dengan standar yang sudah ditetapkan pada setiap proses
penerimaan bahan baku (Badan Standarisasi Nasional, 2000). Proses pengendalian
residu asap kendaraan juga dapat ditanggulangi dengan menerapkan prosedur SSOP
yang baik dan benar. Residu asap kendaraan berasal dari proses serah terima yang
tidak dilakukan dengan baik dan berada tepat di belakang kendaraan yang masih
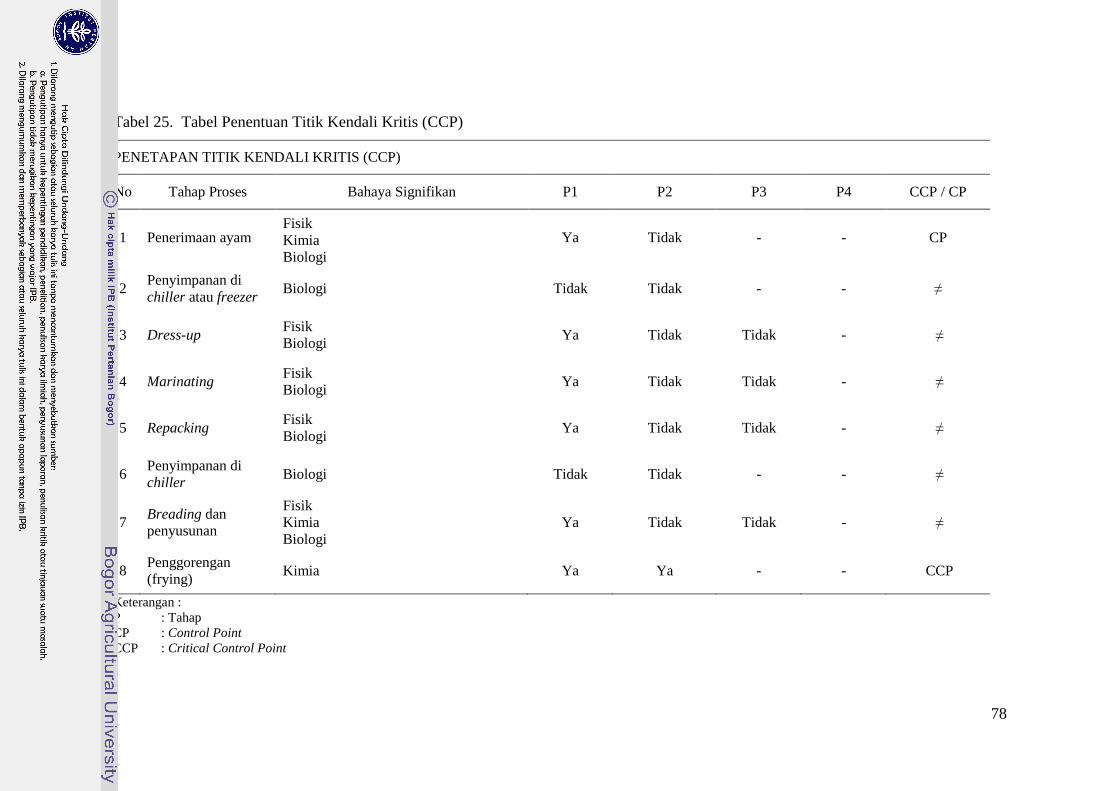
78
Tabel 25. Tabel Penentuan Titik Kendali Kritis (CCP)
PENETAPAN TITIK KENDALI KRITIS (CCP)
No Tahap Proses Bahaya Signifikan P1 P2 P3 P4 CCP / CP
1 Penerimaan ayam Fisik
Kimia
Biologi
Ya Tidak - - CP
2 Penyimpanan di
chiller atau freezer Biologi Tidak Tidak - - ≠
3 Dress-up Fisik
Biologi Ya Tidak Tidak - ≠
4 Marinating Fisik
Biologi Ya Tidak Tidak - ≠
5 Repacking Fisik
Biologi Ya Tidak Tidak - ≠
6 Penyimpanan di
chiller Biologi Tidak Tidak - - ≠
7 Breading dan
penyusunan
Fisik
Kimia
Biologi
Ya Tidak Tidak - ≠
8 Penggorengan
(frying) Kimia Ya Ya - - CCP
Keterangan :
P : Tahap
CP : Control Point
CCP : Critical Control Point
79
menyala. Proses serah terima yang kurang baik tersebut menyebabkan kemasan
pembungkus ayam menjadi terbuka, sehingga bahan baku akan langsung terpapar
asap kendaraan.
Penetapan Batas Kritis untuk Setiap CCP
Penetapan batas kritis adalah langkah penerapan sistem HACCP kedelapan
sekaligus merupakan prinsip HACCP ketiga. Kegiatan penetapan batas kritis pada
titik kendali kritis yang terjadi dapat dilihat pada Tabel 26. Proses penetapan batas
kritis untuk bahaya kimiawi pada proses penggorengan dilakukan berdasarkan hasil
pengamatan, standar ketentuan perusahaan pemilik restoran, serta beberapa acuan
publikasi ilmiah dan pustaka, seperti SNI 01-4852-1998, SNI 01-6366-2000, SNI 01-
7388-2009, Thaheer (2005), dan Luning et al. (2006). Indikator yang digunakan
dalam penetapan batas kritis pada tahap penggorengan adalah kapasitas menggoreng
maksimum pada setiap periode penggorengan. Kapasitas menggoreng maksimum
adalah jumlah maksimum potongan daging ayam yang dapat digoreng pada suatu
alat tertentu dengan menggunakan satuan volume minyak goreng tertentu pada setiap
periode penggorengan. Kapasitas menggoreng maksimum ditentukan berdasarkan
hasil pengujian yang dilakukan terlebih dahulu oleh perusahaan pemilik restoran.
Data hasil pengujian yang diperoleh kemudian dijadikan sebagai standar acuan
dalam kegiatan operasional sehari-hari. Penetapan kapasitas menggoreng maksimum
oleh restoran bertujuan untuk memperkecil dan mengendalikan resiko bahaya kimia
pada proses penggorengan. Resiko bahaya kimiawi dinilai akan semakin tinggi
apabila proses penggorengan telah melewati kapasitas maksimum yang telah
ditetapkan.
Restoran juga memiliki standar tertentu pada proses penggorengan. Kegiatan
penggorengan dilakukan pada alat yang disebut open fryer dan pressure fryer. Open
fryer adalah alat yang digunakan untuk menggoreng ayam HCC pada suhu 171 oC
selama 13 menit, sedangkan pressure fryer adalah alat yang digunakan untuk
menggoreng ayam ORC pada suhu 141 oC dengan tekanan tertentu selama 14,5
menit. Restoran memiliki tiga buah open fryer dan dua buah pressure fryer yang
digunakan pada proses produksi ayam goreng HCC dan ORC.
Open fryer memerlukan 36 kg minyak goreng pada setiap periode
penggorengan, sedangkan pressure fryer memerlukan 27 kg minyak goreng pada
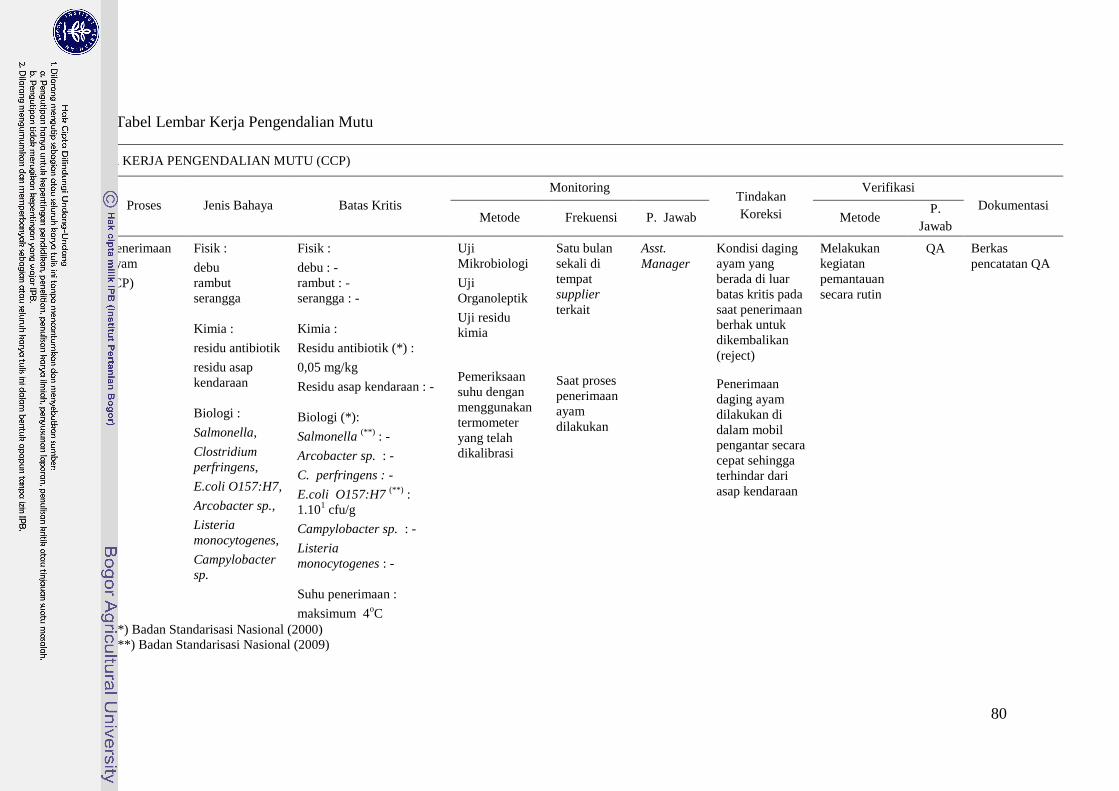
80
Tabel 26. Tabel Lembar Kerja Pengendalian Mutu
Sumber : (*) Badan Standarisasi Nasional (2000)
(**) Badan Standarisasi Nasional (2009)
LEMBAR KERJA PENGENDALIAN MUTU (CCP)
No.
CCP Proses Jenis Bahaya Batas Kritis
Monitoring Tindakan
Koreksi
Verifikasi
Dokumentasi Metode Frekuensi P. Jawab Metode
P.
Jawab
1. Penerimaan
ayam
(CP)
Fisik :
debu
rambut
serangga
Kimia :
residu antibiotik
residu asap
kendaraan
Biologi :
Salmonella,
Clostridium
perfringens,
E.coli O157:H7,
Arcobacter sp.,
Listeria
monocytogenes,
Campylobacter
sp.
Fisik :
debu : -
rambut : -
serangga : -
Kimia :
Residu antibiotik (*) :
0,05 mg/kg
Residu asap kendaraan : -
Biologi (*):
Salmonella (**)
: -
Arcobacter sp. : -
C. perfringens : -
E.coli O157:H7 (**)
:
1.101 cfu/g
Campylobacter sp. : -
Listeria
monocytogenes : -
Suhu penerimaan :
maksimum 4oC
Uji
Mikrobiologi
Uji
Organoleptik
Uji residu
kimia
Pemeriksaan
suhu dengan
menggunakan
termometer
yang telah
dikalibrasi
Satu bulan
sekali di
tempat
supplier
terkait
Saat proses
penerimaan
ayam
dilakukan
Asst.
Manager
Kondisi daging
ayam yang
berada di luar
batas kritis pada
saat penerimaan
berhak untuk
dikembalikan
(reject)
Penerimaan
daging ayam
dilakukan di
dalam mobil
pengantar secara
cepat sehingga
terhindar dari
asap kendaraan
Melakukan
kegiatan
pemantauan
secara rutin
QA Berkas
pencatatan QA
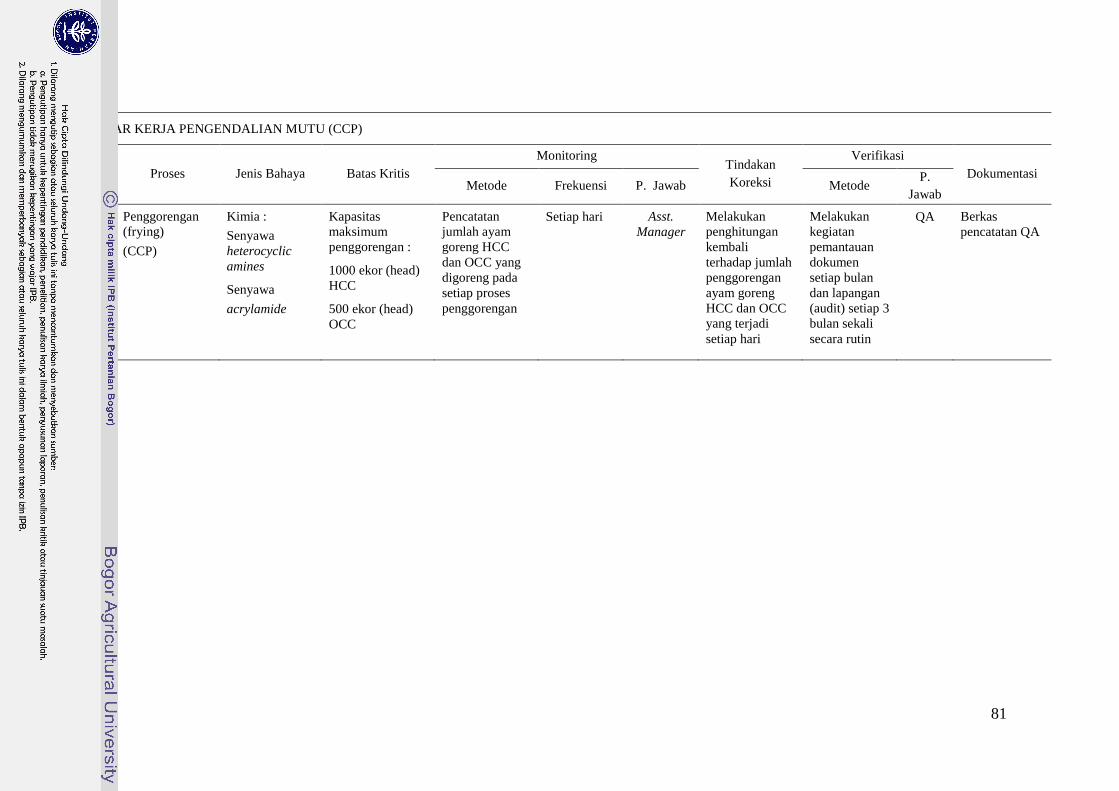
81
LEMBAR KERJA PENGENDALIAN MUTU (CCP)
No.
CCP Proses Jenis Bahaya Batas Kritis
Monitoring Tindakan
Koreksi
Verifikasi
Dokumentasi Metode Frekuensi P. Jawab Metode
P.
Jawab
2. Penggorengan
(frying)
(CCP)
Kimia :
Senyawa
heterocyclic
amines
Senyawa
acrylamide
Kapasitas
maksimum
penggorengan :
1000 ekor (head)
HCC
500 ekor (head)
OCC
Pencatatan
jumlah ayam
goreng HCC
dan OCC yang
digoreng pada
setiap proses
penggorengan
Setiap hari Asst.
Manager
Melakukan
penghitungan
kembali
terhadap jumlah
penggorengan
ayam goreng
HCC dan OCC
yang terjadi
setiap hari
Melakukan
kegiatan
pemantauan
dokumen
setiap bulan
dan lapangan
(audit) setiap 3
bulan sekali
secara rutin
QA Berkas
pencatatan QA
82
setiap periode penggorengan. Kedua jenis alat tersebut juga mempunyai kapasitas
menggoreng yang berbeda satu sama lain pada setiap periode penggorengan. Open
fryer memiliki kapasitas menggoreng maksimum sebanyak 1000 head (1 head terdiri
atas 9 potongan daging ayam), sedangkan pressure fryer memiliki kapasitas
menggoreng maksimum sebanyak 500 head. Penggantian minyak akan dilakukan
apabila kapasitas menggoreng maksimum pada masing-masing alat telah tercapai.
Kapasitas menggoreng maksimum masing-masing alat digunakan sebagai
indikator penetapan batas kritis pada tahap penggorengan. Data hasil pengamatan
terhadap kapasitas maksimum penggorengan selama bulan Februari dan Maret 2011
dapat dilihat pada Tabel 27. Data hasil pengamatan menunjukkan bahwa proses
penggorengan yang dilakukan pada open fryer dan pressure fryer melebihi kapasitas
menggoreng yang diizinkan. Proses penggorengan yang melebihi kapasitas
maksimum dinilai memiliki resiko bahaya kimiawi yang cukup tinggi. Senyawa
radikal bebas adalah senyawa yang paling mudah terbentuk pada tahap ini. Proses
penggorengan yang dilakukan pada keadaan terbuka memungkinkan terjadinya
kontak antara oksigen dan minyak. Minyak yang bersentuhan dengan oksigen akan
mengalami reaksi oksidasi yang terjadi dalam tiga tahap, yaitu inisiasi (initiation),
perambatan (propagation), pembentukan cabang (branching), dan penghentian
(termination). Tahap inisiasi (initiation) diawali dengan terjadinya pelepasan
hidrogen dari asam lemak tidak jenuh secara homolitik sehingga terbentuk radikal
alkil karena adanya inisiator (panas, oksigen aktif, logam, dan cahaya). Radikal alkil
kemudian bereaksi dengan oksigen membentuk radikal peroksi (propagation) yang
selanjutnya akan bereaksi dengan asam lemak tidak jenuh membentuk hidroproksida
dan radikal alkil. Radikal alkil yang baru kemudian akan bereaksi dengan oksigen.
Hidroperoksida asam lemak tak jenuh yang terbentuk dari reaksi oksidasi sangat
tidak stabil dan mudah mengalami pemecahan menjadi berbagai senyawa flavor dan
produk nonvolatil (branching). Dekomposisi hidroperoksida akan menyebabkan
terjadinya pemutusan gugus -OOH sehingga terbentuk radikal alkoksi dan radikal
hidroksi. Radikal alkoksi kemudian mengalami pemutusan beta pada rantai C-C
sehingga terbentuk aldehid dan radikal alkil yang bersifat karsinogen (termination).
Proses pengendalian lebih lanjut sangat diperlukan guna menghasilkan produk
pangan yang aman untuk dikonsumsi (Luning et al., 2006; Svejkovska et al., 2006).
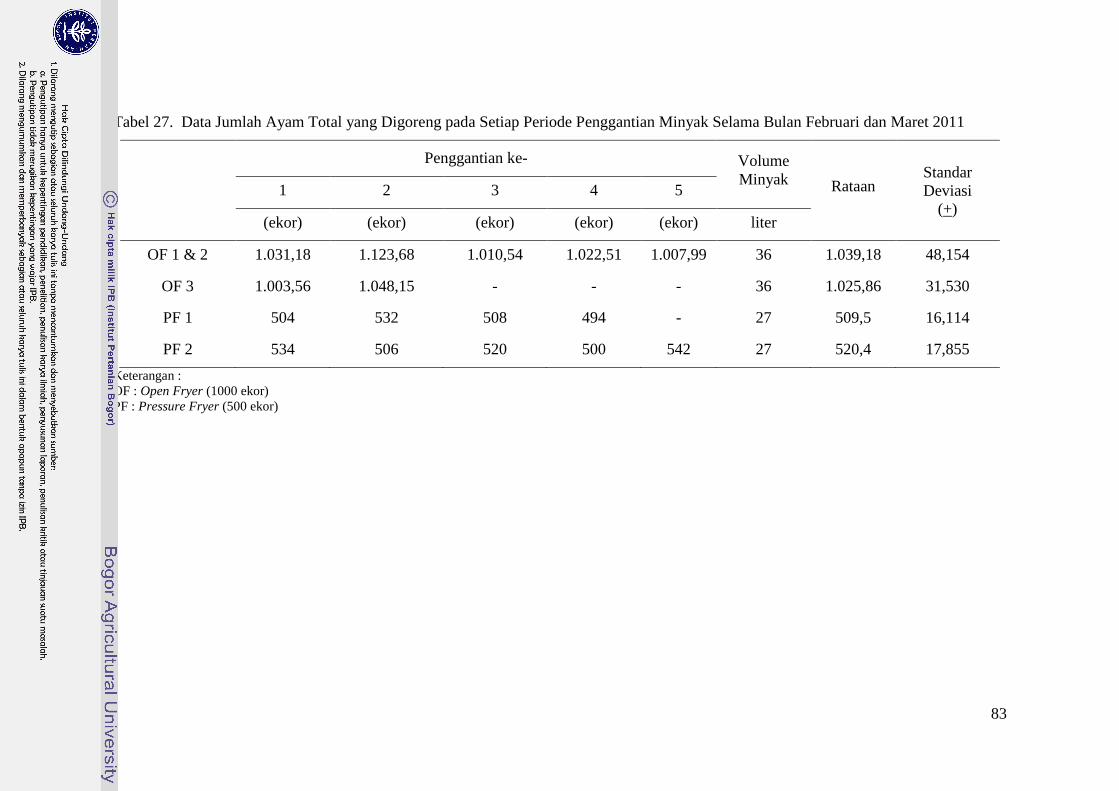
83
Tabel 27. Data Jumlah Ayam Total yang Digoreng pada Setiap Periode Penggantian Minyak Selama Bulan Februari dan Maret 2011
Penggantian ke- Volume
Minyak Rataan Standar
Deviasi
(+)
1 2 3 4 5
(ekor) (ekor) (ekor) (ekor) (ekor) liter
OF 1 & 2 1.031,18 1.123,68 1.010,54 1.022,51 1.007,99 36 1.039,18 48,154
OF 3 1.003,56 1.048,15 - - - 36 1.025,86 31,530
PF 1 504 532 508 494 - 27 509,5 16,114
PF 2 534 506 520 500 542 27 520,4 17,855
Keterangan :
OF : Open Fryer (1000 ekor)
PF : Pressure Fryer (500 ekor)
84
Penetapan Tindakan Monitoring untuk Setiap CCP
Penetapan tindakan monitoring untuk setiap CCP adalah prinsip HACCP
keempat dan langkah penerapan HACCP kesembilan. Kegiatan yang dilakukan oleh
pihak restoran pada tahap monitoring adalah pencatatan jumlah ayam yang digoreng
pada setiap proses penggorengan. Pencatatan jumlah ayam yang digoreng untuk
setiap proses penggorengan dilakukan pada selembar kertas berukuran besar yang
ditempel pada bagian samping holding cabinet yang berada dekat open fryer dan
pressure fryer. Proses pencatatan dilakukan untuk menghindari kemungkinan
terjadinya kelebihan kapasitas menggoreng (over cooking capacity), baik pada ayam
goreng HCC maupun ayam goreng ORC. Proses pencatatan dilakukan tepat setelah
proses penggorengan selesai dilakukan oleh karyawan bagian cook yang sedang
bertugas. Asisstant restaurant manager adalah pihak yang bertanggung jawab
terhadap keabsahan dari data pencatatan jumlah penggorengan yang dilakukan.
Asisstant restaurant manager juga harus melakukan proses pemantauan secara rutin
dan berkala terhadap proses pencatatan data penggorengan guna memperkecil
kemungkinan terjadinya kesalahan pada proses pencatatan.
Penetapan Tindakan Koreksi
Penetapan tindakan koreksi adalah prinsip HACCP kelima dan langkah
penerapan HACCP kesepuluh. Tindakan koreksi, pada tahap penggorengan selaku
CCP, yang dilakukan oleh pihak restoran adalah menerapkan prosedur penghitungan
kembali terhadap data hasil pencatatan jumlah penggorengan setiap harinya. Stock
control adalah pihak yang bertugas melakukan prosedur penghitungan kembali data
hasil pencatatan jumlah penggorengan. Prosedur penghitungan kembali umumnya
dilakukan pada malam hari. Prosedur penghitungan kembali, selaku tindakan
koreksi, bertujuan untuk memperkecil kemungkinan terjadinya kesalahan
perhitungan maupun pencatatan pada data jumlah penggorenggan setiap harinya,
sehingga dapat memperkecil kemungkinan terjadinya over cooking capacity.
Penetapan Prosedur Verifikasi
Penetapan prosedur verifikasi adalah prinsip HACCP keenam dan langkah
penerapan HACCP kesebelas. Prosedur verifikasi yang dilakukan pada restoran ini
terdiri dari dua jenis, yaitu verifikasi dokumen dan verifikasi kegiatan operasional
yang dapat dilihat pada Tabel 26. Prosedur verifikasi dokumen dilakukan setiap
85
bulan melalui pemeriksaan kembali terhadap berkas-berkas pencatatan harian hasil
dari kegiatan operasional pada bulan tersebut, sedangkan prosedur verifikasi kegiatan
operasional dilakukan setiap tiga bulan sekali melalui proses audit terhadap kegiatan
operasional restoran. Prosedur verifikasi dokumen umumnya dilakukan setiap akhir
bulan, sedangkan prosedur verifikasi kegiatan operasional dilakukan secara tiba-tiba
dan tanpa pemberitahuan terlebih dahulu kepada pihak restoran. Kedua prosedur
verifikasi tersebut dilakukan oleh pihak quality assurance secara langsung. Quality
assurance juga bertindak sebagai pihak yang bertanggung jawab penuh atas prosedur
verifikasi yang dilakukan.
Penetapan Prosedur Pencatatan dan Penyimpanan Dokumen
Penetapan prosedur pencatatan dan penyimpanan dokumen adalah prinsip
HACCP ketujuh dan langkah penerapan HACCP terakhir. Penerapan sistem
HACCP pada proses produksi ayam goreng HCC dan ORC di restoran harus diakhiri
atau ditutup dengan prosedur pencatatan (dokumentasi) mengenai penerapan sistem
HACCP dan penyimpanan dokumen hasil pencatatan. Prosedur dokumentasi dan
penyimpanan dokumen hasil pencatatan dilakukan oleh departemen quality
assurance & research and development di bawah pengawasan seorang quality
assurance. Prosedur dokumentasi dan penyimpanan dokumen dilakukan dengan
cara mengumpulkan berkas-berkas pencatatan hasil dari kegiatan operasional harian
untuk kemudian dilakukan proses rekapitulasi hingga diperoleh data pencatatan
bulanan. Dokumen-dokumen hasil proses dokumentasi dan rekapitulasi tersebut
berfungsi sebagai pedoman atau acuan sekaligus bukti otentik dari penerapan sistem
HACCP yang dilakukan oleh restoran. Prosedur ini diharapkan dapat menjamin
bahwa program tersebut terlaksana dengan baik, dapat diperiksa kembali, dan
dipertahankan selama periode tertentu (Sudibyo, 2008).
KESIMPULAN DAN SARAN
Kesimpulan
Restoran telah menerapkan prosedur GMP dan SSOP dengan cukup baik,
akan tetapi masih perlu mendapatkan beberapa penyempurnaan. Hasil perumusan
ketujuh prinsip HACCP menunjukkan bahwa proses pengolahan produk ayam
goreng memiliki satu titik kendali kritis (CCP), yaitu tahap penggorengan.
Saran
Beberapa hal dinilai masih perlu mendapat penyempurnaan, khususnya pada
tahap penerimaan bahan baku dan penggorengan. Prosedur serah terima bahan baku
daging ayam hendaknya lebih disempurnakan menurut acuan standar hygiene, yang
meliputi teknis serah terima yang lebih hati-hati di tempat yang tertutup. Prosedur
serah terima dan pemeriksaan suhu bahan baku daging ayam hendaknya juga
dilakukan secara cepat serta melibatkan tidak hanya stock control agar suhu daging
ayam tidak meningkat melewati batas yang diizinkan. Penetapan kapasitas
maksimum pada setiap periode penggorengan perlu lebih dikendalikan sebagai
langkah yang dilakukan restoran untuk menanggulangi resiko bahaya kimia.
Kapasitas maksimum penggorengan juga digunakan sebagai indikator penetapan
batas kritis, kegiatan monitoring, dan tindakan koreksi. Restoran diharapakan dapat
memperketat kegiatan pemantauan pada proses penggorengan, sebab proses
penggorengan yang dilakukan pada open fryer dan pressure fryer terkadang melebihi
kapasitas maksimum penggorengan yang diizinkan. Asisstant restaurant manager,
selaku pihak yang bertanggung jawab atas seluruh kegiatan operasional restoran,
diharapkan dapat melakukan kegiatan pemantauan secara langsung dan berkala.
UCAPAN TERIMA KASIH
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas
segala kasih karunia dan mujizat-Nya sehingga penulis dapat menyelesaikan studi
dengan sangat baik. Penulis menyampaikan terima kasih yang sebesarnya kepada
Tuti Suryati, S.Pt., M.Si. dan Zakiah Wulandari, S.TP., M.Si. selaku pembimbing
skripsi utama dan anggota atas bimbingan, petunjuk, nasihat, dan kesabarannya
dalam membimbing penulis dari awal penulisan proposal hingga dapat
menyelesaikan tugas akhir dengan baik. Penulis juga menyampaikan terima kasih
yang sebesarnya kepada Prof. Dr. Ir. Cece Sumantri, M.Agr.Sc. selaku pembimbing
akademik, Dr. Ir. Henny Nuraini, M.Si., Maria Ulfah, S.Pt., M.Sc.Agr., Ir. Niken
Ulupi, MS., Dr. Ir. Sumiati, M.Sc., dan kepada seluruh Bapak dan Ibu Dosen IPTP
dan INTP yang tidak dapat disebutkan satu per satu atas, nasihat, ilmu, perhatian, dan
petunjuk yang telah diberikan kepada penulis selama berada di IPB.
Penulis juga berterima kasih secara khusus kepada Jenita selaku rekan
magang penelitian, keluarga besar IPTP 44, PMK IPB, dan teman-teman
seperjuangan 44 untuk suasana kebersamaan dan semua kenangan selama berkuliah.
Penulis selalu mengharapkan dan mendoakan yang terbaik bagi teman-teman semua.
Penulis tidak lupa mengucapkan terima kasih yang sebesarnya kepada pihak
restoran cepat saji dan bagian HRD kantor pusat. Penulis menyampaikan terima
kasih kepada Bapak Rodi selaku Head Manager restoran, keempat assistant
manager, dan seluruh karyawan restoran cepat saji. Terima kasih untuk semua
pengalaman baru dan suasana kekeluargaan yang diberikan selama magang
penelitian berlangsung.
Terakhir dan terutama, penulis ingin menyampaikan rasa terima kasih yang
sebesar dan sedalamnya kepada kedua orang tua, adik, dan kekasih tercinta, Bapak
Ir. Handy Tondas, Ibu dr. Nana Saputra, Kalmi Yael Tondas, dan Michelle Sufian
untuk semua dukungan dan doa yang telah diberikan sehingga penulis dapat
menyelesaikan studi di Fakultas Peternakan IPB dengan sangat baik. Akhir kata,
penulis sampaikan terima kasih yang sebesarnya kepada seluruh civitas akademika
Fakultas Peternakan IPB. Penulis berharap skripsi ini dapat bermanfaat bagi
kemajuan dunia pendidikan dan peternakan di Indonesia. Amin.
88
DAFTAR PUSTAKA
Abdullah, A. Y. & S. K. Matarneh. 2010. Broiler performance and the effects of
carcass weight, broiler sex, and postchill carcass aging duration on breast
fillet quality characteristics. J. Appl. Poultry Research 19 : 46 – 58.
Aprido, B. 2005. Optimalisasi distribusi dan penyimpanan persediaan karkas ayam
broiler pada PT. Fast Food Indonesia, Tbk. di wilayah Jabotabek. Skripsi.
Fakultas Pertanian. Institut Pertanian Bogor, Bogor.
Badan Standarisasi Nasional. 2009. Standar Nasional Indonesia 7388:2009. Batas
Maksimum Cemaran Mikroba dalam Pangan, Jakarta.
Badan Standarisasi Nasional. 2009. Standar Nasional Indonesia 3924:2009. Mutu
Karkas dan Daging Ayam, Jakarta.
Badan Standarisasi Nasional. 2000. Standar Nasional Indonesia 6366:2000. Batas
Maksimum Cemaran Mikroba dan Batas Maksimum Residu dalam Bahan
Makanan Asal Hewan, Jakarta.
Badan Standarisasi Nasional. 1998. Standar Nasional Indonesia 4852:1998. Sistem
Analisa Bahaya dan Pengendalian Titik Kritis (Hazard Analysis Critical
Control Point – HACCP) serta Pedoman Penerapannya, Jakarta.
Badan Standarisasi Nasional. 1996. Standar Nasional Indonesia 3553:1996. Syarat
Mutu Air Minum dalam Kemasan, Jakarta.
Badan Standarisasi Nasional. 1992. Standar Nasional Indonesia 3146:1992. Proses
Pengolahan Ayam Beku, Jakarta.
Baran, F. & M. Gulmez. 2000. The occurence of Escherichia coli O157:H7 in the
ground beef and chicken drumsticks. J. Food Safety 2 : 13 – 15.
Brown, A. 2000. Understanding Food : Principles and Preparation. Wadsworth,
USA.
Center for Food Safety and Applied Nutrition. 2003. Foodborne Pathogenic
Microorganisms and Natural Toxins Handbook. In : Luning, P. A., F.
Devlieghere, & R. Verhé (Eds.). Safety in the Agri-food Chain. Wageningen
Academic Publishers, Netherlands.
Chen, T. C. 1982. Studies on the marinating of chicken parts for deep-fat frying. J.
Food Sci. 47 : 1016 – 1017. http://onlinelibrary.wiley.com [23 Maret 2011].
Choe, E. & D. B. Min. 2007. Chemistry of deep-fat frying oils. J. Food Sci. 72 (5) :
77 – 86.
Cliver, D. O. 1992. Overview of Biological, Chemical, and Physical Hazard. In : M.
D. Pierson & D. A. Corlett Jr. (Eds.). HACCP Principles and Applications.
Van Nostrand Reinhold, New York.
Codex Alimentarius Commission. 1997. Food Hygiene Basic Text, Rome.
89
Corlett, D. A. 1992. Overview of Biological, Chemical, and Physical Hazard. In :
M. D. Pierson & D. A. Corlett Jr. (Eds.). HACCP Principles and
Applications. Van Nostrand Reinhold, New York.
Crammer, M. 2006. Food Plant Sanitation, Design, Maintenance, and Good
Manufacturing Practices. CRC Press, New York.
Davies, E. A. & M. R. Adams. 1994. Resistance of Listeria monocytogenes to the
Bacteriocin Nisin. In : Luning, P. A., F. Devlieghere, & R. Verhé (Eds.).
Safety in the Agri-food Chain. Wageningen Academic Publishers,
Netherlands.
Departemen Ilmu dan Teknologi Pangan. 2007. Panduan Penyusunan Rencana
Hazard Analysis Critical Control Point (HACCP) bagi Industri Pangan.
Fakultas Teknologi Pertanian. Institut Pertanian Bogor, Bogor.
Departemen Kesehatan Republik Indonesia. 1998. Pedoman Umum Pemeriksaan
Sarana Pengolahan Makanan dan Minuman. Badan POM RI, Jakarta.
Djaafar, T. F. & S. Rahayu. 2007. Cemaran mikroba pada produk pertanian,
penyakit yang ditimbulkan, dan pencegahannya. J. Litbang Pertanian 26 (2) :
67 – 75.
Doyle, M. P. & J. L. Schoeni. 1987. Isolation of Escherichia coli O157:H7 from
retail fresh meats and poultry. J. Appl. Environ. Microbiol. 53 (10) : 2394 -
2396.
Doyle, M. P., T. Zhao, J. Meng, & S. Zhao. 1997. Escherichia coli O157:H7. In :
Luning, P. A., F. Devlieghere, & R. Verhé (Eds.). Safety in the Agri-food
Chain. Wageningen Academic Publishers, Netherlands.
Food and Drug Administration. 2003. Risk Assessment Reinforces That Keeping
Ready-To-Eat Foods Cold May be the Key to Reducing Listeriosis. In :
Luning, P. A., F. Devlieghere, & R. Verhé (Eds.). Safety in the Agri-food
Chain. Wageningen Academic Publishers, Netherlands.
Fellows, P. J. 2000. Food Processing Technology. 2nd
ed. Woodhead Publishing
Ltd., England.
Hardjosworo, P. S. & Rukmiasih. 2000. Meningkatkan Produksi Daging Unggas.
Penebar Swadaya, Jakarta.
International Commission of Microbiological Specification for Foods (ICMSF).
1992. Overview of Biological, Chemical, and Physical Hazard. In : M. D.
Pierson & D. A. Corlett Jr. (Eds.). HACCP Principles and Applications. Van
Nostrand Reinhold, New York.
Kementerian Negara Sekretaris Negara. 1996. Undang-Undang Republik Indonesia
No. 7. Tentang Pangan, Jakarta.

90
Keputusan Menteri Kesehatan Republik Indonesia. 2003. Nomor
715/MENKES/SK/V/2003. Tentang Persyaratan Hygiene Sanitasi Jasaboga.
Jakarta.
Labbé, R. G. 1989. Clostridium perfringens. In : Luning, P. A., F. Devlieghere, &
R. Verhé (Eds.). Safety in the Agri-food Chain. Wageningen Academic
Publishers, Netherlands.
Lui-ping, F., M. Zhang, G. N. Xiao, J. C. Sun, & Q. Tao. 2005. The optimization of
vacuum frying to dehydrate carrot chips. J. Food Sci. 40 : 911 – 919.
http://onlinelibrary.wiley.com [10 Juli 2011].
Luning, P. A., F. Devlieghere, & R. Verhé. 2006. Safety in The Agri-food Chain.
Wageningen Academic Publishers, Netherlands.
Mbata, T. I. 2005. Poultry meat pathogens and its control. J. Food Safety 7 : 20 –
28.
Mead, G. C. 2004. Microbiological quality of poultry meat : a review. J. Braz.
Poul. Sci. 6 : 135 - 142.
Mortimore, S. & C. Wallace. 2001. Food Industry Briefing Series : HACCP.
Blackwell Science Ltd., England.
Muchtadi, T. R. 2008. Teknologi Proses Pengolahan Pangan. IPB Press, Bogor.
Nachamkin, I. 1997. Campylobacter jejuni. In : Luning, P. A., F. Devlieghere, &
R. Verhé (Eds.). Safety in the Agri-food Chain. Wageningen Academic
Publishers, Netherlands.
National Advisory Committee on Microbiological Criteria for Foods (NACMCF).
1990. HACCP Principles for Food Production. In : M. D. Pierson & D. A.
Corlett Jr. (Eds.). HACCP Principles and Applications. Van Nostrand
Reinhold, New York.
Park, S. F. 2002. The Physiology of Campylobacter Species and Its Relevance to
Their Role as Foodborne Pathogens. In : Luning, P. A., F. Devlieghere, & R.
Verhé (Eds.). Safety in the Agri-food Chain. Wageningen Academic
Publishers, Netherlands.
Patterson, S. P., R. D. Phillips, H. M. Kay, H. Yen-con, & S. C. Manjeet. 2004. Fat
reduction affects quality of Akara (fried cowpea paste). J. Food Sci. 6 : 681 -
693. http://onlinelibrary.wiley.com [10 Juli 2011].
Phillips, C. A. 2001. Arcobacter spp in Food : Isolation, Identification, and Control.
In : Luning, P. A., F. Devlieghere, & R. Verhé (Eds.). Safety in the Agri-
food Chain. Wageningen Academic Publishers, Netherlands.
Pierson, M. D. & D. A. Corlett Jr. 1992. HACCP Principles and Applications. Van
Nostrand Reinhold, New York.
91
Poumeyrol, M. 1988. Clostridium perfringens. In : Luning, P. A., F. Devlieghere,
& R. Verhé (Eds.). Safety in the Agri-food Chain. Wageningen Academic
Publishers, Netherlands.
Purnomo, H. 1995. Aktivitas Air dan Peranannya dalam Pengawetan Pangan. UI
Press, Jakarta.
PT. Fastfood Indonesia. 2006. Makalah seminar presentasi company profile PT.
Fastfood Indonesia, Tbk. Departemen Marketing PT. Fastfood Indonesia,
Jakarta.
Sudibyo, A. 2008. Penyiapan kelayakan persyaratan dasar dan penyusunan rencana
HACCP (Hazard Analysis and Critical Control Point) untuk produksi mi
kering pada PT. Kuala Pangan di Citeureup, Bogor. Tesis. Sekolah
Pascasarjana, Institut Pertanian Bogor, Bogor.
Svejkovska, B., M. Dolezal, & J. Velisek. 2006. Formation and decomposition of 3-
monochloropropane-1,2-diol esters in models simulating processed foods.
Czech J. Food Sci. 24 : 172 – 179.
Takenaka, S. 2005. Quality Enhancement in Food Processing through HACCP.
Asian Productivity Organization, Tokyo.
Tauxe, R. V. 2002. Surveillance and investigation of foodborne diseases; roles for
public health in meeting objectives for food safety. J. Food Cont. 13 (6 - 7) :
363 - 369. http://www.sciencedirect.com [16 May 2011].
Thaheer, H. 2005. Sistem Manajemen HACCP. Bumi Aksara, Jakarta.
Vandamme, P., E. Falsen, R. Rossau, P. Segers, R. Tygat, & J. Delay. 1991.
Revision of Campylobacter, Helicobacter, and Woinella Taxonomy :
Emendation of Genetic Descriptions and Proposal for Arcobacter Gen. In :
Luning, P. A., F. Devlieghere, & R. Verhé (Eds.). Safety in the Agri-food
Chain. Wageningen Academic Publishers, Netherlands.
Walker, E., C. Pritchard, & S. Forsythe. 2003. Hazard analysis critical control point
and prerequisite programme implementation in small and rnedium size food
business. J. Food Cont. 14 : 169 – 174. http://www.sciencedirect.com [16
May 2011].
Wasowicz, E., A. Gramza, M. Hes, H. H. Jelen, J. Korczak, M. Matecka, S. M.
Szkudlarz, M. Rudzinska, U. Samotyja, & R. Z. Wojtasiak. 2004. Oxidation
of lipids in food. Pol. J. Food Nut. Sci. 13 (54) : 87 - 100.
Winarno, F. G. & Surono. 2002. HACCP dan Penerapannya dalam Industri Pangan.
M-Brio Press, Bogor.
World Health Organization. 1997. A WHO Guide to Good Manufacturing Practice
(GMP) Requirements Part 2 : Validation. WHO, Geneva.
LAMPIRAN
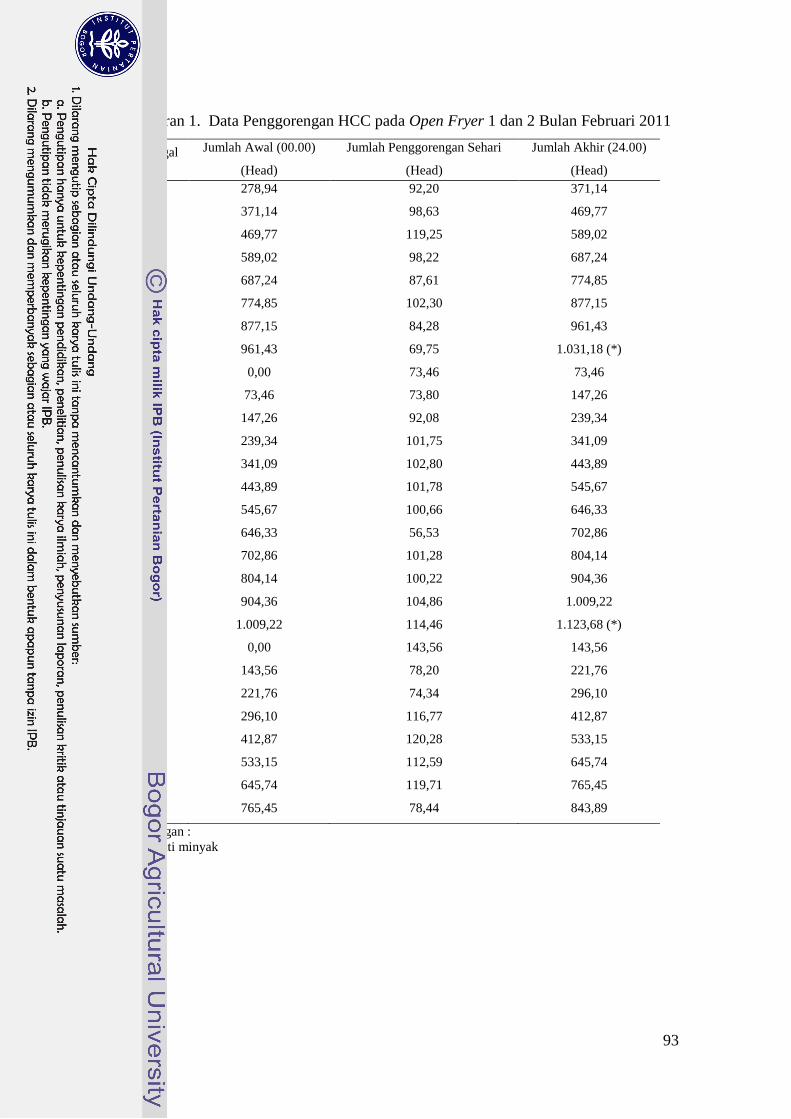
93
Lampiran 1. Data Penggorengan HCC pada Open Fryer 1 dan 2 Bulan Februari 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 278,94 92,20 371,14
2 371,14 98,63 469,77
3 469,77 119,25 589,02
4 589,02 98,22 687,24
5 687,24 87,61 774,85
6 774,85 102,30 877,15
7 877,15 84,28 961,43
8 961,43 69,75 1.031,18 (*)
9 0,00 73,46 73,46
10 73,46 73,80 147,26
11 147,26 92,08 239,34
12 239,34 101,75 341,09
13 341,09 102,80 443,89
14 443,89 101,78 545,67
15 545,67 100,66 646,33
16 646,33 56,53 702,86
17 702,86 101,28 804,14
18 804,14 100,22 904,36
19 904,36 104,86 1.009,22
20 1.009,22 114,46 1.123,68 (*)
21 0,00 143,56 143,56
22 143,56 78,20 221,76
23 221,76 74,34 296,10
24 296,10 116,77 412,87
25 412,87 120,28 533,15
26 533,15 112,59 645,74
27 645,74 119,71 765,45
28 765,45 78,44 843,89
Keterangan :
(*) : ganti minyak
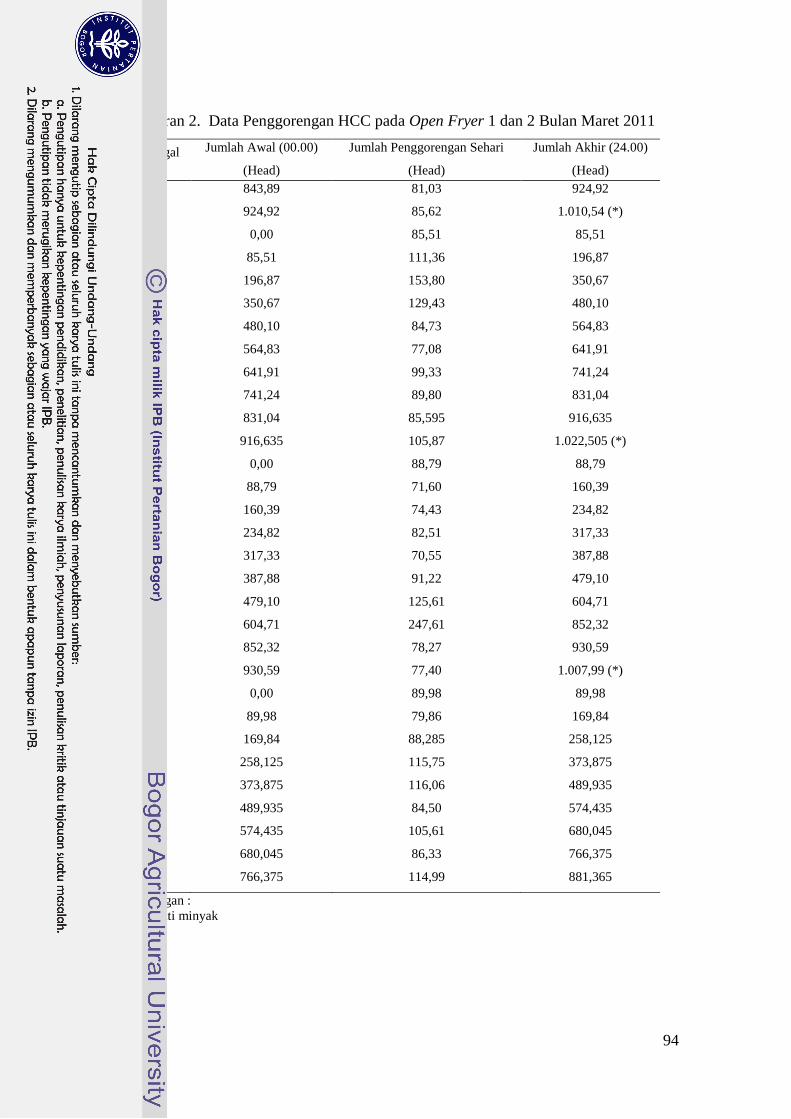
94
Lampiran 2. Data Penggorengan HCC pada Open Fryer 1 dan 2 Bulan Maret 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 843,89 81,03 924,92
2 924,92 85,62 1.010,54 (*)
3 0,00 85,51 85,51
4 85,51 111,36 196,87
5 196,87 153,80 350,67
6 350,67 129,43 480,10
7 480,10 84,73 564,83
8 564,83 77,08 641,91
9 641,91 99,33 741,24
10 741,24 89,80 831,04
11 831,04 85,595 916,635
12 916,635 105,87 1.022,505 (*)
13 0,00 88,79 88,79
14 88,79 71,60 160,39
15 160,39 74,43 234,82
16 234,82 82,51 317,33
17 317,33 70,55 387,88
18 387,88 91,22 479,10
19 479,10 125,61 604,71
20 604,71 247,61 852,32
21 852,32 78,27 930,59
22 930,59 77,40 1.007,99 (*)
23 0,00 89,98 89,98
24 89,98 79,86 169,84
25 169,84 88,285 258,125
26 258,125 115,75 373,875
27 373,875 116,06 489,935
28 489,935 84,50 574,435
29 574,435 105,61 680,045
30 680,045 86,33 766,375
31 766,375 114,99 881,365
Keterangan :
(*) : ganti minyak
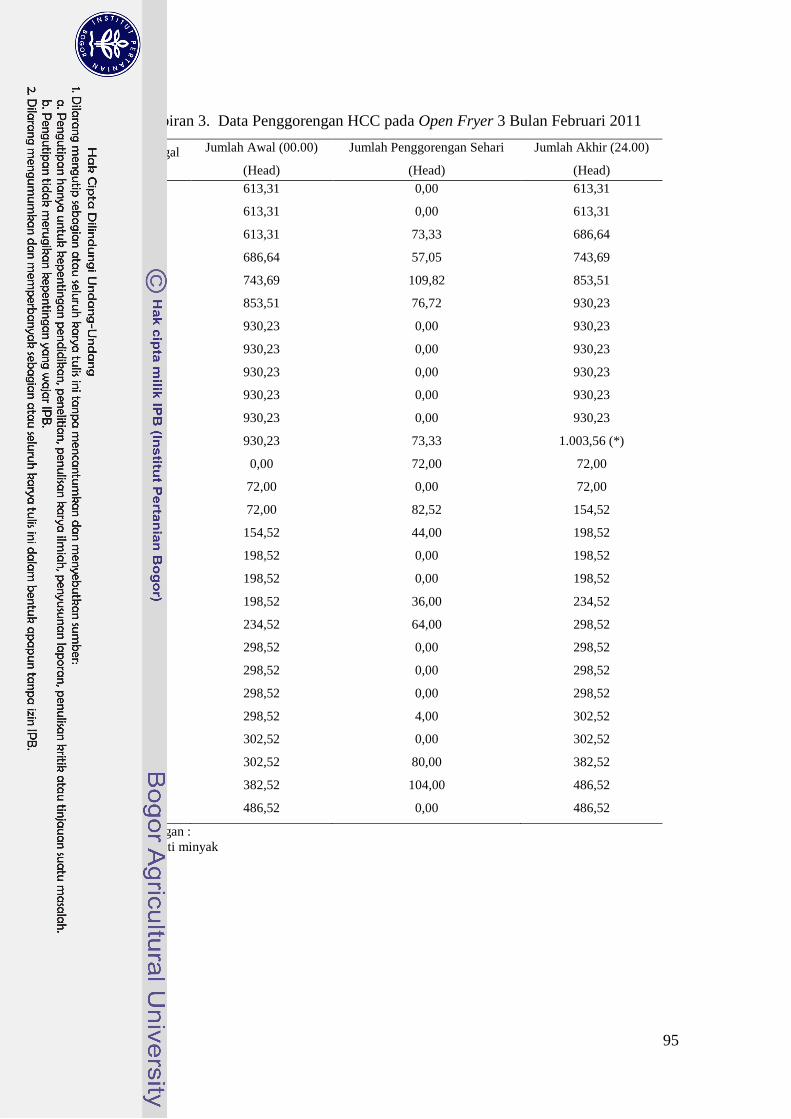
95
Lampiran 3. Data Penggorengan HCC pada Open Fryer 3 Bulan Februari 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 613,31 0,00 613,31
2 613,31 0,00 613,31
3 613,31 73,33 686,64
4 686,64 57,05 743,69
5 743,69 109,82 853,51
6 853,51 76,72 930,23
7 930,23 0,00 930,23
8 930,23 0,00 930,23
9 930,23 0,00 930,23
10 930,23 0,00 930,23
11 930,23 0,00 930,23
12 930,23 73,33 1.003,56 (*)
13 0,00 72,00 72,00
14 72,00 0,00 72,00
15 72,00 82,52 154,52
16 154,52 44,00 198,52
17 198,52 0,00 198,52
18 198,52 0,00 198,52
19 198,52 36,00 234,52
20 234,52 64,00 298,52
21 298,52 0,00 298,52
22 298,52 0,00 298,52
23 298,52 0,00 298,52
24 298,52 4,00 302,52
25 302,52 0,00 302,52
26 302,52 80,00 382,52
27 382,52 104,00 486,52
28 486,52 0,00 486,52
Keterangan :
(*) : ganti minyak
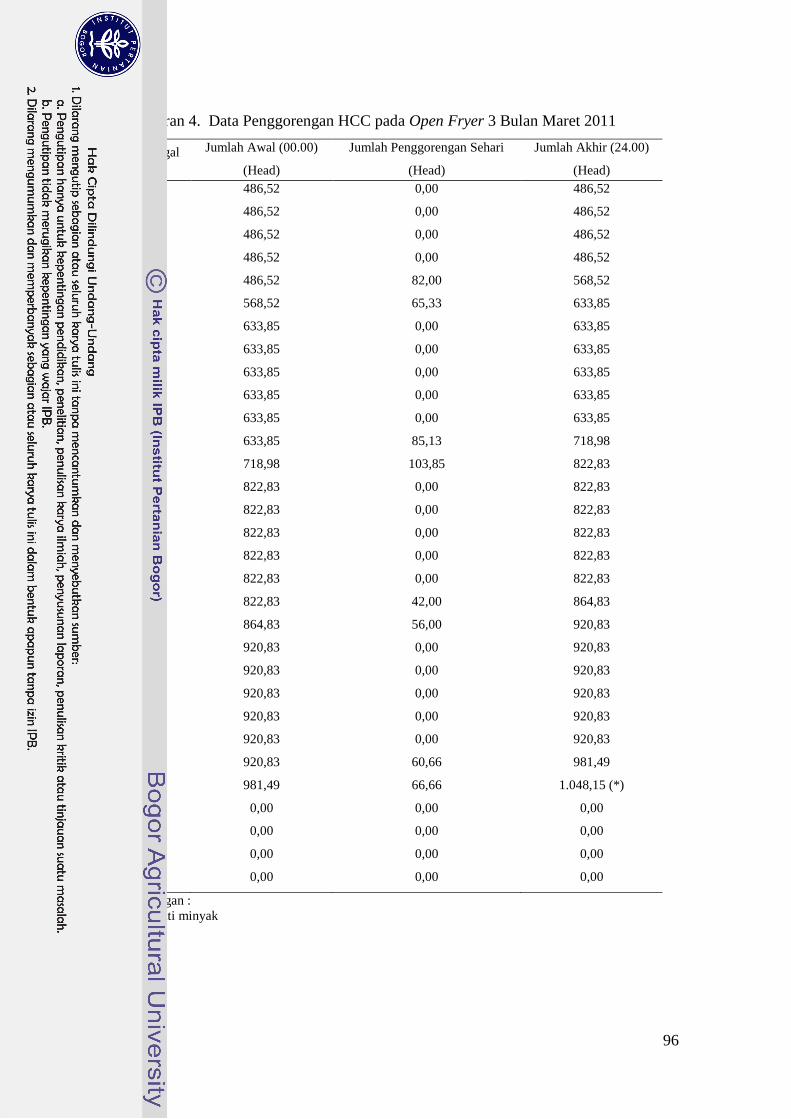
96
Lampiran 4. Data Penggorengan HCC pada Open Fryer 3 Bulan Maret 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 486,52 0,00 486,52
2 486,52 0,00 486,52
3 486,52 0,00 486,52
4 486,52 0,00 486,52
5 486,52 82,00 568,52
6 568,52 65,33 633,85
7 633,85 0,00 633,85
8 633,85 0,00 633,85
9 633,85 0,00 633,85
10 633,85 0,00 633,85
11 633,85 0,00 633,85
12 633,85 85,13 718,98
13 718,98 103,85 822,83
14 822,83 0,00 822,83
15 822,83 0,00 822,83
16 822,83 0,00 822,83
17 822,83 0,00 822,83
18 822,83 0,00 822,83
19 822,83 42,00 864,83
20 864,83 56,00 920,83
21 920,83 0,00 920,83
22 920,83 0,00 920,83
23 920,83 0,00 920,83
24 920,83 0,00 920,83
25 920,83 0,00 920,83
26 920,83 60,66 981,49
27 981,49 66,66 1.048,15 (*)
28 0,00 0,00 0,00
29 0,00 0,00 0,00
30 0,00 0,00 0,00
31 0,00 0,00 0,00
Keterangan :
(*) : ganti minyak
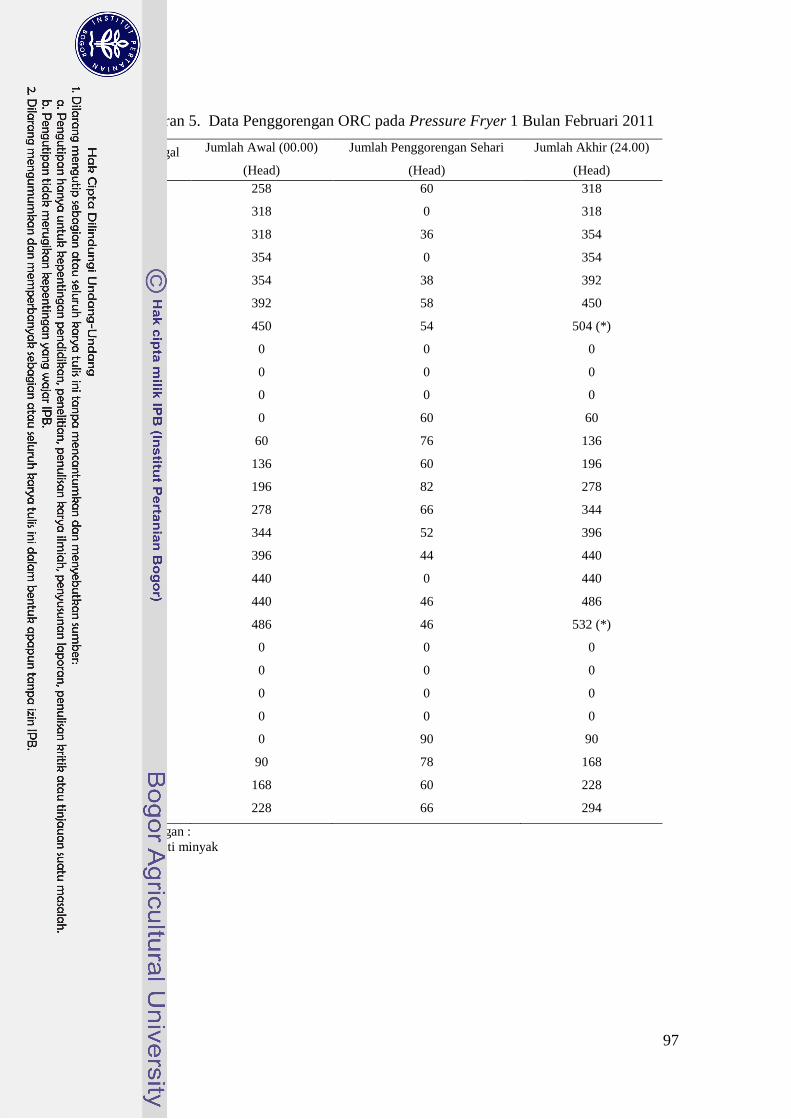
97
Lampiran 5. Data Penggorengan ORC pada Pressure Fryer 1 Bulan Februari 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 258 60 318
2 318 0 318
3 318 36 354
4 354 0 354
5 354 38 392
6 392 58 450
7 450 54 504 (*)
8 0 0 0
9 0 0 0
10 0 0 0
11 0 60 60
12 60 76 136
13 136 60 196
14 196 82 278
15 278 66 344
16 344 52 396
17 396 44 440
18 440 0 440
19 440 46 486
20 486 46 532 (*)
21 0 0 0
22 0 0 0
23 0 0 0
24 0 0 0
25 0 90 90
26 90 78 168
27 168 60 228
28 228 66 294
Keterangan :
(*) : ganti minyak
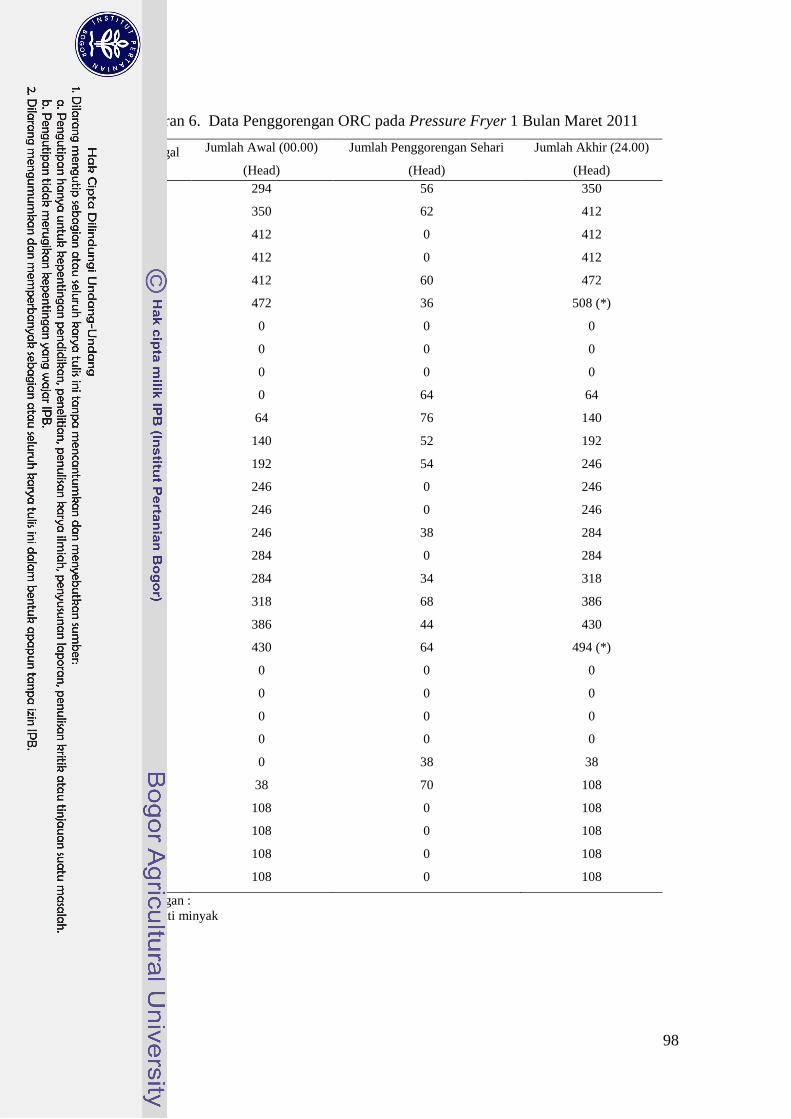
98
Lampiran 6. Data Penggorengan ORC pada Pressure Fryer 1 Bulan Maret 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 294 56 350
2 350 62 412
3 412 0 412
4 412 0 412
5 412 60 472
6 472 36 508 (*)
7 0 0 0
8 0 0 0
9 0 0 0
10 0 64 64
11 64 76 140
12 140 52 192
13 192 54 246
14 246 0 246
15 246 0 246
16 246 38 284
17 284 0 284
18 284 34 318
19 318 68 386
20 386 44 430
21 430 64 494 (*)
22 0 0 0
23 0 0 0
24 0 0 0
25 0 0 0
26 0 38 38
27 38 70 108
28 108 0 108
29 108 0 108
30 108 0 108
31 108 0 108
Keterangan :
(*) : ganti minyak
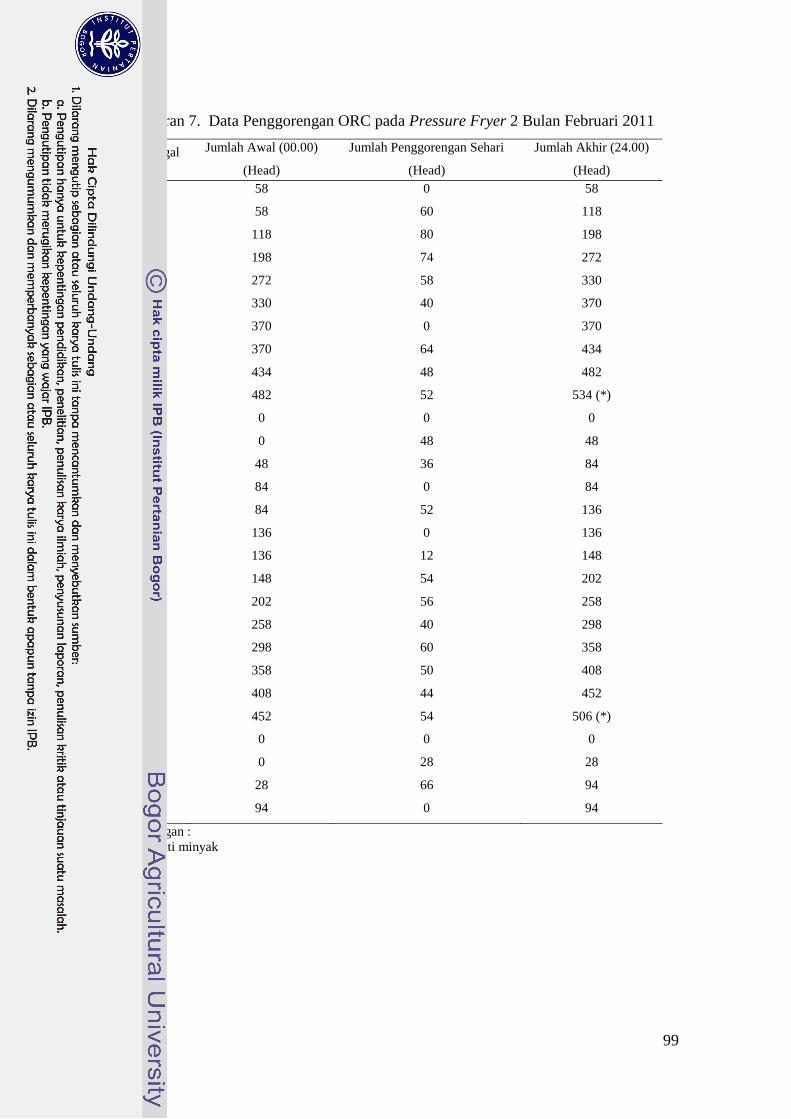
99
Lampiran 7. Data Penggorengan ORC pada Pressure Fryer 2 Bulan Februari 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 58 0 58
2 58 60 118
3 118 80 198
4 198 74 272
5 272 58 330
6 330 40 370
7 370 0 370
8 370 64 434
9 434 48 482
10 482 52 534 (*)
11 0 0 0
12 0 48 48
13 48 36 84
14 84 0 84
15 84 52 136
16 136 0 136
17 136 12 148
18 148 54 202
19 202 56 258
20 258 40 298
21 298 60 358
22 358 50 408
23 408 44 452
24 452 54 506 (*)
25 0 0 0
26 0 28 28
27 28 66 94
28 94 0 94
Keterangan :
(*) : ganti minyak
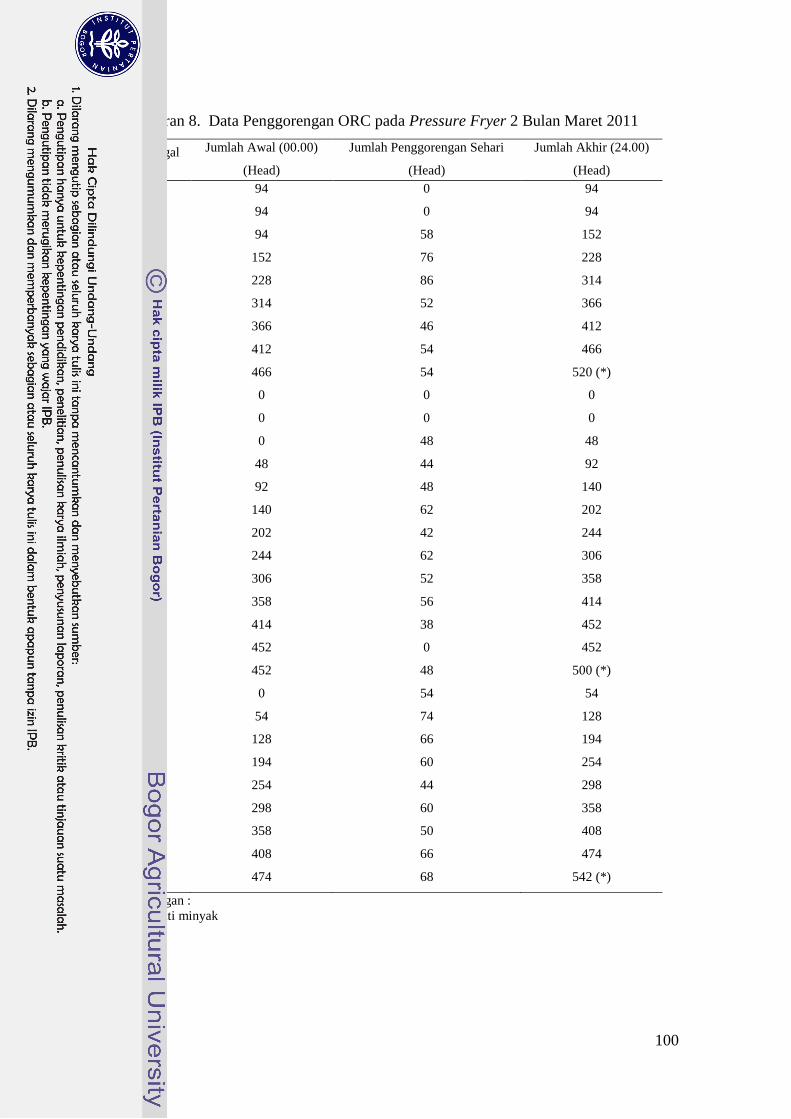
100
Lampiran 8. Data Penggorengan ORC pada Pressure Fryer 2 Bulan Maret 2011
Tanggal Jumlah Awal (00.00)
(Head)
Jumlah Penggorengan Sehari
(Head)
Jumlah Akhir (24.00)
(Head)
1 94 0 94
2 94 0 94
3 94 58 152
4 152 76 228
5 228 86 314
6 314 52 366
7 366 46 412
8 412 54 466
9 466 54 520 (*)
10 0 0 0
11 0 0 0
12 0 48 48
13 48 44 92
14 92 48 140
15 140 62 202
16 202 42 244
17 244 62 306
18 306 52 358
19 358 56 414
20 414 38 452
21 452 0 452
22 452 48 500 (*)
23 0 54 54
24 54 74 128
25 128 66 194
26 194 60 254
27 254 44 298
28 298 60 358
29 358 50 408
30 408 66 474
31 474 68 542 (*)
Keterangan :
(*) : ganti minyak
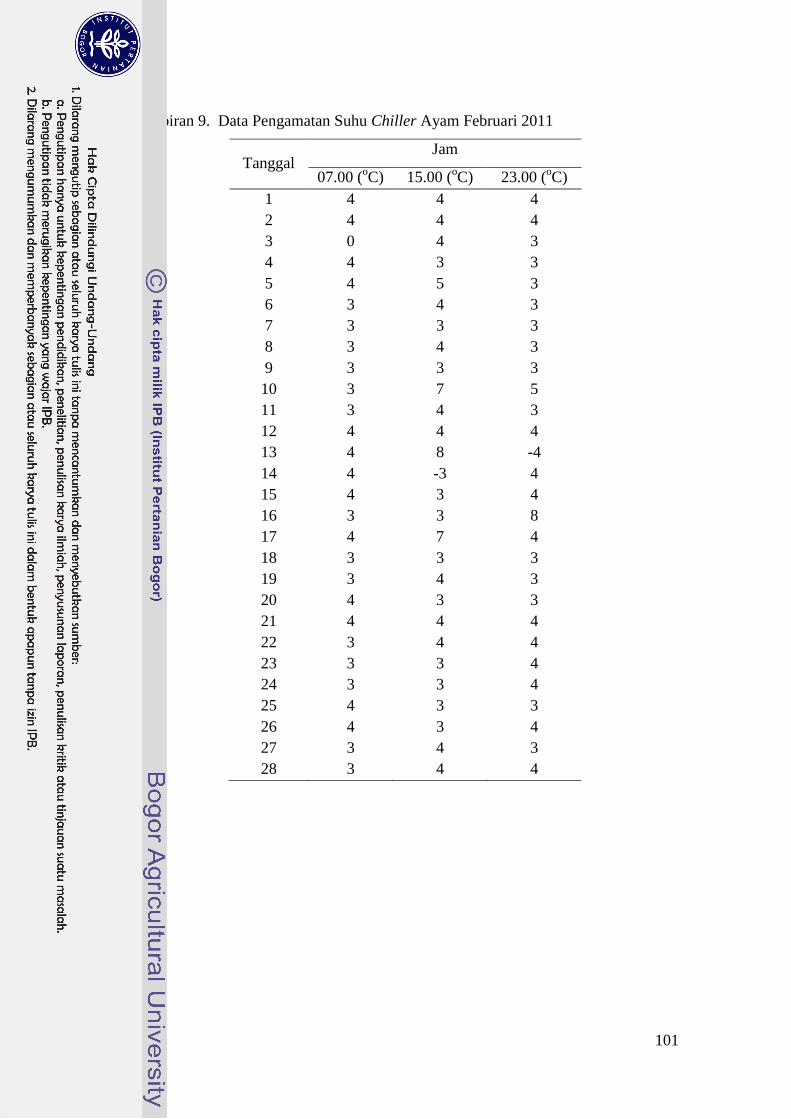
101
Lampiran 9. Data Pengamatan Suhu Chiller Ayam Februari 2011
Tanggal Jam
07.00 (oC) 15.00 (
oC) 23.00 (
oC)
1 4 4 4
2 4 4 4
3 0 4 3
4 4 3 3
5 4 5 3
6 3 4 3
7 3 3 3
8 3 4 3
9 3 3 3
10 3 7 5
11 3 4 3
12 4 4 4
13 4 8 -4
14 4 -3 4
15 4 3 4
16 3 3 8
17 4 7 4
18 3 3 3
19 3 4 3
20 4 3 3
21 4 4 4
22 3 4 4
23 3 3 4
24 3 3 4
25 4 3 3
26 4 3 4
27 3 4 3
28 3 4 4
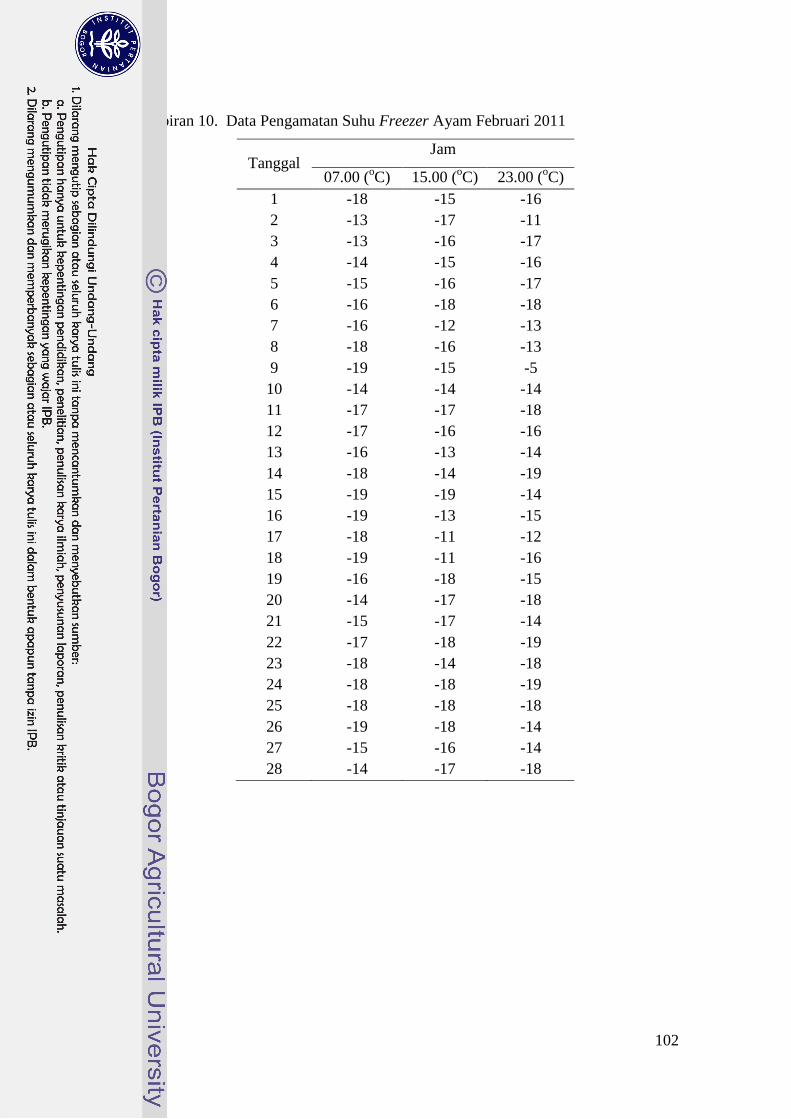
102
Lampiran 10. Data Pengamatan Suhu Freezer Ayam Februari 2011
Tanggal Jam
07.00 (oC) 15.00 (
oC) 23.00 (
oC)
1 -18 -15 -16
2 -13 -17 -11
3 -13 -16 -17
4 -14 -15 -16
5 -15 -16 -17
6 -16 -18 -18
7 -16 -12 -13
8 -18 -16 -13
9 -19 -15 -5
10 -14 -14 -14
11 -17 -17 -18
12 -17 -16 -16
13 -16 -13 -14
14 -18 -14 -19
15 -19 -19 -14
16 -19 -13 -15
17 -18 -11 -12
18 -19 -11 -16
19 -16 -18 -15
20 -14 -17 -18
21 -15 -17 -14
22 -17 -18 -19
23 -18 -14 -18
24 -18 -18 -19
25 -18 -18 -18
26 -19 -18 -14
27 -15 -16 -14
28 -14 -17 -18
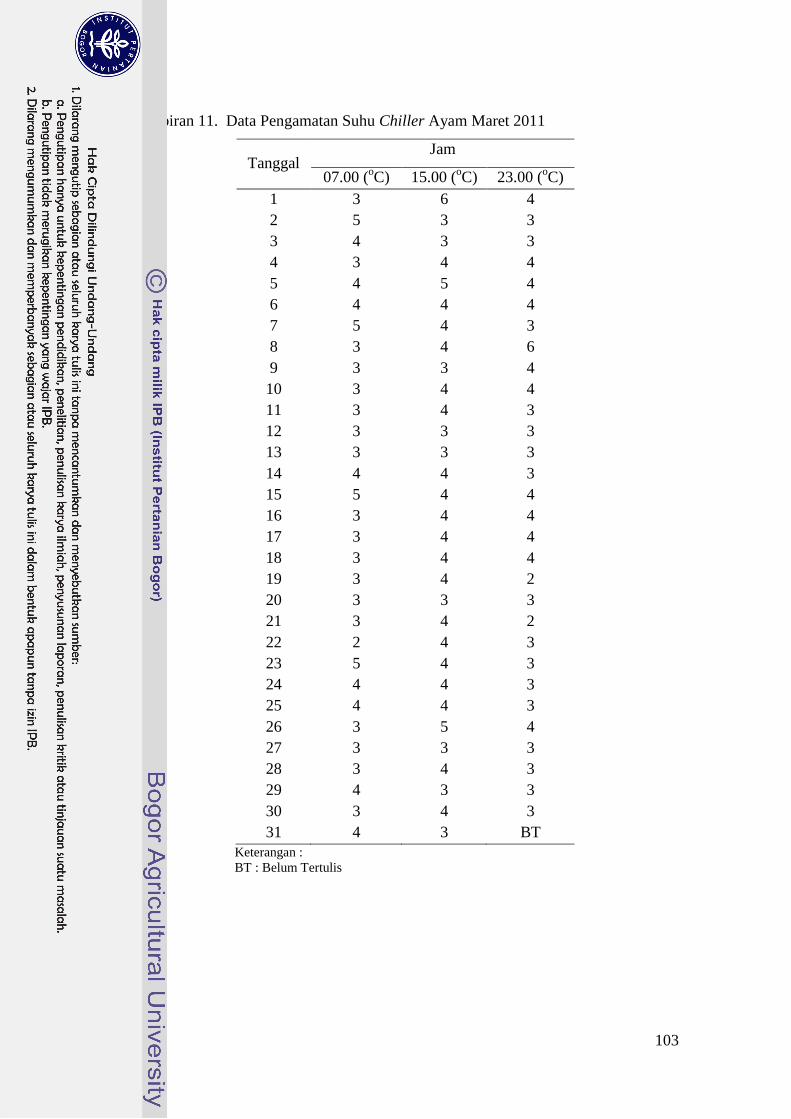
103
Lampiran 11. Data Pengamatan Suhu Chiller Ayam Maret 2011
Tanggal Jam
07.00 (oC) 15.00 (
oC) 23.00 (
oC)
1 3 6 4
2 5 3 3
3 4 3 3
4 3 4 4
5 4 5 4
6 4 4 4
7 5 4 3
8 3 4 6
9 3 3 4
10 3 4 4
11 3 4 3
12 3 3 3
13 3 3 3
14 4 4 3
15 5 4 4
16 3 4 4
17 3 4 4
18 3 4 4
19 3 4 2
20 3 3 3
21 3 4 2
22 2 4 3
23 5 4 3
24 4 4 3
25 4 4 3
26 3 5 4
27 3 3 3
28 3 4 3
29 4 3 3
30 3 4 3
31 4 3 BT
Keterangan :
BT : Belum Tertulis
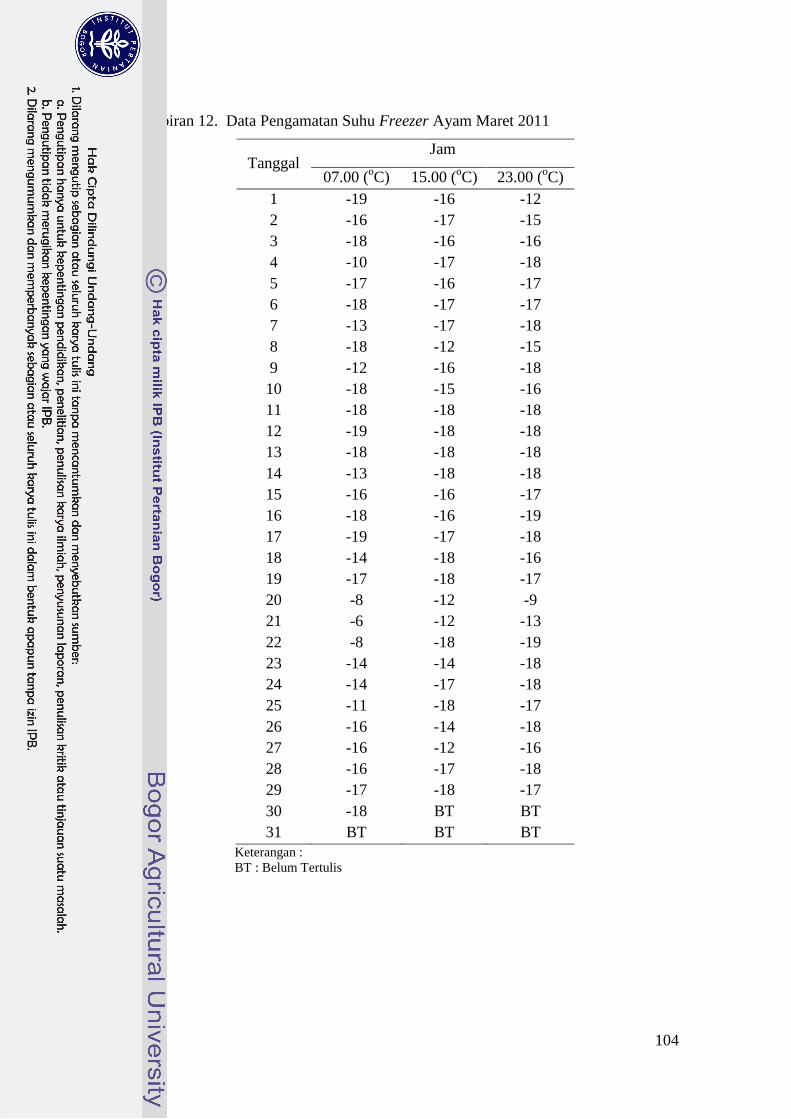
104
Lampiran 12. Data Pengamatan Suhu Freezer Ayam Maret 2011
Tanggal Jam
07.00 (oC) 15.00 (
oC) 23.00 (
oC)
1 -19 -16 -12
2 -16 -17 -15
3 -18 -16 -16
4 -10 -17 -18
5 -17 -16 -17
6 -18 -17 -17
7 -13 -17 -18
8 -18 -12 -15
9 -12 -16 -18
10 -18 -15 -16
11 -18 -18 -18
12 -19 -18 -18
13 -18 -18 -18
14 -13 -18 -18
15 -16 -16 -17
16 -18 -16 -19
17 -19 -17 -18
18 -14 -18 -16
19 -17 -18 -17
20 -8 -12 -9
21 -6 -12 -13
22 -8 -18 -19
23 -14 -14 -18
24 -14 -17 -18
25 -11 -18 -17
26 -16 -14 -18
27 -16 -12 -16
28 -16 -17 -18
29 -17 -18 -17
30 -18 BT BT
31 BT BT BT
Keterangan :
BT : Belum Tertulis
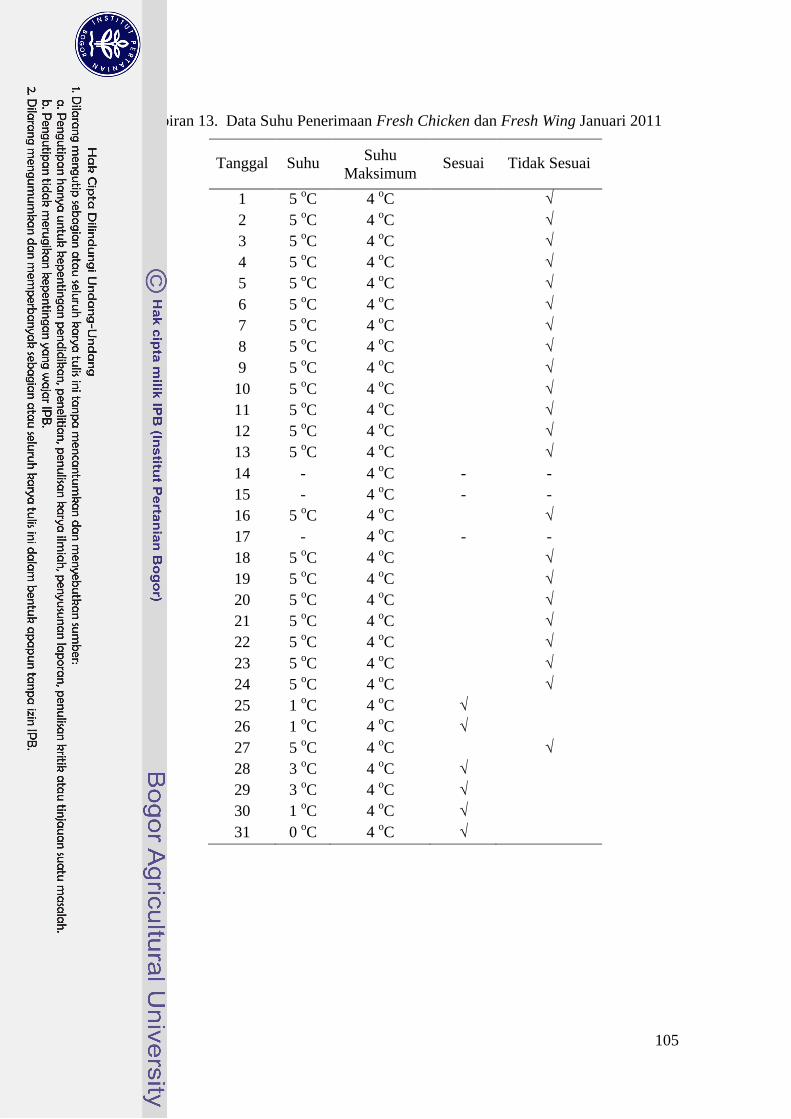
105
Lampiran 13. Data Suhu Penerimaan Fresh Chicken dan Fresh Wing Januari 2011
Tanggal Suhu Suhu
Maksimum Sesuai Tidak Sesuai
1 5 oC 4
oC √
2 5 oC 4
oC √
3 5 oC 4
oC √
4 5 oC 4
oC √
5 5 oC 4
oC √
6 5 oC 4
oC √
7 5 oC 4
oC √
8 5 oC 4
oC √
9 5 oC 4
oC √
10 5 oC 4
oC √
11 5 oC 4
oC √
12 5 oC 4
oC √
13 5 oC 4
oC √
14 - 4 oC - -
15 - 4 oC - -
16 5 oC 4
oC √
17 - 4 oC - -
18 5 oC 4
oC √
19 5 oC 4
oC √
20 5 oC 4
oC √
21 5 oC 4
oC √
22 5 oC 4
oC √
23 5 oC 4
oC √
24 5 oC 4
oC √
25 1 oC 4
oC √
26 1 oC 4
oC √
27 5 oC 4
oC √
28 3 oC 4
oC √
29 3 oC 4
oC √
30 1 oC 4
oC √
31 0 oC 4
oC √
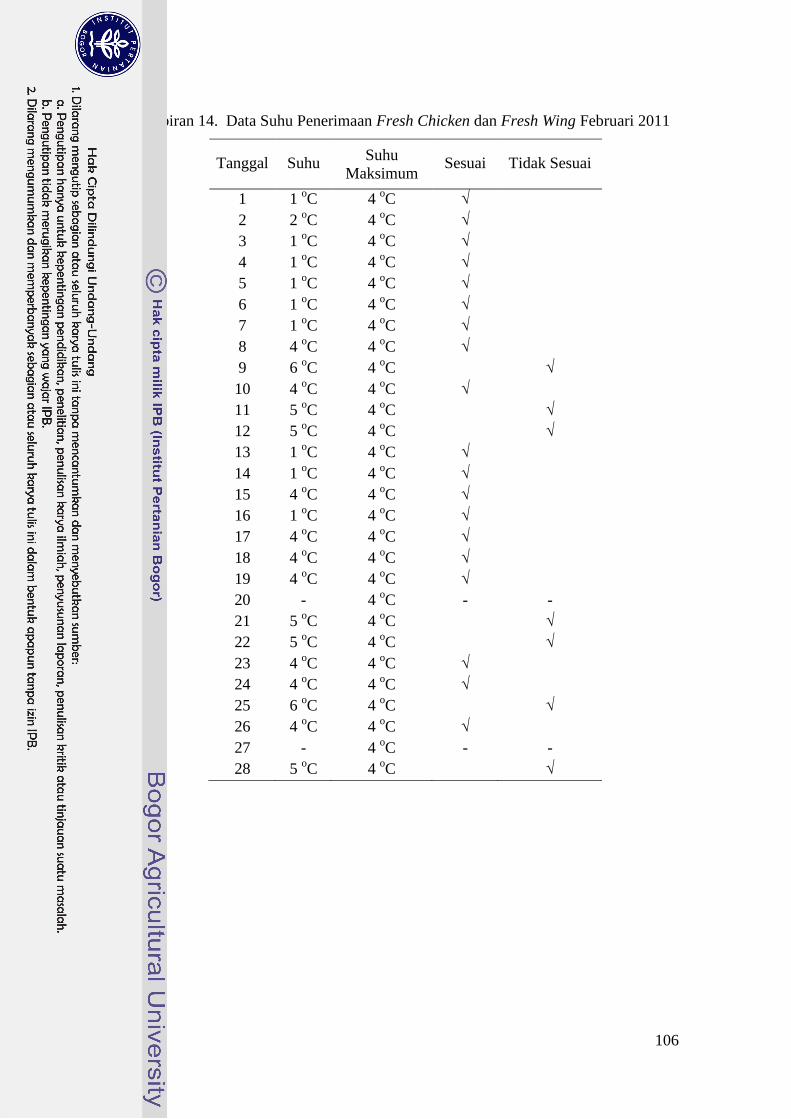
106
Lampiran 14. Data Suhu Penerimaan Fresh Chicken dan Fresh Wing Februari 2011
Tanggal Suhu Suhu
Maksimum Sesuai Tidak Sesuai
1 1 oC 4
oC √
2 2 oC 4
oC √
3 1 oC 4
oC √
4 1 oC 4
oC √
5 1 oC 4
oC √
6 1 oC 4
oC √
7 1 oC 4
oC √
8 4 oC 4
oC √
9 6 oC 4
oC √
10 4 oC 4
oC √
11 5 oC 4
oC √
12 5 oC 4
oC √
13 1 oC 4
oC √
14 1 oC 4
oC √
15 4 oC 4
oC √
16 1 oC 4
oC √
17 4 oC 4
oC √
18 4 oC 4
oC √
19 4 oC 4
oC √
20 - 4 oC - -
21 5 oC 4
oC √
22 5 oC 4
oC √
23 4 oC 4
oC √
24 4 oC 4
oC √
25 6 oC 4
oC √
26 4 oC 4
oC √
27 - 4 oC - -
28 5 oC 4
oC √
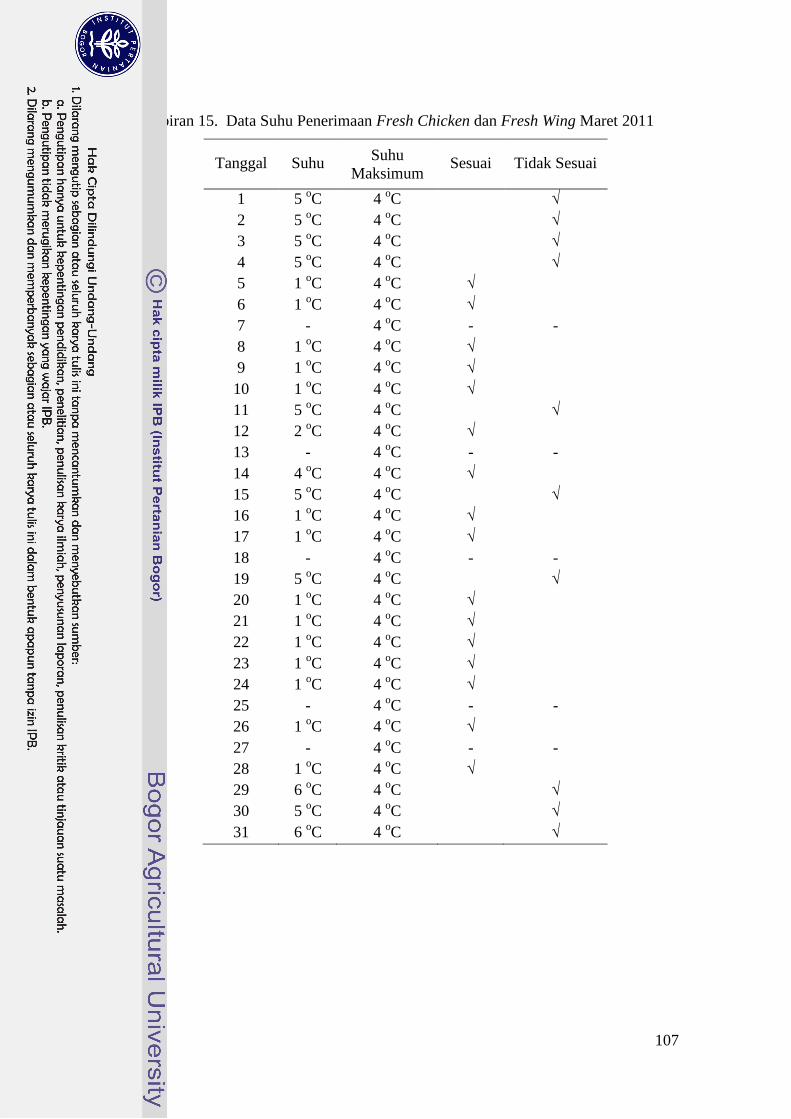
107
Lampiran 15. Data Suhu Penerimaan Fresh Chicken dan Fresh Wing Maret 2011
Tanggal Suhu Suhu
Maksimum Sesuai Tidak Sesuai
1 5 oC 4
oC
√
2 5 oC 4
oC √
3 5 oC 4
oC √
4 5 oC 4
oC √
5 1 oC 4
oC √
6 1 oC 4
oC √
7 - 4 oC
- -
8 1 oC 4
oC √
9 1 oC 4
oC √
10 1 oC 4
oC √
11 5 oC 4
oC √
12 2 oC 4
oC √
13 - 4 oC - -
14 4 oC 4
oC √
15 5 oC 4
oC √
16 1 oC 4
oC √
17 1 oC 4
oC √
18 - 4 oC - -
19 5 oC 4
oC √
20 1 oC 4
oC √
21 1 oC 4
oC √
22 1 oC 4
oC √
23 1 oC 4
oC √
24 1 oC 4
oC √
25 - 4 oC - -
26 1 oC 4
oC √
27 - 4 oC - -
28 1 oC 4
oC √
29 6 oC 4
oC √
30 5 oC 4
oC √
31 6 oC 4
oC √
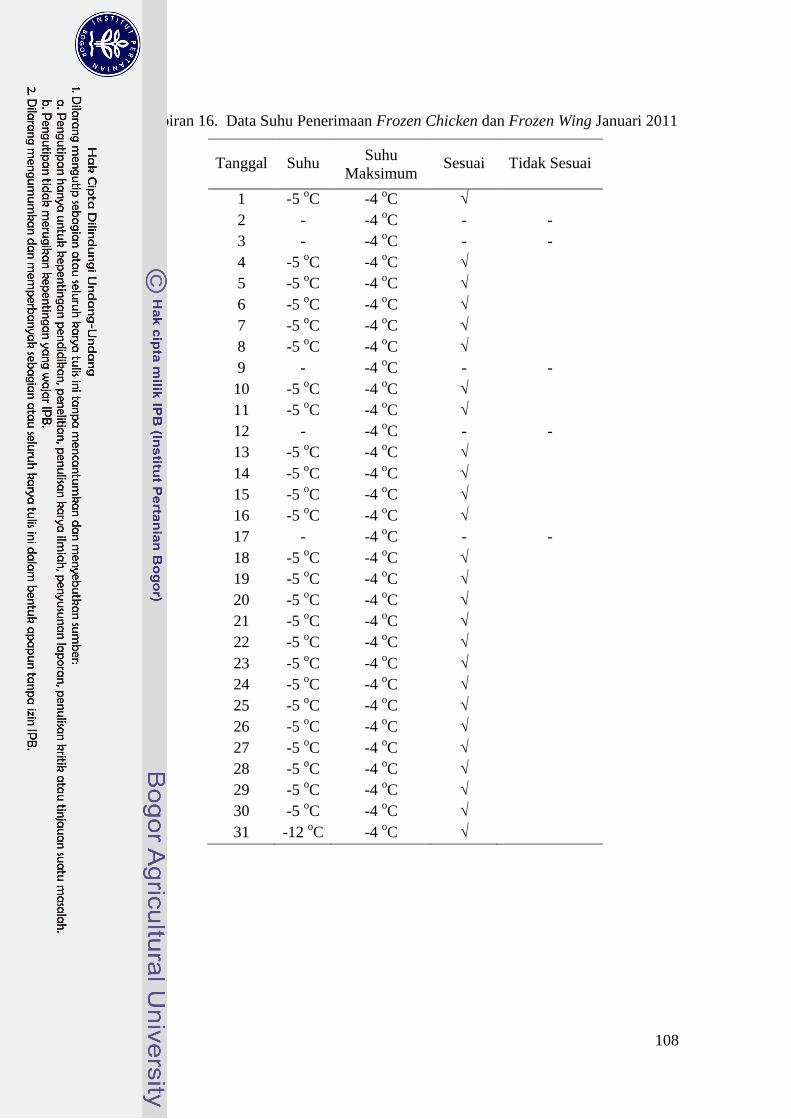
108
Lampiran 16. Data Suhu Penerimaan Frozen Chicken dan Frozen Wing Januari 2011
Tanggal Suhu Suhu
Maksimum Sesuai Tidak Sesuai
1 -5 oC -4
oC √
2 - -4 oC - -
3 - -4 oC - -
4 -5 oC -4
oC √
5 -5 oC -4
oC √
6 -5 oC -4
oC √
7 -5 oC -4
oC √
8 -5 oC -4
oC √
9 - -4 oC - -
10 -5 oC -4
oC √
11 -5 oC -4
oC √
12 - -4 oC - -
13 -5 oC -4
oC √
14 -5 oC -4
oC √
15 -5 oC -4
oC √
16 -5 oC -4
oC √
17 - -4 oC - -
18 -5 oC -4
oC √
19 -5 oC -4
oC √
20 -5 oC -4
oC √
21 -5 oC -4
oC √
22 -5 oC -4
oC √
23 -5 oC -4
oC √
24 -5 oC -4
oC √
25 -5 oC -4
oC √
26 -5 oC -4
oC √
27 -5 oC -4
oC √
28 -5 oC -4
oC √
29 -5 oC -4
oC √
30 -5 oC -4
oC √
31 -12 oC -4
oC √
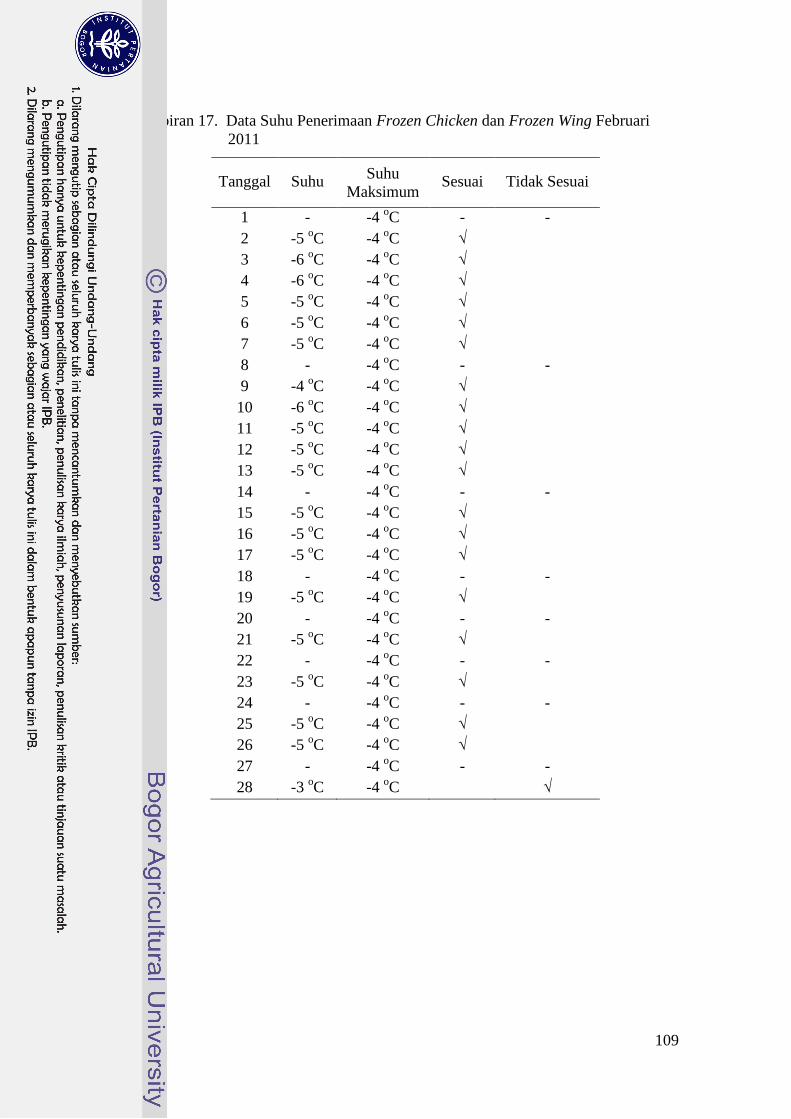
109
Lampiran 17. Data Suhu Penerimaan Frozen Chicken dan Frozen Wing Februari
2011
Tanggal Suhu Suhu
Maksimum Sesuai Tidak Sesuai
1 - -4 oC - -
2 -5 oC -4
oC √
3 -6 oC -4
oC √
4 -6 oC -4
oC √
5 -5 oC -4
oC √
6 -5 oC -4
oC √
7 -5 oC -4
oC √
8 - -4 oC - -
9 -4 oC -4
oC √
10 -6 oC -4
oC √
11 -5 oC -4
oC √
12 -5 oC -4
oC √
13 -5 oC -4
oC √
14 - -4 oC - -
15 -5 oC -4
oC √
16 -5 oC -4
oC √
17 -5 oC -4
oC √
18 - -4 oC - -
19 -5 oC -4
oC √
20 - -4 oC - -
21 -5 oC -4
oC √
22 - -4 oC - -
23 -5 oC -4
oC √
24 - -4 oC - -
25 -5 oC -4
oC √
26 -5 oC -4
oC √
27 - -4 oC - -
28 -3 oC -4
oC √
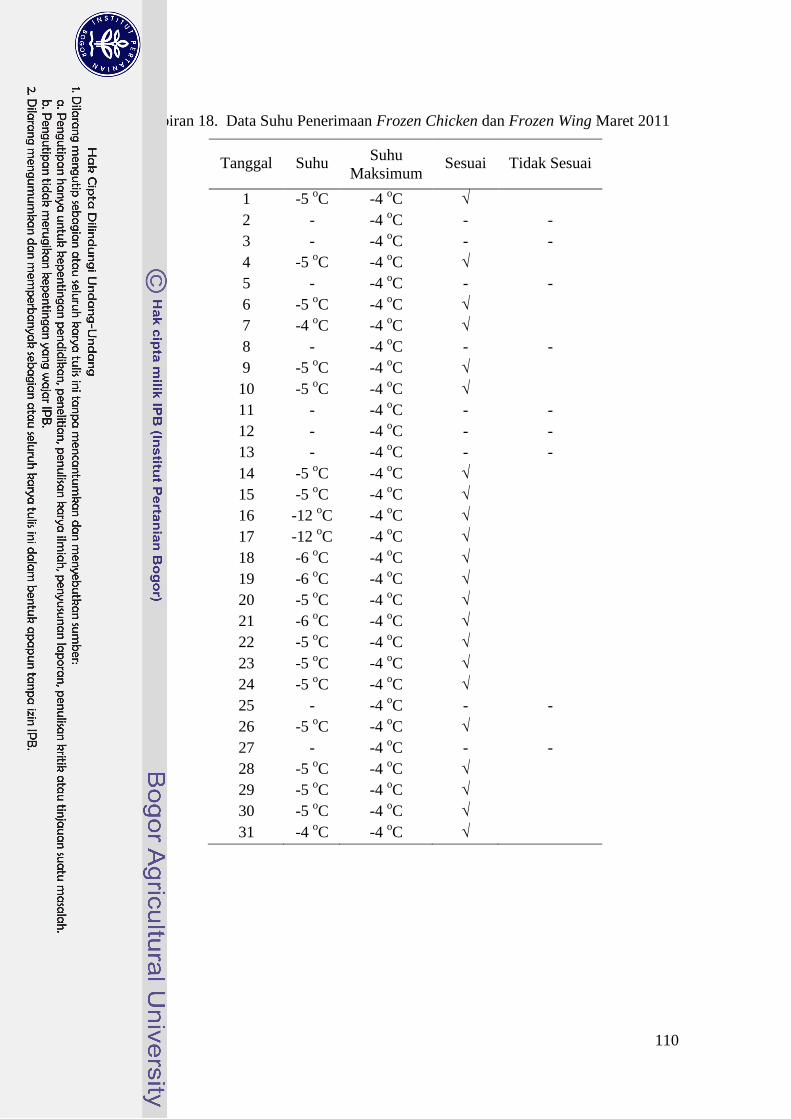
110
Lampiran 18. Data Suhu Penerimaan Frozen Chicken dan Frozen Wing Maret 2011
Tanggal Suhu Suhu
Maksimum Sesuai Tidak Sesuai
1 -5 oC -4
oC √
2 - -4 oC - -
3 - -4 oC - -
4 -5 oC -4
oC √
5 - -4 oC - -
6 -5 oC -4
oC √
7 -4 oC -4
oC √
8 - -4 oC - -
9 -5 oC -4
oC √
10 -5 oC -4
oC √
11 - -4 oC - -
12 - -4 oC - -
13 - -4 oC - -
14 -5 oC -4
oC √
15 -5 oC -4
oC √
16 -12 oC -4
oC √
17 -12 oC -4
oC √
18 -6 oC -4
oC √
19 -6 oC -4
oC √
20 -5 oC -4
oC √
21 -6 oC -4
oC √
22 -5 oC -4
oC √
23 -5 oC -4
oC √
24 -5 oC -4
oC √
25 - -4 oC - -
26 -5 oC -4
oC √
27 - -4 oC - -
28 -5 oC -4
oC √
29 -5 oC -4
oC √
30 -5 oC -4
oC √
31 -4 oC -4
oC √
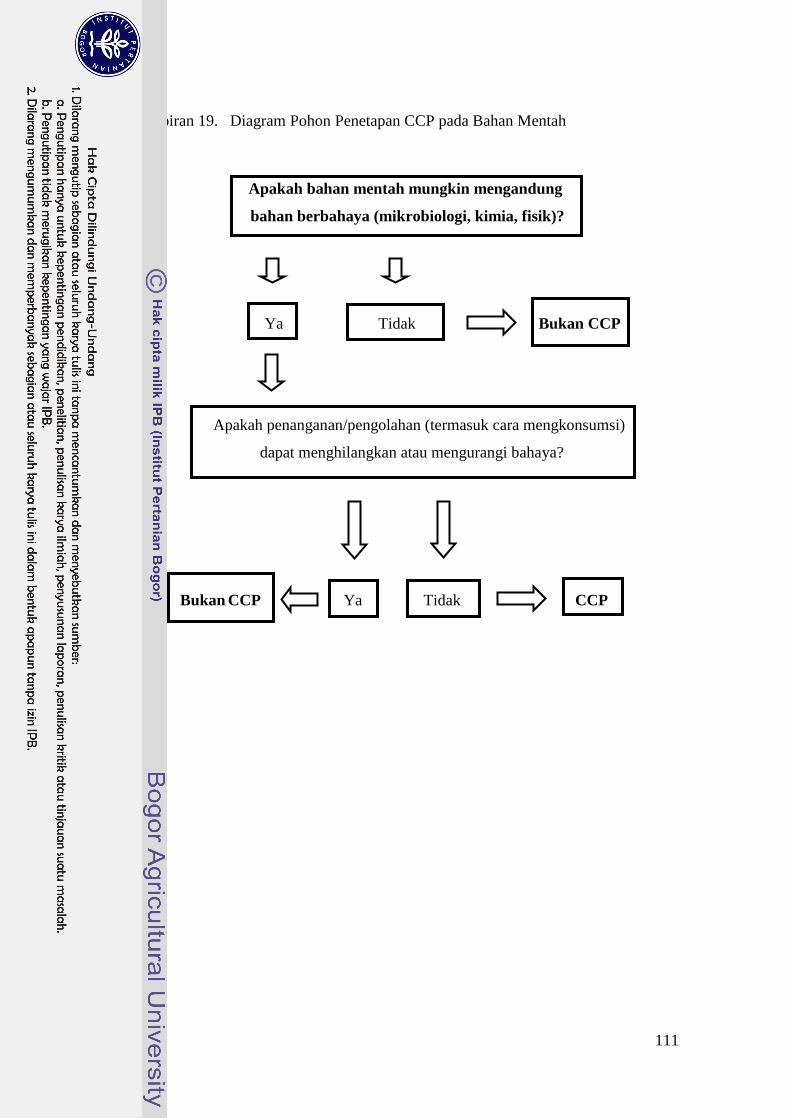
111
Lampiran 19. Diagram Pohon Penetapan CCP pada Bahan Mentah
Apakah bahan mentah mungkin mengandung
bahan berbahaya (mikrobiologi, kimia, fisik)?
Ya Tidak Bukan CCP
Apakah penanganan/pengolahan (termasuk cara mengkonsumsi)
dapat menghilangkan atau mengurangi bahaya?
Bukan CCP Ya Tidak CCP
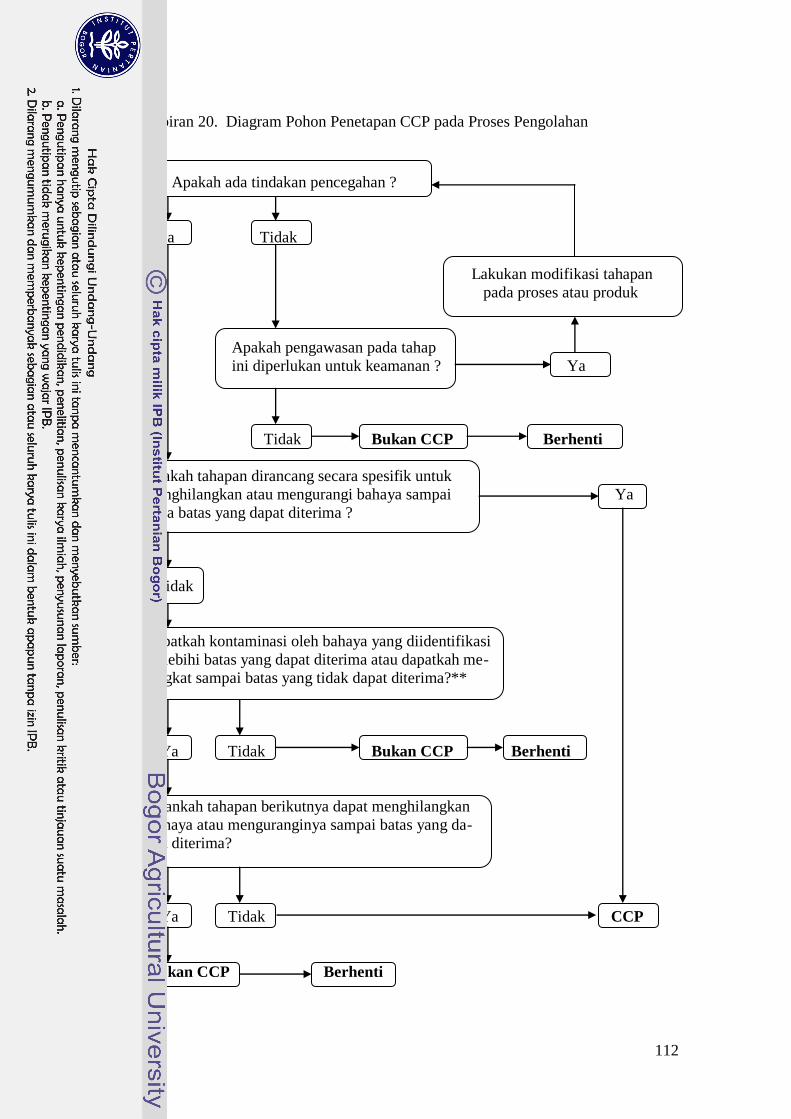
112
Lampiran 20. Diagram Pohon Penetapan CCP pada Proses Pengolahan
P1 Apakah ada tindakan pencegahan ?
Ya Tidak
Lakukan modifikasi tahapan
pada proses atau produk
Apakah pengawasan pada tahap
ini diperlukan untuk keamanan ? Ya
Tidak Bukan CCP Berhenti
P2 Apakah tahapan dirancang secara spesifik untuk
menghilangkan atau mengurangi bahaya sampai Ya
pada batas yang dapat diterima ?
Tidak
P3 Dapatkah kontaminasi oleh bahaya yang diidentifikasi
melebihi batas yang dapat diterima atau dapatkah me-
ningkat sampai batas yang tidak dapat diterima?**
Ya Tidak Bukan CCP Berhenti
P4 Akankah tahapan berikutnya dapat menghilangkan
bahaya atau menguranginya sampai batas yang da-
pat diterima?
Ya Tidak CCP
Bukan CCP Berhenti